
Conteúdo
Glossário
Introdução
Seleção dos fatores de conversão do milho Identificação das fontes Fontes de pontuação (quando relevante)
Seleção de fontes para uso pela RTRS Cálculo do equivalente de milho inteir
Alocação por Demanda
Alocação econômica
Referências principais
APÊNDICE 1 - Universidade Austral
APÊNDICE 2 - Fontes públicas de dados disponíveis sobre fatores de conversão
Fatores de conversão de ração para gado i. Aves de corte ii. Aves poedeiras iii. Gado leiteiro iv. Gado de corte v. Suíno vi. Salmão
Fatores de conversão de produtos pecuários i. Frango ii. Ovo iii. Leite e outros laticínios iv. Carne e gelatina bovina v. Carne de porco vi. Salmão
Fatores de conversão de produtos manufaturados i. Pipoca ii. Cereal de milho iii. Uísque
ANEXO 3 - Revisão da qualidade das fontes de dados - FAO (2013)
2 2 9 12 14 16 18 9 12 14 9 12 14 14 14 14 12 14 14 14 14 12 14 14 14 14 12 14 14 14 14 12 14 14 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 2
Glossário
Subproduto: Um material derivado do processamento de um produto e que não impulsiona a produção desse produto, geralmente devido a seu baixo valor econômico.
Ração composta: Alimento dado a animais criados em ambiente agrícola, que contém uma série de matérias-primas e é formulado para atender às necessidades nutricionais do animal que irá consumi-lo.
Produto de milho: Material derivado do cultivo e processamento de milho, incluindo fubá, óleo de milho, xarope de milho e farinha de milho.
Fator de conversão do milho: Proporção de milho utilizada na produção de um produto.
Pegada de milho: Volume físico de milho utilizado na produção de um produto.
Taxa de conversão de ração (FCR, do inglês Feed Conversion Ratio): Volume de ração necessário para produzir uma unidade de produto pecuário.
DDGS: Do inglês “dried distiller grains with solubles” (grãos secos de destilaria com solúveis), são um coproduto da produção de etanol e passíveis de uso.
Ração para gado: Alimentos, incluindo rações compostas, dados a animais criados em ambientes agrícolas.
Produto pecuário: Um alimento derivado do corpo de um animal criado em ambiente agrícola, como carne, peixe, ovos e leite.
Produto manufaturado: Produto consumido ou usado por humanos e que faz uso de um ou mais produtos derivados do milho ou produtos pecuários como ingredientes.
Equivalente de milho inteiro: Se o volume de um produto de milho é expresso em equivalente de milho inteiro, ele é expresso em termos do volume aproximado de milho inteiro, ou de grãos de milho, ao qual o volume do produto de milho equivale.
Milho inteiro: Milho inteiro e grão de milho são usados de forma intercambiável neste documento.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 3
Introdução
A Associação Internacional de Soja Responsável (RTRS) é uma organização multisetorial sem fins lucrativos que promove o crescimento da produção, comércio e uso de soja responsável no mundo inteiro. Ela trabalha com representantes da sociedade civil e da cadeia de suprimento da soja do mundo inteiro e define os padrões de soja responsável e cadeia de custódia. Mais especificamente, o sistema do Padrão RTRS de Produção de Soja Responsável garante que a soja RTRS não apenas atenda aos mais altos critérios ambientais, mas também a um amplo conjunto de requisitos sociais e trabalhistas.
O Padrão RTRS de Produção de Soja Responsável tem aplicação mundial. Além disso, o contato contínuo com os produtores já confirmou a importância da criação de sinergias e oportunidades para estender a certificação da soja a outros grãos, óleos e sementes, principalmente o milho, cultura comumente incluída em regime de rotação com a soja.
Portanto, o Padrão RTRS de Produção de Milho Responsável, lançado em 7 de dezembro de 2021, complementa o padrão já existente para a soja:
• Muitos dos requisitos previstos no padrão da soja aplicam-se ao milho, viabilizando-se, dessa forma, a integração de um sistema de certificação soja / milho.
• A rotação da soja com o milho evita a erosão do solo, ajuda a preservar a qualidade do solo e o deixa mais fértil, além de ser uma prática que o agricultor deve cumprir para certificar sua soja.
• Também permite capitalizar os ganhos de sustentabilidade decorrentes da certificação da soja e de um processo de produção sustentável, estendendo-se a certificação da soja também ao milho.
• Possibilita que os produtores ampliem a oferta de culturas agrícolas produzidas de forma responsável.
Portanto, à medida que o novo Padrão RTRS de Produção de Milho Responsável for implementado na prática, é importante que as organizações saibam quais de seus produtos podem ter uma pegada de milho associada e o tamanho dessa pegada.
O milho é o cereal mais importante em termos de produção global e o segundo mais relevante em termos de área plantada. Da mesma forma que a soja, o milho tem uma ampla gama de usos, incluindo ração para animais, biocombustível e uso como ingrediente em alimentos. Os usuários podem comprar produtos compostos que são pré-misturados com o milho (por exemplo, ração composta) ou produtos com pegada de milho embutida (por exemplo, carne, laticínios, ovos). Isso significa que o milho nem sempre é visível no produto final ou utilizado diretamente no processo de fabricação do produto, reduzindo a visibilidade de seu uso nas cadeias de suprimentos. Portanto, pode ser necessário o uso de fatores de conversão para estimar o volume equivalente de milho usado para produzir os produtos adquiridos.
Atualmente não há nenhum recurso disponível que ofereça uma lista abrangente de fatores de conversão para o milho, mas há uma série de estudos disponíveis que identificam informações que podem ser usadas para cotejar fatores de conversão para produtos diversos ou seleções de produtos. A pedido da RTRS, a 3Keel usou informações publicamente disponíveis e orientações de especialistas do setor para calcular os fatores de conversão a serem usados em uma Calculadora RTRS de Pegada de Milho, permitindo que o setor de milho, as organizações e os consumidores calculem a pegada de milho de seus produtos.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 4
Determinados produtos podem exigir um ou mais produtos de milho separados em sua produção. Conforme descrito pela Universidade Austral (consultar o Apêndice 1), cada um desses produtos de milho tem características e valores econômicos diferentes; portanto, faz-se necessário um método de alocação para que os fatores de conversão sejam tratados em termos de equivalentes de milho inteiro, mostrando, assim, quanto de uma determinada cultura agrícola é necessário para a produção.
Dois fatores de conversão são apresentados com base na maneira como se dá a demanda por milho:
Alocação Econômica - Esse método reconhece que commodities como o milho têm usos múltiplos, e qualquer uso terá produtos de milho associados que serão aplicados em outros setores. O método de alocação, portanto, alinha a demanda ao valor dos vários produtos para representar, de forma justa, o fato de que a demanda pela commodity nem sempre é impulsionada por um produto específico.
Alocação por Demanda - Neste método, é apresentado o volume físico da commodity que é necessário para fornecer materiais suficientes para o coproduto. Isso não leva em consideração o uso de quaisquer coprodutos do processo de manufatura.
Os fatores de conversão com base nessas alocações são apresentados nas tabelas abaixo e usados pela calculadora. Eles têm por base as pesquisas descritas nos documentos de apoio técnico, bem como o método de alocação descrito neste documento. Salvo indicação em contrário, o fator de conversão produz a pegada equivalente ao milho inteiro relacionada a determinado produto, independentemente de onde ele é produzido.
Devido a possíveis oscilações nos preços das commodities - podendo impactar os fatores de conversão expressos em equivalente de milho inteiro utilizando a alocação econômica - este documento está sujeito a atualizações periódicas.
Toneladas de soja por tonelada de produto
Tipo Produto Equivalente de milho inteiro (econômico)
Produto de milho
DDGS
Grits para cerveja Farinha de milho
Farelo de Hominy
Silagem de milho Dextrose anidra Dextrose monoidratada Gérmen
Farelo de gérmen
Xarope de glicose Ração de glúten Farelo de glúten
Fonte primária 2,090 1,299 2,433 0,395 1,000 1,337 1,151 0,796 0,590 1,213 0,306 1,468
Equivalente de milho inteiro (demanda)
3,344 1,923 14,286 2,564 2,000 1,621 1,490 15,873 28,571 1,340 5,988 27,027
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 5
Tipo Produto
Toneladas de soja por tonelada de produto
Equivalente de milho inteiro (econômico)
Produto de milho
HFCS 42 HFCS 55
Xarope de milho de alta maltose
Óleo de milho bruto Maltodextrinas
Xarope de milho de maltose normal Amido
Ração para gado Produto pecuário (peso da carcaça)
Produto pecuário (peso de varejo)
Gado (carne bovina)
Gado bovino (laticínios)
Peixes de viveiro (salmão)
Aves (poedeiras) Aves (carne)
Carne de porco Carne bovina Carne de porco Frango
Peixes de viveiro (salmão) Carne bovina Carne de porco Frango
Peixes de viveiro (salmão)
Produto à base de milho
Ovos Leite Manteiga Queijo Chocolate Iogurte Creme Gelatina Pipoca Cereal de milho Uísque (bourbon)
Refrigerante (somente EUA)
Óleo de cozinha (milho) Batatas chips Ketchup
Cola (à base de gérmen de milho)
0,912 0,937 0,982 2,320 1,275 0,996 1,146 0,344 0,212 0,012 0,440 0,517 0,495 8,873 2,085 1,448 0,014 5,760 3,061 1.646 0.016 1.010 0.249 1.657 1.246 0.373 0.274 0.748 0.066 0.690 0.908 0.898 0,108 2,320 0,290 0,185 0,024
Equivalente de milho inteiro (demanda)
1,175 1,241 1,307 35,714 1,618 1,333 1,610 0,799 0,237 0,228 0,440 1,350 0,571 20,582 2,402 3,781 0,273 13,360 3,526 4.298 0.312 1.010 0.279 1.853 1.393 0.417 0.307 0.836 0.153 0.690 0.908 0.898 0,143 35,714 4,464 0,246 0,476
Fonte primária
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral
Universidade Austral Universidade Austral Universidade Austral
Blezinger (2003) e Roman et al. (2011)
FAO (2014)
Barents Watch (2016)
FAO (2013)
FAO (2013) e Baker & Chung (1992)
FAO (2014)
DEFRA (2010)
FAO (2013)
FAO (2013)
FAO (2017)
DEFRA (2010)
FAO (2013)
FAO (2013)
FAO (2017)
FAO (2013)
FAO (2014)
FAO (2014)
FAO (2014)
FAO (2014)
FAO (2014)
FAO (2014)
DEFRA (2010) e Gac et al.
Várias fontes
Várias fontes
Várias fontes
Várias fontes
Várias fontes
Várias fontes
Várias fontes USDA (2008)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 6
Seleção dos fatores de conversão do milho
A 3Keel desenvolveu um processo estruturado de revisão para identificar os fatores de conversão com base na necessidade de haver um único conjunto de fatores globais aplicáveis aos usuários.
Esse processo, composto por três etapas, é descrito em mais detalhes nesta seção:
Identificar Fontes Adequadas
Identificação das fontes
Fatores de Pontuação (somente ração e produtos para gado)
Recomendação de fatores
As pesquisas foram realizadas usando o Academic Search Complete, o Google Scholar e o Google Search. Os seguintes termos de pesquisa, bem como os nomes dos produtos a serem incluídos na calculadora, foram usados em uma variedade de combinações para chegar-se a uma seleção inicial da literatura. Além disso, foram usados nomes de varejistas e marcas para encontrar fontes sobre produtos manufaturados.
Milho Milho1
Fator de conversão
Cálculos
Ração para animais Uso de milho
Taxa de conversão
Taxa de conversão de ração
Composição da ração % na ração
Taxa de eficiência da ração
Formulação da ração
Quanto milho Usos DDGA Embutido Medindo Ração para animais Pegada Impacto Aquicultura Europa Ingredientes
Ao revisar os resultados de cada pesquisa, o breve resumo apresentado pelo mecanismo de busca foi analisado e foi decidido se a fonte era relevante e continha um fator de conversão do milho ou informações que poderiam ser usadas para criar um fator de conversão do milho. Cada fonte foi, então, revisada para identificar possíveis informações relevantes. Algumas fontes que não incluíam dados numéricos também foram identificadas como relevantes porque continham informações sobre os tipos de produtos de milho contidos no produto
1 Embora ‘corn’ e ‘maize’ se refiram ao mesmo produto em inglês (milho), os termos de pesquisa incluíram os nomes dos dois produtos para garantir que todas as fontes relevantes fossem identificadas.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 7
Fontes de pontuação (quando relevante)
Foi criado um método de pontuação para os fatores de conversão de ração e produtos pecuários, com um sistema de pontuação de 1-4, visando uma forma mais objetiva de identificar as fontes adequadas. As fontes de produtos manufaturados não foram pontuadas porque, tipicamente, são usadas as especificações da receita e os critérios de pontuação não se aplicariam nesses casos.
Os seguintes indicadores foram pontuados em cada fonte de dados:
• Transparência do método – várias fontes não explicam o método utilizado; outras excluem componentes ou premissas importantes ao descrever a abordagem. Essas fontes não puderam ser pontuadas quanto à confiabilidade do método, pois esse quesito não pôde ser avaliado.
• Confiabilidade do método - se o uso dos dados e cálculos feitos são considerados conducentes a fatores de conversão precisos.
• Aplicabilidade geográfica - se os dados usados cobrem uma ampla gama de países ou são mais específicos.
• Credibilidade da fonte - se a fonte veio de uma organização ou instituição respeitável e / ou passou por um processo de revisão por pares antes da publicação.
Devido ao grande número de fontes pontuadas, não foram redigidas análises de qualidade detalhadas para todas as fontes. Há, no entanto, mais detalhes disponíveis nos Apêndices 2 e 3, incluindo uma revisão da qualidade das fontes de dados em relação à fonte mais amplamente utilizada (FAO, 2013).
Seleção de fontes
Um de dois métodos foi usado ao selecionar os fatores para uso na calculadora:
1. Seleção de fator único: em alguns tipos de produtos, uma fonte obteve pontuação consideravelmente superior às das outras fontes. Nestes casos, ou quando havia apenas um fator disponível, este fator foi selecionado.
2. Média: nos casos em que nenhuma fonte recebeu uma pontuação consideravelmente superior às das outras, foi usada uma média de até cinco fontes disponíveis. Devido à natureza das fontes disponíveis para produtos manufaturados, esse método foi utilizado com mais frequência para calcular fatores para produtos manufaturados, e não para a ração para gado.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 8
Cálculo do equivalente de milho inteiro
De acordo com os fatores de conversão na literatura, muitas das rações para animais utilizam vári os produtos de milho em sua produção. Cada um tem suas próprias qualidades e usos específicos, então os fatores da calculadora RTRS não atribuem o mesmo peso a todos; eles vão além e refle tem as diferenças entre cada produto de milho.
Para definir o que constitui um subproduto - e, portanto, um impulsionador da produção de milho - são fornecidas duas pegadas diferentes.
1. Alocação por Demanda
O modelo por demanda usado na alocação de produtos de milho ajuda a entender a demanda quando um determinado produto de milho representa apenas uma pequena parcela da produção decorrente do processamento do milho, mas é necessária uma grande quantidade de grãos de milho. Essa abordagem elucida a demanda real pela commodity e é útil para ilustrar o volume real de milho que é necessário produzir para produzir determinado produto de milho
Para identificar o equivalente de milho inteiro de diferentes produtos de milho, a RTRS encomendou à Universidade Austral um modelo dos volumes de produtos de milho produzidos por 1 tonelada de milho inteiro. Os resultados desse modelo foram usados para calcular o equivalente de milho inteiro referente a cada produto de milho, dividindo 1 pelo volume de cada produto de milho que pode ser obtido após o processamento de uma unidade de grão de milho.
O usuário da calculadora pode querer usar esse modelo porque ele apresenta um vínculo claro com a quantidade de milho necessária para produzir determinado produto de milho. Vale ressaltar que este modelo pode exibir um requisito de demanda desproporcionalmente elevado para produtos de baixo valor (por exemplo, farelo de hominy) ou que produzem pouco produto por cada unidade de commodity inteira (por exemplo, farelo de glúten de milho). Também não leva em conta o valor das outras partes da commodity passíveis de uso após o processamento. Esta é uma diferença fundamental entre os modelos de demanda e de alocação econômica.
No caso do milho, existem três processos distintos de produção: moagem a seco, moagem úmida e moagem a seco para etanol. Cada um deles produz um conjunto distinto de produtos de milho, conforme descrito pela Universidade Austral (2021). A tabela a seguir mostra a necessidade de milho inteiro dos produtos produzidos ao final dos três processos.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 9
Coproduto de milho
Milho inteiro
Gérmen
Óleo de milho bruto
Farelo de gérmen
Ração de glúten
Farelo de glúten
Amido Maltodextrinas
Xarope de glicose
Dextrose anidra
Dextrose monoidratada
Xarope de milho de maltose normal
Xarope de milho de alta maltose
HFCS 42
HFCS 55
Grits para cerveja
Farinha de milho
Farelo de Hominy
Dióxido de carbono (CO2)
Etanol hidratado (96%)
Etanol anidro (99,5%) Etanol combustível
Etanol (96%)
DDGS (10%)
Toneladas de produto de milho por tonelada de milho inteiro 1,00 15,87 35.71 28,57 5,99 27,03 1,61 1,62 1,34 1,62 1,49 1,33 1,31 1,18 1,24 1,92 14,29 2,70 3,33 3,11 3,20 3,31 3,34
1,00 0,06 0,03 0,04 0,17 0,04 0,62 0,62 0,75 0,62 0,67 0,75 0,77 0,85 0,81 0,52 0,07 0,37 0,30 0,32 0,31 0,30 0,30
2. Asignación por valor económico
El método económico de asignación de productos de maíz se fundamenta en dos principios:
1. La producción de maíz es una función de los productos de maíz que constituyen en mayor proporción el valor de lo producido a partir de una tonelada de maíz.
2. La suma del equivalente de maíz entero del total de productos derivados de una tonelada de maíz entero corresponde a una tonelada de equivalente de maíz entero.
Para informar al modelo, se usaron datos del modelo desarrollado en el estudio Factores de conversión del maíz de por la Universidad Austral sobre la cantidad de cada producto de maíz que puede elaborarse por tonelada de grano de maíz. Para obtener el valor económico de cada producto se utilizaron diferentes fuentes, como se indica en el siguiente cuadro.
Toneladas de equivalente de milho inteiro por tonelada de produto de milho
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 10
Coproduto de milho
Fonte $ / t de coproduto de milho
Gérmen
Óleo de milho bruto
Farelo de gérmen
Ração de glúten
Farelo de glúten
Amido
Maltodextrinas
Xarope de glicose
Dextrose anidra
Dextrose monoidratada
Johnston et al. USDA Johnston et al.
LMC International USDA LMC International Echemi USDA Echemi Echemi
Xarope de milho de maltose normal
Xarope de milho de alta maltose
HFCS 42
HFCS 55
Grits para cerveja
Farinha de milho
Farelo de Hominy
Dióxido de carbono (CO2)
Etanol hidratado (96%)
Etanol anidro (99,5%)
Etanol (96%)
DDGS (10%)
Guia de açúcar e adoçante
Guia de açúcar e adoçante LMC International LMC International Trade India e India Mart Tridge Sharma et al. Reuters Financial Times
Financial Times Financial Times Agfax
$ / t de grão de milho após o processamento
t de equivalente de milho inteiro por t de coproduto
0,80 2,32 0,59 0,31 1,47
1,28 1,21 1,34 1,15 1,00 0,98 0,91 0,94 1,30 2,43 0,40 0,55 0,67 0,67 0,68 2,09
O método de cálculo do equivalente de milho inteiro usando a alocação econômica é apresentado na equação abaixo. O valor dos produtos após o processamento de uma tonelada de grãos de milho varia dependendo do produto de milho, já que os produtos podem variar dependendo do processo de produção utilizado, conforme mostra a Figura 1.
Equivalente de milho inteiro do produto de milho =
Valor de 1 t de produto de milho Value do produto após o processamento de 1 t de milho inteiro
O uso deste modelo reconhece o valor dos diferentes produtos de milho utilizados. Também vale ressaltar que este modelo pode ter um impacto nos requisitos de demanda por milho quando a demanda não é impulsionada por produtos de alto valor.
314 986 251 130 624 323 488 1039 620 410 320 320 330 310 275 515 84 61 74 74 74 231 20 28 9 22 23 201 302 775 383 275 240 245 281 250 143 36 33 18 24 23 22 69
1,15
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 11
Referências principais
Abioja et al. (2012) Growth, Mineral Deposition, and Physiological Responses of Broiler Chickens Offered Honey in Drinking Water during Hot-Dry Season, International Journal of Zoology, 2012(2), pp. 1-6. Disponível em: https://www.hindawi.com/journals/ijz/2012/403502/.
Agfax (2021) DDG market update. Disponível em: https://agfax.com/2021/01/25/ddg-market-updateprices-up-slightly-from-last-week-dtn/.
Arndt et al (2015) Feed conversion efficiency in dairy cows: Repeatability, variation in digestion and metabolism of energy and nitrogen, and ruminal methanogens, Journal of Dairy Science, 98(6), pp. 3938-3950. Disponível em: https://www.sciencedirect.com/science/article/pii/S0022030215002180.
Baker & Chung (1992) Ideal diet for swine and poultry, Journal of animal science, 70(3102).
Barrents Watch (2016) Feed composition and origin. Disponível em: https://www.barentswatch.no/ en/havbruk/feed-composition-and-origin.
Best (2011) Poultry performance improves over past decades. Disponível em: https://www.feedstrat egy.com/poultry/poultry-performance-improves-over-past-decades/.
Blezinger (2003) Using common sense when formulating cattle feeds. Disponível em: https://www. cattletoday.com/archive/2003/December/CT303.shtml.
Clark et al. (2019) The intake pattern and feed preference of layer hens selected for high or low feed conversion ratio, PLoS ONE, 14(9). Disponível em: https://journals.plos.org/plosone/article?id=10.1371/ journal.pone.0222304.
Consensus (2005) Towards Sustainable Aquaculture in Europe. Disponível em: https://www.lear neurope.eu/files/5813/7456/5881/Towards_sustainable_aquaculture_in_Europe.pdf.
DEFRA (2010) Review of nutrient efficiency in different breeds of farm livestock. Disponível em: http://sciencesearch.defra.gov.uk/Document.aspx?Document=FinalReportIF0183.doc.
Deluchi (2015) Uso de DDGS de maíz en dietas para pollos parrilleros. Disponível em: https://www. engormix.com/avicultura/articulos/uso-ddgs-maiz-dietas-t32532.htm.
Echemi (2021) Market price and insight. Disponível em: https://www.echemi.com/weekly-price. html.
FAO (2013) Greenhouse gas emissions from pig and chicken supply chains - A global life cycle as sessment. Disponível em: http://www.fao.org/3/i3460e/i3460e.pdf.
FAO (2014) World Mapping of animal feeding systems in the dairy sector. Disponível em: http:// www.fao.org/3/a-i3913e.pdf.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 12
FAO (2017) Cultured Aquatic Species Information Programme: Salmo Salar. Disponível em: http:// www.fao.org/fishery/culturedspecies/Salmo_salar/en.
Financial Times (2021) Commodities. Disponível em: https://markets.ft.com/data/commodities.
Gac et al. (2014) Co-products from meat processing: the allocation issue. Disponível em: https:// www.gcirc.org/fileadmin/documents/Proceedings/IRC1999Canberravol2/241.htm.
India Mart (2021) Maize grits for brewing. Disponível em: https://www.indiamart.com/navad hane-agrofoods/maize-grits.html.
Ishler (2014) Calculating feed efficiency. Disponível em: https://www.progressivedairy.com/topics/ feed-nutrition/calculating-feed-efficiency.
Jabbar (2014) Dairy feeding management. Disponível em: https://www.slideshare.net/PakRose1/ dairy-feeding-management.
Kroes & Kuepper (Profundo) (2015) Mapping the soy supply chain in Europe. Disponível em: https:// wwfeu.awsassets.panda.org/downloads/mapping_soy_supply_chain_europe_wwf_2015.pdf.
Kroll (2018) Dairy Feeding strategy & Diet formulation for the Dairy Herd. Disponível em: https:// www.dairyschool.co.il/feeding-strategy-diet-formulation-for-the-dairy-herd-by-dr-ofer-kroll/.
LMC International (2019) Cost & Price Monitor: Starches, starch sweeteners & fermentation prod ucts. Disponível em: https://www.lmc.co.uk/wp-content/uploads/2019/04/LMC_Cost_and_Price_ Monitor_Brochure_E-version_2019-4.pdf.
Neste (2021) Biodiesel prices (SME & FAME). Disponível em: https://www.neste.com/corporate-info/ investors/market-data/biodiesel-prices-sme-fame.
Queensland Government (2016) Performance standards. Disponível em: www.daf.qld.gov.au/ani mal-industries/pigs/managing-a-piggery/production-and-performance/performance-standards.
Reuters (2021) EU carbon price hits record 50 euros per tonne on route to climate target. Di sponível em: https://www.reuters.com/business/energy/eu-carbon-price-tops-50-euros-firsttime-2021-05-04/.
Roman et al. (2011) Performance of finishing beef cattle fed different diets containing whole-crop maize silage or sugarcane silage, Revista Brasileira de Zootecnia, 40(3), pp. 682-289. Disponível em: https://www.scielo.br/pdf/rbz/v40n3/29.pdf.
Rostagno et al. (2005) Tabelas Brasileiras para aves e suínos. Disponível em: https://www.agencia. cnptia.embrapa.br/Repositorio/Tabelas+brasileiras+-+Rostagno_000gy1tqvm602wx7ha0b6gs0x fzo6pk5.pdf.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 13
Schroder & Sudekum (University of Kiel) (1999) Glycerol as a by-product of biodiesel production in Diets for ruminants. Disponível em: https://www.gcirc.org/fileadmin/documents/Proceedings/IRC 1999Canberravol2/241.htm.
Shahbandeh (2021) Corn production worldwide 2020/2021, by country. Disponível em: https://www. statista.com/statistics/254292/global-corn-production-by-country/.
Sharma et al. (2008) Increasing the value of hominy feed as a coproduct of fermentation, Applied biochemistry and biotechnology, 149(2), pp. 145-153.
Shike (2013) Beef cattle feed efficiency. Disponível em: https://lib.dr.iastate.edu/cgi/viewcontent. cgi?article=1027&context=driftlessconference.
Singh (2019) General guidelines for feed formulation of commercial poultry (broilers and lay ers). Disponível em: https://www.pashudhanpraharee.com/general-guidelines-for-feed-formula tion-of-commercial-poultry-broilers-layers/.
Sugar and sweeteners (2008) High maltose corn syrup. Disponível em: http://www.sugar-and-sweet ener-guide.com/high-maltose-corn-syrup.html.
Trade India (2021) Brewers maize. Disponível em: https://www.tradeindia.com/products/brewersmaize-corn-grits-brewers-for-beer-manufacturing-5558414.html.
Tridge (2021) Maize (Corn) Flour. Disponível em: https://www.tridge.com/intelligences/maize-cornflour/price.
USDA (2008) Utilizing corn germ meal in plywood clue. Disponível em: https://www.ars.usda.gov/ ARSUserFiles/2542/Posters/M%20HojillaEvangelista_2008%20CUTC%20Poster_Corn%20germ%20 meal%20in%20plywood%20glues.pdf.
USDA (2021) Kansas City weekly feedstuff review. Disponível em: https://mymarketnews.ams.usda. gov/filerepo/sites/default/files/2955/2021-08-17/494292/ams_2955_00077.txt.
USDA (2021) Oil Crops Yearbook. Disponível em: https://www.ers.usda.gov/data-products/oil-cropsyearbook/oil-crops-yearbook/.
USDA (2021) Sugar and Sweeteners Yearbook Tables. Disponível em: https://www.ers.usda.gov/da ta-products/sugar-and-sweeteners-yearbook-tables/.
Whisky.com (2020) Bourbon - Grain Selection and Mixture (Mash Bill). Disponível em: https://www. whisky.com/information/knowledge/production/overview/how-bourbon-whiskey-is-made/bour bon-grain-selection-and-mixture-mash-bill.html.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 14
Apêndice 1
Estudo da Universidade Austral
Contenido
Resumo Executivo
Capítulo I: Introdução Metodologia Agradecimentos
Capítulo II: Introdução à planta de milho
Estrutura e composição do grão de milho
Classificação comercial e qualidade industrial do grão de milho
Qualidade industrial do grão de milho
Referências bibliográficas
Capítulo III: Processo de moagem úmida do milho
Breve descrição
Processos de transformação
Elementos chave para a conversão do milho na moagem úmida
Primeira etapa de transformação: extração dos subprodutos
Segunda etapa de transformação: processamento do amido
Cálculo dos fatores de conversão do milho na moagem úmida
Considerações gerais sobre os fatores de conversão na moagem úmida
Perdas do processo
Fatores de conversão em base seca
Fatores de conversão em base comercial (matéria tal qual)
Referências bibliográficas
Capítulo IV: Processo de moagem seca do milho
Breve descrição
Produtos de moagem seca e seus usos
Frações de endosperma
Sêmolas
Farinhas finas de milho
Subprodutos
Elementos chave para a conversão do milho na moagem seca Processo de moagem seca do milho
Recebimento do grão de milho
Acondicionamento
Degerminação
Classificação
Moagem e classificação
Cálculo dos fatores de conversão do milho na moagem seca Perdas do processo
Fatores de conversão
Referências bibliográficas
(i)
(ii)
(iii)
(iv)
1.
2.
3.
4.
5.
4 7 7 8 9 12 14 16 18 20 21 22 24 25 34 46 47 48 48 52 54 57 58 59 60 60 61 62 62 63 64 65 65 67 67 69 70 70 72 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 16
Capítulo V: Produção de etanol a partir do milho
Processo de obtenção de etanol Processos Front-End
Recebimento
Liquefação e sacarificação
Fermentação
Diagrama de fluxo dos processos iniciais ou Front-End Processos Back-End
Destilação
Purificação e concentração dos produtos de etanol
Recuperação dos subprodutos
Diagrama de fluxo dos processos finais ou Back-End
Cálculo dos fatores de conversão do milho na produção de etanol
Perdas na produção de etanol de milho
Fatores de conversão do milho (Base Comercial)
Referências bibliográficas
1.
2. Moagem 3.
4.
5.
6.
7.
74 77 78 78 79 79 80 81 82 82 83 85 88 89 90 90 93 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 17
Resumo executivo
Nos últimos anos, a consciência sobre os impactos ambientais e sociais associados à produção de alimentos tem aumentado na população em geral. Assim, é necessário desenvolver estratégias e ferramentas que permitam alcançar maior conhecimento e transparência dos insumos utilizados nas cadeias de suprimento, e elaborar informação adequada sobre as produções associadas a determinadas matérias-primas.
Em 2019, a RTRS promoveu o desenvolvimento de um método para a determinação dos volumes de produtos de soja elaborados por cada tonelada de grãos de soja (Sistema de Fatores de Conversão da RTRS). Os resultados desse modelo foram utilizados para o cálculo do equivalente de soja para cada produto de soja, e foi um elemento chave para o desenvolvimento da Calculadora da Pegada de Soja da RTRS: uma ferramenta que permite que os atores da cadeia de valor da soja, as organizações e o público em geral conheçam sua pegada de soja.
Este trabalho é uma ampliação do esforço liderado pela RTRS, ele busca abordar a determinação de um sistema de valores de conversão do milho. O escopo deste trabalho é obter uma estimativa dos fatores de conversão do milho representativos dos processos da primeira industrialização nas indústrias de moagem úmida, moagem seca e produção de etanol de milho, em nível global. Para assegurar a representatividade e confiabilidade dos resultados obtidos, a análise dos fatores de conversão foi realizada levando em consideração as tecnologias e processos industriais mais representativos de cada indústria, as características dos tipos de milho utilizados nos diversos processos e as especificações técnicas mais comuns dos produtos de milho obtidos.
A seguir, são apresentados os fatores de conversão do milho de 32 produtos, derivados dos processos industriais abordados. A maioria desses produtos estão constituídos por insumos em etapas de segunda transformação em múltiplas indústrias, como a farmacêutica, têxtil, alimentos e bebidas, e alimentação animal, entre outras.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 18
MOAGEM ÚMIDA DO MILHO
Rendimento médio e quantidade de toneladas de milho necessárias para obter uma tonelada de produto ou subproduto. Expresso em base comercial (*)
Produto
Gérmen
Óleo de Milho (em Bruto)
Torta de Gérmen de Milho Gluten Feed
Wet Gluten Feed
Licor de Maceração Fibra Gluten Meal
Amido
Maltodextrinas (DE 15 a 20)
Xarope de Glicose (DE 38)
Dextrose Anidra Dextrose Monohidratada
Xarope de Maltose
Xarope de Alta Maltose
XMRF 42 XMRF 55
Ton. Necessárias de Milho (Base Comercial)
Produto
Hominy Grits
Sêmola para Polenta Trad.
Sêmola para Polenta Instantânea
Sêmolas para extrusão
Grits Cervejeiros
Farinha de Milho
Farinha Zootécnica
Rendimento(*) (% BC) Rendimento(*) (% BC)
(*) A umidade do grão de milho é estimada em 14,5%, e as perdas totais produzidas são estimadas em 4,5% do volume de milho recebido nos estabelecimentos de moagem úmida (expresso em base comercial).
MOAGEM SECA DE MILHO DEGERMINADO
6,3% 2,8% 3,5% 16,7% 33,4% 10,0% 10,5% 3,7% 62,1% 61,8% 74,6% 61,7% 67,1% 75,0% 76,5% 85,1% 80,6% 30%
Rendimento médio e quantidade de toneladas de milho necessárias para obter Uma tonelada de produto ou subproduto. Expresso em base comercial (*)
Ton. Necessárias de Milho (Base Comercial)
15,7 35,6 28,2 6,0 3,0 10,0 9,5 27,0 1,6 1,6 1,3 1,6 1,5 1,3 1,3 1,2 1,2 3,3 1,7 2,2 2,6 1,9 15 2,7
(*) A umidade do grão de milho é estimada em 14,5%, e as perdas totais produzidas são estimadas em 3% do volume de milho recebido nas plantas de moagem seca (expresso em base comercial).
58% 45% 39% 52% 7% 37%
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 19
PRODUÇÃO DE ETANOL DE MILHO POR MOAGEM SECA
Rendimento médio e quantidade de toneladas de milho necessárias para obter Uma tonelada ou um m3 (1000 litros) de produto. Expressos em base comercial (*)
Produto Rendimento
Dióxido de carbono (CO2)
Etanol hidratado (96%)
Etanol anidro (99,5%)
Etanol (96%) - Retificado Extra Neutro DDGS
WDGS
Óleo de Destilados de Milho DDGS Baixo em Óleo
301 kg/ton 410 lt/ton 398 lt/ton 386 lt/ton 302 kg/ton 790 kg/ton 12,2 kg/ton 280 kg/ton
Ton. Necessárias de Milho por unidade de produto
1 ton
Médio Unidade 3,32 2,44 2,51 2,59 3,32 1,27 81,97 3,58
1 m3 (1.000 litros)
1 m3 (1.000 litros) 1 m3 (1.000 litros) 1 ton 1 ton 1 ton 1 ton
(*) Estima-se a umidade do grão de milho em 14,5%, e as perdas totais produzidas, em 2,9% do volume de milho recebido nas plantas de etanol (expresso em base comercial). O cálculo do rendimento dos produtos de etanol não inclui o conteúdo de desnaturante. O conteúdo de umidade do WDGS é 65%, e nos DDGS tradicional e reduzido em óleo a umidade ascende a 10%.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 20
1
Introdução
O milho é o cereal de maior importância em termos de produção no mundo, e o segundo quanto à extensão da área semeada.
A produção mundial de milho tem aumentado 40% em 10 anos: de 820 milhões de toneladas em 2009 passou para mais de 1,1 bilhão de toneladas em 2019. Esse crescimento se explica tanto pelo aumento da superfície destinada à sua produção - que em 2019 foi de cerca de 200 milhões de hectares - quanto pelo aumento no rendimento por hectare.
Os Estados Unidos são o principal produtor de milho do mundo, representando aproximadamente 32% do volume da produção durante 2017-2019 (em média, 360 milhões de toneladas anuais), seguidos pela China (23%), o Brasil (8%) e a Argentina (5%).
O grão de milho tem alto valor e importância econômica no mundo, devido a que tem baixo custo e grande versatilidade. Seu principal destino é a alimentação animal (como grão maduro, forragem, ou como ingrediente na indústria de alimentação animal), pode também ser consumido o milho verde (a espiga) ou ser destinado como matéria-prima para a indústria de moagem úmida, moagem seca ou para a indústria do etanol de milho.
O escopo deste trabalho é a estimativa dos fatores de conversão do milho, representativos dos processos de primeira industrialização nas indústrias de moagem úmida, moagem seca e produção de etanol de milho, no mundo. Levando em consideração a natureza integrada das indústrias analisadas, considera-se primeira industrialização ou industrialização de primeira ordem o conjunto dos processos de transformação integrados tipicamente às plantas produtivas1
No total, foram investigados e analisados os fatores de conversão do milho em 32 produtos, derivados dos processos industriais abordados. A maioria desses produtos constituem insumos em etapas de segunda transformação em diversas indústrias, como a farmacêutica, têxtil, alimentos e bebidas, e alimentação animal, entre outras.
Metodologia
Para assegurar a representatividade e confiabilidade dos resultados obtidos, a análise dos fatores de conversão foi realizada considerando (i) as tecnologias e processos industriais mais representativos de cada indústria, (ii) as características dos tipos de milho utilizados para os diversos processos e (iii) as especificações técnicas mais comuns dos produtos de milho resultantes.
Por exemplo, na indústria da moagem úmida de milho, os componentes do grão de milho são extraídos para obter: gérmen de milho, gluten feed, gluten meal e amido. Da mesma forma, as plantas de moagem úmida convencionais também realizam processamentos adicionais ao amido para produzir amidos modificados, xaropes e adoçantes. Esses processos e produtos também foram incluídos nos resultados da presente pesquisa.
Capítulo I
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 21
A metodologia utilizada nesta pesquisa consiste na coleta de informações provenientes de diversas fontes, e a aplicação de um processo de validação mediante estratégias de triangulação, para assegurar a representatividade e validade dos fatores de conversão obtidos.

Método de triangulação para a validação dos resultados
Fonte: Elaboração própria Universidade AustralFoi realizada uma ampla revisão da bibliografia especializada e efetuaram-se entrevistas em profundidade com especialistas técnicos e pessoas de referência da indústria a fim de estabelecer valores de conversão de referência para cada indústria e produto. Os fatores de conversão expostos foram validados por experts, em espaços de consulta criados com essa finalidade, permitindo assegurar a validade geral dos resultados obtidos.
Agradecimientos
A informação que é apresentada aqui é o resultado, em grande medida, da colaboração de profissionais e especialistas técnicos que se desempenham nas indústrias envolvidas nesta pesquisa. Como não é possível indicar todos os nomes de forma individualizada, agradecemos a todas as pessoas de referência que participaram das entrevistas realizadas no processo de elaboração desta pesquisa.
Os autores agradecem também a informação e o feedback proporcionados pelos seguintes consultores institucionais e experts: Eng. Alberto Morelli, Presidente da associação Maíz y Sorgo Argentino (Maizar) e ex-presidente da MAIZALL (Aliança Internacional do Milho); Eng. Anibal Álvarez, Gerente da Câmara Argentina de Fabricantes de Amidos, Glicoses, Derivados e Afins (CAFAGDA); MSc. Eng. Químico Mario Aguilera Merlo, da Universidade Nacional de San Luis, Faculdade de Engenharia e Ciências Agropecuárias (FICA); Arq. Pablo Campodónico, Presidente da Câmara de Industriais do Milho por Moagem Seca e Diretor de Molino Alimentos Tandil, na Argentina, Lic. Silvio Pagnacco, assessor de moenda na indústria de moagem seca na América Latina, e os Eng. Manuel Ron e Tristan Gagliesi, colaboradores da Bio4 Río Cuarto, Argentina, e consultores da Câmara Argentina de Energias Renováveis (CADER).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 22
Fatores de Conversão do Milho
Introdução à planta de milho
Capítulo II:
Introdução à planta de milho
O milho (Zea mays) é uma planta herbácea de ciclo anual2 da família das gramíneas. Essa família se caracteriza por suas raízes finas e fibrosas, caules herbáceos, e por possuir uma inflorescência especial chamada espiga. Entre as espécies mais destacadas dentro deste grupo de plantas se encontram também a cana de açúcar, o trigo, o arroz, a cevada, o sorgo e o centeio.

O milho se reproduz por polinização cruzada; a flor feminina (maçaroca, milho verde ou espiga) e a masculina (pendão, espigueta ou panícula) encontram-se em diversos lugares da planta (Figura
1). De um lado, a flor situada na parte superior da planta é a masculina, e produz o pólen (Figura
2). De outro lado, a flor feminina (maçaroca) é a espiga, de forma cilíndrica, envolta nas brácteas, das quais sobressaem os estigmas. Assim, a flor feminina produz os óvulos que se transformam na semente, e quando o pólen dessa planta - ou de outra que está nas proximidades - fecunda as flores femininas, crescem os grãos de milho (Figura 3).
Capítulo II
2 Têm
um ciclo e se reproduzem uma vez por ano.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 24
Na maçaroca, cada grão ou semente é um fruto independente, denominado cariopse, seu peso depende das diferentes práticas genéticas, ambientais e de cultura. Tipicamente, o grão de milho constitui cerca da metade da matéria seca3 da planta, excluindo as raízes (Haros, Brites e Trigo, 2007). O milho é frequentemente de cor branca ou amarela, mas há também variedades de cor preta, vermelha e jaspeada. Existem também diversos tipos de milho, dependendo dos compostos químicos depositados ou armazenados nos grãos (FAO, 1993). Tais características determinam a funcionalidade do milho para suas diversas aplicações.
Híbridos
Um híbrido de milho é o resultado da melhoria genética da espécie mediante o cruzamento de duas variedades com características desejáveis.
O híbrido de milho ocorre quando o pólen de uma variedade de milho é usada para polinizar os estigmas de outra variedade de milho com características genéticas diferentes. As plantas produzidas a partir das sementes híbridas costumam ser mais resistentes e com características melhoradas, como o melhor rendimento do grão. Algumas das características buscadas mediante esta técnica são: melhorias no rendimento e na composição do grão, tolerâncias a pragas e doenças, adaptação a situações de estresse, entre outras. (José Delgado Rodríguez, 2017)
seca do grão de milho é a parte que resta do grão, após a extração de todo o conteúdo de umidade.

3 A matéria
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 25
Estrutura e composição do grão de milho
O grão de milho está composto, fundamentalmente, por amido, proteína, óleos e fibra, que se encontram nas três estruturas mais importantes: o pericarpo, o endosperma e o embrião, habitualmente chamado gérmen (Álvarez, 2006).

Figura 5: Principais estruturas do grão de milho
O principal componente químico do grão de milho é o amido: ele é responsável por 70 a 75% do peso do grão (expresso em base seca5). As aplicações do amido são múltiplas e a modificação para alterar suas propriedades funcionais (mediante tratamentos químicos ou melhoria genética), ou sua conversão para adoçantes, ampliam ainda mais o campo de aplicação.
As proteínas constituem o seguinte componente químico do grão, em importância, depois do amido. O conteúdo de proteínas no grão de milho oscila, habitualmente, entre 8 e 10% do peso seco do grão, e a maior parte se encontra no endosperma.
O óleo do grão de milho se encontra, fundamentalmente, no gérmen, e representa entre 4 e 5% do peso do grão de milho em base seca. Além de ser a matéria-prima da indústria de óleos vegetais, ele faz uma grande contribuição energética em dietas animais.
O milho é também uma boa fonte de fibras. O conteúdo total de fibra dos grãos de milho é de 9 a 12% do peso seco do grão de milho (FAO, 1993).
Como se vê no Quadro 1, as principais partes do grão de milho diferem consideravelmente quanto a sua composição química.
4 Acumulación de Nutrientes en el desarrollo de la mazorca. Aldo Rosales Nolasco y Natalia Palacios CIMMYT. 2019
5 Os cálculos efetuados em base seca não levam em consideração o conteúdo de umidade do grão de milho, ou seja, referem-se à proporção do grão que constitui a base seca.
Fonte: Modificado do Centro Internacional de Melhoramento de Milho e Trigo (2019)4ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 26
Quadro 1. Distribuição ponderal e composição química aproximada das principais partes do grão de milho. Em percentual (%)
Grão Inteiro
Distribuição ponderal (% em Base Seca)
% em peso
Composição química (% em Base Seca)
Amido
Proteínas Gordura/ Óleo Fibras Cinzas Outros (*)
100% 72,0% 10,0% 5,0% 9,0% 1,4% 2,6%
Endosperma Gérmen
Pericarpo 83% 87,6% 8,0% 0,8% 2,7% 0,3% 0,6%
12% 8,3% 18,4% 33,2% 8,8% 10,5% 20,8%
Fonte: elaboração própria Universidade Austral, com base na FAO (1993), Shukla & Cheryan (2001) (*) Inclui açúcares solúveis, ácido fítico, nitrogênio não proteico, entre outros.
5% 7,3% 3,7% 1,0% 86,7% 0,8% 0,5%
Como consta na figura 5, a estrutura exterior do grão se denomina pericarpo (tecidos de cobertura) e consiste em uma camada exterior de cobertura de proteção, dura e fibrosa, que envolve o grão. Está formada principalmente por fibra crua em aproximadamente 87% (Watson, 1987), e é utilizada na elaboração de fibra para diversos produtos alimentícios.
O pericarpo contribui para a cor do grão e representa de 5% a 6% de seu peso seco, dependendo do genótipo do milho (Mansilla 2018, com base em Arendt e Emanuele, 2013).
O gérmen (embrião) se encontra na parte inferior do endosperma e representa de 10% a 12% do peso seco do grão de milho (Watson, 1987). A maior parte do óleo do grão de milho se encontra no gérmen, que contém mais de 80% dos lipídeos totais (FAO, 1993).
Do ponto de vista do processamento do grão de milho, o gérmen é importante por duas razões: 1) é uma fonte concentrada de óleo e 2) tem maior taxa de absorção de umidade que as outras partes dos componentes do grão, e facilita a separação do endosperma nos processos de moagem6
Quadro 2. Distribuição dos principais componentes químicos do grão de milho nas estruturas fundamentais do grão de milho (em %).
Endosperma
Gérmen
6 Tae Hoon Kim, 2000. “Physical changes in maize grains during postharvest drying”
98% 74% 14% 16% 29% 1% 24% 85% 81% 14% Amido(*) Proteínas Gordura/ Óleo Cinzas Fibra Crua
Componente
Fonte: Elaboração própria Universidade Austral com base na FAO (1993), Álvarez (2006) e Watson (1987) (*) A soma não é 100% por arredondamento. Pericarpo 0,5% 2% 1% 3% 57% ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 27
Finalmente, o endosperma é a estrutura de armazenamento que se constitui na principal reserva de energia. Tal estrutura representa de 82% a 84% do peso seco do grão em estado de maturidade fisiológica, e contém cerca de 98% do amido do grão de milho7
O endosperma do milho se divide fundamentalmente em 2 tipos: endosperma duro, rico em proteína (também chamado cristalino ou vítreo), e endosperma macio ou farináceo, rico em amido (Cirilo et al., 2011). Além disso, no caso dos milhos cultivados para consumir as espigas, têm um endosperma açucarado, rico em açúcares que outorgam sabor doce e com baixo conteúdo de amido (Nelson, 1978). As proporções de cada tipo de endosperma estão influenciadas pelo genótipo e as condições ambientais, e é determinante do uso final do grão (M. J. Cuitiño e V. Cardozo, 2018).
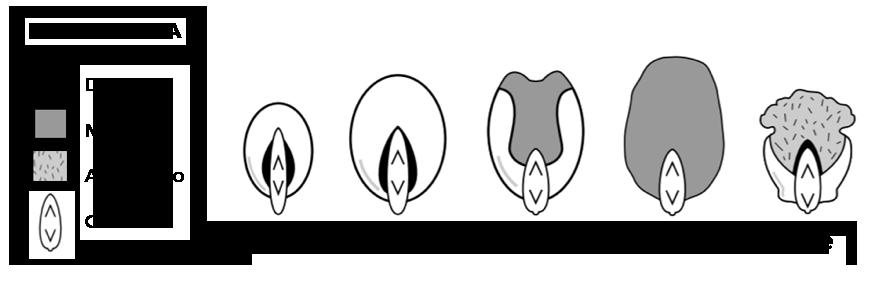
Classificação comercial e qualidade industrial do grão de milho
Todos os milhos pertencem à mesma espécie e as variedades ou tipos que os diferenciam correspondem a uma classificação simples, prática, não a uma classificação botânica (Juan R. E. Gear, 2006). Do ponto de vista comercial utiliza-se, apenas, um reduzido número de tipos, e a classificação mais geral tem base nas características do endosperma, na cor do grão e no uso final. Segundo Watson (1991), os cinco tipos de milho mais divulgados incluem: i) milho duro ou flint, ii) milho dentado, iii) milho farináceo, iv) milho-pipoca ou popcorn e v) milho-doce ou milho-verde. comercial sólo un reducido número de tipos es utilizado, y la clasificación más general se basa en las características de su endospermo, color del grano y uso final. Según Watson (1991), los cinco tipos de maíz más difundidos incluyen: i) maíz duro o flint, ii) maíz dentado, iii) maíz harinoso, iv) maíz pisingallo o pop y v) maíz dulce.
Figura 6: Distribuição do endosperma nos cinco principais tipos de grãos de milho
Fonte: Dickerson,2003 7 Corn Refiners Association, 2006. “Corn Wet Milled Feed Products.” ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 28
i) Milho Duro ou Flint
O milho vermelho duro ou flint (Zea mays L. subsp. mays Indurata Group) tem grãos de natureza córnea e endosperma predominantemente duro (Figura 5). A variedade representativa é Cristalino Vermelho, e inclui o milho Prata Argentino, requerido principalmente pela indústria de moagem seca. Tem interessantes usos na indústria, como por exemplo: flocos de cereal, farinha, sêmola ou polenta, insumos na indústria cervejeira, na indústria avícola (aumenta a cor dos ovos), entre outros usos.
ii) Milho Dentado
No milho dentado ou dent corn (Zea mays L. subsp. mays Indentata Group), o amido macio predomina no centro, mas apresenta amido duro nos laterais do grão. Os tipos dentados se caracterizam por apresentar uma depressão ou “dente” na coroa do grão, como resultado da secagem rápida e da contração do amido macio situado nessa área. O milho dentado é a variedade que tem maior importância comercial no mundo, sua cor é amarela, e o grão se encontra entre o tipo duro e o farináceo. Este tipo de milho possui alto conteúdo de amido enquanto que seu conteúdo proteico é baixo, e é muito utilizado pela indústria de moagem úmida, para a obtenção de álcool, amidos e frutose, entre outros ingredientes utilizados na indústria alimentar; e também para a alimentação animal (Haros, Brites e Trigo, 2007)8
iii) Milho Farináceo
Os grãos do milho farináceo ou flour corn (Zea mays L. subsp. mays Amylacea Group) estão consti tuídos quase exclusivamente por endosperma farináceo (de amido macio e poroso de baixa den sidade), e o aspecto é opaco. São muito utilizados para serem consumidos frescos (milho-verde) e na elaboração de diversos pratos tradicionais cuja base é a farinha de milho (Jugenheimer, 1959).
iv) Milho-Pipoca ou Popcorn
Este tipo (Zea mays L. subsp. mays Everta Group) corresponde aos milhos cujo endosperma é vít reo, muito duro, e pode ser considerado como um milho flint de grãos pequenos. Sua capacidade de estourar explica-se pela resistência do pericarpo, associada à proporção relativa de amido duro, forte e elástico que envolve e resiste à pressão do vapor que se gera dentro do grânulo de amido ao aquecer o grão, até que o pericarpo se quebra, expondo assim o endosperma e formando a “pipoca” de milho (Zinsly y Machado, 1991).
v) Milho-doce
O milho-doce ou sweet corn (Zea mays L. subsp. mays Saccharata Group) tem um endosperma constituído, principalmente, por açúcar, com baixo conteúdo de amido, devido a que possui genes mutantes recessivos que bloqueiam sua síntese (Nelson, 1978). O milho-doce, à diferença dos out ros tipos de milho que são produzidos e comercializados no mundo, é colhido no estado de grão imaturo. O conteúdo de água é superior a 70%, por isso o pericarpo é tenro e a acumulação de açúcares no endosperma é a ideal.
8 Haros, Brites y Trigo, 2007. “De tales harinas, tales panes: granos, harinas y productos de panificación en Iberoamérica. Maíz”
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 29
Fonte: freepik (https://www.freepik.es/)
As classificações de milhos apresentados correspondem às principais variedades. Todos os tipos descritos se cruzam normalmente entre eles, dando lugar a grande número de híbridos com tex turas intermediárias (Juan R. E. Gear, 2006)9. Por exemplo, por meio do cruzamento do tipo de mil ho duro com o dentado, obtém-se um milho tipo semidentado, que tem muita aceitação comer cial por ser bastante produtivo e ter um tipo de grão intermediário ao de seus progenitores (INIA, 2000).
Qualidade industrial do grão de milho10
O milho é um dos cereais mais utilizados no mundo e tem ampla quantidade e diversidade de aplicações. A maior parte da produção é destinada à alimentação animal, mas há outros usos deste cereal, quer seja em alimentação humana ou em produtos não alimentares. O grão de milho é a fonte de matéria-prima para a produção de polenta, flocos para o café da manhã, farinha de milho, bebidas alcoólicas e não alcoólicas, guloseimas, adoçantes, entre outros usos do milho na produção de alimentos. Também pode ser utilizado para a produção de bioetanol, e há produtos de milho que são bens intermediários para a fabricação de tintas e dissolventes, produtos farmacêuticos, cosméticos, polímeros biodegradáveis, entre outros (Izquierdo e Cirilo, 2013).

Os principais processamentos do grão de milho são:
moagem úmida
moagem seca
produção de bioetanol
O tipo de processamento industrial que for aplicado ao grão determinará o destino do milho, e
Juan R. E. Gear, 2006. “El cultivo del maíz en la Argentina”. ILSI
Com base em José L. Robutti, 2004 e N. Izquierdo e A. Cirilo, 2013.
Figura 7: Imagens dos cinco principais tipos de grãos de milhoi)
ii)
iii)
9
10
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 30
cada uma das indústrias mencionadas demandam grãos com determinadas características, que são as que otimizam os rendimentos industriais e a qualidade do produto obtido (Izquierdo e Cirilo, 2013).
i) O principal objetivo da moagem úmida é a obtenção do amido do endosperma e seu posterior processamento para sua utilização em inúmeras indústrias, como xarope de milho de alta frutose, dextrinas, xarope de maltose, entre outros usos. O processo de moagem úmida inicia com a maceração ou umedecimento do grão de milho, para depois separar o pericarpo e o gérmen do endosperma. Essa umidade, somada a uma solução alcalina, produzem o amolecimento da matriz proteica e acondicionam o grão para separar o amido do resto dos componentes. Para este tipo de moagem, os grãos com baixo nível de dureza do endosperma permitem minimizar os tempos e melhorar a eficiência do processo de maceração. Além disso, é necessário que os grãos possuam alto conteúdo de amido extraível e baixa presença de grãos quebrados (Izquierdo e Cirilo, 2013).
ii) No caso da moagem seca, o principal objetivo é obter frações de endosperma destinadas à fabricação de flocos para o café da manhã (flaking grits), e frações de menor granulometria como sêmolas e farinhas. Para isso, o grão é acondicionado com água para hidratar diferencialmente o pericarpo e gérmen do endosperma, e após uma série de etapas de moagem separam-se as três partes do grão. Este tipo de moagem demanda grãos cujo endosperma é muito duro, que permitirão obter frações de tamanhos adequados às diferentes aplicações dos produtos da moagem (Freidenberg, 2000). Os grãos mais duros (milho tipo Flint) são os que dão os melhores rendimentos e qualidade de flaking grits. Também é importante não ter grãos com fissuras ou partidos, já que isso condiciona o tamanho do grit (Izquierdo e Cirilo, 2013).
iii) A produção de bioetanol envolve um processo de sacarificação mediante o qual o amido se transforma em açúcares simples com a ação de enzimas específicas. Na seguinte fase do processo, esses açúcares simples são fermentados pela ação dos levedos e após a destilação obtém-se o etanol gerado durante o processo. Para este processamento são necessário grãos com alta concentração de amido.
Os três processos industriais mencionados geram subprodutos que são destinados à alimentação animal. Eles se caracterizam por possuir alta concentração de proteína, óleo e/ou fibra dependendo do processo de origem. Por isso, para qualquer um dos destinos que for dado ao grão de milho na indústria, é necessário eliminar os riscos associados a conteúdos de fungos e micotoxinas (Izquierdo e Cirilo, 2013).
Cada indústria requer uma qualidade específica do grão, dependendo do objetivo buscado. A qualidade do milho é determinada, principalmente, pela estrutura e composição do grão, que dependem de i) fatores genéticos, ii) condições de cultivo, e iii) manejo posterior à colheita.
i) Fatores genéticos
A melhoria genética conseguiu não apenas aumentar o rendimento por hectare e criar resistência a doenças, mas também vários tipos especiais de milho foram desenvolvidos, com valor agregado para usos específicos (FAO, 2001)
A pesquisa na área de milho teve êxito na modificação da dureza do endosperma e os percentuais de óleo, proteína e amido do grão, bem como na qualidade de sua proteína e do tipo de amido.
ii) Condições de cultivo
As mudanças nas condições de cultivo produzem modificações nas concentrações dos
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 31
componentes do milho e na sua composição química, afetando assim a qualidade do grão. De um lado, em cultivos com estado fisiológico muito bom e altos rendimentos, a concentração de proteínas aumenta, e a de amido diminui (Izquierdo e Cirilo, 2013). Isso é assim porque quanto melhor for o estado fisiológico das plantas, maior será a quantidade sintetizada de amido, óleo e proteína por grão. Entretanto, estas últimas são as que apresentam maior alteração relativa.
De outro lado, a concentração de óleo no grão permanece estável em um amplo leque de condições ambientais. Essa concentração pode ser afetada só por causa de um estresse térmico muito grande, no início do enchimento do grão (Izquierdo e Cirilo, 2013).
As variações climáticas e as condições de cultivo determinam modificações na composição das proteínas do grão. O aumento da disponibilidade de nitrogênio e o estado fisiológico das plantas, produzem variações na composição das proteínas que favorecem a dureza do endosperma, reduzindo a suscetibilidade à quebra (Izquierdo e Cirilo, 2013). A resistência do grão a quebrar-se na manipulação posterior à colheita determina a qualidade para a conservação e para os usos posteriores, e a dureza do endosperma está diretamente associada a essa resistência.
Entre os fatores de manejo da cultura do milho, foi observado que atrasos na data de plantio, ou o plantio em locais de alta latitude em geral, modificam a composição do amido, com consequência na digestibilidade dos grãos de milho e as propriedades térmicas do amido, como temperatura e faixa de gelatinização, entre outros.
iii) Manejo pós-colheita
A qualidade física do grão pode ser alterada devido à coleta mecânica, ao descascamento e à secagem. Os dois primeiros processos, em certas ocasiões, provocam danos externos, como a ruptura do pericarpo e de partes que rodeiam o gérmen, favorecendo o ataque de insetos e fungos. A secagem não provoca danos físicos marcados, mas se for excessivamente rápida e a temperaturas elevadas, pode fazer com que ocorram quebraduras devido à tensão, bem como ampolas e desbotamento que terão consequências na eficiência dos processos industriais (FAO, 1993).
Referências bibliográficas
Dickerson, George. 2003. “Specialty Corns”. College of Agriculture and Home Economics. Las Cruces: New Mexico State University.
FAO, 1993. “El maíz en la nutrición humana”.
FAO, 2001. “El maíz en los trópicos: Mejoramiento y producción”
Héctor Deras Flores, 2020. “Guía técnica: el cultivo de maíz”. Instituto Interamericano de Cooperación para la Agricultura (IICA).
Izquierdo, Natalia G. y Cirilo, Alfredo G. 2013. “Usos del Maíz: Efectos del ambiente y del manejo sobre la composición del grano”. Jornada de Actualización. Calidad del grano de maíz para la industria y
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 32
la producción en bovinos.
Juan R. E. Gear, 2006. “Maíz y Nutrición - El cultivo del maíz en la Argentina.” Serie de Informes Especiales de ILSI Argentina.
María José Cuitiño de Vega y Valeria Cardozo. 2018 .”Maíz: Clasificación y usos potenciales”. INIA La Estanzuela. Colonia-Uruguay.
Robutti, J. L. 2004. Calidad y usos del maíz. Revista de información sobre investigación y desarrollo agropecuario, Idia XXI 6:100-104.
Sandy Endicott, 2017. “Maíz Crecimiento y Desarrollo”. Dupont Pioneer.
Shukla y Cheryan, 2001. “Zein: the industrial protein from corn”. Industrial crops and products. Vol. 13. No 3. pp. 171-192.
Watson, 1987. “Structure and composition”. En: Corn: Chemistry and Technology. S. A. Watson and P. E. Ramstad, eds. AACC. St. Paul, Minnesota, USA.
Watson. 1987. “Structure and Composition”. In: Watson, S.A. and Ramstad, P.E., Eds., Corn: Chemis try and Technology, American Association of Cereal Chemists.
José Delgado Rodríguez, 2017. La selección del híbrido de maíz. Disponible en https://www.intagri. com/articulos/cereales/la-seleccion-del-hibrido-de-maiz.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 33
Fatores de Conversão do Milho
Capítulo III: Processo de moagem úmida do milho
Processo de moagem úmida do milho
Breve descrição
A moagem úmida do milho envolve (i) a extração dos principais componentes do grão de milho (fibra, proteínas, gorduras/óleos e amido) e (ii) o processamento do amido de milho para ser utilizado em diversas indústrias.
A característica básica deste processo é conseguir a separação dos principais componentes do milho utilizando grandes quantidades de água (Lasseran, 1973). Trata-se de uma indústria que exige elevados investimentos, e os processos tecnológicos nela envolvidos são mais sofisticados que os da moagem seca (Lavarello, 2003). Com efeito, o processo permite obter uma separação muito limpa dos componentes individuais do grão de milho, possibilitando assim grande quantidade de aplicações.
Como se observa no seguinte quadro, a moagem úmida do milho dá lugar a uma ampla variedade de produtos que contribuem para a diversificação dos usos industriais do milho.
Destinos da produção de moagem úmida
UsosProdutos
Gluten
Alimentos Balanceados
Alimentos Balanceados/ Pet Food
Óleo, Rações Animais (torta de gérmen)
Usos Industriais, Usos Alimentícios, Indústria Farmacêutica
Usos Industriais, Usos Alimentícios, Indústria Farmacêutica, Beleza, Têxtil, Petrolífera Adesivos em Indústrias do Papel
Indústria Alimentar
Usos Industriais, Usos Alimentícios, Indústria Farmacêutica
Usos Alimentícios, Fabricação de Cerveja
Usos Industriais, Usos Alimentícios, Indústria Farmacêutica, Etanol, Bioprodutos
Adoçantes de bebidas e alimentos
Adoçante de bebidas sem álcool
Usos Alimentícios, Caldas, Doces, Sorvetes, Biscoitos
Capítulo III
Feed Gluten Meal Gérmen Amido Nativo Amido Modificado Dextrinas Maltodextrinas Xaropes Glicosados Xaropes Maltosados Dextrose Frutose 42 Frutose 55 Xaropes Mistura
Fonte: elaboração com base na CAFAGDA11 11 Cámara Argentina de Fabricantes de Almidones, Glucosas, Derivados y Afines (CAFAGDA) ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 35
A moagem úmida pode processar tanto os milhos duros quanto os dentados. A qualidade do milho requerida por esta indústria não se orienta para nenhum tipo de milho em particular, já que o rendimento industrial não se vê afetado, do ponto de vista econômico, com o uso de um ou outro tipo (Álvarez, 2006)12. Entretanto, há restrições referidas à homogeneidade do grão, que determina a seleção de uma única variedade para seu processamento. Na Argentina, devido a que há maior disponibilidade, nos últimos anos são utilizados quase exclusivamente os milhos dentados e semidentados.
Processos de transformação
Nas plantas de moagem úmida, o processo de transformação do milho está dividido em duas etapas:
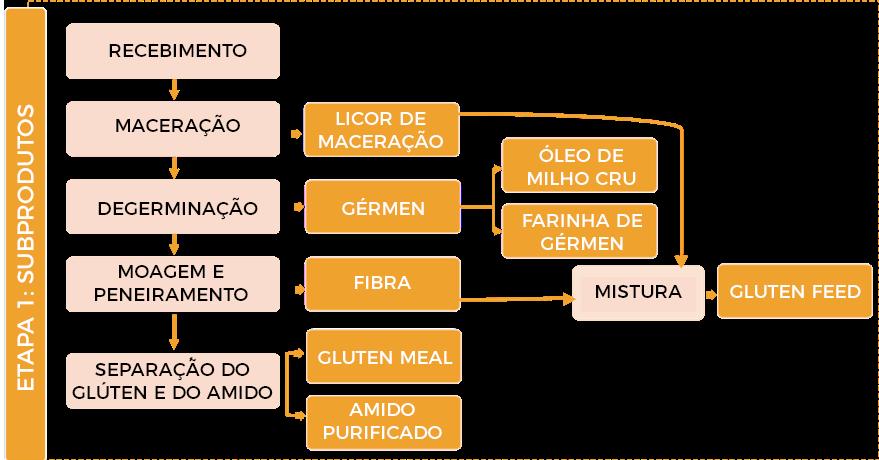
1) Primeira etapa: obtenção de subprodutos
2) Segunda etapa: processamento do amido
Na primeira etapa do processo de transformação de moagem úmida (obtenção de subprodutos) obtêm-se simultaneamente quatro produtos:
• Gérmen
• Gluten feed (fibra)
• Gluten meal (glúten de alto conteúdo proteico)
• Amido
O principal produto é o amido, mas o gluten feed e o gluten meal são subprodutos importantes devido a que são largamente utilizados para alimentação animal. Da mesma forma, o gérmen é um subproduto destacado da moagem úmida, cujo principal destino é a obtenção de óleo de milho.
Para produzir óleo de milho é necessária uma segunda etapa de processamento do gérmen. Embora se trate de um produto derivado da moagem úmida, o gérmen de milho, em geral, é processado só em grande escala. Habitualmente, as plantas de moagem úmida enviam o gérmen seco obtido para que a extração de óleo seja realizada em poucas plantas, grandes e centralizadas.
Na segunda etapa de transformação de moagem úmida (processamento do amido), a pasta de amido é direcionada para um dos três processos básicos de acabamento (será indicado a seguir) que definirão os produtos a serem obtidos a partir do amido:
• Amido nativo
• Amidos modificados
• Adoçantes
12 Aníbal Álvarez, 2006. Aplicaciones del maíz en la tecnología alimentaria y otras industrias. Em: Maíz y Nutrición. Informe sobre los usos y las propiedades nutricionales del maíz para la alimentación humana y animal. ILSI Argentina. Serie de informes especiales.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 36
Etapas de transformação nas plantas de moagem úmida do milho
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência na indústria
Em primeiro lugar, se o amido é purificado e secado sem nenhum tipo de alteração química pode ser comercializado como amido nativo.
Em segundo lugar, os processos associados à modificação do amido, envolvem a aplicação de reações para obter novas características funcionais: melhorias na textura e na tolerância a tratamentos térmicos, maior resistência ao congelamento, maior adesão, entre outros. Dentre os amidos modificados, podemos encontrar uma ampla variedade de produtos que inclui os amidos ácidos, oxidados, catiônicos, aniônicos, pré-gelificados e dextrinas (pirodextrinas), entre outros. As dextrinas, utilizadas de preferência na elaboração de adesivos, são produzidas a partir de um processo de torrefação a seco do amido nativo, geralmente com um catalisador ácido, em uma instalação independente enquanto os restantes amidos modificados são produzidos em um tanque único e multiuso de reação (batch).

Em terceiro lugar, os processos de conversão do amido permitem obter produtos adoçantes, que são utilizados como bens intermediários em grande número de indústrias. Entre eles, encontramse a maltodextrina, os xaropes glicosados, xaropes maltosados, dextrose e xaropes de milho de alta frutose. As quantidades relativas de amido utilizadas para a produção dos diversos adoçantes variam amplamente entre as plantas industriais, mas trata-se de processos integrados a elas.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 37
Por último, embora seja possível obter etanol a partir da fermentação dos açúcares obtidos na moagem úmida do milho, a produção de etanol realiza-se, principalmente, em processos de moagem a seco. Por esse motivo, não serão tratados em profundidade os fatores de conversão do milho para a produção de etanol na indústria de moagem úmida.
Elementos chave para a conversão do milho na moagem úmida
A moagem úmida do milho, retomando o que foi dito acima, é uma indústria intensiva em capital que possui alto nível tecnológico, e os rendimentos são relativamente padronizados no mundo. Fora isso, a quantidade de gérmen de milho, gluten feed, gluten meal obtidos na primeira etapa de industrialização, e os produtos de amido e adoçantes resultantes da segunda etapa de transformação é influenciada pelos elementos que se indicam nesta seção.
As três variáveis com maior impacto nos fatores de conversão do milho são: 1) o processo industrial; 2) a gestão das operações e 3) as características e qualidade do grão obtido para a industrialização.
Com relação à primeira variável, o processo industrial, é de fundamental importância a tecnologia aplicada nos processos produtivos. Os desenvolvimentos tecnológicos associados à aplicação de enzimas e o aprimoramento da tecnologia dos processos e equipamentos tem possibilitado importantes avanços na indústria. Isso tem especial impacto na qualidade final dos produtos industriais obtidos, na duração dos processos, e na eficiência relativa ao consumo de energia e de água, mas também nos rendimentos ou fatores de conversão do milho na indústria13&14
O segundo fator de impacto está relacionado com a gestão das operações. Nessa área, são levadas em consideração as decisões relativas à manutenção dos equipamentos ou aos investimentos para a modernização dos equipamentos e processos. Com efeito, as gerências de qualidade devem procurar eliminar os riscos físicos (partículas estranhas), químicos (contaminantes) e biológicos (micotoxinas).
Finalmente, a variabilidade do grão de milho, quanto à sua capacidade de moagem, afeta os rendimentos e a qualidade dos diversos produtos. As condições de cultivo, sua variedade e as diversas operações próprias do manejo de um grão - da colheita até o uso final - podem afetar de forma considerável na qualidade do grão destinado à moagem (Haros, 1999 e Castellari et al., 2012).
Os fatores de conversão avaliados no presente capítulo constituem valores de referência para as práticas mais generalizadas da indústria na atualidade, considerando a aplicação das tecnologias e processos tipicamente disponíveis nas plantas de moagem úmida. Além disso, devido a que os rendimentos na indústria e os fatores de conversão são o resultado de um levantamento feito em empresas do setor e da revisão da bibliografia especializada, o impacto da gestão das operações e da variabilidade do grão de milho, são conceitos que estão incorporados implicitamente nos resultados obtidos.
Neste capítulo, os fatores de conversão para a indústria da moagem úmida são apresentados de
13 Ramírez, E.C., Johnston, D.B., McAloon, A.J. et al. (2009). Enzymatic corn wet milling: engineering process and cost model.
Vijay Singh (2020), Enzymes Use in Corn Wet Milling Process (Webinar). Novozymes. https://www.novozymes.tv/video/63137168/howbiotechnology-is-shaping-corn-1
15 A matéria seca do grão de milho é a parte que resta do grão depois da extração de todo o conteúdo de umidade.
14
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 38
duas formas. Em primeiro lugar, na descrição do processo produtivo, os rendimentos industriais e os fatores de conversão são indicados em base seca (BS). Esse indicador provém da consideração da matéria seca15 do grão de milho que efetivamente é moído, já que é a forma em que habitualmente são indicados os rendimentos e coeficientes técnicos de conversão na indústria. Devido a que se trata de um processo que envolve a água, a avaliação dos rendimentos, das perdas ou ganhos químicos que ocorrem durante a industrialização não deve levar em conta as variações no conteúdo de umidade dos produtos derivados do milho durante o processo produtivo.
Em segundo lugar, para conhecer a quantidade de toneladas de milho comercial16 efetivamente necessárias para obter uma tonelada dos diversos produtos e subprodutos do milho (incluindo o conteúdo de umidade comercial do milho), os fatores de conversão são indicados em base comercial ou matéria tal qual (BC ou MTQ). Esse último indicador permite fazer uma estimativa das toneladas de milho em base comercial - incluindo o conteúdo de umidade comercial do milho - necessárias para obter uma tonelada dos diversos produtos derivados do milho, considerando o conteúdo de umidade dos produtos derivados da moagem úmida. Maiores detalhes serão apresentados na seção referida ao cálculo dos fatores de conversão da moagem úmida.
Primeira etapa de transformação: extração dos subprodutos
A etapa de extração dos subprodutos do milho é um processo composto por cinco subetapas: 1. recebimento, 2. maceração (subetapa de início do processo de moagem úmida), 3. degerminação, 4. moagem grossa e peneiramento, e 5. a separação do glúten de milho do amido.

1. Recebimento
O recebimento é o processo de entrada do grão de milho na planta industrial. Esta subetapa inclui a entrega e amostragem do grão, pesagem e descarga, e a pré-limpeza e classificação dos grãos de milho.
A seguir, indicam-se as fases da subetapa de recebimento.
Moagem úmida- primeira etapa de transformação do milho Subetapa de recebimento
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor
16 É o milho como é apresentado em bruto no momento da comercialização. Leva em consideração o conteúdo de umidade do grão de milho.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 39
1.1. Entrega e amostragem
O recebimento dos grãos começa com o trâmite administrativo de entrega, por parte do responsável do transporte. É apresentada a documentação pertinente, e efetua-se o controle de qualidade dos grãos.
Para isso, é necessário obter amostras que sejam representativas do total da carga já que os resultados finais serão extensivos ao total recebido. As amostras são extraídas mediante o processo de amostragem, que consiste em introduzir uma sonda perfurada no interior do transporte e tirar uma amostra que represente toda a altura da carga.
Uma vez extraída a amostra, os seguintes parâmetros de qualidade serão avaliados: presença de insetos e aracnídeos vivos; micotoxinas, grãos quebrados e/ou partidos; grãos deteriorados, grãos verdes, matérias estranhas; peso por hectolitro, umidade e picotagem. Esta etapa de controle é fundamental, já que a qualidade do grão será determinante para a qualidade dos produtos finais oferecidos.
Com frequência, o grão de milho é recebido na indústria com um percentual de umidade não maior de 14,5% (umidade comercial), mas este valor varia levemente, dependendo da norma de comercialização do milho de cada país. As perdas que se verificam durante a industrialização do milho dependem, consideravelmente, do conteúdo de umidade do grão ao chegar à indústria.
1.2. Pesagem e descarga
A pesagem permite determinar com precisão a quantidade recebida de toneladas de grãos. O procedimento mediante o qual se realiza a pesagem depende da infraestrutura que a indústria tiver para a recepção dos grãos e do modo de transporte utilizado para levar os grãos até a indústria. As alternativas disponíveis vão de balanças convencionais até sistemas de pesagem de fluxo contínuo.
1.3. Pré-limpeza e classificação
Nesta etapa, são retiradas todas as partículas estranhas que os grãos pudessem conter. É necessário contar com um equipamento magnético para atrair todos os elementos metálicos que pudessem danificar o equipamento ou que contaminem o alimento (Tovar et. al, 2009).
Além disso, antes da silagem, os grãos são classificados por tamanho para obter lotes de milho com a maior homogeneidade possível. Nesse sentido, as diferenças no tamanho dos grãos impedem a realização de uma moagem correta, e diferentes tipos de milho apresentam diferente comportamento durante a maceração do cereal (Lavarello, 2003).
Estima-se que as perdas associadas ao pré-manejo do grão representam 2.4% do grão recebido (W.J. van Zeist, 2012).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 40
Maceração
Os rendimentos e fatores de conversão do milho a seguir são apresentados em base seca e correspondem ao grão efetivamente moído, ou seja, não foram consideradas as perdas produzidas durante a etapa de recepção do grão (grãos partidos e matérias estranhas).
O processo de moagem úmida começa com a etapa de maceração ou umedecimento do grão de milho, com a finalidade de amolecer e acondicionar o grão para a subsequente moagem.
O milho perfeitamente limpo é introduzido em tanques de maceração com uma solução alcalina diluída a uma temperatura de 48/54º durante 30 a 50 horas. Durante esta etapa, o grão absorve água e aumenta significativamente de tamanho: inicia o processo de maceração com 14%/14,5% de umidade e é hidratada até alcançar uma taxa aproximada de umidade de 40% a 45%.
A água que é utilizada para a maceração dos grãos de milho é a água que ingressou no processo produtivo na fase final da primeira etapa de transformação: a lavagem do amido. É água desmineralizada, com alto potencial de absorção de elementos solúveis, que captura os compostos solúveis do amido e vai lavando o processo à contracorrente17.
A água enriquecida em elementos solúveis, obtida do processo de maceração, evapora-se parcialmente para concentrar esses nutrientes resultando em um ingrediente rico em energia e proteínas, denominado licor de maceração do milho.
Licor de maceração
Desta forma, o licor de maceração do milho é um subproduto derivado de um processo de maceração à contracorrente.
No processo de maceração, dissolve-se aproximadamente 6% do peso seco do grão. Esses componentes dissolvidos são a fração nutritiva do licor de maceração, que posteriormente vai para a desidratação e é destinado à elaboração de alimentos balanceados (Haros, 1999).
O licor de maceração está composto por 44%-50% de proteínas em base seca e com frequência é comercializado combinado com a fibra, como gluten feed, ou também pode ser vendido separadamente, como fonte de proteína líquida para a engorda do gado bovino e a produção de leite (com 50% de sólidos)18
A seguir, indicam-se as fases da subetapa de maceração.
2.
17 Carlos Baudino (2020). Molienda Húmeda
de
Maíz
(Webinar).
Semana de la Ingeniería, 3° Edición.
Disponível
em: https://youtu.be/ HcpwAcer08M 18 USDA (2010). Technical Evaluation Report for Corn Steep Liquor, USDA Technical Services Branch. ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 41
Moagem úmida - primeira etapa de transformação do milho Subetapa de maceração

3 Degerminação
3.1 Primeira Moagem: moagem grossa - quebra
Uma vez macerado, o gérmen pode sair facilmente do grão de milho. A primeira moagem do grão é uma moagem grossa, que permite quebrar o grão para poder passar à separação do gérmen.
Atualmente, nesta etapa, utilizam-se moinhos com discos rotativos dentados de aço inoxidável. A distância entre os dentes é variável e pode ser ajustada dependendo do tamanho dos grãos. Como resultado deste processo, o gérmen inteiro se separa, praticamente livre do endosperma, para seu posterior uso na extração de óleo.
O gérmen deve soltar-se de forma limpa e sem quebrá-lo, já que, se for danificado contaminará os açúcares que se produzem a partir do amido, dando lugar a sabores não característicos.
3.2 Degerminação
A degerminação propriamente dita consiste na separação do gérmen, para a obtenção do gérmen de milho. O milho quebrado é liberado em uma corrente de água e se utiliza um sistema de hidrociclones. São separadores ciclônicos cujo princípio básico ocorre por efeito da força centrífuga gerada no interior do ciclone. A separação do gérmen ocorre devido à diferença da velocidade relativa entre os produtos, dependendo de sua densidade. Os materiais pesados vão para a parede do ciclone, e o gérmen, por ser mais leve, permanece na parte inferior.
Uma vez separado, o gérmen é lavado e secado até que seu conteúdo alcançar um nível de umidade de 2% a 4%; depois procede-se à extração a fim de ser utilizado na produção de óleo de milho.
Gérmen de milho
O gérmen de milho obtido na etapa de degerminação representa aproximadamente 7% do total do milho ingressado e processado na indústria, expresso em base seca.
O conteúdo de óleo do gérmen de milho está entre 40% e 50% (W.J. van Zeist, 2012) e é utilizado para produzir o óleo de milho. Os sólidos gerados no processo de extração de óleo são destinados à nutrição animal: de maneira direta como suplemento, como componente na produção de alimentos balanceados (com níveis de inclusão variáveis, dependendo da espécie), ou incorporados ao gluten feed.
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setorROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 42
Óleo de milho e farinha de gérmen de milho
Embora o óleo de milho seja um subproduto da moagem úmida, em geral, o gérmen de milho é processado só em grande escala. Há poucas plantas, grandes e centralizadas, que compram gérmen de milho seco de outras plantas de moagem úmida de milho com menor escala para fazer a extração do óleo de milho (Galitsky et al., 2003). Nesse sentido, a extração e posterior refino do óleo de milho são considerados, para os fins do presente estudo, como processos de industrialização não integrados tipicamente às plantas de moagem úmida, constituindo atividades associadas a uma segunda industrialização.
O óleo de milho cru representa cerca de 2,9% do volume de milho processado na indústria. Em termos de milho em base seca, o óleo cru de milho equivale a 3,4% do total do milho ingressado e processado.
A farinha de gérmen de milho, por sua vez, é um subproduto do processo de extração de óleo e representa 3,6% do milho processado na indústria, expresso em base seca.
A seguir, indicam-se as fases da subetapa de degerminação, que inclui a primeira moagem do milho (moagem grossa), e o processo de degerminação propriamente dito.
Moagem úmida- primeira etapa de transformação do milho Subetapa de degerminação
 Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 43
4. Segunda moagem e Peneiramento
4.1. Moagem fina: obtenção de fibra
Uma vez retirado o gérmen, utiliza-se um moinho de impacto para romper a fibra e liberar o amido e o glúten contidos na suspensão. Por suas características, a fibra é menos afetada pela moagem e pode ser separada mediante peneiramento: o processo permite obter partículas de amido e glúten de aproximadamente 60 micros, e partículas de fibra maiores de 150/200 micros19 (Tovar et al., 2013).
4.2. Separação da fibra/Peneiramento
A fibra é colhida e peneirada para separá-la do amido residual e do glúten. Utilizam-se peneiras côncavos que deixam passar as partículas pequenas de amido e glúten e as partículas de fibra, que são maiores, ficam retidas. Posteriormente, a fibra retida se desidrata até alcançar um conteúdo de umidade.
A fibra resultante deste processo representa aproximadamente 12% do total do milho ingressado e processado na indústria, expresso em base seca.
A fibra resultante da moagem úmida de milho tem como destino a alimentação animal. Ora bem, esse produto tem 9% de proteínas (base seca), e este um nível muito baixo, que não pode competir com as pastagens. Por esse motivo, mistura-se a fibra com o licor de proteínas concentrado resultante do processo de maceração do milho, obtendo assim o gluten feed (GF)20
O gluten feed obtido por meio da moagem úmida é o resultado da mistura de fibra e licor de proteínas concentrado, e representa 18% do total do milho ingressado e processado na indústria, expresso em base seca.
Gluten feed
O gluten feed de milho (GF) é composto, principalmente, pela porção fibrosa do grão. Em geral, ele é produzido combinando o que resta de fibra de milho com o licor de maceração e habitualmente está disponível seco, em forma de pellets de gluten feed ou úmido (Wet Gluten Feed).
A composição em nutrientes pode variar para as diferentes plantas, dependendo da quantidade e tipo de “licor de maceração” adicionado à fibra (Kalscheur e García, 2013). Na Argentina, o GF é comercializado com um conteúdo de proteína habitual de 20% a 25% em base seca (CAFAGDA). É um ingrediente da forragem com nível médio de proteína e energia muito utilizado em forragens completas ou concentradas para gado bovino e leiteiro.
A seguir, indicam-se as fases da subetapa de moagem e peneiramento
19 O micro é uma medida de comprimento, de símbolo μ, que equivale à milionésima parte de um metro. Utiliza-se para medir objetos microscópicos.
20 Carlos Baudino (2020). Molienda Húmeda de Maíz (Webinar). Semana de la Ingeniería, 3° Edición. Disponível em: https://youtu.be/ HcpwAcer08M
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 44
Moagem úmida- primeira etapa de transformação do milho Subetapa de moagem e peneiramento
FFonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor
5. Separação do glúten de milho e o amido
Na subetapa de separação do glúten de milho e o amido obtêm-se, por um lado, o gluten meal de milho, cujo destino será a alimentação animal, e por outro, o amido purificado, que se constituirá na matéria-prima da segunda etapa de transformação da moagem úmida.
A seguir, indicam-se as fases da subetapa de separação do glúten de milho e amido.
Moagem úmida- primeira etapa de transformação do milho Subetapa de separação do glúten e o amido

Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor

ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 45
5.1. Separação
O glúten e o amido que permanecem na corrente de água depois da separação da fibra e o gérmen de milho apresentam diferente densidade, sendo possível separá-los por centrifugação.
A suspensão é então conduzida a uma coluna de discos giratórios por meio da força centrífuga; a proteína e a água, por serem menos densos, flutuam, e o amido permanece na parte inferior.
Desta forma, é obtido o glúten líquido, que depois é concentrado e centrifugado ou filtrado para obter uma torta com 40% a 50% de umidade, que possa ser secada em secadores tipo flash21. O produto obtido desta etapa é a farinha de glúten de milho ou gluten meal, com um conteúdo típico de umidade de 10%.
O gluten meal obtido representa 4% do total do milho ingressado e processado na indústria, expresso em base seca.
Gluten meal de milho
O Gluten meal de milho (GM) é um produto de alto conteúdo de proteínas utilizado em nutrição animal. Aproximadamente 60% de seu peso corresponde a proteína (em base seca) e à maior parte dos pigmentos carotenoides do grão original (Robutti, 2012).
O GM é utilizado na produção de alimento balanceado, fundamentalmente em aves de curral. Dependendo das qualidades ou das características do produto, pode ser um ingrediente para a elaboração de produtos para animais de estimação.
5.2. Lavagem do amido
Continuando com o processo de moagem úmida, a substância que se obtém depois de separar o glúten é um amido que tem traços de proteínas que não são desejáveis. Nesta etapa o amido é diluído e lavado numerosas vezes em hidrociclones, a fim de eliminar os restos de proteína remanescente e produzir amido de alta qualidade, com uma pureza de 99,5% (CRA, 2002). O amido obtido após a etapa de lavagem se denomina “amido purificado”, e tem um conteúdo de sólidos de 30% a 40%.
O amido obtido no processo de moagem úmida representa, geralmente, 68,5% do total do milho ingressado e processado na indústria, expresso em base seca.
6. Diagrama de fluxo da primeira etapa de transformação na moagem úmida de milho
Até aqui, temos descrito os processos que dão origem aos subprodutos derivados da primeira etapa de transformação na moagem úmida de milho. No seguinte diagrama, mostram-se estes processos:
21 O secador flash é um equipamento que permite secar um sólido úmido em uma coluna vertical que contém uma corrente de ar quente, a alta velocidade. É utilizado, principalmente, nas indústrias química, agroalimentar e farmacêutica.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 46
Moagem úmida - primeira etapa de transformação do milho Extração dos subprodutos Subetapas, processos, produtos intermediários e subprodutos de milho

Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor
(RTRS)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION
— 47
Segunda etapa de transformação: processamento do amido
Esta etapa é posterior ao processo de moagem úmida que permite obter o amido purificado. Depois da extração, o amido purificado pode ser direcionado a 1 dos 3 processos básicos de acabamento que determinarão os produtos obtidos a partir do amido.
Quando o amido é extraído sem sofrer nenhum tipo de alteração química na sua estrutura, denomina-se amido nativo. Posteriormente, ele pode ser processado para alterar suas características funcionais; sendo nesses casos conhecidos como amidos modificados. Além disso, mediante uma segunda industrialização que envolve a conversão do amido, podem ser produzidos adoçantes.
As quantidades relativas de amido purificado utilizadas para a elaboração desses produtos variam muito entre as plantas industriais. No mundo, o segmento de adoçantes tem a maior participação relativa (54%), seguido pelo amido nativo e pelo amido modificado22
Existem também refinarias de milho que enviam parte da solução de glicose para uma área de fermentação, para produzir etanol, aminoácidos ou outros produtos de fermentação (Shapouri et al., 1995). Entretanto, como os produtos derivados da fermentação não são os principais produtos da indústria, e a maioria das plantas de moagem úmida não possuem instalações de fermentação, esse processo não foi profundamente analisado no presente estudo23
7. Produtos de amido: amido nativo e amidos modificados
Os produtos de amido incluem o amido nativo e os amidos modificados. Ambas as categorias correspondem a produtos de amido porque, independentemente das modificações resultantes do processo produtivo, estruturalmente continuam sendo amido.
Em média, os produtos de amido de milho resultantes da moagem úmida (tanto o amido nativo quanto os amidos modificados) equivalem, aproximadamente, a 68,5% do milho destinado à elaboração desses produtos, expressos em base seca.
Diagrama de fluxo: secagem e modificação
O gráfico a seguir mostra as diversas etapas da elaboração dos produtos de amido: amido nativo e amidos modificados.
de milho.
22 Fortune Business Insights (2019). Corn Strach Market. Resumo disponível em https://www.fortunebusinessinsights.com/industry-reports/ corn-starch-market-101093 23 No capítulo 5 do relatório são analisados os fatores de conversão da produção de etanol em plantas de moagem seca
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 48
Moagem úmida- segunda etapa de transformação
Subetapas de secagem e modificação para a elaboração de produtos de amido

7.1. Amido nativo
SDenomina-se amido nativo o amido de milho que é extraído a partir da moagem úmida sem sofrer nenhum tipo de alteração química na sua estrutura (CRA, 2013).
Na produção de amido nativo, a suspensão de amido purificado é desidratada com filtros de vác uo, filtros prensa ou centrífugas, para forçar que a água passe por um meio filtrante e reter a torta de amido. Depois, a torta de amido obtida, que tem um conteúdo aproximado de umidade de 35% a 42%, vai para secagem (por exemplo, em secadores tipo flash) até alcançar um grau de umidade de 11% a 15%24
O amido seco é moído e peneirado para remover as partículas grandes, depois ele é transportado por alimentadores helicoidais para uma envasadora automática. O produto está disponível em diversas formas físicas: os amidos de milho podem ser vendidos como pós finos ou grossos, como flocos, como pérolas ou aglomerados em partículas de maior tamanho25
Dependendo do seu destino, é possível diferenciar duas categorias: amido nativo de grau ali mentício e amido nativo de grau técnico ou industrial. Ambos os tipos de amido são processados de maneira idêntica, a diferença consiste em que, para ser destinado à indústria da alimentação, o amido tem uma exigência de qualidade superior à que se requer para uso técnico. Nesse sentido, devido a que o amido de grau alimentício pode ser destinado também para finalidades industriais, em geral, o objetivo do processo é obter amido de grau alimentício.
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor24 U.S. Environmental Protection Agency (1994). Emission Factor Documentation for AP-42. Corn Wet Milling. Disponível em https://www.epa. gov/sites/production/files/2020-10/documents/b9s09-7.pdf 25 Corn Refiners Association (2013). Corn Starch Booklet. Disponível em https://corn.org/wp-content/uploads/2013/12/StarchBooklet2013.pdf ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 49
Os amidos nativos técnicos são utilizados na preparação de papelão ondulado, na indústria do papel, papelão, amido de lavandaria, e também são utilizados na fabricação de adesivos como matéria-prima (CRA, 2013). De outro lado, com relação a seu uso na elaboração de alimentos, os amidos nativos servem como fonte de carboidratos, como texturizantes e aglutinantes para molhos, laticínios ou produtos cozidos no forno. Também atuam como estabilizantes dos sistemas de emulsão como recheios e como agentes secantes e de moldagem na indústria de pastelaria. Além disso, os amidos nativos de baixa umidade são usados como agentes antiaglomerantes para as misturas em pó, como as sopas instantâneas.
7.2. Amido modificado
Muitas propriedades funcionais do amido nativo são sensíveis a fatores externos, por exemplo, são insolúveis em água fria, têm pouca resistência a mudanças de temperatura e ao esforço mecânico (homogeneização), e têm uma faixa limitada de pH estável (Aviña, 2014). Estas limitações técnicas condicionam seu rendimento quanto a sua capacidade espessante e de formação de geles eficientes.
Para melhorar seu rendimento e permitir a adaptação a uma maior variedade de aplicações e condições, os amidos nativos podem ser modificados por métodos químicos, físicos e/ou enzimáticos. Apesar de suas propriedades funcionais serem modificadas, o amido modificado continua sendo, estruturalmente, um amido, à diferença dos adoçantes (Lisi, 2012).
A modificação por métodos químicos envolve a introdução de grupos funcionais a partir de reações de despolimerização (hidrólise ácida ou enzimática ou pirólise), oxidação, ou de derivatização (eterificação, esterificação, entrecruzamento, etc.), enquanto a modificação física pode ser realizada mediante a aplicação de calor e umidade (pré-gelatinização)26.
As pirodextrinas (comercialmente conhecidas como dextrinas27) são um tipo de amido modificado que resulta de reações de despolimerização (hidrólise) parcial do amido. São produzidas em uma instalação independente do resto dos amidos modificados, mediante a torrefação a seco do amido nativo, geralmente, com um catalisador ácido.
Os demais amidos modificados são produzidos em um tanque único e multiuso de reação (reator tipo Batch28), onde o amido é submetido a modificações físicas, para obter amido pré-gelatinizado, ou é tratado com agentes químicos selecionados em função das modificações buscadas. A modo de exemplo, para produzir amidos ácidos, o amido é tratado com ácido clorídrico; para produzir amidos oxidados, hipoclorito de sódio; para produzir amidos hidroxipropilados, óxido de propileno, entre outros. Dependendo do tipo de modificação e o produto objetivo, a solução obtida deverá ser secada e moída (pó), ou será enviada a granel, sob a forma de suspensão.
Os amidos modificados podem ser utilizados em uma diversidade de aplicações industriais que incluem a indústria do papel, indústria têxtil, indústria alimentar, indústria farmacêutica, indústria petrolífera, indústria láctea, indústria da carne, etc. Trata-se de produtos que se encontram em evolução permanente, já que as novas necessidades da indústria alimentar impulsionam, cada vez mais, o desenvolvimento de novos produtos (CAFAGDA29).
26 Corn Refiners Association (2013). Corn Starch Booklet. Disponível em https://corn.org/wp-content/uploads/2013/12/StarchBooklet2013.pdf
27 É necessário diferenciar as pirodextrinas das maltodextrinas e outros xaropes dextrinizados. As primeiras são o resultado da dextrinização do amido por via seca – mediante aquecimento - e as segundas são o resultado da hidrólise parcial do amido por via úmida - usando uma enzima -, processo que será descrito na seguinte seção: “Conversão do amido”.
28 O reator tipo Batch é um reator sem fluxo de entrada e de saída. Tem um agitador que homogeneiza a mistura, onde ocorre a reação.
29 CAFAGDA - Cámara Argentina de Fabricantes de Almidones, Glucosa, Derivados y Afines.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 50
8. Conversão do amido: adoçantes
O amido purificado que não é destinado à elaboração de produtos de amido passa para a fase de hidrólise, para converter a solução em adoçantes como maltodextrinas, xaropes glicosilados ou xaropes maltosados, entre outros. E os xaropes glicosilados, a partir de processos de Isomerização e Separação Cromatográfica podem tornar-se Xaropes de Milho Rico em Frutose.
8.1. Hidrólise
A hidrólise do amido é o passo inicial para converter o amido em açúcares. O procedimento para a hidrólise de amido compreende a liquefação e sacarificação do amido em forma de amido purificado. A hidrólise pode ser feita por via ácida ou enzimática (Monsalve, Medina e Ruiz, 2006) mas a maior parte dos processos que realizam hidrólise de amido usam um processo enzimático. Dependendo do tipo de enzimas utilizadas no processo, pode se obter glicose ou xaropes maltosados.
O processo de hidrólise pode ser realizado de forma parcial ou total, e o grau de conversão é medido em função do equivalente de dextrose (DE): o amido tem uma DE cujo valor é praticamente 0 enquanto para um xarope glicosilado, em que o amido foi transformado em dextrose, a DE é 100.
Os adoçantes que se obtêm ao hidrolisar o amido de milho têm propriedades e características diferentes segundo o grau de conversão alcançado. À medida que aumenta a DE, aumentam a doçura, a fermentabilidade, a solubilidade e a reação de escurecimento; ao passo que diminui a viscosidade do hidrolisado, reduzem-se as propriedades relacionadas com a prevenção do congelamento, a adesividade e a higroscopicidade.
Produtos da hidrólise do amido segundo o grau de conversão e propriedades funcionais dos derivados do amido associadas a sua equivalente, a dextrose.
 Fonte: Elaboração própria Universidade Austral com base em Salvador Bedolla Bernal (2004).
Fonte: Elaboração própria Universidade Austral com base em Salvador Bedolla Bernal (2004).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION
(RTRS)
— 51
Também, durante o processo de hidrólise do amido, ocorre um ganho de volume (ganho químico) que é proporcional ao grau de conversão a DE alcançado. Por esse motivo, o fator de conversão do milho variará em função da DE dos adoçantes considerados.
i. Liquefação (redução de viscosidade)30
A liquefação consiste na hidrólise parcial do amido em dextrinas, e a consequente redução da viscosidade.
No processo de liquefação, o amido purificado é aquecido para realizar a gelatinização, e depois, o amido gelatinizado é liquidificado por hidrólises parciais mediante a adição de enzimas α-amilases. Este processo tem como resultado xaropes dextrinizados ou maltodextrinas, que podem ser destinadas a novas fases de transformação enzimática para completar a hidrólise, ou podem ser encaminhadas a processos de filtração e secagem da solução concentrada de maltodextrina, para sua comercialização.
No caso da hidrólise parcial do amido para a obtenção de maltodextrinas, o ganho químico devido à conversão produzida não supera, em média, 1.7% de seu peso molecular (ou seja, do substrato em base seca).
Maltodextrinas
A composição da maltodextrina é habitualmente associada à DE, de tal forma que uma DE menor de 20 denomina-se maltodextrina. Os valores DE característicos das maltodextrinas estão na faixa de 9 a 20; as maltodextrinas são denominadas pelos produtores como 10%, 15% e 20% segundo sua taxa de DE.
Em geral, as maltodextrinas são vendidas em pó, com requerimentos de granulometria controlada e com um conteúdo de umidade de comercialização da ordem de 6%. As maltodextrinas se utilizam na indústria de alimentos como aditivo, umectante e espessante, para estabilizar alimentos com muitas gorduras, dispersar ingredientes secos, favorecer a secagem por aspersão de sabores de sucos de frutas ou outros produtos difíceis de secar, e como fonte de carboidratos em bebidas energéticas, devido a que proporcionam tantas calorias quanto o açúcar.
No caso das maltodextrinas com uma DE na faixa de 15 a 20, estima-se que, por cada 1 tonelada de amido, é possível obter cerca de 1,017 toneladas de maltodextrinas (em base seca). Assim, para obter o amido necessário para a elaboração de 1 tonelada de maltodextrinas, em geral, é preciso industrializar 1,44 toneladas de milho.
Considera-se que as maltodextrinas resultantes da moagem úmida do milho equivalem aproximadamente a 69,7% do milho destinado à elaboração desses produtos, expressos em base seca.
ii. Sacarificação: dextrose - xaropes glicosilados
Nos processos enzimáticos para a produção de glicose é necessária uma etapa de sacarificação depois da liquefação do amido. Na etapa de sacarificação, adiciona-se à solução obtida na etapa anterior a enzima amiloglicosidase (conhecida também como glicoamilase), que converte as
30 MSc. Ing. Qco.
Mario Aguilera Merlo, UNSL - Facultad de Ingeniería y Ciencias Agropecuarias (FICA)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 52
dextrinas (obtidas do processo de liquefação) em glicose ou dextrose. Ao finalizar a hidrólise, o xarope obtido se neutraliza e depois se purifica mediante processos de centrifugação e filtração, descoloração com carvão ativado e intercâmbio iônico (Serna et. al., 2011).
Como resultado do processo de sacarificação e de acordo com o grau de conversão alcançado, os produtos obtidos são: xaropes de glicose, com uma DE maior de 20, e dextrose, com um conteúdo DE não menor de 99,5.
Xaropes de milho ou de glicose
Os xaropes de milho ou de glicose que resultam deste processo são soluções aquosas concentradas e purificadas de amido parcialmente hidrolisado cujo conteúdo de sólidos é superior a 70%, e a DE superior a 20 e menor a 95 (Hobbs, 2009). São comercializados em forma líquida, embora também seja possível remover parcialmente a água e obter o que se denomina “xarope de glicose desidratado” ou “sólidos de xarope de milho”.
Os xaropes de milho ou de glicose são um dos produtos mais utilizados pela indústria de pastelaria e de alimentos processados já que proporcionam doçura, equilíbrio adequado de açúcares nas formulações, controle de cristalização, brilho, textura, viscosidade, umectação, entre outros.
Os xaropes de glicose produzidos na Argentina têm, em geral, um nível de DE de 38, e o ganho químico resultante da conversão do amido é da ordem de 4.39%.
Tomando como referência um nível de dextrose equivalente de 38, estima-se que para obter o amido que permita produzir uma tonelada de xaropes de glicose (base seca), geralmente é preciso industrializar 1,40 toneladas de milho. Desta forma, os xaropes de glicose (DE 38) representam, em média, 71,5%, expresso em base seca.
Dextrosa
Quando os xaropes de dextrose (glicose) com maiores níveis de DE são submetidos ao processo de cristalização, obtêm-se dois tipos de dextrose comercialmente conhecidos como dextrose monohidratada e dextrose anidra. A dextrose anidra é um produto de alta pureza com umidade total muito baixa (98% de conteúdos sólidos). É a melhor opção para sistemas sensíveis à água como o chocolate e outras aplicações. A dextrose monohidratada é o mesmo produto que o anterior, mas com uma molécula de água de cristalização com 90% de sólidos.
A dextrose tem numerosos usos na indústria de alimentos, em especialidades medicinais, refrigerantes e sucos e laticínios, entre outros. É utilizada em processos de fermentação, como na produção de ácido cítrico; também ajuda a aumentar a quantidade de açúcares fermentáveis na produção de vinhos e na fabricação de sorbitol mediante um processo de hidrogenação.
Para o cálculo dos fatores de conversão de milho para dextrose, considera-se que por cada tonelada de amido hidrolisado na indústria de moagem úmida, em geral, obtém cerca de 1,057 toneladas de dextrose/glicose, expressas em base seca (McVey, et al., 1996). Assim, precisa-se da moagem úmida de 1,38 toneladas de milho para obter uma tonelada de glicose (base seca).
A glicose resultante da industrialização do milho equivale, aproximadamente, a 72,4% do milho destinado à elaboração de desse produto, expresso em base seca.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 53
Hidrólise para xaropes maltosados31
Os xaropes de maltose regulares e xaropes de alta maltose são produzidos a partir dos xaropes dextrinizados resultantes do processo de liquefação. As dextrinas são tratadas com enzimas β-amilase ou uma combinação de pululanase e β-amilase. A utilização só de β-amilase produz xaropes de maltose regulares, com 50 a 55% de maltose, enquanto o uso de pululanase e β-amilase produz xaropes de alta maltose, com aproximadamente 80% de maltose.
Ao finalizar a hidrólise, o xarope obtido é refinado mediante processos de centrifugação e filtração, descoloração com carvão ativado e intercâmbio iônico, e se evapora para obter maior concentração.
Os xaropes de maltose são comercializados com aproximadamente 20% de conteúdo de umidade.
A principal aplicação dos xaropes de maltose é a indústria cervejeira, como substituto do malte de cereais. Ora bem, a indústria de guloseimas também os adotou devido a suas excelentes propriedades: menor higroscopicidade, maior brilho, maior solubilidade e resistência às reações de Maillard (típica cor amarelenta provocada pelo aquecimento).
Para o cálculo dos fatores de conversão de milho para xarope de maltose regular, estima-se que por cada quilo de amido hidrolisado obtêm-se cerca de 1,058 quilos de xarope de maltose (base seca). Ou seja que da moagem úmida serão necessárias 1,38 toneladas de milho para obter o volume de amido que permita produzir 1 tonelada de xarope de maltose regular (base seca).
Os xaropes de maltose regular obtidos representam, em média, 72,5% do milho utilizado nessa industrialização, medido em base seca.
iv. Diagrama de fluxo: hidrólise
O gráfico a seguir mostra as fases envolvidas na hidrólise, correspondente à subetapa “conversão do amido”.
iii.
31 UNSL
- Facultad de Ingeniería y Ciencias Agropecuarias (FICA)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 54
Moagem úmida - segunda etapa de transformação do milho Subetapa de conversão do amido: hidrólise
9. Conversão do amido para frutose
O xarope de milho rico em frutose (XMRF) é um xarope adoçante produzido por um processo de dupla conversão enzimática (Amido - Dextrose - Frutose).
Para fazer essa conversão, os xaropes de glicose (dextrose) obtidos a partir da hidrólise são submetidos a um processo de isomerização que permite ter xaropes com uma conversão de dextrose para frutose de 42% (XMRF 42).
O xarope enriquecido, que contém 90% em massa de frutose (XMRF 90), é preparado mediante uma separação cromatográfica e depois é misturado com XMRF 42 para obter assim um xarope com 55% em massa de frutose (XMRF 55).
i. Diagrama de fluxo: conversão do amido em XMRF
O gráfico a seguir mostra as fases envolvidas nos processos de isomerização e separação cromatográfica, correspondente à subetapa “conversão do amido”.
 Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor e Serna (2011)
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor e Serna (2011)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 55
Moagem úmida- segunda etapa de transformação do milho subetapa de conversão do amido: isomerização e separação cromatográfica
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor e Hobbs (2009)
ii. Isomerização
A conversão do xarope glicosilado (93%/- 96% DE) em xarope de milho rico em frutose 42 (XMRF) ocorre na etapa de Isomerização. Esse processo se realiza com a enzima imobilizada glicose isomerase32. As enzimas podem transformar até 42% do xarope glicosilado em frutose, daí vem o nome do produto.

Após a conversão, o produto é tratado com carbono ativo, para depois evaporar até ajustar o conteúdo em sólidos. O conteúdo de sólidos dos xaropes é estabelecido por Graus Brix, e os xaropes têm entre 71 e 80 graus Brix (Hobbs, 2009).
Se expressamos o rendimento em base seca, o XMRF 42 obtido do processo de moagem úmida representa 72,4% do milho destinado à elaboração desse produto (em base seca).
32 Embora existam processos não enzimáticos, a maioria deles gera subprodutos não desejáveis, produzindo cinzas, cheiros ou até alteração do sabor.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 56
XMRF 42
O xarope de frutose 42 é um xarope doce, incolor, refinado por intercâmbio iônico, garantindo o cumprimento das mais altas exigências como produto alimentício em termos de cor, transparência, sabor, cinzas e limites microbiológicos. É utilizado em bebidas carbonatadas, alcoólicas, sucos de frutas e em biscoitos, bolos, onde é usado não só por seu poder adoçante mas também por suas qualidades como umectante e agente texturizante.
iii Separação cromatográfica
Esta etapa envolve o processamento do XMRF 42 resultante do processo de isomerização, para obter maior nível concentração de frutose. Utiliza-se um evaporador para ajustar o conteúdo de sólidos a 60%, e depois começa a separação cromatográfica.
A separação cromatográfica se utiliza para separar a glicose da frutose. Por meio de uma série de válvulas automáticas é possível extrair uma corrente de dextrose enriquecida e de frutose enriquecida (Hobbs, 2009). A pureza típica dos dois fluxos separados de dextrose e frutose é de 85% a 90%.
Enquanto a dextrose “refinada” é devolvida ao sistema para ser isomerizada novamente, a separação cromatográfica produz um xarope enriquecido que contém 90% de frutose. Esse xarope pode ser utilizado misturado com um xarope rico em frutose (42% frutose) para obter produtos com diferentes especificações e concentrações, na faixa de 42% - 90% frutose, ou também pode ser isolado como uma corrente de produto separada para produzir xarope rico em frutose ou frutose cristalina 90%. O xarope de milho da frutose que é o mais conhecido tem uma concentração de frutose de 55%.
XMRF 55
É um xarope muito doce, incolor; o duplo refino por intercâmbio iônico lhe permite alcançar especiais condições de pureza, transparência e quase ausência de agentes microbiológicos e de partículas em suspensão. É utilizado, principalmente, como adoçante em bebidas açucaradas (sucos concentrados e em pó, refrigerantes, águas saborizadas) e também em aperitivos.
Se expressamos a conversão em base seca, o XMRF 55 obtido do processo de moagem úmida representa 72,4% do milho destinado à elaboração desse produto (base seca).
Se a pureza da frutose é o suficientemente alta (pelo menos 90%) é possível obter frutose cristalizada. Para isso, a frutose deve ser cristalizada, secada e moída até obter o tamanho desejado da partícula, e posteriormente é embalado. O produto cristalino é branco brilhante e com uma elevada pureza.
Frutose cristalizada
A frutose cristalizada pode ser utilizada em uma grande variedade de alimentos e bebidas, além disso, por estar cristalizada, apresenta a vantagem frente aos xaropes de frutose de poder ser utilizada em produtos que requerem adoçantes secos.
A frutose cristalizada obtida do processo de moagem úmida representa 72,4% do milho destinado à elaboração desse produto, em base seca.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 57
10. Diagrama de fluxo da segunda transformação na moagem úmida de milho
A seguir, é apresentado um diagrama de fluxo que ilustra os processos que dão origem aos amidos nativos, amidos modificados e aos diferentes adoçantes derivados da segunda etapa de transformação na Moagem Úmida do Milho. Moagem úmida - segunda etapa de transformação do milho Subetapas de secagem, modificação e conversão do amido
 Fonte: Elaboração própria Universidade Austral a partir de pessoas de referência do setor, Serna (2011) e Hobbs (2009)
Fonte: Elaboração própria Universidade Austral a partir de pessoas de referência do setor, Serna (2011) e Hobbs (2009)
ROUND TABLE ON RESPONSIBLE SOY
ASSOCIATION (RTRS)
— 58
Cálculo dos fatores de conversão do milho na moagem úmida
Define-se como fatores de conversão do milho a quantidade de toneladas de milho necessárias para obter uma tonelada dos diferentes produtos e subprodutos do milho. No caso da moagem úmida de milho, estimam-se os fatores de conversão dos produtos obtidos tanto na primeira etapa do processo de Moagem Úmida quanto na etapa de processamento do amido.
O resultado dos fatores de conversão depende, principalmente, da composição do milho - seu conteúdo de umidade, proteína, amido e outros, e dos processos químicos e físicos para transformálos. Por isso, na perspectiva interna da indústria de moagem úmida do milho, os estudos da determinação dos fatores de conversão denominam-se balanço de massa (Feeney, 2020).
No processo de desenvolvimento desta pesquisa, a informação para estimar os fatores de conversão do milho na moagem úmida foi obtida de diversas fontes técnicas, incluídas empresas comerciais de moagem úmida e especialistas da indústria.
Trabalhos anteriores sobre balanço de massa no processamento de milho como os de W.J. van Zeist et. al. (2012), Ramirez (2009), Galitsky (2003) e Kim e Dale (2002) se referem aos fatores de conversão dos componentes do milho, resultantes da primeira etapa de transformação.
O trabalho de W.J. van Zeist et. al.33 apresenta informação detalhada dos processos envolvidos e a evolução do conteúdo de base seca dos produtos intermediários na primeira etapa de industrialização do milho.
Entre outros, McVey, Baumel e Hurburgh (1996), Gray et. al. (1994) e Wulff e Helgeson (1987), publicaram coeficientes técnicos de conversão para os produtos derivados da transformação do amido de milho.
No caso de Wulff e Helgeson, a publicação é um estudo preliminar de factibilidade de uma planta de moagem úmida de milho nos Estados Unidos. E McVey, Baumel e Hurburgh desenvolvem um modelo com a finalidade de quantificar o impacto econômico das mudanças na alocação do milho aos diferentes processos industriais.
Neste trabalho são apresentados os valores de fatores de conversão expressos de duas formas:
- Em base seca (BS): los coeficientes técnicos de conversão, em geral, são apresentados na indústria expressos em base seca. Este indicador surge de considerar a matéria-seca do grão de milho que efetivamente é moído, ou seja, que não leva em consideração as perdas produzidas na etapa de recepção do grão (grãos partidos e materiais estranhos), nem as variações no conteúdo de umidade dos diversos produtos à medida que avançam no processo produtivo.
- Em base comercial ou matéria tal qual (MTQ): este indicador permite conhecer os fatores de conversão do milho comercial, ou seja, que inclui a umidade com a que o produtor vende
33 W.J. van Zeist et. al (2012). LCI data for the calculation tool Feedprint for greenhouse gas emissions of feed production and utilization. Wet Milling Industry. Blonk Consultants 34 A matéria seca do grão de milho é a parte que fica do grão após a extração de todo o conteúdo de umidade. ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 59
o grão, estimada em 14,5%, a umidade presente em cada subproduto derivado da moagem úmida do milho e as perdas produzidas durante a etapa de recepção do grão.
Existe uma ampla variabilidade quanto às características específicas dos produtos e subprodutos da moagem úmida do milho (grau de conversão, conteúdo de umidade, entre outros), que têm influência nos valores de conversão desses produtos para seu equivalente em grãos de milho (ton). O presente trabalho estima os coeficientes técnicos de conversão levando em consideração características típicas dos principais produtos derivados da moagem úmida e estabelecendo valores de referência validados por especialistas, em espaços de consulta criados para esse fim, permitindo assegurar a razoabilidade geral dos resultados obtidos.

Considerações gerais sobre os fatores de conversão na moagem úmida
No momento do cálculo dos fatores de conversão do milho que são apresentados a seguir é preciso contemplar que, como foi dito anteriormente, embora as plantas de moagem úmida no mundo sejam muito similares quanto a instalações e rendimentos na primeira etapa de transformação do milho, nas etapas posteriores de processamento, as quantidades relativas de amido purificado destinadas à produção dos diversos produtos variam amplamente entre as plantas. Por esse motivo, para estimar os fatores de conversão do milho dos produtos derivados do processamento do amido é necessário contar com uma metodologia que envolva a combinação de dois indicadores: i) o fator de conversão do milho para a produção de amido (quanto milho é necessário para produzir uma tonelada de amido?), ii) o coeficiente técnico de referência para a transformação do amido para cada produto (quanto amido é necessário para produzir uma tonelada de produto?).
Metodologia para o cálculo dos fatores de conversão do milho, nos produtos derivados do processamento do amido
Visto que existe ampla variabilidade nas características específicas dos produtos e subprodutos derivados da moagem úmida de milho (grau de conversão35, conteúdo de umidade, entre outros), que têm influência nos fatores de conversão desses produtos para seu equivalente em grãos de milho, este trabalho estima fatores técnicos de conversão considerando as características mais conhecidas dos processos industriais e dos principais produtos derivados da moagem úmida em nível global, e estabelecendo valores de referência que foram validados pelos especialistas, em espaços de consulta criados com essa finalidade, permitindo assim assegurar a razoabilidade geral dos resultados obtidos.
35 Refere-se ao grau de conversão do amido para dextrose/ maltose/ frutose.
Fonte: Elaboração própria Universidade AustralROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 60
Perdas do processo
Trata-se das perdas de matéria que ocorrem durante o processo produtivo. Nesta seção, vamos referir-nos a dois tipos de perdas: i) as perdas ocorridas na etapa de recepção, e ii) as que ocorrem durante o processo de transformação do grão de milho.
i) As perdas ocorridas durante a etapa de recepção do grão estimam-se em 2,4% do volume de milho (em base comercial) que ingressa nas plantas de moagem úmida (Van Zeist et. al, 2012). Essas perdas de matéria correspondem, principalmente, a grãos partidos, umidade e partículas estranhas, e incluem elementos impróprios como plásticos, madeiras, terra, etc., que podem danificar os equipamentos e, portanto, é necessário remover.
ii) De outro lado, o presente trabalho também considera as perdas que ocorrem durante o processo de transformação do grão, que envolvem a perda dos componentes do grão (proteínas, gérmen, fibra e amido), e que ocorre, principalmente, nas etapas de lavagem, onde os componentes se perdem nas águas residuais. De acordo com o levantamento realizado, essas perdas representam de 2% a 4,5% do volume de milho que é ingressado e processado na indústria, expressado em base seca. Em função das consultas realizadas a especialistas, foi estabelecido um valor de 2,5 % de perda típica (em base seca) como parâmetro internacional, ou seu equivalente de 2,1% de perda expressado em Base Comercial, com um conteúdo de umidade de 14,5%.
Portanto, no presente trabalho, considera-se que as perdas totais da moagem úmida de milho (perdas ocorridas durante a recepção do grão mais as perdas de componentes ocorridas durante seu processamento), podem alcançar até 4,5% do volume de milho recebido nas plantas de moagem, expresso em base comercial.
Fatores de conversão em base seca
Para determinar os rendimentos do processo de transformação do milho, são considerados os fatores de conversão de cada um dos produtos e subprodutos. Os rendimentos se expressam, em primeiro lugar, com base no peso seco do grão efetivamente moído, ou seja, depois de eliminar os materiais descartáveis (milho quebrado e matéria estranha) durante a etapa de recepção.
Primeira etapa de transformação: extração dos subprodutos Licor de maceração: no processo de maceração, aproximadamente 6% do peso seco do grão é diluído e transforma-se em licor de maceração (Haros, 1999).
Gérmen: o gérmen de milho obtido na etapa de degerminação representa, aproximadamente, 7% do total do milho ingressado e processado na indústria, expresso em base seca.
Óleo de milho: o óleo de milho extraído do gérmen representa, aproximadamente, 3,4% do total do milho industrializado, expresso em base seca.
35 Refiere al grado de conversión del almidón a dextrosa/ maltosa/ fructosa.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 61
Farinha do gérmen de milho: a farinha do gérmen de milho representa 3,6% do milho processado na indústria, expresso em base seca.
Fibra: a fibra resultante da subetapa de segunda moagem e peneiramento representa, aproximadamente, 12% do total do milho ingressado e processado na indústria, expresso em base seca.
Em general, a fibra mistura-se com o licor de proteínas concentrado que resulta do processo de maceração do milho, para alcançar uma taxa de proteínas mais elevada. O produto obtido se denomina Gluten Feed (GF).
Gluten feed: o Gluten feed que resulta da mistura da fibra e o licor de maceração representa 18% do total do milho ingressado e processado na indústria, expresso em base seca. Habitualmente, está disponível tanto seco, em forma de pellets de gluten feed, quanto úmido (Wet Gluten Feed). Dependendo de diversos fatores, o licor de maceração, o gérmen e a fibra podem ser também produtos finais, mas normalmente são processados como foi descrito acima.
Gluten meal: o Gluten meal de milho (GM) é um produto com alto conteúdo de proteínas utilizado na produção de alimento balanceado. O gluten meal resultante da moagem úmida de milho representa 4% do total do milho ingressado e processado na indústria, expresso em base seca. Amido: o amido que se obtém como resultado da primeira etapa de transformação, o amido purificado, tem um conteúdo de sólidos de 30% a 40%. Esse amido representa, geralmente, 68,5% do total do milho ingressado e processado na indústria, expresso em base seca.
Segunda etapa: processamento do amido
Na etapa do processamento do amido, as quantidades relativas de amido purificado utilizadas para a obtenção dos diversos produtos variam de uma planta para outra. O amido pode ser destinado, de maneira alternativa, a diversos processos dependendo dos produtos alvo (amido modificado, glicose, xarope de milho rico em frutose, e outros) e da consequente estrutura produtiva da indústria. Nesta etapa, não são gerados subprodutos; são obtidos, de maneira alternativa, os produtos que correspondem a cada processo.
Conforme a informação levantada, são apresentados a seguir os rendimentos industriais dos principais produtos derivados do refino do amido.
Produtos do amido: os amidos nativos e modificados são produtos de amido porque - com independência das modificações que resultam do processo produtivo - estruturalmente, continuam sendo amido. Para o cálculo dos fatores de conversão do milho, estima-se que, por cada tonelada de amido em base seca resultante da primeira etapa de transformação, obtém-se 1 tonelada de amido nativo ou 1 tonelada de amido modificado, expressos em base seca.
Os produtos de amido de milho que resultam da moagem úmida equivalem, aproximadamente a 68,5% do milho destinado à elaboração desses produtos, expressos em base seca.
Adoçantes: os adoçantes que se obtêm ao hidrolisar o amido de milho podem ter propriedades e características diferentes, tornando complexo o cálculo dos fatores de conversão.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 62
No caso dos hidrolisados, visto que o processo gera um ganho química, parâmetros como o nível de conversão para Dextrose (equivalente dextrose) incidem no rendimento. Além disso, tanto os xaropes de milho ricos em frutose quanto os xaropes glicosilados e dextrinizados são produtos cuja apresentação comercial tem composições de sólidos variáveis.
De acordo com a revisão bibliográfica e com as consultas feitas a pessoas de referência do setor, são apresentados os rendimentos estimados para os adoçantes derivados da moagem úmida de milho expressos em base seca:
• Maltodextrinas (DE 15 a 20): o ganho químico produzido pela conversão do amido em maltodextrina é aproximadamente 1.7%, no caso das maltodextrinas com DE na faixa de 15 a 20. Por cada tonelada de amido seco, é possível obter 1,017 toneladas de maltodextrinas, expresso em base seca. Com base nisso, determinou-se que as maltodextrinas equivalem aproximadamente a 69,7% do milho destinado à elaboração desse produto (expresso em base seca).
• Glicose/Dextrose: para o cálculo dos fatores de conversão do milho para glicose (DE=100), estima-se que, por cada tonelada do amido hidrolisado na indústria de moagem úmida, obtêm-se, aproximadamente, 1,057 toneladas de glicose, expresso em base seca. Desta forma, a glicose/dextrose que resulta da industrialização do milho equivale a cerca de 72,4% do milho destinado à elaboração desse produto, expresso em base seca.
• Xaropes de Glicose (DE 38): os xaropes de glicose produzidos na Argentina têm, majoritariamente, uma DE próxima de 38, por isso o ganho químico para sua obtenção é um pouco menor em relação à conversão total de dextrose. Por cada tonelada de amido hidrolisado são produzidos, como referência, 1,043 toneladas de xarope de glicose, expresso em base seca. Estima-se que os xaropes de glicose que resultam da moagem úmida representam, em média, 71,5% do milho destinado à elaboração desse produto, expresso em base seca.
• Xaropes de milho ricos em frutose (XMRF 42 e XMRF 55): foi estimado o fator de conversão do milho para a produção de XMRF, assumindo que uma tonelada de glicose (base seca) pode se converter em uma tonelada (seca) de XMRF. A partir deste cálculo, determinou-se que o XMRF equivale a 72,4% do milho destinado à elaboração desse produto (em base seca).
• Xaropes de maltose regular: por cada tonelada de amido hidrolisado é possível obter 1,058 toneladas de xaropes de maltose regulares (XMR). Determina-se então, que o volume de XMR obtido da industrialização do milho, representa cerca de 72,5% do milho destinado à elaboração desse produto (base seca).
• Xaropes ricos em maltose: considera-se que uma tonelada de amido hidrolisado (base seca) pode se converter em 1,075 toneladas (seca) de xarope rico em maltose. Desta forma, estimase que o xarope de milho rico em maltose equivale a 73,6% do milho destinado à elaboração desse produto (base seca).
A seguir, são apresentados os coeficientes técnicos para a obtenção dos subprodutos e produtos resultantes da Moagem Úmida do grão de milho. É importante notar que, uma vez obtidos os subprodutos do milho, o amido pode ser destinado em proporções variáveis para a elaboração dos produtos finais detalhados na segunda etapa de transformação.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 63
Moagem úmida do milho Coeficientes técnicos para a obtenção dos subprodutos e produtos de milho Expressos como % em base seca (*)(**)
(*) Estimam-se as perdas ocorridas durante a transformação do grão em 2,5% (em base seca). Não foram consideradas as perdas ocorridas durante a etapa de recepção do grão. (**) Durante o processo de conversão do amido ocorrem ganhos químicos. Por esse motivo, os rendimentos industriais que correspondem aos produtos de conversão do amido são superiores ao rendimento do amido.
Estes valores de conversão também podem expressar-se em termos de quantidade de toneladas de milho necessárias para obter uma tonelada de algum dos subprodutos derivados da moagem úmida de milho, expressa em base seca.

ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 64
Quantidade de toneladas de milho necessárias para obter uma tonelada de algum dos subprodutos derivados da moagem úmida, expressos em base seca (ms) (*)
Rendimento (% MS)
Gérmen
Óleo de Milho
Farinha Gérmen de Milho
Gluten Feed
Licor de Maceração
Fibra
Gluten Meal
Amido
Maltodextrinas (DE 16 a 19)
Glicose (DE=100)
Xaropes de Glicose (DE=38)
Xarope de Maltose
Xarope Rico em Maltose
XMRF 42
XMRF 55
7,0% 3,4% 3,6% 18,0% 6,0% 12,0% 4,0% 68,5% 70,0% 72,4% 71,5% 72,5% 73,6% 72,4% 72,4%
Toneladas Necessárias de MS
14,29 29,67 27,56 5,56 16,67 8,33 25,00 1,46 1,44 1,38 1,40 1,38 1,36 1,38 1,38
(*) Expresso em base seca. Estimam-se as perdas ocorridas durante a transformação do grão em 2,5% (em base seca). Não foram consid eradas as perdas ocorridas durante a etapa de recepção do grão.
Fatores de conversão em base comercial (matéria tal qual)
O fator de conversão expresso em base comercial ou matéria tal qual (MTQ), considera para o cálculo a umidade que tem quando o produtor vende o grão, estimada em 14,5%, e a umidade presente em cada subproduto ou produto derivado da moagem úmida do milho. Também, para poder refletir de maneira completa a quantidade de milho que é necessária para a elaboração dos diversos produtos, o fator de conversão expresso em base comercial considera na estimativa as perdas ocorridas durante a etapa de recepção do grão.
A seguir, é apresentado um quadro com os resultados de balanço de massa da moagem úmida de milho em base seca, e sua conversão para matéria tal qual. Devido à ampla variabilidade na apresentação comercial dos produtos derivados da moagem úmida do milho, foram determinados os rendimentos industriais considerando como conteúdos sólidos típicos para cada output.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 65
Moagem úmida do milho
Coeficientes técnicos para a obtenção dos subprodutos e produtos do milho Expressos em base seca (bs) e base comercial (bc)
Base Seca
Input
Grão de Milho Output
Gérmen
Óleo de milho (em bruto)
Torta de gérmen de milho
Gluten Feed
Wet Gluten Feed
Licor de maceração Fibra
Gluten Meal
Amido
Maltodextrinas (DE 15 a 20)
Xarope de Glicose (DE 38)
Dextrose Anidra
Dextrose Monohidratada
Xarope de Maltose
Xarope Rico em Maltose
XMRF 42
XMRF 55
Perdas
Perdas Totais
Perda/ Transformação
Perdas/ Recepção do grão
100% 7,0% 3,4% 3,6% 18,0% 18,0% 6,0% 12,0% 4,0% 68,5% 69,7% 71,5% 72,4% 72,4% 72,5% 73,6% 72,4% 72,4% 2,5%
Conteúdo Sólido
Matéria tal qual/ Base Comercial (*) 85,5% 92,0% 100% 85,5% 90,0% 45,0% 50,0% 95,0% 90,0% 92,0% 94,0% 80,0% 98,0% 90,0% 80,6% 80,3% 71,0% 75,0%
100% 6,3% 2,8% 3,5% 16,7% 33,4% 10,0% 10,5% 3,7% 62,1% 61,8% 74,6% 61,6% 67,1% 75,0% 76,5% 85,1% 80,6% 4,5% 2,1% 2,4%
(*) A umidade do grão de milho é estimada em 14,5%, e as perdas totais ocorridas estimam-se em 4,5% do volume de milho recebido nas plantas de moagem úmida (expresso em base comercial).
Os Fatores de Conversão do Milho que são apresentados a seguir expressam a quantidade de ton eladas de milho (base comercial) necessárias para obter uma tonelada de algum dos subprodutos derivados da moagem úmida de milho (base comercial). Os coeficientes técnicos indicados no quadro anterior foram utilizados para calcular o equivalente em milho para cada produto, divid indo 1 pelo percentual do produto que se obtém do processamento de uma determinada quanti dade de grão de milho.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 66
Gérmen
Óleo de Milho (em Bruto)
Torta de Gérmen de Milho
Gluten Feed
Wet Gluten Feed Licor de Maceração
Fibra Gluten Meal
Amido
Maltodextrinas (DE 15 a 20)
Xarope de Glicose (DE 38)
Dextrose Anidra
Dextrose Monohidratada
Xarope de Maltose
Xarope Rico em Maltose
XMRF 42
XMRF 55
Quantidade de toneladas de milho necessárias para obter uma tonelada de algum dos subprodutos derivados da moagem úmida. Expressos em base comercial (*) 6,3% 2,8% 3,5% 16,7% 33,4% 10,0% 10,5% 3,7% 62,1% 61,8% 74,6% 61,7% 67,1% 75,0% 76,5% 85,1% 80,6%
Rendimento (*) (% M. tal qual)
Ton. Necessárias de Milho (Base Comercial)
15,7 35,6 28,2 6,0 3,0 10,0 9,5 27,0 1,6 1,6 1,3 1,6 1,5 1,3 1,3 1,2 1,2
(*) A umidade do grão de milho é estimada em 14,5%, e as perdas totais produzidas estimam-se em 4,5% do volume de milho recebido nas plantas de moagem úmida (expressa em base comercial).
Referências bibliográficas
Ahmed Ullah , Asim Mushtaq , Rizwan Ahmed Qamar , Zaeem Uddin Ali (2019). STATISTICAL STUDY FOR CONVERSION OF GLUCOSE TO HIGH FRUCTOSE CORN SYRUP. Disponible en http://www.sciint.com/pdf/636945057408236930.edited.pdf.
Aníbal Alvarez (2006). Aplicaciones del maíz en la tecnología alimentaria y otras industrias. En: Maíz y Nutrición. Informe sobre los usos y las propiedades nutricionales del maíz para la alimentación humana y animal. ILSI Argentina. Serie de Informe especiales.
Aviña Jesús (2014). Almidones Modificados. Productos y aplicaciones para Lácteos y Cárnicos ( Diapositivas de PowerPoint). Recuperado de https://www.tecnolacteoscarnicos.com/resumen/2014/ p7.pdf.
Bedolla-Bernal S. (2004). Introducción a la tecnología de los alimentos. 2° Edición. Ed. Limusa. Carlos Baudino (2020). Molienda Húmeda de Maíz (Webinar). Semana de la Ingeniería, 3° Edición. Disponible en: https://youtu.be/HcpwAcer08M.
CASTELLARI CLAUDIA; DE LA TORRE DIEGO (2012). Poscosecha en la cadena de maíz. Argentina. Buenos Aires. Libro. Artículo Completo. Congreso. Primer Congreso de Valor Agregado en Origen.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 67
INTA -PRECOP.
Corn Refiners Association (2013). Corn Starch Booklet. Disponible en https://corn.org/wp-content/ uploads/2013/12/StarchBooklet2013.pdf.
Fred Gray (1993). U.S. Corn Sweetener Statistical Compendium: Issues 865-868. U.S. Department of Agriculture, Economic Research Service. Disponible en https://play.google.com/books/ reader?id=N5x4jPCwBgQC&hl=es_419&pg=GBS.PA8.
Galitsky, Christina, Worrell, Ernst, & Ruth, Michael (2003). Energy efficiency improvement and cost saving opportunities for the Corn Wet Milling Industry: An ENERGY STAR Guide for Energy and Plant Managers. United States. https://doi.org/10.2172/816536
Grande Tovar, Carlos David, & Orozco Colonia, Brigitte Sthepani (2013). Producción y procesamiento del maíz en Colombia. Revista Científica Guillermo de Ockham, 11(1),97-110. ISSN: 1794-192X. Disponible en: https://www.redalyc.org/articulo.oa?id=1053/105327548008
Haros, Claudia Mónica. (1999). Molienda húmeda de Maíz : Optimización del proceso y desarrollo de nuevas técnicas tendientes a mejorar la calidad de sus productos. Facultad de Ciencias Exactas y Naturales. Universidad de Buenos Aires. http://digital.bl.fcen.uba.ar/Download/Tesis/Tesis_3217_ Haros.pdf
Hobbs, Larry. (2009). Sweeteners from Starch. 10.1016/B978-0-12-746275-2.00021-5.
José L. Robutti (2012). Calidad y Usos del Maíz (Capítulo 11). En: G. Eyherabide (Ed.), “Bases para el manejo del cultivo de maíz”. Ediciones Instituto Nacional de Tecnología Agropecuaria. Buenos Aires Argentina.
Kalscheur, K y García, Á (2013). Co-productos del etanol para las dietas del ganado. Sitio Argentino de Producción Animal. Disponible en: http://www.produccion-animal.com.ar/tablas_composicion_ alimentos/92-coproductos_etanol.pdf.
Kim S., Dale B.E., 2002, Allocation Procedure in Ethanol Production System from Corn Grain, Michigan State University, USA.
MARÍA SILVANA LISI (2012). CARACTERIZACIÓN DE ALMIDONES DE MAÍZ: NATIVO Y MODIFICADOS. Tesis de la Facultad de Ciencias Químicas de la Universidad Católica de Córdoba para obtener el título de Magister en Tecnología de Alimentos.
McVey, Marty J.; Baumel, C. Phillip; and Hurburgh, Charles R. Jr., (1996). Efficient Distribution of Grain to Meet the Quality Needs of EndUsers. Agricultural and Biosystems Engineering Project Reports. http://lib.dr.iastate.edu/abe_ag_reports/1.
Moitre, Malena; Cochi, Florencia y Muzzio, María Elizabeth (2018). Producción de Maltodextrina a partir de Almidón. Universidad Tecnológica Nacional - Facultad Regional Villa María.
P. Lavarello (2003). La trama de maíz en Argentina. CEPAL, a solicitud de la Secretaría de Política Económica, Ministerio de Economía de la Nación.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 68
Ramírez, E.C., Johnston, D.B., McAloon, A.J. et al. (2009). Enzymatic corn wet milling: engineering process and cost model. Biotechnol Biofuels. https://doi.org/10.1186/1754-6834-2-2.
Ramirez, Edna & Johnston, David & McAloon, Andrew & Yee, Winnie & Singh, Vijay. (2008). Engineering process and cost model for a conventional corn wet milling facility. Industrial Crops and Products. 27. 10.1016/j.indcrop.2007.08.002.
Scott Wulff y Delmer Helgeson (1987). Preliminary Economic Feasibility Analysis of High Fructose Corn Syrup Processing in the United States with Emphasis on North Dakota. Agricultural Economics Report No. 229. North Dakota State University.
Serna, S.O (2011). Bioconversion de Almidones en Jarabes Dextrinizados, Maltosados,Glucosados y Fructosados. Quinto Simposio Internacional de Innovacion y Desarrollo de Alimentos, Montevideo, Uruguay.
T. J. Applegate, M. Latour, K.E. Ileleji, U. Hoffstetter, I. Rodrigues (2008). Nuevas perspectivas en el uso de co-productos de la industria del bioetanol en la fabricación de piensos. XXIV Curso de Especialización FEDNA.}
Tensiska et. al (2016). Production and Characterisation of Maltodextrin from Corn Starch by Enzymatic Hydrolysis Method.
U.S. Environmental Protection Agency (1994). Emission Factor Documentation for AP-42. Corn Wet Milling. Disponible en https://www.epa.gov/sites/production/files/2020-10/documents/b9s09-7.pdf.
USDA (2010). Technical Evaluation Report for Corn Steep Liquor, USDA Technical Services Branch. Vijay Singh (2020), Enzymes Use in Corn Wet Milling Process (Webinar). Novozymes. https://www. novozymes.tv/video/63137168/how-biotechnology-is-shaping-corn-1.
W.J. van Zeist et. al (2012). LCI data for the calculation tool Feedprint for greenhouse gas emissions of feed production and utilization. Wet Milling Industry. Blonk Consultants.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 69
Fatores de Conversão do Milho
Capítulo IV: Processo de moagem seca do milho
Processo de moagem seca do milho
Breve descrição
A indústria da moagem seca de milho tem existido durante séculos, proporcionando frações moídas para produzir alternativas mais saborosas e convenientes para o consumo do cereal (Sergio O. Serna-Saldivar, 2016)36 . Atualmente, existem dois processos principais, habitualmente a literatura se refere a eles como moagem seca do milho, cujos produtos são destinados a aplicações da indústria alimentar: i) a moagem de grãos inteiros para obter sêmolas ou farinhas sem remover a gordura, e ii) o processo de moagem seca de milho degerminado.
Em primeiro lugar, a moagem seca de grãos inteiros de milho para produzir farinhas ou sêmolas é um método simples que se utiliza quando os produtos moídos serão consumidos pouco tempo depois do processamento. Esse processo não busca fracionar o grão de milho, mas moer até serem partículas de tamanho constante, sem separar nada no processo. Os produtos resultantes são utilizados integralmente para a alimentação humana, e sua capacidade de armazenamento é limitada devido à presença de gérmen triturado e ao potencial de rancidez do óleo contido no gérmen (Eckhoff, 200437).
Hoje, para superar os problemas associados à durabilidade dos produtos, a maioria das plantas de moagem seca de milho eliminam o gérmen antes de triturar o grão, em uma etapa chamada degerminação. Este tipo de moagem denomina-se moagem seca de milho degerminado, e envolve processos físicos destinados a desprendimento, separação e quebra das partes do grão de milho: pericarpo, gérmen e endosperma. A partir desses processos é possível obter fragmentos de endosperma refinados, com um conteúdo de gordura inferior a 1%, permitindo melhorar a durabilidade dos produtos obtidos.
O processo de moagem seca de milho baseado na degerminação semiúmida é o sistema de moagem seca mais utilizado no mundo, e é o tipo de transformação industrial abordado neste capítulo. Esse processo consiste, principalmente, na produção de fragmentos de endosperma para a fabricação de cereais para o café da manhã e barras de cereal, e sêmolas ou grits para a elaboração de expandidos, para a indústria cervejeira, ou para polenta.
A seguir, designaremos este processo como moagem seca de milho e moagem seca de milho com degerminação, sem diferenciação.
Sobre a representatividade dos resultados
Embora a degerminação seja utilizada universalmente na indústria da moagem, os sistemas de moagem podem variar também conforme a natureza do produto principal pretendido. Nesse sentido, os fatores de conversão expostos a seguir são representativos para os processos de moagem seca cujo objetivo é a produção de fragmentos de endosperma e sêmolas ou grits, que são os produtos com mais divulgados no mundo.
Capítulo IV
36 Sergio O. Serna-Saldivar, (2010). Cereal Grains: Properties, Processing, and Nutritional Attributes. 37 S.R. Eckhoff, 2004. MAIZE | Dry Milling, Encyclopedia of Grain Science, Elsevier,Pages 216-225, ISBN 9780127654904, https://doi.org/10.1016/B0-12-765490-9/00088-4. ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 71
De outro lado, e a modo de exemplo, quando o produto alvo da moagem de milho é a farinha, como é o caso da indústria de moagem seca de milho na África, o sistema é desenhado para maximizar a produção de partículas finas. Neste caso, o tipo de milho requerido e os processos apresentam diferenças em relação à indústria cujo objetivo é a produção de fragmentos ou grits, por esse motivo, os fatores de conversão da moagem seca não são representativos para este tipo de processo.
Produtos da moagem seca e seus usos
Os principais produtos da moagem seca do milho degerminado podem ser classificados em: (i) fragmentos de endosperma (Hominy Grits), (ii) sêmolas ou grits (para polenta, extrusão ou grits cervejeiros), ou (iii) farinha fina de milho. Esses produtos se diferenciam pelo tamanho das partículas, conteúdo de matéria graxa, e qualidade do acabamento dos fragmentos. Adicionalmente, a moagem seca de milho resulta na produção do gérmen de milho e salvado, que costumam combinar-se com as correntes de moagem de baixa qualidade para constituir a farinha zootécnica, um subproduto destinado à alimentação animal.
Os produtos da moagem seca são elaborados sob as especificações dos clientes. É possível que para um mesmo produto sejam solicitadas especificações diferentes, dependendo do equipamento de produção, das tecnologias de processo que forem aplicadas e da qualidade do produto que se queira alcançar. Essas especificações determinam, principalmente, o conteúdo e a matéria graxa que os produtos devem ter, a granulometria das frações e também a umidade e a qualidade do acabamento do produto. A seguir, é apresentada uma descrição dos produtos e subprodutos da indústria da moagem seca, a partir do estabelecimento de faixas de tamanho (granulometria) e de matéria graxa, em função das especificações requeridas habitualmente de acordo com os principais usos.
 Produtos da Moagem Seca de Milho
Produtos da Moagem Seca de Milho
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 72
(i) Fragmentos de endosperma
Os fragmentos de endosperma, comumente chamados “Hominy Grits ou Flaking Grits”, são pedaços do endosperma de milho, pelados e degerminados, que habitualmente se usam para a produção de flocos e cereais para o café da manhã. Outros usos frequentes do produto incluem a elaboração de pratos típicos como o munguzá no Brasil, samp ou mealy rice nos países africanos, e a mazamorra na América Latina (Silvio Pagnacco, 2014)38
Em geral, a faixa granulométrica dos pedaços de milho é calibrada entre 3300 e 6000 mícrons (3,3 e 6 milímetros), e segundo a distribuição do tamanho das frações, os pedaços de endosperma podem ser classificados em grossos, médios ou finos.
(ii) Sêmolas
As sêmolas podem ser obtidas a partir da moagem dos pedaços pelados e degerminados. Com efeito, as frações de endosperma que têm um tamanho menor a 3300 mícrons são destinadas à produção de sêmolas. Este tipo de produto costuma ter características adaptadas às necessidades da indústria que o demanda39. De acordo com a calibração (granulometria) e conteúdo de matéria graxa, as sêmolas podem ser destinadas à elaboração de snacks (sêmolas para extrusão), à elaboração de polenta (corn meal), ou podem ser utilizadas como fonte de energia nos processos fermentativos para cervejarias (grits cervejeiros).
As sêmolas cervejeiras têm habitualmente uma granulometria entre 500 e 1400 mícrons. Os conteúdos de matéria graxa requeridos para este tipo de produto se encontram entre 0,5 e 0,8%, sendo menores aos requeridos para as sêmolas destinados à elaboração de polenta e para extrusão. Os grits cervejeiros são utilizados nos processos fermentativos para a produção de cerveja, como substitutos de outros produtos com alto conteúdo de amido, como o arroz.
As sêmolas de extrusão ou para a elaboração de snacks em geral apresentam uma faixa granulométrica entre 300 mícrons e 840 mícrons e um conteúdo graxo entre 0,8% e 1,5%, expresso em base seca. As necessidades específicas (granulometria e conteúdo de matéria graxa) de cada cliente podem variar de acordo com as características da extrusora a ser utilizada, e também do tipo de snack a obter. A sêmola para extrusão deve ter uma granulometria uniforme, apresentando maiores exigências para cada especificação granulométrica (menores desvios da distribuição do tamanho das partículas) que no caso das sêmolas para polenta.
No caso das sêmolas para preparação de polenta, à diferença dos produtos anteriores, não constituem um produto intermediário, elas são destinadas ao mercado de consumo massivo ou consumidor final e institucional. Existem dois tipos de polenta: a polenta tradicional e a polenta de cocção rápida (instantânea). No caso da polenta tradicional, as partículas do endosperma têm um tamanho entre 300 e 1200 mícrons, enquanto no caso da polenta de cocção rápida ou instantânea, o tamanho das partículas está entre 300 e 840 mícrons. O conteúdo de matéria graxa das sêmolas para polenta, em geral, está na faixa de 0,8% a 2,25 % (em base seca).
(iii) Farinhas finas de milho
As farinhas finas de milho resultam da moagem dos fragmentos pelados e degerminados, que é realizada para a obtenção de sêmolas. Essas farinhas apresentam baixa granulometria (entre
Pagnacco, 2014. Molienda seca de maíz. Disponible en http://molineria.online/molienda-seca-de-maiz/
Juan Manuel Garzón y Rossetti Valentina, 2011. Una Argentina Productiva, Competitiva y Federal. La cadena del maíz y sus derivados. IERAL
la Fundación Mediterránea.
38 Silvio
39
de
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 73
200 e 400 mícrons) e um conteúdo de gordura superior ao que têm as sêmolas (entre 1,5% e 3% expresso em base seca). Segundo sua calibração, a utilização mais frequente é em panificados e fábricas de massas, e como farinha para frios, utilizada para a elaboração de emulsões cárneas como substituto do amido.
Na seguinte tabela apresenta-se uma descrição dos principais produtos da moagem seca do milho. Esses produtos são classificados, principalmente, conforme o tamanho da fração de endosperma (granulometria).
A seguinte tabela resume as características mencionadas nos parágrafos anteriores, dos produtos da indústria de moagem seca de milho.
Faixa do Tamanho das Partículas
Conteúdo Graxo (% Base Seca)
Produto maior que maior quemenor ou igual que menor ou igual que
Hominy Grit
Grits Cervejeiros
Sêmolas para extrusão
Sêmola para Polenta Trad.
Sêmola para Polenta Instantânea Farinha
Produtos obtidos a partir da Moagem Seca de Milho (Temperado – Degerminado) 3300 500 300 300 300 200
6000 1400 840 1200 840 400
Fonte: Elaboração própria Universidade Austral a partir da consulta com especialistas da indústria
0,4% 0,5% 0,8% 0,8% 0,8% 1,5%
0,6% 0,8% 1,5% 2,25% 2,25% 3,0%
Como é possível observar na tabela anterior, as frações de maior tamanho têm menor conteúdo de gordura (0,4–0,6%), e à medida que diminui o tamanho da partícula de endosperma degerminado, a matéria graxa contida na partícula aumenta até alcançar um percentual de matéria graxa de aproximadamente 3%, no caso da farinha fina de milho.
Estas diferenças ocorrem porque os produtos têm origem em diferentes estruturas do grão de milho. Os produtos da porção de endosperma córneo ou vítreo do grão, por exemplo, os hominy grits, exibem o menor conteúdo de gordura, enquanto os produtos constituídos a partir da porção de endosperma farinhoso do grão (ou seja, a farinha fina de milho) têm maior conteúdo de gordura (Sergio O. Serna – Saldivar, 2018).
Ainda que os produtos do endosperma sejam majoritariamente destinados a usos alimentares, eles também podem ser usados em aplicações não alimentares, como por exemplo materiais de construção (placas de gesso), cerâmicos, produtos farmacêuticos, produtos de papel e têxteis (North American Millers Asociation40).
40 A North American Millers Asociation é uma associação comercial sem fins lucrativos para as indústrias de moagem de trigo, milho, aveia e centeio. Compreende as companhias que operam moinhos de grãos nos Estados Unidos e Canadá e as companhias que oferecem produtos e serviços para os moinhos.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 74
(iv) Subprodutos
Adicionalmente, como subprodutos do processo de moagem seca obtêm-se o gérmen, o farelo de milho (pericarpo) e a farinha de menor granulometria. Estes subprodutos misturam-se geralmente em proporções variáveis para produzir farinha zootécnica (também denominada hominy feed).
A farinha zootécnica pode ser utilizada na elaboração de alimentos balanceados e é destinada à alimentação animal. Seu aspecto é similar ao milho finamente moído, e tem grande valor nutricional, bem como alta digestibilidade e palatabilidade41. Devido a que possui óleos insaturados que ficam rançosos facilmente, a capacidade de armazenamento é limitada e deve-se cuidar sua conservação.
O gérmen é o principal subproduto do processo. Seu alto nível de óleo e seu valor nutritivo o tornam ideal como alimento energético para animais, embora também possa ser destinado à extração de óleos (Lucas Borras et al., 2018)42. Além disso, existe a possibilidade de recuperar parcialmente o farelo para utilizá-lo como insumo em outros processos (elaboração de biscoitos e outros produtos panificados) com o objetivo fundamental de aumentar o conteúdo de fibra dos produtos. Entretanto, estas alternativas são viáveis unicamente em grande escala.
Elementos chave para a conversão do milho na moagem seca
O rendimento de produtos e subprodutos obtidos a partir da moagem seca do grão de milho se vê influenciado: 1) pelo equipamento industrial utilizado, 2) pela gestão das operações e 3) pela qualidade industrial do grão obtido para a moagem.
Apesar de que o equipamento para realizar a moagem não ha mudou notavelmente, e os princípios de processamento originais ainda se aplicam de maneira efetiva, o equipamento industrial que se utiliza para processar o milho afeta o rendimento industrial do milho. A modo de exemplo, a eficiência do equipamento degerminador é determinante dos rendimentos de moagem seca, e da mesma forma, o uso de diferentes equipamentos para transportar os grãos tem influência nas perdas por grãos quebrados. Nesse sentido, os fatores de conversão estimados no presente capítulo constituem valores de referência da indústria, considerando a aplicação das diferentes tecnologias disponíveis.
O segundo fator de impacto é a gestão das operações, que se refere à tomada de decisões sobre os processos, e a manutenção de equipamentos por parte dos diretores da planta industrial. Em relação a esta variável, não há grandes diferenças entre empresas que têm plantas em diversos lugares do mundo.
Finalmente, a qualidade industrial do grão é um fator central para o rendimento dos estabelecimentos industriais de moagem seca de milho. Essa qualidade dependerá da genética do grão, que determinará a dureza de seu endosperma, e também de fatores geográficos. Além disso, é importante não ter grãos com fissuras ou que estejam partidos já que isso condiciona o
Elizabeth Lezcano, 2012. Cadena de productos de maíz. MinAgri.
Lucas Borrás et al, 2018. Manejo de Maíz Flint. Cap 5: Maíz en cerveza.
41
42
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 75
tamanho dos pedaços ou grits que se quer obter (Izquierdo e Cirilo, 2013).
Como a moagem seca envolve processos mecânicos, são necessários milhos com endospermas de uma determinada dureza para que o equipamento possa ser efetivo na separação dos componentes do grão e seu posterior fracionamento. Com efeito, os milhos com maior dureza endospérmica (tipo flint) estão associados a melhores rendimentos na moagem, permitindo obter fragmentos maior tamanho e valor, e atributos físicos adequados para as diversas aplicações possíveis (Lucas Borras et al., 2020)43
Na busca por obter maiores rendimentos por hectare e melhor performance agronômica, a melhoria genética das sementes tem desenvolvido milhos híbridos semiduros (ou semidentados), que combinam o material genético do milho dentado com características do milho flint. Nesse sentido, embora esses milhos possam ter rendimentos menores na moagem em relação ao milho flint, atualmente sua utilização está muito estendida na indústria devido a sua maior disponibilidade e menor preço em comparação com o milho flint44
Os fatores de conversão que são desenvolvidos a seguir constituem valores de referência na indústria da moagem seca com degerminação em nível global, considerando as variedades de milho mais representativas e a aplicação das diferentes tecnologias disponíveis para os processos cujos produtos alvo são a produção de grits (hominy grits e sêmolas). Os valores estabelecidos foram validados com base na literatura especializada e através da consulta com especialistas, permitindo assegurar a razoabilidade dos resultados obtidos.
São apresentados os valores dos fatores de conversão expressos em base comercial ou matéria tal qual (MTQ), ou seja, que é considerada a umidade com a que o produtor vende o grão, estimada em 14,5% e a umidade típica presente em cada produto derivado da moagem seca de milho degerminado. Além disso, para poder refletir integramente a quantidade de milho que é necessário para a elaboração dos diversos produtos, o fator de conversão expresso em base comercial considera na sua estimativa as perdas produzidas durante a etapa de recepção do grão.
Processo de moagem seca de milho
Os objetivos da moagem seca a partir da degerminação semiúmida são despir (pelar) o grão de milho, retirar o gérmen, retirar os restos do pericarpo, e ser o mais eficiente possível na quebra do endosperma.
A seguinte figura mostra um esquema conceitual simplificado do processo de moagem seca do milho, que envolve 5 etapas: 1) recepção, 2) acondicionamento, 3) degerminação, 4) classificação e 5) moagem. Os procedimentos podem envolver múltiplas etapas de operações de moagem e separação, que fazem com que o processo seja mais complexo que o que permite ver o diagrama.
43 Lucas Borrás et al, 2020. Maíz Flint: Producción sustentable y calidad de grano. Cap 5: La importancia de la dureza en la molienda del maíz Flint.
44 Devido a que os genótipos semidentados/ semiduros (geneticamente modificados) têm rendimentos superiores em quilogramas por hectare que os milhos tipo flint puros, os produtores recebem um prêmio para produzir milhos especiais requeridos pela indústria da moagem seca (Lucas Borrás et al, 2018).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 76
Etapas de transformação nas plantas de moagem seca do milho Com sistemas de degerminação semiúmida
1. Recepção do grão de milho
A recepção é a primeira etapa na indústria da moagem seca de milho. Esta fase inclui duas subetapas: 1) Recepção e armazenamento e 2) Limpeza e calibração.
1.1. Recepção e armazenamento
A subetapa de recepção e armazenamento envolve a entrega e amostragem do grão, a pesagem e a descarga, pré-limpeza e classificação dos grãos de milho e seu armazenamento.
A pré-limpeza tem como objetivo eliminar as impurezas, para melhorar as condições de armazenamento do grão. Trata-se de uma limpeza de alta capacidade, com a utilização de equipamentos limpadores que separam as impurezas em função de seu tamanho, forma, peso específico, cor e propriedades ferromagnéticas. Depois, os grãos são classificados de acordo com o tipo de milho, o conteúdo de umidade e o calibre (tamanho), e são enviados para o armazenamento em silos, em condições adequadas de umidade e temperatura até o momento da moagem.

O grão de milho recebido e armazenado deve cumprir com o grau de umidade comercial (até 14,5%). Durante o armazenamento, mediante ventilação controlada, reduz-se o conteúdo de umidade a valores de aproximadamente 13,5%, que é o grau de umidade com que depois ingresa na moagem.
1.2. Limpeza e calibração
Quando o grão ingressa na moagem, efetua-se uma nova limpeza do milho, para eliminar as impurezas, o material defeituoso e os contaminantes que pudessem ingressar com o grão.
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência da indústriaROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 77
Também, dependendo do tipo de produto a ser obtido, pode ser conveniente calibrar o milho. Essa calibração permite separar os grãos por tamanho, para processar de maneira independente os grãos de grande dimensão dos grãos pequenos, conseguindo assim melhores rendimentos de moagem.
Durante a etapa de pré-manejo do grão (recepção e armazenamento, e limpeza e calibração) ocorrem perdas que dependerão do conteúdo de umidade e da qualidade do milho, da tecnologia disponível no estabelecimento para o pré-tratamento do milho (por ex. tamanho da malha da ciranda, eficiência da ciranda, sistema de aspiração de finos, etc.), ou para o transporte dos grãos (roscas sem-fim ou esteiras rolantes).
As perdas típicas associadas ao pré-manejo do grão de milho nas plantas de moagem seca ascendem a 2,4% do peso do grão expresso em base comercial.
2. Acondicionamento
Na etapa do acondicionamento (conhecida também como temperamento), o grão é umedecido com baixos percentuais de água, para obter as condições ideais que permitem conseguir uma boa separação posterior do endosperma, gérmen e pericarpo (ou farelo).
A etapa de acondicionamento ajuda a fracionar e separar o grão de milho em seus componentes, porque a textura, densidade e características de moagem de cada componente são levemente diferentes, e o temperamento amplia essas diferenças (J. Giguere, 199345). O processo permite soltar e endurecer a casca (pericarpo ou farelo) e tornar o gérmen mais macio e maleável, enquanto que o endosperma permanece frágil. Como resultado, o farelo e o gérmen tornam-se mais resistentes à quebra em fragmentos pequenos durante a moagem, facilitando sua separação em grandes fragmentos no degerminador.
Dependendo das tecnologias utilizadas na indústria, serão definidos o equipamento necessário para realizar o acondicionamento e o tempo em que o grão deve estar em contato com a umidade. E também quanto maior for a duração da etapa de acondicionamento, a umidade penetrará mais profundamente no endosperma vítreo e o processo exigirá a secagem dos produtos finais do endosperma de milho. As novas tecnologias permitem reduzir o tempo em que o grão deve permanecer em contato com a umidade, dispensando a secagem dos produtos do endosperma.
O grão acondicionado passa então para a etapa de degerminação.
3. Degerminação
À diferença da etapa de degerminação da moagem úmida de milho, no caso da moagem seca, a degerminadora de milho não precisa de água para efetuar o processo, mas é necessário um acondicionamento prévio do grão. O princípio do método de degerminação se baseia nas diferenças físicas dos componentes do grão de milho, e nas características que o gérmen e o pericarpo obtêm depois de estar em contato com um nível baixo de umidade durante o processo de acondicionamento.
45 R.
James Giguere,
1993.
Patente
US
5250313ª. Disponível em https://patents.google.com/patent/US5250313A/en
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 78
Na etapa de degerminação se obtém a fratura do grão, com a consequente separação do gérmen, farelo e endosperma. Este processo tem lugar na degerminadora, que está composta por um rotor de forma cilíndrica ou cônica dependendo do sistema de degerminação, e uma grade de peneiramento especialmente desenhada. Trata-se de um processo mecânico, em que a gérmen se separa do endosperma através do impacto do grão contra a superfície do rotor e da grade, e/ou mediante a ação abrasiva dos grãos uns contra os outros (P. Matthews, 2005)46
A eficácia da etapa de degerminação é determinante do rendimento da moagem, já que definirá o grau de separação dos componentes possível de alcançar e o tamanho das frações obtidas. A partir dessa etapa duas correntes de produto são obtidas. De um lado, uma corrente que é relativamente rica em peças grandes de endosperma47 (o grão degerminado) e que constitui a fração do grão que será o insumo para obter os produtos principais, e, de outro lado, uma corrente rica em gérmen, farelo (pericarpo) e peças pequenas de endosperma que passam através da peneira, que é a fração do grão que vai constituir o subproduto.
As correntes obtidas durante a degerminação se desidratam para diminuir a umidade até aproximadamente 14%. Com essa umidade, os fragmentos de endosperma refinados, e seus produtos e subprodutos terão uma vida útil prolongada. Há alguns sistemas de produção que não precisam da secagem da corrente de pedaços de endosperma, isso está associado ao tempo em que os grãos estão em contato com a umidade durante o acondicionamento.
i) Corrente rica em endosperma
A fim de melhorar a qualidade dos produtos obtidos, a corrente rica em endosperma é submetida a passos de processamento adicionais, antes da etapa de classificação. Esses processos incluem a separação de frações mediante canais de aspiração e mesas densimétricas.
Devido à diferença de densidades e propriedades aerodinâmicas, o fluxo de ar nos canais de aspiração permite fazer uma separação inicial de partículas leves como o farelo e de partículas pesadas, como o endosperma. Adicionalmente, as mesas densimétricas aproveitam a diferença na densidade do endosperma e o gérmen para separar ainda mais os componentes do grão.
ii) Corrente de subprodutos
Dependendo do/dos subprodutos alvo da planta, a corrente de subprodutos também pode ser submetida a processos de aspiração e/ou mesas densimétricas para:
• remover frações do pericarpo, caso seja necessário recuperar o farelo.
• separar o gérmen inteiro do endosperma, caso seja necessária sua recuperação para posterior extração de óleo.
As frações de endosperma que se encontram na corrente de subprodutos têm menor grau de pureza, já que contêm pequenas porções de gérmen e pericarpo, e geralmente são utilizadas para alimentação animal. O farelo, em geral, é destinado à produção de farinha zootécnica para a alimentação animal, mas recentemente há plantas que recuperam o farelo e fazem o refino para sua aplicação na indústria alimentar. Por sua vez, o gérmen de milho pode ser destinado à extração de óleo, ou combinar-se com os fragmentos de pericarpo e endosperma da corrente de subprodutos para obter a farinha zootécnica.
US20050226979A1.
corrente de
que são
https://patents.google.com/patent/US20050226979A1/
através da grade/peneira.
46 Peter Matthews, 2005. Patente
Disponível em
en?q=corn+degermination&oq=corn+degermination 47 É a
peças
excessivamente grandes para passar
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 79
Os fatores de conversão estimados neste relatório correspondem à alternativa que envolve a combinação do gérmen, o farelo e as frações de endosperma de menor granulometria, para a obtenção de farinha zootécnica.
4. Classificação
Quando a corrente de pedaços de endosperma sai da degerminadora e passa para a etapa de classificação, efetua-se um peneiramento grosso com visando reter e fazer recircular os grãos inteiros ou com aderência do gérmen. Esta corrente se denomina “retorno” e regressa para a degerminadora para ser processada novamente, aumentando a eficiência do processo48
As frações de milho pelado e degerminado que ingressam na etapa de classificação são classificadas segundo a granulometria, separando os fragmentos grandes de endosperma que serão destinados à obtenção de hominy grits (fragmentos de mais de 3300 mícrons). O processo se realiza mediante crivos de classificação equipados com peneiras de diferentes variáveis de granulometria, que permitem adequar o produto às especificações dos clientes. Os grits mais finos são enviados à etapa de moagem e refino e são destinados à elaboração de sêmolas e farinhas.
Devido a que uma porção do farelo pode estar aderida aos fragmentos de endosperma depois do processo de degerminação, pode ser necessário passar novamente por um canal de aspiração para reduzir o conteúdo de farelo do produto. O farelo recuperado é destinado à corrente de subprodutos.
Em geral, quanto maior for o tamanho das partículas, maior será o valor do produto. Isso porque, em termos gerais, é desejável a maior extração das frações maiores de endosperma (Hominy Grits ou Flaking Grtis). Entretanto, dependendo da estratégia comercial do moinho, os produtos alvo podem ser as sêmolas para polenta, as sêmolas para extrusão e as sêmolas cervejeiras. Nesses casos, as frações grandes podem chegar a ser, a partir de uma transformação sequencial na etapa de moagem e classificação, em produtos com menor granulometria.
5. Moagem e classificação
A corrente de fragmentos pelados e degerminados de endosperma que não foram separados para a obtenção de hominy grits passa para esta etapa. O processo compreende o refino ou trituração desses fragmentos e sua posterior classificação por tamanho em cernideiras/cirandas, com o propósito de obter sêmolas ou farinhas de uma determinada medida.
Para a trituração, habitualmente se utilizam moinhos de cilindros. São bancos com pares de cilindros, que giram a diferente velocidade e no sentido contrário. São cilindros estriados ou raiados responsáveis por moer os fragmentos de endosperma reduzindo o tamanho das sêmolas. Em cada passagem é obtido um produto, composto por uma mistura de partículas grossas, médias e finas. As partículas de diferentes tamanhos são selecionadas por joeiramento ou peneiramento.
O objetivo do joeiramento é separar as partículas obtidas na moagem por granulometria (igual tamanho), de acordo com o perfil dos produtos que se quer obter. Para cada passagem da moagem (trituração ou redução) corresponde uma passagem de joeiramento. A classificação se
48 A fração de retorno não deve ser superior a 8% para não comprometer o layout do sistema de produção. ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 80
realiza mediante cernideiras planas (plansifters), que recebem os produtos moídos e efetuando um movimento rotativo excêntrico, realizam peneiramento do produto por meio de tecidos ou malhas especiais (de nylon ou metálicas segundo corresponda).
Do peneiramento se obtêm frações com diversas granulometrias, algumas passarão a constituir os produtos finais (farinha e sêmolas), que se misturam com frações de características similares das outras passagens de moagem, enquanto as demais frações classificadas por tamanho continuarão para as seguintes etapas do processo, como alimentação de outros cilindros.
A partir deste processo obtêm-se sêmolas para extrusão, sêmolas cervejeiras, sêmolas para polenta tradicional e farinhas finas, em diferentes proporções, em função da estratégia comercial da empresa. Também o farelo é recuperado mediante processos de aspiração.
A sêmola que por especificação do cliente deve ter uma umidade mais Baixa é submetida a um processo de secagem, e mediante injeção de ar quente diminui a umidade do produto de 14% para 12%.
No caso da polenta instantânea, há dois processos associados à elaboração desse produto. De um lado, pode-se obter polenta de cocção rápida utilizando uma sêmola de granulometria mais fina que a polenta tradicional e, de outro lado, pode-se obter também por um processo de pré-cocção. No segundo caso, efetua-se um processo de pré-cocção com vapor antes de refinar os fragmentos. Este processo permite o pré-cozimento dos amidos, pode maximizar a capacidade de absorção do produto, e obtém a característica de cocção de um minuto.
Sobre as especificações dos produtos
Um aspecto chave do perfil dos produtos a serem obtidos define-se mediante especificações mínimas e máximas da proporção do produto retido em uma série de peneiras de teste de precisão. Essas peneiras se distribuem começando com as aberturas maiores e continuam até as aberturas menores. O perfil define também uma especificação máxima sobre a quantidade de produto que passa pela peneira mais fina e fica retido na bandeja. Este esquema mostra como se descreve um perfil de granulação de produto em uma especificação ou folha de informações técnicas.
A modo de exemplo, indica-se a seguir como são apresentadas as especificações de granulometria da sêmola de polenta tradicional (é apenas um exemplo, as especificações podem variar, embora se trate do mesmo produto).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 81
Grupo La Santina (exportador
Sêmola de Polenta Comum
Abertura da malha (mícrons) % Retido
La estimativa dos fatores de conversão do milho para a moagem seca de milho degerminado foi realizada com base em informações obtidas da bibliografia especializada, consultas a empresas comerciais de moagem seca de milho para a produção de alimentos, e especialistas da indústria. Os rendimentos da indústria e os fatores de conversão estabelecidos foram validados a partir da literatura especializada e por especialistas, em espaços de consulta gerados para esse fim, permitindo assegurar a razoabilidade geral dos resultados obtidos.
O trabalho de Juan Manuel Garzón e Valentina Rossetti (2011), do Instituto de Estudios sobre la Realidad Argentina y Latinoamericana (IERAL), apresenta uma descrição do perfil produtivo e comercial da indústria de moagem seca do milho na Argentina, e uma síntese dos rendimentos industriais de acordo com a estratégia comercial das empresas. Além disso, Tino Boehm (2019)50 apresenta os rendimentos industriais resultantes da moagem seca de diversos tipos de milho, com diferentes propriedades, provenientes de diferentes países.
Entre outros, Sergio O. Serna Saldivar (2010 e 2018), Silvio Pagnacco (2014)51, descrevem as etapas associadas à moagem seca de milho com degerminação semiúmida, e apresentam uma descrição dos produtos e subprodutos resultantes da indústria de moagem seca.
Também, Lucas Borras et al. (2018 e 2020)52 53 e José L. Robutti (200854) publicaram estudos referidos à importância da dureza do milho na moagem seca com degerminação semiúmida y sobre as tendências associadas aos genótipos e qualidade do milho para a indústria de moagem seca. O presente relatório desenvolve a estimativa dos fatores de conversão do milho na indústria de moagem seca. Os resultados obtidos são a média dos valores dos fatores de conversão do milho, considerando o processo industrial mais aplicado em nível global, que é a moagem seca de milho com degerminação semiúmida.
49 Disponible en www. http://www.grupolasantina.com/
Tino Boehm, 2019, Understanding Corn and it`s Processing Options.
51 Silvio Pagnacco (2014). Molienda Seca de Maíz. Disponible en http://molineria.online/molienda-seca-de-maiz/ Sergio O. Serna-Saldivar et al.,2018. Corn: Chemistry and Technology, Tercera edición.
Sergio O. Serna-Saldivar et al., 2010. Cereal Grains: Properties, Processing, and Nutritional Attributes. s
52 Lucas Borras et al, 2018. Manejo del maíz Flint. Disponible en https://www.dacsa.com/wp-content/uploads/2019/04/LIBRO-3-Manejo-delma%C3%ADz-flint_compressed-comprimido.pdf
53 Lucas Borras et al, 2020. Maíz Flint: Producción sustentable y calidad de grano
54 José Robutti, 2008. Calidad y usos del maíz. Revista Idia XXI. Buenos Aires: INTA pergamino. pp. 100-104
1190 710 420 Menos de 420 0 65 32 3
Fonte:
de produtos alimentícios)49
50
Cálculo dos fatores de conversão do milho na moagem seca
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 82
Os rendimentos da indústria e os fatores de conversão estimados se expressam em base comercial (BC) ou matéria tal qual (MTQ). Com efeito, para o cálculo consideram-se a umidade com a que o produtor vende o grão e a umidade típica presente em cada produto e subproduto obtido da moagem seca do milho. Além disso, para poder refletir integralmente a quantidade de milho que é necessária para a elaboração dos diversos produtos, os fatores de conversão expressos em base comercial consideram para sua estimativa as perdas produzidas durante a etapa de recepção do grão.
Perdas do processo
Para a estimativa das perdas associadas à moagem seca dos grãos de milho, foram consideradas:
1- as perdas de matéria que ocorrem durante o pré-manejo, ou seja, nos processos envolvidos na recepção, pré-limpeza e armazenamento do grão, e durante a posterior limpeza e calibração, prévias ao acondicionamento do grão.
2- as perdas que ocorrem no processo de transformação.
Há muitas variáveis que influenciam nas perdas durante o pré-manejo do grão, entre elas, o manejo do grão durante a colheita e a pós-colheita, os equipamentos utilizados para manipular o grão e o nível de umidade do grão recebido. Adicionalmente, se o milho for secado artificialmente, ocorrerão microfissuras e as perdas aumentarão. Estimam-se as perdas representativas durante a etapa de pré-manejo do grão de 2,5% em média, causadas por corpos estranhos, umidade, grão deteriorados e grãos partidos.
As perdas estimadas neste trabalho para a etapa de recepção do grão de milho são perdas que incluem as perdas de matéria que ocorrem durante a pré-limpeza do grão, na subetapa de recepção e armazenamento, e durante a subetapa de limpeza e calibração do grão de milho.
Nesse sentido, é preciso notar que, dependendo da estratégia de abastecimento da indústria, a pré-limpeza do grão pode ser realizada na planta industrial de moagem seca ou nas companhias de armazenamento do grão. Ora bem, como os grãos de milho recebem uma pré-limpeza em todos os casos, este processo foi incluído para o cômputo das perdas representativas da indústria. Por outro lado, as perdas que ocorrem durante o processo de moagem do grão de milho são, em média, inferiores a 1%. Para este trabalho, foi considerado que as perdas ocorridas durante o processo ascendem a 0,5% e, habitualmente, trata-se de perdas por poeira que ocorrem durante a operação de moagem, em relação ao milho ingressado ao processo industrial.
Assim, estima-se que, as perdas associadas à moagem seca de milho (perdas ocorridas durante a recepção do grão mais as perdas de matéria durante seu processamento) podem ser, em média, 3% do volume de milho recebido nas plantas de moagem, expresso em base comercial.
Fatores de conversão
Dependendo da estratégia comercial que tiverem as diferentes companhias de moagem de milho, elas se especializam na obtenção de pedaços a fim de elaborar cereais para o café da manhã (Hominy Grits), polenta (Cornmeal), polenta instantânea (Instant Polenta) ou sêmolas para extrusão (Snack Grits), ou de Grits cervejeiros (Brewery Grits). Os processos se diferenciam na calibração dos moinhos e nas malhas para o joeiramento, dando lugar a diferentes parâmetros de rendimento industrial. Na seguinte tabela se observam os rendimentos industriais de referência em função da estratégia comercial da indústria.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 83
Moagem seca do milho degerminado Rendimento médio segundo a estratégia comercial da indústria Expressos em base comercial (*)
Faixa
Produto principal#
Hominy Grits
Cornmeal (Polenta)
Cornmeal (Instant Polenta)
Snack Grits Brewery Grits
25% - 35%
- 65% 40% - 50%
- 43%
- 57%
Outros produtos Rendimento Prod. Principal Farinha Zootécnica
Sêmolas Farinha de Milho
(*) A umidade do grão de milho é estimada em 14,5% e as perdas totais ocorridas estimam-se em 3% do volume de milho recebido nas plan tas de moagem seca (expresso em base comercial).
No caso da estratégia #1, o objetivo principal da indústria é produzir Hominy grits, e o rendimento de referência da moagem seca é 30% de pedaços, 22% de sêmolas para polenta tradicional ou para extrusão, 7% de farinha fina e 39% de farinha zootécnica.
No caso da estratégia #2, o objetivo de produção consiste em maximizar a obtenção de sêmolas para polenta tradicional. O rendimento industrial de referência para este tipo de perfil comercial ascende a 58% de sêmolas para polenta tradicional, 7% de farinha fina de milho e 33% de farinha zootécnica.
Caso o produto alvo seja sêmolas para polenta instantânea (estratégia #3), obtém-se como referência um rendimento de 45% de sêmolas para polenta instantânea, 10% de sêmolas para polenta tradicional, 7% de farinha fina de milho e 35% de subproduto.
Na estratégia #4, o objetivo da indústria é maximizar a obtenção de sêmolas para extrusão. Como resultado, obtém-se 39% desse produto, 12% de sêmolas para polenta tradicional, 7% de farinha fina de milho e 39% de farinha zootécnica. Finalmente, para o caso da indústria cujo produto alvo é a sêmola cervejeira, obtêm-se como referência um rendimento de 52%.
Para os fins deste estudo, consideram-se para os produtos principais (Hominy grits, cornmeal, instant polenta, snack grits, brewery grits) os fatores de conversão inerentes à obtenção desses produtos. Por outro lado, para o caso da farinha fina de milho e do subproduto farinha zootécnica, que são os produtos de menor valor relativo, consideram-se fatores de conversão médios, que são relativamente estáveis, independentemente do perfil comercial dos moinhos de milho.
55%
35%
45%
22% 10% 12% 7% 7% 7% 7% 7% 30% 58% 45% 39% 52% 39% 33% 35% 39% 39%
1 2 3 4 5
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 84
Moagem seca de milho degerminado
Rendimento médio e quantidade de toneladas de milho necessárias para obter Uma tonelada de produto e subproduto. Expressos em base comercial (*)
Produto Yield (*) (% M. as is)
Hominy Grits
Sêmola para Polenta Trad.
Sêmola para Polenta Instantânea
Sêmolas para extrusão
Grits Cervejeiros
Farinha de Milho Farinha Zootécnica
Tonnes maize equivalent per tonne maize product
A umidade do grão de milho é estimada em 14,5% e as perdas totais produzidas estimam-se em 3% do volume de milho recebido nas plantas de moagem seca (expresso em base comercial).
Referências bibliográficas
Buhler, 2018. State-of-the-art Process Technology for MAIZE.
Charles Wanjau, 2015. Ultimate Technology to Reduce the Aflatoxin Level in Maize. Buhler
Elizabeth Lezcano, 2012. Cadena de productos de maíz. MinAgri. https://www.buhlergroup.com/
José Robutti, 2008. Calidad y usos del maíz. Revista Idia XXI. Buenos Aires: INTA pergamino. pp. 100-104.
Juan Manuel Garzón y Rossetti Valentina, 2011. Una Argentina Productiva, Competitiva y Federal. La cadena del maíz y sus derivados. IERAL de la Fundación Mediterránea.
Lucas Borras et al, 2018. Manejo del maíz Flint. Disponible en https://www.dacsa.com/wp-content/ uploads/2019/04/LIBRO-3-Manejo-del-ma%C3%ADz-flint_compressed-comprimido.pdf.
Lucas Borrás et al, 2020. Maíz Flint: Producción sustentable y calidad de grano. Cap 5: La importancia de la dureza en la molienda del maíz Flint.
Mercedes E. Goizueta, Andrés Castellano, Melina Covacevich, 2013. INTA: ALTERNATIVAS DE AGREGADO DE VALOR EN LA CADENA DE MAIZ ARGENTINA. Estrategias y actores diferenciales por agroindustria derivada.
North American Millers Asociation.
30% 58% 45% 39% 52% 7% 37% 3,3 1,7 2,2 2,6 1,9 15,1 2,7
(*)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 85
Peter Matthews, 2005. Patente US20050226979A1. Disponible en https://patents.google.com/pat ent/US20050226979A1/en?q=corn+degermination&oq=corn+degermination.
R. James Giguere, 1993. Patente US 5250313ª. Disponible en https://patents.google.com/patent/ US5250313A/en.
S.R. Eckhoff, 2004. MAIZE | Dry Milling, Encyclopedia of Grain Science, Elsevier,Pages 216-225.ISBN 9780127654904, https://doi.org/10.1016/B0-12-765490-9/00088-4.
Sergio O. Serna-Saldivar et al., 2010. Cereal Grains: Properties, Processing, and Nutritional Attributes.
Sergio O. Serna-Saldivar et al.,2018. Corn: Chemistry and Technology, Tercera edición.
Silvio Pagnacco (2014). Molienda Seca de Maíz. Disponible en http://molineria.online/molienda-se ca-de-maiz/
Tino Boehm, 2019, Understanding Corn and it`s Processing Options.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 86
de Conversão do Milho
Fatores
Capítulo V: Produção de etanol de milho
Produção de etanol a partir do milho
Existem dois métodos primários para a produção de etanol (também denominado álcool, álcool etílico e bioetanol) a partir do milho: a moagem seca e a moagem úmida. A escolha de um ou de outro sistema de produção implica diferentes rendimentos de etanol e a obtenção de diferentes subprodutos.
Nas plantas de moagem úmida, o grão de milho é fracionado nos seus componentes principais (amido, gérmen, fibra e proteínas), e somente o amido é processado para a obtenção de etanol. Este método é mais versátil55, porque o amido obtido pode ser transformado em outros produtos além do etanol (por ex. adoçantes), e os subprodutos resultantes da moagem úmida (gluten feed, gluten meal, óleo de milho) são mais valiosos que os grãos destilados com solúveis (DGS), resultantes do processo de moagem seca para a obtenção de etanol.
Por outro lado, nas plantas de moagem seca, o grão completo é processado para produzir etanol, e as partes do grão que não são amido se recuperam no final do processo como subproduto para serem destinados à alimentação animal. O processo de moagem seca permite obter maior quantidade de etanol por unidade de milho que a moagem úmida56. Além disso, as plantas de moagem seca têm menores requerimentos de capital tanto no momento de construção da planta quanto durante o processo produtivo (T. Mizik, 2020).
No mundo, a maioria do etanol de milho provém do processo de moagem seca. Nos Estados Unidos - principal país produtor de etanol de milho no mundo - mais de 90% do milho destinado à produção de etanol é processado em plantas com tecnologia de moagem seca e 9% em plantas de moagem úmida (S. Jayasinghe e D. Miller, 2018).
A fim de alcançar os fatores de conversão mais representativos, a análise que é apresentada a seguir focaliza-se no processo de moagem seca convencional para a obtenção de etanol de milho. Esse sistema é o mais utilizado no mundo. No seguinte quadro indicam-se os principais produtos e subprodutos que derivam da moagem seca de milho para a produção de etanol e seus usos.
55 Para aprofundar sobre este tema, ver o capítulo referido ao processo de moagem úmida do milho.
56 Isso é assim porque no processo de moagem úmida, durante o fracionamento do grão, parte do amido fermentável se perde nos subprodutos.
Capítulo V
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 88
Principais produtos da moagem seca para a obtenção de etanol
UsosDióxido de carbono (CO2)
Etanol Hidratado
Etanol Anidro
Álcool Etílico Retificado Extra Neutro
Burlanda Úmido (WDGS)
Burlanda Seco (DDGS)
Óleo de destilados de milho DDGS baixo em óleo
Fonte: elaboração própria Universidade Austral
Indústria alimentar Usos industriais ou como combustível em veículos de combustível flexível Combustível e usos industriais
Indústria alimentar e aplicações farmacêuticas
Alimentação animal
Alimentação animal
Biodiesel, Alimentação animal Alimentação animal
1. Elementos chave para a conversão do milho na produção de etanol
LAs três variáveis com maior impacto nos fatores de conversão do milho são: 1) o processo industrial; 2) a gestão das operações; 3) as características e a qualidade da matéria-prima (o grão) obtida para a industrialização.
A primeira variável é o processo industrial, nele, a tecnologia e o ambiente têm especial incidência. Como já foi mencionado, o etanol de milho pode ser produzido mediante processos de moagem úmida ou moagem seca, que resultam em rendimentos de etanol diferentes, e também na produção de diferentes subprodutos. O processo de moagem a seco é o método mais divulgado para produzir etanol de milho, e é o processo que será considerado no presente relatório.
No mesmo sentido, para melhorar os resultados econômicos e a eficiência do processo de moagem seca, existem diferentes linhas de pesquisa e avanços tecnológicos associados à melhoria no rendimento do etanol, à maior eficiência energética do processo e à criação de um portfólio mais diversificado de subprodutos de milho de maior valor. Em relação ao último aspecto, a nova tecnologia que tem alcançado maior utilização consiste na extração de óleo de milho no final do processo, que será considerada no presente estudo. Na medida em que a indústria do etanol continuar evoluindo, é esperável a consolidação de uma maior variedade de novos e melhorados subprodutos da moagem seca (US Grains Council, 2018), bem como melhores rendimentos do etanol no mundo.
O segundo fator de alto impacto é a gestão das operações, que consiste na tomada de decisões sobre os processos e sobre a manutenção dos equipamentos por parte da diretoria da planta industrial.
Como última variável, as características e a qualidade do milho dependem de três fatores principais: a genética, as condições de cultivo e as práticas pós-colheita. A qualidade do milho é um dos melhores indicadores do rendimento de etanol, já que a quantidade de amido do grão determina a quantidade potencial de etanol a ser obtido.
Produtos
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 89
Para a produção de bioetanol, é possível utilizar diversos tipos de milhos, mas principalmente são utilizadas variedades dentadas ou semidentadas devido ao maior conteúdo de amido e rendimento por hectare. Apesar do rendimento do grão por hectare ser o principal critério considerado na escolha de um cultivar de milho, está provado que as características composicionais do grão podem modificar a quantidade de etanol que pode ser obtido por tonelada de grão. Nesse sentido, as companhias de sementes estão produzindo híbridos de milho específicos para etanol que contêm altos níveis de amido fermentável. Uma tonelada desses milhos pode render entre 3 e 5% mais de etanol que os híbridos convencionais57
Os fatores de conversão que são desenvolvidos a seguir constituem valores de referência no mundo na indústria de moagem seca de etanol de milho, e são valores médios da indústria, considerando a aplicação das diversas tecnologias disponíveis. Os valores estabelecidos foram validados com base na literatura especializada e pelos especialistas, em espaços de consulta criados com essa finalidade, permitindo assegurar a razoabilidade geral dos resultados obtidos.
Os valores dos fatores de conversão são apresentados expressos em base comercial ou matéria tal qual (MTQ), ou seja, é considerada a umidade com a que o produtor vende o grão, estimada em 14,5% e a umidade típica presente em cada produto derivado da produção de etanol de milho. Ademais, para poder refletir integralmente a quantidade de milho necessária para a elaboração dos diversos produtos, o fator de conversão expresso em base comercial considera para sua estimativa as perdas produzidas durante a etapa de recepção do grão.
Processo de obtenção de etanol
O seguinte gráfico é um diagrama de fluxo do processo mais divulgado de moagem seca para a produção de etanol.
Etapas de transformação nas plantas de moagem seca Para a produção de etanol de milho
 57 Haefele, Douglas & Owens, Fredric & Bryan, Keith & Sevenich, David. (2004). Selection and Optimization of Corn Hybrids for Fuel Ethanol Production.
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência da indústria e US Grains Council.
57 Haefele, Douglas & Owens, Fredric & Bryan, Keith & Sevenich, David. (2004). Selection and Optimization of Corn Hybrids for Fuel Ethanol Production.
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência da indústria e US Grains Council.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 90
O processo convencional consiste em sete etapas principais, que podem ser observadas no diagrama de fluxo: 1. recepção, 2. moagem, 3. liquefação e sacarificação, 4. fermentação, 5. destilação, 6. purificação/ concentração dos produtos de etanol e 7. recuperação de subprodutos. Como ponto de referência geral, as operações envolvidas podem ser divididas em duas áreas gerais de processos:
i) Processos Iniciais ou Front-End: envolve as etapas do processo que ocorrem antes da destilação. Os processos front-end transformam o grão de milho, rico em amido, em etanol da maneira mais eficiente possível58
ii) Processos Finais ou Back-End: são as operações que ocorrem a partir da destilação, e que estão associadas à recuperação do etanol e dos subprodutos.
Processos Front-End
Os processos iniciais ou front-end envolvem as etapas de recepção, moagem, liquefação e sacarificação, e fermentação do grão de milho, que serão descritas a seguir.
1. Recepção
É a primeira etapa para a produção de etanol de milho. Esta fase envolve a entrega e amostragem do grão, a pesagem e a descarga, a pré-limpeza e classificação dos grãos de milho, e seu armazenamento.
Ao chegar à planta de etanol, realizam-se controles de qualidade antes da descarga. Tomamse amostras do milho e são analisadas para determinar o conteúdo de umidade, que não deve superar 14,5%, enquanto é verificada a qualidade geral do grão. Uma vez conferida a qualidade do grão procede-se ao armazenamento, até o momento de ser processado.
a. Armazenamento: primeiro armazenamento e silos pulmão
O grão é descarregado do caminhão e levado em primeiro lugar, após a etapa de pré-limpeza, para um sistema de armazenamento situado em uma área específica para o armazenamento do grão. A indústria utiliza majoritariamente silos para o armazenamento do milho, além de outros, eventuais, com características provisórias (por exemplo, silo bolsa). O objeto do armazenamento do grão é conservar em perfeitas condições o grão de milho, que chega às instalações da planta de produção durante a época da colheita, até o momento do processamento. O setor de armazenamento dos grãos conta com sistemas de limpeza, cirandas, e sistemas de aspiração de finos, que permitem separar os materiais estranhos e eliminar os agentes voláteis como poeira, terra e cascas a fim de deixar o grão limpo para ser tratado (F. Gómez García, 2015).
Posteriormente, os grãos são levados para os silos pulmão onde ficarão armazenados e dali será retirada a quantidade do grão necessária para o processo de produção de etanol. Dos silos pulmão, o grão é levado para o sistema de moagem.
Durante a etapa de pré-manejo do grão (recepção, limpeza, classificação e armazenamento)
58 A partir da fermentação se obtém uma mistura de etanol e água, junto com sólidos não fermentáveis do milho e da levedura. Essa mistura se denomina cerveja, e geralmente entre 14% e 16% de seu volume é convertido em álcool, e entre 86% e 84% mosto (água e sólidos). Para a recuperação do etanol e dos subprodutos, a cerveja posteriormente passa para o sistema de destilação.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 91
ocorrem perdas, que dependerão do manejo do grão durante a colheita, da tecnologia disponível no estabelecimento para o pré-tratamento do milho, por exemplo, tamanho da malha da ciranda, eficiência da ciranda, sistema de aspiração de finos, etc., e o nível de umidade do grão recebido.
Dependendo da estratégia de suprimento da indústria, será realizado um processo de pré-limpeza (uma limpeza de alta capacidade) na planta industrial, ou nas companhias onde o grão é armazenado. Como os grãos de milho passam sempre pela pré-limpeza, no presente trabalho este processo foi incluído no cômputo das perdas representativas da indústria. As perdas típicas associadas ao prémanejo do grão de milho nas plantas de etanol são de 2,4% (W.J. van Zeist, 2012).
2. Moagem
O grão de milho passa dos silos pulmão para o setor de moagem, que conta com um sistema de moinhos com recirculação59. O objeto desta etapa do processo é efetuar a moagem do grão, até obter a granulometria ideal do cereal para maximizar a produção de etanol.
Nesta etapa, o objetivo é deixar exposto o amido que se encontra dentro do grão e aumentar a superfície de contato com a água e as enzimas, que serão adicionadas posteriormente, na etapa de liquefação e sacarificação (Mario Bragachini et al, 2014). O tamanho da partícula moída é um elemento determinante do rendimento que irá se obter da produção de etanol (Kelsall Lyons, 1999).
A granulometria resultante da moagem é ajustada com o equipamento, normalmente busca-se que o tamanho da partícula tenha entre 5 mm e 2 mm de diâmetro para otimizar o rendimento (F. Gómez García, 2015).
3. Liquefação e sacarificação
A etapa de Liquefação e Sacarificação envolve quatro operações necessárias para a conversão do amido em glicose: i) pré-mistura, ii) cocção, iii) liquefação e iv) sacarificação.
i) Pré-mistura: Uma vez que o grão foi moído, a farinha resultante deve ser suficientemente liquidificada para poder ser bombeada. O grão triturado é conduzido para o tanque de pré-mistura, onde é misturado com água e com uma pequena quantidade da enzima alfa-amilase (α-amilase), para começar a decomposição do amido.
A mistura se realiza por meio de sistemas de agitação com pás, como por exemplo, mixers. As temperaturas que habitualmente se aplicam durante o processo oscilam entre 40 e 60 °C., e correspondem, principalmente, à temperatura das correntes líquidas que ingressam nesta fase, e que procedem majoritariamente da água recuperada ao longo do processo produtivo.
Neste ponto, o material liquidificado obtido denomina-se “purê”, e tem a forma que permite dar inicio à sua conversão em etanol.
ii) Liquefação
Feita a pré-mistura, o purê obtido é bombeado através de uma combinação de tanques de cocção
59 Os moinhos com recirculação têm um sistema que permite mudar a direção do fluxo do grão moído quando não alcançou o diâmetro desejado, e permite passar mais vezes o grão pela câmara de moagem. O sistema de recirculação contribui para alcançar o tamanho padronizado das partículas moídas.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 92
e tubos de calor a temperaturas que oscilam entre 90 e 110°C. A alta temperatura esteriliza o purê eliminando as bactérias e outros microrganismos, e facilita o processo de conversão de moléculas de amido em moléculas de açúcar fermentáveis.
Depois, a mistura resultante deve esfriar até alcançar uma temperatura de aproximadamente 80 °C, e procede-se a uma segunda adição de enzima α-amilase. Essa enzima permitirá converter o amido em dextrinas, com a consequente redução da viscosidade. Quando a enzima α-amilase alcança o máximo potencial de conversão, a mistura esfria a 60 °C. e passa para a etapa de sacarificação.
iii) Sacarificação
O processo de sacarificação ocorre com a introdução da enzima amiloglicosidase, conhecida como glicoamilase, e tem o objetivo de completar a conversão do amido em açúcares fermentáveis.
Ao termo do processo de sacarificação se obtém um purê ou mosto com um conteúdo de dextrose, que é a matéria-prima base que possibilitará a produção de etanol.
Dependendo das características específicas da tecnologia aplicada em cada planta, o processo de sacarificação pode ser realizado no mesmo tanque de cocção e liquefação ou ser feito no tanque de fermentação, em um processo combinado de sacarificação e fermentação.
4. Fermentação
Ao mosto obtido na etapa de sacarificação adiciona-se levedura e começa o processo bioquímico de fermentação. Durante esse processo, a levedura metaboliza a dextrose e produz dióxido de carbono (CO2) e etanol.
A levedura que se utiliza habitualmente na produção de etanol de milho se denomina Saccharomyces cerevisiae, e para que o processo de fermentação seja o adequado, é utilizado um sistema de esfriamento que permita manter os fermentadores a uma temperatura inferior a 34°C.
Depois de um período de fermentação que pode durar entre 2 e 3 dias, obtém-se uma mistura de etanol e água, junto com sólidos não fermentáveis do milho e da levedura. Essa mistura se denomina cerveja, e habitualmente entre 14% e 16% de seu volume corresponde a álcool, e entre 86% e 84% mosto (água e sólidos). Para a recuperação do etanol e dos subprodutos, a cerveja passa posteriormente para o sistema de destilação.
Durante a fermentação, o dióxido de carbono produzido é separado e é possível tratá-lo para ser comercializado como subproduto.
i) Recuperação do CO2
O CO2 produzido no reator de fermentação vaza por um duto de ventilação. Esse duto canaliza o CO2 para um primeiro tratamento que consiste em uma lavagem com água, para recuperar o etanol que o CO2 arrastou.
Esse primeiro tratamento é realizado em um equipamento denominado “coluna de lavagem”. O gás entra pela parte inferior do equipamento, junto com o etanol e uma pequena proporção de vapor de água, e sai livre de etanol e com uma pequena quantidade de umidade para uma
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 93
planta onde se realizará a compressão, purificação, secagem e o armazenamento, liquidificado em recipientes adequados para a posterior distribuição.
Anhidrido carbónico (CO2):
O CO2 obtido na produção de etanol de milho equivale aproximadamente a 30% do total do milho moído na indústria de etanol, expresso em base comercial. Desta forma, estima-se que, do ingresso e processamento de uma tonelada de milho obtêm-se 301 kg de CO2 (M. Korte, 2015).
O dióxido de carbono resultante do processo pode ser utilizado na indústria alimentar em processos como a carbonatação de bebidas e no processamento da carne, e também é utilizado como ácido inócuo para coalhar laticínios de forma mais rápida, sem o acréscimo de nenhum sabor (G. De Negris e C. Solari, 2018). Além disso, é utilizado nas indústrias têxteis para neutralizar resíduos alcalinos e a regulação de pH em efluentes líquidos, ou inclusive no tratamento de águas residuais e na produção de gelo seco, entre outros.
Diagrama de fluxo dos processos iniciais ou Front-End
Até aqui foram descritos os processos envolvidos na etapa inicial da moagem seca para produzir etanol. Estes processos são mostrados no seguinte diagrama:Produção de etanol de milho por moagem seca Processos iniciais ou front-end Etapas, subetapas, processos e produtos intermediários e subprodutos do milho
 Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor
ROUND
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor
ROUND
TABLE ON
RESPONSIBLE SOY ASSOCIATION (RTRS)
— 94
Processos Back-End
Os processos finais ou back-end envolvem as etapas de destilação, purificação e concentração dos produtos de etanol, e recuperação dos subprodutos.
5. Destilação
O seguinte passo na produção de etanol é a destilação. A cerveja resultante da fermentação é bombeada para as colunas de destilação onde se aplica calor e o álcool etílico se separa da água e dos sólidos, aproveitando a diferença entre o ponto de ebulição do álcool (78,4 C°) e o ponto de ebulição da água (100 C°).
A destilação permite fracionar os componentes da mistura de acordo com sua volatilidade relativa. Desta forma, à medida que a cerveja ferve, o etanol se evapora e deixa a coluna de destilação pela parte superior, enquanto os sólidos e a água vão para o fundo. A corrente de vapor rico em etanol ingressa depois um condensador para obter etanol em estado líquido, com uma concentração alcoólica média de 96% e 4% de água. Este produto é conhecido como álcool hidratado, e é o maior grau de concentração do etanol que pode ser produzido mediante uma destilação simples.
O etanol hidratado pode ser comercializado como matéria-prima para usos industriais (por ex. diluentes) ou como combustível em veículos de combustível flexível. É importante assinalar que, uma vez obtido o etanol hidratado, esse produto pode: i) ser vendido como tal, ii) ser destinado à produção de etanol anidro, ou iii) ser purificado para obter álcool etílico retificado.
Depois da destilação, o processo produtivo divide-se em dois. De um lado, o etanol hidratado pode ser destinado a uma fase de purificação, para alcançar o grau de pureza e concentração requerido para o uso. De outro lado, a mistura de sólidos e água conhecida como vinhaç pesada ou destilado pesado do milho são submetidos a novos processos para a recuperação dos subprodutos.
Etanol hidratado
O etanol hidratado corresponde ao álcool com uma concentração de água d 4%, e que pode ser comercializada como matéria-prima para usos industriais (por ex. diluentes) ou para seu uso como combustível em veículos de combustível flexível.
Estima-se que do ingresso e processamento de uma tonelada de milho pode-se obter, em média, 410 litros de etanol hidratado, expresso em base comercial.
6. Purificação e concentração dos produtos de etanol
Na etapa de purificação, o etanol obtém as características organolépticas, de pureza e concentração, adequadas para as diversas aplicações.
Por um lado, a produção de etanol para uso combustível requer que o etanol alcance uma gradação alcoólica mínima de 99,5%; para isso será necessária a aplicação de processos de desidratação,
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 95
para extrair a água contida no etanol hidratado. Por outro lado, para que o etanol seja apto para aplicações na indústria alimentar e farmacêutica, são necessárias técnicas de refino adicionais que permitam alcançar os níveis de pureza de etanol requeridos por essas indústrias.
i) Desidratação
A desidratação busca extrair a água contida no etanol hidratado e alcançar um nível de concentração de 99,5% ou maior, que é o grau necessário para uso como combustível. O álcool resultante desta etapa se denomina álcool anidro.
A técnica mais habitual para a desidratação do etanol consiste na utilização de filtros moleculares que permitem separar as moléculas de acordo com o tamanho.
As peneiras moleculares são tanques que contêm material com poros (furos muito pequenos) de tamanho uniforme. Os poros da peneira são suficientemente grandes como para que as moléculas de água entrem e fiquem presas, mas, como as moléculas de álcool têm maior tamanho que os poros, não são absorbidas e permanecem na corrente principal do processo. Como resultado da desidratação, o etanol que sai da unidade filtrante alcança uma concentração alcoólica de 99,5%60
Apesar do etanol anidro ser um produto de alta concentração alcoólica, apto para uso carburante e industrial, na sua composição permanecem restos de impurezas (compostos voláteis, álcoois superiores, metanol), que são o resultado do processo de fermentação, e é por isso que o etanol anidro não alcança a qualidade requerida para uso alimentício ou farmacêutico.
Etanol anidro
Estima-se que, do ingresso e processamento de uma tonelada de milho se obtém, em média 398 litros de etanol anidro, expresso em base comercial. Esse etanol tem uma concentração alcoólica de 99,5%.
O etanol anidro é utilizado, fundamentalmente, como combustível, misturando-o com gasolinas em diferentes proporções. Pode ser utilizado também em aplicações industriais como anticongelante, em formulações para limpeza e desinfecção de superfícies, e na indústria química, como composto na síntese de dissolventes para colas e tintas, entre outros.
Os volumes de etanol indicados acima não incluem os desnaturantes que devem ser adicionados ao etanol para transformá-lo em um produto não apto para o consumo humano. A desnaturação não altera a composição química do etanol, mas faz com que o líquido não seja alcançado pelas regulações que controlam os álcoois consumíveis nas bebidas alcoólicas.
As substâncias utilizadas para a desnaturação, bem como as proporções adicionadas são muito variáveis dependendo da normativa de cada país. A modo de exemplo, nos Estados Unidos é habitual adicionar gasolina para a desnaturalização do etanol, em uma ordem de 2% a 5%, enquanto na Argentina a desnaturação pode ser feita com benzoato de denatônio, em uma proporção de 40 partes por milhão (0,004%).
ii) Retificação
A fermentação do amido, além de produzir etanol e CO2, gera outros compostos como metanol, álcoois superiores, ácidos orgânicos e ésteres, entre outros. Esses compostos se denominam
60 Dale, Rhys & Tyner, Wallace. (2006). Economic
And Technical Analysis Of Ethanol Dry Milling: Model Description. Purdue University, College
of Agriculture, Department of Agricultural
Economics, Working Papers.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 96
congêneres, e tem origem na cepa da levedura e outros microorganismos presentes na fermentação. Os congêneres estão presentes no álcool em quantidades mínimas (traças), e constituem impurezas que devem ser reduzidas para alcançar a qualidade exigida para o uso do álcool nas indústrias de alimentos e farmacêutica (S. Onuki et al, 2016).
A etapa de retificação do etanol consiste em sucessivos processos de purificação, nos quais podem ser utilizados como matéria-prima tanto o álcool hidratado resultante da destilação quanto o álcool anidro, que se obtém do processo de desidratação.
As técnicas de purificação aplicadas envolvem, habitualmente, a adição de água em una coluna hidrosseletora onde se separam os restos de compostos voláteis presentes na corrente de etanol e operações de retificação e afinação posteriores, que permitirão remover o conteúdo de álcoois superiores e metanol, conforme os usos específicos. O produto resultante desta etapa consiste em etanol retificado, com uma concentração de 96%.
Dependendo da quantidade de etapas de purificação e retificação aplicadas ao produto, é possível obter diferentes qualidades de etanol, que serão adaptadas às diferentes aplicações e à normativa vigente.
Na etapa de retificação, do total de álcool processado, obtém-se 92% de álcool etílico extra neutro de alta qualidade e 8% de álcool etílico industrial.
Os componentes que se separam na etapa de purificação, junto com uma fração de etanol que inevitavelmente vai no processo, são extraídos do sistema formando uma corrente de álcool de menor pureza. Este produto é conhecido também como álcool etílico industrial e convencionalmente passa por recirculação para as correntes de etanol apto para combustíveis ou para uso industrial.
Álcool etílico retificado extra neutro
O etanol extra neutro retificado é álcool etílico potável, de alta qualidade, que tem propriedades organolépticas muito apreciadas, como a neutralidade do aroma e do sabor, e a cor transparente, brilhante e cristalina.
Normalmente, o álcool extra neutro tem uma concentração de 96% de etanol, e por cada tonelada de milho ingressado e processado na indústria, é possível obter 386 litros do produto, expresso em base comercial.
Esse álcool é apto para ser utilizado em aplicações farmacêuticas e na indústria alimentar, como por exemplo na elaboração de bebidas alcoólicas, álcool antisséptico, perfumes e outros produtos que precisam de um álcool com características organolépticas superiores.
7. Recuperação de subprodutos
Como foi assinalado na etapa de destilação, este processo tem como resultado dois produtos. De um lado, obtém-se o etanol com uma concentração de 96° de álcool (álcool hidratado), que passa para processos de purificação, a fim de obter produtos de etanol com o grau de pureza e concentração requerido conforme seu uso (etapa de purificação e concentração dos produtos de etanol). De outro lado, é criada uma mistura de sólidos insolúveis e água denominada vinhaça
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 97
pesada, que é processada para obter subprodutos destinados à alimentação animal. Tradicionalmente, as plantas de etanol de milho moído a seco têm produzido, principalmente, dois subprodutos: grãos destilados com solúveis úmidos (WDGS) e grãos destilados com solúveis secos (DDGS). Ora bem, nos últimos anos tem-se estendido um processo que permite extrair o óleo de milho nas plantas de moagem seca para a produção de etanol. Esta incorporação tem permitido a obtenção de novos subprodutos: óleo de destilados de milho e grãos destilados com solúveis com menor conteúdo de óleo.
A produção desses subprodutos está interrelacionada: elaborar um produto reduz a produção dos outros, e a participação dos subprodutos de plantas individuais varia amplamente. A informação que é apresentada a seguir se refere aos processos tipicamente utilizados para a obtenção de cada subproduto, e aos coeficientes técnicos de conversão específicos de cada subproduto.
Separação
A vinhaça pesada é submetida a uma fase de separação de seus componentes para obter, por um lado o líquido, e por outro os grãos destilados (DG por suas siglas em inglês). Há uma variedade de tecnologias disponíveis para a realização dessa separação, mas habitualmente é feita em um de cantador centrífugo. Nesse equipamento, por um extremo entra a mistura e é conduzida para um parafuso que gira a alta velocidade. A força centrífuga faz com que o material sólido fique aderido às paredes e forme o DG, enquanto o líquido segue seu caminho e se denomina vinhaça leve.
Os grãos destilados obtidos do processo de separação podem ser comercializados como grãos destilados úmidos (WDG) ou secos (DDG), dependendo do grau de umidade contido. Entretanto, os grãos destilados geralmente são misturados com solúveis condensados que resultam da fase de evaporação da vinhaça leve e obtêm-se grãos destilados com solúveis úmidos (WDGS) ou secos (DDGS).
Evaporação
Uma vez separada a vinhaça leve, esse líquido passa por um evaporador para concentrar a solução. Este processo permite, por um lado, obter solúveis de destilaria condensados, e por outro, recuperar a água livre de compostos para seu tratamento e posterior reutilização no processo produtivo.
Os solúveis condensados são uma boa fonte de proteínas, energia e vitaminas, mas têm a consistência do melaço, dificultando o uso na alimentação. Por esse motivo, a maioria das destilarias adicionam novamente os solúveis condensados aos grãos de destilaria para fornecer maior valor nutricional61
Os vapores (água) extraídos no processo de evaporação são reutilizados no processo, quando se adiciona água ao grão moído durante a pré-mistura.
Mistura
A partir da mistura dos solúveis com os grãos destilados, obtêm-se os grãos destilados com solúveis (DGS, por suas siglas em inglês). Este subproduto tem altos níveis de proteína, fibra e gorduras: os nutrientes estão concentrados 2 ou 3 vezes mais em relação à concentração do mesmo grão na
Algumas plantas industriais elaboram também o xarope de solúveis de destilaria condensados, para serem comercializados independentemente dos grãos destilados.
61
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 98
sua forma original (Nicolás Di Lorenzo, 2012). O DGS pode ser comercializado como WDGS ou bur landa úmido, com 65% de umidade, ou como DDGS ou burlanda seco, com 10 % de umidade. Burlanda úmido (WDGS)
O produto de grãos destilados úmidos com solúveis, da forma como sai da fábrica, denomina-se burlanda úmido ou WDGS, e é um subproduto da moagem seca do cereal para a produção de etanol.
O WDGS é geralmente comercializado com 65 % de umidade, e é um produto muito utilizado para alimentação do gado. O alto conteúdo de umidade do burlanda úmido faz com que o produto tenha menor tempo de conservação, tornado mais cara a logística por estar transportando maior quantidade de água. Além disso, o WDGS permite melhorar a alimentação do gado, já que gera volume e dá homogeneidade, obtendo um alimento com maior palatabilidade (Nicolás Di Lorenzo, 2012).
Por cada tonelada de milho ingressado e processado, obtêm-se, em média 790 kg de burlanda úmido com solúveis (expresso em base comercial).
Secagem
O processo de secagem permite reduzir o conteúdo de água dos WDGS até alcançar um grau de umidade de 10% a 12%. O produto resultante se denomina burlanda seco ou grãos destilados secos com solúveis (DDGS).
A redução do conteúdo de umidade dos grãos destilados com solúveis permite obter melhores condições de conservação, portanto, este subproduto pode ser armazenado e exportado, sendo que, quando tem alto conteúdo de umidade, as opções de comercialização são condicionadas devido à perecibilidade e aos custos de transporte.
Burlanda seco ou DDGS
Por cada tonelada de milho ingressado e processado, obtêm-se, em média, 302 kg de burlanda seco (expresso em base comercial).
Os DDGS são um excelente ingrediente para as rações, fundamentalmente dos ruminantes, mas são também utilizados na formulação de dietas para suínos e aves de curral, e até pode ser utilizado para a elaboração de alimentos para animais de estimação.
Extração de óleo
O óleo de destilados de milho pode ser produzido extraindo o óleo da vinhaça leve, durante o processo de produção de DDGS. Essa extração ocorre depois da fermentação e destilação e antes da secagem para produzir DDGS.
Há disponíveis diferentes tecnologias de extração de óleo da vinhaça leve. Hoje, mais de 90% das plantas de moagem seca de etanol nos Estados Unidos produz óleo de milho, e a maior parte da indústria utiliza um processo de extração no qual o óleo de milho é obtido dos solúveis de destilaria condensados, mediante centrifugação, no final do processo. Em geral, esses processos implicam no uso de várias configurações de decantadores, centrífugas e calor para separar fisicamente o óleo nesta corrente de subproduto (US Grains Council, 2018)62
62 US Grains
Council, 2018. DDGS User Handbook. Capítulo 3. Producción de etanol y sus coproductos Tecnologías de fraccionamiento inicial y de extracción de aceite final.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 99
A indústria do etanol está em processo de adotar tecnologias de extração avançada para aumentar a produção de óleo de milho. Com efeito, os rendimentos médios de óleo de milho têm melhorado constantemente nos últimos anos: em 2012, o rendimento médio de óleo de destilados de milho nos Estados Unidos era aproximadamente 8 litros por tonelada, enquanto em 2019 esse número era superior a 12 litros por tonelada (Christianson PLLP, 201963 e Trucent, 2019).
A eliminação do óleo de milho afeta o perfil nutricional dos grãos destilados com solúveis, principalmente ao reduzir o conteúdo de gordura e energia, e ao aumentar a concentração de proteína. Desta forma, o produto que se obtém ao misturar os grãos destilados, com os solúveis concentrados depois da extração de óleo, denomina-se DGS baixo em óleo.
Óleo de destilados de milho
Em média, as técnicas mais estendidas atualmente permitem recuperar aproximadamente 12,2 kg de óleo de milho por cada tonelada de milho processado na indústria, sendo a faixa de ren dimento real de 8 a 20 litros por tonelada (Trucent, 2019).
O óleo de milho de destilaria produzido através destes processos não é adequado para uso na ali mentação humana, e seus destinos principais são a produção de biodiesel e a alimentação animal.
Os sistemas de extração de óleo de milho foram incorporados às plantas de etanol para aumen tar a eficiência energética da planta, e aumentar a quantidade total de combustível produzido por tonelada métrica de milho processada. Nesse sentido, o óleo de milho obtido constitui uma matéria-prima de biodiesel, sem afetar os volumes de produção do etanol.
DDGS baixo em óleo
Os DDGS reduzidos em óleo são o resultado da mistura dos grãos destilados com solúveis concen trados depois de extrair o óleo, e um processo posterior de secagem para alcançar um conteúdo de umidade entre 10% e 12%.
O conteúdo médio de gordura crua do DDGS baixo em óleo é de 4-8%, em comparação com o DDGS tradicional cujo conteúdo de gorduras e óleo ascende a 8-12% (Deepak Kumar e Vijay Singh, 2019).
O rendimento dos DDGS baixos em óleo é menor em comparação com os DDGS tradicionais. Por cada tonelada de milho ingressado e processado é possível obter, em média 280 kg de burlanda seco reduzido em óleo (expresso em base comercial).
Diagrama de fluxo dos processos finais ou Back-End
A seguir, são apresentados os diagramas de fluxo com o detalhamento dos processos back-end mais aplicados no mundo na moagem seca para a produção de etanol de milho.
O primeiro diagrama se refere às etapas, processos, produtos intermediários e produtos do milho que correspondem ao processo de moagem seca sem extração de óleo, e o segundo diagrama se
20, 2019). Pounds
(http://www.ethanolproducer.com/)
63 Susanne Retka Schill (November
That Pay. Ethanol Producer Magazine
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 100
Produção de etanol de milho por moagem seca – Processos finais ou back-end sem extração de óleo – etapas, processos e produtos intermediários e subprodutos do milho


Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor e com US Grains Council, 2018
Produção de etanol de milho por moagem seca – Processos finais ou back end com extração de óleo pós-destilação – Etapas, processos e produtos do milho
Fonte: Elaboração própria Universidade Austral a partir de entrevistas com pessoas de referência do setor e com US Grains Council, 2018.
(RTRS)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION
— 101
Cálculo dos fatores de conversão do milho na produção de etanol
A estimativa dos fatores de conversão do milho para a produção de etanol foi realizada com base na informação obtida de diversas fontes técnicas, incluindo bibliografia especializada, consultas a empresas comerciais de produção de etanol e especialistas da indústria. A informação foi validada a partir de uma análise comparativa dos resultados obtidos e consultas com especialistas.
O trabalho de Deepak Kumar e Vijay Singh (2019) analisa o estado da produção de bioetanol, a composição do milho e as particularidades das tecnologias de conversão do milho em etanol. Também nesse trabalho são apresentados os principais desafios técnicos e oportunidades associados às novas tecnologias.
Entre outros, De Nigris e Solari (2018), Altuna et al. (2018) e Fernando Gómez García (2015) publicaram estudos de pré-factibilidade técnica e engenharia de processos para a instalação de plantas de bioetanol. Enquanto isso, Fan Mei (2006) desenvolve modelos de balanço de massa e energia de uma planta de moagem seca para a produção de etanol.
Além disso, o trabalho da FAO (2008) apresenta uma análise comparativa do rendimento dos biocombustíveis. A análise considera as diferenças nos rendimentos das culturas por hectare entre culturas e países e as diferenças na eficiência da conversão em biocombustíveis entre essas culturas.
O presente trabalho desenvolve os fatores de conversão do milho na indústria do etanol, expressos em base comercial (BC) ou matéria tal qual (MTQ). Assim, para o cálculo é considerada a umidade com a que o produtor vende o grão, estimada em 14,5% e a umidade típica presente em cada subproduto ou produto derivado da produção de etanol de milho. Além disso, para poder refletir cabalmente a quantidade de milho necessária para a elaboração dos diversos produtos, os fatores de conversão expressos em base comercial consideram, para fazer a estimativa, as perdas ocorridas durante a etapa de recepção do grão.
Perdas ocorridas na produção de etanol de milho
O valor médio das perdas ocorridas durante a etapa de recepção do grão estima-se em 2,4% do volume de milho ingressado nas plantas de moagem seca. Essas perdas correspondem, principalmente, a grãos partidos, umidade e matérias estranhas, e incluem elementos impróprios como plásticos, madeiras, terra, etc., que podem danificar os equipamentos e, portanto, é necessário
64 Como foi explicado na descrição da etapa de recepção no presente capítulo (1. Recepção), é preciso assinalar que as perdas associadas à recepção ou pré-manejo do grão dependerão, principalmente, da estratégia de fornecimento da indústria. Nos casos em que os processos de pré-limpeza (limpeza de alta capacidade) são realizados nas empresas onde o grão é armazenado, as perdas na etapa de recepção serão significativamente menores. Visto que os grãos de milho passam por uma pré-limpeza em todos os casos, no presente trabalho este processo foi incluído para o cálculo das perdas representativas da indústria.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 102
separar64
Por outro lado, o presente trabalho também considera as perdas que ocorrem durante o processo de transformação do grão, que envolvem a perda de componentes do grão. Essas perdas são, em média, inferiores a 0,5% e correspondem a poeira que se produz durante a operação de moagem, a respeito do milho ingressado no processo industrial.
Assim, no presente trabalho, considera-se que as perdas totais associadas à produção de etanol por moagem seca do milho (perdas ocorridas durante a recepção do grão mais as perdas de matéria durante o processamento), podem alcançar, em média, 2,9% do volume de milho recebido nas plantas de moagem, expresso em base comercial.
Fatores de conversão do milho (Base comercial)
Para determinar os fatores de conversão do milho, são levados em consideração os rendimentos de cada um dos produtos e subprodutos. Os rendimentos se expressam em base comercial, depois de eliminar os materiais de descarte (milho quebrado e matéria estranha) durante a etapa de recepção.
Dióxido de Carbono (CO2): o CO2 é produzido durante a etapa de fermentação, e pode ser tratado e vendido como subproduto. Em média, de uma tonelada de milho ingressada e processada na indústria, obtêm-se 301 kg de CO2.
Etanol hidratado: o Etanol hidratado tem uma concentração de água que normalmente ascende a 4%. Este produto pode ser comercializado como matéria-prima para usos industriais (por ex. diluentes) ou como combustível em veículos de combustível flexível. É importante destacar que, uma vez obtido o etanol hidratado, esse produto pode: i) ser vendido como tal, ii) ser destinado à produção de etanol anidro, ou iii) ser purificado para obter álcool etílico retificado. Estima-se que do ingresso e processamento de uma tonelada de milho pode-se obter, em média, 410 litros de etanol hidratado, expresso em base comercial.
Etanol anidro: o etanol anidro desidratado tem geralmente uma concentração alcoólica de 99,5%, e pode ser obtido a partir da desidratação do etanol hidratado. Do ingresso e processamento de uma tonelada de milho, é possível obter 398 litros de etanol anidro, expresso em base comercial. Os volumes de etanol anidro expressos não incluem os desnaturantes, que devem ser adicionados ao etanol com o objetivo de transformá-lo em um produto não apto para o consumo humano.
Álcool etílico retificado extra neutro: o etanol extra neutro retificado é álcool etílico potável, de alta qualidade, apto para ser utilizado em aplicações farmacêuticas e na indústria de alimentos. Este produto se obtém a partir da etapa de retificação, na qual podem ser utilizados como matériaprima tanto o álcool hidratado resultante da destilação quanto o álcool anidro que se obtém do processo de desidratação. Geralmente, o álcool extra neutro tem uma concentração de 96% de etanol, e por cada tonelada de milho ingressado e processado na indústria, é possível obter 386 litros do produto.
WDGS ou burlanda úmido: los grãos de destilaria úmidos com solúveis ou burlanda úmido estão
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 103
constituídos pelos grãos de destilaria e a vinhaça concentrada, e se comercializam, em geral, com 65 % de umidade. Por cada tonelada de milho ingressado e processado na indústria, obtêm-se, em média, 790 kg de burlanda úmido com solúveis (expresso em base comercial).
DDGS ou burlanda seco: os grãos de destilaria secos com solúveis ou burlanda seco obtêm-se a partir da secagem de WDGS. Em geral, são comercializados com uma umidade de 10%. Por cada tonelada de milho ingressado e processado obtêm-se, em média, 302 kg de burlanda seco, expresso em base comercial.

Óleo de destilados de milho: o óleo de milho resultante da produção de etanol não é apto para o consumo humano e se destina, principalmente, à produção de biodiesel e à alimentação animal. Em média, com as técnicas mais divulgadas na atualidade, recuperam-se cerca de 12,2 kg de óleo de milho por cada tonelada de milho ingressado e processado na indústria de etanol.
DDGS baixo em óleo: o burlanda seco reduzido em gordura é o resultado de misturar os grãos destilados e os solúveis concentrados, depois de ter extraído o óleo de destilação do milho. Geralmente, efetua-se a secagem para ser comercializado com uma umidade de aproximadamente 10%. Por cada tonelada de milho ingressado e processado é possível obter em média 280 kg de burlanda seco reduzido em óleo (expresso em base comercial).
A seguir, expõe-se uma síntese dos rendimentos médios para cada produto e subproduto resul tante da produção de etanol por moagem seca. Os resultados são apresentados em dois quadros, o primeiro se refere aos rendimentos do processo de moagem seca sem extração de óleo, e o se gundo, ao processo que inclui a extração de óleo pós destilação.
Esses valores se expressam como a quantidade de produto/subproduto que se obtém a partir do ingresso e processamento de uma tonelada de milho, expresso em base comercial ou matéria tal qual (MTQ). Além disso, para poder refletir cabalmente a quantidade de milho que se requer para a elaboração dos diversos produtos, o fator de conversão expresso em base comercial considera, para fazer a estimativa, as perdas ocorridas durante a etapa de recepção do grão.
Produção de etanol de milho por moagem seca Sem extração de óleo - com wdgss e ddgs tradicional Rendimentos médios de uma tonelada de milho, expressos em base comercial (*)
(*) A umidade do grão de milho é estimada em 14,5% e as perdas totais produzidas estimam-se em 2,9% do volume do milho recebido nas plantas de etanol (expresso em base comercial). O cálculo do rendimento dos produtos de etanol não inclui o conteúdo de desnaturante. O conteúdo de umidade do WDGS é 65% e no DDGS a umidade é de 10%.
(RTRS)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION
— 104
Produção de etanol de milho por moagem seca Com extração de óleo pós destilação e ddgs baixo em óleo Rendimentos médios de uma tonelada de milho, expressos em base comercial (*)
(*) A umidade do grão de milho é estimada em 14,5% e as perdas totais produzidas estimam-se em 2,9% do volume do milho recebido nas plantas de etanol (expresso em base comercial). O cálculo do rendimento dos produtos de etanol não inclui o conteúdo de desnaturante. O conteúdo de umidade do DDGS reduzido em óleo é de 10%.
Os Fatores de Conversão do Milho que são apresentados a seguir expressam a quantidade de ton eladas de milho necessárias para obter uma tonelada de algum dos produtos e subprodutos da produção de etanol (base comercial). Os coeficientes técnicos indicados nos quadros anteriores foram utilizados para calcular o equivalente em milho para cada produto, dividindo 1 pelo percen tual do produto que se obtém do processamento de uma determinada quantidade de grão de milho,
Produção de etanol de milho por moagem seca Rendimento médio e quantidade de toneladas de milho necessárias para obter Uma tonelada ou m3 (1000 litros) de produto. Expressos em base comercial (*)
Producto
Dióxido de Carbono (CO2)
Etanol Hidratado (96%)

Etanol Anidro (99,5%) Etanol (96%) - Retificado Extra Neutro
DDGS
WDGS Óleo de Destilados de Milho DDGS Baixo em Óleo
Rendimento Médio
kg/ton
lt/ton
lt/ton
lt/ton
kg/ton
kg/ton
kg/ton
kg/ton
Perdas (como % do grão ingressado e processado)
Perdas Totais Perdas/ Transformação
Perdas/ Recepção do grão
UnidadeTon. Necessárias de Milho por unidade de produto
ton
m3 (1.000 litros)
m3 (1.000 litros)
m3 (1.000 litros)
A umidade do grão de milho é estimada em 14,5% e as perdas totais produzidas estimam-se em 2,9% do volume do milho recebido nas plantas de etanol (expresso em base comercial). O cálculo do rendimento dos produtos de etanol não inclui o conteúdo de desnaturante. O conteúdo de umidade do WDGS é 65% e nos DDGS tradicional e reduzido em óleo a umidade é de 10%.
301
410
398
386
302
790
12,2
280
1
1
1
1
1 ton 1 ton 1 ton 1 ton 3,32 2,44 2,51 2,59 3,32 1,27 81,97 3,58 2,9% 0,5% 2,4%
(*)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 105
Referências bibliográficas
Altuna, Juan María; Bianchi di Carcano, Camila; Novaro Hueyo, José Agustín; Nagore, Pablo Santos (2018). Instalación de una planta de bioetanol . Tesis de Grado. INSTITUTO TECNOLÓGICO DE BUENOS AIRES – ITBA. ESCUELA DE INGENIERÍA Y GESTIÓN
Dale, Rhys & Tyner, Wallace. (2006). Economic and Technical Analysis Of Ethanol Dry Milling: Model Description. Purdue University, College of Agriculture, Department of Agricultural Economics, Working Papers.
De Nigris, Giselle, Solari, Carolina (2018). Diseño de una planta de producción de bioetanol a base de maíz. Tesis de Grado.Universidad Nacional de Mar del Plata. Facultad de Ingeniería. FAO (2008). The State of Food and Agriculture: Biofuels : Prospects, Risks and Opportunities. Chapter 2 - Biofuels and agriculture – a technical overview.
Fernando Gómez García (2015). Ingeniería de procesos de planta de fabricación de etanol con una capacidad de 20.000 tm/año. Dpto. Ingeniería de la construcción y proyectos de ingenieríaUniversidad de Sevilla.
Korte, Megan, “In-plant validation of an ethanol yield prediction equation” (2015). Graduate Theses and Dissertations. 14822.
Kumar, D.; Singh, V. (2019). Chapter 22—Bioethanol Production from Corn. In Corn, 3rd ed.; SernaSaldivar, S.O., Ed.; AACC International Press: Oxford, UK [Google Scholar]10.1016/B978-0-12-8119716.00022-X.
Lee, U., Kwon, H., Wu, M., & Wang, M. (2021). Retrospective analysis of the U.S. corn ethanol industry for 2005 - 2019: implications for greenhouse gas emission reductions. Biofuels, Bioproducts and Biorefining. doi:10.1002/bbb.2225
Mario Bragachini, Alejandro Saavedra, José María Méndez, Marcos Bragachini, Diego Mathier, Lisandro Errasquin y Alfredo Benito Coen (2014). Informe de la visita a la planta de producción de bioetanol de ACABIO, Villa María, Córdoba. INTA EEA Manfredi
Mei, F., Dudukovic, M. P., Evans, M., & Carpenter, C. N. (2006). Mass and Energy balance for a corn-toethanol plant. Methods. Washington University, Saint Louis, Missouri.
https://lib.dr.iastate.edu/etd/14822Nicolás Di Lorenzo (2012). BURLANDA, UN SUBPRODUCTO INTERESANTE PARA LAS DIETAS DE LOS RUMIANTES. Sitio Argentino de Producción Animal
Onuki, S., Koziel, J. A., Jenks, W. S., Cai, L., Grewell, D., and van Leeuwen, J. H. (2016) Taking ethanol quality beyond fuel grade: A review. J. Inst. Brew., 122: 588– 598. doi: 10.1002/jib.364.
Rosentrater, K.A., K.M. IIelegi, D.B. Johnson. 2011. Manufacturing of fuel ethanol and distillers grainsCurrents and evolving processes. 1st. ed. CRC Press, Florida, USA.
S. Jayasinghe y D. Miller (2018), “U.S. Corn Usage for Ethanol, Dry Mill Ethanol Co-Products Production, and Ethanol Yields Update”, Agricultural Marketing Resource Center, Renewable Energy Report (Febrero/2018)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 106
Susanne Retka Schill (November 20, 2019). Pounds That Pay. Ethanol Producer Magazine (http:// www.ethanolproducer.com/)
TRUCENT (Oct 15, 2019). Consistently Increasing Distillers Corn Oil Extraction in Ethanol Plants. BIOPROCESS.
US Grains Council, 2018. DDGS User Handbook. Capítulo 3. Producción de etanol y sus coproductos Tecnologías de fraccionamiento inicial y de extracción de aceite final.
US Grains Council, 2018. DDGS User Handbook. Disponible online en https://grains.org/buyingselling/ddgs/user-handbook/. Fecha de acceso: Abril/2021
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 107
Apêndice 2 Fontes públicas de dados disponíveis sobre fatores de conversão
VISÃO DE CIMA
Embora o método usado para selecionar os fatores de conversão esteja descrito na seção Seleção de fatores de conversão de milho, a seção abaixo traz mais detalhes sobre o processo usado para obter um fator de conversão para cada produto. Os fatores apresentados neste apêndice não foram ponderados de acordo com a alocação econômica ou de demanda, visto que eles não estão publicamente disponíveis; de contrário, são a soma não-ponderada dos produtos de milho usados na produção do produto em questão; já os números ponderados são fornecidos na introdução.
Fatores de conversão de ração para gado
Não há muitas pesquisas sobre fatores de conversão de ração (ou seja, o percentual de milho em ração para animais) na literatura acadêmica ou pública. A maioria das fontes disponíveis traz especificações sobre a ração no contexto de dietas alimentares específicas e em países específicos, sendo que apenas duas fontes disponíveis reúnem informações sobre uma série de misturas de rações diferentes de todo o mundo. A maioria das fontes contém apenas um fator para tipos específicos de ração (por exemplo, ração para aves de corte ou suínos) e, portanto, cada tipo de ração foi considerado separadamente na pesquisa
i. Aves de cortee
Fator
Citação
da transparência
FAO (2013)
Baker & Chung (1992)
Rostagno et al. (2005)
Abioja et al. (2012) Singh (2019)
National Chicken Council (2011)
do método
da
Média Global Estados Unidos Brasil Nigéria Índia EUA
Produtos de Milho
Não há informação disponível 0,65 milho, 0,04 farelo de glúten de milho Não há informação disponível Não há informação disponível 0,14 milho inteiro, 0,24 gérmen de milho Milho e subprodutos do milho
A FAO foi escolhida como fonte por ser a única a divulgar detalhes sobre o seu método e por apresentar uma média global relativa ao percentual de milho na ração. Revela também o quanto o percentual de milho pode variar entre os países, de 24% na Europa Ocidental a 70% na América Latina (números respaldados pelo restante da literatura).
Embora a fonte da FAO não dê detalhes sobre quais produtos de milho são usados na ração para galinhas, a consulta com os atores do setor sugere que a proporção de milho inteiro e ração com
0,53 0,70 0,65 0,460,50 0,38 0,65
Nota
3 1 1 2 1 1 Nota
3 N/A N/A 1 N/A N/A Nota
aplicabilidade 4 1 1 1 1 1 Nota da credibilidade 4 3 3 3 1 3 Nota total 14 5 5 7 3 4 País
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 109
de milho no estudo de Baker & Chung é precisa e, portanto, essas proporções são aplicadas ao Fator de conversão da FAO.
ii. Aves poedeiras
País Promedio mundial Estados Unidos Australia
Produtos de Milho Não há informação disponível 0,35 milho inteiro, 0,10 farelo de milho N/D
Da mesma forma que nas aves de corte, a fonte da FAO foi escolhida porque é a única fonte capaz de fornecer uma média global. Ela mostra que o uso de milho depende da localização, variando de 0% da ração para poedeiras na Rússia a 65% na América do Norte. Conforme apresentado por Clark et al. (2019), vários países não usam milho na alimentação de aves poedeiras.
Embora a FAO não apresente informações sobre os tipos de produtos de milho usados na ração para aves poedeiras, a consulta com atores da indústria sugere que rações para aves poedeiras geralmente usam milho inteiro (grãos de milho) ao invés de outros produtos de milho. Portanto, presume-se que 0,44 tonelada de milho inteiro seja usada em 1 tonelada de ração para aves poe deiras.
iii. Gado leiteiro
da transparência
do método
de aplicabilidade
da credibilidade
total
País Promedio de 13 países
Israel Pakistán Estados Unidos
países
Produtos de Milho 0,12 silagem de milho, 0,03 milho inteiro, 0,02 DDGS, 0,02 milho inteiro em ração composta 0,22 grão de milho, 0,04 ração de glúten de milho
Glúten de milho Silagem de milho
fatores no documento é específico para um determinado país e sistema de alimentação animal, cálculos adicionais foram realizados. Para cada país, o percentual médio de
glúten
Fator (t por t) 0.44 0.340.45 0 Citação FAO (2013) Singh (2019) Clark et al. (2019) Nota da transparência 3 1 1 Nota do método 3 N/A N/A Nota de aplicabilidade 4 1 1 Nota da credibilidade 4 1 3 Nota total 14 3 5
O fator da FAO (2014) foi escolhido por ser baseado em rações de 13
diferentes. No entanto, visto que cada um dos
Fator (t por t) 0,19 0,26 0,20 0,28 Citação FAO (2014) Kroll (2018) Jabbar (2014) Arndt et al. (2015) Nota
4 1 1 1 Nota
4 N/A N/A N/A Nota
3 1 1 1 Nota
4 1 1 3 Nota
15 3 3 5
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 110
milho na ração foi calculado com base na proporção de cada sistema de alimentação animal na produção total de leite. Foi então tomada a média não-ponderada dos fatores em relação a todos os 13 países, chegando-se a um número global.
O documento da FAO traz informações detalhadas sobre o tipo de milho utilizado, que inclui silagem de milho, grão de milho, DDGS, grãos de destilaria e ração com glúten de milho. Além disso, a ração composta também foi incluída, mas não há informações sobre o percentual de milho na ração composta. Foi utilizada a estimativa de que o percentual de milho na ração composta é de 16,9%, com base em Schroder (1999), e presume-se que seja milho inteiro. Também se presume que quando é feita menção a subprodutos da indústria cervejeira, ela se refira a DDGS, a menos que indicado de outra forma.
iv. Gado de corte
Fator (t por t) 0,40 0,36 0,44
Citação
PROMEDIO Blezinger (2003) Roman et al. (2011)
Nota da transparência
do método
de aplicabilidade
Nota da credibilidade
total
País Brasil y Estados Unidos Estados Unidos Brasil
Produtos de Milho 0,08 glúten de milho, 0,32 milho inteiro 0,21 milho inteiro, 0,15 ração de glúten de milho 0,44 milho inteiro
Foi difícil obter dados confiáveis sobre gado de corte em fontes públicas. Portanto, o valor médio de 0,40 foi obtido a partir das duas fontes disponíveis.
v. Suíno
Fator (t por t) 0,43
Citação FAO (2014)
Nota da transparência
do método
de aplicabilidade
da credibilidade
total
País Média Global
Produtos de Milho 0,37 milho inteiro, 0,06 DDGS
A fonte da FAO foi escolhida porque fornece uma média global (excluindo a África Subsaariana) e, portanto, foi considerada a mais adequada para um fator de aplicação global.
O principal produto de milho listado como ingrediente das rações é o milho (palha não incluída). Também são mencionados ‘subprodutos de destilarias, cervejarias e biocombustíveis’. Pesquisas adicionais sugerem que podem ser à base de milho (ou seja, DDGS) e, portanto, isso foi incluído.
1 1 Nota
N/A N/A Nota
1 1
1 2 Nota
3 4
3 Nota
3 Nota
4 Nota
4 Nota
14
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 111
vi. Salmão
Fator (t por t)
0,037
Citação Barents Watch (2016)
Nota da transparência
Nota do método
da aplicabilidade
Nota da credibilidade
Nota total
País Noruega
Produtos de Milho 0,038 ração de glúten de milho
De acordo com informações da Barents Watch, 75,06% da ração para salmão é composta por fon tes vegetais; já a alimentação com glúten de milho representa 5% das fontes vegetais utilizadas. Esta informação foi usada para encontrar o fator. Embora o fator seja específico à produção de salmão norueguês, a Noruega produz um grande percentual do salmão de viveiro do mundo.
Fatores de conversão de produtos pecuários
Os fatores nesta seção são para o peso de varejo dos produtos, em vez do peso da carcaça, mas os fatores referentes ao peso da carcaça também estão disponíveis na introdução e na calculadora.
De modo geral, não havia nenhum fator de conversão disponível que apresentasse a conversão de produtos pecuários em milho e, portanto, a pesquisa se concentrou em encontrar um FCR adequado que pudesse ser combinado com os fatores de conversão de ração acima (Fatores de conversão de ração para gado) para produzir um fator de conversão para os produtos pecuários. A pontuação a seguir é baseada nas fontes de FCR abaixo, que foi combinada com o percentual de milho na ração para chegar-se aos fatores de conversão.
Quando o produto em questão requer mais de um produto de milho em sua produção, são usadas as mesmas proporções que no produto de ração para gado relevante.
i. Frango
O valor de FCR da FAO foi escolhido por ter um método transparente e alta aplicabilidade geográfica. Embora tenha sido utilizado o fator referente a sistemas de produção comerciais, há um valor mais alto de FCR disponível para frango produzido em sistemas de produção de quintal.
O fator é baseado no peso da carcaça, e um fator de Kroes & Kuepper (2015) é usado para convertêlo em um fator baseado no peso de varejo.
3
3 Nota
2
2
10
Fator (t por t) 1,69 1,43 1,35 1,52 Citação FAO (2013) DEFRA (2010) Best (2011) Best (2011) Nota da transparência 3 4 1 1 Nota do método 4 4 N/A N/A Nota da aplicabilidade 4 1 1 1 Nota da credibilidade 4 3 1 1 Nota total 15 12 3 3 País Global Reino Unido Estados Unidos Brasil ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 112
Factor (t per t) 1,01 1,34 0,88
Citação
FAO (2013)
DEFRA (2010) Best (2011)
da transparência
Global Reino Unido Estados Unidos
O valor de FCR da FAO foi escolhido por ter um método transparente e alta aplicabilidade geográfica. Embora tenha sido utilizado o fator referente a sistemas de produção comerciais, há um valor mais alto de FCR disponível para ovos produzidos em sistemas de produção de quintal.
ii. Leite e outros laticínios
Fator (t por t) 0,20 0,13 0,12
Citação
FAO (2014)
DEFRA (2010) Ishler (2014)
da transparência
do
da aplicabilidade
da
Média de 13 países
Unido Estados Unidos
O FCR da FAO (2014) foi escolhido para o leite por ser baseado em dados de agricultores de 13 países diferentes, ao invés de apenas um. Cada FCR apresentado é específico para um determinado país e sistema de alimentação animal; portanto, foram necessários cálculos adicionais para chegar-se a um FCR global. Para cada país, um FCR médio foi calculado com base na proporção de cada sistema de alimentação animal na produção total de leite. Foi, então, tomada a média não-ponderada dos FCR de todos os 13 países, chegando-se a um FCR global.
Para converter o fator de conversão de milho para leite em fatores de conversão de milho para outros laticínios, foi usado um método de alocação da Dairy UK, DairyCo e Carbon Trust (2010). Essa alocação é baseada no percentual de massa seca de cada laticínio, que se correlaciona ao valor econômico. Segundo esse método, amplamente aceito pelo setor de laticínios, os laticínios com alto percentual de massa seca apresentam maior pegada de milho por tonelada em comparação àqueles com baixo percentual de massa seca.
A tabela acima apresenta o fator de conversão do milho para o leite, mas a introdução também fornece os fatores de conversão para todos os demais produtos do milho.
iv. Carne e gelatina bovina
Fator (t por t)
4,44-8,16
Citação
DEFRA (2010) Shike (2013)
da transparência
do método
da
da
Unido Estados Unidos
O número de FCR da fonte DEFRA (2010) foi utilizado devido à maior transparência do método usado em comparação à outra fonte existente. O FCR é superior à faixa apresentada por Shike (2013), mas isso pode ser porque Shike (2013) não considera os custos de criação nos cálculos do
ii. Ovo
Nota
3 4 1 Nota
4 4 2 Nota do método 4 4 N/A Nota
método 4 4 2 Nota da aplicabilidade 4 1 1 Nota
3 1 1 Nota da credibilidade 4 3 1 Nota
credibilidade 4 3 1 Nota total 15 12 3 Nota total 15 12 6 País
País
Reino
10,30
Nota
4 1 Nota
4 N/A Nota
aplicabilidade 1 1 Nota
credibilidade 3 1 Nota total 12 3 País Reino
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 113
FCR. Além disso, a fonte DEFRA (2010) não requer suposições adicionais para converter o FCR baseado em matéria seca em FCR baseado na ração total. DEFRA (2010) fornece uma série de fatores, mas o fator escolhido tem por base a suposição de que nascem 4-5 bezerros por matriz bovina por ano, além da idade média de abate de 580 dias.
Para converter o fator de peso vivo para peso da carcaça, é utilizada uma conversão da Universidade de Tennessee (2014). Adicionalmente, um fator de Kroes & Kuepper (2015) é usado para convertê-lo em um fator baseado no peso de varejo.
Para encontrar um fator adicional para a gelatina bovina, conforme descrito na introdução, é utilizado um método de alocação econômica em conjunto com as informações de Gac et al. (2014). v. Carne de porco
Fator (t por t)
Citação FAO (2013) Gobierno de Queensland (2016) DEFRA (2010)
Nota da transparência
Nota do método
Nota da
Nota da credibilidade
Nota total
País Global Australia Reino Unido
O valor de FCR da FAO foi escolhido por ter um método transparente e alta aplicabilidade geográfica. A conversão do Departamento de Agricultura de Oklahoma é usada para converter peso vivo em peso de carcaça, e a conversão de Kroes e Kuepper é usada para converter o resultado em peso de varejo.
vi. Salmão
Fator (t por t)
Citação FAO (2017) Consensus (2005)
Nota da transparência 1 1
Nota do método
Nota da aplicabilidade
Nota da credibilidade
Nota total
País Global Europa
Foram encontrados dois valores, ambos com FCR de 1,2. Embora nenhuma das fontes apresente métodos detalhados, ambas provêm de fontes de boa reputação. Embora não seja explicitamente declarado, presume-se que o fator dado se refere ao peso da carcaça, sendo que um fator de Kroes & Kuepper (2015) é usado para convertê-lo em fator baseado no peso de varejo.
Fatores de conversão de produtos manufaturados
A maioria dos fatores de conversão para produtos manufaturados foi criada com base nas especificações dos ingredientes, publicamente disponíveis online. São utilizadas especificações de vários países para cada produto. Em alguns casos, as especificações não estão disponíveis online, ou foram necessários cálculos ou suposições adicionais para desenvolver o fator de conversão de milho. Esses casos são descritos abaixo em referência a cada produto individual à base de milho.
2,38 1,91 2,66
3 2 4
4 2 4
aplicabilidade 4 1 1
4 2 3
15 6 12
0,05 0,05
N/A N/A
3 2
4 3
8 6
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 114
Pipoca
Fator (t por t)
Produtos de Milho Milho inteiro
Este fator é baseado nas especificações para pipocas prontas e de micro-ondas. Elas podem variar bastante, desde produtos de pipoca que contêm 24% de milho até outros que contêm até 100% de milho. Se os ingredientes forem conhecidos, é preferível usar essas informações.
ii. Cereal de milho
(t por t)
Produtos de Milho Milho inteiro
Este fator é baseado em especificações para cereais de milho puro, sem adição de chocolate, nozes ou frutas. São usados termos diferentes para descrever o produto de milho usado, incluindo milho moído, farelo de milho integral e grits de milho laminados. Presume-se que esse seja mais semelhante ao milho inteiro.
iii. Uísque
Fator (t por t)
Produtos de Milho Milho inteiro
Este fator é relevante apenas para o uísque bourbon, pois outras variedades de uísque têm um teor de milho bem menor (ou zero). O uísque de milho é menos comum, mas tem um teor mais alto de milho.
O milho é usado como parte do mosto usado no processo de produção do uísque e os volumes usados não costumam figurar em listas de ingredientes. No entanto, informações sobre o conteúdo do mosto usado em diferentes destilarias estão disponíveis em Whisky.com (2020). Essas informações foram usadas, juntamente com uma estimativa do volume de mosto necessário para produzir uma tonelada de uísque, para calcular o fator de conversão do uísque.
iv. Refrigerantes (contendo apenas xarope de milho com alto teor de frutose)
(t por t)
Produtos de Milho Xarope de milho com alto teor de frutose (HFCS 55)
Esse fator de conversão é relevante apenas para os refrigerantes produzidos nos EUA. A pesquisa mostrou que o xarope de milho com alto teor de frutose é usado na produção de refrigerantes nos Estados Unidos, enquanto outros países costumam usar açúcar como adoçante. Normalmente não é usado nenhum outro produto de milho. O volume de xarope de milho com alto teor de frutose usado é bastante consistente em diversos refrigerantes.
i.
0,69 Fator
0,91
0,90 Fator
0,11
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 115
V. Óleo de cozinha (milho)
Fator (t por t) 1,00
Produtos de Milho Óleo de milho
Embora vários óleos de cozinha tenham sido avaliados, o óleo de milho foi o único tipo de óleo que contém milho.
vi. Batatas chips
Fator (t por t) 0,13
Produtos de Milho Óleo de milho bruto
Nenhuma das especificações disponíveis detalha o volume de óleo de milho usado na produção ou contido no produto. No entanto, o teor de gordura por 100g estava disponível em todas as especificações, então ele foi usado juntamente com a premissa de que aproximadamente 100% da gordura contida no produto vêm do óleo de cozinha. Isso dá uma estimativa de 37,5g de óleo por 100g de batata frita. Não está clara a proporção de óleo de milho no óleo utilizado, mas a especificação típica para batatas fritas inclui óleo de canola, óleo de milho e óleo de girassol. É, portanto, adotada a suposição de que o óleo de milho constitui um terço do teor total de óleo para calcular o fator de conversão final.
vii. Ketchup
Fator (t por t) 0,20
Produtos de Milho Xarope de milho com alto teor de frutose (HFCS 55)
O xarope de milho e o xarope de milho com alto teor de frutose foram identificados nas especificações da maioria das variedades de ketchup no mundo inteiro. Não há informações sobre o volume desses produtos contidos no ketchup, mas o volume de açúcar adicionado por 100g de ketchup está disponível. Presume-se que seja equivalente ao volume de xarope de milho contido no produto devido à ausência de outros açúcares adicionados. Esta informação é, portanto, usada para encontrar o fator de conversão de milho para o ketchup.
viii. Chocolate
Fator (t por t) 0,30
Produtos de Milho Ver produtos pecuários - Leite
Embora existam algumas exceções, a maioria das especificações de chocolate incluídas na pesquisa não tinha produtos de milho como ingrediente. Este fator de conversão é, portanto, baseado no teor de leite em pó dos produtos de chocolate.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 116
Fator (t por t) 0,03
Produtos de Milho Gérmen de milho
Não foram encontrados produtos de milho como ingredientes comuns na maioria das especificações de cola, e é incomum encontrar informações sobre o volume de cada ingrediente incluído na cola. No entanto, foi encontrada uma fonte que afirma que a cola à base de gérmen de milho inclui 2,6% de gérmen de milho. Na falta de outras informações, foi utilizado esse número. Este fator aplica-se apenas à cola à base de gérmen de milho.
ix. Cola
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 117
Anexo 3 III Revisão da qualidade das fontes de dados FAO (2013)
FAO (2013)
Nome da fonte: Autor(es):
Usa dados da cadeia de suprimentos? 3
Greenhouse gas emissions from pig and chicken supply chains - A global life cycle assessment
MacLeod, M., Gerber, P., Mottet, A., Tempio, G., Falcucci, A., Opio, C., Vellinga, T., Henderson, B. e Steinfeld, H.
Financiador(es):
Publicado: Ano de publicação: Cobertura geográfica:
VISÃO GERAL
Organização das Nações Unidas para Alimentação e Agricultura (FAO) Site da FAO na Internet 2013
Usa dados globais
Quais foram o objetivo e o escopo da fonte de dados?
Usa revisão por pares? o
Indicador Nota (1-4)
Transparência do método 3 Confiabilidade do método 4
Aplicabilidade geográfica 4 Nota de credibilidade 4
Esta pesquisa tem como objetivo calcular as emissões de GEE das cadeias produtivas de suínos, frangos e ovos, além de localizar os focos de emissões. Ela inclui uma análise das emissões desses três produtos separadamente, por região e por sistema de produção. Embora muito da pesquisa exceda o escopo relevante para o desenvolvimento da calculadora de milho, a produção de ração merece atenção especial, pois representa mais de 60% do total de emissões provenientes das cadeias de suprimentos de cada tipo de proteína.
MÉTODO
Como esses fatores foram definidos?
Foi utilizado o modelo GLEAM (Global Livestock Environmental Assessment Model), juntamente com dados da literatura, relatórios nacionais sobre estoques, conhecimentos especializados e os bancos de dados SPAM e FAOSTAT. O ‘Módulo de Ração’ é usado para calcular a composição da ração em relação a cada espécie, sistema e local.
O ‘Módulo de Sistema’ é usado para calcular a Taxa de Conversão Alimentar (TCA) de cada tipo de gado e usa informações sobre as necessidades energéticas dos animais junto com informações sobre o conteúdo energético da ração. Embora haja dados disponíveis por região e sistema de produção, é utilizada uma média global. As TCAs representam uma média de todo o rebanho, incluindo animais progenitores.
RESULTADOS
Produto Unidade kg milho/unidade
Ração (porcos)
Ração (aves de corte)
Ração (aves poedeiras)
Produto TCA (peso vivo) TCA (peso da carcaça) Carne suína Frango Ovo
kg de milho usados por unidade de produto kg kg kg 2,7 2,3 2,3 Não disponível 4,2 2,3 0,37 0,53 0,44 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 119
APLICABILIDADE À RTRS
Os resultados são úteis, válidos e confiáveis?
• A TCA e o percentual de milho na ração estão disponíveis para suínos, aves poedeiras e aves de corte em nível globalmente representativo.
• A TCA das aves está disponível em peso vivo e peso de carcaça; portanto, embora não seja preciso converter para o peso de carcaça, é necessário fazer a conversão para chegar-se ao peso de varejo. A TCA da carne suína está disponível apenas em peso vivo e, portanto, são necessárias conversões adicionais para chegar-se aos pesos de carcaça e de varejo.
• Apesar de existir uma TCA para sistemas de quintal e outra para sistemas industriais, a TCA industrial é considerada a mais adequada para uso na calculadora de milho.
• Os produtos de milho identificados nas rações incluem ‘grão (palha não utilizada)’ e ‘Subproduto de cervejarias, destilarias, biocombustíveis, etc.’ de milho. O relatório não informa a proporção à base de milho desses subprodutos e, portanto, supõe-se que sejam 100% à base de milho. Também não esclarece quais tipos de produtos de milho estão incluídos na ração como ‘grão (palha não incluída)’ de milho. Outras pesquisas sugerem que se trate de uma mistura de ração de glúten de milho, farelo de milho e milho integral.
• Os fatores e TCAs são baseados em uma média global para que possam ser usados adequadamente em uma calculadora global. Dados regionais também estão disponíveis e são consistentes com outras fontes identificadas.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 120
UTOQUAI 29/31 | 8008 ZURICH, SUÍÇA info@responsiblesoy.org responsiblesoy.org