
5 minute read
Simulação Trabalhando o Springback por Áreas de Influência


TRABALHANDO O SPRINGBACK POR ÁREAS DE INFLUÊNCIA
Os desvios geométricos causados pelo retorno elástico (springback) são, atualmente, os fenômenos mais desafiadores relacionados ao processo de estampagem. Com o aumento da utilização de aços complexos de alta resistência o problema se agrava, pois a previsão exata do springback torna-se mais difícil e a solução dos problemas dimensionais em try-out torna-se menos eficiente.
Advertisement
Muitas vezes, os desvios geométricos apresentados por um determinado produto são inviáveis de se compensar nas ferramentas e/ou, quando compensados, não garantem boa repetibilidade em linha de produção. Nesses casos, conclui-se que o problema é uma questão de factibilidade de produto. Ou seja, este produto com seu design, espessura e material, não apresenta a estabilidade mínima que permita a sua compensação. Para solucionar o problema é necessário, então, alterar o produto – e não o processo.
É sabido que modificações tardias no produto causam grande impacto no desenvolvimento de um veículo, levando a retrabalhos e atrasos. Em casos mais críticos, podem resultar em um efeito cascata nos produtos adjacentes, que devem ser também modificados para que se preserve a montagem e a integridade do conjunto final. Diante disso, a melhor prática a ser adotada é a realização de um trabalho minucioso de factibilidade durante o desenvolvimento do produto, que levará em conta também a magnitude e a estabilidade do seu springback, o que, frequentemente, é desconsiderado nesta etapa. Porém, quando se percebe que o produto apresenta tal instabilidade, há ainda o desafio de se saber o que fazer e onde fazer para melhorar esta condição. Por exemplo, é comum a prática de se adicionar nervuras – ou as mais conhecidas “bunhas” – no produto afim de lhe conferir melhor estrutura e estabilidade em pontos específicos, como exemplificado na Fig. 1.
Mas essa prática, que tem o objetivo de reduzir o springback, é baseada atualmente somente na experiência ou na tentativa e erro, o que pode ser ineficiente ou demandar
Fig. 1. Técnicas de intervenção no produto para redução do springback [Hickey, K. Managing springback. WorldAutoSteel, AHSS Insights, 2018]
vários loops (ciclos) de simulação, buscando a melhor posição e geometria desses “reforços”.
Tendo em mente esta tendência do mercado de utilizar cada vez mais os aços complexos de alta resistência e a necessidade de se realizar um trabalho de factibilidade completo, rápido e eficiente, uma nova aplicação chamada “Influencing areas in springback” (IAS) foi desenvolvida pela ESI-Group e implementada no software PAM-STAMP. Esta aplicação pode ser utilizada após a simulação convencional do processo de estampagem – seja para uma operação específica ou do processo completo – no produto final. Após a simulação do processo, tendo as tensões residuais resultantes da conformação, esta aplicação realiza uma divisão da peça em pequenos quadrantes, tão pequenos quanto se deseja. Então, automaticamente, o software irá calcular o springback várias vezes. Em cada cálculo as tensões de um determinado quadrante são desconsideradas. Ao final dos cálculos, é apresentado um mapeamento em forma de gradiente de cores identificando qual ou quais foram os quadrantes que, ao terem suas tensões eliminadas, levaram a peça a um menor desvio geométrico em relação à referência, em milímetros. Ou seja, será possível identificar quais são as áreas com maior influência no springback e, assim, trabalhar especificamente nestes pontos, a fim de mudar o seu estado de tensões, adicionando as nervuras e “bunhas”.
No exemplo mostrado na Fig. 2, a análise IAS foi realizada em uma coluna B. De acordo com o gradiente de cores, que representa a distância em milímetros

Fig. 2. Análise das áreas de influência no springback via Pam-Stamp
Fig. 3. Áreas de influência no springback em uma peça estampada vitualmente via Pam-Stamp
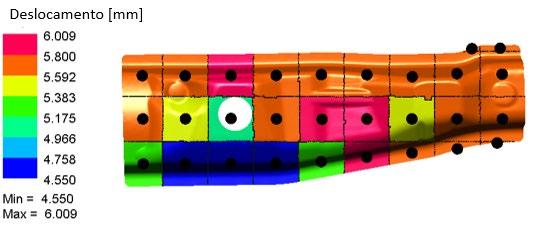
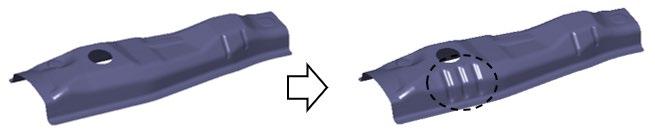
Fig. 4. Modificações implementadas no produto para redução do springback
Fig. 4. Comparação entre o springback na condição original do produto e na condição modificada após a análise IAS

em relação à referência nominal, os quadrantes azuis são as áreas em que, ao terem suas tensões anuladas, resultaram em um springback de menor magnitude na peça (~6mm), logo, são as áreas de maior influência no produto. Outras análises podem ser realizadas, com quadrantes maiores ou menores proporcionando uma melhor compreensão sobre a questão. Um segundo exemplo pode ser visualizado na Fig. 3, no qual a mesma análise foi realizada em uma outra peça. Novamente, os quadrantes azuis são os responsáveis por uma maior parcela do springback em relação aos demais. Com base nos resultados, foram implementadas três nervuras na região dos quadrantes azuis, conforme poder ser observado na Fig. 4.
Após a modificação, observa-se na figura 5 que houve uma redução na magnitude do springback em aproximadamente 16% e um ganho de rigidez na região mais sensível do produto. Com isso, reduziu-se também a magnitude das compensações a serem realizadas nas ferramentas e aumentou-se a sua eficácia.
Neste estudo foi realizado apenas um teste com as três nervuras apresentadas na Figura 4, porém, outras formas geométricas podem ser testadas para se alcançar resultados ainda melhores.
Após este estudo, conclui-se que a análise IAS desenvolve facilmente um mapeamento das regiões críticas do produto, que são responsáveis pela maior parcela do springback. Ao identificar tais regiões, é possível realizar intervenções precisas no seu design, com o objetivo de reduzir a magnitude do springback e melhorar a estabilidade geométrica do produto estampado. Com a redução da magnitude dos desvios geométricos e maior estabilidade, a fase posterior da simulação, de compensações de springback, torna-se mais rápida e eficaz em se alcançar um processo robusto, evitando-se retrabalhos em try-out e em linha de produção.
Ricardo Viana é gerente técnico na Sixpro Virtual&Practical Process, empresa especializada em consultoria com o auxílio da simulação computacional. Engenheiro Mecânico pela UFMG. Especialista em simulação do processo de estampagem. Possui experiência em factibilidade, full process, compensações de springback para painéis externos e produtos estruturais e simulações de estampagem à quente/ ricardo@ sixpro.pro.


