

PEST CONTROL REQUISITI E CORRETTE PRASSI IGIENICHE ESCLUSIVA MIN. LOLLOBRIGIDA “VALORIZZARE IL NOSTRO MODELLO PRODUTTIVO” www.alimentinews.it BIMESTRALE –EDITORE QUINE Srl –20141 MILANO –VIA G. SPADOLINI, 7 ISSN 1721-5366 Confezionamento e pesatura velocità e precisione Produzione & Igiene N°2 APRILE 2023
 FRANCESCO LOLLOBRIGIDA
FRANCESCO LOLLOBRIGIDA
SUSSIDIARIETÀ PER DARE FORZA ALLE FILIERE
Pubblichiamo la lettera che il Ministro Lollobrigida ha voluto rivolgere, tramite le pagine della rivista, direttamente ai Tecnologi Alimentari, a seguito dell’incontro e della proficua discussione che il Presidente Lorenzo Aspesi ha avuto con il Ministro lo scorso gennaio. In quella sede si sono aperte le porte alla collaborazione nella semplificazione e sussidiarietà in cui la professione di TA può ricavare interessanti opportunità per supportare l’evoluzione dell’industria alimentare verso nuovi orizzonti.

Ritengo che governare la Nazione, specialmente in quest’epoca, significhi anche confrontarsi con sfide cruciali. Le crisi multiple, la situazione geopolitica e l’instabilità dei mercati sono solo alcune delle questioni prioritarie che il Governo Meloni sta affrontando con un impegno quotidiano. Ci sono poi minacce meno visibili, ma che ci vedono in prima linea nel contrasto ai loro effetti. Solo per rimanere ai fatti degli ultimi mesi, abbiamo visto come i prodotti italiani e di conseguenza la nostra economia, siano stati oggetto di attacchi continui. Si pensi al Nutriscore, un sistema di etichettatura che indurrebbe i cittadini a pensare che la diet coke sia più salutare di un pezzo di parmigiano. Oppure si pensi alla questione dell’etichettatura del vino, con l’Irlanda capofila di un orientamento – e di, conseguenza, di una regolamentazione – per cui sulla bottiglia andrebbe specificato che quel prodotto nuoce alla salute, come si fa attualmente con le sigarette. Non dimentichiamo poi, la battaglia che abbiamo vinto a livello europeo, ottenendo che il vino e la carne non siano considerati tra gli elementi dannosi per la salute. Nel frattempo, vediamo all’orizzonte la possibilità che si introducano su larga scala i cibi sintetici, come la carne prodotta in laboratorio. Fenomeno che noi continueremo a contrastare con ogni mezzo.
Valorizzare e proteggere produttivo il nostro modello
Finora, con fermezza, siamo riusciti a respingere al mittente questo tipo di attacchi. È fondamentale però che l’attenzione resti alta su tutti i fronti.
La scelta di inserire “Sovranità alimentare” all’interno della denominazione del Ministero dell’Agricoltura non è certamente casuale. È piuttosto la precisa volontà di valorizzare e proteggere la nostra identità, il nostro modello produttivo e le nostre tradizioni.
Questi valori sono alla base dell’azione del Governo Meloni e lo dimostrano i fatti. Nell’ultima legge di Bilancio – nonostante una grossa parte delle risorse a disposizione fosse da destinare al contrasto del caro energia – siamo riusciti ad assegnare
PROFESSIONE
Ministro dell’Agricoltura, della Sovranità alimentare e delle Foreste
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 1
risorse importanti al comparto. Ad esempio, con il Fondo per la Sovranità alimentare stanziamo 100 milioni di euro per sostenere, aiutare e rilanciare i prodotti e le filiere nazionali più in difficoltà, anche valorizzando i prodotti che rischiano di scomparire, importanti per la biodiversità, che invece dobbiamo difendere. Ricordo poi l’istituzione di un fondo di 225 milioni di euro per l’innovazione, che servirà a incrementare la produttività nei settori dell’agricoltura, della pesca e dell’acquacoltura attraverso la diffusione delle migliori tecnologie disponibili che possano ottimizzare le risorse e aumentare la sostenibilità. In aggiunta a queste misure, in manovra c’è tanto altro. Ma la sfida di questo governo va ancora oltre le leggi di Bilancio. Noi siamo qui per promuovere una nuova cultura dell’agroalimentare e per farlo dobbiamo partire dalla formazione. Proprio di recente abbiamo siglato al Masaf il Protocollo d’intesa tra la Rete Nazionale degli Istituti Agrari e l’Istituto di Servizi per il Mercato Agricolo Alimentare (ISMEA). L’obiettivo è quello di favorire la conoscenza in ambito agroalimentare, la diffusione di dati e informazioni sul settore e di fornire agli studenti delle occasioni di formazione e orientamento sui servizi che ISMEA mette a disposizione dei giovani. Più nel dettaglio la collaborazione si sostanzierà nel coinvolgimento diretto degli studenti degli Istituti Tecnici aderenti alla Rete nelle attività organizzate da ISMEA, anche in occasione di eventi e fiere in Italia e all’estero, attraverso l’attivazione di percorsi di orientamento e giornate formative sui servizi di ISMEA a sostegno dell’imprenditorialità in agricoltura nonché mediante l’organizzazione di study visit presso aziende agricole che hanno attivato uno dei servizi offerti.
Il Governo Meloni è al fianco degli operatori del settore dell’agroalimentare e supporta chi – con passione e idee innovative – vi si avvicina. È nostra convinzione che, per dare forza alle filiere nazionali anche nell’ottica della sussidiarietà, si dovrà mantenere e rafforzare la rete di relazioni con il mondo delle professioni tecniche, come quella dei Tecnologi Alimentari In questo senso, sono soddisfatto per l’incontro che ho avuto di recente con i rappresentanti dei Tecnologi Alimentari stessi, dei Dottori agronomi e forestali, dei Periti agrari e degli Agrotecnici, alla presenza dell’onorevole Marta Schifone, Capo dipartimento di Fratelli d’Italia per le libere professioni.
Solo così, lavorando insieme per promuovere la conoscenza del settore agroalimentare, sviluppando nuove competenze, innovando e avvicinando i giovani, si crea la miglior difesa contro le minacce che minano la qualità dei prodotti italiani e il futuro dei nostri produttori. È quello che stiamo facendo e che continueremo a fare.
PROFESSIONE PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 2
INNOVAZIONI E BIOTECNOLOGIE AGROALIMENTARI
CULTURE MICROBICHE “MADE IN ITALY” PER LA VALORIZZAZIONE DELLA BIODIVERSITÀ
Bioagro offre una vasta gamma di starter per lavorazioni artigianali ed industriali di salumi, formaggi, prodotti da forno, vegetali fermentati e per la conservazione dei prodotti ittici. Lieviti enologici e muffe

UNA GAMMA DI FERMENTI CHE PUÒ SODDISFARE LE DIVERSE ESIGENZE DEL CLIENTE IN TERMINI DI QUALITÀ ORGANOLETTICA, DI VELOCITÀ DI ACIDIFICAZIONE
E DI SICUREZZA SANITARIA
Collaborazioni con molte tra le più importanti aziende agroalimentari italiane

Forte attenzione alle piccole produzioni locali
Colture “confezionate su misura” in esclusiva per i propri clienti
COLTURE STARTER PER PRODOTTI DI ALTA QUALITÀ
BIOAGRO S.r.l.

INNOVAZIONI E BIOTECNOLOGIE AGROALIMENTARI
Thiene - Tel. 0445.380793 - bioagro@bioagro.it
Consulenza tecnica nella scelta delle soluzioni produttive migliori
WWW.BIOAGRO.IT 2 5 ANNI DI I NNOVAZION I E BIOTECNOLOGIE AGROALIMENTAR I



Produzione & Igiene PROFESSIONE Sussidiarietà per dare forza alle filiere Ministro Francesco Lollobrigida 1 INSIGHT Dalla food chain alla food system economy Massimo Artorige Giubilesi 8 INGRANDIMENTI L’insostenibile leggerezza delle scelte alimentari Benedetta Bottari 10 NEWS DAL MONDO a cura della Redazione 12 TECNOLOGIA APPLICATA Ricerca scientifica internazionale a cura della Redazione 14 PROTAGONISTI Bauli: tradizione, ricerca e innovazione Stefania Milanello 18 MACCHINE E IMPIANTI Novità e soluzioni dalle Aziende a cura della Redazione 22 IMPIANTI Confezionamento e pesatura: velocità e precisione Stefania Milanello 26 BEVERAGE Packaging idoneo per una bevanda innovativa Valeria Rizzo 30 IN QUESTO NUMERO... SPECIALE PEST MANAGEMENT Requisiti in materia di corrette prassi igieniche (GHP) Francesco Fiorente 32 Infestanti e packaging alimentare Francesco Fiorente 38 Pest Management e produzione biologica Cirillo Menini 42 SPECIALE CONTROLLO QUALITÀ Analisi automatizzata Stefania Milanello 46 Il controllo delle superfici nell’industria alimentare Laura Scafuri 50 HACCP: validazione vs verifica Paolo Bersighelli 56 Controlli ufficiali: pubblicate le linee guida della Commissione sul Regolamento (UE) 2017/625 Avv. Sara Checchi 60 26 38 50 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 4
Una buona protezione a custodia della Qualità
CIP, è in grado di formulare rivestimenti protettivi utilizzando ingredienti ecosostenibili di derivazione vegetale che sono sia rinnovabili che compostabili.
CIP è da sempre impegnata nel continuo studio dei materiali per cercare di ridurre l’impatto ambientale, ricercando soluzioni ecologiche e migliorare la sicurezza alimentare, ed offrire prodotti di qualità al tempo stesso sostenibili.

Un impegno verso la sostenibilità
Nella nostra ampia gamma proponiamo una nuova tipologia, Parafluid Natural, formulato per ridurre la quantità di plastica e proteggere la qualità del formaggio oltre a conferire un aspetto naturale molto gradevole.
Tra i nuovi prodotti abbiamo EDICOAT FOOD, un coating completamente edibile e naturale, costituito da materie prime appositamente selezionate derivanti da fonti vegetali, aromi che conferiscono un profumo e anche un colore alla superficie dell’alimento trattato, esenti da sostanze OGM e allergeni. Preparati con diverse viscosità per soddisfare le varie esigenze di applicazione.
T. +39 0372 454247 0372 454183
cip@cip-antimuffe.it www.cip-antimuffe.it

CIP
srl Via S.Bernardo, 25 26100 Cremona
CIP per il sociale
TECNOLOGIE APPLICATE PER TRATTAMENTI IN SUPERFICIE DI ALIMENTI
NoOGM e allergeni materie prime naturali menoplastica completamenteedibile
HANSEN pag. 68
Direttore Responsabile
Giorgio Albonetti
Direttore Scientifico
Massimo Artorige Giubilesi
Comitato tecnico scientifico
Giancarlo Belluzzi, Vincenzo Bozzetti, Francesco Fiorente, Gaetano Forte, Luciano Negri, Erasmo Neviani, Serena Pironi, Daniele Roseghini
Coordinamento editoriale Chiara Scelsi c.scelsi@lswr.it Cel. 3490099322
Redazione Diletta Gaggia d.gaggia@lswr.it redazione.food@quine.it
Produzione Antonio Iovene a.iovene@lswr.it Cel. 3491811231
Direttore Commerciale
Costantino Cialfi c.cialfi@lswr.it tel. 3466705086
Traffico Ornella Foletti ornella.foletti@quine.it Cel. 3427968897
ABBONAMENTI www.quine.it abbonamenti.quine@lswr.it Tel. 02 864105 www.alimentinews.it
Costo copia singola: € 2,80
Abbonamento annuale Italia: € 40
Stampa
Aziende Grafiche Printing Srl Peschiera Borromeo (MI)
Quine Srl
Produzione & Igiene Alimenti - Bimestrale

Rivista ufficiale del Consiglio dell’Ordine Nazionale dei Tecnologi Alimentari Autorizzazione del Tribunale di Milano n. 510 del 29-10-1983 Iscrizione al ROC n. 23531 dal 6 Maggio 2013

Tutti gli articoli pubblicati su Produzione & Igiene Alimenti sono redatti sotto la responsabilità degli Autori. La pubblicazione o la ristampa degli articoli deve essere autorizzata per iscritto dall’Editore. Ai sensi dell’art. 13 del Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti i lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dal GDPR. I dati potranno essere comunicati a soggetti con i quali Quine Srl intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Quine Srl, Via Spadolini 7 - 20141, Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui all’art. 7 D.Lgs. 196/03.
Testata Associata
INSERZIONISTI
ALITEST II Copertina
BIOAGRO pag. 3
CHR. HANSEN IV Copertina
CIP pag. 5
COPYR pag. 41
CSB-SYSTEM pag. 13
ENVUE pag. 37
GREEN POINT pag. 12
KAIROSAFE pag. 7 e Inserto
ISSA PULIRE pag. 59
VEGA III Copertina ZIEHL-ABEGG pag. 11
50
PRODOTTI E SOLUZIONI 70 CONTROVENTO Alimenti e pseudo alimenti Vincenzo Bozzetti 72 60
www.alitest.it AYAMA
www.ayamasoftware.it ANTARES
www.antaresvisiongroup.com
www.borinsrl.it CHR.
www.chr-hansen.com CSB-SYSTEM pag. 71 www.csb.com DANFOSS pag. 22 www.danfoss.it ECONORMA pag. 66 www.econorma.com ENERSEM pag. 24 www.enersem.eu GENERON SPA pag. 66 www.generon.it GREEN POINT pag. 70 www.bitzergreenpoint.com KAIROSAFE pag. 65 www.kairosafe.it NORD DRIVESYSTEMS pag. 22 www.nord.com NORELEM pag. 22 www.norelem.it RG Strumenti pag. 67 www.rgstrumenti.it ZIEHL-ABEGG pag. 25 www.ziehl-abegg.com ABBIAMO PARLATO DI IN QUESTO NUMERO... PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 6
ALITEST pag. 69
pag. 22
VISION GROUP pag. 24
BORIN pag. 23
Bioluminometro - Lumitester Smart
Strumentino portatile che rileva in tempo reale il grado di pulizia delle superfici.
Kairosafe propone il Lumitester Smart abbinato ai tamponi Lucipac A3, con i quali si preleva il campione.
Il test, rapido e preciso, è utilizzabile per il controllo della sanificazione in tutti gli ambiti, farmaceutico, alimentare, sanitario, HO.RE.CA, industriale ecc
Per ordinare:
codice 61324 - Lumitester Smart

codice 1702671-60361 - Lucipac A3 Surface, tamponi
codice 1702672-60365 - Lucipac A3 Water, tamponi
Il sistema evidenzia la presenza di sostanza organica (ATP e derivati) ed è di utilizzo molto semplice. Essenziale per il confronto prima e dopo la pulizia. I risultati sono visualizzati sul display e memorizzati nell’archivio cloud a cui si può accedere in qualsiasi momento per un continuo monitoraggio dei dati.
Visita il nostro e-shop e scarica gli approfondimenti tecnici
TEL 040 299502-2907149 WWW.KAIROSAFE.IT INFO@KAIROSAFE.IT SOLUZIONI PER IL CONTROLLO QUALITA’ KAIROSAFE
-------------------- Igiene delle superfici --------------------
DALLA FOOD CHAIN ALLA FOOD SYSTEM ECONOMY

L’innovazione tecnologica l’intera filiera alimentare
Lo stato attuale e le prospettive per il futuro della filiera alimentare si manifestano come problematiche cruciali per la società moderna, che necessitano di grande attenzione e interventi strutturali a tutti i livelli e da attuarsi in tempi velocissimi. La complessità delle attuali sfide da affrontare richiede un’azione coordinata e sostenuta sia a livello economico-finanziario che organizzativo-gestionale, fermo restando la prioritaria necessità di selezionare e formare risorse umane qualificate, indispensabili per presidiare i vari livelli aziendali di processo, sia nel pubblico che nel privato. Ormai è chiaro ed evidente per tutti che i modelli gestionali sino ad oggi reputati efficaci e di successo non sono più attuabili e sostenibili in previsione di tutti i cambiamenti già in atto. In merito a ciò, mi assumo il rischio di esprimere e condividere con voi la mia personale opinione che vede come problema e sfida principale, non tanto l’aspetto ambientale, intorno al quale ormai sembra girare tutto, quanto la necessità di un vero cambio di paradigma e del modo di approcciare le novità, sempre con spirito critico ma costruttivo. Rimanere radicati nel passato, al grido di “abbiamo fatto sempre così, difendiamo le posizioni” ovvero difendendo le tradizioni e i metodi di gestione dei nostri predecessori, non può rappresentare la linea di continuità per il futuro.
Per superare i vecchi paradigmi del settore food è necessario adottare un approccio innovativo e flessibile che tenga conto delle nuove sfide e opportunità che si presentano, considerando anche il profondo cambio generazionale in atto che entro il 2025 porterà il 50% delle
INSIGHT PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 8
sta rivoluzionando
MASSIMO ARTORIGE GIUBILESI Presidente Ordine dei Tecnologi Alimentari Lombardia e Liguria
imprese alimentari italiane a cambi di proprietà e di management significativi, se non addirittura alla chiusura o alla svendita verso gruppi stranieri. Pertanto, il nostro ruolo di Tecnologi Alimentari sarà sempre più connotato da una grande importanza e responsabilità nell’accompagnare a livello direzionale e tecnico le PMI, che devono riflettere l’evoluzione delle conoscenze, la crescente consapevolezza dei consumatori e l’aumento della pressione sui sistemi alimentari a causa dei cambiamenti climatici, della globalizzazione e dell’urbanizzazione.
Nello stato attuale, già di per sé complesso e incerto, la filiera produttiva è destinata ad allargarsi sempre più: un esempio in questo senso sono i “novel food”, che da miraggio utopico, grazie agli enormi passi avanti della scienza e della tecnologia, si stanno trasformando in realtà che non potremo scartare semplicemente in virtù delle tradizioni minacciate storicamente rappresentativi per il nostro paese.
Di fatto, non possiamo più parlare solamente di un’articolata “food chain”, ma di una “food system economy ”, che avrà un profondo impatto sull’economia del pianeta in modo diretto e indiretto, costituendo uno dei più importanti settori industriali globali, sia in termini di fatturato, formando circa il 40% del PIL mondiale, sia a livello occupazionale, dal momento che impiega il 35% della forza lavoro disponibile.
L’innovazione tecnologica sta rivoluzionando questo sistema non solo in termini di “cibi artificiali o coltivati”, ma anche con l’uso della robotica, dell’intelligenza artificiale, della blockchain e di altre tecnologie che migliorano la produzione, la tracciabilità e la sicurezza degli alimenti.
Lo sviluppo di nuovi processi tecnologici ci aiuta in maniera decisiva a comprendere e attuare approcci olistici, necessari affinché l’intera filiera alimentare si adegui e trasformi in motore trainante un’economia rispettosa degli aspetti sociali, ambientali ed economici.
Questi risultati si potranno ottenere favorendo la collaborazione e la condivisione delle conoscenze, in altre parole: per superare i vecchi paradigmi è necessario lavorare in modo sinergico con gli altri attori della supply chain alimentare, come gli agricoltori, gli allevatori, i trasformatori, i distri-
butori, la GD/GDO e la ristorazione collettiva e commerciale.
Al centro di ogni nostro sforzo, però, non bisogna dimenticare il ruolo centrale dei consumatori che nell’ultimo ventennio sono diventati sempre più consapevoli della loro influenza sui mercati, tanto che essi non sono più gli “acquirenti di una marca o di un prodotto”, ma partecipanti attivi nella definizione delle politiche alimentari in quanto impattanti in termini di sostenibilità ambientale. In questo scenario bisogna anche considerare la specificità dell’industria alimentare italiana, che nonostante sia conosciuta a livello mondiale per innovazione, varietà e qualità di tradizioni e sapori, oggi occupa una posizione limitata nella food system economy.
Probabilmente la creatività e l’innovazione tecnologica espresse dal nostro Paese, pur essendo le attività responsabili del processo economico, non hanno creato il collante per sviluppare il “sistema paese” in grado di competere sullo scenario internazionale.
In Europa, nonostante l’articolata complessità del settore agroalimentare, circa il 77% delle imprese sono costituite da 9 addetti e solo l’1% è rappresentato da imprese con oltre 250 addetti, considerando che le stime Eurostat attribuiscono il 21% del fatturato totale italiano alle imprese con meno di 9 addetti. Se le piccole aziende padronali-familiari sono la ricchezza dei sapori Made in Italy, le loro dimensioni e capacità economiche rischiano di rallentare o addirittura precludere loro la possibilità di introduzione delle nuove tecnologie.
Trovare i giusti equilibri tra sostenibilità ambientale ed economica, innovazione e tradizione, qualità e convenienza del cibo, rappresentano le sfide più importanti che dobbiamo affrontare nel nostro Paese in questo momento storico e che non dobbiamo permettere si trasformino in stravolgimenti, abusi o strumentalizzazioni e siano vittime di un saccheggio di know-how da parte di fondi e gruppi di potere. Dobbiamo lavorare insieme e uniti dalla consapevolezza e responsabilità che il Tecnologo Alimentare, più di ogni altra figura professionale, rappresenta il patrimonio di competenze ed esperienze indispensabili per il futuro della food green economy a beneficio delle imprese e per la tutela del singolo e della collettività.
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 9
Benedetta Bottari Professore Associato Microbiologia degli Alimenti

Università degli Studi di Parma
L’INSOSTENIBILE LEGGEREZZA DELLE SCELTE ALIMENTARI
Einmal ist Keinmal (tanto vale che ciò che accade una volta sola non accada neanche) ripeteva il giovane Tomáš nel romanzo “L’insostenibile leggerezza dell’essere” di Kundera, riferendosi alla trascurabile importanza delle nostre decisioni.
Eppure, il nostro cibo è parte integrante del nostro essere e il nostro futuro e quello del Pianeta che abitiamo dipendono in parte – probabilmente – anche dalle scelte che facciamo a tavola. In questo caso il nostro essere, le nostre scelte non possono essere né insostenibili né leggere, purtroppo. O almeno non potranno esserlo ancora a lungo!
Quella alimentare non è che una delle declinazioni del concetto di sostenibilità, la quale è anche sociale, economica, culturale e ovviamente ambientale. Soddisfare i bisogni nel presente senza compromettere la capacità di poterli soddisfare anche in futuro significa trovare nuo-
ve soluzioni in grado di generare cambiamenti in tutti gli aspetti della sostenibilità. A partire dal cibo. Modificare i sistemi alimentari, dalla produzione al consumo, promuovendo un nuovo modello di alimentazione sostenibile, è la missione della Fondazione ONFOODS (Research and innovation network on food and nutrition sustainability, safety and security), uno dei partenariati previsti dal Piano Nazionale di Ripresa e Resilienza (PNRR).
Costituita da 26 realtà, tra cui istituti universitari e di ricerca italiani, società e cooperative, impegnate in ambito alimentare sotto il profilo della ricerca, della produzione e dell’innovazione e guidate dall’Università di Parma come capofila, ONFOODS è nata per migliorare il futuro della filiera alimentare e delle comunità. Il modello di alimentazione sostenibile proposto dalla fondazione ha infatti l’ambizione di generare un impatto tangibile sul benessere e sulla salute delle comunità, preservando nello stesso tempo il Pianeta e contribuendo all’esigenza di garantire l’accesso a cibo sano e nutriente per tutti. Muovendosi su diverse direttrici strategiche, la Fondazione coinvolgerà nelle attività oltre ai gruppi di ricerca, spin-off, startup e piccole medie imprese nel settore alimentare, per raggiungere sei obiettivi, in linea con l’agenda SDG 2030: 1) Promuovere una produzione alimentare sostenibile; 2) Favorire una distribuzione alimentare sostenibile; 3) Sviluppare tecnologie innovative per la produzione e il consumo di alimenti sostenibili; 4) Aumentare l’adesione a modelli alimentari più sostenibili; 5) Migliorare la qualità degli alimenti e delle diete; 6) Garantire la sicurezza alimentare per la popolazione generale e per specifici target vulnerabili. Noi siamo convinti che la scienza e la ricerca possano rivelarci soluzioni sostenibili al problema. La sinergia tra le competenze multidisciplinari in campo con ONFOODS permetterà di individuare nuove soluzioni, restituendo valore all’accessibilità al cibo come risorsa da preservare anche in futuro.
Un nuovo modello alimentare, scelto tutt’altro che con leggerezza.
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
10 INGRANDIMENTI
Come soddisfare i bisogni del presente di poterli soddisfare anche in futuro senza compromettere la capacità
The Royal League of


fans
Feel the future
MAXventowlet – il ventilatore ideale per macchine e impianti di produzione, trasformazione e conservazione di prodotti agro-alimentari.

La serie Maxventowlet ad alte prestazioni adatta alle medie-alte pressioni è la più indicata per la conservazione degli alimenti anche durante il loro processo di trasformazione.
MAXventowlet garantisce uniformità in termini di temperatura e umidità in tutti gli ambienti dove gli alimenti sostano o vengono trasformati o semplicemente conservati in attesa di essere distribuiti al Retail. www. ziehl-abegg.it


Vantaggi
▪ f acile e sicura igienizzazione
▪ u tilizzo in ambienti con t emperature estreme:

d a – 60° C +120°C



▪ p rodotto customizzabile per i più es igenti settori di applicazione
▪ g rande comfort acustico d ell’ambiente lavorativo

Movement by Perfection
The Royal League nella ventilazione , nei controlli e negli azionamenti
ZA
mid Technol o gia ®
Nel 2022 il Comando Carabinieri per la Tutela Agroalimentare ha sventato frodi agroalimentari per un valore di 3,4 milioni di euro, sequestro di 5.400 tonnellate di prodotti, per un totale di 1.603 imprese del comparto agricolo controllate. Gli obiettivi primari restano due: salvaguardare la qualità delle produzioni del comparto da frodi, contraffazioni ed evocazioni a danno del Made in Italy e contrastare le truffe circa l’ottenimento indebito di contributi europei e nazionali destinati all’agricoltura.
Rilevanti le attività investigative svolte sui fondi erogati a sostegno del comparto che hanno portato alla denuncia di 89 persone con sanzioni per 44 mila euro. Tra i reati più frequenti commessi dai titolari delle aziende, la falsa attestazione della dispo-
nibilità titolata di terreni di proprietà dello Stato (Ismea) e il possesso di requisiti previsti per la presentazione delle domande di aiuto, inducendo in errore le Agenzie per l’erogazione dei fondi in agricoltura, ottenendo percepimenti indebiti in ambito Pac per 5,717 milioni di euro. Sul fronte dei controlli per la qualità agroalimentare, sono state verificate 1.132 aziende per reati che vanno dalla “contraffazione di strumenti destinati alla pubblica autenticazione e uso di sigilli contraffatti”, “frode nell’esercizio del commercio”, alla “vendita di prodotti industriali con segni mendaci”. Nel comparto dei marchi di qualità (DOP/ IGP) sono state controllate 312 aziende e denunciate 17 persone, contestando 105 sanzioni per 359.498 euro.



NEWS DAL MONDO
LA SOLUZIONE COMPLETA PER LA MANUTENZIONE DEL TUO BITZER Affidati all’eccellenza per mantenere costante la produttività e l’efficienza del
di più su www.bitzergreenpoint.com
FRODI ALIMENTARI, SEQUESTRI PER 3,4 MILIONI DI EURO
tuo impianto. Scopri
FATTURATO COMPLESSIVO DI 4.560 MILIONI DI EURO PER ASSOFOODTEC
Secondo le previsioni dell’Ufficio studi di Anima, il comparto dell’industria meccanica rappresentato da Assofoodtec (l’Associazione italiana costruttori macchine, impianti, attrezzature per la produzione, la lavorazione e la conservazione alimentare) chiude l’anno con un bilancio positivo, raggiungendo il fatturato di 4.560 milioni di euro, con una crescita del +4,5% sull’anno precedente. In questo notevole risultato le esportazioni giocano un ruolo fondamentale, con una quota sul fatturato che raggiunge il 66% e una crescita sui mercati internazionali.
Bilancio positivo per tutte le associazioni federate Anima che fanno capo ad Assofoodtec. Nello specifico, i produttori di tecnologie per la refrigerazione commerciale e industriale, rappresentati da Assocold – Costruttori Tecnologie per il Freddo – raggiungono una produzione stimata di 1.950 milioni di euro (+5,1% rispetto al 2021). A seguire i settori rappresentati da Ucma – Costruttori Macchine per l’Industria Alimentare – che raggiunge i 1.557 milioni di euro nel 2022 grazie a una crescita complessiva del fatturato del +2,8%. Il comparto del caffè, raggruppato all’interno di Ucimac – Costruttori Macchine e Attrezzature per Caffè, professionali e semi professionali – chiude il 2022 con una produzione di 545 milioni di euro, di cui più di tre quarti destinati all’export. Le tecnologie rappresentate in Tecprofood – Costruttori Tecnologie Professionali per il Food – raggiungono complessivamente una produzione di 233 milioni di euro, con una quota export/ fatturato del 69%, mentre il settore rappresentato da Comaca – Costruttori Macchine per la Lavorazione delle Carni – cresce del +2,5% rispetto al 2021, con un fatturato complessivo di 275 milioni di euro. (Fonte: www.anima.it)

Rende più facile prendere decisioni.
Prendere le decisioni giuste – questa è la cosa più importante per ogni azienda alimentare. Report dettagliati, dati attuali dalla produzione, andamento degli ordini: il CSB-System vi fornisce esattamente questa trasparenza, semplicemente premendo un tasto. Così anche in tempi incerti potrete prendere decisioni certe.
Per saperne di più sulle nostre soluzioni per il settore alimentare: www.csb.com

Il mio ERP.
a cura della Redazione
DOI: 10.1016/j.ifset.2022.103192
Impianto pilota di campo elettrico pulsato continuo per il processo di estrazione dell’olio d’oliva
Continuous pulsed electric field pilot plant for olive oil extraction process. Innovative Food Science & Emerging Technologies, disponibile online 22 ottobre 2022

A. Tamborrino, L. Mescia, A. Taticchi, A. Berardi, C. Lamacchia, A. Leone, M. Servili
L’industria dell’estrazione dell’olio d’oliva utilizza spesso linee di lavorazione costruite in unità prive dell’efficienza e della sostenibilità necessarie. Lo sviluppo di linee di lavorazione efficienti è considerato cruciale per ottenere una qualità del prodotto e rese di estrazione maggiori. Negli ultimi anni, numerosi ricercatori e aziende hanno esplorato le possibilità di utilizzare la tecnologia dei campi elettrici pulsati (PEF) come mezzo per ridurre i tempi di elaborazione e aumentare i raccolti di estrazio-
ne da diverse colture alimentari. L’articolo esamina l’applicazione della tecnologia PEF nell’estrazione dell’olio d’oliva e ricerca in particolare i risultati dell’applicazione della tecnologia PEF in un impianto pilota di processo di estrazione dell’olio d’oliva a layout industriale. La metodologia sperimentale prevede la realizzazione di un impianto rispondente a precisi criteri funzionali e di costo, in grado di erogare impulsi elettrici unipolari con ampiezza <10kV, corrente <200 A e potenza media massima 3kW. Le analisi si concentrano poi sulla valutazione dei risultati della tecnologia PEF sull’estrazione dell’olio, in particolare in termini di estraibilità dalla coltura e valorizzazione del contenuto di sostanze bioattive. L’unità PEF proposta si può installare all’interno di impianti esistenti, flessibile nel controllo e in grado di funzionare in continuo. Operando a diversi livelli di impulso e potenza, l’impianto consente una maggiore efficienza del processo e nel contenuto di sostanze desiderabili.

DOI: 10.1016/j.foodqual.2022.104716
Identificazione delle proprietà meccaniche e sensoriali desiderabili del pane per gli anziani
Identification of desirable mechanical and sensory properties of bread for the elderly. Food Quality and Preference, Volume 104, marzo 2023

M. Moretton, C. Cattaneo,AC. Mosca, C. Proserpio,M. Anese, E. Pagliarini, N. Pellegrini
Lo scopo di questo studio è definire le proprietà sensoriali e meccaniche desiderabili che un pane destinato ai consumatori anziani dovrebbe avere e capire se i prodotti attualmente presenti sul mercato italiano soddisfano i requisiti desiderati. Dieci tipi di pane commerciale con diverse formulazioni e processi di produzione sono sta-
14
TECNOLOGIA APPLICATA
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
ti caratterizzati per contenuto di umidità, consistenza. È stato utilizzato un metodo sensoriale rapido per descrivere e identificare le caratteristiche sensoriali chiave che determinano il gradimento generale dei consumatori. I risultati hanno rivelato che le valutazioni strumentali e sensoriali hanno mostrato un buon accordo. Nel complesso, i consumatori anziani hanno riportato una bassa accettazione per i pani commerciali italiani. La valutazione sensoriale ha rivelato che il pane ideale dovrebbe avere un aspetto eterogeneo e fatto in casa, l’odore e il sapore del pane, una consistenza friabile e morbida ed essere facile da deglutire. In conclusione, questo studio fornirà all’industria dei prodotti da forno importanti informazioni per riprogettare alimenti adattati alle preferenze dei consumatori vulnerabili (ad esempio, gli anziani).
DOI: 10.1016/j.fpsl.2022.100943
Oltre l’eco-design degli imballaggi di carne bovina pronti per l’uso: il rapporto tra spreco alimentare e shelf life come elemento chiave nella valutazione del ciclo di vita

Beyond the eco-design of case-ready beef packaging: The relationship between food waste and shelf-life as a key element in life cycle assessment. Food Packaging and Shelf Life, Volume 34, dicembre 2022

A. Casson,V. Giovenzana, V. Frigerio, M. Zambelli, R. Beghi,A. Pampuri,A. Tugnolo,A. Merlini, L. Colombo, S. Limbo, R. Guidetti
Questo studio mira a confrontare l’impatto ambientale di tre sistemi di confezionamento alimentare (Overwrap: OW, High Oxygen Modified Atmosphere Packaging: MAP e Vacuum Skin: VS) attualmente utilizzati nel mercato della carne bovina, compreso il potenziale effetto di spreco
che deriva da una durata di conservazione più breve. È stato utilizzato il metodo di valutazione del ciclo di vita ed è stato applicato un approccio “dalla culla alla tomba” sia per il confezionamento che per le catene della carne. L’unità funzionale è stata definita come un’unità di confezionamento contenente 500 g di carne bovina affettata. Considerando solo il ciclo di vita dell’imballaggio, il sistema OW presenta le migliori prestazioni ambientali nella maggior parte delle categorie di impatto ambientale, mentre considerando i potenziali effetti di spreco alimentare, i risultati hanno mostrato che il sistema di imballaggio con la più lunga shelf life (VS) rappresenta la miglior soluzione. I futuri approcci di progettazione ecocompatibile per le soluzioni di imballaggio per i prodotti alimentari dovrebbero considerare la capacità di ridurre i potenziali sprechi alimentari, come diretta conseguenza del miglioramento della durata di conservazione.
15
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
DOI: 10.1016/j.fpsl.2022.100998
Cosa pensano i consumatori spagnoli dell’impiego della nanotecnologia negli imballaggi alimentari?

What do Spanish consumers think about employing nanotechnology in food packaging? Food Packaging and Shelf Life, Volume 34, dicembre 2022
É. Pérez-Esteve, A. Alcover, JM. Barat, I. Fernández-Segovia
L’imballaggio alimentare è essenziale nella conservazione e distribuzione degli alimenti. Questo settore è in continua evoluzione per sviluppare materiali più sostenibili con maggiore funzionalità per garantire qualità e sicurezza alimentare. La nanotecnologia è ampiamente studiata per il suo elevato potenziale di miglioramento di diversi aspetti dell’imballaggio. Poiché l’uso delle nuove tecnologie può influenzare l’accettazione dei prodotti da parte dei consumatori, è essenziale determinare le loro percezioni. Questo lavoro mira a valutare l’opinione dei consumatori sui diversi tipi di imballaggi alimentari per i quali la nanotecnologia viene utilizzata per miglio-

rare alcune delle loro proprietà. In primo luogo è stata eseguita una revisione della letteratura per determinare quali applicazioni sono completamente sviluppate o in fase di sviluppo con un alto potenziale per essere implementate negli imballaggi alimentari per scopi diversi. Le più importanti sono state selezionate per coprire diverse funzionalità e tipi di alimenti. In secondo luogo è stato condotto uno studio sull’opinione dei consumatori e sull’intenzione di acquisto con un sondaggio (713 casi validi) per valutare queste applicazioni e per valutare la neofobia verso le nuove tecnologie. I risultati hanno mostrato che la popolazione ha un livello medio di neofobia. I consumatori meno neofobici e quelli con maggiori conoscenze di nanotecnologia hanno valutato meglio ogni prodotto. Tutti i prodotti con nanotecnologia nella loro confezione hanno ottenuto valutazioni positive. Le applicazioni più apprezzate sono state quelle che hanno fornito informazioni sulla qualità/sicurezza degli alimenti (indicatore tempo-temperatura o perdita della catena del freddo), mentre le peggiori sono state quelle in cui i nanomateriali hanno interagito con gli alimenti (imballaggio attivo).
DOI: 10.1016/j.fbio.2022.102175
Monitoraggio dei residui di pesticidi in frutta e verdura: ottimizzazione e applicazione del metodo
Monitoring of pesticides residues in fruits and vegetables: Method optimization and application. Food Bioscience, Volume 50, Part B, Dicembre 2022
W. Sahyoun, S. Net, M. Baroudi, B. Ouddane
Il metodo standard CEN QuEChERS EN 15662 è stato utilizzato con alcune modifiche per una migliore efficienza dell’estrazione e della purificazione dei residui di pesticidi in matrici di frutta e verdura. Gli estratti sono stati analizzati mediante GC-MS/MS per 14 pesticidi in frutta e verdura. Il metodo è stato convalidato con una matrice reale con una buona efficienza compresa tra il 73 e il 124% e i LOD (limiti di rivelabilità o dete-
16
TECNOLOGIA APPLICATA PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
zione) e i LOQ (limiti di quantificazione) erano rispettivamente di 0,001-0,4 μg kg−1 e 0,002-1,0 μg kg−1. Il metodo è stato applicato per studiare il livello di residui di pesticidi in 58 campioni di frutta e verdura e con quattro condizioni: con e senza lavaggio, con e senza buccia. Tutto ciò per simulare la condizione in cui le persone consumano frutta e verdura e scoprire se influenza il livello di pesticidi. Questo studio ha confermato l’assenza o la minore concentrazione di pesticidi nella frutta e verdura biologica rispetto a quella originata da agricoltura intensiva, dove i pesticidi sono ampiamente utilizzati. I risultati sono stati poi confrontati con i limiti massimi di residui per ciascun pesticida e in ciascuna matrice. I risultati consentono di concludere che il lavaggio o la rimozione della pelle dovrebbe essere una delle soluzioni per ridurre l’impatto sulla salute correlato ai pesticidi in frutta e verdura.
DOI: 10.1016/j.foodcont.2022.109209
Tecnologie Omics per la certificazione degli ortaggi biologici: l’orientamento dei consumatori in Italia e le principali determinanti della loro accettazione “Omics” technologies for the certification of organic vegetables: Consumers’ orientation in Italy and the main determinants of their acceptance. Food Control, Volume 141, Novembre 2022
G. Castellini, G. Sesini, P. Iannello, L. Lombi, E. Lozza, L. Lucini, G. Graffigna
La tracciabilità è considerata uno strumento importante per garantire la qualità e la sicurezza degli alimenti, aumentando di conseguenza la fiducia dei consumatori. La verifica dell’autenticità degli alimenti è attualmente effettuata da funzionari e produttori, attraverso l’uso di documenti cartacei che potrebbero non garantire un adeguato livello di integrità. Pertanto, il settore agroalimentare richiede metodi analitici indipendenti ed etichette a prova di contraffazione, guidando lo sviluppo di tecnologie di tracciabilità “omiche” per l’autenticazione degli alimenti, ovvero in grado di consentire la produzione di informazioni (dati), in numero molto elevato e nello stesso intervallo di tempo, utili per la descrizione e l’interpretazione del sistema in studio. Nonostante il cre-

scente interesse per queste tecnologie dal punto di vista tecnico-scientifico, non è stata condotta alcuna ricerca sulle percezioni dei consumatori. Date queste premesse, questo studio ha avuto l’obiettivo di comprendere gli orientamenti dei consumatori verso le tecnologie “omiche” applicate agli ortaggi biologici e di svelare le principali variabili psicologiche e socio-demografiche che ne influenzano l’adozione. I dati sono stati raccolti con un questionario self-report compilato da un campione di 807 italiani, rappresentativo della popolazione. Sono state utilizzate statistiche descrittive e regressione lineare multipla per analizzare i dati. I risultati mostrano che, nonostante la scarsa conoscenza soggettiva delle tecnologie “omiche”, gli italiani hanno atteggiamenti positivi e sono interessati a utilizzare e acquistare verdure biologiche certificate da questo approccio, anche pagando di più. Inoltre, i giovani che hanno maggiori preoccupazioni riguardo l’ambiente hanno un atteggiamento più positivo nei confronti delle tecnologie “omiche”. Questa ricerca sottolinea la necessità di educare i consumatori su cosa sia la tecnologia “omica”, migliorando le loro attitudini e sottolineando il suo contributo ambientale. Ciò aumenterà l’accettazione da parte dei consumatori e sosterrà l’implementazione della tecnologia.

17
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
Stefania Milanello Esperta in tecnologie alimentari e divulgatrice scientifica

TRADIZIONE, RICERCA E INNOVAZIONE
LA STORICA AZIENDA VERONESE SI CONFERMA UN TOP PLAYER DEL SETTORE DOLCIARIO ITALIANO. RICETTE INNOVATIVE E TECNOLOGIE MODERNE SI SPOSANO CON L’UTILIZZO CONSAPEVOLE DELLE RISORSE, LA RIDUZIONE DELL’IMPATTO AMBIENTALE DEL PACKAGING, UNA MAGGIORE EFFICIENZA ENERGETICA E IDRICA, LA CORRETTA GESTIONE DEI RIFIUTI E UNA LOGISTICA SOSTENIBILE
Secondo dati dell’Unione Italiana Food, il comparto dei prodotti da forno ha superato i livelli pre-pandemici e con un aumento più significativo in valore rispetto alle quantità. Si tratta di un ampio e variegato insieme di prodotti continuativi nonché legati alle ricorrenze natalizia e pasquale: biscotti, cracker, fette biscottate, merendine, torte, brioches e lievitati da ricorrenza come panettone, pandoro e colomba. Nel 2021 la produzione complessiva è stata di 1,3 milioni di tonnellate, in crescita del 2,6% sul 2020, per un valore di 6,3 miliardi di euro, incrementato di 6,7 punti percentuali rispetto all’anno precedente. Confartigianato fa sapere che nonostante i pesanti rincari di energia e materie prime subiti dalle imprese, i dolci natalizi della tradizione italiana non smettono di piacere sia dentro che fuori i confini nazionali. Panettoni, pandoro, cioccolato e altri prodotti dolciari tradizionali Made in Italy sono stati esportati per un valore di 901
milioni di euro, con un aumento, nei primi 8 mesi del 2022, del 10,4% rispetto allo stesso periodo dell’anno precedente. I Paesi più golosi sembrano essere Francia, Germania e Regno Unito. I dati di Confartigianato parlano di 170 milioni di euro di dolci natalizi (pari al 18,9% del nostro export di questo tipo di prodotti) in Francia, 159 milioni (17,6% del totale esportato) in Germania e 75 milioni (l’8,3% del totale) nel Regno Unito. Si piazzano al quinto posto gli Stati Uniti con 40 milioni di prodotti acquistati.
Tra i player di punta, che operano nel mercato italiano dei dolci da ricorrenza e non solo, c’è il Gruppo Bauli, che ha chiuso il bilancio 2021-2022 con un fatturato di circa 550 milioni di euro. Al momento, ha all’attivo 260 diverse tipologie di prodotto, di cui ogni anno vengono vendute circa 118.000 tonnellate. Ad oggi il Gruppo è presente in più di 70 Paesi con 7 diversi stabilimenti produttivi, di cui uno in India, e con 1700 collaboratori in tutto il mondo. Dell’azienda
storica di Verona, del suo impegno verso scelte ecosostenibili e dei prodotti di punta e più innovativi, abbiamo parlato con Marco Trezzi, R&D Director di Bauli.

PROTAGONISTI
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 18
Marco Trezzi, R&D Director di Bauli
Il Gruppo Bauli ha

Nel 2022 Bauli ha festeggiato i suoi primi 100 anni. Una storia che inizia da lontano. Ce ne può parlare? Certamente. Bauli nasce dal sogno e dal coraggio del suo fondatore, Ruggero Bauli, che iniziò il suo apprendistato in una piccola pasticceria di Verona. Lì imparò i segreti dell’arte dolciaria che mise poi a frutto nel suo primo laboratorio aperto nel 1922. Nel 1927, attratto dall’idea di esportare la sua arte e cercare nuove opportunità oltreoceano, Ruggero si imbarcò sul transatlantico Principessa Mafalda, sopravvivendo a un terribile naufragio. Dopo dieci anni in Argentina, il suo ritorno a Verona fu celebrato con l’apertura di una pasticceria che in breve divenne la più popolare della città. L’eredità di Ruggero è stata raccolta dai figli, che hanno coniugato visione imprenditoriale, innovazione e rispetto per la tradizione. Grazie a loro, Bauli è arrivata rapidamente in vetta al mercato italiano e negli anni ‘90 ha introdotto nella propria offerta, fino a quel momento prevalentemente dedicata al mondo
della ricorrenza, un prodotto che in poco tempo ha conquistato un posto speciale nella colazione italiana: il croissant. Gli anni 2000 sono stati per l’azienda un’opportunità di crescita ed espansione non solo in Italia, con le acquisizioni di marchi storici come Motta, Bistefani, Doria e Alemagna, che permettono di ampliare il portafoglio prodotti con biscotti e snack dolci e salati, ma anche all’estero, andando così a formare l’attuale Gruppo Bauli.
Crisi energetica e sviluppo sostenibile sono tematiche molto attuali per tutte le aziende del settore alimentare. Quali sono le iniziative intraprese per la riduzione dell’impatto ambientale e per il miglioramento dell’efficienza energetica da parte di Bauli?
Il Gruppo Bauli adotta un Sistema di gestione integrato della sicurezza e dell’ambiente, certificato dal 2008 secondo la norma UNI EN ISO 14001, per prevenire, controllare e ridurre l’impatto delle attività aziendali.
Questo si traduce nell’impegno per preservare l’ambiente attraverso l’utilizzo consapevole delle risorse e la riduzione dell’impatto delle proprie azioni, concentrando gli sforzi su quattro principali punti cardine che coinvolgono diversi ambiti, quali l’impatto ambientale del packaging, l’efficienza energetica e idrica, la gestione dei rifiuti e una logistica sostenibile. Attraverso una continua analisi e studi dedicati, il Gruppo Bauli è alla perseverante ricerca di confezioni e materiali di imballaggio sempre più sostenibili. Questo avviene tramite diverse azioni come la diminuzione dei materiali utilizzati al minimo necessario, l’impiego di packaging riciclabili, la preferenza di materiali provenienti da fonti gestite responsabilmente e la validazione delle soluzioni adottate tramite analisi di impatto ambientale (LCA).
Altri due aspetti su cui stiamo focalizzando la nostra attenzione sono il miglioramento dell’efficienza energetica e il risparmio dell’acqua. L’azienda, infatti, adotta una procedura specifica di
il bilancio 2021-2022 con un fatturato di circa 550 milioni di euro
19 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
chiuso
Panettoni, pandoro, cioccolato e altri prodotti
dolciari tradizionali Made in Italy
sono stati esportati per un valore di 901 milioni di euro
monitoraggio degli aspetti ambientali, con una verifica costante dei parametri a livello dei principali stabilimenti produttivi. In particolare i consumi di energia elettrica, il livello di efficienza degli impianti di cogenerazione, il consumo
di gas naturale, la quantità e qualità di acqua prelevata e scaricata sono tra gli ambiti maggiormente presidiati con una visibilità quotidiana sugli stabilimenti. Bauli, promuove anche una corretta gestione dei rifiuti, che in azienda sono
rappresentati principalmente da scarti alimentari generati in fase di produzione e da imballaggi in carta o in plastica. I primi vengono ceduti ad aziende che li destinano all’industria mangimistica come sottoprodotti di origine animale, mentre i packaging scartati vengono invece opportunamente separati per tipologia di materiale e avviati a un percorso di riciclo.
Negli ultimi anni Bauli ha adottato una logistica sostenibile. Monitoriamo costantemente la logistica in uscita attraverso un software dedicato, che consente la rilevazione dell’impatto climatico derivante da tutti i veicoli utilizzati per il trasporto. In particolare, la gestione diretta dei flussi dà all’azienda la possibilità di ottimizzare il carico dei veicoli e di ridurre la circolazione dei mezzi a vuoto mediante la gestione integrata delle consegne e dei ritiri. Riguardo all’impatto ambientale dei prodotti, l’azienda ha messo in atto uno studio di analisi del ciclo vita di alcuni dei principali prodotti, che porterà nei prossimi mesi a una dichiarazione di impatto ambientale di prodotto (EPD). Questo approccio dà la possibilità a Bauli di porre in essere delle azioni

PROTAGONISTI
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 20
Bauli è un player fondamentale della Pasqua con il 35,7% del mercato
volte al miglioramento degli impatti e a poterne misurare l’efficacia.
Quali sono i prodotti più rappresentativi dell’azienda?
I prodotti più rappresentativi del gruppo Bauli possono essere distinti in prodotti per le ricorrenze e prodotti per il consumo quotidiano. Grazie a un’ampia gamma di dolci da forno per le ricorrenze, dalle ricette più tradizionali a quelle più innovative con golose farciture, il Gruppo Bauli è leader nel Natale, con una quota di mercato superiore al 40% e un player fondamentale della Pasqua con il 35,7% del mercato. Da anni inoltre rappresenta uno dei principali attori nelle uova di Pasqua, con un’offerta disegnata per i bambini, i teenager e gli adulti, con ricette di cioccolato di elevata qualità e sorprese esclusive dedicate ai diversi target.

I prodotti per il consumo quotidiano sono fondamentalmente croissant, frollini, merende, crackers. Con i propri brand, il Gruppo Bauli offre prodotti adatti a ogni preferenza, che grazie alla loro ecletticità si prestano a diverse occasioni di consumo, accompagnando i consumatori dalla colazione alla merenda, da una pausa dolce o salata fino ai pasti principali. In questo segmento il Gruppo sviluppa prodotti anche per i consumatori attenti a uno stile di vita salutare: è nata così un’ampia offerta di prodotti più leggeri, con meno grassi, garantendo la selezione di materie prime di alta qualità.
Su quali nuovi progetti sta lavorando il Gruppo Bauli?
Per quanto riguarda l’innovazione, sono oltre 120 i progetti R&D costantemente attivi gestiti dall’azienda, con una attribuzione dei progetti ai vari marchi del Gruppo che risponde in modo equilibrato alla relativa dimen -
I prodotti per il consumo quotidiano
sono fondamentalmente croissant,
frollini, merende, crackers
sione ed importanza. Negli ultimi tre anni, l’incidenza del fatturato derivante da nuovi prodotti ha infatti superato il 6% del totale.
I principali ambiti di innovazione riguardano prodotti 100% naturali (biscotti, cracker e snack Semplicissimi Doria), prodotti integrali e ricchi di fibre (quali ad esempio croissant e treccine Bauli, Buondì Motta, biscotti, cracker e snack Doria), prodotti senza lattosio (come
pandoro e colomba Bauli e panettone e Buondì Motta), croissant senza zuccheri aggiunti, snack Semplicissimi Doria a basso contenuto di grassi e prodotti vegani come i cracker Semplicissimi Doria.
L’innovazione infine non riguarda solo le ricette, ma anche packaging a impatto ambientale migliorato, come ad esempio quelli degli snack Semplicissimi Doria, e della colomba e croissant Bauli.

21 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
LA GESTIONE DEI PIANI DI CONTROLLO
Tradurre in operatività il piano di controllo delle materie prime, dei prodotti intermedi e finiti è uno dei momenti più importanti per chi gestisce gli aspetti del controllo qualità, al fine di minimizzare i rischi legati alla sicurezza alimentare, ai costi e ai tempi di rilascio dei lotti. Il software AYAMA agevola le attività di predisposizione dei piani di controllo e facilità le attività di raccolta e valutazione dei dati analitici fornendo una base sicura per la rivalutazione periodica del piano di controllo.

SFERE PORTANTI CON ALLOGGIAMENTO IN PLASTICA

Le sfere portanti sono progettate per essere utilizzate come componenti nei sistemi di trasporto, nei percorsi per il carico dei materiali, nelle macchine di lavorazione e nelle apparecchiature di imballaggio, per consentire ai carichi essere facilmente spostati, ruotati e guidati. L’involucro esterno delle nuove sfere è realizzato in plastica blu certificata, adatta all’utilizzo nel settore alimentare.
Le sfere portanti, a differenza dei nastri trasportatori convenzionali o di altri tipi di linee di produzione meccaniche o elettroniche, si affidano esclusivamente alla quantità di moto dell’oggetto movimentato o a forze esterne trasmesse su tali oggetti durante lo spostamento da un punto all’altro. Pertanto, le unità
di trasferimento a sfere possono ridurre i costi energetici e i costi di manutenzione e riparazione nella maggior parte delle applicazioni.

Le sfere portanti hanno un coperchio chiuso e privo di fessure, che impedisce l’accumulo di sporcizia. Inoltre, i fori per la pulizia presenti sul lato inferiore dell’alloggiamento consentono di pulire facilmente le unità di movimentazione.
Sia le sfere di carico che le sfere portanti sono realizzate in acciaio inossidabile, ma nel caso delle sfere di carico è disponibile anche una versione in plastica. Le sfere in acciaio sono adatte a temperature comprese tra -30°C e +50°C, mentre le sfere in plastica hanno un limite superiore di 30°C. Ciò significa che sono

PREVENIRE GLI SPRECHI ALIMENTARI ED ENERGETICI
Fino al 10% di tutte le emissioni di gas serra sono attribuibili alla perdita e allo spreco di cibo. Grazie a soluzioni di refrigerazione efficienti dal punto di vista energetico, i supermercati possono raffreddare il cibo esattamente quanto basta per evitare che gli alimenti si deteriorino, il tutto risparmiando sull’energia complessivamente consumata. Per molti anni,
il settore del food retail ha seguito un percorso di trasformazione sostenibile, a partire dalla transizione verso l’utilizzo di gas come la CO2 e altri refrigeranti a basso GWP. La digitalizzazione fa parte della fase successiva di questo percorso.

Il Gruppo Salling e Danfoss A/S hanno annunciato una collaborazione con Microsoft per supportare la sostenibilità
adatte all’uso in una vasta gamma di ambienti. Inoltre, le sfere sono adatte a trasferire carichi fino a 500 N (circa 50 kg) a velocità di 1,5 metri al secondo, il che significa che sono perfette per trasportare carichi pesanti in modo rapido ed efficiente.

www.ayamasoftware.it a cura
AYAMA
della Redazione
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 22 MACCHINE&IMPIANTI
NORELEM www.norelem.it
TAPPETO PER LA SANIFICAZIONE DI SUOLE E DI RUOTE DI CARRELLI
Borin presenta Wave, il tappeto per locali interni specifico per la spazzolatura e la sanificazione di suole e di ruote di carrelli, soluzione per lo standard di certificazione BRCGS versione 9 del punto 4.6.6. Wave certifica il 99,94% di abbattimento della carica batterica. La disposizione a onda delle setole garantisce il massimo dell’igiene, indirizzando lo sporco in fessure di raccolta, grazie alle quali è possibile valutarne lo stato di pulizia. Grazie alle due chiavi di estrazione e alla struttura completamente sezionabile, i componenti vengono rimossi in sicurezza per agevolare la pulizia.

Il motoriduttore DuoDrive, con il suo design igienico e lavabile, copre potenze fino a 3 kW e integra nella stessa carcassa un motore sincrono IE5+ e un riduttore a ingranaggi elicoidali coassiale monostadio. Calcolata a livello di intero sistema, il motoriduttore compatto permette di raggiungere un’efficienza del 92% – una delle più alte sul mercato per questa classe di potenza – ed è caratterizzato da un’elevata efficienza energetica.
NORD DRIVESYSTEMS



www.nord.com

del settore della distribuzione alimentare attraverso la digitalizzazione. Il Gruppo Salling mira a creare un’azienda a zero emissioni di anidride carbonica e nei prossimi anni investirà oltre 320 milioni di euro in progetti di sostenibilità energetica. Nell’ambito di questa iniziativa, ha avviato una collaborazione con Danfoss e Microsoft per sviluppare i migliori servizi
digitali per monitorare la temperatura e il consumo energetico dei sistemi di refrigerazione utilizzati nei supermercati, sfruttando una metodologia di manutenzione preventiva per evitare sprechi alimentari ed energetici.
DANFOSS www.danfoss.it

www.borinsrl.it
BORIN
23 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
IL MOTORIDUTTORE BREVETTATO DUODRIVE
TRASMETTITORI RADAR NON CONTATTIVI PER L’INDUSTRIA DI PROCESSO
Emerson ha presentato i trasmettitori di livello e portata radar non contattivi Rosemount™ Serie 1208 per contribuire ad aumentare l’efficienza operativa delle applicazioni delle utility che operano su acqua e acque reflue e dell’industria di processo. Le prestazioni della serie 1208 superano quelle dei dispositivi a ultrasuoni e idrostatici, fornendo misure di livello e di flusso in canale aperto affidabili e precise, consentendo alle aziende di aumentare l’efficienza delle operazioni e di raggiungere la conformità ambientale.

Gli operatori dei settori acqua e acque reflue, food and beverage, chimico e altri processi industriali spesso utilizzano dispositivi a ultrasuoni e idrostatici per le applicazioni di monitoraggio dell’acqua quando i trasmettitori radar sono considerati troppo costosi, ingombranti o complessi. Il trasmettitore Rosemount 1208 è dotato di tecnologia FMCW (Frequent Modulated Continuous Wave) a scansione rapida a 80 GHz su un singolo chip elettronico, che offre misure accurate e affi-
dabili in un dispositivo compatto ed economico, ideale per le applicazioni con vincoli di spazio o requisiti di conformità, come le applicazioni su acqua.
Grazie alla tecnologia FMCW a scansione rapida e agli algoritmi avanzati, la nuova famiglia di trasmettitori è in grado di raccogliere fino a 40 volte più informazioni rispetto ai dispositivi radar tradizionali. Queste caratteristiche garantiscono una precisione di misurazione del livello di ±2 mm (0,08’’) a una distanza di 15 m, aiutando le aziende a ottimizzare i processi e a soddisfare i requisiti ambientali. Inoltre, il design non contattivo non prevede parti in movimento o requisiti di calibrazione, creando un dispositivo praticamente privo di esigenze di manutenzione, che riduce al minimo le procedure manuali e garantisce prestazioni e affidabilità a lungo termine.
Il trasmettitore Rosemount 1208C offre opzioni di comunicazione a due fili 4-20 mA e HART®, che consentono di implementa-
IDENTITÀ DIGITALE PER I PRODOTTI DELLA TERRA
1,5 miliardi di frutti di bosco serializzati nelle loro cassette direttamente sul campo, per monitorare fin dall’origine le caratteristiche – ad esempio la tipologia, il luogo di raccolta e le condizioni di coltivazione – lungo tutta la filiera. Questa innovativa soluzione di Supply Chain Transparency offre al settore ortofrutta la significativa possibilità di raccogliere i dati relativi a qualunque tipologia di frutta/verdura e integrarli in una piattaforma per controllarne in modo costante la qualità. Antares Vision Group ha implementato con successo questa soluzione per un’importante azienda statunitense attiva nella coltivazione e distribuzione di frutti di bosco, grazie alla tecnologia di rfxcel, parte del gruppo.

L’operatore che raccoglie i frutti può scansionare ogni singola cassetta, associandole
un’identità digitale unica, che raccoglie informazioni dettagliate sul prodotto stesso. Ciò consente anche di coinvolgere in maniera diretta il consumatore, che può usare il codice QR presente sulla confezione per esprimere la propria opinione, fornendo preziose indicazioni sulla qualità percepita di quel preciso acquisto. In questo modo il produttore avrà a disposizione informazioni di sicura utilità per indirizzare al meglio il proprio lavoro.


re una diagnostica avanzata. In tal modo si supporta la manutenzione predittiva e una risoluzione dei problemi più efficace, con conseguenti riduzione dei tempi di fermo e miglioramenti dell’efficienza operativa.
Il vantaggio è determinante anche per quanto concerne la gestione dei richiami: con la tecnologia rfxcel di Antares Vision Group non sarà più necessario ritirare tutte le confezioni, ma solo la singola vaschetta difettosa. Un importante valore aggiunto sia in termini reputazionali che, ovviamente, economici.
EMERSON www.emerson.com
ANTARES VISION GROUP www.antaresvisiongroup.com PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 24
MACCHINE&IMPIANTI
MACCHINE&IMPIANTI
IGIENE ED EFFICIENZA NEI MACELLI DI COCCODRILLI

Per assaggiare un piatto a base di coccodrillo non serve andare lontano, a Milano c’è una nota burgheria che offre burgher di coccodrillo, canguro, cammello e struzzo. E già due ristoranti italiani propongono queste e altre carni pregiate con tanto di shop online. Forse il temibile rettile, nella sua versione edibile, si sta avvicinando alle nostre tavole?
Per ora l’Italia può solo commercializzarlo ma essendoci in Spagna un allevamento certificato di 20.000 Crocodylus niloticus con annesso macello… mai dire mai!
Ziehl-Abegg ha avuto recentemente l’occasione di approcciarsi a questo nuovo business perché nei Paesi del sud del mondo si sta consolidando l’abitudine del consumo di carne di coccodrillo e altri rettili. È il caso di un macello in Brasile, nella cittadina di Corumbà (Mato Grosso), dove è stato realizzato il primo magazzino refrigerato per caimani con ventilatori Ziehl-Abegg.


Quest’azienda di allevamento di caimani, con annesso macello, ha puntato alla sostenibilità dei processi, mirando al contenimento dei consumi senza compromettere la compliance alle restrittive norme di igiene e sicurezza proprie della filiera. Lo ha fatto prediligendo impianti, sensori e componenti elettrici a basso consumo quindi regolabili automaticamente in base ai carichi stagionali e in base al livello di qualità delle carni desiderato. Si perché le bollette elettriche a fronte di una capacità di macellazione di 600 capi/giorno e una produzione annua di 320.000 kg di carne di coccodrillo erano tutt’altro che una minuta voce di spesa nel business plan generale. Tali volumi produttivi devono essere trattati nel modo più attento possibile data la delicatezza di questo tipo di carne, soprattutto nelle lavorazioni che prevedono la refrigerazione. Introducendo gli animali macellati nelle celle frigorifere, questi trasmettono calore all’ambiente riducendo di conseguenza la propria temperatura ma anche l’umidità relativa, provocando la disidratazione delle carcasse. Ciò può comportare perdite di peso fino al 3%.
L’unico modo per contenere la riduzione della resa è mantenere alti i livelli di umidità durante le prime fasi della macellazione. Il modo più efficiente per raggiungere questo obiettivo è utilizzare umidificatori a microgocce abbinati a sistemi di refrigerazione con tecnologia EC per autoregolare correttamente i valori di umidificazione e trascinamento delle goccioline. I sensori devono essere adeguatamente distribuiti nella stanza in modo che il sistema possa autoregolare il proprio funzionamento per un’adeguata umidificazione. L’acqua utilizzata deve essere filtrata e sterilizzata per garantire l’assenza di microrganismi e particelle potenzialmente tossiche. D’altra parte, questi sistemi riescono a raffreddare più rapidamente le carcasse, il che si traduce in una migliore qualità della carne e in un minore consumo energetico nelle celle frigorifere e nei congelatori. Per questo l’azienda di Corumbà ha scelto i ventilatori FE2owlet ECblue di Ziehl-Abegg.
I diktat del committente sono stati: continuità di servizio, diffusione uniforme dell’aria a garanzia di precisi livelli di temperatura e umidità in ogni ambiente ed elevata efficienza energetica per il minor consumo di corrente.
Così Ziehl-Abegg ha risposto fornendo una serie di ventole con motori EC a magneti permanenti e tecnologia “Premium Efficiency” portando non solo i risultati richiesti ma anche il miglioramento della qualità del prodotto finale riducendone la disidratazione.
Che sia carne, pesce o un mix dei due, fa poca differenza: sicurezza alimentare, qualità del prodotto finale e risparmio energetico possono andar a braccetto adottando le giuste tecnologie per il clima perfetto, in qualsiasi parte del mondo.

ZIEHL-ABEGG www.ziehl-abegg.com 25 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
CONFEZIONAMENTO E PESATURA: velocità e precisione
Stefania Milanello Esperta in tecnologie alimentari e divulgatrice scientifica
Le aziende pastarie hanno a disposizione una vasta gamma di soluzioni automatiche, semi-automatiche e impianti completi per dosare o confezionare pasta secca corta, come mezze penne, pennette, farfalle, pasta secca lunga, fresca, surgelata, riso.
Le linee per pasta a elevata produzione hanno confezionatrici verticali e automatiche, adatte a realizzare confezioni di diverse forme e dimensioni, a seconda della confezionatrice prescelta, e corredate da pesatrici a una o più teste a seconda delle esigenze produttive delle aziende. Inoltre possono essere accessoriate con sistemi di codifica ed etichettatura automatica.

PESATRICI
I dosatori elettronici a canali vibranti sono caratterizzati dalla facilità di utilizzo: interfaccia grafica e pannello touch screen permettono il controllo anche da remoto e in tele assistenza. Le aziende puntano anche alla facilità di manutenzione e a costi contenuti. I dosatori elettronici a canali vibranti pesano in automatico le paste secche corte.
IMPIANTI | PASTA SECCA
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 26
Possono essere utilizzati anche in maniera semi-automatica, grazie a un apposito pedale, o automatizzati semplicemente collegandoli alle confezionatrici. L’automazione consente di programmare molte ricette, salvarle, visualizzare e scaricare i dati statistici di produzione, visualizzare i pesi in modo accurato e passare facilmente da un prodotto a un altro con un semplice touch.
Ai dosatori per pasta è richiesta robustezza, semplicità d’uso, elevata precisione, facilità di implementazione alle linee di confezionamento, siano esse orizzontali che verticali, quali termosigillatrici e termoformatrici. I dosatori in genere differiscono per tipologia di prodotti dosabili, numero delle teste pesatrici e pesate per minuto.
I sistemi di pesatura semi-automatici sono adatti a piccoli produttori che vogliono au-
ROBUSTEZZA, SEMPLICITÀ
D’USO, ELEVATA PRECISIONE, VELOCITÀ, CAMBI FORMATO
VELOCI E PRATICI SONO FRA
I REQUISITI RICHIESTI ALLE
MACCHINE PER IL
CONFEZIONAMENTO
tomatizzare il processo di pesatura della pasta secca.

Nel caso di prodotti fragili, i sistemi sono dotati di accessori tali da evitare traumi durante la caduta, come cestelli e scivoli di scarico inclinati. La pesatrice automatica è necessaria per le aziende che vogliono ottimizzare il tempo di pesatura. La precisione di pesatura è assicurata anche da fotocellule per il disintasamento del prodotto. I dosatori possono essere personalizzati, grazie a varie tipologie di tramogge, canali vibranti e cestelli, riuscendo a pesare diversi formati di pasta secca.
La pesatrice è in grado di adattarsi al tipo di pasta e all’ambiente di lavoro e i dati vengono memorizzati nella ricetta specifica. Alcune pesatrici possono disporre di un software in grado di contare i pezzi, ad alta velocità
e in modo preciso, nel caso fosse necessario indicare il numero di pezzi all’interno dell’imballaggio. Altre pesatrici sono dotate di funzione mix a peso o a pezzo, che consente di combinare gusti diversi, come nel caso della pasta tricolore, mix di cereali o di legumi, garantendo la precisione del peso medio.
Le pesatrici a combinazione consentono di gestire i cestelli di memoria e quelli di pesatura per individuare la migliore combinazione di peso possibile, aumentando sia le combinazioni che la precisione.
CONFEZIONATRICI
La pasta secca è fragile e si può rompere facilmente: è importante che una volta pesato, il prodotto sia posto delicatamente all’interno della confezione. Le macchine
Le aziende alimentari stanno adottando soluzioni
mono film o riciclabili, e in cartone poliaccoppiato ecocompatibili, optando per materiali più leggeri,
La progettazione igienicamente corretta di elementi, componenti e impianti di produzione deve limitare a livelli di sicurezza accettabili o eliminare i pericoli fisici, chimici e biologici
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 27
devono essere in grado di processare una vasta gamma di formati e diverse tipologie di superficie della pasta, sia essa liscia, rugosa o lavorata.
Le confezionatrici di pasta secca corta o pasta ripiena sono dotate di tramoggia di carico, nastro elevatore e sistema di pesatura. Le aziende lavorano costantemente per migliorare la velocità, la precisione di pesatura, la qualità della sigillatura e tempi minimi
richiesti per il cambio formato. La precisione della pesatura viene raggiunta nel minor tempo possibile, anche grazie a software di ultima generazione.

Le macchine confezionatrici sono alimentate dai sistemi di pesatura. I due sistemi possono essere coordinati e sincronizzati da un controller di automazione delle macchine.
La sigillatura della confezione si basa su sistemi di termoregolazione in grado di sta-
bilizzare la temperatura e consentire ai produttori di pasta di utilizzare film più sottili o eco-friendly, riducendo lo scarto e i costi del materiale.
Le confezionatrici verticali realizzano buste di plastica partendo da una bobina piana stampata o neutra, sulle quali è possibile applicare etichette, scadenza e numero di lotto. La bobina può essere di film di materiali diversi quali polipropilene, accoppiato, film barrierato, polietilene e tutti i materiali termosaldabili. Alcune confezionatrici realizzano sacchetti a 4 spigoli saldati di varie forme e dimensioni. Questo fa sì che la confezione abbia una struttura rinforzata aiutandola a mantenere la sua forma. Con le saldature su tutti e quattro i lati, la parte anteriore e posteriore del sacchetto risultano sempre libere per l’eventuale applicazione delle etichette o per ottimizzare lo spazio grafico disponibile. Ci sono sul mercato confezionatrici che consentono una drastica riduzione del numero di rulli che trasferiscono minore energia inerziale al film e quindi maggiori velocità, grazie ad accorgimenti tecnologici, come l’albero portabobina posizionato a 90° rispetto alla collocazione classica posteriore, l’introduzione di un meccanismo che orienta il film verso il tubo formatore. Il movimento del film risulta fluido e un software può gestire la tensione del film, che di conseguenza aumenta l’accelerazione, diminuendo il tempo di saldatura, per una maggiore produttività. Altre pesatrici hanno il gruppo di saldatura estraibile e intercambiabile per cambi di formato facili e veloci. In questo modo è possibile sostituire, in pochi minuti, l’intero gruppo di saldatura con quello più adatto alla confezione che si vuole produrre, sia essa pillow bag o steelo bag a una confezione doy-style. Il controllo continuo della tensione e della centratura del film garantiscono l’estetica delle confezioni e la perfetta chiusura e tenuta delle saldature. Altre ancora consentono di raddoppiare la linea di confezionamento, grazie a predisposizioni che
IMPIANTI | PASTA SECCA
I dosatori elettronici a canali vibranti sono caratterizzati dalla facilità di utilizzo: interfaccia grafica e pannello touch screen permettono il controllo anche da remoto
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 28
Il design igienico è un elemento a contatto con gli alimenti imprescindibile per le macchine
permettono di aggiungere una macchina gemella, raddoppiando la produttività.
Le aziende alimentari stanno adottando soluzioni ecocompatibili, sia per quanto riguarda la scelta degli ingredienti, che per il packaging, optando per materiali più leggeri, mono film o riciclabili, in cartone poliaccoppiato, anche di grande spessore. In commercio, esistono macchine confezionatrici progettate proprio per venire incontro a queste esigenze, grazie a gruppi di saldatura che operano a elevata pressione con misurazione della forza applicata su entrambi i lati della ganascia di saldatura.
L’automazione, sempre più presente nei sistemi di pesatura e confezionamento della pasta secca corta, permette di gestire i parametri dello svolgimento film e delle temperature, le ricette contenenti i parametri salvati, gli allarmi e le indicazioni sullo stato della macchina.
DESIGN IGIENICO
Il design igienico consente alle macchine dosatrici e confezionatrici e più in generale, a tutti i macchinari presenti nelle linee produttive, di essere facilmente pulibili, grazie a materiali, superfici ed elementi strutturali studiati allo scopo. La progettazione igienicamente corretta di elementi, componenti e impianti di produzione deve limitare a livelli di sicurezza accettabili o eliminare i pericoli fisici, chimici e biologici. Il design igienico sta diventando un elemento imprescindibile per le macchine a contatto con gli alimenti.
Il Regolamento (CE) N. 852/2004 sull’igiene dei prodotti alimentari all’allegato II – Capitolo V, si occupa dei requisiti applicabili alle apparecchiature, precisando che devono essere efficacemente puliti e, se necessario, disinfettati, con una frequenza sufficiente a evitare ogni rischio di contaminazione. Per facilitare queste operazioni, devono essere costruite in maniera da minimizzare qualsiasi rischio di contaminazione e installati in modo da consentire un’adeguata pulizia delle apparecchiature e dell’area circostante. Anche il
D.Lgs. 27 gennaio 2010 n. 17 “Parziale attua-
zione della direttiva 2006/42/CE, relativa alle macchine e che modifica la direttiva 95/16/ CE relativa agli ascensori” all’allegato I si occupa dei requisiti essenziali di sicurezza e di tutela della salute relativi alla progettazione e alla costruzione delle macchine, destinate a essere utilizzate per prodotti alimentari. Queste devono essere progettate e costruite in modo da evitare qualsiasi rischio di infezione, di malattia e di contagio. A tal fine, i materiali a contatto o che possono venire a contatto con prodotti alimentari, i collegamenti fra le superfici devono essere lisci o privi di rugosità o spazi in cui possono accumularsi materie organiche. I prodotti per la pulizia devono poter defluire completamente verso l’esterno della macchina. Essa deve essere progettata e costruita per evitare l’ingresso di sostanze o di esseri vivi, in particolare insetti o accumuli di materie organiche, in zone impossibili da pulire. Infine, la macchina deve essere progettata e costruita in modo che i prodotti au-
siliari pericolosi per la salute, come ad esempio i lubrificanti, non entrino in contatto con gli alimenti.
Si occupano di sicurezza dei macchinari destinati al contatto con gli alimenti anche due norme UNI EN ISO, la 14159:2008 “Sicurezza del macchinario - Requisiti relativi all’igiene per la progettazione del macchinario” e la 1672-2:2021 “Macchine per l’industria alimentare - Concetti di base - Parte 2: Requisiti di igiene” sui requisiti di igiene e di pulibilità comuni alle macchine e ai componenti delle macchine utilizzate per la preparazione e la lavorazione degli alimenti.
La European Hygienic Engineering & Design Group (EHEDG) ha emanato criteri per la progettazione igienica di apparecchiature destinate alla produzione di alimenti e un sistema di certificazione per il design igienico, sia di singoli componenti che di interi impianti, che riguardano la costruzione, i materiali impiegati e la pulizia.
 Le aziende pastarie hanno a disposizione soluzioni automatiche, semi-automatiche e impianti completi per confezionare pasta secca corta, pasta secca lunga e riso
Le aziende pastarie hanno a disposizione soluzioni automatiche, semi-automatiche e impianti completi per confezionare pasta secca corta, pasta secca lunga e riso
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 29
Valeria Rizzo PhD

Università degli Studi di Catania
Membro del Gruppo GSICA
IN COLLABORAZIONE CON GSICA

PACKAGING IDONEO per una bevanda innovativa

Al 10th Shelf life International Meeting tenutosi a Bogotà, Colombia (28/11 - 1/12/2022)
organizzato dal Gruppo Scientifico Italiano di Confezionamento Alimentare GSICA, da Universidad De La Salle e Universidad Nacional de Colombia è stato presentato un estratto dei risultati ottenuti dal progetto finanziato nell’ambito della Misura 1.1.5 del PO FESR 2014/2020 dal titolo “Nuovi prodotti dalla trasformazione agroindustriale di frutti da colture mediterranee e gestione sostenibile dei sottoprodotti” MedFruit in cui è stata coinvolta come ente di ricerca, tra gli altri, l’Università di Catania - Dipartimento di Agricoltura, Alimentazione e Ambiente.
In particolare la relazione orale dal titolo “Packaging Effects on Highly Nutritional Value Beverage Obtained by a Mix of Typical Sicilian Fruits” ha riportato lo studio eseguito in condizioni critiche di temperatura su un prototipo di bevanda dall’alto valore nutrizionale, confezionato in diversi materiali polimerici.
Diversi interventi hanno citato l’importanza di modificare i consumi e le produzioni dei materiali per il packaging, volgendo l’attenzione agli obiettivi stabiliti dall’ONU con l’Agenda 2030 per lo sviluppo sostenibile, con particolare riguardo alla riduzione sostanziale di rifiuti attraverso le attività di prevenzione, riduzione, riciclaggio e riutilizzo.
COME PRESERVARE I BENEFICI NUTRACEUTICI
Il mercato nazionale e internazionale delle bevande analcoliche funzionali è in rapida crescita. I consumatori hanno riscoperto le bevande a base di frutta, riscoprendo le caratteristiche positive e salutari della frutta, da cui ricavare benefici nutraceutici quali effetto antiossidante, vitaminico e antitumorale. Di conseguenza, nell’ottica di preservare nel tempo le caratteristiche chimico-fisiche di una bevanda ad alto valore nutritivo a base di frutta siciliana, è stato necessario individuare, attraverso ricerche sperimentali, il packaging più idoneo. Le confezioni che sono state analizzate per il confezionamento sono del tipo multistrato per riempimento a caldo (successivo a processo di pastorizzazione).
METODO E RISULTATI
È stata valutata la shelf life della bevanda ad alto valore nutrizionale confrontando le performance di tre tipologie di packaging a diversa composizione polimerica in condizioni critiche di conservazione (+45°C). Le buste stand-up testate sono state: pouch trasparente (PET/OPA/PE), che permette al consumatore di vedere il prodotto, pouch metallizzato (PET/ALU/PET/PE), e pouch totalmente riciclabile (OPP/OPP/ PP) (Figura 1).
Per lo studio di shelf life in condizioni critiche, le bottiglie (in vetro, adoperate come controllo) e le pouch sono state prelevate con cadenza temporale periodica pari a 10 giorni per un totale di 50 giorni di conservazione; diverse sono state le determinazioni analitiche per valutare qualitativamente la bevanda.
PACKAGING | BEVERAGE
Figura 1. Bottiglia in vetro (C) e le differenti tipologie di pouch utilizzate: Pouch metallizzate (PM), Pouch riciclabili (PR), Pouch trasparenti (PT).
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 30
Gruppo Scientifico Italiano di Confezionamento Alimentare
Una determinazione particolarmente interessante è stata la valutazione del colore, grazie anche ai numerosi riferimenti bibliografici presenti in letteratura. Sui campioni di bevanda sono state seguite le cinetiche delle assorbanze registrate alle lunghezze d’onda di 420 e 520 nm, indicanti rispettivamente la colorazione giallo-bruna e il rosso (Figura 2).
Il colore è definito come l’impatto delle lunghezze d’onda della luce nello spettro visibile (380–760 nm) che possono essere rilevate dall’occhio umano e questo è uno degli attributi principali che è fortemente associato al concetto di qualità di un prodotto alimentare. Alcuni studi (Wibowo et al., 2015) hanno rivelato che il colore del succo d’arancia è correlato alla percezione da parte del consumatore del sapore, del gusto (dolcezza, acidità) e, quindi, dell’accettabilità generale.
In generale per tutti i campioni si nota una diminuzione dell’assorbanza della componente giallo-bruno nel tempo, ciò a riprova di una degradazione dei composti responsabili del colore giallo per via della prevalenza del colore brunastro-marrone, come confermato da Wibowo et al., (2015).
Per quanto riguarda il colore rosso, si è registrato il valore massimo nel prodotto appena confezionato, e un decremento pressoché simile per tutte le pouch; come noto,
tale misurazione è correlata alla presenza in antocianine monomeriche totali (MartinGomez et al., 2021; Roidoung et al., 2017) ed è altresì noto che tali composti durante il periodo di conservazione si degradano evidenziando una certa riduzione della colorazione rossa dei campioni.
L’angolo della tinta o tonalità (Hue) indica il maggior contributo dei composti rossi rispetto ai giallo-marroni. La cinetica indica un costante incremento a partire dal tempo T0 per tutti i campioni, ciò è in linea con quanto già evidenziato in altri studi (Martin-Gomez et al., 2021) ed è spiegabile con l’incremento nel tempo dei composti responsabili della colorazione marrone (bruni) rispetto a quelli responsabili della colorazione rossastra, individuabili principalmente nelle antocianine monomeriche totali.
Anche il grado di imbrunimento (Abs430nm/ Abs520nm) è crescente nel tempo in accordo con quanto riportato in letteratura (Roidoung et al., 2016). I campioni PM e il controllo, raggiungono come atteso, valori di imbrunimento leggermente inferiori, grazie al maggiore effetto barriera rispetto agli altri materiali esaminati.
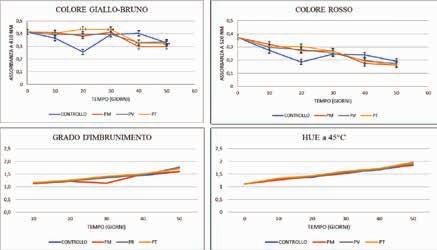
Correlati al colore sono stati i risultati del contenuto in antocianine totali, che hanno evidenziato un’elevata riduzione già nei primi 10 giorni di conservazione dei campioni. È stato
già dimostrato come gli antociani subiscono una degradazione durante il tempo di conservazione, reazione fortemente dipendente dalla temperatura (Licciardello et al., 2018). Dal punto di vista dei materiali testati in condizioni di conservazione a +45°C la PR offre le migliori performance rispetto ai parametri monitorati; essa è un’ottima alternativa di stabilità nei confronti del classico vetro, maggiormente adoperato per questa tipologia di bevande, rappresentando invece una scelta più sostenibile, pratica e innovativa, in linea con la necessità di implementare l’uso di materiali riciclabili.
BIBLIOGRAFIA
• Agenda 2030 per lo sviluppo sostenibile. (2015). Organizzazione Nazioni Unite;
• Martin-Gomez J., García-Martínez T., ´Angeles Varo M., M´erida J., Serratosa M. P. (2021). Phenolic compounds, antioxidant activity and color in the fermentation of mixed blueberry and grape juice with different yeasts. LWT - Food Science and Technology, 146, 111661;
• Licciardello F., Arena E., Rizzo V., Fallico B. (2018). Contribution of blood orangebased beverages to bioactive compounds intake. Frontiers in Chemistry. Front. Chem. 29 Agosto 2018;
• Roidoung S., Dolan K.D., Siddiq M. (2016). Gallic acid as a protective antioxidant against anthocyanin degradation and color loss in vitamin-C fortified cranberry juice. Food Chemistry, 210, 422-427;
• Roidoung S., Dolan K.D., Siddiq M. (2017). Estimation of kinetic parameters of anthocyanins and color degradation in vitamin C fortified cranberry juice during storage. Food Research International, 94, 29-35;
• Wibowo S., Vervoort L., Tomic J., Santiago J.S., Lemmens L., Panozzo A., Grauwet T., Hendrickx M., Loey A.V. (2015). Colour and carotenoid changes of pasteurised orange juice during storage. Food Chemistry, 171, 330-340.
Figura 2. Componenti cromatiche
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 31
REQUISITI IN MATERIA DI CORRETTE PRASSI IGIENICHE
IL
PEST
MANAGEMENT A SUPPORTO
DELLA FOOD SAFETY: CONSIDERAZIONI
ALLA LUCE DELLA COMUNICAZIONE C355
DEL 2022 E NON SOLO
Ènoto come gli obiettivi di sicurezza alimentare (Food Safety) possano essere raggiunti solo attraverso gli sforzi combinati di tutte le figure coinvolte nella filiera agroalimentare. Poiché i pericoli e i relativi rischi per la salute umana derivanti dal consumo di alimenti possono essere introdotti a ogni livello della filiera, e sono molteplici, è indispensabile il controllo di ogni stadio. Tali attività devono basarsi in maniera significativa sulle pratiche di prevenzione e sono a carico essenzialmente dell’OSA, il quale a sua volta può essere supportato anche da fornitori esterni di servizi (per es. di pulizia, sanificazione e appunto disinfestazione, intesa come gestione degli animali infestanti, nonché professionisti specializzati nei molteplici campi di interesse).
D’altro canto, gli animali infestanti rappresentano un tema di interesse in quanto contribuiscono a provocare perdite alimentari, danni e contaminazioni (corpi estranei /contaminazione fisica dell’alimento), diffusione di patogeni (contaminazione biologica dell’alimento), contaminazione delle superfici e degli ambienti di lavoro e, non ultimi per importanza e impatto, danni di immagine e reputazionali con connesse ricadute economiche (anche legate all’apparato sanzionatorio).
BUONE PRATICHE DI GESTIONE DEGLI INFESTANTI
Gli standard volontari di sicurezza alimentare hanno fornito metodi per realizzare dei sistemi di gestione degli infestanti, quali parte integrante dei sistemi per la gestione della sicurezza alimentare, deline-
Pest Management

ando, con un accurato grado di dettaglio, le attività da svolgere, compresi i criteri su cui fondare e sviluppare tutta una serie di azioni e misure operative. Analogamente, anche il comparto del Pest Management professionale italiano ed europeo ha lavorato intensamente negli anni per realizzare delle vere e proprie “buone pratiche di gestione degli infestanti”, attraverso un impegno fatto di emissioni di “codes of best practice” elaborati dalle Associazioni di categoria, linee guida e, soprattutto, norme volontarie e documenti “para-normativi” come UNI EN 16636:2015 e la correlata PdR UNI 86/2020, le future PdR e norma UNI rispettivamente riguardanti il pest management nelle imprese del settore agroalimentare della produzione biologica e i servizi di disinfestazione sostenibili, il
 Francesco Fiorente in
Francesco Fiorente in
32 32 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023 SPECIALE PEST MANAGEMENT FOOD SAFETY
IL PRESENTE DELLA “DISINFESTAZIONE” È GIÀ PROIETTATO NEL FUTURO
Gli animali infestanti provocano perdite alimentari, danni e contaminazioni, diffusione di patogeni, contaminazione delle superfici e degli ambienti di lavoro e danni di immagine e reputazionali con connesse ricadute economiche
nuovo documento tecnico per la gestione degli infestanti con metodi biologici e orientati alla sostenibilità e non, per ultima, la norma UNI 11381:2010 (frutto di un lavoro congiunto tra i portatori di interesse dell’agroalimentare e gli esperti di monitoraggio degli insetti negli ambienti delle industrie alimentari).
L’interesse è pertanto vivo e appare ben chiaro che le attività di pest management e i relativi servizi erogati dai fornitori esterni rappresentino un punto cruciale per raggiungere e mantenere livelli adeguati di sicurezza alimentare.

INTEGRATED PEST MANAGEMENT
Il principio di base è rappresentato dall’applicazione dell’Integrated Pest Management, da intendersi come la “considerazione attenta di tutte le tecniche di controllo delle infestazioni disponibili e conseguente integrazione di misure appropriate che scoraggiano lo sviluppo di popolazioni di parassiti e mantengono i pesticidi ed altri interventi a livelli che sono economicamente giustificati e che
riducono o minimizzano i rischi per la salute umana e per l’ambiente”. (FAO via UNI EN 16636:2015).
L’I.P.M., approccio mutuato dalla difesa fitosanitaria in campo agricolo, è uno strumento complesso e, allo stesso tempo, estremamente “potente” per:
§ soddisfare i requisiti cogenti e volontari;
§ ridurre dell’uso di prodotti chimici (uso sostenibile);
§ impiegare i biocidi secondo le indicazioni di etichetta (condizioni sicure di impiego);
§ coinvolgere tutti i portatori di interesse;
§ raggiungere obiettivi di salute globale (One Health).
Per applicare questo approccio, la formazione e lo sviluppo delle competenze dei professionisti sono un punto imprescindibile, nonostante, ad oggi, la normativa italiana non preveda un percorso, dal valore legale, per la professionalizzazione del “disinfestatore professionale”, anche in qualità di utilizzatore di prodotti biocidi.
L’impiego dei biocidi deve essere
supportato da un’attenta
valutazione
dei rischi
33 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
SOSTENIBILITÀ E TUTELA DELL’AMBIENTE
Il legislatore europeo, naturalmente, supporta e incoraggia tali approcci, in forza anche dei contenuti di numerosi atti e regolamenti/direttive che espressamente trattano il tema della sostenibilità dell’uso dei pesticidi, della promozione della salute di persona e animali e della tutela dell’ambiente.
È noto, infatti, come a opera dell’attuazione prima della direttiva Biocidi 98/8/ CE e successivamente del regolamento UE 528/2012, vi sia stato un approccio precauzionale in materia di sostanze attive e prodotti biocidi, da impiegare anche nel settore del pest management, con una conseguente restrizione e revoca dal mercato di molti prodotti e incoraggiamento nella ricerca di approccio complementare e alternativi.

A tal proposito, si ricorda che tutti i biocidi necessitano di un’autorizzazione (registrazione) prima di poter essere immessi sul mercato; inoltre, le sostanze attive in essi contenuti devono essere state precedentemente approvate. Lo scopo della normativa sui biocidi è quello di migliorare il funzionamento del mercato dei biocidi nell’UE, garantendo allo stesso tempo un elevato livello di tutela per l’uomo e per l’ambiente.
BUONE PRASSI IGIENICHE E HACCP
Allo stesso modo, la normativa alimentare, attraverso l’applicazione dei regolamenti (tra cui il reg. CE 852/2004) e altre disposizioni, ha progressivamente incoraggiato un approccio integrato anche per la gestione degli infestanti. Tale posizione è stata chiarita già a partire dal 2016, attraverso la comunicazione
della Commissione 2016/C 278/01; in questo documento, si ricordava come la lotta agli animali infestanti fosse una delle attività di base per consentire l’attuazione di un robusto sistema della gestione della sicurezza alimentare.
A rafforzare tale posizione, chiarendone degli aspetti e aggiornando tutta una serie di tematiche (relative ad altri aspetti applicativi della normativa cogente), nel 2022 è stata pubblicata sulla Gazzetta ufficiale dell’Unione la “Comunicazione della Commissione relativa all’attuazione dei sistemi di gestione per la sicurezza alimentare riguardanti le corrette prassi igieniche e le procedure basate sui principi del sistema HACCP, compresa l’agevolazione/la flessibilità in materia di attuazione in determinate imprese alimentari” (2022/C 355/01).
La comunicazione va sostituire la precedente comunicazione della Commissione
cruciali per raggiungere e mantenere livelli adeguati di sicurezza alimentare 34 34 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023
Le attività di pest management sono FOOD SAFETY
2016/C 278/01, tenendo in considerazione le novità tecnico-scientifiche e normative degli ultimi anni (per es. l’introduzione del regolamento (UE) 2021/382, le revisione di ISO 22000 e del Codex Alimentarius, etc.).
La comunicazione è finalizzata a facilitare e armonizzare l’applicazione dei requisiti in materia di corrette prassi igieniche (GHP) e di procedure basate sui principi del sistema HACCP.
Partendo dal presupposto che non si tratti di un Regolamento ma di una Comunicazione della UE, il documento ha finalità di orientamento e non è vincolante, sebbene rappresenti un ulteriore e importante tassello nella costruzione e nel consolidamento delle cosiddette “buone pratiche”.
Infatti, la comunicazione ha lo scopo di armonizzare e facilitare allo stesso tempo l’applicazione delle GHP (le buone prassi igieniche) e delle procedure basate sul sistema HACCP. Laddove possibile, è presa in considerazione l’applicazione delle GHP con flessibilità per determinati stabilimenti del settore alimentare.
Infatti, in alcuni contesti, le GHP (che comprendono anche le GMP, le buone pratiche di fabbricazione) e tutti programmi di prerequisiti PRP (ovvero l’applicazione di prassi e condizioni di prevenzione) sono sufficienti per garantire le condizioni ambientali e operative idonee per controllare i pericoli.
Si ricorda che il programma dei prerequisiti (PRP) è l’insieme delle prassi e delle condizioni e attività di base per la sicurezza alimentare; essi sono necessari per mantenere un ambiente igienico lungo tutta la filiera. Includono tutte le GHP, ovvero tutte le “misure e condizioni fondamentali applicate in qualsivoglia fase della catena alimentare per fornire alimenti sicuri e adeguati”, comprese le GMP, le GAP, le GVP, etc.

Il focus, in questo senso, è sull’ambiente di “lavorazione” degli alimenti (sensu latu) e la
gestione (lotta) agli animali infestanti ricade proprio in questo ambito, con enfasi sulle attività di prevenzione.
Nell’allegato I alla comunicazione C 355 è pertanto indicata puntualmente tutta una serie di aspetti di riferimento, che si associano alla gestione delle infrastrutture (edifici e attrezzature), alla pulizia e disinfezione (fondamentali per consentire un’adeguata gestione degli infestanti), alle materie prime (selezione del fornitore e specifiche), alla manutenzione tecnica e taratura, alle contaminazioni fisiche e chimiche derivanti dall’ambiente di produzione, alla gestione degli allergeni, alla ridistribuzione degli alimenti/donazioni alimentari, alla gestione dei rifiuti, al controllo di acqua e aria, al personale, al controllo della temperatura dell’ambiente di lavoro, alla metodologia di lavoro e alla cultura della sicurezza alimentare.
Gli animali infestanti
Il paragrafo 3.3 dell’allegato I è dedicato agli animali infestanti.
Nel pianificare e svolgere tali attività, i riferimenti sono anche di tipo strutturale e gestionale, mirati alla prevenzione e già presi in esame nella precedente comunicazione del 2016.
Tra questi, troviamo il riferimento alla cura e manutenzione dei muri esterni, alla gestione delle finestre (uso delle zanzariere) e delle porte, alla pulizia di attrezzature e locali non in uso.
Inoltre, si incoraggia la gestione (prevenire ed eliminare) dei ristagni di acqua.
35 35 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
La formazione e lo sviluppo delle competenze dei professionisti sono un punto imprescindibile
Specificatamente a riguardo del programma di gestione degli infestanti, si ricorda che è necessario valutare (anche basandosi su un vero e proprio risk assessment) di dotarsi e dislocare nel sito alimentare esche e trappole idonee per gli infestanti di riferimento e di pianificare attività anche per la gestione (verifiche e ispezioni) per gli uccelli.
All’attività di rimozione di animali e insetti morti, necessaria per ridurre il rischio di contaminazione e di contatto con gli alimenti, si associa anche la corretta gestione delle sostanze chimiche. Il riferimento specifico va all’utilizzo di prodotti autorizzati ai sensi del regolamento biocidi nonché al corretto stoccaggio degli stessi, qualora siano immagazzinati all’interno dello stesso sito alimentare.
Non manca, inoltre, un riferimento all’analisi delle cause, qualora un problema risulti essere ricorrente.
Rispetto al documento del 2016, vi sono alcuni aspetti di novità. Tra questi, per esempio, il chiaro riferimento all’impiego secondo le condizioni di etichetta delle so-
stanze chimiche (per es. i biocidi rodenticidi) da non impiegare quali strumenti per il monitoraggio ma esclusivamente per la lotta ai roditori.
Quest’ultimo passaggio rappresenta tutt’oggi un punto di dibattito acceso nella comunità della disinfestazione professionale, in termini di rischi/opportunità nel limitare le tecniche di uso permanente dei rodenticidi (con riferimento ai prodotti anticoagulanti), anche in osservanza delle disposizioni di etichetta e di eventuali rischi di sanzione ai sensi del D.Lgs. 179/2021 (Disciplina sanzionatoria per la violazione delle disposizioni del regolamento (UE) n. 528/2012 relativo alla messa a disposizione sul mercato e all’uso dei biocidi).
In ogni caso, l’impiego dei biocidi (qualsiasi tipologia) dovrebbe essere supportato da un’attenta valutazione dei rischi, che faccia riferimento anche alle condizioni ambientali, gestionali e strutturali del sito, avendo anche considerato le alternative non chimiche di intervento.
È riportato, infine, un esempio di flessibilità: la comunicazione ricorda che sarebbe
preferibile ricorrere al supporto di imprese di disinfestazione professionale; tuttavia, qualora tale attività sia svolta internamente, è necessario che il personale dimostri la propria competenza e un’organizzazione adeguata per svolgere in maniera conforme alla normativa vigente tali operazioni.
IL PRESENTE DELLA DISINFESTAZIONE
A supporto di quanto finora esposto, quale attività critica a supporto della sicurezza alimentare (GHP/PRP), il mercato globale “Food” ha chiesto alle imprese alimentari e alle imprese di pest management un miglioramento continuo in termini di formazione, competenza e qualità delle attività di tali attività.
Lo sviluppo e la diffusione degli Standard Volontari di Sicurezza Alimentare, dedicando dei requisiti specifici alla gestione degli infestanti, ha assunto la funzione di volàno per questa qualificazione e per un generale miglioramento dei livelli di qualità dei servizi.

La gestione degli animali infestanti rappresenta, e lo sarà sempre maggiormente, un tema di interesse per molteplici stakeholders: dai consumatori alla GDO nazionale e internazionale; dalle autorità competenti agli organismi di controllo rispetto a norme volontarie; dai soggetti impegnati nelle attività di import/export sino al settore del packaging, della mangimistica, passando naturalmente per il mercato della chimica e dei mezzi tecnici, sempre più raffinati e tecnologici.
Il presente della “disinfestazione” (per usare la terminologia della normativa italiana di riferimento) è già fortemente proiettato nel futuro, con prospettive incoraggianti e, allo stesso tempo, sfide importanti da affrontare, per garantire, in un mondo sempre più globalizzato e interconnesso in cui i mutamenti climatici già impattano notevolmente sulle dinamiche delle popolazioni di infestanti, un approccio sostenibile alla tematica.
Cura e manutenzione dei muri esterni, alla gestione delle finestre (uso delle zanzariere) e delle porte, alla pulizia di attrezzature e locali non in uso
36 36 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023 FOOD SAFETY





INFESTANTI E PACKAGING ALIMENTARE
I REQUISITI DI BRCGS STANDARD
GLOBALE PER I MATERIALI DI IMBALLAGGIO (EDIZIONE 6)
La normativa cogente relativa ai cosiddetti “MOCA” rappresenta un importante riferimento per la tutela della salute dei consumatori. L’insieme di tali norme prevede che i materiali e gli oggetti a contatto con gli alimenti (compresi i materiali da imballaggio) debbano essere prodotti conformemente alle buone pratiche di fabbricazione (GMP) e, in condizioni d’impiego normale o prevedibile, non devono costituire un pericolo per la salute umana, non devono comportare una modifica inaccettabile della composizione dei prodotti alimentari e, tantomeno, comportare un deterioramento delle caratteristiche organolettiche.
I MOCA sono regolamentati sia da normativa europea che nazionale.
MOCA, LE NORME
REGOLATORIE
Dal punto di vista del legislatore europeo, sono disponibili diverse disposizioni cogenti: è necessario prendere in considerazione il Regolamento (CE) n. 2023/2006, relativo alle buone pratiche di fabbricazione dei MOCA. È proprio questo regolamento a stabilire che tutti i materiali e oggetti elencati nell’allegato I del Regolamento (CE) n. 1935/2004 e le loro combinazioni, nonché i materiali e oggetti riciclati, devono essere fabbricati nel rispetto delle norme generali e specifiche basate su “Good Manufacturing Pratices”. Fondamentalmente, viene riconosciuto un ruolo importante per la tutela del consumatore anche a questa tipologia di settore merceologico, generando un’ampia riflessione sulla gestione del sito anche
attraverso una serie di attività che possono essere collocate idealmente nell’ampio “contenitore” dei PRP (Programma dei Prerequisiti) e che, pertanto, coinvolgono, anche l’aspetto legato alla gestione degli infestanti (Pest Management).
Tra gli standard volontari che maggiormente approfondiscono la tematica, l’edizione n. 6 di BRCGS Standard Globale per i materiali di imballaggio fornisce precise indicazioni anche sul controllo degli infestanti (requisito 4.11 dello standard).

BRCGS STANDARD GLOBALE N. 6
Pubblicato per la prima nel 2001 e tradotto in molte lingue, compreso l’italiano, la norma volontaria è applicabile ai siti in cui sono svolte operazioni di produzione di materiali di imballaggio per la conversione o la
Francesco Fiorente in Pest Management
38 38 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023 SPECIALE PEST MANAGEMENT PACKAGING
stampa, fornitura di materiali di imballaggio dallo stock in cui si verifica un’ulteriore lavorazione o reimballaggio del prodotto, etc. Naturalmente, la gestione dei pest è presa in considerazione, anche come attività affidata all’esterno, in numerosi altri punti dello standard relativi all’analisi dei rischi, allo standard esterno e interno del sito, ai rifiuti e al loro smaltimento, alle verifiche dei carichi in arrivo, alle verifiche interne e, naturalmente, alla gestione dei fornitori di servizi. L’edizione 6 dello standard è stato pubblicato ad agosto 2019 e rappresenta la versione corrente. Tra le modifiche introdotte, rispetto alla versione precedente, lo standard integra requisiti sulle azioni correttive e preventive, volte al miglioramento continuo, in piena linea con l’analogo standard alimentare. Vengono, inoltre, enfatizzate l’orientamento al raggiungimento della qualità del prodotto in termini di soddisfacimento di obiettivi di igiene, lo sviluppo della cultura della qualità e della sicurezza del prodotto stesso.

Il controllo degli infestanti
Il controllo degli infestanti, illustrato ampiamente al punto 4.11 (“Controllo degli
infestanti”), mostra un impianto molto simile allo standard BRCGS edizione Food (all’epoca vigente) e di fatto poco ne differisce. Si può dire, tuttavia, che sia allineato anche alla recente edizione 9 del BRCGS Food Safety.
Costituito da 9 requisiti, il punto 4.11 invita nella premessa a dotarsi di un efficace programma preventivo di controllo degli infestanti, mettendo a disposizione tutte le risorse necessarie per la gestione dei problemi connessi agli infestanti stessi. Lo standard prosegue definendo la necessità di predisporre un programma preventivo di controllo (intenso anche come “gestione”, comprensivo di un piano di prevenzione e monitoraggio) degli infestanti, personalizzando il piano di lavoro in funzione delle specificità del sito stesso (stato ambientale, strutturale, ubicazione, etc.) e anche a seconda della stagionalità. In questo modo sarà possibile prevedere eventuali azioni aggiuntive e preventive. Naturalmente ogni attività dovrà essere documentata, sia per quanto riguarda le attività di routine che le attività aggiuntive.
Fornitore esterno o personale interno?
A riguardo dell’opportunità di avvalersi di un fornitore di servizi esterni per il controllo degli infestanti, lo standard utilizza il termine “ente competente”, aprendo, pertanto, la discussione sulla valutazione e la qualifica di tali fornitori (adozione e certificazione di standard specifici come UNI EN 16636, formazione competenza del personale, referenze, adeguata copertura assicurativa, ecc.). Qualora l’attività sia affidata a un fornitore esterno dovrà essere disponibile un contratto dettagliato di fornitura di servizi con relative specifiche tecniche.
È naturalmente possibile affidare le attività di pest management a personale interno purché esso sia adeguatamente formato e reperibile, allo scopo di ispezionare e svolgere trattamenti periodici nello stabilimento, sia per prevenire ma anche per eliminare le infestazioni. In questo caso, sarà necessario dimostrare anche la formazione e la competenza del
39 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
Il personale operante presso il sito deve essere in grado di riconoscere i segni associati all’infestazione al fine di informare i propri referenti
personale impiegato nelle operazioni di pest management, anche relativamente alla capacità di selezionare metodi di controllo e gestione adeguati, alle conoscenze della biologia e del comportamento degli infestanti.
Viene richiesto il massimo rispetto di tutte le normative cogenti relative alle attività di disinfestazione e derattizzazione compreso il rispetto delle norme in materia di utilizzo e stoccaggio dei prodotti biocidi, etc.
Tutte le attività, sia esse svolte internamente o affidate all’esterno, devono essere basate su un’analisi dei pericoli e relativa valutazione dei rischi. Il documento, all’interno del quale sarà fornita evidenza di tali attività, potrà essere oggetto di rivalutazione periodica, a seguito di infestazioni di impatti importanti oppure a seguito di modifiche attinenti all’edificio o ai processi.
Posizionamento dei dispositivi
Vi è inoltre un breve focus sul criterio di posizionamento dei dispositivi impiegati nelle attività di monitoraggio e controllo degli infestanti, i quali devono essere mantenuti nelle massime condizioni di efficacia ed efficienza (nel rispetto delle istruzioni fornite dai fabbricanti) e posizionati nei punti critici idonei, valutati anche a seguito della valutazione dei rischi.
Lo standard incoraggia ad adottare tutte le misure necessarie per prevenire l’ingresso degli infestanti all’interno del sito; la gestione (e la manutenzione) degli ingressi, delle finestre, delle porte ,dei portoni e quant’altro deve essere presa in carico. Il punto 4.11.5 si completa attraverso un riferimento alle misure preventive relative all’intrusione di uccelli e “mammiferi volanti” (chirotteri, pipistrelli), relativamente a una valutazione dei
rischi a riguardo e alla successiva messa in opera di misure atte a impedire la nidificazione, la posa al di sopra di aree di carico e scarico e l’ingresso nello stabilimento stesso. Eventuali infestazioni, rilevate attraverso i sistemi di monitoraggio, ma anche attraverso avvistamenti diretti, devono essere gestite tempestivamente, anche individuando e valutando il potenziale di contaminazione. In caso di infestazione il sito dovrà richiedere un’analisi dei campioni prelevati dai dispositivi di controllo degli insetti volanti individuando così eventuali aree critiche e, conseguentemente, valutare le attività necessarie per eliminare il pericolo.
Documenti necessari
Dal punto di vista documentale e procedurale, viene richiesto un elevato grado di dettaglio.
Al punto 4.11.8 lo standard indica i documenti minimi necessari da mettere a disposizione:
§ planimetria aggiornata, sottoscritta e approva riportante i dispositivi dislocati nel sito;
§ l’identificazione delle esche e di tutti i dispositivi presenti;
§ le responsabilità chiaramente definite sia a carico del personale interno dello stabilimento che a carico dei fornitori esterni di servizi;
§ specifiche tecniche ben dettagliate relativamente alle attività e ai prodotti da utilizzare;
§ registrazioni relative a ispezioni periodiche raccomandazioni ed eventuali spunti di miglioramento.
Lo standard ricorda che le responsabilità rimangono in seno al sito, comprese quelle di attuare tutte le raccomandazioni che vengono fornite sia dai fornitori esterni di servizi ma anche dai cosiddetti pest control expert che saranno incaricati di svolgere periodiche ispezioni, pianificate in base al rischio.
Infine, il personale operante presso il sito deve essere in grado di riconoscere i segni associati all’infestazione al fine di informare i propri referenti e quindi, successivamente, prendere in carico eventuali azioni necessarie.
LA CORRETTA GESTIONE DEGLI INFESTANTI
Come anticipato, al di là delle clausole specifiche contenute al punto 4.11 il rischio legato alla presenza degli infestanti (e le rispettive attività di gestione) viene preso in considerazione anche in altri capitoli e paragrafi dello standard, con enfasi alle fasi di prevenzione tramite corretta manutenzione dello stabilimento, gestione delle aree verdi, gestione dei rifiuti e quant’altro possa favorire la proliferazione degli animali infestanti, con conseguente rischio per i materiali prodotti.
Il livello richiesto di qualità delle attività di gestione degli infestanti all’interno dei siti che producono materiali e oggetti a contatto con gli alimenti è molto alto. In funzione delle criticità legate alla tipologia di prodotto, le aspettative relative al pest management nelle industrie del packaging sono elevate e necessitano di un riesame critico complessivo delle condizioni di partenza, nel momento in cui un’azienda produttrice di imballaggi decida di approcciare in maniera organica e sistematica la produzione di MOCA e per successivamente affacciarsi in mercati che richiedano certificazioni specifiche (come appunto BRCGS Standard Globale per i materiali di imballaggio).
È necessario impostare un piano di gestione degli infestanti secondo i principi dell’“Integrated Pest Management”, con una fortissima attenzione al rispetto della normativa cogente di riferimento (DM 274/1997, Reg. UE 528/2012, ecc.). Il supporto di fornitori esterni di servizi e di professionalità specializzate nel pest management possono contribuire alla buona riuscita di tali operazioni.

40 40 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023 PACKAGING
SISTEMI INTEGRATI PER I PROFESSIONISTI DELL’IGIENE AMBIENTALE
UNIPRO 2




Vieni a trovarci alla fiera
NEBULO ® EVO A BATTERIA



Dal 2006 con www.copyr.eu
Pad. 12P Stand F40
Pad. 12P Stand C37
PEST MANAGEMENT e PRODUZIONE BIOLOGICA
 Cirillo Menini Consulente Pest Management A.I.D.P.I. Project leader
Cirillo Menini Consulente Pest Management A.I.D.P.I. Project leader

Il progetto promosso da A.I.D.P.I. (Associazione Imprese Disinfestazione Professionali Italiane) presso l’UNI (Ente Italiano di Normazione), con l’obiettivo della stesura di una Prassi di Riferimento (PdR) dal titolo “Pest management nelle imprese del settore agroalimentare della produzione biologica - Requisiti del servizio”, è giunto nelle sue fasi finali e già dal mese di aprile la PdR sarà scaricabile in forma gratuita dal catalogo UNI (https://www.uni.com).
Si tratta del frutto di una serie di incontri che ha coinvolto per un paio di anni una decina di esperti in rappresentanza delle aziende dei settori disinfestazione, fornitori di mezzi tecnici, software, alimentare e consulenza, in modo da includere le competenze, le richieste e i punti di vista di tutti i settori coinvolti nell’applicazione di questa PdR, il tutto con il coordina-
 PRONTA LA PRASSI DI RIFERIMENTO
PRONTA LA PRASSI DI RIFERIMENTO
da contaminanti di qualsiasi natura 42 42 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023
Cibi sani ed esenti SPECIALE PEST MANAGEMENT BIOLOGICO
mento della segreteria UNI. Le procedure UNI nella stesura di un documento ufficiale prevedono che esso sia sottoposto, allo stato di bozza, a una preliminare fase di pubblica consultazione, nella quale tutti i portatori di interesse o coloro che ritengono di poter dare un utile contributo all’argomento lo possano fare sottoponendo eventuali osservazioni, fase che per questa PdR si è conclusa il 21 di marzo, senza ricevere osservazioni significative rispetto all’impianto iniziale del documento.
La PdR sull’agroalimentare biologico in realtà è solo una prima parte di un progetto molto più ampio promosso da A.I.D.P.I. presso UNI con l’obiettivo di andare a definire e normare criteri più moderni di gestione dei servizi di controllo degli infestanti (Pest Management), con lo sguardo rivolto non solo all’efficacia ma anche, e con sempre maggiore attenzione, alla consapevolezza e alla responsabilità delle azioni, traducendo il tutto nella fornitura di servizi gestiti secondo i 17 principi di sviluppo sostenibile (SDG) definiti dall’ONU (Organizzazione Nazioni Unite) con l’Agenda Globale 2030. L’iniziativa è nata dalla consapevolezza che i servizi di disinfestazione, derattizzazione, disinfezione e sanificazione forniti dalle aziende professionali sono da sempre stati un supporto essenziale a garanzia della salute e del benessere delle persone e degli animali (già questa funzione sociale soddisfa alcuni degli SDG), ma in questo particolare momento storico riteniamo che il settore della disinfestazione professionale sia chiamato a fare di più, e pertanto A.I.D.P.I. intende promuovere l’adozione di comportamenti che preser-
vano le risorse ambientali, tutelano il fruitore dei servizi e favoriscono la coesione e l’inclusione tra le persone coinvolte nella gestione dell’organizzazione.
Perché fare una PdR specifica per l’agroalimentare biologico?
Questa Prassi di Riferimento è un documento fortemente voluto da A.I.D.P.I. con l’intento di andare a definire delle linee guida per la gestione del pest management (PM) nei siti di lavorazione, conservazione e vendita di prodotti alimentari biologici, come definiti nel Regolamento UE 848/2018 e relativi regolamenti di esecuzione. Regolamenti questi che normano a livello europeo tutto il mondo del food biologico ma nei quali non si trovano indicazioni su come deve essere gestito il servizio di PM nei siti gestiti a biologico. Dunque con questa PdR si vuole creare un punto di riferimento per tutti coloro che operano nella filiera dell’agroalimentare della produzione biologica: dalle aziende alimentari, ai fornitori del servizio di pest management, agli auditor degli enti di certificazione chiamati a verificare la conformità, fino ai consulenti che affiancano le aziende alimentari bio.
Cosa distinguerà un servizio di pest management bio da uno convenzionale?
Alle aziende agroalimentari viene richiesto in modo sempre più persistente di garantire ai consumatori finali cibi sani ed esenti da contaminanti di qualsiasi natura; a tal riguardo la possibilità di contaminazione da parte di animali (roditori e artropodi) o loro parti desta rilevanti preoccupazioni nelle aziende alimentari e rappresenta un rischio da evitare o per lo meno da controllare quanto più efficacemente possibile. Già nella filiera agroalimentare convenzionale la protezione dell’alimento dalla contaminazione animale è un’impresa che richiede molta competenza e impegno, possiamo addirittura definirla ardua quando i margini di manovra si restringono, come nel caso delle produzioni soggette alla regolamentazione del biologico. Per questo motivo gli esperti coinvolti da A.I.D.P.I. a scrivere la PdR hanno rivolto particolare attenzione agli aspetti relativi alla prevenzione, alla competenza delle figure coinvolte, all’assistenza/consulenza al cliente e al coinvolgimento diretto del cliente:
§ La prevenzione, intesa come pest proofing, gestione delle aree esterne, condizioni strutturali adeguate e comportamenti delle maestranze che siano deterrenti o per lo meno non favorevoli per gli infestanti, è un elemento di essenziale importanza nonché il principale, considerati i limiti nelle azioni di controllo applicabili con il piano di PM.
§ La competenza e, aggiungiamo, l’esperienza delle figure coinvolte (dall’eventuale consulente di supporto, al responsabile della fornitura del servizio, fino ai tecnici esecutori) sono requisiti fondamentali che devono essere chiaramente dimostrati, per questo nella PdR è prevista una specifica appendice
La gestione dei servizi di controllo degli infestanti alla consapevolezza e alla responsabilità delle azioni deve porre sempre maggiore attenzione
43 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
che stabilisce il livello minimo di competenza richiesto per tali soggetti.
§ L’assistenza/consulenza al cliente è un altro elemento preso in attenta considerazione nella PdR, la quale prevede che questo servizio sia chiaramente definito nel piano di PM proposto dal fornitore. Il fornitore professionale di servizi non deve ridursi ad un mero esecutore, ma deve avere un ruolo proattivo e, quando necessario, anche critico verso il cliente, con la finalità di massimizzare l’efficacia della prevenzione fornendo puntuali indicazioni e consigli.
§ Il cliente è chiamato a essere parte attiva nel piano di gestione degli infestanti, interagendo con il fornitore del servizio o con eventuali esperti interessati in uno spirito di team con l’unico obiettivo di prevenire le infestazioni. Quando parliamo di attività di pest proofing, molto spesso si tratta di interventi che solo il cliente può decidere e gestire e pertanto deve essere direttamente coinvolto e tenere in debito conto i consigli forniti dai professionisti del PM.
RISK ASSESSMENT
La PdR prevede come primo passo per dare seguito a una gestione degli infestanti efficace e compatibile con la regolamentazione sulla produzione biologica la predisposizione di un organico documento di “risk assessment”, che non potrà essere un documento “ciclostilato” ma il frutto di una scrupolosa ispezione svolta presso il sito del cliente da parte di un tecnico esperto il quale, supportato dal cliente o da altra figura da quest’ultimo delegata, dovrà rilevare e definire tutti gli elementi utili affinché possa seguire la definizione di un adeguato piano di PM. Risulta tuttavia necessario precisare che il suddetto documento di risk assessment rappresenta un riferimento per la definizione del piano di PM ma non solleva il fornitore professionale di servizi dal fare un suo sopralluogo finalizzato alla formulazione della proposta tecnico-economica più adeguata. Essendo l’intento di questa PdR quello che nessun professionista del settore, capace e impegnato a bene operare, possa essere tagliato fuori per la mancanza di una figura dotata dei previsti requisiti, è stata contemplata anche la possibilità di ricorrere alla consulenza esterna.
AZIONI DI CONTROLLO E GESTIONE DI AZIONI CORRETTIVE
Il comportamento degli animali pur in linea con degli schemi di massima è comunque imprevedibile e pertanto non può essere esclusa la necessità di dovere attuare delle azioni di controllo o di gestire delle azioni correttive ad es. per il superamento di limiti o soglie di cattura predefinite. È in questo momento che possono emergere le difficoltà dovute al vuoto regolatorio di cui al citato Reg. (UE) 848/2018, che spesso portano a scelte e interpretazioni divergenti tra le varie figure coinvolte. Per colmare tale vuoto ed evitare contrasti di vedute, nella PdR è stato sviluppato uno specifico capitolo con un’esaustiva appendice dove vengo date chiare e puntuali indicazioni su quali sono i metodi, gli strumenti e i prodotti applicabili, incluse le attenzioni che merita il particolare contesto. La logica seguita è quella di dare preferenza in ordine di priorità al ricorso a metodi di controllo fisici, meccanici e biologici, ma tenendo anche conto che non sempre questi sono sufficienti e che talvolta potrebbe risultare necessario l’impiego di biocidi. In merito a questi ultimi, essendo oggetto di continue evoluzioni a livello autorizzativo e conseguentemente come prodotti commerciali, nella PdR non si sono potute fare delle prescrizioni puntuali sui prodotti; tuttavia sono chiaramente riportate delle rigide indicazioni di comportamento e criteri di scelta finalizzati a un impiego dei biocidi in condizioni tali che non determinino un rischio di contaminazione del prodotto alimentare processato.
Non ultimo, nell’adottare strumenti o procedure di gestione delle infestazioni viene fortemente raccomandato di dare priorità a quelli potenzialmente meno dannosi per le specie no target e che evitano inutili sofferenze alle specie target, in linea con i principi di tutela del benessere animale.

sono un supporto essenziale a garanzia della salute e del benessere delle persone 44 44 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023
I servizi di disinfestazione e derattizzazione BIOLOGICO

ANALISI AUTOMATIZZATA
L’AUTOMAZIONE DEI SISTEMI DI ANALISI DEGLI ALIMENTI INCLUDE LA PREPARAZIONE DEI CAMPIONI, LA STRUMENTAZIONE ANALITICA E IL SOFTWARE DI GESTIONE DEI DATI. I RISULTATI SONO PIÙ ACCURATI E RIPETIBILI E I PROCESSI PIÙ EFFICIENTI CON CONSEGUENTE RISPARMIO DI TEMPO E DENARO, RIDUCENDO L’ERRORE UMANO
Il ruolo dei laboratori di analisi è fondamentale per garantire la sicurezza e la qualità degli alimenti per i consumatori, le autorità pubbliche e gli stessi produttori, nonché per proteggere il mercato e mantenere l’immagine del marchio. Gli aggiornamenti sono costanti: dalla maggiore rilevazione di contaminanti alimentari a normative nuove o aggiornate, dai nuovi metodi alla maggiore automazione dei sistemi di laboratorio. Il laboratorio assicura che le aziende alimentari conducano analisi di routine degli alimenti, analizzando residui di pesticidi, micotossine, residui di farmaci veterinari e analisi per garantire la qualità, l’autenticità e l’uniformità dei componenti aromatici di alimenti e be-
vande e allergeni presenti negli alimenti crudi e trasformati. L’automazione dei sistemi di analisi degli alimenti include la preparazione dei campioni, la strumentazione analitica e il software di gestione dei dati.
Gli strumenti di laboratorio automatizzati possono eseguire un intero flusso di lavoro, come una serie di titolazioni e misure di pH, o solo alcune fasi di esso, come il dosaggio o il pipettaggio. Come procedura standard, gli strumenti automatizzati aiutano a garantire risultati accurati e ripetibili. Di conseguenza, i processi diventano più efficienti e conformi alle normative. I laboratori automatizzati fanno risparmiare tempo e denaro riducendo l’errore umano. Tuttavia, le solu-
zioni automatizzate devono essere paragonabili ai metodi tradizionali.
L’IMPORTANZA DELL’AUTOMAZIONE
Le soluzioni automatizzate semplificano le fasi associate ai test di laboratorio in quanto consentono di evitare procedure manuali ripetitive e ridurre al minimo l’esposizione alle sostanze chimiche da parte degli operatori. Le procedure automatizzate aiutano anche a limitare gli inevitabili errori umani e consentono risultati coerenti e tracciabili. L’uso efficiente della tecnologia facilita processi operativi ordinati, consente una maggiore capacità e produzione e ottiene un rapido ritorno sull’investimento nel tempo. Le soluzioni automatizzate includono un’ampia gam-

PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 46 46
Stefania Milanello Esperta in tecnologie alimentari e divulgatrice scientifica
SPECIALE CONTROLLO QUALITÀ PROTECNOLOGIE
ma di applicazioni come digestione, distillazione e analisi delle fibre, preparazione dei campioni e metodi rapidi, rilevamento di azoto/proteine, grassi totali, grassi grezzi, fibre grezze e altro ancora. La riduzione delle operazioni manuali non si limita a migliorare la sicurezza. La capacità e la produttività complessiva aumentano grazie al flusso regolare e continuo di risultati generati dalla soluzione automatizzata. Dalla preparazione del campione all’analisi completamente automatizzata, una maggiore efficienza consente di risparmiare tempo e ridurre al minimo l’uso di prodotti chimici e solventi; inoltre, si riduce l’utilizzo di personale altamente qualificato per attività a lungo termine e ripetitive, il che si traduce in risparmi economici.

APPLICAZIONI
Recentemente sono emerse anche proposte più compatte ed economiche, adatte al settore alimentare, che consentono di smaltire un certo numero di campioni e forniscono un valido aiuto per il controllo analitico di routine.
L’automazione, riducendo il rischio di esposizione a sostanze chimiche e solventi, semplifica le operazioni e diminuisce la probabilità che si verifichino incidenti. Può essere modulata a diversi livelli e riguardare un numero indefinito di procedure. I sensori di temperatura, elettricità e pressione segnalano le situazioni di pericolo, mentre i sistemi di ventilazione automatica sigillati riducono al minimo il contatto con sostanze chimiche e reagenti e i gas che ne derivano.
Un esempio di validità delle analisi automatizzate è rappresentato dall’idrolisi acida automatizzata dei campioni per rompere i legami tra i grassi e gli altri componenti. In questo caso, l’inserimento e la rimozione automatica del campione nell’unità di idrolisi e i filtri, che trattengono i grassi durante l’operazione e li rilasciano durante l’estrazione, possono migliorare le capacità delle analisi convenzionali.
Nelle analisi che richiedono la distillazione, l’automazione della diluizione del campione, l’aggiunta di alcali, il lavaggio della provetta, l’aggiunta della soluzione ricevente e persino la determinazione colorimetrica sono ormai una realtà. L’automazione garantisce anche la preparazione del campione per l’analisi e la sua omogeneità, prerequisiti essenziali per ottenere risultati affidabili in termini di accuratezza (vicinanza ai risultati corretti) e precisione (variabilità dei risultati dei singoli test). Attrezzature moderne per la corretta preparazione dei campioni, riguardano ad esempio quelle che si occupano della macinazione e l’omogeneizzazione dei campioni. Gli autocampionatori aumentano la produttività e l’affidabilità. Queste attrezzature offrono la massima produttività con un ingombro minimo, consentendo flussi di lavoro flessibili e analisi efficienti. I sistemi automatizzati consentono di caricare senza sorveglianza più becher e recipienti di condizionamento in uno spazio minimo rispetto ai cambiacampioni tradizionali. I sistemi automatizzati possono dispensare e pipettare automaticamente
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 47 47
Le analisi automatizzate consentono
di risparmiare tempo, ridurre i costi migliorare la sicurezza operativa
i campioni con la massima precisione. I laboratori moderni richiedono un livello di automazione necessario per un’ampia gamma di campioni e flussi di lavoro. I campionatori automatici sono progettati per supportare ogni fase dell’analisi, per garantire flussi di lavoro flessibili e analisi efficienti, oltre a eliminare gli errori nella gestione e nella decodifica dei campioni. La pulizia automatica del sistema riduce al minimo il rischio di contaminazione tra i campioni. È possibile anche effettuare il dosaggio automatizzato di zuccheri, acidi organici, alcoli, allergeni e micotossine, al fine di garantire il controllo della qualità e della sicurezza nell’industria alimentare. È possibile velocizzare l’analisi di componenti alimentari mediante l’impiego di kit enzimatici, pronti all’uso, e analizzatori automatici. I kit contengono tutti i reagenti necessari all’analisi: soluzioni tampone, enzimi, coenzimi, sali e, nella maggior parte dei casi, anche un test di controllo. La preparazione del campione consiste in una semplice estrazione

in acqua, per matrici alimentari solide, e successiva filtrazione. Il filtrato viene caricato su un analizzatore automatico, che può essere a seconda della necessità uno strumento multi-parametrico, in grado quindi di analizzare in modo simultaneo più campioni e più parametri sullo stesso campione o uno strumento portatile mono-parametrico.
La calibrazione dello spettrofotometro UV/VIS può essere eseguita anche automaticamente, in modo che lo strumento funzioni sempre correttamente e fornisca risultati accurati e affidabili. I test comprendono prove di accuratezza fotometrica e linearità, accuratezza della lunghezza d’onda, etc.
L’automazione è completa se è presente anche un software che memorizza tutti i dati e fornisce una tracciabilità completa dei risultati dei test e delle analisi. Il rischio di errori dovuti all’inserimento manuale dei calcoli e dei dati da parte dell’utente è completamente eliminato. I risultati dei test vengono registrati
in un rapporto completo configurabile, che può essere esportato, stampato e archiviato elettronicamente. La cronologia dei test contiene tutti i dati rilevanti e consente l’analisi delle tendenze per il confronto con i risultati precedenti. I risultati di un test rapido dei parametri analizzati possono essere letti anche da un semplice telefono, con il software che trasmette i dati all’utente. Possono anche essere archiviati.
L’automazione riguarda non solo il campionamento, ma anche la misurazione, in alcuni casi anche combinata, di diversi parametri come Brix, pH e acidità. Gli autotitolatori, ad esempio, sono dispositivi in grado di misurare la quantità di una sostanza disciolta in un campione (la sostanza misurata). Il reagente viene aggiunto in modo controllato a un volume noto e la reazione chimica in corso viene monitorata mediante sensori di luce in grado di rilevare variazioni di colore o sensori sensibili per il redox, il pH e la conducibilità. Gli autocampionatori ad alte prestazioni possono misurare diversi parametri contemporaneamente e visualizzarli sul touchscreen dello strumento.
CONCLUSIONI
Le analisi automatizzate consentono di risparmiare tempo, ridurre i costi e migliorare la sicurezza operativa. L’inserimento automatico di campioni e reagenti riduce al minimo l’interazione operatore/strumento, riduce gli errori e fornisce risultati più affidabili. Automatizzando le analisi, gli operatori possono dedicare il loro tempo a compiti più redditizi. Con un solo clic, l’operatore può selezionare il prodotto da misurare. Le informazioni ottenute sul campione analizzato possono essere trasmesse in modalità wireless grazie alla tecnologia RFID, eliminando errori e confusioni accidentali.
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 48 48
TECNOLOGIE
Le aziende alimentari analizzano residui di pesticidi, micotossine, residui di farmaci veterinari e svolgono analisi per garantire la qualità, l’autenticità e l’uniformità dei componenti aromatici di alimenti e bevande
II edizione
SAVE THE DATE
26-28 settembre 2023


La seconda edizione del convengo digitale di Scienza e Tecnologia Alimentare

Dal 26 al 28 settembre 2023 i protagonisti del settore si incontrano per discutere dei temi cruciali e delle principali sfide che attendono il mondo della produzione alimentare

Organizzato da www.alimentipiu.it
IL CONTROLLO DELLE SUPERFICI
METODI DI VALUTAZIONE INDIRETTA DELLO STATO IGIENICO E DI PULIZIA DELLE SUPERFICI E METODI DI RILEVAMENTO DI RESIDUI DI POTENZIALI CONTAMINANTI
Nella valutazione di residui di contaminanti su superfici degli ambienti dell’industria alimentare, l’interesse si concentra prevalentemente su: allergeni, residui di specie animale e residui di prodotti della detergenza e disinfezione
Laura Scafuri Tecnologa Alimentare OTALL Responsabile Laboratorio Salumificio Fratelli Beretta S.p.A
CONTAMINANTE
Qualsiasi sostanza non aggiunta intenzionalmente ai prodotti alimentari, ma in essi presente quale residuo della produzione, della preparazione, del trattamento, del condizionamento, dell’imballaggio, del trasporto o dello stoccaggio di tali prodotti.
Facendo seguito a precedenti articoli [Produzione&Igiene Alimenti dicembre 2022 ndr.] incentrati su aspetti e tecniche microbiologiche, si intende qui dare una panoramica di altri obiettivi di indagine su superfici degli ambienti destinati alla produzione alimentare, che si avvalgono di tecniche analitiche diverse, ma sempre funzionali alla gestione della sicurezza alimentare.


50 50 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023 SPECIALE CONTROLLO QUALITÀ CONTAMINANTI
Quali superfici
Nessuna differenza in merito all’identificazione ed estensione delle zone da valutare; ciò che conta è la relazione tra sostanza ricercata e valutazione del rischio della sua presenza residua, considerando quali fonti possono veicolarla e le sue caratteristiche intrinseche chimico-fisiche: adesività, solubilità, disperdibilità, concentrazione nella fonte e massima residua rilevabile o critica sulla superficie/ prodotto finito.
Quando e Dove
Il momento in cui eseguire i controlli è la fase pre-operativa, a supporto della valutazione di idoneità e di pulizia dell’impianto, ovvero l’assenza di microrganismi. La rimozione dei contaminanti deve considerare azioni e criteri che esulano dalla semplice pulizia e soprattutto dalla disinfezione.
Non è raro che il controllo di contaminanti avvenga anche tra produzioni successive; dunque, in fasi operative e plausibilmente a seguito di un trattamento di pulizia cosiddetto intermedio e volto a separare produzioni successive che hanno componenti differenti, di cui alcuni sono consueti e desiderati mentre altri sono indesiderati. Le buone prassi igieniche (GMP) indicano sempre di programmare sequenze produttive con il criterio della “Marcia in avanti”: dal “più pulito” al “meno pulito”; dalla composizione più semplice a quella più complessa; dal prodotto a minore carica batterica a quello con contenuto microbico maggiore; dal prodotto “senza” a quello “con”.
In fasi post-operative, il controllo di contaminanti è indicato per approfondire il livello di rischio complessivo di rilevamento di un contaminante oggetto di verifica o per avere indicazioni per situazioni individuate come potenzialmente pericolose, quali, ad esempio, sequenze produttive non ottimali, ingressi accidentali di ingredienti indesiderati, etc.
Quanta superficie
Come per la valutazione della presenza di microrganismi, anche per i contaminanti la probabilità di rilevarli è direttamente proporzionale alle dimensioni della superficie campionata.
Come
I principi della norma ISO 18593, benché esplicitamente riferita alla valutazione microbiologica, sono in ogni caso utili riferimenti anche per i contaminanti. Tuttavia, è necessario che sia valutato caso per caso l’abbinamento tra oggetto del controllo – il contaminante – e tecnica di rilevamento. Di fatto, ogni tecnica si avvale di una procedura specifica che può prevedere l’uso di tamponi secchi, ad esempio, o preventivamente imbevuti in soluzioni particolari oppure l’uso del supporto stesso del kit per eseguire il campionamento.
METODI STRUMENTALI E INDIRETTI DI VALUTAZIONE
È possibile stimare la qualità igienica delle superfici in base ad indicatori diversi dalla quantificazione e rilevamento di batteri vivi, ovvero in base alla presenza di “indicatori” correlabili.
Bioluminometria: rilevazione di AT (Adenosine TriPhosphate)
Questa tecnica si avvale del meccanismo sfruttato in natura dalle lucciole (Figura 1).
La tecnica dà un risultato in tempi brevissimi, espresso in RLU, Relative Light Units. Il campionamento della superficie viene effettuato con l’ausilio di appositi tamponi successivamente inseriti in una provetta contenente una soluzione che provoca la lisi delle cellule eventualmente raccolte che rilasciano l’ATP. Questa molecola reagisce con il complesso enzimatico luciferina-luci-
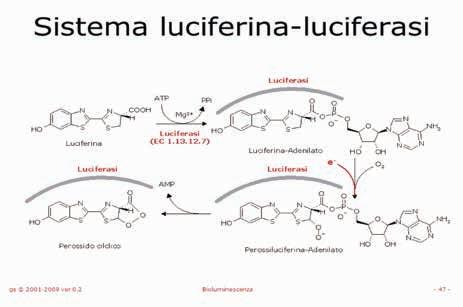 Figura 1. Sistema luciferina-luciferasi
Figura 1. Sistema luciferina-luciferasi
51 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
ferasi con emissione finale di luce, la cui intensità viene misurata con l’ausilio di un luminometro. L’emissione luminosa è direttamente proporzionale all’ATP contenuto nel campione. In tal modo l’ATP può diventare indice del grado di pulizia della superficie.
La luce viene rilevata e quantificata con il Bioluminometro; quando si ottiene un elevato valore di luce (espressa in RLU) possiamo dedurre che siamo in presenza di una consistente quantità di ATP e quindi di batteri e/o di cellule vegetali o animali. Il Bioluminometro consente generalmente di registrare e di salvare le letture secondo liste di mappatura
definite dall’utente che possono essere scaricate su computer anche in formati elaborabili tipo Excel che possono essere utili e comodi per valutare andamenti, tendenze ed evidenziare eventuali criticità.
La misura può essere applicata anche ad acqua, quindi anche all’acqua derivante dal risciacquo, ottenendo così una valutazione indiretta dello stato igienico della superficie.
Citometria di flusso
Tra i metodi strumentali, quello della citometria portatile a flusso è fra i più innovativi e in grado di valutare in situ,
quindi senza la necessità di un laboratorio di supporto, di incubazioni e quindi esiti a posteriori, la concentrazione batterica delle superficie, come somma di cellule batteriche di particelle derivanti anche da loro demolizione. La tecnica non è influenzata da eventuali residui di prodotti della detergenza e della sanificazione, si presenta come sofisticata ma di certo accurata e rapida.
Sicuramente necessità di uno studio preliminare di applicazione e di implementazione.
Questo tipo di strumentazione applica la tecnica della citometria a flusso d’impedenza avvalendosi delle proprietà elettromagnetiche uniche della struttura dei batteri (membrana cellulare e citoplasma) per distinguerli da altre particelle.
Residuo proteico Tecnica colorimetrica molto rapida e di facile lettura, che mette in evidenza residui di proteine la cui presenza residua è indice di pulizia non sufficiente. Non fornisce un risultato quantitativo, non si presta a monitoraggi periodici ma dà indicazioni rapide e anche eseguibili da operatori non esperti.
Questa tecnica utilizza speciali tamponi pronti all’uso imbevuti di un indicatore che vira dal giallo al blu-verde (indicatore Blu di tetrabromofenolo) o da limpido a rosso porpora (Reazione del biureto – in ambiente alcalino, formazione di complesso con ione rameico, color porpora) in modo visibile all’occhio umano. Non lascia
 La gestione degli allergeni alimentari è divenuta fondamentale per garantire ai consumatori prodotti alimentari sicuri e idonei
La gestione degli allergeni alimentari è divenuta fondamentale per garantire ai consumatori prodotti alimentari sicuri e idonei
è direttamente proporzionale alle dimensioni della superficie campionata 52 52 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023
La probabilità di rilevare i contaminanti CONTAMINANTI
alcun residuo sulla superficie e pertanto è applicabile senza difficoltà né passaggi successivi in ambienti produttivi.
CONTAMINANTI
La definizione di “contaminante” deriva dal “Regolamento (CEE) n. 315/93 del Consiglio che stabilisce procedure comunitarie relative ai contaminanti nei prodotti alimentari”. Nel disciplinare la sicurezza alimentare a livello comunitario da questo punto di vista descrive il contaminante come “qualsiasi sostanza non aggiunta intenzionalmente ai prodotti alimentari, ma in essi presente quale residuo della produzione, della preparazione, del trattamento, del condizionamento, dell’imballaggio, del trasporto o dello stoccaggio di tali prodotti o in seguito alla contaminazione”.
I contaminanti possono rappresentare un rischio per la salute umana.
Nella valutazione di residui di contaminanti su superfici degli ambienti dell’industria alimentare, l’interesse si concentra prevalentemente su:
§ allergeni;
§ residui di specie animale;
§ residui di prodotti della detergenza e disinfezione.
Allergeni
La contaminazione da allergeni è certamente una delle più temute e gravi. Richiede un’attenzione particolare e scrupolosa nella gestione delle operazioni di pulizia, non solo in termini di prodotti da utilizzare ma anche nelle modalità esecutive, in particolare nei contesti e su linee produttive dove si lavorano sia alimenti “con” sia alimenti “senza”, separando le produzioni nel tempo.
È noto che tra il 3% e il 4% della popolazione soffre di allergie alimentari. Benché l’incidenza non sia preponderante, la
gravità è certamente altissima, dal momento che le reazioni allergiche possono essere anche di alto impatto con effetti che possono arrivare anche allo shock anafilattico con conseguenze talvolta mortali. Anche per questa ragione, la gestione degli allergeni alimentari è divenuta fondamentale per garantire ai consumatori prodotti alimentari sicuri e idonei. La gestione degli allergeni non deve essere affrontata solo durante la parte produttiva della filiera, solo nella valutazione compositiva e di formulazione, ma durante l’intero processo produttivo.
A tal proposito, il Regolamento UE 2021/382 (parte A, sezione II, allegato I) sottolinea l’importanza della gestione degli allergeni nelle fasi di raccolta, trasporto e magazzinaggio durante la produzione primaria, inserendo il punto 5 bis: “Le attrezzature, i veicoli e/o i contenitori utilizzati per la raccolta, il trasporto o il magazzinaggio di sostanze o prodotti che provocano allergie o intolleranze di cui all’allegato II del Regolamento (UE) n. 1169/2011 non devono essere utilizzati per la raccolta, il trasporto o il magazzinaggio di alimenti che non contengono tali sostanze o prodotti a meno che tali attrezzature, veicoli e/o contenitori non siano stati puliti e controllati almeno per verificare l’assenza di eventuali residui visibili di tali sostanze o prodotti”.
La tecnica più diffusa, pratica ed efficace, per la rilevazione di residui di allergeni sulle superfici è quella immunocromatografica, nota anche come “Lateral flow”: una striscia di materiale cellulosico speciale, libera o inserita in un astuccio plastico con apposite finestre, una per l’inoculo e una per la lettura, è appositamente “imbevuta” dell’antigene specifico per l’allergene che si sta cercando (Figura 2).
L’antigene è l’allergene residuo presente sulla superficie mentre l’anticorpo specifico è contenuto nella striscia del sistema in una banda apposita. L’eventuale “match” fra antigene e anticorpo dà luogo alla formazione di una striscia di colore contrastante con il fondo della strip a evidenziare la presenza dell’allergene in misura semiquantitativa (più di X).
Figura 2. Principio lateral flow
Detection
Test line Probe Control line Y Y Y Y Y Y Y Y Y Y 53 53 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
Sample pad Probe pad
membrane Absorbent pad
Questi test hanno ottime funzionalità e praticità, ma anche qualche svantaggio in merito al limite di rilevabilità oltre a possibili interferenze da fenomeni di cross reattività tra allergeni che hanno epitopi simili.
Dal punto di vista dell’uso on site, esistono test e kit che possono essere usati direttamente per campionare la superficie, altri invece che prevedono il campionamento con tampone e successive fasi di estrazione con l’ausilio di provette e soluzioni generalmente incluse nel kit commerciale. Non richiedono personale specializzato o di laboratorio, ma di certo devono essere supportati da formazione specifica e responsabilizzazione.
Alcuni test sono anche validati, ad esempio, da enti come AOAC o NordVal, garantendo maggiore supporto in termini di significatività del dato, selezione delle matrici e performance.
Sono inoltre disponibili test con provette specifiche supportate da strumentazione versatile in grado di leggere test diversi: ATP, residuo proteico, alcuni allergeni quali proteine del latte,
Residui di specie animale
Quando la produzione deve garantire purezza di singola specie animale nel prodotto finito o assenza di componenti di origine animale, come nei casi ad esempio di certificazione Halal in merito alla carne suina o nella certificazione di alimenti per vegetariani, sono utilizzabili test specifici nel rilevare in modo selettivo proteine della specie animale oggetto di valutazione.
Anche per queste prove, il principio del test è realizzato come lateral flow. Il campionamento deve essere fatto mediante tampone asciutto.
Sono prove con sensibilità spiccata, capaci di rilevare livelli di proteine animali ≥µg/100 cm 2
Sono molto efficaci, specifiche e sensibili tecniche che si fondano sull’identificazione del DNA: il campionamento viene eseguito sempre con tampone, ma per lo sviluppo del test e del risultato si rende necessario il supporto di un laboratorio attrezzato per l’esecuzione di analisi con tecniche molecolari.
Esempio analisi carne di maiale in Figura 3.
Residui di detergenti e disinfettanti
Pulizia e disinfezione sono attività fondamentali per l’industria alimentare; ma la qualità di tali operazioni deve essere giudicata non solo in efficacia ma anche nella rimozione finale mediante risciac-
quo ed eventuale asciugatura per non lasciare residui dei principi attivi sulle superfici da cui possono trasferirsi nel prodotto finito ed essere causa di: sapori sgradevoli, variazioni di colore, alterazione di processi di trasformazione tecnologica (Fermentazione), pericolo per la salute umana.
Residui dei disinfettanti utilizzati nella produzione alimentare possono causare seri problemi. Le strisce reattive, lateral flow a base enzimatica, aiutano a monitorare il processo di pulizia controllando le concentrazioni effettive dei disinfettanti e valutare l’efficacia dei risciacqui in base alla valutazione dei residui. Sono disponibili kit per l’analisi di: cloro, formaldeide, acido peracetico, perossido e composti dell’ammonio quaternario.
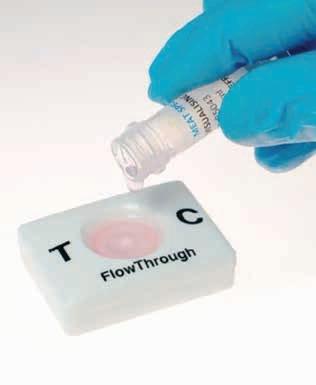
L’importanza di valutazioni dirette, rapide e numericamente significative porta alla messa a punto di soluzioni tecnologicamente avanzate, maneggevoli e di facile utilizzo; sono infatti disponibili diverse soluzioni che utilizzano appositi tamponi da leggere con un unico dispositivo in grado di riconoscere il target oggetto di valutazione e di restituire un valore analitico in situ.
CONCLUSIONI
L’igiene degli ambienti di lavoro è un argomento cruciale per la produzione di alimenti sicuri, stabili e esportabili. Il controllo delle superfici passa innanzitutto dall’occhio umano, dall’attenzione degli operatori e quindi dalla loro formazione e responsabilizzazione a utilizzare solo attrezzature e impianti in primis visivamente puliti (assenza di residui visibili, di ristagni di acqua, di untuosità, rugosità, di odori sgradevoli e non pertinenti, come minimo).
Un monitoraggio robusto e mirato, con uso di supporti specifici e selezionati,
54 54 PRODUZIONE & IGIENE ALIMENTI / ARPILE 2023
Figura 3. Analisi residui specie animale
CONTAMINANTI
deve essere svolto sistematicamente per valutare nel tempo eventuali deviazioni da condizioni di accettabilità definite, per prevenire contaminazioni inattese, decadimenti del prodotto, incidenti alimentari, formazione di nicchie batteriche resistenti e nell’ottica del miglioramento continuo. La tenuta sotto controllo del processo supporta efficacemente maggiore sicurezza del prodotto finito.
In ambito produttivo e analitico è necessario garantire adeguati livelli di igiene e comprovare la pulizia di superfici e strumenti di lavoro. Il reparto di controllo qualità e i laboratori di supporto hanno il compito di effettuare un monitoraggio costante, utile a reagire tempestivamente in presenza di contaminazioni e cross-contaminazioni che possono essere dannose per la qualità e la sicurezza.
È sempre più diffusa la necessità di rilevare la presenza di allergeni alimentari sulle superfici di lavoro, utensili e macchinari. Adottando un opportuno programma di pulizie e sanificazione è possibile eliminare efficacemente il rischio di contaminazione da allergeni durante la lavorazione. È importante validare il piano adottato eseguendo analisi sui tamponi superficiali e sui semilavorati/ prodotti in diversi momenti dell’anno, con attenzione alle modalità, attrezzature, frequenze.
È bene ricordare che il controllo rapido e on site potrebbe non essere sufficiente in tutti i casi e potrebbe rendere opportuno eseguire analisi di laboratorio con tecniche più sofisticate e soprattutto in grado di dare esiti con limiti di rilevabilità migliori e più accurati, come ad esempio i metodi E.L.I.S.A (Enzymed Linked Immunoassay Analyses) per diversi allergeni e PCR.
In una valutazione complessiva dell’adeguatezza igienica degli ambienti produttivi e delle superfici devono, infine, entrare in gioco il controllo dei parametri di temperatura, umidità, concentrazione batterica aerodispersa e conta particellare, soprattutto in ambienti confinati, quali sono le camere bianche. Tutto quanto sopra non è altro che “cultura della sicurezza alimentare”. Come citato nel Regolamento UE 2021/382 al Capitolo XI bis:
“Gli operatori del settore alimentare devono istituire e mantenere un’adeguata cultura della sicurezza alimentare, e fornire prove che la dimostrino, rispettando i requisiti seguenti:
§ impegno da parte della dirigenza, conformemente al punto 2, e di tutti i dipendenti alla produzione e alla distribuzione sicure degli alimenti;
§ ruolo guida nella produzione di alimenti sicuri e nel coinvolgimento di tutti i dipendenti in prassi di sicurezza alimentare;
§ consapevolezza, da parte di tutti i dipendenti dell’impresa, dei pericoli per la sicurezza alimentare e dell’importanza della sicurezza e dell’igiene degli alimenti;
§ comunicazione aperta e chiara tra tutti i dipendenti dell’impresa, nell’ambito di un’attività e tra attività consecutive, compresa la comunicazione di deviazioni e aspettative;
§ disponibilità di risorse sufficienti per garantire la manipolazione sicura e igienica degli alimenti”.
La cultura della sicurezza alimentare – da intendersi in termini di impegno della proprietà e della gestione a formare tutti i dipendenti, lavoratori e collaboratori – è la condizione di base per prevenire tossinfezioni e food safety crisis.
BIBLIOGRAFIA
1. Codex alimentarius CXC 1-1969 rev. 2020 General Principles of Food Hygiene.
2. ISO 18593: 2018 Microbiology of the food chain - Horizontal methods for surface sampling.
3. Cleaning Validation in the Food Industry - General Principles, Part 1 September 2021 European Hygienic Engineering and Design Group.
4. La contaminazione microbiologica delle superfici negli ambienti lavorativi. INAIL, maggio 2017.
5. Codex General Guidelines on Sampling CAC/GL 50 2004.
6. Regolamento UE 2021/382 che apporta modifiche al regolamento di igiene dei prodotti alimentari su gestione degli allergeni, ridistribuzione degli alimenti e cultura della sicurezza alimentare.
7. Regolamento (CEE) n. 315/93 del Consiglio dell’8 febbraio 1993, che stabilisce procedure comunitarie relative ai contaminanti nei prodotti alimentari (G.U. Serie L n. 37 del 13 febbraio 1993).
55 55 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
VALIDAZIONE VS VERIFICA
DAL 1969 L’HACCP È LA SPINA
DORSALE DEGLI STANDARD E DELLE
NORMATIVE SULLA SICUREZZA ALIMENTARE A LIVELLO GLOBALE
La metodologia di valutazione dei pericoli per l’analisi dei rischi dei punti critici di controllo, nota come HACCP, esiste dal 1969 ed è diventata la spina dorsale degli standard e delle normative sulla sicurezza alimentare a livello globale. Il concetto di HACCP ha continuato a espandersi per includere nuove classificazioni dei pericoli per la sicurezza alimentare per dimostrare i controlli preventivi lungo tutta la catena di approvvigionamento alimentare.
Ogni piano HACCP che compone un sistema HACCP deve essere periodicamente messo alla prova per garantire che rimanga rilevante per le operazioni aziendali e che nuovi ed emergenti pericoli per la sicurezza alimentare siano considerati e affrontati ove pertinente per i prodotti, i processi e in relazione alle normative del paese di vendita.
I piani HACCP, quindi, non si scrivono una volta e poi si dimenticano. Si evolvono attraverso una conoscenza e una comprensione in via di sviluppo di specifici rischi per la sicurezza alimentare. È qui che i concetti di validazione e verifica diventano importanti per l’integrità del sistema HACCP. I requisiti CODEX HACCP rivisti forniscono chiarezza su queste aspettative.
I termini convalida e verifica sono spesso usati in modo intercambiabile, tuttavia sono nettamente diversi. La convalida è il processo che conferma che il piano HACCP fornirà alimenti sicuri una volta implementato. Ciò si ottiene ottenendo prove che una misura di controllo o combinazione di misure di controllo, se correttamente attuate, sono in grado di controllare il pericolo fino a un risultato specifico. La convalida è completata prima che il piano HACCP venga imple-
Paolo Bersighelli Business Developer Manager Food sector, BSI

mentato e come attività continua per riconvalidare l’intero piano HACCP; confermando il livello di controllo previsto viene mantenuto.
Al contrario, le attività di monitoraggio e verifica confermano che le misure di controllo hanno funzionato come previsto e ciò avviene dopo la convalida delle misure di controllo. Il monitoraggio è una misurazione in tempo reale, mentre la verifica è un’attività continua che viene utilizzata per valutare se le misure di controllo sono state implementate e se funzionano come previsto.
VALIDAZIONE
CODEX HACCP richiede che le imprese alimentari completino due attività di convalida; definizione di limiti critici validati per ogni CCP (Principio tre) e validazione del piano HACCP.
SPECIALE CONTROLLO QUALITÀ BEST BEST PRACTICE
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 56 56
La convalida è il processo che conferma che il piano HACCP fornirà alimenti sicuri una volta implementato
È RICHIESTA UNA
RICONVALIDA DEL PIANO HACCP DOPO QUALSIASI
ERRORE O MODIFICA DEL SISTEMA
I limiti critici per ogni misura di controllo o combinazione di misure di controllo devono essere scientificamente convalidate per ottenere la prova che sono in grado di controllare i pericoli a un livello accettabile se correttamente implementate. Ci sono due componenti per questa convalida; conferma che i limiti critici selezionati sono corretti e prove per dimostrare che l’azienda può costantemente raggiungere tali limiti.
La conferma che i limiti critici sono corretti è nota come “validazione teorica”. Ciò richiede a un’azienda alimentare di reperire informazioni affidabili e scientificamente provate da requisiti normativi, codici di condotta del settore, articoli di riviste pubblicati, fornitori di attrezzature e materie prime, consulenza di tecnici esperti o risultati di test analitici interni sui prodotti per criteri microbiologici e
BSI BRITISH STANDARDS INSTITUTION
BSI British Standards Institution – in qualità di ente di normazione – da oltre un secolo consolida best practice aiutando le organizzazioni in tutto il mondo a portare l’eccellenza al proprio interno e a costruire competenze e capacità per una crescita sostenibile. Fornisce servizi di certificazione, training e soluzioni di “customize assurance” a oltre 86.000 clienti in 193 paesi e diversi settori tra i quali il Food&Beverage.
chimici. Un limite critico derivante da un requisito normativo o da un codice di condotta del settore non richiede alcuna ulteriore convalida per confermare che si tratti del limite corretto poiché questo lavoro è stato svolto dall’autorità di regolamentazione o dall’organismo rappresentativo del settore.
§ Esempio di produzione alimentare: i limiti critici scelti per un processo termico CCP sono 70°C per due minuti, come indicato nei dati di equivalenza termica validati scientificamente per ottenere una riduzione di cinque log di Listeria monocytogenes per alimenti a breve scadenza.
La seconda parte della convalida del limite critico è una “capacità di processo” in cui l’azienda alimentare dimostra di essere in grado di raggiungere costantemente il limite critico, anche quando viene applicato il probabile scenario peggiore. I processi utilizzati devono essere controllati poiché un processo fuori controllo non può essere convalidato dato che ci sono troppe incognite variabili da tenere in considerazione.
www.bsigroup.it
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 57 57
§ Esempio di produzione alimentare: i pezzi di pollo ricoperti di briciole vengono fritti e completamente cotti in un processo automatizzato in cui un nastro che trasporta il prodotto passa attraverso un forno continuo con limiti critici determinati per il tempo alla temperatura. Le variabili di processo da considerare includono: dimensione dei pezzi di pollo, temperatura del prodotto prima del forno, velocità del nastro e orientamento dei prodotti sul nastro quando passano attraverso il forno. Lo scenario peggiore deve includere la possibilità che i pezzi di pollo si uniscano dopo la frittura rapida, ma prima della cottura in forno, il che influisce sulla capacità di raggiungere il tempo a temperatura.
È richiesta una riconvalida del piano
HACCP a seguito di qualsiasi errore o modifica del sistema o del processo che abbia un impatto sulla sicurezza alimentare. Esempi di eventi che richiederebbero una revisione e una potenziale riconvalida includono:

§ un errore nelle misure di controllo che risulta in una deviazione del processo per la quale non è ancora nota l’entità dell’errore;
§ una non conformità alle attività di monitoraggio o verifica;
§ controllo di un pericolo che non viene raggiunto a causa di un’analisi dei pericoli inadeguata o incompleta;
§ un cambiamento di processo dovuto all’introduzione di una nuova misura di controllo, all’uso di nuove tecnologie o attrezzature diverse;
§ Una modifica alla formulazione del prodotto che incide sulla sicurezza alimentare come una riduzione di zucchero o sale, l’aggiunta o la rimozione di un conservante, la modifica del contenuto di umidità o del pH del prodotto finito.
PROCEDURE DI VERIFICA
Oltre alla validazione del piano HACCP, il Principio 6 del CODEX richiede anche procedure di verifica per confermare che il sistema HACCP funzioni in modo efficace. Questo viene valutato confermando che il piano HACCP viene seguito e
che le misure di controllo funzionano come previsto e sono in grado di prevenire, eliminare o ridurre i rischi per la sicurezza alimentare a un livello accettabile.
Le attività di verifica comprendono anche procedure di osservazione, come il monitoraggio del CCP per confermare la conformità, il completamento di audit interni ed esterni di routine del sistema HACCP, la calibrazione delle apparecchiature utilizzate per misurare i limiti critici, il campionamento e il collaudo di materie prime, lavori in corso e prodotti finiti, programmi di monitoraggio ambientale, nonché una revisione del monitoraggio e delle azioni correttive, registri per determinare se il sistema HACCP funziona correttamente e come pianificato.
Sebbene molti standard di conformità alla sicurezza alimentare richiedano una revisione annuale del sistema HACCP, CODEX richiede che la frequenza delle attività di verifica sia sufficiente per confermare che il sistema HACCP funzioni in modo efficace, che può essere più o meno frequente di una revisione annuale.
BEST PRACTICE 58 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 58
La verifica è un’attività continua che viene utilizzata per valutare se le misure di controllo sono state implementate e se funzionano come previsto


CONTROLLI UFFICIALI
pubblicate le linee guida

della Commissione sul regolamento (UE) 2017/625
Avv. Sara Checchi Studio Legale Gaetano Forte
Adistanza di tre anni dall’entrata in vigore del reg. (UE) 2017/625 sui controlli ufficiali è stata pubblicata la “Comunicazione della Commissione relativa all’attuazione del regolamento (UE) 2017/625” sui controlli ufficiali. Tale regolamento stabilisce una disciplina armonizzata nell’Unione Europea per lo svolgimento di controlli e attività ufficiali nell’intera filiera agroalimentare. Dalla sua data di applicazione, gli Stati membri hanno chiesto in numerose occasioni alla Commissione di fornire chiarimenti sull’applicazione pratica di determinate disposizioni del regolamento nonché sulle disposizioni stabilite in atti di esecuzione o delegati adottati sulla base del regolamento stesso. A tal proposito si ricorda che per dare attuazione alle disposizioni europee nel nostro ordinamento sono stati emanati i Decreti Legislativi 23, 24, 27 e 32 del 2021 che disciplinano rispettivamente i controlli ufficiali sugli animali e sulle merci provenienti dagli altri Stati membri dell’Unione europea, i controlli sanitari ufficiali sugli

PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 60 60
SPECIALE CONTROLLO QUALITÀ DIRITTO ALIMENTARE
I campioni devono essere prelevati, manipolati ed etichettati in modo tale da garantirne il valore legale e la validità scientifica e tecnica
animali e sulle merci che entrano nell’UE, l’adeguamento della normativa nazionali alle disposizioni europee del reg. (UE) 2017/625 e le modalità di finanziamento dei controlli ufficiali.
IL CONTENUTO DELLE LINEE GUIDA
In primo luogo, la comunicazione evidenzia la distinzione tra “controlli ufficiali” e “altre attività ufficiali” effettuati dalle autorità competenti: si tratta di una distinzione importante perché a seconda che l’attività rientri nell’una o nell’altra categoria si applicano norme e condizioni diverse. Ad esempio, il diritto alla controperizia è garantito all’operatore solo nel contesto dei controlli ufficiali mentre non si estende al campionamento, all’analisi, alla prova o alla diagnosi eseguiti su animali o merci nel contesto di altre attività ufficiali. La suddetta distinzione è dirimente anche in relazione al calcolo delle tariffe e dei diritti obbligatori a norma dell’articolo 79 del reg. 2017/625, dato che tale disposizione si applica soltanto ai controlli ufficiali e non ad altre attività
LE AUTORITÀ COMPETENTI
SONO TENUTE A DESIGNARE IN FORMA SCRITTA I
LABORATORI UFFICIALI

ufficiali. Nella Tabella 1 della comunicazione viene riportata una serie di esempi utili a distinguere le due tipologie di attività. In sintesi, le tre caratteristiche che un’attività deve soddisfare contemporaneamente al fine di rientrare nella categoria del “controllo ufficiale” attengono alla finalità di: I. verificare il rispetto, II. da parte degli operatori o degli animali e delle merci, III.delle norme del reg. 2017/625 e/o della normativa di cui all’articolo 1, paragrafo 2, di tale regolamento.
Successivamente, al Titolo II, la comunicazione fornisce alcune precisazioni in merito alla delega di determinati compiti delle autorità competenti riguardanti lo svolgimento di controlli ufficiali: viene ribadita l’importanza dell’accreditamento degli organismi delegati per garantire il mantenimento dell’imparzialità, della qualità e della coerenza dei controlli ufficiali nonché la necessità di eseguire audit/ispezioni nei confronti degli organismi delegati, evitando duplicazioni con eventuali audit di accreditamento.
Il campionamento
In relazione al campionamento, analisi, prova e diagnosi, la Commissione evidenzia che i metodi utilizzati nel contesto dei controlli ufficiali e delle altre attività ufficiali sono stabiliti nel rispetto di una gerarchia di criteri secondo il cd. “metodo a cascata” (illustrato nella figura 2 della comunicazione), che deve essere applicata quando si opera una scelta tra i metodi disponibili in assenza di norme dell’Unione applicabili. Viene inoltre ricordato che i campioni devono essere prelevati, manipolati ed etichettati in modo tale da garantirne il valore legale e la validità scientifica e tecnica. Tale requisito si applica al trattamento di campioni
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 61
tanto durante il campionamento stesso, eseguito da autorità competenti (o da organismi delegati o da persone fisiche) oppure da laboratori ufficiali, quanto durante il trasferimento dei campioni al laboratorio e durante lo svolgimento di analisi, prove o diagnosi di laboratorio eseguite da laboratori ufficiali o laboratori nazionali di riferimento.
La controperizia
Per quanto riguarda l’istituto della controperizia (previsto dall’art. 35 del reg. 2017/625) si tratta di un diritto riconosciuto in sede di campionamento, analisi, prova o diagnosi eseguiti nel contesto dei controlli ufficiali, non in quello di altre attività ufficiali e che costituisce l’esplicazione del diritto di ricorso degli operatori contro le misure adottate dall’autorità competente.
Il diritto alla controperizia è costituito da tre elementi, che conferiscono all’operatore il diritto di:
I. chiedere un esame documentale del campionamento, dell’analisi, della prova o della diagnosi a cura di un altro perito riconosciuto e adeguatamente qualificato;
II. richiedere che l’autorità competente prelevi una quantità sufficiente di campione ai fini dell’esecuzione di una seconda analisi nel contesto di una controperizia;
III.richiedere che l’autorità competente prelevi una quantità sufficiente di campione ai fini di un’altra analisi da parte di un altro laboratorio ufficiale eseguita su richiesta dell’operatore in caso di controversia sulla base dell’analisi iniziale e della controperizia, laddove tale diritto sia previsto nel diritto nazionale.
Laddove le procedure non siano ulteriormente specificate nella legislazione dell’Unione, spetta agli Stati membri attuare norme volte a disciplinare i seguenti aspetti:
§ criteri di qualifica per il perito riconosciuto e adeguatamente qualificato ai fini dell’esecuzione dell’esame documentale;
§ la manipolazione e il magazzinaggio della quantità aggiuntiva di campione prelevata ai fini di un’ulteriore analisi nel contesto di una controperizia;
§ l’uso dei risultati dell’analisi iniziale, della controperizia e, se del caso, di una seconda analisi ufficiale, da parte delle autorità competenti e degli operatori;
§ qualsiasi termine concernente l’esercizio del diritto a un esame documentale, ad esempio tenendo conto dei termini previsti per i pertinenti mezzi di impugnazione a livello nazionale.
A tal proposito si evidenzia che, nel nostro ordinamento, gli istituti della controperizia e della controversia sono disciplinati dagli artt. 7 e 8 del D.Lgs. 27/2021; sono poi successivamente intervenute due note del Ministero della Salute (0019604-11/05/2021 DGISANMDS-P e DGISAN-MDS-P 0002952 del 02 febbraio 2022) che hanno fornito alcune precisazioni in merito alla corretta applicazione degli istituti in esame. Tuttavia rimangono ancora alcuni passaggi operativi che meriterebbero chiarimenti specifici: ad esempio, in relazione alle tempistiche di trasmissione della documentazione all’operatore da parte dell’autorità competente in seguito all’attivazione della controperizia ovvero i termini entro i quali trasmettere alla suddetta autorità le osservazioni dell’esperto di parte qualificato.
Tornando alla disamina delle linee guida, la Commissione evidenzia che i limiti all’esercizio del diritto di controperizia e,
in particolare, alla possibilità di far effettuare l’analisi dell’aliquota da parte di un altro laboratorio ufficiale, si potrebbero configurare nel caso in cui il prelievo di una quantità sufficiente di campione potrebbe non essere “opportuno, pertinente e tecnicamente fattibile”. È evidente che i fattori da considerare possono variare a seconda del tipo di animale o di merce, della matrice, dell’agente interessato, delle condizioni di campionamento e del tipo di analisi da eseguire. Ad esempio potrebbe non essere:
1. “pertinente”, quando:
§ il diritto a una seconda analisi ufficiale non è attuato nel diritto nazionale;
§ non è possibile l’esecuzione di un’altra analisi da parte di un altro laboratorio ufficiale, poiché nessun altro laboratorio ufficiale nell’UE o nel SEE dispone delle competenze o delle attrezzature per eseguire l’analisi in questione, qualora tale circostanza sia nota all’autorità competente prima del campionamento;
2. “opportuno”, quando:
§ il materiale oggetto del campionamento rappresenta un rischio se messo a disposizione dell’operatore, ad esempio materiale patologico o agenti potenzialmente utilizzabili a fini di bioterrorismo;
§ la prevalenza del pericolo è particolarmente bassa per l’animale o la merce in questione, o la sua distribuzione particolarmente scarsa o discontinua, motivo per cui potrebbe non essere possibile individuare l’agente pericoloso nel materiale aggiuntivo con un’affidabilità sufficiente;
3. “tecnicamente fattibile”, quando:
§ non è disponibile una quantità sufficiente di campione per il prelievo;
§ non è possibile ottenere una quantità sufficiente che sia parimenti
62 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 62 DIRITTO ALIMENTARE
rappresentativa del lotto oggetto del campionamento dalle merci che le autorità competenti ordinano dagli operatori mediante tecniche di comunicazione a distanza senza svelare la propria identità, conformemente all’articolo 36; § la deperibilità, la degradabilità o l’attività dell’agente biologico, chimico o fisico da analizzare impedisce il magazzinaggio o la manipolazione dei campioni.
I laboratori ufficiali
Vengono poi forniti alcuni chiarimenti in relazione ai laboratori ufficiali: le autorità competenti sono tenute a designare in forma scritta i laboratori ufficiali cui far effettuare analisi, prove e diagnosi su campioni prelevati tanto durante i controlli ufficiali quanto durante altre attività ufficiali e devono fornire prove documentali atte a dimostrare che i requisiti prescritti dal regolamento sono stati valutati e sono soddisfatti. È possibile designare come laboratori ufficiali anche laboratori privati, purché soddisfi-

no i requisiti previsti dal regolamento; tuttavia, se un laboratorio privato intrattiene rapporti commerciali con operatori soggetti a controlli ufficiali, oltre al suo ruolo di laboratorio ufficiale, dovrebbero essere predisposti meccanismi volti a garantirne l’imparzialità. In relazione all’accreditamento, i laboratori ufficiali sono tenuti a operare secondo la norma EN ISO/IEC 17025 e a essere accreditati secondo tale standard. Il loro accreditamento deve includere i metodi di analisi, prova o diagnosi di laboratorio che il laboratorio deve utilizzare quando opera in qualità di laboratorio ufficiale. È inoltre prevista la possibilità di designare come laboratorio ufficiale un laboratorio ufficiale situato in un altro Stato membro o in un paese SEE (cd. designazione a livello transfrontaliero). Al fine di facilitare la collaborazione tra gli Stati membri per finalità di designazione a livello transfrontaliero, la Commissione mette a disposizione una piattaforma centrale affinché gli Stati membri possano condividere tra loro le informazioni di contatto dei laboratori nazionali designati nei loro territori. Oltre alle informazioni condivise tramite la piattaforma, gli Stati membri possono prendere in considerazione la possibilità di fornire informazioni supplementari, più dettagliate in merito alle attività dei loro laboratori designati (ad esempio metodi disponibili, stato di accreditamento) sui siti web delle autorità competenti o dei laboratori.
Il finanziamento dei controlli ufficiali
Per quanto concerne il finanziamento dei controlli ufficiali, la comunicazione fornisce alcune importanti precisazioni relative alle tariffe e ai diritti obbligatori previsti a copertura dei costi sostenuti dalle autorità in relazione a determinati controlli ufficiali. Più precisamente, le tariffe o i diritti riscossi in relazione a controlli ufficiali devono essere calcolati conformemente all’articolo 82, paragrafo 1, del regolamento 2017/625, oppure riscossi in base agli importi di cui all’allegato IV del medesimo regolamento; non è consentito utilizzare una combinazione dei due metodi. Inoltre, se le tariffe o i diritti sono applicati in base al
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 63
Il diritto alla controperizia è garantito solo nel contesto dei controlli ufficiali, mentre non si estende al campionamento, all’analisi, alla prova o alla diagnosi eseguiti nel contesto di altre attività ufficia
costo effettivo di controlli ufficiali individuali, gli operatori con buoni precedenti di conformità dovrebbero corrispondere tariffe nel complesso inferiori a quelle imposte agli operatori non conformi, in quanto i primi dovrebbero essere soggetti a controlli ufficiali con frequenza minore. Qualora tali tariffe o diritti vengano calcolati in base ai costi complessivi sostenuti dalle autorità competenti in un determinato arco di tempo e imposti a tutti gli operatori, indipendentemente dal fatto che questi siano sottoposti o no a un controllo ufficiale durante il periodo di riferimento, tali tariffe o diritti dovrebbero essere calcolati in modo da premiare gli operatori i cui precedenti indicano una costante conformità alla legislazione dell’Unione in materia di filiera agroalimentare. È infine consentito agli Stati membri di ridurre l’importo delle tariffe o dei diritti su base oggettiva e non discriminatoria, tenendo conto:
§ degli interessi degli operatori a bassa capacità produttiva;
§ dei metodi tradizionali utilizzati per la produzione, il trattamento e la distribuzione;
§ delle esigenze degli operatori situati in regioni soggette a specifici vincoli geografici;
§ e dei precedenti di conformità degli operatori.
Al fine di assicurare un alto livello di trasparenza in merito ai diritti o alle tariffe e in merito all’identità delle autorità o degli organismi responsabili per la riscossione delle tariffe o dei diritti, gli Stati membri devono fornire un link alla pagina web dell’autorità competente contenente le informazioni pubbliche sulle tariffe o i diritti.
Laboratori e centri di riferimento

L’ultimo titolo è dedicato ai laboratori di riferimento (EURL) e ai centri di riferimento (EURC) dell’UE: i primi mirano a promuovere pratiche uniformi in relazione allo sviluppo o all’utilizzo dei metodi applicati dai laboratori ufficiali designati dagli Stati membri, garantendo così l’affidabilità e la coerenza dei risultati di prove, analisi e diagnosi eseguite nel contesto dei controlli ufficiali e di altre attività ufficiali; i secondi intendono promuovere competenze scientifiche e tecniche nei settori del benessere degli animali e dell’autenticità e integrità della filiera agroalimentare, promuovendo così una comprensione scientifica comune nei rispettivi settori di interesse come base per i controlli ufficiali
e altre attività ufficiali. Nella comunicazione vengono fornite alcune precisazioni in merito all’accreditamento delle suddette strutture e viene prevista la pubblicazione online di un elenco aggiornato degli EURL e EURC. Entrambe le strutture sono soggette a controlli della Commissione che possono consistere in un esame documentale delle relazioni sulla base dei programmi di lavoro annuali o pluriennali ovvero controlli in loco.
CONCLUSIONI
La comunicazione della Commissione costituisce indubbiamente un importante vademecum finalizzato a raccogliere chiarimenti e migliori prassi riguardo alle disposizioni sui controlli ufficiali che vengono applicate da parte delle autorità competenti e delle parti interessate degli Stati membri, lasciando in ogni caso impregiudicata la competenza esclusiva della Corte di giustizia dell’Unione Europea a fornire un’interpretazione autentica del diritto europeo. Tuttavia rimangono ancora da approfondire alcuni aspetti, come ad esempio il rating degli operatori, al fine di dare piena e completa attuazione alla normativa europea sui controlli ufficiali di cui al regolamento (UE) 2017/625.
64 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 64
Le tariffe o i diritti riscossi in relazione a controlli ufficiali devono essere calcolati conformemente all’articolo 82, paragrafo 1, del regolamento 2017/625, oppure riscossi in base agli importi di cui all’allegato IV del medesimo regolamento
DIRITTO ALIMENTARE
LUMITESTER SMART


La verifica dell’igiene ambientale è fondamentale per prevenire le infezioni in tutti gli ambiti ed è spesso eseguita con il bioluminometro. Si tratta di uno strumentino portatile che rileva in tempo reale il grado di pulizia delle superfici, molto utilizzato soprattutto per la velocità di test.
In particolare, il sistema Lumitester Smart di ultima generazione evidenzia la presenza di sostanza organica (ATP e suoi derivati) ed è di impiego molto semplice, garantendo un risultato affidabile, rapido e preciso. È utilizzabile per il controllo della sanificazione in tutti gli ambiti, come il farmaceutico, alimentare, sanitario, Ho.Re.Ca, industriale etc., offrendo la possibilità di effettuare un utile confronto sullo stato di igiene prima e dopo aver applicato le procedure di pulizia. Non richiede un training particolare.
Il Lumitester Smart si utilizza in abbinamento con i tamponi Lucipac A3, con i quali si preleva il campione dalla superficie in esame. Dopo la lettura del tampone, pressoché istantanea, i risultati sono visualizzati sul display del Lumitester e memorizzati nell’archivio cloud a cui si può accedere in qualsiasi momento per un continuo monitoraggio dei dati. Il trasferimento dei risultati avviene in Bluetooth a smartphone, tablet e altri dispositivi.
KAIROSAFE
www.kairosafe.it

DUE PAROLE SU DI NOI
KAIROS nell’antica Grecia era il dio del momento giusto, il corrispondente ellenico del nostro carpe diem: un’opportunità da cogliere.
Per noi il momento giusto è arrivato nel 2005, quando abbiamo dato vita a un’azienda tutta al femminile in un contesto perfetto per le aziende del settore biomed. Trieste infatti è la città europea con il più alto numero di ricercatori per abitanti e vanta una delle maggiori concentrazioni di centri di ricerca e istituzioni scientifiche d’Italia.
SAFE, la seconda parte del nostro nome, significa “sicuro” e rappresenta l’elemento fondante del nostro impegno di fornire prodotti di qualità, soluzioni concrete e supporto tecnico personalizzato.
SPECIALE CONTROLLO QUALITÀ BEST SOLUZIONI
65 PRODUZIONE & IGIENE ALIMENTI / APRILE 2023
TEST MICROBIOLOGICI AMBIENTALI, SICURI E RAPIDI

Ifocolai di Listeria e Salmonella negli ambienti di trasformazione alimentare sono in aumento. La causa è spesso da ricercarsi nel fatto che i metodi di rilevamento convenzionali non sono adatti ai ritmi e alla complessità delle produzioni. Le soluzioni rapide sono altresì complesse e costose; la conseguenza è una mancanza di controllo sui rischi microbiologici.
NEMIS, distribuita in esclusiva in Italia da Generon SpA, affronta questa sfida offrendo uno strumento di screening rapido ed economico eseguibile anche senza il supporto di un laboratorio. Il metodo consente test in loco approfonditi e frequenti, rivoluzionando il monitoraggio ambientale di Listeria, Salmonella ed Escherichia coli.

NEMIS mette al centro l’importanza di fornire dati affidabili il più rapidamente possibile. Infatti, solo uno screening puntuale può prevenire e fermare in tempo la diffusione sul mercato di prodotti contaminati. Laddove i metodi convenzionali
non sono all’altezza in termini di velocità, facilità d’uso e costi, i prodotti di NEMIS sono la soluzione che cercate.
GENERON SpA www.generon.it

AVETE LA NECESSITÀ DI CONOSCERE SE GLI AUTOMEZZI NEL PIAZZALE SONO IN TEMPERATURA E POSSONO PARTIRE PER LE CONSEGNE?
FT-105/RF-LCD WIRELESS
Il nuovo sistema di monitoraggio utilizza per la ricezione un display LCD retroilluminato che permette di ricevere in ufficio via radio, e visualizza le Temperature/U.R.% provenienti dagli automezzi parcheggiati nel piazzale dello stabilimento. Mediante un pulsante l’apparecchiatura mostrerà i valori di tutti i dispositivi presenti, quattro per volta, inviati dai moduli radio di Temperatura “FT-105/RF”, autoalimentati, de-
gli automezzi. Viene tenuto in memoria e visualizzato solo l’ultimo campione ricevuto via radio. Una pressione prolungata del tasto pulirà tutta la memoria e anche il display LCD. Il dispositivo non necessita di essere programmato se non la prima volta con la consegna all’utente. L’alimentazione di questo display è a 12 Volt. Dimensioni 70 x 40 mm.
Il modulo radio di Temperatura, residente nell’automezzo, consente l’invio del
segnale senza la necessità di essere alimentato dall’esterno, grazie alla batteria al Litio montata. La selezione del tempo di trasmissione dei valori di Temperatura si effettua una sola volta con il P.C., tramite la porta seriale RS232. In questa operazione si ha la possibilità di inserire questi parametri: Codice Identificativo,
SPECIALE CONTROLLO QUALITÀ BEST SOLUZIONI
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 66 66
modalità di funzionamento, gestione della memoria, offset di calibrazione, frequenza di invio dei dati via radio al P.C. Unica manutenzione è la sostituzione periodica della batteria quando verrà riscontrato dal sistema. La programmazione di ogni dispositivo avviene in modo indipendente.

Questo semplice e moderno sistema di controllo è particolarmente indicato nell’ Industria alimentare (HACCP), trasporti frigoriferi, etc.
Caratteristiche tecniche:
§ antenna interna ad alta risoluzione con modulo radio monodirezionale;
§ porta di comunicazione RS232 / RF433 MHz / 12C bus;
§ sonda di Temperatura PTC/NTC con risoluzione 0,1°C e accuratezza +/- 0,5°C;
§ range sonda esterna -50°C/+125°C - U.R.% 0-100%;

§ contenitore IP-65 in policarbonato 115 x 65 x 40 mm;
§ alimentazione: Batteria al Litio 3,6 V di lunga durata.
IL MONITORAGGIO DELL’IGIENE DIVENTA “SMART”
Verificare il livello igienico delle superfici e degli ambienti è sempre stato molto importante soprattutto nell’ambito della produzione alimentare. Per effettuare controlli veloci e mirati, la ditta RG Strumenti s.r.l. propone l’utilizzo del nuovo Bioluminometro EnSure Touch e gli appositi tamponi monouso per condurre il test dell’ATP. Utilizzando il sistema tamponi-bioluminometro si può effettuare il monitoraggio di una superficie in meno di un minuto, senza ulteriori accessori e senza l’intervento di personale specializzato. Il nuovo Bioluminometro EnSure Touch ha l’aspetto e la funzionalità di uno smartphone, è facile da utilizzare e ha un ampio display touch-screen a colori con cui personalizzare le proprie impostazioni di utilizzo.
La caratteristica che rende questo strumento unico sul mercato è la possibilità di salvare i dati acquisiti con il bioluminome-
tro, in un portale cloud gratuito attraverso una semplice connessione Wi-Fi. Sincronizzando lo strumento con il software Sure Trend Cloud (in dotazione), i dati di monitoraggio possono essere facilmente consultati da ogni terminale anche a distanza e possono essere utilizzati per rapporti di prova e analisi statistiche. Non solo, sempre utilizzando il Bioluminometro EnSure Touch si possono registrare sul cloud anche altri dati di monitoraggio, e ad esempio i test su allergeni e microrganismi patogeni (Salmonella e Listeria) tutti corredati da una serie di informazioni riguardanti la superficie controllata, l’operatore il momento in cui è stato effettuato il test, etc. Utilizzando il Bioluminometro EnSure Touch commercializzato da RG Strumenti, i dati di monitoraggio dell’igiene diventano, accessibili, ripetibili e soprattutto confrontabili nello spazio e nel tempo per una continua implementazione del servizio di controllo.
RG Strumenti s.r.l.

ECONORMA S.a.s. www.econorma.com
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 67
www.rgstrumenti.it
MILKSAFE™ & MILKSAFE™ FAST

accurato, affidabile, di semplice utilizzo e completamente tracciabile
Il tema della sicurezza alimentare e dei residui antibiotici è un tema spinoso, sempre più sotto i riflettori e sicuramente rilevante per i consumatori.
Numerose sono le campagne di sensibilizzazione promosse negli anni, la più recente in ordine temporale è la strategia “Farm to Fork” dell’Unione Europea che tra le diverse iniziative prevede di:
§ Ridurre l’utilizzo di antibiotici per evitare il rischio dell’antibiotico resistenza. Il target è la riduzione delle vendite e prescrizione di antibiotici a uso veterinario del 50% entro il 2030;
§ Ridurre l’impatto ambientale delle produzioni alimentari incluse le perdite e gli sprechi alimentari;
§ Promuovere iniziative per potenziare la cooperazione tra i produttori primari al fine di rafforzarne la posizione nella filiera alimentare e migliorarne la trasparenza.
Un secondo aspetto, strettamente legato alla presenza di residui farmacologicamente attivi nel latte, è l’impatto di tali molecole sull’attività dei batteri lattici. I fermenti o colture starter sono infatti uno degli attori protagonisti della caseificazione, possono intervenire nel caratterizzare la struttura del prodotto finito e in alcuni casi giocano un ruolo fondamentale nel processo di maturazione e stagionatura del formaggio. L’eventuale presenza di residui antibiotici nel latte, anche se al disotto dei limiti massimi residuali, può determinare un problema tecnologico nel processo di caseificazione con conseguente riduzione della qualità del prodotto finito. Per i produttori
e trasformatori di latte che desiderano aumentare qualità e sicurezza dei loro prodotti riducendo il rischio di residui farmacologicamente attivi nel latte, e per tutti coloro attenti alla digitalizzazione e tracciabilità dei processi, MilkSafe™ è la soluzione ideale. A differenza delle soluzioni attualmente disponibili in commercio ti permette di:
Aumentare sicurezza dei prodotti e processi
Grazie a un’elevata sensibilità che raggiunge anche livelli inferiori ai limiti massimi residuali (LMR). Test sensibili alle principali famiglie di antibiotici utilizzati in campo zootecnico
Monitorare la qualità del latte lungo la filiera
Test interpretabile visivamente o attraverso lettori dedicati che grazie a un’estrema semplicità d’utilizzo consente l’analisi del latte dalla stalla al laboratorio del caseificio

Digitalizzare e tracciare le analisi
Sia il lettore portatile che l’innovativo lettore/incubatore da banco sono completamente integrati al servizio digitale MilkSafe™ web service eliminando così errori umani dovuti alla trascrizione dei dati


CHR HANSEN www.chr-hansen.com SPECIALE CONTROLLO
BEST SOLUZIONI PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 68 68
QUALITÀ
FACCIAMO UN PO’ DI CHIAREZZA sui test rapidi di screening
Oggi sul mercato ci sono tantissimi test rapidi per il rilevamento delle diverse famiglie antibiotici nel latte, proposti a un prezzo di lancio molto accattivante. Tuttavia solo pochi di essi riescono in modo affidabile a determinare e rilevare le diverse famiglie di antibiotici al di sotto dei limiti MRL EU.
A tal proposito è molto importante provvedere a sistemi di autocontrollo affidabili con verifiche quotidiane in allevamento o in caseificio, che si aggiungono a quelli del sistema di pagamento del latte in base alla qualità e, ancora, agli interventi dei controlli ufficiali per le differenti finalità.

Le esigenze aziendali oggi richiedono test rapidi, semplici da utilizzare e affidabili.
§ Rapidi: non sempre si possono attendere 3 ore, occorre lavorare il latte prima, per questo motivo sono nati i test rapidi.
§ Semplici: tutti gli operatori possono usarli, più passaggi ci sono più è alto il rischio di errore.
§ Affidabili: per affidabilità si intende la capacità di un test di garantire il risultato. Capiamo bene che l’affidabilità è legata alla capacità del test di rilevare il maggior numero di farmaci, alle sensibilità di rilevamento e alla ripetibilità dei risultati; tutte qualità che si possono ottenere solo utilizzando test con incubazione a T° controllata, non soggetti quindi alle forti variazioni della T° ambientale.

Proprio per questi punti fondamentali che i Test Charm sono test rapidissimi (a partire da un solo minuto di attesa), a singolo passaggio (basta pipettare il latte) e riconosciuti in tutto il mondo per la loro estrema qualità. Il problema non è quante sensibilità rileva, ma come vengono rilevate. Se non rispettano i limiti MRL
EU, non c’è garanzia del prodotto finito, scegliere un test sicuro e di qualità garantisce certezza e tranquillità.
Oggi Charm propone dei nuovi test combinati, in questo modo si evitano di eseguire più test a costi improponibili, si pensi al Charm MRL QUAD1, test combinato che rileva 4 famiglie (Betalattamici, Tetracicline, Sulfamifdici e Chinoloni), con un solo Strip, la garanzia di un controllo unico del suo genere.

Da affiancare al Quad1, il leader di mercato di Alitest rimane il Test MRL Aflatossina M150ppt, test rapido che in soli 15 minuti restituisce un risultato quantitativo. Test ormai comparabile al metodo HPLC.

Combattere la disinformazione scientifica non è mai una battaglia semplice, ma è una delle missioni che Alitest persegue da oltre 24 anni, offrendo servizi di assistenza e consulenza tecnica ai suoi clienti.
La qualità è una scelta seria e consapevole. Chi investe nella qualità vince sempre!
ALITEST www.alitest.it PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 69
ASSISTENZA E SERVIZI MIRATI AI PROPRI CLIENTI
GREEN POINT, il full service provider del gruppo BITZER, fornisce assistenza di qualità ai propri clienti in tutti i settori. Nell’ambito alimentare, ove affidabilità degli impianti, manutenzione preventiva, rapidità di intervento e presenza globale sono elementi chiave per un service di alto livello, GREEN POINT risponde alle esigenze di mercato con la sua rete globale di oltre 50 centri, coordinati da 5 Master Green Points e rappresentata anche in Italia da Green Point Servizi Industriali S.r.l.

GREEN POINT è sempre accanto al cliente con soluzioni adeguate per ogni esigenza. Un approccio proattivo consente di creare servizi mirati per ogni fase di vita del prodotto, con l’obiettivo di: minimizzare i fermi macchina e i conseguenti costi di mancata produzione; mantenere elevata l’efficienza dell’impianto e massimizzare l’investimento sostenuto; rimanere sempre aggiornati con le più recenti evoluzioni tecnologiche e assicurare la conformità alle normative vigenti anche in relazione alla regolamentazione Europea F-GAS.
Alla base delle prestazioni proposte da GREEN POINT sul mercato vanno evidenziati la qualità nell’esecuzione dei servizi, l’elevata competenza arricchita attraverso l’esperienza diretta sul campo, la collaborazione con la casa madre, la scelta esclusiva di parti di ricambio originali BITZER e infine l’utilizzo di soluzioni elettroniche all’avanguardia. La rete GREEN POINT garantisce i massimi standard qualitativi e assicura che le prescrizioni ambientali siano applicate a livello globale. Le filiali GREEN POINT curano inoltre lo smal-
timento a norma di legge ed il più ecologico possibile dei componenti e dei compressori per i clienti – una prestazione parte dell’ampio impegno di servizio di GREEN POINT. Il team di GREEN POINT, grazie all’elevata competenza e ai costanti aggiornamenti circa i più

recenti sviluppi tecnici, assicura ai clienti una consulenza completa, compressori funzionanti e perfettamente adeguati alle loro esigenze.
GREEN POINT
www.bitzergreenpoint.com

PRODOTTI E SOLUZIONI
PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 70 70
VERSO LA FABBRICA INTELLIGENTE
FACCIAMO UN PO’ DI CHIAREZZA sui test rapidi di screening
IOggi sul mercato ci sono tantissimi test rapidi per il rilevamento delle diverse famiglie antibiotici nel latte, proposti a un prezzo di lancio molto accattivante. Tuttavia solo pochi di essi riescono in modo affidabile a determinare e rilevare le diverse famiglie di antibiotici al di sotto dei limiti MRL EU.
A tal proposito è molto importante provvedere a sistemi di autocontrollo affidabili con verifiche quotidiane in allevamento o in caseificio, che si aggiungono a quelli del sistema di pagamento del latte in base alla qualità e, ancora, agli interventi dei controlli ufficiali per le differenti finalità.


Le esigenze aziendali oggi richiedono test rapidi, semplici da utilizzare e affidabili.
l gruppo CSB-System è il partner IT giusto verso la trasformazione digitale. Il primo passo è l’implementazione dell’ERP, strumento centrale per la gestione dell’azienda. L’ERP CSB-System, sviluppato specificatamente per il settore Alimenti & Bevande, offre funzionalità estese per tutte le aree aziendali. Disponibile anche in cloud e app, è estendibile in maniera modulare e flessibile secondo step liberamente definibili; lo stesso software può essere usato a livello globale per gestire in maniera centralizzata più stabilimenti presenti anche in paesi diversi, secondo le best practice internazionali. Grazie all’applicazione MES, il processo produttivo è sempre sotto controllo.

in tutto il mondo per la loro estrema qualità. Il problema non è quante sensibilità rileva,
tano i limiti MRL EU, non c’è garanzia del prodotto finito, scegliere un test sicuro e di
I vantaggi per l’area direzionale
§ Rapidi: non sempre si possono attendere 3 ore, occorre lavorare il latte prima, per questo motivo sono nati i test rapidi.
§ Semplici: tutti gli operatori possono usarli, più passaggi ci sono più è alto il rischio di errore.
§ Affidabili: per affidabilità si intende la capacità di un test di garantire il risultato.
Il management può accedere a tutte le informazioni in qualsiasi momento e dovunque si trovi. Misurare la performance giornaliera di ogni reparto aziendale e i margini di contribuzione dei prodotti diventa più semplice.
I vantaggi per l’area produzione
Grazie all’integrazione dei moduli Acquisti, Produzione, Vendite e Magazzino, l’ERP CSB-System genera piani di produzione che ottimizzano l’impiego di risorse umane, materie prime e macchinari su scenari temporali a breve, medio e lungo termine. Il collegamento del CSB-System con impianti di produzione e confezionamento, sistemi di preparazione ordini parzialmente automatizzati, impianti di smistamento e magazzini a scaffalature per pallet o singole casse consente di rispondere in modo
ottimale a richieste quali l’incremento degli assortimenti, l’oscillazione delle vendite e cicli brevi di ordini-consegne.
Proprio per questi punti fondamentali che i Test Charm sono test rapidissimi (a partire da un solo minuto di attesa), a singolo passaggio (basta pipettare il latte) e riconosciuti
I vantaggi per l’area commerciale
Grazie all’ERP, i processi di vendita possono essere digitalizzati via web o EDI. Questo riduce i margini di errore e au -
nati, in questo modo si evitano di eseguire più test a costi improponibili, si pensi al Charm MRL QUAD1, test combinato che rileva 4 famiglie (Betalattamici, Tetracicline, Sulfamifdici e Chinoloni), con un solo Strip, la garanzia di un controllo unico del suo genere.


menta il servizio verso clienti e partner commerciali. Statistiche e report liberamente definibili eseguono un controllo puntuale delle vendite per ottenere trasparenza sui margini di contribuzione e sui mercati di vendita.
Da affiancare al Quad1, il leader di mercato di Alitest rimane il Test MRL Aflatossina M1- 50ppt, test rapido che in soli 15 minuti restituisce un risultato quantitativo. Test ormai comparabile al metodo HPLC.
Combattere la disinformazione scientifica non è mai una battaglia semplice, ma è una delle missioni che Alitest persegue da oltre

PRODOTTI E SOLUZIONI
-
-
-
ALITEST www.alitest.it
La qualità è una scelta seria e consapevole.
CSB-SYSTEM www.csb.com PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 71 71
VINCENZO BOZZETTI
ALIMENTI E PSEUDO ALIMENTI
Sul numero di settembre 2022 di Produzione&Igiene Alimenti, in queste pagine avevamo evidenziato la confusione regnante nell’etichettatura dei nuovi prodotti d’imitazione del latte.
Recentemente l’entropia delle denominazioni alimentari è purtroppo aumentata, grazie alla recente approvazione di alcuni “novel food”. E molti altri sono in arrivo. Anche per questo siamo andati a rileggere quanto disposto dal Regolamento (UE) 2015/2238 che, dopo 42 considerazioni iniziali, provvede a normare l’immissione di nuovi alimenti sul mercato dell’Unione Europea, assicurando il funzionamento del mercato interno, tutelando la salute umana e gli interessi dei consumatori.
Invece, ancora una volta, come dice il vecchio adagio tra il dire e il fare c’è di mezzo il mare: infatti alla lettera b) del punto 2 dell’art. 10 del Reg. 2015/2238, inerente alla procedura per autorizzare l’immissione sul mercato, si prevede che la domanda contenga “il nome e la descrizione del nuovo alimento”. Una richiesta tanto imprecisa quanto indeterminata, in quanto dovrebbe invece chiedere in modo chiaro e univoco il nome del marchio commerciale e la sua classificazione merceologica, senza la quale nasce questa babilonia terminologica che stiamo vivendo.
Prodotti leciti al consumatore?
Dove tutti (produttori, distributori e comunicatori) – in assenza di chiara e condivisa terminologia – danno libero sfogo alla loro creatività letteraria; dove i vegetali diventano animali mammiferi; gli insetti diventano vegetali e le provette e i serbatoi d’acciaio diventano uova e placente.
Siccome i produttori dei nuovi alimenti sanno bene che il latte è prodotto dai mammiferi, che la farina deriva dalle cariossidi dei vegetali, che la carne nasce naturalmente nelle placente e nelle uova, quindi lo “pseudo latte” è un succo di qualcosa, la “pseudo farina” è polvere di alcunché, la “pseudo carne” è una base proteica – nella migliore delle ipotesi – ma non è carne. Tantomeno lo diventa con un certificato d’analisi che conferma le percentuali di aminoacidi.
Per favore non confondiamo gli alimenti con le analisi, le seconde descrivono una parte dei primi. Perciò, molte delle situazioni menzionate altro non sono che banali casi di inganno al consumatore e frodi in commercio rivestite con piccole bugie insostenibili.
In conclusione, la ricerca di nuovi alimenti non è solo lecita, ma è anche benemerita, purché rispetti gli alimenti tradizionali che hanno una storia di millenni se non di milioni di anni. Quindi, benvenuti nuovi alimenti, ma state lontani dagli inganni e dalle frodi!
Volete dire la vostra?
Scrivete a: redazione.food@quine.it

PRODUZIONE & IGIENE ALIMENTI / APRILE 2023 72
o un inganno
PRECISIONE, SEMPLICITÀ, COMPATIBILITÀ.

IN ALTRI TERMINI: THE 6X ®. ORA DISPONIBILE!
Il nuovo sensore di livello radar VEGAPULS 6X è così facile da usare che è un vero piacere. Ciò che ci guida è una tecnologia perfetta e l’obiettivo di rendere la misura a dabile e semplice. Non saremmo VEGA se la tecnologia di misura fosse il nostro unico valore.




VEGA. HOME OF VALUES.
www.vega.com/radar
MilkSafe™ & MilkSafe™ FAST
Benvenuto nella nuova era dei test rapidi per la determinazione di residui antibiotici nel latte.

MilkSafe™ ti consente di:
AUMENTARE SICUREZZA DEI PRODOTTI E PROCESSI
Grazie ad un elevata sensibilità che raggiunge ance livelli inferiori ai limiti massimi residuali (LMR).
MONITORARE LA QUALITA’ DEL LATTE LUNGO LA FILIERA
Grazie ad un’estrema semplicità d’utilizzo consente l’analisi del latte dalla stalla al laboratorio del caseificio.
DIGITALIZZARE E TRACCIARE LE ANALISI
Grazie a MilkSafe™ web service il monitoraggio degli antibiotici non si ferma al semplice risultato positivo/negativo, ma diventa uno strumento integrato del sistema di gestione della qualità.



Chr.Hansen Italia S.p.AVia Quintino Sella 3/A - 43126 Parma - Italia - Telefono: +39 0521 497211 mail: itinfo@chr-hansen.com - www.chr-hansen.com
