Engineering Capacity is published six times a year in January, March, May, July, September and November
SUBSCRIPTIONS
Engineering Capacity is available free of charge to UK buyers and suppliers of subcontract manufacturing services.
For non-qualifying readers, annual subscription rates are as follows for 6 issues posted to addresses in: UK £60.00; Europe £80; Rest of the World £100
You can request your copy and sign up to our free weekly email newsletter on our website or contact us via subscriptions@engineeringcapacity.com www.engineeringcapacity.com Tel: 01737 270 648
Published by: Engineering Capacity Ltd Abbey House, 25 Clarendon Road Redhill, Surrey, RH1 1QZ United Kingdom Registered in England company no. 10567217 ISSN 0306-0179
Please send editorial for consideration to editor@engineeringcapacity.com
There is no charge or cost involved with having your editorial included in the magazine or on our website
Editor’s View
Our new Chancellor of the Exchequer has said that she wants to stimulate growth and has laid out plans to ‘rebuild Britain and make every part of the country better off’. Growth, she says is our national mission.
Apart from all the political ground preparation to break the fall if things don’t go quite according to plan – she has promised a new approach. This will be based on stability, investment and reform and include a National Wealth Fund, with a remit to invest and encourage investment in cutting edge industries.
So far so good, and from a manufacturing point of view there is a lot to do. If you look for Industrial Strategy on the Gov.UK website it comes up as ‘Archived’ and the most recent content is dated 2021. So that needs to change pretty sharpish – and it can’t all be about Net Zero.
Andrea Wilson, who has been a steadfast campaigner for this is hopeful. In a recent LinkedIn post she says that the signs are good. (It’s well worth following her).
She quotes the new Business Minister Jonathan Reynolds as saying: “No Government can deliver for working people unless we are creating high quality jobs that fit with peoples’ lives. And that means growing the economy and ensuring the benefits of that are shared widely.”
He says that one of the ways to address this is to develop and deliver and new Industrial Strategy.
And, as Andrea adds, it’s time to renew the call for a ‘Minister for Manufacturing’
We will watch and wait and hope that things move in a positive direction.
Andy Sandford, Editor
Member of the Engineering Industries Association
ASD Limited has acquired the assets of Atlantic Steel Processing Ltd, based in Birkenhead, Merseyside.
This strategic move marks a new growth chapter for ASD under the umbrella of Hierros Añon SA, one of the largest mill-independent steel distributors in Europe. With a site at the Port of Liverpool, ASD will enhance its presence in the Northwest of the UK and enable cost-effective distribution to Northern Ireland and the Republic of Ireland markets.
Additionally, ASD will introduce a new product line to its portfolio – de-coiled hot rolled sheets and reversing mill plate. With expanded capability to stock and de-coil 2500mm wide coils in gauges from 5mm to 20mm, ASD becomes the only distributor in Northern Europe with such an extensive capability.
Peter Whiting, CEO of ASD Limited, commented, "The acquisition of the assets of
The Lesjöfors Group has purchased Redditch-based Clifford Springs Ltd.
This expands the Group’s UK parent-owned operations in the UK to six sites and grows its worldwide network of manufacturing and sales sites to over 50. It also broadens Lesjӧfors Group’s global product offering with Clifford Spring’s seal energising technologies.
Clifford Springs, with an annual revenue of approximately £3 million, supported by 17 employees, manufactures and
Strategic steel purchase
Atlantic Steel Processing Ltd marks a significant milestone for ASD. The strategic location within the Port of Liverpool, combined with our enhanced product range and unique processing capabilities, presents exciting new opportunities. This expansion strengthens our ability to deliver superior service and meet the evolving needs of our customers more effectively”.
ASD Limited is a supplier of metals and metal processing services, serving a diverse range of industries across the UK. Hierros Añon S.A. is a familyowned company with extensive experience in the steel industry, operating both mills and distribution centres across Spain, France, UK, Netherlands and Belgium.
8 asd.ltd
Spring acquisition
supplies an extensive range of springs including canted, PEEK, helical, meander, continuous top rail and anti-extrusion springs for markets globally.
Lesjöfors’ CEO, Ola Tengroth, said: “Clifford Springs is an established brand with extensive technical capabilities and a broad customer base. This acquisition expands our Group’s product offering, increases our footprint in the attractive niche segment of
seals and valves and strengthens our presence across the globe.
We look forward to continuing to develop Clifford Springs, as part of the Lesjöfors Group, and see great potential in accelerating their growth through our sales channels.”
Clifford Springs CEO, John Clifford, will continue in his operational role after the acquisition.
8 lesjoforsab.com
Michigan-based Baker Industries has purchased two massive EMCO MECOF Powermill HP5 gantry machining centres to add to its large-scale high-precision 5-axis machining capabilities.
The two machines, which are equipped with Heidenhain TNC 640 HSCI controls, join the company’s existing Powermill, which was purchased in 2017 and is one of the largest CNC machines in North America.
Baker Industries, a Lincoln Electric company, is a leading provider of advanced manufacturing solutions for the aerospace, defence, automotive, energy, and shipbuilding industries. Although US-based, it also works with a number of UKbased OEM and Tier-1 companies in aerospace and defence.
The newly acquired machines boast significant size and capability, with axis travels of 315 x 157.5 x 59 inches (X/Y/Z). They also feature two interchangeable heads—a 6,000-rpm universal head and a 12,000-rpm highspeed head—and automatic head-changing capabilities. With
Massive machining capacity
these advanced features and controls, the machines deliver precision and efficiency and can handle the most complex largescale machining tasks.
Brian Baker, General Manager at Baker Industries, commented on the acquisition: “The addition of these two machines significantly expands our largeformat machining capacity and
Turn/Mill Precision Components
capabilities, enabling us to provide faster turnarounds and meet the growing demands for complex machined parts and tooling.” He continued, “This investment aligns perfectly with our strategic vision to offer comprehensive, highprecision manufacturing solutions to our customers.”
Construction began in June, and the new machines are expected to be installed and operational by year-end 2024.
Baker Industries is a supplier of tooling, flight hardware, prototyping, CNC machining, fabrication, additive manufacturing, assembly, finishing, quality inspection, and design & engineering services to OEM and Tier 1 manufacturers in the world’s most demanding industries. 8 bakerindustriesinc.com
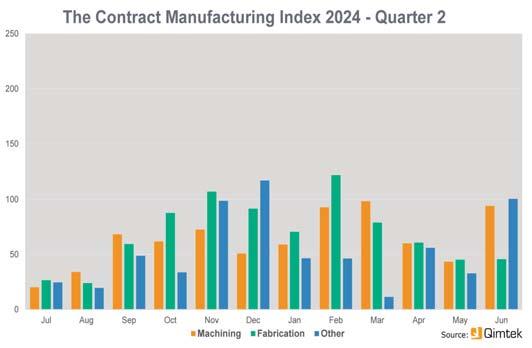
After an encouraging first quarter, the UK subcontract manufacturing market dropped back sharply in the second quarter of 2024. The latest Contract Manufacturing Index dropped by 28% compared to the previous quarter – standing at 59 compared to 82 in the previous three months. The index was also 23% down on the equivalent period in 2023.
Uncertainty over the General Election does not seem to have been a major factor in the decline, but the expected result may have bolstered confidence at the end of the quarter.
The index dropped by 28% from March to April, dropped a further 28% from April to May when the election was called. From May to June the market rose by 72% so that at the end of the quarter it stood just 10% off the average for the first quarter.
Lead times, which have been on a generally downward trend, were at 20 days for April and May, but drifted out to 21 days in April.
The CMI is produced by sourcing specialist Qimtek and reflects the total purchasing budget for outsourced manufacturing of companies looking to place business in any given month. This represents a sample of over 4,000 companies who could be placing business that together have a purchasing budget of more than £3.4bn and a supplier base of over 7,000 companies with a verified turnover in excess of £25bn.
The baseline for the index is
Subcontract market drops back
100, which represents the average size of the subcontract manufacturing market between 2014 and 2018.
Machining accounted for 52% of the market – up from 48% in the previous quarter, while fabrication fell from 49% of the market to 38% of the market.
The largest single sector remains Industrial Machinery, which has been the number one sector for the past three years. It was however down significantly on the last quarter – falling by around two thirds.
Analysis by Qimtek shows companies in the Industrial Machinery market average around 70 employees with an average outsource value of £650,000 per year.
Marine became the second largest sector, over 10 times its
size in the previous quarter, while in third place was Food & Beverage, significantly down, while in fourth place Defence/Military more than doubled in size.
The biggest fallers were construction and the electronics sector – which probably contributed to the falling market share for fabrication work.
Commenting on the figures, Qimtek owner Karl Wigart said:
“This was certainly not a not a very good quarter with a very slow April and May. June picked up with much better activity from buyers and suppliers, however we are being told again that projects are waiting to be given the go-ahead, partly due to people waiting for the election results.
8 qimtek.co.uk
Register for Advanced Engineering
Visitor registration is now open for Advanced Engineering (AE), the UK’s annual gathering of engineering and manufacturing professionals.
Now in its 15th year and being hosted on October 30 and 31, 2024, Advanced Engineering UK is keeping the same crossindustry floor layout that that proved successful at last year’s exhibition. This year's show will expand on the success of two forums introduced last year — the Main Stage and the Advanced Materials & Technologies (AMT) forum. The Main Stage will feature keynotes and key industry players, while the AMT forum will delve deeper into end user case studies across all sectors.
The 2023 event presented a fresh look for visitors, rather than being split into zones, all industries were spread across the show. This allowed a broader range of exhibitors from a variety of industries that included newly added sectors like marine, motorsport, construction,
medical, rail and sport. Over 8,800 visitors were able to see 400 exhibitors from AE and 202 from its co-located show, Lab Innovations, all with a single badge.
Among the visitors were representatives from Airbus, Rolls-Royce, IBM, Boeing, McLaren, BAE Systems, Catapult HVM, the Department for International Trade and Jaguar Land Rover.
“The overwhelmingly positive feedback from 2023 confirmed that the changes made worked, with exhibitors and visitors having found that the new approach
created a more collaborative atmosphere for better interaction and networking,” explained Alison Willis, director at Easyfairs, the organiser of Advanced Engineering.
“This year, the forums will offer industry insights on the following trending topics; sustainability, innovation, government and policy, automation, AI and skills and levelling-up, all of which have been curated by our outstanding advisory board and industry partners. We're also planning to broaden our scope by providing high-quality content from an even greater variety of industries.”
“I think the fact that there's so many visitors that I would describe as high value engineering and manufacturing businesses in one place is quite unique in the trade show world in the UK, added Andrew Kinniburgh, director at Make UK Defence. “From a Make UKDefence perspective, it's really useful to have all of those companies in one place.”
8 AdvancedengineeringUK.com
Global demand in subsea markets for oil and gas continues to help drive growth at manufacturing, assembly and testing specialist Express Engineering, which is investing in capital equipment and its workforce.
The international business, based in Gateshead in the North of England, has been enjoying buoyant growth during the last 12-18 months – growing its workforce while building a record pipeline of new work.
With buoyant oil and gas prices and optimistic five-year forecasts from energy specialists like Westwood, Express Engineering is seeing a strong upturn in sales for its key products and services.
Chris Thompson, chair of Express Engineering Group said: “The subsea sector is in a strong position for the next five years. I am delighted to say our orderbook has reached record levels, the highest in our 50-year history, and it’s only expected to increase further across the remainder of 2024.
“With demand for product high, we hope to invest further in our capability this year, which will include a new CMM machine and a new horizontal borer to be situated in our Gateshead factories.”
The current order book stands at around £70m for the next 12-18 months – with the group receiving an intake of £10m in new orders in the last month alone.
Express Engineering has seen sales in the oil and gas sector
Strong subsea demand
grow significantly in recent years resulting in a jump in revenues from £20m in 2019 to more than £60m in 2024/25
Mr Thompson added that the acquisition of QA Weld Tech, based on Riverside Industrial Park, Middlesbrough, in 2023 had made a positive contribution to the overall group. QA Weld Tech is a leading provider of integrated welding and engineering services.
He said: “Since acquiring QA Weld Tech we have integrated the business into the group and invested in new processes, shift patterns and capital equipment while also building the team in Middlesbrough.
“We have doubled turnover and are securing work from overseas, breaking into new international markets. The future bodes well for all our sites on Teesside and Tyneside.”
Building and strengthening the workforce and skill levels has been a major priority during the last year or more. Around 260 people work across multiple Team Valley sites for Express Engineering, while the headcount at QA Weld Tech has risen to 46.
Gary Thirlwell, MD of Express Engineering, said: “Our overall order book is so strong that we expect to increase our shift patterns and grow our head count even further during 2024, both in Gateshead and Middlesbrough. We are looking to take on a lot more apprentices.”
Internationally, Express Engineering has become a renowned global supply specialist for actuator assemblies, connection systems and tooling for wellheads, drilling and subsea tree structures. The company is also getting involved in subsea carbon capture projects.
8 express-engineering.co.uk
Stainless Metalcraft, which manufactures high-integrity, mission-critical components for some of the world’s most hazardous and dangerous environments, has achieved excellence in cybersecurity through Cyber Essentials Plus. This rigorous cybersecurity accreditation demonstrates the company's commitment to protecting sensitive data and information security.
Cyber Essentials Plus is a government-backed scheme to help organisations protect themselves against common cyberattacks such as phishing and spearphishing attempts. It is awarded to organisations that meet stringent cybersecurity standards set by the UK government and demonstrates Stainless Metalcraft’s commitment to protecting its business - and those of its customers and suppliers - from potential cyber threats.
Christopher Duggan, managing director at Stainless Metalcraft, commented: ‘’We are proud to have been awarded the Cyber Essentials Plus certification, which assures our customers that their
Cyber security assured
data and information are secure and protected.
“As part of securing this accreditation, we have reviewed and updated our approach to cyber security in line with industry best practice. The nature of cyber threats is constantly evolving so the accreditation is not an end in itself but provides recognition of our approach and commitment to taking all necessary measures to protect data within our business and wider supply chains.”
To achieve the Cyber Essentials Plus certification, Stainless Metalcraft underwent a comprehensive independent assessment of its cybersecurity measures and had to demonstrate the controls they have implemented to mitigate the risk from common internet-based threats.
8 metalcraft.co.uk
US move
Advanced materials and metals supplier Goodfellow has acquired microfabrication specialist Potomac Photonics.
The deal that will help it increase its presence in the rapidly expanding medical device sector and microfluidics.
Visit our website or contact us for a quote or advice
The microfabrication technology has numerous promising biomedical applications ranging from cell therapies to cancer diagnostics. 8 potomac-laser.com
ICEE has invested in a new Bystronic 6KW ByCut Star Fibre Laser, which is set to develop the company’s advanced profile cutting service.
The new state-of-the-art technology represents a significant leap forward in its manufacturing capabilities, offering enhanced speed, precision and versatility, and keeping ICEE at the forefront of the sheet metal manufacturing industry.
As a cornerstone of its turnkey manufacturing offering, the fibre laser cutting service provides the foundation for delivering precision-engineered sheet metal parts with unparalleled accuracy and speed. Whether it's stainless steel, copper, aluminium, or brass, the ByCut Star is equipped to handle a diverse range of materials with ease, meeting the unique requirements of each project.
The integration of the Bystronic 6KW ByCut Star Fibre Laser into ICEE’s operations marks a significant milestone in its journey towards enhancing customer satisfaction and driving business growth.
By leveraging the advanced capabilities of this cutting-edge technology, it says it can offer customers unparalleled precision, shorter lead times, and increased production capacity. With full manufacturing capabilities, complex geometric shapes, intricate designs, or large-scale production runs are made easy by the new machine, while ensuring consistent quality and reliability – meeting and
Leap forward with fibre laser
exceeding customer expectations on even the most advanced projects.
The company said: “This investment underscores our unwavering commitment to delivering value-added solutions that empower our customers to succeed in their endeavours. Moreover, it demonstrates our proactive approach to embracing innovation and staying ahead of the competition in an everevolving market landscape. By investing in the latest advancements in laser technology, we position ourselves as industry leaders, driving sustainable growth and cementing our reputation as a trusted partner for all manufacturing needs.”
The new ByCut Fibre Laser can profile sheets measuring 3000 x 1500mm, with a max simultaneous positioning speed of 170 m/min. Automated manufacturing is made easy by
the Bystronic ByTrans, which automatically loads batch sheet metal into the laser, while funnelling profiled parts back out, and placing them on a pallet ready to be stripped.
With ICEE's experience in a variety of industries, the fibre laser cutting service can be used for sectors such as aerospace, automotive, defence, telecommunications and more.
Warren Harris, ICEE Senior Leadership Team, said; "The investment in this new fibre laser shows the long-term goals ICEE is looking to achieve, while offering our customers a faster, more streamlined cutting process. With the industries we work within constantly changing and developing, having the opportunity to consistently invest in modern machinery showcases ICEE's unwavering dedication to offering customers the very best service".
8 ICEE.co.uk
Heavy engineering and digger attachment specialist A13 Engineering moved from plasma cutting to laser cutting for higher accuracy and part identification.
In October last year it installed a Bodor 12kW laser with Lantek Expert software.
Harry Hodgetts, Managing Director at A13 Engineering says, “With high-definition plasma, we found that it was not suitable for about 10% of our production, driving us to invest in a laser cutter giving higher accuracy and automatic part etching for easy component identification.”
The Worcester-based company is a one-stop-shop, with both fabrication and machining capabilities, designing and manufacturing a range of attachments for excavators, diggers and tractors, as well as farm and factory structural steel buildings. Part identification is crucial during the manufacture and build of these products, with many very similar components. This own product aspect of the business takes up around half of the capacity, with the remainder filled with subcontract work.
Harry Hodgetts says, “We were already aware of Lantek and chose it without hesitation because it met all our needs. The decision was straightforward. Laser cutting allows us to handle a variety of materials, and with the software, we can seamlessly import customers’ CAD files into the Expert software. The majority of our work is cutting mild steel between 2mm and 30mm thick
Laser and software are key
and stainless between 1mm and 10mm thick. The machine has a shuttle table so we can unload parts while the machine is cutting the next sheet. With Lantek’s nesting we can tag parts in the sheet and nest parts in larger holes, which would otherwise be scrap, add the odd part in a spare area, and have the flexibility to use up remnants of material, maximising our material utilisation.”
The subcontract side of the business has required A13
Engineering to generate a large volume of quotations. Previously this was done using a series of spreadsheets which took over 20 minutes for each quotation. By adding Lantek iQuoting the time has been reduced to 5 minutes. The software holds material prices and allocations of material. Nesting and machining times are simulated as is gas use. Harry Hodgetts adds, “iQuoting is in the Cloud so can be operated from anywhere creating a quotation around 10 times faster than we could do previously and much more accurately. Gas usage is a big variable cost which is highly job dependent. Stainless steel and aluminium use a lot of gas for example. We have done trials and found that the usage calculated by iQuoting is very close to what we actually use.”
8 a13engineering.co.uk
Nickel and chromium (Ni/Cr) heat resistant castings specialist, Wallwork Cast Alloys, has invested £120K in new bespoke sand recycling plant from FMS Ltd.
The Wallwork Cast Alloys foundry was set-up in 1986 to supply parent company Wallwork Group with heat resistant furnace jigs, fixtures and spares to meet their aerospace quality needs for heat treatment furnaces. The foundry also provides this expertise to other companies in wind turbines, offshore, chemical, aerospace, glass melting, decorative castings, plaques, and metal printing build plates.
Foundry manager Alex Beck explained, “Sand may not seem the most important of materials, but even in a niche foundry like Wallwork Cast Alloys, there can be high costs around its use, handling and disposal. We have calculated the £120K investment will pay back in just 2.5 years. FMS have done a great job in tailoring the system to our needs.”
Around 240 tonnes of sand a year is used by the foundry. The FMS system is expected to reclaim about 70% with just 30% going to waste. This saves on the raw material cost but also reduces the number of waste skip removals required.
“Recycling sand also gives us greater flexibility in costing jobs for customers. Depending on the nature of the casting required sometimes 100% new sand is essential, for others reclaimed sand will work well and then we
Recycling casting sand
can also create blends of new and reclaimed sand that better suit the intricacy of the casting mould,” Alex added.
“While not a huge sand user, recycling helps to conserve its availability and reduces the environmental impact of sand mining and transportation. Reducing waste also reduces landfill use and associated costs. The energy required to recycle sand is generally lower than that needed to process and transport new sand and contributes to a smaller carbon footprint for the Wallwork Cast Alloys foundry operations,” Alex concluded. 8 wallworkcastalloys.com
Materials engineering group
Wall Colmonoy has upgraded its EDM machining capacity with an extra-large 800 by 600mm bed Sodick ALC800G Premium machine.
The company manufactures precision castings and components as well as its Colmonoy® surfacing and Nicrobraz® brazing products.
As a company that manufactures components for quality critical industries such as the aerospace, automotive, oil & gas, mining and energy sectors; precision, repeatability and cut quality are a necessity for the Michigan-based company with European headquarters in Pontardawe, South Wales.
With two ageing EDM machines that both had table sizes of around 300 by 400mm, any large work outside this dimensional envelope either had to be subcontracted out or turned away. Also, like any manufacturer, Wall Colmonoy had deadlines and capacity challenges – it needed a more
Franklin Bronze Precision Components, a leading investment casting manufacturer and a subsidiary of Wall Colmonoy, has changed its name to Franklin Precision Castings. The new name is accompanied by a new logo and website.
The rebrand comes from an initiative to reflect better what the company is and position it for growth. Franklin Precision
XL EDM machine
productive solution that could reliably re-thread wire, run unmanned and improve cutting times. The third challenge was overcoming poor precision levels. With its existing EDM machines over 10 years old, Wall Colmonoy needed precision levels to tolerances within +/-5 microns with impeccable levels of repeatability, which the Sodick
machine could provide.
Wall Colmonoy Process Engineer Kevin O’Connor said: “Our existing machines were ageing, and the programming side of manufacturing became very dated. We were also facing increasing maintenance costs and machine downtime.”
“As we produce our specialist alloys, we needed to know if they
New name for Franklin
Castings builds upon its Franklin heritage - while removing “Bronze” to capture its capabilities to cast parts beyond brass and bronze. The name is also shortened and renamed from Precision Components to Precision Castings for conciseness and to reflect specifically its investment casting offering.
“The transition to Franklin Precision Castings reflects who we are today and our plans for the future of the business –supplying high quality investment castings to customers in industrial markets in a range of cast alloys,” said John Mangoyan, General Manager. 8 franklincastings.com
had a machine capable of cutting our materials. So, we took samples of our alloys to Sodick for them to prove that the machines could essentially do ‘exactly what they say on the tin’.”
Business Development Manager at Sodi-Tech, Mr Tony Berry said: “Wall Colmonoy needed a machine with a capacity large enough to accept their everincreasing diversity of parts in both dimensions and complexity. The existing machines were too small and the Sodick ALC800G Premium wire EDM machine has a worktable of 800 by 600mm, more than double the bed size of existing machines. By purchasing the Sodick ALC800G Premium wire EDM machine, Wall Colmonoy can manage larger parts, eliminating the need to subcontract work to external sources or alternately turn work away. This will undoubtedly see the company win more business in the future.”
“The new ALC800G Premium has replaced one of the previous EDM machines and it is more productive than the two previous machines combined. From a programming and operational perspective, Wall Colmonoy can now process up to four different parts simultaneously in a single set-up – and even multiples of those parts.”
He added: “They have now had the machine for almost a year and it has performed very well. I think Wall Colmonoy are now ready to progress. As part of the free packages that we provide, we can offer advanced training that
incorporates things like angle cutting, cutting compound angles, machining unusual shapes and moving on to the machining of specialist alloys, which is exactly what they do here at Wall Colmonoy.”
Summing up Kevin O’Connor said: “The introduction of the Sodick ALC800G Premium machine means that we can wire EDM more complex parts than
we were capable of before. This will benefit our company financially as we move forward. It was undoubtedly the correct machine to purchase. Technically, it can achieve everything we need it to do. We have had excellent backup from Sodi-Tech – if we ever need anything from them, they are at the end of the phone to support us.”
8 wallcolmonoy.com
Luton based electronics design and manufacturing company
Jaltek has been part of an initiative to launch the first solar farm into space.
The successful demonstration of the World's first prototype, which could pave the way to a constant supply of energy - from space - using 360-degree beam steering capability with no moving parts, is the idea of Oxfordshire-based Space Solar.
The consortium behind the initiative was led by David Homfray, Mike Hontoir and Anja Frey of Space Solar and also included Neil Buchanan of Queens University Belfast (QUB), Debbie Fellows of Wave RF, Ian cash of International Electric Company and Jaltek.
The aim is to power more than a million homes by the 2030s with a mile-wide complex of mirrors and solar panels orbiting 22,000 miles above the plane.
Solar panels capture 13 times more energy in space than they do on the ground because the light intensity is higher and there's no atmosphere, clouds or night. Even though some energy would be lost by the time it is beamed back to Earth and connected to the electricity grid, it would still far outstrip solar generation on the ground. But it's the production of power around the clock that makes space-based solar energy attractive as a supplier of base-load power to back up ground based renewables at a similar cost.
The first step was to build a prototype to demonstrate the
Energy on tap from space
technology on earth. During the initial concept meeting the team targeted a demonstrator within 8 months, with deadlines for hardware coming in August 2023 and December 2023, both of which were hit resulting in the working demonstrator in March 2024. The technology was shown to work for the first time at Queen's University Belfast, with a wireless beam successfully ‘steered’ across a lab to turn on a light.
Jaltek’s Technical Director Chris Day said: “We were involved in the design of the prototype from concept to final delivery and successful demonstration. Our role included consultation from the initial concept, hardware development, PCB layout, PCB
fabrication, materials procurement and PCB assembly. Working on Harrier has been so rewarding. We got to work with so many talented people, use pioneering technology and produce a groundbreaking application. We’re excited to progress this all the way.’
David Homfray CTO for Space Solar said: “This has been such an incredible accomplishment. I set the team such a short time frame to do this and they not only succeeded but surpassed all our expectations. Alongside this real world demonstration we have the tools to deliver in time for Net Zero and provide energy equity. I'm so proud of what we have done together.”
8 jaltek.com
A project to develop the use of low CO2 steels from Tata Steel’s Port Talbot site to build platforms for floating offshore wind structures and strengthen local supply chains has won nearly £1 million of innovation funding.
The Launchpad project is a collaboration between Marine Power Systems (MPS), Tata Steel UK, Swansea University, Associated British Ports and engineering and fabrication company, Ledwood Engineering.
The funding from Innovate UK, the UK’s Innovation Agency, is to further develop and optimise PelaFlex, Marine Power System’s unique and flexible floating offshore wind platform, for applications in the Celtic Sea. The project also aims to ensure that the material sourcing, fabrication, manufacture, and product deployment is maximised through local supply chains.
Graham Foster, MPS Chief Technology Officer commented: “We are confident that through this project we will be able to optimise our platform design to increase the amount of local, low CO2 steel used for each platform from around 10% to over 50%that could be as much as 50,000 tonnes of steel each year, based on ongoing supply into Celtic Sea floating wind projects.”
“With the deployment of floating offshore wind in the Celtic Sea becoming a reality1, the time is absolutely right to work with local supply chain partners and top research establishments to optimise the
Floating steel wind farms
detailed design of our technology and maximise its deliverability.
Mark Davies of Ledwood Mechanical Engineering added: “The project represents another step forward for the emerging floating offshore wind industry. As a locally based engineering company, we are pleased to be working with MPS, Tata Steel, the Port of Milford Haven, ABP Port Talbot and Swansea University to help build a local supply chain by capitalising on the skills, expertise and infrastructure that we have here in South-West Wales. This is an exciting time for us and we hope the region can take advantage of the opportunities that will soon emerge.”
Specifically, the project will optimise the structural efficiency of MPS’s floating offshore wind platform, PelaFlex, paying particular attention to the challenging environment in the Celtic Sea whilst minimising both the cost of materials and
deployment. That includes the use of strip steel manufactured in Port Talbot, the use of components fabricated by local suppliers and the assembly and roll out using existing ports in the southwest Wales.
Swansea University will provide design input by applying the latest developments in structural design modelling, and Ledwood, based in Pembrokeshire, will provide feedback that will help maximise the extent to which fabrication can be supported from local suppliers. Input from Associated British Ports and the Port of Milford Haven will ensure that the platform can be assembled and deployed from those locations whilst minimising the investment required to do so.
You can watch the latest SteelCast podcast where Tata Steel and MPS discuss the project in more detail here: https://youtu.be/epkeUfycZ34 8 ledwood.co.uk
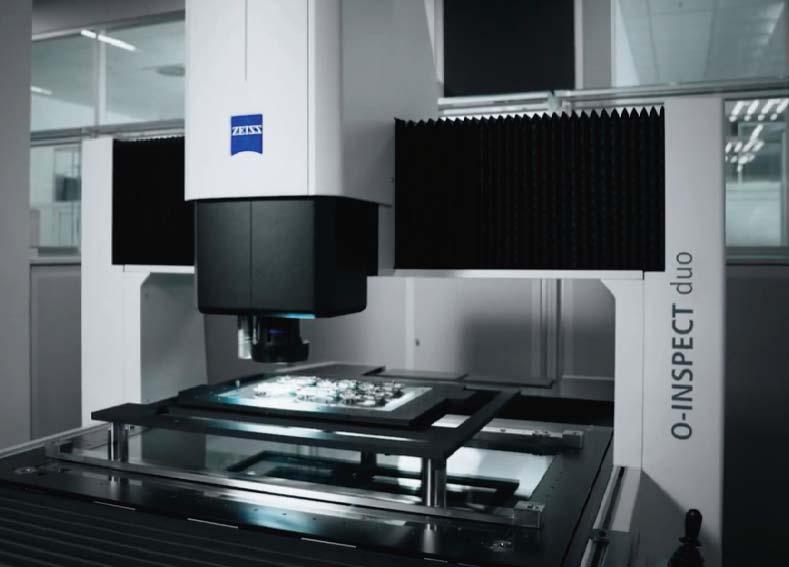
The new ZEISS O-INSPECT is the first multi-technology system from ZEISS, combining multisensory metrology with a large microscope.
As a ‘VMM microscope', ZEISS O-INSPECT duo covers two essential applications in quality assurance: precise measurement and high-resolution inspection of large or many small components. The device has also been specifically developed for applications where a combination of dimensional measurement and inspection is required – including segmentation, stitching and image processing with colour images. Instead of having to acquire both a VMM and a microscope, only one device is needed in quality laboratories, saving space and system costs. Find out more about further advantages of the multifunctional device for the respective areas.
The system combines high-resolution optics paired with the ZEISS VAST XXT tactile scanning sensor. The sensor enables fast and accurate 3D measurements by capturing a large number of measuring points in a single movement.
Very small or sensitive parts can be measured without contact and with excellent accuracy as well as a significant reduction in measuring time thanks to ZEISS VAST probing (ZVP). This is possible thanks to the large field of view with high image resolution and outstanding image fidelity, even in the peripheral areas.
In addition to measuring the dimensions, many workpieces also
Metrology and microscopy
require surface inspection. Where previously two separate devices were used for measurement and inspection, ZEISS O-INSPECT duo now offers a 2-in-1 solution. Thanks to the intuitive operation of the device and the highresolution 5 MP Discovery.V12 scout 160 c colour camera sensor with 12x zoom lens, inspection tasks can now also be covered on the measuring device. In addition to the usual use with ZEISS CALYPSO, the machine can also be used for microscopy tasks with the ZEISS ZEN core software.
With ZEISS’s largest microscope on board, large parts can be inspected as they are, without the need to cut up components.
The optical inspection of large workpieces such as PCBs, fuel cells or batteries is now possible in their entirety. This saves valuable resources and time as well as reducing sources of error
caused by moving fragmented workpieces back and forth between different systems.
In addition to the inspection of large parts, ZEISS O-INSPECT duo is also suitable for the automated inspection of many small parts. This means that the measuring microscope only needs to be loaded once - the inspection itself is then carried out in a single step without changing the individual samples.
While black and white images provide high-contrast differences in measurement technology, colour images offer an advantage in microscopic analysis: With 5megapixel image resolution in colour, even small defects are depicted clearly and enable precise inspection and evaluation. ZEISS O-INSPECT duo can be used with the familiar ZEISS ZEN core microscopy software.
8 Zeiss.co.uk
What can I expect from a CMM Training Day with Torus Metrology? What will be covered? Will you cater to more bespoke needs? Do you cover beginners? These are just some of the questions asked by people when enquiring about our CMM Training courses. Below our Lead Inspection Engineering, Dean Richardson, provides the answers…
8 Can you give me an overview of the CMM (metrology) Training courses that Torus offer? Torus’ training syllabus covers all training levels from complete beginners to seasoned experts. Between ourselves and our approved suppliers we cover the main CMM & Arm software packages (PCDMIS, MCosmos, Power Inspect, CAM2, Geomagic).
If training is carried out at Torus, we encourage our trainees to bring their own parts, which can be used to customise the later topics to the specific inspection requirements of their components.
8 Can I train by myself, or do I need to be part of a group? We offer both group training and individual training days.
8 Do I need to come to you? No, our trainers can travel to any location in the UK, providing you have access to a CMM or Arm.
8 What can I expect from a typical training day?
Day 1 – Introductions, gain insight into our trainee’s industry and training needs.
Complete CMM Training from Torus Technology
Day 2 – 4 - Throughout the course the trainer will demonstrate and explain each topic step by step, the trainees will then have the opportunity to get hands on and ask any questions along the way. Each day there will be a short recap of the previous day’s topics.
If you complete your training course at Torus’ UKAS lab facility you will be treated to a locally sourced buffet lunch and unlimited tea and coffee.
Training options below…
8 Will I receive a certificate after I have completed the course?
Yes, upon completion of the course all trainees will be issued with a certificate.
8 I’m an absolute beginner – will you cater for me?
Absolutely, we have beginner level courses, including Introduction to CMM’s and CMM operator for people with little to no experience with CMM’s or Arms.
8 I’m needing something more bespoke, is this something you can offer?
Although we have structured training program, we can tailor each course to suit your specific requirements. Can’t see what you are looking for from our courses? Get in touch with our dedicated team who will be happy to discuss a tailored course to your needs.
8 What programming languages do you offer?
PCDMIS is our most popular course, however we also offer courses for MCosmos, Power Inspect, CAM2, Geomagic at various levels. If you can’t see the software you are looking for here, please contact us and we can work with our approved supply chain to find a provider for you,
8 How do I find out more? tms.inspection@torus-group.com Call Dean or Emma on 01952 210020 Visit www.torus-group.com and complete an enquiry form online.
Thread gauge plays winning role
Bowers Group's precision measurement expertise played a crucial role in supporting the University of Wolverhampton Racing Team (UWR) with the manufacture of an adaptor plate for its Morgan race cars.
Used by OEM manufacturers such as Morgan, MINI, and Toyota, adaptor plates convert the standard oil heat exchanger on the BMW B48 variant engine into an external oil cooler system. To ensure accurate measurements of critical components, Bowers Group supplied an XT3 Holematic thread gauge, aiding UWR in achieving optimal performance.
UWR and the Morgan Motor Company had been engaged in an ongoing partnership to assist building two new CX platform Plus 4 cars from road production vehicles into fully prepared racing cars, which in March of 2021 were the first of their kind. The UWR team scheduled track test days to gather performance data on the new racing cars, where they discovered an issue under extreme track conditions. This resulted in high engine and oil temperatures that could impact performance, which was more noticeable at the time in the automatic version of the car than the manual.
The UWR team decided that the best way to address the engine overheating was to lower the oil temperatures. However, at the time of the project, the latest iteration of the BMW B48 engine had no off-the-shelf oil cooler
conversion available. However, time was of the essence as they understood that elevated oil temperatures could significantly impact the engine and its components.
It was decided that straining the cooling system and cooling the oil externally, rather than relying on the standard BMW oil filter housing's heat exchanger, would be more effective in reducing heat within both the engine and oil.
After exploring additional venting options to increase airflow through the radiator and engine bay that didn’t give them the desired impact, the UWR team designed an adaptor plate to replace the standard heat exchanger on the oil filter housing. This plate would enable
the installation of an external oil cooler system, which was much better suited to effectively lower both oil and engine temperatures in unison.
The team sought assistance from its partners and sponsors, including Bowers Group, Quickgrind, and Tungaloy UK, for the tooling and manufacturing of the plate. With time being critical to resolve the issue as quickly as possible to continue development of the vehicles, Bowers Group promptly supplied an XT3 Holematic Thread Gauge to test the connections of the adaptor plate, ensuring it could be built accurately. Precision measurement was crucial for manufacturing plate, which acts as a fluid barrier and pathway for both oil and engine coolant, to
ensure it performed as intended.
Professor Amar Aggoun, Head of the School of Computer Science, Engineering and Mathematics, said: “The speedy assistance from Bowers Group helped us to produce a bespoke solution in manufacturing a heat exchanger replacement adaptor plate for the B48 BMW engine found in the Morgan Plus 4. It was imperative to the project that we were able to manufacture the solution quickly to keep the build of the cars on-track. The assistance from our sponsors was second-to-none. With their expertise and understanding, all aspects of the manufacture of the parts went smoothly, this had an impressively positive impact on
the whole project and is something for which we are extremely grateful for.”
The XT3 Thread Gauge from Bowers Group ensured the accurate production of the adaptor plate, with measurements correctly matching the CAD design. The thread gauge facilitated precise measurements for producing the threaded holes, ensuring a secure
Invest in your future with our...
CMM & Arm Training
Our CMM and Arm training courses are designed for all skill levels, from beginners to advanced. We provide both on-site and off-site training as well as bespoke courses to suit your needs. Alongside PC-DMIS, we offer training on various other software options.
Contact us today to speak with our friendly team and discover how Torus Metrology can assist you.
fit for the fittings and plugs. The accuracy of the base component was also critical to prevent crossover between the oil and coolant pathways, which could have been catastrophic for the engine. The CAD design's accuracy translated into a finished product that worked as intended, ensuring a usable and safe build for the racing cars.
The adaptor plate's final fitment to the oil filter housing proved successful in both workshop and track testing. The precision and timely support from Bowers Group were instrumental in the project's success, showcasing the value of their partnership with UWR.
8 bowersgroup.co.uk
Aerospace specialist Airframe Designs is helping to solve major challenges for its customers by offering new levels of 3D scanning as it expands its services.
The company offers in-depth scanning with speed and accuracy, capable of capturing the geometry and creating digital twin datasets of entire aircraft, assessing corrosion or other kinds of visible damage, reverseengineering tool surfaces, and inspecting small parts or intricate areas in fine detail.
Garry Sellick, additive manufacturing manager, said: “This capability allows us to gather highly accurate geometrical data for our customers with a comprehensive view of the aircraft inside and out, performing scans on-site at the customer’s location based on their specific needs.”
The hand-held 3D laser scanner
Taking off with 3D scanning
is regularly used for reverse engineering, a process which enables an object to be fully examined in fine detail through cutting-edge blue light technology combined with advanced postprocessing software.
This follows investment by Airframe Designs in a new Materials Requirement Planning (MRP) system, a second Stratasys Fortus 3D printing machine, a new five-axis milling machine and
new sophisticated resin printing technology to offer increased capability and quality of parts and tools for its increasing customer base.
The company has also become a member of Additive Manufacturing UK (AMUK) whose aim is to establish the UK as a world leader in the development and adoption of additive manufacturing.
The services offered by Airframe Designs meet the demand from the aviation and defence sectors to create new parts or re-engineer obsolete parts in an agile, cost-effective, and sustainable manner.
With polymer additive manufacturing technology, combined with 3D scanning and 3D modelling, the company now offers creative solutions to complex engineering problems in the aviation and defence part market, including solutions for airframe tooling. This technology can also be adapted for other industries including space, nuclear, motorsport and rail.
8 airframedesigns.com
Ceramic aerospace coatings
The Exact Group has invested £300k to become a certified applicator of the Cerakote high performance ceramic coating. This will extend the company’s capabilities in the aerospace sector.
The successful bid for this accreditation is the result of four years’ work within the company, assisted by Invest Northern Ireland and Innovate UK, and investment in research and development (R&D), innovative technology and new machinery. The investment has enabled The Exact Group to develop specialist skills that will ensure it can meet the rigorous cosmetic, volume, regulatory and testing requirements of its growing aerospace customer base.
A specialised cleanroom environment for the Cerakote application process has been created at the company’s facility in Newry, and its significantly expanded composites department now houses a dedicated state-of-the-art finishing suite and five paint ovens for the preparation and finishing of all Cerakote products.
A versatile specialised protective thin film, Cerakote is revolutionising many sectors globally, particularly aerospace, due to its robustness and ability to be applied to a variety of surfaces
including metals, alloys, polymers, composites, wood and plastic, making it an ideal treatment choice for many companies.
Cerakote also provides a more effective thermal barrier than other protective coatings in the market. Offering heat, chemical, abrasion and corrosion resistance, which combats the heat and shock effects experienced on aircraft, it is renowned for its durability and flexibility. The use of the coating is more cost and time effective, and also reduces the finished weight of the composite.
The product incorporates anti-microbial properties, which provide an extra layer of protection against pathogens and contribute to passenger safety, whilst minimising infection control, making it an ideal choice for the aerospace sector.
The Exact Group offers a range of service across sectors including automotive, electrical, energy, marine, MedTech and transport, but specialises in providing a rapid response
service to the aircraft interiors industry, and is a supplier of choice for many of the leading global tier one companies.
Ronan Callan, The Exact Group’s Director of Operations commented, “This latest development demonstrates our commitment to constantly evolving our products to anticipate and meet each customer’s unique requirements. Our new accredited status and the completion of training with Cerakote will significantly expand our customer base, while enhancing our reputation as a technical expert in delivering complex and highly specialised services to the aerospace sector.
“The Exact Group offers more than just the application process of Cerakote – we are utilising our extensive engineering expertise and technical knowledge, in addition to the whole package of traceability, FAI and conformity and that’s something that has been largely welcomed by our global customer base.”
8 exactgroupni.com
Aerospace engine component manufacturer ANT Industries has won orders in excess of £30m won over the next 3 years. The company specialises in the manufacture of components for aerospace and gas turbine engines, with 72% of its products exported to international markets. It manufactures a diverse range of engine rings, casings, and prismatic parts for renowned aerospace customers, including Eaton Aerospace, Rolls Royce, and ITP. With a five-year order load secured from these prestigious clients, ANT Industries has solidified its position as in the aerospace industry.
Managing Director Shaun Rowley said: "We are immensely proud of the strides we have made as a company. Our success is a testament to the dedication and hard work of our talented team, as well as our unwavering commitment to excellence in
Aerospace orders
everything we do."
Central to ANT Industries' success is its investment in cutting-edge technology and machinery. Over the past 18 months, the company has invested heavily in new large 5-axis machines, including a HAAS UMC 1000SS machine and
High quality cost effective
CNC subcontracting. Produced on state of the art machines
EN 9100:2018
ISO 9001: 2015 Approved
Telephone: 01905 779783
Email:
sales@lmsprecision.co.uk www.lmsprecision.co.uk
an ANCA FX5 Linear, with additional investments slated for arrival in Q2 2024 through The Engineering Technology Group. These will further enhance ANT Industries' manufacturing capabilities, enabling the company to meet the evolving needs of its customers with precision and efficiency.
Beyond its technical capabilities, ANT Industries prides itself on its commitment to nurturing talent and fostering diversity within its long serving workforce. "As we reflect on our achievements over the past year, we remain steadfast in our commitment to driving innovation, delivering exceptional quality, and exceeding the expectations of our customers," concluded Rowley.
"We are confident that ANT Industries will continue to thrive and lead the way in precision engineering for years to come."
8 www.antindustries.com
A new subcontract machining company, Herriott Precision, which acquired its first machine tool in April this year, is already winning business via Qimtek.
The machine, a DN Solutions 67mm bar diameter Lynx 2100LSYB sub-spindle, Y-axis lathe was supplied to Worcestershire-based company through Mills CNCs’ ‘SMART Options’ machine tool rental scheme.
This scheme enables manufacturers to ‘rent’ a new DN Solutions’ machine (machining centre, lathe etc.), for an initial 12-month period, and is an attractive and flexible option for component manufacturers looking to increase and improve their machining capacity and capabilities, without being tied to a long-term finance agreement.
With no deposit required and with training provided as part of the package SMART Options, payment is via an agreed schedule of tailored monthly repayments.
The machine is already earning its keep machining a range of small, high-precision and complex parts for a range of customers.
These parts, typically machined from solid in small batches, are characterised by their tight, tied-up tolerances and high surface finish requirements.
Like all new start-up businesses, Herriott Precision has, amongst to a myriad of other issues and priorities spent, and continues to spend, time and effort raising its profile and promoting its machining credentials in order to attract and
To this end, the company has become a fully signed up member of the Qimtek Supplier Network, a digital portal facility that enables direct communication between subcontractors looking for work and who have machining capacity available, and buyers searching for companies that can quote for, and handle, their machining projects.
Says Joshua Herriott, owner and director: “The Qimtek relationship was our first port of call to acquire work, and is a stepping stone to us securing new, long-term machining contracts in the future.”
Signing up to Qimtek has already paid dividends.
As well as Qimtek advisors helping Herriott Precision develop a new website, which is due to go live imminently, the relationship has also helped the company secure a contract to machine high-precision aerofoil prototype parts for a design engineer/entrepreneur.
This work is ideal for the Lynx
2100LSYB and involves machining, to high and repeatable accuracies, eight separate (housing type) parts made from an aerospace-grade aluminium alloy solid billet.
The front end of the part is machined on the lathe’s main spindle and is then transferred to the sub-spindle for machining the back end. Milled features i.e., bores, threads etc., are then (axially and radially) machined on the part employing the Lynx’s Yaxis and driven tooling.
Since securing the contract, further discissions with the customer have resulted in Herriott Precision being approached to machine a number of different DELRIN components (four per housing), that complete the entire aerofoil assembly.
Mr Herriott added: “The Lynx lathe’s multi-tasking, ‘one-hit’ capabilities, combined with my machining and programming experience, enabled a competitive and, what transpired to be, a successful quote to be sent to the customer.”
8 www.herriottprecision.co.uk
Fixed and sliding head turning centres from Citizen Machinery UK raise production efficiency on aerospace parts at Apel.
Founded in 1965, subcontract machining firm Apel specialises in the manufacture of precision components for the aerospace industry. The company began investing in Citizen CNC turning centres in the 1980s to help raise efficiency and over time has continued to re-invest in modern, highly productive lathes purchased exclusively from Citizen Machinery UK
Today at its Wilmslow facility, Apel operates nine Cincom sliding-head lathes and one Miyano fixed head model. Together they produce around 50,000 components per month across more than 3,000 part numbers. Utilisation of these Citizen CNC lathes and related technologies has led to much increased levels of productivity and profitability.
The technology that has contributed most to raising efficiency of production at Apel is Citizen's proprietary LFV (low frequency vibration) chip breaking software, which is part of the operating system in the control of three of the six 20 mm capacity Cincom L20s on site. When activated, the function breaks what would otherwise be long, stringy swarf into short, manageable chips. Around 50% of material processed by Apel is aerospace grade stainless steel bar and LFV is especially effective when processing this alloy.
Sliders raise efficiency
Paul Bowker, Apel's quality director said, "We were an early adopter of LFV in 2018 following a visit to Citizen Machinery's technical centre in Bushey to witness demonstrations.
"The function reduces metal removal rate slightly, so we don't use it all the time, but it's really useful to be able to pick and choose when to program the function to start and stop.
"We switch it on mainly when turning stainless steel components on the LFV-equipped machines, especially when processing parts shorter than one inch (25.4 mm). It is normally chip breaking the metal for up to half of a typical cutting cycle."
He further explained that the
8 Apel's quality director Paul Bowker with the latest Citizen Cincom L20VIIILFV sliding-head lathe to be installed at the subcontractor's Wilmslow facility. Here the machine is producing a run of 50,000 aluminium distance tubes
decision to use LFV is also based on the surface finish required on components. Some customers' drawings stipulate a very high surface tolerance and machining with the LFV function switched on allows this to be achieved by turning alone, avoiding the need to centreless grind parts afterwards, thereby reducing unit manufacturing cost and raising profitability. Dimensional and surface finish tolerances on many component drawings can be met and maintained when using this facility.
Apel also uses Citizen Machinery's adaptive guide bush (AGB) system, which automatically compensates for variation in bar diameter, preventing stock seizing in the bush. It also constantly maintains concentricity to prevent run-out.
Downtime is avoided and tight machining tolerances are maintained. The system is used not only on the 20 mm capacity sliding-head lathes but also on three 32 mm capacity Cincom models on the shop floor.
The aerospace sector is very busy presently and Apel is well placed to win work due to the quality management system it operates, competitive pricing and the many industry and customer approvals it holds. Exports account for 20% of turnover, with India and Saudi Arabia being major overseas markets.
The AGB systems ensure reliability during unattended operation by compensating for bar diameter inconsistency and preventing stoppages. Additionally, the LFV machines do not have swarf clogging the working area when processing
stainless steel. It contributes further to reliability and eliminates the need for an operator to be in attendance to untangle ribbons from the components and tooling.
Mr Bowker concluded, "Our nine Cincoms, as well as the Miyano for turn-milling larger components up to 50 mm diameter, support all of our production and will continue to do so as we increase our volume of work in the expanding global aerospace industry."
8 www.apel-ltd.com www.citizenmachinery.co.uk
8 The Miyano BNE-51MSY producing aerospace components
PVD coatings drive innovation
The automotive industry is complex. Alongside pressures to improve the sustainability of production processes and the vehicles rolling off the line, carmakers are also looking to push the limits of performance and aesthetics. Innovative approaches, such as Physical Vapour Deposition (PVD) coatings, can make this possible, particularly when adopted by partners within the supply chain, as Dr Yuen-Ling Kong of Vestatec discusses.
Traditional methods of metal coating, such as painting and electroplating, have become less favourable in recent years due to potentially harmful waste products and questions around safety. Hexavalent chrome, for example, is banned under the EU’s 2017 REACH directive due to its high toxicity, which makes it harmful to human health as well as the process resulting in hazardous waste material.
To adapt and respond to a shifting industry landscape, while focussing on performance, innovation and sustainability, carmakers must look to new techniques, such as PVD coatings. This journey starts with suppliers within the existing chain, who can support the adoption of new technologies cost effectively, while further strengthening the supply chain and sharing of expertise.
How do PVD coatings work?
PVD is an advanced technique
used in the process of metal finishing to achieve a durable, high-quality and aesthetically pleasing coating for decorative metal components. Presenting an alternative to traditional processes, PVD coating delivers a superior finish, which maintains the substrate surface finish – for example, polished, brushed grit and bead blast surface finishes.
At the heart of the process is a cathodic arc PVD machine which houses a vacuum chamber. It is here where an electrical arc is created which vaporises a conductive metal target source (known as a cathode target). This vaporised metal is combined with a unique combination of gases to create a compound, which is deposited atom by atom onto the substrate, forming a highly adhesive, strong and thin coating.
Once the coating is applied, testing is carried out on every batch to ensure consistency. An X-ray fluorescent (XRF) machine is used to determine the composition and thickness of the applied coating, while a spectrophotometer is used to measure its colour through lighting, chroma and hue.
The benefits of PVD coatings
At a production level, the process of PVD delivers a host of benefits. With a high deposition rate, manufacturers can benefit from more time-efficient production and improved cost efficiency. Alongside this, the specialist process results in a highly uniform coating, creating greater consistency across batches. Once coated, components will begin to add value to the final
vehicle. Despite measuring just one micron thick (25 times thinner than a human hair), the coating delivers high hardness and great scratch resistance. This improves long-term durability and enables PVD coated components to stand up to the demands of everyday use.
Additionally, the thin coating achieved with the PVD process heightens aesthetic appeal. By allowing the texture of the substrate metal to remain visible, the process enables carmakers to showcase the design detail of individual components. A range of colours – including black, graphite, blue, rose gold, gold, silver and nickel – can also be achieved consistently and repeatably, giving carmakers greater design freedom and the ability to appeal to a broader customer base.
Alongside strengthening product development and innovation with PVD coatings, the process can also enhance sustainability efforts. With increased pressures on manufacturers to reduce the environmental impact of their processes and those of the wider supply chain, this is a significant factor for carmakers. Unlike alternative methods, PVD coatings do not use substances which are hazardous to humans and there are no harmful waste products.
Sustainable forming and finishing
To support carmakers in leveraging the full potential of
PVD coatings, Vestatec has made a significant investment to bring PVD coatings in-house. In practice, this strengthens the supply chain while enabling manufacturers to accelerate innovation through supplier expertise.
With the full spectrum of expertise sitting with one supplier, from metal forming through to coating and component assembly, carmakers can push the boundaries of what
is possible and make their design visions a reality. The specialist knowledge of PVD experts ensures a complete understanding of the tolerances of different metals, the properties of substrates and how everything works together. In practice, this means that manufacturer-specific requirements can be achieved, without the need for costly and time-consuming trial and error.
As a trusted supplier of formed metal components, Vestatec has been supporting customers every step of the way for more than 40 years, from concept design through to production. The addition of PVD coatings means that metal components can now be designed, formed, coated and assembled under one roof, streamlining production and reducing complexity for the world’s leading car brands. 8 vestatec.co.uk
The German manufacturing technology company Trumpf has set out its vision to become a leader in its sector in the application of Artificial Intelligence (AI) – in both its offering to customers and in its own operations.
Berthold Schmidt, Chief Technology Officer at Trumpf, said, "In five years' time, we want to be the leading user and leading provider of AI solutions in our industry. By then, there should no longer be a job at Trumpf that does not have some connection to AI."
The company will strengthen and coordinate its activities in the future with a new competence centre. The aim is to make internal processes even more efficient with the help of AI. The company sees potential for increasing productivity in, for example, software development and administrative areas.
As regards its customer offerings, Trumpf wants to bring more AI innovations to the market in the machine tool, laser technology and electronics sectors.
For example, its iAssist softwware helps designers improve part design to improve quality and reduce the workload on designers.
“With iAssist, designers can achieve very good results much quicker,” says Jörg Heusel, R&D manager for sheet metal design at TRUMPF. “Instead of improving the parts by means of trial and error, the software automatically shows where the greatest
Applying AI in real world manufacturing
potential for optimisation lies. This generates better results and helps companies become more efficient.”
iAssist also takes economic factors into account and shows, for example, how material can be saved or production steps eliminated.
At present, TRUMPF is making iAssist available free of charge to all interested users. “Customers can use the software to optimize their components,” Heusel explains. “We, in turn, can then use their data to further train the AI and continuously improve the quality of its analysis.”
Another example is an AIbased run-in assistant that helps production employees run in the Trumpf’s TruMatic 5000 punch
laser machine more quickly and more easily. At present, when using the machine to produce a new order with a new geometry or from new materials, users must individually test the machine program. This results in idle machine time that can quickly add up, especially with fully automated machines that produce many different parts.
Based on various evaluation models, the new run-in assistant shows for each new job whether the TruMatic 5000 can produce parts directly or whether manual intervention will be required.
For example a common problem when laser cutting parts is that the cut parts don’t fall out of the sheet and need to be manually removed – by
programming a machine learning algorithm with data from thousands of part you can predict the ones that are likely to get stuck. You can then make sure that these are run during the daytime rather than on an unattended night shift.
“Our Runability Guide gives companies an advantage in productivity and competitiveness,” explains Jonathan Eberle, project leader at Trumpf’s Development department. “This not only saves them time but also means they can then use employees’ skills for other value-creating tasks or for training new personnel.”
Trumpf’s Runability Guide uses various models to determine a part’s complexity. For this purpose, development engineers continually upload knowledge from production experts into the cloud. In addition, the software uses physical simulations and AI in order to identify any possible problems in each of the process steps. Last but not least, the solution also works with genuine machine data from TruMatic 5000 users. This enables it to draw inferences about potential issues during processing. “Once all the models have been used to evaluate the job, the solution delivers its assessment,” Eberle explains. “Depending on the part, this would take up to an hour with classic physical simulation models. But by using AI, we can significantly accelerate this process, meaning that our customers can use it virtually in real time.”
TRUMPF is already working with AI to make its own processes more efficient. One example is the pilot project for an AI-based language model for technical service, which works in a similar way to Chat GPT. If a machine malfunctions, the service engineer can ask the AI how to solve the problem. As the software continuously learns from TRUMPF's service reports, the quality of the answers is also constantly improving. This reduces the workload on service staff and machine errors can be rectified more quickly.
Stephan Mayer, CEO Machine Tools at Trumpf gives another example: “When we do the final assembly on a laser machine we put a microphone in it. We then run the different axes – X,Y and Z – and we listen to the sound the machine is making as it is moving.
“The AI is listening to the sound and the feedback from the
machine as to whether the axis is running smoothly or if there is something wrong, a vibration that could indicate that a screw has not been tightened enough, or a screw is missing. If a screw is missing the sound is different.
“The AI is so good at hearing that you only need a microphone that costs a few Euros and we get feedback on whether the final assembly is good. It was shocking to discover that every 100 machines something goes missing – no nothing goes missing.
“And now we are applying this also in the field. So if a customer calls and says, ‘something's wrong with my machine, we let the machine run again and we listen to it with the microphone –which we left on the machine when we shipped it – and AI can tell us if the axis has an issue because there is something wrong with the sound.
8 trumpf.com
UK METALS EXPO
UK Metals Expo is the premier event that brings together the entire metals supply chain with the manufacturing and engineering community from 11-12 September 2024 at the NEC Birmingham.
This free-to-attend exhibition and conference will feature a wide range of innovative products, services, and interactive sessions led by top experts such as United Autosports, Celtic Freeport, ADS Group, Frog Bikes, Volvo Cars, William Hare, GS1 UK, Walsall Wheelbarrow Company, Tata Steel, Marcegaglia, Make UK, Outokumpu, Norsk Hydro, CELSA Steel UK, LIBERTY Steel Group, EMR Group, CRU, and MTC.
The show is the premier marketplace for both domestic and international exhibitors in the industry with over 300 leading companies participating, providing immersive live demonstrations, product launches and interactive displays.
The conference program, with 50 sessions and over 100 leading practitioners spread across four stages, provides attendees with valuable insights into the current state of the metal industry and the emerging technologies and strategies that are shaping its future.
UK Metals Expo: Uniting the Metals Supply Chain
"It is the most important event yet and completely free to attend," emphasised Lord Rupert Redesdale, Chair of UK Metals Expo. "As we convene at UK Metals Expo, we find ourselves at a pivotal moment for our country and the steel industry. With a new government comes new hopes, new directions, and new opportunities. The recent announcement by Tata Steel and British Steel regarding the UK’s shift from blast to electric arc furnaces is integral to this transformation."
He continued, "Accelerating our efforts towards decarbonization and achieving
net-zero emissions is not merely a goal but an imperative. This transition highlights the urgent need for a robust industrial strategy that will shape the future of the UK metals supply chain and profoundly impact the engineering and manufacturing sectors. Together, we are engaging in dialogues that will define this future."
Lord Redesdale concluded, "The UK confronts significant challenges and opportunities in its journey to achieve net-zero emissions through advanced materials and manufacturing. A thriving domestic metals sector is fundamental to our success. This
event will facilitate collaborations, unveil new initiatives, and explore solutions."
Day 1 of the expo, on 11th September, will start with a keynote by Tata Steel UK’s CEO, who will share the vision of Tata Steel’s sustainable steelmaking future in the UK.
This will be followed by a thought-provoking panel discussion on sustainable practices, such as remanufacturing and recycling across the automotive, aerospace, and wind sectors. Experts from NMIS, Boeing, and Renewable Parts Ltd will share innovative approaches to extend product lifecycles and enhance resource efficiency.
Technological innovation remains a cornerstone, with panels exploring the integration of automation and human elements in manufacturing processes. Representatives from Walsall Wheelbarrow Company, MTC, and Automate UK will discuss strategies to leverage technology while maintaining workforce dynamics.
Lastly, sessions focusing on advancements in non-ferrous and light metals, as well as collaborative efforts in titanium manufacturing, highlight efforts to foster industry resilience and innovation. Panellists from IOM3, MTC, and Innoval Technology will outline strategic initiatives and collaborative models shaping the future of these sectors.
Day 2 of UK Metals Expo 2024 continues with a robust agenda focusing on industry insights and innovations.
The day begins with the unveiling of the State of the UK Metals Industry report, featuring perspectives from industry leaders including In-Comm Training, the Cast Metals Federation, UK Metals Council, and the British Stainless Steel Association. This panel discussion sets the stage by providing critical insights into industry challenges and strategic directions.
In parallel, the "Advancing Structural Steelwork Reuse" session underlines the importance of sustainability in construction. Speakers from the University of Sheffield, BCSA, William Hare Ltd, Cleveland Steel & Tubes Ltd, and Deconstruct will explore technical advancements and procurement strategies facilitating steel reuse.
Another significant session, "Aluminium manufacturing with recycled scrap," discusses the transition towards sustainable aluminium production. Experts from EMR Group, Brunel University, Frog Bikes, and Volvo Cars will highlight innovations in post-consumer scrap recycling and its environmental benefits.
The Stainless Steel Market panel brings together industry experts from MEPS International Ltd, Trasteel International SA, and Langley Alloys to analyse market trends and pricing dynamics shaping the stainless steel industry across various sectors.
Decarbonisation remains a pivotal topic with a panel on "How to extract the highest social value from decarbonisation of steel?" This session features
insights from Net Zero Industry Wales, University of Leeds, Swansea University, Celtic Freeport, and Tata Steel Europe, exploring strategies for sustainable steel production and its socio-economic impacts.
A crucial midday session, "The EU and UK Carbon Border Adjustment Mechanisms (CBAM)," addresses the impacts of separate emissions trading schemes post-Brexit. Experts from Make UK (UK Steel), Cbamboo, CarbonChain, and Tata Steel UK will discuss the implications of CBAM on exporters, focusing on carbon pricing and future costs.
Later in the day, the "Meet the Funder + Networking" session offers a platform for industry stakeholders to connect with potential investors. Panellists include representatives from Innovate UK, NMIS, Scottish Enterprise, NatWest Group, Advanced Propulsion Centre, and ZINC, focusing on securing funding for transformative projects in the metals sector.
The agenda concludes with discussions on digital legislation and the implications of product passports in the construction and metals industries. Speakers from Tata Steel UK, UrbanMASS, Kognitive, and GS1 UK will highlight upcoming regulations and strategies for compliance and supply chain efficiency.
For the full conference agenda, exhibitor list, floor plan, and to receive your free badge, please visit the website.
8 ukmetalsexpo.com
Growth and innovation rewarded
Specialist copper supply chain partner Metelec has won the Growth & Innovation category at the Express & Star Business Awards, which celebrates corporate success in the West Midlands.
Metelec is exhibiting at UK Metals Expo on Stand B38 Members of the Metelec team across all areas of the business attended the ceremony at the University of Wolverhampton at The Halls.
Managing Director Kevin Draper said: “We were thrilled to overcome strong competition to win the Growth & Innovation Award in recognition of our significant business development in recent years and the way our operations have adapted to meet the energy challenges of the future.”
Metelec has enjoyed a longstanding presence in the West Midlands as a metal stockholder
Unit 2, Deethe Farm Industrial Est, Cranfield Rd, Woburn Sands, Milton Keynes, Bucks MK17 8UR Tel: 01908 585103 www.jflbroaches.co.uk JFL are broach and broaching specialists with many years personal experience. We offer a comprehensive broaching service covering keyways, squares, hexagons and special forms.
but the last year has seen the business move to the next level. Volume of business has increased considerably while, in the last 12 months, the company moved its Irish business to new premises, established an eyecatching new brand and moved the UK business and HQ from Walsall to a high-tech 47,973 sq ft office and distribution centre in Wolverhampton.
As well as being one of the UK's largest distributors of copper bars, busbars, copper
Qualiturn are a very modern subcontract machining service. We offer CNC precision Turned and Milled components to your specifications and quantities. We work with all sizes of customers, offering the same service to all. Supplying various market sectors across the world.
profiles and copper components, Metelec is also a supply chain partner to a growing number of switchgear specialists, serving a wide variety of sectors including all construction segments. The business also serves the high growth areas of data centres and electric vehicle charging infrastructure and emerging opportunities in wide-scale electrification and infrastructure associated with the green energy transition. 8 metelec.com
Bowers Group is a leader in the field of measurement, supplying quality metrology instruments to organisations worldwide.
Unit 3 Albany Court, Albany Park, Camberley, Surrey, GU16 7QR Tel +44 (0) 1276 469866 www.bowersgroup.co.uk
& M Precision Ltd
We are a subcontract machine facility that manufactures precision Turn/Mill components using one-hit technology. We supply various industry sectors which has helped us develop our machining techniques over the years.
CNC mill-turn facility using Star sliding head lathes with bar capacity up to 32mm diameter. Miyano and Doosan fixed head lathes with bar capacity up to 65mm. Hurco vertical machining centre.
Precision manufacturers of a wide range of compression tension and torsion springs. Also circlips, wireforms, contacts, antennas and light pressings. Quality approved to BS EN ISO 9001:2000.