Aerospace Outlook: Inventory Correction is Likely to Continue Japan Titanium Society Shares Research
Rick Sutherlin Decides it’s Time to Pass the Torch
IATA Touts Commercial Aerospace Recovery
International Titanium Association Announces New Directors to the Board
By Michael C. Gabriele
The International Titanium Association (ITA), Denver, CO, has announced three new members to its board of directors: Steve Chavez of All-Met Recycling; Brett Paddock of Titanium Industries; and Olivier Maillard of Airbus.
Olivier Maillard
Olivier Maillard, Airbus vice president, metallic raw materials and fasteners procurement, is joining the ITA board. A Master of Engineering graduate of the Ecole Centrale Paris (France) and of the Technical University of Munich (Germany), Maillard began his career in 2006 within the Airbus Hamburg plant, contributing to the ramp-up and leadtime reduction programs of the A320 and A330/340 programs, along with the industrialization of the A330 Freighter.
In 2011, he became head of Aerostructure Procurement Strategy and Business Operations, being notably responsible for the roll-out of raw materials enablement schemes in the Airbus Aerostructures Supply Chain. With the launch of the Beluga XL program in 2014, he was appointed as Program Leader for the Rear Fuselage development that occurred in partnership with Spanish-based AERNNOVA.
After successful delivery of the first components to the final assembly line, he moved in 2017 to the Airbus Group CTO to lead the E-Fan X HybridElectric Propulsion Demonstrator in partnership with Rolls-Royce. When the Covid pandemic hit in 2020, he joined the Industrial Strategy task force that designed the contours of today’s Airbus Atlantic and Airbus
Aerostructures and the new operating models and governance. Following the creation of these new entities early 2022, he took over a leadership position in Airbus General Procurement before his appointment in June 2023 as vice president, metallic raw materials and fasteners procurement.
Steve Chavez is the chief executive officer of All-Met Recycling Inc., a family owned and operated recycling company located in Anaheim, CA. Chavez has 40 years of experience in the recycling industry. All-Met services a variety of different business sectors, but specializes in the aerospace industry in both commercial and defense. During his years with AllMet he has directed sales and marketing as well as customer development.
For the past 40 years All-Met has processed aluminum, ferrous and steel alloys for smelters and foundries globally. In 2016 All-Met expanded its processing capabilities to include titanium alloys and has quickly become a prominent supplier of all types of titanium feedstocks to most of the titanium melters in the United States. Today he works closely with the third generation of Chavez’s to work in the industry—his son and partner Nick Chavez who handles the day-to-day operations of the titanium division.
All-Met Recycling was founded in 1957 by Manuel A. Chavez. AllMet was originally located in Los Angeles and later moved to its existing facility in Anaheim in 1984. Manuel Chavez’s legacy proudly lives on with a management team comprised of three generations of the Chavez family. AllMet has become one of the leaders in the
scrap metal industry with its effective and efficient processes and programs that help serve its growing customer base.
The Anaheim facility occupies over four acres of land and this expansion has given All-Met the ability to process, bale, and export over 6 million pounds of scrap metal per month. Today, All-Met services over 200 industrial accounts throughout Southern California and over 20 local scrap dealers.
Over the years, All-Met has built relationships with many consumers both domestic and abroad. By working with All-Met, customers receive organized, prompt, and professional metal recycling services. All material is sorted and processed by trained and experienced metal processors.
Brett Paddock Brett Paddock of Titanium Industries Inc., Rockaway, NJ, is returning to the board. He previously served as the president of the ITA group. Paddock is the president and chief executive officer of Titanium Industries, and his diverse metals background consists of engineering consulting, fabrication, manufacturing, contracting, and sales. He has held positions of vice president of sales and marketing, director of operations, and chief operating officer at Titanium Industries (T.I.).
Prior to joining T.I. in 2001, Paddock served as the director of operations for one of the nation’s largest structural steel fabricator/erectors and principal of an Eastern US engineering design and consulting firm. Holding a bachelor’s of science degree in engineering and a master’s of science degree in structural mechanics from Lehigh University, is a licensed engineer in multiple states.
Titanium Industries, established in 1972, provides specialty metals solutions for the aerospace, medical, industrial and oil and gas markets and maintains a global service center network.
Steve Chavez
BOARD OF DIRECTORS
Executive Committee
ITA President: Martin (Marty) Pike
ATI Specialty Materials, reporting to CEO and President Kim Fields Marty brings more than two decades of ATI experience to this role, leading the Specialty Materials team to successful execution in meeting the demands of the aerospace ramp today and in the future
In addition, Marty currently serves as Vice President, Global Commercial Strategies Marty is the primary point of contact across ATI with strategic customers seeking to grow and expand their partnerships with ATI A long with his responsibility for strategic customers, Marty leads our International Sales organization, the Defense Market Sector and Hypersonics teams He also serves on the boards of Shanghai STAL Precision Stainless Steel Co , Ltd, a joint venture between ATI and Baowu Special Metallurgy and as Vice President on the Board of Directors for the International Titanium Association
ITA Vice President: Sam Stiller
VP Commercial for Howmet Aerospace. All Sales, Marketing, and Customer Service, globally, is led by Sam’s commercial team
ITA Secretary/Treasurer: Phil MacVane
Phil MacVane was named VP of Sales –Americas for PCC Metals Group in January 2016 In his role he is responsible for the sale of all titanium and nickel products in the Americas He began his career at TIMET as North American Engine Manager in September 2000
Past President:
Dr. Markus Holz
Professor, ITA academic member
Dr Holz is currently Professor at University of Applied Sciences Anhalt starting from 2020 T here he is the program director of Logistics Management, teaching Operations Management and is currently involved in several national and international research programs in the field of sustainability and digitization in the industry
Continuing Directors
About the ITA
Michael Marucci
Chief Technology Officer
Kymera International
Safety Education Co-Chair
John J. Scherzer
Vice President – Medical Markets
Carpenter Technology Corporation
ITA Committee Medical Technology Member
Edward Sobota Jr.
Vice President, New Product Development
STS Metals
ITA Awards Committee Chair
Jennifer Simpson
Executive Director
Ex-Officio Member of the Board
International Titanium Association
ITA (https://titanium.org/) is a membership-based international trade association dedicated to the titanium metal industry. Established in 1984, the ITA’s main mission is to connect the public interested in using titanium with specialists from across the globe who may offer sales and technical assistance. Working through its extensive membership resources, the ITA seeks to expand the knowledge base for the metal, providing technical literature and sponsoring seminars and conferences.
Membership Drive for 2025 Ends January 31st –Contact ITA today to join.
MEET THE ITA
Safety Education Co-Chair
Robert G. Lee President Accushape Inc
Industrial Applications
Christopher Wilson Director of Research and Development NobelClad
Michael C. Gabriele
Chris Olin Managing Director, Northcoast Research Analysts LLC
CONGRATULATIONS
Jacob Beddome
Colorado School of Mines
Mechanical Engineering
Women in Titanium
Holly Both Vice President of Marketing Plymouth Tube / Plymouth Engineered Shapes Medical Technology
Dr. Colin McCracken Product Manager, Biomedical, Titanium Oerlikon Metco (Canada) Inc
Japan Titanium Society
Brooke Galcik Waynesburg University Biochemistry
Special Thanks to Academic Scholarship Sponsors: ATI
Howmet Aerospace
Kymera International
Perryman Company
STS Metals
Alexander Weiss West Virginia University
Mechanical and Aerospace Engineering
Ti Today Contributor
ITA Committee Chairs
Aerospace Outlook: Inventory Correction is Likely to Continue Well Into 2025
By Chris Olin, Northcoast Research Analysts LLC
Brace Yourselves, the Downturn is Coming
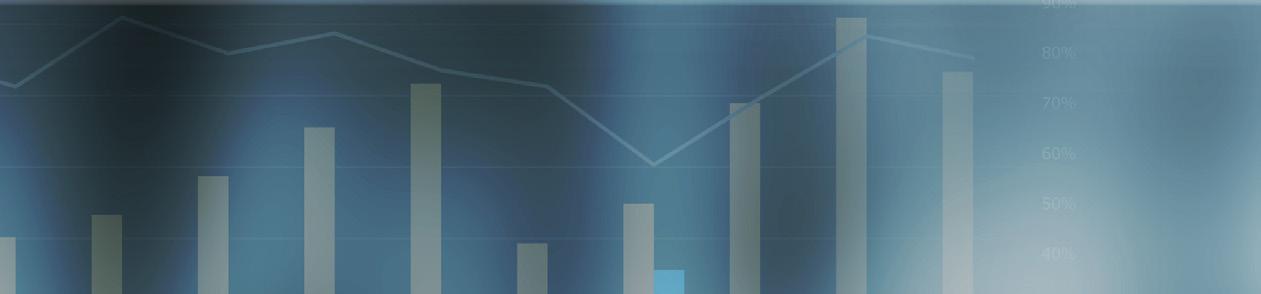
Commercial aerospace suppliers will face a more challenging flight path in the coming two to three quarters as a result of coordinated efforts to reduce channel inventory and the inability for the OEMs to meet previously communicated aircraft production targets. The majority of key sub-markets, according to our proprietary survey work, are experiencing slowing or negative demand growth. This could lead to lower-than-expected shipment levels for upstream aero suppliers and several members of the International Titanium Association, particularly those suppliers connected to large aircraft structures and/or the Boeing 787 Dreamliner.
Narrowing the focus down to titanium, we would rank this product group at or near the bottom of our confidence list due to the apparent downside to forward-looking market expectations and the lack of channel visibility. Companies involved with the production, distribution, and fabrication of titanium appear to be in the most precarious position today, in relation to the other actively monitored aerospace-related product groups, due to the amount of excess material held within the channel and likely to fall short of 2025 expectations. On many occasions, we have labeled the titanium group its “own worst enemy” due to an inability to maintain active supply controls and/or decisions to limit
Companies involved with the production, distribution, and fabrication of titanium appear to be in the most precarious position today, in relation to the other actively monitored aerospace-related product groups, due to the amount of excess material held within the channel and likely to fall short of 2025 expectations.
The aerospace market correction has begun early, and we fear titanium industry participants may feel the brunt of early demand weakness.
—Chris Olin, Northcoast Research
transparency. Bottom line, the aerospace market correction has begun early, and we fear titanium industry participants may feel the brunt of early demand weakness.
Revised Macro Outlook
We have reduced commercial aircraft production targets several times in the last year due to unexpected changes in
master schedules, risks associated with extended Federal Aviation Administration (FAA) oversight of the Boeing 737 program, supply chain bottlenecks or aircraft parts shortages, and a shortage of new jet engines. The revised calendar year 2025 build outlook of 1,672 total jets is about 300-350 units lower than our forecast issued last December, on top of the significant shortfall expected in calendar year 2024.
The Bad News May Not Reflect Current Market Expectations
Our aerospace industry production forecast assumes that Boeing Company will not meet its stated year-end build rate targets for the 737 and 787 aircraft programs, which are 38 and 5 per month, respectively. According to recent channel checks, Boeing’s supply chain order activity is down 3-4 percent from last year, and the giant aerospace OEM has warned its suppliers that new orders will decrease over the next two to three months. The procurement slowdown was attributed to the company’s efforts to
reduce aircraft part inventories, but the conservatism also coincides with the expiration of the International Association of Machinists (IAM) labor contract in mid-September. Given the aggressive new contract demands made by union leadership and Boeing’s financial situation, we believe there is a reasonable chance of a work stoppage. Quick math shows that the company would lose approximately 35-40 jets from planned production each month the assembly lines in the Pacific Northwest are halted.
Potential Demand Weakness in Early 2025?
Upstream supplier expectations seemingly stabilized in the current quarter, following the aggressive resetting of internal calendar year 2024 sales forecasts that took place over the previous two months. Still, the peer group has not emerged from the short-term period of demand turbulence just yet. Highlevel industry contacts believe the aerospace market correction is unlikely to end until next summer,
assuming no further changes to master production schedules.
The newest Titanium Snapshot report issued by Northcoast Research focuses on these weaker-thanexpected demand trends, channel overfill, and a subdued market expectations, relying heavily upon the results of our nearly completed quarterly survey. We updated the industry model to reflect increasing aerospace market headwinds, macrorelated demand weakness, and widespread supply chain efforts to draw down inventory. The net-result of the modeling revisions is a lower calendar year 2025 global titanium market growth forecast of plus 2 to 3 percent, year over year, (down 300 basis points), including a negative outlook for the Western World region, following what appears to be a low-single-digit growth environment in 2024
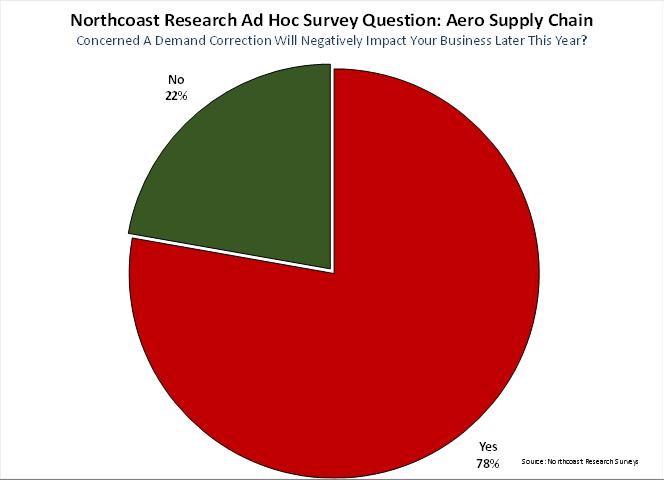
Survey Read No. 1: A Severe Market Correction
Channel checks are showing a clear downturn in titanium-related demand driven by a sharp pullback in commercial aerospace and medical orders, a pre-election pause across many industrial markets, and concerted supply chain efforts to liquidate excess inventories. Average volume growth seems to be holding in the plus 6-7 percent year-over-year range for a secondconsecutive quarter, which is down from the plus 10-11 percent comp to start 2024. Distributors are seeing a more pronounced slowdown in order activity, as evidenced by the plus 3-4 percent growth realized by the survey group in relation to the plus 10-12 percent comp calculated for the upstream-levered titanium subgroup.
Survey Read No. 2: Mixed Spot Price Trends
The recent drop in titanium scrap costs (or negative mill surcharge revisions) has caused some downward pressure in the spot market, but the nearterm outlook appears stable. However, they reported a slightly higher average mill quote for premium-grade downstream mill products in third quarter of 2024. A lack of large-volume customer orders appears to be the cause of the 8-percent sequential drop in the spot price of grade-two titanium plate, and there are other indications of weakness in the commercially pure titanium product space.
Survey Read No. 3: The Bullwhip Effect
Conservation industry management is likely to prompt stronger demand headwinds in the first half of this year, as companies within our survey network recently confirmed plans to accelerate liquidation efforts over the next two to three months. Countermeasures implemented by aerospace suppliers to address near-term balance sheet stress or liquidity constraints have exacerbated the inventory pressure, along with distributor reactions to limited demand visibility and negative communications with large customers. In the third quarter of this year, industry contacts described internal inventory positions as overinflated and instructed most procurement officers to reduce warehouse holdings by 6-7 percent. That said, “invisible inventory” may
be the core problem for the titanium channel, given that both major buyers and subcontractors appear to be holding more than six months of excess buffer stock, seemingly unable to install appropriate titanium supply contracts.
Survey Read No. 4: Aerospace Shortfall
The Boeing supply chain is showing significant demand weakness, with suppliers reporting negative comps for the third quarter of this year prior to a three-month inventory drawdown effort that will soon reverberate throughout the global market. The aerospace OEM has warned aerospace suppliers
about significant changes to future order rates, with the planned changes to procurement coinciding with the expiration of a major labor contract. The weakness in commercial airframe demand is likely to negatively impact titanium suppliers over the next three to four quarters. This market represents roughly 25-30 percent of titanium market consumption.
Top Quote from the Channel
“In terms of market demand, it looks like 2025 will be a difficult year for titanium. For the major producers, excluding military/defense, we expect a 20-percent unit volume decrease compared to 2024. The stock levels are high at all stages.”
Disclosures
The research presented in this article is produced by Northcoast Research Partners, LLC, Cleveland (https:// northcoastresearch.com/) (“Northcoast Research” and/or the “Firm”) a registered broker dealer, member of the Financial Industry Regulatory Authority (FINRA; www.finra.org) and the Securities Investor Protection Corporation (SIPC; www.sipc.org), and an Ohio Registered Investment Advisor offering equity research and trading. Research is produced and distributed to institutional investors only. The research does not provide individually tailored investment advice and has been prepared without regard to the circumstances and objectives of those who receive it.
Reports are for informational purposes only and are not intended as an offer to sell or solicitations to buy securities. The services provided by Northcoast Research to clients may depend on a specific client’s preference regarding the frequency and manner of receiving communications, the client’s risk profile, investment horizon, and the size and scope of the overall client relationship with the Firm, as well as legal and regulatory constraints. The information provided is as of the issuing date indicated on this document and subject to change. Northcoast Research may offer other customers alternative products and services that may reach different conclusions or recommendations that could impact the price of the equity security. Certain information has been obtained from thirdparty sources we consider reliable, but we do not guarantee that such information is accurate or complete. Opinions expressed in this financial analysis are our current opinions as of the issuing date indicated on this document. The
companies covered by Northcoast Research are continuously followed by the analyst. Based on developments with the relevant company, the sector, or the market, which may have a material effect on the research views, research reports will be updated as deemed appropriate. Targets, forecasts, estimates, valuations, and opinions concerning the subject company or its securities, and information involving composition of market sectors included in this report reflect the analyst judgments as of this date and are subject to change without notice.
The analyst(s) that authored this report may have had discussions with company to ensure factual accuracy prior to publication. Past performance is not indicative of future results. A change in any assumptions may have a material effect on the projected results, future returns are not guaranteed, and loss of original capital may occur. The information transmitted is intended only for the person or entity to which it is addressed. Any review, retransmission, dissemination, or
other use of, or taking of any action in reliance upon this information by persons or entities other than the intended recipient is prohibited. If you receive this in error, please contact the sender and delete the material from any computer. n
[Editor’s note: Chris Olin joined Northcoast Research in 2023 as a Managing Director and Senior Research Analyst following the Aerospace Supply Chain and Specialty Materials Group. He has written a number of guest articles over the years for TITANIUM TODAY. Prior to joining Northcoast, Olin was President and Lead Analyst at Tier4 Research, a research boutique founded in 2000 offering high-level research to investors and industry executives. Earlier in his career, he was a founding partner of Cleveland Research Company and Longbow Research, holding a senior analyst position following the Metals and Mining Group. He has been awarded for stock picking accuracy several times and was named the sixth best stock picker on Wall Street by Forbes Magazine in 2006 and number one in the metals sector (repeated in 2017). With a 25-year background in sellside research, Olin has been cited by numerous publications, highlighted on Mad Money, and a live guest on CNBC and Bloomberg Television. Chris earned a Bachelor of Science degree in Economics at Eastern Michigan University while a member of the college football and track teams. He holds the FINRA Series 7, 24, 63, 86, and 87 licenses.]
Leading Titanium Manufacturer
—TC
Premium Quality, Stability and Reliability.
One-Stop titanium alloy production and service.
ABOUT US
A dozen years of titanium alloy production and research experience, with more than 100 patents and achievements to its credit, mastering a number of core technologies; Accredited with Nadcap non-destructive testing certificate and AS9100D, ISO14001, ISO 45001 and other certifications;
CORE PRODUCTS
Titanium bar/billet
Size range: Φ15-500mm
Grade: Ti6Al4V, Ti-6242, Ti-6246, Ti-38644, Ti-15333, etc.
Titanium wire rod coil
Size range: Φ1.0-20.0mm
Grade: Ti6Al4V, Ti6Al4V ELI, Ti-38644, Ti-6242, Ti-6246, Ti-15333, Ti-422, etc.
Titanium forging
Size range: customized, disc, bar, ring, etc.
L(max):14m, W(max):4m, H(max):4m.
Grade: Ti6Al4V, Ti6246, Ti6242, Ti662, Ti38644, Ti15333, Ti1023, Ti422, etc.
For more information, please visit www.tcae.com/en/
Insights on Commercial Aerospace Trends Set the Tone for 2024 TITANIUM USA Event
By Michael C. Gabriele
The global commercial aerospace industry’s continuing recovery from the recent Covid pandemic set the tone for the International Titanium Association’s (ITA) 2024 Conference and Exhibition held Oct. 6-9 in Austin, TX. Presentations by executives, engineers, researchers and manufacturers, appearing from various corners of the world, followed suit and seemed to share that assessment. While concerns still remain, especially due to disruptive conflicts in the Middle East and the war in Ukraine, along with questions about the global supply chain, the overriding message was that business conditions are improving and reflect a cautiously optimistic near-term future.
Over 700 conference attendees were eager to hear presentations by the giant commercial aerospace OEMs, Boeing and Airbus. Jeff
Carpenter, senior director, supply chain contracts and operations, Boeing Commercial Airplanes, addressing the ITA conference in his Commercial Market Outlook via video, began his presentation on an upbeat note. “For those of you in the titanium world, I’ll remind everybody that the 787 is still operating normally and is still our major consumer of titanium.” News sources estimate that titanium accounts for about 14 percent of the 787 airframe.
Carpenter assured the attendees that commercial aerospace has moved past the disruptions caused by the recent pandemic. “All the fundamentals for selling planes
are still in place. Demand for travel remains high. There’s a steady long-term forecast driven by fundamentals.” As a result, airlines will need 43,975 new airplanes over the next 20 years, with the growth driven by single-aisle jets (33,380 units) and wide-body jets (8,065 units), according to Carpenter. Major regions for growth will be Asia/ Pacific, China, North America and Eurasia. Global fleet will double, with nearly half of deliveries for replacements; old aircraft and new markets. Global air cargo traffic continued a strong recovery in 2024.
Carpenter did note that the global fleet for commercial jets has seen constrained capacity by Boeing and Airbus, delaying retirements of aging fleets. “It’s not a demand problem; it’s a capacity problem, but the industry supply chain getting up to rate. Average fleet age is rising. We’re flying older
‘Our scrap utilization for melt operations has increased dramatically, especially due to sponge pricing and availability. Sponge is tight, but more producers are coming online. We need your help. We’re going to see you soon. If you’re a machine shop or a forger, we’re going to be buying back our titanium scrap and we’re going to be enforcing that. We expect our scrap back.’
—Jeff Carpenter, Boeing Commercial Airplanes
airplanes longer. But our planes are safe. Markets are resilient and the industry is recovering (from Covid). Long-term growth looks promising.”
Regarding Boeing’s ongoing “titanium industry investigation,” Carpenter said that “we have identified suspect documentation, learned about sources, identified material properties and replaced parts in our factory. We will identify process improvements and develop training material. We ask industry support of enhanced certification of conformity, including adding spec requirement to address any gaps.” He added that this effort seeks to achieve a more robust certification system and called on the titanium industry for cooperation. “This can’t be just OEM driven.”
Participant forecast data indicates that inventory burndown for titanium will continue through 2027, according to Carpenter. “Boeing suspended purchasing titanium from Russia in 2022, with a conservative burndown to mitigate risk. Boeing’s product mix has evolved. When we were buying a lot of our forgings out of Russia, they (Russia) in-sourced their billet and ingots for their forgings. We now have to supply all that ingot and billet to more forgers. (Boeing) is shifting to more intermediate titanium products (like slab) to give us more flexibility in the supply chain, which will reduce our lead times.”
Carpenter reaffirmed the importance of titanium scrap for Boeing’s manufacturing operations, noting agreements and commitments with mills and melters. “Our scrap utilization for melt operations has increased dramatically, especially due to sponge pricing and availability. Sponge is tight, but more producers are coming online. We need your help. We’re going to see you soon. If you’re a machine shop or a forger, we’re going to be buying back our
titanium scrap and we’re going to be enforcing that. We expect our scrap back.”
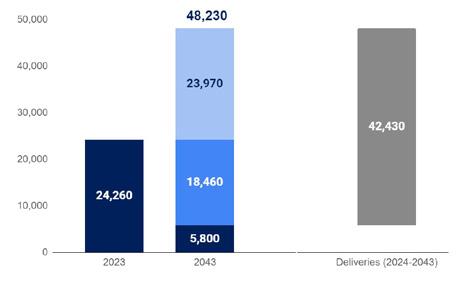
Olivier Maillard, Airbus vice president of metallic material
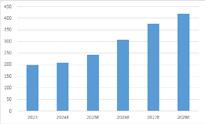
procurement, offered a forecast for the European aerospace giant. He showed a bar chart predicting that there would be a demand for 42,430 new aircraft between 2024 and 2043. Demand
opening new markets from 2024
He said the commercial aerospace market has recovered faster than expected (since Covid-19), “with a strong focus on Airbus’ single-aisle family, and an increasingly one over the past two years on the wide-body market. The continued steady rampup on all Airbus’ programs is calling on the titanium industry to prepare and anticipate demand in 2026 and beyond.”
This year (2024) has shown a strong ramp-up cumulated with a stock buildup effect, according to Maillard. “Beyond the A320 and A220 ramp-up, demand for widebody aircraft is now back on track. Airbus is committed on sharing long term visibility. The aerospace market (single-aisle and wide-body) has now
recovered from Covid, boosted by passenger demand and by the need of fuel and cost-efficient, new-generation aircraft.” However, he noted that the
current the geopolitical situation, with conflicts in the Middle East and Eastern Europe, remains a concern.
“Airbus leadership and strong order backlog is calling for a robust production ramp-up to the highest rates in the aerospace history until 2030 and beyond. The Airbus titanium demand has recovered 2019 volumes in 2024 and, despite adjustments in 2025, is set for further growth according to our target rates. In a world of uncertainties and geopolitical crisis, this robust demand is an opportunity. Anticipation and resilience versus demand bullwhip will be a key for catching this opportunity. Turning raw material and energy inflation risks into investment opportunities in circularity approaches and sustainable energy sources remain a priority.”
During his presentation, he displayed slides of the Airbus A321XLR single-aisle “Xtra longrange route opener.”
Commercial Aerospace—Other Points of View
There were many other presentations that focused on business conditions in the commercial aerospace sector. Stephen Fox of Titanium Metals Corp. (TIMET)/
Single aisle economics, up to 4,700 nm range
Low risk route opener
Profitable partnership with the A330neo
DUOPOLY PERFORMANCE 2024
continued improvement needed.” He added that the rate at which Boeing can improve operational performance is uncertain.
Fox summarized by saying deliveries, sustaining rates of orders, and strong backlog all indicate that the long-term projections for commercial aviation are being realized. Key commercial aerospace metrics such as revenue passenger kilometers (RPKs) and available seat kilometers (ASKs) and the macro picture all point to good airline health, although operational challenges remain.
well above pre-pandemic levels.
Nearly 10* years of narrowbody demand and 9* years of widebody.
PCC Metals Group examined “Global Demand Trends for Aerospace Structures.” Fox said that in 2023 deliveries improved as supply chain pressures eased: 1,263 total deliveries, up 10 percent, year over year.
He said deliveries as of August 31, 2024 showed 705 jets (down 9 percent), with Airbus at 447deliveries (up 3 percent) and Boeing at 258 deliveries (down 25 percent).
Despite challenges, the outlook for an aggressive production improvement is still expected. “Orders have slowed, year to date. Demand remains ahead of supply. Key programs are sold out through the end of the decade. Production and deliveries will be paced by the supply chain, anticipating Boeing’s operational improvement.”
However, Fox said there are headwinds on the horizon. “The supply chain will remain a constraint to build rates in the medium term. Airframes are beholden to single points of failure. Labor productivity remains a key bottleneck. The steep slope of planned production means that
“Underlying titanium demand is growing strongly. As suppliers, we all have to step up to meet that demand. Investments in capacity, especially in the United States, are moving ahead at pace. Quality hit the headlines in 2024. It must be addressed at every level.”
Marty Pike, president of ATI Specialty Materials, incoming President of the ITA board of directors, spoke about “Commercial AeroEngine Trends and Demands.” Pike said that aerospace industry demand is breaking historic
Engine growth continuing ramp
Aircraft backlog increasing TER
• 2024 backlog at all-time record
• Represents ~10 years of work in hand
• 15,668 aircraft on backlog (Airbus 55%, Boeing 39%)
High near - term growth
• WB platforms growing 18% faster than NB through 2026
• LEAP/GTF grow 53% 2024 -2026
• GE9X and GEnX drive WB growth
Delayed fleet retirements increasing MRO
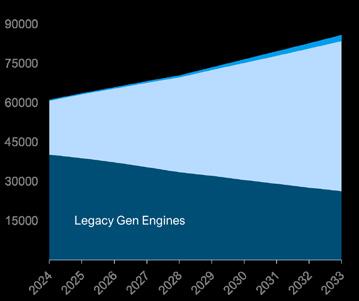
Narrowbody Engine MRO Demand
CFM56 and V2500 driving primary MRO activity through 2033
LEAP and GTF initiating MRO cycle with first wave of scheduled activity in 2024/2025
Widebody Engine MRO Demand
GE90 and CF6 provide steady ongoing spares
Spares are at significantly higher volumes than historic estimates Sources: ATI Internal, Aviation Week
TRENT and GEnX activities expected to double over next decade
TITANIUM USA 2024 – Executive Summary
Supply chain constraints leading to diversification
Stability & Availability ISSUE IMPACT
Supply chain cannot keep up with record high demand
Growing pains with current generation engines
Increasing MRO activity to maintain legacy engines
Eliminating single points of failure in customer supply chains
Derisking supply chains through diversification and localization
supply: Premium Quality (PQ) titanium bar, billet
High inflation, sponge challenges increasing costs
Pressures
Global inflation projected to be 5.9%, a 1% drop from last year
Labor shortages and supply chain issues adding to increased costs
U.S. titanium industry is no longer vertically integrated back to sponge
Inflation resulting in increased pressure for cost pass -throughs
Higher costs leading to capital expenditure headwinds for suppliers
Upstream material capacity investments increasingly require government funding
records, with net profits at $30.5 billion (the highest since 2017); year-over-year revenues (more than 9.7 percent) that are rising faster than expenses (more than 9.4 percent; and with air travel expected to double by 2043 (3.8 percent compound annual growth rate—CAGR).
He also pointed out the continued ramping up of jet engine growth.
He then shared information on supply chain constraints, sponge challenges that are increasing costs, and geopolitical risks affecting titanium availability. Pike said titanium demand will grow as commercial aerospace fleets expand, citing titanium “demand drivers” such as the expansion of engine fleets, surging engine MRO (maintenance, repair and overhaul), and opportunities from future engine designs.
Global conflicts: Ukraine & Israel Wars Replacing VSMPO capacity with an already constrained supply chain
Ongoing sponge uncertainty has become a reality
Global competitiveness drives OEMs to use lowest cost, globally sourced raw material inputs
Industry utilization of Chinese sponge requires significant time and risk for engine qualification
subjected to alternating loads, leading to a phenomenon called fatigue and fatigue failure,” he stated. “This is a progressive deformation of a material or structure under repeated stress levels, much lower than the stress required to cause failure in a single application. During this process, small cracks initiate and grow, potentially leading to failure. Fatigue crack growth (FCG) examines the entire process from crack initiation to crack propagation and eventual failure due to cyclic loading.”
He said this process is divided into three main stages: Crack Initiation—Cracks typically start at notches or surface discontinuities. The crack propagation rate is very
Element in Aerospace
Materials and Product Qualification Testing
Frank Nguyen of London-based Element (www.element. com) discussed “Fatigue Crack Growth” for aerospace systems. Element is involved in testing, inspection and certification services to a diverse range of industry sectors.
Nguyen began with a slide that illustrated various points for aerospace metallic testing, which includes mechanical fatigue, tensile, stress rupture and creep, thermal-mechanical fatigue testing and fracture toughness.
“All engineered components and structures are
Aerospace Metallic Testing
Metallurgical Testing
• Casting Evaluations •
Defense spend in U.S. and
low during this stage, and continuing until the crack becomes large enough to move to the next stage; Crack Propagation—the crack grows in a direction perpendicular to the applied stress, with a higher propagation rate and can be divided into three regions (threshold, Paris and Final
Fracture); and Ultimate Failure— this stage occurs when the fatigue crack becomes long enough that the remaining cross-sectional area can no longer support the applied load, leading to failure.
Sam Stiller, vice president, commercial, Howmet Engineered
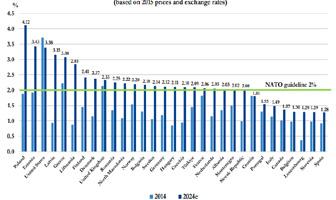
Structures, a division of Howmet Aerospace Inc. examined “Titanium Demand Trends in Defense Aero structures.” Stiller said military expenditures grew for the ninth consecutive year, reaching $2.44 trillion in 2023.
He said that current political headlines mask broader bipartisan consensus on defense industrial base issues. Bipartisan House and Senate majorities support strong defense budgets as well as supplemental spending requests Candidates are united on strengthening U.S. deterrence with a focus on China as the pacing challenge.
As for the United States’ industrial base, he said policies in Washington are focused on on-shoring, reshoring, and near-shoring, with continued funding for investment in domestic supply chains and the use of export controls to restrict adversaries’ access to sensitive technologies. Regarding defense aerospace modernization, he said the Biden and Trump administrations have focused on near-peer competitors, with a focus on research and development priorities including the F-35 and B-21, hypersonic, loyal wingman and sixthgeneration fighter concepts.
“The evolving global, sixthgeneration fighter picture could bode well for titanium aero structures, as stealth, light-weighting and higher temperature engines all play to titanium’s strengths. The U.S.
Titanium Stainless steel Polymers
ACNIS
GROUP SETS UP A NEW SUBSIDIARY IN CHICAGO
Established in France (Lyon), the stockist Acnis Group is one of the world leaders in the distribution of metal alloys especially in TITANIUM, in all forms : sheets, bars, tubes and powder for 3D printing.
ISO 13485 certified since 15 years, the family business has specialized in the medical field since its creation in 1991, to meet the demand of orthopedic manufacturers and dental implants, as well as surgical instruments.
ACNIS Group acts as a buffer between producers and users, thanks to its 600 to 700 tons rotating stock and 1,300 references of different origins. Our unique cut-to-size service center (15 machines: waterjet, high-definition waterjet, plate sawing, bar sawing, shearing, machining, chamfering) allows us to reduce your costs by optimizing scrap rates.
As a result, the company is able to deliver very quickly its customers, in barely a week, no matter the ordered quantity. Major implant manufacturers among the main American and European OEMs themselves call on ACNIS Group to source their metal alloys.
The last creation of ACNIS USA stock in 2023 in Chicago has changed the game. Acnis Group is now the only distributor that can stock and deliver any quantity in North America (ACNIS TITANIUM & ALLOYS USA-Chicago), South America (ACNIS DO BRAZIL-Sao Paulo), Europe (ACNIS FRANCE-Lyon), South Asia (ACNIS CHINAShanghai) for global worldwide contracts.
Acnis is your one-stop shop for all TITANIUM grades, stainless steel (316L, 420B, cobalt chrome, 17/4 PH, high nitrogen alloy, Custom 455, Custom 465…) and polymers
Our dental subsidiary BCS, a European leading distributor of CAD CAM products for additive manufacturing, is registered with the FDA for titanium powder & discs, and cobalt chromium powder.
defense market trends play to the strength of titanium aerostructures, which drives innovation.”
According to a July 2024 online article in Defense News (https://www.defensenews.com/air/2024/07/19/ how-the-sixth-generation-fighter-jet-will-upendair-warfare/), the next generation of fighter aircraft could feature a revolutionary new type of engine. “The aviation world has seen five generations of fighters, ranging from the subsonic F-86 Sabre after World War II to the current, stealthy F-35 Joint Strike Fighter,” the Defense News article stated. “Now, militaries around the world are working on jets they believe will represent technological leaps significant enough to qualify as sixth-generation aircraft.” The Air Force’s effort to build a sixth-generation fighter family of systems is known as “Next Generation Air Dominance” or NGAD.
Peter Zimm, principal with management consulting firm Charles Edwards, presented an “Aerospace Raw Material Outlook.” He began by outlining total aircraft production, valued at $150 billion in 2023, an 11-percent increase. Total maintenance, repair, and overhaul (MRO) value was $226 billion in 2023, a 7.1-percent increase. MAX production slowed when Boeing began reworking their production and quality systems, now halted due to the ongoing strike of 33,000 factory workers. (Several online news reports indicated that, as of early October, negotiations between Boeing management and factory workers remained deadlocked.)
Zimm also said that Airbus pushed their 75-month production goal for the A320neo family out to 2027, “but the rate of production increases needs to increase even more. We want to get back to where we were, which seems to be defined as getting back to prepandemic build rates.”
In order for (aerospace) OEMs to achieve desired build rates, sub-tier suppliers need incentives to invest in capacity.
Zimm forecasted that aircraft production value is expected to increase at 6.1 percent CAGR over the next five years, expected to reach over $200 billion by 2028. He also pointed out that MRO value is expected to grow at 3 percent CAGR from $226 billion in 2023 to $262 billion in 2028.
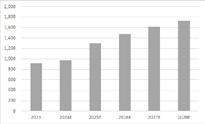
“Aerospace raw material demand is expected to increase at 5.9 percent CAGR from 1.36 billion pounds in 2023 to 1.82 billion pounds in 2028.” He said long lead times for mill products will persist across all materials, including titanium, composites, nickel, steel and aluminum. Aircraft production mix (narrow-
body versus wide-body) will continue to be highly variable.
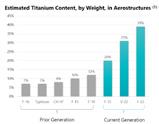
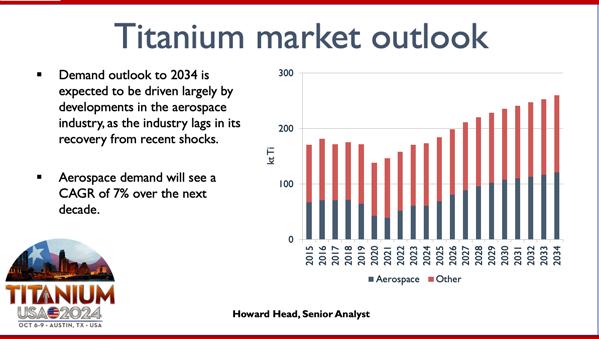
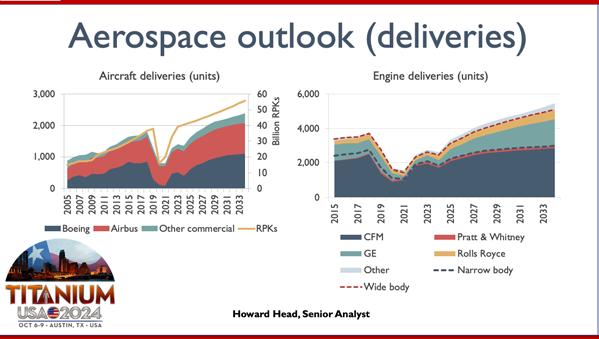
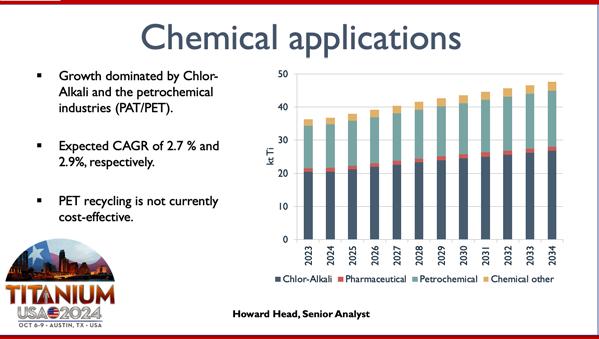
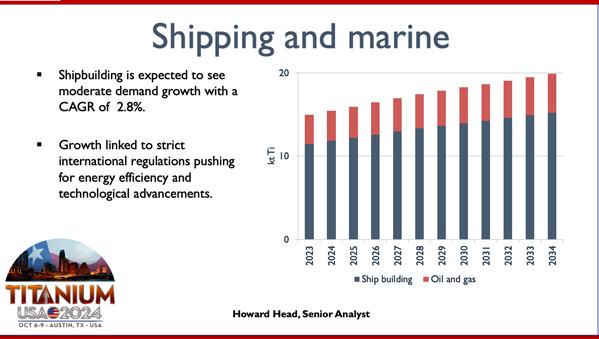
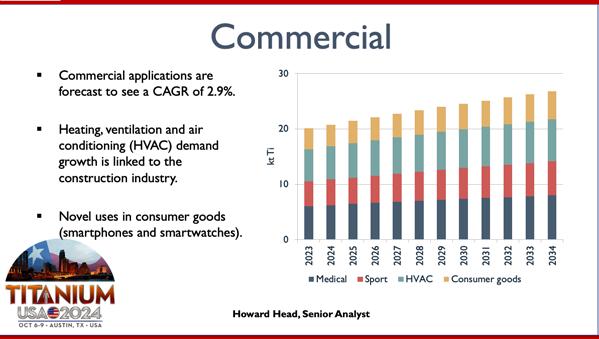
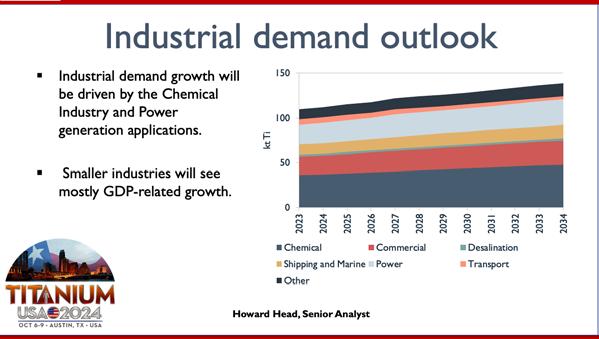
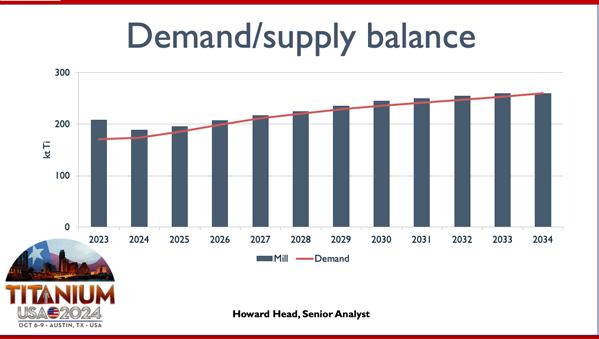
Howard Head, Project Blue, London, presented a titanium market outlook, focusing on a demand forecast for industrial applications. He began with a bar chart market outlook for demand through the year 2034, largely driven by developments in the aerospace industry.
Head presented a bar chart that illustrated the titanium market outlook through the year 2034. He moved to an outlook for commercial aerospace. He then displayed bar charts that projected the outlook for chemical applications, power generation, shipping and marine, commercial and industrial demand. Another slide charted the demand/supply balance for titanium through the year 2034.
Absorbing Observations on Titanium Sponge
John Porter of CCMA shared his thought on “Titanium Sponge: The Advancement of China.” Porter said China accounts for roughly 50 percent of global titanium sponge production and continues to expand capacity rapidly. “Greenfield projects account for a vast majority of newly added capacity and output. New facilities possess state-of-the-art equipment and control systems suitable for the production of aerospace-quality titanium sponge.”
China is now a net exporter of sponge, he pointed out. “Large capacity expansions and a softening of domestic demand have resulted in China becoming a significant net exporter of sponge for the first time in 10 years. In 2023, China’s net exports totaled more than 6,700 metric tons (14.9 million pounds); 2024 has resulted in year-to-date net exports through July of 5,000 metric tons (11 million pounds), setting an annualized pace of nearly 9,000 metric tons (19.8 million pounds).”
Meanwhile, sponge prices in the United States are on the rise. “The import window is open for Chinese sponge to the United States.” He listed a number of sourcing decisions that drive titanium sponge: quality; chemistry; hazard identification and control; fixed practice agreements; continuous improvement mindset; cost; on-time delivery and clean documentation.
Based in Gertzville, NY, CCMA’s primary business is the marketing and distribution of alloying metals and ores to the iron, steel, ferro-alloys and aluminum industries.
David McCoy, executive chairman of ZTMI, reviewed “Minerals that Feed the Global Titanium
Where are the sponge plants?
for 2024 is 9.02 million TiO2 units, bringing the latest yearon-year demand growth to 11.2 percent. Global titanium feedstock demand is projected to increase 1.7 percent CAGR during the next four years to reach 9.66 million TiO2 units in 2028.
He attributed the rise in demand to the titanium enduse, which remains robust, with the bulk of the growth driven by sponge output expansion in China. “Overall consumption in the other end-use (mainly welding) is expected to be flat in 2024, with moderate growth in East Asia excluding China, offset by declines in other regions due to lower industrial and construction activities.”
Industry.” He began by introducing TZMI as an independent consulting company, operating since 1994, that works with a wide range of global clients to provide insight and expert advice on opaque mineral, metal and chemical sectors. The company has grown over the years by adding business units operating in Shanghai, China (TZMI Management Consulting (Shanghai) Co., Ltd) and Houston, USA (TZMI, Inc.) as well as taking full ownership of Allied Mineral Laboratories Pty Ltd (AML) based in Perth, Western Australia.
He provided two maps: one that showed world titanium resources (dominated by China, Australia, India and Brazil); and a second map that showed titanium sponge plants throughout the world.
McCoy pointed out that demand for titanium minerals expanded significantly in 2024. “TZMI’s demand estimate
A bar chart illustrated titanium sponge production by region.
McCoy posed the question: “Is Chinese sponge production real?” His answer: “Yes. The newest plants are world scale and high quality. Sponge from China is starting to feed melters outside of China, and this is expected to continue. TZMI expects some rationalization of older, low-quality plants in the next couple of years. Cumulative oversupply of Chinese sponge (would be) more than 100,000 metric tons in 2024-2026 if rationalization of older capacity doesn’t happen.”
According to McCoy, TZMI’s latest estimate of Chinese titanium sponge production in 2024 is 257,700 tonnes, an increase of 22 percent from 2023, bringing global titanium sponge output to 393,400 tonnes for 2024. “This translates to a titanium feedstock demand of just under 800,000 TiO2 units for 2024, up another 17.7 percent year-on-year. The outlook remains largely unchanged, with TZMI projecting demand for this end-use to reach 876,000 TiO2 units by 2028, a 5.3-percent increase (CAGR) from 2023.”
“The minerals (feedstocks) used to make chloride TiO2 pigment and titanium sponge are the same,” he continued. “The impact of tariffs on Chinese TiO2 pigment will push supply to Western producers, predominately chloride producers in the near term. This will increase demand for chloride feedstocks that are also required by sponge producers. Sponge cash margins are not large. Feedstock
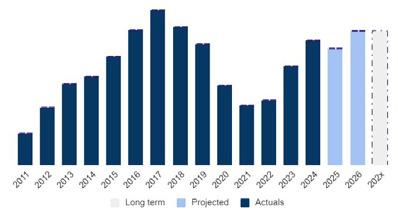
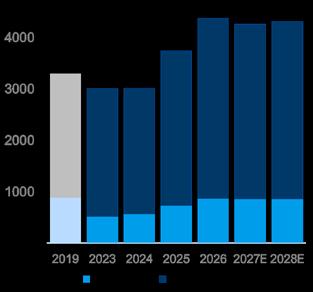
Yasuji Yamao, chairman of The Japan Titanium Society, and president and representative director of Toho Titanium Co. Ltd., addressed the “Outlook on Current Titanium Trends in Japan.” He presented a bar chart that outlined trends in Japan’s titanium sponge shipments, saying that they’ve fluctuated with aerospace demands in the past. “Sponge demands surged after 2021 due to the recovery of the aerospace industry and the alternative demands. Sponge shipments in 2023 were close to the record high reached in 2019.”
‘Japanese sponge manufacturers strive to meet the increasing demands in the aerospace industry and hope to grow and develop together with the industry. Sponge prices have finally started to rise since last year with the understanding of customers, in response to rising costs. In order to meet the current sponge demands, two Japanese sponge manufacturers plan to make capacity increases. It is essential to maintain a reproducible price level for the stable production of titanium sponge, and we need the support of the entire supply chain related to titanium sponge.’
—Yasuji Yamao, Japan Titanium Society
Pie charts and bar charts from Yamao illustrated trends in Japan’s titanium sponge shipments. He said most of sponge exported to the United States was for aerospace applications. Shipments to United States recovered sharply in 2022 and surpassed the 2019 level in 2023.
Another bar chart tracked trends in for Japan’s titanium mill product shipments. He said mill shipments dropped from 2019 to 2021, but began the road to recover in 2022, along with the recovery of economic activity from the pandemic.
1 Trends in Japan Titanium Sponge Shipments
1 Trends in Japan Titanium Sponge Shipments
1 Trends in Japan Titanium Sponge Shipments
3 Trends in Japan Titanium Mill Products Shipments
“As a titanium sponge supplier, Japanese sponge manufacturers strive to meet the increasing demands in the aerospace industry and hope to grow and develop together with the industry,” Yasuji Yamao said. “Currently, sponge prices have finally started to rise since last year with the understanding of customers, in response to rising costs. In order to meet the current sponge demands, two Japanese sponge manufacturers plan to make capacity increases. It is essential to maintain a reproducible price level for the stable production of titanium sponge, and we need the support of the entire supply chain related to titanium sponge.”
Safe Hydride Storage
Anna Poberezhna, the cofounder ClearHub/Underslab, discussed the “Selection and CostEffective Manufacturing of Ti Alloy Hydride Storage Devices, Enabling Mass Adoption of the Safest Hydrogen Storage Method.” She posed the question: are titanium alloys the future of “Green” energy applications?” She then listed Department of Energy requirements: High hydrogen capacity; rate of absorption and release of H2; mechanical stability during charge/ discharge cycles, accompanied by cyclic compression and expansion of the crystal matrix; availability and industrial production costs; operating temperature; scalability; and customization.
Poberezhna then asked: “Is intermetallic the holy grail of H2 storage tech?” She offered a slide that compared storage method, advantages and disadvantages, cchoosing the optimal with a costeffective and reliable technology for mass-scale H2 storage.
She said alloyed sponge can eliminate several production steps, resulting in material cost savings
across all titanium applications. “Titanium alloy sponge brings cost effectiveness to H2 metal hydride storage and wider applications.” Titanium powder, pros: time and resource-efficient technology; considerations: operate with hydrogen, control alloying element distribution. Titanium melted products: pros: highly promising, multiple applications, low cost. Cons: number of sponge operating facilities. Emissions reduction: shortening of the production cycle and increase in the metal utilization rate.
Notes on Nitinol
Peter Koslowski, director of commercial at Metalwerks Inc., discussed “Beta-Titanium and NiTinol: Properties, Applications, and Production.” He reviewed the properties, applications and production of beta-titanium alloys and Nitinol in the medical device industry. “Why did titanium break up with iron? Because it found something stronger, thinner, more attractive and less rusty!”
“Let’s talk about how betatitanium alloys are applied in the medical field. Orthopedic implants are one of the most common uses of beta-titanium alloys. Their high strength and low elastic modulus make them ideal for hip, knee, and spinal implants. These implants must withstand repeated mechanical loads while closely mimicking the behavior of human bone. Beta alloys reduce stress shielding, allowing bones to heal and bear the appropriate load.”
“In dental implants, beta alloys are highly valued for their biocompatibility and durability,” he continued. “Dental implants need to last for many years inside the body without causing adverse reactions, and the corrosion resistance of beta alloys ensures they maintain their integrity over time.”
“For fracture fixation devices, such as bone plates, screws, and nails, betatitanium alloys offer a perfect balance of strength and flexibility. These devices need to be strong enough to stabilize bones while being flexible enough to avoid causing further damage to the surrounding tissue.”
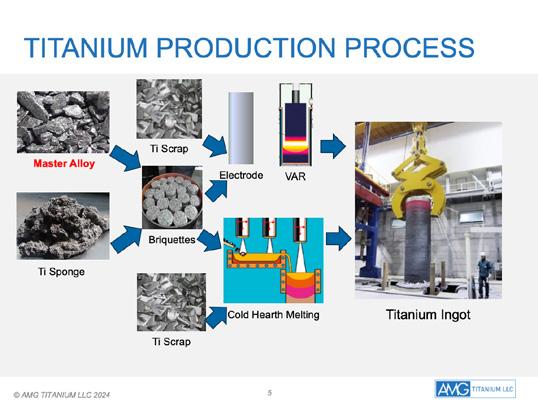
Kozlowski explained that beta alloys are produced through several different melting paths. Vacuum Arc Remelting (VAR) can be used for either primary or final melting operations. For primary melting operations, the VAR utilizes either compacts of titanium sponge and alloying elements or other primary melts produced by either hearth melting or induction skull melting (ISM). In either case, the raw materials are welded into an electrode and arc melted inside a water-cooled copper crucible. After primary melting, the resultant ingot is melted one additional time to ensure chemical homogeneity and uniform microstructure.
“More specialized furnaces such as plasma arc or electron beam hearth melting (E-Beam) furnaces can also be employed. In either furnace, titanium sponge and alloying elements are pressed into briquettes and fed into a water-cooled copper hearth. The electron beam or plasma arc melts the material in the primary hearth and the metal then flows or is cast into a withdrawable crucible. The flowing nature of hearth melting restricts the movement of unmelted alloy elements into the resultant ingot. This is critical when refractory elements are large portions of the alloying content.”
ISM requires no compacting of raw material or welding of electrodes for melting. Rather, the raw materials are loaded directly into a water-cooled copper crucible for melting. An induction field couples to the metal to produce heat and an electromagnetic
field which melts the metal and stirs the bath. This ensures homogenous alloy content and minimizes the risk for elemental segregation.
“There are unique challenges with melting and processing of beta alloys,” he said. “One critical issue is the occurrence of high-density inclusions (HDIs), which are pieces of unmelted refractory metals like tungsten, niobium or molybdenum. The melting points make them difficult to dissolve fully during the melting process. These elements can accumulate in the alloy, leading to localized regions with significantly different properties, compromising fatigue resistance and overall material integrity.”
Nitinol is an alloy of 50 percent nickel and 50 percent titanium that has revolutionized the medical industry due to two unique properties: shape memory and super elasticity. “The shape memory effect allows the metal to ‘remember’ and return to a pre-set shape when heated above a specific transformation temperature. This behavior occurs due to a reversible phase transformation between the alloy’s martensite (low temperature) and austenite (high temperature) phases. At lower temperatures, Nitinol can be easily deformed in its martensitic phase. When heated, it reverts to its stronger austenitic phase and recovers its original shape without permanent deformation”.
Artificial Intelligence
In addition, he said Nitinol displays super elasticity, unlike conventional materials like 316 stainless steel, which can only elastically deform up to about 0.5-percent strain before yielding. Nitinol can endure strains as high as 8 percent without permanent deformation.
Kozlowski concluded by saying the use of beta alloy and Nitinol alloys in medical applications presents significant advantages due to their unique material properties. Beta alloys offer a combination of low elastic modulus, high strength, fatigue resistance, and biocompatibility.
“Nitinol, with its remarkable shape memory and super elasticity, has revolutionized minimally invasive surgical techniques with devices such as stents, guidewires, and orthodontic wires. Its ability to undergo large elastic deformations and recover its original shape is invaluable in medical scenarios requiring flexibility, precision, and durability. However, processing challenges such as controlling inclusions content and the nickel-to-titanium ratio remain significant hurdles in manufacturing these advanced materials. Next-generation Nitinol utilizes high purity raw materials and optimized melting practices to deliver the highest possible fatigue properties for ultracritical applications.”
Dr. Jeremy Frank, the CEO and co-founder of KCF Technologies, gave a presentation on “Leveraging AI and Analytical Efficiency for Predictive Maintenance.” Frank showed a graphic depicting three arrows identifying manufacturing challenges: worker and supply shortages; competition and sustainability; and technology and transformation. His next slide was a pie chart titled “the problems we solve.”
Frank said KCF proprietary sensors monitor industrial machines 24/7. “AI and machine learning (ML) diagnose malfunctions, provide alerts, and issue remediation recommendations. From shop floor to C-Suite, (there’s) full visibility of facility improvement opportunities as well as enterprise views. Our ML platform sees data from 100,000-plus assets at a rate of over 1.2 billion data sets per month. (We) leverage input from the largest body of CAT II plus analysts to identify and develop optimal features for classification. (We) leverage the data pipeline to achieve weekly model improvement. Workflows (are) built into software to validate issue remediation, yielding insight into model performance and value.”
The Problem We Solve
The Right Data
Aerospace Vacuum Heat Treating Services
Advantages
•
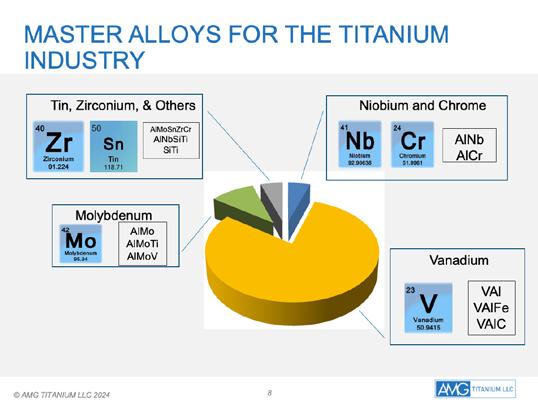
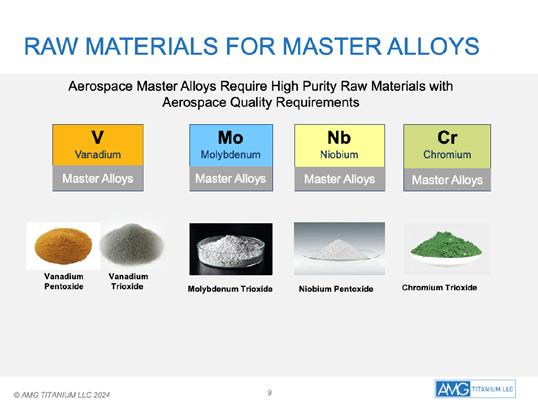
Master Class on Master Alloys
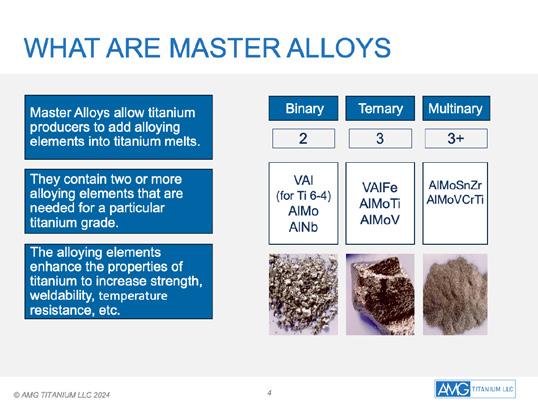
Paul Godown, Vice President, Sales and Marketing for AMG
TITANIUM LLC defined the value of master alloys for the titanium industry. Master Alloys allow titanium producers to add alloying elements into titanium melts. They contain two or more alloying elements that are needed for a particular titanium grade. The alloying elements enhance the properties of titanium to increase
strength, weldability, temperature and resistance.
Master alloys are highly engineered products necessary to the titanium industry. Master alloy raw materials are sourced globally. Current supply chain issues also affect master alloy producers. The geopolitical environment has added an additional element of risk to the industry. Single sourcing and long qualification processes have left titanium producers and end users vulnerable. Increased titanium melting capacity in the United States will require continued close communication and coordination between melters and master alloy suppliers.
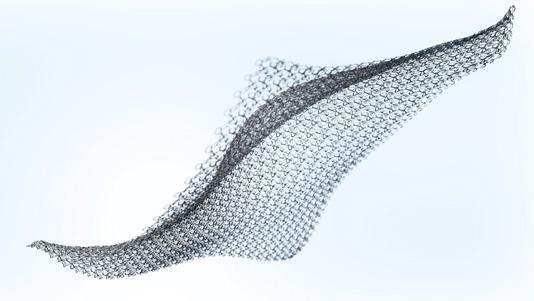
“We oversee the complete technological process chain for elastic mesh implants. Starting with the development of titanium microwires designed specifically for medical use and thinner than human hair, we manufacture medical textiles optimized for their intended use in soft tissue repair. Building upon our technology, we are committed to becoming the leading company for the development and manufacture of metal-based surgical mesh implants.”
A New Type of Furnace
Harald Korbel, INTECO Melting and Casting Technologies GmbH, provided an update on the “First Operating Results of a New Type of Vacuum Arc, Cold Hearth, Skull Melting Furnace and Casting Process.”
Talking About Titanium Textiles
Dr. Florian Ehlers, CEO of Titanium Textiles AG, Rostock-Bentwisch, Germany, discussed titanium textiles, wired innovation; the next-generation surgical implants.” Ehlers said Titanium Textiles is developing and manufacturing elastic mesh implants made of pure titanium “microwire” for medical applications. “Defects in human soft tissue usually need to be repaired with a permanent mesh implant. Polypropylene meshes as current standard of care are subject to complications which may cause pain and functional impairment. There is widespread consensus that an optimal mesh implant has not yet been developed, and that a material with improved biostability is required for the repair of soft tissue. Metal-based mesh implants are increasingly the focus of scientific attention
Korbel reported that “hot commissioning has been successfully finished in the fourth quarter of 2023 and the furnace is already in full commercial production. More than 50 heats were performed during the hot commissioning, using both the round skull melting and oval-shaped cold hearth skull melting crucible. Commercially pure (CP) grades, Grade 5 (Ti-6Al-4V) and the Zr grade has been melted and cast.”
In addition, he said new findings with regard to energy consumption, melt and scrap feed ratio, process parameters (V; kA) in relation to melt rate kg/min were made. “The influence of the magnetic stirring mode in the oval cold hearth crucible on the liquid metal was tested by variation of field strength, stirring interval times and stirring direction.”
The main focus of the process is for recycling titanium scrap: effective dissolution of hard alpha phases (low density inclusions [LDI], e.g. titanium nitride) and foreign particles (high density inclusions [HDI], e.g. tungsten, molybdenum). LDI inclusions below a certain size are dissolved by multiple VAR melting steps. HDI inclusions are hardly being dissolved during the VAR process.
Measures to improve dissolution of LDI’s and HDI’s in the new “VACHSM” process include longer dwell times and multi-melting cycles for a “risk particle” in the liquid phase compared to a standard VAR, SM, EB or PAM process. There is a controlled hot spot and pool depth by x-axis oscillation of the oval shape cold hearth. Controlled magnetic stirring of the melt pool uses a floating mechanism towards the rim zone of the cold hearth skull, along with gravity segregation trap mechanism during the
melting and casting process.
Korbel summarized by saying the new INTECO Vacuum Arc Cold Hearth Skull melting and casting furnace has been developed to meet the titanium industry’s demand for increasing scrap usage in producing high quality products, thus reducing the carbon footprint.
“This technology has been developed as a cost efficient and energy saving process compared to EB and plasma arc melting (PAM) cold hearth process targeting a high material quality level,” he said. “A specially designed oval-shaped cold hearth skull crucible and scrap feeding system is the tool to enable the feeding of scrap and other raw materials between the melting and casting cycles. Two casting techniques are combined in one plant, allowing the highest product flexibility and process integration. A highly efficient stirring coil increases the homogenization by dwell time of the material in the turbulent liquid phase for improved dissolving of LDIs and HDIs and by arc dwell space control.”
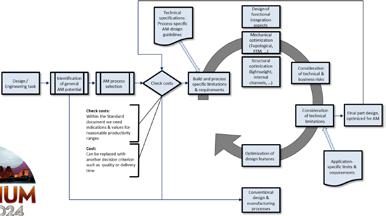
Safety Factors for Additive Manufacturing
Dr. Roger Lumley, senior technical specialist, AWBell Pty Ltd, Dandenong South, Australia, discussed “Safety Factors for Design of Additive Manufactured Titanium.” Lumley began by noting the limitations to the standard AM process: storing and handling challenges; fire hazards; degradation and contamination of powder metal; density variations in complex geometries; quality of surface finish; and difficulties in scale up.
Lumley gave examples from the principles of AMS 2175, saying four classes need definition. “Class 1; a manufactured product, the single failure of which would endanger the
ASTM F3530, “Standard Guide for Additive Manufacturing”.-Design
a manufactured product not included in Class 1 or Class 2 and having a margin of safety greater than 200 percent.
lives of operating personnel or cause the loss of a missile, aircraft, vessel, or other vehicle. Class 2; a manufactured product, the single failure of which would result in a significant operational penalty. In the case of missiles, aircraft, vessels and other vehicles, this includes loss of major components, unintentional release or inability to release armament stores, or failure of weapon installation components. Class 3; a manufactured product not included in Class 1 or Class 2 and having a margin of safety of 200 percent or less. Class 4;
“The inherent variability of the AM process means that different manufacturing equipment, facilities or contracted services cannot be considered equally, which further strengthens the argument for the application of an “AM Factor” in design. For a design engineer, it may be suggested that a worthwhile activity when qualifying a supplier of titanium additive manufactured components would be to conduct a survey similar to the generation of data that has been presented. This is the same criteria as for aerospace castings. In context, if a guideline is provided that reduces risk, design engineers who are not experts in AM will use it.”
He concluded by saying that the major impediment to utilization of AM more widely is the absence of consensus on design guidelines, validation criteria and certification processes. “The ongoing risk to a normal design engineer is too great. Development of factors of safety that may be used in the design
Roger Lumley, Consideration
Surface Finish on AM Components
The surface finish of an AM Ti-6Al-4V alloy test piece.
Roger Lumley, Consideration of Safety Factors for Design of Additively Manufactured Titanium
process will significantly facilitate use and increase application of AM products. A method based around the determination of safety factors (an ‘AM Factor’) would provide meaningful design safety data. This may increase component weight in topological optimization, but will significantly increase utilization.”
Spotlighting
the “4” in Titanium 6-4
Vincent Rocco, vice president of sales and marketing for US Vanadium, talked about “In with
the New, Out with the Old.” He first noted that vanadium is used as an alloying agent to enhance titanium’s strength, hardness and heat resistance. “Vanadium brings the “4” to Ti64,” he said. “Titanium 6 percent aluminum and 4 percent vanadium represent about 50 to 60 percent of all titanium production. Vanadium is introduced into titanium melts via master alloy additions. Master alloy production uses high purity vanadium oxides. Most vanadium oxide is commodity grade used for steel production.”
will be needed to satisfy expected growth. Current supply of high purity presents elevated risks for consumers due to geopolitical and logistics concerns.”
Considering its importance to the titanium industry, he suggested that “titanium producers should diversify their vanadium supply to ensure their requirements are covered while minimizing the risk of supply disruptions.”
Tune in to Titanium Tube Trends
Rocco offered insights into the near-term dynamics of the global vanadium market. “The macro vanadium market is currently unsustainable and should eventually correct to a more sustainable level. China will continue to drive the vanadium market at a macro level. Global steel demand is expected to show minimal growth in the shorter term. Demand for high purity vanadium should be strong due to titanium, chemical, and vanadium redox flow battery (VRB) applications. Vanadium for VRB uses is showing signs of dramatic growth. New sources of high purity vanadium
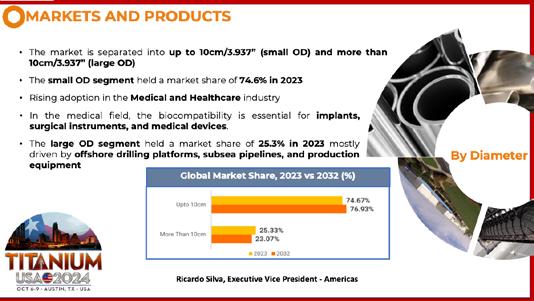
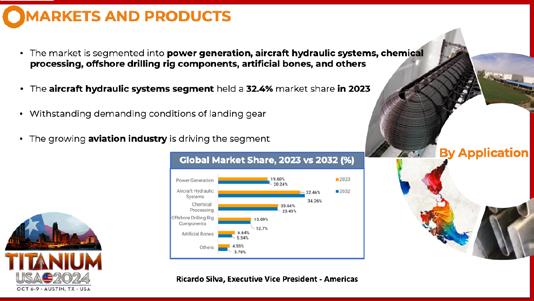
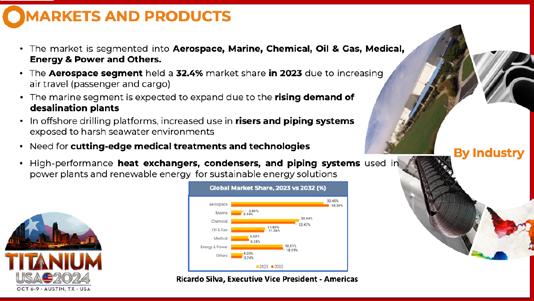
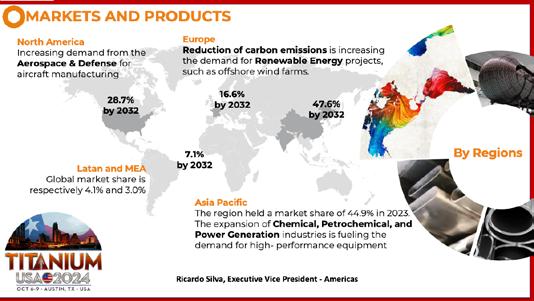
Ricardo Silva, executive vice president/Americas for Neotiss, reviewed “Global Industrial Application Trends for Titanium. Silva began with his own executive summary, stating that the titanium tubes (welded and seamless) market was valued at $2.85 billion in 2023 and is projected to grow at a CAGR of 6.9 percent throughout the forecasted period of (2024-2032). By 2032, the market is anticipated to witness a substantial increase, reaching $5.21 billion. Asia/Pacific held 44.9-percent share in the market in 2023 driven by expanding aerospace, automotive, and chemical industries. The aerospace segment held a 32.4-percent market share in 2023 and it is anticipated to grow at a CAGR of 7.6 percent due to popularity of titanium tubes for applications in hydraulic systems, landing gear, engine components, and aircraft structural parts.
Silva said the global titanium market was valued at $30.4 billion in 2023 and is expected to reach $57 billion by 2032, expanding at a CAGR of 6.5 percent during the forecast period.
SLIDES 9, 10, 11, 12, 13
Titanium tubes are increasingly used in the aerospace and defense industries due to their high strength-
to-weight ratio, corrosion resistance, and ability to withstand high temperatures. “The demand for lightweight and fuel-efficient aircraft is driving the market, with titanium tubes being used in various components such as hydraulic systems, fuel lines, and engine parts. For example, the Boeing 787 Dreamliner extensively uses titanium for its structural components, contributing to its efficiency and performance.”
“Biocompatibility of titanium makes it a popular choice for medical implants and surgical instruments. Titanium tubes are used in manufacturing medical devices such as bone screws, plates, and artificial joints. The rise in healthcare expenditure and advancements in medical technology are boosting the demand for titanium tubes
in the medical industry. For instance, titanium tubes are used in spinal implants and hip replacements due to their durability and compatibility with human tissue.”
He said the chemical processing industry is increasingly adopting titanium tubes due to their excellent corrosion resistance to harsh chemicals and acids. This trend is particularly notable in applications involving chlor-alkali, pulp and paper, and desalination processes, where the durability and longevity of titanium tubes are crucial.
“For instance, titanium tubes are used in heat exchangers and reaction vessels, where they effectively withstand harsh environments and extend equipment life. This trend reflects the growing reliance on titanium in industries requiring robust materials for chemical handling and processing.”
Silva identified automotive as a growth sector for titanium tubing. “There is a growing trend of using titanium tubes in the automotive industry, especially in high-performance vehicles. Its lightweight properties contribute to fuel efficiency and performance enhancement. Components such as exhaust systems and suspension parts are increasingly made with titanium. Companies such as Ferrari and Lamborghini are incorporating titanium components to enhance vehicle performance. With the rise of electric vehicles (EVs), the use of titanium tubes in EV batteries and lightweight
The project funded by Innovate UK
Epoch Wires is pleased to announce their involvement in an Innovate UK research project as part of the “NATEP helping SMEs innovate in aerospace - Autumn 2021” competition. The project entitled “NanoTi - Grain refinement of Ti-6Al-4V wire to enable Aerospace DED AM” is led by Epoch Wires and supported by TWI.
The project aims to design novel-alloy wire chemistry to minimise the grain growth in Ti6Al4V alloys deposited by Additive Manufacturing. In this work, Epoch Wires will produce new wires with a nanoparticle injection, forming equiaxed grains to enhance the mechanical properties of Ti6Al4V alloys. TWI will be depositing the wires using laser, plasma, and electron-beam additive manufacturing techniques. Epoch Wires will be utilising it’s proprietary technology of producing metal-cored wires using continuous laser-seam welding technology, designed for titanium alloys.
The NanoTi project has received funding from Innovate UK under grant agreement No. 10030392.
Nano Ti Wires
Innovative and cost-effective titanium wires for the aerospace industry
Laser-seam welded Ti6Al4V wire
Ti6Al4V material deposited using Nano Ti wires, with laser additive manufacturing technology (image courtesy of TWI)
Contact
Serdar Atamert (CEO) serdar.atamert@epochwires.com +44 (0) 7414 866801
Epochwires.com info@epochwires.com Unit 8, Burlington Park, Cambridge, CB22 6SA, UK
TITANIUM USA 2024 –
structures is anticipated to increase in the coming years.”
Tracking Titanium Scrap
Stacie Greenfield Stone, vice president, Goldman Titanium, Buffalo, NY, offered a “Titanium Scrap Outlook.” She said Goldman Titanium, established in 1958, is a privately held, world-class processor of titanium scrap, including
both solids and turnings. “Goldman Titanium purchases titanium scrap from suppliers throughout the world. Our company‘s products have been approved by major U.S., European, and Asian titanium melters.”
According to Stone, there are favorable business trends for titanium scrap, given a “healthy order book for new planes and strong outlook for aerospace.” However, she added that aerospace supply
chain and quality concerns could affect build rates. She also identified uncertain geopolitical issues that might affect the scrap market: global conflicts in Russia, Ukraine and Middle East; freight affected by Middle East conflicts and global trade balances; and evolving tariffs and trade policies.
She concluded her presentation with a bar chart that tracked the estimated supply and demand for Titanium 64 scrap through the year 2025.
Brian Morrison, vice president of 6KAdditive, share his thoughts on “Best Practices on Managing Revert for Maximum Value.” He said 6K Additive is the world’s only premium metal 3D powders from sustainably sourced feedstocks.
It’s possible to increase the value of scrap streams, shifting from a disposal cost to revert sales, according to Morrison. “The primary tasks are ensuring the correct mindset and procedures are in place. Safety, quality, and packaging are as important to revert streams as they are to new products. Environmental sustainability requires all of us to focus on waste generation and identifying a better outlet.
if the mindset and training aren’t in place
ManagementOperators & Maintenance Procurement / Sales FACT: All proceeding steps will be
• What is your revert “product”?
• In what configurations?
• What outlet options exist?
• Who owns revert sales?
• What metrics will be tracked?
• Is the team trained on by-product as a produced “product”?
• Are handling procedures defined?
• Are segregation protocols in place, error proofed, and enforced?
Morrison shared slides that spelled out his best practices and thoughts on the “mindset of the organization” when it comes to collecting and processing scrap.
“Know your revert customer,” he declared.
• Instructed to sell or pay for removal?
• Finding the highest bidder?
• Are we collaborating with buyers on suiting their needs?
Titanium Mill Products:
Sheet, Plate, Bar,Pipe,Tube,Fittings, Fasteners, Expanded Sheet & Ti Clad Copper or Steel.
Titanium Forgings and Billet:
Staged intermediate ingot & billet to deliver swift supply of high quality forgings in all forms and sizes including: rounds, shafts, bars, sleeves, rings, discs, custom shapes, and rectangular blocks.
Titanium, Zirconium, Tantalum & High-Alloy Fabrication & Field Repair Services: Vessels, Columns, Heat Exchangers, Piping, Anodes, Custom Fabrications, Field & In-House Reactive-Metal Welding & Equipment Repair Services Available 24/7.
Plate Heat Exchangers:
Plate Heat Exchangers to ASME VIII Div 1 Design, Ports from 1” through 20” with Stainless Steel, Titanium and Special Metals, Plate Heat Exchanger Refurbishing Services & Spare Parts.
Two Service Centers & Fabrication Facilities in Ohio & Texas with Capabilities in: Waterjet, Welding, Machining, Sawing, Plasma Cutting & Forming.
Serving a Wide Variety of Industries: Chemical Processing, Mining, Pulp & Paper, Plating, Aerospace, Power and others.
TITANIUM USA 2024 – Executive Summary (continued)
“Win-win relationships produce the highest value. Open communication with buyers will enable safe selling of even hazardous materials. Each buyer has unique needs. Working together maximizes the value for all parties.”
Dispatches from Titanium Wires
Anna Poberezhna, co-founder ClearHub, in her second presentation at the TITANIUM USA confab, talked about “Ti-Based Cored Wires: Niche Powerhouse for HighPerformance Solutions. Science author: Dr. Serhiy Schwab, Paton Welding Institute, National Science Academy, Ukraine, was listed as a co-author for the program. Poberezhna provided a slide that illustrated titaniumcored wires and titanium flux-cored wire.
She explained that titanium-cored wires represent a “paradigm shift, from niche to essential to mainstream.” She listed several points to support this observation: ultraprecision, extra lifespan and strength more than 800MPa; more than 25 percent tensile strength and hardness enhancement; solve challenges that traditional materials and melting methods cannot.
These improvements are particularly crucial in demanding sectors like offshore energy and aerospace, where weight-to-strength ratios and corrosion resistance are key factors, she said. In addition, they offer three to four times a cost and time savings (repair, coatings: of the time and materials when welding or surfacing high-stress aircraft components, reducing production bottlenecks and extending component lifecycles) and 30-40 percent more energy efficiency by avoiding the complexity and energy consumption of high-temp melting processes.
As for titanium-flux cored wires, Poberezhna said that even with decades of advancements, achieving 800 Mpa strength in titanium-based wires has been a persistent challenge. “What hasn’t changed is the metallurgical reality: titanium’s inherent rigidity, compounded by its sensitivity to impurities during processing, limits ductility. The flux-core method allows us to push beyond the traditional 800 MPa threshold without sacrificing structural integrity,
to the internal shielding
control over oxidation. The shift to cored wire systems for maintenance has reduced lead times in military aviation part refurbishments by 30 percent, according to recent industry reports.”
She also presented a slide that outlined a newly developed, high-strength titanium alloy: T-120. She said this is an example of utilizing an experimental high-strength complex alloy. Due to its characteristics, producing a solid-section wire from this alloy is not feasible. “To address this, we created a powder-based wire. We then performed multilayer surfacing, demonstrating the capability to fabricate multilayer 3D components with superior mechanical properties.”
In another development, she talked about a new powder titanium wire that synthesized disperse powders Ti5Si3 and TiC obtained by self-propagating high-temperature synthesis.
Medical Marketing Outlook, Applications
Carlos Toledo, senior marketing manager/global procurement for Stryker Corp. offered a medical marketing outlook and overview. “The orthopedic market’s postpandemic recovery gathered momentum in the second half of 2022 and improved further in 2023,” he said. “Surgical volumes for large joints in the United States ran well above historical norms and drove much of the year’s upside. The market finished 2023 will $59 billion in sales and a 6.3-percent growth rate. Joint replacement volumes rebounded sharply in 2023 after almost three years of lagging recovery compared with other orthopedic segments such as spine and trauma.”
Les Kalman, assistant professor, restorative dentistry, BSc, DDS, DICOI, FAO, FACD, FIADFE Canada, discussed “In Vitro
Testing
and Assessment of Additive Manufactured Lattice Structure and Solid Titanium Dental Implant Overdenture Bars.” Kalman began by citing information from a report by Wohlers Associates that showed AM exceeded $20 billion in 2023, with nearly 4,000 system sales.
“Metal additive manufacturing is now beginning to have an impact on dentistry, due to a surge in efficiency, lower cost and simplicity, (but with a) lack of workflow and structural data in the literature.”
Kalman explained that the clinical prosthodontic steps demand precision and attention to detail for predictable success. “Careful case assessment should be completed in order to determine if this approach would be beneficial to the patient as a suitable alternative. With improved oral hygiene, a reduction in cost, and simple adjustability of the denture, the milled bar overdenture provides another option for an implant-supported approach to rehabilitation.”
The Intrigue of India
Jim Collins, chief technology officer, PTC Industries/ Aerolloy Technologies, offered insights on how “India is a New Destination for Integrated Titanium Supply Chain.”
According to Collins, India has the world’s largest working age population and highly educated under-30 talent pool. India has an abundance of renewable energy, principally solar, wind and hydro-electric, along with more than 10 percent of world’s titanium ore deposits, giving it the potential to be a significant titanium producing nation.
In addition, India has the world’s largest future medical implant demand with growing domestic manufacturing base requiring significant quantities for commercially pure titanium. India’s chemical processing
industry is expected to grow to $1 billion by 2040 (from in excess of $200 million), principally driven by massive refinery expansion.
PTC/Aerolloy was established in 1963 as India’s first investment casting foundry, operating Plasma Arc Melting technologies. He touted Aerolloy’s “green titanium” efforts.
Collins also discussed Aerolloy’s comprehensive product offering of titanium grades such as Soft CP Ti (AeroTi-Gr1) and AeroTi-NiMo, offering excellent corrosion resistance and are well suited to EB melting technologies, ensuring good gas control and homogeneity. “Direct processing means both ingot and direct-cast slabs can be economically manufactured at scale, with increased sustainability and production life cycle. Electron beam cold hearth remelting (EBCHR) is increasingly applied to the production of remelt stock for investment casting.”
It is anticipatedthat Aerolloy’s will avoid as much as CO2 per tonne of Titanium produced by recycling compared to traditional methods. The volume of emissions avoided is expected to increase in the future as operations reach their nominal production rate. Using this benchmark at full capacity, Titanium ingots produced by PTC-Aerolloy’s newly acquired EBCHR further would reduce of CO2
With the leveragemade from the additional in-house generated renewable energy at 50% of the plants operating power and additional high efficiency process equipment/technologies, a further of CO2 saving per kg of Titanium produced at via Aerolloy’s Process line.
Finally, with the total supply cycle advanced Campus, a significant
to be achieved via the reduction in process logistics
See You in Boston in 2025
The next TITANIUM USA Conference and Exhibition sponsored and organized by the ITA, will be held in Boston on Sept. 28-30, 2025. Details on the event will be posted on the ITA website (https://titanium.org/) in the coming weeks.
The ITA is a membership-based, international trade association dedicated to the titanium metal industry. Established in 1984, the ITA’s mission is to connect the public interested in using titanium with specialists from across the globe who may offer sales and technical assistance. n
Japan Titanium Society Shares its Findings From Research on Titanium/Iron Welding
[Editor’s note: The Japan Titanium Society (JTS) has been conducting joint research on “Titanium/Iron Dissimilar Welding” for several years in collaboration with the National Institute of Advanced Industrial Science and Technology (AIST) and others. Welding Committee of JTS has joint research and published a report to the Iron and Steel Institute of Japan (ISIJ) in Japanese and English. The following article is an extended excerpt of the technical paper. The complete English version of the “Titanium-Iron Dissimilar Welding” technical paper can be downloaded for free as a PDF from the ISIJ: https://www.jstage.jst.go.jp/article/isijinternational/64/3/64_ISIJINT-2023-422/_article/-char/en
Dissimilar welding of thin plates of conventional pure titanium and steel was investigated using an insert metal of the chromium (Cr) plate to avoid the formation of brittle intermetallic compounds consisting of titanium (Ti) and iron (Fe). The Cr atom also can form intermetallic compounds with Ti atom though the formability is less than that of Ti/Fe. Therefore, the effect of dilution of Cr on the forming of intermetallic compounds in the weld metal by laser welding process, which has larger cooling rate comparing to the conventional arc welding, was evaluated.
The weld metals with various level of dilution by Cr were obtained by adjusting the offset of laser beam irradiation from the interface of titanium and chromium plates. As the result it was found that the formation of intermetallic compound was prevented in the condition of the dilution lower than about 40 percent. However, the excess offset to reduce the dilution of chromium plate can cause weld defects such as the lack of fusion. That problem was solved by achieving low dilution with the addition of titanium wire in the laser welding process without offset. In conclusion, it was confirmed the sound dissimilar welded joints resulting in sufficient mechanical properties were obtained by applying the proper welding condition based
on the findings in this work.
Titanium and its alloys are lightweight, have excellent mechanical properties and high corrosion resistance, therefore it is widely used as a highly functional structural material in power plants, chemical plants, aircraft, building materials, automobiles, and sporting goods. Because of its high biocompatibility, it is often used in the medical field. However, since titanium is rather expensive, it is considered economical to use it together with steel by applying the proper material for each portion. In recent years, applying of multimaterials has been developed as structural materials where it is indispensable to achieve the sufficient strength in the dissimilar welded joints.
This article covers the investigation results regarding the requirement for obtaining sound dissimilar welded joints of titanium and steel plate with suppressing the formation of intermetallic compounds by applying chromium plates as an insert metal using laser welding process. In this research, dissimilar laser welding on titanium-chromium-steel test piece (chromium as insert material) was performed to produce the butt weld joints. Then each welded parts in those joints were evaluated in metallurgical and mechanical tests.
Fusion Welding, Laser Welding
It’s well known that the fusion welding of titanium and steel produces a hard and brittle
intermetallic compound resulting in difficulty to achieve the sound properties. As a countermeasure solid state joining is often applied. Titanium-clad steel is a typical example, and the hot rolling method, explosion bonding method, and friction welding method are used for joining with steel and titanium. However, since these methods have restrictions on equipment and shape, application of the fusion welding process with a higher availability is strongly desired.
On the other hand, in laser welding has the high energy density and extremely narrow area affected by heating and high cooling rate due to the small radius of the heat source by focusing laser beam. Therefore, it is expected that the formation of intermetallic compounds in the weld metal will be suppressed by applying the laser welding process. And it is also expected that the formation of intermetallic compounds in the weld metal will be suppressed by using wire feeding to the molten pool because some papers report that dilution rate of molten pool can be controlled by wire feeding to the welding part.
The allowable amount of Cr for the formation of intermetallic compound with Ti is larger than that of Fe in the basis of the equilibrium phase diagram. Therefore, Cr has lower tendency to form the intermetallic compound than Fe. So that it is expected that the use of chromium plates as insert materials is highly effective to produce sound welded joints with suppressed intermetallic compounds.
Titanium, Steel Plate Dissimilar Welded Joints
This article covers the investigation results regarding the requirement for obtaining sound dissimilar welded joints of titanium and steel plate with suppressing the formation of intermetallic compounds by applying chromium plates as an insert metal using laser welding process. In this research, dissimilar laser welding on titaniumchromium-steel test piece (chromium as insert material) was performed to produce the butt weld joints. Welded parts in those joints were evaluated in metallurgical and mechanical test.
Titanium plate used in this study was commercially pure titanium TP340 (JIS H4600) with 3 mm thickness. Also, steel plate used in this study was SPCC (JIS G3141) with 3 mm thickness. And chromium plate used as an insert metal between titanium and steel was produced from 2 mm thick chromium plate by electrical discharge cutting. The chemical compositions of these materials were shown in Table 1. The purity of the pure chromium plate was 99.90 percent.
Experimental conditions used in YAG laser welding was shown in Table 2. Laser was focused on the surface of specimen (focusing diameter was 0.6 mm), and laser was irradiated perpendicularly to the specimen. In this study, welding speed was 1.5 m/min constantly. And welded joints consisting of various dilution ratios were obtained by changing offset distance. In titanium welding, it was necessary to shield welding part by inert gas until cooled down to low temperature enough to avoid welding bead oxidation. In this study therefore, the test piece shown in Fig. 1 was put in the shielding box which had enough size to incorporate the test piece, and purged by argon gas.
It is well-known that Ti and Cr form brittle intermetallic compound such as TiCr2.40) In this study, laser aiming point was shifted from butt joint interface like Fig. 2 to avoid the brittle compound of TiCr2 formation by reducing the amount of Cr in the weld metal.
This shifted distance was defined as offset in this study. Next, the effect of titanium wire feeding to avoid TiCr2 formation in the weld metal was investigated. Wire feeding mechanism was not applicable to YAG laser welding machine which was explained in Fig. 1 and Table 2. Therefore, other disk laser welding system was used which wire feeding mechanism was applicable to. Schematic illustration of welding system with wire feeding was shown in Fig. 3. In wire feeding welding, laser was irradiated without offset. The disk laser welding was performed with Ti wire (JIS Table 2; YAG laser welding conditions were used). Used laser wavelength of laser (μm) Laser power (W) Focal diameter (mm) Focal position Welding speed (m/min) Offset distance (to Ti side) (mm) YAG laser 1.06 1 000, 2 000, 2 500, 3 000 0.6 Surface of specimen 1.5 0–0.75
Welded Metal Structure Evaluated
Weld metal was evaluated by macrostructure observation of the cross section of weld bead, hardness of weld metal, dilution rate in weld metal, EPMA analysis and EBSD analysis. And mechanical property of weld metal is necessary to be evaluated by mechanical tests, but it was difficult to perform tensile test because test piece did not have enough length as shown in Fig. 1. Therefore, instead of tensile test, all the specimens without intermetallic compounds or weld defects were evaluated in a term of the hammering test with chisel. This test is a kind of the impact test to confirm the strength of welded portion. The test was conducted to hit the welded portion by hammer with chisel on the backside of weld bead. The weight of hammer used was 0.91 kg and that hammer was fallen down to the welded portion from the height of 1 m. Evaluation was conducted by visual confirming occurrence of failure in welded portion or not.
Weld Metal Structure Figure 4 shows the microstructure of the Ti–Cr dissimilar metal weld metal obtained using welding conditions A and Fig. 4. This is an example of microstructures of Ti–Cr weld metal with laser welding process, which have different offset conditions shown in Table 4.
In the case of condition B, although multiple porosities were confirmed, the weld metal was good with no cracks although that had some porosities. However, large cracks were observed in the weld metal of condition A.
The Vickers hardness of the weld metal shown in Table 4 is extremely large in the weld metal part of condition A, and it is inferred that the weld metal becomes brittle. These weld metal parts were analyzed by EDS (Energy Dispersive X-ray Spectrometry), and the Cr dilution ratio (Cr content) was found to be 61 percent under condition A and 38 percent under condition B respectively. It was confirmed that the dilution ratio became large under condition A. These weld metals were analyzed using EBSD (Electron Back Scattered Diffraction Pattern) to evaluate the amount of intermetallic compounds produced quantitatively. The analysis results are shown in Fig. 5.
Under condition A, about 47 percent of the volume fraction of the weld metal was TiCr2 of the intermetallic compound and the balance was Ti–Cr of solid solution. On the other hand, under condition B, no intermetallic compound of TiCr2 was observed, and all weld metal was confirmed to be Ti–Cr solid solutions.
Since significant differences in the amount of intermetallic compounds and in dilution ratio in the weld metal were confirmed to depend on the offset conditions of laser beam, EBSD analysis was conducted in weld metals with various offset conditions.
Figure 6 shows the relationship between the formation rate and dilution rate of intermetallic compounds in the obtained Ti–Cr based dissimilar weld metal. In case the Cr dilution ratio in the weld metal was about 60 percent, the formation of intermetallic compounds of TiCr2 was observed, but it was confirmed that no intermetallic compounds were formed in case the dilution ratio was lower than 45 percent.
One of the reasons why intermetallic compounds did not form up to the high dilution range is considered to be the use of laser welding process with a high cooling rate. For comparison, in dissimilar weld metal of Ti–Fe binary system the relationship between amount of intermetallic compounds formed and the dilution rate of Fe was evaluated using the same laser welding process to the method in Fig. 6.
In the Ti–Fe system, TiFe2 and TiFe are known as intermetallic compounds. The binary weld metal of Ti–Fe was confirmed to have a large amount of TiFe intermetallic compounds even in the case of weld metal with dilution rate of approximately 40 percent where the Ti–Cr binary weld metal had no intermetallic compounds. From this, it can be confirmed that Cr is effective as an insert material because it does not form an intermetallic compound up to a high dilution rate.
It’s generally reported that intermetallic compounds are extremely hard and brittle. Since the properties of TiCr2 generated in the weld metal during welding of Ti–Cr dissimilar materials has not been sufficiently clarified, TiCr2 samples were melted separately and its hardness and toughness were evaluated. The TiCr2 samples were prepared by mixing pure titanium and pure chromium at a ratio of 1:2 at percent and melted in a vacuum furnace for the weight of 10 kg.
According to JIS R1607, for brittle materials such as fine ceramics, a method is proposed to evaluate the fracture toughness value by calculation using the following equation measuring the crack length generated from the indentation given for the Vickers hardness test.
In Vickers hardness measurement of the melt TiCr2, it was confirmed that the hardness of intermetallic compound of TiCr2 exceeds 1 400 HV. As shown in Fig. 7, the occurrence of cracks from the indentation was confirmed. So, the fracture toughness of melt TiCr2 was measured by using this method.
In butt welding of dissimilar materials, as a method to reduce the dilution ratio, it is preferable to move the target position of the beam away from the butt surface as much as possible (increasing the offset value) as shown in condition B in Table 4. If the offset value should be increased too much, as shown in Fig. 8, the bottom of the butt faces to be joined cannot be completely melted, and joint defects (non-welding) tend to occur. The penetration ratio (Pr) is defined to evaluate the size of not welded zone.
Therefore, when Pr is 1, there are no unwelded parts, and it can be evaluated that the smaller Pr is, the greater the unwelded parts is formed. As for the elastic modulus E of TiCr2, there were no clear values in any reference. The authors estimated the fracture toughness value of TiCr2 by using the fracture toughness value of the brittle material such as Ti, Cr, Fe and WC. Assuming that the elastic modulus E of TiCr2 is equivalent to that of
titanium (105 GPa), the Kc of TiCr2 was calculated as 1.2 MPa·m1/2 according to Eq. (1). In addition, Kc becomes 1.9 MPa·m1/2 when elastic modulus E of TiCr2 is equivalent to chromium (296 GPa). Kc becomes 1.6 MPa·m1/2 when elastic modulus E of TiCr2 is equivalent to iron (200 GPa), and 2.7 MPa·m1/2 when that is equivalent to tungsten carbide (550 GPa) respectively.
In all the cases, the Kc values are extremely low, and when compared with the Kc values of typical steels (65–151 MPa·m1/2) it was found to be lower in one order of magnitude. From these results, the Kc of TiCr2 is estimated to be 1.2 to 2.7 MPa·m1/2. From this result, it was confirmed that TiCr2 is very hard and brittle, and it became clear that it is essential to prevent from the formation of this intermetallic compound in the weld metal in order to obtain sound welded joints.
Figure 9 shows the relationship between this Pr and the amount of offset. Pr decreased sharply after reaching a certain value of offset. In case the shape of the weld metal is a deep penetration type, and under the welding conditions with an excessive offset, a keyhole in the molten metal is formed on the offset side. Therefore, it becomes difficult to melt the entire butt surface completely.
Thus, offset is an effective method for dilution rate control. On the other hand, offset promotes poor penetration. Particularly in laser welding with a narrow gap and a deep depth, unwelded portions are likely to occur due to a large offset. Therefore, in order to obtain a sound welded joint, it is necessary to obtain an offset value that simultaneously satisfies reducing dilution and prevention of insufficient penetration.
Dilution Rate Control by Wire Feeding
Although control of the dilution rate by offset is an effective method, it has been found that it is essential to control the value of offset within an appropriate range. Therefore, we investigated a method of controlling the dilution rate of the weld metal by supplying a Ti wire to the weld under the condition that the offset is set to zero, which is unlikely to cause incomplete penetration. Figure 10 shows the dilution ratio of Cr in the weld metal when the wire feeding speed is varied. Note that error bars are shown in each plot in Fig. 10, but these error bars mean the maximum and minimum values of the measured values because they were measured at multiple cross-sections. It was confirmed that the dilution ratio decreased as the wire feeding rate increased.
As shown in Fig. 6, one of the conditions with no formation of TiCr2 is that the dilution ratio does not exceed 40 percent. From the results in Fig. 10, it was found that when the wire feeding speed is 1.5 m/min or more, the dilution rate becomes 40 percent or less even if the offset value is zero. Here, let us consider the dilution ratio of Cr when the welding joint is melted as shown in Fig. 11. In this case, the dilution ratio of B can be calculated by dividing the volume of B by the sum of the volumes of A, B and C. Therefore, if the cross-sectional area of A is SA, the crosssectional area of B is SB, the cross-sectional area of C is SC, and the length direction is L, the dilution ratio DL (B) is calculated as follows. It is clear that the dilution ratio in this case is equal to the cross-sectional area ratio.
The solid line in Fig. 10 shows the DL (Cr) values
calculated by Eq. (4). It was almost consistent with the measured value. Therefore, by using Eq. (4), it is possible to estimate the wire feeding rate required to prevent precipitation of intermetallic compounds according to the welding conditions. So, it was confirmed that the control of the dilution rate by wire feeding was easy to predict and easy to control. In order to verify that a sound welded joint was obtained, the soundness of the joint was evaluated by hammering test with chisel in which a chisel was applied to the back surface of the welding bead of the joint and then a chisel was hit with a hammer.
Figure 12 shows the results under welding conditions with no wire feeding. Hammering test results with a chisel were performed on specimens that had been through-welded only. Hammering test with chisel was not performed on the test piece that could not penetrate the test piece due to the low laser power and the test piece that had through hole but not welded completely as shown in Fig. 8.
From Fig. 12, it was confirmed that there is a range of welding conditions in which welding joints have enough strength by hammering test with chisel, and it became clear that there is a recommendable range of conditions for the offset value and laser power in which sound welded joints can be obtained.
Conclusions
Laser welding of dissimilar metal with conventional pure titanium and steel plate using an insert metal of chromium plate was investigated and the following conclusions were obtained. The intermetallic compound TiCr2 was formed in the dissimilar weld metal consisting of Ti–Cr binary with high dilution rate by the chromium plate. As the evaluated results using the intermetallic compound TiCr2 melt in experimental furnace, that intermetallic compound had the high Vickers hardness exceeding 1 400 HV and extremely low fracture toughness of 1.2 to 2.7 MPa·m1/2. It was confirmed that the compound TiCr2 is harmful phase which is extremely hard and brittle.
It was clarified that it is possible to prevent the formation of intermetallic compounds in dissimilar weld metals of titanium and chromium plate by limiting the dilution rate by chromium plate lower than 40 percent and using a laser welding process with a high cooling rate.
It was clarified that the optimum addition of pure titanium wire is effective for the both suppression of dilution by chromium plate and of prevention of welding defects such as unwelded portions at the same time. It was confirmed that the laser welded joints obtained by the proper conditions based on the above findings, which consist of conventional pure titanium and steel using chromium plate as an insert metal, have sufficient strength by the hammering test with chisel. n
[The Japan Titanium Society (JTS) was established in 1952 at the dawn of the Japanese titanium industry as the world’s first titanium-related organization.
After a Long, Distinguished Career as an Engineer, Rick Sutherlin Decides it’s Time to Pass the Torch
By Michael C. Gabriele
After nearly five decades as a metallurgical engineer, technical manager and consultant, specializing in corrosion engineering and production processes and applications with reactive metals, with a special emphasis on titanium, Richard (Rick) Sutherlin has decided that the time has come to step down from his many industry committee assignments.
Sutherlin’s shoes will be hard to fill, given his long-time involvement in the American Welding Society (AMS), the American Society of Mechanical Engineers, and ASTM International committees. However, considering his dedication and accomplishments, he feels the time is right to pass the torch to a new generation of engineers.
“After serving the reactive metals industry for over 45 years, I do think it’s time to turn the reigns over to younger engineers,” he said. “For the ASME and AWS committees, it’s important that the person be an engineer (if possible, but not mandatory), but currently involved in the reactive metal industry. An interest in corrosion, fabrication, welding, failure analysis, testing, safety, material specifications, additive manufacturing and other technical areas would be a plus.”
Help Wanted: A New Wave of Engineers
While he’s proud of his many years of service, Sutherlin did express some concern regarding whether a new wave of industrial engineers is ready, willing and able to step up and take part in the important work he
has done. “These technical societies want individuals that are in for the long run, not just ones who come occasionally. All of the technical societies generally have training courses to help the new member and they will all have projects, even in reactive metals for the individual to ‘champion’ or get involved in. All of the technical committees I currently serve on are seeing a large number of very experienced technical professionals leaving the industry, generally due to retirements. Granted, there are some very experienced members in their 70s and even 80s still helping with these committees but how long will they still be able to contribute?”
alloys will find deterioration in future specifications or interpretations, or just flatly the wrong choices being made to the detriment of the particular reactive metal.”
Sutherlin acknowledged there are not many experienced engineers left to cover the reactive metals in industrial professional organizations, saying that many companies don’t realize the importance of these technical societies or don’t want to support a person to come to regular committee meetings. “It’s extremely important to have experienced engineers on these committees, since the work just won’t get done. There are no members skilled in stainless alloys or other alloys that will volunteer to work on titanium since it’s not their area of expertise. The companies that don’t send technical people to support their
“Although there is a lot of information on titanium on the web, it’s becoming more difficult to find engineers and consultants to assist the plants, to provide technical assistance on proper applications and perform failure analyses. As more engineers and technicians retire, and more experience on titanium fabrication experience is lost at the fabrication, head forming and heat treatment facilities, more mistakes will be made. There really needs to be more proactive training for the new engineers coming into the market. I understand that many engineers are not comfortable in specifying titanium or zirconium because these materials perform differently than the stainless alloys, depending on the media/environment that they’re placed in. Titanium has gained a wider acceptance over the years.
Rapid Response. Dependable Delivery.
Exceptional Turnaround From a Proven Partner in Titanium Materials Testing
Product Evaluation Systems, Inc. (PES) is a fully accredited, independent leader in titanium materials testing for aerospace and other applications.
With a dedicated, experienced staff and state-of-the-art testing facilities, we offer full-service capabilities for all of your titanium testing needs, including:
• Mechanical Testing
• Metallurgical Analysis
• Chemical Analysis
PES responds to your needs promptly with personal service, customized solutions and expedient turnaround. We work with clients throughout the United States and Europe on projects of all types and sizes.
To request a free quote for your titanium testing needs and to see a full list of capabilities, please visit our website at www.PES-Testing.com or call 724-834-8848.
New engineers beginning the job market don’t really know much about titanium. Some engineering colleges do briefly teach on the reactive metals, but generally very little so the engineers graduating don’t know much about these materials.”
Reflecting on a Long Career
He’s been involved in ASME (Boiler and Pressure Vessel Code) Section II and Section VIII for over 30 years supporting titanium and zirconium alloys and providing technical support on niobium and tantalum alloys. He served two terms as chairman of Subgroup Nonferrous Alloys for BPV II. “I’m currently on the following subgroups, including BPV II Standards Committee, BPV VIII – Subgroup Materials, BPTCS Additive Manufacturing Committee, BPV II SG Nonferrous committee, and others. A member of AWS since 1993, he became Chairman of AWS A5K (titanium and zirconium filler metals) and G2D (titanium and zirconium weld guides) subcommittees in 2004.
“I have been a member of the A5 (Main filler metal) committee since 2005 and a member of G2 (Reactive metal welding guides) since 2008,” he said. “I have also been involved in the ASTM B10 committees and in recent years I have served as a technical liaison between ASME and ASTM B10 committees. In ASME, any issue or question on titanium that comes up either from an outside inquirer or from subcommittee must be addressed. There are very few experienced people with titanium on the ASME committees as compared to the vast experience of members on more common materials such as carbon steel, stainless steels, and nickel alloys. Of course, titanium is much different than that of the more commonly materials so it’s critical to have someone on the various committees (BPV II and BPV VIII)
with experience with the reactive metals.”
He said that if questions come up, then those members without the proper knowledge may apply what they know on stainless steel or other materials to titanium which could be totally wrong. In addition to answering technical questions on titanium, every ASTM “B” material specification must be “adopted” by ASME for their “SB” material specifications. This requires that the ASTM specification be modified to comply with the construction and design requirements for use in ASME construction.
Any new alloys that are developed for ASME Boiler and Pressure Vessel construction must be tested and design curves must be developed for these alloys. Over the past 50 years, a number of new alloys have been added to the BPV II / VIII design curves. “In AWS, similar to the ASME, all new alloys that will be used in industrial applications must be approved and added to the filler metal tables. If any issues or questions come up at the AWS committees, an experienced person must be available on the committees to address these questions on titanium.”
Sutherlin said that, over the years, titanium has been shown to be a versatile material. “Many new applications have come into fruition. In the many failure analyses that I have performed, it has been shown that certain titanium alloys, i.e. Ti-2/ Ti-2H been pushed to their limits.” For example, he said that a metal’s corrosion resistance can be affected significantly when service fluctuations such as increases in temperature, concentrations, or a sudden reduction in an oxidizing element.
“It has been shown that for the more severe applications, the use of Ti 2/Ti2H but may really need a more resistant grade of titanium. In the earlier years, there were many more companies focused on new chemical
applications and development of new alloys to use in these applications. It doesn’t seem like this is the case anymore. I do understand that a very large focus has been on the use of titanium for aerospace applications. Also, the commercial (industrial) grades of are supplied mainly by companies outside the United States. It is more difficult to find technical help for the use of titanium in chemical applications.”
An Accelerating Evolution for Titanium
Regarding new alloys and manufacturing technologies, Sutherlin said titanium has evolved and improved significantly, especially during the last 30 years. “With the use of faster computer technology and many new and improved chemical processes are developed, I think this has opened up additional applications for titanium. Companies want materials that have longevity/less replacement, less maintenance, and more reliable. There have also been a number of new titanium alloys. Titanium has grown in so many application areas, such as chemical applications. Although Ti-7 alloy (with palladium addition) has exceptional corrosion resistance in the more severe chemical applications the cost is much higher (four to five times) than the standard Ti Grade 2/2H alloy. This necessitated the need to study and develop the use of the lean Pd/Ru grades of titanium (Ti-16, 17, 26, 27) which in many applications is sufficient to provide the needed corrosion resistant properties needed for the more challenging applications.”
Some of the applications for titanium that have developed is because of the excellent resistance in seawater and chlorine containing media. Some of these include condensers in power plants, desalination plants, marine applications, FDG uses, and many
After a Long, Distinguished Career, Rick Sutherlin Passing the Torch (continued)
others. Also, in the past the “H” grades were added to the Ti-2, 7, 16, 26 which increased the ultimate strength of the grade from 50ksi to 58ksi which increased the design strength of the alloys. This made the use of titanium even more competitive. Another change made in the titanium filler metal grades was the process to control the oxygen content so that the final weld strength would be more comparable to the titanium material strength.”
Considering the timeline of his engineering career, Sutherlin has kept pace, compelled to evolve with metallurgical technology and everchanging market demands and material standards. “Since I began in the reactive metals industry, I have tried to increase my knowledge in all aspects of the various reactive metals.
Even when I was going to college and enrolled in metallurgical engineering, I worked as a student in the extraction of these metals from the sand and the production of sponge. During my time at ATI, I was fortunate to be able to learn more about metal production (melting, extrusion, rolling, forging, pilgering, drawing, etc.), castings, welding, equipment fabrication and inspection, corrosion, inspection of equipment, failure analysis and others. I think that it’s important to try to learn everything you can about the metal you’re working with.”
What Lies Ahead for Titanium?
When asked about the near-term future of the titanium industry, he offered a perspective based on his years of experience. “One area that I worked on recently was on the
SYSTEMS FOR AVIATION INDUSTRIES
SYSTEMS � VIM Master Melting � VAR � ESR
� EB Melting
� PA Melting
additive manufacturing committee to develop procedures and techniques for approval of titanium additive products for use in ASME boiler and pressure vessel code applications. This effort is moving ahead but there are still some obstacles to overcome.”
“I’m not sure what the next growth market is for titanium. Because of its excellent resistance to naval and marine applications and stability of the material cost, the next industrial market might still come through the marine application area, such as naval vessels. Also, another potential area could be more in space applications due to titanium’s low density/weight and higher strengths. I still see a lot of future for titanium across the board as improved processing methods are applied.” n
SYSTEMS Electron Beam Physical Vapour Deposition (EB-PVD) of Thermal Barrier Coatings (TBC)
IATA Touts Commercial Aerospace Recovery
But Warns of Lingering
Supply Chain Issues
[Editor’s note: The following article is the annual midyear review and forecast on the global commercial aerospace industry from the International Air Transport Association (IATA; website: https://www.iata.org/). This trade group, founded in 1945 and based in Montreal, represents 330 airlines, accounting for more than 80 percent of global air traffic. The article is being presented here to the International Titanium Association (ITA) audience with the hope that it will provide useful insights on the state of the commercial aerospace industry and how the outlook might affect potential titanium business trends.]
The International Air Transport Association (IATA) announced strengthened profitability projections for airlines in 2024 compared with its June and December 2023 forecasts. An aggregate return above the cost of capital, however, continues to elude the global airline industry. Net profits are expected to reach $30.5 billion in 2024 (3.1-percent net profit margin). That will be an improvement on 2023 net profits which are estimated to be $27.4 billion (3-percent net profit margin). It is also an improvement on the $25.7 billion (2.7-percent net profit margin) forecast for 2024 profits that IATA released in December 2023.
Based on the positive numbers released by the IATA, it appears that the global commercial aerospace industry has recovered from the dark days of the Covid-19 pandemics.
Return on invested capital in 2024 is expected to be 5.7 percent, which is about 3.4 percentage points (ppt) below the average cost of capital. Operating profits are expected to reach $59.9 billion in 2024, up from an estimated $52.2 billion in 2023. Total revenues are expected to reach $996 billion (up 9.7 percent) in 2024—a record high. Total expenses are expected to reach $936 billion (up 9.4 percent) in 2024—a record high. Total travelers are expected to reach $4.96 billion in 2024—a record high. Total air cargo volumes are expected to reach 62 million tonnes in 2024.
“In a world of many and growing uncertainties, airlines continue to shore-up their profitability. The expected aggregate net profit of $30.5 billion in 2024 is a great achievement considering the recent deep pandemic losses,” Willie Walsh, the IATA’s director general said. “With a record five billion air travelers expected in 2024, the human need to fly has never been stronger. Moreover, the global economy counts on air cargo to deliver the $8.3 trillion of trade that gets to customers by air. Without a doubt, aviation is vital to the ambitions and prosperity of individuals and economies. Strengthening airline profitability and growing financial resilience is important. Profitability enables investments in products to meet the needs of our customers and in the sustainability solutions we will need to achieve net zero carbon emissions by 2050.”
“The airline industry is on the path to sustainable profits, but there is a big gap still to cover,” Walsh warned. “A 5.7 percent return on invested capital is well below the cost of capital, which is over 9 percent. And earning just $6.14 per passenger is an indication of just how thin our profits are—barely enough for a coffee in many parts of the world.
Supply Chain Issues
Walsh said that, in order for the commercial aerospace industry
to improve profitability, it must resolve lingering supply-chain issues. “This is of critical importance, so we can deploy fleets efficiently to meet demand. And relief from the parade of onerous regulation and ever-increasing tax proposals would also help. An emphasis on public policy measures that drive business competitiveness would be a win for the economy, for jobs, and for connectivity. It would also place us in a strong position to accelerate investments in sustainability.”
An inventory of 38.7 million flights is expected to be available in 2024. This is 1.4 million flights below previous estimates (December 2023) largely attributable to the slowing pace of deliveries in the face of persistent supply chain issues in the aerospace sector. For example, the number of aircraft deliveries scheduled for 2024 is expected to be 1,583, which is 11-percent less than the expectations published just months ago that anticipated 1,777 aircraft would join the global fleet in 2024. Airlines are deploying larger aircraft as a mitigating strategy.
Industry profitability is fragile and could be affected positively or negatively by many factors:
• Global economic developments: Airline prospects have historically been closely linked to global economic trends. Nonetheless, the sector has been largely resilient in
In order for the commercial aerospace industry to improve profitability, it must resolve lingering supply-chain issues. “This is of critical importance, so we can deploy fleets efficiently to meet demand. And relief from the parade of onerous regulation and ever-increasing tax proposals would also help. An emphasis on public policy measures that drive business competitiveness would be a win for the economy, for jobs, and for connectivity. It would also place us in a strong position to accelerate investments in sustainability.”
— Willie Walsh, the IATA’s director general
the face of inflation, high interest rates, and slowing GDP growth in the post-pandemic period. Economic developments in China should be closely watched. Slowing growth, youth unemployment, and the relative strength of the service sector over manufacturing are all indications that China’s economy is in transition, which could have broad impacts beyond its borders.
• War: The operational impact of the Russia/Ukraine and Israel/Hamas wars have been largely limited to the immediate vicinity of these conflicts. An escalation of either conflict has the potential to shift the economic outlook negatively.
• Supply chains: Supply chain issues continue to affect global trade and business. Airlines have been directly impacted by unforeseen maintenance issues on some aircraft/engine types as well as delays in the delivery of aircraft parts and of aircraft, limiting capacity expansion and fleet renewal.
Outlook Drivers
The IATA said that profitability is expected to strengthen in 2024 as revenues grow slightly faster than expenses (up 9.7 percent vs. up 9.4 percent respectively). Operating profits are expected to reach $59.9 billion (up 14.7 percent from $52.2 billion estimated for 2023). Net profits, however, are expected to grow slightly more slowly at 11.3 percent, from $27.4 billion estimated for 2023 to $30.5 billion estimated for 2024. Industry revenues are expected to reach an historic high of $996 billion in 2024.
• Regulatory risk: On the regulatory front, airlines could face rising costs of compliance, and additional costs pertaining to passenger rights regimes, regional environment initiatives, and accessibility requirements.
• Public policy: With more people going to the polls than in any other year, 2024 has the potential to significantly shift the global political landscape. Although a greater political focus on business-friendly policies and strengthening economies would be welcome, a political shift away from global institutions, international trade, and policy paralysis from polarized politics would likely be detrimental. Further, as airlines redouble their decarbonization efforts, any slipping in the political determination to reach net zero carbon emissions by 2050 could risk the policy support that airlines need to achieve this important goal.
Passenger revenues are expected to reach $744 billion in 2024, up 15.2 percent from $646 billion in 2023. Revenue passenger kilometers (RPKs) growth is expected to be 11.6 percent year on year. The long-term 20-year growth trend is expected to see passenger demand grow 3.8 percent annually for the 2023-2043 period. Passenger yields are expected to strengthen 3.2 percent over 2023.
Cargo revenues are expected to fall to $120 billion in 2024 (from $138 billion in 2023). Both are down sharply from the extraordinary peak of $210 billion in 2021, but it is above 2019 revenues, which were $101 billion and an improvement on the previous forecast of $111 billion (announced in December 2023).
Despite the strength of demand, cargo yields are expected to fall 17.5 percent in 2024 while remaining slightly above 2019 levels. This is a normalization after extraordinary pandemic highs. A key factor in this is the significant belly capacity that entered the market in 2023 in tandem with the recovery of passenger travel. In general, air cargo is in a period of correction following an exceptional year in 2021. Yields, capacity growth, the belly-dedicated freighter split, and other key metrics are moving from the extraordinary mid-pandemic
Willie Walsh
ARIES Manufacturing is dedicated to the supply of complex airframe structure components, in both titanium and aluminum alloys, to leading manufacturers in the aerospace industry.
ARIES Manufacturing is part of the ARIES Alliance, a group of companies focused on developing innovative technology that creates value for the aerospace industry.
Panel mechanical pocket milling, drilling and trimming
Superplastic Forming and Hot Forming for titanium airplane structural and engine components
HSF® process technology for titanium airframe components
situation towards a continuation of pre-pandemic trends and levels.
Industry expenses are expected to grow to $936 billion in 2024 (up 9.4 percent on 2023). Fuel is expected to average $113.8/barrel (jet) in 2024 translating into a total fuel bill of $291 billion, accounting for 31 percent of all operating costs. High crude oil prices are expected to continue to be further exaggerated for airlines as the crack spread (premium paid to refine crude oil into jet fuel) is expected to average 30 percent in 2024. Industry CO2 emissions in 2024 are expected to be 935 million tonnes from consumption of 99 billion gallons of fuel.
Regional Roundup
In 2024, all regions are expected to generate profits for a second year in a row with the most significant increase being for Asia-Pacific carriers. AsiaPacific is expected to be responsible for half of the world’s RPK growth in 2024 driven largely by recovering domestic markets in China, Japan, and Australia. International travel in the region remains subdued, especially in China, where it is still below the pre-Covid levels. This indicates that there is still a lot of pent-up demand for cross-border travel in the region, which will likely
boost future growth prospects.
North America continues to be the most significant contributor to industry profits, supported by a high passenger load factor, robust yields, and strong consumer spending despite cost-of-living pressure. In 2024, passenger demand (RPK growth of 7 percent) and a strong load factor at 84 percent are expected to strengthen revenue development and operating profitability. Canada is seeing slower growth in traffic and greater wage pressure than the U.S. market.
Latin America has seen a steady improvement in financial performance since 2020, even as the performance across the region has been mixed. Where financial performance is lagging, this is largely a consequence of the economic and social turmoil observed in parts of the region. Countries in Central America, especially Mexico, El Salvador, Guatemala, and Honduras are key contributors to the region’s growth in profits. The improved outlook for 2024 is supported by the airlines in the region reporting strong sales growth and high profitability in the first quarter of the year and raising their guidance for the full year.
Europe has a positive outlook on performance with demand expected
to remain strong in 2024. However, supply chain issues, together with high interest rates and the risk of labor disputes could limit the prospects for further near-term increases in profitability.
The Middle East benefits from the strength of both the region’s economies and its global hubs. The United Arab Emirates continues to benefit from its attractiveness to both leisure and business travelers. Meanwhile, Saudi Arabia’s massive investments in infrastructure and tourism are delivering robust growth in passenger and cargo volumes. Although airlines continue to add capacity, yields remain healthy and the demand for travel remains buoyant and looks set to continue apace. Geopolitical risks are the main threat, especially to the Levant carriers. The Gulf carriers are relatively less impacted unless tensions between Iran and Israel escalate.
Africa has a high operational cost base and a low propensity to spend on air travel. Moreover, connectivity challenges dampen the industry’s expansion and performance. Despite these headwinds, there is sustained demand for air travel, which should allow the market to deliver a second year of profitability. n
ATI ANNOUNCES SALE OF PRECISION ROLLED STRIP OPERATIONS TO ULBRICH
DALLAS, Nov. 6, 2024 / PRNewswire/ ATI Inc. (NYSE: ATI) announced it completed the sale of its precision rolled strip operations in New Bedford, Massachusetts and Remscheid, Germany to Ulbrich Stainless Steels and Special Metals, Inc. (Ulbrich).
“With this divestiture, ATI sharpens its focus on providing our aerospace and defense customers with the titanium, nickel, and alloyed products that are rolled, melted and/ or finished throughout Specialty Rolled Products facilities,” said Kimberly A. Fields, President and CEO. “Our ongoing evaluation to align our asset portfolio with our strategic focus on aerospace and defense uncovered this opportunity to further streamline operations.”
“We are thrilled to welcome the New Bedford, Massachusetts, and
Remscheid, Germany precision rolled strip operations to the Ulbrich family,” said Chris Ulbrich, CEO and Chairman of Ulbrich’s board. “These operations specialize in quality products in niche markets, like the thin gauges and small coils that make up the precision rolled strip business, ideally suited for Ulbrich’s strategy and dedicated, global sales force. This acquisition is a transformative step in our journey as we continue to innovate and expand our offerings.
“We look forward to having employees at both operations join the Ulbrich Steel team as we seek to further enhance our array of high-quality product offerings,” said Ulbrich.
PTC INDUSTRIES’ SUBSIDIARY ACQUIRES HOT ROLLING MILL
For production of titanium alloy plates and sheets for aerospace and defence applications
Aerolloy Technologies (a wholly owned subsidiary of PTC Industries) announced the acquisition of a Hot Rolling Mill for manufacturing Plates and Sheets in Titanium Alloys for Aerospace and Defence applications.
This advanced capability being acquired from USA represents
ATI: Proven to Perform.
ATI (NYSE: ATI) is a global producer of high performance materials and solutions for the global aerospace and defense markets, and critical applications in electronics, medical and specialty energy. We’re solving the world’s most difficult challenges through materials science. We partner with our customers to deliver extraordinary materials that enable their greatest achievements: their products fly higher and faster, burn hotter, dive deeper, stand stronger and last longer. Our proprietary process technologies, unique customer partnerships and commitment to innovation deliver materials and solutions for today and the evermore challenging environments of tomorrow. We are proven to perform anywhere. Learn more at ATImaterials.com.
a significant milestone for the company. This will be a further value addition of Titanium Alloy ingots and billets that will be produced by ATL’s upcoming Strategic Materials Technology Complex in Lucknow node of the UP Defence Industrial Corridor (UPDIC). With this Hot Rolling Mill acquisition, the company will have a fully Vertically
Integrated capability which covers the entire Titanium alloy products Value Chain, with company’s offering covering Titanium Alloy Ingots, Billets, Bars, Rods, Castings and now Plates and Sheets also. This would be a very unique capability in the world where this value chain, at global capacity levels, is covered at a single site. make help it expands its profitability and margins.
Butech Bliss delivers excellence in melting equipment repairs
That’s why when it comes to the design and manufacture or the repair and reconditioning of crucibles, molds, and hearths for your ESR, VAR, EBM, or PAM installations, we draw on our more than 130 years of design, engineering and manufacturing excellence to ensure that your copper-based melting equipment is operating at peak efficiency.
A reputation for quality work and on-time delivery.
Our staff of expert millwrights, welders and machinists can tear down, assess, repair and test your valuable melting equipment. Additionally, our manufacturing capabilities are fully supported by our staff of over 50+ engineers. Our services include:
• Machining, welding, straightening, and sizing of stainless steel, copper, nickel, aluminum, bronze, and carbon steel
• Preventative maintenance, including cleaning, re-sizing, straightening and seal replacement
• Crucible diameter and size modifications
• New crucibles, molds, base assemblies, water jackets, etc.
To learn more about our rebuilding and manufacturing services,call (330) 337-0000, visit www.ButechBliss.com or email cu@butech.com.
GLENN WADE LEACH, JR.
Glenn Wade Leach, Jr., passed away on June 11, 2024, with his loving wife, Beverly, by his side.
After graduating from college, Wade accepted a job with what would be the only employer he worked for during his career, Teledyne Allvac (now ATI Specialty Materials). Initially starting in Charlotte, Wade’s work took him to Orange County, California, South Boston, Virginia, Danville, Virginia, and back to Charlotte over a thirty-five-year period, with countless other travels in between.
ALAIN HONNART
It is with deep sadness that we pay tribute to Alain Honnart who recently passed away. Alain was the visionary founder of Valtimet, now Neotiss. In 1997, with perseverance, Alain laid the foundation for Valtimet with a clear vision and unwavering dedication. Under his enlightened leadership, Neotiss became a global leader in particular in titanium heat exchanger solutions with a strong international presence. He created the entities in Changzhou China and in India. For his retirement in November 2006, he received the keys of Morristown city in Tennessee. Even after his retirement, Alain remained a mentor and a guide for all of us, demonstrating an indomitable spirit. His passion for innovation, for the industry and his determination to push boundaries left an indelible mark on our hearts.
JEFFREY D. PIERCE
Jeffrey D. Pierce, age 59, of Ellwood City, passed away peacefully on October 13, 2024, surrounded by loved ones in his home.
Jeff graduated from Seneca Valley in 1983. He received his Bachelor of Science in Mechanical Engineering at Tri-State University in Angola, IN, in 1988. He excelled in entrepreneurship, problem solving, sales and manufacturing. Jeff worked with his father Dave at Mayfield Foundry in Beaver Falls, PA. Together they purchased Milltex and then acquired Medart Inc., an engineering and manufacturing company, in 1994. As a self-described serial entrepreneur, he would collaborate to start up Medart Processing Technologies and acquire RBS Manufacturing. Jeff served as President and CEO while utilizing his sales acumen to establish a company he thought of as a second family. His dedication to his Medart family was reciprocated in loyalty and lifelong friendships.
He cared deeply in providing for those he worked with, his community as well as his family.
International Titanium Association
Corporate Membership:
An Investment in Your Team & Organization
By joining the International Titanium Association, you become part of an international network of titanium professionals unlike any other. You will have access to an expanding organization of committees, strategic partners, and international members. Like any investment you make on behalf of your company, you want assurance that it will provide strong returns. An investment in Corporate Membership with International Titanium Association is a wise strategic decision, whether you are a small distributor or a large producer of mill products. Whether you buy from or sell to the titanium industry, our array of benefits will provide just what you and your team are looking for. We are so certain that membership is worthwhile, we provide each Corporate Member with a ROI and engagement scorecard.
Producers & Suppliers of Titanium:
What our Members Have to Say
Over 700 in attendance at the 2023 & 2024 Events:
“I’ve attended numerous virtual conferences. You and your team built and executed a conference far better than others. The ability to stop the presentation to read and comprehend slides and rewind and re-listen to speaker commentary was great. The real-time meetings were also well executed.”
Unlike other industries, Titanium Producers, Distributors and Stockists are all customers of each other. If your organization is producing or distributing titanium, you know how important it is to keep connected with other suppliers. ITA is the global trade association of the world’s primary titanium metal producers who together account for over 90% of worldwide titanium production. As you lead and grow your organization, it’s on you to recruit, hire, train and retain the best staff possible. ITA will become your partner, providing you with valuable, proven resources not available anywhere else to help growth and strengthen your team.
Selling to the Titanium Industry:
You need to grow your business by raising the visibility of your firm with titanium decision-makers. By joining the ITA, you have come to the right place. We have built a niche community of over 100 organization members worldwide and growing. Make the most of your marketing investment by focusing on a relevant, targeted audience with the help of the ITA.
Consumers of Titanium:
No where else will you find a network of Titanium producers, distributors & stockists to meet all your titanium needs. ITA can introduce you to the membership who may provide you with sales and technical assistance. Attending the annual conferences will keep your team up to date on the world supply & demand trends which will help you plan lead times for the future.
“I want to give to you and your colleagues of ITA the thanks about these two days dedicated to the Titanium applications, developed with professionalism and capacity.”
“First and foremost, I just wanted to say how impressed I am with the virtual conference and how much respect I have for the ITA with the way they went about it. Secondly, I really think the presentations this year were a cut above presentations I’ve seen at other conference events in other metal sectors.”
“Congratulations on a terrific conference. I thought everything went very well and enjoyed meeting with people virtually. Thank you for your help and support!”
“I want to congratulate you and the organization for the fantastic job done. Everything was available and very easily reachable.”
What We Do:
Since 1984, ITA’s mission has been to promote and support the use of titanium metal in new and existing applications. ITA provides a forum for the exchange of ideas within the industry and educates the public on every aspect of using titanium metal within their design. From life cycle costing to welding, from metallography to metallurgy, ITA offers literature, webinars and in person instruction on all aspects of education.
ITA currently hosts member organizations from North America, Europe, Asia and Australia.
Corporate Membership Provides a Great Return on Investment
Here is a sampling of our valuable corporate membership benefits.
Everyone in the company is welcome to join ITA’s affiliate Membership. FREE
Exclusive access to all members through the ITA Community includes an online member directory and libraries of resources. FREE
Members may volunteer to participate in market oriented committees including Medical Technology; Industrial Applications, or Consumer Products. FREE
Women in Titanium offers networking opportunities and mentoring through in-person gatherings at the annual conferences across the globe. FREE
Access to past historical conference proceedings including the Corrosion Solutions, TMS World Conference, and TITANIUM annual Conference. FREE
Access to the annual Titanium Statistical Review report. FREE Members get noticed by highlighting Linked-In Profiles rotated on the ITA Home Page. FREE
Company Profile included in the Online Titanium Resource Center. FREE
Optional enhanced advertising available on ITA Home page, Titanium Today and in the Titanium Resource Center. *Corporate Exclusive
Your choice of booth placement at Titanium Europe. FREE
Your choice of booth placement at Titanium USA FREE
Complimentary full page, full color ad in 4 editions of Titanium Today magazine. FREE
Opportunity to submit press releases to be published in the On the Wire section of Ti Today trade publication.
*Corporate Exclusive
Online Events Calendar Listings
*Corporate Exclusive
Host an Industry Spotlight custom designed for your organization”
*Corporate Exclusive
The Titanium Educational Series is a video-on-demand web portal where your employees may view the Fundamentals of Titanium, Metallography of Titanium & Its Alloys, Safe Handling of Dust, along with technical & market oriented presentations from past Titanium conferences to keep up to date on current supply & demand trends. FREE
Safety Education: Members are invited to participate in quarterly discussions about promoting safe handling and transporting of titanium materials. Meetings are hosted with live discussions for high engagement. FREE
Additionally:
ITA is actively involved with programs that examine the role of titanium in human health and the environment through the administration of the REACH Titanium Consortium.
ITA pursues market development through a worldwide network of highly qualified specialists, offering free technical knowledge about titanium, its properties and long lifecycle.
ITA promotes the long-term use of titanium metal to contribute to a sustainable future
ITA invests in the future growth of industry by underwriting academic and STEM-related programs through the Education committee.
ITA shares knowledge freely and does not conduct commercial or trading operations of any kind.
ITA does not provide forecasts or comments related to titanium pricing, capacity, or forecasts from the past, present for future.
Titanium Today is a narrowly targeted trade publication serving the global titanium industry. The magazine performs two major functions: First, it carries advertisements to audiences comprised of the business-to-business segment of the economy within the titanium industry. Second, readers consult Titanium Today for editorial information they need to develop business strategies or to further their careers.
Issue 11 of Titanium Today on Issuu recorded impressive engagement metrics, totaling 5,484 impressions and 1,020 reads, with an average read time of 7 minutes and 9 seconds. The publication reached a global audience, with the highest readership in the United States, followed by Germany and the United Kingdom, showcasing its strong international presence and relevance in the titanium industry.
Regardless of size, every successful company is built on proven advertising techniques. By advertising in Titanium Today you connect with a specific target market unlike any other.
All these benefits and more are included in one flat annual membership fee of $4,985. Complete this membership interest form to start your membership today.
TITANIUM TODAY
The premier publication delivering key industry insights, technological breakthroughs, and expert analyses to the titanium industry. With a focus on actionable intelligence, each issue provides critical information to navigate the complexities of the market. From in-depth features to exclusive interviews, TITANIUM TODAY fosters collaboration and innovation, empowering stakeholders to stay informed and ahead of the curve in this dynamic field.
7 mins 33 seconds
Average read time in 2023
TITANIUM TODAY
16,764
Online Reads in 2023
TITANIUM TODAY delivers key industry insights, technological breakthroughs, market trends, and expert analyses to an engaged readership across our online format.
TITANIUM TODAY
Regular Specialised Editions
The
With a focus on
We regularly publish specialized editions of TITANIUM TODAY tailored to the aerospace and medical industries, as well as emerging markets, powder applications, industrial themes, and specialized editions coinciding with titanium conferences.
Artwork requirements for
Full-page Ad Specifications:
Trim: 8.375 in. x 10.875 in.
Bleed: 8.75 in. x 11.25 in.
Type/Image Safe Area: 7.875 in. x 10.375 in.
Email artwork to: ita@titanium.org
Any files over 50 MB please do not send by email. Please send download instructions for a dropbox separately.
Due Date to Receive Artwork: February 28, 2025
Please provide artwork in PDF/X-1a:2001 compliant file format
• The Document Size Must be Correct: If your source document is not built to the correct size, the final output may not look like you expect it to.
• Bleed: We need a minimum of .1875” bleed. If you send files with less than .1875” bleed and they are not designed to the correct trim size we may have a difficult time with your job throughout production.
• Margins: We ask that you don’t place anything important less than .25” from trim, especially type. If the type closer than .25” to the edge, it could be cut off. This includes body copy, graphics and page numbers.
• Do Not Use Spot Colors: If your job prints in process color (CMYK) Please make sure that NO Spot colors are in use in the document.
• Fonts: Some fonts are restricted from being embedded in the PDF file by the fonts license. InDesign will warn you if the font cannot be embedded due to licensing restrictions. If this happens, please either choose another font, or submit the font with the job, or create outlines of all fonts.
• Image Resolution: The correct resolution for print is 300 dpi at final size. We will flag images that are below 200 dpi.
• Image Color: Please make sure that your images are CMYK, or Grayscale. International Titanium Association (ITA) PO Box 1300, Eastlake, Colorado 80614-1300 USA (303) 404-2221 Telephone | ita@titanium.org Email | www.Titanium.org Web
ITA Member Roster 2024
ITA Member
A. W. Bell
Accushape Inc.
ACNIS® International
Advanced Metal Industries CO (AMIC)
Aerolloy Technologies Limited – A PTC Industries Company
Metraco, FE Mottram and Eesti Titaan oü Monico Alloys, Inc.
Mott Corporation
MPS Technology Sp. Z o.o.
Neotiss High Performance Tube
NobelClad
Nu-Tech Precision Metals
Oerlikon Metco (Canada) Inc.
Osaka Titanium technologies CO., Ltd.
Paris Saint-Denis Aero Perryman Company
Plaxys Inc.
Plymouth Engineered Shapes Precision Abrasives
President Titanium Co., Inc.
Product Evaluations Systems, Inc (PES)
Quantum Design Inc. / Centro Metalcut
Retech Systems LLC
Rex Heat Treat
Rolled Alloys Inc
Ross Precision Manufacturing
S+D Metals / Bibus Metals
Service Steel Aerospace SES, LLC
Shaanxi Lasting Titanium Industry Co. Ltd
Shaanxi Tian Cheng Aerospace Co., Ltd. (TCAE)
Shasta Services LLC
Solar Atmospheres
Specialty Metals Company
Specialty Metals Processing Company
Star Group, India
State Nuclear Baoti
STRUCTURAL DIAGNOSTICS, INC.
STS Metals
ITA Member
Sumitomo Corporation of Americas (SCOA)
TiFast Srl
Timesavers International B.V.
TIMET, Titanium Metals Corporation
TITAN Metal Fabricators, Inc.
Titanium Consulting & Trading S.r.l.
Titanium Engineering
Titanium Fabrication Corporation
Titanium Industries, Incorporated
Titanium International Group SRL
Titanium Processing Center
Toho Titanium America Co., Ltd.
Tricor Metals
Uhr Corp.
Ulbrich Stainless Steels & Special Metals
United Alloys & Metals Inc
United Performance Metals (UPMET)
United Titanium
US Vanadium
Vested Metals International, LLC
VSMPO Tirus US
Weber Metals
Weiler Abrasives Group
Wellmet International Inc.
Xi’an Metals & Minerals Import & Export
XI’AN XRUN NEW MATERIAL
Yunnan National Titanium Metal
Joining in 2025: CCMA, LLC
Element Materials Technology
ForceBeyond
Novametal
United Performance Metals (UPMET)
https://www upmet com/ 2
Ulbrich Stainless Steels & Special Metals
https://www ulbrich com/ 7
Kymera International
https://www kymerainternational com/?locale=en 9
TCAE
https://www tcae com/en/ 13
Medart
https://www medartglobal com/ 17
ACNIS
https://acnis-titanium com/en/ 21
TIMET, Titanium Metals
timet com/ 25
Atmospheres
INDUSTRY SPOTLIGHT
Wires
epochwires com/ 2337
Metals
Melting & Casting Technologies
LOOKING FOR A PARTNER IN TITANIUM TECHNOLOGY?
INTECO is your rst choice for cutting edge plant technology and process know-how for melting, rening, casting, atomization and solidi cation of high performance steels, super-alloys and titanium.
Are you aiming to increase the recycling rates in your titanium production shop?
INTECO´s new innovative vacuum arc cold hearth skull melting and casting furnace ...
› can achieve recycling rates of up to 100% by feeding virgin and scrap material (e.g. compacted chips) between melting & casting cycles
› can achieve an improved energy ef ciency compared to other cold hearth technologies
› allows static casting of ingots and slabs as well as dynamic casting of complex investment cast parts
› can achieve pouring weights from 250kg up to 2.500kg in one cast
› More than 15 years of experience as a premium supplier in the titanium industry
› Supply of melting and casting equipment for titanium including auxiliaries
› Engineering studies, project- and technology consulting for entire titanium production lines
› Know-how transfer, from selections of raw material up to aerospace certi cation
› Customized process and production management systems (IMAS) for titanium production lines
Positioned to Respond.
Our continued investment and expansion has us in the right place to meet your needs.
Our capacities and resources are aligned. We are prepared and well positioned to supply a full range of products including ingot, centerless ground bar, precision coil, additive wire, premium fine wire and shapes – all at competitive lead-times.
We are expertly equipped to address the growing demands of the aerospace, medical, recreation, infrastructure, and industrial markets worldwide. We understand the ever-changing factors of the industries we serve and are committed to supporting the growth of your business.