MENSILE D’INFORMAZIONE PER LA PRODUZIONE E L’AUTOMAZIONE INDUSTRIALE
SCARICO/CARICO PEZZI
Il neopresidente degli Stati Uniti, Donald Trump, come gridato in campagna elettorale, minaccia l’introduzione di nuovi dazi sulle importazioni provenienti dall’Unione Europea, sostenendo che l’Imposta sul Valore Aggiunto (IVA) europea penalizzi ingiustamente le aziende statunitensi. Questa misura potrebbe colpire prodotti per un valore stimato di 500 miliardi di dollari, imponendo un costo aggiuntivo di circa 105 miliardi per l’Europa.
Tra i settori più a rischio emergono l’industria automobilistica e la produzione di macchinari. In particolare, l’industria automobilistica tedesca, già in crisi per altri motivi, potrebbe subire gravi ripercussioni, data la sua significativa esposizione al mercato statunitense.
Anche l’Italia, con le sue esportazioni di beni di lusso e prodotti agroalimentari, potrebbe essere fortemente penalizzata. Secondo il Centro Studi Confindustria, l’Italia esporta negli Stati Uniti prodotti per oltre 40 miliardi di euro, e l’introduzione di nuovi dazi potrebbe compromettere una parte significativa di questo commercio.
Nonostante queste minacce, l’industria italiana delle macchine utensili mostra segnali di resilienza. Secondo UCIMU-SISTEMI PER PRODURRE, nel quarto trimestre del 2024 gli ordini di macchine utensili hanno registrato un incremento dell’11,4% rispetto allo stesso periodo dell’anno precedente, con un valore assoluto dell’indice attestato a 78,7 (base 100 nel 2021). Le previsioni per il 2025 indicano una crescita della produzione del 2,9%, raggiungendo un valore di 6,94 miliardi di euro. Tuttavia, le manovre statunitensi potrebbero frenare questa ripresa. L’aumento dei costi per i produttori europei renderebbe i loro prodotti meno competitivi sul mercato statunitense, portando a una possibile riduzione della domanda e a una riorganizzazione delle catene di approvvigionamento. Inoltre, l’incertezza derivante da queste tensioni commerciali potrebbe influenzare negativamente gli investimenti e la pianificazione a lungo termine delle aziende manifatturiere.
f.chiavieri@lswr.it
SALDATURA
Efficienza e precisione per lenti perfette
Grazie al controllo numerico M8V e al robot SCARA di Mitsubishi Electric per carico/scarico pezzi, ST Meccanica ha sviluppato una fresatrice CNC a 5 assi caratterizzata da un’alta componente tecnologica e adatta alle esigenze specifiche dell’industria dell’occhialeria
A fronte di nuovi studi da parte di Enti qualificati a livello internazionale nel campo della saldatura (IIW) e della salute e sicurezza (IARC), sono state definite nuove indicazioni per la tutela dei lavoratori occupati in saldatura.
Fabio Chiavieri
PIEGATURA TUBI
FIERE
EVENTI
Redazione Marco Tenaglia • Direttore Responsabile Marco Tenaglia • Coordinamento Editoriale Area Industry marco.tenaglia@quine.it - cel. 329 8490024 Fabio Chiavieri • Direttore tecnico f.chiavieri@lswr.it Cristina Gualdoni • Segreteria di Redazione cristina.gualdoni@quine.it - cel. 347 7623887
c.cialfi@lswr.it - cel. +39 3466705086
FEDERMACCHINE
Presentato INGENIUM
L’export italiano di macchinari ad alta intensità di Automazione, Creatività e Tecnologia (ACT) vale 32,1 miliardi di euro, con un potenziale di crescita stimato in 8 miliardi. Lo evidenzia la seconda edizione di INGENIUM, il rapporto del Centro Studi Confindustria realizzato con il sostegno di Federmacchine, la federazione che rappresenta l’industria italiana del bene strumentale, presentato questa mattina a Milano. I mercati avanzati assorbono 21,6 miliardi di euro, mentre quelli emergenti 10,5 miliardi. Le Americhe registrano la crescita maggiore, con il Messico primo mercato di sbocco. Il potenziale aggiuntivo si distribuisce piuttosto equamente tra paesi avanzati (4,6 miliardi) ed emergenti (3,3 miliardi), suggerendo alle imprese di accrescere le loro quote di mercato in entrambi. Negli avanzati, gli Stati Uniti guidano (+760 milioni), seguiti da Germania e Francia (+470 milioni ciascuno). Tra gli emergenti spiccano Cina (+760 milioni), India (+472 milioni) e Turchia (+364 milioni).
Realizzare il potenziale dell’export non è automatico, ma richiede un aumento della produzione, trainato dagli investimenti. È quindi necessario uno sforzo coordinato di imprese e istituzioni per favorire un irrobustimento generalizzato del sistema produttivo e della sua competitività: se da un lato le imprese dovrebbero impegnarsi nel destinare risorse a investimenti produttivi, dall’altro le istituzioni dovrebbero spronare questo processo mitigando gli elementi di incertezza e predisponendo incentivi per tutte le imprese che decidano di reinvestire i propri utili per l’acquisto di beni strumentali.
La digitalizzazione, poi, riveste un ruolo cruciale: rafforzarla è essenziale anche per integrare l’IA nelle industrie esistenti. Nel 2023, il mercato italiano dell’intelligenza artificiale è cresciuto però solo del 52%, raggiungendo 760 milioni di euro, infatti il divario rispetto a USA e Cina resta significativo. Con solo il 5% degli investimenti rispetto a quelli statunitensi, l’Europa è in ritardo e l’Italia fatica soprattutto tra le PMI: solo il 18% ha avviato progetti di IA contro il 61% delle grandi imprese.
In un contesto sempre più incerto è infine fondamentale utilizzare al meglio gli accordi di libero scambio già conclusi dalla Ue e finalizzarne altri, come quello con il Mercosur, per ottenere ulteriore accesso preferenziale a mer-
cati strategici. È inoltre necessario rafforzare i legami commerciali con i paesi europei e individuare ambiti di collaborazione avanzata con gli Stati Uniti, anche per fronteggiare la concorrenza di blocchi commerciali integrati come il Regional Comprehensive Economic Partnership (RCEP) in Asia.
“Il Rapporto INGENIUM sottolinea l’impatto decisivo dei fattori geopolitici sui flussi commerciali e di investimento. Tensioni, conflitti e sfide globali, come l’approvvigionamento energetico e tecnologico, influenzano le scelte di governi e imprese. Con l’insediamento della nuova amministrazione americana, ci aspettiamo un’accelerazione delle dinamiche globali, mentre auspichiamo che l’Europa ritrovi il coraggio di scelte epocali. Il tempo di agire è ora: imprese e istituzioni devono lavorare insieme per tradurre il potenziale individuato in esportazioni effettive e consolidare il ruolo dell’Italia come leader globale. È per questo che auspichiamo che venga al più presto organizzata una missione in Messico, che dalle analisi del Csc risulta tra i primi cinque paesi emergenti per potenzia-
le dell’export di beni ACT, con un margine di miglioramento pari a 281 milioni di euro. Ogni ritardo potrebbe tradursi in opportunità perse per il nostro sistema industriale”, ha detto Barbara Cimmino, Vice Presidente per l’Export e l’Attrazione degli Investimenti di Confindustria. “L’industria italiana del bene strumentale assicura da sempre un contributo decisivo al saldo della bilancia commerciale del paese, operando su mercati molto variegati per geografia, cultura e tipologia della domanda. La necessità sempre più forte di operare nell’arena internazionale e la crescente complessità che questa attività porta con sé, in parte determinata dalle generali condizioni di incertezza, impongono uno studio attento del contesto. I risultati emersi da questa seconda edizione di INGENIUM sono un utile strumento per comprendere quali sono le aree a maggior potenziale e quali le direttrici di sviluppo del business da seguire per assicurare il miglioramento della competitività dell’offerta di made in Italy settoriale”, ha aggiunto Bruno Bettelli, presidente FEDERMACCHINE.
CERTIFICAZIONI
Fervi migliora il rating di sostenibilità raggiungendo il livello AA
Grazie all’attenzione continua verso la sostenibilità aziendale, FERVI aumenta il proprio punteggio (66,83%), raggiungendo il livello AA nella Certificazione ESG (Environmental, Social and Governance).
Continua il processo di miglioramento di FERVI nell’ambito della Certificazione ESG. L’azienda del modenese ha infatti raggiunto 13 degli Obiettivi di Sviluppo Sostenibile (SDGs) delle Nazioni Unite ed è quindi classificabile come azienda con uno strutturato percorso verso la sostenibilità.
A guidare la corsa concorrono soprattutto le voci Imprese, Innovazione e Infrastrutture (83,17%), Acqua Pulita e Servizi Igienico-Sanitari (80,30%) e Salute e Benessere (79,88%). Grazie all’ottimizzazione di processi interni e a investimenti strategici mirati, l’azienda emiliana – punto di riferimento nel settore MRO (Maintenance, Repair and Operations) e nelle attrezzature per officine, fai-da-te e manutenzione professionale – ha compiuto un ulteriore passo nel suo percorso di crescita responsabile. L’obiettivo resta quello di intervenire in maniera concreta su diversi ambiti aziendali, con un’attenzione particolare alla sostenibilità ambientale, al welfare aziendale e alla governance, riducendo l’impatto delle attività e promuovendo modelli operativi sempre più virtuosi. Il miglioramento del rating ESG rappresenta un riconoscimento tangibile dell’impegno di FERVI nell’adozione di pratiche aziendali responsabili, consolidando la sua credibilità e sensibilizzando
l’intera filiera su standard di eccellenza e affidabilità sempre più elevati.
Guido Greco, CEO di FERVI Group commenta: “Proseguiamo con determinazione nel nostro percorso di crescita e miglioramento, con l’obiettivo di contribuire concretamente al raggiungimento degli Obiettivi di Sviluppo Sostenibile dell’ONU.
L’upgrade del nostro rating ESG è un risultato significativo, che conferma l’approccio strategico utilizzato fino a questo momento. Il nostro impegno però non si ferma qui: continueremo infatti a investire nel miglioramento delle risorse aziendali, nella tutela dell’ambiente e nel sostegno alla comunità”.
Asservimenti Presse presenta il nuovo catalogo
Una svolta iconografica che non passa inosservata caratterizza il nuovo catalogo dell’azienda di Massalengo (LO). Se prima in copertina campeggiava la ben nota scritta verde del marchio aziendale, peraltro riproposta in prima pagina, ora lo stesso marchio viene presentato con un virato grigio metallico su uno sfondo
anch’esso richiamante il nastro di lamiera. Uno stile moderno che poggia su una grafica interna che punta molto sul messaggio delle immagini. Immagini che devono immediatamente trasmettere i valori che hanno fatto la forza di Asservimenti Presse sul mercato: affidabilità, serietà, competenza e qualità. Termini che ben si sposano con le attuali esigenze degli utilizzatori, elencate nella prime pagine del catalogo: risparmio di tempo, materiale ed energetico; alta flessibilità; elevate prestazioni; ottimizzazione degli spazi a terra. Necessità a cui corrispondono altrettante solu-
zioni di automazione per la lavorazione della lamiera da coil, frutto di una decennale esperienza che risale al 1989 anno di fondazione di Asservimenti Presse.
Oggi la società di Massalengo progetta e produce al proprio interno aspi svolgitori, raddrizzatrici, raddrizzatrici alimentanti, alimentatori, impianti completi chiavi in mano. La volontà di fornire un servizio sempre di maggiore qualità, unitamente al rispetto dei tempi di consegna, ha indotto i vertici di Asservimenti Presse ad acquistare uno stabilimento confinante che è stato adibito a reparto montaggio e collaudo.
Ottavio Albini, direttore commerciale di Asservimenti Presse, posa con in mano il nuovo catalogo
Uno scorcio del nuovo capannone dell’azienda
Nasce Federazione Confindustria Macchine
Si è svolta il 28 gennaio, presso l’NH Milan Congress Centre di Milanofiori la prima Assemblea dei Soci di Federazione Confindustria Macchine. Il nuovo soggetto di Confindustria nasce per l’iniziativa di quattro soci fondatori, ovvero i presidenti di quattro importanti associazioni confindustriali di produttori di beni strumentali: Paolo Lamberti, presidente di ACIMAC (Associazione Costruttori Italiani di Macchine e Attrezzature per la Ceramica), Enrico Aureli, presidente di ACIMALL (Associazione Costruttori Italiani Macchine per la Lavorazione del Legno), Massimo Margaglione, presidente di AMAPLAST (Associazione Nazionale Costruttori di Macchine e Stampi per Materie Plastiche e Gomma) e Riccardo Cavanna, presidente di UCIMA (Unione dei Costruttori Italiani di Macchine Automatiche per il Confezionamento e l’Imballaggio). In virtù dei soggetti proponenti, la dicitura completa della nuova associazione è Federazione Confindustria Macchine per Ceramica, Legno, Plastica e Gomma, Imballaggio e Confezionamento.
Ognuno dei settori federati rappresenta un’eccellenza del made in Italy, un riferimento nel mondo per i rispettivi settori clienti, con forti percentuali di export. Il fatturato cumulato totale della nuova federazione è di oltre 18
miliardi di euro (sulla base dei preconsuntivi 2024 pubblicati dalle quattro Associazioni), generati da circa 1.300 aziende che occupano quasi 70.000 addetti.
L’Assemblea ha nominato alla Presidenza per il biennio 2025-2027 Riccardo Cavanna, già Presidente di Ucima dal 2022.
“Oggi diamo il via al futuro - ha dichiarato Cavanna -. Un futuro per il quale abbiamo lavorato tanto nel corso degli ultimi anni. La costituzione di Federazione Confindustria Macchine rappresenta un approdo in un nuovo mondo. Qui potremo moltiplicare i nostri talenti e le nostre ambizioni, per rendere ognuno dei comparti che rappresentiamo più forti: servizi, comunicazione e promozione dei settori, attività di lobbying, sinergie per affrontare le grandi sfide del futuro della manifattura industriale, come la transizione ecologica e l’intelligenza artificiale. In un mondo che cambia velocemente sentivamo la necessità di una rappresentanza politica più forte e specifica per i nostri quattro settori specializzati nella produzione e fornitura di beni strumentali. Desidero anche ringraziare tutti i colleghi Presidenti delle altre Associazioni che mi hanno onorato della loro fiducia e indicato come unico candidato. Ovviamente grazie anche a tutti
gli imprenditori che mi hanno votato in assemblea. Infine, vorrei rivolgere un invito - ha concluso il neopresidente -, alle Associazioni di beni strumentali che stanno osservando il nostro progetto, chi con diffidenza e scetticismo e chi con curiosità: costruiamo questo nuovo progetto insieme! Abbiamo come imprenditori, Presidenti e direttori non solo il piacere, ma anche il dovere di sognare in grande perché le nostre aziende hanno bisogno di sognare in
grande insieme a noi”. A suggello della prima Assemblea dei Soci della neonata organizzazione si è svolta una tavola rotonda sul futuro della meccanica strumentale italiana: sono intervenuti Maurizio Marchesini, Vice Presidente di Confindustria per il lavoro e le relazioni industriali, Lara Ponti, Vice Presidente di Confindustria per la Transizione Ambientale e gli Obiettivi ESG e Marco
Nuovo catalogo Sicutool Utensili 2025
Quest’anno la nostra partecipazione a MECSPE è l’occasione per presentare il nuovo catalogo Sicutool Utensili 2025, disponibile stampato – la carta rappresenta ancora un medium fondamentale per diffondere la conoscenza dell’offerta di Sicutool –e nei vari formati digitali. La nuova edizione del catalogo è come sempre ponderosa: propone oltre 37.000 articoli raccolti in più di 1.500 pagine. Le nuove misure di prodotti già presenti in passato sono evidenziate su sfondo rosso, mentre i prodotti del tutto nuovi sono segnalati dalla scritta rossa “NEW”. Chi ci conosce sa che la veste grafica del catalogo Sicutool Utensili si rinnova a ogni edizione: la copertina 2025 è sotto il segno della pigna, che campeggia sul nostro cancello d’ingresso in ferro battuto e che da millenni un simbolo beneaugurante. Per chi fosse curioso di scoprire tutti i “perché” della nuova copertina, abbiamo realizzato un breve video disponibile sulla home page del sito www.sicutool.it. Fin dalla sua fondazione nel 1944 la nostra azienda è caratterizzata da un tratto distintivo: commercializzare utensili per l’industria e l’artigianato esclusivamente tramite rivenditori qualificati. “Sicutool è come l’ammiraglia nelle gare di ciclismo” sintetizza Marco Corradini, Amministratore Delegato di Società Italiana Commerciale Utensili S.p.A. “Al di là del supporto materiale, l’ammiraglia dà la carica ai suoi corridori. Certo, sono loro a dover pedalare e a tirare le volate, ma sentono di non essere soli, e questo li rende più fiduciosi e forti. In Sicutool siamo un gruppo coeso che aiuta ogni distributore a correre verso l’utilizzatore sentendosi confortato dall’appartenenza a un gruppo che funziona”.
Per far funzionare il gruppo, cioè per rendere sempre più fluida, ad “attrito zero”, la comunicazione e la collaborazione fra Sicutool e i suoi agenti, i distributori e gli utilizzatori finali, abbiamo messo a punto un ricco sistema di strumenti digitali, che aiutano i rivenditori in particolare a:
• Conoscere e a diffondere presso i clienti la conoscenza tecnica dei prodotti a catalogo
• Ordinare in modo facile, verificando in tempo reale la disponibilità. “Il dato chiave è proprio la giacenza” sottolinea Marco Corradini. “La disponibilità a magazzino è un dato pubblico, che tutte le persone possono vedere in chiaro. Il nostro magazzino è il tuo: ecco che cosa promettiamo ai distributori che lavorano con noi. Mantenere questa promessa passa anzitutto per l’esposizione della giacenza, che dà al rivenditore certezza e tranquillità anche sui tempi di consegna della merce”
• Verificare lo stato di avanzamento dell’ordine e tracciare la spedizione per tenere i clienti sempre aggiornati al riguardo.
Fra gli strumenti digitali di Sicutool per diffondere la conoscenza dei prodotti spicca il catalogo web in italiano e inglese, dotato di motore di ricerca
interattivo, visualizzazione della disponibilità aggiornata in tempo reale e accesso alla biblioteca della documentazione tecnica multimediale, ricca di manuali di istruzioni d’uso e manutenzione, risposte a domande frequenti, video, ecc. Chi ha bisogno di un’applicazione mobile agile e snella può utilizzare m.sicutool.it che in pochi clic permette di verificare al volo prezzo, giacenza, peso e note di magazzino dei prodotti del catalogo Sicutool Utensili.
“Da qualche anno il flip-book del catalogo stampato riveste un’importanza strategica della nostra comunicazione di prodotto” sottolinea Marco Corradini. “Entro l’arco di validità di un’edizione del catalogo, il catalogo sfogliabile online riporta mensilmente correzioni, aggiornamenti e articoli non più fornibili, evidenziando graficamente le differenze rispetto alla versione stampata e dando quindi informazioni molto chiare al fruitore. E poi al distributore basta un clic per passare dal flip-book a MySCU Web per ordinare via via i prodotti richiesti dal cliente”.
Oltre al Listino, scaricabile liberamente dal sito www.sicutool.it, ai rivenditori che ne fanno richiesta consegniamo il cosiddetto Data Kit che, oltre ai prezzi, include in forma strutturata tutti i product data del catalogo Sicutool Utensili, immagini comprese, pronti per essere importati nei sistemi ERP e negli e-shop. In fase di pre-vendita queste informazioni sono fondamentali per far trovare all’utilizzatore finale il prodotto adeguato alle sue esigenze e orientarne la decisione di acquisto. Le applicazioni MySCU Web e SOL Desktop per PC sono invece studiate per consentire al distributore di gestire in autonomia l’intero ciclo dell’ordine:
• Slezionare i prodotti richiesti dal cliente, veri ficando prezzo, disponibilità in tempo reale e peso dell’articolo
• Chiedere a Sicutool di tenere in nota quantità e prodotti temporaneamente non disponibili
• Gestire destinazioni merce alternative
• Controllare lo stato di avanzamento dell’ordi ne e fare il tracking della spedizione mediante i corrieri convenzionati con Sicutool
• Eseguire il download di conferme d’ordine, do cumenti di trasporto e copie di cortesia delle fatture.
“Per facilitare l’aggiornamento degli e-shop dei rivenditori, accelerare e rendere più comoda l’e missione degli ordini e comprimere ulteriormente tempi e costi di trasporto, ci siamo però resi conto che la digitalizzazione non basta, ma va arricchita di una componente di automazione. Da qualche anno abbiamo scoperto così il mondo dei web ser vice, autentici coltellini svizzeri quando si tratta di automatizzare il dialogo fra i sistemi softwa re di Sicutool e dei distributori” afferma Marco Corradini. “Così abbiamo sviluppato una serie di servizi web che consentono ai distributori di auto matizzare completamente alcune fra le operazioni
più rilevanti per la loro attività”:
• Inserimento e aggiornamento costante dei product data degli articoli a catalogo Sicutool all’interno di ERP ed e-shop
• Verifica automatica e in tempo reale della disponibilità a magazzino di Sicutool
• Invio degli ordini direttamente dall’ERP, senza dover abbandonare l’ambiente di lavoro consueto per usare le applicazioni MySCU e SOL Desktop.
Le integrazioni via web service offrono numerosi vantaggi. I distributori risparmiano tempo prezioso, trasferendo ai loro clienti informazioni di prodotto validate da Sicutool, mentre Sicutool riceve ordini corretti e processabili automaticamente dal
suo ERP.
A conclusione Marco Corradini tiene a sottolineare una peculiarità di Sicutool: “Qui in azienda siamo paladini dell’evoluzione, non delle rivoluzioni. Come i gemelli digitali non hanno mandato in pensione il catalogo stampato, così i web service non soppiantano le applicazioni digitali più tradizionali – i Data Kit, MySCU e SOL Desktop –, ma danno una marcia in più ai rivenditori di maggiori dimensioni o con sistemi informativi particolarmente avanzati. Ogni distributore è libero di utilizzare il bouquet di applicazioni con cui si trova maggiormente a suo agio… per noi è importante garantire a tutti comunicazione e operatività scevra da frizioni, per lavorare bene, tutti insieme”.
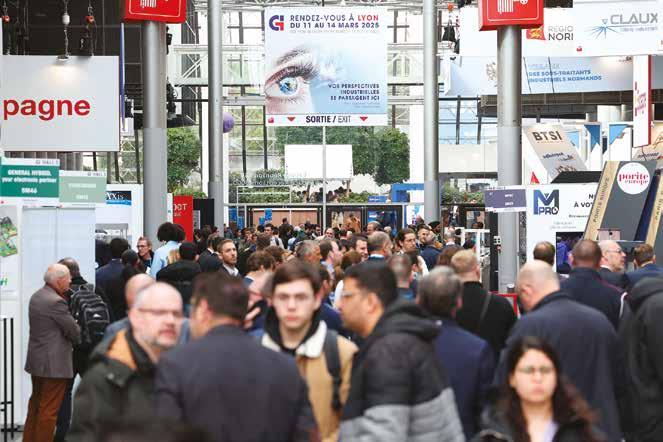
Global Industrie 2025 – Lione: il luogo d’incontro per l’intero ecosistema industriale
Un salone ricco di novità ed opportunità di business, con oltre 2.500 espositori ed un’ampia presenza italiana. Sulle novità e le tendenze della manifestazione abbiamo intervistato Sébastien Gillet
L’evento, che si terrà presso Eurexpo Lione (Francia) dall’11 al 14 marzo 2025, permetterà ad oltre 2.500 espositori di presentare le proprie innovazioni e ad oltre 50.000 visitatori professionali di scambiare idee, confrontarsi e lasciarsi ispirare dalle tendenze del mondo industriale, grazie ad una panoramica esaustiva sulle ultime novità e processi all’avanguardia del mercato.
Global Industrie è l’appuntamento annuale che, riunendo i protagonisti del mercato di oggi e di domani, analizza i risultati, i progressi, la visione e le prospettive future dell’industria europea. Lo stretto legame commerciale tra Francia ed Italia prenderà forma anche in questa 7° edizione del salone. Saranno infatti oltre 100 le aziende italiane che prenderanno parte all’evento con l’obiettivo di entrare in contatto con nuovi settori di mercato, promuovendo il loro know-how in Francia e con le numerose realtà internazionali presenti.
In occasione della manifestazione abbiamo intervistato Sébastien Gillet Director, GL Events Exhibitions Industries (nella foto).
• Global Industrie è una manifestazione che abbraccia molti settori anche differenti tra loro per peculiarita ed esigenze. Quali sono i temi/focus trasversali che accumunano tutti questi settori nel panorama industriale moderno?
Global Industrie 2025 mettera in evidenza tematiche centrali che riguardano l’intero ecosistema industriale. Questi temi – la decarbonizzazione, la digitalizzazione, l’attrattivita delle professioni e la maggiore inclusione femminile – sono trasversali e rispondono alle principali sfide del mondo industriale contemporaneo. La digitalizzazione, con innovazioni come il 5G, l’intelligenza artificiale (IA) e la cybersecurity, svolge un ruolo fondamentale per migliorare le prestazioni e la competitivita delle aziende. Inoltre, il fattore umano sara al centro di questa edizione, poiche dietro ogni innovazione ci sono uomini e donne la cui creativita e competenza trasformano ogni giorno l’industria.
• La digitalizzazione della produzione implica anche la creazione di nuove figure professionali e nuove conoscenze: qual è la proposta della manifestazione in ottica di fare cultura e formazione?
Global Industrie è fortemente impegnata nella formazione e nell’occupazione, con un focus particolare sull’attrattivita dei mestieri industriali. Lo spazio GI Avenir riunira iniziative mirate a sensibilizzare oltre 8.000 giovani e persone in cerca di lavoro sulle opportunita del settore industriale. La fiera offrira dimostrazioni su robotica, digitalizzazione, saldatura e controllo qualità, oltre a visite guidate pensate per i giovani. Inoltre, il concorso Golden Tech, con 15 mestieri in competizione e piu di 125 partecipanti, mettera in risalto
le competenze e il talento umano alla base dell’innovazione industriale. Infine, delle sessioni di job dating e coaching professionale aiuteranno i partecipanti a sviluppare il proprio percorso nel settore industriale.
• Il ruolo della “persona” tornera a essere centrale nel sistema manifatturiero del futuro, come d’altronde è spiegato all’interno di Industria 5.0: in quale modo per Globale Industrie visitatori ed espositori saranno messi al centro dell’evento?
Il filo conduttore di Global Industrie 2025 è la persona al centro dell’industria, un principio che si tradurra in diverse iniziative:
- La “Grande Scène”, uno spazio centrale di discussione, ospitera leader industriali, sociologi, economisti e giovani talenti per riflettere insieme sul futuro del settore. Un ringraziamento speciale a Nicolas Dufourcq, Presidente di Global Industrie e Direttore Generale di Bpifrance, per il suo contributo e impegno in questa piattaforma di confronto.
- Il concorso Golden Tech, una competizione di eccellenza industriale, celebrera il talento attraverso sfide che metteranno in risalto creativita e competenze professionali.
- Una giornata speciale il 13 marzo, dedicata agli scambi intergenerazionali e alle celebrazioni del settore industriale, per rafforzare il senso di appartenenza e coesione del settore. L’edizione 2025 mettera inoltre in evidenza il «Made in France» (in collaborazione con Origine France Garantie), valorizzando il know-how nazionale in un’area espositiva dedicata.
• Per quanto riguarda l’edizione 2025, quali sono gli obiettivi in termini di partecipazione che vo-
lete raggiungere?
L’evento registra una crescita del 15% nel numero di espositori rispetto al 2023, dimostrando la resilienza del settore industriale nonostante un contesto economico complesso. L’obiettivo di Global Industrie 2025 è tornare ai livelli di affluenza pre-pandemia, con 50.000 professionisti del settore attesi. L’alternanza tra Parigi e Lione permette di raggiungere pubblici diversi, con solo il 4% dei visitatori in comune tra le due edizioni, garantendo così una maggiore diversita negli incontri.
• Come la fiera intende rispondere alle sfide attuali dell’industria globale, come la sostenibilita e la digitalizzazione?
Di fronte alle sfide ambientali e tecnologiche, Global Industrie 2025 si pone come motore di trasformazione per l’industria. Il tema della decarbonizzazione sara al centro dei dibattiti e delle soluzioni presentate. L’obiettivo è accompagnare le aziende verso una produzione piu sostenibile e una migliore gestione dell’energia, offrendo soluzioni concrete e testimonianze di esperienze reali. Parallelamente, l’edizione 2025 puntera su digitalizzazione e innovazione tecnologica, con un’area dedicata ai progressi in ambito 5G, IA e cybersecurity. Queste innovazioni saranno protagoniste di un Summit 5G, che vedra la partecipazione di esperti e aziende leader come Airbus e la città di Chartres, per condividere esperienze e applicazioni concrete di queste tecnologie. Un altro focus importante sara lo sviluppo del settore della movimentazione e logistica. Inoltre, il percorso remanufacture, in collaborazione con ADEME e Revalue,
illustrera le iniziative per l’economia circolare e il riutilizzo dei componenti industriali. Global Industrie 2025 offrira anche un vero e proprio laboratorio di innovazione, dove i visitatori potranno scoprire oltre 3.000 macchine in funzione e 50.000 prodotti e soluzioni industriali. Le dimostrazioni dal vivo aiuteranno le aziende a comprendere le evoluzioni del settore e ad ispirarsi per la propria trasformazione industriale. Infine, il Congresso Internazionale di Metrologia (CIM), che si tiene esclusivamente durante le edizioni di Lione, fornira approfondimenti fondamentali sull’importanza della misurazione e del controllo qualita nell’industria moderna. Questo appuntamento ospitera esperti internazionali e oltre 200 conferenze,
permettendo alle aziende di esplorare i progressi in termini di precisione e affidabilita nei processi industriali.
• In che modo Global Industrie 2025 si posiziona rispetto ad altri eventi simili a livello internazionale?
Con piu di 2.500 espositori da 84 paesi, Global Industrie è la piu grande fiera industriale in Francia e una delle tre piu importanti in Europa. Cio che lo distingue è la capacità di riunire tutti gli attori del settore, dalle grandi aziende alle PMI, fino ai giovani talenti e agli istituti di formazione.
La ricchezza dell’industria francese, che spazia dall’agroalimentare all’automotive, dal medicale alla cosmetica, fino al
nucleare, conferisce a Global Industrie una diversita unica. Questa trasversalita lo rende un appuntamento imperdibile, capace di offrire una visione completa delle sfide e delle innovazioni che plasmeranno il futuro dell’industria a livello globale. A differenza di altri eventi piu specializzati, Global Industrie adotta un approccio multi-settoriale, coprendo tutti gli ambiti dell’industria, dalla metallurgia alle nuove tecnologie, dalla logistica all’energia. Inoltre, il salone si alterna ogni anno tra Parigi e Lione, garantendo un ricambio costante di visitatori ed esposi-
tori e favorendo nuove collaborazioni. L’evento gode anche di una forte copertura mediatica, con partnership con BFM Business, RMC e Sud Radio. Trasmissioni in diretta, interventi di leader del settore e la presenza di influencer industriali aiuteranno a dare maggiore visibilita all’industria, raggiungendo un pubblico piu vasto. Infine, Global Industrie non è solo una vetrina tecnologica, ma un vero motore di trasformazione industriale, che valorizza innovazione, formazione e trasmissione delle competenze, preparando il settore alle sfide del futuro.
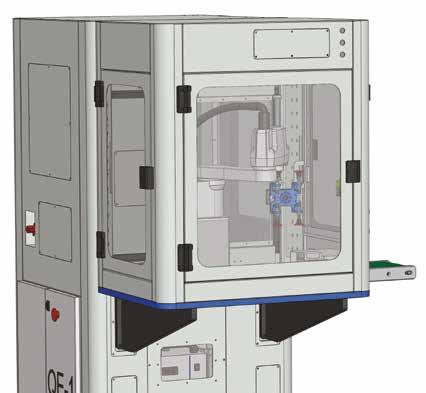
SCARICO/CARICO PEZZI
Efficienza e precisione per lenti perfette
Grazie al controllo numerico M8V e al robot SCARA di Mitsubishi Electric per carico/scarico pezzi, ST Meccanica ha sviluppato una fresatrice CNC a 5 assi caratterizzata da un’alta componente tecnologica e adatta alle esigenze specifiche dell’industria dell’occhialeria
Un’innovativa fresatrice CNC a 5 assi, estremamente compatta, per la lavorazione di frontali e lenti per occhiali. Si tratta della macchina OMS-VC5-AI di ST Meccanica, presentata in anteprima nazionale in occasione dell’ultima edizione della fiera BI-MU a Milano.
Con sede a San Vendemiano, in provincia di Treviso, ST Meccanica è specializzata nella progettazione e nella produzione di macchinari all’avanguardia per l’industria dell’occhialeria. L’azienda progetta e produce internamente quasi ogni componente dei macchinari commercializzati e questa flessibilità permette la personalizzazione delle automazioni per accogliere le esigenze particolari di ogni cliente.
Grazie a una congiunta attività di progettazione con Mitsubishi Electric, ST Meccanica è riuscita a realizzare una fresatrice caratterizzata da un’alta componente tecnologica in grado di rispondere alle esigenze uniche dell’industria dell’occhialeria. Equipaggiata con il controllo numerico della famiglia M8V con PLC safety incorporato, motori brushless compatti e ad alte prestazioni e un robot SCARA della Serie MELFA RH-CRH di Mitsubishi Electric per carico/scarico pezzi, la OMS-VC5-AI garantisce grande efficienza e precisione.
L’efficienza di questa fresatrice è assicurata dal controllo numerico easy
to use, dall’elettromandrino potente (2.2Kw) e veloce (40.000 rpm) controllato da inverter delle serie FRE800 di Mitsubishi Electric, dal magazzino utensili da 16 posti in grado di garantire massima funzionalità e dal collegamento remoto in ottica Industria 4.0.
Questa macchina offre una perfetta armonia tra precisione e versatilità grazie alla doppia tecnologia di fresatura per lastre e volume in 5 assi e al robot MELFA 6 CRH di Mitsubishi Electric, che regola il posizionamento della propria mano a seconda delle esigenze che si presentano. La struttura in acciaio è estremamente rigida per ridurre al minimo ogni tipo di vibrazione e garantire un’ottimizzazione della precisione di fresatura.
La fresatrice OMS-VC5-AI è in grado di modificare in pochi istanti la sua configurazione, da pantografo a 3 assi a centro di lavoro a 5 assi, minimizzando gli interventi degli operatori.
Il ruolo del robot Il robot scara MELFA RH-6CRH garantisce prestazioni elevate e un notevole livello di precisione, con un tempo di ciclo di 0,41 s e una ripetibilità di ±0.01 mm. È caratterizzato da una struttura molto compatta e leggera (18 kg), che ne permette l’installazione in spazi ristretti, come
La funzione DRC (Direct Robot Control) consente all’operatore di programmare rapidamente il robot direttamente dal pannello CNC, senza competenze specialistiche.
nel caso della fresatrice OMS-VC5AI. Inoltre, la serie CRH integra una scheda aggiuntiva comprensiva di 32 I/O, che permette di comunicare con tutti gli elementi della macchina senza alcun costo aggiuntivo. Il polso del robot per il carico e scarico dei particolari da lavorare è caratterizzato da un gripper regolabile a seconda dei particolari da movimentare. L’estrema compattezza della macchina di ST Meccanica ha richiesto un accurato sviluppo software per gestire il cambio di posizione della ventosa di presa del robot, calibrando attentamente i movimenti del braccio robotico all’interno della cella.
Il controller CR800 permette di controllare fino a otto assi aggiuntivi. Sono inoltre disponibili il protocollo CC-Link IE Field Basic di serie e funzioni intelligenti grazie all’opzione MELFA Smart Plus. Questa scheda permette di implementare funzioni di manutenzione predittiva, grazie alla verifica dell’assorbimento degli assi del robot e al confronto con i modelli di degrado dei componenti soggetti ad usura, ricavando i programmi di manutenzione in base alle effettive condizioni operative.
Programmare i robot dal pannello CNC
Il controllo numerico M8V installato sulla fresatrice OMS-VC5-AI integra
Il polso del robot per il carico e scarico dei particolari da lavorare della fresatrice OMS-VC5-AI è caratterizzato da un gripper regolabile a seconda dei particolari da movimentare.
la funzione DRC (Direct Robot Control), che consente all’operatore di programmare rapidamente il robot direttamente dal pannello CNC in ISO G Code, senza competenze specifiche.
La semplicità di utilizzo, di configurazione e di connessione è l’elemento distintivo di questa funzionalità sviluppata da Mitsubishi Electric. Basti pensare che è sufficiente mettere in comunicazione il robot e la macchina CNC con un semplice cavo Ethernet e collegare i cavi di emergenza per abilitare subito le funzioni di gestione dell’intero sistema.
L’utilizzo dei robot nel mondo delle macchine utensili permette operazioni più flessibili e volumi di produzione più elevati, quindi una maggiore competitività e un aumento dei profitti. L’adozione della funzione Direct Robot Control consente di incrementare ulteriormente questi vantaggi, aggiungendone di nuovi: anzitutto favorisce una riduzione dei costi, poiché l’integrazione può avvenire senza modifiche a livello hardware e una riduzione dei tempi di sviluppo del sistema, grazie alla possibilità di programmare con un unico linguaggio di programmazione. Inoltre, rende possibile la creazione di schermate personalizzate per la gestione e la diagnosi del robot, garantendo la visualizzazione dei dati sul display del CNC.
Il robot MELFA 6 CRH garantisce alta velocità e prestazioni elevate ed è caratterizzato da un braccio molto compatto (520 mm) e leggero (18 kg), che ne permette l’installazione in spazi ristretti.
La fresatrice OMS-VC5-AI di ST Meccanica è stata presentata in anteprima nazionale in occasione dell’ultima edizione della fiera BI-MU a Milano.
La fresatrice OMS-VC5-AI è equipaggiata con il controllo numerico della famiglia M8V con PLC safety incorporato, motori brushless compatti e ad alte prestazioni e un robot SCARA della Serie MELFA RH-CRH di Mitsubishi Electric per carico/scarico pezzi.
Robot vs rotaie: approcci di pallettizzazione a confronto
In Levosil due bracci
Motoman
di Yaskawa dimostrano la facilità e l’efficacia delle soluzioni robot
Gli impianti di produzione sono un asset imprescindibile per la competitività di un’azienda.
La loro funzionalità determina la capacità di rispondere alle richieste del mercato, supportare l’innovazione, aumentare la resilienza agli eventi esterni e concretizzare i possibili margini di ottimizzazione dei costi. Mossa da questa consapevolezza, Levosil Spa presta estrema attenzione all’aggiornamento dei propri impianti. Come nel caso del nuovo sistema di pallettizzazione, realizzato con il supporto tecnico di Gbtech e l’impiego di due robot pallettizzatori Motoman Yaskawa.
Specialisti nella produzione di packaging attivo “Avete presente quelle bustine piccole che trovate nelle borsette o nelle scarpe per tenere sotto controllo l’umidità? Levosil Spa è specializzata proprio nella produzione di questo tipo di oggetti: sacchetti disidratanti e indicatori di umidità.” Con queste parole Francesco Furiozzi, Assistant Executive Director and Sales di Levosil, presenta l’azienda.
Grazie al notevole know-how accumulato dalla fondazione, nel 1964, nel laboratorio di ricerca e sviluppo dell’azienda, a Chiusa di San Michele (TO), si sviluppano costantemente soluzioni ad hoc per le applicazioni richieste dal mercato.
I campi di utilizzo di questi sacchetti sono infatti molto numerosi e diver-
sificati, e ognuno ha le sue peculiarità. Ogni campo di applicazione vede perciò una gamma di prodotti dedicata, diversa per composizione - a base di gel di silice (indicatore o bianco), argilla disidratante, setacci molecolari (4a), o mix di disidratanti - ma anche forma e misura: si va Infatti dai piccoli sacchetti per l’elettronica a grandi i sacchetti da 2 kg per la protezione delle merci trasportate in container.
Rinnovare per essere competitivi
L’aggiornamento continuo degli impianti di produzione e lo sviluppo di nuovi prodotti in concerto con i clienti sono stati gli obiettivi perseguiti negli anni e hanno permesso a Levosil di affermarsi come uno dei produttori leader in Europa nel campo del packaging protettivo an-
tiumidità. In quasi 60 anni d’attività, l’azienda ha visto l’introduzione continua di nuove tecnologie e nuovi involucri. Si tratta però in ogni caso di prodotti tendenzialmente poveri, dal costo unitario contenuto. Ecco perché Levosil ha sempre considerato fondamentale concentrarsi sull’accrescimento dell’efficienza e dell’efficacia produttiva come strumento competitivo.
“Siamo da sempre molto attenti a ottimizzare la produzione, ma oggi questo tema è assolutamente prioritario per noi. Le materie prime sono schizzate alle stelle - alcune hanno subito aumenti di listino fino al 200% - quindi poter andare a rendere più efficiente il processo produttivo può realmente creare un vantaggio importante a livello commerciale” spiega Furiozzi. “Fortuna-
tamente una gestione economico-finanziaria attenta e una notevole reattività decisionale ci permettono di implementare in modo rapido le novità produttive e affrontare agevolmente gli investimenti utili per essere più competitivi sul mercato.” A finire sotto la lente di ingrandimento in quanto non più allineato alle esigenze di efficienza produttiva dell’impresa è stato recentemente il sistema di pallettizzazione. Fino a poco tempo fa questa attività veniva svolta tramite due pallettizzatori su rotaia.
“Perché abbiamo deciso di intervenire sul sistema di pallettizzazione? Una scatola di sacchetti disidratanti arriva a pensare anche 20 kg, quindi va da sè che una persona non può mettersi a pallettizzare a mano decine di scatole al giorno” commenta
Furiozzi. “Sarebbe un’attività troppo usurante. E anche poco efficiente. Con questa soluzione siamo riusciti ad abbreviare il più possibile i tempi di produzione e creare risparmio, salvaguardando al contempo la salute dei nostri dipendenti.”
Quando rinnovare è meglio che revampare Le attività sono iniziate con un revamping del primo dei due pallettizzatori, revamping che però ha presentato notevoli difficoltà in quanto si andava ad operare su un sistema ormai obsoleto. Per la seconda stazione si è quindi deciso di adottare un sistema robotizzato - più moderno e performante ma anche più agevole da mettere in opera. “Rispetto alla soluzione revampata, la creazione del sistema robotico ha offerto sicuramente un risparmio in termini di ore di
lavoro necessarie per la programmazione degli assi e la loro interpolazione. Anche per la gestione degli aspetti meccanici la soluzione con i due robot è stata più agevole: nel revamping abbiamo dovuto modificare/ adattare parti meccaniche su un macchinario esistente, quindi senza progetti/disegni” racconta Simone Giachino, CEO di Gbtech Srl, il partner specializzato in soluzioni di automazione per il packaging a cui Levosil si è affidata per la progettazione e realizzazione della soluzione.
“Il sistema originale prevedeva 8 baie. Passando alla soluzione robot potevamo percorrere due strade: mettere un unico robot su rotaia e farlo muovere lungo una retta per servire tutte le 8 pedane oppure dividere i compiti delle 8 pedane tra i due robot” spiega Giachino. “Abbiamo optato per la seconda.”
L’applicazione è stata suddivisa in due posta-
ASSURED QUALITY!
zioni da 4 pedane, asservite ciascuna da un robot Yaskawa. Per ottimizzare l’investimento, la scelta del braccio robotico è stata diversificata: una delle postazioni infatti è asservita da un robot PL 190 di ultima generazione, mentre l’altra da un MPL 160 con controllore DX100.
L’impiego di un controllo di vecchia generazione ha reso più macchinose le attività di gestione dei fermi e controllo dei codici sulla rulliera di asservimento scatole, risolte comunque in modo estremamente funzionale dai tecnici di Gbtech. I prodotti da pellettizzare arrivano dall’area di produzione all’interno di scatole dotate di etichette, veicolati su di una rulliera in ordine casuale, in base ai tempi di produzione delle macchine. La gestione delle baie di pallettizzazione è molto flessibile: l’operatore assegna dinamicamente i codici dei prodotti in arrivo dalle macchine di produzione a ciascuna posizione. Ugualmente, anche le pedane da adottare vengono definite volta per volta in funzione
delle richieste del cliente finale - pedane italiane, alte, basse, ecc.
Un occhio attento
Per questo l’aspetto più complesso da gestire è stato proprio quello relativo all’identificazione e gestione dei codici prodotto. Si è optato anzitutto per l’adozione di un sistema di QR code per l’identificazione del prodotto da smistare nelle varie baie di carico. I robot sono stati corredati con una fotocellula Keyence per la lettura del codice QR di ultima generazione, dotata della sensibilità necessaria per inquadrare il codice - molto piccolo in quanto le etichette sono ricche di informazioni. Il primo robot verifica i codici macchina di tutte le merci in arrivo per dividere i quelle destinate alle sue pedane, che preleva e smista in base alle indicazioni ricevute, da quelle destinate a venire lavorati allo stesso modo dal secondo robot e dagli scarti, anch’essi gestiti nella seconda postazione.
Tra industriale e collaborativo
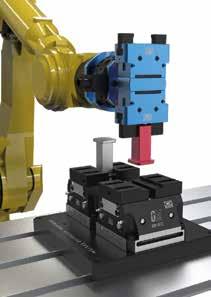
Comau punta sulla flessibilità operativa di Racer-5 Cobot, il robot collaborativo con velocità da produzione industriale
Lo scenario industriale attuale richiede soluzioni di produzione avanzate, basate su sistemi robotici interconnessi e facilmente programmabili. In questo contesto, Comau presenta Racer-5 Cobot (Racer-5-0.80), un robot collaborativo che risponde alla crescente domanda di cobot veloci e adattabili a spazi ristretti. A differenza dei cobot tradizionali, spesso considerati lenti, Racer-5 Cobot è un robot articolato a 6 assi in grado di raggiungere velocità industriali fino a 6 m/s. Con un payload di 5 kg e uno sbraccio di 809 mm, garantisce un’elevata efficienza, combinando la sicurezza delle operazioni collaborative con la velocità della produzione industriale. La sua capacità di passare istantaneamente dalla modalità collaborativa (a velocità ridotta in presenza dell’operatore) alla
massima velocità quando l’operatore è assente, massimizza la produttività grazie a una ripetibilità di 0,03 mm e a movimenti fluidi.
Questa flessibilità operativa è garantita dalla gestione dinamica della velocità, che permette al cobot di adattarsi alle diverse esigenze produttive. La robustezza della struttura meccanica, unita all’efficienza e alla flessibilità, assicura un lungo ciclo di vita al robot, riducendo al contempo l’ingombro. Queste caratteristiche lo rendono ideale per attività di manipolazione, asservimento macchine, ispezione e controllo qualità. Questo cobot consente di automatizzare processi complessi senza compromessi in termini di velocità, precisione o collaborazione. Grazie alla doppia modalità operativa, un unico robot può sostituire due solu-
zioni distinte, ottimizzando l’investimento. Le avanzate caratteristiche di sicurezza, certificate da TÜV Süd, permettono l’utilizzo del cobot senza barriere protettive, riducendo i costi e l’ingombro.
Progettato e realizzato da Comau a Torino, Racer-5 Cobot presenta una struttura rigida che ne aumenta la precisione e la ripetibilità, rendendolo particolarmente adatto per applicazioni di assemblaggio, movimentazione materiali, asservimento macchine, dispensing e pick and place nei settori Automotive, dell’elettrificazione e della General Industry.
La forza di Comau risiede nell’aver progettato una robotica collaborativa pensata per le esigenze dell’industria, in grado di operare a velocità industriale quando non è richiesta la collaborazione diretta con l’operato-
re, massimizzando così l’efficienza produttiva.
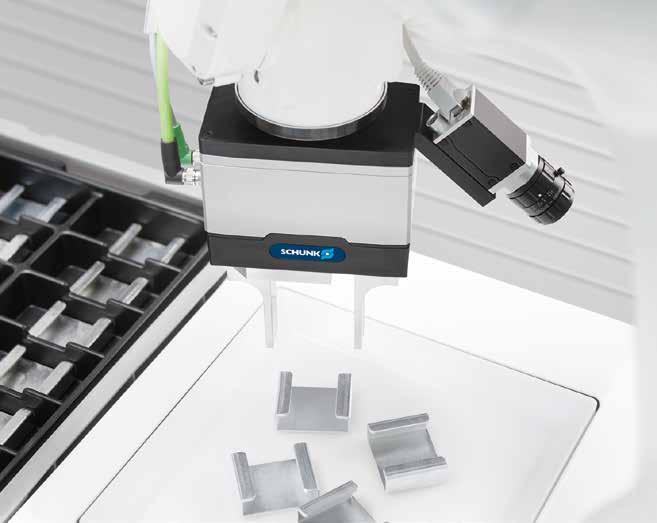
Comau integra il Racer-5 COBOT con i nuovi sistemi di visione MI.RA, come MI.RA/Picker e MI.RA/OnePicker. MI.RA/Picker è un sistema di visione intelligente per il prelievo di pezzi omogenei, con una velocità fino a 40 pezzi al minuto. Scalabile e facile da usare, rileva e localizza automaticamente parti disposte in modo casuale in contenitori singoli o multipli. MI.RA/OnePicker, invece, utilizza l’intelligenza artificiale per prelevare oggetti diversi dallo stesso contenitore, senza bisogno di informazioni preliminari sulla loro forma o dimensione. Questa soluzione, adattabile a qualsiasi robot, contenitore o pinza, è ideale per applicazioni di pick and place, smistamento, magazzino ed e-commerce.
5 > 7 Marzo 2025 Hall 14 / Booth D09
AUTOMATION MODULAR SMART JUNIOR
IL PUNTO DI PARTENZA PER L’AUTOMAZIONE
70KG DI PORTATA PORTATA VASSOI 250KG CAD
Economico, Compatto e Capiente
L’AUTOMAZIONE
► Semplice ed Intuitivo, Ideale per i Meno Esperti!
► Compatto ma estremamente Capiente!
► Economico ed Efficiente!
CONFIGURAZIONIINIFINITE
ROBI JUNIOR è una versione compatta ed economica che rappresenta l’investimento più intelligente per le aziende che desiderano aumentare la propria produttività senza dover sostenere costi eccessivi. Grazie alla sua compattezza e alla sua efficienza, questo sistema permette di ottimizzare l’utilizzo dello spazio e di ridurre i tempi di produzione, mantenendo una capacità di stoccaggio sorprendente e garantendo un rapido ritorno sull’investimento.
Sistema Modulare di Produzione Completamente Automatizzato
Robot
Robi è dotato di un Robot Fanuc: un modello a 6 assi che combina un carico utile di 70kg con velocità degli assi estremamente elevate.
Organization
Robi è un sistema di automazione e stoccaggio gestito interamente da un software supervisore
Base Fixture
Integrando Robi con le nostre attrezzature Gerardi otterrete processi semplificati, soluzioni di stoccaggio ottimizzate e una maggiore produttività.
Innovative Software
Un vero e proprio supervisore! Gestisce l’intera cella produttiva, dal magazzino al robot, fino alle macchine coinvolte nel processo
SICUREZZA
SALDATURA
Nuove indicazioni in materia di salute e sicurezza in saldatura
Requisiti legislativi e stato dell’arte sui fumi di saldatura
A fronte di nuovi studi da parte di Enti qualificati a livello internazionale nel campo della saldatura (IIW) e della salute e sicurezza (IARC), sono state definite nuove indicazioni per la tutela dei lavoratori occupati in saldatura. Lo IARC classifica in classe 1 (cancerogeno) i fumi di saldatura e la normativa italiana ha definito come cancerogeni il Cromo esavalente e il Cadmio, presenti in materiali di apporto e di base
di Monica Collo, Istituto Italiano della Saldatura – Ente Morale, Simone Rusca, Istituto Italiano della Saldatura – Ente Morale, Maurizio Peroni, Laboratorio Vallescrivia S.r.l.
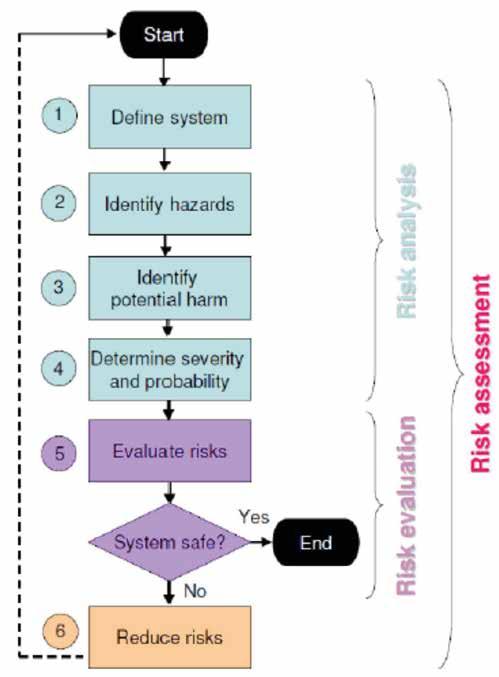
La normativa in materia di salute e sicurezza nei luoghi di lavoro, Dlgs 81/08 s.m.i. prevede una valutazione mirata con monitoraggio ambientale e biologico sui lavoratori esposti e l’eventuale tenuta del registro cancerogeni. Scopo del presente lavoro è fornire un quadro delle principali casistiche, suddivise in base a materiali e processi, e proporre nuove linee guida sulla tutela della salute degli operatori del settore.
L’Istituto Italiano della Saldatura si pone come leader per l’applicazione di nuovi protocolli sanitari correlati a dispositivi di protezione individuale durante le varie fasi dei processi di saldatura.
La fabbricazione mediante saldatura è composta da una sequenza di attività, di seguito schematicamente riportate:
• preparazione dei pezzi;
• operazioni di saldatura;
• trattamenti termici (eventuali);
• controlli non distruttivi;
• riparazioni.
Gli aspetti coinvolti riguardanti la salute e sicurezza sono molteplici: rischi direttamente connessi alla saldatura; rischi indirettamente connessi alla saldatura (“operazioni complementari”);
In numerose delle precedenti fasi è possibile che vengano prodotti fumi, contenenti differenti sostanze in funzione del processo e del materiale; attualmente, l’assenza di tecniche di valutazione sufficientemente precise ed affidabili ne impedisce l’esatta determinazione tuttavia numerosi studi ne hanno recentemente
confermato la nocività.
1. Fenomenologia di formazione dei fumi di saldatura: processi e materiali
1.1 Fumi di saldatura: generalità
Le particolari condizioni termiche, generalmente connesse all’uso di sorgenti di calore ad elevata densità di energia, pro- vocano lo sviluppo di un significativo quantitativo di fumi. Nei fumi è possibile distinguere: gas sviluppati o utilizzati durante la saldatura;
• particelle metalliche più o meno fini (particolati), una parte delle quali può avere dimensioni inferiori ai 10 µm.
La parte gassosa può essere generata:
• dai gas di protezione;
• dai gas provenienti dal rivestimento;
• per effetto dell’interazione della sorgente termica con l’ambiente (O3; NOx; etc.);
• da composti di vario genere sulla superficie dei lembi.
Il meccanismo di origine dei particolati è ancora oggetto di studio (evaporazione-condensazione, nebulizzazione, pirolisi, etc.), anche in considerazione delle molteplici combinazioni tra materiali, processi e condizioni ambientali che caratterizzano la saldatura e le operazioni complementari.
1.2 Fumi di saldatura: i particolati I particolati si formano tipicamente quando un metallo viene riscaldato al di sopra del suo punto di ebollizione e i suoi vapori si condensano in particelle molto fini (particelle solide). La struttura di queste particelle è fortemente condizionata dai fenomeni di ossidazione che si possono verificare in funzione del tipo di sorgente (arco elettrico, fiamma, etc.) e, conseguentemente, dal tipo di atmosfera in cui tali fenomeni si sviluppano.
Le particelle appaiono spesso caratterizzate dalla presenza di un guscio esterno, costituto da silicati e, per i processi che fanno uso di flussi, da fluoruri di sodio e calcio e da un “cuore” metallico interno, costituito da ossidi dei veri elementi metallici di cui materiale base e lega d’apporto sono realizzati.
1.3 Fumi di saldatura: i fattori tecnologici
L’esposizione del personale alle sostanze contenute nei fumi di saldatura può essere messa in correlazione con i seguenti fattori tecnologici:
• processo di saldatura;
• materiale saldato (e relativo stato superficiale); - parametri di saldatura (e in particolar modo la corrente elettrica, nel caso di processi ad arco); - procedura di saldatura; - condizioni di lavoro.
Gli aspetti di salute e sicurezza legati all’ambiente di lavoro possono superare per pericolosità quelli tecnologici.
Dal punto di vista tecnologico è possibile distinguere, in base alle applicazioni: - saldatura con processi ad arco; - saldatura con processi alla fiamma; - saldatura con processi a resistenza; - altri processi (LASER, stato solido, fascio elettronico, etc.).
L’esposizione è inoltre fortemente legata alla modalità di applicazione del processo ed in particolare al livello di automazione (manuale, semiautomatico o automatico): i processi manuali sono caratterizzati da rischio di esposizione più elevato, così come sono caratterizzati anche da maggiore criticità dal punto di vista posturale (ulteriore possibile causa di malattia professionale).
2. Salute: effetti sull’organismo
Fra gli effetti più gravi merita particolare attenzione la cancerogenicità dei fumi, legata alla presenza di composti soprattutto del cromo esavalente, anche se non vanno trascurati gli attuali studi in materia relativi al possibile contributo di ossidi di metalli pesanti quali il nichel.
I principali studi presenti in ambito IARC (International Agency for Research on Cancer) indicano che i rischi non sono direttamente riferibili al caso della saldatura degli acciai inossidabili e di materiali altolegati, bensì ai saldatori in genere, in considerazione di molti fattori di disturbo coinvolti (asbesto, fumo di sigaretta, etc.).
Le sostanze, in genere, vengono assorbite dal nostro organismo per inalazione, ingestione e contatto.
Le sostanze presenti nei fumi di saldatura possono essere essenzialmente: irritanti, ovvero possono indurre reazione infiammatoria a occhi, pelle e sistema respiratorio;
• neurotossiche, ovvero possono causare danni neurologici al sistema nervoso centrale, nel caso di sovraesposizioni a lungo termine. Gli effetti dei fumi sulle persone possono essere:
• acuti: effetti a breve termine sul corpo (subito dopo l’esposizione);
• cronici: effetti a lungo termine sul corpo (livelli di esposizione bassi e ripetuti).
I sintomi che si possono sviluppare in un determinato periodo di tempo sono paragonabili a quelli che si manifestano nel consumo di alcool, ovvero l’ubriachezza, come effetto acuto, e il danno a fegato e cervello come effetto cronico; analogamente nel fumo che ha come effetto acuto il respiro asmatico (fiato corto) e come effetto cronico il cancro ai polmoni o l’enfisema.
La valutazione dell’esposizione fa riferimento a due tipologie principali di parametri: il PEL, limiti di esposizione ammissibili (esposizione fino a 8 ore al giorno, 40 ore a settimana senza sperimentare effetti avversi per la salute) e il TLV, valori di soglia limite. Nei limiti di esposizione consigliati i PEL hanno la precedenza sui TLV.
2.1 Effetti dei fumi di saldatura Dal punto di vista degli effetti sull’organismo, diverse segnalazioni di malattie riferibili ai saldatori sono disponibili. In particolare, sono stati registrati sia effetti acuti (febbre da fumi metallici, irritazione delle vie respiratorie, fibrosi ed edema), sia a lungo termine (sierosi, riduzione della capacità respiratoria, bronchite cronica, cancro); la tabella [1] riporta una classificazione delle principali sostanze pericolose specifiche che possono essere presenti nei fumi, senza tuttavia diretta correlazione con studi epidemiologici riferiti al caso dei saldatori. È fondamentale sottolineare che tali casi non sono direttamente riferibili alle sole
attività di saldatura ma all’insieme di attività connesse alla fabbricazione di prodotti saldati e che i casi segnalati di intossicazione acuta sono direttamente connesse a esposizioni significative legate all’uso incorretto (o addirittura al mancato uso!) degli appropriati sistemi di protezione.
Tra gli aspetti menzionati in Tabella 1 possono essere considerati di particolare rilevanza in ambito industriale e per l’igiene del lavoro la cancerogenicità dei fumi di saldatura e l’effetto degli ossidi di manganese presenti negli stessi sul sistema nervoso.
Come anticipato precedentemente, per quanto riguarda il primo aspetto, l’attenzione è posta principalmente agli ossidi di nichel ed ai composti di cromo esavalente che possono essere presenti nei fumi di saldatura benché i dati epidemiologici tuttora disponibili siano riferiti a esposizioni combinate a fumo di sigaretta e polvere di asbesto, la cui comprovata cancerogenicità permette di considerarli più che fattori di disturbo.
L’insieme delle pubblicazioni internazionali considerate e l’analisi dei dati relativi supporta pertanto la conclusione che, sebbene i fumi di saldatura possano contenere sostanze cancerogene (la cui quantità non è tuttavia ancora quantificabile con sufficiente precisione), il maggior rischio di cancro per i saldatori sia fondamentalmente legato alla combinazione di più fattori.
Per quanto riguarda l’aspetto della neurotossicità degli ossidi di manganese, i fumi di saldatura sono stati messi in correlazione sia con una maggiore facilità a contrarre il morbo di Parkinson sia con il manganismo, malattia tipica dei lavoratori in miniere di manganese.
Gli effetti sono legati, anche se in modo diverso, alle interazioni tra la produzione di dopamina ed il suo ruolo di neurotrasmettitore nel cervello che esercita un’influenza fondamentale nella gestione dei movimenti degli individui. Risulta importante sottolineare che i meccanismi di trasferimento di questo metallo dagli alveoli polmonari al sangue sono in antagonismo con quelli di trasferimento del ferro, molto più ampiamente presente nei fumi di saldatura.
Un esame della letteratura degli ultimi quarant’anni, inoltre, ha messo in evidenza soltanto cinque casi che superano la soglia diagnostica del manganismo, seppur con un certo grado di dubbio. Infine, è doveroso precisare che il manganese, se venisse assorbito dall’organismo, potrebbe avere l’effetto di accelerare la diagnosi di un Parkinson idiomatico, ma non di provocarne la contrazione.
Tabella 1 - Principali effetti di possibili sostanze presenti nei fumi di saldatura.
Sostanza pericolosa
Ossido di alluminio
Ossidi di ferro
Ossido di sodio
Biossido di titanio
Monossido di carbonio (CO)
Ozono (O3)
Fosgene (COCl2)
Biossido di Azoto (NO2)
Fluoruri
Ossido di rame
Ossidi di manganese
Pentossido di vanadio
Ossido di zinco
Composti cromo esavalente
Ossido di cobalto
Ossidi di nickel
Biossido di torio
Tabella 1 - Principali effetti di possibili sostanze presenti nei fumi di saldatura.
Stato Effetti
Particolato Accumulo di polveri nei polmoni, alluminosi
Particolato Accumulo di polveri nei polmoni, siderosi
Particolato Accumulo di polveri nei polmoni
Particolato Accumulo di polveri nei polmoni
Impedisce il trasporto dell’ossigeno nel sangue
Mal di testa
Gassoso Tossico
Gassoso Tossico
Gassoso Tossico
Particolato Tossico
Intossicazione
Paralisi respiratoria
Eventuale perdita di conoscenza
Irritazione delle mucose
Intossicazione acuta
Edema polmonare
Irritazione delle mucose
Intossicazione
Edema polmonare ritardato
Irritazione alle mucose
Danni al sistema nervoso
Particolato Tossico Febbre da fumi metallici
Particolato Tossici
Irritazione alle mucose
Danni al sistema nervoso
Particolato Tossico Irritazione agli occhi e alle vie respiratorie
Danni ai polmoni
Particolato Tossico Febbre da fumi metallici
Particolato Cancerogeno (per il sistema respiratorio)
Irritazione alle mucose
Particolato Cancerogeno Danneggiamento al sistema respiratorio
Particolato Cancerogeno (per il sistema respiratorio)
Particolato Radiottivo Esposizione dei bronchi e dei polmoni
Può avere effetti cancerogeni
La valutazione dell’esposizione fa riferimento a due tipologie principali di parametri: il PEL, limiti di esposizione ammissibili (esposizione fino a 8 ore al giorno, 40 ore a settimana senza sperimentare effetti avversi per la salute) e il TLV, valori di soglia limite. Nei limiti di esposizione consigliati i PEL hanno la precedenza sui TLV.
3.1 Effetti dei fumi di saldatura
3 Organizzazioni della Comunità Scientifica coinvolte: IARC, ISS, IIW, EWF
3.1 IARC: International Agency for Research on Cancer L’obiettivo dello IARC è promuovere la collaborazione internazionale nella ricerca sul cancro. L’Agenzia è interdisciplinare, riunendo competenze in epidemiologia, scienze di laboratorio e biostatistica, per identificare le cause del cancro in modo da poter adottare misure preventive e ridurre il carico di malattie e le sofferenze associate. Una caratteristica significativa dell’Agenzia è la sua esperienza nel coordinamento della ricerca tra Paesi e organizzazioni; il suo ruolo indipendente come organizzazione internazionale facilita questa attività. IARC ha ruolo importante nel descrivere il peso del cancro in tutto il mondo, attraverso la cooperazione e l’assistenza ai registri dei tumori e nel monitoraggio delle variazioni geografiche e delle tendenze nel tempo. Le pubblicazioni principali includono la serie “Cancer Incidence in Five Continents” e GLOBOCAN.
3.2 ISS: Istituto Superiore di Sanità In Italia l’Organismo che recepisce i dati internazionali in materia di salute è l’Istituto Superiore di Sanità (ISS), principale centro di ricerca, controllo e consulenza tecnico-scientifica in materia di sanità pubblica. Al fianco del Ministero della Salute, delle Regioni e dell’intero Servizio Sanitario Nazionale (SSN), le strutture ISS orientano le politiche sanitarie sulla base di evidenze scientifiche: dalla prevenzione e promozione della salute fino al contrasto al cancro e alle malattie croniche e neurodegenerative, dall’autismo, alle malattie rare, da quelle infettive fino alle dipendenze patologiche. Oggetto della sua attività è tutto ciò con cui quotidianamente le persone vengono a contatto e che può avere effetti sulla salute: radiazioni ionizzanti, elettro-frequenze, sostanze chimiche, contaminanti dell’aria, del suolo, dell’acqua, prodotti alimentari (in tutta la filiera).
di circa duemila documenti, tra i quali assumono particolare rilevanza i cosiddetti “Best Practice Document”. Il ruolo della Commissione VIII è decisivo nell’elaborazione di norme internazionali (ISO) in materia di salute e sicurezza in saldatura.
Dal punto di vista degli effetti sull’organismo, diverse segnalazioni di malattie riferibili ai saldatori sono disponibili. In particolare, sono stati registrati sia effetti acuti (febbre da fumi metallici, irritazione delle vie respiratorie, fibrosi ed edema), sia a lungo termine (sierosi, riduzione della capacità respiratoria, bronchite cronica, cancro); la tabella [1] riporta
3.3 IIW: International Institute of Welding L’International Institute of Welding (IIW) è l’associazione degli Istituti nazionali della saldatura, attiva dal 1948 (anno della sua fondazione), con lo scopo di promuovere gli studi sui fenomeni scientifici associati alla saldatura ed alle tecniche annesse, la loro applicazione industriale ed i mezzi di comunicazione per condividere tali tecnologie a livello internazionale.
una classificazione delle principali sostanze pericolose spe cifiche che possono essere presenti nei fumi, senza tuttavia diretta correlazione con studi epidemiologici riferiti al caso dei saldatori. È fondamentale sottolineare che tali casi non sono direttamente riferibili alle sole attività di saldatura all’insieme di attività connesse alla fabbricazione di prodotti saldati e che i casi segnalati di intossicazione acuta sono rettamente connesse a esposizioni significative legate all’uso incorretto (o addirittura al mancato uso!) degli appropriati sistemi di protezione.
Tra gli aspetti menzionati in Tabella 1 possono essere con siderati di particolare rilevanza in ambito industriale e l’igiene del lavoro la cancerogenicità dei fumi di saldatura e l’effetto degli ossidi di manganese presenti negli stessi sistema nervoso.
La classificazione dei tumori umani riportata nella serie OMS “Classification of Tumors” (nota anche come “WHO Blue Books”) è un’ulteriore risorsa di valore per i ricercatori e i medici del cancro di tutto il mondo. In tutti i casi l’Agenzia si adopera per mettere a disposizione del pubblico più vasto possibile le proprie conclusioni.
L’IIW è caratterizzato da diciotto commissioni tecniche e da oltre dieci gruppi di lavoro, tra cui è di particolare interesse la Commissione VIII “Salute, Sicurezza e Ambiente”, che conta la presenza di esperti internazionali appartenenti a diversi ambiti professionali, comprendendo medici del lavoro, epidemiologi, biologi, chimici ed ingegneri di saldatura.
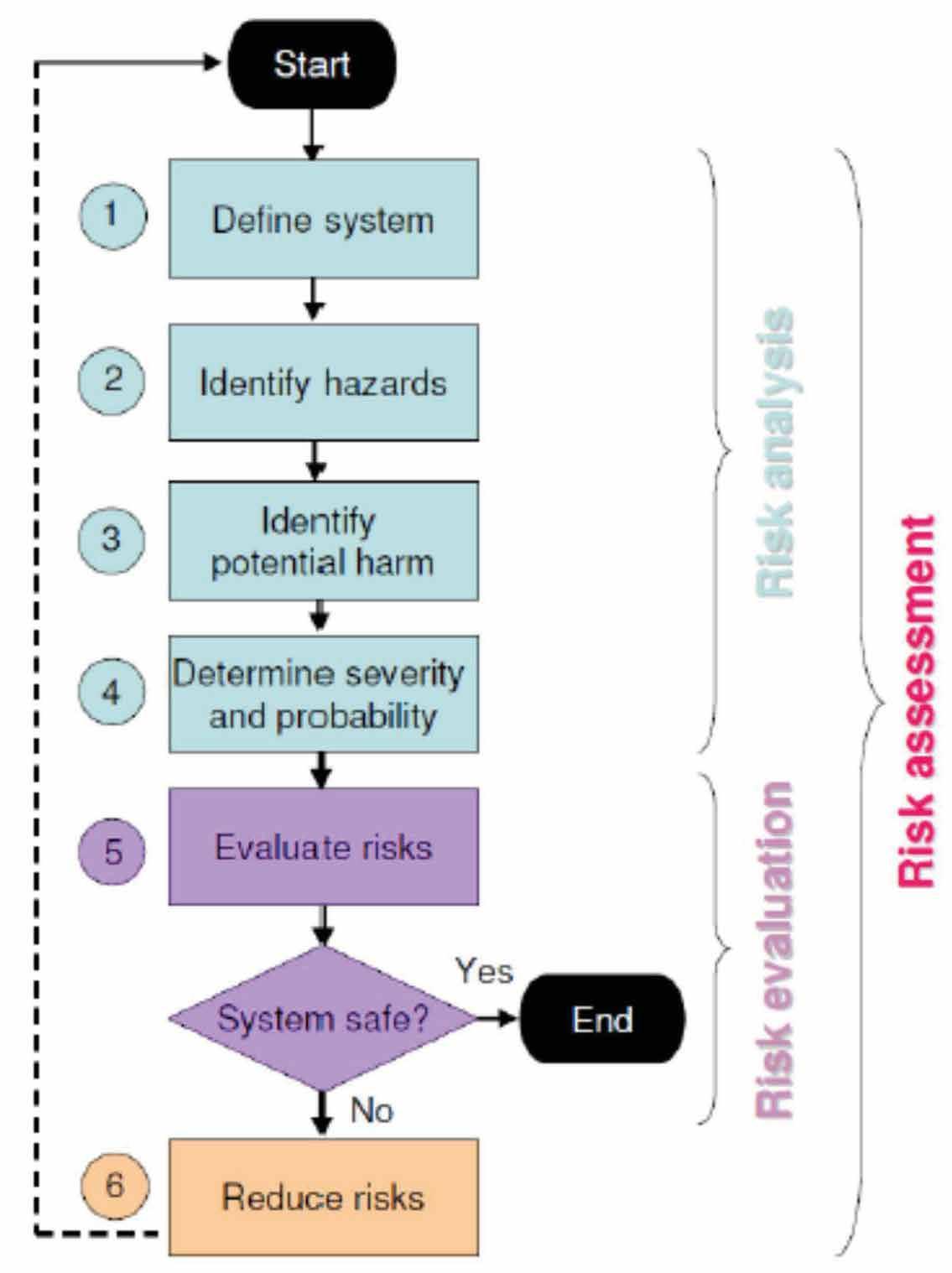
3.4 EWF: European Federation for Welding, Joining and Cutting L’EWF è una federazione europea fondata nel 1992 che si occupa di coordinare il Sistema Internazionale di Formazione, Qualificazione e Certificazione sia del personale di saldatura, giunzione e taglio, sia delle aziende che utilizzano la saldatura, nel rispetto di qualità, ambiente, salute e sicurezza. La gestione della sicurezza durante la fabbricazione di un prodotto saldato comporta una serie molto complessa di attività, che prevedono l’analisi dei rischi, la relativa gestione e riduzione, il monitoraggio continuo, la gestione delle emergenze. Il gruppo di lavoro dell’EWF chiamato “Management of Welding Fabrication” ha definito uno schema (“Safety Management Scheme, EWF SMS”) che fornisce un approccio utile alla gestione del rischio, sicuramente applicabile anche ai fumi di saldatura. SMS si fonda su criteri quali: messa a punto dei processi produttivi allo scopo di ottimizzarne l’efficacia, dal punto di vista produttivo, della salute e della sicurezza; esecuzione di un’analisi dei rischi con determinazione delle opportune azioni correttive; • definizione del ruolo di un coordinatore della sicurezza per la saldatura, adeguatamente qualificato e coadiuvato dal responsabile della qualità per la saldatura; • opportuna qualificazione ed addestramento di tutto il personale coinvolto nelle operazioni di saldatura e nelle attività ad esse correlate.
4 Normativa e linee guida
M. Collo et al. • Nuove indicazioni in materia di salute e sicurezza in saldatura. Requisiti legislativi e stato dell’arte sui fumi di saldatura.
Tabella 2 - Classificazione IARC.
Tabella 2 - Classificazione IARC.
Tabella 3 - Definizioni IARC.
Nel corso degli anni la Commissione VIII ha sviluppato studi tecnicamente significativi, riconosciuti a livello internazionale e di comprovata valenza tecnica (aspetti epidemiologici, modelli di riferimento, analisi di livelli di rischio), con l’emissione
Con il Decreto interministeriale 11 febbraio 2021 sono state recepite due diverse direttive europee in materia di protezione contro i rischi di agenti cancerogeni e mutageni:
Rivista Italiana della Saldatura 5 Settembre / Ottobre 2024
M. Collo et al. Nuove
Tabella 3 - Definizioni IARC.
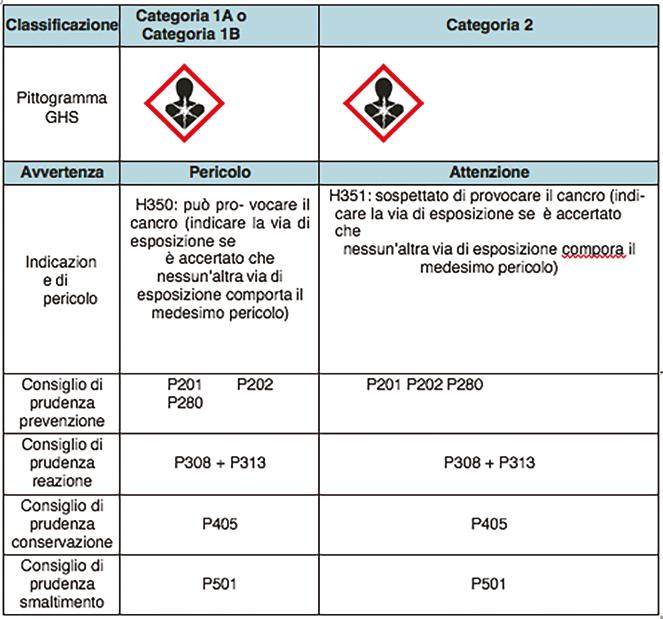
CATEGORIA 1 Sostanze cancerogene per l’uomo accertate o presunte. La classificazione di una sostanza come cancerogena di categoria 1 avviene sulla base di dati epidemiologici e/o di dati ottenuti con sperimentazioni su animali.
Categoria 1A Può avvenire ove ne siano noti effetti cancerogeni per l’uomo sulla base di studi sull’uomo. Categoria 1B Sostanze di cui si presumono effetti cancerogeni per l’uomo, prevalentemente sulla base di studi su animali.
La classificazione di una sostanza nelle categorie 1A e 1B si basa sulla forza probante dei dati e su altre considerazioni (cfr. punto 3.6.2.2.). I dati possono provenire da:
• studi condotti sull’uomo da cui risulta un rapporto di causalità tra l’esposizione umana a una sostanza e l’insorgenza di un cancro (sostanze di cui sono accertati rffetti cancerogeni per l’uomo); o • sperimentazioni animali i cui risultati permettono di dimostrare effetti cancerogeni per gli animali (sostanze di cui si presumono effetti cancerogeni per l’uomo). Inoltre, caso per caso, in base a una valutazione scientifica può essere deciso di considerare una sostanza come presunta sostanza cancerogena se esistono studi che dimostrano la presenza di effetti cancerogeni limitati per l’uomo e per gli animali.
CATEGORIA 2 Sostanze di cui si sospettano effetti cancerogeni per l’uomo. La classificazione di una sostanza nella Categoria 2 si basa sui risultati di studi sull’uomo e/o su animali non sufficientemente convincenti per giustificare la classificazione della sostanza nelle categorie 1A o 1B, tenendo conto della forza probante dei dati e di altre considerazioni (cfr. punto 3.6.2.2). Tali dati possono essere tratti da studi che dimostrano la presenza di effetti cancerogeni limitati per l’uomo o per gli animali.
5.2 CLP - REACH
• Direttiva (UE) 2019/130 del Parlamento europeo e del Consiglio del 16 gennaio 2019 che modifica la direttiva 2004/37/CE sulla protezione dei lavoratori contro i rischi derivanti da un’esposizione ad agenti cancerogeni o mutageni durante il lavoro.
• Direttiva (UE) 2019/983 del Parlamento europeo e del Consiglio del 5 giugno 2019 che modifica la direttiva 2004/37/CE sulla protezione dei lavoratori contro i rischi derivanti da un’esposizione ad agenti cancerogeni o mutageni durante il lavoro.
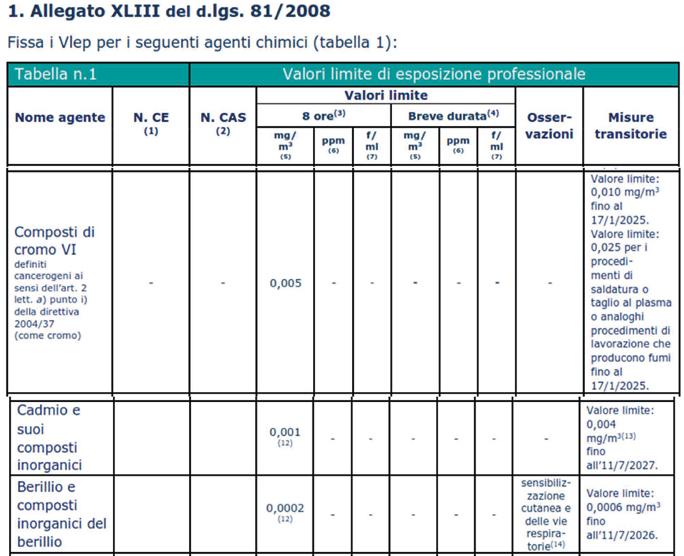
La conseguenza di questo recente recepimento è la sostituzione degli Allegati XLII (elenco di sostanze, miscele e processi) e XLIII (valori limite di esposizione professionale) del Decreto legislativo n. 81/2008 che ora hanno un contenuto aggiornato e conforme alle disposizioni introdotte dalle due Direttive 2019/130 e 2019/983.
Con l’emanazione del Regolamento CE 1907/2006 (REACH), del Regolamento CE 1272/2008 (CLP) e del Regolamento UE 830/2015, il quadro normativo europeo riguardante la gestione delle sostanze e delle miscele chimiche ha subito dei cambiamenti sostanziali che hanno impattato inevitabilmente anche nell’attività di redazione e gestione del documento di valutazione del rischio chimico (rif. Decreto legislativo 81/2008). In particolare, il Regolamento 1272/2008 (CLP) riguardante i nuovi criteri di classificazione imballaggio ed etichettatura per sostanze e miscele pericolose ha previsto l’adozione del GHS (Globally Harmonized System of classification labelling and packaging of chemicals) e questo comporta una modifica dei limiti sperimentali adottati finora per la definizione della pericolosità delle sostanze, con conseguente modifica della etichettatura, dei pittogrammi, delle frasi di rischio (hazard statement) e dei consigli di prudenza (precautionary statement). Con l’entrata in vigore del Regolamento REACH tutte le sostanze in quanto tali o in quanto componenti di un preparato o di un articolo o vengono pri-
4.1 Decreto legislativo n. 81/2008 s.m.i. – Testo unico sulla sicurezza Il Titolo IX, capo I, del Decreto legislativo 81/2008 tratta la valutazione del rischio da esposizione ad agenti chimici pericolosi negli ambienti di lavoro. La valutazione deve considerare le principali vie di introduzione degli agenti chimici nel corpo umano, in particolare quella respiratoria per inalazione e quella per assorbimento cutaneo.
pericolosi, è necessario valutare il rischio risultante dalla combinazione di tutti gli agenti chimici. Se si avvia una nuova attività con presenza di agenti chimici pericolosi, è necessario svolgere preventivamente la valutazione del rischio e attuare le relative misure di prevenzione. Se il risultato della valutazione svolta dimostra che, in relazione al livello, al modo e alla durata dell’esposizione ad agenti chimici pericolosi e delle circostanze in cui viene svolto il lavoro, vi è un rischio basso per la sicurezza e irrilevante per la salute dei lavoratori e se si dimostra che l’adozione di misure generali di prevenzione è sufficiente a eliminare o ridurre il rischio, allora non è necessario adottare:
ma registrate all’ECHA oppure non possono essere fabbricate nella Comunità europea o immesse sul mercato (importate): vige il principio del “no data, no market”. Quattro sono i principi chiave su cui è fondato il Regolamento REACH:
1° Principio ispiratore: precauzione. Ufficialmente adottato come uno strumento di decisione nell’ambito della gestione del rischio in campo di salute umana, animale e ambientale. Viene definito come una strategia preventiva di gestione del rischio.
2° Principio ispiratore: obbligo di diligenza. L’industria deve fabbricare le sostanze, importarle, usarle o immetterle sul mercato con tutta la responsabilità e la cura necessarie a garantire che, in condizioni ragionevolmente prevedibili, non ne derivino danni alla salute umana e all’ambiente.
• disposizioni in caso di incidenti o di emergenze; • misure specifiche di prevenzione e protezione; sorveglianza sanitaria; cartelle sanitarie e di rischio.
3° Principio ispiratore: sostituzione. Se esiste una sostanza alternativa, meno pericolosa, essa deve essere preferita. Per tale principio, tutti i fabbricanti, importatori ed utilizzatori a valle devono analizzare la disponibilità di alternative, considerando i rischi ed esaminando la fattibilità tecnica ed economica di una sostituzione.
quadro normativo europeo riguardante la gestione delle sostanze e delle miscele chimiche ha subito dei cambiamenti sostanziali che hanno impattato inevitabilmente anche nell’attività di redazione e gestione del documento di valutazione del rischio chimico (rif. Decreto legislativo 81/2008). In particolare, il Regolamento 1272/2008 (CLP) riguardante i nuovi criteri di classificazione imballaggio ed etichettatura per sostanze e miscele pericolose ha previsto l’adozione del GHS (Globally Harmonized System of classification labelling and packaging of chemicals) e questo comporta una modifica dei limiti sperimentali adottati finora per la definizione della pericolosità delle sostanze, con conseguente modifica della etichettatura, dei pittogrammi, delle frasi di rischio (hazard statement) e dei consigli di prudenza (precautionary statement). Con l’entrata in vigore del Regolamento REACH tutte le sostanze in quanto tali o in quanto componenti di un preparato o di un articolo o vengono prima registrate all’ECHA oppure non possono essere fabbricate nella Comunità europea o immesse sul mercato (importate): vige il principio del “no data, no market”. Quattro sono i principi chiave su cui è fondato il Regolamento REACH:
1° Principio ispiratore: precauzione. Ufficialmente adottato come uno strumento di decisione nell’ambito della gestione del rischio in campo di salute umana, animale e ambientale. Viene definito come una strategia preventiva di gestione del rischio.
2° Principio ispiratore: obbligo di diligenza. L’industria deve fabbricare le sostanze, importarle, usarle o immetterle sul mercato con tutta la responsabilità e la cura necessarie a garantire che, in condizioni ragionevolmente prevedibili, non ne derivino danni alla salute umana e all’ambiente.
In caso di attività lavorative che comportano l’esposizione a più agenti chimici
Sono stati introdotti nel Decreto come cancerogeni il cadmio e il cromo 6 portando di fatto i lavoratori da non esposti a esposti. La valutazione va in ogni caso aggiornata periodicamente e ogni volta che intervengano mutamenti notevoli. Il Decreto legislativo 81/2008 s.m.i. contiene una serie di articoli che prevedono misure che limitano l’esposizione dei lavoratori alle sostanze cancerogene e mutagene.
cerogeni solo alcune sostanze che interessano le operazioni di saldatura ed in particolare il cromo esavalente, il cadmio e il berillio. Attualmente, gli obblighi normativi sono pertanto limitati a questi agenti. È importante, però, sapere che lo IARC ha inserito tutte le operazioni di saldatura nell’elenco delle attività cancerogene e inoltre occorre tener presente che in sede giudiziaria potrebbero venire acquisiti anche dati provenienti dalla letteratura scientifica internazionale. Altro dato da tener presente è che il 17 febbraio 2022 il Parlamento ha approvato l’accordo raggiunto con l’Unione europea per inserire nei prossimi anni anche i composti del nichel. Per le aziende che non si sono ancora adeguate alle modifiche del Decreto legislativo 81/2008, si rammenta che è obbligatorio effettuare il monitoraggio ambientale dei cancerogeni e tenere eventualmente il registro degli esposti. È opportuno, inoltre, che il medico competente inserisca il monitoraggio biologico nel protocollo sanitario per valutare l’esposizione. I valori limite delle sostanze pericolose sono riportati negli Allegati da XXXVIII a XLIII del D. lgs 81/2008 e nel D.M. 155/07. Parlando di fumi sono riportate le classi dello IARC (Tabelle 2 e 3).
3° Principio ispiratore: sostituzione. Se esiste una sostanza alternativa, meno pericolosa, essa deve essere preferita. Per tale principio, tutti i fabbricanti, importatori ed utilizzatori a valle devono analizzare la disponibilità di alternative, considerando i rischi ed esaminando la fattibilità tecnica ed economica di una sostituzione.
M. Collo et al. • Nuove indicazioni in materia di salute e sicurezza in saldatura. Requisiti legislativi e stato dell’arte sui fumi di saldatura.
La norma contiene nell’elenco dei can-
4.2 CLP - REACHCon l’emanazione del Regolamento CE 1907/2006 (REACH), del Regolamento CE 1272/2008 (CLP) e del Regolamento UE 830/2015, il
4° Principio ispiratore: onere della prova. Viene stabilito l’inversione dell’onere della prova relativo alla sicurezza delle sostanze chimiche. In pratica, sono i produttori o gli importatori che dovranno documentare all’ECHA (tramite la registrazione) la possibilità di un uso sicuro delle sostanze dimostrando che la commercializzazione dei prodotti chimici utilizzati può avvenire senza pericoli per la salute umana e l’ambiente.
Il Regolamento CE n. 1272/2008, del 16/12/2008, denominato Regolamento CLP (Classification, Labelling and Packaging), è entrato in vigore nell’Unione europea il 20 gennaio 2009, modifica ed introduce, per le sostanze e le miscele nuovi criteri di:
• classificazione;
• etichettatura; • imballaggio. Questi nuovi criteri, diversi da quelli previsti dalla normativa previgente (Direttiva 67/548/CEE - Direttiva sostanze pericolose e dalla Direttiva 1999/45/CE - Direttiva preparati pericolosi) possono in taluni casi portare ad una classificazione ed etichettatura più severa, in altri casi, all’inclusione di un maggior numero di sostanze e di miscele in classi/categorie di pericolo. Una delle principali finalità del CLP è determinare quali proprietà di una sostanza o di una miscela permettono di classificarla come pericolosa, affinché i pericoli che essa comporta possano essere adeguatamente identificati e resi noti (Tabella 4).
Il CLP prevede 9 pittogrammi (Tabella 5) di cui:
• 5 per i pericoli fisici;
• 3 per i pericoli per la salute;
• 1 per i pericoli per l’ambiente.
Rivista Italiana della Saldatura 5 Settembre / Ottobre 2024 560
Direttiva 67/548/CEE Regolamento CLP
Classificazione
Cancerogeno categoria 1
Cancerogeno categoria 2
Cancerogeno categoria 1
Cancerogeno categoria 2
Cancerogeno Categoria 3
Cancerogeno categoria 2
Cancerogeno categoria 3
Tossico per la riproduzione, categoria 1
Tossico per la riproduzione, categoria 2
Tossico per la riproduzione, categoria 1
Tossico per la riproduzione, categoria 2
Tossico per la riproduzione, categoria 3
Tossico per la riproduzione, categoria 3
Tossico per la riproduzione, categoria 1
Tossico per la riproduzione, categoria 1
Tossico per la riproduzione, categoria 2
Tossico per la riproduzione, categoria 2
Tossico per la riproduzione, categoria 1
Tossico per la riproduzione, categoria 2
Tossico per la riproduzione, categoria 3
Frasi R Classe e categoria di pericolo
R45 Cancerogenicità categoria 1A
Indicazione di pericolo
Nella Figura 2 è rappresentato un diagramma di flusso della gestione del rischio.
H350
M. Collo et al. • Nuove indicazioni in materia di salute e sicurezza in saldatura. Requisiti legislativi e stato dell’arte sui fumi di saldatura.
Tossico per la riproduzione, categoria 2 Tossico per la riproduzione, categoria 3
R46 Mutagenicità sulle cellule germinali, categoria 1B
R68 Mutagenicità sulle cellule germinali, categoria 2
R60 Tossicità per la riproduzione, categoria 1A
R60 Tossicità per la riproduzione, categoria 1B H360F
GHS 06 GHS 07
R61 Tossicità per la riproduzione, categoria 1A H360D
R61 Tossicità per la riproduzione, categoria 1B
GHS 08
Pericoli per la salute
R62 Tossicità per la riproduzione, categoria 2
R63 Tossicità per la riproduzione, categoria 2
R60-R61 Tossicità per la riproduzione, categoria 1A
GHS 09
In accordo con il medico competente è stato deciso di intraprendere una campagna di monitoraggio biologico sulle urine e di monitoraggio degli ambienti. Durante questo studio è emerso che alcu ne aziende si stanno già allineando alla norma con monitoraggi ambientali dei loro spazi. Molto importante risulta la corretta protezione delle vie respirato rie, richiesta quando l’esposizione superi PEL e nei casi in cui: non sia possibile eseguire i controlli (ad esempio, attività di manutenzione e riparazione); non possano ottenere <PEL; l’esposizione avvenga <30 giorni/anno; emergenze.
R60 R61 Tossicità per la riproduzione, categoria 1A H360FD
R60 R61 Tossicità per la riproduzione, categoria 1A H360FD
dalla semplice mascherina fino ad arrivare a facciali e autorespiratori più articolati; la scelta dipende, ovviamente, dal rischio che si corre quando si lavora. Tutti gli apparecchi di protezione delle vie respiratorie devono essere idonei all’ambiente in cui si va ad operare. Nel delineare la situazione complessiva, quindi, non è da considerare solo il rischio, ma anche la struttura degli spazi. Tutti i dispositivi, infatti, devono consentire una mobilità in luoghi angusti e devono rispondere a esigenze ergonomiche e di salute. La loro scelta, di conseguenza, non può essere improvvisata. La guida di esperti del settore permetterà di rispondere a tutte le esigenze del datore di lavoro e dei suoi dipendenti e di scegliere correttamente tra la miriade di opzioni in commercio.
5.2 Tipi di dispositivi di protezione delle vie respiratorie
R60-R61 Tossicità per la riproduzione, categoria 1B H360FD
Pericoli per l’ambiente
Se il campione mostra <livello di aziopossibile interrompere il monitocampione mostra ≥livello azione, il monitoraggio deve essere periodico con cadenza semestrale. Se il campione mostra ≥livello di esposizione consentito, il monitoraggio periodico va ripetuto ogni tre mesi. Se si cambia il processo è necessario un monitoraggio aggiuntivo.
R62-R63 Tossicità per la riproduzione, categoria 2 H360fd Tossico per la riproduzione, categoria 1 Tossico per la riproduzione, categoria 3
R60 R63 Tossicità per la riproduzione, categoria 1A H360fd
R60 R63 Tossicità per la riproduzione, categoria 1B H360Fd Tossico per la riproduzione, categoria 1 Tossico per la riproduzione, categoria 3
R61 R62 Tossicità per la riproduzione, categoria 1A
I DPI delle vie respiratorie, definiti anche Apparecchi di Protezione delle Vie Respiratorie (APVR), sono dispositivi destinati a proteggere da sostanze pericolose allo stato aeriforme (particelle, vapori, gas) mediante il meccanismo della filtrazione. L’apparato da proteggere è quello respiratorio, che è formato da: naso, faringe, laringe, trachea, polmoni, pleura, bronchi e bronchioli.
H360Df Tossico per la riproduzione, categoria 2 Tossico per la riproduzione, categoria 3
Tabella 5 - Etichettatura.
• una tabella per la valutazione del danneggiamento alle persone e/o agli oggetti conseguente ad ogni aspetto;
Pericoli fisici
• una tabella (appendice informativa) per identificare eventuali azioni preventive o correttive per minimizzare la probabilità e/o la severità del danno;
• una tabella per identificare le tipiche attività correlate con i processi industriali è stata recentemente aggiunta come strumento per chi esegua l’analisi del rischio e non abbia una competenza specifica in saldatura.
Nella Figura 2 è rappresentato un diagramma di flusso della gestione del rischio.
Pericoli per la salute
Pericoli per l’ambiente
H360Df
al. • Nuove indicazioni in materia di salute e sicurezza in saldatura. Requisiti legislativi e stato dell’arte sui fumi di saldatura.
GHS 05
Protocolli applicabili: salute, sicurezza,
Tali dispositivi, che coprono parte o completamente il viso, sono dotati di filtri sostituibili (per le varie classi di inquinanti esistono filtri specifici) e devono essere correttamente utilizzati non solo dal personale sanitario, ma anche dai pazienti con sospetta o accertata patologia trasmissibile per via aerea, che comporta un rischio di esposizione ad agenti biologici che possono causare il manifestarsi di una patologia a carico dell’apparato polmonare.
azione, il monitoraggio deve essere periodico con cadenza semestrale. Se il campione mostra ≥livello di esposizione consentito, il monitoraggio periodico va ripetuto ogni tre mesi. Se si cambia il processo è necessario un monitoraggio aggiuntivo.
o deciso di intraprendere una campagna di monitoraggio biologico sulle
6.1 Dispositivi di protezione individuale (DPI)
Durante questo studio è emerso che alcune aziende si stanno già allineando alla norma con monitoraggi ambientali dei loro spazi. Molto importante risulta la corretta protezione delle vie respiratorie, richiesta quando l’esposizione superi il
non sia possibile eseguire i controlli (ad esempio, attività
5.1 Dispositivi di protezione individuale (DPI) Il primo passo da compiere quando si sta scegliendo un sistema di protezione delle vie respiratorie è quello di valutare attentamente i rischi derivanti dall’ambiente in cui si lavora. Che sostanze sono presenti nell’aria? Come potrebbero reagire alla nostra lavorazione? Sono percepibili attraverso i sensi? Qual è la concentrazione di ossigeno presente? Ci sono, infatti, diversi tipi di dispositivi di protezione individuale e conoscere il pericolo ci permetterà di fare la scelta giusta. In sostanza, i DPI hanno una struttura complessa e si dividono in tre categorie. Quelli appartenenti alla prima categoria proteggono da rischi minimi e più facili da eludere. La seconda categoria comprende tutti i dispositivi adatti a prevenire i rischi intermedi. Al contrario, quelli appartenenti alla terza categoria tutelano il lavoratore da pericoli difficili da percepire, che potrebbero comportare lesioni gravi o mortali.
Esistono anche diversi apparecchi per la protezione delle vie respiratorie:
6
della norma ISO TR 18786 “Health and safety in welguideline to risk assessment of welding fabrication activities” in cui
del quale i lavoratori non devono essere esposti.
Il primo passo da compiere quando si sta scegliendo un sistema di protezione delle vie respiratorie è quello di valutare attentamente i rischi derivanti dall’ambiente in cui si lavora. Che sostanze sono presenti nell’aria? Come potrebbero
I dispositivi di protezione respiratoria, che proteggono bocca e naso dall’inalazione di particelle contaminanti, svolgono altresì un efficace effetto barriera anche dalla possibile contaminazione dell’operatore con schizzi o spruzzi di materiale. Le maschere antipolvere, fumo e nebbia sono maschere con filtro meccanico: offrono protezione contro sostanze trasportate dall’aria (poveri, nebbie, fumi metallici e fumo). Le maschere con filtro meccanico non forniscono protezione contro gas, vapori o carenza d’ossigeno.
I 16 punti e gli allegati della scheda dati di sicurezza
1. Identificazione della sostanza / miscela e della società / impresa produttrice
2. Identificazione dei pericoli
3. Composizione / informazione sugli ingredienti
4. Misure di primo soccorso
5. Misure antincendio
azione, il monitoraggio deve essere periodico con cadenza semestrale. Se il campione mostra ≥livello di esposizione consentito, il monitoraggio periodico va ripetuto ogni tre mesi. Se si cambia il processo è necessario un monitoraggio
6. Misure in caso di rilascio accidentale
7. Manipolazione e immagazzinamento
8. Controllo dell’esposizione / protezione individuale
9. Proprietà fisiche e chimiche
10. Stabilità e reattività
11. Informazioni tossicologiche
6.1 Dispositivi di protezione individuale (DPI)
12. Informazioni ecologiche
• i controlli non possano ottenere <PEL;
• l’esposizione avvenga <30 giorni/anno;
• durante le emergenze.
Oppure, fatta salva la dimostrazione della non possibilità di definizione del DNEL: • DME, livello derivato di minimo effetto, ovvero livello di esposizione al di sotto del quale si assume che gli effetti avversi abbiano una probabilità tendente a zero di manifestarsi nelle popolazioni esposte.
Se il campione mostra <livello di azione, è possibile interrompere il monitoraggio; se il campione mostra ≥livello di
4.5 La gestione del rischio Nel 2022 è stata pubblicata la revisione
una tabella per l’identificazione dell’aspetto di rischio conseguente ad una tabella per la valutazione del danneggiamento alle persone e/o agli oggetti conseguente ad ogni aspetto; • una tabella (appendice informativa) per identificare eventuali azioni preventive o correttive per minimizzare la probabilità e/o la severità del danno; una tabella per identificare le tipiche attività correlate con i processi industriali è stata recentemente aggiunta come strumento per chi esegua l’analisi del rischio e non abbia una competenza specifica in saldatura.
13. Considerazioni sullo smaltimento
Il primo passo da compiere quando si sta scegliendo un sistema di protezione delle vie respiratorie è quello di valutare attentamente i rischi derivanti dall’ambiente in cui si lavora. Che sostanze sono presenti nell’aria? Come potrebbero
14. Informazioni sul trasporto
15. Informazioni sulla regolamentazione
16. Altre informazioni (Scheda dati di sicurezza – SDS)
ALLEGATI
Scenari di esposizione
Misure specifiche per gli usi identificati
Tabella 6 - Scheda di sicurezza.
Rivista Italiana della Saldatura 562
M. Collo et al.
Tabella 4 - Equiparazione frasi di rischio.
Tabella 4 - Equiparazione frasi di rischio.
Tabella 5 - Etichettatura.
Tabella
- Scheda di sicurezza.
Figura 2 - Diagramma di flusso della gestione del rischio.
Tabella 6 - Scheda di sicurezza.
5.3 Tipi di apparecchiature di protezione delle vie respiratorie
termini gestionali, garantisce confidenza che i rischi per la salute in saldatura possano essere opportunamente tenuti sotto controllo. La salvaguardia della salute in saldatura non può prescindere dall’uso di opportuni dispositivi di protezione generale ed individuale, che richiedono pertanto competenza per la scelta e conoscenza per il corretto uso. Tra i principali strumenti tecnici a disposizione è opportuno citare: • le norme tecniche (EN, ISO) che rappresentano la buona prassi condivisa a livello industriale; i documenti di “best practice” prodotti dalla Commissione VIII dell’IIW e le linee guida dell’EWF.
azione, il monitoraggio semestrale. Se il campione consentito, il monitoraggio mesi. Se si cambia il aggiuntivo.
L’evoluzione dei processi di saldatura dal punto di vista produttivo comporta anche la riduzione dei rischi: la qualità e la sicurezza possono procedere di pari passo. La complessità dei fattori coinvolti evidenzia le caratteristiche di interdisciplinarità della gestione del rischio nella fabbricazione mediante saldatura, che pertanto richiede grande collaborazione a livello tecnico-scientifico di tutte le professionalità interessate, ossia:
6.1 Dispositivi di
• coloro che sono preposti alla definizione delle linee guida attuative; coloro che si occupano del sistema di prevenzione e protezione; coloro che sono preposti all’ispezione e alla verifica.
Fra le possibili azioni volte a ridurre l’esposizione si possono annoverare:
Il primo passo da compiere stema di protezione attentamente i rischi ra. Che sostanze sono
• la sostituzione (o modifica) di processi che emettono grossi quantitativi di fumi (se possibile);
• l’ottimizzazione dei parametri e delle procedure di saldatura;
• la corretta progettazione dell’ambiente di lavoro per ridurre o eliminare i rischi; la predisposizione di un sistema di estrazione locale (direttamente sulla sorgente, se applicabile);
Tabella 6 - Scheda di
la presenza di buona ventilazione generalizzata;
I 16 punti e gli allegati
• la cura e la pulizia delle superfici e dell’ambiente di lavoro;
• l’utilizzo di dispositivi di protezione individuale.
1. Identificazione / impresa produttrice
2. Identificazione
3. Composizione
4. Misure di primo
5. Misure antincendio
6. Misure in caso
7. Manipolazione
8. Controllo dell’esposizione
9. Proprietà fisiche
10. Stabilità e reattività
11. Informazioni
12. Informazioni
• i controlli non possano ottenere <PEL;
• l’esposizione avvenga <30 giorni/anno;
• durante le emergenze.
aspiranti viene eseguito in funzione della lavorazione e degli spazi disponibili, in modo da evitare che l’agente inquinante nel risalire si disperda in ambiente invece che nella cappa. Altre soluzioni possono essere maschere con tubo per l’aria legato a un compressore o sistema di aerazione. Il tutto è strettamente correlato con le posture lavorative. Anche l’ergonomia ha la sua importanza, in quanto la vicinanza agli elementi (se sono ritto, piegato, sdraiato ecc.) è fondamentale per l’efficienza dei sistemi di aspirazione e per l’inalazione stessa delle sostanze eventuali; lo stesso grado di automazione dei processi è parametro equiparabile alla postura stessa.
Se il campione mostra <livello di azione, è possibile interrompere il monitoraggio; se il campione mostra ≥livello di
Per dispositivi di protezione collettiva si intendono, generalmente, quei sistemi che possono intervenire, in maniera più o meno efficace, direttamente sulla fonte inquinante prima che sia coinvolto il singolo lavoratore oppure che tendono a ridurre l’impatto delle sostanze pericolose sui lavoratori presenti in quell’ambiente. I principali sistemi in uso agiscono sulla ventilazione degli ambienti; si possono individuare due categorie di intervento: localizzata e generale. Nello specifico, nei box di saldatura può essere più appropriato utilizzare delle cappe aspiranti, che sono il sistema ideale per una corretta captazione di fumi e vapori, infatti l’inquinante scaturito dalla lavorazione, per effetto della maggior temperatura rispetto all’ambiente, tende a salire verso l’alto e quindi verso la cappa. Raggiunto l’interno della cappa viene eventualmente filtrato e convogliato al ventilatore. Il dimensionamento delle cappe
5.4 Ambiente Il Decreto legislativo n. 102/2020 ha integrato il Decreto legislativo 152/06 (Testo Unico Ambientale) nel porre il limite sulle emissioni delle sostanze le cui schede di sicurezza riportano frasi di rischio, quali H340-H341-H350-H351-H360,
trattandosi di cancerogeni e mutageni, nonché tossici per l’ambiente. Premesso che queste sostanze andrebbero sostituite nei cicli produttivi, i gestori di stabilimenti soggetti ad AUA (Autorizzazione Unica Ambientale) o ad AIA (Autorizzazione Integrata Ambientale), già in esercizio all’entrata in vigore del Decreto legislativo 102/2020, ovvero 28/08/2020, che già utilizzano le predette sostanze, devono presentare domanda di autorizzazione entro il 1° gennaio 2025. Dal rilascio dell’autorizzazione ogni 5 anni i gestori debbono rivalutare le proprie valutazioni sia del rischio che tecnologiche e proporre migliorie sui processi stessi.
Considerazioni conclusive L’analisi dei principali agenti di rischio connessi con le operazioni di saldatura mostra risultati complessivamente confortanti. Un adeguato comportamento nei confronti delle problematiche di sicurezza, sia a livello tecnico sia in
Le pratiche di protezione dei saldatori attualmente in uso (ed i corrispondenti riferimenti legislativi nazionali) consentono una efficace riduzione delle concentrazioni dei fumi di saldatura in prossimità dell’apparato respiratorio e pertanto riducono a livelli molto bassi (se non trascurabili) l’esposizione dei saldatori ai fumi. L’insieme delle situazioni di rischio potenziali in saldatura risulta particolarmente complesso, essendo fortemente legato alle differenti tecnologie produttive in uso, ai vari materiali utilizzati, alla possibilità di esecuzione di queste attività in cantiere o in officina, alle numerose attività complementari. Ciò pone in evidenza il ruolo fondamentale ricoperto dalla formazione dei responsabili della sicurezza, degli addetti di reparti produttivi e, non ultimo, dei singoli lavoratori, che devono conoscere adeguatamente i rischi che corrono, le pratiche per minimizzarli e l’uso dei dispositivi di protezione individuale. IlS, con il supporto e la supervisione del medico competente aziendale, proporrà una integrazione del protocollo sanitario, già presente, basata su una campagna di monitoraggio biologico sul personale potenzialmente esposto. Tale monitoraggio consisterà nell’analisi di campioni di urina al rinnovo delle visite di idoneità con due esami settimanali: lunedì e venerdì. Se l’esito delle analisi dovesse evidenziare la presenza di metalli pesanti, il medico, in funzione del valore rilevato, potrà decidere di procedere con accertamenti di secondo livello, da valutare caso per caso. I valori saranno anche confrontati con i rilievi ambientali dei luoghi dove si svolge l’attività lavorativa. Il monitoraggio potrà essere incrementato in caso di attività particolari come fermate di impianto nel petrolchimico e/o sperimentazione di nuovi materiali da saldare. Nella valutazione del rischio è fondamentale sottolineare quanto questi valori siano da considerare di tipo “tecnico”; infatti, nell’ambito del rischio cancerogeno, non è mai possibile sostenere che esso sia irrilevante o trascurabile ed è opportuno che gli individui siano sottoposti a monitoraggio costante al fine di verificare che i risultati dei controlli riportino l’eventuale presenza di elementi sotto i limiti di esposizione.
13. Considerazioni
14. Informazioni
15. Informazioni
16. Altre informazioni
ALLEGATI
Scenari di esposizione Misure specifiche
Rivista
Figura 2 - Diagramma di flusso della gestione del rischio.
7 - Esempio di indicazione di pericolo nelle schede di sicurezza.
Articolo tratto dalla Rivista Italiana della Saldatura n.5 settembre/ottobre 2024
Bibliografia
Memoria presentata alle Giornate Nazionali di Saldatura, GNS12, Workshop “Fabbricazione, controllo non distruttivo e della qualità di strutture ed apparecchiature saldate”, 24-25 maggio 2023, Porto Antico di Genova, Centro Congressi, Genova
[1] The effect of occupational exposure to welding fumes on trachea,
bronchus and lung cancer: A systematic review and meta-analysis from the WHO/ILO Joint Estimates of the Work-related Burden of Disease and Injury
[2] Environment International 170 (2022) 107565 Available online 13 October 2022 (Dana Loomis a, b,1, Angel M. Dzhambov c, d,1, Natalie C. Momen e, Nicholas Chartres f, Alexis Descatha g, h, Neela Guha i, Seong-Kyu Kang j, Alberto Modenese k, Rebecca L. Morgan l, Seoyeon Ahn m, Mar-
tha S. Martínez-Silveira n, Siyu Zhang o, Frank Pega et al.)
[3] IIW announcing a new Statement on Lung Cancer and Welding (L. Costa)
[4] IIW: Tecnologie e materiali di impiego nella fabbricazione di prodotti saldati: rischi per la salute e la sicurezza dei lavoratori addetti alle attività di saldatura (L. Costa – S. Rusca)
[5] HSE Joining - Fumi (C. Baccarini – M. Collo)
[6] Welding and Joining Institute.
Experimental Study of measures preventing welders from fume exposure (S.A. Egerald - M. Wiesinger - R. Sharma - B. Ebert)
[7] I valori limite di esposizione professionale, la misurazione, la valutazione dell’esposizione: strategie e metodi (E. Incocciati Contarp - Consulenza Tecnica Accertamento Rischi e Prevenzione – Direzione Generale –INAIL – Roma)
[8] Fonti INAIL
[9] Punto sicuro: https://www.puntosicuro.it/
[10] D.Lgs. 81/08 - Testo Unico sulla sicurezza
[11] Regolamento europeo DPI
[12] Reach Registration, Evaluation, Authorisation and Restriction of Chemicals.
[13] CLP - (CE) n. 1272/2008: Classificazione, etichettatura e imballaggio delle sostanze e delle miscele
[14] EN ISO 15011-4: Salute e sicurezza nei processi di saldatura e affini. Metodo di laboratorio per il campionamento di fumi e gas. Scheda dati dei fumi.
[15] EN ISO 15012-1, -2 e -4: Salute e sicurezza nella saldatura e processi affini - Apparecchiatura per l’aspirazione e la separazione dei fumi di saldatura - Parte 1: Requisiti per test e marcatura dell’efficacia della separazione.
[16] EN ISO 21904-3: Salute e sicurezza nei processi di saldatura e affini. Requisiti, test e marcatura dell’apparecchiatura di filtraggio dell’aria Determinazione dell’efficacia dei dispositivi di aspirazione dei fumi per la saldatura a torcia.
[17] EN ISO 10882-1: Salute e sicurezza nei processi di saldatura e affini. Campionamento dei gas e delle particelle trasportate dall’aria nella zona di respirazione dell’operatore. Campionamento delle particelle trasportate dall’aria.
[18] EN ISO 17652-4: Saldatura. Test per i primer d’officina in relazione alla saldatura e ai processi connessi. Emissione di fumi e gas.
Tabella
il Sistema Zero Point Meccanico rivoluzionario che cambierà il modo in cui lavori.
Con il suo esclusivo meccanismo di bloccaggio e sbloccaggio dei perni mediante una rotazione di soli 180°, PLUS 5 offre velocità, precisione e forza di bloccaggio senza precedenti.
Efficienza Massima: Bloccaggio e sbloccaggio rapido con una rotazione di 180°
Forza di tenuta: - 40 kN (Plus 5 - 52) - 80 kN (Plus 5 - 96)
Seguici nel futuro con PLUS 5
La tua produttività non sarà mai stata così efficiente.
PLUS 5 è Precisione, Velocità, Innovazione.
Il sistema di trasmissione vettoriale delle forze agisce vincolando i perni in modo uniforme e in tutte le direzioni.
CASE HISTORY
PIEGATURA TUBI
Marcatura automatica nella produzione di tubi
Pipe Bending Systems ha sviluppato un dispositivo mobile di marcatura con la tecnologia lineare igus
L’azienda tedesca Pipe Bending Systems è specializzata nella produzione di macchine per piegare i tubi su più dimensioni. In questo settore, vi è una costante richiesta di nuove funzioni. Una in particolare - nell’era dell’Industria 4.0 - riguarda la marcatura automatica. Per soddisfare questa esigenza, PBS ha scelto di affidarsi alla tecnologia lineare esente da lubrificazione sviluppata da igus.
Vengono piegati e curvati con ogni sorta di angolazione e assumono le geometrie più folli, alcuni sono lunghi diversi metri, altri sono corti solo pochi centimetri: i tubi sono indispensabili per l’industria tanto quanto il frigorifero lo è per la casa. Svolgono un ruolo centrale non solo nell’industria chimica o nel settore oil&gas ma anche nell’industria alimentare, dove trasportano liquidi, gas e vapori. I tubi sono indispensabili anche nella fabbricazione di veicoli, aerei o satelliti, per la costruzione di telai e strutture leggeri ma resistenti. La domanda continua a crescere. Una buona notizia per i tanti produttori europei specializzati, tra cui il tedesco Pipe Bending Systems (PBS).
La PBS vanta oltre 50 anni di esperienza e oggi impiega 50 dipendenti che sviluppano macchine per la lavorazione completamente automatizzata dei tubi. Mentre in passato la piegatura - specialmente per geometrie complesse - richiedeva l’intervento di un operaio con anni di esperienza, oggi è sufficiente inserire il tubo nella macchina e definire i parametri (punti di piegatura, raggio e ango-
lo) mediante un programma CNC avanzato ma intuitivo. Una volta installati in macchina gli utensili di piegatura e le matrici appropriate, il sistema esegue l’intero processo in maniera completamente automatizzata, dando forma anche alle geometrie più complesse, con un intervento minimo dell’addetto. Questo processo completamente automatico funziona, a seconda della
versione della macchina, con tubi lunghi fino a 6m con un diametro compreso tra 20 e 170mm e spessori di parete compresi tra 1,5 e 8mm.
Nel settore dei tubi marcatura, piccole serie e pezzi singoli fanno tendenza
Visitando lo stabilimento della Pipe Bending Systems, ci si rende subito conto che lo spirito dell’azienda va
oltre quella di un semplice fornitore di macchinari. “Siamo al fianco dei nostri clienti per affrontare le attuali sfide economiche e tecnologiche”, sottolinea l’amministratore delegato Christian Gerlach. Un esempio? Ultimamente, i clienti tendono a passare dalla produzione di piccoli lotti alla produzione di pezzi singoli con consegne just-in-time. La macchina piegatrice deve riuscire al primo
La macchina piegatubi della generazione Tubotron automatizza la piegatura dei tubi secondo geometrie complesse con un intervento umano minimo (fonte: Pipe Bending Systems)
Da sinistra a destra: Florian Berg, tecnico-commerciale presso igus GmbH, è entusiasta della proficua collaborazione con Claudia Brill (Marketing), Dipl.-Ing. Bruno Schwermer (design), Jessica Lübke (design) e Dr.-Ing. Christian Gerlach (Direzione) di Pipe Bending Systems. (Fonte: igus GmbH)
Stampa nitida garantita: l’unità di marcatura della macchina piegatubi può essere regolata automaticamente su un’unità lineare con azionamento a vite senza fine della serie igus drylin SLW, resistente allo sporco e praticamente esente da manutenzione, con una precisione di 0,1mm. (Fonte: Pipe Bending Systems)
tentativo: ogni tentativo fallito è sinonimo di inefficienza. PBS punta quindi sui vantaggi della digitalizzazione. Il software PIPEFAB, sviluppato in-house, consente - grazie alla tecnologia dei gemelli digitali - di calcolare e compensare in anticipo gli effetti collaterali durante la piegatura, come il ritorno elastico e l’allungamento. La macchina utilizza questi dati per piegare il tubo in modo perfetto.
Un’altra tendenza: le marcature. Solo le informazioni stampate consentono di identificare i tubi, di tracciarli nelle catene di fornitura globali e di integrarli nei processi di produzione automatizzati delle fabbriche intelligenti nell’era dell’Industria 4.0. “Con questa premessa, sono sempre di più le aziende che vogliono marcare automaticamente i tubi durante la piegatura. “In qualità di fornitore di soluzioni avanzate, abbiamo collaborato con alcuni partner per ampliare ulteriormente la funzionalità delle piegatrici”, afferma Gerlach.
Forza collettiva: PBS e igus sviluppano un sistema di posizionamento per la testina di stampa mobile “Collaboriamo da tempo con igus e utilizziamo molte delle loro soluzioni, tra cui anche le catene portacavi per guidare i cavi delle nostre piegatrici. È stata quindi una scelta ovvia quella di attingere all’esperienza dell’azienda di Colonia anche per questo progetto”, afferma Jessica Lübke, ingegnere meccanico presso PBS. “Abbiamo unito le nostre idee con gli esperti igus e sviluppato - insieme - una soluzione per spostare la testina di stampa avanti e indietro sulla macchina con una guida lineare. Una tecnologia che ci permette di
adattare la posizione della testina di marcatura ai diversi diametri dei tubi.” Questa regolazione meccanica può sembrare semplice a prima vista, ma i requisiti erano complessi. Il meccanismo non solo doveva funzionare con sufficiente precisione da consentire il posizionamento della testina di stampa nell’intervallo millimetrico per garantire una
stampa nitida. La soluzione, inoltre, doveva avere una durata di almeno dieci anni, essere resistente allo sporco, il più possibile esente da manutenzione, leggera e compatta.
Asse lineare igus per una precisione di posizionamento di 0,1mm
PBS ha optato per un asse lineare della serie drylin SLW-1040, tagliato da igus su misura per le macchine. “Un vero vantaggio, nel corso della collaborazione, è stato quello di ricevere i dati di progettazione dell’unità lineare. Grazie ai disegni ricevuti e a questo lavoro preparatorio abbiamo potuto iniziare subito con la progettazione digitale, risparmiando così tempo prezioso in fase di sviluppo”, afferma Lübke. La guida lineare, avvitabile all’alloggiamento della macchina, è composta da una rotaia anodizzata dura con un profilo a doppio albero in alluminio e da un motore passo-passo NEMA 23 che aziona un carrello tramite una vite senza fine in acciaio inossidabile con filettatura trapezoidale. La testina di stampa è installata sul carrello. “La guida lineare consente di posizionare l’unità di marcatura con una precisione di 0,1mm”, spiega Florian Berg, specialista della tecnologia lineare presso igus. Il sistema è particolarmente adatto alla lavorazione dei tubi perché è durevole, resistente allo sporco e non richiede praticamen-
te alcuna manutenzione. Il motivo è che il carrello scorre sui binari tramite lamine di scorrimento in plastica ad alte prestazioni. Lubrificanti solidi microscopici sono incorporati in questa plastica e vengono rilasciati gradualmente durante il funzionamento del sistema, consentendo un funzionamento a secco a basso attrito senza lubrificanti esterni. “Rispetto ai più comuni cuscinetti a ricircolo di sfere, l’utente risparmia sugli interventi di manutenzione, sui costi di acquisto dei lubrificanti, migliorando anche il loro impatto ambientale.”
Il sistema di controllo motore web-based consente il retrofit di sistemi preesistenti Anche la ricerca del giusto sistema di controllo motore è stata una sfida: gli esperti di PBS hanno favorito un sistema che potesse funzionare in modo autonomo senza dover fare affidamento sulla comunicazione tramite le interfacce di rete delle macchine. Dopo un’attenta riflessione, hanno scelto il sistema dryve D1 di igus, una soluzione intuitiva basata sul web. Questo sistema di controllo motore consente ai dipendenti di PBS di accedere al software tramite Internet utilizzando un semplice laptop, tablet o smartphone. In pochi minuti, possono impostare i punti di inizio e fine dei movimenti del carrello e altri parametri come l’accelerazione. “Questo approccio non solo offre un elevato grado di flessibilità, ma semplifica anche l’integrazione del nuovo sistema di marcatura nelle macchine esistenti anche se non dispongono di interfacce”, conclude Gerlach. “In combinazione con la tecnologia lineare esente da manutenzione, siamo riusciti a realizzare un sistema di posizionamento che offre ai nostri clienti la massima efficienza, affidabilità e flessibilità. Tali innovazioni non solo posizionano PBS come uno dei principali fornitori nel campo della lavorazione dei tubi, ma anche come un partner strategico per le aziende alla ricerca di soluzioni avanzate nel settore manifatturiero”.
KP Kleen Power
IL LAVAGGIO DEL FUTURO… ADESSO
• Ulteriore riduzione del consumo energetico del 30%
• Pompe a vuoto potenziate esenti da manutenzione
• Distillatore principale raddoppiato
• Sistema di riscaldamento innovativo
• Drastica riduzione del tempo ciclo
• Nuovo software di gestione intuitivo
• Riduzione degli ingombri esterni
• Accesso facilitato per la manutenzione
• Nuovo design
BELLA FUORI, SOFISTICATA DENTRO
Personalizzazione: igus taglia l’unità lineare della serie drylin SLW-1040 con precisione millimetrica in base alle esigenze delle macchine PBS. (Fonte: Pipe Bending Systems)
Sostegno alle iniziative di sostenibilità nell’industria
L’importanza di adottare un approccio olistico all’uso dell’energia e delle risorse
L’Agenzia internazionale dell’energia (IEA) ha dichiarato che il settore industriale non sarà in grado di raggiungere il net zero entro il 2050, in quanto responsabile di un quarto delle emissioni di anidride carbonica (CO2) a livello globale. Per affrontare i problemi climatici causati dalle emissioni, i produttori devono considerare non solo il loro consumo energetico, ma anche il tipo di risorse che utilizzano. In questo articolo, Patrik Eurenius, Head of Sustainability and Environment, Health and Safety presso Sandvik Coromant, specialista in utensili per il taglio dei metalli e soluzioni per la produzione, spiega come l’industria possa raggiungere gli obiettivi di sostenibilità adottando un approccio olistico all’utilizzo dell’energia e delle risorse rinnovabili.
Il documento dell’IEA Tracking Clean Energy Progress 2023 ha analizzato 50 componenti essenziali per la transizione verso l’energia pulita, valutando ciascuna di esse come “sulla buona strada”, “necessario un maggiore impegno” o “non sulla buona strada” rispetto alla traiettoria dello scenario Net Zero by 2050 per il 2030. Il rapporto dichiara che nessuno dei settori industriali, tra cui l’acciaio e l’alluminio, è “sulla buona strada”.
Tuttavia, i progressi compiuti negli ultimi anni sono più promettenti: infatti, l’IEA prevede che le rinnovabili diventeranno la principale fonte di energia al mondo entro l’inizio del 2025, superando il carbone.
Un numero maggiore di aziende si sta impegnando a ridurre le proprie emissioni, con l’iniziativa Science Based Targets (SBTi) che ha annunciato una crescita del 102% delle organizzazioni che hanno validato i propri obiettivi nel 2023 rispetto a tutti gli anni precedenti. Per ottenere la validazione SBTi, le imprese devono seguire le best practice definite dalla cli-
matologia e rischiano di perdere sul fronte della concorrenza se non presentano obiettivi sufficientemente ambiziosi.
All’interno del Gruppo Sandvik, l’obiettivo net zero di Sandvik Coromant è stato validato nel 2023 e ne prevede il raggiungimento nelle nostre operazioni entro il 2035 e nell’intera catena del valore entro il 2050. Tra il 2019 e il 2023 siamo riusciti a dimezzare le nostre emissioni scope 1 e 2, cioè quelle causate direttamente o indirettamente da noi. Il nostro obiettivo è ridurle dell’85% entro il 2030; tuttavia, per le aziende che sono agli inizi del loro percorso di sostenibilità, può essere difficile capire da dove cominciare.
Strategia su più fronti Per ridurre le emissioni, i produttori potrebbero investire in soluzioni a energia rinnovabile per i loro impianti. Ad esempio, i tetti delle fabbriche sono tipicamente ampi spazi piatti e poco utilizzati che potrebbero essere convertiti alla produzione di energia, senza occupare nuovi terreni. Sandvik Coromant ha completato e messo in funzione un impianto fotovoltaico (PV) di 10.000 metri quadrati presso la sua unità produttiva di Rovereto, in Italia, in collaborazione con il leader regionale delle energie rinnovabili Dolomiti Energia.
Raggiunta la piena operatività, i pannelli produrranno 836.000 chilowattora (kWh) di energia all’anno, riducendo del 13% le emissioni e l’acquisto di elettricità dello stabilimento. Ma l’unità di Rovereto non è l’unica ad aver registrato progressi nell’uso delle fonti rinnovabili: il sito di Langfang, in Cina, genera ogni giorno 1.645 kWh di energia solare, sufficienti ad alimentare 55 abitazioni al giorno. Tuttavia, per sfruttare al meglio le rinnovabili, è importante affrontare la transi-
zione energetica da diversi punti di vista. Sandvik Coromant ha anche investito per convertire lo stabilimento di Rovereto a soluzioni di illuminazione a LED, per il recupero del calore e ha provveduto all’installazione di regolatori di domanda variabile.
Un altro modo per ridurre le emissioni scope 1 e 2 consiste nel migliorare l’efficienza energetica di un impianto di produzione. In Sandvik Coromant, l’installazione di pompe di calore in diversi stabilimenti si è dimostrata efficace per aumentare l’efficienza energetica. Per esempio, nel nostro sito di Katowice in Polonia, la realizzazione di un sistema integrato di pompe di calore, refrigeratori e per il recupero del calore ha portato a una riduzione del 24% del consumo energetico e del 40% del consumo di gas naturale.
Sandvik Coromant non si limita ai propri stabilimenti ma, grazie al nostro più recente strumento integrato, supporta anche i reparti produttivi di altre aziende per aiutarle a ridurre le emissioni. L’aumento dell’efficienza abbassa il consumo energetico complessivo, il che riduce a sua volta la quota di combustibili fossili nel mix energetico dell’impianto. Sustainability Analyser di Sandvik Coromant è lo strumento che consente ai produttori di misurare il consumo energetico per componente in chilowattora (kWh), nonché il consumo energetico annuale e la quantità di emissioni di CO2 generate all’anno, permettendo loro di effettuare scelte di utensili da taglio più consapevoli per ridurre l’impronta carbonica.
L’importanza di adottare un approccio olistico
Ottenere la validazione SBTi e ridurre le emissioni in linea con gli obiettivi di net zero è possibile, ma richiede una strategia che abbia anzitutto come pre-
supposto il riconoscimento dell’evidente interdipendenza tra tutte le fasi del processo produttivo. Ad esempio, investire in tecnologie per l’energia rinnovabile è vantaggioso, ma se non vengono apportati miglioramenti all’efficienza energetica nell’ambito della produzione è improbabile che un produttore sia in grado di ridurre in modo sostanziale le proprie emissioni scope 1 e 2.
L’adozione di una prospettiva olistica è espressa nella mentalità del “Manufacturing Wellness” di Sandvik Coromant, che comprende anche altre sette buone pratiche, tra cui l’adozione di nuove tecnologie, la massima efficienza nell’uso dei dati e la collaborazione con partner affidabili. Ognuna di loro è fondamentale per aiutare le imprese a diventare sempre più sostenibili e a ridurre le emissioni di anidride carbonica.
Ad esempio, l’installazione della tecnologia fotovoltaica nello stabilimento di Rovereto non sarebbe stata possibile senza l’esperienza di Dolomiti Energia nel campo delle rinnovabili. Collaborare per il successo non significa solo beneficiare di un know-how tecnico specifico che potrebbe non essere disponibile all’interno dell’azienda, ma anche garantire che tutti i partner che compongono la catena del valore nella produzione siano ugualmente impegnati a raggiungere il net zero. Continuare a collaborare con aziende che non danno priorità alle iniziative di sostenibilità è una scelta attiva che avrà un impatto diretto sulle emissioni. La riduzione delle emissioni in linea con gli obiettivi basati sulla scienza contribuirà a salvaguardare il settore manifatturiero, dal momento che affrontare questa sfida ricorrendo a una visione olistica renderà più semplice conseguire gli obiettivi prefissi.
I dettagli fanno la perfezione e la perfezione non è un dettaglio
È un principio che applichiamo in tutte le nostre creazioni da oltre 100 anni. Progettiamo soluzioni personalizzate di rettificatura senza centri che si distinguono per forte identità e grande attenzione ai dettagli. Garantiamo sempre processi di rettificatura perfetti “al micron”, e la perfezione non è un dettaglio.
(Leonardo da Vinci)
Speciale sicurezza 2025
RS Italia presenta lo Speciale sicurezza 2025: una nuova offerta dedicata alla sicurezza sul lavoro, che integra oltre 30.000 Dispositivi di Protezione Individuale (DPI) e soluzioni per l’igiene degli ambienti lavorativi
Grande Sicurezza certificata
Per l´uomo e Macchina
La tecnologia di serraggio autostringente per le teste di bloccaggio e freni anticaduta
razie a questa proposta, i responsabili acquisti potranno accedere a una vasta gamma di DPI che include guanti, calzature, abbigliamento da lavoro, protezioni per le vie respiratorie, dispositivi LockOut/
L’offerta è pensata per garantire protezione da rischi meccanici, chimici, elettrici e ambientali, contribuendo alla salute e al benes-
Con un focus su qualità, sostenibilità e rapidità di consegna, la proposta presente all’interno dello Speciale Sicurezza nasce dall’esperienza combinata dei principali brand di settore e del marchio RS PRO, di proprietà
In particolare, il Sigillo di Approvazione RS PRO è garanzia di prodotti rigorosamente testati, ispezionati e controllati secondo gli standard più esigenti del settore industriale.
La combinazione di qualità certificata e ampia varietà di prodotti rende RS PRO la scelta ideale per qualsiasi contesto lavorativo.
Lo Speciale Sicurezza di RS Italia risponde anche a diversi requisiti di ecosostenibilità e standard etici, resi facilmente disponibili grazie alla gamma di prodotti Better World. Riconoscibili da un’etichettatura speciale, questi prodotti sono certificati per la loro maggiore sostenibilità ambientale e sicurezza per la salute, rendendo così più facile e trasparente per i clienti scegliere soluzioni
La linea Better World rappresenta l’impegno dell’azienda verso la sostenibilità. Include prodotti che rispettano criteri rigorosi, selezionati per il loro ridotto impatto ambientale e pensati per contribuire a un futuro più verde. Ogni prodotto è eco-friendly e certificato per le sue prestazioni ambientali, e l’etichetta dedicata facilita l’identificazione e la scelta di queste soluzioni sostenibili.
Un servizio completo per la gestione della sicurezza
Oltre ai prodotti, RS Italia offre molteplici servizi a valore aggiunto che consentono di ottimizzare il processo di acquisto e la gestione delle scorte.
RS VendStock®, ad esempio, è un sistema di vending machine basato su tecnologia IoT
che permette di avere un accesso immediato ai DPI e di gestire in sicurezza tutti quegli articoli che richiedono tracciabilità e garanzia di disponibilità. Si tratta di un sistema innovativo e automatico che, tramite distributori digitali industriali, avvicina i dispositivi di protezione a bordo linea, consentendone un uso immediato agli operatori tramite accesso con tessera magnetica.
Grazie all’utilizzo di RS VendStock®, è possibile riscontrare importanti benefici a livello di disponibilità e approvvigionamento degli articoli. Questa soluzione assicura, infatti, una drastica riduzione delle tempistiche di gestione del ciclo di acquisto, del controllo delle scorte e del relativo ripristino. Inoltre, garantisce la disponibilità di articoli 24 ore su 24, 7 giorni su 7, e un controllo totale sulle spese, sulle scorte e sui costi di approvvigionamento, oltre alla completa gestione, da parte di RS, del rifornimento dei prodotti inseriti.
Parallelamente, RS Italia propone anche servizi di e-Procurement che permettono di ottimizzare i processi di approvvigionamento aziendale come, ad esempio, RS PurchasingManager™, eOrdering e RS PunchOut. Nello specifico, RS PurchasingManager™ è uno strumento web-based che permette di semplificare e automatizzare tutte le attività legate agli acquisti, consentendo di accedere all’intero assortimento RS 24 ore su 24 e di avere la certezza di monitorare la spesa in qualsiasi momento. RS PurchasingManager™ offre anche molteplici livelli di autorizzazione, il controllo del budget, la verifica delle disponibilità, la gestione dei centri di costo e la configurazione di ordini aperti con plafond di spesa e rendicontazione.
Il servizio eOrdering di RS Italia garantisce la perfetta e completa ottimizzazione del ciclo Procure-to-Pay, riducendo il lavoro amministrativo, in modo veloce e sicuro, aumentando la precisione di processo ed eliminando, al contempo, errori negli ordini elettronici e nelle fatture.
Infine, il servizio RS PunchOut, invece, permette di collegare il sistema di e-Procurement di un’azienda con l’intero assortimento online di RS, comporre il carrello ed attivare direttamente la richiesta di acquisto. Grazie al modulo eBusiness dedicato RS Italia è in grado di gestire l’integrazione di qualunque sistema, che sia SAP Ariba, Coupa o altro modulo di e-Procurement.
La consulenza specialistica di RS Italia
A corredo dell’ampia gamma prodotti e dei servizi a valore aggiunto, RS Italia offre anche una consulenza specializzata al fine di supportare il cliente durante l’intero processo di valutazione, selezione, implementazione e ottimizzazione dei Dispositivi di Protezione Individuale.
La consulenza prevede un sopralluogo del sito del cliente per comprendere i processi produttivi, le varie applicazioni e i relativi rischi associati; la realizzazione di una valutazione del Documento di Valutazione dei Rischi (DVR) e dei DPI utilizzati; la raccolta delle necessità del cliente e l’analisi del processo di acquisto.
A tutto questo si aggiungono degli incontri periodici con il dipartimento Health, Safety & Environment (HSE) e con il Responsabile del Servizio di Prevenzione e Protezione (RSPP) per condividere eventuali sviluppi normativi o applicativi; la valutazione periodica della lista DPI; una dual visit con i fornitori per approfondire modifiche normative o presentare nuovi prodotti ad elevato contenuto tecnologico e la proposta di alternative più efficaci o equivalenze più competitive.
L’intera offerta per lo Speciale Sicurezza 2025 di RS Italia è disponibile alla pagina dedicata del sito.
Controlriv GEN3: il nuovo standard per il controllo dei sistemi di fissaggio industriale
Nel panorama sempre più competitivo dell’industria manifatturiera, l’innovazione tecnologica gioca un ruolo fondamentale nel garantire efficienza, precisione e competitività. Con l’introduzione del Controlriv GEN3, l’azienda italiana Rivit ridefinisce gli standard dei sistemi per il controllo del fissaggio, offrendo una soluzione all’avanguardia, progettata per rispondere alle esigenze dei settori industriali più complessi
Presentato ufficialmente a livello internazionale negli ultimi mesi del 2024, il Controlriv GEN3 rappresenta molto più di un semplice aggiornamento rispetto alle precedenti versioni. Questo dispositivo, completamente made in Italy, è il risultato di un’intensa attività di ricerca e sviluppo, portata avanti dall’azienda emiliana, introducendo una serie di innovazioni tecnologiche che combinano efficienza operativa, qualità dei risultati e semplicità d’uso.
Una soluzione su misura per i settori più esigenti
Progettato per adattarsi alle applicazioni industriali ad alta complessità, il Controlriv GEN3 si rivela particolarmente efficace in ambiti quali l’automotive, la carpenteria pesante, l’automazione industriale e altre attività di assemblaggio specializzato. La sua capacità di monitorare in tempo reale la qualità dei fissaggi permette di ridurre al minimo gli errori di montaggio, migliorando la precisione e abbattendo i costi legati a rilavorazioni o fermi macchina.
Grazie alla sua versatilità, il Controlriv GEN3 può essere utilizzato in modalità stand-alone, come soluzione indipendente, o integrato in configurazioni cluster, con più dispositivi collegati tra loro per gestire processi produttivi complessi.
Le principali innovazioni del Controlriv GEN3
Il Controlriv GEN3 si distingue per una serie di caratteristiche tecniche che lo posizionano come un riferimento nel settore:
- Monitoraggio in tempo reale: il dispositivo rileva ogni anomalia nel processo di fissaggio attraverso un avanzato sistema di alert visivi e sonori, con notifiche accompagnate da codici colore. Questo consente agli operatori di intervenire tempestivamente, minimizzando i tempi di fermo macchina e garantendo la continuità produttiva.
- Robustezza e semplicità di manutenzione: la separazione tra il comparto pneumatico e
quello elettronico semplifica sia l’installazione sia le operazioni di manutenzione. Questo design garantisce una maggiore durata e affidabilità, riducendo i costi operativi nel lungo termine.
- Misurazioni ad alta precisione: il sistema consente di controllare la pressione dell’aria compressa all’interno di un range programmabile, assicurando prestazioni ottimali e riducendo al minimo gli errori.
- Connettività evoluta: il Controlriv GEN3 si integra perfettamente nei moderni flussi produttivi grazie alla possibilità di connessione via Ethernet, Profinet, WiFi o Bluetooth. Inoltre, la configurazione remota e la raccolta dei dati permettono un monitoraggio continuo e l’ottimizzazione delle attività produttive.
- Usabilità migliorata: il design compatto e robusto è accompagnato da un display grafico intuitivo, tasti funzione ergonomici e porte USB per una gestione semplificata delle operazioni, rendendo il dispositivo accessibile a operatori con diversi livelli di esperienza. Un valore aggiunto per la produttività aziendale
Adottare il Controlriv GEN3 significa investire in un sistema capace di migliorare significativamente la qualità dei processi produttivi, riducendo i costi operativi e aumentando l’efficienza complessiva. La possibilità di prevenire errori e monitorare i fissaggi in tempo reale si traduce in vantaggi tangibili per le aziende, come una maggiore affidabilità dei prodotti finali, tempi di lavorazione più rapidi e una riduzione dei costi legati alle rilavorazioni.
Grazie alla sua struttura, progettata per resistere alle condizioni operative più impegnative e alle funzionalità altamente innovative, il Controlriv GEN3 si propone come alleato strategico per tutte le realtà industriali che puntano al miglioramento continuo della produttività, confermando Rivit come leader e punto di riferimento nell’innovazione tecnologica dei sistemi di fissaggio.
LIGNA Hannover 2025 FIERE
La Community dell’industria del legno si dà appuntamento all’edizione dell’anniversario della sua fiera di riferimento
Da 50 anni LIGNA Hannover è il cuore pulsante dell’industria mondiale del legno. Con l’approssimarsi dell’edizione dell’anniversario, risulta evidente che nessun player importante del settore intende mancare all’appuntamento. Il fatto che circa due terzi degli espositori e più del 50 per cento dei visitatori arriveranno dall’estero sottolinea il ruolo di insostituibile piattaforma internazionale della manifestazione
Mancano ancora quattro mesi all’apertura di LIGNA 2025, in calendario dal 26 al 30 maggio, e hanno già confermato la loro partecipazione oltre 1.200 espositori, che occuperanno circa 112.000 metri quadrati. Sullo sfondo dei tre temi centrali dell’edizione di quest’anno –LIGNA. CONNECTIVITY, LIGNA.SUSTAINABLE PRODUCTION e LIGNA.ENGINEERED
WOOD-, gli espositori –tra i quali figurano nomi di punta dell’industria italiana del legno come BACCI Automation, Biesse, Cefla, Microtec e SCM Group– metteranno in mostra nuove proposte in tema di utensili, macchine e impianti per la lavorazione e il trattamento del legno. In un contesto economico complesso, LIGNA 2025 offre all’industria di settore un’opportunità unica per attraversare con fiducia le trasformazioni in atto.
“La fedeltà delle aziende alla loro fiera leader globale, così come si riflette nell’andamento delle iscrizioni, dimostra la determinazione del settore a plasmare il futuro con concretezza e con fiducia”, afferma Hendrik Rawe, Responsabile di LIGNA, INTERSCHUTZ, parts2clean e SurfaceTechnology GERMANY all’interno di Deutsche Messe. “I nostri espositori fanno affidamento su LIGNA come piattaforma per la collaborazione, l’innovazione e lo sviluppo. In fiera saranno presenti quest’anno tutti i nomi che contano. Siamo molto soddisfatti anche delle numerose iscrizioni dall’Italia, che evidenziano chiaramente ancora una volta l’importanza attribuita a LIGNA a livello internazionale e il ruolo di momento ispiratore che viene ad essa riconosciuto. La forte risposta dell’Italia dimostra che l’industria di settore del Paese guarda a LIGNA Hannover come alla porta di accesso ideale ai mercati globali”.
Acimall, l’Associazione dei costruttori italiani di macchine per la lavorazione del legno che si è di recente alleata con associazioni di industrie collegate per formare l’importante Federazione Confindustria Macchine, ha dichiarato a fine 2024 che le iniziative di Industria 5.0 stanno iniziando ad influire sulla lavorazione del legno, soprattutto a livello di domanda di grandi impianti. Dopo oltre due anni di calo degli ordinativi, si prevede ora per il mercato Italiano una svolta che, secondo gli analisti di Acimall, dovrebbe presto trovare
riscontro anche nelle esportazioni.
La recente indagine trimestrale dell’Associazione rivela che il 65 per cento delle aziende italiane intervistate riscontra già una tendenza stabile sul mercato estero. C’è quindi ancora un margine di miglioramento per attrarre quel rimanente 35 per cento che guarda con scetticismo ai mercati globali. Con il suo spiccato profilo internazionale di fiera leader mondiale per i player dell’industria del legno, LIGNA 2025 invia i giusti segnali in questa direzione e, in quanto piattaforma del
commercio globale, assicura alle aziende italiane le migliori opportunità di ingresso su nuovi mercati.
I temi centrali di LIGNA 2025 LIGNA 2025 riscuoterà interesse nell’intero settore, perché sia piccole aziende artigianali sia grossi gruppi industriali sono alle prese con i problemi della connessione digitale totale, dell’adozione di un’economia circolare e dello sviluppo di prodotti intelligenti: esattamentte i problemi che verranno affrontati dai tre temi centrali di LIGNA. LIGNA.CONNECTIVITY esplorerà soluzioni per l’integrazione verticale e orizzontale attraverso la creazione di interfacce con i diversi sistemi esistenti per una connessione digitale completa e ininterrotta. LIGNA. SUSTAINABLE PRODUCTION punterà i suoi riflettori su strategie rispettose dell’ambiente, attente alla salvaguardia delle risorse ed economicamente sostenibili, capaci di proteggere le generazioni future garantendo loro anche condizioni di lavoro migliori. LIGNA.ENGINEERED WOOD rivolgerà la propria attenzione a innovativi prodotti a base legno nati da una progettazione intelligente che, tramite incollatura o fissaggio di fili di legno, particelle, fibre, tranciati o pannelli, genera materiali compositi per tutta una serie di impieghi. LIGNA 2025 promette di essere un evento centrale per la community globale della lavorazione e del trattamento del legno e di offrire l’occasione di approfondimenti e opportunità di sviluppo senza pari in un settore in costante evoluzione.
Il programma espositivo di LIGNA Nei padiglioni da 11 a 15 e 27, saranno esposti utensili, macchine e impianti per la produzione individuale e di serie, a dimostrazione di come applicazioni artigia-
nali e industriali possano convergere con successo grazie all’impiego di tecnologie innovative. I padiglioni 25 e 26 saranno riservati a Tecnologia per le segherie, Produzione di materiali a base legno e Energia dal legno. L’area scoperta e i padiglioncini saranno dedicati a Macchine e impianti per l’economia forestale. Chi è interessato a Componenti per macchine e Tecnologia dell’automazione – e quindi a soluzioni di azionamento efficienti, sistemi di controllo per macchine CNC, sistemi a risparmio energetico per il trasporto e la manipolazione o robot ad elevate prestazioni – li potrà trovare nel padiglione 16. Nel padiglione 17 sarà proposta invece la Tecnologia più avanzata per la finitura delle superfici.
I format LIGNA
LIGNA 2025 propone un variegato programma di eventi collaterali su misura per l’industria della lavorazione e del trattamento del legno. Ne fanno parte sia format ormai tradizionali come LIGNA. FutureSquare, LIGNA.Recruiting, LIGNA.Stage e LIGNA.Campus, sia due nuovi interessanti format che vedono il loro debutto nell’edizione dei 50 anni: LIGNA.Circular e LIGNA.TruckStop.
- LIGNA.FutureSquare: ideato dall’Associazione di categoria macchine per la lavorazione del legno interna a VDMA, proporrà innovative soluzioni sia di subfornitori del settore sia di aziende emergenti del network VDMA Startup Machine network.
- LIGNA.Recruiting: offrirà interessanti opportunità di matchmaking, favorendo l’incontro tra personale specializzato e aziende leader. Sul LIGNA. Stage saranno proposte anche coinvolgenti sessioni di “speed dating” per favorire uno scambio diretto tra le due parti.
- LIGNA.Campus: un format ormai ampiamente consolidato che permette a istituti tecnici, istituti superiori di qualificazione professionale e università di presentare le loro offerte di formazione. I visitatori potranno informarsi qui su percorsi formativi, corsi di studio e opportunità di carriera nella filiera del legno, anche entrando in contatto con studenti, tirocinanti e rappresentanti dell’industria per fare loro domande al riguardo.
- LIGNA.Circular: “Thinking in circles” è lo slogan del nuovo format LIGNA.Circular, che sarà integrato nel programma del LIGNA.Stage e metterà a fuoco vari aspetti della creazione circolare del valore. Attraverso presentazioni e tavole rotonde, CADEMI, partner di LIGNA.Circular, illustrerà innovazioni sostenibili a livello di processi, materiali e prodotti. Le parole chiave “Cooperazione”, “Servitizzazione” e “Trasformazione” faranno da cornice alle discussioni sui cambiamenti necessari per la futura collaborazione tra le parti interessate e per la trasformazaione dei modelli di business. Il programma di LIGNA.Circular proporrà un approccio di tipo pratico ed esempi di best-case, relativi a progressi realizzati a livello di macchinari e processi, materie prime e materiali riciclati, design dei prodotti e riciclo.
- LIGNA.TruckStop: questo nuovo format sarà dedicato a quello che attrae carpentieri e falegnami: utensili, ferramenta e sistemi di fissaggio. Questa offerta verrà messa in mostra dagli espositori che aderiscono all’iniziativa su camion per il roadshow posizionati a sud-ovest dell’area scoperta.
La fiera leader mondiale dell’industria della lavorazione e del trattamento del legno è organizzata congiuntamente da Deutsche Messe e dall’Associazione tedesca dei costruttori di macchine per lavorazione del legno interna a VDMA e nel 2025 festeggia il suo 50esimo anniversario. LIGNA presenta l’offerta completa di soluzioni per l’industria della prima e della seconda trasformazione del legno: Utensili, macchine e impianti per la produzione individuale e di serie; Tecnologia per la finitura delle superfici; Produzione di materiali a base legno; Tecnologia per le segherie; Energia dal legno; Componenti per macchine e tecnologie per l’automazione; Macchine e impianti per l’economia forestale.
Per altre informazioni: www.ligna.de
LIGNA
Hannover Messe 2025
Industrial Transformation – Energizing a Sustainable Industry
Reindustrializzazione negli USA. Sovvenzioni all’export in Cina. Transizione a un’industria sostenibile e digitale in Europa. Inasprimento della concorrenza tra gruppi industriali e nazioni. Chi prende le decisioni giuste adesso, in questa situazione di cambiamenti, si assicurerà una posizione leader per il futuro. HANNOVER MESSE, il prossimo aprile, darà impulsi decisivi al riguardo
“Siamo a un crocevia storico”, afferma
Jochen Köckler, CEO di Deutsche Messe. “È sulla base del contesto globale di oggi che si decide quali saranno i rapporti di forza industriali del futuro”.
È sufficiente un’occhiata alla situazione dell’industria automotive per capire che il contesto internazionale impone non solo a singole imprese produttrici ma anche ad intere nazioni industriali un ripensamento radicale delle loro strategie. Dice ancora Köckler: “Non c’è differenza tra Stati Uniti, Asia o Europa. È necessario e urgente investire di più nella digitalizzazione, nell’automazione e nell’elettrificazione dell’industria. Solo così sarà possibile conciliare competitività e sostenibilità”.
All’insegna dello slogan “Industrial Transformation – Energizing a Sustainable Industry”, circa 4.000 aziende dell’industria meccanica, elettrotecnica ed elettronica, dell’industria digitale e del settore energetico, presenteranno ad Hannover le loro soluzioni per la produzione e per l’approvvigionamento energetico del futuro, ambiti nei quali l’intelligenza artificiale
avrà un ruolo centrale. Secondo Köckler: “L’intelligenza artificiale rivoluzionerà l’intera catena del valore delle aziende produttrici, potenziandone in modo significativo la competitività”.
Tra le aziende espositrici figurano giganti globali quali Bosch, Google, Microsoft, Schneider Electric e Siemens, ma anche leader tecnologici delle PMI come Beckhoff, Festo, Harting, ifm, LAPP, Phoenix Contact, Rittal, Schaeffler e SEW. Famosi istituti di ricerca come il Fraunhofer o il KIT (Karlsruhe Institute of Technology) proporranno soluzioni industriali per il futuro e oltre 300 startup di vari settori tecnologici esporranno innovazioni dal potenziale dirompente.
Dalla digitalizzazione di processi produttivi complessi all’impiego dell’idrogeno per l’azionamento di interi impianti di produzione, all’applicazione dell’AI per l’ottimizzazione dei processi di produzione, HANNOVER MESSE presenterà un quadro olistico delle possibilità tecnologiche che si offrono all’industria del presente e del futuro. Le luci saranno puntate sull’interazione tra robotica, intelligenza artificiale, tecnologie di trasmissione, spazi dati sovrani (Manufacturing X), energie rinnovabili, idrogeno e molte altre tecnologie, incluso il metaverso industriale.
“La prerogativa di HANNOVER MESSE è l’attenzione che rivolge ai responsabili decisionali di ogni livello”, dice Jochen Köckler. “Sia che si tratti di direttori della produzione in cerca di una nuova soluzione robotica per l’automazione dei propri impianti, o di un amministratore che intende spianare la strada al futuro digitale della propria azienda – l’uno e l’altro possono essere certi di trovare in fiera i contatti giusti. Sia per soluzioni particolari sia per la trasformazione completa di un’azienda – e sempre con attenzione alla competitività”.
“La competitività dipende però anche dal contesto politico generale”, sottolinea Köckler. Ed è proprio questo un al-
tro punto di forza di HANNOVER MESSE “che da sempre è punto di raccordo tra il mondo dell’industria e la politica”. E non tanto perché favorisce lo scambio di idee, di conoscenza e di informazioni, ma anche perché ad Hannover i politici possono toccare con mano il contributo che le tecnologie danno a una maggiore efficienza, sostenibilità, competitività e prosperità. E non solo a livello tedesco o europeo, ma anche a livello globale, ad esempio con la presenza del Canada, che è Paese Partner di HANNOVER MESSE 2025.
“Con il Canada, abbiamo un partner forte e innovativo, perfettamente in linea con il profilo della fiera: un leader nel campo della digitalizzazione e delle energie rinnovabili, un affidabile partner geostrategico”, conclude Köckler.
In veste di Paese Partner del 2025, il Canada rafforzerà i suoi legami con l’Europa e attiverà partnership tra aziende canadesi e aziende globali che si occupano di tecnologie digitali, di trasformazione industriale, di solide catene di approvvigionamento. Il Paese prevede di partecipare ad HANNOVER MESSE 2025 con oltre 200 aziende attive nei settori dell’intelligenza artificiale, dell’automazione, della tecnologia pulita, della mobilità elettrica, dell’idrogeno e della robotica.
Hannover
31
Smart Manufacturing, Digital Ecosystems, Energy for Industry, Compressed Air & Vacuum Technology, Engineered Parts & Solutions, Future Hub e International Trade & Investment. Il fronte espositivo sarà completato da un programma di conferenze che prevede la presenza di circa 1.600 tra relatori e relatrici.
Date:
dal
marzo al 4 aprile. Paese Partner: il Canada.
HANNOVER MESSE i settori espositivi più importanti dell’edizione 2025:
BolognaFiere
5/7 MARZO 2025
Pad. 16 Stand C19
Innovazione e transizione nell’industria manifatturiera
Digital Twin, Intelligenza Artificiale e il Piano Transizione 5.0
MECSPE torna a BolognaFiere dal 5 al 7 marzo 2025, Industria 5.0 al centro della 23ª edizione
L’industria manifatturiera italiana sta vivendo una trasformazione senza precedenti, guidata dall’adozione di tecnologie avanzate come l’Intelligenza Artificiale (AI) e il Digital Twin, nonché dall’introduzione di nuove misure di incentivazione come il Piano Transizione 5.0. La fiera MECSPE, che si terrà a BolognaFiere dal 5 al 7 marzo 2025, rappresenterà un’occasione fondamentale per approfondire questi temi e supportare le aziende nel loro percorso verso l’innovazione e la sostenibilità.
Digital twin e intelligenza artificiale: il futuro del manifatturiero
L’AI sta acquisendo un ruolo sempre più rilevante nell’industria manifatturiera, con il 63% degli imprenditori che ritiene che avrà un impatto positivo. Strumenti basati sull’AI stanno rivoluzionando i processi produttivi, dalla progettazione alla manutenzione predittiva, migliorando l’efficienza e riducendo i costi. Il Digital Twin, in particolare, consente di creare repliche virtuali degli impianti produttivi per ottimizzare la gestione delle risorse e prevenire guasti.
Nel corso della fiera MECSPE, il convegno “Dall’AI alla fabbrica: semplificare i processi con esempi reali” metterà in evidenza come queste tecnologie possano trasformare il manifatturiero, con la partecipazione di esperti di settore come
Francesco Cadini del Politecnico di Milano e Giacinto Fiore, fondatore della community “IA Spiegata Semplice”.
MECSPE 2025 un’edizione dedicata a industria 5.0
Dopo il successo della scorsa edizione, che ha visto la partecipazione di quasi 70.000 visitatori e oltre 2.000 aziende espositrici, MECSPE torna con un focus su innovazione, formazione e sostenibilità. La manifestazione offrirà una piattaforma dinamica con 13 saloni espositivi su 92.000 mq, includendo momenti di networking, formazione per i giovani e presentazioni di nuove tecnologie.
L’evento inaugurerà con la presentazione dei dati aggiornati dell’Osservatorio MECSPE sull’industria manifatturiera, fornendo un quadro dettagliato dello stato del settore e delle prospettive future. Iniziative come il MECSPE LAB – Spazio Innovazione e il Percorso Obiettivo Sostenibilità saranno al centro della fiera, offrendo spunti concreti per le aziende che desiderano accelerare la loro trasformazione digitale ed ecologica.
Piano Transizione 5.0: incentivi per un’industria sostenibile
Il Piano Transizione 5.0, finanziato con 6,3 miliardi di euro, è stato accolto con favore dal settore manifatturie-
ro, con il 47% degli imprenditori che lo considera cruciale per una crescita sostenibile. Le misure previste incentivano investimenti in tecnologie per la riduzione dei consumi energetici, formazione del personale e impianti per l’autoproduzione di energia da fonti rinnovabili.
Secondo l’Osservatorio MECSPE, il 54% delle aziende investirà in soluzioni per migliorare l’efficienza energetica, mentre il 37% si concentrerà sulla formazione per agevolare la transizione digitale. MECSPE 2025 offrirà un’importante vetrina per comprendere al meglio le opportunità offerte da
questi incentivi e come integrarli nelle strategie aziendali. Il settore manifatturiero si trova in un momento di grande cambiamento, e l’adozione di tecnologie innovative, unita al supporto degli incentivi del Piano Transizione 5.0, rappresenta una leva fondamentale per garantire competitività e sostenibilità. MECSPE 2025 si conferma come l’evento di riferimento per orientare le aziende verso il futuro della produzione industriale, con un’attenzione particolare all’innovazione tecnologica e alla formazione delle nuove generazioni di professionisti del settore.
Il Villaggio ASCOMUT a MECSPE 2025: dove le sinergie diventano il motore della trasformazione
Storicamente, i villaggi sono stati luoghi di aggregazione dove persone con competenze e risorse diverse si univano per affrontare le sfide quotidiane. Lavorare insieme, condividere esperienze e creare soluzioni collettive erano pratiche essenziali per la sopravvivenza e il progresso. Questa logica di collaborazione è di grande attualità in un contesto economico e storico complesso come quello attuale. È proprio questo spirito che il Villaggio ASCOMUT incarna nel settore industriale: un luogo fisico e simbolico, che riunisce realtà diverse accomunate dalla capacità di creare sinergie, esattamente come avviene nei villaggi reali. Il progetto “Siamo Campioni di Sinergie”, al centro della partecipazione del Villaggio ASCOMUT a MECSPE 2025, mette in luce storie esemplari di imprese che hanno fatto della collaborazione e dell’integrazione i cardini della propria evoluzione. Queste testimonianze rivelano non solo la varietà delle applicazioni pratiche della sinergia, ma anche il suo valore trasformativo. Sinergie al cuore dell’innovazione Le storie raccontate nell’ambito del progetto mostrano che le aziende del Villaggio ASCOMUT sviluppano sinergie in diversi ambiti strategici:
1. Integrazione digitale: o Automazione di processi gestionali e logistici, redazionali e di distribuzione di dati e contenuti tecnici validati per ridurre tempi, costi ed errori [Centro Distribuzione Utensili; Società Italiana Commerciale Utensili – Sicutool]
o Supporto al self-servicing: piattaforme digitali che permettono ai clienti di ac-
cedere autonomamente a dati, configurazioni e contenuti tecnici [Hainbuch Italia]
o Nel panorama dell’Industria 4.0 e della Smart Factory, l’integrazione digitale rappresenta la chiave per interconnettere sistemi complessi (attrezzature, macchine utensili e software industriali) e trasformare le operazioni quotidiane in processi efficienti e meno proni all’errore [Gruppo Grazioli; Hainbuch Italia; Multicontrol – ZOLLER Italia; Riboni Segatrici; Stahlwille Utensili]
o Collaborazione digitalmente assistita tra uomo e macchina, attraverso tecnologie come il Tool Management [Multicontrol – ZOLLER Italia] o la visualizzazione di istruzioni d’uso e manutenzione contestuali allo stato della macchina utensile e all’attività dell’operatore [Riboni Segatrici].
2. Co-creazione, personalizzazione e miglioramento continuo: Molte imprese del Villaggio ASCOMUT non si limitano a fornire prodotti standard, ma li sviluppano fianco a fianco con i clienti, garantendo soluzioni su misura [Hainbuch Italia; Linea Tecnica] e un continuo miglioramento delle prestazioni [Consorzio Distributori Utensili]. Al centro del processo di co-creazione sta non solo l’efficienza della soluzione, ma anche la sua ergonomia: “mettersi nei panni” dell’utilizzatore finale è un approccio vincente per elaborare prodotti e servizi realmente fruibili ed efficienti. [Stahlwille Utensili]
3. Sperimentazione tecnologica: Alcune aziende spingono l’innovazione ai confini della tecnologia, integrando per esempio anche intel-
ligenza artificiale (AI), realtà aumentata (AR) e realtà virtuale (VR) nelle loro offerte, con l’obiettivo di non seguire la moda del momento, ma di creare valore per i clienti, aiutandoli a trasformare processi produttivi e decisionali. In alcuni casi, oltre alla cultura aziendale, è la disponibilità di incentivi pubblici a favorire la sperimentazione con il risultato di far emergere dalla prassi scenari applicativi reali e buone pratiche. [Gruppo Grazioli; Riboni Segatrici]
4. Integrazioni strategiche e operative:
Le sinergie fra gruppi di imprese, fra settori industriali o fra la struttura organizzativa dell’azienda e quella dei suoi clienti attivano circoli virtuosi che permettono per esempio di ottimizzare gli acquisti [Consorzio Distributori Utensili], elaborare soluzioni di sistema [Lughese Utensileria e Macchine] e creare servizi ad alto valore aggiunto per il cliente [Linea Tecnica].
5. Condivisione di conoscenze ed esperienze: o Far circolare il sapere all’interno dell’azienda e di aggregazioni aziendali migliora la capacità delle imprese di dare risposte commerciali autorevoli e di risolvere in meno tempo e più efficacemente i problemi posti dai clienti. [Stahlwille Utensili; anche Consorzio Distributori Utensili; Hainbuch Italia; Lughese Utensileria e Macchine] o Alfabetizzazione, formazione e prove pratiche aiutano le aziende a preparare il terreno per future attività commerciali, soprattutto quando le proposte riguardano soluzioni dematerializzate,
poco conosciute o addirittura di frontiera. [Gruppo Grazioli; Hainbuch Italia; Linea Tecnica; Multicontrol – ZOLLER Italia; Stahlwille Utensili Utensili] 6. Sostenibilità: Se il Piano Transizione 5.0 sostiene in particolare progetti di innovazione che comportano la riduzione dei consumi energetici della struttura produttiva, e quindi anche delle macchine utensili [Riboni Segatrici], in direzione della sostenibilità vanno anche le ottimizzazioni di processo volte a evitare errori, scarti e sprechi di materiale o a ridurre il consumo degli utensili montati a bordo macchina. [Gruppo Grazioli; Multicontrol – ZOLLER Italia]
La sinergia umana: il motore invisibile Nonostante la varietà e la complessità delle sinergie tecnologiche, ciò che emerge con forza dalle testimonianze è che alla base di tutto c’è sempre una forte vicinanza umana e imprenditoriale. La fiducia, la passione e il desiderio di collaborare sono gli ingredienti essenziali che trasformano le idee visionarie in realtà [per esempio Teknika], così come lo sono gli eventi [per esempio Consorzio Distributori Utensili] e gli incontri in presenza, commerciali oppure operativi.
In un mercato che richiede velocità, flessibilità e capacità di innovare, il Villaggio ASCOMUT si distingue come modello di successo, in cui la prossimità relazionale, alimentata da incontri diretti e scambi di idee, trasforma anche l’evento fieristico in un laboratorio di innovazione collaborativa, dove le imprese si confrontano e si arricchiscono reciprocamente.
Igus sarà protagonista nell’area dedicata all’automazione e alla robotica, dove presenterà una gamma completa di prodotti e sistemi progettati per aumentare l’efficienza e ridurre i costi delle automazioni industriali.
“Da sempre igus non vuole essere solo un semplice fornitore di componenti, ma si propone come partner affidabile per chi cerca innovazione e ottimizzazione dei processi produttivi”, spiega Marcello Mandelli, Country Manager di igus Italia. “Grazie a un’offerta ampia e diversificata, che spazia da catene portacavi e cavi chainflex, da cuscinetti e guide lineari fino a sistemi di automazione industriale, supportiamo i clienti con soluzioni integrate in grado di migliorare processi e ridurre i costi, garantendo un valore aggiunto significativo alle singole applicazioni”.
Sinergia e innovazione al servizio dei clienti
Tra i punti di forza di igus c’è la capacità di rispondere non solo a esigenze specifiche, ma di integrare soluzioni complementari che ottimizzano l’intero processo produttivo. “Ad esempio, chi si rivolge a noi per una catena portacavi può scoprire che siamo in grado di offrirgli anche sistemi Più
lineari o cuscinetti a strisciamento, creando sinergie che aumentano l’efficacia delle singole soluzioni”, aggiunge Mandelli. “Inoltre, la nostra esperienza tecnica e la capacità di anticipare i bisogni delle aziende ci permettono di sviluppare sistemi customizzati per ogni cliente”.
LE NOVITÀ FIRMATE IGUS IN MOSTRA A MECSPE 2025 Materiali esenti da PFAS per una produzione efficiente e sostenibile
igus presenta i nuovi cuscinetti a strisciamento esenti da lubrificazione e privi di PFAS. Realizzati con il nuovo materiale iglidur JPF, garantiscono prestazioni paragonabili a quelle ottenute con il materiale ad alta resistenza iglidur J, con il vantaggio di essere esenti da PTFE. Nel contesto di normative sempre più severe sui PFAS, questa soluzione assicura un funzionamento a secco a basso attrito, riducendo l’impatto ambientale e migliorando le performance.
Catene portacavi E2.1 ed E4.Q: massima versatilità per un’ampia gamma di applicazioni industriali
In ambito di catene portacavi, due le proposte di punta che igus presenterà a Mecspe 2025. Da un lato, la nuova generazione di catene della serie E2.1 che assicurano prestazioni eccellenti per applicazioni con carichi medi. Con maggiore spazio utile, funzionamento silenzioso e una durata d’esercizio estesa, queste catene sono ideali in molti campi, tra i quali la movimentazione dei materiali, le macchine edili e le macchine per la plastica.
Altro fiore all’occhiello della gamma igus, le catene portacavi della serie E4.Q, progettate per carichi pesanti, che combinano leggerezza, modularità e resistenza. Grazie a un design che diminuisce del 40% i tempi di montaggio, al peso ridotto e all’ampia varietà di componenti e accessori disponibili, queste soluzioni offrono un’eccezionale versatilità per applicazioni che vanno dall’ingegneria meccanica alla tecnologia per la movimentazione dei robot, dagli impianti di depurazione fino alla movimentazione di materiali pesanti.
Cavi ibridi chainflex precablati
I cavi ibridi combinano un cavo servomotore per la trasmissione di potenza con un cavo encoder integrato. Per soddisfare la crescente domanda di componenti plug&play, igus offre cavi ibridi chainflex disponibili in qualsiasi lunghezza richiesta e forniti come readycable: pronti per l’installazione senza necessità di ulteriori fasi di cablaggio. Questi cavi sono compatibili con i sistemi di azionamento dei principali OEM.
Tecnologia lineare: ZLX e SLR per applicazioni avanzate Tra le novità proposte dalla Business Unit dedicata alla tecnologia lineare, igus presenta l’attuatore a cinghia dentata drylin ZLX ad alte prestazioni. Compatto, robusto ed esente da lubrificazione, è contraddistinto da un profilo in alluminio anodizzato con una geometria completamente nuova che ne semplifica l’installazione. In mostra allo stand igus anche i nuovi moduli lineari SLR che combinano una maggiore capacità di carico con un design robusto e compatto. Dotati di tecnologia dryspin per un funzionamento silenzioso, offrono configurazioni flessibili, come sistemi multi-slitta e setup XY/ XZ, garantendo prestazioni ottimali anche in spazi ridotti.
I nuovi cuscinetti a strisciamento realizzati con l’innovativo materiale iglidur JPF sono esenti da lubrificazione e privi di PFAS.
Progettate per carichi pesanti, le catene portacavi della serie E4.Q di igus combinano leggerezza, modularità e resistenza.
Alla prossima MECSPE, SCHUNK, fedele al suo motto “Hand in hand for tomorrow”, presenterà una serie di prodotti che renderanno i vostri processi produttivi più efficienti e vi accompagneranno mano nella mano verso un futuro aziendale più sostenibile.
L’automazione è la chiave per produrre in modo produttivo ed economico per contrastare la carenza di personale qualificato e la pressione sui costi. Ma l’automazione non inizia dalla macchina. Per sfruttare appieno le potenzialità della macchina, è essenziale garan-
tire affidabilità e velocità anche durante le operazioni di asservimento, carico e scarico e di bloccaggio pezzo. SCHUNK, specialista di bloccaggio pezzo e utensili e di presa e di automazione, offre un’ampia gamma di componenti, necessari per la produzione automatizzata all’interno della macchina e per il machine tending. E non solo: SCHUNK supporta ogni cliente con un solido know-how sui componenti e sulle applicazioni indirizzando il cliente nella scelta e nella progettazione della soluzione di automazione ottimale per la sua produzione.
Dalla semplice gestione degli utensili alla lavorazione intelligente Il giusto processo di automazione dipende da diversi parametri: gli spazi, le dimensioni dei lotti e la varianza dei pezzi, ad esempio, giocano un ruolo decisivo. Alla prossima MECSPE SCHUNK presenterà diverse soluzioni di asservimento automatizzato delle macchine, dalla più semplici alla più complessa. Inoltre, i visitatori potranno sperimentare esempi live di manipolazione automatizzata dei pezzi con soluzioni davvero innovative, come il 2D Grasping Kit, premiato
Il Grasping Kit 2D di SCHUNK è stato premiato con l’HERMES Award. Consente di entrare facilmente nella gestione supportata dall’intelligenza artificiale di oggetti non orientati alla posizione.
lo scorso anno con l’HERMES Award 2024, che consente d’implementare processi automatizzati per la presa affidabile di pezzi disposti in modo casuale, grazie all’intelligenza artificiale. Una novità assoluta è, inoltre, la pinza meccatronica a 3 griffe EZU: questa pinza robusta e resistente è perfettamente adatta a condizioni di lavoro difficili come quelle della lavorazione meccanica e gestisce pezzi cilindrici di varie dimensioni senza perdita di forza di presa. Una varietà di interfacce di comunicazione, moduli funzionali PLC e plug-in di rinomati produttori di robot garantiscono una facile integrazione.
Maggiore libertà nel bloccaggio del pezzo
Nella sua linea di prodotti per la tecnologia di bloccaggio pezzo, SCHUNK offre anche soluzioni di bloccaggio manuali, automatici e intelligenti per quasi tutte le applicazioni. Ad esempio, con i mandrini autocentranti ad azionamento manuale a 4 griffe con sistema di compensazione ROTA-ML flex 2+2 è possibile bloccare qualsiasi geometria di pezzo. La gamma di prodotti è stata rivista a partire dalla dimensione 500 mm di diametro: le altezze dei mandrini sono state ridotte fino al 30% e quindi il peso dei mandrini è diminuito fino al 40%. Ciò offre agli utenti una maggiore libertà in termini di dimensioni e peso del pezzo da lavorare. Con KONTEC KS-H-LH, SCHUNK lancia infine una morsa a corsa lunga compatta e robusta ad azionamento idraulico con una forza di serraggio complessiva di 80 kN. Si ottiene così un campo di serraggio da 20 a 345 mm con una corsa di serraggio idraulica di 110 mm. Inoltre, dati come la misurazione del percorso o la pressione dinamica possono essere trasferiti al controllo della macchina tramite IO-Link.
SCHUNK Pad.16, Stand B36 Pad.30, Stand B54
Alla MECSPE, SCHUNK presenterà diversi approcci di caricamento automatico delle macchine, da semplici soluzioni di ingresso a soluzioni di fascia alta.
Il futuro delle soluzioni di lavorazione
SORALUCE mostrerà in MECSPE 2025 il suo spirito di leadership, incentrato sul suo fermo impegno a rimanere leader tecnologici, guidati dall’innovazione, specializzazione, crescita, sostenibilità e apprendimento acquisito nel settore da oltre 60 anni.
Il produttore di macchine utensili mostrerà la sua leadership internazionale nelle soluzioni di fresatura, alesatura, multitasking e automazione, con la presentazione della nuova gamma Dynamic Line e le rivoluzionarie soluzioni di lavorazione per componenti del settore aerospace durante MECSPE.
SORALUCE condividerà le sue conoscenze e mostrerà i suoi ultimi sviluppi tecnologici attraverso una visita guidata del suo stand in cui i visitatori potranno interagire con esperti tecnici dell’azienda e scoprire come le innovazioni possono guidare il successo dei loro progetti produttivi.
Fresatrice a montante mobile dal vivo
Durante la fiera MECSPE sarà esposta in loco la nuova fresatrice a banco fisso SORALUCE mod. TA35 dotata di ottima rigidità e stabilità meccanica. La fresatrice TA 35 della nuova Performance Line presenta una struttura interamente in ghisa ampiamente nervata e dimensionata, come tutte le macchine prodotte da SORALUCE; è dotata di motore mandrino in-line (potenza 32kw, 611Nm) ed ha un’elevata capacità di asportazione truciolo. È dotata di controllo numerico HEIDENHAIN TNC7 con monitor touch screen da 24”, presenta corsa longitudinale di 3.500 mm, corsa verticale di 1.500 mm e corsa trasversale di 1.200 mm, permette di caricare pezzi fino a 10 ton.
Si tratta di una macchina altamente flessibile che può essere configurata anche con tavole girevoli e teste differenti. In particolar modo la macchina esposta durante Mecspe 2025, presenta una testa birotativa automatica
millesimale da 6.000 rpm e ha la possibilità di applicare sul piano di lavoro da 3.700x1.000 mm una tavola girevole avente superficie 1.000x1.000mm e portata 4 ton. e dispone anche di un magazzino utensili a 40 posti con un braccio di cambio utensile orizzontale-verticale. Tale dispositivo motorizzato per il cambio utensile, guidato da servomotore elettronico controllato da CNC, permette di ridurre il tempo di cambio utensile.
La fresatrice TA35 è inoltre provvista di Teleservice, software che permette all’assistenza tecnica di SORALUCE ITALIA e SORALUCE di collegarsi direttamente alla macchina e di offrire un servizio immediato ai propri clienti.
Grazie alla sua struttura totalmente in ghisa abbinata all’utilizzo delle guide lineari a ricircolo di rulli, le fresatrici della serie TA hanno ottime prestazioni anche durante lavorazioni gravose.
È una macchina dotata di grande ergonomia: permette infatti l’accesso dell’operatore al piano di lavoro sia frontalmente che dal lato posteriore della macchina, garantendo la massima sicurezza per l’utilizzatore con, allo stesso tempo, un’ottima visibilità dell’area di lavoro.
La facile manutentabilità, unita all’ergonomia e al design stesso della macchina, rendono la fresatrice
SORALUCE TA una soluzione che offre risparmio energetico e promuove la sostenibilità ambientale. Tra le sue caratteristiche spiccano i motori elettrici di Efficienza Premium, l’uso di sistemi automatizzati di lubrificazione che ottimizzano il consumo di olio, l’ottimizzazione dei materiali strutturali attraverso l’analisi FEM, e l’illuminazione LED ad alta efficienza, riducendo così l’impatto ambientale durante l’intero ciclo di vita del prodotto.
Nuova Dynamic Line: Precisione e Dinamica con le Fresatrici a Portale di tipo Upper Gantry di Soraluce
Soraluce presenterà la sua nuova
Dynamic Line, che include le fresatrici a portale High Rail Gantry. Queste macchine sono progettate per offrire prestazioni senza precedenti nella lavorazione di componenti complessi e ad alta precisione. Offrendo una grande capacità di asportazione con elevate dinamiche, queste macchine garantiscono eccezionali precisioni e sono state sviluppate grazie all’ampia esperienza di Soraluce nel settore della fresatura e dalla tecnologia a sua disposizione.
La Dynamic Line comprende tre modelli di macchine per applicazioni in settori come l’aerospace, gli stampi e la meccanica generale, con soluzioni progettate per materiali specifici come compositi, leghe leggere e componenti a base di acciaio.
Configurate a seconda delle esigenze specifiche di diversi settori e applicazioni, queste macchine possono essere dotate di teste di fresatura a 5 assi a forcella o teste di fresatura ad alta coppia. Questa versatilità garantisce una gestione senza problemi di pezzi aventi geometrie complesse.
Inoltre, dispongono di una carenatura completa che può essere integrata con tetto per mantenere gli standard di pulizia e sicurezza nell’ambiente di lavoro e diversi sistemi di estrazione dei fumi e polveri mantenendo così una pulizia ottimale durante le operazioni. Questo aspetto è cruciale per preservare la salute degli operatori e favorisce anche la pulizia dell’area di lavoro.
Rivoluzionarie Soluzioni di Lavorazione per componenti per l´Aeronautica: Le Soluzioni di Lavorazione di Componenti Aerospaziali saranno un altro punto focale. La tecnologia innovativa che risulta dall’ esperienza di Soraluce include la lavorazione di componenti di motori, strutture aeronautiche e carrelli di atterraggio, basata su progetti in loco e recenti successi. Offre diverse soluzioni per la lavorazione di materiali come inconel,
leghe d’acciaio, titanio, alluminio e fibre di carbonio, migliorate attraverso soluzioni multitasking per operazioni di fresatura e tornitura su una singola macchina, soluzioni palletizzate e automatizzate, e una vasta gamma di teste meccaniche a 5 assi, sia ad alta coppia che con elettromandrino. Inoltre, include la lavorazione in pendolare con varie stazioni di lavoro e tecnologie intelligenti brevettate come DAS, Modular Quill e Ram Balance.
Soraluce per un futuro sostenibile:
Soraluce punta sulla transizione verso un’economia più sostenibile e digitale, sviluppando tecnologie avanzate che ottimizzano l’efficienza energetica e la sostenibilità nelle proprie operazioni e in quelle dei propri clienti. L’azienda lavora su diversi aspetti chiave per ottenere un significativo risparmio energetico e una conseguente riduzione dell’impatto ambientale, contribuendo così a un futuro più sostenibile.
- Pacchetto risparmio energetico: Le macchine di Soraluce garantiscono un risparmio energetico fino al 30%. D’altra parte, grazie all’integrazione e alla certificazione della norma UNE 150.301 di Ecodesign, Soraluce riduce il consumo energetico delle sue
macchine, minimizzando le dissipazioni energetiche e migliorando l’efficienza complessiva. Con queste misure, Soraluce non solo ottimizza le prestazioni delle proprie macchine, ma contribuisce anche a una significativa riduzione dell’impatto ambientale.
- Riduzione delle emissioni: Consapevole dell’impatto diretto e indiretto del proprio lavoro sull’ambiente, Soraluce ha adottato una politica di zero emissioni per ridurre l’impatto ambientale delle proprie attività produttive. Lungo tutta la catena di produzione, minimizza le emissioni generate nel processo di produzione.
- Materiali sostenibili: Soraluce implementa diverse misure per migliorare l’efficienza e la sostenibilità delle proprie macchine, come l’uso delle guide lineari a ricircolo di rulli che riduce il consumo di oli, teste lubrificate aria-olio che minimizzano l’uso di grasso e aumentano l’efficacia e l’affidabilità riducendo la rumoriosità, e la minimizzazione dei componenti idraulici.
- Integrazione di tecnologie avanzate: Soraluce offre servizi digitali avanzati attraverso la sua piattaforma Soraluce Data System, che massimizza la disponibilità e la produttività delle macchine, ottimizzando le loro prestazioni e l’efficienza. Inoltre, applica sistemi come l’Adaptive Control, che ottimizza i tempi di ciclo e prolunga la vita degli utensili, e lo SLEEP Mode, che riduce il consumo della macchina fino all’80% e può essere configurato in base alle esigenze del cliente.
- Impegno aziendale per la sostenibilità: A livello corporativo, Soraluce contribuisce in modo efficace alla protezione del clima. È consapevole della propria responsabilità aziendale e si distingue per il suo impegno nel combinare gli interessi economici con la sostenibilità. Questo impegno è stato riconosciuto con la medaglia d’argento nel ranking EcoVadis, uno dei più affidabili classificatori di sostenibilità a livello mondiale. Inoltre, l’azienda ha ottenuto la certificazione LEED (Leadership in Energy & Environmental Design) per il suo nuovo stabilimento produttivo a Bergara, che attesta il rispetto di rigorosi criteri di efficienza energetica e sostenibilità ambientale, consolidando ulteriormente il suo ruolo di leader nell’industria sostenibile.
Soraluce Pad 19, Stand A52
Fresatrice a montante mobile TA 35
A Bologna con una vasta gamma di innovazioni
L’attenzione si concentrerà sull’innovativa serie “LineLIGHT Fusion”, una nuova soluzione completamente integrabile per i costruttori di macchine e impianti che si integra perfettamente nel design delle macchine e degli impianti moderni. I visitatori potranno anche sperimentare dal vivo “WeASSIST”, la soluzione intersettoriale e basata su cloud per il monitoraggio e l’ottimizzazione di tutti i processi, e metterla alla prova in loco. Tra le altre novità, l’apparecchio da incasso compatto MC 55 LED, ora disponibile anche in versione touch e con funzioni aggiuntive intelligenti, nonché la nuova versione a 6 livelli della torre di segnalazione LED “eSIGN” e la linea sottile di torri di segnalazione “RST”.
montate a posteriori, e convince come unità visiva con l’involucro della macchina.
LineLIGHT Fusion: il design incontra l’efficienza Questa serie integra la visualizzazione degli stati della macchina direttamente nella superficie della stessa ed è quindi ideale per i produttori di macchine e sistemi che tengono a un design coerente e accattivante. La superficie liscia dell’esclusivo modulo luminoso è a filo con l’alloggiamento della macchina e garantisce così un aspetto moderno, chiaro e funzionale. LineLIGHT Fusion si distingue dalle soluzioni convenzionali, spesso
Un altro punto di forza: questa soluzione di segnalazione unica soddisfa i severi requisiti di igiene e protezione, riducendo al minimo i bordi sporchi ed evitando le aperture. Inoltre, LineLIGHT Fusion garantisce un’indicazione chiara e affidabile degli stati della macchina e del funzionamento grazie all’illuminazione omogenea del corpo luminoso dal design accattivante. I moduli stessi sono flessibili e personalizzabili: possono essere configurati con incrementi di 50 mm tra 100 mm e 1.500 mm, offrendo una gamma di applicazioni estremamente ampia.
Componenti intelligenti a Mecspe 2025
Mayr, filiale della multinazionale tedesca leader nel segmento motion control e trasmissioni di potenza, non poteva mancare a Mecspe , importante occasione di incontro per il mondo dell’industria meccanica.
L’esposizione di soluzioni Mayr rifletterà i risultati ottenuti dall’incessante ricerca e sviluppo che la Casa madre porta avanti e che come sempre si è svolta ad ampio raggio, riguardando prodotti per tutti i settori: per questo i visitatori, quale che sia il segmento dell’industria meccanica in cui operano, potranno trovare soluzioni di loro interesse. L’offerta di prodotti a catalogo Mayr è talmente variegata da soddisfare la maggior parte delle richieste, ma la consapevolezza in caso di necessità di poter contare su un fornitore competente per sviluppare prodotti ad hoc, in tempi rapidi e con caratteristiche tecniche tali da poter mantenere le promesse, è sicuramente rassicurante.
I visitatori troveranno quindi non solo le versioni a catalogo delle soluzioni, ma un team di tecnici competenti e aggiornati in grado di comprendere esigenze particolari, come velocità particolarmente elevate e con rapporti di coppia crescenti rispetto al passato. Mayr è sempre a disposizione per progettare e realizzare in tempi rapidi prodotti adatti a queste impegnative condizioni di lavoro.
Soluzioni intelligenti per il monitoraggio Reduci dal successo dell’anno scor-
WeASSIST - ottimizzazione dei processi in un minuto! WeASSIST è la soluzione innovativa e trasversale plug & play per il monitoraggio completo e permanente di tutti i processi produttivi e logistici, basata su cloud, facile da installare, rapida da adattare e ampiamente scalabile. Che si tratti di macchine o impianti, di logistica delle spedizioni o di postazioni di lavoro manuali, WeASSIST di WERMA garantisce la trasparenza, in modo digitale e in tempo reale. Questo aiuta a identificare i problemi prima che si presentino e a ottimizzare i processi in modo sostenibile.
WeASSIST di WERMA è la soluzione ideale per tutte le aziende che vogliono portare la piena traspa-
so, le soluzioni smart di Mayr – in particolare ROBA-drive-checker, giunto con sensoristica integrata per il monitoraggio delle trasmissioni di potenza, e ROBA-brake-checker, modulo per il monitoraggio dei freni – saranno presentate nelle loro versioni più evolute, con software aggiornati. ROBA-drive-checker sarà in mostra in un allestimento interattivo che permetterà ai visitatori di apprezzare l’intuitività dell’interfaccia e la varietà di grandezze monitorabili.
L’interesse per i componenti in grado di registrare e trasmettere dati rilevanti è presente da qualche tempo ma è di recente che ha conosciuto un picco, con un conseguente sviluppo del mercato; i tecnici Mayr conti-
renza nell’intera catena del valore. La soluzione cloud intersettoriale è composta da hardware e software e rende il networking e l’Industria 4.0 una realtà - in modo rapido, semplice e senza bisogno di consulenze, installazioni complesse o programmazione. È possibile implementare facilmente un monitoraggio completo e un’ottimizzazione coerente di tutti i processi produttivi, in modo digitale, basato sul cloud e scalabile in qualsiasi momento.
MC 55: lampada LED compatta da incasso con versione touch e funzioni aggiuntive intelligenti La fortunata famiglia di prodotti MC di WERMA convince con fino a sette colori in una sola luce ed è disponibile in due diverse dimensioni, con o senza acustica aggiuntiva. Grazie all’elevato grado di protezione IP69K e all’omologazione UL per il mercato statunitense, può essere utilizzata anche in condizioni estreme in tutto il mondo.
WERMA amplia la serie compatta MC con due nuovi modelli: MC55 Touch e MC55 Touch Smart. Entrambe le varianti offrono funzioni intelligenti aggiuntive, come il cambio di stato tramite tocco, il riconoscimento e le modalità di escalation basate sul tempo. In questo modo si ottiene una flessibilità ancora maggiore e soluzioni intelligenti per le applicazioni industriali.
nuano a lavorare queste soluzioni, perfezionandole e ampliandone le possibilità di utilizzo.
Leggeri e veloci A Mecspe troveranno anche spazio i giunti e limitatori di coppia in alluminio: un buon numero di soluzioni Mayr è già disponibile nella versione in metallo leggero, ma i progettisti dell’azienda non si fermano.
I componenti in alluminio sono infatti in aumento, per soddisfare la crescente domanda di utilizzo in applicazioni ad alta velocità e consentire ai produttori di impianti e macchinari di trovare in Mayr un partner sempre al passo con le loro esigenze.
Ambiente al centro
Le soluzioni leggere richiedono anche un minor consumo di energia per la loro movimentazione, con evidenti effetti benefici per l’ambiente: un aspetto al quale Mayr presta da sempre attenzione. Ne deriva anche l’interesse dell’azienda per le soluzioni destinate agli impianti per il riciclo dei prodotti a fine vita: non si tratta solo di un segmento destinato a crescere, ma soprattutto di un’attività che si inserisce nel contesto di un’economia sempre più circolare e di un’attenzione all’utilizzo equilibrato delle risorse che Mayr ha fra i propri obiettivi.
Fra le offerte di Mayr che consentono un certo risparmio energetico ci sono anche i webinar, occasioni di formazione fruibili senza doversi sposare dalla propria scrivania: oltre alla comodità, naturalmente, sono apprezzati per i contenuti pratici e la possibilità di interagire con relatori esperti ottenendo rispose in tempo reale ai propri quesiti e preziose indicazioni per utilizzare al meglio le soluzioni Mayr nei propri progetti.
Iscrizioni in crescita e feedback eccellenti incoraggiano l’azienda a proseguire, sviluppando di nuove occasioni di incontro e formazione: i tecnici Mayr rimangono aperti a suggerimenti riguardo alle tematiche di maggior interesse per rifletterle nei limiti del possibile di riflettere nell’offerta di corsi online.
WERMA Pad. 30, Stand C54
Mayr Pad. 30, Stand C83
Tecnologia affidabile
Qualità ed efficienza energetica saranno i principali temi proposti dal noto costruttore di rettificatrici tangenziali Rosa Ermando alla 23esima edizione di MECSPE. In mostra la rettificatrice Steel, come esempio concreto del suo un approccio produttivo basato su una forte verticalità, che assicura un controllo rigoroso e approfondito di ogni fase strategica della costruzione delle macchine.
Quando si parla di Rosa Ermando, ci sono almeno due aspetti fondamentali, diventati nel tempo le colonne portanti del suo modus operandi. Da un lato, la sua capacità di realizzare soluzioni tecnologiche, frutto di un’attenta interpretazione delle esigenze produttive degli utilizzatori. E, dall’altro, la messa a punto di un modello produttivo altamente verticalizzato, che garantisce un controllo estremamente rigoroso e appro-
Steel di Rosa GrindTech è una soluzione avanzata per lavorazioni di rettifica con procedimento pendolare.
fondito su tutte le fasi di costruzione delle macchine.
È per parlare di questi temi, oltre che di efficienza energetica, che Rosa Ermando torna alla 23esima edizione di MECSPE e lo fa portando con sé la rettificatrice Steel, una soluzione che ben rappresenta i valori aziendali.
Precisa, affidabile e versatile La Steel è una soluzione avanzata per lavorazioni di rettifica con procedimento pendolare, un sistema che alterna il movimento della tavola tra due posizioni, ottimizzando così i tempi ciclo e garantendo finiture di alta precisione su pezzi di grandi dimensioni o geometrie complesse. Progettata per soddisfare le esigenze delle rettifiche in piano e di profili, questa macchina si distingue per precisione, affidabilità e versatilità, tre caratteristiche fondamentali che la rendono una scelta imprescindibile per diverse applicazioni nei settori industriali più esigenti, tra cui la meccanica di precisione, la costruzione di utensili per presse piegatrici e la produzione di stampi per piastrelle e stampi meccanici.
Con una lunghezza rettificabile fino a 2100 mm, una larghezza di 750 mm e un’altezza di lavoro fino a 800 mm (con mola nuova), assicura prestazioni eccellenti anche nelle lavorazioni più impegnative. Soluzione compatta e versatile, la macchina è equipaggiata con il CNC Sinumerik One di Siemens e può essere utilizzata anche in modalità conversazionale, grazie a un sistema sviluppato da Rosa Ermando sulla base
di oltre sessant’anni di esperienza nel settore della rettifica, nonché frutto dell’expertise consolidata dei suoi marchi Rosa GrindTech e Favretto GrindTech.
Sostenibilità
Novità recente è l’integrazione opzionale di una funzione avanzata che consente di misurare in tempo reale l’assorbimento energetico della macchina. Il dato raccolto può essere analizzato in modalità cumulativa, calcolando il consumo energetico totale, oppure in modo differenziato, misurando l’assorbimento energetico di specifici componenti o fasi di lavorazione. Il dispositivo di gestione energetica, disponibile per tutte le macchine Rosa GrindTech e Favretto GrindTech, offre la possibilità di visualizzare e storicizzare in dettaglio i flussi e i consumi energetici, consentendo di individuare eventuali misure di efficientamento, ottimizzare il fabbisogno energetico, effettuare previsioni sui consumi futuri e confrontare l’efficienza tra diverse unità produttive.
La Steel integra, infine, anche la funzione Start&Stop per la gestione della centralina idraulica che muove la tavola della macchina.
Questa funzione spegne la centralina durante i tempi morti (come durante il setup), riducendo così il consumo energetico, e la riattiva quando necessario. Il funzionamento della centralina è inoltre modulato in base alla potenza richiesta, contribuendo alla riduzione dei costi operativi.
L’AUTOMAZIONE FIRMATA GROB A MECSPE
Tecnologie e sistemi di automazione
GROB saranno in mostra a MECSPE, la principale fiera italiana dedicata all’industria manifatturiera.
Sostenibilità, innovazione e formazione i focus della 23ª edizione, suddivisa in 13 saloni tematici espressione delle principali filiere della meccanica.
GROB si inserisce in questo scenario come uno dei grandi protagonisti globali nella produzione di sistemi di automazione e macchine utensili. Un comparto che dopo il calo dello scorso anno prevede nel 2025 una crescita sul mercato italiano del 7,2% (fonte: Ucimu-Sistemi per Produrre), mentre a livello internazionale – secondo Oxford Economics – si stima un incremento della domanda dell’8%, che consentirà di raggiungere un valore del mercato di circa 73,6 miliardi di euro. In fiera l’azienda tedesca porterà G150, il più piccolo tra i suoi centri di lavoro universali a 5 assi, ma an-
che il più flessibile. Una macchina che raggiunge il giusto bilanciamento tra efficienza e flessibilità, e che si adatta senza problemi a lavorazioni di precisione in differenti settori: meccanica generale, stampi e matrici, industria medicale ma anche aerospazio.
Una soluzione che mantiene alte performance sia su lavorazioni a tiratura limitata, che nella produzioni in serie di grandi lotti. Ideale quindi per assorbire, senza problemi, ogni variazione nei volumi di produzione.
G150 si distingue per la cinematica orizzontale e per l’accessibilità che consente il serraggio multiplo e l’uso di utensili standard corti, con tempi passivi ri-
dottissimi.
La particolare disposizione degli assi permette di lavorare sia a tavola
capovolta che in sottosquadro fino a +45°, garantendo un’accessibilità ottimale e possibilità pressoché illimi-
tate nella lavorazione del pezzo. Con un assorbimento ideale delle forze di taglio, un completo scarico dei trucioli e una modalità di gestione che garantisce una lunga durata degli utensili. Il centro di lavoro a controllo numerico G150 eccelle nelle operazioni di fresatura e tornitura, ma anche nel monitoraggio delle lavorazioni. All’elevato livello di personalizzazione, con diverse soluzioni di automazione in base alle necessità, si abbina, infatti, una grande capacità di controllo grazie alle applicazioni web modulari GROB-NET4Industry, che consentono di mettere in rete e digitalizzare le operazioni, incrementando l’efficienza dell’intera produzione e garantendo trasparenza e controllo di ogni fase di lavorazione.
Rosa Ermando Pad. 14, Stand: D26
Rosa Ermando sarà presente alla 23esima edizione di MECSPE, padiglione 14, stand D26.
La
GROB Pad 19, Stand B52
MORSE GRIPMATIC
Progettate per l’Asservimento Automatico tramite Robot
Gripper
Zero Point
Ideali per il Carico & Scarico Robotizzato
Progettate per il serraggio automatico e predisposte per la gestione tramite CNC, le morse della serie GripMatic, grazie ad un design compatto, un serraggio autocentrante ed a ridotte flessioni, consentono lavorazioni di alta qualità sui 5 lati del pezzo, mentre l’elevata resistenza all’usura, ne garantisce l’affidabilità nel tempo.
CONTROLLO DIRETTO DA CNC
L’utilizzo di connettori automatici pneumatici tra il sistema Zero Point e la piastra d’interfaccia, consentono l’azionamento diretto della morsa tramite CNC.
RAPIDO CARICO e SCARICO DEL PARTICOLARE
La morsa GripMatic consente un serraggio autocentrante del particolare, rapidamente caricato e scaricato dal braccio robotico.