The dry ice age
Gene Cooke III, owner of Cold Jet, explains why the company is obsessed with the possibilities of reclaimed CO2

Smart manufacturing: As manufacturers look to maximize the use of data analysis and create wider views of operations, their need for reliable networks increases
Automation: Industrial robots may be marvels of mechanical engineering, but they are still inherently ‘stupid’ - introducing more intelligence will unlock a raft of advantages
Sustainability: Three key factors impact a company’s bottom line and the right decarbonization strategy for an entire carbon footprint needs to address these
Issue 204 2022 www.manufacturing-today.com

Hello and welcome to the September issue of Manufacturing Today.
I was very interested to read George Konidaris’ feature in this issue, and his assertion that industrial robots are ‘stupid’. I admit the first picture I imagined was Tony Stark’s robot sporting its dunce’s hat as it stands in his lab! But of course what George means is that it takes tremendous effort to program an industrial robot ‘so that the stupid robot that actually does the work can stupidly repeat the same trajectory, over and over again, to get the job done’. This programming is done by a highly trained engineer, which makes industrial robots expensive and really only used in the creation of high-volume, high-value products.
Now imagine ‘if all you had to do was show a robot what a workpiece looked like and tell it what to do with its business-end - and then the robot would generate all the relevant motion itself, on the fly and at a high-speed, carefully avoiding not just the rest of the workcell but the other robots working in it too.’ George says we’re now breaking out of ‘decades-old doldrums’‘change is here - and you don’t want to be the last manufacturer to realize the benefits’.




Schofield Publishing Ltd
Corporate Head Office
Cringleford Business Centre, 10 Intwood Road, Cringleford, Norwich, NR4 6AU, UK Tel: (312) 854-0123 Tel: 044 (0)1603 274130 www.manufacturing-today.com Please note:
2240 West Woolbright Road, Suite 402
Our cover story this issue shares some insights into the operations at Cold Jet. Today credited as the inventor of modern dry ice technology, Cold Jet specializes in the use of reclaimed CO2, and is recognized as the global leader in innovative dry ice technologies. We were fortunate to speak to Gene Cooke III, owner of Cold Jet, who shares that he business ‘continues to be obsessed with the possibilities of using reclaimed CO2 for cleaning and cold chain logistics’. For the full story, turn to page 22.
dry ice age
www.manufacturing-today.com l 1
Content
Sales
Libbie Hammond EDITOR libbie@schofieldpublishing.com | lhammond@finelight-media.com ON THE COVER
Chairman Andrew Schofield Group COO Joe Woolsgrove Editor Libbie Hammond Assistant Editor Mary Floate
Editors Daniel Baksi • Alex Caesari • Danielle Champ Editorial Administrator Amy Gilks Managing Art Editor Fleur Daniels Art Editors Paul Gillings • David Howard Charlie Protheroe Artwork Administrator Rochelle Broderick-White
Director Alasdair Gamble Business Development Director Philip Monument Head of Global Media Programs Mark Cawston mcawston@schofieldpublishing.com Operations Manager Adam Blanch Research Managers Michelle Fontaine • Natalie Griffiths Jo-Ann Jeffery • Ben Richell • Basil Sharpe Laura Thompson Editorial Researchers Victoria Burke • Mark Cowles Jeff Goldenberg • Melanie Joyce James Page • Wendy Russell Richard Saunders • Kieran Shukri Markus Wellington Advertising Sales Johanna Bailey • Mike Berger Jessica Eglington • James Fuller Will Gwyther • Alex Hartley Reid Lingle • Sam Surrell Marketing Manager Matt Bone Florida General Manager Ryan Finn Boston General Manager Joy Francesconi Subscriptions i.kidd@schofieldpublishing.com Administration Natalie Fletcher • Rory Gallacher Ibby Mundhir
by
advertisers within this publication do not necessarily coincide with those of the
to ensure that the information published is accurate, and correct at time of writing,
by
of such information can be accepted by the publisher. All rights reserved. The
and may not be copied, stored
retrieval
The opinions expressed
contributors and
editor and publisher. Every reasonable effort is made
but no legal responsibility for loss occasioned
the use
contents of the magazine are strictly copyright, the property of Schofield Publishing,
in a
system, or reproduced without the prior written permission of the publisher.
at: Manufacturing Today Magazine
@MfgTodayMag Follow us
Finelight Media
Boynton Beach, FL 33426, USA Tel:
778-2396 © 2022 Schofield Publishing Ltd Editor’s Letter
Gene Cooke III, owner of Cold Jet explains why the company is obsessed with the possibilities of reclaimed CO2 Issue 204 2022 www.manufacturing-today.com Smart manufacturing: As manufacturers look to maximize the use of data analysis and create wider views of operations, their need for reliable networks increases Automation: Industrial robots may be marvels of mechanical engineering, but they are still inherently ‘stupid’ - introducing more intelligence will unlock a raft of advantages Sustainability: Three key factors impact a company’s bottom line and the right decarbonization strategy for an entire carbon footprint needs to address these
(561)
The
6 Sustainability
Manufacturers need to create decarbonization strategies that address complex Scope 3 emissions, as this is critical to make sustainability profitable 10
Sustainable supply chain

When looking to revamp operations to achieve their net zero goals, manufacturers are faced with complex supply chain challenges. What are the sustainable answers? 12

Automation
Robots aren’t living up to their promise – they may be exquisitely engineered but they remain ‘stupid’. That is why robotics companies are looking at AI solutions 16
Smart manufacturing

As an industry that relies on communications, connectivity is key. Manufacturers can consider creating their own bespoke private network to enhance their operations

18
2 l www.manufacturing-today.com Contents
FEATURES 18 Cold Jet Morland 22 48 COVER STORY
Manufacturing news Updates and announcements from the manufacturing arena
INSIDE THIS ISSUE



www.manufacturing-today.com l 3 COMPANY PROFILES MiddleGround Capital Dixon Valve & Coupling Company LLC IQE Gat Creek Excool Active Power 26 34 54 30 42 60






...Contents continued Little Giant Ladder Systems LLC Whirlpool Glowforge Creative Composites ACI Building Systems Smart Start Inc Shop Vac National Composites 64 68 88 92 108 114 130 136








www.manufacturing-today.com l 5 Herrco Cosmetics Skyline Windows Will-Burt Portsmouth Aviation VA Technology Bundy Refrigeration Skymark Packaging Variohm Group 74 82 96 102 118 124 142 146
Green benefits
How the right decarbonization strategy makes sustainability profitable. B
6 l www.manufacturing-today.com
y Mauro Cozzi
www.manufacturing-today.com l 7
Sustainability
While the majority of manufacturers worry over the cost of cutting carbon, many proactive industry players are already seeing the opposite effect. These frontrunners are not only protecting their bottom line through decarbonization, they’re seeing it grow. But not every decarbonization strategy is created equal.
Decarbonization is the process that a business takes to reduce its carbon emissions. These emissions are broken down into three ‘scopes’: scope 1 (direct operations), scope 2 (purchased energy), and scope 3 (everything else in the upstream and downstream value chain).
In the manufacturing industry today, most companies focus on the first two scopes as they’re much easier to control. However, Deloitte estimates that for many companies, scope 3 emissions account for more than 70 percent of their carbon footprint. This is particularly true in manufacturing, where the extraction and processing of raw materials comes into play.
Not so long ago, creating a decarbonization strategy based on scope 1 and 2 emissions was enough to access the green premium so many strive for. But governments, regulators, and customers have matured in their understanding of greenwashing and are now critical of manufacturers who ignore the bigger picture.
Creating a decarbonization strategy that addresses complex scope 3 emissions across the supply chain is critical to make sustainability profitable. This is evident across three key factors that impact a company’s bottom line:
1. Risk mitigation
The CDP reported in 2021 that environmental supply chain risks will cost companies $120 billion by 2026, with manufacturing seeing higher cost increases than any other industry.
Regulation changes, carbon taxes, and resource scarcity pose significant financial risk to all manufacturers. But only those with visibility of their full carbon footprint, including their supply chain, are able to mitigate that risk and protect their profits.
Let’s say a carbon tax is being introduced in the country of a supplier. If the manufacturer doesn’t measure how much of their carbon footprint that supplier is responsible for, they have no way of knowing how much that tax will cost them until it’s too late to do anything about it.
Being aware of how environmental risk translates to financial risk is key to profitability. Coca-Cola disclosed to CDP in 2020 that 21 percent of the water used by its facilities came from ‘areas of high
8 l www.manufacturing-today.com
or extremely-high water stress’. This allowed the company to calculate that almost $1 billion of annual revenue was at risk in India alone.
Insights like these allow businesses to build a decarbonization strategy that adapts their supply chain to reduce environmental financial risk as much as possible.
2. Revenue growth
Around eight in ten consumers seek out socially or environmentally responsible products whenever possible and would switch brands to do so, according to Deloitte. But an increasingly carbon literate consumer base is demanding more scrutiny into how their products are being manufactured.
This consumer demand influences the outcome of tenders. The CDP reported that over 200 large purchasers with a combined $5.5 trillion in procurement spend are requesting thousands of companies disclose their entire carbon emissions.
Tenders are increasingly being decided by which company can prove they’re the most sustainable. A decarbonization strategy that doesn’t shy away from scope 3 gives the minority of companies that are capable of this the upper hand.
Sustainability
Axis, a property services partner in the construction space, uses its advanced carbon data to win bids and increase revenue.
“This data is winning us work when it comes to bidding and tendering processes,” explains Oliver Refson, Sustainability and Quality Manager at Axis. “Setting sustainability targets used to be a nice-tohave, but now it’s a mandatory requirement to get through the final stages of winning big contracts.”

3. Brand reputation
The Science Based Targets initiative (SBTi) claims that 79 percent of executives observed strengthened brand reputation after setting science-based targets in their decarbonization strategy.
These targets signal to customers, investors, and employees that their sustainability activities are credible, practical, and grounded in climate science. They prove that a company is not just going after the emissions it directly controls, but also the indirect emissions in its supply chain and beyond.
We’ve seen how customers respond in tenders when they believe that a product is more legitimately green than others in the market, but investors also favor environmental reputation.
Around 90 percent of institutional investors believe companies with high environmental and social reputations deserve premium share price valuation, and they agree that prioritizing these companies leads to better long-term returns.
The ability to attract and retain talent is also impacted by a company’s reputation on these issues. Seventy-five percent of millennials expect their employers to take a stand on addressing the climate crisis.
A science-led decarbonization strategy for the entire carbon footprint enables companies to unlock these critical business benefits and make sustainability profitable. The proactive manufacturers that are already doing this today have a significant head start. But these opportunities are out there for any company willing to tackle their supply chain emissions. v
For a list of the sources used in this article, please contact the editor.
Cozzi
Mauro Cozzi is CEO and Co-Founder of Emitwise, the carbon management platform for manufacturing businesses and supply chains to confidently understand, track and reduce their carbon footprint. Having raised over $17 million within three years, Emitwise combines 100 years of carbon accounting experience and machine learning technology to accelerate the climate action of the 3rd most carbon-intensive industry globally. By increasing the accuracy of scope 3 emissions, the platform empowers manufacturers and their supply chains to make carbon-led business decisions that lower risk, increase profitability and deliver ambitious climate action.
www.emitwise.com
www.manufacturing-today.com l 9
Mauro
A guide for manufacturers
Let’s begin by asking – what is a sustainable supply chain?
A sustainable supply chain isn’t just the environmental impact it has but it also refers to the holistic application of environmental, social, economic and legal concerns, including waste, carbon emissions, carbon footprint, labor conditions, health and safety and work exploitation.
The importance of supply chain sustainability
The supply chain makes up a large portion of manufacturers’ carbon emissions, but more sustainable supply chains, mean manufacturers can put into practice environmentally aware and eco-conscious ways of working that benefit the planet, reduce emissions and cost, and boost brand reputation.
Manufacturing supply chain challenges Increased costs
Economic factors have impacted the manufacturing industry. Rising costs for energy, labor, and raw materials, are having an impact on profit margins. Many manufacturers are struggling to set aside enough budget for investment in low carbon technologies as well as tackle the rising costs.
Monitoring complex supply chains
Complex supply chains can be challenging to manage. For example, a single product may have several different materials and several suppliers in place to ensure continued delivery in case one supply runs into any issues. When inter-connected, dependent supply chain changes, no matter how small, have a ripple effect on other parts of the supply chain.

10 l www.manufacturing-today.com
Many manufacturers are faced with complex supply chain challenges, particularly when they are looking to revamp operations to achieve their net zero goals. Dan Hulme explores how manufacturers can overcome these challenges
Lack of alignment in responsibility across supply chains
Manufacturers looking to switch to sustainably sourced and manufactured products, may find getting suppliers on board difficult or they may have to switch to new suppliers who can accommodate their requirements. Some overseas suppliers don’t yet understand the value of sustainability in the supply chain. This can make finding a sustainable supplier that can still produce cost-effective products difficult.
How manufacturers can build a sustainable supply chain
Identify sustainability issues within the supply chain
Manufacturers need to know what areas and processes of the supply chain could stand to be improved. However, there may be other

Sustainable supply chain
elements that aren’t so obvious such as hazardous chemicals produced by a factory within the supply chain.
Adopt a circular supply chain
Typical supply chains are linear. The materials are first sent to the manufacturer and then turned into a product, which is ultimately sold to the consumer and then discarded. This creates a huge amount of waste. By implementing a circular supply chain, waste can be reduced through recycling the products and sending them back to the manufacturer for reuse.
Reduce consumption
Transport is one of the largest emissions contributors and is a large part of the supply chain, alongside rising costs of fuel for HGV drivers. However, by investing in low emissions vehicles (LEVs) and electric vehicles (EVs) to reduce both costs and consumption, or through sourcing raw materials from businesses located in a closer proximity to the manufacturing site, most manufacturers can tackle this challenge.
Eliminate dead mileage
For some manufacturers eliminating or reducing mileage isn’t an option. The return journey also contributes to the ever-growing emissions and fuel costs. But there are ways to make the return journey more efficient; transporting materials back to the original base and / or hiring out these vehicles for a portion of the return journey, can also improve the Return on Investment (ROI).
Engage suppliers
None of this will be possible without engaging suppliers in plans to create a more sustainable supply chain. Those who do not have control over other operations within the supply chain (scope 3 emissions), may need to be firm and encourage suppliers to adopt more sustainable practices. This can be done by making it a regular part of conversations, explaining the positives and how they can benefit everyone. v For a list of the sources used in this article, please contact the editor.

Dan Hulme is Inspired PLC’s Carbon Consultant for the UK manufacturing sector. Inspired PLC is a UK market leading technology enabled provider of energy and sustainability advisory services. Since 2000, it has grown in scale and capability and is servicing over 3,400 UK and Irish clients across all sectors.
To enable businesses to respond to the climate emergency, it focuses on solving their toughest challenges. By managing data comprehensively, sourcing energy sustainably and reducing carbon efficiently, it allows clients to control costs effectively, make authentic ESG disclosures, improve their business performance, whilst powering their journey to net zero.
www.inspiredenergy.co.uk
www.manufacturing-today.com l 11
Dan Hulme

12 l www.manufacturing-today.com
Change is here
Despite what you might have read in the popular press, robotic automation is stuck; useful, but much too hard, because we’re still doing things the same old way. New AI technology is set to finally change that.

Industrial automation is one of the key reasons the world is getting better: widespread consumer access to an incredible range of astonishingly complex manufactured goods is only possible because of the scale and cost-effectiveness it supplies. Very few of us know how to build a microwave, and it would take even an expert weeks or months to craft all the parts from scratch by hand, but the average consumer can nevertheless walk into a store and buy one for less than $100.
One tool in the industrial automation toolbox, however, is not living up to its potential. Industrial robot arms have done a lot of good for the world, but mass deployment has been restricted to the automotive and electronics sectors. Even in those industries, their contribution has been important but limited: most of the work assembling a car is still done by humans, with the robot contribution staying in the same lane for the past few decades. Today’s industrial robots are marvels of mechanical engineering, in most cases just as physically capable as a human, and much more precise. So why have they been stuck in the same gear (so to speak) for so long?
The primary reason is stupidity. Robots are stupid; exquisitely engineered, but stupid, and the average industrial robot sold today is
no smarter than it would’ve been 20 years ago. As a result, putting them to work is much harder than it should be. Today’s industrial workcell is a mechanical engineering marvel that expends tremendous effort to bring every workpiece to the exact same position (down to the millimeter) every time, over and over again, so that the stupid robot that actually does the work can stupidly repeat the same trajectory, over and over again, to get the job done. Not only that, but the trajectory itself must be engineered by hand, every rotation or adjustment planned and coordinated by a trained engineer. Repeatable patterns must be established and followed exactly, in order to avoid collision or disaster. The situation is even worse when multiple robots must operate in a single workcell; every move must be tightly timed and coordinated, a pre-planned high-speed ballet enacted in the dark, replayed endlessly without variation.
All that engineering is expensive, so much so that the ROI on an industrial robot only really makes sense for high-volume, high-value products. Industrial roboticists are so used to all these restrictions and all this complexity and all that cost, because that’s just the way things are done; it’s the way things have always been done. Robot workcells are complex because they have to be designed to get around the stupidity of industrial robots. We’ve been in this box for so long that we don’t even see the box anymore; we’ve just come to believe that this is all that robotic automation can accomplish.
www.manufacturing-today.com l 13
Automation
Unleashing the next phase of robotic automation. By George Konidaris

14 l www.manufacturing-today.com
Now imagine a person working on a factory line. A welder doesn’t need what they’re working on to be in the exact same place every time; it would be almost laughable if they were unable to adapt to their workpiece shifting a few inches to the left. Someone screwing bolts into a workpiece is perfectly capable of picking up a bolt from a big pile in a box. And three people working in the same space will take a little while to adapt, but very shortly will have learned to work around each other. You simply put people in a factory, give them some desks and the parts they need to do their jobs, and they figure out how to do the thing right. In short, humans are endlessly flexible, and most important for us here, they’re able to react to and deal with minor variations in the world around them.
This example suggests that the industry’s current focus on ever more precise robot arms, able to ever more quickly repeat preprogrammed motions down to the tenth-of-a-tenth of a millimeter, is not just misguided, it’s holding us back. We find ourselves squeezing the last few drops of ROI improvement from the things we can already automate. But we can instead break out of our box by designing robots with a little more intelligence. Not the chess-playing, schedulemaking, essay-writing kind of intelligence, but the simple practical intelligence of how to sense the world, and how to move around without smashing into it.
Just imagine if all you had to do was show a robot what a workpiece looked like and tell it what to do with its business-end - and then the robot would generate all the relevant motion itself, on the fly and at a high-speed, carefully avoiding not just the rest of the workcell but the other robots working in it too. Think of how much less expensive everything would be, how much easier and cheaper robot factories would be to build, how many applications robots would suddenly make sense for. All that in exchange for just the ability to move around in the world, as competently as even the simplest insect.
Unlocking this next stage of robotic automation will require the development of robot controllers capable of displaying the basic physical intelligence required to deal with the world as it is, rather than as it can be engineered to be (at great expense). A new generation of
robotics companies are, today, building on recent gains in AI technology to deliver just this, with the goal of making robots just a little less stupid and a lot more applicable, and so breaking the industry out of its decades-old doldrums.

Manufacturers - especially in these post-pandemic days where supplies are rare and demand remains high - tend to be very conservative towards new technologies, for the simple reason that they’re running businesses with low margins and hard throughput targets. It’s natural to not want to take too many risks when you have to deliver the things people use in their lives every day. But that conservatism is a dead-end, a recipe for finding yourself left behind. Now is the time for manufacturers to begin embracing new technologies - the type that can dramatically improve automation and have a long term effect on throughput, productivity, efficiency, and optimization - in short, your competitive advantage.
The factory floor of five years from now is not going to look like it does today. They will be less expensive, more reliable, and more flexible. Change is here - and you don’t want to be the last manufacturer to realize the benefits. v
George Konidaris

www.manufacturing-today.com l 15
Automation
George Konidaris is the co-founder and Chief Roboticist of Realtime Robotics, a Boston-based startup that helps companies deploy smart automation faster, reduce cost, and improve productivity. He is also an Associate Professor of Computer Science at Brown, where he is the recent recipient of an NSF CAREER award, young faculty awards from DARPA and the AFOSR, a DARPA Director’s Fellowship, and the 2020 IJCAI-JAIR Best Paper Prize. Realtime Robotics technology generates collision-free motion plans in milliseconds for industrial robots and autonomous vehicles. Its solution empowers robots to function together in unstructured and collaborative workspaces, as well as to react to dynamic obstacles the instant changes are perceived. Its solutions expand the potential of automation. www.rtr.ai
Smarter communications
Manufacturers are moving to smarter and more automated operations to stay efficient, competitive and profitable, and there are many support systems in place to facilitate this.
Earlier this year, the UK government announced a £50 million data innovation hub as part of the £300 million UK R&I Made Smarter Innovation Challenge, to support manufacturers with the development of digital technologies to help to boost productivity, growth and sustainability.
The connectivity problem
In an industry which relies on communications - whether its backend business systems, production-line sensors, automated vehicle guidance apps, or team members across a site – connectivity is key.
For many manufacturers, it’s vital that communication networks are secure, simple to manage and, above all, always-on. But even the smartest of manufacturers will struggle with coverage not-spots, dropped connections and high cost, complex systems.

Typically, the largest manufacturing sites will often face the bigger issues. The scale and complexity of these sites means that conventional public networks and WiFi options often struggle to meet connectivity needs.
Facilities that are based in rural, hard to reach, or more remote settings will also face difficulties as public mobile coverage can be limited; whilst operations that are based in urban areas are forced to compete with thousands of consumers and businesses for wireless bandwidth.
Unreliable connectivity has created a communications gap for businesses around the country that are looking to maximize the use of
16 l www.manufacturing-today.com
With the Government’s new data innovation hub set to accelerate digital technology in manufacturing, Mick Goulding explores the role of connectivity and private networks in securing sites, protecting people and supporting digital transformation in manufacturing
their data analysis and create a deeper and wider view of operations to increase efficiency. One area that manufacturers can be smarter with regards to their communications is by building and deploying their own private mobile network.
What is a private network?
Private networks are bespoke 4G or 5G mobile communications networks that help meet the specific needs of manufacturing sites, applications and existing coverage challenges. They provide guaranteed, always-on connectivity, tackling unplanned outages and ensuring operational continuity.
The private network system is designed around the specific needs of manufacturing sites and existing coverage challenges to offer a range of operational applications, like real-time data, that enhance worker safety and allow for in-depth asset tracking.
Enhancing safety
Private networks also enable a range of applications to support workers on site. For example, personal health devices can be used to
Smart manufacturing
continually monitor and provide health checks in hazardous or highstress environments. Where hazardous materials may be used, digital sensors connected via the network will constantly assess air quality and detect contaminants to prevent potentially harmful toxins impacting worker health.
Better connectivity will also enhance video surveillance and provide more accurate geolocation monitoring to track the location of assets, removing people from perilous locations entirely through task automation and remote control.
Tackling downtime
Unplanned downtime, which has the potential to lead to significant and costly delays, is an ongoing challenge for the manufacturing sector.
The low latency, high bandwidth, round the clock guaranteed connectivity of a private network provides manufacturers with the opportunity to enhance their connectivity and boost applications like data analysis. This allows for a deeper and wider view of operations, enabling real-time site monitoring and remote operations, which makes tackling downtime and increasing efficiency within the industry easier.
Transforming operations
Along with tackling downtime and ensuring worker safety, private networks provide manufacturers with the ability to utilize transformational digital technology, and upgrade key applications, including data analytics, asset tracking, automation, predictive maintenance and asset localization.

Faster connectivity will provide enterprises with detailed data analytics, enabling the monitoring of operational communications in real-time. This smart sensor data, in combination with machine learning, allows machinery to make swift and informed operational decisions.
Enhanced connectivity means manufacturing can also be made more efficient with asset tracking and asset localization, which enable autonomous vehicles and software guidance systems to provide 360° situational awareness of mobile assets, improving production lines by using geolocation to increase traceability of parts and tools.
Once situated on-site, machines and robots can be automatically and independently monitored, enabling the removal of manual repetitive tasks, with predictive maintenance ensuring the operational continuity of key assets to create smarter manufacturing production.
With levelling up high on the UK’s agenda, the manufacturing sector has a pivotal role to play in boosting productivity, creating skilled jobs and supporting local economies. Key to success will be secure, enhanced connectivity, and the industry must act now to ensure it has the capacity to apply novel digital solutions to manufacturing challenges. By leveraging initiatives like the government’s data innovation hub, the industry can invest in private networks and become a frontrunner in the race towards smarter production and Industry 4.0. v
www.cellnextelecom.co.uk
www.manufacturing-today.com l 17
Mick Goulding is Commercial Director, Enterprise at Cellnex UK. Cellnex is Europe and the UK’s largest and fastest-growing independent owner and operator of neutral wireless telecommunications and broadcasting infrastructures.
Mick Goulding
Mint condition
Rockwell Automation Inc., the world’s largest company dedicated to industrial automation and digital transformation, is working with The Royal Mint to design, build, and commission a facility to safely recover valuable metals from electronic products.
E-waste is one of the fastest growing waste streams with less than 20 percent currently recycled worldwide. The Royal Mint is using patented chemistry to recover more than 99 per cent of gold and other materials from electronic waste contained within the circuit boards of discarded laptops and mobile phones.
Building on a 15-year relationship with The Royal Mint, Phil Hadfield, UK Managing Director at Rockwell Automation says: “We are proud to continue our working relationship with The Royal Mint to create a new source of high-quality precious metals for the business and help with the global challenge of electrical waste.”
Precision molding
Profile Plastics has become a TactoTek licensee, with rights to design and produce In-Mold Structural Electronics (IMSE) solutions that use TactoTek intellectual property, creating a complete IMSE supply ecosystem in North America.
Profile Plastics is an established supplier of precision Film-Insert-Molded (FIM) parts to global automotive OEMs, and their tier one and two suppliers.
According to Nat Svela, VP of Sales at Profile Plastics: “Our customers are asking for solutions that integrate cosmetics, structure, and electronic functions, including capacitive touch and lighting, into a single part - TactoTek’s IMSE technology delivers that integration. Because it’s a single-piece injection-molded solution, IMSE designs minimize parts and assembly.”
Marko Suo-Anttila, SVP Engineering at TactoTek, highlights that: “Profile Plastics is one of the pioneers of FIM and has decades of experience. This is the ideal background to become IMSE- capable, quickly and efficiently.”
It’s electrifying
EV Technology Group Ltd. has entered into terms with MEPC Silverstone Park, securing a 90,000 squarefoot industrial lease at the historic motoring site. The new facility comprises EV Technology Group’s EV Centre of Excellence, and has been constructed by MEPC as part of its latest 265,000 square-foot development at Silverstone Park.

This follows the recent announcement of the proposed acquisition by EV Technology Group of Fablink Group Holdings Limited, a tier one contract manufacturer in the United Kingdom, which operates seven manufacturing and assembly sites with over 750 employees. Fablink operates its Streamline Automotive Division, which services the increasing demand in the UK for contract vehicle assembly services, especially in the Electric Vehicle (EV) sector. The new Silverstone facility will allow EV Technology Group and its subsidiaries to rapidly expand EV manufacturing and assembly capacity, supporting its vision of electrifying iconic brands.
As EV Technology Group looks to expand its house of brands, this state-of-the-art facility will be home to the company’s electric vehicle engineering and development hub.
Wouter Witvoet, CEO and Founder of EV Technology Group, says: “Silverstone has been the home to many iconic motoring stories - and our future electrifying iconic brands here will be part of its next chapter. The site’s location puts us in the heart of the booming UK EV industry, and will allow us to scale manufacture and assembly of electric brands such as the iconic MOKE.”
Modern refurbishment
Sustainability is at the heart of a partnership between robotics and automation specialist FANUC UK and machinery refurbisher, Electron Engineering Services Ltd (EES). By retrofitting a cutting-edge FANUC CNC into a lathe for a subcontract machinist, as well as a FANUC digital spindle motor and drive, servo drives and new electrical interface, this legacy machine has been upgraded ready for the digital age.
As well as boosting productivity by delivering improved functionality, faster programming and enhanced reliability, the partnership is helping to cut waste by breathing new life into old machines, repurposing them for today’s smart manufacturing needs.
Based in Halifax, West Yorkshire, EES has been refurbishing machinery for over 30 years. “The majority of the machines we refurbish – that we essentially remanufacture – are actually of a higher build quality than many of their more modern counterparts,” explains Richard Vogel, EES Sales Director. “They are of robust, predominantly high-integrity cast-iron construction, and would have been at the cutting-edge of technology when first commissioned.
“The refurbishment service we provide brings these machines in line with modern day requirements, while ensuring that the brilliant engineering that went into them in the first place isn’t discarded. This includes making sure they are compliant with modern standards and regulations.”

Manufacturing
18 l www.manufacturing-today.com
News
NEWS IN BRIEF
“LET’S MAKE IT MORE COMPLEX” SAID NOBODY, EVER
Our suite of software is the simplest to intergrate, adopt and use. It’s time to experience SMARTER HR, PAYROLL & FINANCE.

MHRGLOBAL.COM


22 l www.manufacturing-today.com
Gene Cooke lll
The dry ice age
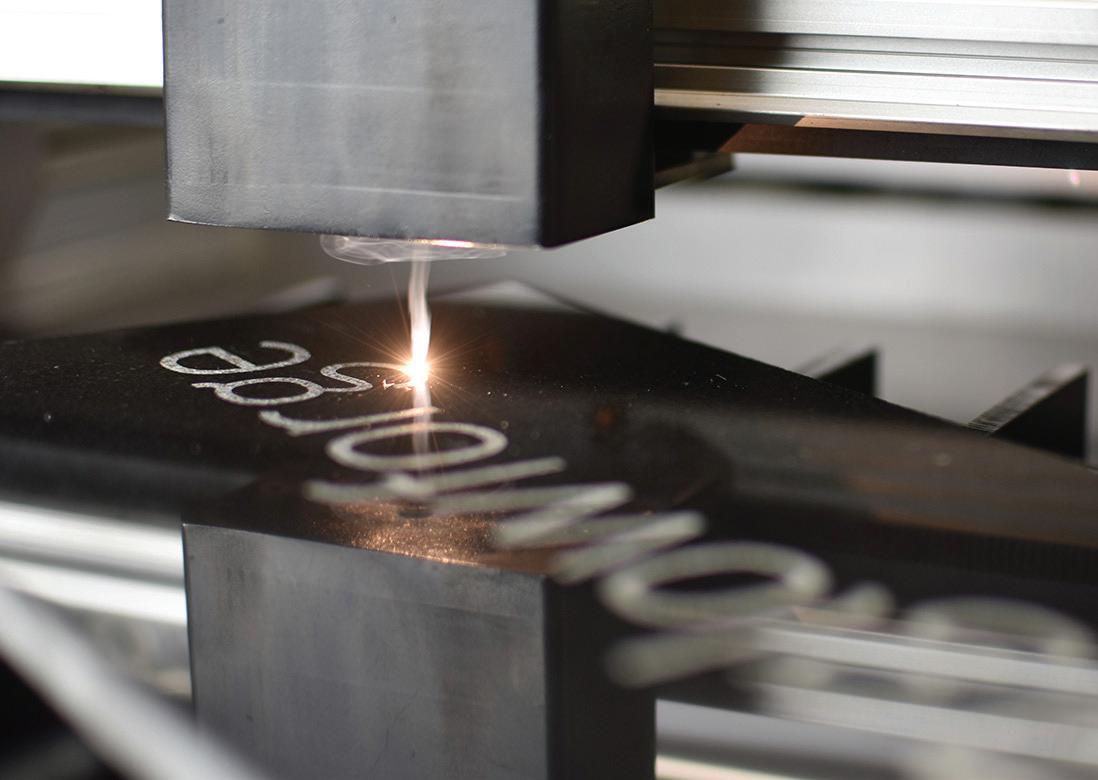
Since its launch in Loveland, Ohio, way back in 1988, Cold Jet has been focused on developing environmentally sustainable solutions. The company’s original mission was to replace the use of toxic chemicals within aircraft coatings, recognizing what was then a compelling ecological need for the reduction or elimination of the use of chemical solvents. “Methylene chloride was the base chemical then used by various militaries around the world for the maintenance of aircraft,” reflects Gene Cooke III, owner of Cold Jet, speaking to Manufacturing Today. “To investigate the use of solid CO2 or dry ice as a medium to remove coatings from aircraft surfaces, we formed a partnership with McDonald Douglas, then a major American aerospace manufacturing corporation and defense contractor.”

It was during that process of discovery that Cold Jet identified a set of manufacturing opportunities to minimize or eliminate the use of chemicals in cleaning applications, with the potential for application across a host of industries, from food processing to automotive manufacturing. “For the next 30 years, we pursued the belief that CO2 could be used for surface preparation and cold chain logistics,” Gene explains.
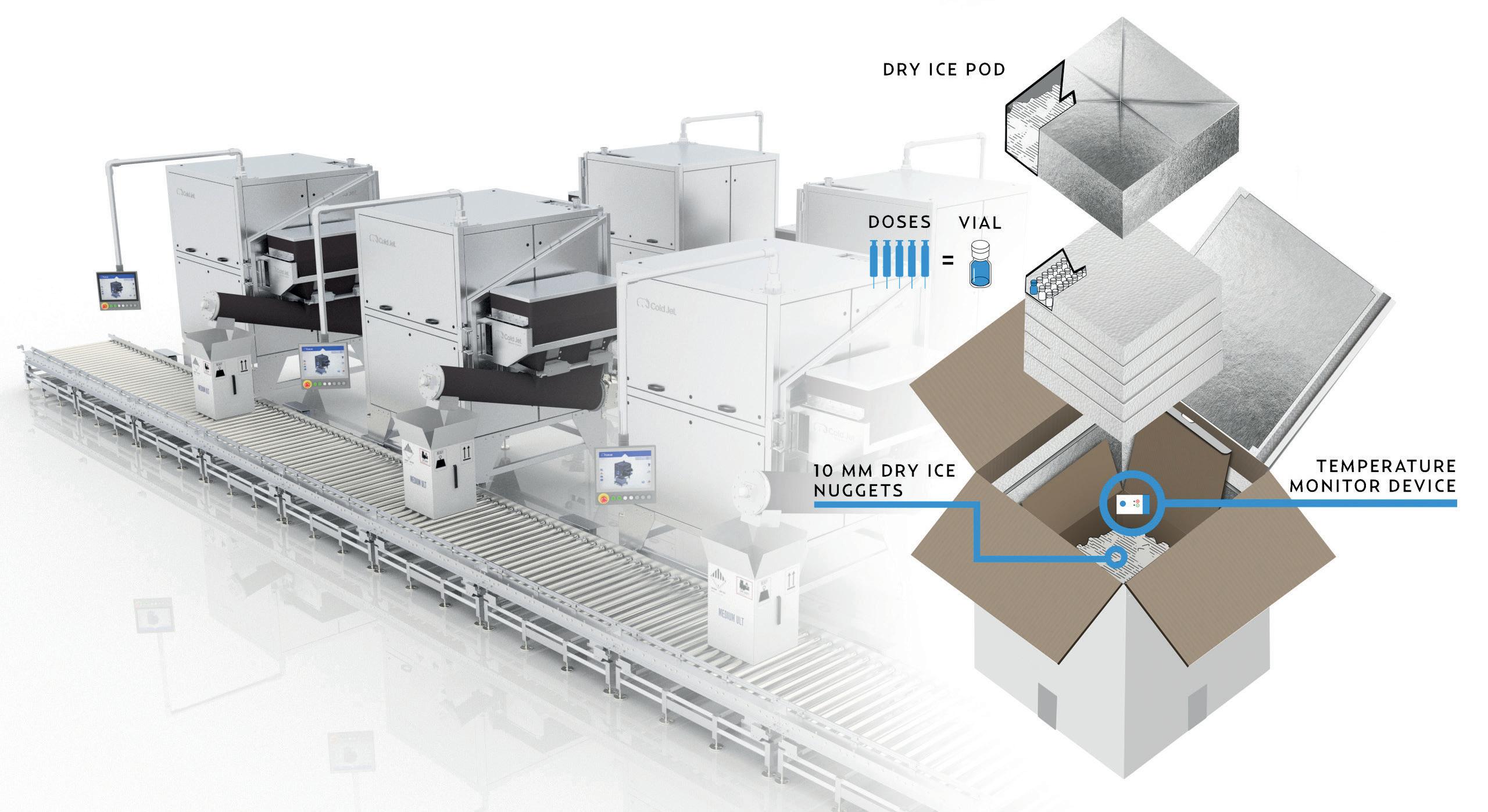
Along the way, Cold Jet has been bolstered by multiple investments, including its acquisition of IceTech in 2016, a leading manufacturer of high-performance and reliable dry ice blasting and dry ice production equipment, and automated solutions. Founded in Denmark in 1998, IceTech had supplied equipment to more than 180 countries around the world at the time of its purchase by Cold Jet, both directly, and through a network of more than 30 distributors. Many of the IceTech staff remain within Cold Jet, which is today credited as the inventor of modern dry ice technology. Specializing in the use of reclaimed CO2, Cold Jet’s dry ice is formed through the capture of waste CO2 from industrial and biogas facilities, prior to its conversion into a commercially viable cooling and cleaning medium. In this way, the company is able to reduce greenhouse gas emissions, while delivering a product that is water and chemical free.
“We’re currently undertaking a large project with a manufacturer headquartered in Cincinnati, looking to completely eliminate the use of water throughout their manufacturing process,” Gene indicates. “Water is one of the most precious resources in 2022, and its use for cleaning process equipment is unnecessary when it could instead be redeployed far more effectively.”
Vital solutions
Today, Cold Jet is the global leader in innovative dry ice technologies. The company boasts three primary manufacturing facilities across the globe: in Cincinnati, Ohio; Bramming, Denmark; and Poznan, Poland. A further seven sales and service facilities are located across Europe, Japan, China, Mexico, and Canada, as part of an operations footprint that spans 13 different countries in total, and which gives Cold Jet the capability to provide worldwide support for its clients. Across its facilities, the company currently produces a total of eight primary environmental cleaning and surface preparation systems, together with six primary dry ice manufacturing systems and a suite of compatible accessories and configurations. But Cold Jet isn’t stopping there, and recently announced its CONNECT technology, a core intelligence, customer service, and support platform designed to sit across both its business segments.
“We’re very excited about Cold Jet CONNECT,” Gene admits. “The concept is simple: data is the currency of 2022, and we need to be able to provide it in real-time to the customers who are operating our equipment, and to the service organizations who support it. For instance, we work with a manufacturer in Missouri, US, who operates four facilities, producing a wide range of refrigeration systems for brands including 7/11 and Subway. They use about 50 of our dry ice blasting systems throughout their assembly facilities to remove the overspray of foam that can occur during production. With CONNECT, we can provide them with data from any individual set of equipment, on any single manufacturing line, on any given day, or we can summarize data from across the totality of their equipment.
www.manufacturing-today.com l 23 Cold Jet
More than 30 years ago, Cold Jet placed its faith in the potential of dry ice as a cold chain logistics medium. Today, that faith is being repaid with a flurry of new contracts, fueling the company’s ambitious expansion plans
“With that, they can understand and develop best practices,” he continues. “It can unlock the answer to why facility A might be performing differently to facility B, thereby empowering the customer to take better decisions to achieve more efficiencies. The aim is to tie 100 percent of the use of our products into real-time data monitoring and report generation.”
The company is also investing heavily in its own systems as it seeks to maintain its cutting-edge capabilities. “We’re working on moving from a Kanban manufacturing system to a fully integrated MRP system for all our facilities around the world, which is a huge undertaking,” Gene reveals. “We’re also including an automated barcoding system for all our materials, components, or sub-assemblies. Because we produce our dry ice manufacturing system in Denmark, which is then sold in
the Americas and Asia, there’s a significant volume of inter-company trading that needs to take place to satisfy local taxing laws and accounting standards. We need to plan how much inventory we have in Shanghai, Stuttgart, or Seattle. Barcoding is a way to optimize our operations, helping us to understand exact costs, and then to generate proper invoices, all without generating delays for the customer.”
Cold Jet has experienced significant success in recent years, with annual year-on-year growth of 15 percent. It’s come at a time when much of the manufacturing industry has suffered, as the arrival of the Covid-19 pandemic saw customers close their doors, and demand for products and services dwindle. Cold Jet’s ability to avert this downturn is thanks, in large part, to the company’s vital role in the transportation and distribution of much-needed vaccines.
“We have a reputation when it comes to the delivery of dry ice manufacturing solutions to a multitude of customers,” Gene emphasizes. “Thanks to that, Pfizer was able to find us in June 2020 with a very pressing need, while its vaccine was still under development. Since then, we’ve worked with Pfizer at its primary manufacturing facilities in Brussels, Belgium and Kalamazoo, Michigan, while also working at their primary distribution sites in Pleasant Prairie, Wisconsin.”
Building partnerships
Perhaps unsurprisingly, it’s a partnership that has seen Cold Jet rapidly expand its footprint within the biopharmaceutical and life sciences sector. “The messenger RNA that Pfizer utilized as the primary protein in its vaccine requires preservation at ultra-low temperatures,” Gene comments. “Dry ice was determined to be the perfect transport medium, with respect both to the need and the volume of goods that needed to be distributed all the way from the point of manufacture, through to ultra-low temperature shipping containers, and further on to the point of inoculation. We’ve worked hard to be an excellent supplier to Pfizer, and that’s allowed us to acquire even more business with companies throughout the world, such as Thermo Fisher Scientific.”
Although Cold Jet’s partnership with Pfizer helped to see the company through what might otherwise have proved a difficult time, there remained obstacles to be overcome. In order to meet the demand of Pfizer and others for dry
24 l www.manufacturing-today.com
Moving forward, we hope to be able to extend our capabilities, transitioning away from the supply of dry ice production machines, and adding a level of expertise in the totality of the use of dry ice as a transport medium, across volume, sizing, and packaging. In doing so, we’ll be able to minimize our waste footprint, while offering a more comprehensive service for our customers
ice, the company relied on the health of its own global supply chain.

“We have two primary product lines: environmental cleaning and surface preparation, and dry ice manufacturing systems,” Gene states. “The former is split between Cincinnati and Poland, the latter between Cincinnati and Denmark, plus a number of proprietary sub-assemblies. Working with our base in Scandinavia, mainland Europe, and the US, we’ve really developed relationships at the local, regional, national, and multi-national levels, which has set us on track to surpass $100 million in revenues in 2022.
“Part of that is culture,” he adds. “At Cold Jet, we are more collegial and collaborative, and less formal than some other companies might be, and we translate that into our supplier relationships. We’re not looking for last dollar negotiations, we’re looking to build business partnerships that enable us to be responsive to our customer base, but also respectful of the business objectives of those suppliers. That means availability of the right material, at the right time, takes precedence over cost per unit and payment terms.”
It’s been a remarkable journey for Cold Jet, and for Gene. Reflecting on the company’s growth from its initial start-up phase, he credits much of its success to the engagement and dedication of his employees. “It all began with a
few cowboys who were willing to place a bet on the future of our business,” he says. “Now, as of the end of July 2022, we have 291 full-time colleagues around the world, and we’re set to exceed 300 by the end of September. The challenge from here is to continue to create the same level of engagement today that we had when we were just ten or 15 in number. We need to add more disciplines and processes, with replicability and scalability; that’s a fine line to tread.”
Looking towards the long term, Gene is intent on the need for the company to remain driven in its ambition. “We continue to be obsessed with the possibilities of using
reclaimed CO2 for cleaning and cold chain logistics,” he concludes. “Moving forward, we hope to be able to extend our capabilities, transitioning away from the supply of dry ice production machines, and adding a level of expertise in the totality of the use of dry ice as a transport medium, across volume, sizing, and packaging. In doing so, we’ll be able to minimize our waste footprint, while offering a more comprehensive service for our customers.” v
Cold Jet www.coldjet.com
Services: Dry ice solutions

www.manufacturing-today.com l 25 Cold Jet
The industry insider
MiddleGround Capital is a private equity firm wise beyond its years. Formed of leading industry professionals, the company is taking a unique hands-on approach to investment, with a focus on driving higher ESG standards across its portfolio
Although only established in 2018, MiddleGround Capital (MiddleGround) is the product of years of experience. A private
equity firm specializing in the business-tobusiness industrial and specialty distribution sectors, its founders worked together for more than a decade in middle market private equity
investing, prior to MiddleGround’s founding. Currently, investing out of both its mobility and flagship second fund, the company takes an operationally focused approach to value

26 l www.manufacturing-today.com
creation, partnering with its portfolio companies to support long-term growth strategies.
But MiddleGround isn’t your run-of-themill investment firm. With a board comprising
MiddleGround Capital
leading industry professionals, the company possesses the insider knowledge required to navigate industry trends and exploit market niches with greater agility than general investors.
Direct access to major CEOs, as well as influential customer connections, further drives MiddleGround’s ability to identify high-growth companies.

www.manufacturing-today.com l 27
MikeBridge
“We have real-world industry experience,” confirms Mike Bridge, Director of ESG and Data Analytics at MiddleGround, speaking to Manufacturing Today. “Our operations team comprises 25 individuals who have lived within the challenges that these companies are facing.
“We have experience ranging from former hourly line workers to operations executives from major OEMs. In fact our founding partner, John Stewart, started his career installing bumpers on Toyota Camrys. Our DNA is factory floor experience.”
Investing in what we know
Headquartered in Lexington, Kentucky, MiddleGround launched its first fund in August 2019, with a value of $460 million. In June


2021, this was followed by its flagship second fund, worth $800 million. It’s been a tricky few years for businesses, with the arrival of the Covid-19 pandemic in early 2020, followed by supply chain shortages, and the war in Ukraine. But amid these uncertain times, Mike argues that businesses are looking for a change – a factor that is driving healthy deal flow for MiddleGround. “In particular, we’re seeing an uptick in smaller and family-owned businesses coming to market,” he comments. “Although we’re only halfway through the year, we’ve already exceeded the deals we received in 2021, which puts us on track for a recordbreaking year.
“The manufacturing deals we’re seeing are typically tighter processes; they’re asking buyers
to come to the table with more,” he continues. “They are not just looking for capital, they are looking for partners to help solve problems. That means our research-intensive approach, oriented around a particular thesis, has paid dividends, as has our operational expertise. We’re able to position ourselves well because we’ve already underwritten and understood the market trends at a macro-level.”
One such deal arrived in November of 2020, with MiddleGround’s acquisition of Shiloh Industries, Inc., a global innovative solutions provider focusing on lightweighting technologies. The move fits neatly within MiddleGround’s mobility thesis, and further echoes the company’s stated commitment to ‘invest in what we know’. The company’s
28 l www.manufacturing-today.com
The ESG team attends investment committee meetings to discuss the risk and opportunities identified in our ESG screening process. We assess every portfolio company on a common set of 15 key performance indicators, including governance, worker welfare, environmental stewardship, energy use, waste, safety indicators, board makeup, and more
seventh platform acquisition from its first fund, it was the second automotive deal to be sourced, subjected to due diligence, and closed during the Covid-19 pandemic.
“Our automotive experience gives us the knowledge of where the industry is going when it comes to EVs and lightweighting, for which Shiloh had a really excellent portfolio,” Mike reflects. “At the same time, we have the capability to identify where we can add value to that company beyond others. That spoke well to the sellers, and was the basis on which we were able to close the deal.”
An ESG-led approach
As it looks to build its reputation for valueadded investment, MiddleGround is aiming high. In June 2020, it became the first sub-billiondollar AUM company to sign the Principles for Responsible Investment (PRI). As Mike explains, it’s a topic “near and dear” to the company’s heart. “When we look for new investments, we identify transitional assets,” he indicates. “That might be companies who traditionally struggle to adhere to ideal working conditions, or those who are poor stewards of the environment, where we believe we can bring improvements.”
But ESG isn’t an add-on for MiddleGround; it’s a central part of the company’s investment criteria. “The ESG team attends investment committee meetings to discuss the risk and opportunities identified in our ESG screening process,” Mike goes on. “We assess every portfolio company on a common set of 15 key performance indicators, including governance, worker welfare, environmental stewardship, energy use, waste, safety indicators, board makeup, and more. We’ll compare that to our internal data and available information to understand where a company sits in relation to its peers, and set targets better than that. Many of our investments are precisely that: helping companies to know where they are in that journey, and being a resource for them to plot a path within ESG. It can be intimidating to get started, but we encourage everyone to get on board because it can make a substantial difference.”
As Mike is well aware, it’s one thing for companies to have an ESG policy. It’s quite another to execute on that policy. “Nowadays, that’s not enough,” he emphasizes. “You need to be able to set targets, track and measure your performance, and prove what you’ve achieved.”
Crucially, MiddleGround’s emphasis on ESG is founded on the belief that an ESGled approach can deliver operational and process enhancements. That, in turn, drives
the return on investment. “We’ve been in the shoes of operators, and we understand that enhancements are driven by supporting shopfloor workers and leaders first and foremost,” Mike argues. “We place a strong focus on culture, whether it’s through boot camps, the setting up of production management systems, or engaging factory workers directly and listening to their ideas.
“One company in our portfolio produces galvanized steel eye beams for the solar market,” he goes on. “At the time of our due diligence, the working conditions were inadequate – there was a lack of bathrooms, a lack of protection, a lack of a proper rest area. Whereas some firms might be scared of that investment, we immediately installed temporary facilities after acquisition, before investing $2 million into permanent facilities, and another $1.6 million into equipment upgrades. By visualizing targets for the employees and encouraging motivation, we were able to reduce a $16 million backlog in less than ten weeks. We were even able to take 35,000 pounds of unnecessary waste that was formerly going to landfill, and repurpose that for the production of minerals for cattle –both saving the company $200,000 annually, and protecting the environment.”
So firm is MiddleGround’s commitment to staff welfare, in 2021, the company mandated a minimum hourly wage of $15 per hour across all its North American businesses. More than 500 members of staff had their pay increased as part of the initiative, but MiddleGround isn’t satisfied. The company is now planning for a so-called ’25 by 25’ initiative, targeting a minimum compensation package of $25 per hour by the year 2025.
“We feel that giving our staff $10 per hour relative to employees in an industry such as fast-food hospitality is a good target area to be, in respect to the skills and expertise present among our workforce,” Mike notes. “We’re going to continue to evaluate that every year. It’s an investment in our people that we’re not afraid to make.
“At the same time, we’ve built out our own internal automation team, stacked with industry veterans, whose responsibility it is to identify which jobs are low value-added, and to automate those,” he continues. “That includes loading and unloading machines, repetitive work, or perhaps those jobs which involve a high ergonomic burden. Then, we’re able to repurpose the staff to other areas of the business, thereby increasing operator efficiencies.”
For Mike, it’s important for companies like MiddleGround to share this expertise when it
comes to ESG. “Collaboration makes the world a better place,” he states. “We’re happy to compete head-to-head, but we believe we have a responsibility to impart what we’ve learned, and to listen to how others have succeeded in order to improve ourselves.”
International expansion
Moving into the latter part of 2022, MiddleGround is set to make further investments in its ESG team. “We’ve already brought onboard our Vice President of ESG, Madelyn Tutewiler, who brings a wealth of experience from the oil and gas industry,” Mike notes. “Together, we’ll look to build out our next industry thesis, centered around ESG, with a view to launching an ESG fund in the early part of 2023. We’re also in the process of building a five-year strategy for ESG, and educating our team company-wide about its importance.”
An international expansion is on the cards, as MiddleGround gets ready for the opening of its new Amsterdam office, scheduled for early 2023. “We already have a number of European facilities,” Mike notes. “The Amsterdam office will enable us to better support those, while opening up a new investment base. We currently have just over 80 members now, and we expect to be closer to 100 by the end of the year as we look to expand our team internally.
“MiddleGround will continue to be a front runner when it comes to implementing real change,” Mike concludes. “We’re going to continue to invest in our core thesis and stay on top of industry demands. At the same time, we’ll look to systematize our playbook, while also incorporating flexible tools to evaluate risks and opportunities. Above all, our focus remains on executing the actionable deals that come through our pipeline.” v

MiddleGround Capital www.middlegroundcapital.com Services: Private equity firm www.manufacturing-today.com l 29
MiddleGround Capital
Go with the flow
Committed to customer service and innovation, Dixon Valve & Coupling Company, LLC strives to delight its customers every day. With an extensive product range and expanding global reach, the organization has one foot firmly in the future

Dixon Valve & Coupling Company (Dixon) was founded in 1916 by Howard W. Goodall. A premier manufacturer and supplier of hose couplings, valves, dry disconnects, swivels, and other fluid transfer and control products, Dixon has enjoyed steady growth throughout the decades. The business continues to add new products and services to its offering that align
with its value proposition, and it endeavors to be the easiest organization with which to do business by delighting its customers every day.
Dixon’s growth can largely be attributed to a drive to find solutions for its customers. From its beginnings serving customers operating within the oil and gas industry to branching out into a variety of different markets over the decades, the organization’s product offering is
30 l www.manufacturing-today.com
ever-evolving. From food and beverage to fire protection and transportation, being able to penetrate a wider range of markets has helped Dixon enhance its customer base.

Today, the business boasts over a 1100page catalog, showcasing a variety of product lines. This wide range of products appeals to distributors, who can rely on Dixon as a onestop shop for their needs. With an extensive
distribution network throughout the U.S., Dixon strives to ship the majority of orders the same day they are received.

As Bob Grace, President of Dixon Valve, explains, “we work really hard to help our customers and support them, before, during, and after the sales process.” To be able to achieve this level of customer care, the organization places huge importance on
employee training. From virtual and in-person training sessions to company-wide webinars, employee training to achieve exemplary customer service helps to set the organization apart from its competitors.
Expanding global reach
Dixon’s strategic objective is to create solutions that make products safer, longer lasting, and always available to customers. As a company with strong roots in the U.S., it has always been important to be close to the customer base; both from a manufacturing and a distribution perspective. The company’s growth and site locations are a result of organic, U.S.based acquisitions and expansions. Existing manufacturing sites have been embedded over the years to continue to offer the knowledge, expertise, and necessary infrastructure for operational efficiency and excellence. In terms of distribution center locations, Dixon’s choices have been driven by a desire to serve the customer base from a local network.
Over the years, the business has exploited opportunities for global expansion as they’ve arisen. Following a UK acquisition in the 70s, the business opened up to the European market and has since expanded into France, Germany, and the Middle East. In 1996, the organization acquired Australian manufacturer, Minsup, which is now known as Dixon Asia Pacific and has grown to incorporate five locations across Australia with operations in both China and Singapore. This impressive growth has enabled product diversification within the global arena.
From distribution to product innovation, Dixon is driven by the needs of its customers. “We work with our customers, who are distributors, and we work with end users, to highlight challenges and ascertain requirements,” expounds Bob.
www.manufacturing-today.com l 31
Company, LLC
Dixon Valve & Coupling
Dixon evolves its product offering in response to industry trends and demand. One such line are products for use in cryogenic applications. With the acceleration away from traditional fossil fuels and a move towards cleaner solutions, Dixon has seen an increase in the demand for products for the storage and transportation of Natural Gas (NG) and Liquid Natural Gas (LNG). NG and LNG are cooled to cryogenic temperatures to become liquids allowing for economical shipping and storage. LNG is used in vessel fuel bunkering, at fueling stations for on-highway and off-highway vehicles and for peak shaving at power plants and pipeline systems when energy demand is high. Dixon’s product mix has evolved to include couplings and valves that incorporate seals able to withstand the temperatures necessary for those applications. This market is snowballing
and Dixon intends to keep pace.
Like most businesses, Dixon felt the immediate repercussions of the pandemic. Following the uncertainty and downturn however, operations began to stabilize; parts were needed, and demand started to increase. “Within a year of the start of the pandemic, we were ramping business back up,” stated Bob. “We had a pretty good advantage over organizations more reliant on overseas products. With in-house manufacturing capabilities and our three foundries, we benefited from greater control over our supply chain. This reduced reliance on external suppliers gave us a competitive edge.”
The aforementioned foundries, which are owned by the parent company The Dixon Group, are located in Quarryville, Pennsylvania, and Winnipeg, Canada, with the most recent
acquisition, in Dayton, New Jersey. Many of the products Dixon makes start with a foundry casting which enables greater control over processes and end-product quality. Richmond, the latest foundry acquisition, was a long-term supplier. With an excellent working relationship, it was logical for the business to join the group and expand its global reach into alternative markets.
With the addition of a 100,000-squarefoot facility that houses its Boss manufacturing division, Dixon now has ten manufacturing operations. Boss is home to Dixon’s legacy brands, including Air King® couplings, King combination nipples, LPS Frac fittings, Holedall® , and King Crimp®. The state-of-the-art facility has enabled Dixon to manufacture with increased efficacy and efficiency.
“The world will always have the need for industrial goods, so there will always be a need to manufacture products, but how they are manufactured and where is the question,” says Taylor Goodall, President of The Dixon Group, “so we plan to continue to invest in our employees, automation, and facilities to make this possible.”
Dixon is proud of its culture and is intentional in its expectations of employees. Rather than merely signposting its mission and vision,

32 l www.manufacturing-today.com
Dallas, North Carolina, U.S. location
Each of our manufacturing divisions have a dedicated group of engineers working on specific product lines. The future for us is new products and new markets, and we are optimistic
the organization works to embed its core operational values. Each quarter, all 1700 employees come together in small groups for company-wide training on a range of pertinent topics, from safety and wellness to financial results. “The organization is far easier to manage when we’re all on the same page,” states Bob. “We know how important it is to treat each other with respect and it will always be that way. Our values center on six pillars; respect, responsibility, caring, citizenship, trustworthiness and fairness.”
Driving efficiency
Moving forward, Dixon will continue to focus on its supply chain and manufacturing facilities in a bid to boost inventory levels back to pre-pandemic status. Equally, the business continues to review its markets; making sure all opportunities are optimized. Customer buying habits have changed, inevitably in response to recent supply chain shortages and many customers want to boost inventory levels to weather potential future storms. Dixon will do its best to meet those expectations, alongside innovating and expanding its product portfolio.
Indeed, innovation is a long-term plan. Dixon is proud of its innovation center, created in honor of its pioneer founder, Howard W. Goodall, and his son Richard B. Goodall. In dedication to the father-son duo, company engineers research and develop new concepts, materials, and products for use in the market. “Each of our manufacturing divisions have a dedicated group of engineers working on specific product lines,” explains Bob. “The future

for us is new products and new markets, and we are optimistic.”
Looking to the future, automation and lean operation are essential. Continuous improvement is imperative for operational optimization; helping to reduce waste, remove bottlenecks, and ultimately implement solutions. “For example, if we review a process that may have been in operation for the last ten or 20 years, we would take new equipment and technological advances into consideration when evaluating efficiencies, set-ups, cycle times, and tooling within the arena of continuous improvement,” explains Phil Wilson, Vice President of Manufacturing.
Dixon’s focus on automation is a response to the world changing and the current manufacturing climate challenges, particularly
in terms of labor shortages. Tools, such as an automated loading cell for example, would enable the reallocation of labor from one area to another. Alongside this, it’s equally important to improve training opportunities and upskill the existing workforce. “Additionally, we will be working to align and benchmark our manufacturing processes,” continues Phil. “Whether in the form of a process improvement or in automated equipment, lean operation is certainly helping us to drive efficiency, positively impact quality responsiveness, and contribute to reduced lead times.”
The future looks bright for Dixon. It aims to do bigger and better things for both the organization and its people, while continuing to delight its customers every day. v

www.manufacturing-today.com l 33 Dixon Valve & Coupling Company, LLC Headquarters Chestertown, Maryland, U.S.
www.dixonvalve.com/en/home Services:
manufacturer
Dixon Valve & Coupling Company, LLC
Valve and coupling
Conducting the market


34 l www.manufacturing-today.com
Deep dive into IQE: the UK based company at the foundation of the global semiconductor industry
David Bishop

www.manufacturing-today.com l 35 IQE
On the open market, there were no boundaries when it came to technology; but those days are changing.” That is David Bishop, Head of Global Supply Chain at IQE, the world’s leading designer and manufacturer of advanced compound semiconductor technology. He sat down with Manufacturing Today to reflect on the company’s evolving commercial interests, cutting-edge innovations, and science fictionlooking future.
“In the last three-to-four years, global trade wars between the US and China have changed everything,” he begins. “When I first joined IQE, you could procure raw materials all over the
world without issue; you could have suppliers in any region. That is just not the case anymore. In today’s market, you have the US putting constraints on China; the latter, moreover, will not buy anything that has content from the former. These two titans of technology and industry are truly butting heads. The US, for instance, has started using Export Control Classification Numbers (ECCNs) to restrict selling US-created content to restricted entities.”
As David explains, that sent shockwaves through the business. Every piece of equipment and every material that IQE owned or bought had to be ECCN compliant. However, if working with a client on the restricted entities list, the
process had to be inverted; the company could not use anything with certain US content or certain ECCN-classifications. On a micro level, some customers from China would often stipulate that no raw materials from the US were to be used in products being shipped to them.
“It was a total nightmare,” he admits. “But we have overcome this. Our supply chain is unique in that all our raw materials are very high in purity, predominantly coming from columns three and five on the periodic table. We take those materials and work our magic on them in a reactor and grow layers.”
It all sounds very science fiction. “That is just the start!” David laughs. “We buy a substrate, a crystal that is grown, sliced, and polished so that it has a crystal lattice structure on it. This allows us to grow the epitaxy layers on top of it; the substrate provides the foundation since without it the structure would fall apart. With that in place, we can grow up to 400 layers; each layer being a micron thick, and by growing up to 400 of them, we are able to create the device characteristics required to enable an extensive range of technologies on the marketplace.
“The one technology we enable that most people would recognise is 3D-sensing

36 l www.manufacturing-today.com
IQE
The next big revolution for us is going to be electric and driverless vehicles. These kinds of technologies will require a lot of compound semiconductors, especially on the autonomous driving front – I would go as far as to say that it will be led by compound semiconductors
technology,” he details. “With that function, high-end phones can utilize facial recognition software. We were the pioneers of that technology, and the only company that could create the device characteristic in 2017 when it was launched on the first mobile phone handsets to have this functionality. To return to the science behind it all, as mentioned, we grow a 400-layer structure, and each is a micron thick, giving us a total of 400 microns – equivalent to about one third the thickness of a grain of sand! Together with the substrate, we can produce a six-inch wafer (or one disc), that is capable of producing 12,000-to-15,000 devices. These are not much bigger than a grain of sand.”
And it goes further. Within those chips are about 1400 vertical-cavity single-emitting lasers, each generating a single 950 nanometer laser, and these are the pieces of technology we look at when, say, unlocking our phones via facial recognition software. “These operate through an emitter-to-receive model,” comments David. “The lasers are emitted by the phone, bounce back off your face, and send data to the phone. Therefore, it can work out the imagery it is sensing in 3D. It is, in short, mind-blowing.”
IQE’s story dates back to 1988 when its first Metal Organic Chemical Vapor Deposition (MOCVD) operation began in Cardiff, Wales, under the name of Epitaxial Products International (EPI). What then followed was consistent year-on-year growth, with the firm primarily servicing optical communications
38 l www.manufacturing-today.com
markets with its diverse range of photonic products (light emitters and detectors, such as lasers, LEDs, and photodetectors, for example). Transitioning to the IQE name, the company continued to design and manufacture epiwafers using a process called epitaxy, as previously explained by David.
Through that process, the company is able to manufacture RF epitaxial wafers, photonic epitaxial wafers, substrates, and nano-imprint services, among other integral technological items. IQE remains a leading force in a variety of markets, including wireless (smartphones, tablets, computers), power control (power suppliers, electrical vehicles, LEDs), photonics
CS Clean Systems (UK) Ltd.

(lasers, optical sensors), and infrared (nightvision, thermal-imaging). To facilitate these commercial endeavors, in 2017, IQE announced its new, state-of-the-art mega-foundry in Newport, Wales, measuring over 30,000 square meters.
Talking cars
As David reflects: “Our founder, Drew Nelson, had this vision, back in 1988, that compound semiconductors were going to be the next revolution after silicon. Silicon has its limits; you can only go so far with it because there is a natural limit to the material’s capability. Drew saw that the silicon industry could not go any
CS Clean Systems (UK) Ltd. are a key supplier for the IQE Newport Mega Foundry, covering all the toxic gas abatement needs for this facility. Top-of-the-range CLEANSORB® CS200PD PRIMELINE DUAL Systems have been supplied for 24/7/365 continuous point-of-use toxic gas abatement for the exhaust lines from MOCVD Reactors in a demanding production environment. Fully passive CLEAN-PROTECT Abatement Systems are installed for the removal of toxic gases in the event of an emergency release. CLEANSORB® LABLINE Systems are in use for gas cabinet vent purge detoxification. These products are regularly serviced and maintained by CS UK’s Service Team.
further; however, fortunately, he also realized that compound semiconductors could unlock a range of new technological enhancements.
“Our initial and largest market remains the wireless market,” he reveals. “Most handsets will have some form of IQE content in them – and that does not just mean mobile phones. Inside your handset is a bunch of hardware; it started off with 2G, then 3G and 4G, and now you have 5G (or, simply, the amount of data being transmitted to the phone). For each type, a device will require a chip: one 2G chip, one 3G chip, one 4G chip, and now one 5G chip. Four in total, all managing wireless frequencies differently; if one is weak, then the next one down the list picks up the signal.
“Unlike the radio, however, when signals drop in and out, the user experience is not impacted because the chips self-manage all the frequency modulation,” David continues. “This is the world IQE started off in, and it has exploded since then. Now people are talking about 6G. It is unbelievable! We have a large share of the market, with more than half of devices featuring our technology.”
www.manufacturing-today.com l 39 IQE
Though the wireless market has been a commercial mainstay for the firm, it has not been averse to branching out into other sectors. More recently, for instance, IQE has been active in healthcare, automotive, and power management markets, as well as developing technology for aerospace and security applications. “The next big revolution for us is going to be electric and driverless vehicles,”
explains David. “These kinds of technologies will require a lot of compound semiconductors, especially on the autonomous driving front – I would go as far as to say that it will be led by compound semiconductors.
“For example, vehicles might have sensors for Light Detection And Ranging (LiDAR),” he goes on. “In fact, to make a car truly autonomous you would probably need to add about 70 LiDAR
sensors; although you sometimes see cars with giant cameras on them now, these will actually be tiny in comparison. I doubt you would even notice them! Linking that in with 5G connectivity, which we discussed earlier, all autonomous vehicles could hypothetically communicate with each other. That would mean that, if an accident has occurred further down the road, the cars ahead can communicate with those at the back; they will then be able to take avoiding action to mitigate risks associated with dangerous situations. All before a human driver could even see it coming! It is like something out of science fiction, but the technology is available – in fact, it is here today.”
Promising products
The conversation then turns to the logistical backbone of the business and its manufacturing footprint, which has, David points out, changed over time, and become more streamlined. Using a process called epitaxy, which we have already discussed in detail, IQE can manufacture its cutting-edge epiwafers; however, at the heart of that manufacturing procedure is a sophisticated reactor. “We use slightly different reactors depending on the type of epitaxy we are doing; that is, whether it is, say, gallium arsenide- or silicon carbide-based,” David highlights. “Over the years, we have worked to make our business units more seamless. For instance, it used to be the case that all our wireless business was completed in one facility, while our 3D-sensing technology was all at another site.

“Now, however, as the only global pure play epitaxy supplier with manufacturing across three continents we have developed our sites to be multi-faceted,” he goes on. “This is particularly important when you consider the way the global market is heading. If a Chinese customer wants a wireless device, then we can make it in Taiwan; if we are dealing with a US customer, then we can produce it in America. Although multifunctionality is important, different reactor types depending on the end application are still necessary.
“The German manufacturer Aixtron is pivotal in that,” David asserts. “We have a wellestablished strategic partnership with them. They supply the majority of our reactors. With Aixtron’s latest upgrades and technologies, we can live up to our reputation as the world’s leading epitaxy provider.”
Indeed, IQE has built itself on a wave of progress, and that wave is driving technologies of the future – one of which is now closer than ever. Currently, for example, the company is migrating from a six-inch substrate to an eightinch equivalent.
40 l www.manufacturing-today.com
As David explains, this means that IQE will now be able to access the silicon eco-system as this kind of infrastructure starts at eight inches; whereas, below that figure, IQE could only work through the compound semiconductor infrastructure.
In short, it will open up access to the silicon industry, which in turn will open up a whole new set of opportunities. “For the rest of the year, we will be working on a number of new platforms that will give us much more diversity in terms of our product portfolio,” comments David.
“To that end, we recently announced a strategic manufacturing partnership with Porotech, a pioneer in microLED and GaNbased semiconductor technology. The focus of the partnership is to develop, scale and commercialise a unique wafer technology that achieves all three colours (RGB) on a single 200 or 300 mm GaN-based wafer for ultra-high-density and efficient microLEDs, the applications for which include AR/MR/VR, wearable devices, smart displays and large-scale direct view displays,” he concludes. “This feat is simply impossible today; each one of the LED
colours is currently grown separately and then merged together. It is a complex task. However, with IQE’s proven heritage in GaN epitaxy and our industry-leading footprint in high volume wafer manufacturing combined with Porotech’s PoroGaN® microdisplay technology platform, we are creating a compelling and differentiated product offering, We look forward to many
more opportunities such as this and what promises to be a bold future for IQE. v

IQE www.iqep.com
Services: Compound semiconductor manufacturer

www.manufacturing-today.com l 41 IQE
The coolest technology
Excool has been designing, developing, manufacturing and delivering cooling solutions for data centers for the last 12 years. Its solutions predominantly use indirect evaporative cooling technology with the aim of reducing consumption of both energy and water.
Currently, Excool is cooling somewhere in the region of 320 mega-watts of white space and has supplied over 1200 units globally. With a strong presence in Europe and the UK, the business also has projects in Asia, North America and South America. It opened its first staffed facility in the US in 2020, incorporating a showroom and warehouse. “The last five years have brought incredible transformational change to our business,” explains Jon Pettitt, Chief Commercial Officer. “We have developed new technologies and expanded our global reach.”

Jon believes what sets the business apart is its focus on data center cooling as a specialty. “We dilute neither our technology nor business practices with any other applications. Our niche technology has helped to put us where we are today.” In the past, to reduce energy consumption, the cooling process would predominantly incorporate water usage. As Jon suggests: “We used to throw swimming pools of water at a unit to reduce the amount of energy consumed.
Power Usage Effectiveness (PUE) used to be the most critical aspect of data center certification and water was not really a prime consideration. Ten years ago, a five mega-watt data center was considered large. Today, we’re looking at 50 to 100 mega-watt centers that can be a kilometer-square in size. However, advances in technology have ensured that our energy consumption is approximately the same as it was. Rather than throwing metaphorical swimming pools
42 l www.manufacturing-today.com
How Excool creates safe server environments that don’t cost the earth
of water at a unit, comparatively, we’re now throwing bucketfuls’, and achieving very similar performance, in terms of overall energy usage. Water is a scarce resource. The fact we’re able to achieve incredible energy efficiencies while using minimal water and at times, even reducing overall water consumption, is a huge achievement.”
To achieve this capability, Excool has moved away from the traditional method of flooding heat exchangers. As Jon expounds: “We are now using some AI in our technology and software to establish the best mode of usage depending on a range of factors. From weather conditions to the relative cost of energy verses water or availability of rainwater harvesting, for example, the sequence of operations can be tailored to optimize efficiency as an additional layer on top of the materials, design and technology of the physical unit itself.”
The discussion around water and energy consumption is a preoccupation for Jon. As he explains: “My personal crusade at the moment is to try and get data center operators to understand that by physically using water from source, you can actually save consumption overall. Many people are averse to using water, but when exploited in a smart way, it can enhance efficiencies.
“Almost every kilowatt of power generation, anywhere in the world, barring about 10 percent, involves some incumbent water usage. Maybe the best way to describe this is if you had a gallon of water and used it in a power station to generate energy, perhaps 800 watts of power would be produced. By the time that power reached the data center, due to intrinsic losses, you may end up with 750 watts of useable power. However, if you took that same gallon of water and put it straight into Excool’s technology, you would get a full kilowatt of useable cooling power at source. By using that little bit of water in the data center, it’s possible to reduce the amount of water that would be used by the power station down the road to generate that kilowatt of power for you.
“There are lots of different discussions around this subject, but ultimately, at Excool, we are championing the technology that enables our customers to save significant amounts of energy and water when compared to typical consumption by other technologies to perform the same function.”
Technological advancement is at the forefront of Excool’s operations. A recent investment has been a new vacuum-forming machine for heat exchanger manufacture. It has enabled Excool to build larger, more
www.manufacturing-today.com l 43 Excool
intricate heat exchangers that provide enhanced efficiency. The unique heat exchanger is manufactured from a composite material, which unlike the more commonly used aluminium, makes it resistant to corrosion, more robust and leak-tight. The Excool adiabatic and evaporative cooling system has been developed specifically for the product and is highly efficient both in terms of its ability to saturate the outdoor air fully and in its water use. The technology has enabled the business to build a slightly larger, more efficient unit.
Of Excool’s 180,000 square feet in the UK, approximately 120,000 is manufacturing space. The new on-site Excool Zero factory is an additional 60,000 square feet, providing, as Jon suggests, “a template for factories going forward. This new site has enabled us to significantly increase our manufacturing capability. We have moved from approximately three to between 12 and 16 units per week. We have the possibility of


44 l www.manufacturing-today.com
scaling to 22 units a week without changing anything we do, in readiness for larger projects and larger orders.
“This building template has the potential to be rolled out, as and when we start to grow in other areas. We already have 15,000 square feet in the US which helps in terms of our supply chain and delivery. Supply chain is a major consideration for everybody at the moment. For every ten units that we build, we probably have orders for eight and place the remaining two into stock, which tends to fly off the shelves. We have kit available and can deliver to almost anywhere in the world within six weeks. People are changing designs to be Excool-compatible and wanting to hold stock of the Excool Zero design.”
Jon believes this growth is fundamentally thanks to the new, more efficient and compact design of heat exchanger. “We have managed to cut our manufacturing man hours by about 40 percent, by building all the features into a single unit, thereby increasing


www.manufacturing-today.com l 45 Excool


46 l www.manufacturing-today.com
productivity and quality. Whereas before we had a range of maybe eight different-sized units, we now have two, complete with features,” says Jon. “With this, comes economy of scale. The pricing we go to market at is significantly lower than before and we know it’s extremely competitive, with quality second to none. This availability, coupled with the product’s reliability, suits the current market and is helping to drive growth in places like the US.”
Indeed, Excool has enjoyed a very successful couple of years in the US, currently working on its fourth major project, stateside. In the UK and Europe, the business is going from strength-to-strength, having worked and continuing to work with big names, such as CyrusOne and Digital Realty. Further growth is on the horizon, with upcoming projects in
4D Coils and Excool
the Middle East and the Far East, in Malaysia.
Depending on where the customer is based, Excool’s aftersales team will deal either directly with the client or with certified partners. The business also boasts some phenomenal remote monitoring and engineering capabilities.
Jon goes on to highlight the importance the business places on its people. “There is nothing more important than making sure we have the right people, we keep them happy and we keep them motivated in what they do. We have an incredibly successful graduate program. Our team of graduates is phenomenal and we have a fairly high staff retention rate. One thing, however, that has proven challenging is recruiting good quality refrigeration engineers. To address this issue, we have started training engineers ourselves to help develop the skill sets we require.”
Looking to the future, further expansion and Excool Middle East is on the cards, with the aim of establishing an office in Dubai. Jon elaborates: “I am then going to look at opening an office in Asia Pacific, probably in Singapore. In terms of the Americas, my next aim is to find a local, large-scale assembly facility. I hope we will have offices in both the Middle East and Singapore, alongside a manufacturing and assembly plant in the US in the next three-to-five years. The data center business is phenomenal. It isn’t shrinking in any way and it’s crucial to keep pace.” v
Excool
www.excool.com
Services: Advanced data center cooling
4D Coils has proudly been an integral part of Excool’s supply chain for over seven years. Our good working relationship is one of mutual respect and trust, often working from the early stages of design with Excool’s design teams to achieve optimum product performance. Our proprietary software tools along with 3D drawings are made available for product modelling and seamless integration into Excool’s cooling systems, whilst our testing capabilities have also helped Excool to achieve UL Certification for the US market.

www.manufacturing-today.com l 47 Excool

48 l www.manufacturing-today.com
Driving productivity
Founded in 1972 as the woodworking division of Interior Products Group (IPG), Morland is a manufacturer of timber-based fit-out products. The company began its life as a supplier primarily to the UK’s caravan industry, but has since expanded into a range of industries, including construction and marine, to which it offers decorative panels, architectural profiles, and doors.
It’s been a difficult few years for the manufacturing industry. In March 2020, the Covid-19 pandemic arrived in the UK, followed by a swift lockdown of all but essential businesses. Trade has long since opened back

up, but not without significant supply chain challenges. “It was quite obviously a tricky time,” reflects James Morris, Group Managing Director at Morland, when asked about the company’s experience. “We were lucky that some of our construction work just kept on rolling. Much of our supply chain stretches to Europe and the Far East, and we encountered varying challenges within each area. For materials coming from Asia, container prices jumped from a pre-pandemic price of $3000 to more than $18,000, although they’re now on their way down once again. That imposes significant cost pressure, and there’s limited wiggle room for that to be offset.
“Across the board, we did our best to communicate with our suppliers to tell them exactly what it was we needed, how much of it we needed, and what the drop-dead date was for its arrival,” he continues. “With our top 15 suppliers, we held twice-weekly meetings to give updates from both sides. We still couldn’t influence the price of containers, but we coped, and now we can begin to look forward.”
Morland’s vision is to supply its customers with high-quality fit-out materials that are fully finished, leaving only the task of assembling and securing the final product. “In manufacturing, we have to focus on the basics,” James insists. “That means delivering on-time, in-full, at good
www.manufacturing-today.com l 49 Morland
Morland is embracing automation in the workplace, but not at the expense of human labor
value, with a focus on quality and customer service. Most of the businesses we supply have their own production lines, so there’s always a pressure for continuous improvement. Over the years, we’ve tried to build a closer relationship with our customers in order to understand their problems, and to know what we can do differently to potentially benefit their own processes.”
To realize this, the company has invested heavily over the years to enhance its capabilities, bringing upgrades to its factories, machines, and software. As an advocate of lean manufacturing, the company has ensured that
the majority of its staff have completed formal Kaizen and 5S training. Meanwhile, Morland’s powerful ERP system gives it the ability to provide a just-in-time delivery service of batchspecific materials to rolling production line schedules.

“We’ve been involved with a number of automation projects during the last few years, which have proved to be a really eyeopening experience, and very successful,” James comments. “Some of those thoughts and solutions were previously only available to slightly bigger companies, but a lot of that equipment is now becoming more mainstream,
and includes automation of material handling, machine tending, and other jobs where it shifts the skill requirement to a new area.
“In the last four-to-five years alone, we’ve purchased a new production unit, located on the same industrial park as our two existing buildings,” he continues. “We had a great opportunity to bring all three parts of the business – panels, profiles, and doors – onto a single business park, and the unit was sufficiently large that we were actually able to sell our separate satellite factories, which gave the added benefit of being able to bring all our staff together. Whereas previously we had separate teams, with their own lines of communication, now we have a campus feel. The next stage will be to build on that, making everything more and more efficient.”
Automation motivation
For many businesses, and for their employees, discussions of automation can be frightening. But new technology doesn’t have to come at the expense of human labor. “Especially for a company of our size, the rate at which you’re able to automate isn’t so rapid that you end up with the threat of lost jobs,” James insists.
“We go to great lengths to help our employees understand that the introduction of technology isn’t about cost-cutting, it’s about becoming more productive. Part of that means making sure we’re making the most of the various skill sets among our people.
“What we’ve seen in our most recent project is that after the introduction of automated processes, some of the skill levels required actually have to increase,” he continues. “All of a sudden, instead of a very manual process, we have one that requires an in-depth understanding of software. For our people, it’s been a fulfilling challenge to develop that understanding and learn new skills, and that contributes to their overall job satisfaction.”
Building on this, James is keen to emphasize the vital regard in which he holds the company’s employees, and the importance
KLEIBERIT
KLEIBERIT is taking big and innovative steps into the future of new adhesive and surface technologies. Intensive research and development work, as well as a wide range of application technology solutions, were the basis for innovative developments now available in the KLEIBERIT product range.
With a completely new PUR hotmelt adhesive series, based on more than 50 percent renewable raw materials, KLEIBERIT fulfils its goals concerning sustainable and resource efficient production, and use of high-performance adhesives for industrial and handicraft applications.
As a result, KLEIBERIT meets the market requirements of the furniture and supplier industry to make product life cycles sustainable, from production to use and eventual disposal.
A whole range of bio-based PUR hotmelt adhesives for different applications is available. For the edging of panel materials, the bio-based KLEIBERIT 707.9.80 is available, with outstanding performance in terms of heat, cold and steam resistance. The product achieves excellent results when edging panel materials with edge materials such as ABS, PMMA, PVC, PP, veneer and many standard solid edges. It ensures the highest bonding quality, especially in kitchens and rooms with high humidity.
Another example is KLEIBERIT 702.0.80 for wrapping pre-treated PVC profiles and wood materials with PVC foils and decorative papers. This bio-based PUR hotmelt adhesive impresses with very high initial strength and, above all, with tremendous hot and cold resistance from -40 to over 140°C.
50 l www.manufacturing-today.com
Morland
We want to expand our business plan into Europe and see ourselves better recognized in our key sectors: marine, construction and leisure. Hopefully, we’ll have brought to those markets more cost-saving, process-improving products. If we can do that, it’ll help us grow to where we ultimately want to be

of a robust company culture. “We’re a family business, and with that comes a relatively informal relationship amongst the teams, and a largely flat hierarchy; we don’t have a traditional top-down structure, and that’s apparent,” he confirms. “Our people know they can talk to me at any time – my door is always open, and the same goes for the rest of our senior management team. That’s the way we like it.”
E-commerce commitment
One relatively new sector for Morland has been e-commerce. A successful venture, when the company first launched its e-commerce activities, its benefits took James by surprise. “Going back five years, we were very much a traditional industrial supplier to leisure, caravans and motorhomes, marine boats, and construction builders of various kinds,” he recalls. “It was a revelation to find that we could actually sell products online. We suddenly found ourselves selling sheets of pre-decorated wood to the DIY market, and that was a viable business, with slightly better profit margins than those to be found on the industrial side, with better payment terms.”

The benefit of e-commerce was once again underlined by the

52 l www.manufacturing-today.com
Covid-19 pandemic, as it filled the vacuum left in the absence of commercial trade. “That business took off hugely in the first period of lockdown, because everyone was at home undertaking various DIY projects,” James says. “Since then, it’s continued to perform very well. We took the view that e-commerce was a new business stream in its own right, and that we therefore should invest in it and work hard to make it best-in-class. That investment is just about finished. We’ve integrated the whole process with our ERP system, from taking the order, to getting it out the door in one seamless flow, and we will keep building on that. We’ll also bring out some added B2Bfunctionality in 2023, which will enable our larger customers to easily check our stock levels and create their own product catalogs.”
With the threat of Covid-19 now broadly in the past, and as the trading environment continues to ease, James is keen for Morland
to get back on the frontfoot when it comes to its product lines. Behind the scenes, the company has been busy as ever, creating new innovations to meet the needs of customers across its primary markets.
“We’ve got a new stock range of fire doors with a standard set of dimensions and finishes, which enables them to be supplied within 48 hours,” he reveals.



“That’s ready to go, and will be up and running shortly. We also have some new materials in the pipeline, which we’re due to introduce in the first quarter of 2023.”

Looking beyond the next year, the longterm goal for Morland is to keep building its reputation and growing its reach – an ambition that is set to take the company’s operations further afield. “We want to expand our business plan into Europe and see ourselves better recognized in our key sectors: marine,
construction and leisure,” James confirms. “Hopefully, we’ll have brought to those markets more cost-saving, process-improving products. If we can do that, it’ll help us grow to where we ultimately want to be.” v
Morland www.morlanduk.com
Services: Panel, profile, and door construction
www.manufacturing-today.com l 53 Morland

54 l www.manufacturing-today.com
A factory like no other

www.manufacturing-today.com l 55 Gat Creek
How Gat Creek is flying the flag for Appalachian wood furniture
Gat Caperton, President of Gat Creek
As an owner of a wood furniture factory, there are two assumptions people make about me,” says Gat Caperton, President of Gat Creek, when speaking to Manufacturing Today. “The first is that I must have been born into the business. The second, is that I must have been really good in the shop.”


Neither is true. The son of an insurance salesman, and far from a standout woodworking student in his youth, Gat entered the trade by accident following the completion of his undergraduate degree. “When I was growing up, my dad had a small business,” he recalls. “I thought that was cool, and I thought manufacturing was cool, so that’s all I was looking for. Then I came across a small furniture factory in Berkley Springs, West Virginia. They made beautiful furniture, but the factory was a disaster. I took out a big loan in order to purchase the business, and I set to work!”
Twenty-six years later, Gat Creek is going strong. More than 165 employees make up what Gat describes as the company’s “community of artisans”, thanks to whom it’s able to produce a range of residential home furnishings, built from sustainable, locally harvested Appalachian hard woods – part of an ethos that has come to define Gat’s long tenure at the company.
“Within a year of starting the business, we began working with The Conservation Fund to educate ourselves about the forest, and how we, as a wood manufacturer, can contribute towards its protection,” Gat explains. “Around 15 years ago, I helped found the Sustainable Furnishings Council, promoting sustainability throughout the furniture industry. Today, I’m also on the board of the American Appalachian Hardwood Manufacturers Association (AHMI).
“Located in Berkley Springs, we’re close to the geographical centre of the Appalachian Forest, the most successful forest in the world,” he continues. “Today, there are more trees here than there have been at any time within the last 100 years, and they’re growing 2.4 times faster than they’re dying or being harvested. It’s a phenomenal story, and we’re right in the middle of it.”
56 l www.manufacturing-today.com
For Gat, the forest isn’t the only thing undergoing a renaissance. As new technology comes on board, domestic manufacturing within the US is also experiencing a revival, while also reshaping the ways in which products are made. “In the old days, a wood shop like ours had around a dozen machines to make a part,” he points out. “You would have a drill, table saw, joiner, shaper, sander, and more. They would produce 50 parts at a time because otherwise they would have to keep walking between the various machines. Today, we’re a lean manufacturing set up. We put a solid wood panel onto the table of our
Nederman
five-axis CNC machine, which can machine the entire piece, drill holes, shape the sides, and out comes the part.”
Once the machining is complete, products move onto Gat Creek’s building process, where they’re worked on by each of the company’s specialized artisans in turn. “We don’t run an assembly line,” Gat insists. “Each of our builders has their own work bench, where they specialize in around 10-to-25 pieces. They get through around one-to-five pieces of furniture a day, depending on the size. When a product’s completed, they’ll sign and date it, and move it through to the finish room, where we complete
all the color work. Finally, we personally package the piece, and roll it out to the truck, which will deliver it to a customer’s home.”
As Gat alludes to, the beating heart of the company’s operation is its people. But in a male-dominated industry, Gat Creek is bucking the trend, with an employee base more than half of which is made up of women, from the shop floor, to management, right through to the advisory board. “We’re a mirror of our community,” Gat explains proudly. “At the end of the day, it’s people making furniture. What matters is that they care about and have passion for what they do.”
Take control of your factory air with Nederman’s SmartFilter family of future-proof fume and dust collection and filtration solutions. Improve worker health and safety, increase productivity, have efficient maintenance and improve sustainability with SmartFilters suitable for woodworking, metal fabrication, composites, automotive manufacturing and more. Prepare for a more automated and connected future with Nederman’s proven and reliable filtration technology and an innovative insight IoT platform.

Integrated sensors placed on critical system components including fans, VFDs, combustible dust isolation valves, material handling systems and more provide operational data available for viewing on any connected device.
The insight control functions as the HMI, an IoT gateway and filter controller. It includes a vibrant digital touchscreen with summarized home screen, system schematic and alarms, conforming with global standards.
Nederman offers myAir service and support where customers access data analytics and enhanced technical support, empowering them to take control of their factory air.
www.manufacturing-today.com l 57 Gat Creek
businesses worldwide, as the arrival of the Covid-19 pandemic forced a halt upon operations, and precipitated disruption throughout global supply chains. For Gat Creek, however, it’s been largely positive. With customers spending more time at home, demand for high-quality furniture has been on the rise, and shows little sign of slowing down.

“There’s nothing better for the furniture business than to lock everybody up for two solid years!”, Gat jokes. “People spend their money where they spend their time, and the pandemic has given us a phenomenal boom for that reason. We’re busier than ever before, working right at our capacity, and trying to carry out 80 hours of work in half that time. At the same time, it’s been tough. We were devastated to lose one of our truck drivers during the pandemic, and the size of the tragedy shouldn’t be understated or forgotten.
“The most recent challenge we’re facing is inflation,” he continues. “As a factory owner in that situation, you suddenly find yourself with a big backlog, and a whole load of materials, the cost of which skyrockets before you have a chance to build it for your customer. That presents a real risk that we don’t get priced out, so we have to be careful. In response, we quickly moved to raise our prices, but it took around six months for that to come through.”
As it looks to build resilience against future crises, and continues to respond to the ongoing backlog of demand, at the time of our interview, Gat Creek is in the process

58 l www.manufacturing-today.com
of expanding its Berkley Springs factory. If all goes to plan, the move will add approximately 40,000 square feet, doubling the company’s capacity.
Production Systems, Inc.


“Next year will involve a lot more catching up as fast as we can,” Gat insists. “Then, the aim is to shift gear in a way that is respectful of both the marketplace, and of the people
who have worked hard to help us catch up. When some businesses experience big swings in demand, they execute a hard landing with lots of layoffs. We’d like to avoid that.
“Today, we’re a $25 million business, or thereabouts,” he concludes. “In five years’ time, I’d like to double that. We have the capacity to do so, we just need to figure out how to build and sell twice as much furniture. If we can do that, we’ll be set.” v
Gat Creek www.gatcreek.com
Services: Wood furniture manufacturing



As An Original Equipment Manufacturer And Integrator Of Paint Booths and Custom Finishing Systems, We Work With Our Customers And Their Coating Suppliers To Develop Optimal Finishing Solutions.
Production Systems, Inc. was founded in 1972 by William A. Ball in High Point, North Carolina, and continues to operate as a family owned business. Today, we design, fabricate, and install many different types of finishing systems for any industry. Our expert staff determines production requirements for finishing products taking into account the plant floor space, operational procedures and finishing schedule. Our engineering team allows us to qualify and quantify production-finishing methods. With over 100 years of combined experience in Engineering and Fabrication Production Systems is able to provide the highest quality finishing solutions for our customers. As a result, Production Systems has built and maintained relationships with well-known names throughout the industry for 5 decades.
www.manufacturing-today.com l 59 Gat Creek
Power up!
Power interruptions, no matter how minor, can not only stop production and industrial processes, but also damage expensive and essential equipment, ruin inventory, and lead to costly cleanup and delays. “We are entering a time where there will be heightened grid unreliability due to aging infrastructure and continual power disruption as we migrate from fossil fuels,” says Active Power CEO Jack Pearce. “In this environment, organizations should be taking control by installing sustainable UPS protection, clean energy
storage, and power generation close to the point-of-use.”

The production of battery-free flywheel uninterruptible power supply (UPS) systems and energy storage solutions has come to be Active Power’s calling card. The Texas-based company was set up in 1996 by a team of American engineers to fulfill their vision for flywheel energy storage technology. Flywheel energy technology has itself been around since Ancient Rome – but by using modern mechanical designs and precision-engineered materials it is today possible to deliver clean power backup at

60 l www.manufacturing-today.com
As a specialist manufacturer of power systems and serving as an ideas factory for innovative clean energy storage delivery, Active Power’s history is one of blazing new trails through industry leading design
Jack Pearce
the scale required for industrial applications.
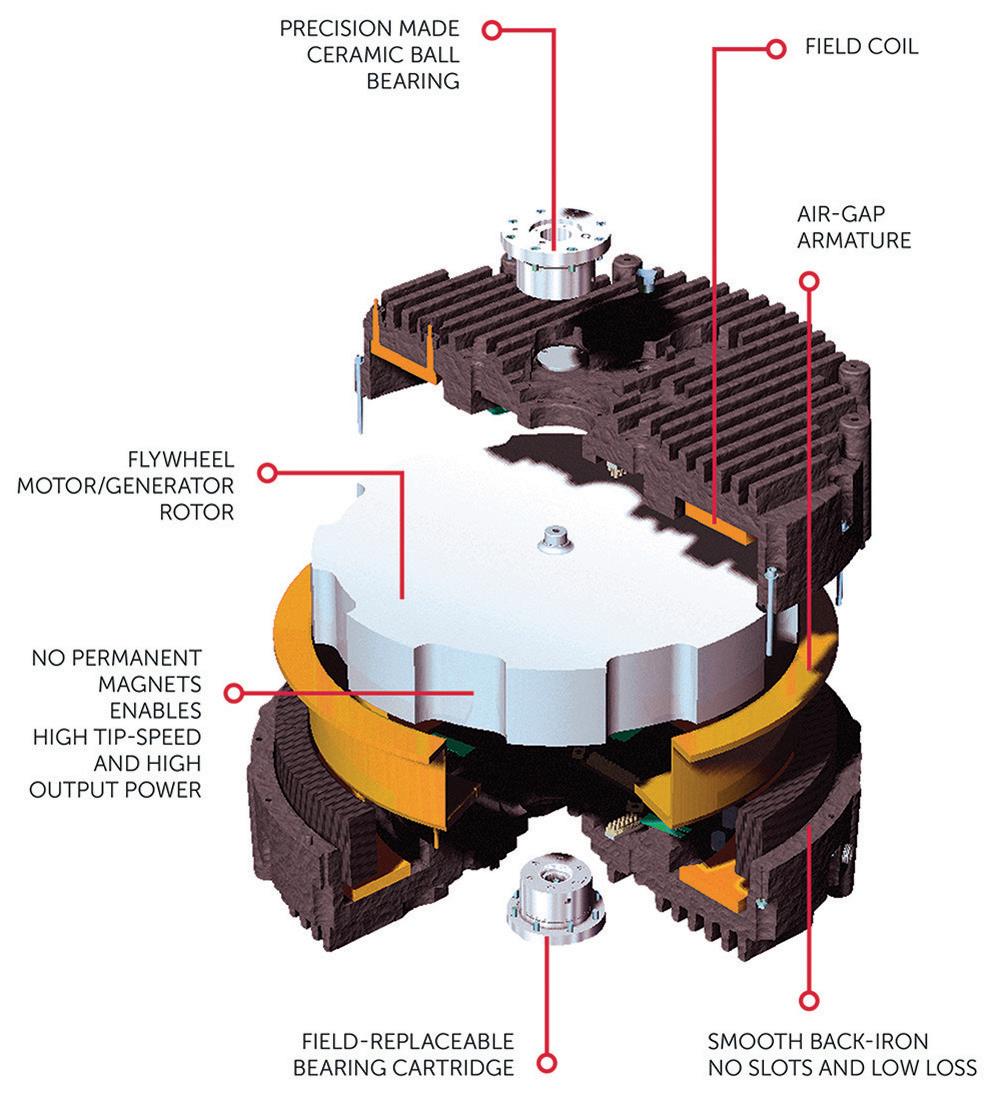
Active Power went public in 2001 (NASDAQ), and in 2016 was acquired by the Germany-based Piller Power Systems (Piller), a division of the UK global engineering and industrial group, Langley Holdings plc. Across Piller’s global network of subsidiaries and service centers, Active Power supplies its goods to more than 50 countries. For the US market, the company operates through its own expanding domestic network of partners.
“Active Power has been part of the sustainable energy transition since its inception,”
Jack reveals. “Across the world, the entire energy sector is in flux as its tackles the immense challenges of shifting to Net Zero carbon energy provision. This must be achieved as we face other challenges such as grid disturbances – up 12-fold in the last decade alone – across the US.”
Energy transition demands innovation as an increasingly unstable grid is the combined result of aging power transmission infrastructure, increases in extreme weather events, and more reliance on intermittent renewable energy resources (the wind does not always blow; the sun does not always shine).
“We are a highly dedicated team of experienced and hands-on engineers who spend their days designing and testing new products, providing technical sales support, developing new manufacturing processes, and supporting our customers in the field. In addition, we have a team of service technicians here in Austin, Texas, and hundreds of others operating globally through our international sales and service partners,” Jack adds.
The Austin site features a state-of-the-art, ISO 9001:2015-registered 135,000-square-foot manufacturing center, and as Jack highlights, Austin is the nation’s fastest growing technical hub, and it needs to attract the best talent – the business is built on the expertise of highly trained people. From this Austin base, the company works to promote and foster an environment in which individuals feel empowered to communicate issues and help drive change – and that is key as, in the energy storage niche, positive and proactive change is everything.
“With our service support structure, we provide our customers with both short response times and quality of service on a global scale,” Jack goes on. “Our design engineers and service team work side-by-side to ensure that our products are always optimized for reliability; if issues are identified in the field, then we have an effective non-conformance process that feeds back to the factory to establish a root cause and then implement corrective action. From this real-time feedback, we can rapidly strengthen our product and service offering.”

Technology
Active Power’s CleanSource flywheel-based UPS solutions can be deployed in any situation or place where critical infrastructure is operating with
www.manufacturing-today.com l 61 Active Power
a requirement for power protection from grid instability. In doing so, businesses and organizations can still meet productivity, quality, safety, and cost demands despite disruptions to connected power sources.
CleanSource technology stores kinetic energy (that is, energy of mass in motion) by constantly spinning a compact rotor within a low-friction environment. Active Power’s patented flywheel spins at a staggering 10,000
RPM, providing kinetic energy storage in place of traditional electrochemical batteries (such as lead-acid or lithium). This easy switch leads to lower maintenance, less space requirements, less cooling, and no cycle-life degradation during the product’s 20-year operating life.
UPS solutions made by Active Power sample the electrical input 333 times every cycle or once every 50 micro-seconds, thus eliminating every transient by using its static switch, line

inductance, line capacitance, active filtering, power converters, and flywheel energy storage.
Upon a complete loss of input power or a major deviation in input voltage or frequency, however, the system will disconnect from the utility source and flywheel energy will be used to support the load at nominal voltage until the backup generator comes online.
With over 5,500 flywheels deployed and spinning in over 50 countries, Active Power is field-proven and has carved out a strong reputation for reliability when the going gets tough. “Our products utilize highly faulttolerant IGBT (insulated-gate bipolar transistor) architecture to protect critical loads,” notes Jack. “Every day, our UPS solutions are used to protect essential infrastructure such as hospitals, pharmaceutical production facilities, wastewater treatment locations, data centers, manufacturing plants, and many other applications.
“For over two decades, we have been designing, manufacturing, and testing flywheel UPS technology from our Austin manufacturing site,” he adds. “It is a multi-use space comprised of a manufacturing floor, warehouse, 7,500 kW testing facility, and multiple offices. Whole departments and individuals alike enjoy close collaboration on hot issues as they arise, and together we make use of the latest cloudbased IT platforms, communications, data, and productivity tools. The ISO 9001:2015 standard for creating, implementing, and maintaining a quality management system provides customer assurance while also ensuring that we are always working to continually improve the business.”

Recently, Active Power has harnessed the potential of its best-in-class facilities and practices to create a new, landmark iteration of a best-selling product. “We just released the CleanSource PLUS UPS system, which takes each module up from 300 kW to 333 kW,” reveals Jack. “With this product, our goal was to offer higher efficiencies, lower maintenance costs, and a reduced footprint – all while delivering superior build quality and operational reliability. We are also currently touring the US with our Powerhouse 1200 kW containerized UPS system, which offers unrivalled benefits for on-site applications.
“For Active Power, the ambition is to always do more with less; for example, providing 1000 kW of power protection at 480 V by using 25 percent fewer flywheel modules,” he continues. “Naturally, this results in a lower up-front cost, less lifetime maintenance, a smaller footprint, and higher efficiencies for our customers.”
Undoubtedly, energy transition will be a continuous journey that takes place over many decades. As Jack assures us, however, Active Power will be hard at work manufacturing the
62 l www.manufacturing-today.com
next generation of flywheel UPS to support ever-increasing demand.

“We are growing our installed base by hundreds of units each year,” he concludes. “Going forward, we will remain fully focused on our customers, while also continuing to develop internal processes, adopt new technologies, and refine our skills so that we can be ready for future challenges – big or small. We have been part of the sustainable energy transition for decades and, therefore, with great product innovation and a strong support team, Active Power will be alive and thriving in the years to come.” v
ProSource Industries
With more than 30 years of experience, ProSource Industries has helped pioneer what it means to be a top-notch supplier of customer wire harnesses and cable assemblies. The critical power industry requires expert knowledge and attention to detail. Our harnesses are used in massive switchgears and UPS systems that are in data centers, military bases, and hospitals.

The commodity we serve is custom wire and cable assemblies. We are tooled to handle high and low volumes, as well as large battery cables (500MCM) to small signal cables (28ga). We also have a vertical for electrical enclosures.
ProSource is the perfect supplier if you are looking for a solutions-based partner. We specialize in listening to what your objectives are, so we can build a custom proposal to meet your needs. We’ve helped our best customers solve strategies for inventory reduction, price reduction, zero-waste packaging, and many more. Contact us today on 972-660-1400.
www.manufacturing-today.com l 63
Active Power
Active Power www.activepower.com Products: Power systems and energy storage
Investing in improvement
The key secret to Little Giant Ladder Systems LLC’s (LGLS) success has been its innovation. The business has invested significantly in building reliable and quality ladders, as we hear from Manny Arce, the company’s Chief Operating Officer. “Our mission is to save lives,” he begins.

“There are too many casualties in sectors that depend on ladders, and it is our goal to prevent that, which is a great initiative,” shares Manny. Although it has been nearly a decade since we last spoke with the business, dedication to durability and dependability has remained a key element to its success. Manny then goes
on to say that being aware of the all-important safety regulations, getting involved in safety programs and industry organizations, as well as collating information from customers, is what has inspired the company’s innovation. “We are not waiting for it to happen, we are involved in making it happen,” he says. This is what has
64 l www.manufacturing-today.com
The Kaizen Approach: how Little Giant Ladder Systems has enjoyed exceptional results
led to the company’s extensive step stools and extension ladder catalogue. “We do specialty ladders that cover all aspects and needs of both the professional and the DIY enthusiast, as well as the military sector.”

On the topic of products, LGLS is excited to announce new roll-outs from the production line, with the King Kombo being the most recent success. “That product has a sumo stand that supports the customer with an extra couple of legs on the side to make sure there is stability. We are very proud to continuously roll out new innovations,” Manny emphasizes.
We then explored the company’s operation, particularly over the last two years, and how LGLS has worked to overcome the challenges
imposed by the pandemic. “We had to enforce several regulations that were difficult to navigate initially; some people fell ill, and there was a staffing shortage. However, there was not an issue with sales. What we saw was an increase in demand because there were people working from home and looking to improve their environment. Obviously when it comes to home improvement, ladders became an essential item to get those big jobs done. Subsequently, our sales sky-rocketed, and that was encouraging for the entire team.”
Manny then shares the inspiring resilience that his team demonstrated to ensure all departments were equipped for every outcome. “It’s all about preparedness. The team was proactive, which I think was inspired greatly by the leadership here. The senior team is very in tune with the people, and many of the group have worked here for many years; it’s been really impressive, and I think that will serve us well going forward,” he shares.
Regarding manufacturing, Manny discusses investments that have taken shape across the business’s operation to increase efficiency for the company. “A couple of years ago, we installed a robot, and that’s doing well. I would say most of the change and the

majority of the gains have come through implementing Lean manufacturing, Kaizen strategies, and continuous improvement, and we have an entire team dedicated to those criteria. From what I have witnessed, there has been approximately 66 percent improvement in efficiency over the last six months across our manufacturing floors, and we were sourcing out of Asia. We have also hired some very good people from other successful companies to benefit from their knowledge and talent, and to help us execute our operations,” he says, adding that one of the most important aspects to the company’s manufacturing is its commitment to continuous improvement. “This is what enables us to remain at the top of our game.”
Keeping in-step with the business’s overall operation, the conversation then pivots towards the state of the supply chain. Manny reflects on the last decade, noting that although the company’s network does not look drastically different to where it was when we last spoke, LGLS is evolving its scope to expand its international reach. “We have just started a new initiative to start focusing on sourcing in North America. This opportunity is going to bring us some cost and risk improvements. Container issues and delays are impacting almost every business. The companies that do source from North America or closer to home are better able to deal with such difficulties. So that is the goal for us; to begin sourcing locally.”
These new ventures are exciting for Manny as he recognizes the importance of the company’s supply chain relationships, particularly as LGLS works to consolidate the rising cost prices. “We need to work closely with our supply chain to ensure that there is as little impact for our customers. The most concerning expense for every single manufacturing site is the raw materials, which makes good supply chain relationships critical.
“Our approach to nurturing them is through partnerships. We need to be able to work alongside our vendors to help them achieve their goals, while also being able to support
www.manufacturing-today.com l 65
LLC
Little Giant Ladder Systems
our clients. To strengthen these relationships, I would like to be able to visit our vendors and help them with their continuous improvement strategies, and then we can split those savings between the two and everybody wins. It is a future objective of ours, although it is not in place yet, and I look forward to seeing it take shape.”
Silicone Plastics
Before discussing next steps for the business, Manny takes a moment to reflect on the lessons the company is taking onboard because of the pandemic. He highlights that LGLS is passionate about living the company’s values, and the team’s ability to exceed expectations during the global lockdown demonstrates how that has remained true. However, he is aware that the
challenges that lie ahead, particularly regarding the business’s manufacturing operation, will require dedication and commitment. “I believe the business is realigning its focus. We have an excellent sales and marketing team, and because of the pandemic, manufacturing slowed down a bit. So, we are giving it the attention it deserves. I believe this is going to strengthen the overall business in ways that will serve LGLS well in the coming years,” Manny elaborates.
On that note, we then turn towards the topic of the future. For Manny, the road ahead looks very fruitful, and LGLS is going to stick to its forecast to secure its growth projections. “I would like to see us take over a few market shares. We have some record-breaking months still to come and at the rate we are moving, the future looks promising.”
Working with engineers, supply chain, and quality, Silicone Plastics has developed a close relationship with Little Giant Ladder Systems since 2019.
Silicone Plastics provides Little Giant with injection molded plastic parts that include filled resins, over-molds, and hot-stamps. We have offered solutions regarding manufacturing, delivery, plastic education and options, metal replacements, and part design.

At Silicone Plastics, we utilize 16 plastic injection molding machines, ranging from 45 ton to 950 ton, as well as a 3-inch extruder, and tool shop, with 10 CNC and EDM machines.
Our customers are our partners. We offer knowledge, solutions, education, support, and, ultimately, quality parts.

66 l www.manufacturing-today.com
There are too many casualties in sectors that depend on ladders, and it is our goal to prevent that, which is a great initiative
In closing, Manny expresses how he is enjoying his time with LGLS, and that he is proud of the efforts that the company has implemented to move towards success in the ladder manufacturing industry. “It began as a family-owned business, and although it’s equity-owned, the team here has maintained those family values. Not only are they interested in growth, they are also interested in the people, and with those two priorities in mind, I look forward to seeing LGLS do great things,” he concludes. v
UFP Industrial


www.manufacturing-today.com l 67 Little Giant Ladder Systems LLC
The thriving relationship between Little Giant Ladder Systems (Little Giant) and UFP Industrial began in 2019. As part of the white-glove service UFP Industrial provided to its customers, UFP’s packaging professionals met with Little Giant leadership to understand its processes, packaging and pain points. To reduce costs, UFP redesigned the packaging by placing pallet components more efficiently. As the partnership grew, UFP’s offerings expanded to include managed inventory to ensure supply, and minimize downtime. When Little Giant asked UFP to design and produce custom export crates, there was no hesitation. UFP could do it all.
Little Giant Ladder Systems LLC www.littlegiantladders.com Services: Ladder manufacture
A positive spin
With a strong focus on products, people and the planet, Whirlpool puts a positive spin on purposedriven manufacturing. Lena Henry, Managing Director, UK and Ireland, showcases the company’s UK operations and sustainability achievements

Improving life at home has been at the heart of Whirlpool’s business operations for over 110 years. A comfortable, nurturing home is essential for everyone; a sentiment echoed by Lena, who came onboard in March 2022, keen to join an organization

68 l www.manufacturing-today.com
focused on adding value to the everyday lives of its customers.
Whirlpool UK Appliances Limited (Whirlpool) - the business she now leadsforms part of the Europe, Middle East and Africa division of the Whirlpool Corporation. The division employs approximately 19,000 people and operates from 11 manufacturing and technology research centres in five countries. With over 2500 employees in the UK, Whirlpool leverages its broad scale and established reputation to tailor its services to the needs of the UK market.
Whirlpool manufactures domestic appliances; the labor-saving white goods that help to ease the pressure of everyday living

and enhance home life. With a rich history in the British marketplace, Whirlpool’s portfolio includes the heritage brand, Hotpoint, alongside its well-known and respected value offering, Indesit. At the higher end of the market, the business boasts its namesake range of
Whirlpool
appliances. Perhaps less-known, it also lays claim to KitchenAid, the premium brand that achieves professional results. As Lena explains, “it’s a real strength to have a set of brands that includes a strong value contender, like Indesit, alongside higher-end household names.
www.manufacturing-today.com l 69
Interestingly, there are some product categories yet to be exploited by the UK market. For example, less than one in two households owns a dishwasher. The statistics are similar for tumble dryer ownership and as such, there is plenty of room for growth
It’s a good thing to be able to flex across the market in terms of price point.”
The domestic appliance market is a large and exciting one. Although competitive, there is plenty of potential. “Interestingly, there are some product categories yet to be exploited by the UK market. For example, less than one in two households owns a dishwasher,” expounds Lena. “The statistics are similar for tumble dryer ownership and as such, there is plenty of room for growth.


“Our UK operation has the edge over many other Whirlpool markets. Beyond the global brand reputation, our consumer-facing infrastructure helps to set us apart. We interact with our customers a lot. A large proportion of our appliances are delivered and installed in customers’ homes by our own employees. With over 1000 service engineers, covering the UK and Ireland, we also directly repair our products. Both of these operations
together mean we visit around seven percent of UK households every year.” Through its UK-based call centre, Whirlpool is proud to be the only appliance manufacturer that communicates directly to its customers at every step of their experience. This consumerfacing approach is a successful model that many markets are trying to replicate.
Playing the long game
Indeed, Whirlpool prioritizes the experience of its customers; continually improving its products and services to meet customer requirements. An integral element of this process is customer feedback. The organization systematically asks for feedback to help shape improvements to its processes. As Lena elaborates, “we want to be able to shout about our great service. We don’t just sell a machine. If a customer purchases an appliance and is unhappy with the way it’s been installed
or is disappointed in the aftersales service, we’ve lost them. We are proud to play the long game.”
Whirlpool endeavours to embed customer service across all operations. Lena highlights how communication has evolved over the last three years. “We have moved on from the straightforward phone call. We now use email and WhatsApp. We’re also working on our chatbot. Some people may not be keen on this type of contact, but we’re working to improve the service to answer more queries, more accurately and much more quickly.”
Customer service is key at each point of contact. The company prioritizes training and encourages its engineers and delivery drivers to deliver the same level of service as its call handlers. “Training is key to what Whirlpool calls its first-time completion rate,” emphasizes Lena. “This means a customer reaches out and we aim to visit them within two and a half days; the goal being that any issue is resolved accurately, first time.”
This correlates hugely with the Trust Pilot rating awarded and the organization is rightly proud of its impressive track record. “Training is essential to ensure that the visiting engineer is armed with a deep understanding of the customer’s issue and is appropriately prepared to resolve the problem,” Lena elaborates. “With a vast product range, comprehensive training is essential. Our emphasis on quality control is why our engineers are on the payroll.
“It’s important to have your own people. Every single one of them represents your organization. It’s taken a shift in culture to reinforce the fact
70 l www.manufacturing-today.com
that our people are the face of the company. Every time a home visit takes place, the customer is asked to review the individual’s service delivery. This helps us to establish best practice and shape what we do.”
Lena divulges that recruitment and retention in some areas of the business can be challenging. “There are not enough engineers in this country. As such, we’re developing programs to upskill our engineers and provide the opportunity for accreditation. This challenge extends to our call centre staff. Retention is a key competitive lever. On the flip side however, we recently congratulated two employees on their 50 years of service.”
The company managed to maintain its strong customer-facing function throughout the pandemic. During this unsettling time, home became a haven. It became increasingly important to have a safe, reliable and comfortable space in which to live and work. Appliance maintenance was an essential service for many people and the team at Whirlpool delivered. While the organization encourages flexible working, in line with the current climate, as a predominantly consumerfacing operation, it isn’t always possible.
Commitment to sustainability
Lena is based at Whirlpool UK’s headquarters in Peterborough. The organization’s national call centre, consumer service functions and spare parts distribution centre all operate from this facility. There are also numerous satellite depots across the country that enable swift product supply to meet demand. In terms of UK fabrication, Whirlpool’s Bristol-based plant in Yate specializes in the manufacture of tumble dryers for UK consumers. While
not the largest facility, production capacity is around half a million units each year. As the market size is currently nudging over the million-mark, Whirlpool’s share boasts a significant proportion.

Lena goes on, “interestingly, our Peterborough site is instrumental in our efforts towards achieving a circular economy. We have been working consistently to ensure that everything we do is committed to a more sustainable life at home and at work.

www.manufacturing-today.com l 71 Whirlpool
From recycling packaging and old products, right through to how we run our offices, distribution centres and manufacturing sites, we are part of a global commitment to reach net zero emissions in our plants and operations by 2030.
“In the UK, we are leading by example. None of the waste we generate ends up in landfill, and all of our sites use renewable energy. We’ve also started to use biofuel for some of our on-site vehicles. To help both our customers and the planet, we remove and recycle packaging, free of charge, when we deliver a new product to our customers’ homes. Removing the hassle of recycling from the customer while providing the reassurance that the packaging will be reused has proven consistently popular and appreciated.
“When I joined, I was positively surprised by the level of commitment to sustainability. I think the company has been ahead of the curve for some time and has an appetite to go beyond what is merely mandated.


“The Peterborough site is already carbon neutral and boasts a reworks facility. Appliances can be fixed for resale, or scrapped and recycled into spare parts. Additionally, our recent EcoVadis gold-rating status has validated the quality of Whirlpool’s sustainability management system. Moving forward, we’re on a journey towards converting 50% of our fleet to electric vehicles by 2025.”
World-class manufacturing

As part of a global operation, Whirlpool has been able to adapt and operate with resilience. Lena highlights, “the beauty of being a global organization is that we can rely on a worldwide supply of products.” Despite constrained supply chains, pandemic-related challenges and supplier disruption, the organization continues to execute strategic agility to source, manufacture, warehouse and deliver products to trade customers and consumers.
Lena elaborates, “we operate world-class manufacturing; a comprehensive methodology for improving productivity and quality, as well as reducing losses in production systems. The implementation of real-time data and analytics, along with artificial intelligence and connectivity among equipment continues to make our manufacturing and distribution network stronger, delivering best-in-class operational excellence. While we are a strong believer that robots can’t do it all, they can do some things better.”
72 l www.manufacturing-today.com
Since 1988, Global Filters has worked in close partnership with Whirlpool’s Yate site to supply highperformance lint filters for the company’s tumble driers. In their most recent collaboration, Global Filters developed new, highly efficient mould tooling and bespoke production automation to supply Whirlpool’s latest filters, at a substantial cost-saving compared to previous methods. Supplying parts for a wide range of applications across diverse markets, including domestic appliances, sensors, plumbing, health and hygiene, and automotive, Global Filters is a trusted supplier to OEMs of all sizes around the world.


Looking to the future, being part of a global organization has further advantages. The expertise and insight of research and development teams can be relied upon for product innovation. Lena continues, “with energy costs rising, there is a window of opportunity surrounding enhanced efficiencies. Consumers are looking for reliable, straightforward solutions; machines offering greater capacity and efficiency but requiring less energy. If an appliance provides a longer lifespan, a step-up in price point is often an acceptable trade-off. In terms of washing machines and dishwashers, this may be an area of focus.”
Whirlpool is committed to making products with purposeful innovation, without leaving a negative footprint, while focusing on the people who keep the business running as well as those in the communities it serves. v
Whirlpool
www.whirlpoolworld.co.uk Services: Manufacturer of home appliances
www.manufacturing-today.com l 73
Whirlpool
Global Filters Ltd: over 30 years of partnership with Whirlpool UK Appliances Global Filters is a leading manufacturer of bespoke over-moulded plastic filters, and other precision moulded components.
Whirlpool Peterborough
Not just a pretty face

74 l www.manufacturing-today.com
In our interview with Herrco Cosmetics, the company is described as a rocket ship – growing year-on-year despite the pandemic – now really appears the time for blast off
www.manufacturing-today.com l 75
Herrco Cosmetics
Founded in 1988 by Nigel and Sue Herrmann, who still operate as CEO and Financial Director respectively, Herrco Cosmetics (Herrco) is a family-run business that excels commercially because of its acute focus on product innovation and technological advancement. The company is led by Derek Herrmann, who for the last 18 years has transformed it into its current successful state.
By endlessly researching and zeroing in on complex formulations to stay on top of market trends, Herrco has been able to capitalize on numerous economic opportunities and therefore grow the business year-on-year. But it has not done this alone. Scaling up means a broad range of successful commercial partnerships, all predicated upon one driving factor: mutual growth.
Through these tight bonds, Herrco has carved out a strong reputation within the UK cosmetics manufacturing space, and its products can be found globally in major high street retailers, chemists, boutiques, spas, pharmacies, department stores, and online. To manufacture these goods and guarantee their quality, Herrco works to the highest of standards and is compliant with Good Manufacturing Process, regulated to ISO 22716, and has also achieved Grade AA through its certification with the British Retail Consortium.
When asked what John Wiley, Operations Director at Herrco, thinks could be the reason behind such strong recognition – both by industry professionals and commercial partners – he is quick to answer.
“Quality and innovation,” he declares.
“It is quite simple. To demonstrate this, I will highlight three key areas. First is our development laboratory. We have a fantastic facility with an amazing team of chemists who achieve a balance between fulfilling our clients’ briefs while also making sure the product is stacked up commercially and can be easily industrialized – that is, manufactured at scale.”

John goes on to explain that Herrco’s mixing vessels can accommodate hot or cold pilot batches of up to four tons in weight. To maintain batch consistency, moreover, the company employs rigorous testing and works with partners to ensure products are of the highest quality.
Once finished, goods are stored in Herrco’s own 75,000-square-foot warehouse. Alone, it has the capacity to stock more than 7000 pallets.
76 l www.manufacturing-today.com
“The second thing is our approach to technology,” John continues. “We have a keen focus on systems and processes, which allows us to tackle many external challenges; however, it also means we can make some significant headway internally, ensuring that we reduce downtime and accelerate efficiencies and outputs. Third is, quite possibly, the most important: our people. We used to be hesitant about the type of employees we required. Now we own it 100 percent; we are absolutely clear about how fast-paced and demanding the environment is, but, equally so, how rewarding the work and environment can be. We feel we have the right balance now.
“People are key to everything we do,” he reiterates. “We know that we can produce sought-after and quality products and have all the investment and infrastructure we need to keep

ahead of the game – but if we do not have the people putting these pieces together, then we will not succeed. We have, therefore, spent a lot of time reviewing the onboarding process and how we can culturally engage our staff. To that end, we have started monthly Herrco news bulletins, where we get teams together and go through all the successes and the challenges of the business,
and we do it in 21 different languages because it is vital that every employee – from those on the shop floor to those in our leadership unit – is engaged and part of the same team.”

Furthermore, John highlights that, over the course of the pandemic, Herrco’s staff kept the company open and working to schedule. As a result, it could stay ahead of the curve and plan
www.manufacturing-today.com l 77
for the strong market position it now finds itself in; working with more than 70 brands, ranging from independent start-ups to global institutions, across 93 countries.

“The business has a motto: We want to be the best, not the biggest,” says John. “Working with unique and commercially diverse brands has created a really interesting mix and added new depths to our repertoire. Primarily, we specialize in hair care; so shampoo, conditioner, and hair treatments; skin care, such as facial wash, exfoliator, wrinkle fillers, and eye serums; body care, so hand and body wash, shower gel, and deodorant; hotel, spa, and home spa, including bath foams and massage oils, as well as self-tan, sun care, fragrances, and more. In the last year alone, for instance, we produced 348 new products, many of which have gone on to win awards across the industry.”

78 l www.manufacturing-today.com
Indeed, Herrco is no stranger to plaudits. It was the Silver Winner at Pure Beauty Awards 2021, recognized at the Holy Grail Beauty Awards for 2021 by Cosmopolitan, given Gold at the Green Parent Natural Beauty Awards 2020, and received the 2020 Norwegian Cosmetic Award.
Yet the products that have drawn such attention do not cost the Earth. Accredited by the Soil Association, Herrco only utilizes sustainably sourced and organic ingredients in its products; for example, natural colors and fragrances from plants and flowers, biodegradable ingredients, and largely recyclable packaging. Like John points out, however, adopting a vegan and organic range of this kind is nothing new for Herrco.
“We have been formulating and manufacturing organic-certified products for 16







years,” he explains. “As such, we have been at the forefront of that movement since it began in earnest and we have continued to maintain that position since it has hit the mainstream. We took on the challenge of creating these types of formulas before the current trend we are now seeing. Therefore, we have many years of experience and knowledge in the field of formulating performance-driven products that deliver a good contextual experience to the consumer.

“Sustainable sourcing is part of our brand DNA,” John reflects. “As you would expect, however, we work to high manufacturing
LAGEEN TUBES

Herrco Cosmetics
standards to ensure we maintain good efficiencies with Lean manufacturing processes, and therefore extend this sustainability ethos to our facilities, too. Indeed, we have adopted energy-saving machines, installed occupancy lighting and intelligent heating, solar panels, and a green energy provider. As an added measure, we are just about to submit our B Corp submission, and that has got everyone here very excited. Manufacturing to ISO 9001 and 14001, we have been rated Gold by Ecovardis for 2022, which puts us among the top threepercent-rated companies around the world for sustainability.”

LAGEEN TUBES is honored to have worked with Herrco Cosmetics Ltd (Herrco) for the last nine years, even during the challenges of the pandemic. Together, we built the foundation of tube lines for Herrco’s customers, made from leading UK and global brands.
Both companies focus on providing the best green solutions, through our LAGREEN brand (PCR and sugarcane tubes), which believes in its environmental responsibilities. We’re delighted that we partnered with Herrco to offer sustainable solutions, long before it became mandatory in the UK.
We look forward to growing together with Herrco, following its massive investment in production expansion, and to providing advanced solutions to the beauty industry.
www.manufacturing-today.com l 79
Evidently, much is going on behind the scenes at Herrco: £3.4 million has been invested into the business. Fortunately, the balance sheet proves it has all been worth it. For example, the company started this trading year up 30 percent.
“These investments have paid dividends and will improve capacity by a further 400 percent in certain areas, which entails investment into the plant, infrastructure, machinery, and support services for our industrialization team,” John explains. “Moreover, we are adding further automation improvements in all areas. All of this supports our first-class research and development department, which is central to everything we do and receives an investment of about £1.2 million per annum, and our technical team, who operate at the cutting-edge of innovation by
FLO-FILL
working closely with our suppliers of raw material ingredients.”
In doing so, Herrco can capture and utilize groundbreaking, trending materials that can be used to produce highly sought-after products. However, because of this, the team needs to find the right customer to match its innovative standards and build a future together.
“We are quite particular with our partners and only look to work with a small handful of new clients each year,” says John. “As it stands, we are on the final stages of onboarding a few brilliant brands. We adore the challenge and buzz of proving that we can deliver what we promised during the pitching stages. Herrco employees get especially excited as new products hit the shop floors; we all know we played a key part in getting
them there. Over the next five years, we will continue to strive to be the best at what we do.
“We often say we are on a Herrco rocket ship,” he concludes. “While turnover and profit are central to any business, we want to be the first choice for both our brands and our people. We simply love making fabulous products with amazing people who have many years of experience and are regarded as experts in the field. As a team, then, we are excited to play our part in supporting the next phase of growth for the company.” v
Herrco Cosmetics www.herrco.co.uk
Services: Beauty and cosmetics manufacturer



FLO-FILL is a Leeds-based manufacturer of liquid filling machinery, with over 35 years’ experience in the drinks, cosmetics, toiletries, and general filling sectors. We can supply a range of machines, from a single head bench top filler to a high-speed fully automatic, capable of speeds of up to 150 bottles per minute. The fillers can be used on a wide range of low to high viscosity liquids, filled into containers of various shapes and sizes, from 10ml to 5lt. All our machines are used by small and large businesses, where fast changeovers and washouts, and the ability to run any batch size are of prime importance. Many major UK businesses have chosen Flo-Fill for their filling requirements, and a large number of product ranges filled by our customers are well-known highstreet brands.




80 l www.manufacturing-today.com


www.manufacturing-today.com l 81 Herrco Cosmetics
Windows with a difference
The Skyline Windows portfolio includes some of New York’s most iconic landmarks, including Rockefeller Center, the Chrysler Building, and One Wall Street
One-hundred-and-one years since starting out as a humble roofing and waterproofing company, Skyline Windows (Skyline) has grown into the premier window manufacturer in the US. Throughout its century-long history, the New York-based company has helped construct and renovate some of the city’s most notable buildings, including Rockefeller Center, the Chrysler Building, One Wall Street, the Domino Residential Towers, the San Remo, the El Dorado, the Puck Building, the Pierre Hotel,

82 l www.manufacturing-today.com
Skyline Windows

www.manufacturing-today.com l 83
Skyline Windows
the Palace Hotel, and the Hearst Building. From there, the company has spread yet further, delivering work for the Prudential Tower and Harbor Tower in Boston, the Tides South Beach, 140 Montgomery in San Francisco, and Princeton University, to name just a few.

Custom design
Today, Skyline specializes in new construction, historic renovation, gut rehab and repositioning, occupied renovation, and individual residences – a remit that first began to take shape in the 1960s, following the establishment of the New York City Landmarks Preservation Commission. The company’s product range includes those for custom architectural windows, window wall systems, and doors, including double-hungs, tilt and turns, casements, terrace doors, and sliding doors. But as Todd Norman, Director of Manufacturing at Skyline explains, what distinguishes the company within its field is its status as both manufacturer and installer.
“This isn’t only an advantage to Skyline, but to our clients as well, as there is one stream of communication,” he notes. “We are in a unique position that allows us to finely curate our process from initial design concept to installation. While we have a catalog of standard products, we also have the ability to customize our offering to meet the specific needs of each project.”
Manufacturing of Skyline’s products takes place at the company’s two facilities in northern New Jersey, which boast a combined size of more than 100,000 square feet. But although Skyline is at the cutting-edge of its industry, the company’s emphasis isn’t solely on technology. “We’re a very customized manufacturer,” Todd points out. “Although we do run CNC equipment, PLC-controlled laser equipment, and automatic packing machines to wrap our finished products and crates, most of our products are individually designed and
Tanner
Tanner is a leading nationwide distributor of quality fasteners, anchors, safety equipment and tools for the architectural window and curtainwall industries. Our approach, which is engaging directly with our customers, learning how our products fit with theirs and then providing solutions, is the foundation for our continued success in establishing long-term relationships. Tanner was founded in 1979, and has been actively involved in the New York City construction market for 43 years. Our reach has spread worldwide with the launch of a new website this past March.
Tanner is a master distributor for Elco Flex Technology™ products, including Dril-Flex® Structural Drill Screws, Bi-Flex® Bi-Metal Self-Drilling Structural Screws, AlumiFlex® 300 Series Stainless Steel Structural Drill Screws, and Tap-Flex® Thread-Forming Structural Screws. Flex Technology screws are manufactured with corrosion resistant Stalgard coatings that provide enhanced galvanic compatibility in dissimilar metal applications. Dril-Flex, Bi-Flex and Alumi-Flex are all ICC-ES approved and IBC/IRC code compliant. Most sizes are in stock and ready to be shipped the same day.
Tanner carries a full line of mechanical and chemical anchoring systems from DeWALT, featuring Power-Stud+ wedge expansion anchors, Screw-Bolt+ ™ high performance screw anchors, AC100+ Gold® and AC200+™ injection adhesives. All are ICC-ES approved and code compliant, plus carry multiple approvals and listings from various agencies.
When it falls, what is your first line of defense? Get Lanyard Ready™! Dropped objects are the third highest cause of death in the workplace. Fall protection for humans is vital to individual safety. Fall protection is about you; drop prevention is about everybody else. DeWALT Lanyard Ready™, is an integrated solution that creates options to tether select corded and cordless tools to rigid structures on job sites, when working at a height with a maximum lanyard length of six-and-a-half feet. Multiple tools are in stock already fitted with the attachment.
Tanner also works with manufacturers to develop proprietary specialty products. For instance, our half-inch alloy steel curtain wall and panel screw pin lifting shackle, with pin, is manufactured exclusively for Tanner by Columbus McKinnon. Designed for heavy loads, it has a working load limit of 2,250 pounds, and a minimum breaking strength of 11,250 pounds.
Tanner’s main warehouse is in Brooklyn, New York, with three additional retail outlets serving the metro area. For our customers outside of New York, we partner with our largest suppliers to offer nationwide distribution for our products. Contact us at 718-434-4500, sales@tannerbolt.com, or become a registered customer on our website and receive a five percent discount on all orders placed online.
84 l www.manufacturing-today.com

built. As a team of four, we’ll sit down to custom design the frames, sashes, hardware, and all kinds of components for new windows. We rarely ever run a single product more than once. With that, automation becomes very difficult, because you’re constantly changing the parameters of the frame system depths.
“We’re problem solvers,” he adds. “We listen to our customers’ needs and design solutions that work for them. Our in-house engineers and designers start with a concept, and then, through an iterative process, refine the details to create the final product.”
Probably the most significant project in Skyline’s long history is the company’s work on the Rockefeller Center, the large 19-building complex located between 48th Street and 51st Street in Midtown Manhattan. Skyline worked with the owners, architects, and NYC Landmark Preservation Commission to create a unique double-hung window design that provides the performance needed in a modern office building, while preserving the ultra-thin sight lines of the original steel windows.
“This innovative product cleared the way for the renovation of hundreds of historic buildings in New York City and across the country,” Todd reveals. The company has also undertaken work on 160 Water Street, providing the designers, owners, and contractors with a cost-saving approach for a gut-rehab conversion of the
commercial office building into a downtown residential tower. In lieu of stripping the existing 1960s-era curtainwall off of the building, the company developed new fixed and operable window units that could be installed from the interior, and developed a lightweight glass spandrel panel to be used as the opaque portions of the curtainwall. As Todd notes: “The result was a new façade that reflected both the new use and the upgraded performance of the building without the cost, waste, and time required for a complete tear-down of the existing curtainwall.”


Windows of opportunity
The year 2021 was a significant milestone for Skyline, as the company proudly celebrated its 100th anniversary. For Todd, it’s success that is built on a solution-oriented approach to business. “I’ve had a relationship with Skyline for more than 25 years, both as an employee and formerly as a competitor,” he says. “The secret sauce is that we’ll never tell anyone that something can’t be done; we’ll provide solutions. Whatever idea a client arrives with, it doesn’t matter how absurd it might be – we look at everything to see what we can do, and develop a plan to be able to assist.”
This can-do attitude has served Skyline especially well in the last two years, as the company has had to navigate the challenges
of the post–Covid-19 landscape, such as supply chain disruptions and a lack of available personnel. “It’s forced us to become better at tracking incoming materials and planning to achieve a just-in-time supply from our vendors,” Todd reflects. “In the mid-stages of the pandemic, there was really no warning of upcoming disappointments. As we progressed, we started to understand when disappointments would occur, and we started to plan for them with increased inventories and accepted deliveries from vendors we may not necessarily have needed at the time.
“The availability of personnel is an ongoing challenge,” he comments. “We have a labor market that is currently filled with more jobs than applicants. However, it’s meant that we’ve been able to give some candidates a chance where we might not have before. What we’ve learned is that with the correct kind of support and training, we can achieve great results with less experienced employees.”
Building on this, Todd emphasizes the vital importance of a robust company culture. “Our people are our most valuable resource,” he insists. “Skyline is backed by an amazing team of in-house engineers, designers, draftsmen, project managers, field supervisors, and more. There is a shared pride in the work we do, the products we build, and the projects that we’re a part of. There are varying challenges in our
86 l www.manufacturing-today.com
Skyline Windows
business – everything from the way a building is laid out, to the brief we have for building products, or the need to work with members of other trades – such as bricklayers, or the people who are framing, building slab floors, or installing the electricals – to ensure that our product fits properly. If not, we’ll send a member of the field team there to do an extensive investigation, and send the information back to our engineering or manufacturing teams. The paperwork, middle drawings, and shop drawings then have to be reviewed and a change ordered and put in place for us to finish off the work and get it right, with the whole company rallying to solve the problem.”
A further challenge for Skyline is the dynamic nature of the industry in which it finds itself. “Very shortly, new energy codes are set to be announced for New York City, before likely being distributed across the US,” Todd reveals. “In the years ahead, we therefore anticipate the need to conduct redesigns on depths and thermal properties for our products. Part of that falls within glass innovation, part consists of the actual design of our products, and how we handle their thermal capabilities.
“As new things do come up, we need to make sure we’re on top of all the information,” he goes on. “That means, understanding what the requirements are, alongside the specifications of any individual project on which we’ve been asked to perform. We design and innovate with each of those in mind. It also puts an emphasis on the need to maintain strong relationships with our partners and suppliers, with open and transparent communication to navigate any changes. As they strive to satisfy our needs, we need to ensure we’re meeting theirs.”
Amid an uncertain market, Skyline continues to build a solid backlog of business. For Todd, there’s plenty of reason for optimism. “Our current pipeline of work will sustain us for the remainder of 2022 and through 2023,” he confirms. “Moving forward, we are excited to be introducing our new subdivision, Skyline Interiors, which will specialize in custom-built interior office front systems, all designed and manufactured in-house, keeping true to the Skyline method. This will provide a range of single- and double-glazed products including pivot and sliding doors, interior wall systems, and true demountable partitions, all of which can be customized to match our client’s project requirements and design concepts.”

“Beyond that, we’re aiming for the long-term growth of our sales revenue, increased geographic reach, and an even wider product offering. As markets change, building codes shift, and owners demand increased performance from their fenestration products, we’ll continue to innovate with regards to our products.” v
Skyline Windows www.skylinewindows.com
Services: Window design, manufacture, and installation

www.manufacturing-today.com l 87
Forging ahead
Inspired by possibilities: how innovation is the driving force for Glowforge’s success
Atypical
88 l www.manufacturing-today.com
founder, Dan Shapiro. In 2014, he and Mark Gosselin established a business inspired by the innate human desire to learn, and subsequently, the Glowforge printer was brought to life.
print on a Glowforge 3D laser printer takes approximately seven minutes, according to the company’s President and Co-
“Printing speed is ten times faster than additive fabrication,” he begins. “With our technology, it is so much easier to bring designs to life because customers can create them using
either 2D or 3D tools. You can draw with software like Adobe Illustrator, or make quick sketches with PowerPoint; you can even take a drawing, and turn that into a fixture or
design, send it through the printer, and watch the process from start to finish. It’s like the invention of the personal computer: Glowforge transforms fabrication into a personal
www.manufacturing-today.com l 89 Glowforge
technology, empowering people to design and build faster than ever before,” he shares.
And like the personal computer, the impacts range from personal to industrial. Glowforge has launched tens of thousands of home businesses, but it also powers Fortune-100 companies who use it for prototyping, fixture development, and more. “We use more than 30 Glowforge-created fixtures on our own factory production line - it’s a machine that helps build itself,” Dan reports.
A Glowforge product comes in three different models; the Basic, the Plus, and the Pro. Although all of them are the same size, there is an increase in speed, maximum print
size, and warranty. The Pro, for example, offers a pass-through slot with machine vision for giant size prints, and a solid-state cooling system that allows it to run continuously. “I’m proud of the capabilities these printers offer. We had someone make a sign that was 50-feet long by feeding a giant rolled sheet of cardboard through the Glowforge Pro. That gives you an idea of how these printers enable customers to work at a massive scale, and do so with a footprint that is quite modest and can fit on a desktop,” Dan divulges.
He then goes on to describe a recent round of financing that is being used to further expand the business’s capabilities. “A very
exciting investment recently took place that was led by DFJ Growth, with participation from True Ventures, Revolution Ventures, and Foundry Group. This is a fantastic team; these investors are legendary in the hardware business, and support some of the biggest names like Formlabs, Fitbit, Peloton and MakerBot. With their knowledge and expertise, we know the growth going forward will be immensely transformative.”
For Dan, the investment will lead to new features and new products, and provides the business with a greater level of agility to respond to market demands. “As we came out of the pandemic, having the financial backing and the wisdom of these investors was invaluable. There were moments during 2020, when we believed we were going to have to shut down the line. However, through a combination of creativity and hard work by the team at Glowforge, their commitment to helping us grow has allowed us to improve our operation’s speed at a tremendous pace.”
The CEO is now exploring new avenues for the company’s products by combining the advantages of the new investment with the possibilities he has envisioned for 3D fabrication to be accessible to as many creative minds as possible. “We are a species defined by using tools - but most people don’t know how to use them. For me, manufacturing and crafting is an artform that has been lost, and one of the greatest joys I have is when I get to take the gift I have been given - the ability to make things - and share that with others.
“This is why we are expanding into the education and corporate sectors; to give thousands of kids the ability to learn to create, which will be transformational. Our products are simple enough that a kindergartener can use them, and powerful enough to be used in advanced technologies across the factory floor as well.”
Dan’s passion for his business’s capabilities also emanates into the culture. He shares details on the pillars that buttress the company’s dynamic to establish a team of innovative and dedicated creatives. “We built what we call our cultural cornerstones. It is simple; hire diverse and amazing people, take care of each other, delight our future and present customers, and build value for ourselves and our company, all in support of a world where anyone can print anything.”
“I want values that tell us what is challenging about our work, and help us highlight what is difficult about the decisions we make. With these values, we have been able to bring in tremendous folks from different backgrounds.
90 l www.manufacturing-today.com
There is some exceptional talent here, and as far as I am concerned, there is no one I would trade for the team I work with every day at Glowforge.”
From what we have learnt, simplicity and innovation will remain at the forefront of the company’s journey going forward. This is why it comes as no surprise that when asked about the next five years, Dan is excited about the possibilities that lie ahead. “If you think about where technology was a few years ago, if you wanted music, you had to drive to the store and buy a piece of plastic; if you wanted a book, you had to drive to buy a chunk of wood pulp, but the distribution of these things has transformed from physical to digital. You can now get those sent to you, and bring them to life right where you sit in exactly the way you want; the right font for your book, the right volume for your music, and we are working to build a company that does just that for physical objects.

“We want to empower our customers to distribute physical objects digitally, instead of shipping them around the world - that is the journey we are on, and building the software, hardware and pulling in the experience to bring those together is incredibly exciting. It is one of the most empowering technologies currently available, and it is my great joy to be a part of its creation,” Dan says. For him, there is something profound that happens when people have the tools of creation. With the help of advanced fabrication abilities, the way we think about products and distribution changes drastically. Whether you are a kindergartener wanting to build a Minecraft sword, or a designer looking to bring a carefully crafted design to life, Glowforge’s 3D-laser printing offers the opportunity to bring magical ideas to life at the push of a button. v
Glowforge

https://glowforge.com Services: 3D-laser printing manufacturer
OptoSigma
OptoSigma designs and manufactures optical, opto-electronic, and opto-mechanical products with superior quality at competitive prices while remaining focused on innovation. We offer custom and off-the-shelf solutions for generating, manipulating, and detecting light. Come create and build with us!


www.manufacturing-today.com l 91 Glowforge
Breaking the mould
Serving clients in the UK, North and South America, and mainland Europe, Creative Composites manufactures some of the most complex composite components in the automotive industry – and, now on the precipice of an electric vehicle revolution, it is hungry for more

When we last featured Creative Composites in Manufacturing Today, the company was grappling with the latest surge in Covid-19 cases. Fortunately, more than a year later, we are now able to speak with the composites leader from a place of relative stability.
“In the last 12 months, we have experienced some recovery from the pandemic,” begins Jonathan Holmes, Managing Director at Creative Composites. “Then, of course, that upswing was somewhat stalled by the disruptions brought on by the RussiaUkraine situation. Needless to say, the road has been long and some important sectors have been quite start-stop in terms of an overall recovery.
92 l www.manufacturing-today.com
Creative Composites
“Global disruptions impact us on two levels,” he continues. “Firstly, our customers have faced challenges and, as a result, that has had a knockon impact on us. Secondly, directly with ourselves; we have seen extended lead times for several raw materials that are key to our manufacturing processes, and that is something we have had to manage with our existing supply base.
“To combat these issues, we have been working with customers and suppliers in equal measure. We have maintained good relationships with our customers and we have reacted to increased lead times by placing orders further in advance and stocking up on any raw materials we need. Fundamentally, it is about balancing our business to meet the needs of customers with suppliers and our internal manufacturing capacity, and that is what we have been doing.”

There have been some significant highlights. Projects that were delayed due to the pandemic have started to move ahead once more, and

Creative Composites has been successfully nominated for several key projects that will come into production in the coming months and through into the next two years. More specifically, the company has been awarded contracts for automotive exterior body panels, semi-structural parts, and battery enclosures for electric vehicles. However, Creative Composites has also been successful with projects outside of the automotive industry; for instance, the firm is currently developing projects that have applications in the renewable energy, transport, marine and defence sectors.
www.manufacturing-today.com l 93
One of the advantages of composite materials is that they are both strong and very lightweight, and as such they can be utilized by our customers to reduce the carbon emissions of their products
“Amongst some of the short-term disruption, then, we have certainly seen some good wins in terms of future projects,” reflects Jonathan. “Though we have carved out a strong position in well-established sectors, we are also now keen to actively pursue additional sectors that will benefit the company in the long-term. In some aspects, our business has changed due to the pandemic; but the fundamentals have remained consistent.
“What set us apart before Covid-19 still sets us apart now” he asserts. “Firstly, our facility. The site was purpose-built for composites processes, and we invested heavily in our equipment prior to the pandemic. As a result, we had the capacity to produce a greater range of components and, consequently, can investigate several new sectors.
“The second thing is our people. We have experts in composites processes; they are highly trained and experienced engineers who know how to work closely with customers and help them develop products. Quite often, a customer will have a concept in mind but there is still quite a lot of work that must be done before it can be detailed, designed, and made ready for production. Our team can optimize and develop these components prior to manufacturing, which is totally unique to us.
“Finally, our range of components is unrivalled; the components we produce are often very complex and able to withstand demanding requirements. Our ethos is Better Design, Better Manufacturing, and Better Service. To fulfil that, we seek to offer a wide range of skills that make our products truly stand out, as well as providing the customer with a complete service – from the formation of a concept to post-production care. Exceeding customer expectations will always remain our number one goal, and our approach to creating composite components is something our customers really value.”
Complete service
As an industry specialist in compression moulding, Creative Composites possesses two of the largest compression moulding presses in the UK. Newly installed, the cutting-edge machinery can generate a whopping 3,000 tons of pressure each. Operationally, moreover, the presses have an advanced system of active parallel control, which means they can consistently produce high-quality parts to incredibly precise specifications. It should be noted that this kind of capability is not available anywhere else in the UK. Such advancement means that, while the company has historically
focused on, say, glass-reinforced composites, it now finds itself in a position to investigate the efficacy of new materials like carbon reinforced materials, which can be processed by virtue of its state-of-the-art machinery.
“We have also recently invested in a new conveyor spray line, which has helped us win some Class A automotive projects. We can now paint different sized parts with solvent- and water-based paints, depending on the requirements of the customer,” explains Jonathan. “It enables us to always achieve a Class A surface finish; however, we have not stopped there. We have also upgraded our assembly area to complement these developments, enabling us to put together complex products with not only a high level of care and attention to detail, but a consistent repeatability that offers assurance to our customers.

“At the end of the day, a complete service to our customers is the bedrock of our business –and we need to be able to offer our clients that performance standard time and time again,” he adds. “We have been recognized with the IATF 16949 quality management standard, which is specifically applied to the automotive sector, for about ten years. That means we excel from the design process through to production.”
Since the pandemic, Creative Composites has entered an exciting partnership with Artemis Technologies (Artemis), the world’s leading high-performance maritime design and applied
94 l www.manufacturing-today.com
Creative Composites
innovations company, to create components for a zero emissions workboat. A world first, the design takes advantage of a revolutionary electric eFoiler Propulsion System, for which Creative Composites will manufacture several critical components.
“We truly value the benefits of research,” comments Jonathan. “Our research engineer is working on new materials which will give components with even higher levels of performance. Artemis is conducting pioneering work in the marine sector; it is critical – now more than ever – that we create products benefitting the environment.

“One of the advantages of composite materials is that they are both strong and very lightweight, and as such they can be utilized by our customers to reduce the carbon emissions of their products” he reveals. “For instance, we are seeing a growing demand for composites in electric vehicles and, more specifically, the battery enclosures they require. The improved strength, fire retardancy, and versatility that composites offer will benefit the final product in terms of both safety and performance.”
The company had continued to adapt it’s unique position within the composites sector to have a new road – one that is fresh, inspiring, and full of potential. For Creative Composites, the long-term strategy is to remain in composites and focus on compression moulding, studying a range of highly advanced materials and complex components, and to continue exceeding customer expectations.

“Where will we be in three-to-five years’ time?” Jonathan ponders. “It is important for the business to continue to evolve given some of the unexpected conditions we have overcome during the last two years. What I can say, though, is that we want to maintain and enhance our position as the UK’s most advanced composites manufacturer. To do that, the range of products we manufacture will be slightly different as we look towards opportunities in further sectors.” v
Creative Composites
www.creativecomposites.co.uk Services: Composite components
www.manufacturing-today.com l 95
Taking to new heights

96 l www.manufacturing-today.com
www.manufacturing-today.com l 97 Will-Burt
How Will-Burt is blending values and technology to help elevate smaller businesses to industry success
The brothers who etched the early history of Will-Burt in the early 1900s, JW and BG Cope, were known to have been resourceful and innovative. Over the last two centuries, the evolution of their company has been based on that innovation. Today, Will-Burt is proud to be a premier manufacturer of mobile telescoping masts, towers, trailer systems, and pan and tilt positioners. Speaking with the business’s CEO, Richard Lewin, and David Cotsmire, the VP of Marketing & Customer Service, we learn about how Will-Burt has successfully established itself as a mobile elevation supplier. “We have always been a metal-based manufacturer, but our primary business for many years was making coal stokers that were used anywhere from homes to ships, to power generating plants,” says Richard.
David then adds that in the 50s and 60s, the business began to diversify into manufacturing metal work for outside businesses. Following this, a series of events set off the company’s trajectory, and established its mobile elevation system specialism. “The US government decided they needed a large mast for an army program, which still exists today. We won that contract, and, at the same time, live news reporting also became popular. This meant that news agents would take a van with a microwave antenna dish out to different events for broader news coverage.
“This microwave antenna needed to be elevated above the trees so it could broadcast back to the stations, and our 42-foot telescopic pneumatic mast was the perfect solution. That is what set off our success. From there, the business grew exponentially, and we quickly
became a world leader in elevation solutions, offering a range of products from pneumatic and mechanical masts to positioners to fully integrated fast deployment trailer systems.”

The growth of the business is also evident in how Will-Burt has been able to increase its international footprint. “Ten years ago, we had a strategy to focus on the global market. We had a satellite office in the UK, but we wanted to take that one step further. It wasn’t long after our acquisition in Germany happened that we made the decision to broaden our horizons. We then spent the next five years setting up a significant distribution network and now we’re reaping the rewards,” shares Richard.
He then highlights that as the business has continued to increase, so too has its team. To ensure reliability and unity, Will-Burt has put in place numerous measures to create a stable
98 l www.manufacturing-today.com
company culture, like remaining focused on well-being and community. “It is a very inclusive culture within our organization. We prioritize employee health, well-being, and development. In terms of the latter, we’ve set up an academy that helps employees apply for an annual training program. This initiative enables them to grow throughout the organization and progress in their careers,” David shares.

Another measure Will-Burt has in place is its employee stock ownership plan. David explains that the company is 100% owned by the employees and this closes the loop between all levels of employees, and creates a positive dynamic that benefits the team, customers, and the company’s surrounding community. “Every year, we buy back shares from retired employees over a five-year period, and they are distributed to those that are still here,” he says
He then highlights another unique example of how the company takes care of its employees. This time, it comes in the form of a pavilion. “Last year we built an outdoor pavilion for people to use during lunch and breaks, for meetings and during weekends with their families, or for parties. We have quarterly meetings out there in the summer, when the weather is nice, and it has become a community hub that everyone really enjoys.”


With a culture rooted in support, both Richard and David agree that the business’s values stand it in good stead to overcome the current challenges impacting the manufacturing industry. “We have seen significant growth in the last four years, and this year has been fantastic, despite the obstacles imposed by a global pandemic, social unrest, and global economic downturn, so we have managed



www.manufacturing-today.com l 99 Will-Burt
to survive some of the toughest times. The backlog we’re currently working through has enabled us to have another record year, and I strongly believe we will be able to catch up quickly. A focus for us now is to satisfy our partnerships, and provide quality products to the market,” Richard elaborates.
With this approach, the outlook is looking positive, and both gentlemen believe the business is going to manage well in the coming years. According to Richard, the long-term strategy is to keep expanding as much as
possible. “This will also include focusing on improving our technology, both from a product and manufacturing point of view. We had made significant investments in automation in the last few years, and we are clearly seeing the benefits of that.

David expresses that the approach in moving forward will be an aggressive one, and several measures are already in place to get the ball rolling. “We are in the process of putting together another annual operating plan. Now, we have regular strategic tracking meetings so
we are continually aligning what we’re doing with what is happening in the market.”
Richard agrees that the biggest opportunity for the company remains in the international arena. “We are looking very seriously at the global market, but it always takes a few years to get that off the ground. When I think about where the business will be in about five years’ time, that vision involves tremendous success in that sphere,” he says, emphasizing that growth and expansion will also result in a diversification of products.
100 l www.manufacturing-today.com
“When it comes to new products,” says David, “we are exploring our social media presence to boost sales, which has proved to be very helpful. To achieve growth from a marketing perspective, we will be introducing new additions to the catalog through our websites and e-commerce capabilities. That has been a big focus over the last couple of years and will be a continued focus going forward to help us drive business successfully,” he elaborates.
Richard then brings the conversation to a close by summarizing the motivation for the business’s overall growth strategy. For him, it is a matter of assisting smaller businesses to break into their preferred sectors. “We understood a few years back that what we produce adds value to numerous sectors, so what we have started to do is help smaller businesses break into the markets we are already in by using our brand to push their products. We have had a lot of success in doing that. I’m excited to see the opportunities that this endeavor will bring us. In conjunction with external product
development and promotion, we have focused our internal engineering and R&D resources on new products that add real benefits for our customers and the difficult missions they perform. With a focus on new product introductions, development, and innovative solutions, the road ahead looks promising,” he concludes. v

Will-Burt www.willburt.com
Services: Mobile elevation systems
www.manufacturing-today.com l 101 Will-Burt
Sky high success
Portsmouth Aviation, the engineering solutions provider, was originally founded in 1929, under the name Inland Flying Services, which flew passengers to and from the Isle of Wight. Shortly after, the company assumed the name Portsmouth, Southsea and Isle of Wight Aviation. It was a proud employer of the pioneering aviatrix, Amy Johnson, who was the first woman to fly solo from England to Australia. In the 1940s, the company then became Portsmouth Aviation, and was involved in manufacturing activity that supported the allied forces in World War II. The business was proud to produce the Airspeed Oxford and Horsa Glider, and was involved in the maintenance, testing and evaluation of World War II weapon systems.
After the war, production expanded to include the manufacturing of bus and coach bodies. However, in the 1960s, Portsmouth Aviation decided to consolidate its
clients and focus on large international projects. The company’s portfolio during the 70s included work on the FV180 Combat Engineer and the VIPA1 Camera Pod, which was used in the military.
The 80s was a busy decade for Portsmouth Aviation. It collaborated with a major US client to develop a UK standard weapon system for the Royal Air Force, while also sourcing a new solution for nuclear, biological and chemical defense systems in conjunction with the Royal Navy. Due to the success of large projects and prestigious contracts over the years, Portsmouth Aviation was able to invest in new manufacturing equipment and in-house design software, which in turn allowed it to develop its capabilities.
Today, Portsmouth Aviation has made a concerted effort to ensure that its entire manufacturing process is completed in-house. This vision is designed to meet its clients’ needs, and minimize the time required to complete a project. From cutting-edge CAD design

102 l www.manufacturing-today.com
smaller
Two critical ways Portsmouth Aviation is supporting the UK’s defence industry
capabilities to purpose-built test facilities, the business manages every step of the process. Its experienced team of engineers has an established track record of delivering highquality solutions across the full spectrum of manufacturing methods.

There are two pillars that buttress Portsmouth Aviation’s success: its people and its operational capabilities. Regarding the former, the business has devoted considerable resources to building a skilled and motivated workforce, and has remained true to fostering a sense of community and belonging. Subsequently, about ten percent of its staff are in funded full-time education, and it takes on up to four new apprentices each year. In addition, over the last few years, the business has repeatedly made it through to the regional finals for PETA’s Apprentice of the Year. Its £100,000 annual training and development budget is used to support 200 employees, and facilitate their personal and professional development across the operation.
Tying in with this, being a partner to a diverse array of organizations, both national and international, is crucial to Portsmouth Aviation’s operation. It has invested heavily in building a workplace culture that prioritizes creative relationships with customers and partners. At the heart of this practice is an emphasis on close communication, mutual respect and an innovative approach to problem-solving.
Of course, modern manufacturing technology also plays a significant role in determining its ability to deliver compliant products. Portsmouth Aviation invested heavily in cutting-edge CNC machinery and prioritized the development of comprehensive in-process and lights-out technologies. It is these devices that allow the business to find new efficiencies, cut manufacturing time,
www.manufacturing-today.com l 103
Portsmouth Aviation
Portsmouth Aviation
improve accuracy, and reduce costs for the customer.
By bringing as many of these services inhouse as possible, the business is able to stand out from the vast majority of its competitors. First and foremost, it reduces the timeframe for project completion by eliminating back and forth communications between the team and other partner organizations. It also limits the scope for error or inaccuracies in the manufacturing process. Perhaps most importantly, it allows for a unified and coherent vision. By completing all the necessary work in-house, the business is certain that it is developing a product it knows will meet customer requirements.
Typically, its New Product Introduction (NPI) system follows a generic and linear lifecycle and adopts the principles of the CADMID process – Concept, Assessment, Demonstration, Manufacture, In Service and Disposal. This allows a framework, which integrates the whole organization, guaranteeing that communication and common goals are shared. CADMID provides

a mechanism for new product governance, control and assurance at each stage, this ensures the project is effectively managed and provides a high level of progress visibility for customers.
Hadleigh Castings Ltd
When it comes to its manufacturing, Portsmouth Aviation takes pride in understanding the commercial pressures faced by most businesses. There is always the expectation to do more with less, to find
Hadleigh Castings Ltd relationship with Portsmouth Aviation spans over 20 years, working hand-in-hand to meet the exacting standards and scheduling demands, as a principal supplier of precision sand and die cast components. Utilising our state-of-the-art facilities, we provide value, reliability, manufacturing expertise, and quality of product to achieve complete customer satisfaction, and our long-standing reputation with Portsmouth Aviation is testament to that.
Established over 50 years ago, our industry-leading aluminum casting technology is comprehensive and necessary for the demands of our large customer base and quality accreditations.
We provide the following services:
• CAD CAM
• pattern making
• precision sand and gravity die casting
• rapid 3D printed molds
• prototypes and cores
• solidification modelling
• CNC machining
• final finishing and assembly supported by extensive dimensional and physical inspection facilities, including NDT
We also serve a vast number of industries, which include aerospace, defense, high-end automotive, rail, marine, life sciences, communications, environmental and test measurement.

104 l www.manufacturing-today.com







• • - -
and exploit new efficiencies, and to operate according to increasingly tight schedules.



At the core of the company’s engineering business is the desire to progress, innovate and excel. As we mentioned earlier, its skilled team understands the commercial pressures

faced by businesses, and works tirelessly to locate and exploit new efficiencies, do more with less and operate according to increasingly tight schedules. Portsmouth Aviation is a partner to a diverse range of organizations, and has completed programmes of work
across varying industry sectors. This takes shape through strong working relationships with the UK Ministry of Defence (MoD), for example, and the wider defence sector and aerospace industry. Today, the business has leveraged this unique experience and expertise to provide precision engineering services to a diverse array of customers. A recent programme of work with the MoD was to clear the MK11 depth charge for flight. The MoD initially approached Portsmouth Aviation with an urgent requirement to provide certification for the MK11 depth charge to allow flight trials on the Wildcat’s new weapon wing.


Within a limited timeframe, the business was able to trawl the archives for relevant information, which was then analysed by its stress, aeronautical and safety experts. The information was consolidated into several safety assessments, which underpinned the recommendations and limitations provided in the Certificates of Design. This allowed the MoD to proceed with its trials.
Bringing together its passion for people and manufacturing innovation has had remarkable
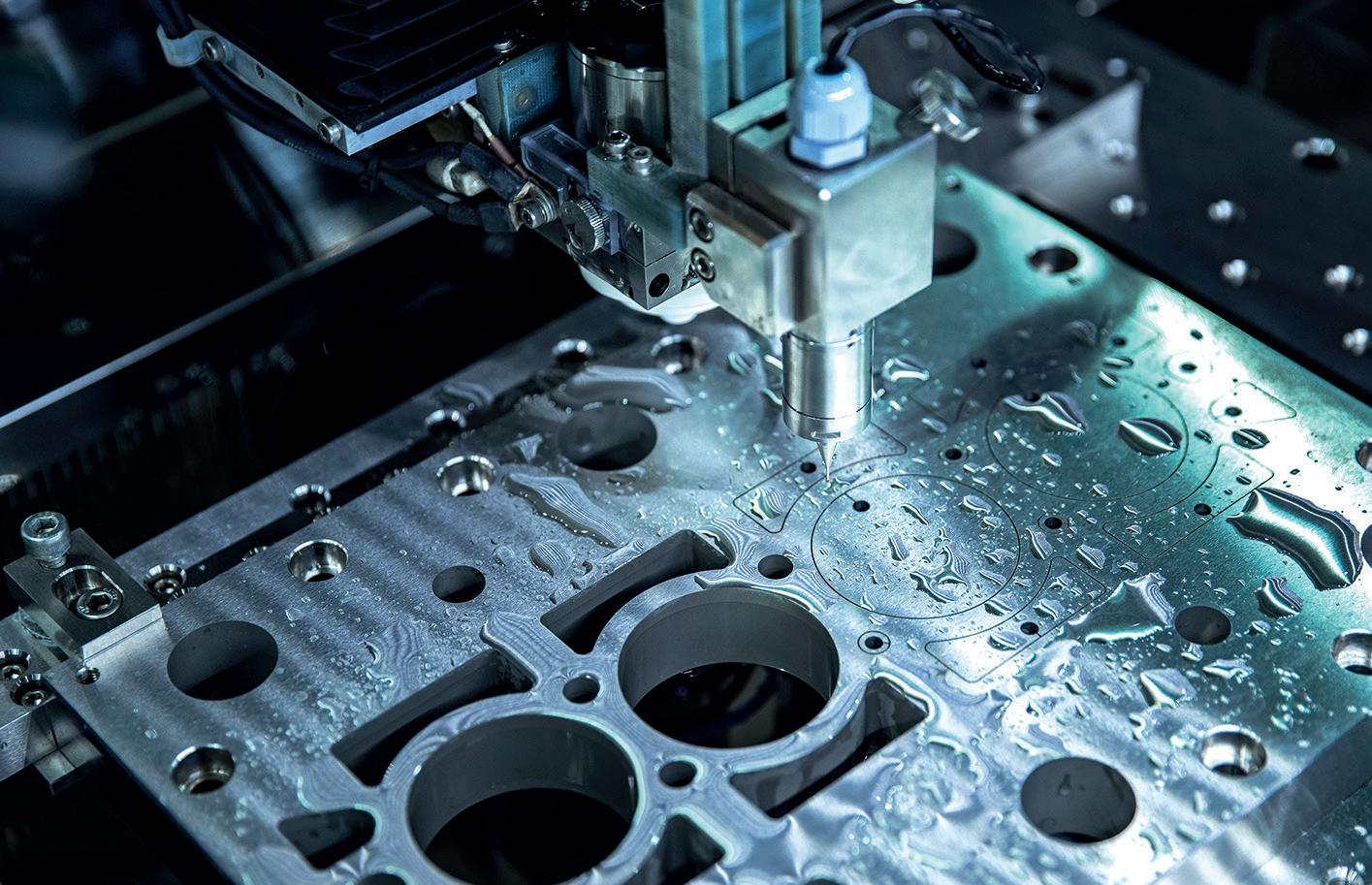
106 l www.manufacturing-today.com
results for Portsmouth Aviation, and, to highlight the extent to which the business is determined to maintain its momentum, in March 2019, the company achieved its certification for the Supply Chains for the 21st Century (SC21) Bronze Performance Award. SC21 is an improvement programme designed to accelerate the competitiveness of the Aerospace and Defence industry by raising the performance of its supply chains. The programme is administered by the Aerospace, Defence, Security & Space Group.
As it continues to grow its customer base and develop a more balanced sector portfolio, Portsmouth Aviation recognizes the need to refine its business practices
Righton & Blackburns Ltd

to become a supplier of choice within the aerospace industry. To meet the SC21 Bronze Award Criteria, the business worked closely with an ADS-approved consultant who conducted audits on its operational processes, procedures, and delivery performance key performance indicators. From the initial assessment, Portsmouth Aviation committed to a continuous and sustainable improvement plan, and installed a Steering Committee to ensure every identified action was effectively managed and all improvements registered.
Over the nine-month assessment period, the company was able to demonstrate tangible improvements, resulting in improved delivery and quality performance. During this period, it
Over many years, Righton & Blackburns Ltd and Portsmouth Aviation Ltd have formed a collaborative, transparent and successful trading relationship underpinned by the guiding principles of the ADS SC21 Award programme, driving continuous improvement into the Aerospace and Defence sectors. We are excited about working on present and future prestigious projects achieving the performance levels as defined at Silver Award standards of in excess of 95 percent on time and in full. Righton & Blackburns Portsmouth is proud to form part of the Portsmouth Aviation Ltd supply chain.
also introduced new procedures to ensure that leadership, strategy, and people have all been significantly improved.
The next step is to achieve the SC21 Silver Performance Award. During the first quarter of 2019, the team at Portsmouth Aviation was subject to a Lean Awareness Course and 12 people were selected to undergo further training, which advanced them to Lean Ambassador status. These ambassadors are empowered to manage continuous improvement projects, identified by either employees or customers, and approved by the Steering Committee.
Now, looking to the future, the business is committed to adding value across all of its business functions. This process has allowed it to pass significant improvements on to its customers, and will allow it to do so for many more years. v
Portsmouth Aviation www.portav.com
Services: Engineering solutions provider
www.manufacturing-today.com l 107
Portsmouth Aviation
Bespoke builds

108 l www.manufacturing-today.com
ACI Building Systems
With a vertically integrated team ready to handle all aspects of the building process, ACI Building Systems is dedicated to producing world-class buildings by incorporating leading expertise and topquality materials into its projects
www.manufacturing-today.com l 109
ACI Building Systems (ACI) takes great pride in its responsibility to meet the tough demands of its customers and their construction schedules. From a 300,000 square-foot facility in Batesville, Mississippi, and its technical offices located in five different States, the company is a professional network of experienced, reliable, and dedicated employees working towards exemplary work completions. With thousands of projects delivered, ACI stands for teamwork and experience with an unparalleled record of consistently achieving customer expectations.
The company kick-started its operation in 1990, with a foothold in the southeast of the US. Driven by a determination to expand its capabilities, the company rooted heavily in integrated pre-engineered metal-building, and specialized in design and manufacture of metal buildings. Today, ACI’s services are offered all over the country, as well as offshore.
Speaking with Tim Davis, the Vice President of Sales, we learn more about how the company has refined its expertise to become a leader in metal-building engineering. “I can say with confidence the ACI team can produce any metal-building system offered within our industry today. This includes a 100-0 EH building supporting 2- to 120-ton cranes, 250-0
clear spans, hips, valleys, skews, mezzanines, radius roofs, long bays, self-storage, designed components and more.”

Adding to its catalogue, the company recently launched an innovative product, known as the Accelerated Building System, with, as the name implies, a purpose to fulfil the need for expedited building deliveries in as little as four weeks. “The Accelerated Building System gives our distributors the ability to price their own buildings, and place the order with ACI. It comes with stamped foundation drawings in one week, and anchor bolts are included with the building package,” Tim highlights.
To bring a product of this scale to the market, ACI boasts an impressive infrastructure to support its manufacturing efficiency. “Our production facility is approximately 300,000 square feet, and is situated on more than 100 acres. This gives us room to continue to expand our operation, and, occasionally, we can call on our sister company in Oklahoma City to assist with our work during the peak construction season,” he says.
We then go on to discuss projects completed by the business, of which ACI has many. Tim begins his examples of the company’s work with a multi-million-dollar project for a large recycling facility. “This project
had a strict construction timeline that ACI was able to reach well ahead of schedule. It consisted of multiple adjoining buildings with jack beams, false rafters, fall prevention support beams, unsymmetrical ridges, high R value insulation systems, roof curbs, vented ridges, and translucent wall panels. The height and width of this project required structural piece weights exceeding four tons, which were no problem for our fabrication and transportation departments,” he says.
Then, there is also the ACI Roof System on the pavilion at Ole Miss, which houses the men’s and women’s basketball teams in the new, state-of-the-art 96.5-million-dollar pavilion. The 225,000-square-foot multipurpose arena seats approximately 9500 fans and includes 1700 premium and suite seats.
Another impressive work is the Keys to the World project, which is a corporate aircraft hangar at Lakeland Linder International Airport, in Florida. ACI designed and supplied the luxury hangar that features a bi-parting hangar door, StratoShield standing seam roof panels and a special downspout collector system in an elegant, eclectic design.
Lastly, but certainly not least, ACI also contributed to the creation of the Ford Ice Centre, a public and private collaboration
110 l www.manufacturing-today.com
between local government, the Nashville Predators and the people of Nashville. The 15-million-dollar 90,000-square foot facility includes two NHL-sized ice rinks, a yoga and


feet of off-ice training space, concessions, and a Perani’s Hockey World shop. “Our capabilities are almost limitless,” Tim emphasizes. “At
projects flowing through our systems. However, our entire organization treats each project with the same high standards; whether it’s for
www.manufacturing-today.com l 111 ACI
Systems
Building
the topic of the company’s people, and in this regard, Tim is immensely proud of their efforts, and that his team pull together to get each project done well. “ACI started as a small organization. While we have grown substantially, we try to maintain a small company feel, and our employees and customers are the backbone of making that happen. We strive for an environment that facilitates ease of business, and everyone here is focused on serving our customers to the best of their ability. Empowering our employees to meet client needs is a key part of how we do business,” Tim says.
In the same breath, he expresses that ACI’s partners are equally important. “We work with trusted suppliers who understand our industry, and, specifically, ACI’s broad product line and our commitment to exceeding our customer expectations. Our supply chain team used their strong relationship with our suppliers to maintain a full inventory throughout the shortages that our competitors experienced during the pandemic,” he says.
the need for hard copy communications to contribute to a more sustainable future.
“We offer our haulers a rebate on dunnage returned from job deliveries. We have the latest and most energy efficient longhaul trucks and vehicles, and our plant has translucent roof and wall panels to minimize daylight energy. Our second shift utilizes nonpeak energy availability, which reduces the energy demand during peak usage.”
We then turn our discussion towards the future, and this year will see ACI making some impressive investments, with the recent installation completion of a new Franklin pull through welder being the first of new developments to take place. “The install was performed by our maintenance staff in record time. Late last year we brought online a brandnew soffit panel line. All our roll formers are slated to be refurbished or replaced in the coming months, with the addition of two new panel profiles to be added in 2023,” he shares.
For Tim, ACI is rooted in a dedication to safety, and the company will continue to find
team members that increase our quality and productivity. We are increasing our inventory control by adding personnel to improve quality checks on incoming material, and beyond that, we are committed to growing the business, both in our capabilities and in our geography.
Tim concludes the conversation on a note of gratitude and looks forward to the opportunities that lie ahead for ACI in the years to come. “I have spent my entire career in the metal building industry, and I consider it a blessing to have been part of the ACI team over the last 15 years. We have, without question, the best sales and estimating force in the industry. We consider our amazing customer base as business partners, and enjoy being part of that successful relationship,” he says. v
ACI Building Systems www.acibuildingsystems.com
Services: Custom buildings manufacturer

112 l www.manufacturing-today.com

www.manufacturing-today.com l 113
Take a breath
Many aspects of society changed as a result of the pandemic. While there have been significant and well-publicized impacts on items like food prices and work schedules, there are other ripple effects that have gone unnoticed. One of the most overlooked effects has been the increase in DUI fatalities.
When viewed nationally, DUI-related incidents have significantly increased since the onset of the pandemic; with drunk-driving fatalities nationwide in 2020, up by almost nine percent on 2020 since the previous year. Traffic fatalities in the first half of 2021 were the highest they had been since 2006. This is the largest increase in the history of the National

114 l www.manufacturing-today.com
The products from Smart Start Inc that are combating drunk-driving accidents
Highway Traffic Safety Administration’s fatality analysis reporting system. Although it is not yet clear why the rise has been so significant, an increased alcohol consumption may play a role; particularly when considering a 35 percent increase in alcohol sales.
Fortunately, these are numbers that companies like Smart Start Inc (Smart Start)
care about. Smart Start’s background in alcohol-monitoring technology stretches back to the early 90s. When it opened for business, the founders had a strong focus on road safety and sobriety as a software-driven company, allowing for non-subjective reporting and monitoring of devices for clients. Smart Start has since grown to become the largest
provider of breathalysers in the US, while also offering portable alcohol monitoring services.
Smart Start is the only company offering fully integrated breath alcohol Ignition Interlock and portable alcohol monitoring device services, which include manufacturing, installation, service, monitoring and reporting. The business has become an expert in providing timely interpreted reports and expert court testimony to monitoring authorities, alongside its ability to customize programs to the laws and requirements of each state and county.
Its operation spreads across both corporate and franchise locations in 46 states throughout the US, while also hosting an international footprint in 18 countries. In total, Smart Start hosts nearly 2000 service center locations worldwide, and supports its clients and monitoring authorities through a centralized bilingual customer care center, with round-theclock service, located at its corporate office in Grapevine, Texas.
Manufacturing Today looks into what makes Smart Start the best in the business when it comes to creating its widely used alcoholmonitoring technology. To begin, the company prides itself on two products designed to keep drivers safe. The first is the Ignition Interlock Device (IID), which, since its inception, has recorded over a billion alcohol-free starts and prevented 11 million accidents where alcohol was present on the driver’s breath.
The device can be installed in vehicles for court-ordered supervision, license reinstatement or voluntary monitoring. The judicial system or DMV division mandates and monitors the use of the DII on the vehicle of a DUI offender, as well as individuals who are court-ordered to use a portable alcohol monitoring device. To fulfil this need, Smart Start took the initiative to dedicate its resources to creating innovative car breathalyzer solutions. The result of this innovation is FLEX, the company’s latest breakthrough.
The handheld device, which is about the size of a smartphone, boasts a sleek design with an intuitive interface. During the precalibrated FLEX-Cal, a technology that enables the pre-calibrated module to be replaced in a contactless fashion, the FLEX headset is never removed. This ensures that the licensed technician’s original device configuration remains intact, and state required calibrations happen in seconds.
When it comes to creating a modern design with an intuitive, three-button interface, the
www.manufacturing-today.com l 115 Smart Start Inc
FLEX is yet another example of an IID designed with the customer in mind. The device fits comfortably, and discreetly with any car interior. Ultimately, the product was established to offer the easiest operation when compared to other interlock ignitions currently on the market.
With these two products excelling within the marketplace, Smart Start has expanded its product and service offerings to include other alcohol monitoring technologies to become a proven and innovative leader. For instance, Smart Start was the first company to offer a camera with its IID. It is because of the success of Smart Start’s camera that several states now require this technology as a baseline standard. The company took the initiative to install a camera above the dash for each ignition interlock system to take a photo of the person using the device each time it is used.
In addition to that, there is also SmartMobile, which sets a high standard for portable alcohol monitoring. In 2020, a paper was released by the American Probation and Parole Association, which emphasizes the growing role of smartphone apps that can be used for supervision. Smart Start took this information on board and has created SmartMobile as its solution.






The benefit of SmartMobile is that it is self-contained. Testing and location data are stored within the device, that does not require a smartphone or app. Instead, it has built-in

116 l www.manufacturing-today.com
cellular capabilities that keep it connected to the SmartWeb online case management platform, which offers GPS location data and voice and visual identification during mobile alcohol testing, and customization of test schedules, including random or on-demand testing. There is also the option to have text or e-mail alerts sent to the user to stay informed about missed tests or violations in real-time.
The test data stored on SmartMobile meets the Frye standard for admissibility of scientific evidence. Even if the cellular connection is poor or lost completely, the data is still safely tucked away. From a monitoring standpoint, this is crucial for high-risk behaviors. The device also provides automatic retests after an initial violation and has the ability to impose sanctions immediately when necessary. This robust device, with full keypad and easy-to-read display screen, provides a remarkable level of interactivity for Smart Start’s clients.
To keep up its momentum when it comes to product innovation, Smart Start will be introducing SmartMobile’s sleek sibling: SmartMobile Insight. This development offers the same robust portable breath-alcohol
testing in a discreet, pocket-sized device that features an intuitive three-button interface. Its SmartWeb case management solution provides Smart Start clients with a single online platform. This allows them to view testing history and account information, generate and print customized reports, or have them automatically emailed to multiple recipients.
Bringing together products like this would not be possible without the company’s loyal network of partners. Some, like Xymox Technologies, a membrane switch manufacturer and capacitive touch sensor expert that specializes in control component OEMs, work according to a synergized approach to provide bespoke solutions.


Xymox Technologies Inc
By developing a deep understanding of its customers’ needs, and working closely with its vendors, Smart Start has been able to tackle the rising increase in DUI-related accidents. It is clear that the company is passionate about the work it does, and we look forward to catching up with the company in a few years’ time to see how it has continued to keep our roads a safer place for drivers everywhere. v
Smart Start Inc www.smartstartinc.com Services: alcohol-monitoring technology manufacturer
Xymox Technologies Inc (Xymox) is a proven leader in human machine interface (HMI) solutions since 1979. We proudly design and manufacture right here in the United States. Building upon our conductive printing history, we continue to grow our business by providing innovative circuitry designs and functional printing expertise to meet the ever-changing electronic needs of our customers. Our commitment to innovation and excellence enables us to face the challenges of the future, while our principles of integrity and service ensure our customers are always treated with the respect and appreciation they deserve. Together, we are ‘enabling the power of touch’.
www.manufacturing-today.com l 117 Smart Start Inc
Lasting solutions

118 l www.manufacturing-today.com
VA Technology is committed to excellence in mechanical, electrical, control, software, and systems design, which has allowed it to deliver a vast range of systems and technologies helping to innovate ceramic mould manufacturing
www.manufacturing-today.com l 119
VA Technology
With a head office in Telford, England, VA Technology started out as a service center for Unimate robots. The business then continued to expand through customer requests for help with investment casting applications. Since its founding year in 1988, it has grown from strength-to-strength over the last three

decades. From there, VA Technology evolved into the Shellroom equipment provider it is today. “In 1990, we opened our first facility in the USA to support our customers there. This was closely followed by the development of our facility in China in 2009,” shares James Clarkson, VA Technology’s Sales Director.
We learn from James that VA Technology provides equipment for all aspects of
investment casting shell solutions, from small individual pieces of equipment to fully automated manufacturing systems. “Our team design, manufacture, install and support a range of equipment, for customers of all sizes, in any global region. We fully assemble all equipment on site and invite our customers to review the complete equipment operation ahead of dispatch to their location,” he explains.
120 l www.manufacturing-today.com
He then proceeds to share more details about the company’s infrastructure, which includes an extensive set of state-of-theart machinery. “One piece of equipment I would like to discuss is the IC-Crystal Shell Management System, which is the latest generation of our management software. It gives total oversight of all aspects of the systems operation, from management of part
systems to complete the automation process. He also shares that the company has a team of six, full-time engineers, constantly working on the software’s future development and improvements.
“For many years, our systems have been fully connected, and we are committed to continually making improvements to develop this further. Our latest generation of Shell Management Software - IC-Crystal - is the brains of our equipment, and captures all aspects of system data, which can be communicated with the operator or out to factory-wide software.”
Staying on the topic of the company’s facilities and in-house developments, we
expanded our facility by around 20 percent to accommodate this. We have also completely remodeled the facility, and updated some of our build areas to improve the working environment. A £250,000 investment in five vertical storage systems has also been made to improve working practices and efficiency. In the US, we acquired a new building in Solon, Ohio. This has doubled the size of our US operation, and we are actively working to grow this location further to support our US-based customers,” James explains.
Historically, over 90 percent of the equipment the company has manufactured has been exported from the UK, which is why VA Technology places an emphasis on having


www.manufacturing-today.com l 121 VA
Technology
a wide-reaching global presence. “We have locations in the USA and China to offer local support to our customers in those areas. Both overseas locations are equipped to install, commission, and offer after-sales support to our customers locally, which is vital to maintain good relationships, and ensure our equipment is always running as it should.
“Over the last five years, we have begun to manufacture systems in our US facility, and with the purchase of our new, larger facility, we aim

to build on this further. Having these facilities has also benefitted us greatly over the last few years when travelling has been difficult due to the pandemic. We have been able to complete installations in China and the US by using our local workforce, which otherwise would have been impossible.”
James then goes on to discuss projects of which the business is particularly proud. Recently, VA Technology secured a significant contract from the Doncasters Group at their
sites in Deritend, in the UK, and Groton, in the US. “These projects will be manufactured at both our locations here in the UK and across the pond, in Solon, OH. The Doncasters Deritend facility already has some of our equipment, but this new system will replace all the existing equipment, and completely modernize the facility, along with doubling its capability. The addition of the Groton project will make VA Technology the ‘shellroom standard’, which is very exciting.”
122 l www.manufacturing-today.com
The discussion of this project then triggers the question of the company’s viewpoint on sustainability, and how it works to provide the best services with as minimal an impact on the environment as possible. “During the recent renovations of our UK facility, we installed LED lighting with motion sensors in all areas, to minimize our energy usage. Likewise, wherever possible, we recycle our packing materials and stillages to try to repurpose these on future projects,” James says.
The topic of conservation then leads onto the company culture, which, according to James, is the key secret to VA Technology’s success. “Our employees are the most important aspect of our business, and a good working environment is vital. There is a high level of importance put on company social events and gatherings to ensure good teamwork, and people are recognized for their contribution. Recruitment is always challenging so retaining people is key and a good working environment plays a big part in that,” James elaborates.

With confidence in his team, and a positive outlook on the future ahead, James expresses that VA Technology will continue to invest in both the UK and USA facilities to further improve productivity and the company’s manufacturing methods. “The expansion of our fabrication facility to increase our capability will also be completed in the upcoming six-month period, which we are all looking forward to.




















“Beyond that, we are working to further develop our US facility, and create a selfsufficient manufacturing location, with full design capability and with all US-based system manufacture taking place there. This



VA Technology



will support our UK business, and allow us to better utilize the manufacturing space we have available.” He concludes by adding that the team forecasts a busy couple of years, and with the new expansions on the horizon, the business will continue to excel in providing leading shell casting solutions. v
VA Technology www.vatech.co.uk


Services: Casting manufacture solutions







www.manufacturing-today.com l 123

124 l www.manufacturing-today.com
Bundy Refrigeration
A globalmodel
Operating throughout Europe and Brazil, Bundy Refrigeration has been manufacturing best-in-class cooling system components for over 60 years. In that time, the company has established itself as a global leader in the refrigeration industry – and, despite the Covid-19 crisis, it shows no signs of slowing down
spread across five countries: Brazil, Germany, Hungary, Italy, and Turkey.
Bundy Brazil has facilities in Curitiba, Pinda, and Maracanaú: Bundy Curitiba has a dedicated tube line and manufactures wire-on-tube condensers, door warmers, wrap-around evaporators, helical condensers, forced-draft condensers, and skin condensers; Bundy Pinda creates roll bond evaporators and semiautomated no-frost lines; and the Maracanaú plant is dedicated to the bending process utilized in the construction of door warmers and skin condensers.
located in Manisa, has a production footprint of 11,000 square meters and its own tube line. Built with the future in mind, the space can be adapted to include a second line as demand increases. In addition to skin condensers and wire-on-tube condensers, Bundy’s latest plant manufactures door warmer assemblies; a specialty product that circulates warm refrigerant around the cabinet door flange to cut condensation around freezer and fridgefreezer door frames, improving the energyefficiency of refrigeration products.
Serving prominent manufacturers like Samsung, Electrolux, Liebherr, Whirlpool, and B/S/H with premium parts and cooling solutions for six decades, Bundy Refrigeration (Bundy) is involved in the design, manufacture, and supply of heat transfer and fluid carrying components for domestic and commercial refrigeration appliances. As a result, the company has become revered for its holistic approach to the rising demands of the industry.
The market leader is committed to driving technical innovation forward and cultivating engineering expertise across its global team. Coupling unrivalled product quality with comprehensive customer support has proved a successful strategy; Bundy has carved out a name for itself with manufacturing plants
Across Europe, the company operates from three hubs: Bundy Germany, a fully-automated facility specializing in high-volume manufacturing of heat exchangers, evaporators, door warmers, condensers, and the development of new heat exchanger technology; Bundy Hungary, which leads the manufacturing of refrigeration components for a major global brand that is handily located less than 20 kilometers away, as well as providing general components to an array of other customers; and Bundy Italy, a specialist unit that manufactures high-end steelcoated tubes via four tube lines, and operates as the center for calorimeter and energy consumption tests as part of the company’s research and development efforts.
Most recently, Bundy opened a new plant in Turkey, in 2020, to meet increasing global demands for the company’s preeminent refrigeration products. The facility, which is
“Our success stems from Bundy’s robust global model; that is, having semi-autonomous business units operating in multiple countries with a large home market for domestic white goods,” details Chris McGeehan, Group CEO at Bundy. “As a company, we have successfully aligned our production with customers that require a large degree of local assembly and essential customer support. Sales and production are key to customer service and satisfaction, and much work has been done to align these disciplines in each of our geographical locations.
“The sales process drives new business and helps us meet growing demand; production fulfils orders and identifies gaps in capacity, alerting the sales team of voids they must fill,” he goes on. “Strategic procurement also plays a huge part in the timely supply of goods; building robust relationships with suppliers through procurement means that any supply
www.manufacturing-today.com l 125
Bundy Refrigeration
chain issues can be resolved with minimum risk in less time. Integration and collaboration between the variously located business units have been key to maintaining operational consistency; senior management in each plant work side-by-side with other units instead of in silos to ensure sales and production meet the demands of our customers.”
Though growing now, prior to the 2018 buyout by Grandholm Production Services Limited, Bundy was operating at a loss and customer confidence was not what it was. Fortunately, however, Chris and his apppointed executive team were poised and willing to take the helm, steering the company back to profitability and restoring relationships with both suppliers and customers.

“Solving the more immediate challenges
Voestalpine
Fontargen
Brazing: In-depth know-how
included a complete overhaul of cash management,” he reveals. “We then set about building confidence in the management team and formed a program to communicate effectively with our diverse customer base. Efficiencies continued to be made, and investment in new plant machinery improved productivity. Moreover, a reorganization of management and sales better aligned our business units with the manufacturing bases of our key customers. This included investing in the executive team, namely bringing in additional expertise with proven experience in asset and fiscal management. Since 2018, we have seen a return to profit, the retention of key management staff, a 25 percent reduction in corporate overheads, improved relationships with supply chains and customers, and the
integration of a more streamlined approach driven by results – all with no additional borrowing.”
Enter Covid-19. Just as all that hard work started to come to fruition, the company was thrust into the middle of an unprecedented global health crisis.
Though throughout the course of the pandemic (and its aftermath) Bundy increased stock levels to try and mitigate rising prices brought on by supply chain disruptions, it has not been immune to the prolonged challenges of Covid-19. Thankfully, however, because of the hard work that went into restructuring the company before the arrival of the pandemic, Bundy was able to withstand the full force of the crisis and keep cool under pressure.
“Our global standing and international
As a manufacturer of soldering and brazing consumables, we offer proven solutions based on 60 years of industrial experience, tested processes and methods, made in Germany. This in-depth know-how makes us the internationally preferred partner to solve your soldering and brazing challenges through innovative solutions. The result is what we promise: innovation based on in-depth know-how.
Fontargen Brazing is the international partner for these main industries:
• HVAC&R – bare and coated silver rods and wires, fluxes, copper-phosphorus rods and wires and preforms for the brazing of components.
• Automotive – copper wires for MIG- and laser brazing on the car body and copper and nickel pastes as well as copper preforms for brazing on the powertrain for applications such as torque converters for modern gear boxes, new EGR-cooler systems and high-pressure fuel-direct systems.
• Other Segments like Tooling/ Power Generation – brazing pastes (dosable), highly active fluxes and silver-based foils.
126 l www.manufacturing-today.com

operations meant that manufacturing plants were able to support each other and cover any gaps and anomalies when other units were unable to function at full capacity,” says Chris. “In turn, this meant that key customer accounts were not compromised, and orders were consistently fulfilled. Another benefit of being split over numerous countries was that we could better anticipate the Covid-19 waves; what we learned from the outbreak in Italy, for instance, enabled us to prepare in other countries more appropriately. As a result, we could stay ahead of the curve by establishing contingency plans that kept production moving.
“Steel is our main material and factories have struggled to keep up with demand since Covid-19 restrictions have lifted – and those challenges persist,” he explains. “Just as we thought the world was

128 l www.manufacturing-today.com
Bundy Refrigeration
machinery has already reduced our overall energy usage, and we are now focusing on innovative technology that will address heat transfer efficiency and therefore, improve energy consumption at a time when costs are exponentially rising. The development has since attracted interest from appliance manufacturers seeking to improve fridge-freezer energy efficiency, and we expect to publish test results in the next few weeks.”
Bundy also recognizes the importance of reducing direct emissions of fluorocarbons through better containment of refrigerants and by reducing energy usage across its network. To that end, it set up Bundy Green in 2019 to address environmental concerns within the company.
“As part of that initiative, we recently began a group-wide program to reduce the impact of our operations in anticipation of future climate change regulations,” details Chris. “We are working with CDP, an international global disclosure expert to gather detailed information on the environmental impacts of our energy use, emissions, and waste. We are also working with an external consultancy to assess all our operations and put in place a sustainability policy that will dictate how we can comply with environmental legislation.
“Ultimately, we want to be seen as a worldclass technology business and the supplier of choice for leading refrigeration brands,” he concludes. “To achieve this, we will look to expand into emerging markets where our customers have manufacturing operations and promote our corporate culture of continuous improvement – all the while maintaining our reputation for superior engineering and industry-leading solutions. While profit and cash flow are crucial, turnover is not. We do not aspire to be the largest component manufacturer in the market, but we do expect to be the best.” v
getting back on its feet, the conflict in Ukraine placed further pressure on steel-producing nations, raising prices as supply was once more squeezed. When you factor in skyrocketing transport and fuel costs, it really is a perfect storm: prices are only going one way. The work we carried out before the pandemic – aligning sales, production, and procurement – has lessened the impact of all these pressures; however, as with every business, we face cost increases as supply chains continue to be affected by the volatility of markets and the instability of geopolitics. We are grateful that
our customers understand these challenges and continue to collaborate with us in such tough times.”
Despite the current climate, the company is gearing up for a promising future. Yet Bundy recognizes that today’s solutions will not be viable for tomorrow’s problems.
The company is determined to develop new products and processes in-house by forming synergistic partnerships with other companies. “Continuous product development will be central to our operations going forward,” asserts Chris. “Investment in new plant

www.manufacturing-today.com l 129
Bundy Refrigeration www.bundyrefrigeration.com Services: Refrigeration components manufacturer
Bringing the pieces together
Shop Vac, a US icon in wet/dry vacuum cleaners, was founded in 1953 by Martin Miller, who was known to be an entrepreneur in every sense of the word. Since Martin established the business, his company has become renowned for its innovation, and specializes in new product development and applications for vacuum cleaners. In preparation for its platinum anniversary, we speak with the Chief Operating Officer, Charlie Lawrence, to learn about the ins-and-outs of the company, as well as the secrets that have contributed to Shop Vac’s overall success.
“Most people think of the vacuum cleaner as nothing more than an item with which to clean your home,” Charlie begins. “However, Shop Vac has reinvented that idea. We have expanded the ways in which they can be used, and now, customers can utilize our vacuum cleaners in workshops, schools, and businesses, in addition to homes, garages, basements and even outside.”
Charlie highlights that the company is still developing versatile products that can be used in homes. “They can be used to clean steps, hardwood and tile floors, furniture, kitchen sinks, whatever the purpose our clients need
them for. Historically, we’ve leveraged what our founder, Martin, developed and built on his reputation. We expanded several times in the 80s and 90s by adding manufacturing locations in New York, China and Vietnam to take advantage of the global supply chain. These developments gave us access to the global supply chain and other markets as well. This really catapulted us into becoming an international business, and gave us the scale to focus on developing the next innovative solutions,” he shares.
Shop Vac boasts a range of two dozen vacuum cleaners, that can hold up to 20 gallons,

130 l www.manufacturing-today.com
With an extensive history in vacuum design and manufacturing, Shop Vac has become a pioneer for the industry. Using leading innovation and the latest technology to produce home and industrial vacuum cleaners, the company is dedicated to high performance solutions for its customers

www.manufacturing-today.com l 131 Shop Vac
Charlie Lawrence, Chief Operating Officer
for home use, and Charlie shares that these are further complemented by the company’s industrial product line, which is built with a higher durability and even larger capacity of up to 55 gallons. “We support all those vacs with the largest line of accessories in the industry. This includes nozzles, wands, hoses, filter bags, and collection bags – we support them all and our competitors’ products too.”
The company went as far as expanding those lines to include unique products such as the Ash Vac and the Pump Vac. Regarding the former, customers can remove up to five gallons of ash from fireplaces, while the latter is capable of pumping excess amounts of water as far as 100 feet away. According to Charlie, the development process for this level of innovation is multi-faceted. “We have a product management team that frequently evaluates the state of the market and keeps an eye on what our competitors are doing so that we can fill gaps in the market and design and manufacture those solutions to fill market needs. We use our customer service organization to make sure our customers
are happy and having their questions and concerns answered through collated client data but also to collect market intelligence for product ideas. Then, our engineers and lab technicians take that information and work with product management to develop what we call a product road map. We use this as a springboard for the next Shop Vac product,” he says.
In addition to sharing the inner workings of his company, Charlie also divulges developments that have buttressed Shop Vac’s continued success, one of which includes the recent acquisition of SK Tools (SK). “This wasn’t necessarily a planned acquisition. However, our parent company, GreatStar Tools (GreatStar), one of the largest hand tool manufacturers in the world, saw great potential in the business. GreatStar makes private label tools for many customers including Home Depot, Lowe’s, and other retailers around the globe, but they didn’t have a US manufacturing base for their products. SK, on the other hand, is a centuryold business that has carved out a niche in auto-mechanics tools. It is for this reason
that GreatStar purchased SK to give it a US platform and brand for its hand tool business. Because many of the pieces of equipment needed to make hand tools, CNC machines, and other equipment are identical to the equipment we use in our tool maintenance shop,” says Charlie.
The decision was made after evaluating SK’s facility, which was based in suburban Chicago. Shop Vac then took the initiative to integrate SK within its own business. “Because we already had some familiarity with the equipment, it gave us a broader base of products and allowed us to better leverage our staff, and facilities, and absorb more overheads, while strategically giving GreatStar a much needed US manufacturing base,” Charlie elaborates.

Our conversation then changes course.
Considering that Shop Vac’s products can be found in retailers as well-known as Walmart, we ask Charlie to share some insight into what drives the company to develop such highperformance vacuum cleaners. For him, the answer is simple: innovation. One of the best aspects about Charlie’s job is witnessing his
132 l www.manufacturing-today.com

www.manufacturing-today.com l 133 Shop Vac
team come together to discuss the possibilities of technological innovation. “That has been the life blood of Shop Vac; it is what has pushed us through the last 70 years. We constantly refresh the lines, and keep our customers happy and engaged.”
Charlie also recognizes that a significant part of the business’s success is owed to the impressive work of Shop Vac’s people. “Creating a strong team-based culture is integral to our work. Over the past few years, particularly during the challenges of Covid-19, we have worked hard to build a culture where everyone here works together seamlessly, and is focused on cementing customer-centric solutions. I like to think back to Martin, our Founder, and the vision that he wanted for Shop Vac’s reputation. For me, I believe that his values of integrity, quality and leading innovation are what continues to differentiate
Ultra-Poly
us, and we want that to be seen across our culture as well. We work together efficiently, communicate clearly, and we try to eliminate as much bureaucracy as possible so that there are not layers and layers of management to get through when our team needs answers,” Charlie says. He continues to add that he is especially proud of how Shop Vac’s team was able to pull through the last two years, and he looks forward to seeing them take the company to even greater heights.
This then directs the conversation towards the future. Charlie shares how the business is particularly excited to share new developments in Shop Vac’s innovation capabilities. “We are on track against our budget for the year, and we are going to finish our product development currently in the pipeline. We are also working on refining additional aspects to our operation.
We want to further develop our supply chain
and our demand planning capabilities, because as the business continues to grow, and we use a global supply network mixed with US manufacturing, we want to make sure that the entire process remains efficient.

“None of our competitors has US manufacturing locations at the moment, so if we can really hone-in on blending that with items and components that our sister factories around the globe have, that will be a big differentiator for us.
“The second aspect links back to our culture. Something we continue to work on quite extensively is Lean manufacturing. By continually improving our processes on the assembly lines and reducing the cycle times on our presses, I believe we are also strengthening the synergy within our team, and encouraging everyone to work together closely,” Charlie says.
Over the course of nearly 50 years in business, Ultra-Poly has developed a strong reputation for customer service, technological know-how, and delivering solutions that exceed expectations. Today, our customers and suppliers span North America and include several blue-chip manufacturers like Shop-Vac. We’ve realized that our continued success depends on maintaining that reputation in the industry, meaning all stakeholders can count on the ideals that have guided us this far: great service, prompt payment, open communication, and fair dealings.
We continue to grow and expand our capabilities to provide a wider selection of recycled resins. With a heavy emphasis on post-consumer materials obtained through novel logistics solutions and processed on our own proprietary designed and built equipment, we work closely with our customers to deliver sustainable solutions for their recycled plastic material requirements. We are deeply committed to being part of the solution by improving the sustainability of the plastics industry, while delivering a strong value proposition to our customers.
134 l www.manufacturing-today.com
On a more longer-term scale, Charlie hopes that Shop Vac will remain on its path of innovation. He also believes that the company will quadruple in size over the next five years by incorporating innovation and leveraging the business’s infrastructure. With this strategy in place, he is certain that he and his team will continue to build Shop Vac into a great American tool company. v





Shop

www.manufacturing-today.com l 135 Shop Vac
Vac www.shopvac.com Services: Vacuum manufacturer
The perfect fit

136 l www.manufacturing-today.com
National Composites
To become a specialist and industry leader, National Composites has adopted unique approaches to the markets it serves. By dedicating each of its plant to product-specific designs and manufacturing, the business is renowned for dependable plastic composites
www.manufacturing-today.com l 137
Small plant focus, big company resources’ is the mantra that National Composites stands by to be a pioneer for plastic composite manufacturing, as we learn from Adam Fenton, the company’s President. It is also the reason he believes the company’s name has become synonymous with

quality and durability. “At National Composites, we advocate having the same level of focus, dedication, and customer service that you would find at a small mom-and-pop shop, but with the added experience of a business that has expanded exponentially in a short space of time,” he says.
Versatility is another quality that makes National Composites a unique business. The multi-plant OEM supplier of custom FRP and thermoformed products has also become an expert in product design, in-house pattern build, prototyping, tool and fixture build, a multitude of molding capabilities, fixtured trim and finish capabilities
138 l www.manufacturing-today.com
National Composites
industry, particularly for electric vehicles,” he highlights for us.
Mr Fenton noted earlier that National Composites is a young business, having only begun its operation in 2017. He took over the company in 2018, and has supported the company to push innovation boundaries in order to achieve impressive growth targets. “In 2019, we set a goal to expand by consolidating spaces that were left by smaller businesses in the market. I’m proud to share that we have kept up our momentum through organic growth and acquisitions,” shares Mr Fenton. “From my perspective, as we have grown, we have always looked ahead to see what horizon we can take over next, and I believe that that is what makes National Composites an excellent business. First, our growth target was based on molding methods, and refining our ability to do compression molding and thermos-forming. Following that, when we felt we had a substantial amount of molding capabilities under our belt, we looked to the next targeted approach, which was how to expand geographically. This took the shape of a few acquisitions, and we have only continued to grow from there,” Mr Fenton highlights.
Today, the company boasts five plants and an estimated 450 employees, and there is no sign of it slowing down as Mr Fenton divulges that the business is in the process of building its sixth production facility. “We’re aiming to have our individual production sites be more product-specific when it comes to manufacturing, which then gives us space to refine our highly skilled departments, and centralize our headquarters. The new facility will enable us to really focus on growth and our customer management through a more streamlined process of fulfilling client demand,” he says.
with multiple SKUs, and a full assembly group dedicated to value-added component installation and assembly. “Our production diversity is fantastic, and to make that possible, we have been powered by an aggressive expansion attitude and a team that is willing to invest and grow according to the increase in our customer base.”
As a result of its expansive capabilities, the business has been fortunate to further diversify into other market sectors. “Our largest markets at the moment include agriculture, with customers like John Deere, and construction, as well as the marine industry. In addition to that, we do a fair bit of work in the specialty vehicle
In addition to the investment in growing the company’s operation, Mr Fenton goes on to share exciting news regarding the launch of National Composite’s latest products. “There are a couple of proprietary products that we build for the marine industry; one of them is called a pedal wheeler, which is a recreational pedal boat that we sell to rental agencies and parks like Disney World. To complement this, we have just released an electric mini pontoon, which will be produced out of new our facility,” Mr Fenton highlights.
One of the most impressive facts we learn from Mr Fenton is that despite the challenges that the manufacturing industry has endured over the last two years, National Composites has embraced automation to achieve its expansion goals. “The labor shortage
www.manufacturing-today.com l 139
highlighted what we needed to do, and the infrastructure we needed to invest in, to make sure we don’t get caught in the same situation again. This is why automation has become a huge focus for us. We just installed brand new trim cells in two of our Michigan facilities, and we also purchased six more robotic cells from a separate company. We are now moving towards some of our higher volume electric vehicle lines, and I don’t see that slowing down at all as we invest in the company,” he says, adding that nearly all these investments will be closely connected to automation installations.
In certain instances, the discussion of automation can insinuate the redundancy of labor. However, this is not the case for National Composites, as the company still strongly believes in the value of its committed team.

“The life blood of our company is the people on the floor making the product, and we want to always show our gratitude accordingly. Over the years, we have done a huge amount to increase the benefits we offer them, and try to be as flexible as possible when it comes to their working hours. We profit share all the way down to the manufacturing line level, as we
know that this is one of the many ways that we can keep everyone engaged. In many ways, it also encourages our folks to push themselves in their careers, and we are more than happy to train and support them should they wish to do so,” he shares with us.
In the coming years, Mr Fenton expresses that the business will be focusing intensively on geographical expansion. He has his eyes set on a few specific regions that he believes hold excellent potential for customer demand and growth. “I think what we must do in order to keep this growth is to start investing in new
140 l www.manufacturing-today.com
technologies, and new molding methods outside of the traditional open mold or light RTM. As I’ve mentioned, we have successfully grown from a one-plant operation to quite a sizeable business in a three-year period, and I have every faith that we can continue that trajectory. Although this journey is never easy, I strongly believe that we will keep pushing forward,” he says.


“There are still some areas of the country where we do not have a presence, so I would say that in the next couple of years, our customers can expect National Composites to target opportunities to expand, regardless
of whether it is through a new construction product, or an acquisition in different regions of the country. With this strategy, there is no doubt in my mind that the future for us will remain a successful one,” Mr Fenton concludes. v
www.manufacturing-today.com l 141 National Composites National Composites www.nationalcomposites.com Services: Plastic composites manufacturer
Steady and sustainable
Skymark Packaging (Skymark) has become one of the leading independent manufacturers of flexible packaging. The company is revolutionizing the packaging sector with significant investments in human resources, strategic expansions and cuttingedge equipment capable of meeting its growing client demand

Skymark is on a mission to do more with less, especially when it comes to supporting sustainability efforts across the manufacturing industry. The business, which manufactures flexible and sustainable solutions for some of the world’s leading brands, is determined to be an innovator in packaging solutions, while championing a greener future. “Everybody wants to continue producing what they do, but the trick is to do that using less material,” begins Dan Richards, Skymark’s Sales & Marketing Director. “It is also imperative to ensure that the packaging maintains its performance. Combining each of these elements has taken us decades of innovation and development to get to where we are,” shares Dan.
Skymark’s ethos is founded on the belief that plastic is not the enemy. The business specializes in a vertically integrated production process, that extrudes and converts recyclable monoweb and laminate films, with an accredited in-house, closed-loop recycling and recovery system. “Plastic is taking quite a beating at the moment, but the truth is it offers incomparable integrity for the product it protects. I feel that we need to tackle the right issue. The more we can recycle, the more we can take virgin polymers out of the supply chain, and the more we can downgauge plastic.”
Dan continues to elaborate on this topic. Contrary to popular belief, there is a close relationship between packaging and sustainability, and Skymark is on course to
142 l www.manufacturing-today.com
Skymark Packaging
mitigate any misconceptions regarding how the two can be used to solve the plastic crisis. “There is no single answer,” he says. “Depending on what the consumer wants, and what the end-use is, there is still work to be done to raise awareness about the solutions currently available to the manufacturing industry, so that the conversation can steer towards a more positive direction, and I believe Skymark is making that happen.”

Since the business’ inception in 1987, the company has taken innovation in this regard to new heights, which has allowed it to expand into an array of sectors. Dan discusses that 40 percent of Skymark’s business is within tissue packaging, 30 percent is in the hygiene sector, 20 percent is wet wipes, and the remaining ten percent is a mix within the food industry, which is a rapidly growing market.
In order to infiltrate such a vast range of sectors, the company’s operation is supported by an impressive manufacturing infrastructure, which, for Dan and the Skymark leadership team, comprises of both the company’s people and state-of-the-art technology. “We can’t do anything without our staff, and we are fortunate to have a fantastic group working with us; many of whom have been with the company for 15 years or more.
“Considering what has happened over the last two years, I believe that everyone’s outlook on life has shifted, and there is a greater emphasis being placed on well-being. Companies value softer skills way more than
www.manufacturing-today.com l 143
they did before, and as we move away from the pandemic, it has become crucial for us to prioritize a healthy work-life balance for our employees.
“However, we found that there is an even greater balance that involves how our people work. It might suit someone to work on a Saturday or Sunday, while others might be
more productive during the week when they’re in the office. These sorts of considerations are not something written on the wall, so we want to show our people that we are here to support them in whatever way they need, whether this involves buying breakfast for our team, or making sure they receive time off to be with their families,” shares Dan.
Coincidentally, to demonstrate what Dan means, he explains that on the day of our interview, for example, a few of Skymark’s ladies experienced their company corporate day at a spa. “It’s little things like this that I think reinforce our culture within the business, and that can be seen in what we do, and how we go about our operation. We strive to listen to what our team needs, and we do our best to deliver on those requirements. We all want to feel a part of a business that is actually making a difference, so when we can cascade that emotional connection down to everyone in the team, the results are phenomenal,” Dan elaborates.
The second aspect to Skymark’s capabilities is its cutting-edge machining processes. “When we look at our ability to make the film, we need to achieve the run rates while maintaining the packaging speed, and each of our developments are investments we have honed to support this. It’s about making incremental changes to be able to keep up with customer demands and offer them packaging security.


144 l www.manufacturing-today.com
“In addition to that, we are currently building a new 15,000 square-foot warehouse to support our manufacturing capacity. We want to invest more into some of our core equipment, and, coupled with this, we’re always working on the technology to improve filtrations, additives, and the finer details of our operation.”
However, Dan shares that the most impressive part of its infrastructure is the company’s blow and cast extrusion. This is because the machinery can support Flexo printing that enables the business to introduce better plate technologies and ink systems, which will improve the overall vibrancy of the packaging; further supporting Skymark’s mission to do more with less.
There is, of course, a third element to the company’s success: Skymark’s supply chain, and Dan emphasizes that this network is critical to what the company does. “We have supply partnerships that go back 20 years or so, and when it comes to sourcing resins, inks and solvents, we have long-established relationships with key suppliers that ensure our products are always well-stocked.
Skymark Packaging
“Our supply chain has always been so important, but in today’s world it is even more crucial. This aspect of the industry around the world is seeing some significant challenges, and I don’t think any business has been immune to that, which is why being able to call upon your loyal and reliable suppliers is key.”
With these sentiments in mind, Dan shares that the future of Skymark looks promising, and going forward, he is excited to be part of a company that will remain dedicated and focused on its core values. “Often, we tend to get a little too excited when it comes to plans for the future, but we don’t want to lose our focus on the objectives that we have at hand for the remainder of 2022. The success that we’ve seen in recent years is because of that ability to persevere to achieve our goals, and for us, it’s important that we don’t go after every single sector. Rather, we want to ensure that as we grow, we do so slowly so that we do not compromise on quality. This will enable us to fulfil our projects to the highest standard, and take care of the partnerships that support us along the way.”


It is clear that in order to succeed, Skymark believes in staying true to the reason it exists, which is to revolutionize the global approach to sustainable packaging. “We want to continue to inspire every individual in the organization to do more using less, and if we keep on that path, the results will reflect our efforts,” he says.
In closing, Dan takes a moment to share his gratitude to Skymark’s customers, without whom the company’s motivation to push industry boundaries would not be possible. “To everyone who supports our journey, thank you. Without your trust in us, none of this would exist, and it means the world to us. We will continue to provide you with bespoke solutions to the challenges you face.
“I am definitely excited about what lies ahead. We will continue to innovate and invest in leading technology. As we do, I believe that each of our measures will bring us even more opportunities and change the way we approach packaging within the manufacturing industry,” Dan concludes. v
Skymark Packaging www.skymark.co.uk Services: Packaging manufacturer
www.manufacturing-today.com l 145
Sensing the sweet spot
Five years ago, Variohm Group (Variohm) was acquired by discoverIE, a FTSE 250 international electronics group that designs and manufactures highly differentiated, innovative electronic components for industrial applications. Back then, Variohm consisted of just four companies and employed 125 people.
Growing popularity of industrial 4.0 and IoT and increasing demand of sensing devices have been driving the strong growth of the sensor market, which is projected to reach $346 billion by 2028. With discoverIE’s financial backing and management support, it has acquired several new companies to bolster its preeminent position within the sensors,

In our recent interview with Variohm Group, it is made clear that unprecedented company growth has become the norm – now it wants to offer that same progressive pathway to its ever-expanding cluster of businesses
switches, and motion control industries. The Variohm group now employs nearly 500 staff and consists of the following eight entities: Variohm Eurosensor, a designer, manufacturer, and supplier of sensors and transducers; Heason Technology, a provider of motion control solutions; Positek, a specialist in the creation of displacement transducers; Herga
146 l www.manufacturing-today.com
Technology, an expert in switching and sensing solutions; Phoenix America, a leader in magnet applications; Ixthus Instrumentation, a provider of testing and measurement data; Limitor, a temperature, current, and time controller; and CPI, a frontrunner in both precision switching and linear positioning products.
Recently, Graham Pattison, Managing Director at Variohm, sat down with Manufacturing Today to offer an insight into the inner workings of the rapidly growing group. “Some of the businesses we acquire will quite often be positioned in markets different to those in which we operate,” he says. “For instance, the new company might be more heavily involved in the aerospace, medical, transportation, or renewable energy sectors. But what that range enables us to do is bring new customers in and find different ways of collaborating on new solutions for their businesses. Further, it increases our footprint and the scope of our operations; we now own
the discoverIE Group, this footprint suddenly makes Variohm much more attractive to its customers.

“We want to be challenged as a business,” he goes on. “Yet, at the same time, we also want our customers to have a positive journey with us. Therefore, we aim to offer a custom solution to small- and medium-sized businesses as, more often than not, companies do not want to plough through a dense catalogue to find an off-the-shelf sensor. Instead, they will typically require modified or tailored solutions. The product could be customized with a completely different housing, connector, or output configuration, thus offering added value to the customer. Working to that bespoke formula, we have found our sweet spot, and in the current industrial context that niche is essential.
“Since the pandemic, supply chain disruptions have become a major global issue; small- to medium-sized businesses can sometimes feel quite far down the pecking order in terms of when they might get supplies. Naturally, Variohm has its own supply chain issues; however, we are proactively trying to work with our customers, manage the issues and come up with out-of-the-box solutions in relation to what stock is available at any given time.”
From these custom-tailored solutions, Variohm is proud to offer a wide range of products with rapid development cycles and continually invests in new innovations. As it stands, the cluster of companies designs, manufactures, and supplies the following: position sensors; linear potentiometers, inductive tilt sensors and waterproof switches. Magnets; multipole magnet rings, proximity target magnets and custom molded magnets. Temperature sensors; NTC thermistors, current sensitive thermal switches and RTD elements. Pressure sensors; industrial pressure transducers, pressure switches (low and high),
transducers – to name a few.
As mentioned previously, Variohm has a proven track record of acquiring and integrating new businesses into the wider group so that it can develop this extensive range of products. Though, as Graham is keen to point out, once those businesses are acquired, Variohm always aims to maintain on-site skills.
“We do not strip companies of what they are good at,” he details. “Rather, we add to them. For instance, one company’s site might have a strong level of expertise in mechanical engineering. Another, because of where the business is located, might be more advanced in electronics, and some will have it all. But what we are trying to do now is bring all that expertise and industrial experience together with our team of sales people and marketers under one roof.
“The world is a changing place,” Graham admits. “Variohm, today, looks nothing like it did five years ago, and, in all honesty, I would be disappointed if it looked like it does now in another five years. For us, that philosophy of continuous growth acts as our driver for change, and because of it we operate differently. We operate with the enthusiasm of a young company despite the fact that we were founded nearly 50 years ago. Variohm was conceived as a family-run business and every company we have since acquired is also family-run. We aim to keep that ethos alive but draw from this drive to invoke a positive evolution.”
The businesses that join the Variohm cluster and the wider discoverIE group have the assurance of long-term financial support and also commercial support during these changing times. Along with ISO9001 and ISO13485, we are also keen that all our sites operate to the environmental standard ISO14001.
Though Graham admits that it was a challenging time operating through the pandemic, he is exceptionally proud of the work undertaken to support several of the ventilator support projects, and he is quick to note that Variohm will not rest on its laurels as the world moves past Covid-19.
www.manufacturing-today.com l 147
Variohm Group
“We want to look back in three-to-five years’ time and see how our employees have progressed,” he notes. “As a company, it is imperative to offer an open pathway for professional development. Jordan Barber, for instance, joined Variohm eight years ago as an apprentice and has since steadily climbed the ladder; now, he is our engineering manager. Indeed, we want to offer opportunities such as this to all of our people and look back with pride as we see them grow.
“On the product front, we will continue to work with our supplier base to establish different technologies that are more suited to new applications in, for example, the renewable and environmental management sectors,” Graham concludes. “Combined with further strategic acquisitions and capital investment, we will push the boundary of what is possible with current technology, while creating a wider and increasingly modern portfolio. From there, we will simply turn up the dial on development and supply, making Variohm and discoverIE a more recognizable brand within our market niche.” v
Variohm Group
www.variohmgroup.com
Products: Sensors, switches, motion controls, and related systems






148 l www.manufacturing-today.com
Variohm Group

Increase
Prepared by our in-house writing & design teams, the Exclusive Feature will appear in the digital and printed version of the magazine.

Further value can be added through the creation of printed, hard-copy brochures, a digital flip book (provided as a link for you to share) PLUS the Exclusive Feature as both High and Low resolution PDF files and an e-blast to the magazine’s digital subscriber database.


Your Exclusive Feature will be automatically included on the magazine’s website, with the option of a top of the screen leader board ad for your company that links directly back to your own site, guiding the readership to your company information.
You can also create your own on your website that connects directly to the story, making it easier for you to share the article online, and reach customers across the globe via online search and advertising opportunities.
Bespoke article written for you – PLUS options for online advertising, printed brochures, digital flip book, high/low resolution PDF, and e-blasts to approx. 319,000 digital subscribers. For more information please contact Alasdair Gamble at: agamble@schofieldpublishing.com or call +1 312 625 8723
your visibility
Bespoke Exclusive Feature
with a
Manufacturing BEST PRACTICES FOR INDUSTRY LEADERS today advanced data center cooling
/ +44 (0)1603 274144
