FUTURE PROTECTION The of
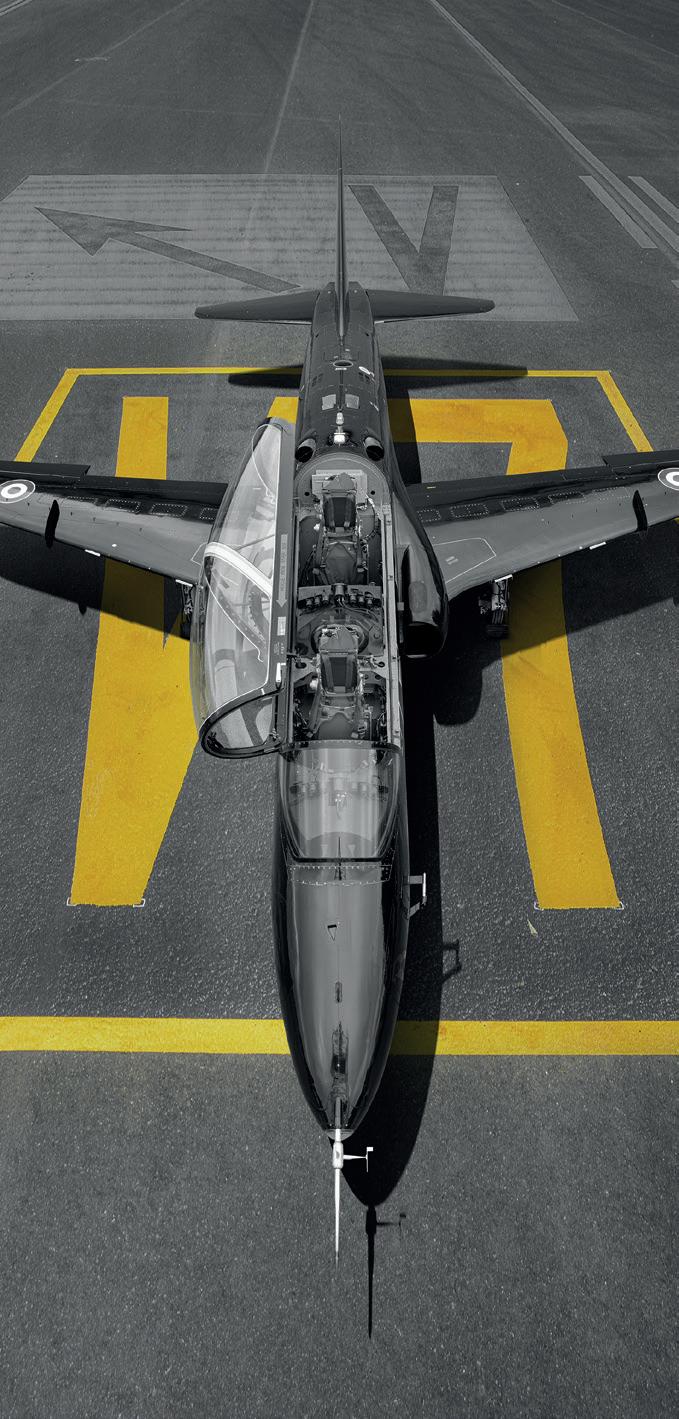
How NP Aerospace continues to evolve as demand increases for its composites expertise


Sustainability
Manufacturers can play a role in reducing emissions but collaboration is needed
Human resources
Mitigating the labor crisis through modern processes and solutions
Technology
Open technology standards and their link to advancing growth in manufacturing
Issue 208 - 2023

Group COO Joe Woolsgrove
Creative Consultant Tom Vince
Data & Insights Director Jaione Soga
Editor Libbie Hammond

Assistant Editor Mary Floate
Content Editors Alex Caesari, Danielle Champ, Annabelle Crook, Steven Dobinson
Editorial Administrator Amy Gilks, Afiya Lucombe Davis
Creative Lead Lee Protheroe
Managing Art Editor Fleur Daniels
Art Editors Paul Gillings, David Howard, Charlie Protheroe
Artwork Administrator
Rochelle Broderick-White
Sales Director Alasdair Gamble

Project Directors
Philip Monument, Joy Francesconi
Head of Content Management
Adam Blanch
Project Managers Lewis Bush, Natalie Griffiths, Jo-Ann Jeffery, Ben Richell, Laura Thompson
Content Managers Johanna Bailey, Mark Cowles, James Fuller, Jeff Goldenberg, Melanie Joyce, James Page, Wendy Russell, Richard Saunders
Media Sales Executives Mike Berger, Jessica Eglington, Will Gwyther, Reid Lingle, Sam Surrell
General Manager Florida Division
Ryan Finn
Social Media Co-ordinator Rosie Clegg
IT Support Iain Kidd
Administration Natalie Fletcher, Rory Gallacher, Ibby Mundhir
Hello and welcome to the January issue of Manufacturing Today. In this issue, our authors cover a variety of topics, including discussions around human resources, technology and sustainability. We also look at productivity, with US born thought leader David Rajakovich highlighting various management theories and the potential advantages they offer. “… strong leadership and a focused productivity strategy are central to the success of any company or organization..” he says. He also states that “the CEO should say as little as possible about what they believe until soliciting other opinions..” I would love to hear if that is your approach? This issue also gains insights from manufacturing leaders in a variety of sectors, including electronics and technology, sheet feeding and steel. Do they have any commonalities? Read on to find out!
© 2023 Finelight Media Group
Corporate Head Office
Cringleford Business Centre, 10 Intwood Road. Cringleford, Norwich NR4 6AU U.K.
T: (312) 854-0123 T: +44 (0) 1603 274130
www.manufacturing-today.com

US Office 2240 West Woolbright Road, Suite 402 Boynton Beach. FI 33426
T: (561) 778-2396
LH@finelightmediagroup.com
Our cover story visits NP AerospaceJames Kempston, CEO, and David Petheram, COO, share why they expect a boom in diversification of sales and revenue. Turn

2 manufacturing-today 1 Technology Open technology standards and their link to advancing Sustainability Manufacturers can play role in reducing emissions Mitigating the labor crisis through modern processes How NP Aerospace continues to evolve as demand increases for its composites expertise FUTURE PROTECTION The of Please note: The opinions expressed by contributors and advertisers within this publication do not necessarily coincide with those of the editor and publisher. Every reasonable effort is made to ensure that the information published is accurate, and correct at time of writing, but no legal responsibility for loss occasioned by the use of such information can be accepted by the publisher. All rights reserved. The contents of the magazine are strictly copyright, the property of Finelight Media Group, and may not be copied, stored in a retrieval system, or reproduced without the prior written permission of the publisher.
to learn more.
to page 66
Follow manufacturing today at @mfgtodaymag manufacturingtodaymagazine
Libbie Hammond, Editor
Welcome manufacturing-today.com 1



Inside
Case study Productivity Sustainability Human resources Technology 12 16 8 20 22 Contents 2
this issue



54 Banner Engineering Exclusive Feature 28 Dalton Safety Exclusive Feature 34 Henry Repeating Arms Exclusive Feature 40 Schnitzer Steel TechPoint Exclusive Feature Exclusive Feature 48 manufacturing today manufacturing-today.com 3



NP Aerospace Ontic EC Styberg Engineering Stora Enso Cover Story 72 Lessebo 60 94 80 66 Contents 4



Bazaar Group Cleveron Contura Steel AB Board24 100 122 108 114 manufacturing today manufacturing-today.com 5



PPS Group SCRAM Systems 128
152 146 140
Jadex Wiegel
134
Contents 6
Revere Copper





Steel & Alloy Processing –Gonvarri Industries Romo Sanjo Bentley Laboratories 162 156 166 178 172 Gravotech Inc. manufacturing today manufacturing-today.com 7
FOOD FOR THOUGHT
Maximizing productivity through improved management theories
 By David Rajakovich
By David Rajakovich
8
Businesses all across the globe share a common goal of increasing productivity, customer satisfaction and profitability, but in many cases, the go-to response is to blame the staff, rather than the management, when things go wrong. The reality, however, is that strong leadership and a focused productivity strategy are central to the success of any company or organization, and examining different strategies and scenarios is the first step on the road to success. If we look at the manufacturing and supply chain industries, at a high level, you need to be data-driven in making capacity decisions. In this regard, finding real probabilities – not just based on historical data but how the macro and competitive environment have changed – is key.

Productivity 9 manufacturing-today.com
Another key initiative is to examine different scenarios – such as what is the upside vs. the level of risk that you are taking on – and making sure the Board agrees with the approach. A very common mistake is encouraging groupthink by having the CEO give his or view of the environment first. Don’t ever be tempted to stray down this road. In fact, the CEO should say as little as possible about what they believe until soliciting other opinions. Undoubtedly, the Jury of Executive Opinion Method of decision is one way to avoid bias. As well, the Delphi method is similar in that it pools
David Rajakovich

anonymous expert opinions to reach an accurate forecast and prediction of the future.
Stay flexible
Another key to success is to be creative in the supply chain. For example, consider using ‘real options’. If the upside of capturing a market by moving quickly is large enough, paying suppliers to partially complete your product – even if it might go to waste – may be a good investment. Demand sensing is a relatively new idea, enabled by the Internet of Things, and using real time data to re-route shipments can maximize your profitability by ensuring products are getting to the places where they are selling the best.
“
“ When the collective shares a mindset, they don’t need to ask you about every decision – they know the answer before they even think of asking
“ “
Of course, demand shaping is related, in that you can use promotions, discounts and pricing decisions more generally to influence what the customer buys, keeping that finished goods inventory turning over as rapidly as possible.
There are so many easy mistakes made by companies, but it’s just as simple to avoid them too. Make sure that your metrics are financial in nature, and that it’s not just throughput for throughput’s sake. In my experience, managers tend to want to show good throughput, even if it ultimately results in stacking high value inventory in a warehouse. Remember, this does not contribute to the financial performance of the company, so don’t make this mistake. I would also not recommend looking purely at production per square meter. I’ve seen that result in a very cramped work space that only served to lower morale without any real financial gains.
Establishing a supply chain control tower is good advice and the better – and more timely – the information you have, the better your decisions can be on pricing, as well as on who gets how much of a scarce product, reacting to supply shortages, etc. Investing in tech, machinery, etc, in a way that maintains flexibility is key. Remember, you don’t know what products you’ll be producing in a few years’ time, so you need to stay flexible. Continuing to invest for the long term – using the Internet of Things to track global shipments – might seem like a daunting project, but if there is a clear plan to use it to optimize decisions, it could help gain you a competitive advantage.
Positive mindset
One of the most important factors in productivity is getting the product design right from the very beginning. If it is designed with shipping it in mind, supply chain costs will be lower. If it is designed with manufacturing in mind, it will share as many common components with other products (or future products) as possible. With this in mind,
it is vital that you involve production and supply chain teams early in product design. Use learning from the world of software – e.g. cohort analysis – to hone in on exactly the right products to build. This will mean you are building a great product that your clients love that is inexpensive to ship and efficient to build. Cohort analysis is about dividing your customers into groups – e.g. based on month of purchase, etc. When there are tweaks to the product, measure how it impacts satisfaction, sales, etc. That will point you in the right direction for future product updates.
The influence of strong leaders and the importance of understanding modern management theories should never be underestimated. Research by Digits found that over 50 percent of UK adults think strong leadership is key to organizational success. In fact, it was revealed to be more integral to company-wide happiness than teamwork skills, problem-solving and conflict resolution. There is no doubt that leaders who have mastered the positive business mindset will bring their team with them on the journey and empowering your team is a huge part of this. When the collective shares a mindset, they don’t need to ask you about every decision – they know the answer before they even think of asking. ■
David Rajakovich
www.linkedin.com/in/davidrajakovich
US born thought leader David Rajakovich grew up in Pittsburgh, Pennsylvania. Having graduated the prestigious La Salle University, and served in the US Army, David has gone on to work in top positions across several technology, e-learning and procurement companies. Familiar to the C-Suite, he has experience as Founder, VPO, Managing Director and CEO. At Skill Dynamics, David became a hugely positive disruptor in the world of e-learning, developing innovative new ways to transform higher education in business. Looking to the future, he plans to commit to a start-up or early-stage company and, through hard work and investment, take it to unicorn status.
Productivity 11 manufacturing-today.com
2 hours to achieve comprehensive visibility
Solution investment
Winkelmann minimizes the risk of business disruption and meets industry audit requirements with Forescout
170+ percent more assets discovered
Overview
Multiple days saved each month by SecOps
INDUSTRY Manufacturing ENVIRONMENT
• 6,800 wired and wireless assets across three continents
• 4,300 employees
CHALLENGE
• Lack of visibility into all connected assets on the network, including IT, IoT and OT
• Meet TISAX security regulations for automotive industry
• Minimize risk of business disruption from cyberattack
The Winkelmann Group is a multinational manufacturer specializing in technologically advanced metal forming processes, with core business in the automotive, heating and water industries. By implementing the Forescout Continuum Platform, the Ahlen, Germany-based company gained comprehensive visibility across its entire organization, including IT, IoT and OT assets in its production facilities in Europe, Asia and North America. The company also gained accurate, real-time asset inventory, continuous asset compliance, network access control (NAC) capabilities and more, all of which help minimize the risk of a breach or business disruption.
“ “ “
“
We needed network access control and segmentation, but first we needed to know exactly what was on our networks
— Niklas Kaiter, System and Network Administrator, Winkelmann Group
12
Business Challenge
To receive TISAX certification, a security standard required for German automotive manufacturers, Winkelmann Group had to implement NAC and network segmentation. In addition, the company had experienced a few virus incidents that disrupted operations of endpoints and servers. Thankfully, the company’s IT staff was able to fully restore the machines after these events. However, these cyberattacks, combined with audit feedback, led executives to rethink its cybersecurity approach and commit to investing in the right solutions to better secure its users and assets – starting with being able to see everything on their networks.
Why Forescout?
After its initial research into potential network access control and segmentation solutions, the Winkelmann Group downselected four vendors. “Forescout offered a much broader feature set and much more comprehensive visibility than any of the others, and Forescout was much easier to implement,” recalls Winkelmann Group System and Network Administrator Niklas Kaiter. “The competitors either did not have enough functionality or were too complicated and time-consuming to deploy. Forescout was much more flexible, with an intuitive dashboard, easy access to granular data, and seamless integration with many of the other tools and systems we use.”
SECURITY SOLUTION
• Forescout Continuum Platform
• Forescout eyeExtend USE CASES
• Asset inventory
• Asset compliance
• Network access control
RESULTS
• Rapid time to value
– comprehensive visibility within two hours, across IT, IoT and OT assets
• Initial real-time, accurate asset inventory after only half a day
• Security operations saves hours daily regarding network and asset management
• Minimized risk of breach with automatic, continuous posture assessment across all types of assets
• Accelerated time to detect and remediate vulnerabilities
• Facilitated policy creation and enforcement
• Has laid the foundation for ecosystem integrations and network segmentation
Case Study 13 manufacturing-today.com
Business Impact
Comprehensive visibility in hours, including IoT and OT “We initially guessed we had approximately 2,500 assets, but even the initial trial of Forescout showed 5,000, including IoT and OT assets, which we had never seen before,” says Kaiter. “We had wide-ranging visibility in just two hours, with most of the assets classified automatically. Expanding from trial to production deployment also took only two or three hours. Within half a day in full deployment, we could produce a real-time, accurate asset inventory with just a few clicks on the Forescout dashboard. Ultimately, we saw a total of 6,800 assets – over 170 percent more assets than we originally guessed we had.”
Upleveling security posture with easier device compliance
Winkelmann boosted its security by using the Continuum Platform to automatically and continuously assess the security posture of all connected assets. When an asset attempts to connect to Winkelmann’s network, the platform checks to make sure that antivirus software is installed

and running, Windows Firewall has been enabled, Windows updates are current, and that the asset is on the correct VLAN. If the antivirus software is not running, for example, the platform attempts to reactivate it. If the asset cannot be brought back into compliance automatically, an administrator is alerted for manual remediation, such as moving it to another VLAN.
“Besides asset hygiene issues, Forescout has uncovered serious vulnerabilities and threats, such as the use of blacklisted applications or a non-corporate laptop accessing our network via VPN,” notes Jan-Erik Strauss, also a system and network administrator. “We still see new things almost every week that we would never have seen otherwise.”
Reducing network administration burden
Deploying the Continuum Platform also saves Winkelmann’s small team of security and network administrators multiple days each month and makes their jobs easier. Just one example: in the past few years, after the company shifted from an onpremises antivirus solution to one in the cloud, as agents were uninstalled and
14
reinstalled, some endpoints ended up without any antivirus protection. “With Forescout, it was easy to see not only how many assets needed attention but exactly which ones and who they belonged to,” explains Jan-Erik Strauss. “The depth of asset information available is incredibly useful and saves us time in multiple ways.
“Forescout is exceedingly powerful yet quite easy to set up and use,” says Strauss. “We were able to configure the platform without much external help. The dashboard is intuitive, and it’s very easy to create new groups and policies and so on.”
“NAC but also so much more”
Although the Winkelmann Group saw value from Forescout on Day One, it has just begun to leverage the holistic capabilities that the Continuum Platform offers. In the future, Winkelmann plans to automate more security processes, add network segmentation and move from monitoring to policy enforcement for IT assets as well as machines on the factory floor. It has already integrated the platform with its VMWare infrastructure, firewalls and Active Directory and hopes to take advantage of seamless integrations with other systems in its environment as well.

When asked what he tells peers about the Continuum Platform, Kaiter replies: “You can invest one-quarter of what Forescout costs but then you’ll only have one-quarter of the security, or even less. You just won’t have the breadth of functionality you get with Forescout. We bought Forescout for NAC, but we use it daily for asset management and foresee many future use cases. Yes, it’s a NAC solution, but it is also so much more.” ■
www.winkelmann-group.de/en/

Forescout has uncovered serious vulnerabilities and threats … We still see new things almost every week that we would never have seen otherwise
“ “ “ “ Case Study 15 manufacturing-today.com
— Jan-Erik Strauss, System & Network Administrator, Winkelmann Group
STANDARDIZE TO DIVERSIFY

16
How manufacturing can regain innovation
By Aneil Ali
The British economy is now officially in a recession, which some predict will be the longest on record, and there is a real possibility that a global recession will soon follow. As is sometimes the case, the performance of the manufacturing sector was a leading indicator for this latest turn in economic health, with a decline in manufacturing productivity largely causing this recession’s first month of negative growth.
Of course, the mechanics of a recession are much bigger than any one sector, and while British manufacturing suffered an early loss, it is by no means an outlier in facing financial challenges. Nonetheless, it is worth recognizing that factors within businesses and industries have a role in decline just as much as the macroeconomic does. It could therefore be asked, what can manufacturing do now to regain growth and sustain it into the future?
Unleashing manufacturing innovation
One simple answer is innovation. In a difficult market, new customers and new lines of revenue do not arise from doing the same things as in previous decades: manufacturing businesses, like those in almost every other industry,

Technology 17 manufacturing-today.com
need to find new ways to bring new things to new markets.
Manufacturing also, however, faces particularly strong barriers in this regard. One obvious issue is that the capital investment and maintenance of machinery, plants, and skills – is expected to return value over the course of decades, making pivoting to new business models challenging.
A less noted issue, though, lies in the way that businesses can find themselves restricted even on the level of individual components. Manufacturing environments require efficient, secure, and reliable communications to control processes – and because vendors typically offer proprietary protocols to achieve that, manufacturers have limited scope for innovation in the ways that their key infrastructure is built. Locked into a single ecosystem,
innovation must happen at the pace the vendor sets, not the pace the manufacturer needs.
To put it another way, in an ideal healthy manufacturing sector, where businesses have the flexibility to innovate, we would expect to see real diversification in how manufacturers design, produce, and deliver goods. In order to enable that diversification, however, we first need to standardize an interoperable way to control, orchestrate, and integrate systems.
The benefits of open standards
This is the goal of The Open Group Open Process Automation™ Forum. Developing a common, standardsbased open architecture for process automation systems like humanmachine interfaces, programmable logic controllers, and manufacturing

18
execution systems, it aims to offer manufacturers an alternative to vendor lock-in in which they can elect to use the right component from the right supplier at every level of industrial control systems.
In a standards-based future operating context, manufacturers would be able to choose from a wider range of potential combinations of tooling, free of the limitations associated with the product development roadmap of any given supplier. With a diversity of best-in-class solutions available, they would be able to pursue alternative approaches as and when they hit the market.
At the same time, standardsbased protocols would unlock deeper insight into and integration of existing control systems, potentially offering a route to draw more efficient and flexible operations from a business’ existing machinery investments. By disassociating software configuration from hardware configuration, it would also make software innovations more portable, increasing the return on those investments.
The road to interoperability
The closed, proprietary ecosystems of the twentieth century served manufacturing businesses well across many verticals. Few sectors can boast the kind of reliability and specialization that a welldesigned manufacturing plant enjoys, and deeply integrated systems have been vital to that.
In the twenty-first century, however, it is becoming increasingly clear that this operating model is no longer fit for purpose. The rate of change that technology can

offer, and that markets demand, has accelerated, while more agile software-led approaches have become the norm. In a widely standardized environment, we can even see innovations being shared across manufacturing verticals, with developments in one area uplifting the entire sector. Getting there relies on taking a diverse view of manufacturing architecture and the roles that different actors have to play. End users, as well as outlining outputs in bid specifications, can define necessary interoperability needs like meeting the O-PAS™ Standard. Systems integrators can advance the transition to open standards by demonstrating the innovative potential of interoperable systems. Finally, suppliers can pursue standardization as a way of adding value to users who will, in the future, need to adapt and adopt technology ever more rapidly. ■
Aneil Ali
www.opengroup.org/forum/openprocess-automation-forum
Aneil Ali is Director at The Open Group Open Process Automation™ Forum. The Open Group Open Process Automation™ Forum is focused on developing a standards-based, open, secure, interoperable process control architecture. The Forum is a consensus-based group of end users, suppliers, system integrators, standards organizations, and academia. It addresses both technical and business issues for process automation.
Technology 19 manufacturing-today.com
For a list of the sources used in this article, please contact the editor.
RAISE the bar
Clean energy innovation is crucial for a low-carbon future says Professor Shannon Yee

As the world tackles the urgent crisis of a changing climate, manufacturers globally are under pressure to reduce their impact on the environment.
Limiting global warming to 1.5°C requires the world to cut 30 gigatons of greenhouse gas emissions annually by 2030. While electricity production, transportation and agriculture are all contributors, the manufacturing industry is one of the largest emitters of greenhouse gases. In the US,
manufacturing accounts for almost a quarter (23 percent) of direct carbon emissions. In Europe the situation is equally stark, with the industry emitting a total of 880 million tons of carbon dioxide every year.
So what role can the sector play to reduce emissions?
A recent article authored by Bill Gates on the state of the energy transition stated that the only way to avert a climate disaster is to invest aggressively in clean energy
20
innovation and deployment. To make progress we need tools and technologies that go beyond current capabilities, and those require innovation.
Until we do this, the economic toll of climate change will continue to escalate. In the US alone, the employment share of manufacturing has declined from 32 percent of workers in 1953 to nine percent in 2019, and manufacturing share of nominal GDP fell from 28 percent to 11 percent over the same period.
Responding to climate change through clean energy innovation holds the potential to reverse this trend. It provides an opportunity for manufacturers to strengthen the economy by creating jobs, increasing profits, and lowering costs – thus increasing competitiveness, while growing their green reputation.
Water and sanitation at the heart of climate solutions

Climate change has a major impact on water and sanitation. Approximately two billion people lack safely managed drinking water and 3.6 billion people do not have access to safe sanitation, representing around half of the global population.
2022’s UN climate change
negotiations and record droughts across the globe shone a spotlight on water, highlighting its crucial role in climate adaption and resilience. While new government led initiatives launched, including the Action for Water Adaptation and Resilience (AWARe), which sets out priorities for governments to provide transitional adaptation solutions across the world, the window for taking impactful action is closing rapidly.
Unsurprisingly, manufacturing is doing what it does best and bringing innovation to the table.
One example already in development is the single user reinvented toilet (SURT). In addition to being poised to be inexpensive and easy to deploy, SURT technology can reverse environmental strains. It has the potential to relieve contamination from 11 million miles of ageing (and leaking) sewer lines. It also promises to eliminate the main source of household water consumption – conventional flush toilets. Moreover, SURT technology can relieve the world of the main source of disease – unsafe sanitation in our communities and soil and water contamination in our lands.
Manufacturing can raise the bar on global climate goals and has the potential to make a positive impact on creating a net zero world. Clean innovations such as the SURT could be the answer. But we need collaborative action, and fast. ■
For a list of the sources used in this article, please contact the editor.
Professor Shannon Yee

www.g2rt.research.gatech.edu
Professor Shannon Yee works at the Georgia Institute of Technology. The Georgia Institute of Technology, or Georgia Tech, is a public research university developing leaders who advance technology and improve the human condition. The Institute offers business, computing, design, engineering, liberal arts, and sciences degrees. Its nearly 44,000 students representing 50 states and 149 countries, study at the main campus in Atlanta, at campuses in France and China, and through distance and online learning. As a leading technological university, Georgia Tech is an engine of economic development for Georgia, the Southeast, and the nation, conducting more than $1 billion in research annually for government, industry, and society.
Sustainability 21 manufacturing-today.com
THE FOUR PILLARS OF MODERN MANUFACTURING

Achieving success amid a labor crisis
By Richard Tester
22
Alabor shortage of 500,000 workers will cost the manufacturing industry $1 trillion by 2030. Though this has long been a concern amongst manufacturing leaders, today’s environment has created new challenges as the baby boomers who have dominated the manufacturing industry are now retiring in record numbers. This leaves manufacturing leaders questioning
if digital generations will embrace factory work as the generations before them did.
2.6 million baby boomers are nearing retirement age in the manufacturing industry alone, leaving a gap that millennials and Gen Zers don’t have the experience or numbers to fill. The factory is undergoing a transformation of its own with advances in technology, which further contributes to the challenge of finding skilled workers.
Human Resources 23 manufacturing-today.com
Why does this matter?
Each lost frontline worker costs manufacturers an average of $12,876, and manufacturing has seen the most significant growth in employee separations over the last year - quit rates are up 58 percent. Plants are facing increasing recruitment costs, salary expectations, and upfront costs like sign-on bonuses, but they aren’t seeing results from these efforts. Leaders need to turn their focus to other solutions.
Solution:
The four pillars of modern manufacturing success
Manufacturers need to invest in solutions that will ease the harmful side effects of an ongoing labor crisis. The following four pillars are actionable ways manufacturers can make the most of their existing workforces and nurture their talent pipelines.
#1 Empower and engage frontline workers
The benefits of investing in your frontline employees are clear, but challenges often arise when instilling these practices in the workplace. Manufacturers need to reframe the way they speak to employees - current and potential - about frontline jobs. By empowering employees to view factory jobs as long-term careers rather than just means to a paycheck, management will encourage employee engagement and expertise on the frontline.
Managers can help employees realize their value and find satisfaction in a workplace where their voices are heard and their opinions are respected. Giving employees responsibility and tools to succeed on the frontline will only increase their commitment and engagement.
Employees who are emotionally committed to their job have a 17 percent boost in productivity and reduced absenteeism by 41 percent. They are also more likely to stay on the job, reducing employee turnover by 59 percent.
#2 Emphasize immediate productivity
Managers often focus too much on future planning instead of immediate problemsolving, causing delays in productivity. If managers emphasize immediate action, workers can make course corrections in real-time and accelerate productivity despite external challenges. To accelerate and attack productivity head-on:
• Leverage real-time productivity stats and health status reports so workers can see how their productivity measures up, encouraging workers to take initiative.
• Acquire access to on-the-go troubleshooting where common issues arrive to trim expensive downtime costs.
24
• Provide self-serving training tools that help frontline workers complete tasks to build a culture of continuous improvement.
#3 Connect teams digitally
Historically, factory workers were hyperfocused on a small section of the production process, blind to the other parts of manufacturing and failing to maintain real insight into issues going on in other sectors of the factory. With this narrow-minded mindset, communication gets lost between teams, causing costly delays and inefficient problem-solving.
Sixty-eight percent of manufacturers have experienced higher production costs caused by communication delays. Fast, cross-team communication makes a real difference and ensures that workers can elevate problems and solutions to team members at all levels. This can also bring opportunities to build camaraderie and relationships that increase overall employee engagement.
#4 Simplify daily operations and toolkits
Employee engagement and productivity decrease with poor communication. Furthermore, 61 percent of manufacturing industry managers feel that using digital tools for communication can increase productivity.
When frontline workers have the ability to assess the context of a problem and its ramifications across multiple parts of the factory, they have more knowledge on who to consult and how to solve it. Digital devices that are intuitive, easy to learn, and frictionless can automate parts of the production process and help enable multiple parts of the business to communicate as one, while also helping workers take ownership of their roles and save skilled workers for tasks that challenge and excite them.
Digital communication tools can typically integrate third-party and custom applications for a fully connected business. Working together as a team helps the frontline worker feel empowered to take control of their lines, with more visibility to define and solve problems without upper management’s involvement.

Revolutionizing the manufacturing industry
Though many may feel the need to cut back on spending during economic uncertainty, manufacturers need to invest in modern solutions that can help revolutionize the industry to ease the effects of an ongoing labor crisis. These modern manufacturing best practices can help teams foster a mindset of continuous improvement and support success on the manufacturing floor. By reprioritizing the employee experience, manufacturers can increase productivity, reduce employee churn and maximize their profitability. ■
For a list of the sources used in this article, please contact the editor.
Richard Tester www.rzsoftware.com
Richard Tester is Founding Member & CEO at Redzone. Redzone deploys its social and coaching platform to manufacturing plants around the globe to enable frontline workers to communicate, collaborate and problem-solve right on the shop floor. On a mission to transform manufacturing performance by bringing dignity back to the frontline worker, Redzone’s software gives frontline teams the autonomy they need to take ownership over their jobs and creates a culture of collaboration and teamwork among the entire plant. The company’s 90-day hands-on coaching program sets the factory up for success, increasing plant productivity by nearly 22 percent and decreasing employee turnover by 32 percent.
Human Resources 25 manufacturing-today.com
Making automation
Through innovative solutions, Banner Engineering makes implementing IIoT initiatives quick and easy

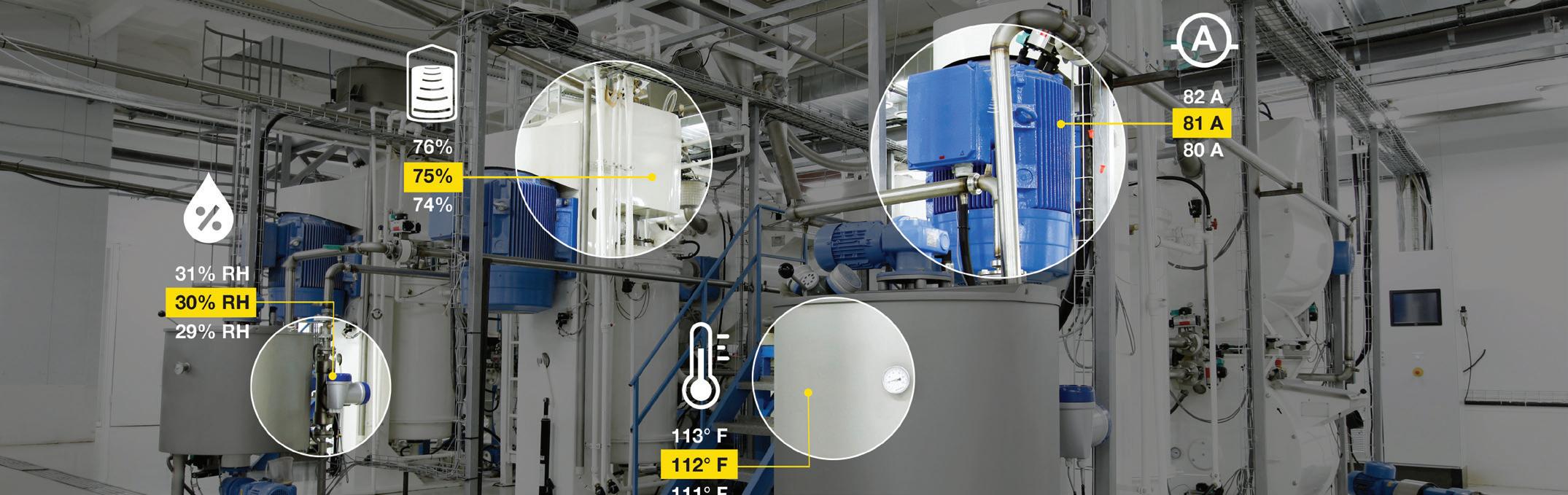
Until recently, machines have offered limited monitoring capabilities. However, the Industrial Internet of Things (IIoT) has opened up new ways to obtain and access machine data, understand its significance, and make equipment operate more efficiently. This combination of informational and operational technologies encompasses smart automation, which enables remote equipment monitoring and management, predictive maintenance, and process optimization, which can ultimately lead to increased profitability.
Though automation and smart automation are related, they are not the same. At its core, automation uses machines and technology to improve manufacturing efficiency, increasing productivity while lowering costs. Adding a smart component is a major technological leap from traditional automation, inserting a new communication layer between operator and machine that significantly enhances the ability to further improve return on investment.
Banner Engineering (Banner) is at the forefront of this smart automation evolution, taking a holistic approach to developing advanced technologies so machines are given a voice that provides a vast array of critical operating information to users in real time. More than 55 years of experience developing sensors, lighting, safety, and
Exclusive Feature 28
automation SMARTER

Engineering manufacturing-today.com 29
Banner
other products for customers worldwide provides the strong foundation on which Banner’s IIoT portfolio has been built.

Data-driven decision making
Smart automation goes far beyond sensors recognizing objects on a conveyor belt and turning on a light to tell an operator a part is not where it needs to be. Smart automation means taking data from the sensor and turning it into information that is useful far beyond the narrow scope of part presence. This information can be used to help users make critical decisions, such as when to order materials, employee, production, and maintenance scheduling,
determining if and when production lines need upgrades, and more.
For example, a metal-stamping operation with limited data intelligence capabilities can be transformed to collect and interpret previously inaccessible information to understand machine availability, performance, and quality, which are the essentials of OEE. Quality and performance can be monitored by photoelectric sensors counting good parts exiting the press, and pressure measurements from the press’ nitrogen cushions can be analyzed to correlate low pressures with a reduction in quality. Machine availability is easily monitored via current-monitoring sensors installed on the motor power cables.
Current-monitoring data also creates the ability to track energy usage on equipment. By combining the current measurement with the supply voltage and monitoring this result over time, plant managers can more accurately understand the costs of running their equipment. Not only can this data show which equipment is the most cost effective to operate, but also it can inform future equipment decisions via comparing the costs of maintaining and running existing equipment versus the costs of new equipment that uses less energy.
Data predicts maintenance needs
Traditionally, large manufacturers would have a vibration expert analyze motors and bearings on a monthly or quarterly basis, tracking readings and
Exclusive Feature 30
trying to proactively correct issues before failures occur. Other companies conduct maintenance at scheduled intervals or replace equipment when it fails. However, rich sensor data can be used for predictive maintenance: recognizing when maintenance is needed and proactively addressing issues before equipment breaks down.
Another example is using data to improve the efficiency and uptime of compressed air systems. By adding vibration, temperature, and current sensors to the compressor motor, along with pressure sensors downstream, data may be analyzed over time to track trends. If sensors recognize a motor temperature starting an abnormal rise, a technician can be dispatched to the compressor immediately to check on it. Or, if the motor begins to run more often and system pressure varies too much, it may be a sign of an air leak. Technicians can track down the problem immediately and avoid excess energy consumption and expense.
Access from anywhere
Using a cloud platform, such as Banner Cloud Data Services (CDS), sensor data can be stored and visualized remotely via intuitive on-screen dashboards. Individual alerts can also be sent via email or text that instantly notify operators of any changes detected. Remote system monitoring is one of the greatest benefits of smart automation. Depending on need, complete end-toend IIoT solutions deliver data via wired Ethernet connections, wirelessly via cellular connectivity, and through cloud services to reach necessary personnel wherever they are. Production and maintenance decisions can be made based on real-time information, even if users aren’t physically present with the equipment. This is especially useful for improving risk management in hard-toaccess or potentially hazardous areas, such as remotely monitoring long pipelines for leaks or tracking proper placement of items conveyed through dark and dirty locations.
IO-Link standardizes device communication
To make smart automation a reality, Banner offers a large selection of devices that incorporate IO-Link, an industry-standard communications protocol. This protocol allows devices and software from different manufacturers to easily communicate and share data, enabling seamless interoperability across industrial networks. Because Banner’s IO-Link devices also send discrete signals, they can use standard unshielded 3-pin M12 cables. These readily available cordsets are cost-effective and install quickly, varying only by length. Standardized cabling also eliminates wiring and pinout errors and reduces installation time.
IO-Link devices are designed for simple device replacement without requiring extensive technical knowledge. With Data Storage mode, sensor device configuration can be saved on a port of the IO-Link master. If a sensor is damaged, even an untrained operator can quickly swap the
Banner Engineering manufacturing-today.com 31
damaged sensor with a new one. The correct device configuration is loaded automatically, and the new sensor is ready to go. No manuals, configuration documentation, or firmware updates are needed.
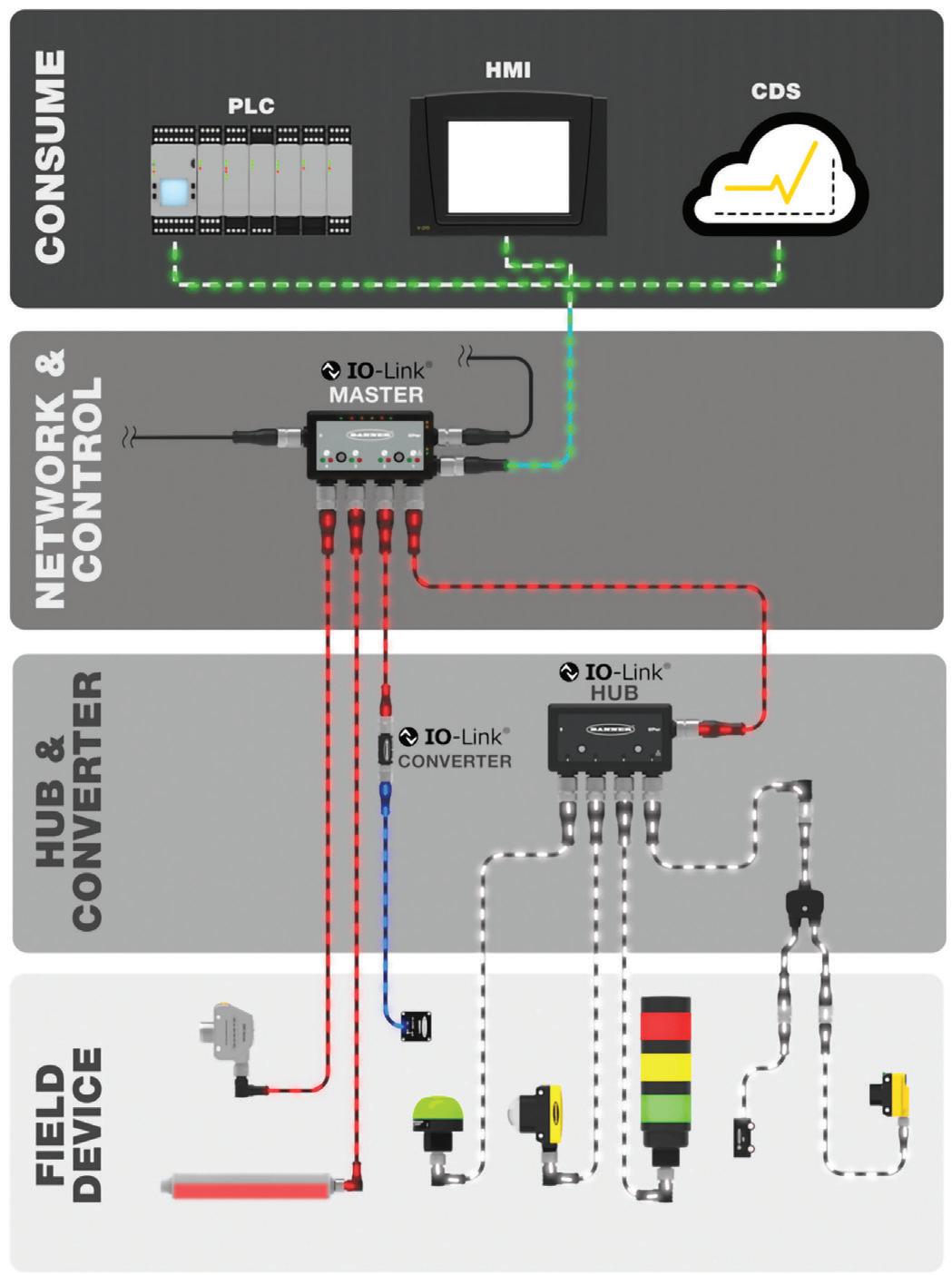
Another cost-reduction tactic made possible by IO-Link technology is to replace passive junction blocks with stackable space-saving IO-Link hubs. This method simplifies connections by sending IO-Link signals back to one industrial controller, which aggregates and outputs all signals via a single Ethernet connection to a control cabinet. It reduces wiring, cost, installation and troubleshooting time, complexity, and allows for a smaller control cabinet. Hundreds of individual cable runs to a control cabinet can be replaced with six Ethernet cables.
For those users with non-IO-Link devices, legacy hardware can be connected to IO-Link masters using Banner IO-Link converters. These converters change various types of signals to IO-Link, giving operators access to sensor-level data without having to completely retrofit expensive and complicated machinery.
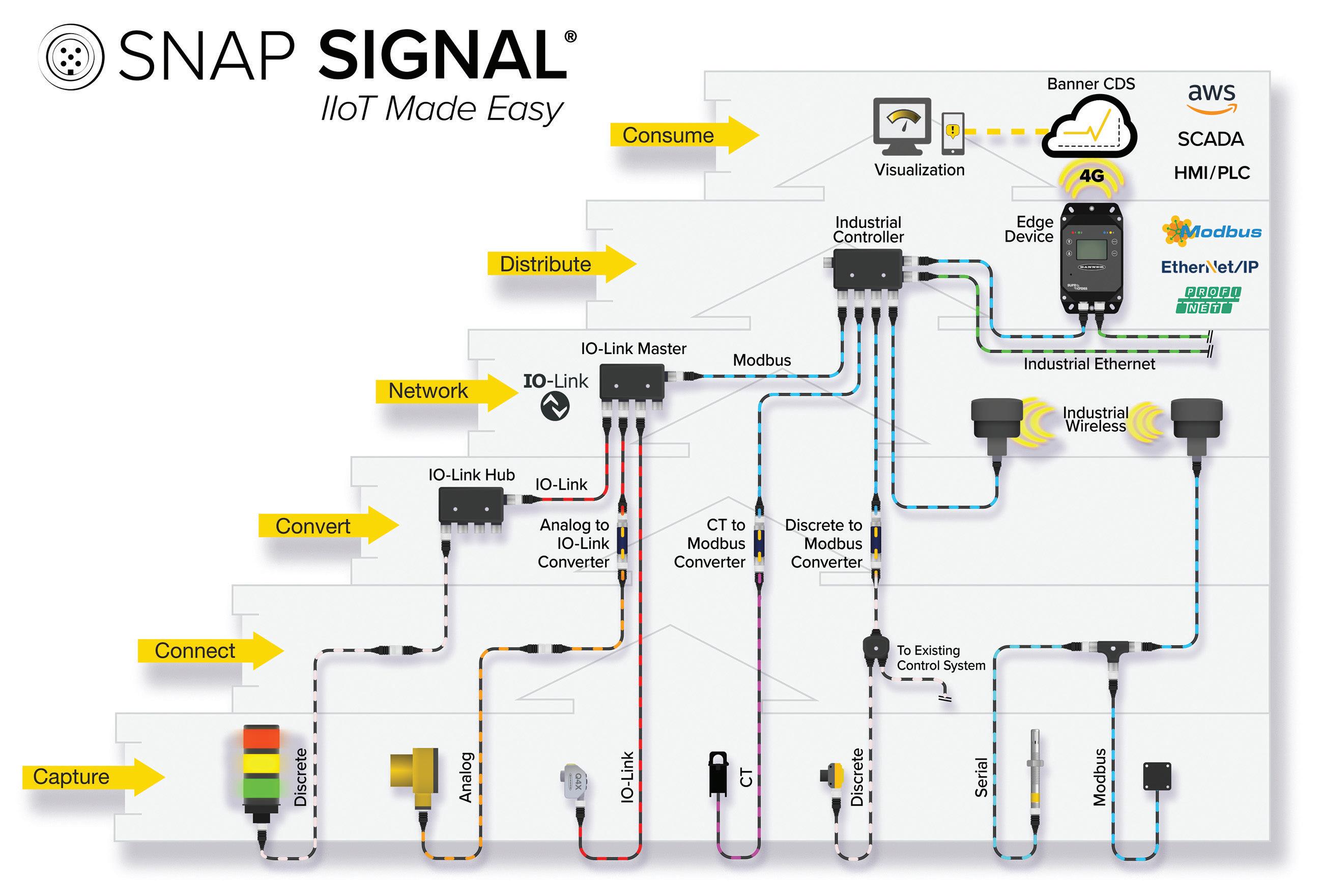
Unlocking potential with Snap Signal®
At the heart of Banner’s IIoT portfolio is Snap Signal, a suite of modular hardware and software that delivers actionable machine data. Data signals are captured from virtually any new or existing source, regardless of manufacturer, and converted to an industry-standard protocol. The data is then distributed locally, on
Exclusive Feature 32
a company network, or to the cloud for easy consumption. This enables and simplifies the complex task of data collection, analysis, and visualization. With Snap Signal’s ability to incorporate nearly any sensor signal found on a factory floor, Banner can build I/O systems that fully make use of rich data from both new and legacy equipment.
To accomplish this, Snap Signal taps into a device’s data stream, whether discrete, analog, or another type of signal. Even if device types are typically incompatible with each other, converters take their data streams and change them to matching industrial standards; think IO-Link or Modbus. By converting disparate signals to a unified standard, legacy sensors can be easily incorporated, and data can be seamlessly transmitted across multiple IIoT ecosystems.
Snap Signal combines performance data with predictive information. For example, a radar sensor that is monitoring the volume of liquid in a tank can display this level via an indicator light bar on the side of the vessel. When the tank level gets low, a connected controller can set the entire indicator to flash and notify an operator or send a text message to operators elsewhere that the tank needs to be filled to avoid disrupting production. A temperature and humidity sensor can be tied into the same system to monitor a nearby enclosure to ensure it does not overheat and cause the PLC or other electronics to fail. Indicators, sensors, connectivity, and logic can all be used together to enhance efficiency and reduce downtime.
Processing on the edge
The intelligence that drives smart automation systems is found in Banner’s DXMR90 series of controllers. These compact, programmable
devices consolidate signals from multiple connections, process data, and provide a gateway to the IIoT. Built-in logic controllers provide local processing of action rules and scripts for data analytics, condition monitoring, predictive maintenance, OEE analysis, diagnostics, and overall troubleshooting. With these forward-thinking solutions, Banner is empowering smarter automation and delivering the promise of IIoT to companies of all sizes around the world. ■

Banner Engineering is a US-based designer and manufacturer of innovative and industrial automation products, including sensors, smart IIoT and industrial wireless technologies, LED lights and indicators, measurement devices, machine safety equipment, as well as barcode scanners and machine vision. Since 1966, Banner has been an industry leader with more than 10,000 products, operations on five continents, and a worldwide team of more than 5500 employees and partners.
www.bannerengineering.com
Banner Engineering manufacturing-today.com 33
Match blade in heaven
How Dalton Safety has sharpened its operation to provide secure and dependable knives

Dalton Safety is the result of a carefully crafted history, following the acquisition of Slice Inc, by Safety Products Holdings (SPH). After nearly ten years of representing Slice Inc as its master distributor in the UK and Ireland, the company was offered the opportunity to introduce the Pacific Handy Cutter (PHC) and Klever Innovations ranges to its portfolio. The two existing brands fall under the SPG banner.

Exclusive Feature 34
The business aimed to continue to represent Slice Inc as its master distributor, while marketing PCH and Klever under the Slice banner. However, this would have been confusing, which resulted in the creation of Dalton Safety. Today, Dalton Safety offers a selection of cutters, knives and accessories of the highest precision and quality.

New addition
Dalton Safety’s goal is to help Slice, PCH and Klever increase traction in the UK and Ireland, while adding complementary products to its range of knives. “I would like to think we are a very friendly group of individuals,” begins Mike Dalton, Managing Director, when discussing how the team over at Dalton Safety works together to achieve its goals. Mike explains that Dalton Safety is a family-owned company in the truest sense of the phrase, with a team that consists only of the Dalton family, Mike, Kate, Harry & Emily. Though, this changed recently when it brought on its first employee from outside the family. “We’re very excited about this chapter, and Demi is proving to be an excellent addition to the team.”
Safety manufacturing-today.com 35
Dalton
Our new gloves range will be available in January and we plan to introduce safety glasses at some point in 2023

“ “ “ “ Exclusive Feature 36
“We are a small team, however our network is quite extensive. We work closely with third-party providers, to create our website, marketing material and lead generation campaigns. We also work closely with our vendors to make sure we are fulfilling their needs of carrying the products they want us to sell. Our goal is to offer our customers next day delivery whenever possible,” says Mike.
Another significant milestone for the company was moving to a larger facility to accommodate the increased inventory. A larger facility has also allowed Dalton Safety to expand the offering of its own range, a development which, for Mike, has been particularly exciting. “In addition to the new products from PHC and Klever we are also introducing gloves, and will soon introduce additional products to complement our range. We continue to expand our customer base, which is fantastic,
and we are hoping to keep the momentum going with growing our team as well!”
Addressing customer needs
For Slice, the key technology can be seen in the way the blade is manufactured. The angle at which it’s ground means it is not quite as sharp as steel, but it is just as effective. “The Slice brand, especially, revolves around ergonomics. The box cutter was the first product the business introduced and has won several awards for its design. It’s comfortable to hold, and the blade doesn’t extend beyond the tip of the handle. This reduces the risk of puncture and injuries, and reduces the risk of damaging the contents of any box being opened. Most cuts happen when people change the blades, hence why a lot of companies use disposable products to avoid this. Slice have found the solution with a blade that is safer to handle,” Mike explained.

Dalton Safety manufacturing-today.com 37
He then dives into greater detail about the company’s catalog. “The PHC range offers a more traditional utility knife. We do get instances in manufacturing where the Slice blades are genuinely not sharp enough for the manufacturer’s task, which is where the PHC range benefits. PHC also offer self-retracting and auto-retracting knives, while Klever offer enclosed metal blade knives, either disposable or with replaceable heads. PHC and Klever also offer knives suitable for the food industry with metal detectable and antimicrobial versions. I would encourage people to browse through our websites to see what we have to offer.”

Continued expansion
Next year, Mike is hoping to build on the work the team at Dalton Safety has done in 2022, with the aim of growing the business further. “We will be expanding the company by increasing our customer base and the range of products we supply. Our new gloves range will be available in January and we plan to introduce safety glasses at some point in 2023. Based on feedback from customers we have some
interesting ideas for new products that will complement our range.”
Mike is determined to see the company’s catalog continue to grow over the next five years. He shares that once the business settles into its new warehouse space, the opportunities to expand its product range will increase tenfold. “We want to keep adding to our portfolio and continuing to see the kind of growth we have been getting in the last couple of years. I would like to see us with another three or four employees as well. I don’t believe we need to move warehouses, but if we did, it would be because our products are doing well, so I won’t be disappointed to see that happen,” he says. In conclusion, Mike is especially excited to see the company enter new markets that will likely take the business outside of the UK and Ireland, and at Manufacturing Today, we wish Dalton Safety all the best with this endeavor. ■ www.daltonsafety.com
Exclusive Feature 38

Dalton Safety manufacturing-today.com 39
SON OF A GUN
Success is never certain, but for Henry Repeating Arms, an obsessive focus on the customer has kept it an industry leader for 25 years


Exclusive Feature 40
◀ Anthony Imperato, Henry Repeating Arms - CEO
Henry Repeating Arms (Henry) gets its name from Benjamin Tyler Henry, the famed gunsmith and inventor of the first successful lever action rifle patented in 1860. Carrying on the same spirit of manufacturing lever actions on American soil, this Wisconsinbased business shipped its first guns in March 1997, with only one model in the product catalog – the H001 Classic Lever Action .22. To date, it has sold over 1,000,000 of these rifles worldwide, and Henry’s product catalog now boasts well over 200 individual models in a wide range of calibers and finishes. Two years after the first shipment, the company introduced the award-winning Golden Boy rifle, which became its flagship model with a premium look and feel found nowhere else in the industry at the price point. At the time, all manufacturing and assembly took place in Brooklyn, New York.
As we stand in 2023, the business is one of America’s leading firearms manufacturers, founded in 1996 by Anthony Imperato, who now serves as the CEO. In 2008, the business moved operations from Brooklyn to a much larger facility on the waterfront of Bayonne, New Jersey, where the company still manufactures well over 200,000 guns annually at this location alone. Unfortunately, this facility was devastated by Hurricane Sandy in October 2012. However, with support from key vendors and other talented people, the facility resumed operations by the end of the year. In 2014, Henry announced the first models manufactured and assembled entirely at its current headquarters in Rice Lake, Wisconsin, which had previously been supplying parts for Bayonne assembly. In 2021, as a result of surging consumer demand, the company further expanded

manufacturing-today.com 41
Henry Repeating Arms

Exclusive Feature 42
its operations to an 84,000 square-foot facility in Ladysmith, Wisconsin, to provide additional space for parts manufacturing.
Just recently celebrating its 25th year in the long-gun manufacturing industry, we hear from Anthony, as well as Dan ClaytonLuce, Vice President of Communications, and Andy Wickstrom, President, about how Henry empowers its team to do whatever is necessary to ensure every customer is satisfied with their Henry purchase.

Innovation in action
What started as a small facility in Brooklyn, New York, has grown over the last 25 years to become a total of 350,000 square feet of high-tech manufacturing space shared between its locations in Wisconsin and New Jersey. “We currently operate three facilities,” shares Andy, “with the largest being the headquarters operations in Rice Lake. Across all three locations, we’re running more than 100 CNC machines because, at the end of the day, most of what we do to build guns is cut metal. We continue to invest heavily in automation for new products, while a portion of our resources is reserved for improving existing processes for current products. There’s a bit of a ‘new school meets old school’ dichotomy as well, because we have some old WWII-era Pratt & Whitney drills that we’ve rebuilt to newer specifications, including PLC controls and touchscreen interfaces. More recent technology also includes laser scanning to make incoming inspections more efficient and precise.”
Gun manufacturing is a loaded business, and contains a significant amount of innovation to keep up with safety standards and efficient usability, as we learn from Dan. “Despite the underlying technology of a lever action repeating rifle dating back all the way to 1860, we have found there’s still plenty of room for innovation to meet the needs of today’s outdoorsmen
and women. At any given time, we have design engineers actively working on products that might not see the inside of a store until five years later,” he shares.
Customer feedback
From exploring new metal finishes to developing automation, or even working with industry partners to develop entirely new calibers and cartridges, Henry places great importance on product innovation and invests heavily in the manufacturing capabilities needed to facilitate this process. Additionally, the business pays close attention to customer suggestions, and as their hunting needs evolve, so too does the company’s product line. “Quite often,” Dan continues, “new ideas come to us from our customers. We keep our ears to the ground on social media and other channels to see what people are asking for. We get emails and phone calls daily from our customers who
manufacturing-today.com 43
Henry Repeating Arms
want to let us know what they’d like to see in the next new Henry release. This feedback is priceless to us, and when we start seeing enough demand for a specific idea, we’ll start discussing it internally, do some market research, and start coming up with prototypes.”
Four promises
This attention to customer demand has enabled the company to produce industry-leading products, with one of the most popular recent releases being its X Models. “They’re a group of rifles and shotguns with a more modern look and feel. We’ve noticed that this range has attracted an entirely different audience than we’ve seen before in the lever action space. Most notably, the X Model rifles and shotguns feature durable synthetic furniture with integrated universal accessory mounting points, so customers can ‘dress up’ their firearm to meet their needs. For example, someone might purchase a Big Boy X Model in .357 Magnum and attach a silencer to make it incredibly quiet, or a flashlight for use in low-light situations and put a sling on it for convenience. With that, you have a versatile carbine that can be used for hunting in the morning and protecting the home at night,” Dan expresses.

What sets Henry apart from the other sellers is not only its dedication to excellent manufacturing processes, but also its commitment to quality. “We maintain four promises,” Dan highlights. “First, all the products are backed by a lifetime satisfaction guarantee, which is not found anywhere else in the industry. Second, our clients are guaranteed accurate and reliable firearms with craftsmanship and material quality that punches well above their price tag. Third, we offer the best customer service in the industry. Finally, every one of our rifles and shotguns embodies the company’s motto, ‘Made in America, or not made at all.’ While that may not be a primary driver for international customers, it’s a value that our customers take great pride in.”

Exclusive Feature 44
Henry Repeating Arms
The emphasis on customer satisfaction is rooted within the values of the company, which was instigated by Anthony’s passion for strong and lasting relationships. “When people ask me what business I’m in,” he says, “I often respond that I am in the ‘keep everyone happy’ business. Work is all about relationships, and that’s something that was instilled in me early on.
“Growing up, I worked behind the counter of my family’s law enforcement supply and gun store in Brooklyn, and that’s where I understood the importance of relationships in business. Despite now being a global company, I want to treat every interaction that someone has with our company as if it was a customer walking through the door of that little gun shop. Of course, I can’t respond to every single email or phone call myself, so then it becomes a matter of transferring that mentality to every one of our employees. It doesn’t matter if they’re a customer service representative answering the phone or a CNC operator; every employee knows the importance of people in what we do.”

Charitable work
For Henry’s leaders, part of what makes their niche work in manufacturing so rewarding, are the organizations that form its network. Anthony takes a moment to acknowledge the dedication that the company’s supply chain has invested in the company’s success. He also recognizes that a large number of nonprofits around the country depend on Henry’s support, and this impact is nothing short of priceless. “I’ve had the pleasure of traveling the country to meet those whose lifework is leading some of the largest and most impactful non-profits that help support their deserving constituencies. From the law enforcement officers that put their lives on the line daily to serve their community, or the men and women that have answered the call of duty to serve their country, or the EMS personnel that work tirelessly to save lives every single day, Henry Repeating Arms is proud to help the cause.”

manufacturing-today.com 45
This then triggers the topic of social responsibility. Another way the business celebrated its 25th anniversary, is through a surge of support to local and national communities. Last year, Anthony pledged one million dollars to a wide variety charitable groups, including children’s hospitals, military veterans, law enforcement and first responder organizations, and many others. “To achieve this hefty amount, we did something special. We created and donated a limited-edition series of 1000 Golden Boy Silver Anniversary Edition rifles, which raised the money for us to distribute across the categories we are proud to support.”
Positive impacts
Henry Repeating Arms is known throughout the industry for these endeavors, which are run through the charitable branch of Henry called ‘Guns for Great Causes.’ “I started this to help financially support individual families of sick children that face immense medical bills for lifesaving treatment, and it has grown in scale year over year,” Anthony says. “Now, beneficiaries of our fundraising efforts still include those individual families, but we’re also helping support wildlife and habitat conservation agencies, shooting sports and hunter education organizations, and national and grassroots groups that advocate for Americans’ right to keep and bear arms. These groups mean a lot to me personally and professionally, and I am forever grateful to our customers and employees who enable us to make these positive impacts.”
As America’s debate on the Second Amendment continues to gain traction, it is businesses like Henry Repeating Arms that are ensuring rifles are safe and reliable, and from what we have learned, securing this guarantee depends on industry-leading manufacturing. “Every day, we try to take one more step toward being the best company, not just in the lever action space but in the overall firearms industry. We have a great team

of incredibly talented people who help me sail the ship to get it done,” says Anthony.
“Five years from now, we’ll be offering our customers even more choices, our investments in increased capacity through automation and workflow optimizations will be firing on all cylinders, and our company will be right on the tip of everyone’s tongue when thinking about a quality, American-made firearm.”
In closing, Anthony shares that when he reflects on the last 25 years, he believes gratitude is at the heart of the company’s success. “I am so thankful for our hardworking employees, our loyal customers, and great industry partners in our Henry retailers, distributors, vendors, and others. Without them, this achievement would not have been possible.” ■ www.henryusa.com
Exclusive Feature 46
Schnitzer Steel is Recycling Metals for a Low Carbon Future

For more than a century, Schnitzer has developed robust networks to collect, process and deliver recycled metals to meet the needs of virtually all economic sectors
Schnitzer Steel is one of North America’s largest manufacturers and exporters of recycled metals with operating facilities located in 25 states, Puerto Rico, and Western Canada.
The Company began operations in 1906 in Portland, Oregon, and although the size, scale, and global reach of Schnitzer’s business is very different than it was more than a century ago, the Company’s core mission remains the same: recycling and resource conservation.
Schnitzer operates regionally based hub and spoke models throughout its North American footprint which enable efficient logistics and materials management of ferrous and nonferrous metals via totes, containers, trucks, railcars, barges and ships. The Company’s operations advance regional circular economies by ensuring valuable materials are kept out of the landfill and are redesigned into new products.
“We’ve been in the recycling business a long time; way before it was fashionable,” explains
 Jim Devine, Schnitzer’s Vice President of Nonferrous Purchases and Sales. Devine
Jim Devine, Schnitzer’s Vice President of Nonferrous Purchases and Sales. Devine
Exclusive Feature 48


Schnitzer Steel manufacturing-today.com 49
In January 2023, Schnitzer was named the most sustainable company in the world by Corporate Knights

“ “ “ “ Exclusive Feature 50
leads the Company’s team responsible for engaging directly with customers and suppliers to purchase, process, and recycle nonferrous metals. “Early on we recognized the enormous potential to add value to the economy by retrieving materials set for landfill and innovating ways to ensure they are used again,” he added. “Our regional operations support the supply chain and reduce the carbon footprint of manufacturing activity.”

Schnitzer’s integrated operating model encompasses 54 metals recycling facilities, including seven metal shredders, 51 Pick-nPull auto parts recycling and retail stores, and a state-of-the-art electric arc furnace steel manufacturing operation in McMinnville, OR which sources much of its recycled ferrous metal feedstock from the Company’s own operations to produce finished steel products like rebar, wire rod and other specialty items. Through Schnitzer’s growing recycling services portfolio, the Company also provides important sustainability and materials management to national manufacturing and retail customers in nearly every state in the US
“The beauty of having a broad but regionally focused footprint is that it allows us the unique ability to provide door-to-door service for our customers wherever they are,” explains Devine. “Our fleet includes everything from 4x4 containers to barges and rail cars, and we can offer a variety of pricing options to our suppliers. We aim to be the recycler of choice by handling all of our customers’ material and ensuring it’s recycled in accordance with environmental and regulatory requirements.”
A Responsible Partner
Schnitzer’s history of success in the industry is evidenced by numerous awards and accolades collected over the course of decades for leading performance in sustainability, ethics, transparency, responsible operations, and employee engagement. In fiscal 2022, Ethisphere® Institute recognized Schnitzer as one of 2022 World’s Most Ethical Companies®
for the eighth consecutive year, Newsweek recognized Schnitzer as one of America’s Most Responsible Companies of 2022 for the third consecutive year, Schnitzer was re-certified as a Great Place to Work® for the second consecutive year. The Company received the Sustainable Markets Initiative’s Terra Carta Seal, was recognized by the CDP for performance on climate and water and rated by EcoVadis for performance in sustainable procurement.
“We pride ourselves on our reputation for ethical business practices as we partner with customers in 25 countries on five continents,” said Devine. “It’s an integral part of our culture and our customers as well as suppliers appreciate these awards and recognitions as representative of our Company values.”
Most recently in January 2023, Schnitzer was named the most sustainable company in the world by Corporate Knights, a leading media and research organization focused on corporate sustainability performance, as part of their Global 100 List. This important recognition reveals a growing spotlight on Schnitzer’s products and services as strategic solutions for companies, industries, and governments focused on carbon reduction. It also highlights the Company’s role in advancing metal-intensive technologies such as electric vehicles, wind and solar technology, and battery storage systems.
Schnitzer Steel manufacturing-today.com 51
Meeting the Demand for Recycled Metals
Schnitzer’s longstanding relationships with customers and suppliers across the world reflect the Company’s strong service culture. Its product offerings, logistics solutions, and pricing strategies meet the needs of the Company’s diverse customer base, which ranges from the general public to contractors and national account holders. In the commercial sense, Schnitzer takes a partnership approach by assessing a company’s supply chain.
“Customers are increasingly focused on the environmental impact of their supply chains and are looking to companies like Schnitzer to both shorten the supply chain

and help lower the carbon intensity of finished products and technologies,” explained Devine.
Using one ton of recycled metals as compared to corresponding virgin material in the manufacturing process can result in up to 58 percent less CO2 emissions for steel, 65 percent less CO2 emissions for copper, and 92 percent less CO2 emissions for aluminum, highlighting the inherent value in Schnitzer’s recycled products and offerings. In fiscal year 2022, Schnitzer sold 4.6 million tons of recycled ferrous metals, 687 million pounds of recycled nonferrous metals, and 465,000 short tons of finished steel products made from recycled ferrous metals.
Increased demand for the products Schnitzer offers is connected to the growth in manufacturing in the US and globally, among
Exclusive Feature 52
other drivers, to produce technologies associated with decarbonization like electric vehicles and renewable energy infrastructure. In the spring of 2022, the Company acquired Encore Recycling and Columbus Recycling in the US southeast, bringing its regional footprint to 24 recycling facilities, including its first metal shredder in the region.

“These acquisitions support a growth strategy to increase our ferrous and nonferrous volumes and provide recycled metals to manufacturers,” said Devine.
In support of the Company’s growing recycling services offerings, in November 2022 Schnitzer acquired ScrapSource LLC, a materials management company based in Dallas, Texas which focused on providing
metals recycling management services and solutions to manufacturers, fabrication facilities, and service centers across North America. The addition of ScrapSource offers opportunities to scale Schnitzer’s national sourcing platform, enhance and expand the Company’s services to national manufacturing and retail customers and increase supply flows within the Company’s operating regions.
Looking to the Future
When looking to the future for Schnitzer, Devine sees the Company building on recent growth to attract new customers. He points to continued investments in Schnitzer’s advanced metals recovery technologies, which enable the Company to diversify its product offerings and enhance the ability to competitively meet the needs of domestic and international customers.
“I’d like to see Schnitzer continue to expand our footprint into new regions and become the one-stop solution for manufacturers,” explains Devine. “From a technology perspective, our advanced metals recovery systems allow us to extract more nonferrous metals like copper and aluminum from metal shredding activities, meet global metal content and quality requirements, and create product optionality for our customers. On the services side of our offerings, we bring transparency to the process of collection and management. We also offer enhanced data and reporting options for our customers on the environmental benefit of introducing these recycled materials back into the marketplace as raw materials to produce new products. Together this is a powerful combination with direct connection to the circular economy and a more sustainable future.” ■
Jim Devine is Schnitzer’s Vice President of Nonferrous Purchases and Sales. Contact Jim directly by emailing jdevine@schn.com www.schnitzersteel.com
manufacturing-today.com 53
Schnitzer Steel
Exclusive Feature 54
ELECTRIFYING FUTURE An
Braving the new digital world with TechPoint


There is no mistaking that the world is becoming an increasingly digital space. Two-letter acronyms abound: AI, VR, EV, and so on. The digital economy feels like a tangible prospect now. We have already surpassed the dates that Marty McFly went back to the future (2015) and Rick Deckard stalked the gloomy, dystopian streets of Ridley Scott’s Blade Runner (2019). We are living in a brave new world.
And the proof is in the data. For instance, in the last two years alone, the acceleration of our increasingly digital landscape has stimulated unprecedented growth in the demand for electronics and electronic components across the world. An explosion of new products – cameras in doorbells supported by phone apps, next-generation gaming consoles right the way through to electric cars – have elicited predictions of the global electronics market growing from $484 billion in 2021 to a staggering $541 billion by the end of 2022. New
applications supported by Edge Computing are facilitating faster decisions by the user, and developments in manufacturing techniques means smaller, more complex printed circuit boards (PCBs) can be built, further creating new opportunities.
When we consider the geopolitical backdrop of the past year, booming figures such as these are made even more impressive. Indeed, since the brusque arrival of Covid-19, global supply chains have been placed under extreme pressure; the entire end-to-end network, at certain moments, appeared to be close to breaking. Material shortages and the scarcity of materials led to many manufacturers struggling to meet frantic, rising demands. But companies – and, more specifically, those behind them – pushed through.
In reality, this was a long time coming. While the pandemic brought its own tensions, it also exacerbated many preexisting issues, including an excessive dependence on outsourcing an array of manufacturing
TechPoint manufacturing-today.com 55
◀ Group CEO Gary Mitchell
operations to cheaper overseas alternatives and over-reliance on justin-time production means. With the ongoing war in Ukraine and mounting tensions between China and Taiwan, further disruptions to global supply chains seem evident – uncertainty has become the new normal; that much is certain.
Competitive edge
Helping many on this Homerian journey of hardships is TechPoint, a unique end-to-end supply chain consultancy and electronics manufacturer. As our recent conversation with Group CEO Gary Mitchell made clear, within the context of fragile supply chains and demand outpacing supply, Original Equipment Manufacturers (OEMs) are currently placing a special emphasis on recalibrating their supply chains: sustainability, efficiency, and resiliency are three cornerstones that must be recognised as we approach Industry 4.0 and a future that will no doubt be burdened by similar geopolitical difficulties.
“The electronics and technology sector is currently experiencing a period of mass innovation and change,” begins Gary. “Buzzwords like Industry 4.0 and

Internet of Things (IoT) show evidence of the revolution that is currently going on.”
What does that mean for the industry?
“Most sectors are showing an increased rate of New Product Introduction (NPI),” explains Gary. “We are seeing shorter product life cycles in all sectors and as a result we are seeing a faster rate of NPI released to the market.”
Technology, internet, global communication. All these evolving factors drive market change. As Gary makes clear, the times are a-changin’ with unprecedented speed: “Many of our customers’ Research and Development (R&D) teams are dedicated to this technological evolution of sorts; it keeps them in a competitive space as they launch innovative products and utilize new technologies within a challenging environment.
“R&D teams are all striving for that competitive edge,” he goes on. “If you look at our capabilities at TechPoint, we are ultimately a service provider – and that means we help companies focus on their core business. They can outsource or employ us as a partner for some of their key services (the design process, testing components, sourcing alternative components, finding applications, and so on).”
Exclusive Feature 56
Ensuring partner organizations thrive in a complex global marketplace, TechPoint leads from the front with four Centers of Excellence, all providing clients best-inclass services in supply chain management, rapid prototype development, and specialist electronic contract manufacturing.

Increased synergies
Three TechPoint tenets – scale, flexibility, and unrivalled customer service – are lived by a team of experts delivering bespoke technical solutions, utilizing tomorrow’s technology today. As a group, TechPoint and its subsidiaries (Vanilla Electronics, Bela Electronics, Golledge Electronics, and Interconics) work to supply value to some of the leading multi-national electronics businesses in the audio, aerospace, medical, automotive, defense, and industrial sectors.
“As a proactive consultancy with extensive market knowledge and industry connections, we can help customers when they launch new products in their respective markets,” says Gary. “Though
innovation is often driven by customers, we are on hand to carry that sense of progress forward, doing as much as we can by coming up with plenty of creative ideas. But we are also innovating our own processes, breaking new ground with solutions for engineering, assembly, and supply chain grievances.”
TechPoint has grown a lot in the last year. Each month, it is morphing and evolving into a holistic consultancy with a deep knowledge of technology roadmaps to better pinpoint the shrewdest investments companies can make. In fact, TechPoint continues to invest and often makes specific investments in technology needed by customers. “For example, we have invested in 3D X-ray and optical fiber splicing as well as several soldering robots which improve quality and efficiency for our customers. Though this is not necessarily new technology, it is a new service and we are innovating in terms of how we are applying it for our customers.”
This follows the group’s recent rebrand, where it consolidated the various entities under its roof as one prism of TechPoint companies. “We wanted to

We wanted to reinforce the group as a technical powerhouse with strong capabilities, experience, and skills within the electronics field TechPoint 57
“ “ “ “
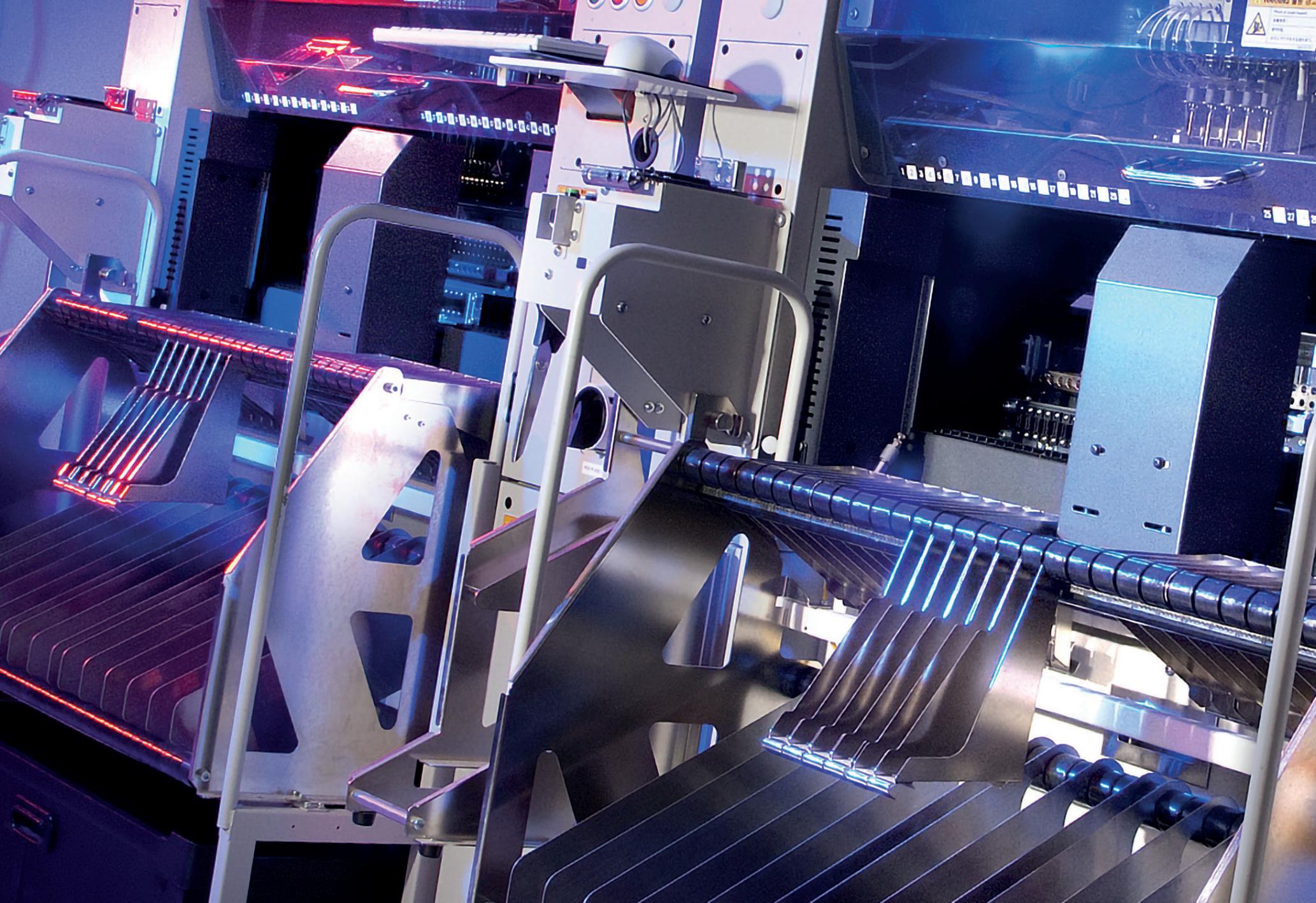
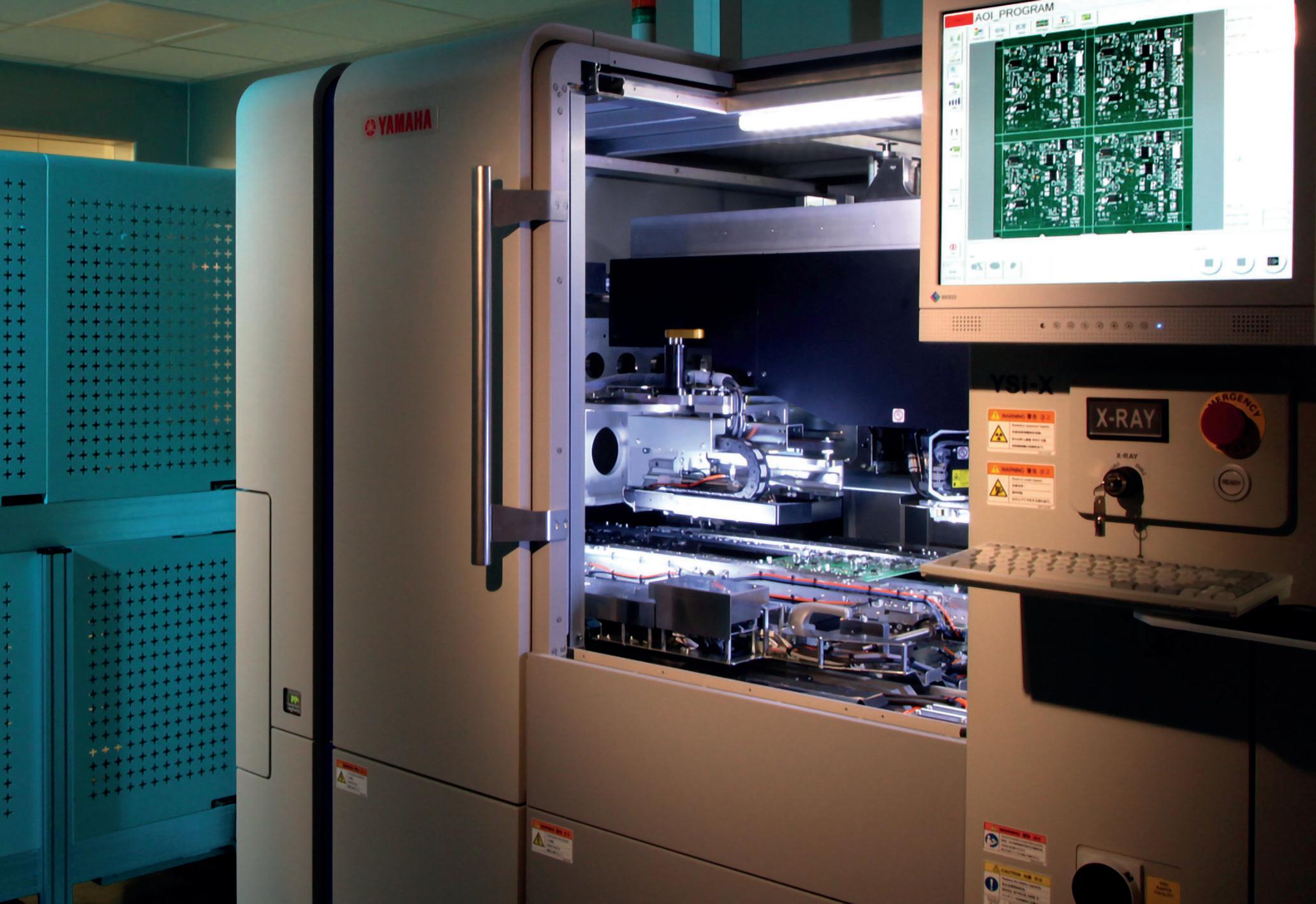
Exclusive Feature 58
reinforce the group as a technical powerhouse with strong capabilities, experience, and skills within the electronics field. As part of that transition, we knew that it was crucial to retain each business within our sphere of excellence. All our companies have over 20 years of operational experience, and by adding new entities to the group – as well as establishing new synergies between existing ones – we are bolstering our customer offering by focusing on dedicated knowledge and continuous improvement.”
Growth journey
More recently, the manufacturing sector has witnessed a resurgence in onshoring, or the process of sourcing or relocating a company’s production operations within domestic borders.
“Amid all the post-lockdown progression we are seeing in the electronics industry, it is clear that companies are driving huge growth with sustainability in mind,” Gary notes. “One way of doing that is through relocating manufacturing centers from elsewhere to national soil – in fact, we are looking at 2023 as the year of onshoring. We are already in talks with manufacturers that want to bring their operations back to the UK as it offers them greater product control. Consequently, at TechPoint we are determined to respond to this trend by identifying positive market conditions and working to accelerate domestic growth.”
A flexible, self-conscious, and evolving strategy such as this has paid dividends. As Gary tells us, the company has had –simply put – a very good year. “TechPoint is expanding fast and our level of investment in our portfolio capability means that TechPoint has significantly increased its capacity to support future growth.” With a focus on customer success, examples of this are seen as Vanilla Electronics freshly EN9100 and EN9120 accreditation to supply aerospace industry and Bela adding higher specification
assembly lines to increase level of component traceability. These examples demonstrate a commitment to quality and delivering visibility and control to customers of their production process, distribution and retailing processes.
Accreditation, acquisitions and organic growth, and investments supported by private equity firm Literacy Capital – these are the ways TechPoint will continue on its supersonic trajectory. “In the face of what will be another challenging year in terms of supply chain, 2023 will see us continue to make efforts to support our customers manufacturing and sourcing of components (including, for instance, microchips), while securing stock and optimizing delivery dates,” concludes Gary.
There is no mistaking that the world is becoming an increasingly digital space. Guiding market leading electronics manufacturers through unknown territories within that environment is TechPoint. ■
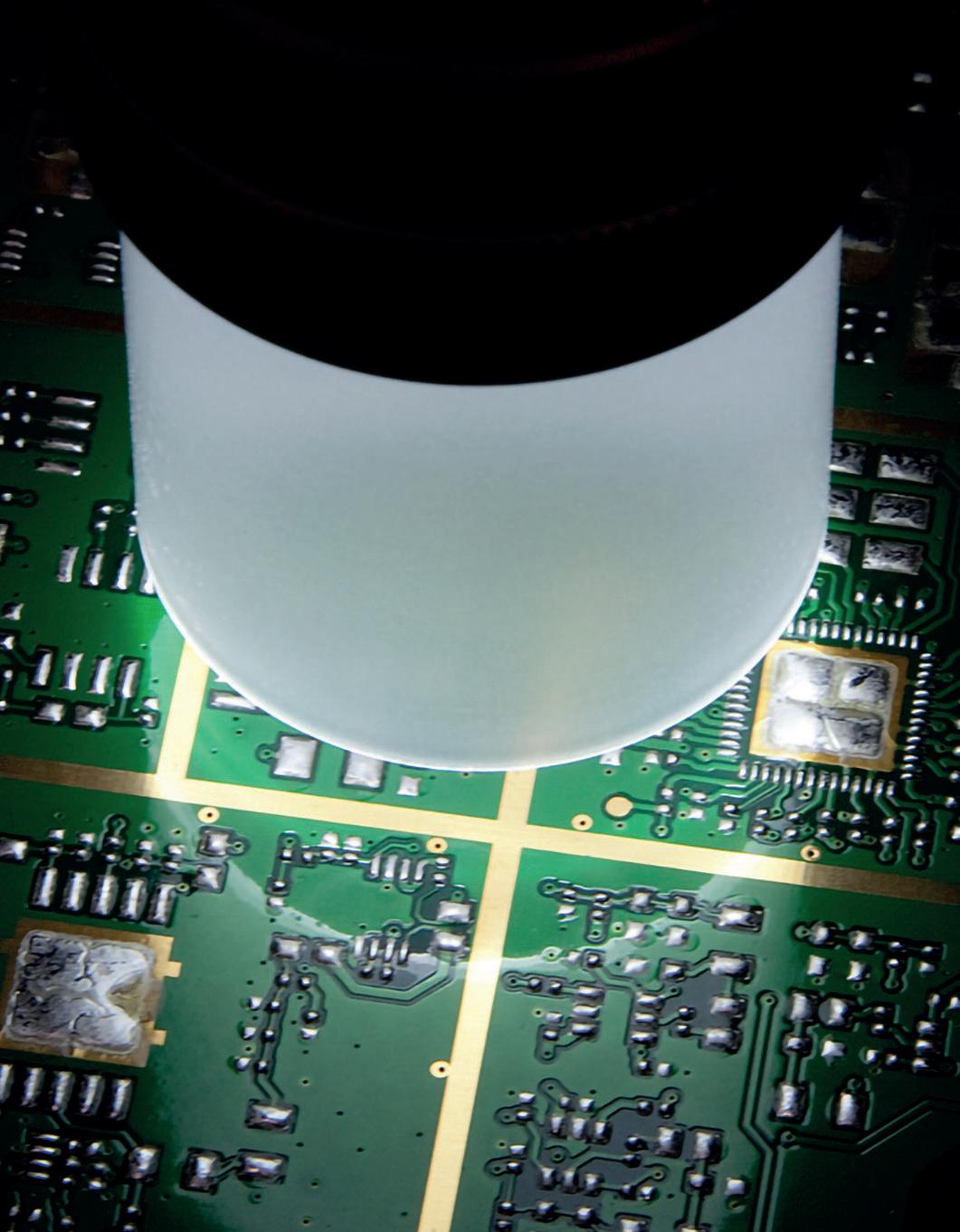
www.techpoint.co.uk
TechPoint manufacturing-today.com 59
LESSEBO, IS MORE
As a paper manufacturer nestled deep within the woods, Lessebo truly appreciates the importance of sustainability

60
In between Lake Läen and Lake Öjen, among the dense forests of the inland region of Småland, you can find the Lessebo Paper AB mill (Lessebo), which has been standing for over 300 years. Originally founded by Erik Knutsson in 1658, as an iron mill – in keeping with the forest’s 2000-year history of attracting workers and tradesmen with its iron-rich lakes – Lessebo’s was the first form of industrialization to utilize the area’s iron ore, timber and available hydropower.

Lessebo manufacturing-today.com 61
Come 1693, the mill’s production of handmade paper took over as its mainstay, with the majority of the company’s output being catered to its primary customer: a newly established naval base in Karlskrona, some 80 kilometers away. Around thirty years later, Lessebo gained permission to produce and sell paper from the Swedish National Board of Trade. This heightened the business’ military ties, as it prompted the Swedish Navy to guarantee the quality of its produce, to the highest standard, with their seal of approval.
The end of Sweden’s Golden Age coincided with the beginning of Johan Lorens Aschan’s ownership of the mill, and although the country overall may have seen a slight decline, the business was entering a key period of its formulative years. Johan’s reign as leader ran from 1802 until 1856, and during this time he not only facilitated healthcare and education for all of the paper and iron mills’ employees, as well as the adjacent businesses, but he also purchased the company’s first paper machine from England.
“Today, we are exclusively a paper mill,” Ebba Ingvarsson, Communication Manager, opens. “I believe the iron side was laid to rest in the late 19th century. We have three paper machines that are operational


“ “
62
We have been working hard over the last 30 or so years on improving our overall environmental profile
“ “
24 hours per day, seven days a week, for the entire year… maybe not on Christmas Eve, actually. Two of the machines produce white paper and the other is for our colored products. We also have heat cutters, packing lines and a new embossing machine.
Planet friendly paper
“The embossing machine has been a major investment for the company, along with the new line of colored paper that we have released. These are both actively contributing to our capabilities within the luxury packaging sector, which is where we are currently seeing our largest growth in sales. We now offer our customers the options of five shades of white under the Lessebo Design range and 48 different colors under the Lessebo Colours range, from bright-electric yellows to dark-forestlike greens. Any of which can be accentuated
by the special surface treatments and textures facilitated by the embossing machine. We can create specialist products for individuals from an even wider palette of colors in the Lessebo Colour Lab too.
“We are aware that within the luxury packaging sector there is a huge demand for high-quality paper-based products,” Ebba continues. “The choice of color is key to modernizing the offerings and giving them a more contemporary feel, whereas the physical feel of them enhances the sense of quality, whether it’s a linen surface or something a bit coarser. We’re also enabling far greater use of luxury packaging applications that do not rely on plastics in their production, something that coincides with our inherent, environmentally friendly approach to conducting business.
“We have been working hard over the last 30 or so years on improving our overall environmental profile. We were one of the
Lessebo manufacturing-today.com 63
first paper mills to abolish the use of chlorine within our practices in the 1970s and 80s, and through focusing our efforts on reducing our CO2 emissions, we have actually been named as one of the most environmentally friendly
paper mills in the world. We were also the first paper mill, globally, to achieve the Cradle to Cradle Certification at gold level, an environmental initiative that analyzes the entire scope of a company’s operations, actions, waste, water stewardship and emissions for the circular economy. It’s a great source of pride for us.”

Mindful manufacture
Furthermore, Lessebo cleverly implemented heat-capturing technology around fifteen years ago, to prevent any unnecessary wastage from its boiler. The manufacture of paper relies on a great deal of heat during the drying stage of the process, requiring the production of steam. Lessebo’s boiler is not only powered by biomass fuel, made up of branches, tree bark and offcuts from a number of local saw mills, it also transfers its residual heat to the district’s heating networks, which is subsequently distributed around the local area. The business’ contributions amount to it being the sole supplier of heat to the homes within the village, an initiative that benefits the entire community.
In moving towards a greener future, many consumers are shifting to the idea of replacing plastic packaging with
64
bespoke paper alternatives. Between the alignment of Lessebo’s ethics and practices with this change, and the extensive range of certification it has received, it’s of no surprise that the company’s customer base stretches across the global platform. Although its largest market remains around Europe, it also currently serves Canada, Mexico, the US and Asia. Besides its gold recognition from Cradle to Cradle, the business has also been certified by EU Ecolabel, FSC, and PEFC.
Ethical paper production
Alongside many other companies across Sweden, as well as across Europe for that matter, Lessebo was challenged by a stark increase in its energy prices earlier this year. The company took the decision to halt production on the 31st August, as a result of its daily electricity cost climbing to more than six times the normal cost.
This effectively increased its annual bill of €3 million by six times, to over €19 million. Fortunately, the halt was not set in stone, and the owners chose to operate on a dayby-day basis, and as Ebba confirms: “We are producing paper again now; however, we are waiting for further information and support from the government, which has already been postponed once. This will hopefully be announced in the not-too-distant future.”
With the likes of Lessebo paving the way, ensuring the continuation of the 211 percent forest growth that Swedish forests have seen in the last 100 years, there is truly hope. As its global expansion continues, and the company forges ahead in the field of responsible and ethical paper production, it’s only a matter of time before the masses follow in its footsteps. ■
www.lessebopaper.com

Lessebo manufacturing-today.com 65

Cover Story
The FUTURE of PROTECTION
With approaching 100 years’ experience, NP Aerospace continues to develop protective products, and support those in conflict
The war in Ukraine flared up incredibly quickly, but at the time we had available stock, due to a number of other programs that we were about to embark on. Through hard work and negotiations with various internal and external stakeholders, we came to an agreement on how we could repurpose the raw materials we had on-hand, to manufacture personal armor for the Ukrainian soldiers,” James Kempston, Chief Executive Officer, opens. “A lot of the necessary facilities have been in place in our UK business since the conflicts in the Middle East. They ramped up in a similar manner, so we were fully prepared to replicate what we did twenty years ago.”

NP Aerospace manufacturing-today.com 67
David Petheram, Chief Operating Officer, interjects: “Our inherent capabilities have been essential in the delivery of these contracts. Taking what we have in our arsenal, combined with our ability to react quickly, have both been crucial to NP Aerospace (NP). Technically we are an SME, but the agility this grants us as an organization is one of our unique selling points.”
“We have continued to receive new orders for Ukraine,” James adds. “Right now, we have 17,000 sets of body armour to be delivered in the first quarter of this year, however they
won’t be the last, as the conflict continues and more munitions and explosives need to be cleared, requests for further bomb suits and armour keep on coming. Closer to home, our work on the Ministry of Defense’s (MOD) Protected Mobility Engineering and Technical Support (PMETS) contract has been extended to 2026 and we have multiple programmes for vehicle armour with three different original equipment manufacturers around the world. A particularly exciting development on the PMETS side is the 30-ton Mastiff and Ridgback vehicles which now have off-road capabilities, and we continue to look at future innovations such the electrification of military vehicles and autonomous driving. We just keep on growing.”

“ “ “ “ 68 Cover Story
We’re anticipating a boom in the diversification of our sales and revenue, across a number of countries and through a range of new products. .
.
Sustainable production solutions


Given the geopolitical issues we have seen over the last 12 months, it’s no surprise that the likes of NP have seen tremendous growth throughout the period. However, doubling the business’ forecasted £30 million turnover last year is not just due to situational circumstance. As a company that has been in existence since 1926, its past spans early involvement with the adoption of carbon fiber in the 1950s, experience of working with bomb disposal units since the 1980s, 40 plus years of expertise in producing amour and helmets, and over twenty years’ designing military grade vehicles. NP also possesses an engineering technical services business, which performs upgrades to vehicle platforms, and a commercial side more attuned to general medical, energy and transport innovations. Ultimately, protection is the key word, whether for humans or means of transportation.


“Currently we have three facilities,” James explains. “Two of which are fully focused on manufacturing, whilst the third manages the vehicle integration side; in total, we have around 130,000 square feet of production space. In our site 1 facility in Coventry, UK, we do the majority of our heavy production work, where you would find all of the necessary presses, autoclaves and CNC cutting equipment. Site 2 in Coventry is where we are more geared towards heavy integrations on vehicle systems, up to around 30 tons, and the final location in Canada is a composite manufacturing and assembly plant that is getting built up for vehicle armor manufacturing; it’s been carrying out personal armor production for years.”
In terms of managing its impact on the environment, NP believes in starting from the ground up. This year the business managed to recycle over 90 percent of its

NP Aerospace manufacturing-today.com 69



70
water, through its onsite system, which is significant considering the requisite heating and cooling associated with the composites industry. Over 75 percent of all its waste materials are recycled, in lieu of being sent to landfill, and it also works with suppliers to lower the carbon footprint of its products.
Delivering diversification
As James details: “We work closely with DSM Dyneema, which was recently bought by Avient, and we are involved in their circulari program, which helps you to buy materials that are more bio-friendly and educates companies on how to recycle other substances properly. Historically, proper recycling was very difficult, so we have shifted to using bio-fibers that are mostly developed from seaweed type products, to reduce the dependency on oil-based plastics. We have also moved to recycling our air-made-materials waste,
from products like body armor, which can be used in tires and suchlike. Two of our prototypes for hybrid vehicles are currently being trialed by the MOD as well, contributing to the UK’s net zero by 2050 ambition.

“We are forecasting further growth, between now and 2025,” he concludes. “This year was exceptional, to some extent on account of the ongoing conflict, but we were expecting to grow during 2022 regardless. We’re anticipating a boom in the diversification of our sales and revenue, across a number of countries and through a range of new products that we have been working on over the last couple of years. So, you’ll be seeing us in the news again soon I’m sure, and I’m confident it will be focused on winning contracts and delivering results, as we always do.” ■
www.npaerospace.com
NP Aerospace manufacturing-today.com 71
TICKING ON
Business at Ontic is booming; here’s what the company predicts for the future of aviation

72
OOntic’s history stretches as far back as 1952. The company was established in southern California, outside Los Angeles, on the West Coast. Fast forward to today, the business has grown to include six sites, with a $430 million revenue and a team of approximately 1150 people. “When I joined,” begins Gareth Hall, the CEO, “we were around $60 million, with a single site in LA, and about 75 people. I’m proud to say that we have grown quite significantly over the last ten years.”
Ontic specializes in the manufacture of aviation parts for both new build and the aftermarket. Its acquisition of various

OEMs forms the basis of its intricate supply network. “Our business model is to invest in and acquire intellectual property from other aviation OEMs. For us, this is much more advantageous compared to the traditional model, which invests in internal R&D to develop new products,” shares Gareth.
Ontic is an opportunistic company. It recognized a gap in the market, noting that as OEMs continued to develop new products, the demand for their extensive portfolios began to wane. Ontic then provided an excellent exit route for those OEMs. “We are a trusted partner across all the major OEMs. We step in, and acquire or
Ontic manufacturing-today.com 73
We’re finding there are fewer planes because parts are more difficult to source. So, our commitment is to continue to provide customers with solutions.

If that is not possible, rather than not bidding, we look for alternative options, which might include reparation of existing units, or developing creative alternatives
“ “
license the product line, and then we fulfil everything the OEM did with the customer, including part production and the supply chain. We then offer full technical support for customers, as well as configuration management, and any subsequent changes that need to be made to the specific part.”



Over the last two years, the organization has worked exceptionally hard to keep planes in the air, and has subsequently grown to become an expert in the market. Despite recent disruptions, its goal is to ensure customers are taken care of, and parts to build aircraft are in sufficient supply. “We’re finding there are fewer planes because parts are more difficult to source. So, our commitment is to continue to provide customers with solutions. If that is not possible, rather than not bidding, we look for alternative options, which might include reparation of existing units, or developing creative alternatives.”

Seamless solutions
Gareth highlights that working closely with customers to find solutions is one of the inspirations behind the company’s leading industry innovation. “Often there are lessons that we learn through our problems. Sometimes, we look to redesign part of a product that didn’t quite work the first time. This might mean that we need to take 2D drawings to a 3D model. This will often lead us to discover new suppliers or different supply chain opportunities. We deal with old drawings, and so by bringing in modern techniques from experts in this sector, we can continue to support our clients with the latest technology.”
Specialist innovation triggers the topic of Ontic’s uniqueness. From Gareth’s perspective, there are three core specialisms that help it stand out from its competitors, and facilitate efficiency across the company’s supply chain. “Firstly, many OEMs will say they are


Ontic manufacturing-today.com 75

76
specialists in field measurement or in aero structures; this is what we look out for. Subsequently, we maintain excellent transition management, and as we continue to acquire intellectual property from other OEMS, we transfer those product lines, supply chains and customers from an OEM facility into one of ours. This is a core competency of ours, which we execute flawlessly, and allows us to support our customers with the best possible result.

“Secondly, we work in a high complexity, and low volume environment. We have to organize ourselves quite differently to be able to execute that. It’s about securing partnerships with our suppliers rather than demanding cost reduction. Finally, and most importantly, we sustain engineering capabilities. Although we have an R&D function that is responsible
for producing new parts, we have an extensive engineering capability across our business, which is fully engaged in ensuring the parts we have under production continue to be made. Having that expertise in house to deal with obsolescence is vital.”

A triumphant partnership
As he reflects on 2022, Gareth shares how grateful he is that Ontic made it through the challenges that have plagued the aviation industry, and how the company is working to mitigate market turbulence for a successful future. “Covid-19 had a massive impact, and civil aviation bore the brunt of that. We have been fortunate through most of the struggles. There is a large military component to our business, so we came through the last two
“ “ “ “ Ontic manufacturing-today.com 77
Covid-19 had a massive impact, and civil aviation bore the brunt of that
years with great strength because of that sector. One of the great successes of 2021 was partnering with Triumph. We signed and completed a deal to acquire its UK operations in Cheltenham, where we maintained all employees and customer contracts. In doing so, Triumph was able to focus on core products. That is a great example of how we work together to support the customer and broader market and allow Triumph to stay focused on what it wants from its strategy. Going forward, I’d like to maintain that approach.”

Future focus













In bringing the conversation to a close, Gareth shares his optimism for Ontic’s future. “I think we are starting to see some positivity in aviation. We are starting to see a lot of sectors improving, passengers are returning, and there are fuller flight schedules. More operators are bringing long haul jets out of storage, which is










78
hugely important for trans-Atlantic traffic. On the military side, we have seen consistent demand there, so I think that stability will continue for the medium term.”

When asked about long-term goals, Gareth says that from an aviation perspective, the industry is looking strong to bounce back from the challenges of the last two years. “Where there has been a shock to the economy, aviation has improved impressively. If you look at 9/11, and the financial crisis of 2008, aviation took a big hit, but it recovered well. I think we are all hoping that will be the case for the years ahead. Regardless of the outcome, I know that Ontic will continue to work exceptionally hard to remain a leader in this industry and support our clients to the best of our ability,” he says. ■
www.ontic.com
Ontic manufacturing-today.com 79

80
◀ Lars Völkel, Executive Vice President and Head of Wood Products
If not now, when?
Stora Enso is leading not only the future of construction but that of planet earth
In the earlier days of western industrialization, during the 19th century, when the widespread use of concrete had begun to grow across the US and northern Europe, we, as a species, must have thought that the future was finally in our hands. Little did we know that with the evergrowing concerns of how to tackle global warming and the irreversible damage we stand to inflict upon our planet, industries far and wide would be looking for solutions today.
Stora Enso is one of the companies that can provide genuine solutions to slow the damaging effects of climate change whilst maintaining our lives as close as possible to the ones we already know. Stora Enso is a leading renewable materials company and global provider of products such as packaging, biomaterials, paper and wooden constructions, as well as one of the largest private forest owners in the world.
Stora Enso manufacturing-today.com 81
Founded in 1998, after the merger of Swedish company, Stora Kopparbergs Bergslags Aktiebolag, and Finnish company, Enso Gutzeit, the business possesses a wealth of intergenerational knowledge, which it combines with modern technology and youthful ambition to deliver some of the world’s most ground-breaking solutions in terms of the future of construction. In recent years, its Wood Products Division (WPD) has been building momentum, and all it needs now is some effective education in the construction industry, so planet earth can start to reap the benefits.
Lars Völkel, Executive Vice President and Head of Wood Products, explains further: “As a company, our primary focus is to provide alternatives to fossilbased materials such as concrete, plastic and steel. We believe that everything made from fossil-based materials today can be made from

a tree tomorrow. Under my division, specifically, we adjust that scope to grow wood as a building material. The WPD’s competitors, such as saw millingand timber companies, are not found in our industry. Our main competition actually resides within the concrete and steel manufacturing industries, but, fortunately, we have the upper hand.
“The construction materials that we rely on are far more sustainably sourced and far better for the environment. By replacing one cubic meter of concrete with wood, you can save a tonne of CO₂, whilst substituting the same volume of steel with, again, wood, you’re looking at two and a half tonnes of CO₂. These substantial savings in carbon emissions are the biggest competitive differentiator we have within our industry. Our comprehensive range of products for timber construction makes us one of the global industry leaders.
Stora Enso 82

84
“Alongside the likes of cross laminated and solid structural timber, we also offer Laminated Veneer Lumber (LVL), all of which are complemented by our experiential expertise,” he continues. “We can recommend the best timber solutions for any specific building project, no matter from where in the world our customer hails. Our global positioning bolsters our ranking as an industry leader, given that our competitors only operate on regional, or even smaller, networks.”

In terms of the business’ production facilities, Stora Enso currently has
16 sawmills located across Europe. This gives a total timber capacity of almost six million cubic metres and over two million for its engineered product range. This includes four Cross-Laminated Timber (CLT) mills, with a combined capacity of more than 410,000 cubic metres and a dedicated LVL site that can produce over 80,000 cubic metres. The total of which, makes Stora Enso the largest mass timber construction company in the world. These great strides have aided the business in developing its latest launch SylvaTM by Stora Enso.
Stora Enso manufacturing-today.com 85
We can recommend the best timber solutions for any specific building project, no matter from where in the world our customer hails

86
“ “ “ “
Sylva™ by Stora Enso is a building kit in massive wood comprising pre-manufactured, custom-made applications delivered justin-time to the building site. The solution enables faster construction, reduced costs, more efficient use of raw material and less emissions than concrete or steel. Essentially, a kit that provides everything a builder needs to create a modern, sustainable, low carbon wooden structure. As Lars details further: “By delivering prefabricated, easyto-install components to the construction sites, we respond to the increasing trend of off-site construction while offering a solution to the industry’s labour shortage.
SylvaTM by Stora Enso is a game-changer for making this happen, replacing concrete and steel with renewable wood to enable a circular, low-carbon construction process.

Stora Enso manufacturing-today.com 87
“There are many reasons why we still only see around 3 per cent of buildings in Europe utilising wood, especially in multistory or commercial structures. Yes, building regulations are complex, but a key factor is the lack of experience among European traders. As one of the market leaders, we see it as our responsibility to share our knowledge within the construction industry and further support our peers with not only raw materials, but our digital tools as well.
Working with wood is far simpler than many think, as we can deliver prefabricated, yet bespoke, walls, floors, roofs and stairs, as a kit, to the building site. We still have much work to do on the educational side, and we will not just sit and wait for others to do it.”
In furthering its mission, Stora Enso invested EUR 79 million in the build of the fourth of its CLT mills earlier this year. The new production line is situated in Ždírec in the Czech Republic, integrated with the existing sawmill, and will be launching its full-scale commercial production in early 2023. Once at full capacity, this location will be one of the world’s largest and most modern facilities, perfectly situated near some of the key markets in central Europe. Saki Boukas, Senior Vice President of Sourcing and Logistics, cites the on-time and on-budget completion of the state-of-the-art mill as a proud achievement for the company.


“ “
88
Stora Enso invested EUR 79 million in the build of the fourth of its CLT mills earlier this year
“ “

Stora Enso manufacturing-today.com 89

90
Elsewhere in the world, last year, Stora Enso undertook the project to construct one of the largest wooden buildings in Asia – the Nanyang Technological University (NTU) in Singapore. The 42,000 metres square structure spans six stories and incorporates the company’s crosslaminated components for floors and walls, and its glue laminated timbers for beams and columns. The construction challenge was almost matched by the necessary production and delivery of 7700 cubic metres of CLT, but Stora managed to achieve both.
“Besides the environmental gains of our employment of wood in the structure,” Lars elaborates, “our approach offered our partners a number of other improvements as well. The construction site’s surroundings enjoyed a vast reduction in noise, dust and vibrations and required far fewer personnel – a huge bonus to the construction industry in Singapore. With the project being a
Stora Enso manufacturing-today.com 91
university building, future students will experience the proven benefits of studying in a biophilic environment. The organic eyeline provided by the wooden walls and beams naturally lowers your heart rate, which is conducive to boosting your concentration, learning and overall performance.”
Lars concludes: “We regrow more trees than we harvest in both Finland and Sweden and have set a target for 2050 to be completely regenerative in everything we do. Any company that no longer cares about sustainability or thinks it’s possible to continue by hiding behind empty promises, is wrong, in my opinion. Not just from a societal point-of-view or business model, but on a planetary stage. It’s no longer a question of if you want to be sustainable, but more so, how quickly can you be?” ■
www.storaenso.com/en
We regrow more trees than we harvest in both Finland and Sweden and have set a target for 2050 to be completely regenerative in everything we do
“
“ “ “
92


Stora Enso manufacturing-today.com 93
Made of METAL
Prioritizing quality,
services and making a valuable contribution to the community, EC Styberg Engineering continues to serve its customers across a wide range of industries

With almost 100 years of experience, EC Styberg Engineering (Styberg) has been operating as a trusted, leading contract manufacturer of custom metal fabrication parts, assemblies and protypes since 1927. The company specializes in the fabrication of medium to heavy gauge metal transmission components for customers in a range of industries. From its 185,000-squarefoot facility in Racine, Wisconsin, the company has produced parts for almost all emergency equipment in the United States as well as parts for defense aviation, military vehicles, construction equipment, fork trucks and marine stern drive products. Recently, Styberg has expanded production to include components for high-performance automobiles.
The company first got its start in 1927, when E.C. Styberg Sr. started his tool and die business from a car garage behind his house in Racine, Wisconsin. Mr. Styberg was a talented tooling engineer and successfully acquired several patents for different products over the years. The successful launch of the company was an
customer
94
impressive feat during the Great Depression of the 1920s, and in time the business moved towards the aerospace industry, which supported the war effort during the Second World War. After the war ended, the company started to expand into the heavy-duty transmissions market and since then has continued to diversify its
product lines into military, construction, fork truck, and marine applications.
In the early 2000s, the business became more involved with laser welding, laser identifications and laser cutting. This expansion demonstrates the continuous development of the company’s processing capabilities. Currently, Styberg’s capabilities

manufacturing-today.com 95
EC Styberg Engineering
extend across a broad range of areas including precision metal stamping, welding, metal straightening and flattening and heat treating. As company President, John Baker, explains: “Over the years, our company has expanded into the areas which the business has led us towards. We aim to continue adding a new manufacturing skill or process to our list of capabilities every five years or so, to ensure that the business is always growing. But one thing remains constant about the company: if a product is made out of metal, we can make it.” The wide range of processes that the company is able to carry out in-house helps to save time and money and also facilitates flexibility in production processes and part variety. This has the

added benefit of keeping costs low for the customer and enables the company to continually deliver on its core values of fair pricing, dependable quality and great service.

Due to the highly technical and complex nature of the work that it carries out, Styberg has obtained a list of professional qualifications within a range of sectors which helps it to remain competitive in the market. This ensures that the company is always up to date with the latest quality and up-to-date manufacturing requirements so that the customer receives the highest quality product every time. Since the company manufactures parts used for the critical internal assemblies of a range of heavy-duty equipment such as aircraft engines, heavy armoured combat vehicles for the military, construction equipment and marine equipment, it is crucial that each part meets the exact dimensions and specifications provided by the customer.
Commitment to community
Providing high quality customer service is just as important at Styberg as ensuring that its products are manufactured to a high standard. In addition to the company’s extensive skill set and product range, Styberg also provides its customers with a variety of other benefits including pre-production prototypes, making equipment and providing facilities for individual customer processes and concurrent engineering.


As a truly home-grown success story, the company has always prioritized contributing to the local community. Prior to his passing in 2018, Mr. Styberg Jr. and his wife, who have no children, decided that the business would become an employee-owned company by

“ “ “ “ EC Styberg Engineering 96
Potential future projects include utilizing solar power to further reduce the company’s impact on the environment
entering into an Employee Stock Ownership Plan (ESOP). In July 2021, the company became 100 percent employee owned. Mr. Styberg and his wife sold the business to the employees for just $1.00 a share, an unbelievably generous gesture which truly demonstrates how much they valued their employees and wanted to keep the business alive in the local community. The Stybergs also formed the Styberg Foundation, a charitable organization which has donated millions of dollars to support educational, health care research, and various local civic programs. In addition, the company has made donations of time and money to high schools and technical colleges located in the Racine area, enabling them to buy robots, support STEM initiatives, and develop a new machine repair education program. Five years ago, Styberg was named Manufacturer of the Year by the Racine Area
Manufacturing and Commerce (RAMAC) organization because of their commitment to exceptional work in the industry and their continued contribution to the community.

Employment opportunities
In recent years, staff shortages are being experienced widely across the US, particularly in skill-based industries. In an attempt to combat these shortages, Styberg decided to start employing individuals from the prison system. This has proven to be a mutually beneficial arrangement. Individuals from the program receive classes and handson training in CNC machining as well as valuable work experience. This enables the individuals to develop important knowledge and skills which will prepare them for future employment opportunities. John Baker sheds light on the effectiveness of this initiative, both for the company and for the
98
individuals involved in the program: “There is around an 80 percent success rate of people that come to work for us from the program, and we have gone on to hire every single one of them who was able to stay in the area after they finished serving their sentence.” He continues: “At the moment, we have around 15 people from the prison system and the training we provide gives them the skills to work for anyone using CNC machining. This provides some sense of direction for their future.” It is through initiatives such as these that the business keeps the legacy and reputation of Mr. Styberg Jr., and his contribution to the people that make the business run, alive.
Sustainable innovation
Sustainability is also a core focus area for Styberg, and the company has launched several environmentally friendly initiatives. Examples include using reusable shipping containers, fitting new LED lightbulbs throughout the facility, and installing more efficient air compressors. Potential future projects include utilizing solar power to further reduce the company’s impact on the environment.
Looking towards the future, Styberg has invested several million dollars into technology for improving and automating processes, which it intends to continue doing over the next few years. The company is also hoping to expand its capabilities in 3D printing, which has only quite recently started to influence industries working in metals. The business is keen to continue its growth and is
currently focused on carrying out a complete refurbishment of its marketing strategy, in the hopes of directing the company into new types of steel component business and penetrating new markets. Styberg looks set to continue its journey towards future growth and skills expansion, whilst at the same time continuing to prioritize its corporate social responsibility and contributions to the local community. ■
we are offering a new generation of fully automated slitting capabilities.
WHO WE ARE
• Industry leader in flat rolled metals processing


• 30 facilities across North America with 2000+ exceptional teammates
• Seasoned experts in slitting, oscillating, multi-blanking, cold rolling, annealing, configured blanking, laser coil blanking and edging

Call us at 1-800-626-2170 to find out what our new automation can do for you!
EC Styberg Engineering manufacturing-today.com 99
www.styberg.com

100
the next hurrah W

e had a fledgling bean bag business that Jayne, my wife, literally developed from her kitchen table with the help of her parents,” proudly opens Mark Dolder, CEO of Bazaar Group (Bazaar). “We started the company from a domestic property to get things off the ground and here we are 17 years on, in our third commercial premises. Bazaar, as we know it today, was formed from a genuine cottage industry.”

Bazaar Group manufacturing-today.com 101
As Bazaar shifts its attention to European expansion, the industry waits to follow in its footsteps
The business was founded in 2005 in Northumberland, where it is still headquartered today, and employs a team of 64 people across a range of disciplines. Bazaar has experienced significant growth over the last 17 years, and as a result, attracted the attention of Comhar Capital (CC), as Mark explains: “CC is a partnership between Neil Armstrong, Chairman, and private equity investor, and Managing Director, Craig Wilkinson. Their investment model is to finance businesses in which they see potential, with funds from Neil Armstrong’s personal office. These are ultimately smaller companies that they can work alongside.

“We have received a great deal of guidance and support in key areas, as well as an insight into a more sophisticated approach to accelerating growth through refinancing which has been used to open a 4000-square-meter manufacturing and distribution facility in
Hamburg, extending our UK capabilities into Europe. This is the first step in our aggressive European expansion project, to take us to the next level in terms of growing our operations.” The facility will be primarily focused on meeting rising demand from the company’s European customer base, and paves the way for pan-European operations.
Design driven
Bazaar is famed for being a top-of-therange producer of unstructured softseating, and accessories for home, office and garden environments. The business is a key partner of e-commerce platforms such as Amazon (a top five vendor), eBay (100 percent customer satisfaction rate) and Wayfair (member of the preferred partner program), as well as its own websites. As Mark details further: “Primarily, what we do is still based around bean bags, where we see ourselves to be a
102
category leader. We experience great seasonal peaks in this industry. Bean bags make great Christmas presents, alongside keep-warm accessories, such as cushions, throws, and draft excluders. They are also perfect for lounging on in the garden during the summer. Thanks to advances in technology since the turn of the century, bean bags aren’t what they used to be.

“Unlike the early days, when Jayne solely managed the product development side of things, today, she offers consultancy advice to a team of expert product developers and



























































...we have developed bean bags that possess real structure; products that can provide back and neck support...
manufacturing-today.com 103 Bazaar Group
“ “ “ “
technicians,” he continues “While working to fulfil a brief, as with any similar production role, our team is challenged to constantly exploit gaps and opportunities in the market. We are really keen for them to combine new product designs and shapes with the latest fabrics and internal structures. Through exciting innovation, we have developed bean bags that possess real structure; products that can provide back and neck support with beans that appear to have the capacity to flow uphill, as a result of our clever designs.”
The design element of the process is integral to Bazaar’s continued triumphs, and something in which it takes great pride. The business protects its position in such a ubiquitous market through patents and the rights-ownership of many of its products. “Our tight-knit supply

chain is incredibly efficient, despite operating on a global platform. Our manufactured bean bag covers are brought to our factory in Cramlington, where they are filled. In producing our filling, we expand granular-sized pieces of polystyrene into pellets, which are dosed into the bean bag cover prior to being shipped out to our customers. During the company’s earliest stages of development, we took the stance to only sell products that we have exclusively designed and manufactured. This has remained the case, regardless of our growth, other than with regard to our specialist education B2B offering, Eden Learning Spaces.”

We are proud of the way we do business and we create bright and inspiring solutions Bazaar Group 104
“ “
“ “
Bazaar cites teamwork as the key to its success, and it is at the heart of the company. It relies on a collective gathering of knowledge, creative energy, passion and collaboration to deliver its highly sought-after, soft-seating solutions. The business invests heavily in learning and development programs to keep its team members engaged and supported, with strategic direction being widely communicated to ensure everyone is clear on their contribution to its ambitious growth trajectory.
Vision and values

“During the early days of Bazaar Group, we had some choices to make.” Mark elaborates. “We had to decide what kind of business we wanted to be; either one that extracts profits on an annual basis or an entity

manufacturing-today.com 105
that invests over the long-term with the view of benefitting at the point of sale –we obviously opted for the latter. Once we achieved a certain size, it was our senior nonexecutive directors who really encouraged us to set out and communicate our values and culture that we wanted to create for our employees and stakeholders. We originally started with the old Marks and Spencers values of quality, service, value, trust and innovation. We then developed our own core values statement: We are proud of the way we do business and we create bright and inspiring solutions. We draw together all of our stakeholders to share in our courage and desire to lead. We aim to treat everybody the way we want to be treated ourselves. These are all characteristics that have descended from Jayne and myself,


...I would like to see us as a truly international business... 106
“ “ “ “
and which now form the basis of our recruitment process. We look for people who are talented and technically skilled, who also share our personal values.
Brand development
“Going forward,” he concludes, “I would like to see us as a truly international business with a broader product portfolio, along with developing our distribution network, and strong contributions towards new sectors. We will continue to be headquartered in the North East of England and invest in the development of our talented team, while developing a larger territorial footprint, stronger brands and wider range of products.” ■

www.bazaar-group.com

manufacturing-today.com 107 Bazaar Group
Everything and the kitchen sink
How a glimmer of potential sparked a new chapter in the Contura Steel story
Isaw potential.” Three simple words that preceded an entire company: Contura Steel AB (Contura). For this issue of Manufacturing Today, we sat down with Patrik Jarlhage, CEO of the renowned Swedish stainless steel product manufacturer operating out of Mörrum, Blekinge.

Established all the way back in 1735, the company has produced various items and carried out myriad commercial contracts with its greatest asset: Swedish steel. With such a long history comes many appearances.
Indeed, Contura is a blend of sorts. Having changed hands numerous times over the years, the company’s product portfolio has similarly developed over time. It now includes kitchen sinks, washbasins, water
 ▲ Patrik Jarlhage
▲ Patrik Jarlhage
108

Contura Steel AB manufacturing-today.com 109
locks and traps, and outdoor kitchens –just to name a few. The latest hands that the company has passed through belong to Patrik. More precisely, this chapter of the Contura story began in 2015. As Patrik recalls: “At the time, I was working elsewhere but I was looking for my own legacy to carry forward – and then I found Contura. After some negotiations, the company acquisition was completed; it is now owned by myself, my wife, and my father.”

The Jarlhage family unit has become a cornerstone of the business, which is fortunate because, as it turns out, Contura was a business in decline. But, as mentioned, Patrik saw potential.

“Things did not look good – at least, initially,” he remembers. “There had been no investments in the product portfolio, production means, and marketing in the last two decades!”
Product potential
As such, the story behind the brand can be read as a turnaround one. “I saw the potential,” asserts Patrik. “There were some good products, which we owned the rights to, and there was the existing machinery, which, though old, was still in solid condition. That meant we could get to work – but the most important thing was that there was a loyal, pre-existing workforce of professionals, and they wanted to do more with the company. This was their moment, too.”
Since 2015, Contura has shifted its trajectory to that of a company on the incline and that means the sky is the limit. Though it only
Our products are made in Sweden and that is super important for us and our carbon footprint 110
“ “ “ “
exports about five percent of its product across the border, Contura is gaining market share domestically; kitchen sinks, utility sinks, outdoor kitchens, and more, made in Mörrum by the family-owned brand, are quickly becoming the goto solution for those wanting to add an extra something special to their home.


The long game
Patrik is keen to point out that the company’s new trajectory is not a shortterm one. “When I came into this company, there was no exit plan in place,” he makes clear. “I did not intend to buy the company and, after turning the business around, just sell it (and make a lot of money). That was not my idea. I have a much longer and greater ambition for Contura than that.
“It is all about perspective,” he goes on. “If I am being honest, I will probably be working here until I retire… or even longer than that! For me, the driving force is just to create a good company; so,

Contura Steel AB manufacturing-today.com 111
let’s see how good we can make it! This last year, for instance, has been good: sales are at an all-time high, market share is up, especially within the kitchen sink niche, and that is a true cause for celebration. This makes me very proud, and it shows that the investments we have made in terms of our production have, in fact, paid dividends.”
And they continue to do so. There is lots going on at Contura: more updates and investments are being carried out, with a particular – and
unique – focus on combining the production of high-volume standard products and the one-piece production of custom-made products via the same automated manufacturing line.
Sustainable strategy
As Patrik aptly points out, this dynamic method is particularly advantageous for the company since it boosts overall production efficiency, especially when it comes to custom-made kitchen sinks – products such as this can then be priced lower for the

112
consumer and Contura can concomitantly increase its market share. Win-win.
Part of that progression pathway lends itself to one of Contura’s main ambitions: sustainability. “Our products are not unique,” admits Patrik, which is not necessarily the first thing you would expect to hear from a man in the selling business, but it is true. A kitchen sink is, after all, a kitchen sink. However, the kind of steel one is made from is key.
“They all look the same!” he laughs. “So, we have to do something else to stand out from the crowd – and for us, that means being more sustainable than other
manufacturers. Our products are made in Sweden and that is super important for us and our carbon footprint. We focus on insourcing, and we use local suppliers.”
This was not always the case; in fact, the new strategy goes against the prevailing business and management trends related to outsourcing, which have been dominant for most companies for many years, including Contura before Patrik took it over.
Socially responsible sourcing
Environmental reasons aside, the green strategy has many other benefits. “One key advantage of insourcing became evident last year during the various crises that have threatened to cause mass disorder (those being Covid-19 and the conflict in Ukraine). In contrast to many of our competitors, we have not had any problems with the supply of material; most is supplied from local suppliers or suppliers in the Nordic countries. In short, we are a one-stop shop, and that helps us be more socially responsible – both the customer and environment benefit from Swedish-made goods.”
For instance, Contura’s Finnish supplier of steel, Outokumpu, proudly boasts a 92 percent recycled material rate, which Patrik argues is world-class. “You cannot find a larger stainless-steel supplier that has a more recycled product,” he explains. “Our water traps, which come from Prevex in Finland, are also up to 60 percent recycled in their material formation, a product we successfully rolled out last year.
“It is all part of our growth trajectory,” Patrik concludes. “We have some ideas that we are hoping to launch in 2023 and, looking further ahead, we intend to expand ten percent every year. But it has to be sustainable: we have to have good turnover and balanced result sheets.” ■ www.conturasteel.se

Contura Steel AB manufacturing-today.com 113
INVESTING for the FUTURE
People, Machinery and Infrastructure
114
Board24 Ltd (Board24) is the largest sheet feeder in the UK, offering a range of products and services to meet market demands, as well as the potential to fulfill customers’ specific needs. The company’s vision is to consistently deliver corrugated sheet solutions to meet individual requirements, whilst providing excellent customer service and caring for its employees, customers, and the wider community. With three dedicated sheet feeding facilities and six corrugators, Board24 provides a flexible, reliable, and efficient service. It has seven flute types available: B, C, E, M, MB,
Board24 manufacturing-today.com 115
BC, and EB, in addition to a range of paper grades across a variety of weights. Board24 consistently invests and reinvests in innovative technology and equipment to maintain its diverse offering of products and capabilities.

The business is experiencing consistent growth, which is characterized by investment across its three operational sites: Preston, Coalville, and Larkhall. However, a new purposebuilt development in Scotland will eventually replace the Larkhall site upon completion. Board24’s Group Managing Director, Dominic Drew, joins us to shed light on the company’s growth and its vision for the future.


116
Dominic Drew Scotland investment
Dominic joined Board24 in 2020, as Board24’s Group Managing Director. He has a wealth of experience in various senior leadership roles which he has acquired from 28 years within the industry. With a long-term, sustainable growth strategy, Dominic aims to aid the company’s growth through investment in its productivity capabilities across all three sites.
Whilst many industries experienced huge decline and stunted growth as a result of the Covid-19 outbreak and subsequent lockdowns, the packaging industry grew substantially overnight due to e-commerce demands. Having joined just before the first lockdown in the UK, Dominic faced the challenge of navigating the company through the pandemic.


“We were considered an essential business, so our operations didn’t cease for a single day,” Dominic reflects. “We witnessed
dramatic changes in the industry and had to overcome various difficulties that arose because of the pandemic, particularly supply chain issues. Many of our suppliers reacted brilliantly throughout the pandemic, and we have continued to work together to understand the market’s changing needs.”

Customer commitment
Fast-forward two years, and Board24 now has a 108,000-square-foot, purpose-built facility under construction. Based at Eurocentral in Motherwell, Scotland, the project is due for completion in December 2023. “This has been a carefully thought-out design of both the building and equipment to ensure we can manage our market and customer demands,” Dominic explains. “A new BHS corrugator is set to be installed with Avanti materials handling and Cyklop pallet presses, which will significantly increase capacity.”
Board24 manufacturing-today.com 117


118
He continues: “As a result of the new site, we are aiming to more than double our productivity in Scotland and the surrounding areas, as well as aligning our product range for our existing and potential customers. This confirms our commitment to support our customers with high quality products and services, whilst offering security to employees and enhancing our geographical coverage.

“Whilst our project in Scotland is our current major investment, we have also had recent developments at both our Coalville and Preston sites,” Dominic adds. “We have heavily invested in new material handling equipment at both locations. Also in Preston, we have completed a 50,000-square-foot extension as part of our growth strategy, which will allow for an increased stock flow to meet growing demand”. There has also been refurbishment in Preston, which has modernized the

offices and effectively utilized space for senior management meetings and training facilities across the business. Furthermore, a £550,000 investment in the Preston site will see the installation of 1748 solar panels on the building’s roof during the spring of 2023. Dominic sheds light on this investment: “Energy is a hot topic right now, and we have substantial energy requirements due to our operating equipment, which will impact operational, financial, and environmental aspects. Therefore, we seek to make as much progress as possible in moving towards greener energy sources.”
Investing in people
Dominic highlights: “We are not only focusing on green energy alternatives though. We have a strong desire to reduce our overall carbon footprint and will
Board24 manufacturing-today.com 119
continue to evolve policies and opportunities as part of our environmental strategy.”
Board24 expects the new site in Scotland to substantially reduce the number of vehicles travelling between Preston and Scotland, resulting in the removal of close to half a million HGV miles annually.






“Our investment is not only in equipment, but also in our people,” Dominic continues. “Having started out as a technical engineer and establishing his career over 30 years in the packaging industry, Dominic is passionate about investing in employees to raise individual aspirations. “Our employees are extremely important to the success of the business and our drive to succeed, so people will always be a key focus for us.”
“We have recently completed a phase of restructuring to enhance our skills base and align with the company’s vision moving forward,” he states. “In addition,







we are developing a new HR resource and various performance schemes, as I believe we have a duty of care to provide a platform for employees’ personal and professional development.”

Supply continuity









Board24 aims to manufacture and deliver the majority of orders within 24-to-48 hours, demonstrating its flexibility and ability to adapt to customer demands. Dominic describes the company as “a highly service-oriented business that centers customers in everything it does.” Building on this idea, he adds: “We aim to collaborate with customers to sufficiently understand their needs and align ourselves accordingly. This open approach to business enables us to build rapport and maintain relationships with new and existing customers.

120
“Certainly, when we are discussing new investments, our priority is to consider what our customers need both today and tomorrow. As a business, we are extremely focused on the market sector, and I feel that our product offering is absolutely aligned with current demands,” Dominic continues. “The three facilities provide us with excellent geographical coverage across the UK, which enables us to offer an extensive range of services whilst we ensure the continuity of supply to our customers.”
Sustainable growth
Board24 further expanded its product offering in 2009 when the company incorporated Cases24 in its operations. Whereas Board24 supplies sheet board for conversion, Cases24 offers finished cases for trade supply, which has enabled the company to target multiple audiences.
Dominic summarizes: “Moving forward, we are focused on being a market leader with strong pipelines in people and infrastructure. We plan to drive innovation, and continue to strive for the highest service levels achievable. This will ensure the business continues to prosper, maximizing growth, and enabling investment targets and desires to be achieved.”
Board24 has built an excellent reputation in the marketplace due to its extensive manufacturing portfolio and strong emphasis on customer service and satisfaction. Ultimately, the company’s continuous investment exemplifies its commitment to enhance its offering to the sheet plant market, and to support reliable, sustainable growth within the packaging industry. ■
www.board24.co.uk
Neuways
Martin Roberts MD of Neuways says, “As IT people from a manufacturing background, we know that downtime costs money and reputation. Our goal, when working with Board24 and the wider Logson Group, is always to mitigate risk in systems and cyber security - we’re proud to be part of their success”

Board24 manufacturing-today.com 121

▲ Cleveron 405
RETAIL AND DISTRIBUTION

Through extensive R&D, Cleveron is applying a robotics-charged new meaning to the acronym
Cleveron’s growth has been facilitated by a number of key innovations, but in the most traditional way: when the company notices a gap or a flaw, in either the market or available services, it quickly designs a solution to patch the issue, which organically opens it up to a new sector where it can continue to grow. For example, the business was originally born from a furniture shop founded in 1993 (AS Eurung) which made the move early on to shift to purely online sales (ON24), after noticing how many products could be sold at trade shows merely by means of product images.
Cleveron manufacturing-today.com 123
The company saw its next big opportunity around 15 years ago in the provision of a solution to the poor state of the Estonian logistics services of the era, as Arti Kütt, Chief Executive Officer, details further: “We saw a great opportunity to automate the postal service, as last-minute deliveries were both expensive and inefficient, and the post offices here in Estonia typically open Monday to Friday, nine to five. This was when the idea for an affordable, global network of parcel machines came to life: Cleveron was the first, but initially operated under the name SmartPOST.
“Within a couple of years we gained a lot of traction, as we offered end users a new-found freedom to
collect parcels when it suited them, without the associated queues of the post offices. We made the decision to sell off the logistics side to a Finnish company and rebranded ourselves as a tech company, which has allowed us to spend the last 13 years developing different types of parcel machines and lockers that we now distribute to the largest logistics and retail companies all over the world. Today, Cleveron machines can be found at over 7000 locations across 51 different countries.”

Click-and-collect
The business’ product range offers its customers a reduction in both time and money spent on supporting end users: the members of the public whose lives are made significantly easier by its intuitive technology. The Cleveron 405 is the company’s
We don’t predict the future, but we are creating it 124
“ “ “ “
most space-efficient parcel robot, devised for indoor use and suitably sized for convenience stores and gas stations, whilst still being capable of processing up to 300 parcels per day. On the other hand, the 402 model has been designed to offer omnichannel retailers the fastest and most seamless solution in catering to its customers’ click-and-collect needs, and can handle over 3000 parcels daily.
Smart shops
In terms of external needs, the 352, modularoutdoor parcel locker allows companies to essentially remain open 24 hours, seven days a week. It’s not only easy to install and use, with user-friendly software, its efficient design also maximizes capacity per squaremeter. In late 2021, Cleveron partnered with the telecommunications company Telia in a step towards the future of customer service. The duo has designed and implemented a

self-service kiosk concept fit for both indoor and outdoor locations, which is set to change how retailers interact with end users.
“The idea was inspired by the small-insize, whilst high-in-price, per square-meter shops in airports,” Arti continues. “We wanted to offer a better way for retailers to optimize these small spaces to feature as many products as possible and one step, to cut costs and increase space, is to remove the human element. Traditional vending machines are fine for drinks and snacks,
“ “
Cleveron manufacturing-today.com 125
...at Cleveron, we dream ahead to what the future will look like, then make it a reality. Anything is possible
“ “
but their general framework isn’t fit for laptops or phones, which is where we got the inspiration to combine the idea with a design closer to one of our parcel robots.
“We now have a number of automated smart shops in Estonia, in which customers select and pay for their desired product via a screen instore, and receive it instantaneously. If they require support, they can access it through the virtual assistant, allowing companies to manage queries in a physically remote or software-integrated fashion. Customer feedback has been great so far and the pilot was equally as successful across all age brackets.”
Customer driven
With regards to production, Cleveron employs a large number of partners to support the manufacture of its products in Viljandi, Estonia. Arti cites a large motivator behind this as being the agility with which it allows the company to operate: “Whether it’s alterations to the market, environment or simply the wants and needs of our customers, we’re always ready to swiftly make the necessary changes. Our large base of production partners means we never run the risk of being stuck with one manufacturing line, dedicated to churning out 10,000 pieces of the same machine.
“We were essentially the instigators of the journey towards automated parcel machines, and ever since the beginning, we’ve always focused on the end user. When it comes to product development, we put ourselves in their shoes to really try and focus on how we can offer the best customer experience, whilst also supporting the couriers and employees responsible for managing the machines. If the users are happy, our clients are happy, meaning that we
are ultimately happy too. We believe the most important factor is time. It’s not just about making fancy-looking technology, but rather, creating a product that gives more time back to everyone who uses or implements it. That’s not to say I’m not incredibly proud of the aesthetics of our models though. When we’re expecting the likes of Zara or H&M to fit one of our systems instore, it has to be top quality. We are working with the best design houses in the world. So naturally they will be expecting the same from us.”
Endless possibilities
With the company being awarded Innovator of the Year (OTY), Exporter OTY, Design Apprentice OTY and Company OTY in recent times, it’s no surprise the business was listed as Estonia’s tenth most attractive employer to the Estonian workforce in 2022.

“We have an internal goal to be ten
 ▲ Arti Kütt, Chief Executive Officer
▲ Arti Kütt, Chief Executive Officer
126
▲ Interactive store
times larger than we are now, within the next five years,” Arti concludes. “It’s a great challenge, but an achievable one. Between Finland, Poland and the general Baltic area, parcel volumes are actually ten times that handled by Western Europe or the US. I think 2023 will generally be tough on the retail industry, with the impact of the geopolitical climate that the continent is currently enduring, but we are readying the release of a new kind of locker to support clients with returns. We have a saying: ‘We don’t predict the future, but we are creating it’. We don’t just turn up to work to finish what needs to be done. At Cleveron, we dream ahead to what the future will look like, then make it a reality. Anything is possible.” ■

www.cleveron.com
Cleveron manufacturing-today.com 127
▲ Cleveron 405 in store












Alltrista ▶
Artazn ▶
LifeMade ▶
128
Shakespeare ▶
MAKING A MATERIAL DIFFERENCE EVERY DAY
As a material science company focusing on cutting-edge innovations, Jadex strives to provide more sustainable product solutions to support the health of consumers and the environment



Founded in 2019, Jadex® is the parent organization of four operating companies: Alltrista®, Artazn®, LifeMade®, and Shakespeare®. Driven to deliver sustainable innovation through material science, these companies share over 300 years of product development and manufacturing excellence.
LifeMade is a market leader in temperaturecontrolled packaging and disposable tabletop products, with a customer base ranging from healthcare industries to commercial enterprises. Alltrista is an innovative provider of rigid packaging, custom-molded solutions, and kitting and assembly operations for highly regulated markets such as medical and engineering services. Shakespeare, manufactures conductive and anti-static fibers, engineered nylons, and performance monofilaments for various consumer, industrial, and government applications. Artazn is a leading provider of zinc-strip solutions for commercial and industrial markets and a leading manufacturer of coinage blanks and currency security technologies.

manufacturing-today.com 129
Jadex
Jadex’s manufacturing footprint features 18 facilities worldwide, including locations in the US, UK, and Puerto Rico, and employs approximately 2,000 people.
According to the company’s Chief Executive Officer, David J. Moody, Ph.D., “Jadex is committed to helping people make a material difference by creating innovative products that allow our customers to practice the most responsible ways of delivering everyday necessities. Additionally, we implement an extensive testing regimen, recognized by authorities such as the American Society for Testing and Materials (ASTM). Collectively, our companies have filed for over 100 process and product patents, more than one-third of which have occurred since we were established.”

Jadex’s diverse portfolio of consumer disposables and industrial products is currently seeing a necessary, evolutionary shift into sustainable alternatives. “We recognize the need for better environmental stewardship within our industry. In response, the entire Jadex organization is committed to developing and commercializing new product solutions with reduced environmental footprints,” said Dr. Moody. “This includes products that are constructed from biobased materials and that are compostable or degradable, as well as products that have been lightweighted without impacting their quality and performance.”
New additions
The company’s product offerings to the consumer market now include compostable plastic cutlery and straws, reusable ice substitutes, and a degradable lawn and garden trimmer line. Jadex is helping to meet the needs of its commercial-
“ “ “ “ ▼
130
. . . the Alltrista team has recently launched a new line of lightweight bottles and closures for its pharmaceutical and nutraceutical clients
David J. Moody, Ph.D.
business customers through such things as lightweight rigid packaging (bottles, caps, etc.) and foam shippers and protective packaging components that fully degrade in industrial composting facilities in under four weeks.
Division developments
The necessity for the shift towards sustainability is growing more critical by the day and is reflected in Jadex’s approach to product development. The company’s innovations focus not only on a reduction in the raw materials or the use of renewable materials and reducing energy use during production but also on ensuring minimal impact upon disposal. For example, the Alltrista team has recently launched a new line of lightweight bottles and closures for its pharmaceutical and nutraceutical clients. These packaging components are made by compression blow forming, using
a unique blend of base materials. The result is a rigid packaging solution with up to 30 percent weight reduction without sacrificing quality or performance.
For customers within the food service industry, as well as end-consumers, LifeMade has recently announced the exciting addition of compostable plastic straws to its product range. These straws are TUV and BPI Certified as both home and commercially compostable, and they will not wilt when wet as their paper counterparts have been known to do. Meanwhile, Shakespeare is working closely with industry leaders to engineer and develop custom nylon resins, such as PA610, a 60 percent bio-based polyamide that is suitable for a wide array of precision extruded and molded applications.
Elsewhere in the company, Artazn is continuing the application of its expertise in zinc, as Dr. Moody details further:
Jadex manufacturing-today.com 131
Alltrista manufacturing equipment

 ▼ Artazn Penny Blanks
▼ Artazn Penny Blanks
132
▼ Jadex Corporate Office
“Artazn has been producing zinc for more than 130 years. At 5,000 tons per month, Artazn is the largest producer of zinc-strip and applied zinc products in North America. Over 90 percent of the zinc Artazn sources is recycled material, and its production process maintains a 99.8 percent utilization rate, as zinc is almost 100 percent recyclable. The sole supplier of penny blanks to the US Mint since 1982, Artazn is one of the world’s leading coin blank manufacturers, with over 300 billion coins currently in circulation across 20 countries. Although coinage has been the cornerstone of Artazn’s business for many years, this team is capitalizing on the versatility and natural abundance of zinc to design and deliver innovative solutions to several industrial markets such as construction, architecture, and automotive.”
Jadex’s first Environmental, Social, and Governance (ESG) report was published in November 2022.
The Jadex ESG Report highlights the recent accomplishments the company has made in the areas of people, products, and processes, and announced environmental and community stewardship goals for the organization through 2025. As Dr. Moody concludes: “We are just getting started. Some of our recent accomplishments include our award-winning wastewater treatment capabilities in our plant in Vernon, California, our partnership for solar power in Maine, and our Christchurch facility in the UK, which is entirely reliant on renewable electricity. We are focused on becoming better environmental and community stewards and have embarked on an incredible journey for change.” ■ www.jadexinc.com

Jadex manufacturing-today.com 133
Centuries of copper
With the demand for copper skyrocketing in the past few years, Revere Copper remains committed to serving its markets and customers sustainably
With over 221 years of experience, Revere Copper (Revere) is recognized as one of the finest copper manufacturers in the world. Operating with over one million square feet of manufacturing space, the company serves customers in a wide range of markets including architectural, electrical, telecommunications, air conditioning and industrial machinery. With its three main copper mill buildings, located in Rome, New York, the company’s capabilities include melting, casting, rolling, annealing, slitting, coating, and cutting-to-length.

manufacturing-today.com 135
Revere Copper
The company takes great pride in the quality of the materials it uses, which has helped it to earn an excellent reputation in the industry. ISO 9001-certified, Revere has adopted a thorough and robust quality control system, which includes a fully equipped laboratory where the chemical composition and mechanical properties of the materials can be carefully analyzed.
The company has the capacity to trace the progress of its materials right the way through from raw material to finished product, and its process engineering staff work very closely with the operators. This helps Revere to ensure that it is always meeting a high-quality standard and remaining the best at what it does in the market.

Continued legacy
The rich history of the company dates all the way back to the early 19th century, when American patriot, Paul Revere, wrote a letter to the new nation’s first Secretary of War requesting a loan of $10,000 to build the first copper rolling mill in the US. This was done amongst growing concerns of another conflict with the
We have parents, children, siblings and spouses all working alongside each other and this really contributes towards the feeling that, here at Revere Copper, we are a family 136
“ “ “ “
British, who had a superior naval fleet due to the use of copper covering the hulls of their ships. The use of copper helped to prevent the growth of barnacles on the ship’s hull, meaning their boats could move much faster through the water. Paul Revere was awarded the loan, using the money to build a copper rolling mill in Canton, Mass, and so the entire copper industry in the United States was born. After suffering a period of bankruptcy in the late 1980s, during which a number of the company’s plants were forced to close down, the decision was taken to become an employeeowned company, with every employee owning shares in the business. This unique ownership structure reflects the company’s determination to continue the legacy of Paul Revere, who had always adopted the fundamental understanding that the success of the business was based on the combined efforts of a skilled workforce.
Vice President of Sales and Marketing, Amy O’Shaughnessy, explains the three different
Revere Copper manufacturing-today.com 137
groups of people who help to make the business run: “We couldn’t operate as a business without our customers, our local community and our employees. Our customers are our backbone and we have spent time cultivating long-lasting partnerships over our years in business. Then, we have the community of the greater Rome, New York area which has always shown commitment to our company and our people. Finally, our employees. They are the heart and soul of the business and many of our workforce are second, third and fourth generation employees. We have parents, children, siblings and spouses all working alongside each other and this really contributes towards the feeling that, here at Revere Copper, we are a family.” The company proudly shoulders the responsibility of ensuring the success of its employees by creating a safe working environment, removing barriers to growth and development and supporting the upskilling of its workforce through regular observation, feedback and transparency.

Raising awareness
Sustainability is a core focus for the business and the adoption of an environmentally friendly mindset is underpinned by the company mission statement. Copper itself is a sustainable material and it can be used and reused without losing any of its important engineering qualities. Revere uses as much recycled copper as possible in its mixes and has even won a local award for the number of materials it recycles, including copper, cardboard, wood and other metals. The company has also taken steps to reduce its carbon footprint by choosing to buy the majority of its copper from within a 500-mile radius as well as using river water in its plant, which is then carefully cleaned and returned to the river. Copper plays a crucial role in the building



138
of a more sustainable future and it is an essential material for every goal within the green economy. However, some green policy decisions have driven mining and metals manufacturing practices away from the US and towards areas such as China with far less environmentally friendly capabilities. The effect this has is to reduce the local carbon footprint in the US at the expense of the planet’s, a huge backwards step in the fight against climate change. Revere is making huge efforts to raise awareness of these issues, playing an active role in industry, trade and American manufacturing associations so that genuine solutions can be sought.
Major expansion
In recent years, the demand for copper has rapidly increased due to growth in the production of electric vehicles, data centers, electrical devices and household appliances. Given the drastic changes taking place within the industry, the company has announced a major expansion of its operations, deciding to invest in increased capacity for copper sheet, strip, plate and bar. The company plans to invest in a new coreless furnace at its facility which will increase the company’s casting output by 30 million pounds. Over the next three months, Revere will be opening a new facility in Mebane, North Carolina, which will add continuous rotary extrusion lines to the company’s technology portfolio, enabling it to produce 30 million more pounds of copper bar. As we witness the greater electrification of our society, an increased demand for copper has highlighted the importance of establishing a strong American supply chain and Revere Copper is well-placed to be a key player in this endeavor. ■ www.reverecopper.com


Revere Copper manufacturing-today.com 139
SOBER REFLECTIONS

140
ON PUBLIC
SAFETY
How SCRAM Systems is using cutting-edge technology to decrease alcohol misuse
There is one fundamental truth surrounding alcohol that cannot be ignored: the substance significantly impacts many aspects of society, often creating negative consequences for those drinking and those around them. From the home environment to the criminal justice system, alcohol alters the course of lives sometimes in catastrophic ways.
In the UK, for instance, deaths caused by drink driving are at an eight-year high, and domestic abuse - which is often motivated by drinking - is at the highest level it has been in over five years. Fortunately, with Continuous Alcohol Monitoring (CAM), companies can provide reliable technology to help improve lives by (re)enforcing accountability and compliance with regards to alcohol abstinence.
One of those companies is SCRAM Systems, which, under its former name of Alcohol Monitoring Systems (AMS), launched the first continuous alcohol monitoring bracelet in 2003. Originally
SCRAM Systems manufacturing-today.com 141
founded in 1997, the company has continued to evolve and grow in size and scale, carving out a strong reputation for quality and reliability across its range of electronic monitoring devices and software solutions.
Since the 2003 launch, SCRAM Continuous Alcohol Monitoring® (SCRAM CAM®) has gone on to become the most widely used and trusted transdermal alcohol monitoring device in the world. Based on that glowing success - and in response to evolving requests from an increasing customer base and the challenging needs of the criminal justice market - SCRAM Systems released its full suite of monitoring hardware in 2013 and decided to rebrand under the new name.
The comprehensive range of devices includes SCRAM GPS® (GPS location monitoring), SCRAM House Arrest® (location/curfew monitoring), and SCRAM Remote Breath® Pro (breath alcohol monitoring). Yearon-year, SCRAM Systems continues to improve and expand its offerings.
“We provide the most comprehensive continuum of products and services on the market,” begins John Hennessey, COO at SCRAM Systems. “No other company offers the hardware and software solutions that we provide to our customers. Indeed, we work closely with our clients to ensure our products and software meet their needs.


“Our solutions help agencies save time and money as well as decrease recidivism rates,” he adds. “All of this serves to enhance public safety. We also operate as part of the largest service partner network in our industry: more than 160 cover every part of the country. Having local service partners located in our customers’ backyard gives us a huge advantage against our competition.”
Innovation and investment
But it is not just SCRAM Systems’ products that act as a key differentiator for the business. John explains in more detail: “Our employees make SCRAM Systems the company it is. We have the greatest customer service along with the most dedicated and senior employees; this has helped us become the fastest growing company in our industry. Culture is something we pride ourselves on; we are like a family, and we empower employees to progress in their careers. It is important to have succession and career paths for all and we do this at scale.
“Our Human Resources department continually conducts surveys to improve our culture,” he continues. “We also hold monthly town hall meetings with the entire company. In the meetings, employees are encouraged to ask questions and address concerns. We officially recognize staff during these meetings; it is important to have open transparency and communication to cultivate a healthy company culture.”
In total, SCRAM has monitored almost one million clients - 99.1 percent of those monitored days are, thankfully, Sober Days (24-hour period in which a monitored individual has no confirmed consumption of alcohol or attempt to tamper or circumvent testing to mask the consumption of alcohol). This is made even
We are-and always will be-a company that is committed to building solutions that make a difference
“ “ “ “
▲ John Hennessey
142
▼ Toby Leifer
SCRAM Systems
WORLD-CLASS CIRCUITS TECHNOLOGY AND SOLUTIONS PROVIDER

LEADING THE PCB INDUSTRY FOR OVER 10 YEARS
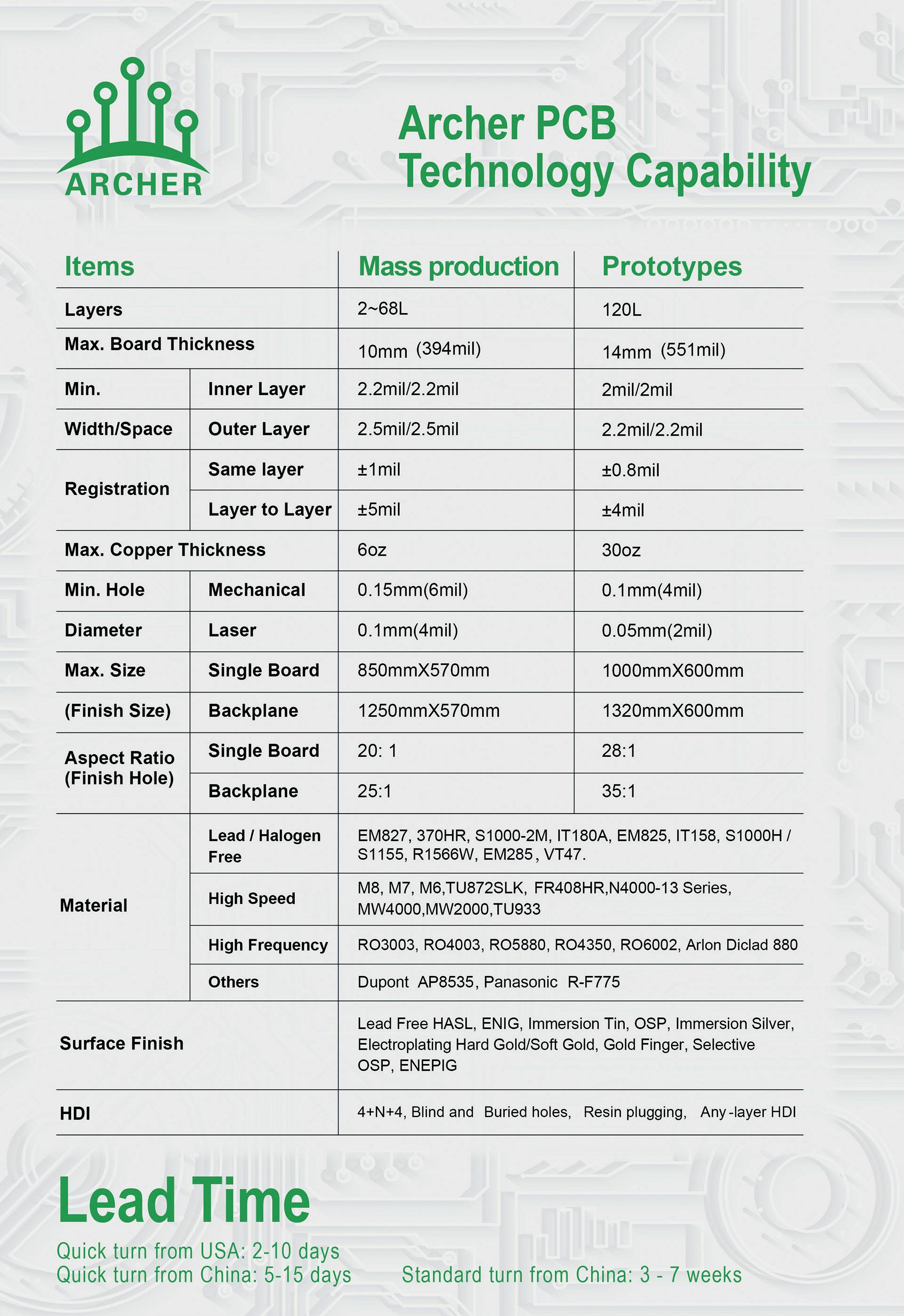
ARCHER CIRCUITS
Discover more at: archercircuits.com
Contact: Echo Yang
T: 0755-28286008
M: 86-18923822338
EchoYang@ArcherCircuits.com
We provide complete value added engineering and manufacturing services which gives our customers competitive advantage on quality, high technology, lead time, flexibility and total cost.
more impressive when we consider the fact that the company has performed over 4 billion alcohol tests with the SCRAM CAM device alone.
As a company, SCRAM is committed to continuing its tradition of re-engineering operations to streamline processes, enhance
Device Solutions and SCRAM Systems have a 10+ year working relationship. In 2021, SCRAM Systems reached out to Device Solutions with a problem: A manufacturing challenge in the production of ~10,000 Remote Breath accessories.
We worked in collaboration with their team to design and manufacture in parallel, clearly laying out what WE KNEW, what we HAD TO FIGURE OUT, and HOW WE WOULD DO IT.
The Device Solutions RESULT? Upgrading 10,000 Remote Breath devices from 3G to 4G. We can do the same for you.
With expertise in WIFI, LTE, Bluetooth, Radio Frequency, and LoRa, we know the INDUSTRY, we know CERTIFICATION, and we can offer you a CLEAR PATH to get you where you want to go.
productivity, and improve outcomes through constant innovation and investment to research and design.
With the addition of new software technologies, such as SCRAM Nexus® Case, SCRAM TouchPoint®, and SCRAM Ally® Victim Notification to the company’s vast suite of hardware products, the company prides itself on offering its clients the most comprehensive solution portfolio on the market.
Effective solutions
SCRAM Systems has offices in Littleton, Colorado; Raleigh, North Carolina; and Cincinnati, Ohio. Furthermore, a dedicated team across corporate facilities, international borders (UK and New Zealand), and field offices throughout the US is on hand to service their customers.
“We are - and always will be - a company that is committed to building solutions that make a difference,” expounds Toby Leifer, SCRAM’s Chief Manufacturing and Supply Chain Officer. “Our purpose is to change lives, reunite families, and make our communities safer with new, advanced technology and world-class service.
“To make sure we fulfil that commitment, we have three main manufacturing centers specializing in different builds across our product suite,” he elaborates. “Our Littleton, Colorado facility, for instance, focuses on the production of SCRAM CAM, SCRAM GPS, SCRAM House Arrest, and SCRAM
Remote Breath Pro units. Whereas the Cincinnati, Ohio facility produces our entire LMG Holdings Ignition Interlock Device (IID) solution suite, including the LifeSafer and Guardian handsets, as well as car systems relays and IID camera systems.
“In Raleigh, North Carolina, moreover, our manufacturing focus is on fuel cell development and production, along with acting as our main headquarters and distribution center for our PAS International Systems solutions,” he continues. “We emphasize cross-functional advice and support in all our manufacturing
144
areas, as well as the standardization of best practices across each site. This has involved alignment of our Enterprise Resource Planning (ERP) and Material Requirements Planning (MRP) systems, while also taking lessons learned about process improvement, training, automation, and implementation across our manufacturing and operations enterprise.”
Ambitious growth
SCRAM Systems has a company mindset of continuous improvement: automation; production line robotics; visible, user-friendly analytic dashboards to pinpoint and resolve production and product throughput pinch points. All these feed into ways the company is looking towards the future of manufacturing.

Recently, SCRAM Systems merged with LMG Holdings, which not only doubled the company’s size, now employing close to 800 staff, but also brought its future ambitions
to the realm of reality. “As a company, we saw significant growth in 2022, so we are very excited about the upcoming year,” notes John. “Poland is now looking to conduct a national rollout of our product following a successful trial earlier this year.
“The Ministry of Justice in the UK, moreover, started a national rollout of our product in 2021, with over 3000 users wearing the bracelet to date,” he concludes. “We currently have business in the UK, Canada, Australia, New Zealand, Papua New Guinea, Poland, and the Netherlands; however, we want to continue growing in the US and around the world. Within the next five years, I would like to see SCRAM Systems become the largest electronic monitoring provider in the world.” ■
www.scramsystems.com




SCRAM Systems manufacturing-today.com 145

FORGING AHEAD
From people and processes to the planet, for PPS Group, it’s all about partnerships
PPS Group (PPS) is a European leader in the large welded steel structures segment. Combining extensive experience with state-of-the-art technologies, the company focuses on development and growth, investing massively in reducing its environmental impact, modernizing and training its employees.
Established in 1955, as a state-owned company, production was focused on construction and defense equipment. At the time, all engineering companies produced some kind of defense equipment because of the country’s strong ties to the Russian market, and this
was the case for PPS for approximately 30 years. In 2003, a significant milestone was reached; the business became a privately owned company, and as a result, expanded its production portfolio. PPS won a huge contract with Atlas Copco to produce frames, arms, booms, kinematic components and other steel structures, marking its move into commercial markets.
Since 2010, PPS has been a global organization, producing for 46 destinations around the world. Martin Domiter, CEO, joined the business in 2021 and shares operational insights: “Our core production program is focused
PPS Group manufacturing-today.com 147
on the manufacture of complex weldments and steel structures for renowned manufacturers of mining, forestry, handling, construction, and agricultural machines and machinery. From injection molding machines to the production of chassis, loaders and frames, PPS is one of only a handful of European companies able to produce such large structures, and, in particular, frames. We also have our own welding school, and, of course, while we have robotic welding processes, we have more than 500 welders, so, are able to deliver custom production.”
Since joining PPS, Martin has been busy improving internal and production processes, tweaking price points and presenting PPS as a market leader. “We have a great portfolio,” he explains, “and I’m working hard to ensure potential customers view PPS as a business partner. Our current technology has roughly 15-to-20 years’ operational life remaining. As such, we invested approximately 16 million euros in new technology to be able to meet the needs of both existing and potential customers in the coming years. One such example is our CNC two portals 5 axel head machine. At 40 meters, it is the second largest in Europe, and will be operational in the first quarter of 2023.
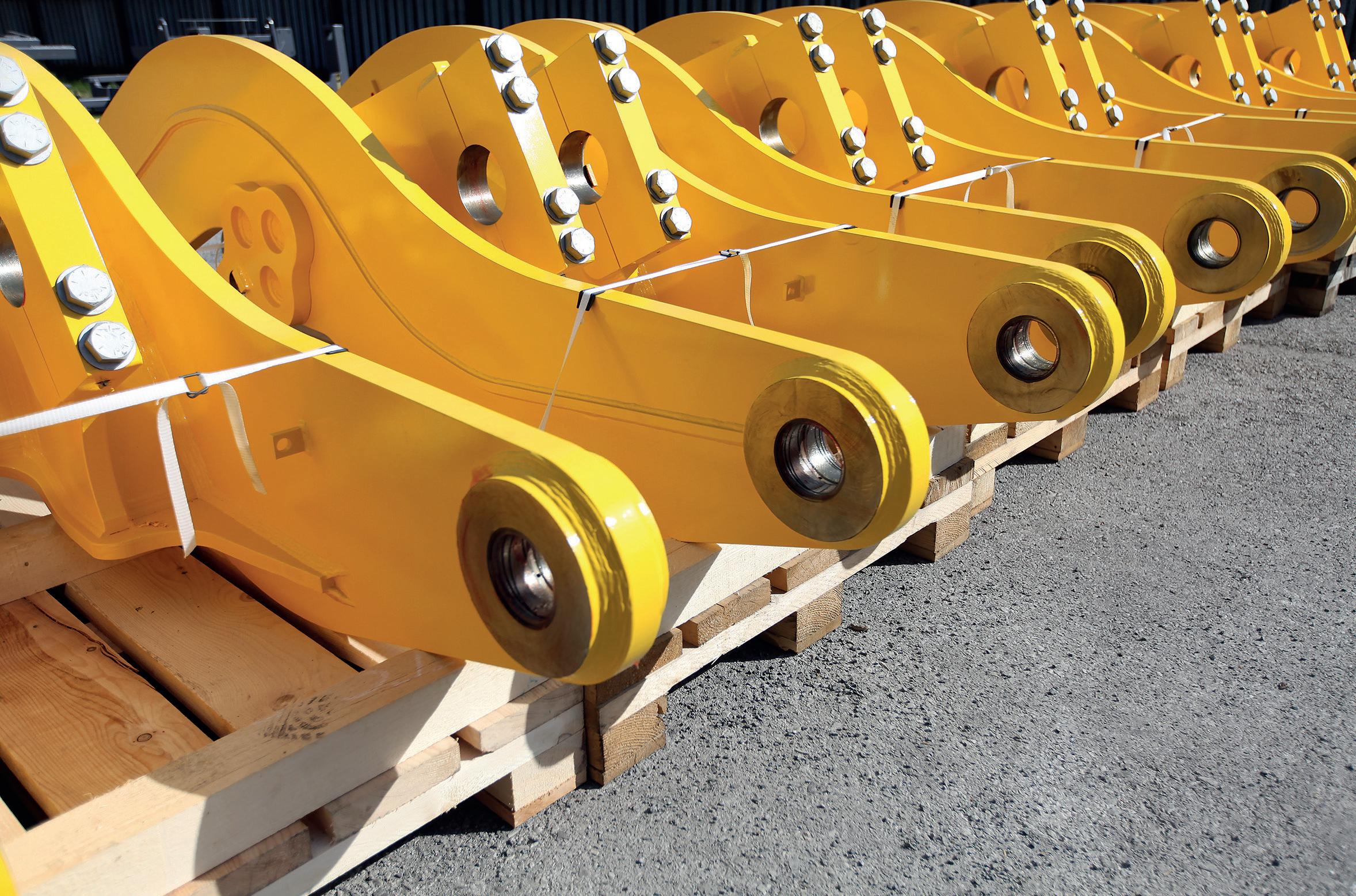
“ “ “ “ 148
We are also in the process of building a 4.2 mega-watt photovoltaic system on the roof and we aim to have installation complete in 2023
“In the last two years, our turnover has doubled. This wasn’t an easy feat as our factory, despite being 800,000 square meters, didn’t have the operational capacity to cope, particularly in terms of material preparation. In fact, we outsourced to support this process. Material preparation is crucial to us. Before workpieces can be welded together, the welding joints must be metallically clean. For us, material preparation can account for as much as 80 percent of the original welding shop request.”


Sustainable solutions




While investment in technology is important, for PPS, the skills of its workforce are critical, which is reflected in the company’s approach to upskilling and the existence of its onsite welding school. Martin elaborates: “We work with local schools to attract potential employees, and highlight the fact that there is



opportunity to progress professionally. There are several skill levels, and our welders are able to gain qualifications and improve capabilities.

“In fact, because of the bespoke nature of our production, approximately 70 percent of our processes rely on human skill. While we, of course, incorporate IT and automation where applicable, with 100,000 separate articles, we are not operating in a way that’s easy to automate. In effect, our bespoke offering limits our ability to adapt our processes to automation. Often, when we talk about Industry 4.0, it’s in terms of serial production, and that is simply not what we do.”


Indeed, its skilled workforce is something that PPS doesn’t take for granted. As Martin explains: “I think the company culture over the last two years has been really positive. We invest in our people to continually improve our culture and employee satisfaction. For example, we have proposed a salary increase

PPS Group manufacturing-today.com 149
for next year that’s in line with inflation. We are also transparent, and very open with our employees, keeping them informed of organizational strategies and decisions.”

This policy of openness extends to its customer relationships too. “We usually talk about partnerships when referring to our customers. The types of contracts we negotiate with our customers extend way beyond a couple of years. We’ve worked with some of our bigger global companies, such as Volvo and Epiroc Company, for more than 15 years. We have to be very open to sustain those kinds of long-term partnerships.”
Another area in which PPS is taking steps to improve is sustainability. Approximately 80 percent of its customers are in Scandinavia, which is a part of the world well-known for making great strides in the sustainability evolution. Martin explains how PPS is striving to keep pace with this movement. “Two months ago, we manufactured dump boxes from green

150
steel produced by SSAB, a Swedish steel mill. Its breakthrough fossil-free technology is the first true steelmaking transformation for centuries, and it provides premium high-strength steel. Additionally, from the beginning of next year, 100 percent of our power will be from green energy. We are also in the process of building a 4.2 mega-watt photovoltaic system on the roof and we aim to have installation complete in 2023, and have already switched to LED lights in the factory.

Partner of choice
“Energy, and particularly the cost volatility, is the number one topic for us, as it is for pretty much all our partners. While there is some government support, it won’t be ongoing. It’s a challenge, and it makes it difficult to budget and prepare price quotations when we’re unable to reliably factor it in. Of course, the Ukraine crisis is also having a massive impact. Many of our customers produce parts for the Russian and Ukrainian markets, particularly for the mining industry. These
markets are huge and extremely important for our partners. I can see the light at the end of the tunnel though if the crisis is resolved.”
Looking to the future, Martin explains that PPS is facing huge demand from the market. While growth is important, he’s keen to focus on finetuning internal processes to be able to be in a comfortable position to facilitate it. While an acquisition may be on the cards, it’s not planned for the immediate future.
“It would definitely be the next step for the company,” he suggests, “but my expectation would be for a couple of years’ time. We’re looking at organic growth but also focusing on internal processes. We want to be marketleading, and continue to be the partner of choice for another 30 years. We are currently preparing to partner with a global, big-hitting business, which is a huge opportunity for us, and as such, we need to ensure we’re their equal in this partnership,” he concludes. ■ www.ppsgroup.sk
PPS Group manufacturing-today.com 151
LEADING THE PACK
Wiegel: a family-run manufacturing success story eight decades in the making

152
Iwas born and raised to run this company,” begins Aaron Wiegel, President and CEO at Wiegel. “I got involved at a very early age – all the way back in the eighth grade, to be exact. I began with shipping and receiving; each year I changed roles, moving throughout the facility. Therefore, by the time I had finished my degree in engineering at Northern Illinois University, there wasn’t a machine I had not run. I even knew the office side of the business inside out – from designing to accounting and so on.”

When a Vice President of Stamping role opened up, Aaron leaped at the chance. It was a tough job, representing more than 95 percent of all sales and overseeing production related items, quality control, and tooling and repairs. “Over the course of ten years, I learned almost everything there was to know about the company through that role,” says Aaron. “More importantly, it was the major stepping stone for me to take over as President and CEO when my father retired in 2010 – and from that point on, we took off like a rocket.”
A family legacy
The company, which, as you might have guessed, takes its name from the family that has owned and operated it for more than eight decades, has a history that goes back much further than Aaron – a fact he is keen to remind us about.
Wiegel manufacturing-today.com 153
Wiegel Tool Works, as it was known before a recent rebrand early last year, was founded on December 6th, 1941. The business was originally a simple tool and die shop, and over the ensuing decades not much changed. Aaron’s grandfather successfully ran the business until the late 1960s, when he suddenly fell ill. His son, another engineering graduate, was about to embark on his fifth tour of Vietnam, but being the only child, the Red Cross permitted him honorable discharge so he could be with his father. But then there was also an entire business to run…and expand. Indeed, Aaron’s father carried out several company-wide developments into the 1990s, bringing in a range of metal stamping capabilities and investing capital into more robust pieces of equipment essential to the stamping process.


State-of-the-art technology
So, as Aaron was saying: “We took off like a rocket.” And it’s true. If you are a Chicago-based manufacturer, then you will know the Wiegel name. After taking over as President and CEO and Co-Owner alongside his two siblings, Erica and Ryan Wiegel, Aaron approved a 20,000-squarefoot building addition led by his brother and coordinated another 25,000-square-foot expansion of the firm’s high precision metal stamping and manufacturing facility based in Wood Dale, Illinois. But that wasn’t enough. In 2017, the company acquired an additional 52,000-square-foot facility, and in 2021 went on to lease a 62,000-square-foot space that has
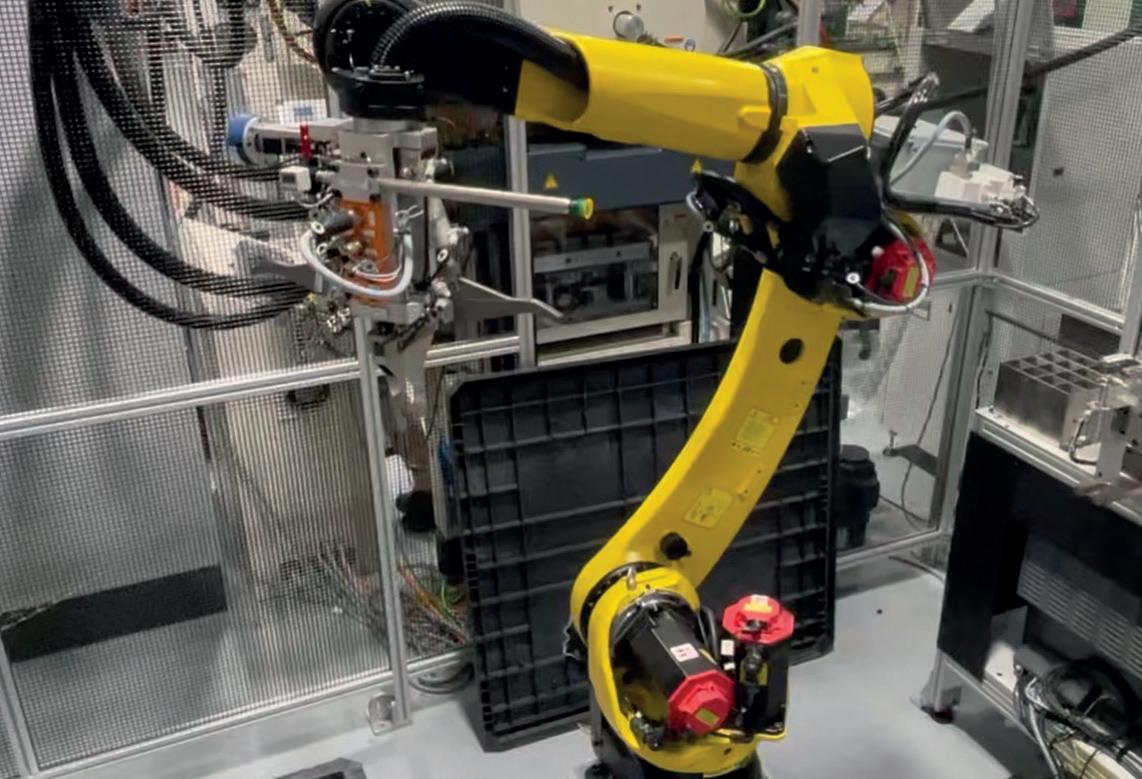
154
since become Wiegel’s central shipping and receiving facility. For 2023, Wiegel plans on expanding its existing building by adding on an extra 20,000 square feet for additional manufacturing floor space. What we can see here is a clear upward trajectory.
Aaron neatly summarizes this arc for us: “All told, we went from 48,000 square feet with 39 employees when I first joined to –if our forecasts are correct – four facilities totaling over 207,000 square feet in space and an increase in sales by 490 percent with approximately 230 employees this year. But it isn’t really that complicated – just three generations of Wiegels expanding our manufacturing capabilities one step at a time.
“In terms of automation, we only installed our first robot in 2021,” he continues. “Yet now we have 42 of them, fully automated. We have also taken on specialized types of welding as well as high-volume assembly work thanks to our introduction of robotics.”
Strategic growth
There is no doubt that Aaron loves what he does. “I never talk – let alone think – about retiring!” he admits. “I have years of work ahead. But to me, this is not a job; rather, it is a hobby that I am fortunate enough to be paid for. Truth be told, it has been a fun ride, and I love leading the pack.
“I work with great people – employees and colleagues in the manufacturing world alike. Indeed, I grew up working in the business, but now my job is to work on it. This means lots of strategic planning, taking calculated risks, and enhancing our capabilities even further.
“We invest everything we have back into the business,” concludes Aaron. “Ultimately, however, the buildings, the machines, and the equipment are worthless without the right people involved. We invest a lot in our staff, providing both internal and external training, and we give them the tools to do their jobs properly. So far, it has worked out.”

Wiegel is more than just a company. As our interview has made clear, it is a family legacy – not to be owned, but to be looked after and enhanced, before passing it on to the next generation.
In the Chicago area, none is quite as efficient as Wiegel when it comes to offering turnkey, high-precision, and low-tolerance copper-, aluminum-, and precious metal-based products and assemblies. With decades of experience, the family-owned company intends to expand further over the next few years: Aaron is confident that he can achieve a 20-to-30 percent growth rate year-onyear, ultimately leading Wiegel outside of the Chicago area and into other territories such as Mexico and Europe. ■
www.wiegel.com
Wiegel manufacturing-today.com 155
MORE THAN THE SURFACE scratching
An all-inclusive understanding of customers’ needs, and product development are the tricks to Gravotech’s trade
156
At the beginning of the 20th century, engraving companies like Gravotech (GT) relied on a simple manually run machine known as a pantograph. In 1938, GT, based in New York City, began expertly guiding its pantograph in producing small-scale signage and badges for its clientele, applying the first form of engraving services that it’s globally known for today. By the beginning of World War II, the company was working with watches and jewelry, however these were put aside as the US Army stepped in as GT’s main customer. Throughout the war, GT was responsible for engraving everything from military dog tags and smaller pieces
Inc. manufacturing-today.com 157
Gravotech
158
of equipment to ships and vehicles, with the size of its tools growing accordingly. This technological expansion continued following a joint venture with a French company in 1950 that led to the development of a larger engraving machine and ultimately GT’s world leader status in the engraving world. When Gerard Guyard, Chairman and CEO, bought the business in 1996, it was a French company with an affiliate in the United States. Today, the French arm accounts for just ten percent of its revenue and GT has 18 affiliates worldwide, partially through the acquisition of its adjacent competitors.

Precision software
“Since the 2020s, we have been a mid-size company with three main markets,” states Gerard. “The first being personalization, for which we have the necessary products and technology to apply to a wide range of luxury goods, such as perfume bottles for customers like Louis Vuitton, Estee Lauder, and L’Oréal. The second segment is still signage, to this day, however our largest contemporary customer is the government,
for which we service the creation of signs for hospitals, schools, and public buildings. Finally, our other main sector is traceability. Due to the increasing demand to know where products and when components have originated, this market continues to grow especially across the electrical services, aerospace, and automotive markets.
“Gravotech sells the equipment for completing these tasks, such as laser tables, benchtop stations and integrable markers, as well as the software to complement the processes, and of course the related components. We currently have over 230,000 machines installed through over 50 countries around the globe What sets us apart is the diversification in our product line and global knowledge. If you have a permanent marking need, we have a solution. What we really sell is the application, which includes dot peen-marking, scribing, laser, rotary CNC engraving and more. Gravotech is a multi-technology and multisoftware company across the board.
“The release of the LW2 and LW3 laser marking workstations was to provide a solution for customers who want the same

Gravotech Inc. manufacturing-today.com 159
▼ Gerard Guyard
powerful laser engraving technology, but in a machine that can be applied to larger items.” He continues: “What really differentiates us from the competition, is the precision of our software. A large focus of our Research and Development team, which encompasses over 80 of our 630 employees, is what kind of application does the market want and how can we ensure our technology is easy to use. We develop non-intricate software that anyone without engraving experience can easily operate. Not everybody who uses one of our machines is an engraver by trade, but we do want the engraving technology to be accessible to everybody.”
GT has three main production sites: one in France, one in the US and one in China. It has recently undertaken a large reinvestment into a new enterprise resource planning system, with increased productivity as the main goal. By implementing as much automation as

it can, the company strives to make the lives of its workers as simple as possible, given that a lot of the work is assemblybased. Besides its wide range of engraving technologies for wood, metal, stone, leather, glass and aluminum, the business also produces the material for customers to use to create signage. In operating as a global enterprise, Gerard details some of the challenges GT faces.
“It’s all about communication,” says Gerard. “We are working 24/7, across all time zones, to translate all our software, equipment, training and leaflets into 18 languages to support the 175 distributors we have in over 50 countries. Some products require specific adaptations for a variety of other reasons too, such as to align with local governments’ rules and regulations, or, in the case of some software, to facilitate the engraving of the different braille languages.
“ “ “ “ 160
What really differentiates us from the competition, is the precision of our software
We are always wary of not being too biased to one region, so we aren’t too US-centric or French-centric. This is all part of making sure that we equip everybody, across the business, with the same level of information.”
Sustainable solutions
The business has been developing its green strategies for some time, which in part have been influenced by its clients, in terms of reducing energy usage and waste. GT has also shifted away from using acrylic-based materials, favoring wood where appropriate, and has been working with a university to create a different form of engraving material with a higher rate of biodegradation. The company has a zero-chemical-use policy and operates strict management over its pollutants, which Gerard cites as being simple on account of its adopted form of assembly.

“Motivation is very different within different cultures,” Gerard muses. “Even between France and the US, people are motivated by different things. I bring this all back to communication, first and foremost. For our teams to understand what our goals are, it’s our responsibility to provide them with a clear strategy and vision to follow and work towards. Every month we share the results of the group, so that everybody knows where the business is and how we are succeeding – nothing is hidden from GT employees. We publicize our revenue and profits with them as we do with our shareholders. It is no secret that the sense of belonging that comes from feeling like you are participating in something, especially on a global scale, makes you feel good about your job and the company you work for.” ■
www.gravotech.com
Gravotech Inc. manufacturing-today.com 161
CHANGING FOR GOOD
Change, sustainability, and diversity are in the making for the future of Steel & Alloy Processing – Gonvarri Industries
Steel & Alloy Processing –Gonvarri Industries (S&A) is a well-known flat-steel and aluminum processor that offers a range of products and services across its three business lines: service centers, material handling, precision tubes. We last spoke to
S&A in 2018, when the company was celebrating its 50th birthday and the finalization of its state-ofthe-art facility in Oldbury, UK. The plant, which is now referred to as S&A Popes Lane (SAPL), has been guided by the experienced hand of Paul Whitehouse, Managing Director, since

162
2021, however Paul’s journey with the company started back in 2011 as Finance Director.
“I was brought onboard to complete the sale of the business in 2012 to Gonvarri Industries; I have a classic finance CV, big four trained, with a background in acquisitions, disposals and business transformation, Paul opens. “Gonvarri Industries acquired us in 2012, I stayed on to temporarily help manage an existing project in Turkey and refinancing that business, before it was also sold. Shortly after that, I was approached with the proposal
for developing the financial investment of SAPL, along with the responsibilities of finding the land, developers, and project managers. A few years later I was given the role of MD and have been so ever since.”
Pivoting production
The Pope Lanes site was resultant of a £27 million investment and built to facilitate the business’ continuation into the future of automotive supply, through new hot sheet stamping technology. As Paul details: “The automotive industry is moving along the path of light weighting to electrification and finally autonomous vehicles. Reducing the weight of vehicles, and therefore the energy or fuel required to move them, is a natural first step for manufacturers to work towards carbon neutrality. This has been an ongoing battle for years. Some designers have opted for high-strength steels, others aluminum or composites and others hot sheet stamping in their endeavors.

“The idea with Popes Lane was to consolidate our operations and costs with the recovery in the automotive market, which had unfortunately dipped. The number of vehicles built in 2017 was circa 1.9 million, whereas in 2022 it was closer to one million, a unit reduction in excess of 900,000 across the country. To counter this, we have moved into a sector that we refer to as general industries, which covers a large portfolio but for us currently means construction products. In developing this new business, we have managed to de-risk the reduction in automotive volume and maintain similar volumes of production to those we had in 2017, securing jobs for our workforce.”
In 2018, the company modified some of its existing steel production lines to be capable of processing aluminum as well, regardless of being a company with zero sales in aluminum products. Aluminum costs around three times that of steel, meaning that within the automotive industry it is typically only used
Steel & Alloy Processing – Gonvarri Industries manufacturing-today.com 163
to remove weight in luxury vehicles, from specific areas such as the bonnet. As an entirely new material to the S&A team, all members of staff had to be educated in its differing characteristics, grades, and shelf-life, along with the requisite processes to accommodate the material’s softer nature, while still maintaining superb quality and service. This was a large transformation for the business.
“We have had to significantly upgrade our equipment, cleaning processes, routine maintenance and quality inspections to allow for the excess dust aluminum creates, and the far greater risk of scratching or scoring the material,” Paul continues. “Collectively, we have had to learn everything from the ground up and employ a team of aluminum specialists to help us do so. We have also reorganized the business internally into the following business sectors: steel automotive, steel general industry and Aluminum. The operations, quality, technical



and commercial departments have all been reorganized to meet the differing needs of the new business sectors and everyone has been trained.



Sustainability strategy



“Petrol and diesel cars are generally becoming a thing of the past for OEMs, the majority of them are now focusing on either hybrid or fully Electric Vehicles (EV) going forward. As we mostly produce internal body parts, “body and white,” these changes to the dynamics of future vehicles have been challenging for us. Besides safety, the heavier parts of the car that we usually produce are designed to accommodate the heavy petrol or diesel engine at the front end of a vehicle, but with EVs this is not the case. Electric motors are a lot lighter and are usually placed alongside the wheels, which has led to the chassis being redesigned, meaning that we are selling a much lower volume of material and ultimately making less money.”

164
Indirectly, all of these changes have been to facilitate a move towards a more environmentally-sound future for the automotive industry, however they also directly feed into the business’ sustainability strategy, as Paul concludes: “The overall Gonvarri Group has a carbon neutral policy with clearly established targets: to be scope one and two compliant, and to have reduced our scope three emissions by 50 percent, by 2030, and to be scope three compliant by 2050. Currently we purchase all of our energy from renewable sources, besides our gas heating, which we are looking to replace with either ground or air source heat exchange systems. The Popes Lane facility already features solar panels and, throughout 2022, we have installed EV charge points to allow for our internal fleets to be upgraded to hybrid and electric alternatives.
“In conjunction with developments from our steel supply partners this will enable us to offer ‘green steel’ to the marketplace, meaning that it requires zero fossil fuels in its production and processing, a move that is becoming a requirement of the industry to meet the standards of the OEM’s ideal of a carbon-neutral vehicle.



Commitment to community
On the topic of ESG, I would like to draw attention to the people-side of the business, and more specifically, our “Women of Steel” program. We actively promote engagement on an educational level and training, to try and work towards increasing the current 13 percent of female employees within the industry. S&A has currently 25 percent female employees. We have also started a charity club at the company, to raise funds for local charities and to support local community projects nominated by our employees.
“The future for S&A is a bright one! We have a number of approved investment opportunities running well into the future, which will allow us to continue to diversify, and

add more materials, products, and processes. This will help us fulfil our strategy of becoming the market leader in the processing of steel and aluminum for years to come.” ■
www.gonvarri.com/en

Steel & Alloy Processing – Gonvarri Industries manufacturing-today.com 165
Family ownership is woven deeply into Romo’s moral fiber, bringing the textile-giant continued success

by generation Generation
166

Romo manufacturing-today.com 167
Ithink the reason we have survived five generations as a family business is because we have retained the original ethos instilled by our founding relatives. Despite having grown to employ over 400 people across the UK, US and Europe, we believe that it’s crucial that we remain friendly, approachable and down to earth, and make recognizing the value of our employees a top priority,” begins Felicity Mould, Director of People, Culture and Communications at Romo Ltd (Romo).

“As family members, we’re very much present. We are all working in the business and involved in its day-to-day operations, as well as making the big decisions. We have a good personal relationship with our talented staff, through the daily contact we have with each department, and the resultant longevity, loyalty and dedication they show us in return is incredible. Many of them and their careers have grown alongside Romo. The majority of our employees have been with us for over 15 years, and around ten percent for over 25. Textiles is a unique and complex industry, but we are a business full of experts, with a huge deal of experience, which has ultimately brought us our continued success for so many years.”
Design-led solutions
Romo was established in 1902 by Felicity’s great, great grandfather Robert Mould. He gave his name to the initial enterprise, R Mould Ltd, until it was rebranded to Romo in the 1980s. The business specializes in the design, wholesale and distribution of luxury textiles, wall coverings and interior accessories: a natural progression from Robert’s days of wholesaling components for the local upholstery industry in Nottinghamshire, such as springs, horsehair and fabric. As the demand for fabric grew, so did Romo’s focus on supplying it, until a significant turning point in the 1980s.
In unison with the change in name, Romo opened its first design studio and redefined itself as the design-led company it is today.

168
During this era, the business also ventured into the overseas export of its products; initially just in Europe, but the reach soon extended to the US (its largest single market) and now includes 70 countries around the world, accounting for over 70 percent of its turnover. The company now boasts six established fabric and wall covering brands, designed in house across its six design studios, and offers a range of interior products from upholstery and drapery fabrics to wall coverings, trimmings, cushions, throws and rugs, with the majority of manufacturing taking place in Europe.



Company culture

“On the product side, the key differentiator from our competitors lies with our highlevel of quality. Through the distinct British design, honed by our rich heritage, we offer a real diversity of styles covering a variety of looks and price points. This enables us to cater to an incredibly broad customer base around the world. We are well known for our comprehensive color palettes, distinctive designs, and our collective keen eye for quality, detail and craftmanship.

“From a business perspective,” she compares, “I would say it’s our long-established reputation of efficiency and quality of service that sets us apart. We are known for our good stock levels and the speed at which we process our orders – generally we dispatch orders placed before 2pm, the same day. We take great pride in the long-standing relationships we have with our suppliers, manufacturing partners, agents, distributors and customers – many of which span intergenerationally, maintaining the connections made by our father’s generation. We really see ourselves as a family, whether you’re designing the fabric, cutting it or cleaning the studio –everyone plays a key part in Romo’s success.”
2020 saw the completion of the company’s new headquarters, a long-term dream of Felicity’s father, CEO Jonathan Mould. The structure employed a collective of local Nottinghamshire architects, who worked closely with the family and leadership team to bring Romo’s dream to life. The building has succeeded in finally bringing the four previous sites, which each sector had outgrown, together under one roof, and reflects the business vision and ambition, which stands out in the local ex-mining region. “We have been heavily involved in the process right from the beginning, through to the end, in every small decision made,” Felicity explains.
In continuation of Romo’s overall themes of teamwork, and the implications of its family-

“ “ “ “ Romo manufacturing-today.com 169
By being personally involved and ensuring we remain as approachable as possible

170
owned status, she details the business’ governance initiatives further: “As Director of People, Culture and Communications, on behalf of the family I have taken on the responsibility to protect and develop our culture as we continue to grow. By being personally involved and ensuring we remain as approachable as possible, we facilitate our focus on developing staff as individuals, by means of a range of training programs and initiatives that provide the utmost in employee fulfilment. We have organized funfairs, site tours, charity work and community support, which all help further motivate our workforce by giving them a deeper sense of pride in working for Romo. In honor of our 120-year anniversary, we hosted an event at the new HQ. It was wonderful to see all the old faces, and new, coming together to celebrate our triumphs as we look excitedly towards the future.” ■
www.romo.com

Romo manufacturing-today.com 171
MOVING BEAUTY FORWARD
Uncovering the meteoric rise of US beauty products manufacturer Bentley Laboratories
The world’s best beauty brands know Bentley Laboratories (Bentley Labs). It’s a familiar name – and for good reason. The company is driven to move the beauty industry forward with its awardwinning, cutting-edge formulations and manufacturing methods, supporting the sector’s best brands with leading products like bath & body, SPF and spa treatments; dense
scrubs and cleansers; gels, serums, and ointments; lip balms and scrubs; butters and balms; creams and lotions; and many more. Indeed, in a single year the company will launch more than 250 individual new products.
Alongside that, Bentley Labs has offered services in Research and Development (R&D) for product innovations, packaging development, quality testing, sales, and marketing.

172
▼ Greg Torchiana
Yet, as Greg Torchiana, CEO at Bentley Labs, informs us, awarding panels have only recently begun to take notice.
“Over the course of the last three years, our formulations team has won over 40 individual awards in recognition of our product development work with various partner brands,” he reveals. “It is really quite astonishing: in my first five years at the company, we weren’t awarded anything. Now, all of a sudden, we are getting recognition left, right, and center – it proudly demonstrates a discernible transformation in the company.
“When you are formulating products that are beneficial for the skin, they can be very hard to create because these products often include, for instance, Vitamin C, which is not very stable,” Greg notes. “As a result, it can prove very difficult to formulate a product that remains stable for the consumer – but our ability to create robust products that match these criteria enables us to stand out within an otherwise highly saturated space. Another aspect that sets us apart is
the fact we are one of the premier OTC- and FDA-approved manufacturing sites. Indeed, a quality organization must be strong, and the regulatory teams must be there to support the formulation squad internationally.”
Extensive research
In total, Bentley Labs, which was first launched in 2002, fills and manufactures over 80 million units a year, each one being a custom product for one of its clients.
Buoying the company on its commercial endeavors is a busy team of chemists and PhD researchers working in the background. Teaming with some of the most preeminent global suppliers of ingredients, Bentley Labs is able to create products that tackle even the toughest skin care-related ailments.
Then again, that’s not surprising when you consider the fact that the company’s R&D department is one of the largest in the industry for a mid-sized company and boasts a combined 280 years of technology work experience and 80 years of education.

Bentley Laboratories manufacturing-today.com 173
“Though we are not allowed to share the brands we work with, we have still developed a strong reputation among leading beauty houses,” admits Greg. “Sometimes, we have people come to us and say, ‘We hear that you are working on products for so-and-so, and therefore we would love for you to create something unique for us.’ Indeed, in the last five years alone, we have added around 80 different brands to our portfolio… more than tripling the number before that! It just goes to show the kind of growth we are experiencing.”
Things are going so well that Greg tells us Bentley Labs is having to turn some business away because – as it stands –there is still not enough R&D capacity to handle some new accounts. “With product development to launch taking
anywhere from 9 months to 1.5 years, we want to be sure we dedicate our talented team to meet the launch commitments we made, and definitely don’t want to dilute this R&D effort,” Greg mentions.

Making waves
Talking us through the manufacturing focus and output of the company, Greg details the equipment and processes that are carrying the company – and the beauty industry – forward. “To continue running at very high rates, we operate 25 filling machines and 20 batching kettles every day,” he explains. “This enables us to produce and fill a series of products one day, then dismantle and reconfigure the equipment to create a completely different product just a day later ¬– that’s a unique part of the manufacturing space we occupy.
174


Bentley Laboratories manufacturing-today.com 175
“Plus, it’s not super intensive in terms of the capital required to add more capacity,” he adds. “We are talking about an average of about $100,000
as an investment to add another kettle or filling line, and that allows us to remain competitive even when we come up against multinational companies. That’s what makes our manufacturing space so fun – it keeps us in the big leagues.”
With 350,000 square feet of space split across three facilities, Bentley Labs has not only the versatility but also the physical capacity to handle an impressive Minimum Order Quantity (MOQ) of 10,000 units, while also being able to fulfill orders as large as 500,000 units.


“To be able to create a product and have our chemists and engineers walk into Sephora, for instance, and
176
say: ‘Yes, I developed that,” is a really empowering feeling,” says Greg. “These are people under 30, and they are already making waves in the industry!”
Automated operations
From a capacity point of view, however, Bentley Labs is doing something rather interesting. Greg breaks it down. “We have actually imposed a deliberate bottleneck, which is our R&D department,” he explains. “Of course, we will continue to add more formulation chemists and put ourselves in a position to take on more business. This front-end investment of talent is so important. We take our time to make sure we have the right team and capabilities to support our manufacturing, and any future direction or growth of the business. This is more challenging than it sounds.
“Right now, we are running with 22 chemists (which is more than most manufacturers like us have) and this is 100 percent of our capacity, while our manufacturing capacity is at 65 percent utilization,” he goes on. “We purposely leave that 35 percent open to handle a big launch or a new, significant brand that wants to join us on our mission. The way we intend to maintain that 65 percent target is through increased automation, especially with the hike in labor rates that we are now seeing.”
Indeed, in the last three years, Bentley Labs has invested heavily in automating its processes, and it plans on adding even more this year – to the sum of $1.5 million, no less. It’s clear the company means business.
Nevertheless, Greg takes the opportunity to make something clear: “Despite these investments, we would never lay off our team,” he asserts. “We would simply bring in fewer temporary operators, meaning we are using automation to lower our total costs; it’s designed to be flexible, so we will still make 500 different products every month. Automation naturally supplements our labor.”
Increased equipment sophistication isn’t the only thing on the books. More expansions are planned in the coming years. For instance, Greg tells us that, to expand its nationwide operations, Bentley Labs is considering a future satellite laboratory out on the West Coast to better service the 20 brand partners that are based in California, plus considering manufacturing on both sides of the country, too “In fact, for gas prices alone it would be beneficial!” he admits. “Logistics and transportation costs are rising. So, in the next five years, we would love to set up a manufacturing outpost elsewhere, enabling us to service US brands across the nation, but also branch out into color cosmetics (lipsticks, mascaras, and so on), allowing the company to grow 20 percent year-on-year.” ■
www.bentleylabs.com Bentley Laboratories manufacturing-today.com 177
PRECISION A MISSION FOR
From Barcelona to Virginia; how Sanjo is establishing its global presence through innovative manufacturing

Sanjo is a Spanish multinational company specializing in precision technology, specifically in fineblanking and metal stamping procedures. It has grown from a small family workshop into a market leader of fineblanked components for several industries, including automotive, machine tools, and electronics, all while maintaining its family values.
Founded in 1967 by Santiago Aguilera, Sanjo began as a specialist tool manufacturer, but in 1984, it invested in its first fineblanking press. An emphasis on high quality, innovation, and efficiency facilitated Sanjo’s continuous success, and the partial acquisition of Rubisan, at the turn of the 21st century, enabled further investment in heat treatment technologies. Today, it has five production plants and four international sales offices, which serve
178
customers in 34 countries. Sanjo recently co-founded the Fineblanking Alliance (FBA) in 2021, strengthening its presence in the United States, Asia, and Europe. We spoke to Santiago Cruz, CEO of Sanjo Group, about the company’s growth, its green strategies, and recent investment in the US.

“Everyone at Sanjo shares a common goal, regardless of geographical location,” Santiago begins. “We aim to bring
customers the chance to manufacture products in other countries without sacrificing the high technology, quality and reliability standards they are striving for.”
Cutting-edge technology
Sanjo meets this aim by means of an extensive portfolio of services, which include fineblanking, Computer Numerical Control (CNC) machining, and heat treatment, as well as tooling and finishing procedures.
As fineblanking is central to the business, Sanjo has a wide range of presses capable of manufacturing parts up to 16 millimeters, with a maximum capacity of 1100 tons. In addition, its CNC machining centers are incredibly versatile, and the uniformity of these machines enables Sanjo to produce parts with a consistent accuracy of just 0.002 millimeters.
Over the last two decades, Sanjo has invested significantly in the heat treatment market to widen its offering. It entered the industry in 2003 by purchasing 50 percent of Rubisan shares. It could then provide a comprehensive service by including the continuous or transfer treatment required to produce individual components. Sanjo became the sole shareholder of Rubisan in

Sanjo manufacturing-today.com 179
▼ Santiago Aguilera, CEO of Sanjo Group
2022, increasing its production capability to 9000 tons per year across two plants.
Furthermore, its state-of-theart technology at every stage of the manufacturing process means the business can deliver products with a broad range of high-quality surface finishes. Its deburring process uses abrasive brushes or vibrating systems to remove

burrs. It can also recalibrate holes, thread through using automated machines, and bend parts in conventional presses.
Shared ownership
Despite its tremendous growth, Sanjo has retained its original values. It genuinely cares about the design process and the selection of materials, ensuring the project is destined for
180
success from the beginning. Sanjo prides itself on precision in the manufacturing process, but also maintains high standards to guarantee quality products. The company is also flexible, adapting to its customers’ needs and sustaining permanent business-to-business relationships. These values extend to Sanjo’s employees too. “Our working culture emphasizes precision, quality, and efficiency, while simultaneously

rewarding the team for its commitment and contributions to the company,” says Santiago. “We encourage employees’ feedback and attempt to create a sense of shared ownership in the company with the aim of increasing individual motivation.”
Enhanced efficiency
Sanjo is constantly innovating, with the desire to increase efficiency without compromising on quality. For example, Santiago explains: “Out-of-strip tooling is an innovative tooling technique that we developed for our customers. The integration of a secondary operation during the blanking process means we can complete the job in one step, further enhancing our efficiency.”
The tooling division has also produced various dies that enable other areas of the business to produce parts with sophisticated, complex geometric shapes, while shortening production and delivery times.
“Our multidisciplinary team meets periodically to gather experiences and innovations, which are assessed, and if appropriate, put into practice,” Santiago highlights. “As an innovative enterprise, we have been awarded several state grants through the years, including one from the Center of Development of Technology and Innovation (CDTI) from the Ministry of Economy in Spain.” This chimes with Sanjo’s mission to be a benchmark company in the fourth industrial revolution and implement these modern principles in all aspects of organizational operations.
As well as four production plants in Europe, Sanjo opened its Virginia Beach plant in 2017 and has recently further invested in the site. “The production plant in Virginia focuses on fineblanking and secondary operations,” states Santiago.
On top of funding new machinery, Sanjo is investing $10.5 million to nearly double the square footage of the Virginia Beach site, as well as to acquire new machinery and
Sanjo manufacturing-today.com 181
equipment. “After completion of phase two of the development, which is estimated to be in 2024, Sanjo will have 60,000 square feet in Virginia,” Santiago explains. “This is an opportunity for us to deepen our roots in Virginia and grow Sanjo’s North American portfolio, which we hope will continue our success in the United States.”
In 2021, the business co-founded the FBA alongside China Fineblanking Technology Co (CFTC), which helped to establish its global presence within Asia. Santiago says: “The alliance was established to offer customers direct access to new suppliers and production plants and help them expand into new markets in other countries.” The FBA has eight production plants across Europe, Asia, and North America, offering an ideal base for the creation of synergies, which allows customers to collaboratively develop new projects.

Sanjo is also adopting green strategies within the manufacturing process. “Metal stamping companies generally aim to recover
as much scrap metal as possible, in order to reduce costs and minimize waste,” states Santiago. “Sanjo recovers, restores, and resells more than 80 percent of scrap material.
“Carbon emissions come mainly from powering the machinery, lighting and heating furnaces, which is essential to the day-today operation of the business,” he continues. “We are trying to reduce these emissions by using greener energy solutions. For example, in 2022, 470 solar panels were installed on the roof of our heat treatment plant in Barcelona to utilize green energy sources.”
Turning to the future of Sanjo, Santiago concludes: “We hope to be fully prepared at a technological and human level, to face both new and existing challenges in the automotive sector. Sanjo will continue to innovate, finding solutions to difficulties as they arise, with the aim of minimizing disruption to the industry and to future generations.” ■
www.sanjogroup.com/en
Sanjo 182
Increase Asset Utilization
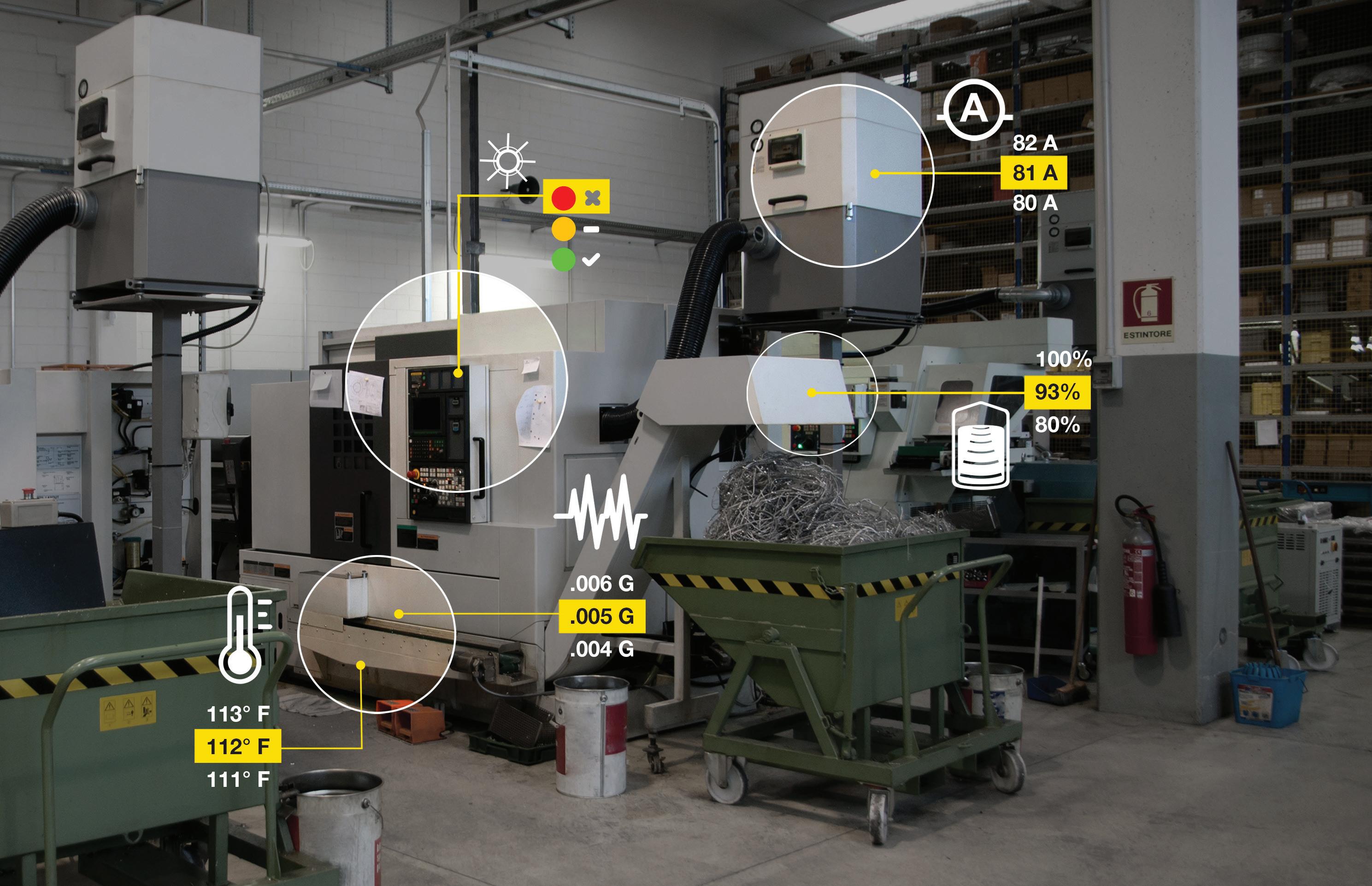
Predict Maintenance Needs
Improve Quality
Reduce Material Waste
Outsmart Downtime
Signal Learn more at: snapsignal.bannerengineering.com
Snap Signal is an easily deployable, complete portfolio of modular IIoT hardware and software that delivers actionable machine data from across your factory.
with Snap





























