



INSTITUCIONES

INSTITUCIONES
8
14
Se recibió la décima egresada de la carrera de Ingeniería en Alimentos del INCALIN - UNSAM
Su Trabajo Final Integrador analiza un nuevo ingrediente para la industria cárnica
La FAUBA desarrolló un sello de bienestar animal
El objetivo es mejorar las condiciones para los animales, lograr productos de mayor calidad y facilitar la certificación.
24
Se aprobó el nuevo Plan Nacional de Prevención y Control de la Trichinellosis
Mediante su Resolución 1035/2024, el SENASA actualizó la normativa que establece el manejo de la enfermedad en todo el territorio.
4
Gran convocatoria del V Simposio Argentino de Inocuidad Alimentaria
Se llevó a cabo el 22 de agosto con la organización de la CAIA
El Salón Palais Rouge de la ciudad de Buenos Aires fue el escenario del XVI Congreso Argentino de Microbiología “CAM 2024”, que se desarrolló del 21 al 23 de agosto. En ese marco, la Comisión Argentina de Inocuidad Alimentaria (CAIA) organizó su V Simposio Argentino de Inocuidad Alimentaria, que contó con la presencia de más de 200 inscriptos y un calificado grupo de expositores.
12
EPSON agrega valor a procesos y productos a través del etiquetado a color
Las soluciones de impresión de la línea ColorWorks aumentan la eficiencia de los procesos en la industria de la carne.
MERCADOS
20
Carne cultivada
En el Reino Unido analizan como superar el debate polarizado entre agricultura celular y ganadería tradicional
30
Tecno Fidta 2024 tiene una agenda cargada de actividades
La Exposición de Tecnología Alimentaria, Aditivos e Ingredientes se realizará del 17 a 20 de septiembre, en La Rural Predio Ferial
Cultura de Inocuidad Alimentaria. Hacia una
Tecnología de radiación ionizante para extender la vida útil de pescado magro fresco
Perez Cenci M.; Felix M.L.; Cova M.C.; García
Loredo A.B.; Tomac A.
Maldonado, F.; Ceballos, M.; Barrientos, V; Bonzano, M.F.; Marqui, J. 46
Carne de Búfalo (Bubalus bubalis) de Córdoba, Argentina. Caracterización físico-química y sensorial

La UE implementa nuevas medidas para reducir la contaminación industrial y de las granjas
La directiva de emisiones industriales incluye a las producciones porcina y aviar. La Comisión evaluará en 2026 si incluir las explotaciones de ganado vacuno
PRESIDENTE Néstor E. Galibert
DIRECTORA GENERAL: Prof. Ana María Galibert
DIRECCIÓN EDITORIAL: M.V. Néstor Galibert (h)
RELAC. INTERNAC.: M. Cristina Galibert
DIRECCIÓN, REDACCIÓN Y ADM. Av. Honorio Pueyrredón 550 - Piso 1 (1405) CABA - ARGENTINA Tel.: 54-11-6009-3067 info@publitec.com.ar http://www.publitec.com.ar
C.U.I.T. N° 30-51955403-4
ESTA REVISTA ES PROPIEDAD DE PUBLITEC S.A.E.C.Y.M.
PROPIEDAD INTELECTUAL: 38482742
IMPRESIÓN
BUSCHI EXPRESS
Uruguay 235 - Villa Martelli Buenos Aires - Argentina (+54 11) 4709-7452 www.buschiexpress.com.ar

Se llevó a cabo el 22 de agosto con la organización de la CAIA
El Salón Palais Rouge de la ciudad de Buenos Aires fue el escenario del XVI Congreso Argentino de Microbiología “CAM 2024”, que se desarrolló del 21 al 23 de agosto. En ese marco, la Comisión Argentina de Inocuidad Alimentaria (CAIA) organizó su V Simposio Argentino de Inocuidad
Alimentaria, que contó con la presencia de más de 200 inscriptos y un calificado grupo de expositores.
Como en ediciones previas, el Simposio de Inocuidad Alimentaria convocó a profesionales de todo el país relacionados con la elaboración de alimentos. Tuvieron la oportunidad de escuchar a expertos en inocuidad que trataron diversos temas de actualidad. La conferencia inaugural (“Todo lo que se escapa del plan HACCP y hay que controlar”)
la brindó el prestigioso especialista Alejandro Mazzotta, de amplia trayectoria en EE.UU. donde fungió como presidente de la International Association for Food Protectión –IAFP- reconocida organización internacional centrada en la inocuidad alimentaria de la cual la CAIA es subsidiaria en la Argentina. Temas relacionados con análisis genómicos, contaminantes emergentes, manejo de alérgenos, Salmonella en alimentos, sistemas de calidad, prevención d e accidentes y alimentos fermentados fueron tratados en forma profunda y amena por los disertantes, con amplia participación de los asistentes. La conferencia de cierre (“Aporte de las herramientas digitales y de la Inteligencia Artificial a la inocuidad alimentaria”) fue expuesta por Fabiana Guglielmone, Presidente de la CAIA e integrante del Executive Board de IAFP, quien anunció que nuestro país será sede del Simposio Latioamericano IAFP en el año 2026.
“En la CAIA seguimos trabajando en capacitar, en formar, en difundir novedades sobre lo que está pasando en la industria, siempre con el foco puesto en la inocuidad de los alimentos.”

La convocatoria de la CAIA ha sido un éxito en esta nueva edición del simposio… Es una alegría ver la sala llena. Desde la organización del Congreso Argentino de Microbiología nos propusieron formar parte del acontecimiento con un día entero dedicado a la inocuidad de alimentos. Nos pareció una excelente propuesta y armamos un programa muy interesante. La convocatoria fue genial. En la CAIA seguimos trabajando siempre en capacitar, en formar, en difundir novedades sobre lo que está pasando en la industria, siempre con el foco puesto en la inocuidad de los alimentos. Tenemos un equipo multidisciplinario, con profesionales que trabajan en industria, otros en aspectos de educación y otros en aspectos regulatorios, por lo que siempre hay novedades de interés. Además, tenemos muchos contactos con profesionales destacados del país y del exterior, a los que invitamos a que aporten sus experiencias. Esto se ve en la excelente respuesta que hemos tenido de los disertantes, lo que es importantísimo para que la gente se interese y venga.
¿Qué vías de comunicación utilizan?
Tenemos un Instagram, pero donde hacemos la mayor difusión es Linkedin, una herramienta súper
válida para nosotros. Hay que tener en cuenta también que empezamos con la CAIA en 2015, entonces ya son varios años de trabajo que nos han permitido generar una masa de profesionales que nos sigue. Tenemos capacitaciones virtuales, de las cuales hemos hecho muchas durante los últimos años a partir de la pandemia. Recién este año volvimos a tener una capacitación presencial. Hemos tenido webinars con más de 3.000 personas, con asistentes de toda Latinoamérica y de Europa también.
Hay un contacto estrecho con la industria de alimentos…
La relación con la industria es muy intensa. Tenemos en este simposio mucha gente proveniente de empresas. La mayor parte del público que está hoy acá viene desde ese sector. La atención de la industria en el tema de inocuidad es muy importante. Hay muchos profesionales dedicados a eso, hay muchas carreras que forman licenciados e ingenieros en alimentos y que se están integrando a toda la industria de alimentos. Así que hay conocimiento y hay inversión. Obviamente, hay momentos difíciles donde se puede invertir menos, pero se sabe que este tema es básico, no se puede desinvertir en inocuidad.
¿En qué colabora la inteligencia artificial en el tema de la inocuidad?
Ese tema lo voy a tratar más tarde en el simposio. Hay muchas herramientas que se pueden utilizar. Hay cosas que sirven, hay otras que todavía están en periodo de prueba, pero hay que ocuparse de hacer una evaluación de costo-beneficio y ver cuáles son las herramientas que pueden sumar y cuáles son las que no vale la pena invertir. Pero las posibilidades son infinitas.
Alejandro Mazzota
“Una cultura de innovación y calidad es aquella en la cual no se castigan los pequeños errores”

¿Qué comprende la cultura de la calidad?
La cultura implica interiorizar que para ganar en el mercado hay que ganar con calidad. Y calidad no depende solamente del grupo de calidad, sino de todos los integrantes de la empresa. Cuando se le hace entender a cada uno que, si la calidad en el mercado es mejor, las ventas suben y la productividad mejora, el bono que se le da a los empleados es mayor. Ahí aparece la conexión y se dice “todos queremos que el producto en el mercado siempre sea de buena calidad”, porque hay un retorno para todos. Esa es la base conceptual de crear la cultura de calidad. Y luego hay técnicas de cómo hacerlo, cómo entrenar y cómo demostrar que eso es importante.
¿Hay normas para eso?
No hay normas, pero hay estudios que indican qué es lo que más afecta la cultura de la calidad. Por ejemplo, el liderazgo, el empoderamiento de los empleados para que puedan tomar decisiones. Una cultura de innovación y calidad es aquella en la cual no se punen los pequeños errores; yo he trabajado en compañías donde pequeños errores se castigaban, y eso crea una cultura de no tomar decisiones y no poder hacer las cosas bien.
La cultura de la inocuidad es parte de la cultura de la calidad…
Claro, todo va junto. Obviamente la cultura de la seguridad es lo más importante, pero también la calidad es importante. Un producto inocuo en el mercado que no tenga buen sabor, que no tenga buena calidad de diseño, no se vende. Entonces, todo tiene que estar unido. Todo es parte de la cultura de calidad.
Usted se refirió a que en el sistema HACCP hay cosas que no se contemplan…
Son todos esos problemas que están incluidos en los programas de prerequisitos, y que ahora en Estados Unidos se ponen más como controles preventivos. Son muy importantes, tal vez no tanto como como un punto crítico de control. Pero un punto crítico de control es más específico del proceso, como cuando uno controla el tiempo o la temperatura. Los otros controles son menos específicos, por ejemplo, un programa de mantenimiento de las válvulas o un programa de mantenimiento de las llenadoras. Si uno no tiene un buen programa de mantenimiento y las llenadoras empiezan a fracasar, por más que yo haya pasteurizado la leche, se puede volver a contaminar. Entonces, todo eso es parte del programa de calidad y de seguridad de alimentos. No se controla directamente en el plan HACCP, pero se controla con estos otros programas de control. Proveedores, por ejemplo, es súper importante. Para mí es uno de los mejores avances de la nueva legislación de Estados Unidos en seguridad de alimentos. Ahora, por ejemplo, si tengo una inspección de la FDA, ellos me preguntan: “Si tú no le das un tratamiento a este ingrediente y va directamente del proveedor al consumidor, ¿cómo te aseguras que el proveedor tenga los programas necesarios para mantener la inocuidad?”. Lo que se llama el supply chain es fundamental también en la seguridad de los alimentos, para saber que las compañías son responsables de comprar ingredientes seguros.
“La Argentina es un país de punta en herramientas genéticas”

¿La secuenciación genómica está disponible para la industria de alimentos en la Argentina?
Sí, todo lo que tiene que ver con aplicaciones de secuenciación masiva de ADN son técnicas que a nivel mundial se vienen aplicando desde ya hace muchos años, tanto en abordaje metagenómico como en secuenciación de genoma completo, que se usa sobre todo para la resolución de brotes de ETA.
En la Argentina, el Instituto Malbrán es el centro nacional de referencia que aplica secuenciación de genoma completo. En el caso nuestro en el CIATI, la aplicación general o más importante tiene que ver con la metagenómica aplicada a la industria de alimentos. Se puede usar para resolver eventos de alteración o deterioro de alimentos, cuando hay un producto que está con signos visibles de deterioro y la microbiología tradicional no llega a resolver por completo cuáles son los agentes causales. O también para conocer más la microbiota de una planta.
En su conferencia mencionó que hay tres abordajes genómicos… Dentro de la metagenómica tenemos la amplificación el gen ARN ribosomal 16S -lo que se conoce como secuenciación aleatoria- y el abordaje shotgun. Un tercer abordaje genómico es la secuenciación de genoma completo. La principal diferencia es
que en los primeros dos no es necesario tener microorganismos aislados en una placa de Petri, mientras que la secuenciación de genoma completo se hace sobre una colonia que esté previamente crecida y desarrollada. En los primeros dos abordajes se puede llegar a género y especie, mientras que con genoma completo se puede llegar a género, a especie, a subespecie, inclusive se pueden ver genes de virulencia, genes de resistencia a los antimicrobianos, a los desinfectantes, es decir que se puede conocer toda la batería genómica que tiene esa bacteria.
¿La secuenciación de genoma completo también es útil para la industria?
Esa aplicación empezó a nivel mundial para resoluciones de casos de ETA. Por ejemplo, mediante genómica completa se puede ver si es la misma cepa la de una salmonella que se aísla de un paciente y una salmonella que se aísla de un alimento o de una planta. Pero en los últimos años también se está viendo, sobre todo en el caso de Listeria, que es una fuerte formadora de biopelículas, que las herramientas de secuenciación de genoma completo aportan valor desde el punto de vista de los genes de resistencia a los desinfectantes. Entonces hay muchas industrias que están analizando las listerias que tienen en sus plantas para ver si tienen genes de resistencia a los desinfectantes que ellos están aplicando.
¿Y hay laboratorios en la Argentina que hacen ese trabajo para la industria?
Hay varios laboratorios. La Argentina es un país de punta en este campo, donde se utiliza todo lo que son herramientas genéticas. En el caso nuestro de CIATI, ya hace algunos años empezamos a trabajar fuertemente en lo que es metagenómica. Y ahora estamos comenzando con secuenciación de genoma completo. Tenemos varias empresas, sobre todo exportadoras, pero también productoras de nivel local, que nos piden estos servicios. Pero sobre todo el exportador es el que requiere este tipo de herramientas porque el mundo ya las está aplicando.
Su Trabajo Final Integrador analiza un nuevo ingrediente para la industria cárnica

El 6 de agosto, en el auditorio del Instituto Nacional de Tecnología Industrial, la flamante ingeniera Mayra Miramón defendió su Trabajo Final Integrador “Mejora del perfil nutricional de salchichas cárnicas enriquecidas con fibra alimentaria”, que obtuvo la máxima calificación por parte del jurado evaluador. El resultado de sus investigaciones señala a la fibra de limón como un prometedor ingrediente que puede aportar ventajas tecnológicas y nutricionales para productos cárnicos procesados.
Con la dirección de la Lic. Mariana Sánchez, Profesora de la asignatura Proyecto Final Integrador y Directora de Asistencia Tecnológica en el Área de Alimentos del INTI, Mayra Miramón analizó la aplicación de la fibra de limón. En esa línea se trabajó en la formulación de un embutido cocido con características similares a una salchicha cocida sin piel, que presente un perfil nutricional más saludable, en comparación con el producto de referen-
cia. Se buscó reducir el contenido de grasa total, grasas saturadas y sodio del producto. Para lograrlo, se utilizó fibra cítrica como estrategia para reemplazar parcialmente estos nutrientes. Con la tecnología empleada y bajo las condiciones de la planta piloto del INTI, se logró obtener un producto con un perfil nutricional mejorado en comparación con la fórmula inicial y un alto índice de aceptabilidad entre los consumidores. A pesar de que se pre-
sentaron algunas dificultades en el manejo de la fibra, este es un producto en constante mejora, por lo que los resultados obtenidos reflejan las condiciones actuales de producción.
Mejorar el perfil nutricional de productos cárnicos como las salchichas es una tarea desafiante pero esencial. Los hábitos de las personas y los problemas de salud pública asociados con el consumo de alimentos poco nutritivos impulsan a la industria
a buscar alternativas a los ingredientes más controversiales y perjudiciales para la salud. La matriz cárnica es compleja y exigente, pero con el trabajo de tecnólogos e investigadores se tiene la oportunidad de generar evidencia científica sobre ingredientes y procesos innovadores que mejoren la oferta nutricional de estos productos, además de añadir valor a un subproducto de la industria alimentaria.
“Hay una posibilidad enorme de agregarle valor a nuestras materias primas”
¿Cómo está organizada la Carrera de Ingeniera de Alimentos?
La carrera consta de 11 cuatrimestres. Hay tres etapas, primero hay una etapa inicial con todas las materias de ciencias básicas, que se dictan en el campus de la UNSAM, que en general son comunes para las 11 carreras de Ingeniería que se dictan en esta Universidad. A partir del tercer año, la carrera se cursa en el Parque Tecnológico Migueletes, ya que el INCALIN (Instituto de Calidad Industrial) está conveniado con el INTI para poder utilizar todas las instalaciones, esta es la segunda etapa de la carrera con asignaturas de tecnologías básicas y aplicadas. Ese es un gran valor agregado que tiene nuestra carrera, ya que los alumnos a partir del convenio INTIUNSAM pueden utilizar las plantas piloto y los laboratorios. Hay varios institutos en este Parque Tecnológico con plantas piloto: de carnes, de agroalimentos y de lácteos, entre otras. Y los estudiantes las aprovechan a lo largo de diferentes asignaturas y con diferentes enfoques. Por ejemplo, en las asignaturas relacionadas con las cadenas alimentarias, se hacen prácticas de elaboración de productos, prácticas de automatización y control, se trabaja con una Learning Factory para poder digitalizar un proceso, entre otros. También hacemos visitas a plantas de alimentos, lo que es muy interesante, porque los alumnos tienen la posibilidad de entender la realidad productiva de las diferentes industrias y cade-

Dr. Ricardo Rodríguez y Lic. Estela Martínez Espinosa, directores de la Carrera de Ingeniería de Alimentos.
nas alimentarias. Finalmente, la tercera etapa puede considerarse a la comprendida con las asignaturas integradoras, la Práctica Profesional Supervisada, PPS y el Proyecto Final Integrador, PFI, del cual hoy vimos un ejemplo. La PPS y el PFI son espacios de integración de formación eminentemente práctica que constituyen una oportunidad de aplicación e integración de conocimientos y competencias a efectos de resolver problemas de ingeniería en alimentos.

También el cuerpo de profesores está relacionado con el INTI…
Sí, además de docentes externos, hay una cantidad importante de docentes que son del INTI, con sus especializaciones. Y eso asegura también la relación con la industria. El INTI tiene una vinculación con el sector privado desde hace muchísimos años, lo que facilita mucho hacer visitas a empresas y darles la posibilidad a los alumnos para que puedan hacer pasantías. Si bien la UNSAM tiene ya un servicio de pasantías consolidado e importante, tener contacto directo con la industria de los alimentos y bebidas permite saber si hay necesidades específicas de determinados perfiles de estudiantes avanzados y los alumnos entran rápidamente en contacto con ellos.
¿Están trabajando para conseguir más alumnos?
Hay muchas actividades de vinculación desde UNSAM para que los estudiantes conozcan la carrera. Se hacen con alumnos que están en los últimos años del secundario, también se organizan charlas para mostrar de qué se trata la carrera y la importancia de tener ingenieros en alimentos. Somos un país con un sector agrícola-ganadero relevante y la realidad es que hay una posibilidad enorme en agregarle valor y diferenciar a nuestras materias primas e industrializar productos. Hay oportunidades y un gran desafío en ese sentido, así que necesitamos ingenieros en alimentos. Y el abordaje y nivel de esta carrera es una magnífica posibilidad en esa línea.
“Hay una asociación muy virtuosa entre el INTI y la UNSAM”

Nuestro instituto está conveniado con el INTI para desarrollar carreras de grado, como Ingeniería en Alimentos e Ingeniería Industrial, y de posgrado, como Especialización en Calidad Industrial, en Calidad Industrial en Alimentos, y un doctorado sobre Calidad e Innovación Industrial. En la carrera de Ingeniería en Alimentos tenemos alrededor de 60 alumnos y en Ingeniería Industrial unos 300 alumnos. Hay 40 profesionales siguiendo el doctorado. El INCALIN se creó hace ya 30 años por medio
El INCALIN contribuye a la formación de recursos humanos en niveles de Grado, Postgrado y Extensión Universitaria, asociando actividades de investigación, desarrollo e innovación industrial. Su oferta educativa se distingue por incluir tanto los pilares tradicionales de Mediciones, Ensayos Industriales, Normalización y Gestión Integral de los Procesos, como la innovación tecnológica asociada al desarrollo de nuevos productos y servicios.
de un convenio de cooperación entre el Instituto Nacional de Tecnología Industrial y la Universidad Nacional de San Martín, que son dos instituciones que están muy próximas, un kilómetro una de la otra. Esta asociación permite aprovechar las capacidades de cada una de las instituciones, es una relación muy virtuosa porque utiliza la infraestructura del INTI, que es única en el país, para la enseñanza de estas carreras.
Hoy es un día particular…
Así es, hoy se recibe el décimo egresado de Ingeniería de Alimentos, que es una carrera que empezó hace pocos años, y está presentando un trabajo muy interesante para la industria de carne. Nuestro objetivo es aumentar la cantidad de egresados en cada una de estas carreras, pero también estamos próximos a lanzar una especialización: la carrera de posgrado en Calidad para la Industria 4.0. La transformación digital es algo que ya está presente en toda la industria del mundo y en especial en nuestro país. Se necesitan recursos formados en las tecnologías de la transformación digital con el foco puesto en la calidad, que es justamente el foco del INCALIN.


Las soluciones de impresión de la línea ColorWorks aumentan la eficiencia de los procesos en la industria de la carne.
En la industria alimentaria actual, los consumidores necesitan tener claridad sobre detalles como ingredientes, instrucciones de uso, fecha de caducidad y valor nutricional de los productos perecederos que adquieren en el mercado. Para lograr un alto nivel de protección de la salud y garantizar el derecho a la información de la composición y tratamiento de los alimentos, las etiquetas se vuelven fundamentales, ya que no sólo identifican el producto, sino que también proporcionan estos datos de suma importancia. Además, a través de las etiquetas esta información es presentada de una manera sintética y clara.
En este contexto, Epson, líder mundial en tecnología de impresión, ofrece soluciones innovadoras que permiten a las empresas del sector alimentario imprimir etiquetas de alta calidad de manera eficiente y confiable. Especialmente los equipos que forman parte de la línea ColorWorks están diseñados para generar etiquetas a color con diseños propios y
permiten, además, la opción de gestionar las cantidades a imprimir para cada versión de etiqueta que se genere. Esta línea de equipos de impresión, integrada por las ColorWorks C4000, C6000, C6500 y C7500, permite mayor flexibilidad y eficiencia, ya que todo el proceso de producción es sencillo y personalizado. De esta manera, se asegura un aumento

de velocidad en los procesos y brindando mayor productividad gracias a su estrategia de eliminación de costos y residuos innecesarios.
ColorWorks C4000: cuenta con tecnología PrecisionCore® que permite producir rápidamente la primera etiqueta y ofrece velocidades de hasta 4 pulgadas por segundo, eliminando la necesidad de etiquetas preimpresas. De fácil uso y administración, el nuevo modelo tiene conectividad Wi-Fi opcional para imprimir desde dispositivos móviles compatibles, y administración remota de impresoras a través de Epson Device Admin para administrar grandes flotas mediante la red.
ColorWorks C6000/C6500: diseñadas para ofrecer soluciones ideales para el etiquetado a color y monocromático. Poseen un diseño compacto y un panel de control fácil de navegar. Además, permiten imprimir en una amplia variedad de sustratos y tamaños, aportando nuevas oportunidades para empresas que gestionan múltiples códigos de parte y requieren etiquetas bajo demanda en muy poco tiempo. La C6000 permite imprimir en hasta 4 pulgadas de ancho de impresión mientras que la C6500 permite imprimir en hasta 8 pulgadas.
ColorWorks C7500: es ideal para las copias donde la durabilidad es esencial. Es rápida, duradera, fiable y de sencilla operación. Gracias al uso de la tinta pigmentada DURABrite Ultra, resulta idónea para la impresión en papel mate. Está equipada con el el nuevo cabezal de impresión en línea PrecisionCore que, a diferencia de los sistemas de inyección de tinta térmicos, utiliza la potencia de los componentes piezoeléctricos micromecánicos para disparar

las gotas de tinta y, puesto que no aplica calor, el cabezal de impresión es permanente y no necesita sustituirse.
ACERCA DE EPSON
Epson es líder mundial en tecnología con una filosofía de innovación eficiente, compacta y precisa que enriquece vidas y ayuda a crear un mundo mejor. La empresa tiene como objetivo solucionar los problemas de la sociedad mediante innovaciones en el ámbito de la impresión para el hogar y la oficina, la impresión comercial e industrial, la fabricación, la comunicación visual y el estilo de vida. Epson se convertirá en carbono negativo y eliminará el uso de recursos agotables del subsuelo tales como el aceite y el metal para el año 2050. Liderada por Seiko Epson Corporation con sede en Japón, el Grupo Epson genera, a nivel mundial, ventas anuales con un valor superior a JPY 1 trillón.
MÁS INFORMACIÓN: global.epson.com/
El objetivo es mejorar las condiciones para los animales, lograr productos de mayor calidad y facilitar la certificación.

El bienestar animal es crucial para producir carne y leche, con impactos positivos en la salud de los bovinos y en la calidad de los productos. No considerarlo, sin embargo, puede traer problemas de estrés, sanitarios o de comportamiento, reduciendo la producción. Para abordar estos desafíos, la Facultad de Agronomía de la UBA (FAUBA) asiste y acompaña a ganaderos a implementar normas de bienestar animal que permitan obtener la certificación de sus establecimientos. Al lograrlo reciben el Sello de Bienestar Animal FAUBA.
“Existe una definición de bienestar animal que vincula el estado físico y mental de los animales con las condiciones en las que viven y mueren. Nos parece adecuada porque incluye cuestiones de salud, nutrición y ambiente, pero también de estrés, miedo y comportamiento”, comentó Jesica Iorio, docente de la cátedra de Producción Lechera de la FAUBA. Y añadió. “Es un área de estudio transversal a todas las disciplinas dentro de un sistema de producción. Por ejemplo, conocer de nutrición, sanidad o fisiología de los animales nos obliga a elevar su bienestar. Y cuando los productores se enfocan en el bienestar pueden lograr
mejoras continuas en el manejo de los rodeos. A la larga, esto redunda en una mayor calidad de carne y leche, y aumenta la satisfacción de quienes las consumen”. Por eso, para facilitar la certificación del bienestar animal en la producción bovina de leche y carne y en plantas de faena, la cátedra de Producción Lechera desarrolló el Sello de Bienestar Animal FAUBA, que incluye un protocolo estandarizado que explicita y mantiene actualizados los requerimientos de las vacas en cuanto a alimento y agua, ambiente, sanidad y manejo.
EL CAMINO DE LOS SELLOS
Iorio explica que desde la FAUBA se cumple un rol clave: asistir técnicamente a los productores para que implementen el protocolo en sus establecimientos productivos. En el caso del proceso de certificación, evalúan el establecimiento, recorren las instalaciones, observan a los animales y registran, analizan y monitorean distintos parámetros. Al finalizar se le entrega al productor un informe con los problemas observados. “Por ejemplo, en cuanto a la alimentación y al agua, el principio a seguir es que todos los animales deben ser libres de pasar hambre, sed y desnutrición en todas las etapas de su vida. Y en cuanto al ambiente, tienen que estar libres de molestias físicas y térmicas. Cada principio involucra numerosos requisitos a cumplir”, especifica Jesica. Según la docente, una vez realizadas las mejoras, la Facultad emite un informe destinado a la certificadora, que lleva adelante el seguimiento, el control y la posterior certificación. “Al terminar todo el proceso, los productores reciben una constancia de cumplimiento del protocolo de producción con los sellos de la FAUBA y de la entidad certificadora”. Además, Iorio resaltó que todos los años, la Facultad audita a la empresa certificadora para corroborar que los establecimientos que utilizan el Sello de Bienestar Animal se encuentran bajo seguimiento y cumpliendo efectivamente el protocolo.
BIENESTAR ANIMAL: ¿UNA MODA?
María Inés Sarandria, docente de la misma cátedra, destacó que “esta disciplina no es una moda, hace años que se viene desarrollando. Sin embargo, queda bastante por hacer y mejorar. Sin duda, todo va a redundar en una mejor producción. Nuestro sello es un gran avance”. Esta identificación en los productos es crucial para los consumidores, ya que les permite tomar decisiones informadas y éticas en sus compras. Para la Universidad, es igualmente relevante, dado que la conecta con el sector productivo y fomenta la investigación en el área, generando conocimientos para responder a las necesidades de la industria y de la sociedad.
FUENTE:
Sobre La Tierra (SLT-FAUBA). Autor: Pablo A. Roset

La directiva de emisiones industriales incluye a las producciones porcina y aviar. La Comisión evaluará en 2026 si incluir las explotaciones de ganado vacuno
La Unión Europea puso en marcha el 3 de agosto su nueva legislación para reducir las emisiones contaminantes de la industria, donde incluye las generadas por la producción intensiva de aves y porcinos, dejando afuera por ahora a la ganadería bovina. Los Estados Miembro disponen de un plazo de 22 meses para trasladar sus disposiciones a sus marcos legislativos nacionales. La Comisión Europea evaluará, a más tardar el 31 de diciembre de 2026, si es necesario tomar medidas adicionales con respecto a las emisiones de la ganadería, incluido el ganado vacuno, así como la introducción de una cláusula de reciprocidad para garantizar que los productores no europeos cumplan requisitos similares al exportar a la UE.
La directiva sobre emisiones industriales es el principal instrumento de la UE para regular la contaminación de instalaciones industriales y agroindustriales con sustancias como dióxido de nitrógeno, amoniaco, mercurio, metano y dióxido de carbono, que deberán obtener permisos de emisión de los países, siempre que cumplan con los requisitos exigidos. Según esta
normativa, será obligatoria la fijación de los niveles de emisiones más estrictos posibles. El objetivo es que las emisiones de estos varios contaminantes atmosféricos "clave" se reduzca para 2050 en un 40% en comparación con los niveles observados en 2020. También será obligatorio establecer objetivos de rendimiento ambiental para el consumo de agua. En lo

que respecta a los residuos, el uso eficiente de los recursos, la eficiencia energética y el uso de las materias primas, los objetivos estarán dentro de un rango. En cuanto a los establecimientos ganaderos, la directiva se aplicará a las explotaciones porcinas con más de 350 unidades de ganado mayor (LSU)*. Quedarán excluidas las granjas que crían cerdos de manera extensiva u orgánica y en el exterior durante una parte significativa del año. En el caso de las aves de corral, la norma se aplicará a las explotaciones con gallinas ponedoras con más de 300 LSU y a las explotaciones con pollos de engorde con más de 280 LSU. Para las explotaciones que crían cerdos y aves de corral, el límite será de 380 LSU. Según las autoridades, el objetivo es reducir las emisiones provenientes de la producción animal, de manera que estos sectores adapten sus estrategias para cumplir con exigentes estándares medioambientales. Las regulaciones también especifican que las granjas extensivas y la cría doméstica estarán exentas de estos nuevos requisitos. Esta excepción busca ayudar a los pequeños agricultores y a aquellos que practican una agricultura de bajo impacto ambiental, sosteniendo así un modelo de producción sostenible y diversificado en el continente europeo.
La Comisión Europea evaluará, a más tardar el 31 de diciembre de 2026, si es necesario tomar medidas adicionales respecto a las emisiones de la ganadería, incluido el ganado vacuno, así como la introducción de una cláusula de reciprocidad para garantizar que los productores no europeos cumplan requisitos similares al exportar a la UE.
Para mejorar la transparencia y la participación del público en relación con la concesión de licencias, el funcionamiento y el control de las instalaciones reguladas, se implementará un Portal de Emisiones Industriales, que permitirá a los ciudadanos obtener datos sobre todos los permisos de la UE y las actividades locales contaminantes.
Las empresas que no cumplan pueden enfrentar sanciones de al menos el 3% del volumen de negocio anual en el caso de una infracción grave. Los países de la UE deberán facilitar a los ciudadanos afectados por el incumplimiento el derecho a reclamar una indemnización por daños y perjuicios a su salud.
La Directiva sobre emisiones industriales es el principal instrumento de la UE para limitar la conta-
*(=1 LSU) es el equivalente en pastoreo de una vaca lechera adulta que produce 3 000 kg de leche al año, sin alimentos concentrados adicionales. El LSU sólo se calcula para animales bovinos, caprinos, ovinos, équidos, porcinos, aves de corral y conejos reproductores hembras. Las explotaciones con ganado y sin LSU son explotaciones que tienen colmenas u otros animales no clasificados en otra parte.
minación del aire, el agua y el suelo procedente de instalaciones industriales, incluidas las explotaciones ganaderas intensivas. También regula la generación de residuos, el uso de materias primas, la eficiencia energética, el ruido y la prevención de accidentes.
Los titulares de instalaciones y granjas industriales reciben un permiso de explotación de la autoridad del país en el que están situados. Los valores límite de emisión para las sustancias contaminantes emitidas se definen en los permisos y se basan en las mejores técnicas disponibles, definidas por la Comisión en coordinación con expertos de los Estados miembro, la industria y las organizaciones ambientales. Los permisos deben tener en cuenta el comportamiento ambiental global de la planta, que abarca, entre otras cosas, las emisiones a la atmósfera, las filtraciones en el agua y el suelo, la generación de residuos, el uso de materias primas y la eficiencia energética. Los países de la UE deben organizar inspecciones in situ al menos una vez cada uno a tres años, utilizando criterios basados en el riesgo.
CRÍTICAS DE LOS SECTORES AVIAR Y PORCINO
La Directiva ha despertado fuertes críticas de varios sectores relacionados con la producción animal en la UE, que afirman que no tiene sentido incluir a las granjas en esta norma y tratarlas como si fueran industrias. Asimismo, las asociaciones de agricultores y cooperativas agrícolas de la UE han llamado la atención sobre las posibles repercusiones de esta directiva en muchas granjas familiares. Aunque el ámbito de la ganadería de vacuno no se ve afectado, la DEI afecta de manera desproporcionada a los productores porcinos, de huevos y a los pequeños avicultores, lo que supone una carga adicional para las granjas mixtas. La inmensa mayoría de las aves de corral de la UE se producen en granjas familiares, a menudo mezcladas con otras actividades ganaderas o agrícolas. Los huevos de corral y camperos se producen principalmente en granjas pequeñas (<30.000 ponedoras) y medianas (<100.000).
Por otro lado, en los países en los que la cría y el engorde de cerdos se llevan a cabo en la misma ins-
talación, una granja con tan sólo 90 a 120 cerdas puede entrar en el ámbito de aplicación, ya que el umbral establecido por la norma para los cerdos de engorde se considera poco realista. En tales casos, el 90% de las granjas porcinas podrían verse afectadas, ya que el nuevo ámbito de aplicación (350 UGM), pone en peligro a muchas granjas pequeñas y medianas. Esto se agudiza porque la cantidad de productores porcinos ha disminuido en la última década, pero no en proporción a la cabaña porcina, lo que ha provocado un aumento del tamaño medio de las piaras. La misma tendencia se observa en las granjas de aves de corral y huevos. La desaparición de muchas granjas pequeñas y medianas acentuará la tendencia a la concentración. En forma similar, el umbral de 280 UGM para las granjas de aves de corral y huevos se ha fijado arbitrariamente sin tener en cuenta la diversidad del sector, lo que afecta aún más a las granjas de pavos
La DEI es injusto para las aves de corral y los huevos ecológicos, y también para las granjas mixtas. En muchas regiones de la UE, es habitual que un agricultor tenga aves de corral y cerdos, o incluso especies monogástricas y rumiantes, ya sea como producción tradicional o para equilibrar las perturbaciones del mercado compensando la pérdida en una producción con la otra. Dado que estas granjas tendrán que aplicar normas de funcionamiento diferentes, la carga para ellas será relativamente mayor que para las granjas de monoproducción, ya que es posible que tengan que duplicar los procedimientos administrativos y aplicar más MTD (Mejores Técnicas Disponibles).
Los productores europeos advierten que la DEI no contiene ninguna disposición que garantice que los requisitos impuestos a los productores de la UE se apliquen recíprocamente a los productos importados de terceros países, lo que aparece como un grave problema. Por ejemplo, la carne y los huevos de aves de corral importados principalmente de Brasil, Tailandia y Ucrania se producen, por término medio, en granjas mucho más grandes que las de la UE y en países con una legislación medioambiental nula o limitada.


En el Reino Unido analizan como superar el debate polarizado entre agricultura celular y ganadería tradicional
¿Podría el cultivo de células animales reducir la huella ambiental de la carne? Esa es la promesa de las empresas que desarrollan carne cultivada y la esperanza de quienes abogan por políticas e inversiones que la respalden. El éxito depende no sólo de que superen una serie de nuevos desafíos científicos, sino también de la relación de esta tecnología con la ganadería a la que pretende desplazar. El estudio “¿Choque cultural? ¿Qué podría suponer la carne cultivada para la agricultura del Reino Unido?”, una iniciativa del Fondo de Prioridades Estratégicas para la Transformación de los Sistemas Alimentarios, analiza si los agricultores y la industria de la carne cultivada pueden encontrar un camino común.
La carne cultivada o carne generada en laboratorio se produce a partir de células animales vivas multiplicadas en un caldo que contiene los ingredientes que las células necesitan para crecer y proliferar. Ya se venden pequeñas cantidades de este producto en Singapur. En los últimos años se ha iniciado una carrera mundial para reducir el costo de producción y llevar los productos al mercado masivo. La carne cultivada es una forma de "agricultura celular". Su producción requiere una fuente de células animales,
un medio que contenga los nutrientes necesarios para el crecimiento celular (como glucosa, aminoácidos, oligoelementos y factores de crecimiento) y un medio que permita recuperar y procesar la masa celular resultante en un producto alimenticio. Muchas empresas y grupos de investigación están desarrollando diversas formas de hacerlo, aunque a menudo se desconocen los detalles debido a las restricciones de propiedad intelectual. En la Figura 1 se muestra una descripción simplificada.
Células obtenidas por biopsia
línea de células inmortales
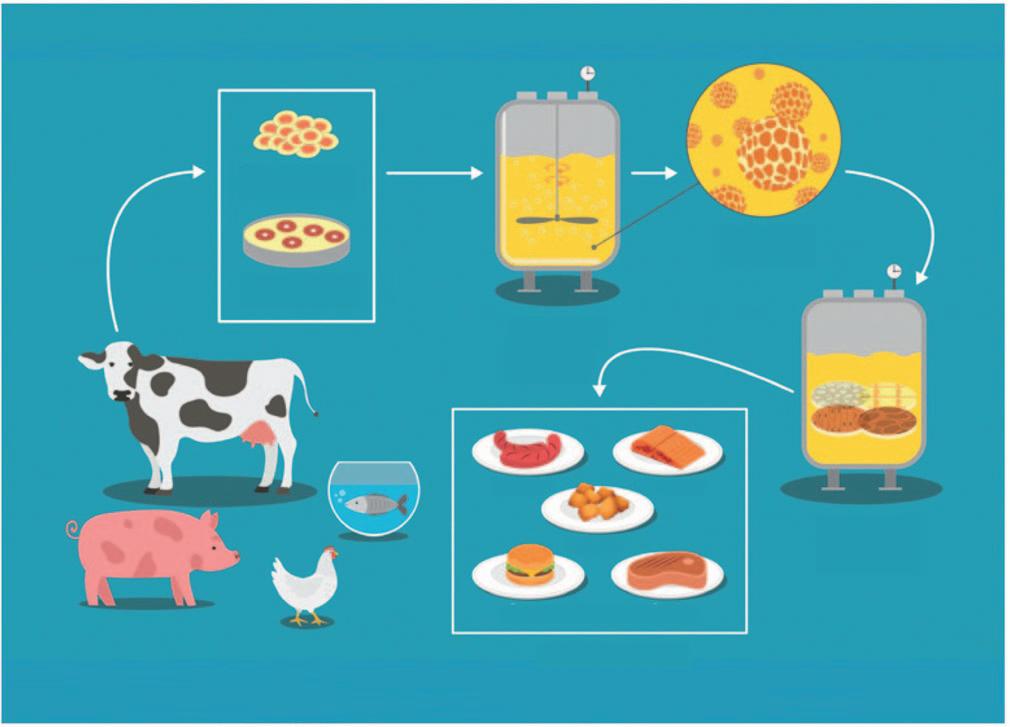
Las fuentes de células pueden ir desde células musculares y células lipídicas primarias hasta células indiferenciadas con capacidad de convertirse en cualquier tejido. La duración de la vida de las células depende la fuente: a menos de que sean células madre que naturalmente pueden dividirse indefinidamente, se las debe modificar genéticamente para que sean “inmortalizadas” con el agregado periódico de nuevos lotes de células obtenidos mediante biopsia. La eficiencia, el costo y el impacto de la producción de carne cultivada dependen en gran medida del medio de cultivo utilizado. Se estima que tales medios representan alrededor de un tercio del costo del producto final, correspondiendo a los aminoácidos y la glucosa la mayor parte de dicho costo, seguidos de los factores de crecimiento. Se está trabajando para reducir estos costos, lo que incluye reemplazar ingredientes de grado farmacéutico por alternativas de grado alimenticio y factores de crecimiento de origen animal (el más controvertido es el suero fetal bovino) por alternativas más aceptables desde el punto de vista ético.
biorreactor para fases I/II
Proliferación/Expansión
células sobre microcarriers
Células sobre andamios
Biorreactor para fase III
Formación de tejidos
Productos finales
Las células se pueden cultivar en suspensión en tanques, creando una gran masa que luego se procesa para obtener productos como hamburguesas y salchichas, combinadas con ingredientes de origen vegetal u otros, o impresas en 3D para simular cortes tradicionales. En forma alternativa, las células se pueden cultivar sobre una superficie sólida, conocida como andamio, que puede ser un material reciclable pero no comestible, como el poliestireno, o un andamio comestible hecho de proteína, celulosa, soja o queratina. Cuando los andamios comestibles son parte del producto final, se debe considerar su seguridad, alergenicidad y otros posibles impactos en la salud.
¿QUÉ TAN CERCA ESTÁ LA CARNE CULTIVADA DE COMERCIALIZARSE?
La tecnología para producir carne cultivada ya existe. El desafío de la industria ahora es producirla de una manera que sea competitiva desde el punto de vista económico y desarrollar la infraestructura para que llegue a los consumidores (Figura 2). Desde 2022, el pollo cultivado se vende en algunos restaurantes de Singapur y, desde este año, en paquetes minoristas en carnicerías.
Precomercial
Conceptualización Prueba en laboratorio Escala piloto Escala de demostración
Escala Industrial Comercial
Conocer la posibilidad de generar carne a partir de cultivos de tejidos
Período:
Escala:
Desarrollo de prototipos a escala de laboratorio
Transición a instalaciones para producir la primera ola de productos comercializables
Generación de muestras comerciales y aprendizaje de procesos clave de ingeniería
Cientos de toneladas Miles de toneladas
Vanguardia de la industria
Fabricación de productos de carne cultivada a escala industrial
Millones de toneladas
Los costos exactos de producir un kilogramo de carne cultivada son difíciles de determinar debido a la variación en los métodos de producción y la confidencialidad comercial. Las estimaciones dependen en gran medida de suposiciones sobre la innovación futura, la escala de producción y las fuentes de insumos clave. Las estimaciones varían entre U$S 5 y 520/kg. Pero ya se han invertido alrededor de U$S 3200 millones en reducir el costo y llevar la carne cultivada al mercado. En todo el mundo, el ritmo de aprobaciones regulatorias también está aumentando. El pollo cultivado ha sido aprobado para el consumo humano en los EE.UU. y la carne bovina cultivada en Israel. En el Reino Unido, la Agencia de Normas Alimentarias recibió su primera solicitud para aprobar la carne de vaca cultivada en el verano de 2023.
Hasta ahora, la industria se ha desarrollado en gran medida aislada de la agricultura y las cadenas de suministro de alimentos, utilizando ingredientes y proveedores farmacéuticos. Sin embargo, para que sea viable, la producción de carne cultivada tendrá que cambiar a ingredientes y cadenas de suministro de calidad alimentaria. También tendrá que integrarse más, no sólo con los sistemas estableci-
dos de procesamiento y venta minorista de alimentos, sino también con la agricultura.
ACEPTACIÓN DEL CONSUMIDOR
Las percepciones del consumidor y la posible aceptación de la carne cultivada han sido ampliamente investigadas. Las respuestas del consumidor dependen de una serie de factores, entre ellos la etnia y la cultura. En general, los encuestados han tendido a percibir que los beneficios de la carne cultivada repercuten en la sociedad, pero que los riesgos recaen sobre ellos mismos. Por ejemplo, los participantes suelen tener sentimientos positivos sobre los posibles beneficios ambientales y de bienestar animal de la carne cultivada, en comparación con la carne convencional, aunque el panorama es más heterogéneo en comparación con otras proteínas alternativas. Sin embargo, la confianza en la industria alimentaria, la seguridad, la nutrición, el miedo a lo desconocido y los impactos sociales (en la agricultura, las comunidades rurales y la cultura alimentaria) siguen siendo barreras para la aceptación. Una mayor información y una visión positiva de la carne cultivada aumentan la aceptación. Por ejemplo, describir la carne cultivada como “alta tecnolo-
gía” invita a respuestas más negativas que describir los “beneficios sociales”. En los estudios, la mayoría de los consumidores (hasta el 65%) han dicho que probarían la carne cultivada, pero la cifra cayó significativamente (hasta el 11%) cuando se les preguntó si reemplazarían la carne tradicional. Las discusiones sobre la carne cultivada a veces implican una elección binaria, es decir que reemplaza por completo a la carne criada en forma tradicional o sino todo se queda en nada. Como dijo un granjero británico involucrado: “Somos terribles como público británico y como raza humana, que oscilamos entre extremos. Nunca nos sentamos a determinar cuál es el punto medio”. La emergente industria de la agricultura celular y sus defensores han contribuido a esta polarización, con promesas de generar una disrupción en la agricultura animal y con duras predicciones de que, por ejemplo, “para 2030, el número de vacas en los EE. UU. habrá disminuido en un 50% y la ganadería estará prácticamente en quiebra”.
En los últimos años, ha habido un creciente interés dentro de la industria de la carne cultivada en contribuir a una “transición justa” dentro de los sistemas agrícolas y alimentarios. Sin embargo, muchas empresas de carne cultivada todavía tienen la ambición de desvincular la producción de carne por completo de la dependencia de los animales, no sólo desarrollando alternativas al suero fetal bovino sino también mediante el uso de líneas celulares inmortales. El estudio “¿Choque cultural? ¿Qué podría suponer la carne cultivada para la agricultura del Reino Unido?” partió de una premisa diferente:

que incluso si la carne cultivada u otras proteínas alternativas desempeñaran un papel en el cambio de las dietas, con la consecuente disminución de la cantidad de ganado, la carne cultivada y la ganadería tradicional probablemente coexistirán durante las próximas décadas. Por lo tanto, tiene sentido considerar sus interconexiones y sinergias potenciales en lugar de asumir que una sólo puede existir sin la otra.
EXTRAÍDO DE:
Culture Clash? What cultured meat could mean for UK farming. Transforming UK Food Production. July 2024. MacMillan, T.C., Lewis, K., Dooley, J.J., Morgans, L.C., Sexton, A.E., Ali, M., Allan, S., Argyle, I., Dunsford, I., Goodman, M.K., Lynch, J., Manning, L., Ranawana, V., Rose, D.C., Rothman, R., Sibly, W., Vasilopoulos, A., Wylie, A. (2024).








Mediante su Resolución 1035/2024, el SENASA actualizó la normativa que establece el manejo de la enfermedad en todo el territorio.
El 2 de septiembre, a través de la Resolución N° 1035/2024, el Servicio Nacional de Sanidad y Calidad Agroalimentaria (SENASA) estableció en todo el territorio el nuevo “Plan Nacional de Prevención y Control de la Infección por Trichinella spp.” con el objetivo de reducir los casos en humanos a través de la detección temprana de animales parasitados y de orientar las acciones sanitarias para el fortalecimiento de las producciones porcinas. En la Resolución se invita a las autoridades provinciales y municipales a implementar mecanismos o herramientas que fortalezcan la aplicación del marco normativo, fortaleciendo dentro de sus jurisdicciones las recomendaciones establecidas en el Anexo de la mencionada resolución.
En línea con las recomendaciones internacionales de la Organización Mundial de Sanidad Animal (OMSA) y de la Comisión Internacional de Trichinellosis (ICT), el SENASA realizó una actualización normativa e incorporó cambios en el proceso de envío faena de los animales ante la detección de un brote, contemplando variantes para el manejo de la enfermedad, según las condiciones sanitarias,
higiénicas y productivas de cada establecimiento en particular. La norma estimula la coordinación de tareas entre el servicio sanitario nacional y organismos provinciales y municipales competentes durante la totalidad del procedimiento operativo para la contención de la enfermedad, a los fines de fortalecer el sistema de vigilancia y el monitoreo de esta zoonosis.

La resolución alcanza a todas las especies de animales domésticos y silvestres susceptibles al parásito Trichinella spp., así como a la carne y productos cárnicos de esos animales que se destinen a consumo humano, ya sea obtenidos por faena comercial o de autoconsumo, por considerar que pueden constituir un riesgo de transmisión de la enfermedad.
Como medida de prevención de la infección, se establece la prohibición de crianza, tránsito o presencia de cerdos en basurales. El artículo 3 indica que en caso de detectarse esta situación, se deben retirar los animales, para lo cual la autoridad municipal o provincial que corresponda, en coordinación con el SENASA y, de considerarse necesario, con el auxilio de la fuerza pública, procederá al decomiso y envío a sacrificio sanitario o faena controlada de todos los animales de manera inmediata. También como medida de prevención, se prohíbe en todo el Territorio Nacional el uso de animales muertos o vísceras crudas de cualquier origen, residuos domiciliarios, residuos procedentes de puertos y aeropuertos nacionales o internacionales y cualquier otro
tipo de residuo peligroso, con fines alimenticios o suplementarios para cerdos.
Con relación a las técnicas para el diagnóstico para la detección de la larva encapsulada o libre en el músculo estriado, se indica que la técnica diagnóstica de Digestión Artificial (DA) es la única aprobada para el diagnóstico post mortem en las canales de los animales destinados para el consumo de carne y productos porcinos o de otras especies susceptibles a la trichinellosis. Sin embargo, la nueva resolución suma la técnica de ensayo por inmunoabsorción ligado a enzimas (ELISA) para detectar anticuerpos específicos contra las larvas de Trichinella spp. Esta prueba será la técnica oficial utilizada para el diagnóstico en animales vivos y se podrá aplicar en animales mayores a seis meses con los siguientes objetivos:
- Para la certificación de compartimentos libres del parásito Trichinella spp.
- Durante la atención de sospechas o brotes.
- En el marco de la vigilancia epidemiológica que realiza el SENASA.


CATEGORIZACIÓN DE ESTABLECIMIENTOS
Frente a casos de sospechas y brotes, se implementará una diferenciación entre establecimientos en materia de higiene, bioseguridad, manejo sanitario y ambiental.
- Establecimientos con condiciones de manejo adecuadas desde el punto de vista de higiene, bioseguridad, manejo sanitario y ambiental: son aquellos en los que se constata el cumplimiento de las condiciones enumeradas en el Documento “Recomendaciones para la Cría de Porcinos en Condiciones de Bioseguridad, Higiene, Manejo Sanitario y Ambiental” que, como Anexo, forma parte de la resolución.
- Establecimientos con condiciones higiénico-sanitarias que suponen riesgo de reinfección: son aquellos en los que se observan cerdos criados en condiciones higiénico-sanitarias deficientes, con presencia de residuos con los que se alimenta a los cerdos, de roedores y de cadáveres de animales, que no disponen de instalaciones necesarias para un correcto manejo y que no cuentan con las correspondientes medidas de bioseguridad enumeradas en el citado Anexo.
De acuerdo a la mencionada caracterización, el SENASA llevará a cabo las tareas sanitarias específicas en cada caso.
Con respecto a las obligaciones de las plantas de faena, todos los establecimientos que faenen porcinos, jabalíes y otras especies susceptibles deben realizar el análisis de la totalidad de los animales median-
te la técnica de diagnóstico establecida por el SENASA, en forma previa a la liberación de la carne para consumo. En la Resolución se invita a los titulares de los establecimientos faenadores, sean nacionales, provinciales o municipales, a recibir muestras de terceros para contribuir a ampliar los puntos de diagnóstico, considerando que el producto sometido a análisis solo podrá ser utilizado para autoconsumo. Asimismo, indica que el Servicio de Inspección Veterinaria de la planta en donde se realicen faenas de animales susceptibles debe verificar el resultado del diagnóstico de Trichinella spp., bajo apercibimiento de aplicarle las sanciones que pudieran corresponder de conformidad con la normativa vigente.
Por otro lado, se incorpora un sistema de autocontrol, donde los establecimientos faenadores de porcinos habilitados por el SENASA deberán asegurar el diagnóstico de Trichinella spp. -mediante la técnica analítica que establezca el organismo sanitario- en los laboratorios ubicados dentro del predio (siendo estas dependencias del establecimiento faenador) que deben encontrarse debidamente registradas en la Red Nacional de Laboratorios. Asimismo, el autocontrol será verificado con un muestreo oficial, el cual se definirá basándose en las diferentes zonas que se establezcan según la distribución de la enfermedad.
La Resolución también recuerda que, según la normativa vigente, es obligatoria la notificación al SENASA de trichinellosis en animales silvestres como jabalíes, pumas, cerdos silvestres y asilvestrados producto de caza o cualquier otro origen, ya sea que se detecte en el laboratorio o en la planta de faena.
ANEXO RESOLUCIÓN 1035/2024RECOMENDACIONES PARA LA CRÍA DE PORCINOS EN CONDICIONES DE BIOSEGURIDAD, HIGIENE, MANEJO SANITARIO Y AMBIENTAL
1- Instalaciones, condiciones de tenencia. Dentro de la responsabilidad de todo productor o tenedor de porcinos, ya sea persona humana o jurídica y cualquiera sea la finalidad productiva, está la de garantizar que las condiciones de crianza de los porcinos sean adecuadas. Se enumeran a continuación recomendaciones básicas, por las que un establecimien-
to, logrando los siguientes aspectos, se clasificará como “Establecimientos con condiciones de manejo adecuadas desde el punto de vista de higiene, bioseguridad, manejo sanitario y ambiental”:
1.1. Instalación sanitaria. Poseer las instalaciones adecuadas que permitan el fácil acceso de los animales alojados y el control permanente de los mismos, la realización de maniobras sanitarias como vacunación, sangrado, tratamiento e identificación de porcinos. Los criaderos comerciales deben poseer las instalaciones adecuadas al nivel de producción de la explotación para el tratamiento sanitario y ambiental de efluentes líquidos, de estiércol y de cadáveres. Las instalaciones destinadas al tratamiento de efluentes, cadáveres y despojos tienen que estar separadas a no menos de doscientos metros (200 m) de las instalaciones con cerdos y deben estar cercadas, impidiendo el acceso de animales.
1.2. Contención. El lugar o predio donde se encuentran o se realizan las actividades con los porcinos, debe estar limitado de tal manera que los animales no se escapen invadiendo otra propiedad o la vía pública (límite fijo o estructura intacta), asegurando la retención de los porcinos dentro del predio e impidiendo el libre ingreso de animales y personas salvo por los accesos establecidos.
1.3. Responsabilidad. Es responsabilidad del productor cumplir con toda la legislación vigente a nivel nacional, provincial y municipal.
1.4. Limpieza. Los lugares donde se encuentran los porcinos, y sus alrededores, tienen que ser espacios desmalezados, limpios, libres de desperdicios, residuos domiciliarios e industriales y cadáveres. Evitar encharcamientos.
1.5. Bienestar animal. Las instalaciones tienen que ser adecuadas para un buen manejo de los animales. Que provean sombra, protección contra inclemencias climáticas, alimento suficiente y seguro, provisión de agua apta para el consumo animal y deben permitir realizar un manejo de la piara que promueva el bienestar animal. Que dispongan de superficies suficientes para permitir que todos los animales puedan acostarse, levantarse, alimentarse y eliminar excretas, con pisos drenados y secos. Que garanticen la calidad del aire, el confort térmico y que incluyan enriquecimiento ambiental. El diseño y el estado de mantenimiento del establecimiento no provocará daños físicos a los animales.
1.6. Control de roedores e insectos. El lugar donde se realizan las tareas no debe favorecer, por sus condiciones estructurales, edilicias o de manejo, la existencia de roedores (ratones o ratas) e insectos y se deben implementar medidas para su control. Los establecimientos comerciales tienen que instaurar un plan de manejo integral de plagas y deben presentar, de manera documentada, la metodología de control, los productos utilizados, las dosis, la frecuencia de verificación y el recambio del producto, la cantidad y la ubicación de trampas, etcétera, dicha documentación tiene que archivarse y estar disponible por un período mínimo de dos (2) años.
1.7. Manejo de Cadáveres. Los cerdos muertos y los deshechos producidos por motivo de la actividad pueden eliminarse dentro o fuera del predio. Si es dentro del mismo establecimiento, se tiene que disponer de un sector de incinerado, de composta, o una fosa de cemento para el tratamiento químico o térmico de porcinos muertos, debiendo estar cercado y que impida el acceso de animales, cumplimentando con las normas municipales, provinciales y nacionales correspondientes, quienes actuarán como organismo de aplicación cuando corresponda. En caso de traslado de residuos o cadáveres por fuera del establecimiento, debe ser realizado por empresas autorizadas por el organismo competente, en camiones cuyas cajas contenedoras no pierdan el contenido al exterior.
1.8. Residuos y Efluentes. Los efluentes y residuos generados por la tenencia de los cerdos tienen que ser tratados de manera de no perjudicar al medio ambiente, otras personas o animales y, en caso de corresponder ser dispuestos de acuerdo a las normativas higiénico-sanitarias y ambientales aprobadas por los organismos nacionales, provinciales y/o municipales, quienes actuaran como organismos de aplicación cuando corresponda.
1.9. Alimentación. Los porcinos tienen que ser alimentados solamente con productos inocuos y de calidad, adecuadamente conservados y almacenados, tomando en cuenta las disposiciones de la presente resolución y, asimismo, que proporcionen los componentes adecuados para cubrir las necesidades de nutrición requeridas para la salud y bienestar de los cerdos, teniendo en cuenta las Buenas Prácticas de Alimentación.




La Exposición de Tecnología Alimentaria, Aditivos e Ingredientes se realizará del 17 a 20 de septiembre, en La Rural Predio Ferial
En el marco de la feria se llevará a cabo la V Jornada de Alimentos, que tendrá lugar el 19 de septiembre, organizada por Red Alimentaria, Tecno Fidta y GS1 Argentina, con la coordinación de la Secretaría de Bioeconomía, INTI e INTA. También se desarrollarán interesantes jornadas organizadas por la Asociación Argentina de Tecnólogos Alimentarios, por el Consejo Profesional de Ingeniería Agronómica y por el Ministerio Federal de Alimentación y Agricultura de Alemania. Los visitantes podrán asistir a las conferencias organizadas por expositores. Tecno Fidta ofrece así una amplia gama de actividades para los profesionales del sector, que encontrarán un completo panorama sobre la innovación tecnológica y la digitalización para el acceso a nuevos mercados.
V JORNADA DE ALIMENTOS - 19 DE SEPTIEMBRE
DE 14:00 A 17:00
Auditorio principal - La Rural Predio Ferial
La actualización profesional es uno de los ejes más relevantes para Tecno Fidta. Por eso, de la mano de Red Alimentaria y GS1 Argentina se desarrollará una nueva edición de la Jornada de Alimentos, enfocada en "Innovación tecnológica y digitaIización para acceder a nuevos mercados".
Bloque 1 - Cadenas de valor de productos vegetales
14:30 - 14:50 - Digitalización y códigos QR en la cadena hortícola. Ezequiel Kupervaser.
14:50 - 15:10 - Sellos de buenas prácticas agrícolas. Amanda Fuxman.
15:10 - 15:30 - Sistemas inteligentes de iluminación para control y crecimiento de vegetales. Ricardo Stornelli.
15:30 - 15:50 - Producción con hidroponía, énfasis en innovación tecnológica en estos sistemas. Analía Puerta.
Bloque 2 - Productos de valor de carnes y productos cárnicos
15:50 - 16:10 - Alimentos sin fronteras. Preservación de productos cárnicos. Presentación del caso de comidas a base de carne irradiada.
16:10- 16:30 - Aplicaciones de la tecnología de ozono en la industria cárnica. Guillermo Cocconi.
16:30 - 16:45 - Inteligencia Artificial enfocada a la industria cárnica ciclo I. Erick Delsams.
16:45 - 17:00 - Mesa de cierre
ACTIVIDADES DE AATA – 18 DE SEPTIEMBRE DE 17.15 A 18.45
Sala de Conferecias - La Rural Predio Ferial
La Asociación Argentina de Tecnólogos
Alimentarios (AATA) desarrolla una jornada académica enfocada en los desafíos y las nuevas tendencias aplicadas a la industria alimentaria.
17:15 - 17:45 – Desafíos para la habilitación de una industria alimentaria en la Argentina. Dra. María Paula Salas. Asociación Argentina Tecnólogos
Alimentarios (AATA).
17:45 - 18:15 - Alimentos del futuro: innovaciones de la industria 4.0 con impresión 3d e inteligencia artificial. Mgt. Ing. Analía Colletii. Asociación
Argentina Tecnólogos Alimentarios (AATA).
18:15 - 18:45 - Inteligencia artificial como aliada para la inocuidad alimentaria. Ing. Pablo Barbuto. Asociación Argentina Tecnólogos Alimentarios (AATA)
ACTIVIDADES DE CPIA – 19 DE SEPTIEMBRE DE 17:15 A 19:00
Sala de Conferencias – La Rural Predio Ferial El Consejo Profesional de Ingeniería Agronómica (CPIA) propone una serie de encuentros enfocados en los tópicos que hacen al futuro de una industria más sostenible: gestión de la inocuidad alimentaria, huella de carbono corporativa e innovación tecnológica aplicada. Eje temático: "Gestión para la inocuidad, ambiente y tecnología alimentaria".
17:15 a 17:35 - Avances y Beneficios de los Sistemas de Gestión de Inocuidad Reconocidos por GFSI - Ing. Alim. Gerardo Blasco.

17:35 a 17:55 - Huella de carbono corporativa: conceptos y estrategias para un futuro sostenible - Ing. Alim. Eduardo Peralta (CPIA)
17:55 a 18:15 - Importancia de la atmósfera modificada: aplicación para la inocuidad alimentaria y gestión ambiental. Ing. Alim. Marcelo Caldas (CPIA).
18:15 a 18:35 – Innovación en tecnología alimentaria: aplicaciones y beneficios de la proteína vegetal. Consejo Profesional de Ingeniería Agronómica (CPIA). 18:35 a 19:00 - Ronda de preguntas.

CONFERENCIAS DE EXPOSITORES
17 de septiembre - Sala Nogal – La Rural Predio Ferial
15:00 - 15:45 - Auditorías de comunicación: el eje transversal de todo proceso. Asociación Periodistas Agroalimentarios. Organizado por la Asociación Red Agroalimentaria. Elina moreno, Gabriela Heitman, María Mercedes Conde.
17:00 - 17:45 - Ventilación inteligente: cuanto más confinas menos gastas. Roberto Gobbi. Industrias Tomadoni S.A.
18:00 - 18:45 - Eficiencia energética en calderas industriales. Martín Neira. Matías Bessone. Bosch.
19:00 - 19:45 - Innovación colaborativa en proteínas vegetales. Agustín Belloso. Tomorrow Foods S.A.S.
18 de septiembre – Sala Nogal – La Rural Predio Ferial
19:00 - 19:45 - The next level of bioprotection –Latest insights and scientific developments in meat & prepared food (Disertación en inglés). Dr. Véronique Zuliani. Inpack Alimenticia.
20 de septiembre – Sala Nogal – La Rural Predio Ferial
15:00 - 15:45 - ctrlX Automation. Victor Jabif, Walter Luna. Bosch Rexroth
JORNADA “EFICIENCIA ENERGÉTICA EN SISTEMAS DE REFRIGERACIÓN”. 18 DE SEPTIEMBRE DE 14:30 A 16:45. Pabellón Blanco - La Rural Predio Ferial
Una interesante propuesta de charlas pensadas para acercar actualización y capacitación dirigida a responsables del area de diseno, proyectos, servicios y mantenimiento de la refrigeracion industrial en alimentos.
• Aspectos de diseño que impactan en la eficiencia de los sistemas de refrigeración industrial. Ing. Germán Parola. Gerente de proyectos FRIO RAF.
• Evolución y tendencia de evaporadores para cámaras y almacenes de congelados. Marcelo Sierra. Sales Manager Latin America THERMOFIN SUDAMÉRICA.
• El importante impacto que tiene el aceite en el ahorro energético. Raúl Ruiz. Asesor técnico LAAPSA.
CONFERENCIAS EN EL PABELLÓN ALEMÁN – 17, 18 Y 19 DE SEPTIEMBRE DE 17:00 A 20:00. Stand 1D-10. La Rural Predio Ferial
En el marco de Tecno Fidta, el Ministerio Federal de Alimentación y Agricultura de Alemania realizará diferentes charlas referidas a tecnologías y tendencias de la industria. Las mismas se ofrecerán con traducción al español.
Martes 17 de septiembre. ¿Qué ocurre en la producción alimentaria?
17:05 - Novedades en tecnología y nutrición. Simone Schiller, ingeniera graduada en tecnología de alimentos. Miembro de la junta directiva de la Sociedad Agrícola Alemana, DLG Directora General del Centro de Competencia Alimentaria Competencias y habilidades.
18:30 - Inicio de visita guiada.
Miércoles 18 de septiembre. Reducción de azúcar, grasa y sal. Retos para la industria alimentaria.
17:05 - Conocimiento y comportamiento de los consumidores. Simone Schiller
17:25 - Reducir el azúcar, la grasa y la sal de los alimentos no es fácil. Dra. Katharina Riehm, DLG Vicepresidente especializado del Centro en Alimentación, Frankfurt am Main.
18:30 - Inicio de visita guiada
Jueves 19 de septiembre. Normas: maldición y bendición
17:05 - Normas, cuáles son y que significan: visión general. Dra. Katharina Riehm.
17:30 - Normas: la importancia para las operaciones y el marketing. Dra. Katharina Riehm y Eber Andriuolo, fundador de Sudberg Argentina S.A. propietario de Cerveza Lindenberg Argentina.
18:30 - Inicio de visita guiada.
Esta feria es un evento exclusivo para profesionales y empresarios del sector alimentario. Con invitación, sin cargo. Para acreditarse, el interesado debe presentar su documento de identidad. No se permitirá el ingreso a menores de 18 años incluso acompañados por un adulto ni a personas con cochecitos de bebé.
MÁS INFORMACIÓN: www.tecnofidta.com
Sistemas Frigoríficos Compactos a base de REFRIGERANTES NATURALES.

Compresores a tornillo
Compresores reciprocantes
Rack Multicompresores
Condensadores evaporativos
Recibidores de líquido
Unidades de recirculado




Enfriadores de líquido
tipo Baudelot
Evaporadores
Productoras de hielo en cilindros
Productoras de hielo escamas
Intercambiadores de placas
Sistemas de tratamiento de aire de áreas críticas (STAAC)
Evaporadores tubulares









Agüeria, Daniela; Civit, Diego
PROANVET - Facultad de Ciencias Veterinarias - Universidad Nacional del Centro de la Provincia de Buenos Aires. Tandil. Buenos Aires. Argentina. dagueria@vet.unicen.edu.ar

INTRODUCCIÓN
En los últimos años se ha observado un reconocimiento de la cultura de inocuidad alimentaria (Cultura-IA) como una nueva perspectiva en la gestión de la higiene e inocuidad de los alimentos, poniendo a las personas y las habilidades blandas en el centro de atención (Zanin et al., 2021). Un ejemplo de ello es la iniciativa de la FDA (Administración de Alimentos y Medicamentos de los Estados Unidos) en la “Nueva era de inocuidad alimentaria más inteligente” publicada en el año 2020. La FDA reconoce en su plan estratégico cuatro elementos centrales: a) trazabilidad tecnológica, b) herramientas y enfoques inteligentes para la prevención y respuesta a brotes, c) nuevos modelos de negocios y modernización de ventas y d) cultura de inocuidad alimentaria (FDA, 2020). A diferencia de la cantidad
de directrices o lineamientos que existen para desarrollar e implementar los sistemas de gestión (Análisis de Peligros y Puntos Críticos de Control, 'HACCP' por sus siglas en inglés, y sus Programas Prerrequisitos), la información publicada acerca de la Cultura-IA es escasa (Cavelius et al., 2023). De acuerdo a Yiannas (2009), el desarrollo de un sistema de gestión de inocuidad alimentaria basado en el comportamiento comienza con la creación de expectativas claras, alcanzables y compartidas por todas las personas de la organización.
LA INOCUIDAD ALIMENTARIA EN EL CONTEXTO DE LA CULTURA ORGANIZACIONAL
La Cultura-IA tiene sus raíces en la definición, dimensiones y características de la cultura organizacional (Jespersen et al., 2016). En este sentido, varios auto-
res hacen referencia al trabajo realizado por Schein (2004) como marco teórico a partir del cual se originan las definiciones y declaraciones que caracterizan la Cultura-IA. Dicho trabajo define la cultura organizacional como un patrón de supuestos básicos compartidos que fue aprendido por un grupo a medida que resolvía sus problemas. El grupo consideró que estos supuestos eran válidos como para ser enseñados a los nuevos miembros como la forma correcta de percibir, pensar y sentir en relación con esos problemas (Jespersen et al., 2016; Frankish et al., 2021).
Existen múltiples definiciones de Cultura-IA. Una de ellas es propuesta por la Iniciativa Global de Inocuidad Alimentaria (GFSI, por sus siglas en inglés), una red global que reúne a actores clave de la industria alimentaria (empresas minoristas, fabricantes, servicios alimentarios, organizaciones internacionales, gobiernos, instituciones académicas y proveedores de servicios) para impulsar de forma colaborativa la mejora continua de los sistemas de gestión de inocuidad alimentaria en todo el mundo. En 2018, un grupo técnico de la GFSI elaboró un documento para ayudar a las empresas a promover y mantener una cultura positiva de inocuidad alimentaria dentro de sus respectivas organizaciones. De acuerdo a la literatura existente sobre la cultura organizacional y la inocuidad alimentaria, GFSI define a la Cultura-IA como “valores, creencias y normas compartidas que afectan la forma de pensar y el comportamiento con relación a la inocuidad alimentaria en, a través y a lo largo y a lo ancho de una organización”. Por otra parte, basados en la revisión y análisis de la literatura, Sharman et al. (2020) proponen definir la Cultura-IA como una construcción a largo plazo que existe a nivel organizacional, relacionada con creencias, comportamientos y suposiciones profundamente arraigados, que aprenden y comparten todos los empleados y que impactan en el desempeño de la inocuidad alimentaria de la organización.
La implementación de un plan de Cultura-IA comenzó a ser parte de nuevos requerimientos y tendencias globales. En 2020, el Codex Alimentarius incluyó

la Cultura-IA en los “Principios generales de higiene de los alimentos CXC 1-1969”, indicando que los operadores de empresas de alimentos deberían aplicar las prácticas de higiene y los principios de inocuidad alimentaria adecuados para construir una cultura positiva de inocuidad de los alimentos, reconociendo como elementos importantes en su construcción:
• El liderazgo
• El compromiso
• La conciencia
• La comunicación
• La disponibilidad de recursos
En línea con las recomendaciones del Codex Alimentarius, a partir del año 2021, la legislación europea incluyó requisitos generales sobre CulturaIA mediante el Reglamento (UE) 2021/382, por el cual se modifican los anexos del Reglamento (CE) nº 852/2004 del Parlamento Europeo y del Consejo, relativo a la higiene de los productos alimenticios, en lo que respecta a la gestión de los alérgenos alimentarios, la redistribución de alimentos y la cultura de seguridad alimentaria. De acuerdo a la naturaleza y el tamaño de la organización, los operadores de las empresas deberán establecer una Cultura-IA y demostrar el cumplimiento de los requisitos establecidos en la normativa, en los cuales se manifiesta el papel fundamental asignado al compromiso de la dirección (UE, 2021).
Es ampliamente aceptado que la inocuidad de los alimentos es una responsabilidad compartida entre todos los eslabones de la cadena agroalimentaria. Sin embargo, la solidez de la Cultura-IA de una organización es un reflejo directo de cuán importante es la inocuidad para sus líderes. Una Cultura-IA comienza desde la alta dirección y se promueve hacia todos los niveles de la organización (Yiannas, 2009). En este sentido, las declaraciones establecidas en la Visión y Misión (por el equipo líder, el propietario o el consejo directivo de la empresa) ayudan a fundar una cultura positiva de inocuidad alimentaria, con una visión clara y compartida en toda la empresa (GFSI, 2018). Una buena Cultura-IA debe involucrar a todas las personas de todos los niveles. La responsabilidad de la dirección de la empresa no sólo está establecida en requisitos legales, sino también en estándares de certificación de inocuidad alimentaria. La Norma BRCGS (2022) se ha centrado, entre otros puntos, en fomentar la comprensión, el
desarrollo y la mejora continua de la cultura de inocuidad de los productos, con un énfasis continuo en el compromiso de la gerencia. La gerencia sénior debe asumir el compromiso de definir un plan de Cultura-IA que incluya actividades de comunicación, capacitación, comportamientos, mediciones de rendimiento y revisión de la eficacia. Las actividades deben involucrar todas las secciones del establecimiento. Del mismo modo, otros esquemas de certificación reconocidos por GFSI (FSSC 22000, IFS, SQF) establecen el compromiso de la dirección en implementar y mantener una Cultura-IA como parte del sistema de gestión, en la cual se deben abordar los siguientes elementos: comunicación, formación, retroalimentación y compromiso de los empleados, y medición del desempeño de las actividades definidas. En la Tabla 1 se presentan las cinco dimensiones de la Cultura-IA descriptas por GFSI, los elementos que las componen y algunas características que reflejan una Cultura-IA positiva (GFSI, 2018).
Tabla 1 - Resumen basado en las cinco dimensiones de la Cultura-IA descriptas por GFSI (2018)
(Estructura, valores y propósitos de la empresa. Dirección y expectativas. Liderazgo y mensajes)
• La Inocuidad Alimentaria (IA) es un valor fundamental para la organización y se refleja en sus comunicaciones.
• La Visión es clara. Existe un plan con objetivos, estrategias, metas (a corto y largo plazo) en un marco de pensamientos compartidos en toda la organización.
• Las reuniones de seguimiento monitorean el progreso, la dirección y aseguran la viabilidad.
• El compromiso y la responsabilidad de los líderes con la IA tienen una fuerte influencia en la Cultura-IA. Se manifiestan en: desarrollo de políticas donde los requisitos de IA están alineados con la dirección estratégica de la compañía, asignación de recursos (financieros, humanos, tiempo), comunicación de expectativas claras de comportamiento a su personal.
• Los mensajes comunican las expectativas de la organización en relación a la IA. Informan y concientizan a todos los empleados. Son claros, efectivos, frecuentes y dinámicos. Se diseñan a medida de la persona o grupo destinatario. Se evalúa su eficiencia.
(Actores clave. Gobernanza de inocuidad alimentaria. Comunicación. Organización de aprendizaje. Incentivos, recompensas, reconocimiento)
• Las responsabilidades y roles están claramente definidos en una estructura formal de IA.
• Cada integrante es consciente de su responsabilidad y la importancia de su tarea en la IA de toda la organización (trabajo conjunto).
• Los líderes “Practican lo que predican”.
• Los empleados desarrollan competencias que impactan positivamente, tanto en su desempeño y comportamiento individual como en la habilidad de la organización en adaptar, mejorar y sostener su Cultura-IA.
• La organización cuenta con empleados empoderados, capaces de implementar comportamientos adecuados en IA, de adaptarse a los cambios y de influir positivamente en el comportamiento de otros (liderazgo).
• La comunicación es clara, abierta y efectiva. Asegura que los mensajes en relación con la IA son entendidos por todos dentro de la organización. Ocurre de manera regular y es adaptada a las diferentes audiencias de la organización. Su efectividad es medida.
• Existe una política de denuncia de irregularidades. Los empleados son escuchados, se sienten cómodos para informar sobre desvíos o problemas de IA.
• Las personas entienden los peligros asociados a sus responsabilidades.
• La educación y la capacitación son esenciales. Las intervenciones son adaptadas a las necesidades de cada grupo en particular (directivos, gerentes, empleados). Los contenidos de las capacitaciones son relevantes para el desarrollo de las competencias requeridas para cada puesto de trabajo. Se cuenta con indicadores para medir el desempeño.
• Se aprende de los errores.
(Responsabilidad. Medición del desempeño. Documentación)
• Las prioridades de IA están alineadas con los requisitos sobre las personas, la tecnología y los procesos. La consistencia se manifiesta en las decisiones, las acciones y los comportamientos relacionados con la IA dentro de una organización.
• Cada persona reconoce sus responsabilidades, las cuales están interconectadas a nivel organizacional.
• La medición del desempeño (monitoreo) busca la mejora continua. Los resultados son transparentes y comunicados dentro de la organización.
• La documentación ayuda a verificar la consistencia. Es accesible, actualizada y fácilmente entendida.
(Expectativas en inocuidad alimentaria y situación actual. Agilidad. Cambio, gestión de crisis y resolución de problemas)
• La adaptabilidad de una organización se refleja en su habilidad de responder a los cambios que puedan impactar en la cultura de IA. Las respuestas son ágiles.
CONCIENTIZACIÓN DE PELIGROS Y RIESGOS
(Educación e información fundamental de los peligros. Compromiso del empleado. Verificación de la concientización de los riesgos y peligros)
• La disponibilidad de información científica-técnica actualizada, accesible y entendida por todos, favorece la concientización sobre los peligros y riesgos potenciales.
• La capacitación se diseña en relación al rol/área de trabajo de cada persona.
• Se promueve un ambiente de confianza en donde los empleados pueden compartir experiencias positivas, hablar sin reservas cuando identifiquen peligros/desvíos o comportamientos inadecuados, sugerir mejoras. El personal es valorado y escuchado.
• Existe alguna herramienta (auditorías, revisiones, observación de comportamiento) para verificar los esfuerzos destinados a concientizar sobre peligros y riesgos.
Uno de los mensajes más frecuentes en diferentes fuentes de información (textos académicos, artículos de divulgación, páginas web, etc.) es el desafío de crear una Cultura-IA en relación a la conciencia del personal, haciendo que las conductas se manifiesten espontáneamente (comportamiento espontáneo) más allá de la obligación (comportamiento normativo). Vivir la cultura de inocuidad de la organización implica que cada persona sabe lo que tiene que hacer (por ejemplo, cuál es su tarea, la importancia de la actividad que realiza, las consecuencias de no llevar a cabo sus responsabilidades, a quién y cómo comunicar una situación no conforme) y está de acuerdo con ello, lo hace desde el convencimiento y la conciencia (Rondero, 2022). Cada persona debe saber qué se espera de ella previo a la asignación de sus deberes y tareas. Las expectativas de desempeño deben ser simples, claras, específicas, alcanzables y documentadas. Esto contribuye a aumentar las probabilidades de que las expectativas sean entendidas y ejecutadas correctamente. En este contexto, las intervenciones en relación a la formación (que influyan en el comportamiento) y la comunicación eficaz resultan relevantes (Yiannas, 2009).
Teniendo en cuenta los elementos que constituyen la Cultura-IA, se trata de diseñar un plan documentado que incluya actividades en relación a ellos, que involucre a todos los niveles de la organización que tengan importancia en relación a la inocuidad y que sea revisado por la dirección para darle seguimiento. En general, es posible reconocer tres etapas principales para abordar un plan de cultura de inocuidad en la organización: diagnóstico (reconocer el punto de partida), plan de acción (establecer estrategias) y evaluación de la eficacia. Para empezar a formar una cultura positiva de inocuidad alimentaria es importante identificar los comportamientos que son beneficiosos y establecer estrategias para mantenerlos y reproducirlos en la organización; en caso contrario, cuando los comportamientos no sean los esperados, las estrategias se diseñarán para cambiarlos o mejorarlos.
Aunque no sea una tarea sencilla, es fundamental establecer una forma de monitorear el proceso a través de indicadores. La utilización de herramientas de evaluación o medición pueden ser útiles con diferentes finalidades, tales como:
• Diagnóstico (de dónde se parte, cómo iniciar)
• Desarrollo de un plan de acción (hacia dónde se va, cómo avanzar)
• Verificación
Las mediciones de desempeño (por ejemplo, a través de observaciones, comprobación de registros, entrevistas) permiten a la empresa evaluar la situación actual, compararla con los resultados y comportamientos deseados (expectativas) e identificar las oportunidades de mejora (GFSI, 2018). En el mismo sentido, también los auditores deberán medir el grado de conciencia y de Cultura-IA dentro de la organización y no sólo conocer los procedimientos (Rondero, 2022). Una de las herramientas utilizadas es la escala de Likert (Jespersen et al., 2016; Zanin et al., 2022; Marconi et al., 2023). A modo de ejemplo, en el Diario Oficial de la Unión Europea 2022/C 355 (UE, 2022) se presenta un cuestionario que permite evaluar 28 ítems relacionados a diferentes elementos de la Cultura-IA (empeño, comunicación, implicación y compromiso, conocimiento, recursos) mediante la escala de Likert de cinco puntos, en la cual cada encuestado puede responder su percepción sobre cada ítem (totalmente en desacuerdo, en desacuerdo, ni de acuerdo ni en desacuerdo, de acuerdo o totalmente de acuerdo) (De Boeck et al., 2015).
Finalmente, la construcción de una Cultura-IA es un proceso dinámico, continuo y a largo plazo. Si bien no existe un único enfoque para crear y mantener una cultura positiva de inocuidad, hay un consenso en establecer la importancia que asume el compromiso y la participación activa de todos los miembros del establecimiento.
Cavelius, L.A.; Goebelbecker, J.M.; Morlock, G.E. (2023). Legal and normative requirements for food safety culture – a consolidated overview for food companies within the EU. Trends in Food Science & Technology 142: 104222.
Codex Alimentarius (2020). General principles of food hygiene CXC 1–1969. www.fao.org/fao-who-codexalimentarius/shproxy/en/?lnk=1&url=https%253A%252F%252Fworkspac e.fao.org%252Fsites%252Fcodex%252FStandards%252F CXC%2B1-1969%252FCXC_001e.pdf
De Boeck, E.; Jacxsens, L.; Bollaerts, M.; Vlerick, P. (2015). Food safety climate in food processing organizations: Development and validation of a self-assessment tool. Trends in Food Science & Technology 46: 242-251. FDA (2020). Nueva era de inocuidad alimentaria más inteligente. Plano para el futuro de la FDA. 24 pp. https://www.fda.gov/media/150753/download#:~:text=L a%20Nueva%20Era%20de%20Inocuidad,se%20trata%20 solo%20de%20tecnolog%C3%ADa.
Frankish, E.J.; McAlpine, G.; Mahoney, D.; Oladele, B.; Luning, P.A.; Ross, T.; Bowman, J.P.; Bozkurt, H. (2021). Trends in Food Science & Technology 116: 63–74. GFSI (2018). Una cultura de inocuidad alimentaria. Documento expositivo de la Iniciativa Global de Inocuidad Alimentaria (GFSI), 59 pp. https://mygfsi.com/wp-content/uploads/2019/09/GFSI-Food-Safety-Culture-FullPaper-SP.pdf
Jespersen, L.; Griffiths, M.; Maclaurin, T.; Chapman, B; Wallace, C.A. (2016). Measurement of food safety culture using survey and maturity profiling tools. Food Control 66: 174e182.
Marconi, F.; Sartoni, M.; Nuvoloni, R.; Torracca, B.; Gagliardi, M.; Zappalà, G.; Guidi, A.; Pedonese, F.
(2023). Food safety culture in food companies: evaluation of the perception of food safety culture in three Tuscan food companies. Italian Journal of Food Safety 12: 11012. Rondero, E. (2022). Conferencia: Cultura de Inocuidad. https://www.youtube.com/watch?v=cclR2VMExPw&ab_c hannel=GlobalStandards
Sharman, N.; Wallace, C.A.; Jespersen, L. (2020). Terminology and the understanding of culture, climate, and behavioural change – Impact of organisational and human factors on food safety management. Trends in Food Science & Technology 96: 13–20.
UE (2021). Diario Oficial de la Unión Europea. Reglamento (UE) 2021/382. https://eur-lex.europa.eu/legalcontent/ES/TXT/PDF/?uri=CELEX:32021R0382
UE (2022). Diario Oficial de la Unión Europea. Comunicación de la Comisión 2022/C 355. https://eurlex.europa.eu/legalcontent/ES/TXT/PDF/?uri=CELEX:52022XC0916(01) Yiannas, F. (2009). Food Safety Culture Creating a Behavior-Based Food Safety Management System. Springer. USA.
Zanin, L.M.: Luning, P.A.; Stedefeldt, E. (2022). A roadmap for developing educational actions using food safety culture assessment – A case of an institutional food service. Food Research International 155: 111064
Zanin, L.M.; Stedefeldt, E.; Luning, P.A. (2021). The evolvement of food safety culture assessment: A mixedmethods systematic review. Trends in Food Science & Technology 118: 125–142.

Perez
Cenci M.(1)(2); Felix M.L.(1); Cova M.C.(3); García Loredo A.B.(1)(2); Tomac A.(1)(2)
(1)Grupo de Investigación Preservación y Calidad de Alimentos (GIPCAL) – INCITAAFacultad de Ingeniería – UNMDP. Mar del Plata, Buenos Aires, Argentina.
(2)Consejo Nacional de Investigaciones Científicas y Técnicas, CONICET. Argentina.
(3)Sección Irradiación de Alimentos - Gerencia de Aplicaciones y Tecnología de Radiaciones - Gerencia de Área Aplicaciones de la Energía Nuclear - Comisión Nacional de Energía Atómica (CNEA). Ezeiza, Buenos Aires, Argentina. atomac@fi.mdp.edu.ar - tomacalejandra@gmail.com
El tratamiento con radiación ionizante es utilizado a nivel mundial con el fin de extender la vida útil y garantizar la inocuidad de los alimentos. Esta tecnología consiste en exponer el alimento a la acción de una fuente de radiación ionizante durante un periodo de tiempo suficiente para lograr ciertos objetivos, como pueden ser la reducción o eliminación de microorganismos patógenos y deteriorantes, la extensión de la vida útil, el retraso del deterioro por inhibición de la maduración, brotación y senescencia, y la inactivación de insectos. La aplicación de energía ionizante presenta ciertas ventajas que la convierten en un tratamiento versátil, ya que puede aplicarse en el envase final de manera de evitar la recontaminación posterior, no deja residuos en los productos y pueden tratarse alimentos sensibles al calor (Ehlermann, 2016; Farkas, 2006; Josephson, 1983; Kilcast, 1995; Sommers y Fan, 2006). Además, permite reducir las pérdidas de alimentos por deterioro, contribuyendo con los Objetivos de Desarrollo Sostenible de las Naciones Unidas (UN, 2024).
A nivel mundial, diversas especies de productos pesqueros han sido preservadas efectivamente con energía ionizante (Abdeldaiem, Mohammad y Ramadan, 2018; Annamalai et al., 2020; IAEA, 2000; Shankar, Danneels y Lacroix, 2019). En el país, se ha estudiado su aplicación en productos pesqueros
como merluza, calamar y anchoíta, ya que es útil para preservar estos alimentos perecederos sin recurrir a la congelación (Lescano et al., 1990; Tomac y Yeannes, 2012; Tomac et al., 2015; Tomac et al., 2017).
Los productos pesqueros son valorados nutricionalmente debido a su composición proteica de alto valor biológico, dado que tienen todos los aminoácidos esenciales. A nivel lipídico presentan una gran cantidad de ácidos grasos poliinsaturados (AGPI), siendo los de mayor interés los que se consideran esenciales, como el linoleico, linolénico, el docosahexaenoico (DHA) y eicosapentaenoico (EPA). Además, los dos últimos presentan la característica de intervenir en la formación del sistema nervioso central y del sistema visual (Huss, 1998; Aires, Capdevila y Segundo, 2005).
La pescadilla Cynoscion guatucupa es una especie demersal capturada en el país que suele comercializarse con valor agregado reducido, principalmente congelada entera. El promedio del volumen de capturas de los últimos diez años es de 10.933 ton/año. Durante el 2022, el total capturado fue de 5065 toneladas de pescadilla (Secretaría de Agricultura, Ganadería y Pesca, 2022).
Los alimentos obtenidos a partir de esta especie, por tratarse de un producto pesquero, resultan especialmente sensibles al deterioro, que se manifiesta en cambios en la calidad debido a la actividad bacte-
riana y enzimática (Huss, 1998). Desde el año 2017, la normativa argentina ha aprobado el uso de radiación ionizante en distintas clases de alimentos, incluyendo los productos pesqueros (CAA, 2024). Esta tecnología resulta especialmente útil en este tipo de productos altamente perecederos, cuyas características nutricionales (calidad de proteínas y ácidos grasos) son apreciadas por los consumidores.
Considerando lo anterior, el objetivo fue analizar el efecto de distintas dosis de radiación ionizante sobre el perfil microbiológico, parámetros fisicoquímicos de calidad, aceptabilidad sensorial, y la vida útil en refrigeración de filetes de pescadilla.
Materia prima: adquisición y tratamiento
Se adquirieron ejemplares de pescadilla (Cynoscion guatucupa) (Imagen 1) capturados en la zona marítima del partido de Mar Chiquita, Provincia de Buenos Aires. Fueron descabezados, eviscerados y fileteados en planta. Los filetes sin piel se trasladaron en refrigeración (4±1 °C) hasta el laboratorio. Las muestras se procesaron de acuerdo a las etapas descritas en la Figura 1. Se envasaron muestras de 300±50 g en bolsas de polietileno y poliamida y se acondicionaron en cajas de poliestireno (3±2 °C) para el traslado a la Planta Semi-industrial del Centro Atómico Ezeiza (60Co, 600000 Curies) donde se irradiaron a dosis medias globales de 0; 1,5; 4 y 6,5 kGy, con una tasa de dosis de 8 kGy/h y una uniformidad de dosis de 1,37. Se transportaron en refrigeración hacia el laboratorio en Mar del Plata donde se almacenaron a 4±1 °C durante un mes. Se analizó la composición química proximal (día 0), el recuento de bacterias aerobias mesófilas (BAM) y psicrótrofas (BAP) totales, coliformes totales (COL), enterobacterias (EB) y Staphylococcus spp. (ICMSF, 1983). Se determinó el pH, el Nitrógeno Básico Volátil (NBV) (Gianini et al., 1979) y la aceptabilidad sensorial en filetes cocidos (10 minutos a la plancha y aplicación de sal (0,8 g) y jugo de limón (2 mL) por 100 g de filet) mediante un panel piloto de 15 consumidores (Witting de Penna, 2001) que evaluaron los atributos aroma, apariencia, textura en boca, sabor y aceptabilidad global sobre una escala hedónica verbal de 9 puntos (siendo 9 la máxima aceptabilidad) (Imagen 2). Los resultados se analizaron con ANOVA de dos factores (dosis - tiempo) y Test de Tukey (p<0,05), con el programa R project.

Imagen 2 - Disposición de muestras y planilla de evaluación durante el test de aceptabilidad sensorial.
Figura 1 - Diagrama de flujo del tratamiento de las muestras

El tratamiento con raiación ionizante no afectó la apariencia ni el color característicos del producto como se muestra en la Imagen 3, la cual fue tomada el día posterior al tratamiento.
Imagen 3- Filetes de pescadilla tratados con radiación ionizante con dosis de 0, 1,5, 4 y 6,5 k

Análisis microbiológicos
La radiación ionizante redujo los recuentos de BAM, BAP, coliformes enterobacterias y Staphylococcus spp de manera dependiente con la dosis. Como se muestra en la Figura 2, con dosis de 1,5; 4 y 6,5 kGy se redujeron significativamente los recuentos de BAM iniciales en 0,5; 4,5 y 4,5 ciclos log, respectivamente. Durante el almacenamiento, el recuento de BAM de las muestras irradiadas fue menor (p<0,05) al de las muestras control. La radiación ionizante extendió el tiempo en que las BAM alcanzaron el valor máximo recomendado 6 log (UFC/g), siendo de 5, 8, 16 y 28 días para el control, 1,5; 4 y 6,5 kGy, respectivamente.
El comportamiento de BAP siguió una tendencia similar a BAM. Los recuentos de Staphylococcus spp, EB y COL aumentaron en 0 kGy durante 33 días (p<0,05) mientras que la irradiación redujo los valores iniciales, siendo más marcado su efecto a dosis más altas. Con 4 y 6,5 kGy no se detectó desarrollo de Staphylococcus spp durante todo el almacenamiento. Con 4 kGy, EB y COL se detectaron al día 33 mientras que con 6,5 kGy se mantuvieron por debajo del límite de detección (10 UFC/g) durante todo el ensayo. Las dosis más altas permitieron controlar el desarrollo de estos grupos microbianos durante un mayor período de tiempo, mejorando la estabilidad microbiológica del producto.
Análisis fisicoquímicos
La composición química de los filetes fue 79,1±0,8% agua, 16,5±1,2% proteínas, 2,1±0,3% lípidos y 1,12±0,08% cenizas. Estos valores coinciden con los reportados para especies magras (Huss, 1998). En la Figura 3 se muestra el comportamiento del NBV. En el control hubo un aumento significativamente mayor al de las muestras irradiadas (p<0,05). De acuerdo con los resultados microbiológicos, mayores recuentos implicaron valores más altos de NBV (indicador químico de la pérdida de frescura). NBV correlacionó positivamente con BAM y BAP en el control (R2=0,99 y R2=0,83). La correlación y NVBBAP fue menor en las muestras irradiadas lo que podría deberse a una selección de la flora deteriorante por la irradiación. Estos resultados coinciden con los reportados por Tomac (2013).
El valor inicial de pH fue 6,65±0,01, valor típico hallado en pescado fresco, recién capturado. En el control aumentó hasta 7,91±0,02 el día 33, siendo significativamente mayor (p<0,05) al de muestras irradiadas con 1,5, 4 y 6,5 kGy (7,44±0,02; 7,29±0,01 y 6,98±0,01, respectivamente). El aumento del pH está relacionado con la producción de bases volátiles, y es consistente con los valores observados de NBV. Esta disminución en los cambios asociados con el deterioro (pH y NBV) durante el almacenamiento se relaciona con la reducción microbiana inducida por el tratamiento con radiación ionizante.
Figura 2 - Recuento de bacterias aerobias mesófilas (BAM) en filetes de pescadilla irradiados durante el almacenamiento a 4±1 °C
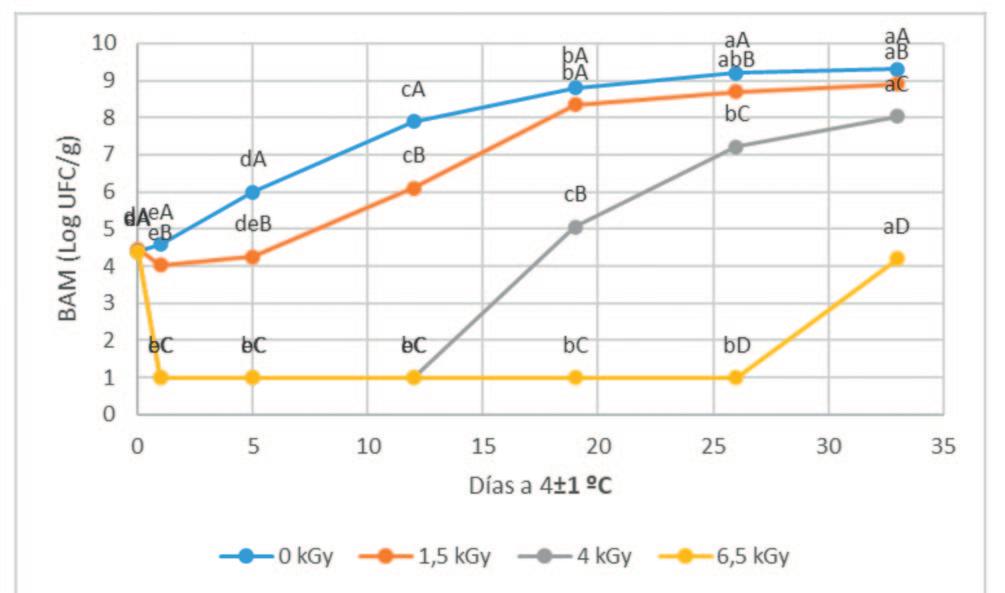
*Minúsculas distintas indican diferencias significativas en BAM debido al tiempo para cada dosis Mayúsculas distintas indican diferencias significativas debido a la dosis, para un mismo tiempo Tukey (p= 0,05).
Figura 3 - NBV en filetes de pescadilla irradiados durante el almacenamiento a 4±1°C
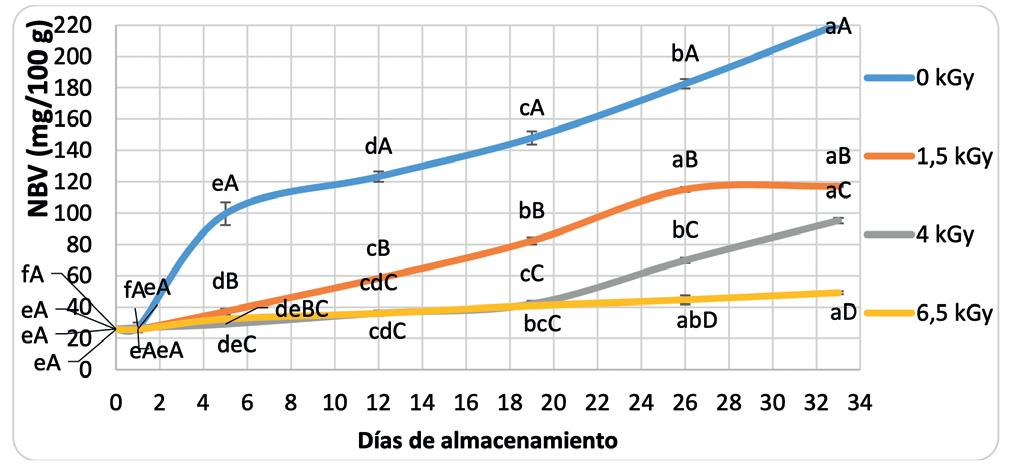
*Minúsculas distintas indican diferencias significativas en BAM debido al tiempo para cada dosis Mayúsculas distintas indican diferencias significativas debido a la dosis, para un mismo tiempo Tukey (p= 0,05).
Aceptabilidad sensorial
En la Figura 4 se muestran los resultados de la aceptabilidad sensorial de los filetes sin tratar y los tratados con radiación ionizante, durante más un mes de almacenamiento en refrigeración. A los dos días de aplicado el tratamiento no se observaron diferencias significativas debido a la irradiación en los atributos sensoriales evaluados. Todos fueron puntuados entre 6,3 y 7,5, correspondientes a valoraciones positivas, lo que indica buena aceptación por parte de los consumidores de los filetes de pescadilla, ya sea tratados o sin tratar con radiación ionizante. El día 8, la aceptabilidad de todos los atributos del con-
trol fue significativamente menor al de las muestras irradiadas, mientras que las mismas mantuvieron su aceptabilidad sensorial. El día 15 se evaluaron únicamente las muestras irradiadas debido a que el estado de deterioro del control lo volvía no apto para consumo. La muestra 1,5 kGy recibió puntajes más bajos que las muestras 4 y 6,5 kGy, las cuales fueron aceptadas en igual medida que el día 2, sin diferencias significativas entre las mismas. La radiación ionizante mantuvo la calidad de filetes de pescadilla e incrementó el tiempo de aceptabilidad sensorial en al menos 13 días (1,5 kGy), siendo mayor el tiempo a dosis más elevadas.
Figura 4 - Puntajes promedios de aceptabilidad global en filetes de pescadilla irradiados cocidos durante el almacenamiento a 4±1°C.
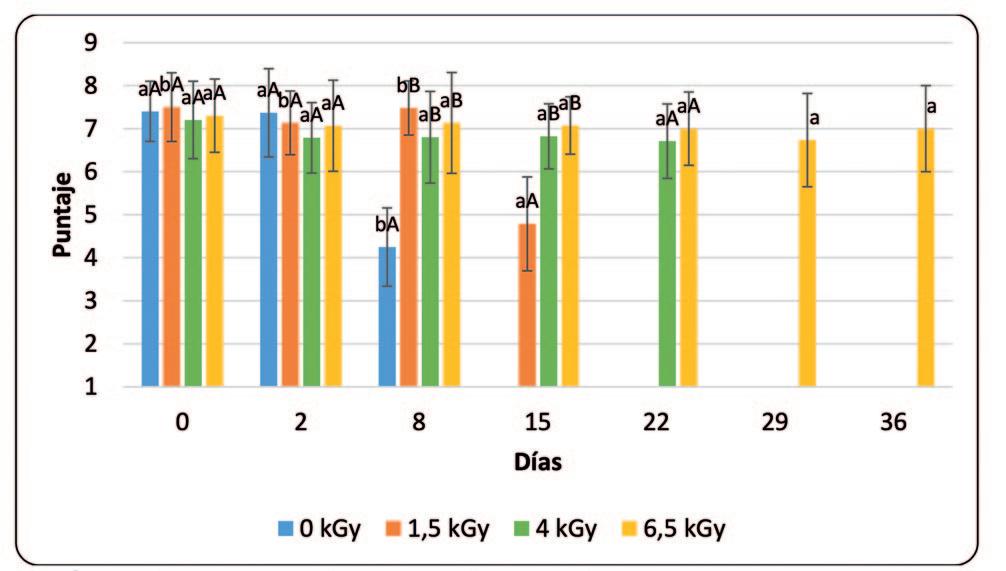
*Minúsculas distintas indican diferencias significativas en BAM debido al tiempo para cada dosis Mayúsculas distintas indican diferencias significativas debido a la dosis, para un mismo tiempo Tukey (p= 0,05).
CONCLUSIÓN
La radiación ionizante redujo los recuentos iniciales de microorganismos y disminuyó su desarrollo durante el almacenamiento, con un efecto más intenso a mayor dosis aplicada. Asimismo, redujo la producción de NBV, indicador de la pérdida de frescura en productos pesqueros, logrando de esta
manera mantener la calidad del producto fresco en refrigeración. Además, incrementó el tiempo de aceptabilidad sensorial, al disminuir la velocidad de los cambios asociados al deterioro. De esta manera, la tecnología de radiación ionizante extendió la vida útil de filetes de Cynoscion guatucupa en refrigeración. Una dosis de 4 kGy logró incrementar la vida
útil de este producto pesquero altamente perecedero en 16 días en refrigeración, sin tener que recurrir a la congelación. De esta manera, se podría comercializar un producto con valor agregado, pudiendo alcanzar nuevos mercados tanto internos como externos. La radiación ionizante también contribuiría a la reducción de pérdidas por deterioro (ODS). Estos resultados destacan una oportunidad significativa para desarrollar la tecnología de radiación ionizante en el sector pesquero, y muestran el papel fundamental de la investigación en la seguridad alimentaria.
Abdeldaiem, M.H., Mohammad, H.G. y Ramadan, M.F. (2018). ‘Improving the Quality of Silver Carp Fish Fillets by Gamma Irradiation and Coatings Containing Rosemary Oil’, Journal of Aquatic Food Product Technology, 27(5), pp. 568–579.
Aires, D., Capdevila, N. y Segundo, M.J. (2005). ‘Ácidos grasos esenciales’, Offarm, 24(4), pp. 96–102.
Annamalai, J., Sivam, V., Unnikrishnan, P., Sivasankara, S.K., Pansingh, R. K., Abdul, K.S. Lakshmi, N. M., y Nagarajarao R. C. (2020). ‘Effect of electron beam irradiation on the biochemical, microbiological and sensory quality of Litopenaeus vannamei during chilled storage’, Journal of Food Science and Technology, 57(6), pp. 2150–2158.
CAA (2024). Códigoc Alimentario Argentino. Capítulo 3. Disponible en: https://www.argentina.gob.ar/sites/default/files/capitulo_iii _prod_alimenticiosactualiz_2023-05_1.pdf
Ehlermann, D.A.E. (2016). ‘Wholesomeness of irradiated food’, Radiation Physics and Chemistry, 129, pp. 24–29. Farkas, J. (2006). ‘Irradiation for better foods’, Trends in Food Science & Technology, 17(4), pp. 148–152.
Giannini, D.H., Davidovich, L.A. & Lupín, H.M. (1979). Adaptación del método comercial para la determinación de Nitrógeno básico Volátil en merluza (Merluccius Hubbsi). Revista de Agroquímica y Tecnología de Alimentos, 19, 55–60. Huss, H.H. (1998). Quality and quality changes in fresh fish. FAO Fisheries Technical Paper – 348. Food and agriculture organization of the United Nations, http://www.fao.org/docrep/V7180E/V7180e09.htm.
International Atomic Energy Agency (IAEA) (2000). Irradiation of fish, shellfish and frog legs. A compilation of technical data for authorization and control. IAEA-TECDOC1158, ISSN 1011-4289.
Josephson, E.S. (1983). ‘Preservation of Food by Ionizing Radiation’ Eds.: Josephson, E.S. & Peterson, M.S. CRC Press, Boca Ratón, Estados Unidos.
Kilcast, D. (1995). ‘Food irradiation: Current problems and future potential’, International Biodeterioration & Biodegradation, 36(3), pp. 279–296.
Lescano, G., Kairiyama, E., Narvaiz, P. y Kaupert, N. (1990). 'Studies on quality of radurized (Refrigerated) and nonradurized (frozen) Hake (Merluccius merluccius hubbsi)' Lebensm Wiss u Technol, 23, pp. 317-321.
Secretaría de Agricultura, Ganadería y Pesca. (2022). 'Informe de coyuntura, diciembre 2022' [en línea] Disponible en: https://www.magyp.gob.ar/sitio/areas/pesca_maritima/informes/coyuntura/_archivos//220000_2022/221201_In form %20de%20Coyuntura%20%20Diciembre%202022.pdf> [consulta 09 agosto 2023].
Shankar, S., Danneels, F. y Lacroix, M. (2019). ‘Coating with alginate containing a mixture of essential oils and citrus extract in combination with ozonation or gamma irradiation increased the shelf life of Merluccius sp. fillets’, Food Packaging and Shelf Life, 22, p. 100434.
Sommers, C. H. y Xuetong F. (2006). 'Food Irradiation Research and Technology' IFT Press. Blackwell Publishing. Tomac, A. (2013) 'Irradiación gamma en anillas de calamar (Illex argentinus) y filetes marinados de anchoíta (Engraulis anchoita). Aspectos tecnológicos y de calidad' Tesis doctoral Publicada. La Plata: Universidad Nacional de La Plata. Tomac, A., Cova, M. C., Narvaiz, P., y Yeannes, M. I. (2015). ‘Texture, color, lipid oxidation and sensory acceptability of gamma-irradiated marinated anchovy fillets’, Radiation Physics and Chemistry, 106, pp. 337–342.
Tomac, A., Cova, C., Narvaiz, P. & Yeannes, MI. (2017). Sensory acceptability of squid rings irradiated for shelf-life extension. Radiat Phys Chem, 130, 359-361.
Tomac, A. y Yeannes, M.I. (2012). ‘Gamma radiation effect on quality changes in vacuum-packed squid (Illex argentinus) mantle rings during refrigerated (4–5 °C) storage’, International Journal of Food Science & Technology, 47(7), pp. 1550–1557.
United Nations (UN) (2024), Sustainable Development Goals, Available in: https://www.un.org/sustainabledevelopment/sustainable-consumption-production/ Consulted 29/05/2024
Witting de Penna, E. (2001). Evaluación Sensorial: Una metodología actual para la tecnología de alimentos. Available in: https://repositorio.uchile.cl/handle/2250/121431, Consulted 29/05/2024
Maldonado, F.; Ceballos, M.; Barrientos, V; Bonzano, M.F.; Marqui, J. CEPROCOR - Ministerio de Ciencia y Tecnología de la Provincia de Córdoba. Argentina. fabiana.maldonado@cba.gov.ar; vbarrientos@ceprocor.uncor.edu

RESUMEN
El objetivo de este trabajo fue la adquisición de conocimiento sobre las características de calidad físico-químicas y sensoriales de la carne bubalina de animales criados en Córdoba, Argentina, ya que no existen muchos estudios realizados en nuestro país sobre composición de esta carne. Se aplicaron las técnicas disponibles utilizadas para caracterizar la carne bovina para consumo humano. De búfalos faenados en la provincia de Córdoba, se obtuvieron muestras del músculo longissimus dorsi (ojo de bife) para las determinaciones químicas y físicas. Se realizaron los siguientes ensayos: Color, Textura, Análisis sensorial, pH, Humedad, Cenizas, Materia Grasa, Proteínas y Perfil de ácidos grasos. Los resultados obtenidos no difieren mucho de la carne bovina,
especialmente en cuanto a los valores nutricionales. Los aspectos sensoriales fueron sorprendentes debido a que no se esperaba que tuviera tan buena aceptación, siendo estos resultados los más relevantes, lo cual se pudo corroborar objetivamente con los estudios físicos de color y textura. Los valores de Grasa Total fueron más altos que los esperados para una carne de búfalo, siendo similares a los de una carne bovina. El perfil de ácidos grasos es bastante favorecedor, ya que se encontró menor cantidad de grasas saturadas que la carne bovina.
INTRODUCCIÓN
La cría de ganado bubalino o búfalo (Bubalus bubalis) es una antigua práctica en diferentes partes del mundo, sin embargo, desde hace unos 60 años se ha
valorizado el potencial de esta especie. Esto viene asociado al conocimiento de la facilidad de su cría en terrenos no tan apropiados para el ganado bovino, como lugares con baja calidad de pastizales, y a su longevidad y alta fertilidad. Se conoce que esta especie es bastante más resistente a enfermedades y también diferentes investigaciones demuestran características nutricionales benéficas en su carne y leche. En la Argentina las zonas pioneras en la producción son Formosa, Chaco, Santa Fe y Corrientes. El gobierno de nuestro país ha demostrado interés con la crianza de estos animales, ya que se ha promulgado la Ley 27.076 que crea el “Programa federal para el fomento y desarrollo de la producción bubalina” en enero de 2015. El CEPROCOR (Centro de Excelencia en Productos y Procesos) participó del proyecto “Modelo de estudio y desarrollo de la carne de búfalo (Bubalus bubalis) para consumo en la Provincia de Córdoba” en donde uno de los principales resultados fue la adquisición de conocimiento sobre las características de calidad físico-químicas y sensoriales de la carne bubalina de animales criados en Córdoba, Argentina. Para ello se aplicaron las técnicas utilizadas para caracterizar la carne bovina para consumo con el fin de establecer si en Córdoba también se desarrollan las características de calidad como sucede en otros territorios.
Las muestras fueron obtenidas de búfalos faenados en la provincia de Córdoba y trasladadas al laboratorio refrigeradas. Las mismas se extrajeron del músculo longissimus dorsi (ojo de bife) para las determinaciones químicas y físicas. Debido a la pandemia de los años 2020-2021, se demoró el ingreso y finalmente llegaron al laboratorio sólo dos muestras del músculo, lo cual no alcanzó para realizar todos los ensayos propuestos en un principio. Se realizaron los siguientes estudios de los parámetros físicos y químicos de las muestras: Color, Textura, Análisis sensorial, pH, Humedad, Cenizas, Materia Grasa, Proteínas y Perfil de ácidos grasos
Color
El color es un factor importante en la calidad final de los alimentos, ya que influye sobre la aceptabilidad de los mismos por parte del consumidor al ser la

El CEPROCOR participó del proyecto “Modelo de estudio y desarrollo de la carne de búfalo (Bubalus bubalis) para consumo en la Provincia de Córdoba”
propiedad organoléptica de primer contacto. Está generalmente asociado al alimento mismo o es visto como el resultado de los procedimientos tecnológicos aplicados o a los procesos de degradación que sufre la materia prima. El color de un objeto no es una propiedad del mismo. Es el efecto de un estímulo sobre la retina que el nervio óptico trasmite al cerebro donde este último lo integra. Generalmente, el estímulo consiste en una luz reflejada (o trasmitida) por el objeto a partir de una iluminación incidente. La CIE (Commission Internationale de l'Eclairage) es la institución responsable de las recomendaciones internacionales para la fotometría y colorimetría. En 1931 la CIE estandarizó los sistemas de orden de color especificando las fuentes de luz (o iluminantes), el observador y la metodología usada para encontrar los valores para la descripción del color. Cuando un color se expresa en CIELAB, la L* define la claridad, a* denota el valor rojo/verde y b* el valor amarillo/azul. La Figura 1 muestra el diagrama gráfico de color para L*a*b*.
Para la determinación de este parámetro en la carne de bufalo se utilizó el colorímetro Minolta CM500 d series. Los resultados se expresaron en el espacio de color CIE L*a*b*.
L: luminosidad (0-100)
a: equilibrio entre el rojo y el verde (a > 0 rojo; a < 0 verde)
Figura 1 - Gráfica de color CIELAB. El diagrama gráfico de color para L*a*b*. El eje a* corre de izquierda a derecha. Una medición de color en la dirección +a* muestra un desplazamiento hacia el rojo. En el eje b* un movimiento hacia +b* representa un cambio hacia el amarillo. L representa la luminosidad. El centro del eje L* muestra L=0 en el fondo. En el centro del este plano es neutro o gris.
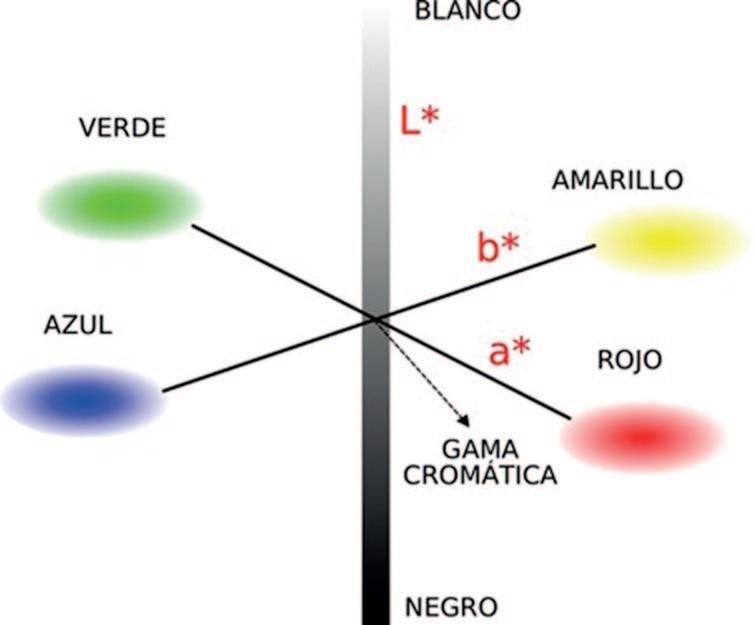
b: equilibrio entre el amarillo y el azul (b > amarillo; b < 0 azul)
Las mediciones se realizaron por duplicado en dos trozos distintos de carne. El resultado final se obtuvo de un promedio de los valores. Se tomaron dos trozos de carne de 6 cm x 4 cm x 2,5 cm y se le realizaron tres disparos a cada uno. El mismo equipo hace un promedio de estos y ése es el resultado que arroja.
Textura
La textura es uno de los parámetros de mayor importancia para el consumidor. Si la textura no es la esperada es inevitable el rechazo por parte de los consumidores. La textura se define como el conjunto de percepciones que permiten evaluar las características físicas de un alimento por medio de la mucosa y músculos sensitivos de la cavidad bucal, sin incluir las sensaciones de temperatura y dolor. Por
este motivo es que se recomienda hablar de parámetros texturales y no de textura en alimentos. Los parámetros texturales se pueden definir como el conjunto de características físicas, ligadas a los elementos estructurales del alimento, que son perceptibles por el sentido del tacto, que están relacionados con la deformación, desintegración y flujo de los alimentos, cuando éste es sometido a un esfuerzo y que puede ser medido objetivamente, en términos de masa, tiempo y distancia. La textura de los alimentos es una experiencia subjetiva que surge de la interacción con el alimento y su estructura, y con el comportamiento de éste cuando es manipulado o ingerido. La percepción de la textura a menudo constituye un criterio por el cual se juzga la calidad de los alimentos y es usado con frecuencia para seleccionar o rechazar un alimento procesado. Existe una forma objetiva de evaluar la textura de un alimento, y es por medio de un equipo llamado
Texturómetro. En este caso, se evaluó la textura de la carne de bufalo usando un texturómetro marca
Texture Analyser TA.XT2i, con el aditamento Three Point Bend Rig (HDP/3PB). Se midió el parámetro textural “fuerza de ruptura”, (breaking force), como la fuerza necesaria para romper o penetrar a la carne 5 mm. Se tomaron para su análisis trozos de carne de 6 cm x 4 cm x 2,5 cm.
Análisis sensorial
El análisis sensorial es un análisis estrictamente normalizado que se realiza con los sentidos. Se emplea la palabra "normalizado", porque implica el uso de técnicas específicas perfectamente estandarizadas, con el objeto de disminuir la subjetividad en las respuestas. Se trata de un examen de las propiedades organolépticas de un producto mediante los órganos de los sentidos, definiendo organoléptico como la clasificación de una propiedad de un producto, susceptible de ser percibida por los sentidos. La calidad en un producto alimenticio es una noción en parte subjetiva ya que el principal instrumento de
Fotografías del análisis sensorial – Fuente: CEPROCOR
pH y Humedad
evaluación es el consumidor. La evaluación sensorial es una ciencia cuantitativa en la cual se obtienen datos numéricos para establecer relaciones entre las características de los productos y la percepción humana. Se emplean técnicas de investigación de la conducta y de psicología experimental, observando y cuantificando las respuestas humanas. Para este estudio se llevó a cabo un análisis sensorial del consumidor con un test hedónico, con evaluadores no entrenados. Se llamó a un grupo de personas al azar, sin distinguir género ni franja etaria, y se les dio de probar a ciegas un trozo de la carne en estudio. Cada trozo se había cocinado con calor en forma directa a una temperatura de 71°C por 5,5 minutos, para estandarizar la cocción y que ésta no influya en el paladar de los panelistas. Los parámetros evaluados fueron: color, olor, palatabilidad, textura al corte y masticación. Se tomó una escala del 1 al 10, siendo el valor 1 “ME DESAGRADA MUCHO” y el valor 10 “ME AGRADA MUCHO”, de acuerdo a la encuesta entregada a cada participante (Figura 2)

El pH y la Humedad en la carne son parámetros de calidad, ya que se pueden presentar defectos en el proceso de faenado y posterior “rigor mortis” del animal, que producen acidificación de la carne y exceso de agua. El pH se determinó con un equipo
Cole Parmer y un electrodo de penetración tipo pinchacarne. Se obtuvieron los valores por duplicado y se expresaron con su respectiva desviación estándar. La Humedad se determinó con estufa con ventilación a 100°C, según AOAC Official Method 950.46.B. Moisture in Meat.
Figura 2 - Diseño de la encuesta a los evaluadores no entrenados
Análisis sensorial
Responda de forma sincera, según su criterio y sensaciones.
COLOR:
Me agrada mucho / Me agrada / Me es indistinto / Me desagrada / Me desagrada mucho
OLOR:
Me agrada mucho / Me agrada / Me es indistinto / Me desagrada / Me desagrada mucho
PALATABILIDAD:
Me agrada mucho / Me agrada / Me es indistinto / Me desagrada / Me desagrada mucho
TEXTURA AL CORTAR:
Me agrada mucho / Me agrada / Me es indistinto / Me desagrada / Me desagrada mucho
MASTICACIÓN:
Me agrada mucho / Me agrada / Me es indistinto / Me desagrada / Me desagrada mucho
COLOR:
Me agrada mucho / Me agrada / Me es indistinto / Me desagrada / Me desagrada mucho
¿Quiere dejar un comentario y/o sugerencias?
¡Muchas gracias!
Cenizas
Las Cenizas se obtuvieron como una medida de composición de la carne, ya que expresan en forma conjunta la cantidad de minerales presente en un alimento, para obtener luego por diferencia el valor de los Hidratos de Carbono y Valor energético. Se realizó a 500°C en horno eléctrico, con rampa de calcinación. El método utilizado fue AOAC Official Method 920.153 (39.1.09) “Ash of Meat”.
Materia grasa
Se realizó esta determinación en el equipo Soxtec 8000, marca FOSS, para determinación de grasa cruda, previo secado de la muestra, según Nota de aplicación AN3981 “Extraction of Total Fat in Meat and Meat Products in agreement with ISO 1443:1973”. Para lo cual se tomaron 3g de muestra y se realizaron los ciclos de extracción con 85 ml éter de petróleo 40-60, a 160°C y 1 hora de ciclos de extracción.
Proteínas
Se realizó este ensayo digiriendo las muestras en el equipo FOSS Digestor Tecator 2508/2520 y luego destilándolas en el Kjeltec 8400 marca FOSS. Calculándose el valor de Proteínas con el factor 6,25. El método utilizado fue AOAC 2001.11 Protein (crude) in Animal Feed, Forage (Plant Tissue), Grain, and Oilseeds y la Nota de aplicación AN 300 “Determination of Nitrogen according to Kjeldahl using Block digestion and steam distillation”.
Perfil de ácidos grasos
Se realizó utilizando el método según instructivo propio I PAL 0062 Grasas Saturadas, Grasas Insaturadas y Grasas Trans, basado en:
-AOAC Official Method 996.06 Fat (Total, Saturated, and Unsaturated) in Foods, -Documento de RENALOA (Red Nacional de Laboratorios Oficiales de Alimentos)
- ISO 12966-1 2014) Animal and vegetable fats and oils - Gas chromatography of fatty acid methyl esters
- Part 1: Guidelines on modern gas chromatography of fatty acid methyl esters.
-ISO 12966-4 (2015) Animal and vegetable fats and oils — Gas chromatography of fatty acid methyl esters — Part 4: Determination by capillary gas chromatography.
Color
En la Tabla 1 se presentan los resultados obtenidos con su correspondiente desviación estándar. La cantidad de pigmentos influyen en la intensidad del color, que está también influenciada por distintos factores como tipo de animal (en este caso un búfalo), la edad o el músculo analizado, ya que lo que se mide es la cantidad de mioglobina presente. Se obtuvo el valor arrojado por el parámetro a, mostrando un valor positivo claramente dirigido al rojo. El estado físico-químico del pigmento es el que da la tonalidad, en este caso se ve reflejado con los valores obtenidos por el parámetro b, donde se obtienen resultados positivos bajos, mostrando una leve coloración amarilla. El estado físico de la carne determina la Luminosidad de la misma (L), que está relacionado a la estructura de la carne; las carnes que han tenido un descenso muy rápido de pH post mortem muestran un defecto mostrándose muy brillantes, con L muy altos. En nuestro caso los resultados obtenidos muestran una baja luminosidad, propia de las carnes rojas.
Tabla 1 - Resultados de la determinación del Color, expresados en unidades CIELAB.
Parámetro
Textura
± 0,08
±
Los resultados del ensayo fueron obtenidos con los siguientes parámetros:
• Velocidad Pre-ensayo: 2,00 mm/s
• Velocidad ensayo: 0,5 mm/s
• Velocidad Post-ensayo: 10,00 mm/s
• Test Distancia de ruptura: 5,00 mm
La fuerza se midió en gramos. A valores más altos de esfuerzo obtenidos, mayor es la resistencia del producto. Las mediciones se realizaron por duplicado y el resultado final se obtuvo como un promedio. En la
Tabla 2 se muestran los resultados, se observa que se requiere una fuerza baja para romper la estructura de la muestra, lo cual evidencia que es un producto que ofrece una pequeña resistencia al corte.
Tabla 2 - Resultados de la determinación de Textura
Valor de Fuerza
Valor de Fuerza muestra A (g) muestra B (g)
1237,6
Análisis sensorial
1268,6
1,253 ± 22
En la Figura 3 se muestran los resultados del análisis sensorial. Con una constante en todo el análisis, se observó que la muestra tiene una amplia aceptación, no obteniendo resultados desfavorables en ninguno de los parámetros consultados a los consumidores. La muestra fue evaluada con buenos atributos de color, olor, palatabilidad, textura al corte y masticación, lo cual se evidencia en que todos los parámetros obtienen un resultado superior a 7 puntos, lo que indica que a los consumidores el producto “le agrada”. En base a este análisis se puede concluir que el producto es ampliamente aceptado por los consumidores.
Ensayos químicos
En la Tabla 3 se informan los resultados obtenidos de los parámetros pH, Humedad, Cenizas, Materia Grasa, Proteínas, Hidratos de Carbono, Sodio y Perfil de Ácidos Grasos. No existen muchos estudios realizados en nuestro país sobre composición de carne de búfalo, sólo en la provincia de Formosa se ha realizado un estudio de composición química y características físicas (Cedres, J F; et. al), donde los valores obtenidos se muestran en la Tabla 4. Se puede observar que los valores hallados de Humedad, Materia Grasa y Sodio son superiores a los encontrados en Formosa, donde se destaca el valor de Materia Grasa, que es bastante superior. Sin embargo, en otros países se encontraron valores incluso superiores a los hallados por nuestro laboratorio, el cual no difiere mucho del valor informado para carne bovina. Lo cual es diferente a lo esperado, ya que la carne de búfalo suele tener menos grasa que la carne bovina (Tabla 5).
Figura 3 - Resultados del análisis sensorial. Escala del 1 al 10.
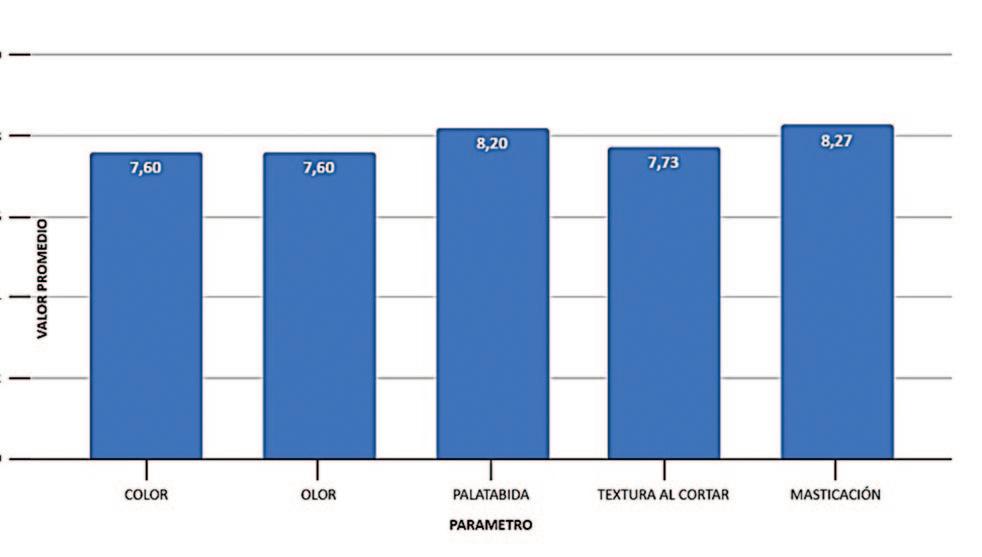
Tabla 3 - Resultados del análisis sensorial. Escala del 1 al 10.
4 - Valores obtenidos en Formosa, Argentina (2001)
Tabla 5 - Composición química de carnes bubalina y bovina según diversos autores. (a) Mediterráneo, (b) Murrah, (c) mestizo europeo, (d) holando.
Bovino (e)
6 - Composición de ácidos grasos en músculo dorsal largo
Ác. Grasos
El valor de Proteínas hallado fue inferior al encontrado en Formosa, pero está de acuerdo a lo hallado en otros países. En cuanto al perfil de ácidos grasos, los valores obtenidos de Grasas Saturadas, monoinsaturadas y poliinsaturadas, fueron inferiores a los encontrados en carne vacuna y de búfalo en Bogotá, lo cual es favorable, en cuanto al contenido de grasas saturadas, nutricionalmente hablando. (Tabla 6, L Betancourt, et al.).
Los valores de pH se encuentran de acuerdo a lo esperado, ya que se han informado valores entre 5,82 y 6,25, de las razas mediterráneo, murrah y cruza. (Cedres, J F; et. al.)
Este proyecto fue de gran importancia para el área de alimentos, ya que no sólo nos permitió la actualización en cuanto a equipamiento de ensayos básicos en un laboratorio de servicios tecnológicos de alimentos, sino también sumar datos analíticos a una carne poco tipificada en nuestro país. Si bien los aspectos nutricionales no difieren mucho de la carne bovina, los aspectos sensoriales fueron sorprendentes debido a que no se esperaba que tuviera tan
buena aceptación entre los participantes, siendo estos resultados los más relevantes, lo cual se pudo corroborar objetivamente con los estudios físicos de color y textura. Los valores de Grasa Total fueron más altos que los esperados para una carne de búfalo, ya que el valor obtenido fue similar a una carne bovina. El perfil de ácidos grasos es bastante favorecedor para este tipo de carne, ya que se encontró menor cantidad de grasas saturadas. Hubiera sido interesante poder contar con mayor número de muestras, pero la pandemia de ese año (2021), más otras cuestiones de logística de la empresa, dificultaron la posibilidad de contar con más datos.
1- “Composición química y características físicas de la carne de búfalos criados en forma extensiva en la provincia de Formosa”. Cedres, J F; et. al. Sitio Argentino de Producción animal. 2001.
2- “Determinación de la composición de ácidos grasos en tejidos seleccionados de canales de vacuno y de búfalo”. L Betancourt, et al. Universidad de La Salle, Facultad de Zootecnia Bogotá, 2005.




ALDO CALLIERI SA
Del Libertador 1711, Parque Industrial 1 (8332) Gral. Roca – Río Negro – Argentina
Tel.: (54 298) 443-5130/ 443-5131 / 444-1187
pedidos@productoscallieri.com.ar www.productoscallieri.com.ar Especias, condimentos, aderezos, legumbres y productos para repostería.
AMG
San Martín 1143 – 4º (C1004AAW) CABA
Tel.: (54 11) 4314-4100
Fax: (54 11) 4314-4900
amg@amg.com.ar www.amg.com.ar Elaboramos aditivos para la industria alimentaria. Premezclas para fortificación de alimentos, bebidas, Suplementos y fórmulas infantiles, entre otros. Enzimas, levaduras, conservantes biológicos y fibras. Calidad, conocimiento e innovación son nuestros pilares de crecimiento.
ASEMA S.A.
Ruta Provincial Nº 2 al 3900 (Km 13) (3014) Monte Vera - Santa Fe – Argentina Tel.: (54 342) 490-4600 LR Fax: (54 342) 490-4600 asema@asema.com.ar / www.asema.com.ar
Asesoramiento, diseño y fabricación de equipos para la industria alimentaria, transportes sala de despostes y empaque. Tanques sanitarios. Intercambiadores de calor.
Tecnología en concentración y secado. Túneles de congelado I.Q.F.
BELMACO SRL
Arturo Capdevilla km 8 ½ (Cno. a Santa Rosa) Villa Esquiú – Córdoba Tel: (54 351) 499-9211 ventas@belmacosrl.com.ar
asesoramiento@belmacosrl.com.ar www.belmacosrl.com.ar
25 Años de experiencia en el mercado certifican la calidad en la fabricación, comercialización y asesoramiento de productos para la industria alimentaria. Ofrecemos una gama de productos para la industria frigorífica, tales como aditivos, integrales, sabores y tripas.
BIOTEC S.A.
Lavalle 1125 Piso 11 (1048) Buenos Aires.- Arg. Tel.: (54 11) 4382- 2188/ 2772/ 9276
Fax: (54 11) 4382-3793 biotec@biotecsa.com.ar, www.biotecsa.com.ar Empresa argentina de aditivos alimentarios, elaboración de formulaciones especiales del área de estabilizantes, espesantes y gelificantes. Coberturas para quesos y medios de cultivo a medida de las.necesidades de la industria.
BUSCH ARGENTINA
Sto. Domingo 3078
Ciudad Autónoma de Buenos Aires - Arg. Tel.: (54 11) 4302-8183 Fax: (54 11) 4301- 0896 info@busch.com.ar www.busch.com.ar Bombas y sistemas de vacío para envasado.
CHR. HANSEN ARGENTINA SAIC.
Cecilia Grierson 422, 4° piso 1107 Buenos Aires – Argentina Tel: +54 11 5070-7700 arinfo@chr-hansen.com www.chr-hansen.com
Cultivos y colorantes que mejoran la calidad de los alimentos y la salud de las personas en todo el mundo.
DARIER SABORES
Calle 26 Nº 3830 (B1650IOP)
San Martín – Buenos Aires – Arg. Tel.: (54 11) 4755-1098 (Rot.) darier@darier.com.ar –www.darier.com.ar
Sabores, exaltadores, colorantes naturales para la industria alimentaria.
DESINMEC INGENIERIA S.A.
Ruta Nº 6 KM 27,7 (3017)
San Carlos Sud – Santa Fe - Arg. Tel.: (54 3404) 420785-423185 desinmec@scarlos.com.ar; www.desinmec.com.ar
Asesoramiento y desarrollo de máquinas especiales a medida para envasado y empaque en industria alimentaria, láctea, frigorífica, laboratorios y agroquímica.
EPSON
San Martín 344, Piso 4 (1004) CABA Tel.: (54 11) 5167-0400 marketing.arg@epson.com.ar www.epson.com.ar
Colorworks, las impresoras Epson creadas para imprimir etiquetas a color a demanda, brindan soluciones de calidad a emprendedores y empresas que buscan satisfacer la demanda de etiquetas a color sin depender de terceros, otorgando flexibilidad, productividad y eliminando los costos imprevistos. Conoce más de esta línea y sus modelos en: https://epson.com.ar/label-printers
FRIO RAF S.A.
Lisandro de la Torre 958 (S2300DAT)
Rafaela - Santa Fe - Argentina
Tel.: (03492) 43 2174
Fax: (03492) 43 2160 info@frioraf.com.ar www.frioraf.com.ar
Refrigeración industrial, experiencia como mayor capital. Tecnología en equipamiento y capacitación. Servicio como fuerza de ventas, calidad como síntesis absoluta.
GRUPO LIPARI
Mitre 4656 (2000)
Rosario, Prov. Santa Fe – Argentina
Tel.: +54 341-4643789
Lipari@lipari.com.ar www.grupolipari.com.ar
Ofrecemos selladoras de bolsas y bandejas, termoselladoras y dispenser de film de pvc.
Fechadores térmicos, envasadoras y cocción al vacío.
GRANOTEC ARGENTINA S.A.
Einstein 739 (1619)
Parque Industrial OKS Garín, Bs. As. – Argentina
Tel.: (54 3327) 444415 / Fax: (54 3327) 444420 granotec@granotecsa.com.ar www.granotec.com / www.granolife.com.ar
Proveemos nutrientes e ingredientes a la industria alimenticia. Contamos con una amplia gama de ingredientes funcionales activos y tradicionales para el diseño de formulaciones, fortificación y desarrollo de nuevos productos.
INGENIERO LOPEZ Y ASOCIADOS SRL
Lote 178 Pque. Industrial Sauce Viejo (3017) Santa Fe - Argentina
Tel.: (54 342) 499-5535/ 499-5666 ventas@ilasrl.com.ar www.ilasrl.com.ar
Asesoramiento para la industria láctea. Representante en Argentina: SALES FUNDENTES JOHA, Alemania; CUAJOS MILAR. Recubrimientos para quesos con y sin fungicida Domca, España, DANISCO, PREMA. Venta de insumos en general.
IP INSUMOS PATAGONIA SRL
Av. Argentina 6625 (C1439HRG) CABA – Arg.
Tel.: (54 11) 2104-8523 / 3055 (54 11) 2105-6473 / 9812 (54 11) 4686-5299 info@insumospatagonia.com.ar www.insumospatagonia.com.ar Proteínas, Carrageninas, Fosfatos, Conservantes y Sistemas Funcionales para la Industria Alimentaria.
JARVIS ARGENTINA
A.D.Barbieri 2685 (Ex Drago) (B1852LHO) Burzaco - Prov. Buenos Aires
Tel.: (54 11) 7700-0101 info@jarvis.com.ar
www.jarvis.com.ar
Accesorios para la industria frigorífica.
LABORATORIOS AMEREX
ARGENTINA S.A.
Ugarteche 3107 7º A (C1425EVG) Bs. As.
Tel.: (54 11) 4806-9835 Fax: (54 11) 4807-2570 info@labamerex.com www.labamerex.com Productos biológicos (starters y conservantes) y aditivos para la ind. alimentaria.
MEDIGLOVE SRL
Pedro Mendoza 1883 (Cp. 1686)
Hurlingham - Pcia. Bs. As. Argentina
Tel.: (011) 3199 0590 tel y WhatsaApp empresa. Skype: leonardo.menconi 115301-5394
ventas@mediglove.com.ar Web: www.mediglove.com.ar Guantes de latex, nitrilo, vinilo, polietileno y domésticos.
MERCOFRÍO SA
Av. Roque Sáenz Peña 719 (S2300) Rafaela - Santa Fe - Arg. Tel.: (54 3492) 452191 / 433162/ 503162 http://www.mercofrio.com.ar Servicio Post Venta, mantenimiento, puesta en servicio, ingeniería y supervisión de obras de equipos frigoríficos
PAGANINI COMBA HNOS. y Cía. SRL
Ruta Prov. N°1 – Km. 36, Parque Industrial Regional (2419) Brinkmann - Pcia. CórdobaArgentina Tel.: (+54 3562) 401941 info@paganinicomba.com.ar www.paganinicomba.com.ar Máquinas para la industria alimentaria.
PECANES ARGENTINOS
Juan de Garay 3950 (1678) Caseros, Buenos Aires – Arg. Tel.: (54 11) 7137-4758 administracion@pecanesargentinos.com www.pecanesargentinos.com.ar Planta procesadora de Nuez Chandler y Nuez Pecán.
SIMES SA
Av. Facundo Zuviría 7259 (3000) Santa Fe – Argentina
Tel.: (54 342) 489-1080/ 400-0156 ventas@simes-sa.com.ar www.simes-sa.com.ar
Máquinas para la industria alimentaria, farmacéutica, cosmética y química. Homogeneizadores de pistones alta presión. Mezcladores sólidos - líquidos.
TESTO ARGENTINA S.A.
Yerbal 5266 4º Piso (C1407EBN) CABA – Arg.
Tel.: (54 11) 4683-5050
Fax: (54 11) 4683-2020 info@testo.com.ar www.testo.com.ar
Instrumentos de medición para la verificación y monitoreo de calidad de los alimentos.
VH RODAMIENTOS
Tucumán 461 (3013) San Carlos Centro –Prov. Santa Fe Argentina
Tel.: 3404 449017 ventas@vhrodamientos.com.ar www.vhrodamientos.com.ar
Representamos marcas de renombre internacional, en lo referente a bandas modulares, correas de poliuretano, bandas transportadoras, bandas monolíticas y demás sistemas para el transporte de productos industriales.
VMC REFRIGERACIÓN S.A.
Av. Roque Sáenz Peña 729 (2300) Rafaela - Santa Fe - Argentina
Tel.: (54-3492) 43-2277 /87 ventas@vmc.com.ar www.vmc.com.ar Empresa líder en sistemas frigoríficos industriales. Instalación de proyectos frigoríficos "llave en mano".
WARBEL S.A.
CASA CENTRAL: Ruta 11 Km 1006,5 Resistencia – Chaco
Argentina
Tel.: (+54 0362) 446 1500 info@warbel.com.ar www.warbel.com.ar
Cintas transportadoras para la industria alimentaria. Servicio técnico, mantenimiento, comercialización de accesorios.

