8 minute read
Werkstatt-Inspektionen von kleinen Turbinen


05 Planung, Bau und Inbetriebnahme Etudes, construction et mise en service
Werkstatt-Inspektionen von kleinen Turbinen – 5 Inspections en atelier des petites turbines n°2 – 9 Neues Kleinwasserkraftwerk «Moosbrunnen 3» – 13
Advertisement
15 Betrieb und Unterhalt Exploitation et maintenance
Spitzenenergie und Systemdienstleistungen – 15 Énergie de pointe et services système – 19
23 Politik und Rahmenbedingungen Politique et conditions-cadre
Investitionsbeiträge Wasserkraft – 23 Contributions d’investissement force hydraulique – 26
29 Verband L’association
Kommunikationskampagne Kleinwasserkraft – 29 Campagne de communication sur la petite hydroélectricité – 30
31 Publireportage Rapport publicitaire
Systemrelevante Arbeit mit grosser Verantwortung – 31
33 Kurzmitteilungen Brèves
Zeitschriftenumschau – 33 Kurzmitteilungen im Überblick – 35 Brèves en un coup d'oeil – 38
41 Erneuerbare Energie Energies renouvelables
Transition énergétique et criticités – 41 InfraWatt – 45
47 Veranstaltungen Agenda
Veranstaltungen im Überblick – 47 L'agenda de « Petite Hydro » – 49
Werkstatt-Inspektionen von kleinen Turbinen
Der erste Artikel (auf Französisch) über Werkstattinspektionen von Kleinturbinen in der Ausgabe Nr. 101 konzentrierte sich auf die Besonderheiten der Eindringprüfung. Weitere zerstörungsfreie Prüfungen des Laufrades wurden aufgeführt: Ultraschall- und Durchstrahlungsprüfungen.
OBERFLÄCHENFEHLERERKENNUNG FÜR FERROMAGNETISCHE MATERIALIEN
In diesem Artikel beschäftigen wir uns mit der Magnetpulverprüfung, einem Verfahren, welches ähnlich wie die Eindringprüfung das Aufzeigen von Unregelmässigkeiten in der Oberfläche ermöglicht. Es gestattet aber auch die Erkennung von Defekten in geringer Tiefe unter der Oberfläche. Und gleich zu Beginn eine Warnung: Diese Regelung gilt nur für ferromagnetische Werkstoffe, was z.B. bei austenitischem Stahl nicht der Fall ist. Das Rad des Mini-Kraftwerks Bovairons, (siehe Fotos) ist aus martensitischem Stahl 1.4313 (13% Chrom und 4% Nickel) gefertigt. Dabei handelt es sich um ein für den Bau von Peltonrädern häufig verwendeten Stahl mit guter Korrosionsbeständigkeit und vorteilhaften mechanischen Eigenschaften, insbesondere gegen Ermüdung durch zyklische Beanspruchung im Zusammenhang mit dem Düsenstrahl. PHYSIKALISCHE GRUNDLAGE: EIN HINDERNIS IM MAGNETISCHEN FLUSS
Die Magnetpulverprüfung basiert auf dem Prinzip des Luftspaltes, welches einen magnetischen Kreis unterbricht. Der Luftspalt erzeugt eine lokale Erhöhung des magnetischen Widerstandes (Reluktanz) und damit eine Erhöhung der magnetischen Potenzialdifferenz, also Kraftlinien, die sich seitlich ausbreiten und einem Streufluss (einem Magnetfeld, das in der Luft verläuft) folgen.
Dieses Phänomen trifft auf ein speziell magnetisiertes Turbinenrad zu, wobei Oberflächen- und Untergrundrisse die Rolle des Luftspalts übernehmen. Diese bewirken eine Streuung des magnetischen Flusses, die eine besondere, für den Defekt charakteristische Signatur liefert.
DURCHFÜHRUNG DER INSPEKTION
Die Untersuchung beginnt mit einer sehr sorgfältigen Reinigung des zu überprüfenden Rades. Es folgt die Magnetisierung, das Auftragen eines Mittels und die Beobachtung.
Es gibt zwei Methoden zur Magnetisierung des Rades: • Der Durchfluss eines magnetischen Stroms, unter
1

Verwendung eines Elektromagneten oder einer Kabelspule (siehe Abbildung 2), ist ein Prozess, der Unregelmässigkeiten senkrecht zur Achse der Pole des Elektromagneten oder der Spule offenbart.
• Ein Stromfluss, z. B. mit Hilfe von Elektroden, ist ein
Prozess, der eher die Unregelmässigkeiten parallel zur Stromrichtung offenbart.
Die Wahl der Methode wird durch die Geometrie des zu prüfenden Teils getroffen, aber auch durch die vermutete Orientierung und Tiefe der gesuchten Unregelmässigkeiten. Hinweise auf Unregelmässigkeiten werden am besten erkannt, wenn sie senkrecht zu den Magnetfeldlinien stehen. Um ein Maximum an Defekten zu erkennen, ist es notwendig, zwei Messungen mit senkrechten Ausrichtungen zum Magnetisierungsfeld durchzuführen. Zum Beispiel ist für unlegierten Stahl (Kohlenstoffgehalt zwischen 0,15% und 0,20%) ein Wert von 2000 A/m in der Regel zufriedenstellend.
Um die durch die Anomalien im Material entstehenden magnetischen Streuungen sichtbar zu machen, werden zusätzlich ferromagnetisches Pulver oder fluoreszierende Materialien verwendet. So werden die Unregelmässigkeiten durch eine Anhäufung von ferromagnetischen Partikeln hervorgehoben. Es ist zu beachten, dass die Korngrösse dieser Pulver ein wesentlicher Faktor für die Empfindlichkeit der Erkennung ist.
INTERPRETATION DER ERGEBNISSE
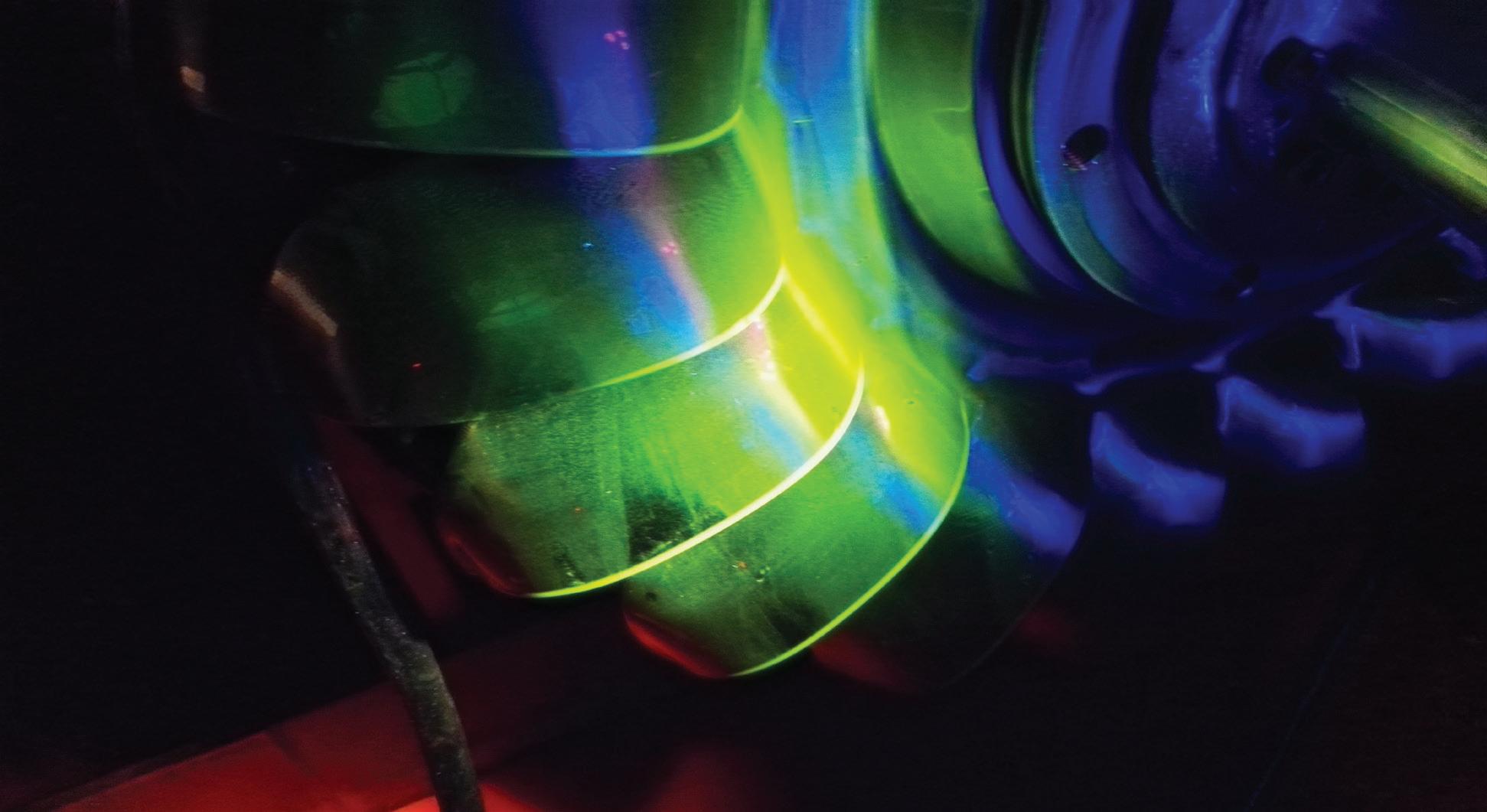
Die magnetischen Bilder werden mit dem bloßen Auge oder unter geringer Vergrößerung betrachtet. Wenn das verwendete Mittel fluoreszierend ist, wird die Beobachtung in einem abgedunkelten Raum unter ultraviolettem Licht durchgeführt.
3
1. Beobachtung des Turbinenrads des Bovairons Mini-Kraftwerks unter ultraviolettem Licht (Vouvry, VS) Mhylab
2. Installation des Kabels für die Magnetisierung des Rades von Bovairons Mhylab
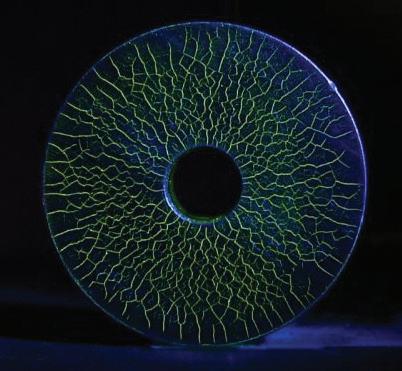
3. Prüfstück mit vielen Diskontinuitäten nach Magnetpulverprüfung (aber nicht in Verbindung mit dem Rad von Bovairons)
4 5


4. & 5. Beobachtung des Rades von Bovairons unter ultraviolettem Licht Mhylab
Bei der Interpretation der Bilder wird man z. B. auf die linearen Unregelmässigkeiten hingewiesen und muss auf die Grösse der Hinweise oder auf den Abstand zwischen ihnen achten. Das gleiche Beobachtungsraster wird bei Porosität angewandt. Man wird so auch die oberflächlichen Einkerbungen bemerken.
Aber Vorsicht, denn einige Anzeichen können auf übermäßige Rauheit oder Änderungen im Querschnitt zurückzuführen sein.
EINDRINGPRÜFUNG ODER MAGNETPULVERPRÜFUNG?
Sofern das Turbinenrad-Material es zulässt, wird die Erkennung von Oberflächenfehlern durch Magnetpulverprüfung der Eindringprüfung vorgezogen. Im Gegensatz zur Eindringprüfung kann die Magnetpulverprüfung Risse mit geringer Tiefe sogar bei einer Verschmutzung der Oberfläche mit Farbe, Kohlenstoffablagerungen, Schmiermitteln und dergleichen aufdecken. Beide Methoden verwenden Chemikalien, wobei dir Magnetpulverprüfung nur eine nutzt, was den Vorteil hat, schneller zu sein und die Radreinigungsvorgänge zu reduzieren. Schließlich hat die Magnetpulverprüfung eine bessere Empfindlichkeit, ist aber wegen der Kosten für das Magnetisierungsmaterial etwas teurer.
Letztes Detail: Mit diesen beiden Methoden lassen sich keine internen Defekte erkennen. Dazu müssen teurere Methoden wie Röntgen oder Ultraschall eingesetzt werden. ANWENDUNG
Bild 3 zeigt ein Teststück, das nichts mit dem Minikraftwerk Bovairons zu tun hat, aber die Anzeichen von Unregelmässigkeiten gut verdeutlicht. Tatsächlich hat das Rad von Bovairons den Magnetpartikeltest im Dezember 2019 bestanden. Dieses Laufrad ist für 105 l/s und eine Nettofallhöhe von 115 m ausgelegt und sorgt in der eindüsigen Pelton-Turbine im Trinkwasser-Kraftwerk der Gemeinde Vouvry (VS) für eine Stromproduktion von 680000 kWh/Jahr, die dank der Durchführung mehrerer «zerstörungsfreier Tests» in der Werkstatt noch zuverlässiger geworden ist.
Aline Choulot Juni 2021
Für weitere Informationen:
CCH 70-3 - Spezifikationen für die Abnahme von Stahlgussteilen für hydraulische Maschinen, Ausgabe 3, 1996
Zerstörungsfreie Prüfung (NDT) von Jacques DUMONT-FILLON, Technique de l'ingénieur

Inspections en atelier des petites turbines n°2
Focus sur un contrôle non destructif des roues : la magnétoscopie
Suite des inspections en atelier des petites turbines, un sujet ouvert avec le ressuage dans le numéro 101 de Petite Hydro/Kleinwasserkraft. Ici, c’est de magnétoscopie qu’il s’agira, toujours avec ce même objectif de mettre toutes les chances du côté d’une exploitation sereine à long terme.
DÉTECTION DES DÉFAUTS DE SURFACE POUR LES MATÉRIAUX FERROMAGNÉTIQUES
Le premier opus sur les inspections en atelier des petites turbines, paru dans le numéro précédent, faisait la part belle aux tenants et aboutissants de cette étape très recommandée pour l’avenir de l’exploitation, avec en ligne de mire le ressuage. D’autres contrôles non destructifs de la roue motrice avaient été listés : équilibrage statique et dynamique de la roue, contrôle par ultrason ou par radiographie. Ici, c’est au tour de la magnétoscopie, procédé qui, tout comme le ressuage, permet de mettre en évidence les discontinuités superficielles débouchantes. Mais, elle permet également la détection des défauts sous-cutanés à faible profondeur. Et déjà, d’entrée de jeu, un avertissement : ce contrôle s’applique uniquement aux matériaux ferromagnétiques, ce qui n’est pas le cas des aciers « austénitiques », par exemple. La roue de la mini-centrale des Bovairons, sur les photos de cet article, est en acier martensitique 1.4313 (13% de Chrome et 4% de Nickel). Un acier couramment utilisé pour la construction de roues Pelton, avec une bonne résistance à la corrosion et des propriétés mécaniques intéressantes, notamment pour résister à la fatigue due aux contraintes cycliques liées au jet.
BASES PHYSIQUES : UN OBSTACLE DANS LE FLUX MAGNÉTIQUE
La magnétoscopie se base sur le principe de l’entrefer, cette coupure dans un circuit magnétique. L’entrefer crée une augmentation locale de la résistance magnétique (réluctance), et par là-même un accroissement de la différence de potentiel magnétique, d’où des lignes de force qui s’épanouissent latéralement suivant un flux de fuite (un champ magnétique qui passe dans l’air).
Ce phénomène s’applique pour une roue de turbine spécialement magnétisée, le rôle de l’entrefer étant joué par les fissures superficielles et sous-cutanées. Cellesci provoquent une dispersion du flux magnétique, créant une fuite qui, en attirant les particules d’un produit révélateur, fournit une signature particulière caractéristique du défaut.
1

MISE EN ŒUVRE DE L’INSPECTION

L’examen commence par un nettoyage très soigneux de la roue à contrôler. Il est suivi par la magnétisation de la pièce, l’application d’un révélateur et l’observation.
Deux méthodes permettent la magnétisation de la roue : • par passage de flux magnétique ou de courant, en utilisant un électroaimant, ou un enroulement de câbles (cf. photo 2), procédé qui révèle plutôt les discontinuités perpendiculaires à l’axe des pôles de l’électroaimant ou de la bobine
• par passage de courant, en utilisant par exemple des électrodes, procédé qui révèle plutôt les discontinuités parallèles au sens du courant.

Le choix de la méthode sera notamment motivé par la géométrie de la pièce à contrôler, mais également par l’orientation et la profondeur présumées des discontinuités recherchées. Les indications sont d’autant mieux détectées qu’elles se situent perpendiculairement aux lignes du champ magnétique. Afin de détecter un maximum de défauts, il est nécessaire de faire deux mesures avec des orientations perpendiculaires au champ magnétisant. Quant à l’intensité du champ magnétique, elle doit être supérieure à la perméabilité magnétique du matériau. Par exemple, pour les aciers doux (teneur en carbone entre 0.15% à 0.20%), une valeur de 2000A/m est généralement satisfaisante.
De plus, pour faire apparaître les dispersions du flux magnétique, créées par les anomalies dans la matière, on utilise des produits indicateurs constitués de poudres ferromagnétiques ou de matières fluorescentes. Ainsi, les discontinuités sont mises en évidence par une accumulation des particules ferromagnétiques du
3
1. Observation de la roue de la mini-centrale des Bovairons sous lumière ultraviolette (Vouvry, VS) Mhylab
2. Installation du câble pour la magnétisation de la roue des Bovairons Mhylab
3. Pièce de test montrant de très nombreuses discontinuités après magnétoscopie (mais sans rapport avec la roue de Bovairons) Morgan Ward


