PCM Vol. I
PLANEJAMENTO E CONTROLE DA
INTRODUÇÃO
Com a globalização da economia, a procura da qualidade total em serviços, produtos tornou-se a meta de todas as empresas. Disponibilidade de máquina, ampliação da competitividade, acréscimo da lucratividade, satisfação dos clientes, produtos com defeito zero, são alguns dos componentes imprescindíveis neste novo contexto.
Sem o Planejamento e Controle de Manutenção, os prejuízos serão inevitáveis, pois máquinas com defeitos causarão entre outros prejuízos, a diminuição ou interrupção da produção, atrasos nas entregas, aumento de custos e consequentemente perdas financeiras.
Podemos definir Planejamento e Controle de Manutenção (PCM) como o conjunto de ações organizacionais e procedimentos, que ordenam e estruturam os serviços para o alcance dos objetivos deste setor em uma empresa. A gestão do serviço de manutenção tem o objetivo de organizar as atividades e ordenar os fatores de produção (capital + fatores humanos), visando a produção e a produtividade com eficiência, sem desperdícios e retrabalho.
Este manual é uma contribuição da SGM Manutenção Industrial – Rede Industrial para todos aqueles gestores cuja atividade envolve o Planejamento e Controle de Manutenção. Além da apresentação do SIGMA (Sistema Gerencial de Manutenção), são expostos aqui tópicos de fundamental importância no PCM, com conhecimentos oriundos da experiência acumulada em mais de 25 anos de atuação da Rede Industrial em todo o Brasil. Desejamos um bom aproveitamento do conteúdo aqui apresentado e um bom trabalho para todos.
SOBRE ESTE MANUAL
O Manual Prático de PCM é um produto cujos direitos autorais pertencem à SGM Manutenção Industrial – Rede Industrial. A reprodução, distribuição e comercialização da totalidade ou partes deste documento sem a devida autorização expressa da Rede Industrial estará sujeita às penalidades previstas em lei.
1. MÓDULO EQUIPAMENTOS 12
CADASTRANDO UM DEPARTAMENTO.............................................................................................14
ESTABELECENDO A DISPONIBILIDADE DE HORAS/MÁQUINAS POR DEPARTAMENTO ................14
INFORMANDO HORAS TRABALHADAS POR DIA ............................................................................14
INFORMANDO DIAS TRABALHADOS POR MÊS...............................................................................14
ESTABELECENDO A INDISPONIBILIDADE DE HORAS/MÁQUINAS POR MÊS .................................14
ESTABELECENDO O PERCENTUAL DO FATURAMENTO E O CUSTO DA MANUTENÇÃO PARA UM
DEPARTAMENTO..............................................................................................................................15
VISUALIZANDO ORDENS DE SERVIÇO DO DEPARTAMENTO .........................................................15
VISUALIZANDO TAG’S, EQUIPAMENTOS E MÁQUINAS DO DEPARTAMENTO ..............................15
VISUALIZANDO SETORES DO DEPARTAMENTO .............................................................................15
CADASTRANDO UM SETOR .............................................................................................................16
LIGANDO O SETOR A UM DEPARTAMENTO ....................................................................................16
VISUALIZANDO A DISPONIBILIDADE DE RECURSOS DO DEPARTAMENTO SELECIONADO ..........16
ESTABELECENDO AS METAS DE MANUTENÇÃO DO SETOR CADASTRADO ................................17
ESTABELECENDO A META DE MÁQUINA PARADA DO SETOR......................................................17
ESTABELECENDO O PERCENTUAL DE CUSTO DA MANUTENÇÃO DO SETOR..............................17
ESTABELECENDO O PERCENTUAL DO FATURAMENTO DO SETOR ..............................................17
VISUALIZANDO ORDENS DE SERVIÇO DO SETOR .........................................................................18
VISUALIZANDO TAG´S, EQUIPAMENTOS E MÁQUINAS DO SETOR ..............................................18
VISUALIZANDO PROCESSOS DO SETOR ........................................................................................18 CADASTRANDO UM PROCESSO...................................................................................................... 18
LIGANDO O PROCESSO À UM SETOR .............................................................................................18
VISUALIZANDO A DISPONIBILIDADE DE RECURSOS DO SETOR SELECIONADO ..........................19
ESTABELECENDO AS METAS DE MANUTENÇÃO DO PROCESSO CADASTRADO .........................19
ESTABELECENDO A META DE MÁQUINA PARADA DO PROCESSO...............................................19
ESTABELECENDO O PERCENTUAL DE CUSTO DA MANUTENÇÃO DO PROCESSO ......................19
ESTABELECENDO O PERCENTUAL DO FATURAMENTO DO PROCESSO .......................................19
VISUALIZANDO ORDENS DE SERVIÇO DO PROCESSO ..................................................................19
VISUALIZANDO TAG´S, EQUIPAMENTOS E MÁQUINAS DO PROCESSO .......................................20
C
VISUALIZANDO ORDENS DE SERVIÇO DO CENTRO DE CUSTO.....................................................21
VISUALIZANDO
INFORMANDO AS REFERÊNCIAS PESSOAIS DO FUNCIONÁRIO......................................................53
INSERINDO UMA IMAGEM PARA O FUNCIONÁRIO...........................................................................53
SELECIONANDO UM PLANTÃO PARA O FUNCIONÁRIO ..................................................................53
DEFININDO AS FERRAMENTAS USADAS PELO FUNCIONÁRIO.......................................................54
REGISTRANDO OS CURSOS REALIZADOS PELO FUNCIONÁRIO .55
DEFININDO A ÁREA DE ATUAÇÃO ...............................................56
O QUE É UMA EQUIPE .....................................................................................................................56
CADASTRANDO UMA EQUIPE..........................................................................................................56
O QUE É O CADASTRO DE AUSÊNCIAS ..........................................................................................57
CADASTRANDO UMA AUSÊNCIA .....................................................................................................57
CADASTRANDO UMA AUSÊNCIA PARA O DIA TODO NO PERÍODO INFORMADO ............................57
CADASTRANDO UMA AUSÊNCIA DE HORAS NO PERÍODO INFORMADO ........................................58
LANÇANDO O REGISTRO DE AUSÊNCIA .........................................................................................58
MONTANDO UM PLANTÃO ANUAL ...................................................................................................59
O QUE É O CADASTRO DE DATAS E FERIADOS? ...........................................................................61
CADASTRANDO UMA NOVA DATA ..................................................................................................61
PESQUISANDO UMA DATA JÁ CADASTRADA.................................................................................61
CADASTRANDO AUTOMATICAMENTE TODOS OS DOMINGOS DE UM ANO ...................................62
O QUE É A PESQUISA POR DISPONIBILIDADE DE MÃO DE
I
PESQUISANDO OS REGISTROS DE DISPONIBILIDADE
V
R
D
C
H
C
I
B
F
E
M
M
M
MÓDULO PREVENTIVA 92
O QUE É A UMA MANUTENÇÃO P
C
CADASTRANDO ETAPAS DE UMA MANUTENÇÃO P
CADASTRANDO PEÇAS DE UMA MANUTENÇÃO PREVENTIVA ......................................................96
CADASTRANDO UMA PROGRAMAÇÃO DE MANUTENÇÃO PREVENTIVA .......................................96
DEFININDO OS DADOS DA PROGRAMAÇÃO ...................................................................................97
CARREGANDO AUTOMATICAMENTE AS DEFINIÇÕES ESTABELECIDAS NO CADASTRO DA PREVENTIVA ....................................................................................................................................97
DEFININDO O TIPO DA PROGRAMAÇÃO (PERIÓDICA OU DISPAROS).............................................98
DEFININDO CARACTERÍSTICAS DA PROGRAMAÇÃO POR DISPAROS............................................99
DEFININDO CARACTERÍSTICAS DA PROGRAMAÇÃO PERIÓDICA ..................................................99
GERANDO OS’S AUTOMÁTICAS PARA AS PROGRAMAÇÕES CADASTRADAS ..............................99
DEFININDO AS CONFIGURAÇÕES DO RELATÓRIO DE OS’S A SER IMPRESSO..............................99
DEFINIDO A PESQUISA DAS PROGRAMAÇÕES QUE SE DESEJA GERAR OS’S ...........................100
IMPRIMINDO PROGRAMAÇÕES SEM GERAR OS’S .......................................................................100
IMPRIMINDO E GERANDO AS OS’S DAS PROGRAMAÇÕES PESQUISADAS..................................101
MODELOS DE RELATÓRIOS ..........................................................................................................101
MODELO 1 (PADRÃO) ....................................................................................................................103
M
M
MODELO 4
LUBRIFICAÇÃO
CADASTRANDO SERVIÇOS DE LUBRIFICAÇÃO............................................................................108
CADASTRANDO MÉTODOS DE APLICAÇÃO DE LUBRIFICANTES .................................................108
C
D
INFORMANDO QUAL O MÉTODO DE APLICAÇÃO A SER UTILIZADO PARA UM LUBRIFICANTE....109
CADASTRANDO PONTOS DE LUBRIFICAÇÃO ...............................................................................110
CADASTRANDO UMA PROGRAMAÇÃO DE LUBRIFICAÇÃO ..........................................................111
RELATÓRIO DE LUBRIFICAÇÃO ....................................................................................................112
RETORNO DA LUBRIFICAÇÃO .......................................................................................................112
MÓDULO PREDITIVA 114
O QUE É A UMA MANUTENÇÃO PREDITIVA ..................................................................................115
CADASTRANDO UMA MANUTENÇÃO PREDITIVA .........................................................................115
DEFININDO UMA CLASSIFICAÇÃO PARA A PREDITIVA ..............115
DEFININDO O TIPO DE UMA MANUTENÇÃO PREDITIVA .............115
CADASTRANDO ETAPAS DE UMA MANUTENÇÃO PREDITIVA ...115
CADASTRO DE PREDITIVA .............................................................................................................115
CADASTRANDO UMA PROGRAMAÇÃO DE MANUTENÇÃO PREDITIVA ........................................116
DEFININDO OS DADOS DA PROGRAMAÇÃO ..............................116
CARREGANDO AUTOMATICAMENTE AS DEFINIÇÕES ESTABELECIDAS NO CADASTRO DA
PREDITIVA......................................................................................................................................117
GERANDO OS’S AUTOMÁTICAS PARA AS PROGRAMAÇÕES CADASTRADAS
GRÁFICO DE ANALISE DE PREDITIVA...........................................................................................118
MÓDULO CHECKLIST 120
C
C
G
C
MÓDULO CONSULTAS 143
A
D
C
C
H
G
C
C
C
MÓDULO CONFIGURAÇÕES 153
N
G
G
G
G
G
MÓDULO FERRAMENTAS 188
FERRAMENTAS ..............................................................................................................................189
ATUALIZAÇÃO EM GRUPO ............................................................................................................189
LIMPA TABELAS ............................................................................................................................190
EDIÇÃO DE TABELAS ....................................................................................................................191
ITENS DE AVALIAÇÃO DE UM SISTEMA DE MANUTENÇÃO 193
ITENS DE AVALIAÇÃO....................................................................................................................198
DICAS DE UTILIZAÇÃO DO SIGMA 205
1- GRÁFICO DE METAS DE MÁQUINA PARADA ...........................................................................205
2 - ATUALIZAÇÃO EM GRUPO .......................................................................................................205
GERANDO UM GRÁFICO DE ANÁLISE PREDITIVA ........................................................................206
CRIANDO UM CÓDIGO DE TAG AUTOMATICAMENTE ...................................................................206
PESQUISANDO MÁQUINAS POR PESO .........................................................................................206
PESQUISANDO LOCALIZAÇÃO DE TAG'S, EQUIPAMENTOS........................................................207
CONSULTANDO PEÇAS CONSUMIDAS EM UMA OS......................................................................207
UTILIZANDO PEÇAS EM UMA OS...................................................................................................207
CADASTRANDO E IMPRIMINDO UMA IMAGEM DE UMA PROGRAMAÇÃO DE OS .........................208
CADASTRO DO CHECKLIST...........................................................................................................208
HERDANDO UMA FICHA TÉCNICA PARA UMA DETERMINADA MÁQUINA .....................................208
LANÇANDO PENDÊNCIAS EM UMA OS..........................................................................................209
VISUALIZANDO UM RELATÓRIO DE HORAS TRABALHADAS EM UMA ORDEM DE SERVIÇO ......209
PROGRAMANDO UM SERVIÇO DE LUBRIFICAÇÃO .......................................................................209
HABILITANDO GARANTIAS AO CONCLUIR UMA ORDEM DE SERVIÇO ........................................210
ARQUIVAR IMAGENS DOS EQUIPAMENTOS ..................................................................................210
CONSULTANDO AS PENDÊNCIAS DO SIGMA..............................................................................210
DISPONIBILIDADE DE MÃO DE OBRA ...........................................................................................211
CADASTRANDO AUSÊNCIAS DE FUNCIONÁRIOS ..........................................................................211
USANDO O HELP DE CADA TELA DO SIGMA...............................................................................211
CONSTRUINDO FLUXOS E ORGANOGRAMAS ATRAVÉS DO SIGMA ..........................................212
CÁLCULOS DA PRIORIDADE DA OS .............................................................................................212
CRIANDO UM NOVO NEGÓCIO NO SIGMA ...................................................................................213
CADASTRAR UMA NOVA SENHA NO SIGMA................................................................................213
COMO PARAMETRIZAR O SIGMA CONFORME A PADRONIZAÇÃO DA EMPRESA .....................214
COLOCAR O LOGOTIPO E O NOME DA EMPRESA NOS RELATÓRIOS E NA ABERTURA DO SIGMA ........................................................................................................................................................214
PERSONALIZAR AS CORES DOS BOTÕES DO SIGMA COM AS CORES DA EMPRESA ...............214
SIGLAS DE AUXÍLIO AO SIGMA 215
TERMOS E DEFINIÇÕES 217
CONCEITOS TÉCNICOS DE PCM 240
M
M
M
G
RCM
O
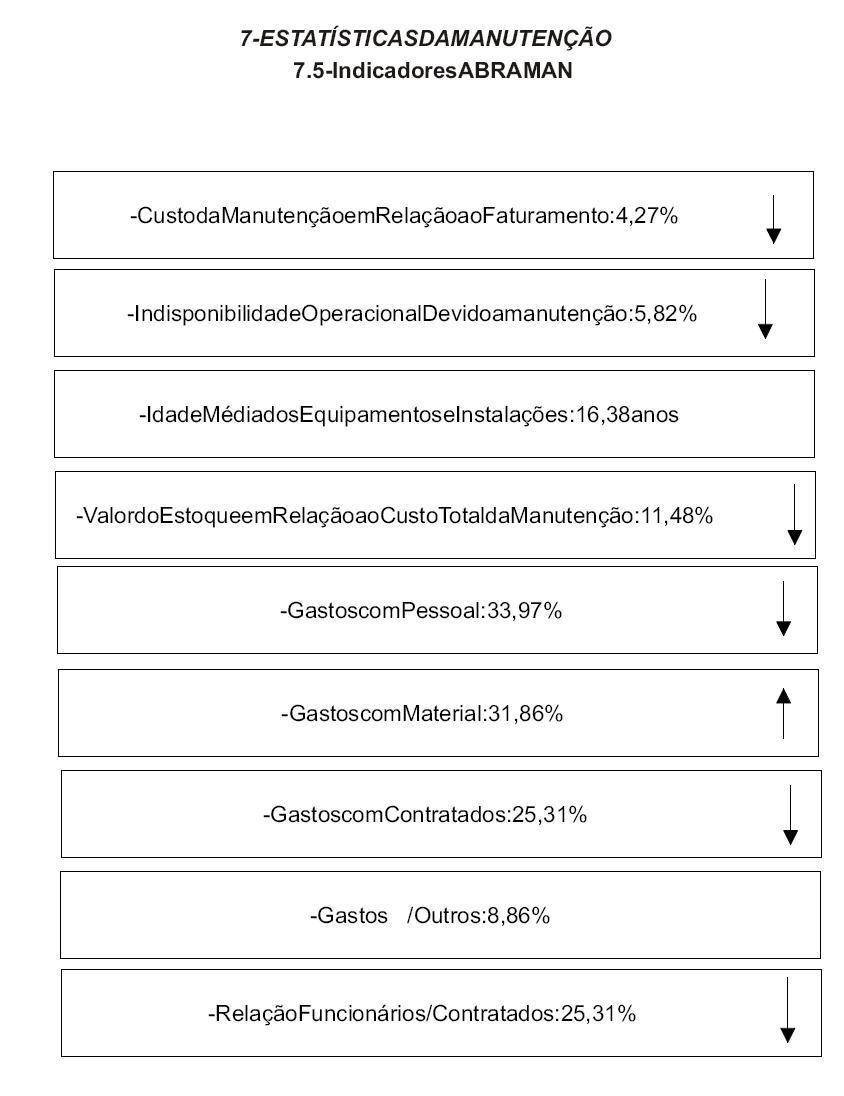
INDICADORES DE DESEMPENHO DA MANUTENÇÃO ....................................................................244
D
E
G
H) ÍNDICE DE FALHA ......................................................................................................................247
I) DISPONIBILIDADE FÍSICA (DF) ..............................................................................................247
J) CUSTO DE MANUTENÇÃO POR FATURAMENTO
K) CUSTO DE MANUTENÇÃO POR VALOR DE REPOSIÇÃO ......................................................249
L
P
MATRIZ
GLOSSÁRIO DE TERMOS BÁSICOS DE PCM 253
TABELA SCHUMACHER 261
GESTÃO DA MANUTENÇÃO: UMA ANÁLISE ABRANGENTE 266 MODELOS E
FLUXOS DE PCM
1. MÓDULO EQUIPAMENTOS
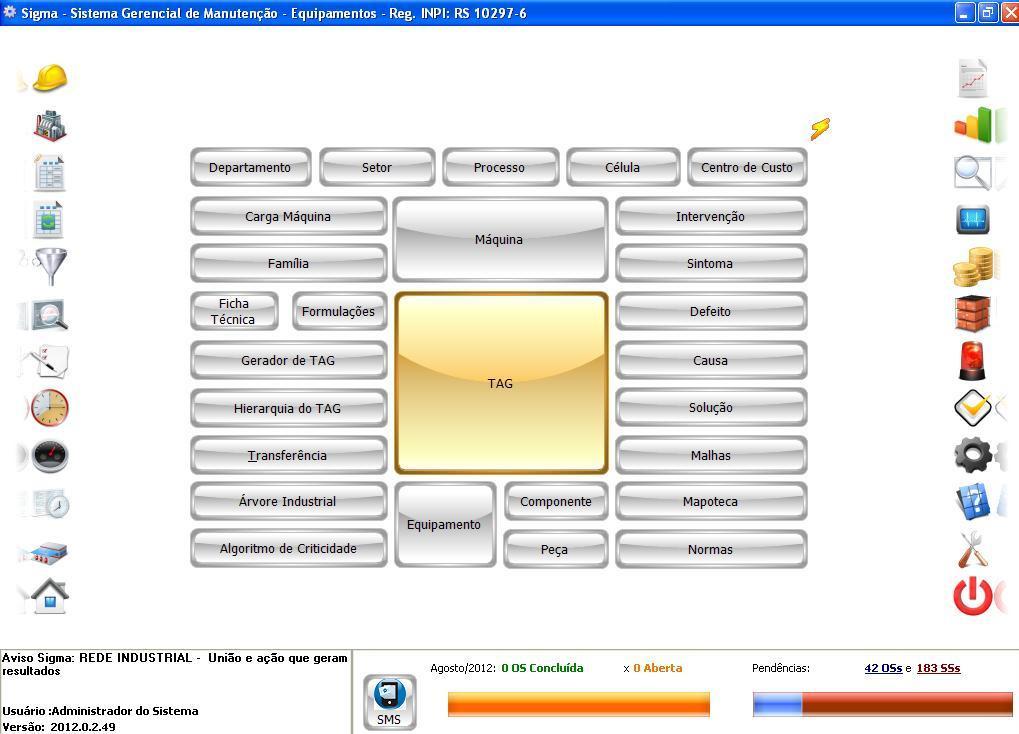
Figura 1 – Tela Principal do Módulo Equipamento
Cadastrando um Departamento
Para cadastrar um departamento, acesse o módulo Equipamentos e clique na opção “Departamento”. Informe um Código para o departamento a ser cadastrado e pressione <ENTER>. A seguir, no campo descrição, informe a descrição do departamento.
Estabelecendo a disponibilidade de Horas/Máquinas por Departamento
Estabelecer a disponibilidade de Horas / Máquina significa informar quantas horas por mês são trabalhadas no departamento a ser cadastrado, a fim de estabelecer a indisponibilidade de Horas de Máquina Parada para o departamento em questão, baseando-se nas metas da ABRAMAN (Associação Brasileira de Manutenção).
Informando Horas Trabalhadas por Dia
No campo “Horas / Dia”, informe a quantidade de horas trabalhadas por dia para este departamento.
Informando Dias Trabalhados por Mês
No campo “Dias / Mês”, informe a quantidade de dias trabalhados em um mês. Assim o SIGMA irá calcular o total de disponibilidade de horas para o departamento.
Estabelecendo a indisponibilidade de Horas/Máquinas por Mês
No campo “Meta da Manutenção (%)”, o usuário irá preencher a meta do percentual de Máquina parada por mês aceitável para o total da disponibilidade de Horas.
Ao entrar no campo “Horas Máq. Parada”, será automaticamente calculado o total de horas de máquina parada aceitável para este departamento, baseando-se no total de disponibilidade de Horas e na meta informada.
Futuramente poderão ser visualizados gráficos das horas de máquina parada por departamento, baseados no total de horas de máquina parada informadas na conclusão das OS’s (Ordens de Serviço).
Estabelecendo o percentual do Faturamento e o Custo da Manutenção para um Departamento
Para estabelecer qual será o percentual do faturamento destinado à manutenção de um departamento, é necessário informar o total do faturamento mensal no campo “Faturamento”. No campo “(%) para Manutenção” o usuário irá informar o percentual do Faturamento destinado à manutenção neste departamento. Quando o campo “Custo Manutenção” for acessado, será feito o cálculo do total monetário destinado à manutenção do departamento em questão.
Visualizando Ordens de Serviço do Departamento
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Para visualizar as Ordens de Serviços de um departamento clique no botão “OS”, que está na barra de botões da tela de cadastro. Será aberta uma tela de pesquisa onde poderão ser visualizadas todas as Ordens de Serviços referentes ao departamento selecionado. Você poderá visualizar somente as Os’s Pendentes, Concluídas ou Canceladas.
Visualizando TAG’s, Equipamentos e Máquinas do Departamento
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Após, você visualizará na parte inferior da tela uma página denominada Links, podendo ser consultados todos os TAG’s, Equipamentos e Máquinas ligadas ao departamento selecionado.
Visualizando Setores do Departamento
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Após, você visualizará na parte inferior da tela uma página denominada Setores, podendo ser consultados todos os setores que estão ligados ao departamento selecionado.
Cadastrando um Setor
Para cadastrar um Setor, acesse o módulo de Equipamentos e clique na opção Setor. Informe um Código para o Setor a ser cadastrado e pressione <ENTER>. A seguir, no campo descrição, informe a descrição do Setor.
Ligando o Setor a um departamento
Na hierarquia de cadastros do SIGMA o Setor está logo abaixo do departamento. Portanto deverá ser ligado a um departamento. Para ligar um setor a um departamento, basta selecionar um departamento já cadastrado no campo “Departamento”.
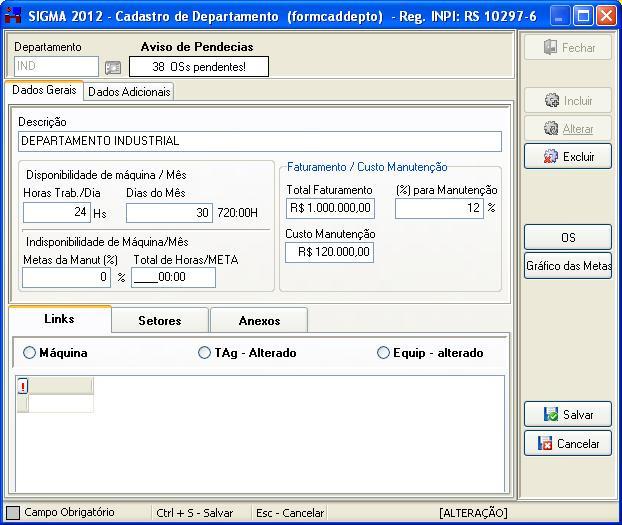
Visualizando a Disponibilidade de Recursos do Departamento Selecionado
Figura 2 – Tela de Cadastro de um Departamento
Após ter selecionado um departamento e caso este departamento já tenha as suas metas de manutenção estabelecidas, a disponibilidade de Horas do departamento e o total do Faturamento serão respectivamente preenchidos nos campos “Horas de Máquina” e “Faturamento”.
Estabelecendo as Metas de Manutenção do Setor Cadastrado
Para estabelecer as Metas de Manutenção de um Setor, você deve basear-se nas metas do Departamento ligado ao setor em questão, que podem ser visualizadas depois que um departamento for selecionado. As metas do setor são sempre uma fração das metas estabelecidas para o departamento deste setor. Para informar as Metas de Manutenção o SIGMA disponibiliza duas opções, ou seja, pode ser informado o percentual do total ou o valor final desejado, sendo que neste último o sistema irá calcular o percentual do total informado.
Estabelecendo a Meta de Máquina Parada do Setor
Depois da seleção do departamento, irão aparecer as metas de máquina parada do mesmo. Assim, poderá ser informado tanto o percentual deste total quanto o total da meta de horas de máquina parada para este setor nos seguintes campos: “% Máquina Parada” ou “Total Máquina Parada”.
Estabelecendo o Percentual de Custo da Manutenção do Setor
Após ter selecionado um departamento e ter visualizado o total do faturamento a ele destinado, poderá ser informado tanto o percentual deste total quanto o total do faturamento destinado a este setor nos seguintes campos: “% Custo Manutenção” ou “R$ Custo Manutenção”.
Estabelecendo o Percentual do Faturamento do Setor
Para estabelecer o percentual do faturamento destinado ao setor que está sendo cadastrado, visualize o total destinado ao departamento deste setor e informe o percentual deste valor no campo “% Faturamento” ou informe o total destinado no campo “R$ do Faturamento” e o percentual é automaticamente calculado.
Visualizando Ordens de Serviço do Setor
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Para visualizar as Ordens de Serviços de um setor pressione no botão “OS”, que está na barra de botões da tela de cadastro. Será aberta uma tela de pesquisa onde poderão ser visualizadas todas as Ordens de Serviços referentes ao setor selecionado. Você poderá visualizar somente as Os’s Pendentes, Concluídas ou Canceladas.
Visualizando TAG´s, Equipamentos e Máquinas do Setor
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado.
Após, você visualizará na parte inferior da tela uma página denominada Links, podendo ser consultados todos os TAG’s, Equipamentos e Máquinas ligadas ao setor selecionado.
Visualizando Processos do Setor
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Após, você visualizará na parte inferior da tela uma aba denominada “Processos”, podendo ali ser consultados todos os processos que estão ligados ao setor selecionado.
Cadastrando um Processo
Para cadastrar um Processo, acesse o módulo de Equipamentos e pressione na opção Processo. Informe um Código para o Processo a ser cadastrado e pressione “<ENTER>”. A seguir, no campo descrição, informe a descrição do Processo.
Ligando o Processo à um Setor
Na hierarquia de cadastros do SIGMA o Processo está logo abaixo do Setor. Portanto deverá ser ligado a um Setor. Para ligar um Processo a um Setor, basta selecionar um Setor já cadastrado no campo “Setor”.
Visualizando a Disponibilidade de Recursos do Setor Selecionado
Após ter selecionado um Setor e caso ele já tenha as suas metas de manutenção estabelecidas, estas informações poderão ser visualizadas na caixa de dados denominada “Totais do Setor”.
Estabelecendo as Metas de Manutenção do Processo cadastrado
Para estabelecer as Metas de Manutenção de um Processo, você deve basear-se nas metas do Setor ligado ao Processo em questão, que podem ser visualizadas depois que um departamento for selecionado. As metas do Processo são sempre uma fração das metas estabelecidas ao Setor deste Processo.
Estabelecendo a Meta de Máquina Parada do Processo
Depois da seleção do Setor, irão aparecer as metas de máquina parada do mesmo. Assim, poderá ser informado tanto o percentual deste total quanto o total de metas de horas de máquina parada para este Processo nos seguintes campos: “% Máquina Parada” ou “Total Máquina Parada”.
Estabelecendo o Percentual de Custo da Manutenção do Processo
Após ser selecionado um Setor e visualizado o total do faturamento a ele destinado, poderá ser informado tanto o percentual deste total quanto o total do faturamento destinado a este Processo nos campos “% Custo Manutenção” ou “R$ Custo Manutenção”.
Estabelecendo o Percentual do Faturamento do Processo
Para estabelecer o percentual do faturamento destinado ao Processo que está sendo cadastrado, visualize o total destinado ao setor deste Processo e informe o percentual deste valor no campo “% Faturamento” ou informe o total destinado no campo “R$ do Faturamento” e o percentual é automaticamente calculado.
Visualizando Ordens de Serviço do Processo
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Para visualizar as Ordens de Serviços de um Processo pressione
no botão “OS”, que está na barra de botões da tela de cadastro. Será aberta uma tela de pesquisa onde poderão ser visualizadas todas as Ordens de Serviços referentes ao processo selecionado. Você poderá visualizar as Os’s Pendentes, Concluídas ou Canceladas.
Visualizando TAG´s, Equipamentos e Máquinas do Processo
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Após, você visualizará na parte inferior da tela uma aba denominada Links, onde podem ser consultados todos os TAG’s, Equipamentos e Máquinas ligadas ao Processo selecionado.
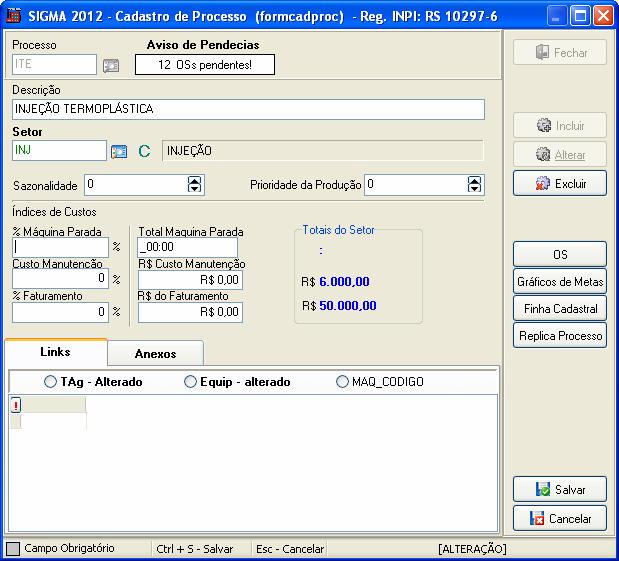
Figura 3 – Tela de Cadastro de um Processo
Cadastrando um Centro de Custo
Para cadastrar um Centro de Custo, acesse o módulo de Equipamentos e pressione na opção Centro de Custo. Informe um Código para o Centro de Custo a ser cadastrado e pressione <ENTER>. A seguir, no campo descrição, informe a descrição do Centro de Custo.
Visualizando Ordens de Serviço do Centro de Custo
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Para visualizar as Ordens de Serviços de um Centro de Custo pressione no botão “OS”, que está na barra de botões da tela de cadastro. Será aberta uma tela de pesquisa onde poderão ser visualizadas todas as Ordens de Serviços referentes ao centro de custo selecionado. Você poderá visualizar somente as Os’s Pendentes, Concluídas ou Canceladas
Visualizando TAG's, Equipamentos e Máquinas do Centro de Custo
Para ter acesso a esta opção, é necessário que seja selecionado um registro já cadastrado. Após, você visualizará na parte inferior da tela uma aba denominada “Links”, podendo então ser consultados todos os TAG’s, Equipamentos e Máquinas ligadas ao Centro de Custo selecionado.

Cadastrando um Sintoma
Permite o usuário cadastrar todos os possíveis sintomas ou problemas, que apresentam uma máquina, ao gerar uma parada ou etc. O sintoma seria bem simples algo geral que esteja dentro da definição do operador, exemplo: motor parou de funcionar. Informe um código e pressione <ENTER> e no campo descrição descreva o sintoma.
Figura 4 – Tela de Cadastro de um Centro de Custo
Definindo peso ao sintoma
O sintoma é medido por peso de zero à 10, o sistema avalia o sintoma dessa maneira. Se o sintoma descrito para ou cessa a máquina ou o processo ao qual ela esta estruturada o peso é 10, assim o usuário pode avaliar qual o peso o sintoma.
O usuário também pode definir se este sintoma afeta a produção. Selecione ‘’SIM’’ ou ‘’NÃO’’. Ao lado o pode-se avaliar o tempo de solução para o sintoma citado.
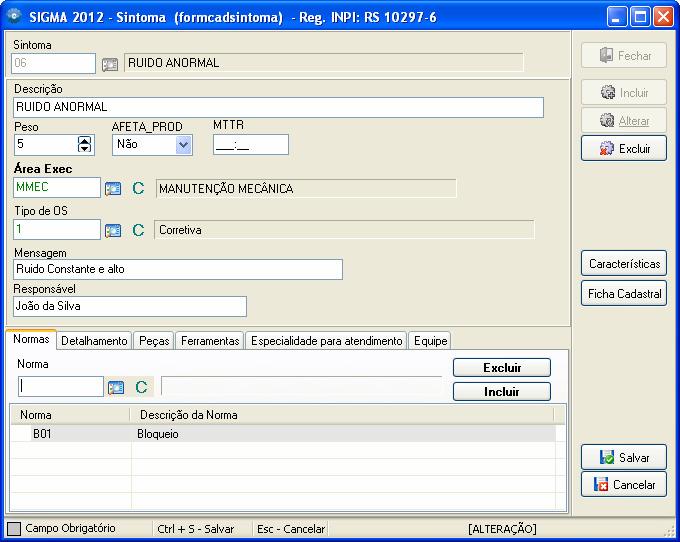
Este sintoma por sua vez, também pode ser vinculado à uma área executante, ou área que preste esse serviço. Para cadastrar uma área executante apenas clique no ‘’C’’ e cadastre uma área executante. O usuário pode cadastrar áreas quando montar a parte funcional, no software, no módulo ‘’CADASTROS’’. Após filtrar uma área executante definir qual tipo de OS, normalmente sintoma
Figura 5 – Tela de Cadastro de um Sintoma
gera ordem de serviço corretiva, podem-se avaliar também como preventivas, preditivas, etc.

Figura 6 – Vinculação de um Sintoma à uma área e à um tipo de OS
O usuário pode cadastrar uma mensagem com o nome do responsável para o respectivo sintoma que será apresentado nas Os's e Ss's.

Figura 7 – Mensagem no cadastramento de sintoma
O usuário pode filtrar normas cadastradas, além de incluir aquelas normas que deseje.

Figura 8 – Vinculação de uma Norma à um Sintoma
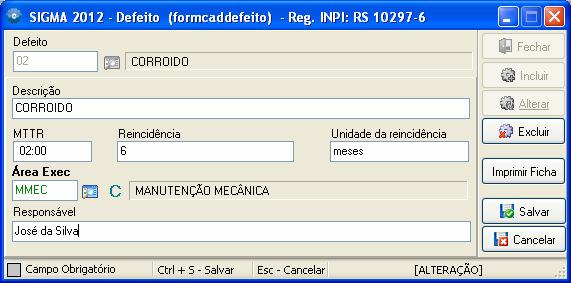
Cadastrando um Defeito
Permite ao usuário cadastrar todos os possíveis defeitos para os sintomas listados. EX: motor parou: fusíveis, bobina, ou seja, um sintoma pode apresentar inúmeros defeitos. Informe um código e pressione ENTER. No campo descrição informe sobre o defeito.
Definindo tempo de solução
Como o defeito é na verdade especifico, pode-se avaliar e definir um tempo de solução do defeito. Ao pode-se definir a reincidência do defeito e unidade do
mesmo. Ex: reincidência 6 unidade ‘’mês’’. Visando um histórico de ocorrências.
Defina e filtre área executante e responsável.
Cadastrando uma Causa
Permite o usuário cadastrar as possíveis causa para os defeitos. EX: conexões frouxas: mau dimensionamento. Digito o código e a descrição da cauda encontrada.
Figura 10 – Tela de Cadastro de uma Causa
Figura 9 – Tela de Cadastro de um Defeito
Cadastrando uma Solução
Permite o usuário cadastrar as soluções encontradas para os defeitos cadastrados. EX: Apertado.
11 – Tela de Cadastramento de uma Solução
Cadastrando uma Intervenção
O usuário pode cadastrar uma árvore de intervenções, selecionando sintoma, defeito, causa e solução. Este cadastro permite ao usuário manter um histórico, onde irá visualizar o problema encontrado, desde o sintoma, podendo montar um planejamento, ‘’o Que? Quando? Onde? Quem? Por quê? Como? .
Informe um código pressione <ENTER> e digite uma descrição.
Para montar uma árvore de intervenções o usuário apenas terá que selecionar e filtrar os sintomas, defeitos, causas e soluções e após clicar em incluir.
Figura
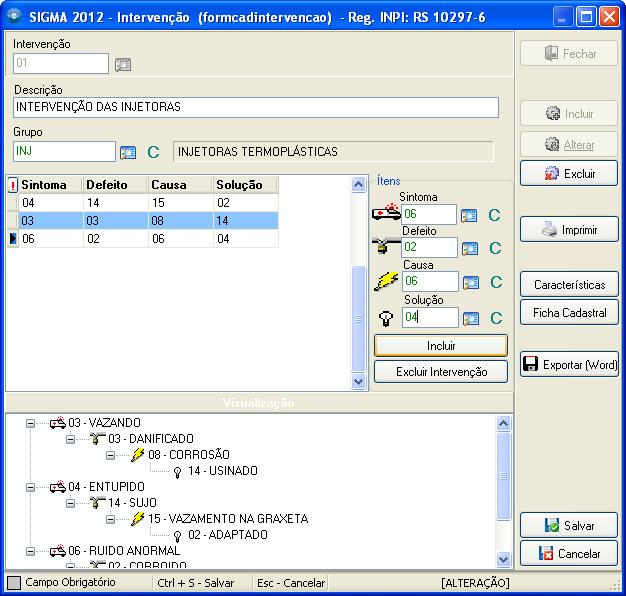
12 – Tela de Cadastro de uma Intervenção
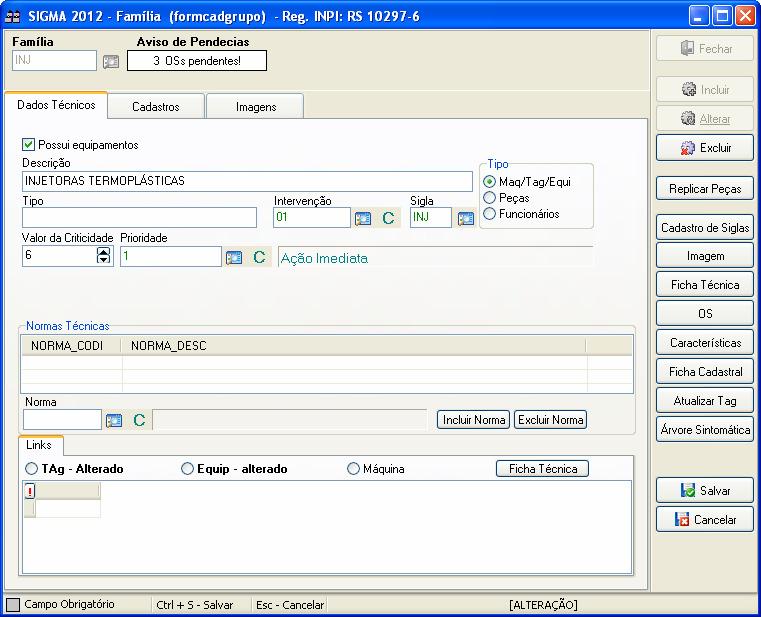
Cadastrando uma Família
Para cadastrarmos uma Família, é necessário acessarmos o Módulo de Equipamentos no botão Família, digite o código da família e pressione <ENTER> para confirmar a inclusão de um novo registro. Após, preencher os campos de cadastro pressione no botão Salvar desta tela.
Definição de Família
Consiste na formação de conjuntos de máquinas, TAG’s ou equipamentos com as mesmas características e funções.
Figura
Como inserir imagens em uma Família
Para inserir imagens a uma determinada Família, informar o Código da família e pressionar <ENTER> para alterar ou incluir a mesma. Após, utilizamos o botão imagem.
Visualizando TAG’s e Equipamentos de uma Família
Para visualizar TAG’s e Equipamentos de uma determinada Família, informar o Código da Família já cadastrada e pressionar <ENTER>. Logo abaixo será ativada a guia Links, onde aparecerão as opções TAG e Equipamentos. Para visualizá-los basta selecionar o item desejado e aparecerá uma lista de TAG’s ou Equipamentos, ambos pertencentes à mesma família.
Figura 13 – Tela de Cadastro de uma Família
Tipo de Família
Informar se a família é do tipo Máquina, TAG, Equipamentos, Peças ou Funcionários.
Como cadastrar uma Máquina
Para cadastrarmos uma Máquina, devemos entrar no Módulo de Equipamentos no botão Máquina, inserir o código da máquina e pressionar
<ENTER> para confirmar a inclusão de um novo registro. Após, preencher os campos de cadastro e pressionar no botão Salvar desta tela.
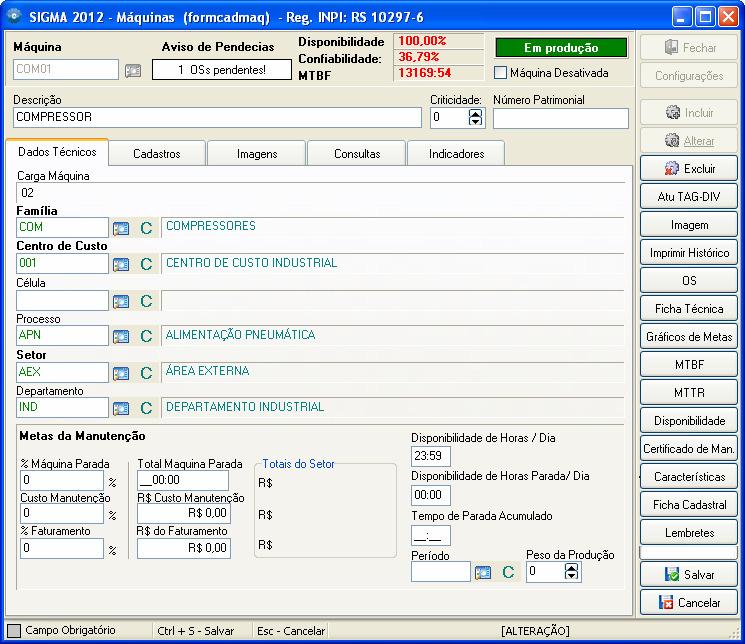
Figura 14 – Tela de Cadastro de uma Máquina
No campo abaixo o usuário poderá filtrar e vincular informações correspondentes a essa máquina, podendo estruturá-la dentro da árvore industrial já com um plantão de trabalho definido.
No campo “Metas de Manutenção”, o usuário pode estipular dentro dos índices do setor os percentuais que cada máquina representa.
Vinculando Sintomas a uma Máquina
Para vincular sintomas padrões à uma determinada Máquina, informe o Código da Máquina e pressione <ENTER> para alterar ou incluir o mesmo. Após, clique na guia Sintomas. Para vincular os Sintomas à Máquina, selecione um Sintoma e clique no botão Incluir. Para excluir um Sintoma basta selecioná-lo na lista e pressionar no botão Excluir.
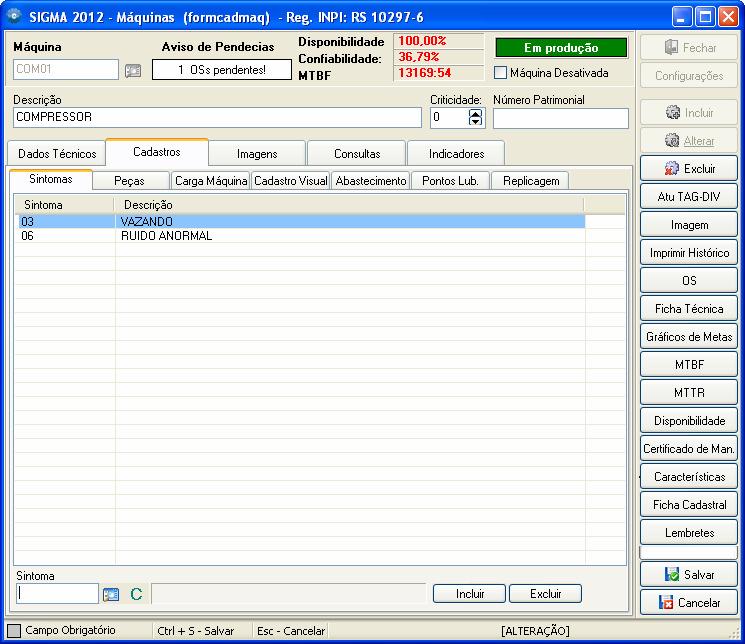
Figura 15 – Tela de Vinculação de um Sintoma à uma Máquina
Vinculando Peças à uma Máquina
Para Incluir Peças padrões a uma determinada Máquina, informar o Código da Máquina e pressionar <ENTER> para alterar ou incluir este registro. Após, clicar na guia Peças. Para vincular as Peças à Máquina, selecionar uma Peça e clicar no botão Incluir. Para excluir uma Peça basta selecioná-la na lista e clicar no botão Excluir.
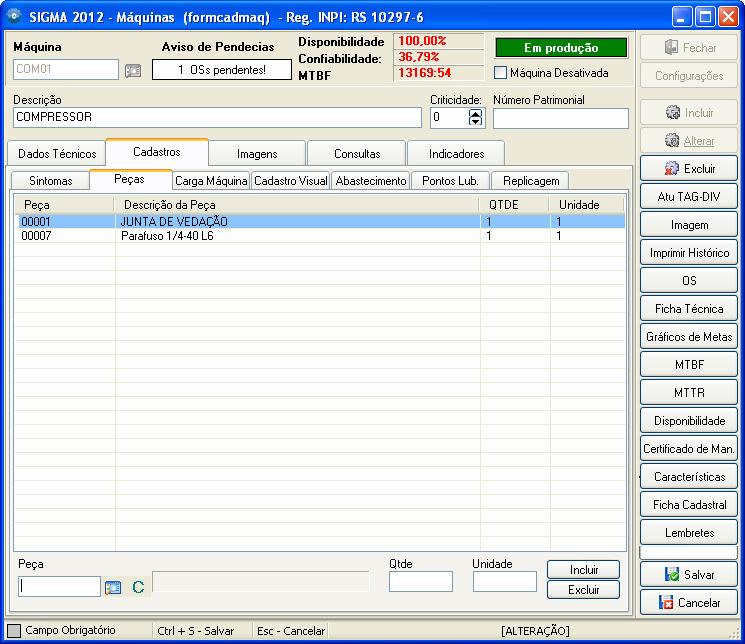
Figura 16 – Vinculação de Peças à uma Máquina
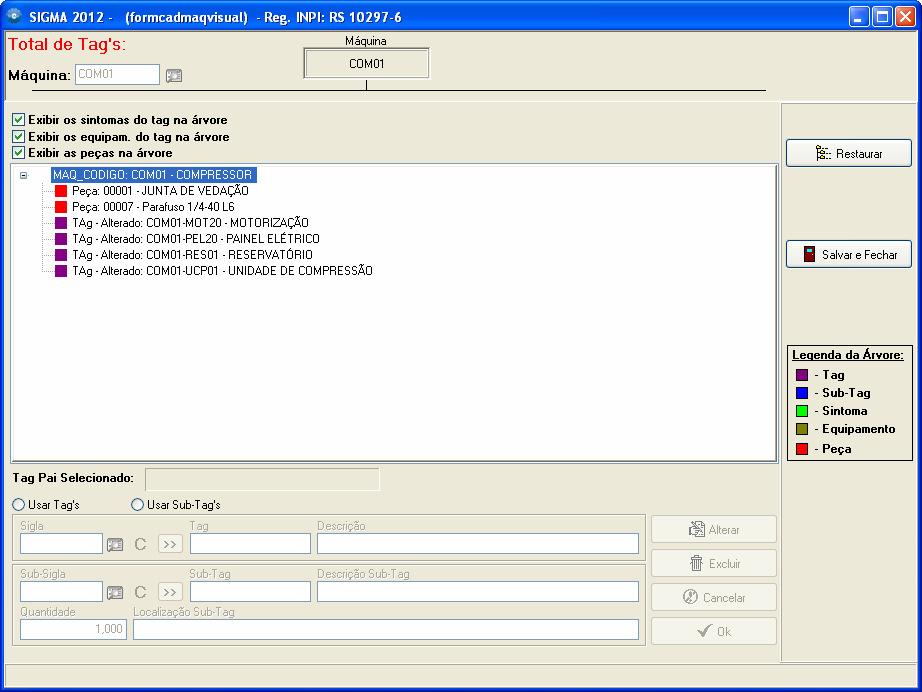
Cadastro visual de uma Máquina
Na opção Cadastro Visual, poderá ser elaborada a árvore da máquina juntamente com os seus TAG's. Para isso basta clicar no botão Cadastro Visual na guia Cadastros.
Visualizando TAG's e Equipamentos de uma Máquina
Para visualizar TAG’s e Equipamentos de uma determinada Máquina, informar o Código da Máquina já cadastrada e pressionar <ENTER>. Logo ao lado será ativada a guia Links, onde aparecerão as opções TAG e Equipamentos. Para visualizá-los basta selecionar o item desejado. Logo após surgirá uma lista de TAG’s ou Equipamentos ambos pertencentes à mesma Máquina.
Figura 17 – Cadastro Visual de uma Máquina
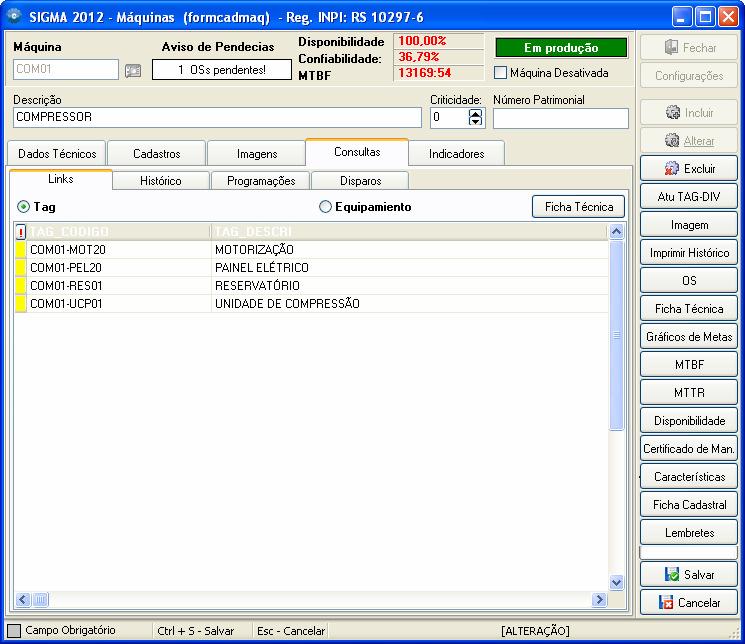
Figura 18 – Visualização dos TAG’s de uma Máquina
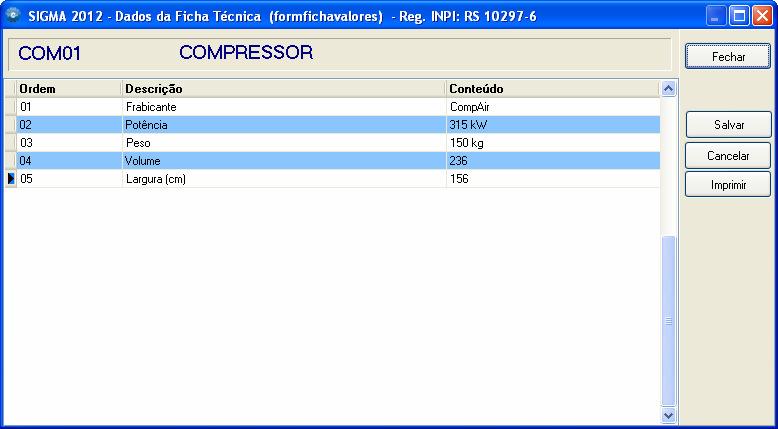
Incluindo e Visualizando Ficha Técnica da Máquina
Para Incluir ou visualizar a ficha técnica de uma determinada Máquina, informar o Código da Máquina já cadastrada e pressionar <ENTER> para alterar o mesmo. Note que será habilitado o botão Ficha Técnica.
Para visualizar o histórico desta máquina, ordens de serviço e mesmo cadastrar características da máquina utilize a aba Histórico
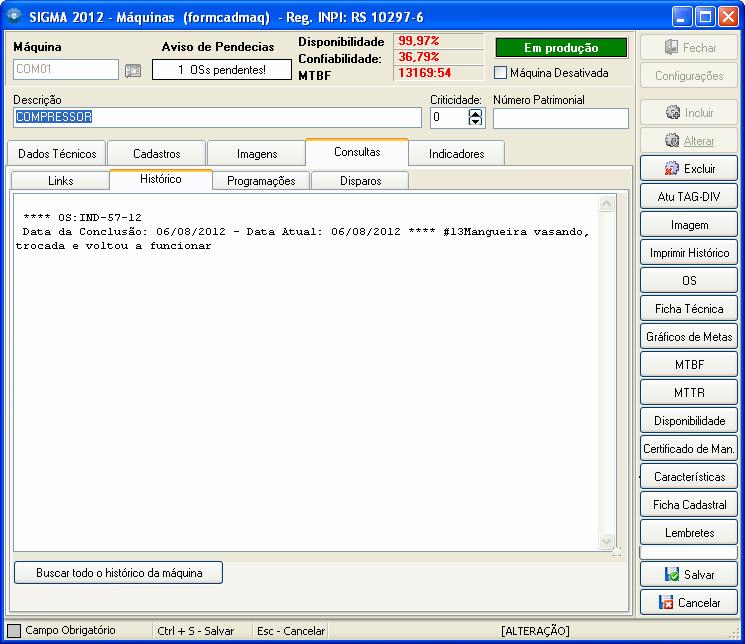
Figura 19 - Visualização da Ficha Técnica de uma Máquina
Figura 20 - Visualização do Histórico de uma Máquina
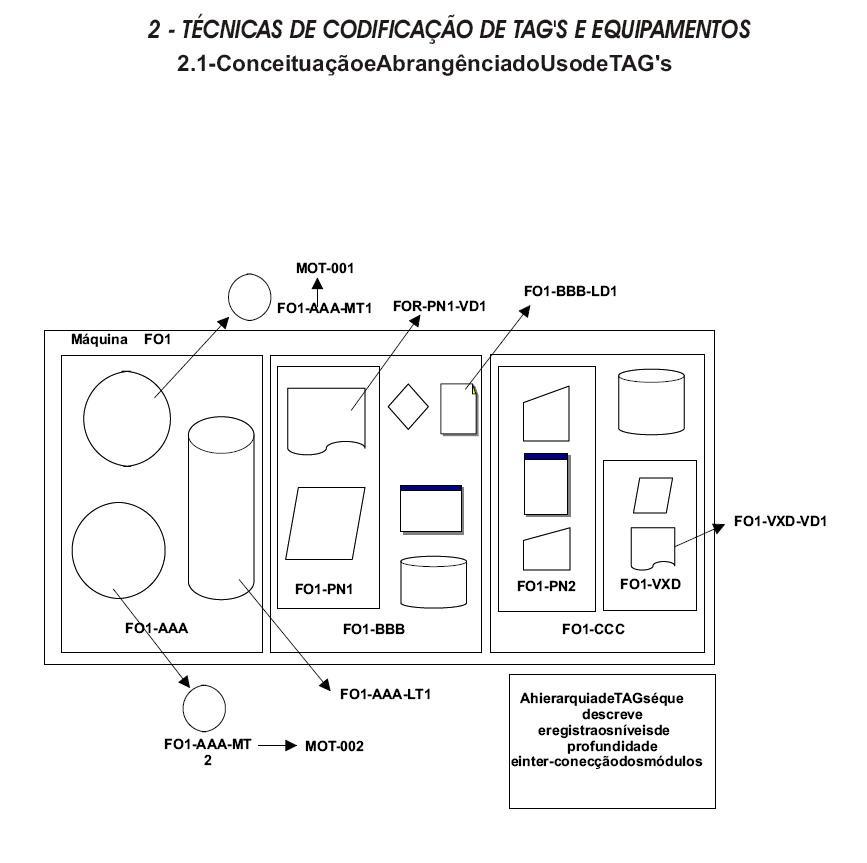
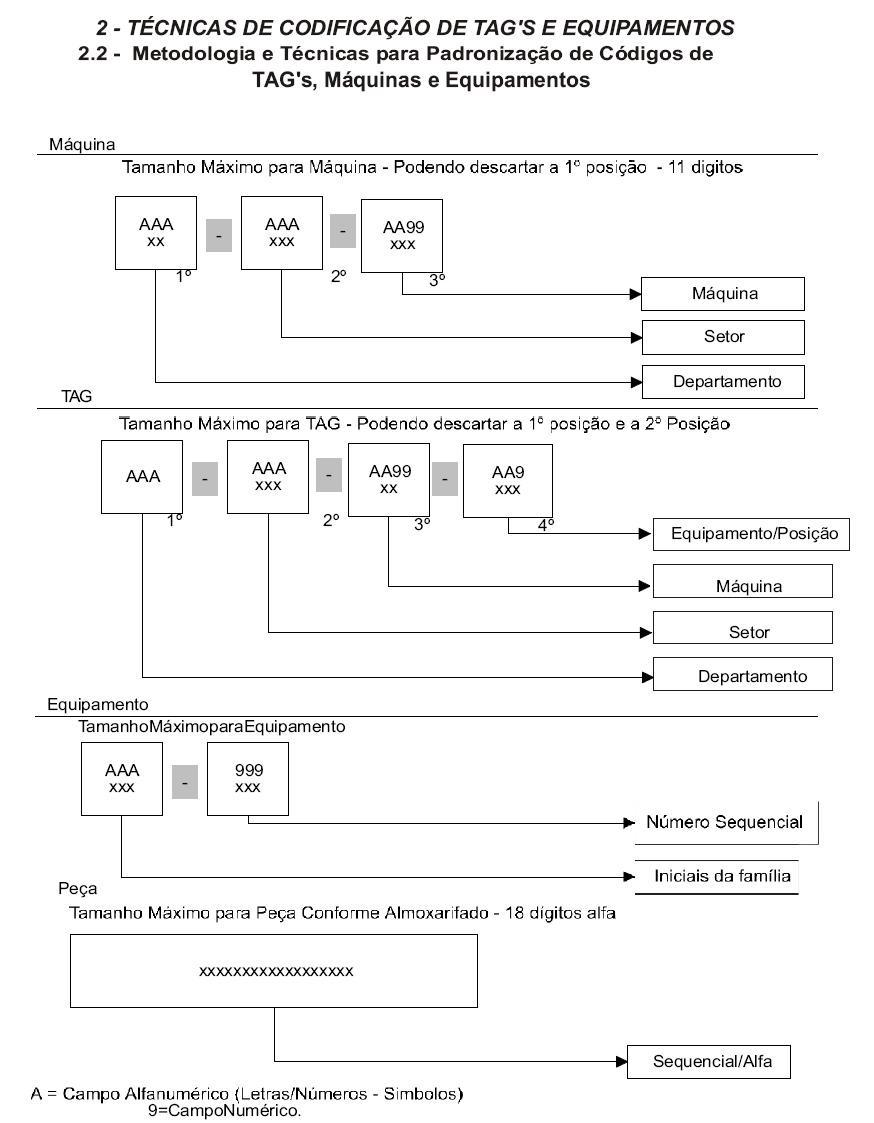
O que é TAG?
TAG vem do inglês, quer dizer etiqueta, em PCM é o ponto de localização de um equipamento em uma máquina. Podemos utilizar um TAG de maneira fácil, para subdividir a máquina, visando aumentar a eficiência na hora de executar a manutenção, ao apontar através desta identificação, o local da máquina em que esta manutenção será efetuada, tanto a sistemática como a não sistemática. É um recurso muito simples, que auxilia muito várias ações, da Administração à Operações. É um procedimento comprovado, profissional, que agrega ganhos significativos, em qualidade, prazos e custos.
Como cadastrar um TAG
Para cadastrarmos um TAG, basta entrar no Módulo de Equipamentos no botão TAG, digitar o código do TAG e pressionar <ENTER> para confirmar a inclusão de um novo registro. Após, preencha os campos de cadastro e clique no botão Salvar desta tela.
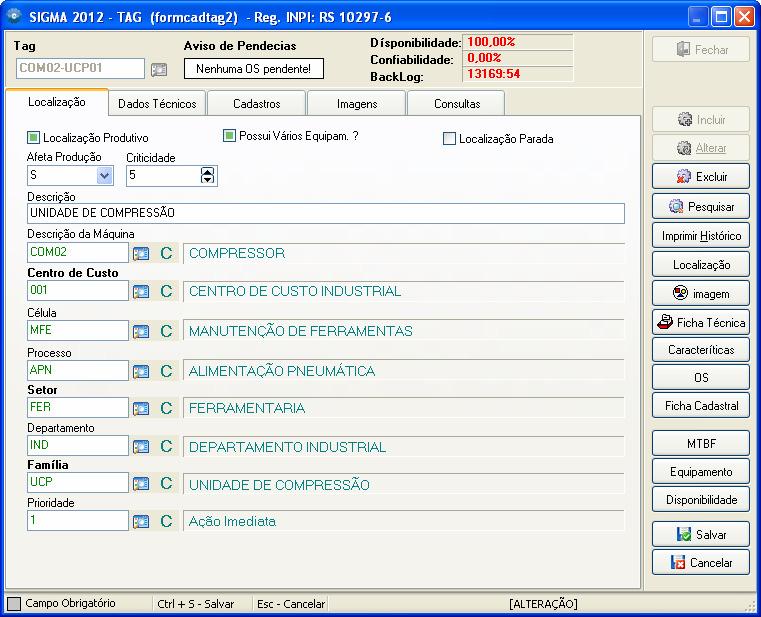
Figura 21 - Tela de Cadastro de um TAG
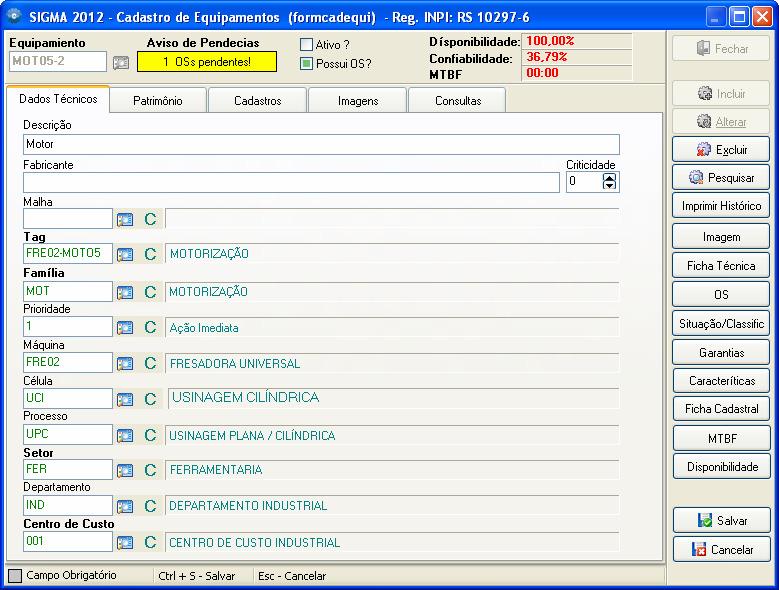
Como
cadastrar um Equipamento
Para cadastrar um Equipamento, entrar no Módulo de Equipamentos no botão Equipamento digite o código do Equipamento e pressionar <ENTER> para confirmar a inclusão de um novo registro. Após preencher os campos de cadastro, clique no botão Salvar.
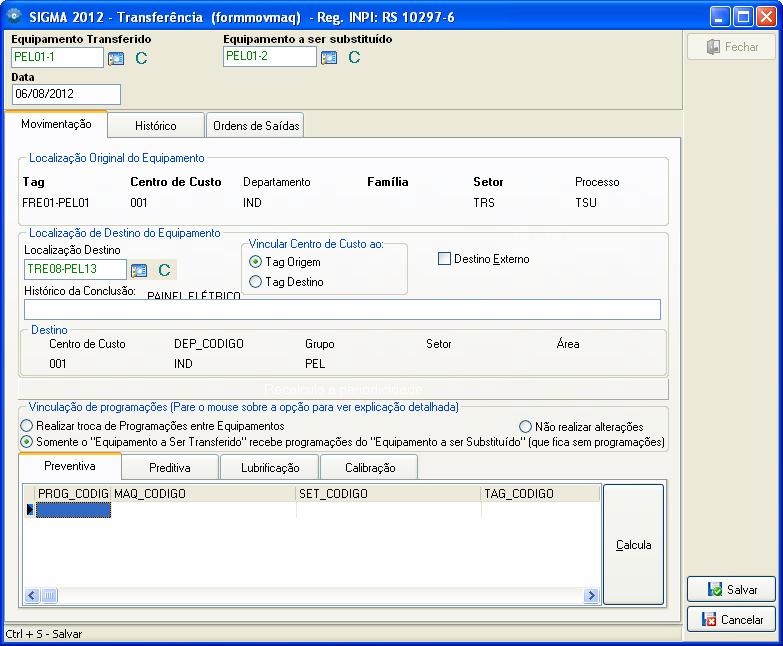
Transferindo um Equipamento
Para transferirmos um Equipamento, entramos no Módulo de Equipamentos no botão Transferência, digitamos o código do Equipamento, a data de transferência e pressionamos <ENTER> para confirmar a inclusão desta nova transferência.
Figura 22 – Tela de Cadastro de Equipamentos
Como transferir um Equipamento de um TAG para outro
A transferência de Equipamentos consiste na troca física de um local para outro, ou seja, no SIGMA isto é feito pelo TAG ao qual o Equipamento está vinculado. Para transferir um equipamento de um TAG para outro, é preciso informar o Código do Equipamento e a data de sua transferência, após pressionar a tecla <ENTER> e informar o TAG ao qual nosso Equipamento irá pertencer. Também é necessária uma breve descrição da transferência, finalizando pressione o botão Salvar.
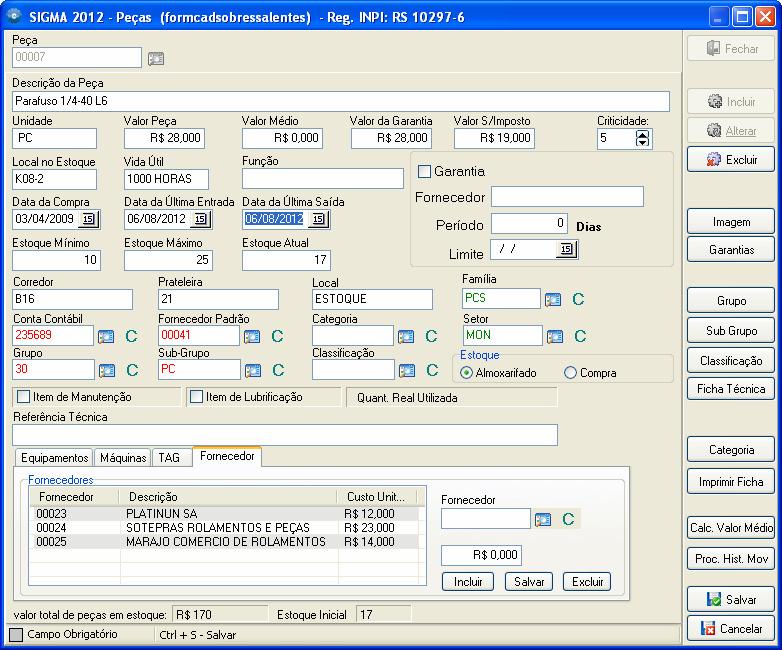
Cadastrando Peças
Para cadastrar uma Peça, entrar no Módulo de Equipamentos no botão Peça, digitar o código da Peça e pressionar < ENTER > para confirmar a inclusão deste novo registro. Após preencher os campos de cadastro, clicar no botão Salvar.
Figura 23 – Tela de Transferência de Equipamentos
Pesquisando uma peça cadastrada
Ao lado do campo “peças”, existe um botão que serve para futuras pesquisas como, por exemplo:
- peças que já foram cadastradas e suas respectivas informações, local de armazenamento, quantidade comprada, quantidade mínima, data da compra, fornecedor, quais equipamentos usam este material.
Descrevendo uma peça
No campo “descrição peça” cadastre o nome real da peça, por exemplo: ”Parafuso 1/4-40 L6”.
Figura 24 – Tela de Cadastramento de Peças
Definindo unidade
Informa a quantidade comprada de peças que vai ser mantida em estoque.
Informando o valor da peça
Clique no campo em branco para inserir o valor unitário de peça.
O que é função?
Função é mais uma informação que auxilia na pesquisa ou em uma reposição de peças, ou seja, mostra com mais clareza onde a peça será utilizada, por exemplo:
Ex: O Parafuso 1/4-40 L6 é usado na máquina 01/bateria 04/ no rolo lavador da tinta.
Local do estoque
O local do estoque é extremamente importante para a localização da peça. Em algumas empresas temos mais de um lugar de estoque, por exemplo:
- Estoque do almoxarifado;
- Estoque da manutenção.
Para inserir o cadastro no local de estoque, clique no campo e digite onde localizar a peça.
Estoque mínimo
Neste campo podemos informar a quantidade mínima de peças que se pode ter em estoque, sendo assim, quando atingir a quantidade especificada, o sistema irá gerar um aviso. Para inserir clique no campo “estoque mínimo” digite o valor e pressione <ENTER> para ir para o próximo campo.
Estoque máximo
No estoque máximo informaremos a quantidade máxima das peças mantida em estoque. Para inserir clique no campo “Estoque Máximo” digite o valor, e pressione <ENTER> para prosseguir.
Estoque atual
Nem sempre o estoque máximo é igual (=) ao estoque atual. O estoque atual informa a quantidade de peças que o estoque disponibiliza para uso. Neste momento você irá digitar a quantidade atual, pois estamos fazendo um cadastro de peças; logo adiante você poderá perceber que não haverá necessidade de digitar novamente esses dados, porque o SIGMA irá informar a quantidade de peças especificadas dentro do estoque. Para inserir a quantidade atual, clique no campo “estoque atual” digite o valor e pressione <ENTER> para seguir para o próximo campo.
Vida útil
Neste campo informaremos a vida útil (por exemplo, em horas) que pode ter determinada peça.
Ex: no exemplo, colocamos que o Parafuso 1/4-40 L6 pode ter até 1000 horas de uso, ou seja, com esta informação você poderá programar para a cada 1000 horas deve ser efetuada a troca do mesmo.
Para inserir esse dado clique no campo “Vida Útil”, digite o valor e pressione <ENTER> para concluir.
Data da compra
A data da compra é nada mais nada menos que a data em que foi efetuada a compra, não sendo na maioria das vezes a data de entrega do material.
Ex.Podemos efetuar uma compra hoje dia 20/05, porém o material ser entregue somente dia 25/05.
Para informar a data clique no “campo data da Compra”, digite o valor e pressione <ENTER> para concluir.
Ultima entrada
Perceba que o item data da compra, informa a data em que foi comprado o material, já no campo “ultima entrada” informaremos a data que este material foi entregue e será colocado em uso.
Para informar clique no campo “Ultima entrada” digite o valor e pressione <ENTER> para concluir.
Última saída
Neste campo, informaremos a ultima saída do material para uso. Para informar clique no campo “Ultima saída” digite o valor e pressione <ENTER> para concluir.
Corredor
Este campo é para informar a localização da peça dentro do estoque. Clique no campo “corredor” digite a descrição e pressione <ENTER> para confirmação.
Obs.: A descrição deste campo pode ser, por exemplo: corredor B16.
Prateleira
A identificação das prateleiras segue o mesmo procedimento do item mencionado acima; é um campo para facilitar a localização do material. Clique no campo “Prateleira” digite a descrição e pressione <ENTER> para confirmação.
Local
O item local é simplesmente para concluir o acesso de localização do material; com os três itens preenchidos corretamente podemos ter a seguinte informação:
Obs.: No corredor B16, prateleira 21, local estoque. A caixa (ou gaveta) onde está estocado o parafuso. Clique no campo “Local” digite a descrição e pressione <ENTER> para confirmação.
Conta Contábil
É uma conta criada no plano de contas da empresa, para o controle de peças; para inserir clique na letra “C” para cadastrar e depois selecione pelo botão de pesquisa.
Fornecedor Padrão
O SIGMA permite informar o fornecedor Padrão de sua empresa, para que em uma reposição de material se torne mais ágil repor o produto. Clique no botão ao lado do campo para selecionar um fornecedor cadastrado. Se ainda não houver cadastrado algum fornecedor, veremos mais adiante como cadastrar, e então podemos selecionar para incluir neste cadastro.
Categoria
Consiste em informar a qual categoria essa peça está vinculada, ou seja, no estoque de peças poderá ser necessário efetuar uma pesquisa para verificar se a peças é importada, nacional, fabricação própria, limpeza etc. Clique no botão de pesquisa, selecione uma “Categoria” e pressione <ENTER> para confirmação. Se caso ainda houver cadastrado uma categoria, basta clicar a letra “C”, cadastrar uma categoria e retornar para incluí-la.
Grupo
Podemos definir o grupo como o conjunto de peças com a mesma funcionalidade.
Obs.: grupo de rolamentos.
Para cadastrar um grupo, clique no botão C e preencha os campos necessários. Depois de cadastrados, os grupos poderão ser selecionados através do botão de pesquisa.
Sub Grupo
No campo “subgrupo” informe as peças que fazem parte de um grupo mais detalhado, por exemplo, “rolamentos nacionais”.
Para inserir um subgrupo, clique na letra “C” para cadastrar. Depois de cadastrado, o subgrupo pode ser selecionado pelo botão de pesquisa.
Classificação
A classificação de uma peça é necessária para sabermos quais peças são mais importantes dentro do estoque, pois esta informação pode auxiliar os responsáveis do almoxarifado no momento de repor os estoques. Clique no botão de pesquisa, selecione uma classificação no campo “Classificação” e pressione <ENTER> para confirmação. Caso ainda não houver cadastrado uma classificação, basta clicar a letra “C”, cadastrar e retornar para incluir.
Utilização real das peças no equipamento
Este recurso é importante para distinguir as peças cadastradas no estoque direto nos seus equipamentos, sendo assim, você poderá saber os equipamentos e quantidades usadas em cada um. Para este passo, é necessário que o equipamento esteja cadastrado para poder selecionar ao item de cadastro de peças. Clique no botão de pesquisa, selecione um equipamento no campo “Equipamento”, informe a quantidade de peças usadas e pressione o botão “Incluir” para confirmação. Caso ainda não houver cadastrado o equipamento, podemos clicar na letra “C”, cadastrar e retornar para incluir.
Fornecedores
Neste campo iremos informar os fornecedores que disponibilizam este material. Este campo é praticamente igual ao campo “Fornecedor Padrão”, ou seja, a seleção será efetuada a partir deste último campo.
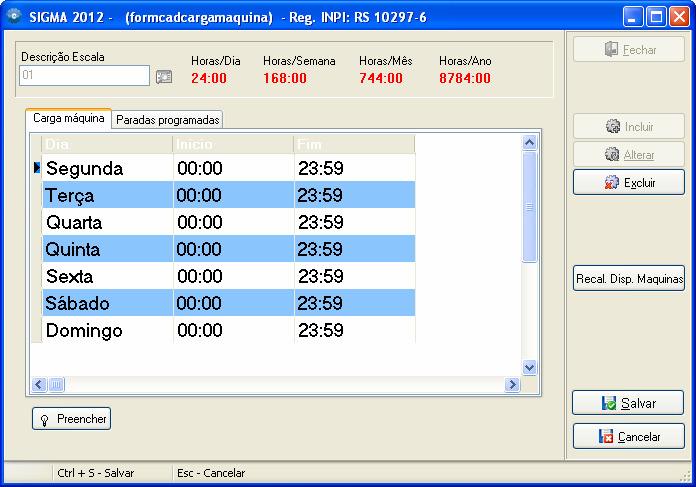
Cadastrando plantões
O SIGMA permite ao usuário cadastrar plantões de serviço das máquinas. Para montar um plantão acesse o botão “Carga máquina” no módulo “Equipamento”, informe um código e pressione <ENTER>. Automaticamente habilitará uma grade muito semelhante com a do botão “Escala de trabalho” onde podem ser informados os horários de funcionamento. Se a máquina cumpre este mesmo turno a semana inteira, informe no campo “Segunda” todos os horários e clique no botão “Preencher”. Este assistente irá preencher os demais campos, para excluir um grid, selecione a opção desejada e pressione CTRL+DEL.
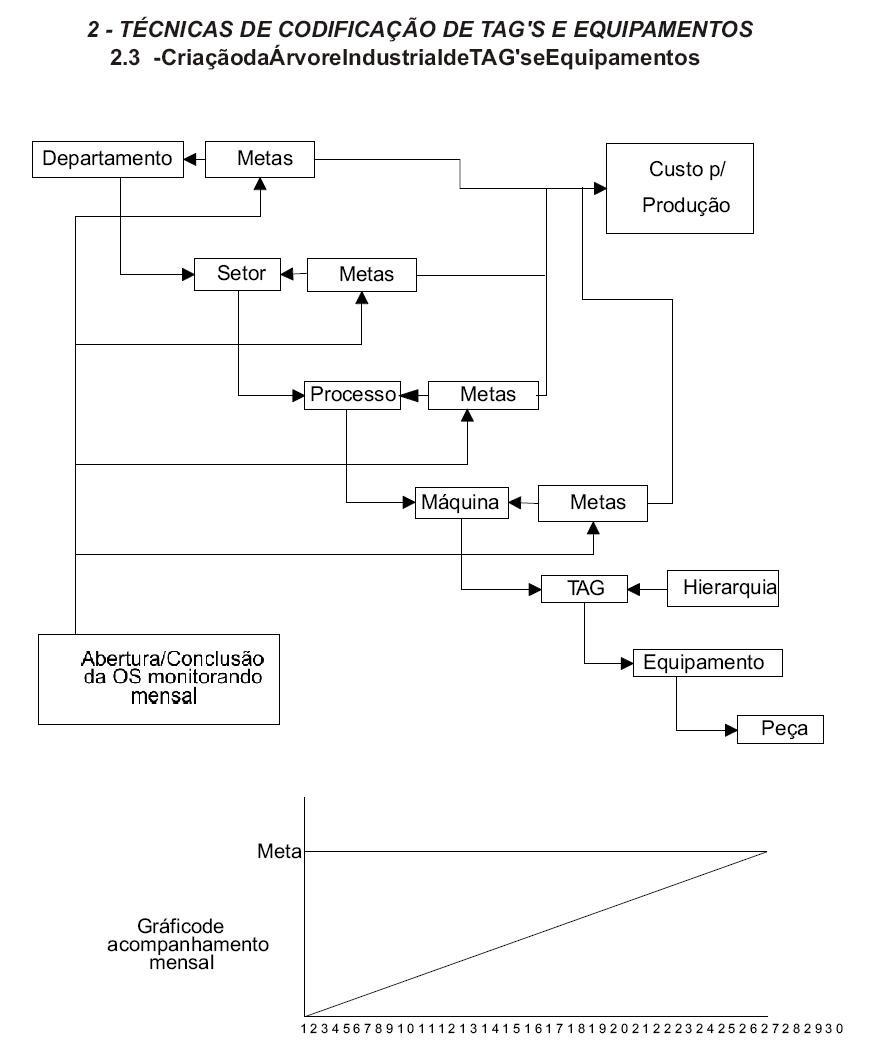
Árvore Industrial
Este recurso proporciona ao usuário ao visualizar a árvore industrial da empresa, ou seja, a estrutura os departamentos, setores, processos, máquinas, TAG's, equipamentos e peças. A tabela “Árvore industrial” apresenta duas abas:
-Árvore industrial: Apresenta a estrutura física da empresa
-Árvore Organizacional: Apresenta a estrutura organizacional, onde constam departamentos, setores, processos e centros de custos.
Figura 25 – Tela de Cadastramento do Plantão de Serviço para uma Máquina
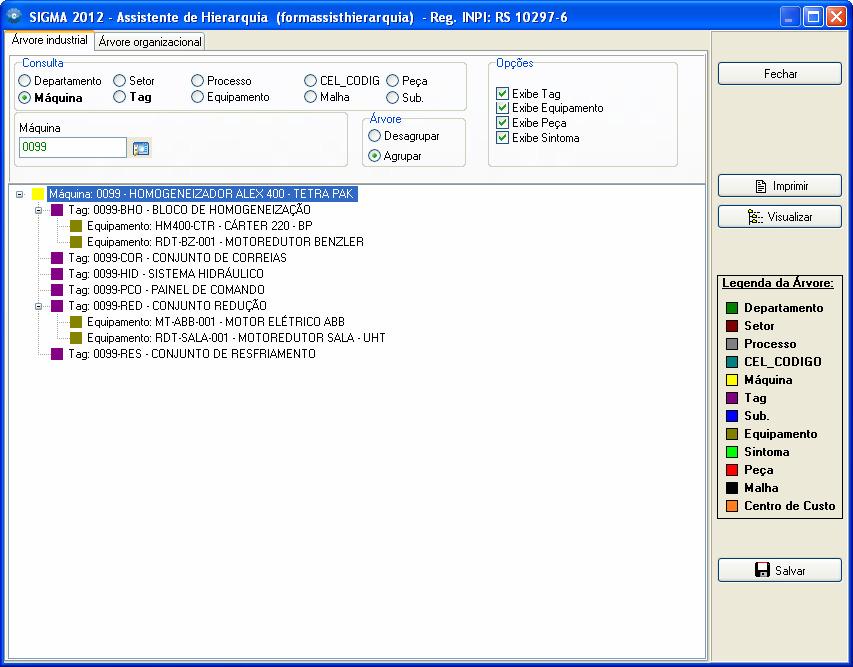
Figura 26 – Visualização de Árvore Industrial
MÓDULO DE MÃO DE OBRA
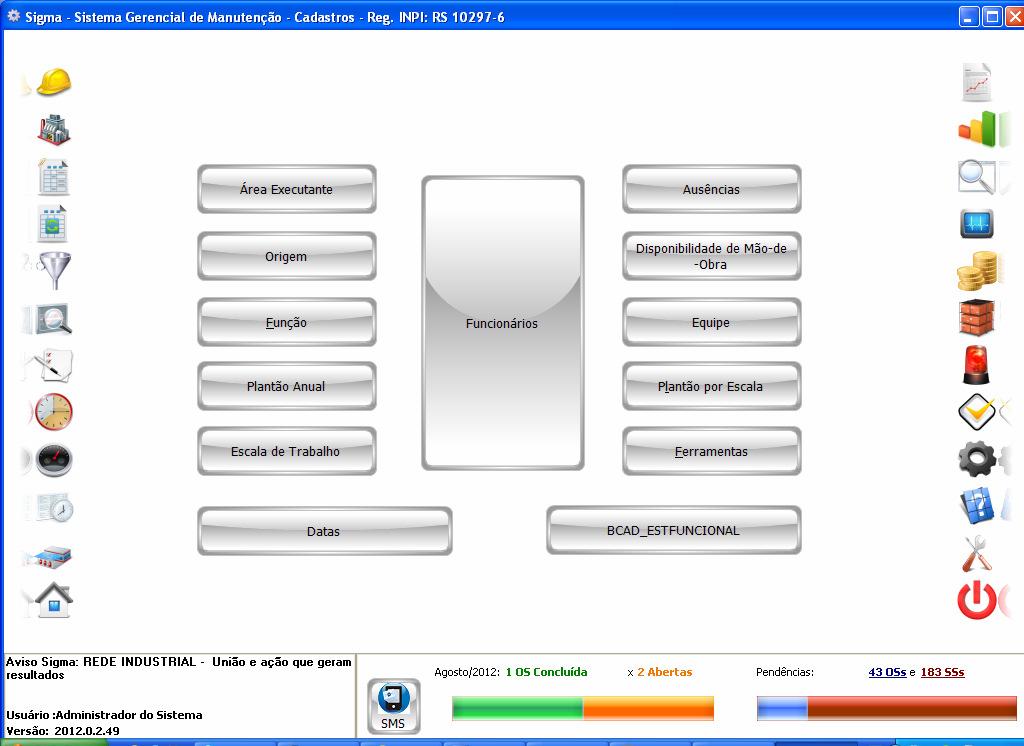
27 – Tela Principal do Módulo Mão de Obra
O que é uma Área Executante?
Todas as áreas que executam algum tipo de manutenção para a empresa são definidas como Área Executante. Ex: Mecânica, Elétrica, Funilaria, etc.
Cadastrando uma Área Executante
Para Cadastrar uma nova área executante no SIGMA, informe o código da nova Área Executante e pressione <ENTER>. No campo “descrição”, informe a descrição da Área. Veja a Figura 28.
Figura

O que é uma Origem?
O cadastro de Origens consiste na relação de todas as possíveis proveniências de um Funcionário.
Cadastrando uma nova Origem
Para efetuar o cadastro de uma Origem, informe o código da Origem no campo “Origem” e pressione <ENTER> para que o novo registro seja incluído. No campo “Descrição”, informe a descrição da Origem cadastrada. Veja imagem abaixo
Figura 28 – Tela de Cadastramento de uma Área Executante
Figura 29 – Tela de Cadastramento de uma Origem
O que é uma Função?
A função consiste em todos os possíveis cargos que podem ser utilizados em uma empresa.
Cadastrando uma Função
Para cadastrar uma nova função, acesse o módulo de “Mão de Obra” e clique na opção “Função”. No campo “Função” informe um código para a nova função, e no campo “Descrição” informe a descrição da Função.
Ligando a Função a uma Área
Quando uma função pertencer a uma Área específica, informe a Área no campo “Área”.
Estipulando o valor médio por hora da Função
Este valor é bastante importante, pois ele é usado para calcular o valor de um serviço cadastrado para uma OS, baseando-se na função que irá executar o serviço, no valor da hora da Função e na estimativa de duração do serviço. Para estipular este valor, informe o no campo “Custo médio hora”. Veja mais detalhes na imagem abaixo.
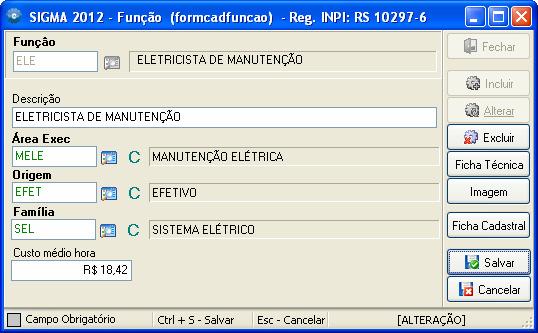
Função
Definindo um Plantão
Para cada funcionário cadastrado no SIGMA deve ser vinculado um plantão para que no instante em que forem lançadas horas trabalhadas, o SIGMA tenha um referencial para o cálculo dos valores do serviço.
Cadastrando um Plantão
Para cadastrar um novo Plantão, entre no módulo de “Mão de Obra” e clique na opção “Escala de Trabalho”. Nesta tela você poderá visualizar as grades de cada plantão disponível no sistema. O SIGMA já traz preenchido em cada grade dos Plantões, os nomes de cada dia da semana. Para informar os horários de início e fim de cada dia de trabalho de um Plantão, é necessário informar apenas os da primeira linha de cada grade. Em seguida basta pressionar no botão superior direito de cada grade de plantões e os valores serão distribuídos igualmente para cada dia do plantão em questão. Caso você queira alterar o horário de algum Plantão, pressione duas vezes no campo desejado e edite o registro digitando o valor correspondente.
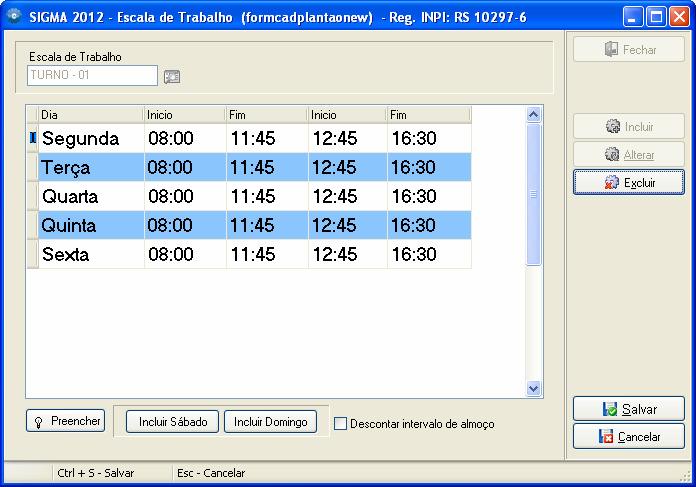
Figura 31 - Tela de Cadastro de uma Escala de Trabalho
Cadastrando uma nova Ferramenta
Para cadastrar uma ferramenta utilizada um Funcionário, acesse o módulo de “Mão de Obra” e clique na opção “Ferramentas”. Para incluir um novo registro, digite o código da Ferramenta no campo “Ferramenta” e pressione <ENTER>. No campo “Descrição” insira a descrição da Ferramenta.
Especificando a Quantidade de Ferramentas existentes
A quantidade de ferramentas é o total de ferramentas existentes com o mesmo nome e código cadastrado.
Especificando o valor da Ferramenta
O valor da ferramenta pode ser especificado para que futuramente, possamos ter acesso ao valor total das Ferramentas usadas por cada funcionário.
Ligando a Ferramenta a uma Área
Para ligar uma Ferramenta a alguma Área, selecione a Área no campo correspondente. Veja o exemplo na imagem a seguir (Figura 32):

Figura 32 - Tela de Cadastro de uma Ferramenta
Cadastrando um novo Funcionário
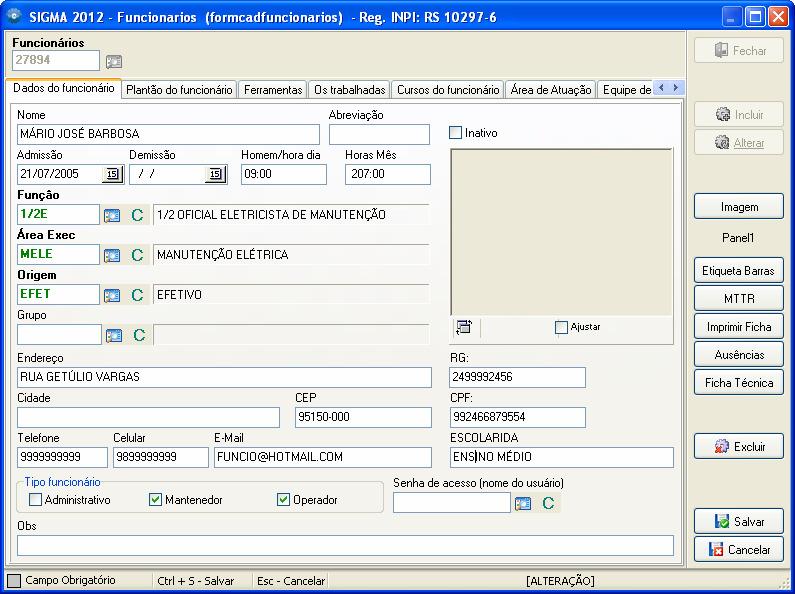
Figura 33 - Tela de Cadastramento de Funcionário
Para cadastrar um novo Funcionário, acesse o módulo de “Mão de Obra” e pressione na opção “Funcionário”. No campo “Funcionário” informe o código do Funcionário e pressione <ENTER> para que o novo código seja incluído. No campo “Nome” informe o Nome do funcionário e no campo “Abreviação”, informe uma abreviação para o nome do Funcionário.
Informando os Dados da Admissão do Funcionário
Os dados de admissão do funcionário são basicamente a data de admissão, quantidade de horas trabalhadas por dia e horas por mês. A quantidade de Horas é automaticamente calculada quando é selecionado um plantão para o funcionário.
Informando Origem, Função e Área executante do Funcionário
A Origem de um funcionário é estabelecida pela situação do mesmo perante a empresa. Ex.: Estagiário, Funcionário, Terceirizado, etc.; No campo “Origem”, selecione a origem do Funcionário e no campo “Função” selecione a função do Funcionário.
Informando as referências pessoais do Funcionário
As referências pessoais consistem nos dados como Endereço e telefones do Funcionário. Veja os campos correspondente e informe estes dados.
Inserindo uma imagem para o Funcionário
Para inserir uma imagem no cadastro do Funcionário, pressione na opção “Imagem”, e na outra tela pressione o botão Imagem, para inserir a imagem do funcionário.
Selecionando um plantão para o Funcionário
A seleção de um plantão para o Funcionário é muito importante, pois o SIGMA irá tomar o plantão selecionado como referência para fazer o cálculo de horas trabalhadas durante o lançamento das mesmas. Para fazer a seleção, siga a ilustração de a imagem a seguir (Figura 34).
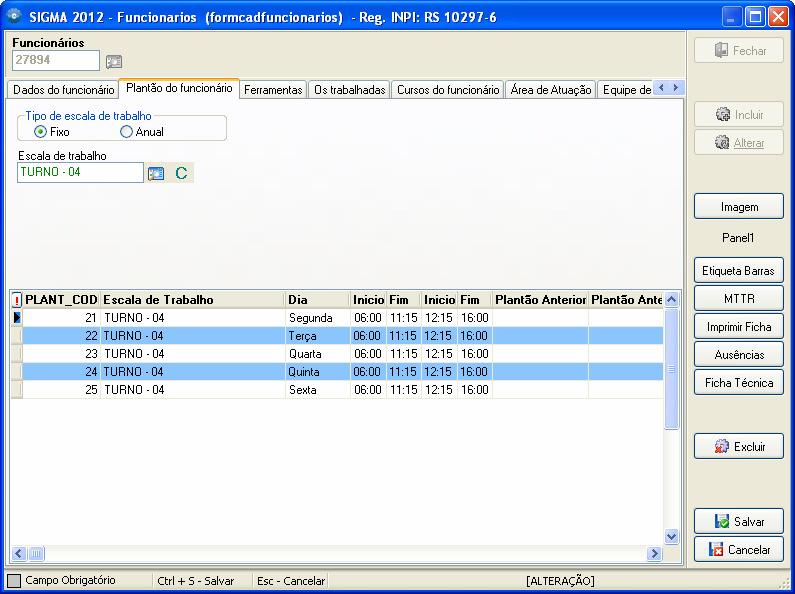
34 - Cadastro de Plantão de Funcionário
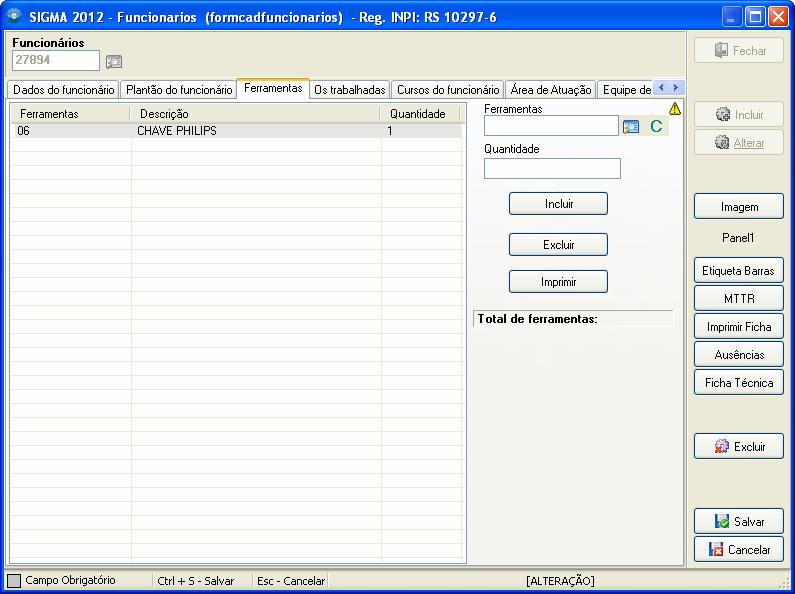
Definindo as Ferramentas usadas pelo Funcionário
Cada Funcionário que trabalha na manutenção de Máquinas em uma empresa, geralmente possui as suas próprias ferramentas. Para fazer a relação das ferramentas de um determinado Funcionário, selecione a opção “Ferramentas” e deixe o campo Ferramentas em modo de edição. Após use a opção de seleção de registros do SIGMA para selecionar uma ferramenta. Em seguida informe a quantidade de ferramentas são usadas pelo funcionário no campo “Quantidade”. Veja ilustração na imagem a seguir (Figura 35).
Figura
Registrando os cursos realizados pelo Funcionário
Todas as vezes que algum funcionário realizar algum curso, estes podem ser registrados junto ao cadastro de Funcionários. Para inserir um novo registro de Cursos realizados, localize a página “Cursos Funcionários” e clique no botão para incluir um novo registro. Descreva as informações do curso nos campos correspondentes. Veja exemplo na imagem a seguir.
Figura 35 - Cadastro de Ferramentas Utilizadas por um Funcionário
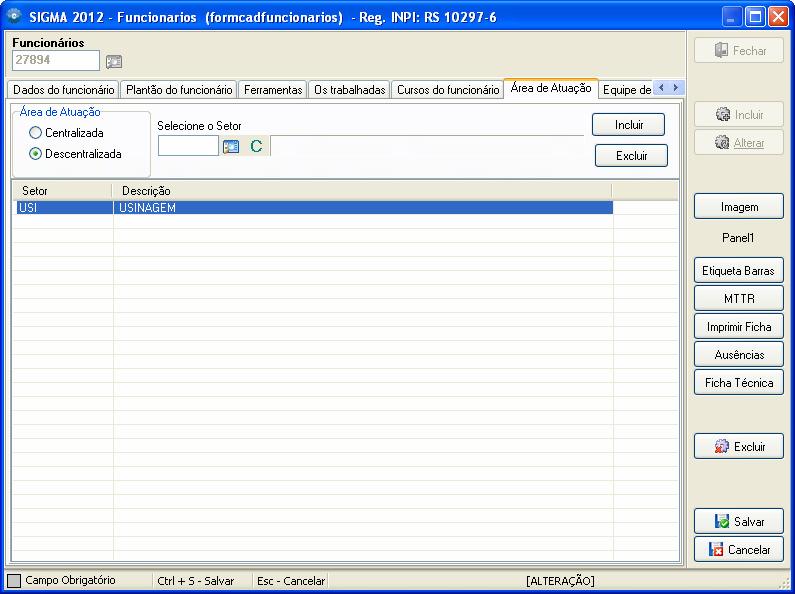
Figura 36 - Cadastro da Área de Atuação de um Funcionário
Definindo a Área de Atuação
Cada Funcionário poderá ser vinculado à um setor, nas seguintes Áreas de Atuação: Centralizada, onde será vinculado um setor para cada funcionário, ou Descentralizada, podendo ser vinculado mais de um setor aos funcionários.
O que é uma Equipe
Uma equipe consiste em um grupo de funcionários responsáveis por efetuar uma determinada manutenção.
Cadastrando uma Equipe
Para Cadastrar uma nova equipe no SIGMA, informe um código para a equipe a ser cadastrada no campo “Equipe” e pressione <ENTER>. No campo “Descrição”, insira a descrição da Equipe. O usuário pode montar suas equipes selecionando os funcionários que irão compô-las. Na parte inferior da tela selecione os funcionários componentes dessa equipe e clique em “Incluir”. Veja a imagem abaixo (Figura 37).
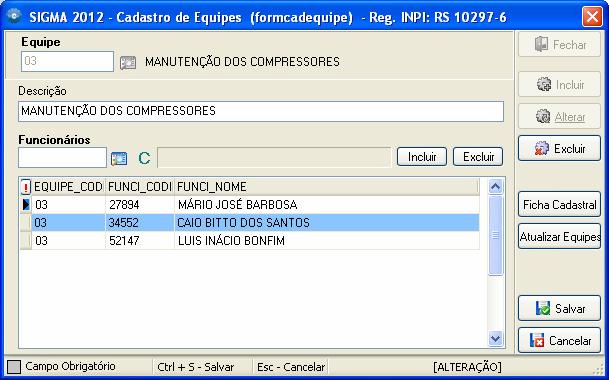
Figura 37 - Tela de Cadastramento de Equipes de Funcionários
O que é o Cadastro de Ausências
O cadastro de Ausências é uma maneira de informar ao SIGMA quando um funcionário irá faltar em um determinado período de dias ou horas. Estes registros serão considerados quando for solicitado ao sistema o cálculo de disponibilidade de Mão de Obra, índice que indica a quantidade de Mão de Obra disponível para o planejamento e realização de um serviço.
Cadastrando uma Ausência
Para cadastrar uma nova ausência, acesse o módulo de Mão de Obra e pressione no botão “Ausências”. No campo “Funcionário” selecione o código do funcionário para quem irá ser cadastrada a ausência e pressione <ENTER>. Pode então ser visualizado um botão “Incluir”. Pressione no botão “Incluir” para incluir um novo registro. Indique nos campos “Data Inicial” e “Data Final” o período de dias em que o funcionário estará ausente.
Cadastrando uma ausência para o dia todo no período informado
Nos passos acima foi descrito como informar o período de dias em que o funcionário estará ausente. Se a ausência do funcionário no período informado for
integral, marque a opção “Ausente Dia Todo no Período”. Neste caso, quando for feita a pesquisa pela disponibilidade de Mão de Obra, o SIGMA irá calcular o total de horas do plantão do Funcionário no dia corrente.
Cadastrando uma ausência de horas no período informado
Caso o Funcionário ficar ausente apenas por algumas horas no período do (e) dia(s) informado, informe apenas a Hora inicial e final nos campo ”Hora inicial” e “Hora final” e desmarque a opção “Ausente Dia Todo no Período”. Neste caso o SIGMA irá considerar a apenas os horários informados.
Lançando o registro de Ausência
Após Ter informado todos os dados do registro, pressione no botão “Lançar Ausência” para que o registro seja incluído.
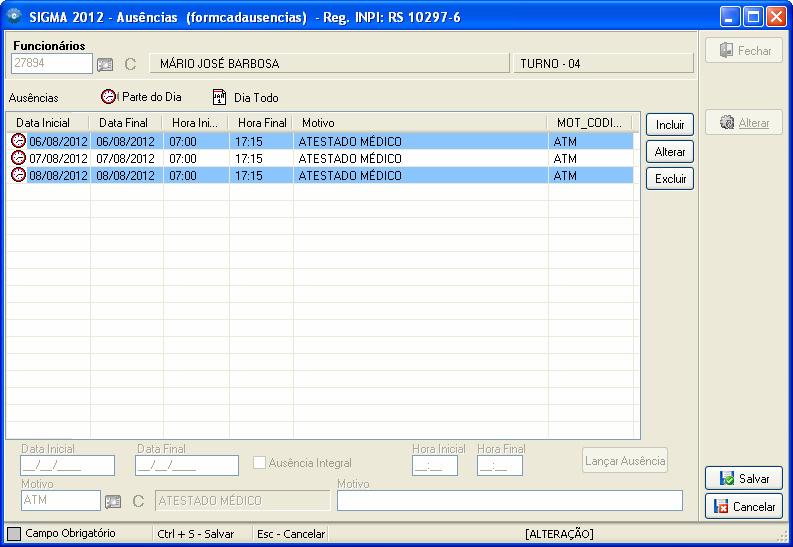
Figura 38 – Tela de Cadastramento de Ausências
Montando um plantão anual
Programar um plantão anual nada mais é do que programar as escalas de trabalho dos funcionários desejados para um ano inteiro. Ex: o funcionário pode trabalhar de dia durante uma semana e na outra trabalhar a noite.
Para montar esta programação certifique-se que exista uma “Escala de Trabalho” e “Funcionários” já cadastrados. Acesse o botão “Plantão anual”, selecione um funcionário e clique no botão “Adicionar”.
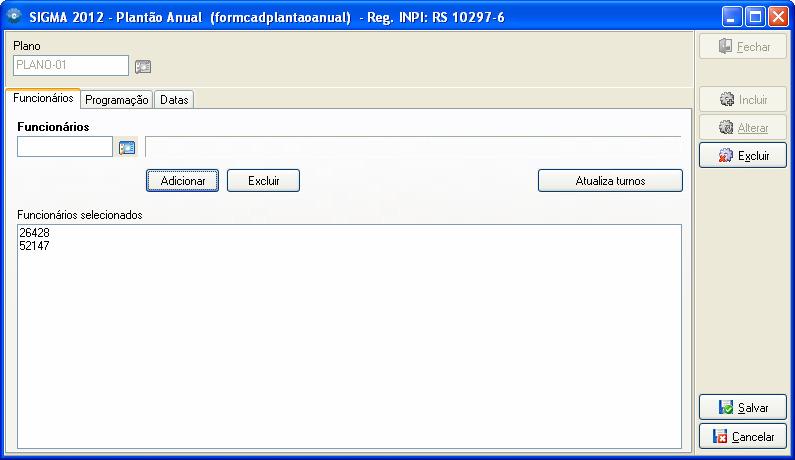
O próximo passo é informar os plantões e programar as datas em que o funcionário irá cumprir este plantão.
Acesse a aba “Datas” selecione um plantão já cadastrado.

Figura 39 – Tela de Cadastramento de um Plantão Anual
Figura 40 – Exemplo de Configuração de Datas de um Plantão Anual
Acesse a aba “Programação” clique com o botão esquerdo em uma data mantenha pressionado, e arraste até a data de termino desta escala de trabalho.
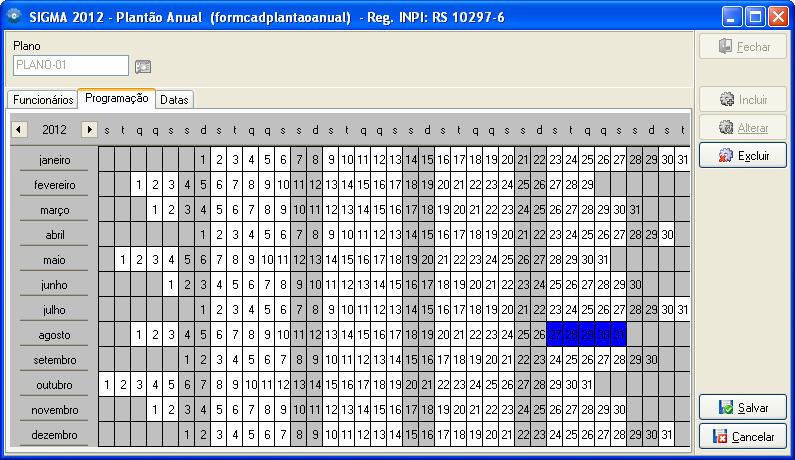
Figura 41 – Programação de um Plantão Anual Volte à aba “Datas” note que os campos “Data inicial e Data Final” foram preenchidos, apenas clique no botão “Confirma”.
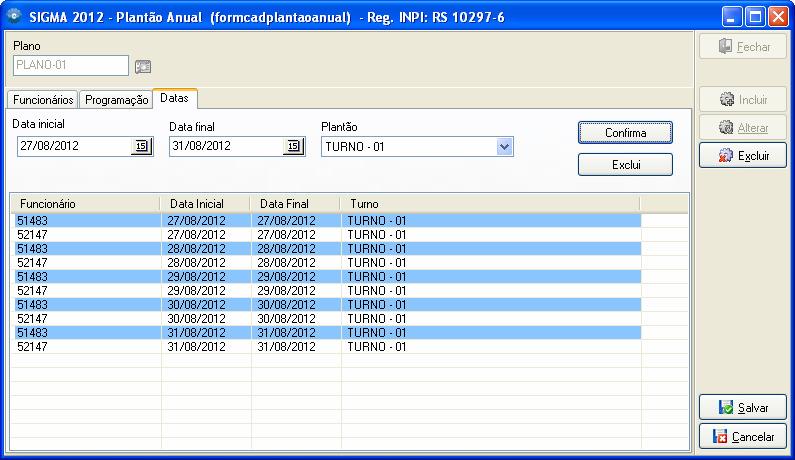
Figura 42 - Datas preenchidas em um Plantão Anual após a Programação
Para continuar a montar as programações para esses funcionários, selecione outra escala de trabalho e selecione as datas e clique em “Confirmar”.
O que é o cadastro de Datas e Feriados?
O cadastro de Datas é um cadastro de Domingos e Feriados. No momento em que é feito um lançamento de Horas no SIGMA, é feita uma pesquisa de Domingos e Feriados cadastrados para que o sistema possa fazer o cálculo de horas extras e demais valores registrados no cadastro de “Homem Hora”. Por isso o cadastro de datas é de grande relevância.
Cadastrando uma nova Data
Para cadastrar uma nova Data, acesse o módulo de Mão de Obra e após pressione na opção “Datas”. No campo “Datas”, informe a data que deseja cadastrar e pressione <ENTER>. No campo “Descrição” digite a descrição do feriado.
Para salvar o registro pressione no botão Salvar.
Pesquisando
uma
Data já Cadastrada
Para pesquisar ou alterar uma data que já foi cadastrada, basta digitar a data no campo “Datas” e depois pressionar <ENTER>. Se a data já existir, os dados do registro serão carregados nos campos correspondentes para serem alterados. Em seguida, salve ou cancele as modificações.
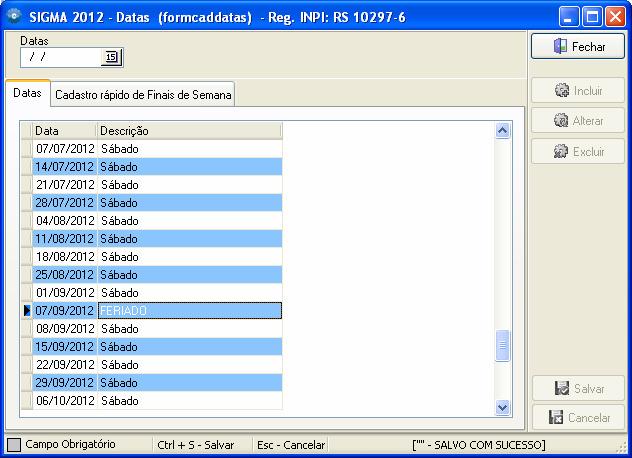
Cadastrando automaticamente todos os domingos de um ANO
Para que todos os Domingos de um ano não tenham que ser cadastrados manualmente, o SIGMA oferece o “Cadastro Rápido de Domingos”. Selecione esta página para executar o cadastro.
Selecione o ano desejado no campo “Ano” e em seguida pressione no botão
Lista Domingos do Ano para que todos os domingos sejam listados na tela. Caso deseje cadastrar todos os domingos listados pressione no botão cadastrar Domingos do Ano e todos os domingos listados serão incluídos na lista de Domingos e Feriados do SIGMA.
O que é a Pesquisa por Disponibilidade de Mão de Obra
Esta pesquisa consiste em verificar a quantidade de horas de Mão de Obra disponíveis para um período informado e se necessário para uma Área
Executante específica, baseando-se na quantidade de horas de plantão de cada funcionário pesquisado. O resultado desta pesquisa é mostrado em uma árvore de vários níveis.
Estes níveis serão abordados nos tópicos a seguir.
Figura 43 - Tela de Cadastro de Datas
Informando os dados da pesquisa de disponibilidade de Mão de Obra
Para fazer a pesquisa de disponibilidade de Mão de Obra, acesse o módulo de Mão de Obra e em seguida pressione na opção Disponibilidade de Mão de Obra
Se a pesquisa pela disponibilidade for feita para uma determinada Área Executante, informe a Área desejada no campo “Área Executante”. Caso você deseje fazer a pesquisa para todas as áreas cadastradas, deixe o campo “Área Executante” em branco. Use os campos “Data Inicial” e “Data Final” para estabelecer o período da pesquisa.
Pesquisando os registros de disponibilidade
Para iniciar a pesquisa pressione no botão “Pesquisar” e a pesquisa será iniciada. Para parar a pesquisa, pressione no botão “Parar” que aparecerá durante o processo da pesquisa.
Verificando a legenda e a estrutura da árvore dos registros pesquisados
Para verificar o total de horas pesquisado, o SIGMA exibirá na tela uma mensagem informando o total geral de horas de mão de obra disponível no período informado.
Os dados visualizados na árvore seguem descriminação abaixo:
1º nível. Data e o total de horas disponíveis.
2º nível. Área executante e o total de Horas disponíveis.
3º nível. Origem do Funcionário e total de horas disponíveis.
4º nível. Funcionário e total de horas disponíveis
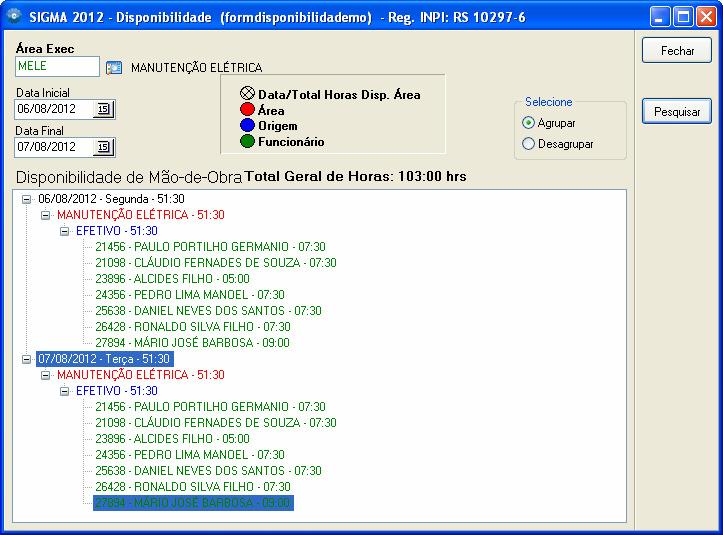
Figura 44 – Visualização dos Resultados da Pesquisa de Disponibilidade de Mão de Obra
MÓDULO OS
Figura 45 – Tela Principal do Módulo OS
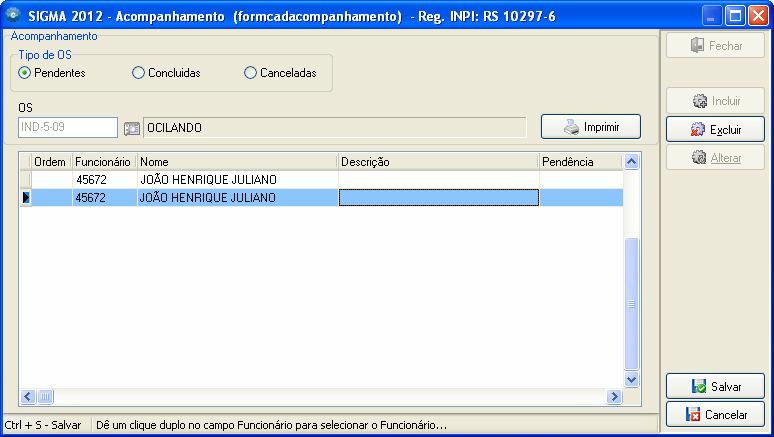
Acompanhamento
O acompanhamento consiste no cadastro de pendências e nos serviços que vão sendo executados para uma OS, até que a mesma seja concluída.
Durante o lançamento de horas trabalhadas de uma OS, pode ser selecionada uma pendência, caso esta OS tiver alguma e também pode ser informada a descrição do serviço executado. A pendência selecionada e a descrição do serviço serão automaticamente cadastrados no acompanhamento de pendência e serviços desta OS, juntamente com o funcionário que lançou as horas.
Cadastrando um Acompanhamento para uma OS
Para cadastrar um acompanhamento sem fazer o lançamento de horas, basta informar os dados na grade após selecionar uma OS. Para incluir um novo registro tecle <ENTER> e para excluir registro tecle ‘’Crtl+Del’’.
Definindo uma descrição do acompanhamento
A descrição do acompanhamento pode ser o motivo da pendência e a descrição o serviço executado.
Selecionando um funcionário
Para selecionar um funcionário clique no campo funcionário em seguida o SIGMA disponibilizará um botão ao final do campo permitindo ao usuário a seleção do mesmo.
OPÇÕES E CADASTROS
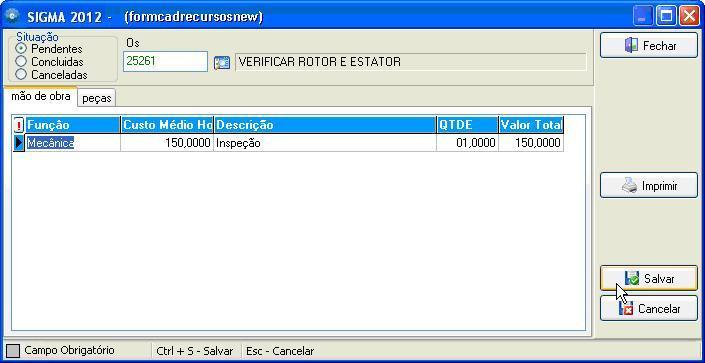
Recursos
Normalmente, para a execução de uma OS são necessários, mão de obra e geralmente algum tipo de peça ou recurso. O SIGMA permite que o usuário faça um controle dos recursos que estão disponíveis para realização das OS’s. Para cadastrar um recurso clique na opção “Opções e cadastros’’ e acesse a opção “Recursos’’.
Definindo mão de obra do recurso e peças
Para definir recursos de mão de obra, devemos informar a função que irá desempenhar a OS. Para selecionar uma função deixe o campo função em modo de edição e use a opção seleção do SIGMA.
Figura 46 - Exemplo de Tela de Acompanhamento de uma OS
Cadastrando Pendências
Durante a execução da OS, podem ocorrer alguns imprevistos ou atrasos que fazem com que o serviço demore mais a ser concluído. Para ter maior controle sobre estes atrasos o usuário pode cadastrar e relacionar pendências à uma OS. No campo ‘Pendência’ informe um código para a pendência a ser cadastrada, na tela lançamento de horas trabalhadas você pode especificar uma pendência que aconteceu durante a execução de uma OS.
Figura 47 - Tela “Recursos” do Menu “Opções e Cadastros”
Figura 48 – Tela de Cadastro de Pendências
Tipos de OS
Ao ser instalado o SIGMA vem com sete tipos de OS, estabelecidos como seus códigos padrões.
Para cadastrar um novo tipo de OS, digite um novo código no campo ‘’Tipos de OS’’ e tecle <ENTER>. No campo descrição insira os tipos.
Definindo peso do tipo de OS
O peso do tipo da OS é um valor importe a ser informado, pois ele é um dos vários pesos que fazem parte da fórmula da prioridade da OS. Estipule um peso de 0-10.
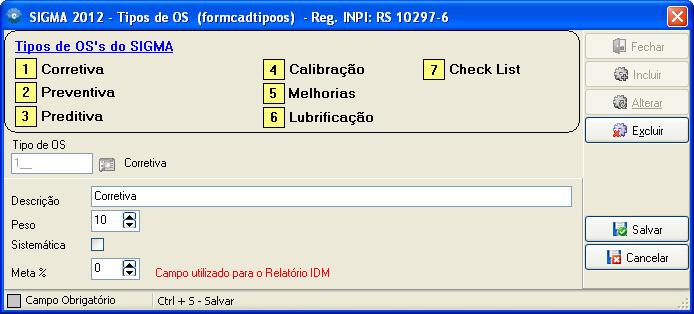
Figura 49 – Tela para Cadastramento do Peso de cada Tipo de OS
Serviços
Este recurso permite ao usuário cadastrar serviços executados em OS. Para cadastrar um serviço informe um código e pressione <ENTER>. No campo descrição cadastre o serviço. Após informe a função de quem irá realizar o serviço e o número de horas necessárias para a conclusão.
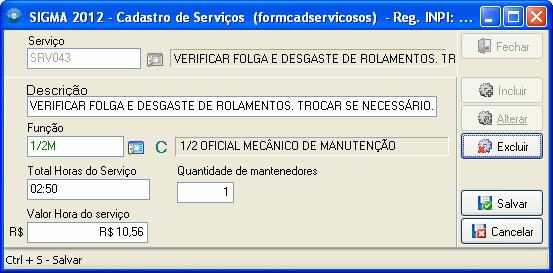
Lista de Paradas
Serve para ver as formas de parada de Funcionários, de maneira que possa ter o controle de eficiência do pessoal.
Figura 50 - Tela de Cadastramento de Serviços Executados em uma OS
SS – Solicitação de Serviço
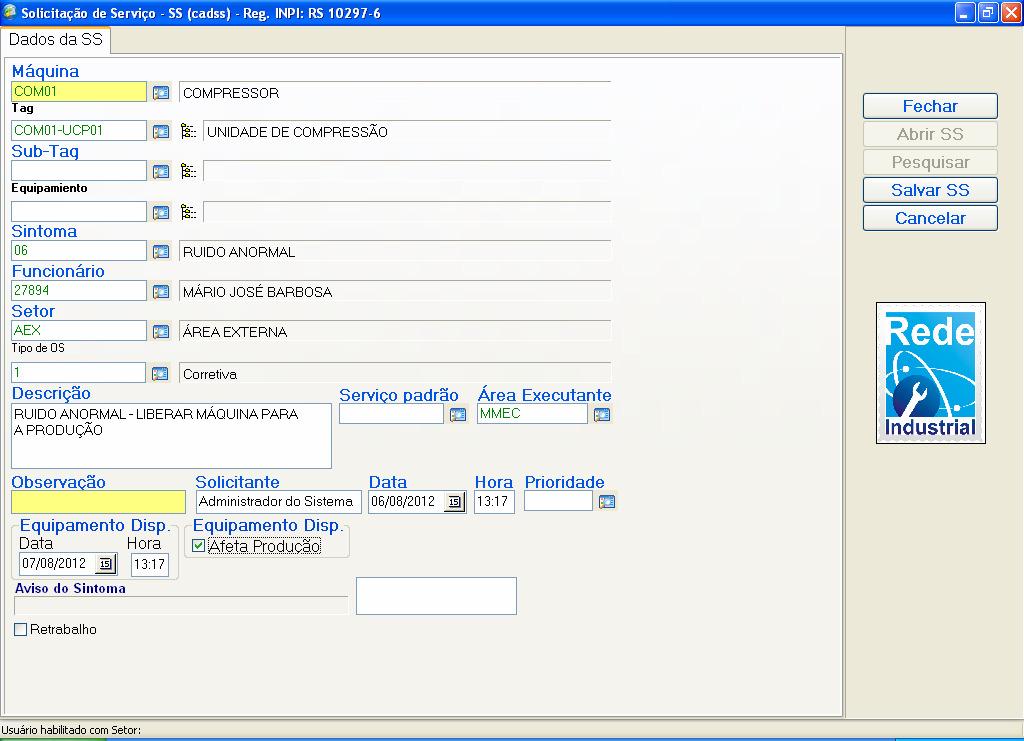
Figura 51 – Tela de Abertura de uma SS (Solicitação de Serviço)
Para criar uma SS, acesse a pasta “SIGMA2012”, e execute o aplicativo “SS.exe”. Informe qual o negócio a ser utilizado e a senha, caso sua empresa não possua o módulo de multi-usuário SIGMA, a senha padrão a ser utilizada é SIGMA.
Clique no botão “Abrir SS”, para liberar os campos. Informe qual a máquina, TAG e equipamento a ser feita a solicitação de serviço. Informe o Tipo de OS e a descrição.
Ao Salvar será gerado um número de SS, o qual deverá ser aprovado para gerar a Ordem de Serviço.
Aprovação de SS
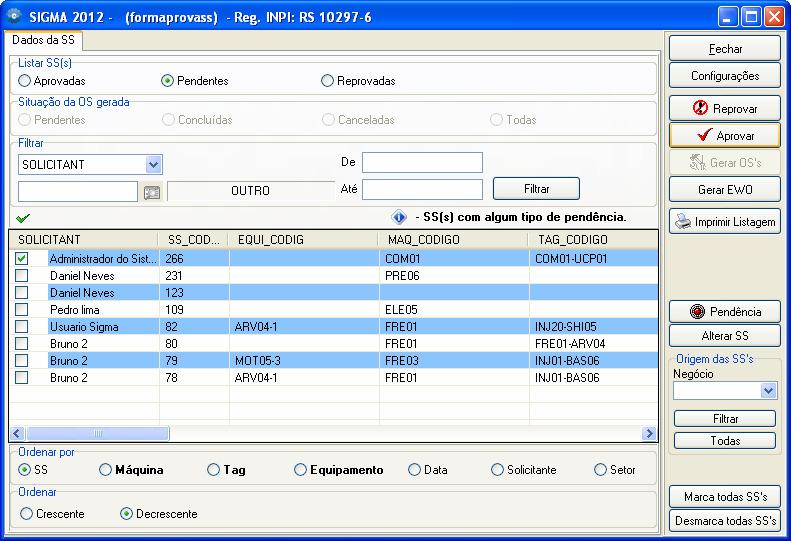
Figura 52 – Tela de Aprovação de uma SS
Marque a SS pendente, e clique em “Aprovar”, será gerado uma Ordem de Serviço para esta SS.
OS – Ordem de serviço.
Gerando OS
Para criar uma OS, acesse a opção ‘’OS’’. Pressione <ENTER>, automaticamente entrará na tela de OS, para ordem de serviço já criada, através do botão selecione uma OS pendente ou concluída.
Definindo a ‘‘Máquina’’ da OS
Para definir a máquina em que a OS vai ser aplicada, selecione uma máquina no campo ‘’Máquina’’.
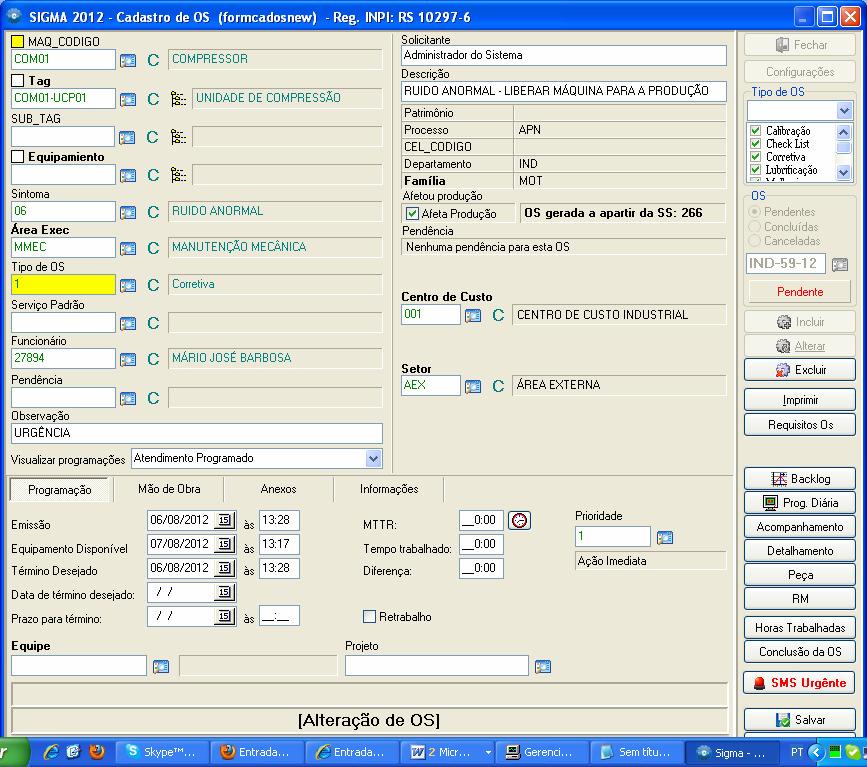
Figura 53 – Tela de Cadastramento de uma OS (Ordem de Serviço)
Definindo a ‘’TAG’’ da OS
Para definir o TAG em que a OS vai ser aplicada, selecione um TAG no campo ‘’TAG’’.
Definindo Sintoma
O sintoma da OS é o problema que esta acontecendo no local em que a OS será aplicada, ou o sintoma que foi verificado e pode causar um defeito.
Selecione um sintoma no campo ‘’Sintoma’’. Durante o cadastro de sintomas pode ser estipulado qual é o tipo de OS que deve ser gerado para o sintoma em questão. Por isso, quando é selecionado um sintoma, este já vem preenchido o campo “Tipo de OS’’ de acordo com o tipo selecionado para o sintoma.
Definindo a área da OS
A área de uma OS, é a área pela qual será responsável pela execução da OS. Ex: Mecânica, elétrica.
Definindo ‘’tipo de OS’’
Este campo pode ser preenchido ao selecionar um sintoma, caso este sintoma da OS no campo “Tipo e OS’’.
Caso não esteja preenchido, selecione o tipo da OS desejado e que esteja de acordo com a situação do problema ou sintoma da OS.
Inserindo uma observação para a OS
Muitas vezes além da descrição da OS é necessário fazer algumas observações. Essas observações podem ser descritas no campo “Observações”.
Verificando o solicitante da OS
O solicitante da OS é automaticamente preenchido no campo ’Solicitante’ com o nome do usuário de SIGMA. Caso for necessário alterar o solicitante, modifique o conteúdo no campo “Solicitante”.
Definindo se a OS irá ou não afetar a produção
Esta opção também pode ser configurada durante o cadastro de sintomas. Portanto o sintoma poderá estabelecer se a OS irá ou não afetar a produção no momento da sua seleção. Podendo marcar esta opção se desejar.
Verificando a prioridade da OS
O cálculo da prioridade da OS é realizado quando uma OS é Salva. Porém, quando a prioridade necessitar ser visualizadas durante o cadastro da OS, basta clicar sobre o quadro denominado ‘’Prioridade’’.
Verificando a data e hora da emissão da OS
Na aba ‘’Programação poderão ser visualizadas as programações de data da OS. Data e hora da emissão da OS são preenchidos nos campos ‘’Data Emissão’’ e Hora Emissão’’.
Salvando a OS
Após ter informado todos os dados do cadastro de OS, clique no botão ‘’Salvar’’ e incluir o novo registro de OS.
Imprimindo a OS
Quando uma OS nova é salva, é aberta um tela mostrando o código da OS que foi gerado. Para estabelecer a impressão da Os clique no botão ‘’Imprimir’.
Lançamento Direto
O lançamento direto é uma das duas maneiras de lançar horas no SIGMA. Este método funciona de forma análoga à um cartão ponto. O usuário faz o lançamento de horas trabalhadas em tempo real. Para isso, é necessário efetuar o lançamento na hora exata à conclusão do serviço.
Para fazer um lançamento direto acesse a opção ‘’Lançamento Direto’’ no módulo “Ordem de serviço’’.
Definindo hora inicial da OS
Informe o funcionário que executou a OS, no campo ’Funcionário’. No campo OS, informe a OS e pressione a tecla <ENTER>. Neste primeiro passo o usuário irá informar a hora inicial, selecionando pendências e no campo “Descrição do serviço Executado’’ informar o serviço e após clicar na tecla ‘’OK”.
Definindo hora final da OS
O lançamento da hora final da OS é efetuado na hora exata em que o serviço é concluído. Para isso, usuário irá selecionar novamente no campo ‘Funcionário’ o mesmo funcionário e no campo ‘’OS’’ a mesma OS e pressionar a tecla <ENTER>.
Automaticamente o sistema abrirá o primeiro lançamento, exibindo a hora inicial. O sistema apresentará à hora final, ou seja, a hora atual, bastando apenas clicar no ícone ‘‘OK”.
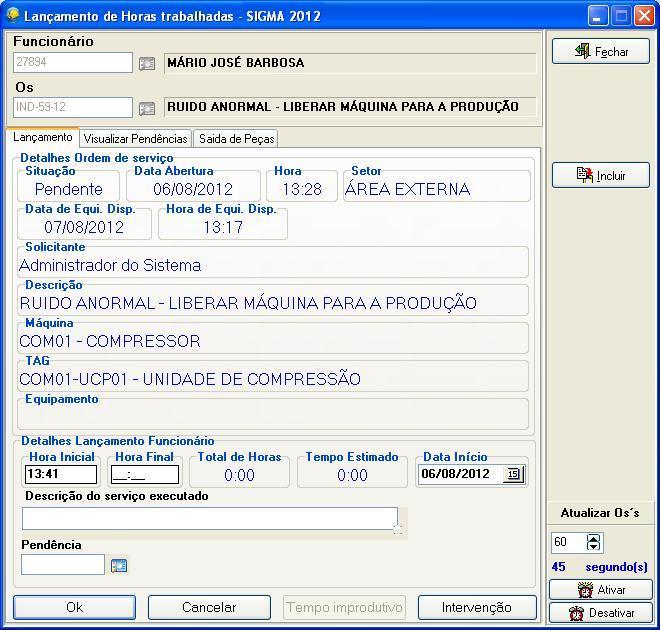
Figura 54 – Tela de Lançamento Direto de Horas Trabalhadas
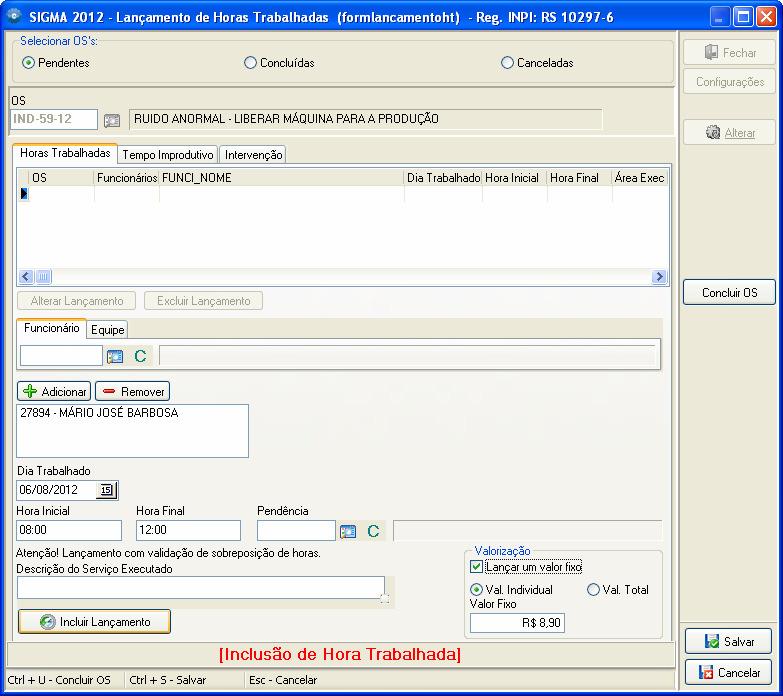
Horas Trabalhadas
Este recurso permite ao usuário lançar horas trabalhadas diretamente após o termino do serviço. Para efetuar um lançamento de horas trabalhadas selecione uma ‘’OS’’ e tecle <ENTER>. Em seguida, selecione um funcionário no campo ‘’Funcionário’’. Para informar o tempo de execução da OS, digite no campo ‘’Hora inicial’’ e ‘’Hora Final’’ seus respectivos valores. No campo ‘’Descrição do serviço executado’’ informe a descrição ou conclusão da execução do serviço.
Alterando ou excluído um lançamento
Quando for necessário fazer alguma alteração em um lançamento de horas, selecione um registro já incluído na grade de registros, e clique no botão “Alterar lançamento” e os dados serão carregados nos campos para serem alterados.
Figura 55 - Tela de Lançamento de Horas Trabalhadas após Término do Serviço
Para fazer exclusão de um registro, selecione uma na grade e clique no botão ‘’Excluir registro’’.
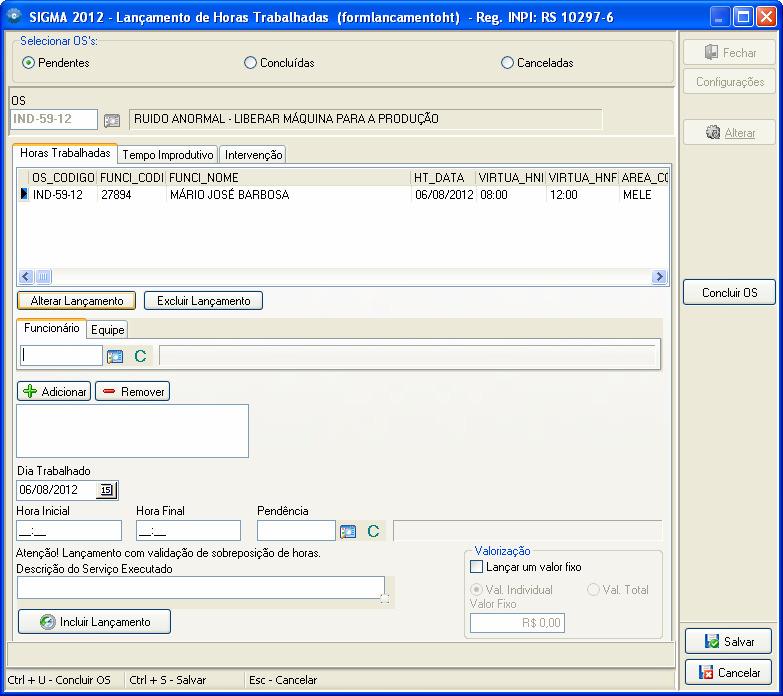
Figura 56 – Exemplo de Alterações ou Exclusões de um Lançamento de Hora Trabalhada
Concluindo uma OS
Concluir uma OS, significa informar ao sistema que o serviço da OS já está concluído e que ela não é mais necessária. Para concluir ou cancelar uma OS, acesse o módulo de ‘’Ordem de Serviço (OS) ’’ e clique na opção ‘’Conclusão de OS’’. Selecione uma OS e pressione <ENTER>.
Inserindo a descrição da OS
A descrição da conclusão da OS é uma definição do serviço que foi executado e pode ser apresentada no campo ‘’Descrição’’. Pode-se constar inclusive o parecer técnico.
Definindo dados básicos da conclusão OS
Os dados básicos da conclusão da OS são defeito, causa e solução, dados estes que podem ser selecionados em seus respectivos campos.
Definindo avaliação de OS
Para fins de avaliação, a variação do serviço da OS pode variar entre quatro resultados: 1- ruim, 2-regular, 3-bom, 4- Muito bom. Para realizar esta avaliação basta selecionar uma delas no campo ‘’Avaliação do Serviço’’.
No campo ‘’Situação’’ defina e selecione a situação da OS, pendente, concluída, cancelada.
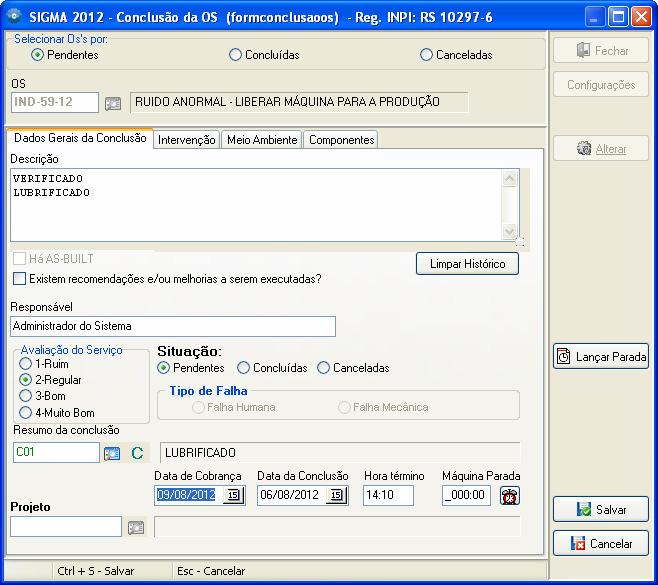
Figura 57 – Exemplo de Conclusão de OS
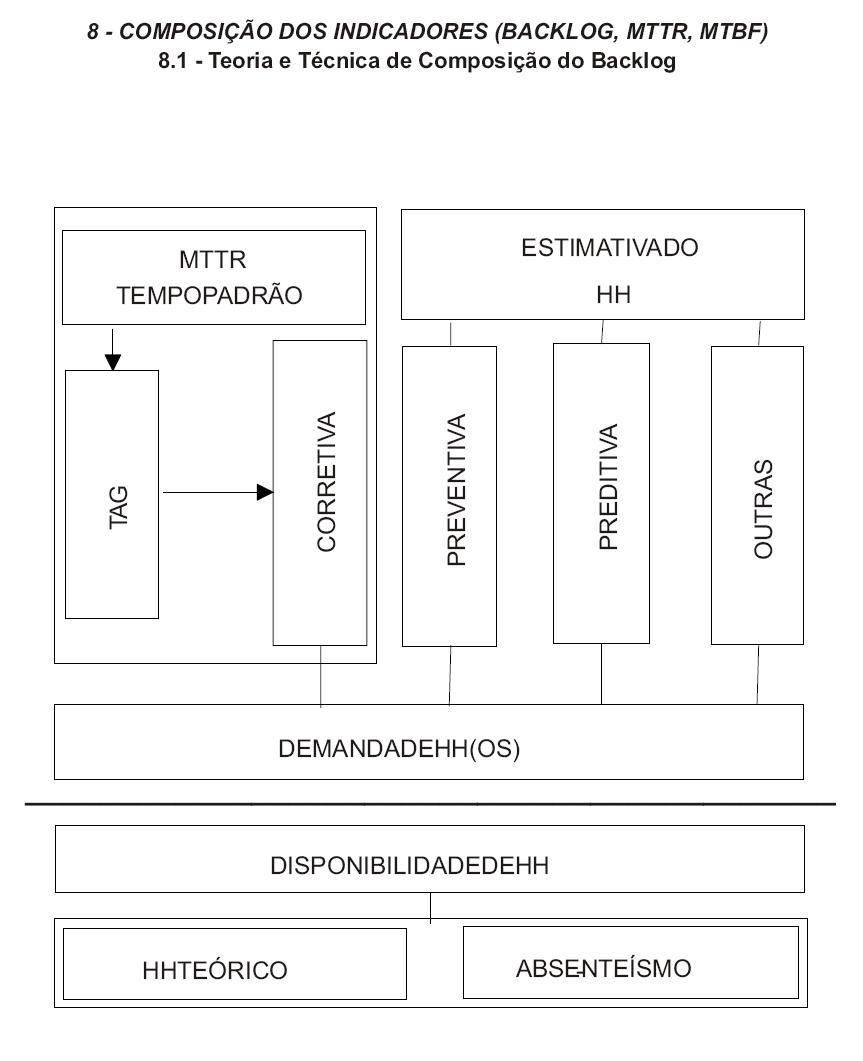
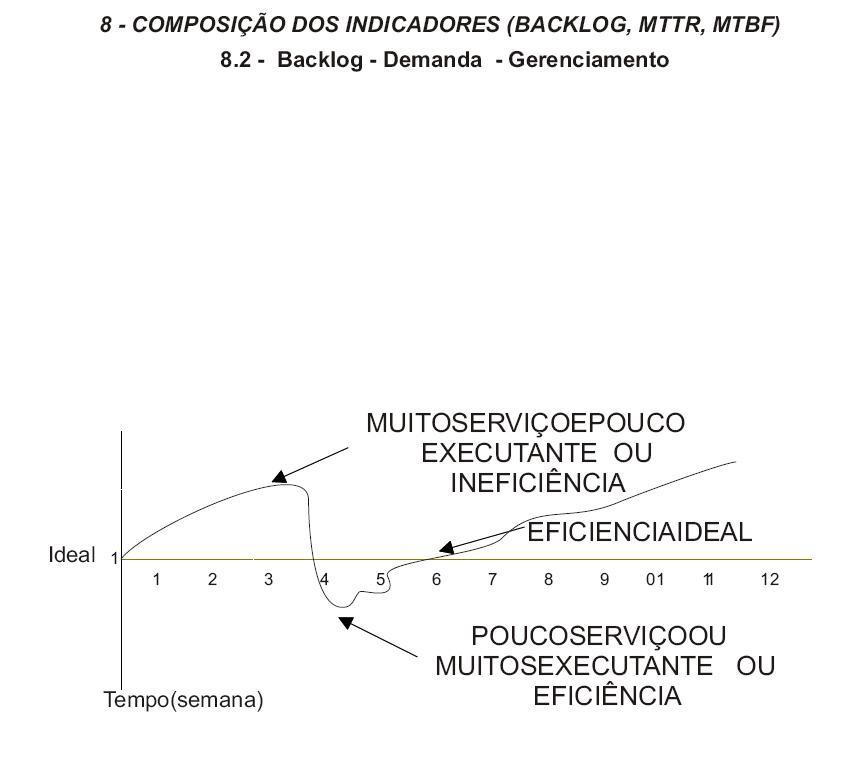
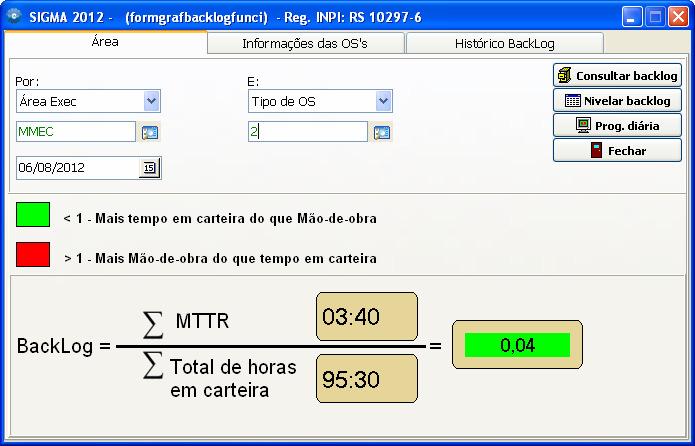
Backlog
O recurso Backlog permite ao usuário efetuar um cálculo para visualizar o somatório do MTTR (tempo estimado para reparo) de serviços em OS dividido pelo somatório de horas por funcionário por área executante. Com o resultado desta expressão, o usuário poderá medir o quanto tem de disponibilidade. Teoricamente um funcionário com 9 horas disponíveis diariamente, teria que estar ocupado todo este tempo em ordens de serviço, então este indicador tem sua base no tempo estimado no serviço, podendo informar a necessidade de funcionários para a empresa.
Produtividade
Este recurso gera um gráfico baseado na fórmula abaixo (Figura 60), podendo assim calcular a produtividade das OS’s executadas em uma determinada área.
Figura 58 - Exemplo de Cálculo de Backlog
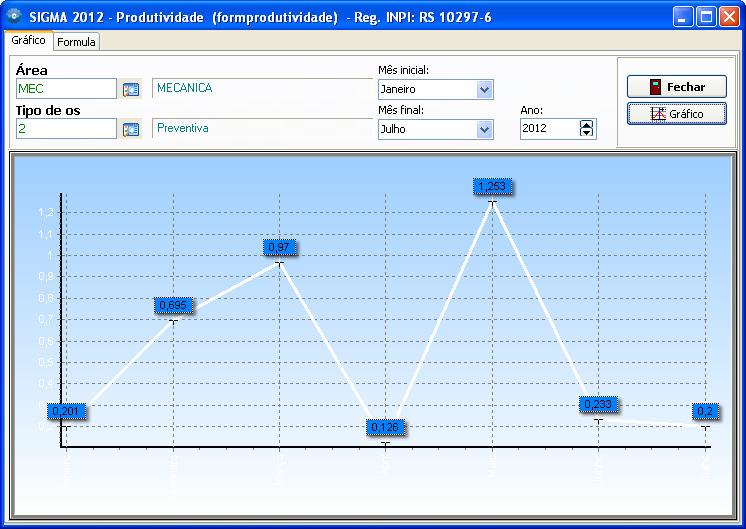
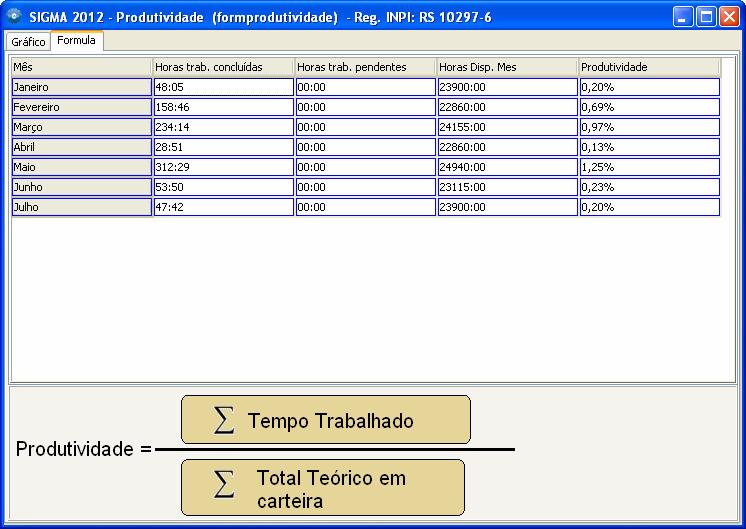
Figura 59 - Exemplo de Gráfico de Produtividade
Figura 60 - Tela com os Dados e a Fórmula do Gráfico de Produtividade
Eficiência
O usuário SIGMA pode medir a eficiência dos serviços dos funcionários nas OS’s, através da formula abaixo, visualizando o resultado em percentuais.
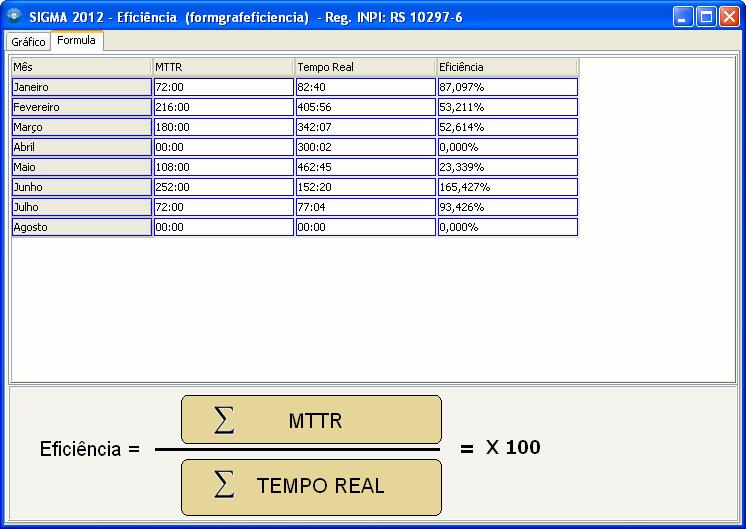
Figura 61 - Tela com Dados e Fórmula Utilizados no Cálculo da Eficiência
Modelos de Relatórios de OS
O usuário poderá escolher o modelo de relatório de sua preferência.
Para selecionar o relatório desejado, vá até o campo “Configurações”, após clique em “Parâmetros do Sistema”, e em seguida “Parâmetros de OS”. Logo após “Opções de Impressão”, e em seguida selecione “Opções Relatórios”.
Nessa tela terá opção de selecionar o modelo desejado de relatório para OS, Preventiva e Checklist.
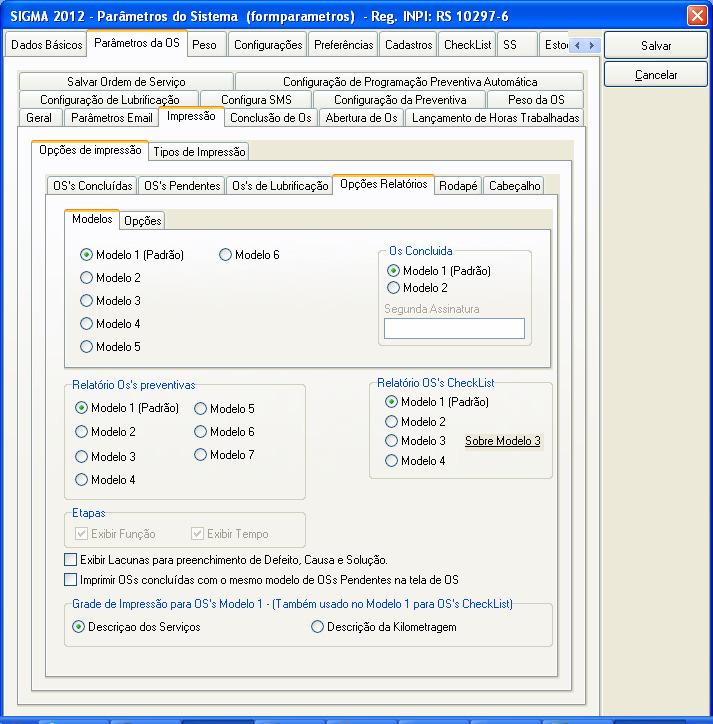
Figura 62 – Tela de Configuração de Opções de Relatórios
Modelos de Relatório de OS
Modelo 1 (padrão) Simplificado
Figura 63 – Relatório Modelo 1 Simplificado
Modelo 1 Detalhado
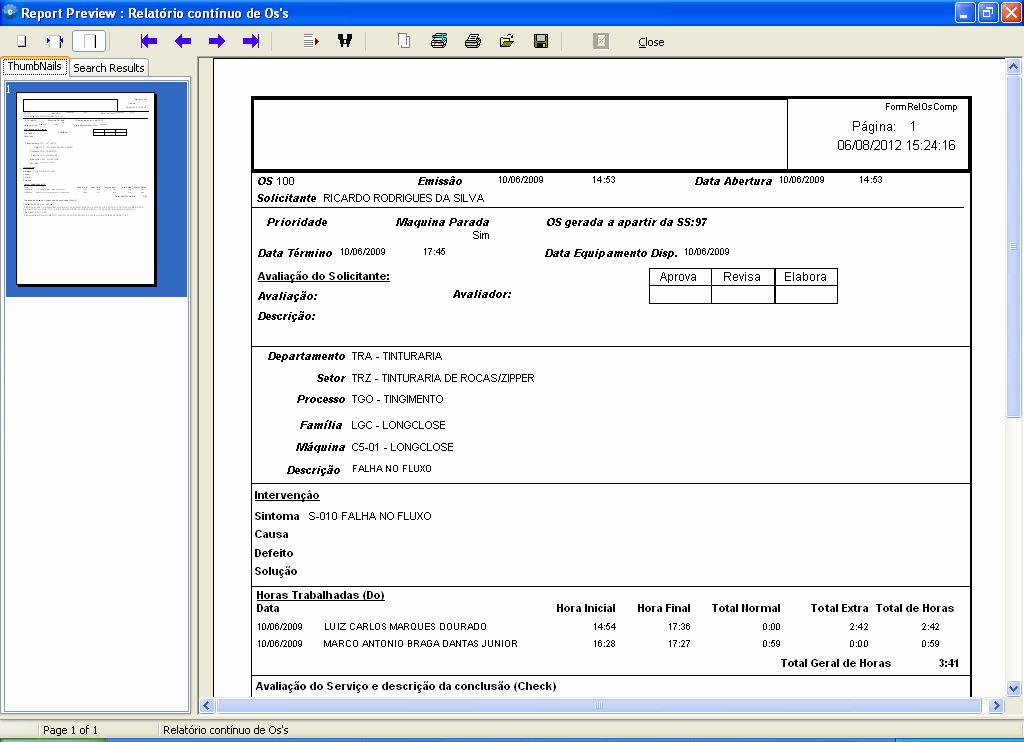
Figura 64 – Relatório Modelo 1 Detalhado
Modelo 2 Simplificado
65 – Relatório Modelo 2 Simplificado
Figura
Modelo 2 Detalhado
Figura 66 – Relatório Modelo 2 Detalhado
Modelo 3 Simplificado
67 – Relatório Modelo 3 Simplificado
Figura
Modelo 3 Detalhado
Figura 68 – Relatório Modelo 3 Detalhado
Modelo 4 Simplificado
Figura 69 – Relatório Modelo 4 Simplificado
Modelo 4 Detalhado
Figura 70 – Relatório Modelo 4 Detalhado
MÓDULO PREVENTIVA
O que é a uma Manutenção Preventiva
A Manutenção Preventiva consiste na intervenção de prevenção de algum eventual problema em alguma máquina ou equipamento, com o objetivo de reduzir a probabilidade de quebras e/ou falhas. No SIGMA pode-se registrar as programações de manutenções preventivas com a geração automática de OS’s. Para isso, o sistema toma como base o período indicado nas programações para que as mesmas sejam executadas. Todas as etapas desde o cadastro das manutenções, programações de manutenções e geração de OS’s são realizadas no módulo Preventiva.
Cadastro de Preventiva
O primeiro passo é cadastrar as informações e etapas que irão ser cumpridas durante a intervenção de prevenção. Para cadastrar uma nova manutenção, informe o código da preventiva e pressione <ENTER> no campo “Preventiva”,
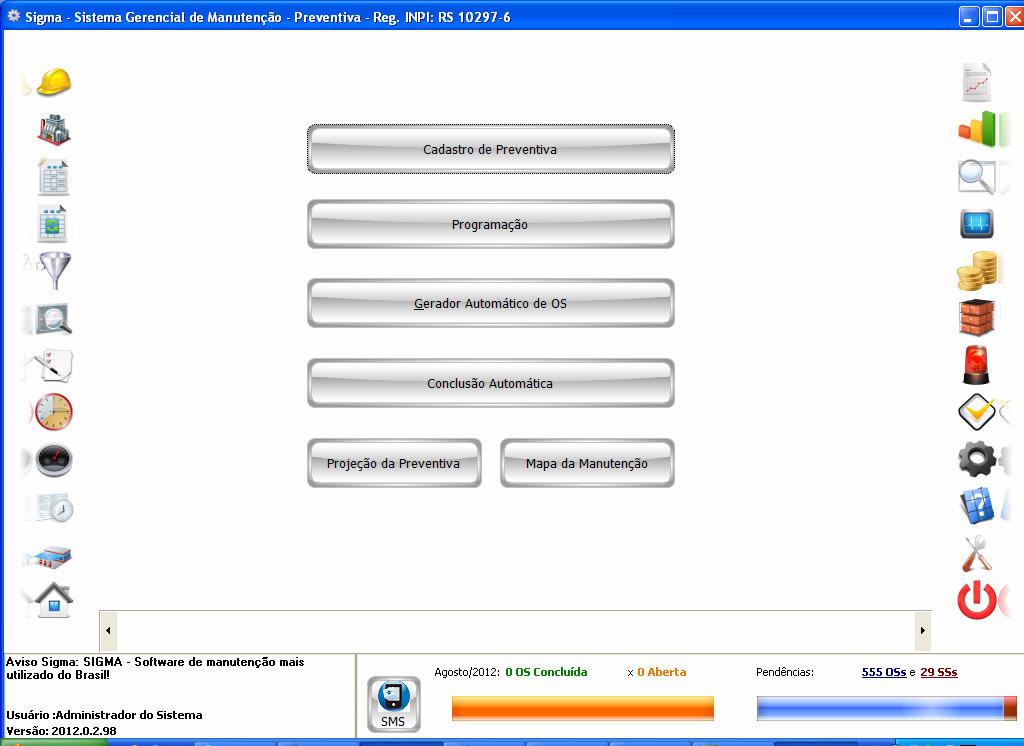
Figura 71 – Tela Principal do Módulo Preventiva
após a inclusão do novo registro, digite a descrição da intervenção e no campo “Área” especifique a área executante responsável pela manutenção.
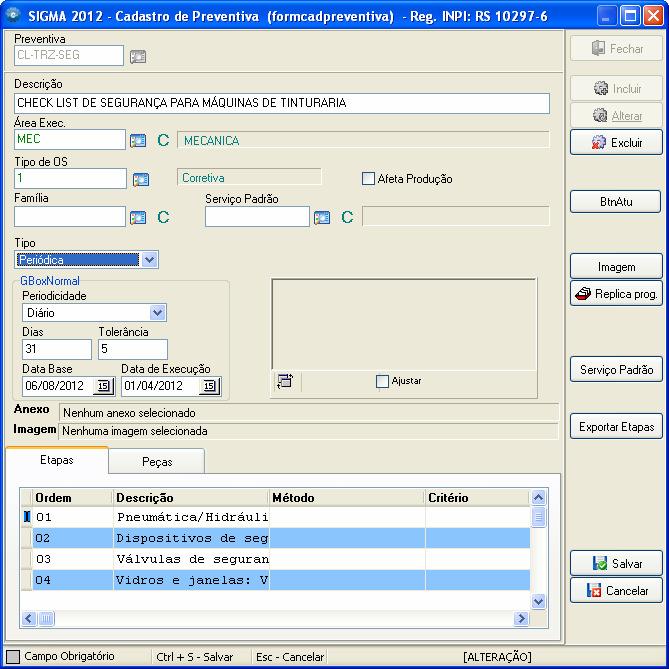
72 – Tela de Cadastramento de uma Manutenção Preventiva
Definindo o tipo de uma Manutenção Preventiva O SIGMA dispõe de dois tipos de manutenção preventiva; A manutenção Periódica que é baseada em um período de dias ou semanas que será o intervalo de execução da manutenção. Se for selecionado o tipo Periódico, informa-se o tipo de período: dias ou semanas. Após, informa-se o intervalo entre as manutenções e tolerância sobre este intervalo. Outro tipo é por Disparos que podem ser quilômetros, horas, etc. Se for selecionado o tipo Disparos, informa-se o disparo já cadastrado anteriormente, a quantidade e a tolerância de disparos que poderão ocorrer até que a manutenção seja novamente executada. A seleção
Figura
dos tipos de manutenção Preventiva é demonstrada na imagem abaixo (Figura 73).
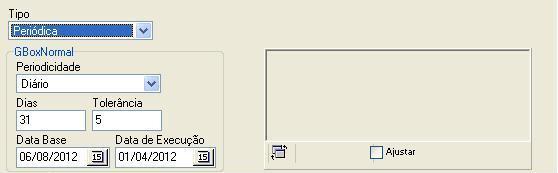
Figura 73 – Exemplo de definição do tipo de Manutenção Preventiva
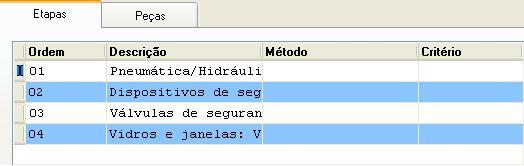
Cadastrando etapas de uma Manutenção Preventiva
As etapas são as descrições dos serviços a serem executados em cada procedimento deste tipo de manutenção. Para cadastrar uma etapa da manutenção, pressione ↓ e um novo registro será incluído. Informe o serviço a ser executado no campo “Serviço”. Porém, este serviço deve estar previamente cadastrado no módulo de OS.
Após selecionar um serviço, serão trazidas todas as informações referentes à esse serviço. Tais como valor por hora do serviço, duração do serviço e o cálculo do valor monetário do custo do referido serviço.
OBS: estes dados também são cadastrados no cadastro de serviços. Além destes poderão ser informados os seguintes dados: Ordem - sequência em que as etapas serão efetuadas. (Exemplo: 1.0, 2.0 ou 1, 2, 3).
Condição - requisito para que a etapa seja executada. Função – qual a função do profissional que irá desempenhar a etapa ou todas as etapas.
Caso não queira usar o método de seleção dos serviços, as etapas poderão ser manualmente cadastradas, apenas inserindo a Ordem, a Descrição e os campos que forem necessários.
–
Manutenção Preventiva
Cadastrando Peças de uma Manutenção Preventiva
Antes de inserir as Peças que serão utilizadas em uma Manutenção Preventiva, devemos cadastrar as Peças no Módulo de Equipamentos. Para inserir as Peças para uma preventiva, selecione um Peça dentro da grade de Peças e as informações referentes a Peça selecionada, tais como: código da Peça, descrição da Peça e valor unitário serão informados automaticamente. Ao inserir uma quantidade, será calculado o valor total da Peça inserida. (Ver figura 75)
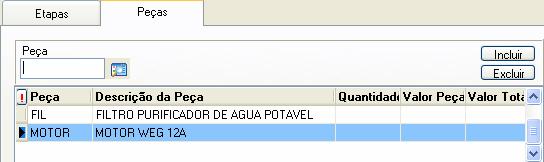
–
Preventiva
Cadastrando uma programação de Manutenção Preventiva
Para que as manutenções Preventivas anteriormente descritas sejam efetuadas, ou seja, para que o SIGMA gere Ordens de Serviço (OS’s), é preciso gerar programações para as manutenções cadastradas. Para cadastrar uma nova programação, clique no botão Programação no menu do Módulo Preventiva. Pressione <ENTER> no campo Programação e um novo código de Programação será gerado onde já podem ser inseridos os dados da programação.
Figura 74
Exemplo de Cadastro de Etapas de uma
Figura 75
Exemplo de Cadastro de Peças em uma Manutenção
Definindo os dados da Programação
Para cadastrar uma programação de manutenção preventiva, precisamos especificar onde a manutenção será efetuada, quem irá efetuar a manutenção, o período em que a manutenção será efetuada e qual é o procedimento realizado na mesma. Por isto, devemos selecionar uma Máquina, um TAG e o Equipamento, nos respectivos campos, para sabermos exatamente onde aplicar a manutenção. No campo “Preventiva”, selecionar o nome da manutenção que foi cadastrada anteriormente, (caso não tenha uma manutenção preventiva cadastrada siga os passos detalhados anteriormente). Assim as etapas da preventiva serão trazidas para a grade de etapas da manutenção. Será também cadastrada para esta programação a imagem selecionada no cadastro da manutenção feito anteriormente.
Carregando automaticamente as definições estabelecidas no cadastro da Preventiva
Para que o tipo de programação e a periodicidade ou a quantidade de disparos seja herdado do cadastro da preventiva, pressione “Crtl + <ENTER>” dentro do campo preventiva e clique no “pop up” carrega periodicidade para que as informações sejam cadastradas para esta programação. Para cadastrar uma equipe que irá executar a manutenção, selecione uma equipe no campo especificado.
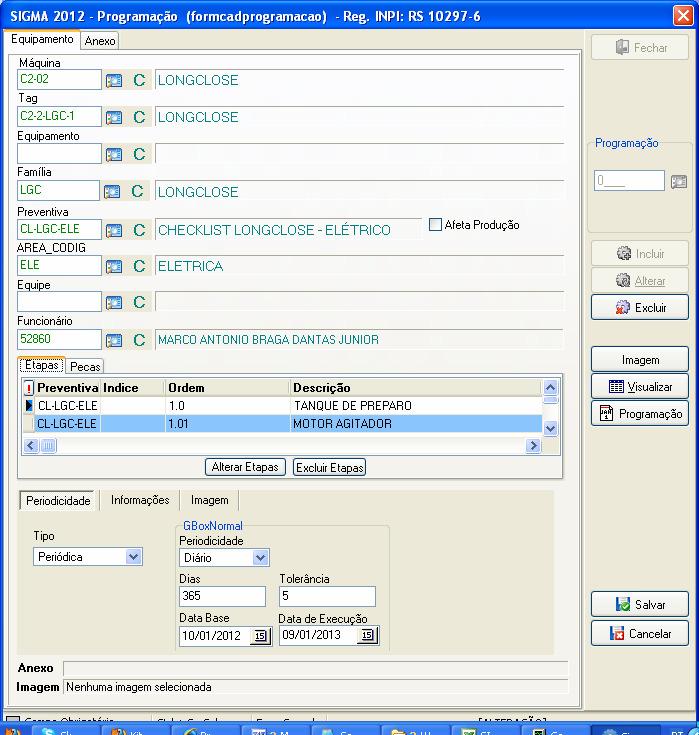
76 – Tela de Programação de uma Manutenção Preventiva
Definindo o tipo da programação (periódica ou disparos)
Nos próximos itens iremos descrever os tipos de programação que podem ser: Periódica ou por Disparos.
Figura
Definindo características da programação por Disparos
Se a manutenção Preventiva não tiver os dados de periodicidade cadastrados ou se preferir não herdar as características para a programação, pode-se especificá-las da seguinte maneira:
- Indicam-se o tipo de manutenção como Disparos e seleciona-se o disparo já cadastrado anteriormente, a quantidade e a tolerância de disparos que poderão ocorrer até que a manutenção seja novamente executada.
Definindo características da programação Periódica
Da mesma maneira que no passo anterior, se for selecionado o tipo
Periódica, informa-se o tipo de período: dias ou semanas. Após, informa-se o intervalo entre as manutenções e tolerância sobre este intervalo.
Figura 77 - – Exemplo de Programação de uma Manutenção Preventiva Periódica
Gerando OS’s automáticas para as programações cadastradas
Este processo consiste na geração de Os’s para a execução do serviço cadastrado na programação Preventiva e encontra-se na tela do botão “Gerador
Automático do OS”
Definindo as configurações do relatório de OS’s a ser impresso
Para definir as configurações de impressão do relatório pressione no botão
Configurações. Na tela que aparecerá serão exibidas várias páginas de configurações voltadas à impressão e geração de uma nova OS. Para mudar estas configurações basta marcar e desmarcar as opções auto-explicativas.
Definido a pesquisa das programações que se deseja gerar OS’s
Existem várias maneiras de obtermos uma listagem das Manutenções Preventivas que temos programadas. Para que a pesquisa seja validada preencha sempre os dois campos do item que se deseja usar. Para definir a pesquisa das programações por data de execução da programação, digite o período desejado nos campos inicial e final. Assim serão listadas as programações que tem a data de execução entre o período indicado e a máquina indicada na pesquisa. Pode-se também usar dois nomes de máquinas diferentes para realizar a pesquisa.

Figura 78 - Exemplo de Geração Automática de OS à partir da Programação de uma Preventiva
Imprimindo programações sem gerar OS’s
Para imprimir os dados gerais e visualizar as etapas de uma programação Preventiva, basta desmarcar a opção Gera OS e as informações serão somente impressas sem que seja feita a geração de OS’s.
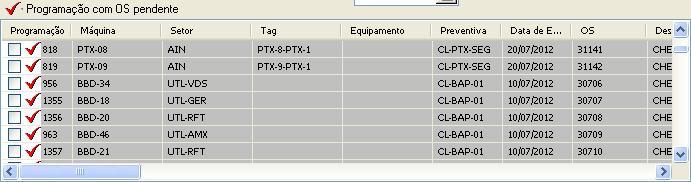
Figura 79 - Visualização de OS’s pendentes vinculadas à Programação de Manutenções Preventivas
Imprimindo e gerando as OS’s das programações pesquisadas
Depois de ter estabelecido todas as opções de pesquisa desejadas, pressione no botão Pesquisar para que seja efetuado o filtro. Para imprimir as programações pesquisadas pressione no botão Imprimir.
OBS: Para poder lançar horas trabalhadas a essa preventiva após a execução, o usuário tem que se dirigirem ao módulo OS e clicar em Horas trabalhadas, filtrar a OS preventiva, e lançar horas após isso clicar em conclusão de OS e selecionar concluída e salvar. Depois de concluída o sistema criara uma nova OS preventiva.
Modelos de Relatórios
O usuário poderá escolher qual o modelo de relatório ao imprimir os dados de uma Manutenção Preventiva.
Para selecionar o relatório desejado, vá até o campo “Configurações”, após “Parâmetros do Sistema”, em seguida “Parâmetros de OS”, logo após “Opções de Impressão” e em seguida selecione “Opções Relatórios”. Nessa tela terá opção de selecionar o modelo desejado de relatório para OS, Preventiva e Checklist.
Figura 80 – Tela de Configuração de Modelos de Relatórios
Modelos de Relatórios de Manutenções Preventivas
Modelo 1 (padrão)
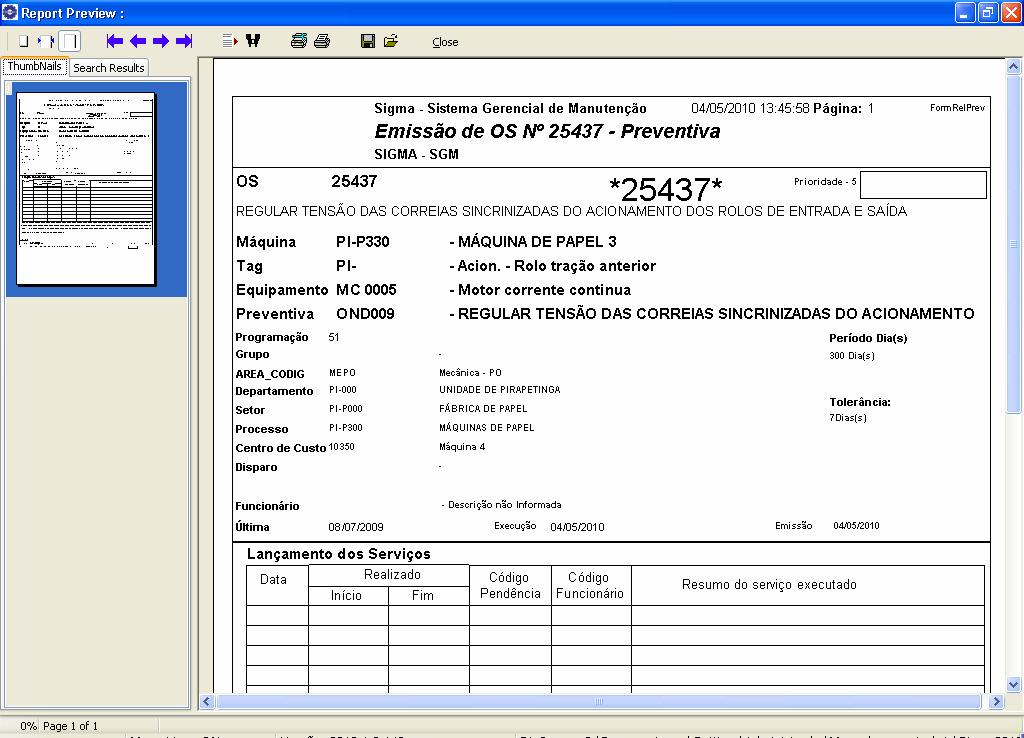
Figura 81 – Modelo 1 de Relatório de Manutenção Preventiva
Modelo 2
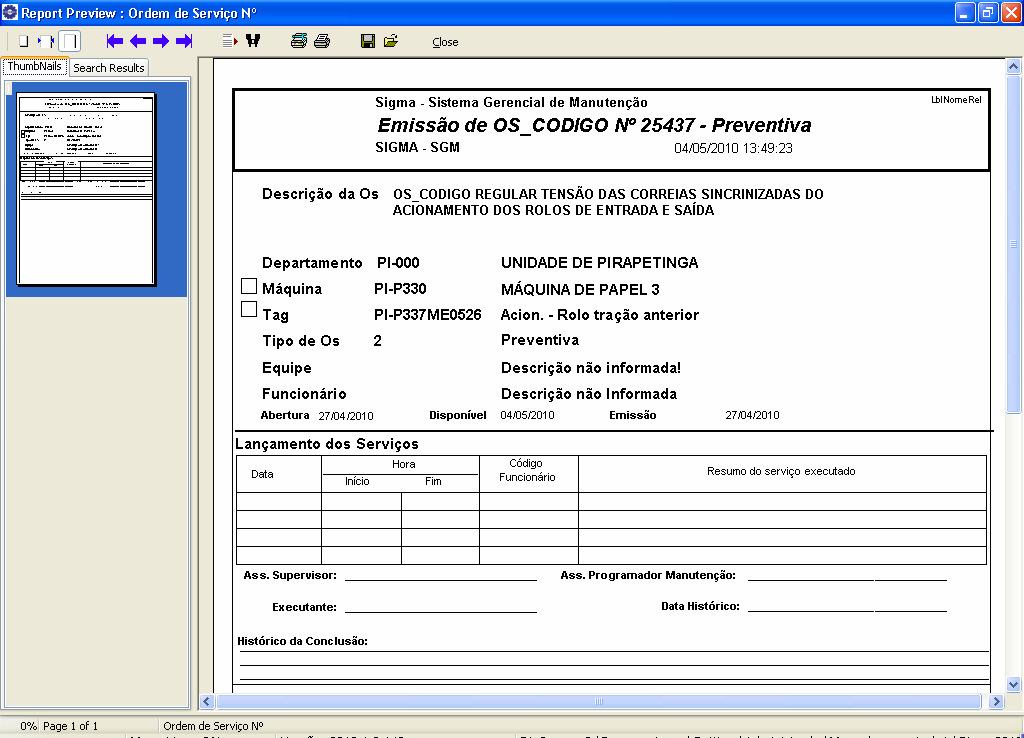
Figura 82 – Modelo 2 de Relatório de Manutenção Preventiva
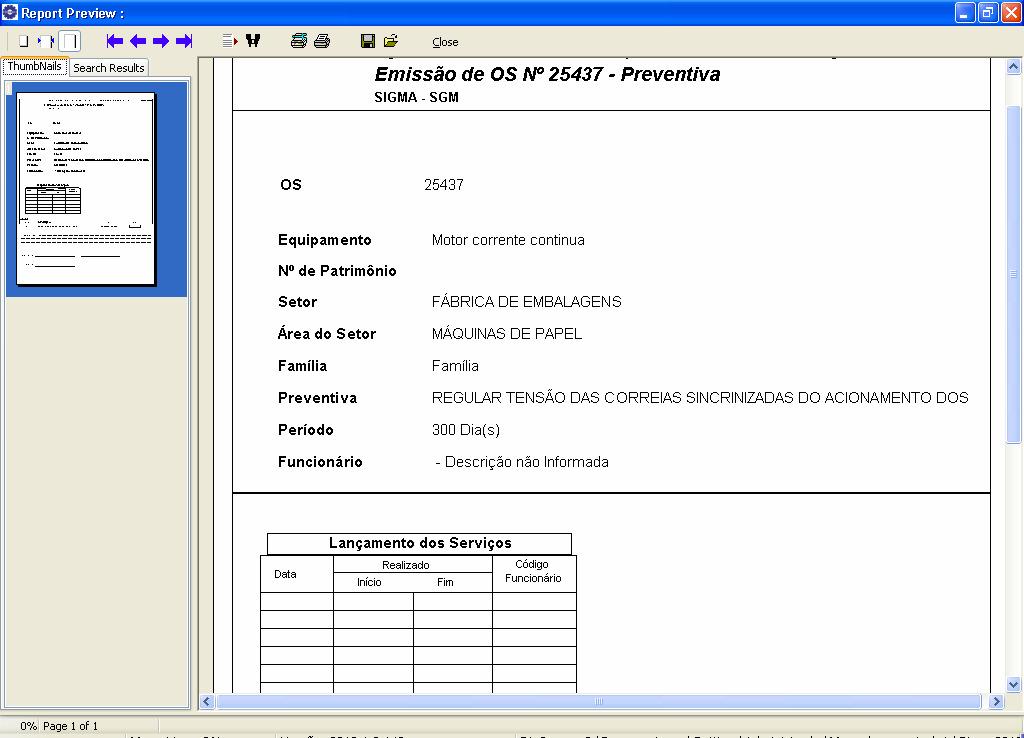
Figura 83 – Modelo 3 de Relatório de Manutenção Preventiva
Modelo 4
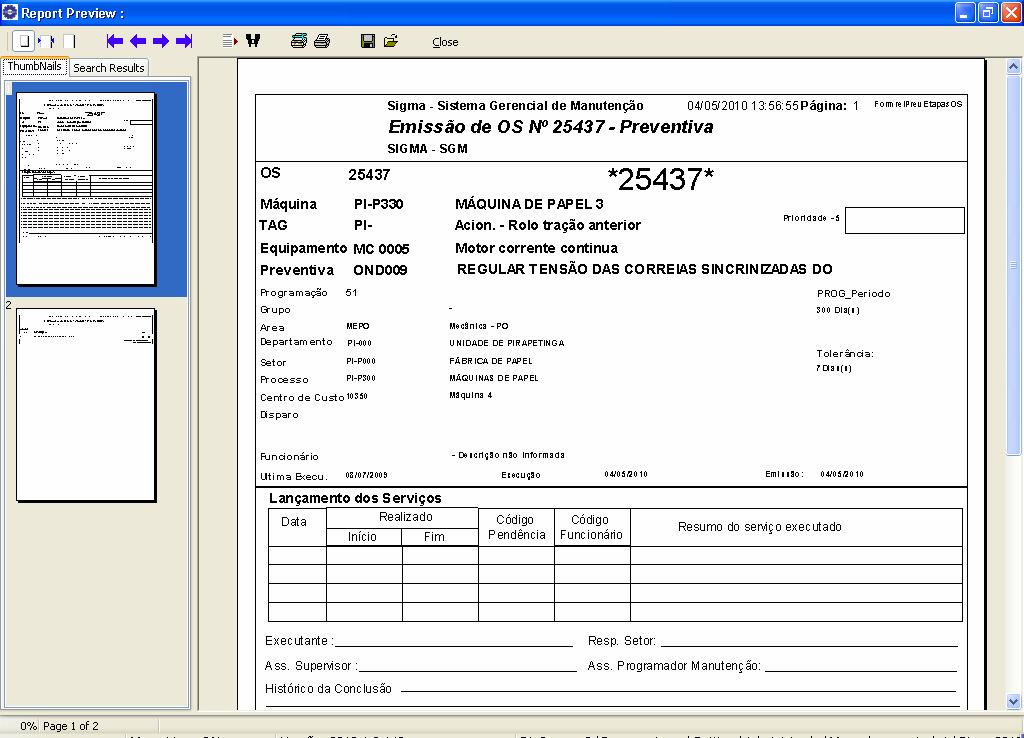
84 – Modelo 4 de Relatório de Manutenção Preventiva
Figura
LUBRIFICAÇÃO
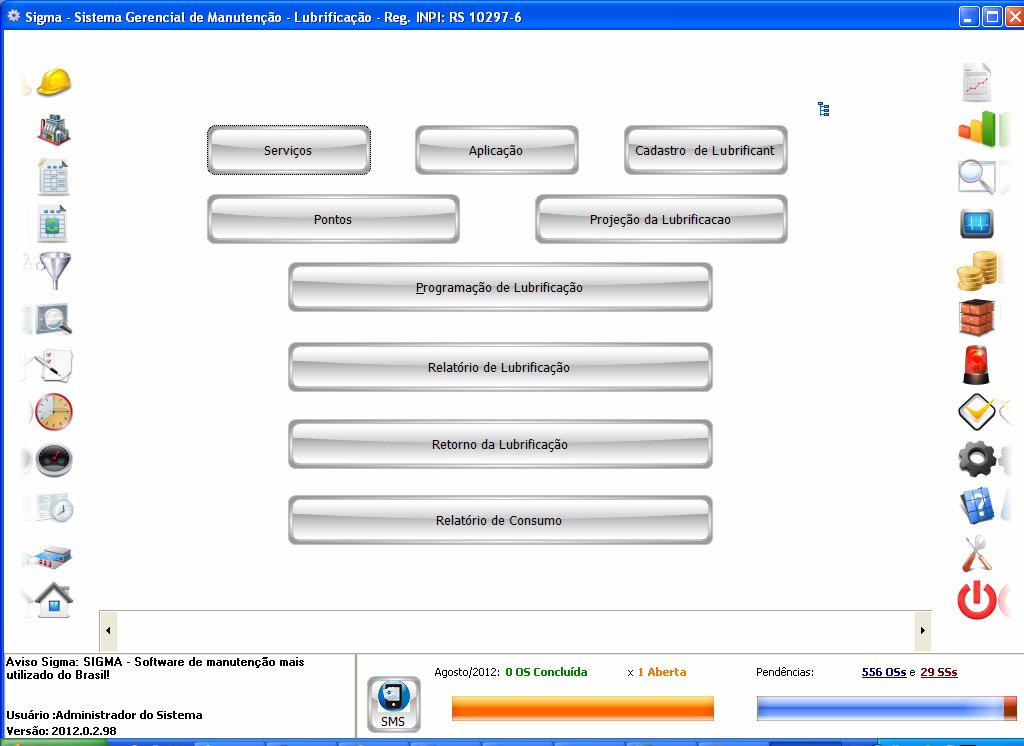
Figura 85 – Tela Principal do Módulo Lubrificação
Cadastrando Serviços de Lubrificação
O cadastro de serviços na lubrificação consiste em registrarmos todos os serviços ou procedimentos a serem executados durante uma lubrificação.
Para cadastrar serviços, acesse o módulo Lubrificação e após clique no botão Serviços.
Em seguida preencha os seguintes campos:
1 – Serviço – Código do serviço a ser cadastrado. Ex.: 01;
2 – Descrição – Descrição do serviço de lubrificação. Ex.: Lubrificação de Engrenagens ( Ver Figura 86).
Cadastrando métodos de aplicação de Lubrificantes
O cadastro de métodos de aplicação consiste no cadastro das formas pelas quais são aplicados os lubrificantes em sua empresa.
Para cadastrar os métodos, acesse o menu Lubrificação e após clique no botão Aplicação.
Em seguida preencha os seguintes campos:
1 – Aplicação – Código do método de aplicação. Ex.: 02;
2 – Descrição – Descrição do método de aplicação. Ex.: Bomba Manual, Imersão, Almotolia, Etc.
Figura 86 - Tela de Cadastramento de Serviços de Lubrificação
87 - Tela de Cadastramento de Métodos de Aplicação de Lubrificantes
Cadastrando um Lubrificante
O cadastro de Lubrificantes consiste no cadastramento de todos os lubrificantes utilizados na empresa, bem como as propriedades, os fornecedores, e as classificações de cada um deles.
Para cadastrar Lubrificantes, acesse o módulo Lubrificação e após clique no botão Lubrificantes .
Definição dos principais Campos
1 – Lubrificante – Código do lubrificante. Ex.: 06025.
2 – Descrição – Descrição do lubrificante. Ex.: Óleo Rímula – D SAE 10l Shell;
3 – Fabricante – Fabricante. Ex.: Shell;
4 – Unidade – Unidade de medida utilizada pelo lubrificante. Ex: l (litros);
5 – Classificação ISSO – Os lubrificantes são classificados de acordo com o tipo de utilização a que se destinam, bem como pela sua viscosidade. Ex: ISSO VG 100;
6 – Classificação NLGI – Classificação NLGI para graxas lubrificantes. Ex: 3.
7 – Tipo – Tipo do lubrificante. Ex.: Óleo.
Informando qual o método de aplicação a ser utilizado para um Lubrificante
Para informar o método de aplicação a ser utilizado para aplicar um lubrificante em um determinado serviço de lubrificação, selecione através do botão de pesquisa um método de aplicação anteriormente cadastrado, caso, o mesmo houver sido cadastrado, pode ser efetuado o cadastro clicando no botão com o formato da letra C.
Figura
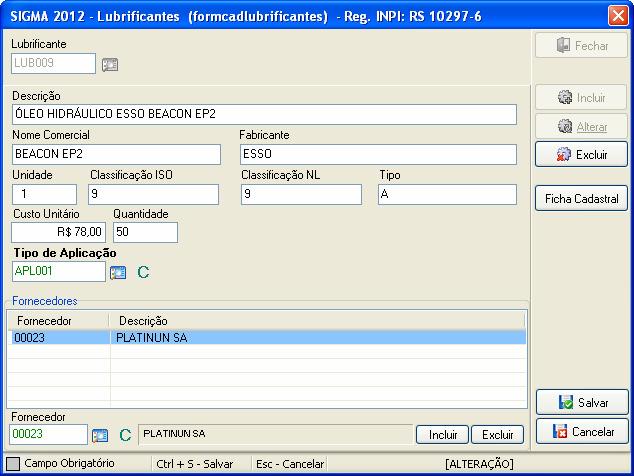
Cadastrando pontos de Lubrificação
Quando se tornar necessário informar com mais precisão os pontos de Lubrificação de uma Máquina, TAG, Equipamento ou Peça, com o objetivo de facilitar e dinamizar o serviço de lubrificação, podemos cadastrar os pontos de lubrificação. Para cadastrar os pontos de Lubrificação de uma Máquina, por exemplo, deve-se acessar o módulo Lubrificação \ Pontos. Em seguida preencha os seguintes pontos:
1 – Código do ponto – Um código para ser identificado posteriormente no cadastro de uma programação de Lubrificação; Ex.: RTS;
2 – Descrição – Descrição para os pontos as serem lubrificados. Ex.:ROTORES.
Figura 88 - Tela de Cadastramento de Lubrificantes
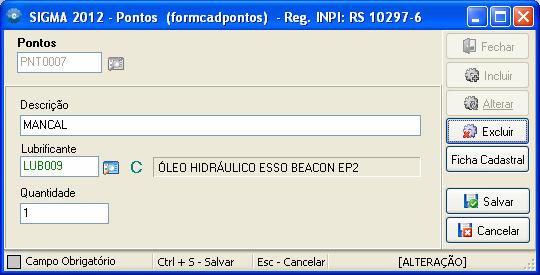
Cadastrando uma programação de Lubrificação
Uma programação de lubrificação deve ser cadastrada para que o SIGMA informe com precisão quando um serviço de lubrificação deve ser executado.
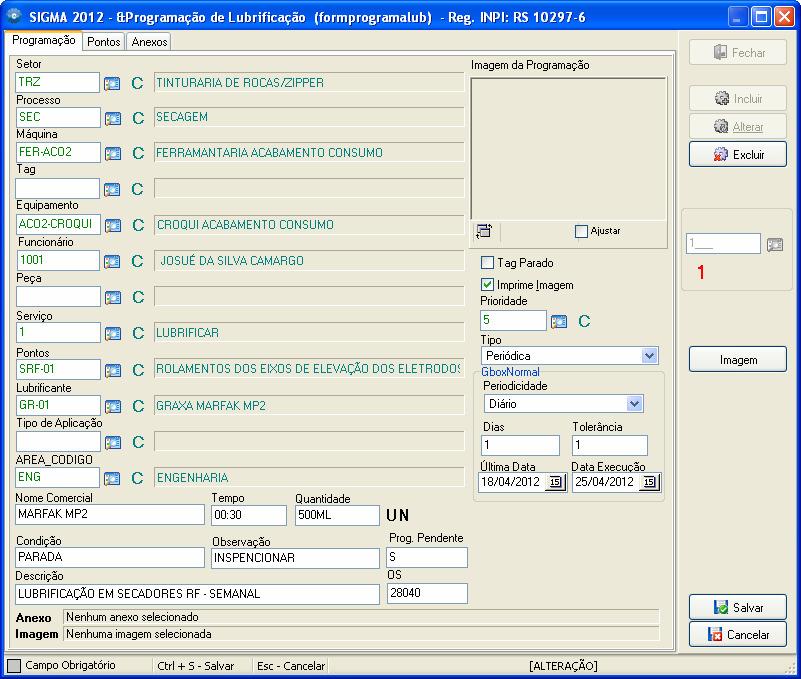
Figura 90 - Tela de Cadastramento de Pontos de Lubrificação
Figura 91 - Tela de Cadastramento de uma Programação de Lubrificação
Relatório de Lubrificação
Consiste em pesquisar em um período de tempo as programações geradas e gerar OS de lubrificação. Acesse o botão “Relatório de lubrificação” no módulo de lubrificação. Nos campos “Data” informe a data inicial e data final de pesquisa. Clique no botão “Pesquisar” para visualizar na grade abaixo as programações geradas nesse período de tempo. Para gerar OS para essas programações clique no botão “Imprimir”. O SIGMA automaticamente irá gerar o relatório.
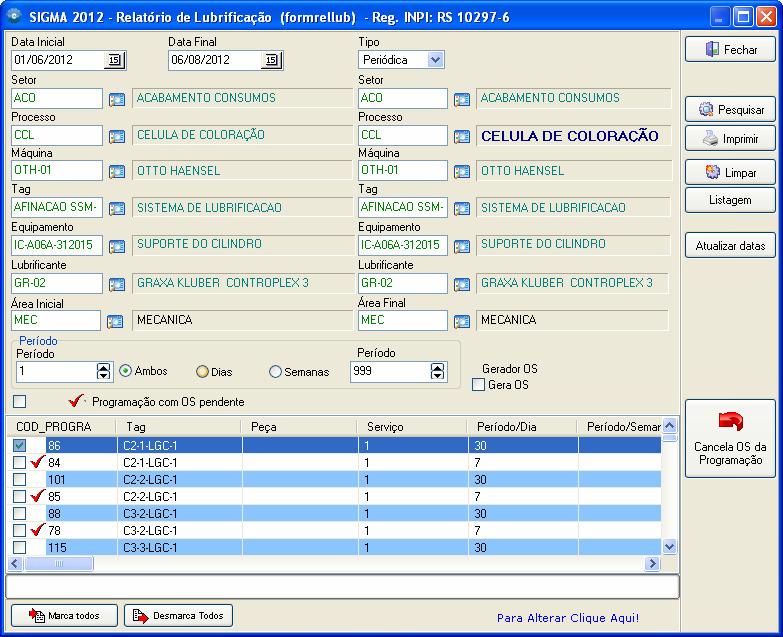
Figura 92 - Exemplo de Tela de Relatório de Lubrificação
Retorno da Lubrificação
Neste recurso o usuário lançar horas trabalhadas para a OS lubrificação. E concluindo-a, pode reprogramar uma nova programação desta OS lançada. Para fazer esse lançamento acesse o botão “Retorno da Lubrificação”. No campo “Código da OS” selecione a OS de lubrificação que será concluída, e pressione <ENTER>. No campo “Funcionário” informe qual funcionário trabalhou nessa OS. Após informe a data trabalhada e a hora inicial e hora final. Clique em salvar.
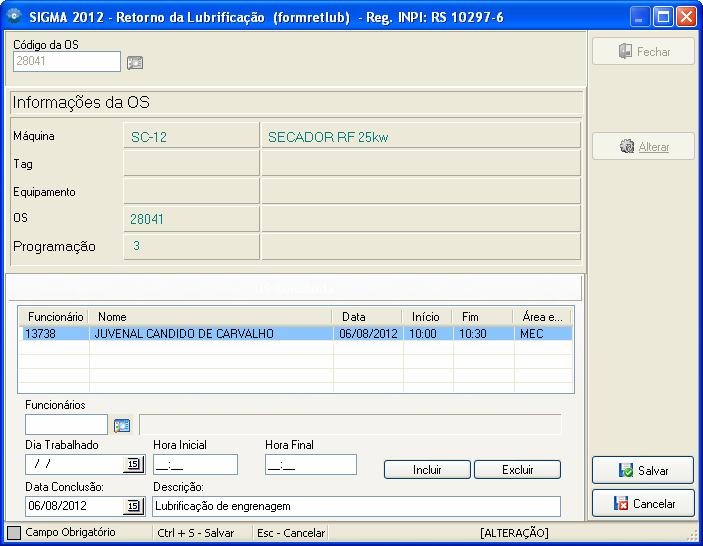
Figura 93 - Tela de Retorno de Lubrificação
MÓDULO PREDITIVA
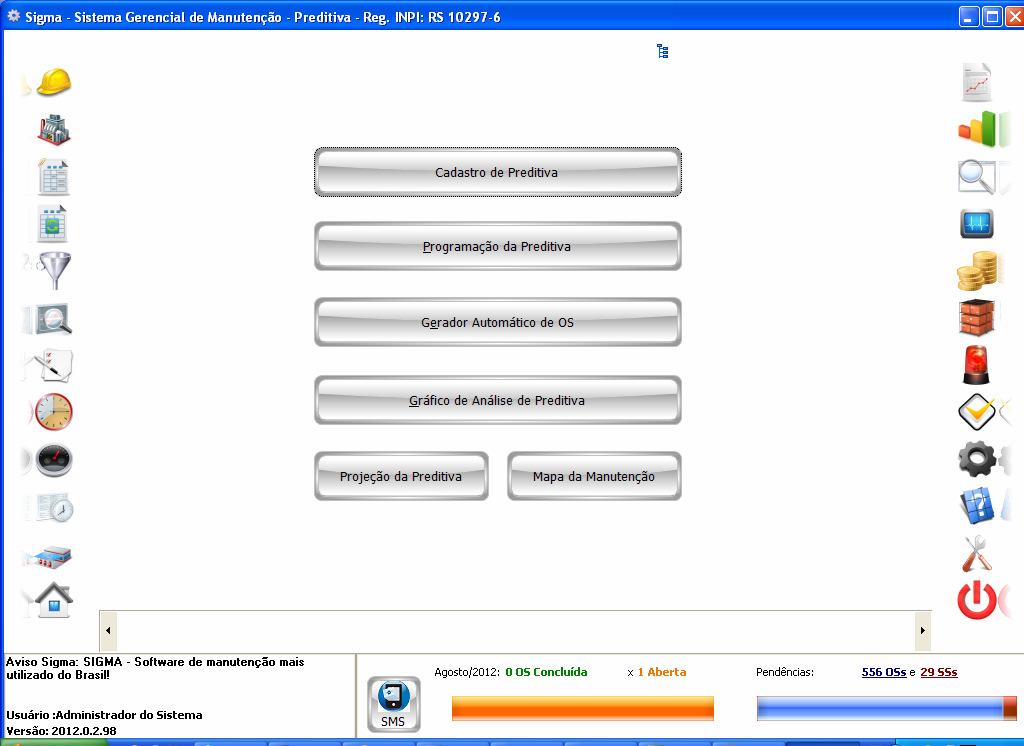
Figura 94 – Tela Principal do Módulo Preditiva
O que é a uma Manutenção Preditiva
A Manutenção Preditiva consiste em uma manutenção de medidas e análises, a partir de pré-definições de medições padrões definidas no cadastro de itens da Preditiva. Essas medidas podem ser verificadas através de ruídos, vibrações, quantidade, quilometragem, tensões de algum equipamento ou Peça. No SIGMA pode-se fazer programações de manutenções Preditiva e geração automática de Os's, baseado no período indicado nas programações para que as mesmas sejam executadas.
Cadastrando uma Manutenção Preditiva
O cadastro de uma Manutenção Preditiva baseia-se no cadastro das informações e etapas que irão ser cumpridas durante esta manutenção. Para cadastrar um nova manutenção, informe o código da preditiva e pressione <ENTER> no campo preditiva, após a inclusão do novo registro, digite a descrição da manutenção preditiva e no campo Área especifique a área onde esta manutenção irá ocorrer.
Definindo uma classificação para a Preditiva
A classificação de uma Preditiva pode ser definida no campo “Classificação”. A classificação pode ser definida como uma Preditiva de Qualidade, Segurança, etc.
Definindo o tipo de uma manutenção Preditiva
O SIGMA dispõe de dois tipos de manutenção Preditiva. Manutenção Periódica que é baseada em um período de dias ou semanas que formará o intervalo de execução da manutenção. Se for selecionado o tipo periódico, informa-se o tipo de período: dias ou semanas. Após, informa-se o intervalo entre as manutenções e tolerância sobre este intervalo.
Outro tipo de manutenção é a Manutenção por Disparos que podem ser quilômetros, horas, etc. Se for selecionado o tipo disparos, informa-se o disparo já cadastrado anteriormente, a quantidade e a tolerância de disparos que poderão ocorrer até que a manutenção seja novamente executada.
Cadastrando etapas de uma manutenção Preditiva
As etapas da Preditiva consistem nos itens a serem revisados e medidos durante a manutenção. Para cadastrar um novo item, basta teclar “↓” em algum registro da grade inferior da tela e descrever os itens. As etapas da Preditiva são baseadas em medições. Em cada item é estipulado o Mínimo, Padrão e Máximo a ser medido na verificação. Quando é feita a verificação é marcado no relatório o valor medido e informado na conclusão de OS. Quando os valores não coincidirem com os valores especificados para cada item, o SIGMA sugere a geração de uma OS corretiva. Também pode ser informada a unidade de medida do item e a ordem em que os itens devem ser verificados.
Cadastro de preditiva
Permitem o usuário cadastrar, todas as preditivas realizadas na empresa. Cadastrando etapas das análises e medições realizadas na preditiva relacionando medidas e unidades.
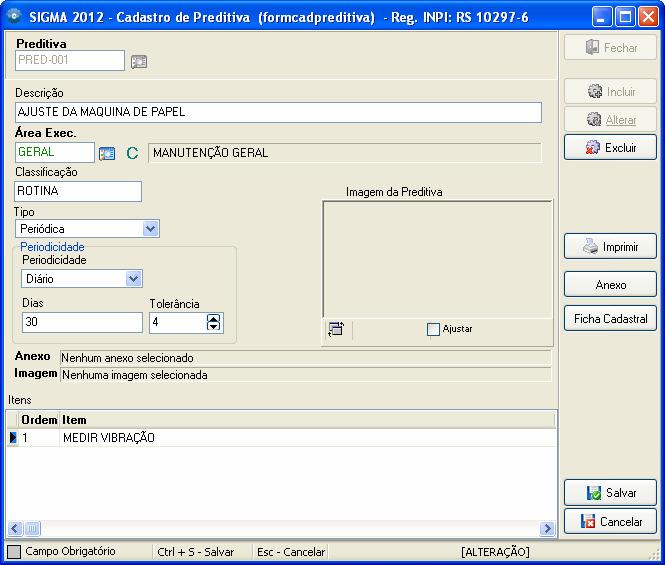
Cadastrando uma programação de Manutenção Preditiva
Para que as manutenções Preditivas anteriormente descritas sejam efetuadas, ou seja, para que o SIGMA gere Ordens de Serviço (OS’S), precisamos gerar programações para as manutenções cadastradas. Para cadastrar uma nova programação, pressione no botão “Programação da Preditiva” no menu do módulo de Preditiva. Pressione <ENTER> no campo programação e um novo código de programação será gerado e já podem ser inseridos os dados da programação.
Definindo os dados da Programação
Para cadastrar uma programação de manutenção Preditiva, precisamos especificar onde a manutenção será efetuada, quem irá efetuar a manutenção, o período entre uma manutenção e outra, a ainda qual é o procedimento realizado na mesma. Por isto, devemos selecionar uma Máquina, um TAG e um Equipamento, nos campos “Máquina”, “TAG” e “Equipamento” respectivamente, para que saibamos onde aplicar a manutenção.
Figura 95 – Tela de Cadastramento de uma Manutenção Preditiva
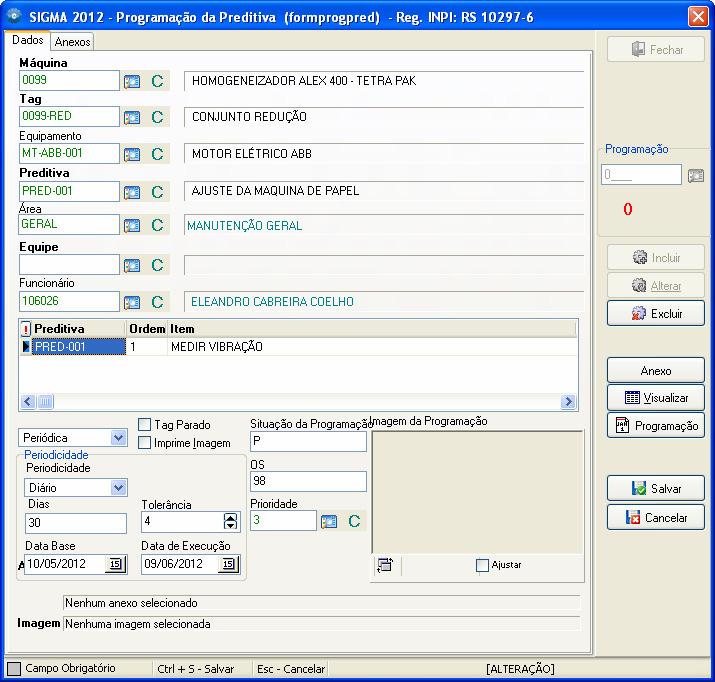
Carregando automaticamente as definições estabelecidas no cadastro da Preditiva
Para que o tipo de programação, a periodicidade ou a quantidade de disparos seja herdado do cadastro da Preditiva, pressione “Ctrl + <ENTER>” dentro do campo Preditiva e pressione no pop up carrega periodicidade para que as informações sejam cadastradas para esta programação. Para cadastrar a equipe que irá executar a manutenção, selecione uma equipe no campo especificado.
Gerando OS’s automáticas para as programações cadastradas
Este processo consiste na geração de Os's para a execução do serviço cadastrado na programação Preventiva e encontra-se na tela do botão “Gerador Automático do OS” no menu do módulo Preditiva. OBS: Mesmo processo realizado em “Preventiva”
Figura 96 - Exemplo de Programação de Preventiva
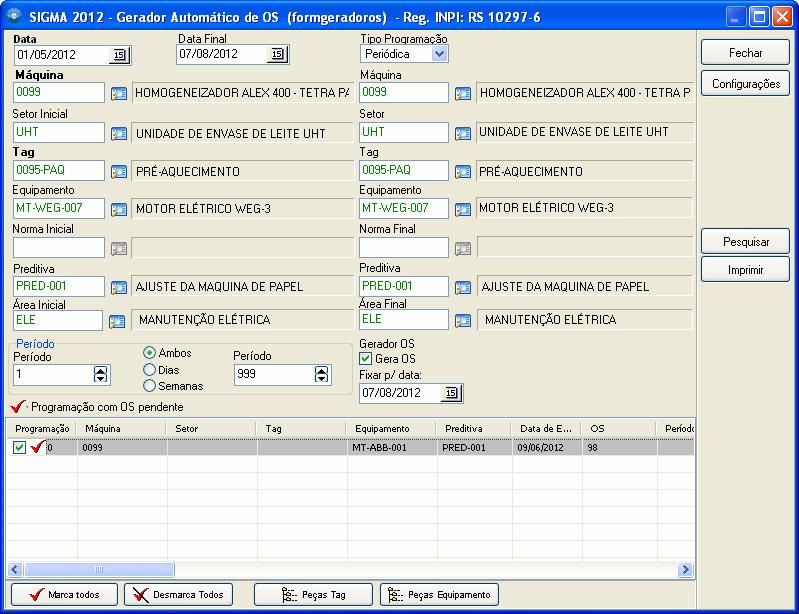
Figura 97 - Tela de Geração Automática de OS’s para uma Manutenção Preditiva
OBS: Para lançar horas trabalhadas a essa preditiva após a execução, o usuário deve dirigir-se ao módulo OS e clicar em Horas Trabalhadas, filtrar a OS preditiva, e lançar horas após isso clicar em conclusão de OS, selecionar concluída e salvar. Depois de concluída o sistema criará uma nova OS preditiva e o SIGMA irá criar uma janela onde o usuário poderá lançar dados medidos após realizar a preditiva.
Gráfico de Analise de Preditiva
Neste recurso o usuário poderá visualizar um gráfico gerado em cima das medidas informadas na tela após concluir a preditiva.
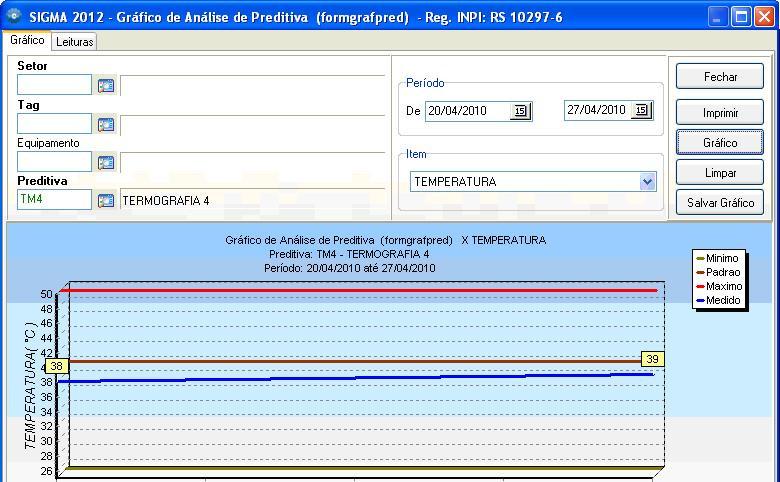
Figura 98 – Exemplo de Gráfico de Manutenção Preditiva
MÓDULO CHECKLIST
Muitas empresas possuem a necessidade de efetuar inspeções e obter dados com rapidez. Pensando nisso o SIGMA traz com ele uma ferramenta muito utilizada no planejamento e controle da manutenção que é o “Checklist”.
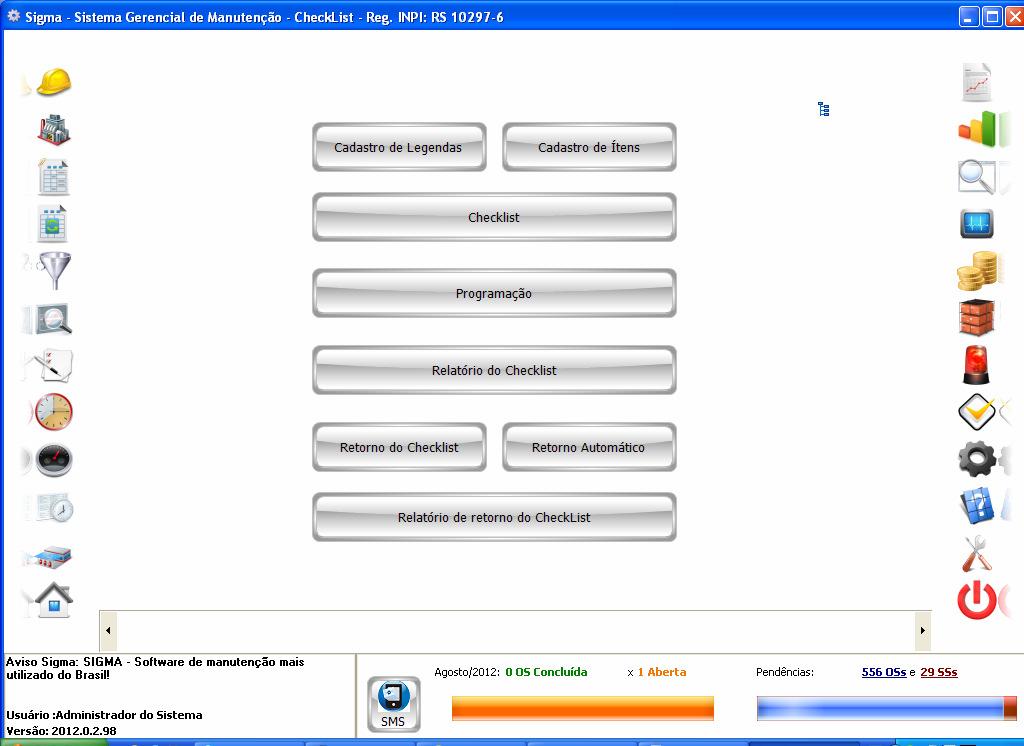
Cadastro de legenda
A legenda é o resultado das checagens dos itens relacionados em pontos ou locais especificados em um Checklist.
Para cadastrar uma legenda, é necessário clicar no botão ‘’Cadastro de Legendas’’ no módulo “checklist” e informar um código para a legenda e pressionar <ENTER>.
Após, basta informar a descrição da legenda e marcar se ela pode ou não gerar uma OS.
Figura 99 – Tela Principal do Módulo Checklist
100 – Exemplo de Cadastramento de Legendas de uma Checklist
Cadastro de itens
Permite ao usuário cadastrar os itens a serem checados no ‘’checklist’’ Informe um código e pressione < ENTER >. No campo descrição descreva o que deve ser checado.
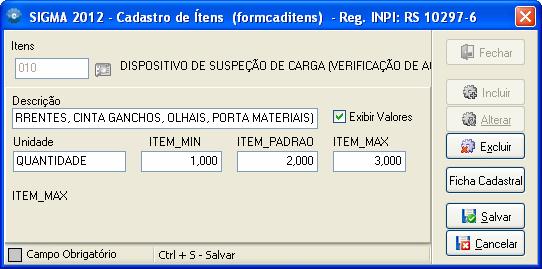
Figura
Figura 101 - Tela de Cadastramento de Itens de uma Checklist
Cadastrar uma Checklist
O cadastro do checklist consiste em vincular a uma lista diversos itens a serem inspecionados podendo ser máquinas, TAG's, ou equipamentos. Para realizar o cadastro acesse a opção ‘’Checklist’’, informe um código e pressione <ENTER>, logo após informe a descrição do checklist a ser realizado no campo ‘’Descrição’’. No campo “Descrição do Produto’’, selecione os produtos da ‘‘checklist’’ a serem inspecionados”. No campo “Item’’ informe os itens a serem checados, para salvar apenas clique no ícone ‘‘Salvar”.
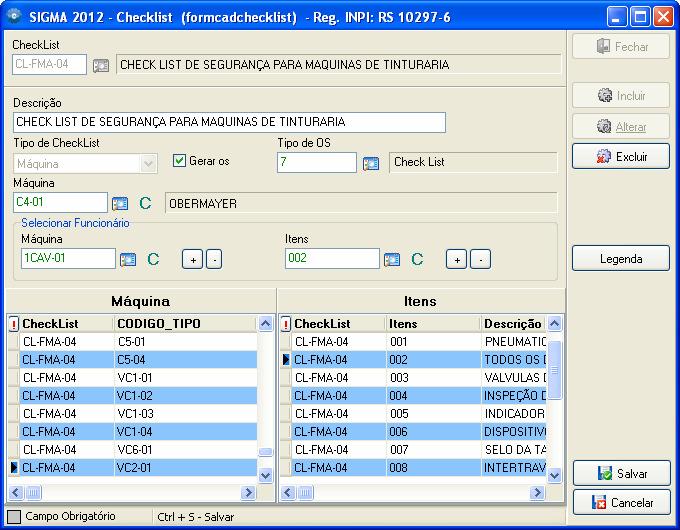
Figura 102 - Exemplo de Cadastramento de uma Checklist
Programando um checklist
A programação do checklist consiste em informar o período de intervalo entre as inspeções, inclusive a tolerância baseada na data base. Para cadastrarmos uma programação, entramos no botão de ‘’Programação’’ no módulo ‘’Checklist’’. Para concluir basta clicar em “Salvar”.
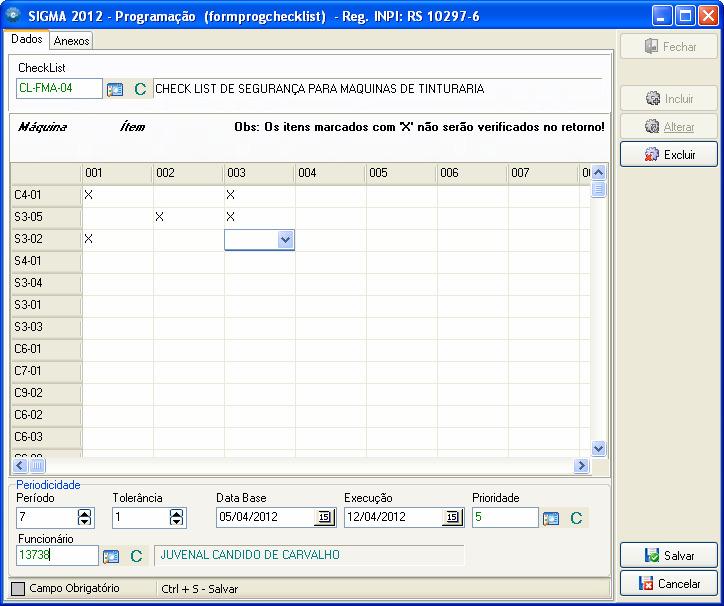
Figura 103 - Tela de Programação de uma Checklist
Imprimindo o relatório de uma programação
Para obtermos o relatório de checklist cadastrada, acessamos o botão ‘‘Relatório do checklist’’ no módulo ‘‘Checklist”. Informe uma data para pesquisa na parte superior, clique no botão “Pesquisar” e o sistema irá filtrar os checklists em uma grade abaixo. Para visualizar as checklists clique em “imprimir’’.
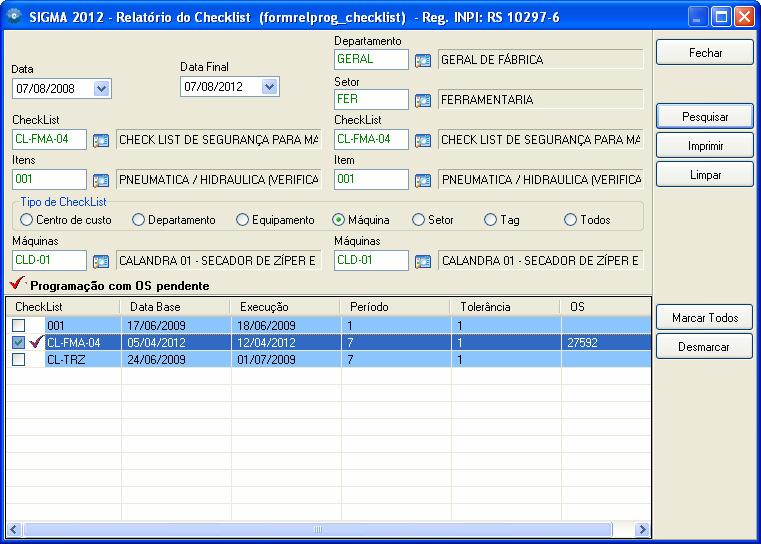
Retornando um Checklist
Após verificarmos todos os serviços a serem realizados no checklist, repassaremos esta informação ao SIGMA. Acesse o módulo ‘‘Checklist” no botão ‘’Retorno da checklist’’. Selecione um checklist e pressione < ENTER >.
Gerando uma Ordem Serviço para um Retorno
Ao selecionar um item da legenda que gere uma ordem de serviço, ao clicarmos em salvar, será pedida uma confirmação para geração de ordem de serviço do produto do retorno, sendo que esta ordem de serviço será do tipo corretiva.
Concluindo uma Programação
Após ter retornado os itens inspecionados podemos definir então que esta programação está concluída. Para concluir apenas marque a opção ‘’concluir programação’’
Figura 104 - Tela de Relatório de uma Checklist
Relatório de Retorno do Checklist
Permite ao usuário visualizar um histórico das checklist que foram lançadas no retorno. Para visualizar este histórico acesse o botão Relatório de Retorno do “checklist”, selecione a checklist a ser pesquisada. No campo “De” informe o código da “Checklist”, e no campo “Até” informe o mesmo código.
Defina as data de pesquisa, e clique no botão “Pesquisar”.
Após este procedimento selecione na “Grade” as “Checklist” e clique no botão “Imprimir”.
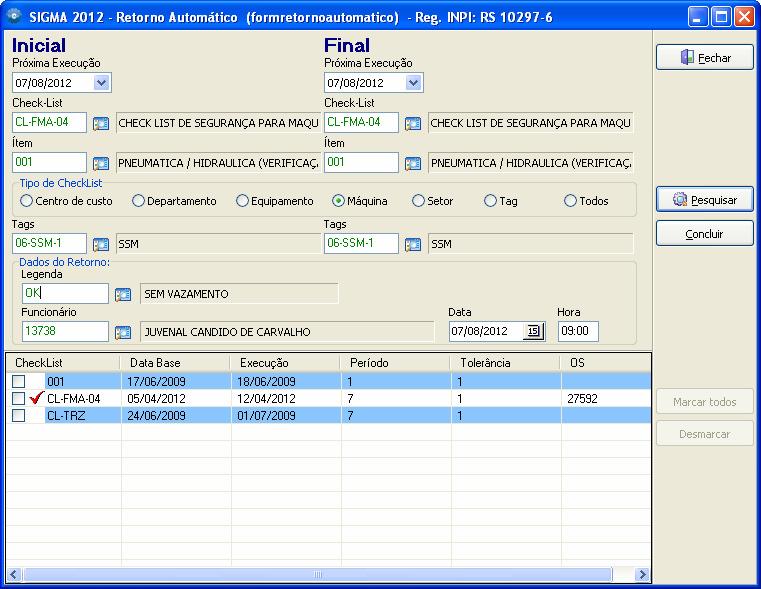
Figura 105 – Tela de Relatório de Retorno de uma Checklist
Modelos de Relatórios
Ao gerar relatórios de Checklist, o usuário poderá escolher o modelo de relatório de sua preferência.
Para selecionar o relatório desejado, vá até o campo “Configuração”, após “Parâmetros do Sistema”, em seguida “Parâmetros de OS” , logo após “Opções de Impressão” e em seguida selecione “Opções Relatórios”.
Nessa tela terá opção de selecionar o modelo desejado de relatório para OS, Preventiva e Checklist.
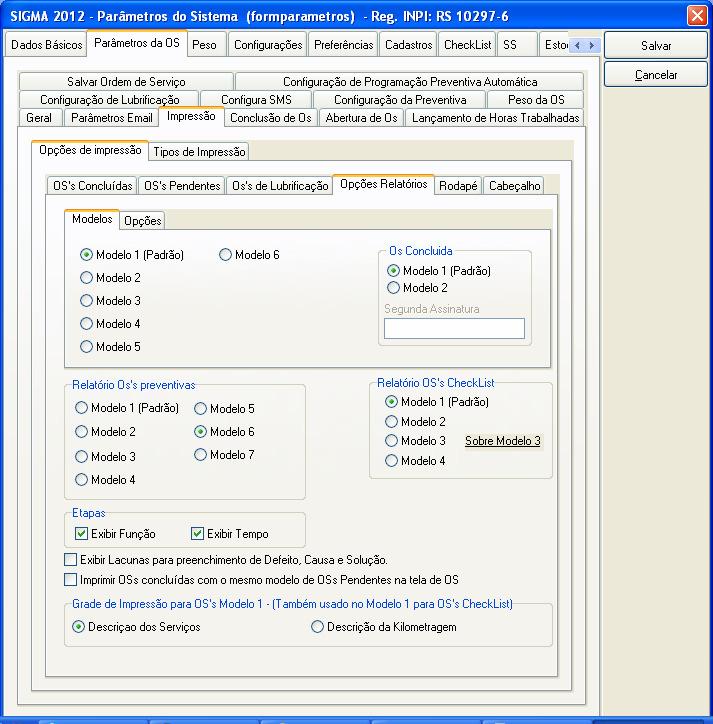
Figura 106 – Opções de Relatórios para Checklist
Modelos de Relatórios de Checklist
Modelo 1 (padrão)
Figura 107 – Modelo 1 de Relatório de Checklist
Modelo 2
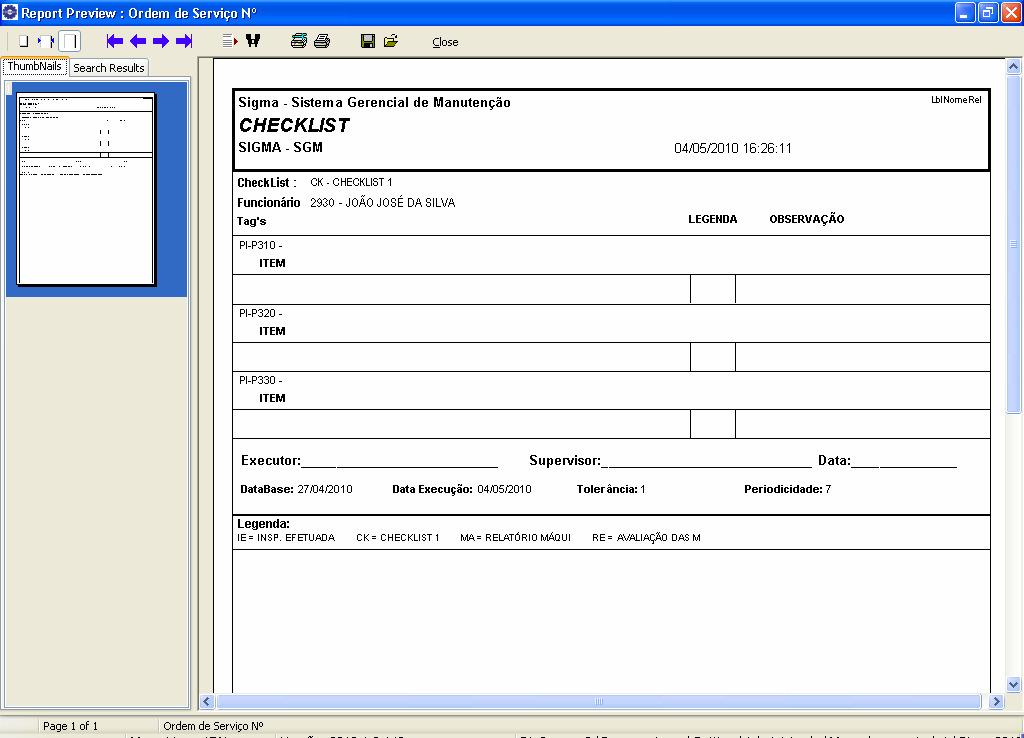
Figura 108 – Modelo 2 de Relatório de Checklist
MÓDULO RELATÓRIOS
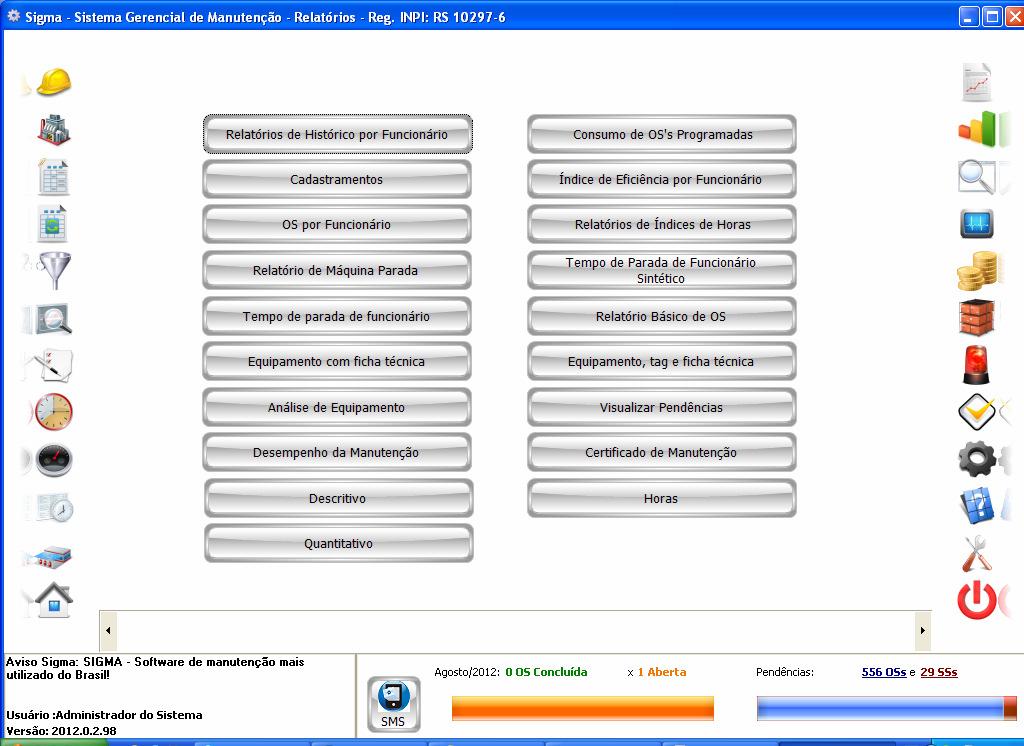
Figura 109 – Tela Principal do Módulo Relatórios
Relatórios Gerenciais
Este capítulo demonstra como o SIGMA contém um método de geração de relatórios muito apreciado pelos usuários. Esta metodologia é simples, e possibilita a geração de diversas configurações de relatórios usando somente uma tela. São disponibilizados até três campos que demonstram as tabelas ou cadastros do sistema SIGMA, e após, dois campos para preenchimento de valores iniciais e finais para uma pesquisa, proporcionando inúmeras combinações de dados.
Geração de Relatórios de Cadastros do Sistema
O sistema SIGMA possui uma tela de geração de relatórios de cadastro onde você pode extrair os dados de todas as tabelas de dados do sistema. Acesse o Módulo Relatórios, no botão Cadastramentos. Através dessa tela, você pode montar um relatório selecionando somente os itens desejados.
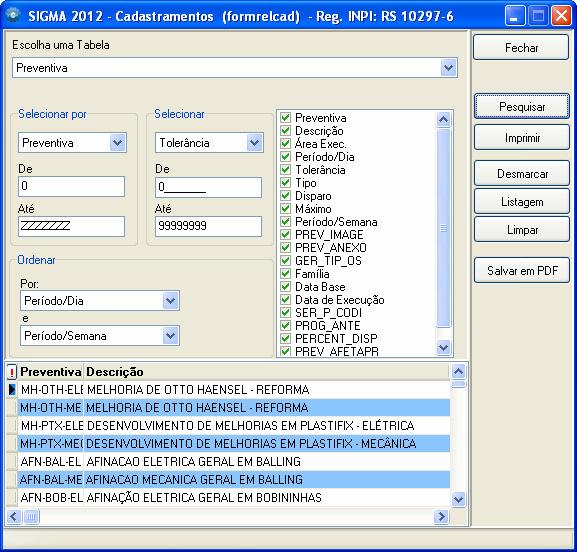
Geração de Relatórios Descritivos da OS
Um relatório descritivo é um relatório mais completo que contém informações complementares sobre uma OS. Para obter esse relatório, acesse o Módulo ‘Relatório’, OS - Descritivo.
Figura 110 – Exemplo de Geração de Relatório de Cadastros
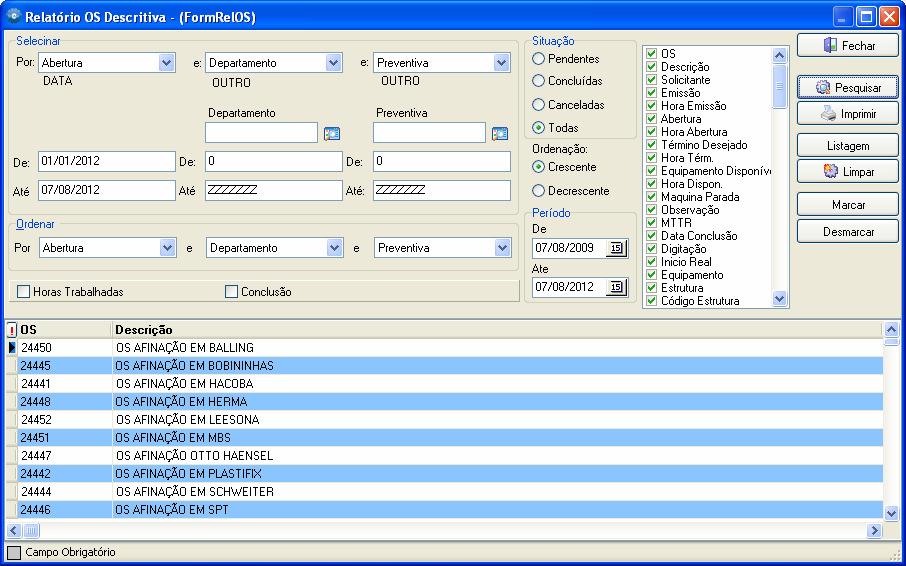
Geração de Relatórios Quantitativos da OS
Os relatórios quantitativos são muito úteis para apresentação de estatísticas em reuniões gerenciais. Eles são compactos e objetivos. No SIGMA você encontra uma tela somente para configuração de relatórios quantitativos. Veja como configurar na Geração de relatórios descritivos de OS.
Figura 111 – Exemplo de Relatório Descritivo
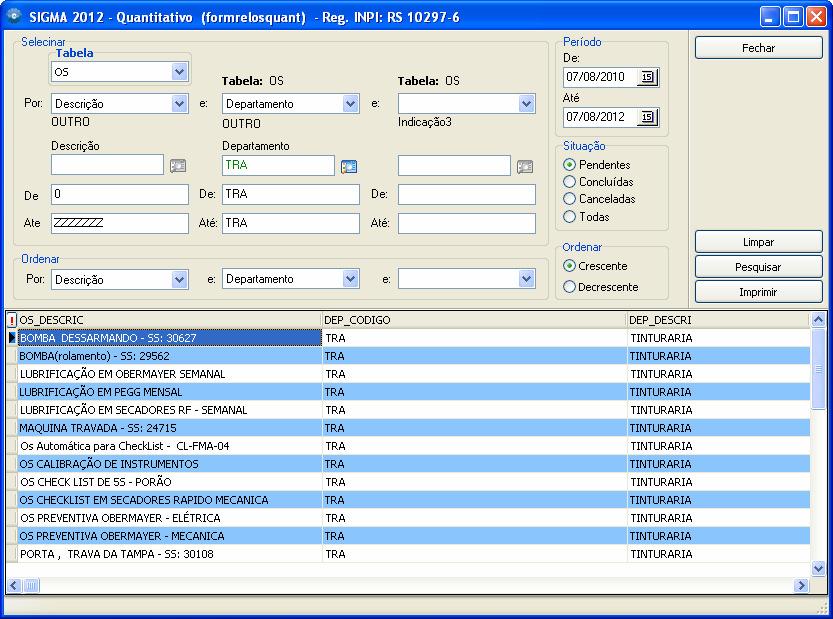
Figura 112 – Exemplo de Geração de Relatório Quantitativo de OS
Geração de Relatórios de Custos de Materiais e de Funcionários
O relatório de custos é o relatório mais completo sobre informações de custos do sistema SIGMA. Nele poderão, por exemplo, estar contidas informações sobre a utilização de Peças em uma OS, podendo separar estas peças por compra e almoxarifado. Este relatório pode também fornecer informações sobre as horas trabalhadas dos funcionários, separando horas normais de horas extras. Este relatório de custos do SIGMA será extraído no módulo de Custo, no botão Relatório de Custo.
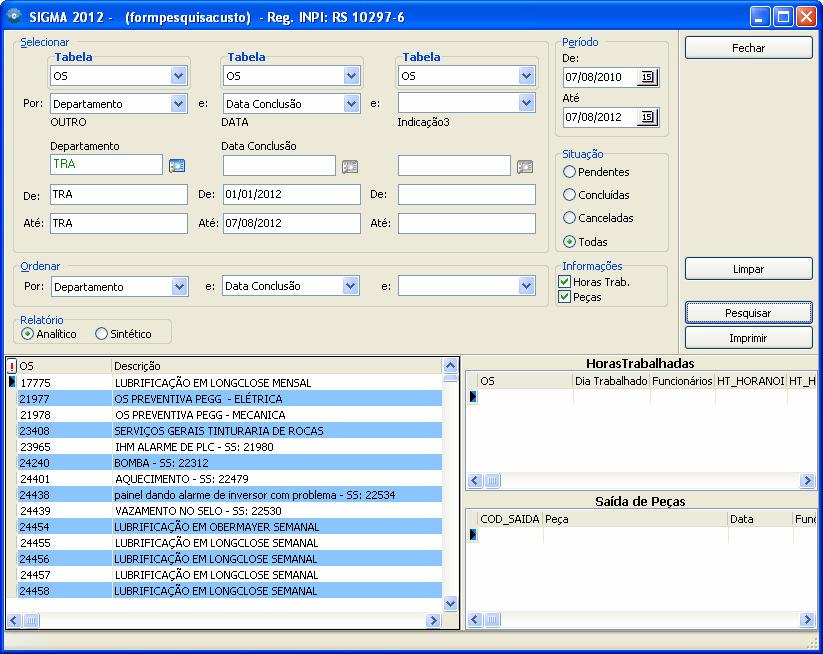
Figura 113 - Relatório de Custos de Materiais e Funcionários
MÓDULO GRÁFICOS
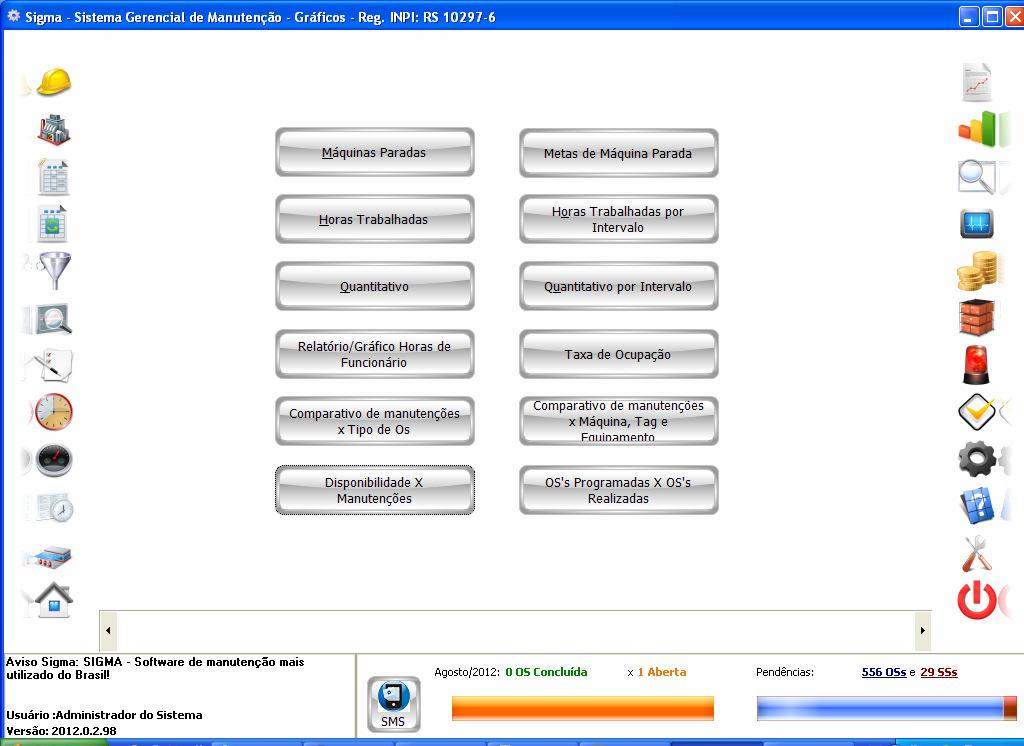
Gerando um Gráfico de Máquina Parada
Este gráfico tem por objetivo visualizar o somatório de minutos de máquina parada. Para gerar um gráfico de Máquina Parada no SIGMA, acesse o módulo “Gráficos” no botão Máquina Parada. Na tela de Máquina Parada, serão Informados os campos de busca:
- Por: informe o primeiro campo de pesquisa para obter os dados do gráfico;
- De: informe o valor inicial deste campo de pesquisa;
- Até: informe o valor final deste campo de pesquisa;
- E: informe o segundo campo de pesquisa para obter os dados do gráfico;
- De: informe o valor inicial deste campo de pesquisa;
- Até: informe o valor final deste campo de pesquisa;
- Visualizar por: informe qualquer campo onde desejar visualizar os minutos de Máquina Parada;
- Situação: informe se o tempo de máquina parada será pesquisado em Ordens de Serviço Pendentes, Concluídas ou Canceladas;
- Período: informe a data inicial e a data final de pesquisa dos dados;
- Tipo de Gráfico: o usuário poderá personalizar o seu gráfico selecionando as opções de Linhas, Pizza, Áreas, Colunas;
- Número de Colunas: caso o Gráfico apresente um número alto de colunas, visualize algumas destas;
- Forma de Ordenação: o gráfico poderá ser visualizado em ordem crescente ou decrescente;
- Gráfico 3D: o usuário poderá personalizar seu gráfico habilitando a opção 3D;
- Exibir Legenda: o usuário poderá ou não visualizar a legenda do gráfico gerado;
Figura 114 – Tela Principal do Módulo Gráficos
- Ordenar Campo ou Valor: esta opção ordena o gráfico pelo valor de resultado ou pelo campo de visualização;
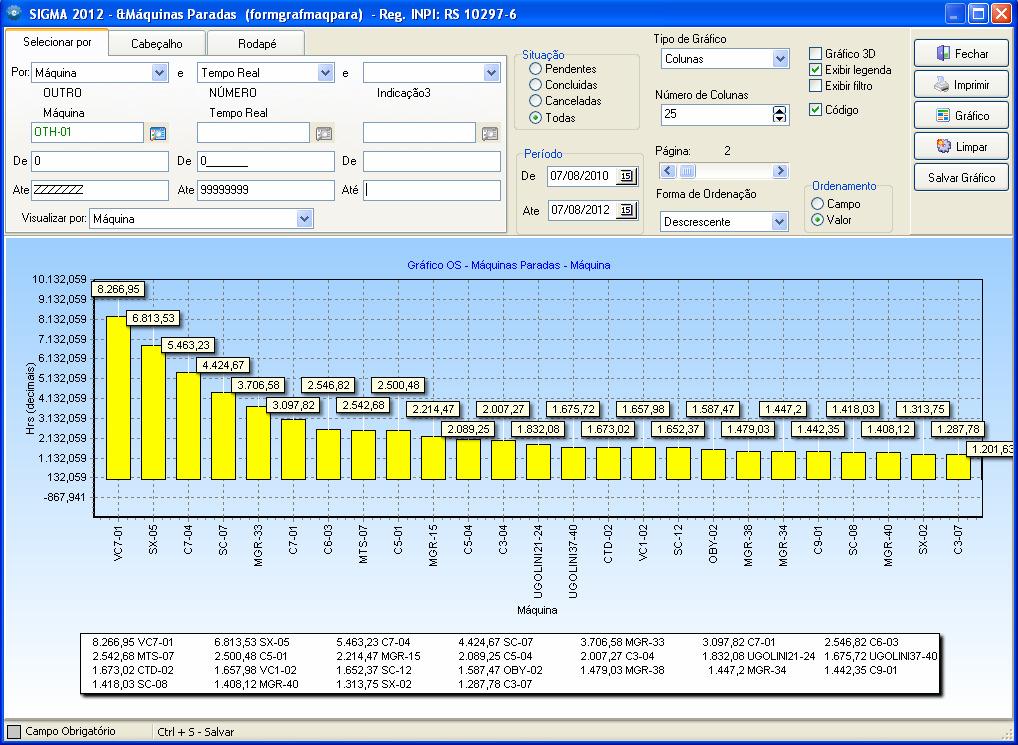
Figura 115 – Exemplo de Gráfico de Máquinas Paradas
Imprimindo um Gráfico de Máquina Parada
Para imprimir um gráfico, basta efetuar uma pesquisa e após pressionar o botão impressão e será disponibilizado um preview do relatório que será impresso.
Salvando um Gráfico de Máquina Parada
Para salvar um gráfico, basta efetuar uma pesquisa e após pressione o botão Salvar. Será disponibilizada uma tela onde será salvo o gráfico gerado.
Gerando um Gráfico Metas de Máquina Parada
Este gráfico tem por objetivo visualizar o total de máquina parada de um determinado Departamento, Setor, Processo ou Máquina. Para gerar um gráfico de Metas de Máquina Parada no SIGMA, acesse o módulo de Gráfico através do botão Metas de Máquina Parada. Será aberta uma tela onde serão Informados os campos de busca:
- Tipo de Pesquisa: informe o Campo de referência das metas: Departamento, Setor, Processo ou Máquina;
- Período Datas Trabalhadas: informe a data inicial e a data final das Ordens de Serviço Concluídas;
- Número de Colunas: se o Gráfico apresentar um número elevado de colunas, permitindo a seleção de quantas colunas serão visualizadas;
- Gráfico 3D: o usuário poderá personalizar seu gráfico habilitando a opção 3D;
- Exibir Legenda: o usuário poderá ou não visualizar a legenda do gráfico gerado.
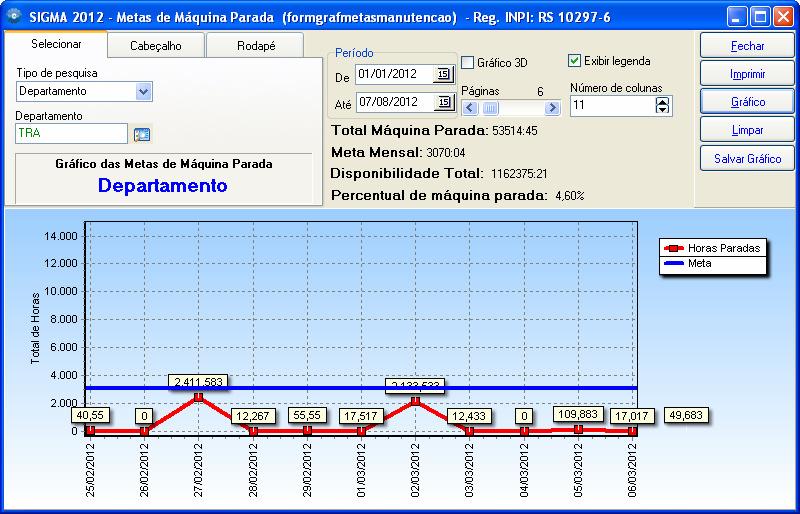
Figura 116 – Exemplo de Gráfico de Metas de Máquina Parada
Gerando um Gráfico de Horas Trabalhadas por Intervalo
Este gráfico tem por objetivo visualizar o somatório de horas trabalhadas no intervalo especificado. Para gerar um gráfico de Horas Trabalhadas por Intervalo no SIGMA, acesse o módulo de Gráfico pressionando o botão Horas Trabalhadas por Intervalo. Será aberta uma tela onde serão informados os seguintes campos de busca:
- Por: informe o primeiro campo de pesquisa para obter os dados do gráfico;
- De: informe o valor inicial deste campo de pesquisa;
- Até: informe o valor final deste campo de pesquisa;
- Período: informe a data inicial e a data final de pesquisa dos dados;
- Intervalo: é o intervalo de listagem dos resultados apurados.
Tipo de Gráfico: o usuário poderá personalizar o seu gráfico selecionando as opções de Linhas, Pizza, Áreas, Colunas.
- Número de Colunas: se o Gráfico apresentar um número elevado de colunas, permitindo a seleção de quantas colunas serão visualizadas;
- Situação: informe onde serão pesquisados as Ordens de Serviço: Pendentes, Concluídas ou Canceladas;
- Gráfico 3D: o usuário poderá personalizar seu gráfico habilitando a opção 3D;
- Exibir Legenda: o usuário poderá ou não visualizar a legenda do gráfico gerado.
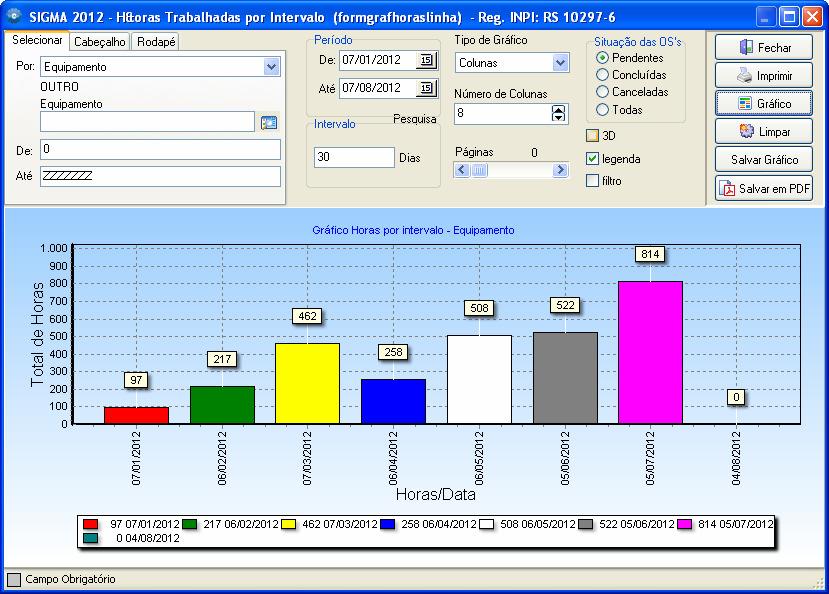
Figura 117 – Exemplo de Gráfico de Horas Trabalhadas por Intervalo
Gerando um Gráfico Quantitativo
Este gráfico tem por objetivo visualizar o total de Ordens de Serviço abertas em um determinado período. Para gerar um gráfico quantitativo no SIGMA, acesse o módulo de Gráfico pressionando o botão Quantitativo. Será aberta uma tela onde serão Informados os seguintes campos de busca:
- Por: informe o primeiro campo de pesquisa para obter os dados do gráfico;
- De: informe o valor inicial deste campo de pesquisa;
- Até: informe o valor final deste campo de pesquisa;
- E: informe o segundo campo de pesquisa para obter os dados do gráfico;
- De: informe o valor inicial deste campo de pesquisa;
- Até: informe o valor final deste campo de pesquisa;
- Visualizar por: informe o campo onde serão visualizados os totais;
- Situação: informe onde serão pesquisadas as Ordens de Serviço: Pendentes, Concluídas ou Canceladas;
- Período: informe a data inicial e a data final de pesquisa dos dados;
- Tipo de Gráfico: o usuário poderá personalizar o seu gráfico selecionando as opções de Linhas, Pizza, Áreas, Colunas;
- Número de Colunas: se o Gráfico apresentar um número elevado de colunas, permitindo a seleção de quantas colunas serão visualizadas;
- Forma de Ordenação: o gráfico poderá ser visualizado em ordem crescente ou decrescente;
- Gráfico 3D: o usuário poderá personalizar seu gráfico habilitando a opção 3D;
- Exibir Legenda: o usuário poderá ou não visualizar a legenda do gráfico gerado;
- Ordenar Campo ou Valor: esta opção ordena o gráfico pelo valor de resultado ou pelo campo de visualização;
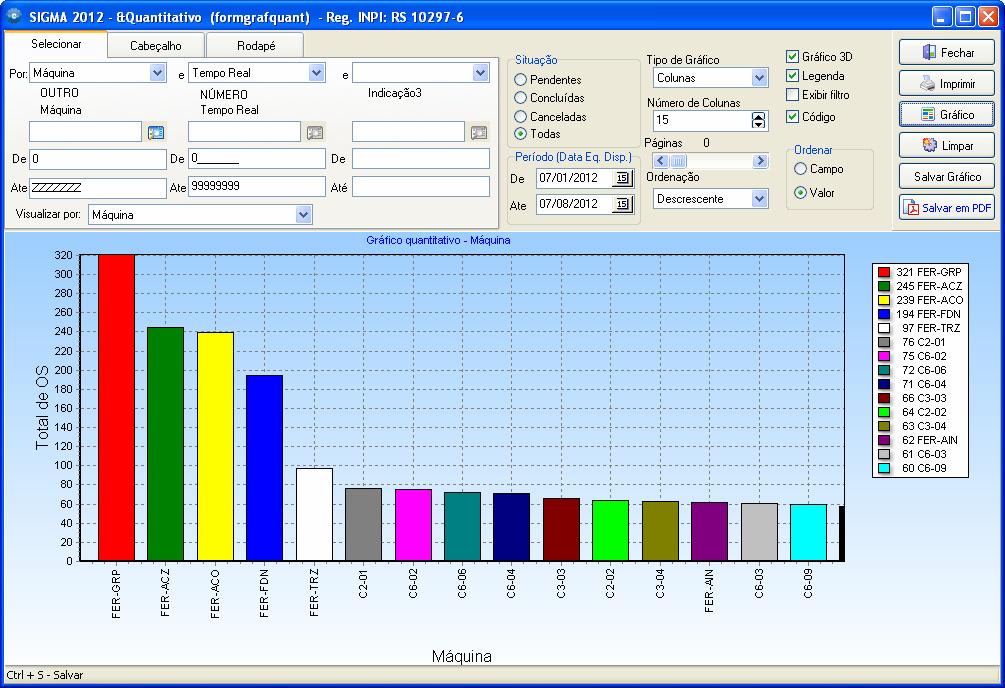
Gerando um Gráfico de Horas
Este gráfico tem por objetivo visualizar o total de Horas Trabalhadas em um determinado período. Para gerar um Gráfico de Horas, acesse o módulo Gráfico e clique no botão Horas Trabalhadas. Será aberta uma tela onde serão informados os seguintes campos de busca:
- Por: informe o primeiro campo de pesquisa para obter os dados do gráfico;
- De: informe o valor inicial deste campo de pesquisa;
- Até: informe o valor final deste campo de pesquisa;
- E: informe o segundo campo de pesquisa para obter os dados do gráfico;
- De: informe o valor inicial deste campo de pesquisa;
- Até: informe o valor final deste campo de pesquisa;
- Visualizar por: informe o campo onde serão visualizados os totais;
- Situação: informe onde serão pesquisadas as Ordens de Serviço: Pendentes, Concluídas ou Canceladas;
- Período: informe a data inicial e a data final de pesquisa dos dados;
- Tipo de Gráfico: o usuário poderá personalizar o seu gráfico selecionando as opções de Linhas, Pizza, Áreas, Colunas;
- Número de Colunas: se o Gráfico apresentar um número elevado de colunas, permitindo a seleção de quantas colunas serão visualizadas;
Figura 118 – Exemplo de Gráfico Quantitativo
- Forma de Ordenação: o gráfico poderá ser visualizado em ordem crescente ou decrescente;
- Gráfico 3D: o usuário poderá personalizar seu gráfico habilitando a opção 3D;
- Exibir Legenda: o usuário poderá ou não visualizar a legenda do gráfico gerado;
- Ordenar Campo ou Valor: esta opção ordena o gráfico pelo valor de resultado ou pelo campo de visualização;
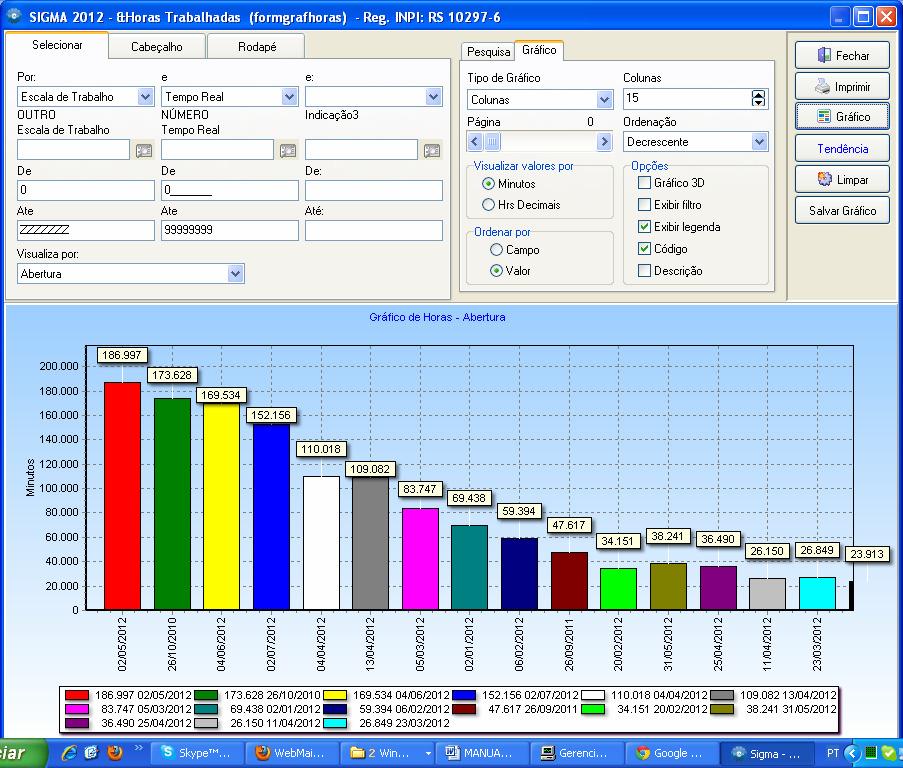
Figura 119 – Exemplo de Gráfico de Horas
MÓDULO CONSULTAS
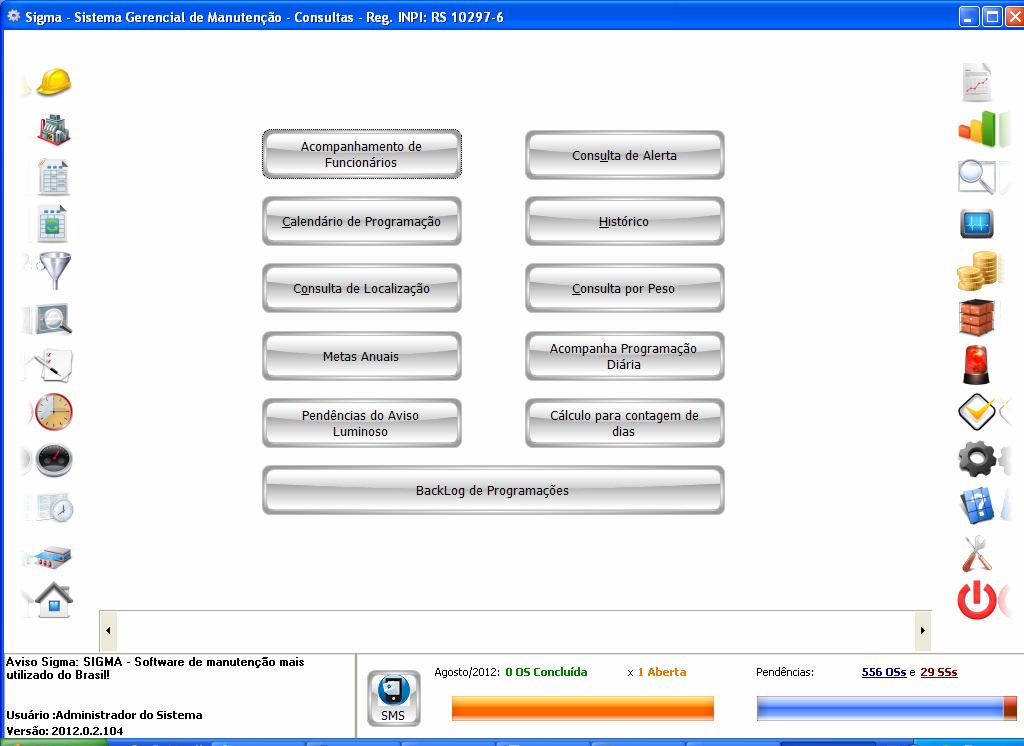
Acompanhamento de Funcionários
Permite ao usuário visualizar os lançamentos em aberto, ou seja, todas as ordens de serviço e programações por funcionários que tenham lançamentos em aberto.
Figura 120 – Tela Principal do Módulo Consultas
Definindo pesquisa
Para pesquisar acesse o módulo “Consultas” no botão “Acompanhamento de Funcionários”. No campo “Funcionário” informe o funcionário e no campo “OS” a respectiva OS.
Caso o objetivo seja um acompanhamento geral, não é necessário selecionar o funcionário nem OS, apenas clique em “Pesquisar”.
Consultas de alerta
Permite ao usuário visualizar a OS’s pendentes. Acesse o botão “Consulta de Alerta”, e nos campos data informe a data inicial e final da pesquisa. Na grade, o usuário irá obter a visualização, com o tipo de OS, data de alerta e o número da OS. Este alerta pode ser ativado sempre que o usuário acessar a tela, informando as pendências.
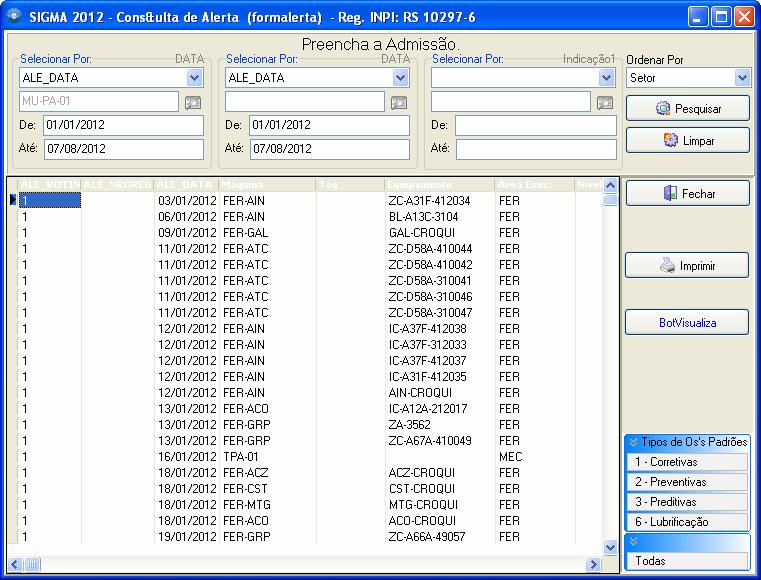
Figura 121 – Exemplo de Consulta de alerta
Para imprimir este relatório clique no ícone “Imprimir”. Nesta folha de impressão a seguir, constam os dados abaixo, tipo de OS, número da OS, etc.
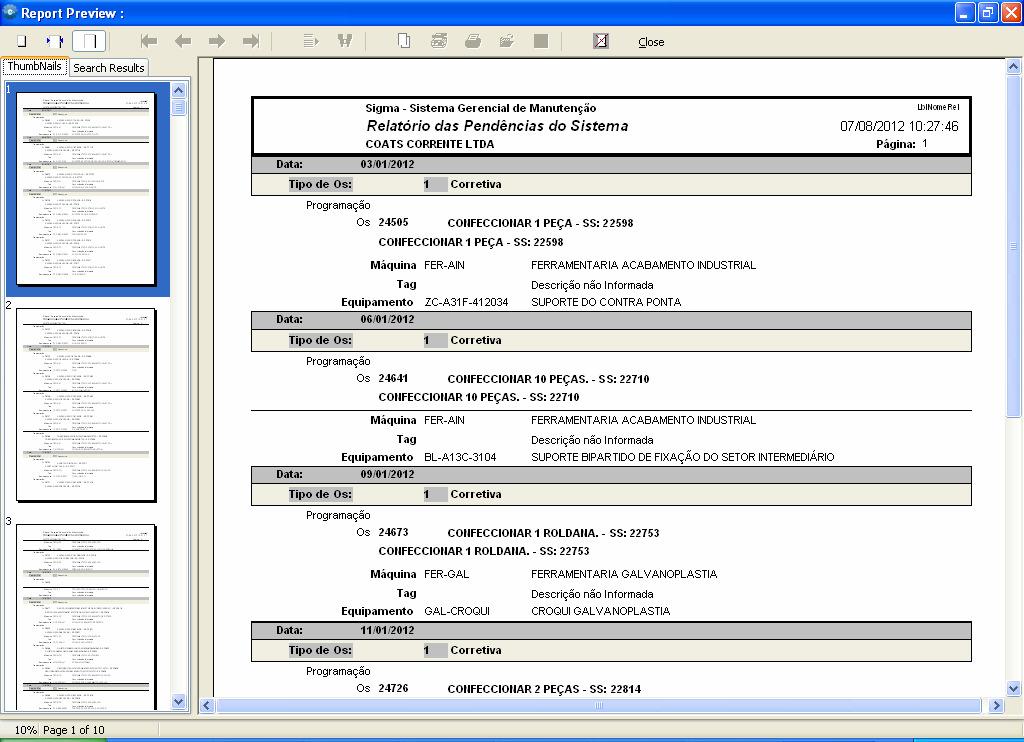
Calendário de programação
Este calendário mostra as OS’s pendentes. Podemos visualizá-las nos dias grifados em vermelho. Ao clicar na data grifada, o usuário poderá visualizar abaixo as OS’s correspondentes ao dia e suas respectivas informações. (Ver figura 123)
Figura 122 - Relatório de Alerta em Formato para Impressão
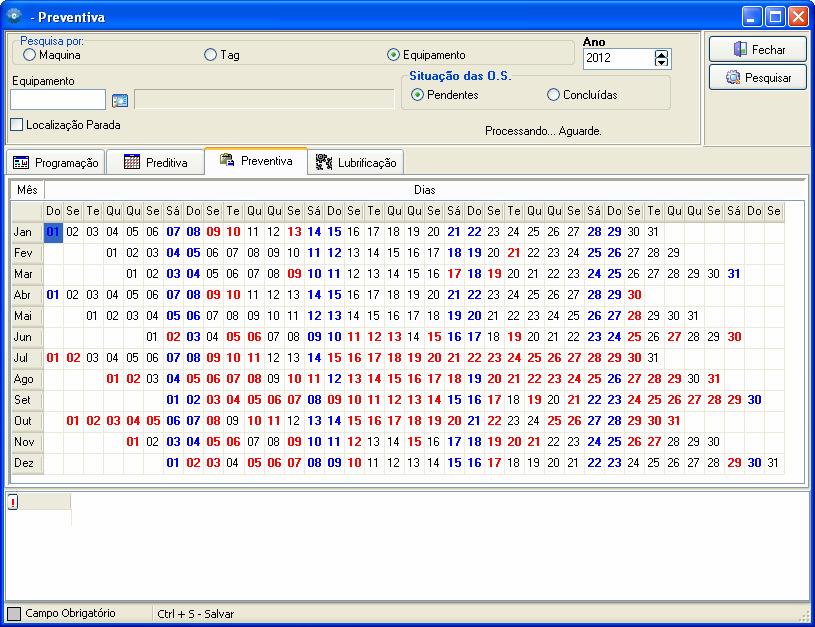
Histórico
Permite ao usuário gerar um relatório completo das OS’s selecionadas, tanto pendentes, concluídas ou canceladas. Para gerar este relatório acesse a opção “Histórico”.
Informe a opção na parte superior, caso escolha OS.
Selecione a situação e após selecione a OS e clique em atualizar. Automaticamente, o sistema fará um filtro puxando a respectiva OS.
Figura 123 – Calendário de Programação
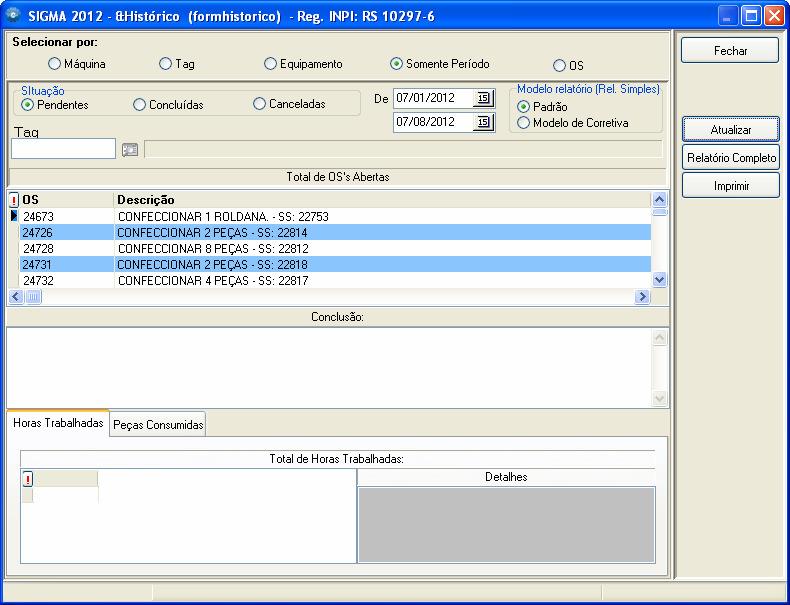
Gerando o relatório completo
Para gerar um relatório completo do Histórico acima, clique em “Relatório Completo”.
Figura 124 - Histórico
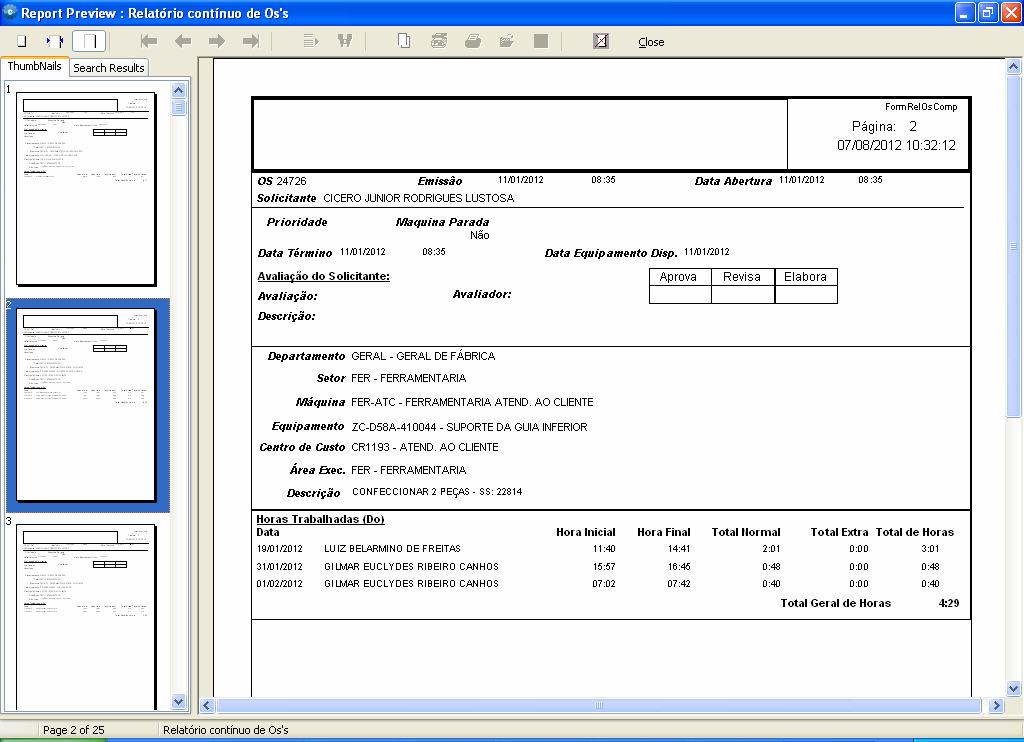
125 - Relatório Completo em Formato para Impressão
Consulta por Localização
Para acessar a tela de Consulta por localização, entre no módulo “Consultas” e clique o botão Consulta de Localização. Nesta tela poderão ser efetuadas pesquisas de localização por TAG, Equipamento ou OS. Note que nesta tela poderão ser filtrados os dados da consulta.
Figura
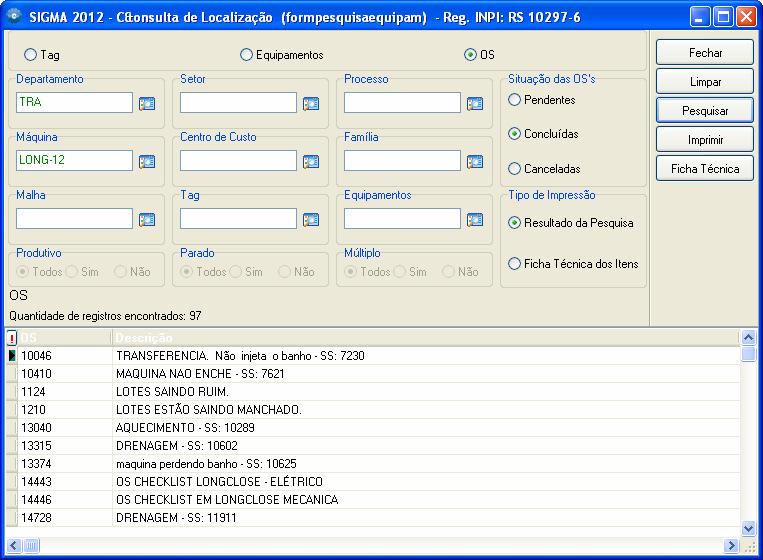
Ao clicar no botão Imprimir, serão listados todos os registros pesquisados com sua respectiva estrutura de localização.
Figura 126 – Consulta por Localização
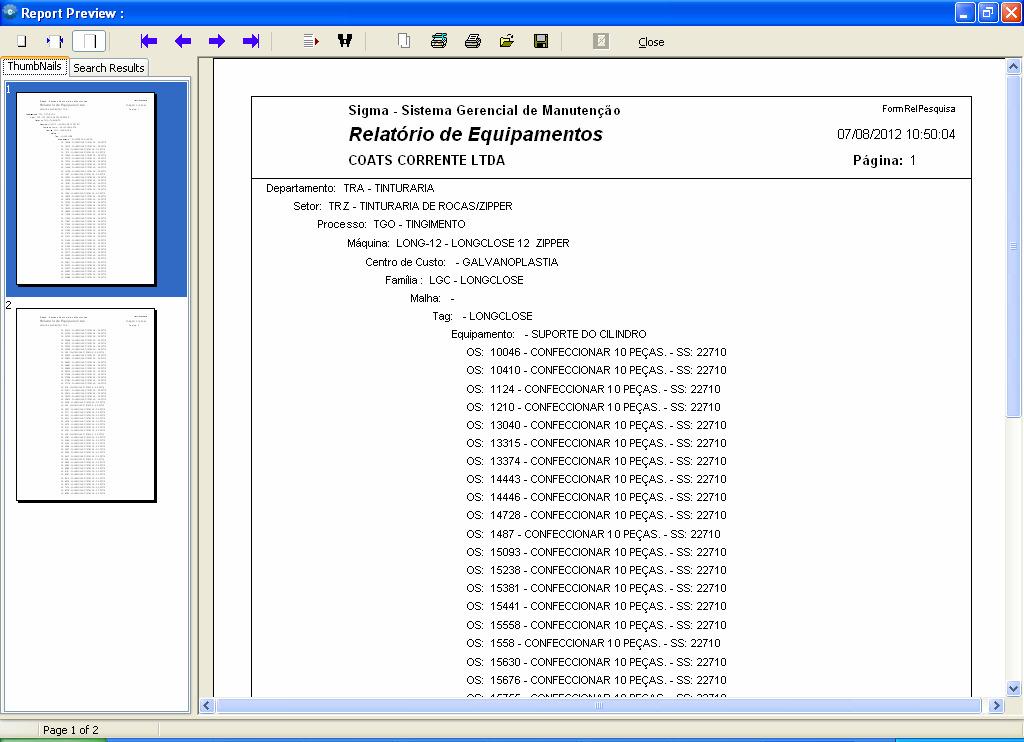
Figura 127 - Relatório de Consulta por Localização em Formato para Impressão
Consulta dos Pesos
Por meio desta tela, o usuário do SIGMA poderá realizar uma pesquisa em função da Ordem de Serviço de maior prioridade e Pendente no momento. Basta selecionar o Equipamento, Máquina ou TAG desejado. Ao pressionar < ENTER >, o status (cor) mudará conforme a sua prioridade. Naturalmente, as prioridades mais altas serão listadas no topo da lista.
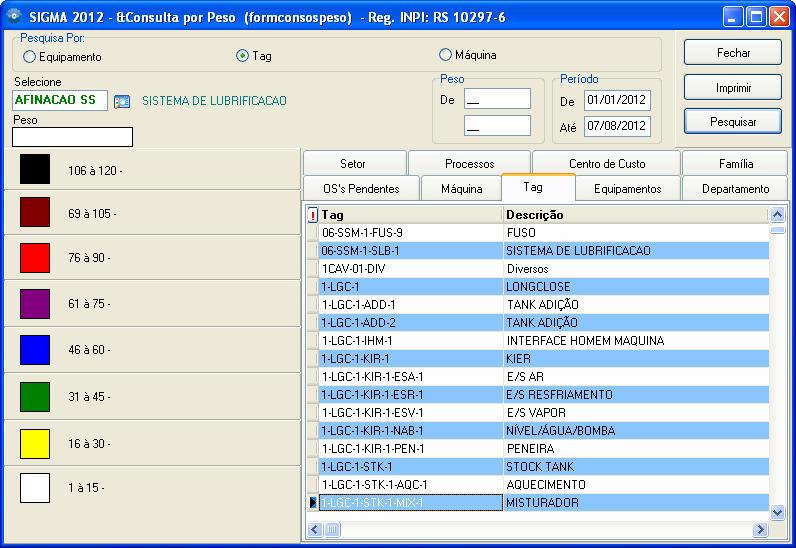
Consultando por Peso
Se o usuário precisa saber quais Ordens de Serviços afetam a produção, basta digitar seus respectivos pesos Inicial e Final (conforme definido até 80) e clicar o botão Pesquisar. Na tela aparecerão todas as Ordens de Serviços pendentes, Máquinas, TAG, Equipamentos, Departamentos, Setores, Processos, Centro de Custo e o Grupo que possuem valores de prioridade conforme o consultado.
Figura 128 – Consulta por Peso de OS
Módulo Configurações
MÓDULO CONFIGURAÇÕES
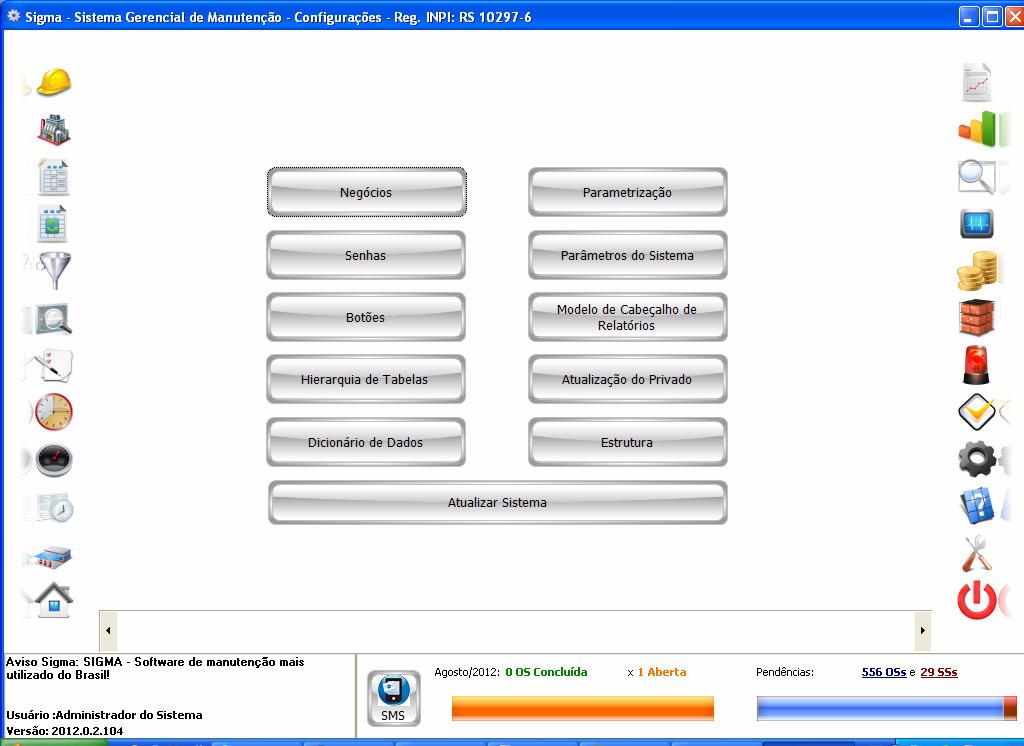
129 – Tela Principal do Módulo Configurações
Figura
Negócios
Na opção negócios são registradas as configurações do caminho do banco de dados do sistema na empresa. Para realizar este procedimento siga os seguintes passos.
Clique no bota negócio, para abrir uma nova tela onde trará inicialmente o caminho do negócio “Principal”.
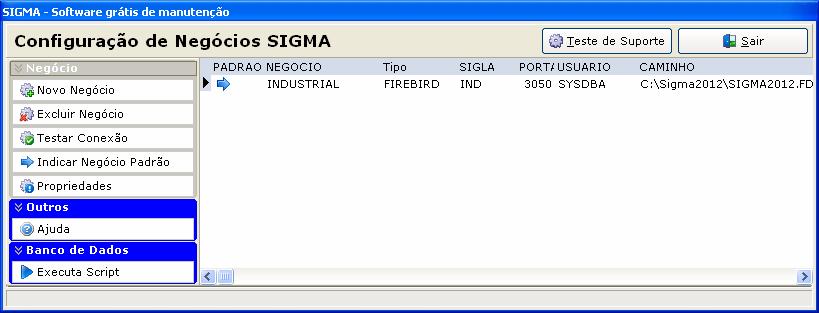
130 – Tela de Negócios
Nesse caso existem duas opções de configuração de um NEGÓCIO.
Modificar o negócio Principal ou criar um negócio. Clique duas vezes sobre o negocio Principal para acionar a tela de configuração do negócio.
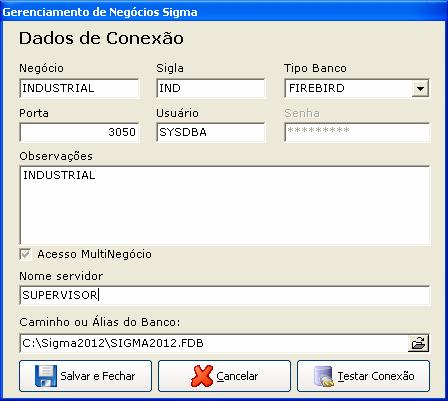
Figura
Figura 131 – Configuração de Negócios
Nessa tela indique inicialmente o nome do negócio a ser criado, logo após digite a descrição denominada a esse novo negócio criado.
O próximo passo é informar se esse negócio será acessado por mais estações ou somente na instalação local. Após deve-se informar o nome da máquina ou do servidor onde se encontra o banco de dados. Por final se indica o caminho do banco de dados. Após informar o caminho clique em “Testar conexão” para ver o status de conexão.
Senhas
O botão Senhas, localizado no módulo de Configurações, é a opção utilizada para criar os usuários, suas respectivas senhas e níveis de acesso ao sistema SIGMA.
Digite no campo “Nome” os dados novo usuário e pressione <ENTER> para confirmar a inclusão.
Crie a senha para o usuário, juntamente com as demais opções: NIVEIS DE ACESSO E NEGOCIO.
Preencha também mais informações desse funcionário, como e-mail e seu servidor de internet.
Determine uma senha para assinatura digital, utilizada principalmente no módulo de “Custos”, “Estoque” e “Compras”.
Se necessário, informe o número de celular para recebimento de SMS, recurso do SIGMA para envio de mensagem em OS.
Selecione o setor e clique em salvar.
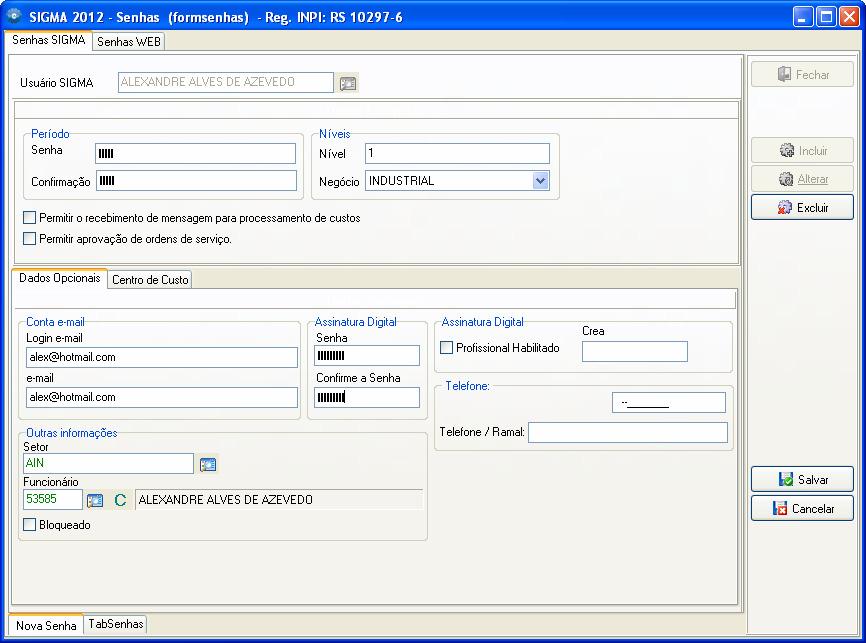
Botões
Esta opção serve para mudar cores e fontes dos botões do SIGMA. Para realizar tal procedimento selecione o campo que terá suas cores alteradas, podendo ser o de fontes ou de botões. Clique em alterar cor, selecione a sua cor desejada e o SIGMA automaticamente irá realizar o processo.
Figura 132 – Registro de Usuário e Senhas
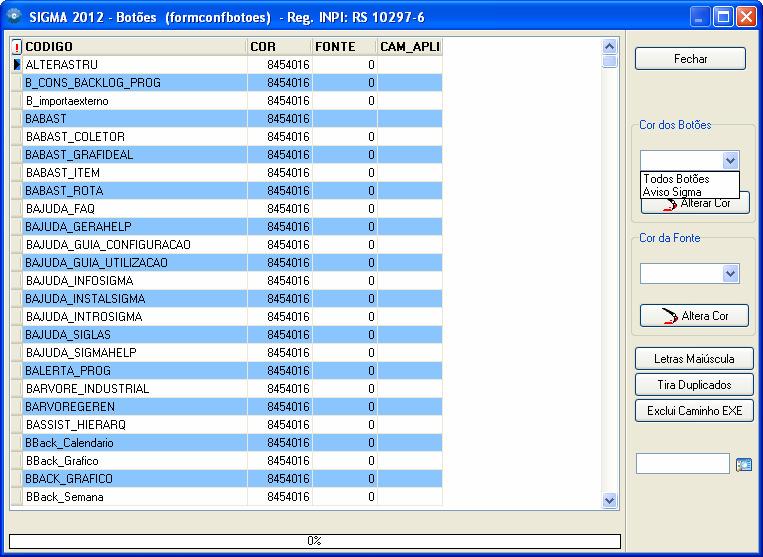
Figura 133 – Configuração das Cores dos Botões
Parametrização
Localizada no módulo “Configurações”, botão “Parametrização” é a tela que contém mais informações em relação à estrutura do sistema, descrevendo os campos, telas, módulos, parametrização e a definição dos níveis de acesso à todo sistema. Neste recurso o usuário poderá alterar campos, fontes, descrições e nomes das forms.
Guia Telas
Nessa opção podem ser configuradas todas as telas internas de cada botão dos diversos Módulos do sistema.
Para realizar essas alterações, é necessário seguir os seguintes passos:
1. Para realizar as alterações do corpo das Telas do sistema, é necessário clicar no botão “Cor corpo principal da tela” e definir a cor desejada para as Telas.
2. Para modificar também o corpo lateral das Telas do sistema SIGMA, clique no botão “Cor corpo lateral da tela” e escolher a cor desejada.
3. Para retomar todas as alterações feitas, clique no botão “Retorna cores padrões para as telas”.
4. Outras opções disponíveis são os botões que tiram os campos duplos e retiram os campos em branco no Grid de opções e descrições dos FORMS das tabelas do sistema, através das opções de marcação de “Botões do Menu” e “Parametriza Ajuda”.
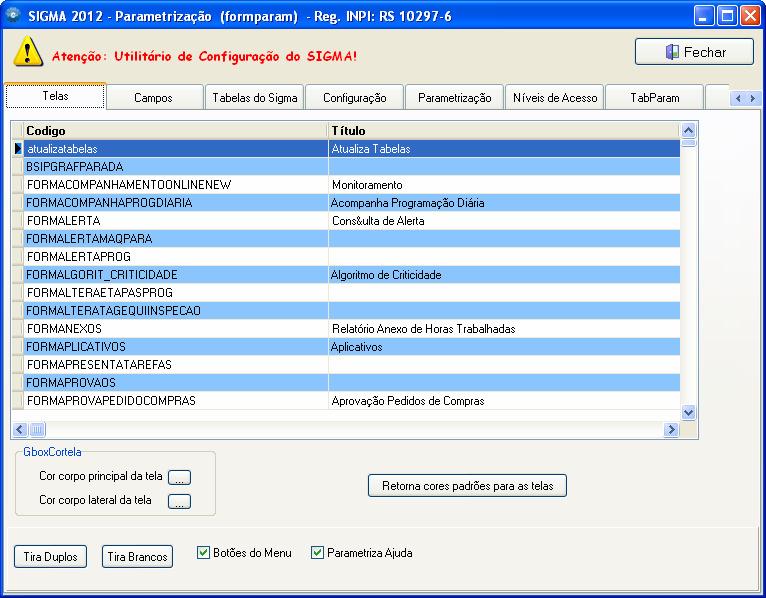
Figura 134 – Parametrização (Guia Telas)
Guia Campos
Umas das opções utilizadas para realizar algumas modificações em relação aos campos do sistema SIGMA. Através desta tela é possível mudar as labels (campos nomes do sistema).
Para realizar esta modificação siga os passos:
1. Existem dois Grids na tela onde que se pode identificar o Nome e o Form (nome da tela) da tela e encontrar todos os dados dos campos conforme o Form selecionado.
Existem dois campos de Pesquisa onde se pode, também, realizar as pesquisas conforme o nome dos Forms ou Campos.
2. Depois de localizado o Form, selecione o Campo que deseja modificar. Ao localizar, na coluna Label do grid à direita, dê duplo clique sobre o Label desejado e digite o novo nome que este campo receberá. Para salvar este registro, tecle seta para baixo.
3. Outras opções que se pode utilizar contidas na tela, podem facilitar as formas de Pesquisas, como o botão “Letras Maiúsculas” – transpõe todas as Telas e Nomes em letra maiúscula. Botão “Tira Duplo” – retira a duplicação de registros. Botão “Varre” – remove os registros vazios e o botão “Tirar Requisição de Todos os Campos” – se foi estabelecida alguma requisição, esta será deletada.
Guia Tabelas do SIGMA
Essa é umas das ferramentas utilizadas para obtermos todas as informações em relação às Tabelas do sistema SIGMA.
O grid mostra o nome de todas as tabelas .dbf, o nome da tabela no sistema SIGMA e o seu parâmetro, ou seja, o nome que pode ser modificado através do duplo clique no campo desejado.
Nesta tela também há a possibilidade de filtrar as tabelas Protegidas, as tabelas que não podem ser limpas e a todas as tabelas do SIGMA. Também tem a opção de tirar tabelas duplicadas através do botão “Tirar Duplos”.
Após todas as informações serem inseridas e clicar no botão “Gera Tabela de Dados”, o sistema irá gerar a tabela de dados conforme solicitado.
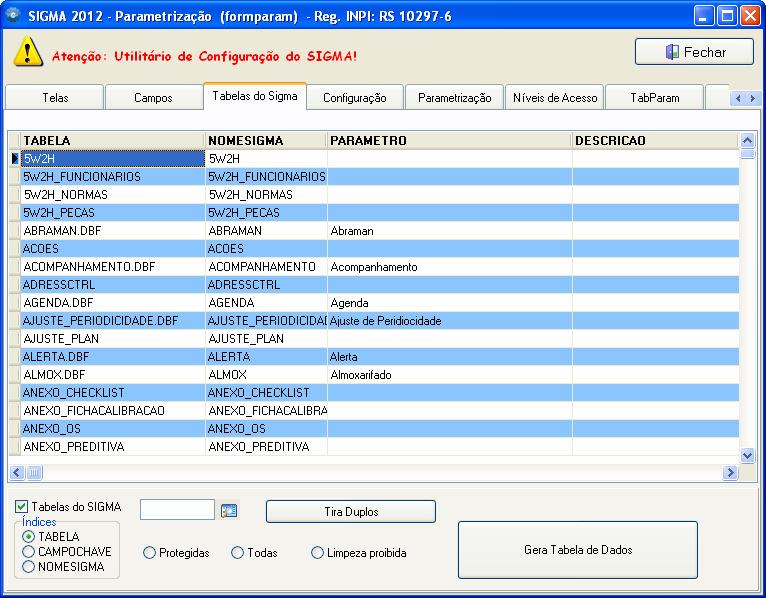
135 – Parametrização (Guia Tabelas do Sigma)
Guia Configuração
Ferramenta de função para a troca dos nomes dos campos das opções do sistema SIGMA.
Para efetuar as opções desta ferramenta, você pode alterar o nome antigo de um campo do sistema para um nome novo, personalizado, como demonstra o desenho abaixo:
No primeiro botão, “Parametriza Nomes” será utilizado para modificar algum nome existente no sistema SIGMA por um nome novo. Depois de digitado os nomes nos campos específicos, clique no botão “Parametriza Nomes” conforme exemplo abaixo.
Figura
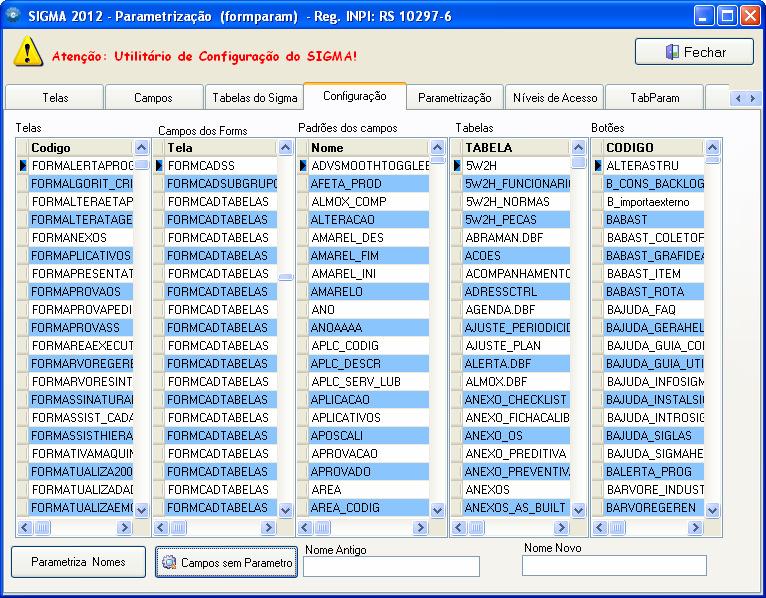
Figura 136 – Parametrização (Guia Configuração)
Já no segundo botão “Campos sem Parâmetro”, a opção serve para realizar uma verificação nos campos e telas que não possuem parâmetro.
Guia Parametrização
Está é uma das ferramentas utilizadas para modificar os label’s do sistema. Para fazê-lo siga os passos:
1. Ao selecionar campo Nome, o sistema irá trazer o nome da tabela correspondente. No filtro selecione um item e digite no campo valor o que deseja localizar. Após clique no botão “Filtra”.
2. Logo depois de ter as informações da tabela, digite no campo “Digite o nome atual” e depois digite no campo “Digite o Novo Nome” o nome que substituirá o nome atual do label. Para finalizar esta operação, clique no botão “Padroniza nomes”.
3. Caso você queira voltar ao padrão normal do sistema, basta clicar nos botões “Restaura cores e fontes padrões dos Botões e Telas”, “Restaura Label Padrão” e “Label Original”.
Nessas opções você estará restaurando as configurações das tabelas e Campos modificados anteriormente.
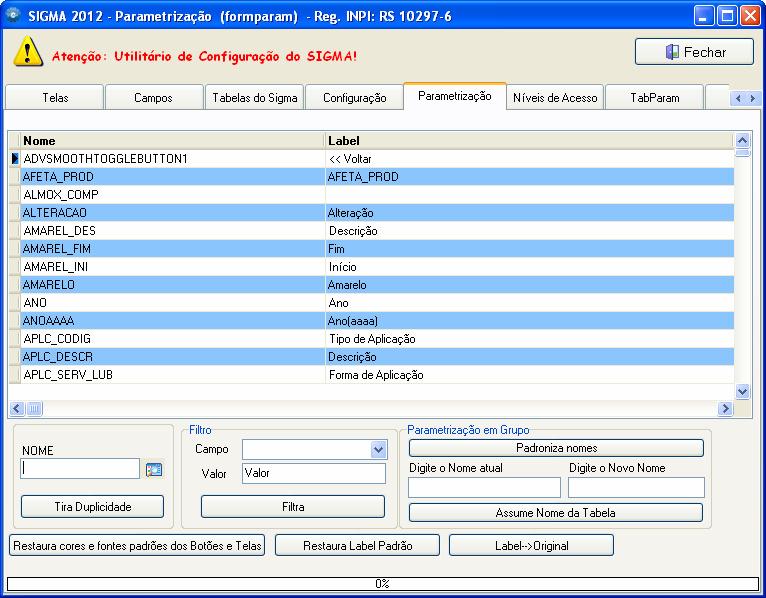
Figura 137 – Parametrização do Sistema (Guia Parametrização)
Guia Níveis de Acesso
Utilizada para definir os níveis de acesso dos usuários do SIGMA para inclusão, exclusão, consulta alteração e entrada em suas telas, com opção de atualização para todas as telas ou para determinadas telas. Após determinar os níveis para cada função, clique no botão “Atualiza Níveis de todas as Telas” ou se for para tela exclusiva, após selecioná-la, clique no botão “Atualiza Nível da Tela”. A opção de nivelar o acesso aos campos do SIGMA também pode ser realizada através da opção Parametriza Campos, digite o Nível de Acesso desejado e clique no botão “Atualiza Acesso”. Veja exemplo:
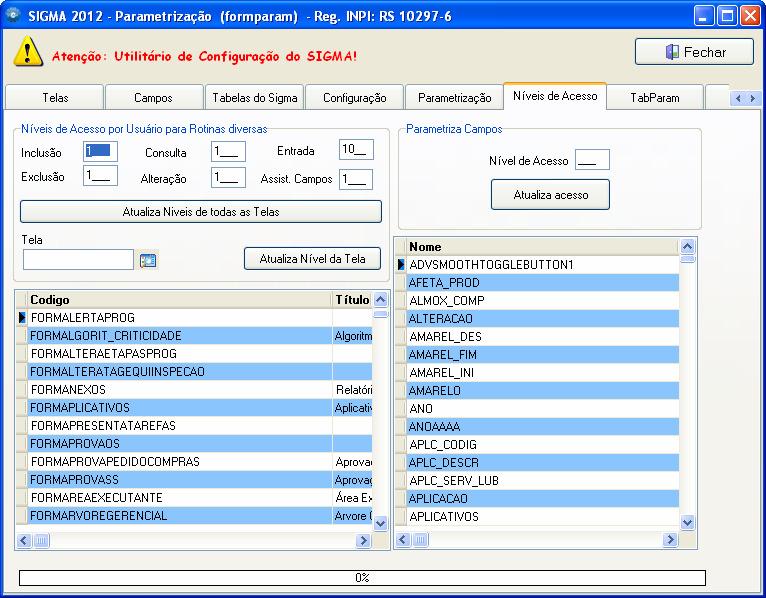
Figura 138 – Parametrização do Sistema (Guia Níveis de Acesso)
Guia TAB PARÂMETROS
Opção de configuração das funções dos módulos do sistema SIGMA, sendo os mesmos divididos e direcionados a cada módulo. Tem as mesmas funções da guia Níveis de Acesso e a guia Parametrização.
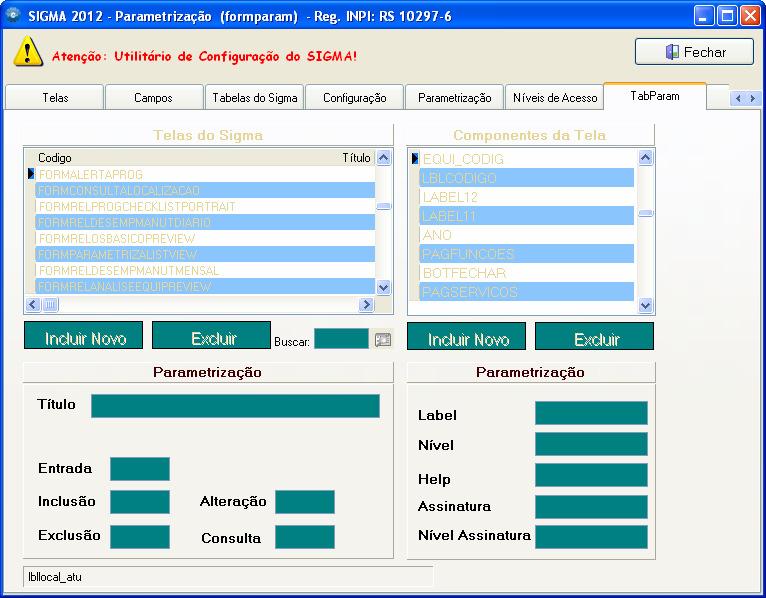
Guia Módulos
Demonstra todos os forms (telas) e o nome de seus botões correspondentes. Tem a opção de pesquisar por módulo quais são os respectivos forms.
Figura 139 – Parametrização (Guia TabParam)
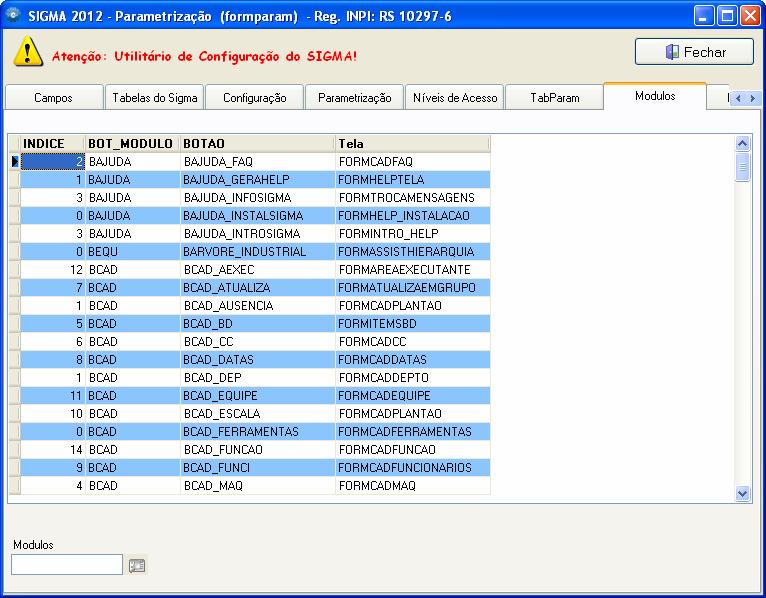
Guia Mensagens
Guia utilizada para configurar as mensagens de ocorrências do sistema
Figura 140 – Parametrização do Sistema (Guia Módulos)
Guia Telas
Exibe a listagem das telas do sistema SIGMA. Para visualizá-las, basta clicar em um Form que a tela correspondente aparecerá ao lado.
Figura 141 – Parametrização do Sistema (Guia Mensagens)
Guia Legenda
Guia que exibe a legenda dos cursores utilizados no software de acordo com os procedimentos em andamento.
Figura 142 – Parametrização do Sistema (Guia Telas)
Figura 143 – Parametrização do Sistema (Guia Legenda)
Atualiza as entidades do sistema para o negócio corrente
Este acesso é restrito para os técnicos do Sistema SIGMA. A sua função é atualizar as Ordens de serviço, as horas trabalhadas, as peças consumidas do sistema para um determinado negócio.
Configura SIGMA Instalador
Este acesso é restrito para os técnicos do Sistema SIGMA. A sua função é gerar compatibilidade entre o banco de dados e o executável, configurando o sistema para que no próximo as rotinas de configuração aconteçam automaticamente e deleta todos os usuários existentes criando o usuário padrão SIGMA.
Guia Campos Requeridos
Através desta guia é possível exigir que alguns campos do sistema SIGMA sejam preenchidos. Conforme exemplo abaixo, se o campo Tipo de OS é requerido, não será possível continuar o registro sem esta informação. Para tirar todos os campos que são de preenchimento obrigatório, clique no botão “Tira campos requeridos”.
Figura 144 – Parametrização do Sistema (Guia Campos Requeridos)
Parâmetros do Sistema
Conjunto de guias que customizam o software de acordo com as preferências do usuário. Através da tela Parâmetros do Sistema, o usuário SIGMA poderá cadastrar e modelar vários itens destinados para a melhor funcionalidade do setor da manutenção, bem como tornar o sistema SIGMA com o visual da empresa.
Guia Dados Básicos
Na guia Dados Básicos, serão cadastrados o nome da empresa e o sistema irá registrar o seu último acesso. Logo após, selecione o logotipo da empresa que aparecerá em todos os relatórios que serão emitidos. Para tal procedimento, basta clicar em selecionar que abrirá uma janela do Windows Explorer para localizar os logos da empresa.
Do mesmo modo será feito para incluir um logo na Entrada do SIGMA. Após salve o registro.
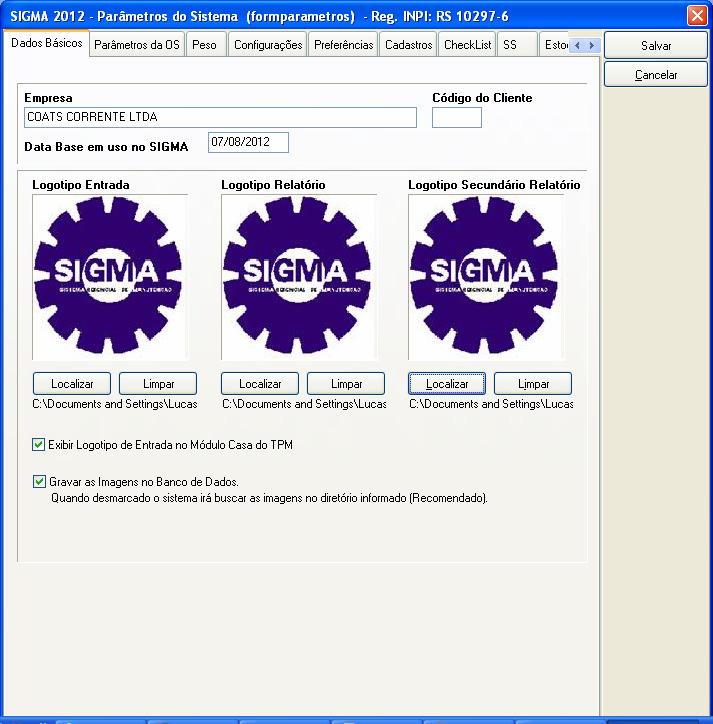
Figura 145 – Parâmetros do Sistema (Guia Dados Básicos)
Guia Parâmetros da OS
Através desta guia serão realizadas todas as configurações relacionadas com a OS.
Abertura de OS
Nesta guia serão selecionados os itens que serão exigidos na abertura de uma
Ordem de Serviço. Do tipo de código que será gerado ao salvar a OS até a exibição de alerta. Segue todos os itens de configuração que estão contidos nesta guia:
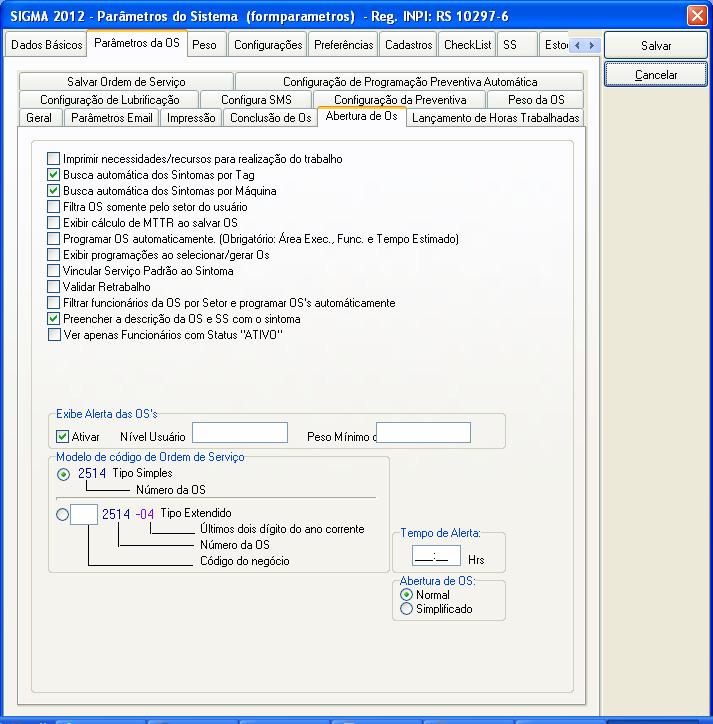
146 - Parâmetros do Sistema (Guia Parâmetros de OS - Abertura de OS)
Figura
Conclusão de OS
Nesta guia serão configuradas se ao concluir uma OS será solicitada a garantia de referida peça ou equipamento utilizados. Também possibilita concluir a OS com ou sem horas trabalhadas.
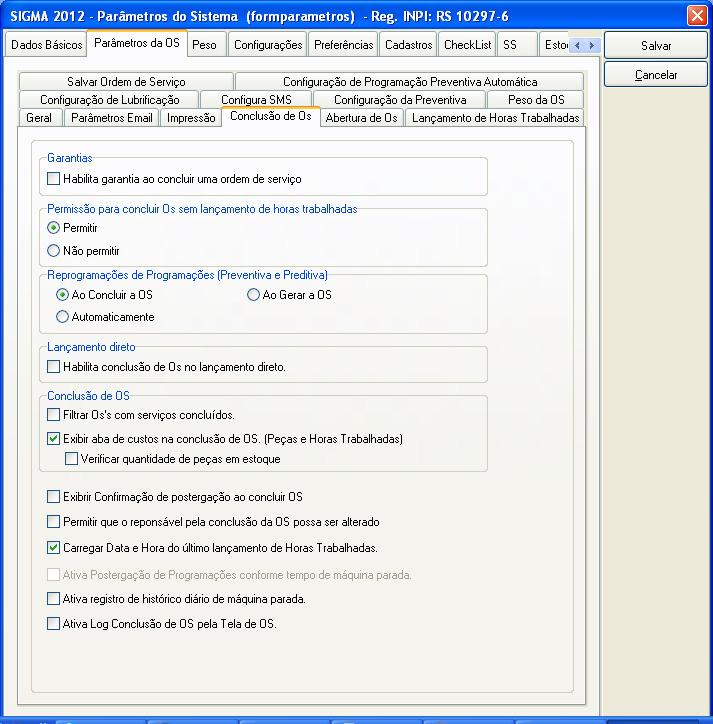
Impressão
Aqui o usuário poderá escolher várias opções de impressão da OS: com código de barras, exibirem prioridades, solicitar ou não as peças que foram utilizadas, impressão completa ou simplificada, imprimir Os's de Lubrificação em uma página ou separadamente, Imprimir com a prioridade, etc. Seguem mais alguma opções na imagem:
Figura 147 – Parâmetros do Sistema (Parâmetros de OS – Conclusão de OS)
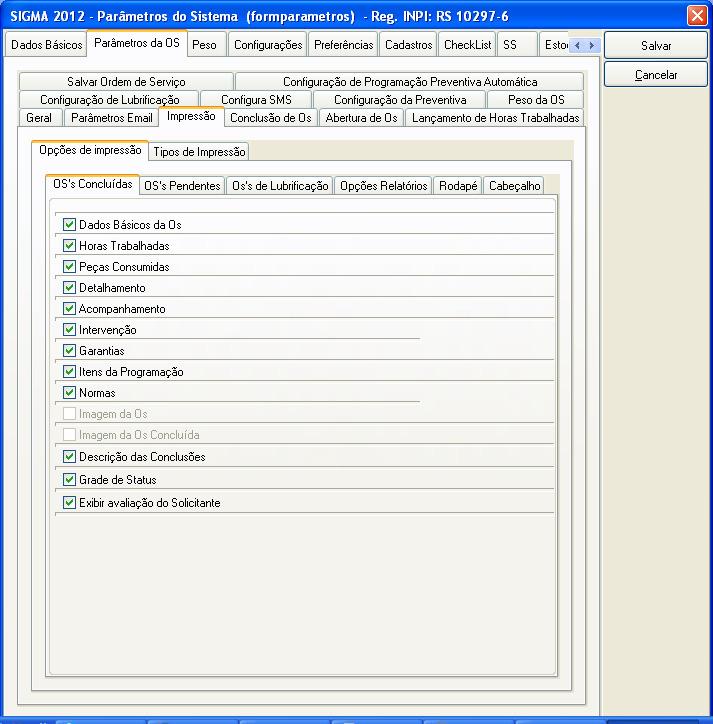
Figura 148 – Parâmetros do Sistema (Parâmetros da OS – Impressão – OS’s Concluídas)
Parâmetros E-mail
Este recurso é ideal para ficar informado cada vez que uma nova OS for aberta. Se esta opção estiver marcada, houver e-mails cadastrados e acesso a internet, o usuário cadastrado receberá um e-mail cada vez que for emitida uma nova OS. Para incluir um e-mail, digite-o no campo Novo E-mail e clique no botão >> para colocá-lo na lista. Para excluir um e-mail, selecione-o da lista e após clique no botão “Exclui”.
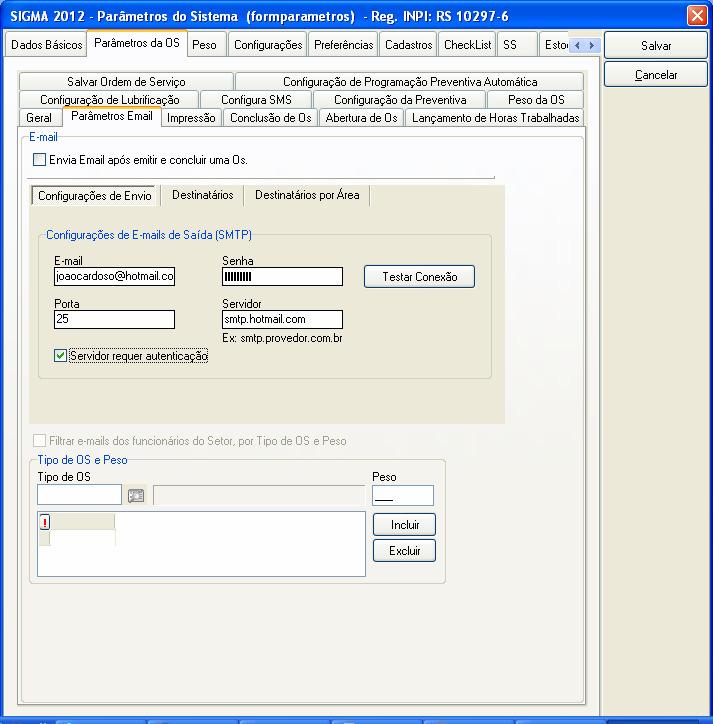
–
Geral
Esta guia mostra quais a número da última OS gerados, a OS iniciais e qual será a últimos OS que serão gerados automaticamente o código via sistema.
Figura 149
Parâmetros do Sistema (Parâmetros da OS – Parâmetros do E-mail)
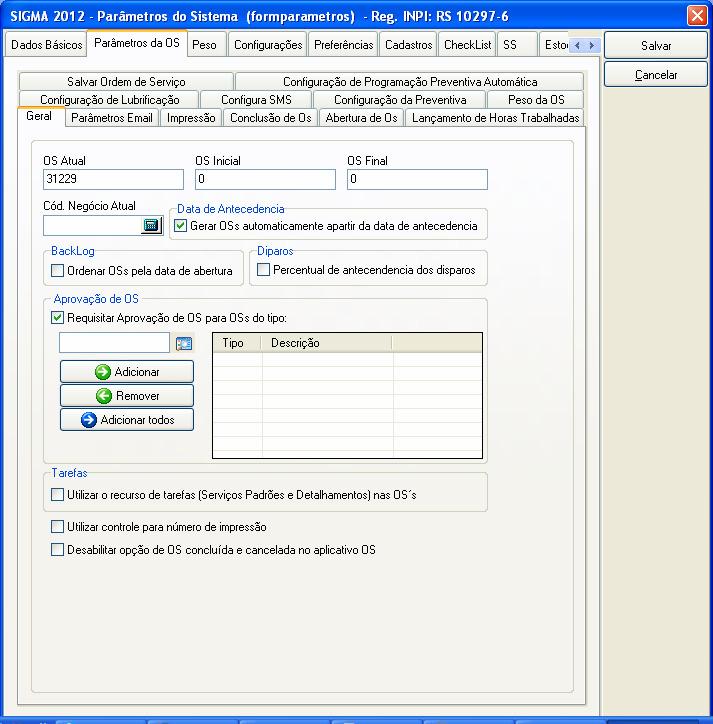
150 - Parâmetros do Sistema (Parâmetros da OS – Geral)
Configura SMS
Para receber SMS após a abertura de OS, marque a opção e clique no botão “Configura Torpedo SMS”. Preencha os dados que serão solicitados. Para que este recurso funcione é necessária a aquisição de créditos em sua operadora de telefonia celular.
Figura

Configuração de OS Fixa de Lubrificação
A partir desta opção, serão geradas OS’s fixas para a lubrificação, onde muda somente o seu status: concluída ou pendente, mas o seu código será sempre o mesmo.
Figura 151 – Parâmetros do Sistema (Parâmetros da OS – Configuração SMS)
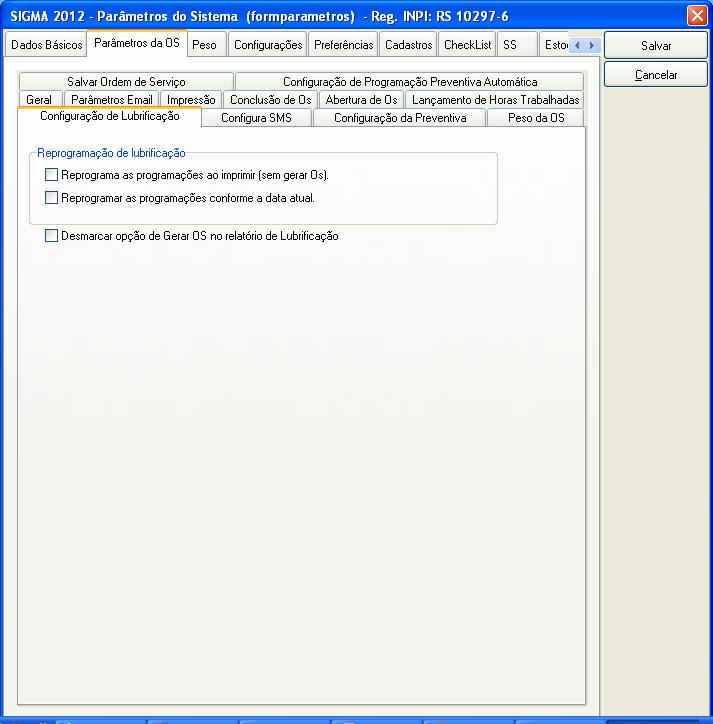
Figura 152 – Parâmetros do Sistema (Parâmetros da OS – Configuração de Lubrificação)
Lançamento de Horas Trabalhadas
Este opção exige ou não que o funcionário que irá lançar horas em uma OS esteja Cadastrado no módulo Custo, botão HH. Também verifica ou não, a existência de lançamento de horas trabalhadas em um mesmo período pelo mesmo funcionário.
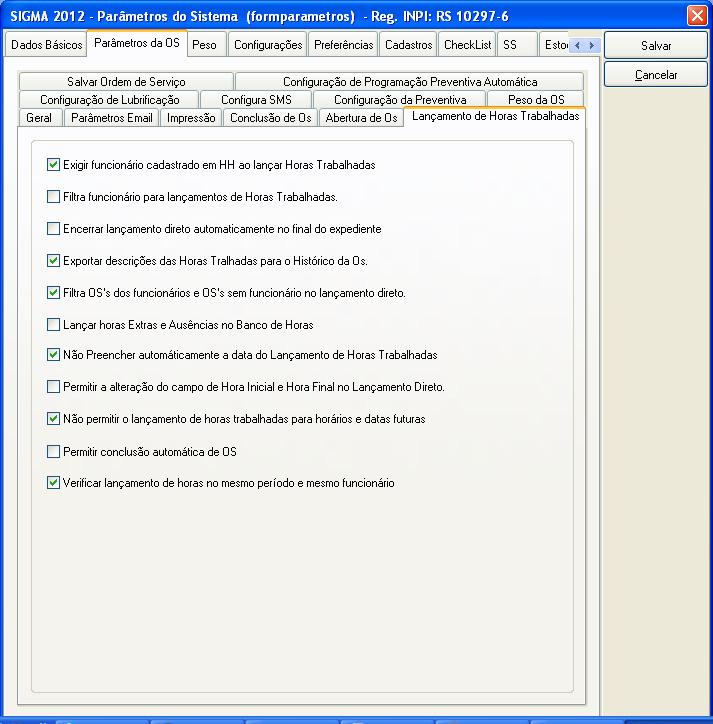
153 – Parâmetros do Sistema (Parâmetros da OS – Lançamento de Horas Trabalhadas)
Salvar Ordem de Serviço
Com esta opção marcada, cada vez que uma OS for alterada, atualizam-se os pesos que influenciam nas informações gerenciais
Figura
Figura 154 – Parâmetros do Sistema (Parâmetros da OS – Salvar Ordem de Serviço)
Configuração de Programação Preventiva Automática
Através deste recurso, o sistema SIGMA gera a Programação Preventiva Automaticamente.
Figura 155 – Parâmetros do Sistema (Parâmetros da OS – Configuração da Programação Preventiva Automática).
Guia Peso
Guia em que se podem determinar os pesos (prioridades) das OS's, a fim de visualizar o peso correspondente para dar a prioridade através das cores e assim, melhor programar a ordem dos serviços a serem executados. Poderão ser dadas as descrições para cada uma das cores (Status Color), e quais pesos que afetam a produção. O SIGMA já vem com pesos padrões, mas podem ser modificados conforme as cores correspondentes. Para zerar os pesos, clique no botão “Zera Pesos”.
Guia Configurações
Nesta guia estão contidas mais algumas configurações do SIGMA, como Acesso a banco de dados O usuário poderá marcar a opção Meta FrameSoftware utilizado para que todos os dados e as ferramentas usadas sejam unicamente do servidor, sendo as estações apenas o meio de acessá-lo. Na figura a seguir estão as demais opções disponíveis nesta guia:
Figura 156 – Parâmetros do Sistema (Guia Peso)
Guia Preferências
Local em que se configuram as opções de Exibição do Alerta na Inicialização do SIGMA e de Assistente MCI – Modulo de Cadastro Inteligente. Também tem a opção de exibir mensagem com Os’s que não possuem o tempo estimado para conclusão.
Figura 157 – Parâmetros do Sistema (Guia Configurações)
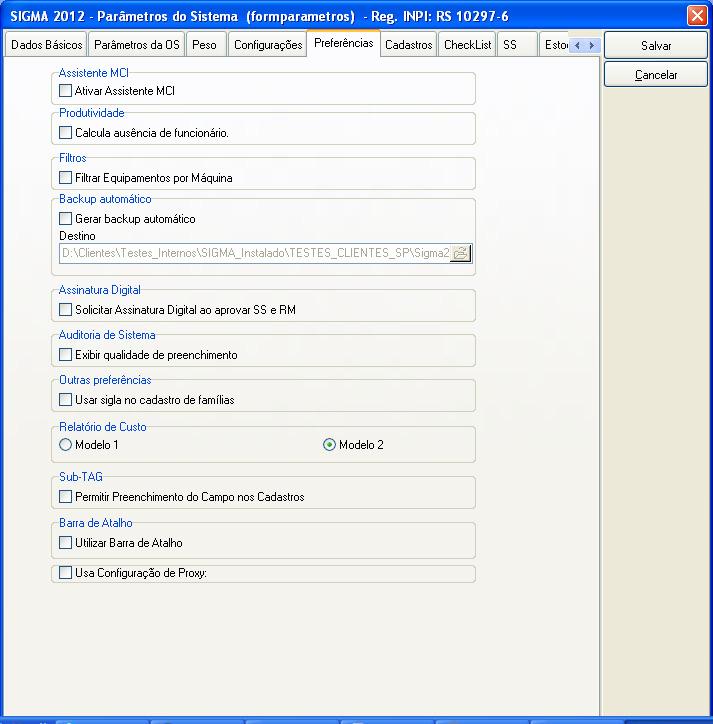
Guia Configuração Cadastro de Máquina
Opção criada para inclusão do código DIV (diversos) após o código da MÁQUINA no tagueamento, sendo que ao cadastrar qualquer máquina o SIGMA irá criar automaticamente um TAG denominado “diversos”.
Figura 158 – Parâmetros do Sistema (Guia Preferências)
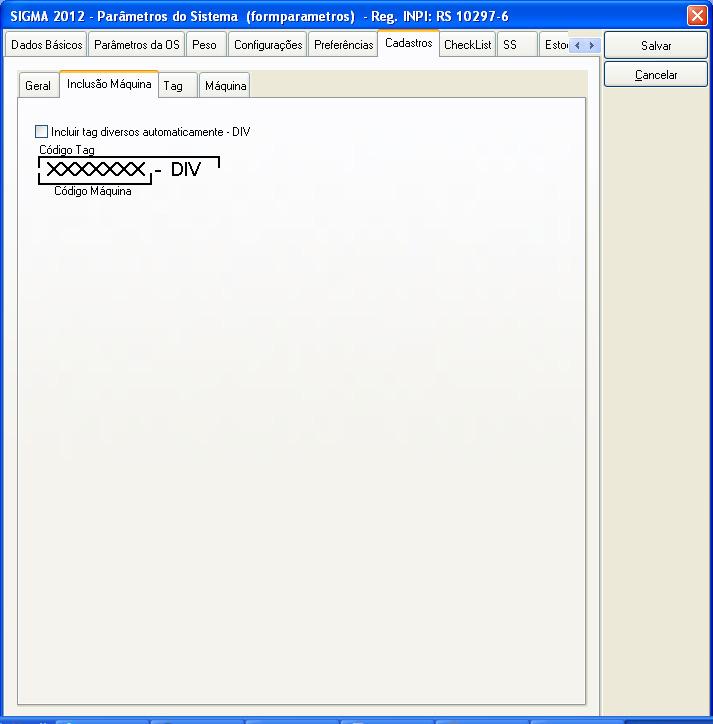
159 – Parâmetros do Sistema (Cadastros – Inclusão Máquina)
Guia Checklist
Ativa ou desativa a impressão da legenda no relatório de Checklist.
Figura
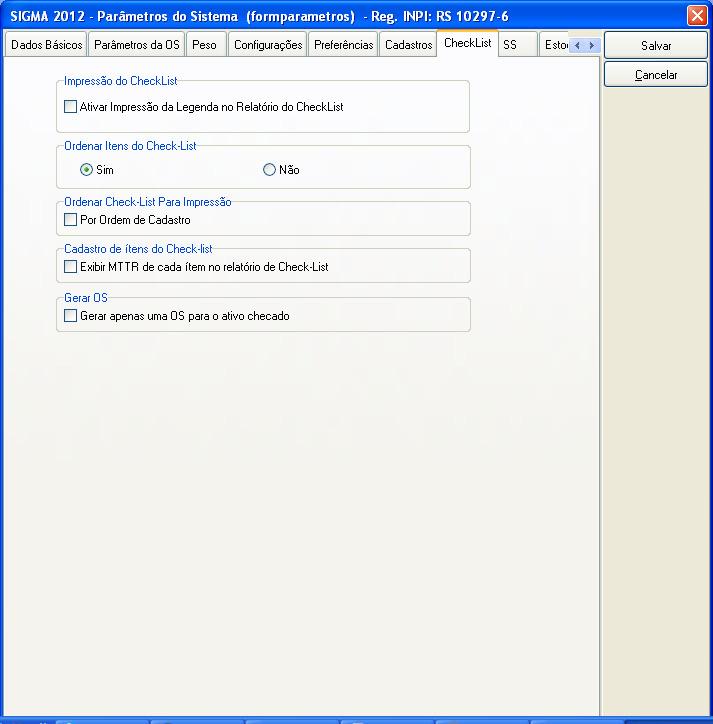
Guia Estoque
Nesta guia será escolhido como será realizada a saída de peças do estoque: via requisição de material ou via saída de peças localizada no módulo Estoque.
Figura 160 – Parâmetros do Sistema (Guia Checklist)
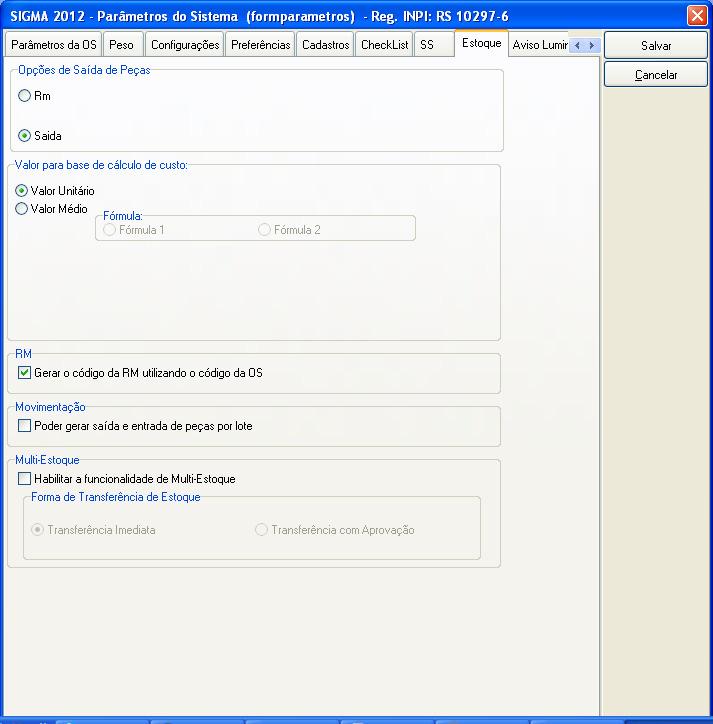
Configurações gerais para impressão, aprovação e imagem das solicitações de serviços (Ss's). Se for uma OS gerada por uma SS, na descrição da OS esta informação será ou não incluída, bem como o seu número.
Figura 161 – Parâmetros do Sistema (Guia Estoque)
Guia SS
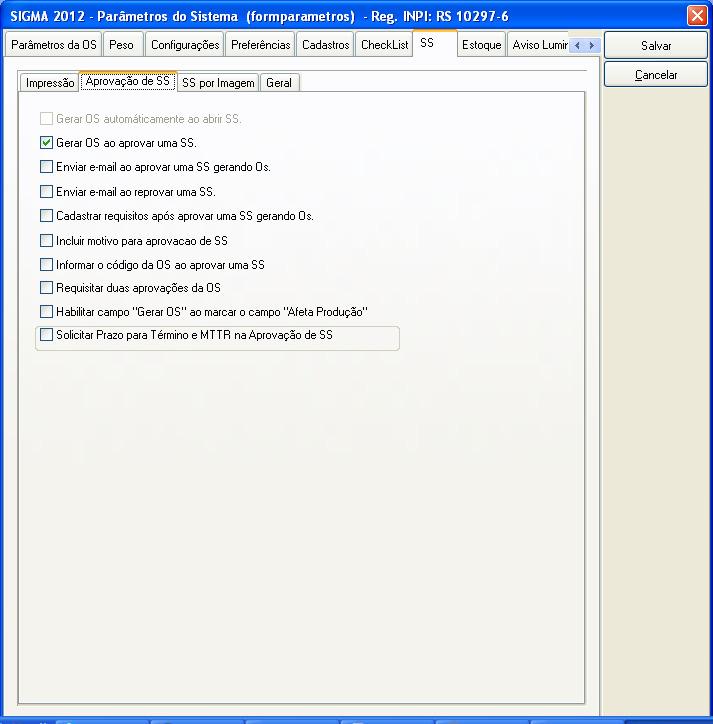
Figura 162 – Parâmetros do Sistema (Guia SS – Aprovação de SS)
MÓDULO FERRAMENTAS
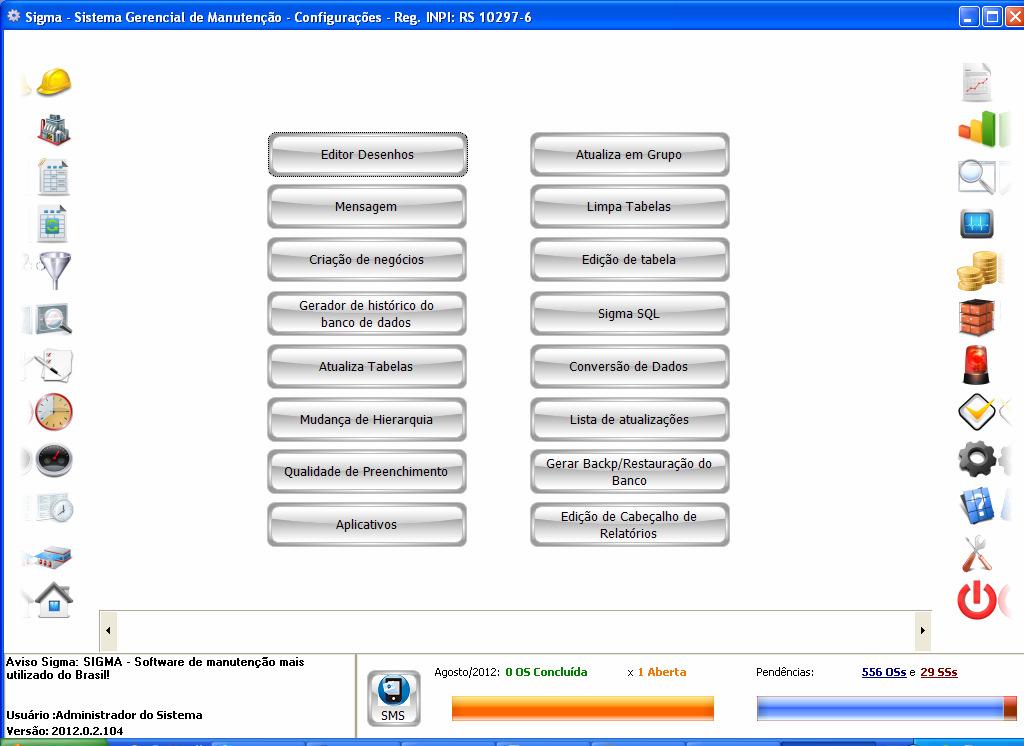
Ferramentas
Neste capítulo serão descritas as ferramentas do sistema SIGMA, todas de grande importância para serem utilizadas no processo de implantação e no dia a dia da manutenção.
Atualização em Grupo
Localizado no módulo “Ferramentas”, botão Atualização em Grupo. Através deste recurso, o usuário pode modificar o código do item selecionado, permanecendo os demais itens cadastrados, como descrição, etc. Esta atualização e a sua atualização ocorre em todo o sistema onde contém o item que será modificado.
A atualização pode ser feita em Equipamentos, TAG, Departamento, Setor, Processo, Centro de Custo, Máquina e Grupo.
Figura 163 – Tela Principal do Módulo Ferramentas
Para fazer a atualização, selecione o item que será atualizado. Em seguida, digite o seu novo código no campo “Novo” e clique no botão Atualizar. Veja o exemplo a seguir:
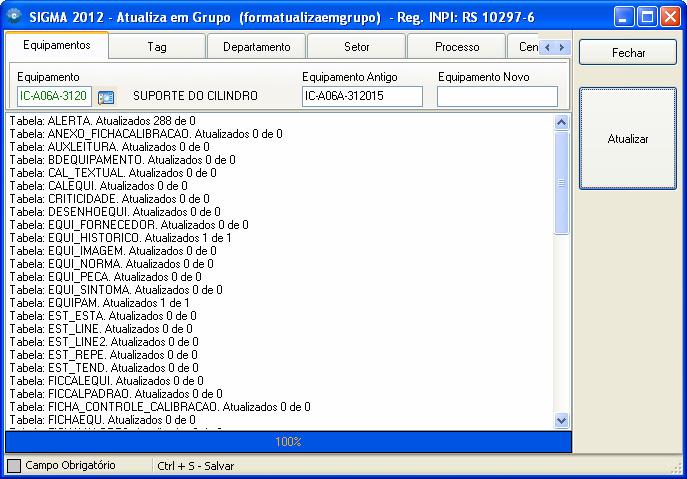
Figura 164 – Exemplo de Atualização em Grupo
Limpa Tabelas
Localizado no módulo “Ferramentas”, botão Limpa Tabelas. É um formulário para limpeza das tabelas de dados do sistema SIGMA, individualmente, de acordo com os Forms marcados, ou ainda todas as tabelas de uma única vez através do botão “Marcar tudo” e depois, clicar no botão “Esvaziar”. O Módulo Privado tem acesso restrito para o técnico SIGMA.
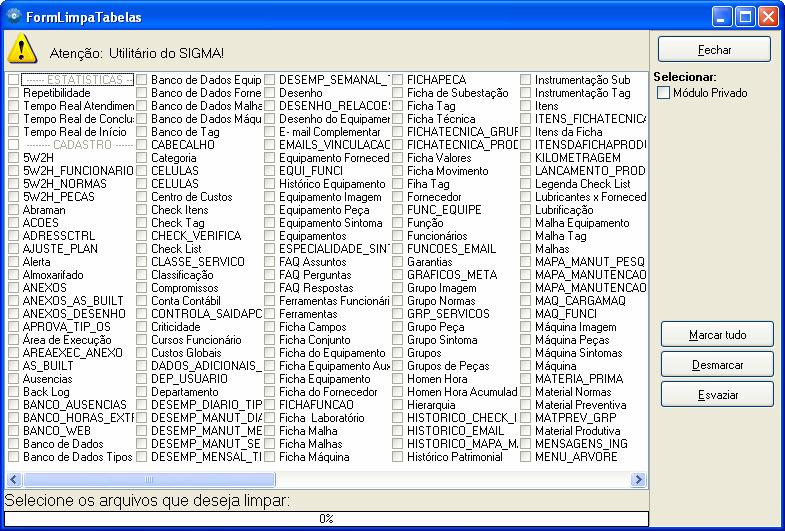
Edição de Tabelas
Localizado no módulo “Ferramentas”, botão FAQ Edição de Tabelas. Através desta tela é possível editar as tabelas do SIGMA. Ao selecionar uma tabela, aparecerão todos os itens referentes a ela, possibilitando filtrar por um item específico da tabela.
Para editar qualquer campo, utilize o duplo clique. Para deletar um registro, tecle Ctrl + Del.
Figura 165 – Tela do Recurso Limpa Tabelas
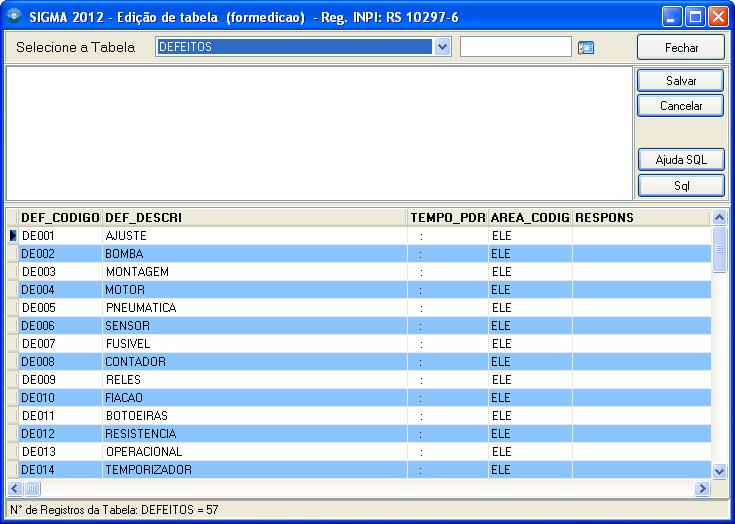
Figura 166 – Tela de Edição de Tabelas
ITENS DE AVALIAÇÃO DE UM SISTEMA DE MANUTENÇÃO
O sistema opera em ambiente gráfico compatível com todas as versões de Windows.
O sistema funciona em Rede; É de fácil navegabilidade entre as telas, “janelas” e módulos, possuindo teclas de atalho para acionamento;
O sistema é de fácil operação e se adapta às rotinas cotidianas de sua empresa, podendo ter toda nomenclatura e telas alteradas pelo próprio usuário;
O sistema possui telas de ajuda (“help”) para todos os módulos, campos, botões com possibilidade de impressão;
Possui Restrições operacionais através da senha de cada usuário, podendo ser definidos os possíveis módulos de acesso e as permissões (inclusão, exclusão, alteração, consulta);
Possui Documentação / Conceituação de Procedimentos Operacionais compatíveis com as normas internas da Empresa;
Usuário pode criar tabelas conforme suas necessidades, permitindo assim uma grande amplitude cadastral;
O conteúdo de qualquer tabela é de fácil acesso para pesquisa e impressão por qualquer ordenação;
Utiliza códigos estruturados formados a partir de tabelas padronizadas adaptadas às necessidades dos usuários, proporcionando um cadastramento padrão;
Utiliza o relacionamento das tabelas de forma que o usuário possa verificar o relacionamento entre as mesmas com base em um dicionário de dados;
Permite relacionamento de peças, equipamentos, TAG, Máquinas, Setor, Processo e Departamento em um mesmo relatório e em uma mesma tela de consulta;
Associa a tabela de mão de obra aos respectivos Custos, permitindo ao usuário o rateio de horas trabalhadas por centro de custo, Setor, departamento, etc.;
Permite ao Usuário a pesquisa ou relatório de custo considerando Mão de Obra + Peças + Compras + Serviço de Terceiros por Centro de Custo, Ordem de Serviço, Equipamento, TAG, Setor, etc;
As tabelas ou códigos permitem seleções ou “filtros” para geração dos relatórios e listagens definidas pelo usuário.
Podendo escolher Ordenação, Campos, Amplitude, etc;
O Sistema possui um LOG das alterações efetuadas em qualquer tabela, definindo o usuário e o motivo;
O Sistema impede a duplicação de nomes ou descrições em uma mesma tabela;
Permite visualizar todas as manutenções (Preventiva, Corretiva, Lubrificação, etc.) de forma agrupada, em uma mesma tela ou relatório, para qualquer dia do ano;
Permite efetuar busca e pesquisa em qualquer tabela (para alterações cadastrais), levando em consideração não somente o código chave, mas também a descrição do equipamento, ou qualquer outra informação da tabela;
Possui Integridade Referencial, de forma a possibilitar a exclusão de itens de forma hierárquica. Por exemplo, ao se excluir uma Ordem de Serviço (OS) devem ser excluídas automaticamente todas as horas trabalhadas nesta OS;
Permite a separação automática, em bases de dados diferentes, dos serviços que já foram concluídos em relação aos serviços pendentes;
Permite a geração de um novo cadastro à partir de outro existente de forma a aproveitar alguns de seus dados;
Impede que sejam cadastrados dois equipamentos com mesmo número patrimonial;
Impede que sejam cadastrados dois equipamentos com dados cadastrais idênticos;
Permite registrar custo de aquisição do equipamento, e todo controle patrimonial (data de compra, garantia fornecedor, etc);
Permite registrar o valor de depreciação do equipamento conforme seu uso e tempo de vida;
Permite identificar intercambialidade de equipamentos, registrando as semelhanças e diferenças em sua ficha técnica, com a árvore das peças mais importantes;
Permite identificar a importância operacional de cada equipamento no processo produtivo, definindo e construindo sua hierarquia através de arvore hierárquica;
Permite identificar equipamentos com mesmas características construtivas (famílias), definindo uma única estrutura básica de ficha técnica para eles, porém com a possibilidade de alteração da ficha conforme particularidade de cada um;
Calcula datas de vencimentos de garantias e de contratos de serviço por equipamento, componente ou peça, informando automaticamente no momento dos vencimentos da garantia, ou no momento da abertura de uma Ordem de Serviço;
Permite associar componentes à equipamentos mesmo quando é feita a troca deles, fornecendo toda referência técnica e catálogo do fabricante da peça;
Proporciona a possibilidade de adicionar textos de forma ilimitada para registro de históricos, fichas técnicas, etc;
Possui recursos de biblioteca de dados técnicos para auxiliar a composição de arquivos de dados cadastrais, tais como histórico auxiliar de equipamentos, com possibilidade de busca por palavras;
Permite relacionar instrumentos com respectivos valores de aferição e realiza todos os cálculos para a calibração do instrumento, com emissão do certificado;
Permite a criação de qualquer Desenho, com possibilidade de impressão;
Permite a inserção de inúmeras fotos para qualquer equipamento, peça ou máquina;
Permite composição de tarefas (instruções de manutenção) para atividades programadas de manutenção preventiva, corretiva, preditiva, etc;
Permite estabelecer “tempo padrão” para execução de qualquer manutenção, com acompanhamento do tempo em tempo real, do tempo real versus o tempo estimado, permitindo ainda a possibilidade de reestimar tempos;
Permite o estabelecimento de programação de serviços por período de datas ou por fatores ligados a produção tais como horímetros, quantidade produzida, etc.;
Permitem correlacionar atividades programadas com atividades não programadas (manutenção corretiva), a fim de evitar trabalhos desnecessários ou com datas concorrentes;
Permite estabelecer os recursos humanos necessários para cada atividade programada ou para cada manutenção corretiva;
Permite estabelecer os recursos materiais necessários para cada atividade programada ou para cada manutenção corretiva;
Permite a inserção de inúmeros documentos de textos ou arquivos do Excel, CAD, etc. na montagem da ficha técnica de um equipamento, máquina ou peça;
Permite a composição de arquivo de recomendações de segurança, vinculados automaticamente a qualquer Ordem de Serviço (preventiva, corretiva, etc.), com a impressão da norma automática no momento da emissão da Ordem de Serviço;
Permite estabelecer o prazo para cobrança de OS em caso de não haver retorno (criticidade), com rotinas de alertas automáticos para os serviços pendentes de alta prioridade;
Permite compor, emitir e controlar Ordens de Serviço de atividades Programadas, com registro de justificativa caso haja mudança em sua periodicidade;
Permite a seleção para emissão ou reimpressão de Ordens de Serviço de Atividades Programadas ou não por Setor, Equipamento, Centro de Custo, etc.;
Permite a geração de relatórios de quantidades de serviços pendentes ou concluídos por Setor, Centro de Custo, Equipamento, TAG, Área Executante, etc;
Incorpora as tarefas correspondentes (instruções de manutenção) nas Ordens de Serviço, com possibilidade de pré-orçamento das peças consumidas, serviços de terceiros, custos, etc;
Incorpora as recomendações de segurança em destaque nas Ordens de Serviço de Atividades Programadas emitidas;
Permite comparação de totais de “tempos padrões” com disponibilidade antes da emissão de Ordens de Serviço de atividades programadas, com possibilidade de re-estimar os tempos;
Indica as Ordens de Serviço de atividades programadas os recursos de mão de obra própria necessários para evitar “horas de espera”;
Indica nas Ordens de Serviço de atividades programadas os recursos de material necessários para evitar “hora de espera”;
Indica nas Ordens de Serviço de atividades programadas os recursos de máquinas e ferramentas necessários para evitar “hora de espera”;
Indica nas Ordens de Serviço de atividades programadas os recursos de mão de obra contratada necessários para evitar “horas de espera”;
Permite ampliar ou reduzir a relação das tarefas relacionadas nas instruções de manutenção, em função da experiência adquirida, com registro de justificativa da referida mudança;
Relaciona as Ordens de Serviço de atividades programadas ou não, por Setor, Centro de Custo, Área Executante, etc., para controle do Encarregado ou Supervisor da Manutenção;
Emite aviso de serviços programados para execução por terceiros com antecedência;
Permite compor, emitir e controlar Ordens de Serviço de atividades não programadas, emitindo controle visual que possibilite se identificar com facilidade a importância e/ou prioridade do serviço não programado;
Permite estabelecer o tempo estimado para execução de serviços para atividades não programadas, gerando o cálculo de Backlog e demais estatísticas;
Permite definir automaticamente a prioridades das Os's (programadas e não programadas) de forma que não haja a manipulação da urgência e execução de cada serviço, indicando de forma visual a necessidade de efetivação dos mesmos;
Permite a emissão de OS’s programadas e não programadas para atividades desenvolvidas por terceiros, controlando as horas trabalhadas destes separadamente;
Avisa a existência de Ordens de Serviço programadas próximo da emissão de Ordem de Serviço não programada, permitindo antecipação dos serviços aproveitando a parada;
Permite emissão de documento junto com a OS, para apuração de medições para equipamentos controlados segundo especificação do usuário;
Para atividades NÃO programadas, permite o acompanhamento imediato das horas trabalhadas e de qual o executante que está atuando na intervenção de forma imediata e instantânea, com indicação do tempo de inicio e fim;
Para atividades programadas, permite a visualização da programação em forma de calendário anual, com a indicação do custo total anual estimado, total de horas anuais estimada, etc;
Permite registros codificados de sintomas, defeitos, causas e soluções de ocorrências de forma visual, em árvore, com possibilidade de emissão de relatórios e gráficos estatísticos;
Permite a análise por equipamento, TAG, setor dos defeitos, causas e soluções mais frequentes, com a indicação de manutenção preventiva automática;
Permite registros codificados de sintoma, defeito, causa e solução;
Identifica se a intervenção trouxe prejuízos para a produção, com geração de alerta imediato via e-mail;
Identifica a ocorrência de emissão de Ordem de serviço duplicada e /ou idêntica para um mesmo problema;
Permite a apuração do tempo de indisponibilidade dos equipamentos e o término desejado;
Permite que o “cliente” avalie os serviços de manutenção, de forma que se possa gerar estatísticas da qualidade do serviço de manutenção;
Permite a emissão de Ordens de Serviço para equipamentos ou setores não cadastrados;
Permite a emissão de relatório de pendências por Equipamento, Maquina TAG, Setor, Processo;
Permite a complementação de sobressalentes e materiais de consumo não previstos para atividades preventivas;
Permite registro complementar de máquinas e ferramentas especiais nas Ordens de Serviço não previstos para atividades preventivas;
Proporciona identificação visual através de cores das ordens de serviço vencidas, no prazo e futuras em relação à data do sistema;
Torna possível analisar o grau de repetibilidade de serviços para um equipamento com causas e soluções semelhantes, a fim de aumentar a eficiência da manutenção;
Permite a geração de “lista de tarefas” para um mesmo executante com a geração da programação diária / semanal de serviços deste e distribuição de serviço, conforme gráfico de perto;
Controla e distribui os serviços conforme uma rota operacional, a fim de evitar perda de tempo com deslocamento;
Dispõe de interface por um coletor de dados, e/ou acesso via terminais de rede;
Emite relatório de não conformidade no atendimento dos serviços (reprogramações e cancelamentos) indicando os respectivos motivos;
Permite cálculo dos índices TMBF (tempo médio entre falhas) e TMPR (tempo médio para reparo) em itens cujo tempo de reparo é significativo em relação ao tempo de operação;
Permite o cálculo de índice TMPF (tempo médio para falhas) em itens que são substituídos após a incidência da falha;
Permite o acompanhamento da disponibilidade de um equipamento ou conjunto de itens selecionados em período também definidos pelo usuário;
Permite o traçado de gráfico de tendências de defeitos e intervenções conforme o histórico dos serviços executados;
Permite consulta a registros históricos através de seleção de equipamento, Ordem de Serviço, Defeitos, Solicitantes, etc.;
Permite a recarga de dados de backup, em que haja a interferência nos dados atuais, possibilitando a consulta temporária de dados antigos ou atualmente apagados;
Permite a execução de filtros e consultas não estabelecidos pelas rotinas do sistema, tais como geração de SQL livre pelo usuário, para qualquer tabela;
Permite a exportação de dados de consultas ou de qualquer tabela para o formato WORD ou txt;
Permite a importação de tabelas estrangeiras (importação de dados) para as tabelas do sistema definindo a correlação de cada campo;
Permite efetuar análise de falhas em equipamentos através da utilização de Parâmetros e Ishikawa;
Não existe limitação de registros históricos, sendo ilimitado em número de linhas para descrição de observações e históricos;
Permite geração de relatórios de intervenções distintas em equipamentos similares, assim como sua correlação;
Permite inter-relação e integração com o sistema de contabilidade, estoque, RH, apropriando custos da manutenção conforme as exigências da empresa;
- Permite obter o custo real dos serviços para comparação com os custos realizados por terceiros;
Itens de Avaliação
Permite obter custos de mão de obra contratada para quaisquer equipamentos, setor, centro de custo, etc;
Permite obter custo de material e histórico das peças consumidas, com indicação do solicitante para quaisquer equipamentos, setor, centro de custo, etc.;
Permite Exportar os custos da manutenção, conforme exigências da contabilidade;
Permite calcular o custo REAL e/ou rateado da manutenção, para utilização da Contabilidade e/ou do Gerente de manutenção;
Efetua cálculo de índice de custo de manutenção por faturamento para período definido pelo usuário com a apresentação dos valores sob forma de tabela e gráfico;
Exporta todos os dados de custo de manutenção para o Excel;
Considera no custo da mão de Obra, valores indiretos tais como : Custo do Administrativo da manutenção, Uniforme, ferramentas, etc;
Emite relatórios de custos a fim de aferir e conferir todos os valores processados para composição do custo;
Pode efetuar cálculos de custo com conversão automática para outra moeda: Dólar, Euro, etc;
Apresenta consolidado o custo anual, distribuído mês a mês;
Considera o custo dos equipamentos que foram descontinuados ou vendidos durante o ano;
Calcula Índice Custos por setor executante;
É possível monitorar serviços de terceiros, tanto através de contratos permanentes e globais como através de serviços eventuais;
Efetua cálculo de índice de Mão de Obra aplicada em treinamento;
Permite avaliar a produtividade das equipes da manutenção;
Efetua cálculo do índice de mão de obra aplicado em manutenções preventivas, corretivas e outras atividades para período definido pelo usuário com a apresentação dos valores sob forma de tabela e gráfico;
Efetua cálculo do índice de mão de obra não apurada (ociosidade) para período definido pelo usuário com a apresentação dos valores sob forma da tabela e gráfico;
Pode indicar um Ranking de Melhores e piores equipamentos, funcionários, etc conforme o histórico de serviços ocorridos;
Efetua cálculos de backlog para setores e meses selecionados pelo usuário com a apresentação dos valores sob forma de tabela e gráficos;
Efetua cálculos de horas de espera (interrupções de serviço devidas a falta de material, falta de pessoal, falta de ferramentas, etc), para setores e períodos definidos pelo usuário;
Efetua levantamento de recursos e durações aplicadas em grandes paradas, anteriores, para permitir o projeto de uma nova atividade similar, com maior eficiência;
Traça automaticamente a carga de trabalho individual de pessoal próprio e terceiros, conforme tabela de demanda, distribuindo os serviços automaticamente;
Emite relatórios de alertas a incidências superiores e inferiores a limites definidos pelo usuário;
Acompanha as pendências de um determinado serviço até sua conclusão;
Efetua cálculos de tempos de perdas e re-trabalhos ocorridos por equipamento, máquinas, TAG, etc;
Permite Alterar a escala de trabalho de plantões ou não conforme o índice de assiduidade dos funcionários;
O sistema de manutenção verifica no sistema de materiais as necessidades para os serviços programáveis avisando ao usuário a inexistência de algum sobressalente ou material de consumo antes da emissão da respectiva OS;
O sistema de manutenção aciona o sistema de materiais no processo de reposição de estoques através da comparação automática do ponto de ressuprimento com nível mínimo de estoque;
O sistema de manutenção pode obter diretamente do sistema de material os custos de sobressalentes e materiais de uso comum associados às OS’s;
Permite identificar a utilização de sobressalentes recuperados, ou existentes em equipamentos não utilizados;
Possui facilidades na identificação e referência de peças dos equipamentos, inclusive com visualização de imagens, ficha técnicas e documentos externos;
Permitem identificar múltiplos fornecedores para uma mesma peça inclusive com visualização de cadastro e histórico de atividades, ficha técnicas e documentos externos;
Emite automaticamente requisições de compra em função da inexistência de material em estoque para uma intervenção;
Permite obtenção de relatório de sobressalentes aplicados em cada equipamento;
Permite identificar a localização física de um sobressalente no almoxarifado ou em um depósito, mesmo que a peça esteja no interior de um equipamento;
O sistema de manutenção pode ser integrado com o de administração de pessoal, importando e exportando dados;
Permite estabelecer critérios de avaliação de serviços de terceiros;
Permite o acompanhamento de produtividade de Serviços efetuados por terceiros e pelos Funcionários;
Permite aprovisionar serviços de terceiros por Ordem de Serviço;
Permite identificar se os serviços de terceiros são feitos pelos fornecedores dos equipamentos;
Permite planejamento tipo Checklist com emissão de periodicidade, retorno, etc.
Permite controle visual da hierarquia de equipamentos, por setor, máquina, TAG, incluindo todas as peças por equipamento;
Permite ao usuário reconfigurar todas as telas eliminando os campos não utilizados;
Possui Gerador de Relatório, para qualquer tabela, com possibilidade de escolha de campos, período e filtros de qualquer cadastro;
Possui Gerador de inúmeros Gráficos (pizza, barra, linha, área) com possibilidade de escolha de tipos, período e filtros;
Possui facilidade de Edição rápida de qualquer tabela utilizando o SQL ou não, fugindo do cadastramento e validações normais do Sistema;
Possui busca Rápida por qualquer campo no momento do cadastramento, não vinculando a busca e pesquisa à códigos ou à tabelas pré-existentes; Gera gráficos MTTR MTBF e Backlog;
Possui controle de Manutenção Produtiva, com intercambialidade dos dados para as manutenções que ocorrem por eventos produtivos, tais como toneladas, horímetros, etc.;
Possui controle gerencial e alerta dos serviços mais urgentes a serem executados, com ativação instantânea do alerta de forma diferenciada aos usuários conforme seu grau de importância;
Possibilita a Visualização em formato de calendário, de todas as programações (preventiva, preditiva, lubrificação, etc.), abrindo todos os cadastros conforme a data de execução;
Possibilita a programação, em formato de calendário anual, de todas as paradas com indicação dos recursos necessários;
Possibilita a programação diária dos serviços a serem executados por executante, com distribuição conforme a carga horária disponível de cada funcionário;
Possibilita a criação e consulta de FAQ-Frequently Asked Questions para qualquer tipo de assunto, disponibilizando uma base de dados diferenciada para cada assunto;
Possibilitam à geração e impressão On-line de manual atualizado, com todas as telas do sistema, todas as parametrizações e todas as descrições, possibilitando ao usuário alterar, incluir e excluir os dados do Help;
Possuí um módulo de cadastramento inteligente, que traz as siglas para que seja feito o cadastramento de Máquinas, TAG, Equipamento, Malha e Grupo;
Possui o recurso que possibilita o sistema de trabalhar pelo método Meta Frame (aplicativo que direciona todos os recursos necessários para execução de um Software em rede para o servidor);
Permite a configuração do BDE (alias para o banco de dados) seja configurado pelo usuário assim que for acessar o Sistema;
Possui rotina que permite pesquisar as programações por dia ou semana; Possui rotina capaz de lançar retornos de uma programação de lubrificação;
Possui o recurso de efetuar o suporte técnico via internet com o uso do VNC-Remoto;
Possui recurso de monitoramento permanente depois de saída do Sistema;
Permite o usuário criar seus atalhos nos botões que definir;
Quando está em uma determinada tela, tem a possibilidade de chamar outras telas, inclusive realizar cadastros;
Possui a mensagem fixa, que permanece em uma parte da tela, para avisos importantes;
Tem a possibilidade que permite o usuário selecionar os campos que deverão ser de preenchimento obrigatório;
Tem a possibilidade selecionar e tornar invisíveis os campos que o usuário não quer que constem no cadastro;
Tem a possibilidade de o usuário trocar mensagens entre si através da rede interna da empresa;
Usuário pode modificar o nome dos campos encontrados no sistema;
Possibilita a troca do idioma do Software;
Possui um alerta de todas as programações;
Possibilita o envio de um alerta referente à abertura de uma nova OS para todos os usuários que estão no sistema;
Permite que as OS’s sejam filtradas por setor;
Permite que nas programações sejam visualizadas as Os's que estão pendentes ou concluídas referentes a um TAG;
Possui o recurso de enviar mensagens entre os usuários;
Tem a possibilidade de criar vários negócios no mesmo sistema;
Tem a possibilidade de realizar a integração com outros sistemas;
Tem a possibilidade e emitir qualquer relatório de todas as telas;
Permite a visualização da prioridade dos serviços através de cores, com definição estratégica hierárquica dos setores, máquinas, processos, etc. que possuem serviços pendentes de alta prioridade;
Imprime e gera o help de forma dinâmica, atualizando automaticamente o manual do sistema conforme as últimas alterações;
Gera relatório técnico de todas as tabelas, como estrutura, diagrama ER, índices, etc;
Realiza a pesquisa e impressão de todas as ordens de serviço através da consulta de uma ou mais palavras contidas no histórico;
Realiza a pesquisa e impressão de todas as horas trabalhadas por funcionário, inter-relacionado com o Histórico da OS;
Possui a Tabela de Schumacher para reprogramação automática;
Possui editor de textos e mensagens para envio de e-mail para os envolvidos na manutenção;
Possibilita a comparação da ficha técnica de um equipamento em relação a compatibilidade de um TAG;
Possuem definição de hierarquia do TAG, máquina, equipamentos;
Possibilita a descrição dos serviços realizados em todas as OSS enquanto ela não for concluída;
Possui Ranking;
Possui levantamento de custo por funcionário;
Possui relatório de custos por OS;
Possui fechamento contábil, com geração de lote contábil;
Possui apropriação por centro de custo, com rateio contábil;
Gera lote Contábil, com distribuição de ativo passivo;
Possui Gráfico de tendência;
Possui todo controle de Calibração, com recursos de, MAS;
Contém a emissão do Certificado de Calibração;
Contém a emissão de ficha de leitura Calibração;
Permite o cálculo TRA (Tempo Real de Atendimento);
Permite o cálculo TRI (Tempo Real de Início);
Permite o cálculo TRC (Tempo Real de Conclusão);
Tem boa Velocidade de Leitura de Banco de dados e Velocidade de trabalho;
Possui todos os Requisitos de Sistema Operacional;
Atualizações do software são feitas através da Internet;
Ambiente de Trabalho é Amigável, ou seja, possui Tela amigável, aquela que oferece um impacto visual enxuto e simples (uso de máscaras, ícones, cores, etc) com operação de fácil aprendizado, sem perda dos recursos essenciais;
As telas são Seqüenciais;
Tem Módulo de Preditiva, que tenha interface com o Software Master Trend de Preditiva da CSI;
É possível ter ou já tem interface com Logix;
Pode trabalhar com o Banco de Dados Informix;
O sistema permite pequenas customizações pelo próprio usuário;
Possui um Número considerável de Empresas que utilizam o Software, e bom tempo de mercado;
É possível acessar os dados (histórico, custos, relatórios (MTBF, MTTR, paradas, etc), ordens de serviços, status do equipamento, etc) pela WEB, possibilitando integrar diferentes Plantas da empresa localizadas em outras cidades;
O sistema permite a associação de Arquivos de Fotos/Desenhos em CAD com equipamentos;
Possui Requisitos mínimos de rede;
Possui Requisitos Mínimos de Hardware;
O sistema faz Cálculo automático do MTBF de equipamentos;
O sistema faz Cálculo automático do MTTR de equipamentos;
Possui Módulo de Solicitação de Serviços;
Faz Geração Automática de OS’s Periódicas;
Tem priorização de OS, de acordo com a criticidade do equipamento ou do serviço a ser executado;
Faz nivelamento de recursos de mão -de- obra, só programando as OS’s que se tenha disponibilidade de MO para serem realizadas;
Faz verificação da disponibilidade de equipamentos com PCP antes de programar a OS;
Ver com PCP;
Bloqueia ferramentas e M.O. que já estão comprometidas por alguma OS Programada;
Emite Solicitações de Compra e Requisições automaticamente quando da abertura das OS;
É possível medir o índice de retrabalho após executadas as ordens;
É possível medir o índice de emergência das Ordens de serviço e os de urgência;
Faz apontamento automático de tempo de operação de equipamentos, gerando as OS’s de acordo com o tempo real de utilização dos equipamentos;
Tem representação da planta em um diagrama, onde se clica em uma máquina, e ele abre o desenho da máquina, mostra dados de OS, etc;
Possui coletor de dados para rotas de lubrificação e TPM;
Tem histórico de equipamentos, constando todas as OS realizadas, o valores gastos nos equipamentos, etc;
Armazena histórico de estudos de falhas, onde se registre todos os dados de um conserto e se possa achá-los de forma fácil;
Possui “Planta On-line”, que mostra na tela do micro a planta da fábrica ressaltando as máquinas paradas em vermelho, e as normais em verde;
Possui M-FMEA - Análise dos modo de falha e os seus efeitos para cada equipamento;
Existe um módulo que contemple estudos de Confiabilidade de Equipamentos;
Existe tela para avaliação da satisfação na solução da do serviço solicitado;
Tem módulo de TPM, com histórico das atividades executadas;
Tem Ficha Técnica de dados relativos aos equipamentos, como ela é, e quantos campos estão disponíveis;
O cadastramento de equipamentos possui estrutura pais e filhos, Subsistemas, TAG e Matrícula;
É feito o cálculo do Backlog da M.O. pelo software;
Existe um módulo de aferição de Instrumentos, que emita certificados, determinando se o instrumento está ou não conforme;
Existe um módulo específico para controle das inspeções para atender NR13;
O sistema possui leitor de código de barras;
Existe uma listagem de Peças Críticas;
Tem módulo de Preditiva com medição de parâmetros de preditiva (corrente, temperatura, espessura de eixo, etc), com acompanhamento da tendência, fazendo abertura automática de OS para valores que ultrapassem os limites estabelecidos;
Possui monitoramento preditivo on-line de valores globais, fazendo abertura automática de OS para valores que ultrapassem os limites estabelecidos;
Tem um terminal simplificado para solicitação de trabalhos ou para encerramento de OS;
Possibilita o controle de múltiplos almoxarifados, definindo locais e endereços de armazenamento;
Coloca pedidos com a antecedência necessária, pois considera o lead-time de entrega dos materiais;
Acumula dados para julgamento do fornecedor, comparando a vida média prevista com o real;
Possui Indicadores de Manutenção (EIS);
É compatível com o MS Project ou com o Isoproject;
Tem tratamento especial para atividades de risco, alertando perigos e precauções a serem tomadas;
Possui módulo de compras por comércio eletrônico.
DICAS DE UTILIZAÇÃO DO SIGMA
1- Gráfico de Metas de Máquina Parada
Você sabia que com o SIGMA, poderá ser efetuada uma análise das metas de tempo de Máquina Parada através de um GRÁFICO? Para visualizar o gráfico das metas de Tempo de Máquina Parada você deve ter cadastrado as metas para Departamentos, Setores, Processos e (ou) Máquinas. Entre no módulo Gráficos
opção Metas de Máquina Parada:
Ao abrir a tela, no campo Tipo de Pesquisa escolha entre Departamento, Setor, Processo e Máquina e após selecione qual o código servirá referência para a pesquisa do Gráfico. Preencha os campos das Datas com o período que compreenderá a pesquisa.
Clique no botão Gráfico para visualizar o mesmo. Pressionando o botão Salvar Gráfico, o gráfico será salvo como imagem. Para Imprimir o gráfico clique na opção Imprimir.
Para proceder com a análise do gráfico, poderão ser notadas as seguintes situações. Se a linha Vermelha (tempo de máquina parada, que é informado durante a conclusão de OS's) estiver abaixo da linha azul (que corresponde à meta estipulada de total de tempo de máquina parada por mês), então o tempo de máquina parada está abaixo da meta estabelecida, caso contrário a meta foi ultrapassada.
2 - Atualização em Grupo
Você sabia que o SIGMA permite a troca da codificação dos registros dos principais cadastros automaticamente, sem que haja a necessidade de fazer a troca dos códigos manualmente?
Passos para a troca e atualização AUTOMÁTICA:
• Entrar no módulo de Ferramentas, opção Atualização em Grupo;
• Escolha em qual das opções será realizada a troca da codificação, digite ou selecione o código antigo e no campo Equipamento Novo digite o novo código. Após pressione o botão Atualizar, irão aparecer na tela todas as tabelas que serão modificadas bem como a quantidade de registros (códigos) modificados. No SIGMA é permitida a alteração dos Códigos cadastrados, nas seguintes
Tabelas:
• Equipamentos;
• TAG;
• Departamentos;
• Setor;
• Processo;
• Centro de Custo;
• Máquina;
• Grupo.
Gerando um Gráfico de Análise Preditiva
Gráfico de Análise Preditiva:
O gráfico de Análise da Preditiva é caracterizado por Quatro linhas sendo assim mais fácil de observar como está a manutenção referente à Máquina, TAG ou Equipamento. Assim, pelo gráfico pode ser observado de forma visual se os valores Medidos estão entre o Mínimo, Médio ou Máximo ou se ultrapassaram os limites estipulados.
Como gerar o Gráfico:
Entre no SIGMA, clique com o mouse no botão “Preditiva” localizado no menu esquerdo da tela. Seguindo, clique no botão “Gráfico de Análise Preditiva, localizado no menu central. Após, aparecerá a tela onde você irá preencher os campos correspondentes a sua pesquisa. Existem as opções de Pesquisa por Setor, TAG ou Equipamento ainda sendo possível informar o período, deve-se informar qual o item a ser visto. Após estes procedimentos clique no botão “Gráfico” gerando assim o gráfico de Análise da Preditiva. Para armazenar o gráfico é necessário clicar no botão “Salvar”.
Criando um código de TAG automaticamente
Um TAG pode ser definido como a localização virtual ocupada por um espaço físico.
Para cadastrar um TAG no SIGMA é possível utilizar até 15 caracteres para o código. Como criar códigos de TAG’s automaticamente baseando-se no código da máquina pertencente, Tal como a sigla deste TAG?
Para criar um TAG automaticamente devemos acessar o modulo Equipamento, opção Máquina, localizar a maquina para a qual será criado o TAG. Clique na guia Cadastro Visual, clique no botão Cadastro Visual, selecione a máquina na parte superior da janela, para que o retângulo de representação da máquina fique com a cor azul. Clique em Incluir TAG, escolha uma Sigla clicando na flecha vermelha, insira o TAG e clique em OK. Assim, o código do TAG será composto pelo nome da máquina, a sigla, um código numérico e os dados de localização do TAG serão herdados da máquina à que este TAG foi vinculado.
Para criar um sub-TAG em um TAG cadastrado para uma máquina, basta selecionar o retângulo de representação do TAG que foi criado após o cadastro e realizar o mesmo processo de inclusão.
Este processo faz com que o usuário possa obter uma padronização nos códigos de TAG's.
Pesquisando Máquinas por Peso
O SIGMA dispõe de um ótimo recurso para pesquisar máquinas pelo seu grau de prioridade nas OS’s. Esta opção encontra-se no módulo de Consultas, no botão Consulta por Peso. Iremos simular uma pesquisa por uma máquina, onde serão listadas todas as Os's pendentes referentes a máquina selecionada.
- Selecione a opção de pesquisa por Maquina;
- Selecione o Código da máquina a ser pesquisada;
- Digite os parâmetros de Pesos que você quiser + o período que irá ser realizada a pesquisa;
∗ Esta pesquisa poderá ser realizada também por TAGs e Equipamentos.
- Clique em pesquisar e após selecione a opção Máquina (quadro descritivo que se encontra abaixo do campo Período). Ali, irão constar todas as Os’s correspondentes à máquina escolhida por ordem decrescente de peso, ou seja, da maior gravidade para a menor.
-Caso queira imprimir a pesquisa clique no botão IMPRIMIR.
Pesquisando localização de TAG's, Equipamentos
O SIGMA dispõe de um ótimo recurso de pesquisa para a localização de TAG's, Equipamentos, ou para que você possa saber quais OS's estão abertas em determinado setor, centro de custo, máquina, etc. Esta opção encontra-se no módulo de consultas, na opção Consultas de localização e na tela de Cadastro de Equipamentos e TAG. Neste exemplo, simularemos uma pesquisa para imprimirmos a relação dos equipamentos de um setor e de uma determinada máquina deste setor. Basta selecionarmos a opção equipamento e informarmos o setor e a máquina desejados, clicar na opção Pesquisar e após na opção Imprimir. Será impresso um relatório em um formato hierárquico, demonstrando a localização exata dos equipamentos. Para pesquisarmos a abertura de OS's para este setor e máquina, selecione a opção de pesquisa OS no topo da tela.
Selecione se as Os's pesquisadas serão do tipo concluídas ou pendentes. Informe novamente o setor e máquina e repita a operação de pesquisa.
Na impressão será mostrada exatamente onde a OS será ou foi aplicada.
Além dos exemplos usados acima, o usuário pode pesquisar alguma localização por Centro de Custo, área, departamento, malha e grupos.
OBS: Estas informações serão corretamente relacionadas se for obedecida toda a hierarquia de cadastros do SIGMA.
Consultando peças consumidas em uma OS
Na dica anterior vimos como utilizar peças em uma OS, nesta veremos como consultar as peças consumidas em uma OS.
Para verificar as peças consumidas em uma OS no SIGMA você deve seguir os seguintes passos: Entrar no módulo de Estoque – Relatório de Peças Consumidas – a pesquisa pode ser realizada de diversas maneiras. Você pode pesquisar pelas OS's ou pelas peças que foram consumidas, visando sempre preencher todos os campos para que a pesquisa seja feita corretamente. Depois de informados os dados clique na opção “pesquisar” e imprima seu relatório.
Outra maneira de visualizar as peças consumidas em uma OS é no histórico de OS's. No módulo de OS - Histórico - basta selecionar a OS desejada e as peças irão ser relacionadas na tela do histórico e no relatório, se este desejar ser impresso.
Utilizando peças em uma OS
Para dar baixa nas peças utilizadas em uma OS no SIGMA, você deverá efetuar o seguinte processo:
Entrar no módulo de Estoque, opção de Movimentação. Dentro deste módulo deverá ser selecionada a opção SAÍDA. Deverá ser selecionado o código da peça que irá ser utilizada na OS. Após informar a data de saída da peça, selecionar o código do funcionário, teclando “Enter” para que um novo registro de saída de peças seja gerado.
Logo após, selecione o número da OS em que a peça será utilizada. Preencher adequadamente os campos Motivos e Documentos e colocar a quantidade de peças que irá ser usada para a referida OS. Poderão ser preenchidos os Campos
Aprovação e Observação.
Clicar no botão Salvar e o estoque irá ser atualizado conforme o número de peças utilizadas.
Cadastrando e Imprimindo uma imagem de uma programação de OS
Para selecionar uma imagem de uma programação, entre no cadastro de programações do módulo desejado, clique no botão “anexo” que se encontra na barra de botões. Use o botão imagem para selecionar uma “imagem” e o botão “anexo” para selecionar um arquivo texto para a manutenção. Para sair da tela de anexos clique em fechar. A imagem selecionada já pode ser vista na tela de cadastro da programação, como também o “caminho” do arquivo da imagem e anexo selecionados. Depois de selecionada a imagem da programação, é possível definir se a mesma deve ser impressa no relatório de OS da programação ou não. Para definir a impressão da imagem, seleciona-se a opção imprime imagem. Quando for impressa a programação no gerador automático de OS's a imagem poderá ser visualizada e impressa.
Cadastro do Checklist
O checklist é feito através da consulta de vários itens para serem checados em vários TAG's. Ao imprimir o Check List, o usuário encontrara os itens na vertical e os TAGs na horizontal. Com este dados, cada item será checado em seu respectivo TAG, onde o usuário dará seu ok.
Para cadastrar um checklist, digite um código e tecle enter.
A tela ficará habilitada para dar continuidade ao cadastro. Em seguida, digite a descrição, selecione o(s) TAT(s) e item(ns) que serão checados. O usuário poderá incluir quantos TAG's e itens forem necessários, basta escolher um TAG ou item e clicar no botão + para incluir e no botão - para excluir. Salve o registro.
Através da guia Checklist é possível geral um relatório de que deve ser verificado em uns determinados OS que foram programados, ou até geral uma ordem de serviços através da guia Checklist, basta cadastrar uma legenda e um item e será possível gerar uma Checklist ou ainda programação ou imprimir um relatório.
Herdando uma Ficha técnica para uma determinada máquina
O SIGMA permite a reutilização da ficha técnica. Isto é possível porque ao cadastrarmos uma Máquina, esta é vinculada à um grupo, sendo que este Grupo já possui uma ficha técnica. Para visualizar os itens da ficha técnica da Máquina, entre no SIGMA – Módulo de Equipamentos – botão Máquinas e selecione uma Máquina já cadastrada. Pressione <ENTER> para alterar o registro e selecione o botão Ficha Técnica. Para adicionar itens à ficha técnica, dentro da tela de visualização, utiliza-se a tecla Insert ou simplesmente posiciona-se no último item e pressiona-se a tecla de seta para baixo.
Lançando pendências em uma OS
Quando uma Ordem de serviço fica pendente por algum motivo, como a falta de material, podemos lançar esta pendência e ela ficará visível na tela de abertura da OS.
Para lançar a pendência na OS, siga os seguintes passos:
1-Entre no Módulo OS, botão Pendência. Na tela de Pendência, campo Pendência, digite o código para a pendência e após a descrição no Campo descrição da pendência. No campo solução, digite a solução para a pendência.
Exemplo: Pendência: 1
Descrição: Aguardando Peça
Solução: Peça Recebida
2-Entre no Módulo OS, botão Horas Trabalhadas. Selecione a OS desejada e tecle enter.
Selecione o Funcionário no campo Funcionário. Informe a hora inicial e hora final nos seus respectivos campos. Selecione a Pendência no campo Pendência e descreva o serviço executado. Clique no botão Incluir Lançamento e após, no botão salvar.
Ao entrar no Módulo OS, botão OS, selecione a OS pendente desejada. Na tela aparecerão todas as pendências relacionadas com a OS, sendo assim, uma maneira de fácil visualização das pendências para cada Ordem de Serviço.
Visualizando um Relatório de Horas Trabalhadas em uma Ordem de Serviço
Para visualização de um Relatório de Horas Trabalhadas em uma Ordem de Serviço (OS), é necessário entrar no SIGMA, no módulo de Relatórios, acessarem a opção do botão Horas. Pode-se efetuar uma pesquisa através de qualquer campo do Cadastro de Os.
Basta preencher corretamente as opções de pesquisa que são apresentadas e pressionar o botão Pesquisar. Essa pesquisa pode ser ordenada em Crescente e Decrescente, além disso, em Situação das OS, dentre pendentes, concluídas e canceladas pelo período desejado, conforme a opção selecionada.
Programando um Serviço de Lubrificação
Para programar um serviço de lubrificação você deve acessar o SIGMA no módulo de Lubrificação e escolher a opção “Programação de Lubrificação”. Tecle <ENTER> no campo programação para gerar a nova programação e em seguida preencher as definições básicas como, por exemplo: Máquina, TAG, Equipamento, Peça, Serviço, Pontos, Lubrificante, Aplicação. Em seguida, informe o tipo de programação (disparos ou periódica), e determine a quantidade de lubrificante necessário para um serviço de lubrificação no campo “Quantidade” e o tempo necessário para executar o serviço de lubrificação no campo tempo. Você também poderá imprimir um serviço de lubrificação sem que seja gerada uma Ordem de Serviço para determinado relatório, sendo necessário para isso que a opção Geradora OS esteja desativado.
Habilitando Garantias ao Concluir uma Ordem de Serviço
Você sabia que no SIGMA é possível habilitar a garantia para um equipamento ou peça ao concluir uma ordem de serviço?
Sim, no SIGMA você poderá gerar uma garantia para o Equipamento ou Peça que estiver vinculada à uma OS. O SIGMA possui a opção para usar ou não este recurso.
Para ativá-lo, basta entrar no módulo Configurações, clicar no botão Parâmetros do Sistema, selecionar a guia Conclusão da OS e marcar a opção Habilita Garantias ao concluir uma Ordem de Serviço.
Ao concluir uma Ordem de Serviço, no Módulo OS – botão Conclusão da OS, selecione a Ordem de Serviço que será concluída. Marque a opção concluída e preencha os demais campos solicitados. Ao salvar o Registro, você terá a opção de gerar uma garantia para o Equipamento ou Peça desta Ordem de Serviço. Deste modo, o SIGMA informará quais os equipamentos ou peças que estão na garantia.
Para obter esta informação, entre no módulo Equipamento, botão Garantias. Nesta tela, poderá ser realizada a pesquisa e emissão de relatórios, selecionando o Equipamento ou a Peça desejada.
Arquivar imagens dos equipamentos
Para arquivar imagens dos equipamentos, é fácil! Basta entrar no módulo EQUIPAMENTO e em seguida, no botão EQUIPAMENTOS. Indique o código do EQUIPAMENTO e pressione a tecla Enter. Clique no botão IMAGEM, entrando na janela, localize o EQUIPAMENTO pelo botão com a seta vermelha e pressione Enter duas vezes. Clique no botão IMAGEM, em seguida no botão NOVA IMAGEM, localizando sua imagem na pasta ou diretório onde ela se encontra e descrevendo-a na janela que será aberta. Após, escolha um anexo para a imagem e pressione o botão Abrir. Pronto, sua imagem está inserida, caso deseja ampliar, selecione esta opção ao lado do botão Nova Imagem. No SIGMA você pode arquivar “centenas” de imagens (Fotos, esquemas, etc) para qualquer Equipamento, TAG ou OS etc. Este recurso possibilita que haja um banco de dados de imagens para cada equipamento de sua empresa.
Consultando as Pendências do SIGMA
Você sabia que o SIGMA possui uma tela para consultar todas as Pendências relacionadas à Manutenção?
Isso mesmo! Através desta tela, o SIGMA gera todas as pendências da manutenção, facilitando assim, a pesquisa de todas as pendências em uma única tela.
Para realizar esta consulta, entre no Módulo Consultas – botão Consulta de Alerta.
Nesta tela, a pesquisa poderá ser feita por data, por máquina, por TAG ou por Equipamento.
Depois de selecionados um ou mais destes itens, clique no botão Pesquisar. A pesquisa efetuada poderá ser impressa.
Para abrir a tela correspondente à Pendência, selecione a linha desejada no grid localizado abaixo dos campos Data Inicial e Data Final, clique no botão visualiza que abrirá a tela relacionada ao item selecionado.
Disponibilidade de Mão de Obra
Você sabia que o SIGMA disponibiliza um recurso onde você pode visualizar o total de horas de cada Área Executante, por Origem e Funcionário?
Então acesse o SIGMA no módulo de Cadastros no botão Disponibilidade de Mão de Obra. Escolha uma área executante qualquer, informando um período inicial e final; logo após clique no botão de Pesquisa. Observe que será montada uma Árvore Hierárquica que ligará o funcionário à sua Origem e à sua respectiva Área Executante. Cada item listado terá sua descrição juntamente com o seu total de horas.
Você verá que esta árvore hierárquica possui nós que estarão fechados. Basta clicar no sinal de + que eles se abrirão e no sinal de – para fechá-los.
Cadastrando ausências de funcionários
Para controlar as ausências de funcionários o SIGMA disponibiliza um recurso de cadastro de falta. Ao fazer o cadastro devem-se preencher os seguintes campos:
- Data Inicial – Data de início da ausência do funcionário na empresa;
- Data Final - Data final da ausência do funcionário na empresa;
Se o funcionário só faltar um dia deve-se preencher os dois campos com a mesma data.
- Hora Inicial – Hora de início da ausência do funcionário na empresa;
- Hora final – Hora final da ausência do funcionário na empresa;
Se o funcionário faltar o dia todo deve-se marcar a opção Ausente dia todo no período, caso contrário desmarque a opção.
- Motivo – Motivo da ausência; Após o preenchimento de todos os campos é só clicar no botão Lançar Ausência. Todos esses lançamentos serão utilizados na hora de calcular o total de disponibilidade de Mão de Obra para a programação de algum serviço como preventiva, lubrificação, preditiva, etc.
A programação de serviços e cálculo de disponibilidade será abordada em outro momento.
Usando o Help de cada tela do SIGMA
Você sabia que o SIGMA possui um help em cada tela? Isso mesmo!
O usuário do SIGMA pode entrar em qualquer tela do SIGMA, e, clicando com o botão da direita do mouse logo abaixo do botão fechar da tela, abrirá um menu. Selecione a opção Help da Tela. Abrirá uma tela – Assistente de Cadastro de Ajuda Inteligente. No campo Help aparecerá um descritivo da tela selecionada, dando dicas referente ao cadastramento e exemplos.
Outra vantagem que o SIGMA possui, é que este help pode ser editado pelo próprio usuário, sendo que, poderão ser cadastrados itens como, padrões de cadastramento de códigos que a empresa pretende que sejam adotados.
Para que o help da tela seja editado, basta clicar no botão localizado na parte inferior direita do campo Help. Clicando neste botão, a tela branca ficará maior e poderá ser editada. Após ser editada, clique no botão fechar e após no botão OK para salvar o registro.
Construindo Fluxos e Organogramas através do SIGMA
Você sabia que o SIGMA possui uma ferramenta para desenhar Fluxos e Organogramas?
Isso mesmo! Através do SIGMA, você poderá desenhar Organogramas para qualquer área da sua empresa, tornado assim mais fácil a compreensão de interligação de cada setor, pessoas ou itens.
Poderemos construir um Organograma para a manutenção, usando como exemplo, a localização de cada item - iniciando pelo Departamento, Setor, Processo, Centro de Custo, Família, Máquina, TAG, Equipamento e Peças.
Para usar esta ferramenta do SIGMA, entre no Módulo Ferramentas, botão
Desenhos/ Novo Desenho, e construa seus fluxos e organogramas conforme a sua necessidade.
Cálculos da Prioridade da OS
Você sabia que o SIGMA calcula a Prioridade da Ordem de Serviço?
Sim, o SIGMA calcula para você a Prioridade da OS, que pode variar de 1 a 80. Esta prioridade está representada por oito cores, dependendo do peso de cada item que está vinculado ao cálculo da prioridade. As cores correspondentes a cada peso, você poderá visualizar no Módulo Configurações – Botão Parâmetros do Sistema – guia Peso. O usuário pode modificar os pesos, lembrando que, quanto maior o peso, maior será a prioridade.
O calculo da Prioridade da Ordem de Serviço é feita da seguinte maneira: Tipo de OS + Sintoma + Peso do TAG + Criticidade do TAG.
O peso destes quatro itens será informado no cadastro de cada um deles, podendo variar de 0 a 10.
O somatório destes pesos será multiplicado por 2 caso Afete a Produção.
Exemplo:
1-No cadastro de tipo de OS – Módulo Ordem de Serviço, Botão Tipo de OS, será informado o tipo de OS, bem como seus pesos. Usaremos como exemplo o Tipo de OS Corretiva com peso 10.
2-No cadastro de Sintomas – Módulo Cadastro, Botão Sintoma, será cadastrado o Sintoma e informado o peso correspondente. Ex.: Sintoma = Não Liga peso 10.
3-No peso do TAG – Módulo Equipamento, Botão Prioridade, cadastre a prioridade e informe o peso. Ex.: Prioridade alta, com peso 10. Ao cadastrar um TAG - Módulo Equipamento, Botão TAG, informe a prioridade referente ao TAG.
4-No módulo Equipamento – botão Algoritmo de Criticidade, informe o TAG e o que a parada repentina do Equipamento poderá afetar, em relação a segurança pessoal e ao meio ambiente, a qualidade e produtividade, a taxa de ocupação, se afeta o processo, a frequência de quebra e a mantenabilidade. A partir destas informações, o Algoritmo de Criticidade informará qual o tipo de manutenção que melhor irá se adequar. Se a informação sugerir uma Manutenção Corretiva, o valor da criticidade será 1. Se for Preventiva, o valor da criticidade será 5. Se for Preditiva, o valor da criticidade será 10. Usaremos como exemplo o valor da criticidade 10.
Se usarmos a soma dos 4 itens como exemplo, teremos o total de 40. Se a OS afetar a produção, a Prioridade da OS será 80.
Criando um novo negócio no SIGMA
Você sabia que o através do SIGMA, você pode acessar vários bancos de dados a partir do mesmo programa? Isto mesmo! Como se você tivesse vários SIGMAS em um só.
Para criar um novo negócio, proceda da seguinte maneira:
1-Crie uma nova pasta com o nome de seu novo negócio dentro da pasta SIGMA/Dados.
Usaremos como Exemplo Veículos.
2-Entre na pasta SIGMA/Dados/Industria1 e copie as quatro pastas – Cadastro, Os, Privado e Tabela.
3-Entre na Pasta criada – Veículos, e cole as quatro pastas copiadas conforme o item 2.
A estrutura da configuração, com as pastas criadas ficará da seguinte maneira:
4-Acesse o SIGMA, entre no módulo Configurações e clique no botão Negócio.
5-Digite o nome do novo Negócio – Veículos, no campo Nome. Tecle enter e digite a descrição do Negócio no campo Descrição.
6-Na base de dados, selecione o caminho que leva até as pastas que foram criadas na Pasta Veículos clicando no botão que se encontra no campo Cadastro.
Ex.: O caminho que leva o Cadastro a base de dados será C:\SIGMA2012\SIGMA2012.FDB. Após selecionar o caminho, clique no botão OK.
7-Proceda da mesma maneira para a base de dados Os, Privado, Tabela e clique no botão salvar.
8-No Módulo Configurações, clique no botão Senhas e digite seu nome no campo Nome. Tecle enter. Digite uma senha no campo Senha, confirme a senha. Digite o nível de usuário no campo Nível e após selecione o novo negócio criado –Veículos, no campo Veículos e clique no botão salvar.
9-Reinicie o SIGMA. Digite a sua senha no campo Senha e selecione o novo negócio – Veículos, no campo Negócio e tecle enter para entrar no SIGMA.
10-Se na base de dados do Negócio Fabrica1 já contém dados cadastrados, e, sendo que, no novo negócio criado – Veículos, foi copiada a mesma base de dados, é necessário que a base de dados seja limpa.
11-Para limpar a base de dados do novo negócio, proceda da seguinte maneira:
11.1 – Entre no módulo Ferramentas e clique no botão Limpa Tabelas.
11.2 – Selecione os Módulos: Cadastro, Os, Tabelas, Calibração, Custo e Estatísticas.
11.3 – Clique no botão Marcar Tudo.
11.4 – Clique no botão Esvaziar e confirme a exclusão de todos os registros referentes às tabelas selecionadas. Após a exclusão concluída, clique em OK e após, clique no botão fechar.
Cadastrar uma nova senha no SIGMA.
Quando o SIGMA é instalado, já vem com a senha padrão de acesso – “SIGMA”. Para criar a sua própria senha, entre no módulo Configurações e clique no botão Senhas.
Digite o seu nome e tecle enter. Digite a sua senha e confirme. Após, digite o seu nível de acesso – vale lembrar que o nível 0 é o administrador do SIGMA, e selecione o negócio. Clique no botão salvar e sua nova estará cadastrada.
Como Parametrizar o SIGMA Conforme a Padronização da Empresa
O SIGMA possui um recurso que o usuário poderá parametrizar o sistema conforme a padronização da empresa. Para colocar em uso este recurso, basta clicar com o botão da direita do mouse sobre o campo desejado e clicar na opção PARAMETRIZAÇÃO. No campo Português, o usuário do SIGMA poderá substituir o nome do campo pelo nome desejado e clicar no botão OK.
Colocar o Logotipo e o Nome da Empresa nos Relatórios e na Abertura do SIGMA
Para colocar o logotipo e o nome da empresa nos relatórios e na abertura do SIGMA, entre no módulo Configurações e clique no botão Parâmetros do Sistema. Na guia Dados Básicos, digite o nome da sua empresa no campo Empresa. Para colocar o logotipo da empresa nos relatórios do SIGMA, clique no botão localizar no campo Logotipo Relatório e selecione o logotipo da empresa. Faça o mesmo procedimento para colocar o logotipo na entrada do SIGMA.
Personalizar as cores dos botões do SIGMA com as Cores da Empresa
Para modificar as cores dos botões do SIGMA, entre no Módulo Configurações e clique no botão Botões.
Selecione no campo Cor dos Botões a opção - Todos os Botões. Clique no botão Alterar Cor e selecione a cor desejada e após clique no botão OK. A Cor da fonte também pode ser modificada, selecionando no campo Cor da Fonte a opçãoTodos os Botões. Clique no botão Altera Cor, selecione a cor desejada para a fonte e clique no botão OK.
SIGLAS DE AUXÍLIO AO
SIGMA
Agitador
Aquecedor
Bady Dryer
Bomba Centrífuga
Bomba de Vácuo
Bomba Dosadora
Bomba Engrenagem
Bomba Fuso
Bomba Palheta
C.C.M.
Caixa de Entrada
Caldeira
Cilindro Secador
Cilindro Secador Cluoak
Cleaners
Clupak
Compressores
Depurador
Desagregador
Descascador
Desfibrador (Solvo)
Diversos
Engrossador
Enroladeira
Esticador da Secagem
Esticador da Tela
Esticador do Clupak
Esticador do Feltro
Evaporador
Flotador
Freio
Gerador
Grua
Guia da Tela
Guia do Clupak
Guia do Feltro
Guia do Papel
Guia Secagem
Incinerador
Lavador
Lumbreck
Mesa de Comando
Mesa Plana
Motor Corrente Alternada
Motor Corrente Contínua
Motor Estacionário
Para Raios
Peneira
Picador
Pistão Hidráulico
Pistão Pneumático
Ponte Rolante
Prensa
Prensa Inferior
Prensa Superior
Purgador
Rebobinadeira
Redutor
Refinador
Regulador da Secagem
Regulador da Tela
Regulador do Clupak
Regulador do Feltro
Retifica
Rolo Cabeceira
Secadores
Silo
Sistema de Lubrificação
Soprador de Fuligem
Sucção
Tambor Enroladeira
Tansportadores Bobina
Transformador
Transportadores Correia
Transportadores Redler
Transportadores Rosca
Trocador de Calor
Turbina
Válvula
Vasos
TERMOS E DEFINIÇÕES
À prova de erro: Projeto e desenvolvimento do produto e processo de fabricação para prevenir a fabricação de produtos não conformes.
Ação corretiva: Ação tomada para eliminar a causa de uma não-conformidade identificada ou outra situação indesejável; Pode haver mais de uma causa para uma não-conformidade; Ação corretiva é executada para prevenir repetição da não conformidade, enquanto que a ação preventiva é executada para prevenir a ocorrência; Existe uma diferença entre correção e ação corretiva.
Ação corretiva: Implementação de uma mudança ou solução sistêmica para assegurar uma reparação imediata e contínua de uma não-conformidade.
Ação de reparação: Ação tomada para fazer reparação de dano em relação à um trabalhador ou ex-empregado quanto a uma violação anterior de um direito do trabalhador, como coberto pela AS 8000.
Ação preventiva: Ação tomada para eliminar a causa de uma não conformidade potencial ou outra situação potencialmente indesejável; Pode existir mais que uma causa para uma não-conformidade potencial; Ação preventiva é executada para prevenir a ocorrência, enquanto que a ação corretiva é executada para prevenir a repetição.
Acidente: Evento não planejado que acarrete morte, problema de saúde, ferimento, dano material ou outros prejuízos.
Acompanhamento: Método usado por comunicadores para estabelecer rapidamente o entendimento; consiste em combinar determinados aspectos de seu próprio comportamento com os da pessoa com quem estão se comunicando – ou seja, trata se de combinar ou espelhar comportamento.
Alelopatia: Comportamento condenado em muitos profissionais em organizações brasileiras, quando adotam o comportamento de não passar informações técnicas e experiências aos seus colegas de trabalho, bem como o comportamento de muitos “chefes” que não procuram auxiliar e apoiar o desenvolvimento profissional dos membros de sua equipe, ou ainda, organizações que não contratam sistematicamente estagiários.
Emprestado da Botânica, onde o termo “alelopatia” foi criado em 1937, pelo pesquisador alemão Hans Molisch, com a reunião das palavras gregas “allélon” e “pathos”, que significam respectivamente, mútuos e prejuízo. Segundo Molisch, alelopatia é “a capacidade de as plantas, superiores ou inferiores, produzirem substâncias químicas que, liberadas no ambiente de outras, influenciam de forma favorável ou desfavorável o seu desenvolvimento”. O conceito engloba atualmente o reino animal, com o reconhecimento de que a alelopatia se processa entre eles e entre plantas e animais. Ex. Pinus Elliottii, uma planta que, ao contrário da Araucária Angustifólia, não deixa crescer nada à sua volta.
Alinhamento: Consistência entre planos, processos, ações, informações e decisões para apoiar as estratégias, objetivos e metas globais da organização. O alinhamento eficaz requer o entendimento das estratégias e metas e a utilização de indicadores e informações complementares para possibilitar o planejamento, monitoramento, análise e melhoria nos setores de trabalho, nos principais processos e na organização com o um todo.
Alinhar: Organizar os elementos de modo que todos eles estejam em paralelo e, portanto, caminhe na mesma direção.
Alta direção: Pessoa ou grupo de pessoas que dirige e controla uma organização no mais alto nível. Abrange os executivos ou líderes de escalões superiores, que compartilham a responsabilidade principal pelo desempenho e pelos resultados da organização.
Alta Tensão: Tensão cujo valor entre fases é igual ou superior a uma tensão dada, variável de país para país.
Alteração de projeto: É qualquer ação tomada no sentido de mudar a configuração física de um ativo físico ou sistema (redesenho ou modificação), a fim de mudar o método usado pelo operador ou mantenedor na execução de uma tarefa específica, mudar o contexto operacional do sistema ou aumentar a capacidade de um operador ou mantenedor (treinamento).
Alvo: Uma exigência detalhada de desempenho, quantificada sempre que viável pertinente à organização, oriunda dos objetivos de saúde e segurança e precise ser cumprida para que esses objetivos sejam atingidos.
Ambiente: O contexto externo no qual se dá o nosso comportamento. Nosso ambiente é aquele que percebemos como estando “fora” de nós mesmos. Não é parte de nosso comportamento; é mais alguma coisa à qual devemos reagir.
Ambiente de trabalho: Conjunto de condições sob as quais um trabalho é realizado. Condições incluem os fatores físicos, sociais, psicológicos e ambientais (tais como temperatura, formas de reconhecimento, ergonomia e composição atmosférica).
Amperagem: Intensidade de uma corrente elétrica, medida em ampére.
Ampére Internacional: Unidade de medida de intensidade de uma corrente elétrica constante que, passando através de um Voltâmetro que contém uma solução aquosa de nitrato e prata, deposite eletroliticamente 0,001118 grama de prata por segundo. Um ampére internacional é igual a 0,99985 ampére do Sistema Internacional.
Análise crítica: Atividade realizada para determinar a pertinência, a adequação e a eficácia daquilo que está sendo examinado, para alcançar os objetivos estabelecidos; Análise crítica pode, também, incluir a determinação da eficiência.
EXEMPLO: Análise crítica pela direção, análise crítica do projeto e desenvolvimento, análise crítica dos requisitos do cliente e análise crítica de nãoconformidade.
Análise da Operação: Análise e avaliação do desempenho das equipes de operação em tempo real, da adequação das normas, instruções e programas de operação, bem como verificação do seu cumprimento.
Análise do Desempenho do Sistema: Análise e avaliação do desempenho dos sistemas eletroenergético e hidráulico, dos CAG – Controle Automático da Geração, dos ECE – Esquema de Controle de Emergência, bem como dos sistemas de proteção, supervisão, controle e telecomunicação, em condições normais e em emergências.
Analógico: Apresenta nuances de significado, ao contrário de digital, cujo significado é mais definido (sim/não, ligado/desligado). É como um relógio analógico, que tem ponteiros para marcar as horas e os minutos.
Ano Hidrológico: Período de um ano (12 meses) baseado em critérios de hidraulicidade.
Apagão: O termo substituiu o tradicional blecaute (do inglês black-out). Inicialmente usado para designar quedas acidentais de energia elétrica, se estendeu a cortes propositais e programados.
Aplicação: Refere-se à disseminação e ao uso do enfoque pela organização. A aplicação é avaliada levando-se em conta dois fatores: disseminação e continuidade.
Aprendiz: Figura presente no Estatuto da Criança e do Adolescente (Lei. 8.069/ 1999, capítulo V) que permite o trabalho da criança ou adolescente desde que esteja presente a formação técnico-profissional ministrada segundo as diretrizes e bases da legislação em vigor, com a garantia de acesso e frequência obrigatória ao ensino regular.
Aprendizado: Refere-se aos métodos utilizados para avaliar os padrões de desempenho dos processos, comparando-os às melhores práticas e aos melhores resultados, estabelecendo prioridades, planejando e implementando melhorias e/ou inovações.
Área de autorestabelecimento: Conjunto de unidades geradoras, linhas de transmissão e equipamentos em que se processa a recomposição fluente do sistema.
Área de Controle: Área do sistema na qual um Centro de Operação tem a responsabilidade de controle de frequência e intercâmbio através da operação do Controle Automático de Geração – CAG.
Armazenamento de um registro: Formas como os registros são armazenados (meio eletrônico e/ou físico, tipo de pasta etc.), bem como os registros são ordenados (cronologicamente, alfabeticamente, etc...).
Armazenamento Inativo (Volume Morto): Volume retido na empresa abaixo do nível mínimo de exploração. Aspectos fundamentais para o êxito das estratégias: São os principais desafios e restrições, existentes ou potenciais, para que a organização obtenha sucesso em suas estratégias. Em função deles é que são gerados os principais planos de ação.
Aterro industrial: A técnica de disposição final de resíduos especiais no solo, sem causar danos ou riscos à saúde pública e à sua segurança, minimizando os impactos ambientais e utilizando princípios específicos de engenharia para confinar esses resíduos.
Auditoria: Processo sistemático, documentado e independente, para obter evidência da auditoria e avaliá-la objetivamente a fim de determinar a extensão na quais os critérios de auditoria são atendidos. Nota: Auditorias internas, algumas vezes chamadas de auditorias de primeira parte são conduzidas pela própria organização, ou em seu nome, para propósitos internos, podem tornar a base para uma autodeclaração de conformidade da organização. Auditorias externas incluem o que normalmente se denomina auditoria de segunda ou terceira parte. Auditorias de segunda parte são conduzidas pela parte que tem interesse pela organização, tais como clientes, ou por outras pessoas em seu nome. Auditorias de terceira parte são conduzidas por organização externas. Tais organizações fornecem certificados ou registro de conformidade com requisitos tais como os da NBR ISO 9001:2000 e NBR ISO 14001:1996. Quando sistemas de gestão da qualidade e ambiental são auditados juntos, isto é chamado de “auditoria combinada”. Quando duas ou mais organizações de auditoria cooperam para auditar em conjunto um único auditados, isto é chamado de “auditoria em conjunto”.
Avaliação de Impacto Ambiental (AIA): Instrumento de política ambiental, formado por um conjunto de procedimentos capazes de assegurar, desde o início do processo, que se faça um exame sistemático dos impactos ambientais de uma ação proposta (projeto, programa, plano ou política) e de suas alternativas, e cujos resultados sejam apresentados de forma adequada ao público e aos responsáveis pela tomada da decisão, e por eles considerados. Além disso, os procedimentos devem garantir adoção das medidas de proteção do meio ambiente, determinada no caso de decisão da implantação do projeto.
Avaliação de riscos: O processo global de estimar a magnitude do risco e decidir se ele é tolerável ou aceitável.
Avaliação do desempenho: Processo em que se planeja, executa e se avalia sistematicamente o desempenho de cada pessoa em função das atividades que ela desempenha, das metas e resultados alcançados e do seu potencial de desenvolvimento, bem como a sua contribuição para o negócio da organização.
Blecaute: Escuridão completa. No Brasil também chamado de Apagão.
Break-through: Ponto de ruptura à partir do qual se inicia uma nova situação, normalmente acompanhada de alterações significativas.
British thermal unit (Btu): Corresponde à quantidade de calor necessária para elevar a temperatura de uma libra (unidade inglesa de peso) de água de 39,2ºF. 1
Btu = 1 055,6J.
CA: Corrente Alternada.
Caixa de Medição: Caixa que pode ser lacrada, destinada à instalação do(s) medidor (ES). e seus acessórios.
Caldeira: Equipamento destinado à produção de vapor a partir de óleo combustível, gás, biomassa ou eletricidade.
Calibragem: O processo de aprender a traduzir as respostas inconscientes e não-verbais de outra pessoa durante uma interação, pela combinação dos sinais de comportamento observados com uma resposta interna específica.
Capacidade: Aptidão de uma organização, sistema ou processo de realizar um produto que irá atender aos requisitos para este produto. Nota: Na norma ISO 3534-2 estão definidos termos relativos à capacidade dos processos no campo da estatística.
Capital intelectual: É o valor agregado aos produtos da organização por meio de informação e conhecimento. É composto pelas habilidades e conhecimentos das pessoas, pela tecnologia, pelos processos ou pelas características específicas de uma organização.
Os dados trabalhados se transformam em informação. A análise da informação produz o conhecimento. O conhecimento utilizado, de maneira organizada, como forma de incrementar o acervo de experiências e a cultura da organização, se constitui em capital intelectual.
Característica: Propriedade diferenciadora; uma característica pode ser inerente ou atribuída; Uma característica pode estar qualitativa ou quantitativa; Existem vários tipos de características, tais como: • físicas, por exemplo: características mecânicas, elétricas, químicas ou biológicas; • sensoriais, por exemplo: relacionadas com olfato, tato, paladar, visão, audição; • comportamentais, por exemplo: cortesia, honestidade, veracidade; •temporais, por exemplo: pontualidade, confiabilidade, disponibilidade; • ergonômicas, por exemplo: características fisiológicas relacionadas à segurança humana; • funcionais, por exemplo: velocidade máxima de um avião.
Característica metrológica: Propriedade distinta que pode influenciar os resultados de medição; Equipamento de medição, normalmente, tem várias características metrológicas; Características metrológicas podem estar sujeitas à aferição.
Carga de Base: Parte constante da carga de uma rede durante um período determinado (por exemplo: dia, mês, ano).
Carga de Ponta: Potência máxima à qual uma rede tem que fazer face durante um determinado período (por exemplo: dia, mês, ano, hora, minuto).
Carga de um Sistema Elétrico: Montante total dos requisitos de demanda de potência associados a uma empresa ou subsistema em determinado instante.
Carga Instalada: Soma da potência de todos os aparelhos instalados nas dependências da unidade consumidora que, em qualquer momento, podem utilizar energia elétrica do concessionário.
Carga Própria de Demanda: Montante total dos requisitos de demanda de potência associados à uma empresa ou subsistema integralizada em um período predeterminado.
Carga Própria de Demanda (Mwh/h): Maior média de demanda medida em um intervalo de 60 segundos, verificada em um determinado período de referência.
Cargas interruptíveis: Cargas de consumidores que, de acordo com contrato específico, podem ser desligadas por iniciativa do concessionário ou do ONS, por tempo limitado.
Casa de Máquinas: Onde estão instalados os geradores acoplados às turbinas.
Central Nuclear: Instalação na qual a energia libertada a partir de combustível nuclear é convertida em energia elétrica.
Central Térmica Clássica: Instalação na qual a energia química, contida em combustíveis fósseis, sólidos, líquidos ou gasosos, é convertida em energia elétrica.
Centro de Carga: Ponto elétrico de concentração da carga de uma determinada área.
Centro de Comando: Órgão cuja função é conduzir a exploração das instalações de uma rede.
Chiller: Equipamento destinado à produção de frio geralmente associado à refrigeração industrial ou de conforto humano.
Circuito: Conjunto de componentes passivos e ativos, e de fontes de força eletromotriz, ligados eletricamente entre si, e no qual existe pelo menos um caminho fechado ao longo das ligações e componentes
Circuito Analógico: Circuito elétrico cujo comportamento é análogo ao de um sistema de natureza não elétrico, como por exemplo, um sistema mecânico, um sistema acústico, etc.
Classe: Categoria ou classificação atribuída à diferentes requisitos da qualidade para produtos, processos ou sistemas que têm o mesmo uso funcional.
EXEMPLOS: Classe de uma passagem aérea e categoria de hotel em um guia de hotéis. Nota: Quando se estabelece um requisito da qualidade, a classe é geralmente especificada.
Cliente: Organização ou pessoa que recebe um produto. EXEMPLO: Consumidor, cliente, usuário final, varejista, beneficiário e comprador; Um cliente pode ser interno ou externo à organização.
Comando da Operação: Consiste em ordens emanadas pelas equipes de operação das Empresas, para a realização de acionamentos locais, remotos ou por telecomando, nos equipamentos de manobra ou nos dispositivos de controle.
Comitê: Fórum de decisão, para a gestão (da qualidade, ambiental, 8S, responsabilidade social, energia etc.) constituída por pessoas designadas pela coordenação, que objetiva: determinar os critérios para a normalização do sistema de gestão, dar suporte para os facilitadores e auxiliar no planejamento da análise crítica do sistema de gestão implementado. Comparação com as melhores práticas: Trata-se de um processo contínuo de comparação de práticas de gestão, que pode incluir a comparação de estratégias, procedimentos, operações, sistemas, processos, produtos e serviços. Essa comparação é feita com organizações líderes reconhecidas no mercado, inclusive com líderes de ramos de atividade diferentes da organização, para identificar as oportunidades para melhoria do desempenho. (benchmarking) Competência: Trata-se da mobilização de conhecimentos (saber), habilidades (fazer) e atitudes (querer) necessárias ao desempenho de atividades ou funções, segundo padrões de qualidade e produtividade requeridos pela natureza do trabalho. Comprovação metrológica: Conjunto de operações necessárias para assegurar que um equipamento de medição atende aos requisitos para seu uso pretendido; Comprovação metrológica normalmente inclui aferição ou verificação, qualquer ajuste ou reparo necessário, e subsequente reaferição, comparação com os requisitos metrológicos para o uso pretendido do equipamento, assim como qualquer etiqueta ou lacre necessários; Comprovação metrológica não é alcançada, até que a adequação do equipamento de medição para o uso pretendido tenha sido demonstrada e documentada; Os requisitos para o uso pretendido incluem considerações tais como amplitude, resolução, erro máximo permitido, etc.; Os requisitos de comprovação metrológica são normalmente distintos dos requisitos, do produto e não estão especificados nos mesmos.
Concessão: Permissão para usar ou liberar um produto que não atenda aos requisitos especificados; Uma concessão é geralmente limitada à entrega de um produto que tem características de não-conformidade dentro de limites definidos, para um período de tempo ou quantidade de produto acordados.
Condição de Emergência: Situação operativa crítica que pode causar danos à pessoas, equipamentos e/ou instalações e que exige providências imediatas visando à eliminação do risco.
Condição de Urgência: Situação operativa anormal, caracterizada pela elevação do nível de risco para pessoas, equipamentos e/ou instalações, e que exige tratamento o mais breve possível.
Condições para boa formação: O conjunto de condições que determinada situação deve satisfazer, de modo a produzir um resultado eficaz.
Confidencialidade da informação: É um dos aspectos relacionados à segurança das informações que trata das garantias necessárias para que a informação seja acessada somente pelas pessoas que estejam autorizadas.
Conformidade: Atendimento de um requisito; Esta definição é consistente com o ABNT ISO/IEC Guia 2, mas diverge dele em sua redação para melhor ajustar-se aos conceitos da NBR ISO 9000:2000; O termo “conformasse” é sinônimo, porém é desaconselhado.
Consequências ambientais: Um modo de falha ou falha múltipla gera
Consequências ambientais quando a mesma quebra quaisquer normas ou regulamentos ambientais, sejam elas empresariais, municipais, regionais, nacionais ou internacionais aplicadas ao ativo físico ou sistema pertinente.
Consequências da falha: É a forma como implicam os efeitos de um modo de falha ou falha múltipla (impacto na segurança, meio ambiente, capacidade operacional, custos de reparos diretos e indiretos).
Consequências de segurança: Um modo de falha ou falha múltipla traz consequências de segurança se a mesma vier a provocar ferimentos ou a morte de seres humanos. Consequências não operacionais: É uma categoria de falha que não afeta adversamente a segurança, o meio ambiente, ou a operação, porém requer somente o reparo ou substituição de qualquer item que possa ser afetado pela falha.
Consequências operacionais: É uma categoria de Consequências de falha que afeta adversamente a capacidade operacional de um bem físico ou sistema (produção, qualidade do produto, serviço ao cliente, capacidade militar, ou custos operacionais em adição aos custos de reparo).
Constatações da auditoria: Resultados da avaliação da evidência da auditoria coletada, comparada com os critérios de auditoria; As constatações da auditoria podem indicar tanto a conformidade quanto a não-conformidade com os critérios de auditoria, ou oportunidades para melhoria.
Consultores PCM: Profissionais ou empresas que prestam consultoria na área de PCM.
Consumo Específico de Calor: Quociente entre o equivalente calorífico do combustível consumido e a quantidade de energia elétrica produzida no intervalo de tempo considerado.
Consumo Próprio da Central: Energia elétrica consumida por uma central nos seus serviços auxiliares, incluindo o consumo quando está fora de serviço, bem como as perdas dos transformadores principais.
Contexto operacional: São as circunstâncias operacionais esperadas de um ativo físico ou sistema.
Controladores de Fator de Potência: Servem para manter o fator de potência dentro dos limites previstos pelo contrato estabelecido com a concessionária para cada período do dia. Os controladores podem ser comprados como equipamentos isolados, instalados em bancos automáticos ou podem ainda estar incorporados em sistemas de gerenciamento de energia.
Controle: Métodos utilizados para verificar se os padrões de trabalho das práticas de gestão estão sendo cumpridos, estabelecendo prioridades, planejando e implementando, quando necessário, ações de correção e/ou de prevenção.
Controle da Operação: Consiste na monitoração de grandezas ou do estado de equipamentos e linhas de transmissão e na determinação de ações aos Agentes da Operação, para obtenção de valores ou estados desejados.
Controle da qualidade: Parte da gestão da qualidade focada no atendimento dos requisitos da qualidade.
Controle de documentos: Processo que objetiva garantir que todos os documentos que descrevem como as ações devam ser executadas sejam controlados, de modo que apenas os mais recentes e atualizados fiquem à disposição ou sejam utilizados em qualquer local organização. É um elemento da Gestão Empresarial. É aplicado para documentos como manuais, normas, planos, procedimentos, padrões de funcionamento, instruções de trabalho ou métodos analíticos, desenhos, etc. O controle da documentação é uma solução definitiva para a organização e controle de documentos, propiciando maior qualidade, rapidez e segurança na utilização destes na organização. Características importantes:
1-acervo organizado em todas as áreas; 2- acesso fácil e rápido; 3 - controle das revisões;
Controle de Tensão: Ações para manutenção dos níveis de tensão dentro de parâmetros que atendam aos requisitos de qualidade e confiabilidade operativa do Sistema, bem como aos requisitos legais.
Coordenação da Operação: Organização e definição das ações de supervisão, controle e comando da operação.
Co-processamento: Processo em fornos industriais devidamente licenciados para este fim, que utilizam resíduos industriais em substituição a combustíveis fósseis ou de matérias - primas.
Correção: Ação para eliminar uma não-conformidade identificada; Uma correção pode ser feita em conjunto com uma ação corretiva; Uma correção pode ser, por exemplo, um retrabalho ou reclassificação.
Correlação de indicadores: Envolve o estabelecimento de uma relação de causa e efeito entre os indicadores, em que os resultados de um deles influenciam os demais.
Corrente Alternada: Corrente cuja polaridade e intensidade variam periodicamente no tempo; Distingue-se entre corrente monofásica e corrente trifásica; As frequências usuais são: 16 2/3 50 e 60 Hz.
Corrente Contínua: Corrente cuja polaridade e intensidade são constantes.
Corte de carga de urgência: Corte de carga, cuja necessidade é constatada e solicitada com antecedência inferior a 4 (quatro) horas.
Criticalidade: Estado de um reator nuclear em que cada nêutron libertado em uma fissão produz, em média, outra fissão, estabelecendo uma reação em cadeia.
Defeito: Não atendimento a um requisito relacionado a um uso pretendido ou especificado;
A diferença entre os conceitos de “defeito” e “não-conformidade” é importante, porque têm conotação legal, particularmente aquelas associadas à responsabilidade civil pelo fato do produto. Consequentemente é conveniente que o termo “defeito” seja usado com extrema cautela; O uso pretendido pelo cliente pode estar afetado pela natureza da informação, tais como instruções de operação ou manutenção, providas pelo fornecedor.
Deixar falhar (Run to failure): É uma política de gerenciamento da falha que permite a ocorrência de um modo de falha específico sem qualquer tentativa de prevê-la ou evitá-la.
Deliberar: Resolver depois de exame e discussão; decidir; assentar; tomar decisão consultando alguém.
Demanda Instantânea MW: Demanda requerida em um determinado instante.
Demanda Máxima: É a maior demanda verificada por medição, em qualquer intervalo de tempo, durante o período de faturamento.
Desafio relevante: Perguntar como uma determinada afirmação ou comportamento está ajudando a atingir um resultado definido em comum acordo.
Desarme ou desligamento automático: Desligamento de máquinas, linhas de transmissão ou equipamentos resultante da atuação de proteção.
Desempenho: Resultados de saída obtido de processos, produtos e serviços, a fim de permitir que sejam avaliados em comparação com metas, normas / padrões, resultados do passado ou de outras empresas.
Desligamento forçado: Ato de retirada de um componente de serviço em condições não programadas e geralmente resultantes da ocorrência de uma
condição de emergência, que impõe que o mesmo seja desligado manualmente ou automaticamente para evitar a sua danificação e/ou outras consequências ao sistema elétrico e/ou riscos humanos.
Desperdício: O ato de consumir ou dispor de algo além do necessário, contribuindo para aumento do consumo de recursos (insumos ou matérias primas) ou na geração de resíduos sólidos e efluentes líquidos e gasosos.
Digital: Que tem significado bem definido (ligado/desligado), em oposição ao analógico, que possui sutilezas de sentido.
Diretrizes organizacionais: O conjunto de instruções, procedimentos, propósitos, normas ou indicações que devem ser considerados para se levar a termo um plano de ação.
Incluem-se aqui a missão, a visão e os objetivos da organização.
Disjuntor: Dispositivo destinado a desligar automaticamente um circuito elétrico sempre que ocorrer sobre tensão de corrente.
Disponibilidade: Indicador da probabilidade em que, em um dado momento, um equipamento ou sistema esteja operando satisfatoriamente ou apto para operar.
Disponibilidade da informação: É um dos aspectos relativos à segurança das informações que assegura que os usuários autorizados terão acesso às informações, sempre que necessário.
Documento: Informação e o meio no qual ela está contida. Exemplo: Registro, especificação, procedimento documentado, desenho, relatório, norma.; O meio físico pode ser papel, magnético, disco de computador de leitura ótica ou eletrônica, fotografia, ou amostra padrão, ou uma combinação destes; Um conjunto de documentos, por exemplo,especificações e registros, é frequentemente chamado de “documentação”; Alguns requisitos (por exemplo: o requisito de ser legível) relacionam-se a todos os tipos de documentos. Entretanto, pode haver diferentes requisitos para especificações (por exemplo: o requisito de ter revisão controlada) e para registros (por exemplo: o requisito de ser recuperável).
Efeito da falha: É o que decorre após a ocorrência de uma falha.
Eficácia: Refere-se à capacidade de executar uma determinada tarefa de maneira a atingir os objetivos estabelecidos. “É fazer a coisa certa”. Extensão na qual as atividades planejadas são realizadas e os resultados planejados alcançados.
Eficiência: Refere-se à capacidade de executar corretamente uma determinada tarefa com o melhor aproveitamento (otimização) dos recursos disponíveis. “É fazer certa a coisa”. Relação entre o resultado alcançado e os recursos usados.
Eletricidade: É uma energia derivada que pode ser produzida a partir da maioria das formas energéticas. O mais importante processo da sua produção consiste em recorrer a um gerador ou alternador que converte a energia mecânica fornecida por um processo térmico ou por uma turbina hidráulica. Na maior parte das suas aplicações, a eletricidade é uma energia de rede que deve ser produzida no momento do seu consumo. Com efeito, o seu armazenamento só é possível indiretamente e em aplicações muito restritas.
Eletros intensivos (Energointensivos): Setores onde a energia elétrica tem peso grande no processo de produção. Exemplos: não-ferrosos, siderurgia não integrada, papel, ferro liga, cimento, gases industriais e soda-cloro.
Eliciar: O ato de descobrir e detectar determinados processos internos.
Empreendimento: Processo único que consiste em um conjunto de atividades coordenadas e controladas, com datas de início e conclusão, realizadas para atender à um objetivo em conformidade com requisitos especificados, incluindo as limitações de tempo, custo e recursos;
Um empreendimento individual pode formar parte de uma estrutura de um grande empreendimento;
Em alguns empreendimentos, os objetivos são aperfeiçoados e as características do produto são definidas progressivamente com o desenvolvimento do empreendimento;
O resultado de um empreendimento pode ser uma ou várias unidades de produto.
Empresa: A totalidade de qualquer organização ou entidade de negócio responsável pela implementação dos requisitos desta norma, incluindo todos os funcionários (i.e.), diretores, executivos, gerências, supervisores e demais funcionários, quer seja diretamente empregado, contratado ou de alguma outra forma representando a empresa).
Empresas de Engenharia: Prestadores de um ou mais dos seguintes serviços na área de energia – estudos de viabilidade, conceituação de projetos, seu detalhamento até o fornecimento do projeto parcial ou “chave na mão”.
Energia: Energia é a propriedade de um sistema que lhe permite realizar trabalho. Pode ter várias formas: potencial, mecânica, química, eletromagnética, elétrica, calorífica, etc. Estas várias formas de energia podem ser transformadas nas outras.
Energia Ativa: É a energia capaz de produzir trabalho. A unidade de medida é o quilowatt-hora (kWh).
Energia elétrica: Ou eletricidade, é como se designa o fenômeno em que estão envolvidas as cargas elétricas.
Energia Limpa (ou Energia Verde): Energia que não produz resíduos poluentes. Por exemplo: a energia solar.
Energia Reativa: É a energia solicitada por alguns equipamentos elétricos, necessária à manutenção dos fluxos magnéticos e que não produz trabalho. A unidade de medida é o kilowat-hora (KVARH).
Equipamento de medição: Instrumento de medição, programa de computador, padrão de medição, material de referência ou dispositivos auxiliares, ou uma combinação deles, necessários para executar um processo de medição.
Estatística da Operação: Coleta, compilação, tratamento de dados e cálculos de indicadores de desempenho das equipes de operação em tempo real, bem como da adequação das normas, instruções e programas de operação.
Estratégia: O caminho escolhido para posicionar a organização de forma competitiva e garantir sua sobrevivência no longo prazo, com a subsequente definição de atividades e competências interrelacionadas para entregar valor de maneira diferenciada às partes interessadas. É um conjunto de decisões que orientam a definição das ações a serem tomadas pela organização. As estratégias podem conduzir a novos produtos, novos mercados, crescimento das receitas, redução de custos, aquisições, fusões e novas alianças ou parcerias. As estratégias podem ser dirigidas a tornar a organização um fornecedor preferencial, um produtor de baixo custo, um inovador no mercado e/ou um provedor de serviços exclusivos e individualizados. As estratégias podem depender ou exigir que a organização desenvolva diferentes tipos de capacidades, tais como: agilidade de resposta, individualização, compreensão do
mercado, manufatura enxuta ou virtual, rede de relacionamentos, inovação rápida, gestão tecnológica, alavancagem de ativos e gestão da informação.
Estrutura de cargos: Aspecto relacionado às responsabilidades, à autonomia e às tarefas atribuídas às pessoas, individualmente ou em grupo, sendo também conhecida como: perfil de cargos, descrição de cargos, descrição de funções e perfil de funções.
Estrutura organizacional: Conjunto de responsabilidades, autoridades e relações entre pessoas; Este conjunto é geralmente estruturado; Uma expressão formal da estrutura organizacional é frequentemente apresentada em um manual da qualidade ou um plano da qualidade para um empreendimento; O escopo de uma estrutura organizacional pode incluir interfaces relevantes para organizações externas.
Examinar: Analisar com atenção e minúcia; proceder ao exame de, inspecionando atenta e minuciosamente.
Excelência: Situação excepcional da gestão e dos resultados obtidos pela organização, alcançada por meio da prática continuada dos fundamentos do modelo sistêmico.
Execução da Operação: Realização de acionamentos locais, remotos ou por telecomando, nos equipamentos de manobra ou nos dispositivos de controle.
Faixa de controle de tensão: Intervalo compreendido entre os valores mínimo e máximo de tensão preestabelecida para um determinado barramento.
Falha evidente: É uma função cuja falha espontânea se torna aparente ao operador em circunstâncias normais.
Falha funcional: É o estado no qual o ativo físico ou sistema é incapaz de executar uma função específica em um nível desejado de desempenho.
Falha múltipla: É o evento que ocorre quando uma função protegida falhos estando o seu dispositivo ou sistema de proteção em estado de falha.
Falha oculta: É uma modalidade de falha cujos efeitos não se tornam aparentes ao operador em circunstâncias normais.
Falha potencial: É uma condição identificável que indica que uma falha funcional está prestes a ocorrer ou está em processo de ocorrência.
Fator de Capacidade: Relação entre a carga própria de energia e a capacidade instalada de uma instalação ou conjunto de instalações.
Fator de Carga: Relação entre o consumo em um intervalo de tempo determinado (ano, mês, dia, etc.) e o consumo que resultaria da utilização contínua da carga máxima verificada, ou outra especificada, durante o período considerado.
Fator de Potência (FP): Obtido da relação entre energia ativa e reativa, a partir de leituras dos respectivos aparelhos de medição.
Fatores externos: Forças alheias ao controle da organização com impacto sobre questões de saúde e segurança, e com que se tenha de lidar dentro de um horizonte temporal apropriado, tais como regulamentos e normas industriais.
Fatores internos: Forças dentro da organização que podem afetar a sua capacidade de realizar a política de saúde e segurança, tais como reorganização ou cultura interna.
Força de trabalho: Pessoas que compõem uma organização e que contribuem para a consecução das suas estratégias, dos seus objetivos e das suas metas, tais como: empregados em tempo integral ou parcial, temporários, autônomos e contratados de terceiros que trabalham sob a coordenação direta da organização.
Fornecedor: Qualquer organização que forneça bens e serviços. A utilização desses bens e serviços pode ocorrer em qualquer estágio de projeto, produção e utilização dos produtos. Assim, fornecedores podem incluir distribuidores, revendedores, prestadores de serviços terceirizados, transportadores, contratados e franquias, bem como os que suprem a organização com materiais e componentes. São também fornecedores os prestadores de serviços das áreas de saúde, treinamento e educação.
Função: É a atividade desejada pelo proprietário ou usuário de um ativo físico ou sistema.
Função metrológica: Função com responsabilidade da organização para definir e implementar o sistema de controle de medição.
Garantia da qualidade: Parte da gestão da qualidade focada em prover confiança de que os requisitos da qualidade serão atendidos.
Garantia de funcionamento: Termo coletivo usado para descrever o desempenho da disponibilidade e seus fatores que a influenciam: desempenhos da confiabilidade desempenham a manutenção, e desempenho no apoio da manutenção; Garantia de funcionamento um termo não quantitativo, usado apenas para descrições gerais.
Gerenciamento de resíduos sólidos: O processo que compreende a segregação, a coleta, a manipulação, o acondicionamento, o transporte, o armazenamento, o tratamento, a reciclagem e a disposição final dos resíduos sólidos. Estão: Atividades coordenadas para dirigir e controlar uma organização; O termo em inglês “Management” algumas vezes se refere às pessoas, isto é, uma pessoa ou grupos de pessoas com autoridade e responsabilidade para a condução e controle de uma organização. Quando “Management” é usado nesse sentido, convém que seja sempre usado com algum qualificador para evitar confusão com o conceito “Management” definido acima. “Por exemplo, “Management shall”.” é desaconselhável “quando Top Management shall...” é _ostumari. Gestão da qualidade: Atividades coordenadas para dirigir e controlar uma organização, no que diz respeito à qualidade; A direção e controle no que dizem respeito à qualidade, geralmente inclui o estabelecimento da política da qualidade e dos objetivos da qualidade, planejamento da qualidade, controle de qualidade, garantia de qualidade e melhoria da qualidade.
Grupos Geradores: Equipamentos destinados a produção de energia elétrica a partir de diesel, óleo pesado ou gás sendo aplicados em emergência (interrupção do fornecimento de energia pela concessionária) ou nos horários em que a tarifa da concessionária é maior que o seu custo de geração.
Hertz (Hz): Unidade de medida de frequência de um fenômeno periódico, igual à frequência de um evento por segundo; um ciclo por segundo.
Hidraulicidade: Relação entre as afluências no período observado e as afluências correspondentes a um mesmo período no ano médio.
Hierarquia: Método de organizar coisas ou idéias, em que as idéias mais importantes são classificadas com base em sua relevância.
Identificação de perigo: O processo de reconhecer que um perigo existe e definir suas características.
Identificação de um registro: Código ou título ou outra forma pela qual o registro pode ser identificado, permitindo a sua pronta recuperação.
Impacto ambiental: Qualquer modificação do meio ambiente, adversa ou benéfica, que resulte, no todo ou em parte, das atividades, produtos ou serviços de uma organização. Incineração: O processo de engenharia que emprega
decomposição térmica via oxidação à alta temperatura para destruir a fração orgânica e reduzir o volume do resíduo.
Indicador: É a forma de representação quantificável da qualidade de um produto ou serviço. É instrumento de mensuração da qualidade e, como tal, imprescindível ao seu gerenciamento.
Indicador de Continuidade: Representação quantificável do desempenho de um sistema elétrico, utilizada para a mensuração da continuidade apurada e análise comparativa com os padrões estabelecidos.
Indicadores: Dados ou informações numéricas que quantificam as entradas (recursos ou insumos), saídas (produtos) e o desempenho de processos, produtos e da organização como um todo. Os indicadores são utilizados para acompanhar e melhorar os resultados ao longo do tempo e podem ser classificados em: simples (decorrentes de uma única medição) ou compostos; diretos ou indiretos em relação à característica medida; específicos (atividades ou processos específicos) ou globais (resultados pretendidos pela organização); e direcionadores (drivers) ou resultantes (outcomes).
Indicadores ou medidores: Informação numérica para quantificar a dimensão de entrada (input), saída (output) e desempenho/desempenho; referente a processos, produtos, serviços e situação (resultados) da empresa.
Infraestrutura: <organização> conjunto de instalações, equipamento e serviços necessários para a operação de uma organização.
Inspeção: Avaliação da conformidade pela observação e julgamento, acompanhada, se necessário, de medições, ensaios ou comparação com padrões.
Instalação Elétrica: Conjunto de obras de engenharia civil, edifícios, máquinas, aparelhos, linhas e acessórios que servem para a produção, conversão, transformação, transporte, distribuição e utilização de energia elétrica.
Instrução de Operação: Documento técnico nos quais são estabelecidos os procedimentos detalhados para a coordenação, supervisão, controle, comando e execução da operação do sistema.
Intervalo P – F: É o intervalo entre o ponto no qual uma falha potencial se torna detectável e o ponto no qual a mesma se degrada em uma falha funcional (também conhecido como “período de desenvolvimento da falha” e “tempo de progresso da falha”).
Intervenção: Toda e qualquer atuação sobre o sistema eletro energético, caracterizado por colocação em serviço de novas instalações e equipamentos, desligamento de equipamentos ou linhas de transmissão para realização de serviços de manutenção ou reparo, realização de serviços de manutenção em instalações e equipamentos energizados, realização de ensaios e testes no sistema e em equipamentos.
Intervenções de nível I, II e III: Intervenções solicitadas com prazo maiores ou iguais há dois dias úteis da data e horário desejado para sua realização.
Intervenções de nível IV: Intervenções solicitadas com prazo menor que dois dias úteis da data e horário desejado para sua realização. Só se enquadram neste nível as intervenções solicitadas em caráter de urgência e emergência.
Isolamentos Térmicos: Aquecimento – Fornos, estações de tratamento térmico e estufas quando isoladas termicamente reduzem perdas de energia, gerando economias importantes. Atualmente disponíveis, isolamentos de baixa densidade oferecem vantagens em sua instalação e operam quando comparadas aos isolamentos tradicionais.
Jato de Vapor: Extraído da caldeira gira a turbina que, interligada a um eixo do gerador, faz com que este entre em movimento gerando a eletricidade.
Joule (J): Unidade de trabalho, de energia e de quantidade de calor. O joule é o trabalho produzido por uma força de 1 Newton cujo ponto de aplicação se desloca 1 metro na direção da força. 1 J = 1 N. m
Laboratório: Instalação para inspeção, teste ou calibração que podem incluir, mas não é limitado, ensaio químico, metalúrgico, dimensional, físico, elétrico ou confiabilidade.
Laudo: Peça escrita, fundamentada, na qual os peritos expõem as observações e estudos que fizeram e registram as conclusões da perícia; documento que contém a decisão de árbitros.
Leis locais: Inclui todas as normas legais ditadas por organismo de governo cuja jurisdição é menor que as de nível nacional, tais como normas municipais, distritais e costumarias.
Limite de confiabilidade: Valor de uma ou mais grandezas a partir do qual estão esgotados todos os recursos para atendimento com segurança, do sistema ou de uma área.
Limites Operativos: Valores numéricos, supervisionados e controlados, associados os parâmetros do sistema e de instalações e que objetivam estabelecer níveis de confiabilidade ou suportabilidade operativa no sistema eletro energético ou hidráulico, ou ainda de linhas de transmissão, equipamentos ou máquinas.
Manual da qualidade: Documento que especifica o sistema de gestão da qualidade de uma organização; Manuais da qualidade podem variar em detalhe e formato para se adequarem ao tamanho e à complexidade de uma organização.
Manual de Procedimentos da Operação: Documento no qual estão estabelecidos processos, responsabilidades, normas e metodologias para a operação do sistema elétrico, energético e hidráulico.
Manutenção corretiva: Todo serviço de reparo executado com a finalidade de se obter o restabelecimento das condições normais de utilização das instalações que apresentaram falhas ou defeito.
Manutenção preditiva: Atividades baseado em dados de processo apontados na antecipação de problemas de manutenção por predição de modos de falhas prováveis.
Manutenção preventiva: Todo serviço programado de controle, conservação e restauração dos equipamentos, ou linhas de transmissão, executados com a finalidade de mantê-las em condições satisfatórias de operação; ação planejada para eliminar causas de falhas de equipamento e interrupções na produção, como uma saída do projeto do processo de fabricação.
Medidores e Registradores: Para identificar o uso de energia seja individualmente por carga ou por grupo de cargas.
Megawatt (MW): Watt é a unidade de potência, ou seja, energia produzida ou trabalho realizado, por segundo. As unidades maiores de potência são o quilowatt (1kW = 1000 W) e o megawatt (um mW = 106 W). Tais unidades são usadas na indicação das potências das máquinas ou da taxa do suprimento de energia elétrica.
Megohm: Unidade de medida de resistência elétrica, igual a um milhão de Ohms. Meio ambiente: Circunvizinhança em que uma organização opera, incluindo ar, água, solo, recursos naturais, flora, fauna, seres humanos e suas inter-relações.
Nota – Neste contexto, circunvizinhança estende-se do interior das instalações para o sistema global.
Melhoria contínua: Atividade recorrente para aumentar a capacidade de atender requisitos; O processo de estabelecerem objetivos e identificar oportunidades para melhoria é um processo contínuo através do uso das constatações da auditoria, conclusões da auditoria, análise de dados, análises críticas pela Direção, ou outros meios, e geralmente conduz à ação corretiva ou ação preventiva.
Melhoria da qualidade: Parte da gestão da qualidade focada no aumento da capacidade de atender os requisitos da qualidade; Os requisitos podem estar relacionados a qualquer aspecto, tais como eficácia, eficiência ou rastreabilidade.
Mensagem operativa: Documento técnico que estabelece em caráter urgente e temporário regulamentações complementares às Normas e Instruções de Operação.
Metas: Níveis de desempenho pretendidos para um determinado período de tempo.
Metodologia: Documento no qual são estabelecidas às diretrizes básicas e procedimentos para a execução de atividades de processos operativos.
Métricas: Referem-se às fórmulas ou métodos de cálculo utilizados para quantificar os indicadores de desempenho e permitir as comparações com as informações pertinentes.
Modo de falha: É um evento único que causa uma falha funcional.
Multiplicador: Pessoa que sistematicamente instrui ou repassa a todos os colaboradores os conhecimentos aprendidos.
Não-conformidade: Não atendimento de um requisito.
Newton (N): Unidade de força. O Newton é a força que, quando aplicada a um corpo tendo a massa de um quilograma, transmite uma aceleração da gravidade de 9,806 m/ s2, tem-se um N = 0,102 kg.
Nível de Tensão: É o valor da tensão eficaz medida em regime permanente de funcionamento do sistema.
Objetivo: Resultado desejado que se pretenda alcançar dentro de um determinado período de tempo.
Objetivo da qualidade: Aquilo que é buscado ou almejado no que diz respeito à qualidade; Objetivos da qualidade são geralmente baseados na política da qualidade da organização; Objetivos da qualidade são geralmente especificados para as funções e níveis relevantes da organização.
Objetivos de saúde e segurança: Os objetivos, em termos de desempenho de Sistema de Gestão da Segurança e Saúde no Trabalho, que uma organização estabelece para si mesma, como metas a serem atingidas, e que devem ser quantificados sempre que viável.
Ohm: Unidade de medida de resistência elétrica, no Sistema Internacional, que é a resistência na qual circula uma corrente elétrica invariável de um ampére quando existe uma diferença de potencial constante de um volt entre seus terminais. On-the-Job Training: Treinamento prático no local de trabalho.
Organismo certificador credenciado – OCC: Ou organismo de certificação. No Brasil um OCC é credenciado pelo INMETRO, que ‘utiliza’ as normas e guias ISO para a avaliação de conformidade e certificação; de esclarecimento: Não existe certificação ISO, a ISSO produziram, no sistema internacional, as normas e os guias, e não é responsável pelos sistemas de aplicação dos mesmos em cada
país. No Brasil, a responsabilidade é do INMETRO, como órgão credenciados, e dos OCC's, que dão o ‘diploma’ de certificação com seu aval.
Organização: Companhia, corporação, firma, empresa ou instituição, ou parte ou combinação destas, pública ou privada, Sociedade Anônima, limitada ou com outra forma estatutária, que tem funções e estrutura administrativa próprias; Para organizações com mais de uma unidade operacional, cada unidade isolada pode ser definida como urna organização.
Organização do trabalho: Maneira pela quais as pessoas são organizadas ou se organizam em áreas formais ou informais, temporárias ou permanentes, tais como: equipes de solução de problemas, equipes departamentais ou multidepartamentais, comitês, áreas funcionais, equipem de processos, equipes da qualidade, células ou grupos de trabalho e centros de excelência.
Organização responsável pelo Projeto: Organização com autoridade para estabelecer um novo, ou mudar uma especificação de produto existente; Esta responsabilidade inclui teste e verificação da performance de projeto dentro da aplicação especificada pelo cliente.
Padrão de trabalho: Regras de funcionamento das práticas de gestão, podendo estar na forma de diretrizes organizacionais, procedimentos, rotinas de trabalho, normas administrativas, fluxogramas, quantificação dos níveis que se pretende atingir ou qualquer meio que permita orientar a execução das práticas. O padrão de trabalho pode ser estabelecido utilizando como critérios as necessidades das partes interessadas, as estratégias, requisitos legais, o nível de desempenho de concorrentes, informações comparativas pertinentes, normas nacionais e internacionais entre outros.
Padronização: Processo formal que documenta e programa em toda organização, as melhorias desenvolvidas em grupo ou indivíduo. O conhecimento criado por qualquer equipe de melhoria da qualidade será aplicado na organização, evitando a duplicação desnecessária de esforços. Com a padronização, torna se possível eliminar diferenças de qualidade e produtividade que podem existir entre áreas, processos e unidades distintas. Aumenta o desempenho de cada um deles para o nível mais alto (melhora prática) atingido na organização.
Paradigma: Modelo, padrão.
Parceria: Estágio de relacionamento especial e estreito entre duas organizações obtido em função de fatores e razões diversas. As parcerias objetivam o fortalecimento das relações com os clientes ou com os fornecedores. No primeiro caso, os fatores ou razões podem incluir melhor possibilidade do conhecimento dos requisitos e necessidades do cliente e, no segundo caso, o volume de negócios entre a organização e o fornecedor, grau de dependência da organização em relação ao fornecedor, criticidade do produto ou serviço oferecido pelo fornecedor.
Partes interessadas: Um indivíduo ou grupo de indivíduos com interesse comum no desempenho da organização e no ambiente em que opera. A maioria das organizações possui as seguintes partes interessadas: (1) os clientes, (2) a força de trabalho, (3) os acionistas e os proprietários, (4) os fornecedores e (5) a sociedade. A quantidade e a denominação das partes interessadas podem variar em função do perfil da organização.
Perfil da organização: Resumo das principais atividades e setores da organização, seus produtos, seu porte, sua forma de atuação e composição acionária, seus mercados e áreas de atuação, seus clientes principais, a
composição da força de trabalho, seus principais processos, equipamentos, tecnologias e instalações, seus principais fornecedores, sua visão de futuro, suas principais estratégias e planos de ação. O perfil serve para ajudar a compreender melhor quem é, o que faz e o que é importante e pertinente para a organização.
Perigo: Fonte ou situação com potencial de provocar danos em termos de ferimentos humanos ou problemas de saúde, danos à propriedade, ao ambiente, ou um combinação disto.
Pico de Demanda: Máxima demanda instantânea requerida em um intervalo de tempo (dia, mês, ano, etc.).
Pico de Demanda mW: Máxima demanda instantânea requerida em um intervalo de tempo (dia, mês, ano, etc.).
Planejamento da qualidade: Parte da gestão da qualidade focada no estabelecimento dos objetivos da qualidade e que especifica os recursos e processos operacionais necessários para atender a estes objetivos; A elaboração de planos da qualidade pode fazer parte do planejamento da qualidade.
Plano da qualidade: Documentos que especifica quais os procedimentos e recursos associados devem ser aplicados, por quem e quando, a um empreendimento, produto, processo ou contrato específico; Estes procedimentos compreendem geralmente, aqueles que se referem aos processos de gestão da qualidade e aos processos de realização de produto; Um plano da qualidade faz, com frequência, referência a partes do manual da qualidade ou a documentos de procedimentos; Um plano da qualidade é, geralmente, um dos resultados do planejamento da qualidade.
Plano de Controle Ambiental (PCA): O Plano de Controle Ambiental reúne, em programas específicos, todas as ações e medidas minimizadoras, compensatórias e potencializadoras aos impactos ambientais prognosticados pelo Estudo de Impacto Ambiental - EIA. A sua efetivação se dá por equipe multidisciplinar composta por profissionais das diferentes áreas de abrangências, conforme as medidas a serem implementadas.
Planos de ação: Principais propulsores organizacionais, resultantes do desdobramento das estratégias de curtos e longos prazos. De maneira geral, os planos de ação são estabelecidos para realizar aquilo que a organização deve fazer bem feito para que sua estratégia seja bem sucedida. O desenvolvimento dos planos de ação é de fundamental importância no processo de planejamento para que os objetivos estratégicos e as metas estabelecidas sejam entendidos e desdobradas para todo o organizado desdobramento dos planos de ação requer uma análise do montante de recursos necessários e a criação de medidas de alinhamento para todas as unidades de trabalho. O desdobramento pode também exigir a capacitação de algumas pessoas da força de trabalho ou o recrutamento de novas pessoas.
Planta: Localização a qual o valor agregado acontece nos processos de fabricação.
Ponta de Carga: Valor máximo de carga durante um intervalo de tempo especificado.
Portfólio: Carteira de ações. Investimento em ações diversificadas visando minimizar o risco total.
Posto de Medição: É o local reservado à instalação dos equipamentos e acessórios utilizados na medição de um determinado consumidor, podendo ou não conter a caixa de medição.
Posto de Transformação: É o local destinado à instalação dos equipamentos e acessórios destinados a transformar tensão, corrente ou frequência.
Potência: É a quantidade de energia solicitada na unidade de tempo: a unidade de medição é o Kilowatt (KW).
Potencializarão: Tornar potente; reforçar.
Práticas de gestão: Atividades executadas regularmente com a finalidade de gerir uma organização, de acordo com os padrões de trabalho. São também chamadas de processos de gestão, métodos ou metodologias de gestão.
Prevenção de poluição: Uso de processos, práticas, materiais ou produtos que evitem, reduzam ou controlem a poluição, os quais podem incluir reciclagem, tratamento, mudanças no processo, mecanismos de controle, uso eficiente de recursos e substituição de materiais; Os benefícios potenciais da prevenção de poluição incluem a redução de impactos ambientais adversos, a melhoria da eficiência e a redução de custos.
Pró-atividade: Capacidade de tomar a iniciativa e autonomia para antecipar-se aos fatos com ações preventivas. Por exemplo, o uso da técnica FMEA (Failure Mode and Effect Analysis) serve para identificar problemas potenciais e disparar ações contingências ou de prevenção.
Probabilidade condicional de falha: É a probabilidade de ocorrência de uma falha em período específico, contanto que o item em questão opere até o início do referido período. Problema de saúde. A saúde deteriorada, o que é julgado como tendo sido causado, ou piorado, pela atividade ou ambiente de trabalho de uma pessoa.
Procedimento: Forma especificada de executar uma atividade ou um processo; Procedimentos podem ser documentados ou não; Quando um procedimento é documentado, o termo “procedimento escrito” ou “procedimento documentado” é frequentemente usado. O documento que contém um procedimento pode ser chamado de “documento de procedimento”.
Processo: Conjunto de recursos e atividades interrelacionadas que transformam insumos (entradas) em produtos (saídas). Essa transformação deve agregar valor na percepção dos clientes do processo e exige certo conjunto de recursos. Os recursos podem incluir pessoal, finanças, instalações, equipamentos, métodos e técnicas, em uma sequência de etapas ou ações sistemáticas. O processo poderá exigir que a sequência de etapas seja documentada por meio de especificações, de procedimentos e de instruções de trabalho, bem como que as etapas de medição e controle sejam adequadamente definidas.
Processo de medição: Conjunto de operações para determinar o valor de uma grandeza.
Processo de qualificação: Processo para demonstrar a capacidade de atender a requisitos especificados; O termo “qualificado” é usado para designar uma situação correspondente; Qualificação pode ser aplicada a pessoas, produtos, processos ou sistemas.
EXEMPLO; processo de qualificação de auditor, processo de qualificação do material.
Produtividade: Eficiência na utilização de recursos. Apesar de a palavra ser frequentemente aplicada a um único fator, como Mão de Obra (produtividade do trabalho), máquina, materiais, energia e capital, o conceito de produtividade também se aplica ao total dos recursos consumidos na obtenção de um produto. A produtividade global, também denominada fator de produtividade total, é calculada pela combinação da produtividade dos diferentes recursos utilizados
para obtenção de um produto. Essa combinação geralmente requer uma média ponderada dos indicadores de produtividade, compondo um único fator. Normalmente, os pesos atribuídos são proporcionais aos custos de cada recurso. A utilização de um indicador composto, como o fator de produtividade total, permite determinar se o efeito global das mudanças no processo é benéfico ou não, possivelmente envolvendo interação dos recursos. Enfoques eficazes para a gestão do desempenho requerem que a produtividade com um único fator ou a produtividade total seja compreendida e medida, especialmente quando o caso for complexo, existindo grande variedade de custos e de benefícios potenciais.
Produto: Resultado de atividades ou processos. Considerar que: • o termo produto pode incluir serviços, materiais e equipamentos, informações ou uma combinação desses elementos;
• um produto pode ser tangível (como, por exemplo, equipamentos ou materiais) ou intangível (por exemplo, conhecimento ou conceitos), ou uma combinação dos dois; e • um produto pode ser intencional (por exemplo, oferta aos clientes), ou não-intencional (por exemplo, um poluente ou efeitos indesejáveis).
Programa para Intervenção: Documento operativo elaborado pelo proprietário da instalação contendo os procedimentos a serem seguidos, a sequência das manobras a serem realizadas, o pessoal responsável para a execução de uma dada intervenção no sistema eletro energético ou hidráulico e as pessoas/ órgãos de contato.
Programada: É a manutenção efetuada em intervalos fixos e predeterminada, incluindo a monitoração contínua (onde o intervalo é efetivamente zero).
Projeto: Idéia que se forma de executar ou realizar algo, no futuro; plano para realização de um ato.
Proteção de um registro: Restrições quanto ao acesso (chave ou senha) e cuidados a serem observados no armazenamento, incluindo a segurança do sistema informatizado.
Qualidade: Totalidade de características de uma entidade (atividade ou um processo, um produto, uma organização ou uma combinação destes), que lhe confere a capacidade de satisfazer as necessidades explícitas e implícitas dos clientes.
Qualificação do produto: Processo utilizado para comprovação do atendimento às normas, especificações, entendimentos etc, relacionados ao desempenho do produto.
Qualificações do auditor: Combinação de atributos pessoais e educacionais, treinamento, experiência profissional em auditoria, assim como nas áreas de competência que precisam ser demonstradas para habilitar uma pessoa a ser designado auditor.
Kilovolt-ampére: Unidade utilizada especialmente para medir a potência aparente em circuitos de corrente alternada, e que é igual à potência aparente dum circuito capaz de fornecer ou de receber uma corrente de um ampére na tensão de 1.000 volts.
Kilowat-hora: O Kilowat-hora, cujo símbolo é kWh, equivale ao consumo de mil watts em uma hora.
Racionamento: Limitação do consumo, determinada pelas autoridades governamentais. Com as cotas de energia o governo quer racionar o consumo.
Rastreabilidade: Capacidade de recuperar o histórico, a aplicação ou localização daquilo que está sendo considerado. Ao considerar um produto, a rastreabilidade
pode estar relacionada com: a origem dos materiais e as peças; o histórico do processamento; a distribuição e localização do produto depois entregam.
Reclassificação: Alteração da classe de um produto não conforme, a fim de torná-lo conforme a requisitos diferentes daqueles inicialmente especificados.
Recuperação de um registro: Forma como pode ser adquirido novamente o registro, utilizando-se de meios adequados que permitam obter a indexação com a forma de identificação.
Redução de resíduos: A diminuição de volume, tanto quanto possível, de resíduos gerados, tratados ou dispostos. As soluções para redução incluem qualquer atividade ou tecnologias desenvolvidas para tratamento, reciclagem ou reuso e deverão atender aos parâmetros técnicos específicos, cabendo aos órgãos competentes a regulamentação dessas atividades.
Registro: Documento que apresenta resultados obtidos ou fornece evidências de atividades realizadas. Registros podem ser usados, por exemplo, para documentar a rastreabilidade e fornecer evidência de verificações, ações preventivas e ações corretivas.
Regulamentos: Disposição oficial para explicar a execução de uma lei; disposição oficial que indica a maneira de pôr em execução uma lei ou decreto. Designação genérica inclui exigências nacionais e internacionais, em vigor, contidas em normas, acordos, diretrizes etc e acordados pelas partes envolvidas (empresa, transportador, órgãos governamentais etc).
Reparo: Ação sobre um produto não conforme, a fim de torná-lo aceitável para o uso pretendido. Reparo compreende ações reparadoras executadas sobre um produto previamente conforme, a fim de recuperá-lo para o uso, por exemplo, como parte de uma atividade de manutenção. Ao contrário do retrabalho, o reparo pode afetar ou mudar partes do produto não conforme.
Requisitos: Necessidades básicas dos clientes ou das demais partes interessadas, explicitadas por eles, de maneira formal ou informal. Por exemplo, o cliente “requer” que o produto possua características que atendam suas necessidades básicas, claramente especificadas no momento da aquisição. Exemplos de requisitos incluem prazo de entrega, tempo de garantia, especificação técnica, tempo de atendimento, qualificação de pessoal, preço e condições de pagamento.
Resíduos industriais: Resíduos provenientes de qualquer atividade no âmbito da indústria, bem como nas pesquisas das atividades indústrias.
Resíduos minerais: Resíduos provenientes de qualquer atividade de âmbito extrativo, do beneficiamento dos minerais, e da recuperação de solos e áreas contaminadas;
Resíduos sólidos: Resíduos resultantes de atividades humanas são aqueles que se apresentam nos estados sólidos e os particulados; Equiparam-se aos resíduos sólidos, os resíduos semi-sólidos e os efluentes líquidos cujas particularidades tornem inviável seu lançamento final em rede pública de esgotos ou corpos d’água ou exijam, para isto, soluções tecnicamente ou economicamente inviáveis; e os resíduos gasosos contidos em recipientes.
Resíduos tecnológicos: Resíduos provenientes da indústria da informática, os Eletroeletrônicos, ou automotiva, ou de comunicação, e outros que, após o encerramento de sua vida útil, por suas características, necessitem de destinação final adequada.
Resíduos urbanos: Resíduos provenientes de residências ou qualquer outra atividade que gere resíduos com características domiciliares, bem como os resíduos de limpeza pública urbana.
Resultados finais: Metas ou estados desejados, que uma pessoa ou organização aspira a atingir.
Retificador: Instalação elétrica destinada a transformar corrente alternada (monofásica ou polifásica) em corrente contínua.
Retrabalho: Ação sobre um produto não - conforme, a fim de torná-lo conforme aos requisitos; Ao contrário do retrabalho, o reparo pode afetar ou alterar partes do produto não conforme.
Risco: A combinação da probabilidade e consequência de ocorrer um evento perigoso especificado. Incertezas contidas em alguma operação, tomada de decisão ou valoração de ativos e passivos, mensuradas através de alguns parâmetros estatísticos tais como volatilidade, variância, desvio-padrão e outros.
Seiketsu: Um dos 8S - 8 Sensos. Manutenção de ambientes agradáveis, onde todos se sintam bem.
Seiri: Um dos 8S - 8 Sensos. Definição, separação e descarte dos itens necessários e desnecessários.
Seiso: Um dos 8S - 8 Sensos. Higiene, limpeza, segurança e preservação do meio ambiente.
Seiton: Um dos 8S - 8 Sensos. Ordenação criteriosa dos itens necessários. Cada item no seu lugar pré-definido.
Seminário: Encontro de especialistas em um assunto específico. Eles apresentam um estudo sobre o tema e depois debatem com a platéia, que tem quase o mesmo nível de conhecimento dos palestrantes. O moderador deve ser especialista e pode participar fazendo perguntas.
Setsuyaku: Um dos 8S - 8 Sensos. Economia e combate aos desperdícios, realizados por todos.
Shido: Um dos 8S - 8 Sensos. Educação do cidadão, qualificação do profissional e treinamento do funcionário.
Shikari Yaro: Um dos 8S - 8 Sensos. Determinação, comprometimento da alta administração e união de todos.
Shitsuke: Um dos 8S - 8 Sensos. Autodisciplina para respeitar, normas, regras e padrões pré-definidos.
Simpósio: Tem as mesmas características de um seminário, mas o moderador não interfere. Neste caso ele não precisa ser especialista.
Sistema: Conjunto de elementos que estão inter-relacionados ou interativos.
Conjunto de elementos com uma finalidade comum, que se relacionam entre si, formando um todo dinâmico. O Modelo de Excelência do PNQ possui uma perspectiva sistêmica em relação à gestão organizacional, uma vez que os oito Critérios se constituem nos elementos inter-relacionados do sistema, que possuem a finalidade comum da busca da excelência do desempenho.
Sistema de comunicação operativa: Conjunto de equipamentos de telecomunicação de voz e dados, bem como as interfaces com sistemas computacionais de supervisão e controle, responsáveis pela transferência de dados e informes operativos entre os centros de operação.
Sistema de controle de medição: Conjunto de elementos, inter-relacionados ou interativos, necessários para alcançar a comprovação metro lógica e controle contínuo dos processos de medição.
Sistema de gestão: Sistema para estabelecer política e objetivos e para atingir estes objetivos; Um sistema de gestão de uma organização pode incluir diferentes sistemas de gestão, tais como: um sistema de gestão da qualidade, um sistema de gestão financeira ou um sistema de gestão ambiental.
Sort: Um termo de computação que significa reorganizar a informação e/ou filtrála durante o processo de reorganização.
Tarefa apropriada: É uma tarefa tanto tecnicamente exeqüível quanto compensadora (aplicável e eficaz).
Tarefa de detecção de uma falha: É uma tarefa programada para determinar se ocorreu uma falha oculta específica.
Tempo de ciclo: Desempenho em função do tempo, ou seja, o tempo necessário para completar tarefas, o tempo requerido para atender compromissos ou o tempo requerido para providenciar respostas. Os indicadores que se referem ao tempo têm papel relevante nos Critérios por sua grande importância na melhoria da competitividade. O tempo de ciclo é utilizado nesta publicação para referir-se a qualquer aspecto de desempenho que inclua tempo. Alguns exemplos de indicadores de desempenho do tempo de ciclo são: tempo de preparação do equipamento, tempo de execução de processos, tempo de troca de ferramental, prazo de entrega e tempo para lançamento de produto novo no mercado.
Tempo de Disponibilidade: Soma do tempo de funcionamento com o tempo de disponibilidade passiva.
Tendência: Comportamento do conjunto de resultados ao longo do tempo. Não se especifica nenhum prazo mínimo para se estabelecer tendência, entretanto para os Critérios de Excelência será considerada a variação consecutiva (melhoria dos resultados) de forma sustentada de no mínimo três períodos de tempo. A frequência de medição deve ser coerente com o ciclo da prática de gestão medida, adequada para apoiar as análises críticas e a tomada de ações corretivas e de melhoria.
Transformador: Aparelho estático de indução eletromagnética, destinado a transformar um sistema de correntes variáveis em um ou em vários outros sistemas de correntes variáveis, de intensidade e tensão, em geral, diferentes, e de frequência igual.
Turbina: É a máquina que é movimentada por alguma força externa, que pode ser água em movimento ou vapor sob pressão.
Unidade Comum: Unidade na qual se convertem as unidades de medida utilizadas para as diferentes formas de energia. Esta unidade permite adicionar nos balanços energéticos quantidades de energias diferentes. Segundo o Sistema Internacional de Unidades (SI), o joule ou o quilowatt-hora são as unidades regulamentares utilizadas como Unidade Comum, entretanto, outras unidades são corretamente utilizadas por diferentes países e organizações internacionais, como a tonelada equivalente de petróleo (TEP), tonelada equivalente de carvão (TEC) a caloria e seus múltiplos, British thermal unit (Btu), etc.
Unidade Consumidora: Conjunto de instalações e equipamentos elétricos caracterizado pelo recebimento de energia elétrica em um só ponto de entrega, com medição individualizada e vinculada a um único consumidor.
Unidades de Medidas Comerciais: Unidades que normalmente expressam as quantidades comercializadas das fontes de energia, por exemplo: para os sólidos a tonelada (t) ou libra (lb), para os líquidos o metro cúbico (m3) ou pé cúbico (pé3) e para a eletricidade o watt (W) para potência e watt-hora (Wh) para energia.
Unidades receptoras de resíduos: Instalações licenciadas pelos órgãos ambientais para o tratamento e destinação final de resíduos.
Usuário: Pessoa ou área de uma organização a quem se destina determinado produto. É uma pessoa ou organização que opera um ativo físico ou sistema, passível de sofrer ou ser responsabilizado pelas Consequências de um modo de falha do referido sistema.
Validação: Comprovação, através do fornecimento de evidência objetiva, de que os requisitos para uma aplicação ou uso específicos pretendidos foram atendidos; O termo “validado” é usado para designar uma situação correspondente; As condições de utilização podem ser reais ou simuladas.
Value-At-Risk (VAR): Valor no risco. Expressa, para um dado horizonte de tempo, quanto, e qual a probabilidade associada, uma carteira perderá em relação ao benefício estimado inicialmente.
Verificação: Comprovação, através de fornecimento de evidência objetiva, de que os requisitos especificados foram atendidos; O termo “verificado” é usado para designar uma situação correspondente; A comprovação pode compreender atividades tais como: Elaboração de cálculos alternativos; Comparação de uma especificação de um novo projeto com uma especificação de projeto similar provado; Realização de ensaios e demonstrações; Analise crítica de documentos antes da sua emissão.
Volt (V): No Sistema Internacional, unidade de medida de diferença de potencial elétrico, igual à diferença de potencial existente entre duas seções transversais de um condutor percorrido por uma corrente elétrica variável de um ampére, quando a potência dissipada entre as duas seções é igual a um watt.
Voltaico: Diz-se de fenômenos em que ocorrem manifestações provocadas por diferenças de potencial elétrico entre dois eletrodos metálicos, como por exemplo: arco voltaico, pilha voltaica.
Volt-Ampére (VA): Unidade de medida de potência aparente em circuitos de corrente alternada, igual à potência aparente de um watt.
Voltagem: Tensão elétrica expressa em volts.
Voltímetro: Instrumento para medir a diferença de potencial elétrico entre dois pontos, e do qual existem vários tipos e modelos; voltímetro.
Watt (W): Medida de potência. O quilowatt (kW) tem mil watts; o megawatt (MW), um milhão de watts e o gigawatt (GW), um bilhão de watts.
Watt-hora: Energia transferida uniformemente durante uma hora. 1 watt = 1 x 3600 s x J/ s = 3600 x (0,239 cal). Assim, no conceito teórico 1 kWh = 860 cal; O watt e o watt-hora e seus múltiplos são as unidades de medida utilizadas para a hidráulica e eletricidade, para potência e geração e distribuição.
CONCEITOS TÉCNICOS DE PCM
Avaliação de Desempenho Individual ou de Equipe
Uma proposta é desdobrar para os técnicos os indicadores de desempenho que estão sendo utilizados para a manutenção. Por exemplo, sendo os indicadores da área de manutenção os MTBF (TMEF) e MTTR (TMR), além do custo/orçamento, pode-se dividir os equipamentos da empresa em pequenos grupos e, então, delegar um técnico (ou pequeno grupo de técnicos), como responsável por um grupo de máquinas. Com isso pode-se avaliar o desempenho dos técnicos através dos resultados apresentados por seu grupo de máquinas.
Por exemplo:
João é responsável pelo grupo A: - Máquina 1 (crítico)
- Máquina 2 (não crítico)
- Máquina 3 (não crítico)
O desempenho de João é monitorado pelo MTBF e MTTR do grupo A. Se os indicadores do grupo A estão melhorando, João está trabalhando bem.
É importante salientar que não basta delegar a responsabilidade e medir o resultado realizado. É importantíssimo estabelecer meta (o que, quanto e quando), e disponibilizar em gestão à vista o histórico dos resultados. A maioria dos técnicos, ao ver seu nome associado aos resultados de determinado grupo expostos para todos os interessados, desejará melhorar os indicadores para que todos vejam o quanto ele é bom. Essa forma de avaliação une os conceitos de Empowerment (os técnicos passam a ter maior responsabilidade sobre os resultados da manutenção), foco no resultado (cada máquina crítica terá pelo menos um técnico focado), foco no cliente (os técnicos estão sendo avaliados conforme a necessidade dos clientes), velocidade (invés de muitos apagando incêndios, cada técnico estará concentrado na melhoria de um equipamento crítico).
Manutenção Corretiva
De acordo com a norma NBR5462 de 1994 da ABNT, Manutenção Corretiva é a manutenção efetuada após a ocorrência de uma pane, destinada a colocar um item em condições de executar uma função requerida. Para podermos ter um entendimento maior e aplicá-lo dentro das características da Manutenção podemos defini-la como:
Intervenção necessária imediatamente para evitar graves consequências aos instrumentos de produção, à segurança do trabalhador ou ao meio ambiente.
Manutenção Preventiva
É todo serviço de manutenção realizado em máquinas que não apresentam sinais aparentes de falhas, estando com isso em condições operacionais normais ou em estado de zero defeito.
São realizadas intervenções com intervalos pré-definidos ou de acordo com critérios prescritos, com o objetivo de reduzir a probabilidade de falha, desta forma proporcionando uma tranquilidade operacional à toda cadeia produtiva.
Manutenção Preditiva
São intervenções de manutenções preventivas com o objetivo de acompanhar máquinas, equipamentos ou peças, por monitoramento, por medições ou mesmo por controles estatísticos que venham indicar a proximidade da ocorrência de uma falha. O objetivo da manutenção preditiva é definir o tempo ideal ou aproximado para se fazer uma intervenção mantenedora, evitando paradas e desmontagens desnecessárias para a inspeção, e ainda prolongando desta forma a vida útil do componente.
Máquina
É a complexa montagem de vários equipamentos interligados entre si com um único fim produtivo. Normalmente uma máquina tem um único fabricante ou montador, porém os equipamentos que o compõe normalmente são de vários fabricantes diferentes.
Exemplos de máquinas: - carro, empilhadeira, computadores, injetoras, prensas, etc.
Uma máquina tem código de identificação própria.
Exemplos de constituição de máquinas: Micro computador é uma máquina, com os seguintes equipamentos: Monitor de vídeo, CPU, HD, Drivers de CDROM/DVD e CDRW, e teclado.
TAG
O TAG (etiqueta) é a separação virtual teórica de todos os principais conjuntos da máquina, nada mais é o desmembramento da máquina em módulos-conjuntos, e a identificação codificada destes módulos, a fim de que haja o controle mais detalhado do histórico de ocorrências destes, a criação e registro de sua ficha técnica. O registro de padrões produtivos no TAG assegurando a qualidade e padronização do processo.
O tagueamento facilita muito o controle da manutenção, assim como evita equívocos na hora da troca de equipamentos. Um TAG pode conter vários SubTAG's.
Equipamento
São mecanismos eletromecânicos capazes de redigir funções específicas, porém normalmente são partes que compõe uma máquina. Os equipamentos possuem verificação própria, única, (cada equipamento tem seu código próprio) e podem ser transferidos entre máquinas diferentes, mantendo sua funcionalidade. Os equipamentos são compostos por diversas peças internas. Exemplos de equipamentos: Motor elétrico, Bombas, Monitor de vídeo, CLP, Disco rígido (HD), Motor veicular, Painel computadorizado. Considera-se um equipamento, todo mecanismo que devido a sua importância e valor deve ser monitorado, rastreado e registrado históricos dos serviços redigido neste. Vale lembrar que a diferença básica entre uma máquina e um equipamento, é que a máquina é composta por diversos equipamentos cada um com uma função diferente, provocando assim o funcionamento da máquina. Por exemplo, citamos
um Carro como máquina, e seus equipamentos são: Motor, Rodas, Caixa de marcha, Painel, etc.
Peça
Peça: é a menor parte de um equipamento ou máquina. As peças possuem código de identificação genérica (um único código para todas as). (Peças do único gênero e fabricante), não possuem rastreabilidade e nem registro de histórico de ocorrências. Pode-se registrar a quantidade de vezes que uma determinada peça foi trocada em um equipamento/máquina e o custo da troca. Porém, normalmente não registra nem se acompanha (rastreia) o histórico de vão ou de problemas de uma peça específica, (a não ser que ela esteja em teste/analise para horas projetos).
Exemplos de peças:
Rolamentos, transistores, Rotores, Selo mecânico, parafusos, transferidores, sensores, etc.
Também se pode considerar como peça pequena periféricos, sem importância produtiva e de fácil troca, tais como: Mouse, pequenos motores, fonte de alimento. Isto se dá pelo fato de que não é viável o cadastramento individual, com códigos independentes para cada unidade.
Grau de Criticidade
Critério de avaliação que mede o impacto da falha ou defeito de equipamento, sistema ou instalação na qualidade do produto, capacidade de produção e produtividade do processo ou no meio ambiente ou segurança industrial.
Classe de Criticidade
Classificação do equipamento, segundo o grau de criticidade, utilizado para estabelecer a estratégia de manutenção para equipamentos, sistemas ou instalações.
TPM – Total Productive Maintenance
É uma filosofia japonesa de manutenção para aumentar a disponibilidade total da instalação, a qualidade do produto e a utilização de recursos. Baseia-se no fato de que as causas das falhas e a má qualidade são interdependentes. Muito treinamento, muita disciplina, muita limpeza e a participação total de todos são os pontos a serem perseguidos.
O operador passa a ser operador mantenedor e sua presença deve ser incentivada.
O conceito a ser usado é “da minha máquina cuido eu” e tem que ser uma realidade.
RCM – RELIABILTY CENTERED MAINTENANCE ou MANUTENÇÃO
CENTRADA EM CONFIABILIDADE – MCC
É uma aproximação sistemática, focalizada, efetiva e eficiente em custo para obtenção de um programa de planejamento e controle de manutenção, aplicável a
uma unidade de processo ou a um produto. Visa aumento de confiabilidade, segurança e racionalização.
É um método para desenvolvimento e seleção de alternativas de projeto e manutenção, baseadas em critérios de segurança, operacionalidade e critérios econômicos.
A Manutenção Centrada em Confiabilidade emprega uma perspectiva de sistema na sua análise de funções de sistema, suas falhas funcionais e a prevenção destas falhas. Esta técnica é mais bem aproveitada quando iniciada nos primeiros passos do projeto de uma instalação ou de um produto, e envolve tanto o sistema de projeto quanto o seu desenvolvimento e os desdobramentos e progressos de suas atividades. A técnica da RCM, entretanto pode ser usada para avaliar programas de manutenção preventiva em sistemas e instalações já existentes, com o objetivo de obter melhorias contínuas, para tomar a manutenção mais eficiente, obter melhorias de confiabilidade, de disponibilidade e tornar a empresa mais competitiva.
Ordem de Serviço (OS)
É a instrução escrita, enviada via documento eletrônico ou em papel, que define um trabalho a ser executado pela manutenção. Consiste na autorização do trabalho de manutenção a ser realizado. Os tipos de Ordem de Serviço são:
• Não iniciada ou Solicitação de Serviço (SS): é o primeiro estado da Ordem, quando da sua abertura a mesma ficará aguardando uma data para execução;
• Programada: a Ordem de Serviço é programada e junto é definida uma data para sua execução, enquanto ela não é executada poderá ainda receber alguns apontamentos;
• Pendente: a Ordem já foi programada uma vez, mas possui alguma pendência para a sua execução;
• Cancelada: a ordem foi cancelada por alguma ação externa para a sua execução, sendo por este motivo suspensa;
• Concluída: a execução do trabalho foi realizada com sucesso, encerra-se a Ordem de Serviço, sem nenhuma pendência.
Indicadores de Desempenho da Manutenção
Partindo-se do princípio que Gerente sem Indicadores não gerencia, e o fato de que através dos indicadores se pode realizar o diagnóstico rápido e contínuo da situação, e à partir disso tomar as medidas para correção ou melhorias necessárias é que se percebe a importância dos Indicadores. Estes podem ser divididos nos seguintes grupos: indicadores de equipamentos, de custos, administrativos e de serviços.
Os principais indicadores de equipamentos são: indicadores de disponibilidade, confiabilidade e mantenabilidade, sendo o mais usado o indicador de disponibilidade, porém para uma análise mais completa da eficácia técnica da manutenção é necessário que outros indicadores sejam controlados:
a) Taxa de falhas
É definida para um período de tempo estabelecido da vida de um item. É a relação entre o número total de falhas para o período de tempo acumulado observado e o produto do número de equipamentos pelo tempo observado.
A taxa de falhas é expressa em falhas / hora.
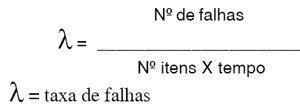
A taxa de falha não dá idéia do valor da confiabilidade, porém seu controle sistemático pode mostrar se a confiabilidade está aumentando ou diminuindo. Deve ser usado em conjunto com outro indicador de confiabilidade para que possa quantificá-la. Não serve para comparar sistemas diferentes.
b) TMEF - Tempo Médio Entre Falhas
O TMEF dá uma indicação da confiabilidade do equipamento. Quanto maior o TMEF maior será o intervalo entre falhas e mais confiável será o equipamento.
É um indicador que dá bons resultados para uma grande quantidade de itens iguais, operando-nos mesmas condições e controlados durante um grande período de tempo. Quanto maior estas duas variáveis maiores a precisão. Se for necessário controlar uma pequena quantidade de itens ou de apenas um item, deve-se trabalhar com períodos amplos de observação dos resultados.
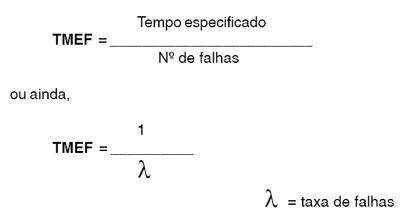
Fórmula válida para distribuição normal da taxa de falhas O tempo médio entre falhas conceitualmente só é usado para itens que são reparáveis. Para itens não reparáveis o indicador passa a se chamar tempo médio para falha, que possui a mesma fórmula. A diferença entre os indicadores é apenas a terminologia de sua aplicação. Para itens de operação contínua e sem paralisações para manutenção, com taxa de falha constante, o tempo médio para falha é o inverso da taxa de falha.
c) Indisponibilidade Operacional (índice de parada por falha)
A indisponibilidade é o percentual do tempo total do período em que o equipamento ficou paralisado por responsabilidade da manutenção.
Este indicador é complemento do indicador de disponibilidade. Em seu numerador podem ser consideradas as paradas por falha e/ou as programadas, havendo assim três tipos de indicadores de indisponibilidade:
• Indisponibilidade Total = considera o tempo total de paradas por falhas mais o tempo total de paradas programadas no período.
• Indisponibilidade por falhas = considera apenas o tempo total de paradas por falhas no período.
• Indisponibilidade por parada programada = considera apenas o tempo total de paradas programadas no período.
d) TMPR ou TMR - Tempo Médio Para Reparo
É a media de todos os tempos de paradas por falha do equipamento ou instalação controlada.
Na prática a evolução do tempo médio de reparo é utilizada para verificar a evolução da produtividade das equipes de manutenção, na manutenção corretiva.
O MTTR dá uma indicação da manutenibilidade do equipamento, quanto menor o MTTR, menor será o tempo gasto para reparar o equipamento.
O tempo médio de reparo inclui:
- O tempo para diagnose da falha;
- O tempo para localização da falha;
- O tempo para remoção e substituição o item em falha;
- O tempo para verificação das ações de manutenção.
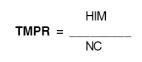
Onde HIM é a soma das horas de indisponibilidade e NC é o número de intervenções corretivas no período.
e) TMPF - Tempo Médio Para Falhas
É a média de todos os tempos de operação entre as falhas do equipamento ou instalação.
f) Índice de Disponibilidade
Disponibilidade é a probabilidade de um item estar na condição operando para qualquer instante de tempo “t” em um dado período de tempo “T”.
O índice de disponibilidade é inversamente proporcional a taxa de falhas.
São diversos os fatores de limitação da disponibilidade de um equipamento:
- Problemas relativos a peças de reposição;
- Limitação na capacidade das equipes de manutenção;
- Restrições quanto ao tempo de paralisação máxima dos equipamentos;
- Condições de monitoramento e isolação de falhas ineficientes;
- Lentidão para a localização de falhas, etc.
g) Índice de Funcionamento
É a relação entre o tempo de funcionamento real com o tempo planejado para operar.
Observe que o denominador é o mesmo do índice de disponibilidade. Assim eles devem ser comparados para verificar se a disponibilidade que está sendo deixada pela manutenção está sendo aproveitada pela operação para produzir, e se o esforço da manutenção para conseguir uma boa disponibilidade está correto.
O ideal é que os valores dos dois indicadores sejam iguais ou pelo menos que o índice de funcionamento seja ligeiramente menor.
h) Índice de Falha
É a relação entre o tempo total de falha e o tempo calendário.
Para uma avaliação dos resultados da aplicação do RCM, alguns itens devem ser levantados previamente, são eles:
- Índice de disponibilidade
- Principais ocorrências de corretivas
- Índice de falhas
- Taxa de falhas
- Percentual de Manutenção Preventiva e Corretiva
- Custo anual de parada preventiva
- Capital imobilizado
- Índice de funcionamento
- Número de tarefas antes x depois
- HH utilizados em Manutenção Preventiva
i) Disponibilidade Física (DF)
De acordo com a ABNT, disponibilidade é a capacidade de um item de estar em condições de executar certa função em um dado instante ou durante um intervalo de tempo determinado.
A fórmula do cálculo da disponibilidade varia de um setor produtivo para outro, e até mesmo de uma empresa concorrente para outra; De maneira geral a disponibilidade física (DF) representa o percentual de dedicação para operação de um equipamento, ou de uma planta, em relação às horas totais do período.
Observando a figura a seguir podemos visualizar o conceito.
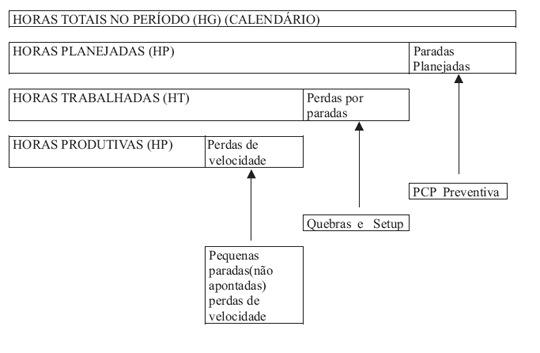
Pequenas paradas (não apontadas) perdas de velocidade. A partir da figura, podemos dizer que a disponibilidade é a relação entre as horas trabalhadas (HT) e as horas totais no período (HG).
Pode ser definida também como sendo a relação entre o total de horas acumulado de operação e o total de horas transcorrido, ou seja:
Onde HO é o tempo de operação, e HM corresponde ao tempo de paralisações, preventivas e corretivas. As perdas por subvelocidade não afetam a disponibilidade física, recaindo na produtividade.
Este índice se reveste de fundamental importância para manutenção, pois o nosso principal produto é DF, ou seja, disponibilizar o maior número de horas possível do equipamento para a operação; o mesmo também deve ser utilizado para verificar o comportamento operacional da maquinaria, desta forma identificando “equipamentos – problemas”, aqueles que retiram mais DF da planta.
j) Custo de Manutenção por Faturamento
O custo de manutenção é formado pelos seguintes gastos: - Pessoal –Despesas com salários e prêmios (diretos), encargos sociais e benefícios concedidos pela empresa (indiretos), e gastos com aperfeiçoamento do efetivo.
- Materiais – Custo de reposição dos itens (diretos), energia elétrica, consome de água e capital imobilizado (indiretos), custos ligados à administração do almoxarifado e setor de compras.
- Contratação de Serviços Externos – Contratos com empresas externas para serviços permanentes ou circunstanciais.
- Depreciação – Custos diretos de reposição ou investimentos de equipamentos e ferramentas, custos indiretos de capital imobilizado, e custos administrativos com o setor contábil da empresa.
- Perda de Faturamento – São os custos de perda de produção, e custos com desperdício de matéria-prima.
O custo de manutenção por faturamento consiste na relação entre os gastos totais com manutenção e o faturamento da companhia.
k) Custo de Manutenção por Valor de Reposição
Consiste na relação entre o custo total de manutenção de um determinado equipamento com o seu valor de compra. Devemos calcular o custo de manutenção por valor de reposição, para equipamentos de criticidade alta, equipamentos X da planta, vestem a gama de equipamentos em uma instalação industrial, tornado dispendioso e pouco precisam o controle de todos eles.
Um valor aceitável deste indicador seria um CMPV < 6% no período de um ano, dependendo é claro do retorno financeiro e estratégico dado pelo equipamento analisado, que pode vir a justificar um custo de manutenção considerado alto.
l) Backlog
Backlog é o tempo em que uma equipe de manutenção deve trabalhar para concluir todos os serviços pendentes, com toda a sua força de trabalho, se não forem adicionadas novas pendências durante a execução dos serviços até então registrados e pendentes em posse da equipe de Planejamento e Controle de Manutenção.
Este índice consiste na relação entre a demanda de serviços e a capacidade de atendê-los, ou seja, é a soma de todas as horas previstas de HH em carteira divididas pela capacidade instalada da equipe de executantes. Esse HH instalado devem levar em consideração certa perda, pois nenhum profissional estará todo o seu tempo dedicado aos serviços de manutenção, sendo necessário estimar um percentual da sua carga horária, em que estarão dedicados a outras tarefas, como reuniões, treinamentos, arrumação da oficina, etc. Normalmente consideramos como sendo 20% este valor; logo, caso tenhamos uma capacidade instalada de 100 HH em um dia, devemos levar em consideração para o calculo indicador apenas 80 HH.
Se quisermos um backlog dado em meses, a capacidade instalada em questão da equipe será a mensal; caso a unidade desejada seja dias, a divisão será pelo HH instalado diário pela equipe.
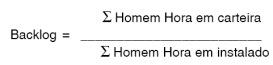
m) Índice de Retrabalho
O índice de retrabalho representa o percentual de horas trabalhadas em Ordens de Serviço concluídas, reabertas por qualquer motivo, em relação ao total geral trabalhado no período.

A observação deste indicador tem como objetivo verificar a qualidade dos serviços de manutenção, se as intervenções vêm sendo definitivas, ou paliativas gerando um constante retorno ao equipamento. O ideal é que o valor do índice seja zero, ou seja, após a intervenção mantenedora não haja ocorrência de falha com a mesma origem da primeira OS.
n)
Índice de Corretiva (IC)
O índice de corretiva objetiva nos fornecer a real situação, da ação, planejamento e programação, indicando o percentual das horas de manutenção que foram dedicadas em corretiva. O tipo de manutenção classificará a Ordem de Serviço quanto ao seu tipo: Corretiva, preventiva ou preditiva.

Onde HMC é igual a horas de manutenção em corretiva, e HMP horas de manutenção em preventiva. Um patamar aceitável de corretivas deve estar abaixo de 25% do total de horas de manutenção na planta; será improvável que seja zero, visto a existência de componentes cuja opção de manutenção será de simples corretivas, ou seja, troca apenas depois da falha. Normalmente um índice de corretiva acima de 50% indica o caos na manutenção, pois o PCM e as áreas executantes só gerenciam reclamações, visto que sua programação será frequentemente comprometida, devido aos desvios decorrentes ocasionais. Logo, o passivo de manutenção tenderá a aumentar, fazendo com que se entre no efeito “bola de neve”, onde tudo fugirá ao controle do PCM e da gerência da manutenção.
o) Índice de Preventiva (IP)
O índice de preventiva é o oposto do índice de corretiva, logicamente se temos um índice de corretiva (IC) igual a 30%, corresponde a um IP de 70%. Quanto maior o valor deste indicador melhor para a manutenção; claro, não chegará a 100%, pelas mesmas razões do IC não chegar a zero, mas se trabalharmos com valores acima de 75%, estaremos com uma tranquilidade no processo, nos proporcionando uma rotina bem definida, e consequentemente, uma liberação de recursos para a busca da melhoria contínua.

p) Alocação de Homem Hora em OS
O indicador de Homem Hora alocado em uma Ordem de Serviço nos informará o percentual de horas da manutenção oficializada na burocracia do PCM, sendo que sua necessidade reside nos seguintes fatores:
Verificação do nível de utilização do sistema de manutenção adotado na empresa;
Indicação do percentual de dedicação a serviços indiretos da manutenção, como também do nível de ociosidade ou sobrecarregado das equipes.

Normalmente os softwares de manutenção realizam esse cálculo, fazendo a relação entre horas instaladas de uma equipe, ou seja, a soma do HH disponível de uma equipe no período de um mês, com a total de horas desta equipe totalizadas nas Ordens de Serviço daquele mês.
Matriz de Responsabilidade do Planejador
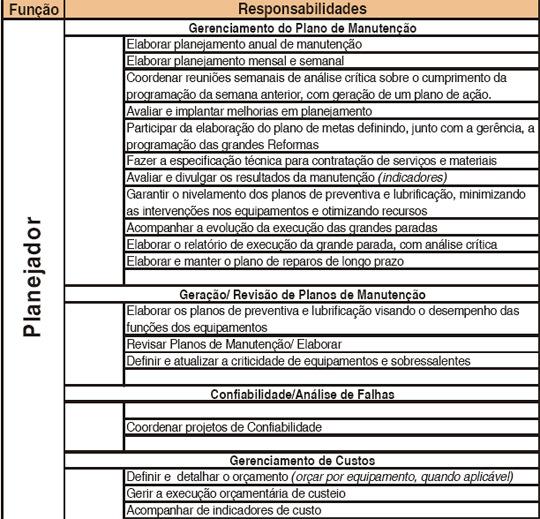
GLOSSÁRIO DE TERMOS BÁSICOS DE PCM
A finalidade deste item é apresentar uma lista de termos mais utilizados nas áreas de confiabilidade, manutenibilidade e disponibilidade, e que atualmente são os indicadores mais utilizados pelas empresas.
• ACESSIBILIDADE (ACESSIBILITY)
Uma característica de projeto que está relacionada com a fácil admissão em uma área do equipamento, para o desempenho da manutenção visual e manipulativa.
• ANÁLISE DAS TAREFAS
É um processo analítico empregado para determinar comportamentos específicos, requeridos para os elementos humanos que fazem parte do sistema “homem x máquina”. Envolve: a determinação detalhada do desempenho requerido do homem e da máquina, a natureza e a extensão de suas interações e os efeitos de condições ambientais e de mau funcionamento. Dentro de cada tarefa as partes comportamentais são isoladas em termos de percepção, decisão, memória e saídas motoras requeridas, assim como os erros que podem ser esperados.
• ANÁLISE DE FALHAS
O exame lógico e sistemático de um item / equipamento ou de seus diagramas a fim de identificar e analisar a probabilidade, causas e consequências de falhas reais ou potenciais.
• ANÁLISE DE FUNÇÕES PARA A MANUTENABILIDADE
Bases analíticas para distribuir tarefas para o pessoal e equipamentos, de modo a encontrarmos o ponto ótimo de manutenibilidade para o sistema.
• ANALISE DE UM MAU FUNCIONAMENTO (DIAGNOSE)
É o exame lógico e sistemático do item visando identificar e analisar a probabilidade e consequência potencial do mau funcionamento, para determinar os requisitos necessários relacionados ao programa de manutenção ou manutenibilidade.
• CONFIABILIDADE (RELIABILITY)
É a capacidade de um item para desempenhar uma função especificada sob condições e períodos de tempo predeterminados. A característica de um item expressa pela probabilidade de que executará uma função exigida sob condições estabelecidas, e por um período de tempo predeterminado.
• CONJUNTO DE CORTE (CUT-SET)
O conjunto de elementos que, falhando, irão causar a falha do sistema.
• CONJUNTO DE CORTE MÍNIMO (MINIMAL CUT-SET)
O conjunto mínimo de elementos que não têm subconjunto próprio e que falhando, independentemente, irão causar a falha do sistema.
• CONJUNTO DE LIGAÇÃO (TIE-SET)
O conjunto de elementos que, funcionando, irá assegurar o sucesso do sistema.
• CONJUNTO DE LIGAÇÃO MÍNIMO (MINIMAL TIE-SET)
O conjunto de elementos que não têm subconjuntos próprios e que funcionando, independentemente, irão assegurar o sucesso do sistema.
• CONSERVAÇÃO
O desempenho de qualquer ato (outro que não manutenção preventiva ou corretiva) requerido para manter um item em condições operacionais, tais como: lubrificação, abastecimento, limpeza, etc., mas não inclui substituição periódica de componentes ou qualquer tarefa de manutenção corretiva.
• CRITICIDADE / CRITICABILIDADE (CRITICABILITY)
Efeito de um mau funcionamento ou falha de um item para o desempenho de um sistema.
• CUSTO DE APOIO
É o custo total de posse de um item, onde excluímos os custos das equipes de operação e de manutenção, durante sua vida operacional. Este custo inclui: os requisitos necessários para os níveis de habilidades requeridas, levantamento de dados técnicos, aquisição de ferramenta e peças sobressalentes, aquisição de ferramentas especiais e equipamentos de teste, equipamentos auxiliares para manutenção e operação, instalações, nível e localização das instalações de manutenção, treinamento, etc.
• CUSTO DO CICLO DE VIDA
É a soma de todos os custos de aquisição e posse de um equipamento em função da sua vida total alcançada.
• DEPURAÇÃO DE FALHAS
Quando da operação de um equipamento, utilizam-se métodos próprios para detectar e substituir componentes que estão defeituosos ou com tendência a falhar bem como para corrigir erros de fabricação e montagem.
• DISPONIBILIDADE (AVAILABILITY)
É a probabilidade de que um sistema / item / equipamento usado sob certas condições, com uma política de manutenção corretiva, preventiva e / ou preditiva em um meio adequado de apoio (ferramentas disponíveis, equipamentos de teste, peças de reposição, pessoal capacitado de manutenção, manuais adequados, etc.) irá operar satisfatoriamente por um período de tempo específico.
• EFICIÊNCIA DA MANUTENÇÃO
O modo como o pessoal de manutenção aplica suas habilidades (de planejamento, de programação, de controle, de acompanhamento, de execução e de análise) nas tarefas de manutenção de um item.
• ENGENHARIA HUMANA
Área de fatores humanos à qual se aplicam conhecimentos científicos para o projeto de itens, com o objetivo de determinar a integração e a utilização efetiva do homem e da máquina.
• EQUIPAMENTOS DE APOIO
Itens necessários para a manutenção e operação de sistemas, os quais não são fisicamente componentes dos mesmos.
• FALHA PARCIAL
Falha resultante do desvio das características abaixo do limite especificado, de tal modo que não causa uma perda total das funções requeridas.
• FALHA TOTAL
Falha resultante do desvio das características abaixo do limite especificado, de tal modo que causa uma perda total das funções requeridas.
• FALHA
Término da capacidade de um item para desempenhar sua função requerida.
• FALHAS RANDÔMICAS
Falhas que têm seus tempos de ocorrência imprevisíveis ou aleatórios.
• FASE OPERACIONAL
O período do ciclo de vida do sistema que começa com a liberação da instalação para a operação e termina com a saída de operação.
• FATOR HUMANO
Características psicológicas do homem relativas a um sistema complexo, o desenvolvimento e aplicação de princípios e procedimentos, para o acompanhamento ótimo da integração homem x máquina e sua aplicação. É o termo utilizado em um sentido amplo, para cobrir todas as considerações biomédicas e psicossociais pertinentes ao homem no sistema.
• FATORES OPERACIONAIS
Diversos fatores que afetam direta ou indiretamente o acompanhamento de uma missão. Entre esses fatores está o número de veículos, entrada ou saída de serviços, disponibilidade requerida, requisitos de treinamento, tempo atendimento, etc.
• ITEM
É qualquer parte, equipamento, subsistema ou sistema que possa ser considerado individualmente e ensaiado separadamente.
Exemplos de Sistemas x Itens:
-> “K” DE “M” - SISTEMA “F”
Aqueles sistemas que estão em falha se, e somente se, pelo menos “K” de seus “M” itens estão em falha. Utilizado quando da configuração de equipamentos e / ou sistemas ligados em paralelo.
-> “K” DE “M” (K-OUT-OF-M) - SISTEMA “B”
O sistema que está operando normalmente se, e somente se, pelo menos “K” de seus “M” itens estão bons. Utilizado quando da configuração em paralelo. Por exemplo: Três (3) bombas ligadas em paralelo onde bastam que apenas 2 (duas) operem para que o sistema esteja disponível (Sistema 2/3 ou “2 de 3”).
• MANUTENABILIDADE (MAINTAINABILITY)
É uma característica de projeto e instalação, expressa como a probabilidade de que o item está de acordo com as condições especificadas para um determinado período de tempo, onde a manutenção é desempenhada de acordo com os recursos e procedimentos prescritos.
• MANUTENABILIDADE QUALITATIVA
Mantenabilidade requerida expressa em termos qualitativos, por exemplo, minimização da complexidade, otimização do número de ferramentas e equipamentos de teste, otimização da acessibilidade, etc.
• MANUTENABILIDADE QUANTITATIVA
Manutenibilidade requerida a qual é expressa em termos quantitativos, que é uma figura de mérito em unidades mensuráveis de tempo, ou em recursos requeridos para efetuar uma tarefa específica de manutenção, ou em grupos de tarefas, em relação ao desempenho aplicável necessário (tempo de reação, disponibilidade para intervenção, tempo de paralisação, tempo de reparo, etc.).
• MANUTENÇÃO CORRETIVA
A manutenção desempenhada para restabelecer um item / equipamento para urna condição satisfatória, através da correção de um mau funcionamento ou estado.
• MANUTENÇÃO OPERACIONAL
Manutenção efetuada sem interromper a operação de um item.
• MANUTENÇÃO PREDITIVA
Serviços executados através do acompanhamento de parâmetros (elevação de temperatura, nível de ruído, nível de vibração, nível de contaminação, etc.) que permitam avaliar o risco de falha de um item / equipamento e planejar intervenções.
• MANUTENÇÃO PREVENTIVA
A manutenção desempenhada para manter um item em condições satisfatórias de operação, através de inspeções sistemáticas, detecção e prevenção de falhas incipientes.
• MANUTENÇÃO
Toda ação necessária para manter um item, ou restabelecê-lo para uma condição satisfatória. Manutenção inclui serviços, reparos, modernização, adaptação, modificação, revisão, inspeção e determinação das condições do item.
• NÍVEIS DE HABILIDADES
Um sistema de classificação utilizado para relacionar o pessoal às suas habilidades relativas para desempenhar suas tarefas atribuídas.
• PARÂMETROS DA MANUTENABILIDADE
Um grupo de fatores (humanos, ambientais, etc.), os quais estabelecem limites para o desempenho da manutenção sobre um item.
• PERÍODO DE FALHAS CONSTANTES
Aquele período de tempo durante o qual as falhas de alguns itens ocorrem com uma taxa aproximadamente uniforme.
• PERÍODO DE FALHAS POR DESGASTE
Aquele período de tempo durante o qual as falhas ocorrem devido a um processo de deterioração ou desgaste mecânico. A taxa de falhas aumenta com o tempo.
• PERÍODO DE FALHAS PRECOCES (MORTALIDADE INFANTIL)
Aquele período de tempo durante o qual a taxa de falhas de alguns itens decresce rapidamente.
• PRINCÍPIO DA FREQUÊNCIA DE USO
O princípio de posicionar os itens que necessitem frequentemente de manutenção em locais mais acessíveis.
• PROCEDIMENTOS DA MANUTENÇÃO
Métodos estabelecidos para checagens e serviços nos itens para evitar falhas ou efetuar um reparo.
• RECURSOS DE MANUTENÇÃO
Instalações, equipes, sobressalentes, fundos disponíveis, etc., para manter um item no estado operacional.
• RECURSOS DIRETOS DE MANUTENÇÃO
O tempo gasto em Homens-Hora e real gastos em material, diretamente sobre um item durante o tempo ativo de manutenção.
• RECURSOS INDIRETOS DA MANUTENÇÃO
Aquele tempo em Homens-Hora e material em unidade monetária (Reais), que embora gastos indiretamente nas atividades de manutenção, contribuem para a ação global da manutenção através do apoio para as operações, administração, acúmulo de registro de informações e estatística, supervisão e manutenção de apoio.
• REDUNDÂNCIA “STAND BY”
Aquela redundância onde os meios alternativos para desempenhar as funções estão inoperantes, quando necessário, é chaveada em substituição da unidade que falhou, de modo que possa desempenhar as funções da unidade em falha.
• REDUNDÂNCIA ATIVA
Termo utilizado quando todos os meios previstos para desempenhar uma dada função operam simultaneamente.
• REDUNDÂNCIA
A existência de mais de um meio para efetuar uma dada função. Cada meio, para efetuar uma dada função, não precisa ser identicamente igual.
• RENOVAÇÃO PROGRAMADA
São os períodos especificados de tempo que os itens devem ser substituídos. Renovação significa remover itens que estão se aproximando do fim de sua vida máxima de uso, ou o intervalo de tempo especificado para rever ou retrabalhar, (rework) e instalar os itens servíveis no lugar destes.
• REPARO
O processo de retornar um item para uma condição especificada, incluindo: preparação, localização da falha, correção da falha, ajuste e / ou calibração, e teste final de retorno.
• REQUISITOS PARA A MANUTENABILIDADE
O estabelecimento compreensivo das características requeridas para a manutenção, expressa quantitativamente e qualitativamente, a ser satisfeita, quando do projeto de um Item.
• SEGURANÇA
É a conservação da vida humana, suas capacidades e a prevenção de danos para os itens, consistentes com as exigências do mesmo.
• SINTOMA
Qualquer fenômeno ou mudança provocada em um item, e que, observada e descrita, nos conduz a estabelecer um diagnóstico da falha ou defeito. Exemplos: ruído, vibração, elevação de temperatura, vazamento, etc.
• TAREFAS DE MANUTENÇÃO
Qualquer ação ou ações requeridas para evitar a ocorrência de um mau funcionamento ou restabelecimento de um item / equipamento para condições satisfatórias de operação.
• TAXA DE FALHAS (A)
É a relação entre um incremento do número de falhas e o incremento correspondente de tempo, em qualquer instante da vida de um item.
• TEMPO ADMINISTRATIVO DE MANUTENÇÃO
O tempo durante o qual nenhuma manutenção está sendo efetuada por razões administrativas ou de suprimento.
• TEMPO ATIVO DE MANUTENÇÃO
O tempo durante o qual os trabalhos de manutenção corretiva e preventiva estão efetivamente sendo feitos sobre um item.
• TEMPO ATIVO DE REPARO
O tempo durante o qual um ou mais técnicos estão trabalhando efetivamente sobre um item para efetuar um reparo.
• TEMPO ATIVO DO TÉCNICO
O tempo gasto pelo(s) técnico(s) no desempenho ativo das tarefas de manutenção expresso em Homens-Hora (HH).
• TEMPO DE MISSÃO
O período de tempo no qual um item deve desempenhar uma missão específica.
• TEMPO DE PARALISAÇÃO (DOWNTIME)
Aquela porção do tempo durante a qual o item não está em condições de desempenhar suas funções operacionais.
• TEMPO DE PREPARAÇÃO (SET UP)
O elemento do tempo ativo de reparo requerido para obter os equipamentos de testes e manuais de manutenção, e colocar o equipamento pronto para iniciar a localização da falha.
• TEMPO DE REAÇÃO
O período de tempo durante uma missão no qual o item está disponível para a operação, mas não é requerido.
• TEMPO DE SUPRIMENTO
Porção do tempo durante a qual a manutenção está sofrendo atraso devido somente à necessidade de um sobressalente que não está disponível.
• TEMPO MÉDIO ENTRE FALHAS (MEAN TIME BETWEEN FAILURESMTBF)
É o resultado do produto do número de itens por seus tempos de operação, dividido pelo número total de falhas detectadas.
• TEMPO MÉDIO PARA FALHAR (MEAN TIME TO FAILURE - MTTF)
É o tempo médio que um item pode funcionar antes de apresentar falha. É utilizado para os itens não reparáveis.
• TEMPO MÉDIO PARA REPARO (MEAN TIME TO REPAIR - MTTR)
É média estatística da distribuição dos tempos de reparo. As siglas mais comumente utilizadas são: TMPR (português) e MTTR (inglês).
• TEMPO PARA CORREÇÃO DA FALHA
Aquele elemento do tempo ativo de reparo requerido para corrigir um mau funcionamento sob uma filosofia específica de manutenção. Pode consistir de corrigir a falha de um item no local, substituir o item por outro ou removê-lo para manutenção corretiva e reinstalar o mesmo item.
• TEMPO PARA LOCALIZAÇÃO DA FALHA (TEMPO PARA DIAGNOSE)
O tempo ativo de reparo consumido para testes e análises sobre um item para isolar um mau funcionamento.
• TEMPO PARA TESTE
Aquele elemento do tempo ativo de reparo requerido, depois de completar a manutenção, ajustes e calibração, para verificar através de medidas de desempenho se os itens se encontram em condições de desempenhar sua função satisfatoriamente.
• TEMPO PERDIDO DOS TÉCNICOS
O número de Homens-Hora (HH) gastos nas tarefas de manutenção, quando nenhuma manutenção está sendo desempenhada devido a problemas de suprimento e / ou por razões administrativas.
• TEROTECNOLOGIA
A TEROTECNOLOGIA é uma concepção global e integrada do modo como deve ser estudada, escolhida e construída uma nova instalação tecnológica. Os conceitos básicos são os seguintes:
- Os pareceres da manutenção estarão sempre presentes em toda a fase de concepção, escolha de equipamentos e escolha de soluções de instalação.
- A manutenção deve ser previamente organizada e estruturada antes do dia da partida da instalação; nesse dia a manutenção deve ser uma “máquina” pronta a partir.
- O pessoal básico de manutenção, que ficará adstrito ao sistema, deve acompanhar todas as fases do projeto e instalação de modo a conhecer em detalhe todas as minúcias dos equipamentos e das instalações logo de início.
- A chefia da manutenção deverá ocupar um nível hierárquico no organograma idêntico ao da chefia de operação.
•
TESTE DE DEMONSTRAÇÃO
Um teste que demonstra a aceitabilidade de um sistema ou equipamento.
• TESTES
AUTOMÁTICOS
O processo pelo qual a localização de falhas, possível predição de falhas ou confirmação que o equipamento está operando satisfatoriamente é determinada por um equipamento, que é programado para desempenhar uma série de testes sequenciais próprios, sem a necessidade do elemento humano, depois que a operação tenha sido iniciada.
• TESTES DE EFICIÊNCIA (PROFICIÊNCIA)
Um teste que mede o nível de habilidades de um profissional dentro de uma especialidade.
• TROUBLESHOOTING
Localização e diagnose de um mau funcionamento ou parada de um equipamento por meio de checagem ou análise sistemática.
TABELA SCHUMACHER
Ajuste de Frequência de Calibração - Tabela de Schumacher
Todo instrumento necessita de revalidações para que fique em conformidade com certas exigências ou com especificações cabíveis. Por ocasião da revalidação um instrumento pode ser classificado conforme as condições em que se encontre:
A (Avaria)
Designa problema que possa prejudicar um ou mais parâmetros do instrumento.
Como causas usuais para essa classificação figuram as reclamações de usuários, tolerância alterada, avaria propriamente dita e outras mais.
C (Conforme)
Designa conformidade devidamente comprovada durante a revalidação.
F (Fora de Tolerância – Não Conforme)
O instrumento funciona bem, mas esta fora de tolerância.
Tolerâncias alteradas podem levar as classificações “A” ou “F”.
Todo instrumento tem sua ficha histórica, na qual são registradas as condições da revalidação. É possível, com essa informação, formar juízo a respeito do desempenho dos instrumentos.
Podemos citar como exemplo que um instrumento Conforme não ficará mais Conforme apenas pelo fato de ter sido reavaliado.
Pode até ocorrer que, em consequência de revalidação desnecessária, o instrumento venha a ser avariado. Desta forma, a sequência “C” (Conforme) na ficha histórica indica que o instrumento está sempre conforme e a conclusão é imediata.
A Revalidação não é necessária e pode ser desaconselhável. Desta forma o ciclo pode ser aumentado.
Por razões semelhantes, a sequência “A” (Avaria) indica a existência de problemas. Por alguma razão não conhecida o instrumento não consegue se manter dentro da tolerância.
É visível que o ciclo deve ser reduzido e que ao mesmo tempo seja pesquisada a causa do problema.
Essas duas situações são extremas e denotam que situações reais apresentarão casos intermediários, como alternâncias entre “A”, “C” e “F”.
Sendo esse o caso, as informações registradas nas fichas vão permitir a tomada de decisões a respeito de duração de ciclos.
A “Tabela 1” reúne os casos de interesse e abrange pelo menos dois ciclos anteriores ao presente. Com base no desempenho anterior e na condição atual podem ser tomadas algumas decisões, como por exemplo:
E (Estender)
Indica que a duração deve ser aumentada.
D (Diminuir)
Indica que a duração deve ser diminuída.
M (Máxima Redução)
Indica redução de ciclos até duração mínima.
P (Permanece)
Indica que permanece o mesmo ciclo (caso duvidoso).
A Tabela de Schumacher padrão sugere como frequência máxima 364 dias. Eventuais personalizações deverão ser tratadas individualmente e respaldadas em embasamento estatístico, evitando-se questionamentos auditórios.
Tabela de Laudo
A tabela de percentagem é utilizada para cálculo do laudo dos instrumentos após a calibração e será válida para as formas de laudo por Valor Encontrado ou para a média, avaliando onde o valor individual ou a média encontram-se dentro da tabela de laudos, conforme segue:

Para a utilização desta tabela devem ser informados os limites superiores e inferiores do laudo para as três condições:
“Reprovado”, “Aprovado” e “Aprovado Condicional”. Os limites informados devem ser em valores percentuais.
É importante que os intervalos dos valores sejam completados, isto é, não devem existir valores percentuais não abrangentes.
Exemplo:
Se a porcentagem inferior do “laudo Reprovado” for 0, 101, então a porcentagem superior do “laudo Aprovado Condicional” serão obrigatoriamente 0, 100, e a porcentagem inferior não poderá ser maior que a porcentagem superior do mesmo laudo (neste caso, não poderá ser maior que 0,100).
As empresas que trabalharem somente com duas condições, como “Aprovado” e “Reprovado”, por exemplo, devem informar as porcentagens para estas condições na sequência e digitar 0, 000, como porcentagem para a condição “Aprovado Condicional”, conforme exemplo a seguir:
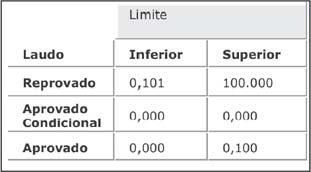
Resumo dos Cálculos de Laudo
- Laudo pela Incerteza com Confirmação Metrológica: Avaliam os critérios de Exatidão, Aceitabilidade e Adequação ao Uso, para aprovação em cada ponto.
- Laudo pela Incerteza sem Confirmação Metrológica: Aprova o ponto caso o resultado da Incerteza Total calculada seja menor ou igual à incerteza permitida, definida para o ponto, ou caso o Erro Total seja menor ou igual à Incerteza Permitida.
- Laudo pela Média dos Valores Encontrados:
Aprova o ponto quando: Especificação - Tolerância média das medições Valor Específico + Tolerância.
- Laudo pelo Valor Encontrado Individual:
Aprova o ponto quando: Especificação - Tolerância < medição < Especificações + Tolerâncias.
O laudo das escalas sempre será o pior resultado dos pontos.
Esta afirmação vale também para os Critérios de Confirmação Metrológica, Incerteza Total e Desvio Médio.
Tabela de Novos Ciclos
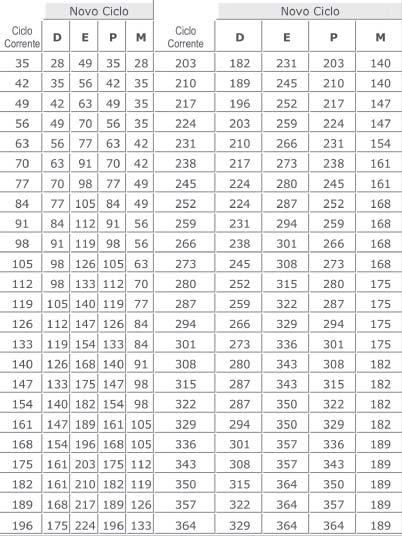
Ao separar um instrumento, não convém reduzir o ciclo a menos de 28 dias.
Tabela de Schumacher
Tabela de Classificação de Instrumentos

Veja abaixo exemplo da tabela de obtenção de valores:
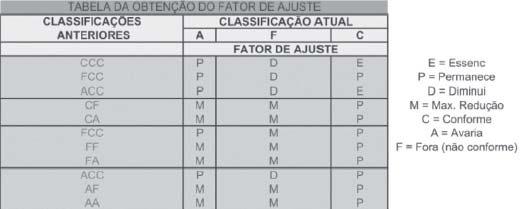
Tabela de Schumacher
Tabela do ajuste da periodicidade em semanas
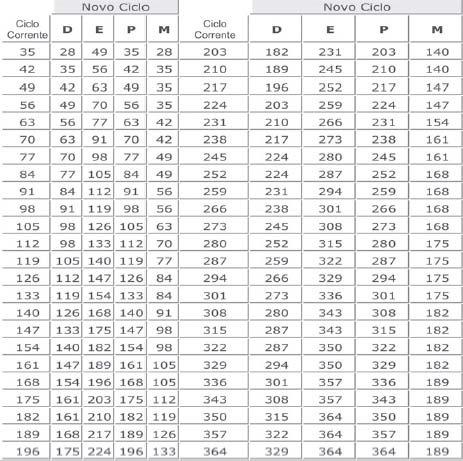
Tabela de Schumacher
GESTÃO DA MANUTENÇÃO: UMA ANÁLISE ABRANGENTE
MODELOS E FILOSOFIAS DA MANUTENÇÃO
A diversidade dos equipamentos produtivos, bem como da sua importância relativa, aconselha a utilização de diferentes modelos e filosofias na organização e planejamento da sua Manutenção. No processo de decisão acerca do Modelo de Manutenção mais aconselhável para um dado equipamento pesam, entre outros os seguintes aspectos:
• Importância relativa do equipamento para o utilizador;
• Facilidade de substituição do equipamento em caso de avaria;
• Rapidez de diagnóstico e de reparação das avarias previsíveis;
• Riscos de segurança associáveis às avarias previsíveis;
• Custos diretos e indiretos das avarias previsíveis.
Os parâmetros que mais distinguem os diferentes Modelos de Manutenção são:
• Grau de Planejamento que permitem;
• Confiabilidade e Disponibilidade que garantem;
• Dimensões de stoks que implicam;
• Estrutura organizacional e dimensão que necessitam;
• Níveis de especialização de pessoal que exigem.
ORGANIZAÇÃO ESTRUTURAL DA MANUTENÇÃO
A gestão da Função Manutenção, para além dos aspectos diretamente relacionados com a resolução das avarias dos equipamentos, envolve frequentemente tarefas de:
• Gestão de energia;
• Segurança industrial;
• Gestão de sobressalentes e consumáveis;
• Execução de cadernos de encargos;
• Execução de pequenos projetos;
• Recepção técnica de equipamentos;
Esta diversidade de tarefas exige que a Manutenção se estruture para realizar funções de:
• Organização e Métodos;
• Preparação e Planejamento;
• Execução de Reparações.
Na decisão sobre a estrutura de Manutenção a adotar, pesam ainda os resultados da análise de:
• Recursos humanos disponíveis e suas capacidades técnicas;
• Número e diversidade dos equipamentos a manter;
• Especificidade dos equipamentos críticos;
• Diversidade dos meios de manutenção;
• Possibilidades de sub-contratação;
• Dispersão geográfica das instalações
A Manutenção pode assumir basicamente três formas de Organização: Modelo de Organização por Especialidade, Modelo de Organização Funcional e Operacional.
Modelo de Organização por Especialidade
Na organização por Especialidade a articulação se dá ao nível das Chefias de Produção com as Chefias das equipes de execução da Manutenção. Embora estimulando a evolução da formação profissional dentro da área de especialidade, esta forma de organização manifesta dificuldades de programação de trabalhos que envolvam mais que uma Especialidade.
Modelo de Organização Funcional
Na organização Funcional as relações Produção/ Manutenção encontram-se articuladas ao nível das Chefias hierarquicamente equivalentes. O Chefe da Manutenção tem alguma autonomia através da liderança de equipes constituídas por profissionais com diferentes especialidades, fato que lhe facilita a programação e a execução de trabalhos Muito distintos.
Operacional
Este tipo de organização caracteriza-se pela existência de quadros dirigentes sem equipes fixas, sendo estas criadas para cada trabalho, face às suas necessidades e características específicas e recorrendo aos profissionais da empresa e/ou do exterior que cada situação recomendar.
• Sub-contratação
Atualmente, devido à rápida evolução dos equipamentos e ao aparecimento de empresas com capacidade de prestação de serviços especializados na área da Manutenção, tem-se verificado uma tendência crescente para a sub-contratação de serviços.
Esta opção exige que a Manutenção se equipe com técnicos e conhecimentos capazes de elaborar consultas e planejamentos, bem como de métodos de controle da qualidade e da eficácia dos trabalhos realizados. Importa também ser conhecedor dos custos das operações de Manutenção e de indicadores de gestão que permitam, de uma forma objetiva, controlar a confiabilidade e a Disponibilidade dos equipamentos produtivos.
• •• • Planejamento da Manutenção
Embora a Manutenção seja uma função onde muitas das atividades são imprevistas, originadas por avarias fortuitas e esporádicas, são indiscutíveis as vantagens de execução de Planejamento.
As vantagens mais evidentes da execução de Planejamento podem resumir-se na:
• Redução dos MTTR-Tempo Médio de Reparo, com o consequente aumento da Disponibilidade;
• Otimização dos meios humanos e técnicos, pela correta distribuição das intervenções no tempo face às disponibilidades de pessoal especializado e às ferramentas específicas necessárias;
• Diminuição dos estoques de sobressalentes, devido ao conhecimento antecipado dos materiais necessários e as respectivas quantidades;
• Informação antecipada do pessoal técnico, como forma a prepará-lo para a execução das intervenções preventivas;
• Diminuição dos custos diretos e indiretos das intervenções, devido à normalização de procedimentos e à utilização sistemática de rotinas de execução já testadas;
• Divisão das informações com as outras áreas da empresa mais diretamente envolvidas nas intervenções.
Neste contexto, a organização da informação é de primordial importância tanto para a execução do Planejamento como para o controle dos resultados conseguidos:
•
•• Histórico de Máquina
Por Histórico de Máquina designa-se um relatório que agrega os documentos referentes a um dado tipo de Máquina ou Equipamento, por forma a facilitar a sua consulta e a tornar acessível a sua informação às pessoas que irão utilizar a documentação da Manutenção.
As partes essenciais de um Histórico de Máquina deverão ser:
• Especificações/Características
As Características poderão ser organizadas em Características Gerais, Técnicas, de Funcionamento, Materiais, etc.
• Correspondência
Correspondência trocada com a empresa fornecedora e instaladora ou outra.
• Histórico
Neste item deverão constar, sinteticamente, todas as informações pertinentes às intervenções sofridas bem como as alterações realizadas.
• Reservas
De primordial importância tanto para a Manutenção como para os estoques, este item deverá conter a lista dos componentes do Equipamento, bem como as respectivas especificações e quantidades necessárias.
• Instruções da Manutenção
São neste item que deverão ser colocadas as especificações necessárias ao Planejamento das intervenções de Manutenção, denominada rotinas de Manutenção, periodicidades de execução e ferramentas especiais necessárias.
• Desenhos
Os desenhos e detalhes das montagens são fundamentais para um correto Planejamento e execução das intervenções da Manutenção, pelo que importa têlos devidamente organizados e acessíveis à consulta.
É igualmente importante registrar as alterações e melhorias introduzidas de modo a atualizar os desenhos das fichas dos Equipamentos
• Diversos
Neste item deverão ser arquivados todos os restantes documentos e informações que não alocados nos item anteriores.
No entanto, quando se verificar que determinado tipo de informação justifica a sua normalização, este fato poderá dar origem à criação de um novo item ou mesmo ao desdobramento da ficha técnica da Máquina.
Preparação do Trabalho
Na base do Planejamento das atividades da Manutenção está sempre o conhecimento profundo dos equipamentos, suas características e especificações, a partir das quais é possível criar os procedimentos adequados para as intervenções de Manutenção.
As Preparações deverão incluir:
• Instruções sobre a forma e as fases de execução do trabalho;
• Instruções complementares sobre o trabalho a executar;
• Máquinas e ferramentas especiais a utilizar;
• Materiais a utilizar e/ou a substituir;
• Planificação e recomendações gerais.
Planejamento, Planificação e Programação
Embora estes conceitos sejam próximos e muitas vezes possam confundir-se, existe na realidade algo que os distingue.
O Planejamento consiste na comparação entre as necessidades e os meios disponíveis, de forma a permitir a construção de um plano de trabalhos executável e que consiga fornecer os meios necessários no momento exato.
Por Planificação entende-se a pré-determinação sistemática dos objetivos de trabalho, o que passa pela definição das suas fases intermediárias bem como pela definição dos meios humanos e materiais necessários à sua execução.
Finalmente a Programação completa o ciclo determinando, com maiores detalhes, o modo de execução dos trabalhos definindo quem irá realizá-los.
Pendências da Manutenção
Uma das principais vantagens do Planejamento é a capacidade que confere à Manutenção de ter em atenção, simultaneamente, todas as necessidades e prioridades das intervenções solicitadas e confrontá-las com as pendências que se apresentam à sua realização.
Algumas das pendências mais significativas são:
• Disponibilidade da Máquina ou Equipamento a ser realizada a intervenção;
• Aceitação dos prazos impostos ou aconselháveis para a realização;
• Disponibilidade de técnicos competentes para a execução da intervenção;
• Disponibilidade das peças e materiais de substituição;
• Disponibilidade de máquinas e ferramentas especiais necessárias à execução; Níveis de Planejamento
Sob pena de se fazer um Planejamento muito minucioso, que faça a gestão simultânea de muita informação, o que dificultaria a sua interpretação e gestão, é aconselhável dividir o Planejamento da Manutenção em três níveis.
O 1º nível destina-se ao Planejamento de médio-longo prazo e destina-se ao Gestor da Manutenção, podendo ter uma duração de um ano, e sendo subdividido em períodos trimestrais, mensais ou mesmo quinzenal. Este nível de Planejamento permite à gestão ter um conhecimento antecipado dos volumes de trabalho a executar, bem como das respectivas necessidades em materiais e peças, permitindo decidir sobre as datas de execução e da eventual necessidade de submeter a execução à empresas externas.
Neste nível a informação vem necessariamente condensada, refletindo necessidades globais bem como a repetitividade das execuções. Para se ter acesso a uma informação mais detalhada, ao nível dos conteúdos e meios necessários à execução das intervenções, será necessário descer ao 2º nível de Planejamento.
O 2º nível de Planejamento destina-se essencialmente aos Chefes da Manutenção e dirá respeito a um período de uma quinzena ou um mês, período esse organizado em sub-períodos de um dia cada. Nele as intervenções são discriminadas e situadas no respectivo dia de execução, podendo ou não conter informação sobre a duração prevista. Deverá permitir a boa gestão dos recursos da Manutenção de forma a evitar falhas de pessoal ou de estoques e permitir a execução de todas as intervenções preventivas.
Finalmente no 3º nível de Planejamento, e também destinado ao Chefe da Manutenção, poderá descer-se ao nível da Programação Diária. Nele o Chefe da manutenção poderá organizar o seu pessoal por equipes e distribuí-lo pelas diferentes intervenções a ser realizado ao longo do trabalho diário.
Métodos de Planejamento
Na Manutenção são frequentemente utilizados 3 Métodos de Planejamento:
• Gráfico de Barras
• Gráfico de Gant
• Método PERT
Os dois primeiros são muito semelhantes entre si, sendo as diferentes operações ou fases de execução representadas por barras ou séries de barras horizontais, cuja localização e comprimento definem a hora de início, a duração e a hora de fim prevista para a respectiva realização.
Sendo de muito fácil execução e de larga aplicação, verifica-se que, quando as fases englobam muitas atividades distintas, torna-se difícil representá-las convenientemente por estes métodos de Planejamento.
Gráfico de Barras
A diferença entre o Gráfico de Barras e o Gráfico de Gant é que este último permite relacionar as diferentes fases entre si, definindo precedências e interdependências.
Gráfico de Gant
Neste método é já possível definir o caminho crítico, ou seja, o conjunto de operações ou fases que, pela sua duração e interdependência determinam a duração total mínima para a execução da intervenção
A informação do Caminho Crítico é importante para o controle dos prazos de execução do Planejamento.
Gráfico de Pert
Sempre que o trabalho é complexo, e contém muitas fases distintas interdependentes e passíveis de execução paralela, o Método PERT é o mais adequado à sua representação.
No Método PERT distinguem-se 3 tipos distintos de relações entre as operações:
• Sequência - a operação y segue a operação x;
• Simultaneidade - a operação y pode realizar-se ao mesmo tempo em que a operação x;
• Condicionamento - a operação y não pode realizar-se se não depois de concluídas as operações w e x.
Na representação gráfica, cada operação é representada por uma seta e cada etapa é representada por um círculo:
Quando há duas operações simultâneas, utiliza-se uma operação fictícia com uma seta a tracejado (a que corresponde uma duração nula) para representar graficamente a situação:
As regras para elaboração de uma rede PERT são as seguintes:
• A cada operação corresponde uma única seta;
• O comprimento da seta é independente da duração da operação;
• O sentido da seta indica a progressão no tempo, a ponta indica a etapa final e a base à etapa inicial;
• As etapas são enumeradas e correspondem ao fim da operação anterior e ao início da seguinte;
• As setas indicam que uma operação é condicionada pela conclusão de outra, mas não existe ligação entre as duas, ou que duas operações distintas se podem realizar ao mesmo tempo.
O Método PERT pode ser visto sob três prismas distintos:
• PERT / Tempo, para corresponder à necessidade de controlar prazos;
• PERT / Cargas, para controlar os meios utilizados;
• PERT / Custos, para controlar os custos realizados
A INFORMATIZAÇÃO DA MANUTENÇÃO
Hoje em dia a informática é já considerada uma ferramenta imprescindível para a realização da maior parte das funções administrativas, de gestão de uma empresa e a área da Manutenção.
A necessidade de controlar em simultâneo um grande volume de informação, tendo em consideração as necessidades e as características existentes, impõe a adoção de soluções passíveis de memorizar intervenções típicas, devidamente programadas, bem como de executar simulações que permitam equacionar, em termos de tempos e custos, qual a solução mais adequada a cada caso.
Pelas mesmas razões é importante a capacidade de arquivo e de tratamento estatístico do histórico das intervenções realizadas, de forma que a empresa possa aprender com a sua própria realidade e melhore a sua capacidade de previsão do futuro.
Organização e Informatização
No entanto não basta informatizar. É preciso saber definir as características essenciais da aplicação a:
• Adquirir, aproveitar melhor toda a cultura da empresa;
• Diminuir o choque da mudança;
• Dimensionar o investimento pela máxima exploração das capacidades da aplicação.
A informatização de um serviço obriga sempre à definição do novo esquema organizacional, que possa tirar proveito da informática e que garanta os fluxos de informações que são necessários à manutenção.
É um erro pensar que a informática irá suprir deficiências de organização, pois que na base de uma boa informatização está sempre uma boa organização. O que é possível e desejável é que os dois sistemas (organizacional e informático) sejam equacionados em conjunto, de forma a potencializá-los e a maximizar as sinergias.
Requisitos de uma aplicação de Gestão
Informática da Manutenção
• Dispor de uma base de dados sólida, integrada e configurável face às necessidades e cultura da empresa;
• Permitir o arquivo e a utilização múltipla de Preparações e de Programações de Trabalho pré-configuradas;
• Permitir a contabilização dos meios técnicos, por exemplo, em Horas-Homem por especialidade, peças e ferramentas necessários à execução de um conjunto de trabalhos, e confrontá-los com as disponibilidades existentes;
• Ser capaz de efetuar Planejamentos, previsões de necessidades e orçamentos;
• Permitir a gestão dos trabalhos sub-contratados;
• Ser capaz de articular-se e interagir com outras aplicações informáticas já existentes, como da Produção, do almoxarifado e de Pessoal;
• Permitir a gestão do conjunto de intervenções da Manutenção, tanto de caráter preventivo e corretivo;
• Ser passível de se articular com o Planejamento da Produção, para aproveitar os momentos de parada das máquinas devidas a necessidades produtivas e minimizar os efeitos das intervenções;
• Possuir a capacidade de definir códigos de intervenção e de avarias, em função dos interesses e da cultura da empresa;
• Ser capaz de efetuar análise do histórico e de executar tratamento estatístico da informação codificada;
• Ser capaz de evoluir de acordo com a experiência adquirida e os interesses da empresa;
• Possuir boa assistência e manutenção.
CUSTOS E ESTOQUES DA MANUTENÇÃO
As margens de lucro das empresas são atualmente muito baixas em muitos setores de atividade, razão pela qual as empresas procuram minimizar todo o tipo de custos.
Por esta razão ganha cada vez maior importância o controle dos custos da Manutenção, cuja análise permite:
• O estabelecimento de um orçamento anual;
• O conhecimento, em tempo real, das despesas e desvios do orçamento;
• O tipo e volume de Manutenção Preventiva a realizar;
• A verificação da eficácia das intervenções da Manutenção;
• A decisão do recurso, ou não, à sub-contratação;
• A decisão do momento oportuno de substituição de uma Máquina ou Equipamento;
• A seleção da melhor alternativa na compra;
• A decisão da política de execução de pequenas intervenções para reposição dos equipamentos em funcionamento;
• A decisão da política das grandes intervenções, para reconstrução de equipamentos avariados.
Cálculos dos Custos
Para o cálculo dos Custos da Manutenção haverá que considerar diferentes variáveis
Custos Diretos
Dizem respeito aos meios diretamente utilizados nas intervenções que são:
• Mão de Obra;
• Peças de substituição;
• Matérias-primas e outros produtos alocados;
• Trabalhos sub-contratados;
• Uma parcela dos Custos Globais da Manutenção;
• Uma parcela dos Custos de Estoque.
Custos Indiretos
Estes custos derivam essencialmente das consequências resultantes da existência de uma avaria, para a empresa em geral e para o departamento ou setor em particular.
Custos de Perda de Produção
• Produtos não fabricados;
• Matéria-prima desperdiçada;
• Perda de qualidade;
• Produtos desclassificados;
• Mão de Obra parada;
• Amortização das máquinas paradas;
• Penalidades por não cumprir de prazos de entrega do produto;
Custos Indiretos de Parada de Produção
Mais difíceis de identificar e contabilizar, estes custos referem-se essencialmente à perda ou degradação da imagem da empresa.
Taxa Horária de Parada
Para facilitar a contabilização dos Custos de Parada, é usual apurar uma Taxa Horária de Parada, genérica, utilizando para o seu cálculo o custo apurado anual devido a Perdas de Produção, e dividindo este valor global pelo número de horas de produção anual.
Com base nesta Taxa, para apurar o custo de paradas de uma máquina bastará multiplicar o tempo de duração da parada pela Taxa Horária de Paradas. Embora seja um cálculo pouco rigoroso, permite, no entanto ter uma idéia aproximada do seu valor.
Custos de Avaria
Os Custos de Avaria, também designados por Custos de Defeito (CD), resultam da soma dos Custos Diretos de Manutenção (DM) com os Custos Indiretos havidos com a perda de Produção (CP).
Custo Definição = Diretos de Manutenção + Custos Perda Além de ressaltar a evolução de cada um dos custos, permite evidenciar como, por vezes, a uma diminuição dos Custos Diretos poderá corresponder um acréscimo dos Custos Indiretos fazendo Crescer os Custos de Avaria.
Otimização dos Custos de Avaria - CD
Verifica-se que os Custos Diretos (DM) e os Custos Indiretos (CP) variam de forma inversa, sendo de esperar que cada acréscimo dos custos diretos de manutenção corresponda à uma diminuição dos tempos de paradas das máquinas.
É importante determinar em que ponto os custos globais se minimizam, ou seja, o ponto de otimização dos Custos de Avaria, CD.
Custos de Estoques
Os chamados Custos de Estoques resultam da conjunção de três tipos de despesas:
• De aquisição das peças e outros produtos;
• Do total em estoque;
• Da quebra estoque.
Custos de Aquisição
Englobam os custos administrativos havidos com o processo de consulta e aquisição, bem como uma parcela dos custos de estrutura necessários à existência e funcionamento dos serviços;
Custos de Estoque
Dizem respeito às peças e materiais existentes no almoxarifado e englobam duas parcelas fundamentais:
• Os encargos financeiros inerentes ao estoque (preço de aquisição mais custo do capital);
• As despesas de almoxarifado (espaço em estoque, parcela dos custos de funcionamento do almoxarifado, perdas por roubo, deteriorações,...).
Custos de Quebra de Estoque
Estes custos dizem respeito aos inconvenientes, diretos e indiretos, originados pela inexistência em estoque das peças ou materiais necessários a uma reparação.
Evolução do Estoque
O volume de um item no almoxarifado ou o seu nível de estoque diminui de forma inconstante no tempo, dependendo do ritmo de saída e de reposição.
É usual a criação de um gráfico para verificar a evolução do estoque, representando em um gráfico os volumes em estoque nos momentos de reposição.
ANÁLISE DE PARETO OU ANÁLISE ABC
Com a finalidade de reduzir os seus Custos de Estoque, a Manutenção necessita refletir, periodicamente, sobre a variedade e volume de peças que mantém em estoque.
A experiência mostra que os itens em estoque não têm uma saída idêntica nem são Igualmente responsáveis pelos Custos de consumo
Estão em jogo dois aspectos distintos que devemos analisar:
• O volume médio utilizado;
• O respectivo custo de consumo.
Estudos estatísticos inicialmente desenvolvidos por Pareto mostram que, em regra:
• 10% dos itens no almoxarifado são responsáveis por 75% das saídas;
• 25% dos itens no almoxarifado são responsáveis por cerca de 20% de saídas;
• Os restantes 65% dos itens são só responsáveis por 5% das saídas.
Fases de construção do Gráfico de Pareto - Análise ABC
• Determinar o consumo anual de cada item em estoque;
• Ordenar os itens de forma decrescente face ao seu consumo anual;
• Registrar, no gráfico, o valor do item mais consumido, dando-lhe uma cota correspondente ao seu consumo anual;
• Registrar o 2º item mais consumido dando-lhe uma cota correspondente ao seu consumo acrescida da cota correspondente ao item anterior;
• Registrar, por ordem decrescente, cada um dos restantes itens, seguindo a regra definida, ou seja, atribuindo-lhes uma cota igual à soma do seu consumo com a cota do item anterior.
A interpretação da distribuição de Pareto permite identificar Três áreas que normalmente são designadas por A, B e C que, pela respectiva importância, merecem tratamentos distintos em matéria de gestão de estoques.
Conforme referido, importa que a Manutenção pondere, item a item face à sua importância, custo e volume de utilização, quais os critérios de gestão de estoques a definir.
DICIONÁRIO DE AUXÍLIO AO SIGMA
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
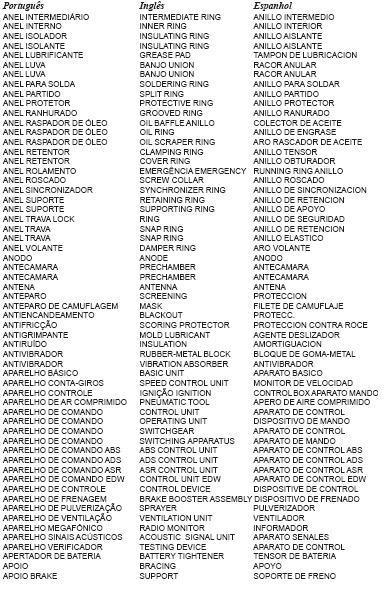
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
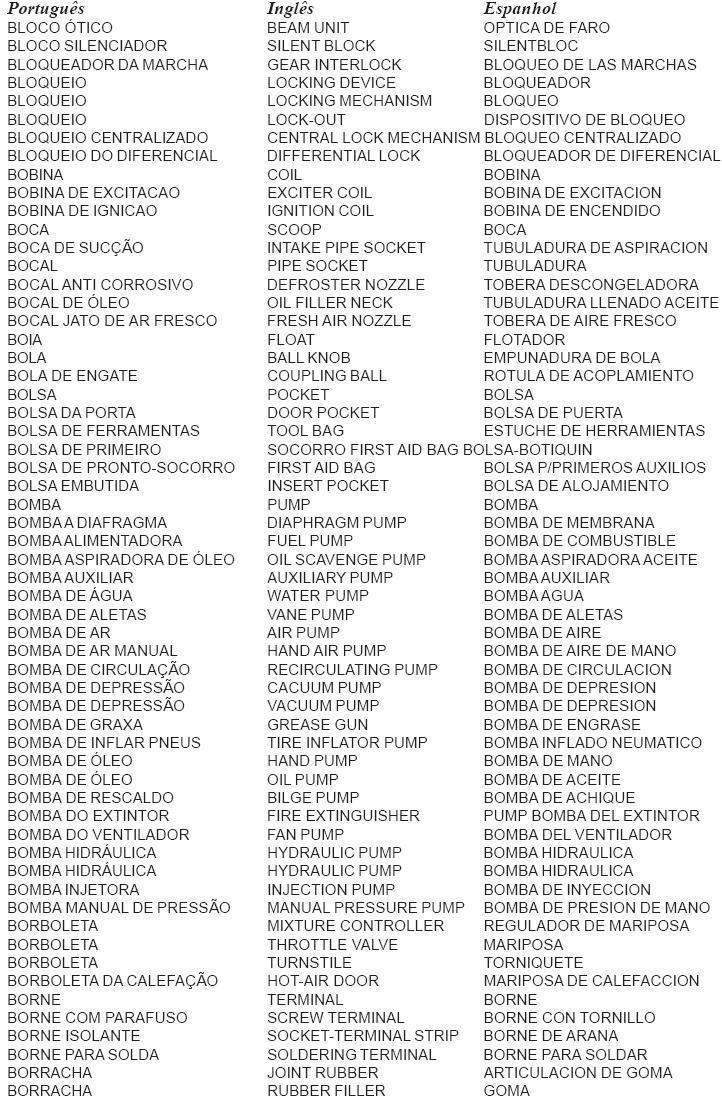
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
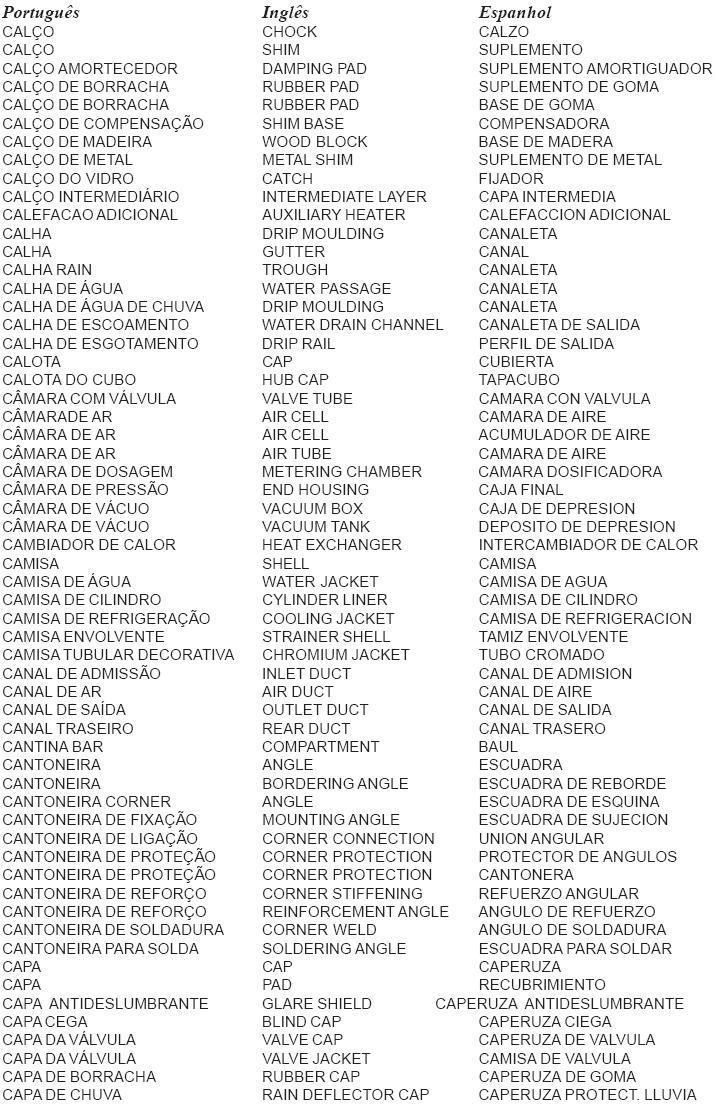
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário
Dicionário de Auxílio ao Sigma
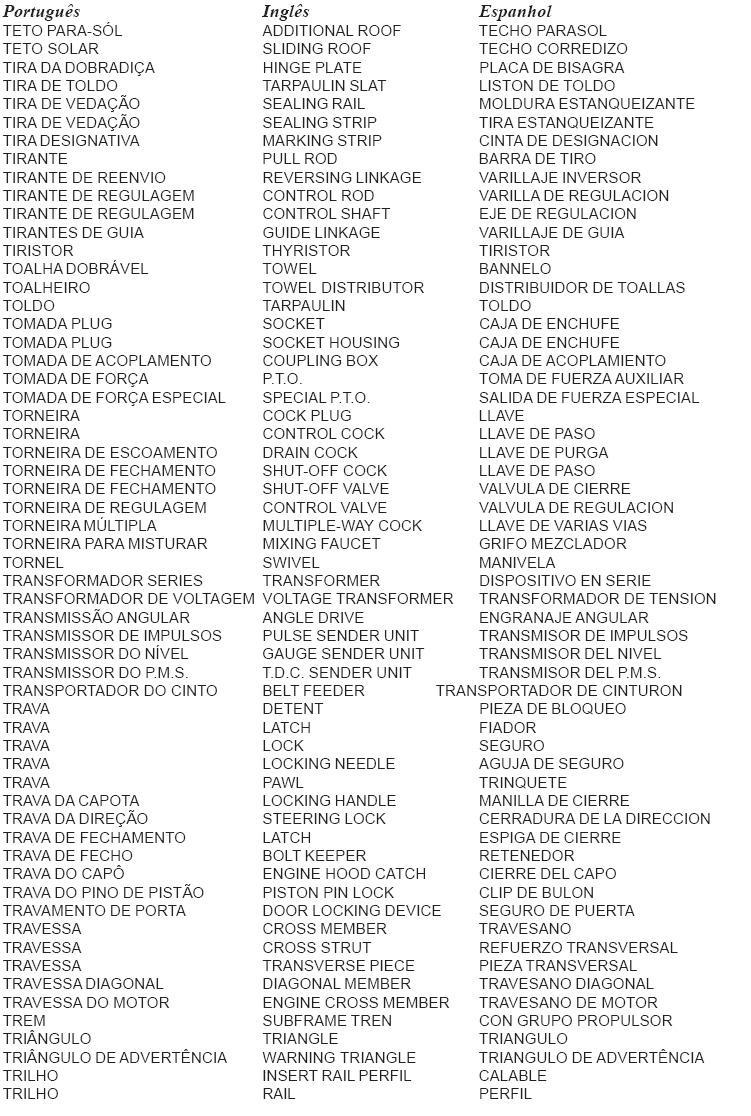
Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário de Auxílio ao Sigma

Dicionário
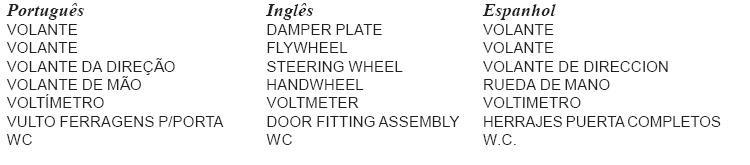
FLUXOS DE PCM