FFG NT DRO NT
Nueva Tecnologia de Martin NT : una gama completa
Precisión, Flexibilidad, Productividad
www.bobstgroup.com/martin N MARTIN, 22 rue Decomberousse - 69628 Villeurbanne Cedex - FRANCE, Tél +33 (0)4 72 14 74 74, Fax +33 (0)4 78 26 39 98 N Organización en América Latina: N Sede Regional Zona Sul: BOBST GROUP LATINOAMÉRICA DO SUL, Av. Henri Bobst 401, Bairro da Ponte, 13250-000 ITATIBA - SP, BRAZIL, tel. +55 11.4534-9300, fax +55 11.4524-0058 N Argentina, Colombia,Venezuela, Centro America, Perú, Ecuador, Bolivia, Uruguay: M. Erwin DORER, Calle Nueve, 896, Urbanización Corpac, SAN ISIDRO, LIMA 27, PERÚ, tel. +51 14.75.72.36, fax +51 14.75.05.22 N Sede Regional Zona Norte: BOBST GROUP LATINOAMÉRICA NORTE SA de CV, Santa Margarita 210, Colonia Del Valle, Mexico 03100 D F, MEXICO, tel. +52 (55) 5340 0970, fax +52 (55) 5340 0980 N CHILE: REPRESENTATIONES ARNOLD WECK Ltds. Las Bellotas 199 - of 61, Edificio Plaza Lyon, Casilla 10051, SANTIAGO, CHILE, tel. +56 2.231.2760, fax +56 2.231.5892
ยกBienvenidos!
BUENOS AIRES, ARGENTINA
Un encuentro de alto nivel
Volumen I - Ediciรณn V Junio - Julio 2008
PODER DE MARCA Con Kemiart Graph, Lite, Ultra y mejorará sus envases y los convertirá en un vehículo eficaz de la promoción de su marca.
Con Kemiart sus colores se volverán ricos y vibrantes, y le permitirán extender a los embalajes ondulados y a las soluciones de punto de venta la misma calidad que caracteriza a sus elementos de creación de marca en otros medios de comunicación. Pero del mismo modo que la imagen de marca es fundamental para atraer clientes, la gestión de la marca va más allá de las apariencias. La seguridad de los productos es uno de los elementos clave en el envasado, y nosotros podemos enorgullecernos de ser el primer fabricante de liners con certificación en materia de seguridad (HACCP). Y, por supuesto, con Kemiart puede contar con un producto consistente, con una impresión y manipulación rentable así como con una asistencia técnica superior a su disposición en cualquier rincón del mundo.
M-real Americas, 301 Merritt 7, Norwalk, CT 06851, Tel. 203-229-7480, Fax. 203-229-7499, Codipa S.A. (Buenos Aires, Argentina) ; Casa Real Ltda. (Sao Paulo, Brazil) ; Polar Paper S.A. (San Jose, Costa Rica) ; P&C S.A. (Santiago, Chile) ; M-real Mexico (Mexico) ; Repco SAC (Lima, Peru). www.m-real.com, usa.sales@m-real.com
Revista Oficial de la Asociación de Corrugadores del Caribe, Centro y Sur América
Editorial XXVIII ACCCSA 2008
Noticias
Un solo bloque
3
Programa General / General Program
4
Encuentro de alto nivel
6
Programa de conferencias magistrales y técnicas
7
Lista de compañías que participan en Expo ACCCSA 2008
8
Mejoramiento continuo
10
Plancha delgada / Beneficios en la impresión
12
Un crecimiento sostenido
14
Una industria eficiente y responsable
15
Control del desperdicio / Meta para la mejora productiva
16
Control de desperdicio / Una óptica distinta
18
Talento, tecnología e innovación
26
Negocios
Modelo práctico para probar en el campo un nuevo negocio
38
Gerencia
El dinero para capacitación: ¿Inversión o gasto?
46
Taller de troquelado
52
Capacitaciones en marcha 2008
52
Agenda Internacional
54
Un Sector Una Voz Competitividad
Capacitación Actividades
CORRUGANDO es una publicación de ACCCSA Revista y Publicaciones S.A. Órgano oficial de la Asociación de Corrugadores del Caribe, Centro y Sur América. Se prohíbe la reproducción total o parcial de la publicación sin la autorización escrita de la dirección. Todos los derechos reservados. Los artículos publicados son responsabilidad de sus autores, no necesariamente reflejan la opinión de ACCCSA. CORRUGANDO es una marca registrada. • Consejo editorial Santiago Reyna Ciccia César Valencia Galiano Carlos Punti Augusto Tejeira Díaz Oscar Illingworth Eugenio Chatelet • Editor ACCCSA Revista y Publicaciones S.A. • Director Santiago Reyna Ciccia • Coordinadores Javier Rivera Fournier javier.rivera@corrugando.com Paola Rímolo paola.rimolo@corrugando.com • Directora Editorial María Martha Mesén Cepeda editora@corrugando.com • Publicidad y Suscripción Adriana Bermúdez adriana.bermudez@corrugando.com • Distribución ACCCSA Revista y Publicaciones S.A. • Fotografías Empresas Asociadas a ACCCSA Stock Efecto Positivo S.A.
¡Bienvenidos!
Carlos Buitrago Aristizábal Diseñadores Asociados
BUENOS AIRES, ARGENTINA
Un encuentro de alto nivel
• Correctora de estilo Marcela Cerdas Troyo • Traducción Georgina Alvarado • Diseño y Producción Diseñadores Asociados Carlos Buitrago A. arte@corrugando.com • Dirección de Arte Francisco Chavarría V.
• Miembros de:
Volumen I - Edición V Junio - Julio 2008
Con la presencia de reconocidos especialistas y representantes del sector corrugador latinoamericano, ACCCSA le da la bienvenida a este encuentro enriquecedor en la bella cuidad de Buenos Aires, Argentina.
• Colaboradores Ronald S. Spice • Asociados Institucionales: Edward L. Riley Ricardo Martínez Rivadeneira German Retana • Contáctenos: Francisco Xavier Hernández Costa Rica. Fernando Solera Tel.: 506 2204 7201 / 2204 7202 Luis Fernando Lozano Fax: 506 2204 7203 Frederic Girós Apdo. Postal: 04–6155 Forum, ITENE • Relaciones San José Costa Rica Instituto Tecnológico del Internacionales Correo electrónico: Embalaje, Transporte y de cooperación info@corrugando.com Logística UPV-Grupo ID&EA Universidad Politécnica www.corrugando.com de Valencia- Grupo de investigación en Integración del Diseño y Evaluación Ambiental
Un solo bloque
D
esde sus inicios, la Asociación de Corrugadores del Caribe, Centro y Sur América ha buscado ser el común denominador para desarrollar estrategias comunes en pro de la industria cartonera de la región.
Convención Anual se vislumbra, al igual que las anteriores, como una coyuntura óptima para la presentación de información relevante para todos, en la que han trabajado diversos colaboradores con el fin de enriquecer sus conocimientos e impulsar su desarrollo empresarial.
Múltiples han sido los retos y las batallas, pero más grandes han sido los avances que como sector hemos podido consolidar.
Además de este hito para nuestro sector, nos sentimos orgullosos de compartir con ustedes el resultado de muchas horas de esfuerzo con la quinta edición de Corrugando, la revista del sector corrugador latinoamericano que cada vez más se afianza entre el gremio, como un medio de comunicación por excelencia de quienes buscamos un mayor y mejor desarrollo a través del embalaje.
Eso es lo que buscamos quienes estamos detrás de ACCCSA. No sólo nos unen las inquietudes y metas, sino también el esfuerzo que hacemos como bloque en busca de la mejora continua, de actualización constante, de desarrollo sostenible, innovación, tácticas para comercio exterior y, sobre todo, oportunidades de negocios que podamos implementar. Hoy, nos sentimos llenos de optimismo al realizar por primera vez en Argentina, nuestro encuentro anual en el que ponemos de manifiesto nuestro interés por ampliar y consolidar nuestro ámbito de acción como organización. Esta
Para todos nuestros lectores, un agradecimiento profundo por su apoyo; y para los asistentes a nuestra convención, esperamos que disfruten y aprovechen esta reunión que consolida la estructura de nuestro sector.
Bienvenidos a Argentina.
Ing. Santiago Reyna Ciccia Presidente Junta Directiva ACCCSA
Programa General Domingo 22 de junio Sunday, June 22nd 10:30 – 18:00 Registro y entrega de credenciales en el hotel 10:30 – 18:00 Registration and badge claiming 08:00 – 18:00 Instalación de la exposición en el hotel 12:00 – 18:00 Exposition move-in –Libertadores Room 19:00 – 21:00 Cóctel de bienvenida en el hotel 19:00 – 21:00 Welcome cocktail at the hotel Patrocinador: Revista CORRUGANDO Sponsored by: CORRUGANDO magazine Lunes 23 de junio Monday, June 23rd 08:00 – 14:00 Continuación de la instalación de la exposición 08:00 – 14:00 Exposition move-in continues 09:00 – 10:15 Inauguración y Conferencias 09:00 – 10:15 Opening and conference session - Salón San Telmo, Hotel Sheraton –San Telmo Room 10:15 – 10:30 Receso para el café. Copatrocinadores: 10:15 – 10:30 Coffee break. Co-sponsored by: Michelman / Revista CORRUGANDO Michelman / CORRUGANDO magazine 10:30 – 12:30 Conferencias 10:30 – 12:30 Conference session 12:30 – 14:00 Almuerzo – Salón Retiro. 12:30 – 14:00 Lunch – Retiro Room Copatrocinador: Corrugated Technologies Co-sponsored by: Corrugated Technologies 14:00 – 18:00 Visita a Expo ACCCSA 2008 - Salón Libertadores 14:00 – 18:00 Visit Expo ACCCSA 2008 - Libertadores Room 19:30 – 23:00 Noche Típica Porteña, 19:30 – 23:00 Typical Buenos Aires Tango Night. cena y espectáculo en Señor Tango. Dinner and show at Señor Tango. Copatrocinador: Harper Love Adhesive. Co-sponsored by: Harper Love Adhesive.
Martes 24 de junio Tuesday, June 24rd 08:30 – 10:00 08:30 – 10:00
Conferencias Salón San Telmo Conference session - San Telmo Room
10:00 – 10:15 10:00 – 10:15
Receso para el café. Coffee break. Sponsored by:
Patrocinador: Dupont Cyrel Dupont Cyrel.
10:15 – 12:30 10:15 – 12:00
Conferencias Conference session
12:30 – 14:00 12:00 – 14:00
Asamblea General de ACCCSA ACCCSA General Assembly
con almuerzo para delegados and lunch (Delegates only) -
Salón San Telmo. San Telmo Room
Patrocinador: Revista CORRUGANDO Sponsored by: CORRUGANDO magazine
14:00 – 18:00 14:00 – 18:00
Visita a Expo ACCCSA 2008 Visit Expo ACCCSA 2008
- Salón Libertadores - Libertadores Room
Noche Libre Evening At will Miércoles 25 de junio Wednesday, June 25th 08:30 – 10:15 08:30 – 10:00
Conferencias Salón San Telmo Conference session San Telmo Room
10:15 – 10:30 10:00 – 10:30
Receso para el café. Coffe break.
Patrocinador: Grupo Bobst Sponsor: Bobst Group.
10:30 – 12:45 10:30– 12:45
Conferencias Conference session
12:45 – 14:00 12:45 – 14:00
Almuerzo – Salón Retiro. Luncheon –Retiro Room
Revista
General Program
Copatrocinador: BHS Corrugator Co-sponsored by: BHS Corrugated.
Martes 24 Tuesday 24
14:00 – 18:00 14:00 – 18:00
Visita a Expo ACCCSA 2008 Visit Expo ACCCSA 2008
09:30 – 16:00 All day
Excursión a Tigre y Excursion to Tigre and the
- Salón Libertadores – Libertadores Room
Delta del Río Delta (lunch and refreshments included)
20:00 – 24:00 20:00 – 24:00
Cena de Clausura y baile en el Closing dinner at El Retiro Room
Noche Libre Evening Free
hotel Sheraton Buenos Aires at the Sheraton Hotel.
Miércoles 25 Wednesday 25
Música en vivo Orquesta de Live music with Tango
10:00 – 15:00 All day
Tour de compras a un centro comercial Shopping tour
Tango El Arrastre Orchestra El Arrastre and the
20:00 – 24:00 Evening
Cena de Clausura y baile en el Salón Retiro del Closing dinner at El Retiro Room
y la Internacional Big Band y sus cantantes. International Big Band.
hotel Sheraton Buenos Aires. Música at the Sheraton Hotel.
Patrocinador: Papeltécnica SAIC Sponsored by: Papeltécnica SAIC
en vivo Orquesta de Tango El Arrastre y Live Music with Tango Orchestra
Programa para acompañantes Spouses and family program
la Internacional Big Band El Arrastre and the
Domingo 22 Sunday 22
y sus cantantes. Patrocinador: International Big Band.
19:00 – 21:00 Evening
Cóctel de bienvenida en el hotel Welcome cocktail at the hotel
Lunes 23 Monday 23 09:30 – 15:00 All day
Visita a la ciudad con almuerzo y City tour (Lunch and Tango
clases de tango en el Viejo Almacén lessons at the Viejo Almacén included)
19:30 – 23:00 Evening
Noche Típica Porteña, Typical Buenos Aires Tango
cena y espectáculo en Señor Tango. Night. Dinner and show at Señor Tango.
AGRADECIMIENTO / GRATITUDE Nuestro más profundo agradecimiento a las compañías corrugadoras de Argentina y a las empresas proveedoras por su contribución a la realización de esta Convención Our deepest gratitude to the Argentinean corrugating companies and suppliers that have kindly sponsored this Convention Empresas Corrugadoras / Corrugators Papeltécnica S.A.I.C. Empresas Proveedoras / Suppliers Agnati Spa • BHS Corrugated • Corrugated Technologies • Dupont Cyrel • Fosber Spa • Grupo Bobst • HarperLove Adhesives • Michelman • Revista CORRUGANDO • Talleres Iruña
Encuentro de alto nivel
C
on la Mariano Grondona participación Periodista y escritor argentino de Argentinean Journalist and Writer reconocidos “Situación Social y Económica especialistas de la Región Americana” de la región, la “Economic and Social Situation Convención Anual of the American Region” ACCCSA 2008 German Retana será un encuentro Catedrático / Consultor enriquecedor donde University Professor and Consultant se analizarán “Liderazgo para el empowerment” los desafíos y “Leadership for the empowerment” oportunidades para las empresas Luis Rodríguez corrugadoras Industrial corrugador argentino latinoamericanas. Argentinean Industrialist, Corrugator
“Una mirada a la Industria Corrugadora de Argentina” “An Overview of the Corrugating Industry in Argentina”
Roberto Luchi Catedrático / Consultor University Professor and Consultant
“Gestionando Conflictos para Crear Valor :Las claves de la negociación, persuasión e influencia” “Managing Conflicts to Create Value: The key to negotiation, persuasion and influence”
Fabio Novoa Catedrático / Consultor University Professor and Consultant
“El servicio al cliente: Una formidable ventaja competitiva” “Customer Service: A formidable formula for competitive advantage”
Ramón Sabella Empresario / Conferencista Businessman and Lecturer
“La Aventura Humana” “The Human Adventure”
PROGRAMA DE LUNES 23 DE JUNIO (Salón El Retiro del Hotel Sheraton Buenos Aires) 08:55- 09:10 Palabras del Dr.Enrique Schcolnik. Presidente del Instituto Argentino del Envase. Palabras de bienvenida del representante del sector corrugador argentino. Sr. Eugenio Chatelet. Presidente Comité Organizador Palabras de Inauguración. Sr. Santiago Reyna. Presidente de ACCCSA.
Bloque 1: TENDENCIA
09:10 –09:55 Luis Rodríguez: Una mirada a la industria corrugadora de Argentina 09:55 -10:10 Receso refrigerio. Copatrocinado por: Michelman / Revista CORRUGANDO
Bloque 2: SITUACIÓN SOCIAL Y ECONÓMICA DE LA REGIÓN
10:10 – 11:40 Mariano Grondona: Situación Social y Económica de la Región. 11:40 – 11:45 Receso.
Bloque 3: PRODUCTIVIDAD
11:45 – 12:00 Incremente la productividad por medio de la calidad. Holger Schmidt. BHS Corrugated 12:00 – 12:15 Control de procesos en la fabricación de cartón corrugado. Gustavo Torres. Erhardt+Leimer
CONFERENCIAS MAGISTRALES Y TÉCNICAS 12:15 - 12:30 Cambio rápido de órdenes: Su importancia. André Fazzolari. Isowa America. 12:30 – 12:45 Más allá de la caja tradicional: Recubrimientos al agua pueden ser de ayuda. Marco Juárez. Michelman. 12:45 – 14:00 Almuerzo. Copatrocinado por Corrugated Technologies.
MARTES 24 DE JUNIO (Salón El Retiro del Hotel Sheraton Buenos Aires )
Bloque 4: INNOVACIÓN
MIÉRCOLES 25 DE JUNIO Bloque 7: TECNOLOGÍA
8:30 – 8:45 8:45 – 9:00 9:00 – 9:15
Seguridad de sostenibilidad ambiental: ¿y para su empresa? Dirk Pastoor. Kiwiplan. Embolsador automático para productos corrugados. Michael Hansen. Lachenmeir-Goettsch. Mejoras en el flujo de trabajo para la producción de planchas flexográficas en la industria corrugadora. Andrian Bressi.Esko-graphics.
Asegurando calidad y rentabilidad Bloque 8: PLANEACIÓN en la impresión flexográfica. 9:15 – 9:40 Planeación de embarques incrementa Juan Bermúdez. Harper Corporation of America. productividad y satisfacción de sus clientes. Luis Ramírez. Corrugated Technologies Bloque 5: GERENCIA Y 9:40 – 10:00 Generando valor al cliente con VALOR EN LA EMPRESA empaques innovadores. Arturo Castillo 9:00 – 10:00 German Retana: Cajas y Empaques de Guatemala S.A. Liderazgo para el empowerment. 10:00-10:15 Refrigerio. 10:00 – 10:15 Refrigerio. Patrocinado por: Grupo Bobst. Patrocinado por Dupont Cyrel. 10:15 - 11:45 Roberto Luchi: Gestionando conflictos para Bloque 9: SERVICIO AL CLIENTE crear valor: Las claves de la negociación, 10:15-11:30 Fabio Novoa: persuasión e influencia. Servicio al cliente: Una poderosa arma competitiva. 8:30 – 9:00
Bloque 6: MEDIO AMBIENTE
11:45 – 12:30 Manejo de agua residual para cero descarga. Luis Fernando Lozano. Harper Love Adhesives 12:30 - 14:00 Asamblea General Ordinaria de ACCCSA (almuerzo incluido). Solamente para industriales asociados. Almuerzo. Copatrocinado por Revista CORRUGANDO.
Bloque 10: MOTIVACIÓN
11:30-12:45 Ramón Sabella: La Aventura Humana. Sobreviviente de desastre aéreo en Los Andes. 12:45-14:00 Almuerzo. Copatrocinado por BHS Corrugated.
8
9
COPAR
EAM Mosca Corp.
10
11
16 - 17
15
23
19 - 20
18
Absolute Engineering
PROYSA 21
12
25
27
29
30
Hycorr Machine Corp 31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
47
48
49 Qualitek
Grupo Orsa 51
52
53
54
55
57
Lista de compañías que participan en Expo ACCCSA - Buenos Aires 2008 BCM Inks 58
59
61
62
63 - 64
Revista 100% Corrugado
71
69
72
65
67
68
73
74
75
81
82
83
84
85
87
93
94
77 - 78
79
CUE 88
89
91
92
95
96
98
99
N O T I C I A S
E
10
l pasado 8 de mayo, la Asociación de Corrugadores del Caribe, Centro y Sudamérica (ACCCSA) firmó un convenio de cooperación conjunta con la Universidad de Costa Rica (UCR) que permitirá a los asociados capacitarse y obtener diversos beneficios de gran valía para el sector corrugador. Con la firma de este acuerdo, la innovación, el conocimiento, la ciencia y tecnología se intercambiarán y se nutrirán de sectores sumamente importantes para el desarrollo académico, económico y social de toda la región latinoamericana. A partir de ahora, los asociados contarán con nuevas herramientas que les brindarán una serie de apoyos para su quehacer diario, como el uso de información y estudios de investigación que tiene la Universidad en diversas áreas como: postcosecha agrícola, metrología, forestal y celulosa, entre otros. Asimismo, contará con programas de capacitación conjunta y realización de cursos orientados a hacer carreras cortas, que a futuro darán paso a la meta de ACCCSA de crear una carrera de Técnico en Corrugado para América Latina. Así lo manifestó el Ing. Santiago Reyna, para quien la firma de este convenio sin duda constituye un paso trascendental en el desarrollo de esta organización. “Esta unión con instituciones de tanto
Mejoramiento continuo
ACCCSA firma convenio con Universidad de Costa Rica, el cual traerá diversos beneficios para el desarrollo de la industria cartonera de la región latinoamericana. prestigio nos lleva poco a poco a cumplir con el sueño de ACCCSA de crear una especialización en Corrugado, de ahí su importancia”. Por su parte, la M.Sc. Ofelia Sanou Alfaro, Directora del Instituto de Investigaciones en Ingeniería (INI) de la Facultad de Ingeniería de esta casa de estudios superiores, se mostró sumamente complacida porque esta firma consolida una relación que se tenía desde hace algún tiempo y con esto se pone al alcance del sector industrial, laboratorios para realizar investigaciones, intercambios e innovar con una política de sostenibilidad que contribuirá enormemente con la sociedad latinoamericana.
Connotación de peso Para la Ing. María Lorena Blanco Rojas, M.Sc., Coordinadora del Instituto de Investigaciones en Ingeniería del Laboratorio de Celulosa, Papel y Materiales Afines de la UCR, “una de las encomiendas que tiene la universidad pública a nivel mundial es aportar su conocimiento, sus equipos, su personal, al desarrollo social de un país o del mundo en general; entonces, para nosotros es
muy importante poner a disposición del sector industrial, en este caso al sector corrugador, lo que la universidad puede ofrecer. Y hablamos de laboratorios de investigación, laboratorios de ensayo, laboratorios de calibración, con lo que eso significa, porque mantener un laboratorio de investigación es sumamente caro. Si cada empresario quisiera tener un laboratorio, no alcanzaría”. “Al ser ACCCSA representante de la industria corrugadora a nivel latinoamericano, el convenio tiene una proyección muy grande.
Momentos en que el Ing. Santiago Reyna, Presidente de la Junta Directiva de ACCCSA; el rector a.i Héctor González, y la M.Sc. Ofelia Sanou, Directora del Instituto de Investigaciones en Ingeniería de la Universidad de Costa Rica, firman la puesta en marcha de este convenio de cooperación.
Básicamente, yo tengo clientes de diferentes lugares de América Latina y, dado que las oficinas de ACCCSA se centralizan en Costa Rica y geográficamente es el centro, creo que es muy importante que tanto los del sur como los del norte tengan la opción de tener este laboratorio en lengua hispana, con gente que les puede atender en cualquier momento en su idioma; es sumamente valioso”, recalcó.
Beneficios “Hemos estado hablando de varios procesos de capacitación, eso es sumamente importante.
En la universidad tenemos una apertura y una logística y una dinámica de los cursos e-learning. Si nosotros procesáramos un curso e-learning, por ejemplo para los operadores de corrugado, para control de calidad, control de inventarios, etc., el curso podría darse de manera virtual, llegando a atender a todos los países… Además tenemos cerca de 21 años de fungir a nivel regional como laboratorio de control de calidad; no hay en la región centroamericana y el Caribe otro laboratorio de control de calidad de papel, cartones, etc., entonces somos un ente verificador de la calidad, un ente de 3ra. parte, donde el industrial puede estar seguro de que estamos siendo éticos, neutrales, profesionales y podemos certificar la calidad del producto, con la materia prima del producto. … Podemos abrirles a los empresarios los laboratorios,… capacitar gente aquí, en lo que es pruebas, dinámica, etc. y también establecer… esa relación universidad-industria…”, indicó Blanco.
Por su parte, el rector a.i. de la UCR, Héctor González, señaló su complacencia por la firma de este convenio, cuya connotación es de gran importancia al trascender internacionalmente. “La universidad tiene un compromiso con el desarrollo científico y tecnológico del país, para procurar innovaciones. La Facultad de Ingeniería ha generado una serie de proyectos que son de avanzada en lo que respecta al desarrollo científico, y la firma de convenios de este tipo es un paso fundamental para estructurar realmente lo que en las sociedades se busca con la articulación entre la generación del conocimiento, las innovaciones y el sector productivo. Creo que el establecimiento de proyectos de este tipo significan de verdad un paso seguro y estable, que me parece que es importante para el desarrollo de la innovación tecnológica y el desarrollo productivo”, recalcó.
11
Plancha delgada
N O T I C I A S
Beneficios en laNueva impresión tecnología
12
de plancha delgada en la impresión de cartón corrugado brinda una mejor y mayor nitidez, así como rapidez en el proceso.
La espuma DuPont Cyrel® CyComp es un compuesto consistente en una capa de celda abierta de poliuretano, un adhesivo y un alineador siliconado para proteger la capa de adhesivo. Tiene la característica de que la estructura de celda abierta, responsable de la excelente resiliencia después de la compresión, tiene un alto poder de recuperación y distribución uniforme de la presión y larga vida. Además, tiene un adhesivo para colocar la espuma directamente al rodillo de plancha de fotopolímero sin utilizar adhesivo adicional o adherido a un poliéster. Esta espuma está disponible en 2 anchos de 110 cm y 135 cm y en rollos de 15 metros y en varios espesores para cumplir el undercut de la prensa. Posee un laminador, especialmente diseñado para esta aplicación, que está disponible para pegar la espuma uniformemente al poliéster de respaldo (no es primordial).
Cyrel® Macroflex po plano para la cartón corrugado, tema de montaje controlado por
es un equiindustria de con un sisde planchas computadora.
Mejor calidad de impresión Las zonas claras que demuestran una buena calidad de impresión son fácilmente reproducibles en prensas, bajos relieves más claros, viñetas más homogéneas y las áreas sólidas más uniformes. En la impresión de cartón corrugado, la tecnología de plancha delgada es la herramienta para su realización. La ganancia de punto mecánica en la impresión flexográfica es el resultado de la presión ejercida sobre la plancha blanda de impresión que ocasiona un aumento del diámetro del punto. Las planchas más delgadas tienen una mayor dureza y, consecuentemente, la ampliación de la superficie de impresión del punto se reduce en comparación con las planchas gruesas.
Mejora de la impresión El complejo de la plancha delgada-espuma se ve menos afectado por los ajustes de impresión. - Reduce los tiempos de puesta a punto en prensa. - Mejor reproductibilidad, debido a su mayor rango para efectuar los ajustes de impresión.
Reducción de costos • La aplicación del complejo plancha delgada - espuma es menos costosa: - La espuma se puede reutilizar para múltiples trabajos. - Tiempos de puesta a punto de máquina más cortos.
Sustentabilidad: - Economiza energía eléctrica. - Menor uso de solventes. Si desea mayor información, puede visitar la página web: www.cyrel-la.dupont.com
Optimizan su proceso de producción Software permitirá planificar las combinaciones de corrugado y las tareas de transformación simultánea y lanzar OF’s a corrugadora y a piso. Recientemente, la empresa corrugadora Empacor de Bogotá, Colombia, finalizó la implantación del software de planificación integral denominado Winbox®.
Soluciones Comprobadas
Manejamos para productividad en línea de conversión
La Solución Completa de Pre-Alimentación Pre-Alimentación de alta velocidad para todas aplicaciones
Nuestra soluciones de manejo de material tambien incluyen:
Maneja todo tipo de cartón y orientación de estiba Amigable a acceso con Alta Producción Control y Funcionamiento Fiable
Paletizadores (Loadformer)
Alliance Machine Systems International LLC mejora la productividad de línea por maximizar la eficiencia de los equipos de conversión con soluciones inovadoras de manejo de material
LATIN AMERICA
513 232-5715 rspice@alliancellc.net 5303 E. Desmet Avenue Spokane, WA 99212 USA
www.alliancellc.net
Robots...
Recibidores para RDC
N OT I C IA S
Con esto, la empresa busca culminar la implementación con mejoras significativas en sus principales indicadores, las cuales ya se visualizan en el considerable cambio que se dio al planear la carga en forma real. La captura de producción finalizada e incidencias a pie de máquina permite disponer de una visión permanente de la situación de los pedidos en el circuito de fabricación, conocer en todo momento cuál es la capacidad de producción a medio plazo y garantizar fechas de entrega, indicaron sus representantes. Este software, que es desarrollado por la empresa AIS – (Aplicaciones de Inteligencia Artificial, S.A.), es un sistema de planificación automática y optimización de costes de la producción de cajas de cartón ondulado. Actualmente, este software está instalado en 36 plantas de 6
países: España, Francia, Italia, Colombia, Irlanda y Portugal.
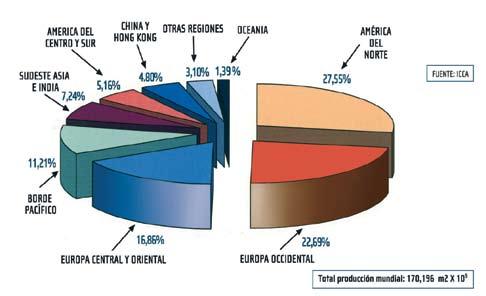
Un crecimiento sostenido Datos recientes señalan que el sector corrugador español produjo 4.638 millones de metros cuadrados de cartón ondulado durante el 2007.
Con una facturación total del sector que supera los 4.000 millones de euros, la industria cartonera española continúa en una senda de resultados positivos para su economía. Así lo señaló recientemente la Asociación Española de Fabricantes de Envases y Embalajes de Cartón Ondulado (AFCO), cuya producción el año pasado alcanzó los 4.638 millones de metros cuadrados, lo
que supone un incremento del 0,65 % con respecto a las cifras obtenidas en el 2006 (4.608 millones de metros cuadrados). El consumo de papel en onduladora ascendió a 2,8 millones de toneladas. Y es que la facturación total del sector alcanzó los 4.098 millones de euros, sumando la facturación directa (2.438 millones de euros) más la indirecta (1.660 millones de euros). Esto sitúa a la industria del cartón ondulado en un puesto relevante dentro de la economía española, ya que da empleo a más de 24.000 trabajadores, entre puestos directos (10.771) e indirectos (13.600). Actualmente, España cuenta con 124 plantas, es el 16º productor mundial y ocupa el cuarto lugar entre los principales productores de la UE, detrás de Alemania, Italia y Francia y por delante de Gran Bretaña. La media de consumo de cartón ondulado por habitante y año se cifró en los 55,93 kilogramos durante 2007, lo que da una idea clara de la amplia aceptación de este material. Según AFCO, la mayor demanda de envases de cartón ondulado se da en los productos agrícolas y alimenticios, con el 23% y el 16,5% del total respectivamente. Les siguen las bebidas, con el 15%, y la transformación del cartón ondulado, con el 13,2%.
14
UN SECTOR; UNA VOZ
Una industria eficiente y responsable El papel lleva dos milenios innovando para adaptarse a las cambiantes necesidades de la humanidad.
A
lo largo de la existencia humana, sobre el papel han corrido ríos de tinta, como no podía ser de otro modo dada su omnipresencia en nuestras vidas. Pese a tan extensa vida, el papel sigue siendo en gran medida un desconocido para muchos. Los mitos sobre el papel se han instalado firmemente en el imaginario colectivo, se repiten sin molestarse en contrastarlos con la realidad de los datos.
A continuación algunos mitos en torno a este tema. El mito... El consumo de papel es perjudicial para el medio ambiente Deberíamos consumir productos a granel para utilizar menos embalajes
... frente al dato
• El papel es un producto natural, renovable y reciclable, que se produce con tecnologías cada vez más limpias. • El papel cubre una amplia variedad de necesidades en diversos campos como el comercio, transporte de mercancías, la sanidad y la higiene. • Los envases y embalajes permiten que el producto llegue al con-
sumidor intacto y en condiciones higiénicas adecuadas. Además, son un soporte idóneo de información sobre las características del producto (composición, caducidad, instrucciones de uso, etc.). • Datos de la Organización Mundial de la Salud indican que en los países no desarrollados las pérdidas de los productos alimenticios en buena medida debidas a la falta de envases y embalajes llegan al 50 por ciento, mientras en los países desarrollados son entre un 2-3 por ciento.
El mito ...
El envase reutilizable es más ecológico que el reciclable.
...frente al dato
• El envase reciclable reduce el impacto medioambiental más efectivamente que la reutilización, a través de un ciclo integrado y sostenible, responsable con el medio ambiente: • En la fabricación: optimiza el uso de los recursos. Con el papel, que proviene de un recurso natural y renovable como la madera, se fabrican embalajes 100 por ciento reciclables y biodegradables. El papel y el cartón ya usados se convierten, a través del reciclado, en materia prima secundaria, aprovechando al máximo la fibra de celulosa. Cerca del 85 por ciento de la
materia prima que se emplea en la fabricación de cajas de cartón ondulado procede del reciclaje. • En la distribución: reduce las emisiones contaminantes del transporte. Ofrece protección y diseño a medida. Es capaz de adoptar tantas formas y tamaños como requiera el producto. Su versatilidad permite aprovechar al máximo cada centímetro de palets, camiones y almacenes. Transporta producto, no aire: se necesitan menos camiones para transportar la misma cantidad de mercancía. • En el uso: no presenta ningún riesgo para la salud. Con el cartón, cada producto estrena caja: con un envase nuevo, no existe riesgo de contaminación por usos anteriores. • Después de usado: 100% biodegradable y líder en recuperación y reciclaje. El papel y el cartón usados se reciclan, convirtiéndose en papel nuevo. Con esto se aprovechan los recursos, se reduce el volumen de los vertederos y se evitan las emisiones que producen. Solo como muestra, los 4,6 millones de toneladas de papel y cartón que se recuperan para su reciclaje anualmente en España suponen un ahorro de espacio en vertedero equivalente a más de 45 grandes estadios de fútbol.
15
COMPETITIVIDAD
ControlGdel E R Edesperdicio NCIA
Meta para la mejora productiva Concientizar al personal, establecer diversas metodologías de trabajo, son algunas de las diversas estrategias para evitar el desperdicio de más, pero ¿cómo lograrlo?
A para
ctualmente, el mayor reto de las plantas corrugadoras es mejorar sus buenas prácticas evitar el desperdicio.
Los elevados costos del cartón y de sus insumos derivados ponen al desperdicio en la mira de cualquier planta corrugadora que desee mejorar su competitividad y reducir los costos asociados al desperdicio. De ahí que cambiar las prácticas de control de desperdicio constituye uno de los principales obstáculos de la industria cartonera en la región.
16
En los últimos años, la industria cartonera se ha propuesto, a través de diversas instancias, establecer foros y cursos de capacitación para lograrlo. Sin embargo, en la práctica está el mayor reto. La excelencia en el control de desperdicio es la gran meta, por lo que cada planta corrugadora debe decidir dónde
radica esa excelencia para poder alcanzarla. Bajo esta perspectiva, el punto de partida para cualquier esfuerzo de control será el definir estrategias y compartir ese objetivo con todo el recurso humano que interviene durante el proceso. El desperdicio se reduce cuando todos los pasos del proceso se observan indefinidamente y las causas del desperdicio son enumeradas por los trabajadores en conjunto; menos desperdicio significa menos trabajo y eso hace más fácil la labor de todos. Como el corrugador es el responsable del 75 al 80 por ciento del total de desperdicio controlable, muchas categorías de excelencia se aplican al corrugador. No obstante, la ruta para lograrlo radica en que sea una labor conjunta. La primera causa de desperdicio es la envoltura externa de los rollos de papel. Se estima que la
excelencia para esta categoría es de 0,2 por ciento por tonelada consumida. De manera que se alcanza esta meta cortando únicamente 4 vueltas de papel médium sin protección y 2 vueltas en los rollos médium liner protegidos. En una planta promedio, el ahorro es sumamente significativo. Los problemas de desperdicio son diversos, van desde el pelado, el centro y empalme, por alabeo así como desalineamiento. Esto sin tomar en cuenta otros problemas de encolado, por manipulación y hasta por cambios en los tiempos de producción. Así, los problemas pueden surgir desde descargar los primeros rollos del vagón hasta un desgaste en el equipo que se utiliza para transportar los rollos posteriormente. De manera que el secreto radica no sólo en una buena plataforma de descarga de 10 pies de largo, sino en tener un buen operador de montacarga, así como unas buenas quijadas que ayuden a evitar daños al papel. Un estudio realizado por TAPPI acerca de los diversos inconvenientes que experimentan las plantas corrugadoras, indica que los rollos se pueden dañar por contar con quijadas de agarre gastadas. Por lo que, antes de comenzar a descargar, se deben revisar no solo los rollos sino el estado de la maquinaria con que esta se va a transportar. En criterio de los especialistas, hay
otros puntos que se deben analizar para evitar mayores daños, como revisar las bandas; estas deben estar localizadas a media pulgada del extremo del rollo, ya que esto limitará el deterioro al margen del corte lateral. De esta forma, la banda deberá ser lo suficientemente ancha para evitar daños. Una recomendación es que una banda de media pulgada trabaja mejor.
Una de las recomendaciones que indican los especialistas es que las áreas de mantenimiento deben estar ordenadas y limpias, así como mantener los pasillos con un buen espacio.
Funciones cruciales
Para evitar el desperdicio de los empalmes, de los manuales y del centro, se debe verificar la condición del papel y de su centro, así como el estado del equipo y cuán bien sea usado este por el personal involucrado.
Descargar los primeros rollos del vagón pueden ser los movimientos más cruciales para el momento de descarga. El secreto para evitarlo es contar con una buena plataforma de descarga y un buen operador.
De esta forma, lograr una verdadera productividad inicia cuando todo el personal se concientiza acerca de la importancia que tiene el valor del desperdicio de más en el corrugado.
Fuente: Control del desperdicio TAPPI-AFCO
Tómelo en cuenta
• Identifique los rollos de la bodega. • Inspeccione los niveles del equipo utilizado. • Elimine superficies ásperas para evitar dañar el papel. • El éxito radica no sólo en tener equipo en buen estado sino recurso humano entrenado y totalmente concientizado en cuanto a la reducción del desperdicio de más. Fuente: TAPPI - AFCO
Los montacargas deben manejarse al reverso. Los rollos deben guardarse en la planta, de ser posible, y así evitar almacenarlos en el exterior porque se deterioran.
17
COMPETITIVIDAD GERENCIA
Control de Desperdicio
Una Óptica Distinta
I Parte
¿Qué es el desperdicio? El desperdicio puede ser definido como “la diferencia entre como son las condiciones actuales y como deberían ser”.
Otra definición es: “Todo lo que sea distinto de los recursos mínimos absolutos de materiales, maquinaria y mano de obra requeridos para agregar valor al producto”.
Tipos de Desperdicio
18
De acuerdo a lo anterior, podemos tener los siguientes tipos de desperdicio:
- Desperdicios de administración, por mala utilización del personal. - Desperdicio de las instalaciones, por insuficiente utilización de los equipos. - Desperdicio de capital, por inversiones no ajustadas a la realidad del mercado ni a la proyección de las empresas. - Desperdicio del tiempo de la gente, por reposición de productos con calidad inferior a lo especificado. - Desperdicios por productos rechazados por calidad no ajustada a lo requerido por el cliente.
Por el Ing.Luis Fernando Lozano Representante Técnico de Harper Love Adhesives
- Desperdicio en el trabajo procesado por devoluciones de los clientes al hacer entregas fuera del tiempo solicitado. - Desperdicio por métodos y sistemas productivos ineficientes. - Desperdicio por productos no procesados. - Desperdicio ocasionado por sobreproducción.
¿De dónde proviene el desperdicio? El desperdicio va a generarse de la forma en que trabajamos, pensamos, hablamos, actuamos y administramos.
¿Dónde está el desperdicio? De acuerdo a lo anterior, el desperdicio está en todas partes y siempre ocurre cuando alguien no hizo algo que debía hacer, o no lo hizo lo mejor posible.
¿Qué hacer para identificar el desperdicio? Para encontrar el desperdicio deben analizarse críticamente los procedimientos y formas de operación en todos y cada uno de los niveles de la organización. Para poder identificar el desperdicio debe tenerse disposición mental y conocimiento de los procesos. La búsqueda del desperdicio debe ser infatigable y continua. Esta búsqueda debe darse con el mismo afán que el de mejorar en calidad y productividad, utilizán-
dose estadísticas y métodos cuantitativos para resolver problemas. El principal peligro del desperdicio es que las personas que trabajan en una organización se acostumbran a convivir con este, porque es parte del modus operandi de una compañía.
¿Cómo se disminuye el desperdicio?
orden. Muchas compañías tienen cambios de orden en las flexos e impresoras en forma consistente de 10 a 15 minutos, otras de 25 y otras de 45 y más minutos. La diferencia no está tanto en los accesorios y servomotores que tengan las máquinas sino en la labor previa que se ha desarrollado fuera de ella para que los cambios sean lo más rápido posible.
El desperdicio se reduce cuando cada paso del proceso es observado de cerca y las causas de generación de desperdicio son identificadas y atacadas por un esfuerzo conjunto de todo el personal que allí labora.
Las causas para tener un tiempo mayor que el estándar en cambios de pedidos en las plegadoras-engomadoras flexo (flexo folder gluers) son las siguientes:
El tiempo perdido considerado como desperdicio
a) No familiarizado con la máquina. b) No familiarizado con los procedimientos.
La mayoría de las fábricas no trabaja en función de la LOGÍSTICA de preparación de los cambios de
1. Personal
19
c) Balance inadecuado de las cargas de trabajo. d) Personal insuficiente.
2. Cartón a) Tamaño inadecuado. b) Variaciones en tamaño. c) Material combado. d) Falta de material.
3. Clisés a) No premontados. b) Montajes dañados. c) Montaje equivocado. d) No aparecen los clisés. e) Los clisés o sellos necesitan arreglarse. f) Clisés o sellos mal montados.
4. Tinta a) Color equivocado. b) Insuficiente. c) No hay tinta en bodega.
5. Herramienta a) Dañada. b) Tamaño inadecuado. c) Insuficiente. d) Mal ubicada. e) Mal utilizada.
6. Troqueles a) Incorrectamente hechos. b) Cuchillas dañadas. c) Falta de caucho. d) Troquel no está en bodega.
7. Adhesivo
20
a) Falta adhesivo en bodega. b) Insuficiente. c) Fuera de especificaciones.
En la misma forma, podemos sacar algunas causas asignables para el mayor tiempo perdido en el corrugador. Se debería llevar paretos para determinar los tiempos perdidos por causas pero, para hacer un ejemplo en las máquinas convencionales, este tiempo perdido se presenta en los giros del triplex y puede deberse a:
2. Personal
1. Herramienta
4 Estado de los cabezales portacuchillas y cuchillas.
a) Dañada. b) Tamaño inadecuado. c) Insuficiente. d) Mal ubicada. e) Mal utilizada.
a) No familiarizado con los procedimientos. b) Mal distribuidas las cargas de trabajo.
3. Estado de los ejes a) Golpeados. b) No cromados.
a) Con tornillos diferentes. b) Las cuchillas no están por parejas. c) No están concéntricos. d) No ajustan a los ejes.
Esto implicará que en el caso de las máquinas de terminado los clisés estén estandarizados y prácticamente lleguen certificados a las máquinas. * Indicadores de las máquinas. Las máquinas deben tener los indicadores de las medidas en los distintos elementos de ella (En el corrugador: la película de adhesivo aplicada, la longitud de las hojas del cut off, etc.) (En las flexos: en las guías alimentadoras, en las guías frontales, en los registros de los rodillos portaclisés, en los cabezales de las masas portacuchillas, etc.) * Máquinas en tiempo. En el caso de las máquinas de terminado, ellas deben tener los ceros o marcas de tiempo con el fin de que, al cerrarla, quede sincronizada en tal forma que al correr la primera caja salga la impresión en la posición correcta.
e) No corren en los ejes. f) Están mal ubicados. g) Han sido golpeados. h) Cuchillas en mal estado. i) Cuchillas desgastadas.
5. Estado de los cabezales porta escores y escores a) Son de diferentes alturas. b) Mal estado de las roscas. c) Tornillos con roscas diferentes. d) Escores golpeados. e) No asientan en los ejes. f) No corren en los ejes.
Con el fin de disminuir el tiempo de cambio de pedidos, las administraciones de las fábricas deben desarrollar labores tales como:
* Carga de trabajo. Los trabajos de alistamiento de las máquinas deben distribuirse dentro de la tripulación con el fin de que estos se realicen en el menor tiempo posible.
* Información y comunicación. Las personas que trabajan en las distintas máquinas y las que las abastecen deben tener información de buena calidad sobre lo que se hará en ellas.
* Estado de las máquinas. Las máquinas deben tener todos los controles operando correctamente. Ellas deben estar en perfectas condiciones mecánicas y eléctricas.
* Recursos. Los trabajadores deben disponer de los elementos y herramientas adecuadas y suficientes para realizar las labores encomendadas en el menor tiempo posible sin recurrir a desplazamientos inútiles.
Continuamente, deben analizarse las causas que generan pérdidas de tiempo, ajustando los procedimientos operativos y administrativos a medida que se requiera, para que no haya desperdicio de
21
tiempo. Lo anterior precisa de información de excelente calidad y de un análisis profundo de las causas de pérdidas de tiempo a partir de la información estadística que indique la causa asignable de mayor incidencia en el problema. Normalmente las causas asignables que se involucran en esta situación son:
La pregunta fundamental que debe hacer la administración de cualquier compañía es POR QUÉ se presenta la causa, y si esta es normal o no, y cuál debería ser el nivel de tolerancia aceptable. Por ejemplo, la mayoría de las fábricas consideran normales los atascamientos que ocurren en las máquinas flexográficas. Pero ellos pueden darse debido a material despegado, combado, máquina desajustada o fuera de paralelismo, etc. Lo importante es cuestionarse si está bien o no trabajar bajo estas condiciones, y encontrar la última razón de la causa, y si es posible modificar o no los procedimientos operativos y administrativos. Como ayuda para detectar el tiempo perdido en el mercado existen equipos registradores (Down Time Speed Recorder). Este equipo no trae ningún beneficio si no se complementa con un programa para extraer información de él. Para ello deben desarrollarse otras actividades:
22
* Daños mecánicos. * Daños eléctricos. * Cambio de pedidos. * Falta y/o daños en los montacargas. * Falta de material. * Falta de energía. * Atascamientos o jam-ups. * Toma de alimentos. * Falta de personal. * Personal sin capacitación.
* Definir por máquinas las causas asignables de parada de los equipos y asignarle un código a cada una de ellas. * El registrador generará las curvas de rendimiento y de parada del equipo, pero el operador o el supervisor debe registrar en la curva que se está elaborando, el código de cada parada, a medida que ella se sucede. * La información generada debe ser procesada en forma estadís-
tica de tal manera que se tenga un informe que permita hacer un análisis de los distintos problemas. * El grupo de administración de la planta, periódicamente, debe reunirse para analizar el informe y tomar las decisiones más convenientes para disminuir el tiempo perdido. Una de las causas del mayor tiempo en las máquinas flexográficas son los cambios de los pedidos, los cuales son generados porque los clisés y sus montajes no son los adecuados. Ellos deberían entregarse en las siguientes condiciones: - Completamente revisados y garantizados - Limpios - Sin defectos ni daños. - Sin injertos - Con calibre homogéneo - Con todos los textos completos incluyendo la leyenda de “Este lado arriba”, el sello de reciclaje, el de certificación del fabricante y el número de la orden de fabricación. Lo único que colocaría el operario de la máquina es el sello con su nombre. Por otro lado, todos los elementos que se requieren deben estar en la máquina antes de iniciar el turno, ubicándolos en su respectivo estante y recogiendo los que ya han sido utilizados. Con el fin de disminuir el tiempo de alistamiento o de cambio de pedidos, ya sea en una máquina de
terminado o en una corrugadora, es necesario distribuir las cargas de trabajo de la tripulación en forma equilibrada. Para ello es conveniente hacer un estudio de tiempos y actividades de cada individuo de la tripulación. Definir las actividades internas y externas que se realizan; esto es, las actividades que se desarrollan con la máquina parada y con la máquina en operación. Posteriormente se debe buscar el pasar la mayor cantidad de actividades internas a externas, redefiniendo funciones y actividades del personal directo e indirecto, dándole las herramientas y los recursos necesarios para desarrollar en forma coordinada las nuevas funciones.
Primera Caja debe ser vendible Si se ha realizado un buen trabajo para disminuir el TIEMPO PERDIDO se llega como consecuencia al programa de LA PRIMERA CAJA DEBE SER VENDIBLE, es decir, que la primera lámina o caja que se corra en cualquiera de los equipos de terminado se pueda vender. El montaje de este programa no solo va encaminado a mejorar la productividad o reducir el desperdicio físico sino también a mejorar la calidad del producto final. Se gana habilidad para imprimir mejor en una forma más consistente y los trabajadores pasan de ser meros operarios a verdaderos impresores.
Requisitos para montar un control efectivo de desperdicio Para que un control de desperdicio opere correctamente, deben darse las siguientes condiciones: - El sistema de identificación y de control debe ser entendible por todo el personal de planta y de administración. - La fábrica debe disponer de los equipos de medición necesarios para recopilar la información requerida. - La información debe ser fácil de reunir y debe existir una metodología claramente definida para cuantificar el desperdicio. - La información generada debe ser de buena calidad para poder enfocar la atención sobre los puntos de máximo impacto. Esto
23
quiere decir que se debe tener gran precisión en los informes. - La información debe ser procesada estadísticamente y debe darse a conocer a todo el personal, o sea la situación presente y el objetivo deseado por alcanzar. - Debe existir un compromiso de todos los involucrados en analizar y encontrar los orígenes y las causas del desperdicio, así como tomar las medidas correctivas del caso. - Deben tomarse las decisiones de los cambios o correcciones que haya necesidad de hacer ya sea en los procedimientos o en los equipos.
Como punto de partida, cada planta debe definir las metas de la excelencia y debe buscar las oportunidades para reducir el desperdicio día a día aún más y debería mantener una comparación con otras operaciones similares para saber su posición en el mundo.
Tipos de Desperdicio Físico en una Corrugadora
B. Desperdicio CONTROLABLE:
En las películas de TAPPI sobre desperdicio, se dice que “nadie desea desperdiciar papel o cartón y todo el mundo está de acuerdo con el ahorro del desperdicio, ya que esto ayuda a mantener estables los costos de las plantas, aunque los precios de los insumos sigan subiendo”.
24
A pesar de que nadie negará su trascendencia, es sorprendente ver cuán frecuentemente un programa de control de desperdicio empieza con mucho entusiasmo, pero pierde poco a poco su importancia porque la administración no le da seguimiento ni se compromete con él. Los desarrollos tecnológicos, las modernizaciones de los equipos, las mejoras en métodos operativos han cambiado las metas de la excelencia.
El ca
desperdicio se clasifien dos grandes tipos:
A. Desperdicio NO CONTROLABLE: Es generado por el mismo proceso productivo para sacar el producto terminado solicitado por el cliente, y el cual no se puede evitar.
Es el desperdicio en que la administración y la parte productiva de la fábrica pueden actuar para disminuirlo y aún eliminarlo. Dentro de esta clasificación están las capas malas de los rollos, láminas húmedas, combadas, cajas mal impresas, mal ranuradas, con mal cierre, etc. De acuerdo a esto podemos tener dos grandes clasificaciones: - Desperdicio controlable en laminado. - Desperdicio controlable en terminado.
Desperdicio no controlable Dentro del desperdicio no controlable hay tres tipos de desperdicio:
1. Desperdicio de tubos: Este es el desperdicio generado por los tubos en que viene envuelto el papel de los molinos. No se puede controlar porque es la única forma en que llegan las bobinas de papel. Ellos deberían ser pesados una vez al día y reportados junto con el número de tubos pesados. Para que el desperdicio de los tubos no tenga incidencia en la operación, el papel debe comprarse por metro cuadrado en lugar de comprarlo por toneladas.
2. Desperdicio del cliente: Debería ser calculado según el peso del material en que se diseñe la caja de acuerdo con la profundidad de la ranura y el tamaño de la aleta.
Para cajas troqueladas, la lámina debería pesarse antes y después de procesada, y por diferencia en peso cuantificarse el desperdicio. Para del
ranuras el desperdicio
peso sería:
Debe tenerse en cuenta si la caja procesada es 1/2 R.S.C o R.S.C. Para aletas podemos aproximarnos a un rectángulo o en su defecto pesar la aleta. P. Aleta = W * prof. * P.b.
P. desp. = prof. * W * P.b. * No. R. donde: Prof. = Profundidad de la ranura. W = Ancho de la ranura. P.b. = Peso básico del material de la caja. No. R = Número de ranuras.
3. Desperdicio de muestra y diseños: Es el desperdicio generado en la sección de muestras y diseño, puesto que la mayoría de las fábricas sacan láminas de tamaño estándar para hacer los diseños y las muestras, pero en muchas fábricas se utiliza la sección de muestras para hacer pedidos pequeños o de prueba sin impresión para clientes que
así lo exigen, con inevitable ineficiencia y con el agravante de que no se tiene en cuenta en la contabilización del desperdicio. En el caso del corrugador, puede considerarse el desperdicio de giro del triplex hasta un determinado límite como un desperdicio no controlable, hasta tanto no se hagan cambios tecnológicos que conviertan la máquina en un corrugador de corrida continua (Continuous running corrugator).
Encuentre la II parte de este artículo en nuestra próxima edición.
25
COMPETITIVIDAD GERENCIA
Talento, Tecnología e Innovación
L
26
Por: Pilar Sepúlveda Área de Dirección de Operaciones INALDE - Universidad de La Sabana
as tecnologías se desarrollan en los laboratorios, en los centros de educación superior, en institutos especializados; son corredores de maratón, pues para lograr resultados se requiere de una carrera larga en la que no se puede desfallecer.
La clave de la tecnología es el talento y la simplicidad. La gestión de la innovación, por su parte, debe tener la habilidad de capturar las tecnologías adecuadas en el momento oportuno y el talento para convertirlas en productos y/o servicios rentables que penetren nuevos y prometedores mercados.
Pero la economía también necesita corredores de 100 metros, que tomen estas nuevas tecnologías y las transformen en riqueza, en desarrollo, en bienestar, en mejor forma de vida. Estos atletas son los empresarios, y a esta labor se le llama innovación.
En la economía virtual del siglo XXI, la riqueza no es generada por la mano de obra como en la era de la agricultura el siglo XIX, ni los grandes capitales como lo fue en la era industrial en el siglo pasado, la producirá el talento y sólo el talento. En la “edad de la mano de obra”, India y China, países que tienen casi una cuarta parte de la población mundial, generaban el 40% del comercio mundial con unos indicadores de productividad muy pobres. En el siglo XX, en la edad
Esta es la concomitancia que existe entre la tecnología y la innovación, y en un universo global son base fundamental de la competitividad y longevidad de las empresas.
En la edad del talento sólo se requiere de emprendedores con ideas, algunos colaboradores, trabajo intenso y un poco de suerte y así probablemente el éxito estará asegurado. Sir John Rose, ejecutivo en jefe de Rolls-Royce afirmó: “En el futuro no hablaremos de países desarrollados, en vías de desarrollo o subdesarrollados. Hablaremos de países talentosos, los que trabajan para ser talentosos y los que se olvidaron de desarrollar el talento”.
industrial, la riqueza fue producida por los países que tenían recursos como dinero y mercados. En otras palabras, los ricos del siglo XX fueron los ricos en recursos: Rockefeller. Los ricos del siglo XXI serán los ricos en talento: Bill Gates. Y esto es un hecho muy positivo para las economías en vías de desarrollo. Cuando el desarrollo de un país depende de la mano de obra, es muy difícil que sus índices de productividad mejoren año tras año. Para esto se necesitaría de un pueblo disciplinado que se levantara una hora antes a trabajar o que tuviera algunos recursos de producción como tractores. Cuando se depende del capital, sólo quien tiene los recursos suficientes puede cumplir con la demanda y ser competitivo. Pero en la edad del talento sólo se requiere de emprendedores con ideas, algunos colaboradores, trabajo intenso y un poco de suerte y así probablemente el éxito estará asegurado. Sir John Rose, ejecutivo en jefe de Rolls-Royce afirmó: “En el futuro no hablaremos de países desarrollados, en vías de desarrollo o subdesarrollados. Hablaremos de países talentosos, los que trabajan para ser talentosos y los que se olvidaron de desarrollar el talento”. Esta realidad se puede verificar con cifras económicas. En 1994, Estados Unidos tenía 151 compañías dentro de las Fortune Global 500 con unos ingresos totales . Fortune Global 500, 26 de julio de 2004
de US $2,939 billones, mientras Japón tenía 149 con ingresos de US $3,806 billones. En 2003 aparecían 189 compañías norteamericanas con ingresos de US $5,841 billones y 82 japonesas con ingresos de US $2,181 billo-
corporativa, nos hace más frugales y más delgados pero no necesariamente más sanos. Fundamentalmente se necesita crecer y se necesita cambiar. Tenemos que construir el futuro músculo y no dedicarnos solo a quitar la grasa corporativa”.
1994
• • • •
Crecimiento Talento Creatividad Emprendimiento
$2,939 b. (151)
Generación de valor
2004
$5,841 b. (189)
Gestión de los recursos • Reducci ón de Desperdicio • Mejora Continua
JAPAN JAPÓN $3,806 b (149)
JAPAN JAPÓN $2,181 b (82)
Fuente: Fortune Global 500, 26 de julio de 2004
nes , la pregunta es: ¿Qué pasó? Como se conoce, las empresas norteamericanas, sobre todo en las últimas décadas, se han inclinado por un modelo de desarrollo basado en la generación de ideas, aplicaciones de nuevas tecnologías, innovación en producto y en mercados. Los japoneses se han dedicado a gestionar los recursos, tal vez son menos innovadores, pero tratan de ser más eficientes. Recordemos una frase que dice mucho, en este caso, del profesor Prahalad: “...la reducción de tamaño es como una anorexia . Ibídem
Así encontramos dos formas para ser competitivos: aumentar la riqueza y el valor generado o reducir el recurso empleado. Como la generación puede ser infinita y la reducción necesariamente restringida, el modelo que aquí denominaremos “japonés” es bastante limitado, se agota con mucha facilidad y eso fue precisamente lo que sucedió en la década que estamos analizando. Los grandes insumos para reducir los recursos están en la disciplina, en el orden y en las técnicas de optimización. Los insumos para aumentar la riqueza en el siglo XXI están en el talento y únicamente en el talento.
27
» ¿Café solo? ¿Con leche? ¿Con azúcar? ¿Las dos cosas? «
» Por favor, para mí café solo con azúcar. «
Visítenos en la feria
ACCCSA
en Buenos aires, argentina del 22 al 25 de junio 2008
línea de productos BHs – para cada uso un producto individualizado. ¿ Que desea?: máxima flexibilidad o máximo volumen de producción? BHs ofrece la solución ideal para cada necesidad. Desde Quality line hasta Width line. a medida de su mercado y sus objetivos. Cuánto más individual sea su demanda, tanto más constante es nuestra máxima calidad: tecnología punta combinada con soluciones de máquinas a medida. Garantizado por nuestro servicio local a escala mundial – para lograr una productividad de máximo nivel. www.bhs-corrugated.de
QualiTY line
ClassiC line
CusTom line
Volume line
WiDTH line
El talento en el mundo
34%
35%
30
Holanda
España
Australia
Rusia
Italia
Canadá
China
Francia
Otros
Alemania
70 Australia Canada Dinamarca España Francia Argentina Portugal
50
Chile Barbados Croacia
Bolivia
30
Honduras China
10 6
Fuente
U.K.
Gráfica No. 3. Cobertura universitaria en países latinoamericanos Fuente: Banco Mundial / WDI, 2003
Tasa Bruta de Escolaridad en Universidad, 2000
Como se nota, son los países más desarrollados los que están a la cabeza y no aparecen los latinoamericanos. Las naciones innovadoras se preocupan por: acceder a un capital humano de alto nivel, comprometen altas inversiones en I+D, internacionalizan la investigación y mantienen robustos sistemas internos de innovación. Detallemos algunas gráficas que nos muestran la posición de los países latinoamericanos frente a otros con economías desarrolladas.
Japón
E.E.U.U.
La observación de lo que está pa30% sando con la producción del talento 25% en diferentes regiones del mundo muestra, por ejemplo, que en las 20% universidades de E.E.U.U. que 15% probablemente son la principal 9% 9% 9% fuente de tecnología y por supues10% 8% 6% 5% 4% 4% to de inteligentes investigadores 3% 3% 3% 3% 5% en el mundo, cerca de 1/3 de los 0% estudiantes de los doctorados en ingeniería y ciencia son asiáticos y los hispanos sólo representan Fuente: Thomson, 2005 el 1%. Esto podría demostrar que Gráfica No. 2. Como se nota, son los países más desarrollados los que están a la cabeza y no aparecen los latinoam los latinoamericanos no sólo están nacionesProducción innovadoras se mundial preocupan por: acceder a un capital humano de alto nivel, comprometen altas invers internacionalizan la investigación y mantienen robustos sistemas internos de innovación. Detallemos alguna perdiendo la carrera económica de documentos nos muestran la posición de los países latinoamericanos frente a otros con economías desarrolladas. de investigación sino que en el futuro la brecha se Fuente: Thomson, 2005 puede ampliar mucho más . Las Gráfica No. 3. Cobertura universitaria en países latinoamericanos estadísticas sobre la producción mundial de documentos de investigación en los últimos cinco años prueban este postulado. Veámosla.
7
Malasia Colombia México Brasil Paraguay
8
Gráfica No. 3. Cobertura universitaria en países latinoamericanos Fuente: Banco Mundial / WDI, 2003
9
PIB per cápita (en log), 2000 10
11
6000
5000
Gráfica No. 4. Científicos e ingenieros en I+D (por millones de personas) Fuente: Banco Mundial / World Development Indicators
4000
3000
2000
di
Fi
nl
an
dáa na Ca
ña Es
pa
a
A
rg
en
tin
ile Ch
il as
Pe
Br
rú
o ic éex
M
ez
en V
Co
lo
m
ue
bi
la
a
0
a
1000
160 140
Gráfica No. 5. Producción de PhD. anual por millones de personas Fuente: Banco Mundial / RICIT, 2003 y Requena, 2002
120 100 80 60 40 20
ña pa Es
dá na Ca
Br as il
M éx ico
Ch ile
Co sta Ri ca
V en ez ue la
Co lom bia
0
9
8
Gross Domestic Expenditure on R&D as % of GD
Fuente: Banco Mundial / RICIT, 2003 y Requena, 2002 Gráfica No. 6. Inversiones en Investigación y Desarrollo en relación con el PIB
2.5
2.0
Gráfica No. 6. Inversiones en Investigación y Desarrollo en relación con el PIB Fuente: RICYT, 2003 y OCDE (Organización para la Cooperación y Desarrollo Económico), 2002
1.5
1.0
0.5
0.0 Perú
Colombia
Venezuela
México
Argentina
Chile
Brasil
Fuente: RICYT, 2003 y OCDE (Organización para la Cooperación y Desarrollo Económico), 2002 Gráfica No. 7. Indicadores del Sistema de Innovación de los países miembros de la OCDE vs. países latinoamericanos
OECD
31
La propiedad intelectual está bien protegida (2000 WEF) 10 Gastos del Sector Privado en I&D (2000 WEF)
Índice del gravamen de tecnología (2001UNDP)
8 6 4
Total gastado en I&D como % del PIB, 1987-1997 (2001 WDI)
2
Solicitudes de patente concedidas por el: USPTO2000 (permillionpop . ) (2000 USPTO)
0
Número de escritos técnicos por millón de personas
Científicos e Ingenieros en I&Dpor millón 1987-97 (2001 WDI)
1997 (2001 WDI)
Colaboración de Investigación entre compañías y universidades. (2000 WEF)
Disponibilidad de Capital de Riesgo (2000WEF) OECD
LAC
Forum (WEF); uente: World EconomicGráfica No. 7. United Nations Development Program (UNDP); World Development Indicators (WDI), and Office (USPTO) .S. Patent and Trademark Indicadores del Sistema de Innovación de los países miembros
de la OCDE vs. países latinoamericanos Fuente: World Economic Forum (WEF); United Nations Development Program (UNDP); World Development Indicators (WDI), and U.S. Patent and Trademark Office (USPTO)
Profesores con PhD's 45.0% 40.0% 35.0% 30.0% 25.0% 20.0% 15.0% 10.0% 5.0%
B ra si l C h A ile rg LA ent C ina av e V rag en e ez ue M la éx C i co ol om bi a
K
0.0%
U
32
Gráfica No. 8. Profesores con PhD´s Fuente: Brunner (2002a), World Bank (2002c) and García Gaudilla (1998)
Por lo visto, hay regiones del mundo en las que todavía nos dedicamos a ensamblar y a producir mientras otras se dedican a pensar.
como tal. Las reglas de la economía basada en conocimiento y redes son muy distintas a las de la economía basada en manufactura.
Cambios ocasionados por el talento
En la vieja economía, quien controlaba la venta exclusiva de un producto o quien tenía un único ejemplar de algo se podía volver extremadamente rico, y aunque todavía existen muchos productos exclusivos, estos ya no son el motor de la nueva economía y quienes los controlan ya no son los hombres más ricos del mundo. Mantener la “exclusiva” en un mundo digital general-
En la primera mitad del siglo XX, muchas regiones y países abandonaron la idea de que la agricultura iba a ser el motor de desarrollo y se dedicaron a la manufactura, y se enriquecieron. Pero más tarde se dieron cuenta de que lo valioso era el conocimiento que se necesitaba para fabricar y no la producción
34
Cuando lo que valen son las ideas y lo que se vende son conceptos, lo importante es que quien compre sea parte de una red cada vez más amplia. El trabajar con más usuarios siempre conlleva a: incrementar el valor de lo que poseemos, mayores y mejores posibilidades de comunicación, más valor para cada producto y un menor costo.
mente conlleva a la pérdida de valor. En la nueva economía, lo constante es el cambio. La nueva materia prima se llama cerebro o neuronas -no más manos-, los mercados son globales, el activo más importante es el conocimiento y la cultura de una organización debe estar sustentada por la innovación. Y debe ser así, la velocidad a la que va la tecnología no permite que sigamos atados a viejos paradigmas. Por ejemplo, en E.E.U.U., a la radio le tomó 38 años para llegar a los primeros 50 millones de usuarios, a la televisión le tomó 13, al cable 10 y a Internet 5, ¿que más vendrá? Cuando lo que valen son las ideas y lo que se vende son conceptos, lo importante es que quien compre sea parte de una red cada vez más amplia. El trabajar con más usuarios siempre conlleva a: incrementar el valor de lo que poseemos, mayores y mejores posibilidades de comunicación, más valor para cada producto y un menor costo. Esto fue lo que no comprendió Steve Jobs de Apple Computer y lo entendió a las maravillas Bill Gates con Microsoft, cuando optó por regalar el software que diseñaba.
Manejando simplicidad La promesa de la tecnología es que las cosas funcionen de manera sencilla, aunque a veces esta afirmación no se ve tan clara cuando, por ejemplo, se utiliza el control del televisor, el DVD, un teléfono celular o un horno microondas.
El paradigma es que amontonar características nuevas es la manera más fácil de diferenciar los productos, aunque ello los torne más difíciles de manejar. En el pasado, agregar más funciones incrementaba el costo; en el mundo digital esto está desvirtuado. El costo incremental de añadir 10 características en vez de una es nulo. La tecnología más fácil de usar es muchas veces la más difícil de crear. Google, por ejemplo, comprendió que la simplicidad es sagrada y clave para su ventaja competitiva. Su página en la web es limpia y blanca que no presenta más de 30 palabras, logotipo agradable de seis letras y un espacio amplio y claro para ingresar la búsqueda. Marissa Mayer, directora de los productos web de Google dice: “la página web te ofrece lo que necesitas, cuando lo necesitas, en vez de ofrecer todo lo que pudieras necesitar, así no lo necesite”. De acuerdo con varios sondeos realizados por Consumer Electronics Association, 2004, el 87% de las personas consideran la facilidad en el uso como el factor más importante frente a las nuevas tecnologías. Por norma, el cliente es más incapaz de lo que el departamento de I+D cree. Milton Glaser, diseñador, agrega: “Menos no es más; justo lo necesario es más” y esto es más difícil de lo que parece. Por lo anterior, TISCHELER, Linda. El encanto de la simplicidad. Fase Company. Febrero de 2006
se puede deducir que la “ecuación de oro de la tecnología” sería: Tecnología + Facilidad de uso = $$$. Dan Williams, director creativo de la firma de diseño e innovación TZ Limited y quien fue director de diseño de Motorola, afirma que: “los esfuerzos de diseño fracasan cuando se especializan en exceso y se enfocan demasiado en el aspecto técnico. La tecnología cambia rápidamente pero la gente no. Los mejores grupos de diseño entienden porqué las personas desean productos y qué las entusiasma de ciertos diseños” . Recapitulando, se puede concluir WILLIAMS, Dan. Diseño Inteligente de Productos. Harvard Business School Publishing, 2006
que simpleza y cabeza son la combinación perfecta, y la vía directa para obtener: tecnologías integradas y adecuadas, acordes a la filosofía de la organización; procesos, productos y/o servicios innovadores y clientes internos y externos contentos.
Bibliografía FRIEDMAN, Thomas L. The world is flat: A brief history of the twenty-first century. Farrar Straus & Giroux, Edición No.1, 2005 KELLY, Kevin. Nuevas reglas para la nueva economía. Ediciones Granica. México, 1999 PETERS, Tom. El círculo de la innovación. Ediciones Deusto S.A., España, 1998 STALK, G.; HUNT, T. “Competing Against Time”. The Free Press. Nueva York, 1990
35
t c e
an c i r e m A n i Lat
tin
Co n
ne c
n o C g the
a d o t aa
Con CORRUGANDO usted tiene un mayor alcance en su comunicación. With “Corrugando” you can reach a larger market.
Corrugando es la llave de comunicación con la industria corrugadora latinoamericana. “Corrungando” is the key that opens the door of communication with the Latin-American corrugating Industry
La revista llega a 41 países en todo el mundo. The magazine reaches 41 countries around the world.
la industria
corrugating indus try
corrugadora latinoamericana
o
d n u
con el rest
m l o de d
with the rest of
l r o t he W
Asociación de Corrugadores del Caribe,Centro y Sur América P.O. Box 04-6155 Forum, San José, Costa Rica.
Tel. / Phone: (506)2204-7201 • 2204-7202 • Fax: (506)2204-7203 Para mayor información y publicidad comunicarse con: For more information contact us e-mail: adriana.bermudez@corrugando.com o visite / or visit: www.corrugando.com
ALEM ANI A AR G EN TIN A AU ST R ALI A AU ST RI A BO LI VIA BR ASIL CA N AD A CHI LE CHI N A COL OM BIA CO ST A R IC A CU BA DIN AM AR C A EC U ADOR EL SALV ADOR ESPAÑ A FIN LAN DI A FRAN CI A GU AT EM ALA GU YAN A HOL ANDA HONDURAS IND IA IRLAN D A ITALIA JA PON M ÉXICO NIC AR AGU A PAN AM A PAR AGUA Y PERÚ PU ER TO R ICO REP. D OM IN IC ANA SA N T A LUCÍA SU IZ A SU EC IA TAIW ÁN TRINIDAD & TOBAGO REINO UNIDO URUGUAY E.E.U.U. VEN EZU ELA
NEGOCIOS
Modelo práctico para probar en el campo un nuevo negocio Por: Dr. Jacobo M. Neuman Praes cei@intranet.com.mx jineuman@itesm.com
E 38
Abstracto
l presente “MODELO PRÁCTICO PARA PROBAR EN EL CAMPO UN NUEVO NEGOCIO” permitirá a un nuevo o potencial emprendedor probar de forma acelerada en el mercado su idea, de tal forma que se pueda comprobar su factibilidad. Lo anterior le permitirá fundamentar y validar prácticamente todos los apartados de su plan de negocio, para con esto asegurar e incrementar
las posibilidades de éxito de su empresa. El modelo ha sido probado algunas veces y los emprendedores que lo emplearon lograron resultados adecuados para la baja inversión que requirió probar en el mercado su idea de negocio.
Introducción El principal objetivo que busca cumplir el “MODELO PRÁCTICO PARA PROBAR EN EL CAMPO UN NUEVO NEGOCIO” es el de
apoyar a las personas interesadas en desarrollar y operar satisfactoriamente su nueva actividad empresarial en forma acelerada. El modelo aquí descrito es fácilmente aplicable para efectuar la prueba del concepto del negocio que busca el emprendedor potencial, evaluar en el campo y con este ejercicio perfectamente guiado, terminar de definir todas las características básicas necesarias de su futura empresa y darle al empresario una
visión adecuada sobre las posibilidades de éxito de la empresa y su productos y servicios en la realidad.
Antecedentes La idea de documentar, desarrollar con más detalle y probar el “MODELO PRÁCTICO PARA PROBAR EN EL CAMPO UN NUEVO NEGOCIO” surge después de muchos años de capacitar e intentar ayudar a emprendedores en el desarrollo exitoso de sus empresas, sean estas de futura o reciente creación. Este objetivo es importante de lograr, tomando en cuenta que la mortalidad precoz de las empresas de reciente creación es sumamente alta. Además, que tal triste suceso genera pérdidas económicas y de tiempo para los futuros emprendedores. Al estar leyendo hace un par de años el libro, “Un camino de esperanza”, escrito por Benjamín Grabinsky, encontré uno de los testimonios más interesantes y educativos sobre el posible desarrollo de nuevas empresas. El capítulo que trata sobre esto se intitula “Vale la pena vivir”, y narra en él las múltiples peripecias que tuvo que llevar a cabo el instructor del curso sobre ventas que se ofrece en la organización de apoyo social “Fundación Pro-Empleo Productivo A.C.”, para lograr que aun a su avanzada edad, doña Juana Trinidad López García quisiera desarrollar un nuevo negocio, el cual le permitiera obtener la anhelada independen-
cia económica de sus dos hijos.
a la tarea de iniciar su empresa.
En el mencionado capítulo se comenta detalladamente que doña Juana no tenía la mínima intención, ganas, deseos o los conocimientos necesarios para desarrollar un negocio propio y menos para preparar detalladamente su plan de negocios. Su educación era apenas la básica y había decidido tomar los cursos ofrecidos en la Fundación como una mejor alternativa, posiblemente la última que le quedaba en su avanzada vida, a la de seguir pasando los días sola en casa, viendo la televisión, o esperando a que vinieran los hijos con el tan urgido dinero que le daban para cubrir sus humildes gastos o que le trajeran un rato a los nietos de visita.
Después de sólo un fin de semana de arduos preparativos de salsa y de ofrecerla a los diferentes clientes que esperaban en fila para comprar tortillas en las tortillerías del rumbo, la vida de doña Juana cambió por completo: Había fundado su propio negocio de manufactura y distribución de salsas caseras muy picantes. Había probado su concepto de negocio en el campo. Se había vuelto empresaria. ¡Su vida había cambiado para bien! No necesitaba más sufrir la falta de ingresos propios o el tener que esperar desesperada a que los hijos le llevaran dinero para sus gastos.
En el libro, Grabinsky menciona que el instructor convenció a doña Juana de preparar su salsa picante favorita y que la envasara en pequeños vasitos de plástico, cubiertos con celofán y sellados con una liga, y que los fuera a vender a las tortillerías de su colonia por $10.00 pesos cada uno. Ante los argumentos de falta de capital, dinerito o efectivo para llevar a cabo dicha difícil y complicada tarea, principalmente por cuestiones de falta de fondos, el instructor le prestó personalmente a doña Juana cien pesos de su bolsa para que con ellos ella pudiera por fin dar inicio a su aventura emprendedora y para que no siguiera presentando todo tipo de excusas para no abocarse
Y todo esto, gracias a un “experimento”, a una prueba de campo para el arranque diferente de una empresa y la prueba real en el mercado de su nuevo modelo de negocio.
Es necesario que los participantes diseñen su plan de comercialización, definan cómo y dónde van a vender sus productos, si tendrán una página de Internet en la que se den a conocer al mercado en general, si harán publicidad y de qué tipo...
39
Modelo práctico para probar en el campo un nuevo negocio Una vez que recapacité sobre el caso de “doña Juana” presentado por Grabinsky en su libro, decidí aplicar un proceso similar pero un poco más estructurado con mis múltiples alumnos. El objetivo era probar si la experiencia con “doña Juana” podría ser replicada y empleada con personas un poco más educadas e interesadas en también desarrollar sus empresas, y de esa forma probar su concepto de negocio en el campo. Para esto, es importante comentar que a estas alturas del partido, ya presenté el caso de “Doña Juana” en varias ocasiones a diferentes grupos de alumnos de mis cursos como los de: “El Fenómeno Emprendedor” en niveles de Preparatoria, “Desarrollo de Nuevas Oportunidades de Negocios” (Nivel Maestría de Administración), “Proyecto de Campo” (Nivel Maestría de Administración), y “Planeación y Control Administrativo” (Nivel Licenciatura); y les asigné la importante tarea de desarrollar y probar en el campo su propio concepto de negocio con el
40
mínimo capital que fuera necesario para iniciar operaciones. El capital que hemos estado usando para tales experimentos guiados ha sido de $150.00 pesos por cada uno de los participantes de los grupos de trabajo asignados para el desarrollo de las nuevas microempresas. Los grupos de participantes han sido de máximo 4 ó 5 personas. Los participantes en los grupos de trabajo tienen el objetivo fundamental de desarrollar la empresa desde su inicio, diseñar el producto y fabricarlo cumpliendo todas las normas y reglamentos establecidos y de intentar comercializarlo después de algunos sencillos estudios de mercadotecnia y satisfacción de necesidades del mercado y de los clientes. Deben fabricar el producto y definir sus procesos de fabricación y de control de calidad. Además, necesitan generar la estructura organizacional mínima para iniciar las operaciones de la empresa e investigar todos los trámites necesarios para darla de alta oficialmente en un cercano futuro. Por otro lado, los participantes deben operar como el consejo de administración de la nueva empresa. Deben considerar que si la empresa se muestra productiva podrán contar con mi inversión personal en ella, si logran convencerme de su factibilidad económica a largo plazo. Tienen también que generar lo antes posible su estrategia corporativa, las declaraciones documentadas de
Visión, Misión y Política de Calidad de aquella. También, deberán definir los objetivos de la calidad que le den vida a la política recién mencionada y plantear los procedimientos necesarios que se llevarán a cabo en la empresa, pensando en su futura certificación bajo los criterios que define la Norma ISO-9000. Todo lo anterior los obliga a pensar en una posible formalización de la operación de la empresa aunque esto sólo suceda en el largo plazo. ¡Ah! Y también a estudiar y entender muchas cosas y a trabajar en equipo. Es necesario que los participantes diseñen su plan de comercialización, definan cómo y dónde van a vender sus productos, si tendrán una página de Internet en la que se den a conocer al mercado en general, si harán publicidad y de qué tipo y evalúen si tendrán o no instalaciones donde fabricarán, almacenarán o generarán el servicio que vayan a ofrecer a sus importantes consumidores y usuarios. En ocasiones, les he solicitado a los participantes que estudien las posibilidades de franquiciar su empresa y que evalúen y definan los procedimientos para llevar a cabo tal posible objetivo organizacional. Una vez definido el producto hay que salir al campo e intentar venderlo y posteriormente cobrarlo. Para esto requieren llevar a cabo algunas encuestas previas sobre el precio que los consumidores estarían dispuestos a pagar por el producto y también obtener comentarios
previos de la satisfacción que les daría el uso o consumo de los productos o servicios recientemente diseñados y fabricados. Para hacer todo lo anterior requieren de fabricar el producto y costearlo. Lo anterior les permite ver si el mercado puede ofrecerles un margen de utilidad tal que puedan solventar los gastos de fabricación y comercialización de los mismos productos o servicios. Una vez que los productos o servicios están en el mercado, es necesario empezar a llevar controles administrativos que les permitan verificar los volúmenes desplazados, los costos incurridos y el monto de las ventas. Con esta información pueden preparar los primeros reportes contables de la operación del negocio, incluyendo su caja o tesorería y estar en condiciones de llevar a cabo un estudio de flujo de efectivo y así proyectar las ventas para los primeros tres meses de trabajo de la pequeña organización. En términos llanos, se está invitando a los involucrados a participar directamente en cuerpo y alma en el proceso completo de la creación, desarrollo, administración y operación en forma eficiente y productiva de su nueva microempresa desde el mismo momento de su fundación.
42
Resultados preliminares Es importante mencionar que durante el tiempo que hemos estado probando el “MODELO PRÁCTICO PARA PROBAR EN EL CAMPO UN NUEVO NEGOCIO”, hemos obtenido resultados muy alentadores para los periodos de trabajo de los alumnos-empresarios involucrados en la aplicación del modelo. A la fecha, hemos desarrollado aplicaciones del modelo que van desde el mes hasta los seis meses de operación de las nuevas microempresas generadas. El tipo de empresa, los planes de negocio y los productos o servicios que se han desarrollado y probado satisfactoriamente en el campo incluyen entre otros:
Producto/servicio fabricado/generado 1) Fabricación y venta de paquetes de muffin-leche de chocolate para desayunar/cenar en forma rápida. 2) Fabricación y venta de brownies de chocolate especial. 3) Fabricación y venta de paletas de chocolate cubiertas de dulce y con formas divertidas para toda ocasión. 4) Fabricación y venta de ensaladas rápidas y sanas elaboradas al instante. 5) Fabricación y venta de rosetas de maíz preparadas al momento de acuerdo a las preferencias de los comensales. 6) Fabricación y venta de enjambres de cereal con
chocolate para postre. 7) Fabricación y venta de joyería de moda. 8) Fabricación y venta de soportes para bolsos de dama. 9) Servicio de lavado de automóviles a domicilio. 10) Fabricación y venta de pulseras y collares para dama. 11) Evaluación de la conveniencia de franquiciar o desarrollar un restaurante del tipo de “Subway”. 12) Evaluación de la conveniencia de desarrollar una nueva división dedicada a la construcción de casas de interés social en una empresa constructora.
Conclusiones Con el uso de este modelo práctico hemos encontrado que los diferentes factores requeridos para desarrollar adecuadamente un plan de negocios formal, después de la prueba de campo del nuevo concepto y modelo de negocios que busca crear el emprendedor, se puedan más fácilmente documentar. Hemos capacitado a varios grupos de emprendedores potenciales, inclusive a alumnos de diferentes niveles de estudio, en el uso y aplicación del modelo. Las primeras experiencias con este nos hacen ser optimistas al respecto de su uso en mayor número de casos. Pronto tendremos disponibles resultados y evidencias más abundantes sobre el uso satisfactorio del modelo en el campo. Por lo pronto, durante las etapas de prueba del modelo, las empresas generadas con este han resultado ganadoras durante el proceso de prueba del concepto de negocios y hemos encontrado que el aprendizaje del “espíritu emprendedor” ha dejado a los participantes con experiencias satisfactorias al respecto de la generación y operación de una nueva empresa. Además, el trabajo de presentar el plan de negocios posteriormente a la
44
aplicación del modelo en el campo ha sido más fácil y completo. Por último, la forma en la que se plantea el desarrollo de la prueba del modelo de negocios y la aplicación de este en el campo, permite al futuro emprendedor llevar a cabo tal prueba en forma acelerada y a bajo costo. Esto le ayuda a minimizar el riesgo de la apertura formal y definitiva de la empresa, ya que se domina en mayor medida todos y cada uno de los aspectos necesarios para operarla satisfactoriamente desde su inicio.
Bibliografía Para apoyar a los futuros emprendedores en el proceso de entrenamiento y capacitación requerida en el arte de desarrollar nuevas empresas y sus productos y servicios, plantear su estrategia corporativa y desarrollar el modelo de negocio requerido, les recomiendo la lectura de los siguientes materiales bibliográficos que pueden ayudarlos desde el punto de vista teórico a comprender los fundamentos del desarrollo y operación de su nueva empresa: Allen, Albert. “Cómo iniciar su propio negocio”. Mc Graw Hill. 1988. Allen, Marc. “El emprendedor visionario”. Empresa Activa. Ediciones Urano. 2002. Alcaraz, Rafael. “El emprendedor de éxito”. Mc Graw Hill. 2001. Grabinsky, Benjamín. “Un camino de esperanza”. Fundación Proempleo Productivo A. C. 2001. Pp. 39-43. Hisrich, Robert y Peters, Michael. “Entrepreneurship”. Second Edition. Irwin. 1992. Joan, Magretta. “Why Business” Models Matter. Harvard Business Review. May 2002.
La forma en la que se plantea el desarrollo de la prueba del modelo de negocios
Neuman, Jacobo. “Esquizofrenia”. Un manual para una Nueva Vida. Sexta edición. Joega Editorial. (2005).
y la aplicación de este
_____________. “Le Tour de France. Una Novela Mexicana sobre Calidad, Productividad y Cultura”. Primera edición. Joega Editorial. 2004.
al futuro emprendedor
Quiroz, Ramón. “Ser emprendedor” ¿Yo?. Ediciones Impala. 2003.
en el campo, permite llevar a cabo tal prueba en forma acelerada y a bajo costo.
45
GERENCIA equipo o de actualizar alguna de sus máquinas, ponen en la balanza todos los beneficios que obtendrán y calculan el rendimiento de la inversión. ¿Podemos y debemos enfocar la capacitación de este mismo modo? ¿Es la capacitación una inversión que genera utilidades o es un gasto con algún tipo de resultado cuantificable? El propósito de este artículo es ofrecer una perspectiva no desde mi posición de instructor sino como ex gerente general de una compañía fabricante de cajas.
El dinero para capacitación:
¿inversión o gasto? *Por Dean Mitchel Grupo Mitchell
S
i el personal constituye en realidad su mayor activo, ¿no cree que es el momento de considerar los programas de capacitación como una inversión en el capital humano d e su organización y no como un gasto más?
46
La idea general de quienes no son profesionales en capacitación es que esta no es una inversión y, por tanto, constituye simplemente
un gasto. La inversión se define como un elemento empresarial que demanda la adición de capital a una organización. No obstante, “el capital humano” no califica. Estos dos puntos de vista ofrecen perspectivas muy diferentes sobre la forma de visualizar y, en consecuencia, de medir y determinar el valor de la capacitación. Cuando las compañías toman la decisión de comprar un nuevo
Pienso que todos concordamos en que lo que la gerencia espera es que el dinero desembolsado ya sea para equipo, software, capacitación y otros aspectos se “use de la mejor manera”. En los últimos 30 años, se asumía la capacitación como una especie de “acto de fe”. Las compañías estudiaban el programa, percibían el valor potencial y lo probaban. Estaban dispuestas a “arriesgarse”. En una economía global, como la descrita en el libro El mundo es plano de Thomas Freidman, la percepción de la capacitación desde una perspectiva de prueba y error se ha ido desterrando a medida que las compañías exigen resultados y beneficios tangibles. La misma disciplina cuidadosa necesaria cuando se realiza una inversión de capital debe implementarse en la capacitación ya sea que esta se perciba como una inversión o como un gasto. Por tanto, ¿cuáles son los pasos y los compromisos necesarios por parte de la administración para garantizar que el dinero para la capacitación se utilice de la manera correcta?
En primer lugar, se deben identificar los requerimientos y las razones para la capacitación tomando como base las metas específicas y la visión de la compañía. Una razón puede ser capacitar a los trabajadores y a los gerentes para que realicen mejor su trabajo o para que aprendan nuevas destrezas o tecnologías que ayudarán a la compañía a alcanzar sus metas. Por tal motivo, es necesario definir los objetivos específicos que el participante debe lograr en el curso. Entre ellos es posible mencionar las destrezas suaves que enseñen cómo motivar a las personas o las destrezas base tales como los métodos para incrementar el tiempo de funcionamiento de una máquina y la productividad.
El objetivo debe ser incrementar al máximo los beneficios de la capacitación en contraposición a la reducción al mínimo de los costos. Un tercer aspecto es determinar qué progreso se percibe en el participante al finalizar el curso y comprobar que la capacitación llenó las expectativas. Si los objetivos de aprendizaje son nuevos o si se enfocan al mejoramiento de destrezas, de los conocimientos o de técnicas, estos pueden medirse de forma
objetiva mediante una prueba o un ejercicio particular. Si el propósito de la capacitación es realizar un cambio en el comportamiento del participante, el resultado se puede evaluar mediante observación. Para ello, debe establecerse un parámetro de comparación de la conducta antes de iniciar el curso parámetro de comparación y la que la persona manifiesta una vez concluido el curso. Si la capacitación ha sido eficaz, es de esperar un cambio positivo en el rendimiento.
Se debe realizar una investigación para identificar la clase de capacitación apropiada que cumpla con los objetivos planteados. Antes de ir a clases, es importante analizar los objetivos de capacitación con el participante y con el facilitador del curso a fin de desarrollar un trabajo previo al curso que sirva de refuerzo. Las metas del participante deben ser específicas y plantearse por escrito. Segundo, se debe analizar el impacto potencial que la clase de capacitación tendrá en la organización: ¿Cuántas personas se beneficiarán? ¿Con qué frecuencia utilizarán sus conocimientos? ¿Compartirán la información con otras personas de la organización? ¿Se ha escogido a las personas apropiadas para recibir la capacitación?
47
Existen diversas maneras para medir el impacto de la capacitación. Entre ellas pueden mencionarse el tiempo muerto no programado, las piezas totales por hora, tiempo total, cambio de personal, etc. Algo útil que sugiero es comparar los resultados que dan los empleados que han asistido a capacitación con los de aquellos que no lo han hecho. Retornemos la pregunta original: ¿La capacitación constituye una inversión o un gasto? ¿Se puede considerar de la misma manera en que se concibe la compra de equipos nuevos o la actualización de los ya existentes? La respuesta es afirmativa.
Testimonio sobre capacitación 1. ¿Cuánto presupuesto destina a la capacitación? Por cada monto que invertimos en capacitación, nuestra expectativa es obtener un 30% de rendimiento en la inversión. Este es el criterio que empleamos cuando consideramos cualquier tipo de capacitación. Lo medimos de forma minuciosa y no comprometemos ni el tiempo ni el dinero si no estamos seguros de que tenemos una muy buena oportunidad de obtener dicho 30%. Del 98% de la capacitación que hemos recibido con AICC, podemos manifestar con orgullo que lo hemos logrado.
48
Lee Shillito Presidente y Director Ejecutivo Triad Packaging Inc. Tennessee
La capacitación se puede medir a través del cálculo del rendimiento de las inversiones y del período de recuperación así como el de otros indicadores relacionados con los objetivos de capacitación. Para utilizar el dinero destinado a la educación de manera correcta, es preciso realizar un análisis cuidadoso que se centre en los objetivos específicos y en los beneficios que se espera obtener con resultados que puedan medirse. Antes de mandar a alguien a una capacitación, es preciso definir previamente metas y objetivos de entrenamiento que se puedan medir y comprometerse a darles continuidad una vez concluida la capacitación. El soporte y las evaluaciones continuas del rendimiento son compromisos que no demandan el gasto de una gran suma de dinero y que proveen un marco de trabajo para que toda capacitación logre alcanzar las metas establecidas. Si la capacitación mejora la rentabilidad de la compañía, qué importa que esta aparezca en la declaración de la renta como un gasto y no como una inversión en el balance financiero. Lo que importa es que se le considere con la disciplina que requiere cualquier decisión empresarial importante. Para la capacitación, se debe identificar la necesidad, desarrollar un plan, definir los objetivos y establecer metas de desempeño, medir el rendimiento de ellas, dar seguimiento y procurar mejoras continuas.
A través de diversos seminarios, ACCCSA promueve la capacitación continua en la industria corrugadora latinoamericana.
%F 4FSWJDJP Z 1SPUFKB 1SgDUJDBNFOUF DVBMRVJFS NBUFSJBM
%nMF B TV FNQBRVF Z FNCBMBKF FM MJEFSB[HP VUJMJ[BOEP MPT NFKPSFT SFDVCSJNJFOUPT QSPUFDUPSFT EFTBSSPMMBEPT DPO UFDOPMPHrB EF QVOUB QPS .JDIFMNBO /VFTUSPT QSPUFDUPSFT TPO CBTF BHVB QFSNJUFO RVF FM QBQFM SFWFTUJEP Z OP SFWFTUJEP TFB SFQVMQBEP TJO JNQVSF[BT Z EFTBSSPMMBEPT DPO MB JOHFOJFSrB OFDFTBSJB QBSB DVCSJS MBT EJGrDJMFT Z EJGFSFOUFT BQMJDBDJPOFT EF QBQFM DPSSVHBEP Z QBQFM EF TVQFSGJDJF TwMJEB 7BQPS$PBU
4PG5BL
>ÀÀiÀ>ÊV ÌÀ> >Ê Õ i`>`
Ì `iÀÀ>«> Ìi
7JTJUF IPZ XXX NJDIFMNBO DPN VUJMJDF OVFTUSP #VTDBEPS EF 1SPEVDUP Z FODVFOUSF FM NBUFSJBM RVF DVCSJSB TVT OFDFTJEBEFT
/PNBS 5. ,ià ÃÌi ÌiÊ> >Ê>LÀ>Ã
La temporada de la Liga Nacional de Fútbol (NFL, por sus siglas en inglés) en los EE.UU., da inicio con grandes expectativas por parte de todos los equipos mientras entrenan y se preparan para alcanzar su meta, esto es, llegar a la final y al Súper Bowl. Al igual que estos equipos, ¿qué es lo que hace que entre empresas que tienen maquinaria semejante y la misma cantidad de empleados, una sea una compañía triunfadora y otras no lo sean? La respuesta es la implementación. Capacitación significa invertir en mejorar la implementación, es decir, lo que los empleados realizan a diario. Le motivo a incluir en su plan empresarial un compromiso para mejorar el rendimiento de sus empleados por medio de la inversión en la capacitación. Después, ¡mida los resultados! *El Grupo Mitchell provee servicios de consultoría para la industria corrugadora en los Estados Unidos y México. Ha desarrollado cursos de capacitación para la AICC desde 1993. Estos servicios incluyen el planeamiento estratégico, auditoría de los sistemas de las plantas, mejoras en la productividad, procesos de calidad, gestión de desechos, capacitación para el inicio de una nueva planta y cambios en las plantas ya existentes. Dean Mitchell es instructor de AICC. Para más información sobre el programa, comuníquese con John Morgan: jmorgan@aiccbox.org
50
Testimonio sobre capacitación 2. Establecimiento de la capacitación como prioridad en la empresa A. ¿Se considera la capacitación como una prioridad? ¿Cuáles son sus expectativas? Desde la perspectiva del planeamiento de larga proyección, la capacitación es prioritaria. No establecemos el monto específico que invertiremos en un año sino que estudiamos el programa de capacitación a nuestra disposición
cada año, así como los sitios y los programas que son relevantes y apropiados para nuestro personal. Sólo participamos en los programas de la AICC porque están centrados por completo en la industria y sabemos que los otros participantes también son parte del mismo ambiente laboral. Esto permite que el contenido tenga un enfoque total en nuestras necesidades particulares. De igual manera, analizamos las oportunidades de capacitación que se puedan impar-
tir en nuestra compañía. Lo hacemos por comodidad y por costos. Nos interesa que nuestros empleados se relacionen y establezcan vínculos con personas de otras compañías en diferentes áreas. Tal interacción es valiosa porque podría representar la consecución de recursos adicionales en el futuro. Cuando los empleados regresan de los cursos, contamos con que ellos compartan con nosotros lo aprendido así como las nuevas ideas que les parecieron interesantes y la retroalimentación que darían para mejorar el curso. Esto se realiza de inmediato en una de las reuniones de producción que celebramos por las mañanas cuando todos los gerentes están presentes. La otra razón por la cual usamos los programas de capacitación de AICC es para darles a los empleados la oportunidad de salir de la planta o de la oficina para que se desarrollen a nivel profesional o personal o ambos. Les permite cambiar un poco de rutina con el deber de asistir al entrenamiento. Nuestra prioridad es hacer cualquier cosa necesaria para ayudar a nuestro personal a mejorar sus labores y mantenerlos satisfechos. Kim Nelson Vicepresidente Royal Containers Ltda.
B. La capacitación es el elemento fundamental para contribuir con el desarrollo positivo de nuestros empleados y para fomentar la educación en nuestra compañía. Fomentar la capacitación y el conocimiento motiva y realmente conduce a las personas a trabajar para lograr sus metas y su máximo potencial. Se nota en el entusiasmo y el compromiso una vez que han recibido los cursos. A medida que la educación aumenta y promueve la expansión de la capacidad de los empleados, los resultados se hacen tangibles en nuestra empresa.
Hemos recurrido a los cursos de la AICC en gran medida y siempre nos hemos sentido sumamente complacidos con el resultado. Las clases están muy bien planificadas y los instructores se distinguen por su profesionalismo y conocimiento. Por lo general, presupuestamos una clase al año por empleado pero esto no necesariamente es un parámetro fijo.
Fuente: AICC, BoxScore, Volumen 11, No.5 Setiembre/octubre 2007, pp.7-9. Con permiso de TAPPI, www.tappi.org” Nosotros guardamos todos los derechos de copyright, etc.
Una retroalimentación constante forma parte del proceso de aprendizaje en los cursos de capacitación de ACCCSA
51
Taller de Troquelado de capacitación donde el troquelado fue el principal protagonista.
L
a conversión rotatoria y la plana, así como el proceso de fabricación de troqueles, fueron parte de los temas que se abordaron en el pasado Taller de Troquelado realizado por ACCCSA con el apoyo de DICAR INC. Con una participación de aproximadamente 24 profesionales del sector corrugador latinoamericano, se realizó el pasado mes de abril en Guayaquil, Ecuador, un seminario
Capacitaciones en marcha 2008 Nombre del Curso
País
El curso desarrollado por el Ing. Manuel Montenegro, quien se desempeña actualmente como consultor externo de DICAR, y ha participado como expositor técnico en varias de las convenciones de ACCCSA, fue sumamente provechoso para los participantes ya que incluso pudieron compartir experiencias y muestras en busca de soluciones para la mejora de la productividad de cada una de sus empresas. Incluso, los par-
ticipantes llevaron muestras de sus proyectos de troquelado que les ocasionan mayores problemas en el proceso de producción. Durante el taller se demostraron algunas técnicas de fabricación de troqueles sobre cilindros de trabajo y se analizó el proceso de acabado. Entre las empresas que participaron se encuentran: Cartopel, Grupasa, Incarpalm y Productora Cartonera, de Ecuador, además de Carvimsa y Incapsac del Perú.
Además de estas capacitaciones, ACCCSA tiene programados cursos de sumo interés para la industria cartonera durante todo el año. Si desea mayor información puede comunicarse en ACCCSA a los tels.: (506)2204-7201, 2204-7202; o bien envíe un correo electrónico a: paola.rimolo@acccsa.org
Fecha Instructor
Convención ACCCSA XXVIII Argentina 22 al 25 de Junio
Mariano Grondona / German Retana Luis Rodríguez / Roberto Luchi Fabio Novoa / Ramón Sabella
Supervisores de Producción
Perú
14 y 15 de Julio
Dean Mitchell (Grupo Mitchell)
Runnability to Profitability
Guatemala
21 y 22 de Julio
Ronald Spice (Alliance Machines)
México
4 y 5 de Agosto
Jack O’connor
Curso Ventas AICC/ ACCCSA
Flexografía y Tintas Honduras 18 y 19 de Agosto
Juan Bermúdez (Harper Corp) y Miguel Talamantes (Tintas Sánchez)
Flexografía y Tintas Perú 6 y 7 de Octubre
Juan Bermúdez (Harper Corp) Miguel Talamantes (Tintas Snachez)
Runnability to Profitability Expandido
Ronald Spice (Alliance Machines)
Colombia / 10 al 13 de Noviembre Medellin
Agenda Internacional ACCCSA
SUPERCORR EXPO
Junio 22 al 25, 2008 / Buenos Aires, Argentina E-Mail:acccsa@racsa.co.cr www.acccsa.org
Sep. 22, 2008 - Sep. 26, 2008 Atlanta, E.U.A. E-Mail: iip@bom4.vsnl.net.in Venue: Georgia World Congress Center www.supercorrexpo.org
Pack & Print 2008
d y crecim a d i ien Un
Feria de Equipos, Productos, Servicios y Tecnología para Industrias de Embalajes y Gráfica Septiembre 23 al 26, 2008 Joinville – SC.
mérica La A a r tin a p a o
t
Como parte del esfuerzo que realiza ACCCSA, desde el año 2000 se han implementado una serie de cursos de capacitación que faciliten el desarrollo y mejoren la productividad de la industria cartonera en América Latina.
Expo-ABTCP Sao Paulo, Brasil Transamerica Expo Center Octubre 13 al 16 de 2008
Enfocados en el
mejoramiento de la calidad para competir en un nuevo entorno global
Asociación de Corrugadores del Caribe,Centro y Sur América P.O. Box 04-6155 Forum, San José, Costa Rica. Teléfonos: (506)2204-7201 • 2204-7202 • Fax: (506)2204-7203 E-mail: info@acccsa.org • www.acccsa.org
Revista Oficial de la Asociación de Corrugadores del Caribe, Centro y Sur América
SEÑORES DE LA INDUSTRIA DEL CARTÓN CORRUGADO
SUSCRIPCIÓN GRATIS PARA PROFESIONALES DEL SECTOR CORRUGADOR www.corrugando.com E-mail: suscripciones@corrugando.com Comunicándose a los tels.: (506) 2204-7201 • (506) 2204-7202
Agradecemos su ayuda para actualizar la base de datos de ACCCSA, con el objetivo de hacerle llegar las ediciones de nuestra revista. Llene los espacios a continuación y devuélvalos al siguiente numero de fax: (506)2204-7203 o a la Asociación de Corrugadores del Caribe, Centro y Sur America al Apdo Postal 04 - 6155 Forum, San José Costa Rica.
1. Su nombre: Apellido: Cargo:
Nombre: Área:
Tiempo en la compañía:
¿A que área de éstas se asimila más su trabajo?: oOficinas corporativas oGerencia General oMercadeo y Ventas oInvestigación y Desarrollo oProducción oControl de Calidad y Procesos oTransporte y Envíos Ingeniería oTécnica Procesos Químicos oMantenimiento de Equipos oCapacitación o Recursos Humanos oOtros 2. La actividad principal de su empresa es: (marque en la casilla que corresponde) oFabricante de Papel, Cartón o Tisú oTransformados de Láminas de Cartón oInstituto de Investigación/Educación/Gremio 3. Nombre de la compañía: Nombre de la planta: Dirección Colonia / Barrio Estado / Provincia País : Teléfono: Fax :
oConvertidor de Papel, Cantón o Tisú oPlanta de Cajas Plegadizas oConsultoría
oFabricante de Cartón Corrugado oProveedor para la industria oOtros
Ciudad Código Postal E‑mail : www.
4. ¿Cuál es la capacidad instalada de producción de su planta? Celulosa (toneladas métricas/mes): Papel (toneladas métricas/mes): Cartón Corrugado (toneladas métricas/mes): Transformación de Láminas (especifique si es m2 /mes o ton, métricas/mes): 5. ¿Quiénes son los encargados de su planta? Gerente General Gerente de Planta: Gerente de Producción: Gerente de Mantenimiento: Gerente de Recursos Humanos: Su ayuda es importante Gracias, Circulación y Ventas
Firma:
55
Revista Oficial de la Asociación de Corrugadores del Caribe, Centro y Sur América
Suscríbase a la revista oficial de la ASOCIACIÓN DE CORRUGADORES DEL CARIBE, CENTRO Y SUR AMÉRICA Puede enviar el formulario que aparece al reverso al fax: (506) 2204 7203 o envíe esta tarjeta a la Asociación de Corrugadores del Caribe, Centro y Sur América al apartado postal 04 – 6155 Forum, San José Costa Rica. Para enviar por correo, doble a la mitad y pegue los extremos
Sello postal
Apdo. postal 04 – 6155 Forum, San José, Costa Rica. Por favor enviar sin sobre
Utilice los Materiales R/bak®® para mejorar su imagen
Visitanos e n
ACCCSA Stand #36
R/bak® Competidor
Ampliado 30X
Baja ganancia de punto
R/bak® Competidor
Mantiene alta densidad de la tinta en los fondos
R/bak® Competidor
R/bak® Competidor
Reduce significativamente la tasa de fallos en la lectura de los SKUs
R/bak® Competidor
Reduce el Aplastamiento del Cartón
Reduce la ondulación
R/bak® Materiales de montaje acolchados para sustratos corrugados Rogers produce cintas de montaje acolchadas de la más alta calidad, que provee gráficos detallados y vibrantes en algunos de los más rugosos sustratos Los materiales acolchados R/bak ® actúan como reductores de presión y absorben los golpes en las planchas flexográficas. Ello permite alcanzar velocidades de prensa muy altas, elimina el aplastamiento del cartón y extiende la vida de la plancha. Las líneas de impresión y las barras se verán más limpias, con menor distorsión y mayor consistencia de densidad de la tinta en los fondos. Las tramas y fondos pueden ser impresas utilizando la misma plancha con ganancia de punto reducida. Las cintas acolchadas R/bak responderán a las necesidades de acolchamiento de la impresión en corrugados para reducir el desperdicio, ahorrar dinero y proveer resultados consistentes en la impresión. Visítenos hoy para mayor información en www.rogerscorporation.com/corrugated USA 860.928.3622 • EUROPA +32-9-235-3611 • ASIA +886-2-8660-9056