LEADING THE SWITCH
A Q&A with SMMT Chief Executive Mike Hawes


Ecommerce
Sustainability
Issue 207 - 2022
Human resources Why the industry must put the needs of people above technology
Key success factors for manufacturer-driven marketplaces
How one company is using innovation to drive the green agenda
HERE TO SIMPLIFY COMPLEX BUSINESS SYSTEMS










Say goodbye to disconnected systems and boost operational e ciency. It’s time to experience SMARTER HR, PAYROLL & FINANCE.
MHRGLOBAL.COM
CEO Andrew Schofield

Group COO Joe Woolsgrove
Creative Consultant Tom Vince

Data & Insights Director Jaione Soga
Editor Libbie Hammond

Assistant Editor Mary Floate
Content Editors Alex Caesari, Danielle Champ, Steven Dobinson
Editorial Administrator Amy Gilks
Creative Lead Lee Protheroe

Managing Art Editor Fleur Daniels
Art Editors Paul Gillings, David Howard, Charlie Protheroe Artwork Administrator Rochelle Broderick-White
Sales Director Alasdair Gamble
Project Directors Philip Monument, Joy Francesconi
Head of Content Management Adam Blanch
Client Sales Executives Chloe Allman
Project Managers Lewis Bush, Natalie Griffiths, Jo-Ann Jeffery, Ben Richell, Laura Thompson
Content Managers Johanna Bailey, Mark Cowles, James Fuller, Jeff Goldenberg, Melanie Joyce, James Page, Wendy Russell, Richard Saunders
Media Sales Executives Mike Berger, Jessica Eglington, Will Gwyther, Reid Lingle, Sam Surrell
General Manager Florida Division Ryan Finn
Social Media Co-ordinator Rosie Clegg
IT Support Iain Kidd
Administration Natalie Fletcher, Rory Gallacher, Ibby Mundhir
Hello and welcome to the December issue of Manufacturing Today. Our features this month touch on a selection of topics – human resources, ecommerce, sustainability and cyber security. This latter point is increasingly important, as industry 4.0 and smart factories continue to advance – in fact author Dr. Aarthi Krishna states that in 2021, manufacturing became the most attacked sector by cybercriminals. “All advancements can be reset in a blink of an eye if security is not properly infused into the systems…” he warns. Turn to page 28 to find out more about the risks. This is our last issue of 2022 - what a year it’s been. I would love to hear from you on what the highs and lows were for your business, so please do get in touch.
© 2022 Finelight Media Group
Corporate Head Office
Cringleford Business Centre, 10 Intwood Road. Cringleford, Norwich NR4 6AU U.K.
T: (312) 854-0123 T: +44 (0) 1603 274130 www.manufacturing-today.com
US Office 2240 West Woolbright Road, Suite 402 Boynton Beach. FI 33426
T: (561) 778-2396
Why the industry must put the needs of people above technology Key success factors for marketplaces Sustainability How one company is using innovation to drive the green agenda LEADING THE SWITCH A Q&A with SMMT Chief Executive Mike Hawes Please note: The opinions expressed by contributors and advertisers within this publication do not necessarily coincide with those of the editor and publisher. Every reasonable effort is made to ensure that the information published is accurate, and correct at time of writing, but no legal responsibility for loss occasioned by the use of such information can be accepted by the publisher. All rights reserved. The contents of the magazine are strictly copyright, the property of Finelight Media Group, and may not be copied, stored in a retrieval system, or reproduced without the prior written permission of the publisher.
Our cover story for December features a Q&A with Mike Hawes, Chief Executive of the SMMT. To read his insights into future automotive manufacturing challenges, turn to page 8.
LH@finelightmediagroup.com
Follow manufacturing today at @mfgtodaymag manufacturingtodaymagazine
Libbie Hammond, Editor
Welcome manufacturing-today.com 1






Inside this issue
Sustainability News Ecommerce Cyber security Human resources Cover story 16 30 20 28 24 8 Contents 2
Mike Hawes - Chief Executive, SMMT




Creation Technologies CHL Systems Econ Engineering Medstrom Exclusive Feature Exclusive Feature 44 52 34 40 manufacturing today manufacturing-today.com 3





Boss Design Roche Amelco Industries Ltd Gartner Refrigeration Switlik 58 64 70 86 78 Contents 4






manufacturing-today.com 2 1
Reyco Granning
Reyco Granning Renold Dowty Propellers
92 98 102 110 manufacturing today manufacturing-today.com 5
Johnson Tiles



Elevation Labs HarcoSemco Rieke Office Interiors 116 120 National Composites 132 126 Contents 6





Freedman Seating Millerbernd Viewrail Vendors Exchange Belt Power 138 144 150 162 156 manufacturing today manufacturing-today.com 7

Cover Story 8
THE SWITCH LEADING
A Q&A with SMMT Chief Executive Mike Hawes
1.Can we focus our attention on yourself to start with – can you tell me about your own career so far, and what has brought you to this point at SMMT?
What do you enjoy most about the role?
businesses across the industry, and meeting them is what I enjoy most. There is nothing that replaces the insight and inspiration you get by going out and seeing the businesses – the products, the technologies and the people.
“ “
I ended up in the automotive industry by accident rather than design, but I haven’t regretted it for a moment. Automotive was the cross-section of a handful of sectors that I was interested in, having experience of transport policy and planning, government policy and research, and then corporate communications, before senior roles at Toyota and Bentley. Automotive is one of the most exciting, vibrant and challenging sectors to be in – the great thing is that it stirs emotions and people always have an opinion, positive and negative. There’s a wide range of issues, and it’s great to be in an industry that makes something – a set of consumer goods on which people depend. And there’s great people and
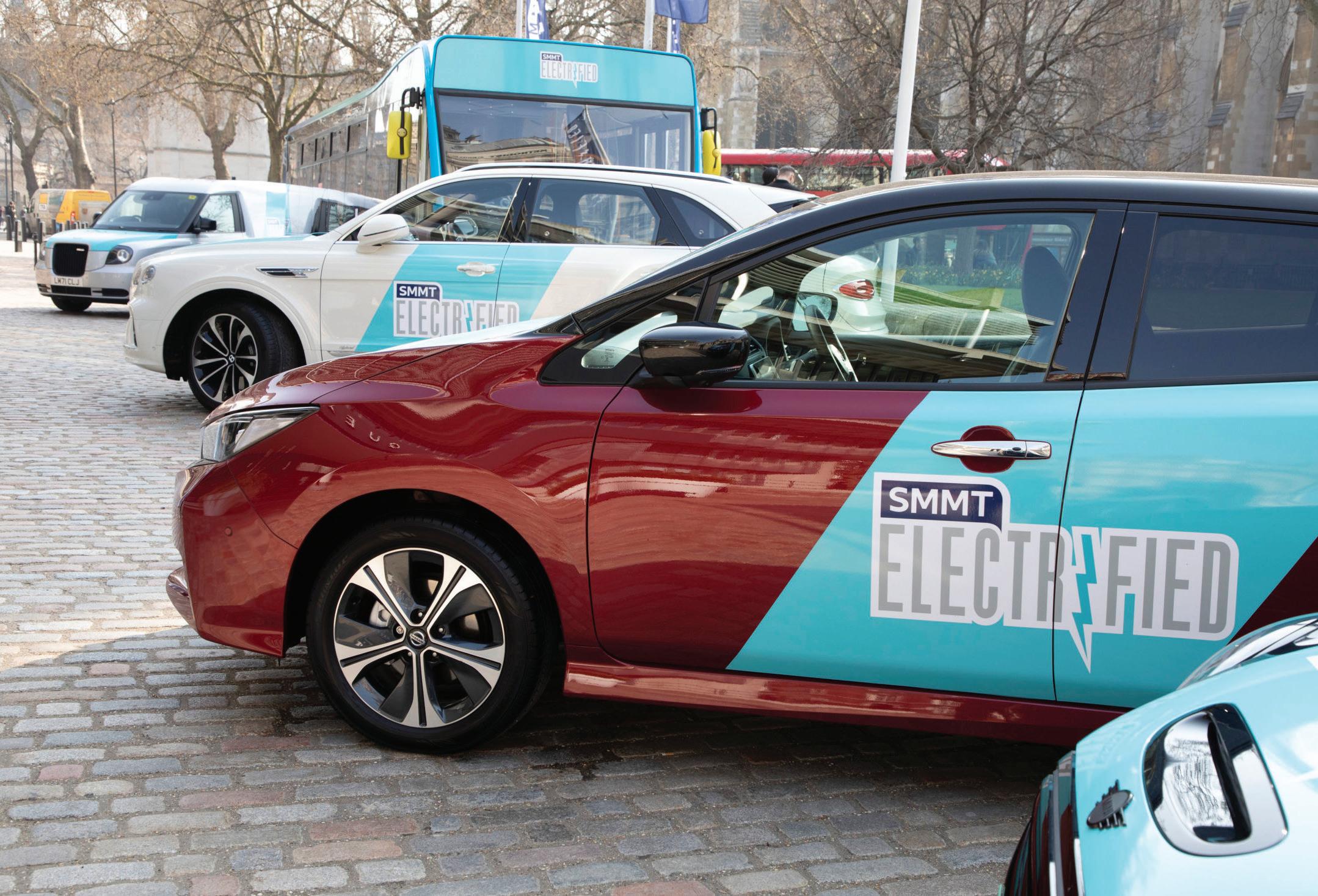
2. What are the biggest issues that need to be addressed in terms of electric vehicles and the move to EVs? For the customer, the biggest issue at the moment is charging. If you’ve got a driveway, you can charge at home, but if you don’t, you’re dependent on street charging, workplaces, supermarkets and so forth, and you’re going to be paying more money to do so. On-street charger provision needs to be improved, as well as charger reliability and availability, while VAT on public charging must be aligned with home charging at five per cent. Action is needed sooner rather than later. We need a nationally devised, locally delivered infrastructure plan that mandates higher levels of roll-out – in line with EV production targets and growing consumer adoption – to ensure that charging is available to all. Crucially, we need reliable infrastructure that is designed for all types of vehicles and road users, including disabled motorists, in the best locations across the UK.
...our biggest challenge is to drive down the cost of these vehicles...
“ “
Interview 9 manufacturing-today.com
For the industry, our biggest challenge is to drive down the cost of these vehicles, which is really difficult during supply disruptions, with the cost of raw materials and logistics going up. It’s a new technology too, so price parity isn’t likely to happen in the next year or two. But, gradually, as you get towards mass market, cost pressures and local assembly will drive down some of those extra costs, as will the availability of cheap, affordable and sustainable energy. Then, we will be well within that total cost of ownership benefit, meaning that buying an EV is a no-brainer, because the driving experiences are phenomenal.
3. A lot of focus goes onto electric cars but electric vans are growing in popularity – do you think more focus should shift to the commercial side? What are the barriers to adoption? What most people are talking about is what they see on the road, what they read about; and that is the rise of electric. Mainstream media and popular consumer titles will always report mainly on passenger cars, because their audience has the potential to have one of those on their driveway or parked on the street. But you mustn’t lose sight of commercial vehicles, because society depends on them for the provision of essential goods, the provision of services, filling the shelves and everything else. The paucity of
infrastructure for passenger cars is obvious but, despite the criticism, it is so much better than that for commercial vehicles. Certainly for HGVs, roadside charging is nonexistent. The industry is being challenged not just to decarbonise passenger cars but every single road transport segment, so the infrastructure, incentives, and affordability have to be there, across every region of the UK, from London to the Scottish Highlands.
4. When it comes to delivery and deployment, how are UK automotive manufacturers addressing the shift to EV? What is on their agenda for the next three to five years?
The UK is in many ways the same as any other manufacturing location: we must accelerate a transition from fossil fuels to decarbonised technologies. OEMs are investing to build the vehicles and we are trying to attract investment in gigafactories, because batteries need to be produced relatively nearby. For that you need cheap, renewable energy –because it’s the whole circular economy we’re looking at here – access to ports, availability of finance, a competitive investment environment and a strong domestic market. Invariably, about 20 per cent of what you produce tends to stay where it is. UK demand for EVs is accelerating dramatically and, despite a tremendous amount having been already invested, we need a lot more.

Cover Story 10

Interview 11 manufacturing-today.com

Cover Story 12
We have a relatively small window to attract these investments, because all major OEMs are moving towards new technologies at pace, making big bets on where they should be investing. The UK has to be on the shortlist, so we need a really compelling competitive proposition to attract them here. We have a lot to offer given the UK sector’s diversity, skill sets, R&D expertise and, potentially, significant amounts of renewable energy. There’s a lot in our favour, but everyone’s facing headwinds around logistics, supply chain, and availability and costs of raw materials. We need a framework for that investment especially for the supply chain which is as challenged as any other part of the sector to make the transition. But I am convinced we have a competitive offer. We just need to ensure we have political and economic stability as that is essential for long-term investment.
5. Do you think there needs to be more focus on educating and enticing customers into moving towards adoption of EVs? What holds them back? Public awareness of EVs has certainly shot up, but you need to turn that awareness or consideration into demand. That’s about cost of ownership. Recent changes to VED rules mean that EV users will pay road tax from 2025, and while it’s right that all road users should pay their fair share, the current approach will mean that the majority of EVs will be subject to the “expensive car premium”. With charging infrastructure lagging behind, there needs to be more not fewer incentives to encourage consumers to make the transition.
And this has to be a national transition; the popularity of EVs already varies across the UK: I live up north but work in London, and the conversations you have with friends about EVs are very different. In London, people tend to drive shorter distances and you can see EVs charging on the street, whereas in other parts of the country, such as more rural areas, you don’t see the vehicles or infrastructure, as readily possibly because people tend to drive longer distances. We have to make sure EV ownership works for everyone, especially motorists that don’t have driveways or don’t live in a city. We’re not doing too bad on the strategic road network, but once you get off that, all the evidence demonstrates charger provision is still a major issue.
6. EVs are also linked to both fuel prices at the pumps and the cost of energy – not just for charging EVs as electricity prices increase, but also for manufacturers as heavy energy users. Can you comment on how energy costs are impacting the automotive sector and the strategies manufacturers are introducing to deal with the issue? Unsurprisingly, rising energy costs are the number one concern for manufacturers. The UK pays, on average, 60 per cent more for energy than the rest of Europe, before the current price volatility. And these are the markets with which we are competing for inward investment. These steep energy costs are primarily a European issue, largely due to Russia’s invasion of Ukraine, so we must find a way to address these issues or else European manufacturing – not just the UK – will remain less competitive compared to other parts of the world. Every manufacturer, whether
“
“
Like other sectors and across Europe, we are facing an acute labour problem and are focused on filling the skills gap...
Interview 13 manufacturing-today.com
“ “
you’re in supply chain or an OEM, has been looking to reduce energy costs, which SMMT’s Sustainability Report demonstrates. But the low-hanging fruit has been picked many years ago so significant energy cost reduction measures are going to cost significant sums – at the very time the economic environment is so costly for manufacturers. Government can help, for instance providing business rate relief for these investments, else you end up “robbing Peter to pay Paul”.
7. On the manufacturing side – can you comment on the issues that manufacturers have been experiencing with the supply chain and if that is improving?

Supply chain issues have been incredibly difficult for everyone. The constraints on manufacturing are obvious: production
levels are 30 per cent off pre-pandemic 2019, which has led to the significant fall in the sales of new cars, vans and trucks. The issues don’t singularly lie with one component but semiconductor shortages have been a major factor, with the supply chain facing acute difficulties in terms of cash flow as a result of production volatility.
Do I think things improving? They’re beginning to. There is more optimism about next year, with supply issues expected to gradually ease as the year goes on, but the industry will be playing catch-up in terms of supply such that we could very well appear counter cyclical next year; we are forecasting production and registrations up 15 per cent in 2023, whilst the UK may well, regrettably be in recession. This is an indication of how severe the past few years have been and why
have to finally deliver recovery.
we
“ “
It is essential that we diversify Cover Story 14
“ “
8. How has the UK automotive manufacturing sector adapted following Brexit and what is the current outlook for Europe and international trade?
The industry was pretty united in its position going into the Brexit referendum: we would have preferred to remain, but this is not how the country voted. We are focused on making the deal we have work for us, and we fought hard to ensure the deal did all it could to safeguard the UK automotive industry. Indeed, the TCA offers opportunities for us –there is an automotive annex and provisions for the creation of technical working groups. But they have never met as, for that, you need a relationship of trust on both sides.
Manufacturers have had to persevere, and they have done a brilliant job so far. But there are still additional costs to bear. Moving goods, components and finished vehicles across the border into the EU costs more than it did – perhaps somewhere up to an extra five
per cent. And with the TCA requiring more stringent Rules of Origin requirements on EVs from 2024, threatening the continuation of tariff free trade for these goods, the EU and UK must make an honest assessment of local battery manufacturing capabilities and assess the risk to the sector and the delivery of shared decarbonisation targets.
Like other sectors and across Europe, we are facing an acute labour problem and are focused on filling the skills gap, investing in upskilling our current workforce. It’s better for us, better for our people, to do this. However, this will not solve our immediate problems. We need to get more talent into our sector.
It is essential that we diversify, reflecting the local communities in which we’re based and the broader society and customers we serve. We are not as diverse as we should be, nowhere near, and all the evidence shows that the more diverse your workforce and boardroom, the more creative, productive, innovative and financially successful a business is going to be.
Automotive is becoming increasingly more technologically advanced, and as such we are hoping to reposition the sector to entice more young people to join the industry. We may have been perceived as a metal bashing but it is no accident that we are facing production challenges not from a shortage of metal but computer chips. That tells you all you need to know about where the industry is headed.
There is also a wide variety of other trends challenging the sector; connectivity, automated vehicles, differing ways we purchase or own vehicles, changes in how we manufacture, and even changes in how we, as a society, approach mobility. It is a challenging time but also hugely exciting. ■
www.smmt.co.uk
9. Are there any other major trends or issues that you would like to cover or feel should be highlighted?
Interview 15 manufacturing-today.com

16
Thinking outside the box
Sustainability, according to Mats Lundberg, Head of Sustainability at Sandvik Group, is big. So big, in fact, that for many companies looking to incorporate sustainability into their business model, it can be difficult to know where to begin.

“It’s important to focus on critical areas,” Mats comments. “Within manufacturing, we traditionally talk about productivity. Translate that into the language of sustainability, and at its core, it’s about consuming less energy, using materials more wisely, and reducing waste. These are things that many companies have been doing for some time, but perhaps haven’t discussed in a sustainability context.”
Mats’ own journey into sustainability isn’t exactly conventional. A chemical engineer by trade, he initially specialized in materials, and worked as a postdoc, and then a scientist, at
the Risø National Laboratory for Sustainable Energy in Roskilde, where he played a key role in the development of materials for fuel cells and hydrogen applications. It’s through this role that Mats was connected with Sandvik, where he continued in research roles for seven years, and was responsible for leading the company’s installation of a hydrogen filling station in the Swedish town of Sandviken, 200 km north of Stockholm. Off the back of this success, Mats took the decision to focus his career within sustainability.
“The sustainability work at Sandvik has evolved tremendously over the last five years alone,” Mats reflects. “Today, we have a clear connectivity between sustainability and business, which coexist as two sides of the same coin. As part of our strategy, we’ve identified four key areas: circularity, climate, people, and fair play.
Sustainability 17 manufacturing-today.com
Mats Lundberg, Head of Sustainability at Sandvik Group, explains how sustainability is reshaping the manufacturing and engineering sectors
“Our goal as a company is to advance the world through engineering, and we can’t do that without making the world more sustainable,” he comments. “In pursuing these goals, we take a holistic approach that includes our own operations, but also looks downstream to think about our customers, and considers the upstream, looking at our suppliers – because the products we provide to our customers are the sum of everything up to that point. It means asking questions such as: what’s our footprint? How can we improve the type of materials we purchase? How can we provide better solutions for our customers? And finally, how can we measure the difference we make?”
As Mats insists, this last point is especially crucial. “You need to be able to prove your work with numbers,” he points out. “By applying metrics, it gives you a start point,

an end point, and you can place targets along the way. At Sandvik, we’ve said that we want to reduce our CO2 impact by 50 percent by 2030, and within that, we have targets for different pillars of our business, such as products and packaging. To achieve those targets, we need to collaborate with our key suppliers, integrating them into our decisions – beginning with small changes, and scaling them up continuously over time.”

Award-winning innovation
In June of this year, Sandvik announced the winner of its annual Sandvik Sustainability Award. The award is held in memory of Sigrid Göransson, a champion of social responsibility and improved working conditions within Sandvik – as well as the granddaughter of Sandvik’s founder, Göran Fredrik Göransson, and daughter of Anders Henrik Göransson,
18
the company’s incumbent CEO. First distributed in 2020, it celebrates the best innovations within Sandvik’s team to have demonstrated impact for environmental, economic, or social sustainability.
The winner of this year’s award was a cooperation between the two Sandvik business areas: Sandvik Mining and Rock Solutions, and Sandvik Machining Solutions. The teams, which consisted of Petter Nilsen, Dean Kangleas, Gary Tully, Annegret Bicherl and Thomas Zimmerl, successfully created a unique circular solution for the recycling of tungsten inserts, which are used in the production of modern mining drill bits.
“Drill bits typically consist of more than eighty-five percent tungsten, drawn from mineral that contains less than 0.5 percent tungsten,” Mats explains. “As a result, a large volume of material is required for the production of each insert, of which up to 30 could be included on a single drill bit. After drilling has taken place, lots of tungsten is left inside the body of the bit, which usually goes to waste.”
But the teams at Sandvik didn’t take that for an answer. “The question was, how can we separate the insert from the mining bit?” Mats states. “So, they bought a plasma burner and applied heat to the drill bit, which caused the tungsten to fall out. From this, we knew it was possible, but it still wasn’t an effective way to retrieve the tungsten. Instead, they began looking at induction heating, and the possibility of vibrating the drill bit in order to make the tungsten fall out – which they achieved.”
With the tungsten retrieved, the challenge facing Sandvik’s teams was to recycle the material back into the drilling process. That’s where Sandvik’s Mining and Rock Solutions team came in. “They ground down and refined the recycled tungsten in order to
produce tungsten and tungsten carbide powder,” Mats notes. “This can then be used for the production of new mining inserts, to give a circular production cycle.”
The method delivers a number of sustainability benefits. With a reduction in the use of virgin material, a greater proportion of tungsten can be supplied internally. This delivers cost savings, and reduces the need for supplier auditing. With the inserts divorced from the mining bits, outstanding steel can also be recycled locally, rather than transported across the globe. By introducing a separation process at individual mines, Sandvik also believes the solution can provide a reliable source of local employment.
“The beauty of this is that it’s already working,” Mats notes. “It’s been trialed in Australia and Sweden, and we’re looking to extend it to other parts of the world as well. We’re now developing a dedicated machine with induction heating that can be placed at the customer’s site to perform the separation process.”
Sandvik’s tungsten solution is set to reshape mining and drilling operations in the years ahead. But the manufacturing and engineering sectors can expect yet more innovation, be it new ways of capturing and deploying data, or an increasing embrace of digitization, that will pave the way for a more sustainable way of doing business. As the Sigrid Göransson Award reflects, it’s a future made possible thanks to the hard work and commitment of those within the industry. Or, as Mats describes them: “a few people thinking outside of the box to discover what’s possible.” ■
www.home.sandvik
“ “
“ “
19 manufacturing-today.com Sustainability
Sandvik’s tungsten solution solution is set to reshape mining and drilling operations in the years ahead
20
THE RIGHT APPROACH
Five key factors for manufacturing marketplace success
2022 has been a challenging year in manufacturing. Talent shortages, supply chain instability, struggles with the pace of digital transformation post-Covid, and economic and political instability have all helped put the squeeze on margins and slow down growth.

It’s no surprise that manufacturers should look beyond traditional approaches for growth and increased revenue. Setting up their own commerce marketplaces has been a manufacturing trend in 2022 and will continue in 2023 and beyond. But doing so is much more complicated than copying Amazon Marketplace and watching the orders flood in.
Manufacturer-driven marketplaces are infinitely more complex than B2C marketplaces, with more
sophisticated requirements for them to function effectively. Any manufacturer thinking of launching a commerce marketplace in 2023 should be mindful of the following key factors for success.
The emergence of B2B marketplaces
Marketplaces themselves are nothing new and have existed for decades. Some businesses, such as Etsy or NotOnTheHighStreet, are 100 percent marketplace propositions with zero inventory of their own. But B2B marketplaces are a more recent trend. The most recent analysis of the market was by Point Nine Capital, which revealed in 2020 that there were more than 300 B2B marketplaces in Europe –a stark increase from 20 in 2010.
Ecommerce 21 manufacturing-today.com
Approaching 2023, it’s likely that there are now far more. B2B companies are attracted by the potential for additional revenue streams, supercharging their way of doing business and creating wider ecosystems. And for manufacturers, it’s a chance to inoculate the business against some of the external pressures facing the industry right now.
1. Made-to-order is vital
A B2C transaction is straightforward. When the customer buys the product, the exact version of that product arrives with them within an agreed period, usually a few days. Manufacturing is not that simple, and most sales are conducted on a made-to-order basis.

Sometimes this means a manufacturer will only start making the product when an order has been placed. Frequently it will mean that product order comes with many specifications according to that customer’s needs. At others, it can mean there is a significant element of customization to the order.
A good example of this is in measurement methods. The US still uses non-metric measurements, so a European manufacturer selling to the US would need to be mindful of this. It boils down to configurabilitycustomers want a product to be configurable, and any manufacturer marketplace must be able to accommodate this.
2. Factor in non-standard pricing
Returning to B2C transaction models, there is never (or rarely) any haggling nor negotiations, and no requests for bespoke. The customer pays the vendor’s price, and both parties are happy with that. In manufacturing, that’s not the case.
Here, a customer will ask for a company’s best quote based on a number of different variables – quantity, quality, location and more. This non-standard pricing is known as a request to quote. It’s a very sophisticated feature that does not occur in retail or a B2C marketplace but is essential for a manufacturing commerce marketplace.
22
3. Interconnected systems
It’s rare for a manufacturer to produce a product that uses just one core material they hold a lot of in stock. Manufacturing is often complex, and many companies cannot deliver a finished product without using other products or materials from many other manufacturers.
This puts additional pressure on supply chains and is something that requires further sophistication in any manufacturer’s commerce marketplace. One major order can trigger a significant supply chain requirement, so it’s essential for the manufacturer’s systems to be interconnected. Procurement must sync with supply chain, IT and finance, or orders can stall.
4. Allow customers to order how they want
Bigger customers will order from many different places. An order can come automatically from a company’s ERP system or from HQ or one particular location. An order could be made directly from procurement or over the phone from another department.
The marketplace must be able to facilitate orders from a wide range of different interfaces, and it must meet each customer’s preferences. The answer to this is Headless Commerce architecture, which separates the front-end and backend of a commerce application.
It’s easier for developers to then create personalized experiences without having to make alterations to the back-end system. This allows customers to purchase products on their platform of choice and helps businesses approve orders using smart devices such as wearables or voice assistants.
5. Address change management
For any manufacturer to become a commerce business, they must be mindful of the need for change management. Manufacturers are usually sales-driven and may need help to get their sales teams to accept that there might be components in a deal that they don’t control.
There might even be sales made over the marketplace in which the sales team did not interact with the customer, so they don’t earn a commission. It’s a shift that will need addressing if a marketplace project is to be successful.
Manufacturer marketplaces are rich in potential for driving growth but are also highly complex, and any manufacturer must be aware of this or run the risk of their marketplace failing. Headless Commerce underpins any marketplace. This approach allows manufacturers the freedom to build a marketplace without constraints, improves the customer experience by decoupling the storefront from the back end and makes it much easier to add the sophisticated features that are integral to success. ■
a list of the sources used in this article, please contact the editor.
Alexander Graf is Co-Founder & Co-CEO

Berlin-based marketplace experts Spryker and author of the bestselling book, The E-Commerce Book.
Spryker is the leading composable commerce platform for enterprises with sophisticated business models and facilitates growth, innovation and differentiation. As a global platform leader for B2B and B2C Enterprise Marketplaces, Thing Commerce and Unified Commerce, Spryker has empowered 150+ enterprise customers around the world.
Alexander Graf www.spryker.com
of
For
“ “
...freedom to build a marketplace without constraints, improves the customer experience...
Ecommerce 23 manufacturing-today.com
“ “

24
Harnessing people power
The future is reliant on people, not processes, says Keith Tilley
Anyone involved in manufacturing will have heard of Industry 4.0 – the powerful concept of bringing smart technologies such as AI, the cloud, workflow automation, wearables and ‘real time’ data to manufacturing.
This use of digital technology to monitor and manage production processes is undoubtedly already impacting on the improvement of performance, by streamlining critical work processes and collecting and analyzing data for better decisionmaking. However, data doesn’t mean a lot without people to use it and in fact, the human element of smart factories has been somewhat overlooked.
For this reason, the next industrial revolution - Industry 5.0 – needs to be all about putting people back at the heart of industrial production, empowering employees to work in collaboration with technology that has been designed around the way they think and work.
Manufacturers must put people first and, rather than asking what can workers do with technology, asking what can the technology do for workers, instead?
But, where’s the best place to start?
...continually improve both workforce and customer satisfaction
“ “ Human resources 25 manufacturing-today.com
“ “
Pain points
A good place to begin is by identifying your workforce’s pain points and liaising with staff to get a deep understanding of their needs.
Examples could be inefficient reporting tools, or too much paperwork. By identifying these challenges and problem areas, you can identify ways to resolve issues and streamline processes that have been left behind in many of today’s smart factories, using the right technology to digitize workflows.

In taking this approach, we often see manufacturers reporting an increase in their team’s job satisfaction and team retention – something that’s critically important in today’s world - where the industry faces numerous challenges in attracting and retaining skilled talent.
The younger workforce, Millennials and Generation Z, are tech savvy and they want a workplace that enables them to integrate digital technologies into their roles, such as video learning or hands-free devices for example, rather than physical manuals or clipboards.
Technologies such as Assisted Reality (AR) devices can fulfil this demand, but they need to be connected to the workforce and the needs of the employee.
For example, AR devices can be integrated with digital workflow software and attached to safety helmets, enabling employees to easily use voice commands to watch short training videos, access manuals, view mechanical drawings, look up spare parts and access other materials critical for training – even in high noise environments.
AR heads-up displays make it appear as though the worker is looking at a seveninch display. A front-facing camera can be used to make video calls and show a remote expert back at HQ any problems that a trainee experiences – which leaves them ‘hands-free’ to get the job done.
By working with your team to identify these needs and requirements and seeking out the right technology to help streamline processes, manufacturers can create real value for workers – as well as boosting productivity.
The connected workforce
As I’ve said, the key to digital transformation success is to combine people, processes and systems harmoniously, so, when it comes to Industry 5.0, it’s not a case of implementing technology once and moving on. Optimizing processes is essential, of course, but it’s not enough on its own.
26
The move to put people back at the center of industrial production means ensuring continued engagement and satisfaction with technology, gathering feedback and learning from the processes put in place; the human elements that today’s smart factories often miss.

Integrating digital technologies with humancentric processes, such as reporting and training, enables data that wasn’t previously available to be collected and analyzed, identifying ‘human bottlenecks’ such as gaps in training requirements, different methods used by staff to carry out tasks, and varying recording and reporting techniques, across the workforce.
It also offers the potential of digitally capturing and recording all the human processes needed to keep the smart factory running, such as machine set up, quality assurance inspections, equipment maintenance and repairs, fulfilling compliance requirements more effectively by using photos and video evidence, as well as time stamps and a log of who did each process.
This connectivity between employees and technology reduces inefficiencies and enhances productivity levels, engaging with the workforce to continually improve both workforce and customer satisfaction –something that is vital, yet missed by many
companies rushing to digitize critical industrial processes, overlooking the requirements of people at the heart of their businesses.
People first Industry 4.0 technologies are vital in keeping our manufacturing industry competitive and resilient – especially against today’s backdrop of socio and economic difficulties. However, without a connected workforce, these technologies cannot meet their full potential.
The human workforce needs to be the industry’s focus as we move into 2023 and beyond, putting the needs of our people – not just our processes – at the very center of what we do. ■
Keith Tilley is CEO of workflow automation specialist, Intoware. Intoware is at the forefront of digital workflow automation. Its flagship product ‘WorkfloPlus’ was the first software developed for mobile use to take advantage of both Mixed and Augmented Reality. Accessed via mobile, tablet, desktop and wearables, WorkfloPlus empowers connected workers to save companies time and money whilst ensuring quality and accountability.
Keith Tilley www.intoware.com
Human resources 27 manufacturing-today.com
ARE YOU SECURE?
Pathway to success in Industry 4.0: building up smart factories’ cyber defense
By Dr. Aarthi Krishna
Today’s digital revolution is turning factories into the new frontier of cyberwarfare.

Last year, manufacturing became the most attacked sector by cybercriminals, putting intellectual property, product quality, and even employee safety in jeopardy. Yet, according to our report by the Capgemini Research Institute, cybersecurity in smart factories isn’t a C-level concern. While being connected to the cloud or the internet is unlocking operational efficiency, resilience, and productivity, the increased connectivity creates a significantly larger attack surface area and entry points for attackers to exploit.
Combining this with the use of legacy machinery, designed before cybersecurity was even a consideration, manufacturers have been left exposed to a plethora of cyber threats. Leaders must now address the complex security questions being raised if they are to protect their business moving forwards.
Growing attack surface
The sheer scale of Industrial Internet of Things (IIoT) connections and Operations Technology (OT) devices is overwhelming manufacturers – in fact, the number of IIoT connections is expected to reach 37 billion by 2025, while the total number of connected devices worldwide is set to triple to 24.4 billion by 2030.
According to our report, a vast majority (78 percent) of organizations have little to no visibility over these devices at their smartfactory locations. And there the problem lies. If organizations want to seize the advantages offered by Intelligent Industry, it goes without saying that risk areas must be identified quickly, and a high-level of visibility is essential to establishing and mediating a potential cyber incident.
Employees – who are often the first line of defense – are also the weakest link in smart factories, seen by attackers as the most vulnerable entry point. Since the pandemic, issues of ‘shadow IT’ have arisen as workers opt for more discrete IT systems that bypass the shortcomings of central IT systems. To resolve this, firms have brought in vendors and partners to manage shadow IT issues, creating an even larger surface area for attackers to exploit. While decentralized defense software will be effective if selected well, misconfiguration will only multiply the ports of entry for attackers.
28
Unengaged boardroom is not cyber-aware
More than half (51 percent) of industrial organizations believe that the number of cyberattacks on smart factories is likely to increase over the next 12 months. However, the heightened awareness of cyber risks doesn’t necessarily translate to preparedness. The same report found that nearly half (47 percent) of organizations did not even see cybersecurity in smart factories as a C-level concern.
This disconnect between leaders and the C-suite is problematic because it affects everything from budget allocation to how quickly organizations respond to an attack. Employees are often credited as the weakest link because they are the only unpatchable piece of the security framework. And people are ill-equipped in this area. Less than half (48 percent) of organizations state their smart-factory employees are trained to deal with the impact of an attack through connected machinery. To minimize the potential for cyber breaches to turn into fully fledged attacks, employees must be trained to spot the early warning signs of a potential attack to allow for quick response.
Cyber security
of the overarching concept and another with deep knowledge of specific security considerations. This is clearly a major issue as it is essential to have people who truly know how to manage the new threats presented by the connected industry.
Manufacturers must invest in training experts and cybersecurity leaders who can oversee the implementation of comprehensive Industry 4.0 security measures, as well as spearheading the upskilling program for employees. Those that cannot get this off the ground quickly should consider partnering with an organization equipped with expertise and end-to-end services to manage it.
“ “ “ “
Intelligent Industry promises vast benefits and unlimited possibilities, powered by new and emerging technologies. Smart factories will lead the way forward for manufacturing, but without securing the increased digitalized environment, organizations are still putting their business interests at risk. All advancements can be reset in a blink of an eye if security is not properly infused into the systems, and only organizations that adapt to survive can realize their true potential. ■
For a list of the sources used in this article, please contact the editor.
Navigating the labor market
A notable reason for this is the global shortage of cybersecurity professionals – which is even more acute in the smart-factory specialism. In 2013, there were 1.5 million unfilled cybersecurity jobs; today that extends to an estimated 3.5 million.
As things stand, more than half (57 percent) of organizations experience difficulties hiring the right skill sets, exacerbating the issue to new extremes.
Whether it’s 5G or quantum computing, every new technology requires two kinds of specialists: one group with a deep knowledge
Dr. Aarthi Krishna www.capgemini.com
Dr. Aarthi Krishna is Global Head of Intelligent Industry Security at Capgemini. Capgemini is a global leader in partnering with companies to transform and manage their business by harnessing the power of technology. The Group is guided everyday by its purpose of unleashing human energy through technology for an inclusive and sustainable future. It is a responsible and diverse organization of over 350,000 team members in more than 50 countries.

Intelligent Industry promises vast benefits and unlimited possibilities...
29 manufacturing-today.com
News in Brief
Community connection
Leading global specialty minerals company, ICL Group, recently joined Conflux Co-Learning, the nation’s first co-learning space which solely serves manufacturers and distributors. The membership-based organization creates content, connections, and space, so leaders can navigate and grow in a rapidly changing industry.
“We are proud to now be a member of Conflux,” says Bryce Tinker, Carondelet Plant Manager and US Manufacturing Director for ICL Specialty Products. “Conflux is truly a growth-oriented community, and we look forward to reaping all the benefits that our membership will contribute to our plant’s upcoming expansion.”

Pre-owned perfection
Kia has been named the winner of the 2023 Vincentric Best Certified Pre-Owned (CPO) Value in America award in the Passenger Car category.

“Kia’s success in this important segment of our industry has continued to grow, and we’re now poised to continue thanks to these awards from Vincentric,” says Steven Center, COO & EVP, Kia America. “We recognize many of our customers look to our Certified Pre-Owned vehicles as a more affordable entry point to our line-up and these accolades prove Kia to be one of the best Certified Pre-Owned brands in the industry.”
Clever cleaning
BvL announces the design of a manufacturing cell where the machining center and cleaning system are supplied by a robot. Several automotive suppliers use decentralized cleaning in their production to reduce personnel hours and costs, however, these solutions do not have to be complex and expensive.
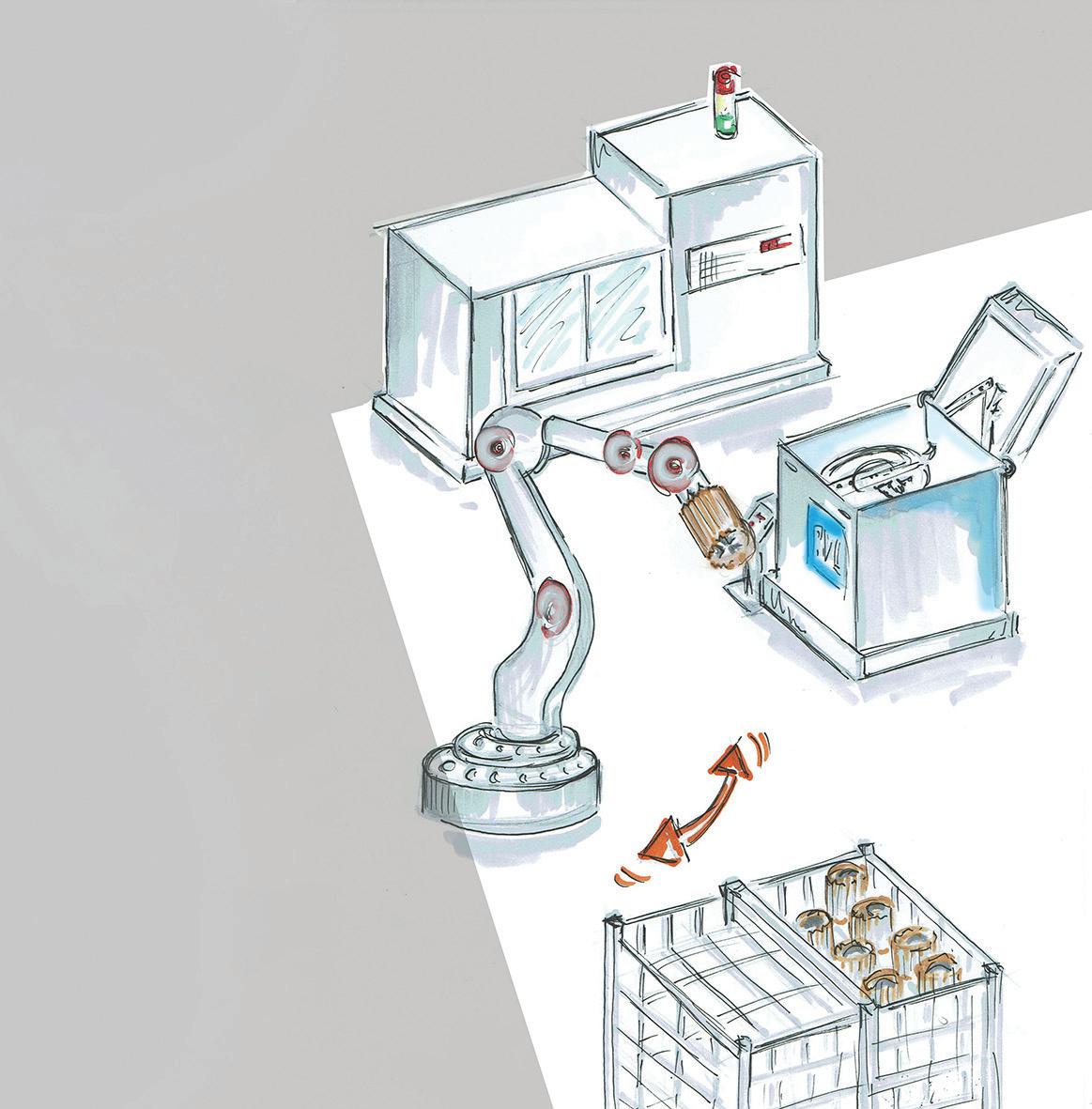
The OceanRW cleaning system from BvL is a small, conventional single-tank cleaning system that uses the turntable principle.
“It is important to us to design the perfect cleaning system for customers,” explains Bernd Menke, Sales Manager at BvL Oberflächentechnik. “The entire process, the logistics and also the automation play just as important a role as the satisfaction of the system operators. In this case, we were able to implement the perfect process with a small cleaning system: an optimum solution that is neither too complex nor too expensive – all while relieving the employees in production.
“BvL can implement a great variety of solutions and integrate these in the customer’s production line. Our consulting and competence benefit greatly from a wide range of experiences,” he explains.
30
Smooth operator
A new short-term solution is available for businesses with urgent filtration needs, providing nationwide rapid deployment capabilities.
One-stop engineering and filtration specialist, Axium Process, has announced the launch of a range of separation systems developed for urgent liquid processing concerns. The UF2Go is the second option available for hire, joining the RO2Go reverse osmosis plant to provide a complete filtration solution.


The UF2Go and RO2Go systems have been designed to meet industrial scale demand for most types of liquid processing requirements - with environmental concerns top of the list.
Built on tried-and-tested technology used by multiple leading brands, the UF2Go is a versatile system suited to many different industries, including manufacturing, pharmaceutical, food, beverage, dairy and water recycling. Designed for rapid deployment and minimal operator training, each system can be up and running in a matter of hours following installation.
Industry News manufacturing-today.com 31


Exclusive Feature 34
QUALITY, NOT QUANTITY
Through Creation Technologies’ focus on serving OEMs within just three industries, it has doubled its revenue
As a specialty Electronics Manufacturing Services (EMS) provider, it could be all too easy to spread oneself far and wide into as many markets as possible. However, this is an industry that respects qualitative work, over quantitative, which is exactly how Creation Technologies (Creation) has amped up its reputation over the last three decades. Established in Vancouver, in 1991, the company focuses all of its energy into three main verticals: aerospace and defense, medical devices, and tech industrials, and employs 4400 people across its fifteen locations. These include bases in China, Mexico, Canada and the US, which consist of 14 manufacturing facilities, three global materials sourcing groups, a design center and a rapid prototyping center.

Creation Technologies manufacturing-today.com 35
▼ Stephen P. DeFalco, Chairman and Chief Executive Officer

Stephen P. DeFalco, Chairman and Chief Executive Officer, only joined the company in 2019 but has already made a significant impact on its operations. His strategy for growth has seen the business’ revenue double over the last three years to around $1 billion annually, however he anchors Creation’s success in something far longer standing than his own initiatives: “When the founders of Creation set out, they put together a specific set of values for the company. These core principles focus on serving customers, delivering top quality and reliable work, and treating employees properly. It’s fair to say, they’ve stood the test of time.
“It’s a real privilege to lead a company like this,” he continues. “We have an exceptional team of employees around the world and a wonderful customer base. Getting to see the products we have built, out there in the world, in hospitals helping patients, defending our troops in the field and supporting our industrial economy, it really is a fantastic job. It offers a ringside seat to some of the most exciting innovations globally.”
Selective acquisitions
In terms of expansion, Creation practices a methodology that relies on strategic, datadriven decisions. The company’s clientele is the driving force behind this; it listens
to their needs and invests wherever it will benefit both parties the most. With regards to acquisitions, the business is looking to be more than your typical tier one company, as Stephen explains: “We want to create the first scaled specialty EMS company, unlike the tier ones that are currently around that, yes are very big but, try to be everything to everyone. That’s not our goal whatsoever, we shall still remain specialized within our three key verticals. Most of our growth comes from how happy we make our clients, and the continued increase in business that it brings, which is also the basis that we consider for acquisitions.
Exclusive Feature 36
When looking at a potential company, we screen it based on who and what size its customers are and what programs it implements in supporting them. Over the last three years we’ve been successful in finding three that have slotted in perfectly with our strategy: Applied Technical Services (ATS) in Seattle, IEC Electronics in Rochester, and Computrol in Boise.”
Best practices
It’s not so much a case of expanding the company’s markets, but more so deepening its involvement within them.
Creation also prides itself on harnessing the ideas and policies of its acquired enterprises and sharing them across the entire board. A prime example of this was the company-wide adoption of the quarterly bonuses ATS awarded its hourly-paid manufacturing workers, upon reaching their targets. There was a direct correlation between the program’s implementation and an increase in not only the quality, delivery and efficiency of production, but also a genuine interest, on the employee’s behalf, in the health of the business.
manufacturing-today.com 37 Creation Technologies


Exclusive Feature 38
A simple formula
Stephen’s mantra is to quote less and win more, and he believes in being selective when choosing the right Original Equipment Manufacturers (OEM) to work alongside. Another cornerstone of his leadership style is his hands-on, interactive approach with employees. The company’s working culture is high on the agenda, as he details further: “The formula is simple, on the employment side. We create an environment in which people can come to work and want to do a great job. We make a point of listening to their ideas and always respecting their points of view, especially when it comes to ways in which we can improve the company or their time with us. Our culture really thrives on serving customers. There were a number of people struggling with mitigating the ongoing supply chain issues, whilst trying to provide the best level of service they could, which we all know
can be incredibly draining. In response we have upgraded our processes and systems through investments and provided further management in our customer relations. We’ve always been a very intimate company when it comes to our clients and they appreciate our transparency and open communications.”
In growing towards a larger version of its current self, Stephen cites the theme for the first half of 2023 to be agility. With the current market climate, it’s difficult to take the regular approach of locking in a three-year plan and getting straight to it. With the ongoing supply chain issues and increases in delivery times, Creation will be focusing its energy on the shortest possible turnaround of components into products, and readying itself for the quickest responses to market changes. ■
www.creationtech.com

manufacturing-today.com 39 Creation Technologies

Exclusive Feature 40
CUSTOM CONVEYANCE
The story behind CHL Systems’ partnership approach to custom food processing equipment

CHL Systems (CHL) designs, builds and installs the systems and equipment that move, make and pack the products that feed our communities. A familyowned company, CHL has enjoyed over 65 years of business, and is under third generation management. With roots in service, repair and installation of equipment in food, pharmaceutical and general manufacturing facilities, CHL has grown to encompass full design engineering and manufacturing capabilities. Today, most of its custom design-and-build business operates within the food processing industry and focuses on improving processes that ultimately make products safer and better, offering added value to customers.
With an illustrious career in manufacturing, and six years’ service at CHL, Mike Giagnacova, CEO, sits down with Manufacturing Today to discuss past and present operations, as well as future plans.
“To give some background about what we do at CHL,” Mike says, “we design, build, and install the systems and equipment that move, make and pack products that feed our community, and our nation.” In any processing
facility, there are products that need to be moved, whether raw materials or finished products, and that’s where CHL comes in, he explains. “We design and install the equipment and conveyance systems that move the product. This can be for a 500,000-square-foot brand-new facility, for example, or a replacement system where limited space is a constraint.”
Turnkey solutions
Additionally, in a processing facility, there are products that need to be made, such as pork or poultry products, or dog food. “In that processing, there’s some custom equipment that needs to be made to process the raw ingredients
CHL Systems manufacturing-today.com 41
into the finished product, so we will work with the customer to design custom machinery if that is what’s needed,” Mike says.
In every processing facility, the final step is packaging the product for shipment. “From weighing and packing to palletizing, we also design, supply and install equipment that puts the final product into its packaging and moves it out the door,” he explains.



Because each customer is unique in terms of product and facility, it’s crucial for CHL to champion a partner approach to customer relationships. “We don’t just sell a piece of equipment for the customer’s process line,” Mike explains. “We work with our clients from the outset to help design or integrate exactly what they need, install it on site, and then ensure it does exactly what it’s required to do.” This approach is key to ensuring a successful project and often leads to longterm relationships, he says. “We like to engage customers for the long-term in order to establish a level of trust and rapport. In this way, we develop a good understanding of our customers’ needs, and can provide solutions from a turnkey system to advanced robotics.”
Partnership approach
An example of the value CHL places on customer relationships is demonstrated in the work it recently completed for Bell & Evans, which now boasts a nearly 500,000-squarefoot world-class poultry processing plant that harvests live birds all the way through to the finished product for shipping. As Mike details: “Of course, there were many key players involved in that project, but it’s important to note that it took less than 20 months to get the production plant up and running. The only way this was accomplished was because there were such strong partnerships in place. We have dealt with some of the key players for a long time. This familiarity and trust, coupled with a great group of contractors, was pivotal to promoting a team environment to deliver this facility in record time.”
Exclusive Feature 42
“ “
We have been in business
65
Taking the poultry plant as an example, Mike goes on to discuss the role of technology and automation in manufacturing operations. “In a facility such as a poultry plant, there is a considerable amount of hard automation: machines that do straightforward, repetitive physical tasks. Within automation however, there are different levels, and this is where Artificial Intelligence (AI) can come into play. To incorporate AI, it’s crucial to have a full understanding of what you are trying to accomplish to be able to build the appropriate algorithms that make accurate decisions on the production line. From decisions surrounding quality control to picking and packing, the finer levels of AI are only just beginning to gain traction. It is the future, but it’s a little further down the road. When compared to hard automation, it’s far more complicated to take a non-regimented process, add layers of decisionmaking to changing scenarios, and then create an automated process out of that,” he explains.
As is the case for the majority of businesses, other, more pressing considerations have taken center stage over the last couple of years, and particularly so, in terms of supply chain issues. “We are starting to see some stabilization of certain components,” Mike notes, “but obviously, there have been price increases, and some items are still difficult to get, particularly electronic components. For us, the vendors that we use are essential, and we pride ourselves on bringing the same level of partnering to our supply chain as we do to our customer relationships. In terms of the Bell & Evans project, despite the fact that it occurred at the height of the pandemic, our strong network of vendors and contractors worked with us to accomplish our goals within an aggressive timeline and difficult circumstances.”
This partnership approach also filters through to the company culture. “Our culture here is very family-oriented, and localized,” Mike
“ “
says. “As we’ve expanded, we’ve added employees from different areas of the country, and, while they may not be in the main office, they do feel part of the team. We’re proud that our culture transcends our four walls.”
Tackling the challenges
Part of this culture is to create a sustainable business for the future. “We have been in business for 65 years,” highlights Mike. “Sustainability is the key to ensuring another 65. The methods and the means we use to manufacture are increasingly efficient and environmentally friendly. We are a family-owned company that has transitioned to a board of directors model, a move designed to ensure the longevity of the company. As I consider the future of CHL, I am encouraged to see the level of engagement by our younger generation of staff members and am excited about the impact they will have in the years to come.”
Looking to the future, CHL aims to continue doing what it does best: helping organizations within the food industry face the challenges of producing higher volumes, at a superior quality, while being more efficient and sustainable.
As Mike concludes: “The biggest challenge for us can sometimes lie in educating our customers, so that they understand how automation can be used, what the long-term cost benefits are, and how it can best fit their unique needs. If partial automation or robotics are a better fit, we will offer that as a solution, and provide full turnkey services, including installation and training. A big part of our success is partnering with our customers to truly understand their production goals and what automation options can work for them.” ■
www.chlsystems.com
for
years
CHL Systems manufacturing-today.com 43

44
SPREADING TO EXPAND

Econ Engineering currently supplies eight out of every ten gritters on the UK’s roads today
Econ Engineering manufacturing-today.com 45
Jonathan Lupton, Managing Director, started out as an apprentice straight from school, working around the trucks for his father’s company, in 1985. He rose organically to the position that he holds today, continuing the family ownership of Econ Engineering (Econ) into a second generation.
Jonathan’s father (Bill) was the son of a farmer, and in his younger years developed and launched, the first tractor mounted hedge cutter, which was designed and manufactured in the farm yard’s outbuildings. As Bill sadly hadn’t patented his design, it was copied by a competitor and as a result he took the decision to sell the business to another company, shortly after. This enabled him to
focus on his next idea, and as such Econ was founded in 1969, as a means to manufacture his latest innovation: a road salt spreading gritter, following a harsh string of winters and the establishment of the country’s earliest motorways.
Mainstay of the business
In 1970, Econ built its first road gritter, which was operational by the winter of 1972. By 1978, the company had outgrown its initial premises and moved to a larger site nearby, still in Ripon, where it has remained until this day. The following decade was powered by growth, and saw the acquisition of the business’ largest competitor, Atkinsons of Clitheroe. Atkinsons were also in the gritter market but manufactured

46
a range of agricultural equipment too, which opened up a new sector to Econ. This diversification allowed the company to grow greatly, but in the early 1990s, the decision was made to sell the agricultural side of the business and fully focus on the winter maintenance aspect of the business. Throughout this decade, Econ designed and produced the widely successful Hot Box: a vehicle body that features either one or two, gas heated hopper chambers to
GSPK Circuits Ltd

GSPK Circuits Ltd has been supplying the global electronics industry with printed circuit boards for over 50 years. Our experience over that time, and the expertise we have gained, has provided us with the capabilities we need to provide you with quality engineering and manufacturing processes. Proud of our history, we are incredibly excited about the future.

maintain the temperature of its contents, which allows for round the clock road repairs. Alongside this, it also started to manufacture a range of modular body equipment and unibodies, enabling customers to use their trucks as gritters in the winter or as regular road maintenance vehicles during the summer months. Regardless of these innovations, Jonathan still cites the company’s biggest seller, the gritter, as being the one it’s known best for.
At GSPK Circuits, we are committed to developing specialist PCBs for your individual applications. We take pride in the fact that we always react with a ‘can do’ attitude. Every project is approached with the manufacturing process in mind. We are aware that your needs will be different from the next, so we deliver tailored solutions and products to suit your requirements.

Econ Engineering manufacturing-today.com 47
“Even today, the permanently mounted gritters are still the mainstay of the business – eight out of ten winter service vehicles on UK roads are Econ units. We launched our gritter hire fleet back in 1998, which consisted of seven trucks that first winter. We doubled the size of our fleet from 70 to 140, literally overnight, back in 2005, through the acquisition of our main competitor in the rental market –MHS Vehicle Hire. They went out of business, so we managed
“ “
to incorporate their gritters in time for the launch of our new control system at that point. Fleet expansion has been high on our agenda ever since, and currently we have over 1000 hire vehicles in service and have also opened a service center this year in Sowerby, Thirsk.”

Servicing and assistance
Econ is the market leader for the two primary sectors it operates within: winter and highway maintenance. This niche approach is partially responsible for the company’s great success. Without spreading itself too thinly, it can really focus on what’s important, which in these industries, according to Jonathan, is servicing and assistance with excellent customer service.
.
. . currently we have over 1000 hire vehicles in service and have also opened a service center this year in Sowerby, Thirsk 48
“
“
Continued customer support is crucial to Econ’s model, and is what sets it apart from its competition, as it relies heavily on repeat business. As a family owned entity, and selfproclaimed ‘safe pair of hands,’ any local authority that signs up to an eight or nine year contract can rest assured that Econ will be there to look after their equipment.
As a result of the company’s reputation, the business has continued to see incredible growth despite the state of the market and economy over the last few years, as Jonathan details: “There are two main factors attributing to the growth we have experienced over recent years. Firstly, the buoyancy of the road repair market. This doesn’t just include road repairs and such, it’s also affected by the initiative to install fiber optic broadband up and down the country. Driving around the UK now you see a vast amount of roadworks going on; the contractors of these sites are all responsible for ensuring that certain key performance indicators are met when the roads are returned to normal
use – leading to greater reliability on the specialist equipment required and services in which we’re well versed. Secondly, the international semiconductor shortage is affecting the manufacture of commercial chassis. This means that there’s a large number of customers turning to the hire of vehicles in the meantime, which has resulted in our fleet being exceptionally busy. We’re really seeing the success of focusing on niche, select markets and in turn being able to provide the absolute best service possible.”

Expansion of capabilities
With such great growth, comes even greater means for innovation. Econ is currently working on a prototype for the first electric, highway vehicle solution, which could be released as early as January. The new technology will emit zero emissions, an enormous benefit to local authorities looking to reduce their carbon footprint. Due to certain limitations concerning range and charging, Jonathan believes that the
Econ Engineering manufacturing-today.com 49
“ “ “ “
product will be more prevalent within cities than the countryside. Regardless, he sees the electric era to be a reasonably short one, functioning mostly as a stepping stone towards hydrogen fuel cell and combustion solutions.
Besides fleet innovation, Econ has reinvested huge resources into its production facilities and infrastructure this year alone. In opening the new £7 million service and engineering site in Thirsk, the company’s HQ in Ripon has gained a huge amount of floorspace for further

The beauty of Econ is that we are privately owned. We are able to make quick decisions and exercise the utmost dynamism when responding to changes in the market
50
expansion of its capabilities, as Jonathan explains: “Our 90,000 square-foot facility is set on just six acres of land; meaning the internal expansion available to us, by relocating the service center elsewhere, has been instrumental in our reinvestments in technology. We have implemented a new £850,000 laser cutter and purchased a team of robotic welders. Everyone is aware of the current labor shortage throughout all industries, which Econ iss now tackling with automation. The new robotic welders have increased production of a large number of products, freeing production hours for more involved processes undertaken by our
skilled workforce. Alongside the purchases of these two key pieces of equipment we have ordered two new presses that are due to be fitted around Christmas, replacing those we’re currently using, which will increase our production efficiencies.




“It’s difficult to say where the future lies from here on out,” he concludes. “As mentioned, the road repair sector is currently incredibly buoyant but we can’t rest on our laurels that this level of requirement will continue. The beauty of Econ is that we are privately owned. We are able to make quick decisions and exercise the utmost dynamism when responding to changes in the market. It’s what has fueled our growth up until now and will continue to do so for many years to come.” ■
www.econ.uk.com

Econ Engineering manufacturing-today.com 51

52
CARE, FOR ALL
Using industry experience to increase its technical know-how, Medstrom is developing care where it’s currently lacking
The establishment of Medstrom Ltd (Medstrom) was resultant of the management buy-out of a service business called Hillrom in 2010, by a confident team with over 120 years of experience. For the first eight years, Medstrom focused on managing the 19 contracts it had inherited from its predecessor; working to deliver, refine and improve the longstanding services Hillrom had offered. The team gained a great deal of experience during this period, which not only broadened its knowledge base, but ultimately led to it manufacturing the products it had previously been distributing.
Rachel Apsey, Commercial Director, talks Manufacturing Today through the motivation behind this change in direction: “Our day-to-day learnings were a major force behind our move towards inhouse manufacturing. Two key factors in regard to harm coming to patients, which were increasingly highlighted by our NHS customers, were the development of pressure ulcers and the fall-risks posed by the traditional style of hospital beds. To solve this, our research and development team and I came together to design a new format
Medstrom manufacturing-today.com 53
– one that could be lowered to a safe enough height to prevent harm caused by falls and raised high enough to save the hospital staff from back issues. As an ex-nurse and midwife, myself, I wished to reiterate this issue where possible – back injuries cost the NHS something in the realm of £400 million per year.”

Customer engagement

Today, Medstrom is one of the largest providers of total bed management services to the NHS and has over 25 percent of the UK’s acute-care bed and mattress fleet. It supplies its specialist products and services to over 150 hospitals across the UK and Ireland, which includes hospital beds, critical care beds, pressure area care and bariatric support. The early days of the company were far humbler though, as Rachel explains: “Although we are now producing what is heralded as the best bed on the market, which customers cite to be reducing
falls by 60 percent – we literally started out manufacturing in an empty shed.







“The main way in which we innovate is by engaging with our customers,” she continues. “In applying my nursing background, I always say that for every product we send out into the world, there will be a patient. We monitor patient outcomes closely and discuss with our consumers what does and doesn’t work, the NHS being one of the key drivers behind this. A good example is how post-COVID we have a lot more patients suffering with long-term lung conditions who require intensive care beds – making this product far more critical. Another is the increasing number of patients being admitted with mental health related issues, which has stimulated a new development of ours, a mental health bed that will be going into production early next year. This will offer the full functionalities of existing electric beds, but without the use of excessive cables that can pose a ligature risk to patients suffering with suicidal tendencies.
Addressing challenges
“The critical part for me is the continual market research in order to obtain the latest insights into the clinical environment, as it’s ever-changing. Five years ago, patients weren’t falling out of bed at the same rate that they do today – 700 every day in the NHS alone. Patients are increasingly getting older, frailer and overall, more vulnerable, which is also increasing the risk of pressure ulcers. Our diets, as a nation, have suffered in recent years meaning we are physically getting bigger. When a patient arrives at A&E, who is unable to fit in a typical hospital bed, they end up sitting in an ambulance waiting for the delivery of an appropriate product for far too long. This stigma removes them of any dignity and is simply not acceptable. We not only produce a four-foot-wide bed that supports
54
up to 75 stone, but we also offer a delivery service within a couple of hours, depending on the contract in place. Right product, right patient, right time is our strap line.”























Medstrom’s production facility in the East Midlands was developed throughout 2019. Matt Stonton, Capital Operations Director, and a small team, were tasked with transforming the aforementioned ‘shed’ into a clinical manufacturing center, capable of producing 4000 beds per year. The plant employs Lean principles, applied from Matt’s time working within automotive, aerospace and pharmaceutical engineering. Thus far it has managed to increase its annual output by over five times since its first year of production.

Addiotionally, the Medstrom Academy was established in early 2020, with the aim of supporting its clientele in the implementation of its products. The purpose-built space showcases the range of solutions that the company offers in meeting the clinical challenges of patients

Medstrom manufacturing-today.com 55
and caregivers, with a number of physical learning experiences. These include empathy and age simulation suits, which are designed to replicate the body morphology and physical impairments of plus-size or ageing patients, among other educational and visual tools. It also offers a number of Continuing Professional Development (CPD) accredited courses that cover the definition of a pressure ulcer, the science of surfaces, the consequences of immobility and the mitigation of bed-related injuries.








Future progression









Given the manufacturing plant’s inaugural run took place in July 2019, Medstrom was required to hit the ground running when the Covid outbreak escalated, as Rachel details further: “I’m pretty sure Matt worked 24/7 for the first six months of the pandemic; we manufactured as many beds as possible then




























































started sourcing products from overseas too. It was a frantic time. Unlike the majority of our competitors, we didn’t furlough any of our staff. Covid was a real concern for us, as a board of directors, as around 80 percent of our team are frontline staff. With having everybody working, we had extra support for all of our technicians, nurses and trainers every step of the way, but we still had to consider how to protect them as they were heading into hospitals. We hosted a great deal of education and training surrounding social distancing and the virus, and I can proudly say that we never had a single person contract Covid through work. “Teamwork plays a crucial part in everything we do,” she adds. “Matt developing a new bed is obviously important, but without the clinical advisor guiding him, it may not meet the correct standards. Similarly, without the technician installing it, how can the nurse utilize the bed in treating









56
a patient? For these reasons, we try to ensure that our network of differently skilled people, operates as one. We want to create a long-term sustainable future for all of our employees, as the company wouldn’t be where it is today without everybody we’ve got on the ground, at every level.”

On top of its success within the UK, Medstrom currently serves customers in Italy, Switzerland and the Netherlands, and is awaiting FDA approval to move across into the US market as well. According to the company’s US-based Non-Executive Director, there are multiple distributors waiting for its product range to land on American soil. Besides transatlantic growth, the future of the company is very much engrossed with continuing to meet the ever-changing needs of patients near and far. As Rachel concludes: “Bottom line; improving patient outcomes is our main mission. Within that, we’re looking
to expand our range further, maintain our communication with customers and clinicians and continue to be there to provide answers through innovation and products.” ■
www.medstrom.com

Medstrom manufacturing-today.com 57

Discover Boss Design’s beautifully upholstered solutions for commercial spaces
58
Like a BOSS
With absolute quality at its core, and a meticulous eye for the details that really matter, Boss Design (Boss) has been manufacturing furniture for nearly 40 years. The company was established in Dudley in 1983 and has focused on redefining spaces within the commercial sector. Boss prides itself on being a productcentric business, analyzing problems to provide stylish and effective solutions.
Boss began the transition from a UK business that served an entirely UK market, to an international enterprise in 2004. Mark Barrell, Design Director, describes this period of Boss’ history as both challenging and incredibly formative, as he elaborates: “By 2008, we had somebody based out in the Middle East for the first time. We were selling furniture in the region well before that and it appeared that there was an opportunity to achieve a lot more with

Boss Design manufacturing-today.com 59
a physical presence on the ground. This set the tone for our operations going forward and we bought a furniture manufacturing business in the US five years later. Ever since, we have been working hard on extending our reach within the US – on reflection, it may have been our biggest challenge to date.
“Our venture across the Atlantic was partially due to the activity of our existing clients, typically the largest banks, power companies and infrastructure providers in the world,” he continues. “Going back 15 years, it was commonplace for global businesses to purchase the furniture they needed for their UK projects from a UK company, as they would from a US company for their projects
over there. This changed, however, in line with a general drive to consolidate different supply chains, and more frequently, we saw global design guides being introduced. This stood to damage our previous model logistically, especially considering the increased focus on green initiatives. More of the global corporates started to place a radius in which their procurement teams could source products.”
Climates, lighting and air
As well as being customer-driven in its operations, Boss also reacts to ever-evolving interior design trends. As workplaces have been turned on their heads in recent years, consumer needs have also changed. For

60
example: this year the company released a pod system called Mews, which was developed through the pandemic, and has been extremely well-received. Social distancing aside, these habitable spaces improve quality of work, connection and collaboration through adaptable climates, lighting and air quality. “The quality of a workplace is a key selling point for a company, in both attracting and then retaining the correct demographic of staff. The layout of a room and the way in which it’s furnished vastly affects the efficiency of a team. We were one of the first companies to ascertain that an ongoing process of reconfiguration, with regards to a workplace floor plan, is a key building block to success.”

Future partners
Sustainability is a fundamental part of the business’ agenda; it monitors the volume of embedded carbon in each of its products closely, to document the company’s overall carbon footprint. Not only does this generate the requisite information to satisfy its customers and their initiatives, it also influences Boss’ culture of innovation. Ceri Lovett, Creative Director, elaborates further on the environment and recent product releases: “Every decision we make is through the lens of ‘how do we make this better, how do we reduce the embedded carbon and increase the recycled content of this piece?’ Mark has worked tirelessly with our supply
“ “
The time to evolve and invest in greener products, such as ours, is here Boss Design manufacturing-today.com 61
“
“

62
chain partners, in our journey towards net -zero. Those that have proven themselves to be more responsive to our mission have set the scope for the kind of people we want to work with going forward.
Gold standard work
“We have recently launched Sia,” Ceri expands, “a prime example of how we’re breaking the boundaries of the materials we’re using. It successfully incorporates our core propositions of comfort, quality, choice and sustainability. The benchmark of comfort that it offers is incredibly high. In parallel with its level of quality, it’s available in four different colors with a multitude of choices in terms of the back design. Additionally, the craftmanship lends itself to sustainability in its reduced carbon footprint.”
The future is looking promising for Boss, just last year it won the gold standard for its Amelia chair at NeoCon, a huge milestone in terms of its US operations. The company has managed to secure a hefty forward orders book through its attractive portfolio and expert servicing department, but it also has the general changes in society on its side. The larger companies, with which its work is synonymous, are increasingly being held accountable by shareholders and the media for their environmental policies. “They can’t afford not to change,” cites Mark. “The time to evolve and invest in greener products, such as ours, is here. One of the interesting dynamics to come from this, is where new workplace projects will be fitted out with a mixture of new and reupholstered, or re-conditioned, fittings – it’s pretty easy to see how that could become the new normal. In terms of Boss and the future, I think the key word is ‘better’. We just want to keep getting better.” ■


www.bossdesign.com Boss Design manufacturing-today.com 63

64
A NEW FRONTIER
Next Generation Sequencing: how Roche’s innovation is leading the healthcare industry
For 125 years, Roche has been gaining traction in the pharmaceutical manufacturing industry. Today, the company is renowned as one of the world’s largest biotech businesses, as well as a leading provider of in vitro diagnostics, and serves as a global supplier of innovative solutions across major disease areas.
Roche has always had a passion for diagnostics, especially when it comes to molecular work. Over the last two years, the importance of diagnostics has come to the fore in terms of how the healthcare industry is able to provide for those in need. “The pandemic highlighted the importance of the work we do here,” shares Nick Solimo, the Vice President of Global Operations. “For
health care providers in particular, early detection is crucial. The information we make available through our diagnostic products provides clinicians with critical insights that can improve patient outcomes and reduce the long-term cost of care. What we’re focusing on currently is accelerating our strategy, and being able to adapt quickly to market changes,” says Nick.
Despite the fluctuations the company has experienced, innovation has remained a cornerstone to its success, and for Nick, a prime example of this is how the company mitigated the challenges of the pandemic. “From a PCR standpoint, we developed an approach to build an assay, and we achieved it in the same way we have with many other pathogens we’ve tackled.
Roche manufacturing-today.com 65
“It took an agile team, on the operations side, to co-develop the assay with the development department. Typically, our competitors go through an R&D phase that lasts between 18 and 24 months. To help our team accelerate the process, we developed part of the assay here within our operations,

and I think, from start to finish, it took about six weeks,” Nick expresses.
Despite Roche’s extensive innovation capabilities, Nick admits the healthcare industry is facing a few challenges that he is keen to iron out. “It’s important to recognize that as manufacturers, our supply chain is extensive. We have been trying to de-risk any potential problems, and during the pandemic, we did a lot of second and triple sourcing in some areas, and targeted different companies. Many in the US were smaller mid-level organizations, such as injection blow molding companies, plastics, businesses where I could get on the phone and talk to the owners to really build a relationship where we could grow as a partnership.
“ “
We are not going to be growing as rapidly but we are determined to implement measures that refine our operations
“ “
66
Moving forwards
“Added to these challenges, we are very aware of current energy costs and inflation, and we are looking at how we can absorb some additional costs for clients, without transferring that on. For manufacturing, we increased our operation significantly. We ramped up our work, but we did it in a way that was sustainable for after the pandemic. We also need to bring in excellent people, so for us it is about sharpening the pencil, looking at the operation, and trying to drive as many high value process efficiencies as possible.
“I know that how we manage our second and third shifts will change according to the demand. We are not going to be growing as rapidly but we are determined to implement measures that refine our operations. This approach was inspired
by our experience in the pandemic, and, going forward, we are taking what we learnt and improving that across the board, especially when it comes to our people.
“The example I like to give is that we did a lot more on the rewards and recognition side for our team during the peak of the pandemic, which was invaluable. What we are looking at now is how we can keep up that momentum to show our teams and the organization here that we value them. ‘The pandemic is over, and you guys did this great job, and we are going to do even greater stuff in the future,’ so that is a big focus for the leadership team and myself right now,” he shares.
Taking into consideration the future of the medical sector, Nick predicts that NextGeneration Sequencing (NGS) is an area that will grow in demand, and he is excited to



Roche manufacturing-today.com 67

68
“ “

“
bring to the market. “Regarding some of our oncology products, for example, where we are looking for someone who has small cell lung cancer, we have a product that can test what mutation they have, and we can match them with the right drug as a consequence. Imagine being able to identify someone

at stage zero of their diagnosis. We are looking at genetic mutations and how they change over time. So, I believe that in the next five years, NGS is going to take a stronghold within the market. From our perspective, we are going to ensure we are part of this development and help change the medical sector for the better,” Nick concludes. These developments are going to serve as innovative ventures for both the healthcare industry and Roche’s capabilities, and we look forward to seeing how the business continues to grow from strengthto-strength. ■
www.roche.com

“
From our perspective, we are going to ensure we are part of this development and help change the medical sector for the better
Roche manufacturing-today.com 69
70
STEPS WITH SPRINGS
From materials to machinery; for the last 50 years, Amelco Industries Ltd has steadily grown outwards and upwards
Founded in 1972, Amelco Industries Ltd (Amelco), was one of the first companies to provide the southeast Mediterranean and Middle East regions with the means to produce innerspring mattresses. The following 30 years, into the early noughties, saw a steady stream of organic expansion and innovation, which has aided the business in climbing to its position today, as a regional industry leader. It’s based in Nicosia, Cyprus, but its technologies are utilized by more than 60 companies across five continents.
Amelco Industries Ltd manufacturing-today.com 71
“ “
Materials to machines
In the early days, Amelco specialized in producing the raw materials required for the manufacture of innerspring mattresses. These mostly consisted of bonnell spring units, coir (otherwise known as coconut fiber) pads and cotton press felt. In 1984, the company moved into its own 5500-square-meter production facility, enabling expansion of its product range. Amelco rose to leading-supplier status within Cyprus and
the local region, as it released its line of polyurethane foam, pillows, needled felt and polyester and cotton wadding. Parallel to a growing reputation, as a result of its high-quality products and services, the company’s export market steadily increased to make up 70 percent of its overall output – mostly to customers in the Middle East.
In 1990, Amelco broke into a new market sector by launching its machinery range. This included a number of new machines, which were solely produced on the company’s premises, along with secondhand options. Its first Rollpack machine was designed and built five years later, with the initial intention of being restricted to site use. This was swiftly followed by a number of other technologies for pillow filling, mattress sealing and flat spring baling.
To get your employees to engage positively, you must create a workplace they feel passionately about attending every day
“ “
72
True diversification
There was another key development that year, which Andreas Georgallis, Director, discusses further: “The true diversification of the company came in 1995, with the introduction of our trading department. This was created to manage dealing with both local and international trading, supplies and tendering, but, although it was initially aimed at fulfilling the needs of the bedding industry, its focus soon shifted across from consumer products to military accessories. We have since grown to be one of the leading suppliers to the Cypriot government, offering a range of hardware through to textiles, military wear and equipment. The strength of our tendering, established in 1998, and trading divisions is sourced from our global network of contacts and suppliers, technical knowledge, and hard work.”


Amelco Industries Ltd manufacturing-today.com 73
The best possible product
By 2003, Amelco had established its international reputation. The release of its first frame forming machine, for strip-flat steel, led to its first invitation to the Interzum Exhibition in Cologne, an event that has been an annual mainstay of the company’s diary ever since. The event, at which guests display their latest machinery and innovations, facilitates interactions with both existing and prospective customers from all over the world. When it comes to innovation, the company puts a great deal of emphasis on automation and operator-usability.

With regard to Amelco’s approach to manufacturing, today, Andreas states: “We are always analyzing market trends. Whenever we see scope for future growth through a particular product, we proceed to invest the requisite capital in

“ “
On top of all of this, our delivery service is second to none... 74
“ “
the necessary machinery and equipment. In recent years, we invested in a new production line for the manufacture of pillows filled with polyester ball fibers, along with additional automatic lines for the production of pocketed inner spring units, with the option to include different zones. There has long since been a clear trend for pocketed units replacing bonnell units. Since the aforementioned investment, we now have four, fully automated lines that require very little input from our operators.

“Our facility, overall, covers over 7000 square meters, including our warehouses and offices,” he continues. “We basically manufacture everything that goes inside a mattress, in addition to the waddings and fillings used to line duvets and a wide range of pillows. We have a select number of raw material suppliers, with whom we have been working for decades, and opt for the highest quality available – regardless of the

price. Each of our final products undergoes our stringent quality control process, to ensure that our customers are receiving the best possible product, at our highly competitive prices. We’re obviously doing things right, as we rarely receive customer complaints or requests for the replacement of defective products. On top of all of this, our delivery service is second to none – we can often guarantee next day delivery, which only serves to heighten the reputation for reliability that we work hard to maintain.”

Prepared for upheaval
Andreas cites one of the company’s focal points to be the acceleration of its customers’ plant efficiencies. Amelco aims to achieve this through constant innovation and market research, which also helps it to maintain its position on the global platform, regardless of the tough competition. Since the pandemic,






Amelco Industries Ltd manufacturing-today.com 75
and now the war in Ukraine, the company has made some adjustments to its procurement of raw materials, as he explains: “The recent geopolitical events have heightened the challenges that were created by the pandemic, but luckily, we learned from the latter and were prepared for the upheaval. We have seen the prices for our raw materials and general commodities rise astronomically, as well as the cost of our site’s utilities. Besides these
issues, we have also been facing longer delivery times on shipments coming in, which has put a strain on our targets for short-delivery windows. To counter this, we have broadened our supplier bases for certain items and extended our inventory levels, to ensure that we never run out of stock. With regard to the cost of electricity, we are in the process of installing photovoltaic panels on our factory roof – which also ties in with our green initiatives.”

76
With further regard to its Environmental, Social and Governance (ESG) policies, Amelco fosters a number of sustainability practices. Other than its movement towards renewable energy, the company has also significantly reduced its paperusage and been implementing a new waste management system. Within this, it collects, stores, and arranges for the collection of manufacturing waste materials that cannot be recycled inhouse, and sends them out to a nearby processing plant.



Recognizing achievements
From planet to people, Amelco holds both in equal regard, and details a simple, holistic approach to maintaining the wellbeing of team members: “To get your employees to engage positively, you must create a workplace they feel passionately about attending every day. To this end, we have
created a friendly work environment: one in which we encourage our staff to share their ideas. We regularly ask for their input, when we are making operations-related decisions. We have an annual bonus scheme in place for rewarding our employees and make a big point of recognizing and celebrating their achievements.”
Within these uncertain times, Amelco is restricting its future plans to focus entirely on the present; to maintain its leading positions in both the bedding supplies and machinery sectors. By satisfying its customers’ demands for quality, prompt delivery, and competitive pricing, it is remaining true to its mission and the mainstay approach that got it to where it is today. ■
www.amelco.com.cy

Amelco Industries Ltd manufacturing-today.com 77

78
LIFE-SAVING PRODUCTS
Switlik looks to the next generation of innovative, high quality safety and survival equipment
It all started back in 1920 when Stanley Switlik, a Ukrainian immigrant to the US, purchased a small canvas and leather manufacturing company in Trenton, New Jersey. Four generations later, Sarah Switlik is next in line as CEO of the internationally renowned business from her father, after 102 years of evolution under the private ownership of the Switlik family. Today, Switlik is known globally as a leading manufacturer of the highest quality sewn and heat-sealed safety and survival products for the aviation, marine and military markets.

Switlik manufacturing-today.com 79
Survival of the fittest
The company’s product range has evolved significantly throughout its rich history. During the 1930s, it became the largest manufacturer of parachutes in the country, outfitting the expeditions and world record attempts of Amelia Earhart, Wiley Post and Admiral Richard Byrd, as well as assisting the US government in producing parachutes for World War II, the Korean War and the Vietnam War. Today, the product line has evolved into a range of cutting-edge safety and survival equipment and textile products, including life rafts, anti-exposure suits, face shields and military life preservers. The family-run business predominantly works with domestic and international governments, currently holding

“ “
active contracts with all branches of the US military. In addition to this, the company holds an extensive corporate client base within the commercial airline, aviation and oil and gas sectors as well as selling direct to consumers. The company attributes its success within these sectors to its strong skillset in R&D as well as the innovative design and exceptional quality of its products. The in-house design team possess extensive experience in designing highly technical equipment and the high level of quality control required within the safety and survival products sector is carried across the entirety of Switlik’s product range. Furthermore, Switlik’s fluid management structure means it is able to make
decisions and respond to problems
Switlik is now looking to expand its client base within the municipal police and fire and search and rescue markets... “ “
80
quickly. These are crucial qualities to possess as a product manufacturer in an industry where products must be of a superior quality and work 100 percent of the time. One competitive advantage of maintaining private ownership of the company means that it is able to direct its focus on being highly responsive to customer needs, delivering bespoke products and performing custom requests and modifications where requested. This serves to differentiate the company within the manufacturing industry whereby many businesses are being bought and sold by larger companies. This often led to a dilution of customer service capabilities and the capacity to build strong relationships with clients.

Long-term growth
Switlik is now looking to expand its client base within the municipal police, fire, and search and rescue markets, maintaining a focus on a target market of customers who will use its products for protection and in a rescue situation. The company is also making some exciting additions to its product range including the introduction of a new and improved anti-exposure dry suit product line. They’re working on bringing a fresh set of innovative designs, complete with different fabrics and customizable accessories. Switlik is also looking to tap into the drone emergency response space with its TechFloat lift and rescue device, which can be deployed to a distressed person quickly via a drone, and utilizes underarm flotation technology to stabilize the victim. The FAA has decided to allocate funds to exploring the use of drones in disaster and emergency response. Therefore, this is an exciting and innovative area to be expanding into for the company, demonstrating its ability to always remain ahead of the curve. The diversification of Switlik’s product line, as well as the company’s willingness and ability to change with the times forms an important

Switlik manufacturing-today.com 81
component of the company strategy to maintain its position as an industryleading American manufacturer.
In order to consolidate the expansion of its operations, the company has recently announced the addition of a new 20,000 square-foot building to its manufacturing facility on East State street in Trenton. This expansion provides the company with the space to expand its current product offering and take on new innovative ideas, whilst also laying the foundation for the next generation of Switlik employees. Switlik has been employing the residents of Trenton and Hamilton in its two Trenton-based facilities for more than 100 years and all of its products are manufactured there. The announcement of this property expansion therefore not only demonstrates the growth of the company but also its commitment to serving the community and protecting jobs within the local neighborhood. Switlik’s commitment to the people side of the business is further demonstrated by its commitment to creating a positive working environment to retain its highly skilled staff members, extending the family business mentality to all 120 to 150 members of the company. The company also carries out a lot of work with local schools and the education system as well as having its own charitable foundation and focusing on investment in the local area.

Prosperous future
Environmental sustainability is another core area of the company strategy, demonstrating an appreciation of the social responsibility corporations must shoulder within the manufacturing industry. The installation of solar panels is one of the company’s key environmental policies, which it looks to implement
82
FINANCING | TREASURY MANAGEMENT | CAPITAL MARKETS | ADVISORY SERVICES | INTE RNATIONAL SERVICES | ASSET MANAGEMENT For more information, visit pnc.com/cib or contact Enrico Della Corna, Regional President, at enrico.dellacorna@pnc.com. PNC and PNC Bank are registered marks of The PNC Financial Services Group, Inc. (“PNC”). Products an d services are offered by or conducted through subsidiaries of PNC. Lending, leasing and equity products and services, as well as certain other banking products and ser vices, require credit approval. ©2022 The PNC Financial Services Group, Inc. All rights reserved. CIB ENT PDF 0921-0103-2045801 CORPORATE & INSTITUTIONAL BANKING | When you need the right solution right at home, it helps to have a bank with a strong national presence that understands your industry and your local market. PNC’s teams in New Jersey are focused and knowledgeable about your unique challenges, armed with innovative solutions and ready to deliver. It’s the combination you need to move your business forward.
with the construction of its new facility. This transition to renewable energy will help to power the current facility as well as the new building and demonstrates the company’s commitment to sustainability and environmentally conscious decision making. As a clothing and equipment manufacturer, material waste is one of the company’s key concerns, not
only due to the harmful impact of waste upon the environment but equally because this negatively impacts the company’s efficiency and product output. In order to combat this issue, Switlik has been investing in highly precise machinery which is designed to utilize the materials in the most efficient way possible to reduce wastage during the manufacturing process.

The future growth of the company will be an important consideration during the current generational transition between Sarah Switlik and her father, Stanley. Coming from a background in marketing and global business management, Sarah accepted a marketing role within the family business around nine years ago. After working her way up in the marketing and sales departments, she stepped into

84
the role of COO following her return from maternity leave two years ago. Looking to the future of the company, Sarah plans to increase exposure of Switlik’s B2B offerings as well as hoping to expand within the international space, particularly in the international governmental sector. The property expansion will present a huge opportunity to the company here, enabling it to carry out its operations more efficiently and expand its client base into new target markets.
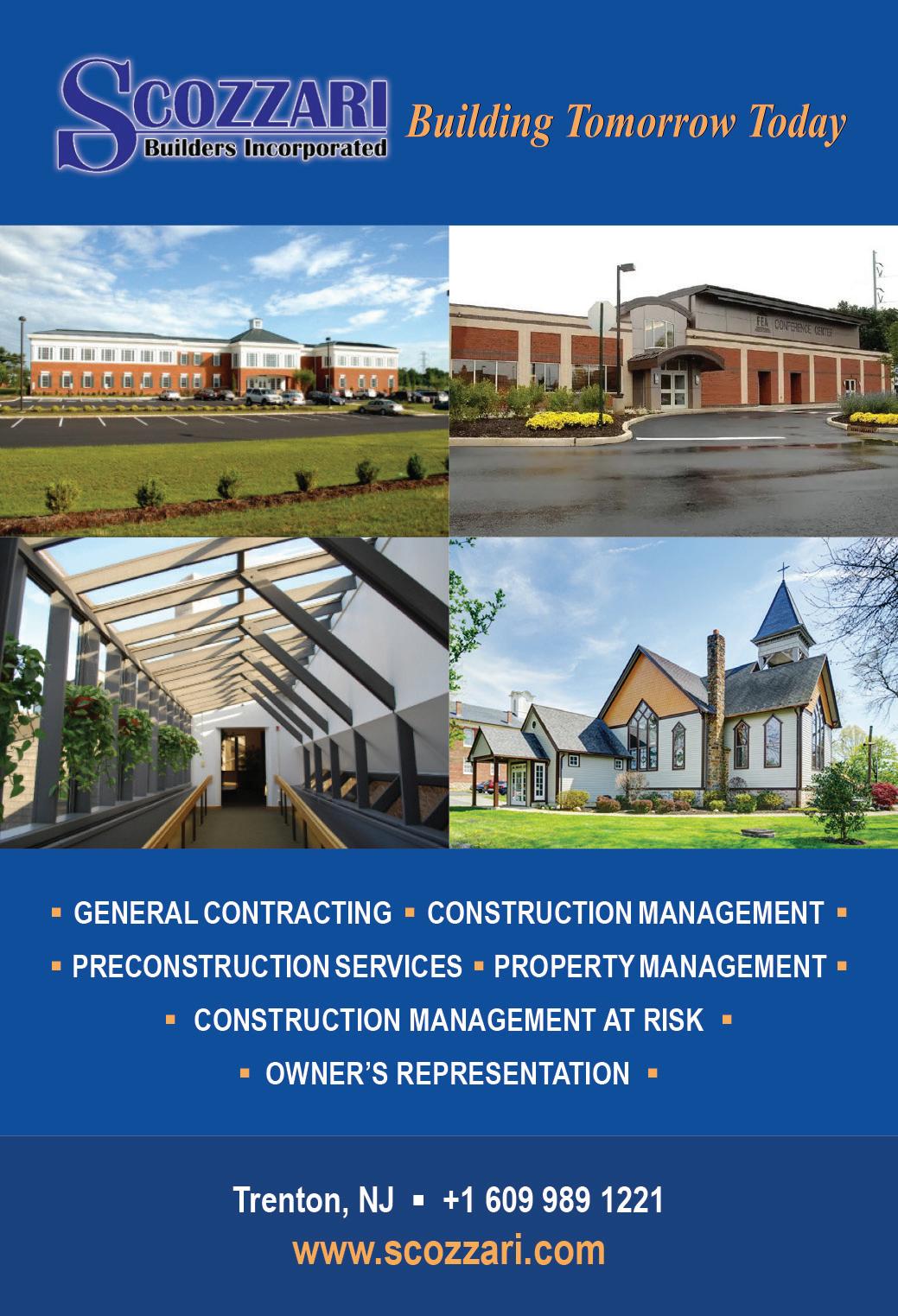
Combining the exceptional quality and range of products offered by the company, in addition to delivering responsive and personalized services to customers, the 102-year-old family business looks set to maintain its position as a leading designer and manufacturer of technical textile product solutions that always meet the performance needs of its customers. ■ www.switlik.com

Switlik manufacturing-today.com 85

86
REFRIGERATION
for the nation
Jim Andrie, President of Gartner Refrigeration, talks Covid-19, product development and keeping America’s warehouses cool
Art Gartner, the eldest of the seven Gartner brothers, is arguably responsible for Gartner Refrigeration (Gartner), despite never actually being affiliated with the company. It was he who, in the early 1920s, led his brothers by example in attaining a position working for Westerlin Campbell – the era’s largest York Refrigeration contractor. Each of the seven followed in his steps and honed their mechanical abilities, during what are now considered to be the formative years of industrial refrigeration.
manufacturing-today.com 87 Gartner Refrigeration
“ “


“ “
88
Some of our regular customers saw their sales increase by up to 30 percent, because people were eating more at home as opposed to out in restaurants
It was initially Al Gartner who started the business, but after he unfortunately passed away, his two brothers Herb and George relocated to Minneapolis to take the fledgling company by the reins. The two formalized their partnership and officially founded Gartner Refrigeration in 1945. The end of the war had presented entrepreneurs with some less than ordinary opportunities, such as the one that the brothers first ran with. It started out as a company that installed meat locker plants, which also dabbled in hotel air-conditioning – the latter being what led to a temporary specialization in portable, indoor ice-skating rinks.
Simplicity is key
Today, Gartner offers its customers a wide range of refrigeration solutions, in terms of the design and installation of industrial systems with support for the life cycle of the system. Jim Andrie, President, expands further: “The majority of our customer base is centered in foodrelated industry services, such as storage, transportation and manufacturing plants. I have spent several years refining what I learned from a mentor building entire systems at a remote site. The current 12 modular compressor rooms that Gartner is fabricating will be used for warehouse air-conditioning systems, in which we’re employing a relatively new technology and utilizes natural refrigerants. Despite these buildings standing at a million square feet or more, they are successfully cooled by a fabricated standalone compressor room using adiabatic condensing. This technology uses a small amount of water to cool the entering air of the condenser to increase the efficiency and avoids the use of large volumes of water. This eliminates water treatment chemical eliminates sewage treatment and the potential for legionella forming. Adiabatic condensing requires slightly more energy, as opposed to traditional methods, but there are other cost-saving benefits and it’s generally a far simpler operation. Its simplicity helps with training as the industry is struggling with seasoned technicians, and we all know what the employment market currently looks like.”
Continually growing
To this day, the company’s corporate office still resides in Minneapolis, which houses around 45 of its total 145 employees, along with a parts department, a rebuild shop for compressors and a fabrication shop. Gartner also utilizes part of another business’ manufacturing
Gartner Refrigeration manufacturing-today.com 89
facility in Wake Park, Minnesota, in the form of a larger fabrication shop, and has a remote office in Salina, Kansas, which is set up to specifically serve customers in central Kansas. According to Jim, Gartner is always on the lookout for such opportunities and works across all 50 states.

Building on success
Regardless of its number of employees, Jim states that Gartner still strives to maintain a personal approach to managing its people: “We definitely believe in treating people like family, it’s hugely important to us. A large part of our workforce is made up of a much younger demographic, there’s a lot of young talent within our engineering and CAD teams, who really thrive on the team-based culture that we have created. We also like to apply this to the construction contractors that we work
with out in the field. When it comes to the treatment of one another, we employ an entirely flat hierarchy between our field teams and our office staff.”
Despite the fears that circulated around at the start of the pandemic, Jim says that Gartner wasn’t negatively affected by Covid-19. On account of the business being so centered around the food industry, he was fully aware that, as an essential service, it wasn’t going to be closed down. In fact, when things started to lock down, he actually had to send a company-wide letter out to forewarn his teams that the forthcoming year was going to be the busiest that they had ever seen, as he details further: “Everyone was panicking that we weren’t going to be able to do anything, with the new social distancing rules and regulations, and that they were going to lose their jobs, but it was quite the opposite.”
90
Due to the vast changes that our customers were going to have to implement, I knew that coming out the other side, they were all going to be in very different places to where they had been for the last two to five years.

“The majority of companies had to retrofit some element of alteration to their operations, I personally would say that I travelled more for work, during the pandemic, than I ever have before.” He continues: “Some of our regular customers saw their sales increase by up to 30 percent, because people were eating more at home as opposed to out in restaurants, which was obviously great for our industry. We monitored our own Covid-19 policies very closely the entire way through, and although we had to shut down once or twice on account of outbreaks amongst the staff, we bounced back quickly every time.
“A lot of what we do is supported by electrical components, such as breakers and transformers,



and although our supply chain obviously took a pretty big hit, it’s starting to recover now. Electrical switch gear pre-pandemic were six-to-12-week lead times, currently this period now ranges from 52 to 60 weeks. It requires the necessity for better planning and organization. Ultimately, the past couple of years were an excellent period of growth for us.”
Gartner’s future growth plan is to continue expansion into new areas and an additional service outlet to cater to its customers located in central and southern US markets. With the predicted necessity in the US for a further one billion square feet of warehousing space, Gartner will continue to pursue opportunities to air-condition its facilities for the well-being of staff and quality finished products. ■
www.gartner-refrig.com

Gartner Refrigeration manufacturing-today.com 91
Top:
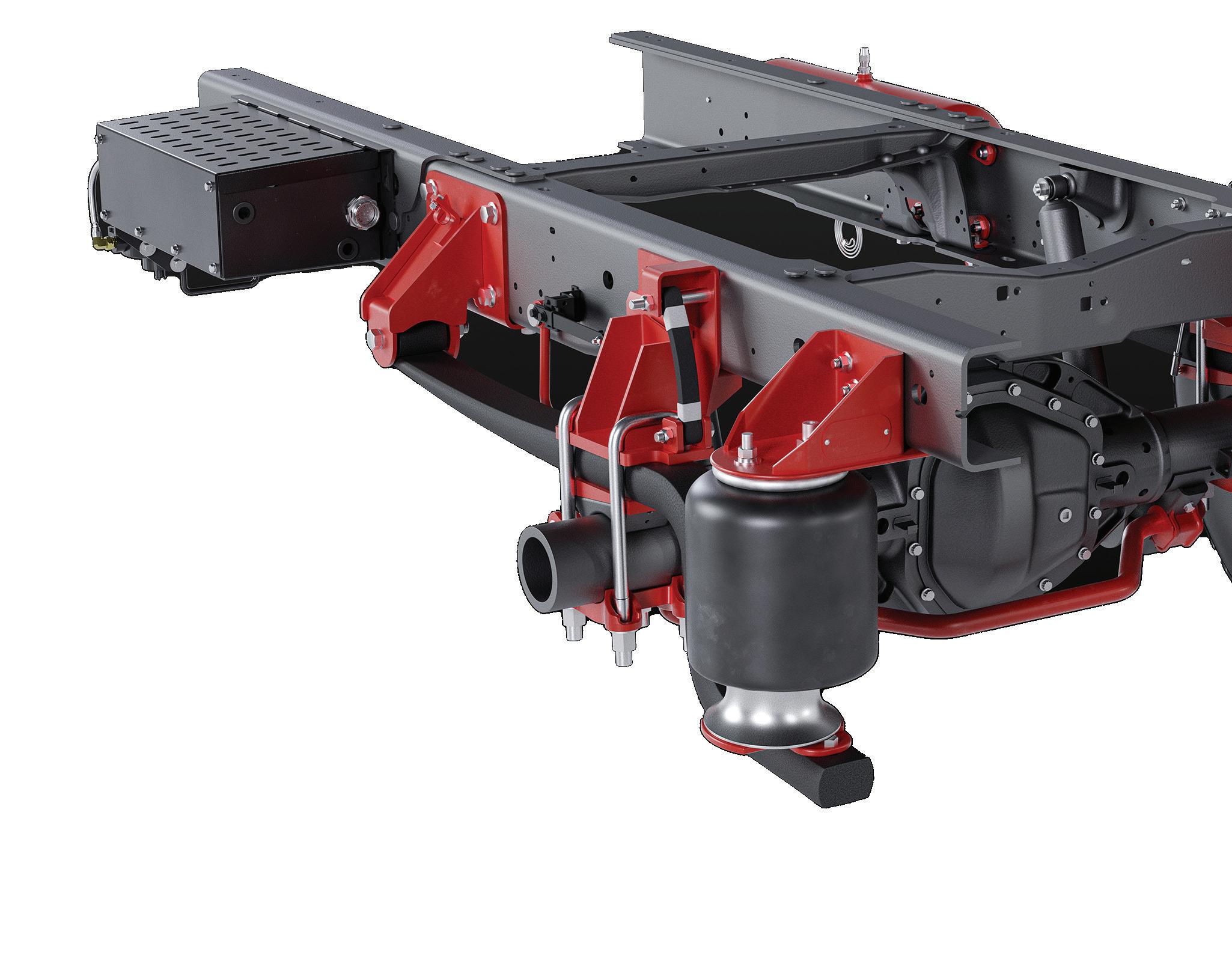
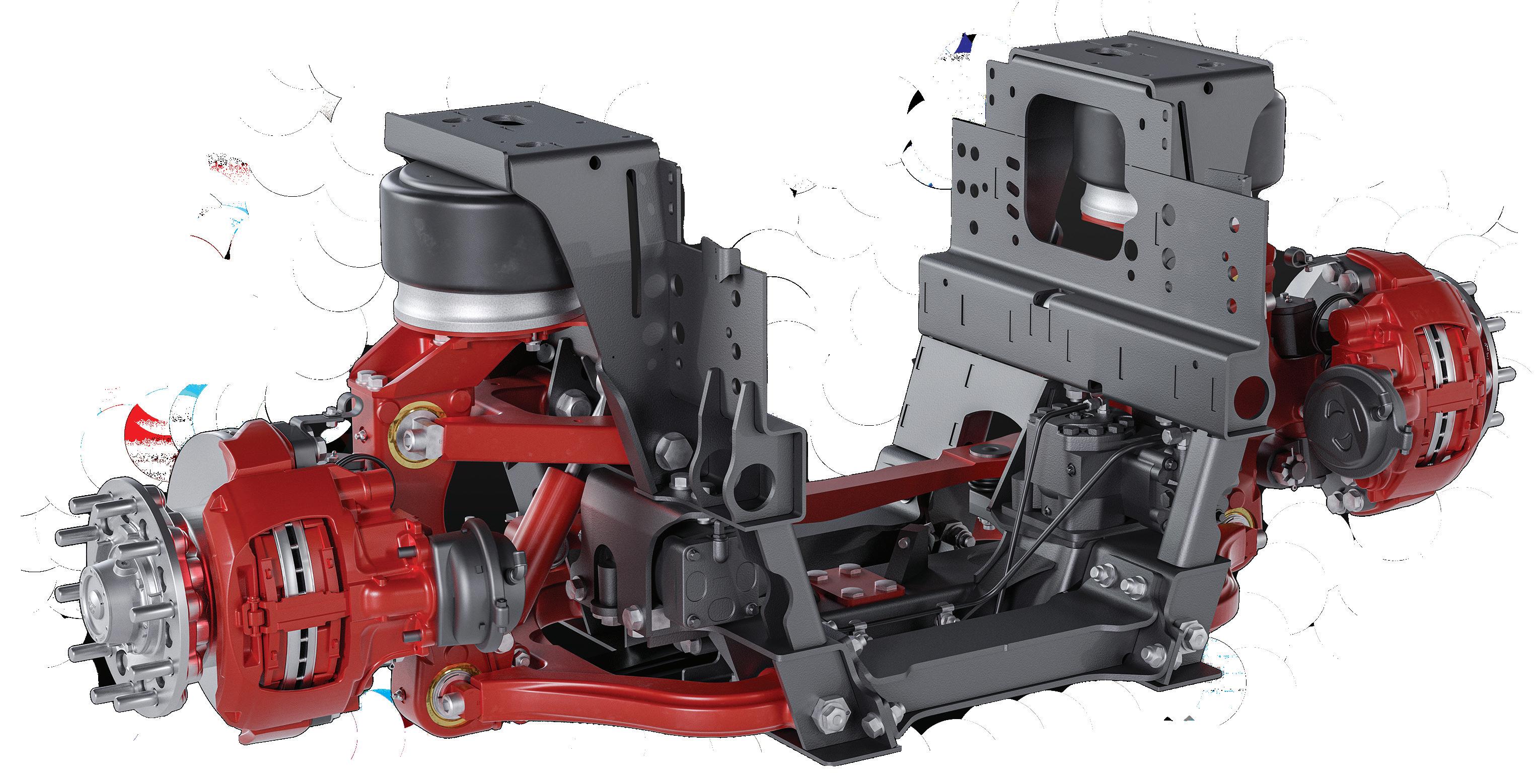
Bottom:
Response Master
Transport Master 92
All the right SOLUTIONS
With over 90 years of experience in the transportation industry, Reyco Granning has a long-established history of designing and manufacturing air spring, leaf spring, and auxiliary suspensions for specialty vehicle, truck, and trailer OEMs. Headquartered in Mount Vernon, Missouri, Reyco’s central position in the US means it is well placed to provide customers with quality-assured, reliable products.

The company’s core expertise focuses on suspension systems, and the products it provides can be categorized into three types. The first category is turnkey modules, which provides customers with a preassembled system that may include not only suspension but axle, steering, braking and drive systems. Alternatively, some customers prefer to assemble their own systems and for those Reyco provides unassembled kits. Finally, the company provides aftermarket solutions,

Delivering high-quality products within a culture of continuous improvement, Reyco Granning has been serving its customers in the transportation industry since 1924
Reyco Granning manufacturing-today.com 93

94
Reyco Granning President - John Stuart
“ “
selling individual parts to customers where replacement is necessary due to damage or wear. The company operates across a broad range of markets, primarily serving customers in the motorhome sector, in addition to emergency response vehicles, specialty trailers, commercial trucks, and transit vehicles, such as buses and luxury coaches.

Safety first Safety is critical in the transportation industry, thus, quality assurance is core for Reyco Granning. The company uses electronic process documents, which can be accessed via smartphone or on workstations throughout the facility. Critical joints and steering linkages are electronically fastened and controlled in an automated fashion to ensure that torque specifications are met. Furthermore, inspection is implemented at all stages of the production process to ensure that any mistakes are caught early and can be easily resolved well before the customer would be exposed to them. This is in addition to the traditional end of line checklist inspections, which ensure that the final product meets all requirements. Finally, Reyco has IATF 16949 quality system certification, demonstrating a qualified level of competence.
Reyco Granning uses a stage-gated process to keep product development disciplined and efficient. A dedicated Program Manager ensures Reyco’s product development machine runs smoothly. This process incorporates solid body mechanics, topology optimization
and virtual design simulation tools which can be used to predict how a product will react to real-world environments. In addition to this, the company utilizes its own fleet of vehicles for data acquisition, optimization, and benchmarking to ensure world-class performance across the product range.
“ “
Alongside the company headquarters, Reyco Granning also has a tech center in Indiana, which serves as a hub for research and innovation. The company boasts more patented technological breakthroughs for Independent Front Suspension (IFS) than any other heavy vehicle
Safety is critical in the transportation industry; thus, quality assurance is core for Reyco Granning
Reyco Granning manufacturing-today.com 95
system supplier. Reyco can back this up with real world experience, having fielded nearly 60,000 IFS units.
Production technology plays an equally important role within the industry, with an increased reliance on automation. This is reflected in Reyco’s recent capital investments. The first of which is a highly automated laser cutter, which cuts steel sheets into parts for use further downstream.
Sustainable culture
Sustainability is another significant element of
The laser cutter runs 20 hours per day and 12 of this completely unattended; hugely beneficial for increasing productivity.
company’s culture and strategy
“ “ “ “
The second recent investment is an additional weld robot that utilizes artificial intelligence and machine learning techniques to develop its capabilities in real-time. For example, the robot can detect fluctuations in the distance of the gap between various pieces and can adjust its weld speed accordingly. As a smaller company, these well-judged investments in automation serve to demonstrate the company’s willingness to evolve and remain competitive.

Investing in automation forms a significant part of the company growth strategy. However, according to Reyco Granning President, John Stuart “You just don’t run without people”. Investing in people and developing a dedicated and hardworking team is critical to Reyco. Human capital diversity is demonstrated by the fact that five of the nine executive staff members are women: unusual in the manufacturing industry. Diversity is important at Reyco because it encourages differences of perspective. Contrasting opinions are welcomed in the Reyco culture.
Sustainability is another significant element of the company’s culture and strategy. Reyco Granning is always looking for opportunities to reduce its carbon footprint and help the planet in ways that also benefit the bottom line. For example, Reyco has become 100 percent reliant
the
on energy-saving, LED lightbulbs throughout its facilities. The company has taken further steps to reduce its energy consumption by switching from gas-fired heat treat ovens to electric ovens, which heat up quicker and can be switched off while not in use. Replacing old air compressors with demand-based compressors has reduced energy consumption and improved the quality of compressed air. Reyco Granning’s commitment to continuous improvement, quality assurance, product technology, and a diverse and sustainable culture will no doubt allow the company to fulfil its vision of being the trusted and indispensable partner for suspension solutions. ■ www.reycogranning.com



Reyco Granning manufacturing-today.com 97
Response Master

98
reactive

Established in 1879 by Hans Renold, Renold is the oldest transmission chain company in the world. The following year saw Hans, who had emigrated from Switzerland to the UK, introduce the patented innovation of the solid bush. This was the origin of the bush roller chain that is still used today, globally, in a large number of applications. Although his early innovations were relatively simple, Hans soon started to develop his own designs and manufacturing technologies. He also expanded his knowledge, and company, through the acquisition of similar manufacturers in the chain-production market. Within its first 30 years, Renold obtained a vast catalogue of patents and really set the bar for the chain industry going into the next century. Today, the business’ HQ is based in Manchester, but its international reach stretches across 20 countries. It serves a versatile collection of sectors, including subways, power plants,
escalators across a number of industries, and chocolate and cement production.
Among its many overseas expansions, in 1963, the company established Renold GmbH (GmbH) through the purchase of Arnold and Stolzenberg GmbH of Einbeck, one of the oldest and largest chain manufacturers in Germany. Today, the Einbeck site is the company’s largest production facility, in terms of revenue, and it’s the base from where Daniel Seubold, Operations Director, speaks to Manufacturing Today : “Chain production is our mainstay, with regards to output and income. However, our secondary branches are gearboxes and couplings. Hans Renold was a true pioneer of the industry; his designs carried a higher degree of accuracy and quality than anyone had seen before, with incredibly long resultant life cycles. These new and exciting innovations even required the development of new manufacturing technologies and practices.”
Being the oldest in your sector doesn’t come without the requisite expertise, as Renold proves
Renold manufacturing-today.com 99
As a result of its continuous improvements, Renold possesses a great depth to its manufacturing capabilities. In the GmbH facility, for the majority of the products, the only inbound components are raw materials from which the team produces every single element of its chains. Its inhouse technologies include the likes of blanking, extrusion, heat treatment, CNC machining capabilities, tumbling and laser cutting. This self-sufficiency allows the business to be flexible and responsive in the manufacture of guaranteed, high-quality products. For assembly, there is a combination of manual, fully and semi-automated production lines that incorporate the use of robotics.
“In completing everything ourselves, we are free to commit to batches of any size to cater to our customers’ needs,” Daniel says. “We also have absolute control over the final quality of our goods, as everything is 100-percent managed and inspected inhouse by our processspecific departments. All of this puts us
in an excellent position in terms of our supply chain. As long as we can obtain raw materials, usually sourced in Einbeck, or, elsewhere in Germany or Europe, there is little else that can challenge our resilience to market disruptions. That’s the beauty of having such a strong local supply chain. Arguably, if we had followed the actions of others and globalized GmbH’s operations years ago, we would have struggled a lot more during the pandemic.”
Meeting the demand
Looking at the bigger picture, the wider organization of Renold has recently acquired a company in Spain called YUK. In following the trends of Hans Renold’s earlier moves, YUK is also a manufacturer and distributor of high-quality conveyor chains (CVCs) and ancillary products. The acquisition is set to not only expand the company’s physical volume, but also its product range – as YUK is capable of manufacturing its specialized CVCs on short lead times to meet customer

100
demands. Its locale will also offer Renold the southern Europe location that it’s been looking for; complete with warehousing and distribution capabilities, and the opportunity to reduce transportation related emissions throughout the continent.
Beyond manufacturing Renold’s keen application of its green strategies and strong working culture is reflected by GmbH’s practices, as Daniel explains: “In my opinion, the quality of our products alone contributes towards the future, given that they have a longer lifespan that that of our competitors. They require less maintenance and fewer replacements, which also means more up-time for plants, and an overall lower carbon footprint for our consumers, as we have honed our production methods to lower our waste and emissions. In scenarios where reductions aren’t possible, for instance with our 1000-centigrade furnace, we focus more on how we can optimize the operations and their
requirements. To complement these energy savings, we’re also in the process of exploring our energy generating capacity, for example by installing solar panels on our rooftops, and other sources of renewable energy.”
On the social side of its ESG initiatives, GmbH prides itself on the diversification that its long-standing workforce brings. “We have people who’ve worked here for decades, who possess the wealth of knowledge that keeps us going, combined with the younger, enthusiastic generation who add an active dynamic to the balance. Open communication is very important to me, everybody knows that my office door is always open to answer questions, solve problems or just lend an ear,” he concludes. ■
www.renold.com

Renold manufacturing-today.com 101
PROPELLING THE NEXT
GENERATION
 Dowty Propellers: Uncovering the story of a world leader in propeller systems
Dowty Propellers: Uncovering the story of a world leader in propeller systems
102
The business first began in 1937 as Rotol – a partnership between Rolls-Royce Limited and the Bristol Aeroplane Company – and sought to provide a dedicated manufacturing capability to support the rapid development of aircraft and their propulsion within the UK. By zeroing in on quality and consistency, Rotol grew at an impressive rate.
Rotol made over 100,000 propellers for some of the most iconic aircraft of the World War II era, including the Supermarine Spitfire. “By the end of the war, the jet age had begun,” begins Jonathan Chestney,
Engineering Leader at Dowty. “As a result, the company has lived with the un-truth that jets render propellers obsolete for nearly all its life.
“Perhaps ironically, the first unofficial flight of Sir Frank Whittle’s jet engine took place on the site of our current manufacturing facility in Brockworth, Gloucestershire,” he goes on. “It was once the site of the Gloster Aircraft Company. But the enduring success of the propeller comes from the inherent fuel burn benefit of the open configuration for shorter-duration regional travel, and the excellent short take-off and landing capability they offer. These factors will

Dowty Propellers manufacturing-today.com 103


104
“ “ “ “
ensure the future presence of propellers in the industry for many years to come.”

As Jonathan explains, the turboprop has proven to be a highly effective combination for performance and economy, and it remains in use in vast numbers for aircraft ranging from small general aviation up to some of the largest transport aircraft available today.
The partnership between Rotol and the Rolls-Royce Dart engine family was significant. “The collaboration helped to encourage the highly effective transition away from the military applications of the company’s early years to the civil world,” Jonathan notes. “These propulsion variants powered the majority of aircraft from the late 1950s, while helping to democratize air travel around the world.”
Performance advantages
Later acquired by Sir George Dowty in 1960, Rotol would become the company we now know, taking the name of its new owner, who had already developed a family of businesses built from his first aircraft shockabsorber. As such, there was a pre-existing emphasis on technical ability that supported the success of the newly formed company.
“One such example of Dowty’s technical excellence came with the introduction of composite materials to replace aluminium
and wood in the 1980s,” comments Jonathan. “We were the first to introduce all-composite blades for regional aircraft propellers and, more specifically, the Saab 340 back in 1984 and we have developed a highly evolved expertise in the manufacturing of composites since this time.” Dowty is now considered a global leader in composite propeller systems, having delivered over 25,000 blades to date.
“A second example would be the introduction of electronic control, beginning with the Fokker 50 in 1987,” he adds. “The use of microprocessors enabled significantly improved speed control, and better synchrophasing to reduce noise. This was further enhanced with the Saab 2000 in 1993, with full authority propeller control, and the incorporation of the propeller control functions into the Full Authority Digital Engine Control (FADEC) of the Rolls-Royce AE2100 engine. These technological advances and
Dowty Propellers manufacturing-today.com 105
One such example of Dowty’s technical excellence came with the introduction of composite materials to replace aluminium and wood in the 1980s
the performance advantages they provide, along with continued investment to evolve and enhance them, have been key to the continued success of the business.”
Fast forward to today, and Dowty now employs approximately 440 people across three manufacturing sites: Brockworth, Gloucester, which operates as the company’s headquarters and focuses on centralized production services (design and engineering), while also housing the UK arm of Dowty’s global repair and overhaul support network; Sterling, Virginia, a wholly-owned site for Maintenance, Repair, and Overhaul (MRO), with extensive capabilities in civil and military services, and a logistics hub for North America; and, finally, Brisbane, Australia, an MRO facility to enhance Dowty’s capabilities across the Asia Pacific region.
The Brockworth facility was opened
in 2019 and incorporates a state-of-theart Building Management System (BMS) and 11 mechanical and electrical support systems to enable full flexibility for Dowty’s manufacturing operations. The BMS also offers fully automated control of environmental conditions across the site, governing key parameters for the manufacturing processes, such as temperature and humidity.

On top of that, the market leading propeller manufacturer also offers 24/7 Aircraft-on-Ground (AOG) support, the aid of 70plus field service engineers and 40 customer-located field teams, and training for its customer base.
In recent years, though, even the most successful businesses could not have foreseen the disruptive consequences of the pandemic. For Dowty, indirect impacts
. . . I regard the close relationships we have with our suppliers as invaluable 106
“ “ “ “
included reduced customer demand, downsizing and contraction of its supply chain, and reduced workloads brought on by the furlough scheme. While direct impacts such as challenges in communication, adapting to a hybrid working system, and material supply shortages and availability, forced the company to pivot its operation.
“Juggling these ongoing issues and attempting to mitigate their effects to maintain a smooth supply of parts into the business has been a real challenge,” reveals Sally Price, Supplier Fulfilment Lead at Dowty. “Hence, I regard the close relationships we have with our suppliers as invaluable; they are key to the consistent flow of parts, and that is priceless, especially in the postpandemic period we now find ourselves in.”
Indeed, as demand ramps up despite a worldwide shortage of raw materials, relationships between companies and
their suppliers have become beyond essential – there is, simply put, no way to stay afloat without a core support network. Going it alone is not an option, especially when considering the importance of a clear end-to-end supply chain strategy.
Digital manufacturing
As such, Dowty is now hard at work with suppliers to find solutions to these ongoing issues, with the aim of minimizing customer impact and increasing its own market share. Yet while many companies faltered or took a hiatus from manufacturing, Dowty continued production of military and civil aircraft propellers, marine hovercraft propulsion systems, and amphibious aircraft propeller solutions.
There are currently 259 commercial operators flying around the globe thanks to Dowty’s propellers.

Dowty Propellers manufacturing-today.com 107

108
“ “ “ “
The company is used to innovating the commercial aviation industry: it equipped the world’s first all-composite-bladed turboprop aircraft certified to FAR Part 25, the Saab 340, and led the way in full FADEC-integrated digital electronic propeller control systems on the Saab 2000. Military transporters such as the Lockheed Martin C-130J Hercules and the Leonardo C-27J Spartan are also powered by Dowty’s propellers, ensuring they remain reliable, efficient, and adaptable workhorses.
Helen Eaton, Dowty’s Marketing Manager, breaks it down for us: “Our blades are designed to last for the duration of an aircraft’s entire lifetime, and we’ve never had a single composite blade detachment in flight . Our customers trust us to deliver propellers that work from day one.
“On top of that, we take pride in how we’ve evolved our testing capability to understand how our blades perform. Our longestserving blade, for example, has exceeded its original engineered life but we are able to validate this blade for continued service.”
There is also an ongoing effort to upgrade Dowty’s digital manufacturing processes. The propeller expert recently installed a new industrial network to connect critical machinery and equipment for automated machine data capture and performance monitoring. The network also runs Discrete Event Simulation (DES), which enables real-
time performance observations. The business is also working towards an upgrade of its Manufacturing Execution System (MES) to create a paperless shop, with digital routings and better visibility of product standard times.
Furthermore, building upon research undertaken during the DigiProp project, Dowty will soon be utilizing digital product tracking across the shop. This will provide the accurate location of parts in real time, a better understanding of the shop’s work in progress, generation of ‘first in first out’ (FIFO) queues, and the ability to provide information to lean models to focus projects for improvements.
Next generation
Lean manufacturing advancements complement these digital upgrades. “Our single standard Quality Management System embraces the Advanced Product Quality Planning (APQP) and Production Part Approval Process (PPAP) methodologies along with the AS9145 standard to ensure that product development processes are fully integrated and extend from product design through to in-service use,” Jonathan explains.
As our interview has made clear, the key to Dowty’s success, according to HR Leader Marinela Stefanova, lies with its workforce.
“Our success belongs to our people and the culture we promote across the business, from our leaders to our early careers talent,” she says, rounding out our conversation. “We create experiences to engender a culture of accountability and tenacity and to motivate employees to uncover the best solutions for our customers – whether that means through technology or the strength of working together. We are truly propelling the next generation – the next generation of talent, of propellers for sustainable aircraft, engineering excellence, and manufacturing technology. It is at the heart of what we do every day.” ■
www.dowty.com
Dowty Propellers manufacturing-today.com 109
Our blades are designed to last for the duration of an aircraft’s entire lifetime, and we’ve never had a single composite blade detachment in flight . . .
TILES AHEAD
300,000 tiles per day: catch up with Johnson Tiles, the UK’s leading manufacturer of tiling solutions
The last time we featured Johnson Tiles in Manufacturing Today was about a year ago. Recently, we caught up with Richard Kelsall, the company’s Marketing Director, to hear the newest developments from the UK’s leading tile manufacturer.

Indeed, for over 120 years, the Stoke-on-Trentheadquartered firm has dominated the ceramic manufacturing industry, creating bespoke and intricate products that spruce up public and private spaces – and when we say public, we mean it. The company has provided tiling services for the London Underground, Palace of Westminster, and 2012 London Olympics. With over 100 different ranges, anything is possible.
“I am thrilled to share that the last 12 months have been great for us,” says Richard. “Although, it has not been without its challenges, but that is ultimately to be expected. With vast developments in the industry and the world we live in, we have entered difficult times. However, everyone here has pulled together to achieve plenty of brilliant things. Among many new product launches, we have also updated our Continuing Professional Development (CPD) suite, and created four new CPDs surrounding the built environment, which have been very well received.
110

Johnson Tiles manufacturing-today.com 111

“ “
“
112
“ Our impact on the environment also extends to our customers and colleagues, who are now more engaged with sustainability than ever before
“We are a business that continuously invests in itself,” he goes on. “Though, infrastructurally speaking, the small format investment model has been big for us. After further investment from our PLC, we have been able to remodel our mid-format size to the longer brick size of 45-by-25, which is set to launch in early 2023. We have received some tremendous feedback already from our house developer and retail customers, so we cannot wait to see this revisualized mid-format design integrated into our product range.”
Champions of sustainability
Manufacturing over 300,000 tiles each day in a state-of-the-art 75,000-square-foot facility, Johnson Tiles has a vast output. With that, however, will inevitably come a significant carbon footprint. Fortunately, the company is highly aware of this, and is consequently making strides to become more sustainable.
Last time we spoke, Richard highlighted that the firm had become the first tile manufacturer to completely eradicate singleuse plastics. To achieve that mission, Johnson Tiles had to approach over 100 different suppliers. Dogged enthusiasm for more sustainable practices prevailed: a specialist packaging partner was found to create shrink wrap made from sugar cane waste.
More recently, Johnson Tiles has pushed its sustainability mission even further. Earlier this year, the company received Environmental Product Declarations (EPD) certification, Gold Status, with the Supply Chain Sustainability School, and released more digitized brochures than ever before.
Richard elaborates: “There have been several notable sustainability wins for us this year, and we are very proud to share these with you. Indeed, we have dedicated more than two decades to finding an abundance

Tiles manufacturing-today.com 113
Johnson
of new ways that will better our operations across every aspect of the business. We have been driven by a robust commitment to improvement, which extends to our impacts on both local and global environments.


“For this reason, we began working with the Supply Chain Sustainability School to further strengthen our operation and awareness on sustainability,” he adds. “The organization was able to help recalibrate our consumption of energy, supply chain sustainability, and water usage. All the workshops we attended were insightful and engaging, and will no doubt reinforce our processes and knowledge in the future.
“Our impact on the environment also extends to our customers and colleagues, who are now more engaged with sustainability than ever before,” reveals Richard. “Hence, by utilizing the fantastic resources available to us, we have committed to targeted competency training for colleagues throughout the business. From top-line overview resources to deep-dive analysis, we are empowering employees to better their understanding of our environmental impact, with continued learning and action plans already in the works.”
Colorful selection
On the product front, Johnson Tiles has also been busy delving into new territory. It has introduced a new small format size of 245-by-75, for instance, which Richard explains is more relevant for today’s market and, following impressive sales figures, stands as testament to the ability of the design and manufacturing team. “Across our range, we have added many impactful new products,” he goes on. “These all seek to address market functions with a level of distinction. A good example of that is our Melrose collection, a new range showcasing our new small format size perfectly. Featuring varied inkjet-colored textures

114
and inspired by our natural surroundings, its stand-out glossy glaze is ideal for both commercial and residential use.
“Then there is 1901,” Richard adds. “This is our proud heritage celebratory tile, which gives the illusion of beautiful, handcrafted qualities. An exceedingly popular range, 1901 has been key for us after hitting our 120th anniversary. Consequently, we have selected different names to honor local ceramic sites of note. Duplet, our sophisticated yet playful range, also showcases an architectural color palette that we find particularly inspiring. Our take on the geometrics trend, moreover, always makes for an impressive wall feature, with the additional choice of matt and gloss finishes, which is perfect for residential and commercial spaces alike.”
Outstanding results
There is currently a curious crossover between past and future at Johnson Tiles; heritage is drawn forth into the light of 2022, and the results are impressive. To stay up-to-date with the latest trends, of which this is evidently one, Richard explains that the firm operates around Tile Trace, its biannual trend bible, which provides content for designers and architects. In the last twelve months, furthermore, it has updated and expanded its decoration capabilities with spray and dry powder applications, as well as making investments in new surface decoration processes.
“The business continues to grow from strength-to-strength, and we trust that we will continue to be the UK’s number one specifier and designer of tiles in five years’ time,” he concludes. “We are an undoubtable leader in design, and we remain immensely proud that our in-house design team can both work uniquely and creatively to bring award-winning ranges into the world.” ■

www.johnson-tiles.com

Johnson Tiles manufacturing-today.com 115
Col- -oration

Personal ownership and prestige; two successful outcomes of Elevation Labs’ collaborative approach to collective responsibility
 Elevation Labs, Colorado
Elevation Labs, Colorado
116
There is no greater arena for collaboration than when a company’s position in the market sees it catering a personally designed product to its customers, which they in turn pass on to their customers – the end consumers. This is the case with Elevation Labs, a high-end creator of a multitude of different skin, hair and body care products. Originally established in Idaho Falls as Northwest Cosmetic Labs in 1995, the earlier, more humble days saw the company operating out of a small office with a team of five people. However by 2028, it aspires to be a $1 billion company.
Michael Hughes, President and CEO, provides a little more background to the company’s monumental growth: “From initially focusing on body-wash, the company extended its range into skincare and cosmetics, then proceeded to grow over the next 20 or so years, until it was acquired by ClearView Capital in 2014. This spurred a continued period of expansion, which saw the further acquisition of Colorado Quality Products and a change of name to Elevation Labs, ultimately culminating in the enterprise being bought out by Knox Lane private equity earlier this year.”

Strategic investment
Arguably, this history, laced with grand injections of finance, has played a significant role in the company’s development, but there’s a reason why so many have been keen to invest their time and capital in Elevation Labs. Knox Lane’s involvement will provide the opportunity for the company to elongate its reach across the USA, in a well-engineered effort to maintain customer relations. Michael details: “Our plan is to expand across North America to more locations, so that we can be closer to our clientele. We have large customer bases in areas such as New York and California, who generally like to swing by and visit in-person. They want to be able to drop in on the research and development process and to see their first batches being rolled out, which is great when you’re working in such a collaborative
Elevation Labs manufacturing-today.com 117
Below: Michael Hughes, President and CEO
way. I have a vision that by 2028, when we’re aiming to hit $1 billion, we’ll be operating with between five and seven sites.”
To attract the business of its higher-end customers, Elevation Labs impresses a great deal of importance on providing them with the highest of quality in terms of both its production processes and the final outcomes. Being famed for its complex, organically focused, niche products, the company has won over 200 industry awards within the last four years. “We have an incredibly vigorous quality team in which we invest greatly, but we also promote a culture of ‘everybody owns quality,’” Michael expands. “For instance, at the start of every site communications meeting we raise and discuss every single customer complaint that the company has received. On average, we’re talking less than two percent of all sales and interactions. We use the platform to discuss what went wrong with every employee, and to figure out what we could do differently to avoid repeat incidents happening in the future. This ultimately instills a huge sense of ownership of quality throughout the whole organization.”
Well-funded, high-quality manufacturing is all well and good, but its effectiveness is undermined without the appropriate approach to customer service. “We have account managers who really do go above and beyond in helping the brands we partner with to solve supply-chain issues, deal with their production schedules and the general gathering of information. We always receive exemplary feedback in our customer surveys. One brand we worked with actually insisted on paying the salary of one of our managers for an entire year, based on how much of their time had been committed to their cause.”
A competitive edge
In addition to its exemplary customer service track record, in the age of the environment, Elevation Labs offers its clients the USP of being 100 percent powered by renewable energy and it has been since 2020. An element that attracts both customers and end consumers alike, the clean space that the company can offer prospective partners truly gives it an
 Below: Elevation Labs, Idaho
Below: Elevation Labs, Idaho
118
edge over the competition. The company employs a packaging engineer, who, at the helm of its own packaging-manufacturing line, produces a specific size and style of shipping container for each different product. Through this, it’s able to reduce the amount of material used with zero use of fillers. The business can also help customers design and pack their pallets to maximize lorry use and reduce wasted space.

At the heart of Elevation Labs, alongside its meticulous attention to product quality and customer service is the final and most crucial element – its people. In creating a sense of pride and personal ownership, the team naturally pulls together in wanting to help the hive succeed. This team spirit is accelerated by rewards and recognition programs, including a monthly initiative in which four to six employees are selected for exemplary performance and highlighted across meetings and socials. As Michael concludes: “What we have delivered over the last five years takes a village. It takes an amazing team, like ours, with a great culture of collaboration.” ■

Elevation Labs manufacturing-today.com 119
www.elevationlabs.com
120
Mass Airflow Sensor
SENSING A BRIGHT FUTURE
By combining two successful companies, HarcoSemco is doubling down its efforts to prove the sky is the limit
Merged in 2014, HarcoSemco is an integration of two industry leading suppliers to aerospace manufacturers: Harco Laboratories and Semco Instruments. The former achieved great success in innovating advanced manufacturing techniques in the design and fabrication of resistance temperature detectors, thermocouple probes and harnesses, speed and pressure sensors, and also interconnect cable-harness assemblies. The latter, on the other hand, carved out a strong reputation supplying the commercial, business, military jet, rotor, and spacecraft markets for seven decades. In total, Semco has shipped more than 70,000 parts worldwide, consisting of cable harnesses, thermocouple sensors, speed sensors, and aerospace heaters.

HarcoSemco manufacturing-today.com 121
Exemplary team
Together, the pair make HarcoSemco a leading aerospace manufacturing company providing custom thermocouple, cable harness, and sensor solutions. Supporting the overall business are two state-ofthe-art facilities. One is located in Branford, Connecticut, and measures around 50,000 square feet in size – just enough to house HarcoSemco’s engineering design division, FAA/EASA repair station, customer support personnel, while also primarily assisting its sensors production business.
The other is based in Nogales, Mexico. Although half the size, coming in at about 25,000 square feet, the Mexico facility is fundamental to HarcoSemco’s harness business. However, it is also responsible for the production of some highvolume sensor products, which are built there in-house. Owned and operated by the company, the smaller facility still boasts its own manufacturing, engineering, and quality support divisions.
As we approach the end of the year, there is never a better time to reflect on the months that have since come and gone, bringing with them myriad challenges and rewards in varying quantities. “I am most proud of our team and their resolve in maintaining customer communications, which has, as a result, driven manufacturing deadlines regardless of consistent supply chain volatility,” recalls Brian Urbach, Vice President, Sales & Marketing at HarcoSemco. “They have worked tirelessly to enable us to achieve our 2022 goals – all despite the many hurdles we have
faced, which I find truly inspiring. It is their dedication to this company and the products we make that helps us to grow year-on-year.
“Like many companies, we were unable to escape the impacts of the so-called Great Resignation,” he goes on. “As the industry transitioned to a fully remote employment model, we remained on-site to address customer and employee needs quickly and effectively. These unbureaucratic face-to-face interactions remain a core principle at HarcoSemco. While this affected us early in the pandemic, we implemented several programs to attract and retain top talent; for instance, we brought in a limited hybrid work-from-home model for select positions, offered a more competitive pay structure, and expanded employee recognition awards.
“Our people are the most important part of the business,”
122
reiterates Ryan Elliott, who serves as President at HarcoSemco. “The dedication from our team is truly impressive as we push ourselves to new heights in terms of sales and volume of orders. We are highly selective in the hiring process, not only looking for the skills needed for the specific job opening, but also how that interviewee might be an accurate cultural fit for the company. Also tied into that, of course,
is their potential for future promotions. In a year of labor shortages, we have managed to pull through. Our goal is to hire honest, intelligent, and driven individuals who can contribute meaningfully today and long into the future.”
On top of a shortage of skilled labor and talent retention, manufacturers also had to fiercely grapple with supply
manufacturing-today.com 123 HarcoSemco
“ “ Now, more than ever, we are focused on driving builtto-specification and custom solutions for our customers “ “
Pressure Sensor
chain shortages and elongated lead times. “We are continuously evaluating supplier lead times and costs in this ‘new normal’ period,” notes Brian. “We have hired considerably in the department and implemented new Key Performance Indicators (KPIs) to ensure we have material on-time to meet our customers’ needs.”
Ryan similarly attests to the importance of supplier relationships when faced with supply chain uncertainty. “Our suppliers can make or break our commitments to customers and end users,” he asserts. “We treat every supplier relationship as a partnership, and our supply chain team works hard day in and day out to maintain a true partnership.
“Like many manufacturing companies across the world, we have had to overcome supply shortages and rising prices,” he adds. “However, owing to our open communication with our suppliers and customers, we have not found an issue too hard to work through.”
For many companies, innovation is a goal. For HarcoSemco, however, it is a standard. The products offered are broad and seek to break new ground in the sensor market, including smart temperature sensing devices
like thermocouples, outside air temperature sensors, total air temperature sensors, and resistance temperature detectors, as well as speed, flow, proximity, and pressure sensors.
Bespoke capabilities

On the harness side of the business, HarcoSemco makes products in three main forms: rigid, flexible, and dynamic, depending on each customer’s unique application. But what makes HarcoSemco stand out in an ultra-competitive manufacturing field? For Ryan, the answer is two-fold.
“Firstly, we pride ourselves on what we call our E2E – or Engineer-toEngineer – Connection,” he expounds. “Now, more than ever, we are focused on driving built-to-specification and custom solutions for our customers through direct connection between the engineers at both of our facilities.
“Second, from a purely design perspective, our dynamic harnesses are something we are truly proud of,” Ryan continues. “These harnesses are specially designed to work in areas of the aircraft that must articulate. For example, the de-ice harness
124
Thermocouple Rake Assembly
on a helicopter rotor. Through proprietary design processes we are able to create a harness that can work in extremely harsh and dynamic environments, while offering the same reliability and functionality that our customers have known for decades.”
“With HarcoSemco, there is no multi-chain path to getting answers to your questions or offering up design solution ideas,” adds Brian. “Our core design engineering team is always one phone call away – and so is our Vice President of Engineering, for that matter – should you ever run into a challenge the team cannot resolve on their own. This agile approach to our business has helped us grow over the years and has given our customers true peace of mind; they know we will work hard to solve their biggest challenges.”
Over the last few years, HarcoSemco has heavily invested in dedicated research and development processes to further

develop its growing range of customized Micro Electro-Mechanical (MEMs) system pressure sensing elements. “We are excited about this endeavour because it offers us the ability to supply highperforming, high temperature pressure transducers to our customers,” says Brian.
“In five years, we expect to be developing new sensing and harness technologies to solve novel challenges introduced by a rapidly changing aerospace market,” Ryan concludes. “Whether in space or with an application such as Electric Vertical Take-off and Landing (eVTOL) aircraft, we are excited to see what will come next, and by partnering with our customers every step of the way on innovative solutions, we can all rest assured: the future is bright for HarcoSemco.” ■ www.harcosemco.com

manufacturing-today.com 125 HarcoSemco

126
Peace, A
space, time
cross 27 years in operation, Rieke Interiors (Rieke) has rocketed from selling used office furniture to offering complete interior design solutions, for both residential and commercial customers. What’s almost more impressive than this incredible feat of business development, is the fact that it’s all coming from a single 150,000-square-foot site in Elgin, Illinois.
The chain of development saw used furniture sales grow into the refurbishment of fittings. This evolved into Rieke manufacturing its own lines of furniture, which soon led to the company breaking into the custom market. It added the flooring and interior design elements, along with similar services for residential spaces, off the back of Covid-induced working from home initiatives, and most recently: masterclasses on the importance of space management.
Melissa Kehl, Owner, elaborates further: “We offer the full interior design package, together with the necessary custom-built furniture. This process entails a construction-finish plan, manufacture of the product and installation of the complete space - this is what sets us apart from the competition. Your space is immensely important, it defines the foundation of your home or your workspace and in order for you

Rieke Interiors is revolutionizing the way in which employees manage their space
Rieke Office Interiors manufacturing-today.com 127
to be able to live your best life, it must be functional, well-designed and feel good. We are very passionate about helping people enrich their lives.”
For a business that focuses 80 percent of its manufacturing around custom products, innovation is everything. It also incorporates customer-based collaboration and a strong ethic of teamwork throughout the different stages of production. “It starts with our sales team who gather the initial information from the client and help them figure out what it is they really want. This will then go to our designers to be drawn up into plans, which will be constructed by our team of engineers. Collectively, the idea will be passed back and forth until it has been tweaked to everyone’s satisfaction, before we can get building. We offer a lifetime guarantee on our custom pieces, so everything must be perfect.
“In terms of our inspiration, we take elements of things that we have seen in the world, but a lot of it comes from our customer’s wants and needs. Our primary output is custom-built items, so we’re approached with these new, unique challenges almost every day. In terms of the ‘how’ element, we allow our employees to come up with the majority of the suggestions – if we run with one of their ideas then they
Leeward Business Advisors
Leeward Business Advisors is a Managed IT Services and Cybersecurity Solutions provider headquartered in southeastern Wisconsin. We support our customers’ end users located throughout the United States and abroad.

Leeward Business Advisors has been providing Managed IT Services to Rieke Office Interiors for the past six years. We are proud to partner with and support Melissa Kehl and the entire team at ROI. We are grateful for their trust, appreciate their business, and look forward to supporting their future growth.
At Leeward Business Advisors, our information technology experts provide managed network, PC, and server support. We also provide a full suite of managed security solutions including Multi-Factor
get to name the finished piece. We want people to be creative and try new things without fear of judgment, which in turn helps them build their – and indirectly, the company’s – skillsets. It’s astounding how far the talents of our manufacturing team have come in the last ten years.”
In terms of reinvestment, Melissa cites the employees as being the company’s number one asset. Rieke’s hierarchy has recently seen the elevation of staff into management positions to help spread responsibility and speed up the decision-making process. Despite the company’s single location, it currently serves customers across 27 different states – with such great internal growth and overall business development, comes the necessity for restructuring the chain of command.
Besides career and skillset progression, Rieke offers its employees an incredibly well-engineered, culture-driven working environment and regular get-togethers and celebrations. “We place huge importance on our company culture and take our core values very seriously. They’re not just hung on the wall; we literally hire people based on them and regularly review them as a group,” Melissa explains. “Teamwork, reliability, responsiveness, respectfulness and a can-do
Authentication (MFA), Security Awareness Training, Managed Detection & Response (MDR), Security Information and Event Management (SIEM), and a 24/7/365 managed Security Operations Center (SOC).
l We believe cybersecurity and data protection should be a top priority for all businesses.
l We believe technology should be an enabler and provide business value.
l We believe partnership is a critical success factor for an outstanding customer experience.
Leeward Business Advisors understands the challenges businesses face trying to keep up with the ever-changing technology landscape. We work with our customers to identify, strategize, and implement solutions to minimize risk and solve business problems.
128 Rieke Office Interiors
attitude are the foundations of everything that we do. Let’s say we reviewed somebody’s resume and it was amazing, but they didn’t reflect our culture – we wouldn’t hire them. One bad apple can make a big difference in a company.

“We also use a system called Culture Index™, which essentially measures four core personality traits of an individual against those which are required for a specific role. This allows us to help prospective, or current, employees find the department that’s going to bring them the most happiness.” She continues: “The more you can align somebody’s core natural trades with the responsibilities their role will require of them, the more they’re going to love their job. This not only lights them up at work but also provides them with greater overall self-fulfillment. We care tremendously about our team, they are amazing! We like to work hard, play hard – every month we get together to have fun and let loose and every Friday we share our wins of the week to celebrate our successes.”
Rieke has cornered the market perfectly. In its arsenal, it possesses both the technical means, in terms of its expertise in interior design, and the correct motives, outlined by its strong care for the contentment of customers and employees alike, to thrive in this age of wellness and self-care. As Melissa concludes: “We’re looking to grow in parallel with our customers. I want us to help them in any way we can. That is the big part of our next journey: really helping customers get to their next level.” ■
www.rieke.com 130

manufacturing-today.com 131 Rieke Office Interiors
PERFECT FIT THE
National Composites has adopted unique approaches to the markets it serves
132
Small plant focus, big company resources’ is the mantra that National Composites stands by to be a pioneer for plastic composite manufacturing, as we learn from Adam Fenton, the company’s President. It is also the reason he believes the company’s name has become synonymous with quality and durability. “At National Composites, we advocate having the same level
of focus, dedication, and customer service that you would find at a small mom-and-pop shop, but with the added experience of a business that has expanded exponentially in a short space of time,” he says.
Versatility is another quality that makes National Composites a unique business. The multi-plant OEM supplier of custom FRP and thermoformed products has also become an expert in product design,
National Composites manufacturing-today.com 133

134
in-house pattern build, prototyping, tool and fixture build, a multitude of molding capabilities, fixtured trim and finish capabilities with multiple SKUs, and a full assembly group dedicated to value-added component installation and assembly. “Our production diversity is fantastic, and to make that possible, we have been powered by an aggressive expansion attitude and a team that is willing to invest and grow according to the increase in our customer base.”
Geographical expansion
As a result of its expansive capabilities, the business has been fortunate to further diversify into other market sectors. “Our largest markets at the moment include agriculture, with customers like John Deere, and construction, as well as the marine industry. In addition to that, we do a fair bit of work in the specialty vehicle industry, particularly for electric vehicles,” he highlights for us.
Mr Fenton noted earlier that National Composites is a young business, having only begun its operation in 2017. He took over the company in 2018, and has supported the company to push innovation boundaries in order to achieve impressive growth targets. “In 2019, we set a goal to expand by consolidating spaces that were left by smaller businesses in the market. I’m proud to share that we have kept up our momentum through organic growth and acquisitions,” shares Mr Fenton. “From my perspective, as we have grown, we have always looked ahead to see what

“ “ “ “
horizon we can take over next, and I believe that that is what makes National Composites an excellent business. First, our growth target was based on molding methods, and refining our ability to do compression molding and thermos-forming. Following that, when we felt we had a substantial amount of molding capabilities under our belt, we looked to the next targeted approach, which was how to expand geographically. This took the shape of a few acquisitions, and we have only continued to grow from there,” Mr Fenton highlights. Today, the company boasts five plants and an estimated 450 employees, and there
National Composites manufacturing-today.com 135
Our production diversity is fantastic, and to make that possible, we have been powered by an aggressive expansion attitude and a team that is willing to invest and grow
is no sign of it slowing down as Mr Fenton divulges that the business is in the process of building its sixth production facility. “We’re aiming to have our individual production sites be more product-specific when it comes to manufacturing, which then gives us space to refine our highly skilled departments, and centralize our headquarters. The new facility will enable us to really focus on growth and our customer management through a more streamlined process of fulfilling client demand,” he says.
In addition to the investment in growing the company’s operation, Mr Fenton goes on to share exciting news regarding the launch of National
Composite’s latest products. “There are a couple of proprietary products that we build for the marine industry; one of them is called a pedal wheeler, which is a recreational pedal boat that we sell to rental agencies and parks like Disney World. To complement this, we have just released an electric mini pontoon, which will be produced out of new our facility,” Mr Fenton highlights.
One of the most impressive facts we learn from Mr Fenton is that despite the challenges that the manufacturing industry has endured over the last two years, National Composites has embraced automation to achieve its expansion goals. “The labor shortage highlighted what we needed to do, and

136
the infrastructure we needed to invest in, to make sure we don’t get caught in the same situation again. This is why automation has become a huge focus for us. We just installed brand new trim cells in two of our Michigan facilities, and we also purchased six more robotic cells from a separate company. We are now moving towards some of our higher volume electric vehicle lines, and I don’t see that slowing down at all as we invest in the company,” he says, adding that nearly all these investments will be closely connected to automation installations.
In certain instances, the discussion of automation can insinuate the redundancy of labor. However, this is not the case for National Composites, as the company still strongly believes in the value of its committed

team. “The life blood of our company is the people on the floor making the product, and we want to always show our gratitude accordingly. Over the years, we have done a huge amount to increase the benefits we offer them, and try to be as flexible as possible when it comes to their working hours. We profit share all the way down to the manufacturing line level, as we know that this is one of the many ways that we can keep everyone engaged. In many ways, it also encourages our folks to push themselves in their careers, and we are more than happy to train and support them should they wish to do so,” he shares with us.
Targeted opportunities
In the coming years, Mr Fenton expresses that the business will be focusing intensively on geographical expansion. He has his eyes set on a few specific regions that he believes hold excellent potential for customer demand and growth. “I think what we must do in order to keep this growth is to start investing in new technologies, and new molding methods outside of the traditional open mold or light RTM. As I’ve mentioned, we have successfully grown from a one-plant operation to quite a sizeable business in a three-year period, and I have every faith that we can continue that trajectory. Although this journey is never easy, I strongly believe that we will keep pushing forward,” he says.
“There are still some areas of the country where we do not have a presence, so I would say that in the next couple of years, our customers can expect National Composites to target opportunities to expand, regardless of whether it is through a new construction product, or an acquisition in different regions of the country. With this strategy, there is no doubt in my mind that the future for us will remain a successful one,” Mr Fenton concludes. ■ www.nationalcomposites.com
National Composites manufacturing-today.com 137

138
IN THE DRIVING SEAT
Since 1892, Freedman Seating (Freedman) has been engineering and manufacturing seats and seating-related products for a variety of commercial applications. Handed down over four generations, the familyrun business has gone on to become North America’s leading supplier of transportation and safety seating solutions.
The company has securely fastened itself to descriptors and tenets such as quality, innovation, and safety. Above all else, Freedman is recognized as a leader in the industry for developing technically advanced and protective seating products, which are delivered on time and with high-end customer service and aftersales support. Products include bus, rail, marine, and delivery truck seating, as well as those for specialty and commercial vehicles.

Strap yourself in and find out how Freedman Seating has become the cornerstone of the transportation industry
Freedman Seating manufacturing-today.com 139
Investing in innovation
Freedman manufactures its products in a state-of-the-art 400,000-squarefoot facility in Chicago, Illinois, where the business is also headquartered.
“We are vertically integrated and carry out all of our own metal fabrication, cutting and sewing, upholstery, and assembly under one roof,” begins Christy Nunes, COO at Freedman, who recently sat down with Manufacturing Today to get us up to speed with the latest developments at the company.
“We have invested heavily in metals fabrication with both flat and tube lasers, tube bending equipment, press brakes, and robotic welding, which allows us to control our own destiny as far as product quality and lead times are concerned.”
Freedman also has a sister company, Freedman Mobility Seating, based in Rochester, Indiana, which creates luxury seating products for the executive shuttle and limo bus market. The facility is primarily focused on the cut, sew, and assembly of its Eleganza luxury product line.

140
Exceeding standards
Distributing its market-leading goods to major Original Equipment Manufacturers (OEMs), over 250 bus distributors, the federal government, plus multiple states and municipalities, Freedman has – to say the least – carved out a name for itself within the transportation sector, and employees are recognized as experts in their field.


As Christy goes on to explain, however, that reputation was not built in a day. “We have been anticipating the needs of our customers for decades,” she asserts. “As such, we are known for providing a safe and effective range of products that exceed customer expectations in terms of quality, service, and cost. We have been the leading manufacturer of transportation seating solutions for an incredibly long time. We draw from years (and years) of expertise, along with ongoing feedback from our close customer and vendor relationships, to stay ahead of the curve and, consequently, produce new solutions that reflect what our clients need.”
Freedman Seating manufacturing-today.com 141
“Above all else is safety,” Christy adds. “In our line of work, that must always come first. Fortunately, we have been an innovator in terms of safety for decades. In fact, we have a separate division called Freedman Test Lab, which is A2LA-accredited and provides Federal Motor Vehicle Safety Standards (FMVSS) testing for our products and installation processes.”

Having access to its own independent, on-site test facility allows Freedman to confirm that its products
exceed all federal safety standards and run fatigue testing to confirm the longterm durability of its seating. “When you buy a Freedman seat, you can be assured you are getting the safest, most durable product of its kind on the market,” states Christy. “FMVSS testing, moreover, confirms that the installation of our products meets all applicable safety standards. This level of commitment to safety not only sets us apart from our competitors, but also helps to drive the industry forward in terms of better, safer practices.”
Though Christy admits the last few years have been challenging on all fronts – rapidly rising material costs, elongated lead times, the scarcity of skilled labor – Freedman has kept up production, bringing out new products to positively disrupt the transportation and seating market.
“Our newest innovation is the SeatLink system, which is an occupant
“ “
...we will continue to develop future-proof products that align with the needs of a rapidly evolving vehicle market
142
“ “
detection tracking system that displays, tracks, and stores the occupancy and seat belt status of passengers in a vehicle,” she says. “From a small screen at the front of the bus, the driver can see which seats are occupied and who is properly wearing their seat belt, leading to safer travel standards for companies that have the system fitted.”

A closer community
Outside of its manufacturing operations, Freedman has also garnered positive industry attention for its company culture. For example, the Illinois Workforce Partnership recently presented the family-owned firm with its annual Business Leadership award, recognizing the company’s efforts in the area of workforce and economic development.
Christy comments: “We are committed to building our community by providing career opportunities in manufacturing, and partnering with local organizations, including Jane Addams Resource Corporation, Manufacturing Connect, and the Safer Foundation, that reflect our commitment to creating an inspired and highly skilled workforce.

“In doing so, we will be better able to meet the needs of modern American manufacturing,” she concludes. “As we gear up for the new year, we look forward to growing our market share in RV seating, passenger rail cars, and the ferry boat industry. As the electric vehicle market grows, moreover, we will be proud to partner with companies leading the industry in the development of electric vans, buses, and delivery trucks. Our 3PT Seat line, for instance, is currently being installed in Ford E-Transit passenger conversion vans, and we will continue to develop futureproof products that align with the needs of a rapidly evolving vehicle market.” ■

www.freedmanseating.com

Freedman Seating manufacturing-today.com 143
MINNESOTAN METAL
It’s the eve of a significant milestone for Millerbernd Manufacturing Company (Millerbernd), a heavy metal fabricating company located in Winsted, Minnesota. Founded in 1933, the company is set to celebrate 90 years of operation next year –a period in which it has forged a

reputation throughout the industry for service quality, product quality, delivery, and cost.
Within Millerbernd, business broadly falls into two distinct units. The first, known as the company’s transportation unit, includes standard, custom, and innovative light poles and traffic signal
How fabricator Millerbernd forged an industry-wide reputation
144
structures for customers working with US Departments of Transportation. Operating across 37 states, each with varying design criteria and calculations, Millerbernd’s professional engineering delivers products specified to individual markets.
“We provide support from design, all the way through fabrication and
delivery to site,” comments Isaac Marceau, Vice President of Sales and Marketing for Millerbernd’s transportation unit. “Our focus on DoT gives us a deep understanding of our markets. We believe our products offer strong value relative to our competitors, and we focus on product

Millerbernd manufacturing-today.com 145

146
“ “ “ “
specifications, customer service, and fulfilling our promises to our customers.
“Governing agencies are continually updating their criteria, which means states are always in the process of updating their products,” he adds. “Likewise, highwind-speed states will have different requirements to those further inland. Therefore, we’ll work closely with DoT engineers on new designs, giving our input for ease of manufacturability, in order to maximize our own productivity for their specific location.”
New facility
The second of Millerbernd’s business units encompasses rolled rings and cylinders, and accessory components for Tier 1, Tier 2, and OEM manufacturing companies. Ben Ostarello, Director of Sales for the unit, outlines its three distinguishing qualities amid a competitive field.

“First, we deliver scalable solutions; mill through delivery, partnering directly with mills where needed to get the best price and best product for our customers,” he

.
. .we offer flash-weld rings and cylinders, which deliver a stronger weld than standard processes, without filler material, at a fraction of the price
Millerbernd manufacturing-today.com 147
comments. “Many of our customers don’t really understand our own material requirements, whether its crosssectional size, available grades, or more economical mill runs. We partner with OEMs to help them understand what’s best for their application.
“Second, we focus on our core markets: construction equipment, defense, power generation, HVAC, and wind towers,” Ben continues. “Third, we offer flash-weld rings and cylinders, which deliver a stronger weld than standard processes, without filler material, at a fraction of the price. We also explore ways to improve efficiency and eliminate waste for our OEM customers, providing them cost savings over more common manufacturing methods. Most of our customers conduct their own design work in-house, and then come to us with a finished product.
We help them to tweak those designs, thereby establishing long-term win-win relationships within our business.”
Like all industries, manufacturing was rocked by the arrival of Covid-19 in 2020, as global supply chains ground to a halt. But amid the chaos, Millerbernd quietly went about its business. In 2021, the company opened a state-of-the-art 110,000-squarefoot facility at its Winsted site, which now houses its ring and cylinder division. The addition brings Millerbernd’s total manufacturing footprint to 600,000 square feet, provides a further 10,000 square feet of office facilities, and frees up previously occupied space on the factory floor.
“With this latest addition, we have all of our machining, forming, and welding services under one roof,” Ben comments. “The move has also allowed us to invest in new equipment, including a new robotic

148
mega turn cell, a robotic Samsung machining center, a robotic grinding cell, and a new 13foot wide Davi four-roll plate roller. This will help us to build additional capacity for our OEM business partners. We also have relative flexibility to further expand the building as our needs evolve.”
Comments from both Isaac and Ben are a showcase for Millerbernd’s customeroriented approach to business. But the company places an equal emphasis on those within the business. “Beginning with our CEO, Trevor Millerbernd, and extending throughout our senior leadership team, we work well together, check our egos at the door, and live out our core values,” Isaac reflects. “The result is a united set of colleagues, all of whom adopt a positive, solution-driven attitude. As a company, we do our best to repay that. Among a number of cultural evolutions in recent years, we’ve put a renewed focus on safety, and we’re proud to say that we’ve achieved a 25 percent decrease in incidents year over year.”
Anticipating demand
From 275 employees in 2018, Millerbernd has since grown its staff contingent to approximately 470 individuals. It’s a trend that’s bolstered in part by an uptick in longevity post-pandemic, as employees put greater stock in job stability. Across the next six months, the goal at Millerbernd is to maintain its current trajectory, with a view to introducing another working shift within its transportation unit. “Our passion is proudly

BAUER DESIGN BUILD
Millerbernd Manufacturing set out to design and build a facility to house their entire ring and cylinder division. Through the design build process BAUER was able to balance budget vs. project scope needs to ensure the facility was sized for today’s needs and 5 years down the road for Millerbernd.
growing a safe and secure company,” Isaac insists. “At Millerbernd, we all believe that growth has to be healthy growth, aligned with our core markets, our manufacturing niche, and our market strategy.
“Within our DoT unit, there is strong demand,” he concludes. “A current shortage of contractors within the field is naturally causing a few delays, but there remains a large volume of available work. In light of some of the infrastructure legislation passed within the last eight months, we anticipate another strong half-decade run.”
“From our OEM business, the same is true,” Ben echoes. “Our customers have strong backlogs, and have largely emerged from the pandemic in a healthy state. The horizon is looking bright.” ■
www.millerbernd.com
Millerbernd manufacturing-today.com 149
Eternal, responsive, prosperous
By putting people first and ideas second, everything else falls perfectly into place for Viewrail

150
Twenty years ago, Len Morris, Chief Executive Officer, founded Viewrail in the basement of his home.
From these incredibly humble beginnings, the company today is the leading national provider of modern stairs and railing. Based in Indiana, its multi-facility campus sprawls across the Midwest and offers proudly American-made goods. All of its raw materials are domestically sourced and locally produced, and its 400,000 square feet of manufacturing space boasts the most advanced equipment available.
Len made the decision to change the company’s direction eight years ago, by focusing on its own product line and ideas. The market had been calling out for a systemized approach to modern stairs and railing, one that could rapidly model designs with the implementation of 3D modeling software, and allow for the use of a range of materials from steel, aluminum, wood and glass to porcelain. Today, this encompasses the company’s mainstay output, but as Len states, there’s something deeper that is responsible for Viewrail’s vision and subsequent monumental success.
Built on values
“Besides being the best fighter pilot who ever lived, John Boyd was a great thinker – one whose vision has hugely influenced the ethos behind Viewrail,” Len opens. “He believed that people came first, followed by ideas and then things. Our emulation of this is to primarily focus on our people, with ideas, coming up sharply in second – with these two factors set in place, they can be applied to the things, which in our case includes the hardware, machinery and manufacturing equipment. ‘Things’ are only there to support people and their ideas.”
Viewrail manufacturing-today.com 151

“ “
The foolishness of harvesting trees, sending them to Asia for minor work and then shipping them back has to stop 152
“ “
Despite the swathes of uncertainty in which industry is currently operating earlier this year, Viewrail implemented an inflation protection plan for its employees to help them cope with the cost-of-living crisis. The company is reviewing staff members’ wages against inflation at the end of every quarter, a policy that has come less than a year since it decided to make its minimum


$55,000. A spokesperson stated that it’s simply another way in which Viewrail can apply its ethical and individualistic approach to each employee and their family members. This idea is fundamental to Viewrail’s working culture, as Len details further: “We have three values: eternal, responsive and flourishing. We treat each and every individual as an eternal being, knowing
Viewrail manufacturing-today.com 153
their work. We are an incredibly responsive company; running through development cycles in correlation with market trends, to be sure that we are giving our customers and vendors what they need to be prosperous. In everything we do, we always bring our focus back to each team member as an individual. We’re always striving to figure out how we can pay that person a little bit more by creating the correct situation in which they can deliver more value to the customer.”
The ‘people first’ mentality weaves through Viewrail’s approach to manufacturing and product development, with its strong commitment to giving customers what they want. The typical process starts by identifying market needs, above plant capabilities, then building the required methods and equipment to carry out the necessary processes. Its arsenal of equipment includes 15 robotic arms, a highly
developed pick-to-light inventory system (for the management of hardware, given 50,000 pieces on average are shipped out per day) and 2000 axes under CNC control.

Seamless operation
As Len explains: “We run through the development cycle at twice the rate at which the market is going to make sure we’re always a full cycle ahead. We have devoted 20,000 square feet of our manufacturing space to research and development, and every two months, we host a new product showcase – the last of which featured 43 new items. In terms of customer sales, once we have the project signed off and the deposit has been made, we have a ten-businessday manufacturing timeframe on anything the customer wants. This is then shipped out via one of our five distribution centers across the US. We can fully control the
154
design as we have ownership of our supply lines – with investments into lumber, all the way back to the log, and in aluminum, all the way back to the extrusion process. These ownerships have really helped us to weather a lot of storms and challenges.”

Furthermore, Viewrail impresses a great deal of importance on its green strategies; it has moved its plastic-free deadline up to next year and is currently on target to generate 75 percent of its own renewable energy too. The company has fitted all of its manufacturing facilities with solar panels and employed algorithms to assist in managing its lumber utilization, to the point where it’s operating on a closed loop with regards to wood waste. Besides its glass recycling program, the transportation division has been greatly restricted – meaning that the supply-chainowned material plants are located within
ten miles of the manufacturing facilities to reduce unnecessary travel. Len takes great pride in Viewrail’s domestically produced materials: “We have to become less reliant on imported products. In the US, we need to get better at utilizing resources on our home turf. The foolishness of harvesting trees, sending them to Asia for minor work and then shipping them back has to stop.”
For the future, Viewrail is looking to expand its distribution network by a further seven centers and to continue honing its current practices. As Len concludes: “We will strive further to innovate products that are installation friendly and that consume less energy and raw materials during the production process. Ultimately, we want to provide our customers with as much value as possible.” ■
www.viewrail.com
Viewrail manufacturing-today.com 155
KEEP ON MOVING
How Belt Power’s customer-centric and comprehensive service is oiling the wheels of commerce across the US

156
Belt Power, LLC (“Belt Power” or the “Company”) was formed in 1989 with a focus on servicing the food industry and in particular, meat & poultry. The Company has since completed several acquisitions, and most recently, was acquired by Platte River Equity, a Denverbased private equity firm. The Company is headquartered in Marietta, Georgia and has expanded its footprint from one location in Georgia to a network of 12 locations across the U.S. The Company has plans to expand its national footprint to as many as 30 locations over the next couple of years.
Belt Power is the industry’s largest independent distributor and fabricator of conveyor system components, including conveyor belts, equipment, accessories, and rubber hose and gasket products. As Don Heitmeier, President & CEO, enthuses: “We have the broadest product portfolio of most distributors in our space. We cover everything, including plastic modular, wire
and metal belts, lightweight thermoplastic belting products, motorized pulleys and many other components that support conveyor systems. I believe it is our product offering that sets us apart from the competition, as well as the expertise and commitment of our people.” He continues, “To me, our people’s desire to exceed the customer expectation is a key differentiator. The effort our team members put into servicing the customer around the clock happens flawlessly and makes a real difference.

Not only do we fabricate products in our facilities, we also can install the conveyor belt to help get customer’s equipment up and running quickly Belt Power manufacturing-today.com 157
“ “
“ “
“We also provide installation services for scheduled maintenance and emergency breakdown support. Not only do we fabricate products in our facilities, we also can install the conveyor belt to help get customer’s equipment up and running quickly. This ‘round-the-clock’ service, I think, is a true differentiator for Belt Power. Customers really appreciate this capability because it allows their conveyor systems to remain operational and saves thousands of dollars in downtime costs.”
Don attributes the Company’s innovative approach to product development to its people. “Our sales and services teams spend the majority of their time on the plant floor, looking at customers’ manufacturing processes and offering suggestions to improve the plant’s operations. We specify and identify the products that will help improve uptime and throughput and make recommendations to customers to help increase their productivity.”
New locations
The Company is able to offer multiple solutions due to its superior facilities and manufacturing capabilities. As Don explains: “We invest in high-end fabrication equipment that allows us to self-perform and the Company has a variety of equipment including: CNC router tables that cut and perforate belting materials based on a CAD drawing, water jet cutting equipment, v-guide and edge sealing machines and high-frequency welders. All of these tools enable Belt Power to enhance its manufacturing capabilities and offerings.
“Belt Power utilizes air- and watercooled presses to create endless belts; as well as a sophisticated process to apply polyurethane and silicone to timing belts. Our in-house capabilities, from that standpoint, truly do match those of any manufacturer and significantly differentiate us from our competitors; many of whom will buy those

158
products pre-manufactured. Our Marietta, GA facility also has a full-service machine shop for in house equipment maintenance and making specialized customer products.”

Over the next few years, Belt Power has plans to expand its footprint to as many as 30 locations. Three of those locations will be up and running within the next couple of months: Memphis, TN, Chicago, IL, and Springdale, AR. “We will continue to identify additional locations as we go into next year and remain diligent to build out our branch network until we get to 30 locations. With each of these new greenfield facilities, we will invest anywhere between $300,000 to $500,000 in equipment and inventory to be able to provide unmatched products and services to the local customer base.”
Culture and commitment
The Platte River Equity acquisition promises to be a great partnership, providing Belt Power the support to essentially double and even triple the size of the business over the next three to four years. Platte River will be able to provide operational support in terms of processes, supply chain optimization, and assist with the execution of its addon strategy. Over the years, Belt Power has diversified away from predominantly servicing the poultry sector to include the full spectrum of the food industry, which, in turn, leads to further vertical integration. As Don shares: “Food has to be packaged, so that leads into another vertical, particularly surrounding the e-commerce revolution. Material handling is another example. Once products have been manufactured, they are packaged, branded, and labelled, and then they need to be distributed. While they are independent processes, from our perspective, they complement each other nicely.
“The other sector that is evolving for us is pharmaceutical, which has many of the same attributes as food. People will always need to eat, but in today’s world, supplements,
medication, and drugs are critical for an aging population, which makes this a fast growing vertical that Belt Power is starting to explore.”
Belt Power’s areas of focus tend to be more resilient to economic cycles. During the pandemic, Belt Power provided, for the most part, an uninterrupted service to its customers. Despite the challenge of managing through the lockdowns, the business flourished and grew; an outcome that Don believes is a testament to Belt Power’s people. “They showed up in really challenging circumstances. We were not able to work remotely and continued to service our customers. The fact that our teammates came in every day to provide that uninterrupted service speaks to our culture and the commitment we have for servicing those verticals.”
The business is currently focused on being more thoughtful in providing education around its Environmental, Social and
Belt Power manufacturing-today.com 159
Governance issues. As Don elaborates: “We publish a monthly newsletter to highlight the wonderful things our employees are doing to give back to their communities. We provide our employees with two Volunteer Time-Off days, and the stories surrounding their efforts are inspiring. Additionally, we are in the process of implementing a national recycling program that will service all our recycling needs across our footprint. We have moved away from Styrofoam products and towards sustainable stainless-steel mugs, for example, to help reduce our landfill waste.”
Exploring opportunities
Such strategies are well-received, and this is reflected from the positive feedback the business received from its employee engagement surveys. “We use a thirdparty for our surveys,” explains Don. “The indication from our survey company is that most companies’ performance dropped during the last 18 months, whereas Belt Power had positive improvement in our employee engagement scores. I think it’s a good balancing act to see if we are doing the right things to create a culture where people view Belt Power as a great place to work. We have been fortunate in
finding new team members who want to join our organization after lengthy careers elsewhere. I think this speaks volumes seeing as it’s become increasingly difficult to attract and retain talent in the current environment. However, we are managing to attract highly qualified people who continue to support us in our ongoing growth.”
Looking to the future, Belt Power will continue to explore opportunities focused on servicing and keeping conveyor systems running. Acquisitions will be a core part of the company’s growth strategy and value proposition. As Don explains: “There are many companies that have recently reached out and are interested in joining the Belt Power family. Not only will acquisitions allow us to extend our geographic footprint and capabilities; but they will also enable us to expand into adjacent services and product categories that focus on supporting conveyor systems. These new products and services will help fuel our growth for the next several years, and beyond, as we explore ways to take a greater share of the $2+ billion industrial distribution market,” he concludes. ■
www.beltpower.com

Belt Power 160
Trusted to DELIVER
How Vendors Exchange is leading innovation within its industry
Vending machines have been around for longer than you might imagine. The first modern vending machines were invented by Percival Everitt in the early 1880s. Developed in London, they primarily dispensed postcards, and soon became commonplace across railway stations and post offices throughout the UK.

You have to go even further back, however, to find the first example of any machine dispensing items in exchange for money. Reference to such a machine is found in the work of Hero of Alexandria,
an engineer and mathematician in first-century Roman Egypt, whose own invention accepted coins, which would trigger a lever and value mechanism, before dispensing holy water.
Hero was undoubtedly ahead of his time, but the vending machines of today are a different beast from their Roman ancestor. The most ubiquitous of these are snack food vending machines, which offer a convenient way to satisfy hunger quickly and easily, but there are countless others, including ticket machines, change machines, and those that dispense
162
newspapers, gumballs, or cigarettes. In total, the global vending machine market was valued at $18.28 billion in 2019, a figure that’s expected to hit more than $25 billion by 2027.
Among the most trusted sources within the industry is Vendors Exchange (VE). In operation since 1959, the company stands as a market leader in high-quality, valuebased solutions for the vending industry, ranging from remanufactured vending equipment to replacement parts, graphics to electronic repair. The company sells, services, and repairs a range of machine types, including coffee vending machines, combination vending machines, condiment stands, frozen treat vending machines, microwaves, and smart vending machines.

But breadth of service only gets you so far in an industry that’s rapidly evolving, driven largely by emerging consumer demand for a range of new features, from cashless payments, nutritional information, ease of use, and an interactive buying experience, to fresher food, or even contemporary design. The crux of VE’s longstanding success, therefore, is the company’s emphasis on building and creating innovative ideas to solve the vending industry’s needs.
The most recent example of VE’s innovative streak is the Café CURVE, a coffee machine fit for the 21st century, complete with a 21-inch touchscreen. Attractive and easy to use, the CURVE not only offers easy ordering, but also allows customers to customize the drink of their choice and select from a variety of cup sizes, flavors, and condiments. For owners, the CURVE enables control of recipes to ensure only the best drinks, tailored to preference. Crucially, it fulfils a longstanding need for an improved and simplified full size coffee machine. By successfully appealing to these needs, consumers not only take more enjoyment from the buying experience, but they also spend more – delivering direct benefits for owners.
CURVE isn’t the only new idea to emerge out of VE, however. Brimming with ideas, the
company has released a range of products in recent years, including 7th Tray, a tool that replaces vendors’ gum and mint trays with full-sized products, thereby increasing profits. The VE Kiosk, meanwhile, is a self-service vending machine, allowing consumers to walk up, scan their snacks, and purchase directly from the interactive kiosk, saving them the hassle of waiting in line. A bridge of sorts between traditional vending machines and full kiosk ordering, the VE Kiosk gives consumers a broader variety of snacks, without sacrificing convenience. As ever, customers purchasing from VE benefit from the advice and expertise of the company’s staff, who are on-hand to assist with queries relating to parts, equipment, and service.
Adding value
All VE customers also have the opportunity to take advantage of Vendarmour, VE’s
Vendors Exchange manufacturing-today.com 163
own specialized laminate. At six-times the thickness of other products, the Vendarmour product promises to transform a simple vending machine into a vibrant and engaging branded space. In delivering Vendarmour, the VE team collaborates with its customers to incorporate school, team, or company logos, along with themed colors and any other desired images or pictures. In doing so, VE’s aim is to elevate the consumer’s buying experience. Vendarmour is applied either at the point of order, or the wrap is shipped directly to the customer for easy self-application. Once applied, the technology protects against rips and tears.


Yet, however advanced the technology or robust the mechanism, it remains the case that every vending machine will need repair from time to time. Accordingly, VE’s machine parts and repair service is a crucial element within its consumer




offering. As an MEI Certified Service Center, the company’s certified electronic repair department provides repairs for almost any model of coin mech, bill validator, credit card reader, or control board.



















Likewise, the company offers an extensive supply of vending machine parts, equipping customers with everything they need to get broken machines up and running quickly, and to maximize returns. In order to improve the customer experience around buying parts, the company has also taken significant steps to categorize its inventory by part type and manufacturer, with the full list available through the VE website. At the level of individual products, the company also prides itself on offering reasonable prices, surpassing its competitors in value for money. ■ www.veii.com

Vendors Exchange 164




From Conversion Systems to Spare Parts, DRT has you covered. Why limit yourself to one? Now produce DRT’s Beaded EOE, DRT’s New Depress Panel EOE, or both. Innovation: Now available only from DRT, a new design that produces 10% more tabs per ton of aluminum than the next commercially available tab. Contact us today to learn more! From Conversion Systems to Spare Parts, DRT has you covered Discover more at www.drtmfgco.com METAL PACKAGING CAPABILITIES FOOD AND BEVERAGE END CONVERSION SYSTEMS • EASY-OPEN END PRECISION TOOLING PRODUCT DEVELOPMENT AND INNOVATION • SERVICE AND TRAINING • STOLLE OEM TOOLING
Delivering Sustainable Innovation in Investment Casting


Discover how Hitchiner is innovating with sustainable practices.

hitchiner.com/green-goals

