Engineering Capacity is published six times a year in January, March, May, July, September and November
SUBSCRIPTIONS
Engineering Capacity is available free of charge to UK buyers and suppliers of subcontract manufacturing services.
For non-qualifying readers, annual subscription rates are as follows for 6 issues posted to addresses in: UK £60.00; Europe £80; Rest of the World £100
You can request your copy and sign up to our free weekly email newsletter on our website or contact us via subscriptions@engineeringcapacity.com www.engineeringcapacity.com Tel: 01737 270 648
Published by: Engineering Capacity Ltd Abbey House, 25 Clarendon Road Redhill, Surrey, RH1 1QZ United Kingdom Registered in England company no. 10567217 ISSN 0306-0179
Please send editorial for consideration to editor@engineeringcapacity.com
There is no charge or cost involved with having your editorial included in the magazine or on our website
Editor’s View
Sometimes when I look at my retired friend’s photos in our WhatsApp group – a never ending round of world tours, National Trust teas, real ale festivals and garden shows – I wonder if it is time to call it a day. But then I think about it a bit and realise that most of the time I actually enjoy running Engineering Capacity. The things I don’t like doing are invoicing – which is a bit counter intuitive really – chasing unpaid bills, and processing returned copies of the magazine.
The invoicing requires careful attention to detail, is time consuming and, to be honest, a bit boring. But I do recognise that it is an important part of the job. Chasing unpaid bills is just annoying. Most of the time it is an oversight by them or a mistake in my invoicing. Occasionally it is deliberate.
One of the problems with processing returned magazines is that, again, it is boring and requires attention to detail. Unlike invoicing it isn’t bringing money in, rather it is reminding me of money I have wasted on printing and postage.
The other reason I don’t enjoy it is that it is sometimes quite depressing. OK, so people move jobs and companies change addresses, no problem. But other times I look up the company on Google and next to their address it says, ‘Permanently Closed’. There seems to be a lot of this at the moment. I hope that is just me spotting a pattern where there isn’t one. A lot of companies do seem to be having cash flow problems at the moment though – so we need to make sure that our new Government offers real support and not just more costs.
Andy Sandford, Editor
Member of the Engineering Industries Association
Copper and diamond coating
A new composite coating technology could radically enhance thermal conductivity and improve wear resistance.
Electroplating specialist BEP Surface Technologies and nanodiamond manufacturer Carbodeon are working to develop a ‘world first’ coppernanodiamond coating.
Nanodiamonds are particles of diamond so small that you could fit a million on a pinhead. Their unique structures and properties radically enhance thermal conductivity and improve wear resistance.
Blending nanodiamonds with metal coatings can offer gamechanging improvements in components used in many existing industries and emerging industries.
The companies have signed a memorandum of understanding (MOU), which combines Greater Manchester-based BEP’s metal coatings expertise with Helsinkibased Carbodeon’s world-leading position in the manufacture of nanodiamond additives.
The agreement gives BEP the rights to develop and produce nanodiamond-infused copper, an innovative composite coating with the potential to radically enhance thermal conductivity and wear resistance. This will enhance BEP’s production of copper chill rolls used by the world’s leading paper and packaging manufacturers.
The MOU also gives BEP exclusive UK rights to process nanodiamond-infused electroless nickel, increasing wear and
corrosion resistance. Carbodeon’s uDiamond electroless nickel composite coating improves the service life of components used in onshore oil and gas production, polymer processing, board cutting, agriculture and textile manufacturing.
Both activities will be pursued with a view to supplying several of Carbodeon’s well-established development programmes worldwide and enhancing BEP’s offer to customers.
BEP’s innovation arm, BEP Solutions, will carry out research and development activities. Established this year, BEP Solutions aims to forge new strategic partnerships across government, industry, and academia to develop solutions for long-standing barriers in
manufacturing and engineering.
Andrew McClusky, Managing Director of BEP Surface Technologies, said: "I am delighted that Carbodeon has agreed to work with us to develop methods to create a novel composite surface material which we believe is a world first and has the potential to revolutionise a multitude of applications across multiple industries.”
Established in 2006, Carbodeon produces chemically modified nanodiamonds for applications where the service life of the end product is of particular importance.
They also enhance a material's ability to dissipate heat, improving the efficiency of electronics manufacture.
Current industrial uses include metal plating, thermoset and thermoplastic-based polymer thermal compounds, chemical vapour deposition (CVD) seeding, chemical mechanical polishing (CMP), sealings and other rubber products, and 3D printing filaments.
Dr Vesa Myllymäki, CEO of Carbodeon, said: “I am delighted to find a partner with such a global reputation for expertise in metal plating who is willing to drive innovation in using nanodiamonds to enhance copper and electroless nickel. We are confident we are on the cusp of creating something unique with transformative capabilities.”
8 bep-st.com
Supply chain specialist Unipart has acquired the composite manufacturing and injection moulding specialist Formaplex Technologies.
Formaplex Technologies was established two decades ago as a specialist tooling partner in the F1 automotive sector and supplies lightweight components to customers in the automotive, aerospace, motorsport and healthcare sectors.
Today, it has grown to become a key UK supplier of polymer and composite solutions and one of the few premium polymer injection moulding specialists in the UK supply chain, specialising in lightweight components.
Customers include McLaren, which is fully supportive of this acquisition and remains committed to working with the business in the future.
Unipart will integrate the operations into its existing manufacturing capability portfolio, ensuring continuity and maintaining the high operational and safety standards both companies deliver. Formaplex has been rebranded as Unipart
Unipart acquisition
Polymer and Composite Solutions.
Darren Leigh, Unipart Chief Executive Officer, said: “Growing our manufacturing capabilities through this acquisition expands our offering and aligns perfectly with Unipart’s growth strategy to offer our existing and new customers a breadth of supply chain solutions and performance improvement technologies. It reinforces our commitment to enhancing and growing the UK supply chain.
“I am pleased to welcome the Formaplex team to Unipart and excited about the potential this acquisition unlocks for
One-Hit Turn/Mill Precision Components
innovation and growth, enabling us to expand our portfolio and strengthen our position in the UK manufacturing sector.”
Jorg Laser, Chief Procurement Officer at McLaren, said: “We strongly value our long-term supply relationship with Formaplex and we welcome the specialist capabilities that Unipart, a long-standing partner of McLaren, now brings to enhancing this relationship. We are excited to see the innovative solutions and continued excellence that this combination will deliver for us.”
Carol Rose Burke, Unipart Manufacturing Group Managing Director, said: "I am delighted we are further investing in our UK manufacturing capabilities through the acquisition of Formaplex. It will further support supply chains involved in delivering powertrain products used for internal combustion engines and electrification, as well as enhancing our offer for a growing number of uses in various other sectors such as construction and rail.”
8 unipart.com
KMF has placed a £900,000 order for a Trumpf TruPunch 5000 Large Format (S12) machine, said to be the fastest punching machine in the world.
This will enhance its sheet metal fabrication capabilities and replace an existing punching machine. The switch will be made during the upcoming Christmas shutdown period to minimise disruption to production capacity.
With smart functions and unparalleled speed, this new machinery offers significant benefits.
The technology behind the TruPunch 5000 S12 means that KMF will have the ability to punch at up to 1,600 hits per minute, and also mark parts at 2,800 hits per minute.
The TruPunch 5000 S12 also boasts a number of additional features which meet KMF’s long-
Kidderminster based Beakbane, which offers an outsourced service from product design through manufacture to delivery, has acquired machining and fabrication specialist Crown Precision Engineering Ltd.
The Milton Keynes-based company will continue to trade as Crown Precision Engineering Ltd. Crown Precision dates back to 1996 and supplies quality specialist precision engineering and fabricated components for many diverse sectors across the UK, including rail, communications, automotive and aviation.
With the acquisition of Crown Precision Engineering, Beakbane
£900,000 punching update
term requirements. These include active die technology, where a descending die enables scratch-free punching and forming processes, and condition monitoring. This digital solution identifies equipment anomalies using live machine data analysis,
to improve preventative maintenance and reduce downtime risk.
The TruPunch 5000 S12 will be installed at the High Carr Business Park sheet metal fabrication facility. This new advanced machinery is part of the next phase of KMF’s investment programme and will strengthen its reliability and service provision for the long term.
Adam Ellis, Head of Business Development at KMF, said: “Investment in the TruPunch 5000 S12 marks a new chapter at KMF. As we move forward, we’re committed to implementing business objectives that will increase performance, automate processes and complement digitisation.”
8 kmf.co.uk
Precision acquisition for Beakbane
is able to further enhance its capability in the provision of high quality, complex engineered products. The combined business will be able to offer increased range of services, products and advantage to its extensive customer base.
Mike Southwell, Managing Director at Beakbane, commented; “We’re delighted to have acquired Crown Precision Engineering. Their skilled employees and extensive capability will form a key part of our overall UK manufacturing growth plans, complementing the existing capability within Beakbane. We
look forward to growing this business and bringing enhanced capability to existing Beakbane and Crown Precision customers.”
Beakbane Limited’s history dates back to 1954 and manufactures complex steel and fabric fabrications for a variety of industrial applications. Operating from its extensive facilities in Kidderminster it has the capability to provide customers with a full design and manufacture service. Beakbane has further plans to grow both organically as well as by identifying future strategic acquisition opportunities.
8 beakbane.co.uk
8 Adam Ellis
Aerospace manufacturing conglomerate, ASG Group, has secured its revenues for the next 5 to 10 years with the signing of significant Long Term Agreements (LTAs) with top aerospace OEMS.
The Groups says that these are a result of its commitment to trust, collaboration, and technological excellence, and were achieved through extensive cooperation, transparency, and consistent delivery on promises. They mark a major milestone for ASG Group and its manufacturing locations under the group capability branded as ASG Aerospace.
ASG Group, which offers an end-to-end manufacturing capability for aerospace flight controls, engine components, assemblies, and airframe components, serves a client base that includes Airbus, Boeing, Collins, Eaton, Moog, Rolls-Royce and Spirit.
Group Managing Director of Simon Weston, commenting on the company's strategy and future outlook said; "Securing these long-term agreements is a significant validation of our strategic investments in advanced manufacturing capabilities and our relentless focus on quality and precision. These LTAs ensure robust revenue streams for the next decade, allowing us to continue our ambitious growth plans. Our commitment to fostering strong, transparent relationships with our clients has been instrumental in this success, and we are excited about the
Future revenues secured
opportunities these agreements will bring."
Jason Aldridge, Managing Director of ASG Arrowsmith, highlighted the importance of fostering relationships to secure these LTAs: "Our success in securing these long-term agreements is rooted in the trust we’ve built with our clients over many years. By consistently delivering high-quality products and maintaining transparent communication, we've strengthened our partnerships. This collaborative approach has been crucial in achieving these agreements, which will drive our growth and stability for years to come."
Simon Kirkman, Managing
Director of AMF Engineering, added: "The LTAs reflect the culmination of years of hard work, trust-building, and collaboration with our industry partners. Our ability to consistently deliver high-quality, precisionengineered components has solidified our reputation and ensured these long-term commitments. The entire ASG Aerospace team has played a crucial role in this success."
ASG Group, with operations in eight locations across the UK and Germany, specialises in the production of flight control assemblies, engine components, assemblies, and airframe components.
8 asg-group.co
Luke Smith, formerly Operations Director, has been promoted to Managing Director of Cornwall based Lesjöfors Heavy Springs UK, succeeding Michael Gibbs.
Michael Gibbs, having taken Lesjöfors from beach ‘hut’ to two world leading spring manufacturing sites, has been promoted to European Operations Director for the global Lesjöfors Group.
Luke Smith said: “After five years of driving operational excellence across our operations, I am thrilled to take this next step. It’s an exciting time for our business and with a team that has an embedded highperformance culture, I’m looking forward to developing our next stages of growth.”
Michael Gibbs added: “I could not be prouder of everything the team has achieved over the past 23 years of my leadership. We have grown twenty-fold to become a key supplier to Europe’s automotive aftermarket industry and expanded our manufacturing facilities and capabilities to supply springs across exceptionally diverse industries.
We have come a long way since the company’s early days next to Perranporth beach and I am excited to see Luke’s vision take the team to a new level of success. His operational background, customer focused approach, project execution and leadership skills will take the company from strength to strength.”
The Lesjöfors Group is a worldleader in spring and pressing
Spring
manufacture. Established in 1675 with spring manufacture commencing in 1852, the Group has over 50 global sites, manufacturing and supplying world-wide industries with the largest product portfolio and
technical excellence across springs, gas springs, metal belts and pressings.
8 lesjöforsab.com
8 Michael Gibbs, Christofer Hedvall, Vice President Europe for the Lesjöfors Group, and Luke Smith
Futureproofing transport hub
A galvanizing company, which boasts the largest bath in the UK, has collaborated with a series of businesses to futureproof the Arle Court Transport Hub in Cheltenham.
Worksop Galvanizing Ltd, part of Wedge Group Galvanizing Ltd, joined forces with Billington Structures, BDP, and Kier Construction, to complete the state-of-the-art transport project, commissioned by Gloucestershire City Council.
Mark Bingham, Materials Planning, Subcontract Fabrication & Painting Manager at Billington Structures said: “As part of a wider £26 million project set to enhance and advance the transport facilities in Cheltenham town centre, we designed, fabricated, and installed a fully galvanized steel-framed multi-story car park.
Not only is it set to boost the sustainable transportation services within the area, but it’s also an architectural highlight –with steel beams and columns left exposed to add an industrial feel to the project (and provide potential scope for future expansion).”
Arle Court Transport Hub measures 48m wide by 146m long, and its entire frame was fabricated using a total of 1,200 tonnes of steel. It promotes greater sustainable transport options for the town - such as, doubling the available car parking spaces to 1,000, enhancing the existing park-and-ride service, offering additional bus networks,
and providing better connections to walking and cycling routes.
“After fabrication was complete, we sought the support of Worksop Galvanizing to futureproof the components ready for erection,” Mark added. “As the structure was exposed to the elements, a robust and durable coating was required to protect it from rust and corrosion for decades to come.”
Housing the largest galvanizing bath in the UK measuring 21m long, Worksop Galvanizing was able to galvanize the 16m steel beams, ensuring they were entirely and completely coated in molten zinc at temperatures around 450*C.
Brad Gozzard, Sales Manager at Worksop Galvanizing, concluded: “Galvanizing was the perfect solution for the Arle Court
Transport Hub - not only does it look fantastic, but it promises that the steel components will be preserved and protected from corrosion for more than 70 years without maintenance.
“It’s always a pleasure to work with Billington Structures. And with so many moving parts to a project of this size, it was paramount that we all worked together to get it over the line in time to achieve ultimate success.
The entire team was a joy to work with, and we’re delighted with the results.”
Worksop Galvanizing Ltd is part of Wedge Group Galvanizing Ltd, the largest hot-dip galvanizing organisation in the UK with a history dating back over 150 years and 14 plants across the country.
8 wedge-galv.co.uk
SSAB has reached an agreement with Trelleborg Sealing Solutions Kalmar AB to deliver fossil-free steel to be used in anti-squeal plates, so-called shims for brake pads.
Shims are an important part used for eliminating brake noise, especially in electric cars where annoying sounds are heard more clearly.
Demand for sustainable components is high among vehicle manufacturers. This is especially true in the growing electric car segment, where the materials in the car account for a large part of the remaining carbon dioxide emissions after the exhaust gases have been eliminated. Therefore, Trelleborg Sealing Solutions Kalmar AB, a leading manufacturer of sound damping shims, wants to offer brake shims with a significantly lower carbon footprint than standard. This agreement with SSAB on future deliveries of fossil-free steel is an important part of that goal.
“Our unique solutions to eliminate vibration and noise in cars are based on our technical knowledge and experience. With fossil-free steel in our components, we will take a leap forward and strengthen our market-leading position,” says Stefan Lundström, Business Unit President, Trelleborg Sealing Solutions Kalmar AB.
Traditional steel production represents a significant source of global CO2 emissions. By changing the way steel is produced, SSAB wants to cut emissions and create
Cutting brake noise and CO2
a fossil-free value chain with customers and partners.
SSAB has developed two unique types of steel that are produced with virtually no fossil carbon dioxide emissions: SSAB Zero and SSAB Fossil-free steel. SSAB Zero is based on recycled steel scrap and is produced with fossil-free electricity and biogas. SSAB Fossil-free steel is produced from iron ore with HYBRIT
technology developed by SSAB together with iron ore producer LKAB and energy company Vattenfall. The technology, which has been tested on a pilot scale, uses hydrogen produced with fossil-free electricity to produce iron, the primary raw material in steelmaking. The residual product is water instead of carbon dioxide. 8 ssab.com
The Bowers range of Bluetooth enabled hand tools and metrology equipment work seamlessly with Sylvac’s Sylcom software to improve efficiencies and reduce errors in your manufacturing process. Connected Metrology Solutions
Stockholder and processor
Eggleston Steel has invested around £3m in three Trumpf laser cutters which have boosted uptime, quality and speed.
Eggleston Steel is a familyowned company with 54 employees who help generate annual turnover in the region of £13 million. Although core business is general fabrication, Eggleston Steel serves a wide range of sectors that include architecture, construction, yellow goods, rail and aerospace.
To help boost revenue, around 15 years ago the company took a strategic decision to migrate steadily from its stockholding-only business model towards addedvalue processing, notably profiling.
“We started with a plasma cutter and within three years added our first Trumpf laser - a new 6kW, 4x2m CO2 model - to deliver higher levels of precision,”
explained Operations Director John Ready. “The machine proved hugely successful and it changed our fortunes quite dramatically. We soon introduced a second
Laser trio ups output
Trumpf laser to support our growth in a busy period that saw us add a night shift, rent a nearby satellite facility and expand our main site.”
Having added two further lasers from another supplier, the company returned to Trumpf for its most recent investments.
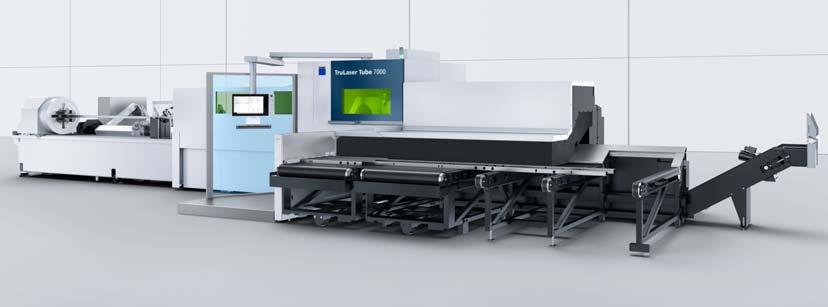
The first of these, and the first of its kind in the UK, was a TruLaser Tube 7000 tube laser featuring 10m infeed and 6m outfeed. Installed during the summer of 2023, the business uses the machine to process 50-120mm diameter tube/box, with up to 12mm wall thickness. Although designed as a tube laser, the company also uses the machine to cut angle bar, channel sections and non-standard items.
John Ready said: “Tube cutting was a new service for us, but since investing in the TruLaser Tube 7000 this activity now represents 10-15% of our business. Customers are really impressed with the cut quality.”
Eggleston Steel subsequently replaced its two flat-bed laser cutters with TruLaser 3040 and 3060 12kW fibre models, which arrived in December 2023 and January 2024. The company deploys the machines across the entire range of sheet thicknesses, from 2 to 25mm, on a daily basis.
“The quality and reliability of the machines is absolutely fantastic,” reported Mr Ready, who adds: “We receive very good customer feedback about our sheet profiling capabilities.”
“The Trumpf machines cut a lot quicker than our previous laser cutters. We had to slow the speed of our previous machines to get a better cut, whereas we can run at optimal speeds with Trumpf laser cutters. We’re profiling at least four times faster on our core thicknesses of 6-12mm. With improved cutting speeds and production efficiencies, we roll these benefits out to our customer pricing structures.”
8 egglestonsteel.co.uk
In-house nitrogen production improves sustainability, cost management and security of supply at TS Metals.
The company has invested £125,000 in an MSS NitroCube2 nitrogen generation system to support its Trumpf TruLaser 3030 Fiber Laser cutter. This is a key piece of equipment for the company’s welding and fabrication business. Until now the Rugby based business would rely on twice weekly replenishments of its onsite nitrogen gas storage tanks needed to operate the system.
The NitroCube2 now allows it to be self-sufficient but also makes real economic and environmental sense. It can
Do it yourself nitrogen
produce 20m3 per hour of liquid nitrogen, which equates to 14,600m3 of nitrogen per month at 99.999% purity.
The system will be running seven days a week on a rolling operational shift pattern and includes 2x CP24 storage facility (576 m3) and 14 bar
HPC ASK34 air compressor. It can be easily upgraded with additional high-pressure storage should parent company
Quartzelec Ltd choose to further invest in the business building in additional generation capacity.
Ian Addison, TS Metals’ Business manager said: “With
this investment we are not only halving the cost of the nitrogen gas used in our fabrication process but by now generating it ourselves on-site, we are safeguarding future supply and significantly improving our environmental and sustainable status by essentially removing thousands of transport miles each year. This is a proven and really flexible solution that can be expanded further to meet future needs and we anticipate that we will achieve full return on investment in under six years.”
8
Engineers at ES Precision are exploring how its latest femtosecond (fs) ultra-short pulse laser can provide new capabilities in cutting, drilling and marking for its customers.
ES Precision completed its seventh year in business and has again reinvested profits in more laser technology, increasing its laser plant list to nine industrial workstations. These comprise the new fs system, two fibre lasers, two vanadate, a frequency-tripled YAG and three CO2 (galvo, flatbed and reel-to-reel). All bar one of the systems operates by galvo beam steering and such a wide range of technologies means that virtually all materials can be marked, engraved, drilled and, in the case of sub-millimetre thicknesses, cut.
The femtosecond laser represents the latest technology to mature from the laboratory to industry and its unique capabilities stem from the extremely short duration of the pulses of energy it produces, resulting in brief peak power outputs of hundreds of megawatts. But what is really
Ultrashort pulse potential
special about femtosecond lasers is the remarkable speed at which such pulses interact with any material the pulse of energy encounters. This laser’s minimum pulse duration is 300fs or 300 x10 -15 s – a moment so mindbogglingly short that even light only travels 90 microns (roughly the diameter of a human hair) in that time!
One can envisage the interaction of such a pulse of energy rather like an ultra-high speed camera flash: the intense,
focused beam of light is absorbed by its target, which vaporises before adjacent molecules or atoms in a crystal lattice (in the case of metals) have a chance to move. This means that heat is not transmitted to adjacent areas through thermal conduction via molecular collisions or vibration and can result in largely thermal damage free micro processing.
www.thomas-brown-engineering.co.uk
Tel: 01484 548903
ES engineers are just beginning to determine the capabilities of the new laser in subcontract processing of organics, metals, glass and ceramics. Trials are addressing fine processing of thin materials that require minimal heat-affected zones initially.
ES welcomes all enquiries from manufacturers who seek to try out lasers for engraving, etching, drilling or cutting of components or subassemblies. Pre-production volumes through to millions of parts per year can be handled from its Oxfordshire premises. 8 esprecision.co.uk
Grenville Engineering has invested £60,000 in a CNC Vertical Milling Machine to enhance its in-house manufacturing capabilities.
Based in Stoke-on-Trent, Grenville Engineering, which offers metal fabrication services, has now invested in a new Hurco VM20i vertical machining centre. The acquisition marks a significant milestone for the company as it is its first Vertical CNC milling machine. The company says the investment reflects its commitment to continuous improvement and innovation in precision manufacturing.
For 40 years, Grenville Engineering has built its reputation in precision manufacturing and bespoke fabrication services. While the company has previously relied on manual non-CNC milling machines or subcontracted CNC milling work to its sister company, Regina Industries, this marks the first time Grenville has brought CNC milling in-house. This investment complements Grenville's existing advanced machinery, which includes CNC lasers, press brakes, and a CNC punch.
The 3-axis Hurco VM20i, incorporates a cast iron frame optimised with finite element analysis that ensures stability and precision and has a 12,000 RPM spindle (CAT 40 Big Plus) and Yaskawa Sigma V Digital AC Servos, for speed and reliability.
With specifications including an X, Y, Z axis travel of 40 x 20 x 20 inches (1,016 x 508 x 508 mm)
CNC milling in-house
and a table size of 46 x 20 inches (1,168 x 508 mm), the Hurco VM20i significantly enhances Grenville's machining capabilities. The tool changer accommodates 24 tools with a maximum diameter of 3.1 inches (80 mm) and a maximum tool length of 9.8 inches (250 mm), ensuring flexibility and efficiency.
Stuart Rawlinson, Sales Director at Grenville Engineering, said: "We are always looking to improve our in-house capacity and regularly review and analyse our performance. Investing at the right time ensures we meet and exceed customer expectations. Adding the Hurco VM20i offers quicker turnaround times, increased capacity, enhanced flexibility and more control over our production processes."
This investment is part of Grenville Engineering's continued commitment to utilise the latest technology to maintain a competitive edge and support growth. With previous investments in robotic welding and a Bison tube laser, adding the Hurco VM20i further strengthens the company's capabilities. Furthermore, an order for a new fibre laser has been placed, with more details to follow soon.
Grenville Engineering offers a comprehensive range of services, specialising in laser cutting, punching, metal forming, welding, assembly, machining, and finishing. It serves a variety of industries, including earthmoving, automotive, security, petrochemical, materials handling, and renewable energy.
8 grenville-engineering.co.uk
Northern Tool and Gear Ltd (NTG), which manufactures one-off and high-volume gears and transmission components has invested in a new wire EDM machine.
The Mitsubishi MV4800S was supplied by the Engineering Technology Group (ETG).
With a team of upward of 50 staff, NTG manufactures spur, helical, straight and spiral bevel gears, hypoid bevel gears, precision ground gears, specialist bespoke gears, shafts and bevels on the latest CNC. Supplying virtually all facets of industry from the renewables, mining, marine, oil and gas, printing and motorsport sectors to name a few, NTG has full CNC gear-checking technology as well as an on-site heat treatment facility to guarantee complete quality control of all projects. However, when it came to EDM machining particular features, the Scottish manufacturer was subcontracting work to external vendors. This led to the arrival of the company’s first wire EDM machine in March 2024.
Gordon Strachan from NTG said: “Previously, to produce things like keyways, we would use a broach which is a high-volume process or we would use an oldfashioned slotting machine, which was slow, laborious and it would have quality issues at times. Internal splines, external splines and external gears have dedicated machines for cutting the internal or external splinesthese are fast and efficient but they require a lot of tooling and considerable set-up times. In fact,
Wire-cut EDM for gears
sometimes the tooling would cost more than the job. Now, if the customer needs something in a hurry, we can cut it on the new Mitsubishi wire EDM.”
Looking at the diversity of the gear components that NTG is manufacturing, Gordon added: “We get approached by major motorsport companies that require specific gears, diff pinions or diff gears for the start of the season with designs that are a change from the previous season. If we are lucky, we have the tooling already and if we are not, we have to source it. Sometimes, the time it takes to procure tooling is more than the time that we have to deliver the job. So, going down the wire-cutting road allows us to meet customers' expectations and it forewarns us of larger batch volumes that may be in the pipeline. This gives us time to manufacture the tooling in preparation for the pending work. This makes the wire EDM perfect for prototypes and small batches as it helps to get customers up and running quickly.”
The particularly large MV4800S machine was selected for its 1080 by 780mm table that can accommodate parts up to 1250 by 1020 by 505mm with a weight of up to 3,000kg. Additionally, the new arrival incorporates technology like automatic wire threading, linear shaft motors and an optical drive system for unparalleled precision and circular accuracy within 1μm. From a user-friendly perspective, the 19-inch screen and the ability for functions to be used in just one touch from the ‘home’ screen helps to reduce operations performed in the navigation menu from setup to machining by almost 40%.
Gordon concluded: “With the technology and the Mitsubishi control system, it’s very powerful and user-friendly. So, anything we can program on that control system, we can also wire on the part. It gives us immense flexibility, especially if there is a change in specification in any splines and gearing, which is very common. If you don’t have the correct standard of cutter, you can’t use it. You may have the correct pitch and the right size, but it may not have the right profile and this makes it a redundant cutter as far as that job is concerned. However, if we can wire cut it on the Mitsubishi machine, we then have a huge level of flexibility that can also help us to compress lead times.”
8 ntgear.co.uk
Sheffield Forgemasters has submitted a pre-planning application for a landmark 30,000 m2 machining facility on brownfield land in Sheffield’s Meadowhall district.
Located on a 16-acre plot at Weedon Street, the new facility will form one of the world’s most advanced large machining facilities, to support the Ministry of Defence-owned company’s manufacture for the UK defence programme.
With work on the site planned to start in Q4 2024, the building will cover a space equal to 12
Large machining facility
Olympic-sized swimming pools and will contain 17 new machines, including some of the largest and most advanced five-axis Vertical Turning Lathes ever produced.
Gareth added: “The scope of what we are creating in the centre of Britain’s industrial heartland is truly monumental and will not only de-risk supply for the UK and trilateral AUKUS defence programmes, it will provide some of the most
Cold drawn bright bar made in the UK using the latest technology that is ideally suited to CNC machining.
Metric and Imperial Bar
• Round bar from 6mm – 76.2mm
• Hexagon bar from 8mm – 70mm
Fast turnaround from stock or made to order.
technologically advanced and rewarding working facilities for our employees.”
The machining facility is set to be operational by the end of 2028 and will deliver unmatched levels of speed, accuracy and efficiency for the manufacture of large, highly complex, nuclear-grade components.
The new bespoke machines are being designed and built by Waldrich Siegen.
8 sheffieldforgemasters.com
United Bright Bar
Phone +44(0)1902 791010
Email sales@unitedbrightbar.co.uk
Web www.unitedbrightbar.co.uk
BS EN ISO 9001 and ISO 14001
Bespoke lengths, end chamfering, crack detection and tolerances to meet your requirements.
All sourced from UK or European mills with full traceability for quality and consistency
Barrs Court Engineering has invested in a new vertical machining centre to increase in-house capacity and boost its high-mix, low-volume (HMLV) manufacturing operation.
The company is a precision machining and fabrication subcontractor based at Rotherwas in Herefordshire.
The new DN Solutions’ DNM 6700 vertical machining centre with Siemens 828D control, supplied by Mills CNC was installed in June this year. It is being used to machine high-precision complex parts, in low volumes, for a range of customers in sectors including marine, renewables, nuclear, steam, automotive and yellow goods/construction.
These parts, machined from a range of materials that include aluminium, mild steel, stainless steels, cast iron, Inconel, exotics, plastics etc., are characterised by tight tolerances and exacting surface finishes.
The DNM 6700 is also being used to finish-machine fabricated parts made by the company prior to their assembly.
Barrs Court Engineering,
High mix, low volume
established in 1983, regularly invests in new, advanced machine tools as part of a rolling, company-wide continuous improvement programme designed to increase the company’s productivity, performance and process efficiencies across all of its machining operations.
Almost 12-months ago, Barrs Court Engineering began a strategic process of rationalising and streamlining its business by creating three discrete machining areas in its machine shop - each one focused on a specific production model designed to meet different customer’s machining needs and requirements.
Barrs Court Engineering’s managing director Toby Kinnaird said: “The new manufacturing strategy is focused on growth, and has imposed a discipline across all our planning and production operations.
“We analysed our existing business, including what our customers expected and demanded from us, and identified three different production ‘models’ which would direct how we would organise our machine shop and manufacturing operations i.e., the allocation of resources (people, technology etc.), moving forwards.”
The three models were: highvolume production; high-volume, low-mix production (HVLM); and job-shop production.
The HVLM model, manufacturing bespoke, highquality components in small batches, has always been one of the company’s strengths and is seen as a high growth area.
“To increase our HMLV machining capacity and capabilities we made the decision, at the beginning of the year, to invest in a new high-performance machining centre to replace two of our older machines that had limited capacity”, said Toby Kinnaird.
Visit our website or contact us for a quote or advice
“We were particularly looking for a machine with a larger X-axis to handle bigger parts which, up until then, and from a capacity perspective, had been out of our reach.”
8 barrscourt.com
A new turning centre is helping G-Tech Engineering Ltd reduce lead times and keep pace with growing demand.
The Nakamura-Tome AS200LMSY from the Engineering Technology Group (ETG) has cut cycle times and allowed lights-out one-hit machining.
As a high-precision subcontract machine shop, G-Tech Engineering has a host of machine tools from a variety of vendors, but two machines that stand out are a 30+ year-old Nakamura TW10 and an ageing Nakamura WT150. Both purchased second-hand, these machines still retain their precision, productivity levels and reliability. So, when it came to buying a new machine the Wirral company decided to go for a Nakamura.
Founded in September 2002 with four staff and a handful of machines, G-Tech Engineering Ltd now has eight full-time staff and 14 CNC machine tools. Specialising in high-precision CNC machined components for the medical, oil, gas, nuclear, aerospace and catering industries, the ISO: 9001:2015 certified manufacturer enjoys processing specialist metals and challenging materials. Batch sizes can vary between one-offs and prototypes up to ongoing production runs of 1000s-off – it is here that the flexibility, fast setups and productivity rates of the Nakamura-Tome brand come into their own.
Andy Kirkwood Senior Production Engineer at G-Tech Engineering said: “We needed to replace a reliable but ageing two-
Cutting lead times
axis chucking turning centre with something more up to date. We selected a Nakamura AS200 LMSY to join our already missioncritical Nakamura TW10 and WT150 multi-axis turning centres. We have found these machines to be very high-quality pieces of equipment with a lot of impressive features packed into a small footprint, and the new Nakamura AS200LMSY is a particularly shining example of this.”
He added: “The Nakamura has replaced a lathe from another manufacturer and the benefits we have seen in comparison to the lathe it replaces include the ability to conduct ‘one-hit’ machining of a lot more parts. This saves both the time and labour that would be required when undertaking a multitude of separate operations. We enjoy the benefits that the high specifications of the new machine. It allows us to consistently and repeatably hit
tight tolerances on production runs, such as the flatness concentricity of under 0.03mm between spindle transfers over a diameter of 150mm. Another new feature that will prove invaluable is the Y-axis travel of 80mm (+/-40mm). This is excellent for the footprint of the workstation and it will save us time by enabling us to complete a lot more milling operations in the same setup, reducing the need for secondary milling operations.”
G-Tech Engineering Managing Director Gavin Melling added: “As we continue to grow and expand our business, investing in new flexible and reliable machinery is more important than ever to keep our lead times as tight and efficient as possible whilst being price competitive with impeccably high-quality levels – the investment in the Nakamura-Tome AS200LMSY is helping us to achieve these goals.” 8 g-tech-engineering-limited.com
Bright bar made to measure
United Bright Bar (UBB) is an independent UK-based manufacturer that has been serving the multi-repetition turned parts industry for over 40 years. As well as supplying standard products it can also meet bespoke requirements for customers on short lead times.
Managing Director John Russell says: “Over the past five years we have made significant investments in state-of-the art drawing equipment and ancillary processes to enable us to offer a product that is compatible with anything that is available in
the industry at this moment.
“These investments ensure that our product is ideally suited for CNC machining with special emphasis on straightness and bar end enhancements.”
The investments include a new Schumag coil-to-bar drawing line that incorporates shot blasting, eddy current crack detection, facing and chamfering capabilities for bar ends and a vertical 2 roll reeler offering 1 in 3000 minimum straightness, which is critical for today’s precision machining industry.
UBB produces from coil to bar,
round bar from 6mm – 36mm and hexagon bar from 8mm – 32mm in metric and imperial sizes. The line capacity has recently been extended with the addition of an off-line bar end machining unit.
Complementing this is a bar-tobar drawbench line producing larger diameters from 25mm –76.2mm in round bar and 25mm –70mm in hexagon bar. This has recently been enhanced by the addition of an offline eddy current crack detection unit that allows UBB to offer a surface class 2 finish.
Commercial Manager David Mycock adds: “As well as offering
a full range of metric and imperial diameters and hexagons, we can offer bespoke lengths as we manufacture the product ourselves. We carry a full range of our own stock that means we can guarantee a quick response and fast deliveries. We also carry a large stock of raw material so that we can make it to order if required – again with a fast response time.
“What is important is that we can provide full traceability on all our material right from the bar bundle and batch back to the steel mill that produced it and the cast number. And that mill will be in the UK or in Europe.
“As we have been around for 40 years, there is a lot of expertise and knowledge of the industry in the business. It is still a familyowned business, which is important in terms of long-term continuity and investment – and we are continuing to invest.”
He adds that as an independent UK manufacturer it can offer a lot more than other suppliers and stockholders.
“We can match anything that is coming in from Europe, but we can also offer a lot that they can’t. Metric and imperial sizes, short lead times and smaller order sizes – a tonne, two tonnes – you don’t
have to order 25 tonnes at a time. We can do bespoke lengths –5.5m, 4m, 3m, whatever the customer needs. And as long as we have got the die, or can get the die we can do bespoke sizes too.”
John Russell adds: “And we can do all this because we are manufacturing the product ourselves, not buying it in.
“Our stock of finished goods is backed up by a substantial stock of raw materials to make product on demand. A stockholder may keep a vast range of various stocked items but they wouldn’t necessarily be able to back it up with the ability to manufacture to customers’ requirements on short lead times – I think that this is really where we fit in.”
David Mycock explains: “We can meet bespoke requirements for crack detection, surface finish and tolerances. For example, one customer wants a ‘bearing fit’ tolerance on the outside diameter. This means that, on a roller for a conveyor, they can just slide the bearing onto the end of the bar as supplied. That it quite a specific and unique requirement, but it shows what we can do.”
UBB can also offer customers bespoke chamfers on the bar ends. These help them feed the
Advantages of Bright Bar
The advantages of bright bar are straightness, consistency, mechanical properties, surface finish, concentricity. Modern CNC machining needs
bars more easily into their machine tools – the chamfer can be on one end or both ends.
On hexagon bar UBB can offer a ‘spanner fit’ tolerance. This means that customers making components such as fasteners and connectors do not need to machine the outside surface of the bar.
Concluding, John Russell points to the consistency of machining performance that come from a consistent bar product:
“One of the things that is worth noting is that UBB can offer consistency of product because it is always sourcing from the same mills, whereas with a stockholder you don’t really know where it has come from. That helps, and not only with the traceability, but also with the consistency of manufacturing. Every steel mill will manufacture in a different way. It might be an electric arc furnace, it might be a BOS furnace, but if we consistently buy from the same place, supply the same steel and draw it in the same way. So people that have set up their machines and are used to using our bar , when they get a delivery from us next week it will machine the same way as it machined the week before.”
8 unitedbrightbar.co.uk
very straight bar, so end users are really focused on high quality, straight bar. With bright bar you can use the outside of the bar as the finished tolerance and when you draw it you are creating mechanical properties in the surface of the bar that makes easier to machine.
RKE Engineering is using its new XYZ ProTURN lathe to produce parts for pre-war vintage classic cars such as the Ford Model A and Model B.
The new lathe joins four other XYZ machines at RKE and its sister company ROTOSHIM, including an RMX 2-OP portable machining centre.
Technical Partner and Founder Craig Harvey is a career-long fan of XYZ’s ProtoTRAK®-controlled machines thanks to their ease-ofuse and reliability.
A core activity of the machines at RKE Engineering is the production of parts for pre-war vintage cars, including iconic classics such as Ford Model A and Model B automobiles.
The core business at the sixemployee company is largely R&D work, alongside maintenance and repair jobs. Production machining is typically the territory of ROTOSHIM, which produces vintage car parts, including shock adsorbers, oil pumps, water pumps, pulleys, and flywheels.
“We invested in the new ProTURN RLX 1630 because we needed another lathe to undertake our shock absorber work,” explains Craig. “We originally started making dampers for vintage cars to fill dead time in the workshop, but it soon turned into a beast of its own. We supply parts to customers around the world now. I knew the RLX 1630 would fit the bill perfectly, offering plenty enough performance to undertake both our production and R&D
Classic machining performance
turning work,” said Craig Harvey. Business at RKE Engineering and ROTOSHIM is currently strong, with vintage car work performing particularly well. The company manufactures parts that are no longer commercially available for classic vehicles, including three variants of the Ford Model A: 1927-31; 1932; and 1933-34.
For example, the design of the ROTOSHIM lever-arm shock absorber uses the essential elements of telescopic dampers: steel shim stacks control fluid flow, while pressurised oil prevents cavitation. These elements combine to allow damper tuning and provide the optimal ride based on vehicle weight and spring
stiffness. The company supplies the dampers pre-set without any need of adjustment - just bolt on and drive.
“Our passion lies in enhancing the driving experience by pushing the boundaries of classic car part technology to meet modern standards for vintage car enthusiasts.”
A recent case-in-point involved a racing shock absorber for an Austin 7. With the help of its new shocks, the Austin 7 was able to ride the apex of bends much better and break the lap record in its class by 12 seconds.
8 rkeengineering.co.uk
8 Craig Harvey with a Ford Model A featuring ROTOSHIM shock absorbers
Metal Craft Industries UK Ltd has fulfilled its first major orders in the vehicle body building sector.
The Wellingborough-based company says it has established itself as a leader in vehicle body manufacturing by leveraging advanced fabrication technology to handle large-scale projects with high precision and efficiency.
Reg Larkin, Managing Director of Metal Craft Industries, expressed his excitement about the company’s accomplishments and its future potential. “Our recent success in securing and fulfilling these major orders is a testament to the hard work and dedication of our team,” Larkin stated.
“With our complete suite of
Vehicle body orders
fabrication tools, including laser cutting, welding, bending, press brake, and powder coating, we’ve been able to deliver top-quality vehicle bodies that meet the stringent requirements of our clients. This positions us well to take on additional projects in various sectors, including delivery
vehicles, grocery vehicles, and telecommunications.”
The Wellingborough facility is equipped with advanced fabrication equipment, enabling Metal Craft Industries to provide comprehensive services from initial design through to final assembly. The advanced welding, cutting, and forming machinery ensures precision and efficiency in every project. Larkin highlighted the company’s readiness to expand its services further. “We are now in an excellent position to assist in other vehicle body builds across different industries,” he noted. 8 store-equipment.co.uk
In a high profile boost for the organisation, the Confederation of British Metalforming (CBM) has announced JLR as its latest member.
The CBM currently represent the interests of more than 200 companies involved in the manufacture of fasteners, forgings and pressings, cold-rolled and sheet-metal products.
“Given the car manufacturer’s prominence as a leading OEM, not only across the UK but also in supplying its cutting-edge vehicles globally, this is great news for the wider supply chain,” explained CBM President Steve Morley.
“Having been personally associated with JLR throughout my working career, I am thrilled to be working closely with the business again. Our aim is to enhance the relationship and provide real value, not just for JLR but for the many CBM members who supply into them and our wider membership.”
JLR joins Metalformers
The Confederation of British Metalforming (CBM) is the UK’s only specialist manufacturer’s organisation for experts in metalforming, representing a sector that employs 70,000 people and has a combined turnover of £26bn.
JLR’s Stephen Manley added his support: “Our Global Manufacturing Engineering Stamping department is delighted to officially be part of the CBM.
8 CBM President Steve Morley and Chief Executive Geraldine Bolton
“We feel that this is a great opportunity to work together on some key topics that are affecting all of us across the globe, such as sustainability, training and skills, academia and geopolitical issues.
“Through collaboration, we will increase the ability to look at those key areas and drive our business forward as a connected manufacturing enterprise. Importantly, membership gives us the ability to connect with the wider tiered manufacturing companies intrinsically linked to JLR, which will allow us to better collaborate, share best practice and work together.”
Geraldine Bolton, Confederation of British Metalforming Chief Executive, concluded: “Over the past few years, the challenges manufacturing has faced have highlighted the importance of forming stronger supply chains and one of our aims is to support JLR to further develop long-lasting relationships with their suppliers.’’
8 thecbm.co.uk
Cooksongold has launched a new industrial division to pioneer the use of precious metal additive manufacturing (AM) for a range of performance-critical applications.
Cookson Industrial, will provide an end-to-end service comprising consultancy, research and development, new product development and production. This includes conventional and subtractive manufacturing alongside its additive capabilities; all of which will be managed from its Birmingham head office and manufacturing site.
The use of precious metals in additive manufacturing offers organisations a new frontier for performance in extreme environments, where traditional alloys have failed to meet the thermal and material application challenges presented. Cookson Industrial aims to help organisations looking to explore the technology to de-risk their development, simplify their supply chains and shorten time to market.
The company develops and manufactures a broad range of gas atomised precious metal powders on site, including gold, silver, platinum and palladium powders; all of which are refined from recycled sources where possible.
All precious metal powders are available for purchase in small batches up to 15kg, or for use in Cookson Industrial’s manufacturing facility in Birmingham. This currently comprises six EOS Precious M 080 and M 100 AM machines,
Golden opportunities
alongside a Renishaw AM 500S Flex single laser AM machine.
Cookson Industrial has already partnered with the University of Birmingham to explore the development of precious metal alloys for additive manufacturing applications across the aerospace, healthcare and glass fibre manufacturing industries.
It is also currently working with Bentley Motors to manufacture a series of components for its Batur by Mulliner line.
Nikesh Patel, Head of Cookson Industrial, commented: “While the use of precious metals in additive manufacturing has largely been confined to the jewellery, luxury lifestyle industries, many more organisations are beginning to explore its potential for use in critical applications.”
Aerospace is seen as a key growth market for Cookson Industrial. The company is actively exploring new developments in satellite thruster design to help de-weight parts and reduce the volume of hazardous materials used in the
manufacturing process compared to chemical thruster design.
Nikesh continued: “For extreme environments such as aerospace, where there is no room for compromise, the performance characteristics of precious metals can offer a whole new world of design parameters compared to traditional alloys.
“There is also a lot of dynamism in the UK aerospace sector with many legacy processes set for disruption. However, given the significant cost of the powders themselves – a full hopper often outweighs the purchase price of the AM machine – many organisations have struggled to fully commit to R&D. As we produce and print with our own powder supply, we can help derisk the process by offering the optimum parameters for powder production, storage and use. This will help reduce powder loss and the associated impact on project costs, while giving organisations access to one of the most
innovative production environments in the UK.”
8 cookson-industrial.com
A new process for production volumes of high quality 3D printed parts is now available for the first time in the UK on a commercial basis.
A new Stratasys Selective Absorption Fusion Process (SAF) H350 production system at 3D PRINTUK significantly expands its manufacturing capacity for these parts. It complements the EOS Selective Laser Sintering (SLS) machines and HP MultiJet Fusion (MJF) machines that the company has been running for more than a decade.
SAF is a production-grade process for the manufacture of higher volumes of accurate, consistent and repeatable parts.
Nick Allen, CEO of 3DPRINTUK, said: “When Stratasys introduced the SAF process, it was a new and interesting proposition that we could not ignore and the addition of the SAF H350 machine slots comfortably into our extensive portfolio. Incidentally, the SAF H350 system is the first one of its kind being used by a service provider in the UK, so we are looking forward to showing our clients what it is capable of. Launching the machine as part of our service will significantly extend our output and capacity.”
The SAF H350 system has been specifically developed by Stratasys to produce highly efficient part volumes due to its high nesting density capabilities, which also lowers cost per part.
A further driver for the purchase is that the SAF system allows the company to add a new
New AM process on offer
material to its polymer line-up, specifically Polyamide 11 (PA11). While the SAF platform can process a range of polymer materials, 3DPRINTUK will focus solely on PA11 with SAF. PA11 is a Nylon material, produced by the polymerization of 11aminoundecanoic acid, making it a ‘bioplastic’ and more ecofriendly. PA11 is made from renewable resources that come from natural vegetable and castor oil source materials. This means it has a lower environmental impact from manufacturing the powder through to end of life of the products it makes.
PA11 is stronger than P12 and less rigid (more elastic) with high impact resistance. It also exhibits superior thermal resistance, as well as being stable in light with good resistance to water and moisture.
Off the machine, PA11 SAF parts look a lot like MJF parts but with slightly crisper details thanks to the latest High Definition print mode update from Stratasys. The material is well suited to an array of applications such as automotive interior components, electrical enclosures, drone components, and part series; as well as mechanically loaded functional prototypes. Any parts produced using SAF can be finished with 3DPRINTUK’s extensive postprocessing options.
With the launch of its new material, SAF PA11 ECO, the company is offering a free sample part with every order so that customers can test the material on their parts without any financial risk.
8 3dprint-uk.com
PP Control & Automation (PP C&A) and Jaltek have set up a new partnership targeting opportunities in high tech agriculture.
This covers areas such as indoor/vertical farming, automation, precision farming and remote sensing where there is a need to for innovators to source contract manufacturing and electronics solutions a single point of contact.
Acting as a bridge between cutting-edge agricultural innovation and bringing the technology to market, this relationship will help potential customers speed up time to market, maximise output and unlock value-add design and engineering by providing access to a comprehensive suite of engineering and production capabilities.
“Agritech has grown 20% over the last five years and is seeing lots of investment, with £919.1m of Innovate UK grant funding directed its way in recent years,” explained Garry Myatt, Sales Director at PP Control & Automation.
“There is a surging demand for new technology and the PP x Jaltek partnership is set-up to streamline the path from blueprint to the field, working with innovators and companies to navigate the complexities around design, manufacture and funding.”
He continued: “This collaboration is not just about assembling mechanical parts or circuit boards. It’s about providing the sector with the arsenal to
Connecting high tech farming
scale up swiftly and sustainably, turning good ideas into the very fabric of agricultural innovation.”
Jaltek’s Claire Mackay commented; “This is a fantastic example of two UK manufacturers joining forces to deliver a solution that a fastgrowing market is looking for.
“Together we bring experience in agricultural machinery and equipment manufacture and we understand the unique needs and challenges of the industry. Whether you need contract manufacturing for mechanical systems or electronics assembly for sensor systems, we can cover every engineering and production capability for a fully outsourced approach to machine and system build.”
Claire continued; “The importance of a collaborative approach has never been more clear, it is the cornerstone of transformative innovation, but for us it is also a commitment to
shared goals, to the understanding that any challenges we may come across are best tackled together and that combining our expertise will always lead to better outcomes for all involved.
There is so much innovation in this country, but a lot of the time it is commercialised elsewhere. We want to reverse that trend and feel agritech is the perfect sector for us to pioneer this approach. Our partnership will allow innovation to be realised.”
Garry Myatt added: “We both share a passion for facilitating innovation and making sure the UK benefits commercially from new technology and ‘disrupting’ the status quo.
“This collaboration is not just about assembling parts or circuits. It’s about providing the sector with the arsenal to scale up swiftly and sustainably, turning good ideas into the very fabric of agricultural innovation.” 8 ppcanda.com/ppxjagritech
Advanced Engineering on show
Advanced Engineering, the annual event for the engineering and manufacturing sectors, has announced this year’s keynote speakers.
The six industry leaders — and 150 plus other speakers — will share their expertise and insights on critical industry issues during talks across several different forums. The two-day show will take place at the NEC in Birmingham on October 30 and 31, 2024.
The first of this year’s keynote speakers, Brian Holliday, is a leading figure in industrial technology and digital manufacturing. As the head of Siemens Digital Industries for the UK and Ireland, he oversees advanced automation, industry software, systems integration and R&D. He is an expert on productivity, digital manufacturing and industrial strategy, often contributing to media discussions.
The next speaker Matthew Atkinson, lead research engineer at Jaguar Land Rover, is an expert in automotive engineering, specialising in replacing metallic structures with injection moulded composites. His work focusses on interior mechanical commodities like cockpit, seating and loadspace features and his innovative approach has earned him multiple patents, including for the Range Rover 18MY Executive Seating.
Next, Shaun Harris CBE is
currently director of support and chief engineer at the Royal Air Force. With a distinguished 37-year career in the RAF, Shaun has held numerous leadership roles. His extensive experience spans engineering, logistics and information warfare. Shaun has served around the world, from the UK and USA to Afghanistan and Iraq.
Also set to speak are Solange Baena, UK lead for the aviation environmental roadmap at Airbus, and Leonie Moffat, laser radar sales account manager at Nikon. Last but most certainly not least is Stefan Lawrenson, senior polymer chemist at Scott Bader, who specialises in sustainable technology and polymer chemistry. His research focusses on enhancing nanoparticles and synthesising eco-friendly materials.
What’s more, the Composites Forum will feature a range of industry experts discussing crucial topics. Among the speakers is Dr Sue Halliwell, operations manager at
Composites UK, who is organising the forum, which will feature insights from other industry leaders in what is an impressive lineup. Along with Brian Holliday and Stefan Lawrenson, the forum will also feature Jen Hill, director at B&M Longworth Ltd, Ian Jenner, director of control systems at Busch UK and Tony Lloyd, principal research engineer at GKN Aerospace.
A notable session will focus on workforce development, addressing key issues such as skills gaps, equity, diversity and inclusion, in alignment with the #mindtheskillsgap campaign. This session will be led by Matt Bradney from Prodrive, who chairs the Composites UK Workforce Development Group, alongside Dr Halliwell.
“This year's speaker lineup brings together some of the brightest minds in the industry,” said Alison Willis, CEO of the show’s organiser, Easyfairs UK & Global. “Their diverse expertise will provide deep insights into pressing issues like Industry 4.0,
supply chain management and sustainability.
“This lineup highlights the spirit of innovation that Advanced Engineering is all about, and our commitment to fostering knowledge exchange within the engineering community. I’m sure the knowledge and inspiration they'll bring to the event will be of value to all visitors.”
Enabling Innovation
As well as featuring an extensive speaker program, Advanced Engineering is also expanding its
Enabling Innovation competition following high demand in recent years. The annual contest is open to all SMEs and start-ups looking for a chance to showcase their innovations for free at the country’s biggest meeting of engineering and manufacturing professionals.
The competition will culminate with presentations on the main stage at this year’s show, where each finalist will have its own exhibition space in the Enabling Innovation Zone, open to over 9,000 visitors for the duration of the show.
This popular exhibition area connects startups with valuable networking opportunities across booming sectors, including automotive, aerospace, composites and Industry 4.0. On the second day of the show, contestants will present their innovations on the main stage, with the winner chosen by a panel of industry experts.
The winner will be awarded a free full-sized stand for Advanced Engineering 2025, plus marketing opportunities. The marketing for the finalists will extend throughout the year,
encompassing email campaigns, video interviews, social media exposure, press releases and a dedicated page on the Advanced Engineering website under the Enabling Innovation section.
“It is incredible to win,” said Chris Horton, managing director at last year’s winner, OxDrive, provider of e-hubs for electric off-highway vehicles operating in demanding environments. We’ve been working on this for a long time, and this is the first recognition. We are over the moon!
“We are looking forward to using the prize to further the R&D in production to develop the products and take them to customers so they can use them in the fields. The show has been fantastic for us; it is the first time we exhibited the product. We had lots of interest and good feedback.”
Another previous winner, iCOMAT, has returned to Advanced Engineering as an exhibitor every year since it won the competition in 2019.
The Enabling Innovation initiative receives support from leading innovation partners, Knowledge Transfer Network (KTN), Innovation DB and Innovate UK. These organisations work with start-ups throughout the UK, offering them the means to accelerate and commercialise their innovations in the advanced manufacturing and technology sectors.
AMT forum
The Main Stage and the Advanced Materials &
Technologies (AMT) forum are two areas where this year's show is expanding on its previous successes. The Main Stage will feature keynotes and industry leaders from companies such as Airbus, JLR, Siemens, Scott Bader and more, while the AMT forum will delve deeper into end user case studies across all sectors, offering a comprehensive overview of advancements and practical applications in materials and technologies.
Such expansions have been made to complement the success of the show’s rebrand in 2023, having presented a fresh look for visitors. The event featured a new cross-industry floor layout, which was previously divided into several zones, allowing a broader range of exhibitors from a variety of industries that included newly added sectors like marine, motorsport, construction, medical, rail and sport.
Over 13,000 professionals attended from Advanced Engineering and its co-located show, Lab Innovations, all with a single badge. Among the visitors were representatives from wellknown companies like Airbus, Rolls-Royce, IBM, Boeing, McLaren, BAE Systems, HVM Catapult, the Department for International Trade and Jaguar Land Rover.
As for the AMT forum, it promises to be a focal point of the event, featuring a packed schedule of presentations and discussions on the latest innovations in advanced materials and technologies. Attendees can
expect to hear from industry experts on topics ranging from the latest composite materials and additive manufacturing techniques to cutting-edge developments in smart materials and sustainability.
The AMT forum will also provide ample networking opportunities, connecting professionals from across the engineering and manufacturing sectors. This is an invaluable chance to exchange ideas, foster collaborations and stay informed about the trends shaping the future of advanced materials and technologies. With its rich agenda and distinguished speakers, the AMT forum is set to be an essential destination for anyone looking to stay at the forefront of innovation in these dynamic fields.
“The overwhelmingly positive feedback from 2023 confirmed that the changes made worked, with exhibitors and visitors having found that the new approach created a more collaborative atmosphere for better interaction and networking,” explained Alison Willis.
“This year, the forums will offer industry insights on the following trending topics; sustainability, innovation, government and policy, automation, AI and skills and levelling-up, all of which have been curated by our outstanding advisory board and industry partners. We're also planning to broaden our scope by providing high-quality content from an even greater variety of industries.”
8 Advancedengineering.com
The British Turned Parts and Machined Component Manufacturers Association Find out how our members can benefit your business
Enquire directly with our Members, via btma.org or mail to info@btma.org
The Association for UK machined component manufacturers
JFL are broach and broaching specialists with many years personal experience. We offer a comprehensive broaching service covering keyways, squares, hexagons and special forms.
Unit 2, Deethe Farm Industrial Est, Cranfield Rd, Woburn Sands, Milton Keynes, Bucks MK17 8UR Tel: 01908 585103 www.jflbroaches.co.uk
Qualiturn are a very modern subcontract machining service. We offer CNC precision Turned and Milled components to your specifications and quantities. We work with all sizes of customers, offering the same service to all. Supplying various market sectors across the world.
Bowers Group is a leader in the field of measurement, supplying quality metrology instruments to organisations worldwide.
Unit 3 Albany Court, Albany Park, Camberley, Surrey, GU16 7QR Tel +44 (0) 1276 469866 www.bowersgroup.co.uk
We are a subcontract machine facility that manufactures precision Turn/Mill components using one-hit technology. We supply various industry sectors which has helped us develop our machining techniques over the years.
CNC mill-turn facility using Star sliding head lathes with bar capacity up to 32mm diameter. Miyano and Doosan fixed head lathes with bar capacity up to 65mm. Hurco vertical machining centre.
Precision manufacturers of a wide range of compression tension and torsion springs. Also circlips, wireforms, contacts, antennas and light pressings. Quality approved to BS EN ISO 9001:2000.