What’s New in Food Technology & Manufacturing Nov/Dec 2024
Food
for thought 6 News 10 First drinks at new beverage facility
12 Whipping up a UHT cream plant in NZ
14 Authentic milk: AI used to enhance milk safety testing and detect food fraud
Bulk
handling, storage & logistics
16 Dust control: 10 reasons it is crucial for F&B manufacturing
19 'Hive' of bots at work for Coles
23 Unlocking AI: strategic moves to revolutionise the food sector
Cold storage & refrigeration
28 All at sea: boosting seafood transparency and the cold chain
38 Cheese of the future
43 A milestone in dairy innovation
44 A matter of taste
48 Smoke out: getting the stink out of smoke-tainted wine
50 Healthier starchy food: emerging benefits of non-thermal processing techniques
64 Making a SPLASH with fresh-cut lettuce safety
Packaging
& labelling
52 Packaging that finds the balance between food waste and packaging waste
55 From concept to reality: hygienic solution for liquid egg product
Product
development & testing
69 Gut health: what’s in the microbiome of the foods we eat?
70 Food and drink trends that will disrupt the status quo in 2025
74 What's new: six on the shelf
35 Landing kingfish: a new species for New Zealand’s land-based aquaculture
37 Scalable cultivated meat
CAROLYN JACKSON EDITOR
Weditor's
NOTE
e all know that packaging plays a vital role in the food industry, but the current co-regulatory arrangement for packaging reform in Australia is not working effectively so the government is looking to change it up.
Currently, the Australian Packaging Covenant Organisation (APCO) is the organisation charged by government to facilitate the delivery of the 2025 National Packaging Targets by 31 December 2025. The targets are:
• 100% reusable, recyclable or compostable packaging
• 70% of plastic packaging being recycled or composted
• 50% of average recycled content included in packaging (revised from 30% in 2020)
• Phase out problematic and unnecessary single-use plastics packaging
While some in the food industry have been making good progress, these targets will not be met so three potential options are now being considered:
• Strengthening administration of the co-regulatory arrangement
• National mandatory requirements for packaging
• An extended producer responsibility scheme for packaging
While we await the results of the public consultation on these options, we’ve decided to play our part with a revamp of our own magazine. You’ll notice a more sustainable approach to the paper being used and we hope you like the new designs and the broadened scope of topics. There are also more opportunities for you to contribute to our new regular features which include industry columns, food facility design and more being rolled out soon.
Please let us know what you think, we’d love to hear from you!
Want to contribute?
We welcome submissions from the food industry across Australia and New Zealand that will be considered for possible inclusion in the bi-monthly print publication and our daily web page. If you have a story you think would be of interest, please send an email to wnift@wfmedia.com.au.
Westwick-Farrow Media is committed to using environmentally responsible print services to produce our publications. This edition is printed on paper 30% recycled and made up from elemental chlorine free bleached pulp which is PEFCTM certified from sustainably managed sources. It is delivered in a totally degradable plastic wrapper.
Westwick-Farrow Media A.B.N. 22 152 305 336 www.wfmedia.com.au
Head Office Unit 5, 6-8 Byfield Street, North Ryde Locked Bag 2226, North Ryde BC NSW 1670 Ph: +61 2 9168 2500
Editor: Carolyn Jackson wnift@wfmedia.com.au
Assistant Editor: Matilda Elliott
Publishing Director/MD: Janice Williams
Art Director/Production Manager: Linda Klobusiak
Art/Production: Marija Tutkovska
Circulation: Alex Dalland circulation@wfmedia.com.au
If you have any queries regarding our privacy policy please email privacy@wfmedia.com.au
Printed
by Ive Group
Print Post Approved PP100007395 ISSN No. 1039-8414
NOTICE:
All material published in this magazine is published in good faith and every care is taken to accurately relay information provided to us. Readers are advised by the publishers to ensure that all necessary safety devices and precautions are installed and safe working procedures adopted before the use of any equipment found or purchased through the information we provide. Further, all performance criteria was provided by the representative company concerned and any dispute should be referred to them. Information indicating that products are made in Australia or New Zealand is supplied by the source company. Westwick-Farrow Pty Ltd does not quantify the amount of local content or the accuracy of the statement made by the source.
Nestlé opens its factory doors using VR technology
To facilitate more factory visits without the need to travel onsite, Nestlé is deploying a combination of virtual and augmented reality technology to bring an immersive factory experience to life. By virtually opening its factory doors to the outside world, Nestlé aims to reinforce trust with many different stakeholders while also reducing the carbon footprint linked to physical visits.
Using a virtual reality headset, the ‘Immersive Factory Experience’ allows visitors to gain insights into how Nestlé products are made. They are able to observe the safety, quality and health measures applied in its manufacturing operations and immerse themselves in the science and technology behind its brands. The experience is currently available in three languages (English, Spanish and Portuguese) with more languages to be added soon.
The first pilot was launched earlier this year at its Nutrition factory in Jalisco, Mexico. Nestlé has rolled out this virtual experience across several markets in Latin America with plans to expand to other locations.
Taking the soup out
Campbell Soup Company held an Investor Day in New York City on 10 September 2024 where the company’s management team reviewed progress against the company’s transformation and outlined its plans for the next era of growth.
In order to reflect its transformed portfolio, the company intends to drop the ‘Soup’ from its name and change it to The Campbell’s Company.
Mark Clouse, Campbell’s President and Chief Executive Officer, commented on the name change, which will be subject to shareholder approval at the annual meeting of shareholders in November.
“This subtle yet important change retains the company’s iconic name recognition, reputation and equity built over 155 years while better reflecting the full breadth of the company’s portfolio,” Clouse said.
It was noted at the meeting that while the company’s iconic soup remains an important part of the Meals & Beverages division, it is now a smaller portion of its transformed portfolio, which includes the acquisition of packaged food maker Sovos Brands.
If approved by stakeholders, the new name aims to open the company to broader growth for the brand, particularly in the ‘Snacks’ sector which has gained momentum.
Nissin Foods to acquire ABC Pastry
Hong Kong-based business Nissin Foods Company Limited and its subsidiaries (the Group) have entered into a share sale and purchase agreement, acquiring 100% of the issued share capital of ABC Pastry, a manufacturer of frozen dumplings which are either company branded or third-party branded in Australia.
The consideration for the acquisition is AU$33.7 million. Upon completion of the acquisition, ABC Pastry will become a wholly owned subsidiary of the Group. Nissin Foods aims to keep the company engaged in the frozen food business in the Australian market, catering to nationwide retailers.
Kiyotaka Ando, Executive Director, Chairman and Chief Executive Officer of Nissin Foods, said: “The acquisition of ABC Pastry marks another milestone in our overseas market plan, soon after the joining of the Korean snack manufacturer Gaemi Food to the Nissin family in June. This latest acquisition will allow us to diversify our product offerings and distribution channels.”
“We believe that the acquisition will reap significant operational and financial synergies through the integration of its business with ours, ultimately delivering increased value to shareholders,” Ando said.
ACCC releases interim report into supermarkets
Following on from the ACCC announcing legal action against Coles and Woolworths, the ACCC’s Supermarkets Inquiry Interim Report was released on 27 September. The report details issues such as concentration and competition in the supermarket sector, rising prices and shrinkflation, supermarket buyer power, and other consumer and producer concerns.
During its initial work, the ACCC received over 80 public submissions and spoke to more than 21,000 customers across Australia between February and April 2024 — the largest number of responses it has ever received for a consumer survey.
It also held seven roundtable discussions across the nation for farmers and produce wholesalers to discuss their experiences with supermarket supply chains.
The Interim Report makes no specific findings or recommendations, which are set to be included in a Final Report in early 2025. However, the details in the Interim Report can be downloaded from the website.
The ACCC invited further feedback on the key issues raised in the Interim Report, which is now closed.
The next phase of the Supermarkets Inquiry will see the ACCC conduct hearings with the supermarket sector throughout October and November 2024.
King Island Dairy to close
Saputo Dairy Australia (SDA) has decided to commence the final operating season of King Island Dairy, with the intention of closing the facility and retiring the brand in mid-2025.
After a thorough review and 10-month search to find a third-party buyer was unsuccessful, closure of the facility was determined to be the most viable option, given changing industry and market conditions.
Leanne Cutts, President and Chief Operating Officer (International and Europe), Saputo Inc., said this decision had not been taken lightly.
“We have invested more than $40m in all our Tasmanian operations over the past five years. While our other Tasmanian brands such as Mersey Valley and Tasmanian Heritage are thriving, and King Island Dairy products hold a nostalgic place in the hearts of Australians, the brand has not maintained its position in today’s ultra-competitive food industry.
“SDA remains firmly committed to Australia and will continue to invest in North-West Tasmania, as well as our other operating and supply regions, to deliver on our vision for longterm success here,” Cutts said.
King Island Dairy will continue producing its specialty cheeses as the business develops a closure transition plan.
Zeroing in on sustainable wines in NZ
New Zealand Winegrowers’ Environment Committee Chair, Fabian Yukich, said the NZ wine industry needed a pathway on how to achieve its goal of net zero by 2050, stating, “Climate change is the biggest long-term challenge facing our industry. It will influence our choice of grape varieties, wine styles, viticultural techniques and regions and, importantly, the purchase decisions of our customers. Our response to climate change is critical to the reputation of New Zealand as a producer of high-value, sustainable, premium-quality wine.”
Produced by thinkstep-anz, the roadmap was made possible through the support of EECA (the Energy Efficiency & Conservation Authority). It identifies the industry’s current greenhouse gas emission footprint and, consistent with the industry’s goal, sets out where the wine industry needs to be at 2030, 2040 and 2050.
New Zealand Winegrowers has released the New Zealand Wine Roadmap to Net Zero 2050, which was launched as part of the Altogether Unique 2024 annual wine celebrations held on 30 August in Wellington.
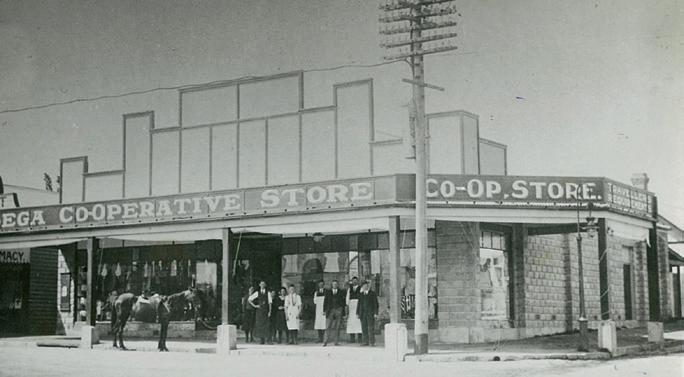
Bega Group celebrates 125 years
Test detects fake honey
International researchers have developed new tests to detect sugar syrup adulteration in honey.
Australian food and dairy manufacturer and producer Bega Group is celebrating its 125th anniversary.
Founded in 1899 as a local dairy cooperative in Bega, NSW, Bega Group has transformed into a diversified food company. Today, Bega Group is operating in over 40 countries with more than 34 brands and the company employs approximately 3800 people.
Reflecting on Bega Group’s journey, Barry Irvin, Executive Chairman of Bega Group, said: “As we celebrate Bega Group’s 125th birthday we feel very proud of our evolution from a small dairy cooperative to a diversified food company with a presence across Australia and around the world. This milestone underscores our commitment to innovation and quality. As an Australian-owned company, we stand for quality and integrity, embodying the values synonymous with Australian heritage.”
Strategic acquisitions have played a pivotal role in Bega Group’s growth strategy. Notable acquisitions include the VEGEMITE in 2017 and Dairy Farmers, Dare, Farmers Union, Pura, Masters, Big M, Daily Juice and Zooper Dooper through to the 2021 acquisition of the Lion Dairy & Drinks business.
Moving forward, the group has established the Regional Circularity Co-operative (RCC) to drive the ‘Bega Circular Valley 2030’ program.
SPC Global to merge with The Original Juice Company and Nature One Dairy
SPC Global (SPC) and The Original Juice Company (OJC) have announced plans to merge with the powdered milk business Nature One Dairy to create an Australian-based and -owned food and beverage company with significant scale.
OJC announced to the Australian Stock Exchange that it will acquire SPC and Nature One Dairy via a binding merger implementation deed and share sale agreements subject to several conditions including approval by OJC shareholders in November 2024.
One project led by Cranfield University, with the Food Standards Agency and the UK’s Science and Technology Facilities Council (STFC), used a specialist light analysis technique to detect fake honey without opening the jar.
The team used non-invasive spatial offset Raman spectroscopy (SORS) — more commonly used in pharmaceutical and security diagnostics — to test UK honey spiked with rice and sugar beet syrups.
The test is said to have rapidly identified the ‘fingerprint’ of each ingredient in the product. The scientists combined this technique with machine learning to successfully detect and identify sugar syrups from various plant sources.
The method is reportedly portable and easy to implement, making it a suitable screening tool for testing honey along the supply chain.
Former Asahi Beverages Group CEO and current SPC Director Robert Iervasi has been appointed the Managing Director of the merged business, which will own and operate three business divisions, namely SPC, The Original Juice Co. and Nature One Dairy.
After completion of the transaction, which is expected in November 2024, the Combined Business (SPG) is expected to deliver more than $400 million of revenues and more than $29 million of EBITDA in FY25.
In addition to Iervasi, David Mallison will serve as Interim CFO, and OJC and NOD's CEOs, Steven Cail and Nick Dimopoulos will continue with the Combined Business post completion of the transaction to ensure a successful transition. Hussein Rifai will be chairman of the combined group.
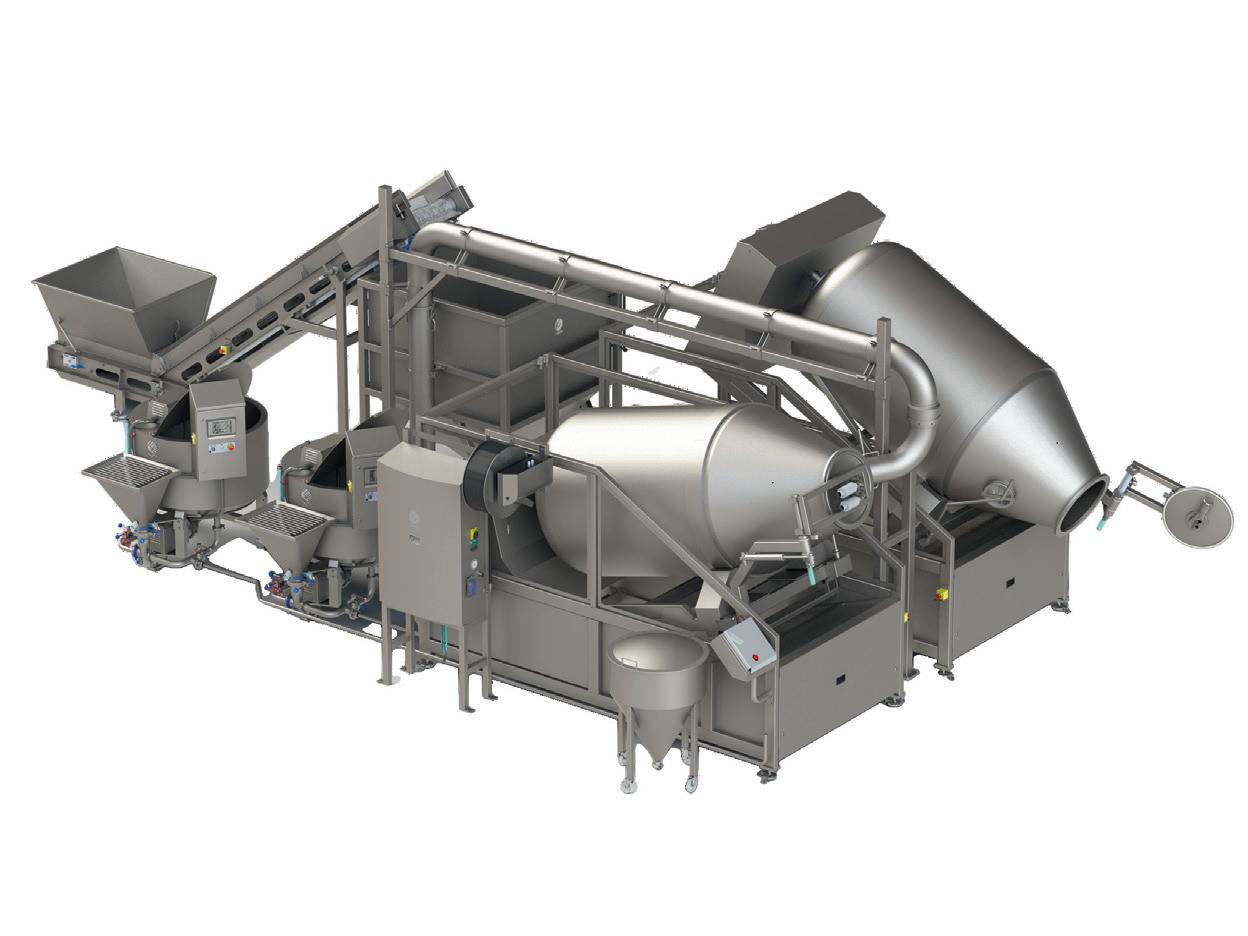
First drinks at new beverage facility
V Energy was the first drink brand to be rolled off the production line at Suntory's +$400 million multibeverage manufacturing facility in Queensland.
Production started in September at Suntory’s +$400 million multibeverage manufacturing facility in Queensland. This marks a significant milestone in the global drinks company’s growth strategy, with its new $3 billion partnership Suntory Oceania set to launch from mid-2025.
The 17-hectare site will be the new manufacturing and distribution hub for the company’s multi-beverage portfolio of over 40 brands.
The site has the capacity to hold over 50,000 pallets of product, with a high-speed glass line and two canning lines that have a filling speed of 180,000 cans per hour.
V Energy was the first product off the line. By mid-2025, the facility will also produce Suntory’s ready-to-drink (RTD) alcohol brands, including 196, Canadian Club and Dry, and Jim Beam and Cola.
Suntory Beverage & Food Oceania CEO Darren Fullerton said he was proud to see Suntory’s first Australian facility built — the largest FMCG investment into the country in the last decade.
“The start of production at our worldclass facility represents a pivotal moment for Suntory Oceania. We are excited about the growth this will unlock for Suntory in the region, and the opportunities we will be able to offer our people, our customers and our consumers,” Fullerton said.
“Full ownership of our supply chain will enable more capacity, more control and most importantly, more opportunity to innovate. With this new site we are well positioned to disrupt and ignite the category with our full multi-beverage offering.”
The facility is set up for sustainable manufacturing with a combination of renewable energy sources via 14 km of solar panels and a power purchase agreement with Queensland electricity provider CleanCo.
Darren Fullerton, CEO, Suntory Beverage & Food Oceania (L) and Mark Hill, Managing Director, Suntory Global Spirits Oceania (R) at the new facility.
This is combined with sustainable heating and cooling technology, and onsite waste management and water recycling facilities.
“Our Queensland operation will be entirely carbon neutral,” Fullerton said.
Mark Hill, Managing Director, Suntory Global Spirits Oceania, said the team is looking forward to the next phase of commissioning, enabling the manufacturing and distribution of Suntory’s alcohol portfolio.
“Our Queensland facility complements our global production footprint, which includes distilleries and bottling sites in North America, Europe and Japan, and will expand our capability and capacity to deliver for our customers like never before,” Hill said.
“This facility is central to Suntory Oceania, and we are thrilled to be harnessing the region’s great local talent, strong infrastructure and connectivity to power this next phase of growth.”
Suntory’s Queensland facility is set to officially open in mid-2025 in line with the commencement of alcohol production and the Suntory Oceania partnership.
“The site has the capacity to hold over 50,000 pallets of product, with a high-speed glass line and two canning lines that have a filling speed of 180,000 cans per hour.
Do you have a design story to share? Please email wnift@wfmedia.com.au if you'd like to contribute.
Demand for UHT cream continues to strengthen. In Asia, the demand is growing by integrating dairy into traditional foods such as laksa and milk tea. “Globally, we’re expecting demand to increase by more than 4% year on year between 2023–2032*,” said Fonterra CEO Miles Hurrell.
The new plant will initially create upward of 50 million litres of UHT processing capacity with the capacity to grow beyond 100 million litres by 2030.
Claimed to be New Zealand’s oldest dairy processing site still in operation, the Edendale site was first established in 1981. It was also said to be the first site in New Zealand to export refrigerated cheddar cheese and butter to global markets.
Now celebrating over 140 years, the site currently consists of 10 plants (soon to be 12) with processing capacity of up to 15 million litres of milk per day, with 14 million bags of milk powder exported each year.
The Edendale site treats wastewater through two main methods:
1. Biological — aerated pond system
2. Dissolved air flotation and irrigation
Usually both methods are used so the wastewater is aerated through the pond and then irrigated onto one of the five farms on the site.
The UHT Whipping Cream formulation was developed by Fonterra’s Research and Development Centre and is used in around 260 million cakes in Chinese bakery stores each year, as well as 400 million beverages — demand has continued to increase since 2014.
Fonterra COO Anna Palairet says the Edendale site is well set up for future growth, with decarbonisation work well underway along with a good supply of highquality cream in the region.
Whipping up a UHT cream plant in NZ
Fonterra is set to invest $150 million to build a new UHT cream plant at its Edendale site in Southland to meet growing demand through its Foodservice business, which is thriving in Asia.
“The additional processing capacity will allow us to manufacture more UHT cream products and grow value for farmers.”
And, she adds, the investment is also good news for the South Island economy.
“Adding to the six new roles created through the recently announced expansion at our Studholme site, we will create an additional 70 new jobs with this
new plant at Edendale. This is great news for the local community.”
Additional employment opportunities will also be created through the construction phase, which is scheduled to start early next year.
The first product is expected to come off the line in August 2026.
*Fortune Business Insights
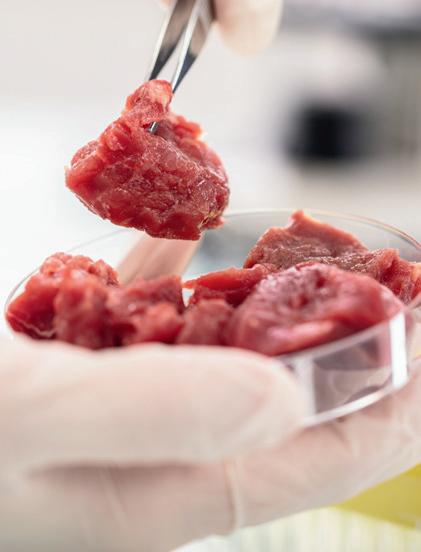
Authentic milk AI used to enhance milk safety testing and detect food fraud
By combining the genetic sequencing and analysis of the microbes in a milk sample with artificial intelligence (AI), researchers were able to detect anomalies in milk production, such as contamination or unauthorised additives. The new approach could help improve dairy safety, according to the study authors from Penn State, Cornell University and IBM Research.
In findings published in mSystems, a journal of the American Society for Microbiology, the researchers reported that using shotgun metagenomics data and AI, they were able to detect antibiotic-treated milk that had been experimentally and randomly added to the bulk tank milk samples they collected. To validate their findings, the researchers also applied their explainable AI tool to publicly available, genetically sequenced datasets from bulk milk samples, further demonstrating the untargeted approach’s robustness.
“This was a proof of concept study,” said the study’s lead Erika Ganda, assistant professor of food animal microbiomes, Penn State College of Agricultural Sciences. “We can look at the data from the microbes in the raw milk and, using artificial intelligence, see if the microbes that are present reveal characteristics such as whether it is pre-pasteurisation, post-pasteurisation, or is from a cow that has been treated with antibiotics.”
The researchers collected 58 bulk tank milk samples and applied various AI algorithms to differentiate between baseline samples and those representing potential anomalies, such as milk from an outside farm or milk containing antibiotics. This study characterised raw milk metagenomes — collections of genomes from many individual microbes within a sample — in what is claimed to be more sequencing depth than any other published work to date, and demonstrated that there is a set of consensus microbes found to be stable elements across samples.
The study’s findings suggest that AI has the potential to enhance the detection of anomalies in food production, providing a more
comprehensive method that can be added to scientists’ toolkit for ensuring food safety, Ganda explained.
“Traditional analysis of microbial sequencing data, such as alpha and beta diversity metrics and clustering, were not as effective in differentiating between baseline and anomalous samples,” she said. “However, the integration of AI allowed for accurate classification and identification of microbial drivers associated with anomalies.”
Microbial systems and the food supply chain are an ideal application for AI since the interactions between microbes are complex and dynamic, according to the study’s first author Kristen Beck, senior research scientist from IBM Research.
“There are also a multitude of variables in the food supply chain that affect the signal we’re seeking to observe,” she said. “AI can help us untangle the signal from the noise.”
While this research focused on dairy production, the findings may have implications for the wider food industry. Issues in food quality and safety can have rippling effects through the supply chain, so there is substantial interest in applying both targeted and untargeted methods to identify ingredients or food products that show an increased risk of food fraud, food quality and food safety issues.
“Untargeted methods characterise all molecules that can be identified to identify ingredients or products that deviate from a ‘baseline state’ that would be considered normal or under control,” she said. “Importantly, these untargeted methods are screening methods that do not define an ingredient or product as unsafe or adulterated; rather, they suggest an aberration from the normal state that should trigger follow-up actions or investigations.”
The research collaboration featured all three partners as follows:
• IBM’s open-source AI technology, Automated Explainable AI for Omics, was used to process vast amounts of metagenomic data, or all the nucleotide sequences isolated and analysed from all the microbes in bulk milk samples, enabling the identification of microbial signatures that traditional methods often can miss.
• The Cornell researchers’ expertise in dairy science elevated the practical relevance of the research and its applicability to the dairy industry.
• Penn State’s One Health Microbiome Center in the Huck Institutes for the Life Sciences played a critical role in integrating microbial data for broader health and safety applications.
The affordable solution you’ve been waiting for with peace of mind warranty for 5 years*
FULL RANGE OF AIR COMPRESSORS OIL LUBRICATED | OIL FREE | ROTARY SCREW | RECIPROCATING | PORTABLE
Dust control
10 reasons it is crucial for F&B manufacturing
John Hilgendorf of ABM Equipment
Dust collection systems remove dust and other particulate matter from the air and are very important for many companies and industries at large — food and beverage processing plants in particular. They come in many forms and configurations for different applications and materials. But, at the highest level, they can be divided into three types of solutions — each with its own unique advantages and disadvantages.
Cartridge dust collectors are known for their high efficiency, low maintenance and ability to remove a wide range of particle sizes. Cyclone dust collectors are well suited to heavy dust and debris removal, and have a simple design and low running cost. Baghouses are efficient in capturing fine dust particles but require more maintenance. The choice of dust collection system will depend on the specific requirements of the application and the type of dust or particles that need to be removed. All of this addresses the ‘which’ question, but why is dust collection a must-have piece of F&B manufacturing equipment?
Top 10 reasons for dust collection equipment
1. Regulatory compliance: Many industries are subject to strict regulations regarding air pollution and emissions, and a dust collection system can help companies comply with these regulations by removing dust and other particulate matter from the air.
2. Safety/liability: Dust and other particulate matter can be hazardous to workers’ health, and a dust collection system can help to reduce the risk of respiratory problems and other health issues by removing these particles from the air.
3. Equipment protection: Dust and other particulate matter can damage equipment and machinery, and a dust collection system can help to extend the life of equipment by removing these particles from the air.
4. Product quality: Dust and other particulate matter can negatively impact product quality, and a dust collection system can help to ensure that products are free from contaminants by removing these particles from the air.
5. Cleaning savings: Dust removed from the air is dust removed from surfaces. Catching the dust before it escapes saves cleaning staff a lot of time and effort.
“ The choice of dust collection system will depend on the specific requirements of the application and the type of dust or particles that need to be removed.
iStock.com/GMVozd
6. Pest prevention: In F&B processing applications, dust collection is worth it even if just to deter pests because, once you house them, it can be nearly impossible to eliminate them.
7. Energy efficiency: Dust and other particulate matter can clog filters and other components of heating, ventilation and airconditioning (HVAC) systems, leading to decreased energy and equipment efficiency. A dust collection system can help to improve energy efficiency by removing these particles from the air.
8. Fire prevention: Dust and other particulate matter can be a fire hazard, particularly in industries that reduce the particle size of flammable materials like wood and grains. A dust collection system can help to reduce the risk of fire by removing these particles from the air.
9. Environmental concerns: Dust and other particulate matter from metals and chemicals can be harmful to the environment, and a dust collection system can help to reduce the environmental impact of industrial and commercial operations by removing these particles from the air.
10. Cost savings: Dust and other particulate matter can lead to increased maintenance and repair costs, as well as decreased energy efficiency. A dust collection system can help to reduce these costs by removing these particles from the air.
Comparing methodologies
Given there are several different types of dust collection systems available, each type has its own advantages and disadvantages making it better suited to certain applications than others. Here are some key considerations.
Cartridge
Cartridge dust collectors are a type of dust collection system that uses pleated filters, known as cartridges, to trap and remove dust and other particles from the air. These systems are suitable for use in a variety of industrial and commercial environments, including F&B processing facilities as well as woodworking and metalworking shops. One of the major benefits of cartridge dust collectors is their high efficiency in removing dust and other particulate matter from the air. Because the cartridges are made of a porous material, they are able to trap and remove a wide range of particle sizes, from fine dust to larger particles. Additionally, cartridge dust collectors take up little space and it’s very easy to swap the filters. The downside is that these filters will clog more frequently, so are not practical for highvolume applications.
Cyclone
Cyclone dust collectors, also known as cyclonic separators, use centrifugal force to separate dust and other particles from the air. These systems work by drawing dirty air into a cylindrical chamber, where the air is then spun at a high velocity. This spinning motion causes the heavier dust and particles to be thrown to the walls of the chamber, where they can be collected and removed. Cyclone dust collectors are suitable for use in applications where a large volume of heavy dust and debris needs to be removed, such as in woodworking or metalworking operations. They are relatively simple in design, easy to maintain and have a low running cost. However, they are rather large and are not as efficient in removing fine dust particles as compared to the other methods because they don’t use bags. For this reason, some processors who continuously generate a lot of dust but also need everything filtered will pair a cyclone filter with another option for a two-stage solution.
Baghouses
Baghouses, also known as fabric filter dust collectors, use a series of filter bags to trap and remove dust and other particles from the air. These systems work by drawing dirty air through the filter bags, which are made of a porous material that captures dust and other particles. Baghouses are suitable for use in applications where a high degree of filtration is required, such as in cement plants, power plants, flour milling and other industrial operations. They are efficient in capturing fine dust particles but are relatively high maintenance as the filter bags usually cannot be replaced by laymen. The considerations to be made with baghouses are footprint and maintenance cost — but if users have room outside their facility and a service agreement with an appropriate provider, these pains can be alleviated without much trouble. For these reasons, baghouses are a popular solution.
Overall, integrated dust collection systems are a consequential component of a bulk dry solids processing facility, ensuring that particles don’t get into the air and on the facility floor. This makes breathing easier, reduces risk of slipping and, depending on the application, will reduce explosion risk or attraction of pests. By effectively capturing airborne particles, a cleaner and safer work environment is ensured.
X-RAY AND CHECKWEIGHER MACHINE
Antares Vision Group’s X-Ray and Checkweigher machine detects a wide variety of foreign bodies and identifies packages’ out of weight tolerance.
The machine is available in both top-down X-ray format for horizontal products including pillow packs, cases and trays and side-beam format for vertical products such as bottles and jars.
Both pieces of equipment can be operated through a single control screen.
The weighing unit features the latest load cell technology and is designed to operate with accuracy of plus or minus 0.2 g (subject to operating environment).
The two systems work together in synchronisation, but if required, the X-Ray and Checkweigher can work independently without affecting the functionality or speed of the line.
Designed specifically for the food industry, the unit’s hygienic construction features quick-removal conveyors and a completely washable structure.
Enmin is the exclusive Australian representative for Antares Vision Group’s solutions to the food industry.
Enmin Pty Ltd www.enmin.com.au
PALLETISER WITH INTEGRATED STRETCH WRAPPING
PALWRAPP is Robopac’s latest range of compact and modular all-in-one palletisers and stretch wrappers. Designed to be gentle on products, the range is suitable for handling packs with flat bottoms typical of the FMCG Industry.
The energy-efficient palletiser is capable of handling pallets up to 1200 x 1200 mm and operating at speeds of up to 50 cases/min with up to three layers per minute. It is able to manage a layer weight of up to 350 kg and comes with options for stretch wrapping, destacking and automatic interlayers.
The range’s models share common functional modules and frame systems to maximise layout flexibility while reducing costs through increased manufacturing and machine control efficiencies.
There are different versions available for automatic or semi-automatic operation, different infeeds and stacking heights.
Benefits include improvement in overall equipment effectiveness (OEE) availability with reduced handling and automatic format change. There’s no need to transfer pallets between standalone palletisers and wrappers, so users can save time on changeovers.
The combined palletiser/pallet wrapper system allows for continuous operation without interruption between stages. A unified control system with a simple, intuitive interface manages both palletising and wrapping to optimise the speed of each stage based on real-time data.
The integrated stretch wrapping system features Robopac’s CUBE technology for improved load stability.
With good flexibility and user friendliness, the palletiser meets Cat 3PL (D) as standard (high safety) and conforms to Australian safety standards. Foodmach Pty Ltd www.foodmach.com.au
of bots at work for Coles
Coles opened two new Customer Fulfilment Centre (CFC) this year as part of a $400 million partnership with online grocery technology company Ocado. The first CFC was opened in Truganina, just over 20 km west of Melbourne’s CBD, and the second CFC is located 40 km west of Sydney’s CBD in Wetherill Park.
Coles Chief Executive Officer Leah Weckert was at the opening of the inaugural CFC in Victoria on Friday 20 September.
“We sought the best global technology in the world to reimagine the Coles Online experience here in Australia. This transition from a local, store-based fulfilment model to a central, world-class facility will enable us to better serve the greater Melbourne region, home to more than five million people,” Weckert said.
Using Ocado technology with artificial intelligence, advanced robotics and automation, the CFC will help to transform the way Coles Online orders are picked, packed and delivered.
The 87,000 m2 site at Truganina is designed to provide improvements for online shoppers such as better availability, fewer substitutions, increased range of products and improvements in the shelf-life of staples like mince and milk.
The site features a centralised hub, known as ‘The Hive’, where a fleet of more than 700 bots will fulfil an order containing 50 items in just five minutes,
while an artificial intelligence ‘air traffic’ control system will oversee the bots as they move around giant 3D grids, transporting containers of grocery items to be packed and delivered by Coles team members.
When fully operational, the site will hold three million units of stock while having the ability to process more than 10,000 customer orders per day. It will house a range of specialty brands and local foods from smaller suppliers. There is also an on-site bakery which will bake to order twice a day, and a fresh produce area where produce is cut and packaged to order, in an effort to reduce wastage.
The CFC will employ more than 1000 team members, including drivers and fulfilment roles that will use high-tech packing equipment, and there will be a fleet of more than 200 home delivery vans specially designed with dual compartments to ensure fresher products while reducing emissions, and a side door to make it easier and safer for delivery drivers to unload. The delivery catchment will span the Melbourne region from Ballan in the west across to
Bunyip in the east, and from Beveridge in the north down to the Mornington Peninsula.
Called Brungilo Curran — meaning Stringybark Gum Tree — the Truganina CFC has sustainability features including a twomegawatt solar installation, sensor lighting, water recycling system, and 100% recycling of cardboard.
The first of two CFCs, the opening of the Truganina CFC follows on from Coles Group’s opening of two automated distribution centres in Kemps Creek, New South Wales and Redbank, Queensland within the last 18 months.
During October, Coles opened its second Customer Fulfilment Centre in Wetherill Park. Also using Ocado technology, the Wetherill Park site has a footprint of more than 87,000 m2 and can hold three million units of stock while having the ability to process more than 10,000 customer orders per day when running at full capacity. It has been designed to support best-practice sustainability, with features of the build including a 2 MW solar installation, sensor lighting, water recycling system and 100% recycling of cardboard.
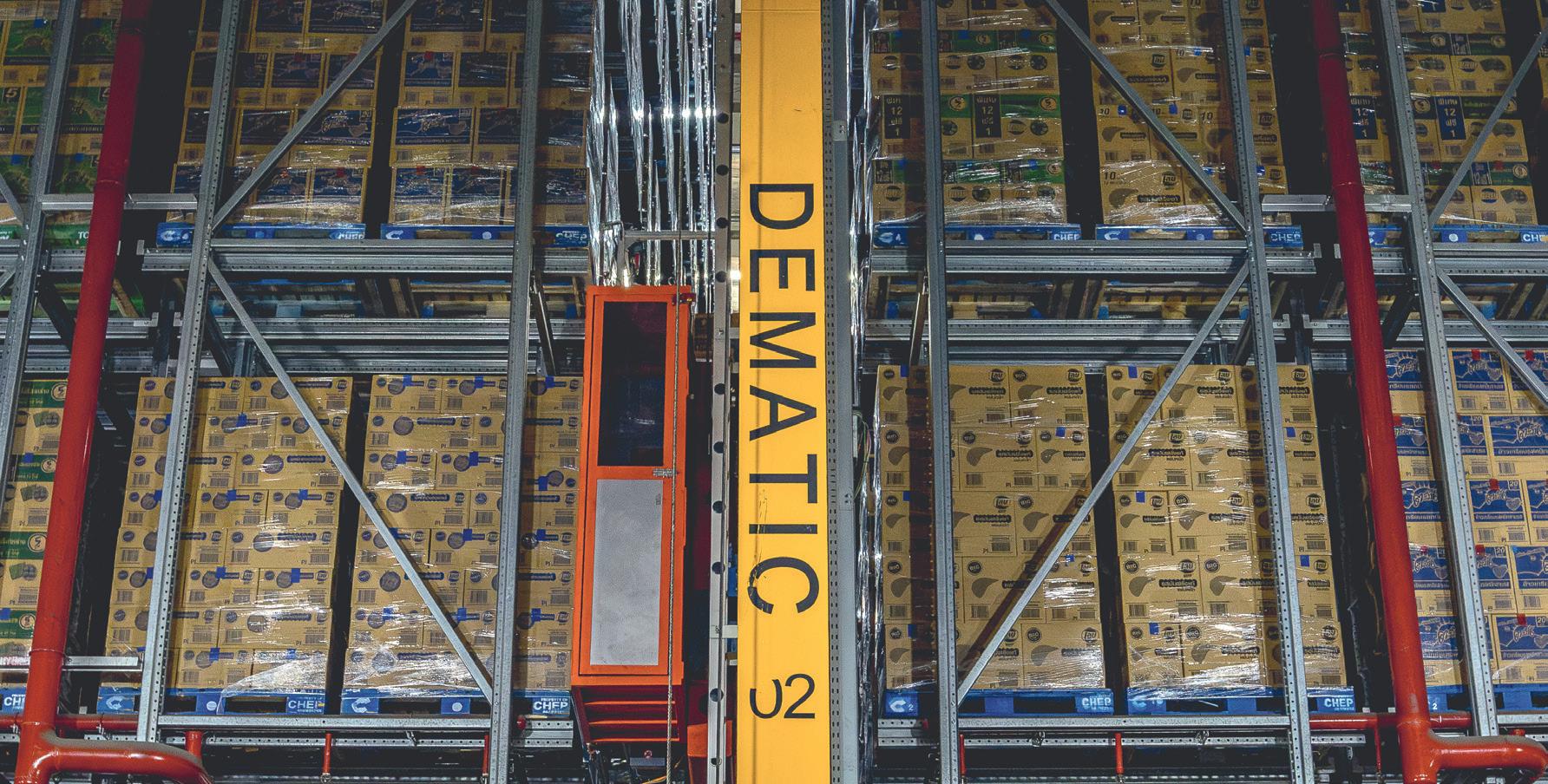
PepsiCo builds logistics automation system In Thailand
PepsiCo has partnered with Dematic to integrate automation as a central feature of its expanded production and logistics facility in Rojana, Thailand.
PepsiCo’s Rojana facility produces a variety of products. With a growing demand for its products in Thailand, PepsiCo recognised the necessity to build capacity in both production and logistics.
“Rojana is one of our biggest plants, and it also has several different product platforms. We have potato chips, we have Staxbrand chips and we have Fry Pack in extruded products as well. Those products are made at Rojana and are not only distributed nationally across Thailand, but also internationally to Vietnam and other neighbouring countries.” Colin Matthews, Supply Chain Senior Director – IndoChina Foods, PepsiCo, said.
To support PepsiCo’s growth and address space constraints and labour challenges, Dematic worked closely with PepsiCo to develop an automation solution to address its storage, throughput capacity and productivity needs in its logistics operations. The solution centres around an automated storage and retrieval system (AS/RS) with a direct link to both the production and order fulfilment areas.
The AS/RS stores pallets within five aisles of double-deep, high-bay racking with a total of 16,520 pallet locations. A network of pallet conveyors and rail-guided vehicles (RGVs) receives pallets automatically at the end of the production lines and transports them for storage, then directs them from storage to despatch docks or to automatically replenished pick locations for full-case order picking. The solution includes Dematic Warehouse Control System (WCS) software to manage all the automation, the material flow and the inventory as well as to provide real-time tracking and visibility of all transactions.
“The AS/RS is at the heart of PepsiCo’s strategy to enhance its production and logistics efficiency at the Rojana facility,”
said Phamondate Rukdee, Sales Manager, Dematic Thailand. “It provides an extremely space-efficient way to store products between when they are manufactured and when they need to be assembled and despatched for delivery to customers.”
The Dematic AS/RS provides fully automated, high-density, high-throughput storage for pallets. It provides complete and real-time visibility of overall inventory, delivering the highest level of accuracy so stock cannot be lost or forgotten. With minimum manual handling needed, product damage and the associated cost and waste are also significantly reduced.
“Previously we had a very manual solution that took a lot of time for people to go around and understand exactly what products we had in the warehouse. In contrast, the Dematic solution is very intuitive. It enables our team to look across the whole of the AS/RS and understand exactly where we have the stock, and they can intuitively and quickly make any adjustments they need to. The AS/RS has more than doubled our capacity and the automation takes us away from the very manual operation we had before. This allows us to supply goods to customers with greater efficiency, leaving them very satisfied,” Matthews explained.
Beyond the benefits described above, the Dematic AS/RS solution also improves warehouse operator safety by dramatically reducing the amount of forklift trucks and other materials handling equipment such as pallet movers, which in turn has reduced accidents, damage and injuries to people and equipment.
The Dematic solution is designed with the future in mind and can be expanded to accommodate additional growth and adapted to changing business requirements.
Dematic Pty Ltd www.dematic.com.au
P3-P5
Strong
BIO-BASED HOT MELT ADHESIVE
The Henkel Technomelt Supra 079 Eco Cool hot melt adhesive is a bio-based product that combines 49% directly bio-based raw materials with 30% ISSC-certified mass-balanced material. It is used to bond folding cartons, trays and wrap-around packaging at a processing temperature that is claimed to be able to be reduced by up to 40°C.
In addition to lower energy consumption, there are advantages for the operating personnel: these include a lower risk of burns and reduced exposure to vapours and volatile substances.
The solution is claimed to be able to reduce CO2 emissions by up to 32% compared to a premium polyolefin-based hot melt.
Like many non-bio-based adhesives in the Henkel portfolio, the adhesive is compatible with the paper recycling process and is certified as such by cyclos-HTP.
Henkel Australia Pty Ltd www.henkel-adhesives.com
VIBRATORY CONVEYORS
Key Technology (Key) has introduced high-capacity vibratory conveyors for advanced food-handling applications. Key’s Iso-Flo, Impulse, Zephyr and Marathon vibratory conveyors offer versatility at high throughputs, good sanitation and minimal maintenance requirements.
Conveying up to 45,359 kg/h of product and available in widths of more than 3 m, these extra-large, highcapacity conveyors can be engineered for grading, aligning, distributing and other specialised food-handling functions.
The vibratory conveyors are suitable for fruits, vegetables, potato strips, potato chips, nuts, meat, poultry, seafood, dairy products, confections, snacks, bakery products, cereals, grains and more. Key can customise the tune and stroke of each vibratory system to match the needs of the application so conveying performance can be optimised.
The specialised conveyor designs can help facilitate sophisticated functions even at high capacities, including grading, removing fines, dewatering, distributing and spreading product for sorters and other downstream equipment.
The conveyor spring arms can be positioned either on the sides of the bed or underneath it. Drives can be positioned outside, inside or even close to the centre of the frame. The design and rigidity of the frame can also customised, depending on the application. Each conveyor can be installed in a variety of different ways — suspended from overhead, supported from the floor or mounted to other machinery.
Key Technology Australia Pty Ltd www.key.net
Unlocking AI Strategic moves to revolutionise the food sector
Todd Redwood*, Global Managing Director, BSI Group
Technology already plays a central role in the journey our food makes from source to shelf, from robots deployed on farms to automation on production lines or online deliveries to bring products into our homes. As the AI transformation gathers pace, we can expect AI tools to become established in the sector.
This is an exciting prospect. There are clear gains to be made, whether around supply chain management and monitoring, robotics on farms or using AI to monitor food quality and reduce waste. These gains could include enhancing processes and driving efficiencies, productivity gains, smoother procurement through global supply chains, that all makes perfect sense. Already, many large Australian food businesses are using AI and speaking about it proactively. Examples include Treasury Wine Estate, which is using climate data and an AI algorithm to optimise agricultural productivity and improving food safety, and Costa Group, which is implementing AI through its Sensing+ system — using in-crop sensors and data analytics to optimise agricultural practices. For many household name businesses, AI will be a core part of their strategic thinking and business planning.
At the same time, the sector has historically involved many manual roles that could be automated via AI and robotics. If AI is to be deployed effectively, food businesses will need to bring employees on the journey too. Many of them may see AI as a threat to their jobs, or at least something they feel unprepared for. Yet already in the sector there are jobs, for example around sustainability, that didn’t exist 10 years ago. AI could be an opportunity accelerator, creating new roles and more exciting jobs. But communicating the
opportunity of AI for individuals and the industry as a whole, and the business’ strategy for making it a success is absolutely pivotal. Equally, it’s about upskilling people to be part of the success story. At present, only 39% of sector leaders surveyed said their business had a learning and development program to ensure successful delivery of AI training, yet 88% said businesses have the responsibility to train teams to use AI tools in order to protect jobs.
The prospect of using pioneering technology to enhance productivity, deliver food sustainably and safely, and improve workforce well-being, is an exciting one for the food sector. On the horizon we have the prospect of supply chains less vulnerable to disruption, a reduction in food loss and waste and a way to mitigate the impact of crop cultivation on the environment. AI cannot solve every challenge, but it is undoubtedly a huge opportunity for the food sector.
What’s positive is that enthusiasm is growing amongst business leaders — 79% in the sector say they have greater trust in AI now than a year ago — suggesting the food and farming sector has an exciting opportunity to leverage the power of AI for good.
Ultimately, success is not guaranteed. It requires strategic planning and long-term thinking to integrate it successfully and then steps to build trust amongst customers and employees. The prize is a more efficient and productive food sector that meets customer needs safely and sustainably.
*Todd Redwood ran a workshop on Society 5.0: Building Trust in AI as a Force for Good during the Advanced Food Manufacturing session at the AIFST24 Convention in Sydney Australia in August.
How Palletising Can Improve your OEE
Phillip Biggs
In FMCG, operational efficiency is key to staying competitive.
One essential area that directly impacts productivity and logistics is palletising — the process of stacking and arranging products on pallets for safe handling, storage, and transportation.
One of the most effective ways to ensure smooth production is through the use of advanced palletising systems. The right palletiser for your business will be designed not only to meet your unique demands but also to enhance your Overall Equipment Effectiveness (OEE).
Let’s explore how palletising solutions can drive improvements in Availability, Performance, and Quality — the core metrics of OEE.
What is OEE and Why Does It Matter?
OEE is a gold-standard metric used by manufacturers to assess how efficiently their equipment is being utilised. It is calculated by multiplying three key components:
• Availability: How often the equipment is operational when it is supposed to be.
• Performance: How efficiently the equipment runs compared to its maximum potential.
• Quality: The proportion of good, saleable products out of the total produced.
An OEE score of 100% represents perfect production: no downtime, maximum speed, and zero defects. However, in reality, most manufacturers score well under 100% and can improve their profits considerably by finding ways to boost OEE.
This is where clever palletiser selection can provide a crucial advantage — enhancing OEE across all three metrics to minimise losses while addressing the specific challenges of FMCG manufacturing.
How Palletisers Can Improve Availability
Availability measures the percentage of scheduled time that the equipment is available to operate. Frequent changeovers, mechanical issues, or delays in product flow are some of the common factors that negatively impact Availability.
Look for a palletiser that is engineered with maximum uptime in mind. Key features include:
• Rapid changeover capabilities: Look for a solution designed to handle a wide range of product sizes and configurations. With automated or tool-free changeovers, operators can switch between product runs in minutes, significantly reducing downtime. In particular, you
want intuitive, built-in pallet pattern programming software so that you can easily change SKUs without calling in a software engineer (which will save you thousands of dollars each time).
• Modular design for easy maintenance: Maintenance can be one of the biggest contributors to lost Availability. Modular components that are easy to access, inspect, and replace keep downtime to a minimum. Predictive maintenance technology allows operators to address issues before they lead to unexpected breakdowns.
• Integrated diagnostics and remote support: Real-time monitoring and remote troubleshooting capabilities ensure problems can be quickly identified and resolved without the need for onsite intervention, ensuring faster recovery from disruptions.
By improving Availability, efficient palletising ensures more production time is spent generating value, not dealing with downtime.
How Palletisers Can Boost Performance
Performance is a measure of how efficiently equipment runs when it is operational. Underperformance can occur due to speed losses, bottlenecks, or inefficient processes. A high-performing palletiser can eliminate these inefficiencies and maximise throughput.
Here’s how:
• High-speed operation: Customspecified palletisers are built to meet the high-speed demands of the FMCG sector. Capable of stacking up to 9 pallet layers a minute (depending on the product and configuration), they ensure that production lines operate at peak capacity. Also, selecting a palletiser with extra speed capacity ensures it won’t be the bottle neck on your line.
• Customisable layout options: Every production environment is unique. Flexible palletising solutions can be tailored to fit specific factory layouts, minimising bottlenecks and ensuring smooth product flow across the line.
• Seamless integration with upstream and downstream equipment: A wellsynchronised production line avoids unnecessary slowdowns. A customised palletiser integrates smoothly with upstream filling, labelling and packaging systems, as well as downstream wrappers and conveyors, optimising the overall production flow.
• Reduced micro-stops: Micro-stops — brief, unscheduled interruptions — can significantly impact performance. Look for a palletiser with an advanced control system that detects and resolves micro-stops quickly, ensuring continuous operation.
With enhanced Performance, manufacturers can meet their production targets consistently, maximising output without sacrificing efficiency.
Ensure OEE Quality with Precise Palletising Technology
In OEE calculations, Quality reflects the proportion of good products produced without defects. Poor palletising can lead to damaged products, unstable pallets or rework, all of which negatively impact the Quality metric. An efficient palletiser delivers consistent, high-quality stacking. Here’s how they achieve that:
• Accurate product placement: Mechanical palletisers, advanced robotic palletisers with vision systems, or a hybrid of the two ensure every product is placed precisely on the pallet, maintaining stability during storage and transportation.
• Handling delicate and varied products: Whether dealing with fragile glass bottles, awkwardly shaped packages, or highvolume cartons, you want palletisers that are equipped to handle a wide variety of
products gently and efficiently, reducing the risk of product damage.
• Adaptive controls for label alignment and product orientation: For FMCG products, aesthetics and branding are crucial. You need fine-tuned control over product orientation, ensuring labels and packaging face the correct direction every time to enhance shelf presentation.
• Minimising rework and rejects: Precision palletising reduces the likelihood of improperly stacked pallets, minimising the need for rework or disposal of damaged goods. With reject rates as low as 1%, manufacturers can enjoy higher profitability and a more consistent supply chain.
By maintaining high Quality standards, palletisers can help manufacturers reduce waste and increase customer satisfaction.
Foodmach’s OEE-Optimised Solutions Foodmach’s palletisers are more than just machines; they represent a holistic approach to OEE. Here are additional features that set them apart:
• Data-driven insights: Foodmach’s palletisers can integrate with OEE tracking software, providing detailed insights into equipment performance. This data helps manufacturers identify inefficiencies and make informed decisions to improve productivity.
• Energy-efficient operation: Sustainability is becoming increasingly important in manufacturing. Foodmach’s palletisers are designed to minimise energy consumption, aligning with sustainability goals while keeping operating costs low.
• Turnkey solutions: Foodmach offers more than just equipment — we provide end-to-end solutions, including consultation, installation, training, and ongoing support. This comprehensive approach ensures our customers get the most out of their investment. For example, we can integrate a stretch wrapper and even pallet labelling into the complete endof-line palletising solution.
• Scalable for growth: As manufacturers grow, production needs evolve. Foodmach’s modular palletisers are scalable, allowing manufacturers to expand capacity or add new features without a complete overhaul.
A Real-World Example: Success in the FMCG Industry
One standout example of Foodmach’s palletising success comes from our work
with Pirate Life in Adelaide. Pirate Life required a palletiser that could handle production of beverage cans at 250 cans a minute, just 15% of the speed of a big canning line at a larger brewery.
The Foodmach team developed its palletising expertise by designing and installing canning lines at large operations running at 1,000 to 2,000 cans per minute. Applying those learnings around line control and accumulation to smaller manufacturers such as Pirate Life results in extra output and efficiency without extra capital expense. Apart from the efficiency of the palletiser itself, the overall packaging line speed really comes down to the skill of the integration provider. Foodmach’s solution integrated seamlessly into their production line, ensuring smooth operation and a high OEE. The new canning line is a success and has enabled Pirate Life’s proposed expansion, facilitating exports to international markets.
Palletising can be an Advantage in OEE Excellence
Achieving optimal OEE is a continuous challenge for FMCG manufacturers, but the right palletising solution can make a significant impact. Foodmach’s palletiser range is engineered to enhance Availability, Performance, and Quality, helping manufacturers meet their production goals efficiently and consistently.
With features like rapid changeovers, simple layer pattern design, modular design, high-speed operation, and precise product handling, Foodmach’s palletisers offer a competitive edge for businesses looking to maximise their OEE.
By choosing Foodmach, manufacturers are not just investing in equipment — they’re investing in a future-proof solution that drives productivity, reduces waste, and ensures operational excellence in the face of evolving industry demands.
And if your business could do with a new palletiser but you don’t have the CAPEX, we have a Lease to Buy option at low interest that can generate positive cash flow for you now, when it’s needed most. Call Chris Yule on 0408 944 587 for more information.
www.foodmach.com.au
Fonterra invests NZ$150m for new cool store in NZ
In New Zealand, dairy Co-op Fonterra has announced a further investment in its operations with around NZ$150 million earmarked for a new cool store at its Whareroa site in Taranaki, which currently employs more than 1000 people and has 11 plants.
The new cool store will be the size of three rugby fields (19,000 m2), store about 26,000 t of cheese, and increase the site’s cool store capacity by around 5000 t.
TEMPERATURE MONITORING KIT
Designed to improve commercial refrigeration management, Monnit’s advanced temperature monitoring kit is tailored for the food and beverage industry. The system offers versatile connectivity through 4G or Ethernet Gateways, ensuring the data from a user's cool rooms is consistently transmitted and easily accessible. The 4G option includes a 12-month data package for seamless integration.
Construction on the new cool store began in October and will take place over two phases to enable the existing building to remain operational.
The expansion is expected to create local employment opportunities and is forecast to take three years to complete.
This announcement follows recent news of a new protein plant at the Co-operative’s Studholme site and a new UHT cream plant at Edendale in the South Island
Equipped with a wireless temperature sensor with a 3-foot probe, the kit is designed to deliver precise, real-time monitoring of temperature in a user's cold storage areas. The included software subscription, valid for 12 months, provides a comprehensive platform for remote management and analysis, allowing for detailed oversight of temperature data from any location.
To further tailor the monitoring setup, optional SMS packages are available. These offer instant notifications of temperature excursions, ensuring critical deviations are quickly communicated for immediate corrective actions. Additionally, optional aluminium temperature buffers can be added to enhance temperature stability within sensitive storage areas.
Designed for straightforward deployment, the system is ready for use — simply place the sensors, connect the Gateway, and begin monitoring. This user-friendly setup is designed to enable businesses to maintain optimal storage conditions with minimal effort, safeguarding product quality and safety.
OneTemp Pty Ltd www.onetemp.com.au
Fonterra Whareroa site.
The Importance of Blast Freezing for Food Products in Australia
In the Australian food industry, maintaining the quality and safety of food products is paramount. One of the most effective methods for achieving this is blast freezing, a rapid freezing process that plays a crucial role in preserving the integrity of food items.
Blast freezing involves subjecting food to extremely low temperatures (typically -18°C or lower) at a rapid rate. Unlike traditional freezing methods, which can take days or weeks, blast freezing can freeze products in 24–48 hours dependent on the commodity and temperature. This quick process is essential for maintaining the cellular
structure of food, reducing ice crystal formation, and ultimately preserving flavour, texture, and nutritional value.
Blast freezing rapidly lowers the temperature of food, inhibiting the growth of bacteria and pathogens. This is particularly critical for perishable items, as it helps prevent foodborne illnesses. By quickly moving food through the temperature danger zone (between 5°C and 60°C), blast freezing enhances food safety.
Americold blast freezing
The benefits of blast freezing extend beyond quality preservation. It reduces waste,
improves stock management, and enables businesses to meet customer demand for a wide range of frozen products year-round. Additionally, it offers substantial economic advantages by extending shelf life, and facilitating global food logistics.
Products well-suited for blast freezing include:
• Fresh fruits and vegetables
• Meats and seafood
• Prepared meals
• Bakery and dairy items
Americold provides blast freeze services at many of its locations around Australia and New Zealand. Conducting blast freezing and frozen storage in the same location streamlines operations as it reduces the need for transportation, minimizing the time food spends in transit and lowering costs associated with logistics. It also allows for quicker turnaround times, enhancing overall operational efficiency.
Scan the QR code to learn more about the blast freezing options at an Americold site near you.
All at sea Boosting seafood transparency and the cold chain
Refrigerated cargo vessels, known as ‘fish taxies’ or ‘reefers’, that function as mobile ports for fishing boats, are frequently described as weak links in the traceability of the seafood value chain. New research has now identified the owners of all globally used reefers, the flags they use, and the fishing vessels they meet. The findings, published in Science Advances, show that only 324 owners are responsible for all transshipment of fish worldwide, with China, Russia and Greece playing a significant role. “A major step for more transparency,” said lead author Frida Bengtsson of the Stockholm Resilience Centre at Stockholm University.
Refrigerated cargo vessels play a significant role in the seafood industry. For instance, nearly a third of global tuna catch (worth US$10.4 billion) is transhipped annually. Transshipment, the transfer of catches but also people, spare parts and fuel between a fishing vessel and a reefer, has been repeatedly described as opaque and associated with illegal activities, as it can enable the transfer of illegally caught species or obscure the origin of seafood.
Fishing practices at sea used to be out of sight and out of mind, but recent advancements in the collection and sharing of satellite data at the vessel level mean that researchers and the public can now see where vessels operate. A missing piece, however, has been knowing who owns the reefer vessels used in the transshipment of seafood.
VACUUM HOSE LIFTERS
“Understanding who the beneficial owner of a vessel is provides new leverage and opportunity for improved governance and oversight of this practice,” said Bengtsson.
In this study, researchers from the Stockholm Resilience Centre, the Stanford Center for Ocean Solutions and the University of British Columbia have identified 569 reefers currently in use in the fishing industry and their 324 beneficial owners. Just 10 of these owners account for almost a quarter of all transshipment events globally. Considering the volumes of seafood that are transshipped, this is a surprisingly low and very manageable number of actors, explains Frida Bengtsson:
“If we work with these key actors and get them to improve their operations, we could quickly improve the traceability and sustainability of seafood.”
The new research has also mapped where in the ocean reefer owners operate their vessels, the gear used by the fishing vessels they meet, and the flags involved. All this data can now be freely accessed and visualised using an online tool. This transparency can become a key tool for NGOs, insurance companies and financial actors interested in creating stronger incentives for sustainable behaviours at sea.
Timmer has a range of vacuum hose lifters for safely lifting and lowering heavy goods.
Suitable for a range of applications in the beverage industry, the quickLIFT not only simplifies the handling of crates and packaging, but also improves ergonomic conditions in the workplace.
The solution enables fast pick & place handling of light to medium-heavy loads. Thanks to the optional integrated multi-suction unit, the hose lifter can safely pick up a wide variety of materials — from cardboard boxes to sensitive packaging.
For heavier loads, Timmer has the heavyLIFT. Equipped with a keg turner, the tube lifter enables the safe lifting, turning and emptying of heavy keg.
Timmer GmbH
www.timmer.de/en/home
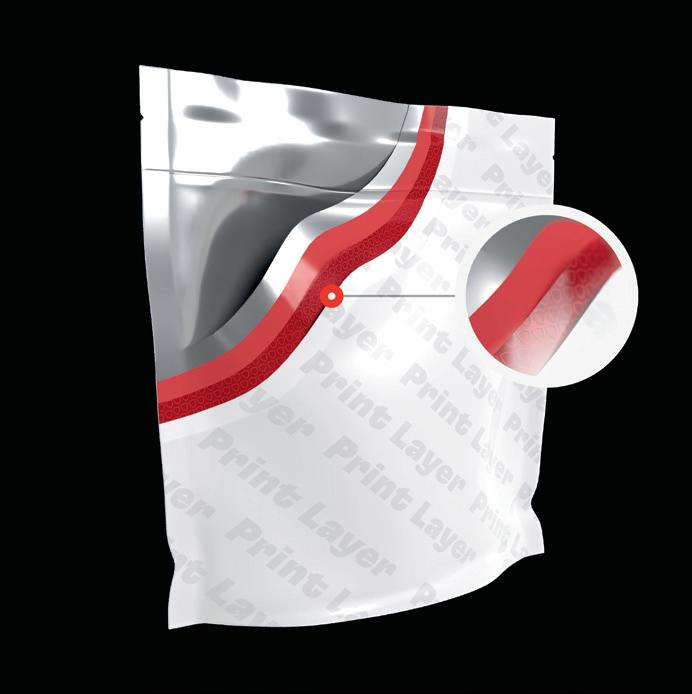
Don Smallgoods reduces plastic using flow packs
Transitioning away from traditional thermoform packs, Don Smallgoods is packaging its sliced deli meat in flow packs using the Omori Bellpack packaging solution, which was installed and commissioned by Perfect Automation.
From its inception to development by Omori, the Bellpack wrapper became a reality in 2010 and has since been widely used across the European small goods and cheese sectors.
The re-closable flow packs are claimed to achieve a 50% reduction in plastic usage compared to thermo packs and require less energy to produce the package, while also being designed to extend product freshness and longevity.
The re-close mechanism has a user-friendly anti-tampering seal, which allows consumers to easily open and reseal the pack after the initial use. This is designed to ensure continued freshness and usability without any inconvenience.
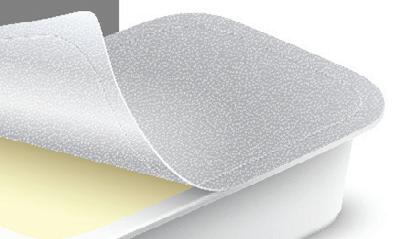
Sustainable packaging for meat slices
Sustainable packaging and paper producer Mondi has worked with Swedish food manufacturer Scan Sverige to create a polypropylene (PP)-based mono-material packaging, which is purposely designed with recyclability in mind.
The cold meats manufacturer now uses Mondi’s WalletPack for its Parsons range of sliced ham, salami and plant-based products. The new packaging replaces the previous solution, which was an unrecyclable multi-material pack that consisted of PET-PE and PA-PE laminates.
The WalletPack is a PP-based solution that is designed for recycling by plastic recycling facilities.
The package features a top and bottom film and an easy-peel mechanism. Created with a protective high oxygen barrier for a longer shelf life in combination with inside print, it also offers good printability to communicate the brand and product messages.
Eva Tiedman, Category Manager Scan Sverige, said: “Our objective was to follow a forward-thinking approach to packaging
Other benefits of the pack include: protection against product dehydration even after reuse (opening); extended shelf life with rest oxygen of 0.5% achieved; and reduced labour and maintenance costs in the factory.
By embracing re-closable flow packs, Don Smallgoods can not only enhance sustainability but also achieve a mono-material film structure that is used in the Omori Bellpack wrapper, which helps to ensure compliance with the APCO 2025 standard.
The wrapper efficiently packages sliced deli meat, shingled, at speeds ranging from 80 to 100 packs per minute while ensuring an oxygen residual level of less than 0.5% immediately after sealing, according to the company.
Perfect Automation www.perfectautomation.com.au
sustainability as we are investing in getting 100% recyclable packaging by the end of 2025 and working hard to change to recyclable mono-materials.”
Mondi Group www.mondigroup.com/en/home
FAST-FREEZING SOLUTION
JBT Corporation has introduced a fast-freezing solution for the food industry with the launch of the ADVANTEC Narrow Impingement Freezer.
Building on the earlier ADVANTEC Impingement Freezer, the ADVANTEC Narrow brings all the capacity and functionality benefits of the original freezer, but with innovations aimed at reducing its footprint and alleviating the pressures of high cryogenic gas prices on companies.
It provides high-speed freezing of flat products up to 25 mm thick, and chill and crust freeze of products up to 200 mm thick — such as meat, seafood and fish.
Using air jet technology, the system freezes foods in minutes. It is designed to preserve product quality, taste and mouthfeel, and to avoid the potential damage caused by drip-loss and ice crystals in conventional freezers. The process is also designed to minimise dehydration and maximise yield, while also increasing product shelf life.
Thanks to its smaller dimensions, the system allows processors that had been using cryogenic freezing equipment — typically with a smaller width than the standard ADVANTEC — to replace their cryogenic gas freezers with a full-impingement method of freezing.
JBT
www.jbtc.com
Sausage production transformed with linerless labelling
The switch to Ravenwood’s linerless technology and the integration of a Nobac 5000 linerless applicator has had a transformative impact across many areas of the UK-based Italian sausage producer’s business.
Salsicciamo, an award-winning artisan sausage producer, has switched to linerless labelling. The switch has streamlined business operations, and provided it with increased flexibility, cost savings, faster labelling application speeds and enhanced sustainability.
Giuseppe Roberti, Salsicciamo’s Founder, said: “We have seen numerous improvements, the most significant being our transition from manual label application to fully automated labelling lines.
“Since moving to linerless, we are now experiencing faster labelling speeds, enabling us to pack and label a wider range of products more time-efficiently.”
Application speeds have increased by 133%, which has enabled quicker order turnarounds for retailers. Previously, sausage packs were labelled by hand at a rate of about 15 packs per minute. Since fully automating with linerless, production has now reached 35 packs per minute.
Roberti added: “Linerless labels are extremely cost-effective and we are seeing a 50% saving on material costs when compared to the self-adhesive labels we were using previously.”
Linerless materials go directly from the mill to the printer, eliminating the need for costly conversion processes associated with self-adhesive labels. By eliminating the liner and silicone, no waste is sent to landfill.
When comparing self-adhesive to linerless labelling, the label dimensions of the self-adhesive labels were entered into Ravenwood’s CO2 calculator. These results showed that for each reel of 3000 labels, 13 kg of CO2 emissions are prevented from entering the atmosphere. Additionally, this also means that
each reel saves 83 m2 of liner from being sent to landfill. On considering the full spectrum of benefits, Salsicciamo purchased a Nobac 5000 linerless applicator with a 53 mm coder.
Roberti said: “The Nobac 5000 can reach speeds of 100 packs per minute and has future-proofed our production line.”
Salsicciamo challenged Ravenwood to develop a single flexible labelling format that could accommodate multiple tray sizes. Their sausage products were packaged in four different trays, all with the same width and length but varying heights. Roberti also wanted the labels applied along the narrow edge to maximise shelf space in retail stores. Ravenwood’s Keyline Designer created a c-wrap linerless label design that meet these requirements.
Roberti said: “Using the same label size for all of our sausage products has made things so much easier. We no longer have to adjust the label applicator’s settings, which has really streamlined the labelling application process and enabled us to work much faster.”
Before adopting linerless labels, Salsicciamo used a selfadhesive desktop printer to print the self-adhesive labels, which were then manually applied. With the installation of the linerless applicator, labelling processes have been completely transformed. Previously, the staff found the manual application process to be slow and repetitive, requiring them to spend a significant amount of time in a cold environment. With more time freed up, staff are able to assist in other areas of the production line.
Founded in 2014 by Roberti, Salsicciamo operates under Carnevale and is headquartered in London, with a nationwide distribution. Its Italian sausages are crafted from UK-reared pigs and are ‘made by Italians in the traditional Italian way’. Ravenwood Packaging Ltd www.ravenwood.co.uk
SKEWERING MACHINE
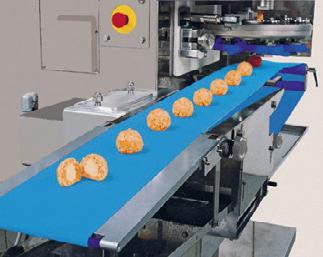
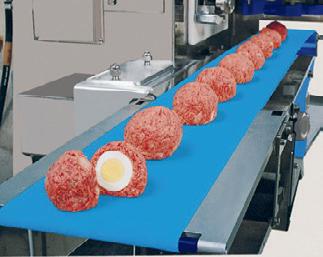
The KSE-ST28 Automatic Skewer is a compact and efficient skewering machine that can produce up to 1100 skewers per hour. It can work with two set skewer lengths of the user’s choice, eg, 150 mm and 200 mm. It can accommodate a maximum skewer length of 240 mm.
Operators load the product on the blue moulds as the conveyor moves. The sensor will detect if there is any product on the mould and will activate the skewering mechanism. Finished skewers will automatically drop onto the collection tray below the conveyor.
The freestanding unit (KSE-ST28) runs on single-phase power and compressed air. There is also a benchtop unit (KSE-ST18) that does not require compressed air.
The machine body is constructed of stainless steel and the moulds are nylon. The moulds and trays are easily dismantled without tools, and the body can be washed down with a hose.
Moulds are customised to suit the user’s product style and dimension requirements, and to ensure that the skewers are as centred as possible. The machine is suitable for anyone making skewers at a commercial level.
Barnco Pty Ltd www.barnco.com.au
ROBOTIC FISH FILLET SHAPING SOLUTION
Flexiv Robotics’ Fish Fillet Shaping Solution was designed to automate the breaded cod production process.
Fully automated by the Rizon 4 adaptive robot, the solution uses a combination of computer vision and force-control to identify and shape breaded fish fillets, so each portion is of a uniform size and shape.
Developed for one of Asia’s leading seafood producers, this task was traditionally performed by manual labour, where employees had to carefully shape each fillet to ensure a consistently sized end product.
Flexiv’s solution has transformed the shaping process by combining custom end-of-arm tooling and computer vision, to enable precision beyond human capabilities.
Thanks to the AI-powered computer vision, the system detects the location of each fillet on the production line. Then, operating in sync with the speed of the conveyor line, the robots shape the portions without lifting them, using force-control to apply the pressure needed to form the fillets without causing damage.
Able to operate with a consistency and speed, the solution is designed to boost productivity without compromising quality. Fully automated, it also includes a self-cleaning feature that automatically removes food debris that adheres to the end-of-arm tool.
Easy to use and quick to deploy, Flexiv’s fish fillet shaping solution can be integrated into an existing production line in under half a working day, and requires no specialised training or prior experience in robotics.
Flexiv www.flexiv.com
Landing kingfish
A new species for New Zealand’s landbased aquaculture
Commercial-scale production of kingfish — a high-value, whitefleshed finfish to complement salmon — is now a reality in New Zealand, thanks to a land-based aquaculture farm.
Opened on 13 August 2024, the facility at NIWA’s Northland Aquaculture Centre in Ruakākā has been designed to demonstrate the commercial viability of land-based aquaculture, which can produce up to 600 tonnes of kingfish each year.
NIWA’s Chief Executive, John Morgan, said the farm introduces a new species to help New Zealand meet the huge global demand for seafood, and will help the industry reach its ambitious target of $3 billion by 2035.
“We saw a clear gap in the market for an on-land farm that produces commercial quantities of high-quality fish. This new facility uses a recirculating aquaculture system [RAS], which offers superior environmental and economic performance and full control over all aspects of production,” Morgan said.
“Kingfish are known for their rapid growth and efficient conversion of feed to flesh. Our fish grow from a 1 mm egg to a 3 kg marketsized fish in less than 12 months. Our extensive research and experimentation has identified the conditions that maximise the health and welfare of the fish.”
The RAS is a joint venture by NIWA and the Northland Regional Council, which constructed the premises that are leased to NIWA, and represents a significant investment in Northland’s economy.
“Chefs and local restaurant suppliers sing the praises of the quality of our kingfish, and we have had significant interest from the food sector and commercial partners,” Morgan said.
Opening of the newly completed Recirculating Aquaculture System in Ruakākā Northland.
Image credit: Stuart Mackay, NIWA
Rock lobster exports to China to resume
Thanks to ‘timetabled’ agreement organised by the Australian Government with China’s Premier Li Qiang, full resumption of Australian live rock lobster exports is set to resume by the end of the year.
Since 2020, Australian rock lobsters have been effectively prevented from entering China’s market, which was worth over $700 million in 2019.
WA was the nation’s biggest supplier of lobster to China prior to the imposition of the tariffs, exporting more than 5500 tonnes of the delicacy, worth more than $448.7 million in 2018–19; the WA Government has therefore welcomed the resumption of live lobster sales to China. It’s expected that the state’s major lobster suppliers in the Mid West and metropolitan areas will gear up operations to resume trade in the coming months.
During the trade hiatus, the WA Government worked to maintain connections with the Chinese market, supporting WA lobster missions and promotions at key Chinese and Southeast Asian international exhibitions. Support was also provided to the local industry to adjust to the change in market access, including allowing lobster fishers to catch more lobsters to sell into the local market through the Back of Boat sales program and cultivating demand from other overseas markets. Geraldton MLA Lara Dalton said: “Our Mid West rock lobster fishery has weathered these sanctions by expanding into other markets over the past four years, making it more resilient to future disruptions.”
The federal government thanked the Australian rock lobster industry for its resilience during a challenging period.
The government has now seen progress on the removal of trade impediments for wine, barley, coal, cotton, timber logs, copper ores and concentrates, and some meat establishments — almost $20 billion worth of Australian exports.
MEAT-PORTIONING MACHINE
The TVI GMS 1000 is an automated, single portioning machine that is suitable for the meat industry. With this model, the company is expanding its range of portioning machines in the medium-sized industrial sector.
With its 3D forming and high level of pressing force, the user-friendly portioning machine is designed to achieve optimum product yield and return. It also provides flexibility in the size of the raw product, depositing the end product in single slices, or shingled or stacked portions. If required, the machine can also divide the products separately into different categories, fixed weight or maximum yield, depending on the user’s requirements.
The machine’s control software is simple and intuitive. It uses state-of-the-art servo technology, with no hydraulics or pneumatics, and it is equipped with the latest MULTIVAC control technology.
The portioning machine facilitates upstream and downstream production processes, and it can easily be integrated into meat processing lines. Its operation is similar to that of other MULTIVAC and TVI machines, and it has easy-to-use menu guidance.
Due to the digitalisation options, such as MULTIVAC Smart Services, MULTIVAC Line Control and myMULTIVAC Customer Portal, the product offers many tools for supporting the planning, monitoring and control of production processes.
TVI has been part of the MULTIVAC Group since 2017. TVI Entwicklung & Produktion GmbH https://tvi-gmbh.de
Stock.com/Philip Thurston
Inspired by automation in the car industry, a continuous manufacturing method for cultivated meat has been developed to help reduce the cost and complexity of the process.
Current production technologies for cultivated meat result in low yields, leading to economic projections that prohibit its scalability. Now a new research study demonstrates a cost-effective method for manufacturing lab-grown animal protein from cells, ie, cultivated meat. The study shows that continuous manufacturing could address the key challenges of scalability and cost, potentially making cultivated meat more accessible.
Professor Yaakov Nahmias, founder of Believer Meats, and a multidisciplinary team at the Hebrew University of Jerusalem and the cultivated meat industry, have demonstrated the continuous manufacturing process for cultivated meat, which uses tangential flow filtration (TFF).
The new bioreactor assembly permits biomass expansion to 130 billion cells/L, achieving yields of 43% weight per volume. The process was carried out continuously over 20 days, enabling daily biomass harvests. Additionally, the research introduces an animal component-free culture medium at a low cost, which supports the long-term, high-density culture of chicken cells.
“We were inspired by how Ford’s automated assembly line revolutionised the car industry 110 years ago,” Nahmias said.
“Our findings show that continuous manufacturing enables cultivated meat production at a fraction of current costs, without resorting to genetic modification or mega-factories. This technology brings us closer to making cultivated meat a viable and sustainable alternative to traditional animal farming.”
Bruce Friedrich, President of The Good Food Institute, said: “GFI applauds the spirit of openness that continues to characterise cultivated meat researchers like Dr Koby Nahmias and his colleagues,
who understand that showing the scientific potential of cultivated meat will benefit all scientists working in the field.”
This research represents a potential advance in the economic feasibility of cultivated meat, addressing previous concerns about high costs and low yields. Using this empirical data, the team conducted a techno-economic analysis of a hypothetical 50,000 L production facility. The analysis indicates that the cost of production of cultivated chicken could theoretically be reduced to a price similar to that of organic chicken.
Dr Elliot Swartz, Principal Scientist at Cultivated Meat, The Good Food Institute, emphasised the significance of the study’s findings. “Empirical data is the bedrock for any cost model of scaled cultivated meat production, and this study is the first to provide realworld empirical evidence for key factors that influence the cost of production, such as media cost, metabolic efficiency and achievable yields in a scalable bioprocess design.”
While the authors acknowledged that various other factors would affect the final market price of cultivated meat, the research does underscore the potential of continuous manufacturing to lower production costs.
The research, Continuous Manufacturing of Cultivated Meat: Empirical Economic Analysis, has been published in Nature Food
Prof Koby Nahmias working in his lab. Image credit Nahmias Lab
Cheese of the future
Companies and institutes are currently working on biotechnological processes for the production of dairy products without the use of cows. In so-called precision fermentation, egg and milk proteins are produced with the help of bacteria, yeasts or other fungi. This can result in alternatives to milk or cheese that have a familiar flavour and texture but will consumers accept such products?
Researchers at the University of Göttingen in Germany have found that a large proportion of German consumers are willing to try and buy cheese produced in this way. The results of the study have been published in the international journal Future Foods.
The study, which was conducted in collaboration with LI Food — Landesinitiative Ernährungswirtschaft Niedersachsen and the German Institute of Food Technologies (DIL), is based on a representative online survey with around 2000 participants.
The researchers analysed how various aspects of information affect the acceptance of cheese produced in this way. They analysed the potential opportunities and risks of the technology, including its relation to sustainability, impact on agriculture and product quality.
In general, the research found that information has only a minor influence on whether consumers would try or buy cheese from precision fermentation. Only the reference to the technological genetic modification of the microorganisms required for the
FILTRATION TECHNOLOGY
production process leads to a slightly significantly lower willingness to try the product.
Respondents were also confronted with the potential advantages and disadvantages of this technology. It was found that emphasising the consistently high quality of the products and advantages in terms of the environment and animal welfare in particular increased the willingness to try such cheese. The situation is different when consumers are informed about possible risks, for example, that farmers could lose their source of income due to the new technology or that large companies could exert too much power on the market. These aspects reduced the willingness to buy and pay for such cheese the most.
“Our study shows that consumers in Germany are open to cheese from precision fermentation if they are informed about the benefits and high quality of the product. However, it is important to design the communication carefully to address concerns about the impact on traditional agriculture,” said first author Dr Sarah Kühl, Chair for Marketing for Food and Agricultural Products at the University of Göttingen.
Corresponding products are already on the market in the US; authorisation in Germany and the European Union is still pending. The technology as such is not new — it is already used in the production of medicines such as insulin.
ILMAP has a range of filter nozzles designed to meet the diverse needs of industrial and municipal water treatment systems.
The filter nozzles are engineered to handle a wide array of filtration media, including sand, anthracite, activated carbon and resins.
Available in different materials such as stainless steel, polypropylene and fibreglass-reinforced plastic, the nozzles are designed to withstand harsh operating conditions.
The nozzles’ design allows for even distribution of flow and prevents clogging, a common issue in filtration systems. Nozzles feature engineered slots that allow for maximum water flow while retaining the filtration media within the system. This design not only enhances filtration efficiency but can also minimises pressure loss. The range includes options with varying slot configurations and flow rates, allowing for customisation based on the specific needs of the filtration system.
Applications include the food and beverage processing industry as the nozzles can filter out unwanted particles and residues from products. Other applications include municipal water and wastewater treatment and the chemical and pharmaceutical Industries. Tecpro Australia www.tecpro.com.au
Manufactured by European inspection equipment specialist Antares Vision Group, the X-Ray+Checkweigher will detect a wide variety of foreign bodies and identify packages out of weight tolerance.
Available in top-down X-ray format for horizontal products including pillow packs, cases and trays and side beam X-ray for vertical products such as bottles and jars.
With two processes combined into a single machine, you benefit from reduced costs and a smaller footprint. Plus, both pieces of equipment can be controlled through a single control screen.
Designed specifically for the food industry their hygienic construction features quick-removal conveyors and a completely washable structure.
SAFETY SYSTEM
The Bernstein Smart Safety System is a comprehensive solution designed to meet the rigorous safety demands of modern manufacturing environments, from food processing to general manufacturing.
The system integrates safety components that enhance worker safety and operational efficiency across various industries.
Suitable for use in food processing, where hygiene and safety are critical, the system features hygienically designed safety switches, non-contact sensors, and emergency stop devices that are easily cleaned and resistant to contamination.
The system is also suitable for other manufacturing sectors, such as materials handling, automotive and chemical processing.
Its modular design allows it to adapt to different machinery and production lines, offering real-time monitoring and predictive maintenance that can help to prevent unexpected downtime and costly repairs.
The scalable, adaptable solution is designed to meet high safety standards for OEMs, engineers and safety professionals across all manufacturing sectors. Pacific Automation www.pacificautomation.com.au
STAINLESS STEEL PANEL PC
The PhanTAM-816B series, is a 15.6″ (1366 x 768 (default) 1920 x 1080 (optional)) IP66/IP69K fully sealed stainless steel panel PC. It is designed to provide a cost-effective solution with the Intel Celeron J6412 processor and DDR4 SO-DIMM RAM up to 32 GB.
The panel PC is suitable for a variety of industrial applications where sanitation is a priority, including food and beverage manufacturing. The 304 (or optional 316) fully enclosed stainless-steel chassis of the series, along with M12 connectors, provides water/dust protection, corrosion and germ resistance, preventing any bacterial contamination, and also making it easy to clean and maintain.
The PCAP touch screen with 7H anti-scratch surface helps to improve usability, while also providing the screen with tough protection. Optional high brightness features also help to make the screen visible in increased sunlight areas. It also features the following I/O; 1 x M12 supporting 2 x USB 2.0, 1 x M12 COM1, RS-232/422/485 (RS-232 default), and 1 x M12 GbE LAN. Additional I/O options are also available, including a HDMI output allowing users to connect a second screen. It also has an RFID module option to help make operation more efficient.
Mounting options include floor stands, swing arms, wall mounts, desktop mounts, and VESA mounts, making it suitable for most environments. It also features a modern ultra-thin frame, and waterproof antenna covers, with a range of antenna options (4G LTE, 5G, BT and Wi-Fi).
Interworld Electronics and Computer Industries www.ieci.com.au
CONVEYOR BELT LABELLER
The MULTIVAC L 310 conveyor belt labeller is designed for versatility when labelling trays, thermoformed packs, cartons and other packs.
The conveyor belt labeller has three functions in one: labels can be printed using the desired printing technology and applied at any point on the packaging and checked directly using camera inspection. The inspection scans all packs so that those with faulty labels are ejected directly and do not reach the market.
It achieves maximum speeds thanks to servo technology and is available as a zero-downtime version for uninterrupted labelling.
In addition, all modules of the L 310 can be conveniently operated via a single control terminal and all parameters are automatically loaded when there is a product change.
With a wide range of equipment options, the conveyor belt labeller can be individually adapted to the task and the respective production process. At FACHPACK, MULTIVAC will be demonstrating labelling on the top and bottom of steak trays.
MULTIVAC Australia Pty Ltd www.multivac.com.au
THERMOFORMER PACKAGING MACHINE
The GEA PowerPak 1000 thermoformer packaging machine has been specially designed for small and medium-sized companies in the food sector. The machine is suitable for the packaging of meat and meat substitutes, poultry or cheese. For companies looking to move away from traditional methods such as vacuum chamber machines or tray sealers to increase capacity and flexibility, the solution offers many other benefits, such as flexibility in pack size and reduced plastic consumption.
The machine can produce vacuum, MAP or skin packs to meet a wide range of product and packaging requirements, allowing users to quickly adapt the machine to suit their changing requirements.
GEA Group www.gea.com
VERTICAL PILLOW BAG PACKAGING MACHINE
The SmartPacker CX400 vertical pillow bag packaging machine produces four different types of pouches for many different products, such as frozen and fresh fruit, vegetables, potatoes and protein foods. This formfill-seal model is designed for high capacity and maximum productivity. It processes bag widths between 55 and 400 mm and up to 120 bags/min.
Other benefits include fast changeover of bag formats and film types in less than 5 min and sensitive detection of product in the seal.
Handcrafted forming shoulders with a high-tech composite surface are designed to ensure smooth over-the-shoulder film transport, even in humid or wet environments.
The product’s Smart Sealing System is designed to seal up to one million bags before the sealing strips need to be replaced. GEA Group www.gea.com
COMBINATION INSPECTION SYSTEMS
Mettler-Toledo Product Inspection has launched its CM (checkweighing and metal detection) and CX (checkweighing and x-ray) Combination Systems.
The 2-in-1 inspection solutions integrate the M30 R-Series metal detectors and X2 Series of X-ray inspection systems into the C-Series checkweighers. The combination of these technologies allows manufacturers to tailor inspection solutions to meet their specific application, packaging and budget needs.
The systems are designed to manage critical control points (CCPs) by combining weighing with contamination detection in an integrated solution. Features include simplified operation, a space-saving design and reduced total cost of ownership.
The C-Series checkweighers feature intuitive user interfaces and advanced data management capabilities, allowing for seamless integration into existing production lines. A smaller machinery footprint is suitable for applications with limited factory floor space. For high-end applications, the systems can be configured with the FlashCell load cell technology.
The M30 R-Series and Profile metal detectors are equipped to detect a range of ferrous and non-ferrous — including aluminium and stainless-steel — contaminants, optimising for both wet and dry applications.
The X2 Series x-ray inspection systems feature ContamPlus Software, which runs over 30 inspection algorithms continuously and in parallel, detecting hard-to-find foreign bodies while reducing waste. Also featuring the HiGain detector technology, which is designed to generate sharper images to deliver good contaminant detection, these systems are capable of identifying a wide range of contaminants, including metal, glass, stone, calcified bone and high-density plastics, while also performing quality assurance checks such as detecting missing or broken products.
An additional option is a Smart Catch Bin, which is designed to not only improve detection sensitivity but also optimise overall production line performance.
Mettler-Toledo Ltd www.mt.com
A milestone in dairy innovation
Pure Dairy’s new manufacturing and cheese processing facility located in Dandenong South’s industrial precinct is nearing completion, with production set to begin in April 2025.
The 13,000 m2 facility features multiple production lines using the latest cutting-edge technology, which is designed to enhance efficiency and sustainability in producing dairy and plantbased products.
Structural work has been finished, and most internal fit-outs are also nearing completion — including the installation of specialised automated processing equipment.
Established in 2011, Pure Dairy has evolved from a foundation in dairy commodity trading to include a full range of consulting and trade services across international commodity trading, foodservices and retail. With four international offices, including one in Australia, its teams cover every aspect of these complex value chains.
“We’re incredibly excited to see this come together,” said Adrian Josephson, Executive Chairman of Pure Dairy. “For over 10 years, we’ve been liaising closely with clients to perfect their businesses across every area of dairy, right around the world. That’s given us the insights required to combine the most efficient equipment and best practices in a facility of our own. Pure Dairy’s new factory is the physical expression of our international thought leadership — a major asset to every stakeholder in Australian dairy.”
The main structure at its facility at this strategic location in Dandenong South is now complete, and internal configuration of the factory space has begun, along with the development of a test kitchen to support dairy innovation. Specialised, fully automated processing systems are being installed, along with energy- and watersaving technologies throughout the facility.
The next stage of the project will involve the finalisation of equipment installation and operational testing of the production lines, followed by a phased increase in production capacity. This approach is designed to ensure that all systems are thoroughly tested for quality and efficiency before full-scale operations commence.
Once fully operational, the new facility will manufacture a variety of products — including plant- and dairy-based products such as mozzarella, cheddar and specialty cheeses — for both domestic and international markets. The plant is expected to create over 100 new local jobs.
“Pure Dairy is passionate about local produce,” Josephson said. “We also see a wealth of untapped potential for Australian dairy on both the domestic and international markets. Beyond the positive economic impact on the local community, Pure Dairy’s new facility is set to reinvigorate our position as a leading nation in the supply of high-quality dairy products.”
Image: Supplied
Arecently developed electronic tongue is capable of identifying differences in similar liquids, such as milk with varying water content; diverse products, including soda types and coffee blends; signs of spoilage in fruit juices; and instances of food safety concerns. The team, led by researchers at Penn State, also found that results were even more accurate when artificial intelligence (AI) used its own assessment parameters to interpret the data generated by the electronic tongue.
According to the researchers, the electronic tongue can be useful for food safety and production, as well as for medical diagnostics. The sensor and its AI can broadly detect and classify various substances while collectively assessing their respective quality, authenticity and freshness. This assessment has also provided the researchers with a view into how AI makes decisions, which could lead to better AI development and applications, they said.
“We’re trying to make an artificial tongue, but the process of how we experience different foods involves more
than just the tongue,” said corresponding author Saptarshi Das, Ackley Professor of Engineering and professor of engineering science and mechanics. “We have the tongue itself, consisting of taste receptors that interact with food species and send their information to the gustatory cortex — a biological neural network.”
The gustatory cortex is the region of the brain that perceives and interprets various tastes beyond what can be sensed by taste receptors, which primarily categorise foods via the five broad categories of sweet, sour, bitter, salty and savoury. As the brain learns the nuances of the tastes, it can better differentiate the subtlety of flavours. To artificially imitate the gustatory cortex, the researchers developed a neural network, which is a machine learning algorithm that mimics the human brain in assessing and understanding data.
“Previously, we investigated how the brain reacts to different tastes and mimicked this process by integrating different 2D materials to develop a kind of blueprint as to how AI can process information more like a human being,” said co-author Harikrishnan Ravichandran, a doctoral student in
engineering science and mechanics advised by Das. “Now, in this work, we’re considering several chemicals to see if the sensors can accurately detect them, and furthermore, whether they can detect minute differences between similar foods and discern instances of food safety concerns.”
The tongue comprises a graphenebased ion-sensitive field-effect transistor, or a conductive device that can detect chemical ions, linked to an artificial neural network, trained on various datasets. Critically, Das noted, the sensors are nonfunctionalised, meaning that one sensor can detect different types of chemicals, rather than having a specific sensor dedicated to each potential chemical. The researchers provided the neural network with 20 specific parameters to assess, all of which are related to how a sample liquid interacts with the sensor’s electrical properties. Based on these researcher-specified parameters, the AI could accurately detect samples — including watered-down milks, different types of sodas, blends of coffee and multiple fruit juices at several levels of freshness — and report on their content with greater than 80% accuracy in about a minute.
“After achieving a reasonable accuracy with human-selected parameters, we decided to let the neural network define its own figures of merit by providing it with the raw sensor data. We found that the neural network reached a near ideal inference accuracy of more than 95% when utilising the machine-derived figures of merit rather than the ones provided by humans,” said
co-author Andrew Pannone, a doctoral student in engineering science and mechanics advised by Das. “So, we used a method called Shapley additive explanations, which allows us to ask the neural network what it was thinking after it makes a decision.”
This approach uses game theory, a decision-making process that considers
the choices of others to predict the outcome of a single participant, to assign values to the data under consideration. With these explanations, the researchers could reverse engineer an understanding of how the neural network weighed various components of the sample to make a final determination — giving the team a glimpse into the neural network’s decision-making process, which has remained largely opaque in the field of AI, according to the researchers. They found that, instead of simply assessing individual human-assigned parameters, the neural network considered the data it determined were most important together, with the Shapley additive explanations revealing how important the neural network considered each input data.
The researchers explained that this assessment could be compared to two people drinking milk. They can both identify that it is milk, but one person may think it is skim that has gone off while the other thinks that it is still fresh. The nuances of why are not easily explained even by the individual making the assessment.
“We found that the network looked at more subtle characteristics in the data — things we, as humans, struggle to define properly,” Das said. “And because the neural network considers the sensor characteristics holistically, it mitigates variations that might occur day-to-day. In terms of the milk, the neural network can determine the varying water content of the milk and, in that context, determine if any indicators of degradation are meaningful enough to be considered a food safety issue.”
The findings from the researchers have been published in the journal Nature
Electromagnetic flowmeter, designed to measure bulk material flows up to 300 t/h.
The meter has no mechanical parts in the flow, is 100% dustproof and erosion free because of ceramic inner pipe.
arbitrary mounting position (inclined/free fall) low headroom required easy to calibrate
MaxxFlow HTC
iStock.com/VladoOndo
SIGNAL TOWER TECHNOLOGY
The WERMA eSIGN next generation of signal tower technology is designed for flexibility and customisation in food processing environments. Whether used for filling lines, packaging stations or conveyor systems, the technology is suitable for operations demanding high visibility, cleanliness and precision. It is available in black or white and seamlessly integrates into cleanroom and industrial settings.
The signal tower comes with fully customisable light effects and modes, providing options such as full-surface signalling, tiered indications and variable filling level displays. Its electronic modularity allows users to adjust colours, brightness and light effects like blinking, flashing or rotating, which is designed to provide benefits such as clear communication across a user’s processes and enhanced operational safety.
Available with IO-Link and standard 24 V digital inputs, the technology is quick to configure and adaptable to existing systems. Its IP66/IP69K rating makes it highly resistant to water and dust, therefore suitable for the rigorous hygiene standards required in food processing. An optional integrated siren, reaching up to 105 dB, provides an additional layer of safety with audible alerts.
WERMA eSIGN industrial signalling is designed for the food processing sector. Distributed in Australia by Pacific Automation, it’s suitable for enhancing visibility, efficiency and safety in demanding environments.
Pacific Automation www.pacificautomation.com.au
Still & sparkling
Twellium Industrial Company (Twellium) is a non-alcoholic beverage company located in West Africa. The company recently partnered with Sidel to develop its new facility in Kumasi, Ghana — a greenfield project housing two complete PET packaging lines for still and carbonated beverages.
Twellium already has two production facilities in Accra, Ghana and Bobo-Dioulasso, Burkina Faso, and its third site in Kumasi began as a greenfield project, so it’s being constructed from the ground up.
Crucial for the development was diversity as the company is using different sizes of PET bottles, as well as producing a variety of beverages including water, carbonated soft drinks (CSD), noncarbonated drinks and energy drinks.
The site now features a complete PET water line, with a production output of 80,000 bottles per hour, using Sidel’s Combi solution which combines blow moulding, filling and capping into a single, compact and integrated solution.
The set-up also includes a water treatment room and automated cleaning-in-place (CIP) system, which is designed to ensure the highest levels of hygiene and food safety.
Sidel has also installed a complete line for carbonated soft drinks (CSD). Capable of bottling at speeds of 65,000 bottles per hour, this high-speed line with a Sidel Combi is designed to meet the demands of the region’s booming CSD market.
As part of the project, Sidel also installed a customised EvoDECO Roll-Fed labeller featuring an integrated system which enables the application of QR codes on the bottle cap, allowing traceability and meeting Ghanaian regulations.
Sidel Oceania Pty Ltd www.sidel.com
Smoke out
Getting the stink out of smoke-tainted wine
Bushfires during summer 2019–2020 decimated entire vineyards in South Australia, Victoria and New South Wales, but smoke, which was far more widespread and insidious, seeped into grapes and into fermenting barrels, yielding unpleasant, unsaleable product.
Grapes exposed to smoke from bushfires, even if the flames don’t come anywhere near the plant, can affect the quality and flavour of the wine made from these smoke-tainted grapes.
With the ongoing threat of bushfires every year, new tools are constantly being developed to help the industry. In 2020, the Australian Government even set up a $5 million grant program to support wine grape producers affected by smoke taint caused by the extreme bushfire season that summer.
Now researchers report in ACS’s Journal of Agricultural and Food Chemistry that they have developed a way to lessen this smoke taint to improve the palatability of the wine using molecularly imprinted polymers (MIPs).
Science to the rescue
Volatile compounds are responsible for many of the appealing aromas and flavours of food and beverages, including wine. These compounds come from the grapes themselves, as well as during the fermentation and aging processes. But not all volatile compounds present in wine are desirable.
Some, produced by bacteria or yeast, smell like nail polish remover, rotten eggs, burnt rubber or onions. And if grapes absorb volatile compounds from bushfires, the resulting wine can take on a disagreeable smoky, ashy or medicinal character that compromises quality and reduces value.
Producers use a variety of adsorbents to remove these unpleasant compounds from wine. However, these techniques can also remove desirable constituents that contribute to the beverage’s colour, bouquet and flavour. Therefore, Kerry Wilkinson and colleagues decided to investigate whether the volatile compounds responsible for smoke taint could be selectively removed with the aid of molecularly imprinted polymers (MIPs).
MIPs are synthetic materials that can bind to one or more target compound. The researchers hoped to use the polymers to fish out
the smoky substances from wine, while leaving the tasty and visually appealing components in place.
The team added beads made of MIPs — either contained in muslin or mesh bags or floating freely in the liquid — and then used chemical analysis, as well as a taste-testing panels of experts, to evaluate the results.
In some cases, the MIPs were regenerated by rinsing them after extraction to remove the smoke compounds, enabling them to be reused.
The results
In terms of improving the wines’ sensory characteristics and removing unpleasant volatile phenols, the researchers found that adding MIPs to wine after fermentation was more effective than adding MIPs during fermentation.
The addition of MIPs to smoke-tainted Pinot Noir wine (for 24 h with stirring) achieved 35–57% removal of guaiacol, 4-methylguaiacol, cresols and phenol, but <10% of volatile phenol glycoconjugates were removed and some wine colour loss occurred. Of the MIP treatments that were subsequently applied to Semillon and Merlot fermentations or wine, MIP addition post-inoculation of yeast yielded the best outcomes, both in terms of volatile phenol removal and wine sensory profiles.
In addition, regenerating the MIPs generally enhanced removal of smoke volatile compounds.
Although the MIPs also adsorbed some desirable compounds associated with aroma, flavour and red wine colour, the researchers say the project showed that the method can be used successfully to reduce the perception of smoke taint.
The authors acknowledge funding and support from the Australian Government as part of a Cooperative Research Centre Project; Wine Australia; Metabolomics South Australia, which is funded through Bioplatforms Australia; the National Collaborative Research Infrastructure Strategy; and the South Australian Government.
Healthier starchy food Emerging benefits of nonthermal processing techniques
Researchers have made significant advancements in developing health-focused food technologies by investigating nonthermal processing methods to alter starch digestibility. A recent study centres on how non-thermal techniques modify starch’s structural properties, potentially creating healthier food options that could have implications for the food industry.
Starch is a vital component of the human diet, serving as a primary energy source. However, highglycaemic starches have been linked to the increasing prevalence of chronic diseases like obesity and diabetes. Traditional starch modification methods, such as chemical and enzymatic treatments, can have environmental and economic drawbacks. However, non-thermal processing techniques (NTPT) — like ultrasound and high-pressure processing — are emerging as a beneficial alternative.
The effects of non-thermal methods on starch digestibility to promote healthier food solutions were recently studied by a team from Nanchang University and University College Dublin; their research was published in Grain & Oil Science and Technology
The findings have implications for the food industry, especially in the development of healthier starch products. By leveraging NTPT to modulate starch digestibility, manufacturers could be able to create foods that could help consumers better control blood glucose levels.
The review examined the impact of nonthermal processing techniques, including ultrasound, high-pressure treatment and γ-irradiation, on starch digestibility. The results showed that these methods improve
the digestion properties of starch, lowering blood glucose levels and offering a healthier dietary alternative.
The team provided an in-depth review of non-thermal techniques that enhance starch digestion by modifying its structure. For instance, ultrasound disrupts starch granules, forming new crystalline structures that resist enzymatic breakdown, thus lowering the glycaemic index. High-pressure processing (HPP) alters starch’s molecular composition, increasing its resistance to enzymes, while γ-irradiation changes its crystallinity, making it less digestible and reducing post-meal glucose spikes. The research highlights NTPT’s benefits, including safety, environmental sustainability and efficiency compared to traditional thermal and chemical methods. These nonthermal approaches can effectively increase resistant starch and reduce rapidly digestible starch, making them suitable for managing metabolic conditions. By targeting various structural levels of starch — from granules to lamellar layers — NTPT offers a promising pathway to tailor starch digestibility for health benefits.
Dr Jianhua Xie, a leading researcher from Nanchang University, noted, “Our findings reveal the significant impact of non-thermal processing techniques on food science.
“We are confident that our research paves the way for developing starch-based foods that are not only healthier but also more sustainable and safe."
— Dr Jianhua Xie
By adjusting starch digestion properties using environmentally friendly methods, we can greatly influence public health. This sustainable alternative to traditional techniques helps reduce the risk of chronic diseases linked to high-glycaemic diets. We are confident that our research paves the way for developing starch-based foods that are not only healthier but also more sustainable and safe.”
The non-thermal techniques not only help with the development of healthier starchy food products, they also align with the growing demand for sustainable, cleanlabel food processing as the techniques can provide an eco-friendly approach that preserves nutritional quality. The study thus sets the stage for scaling NTPT in industrial food production.
Snack food maker controls automation
Siddhi Vinayak Agri
Processing (SV Agri) uses Mitsubishi Electric’s factory automation (FA) products, such as programmable controllers, servos and displays, to build machines and conveying systems for producing snack foods from a variety of ingredients such as pulses, maize, millet and potato derivatives.
Ram Manohar Singh, head of the company’s engineering division, noted that the relationship with Mitsubishi Electric factory automation started during the COVID pandemic, when SV Agri was searching for an alternative automation supplier.
The application of programmable logic controllers and servo systems has now helped overcome these issues. With a combination of research and development, and automated feedback control using PID, the roasting line can now flexibly adjust timings and temperatures to deliver the perfect produce with the required colour, texture and crispiness regardless of the volume, raw material or environmental conditions.
There was a steep learning curve for SV Agri as it started to use Mitsubishi Electric’s FA products. However, Mitsubishi Electric India’s engineers supported SV Agri at every step, resulting in a strong bond of trust and collaboration between the two companies.
“One of the first areas that SV Agri’s engineers applied Mitsubishi Electric’s controllers and interfaces on was the roasting line,” Singh said.
Before installation, the heating temperature of the roasting line was set at a static 100°C. However, this did not reflect the real operational needs, which had to cope with varying production volumes from 200 to 1000 kg/h. To put this challenge in context, Singh said “the changing volumes can affect the roasting time and thoroughness of the applied roast”.
Furthermore, a variety of ingredients also needed to be catered for as the roasting qualities and parameters for nuts are different to those of beans and pulses.
“Through our collaboration with Mitsubishi Electric, we could adjust the heating cycles to the required levels and provide our clients with the results they wanted,” Singh said.
Despite the steep learning curve, the engineering team at SV Agri has put a lot of effort and diligence into creating their control systems.
In addition, the new control methodology has also stabilised product quality, and lowered energy consumption, which for a roasting line is a high proportion of the operating costs. These added benefits are significant for operators in the food industry where low margins per unit produced are the norm.
Looking ahead, Singh said that his team was now investigating the use of robots in combination with the company’s equipment.
“I’m looking to create a unique robot application dedicated to the needs of the snack food industry. I’m not interested in anything else, only producing snack foods,” Singh said.
Mitsubishi Electric Australia www.mitsubishielectric.com.au
Seasoning line
PACKAGING THAT FINDS THE BALANCE BETWEEN FOOD WASTE AND PACKAGING WASTE
With so much focus on plastic and packaging waste, it’s important to not lose sight of the key role of packaging — product protection. Inadequate packaging that results in wasted food defeats the whole purpose of packaging, which needs to be designed to ensure that a product is protected, preserved, contained and transported throughout the value chain.
The challenge for packaging technologists and engineers is designing optimum packaging with the lowest environmental impact at the start — it is about finding the balance between meeting food waste targets and, at the same time, achieving packaging waste targets.
If the balance is tipped either way, it will create unintended consequences which could see overpacking (wasting packaging materials) or underpacking (wasting food).
Finding the perfect balance can be challenging and requires technical knowledge and understanding of packaging design.
Looking at some of the Save Food Packaging winners in the 2024 round of the Australasian Packaging Innovation & Design (PIDA) Awards, two packs stand out for incorporating Save Food Packaging design principles that find the right balance.
When designing packaging for potatoes, the pack needs to protect the product from spoilage and damage through transportation. It also needs to be designed with air circulation to help preserve the potatoes for longer periods without deterioration. As a part of the nightshade family, potatoes contain the toxin solanine and can spoil quickly if exposed to light and not stored properly. Therefore, effective communication to consumers about storage is also important.
Dutch Cream Potatoes Red Gem has designed an FSC-certified recyclable pack with an innovative design that extends beyond simple containment:
• Cardboard inherently blocks light, which is crucial for potatoes that are prone to greening when exposed to light; this packaging characteristic helps to extend the shelf life and preserve the quality of the potatoes by preventing the natural greening process.
Designing innovative packaging that saves food can be challenging, so here are some questions to consider at the design stage:
• Is your packaging fit for purpose?
• Is it functional?
• Is it accessible, openable and resealable?
• Can the pack minimise food loss and waste?
• Can the design and the material selected extend the shelf life of the product?
• The sturdy construction of the box minimises damage and bruising during transportation and handling; the interlocking design of the box not only facilitates easy in-store stacking but also serves as an effective reclosable storage solution for consumers at home.
• The ‘popcorn box’ top design opens widely, creating a flume-like entry when potatoes are dispensed from the weighing machine. This design facilitates the smooth filling of the box, reducing the likelihood of impact damage as the potatoes enter the box.
• In addition, the communication of storage and recipe ideas is linked to the website via a QR code on the pack.
Don Smallgoods has designed an innovative flow wrap (envelope pack) with reseal functionality for the smallgoods industry called Deli-Cuts. The packaging is designed to be easy to open and close, provides product visibility, minimises the mess of liquid in the pack and is a lightweight mono material. Traditionally packaging in the smallgoods category is thermoformed and is not resealable, whereas the flow-wrap solution is designed for reseal functionality.
• The intuitive reseal functionality is designed to preserve food freshness, sealing in moisture and flavour, thus reducing wastage due to dry, spoiled product. It enables consumers to retain the product in its original packaging for fridge storage; therefore,
product information such as use-by dates remains visible to consumers.
• Whilst consumers want to see the product, there is a tendency for ham and bacon to lose their pink colour when under bright lights. To resolve this, the design has enabled the product to be viewed on the reverse side of the pack.
• On cooling pork products, it is normal for products to release some moisture. This can be seen as free liquid in the bottom of packs. To alleviate this, Don has placed the products onto an aqueous board which absorbs any free liquid.
• The pack uses 50% less plastic than the current DON 100 g Fillers Range and the more compact pack improves pallet efficiency by 150%.
• The material used in the packaging design is CEFLEX complaint and recyclable through alternate pathways. The internal board is kerbside recyclable and complies with Australian pulpability testing.
By using the five Save Food Packaging design principles in their new product development process, both Dutch Cream Potatoes Red Gem and Don Smallgoods have developed unique, intuitive packaging that can play a significant role in minimising food loss and waste from farm to fork.
Nerida Kelton, FAIP Executive Director – AIP; Vice President Sustainability & Save Food – WPO
LABEL PRINTER
Techspan Industrial Printing Systems (TIPS), the master agent and distributor for TSC label printers across Australia and New Zealand, presents the TSC MH241T Series. The 4-inch industrial printer features premium flat head technology, a fast processor, and substantial memory capacity for high-quality label production at fast speeds.
The MH241T includes the TSC TPH Care Mechanism, which is designed to ensure real-time monitoring of print head health, reducing downtime and improving efficiency. With enhanced Datamax language emulation, the machine is designed to provide seamless transitions for businesses looking to replace outdated printers.
The label printing solution features enterprise remote management via the TSC Console. Connectivity is a simple with built-in Wi-Fi (802.11 a/b/g/n/ac) and Bluetooth 4.2. Techspan Industrial Printing Systems www.tsclabelprinters.co.nz
AIRTIGHT PACKAGING FOR DRY FOODS
To protect dry foods from the environment, they are often packaged in multiple layers. An outer layer, a barrier layer and an inner layer are standard for many types of packaging. Depending on the specific requirements for barrier properties and shelf life of the product, two to five layers may be used, which can result in a lot of waste.
Together with Panverta CPP, Henkel Adhesive Technologies has developed films with an improved oxygen barrier layer, allowing the number of packaging layers to be reduced.
The solution has improved the oxygen barrier performance of metallised cast polypropylene (CPP) to less than 0.5 cc/ m2.day and CPP with aluminium oxide coating (AIOx) films to less than 8 cc/m2.day.
The jointly developed innovation is designed to ensure that vital oxygen barrier properties for dry food packaging can be achieved when switching from multi-material designs to mono-material polypropylene (PP).
Henkel’s contribution to the collaboration is the recyclable Loctite Liofol oxygen barrier coating. The range has both offline and inline coating options and due to its good oxygen barrier properties, the coating enables a new packaging design using only one material. It is certified recyclable by cyclos-HTP and recognised by the Association of Plastic Recyclers (APR) as meeting the Critical Guidance Protocol for PE films and flexible packaging, as mono-material packaging does not need to be separated into different components.
The oxygen barrier layer can be applied to OPP (oriented polypropylene) and PE (polyethylene) films at high machine speeds in excess of 150 to 200 m/min and a weight of less than 1 g/m² in both flexo and gravure printing processes, and is also characterised by good transparency.
Henkel Australia Pty Ltd www.henkel-adhesives.com
Image credit: Henkel
From concept to reality
Hygienic solution for liquid egg product
Perfect Automation has recently installed a solution for Sunny Queen’s concept of liquid egg mixture in side spout pouches. The project presented many challenges as it required an intricate balance between elevated contamination risks and the delicate heat sensitivity of the product. The final user-friendly design allows for the content to be reused while also achieving extended shelf life for the product.
Before implementing this solution, a Sunny Queen spokesperson said the company was grappling with a couple of significant challenges. “Our existing CIP (clean-in-place) system was lacking in efficiency and effectiveness and the process of managing the cartridge feeler was predominantly manual, which resulted in operational inefficiencies and inconsistencies. We recognised the need for an automated system to streamline this aspect of our operations and enhance overall accuracy and speed.”
Perfect Automation supplied and installed a new 10-station Rotary Leepack Pouch Machine line that was designed to manage two distinct products. In addition, a HEPA Air System was integrated to establish an ultra-clean environment before the product is introduced into the pouches, thus contributing to the overall accomplishment of complete sterilisation.
Furthermore, the integration of Herrmann Ultrasonic Sealing achieved a good seal for this heat-sensitive product. This advanced ultrasonic technology introduces a cold sealing method for the pouches, combined with an inspection system. This integration is designed to ensure that each pouch obtains an airtight seal, particularly critical for these highly sensitive products. This innovation achieved good product integrity and also resulted in reduced energy costs and minimised production downtime, which helped improve operational effectiveness.
According to Sunny Queen, the solution has yielded “measurable and impactful outcomes”, and the equipment is more compact, which has helped the company manage the space at its factory.
“Through the efficient operation of the CIP system, we have been able to recycle and reuse chemicals, leading to substantial cost savings in our chemical consumption. This not only aligns with our sustainability goals but also directly contributes to reducing operational expenses,” the Sunny Queen spokesperson said.
Sunny Queen’s liquid egg mixture has now made its way onto the shelves of Australian supermarkets. According to the company, the technology employed in producing these pouches has notably extended the shelf life of the product and “the inclusion of a resealable lid has significantly improved the product’s convenience”.
Recyclable punnets for blueberries on trial
Mountain Blue is trialling at Coles a plastic-free packaging for its Eureka blueberries that has been developed in collaboration with packaging and systems solutions company Opal.
The initiative has introduced kerbside recyclable and FSCcertified cardboard punnets for blueberries across 34 Coles stores located in Northern New South Wales over a twomonth period.
The punnets, which are an alternative to plastic containers, feature a transparent film produced from wood pulp for viewing the fruit.
Made from recycled paper manufactured by Opal in Australia, the kerbside recyclable punnets are designed to provide a plastic-free alternative without compromising on the quality and freshness of the blueberries. They have also been designed to provide the robustness needed to protect fresh produce through supply chains and freight.
“We’re excited to trial kerbside recyclable cardboard punnets with Opal. This innovation offers consumers sustainable packaging choices in Coles supermarkets,” said Andrew Bell, Managing Director, Mountain Blue.
Chris Daly, Executive General Manager, Opal Packaging, said Opal is investing in research and development to test and commercialise products made from recycled and recyclable paper and cardboard. “By partnering with Mountain Blue, we were able to understand their packaging needs and work together with our automation and machinery team, to deliver a punnet solution that is innovative, functional and sustainable.”
The trial at Coles is designed to ensure the new punnets keep the blueberries as fresh and tasty as the plastic packaging, and to see how customers respond to the change.
Mountain Blue hopes this trial will pave the way for broader adoption of sustainable packaging.
Fibre-based bottle caps under testing
In an effort to provide a sustainable alternative to plastic caps on beverage packaging, PulPac, the Sweden-based innovator behind ‘Dry Molded Fiber’ technology, and PA Consulting have developed bottle caps and closures using the fibre-based technology.
The companies are now testing the solution with Bottle Collective, which is aiming to bring the fibre-based bottles to market at scale by 2025.
The Bottle Collective, including members such as Diageo, Logoplaste, Haleon and Sanofi, is a collaborative initiative founded by PulPac and PA Consulting.
Jamie Stone, design, innovation and sustainability expert at PA Consulting, said: “With our latest innovation in bottle caps, we’re enabling the creation of entire bottles made from Dry Molded Fiber technology, offering a sustainable and scalable alternative to single-use packaging.”
This is the first stage of developments in fibre-based caps and closures from the companies, with an upcoming range expected to be unveiled soon.
Sanna Fager, Chief Commercial Officer at PulPac, said: “We are just scratching the surface of this technology's potential.
Dry Molded Fiber products can be part of people’s lives in many ways, from a morning coffee on the go, to preparing the family dinner or serving a drink to long-awaited guests. Dry Molded Fiber can enhance these moments with sustainable, high-performing packaging solutions.”
Generic Dry Molded Fiber bottles and the new bottle cap.
COFFEE PACKAGING SOLUTION
Jet Technologies has released its ShieldCycle sustainable packaging solution, which is designed to align with the Australian Packaging Covenant Organisation’s (APCO) 2025 targets. APCO’s targets, established in 2018, aim to transform Australia’s packaging landscape by making all packaging 100% reusable, recyclable or compostable; recycling 70% of plastic packaging; incorporating 50% recycled content in packaging; and eliminating problematic single-use plastics.
The packaging solution has a polyolefin-based plastic structure, which is designed to replace the non-recyclable aluminium layer found in traditional coffee bean packaging with layers that are technically recyclable. This is designed to ensure all components can be easily melted down and reused.
Traditional coffee bags incorporate a thin aluminium layer to prevent coffee oxidation, but it is not commercially viable for Australian recycling facilities to process the aluminium foil when it is enclosed within a lamination with other plastics.
In addition to its recyclable design, the packaging reduces the demand for virgin materials and supports sustainability in the packaging industry.
Jet Technologies www.jet-ap.com
VACUUM SOLUTION FOR BEER BOTTLING
Leybold has developed a sustainable vacuum system which, depending on bottle size, can support filling lines with outputs of up to 60,000 bottles per hour.
The BBVS (Beer Bottling Vacuum System) comes as an all-in-one turnkey solution designed to replace the old liquid ring pump technology. It includes a separator tank with an automatic-operated draining vessel to stop foam and liquid carried over from the filler via the gas flow.
• PURE-GARD FOR CLEANABILITy - CREVICE AND DIMPLE FREE DEsIGN
• PURE-GARD FOR sTRUCTURAL sTABILITy
- ONE PIECE AssEMBLy PROTECTs THE DIsC - ALLOWs FOR MINOR PIPE MIsALIGNMENT
• PURE-GARD FOR EXTENDED PRODUCT LIFE - ALLOWs FOR REGULAR GAsKET CHANGEs
• PURE-GARD Is TAG FREE - ALL TECHNICAL DETAILs ETCHED ON BODy
• PURE-GARD HAs OPTIONAL BURsT DETECTION
PURE-GARD: 1”–4” Ø 40 – 300 psig
PURE-GARD SOLO: 1”–8” Ø 18 – 75 psig
AUSTRALIAN AGENT & TECHNICAL SUPPORT
The DRYVAC dry screw vacuum pump provides deep constant vacuum levels, while an electrical cabinet with PLC controls the entire system.
The equipment can be interfaced with the filler via digital I/ Os or a fieldbus for remote control and can also operate as a standalone system via push-buttons.
The water-cooled DRYVAC models, the DV 650 FP-r and DV 800 FP-r, are part of the complete solution. At ultimate pressures, the DV 650 FP-r generates a noise level of just 67 dB(A), while the DV 800 FP-r generates 70 dB(A). These low levels allow the pumps to be installed in the immediate vicinity of the filling systems. It’s also worth noting that DRYVAC models generate and emit very little heat. The comparatively low internal temperature profile of the screw vacuum pump also prevents the formation of caramel layers that can potentially appear when sugars, carried over with residual beer droplets, are exposed to high temperatures.
A CIP (cleaning in place) spray ball, located inside the top area of the stainless steel separator, allows for the cleaning of all surfaces that come into contact with beer (specifically inside the separator and the draining vessel). Cleaning can be done without switching the system off or dismantling it.
The DRYVAC FP features a stainless steel silencer and is covered by a corrosion-protective coating, making it 100% suitable for washdown environments.
Leybold is part of the Atlas Copco Group.
Leybold www.leybold.com/en
CARBON DIOXIDE PROBE
The Vaisala CARBOCAP Carbon Dioxide Probe GMP252 is an intelligent, standalone, parts per million (ppm-) level probe. It’s intended for measuring carbon dioxide (CO2) in agriculture, refrigeration, greenhouses and demanding HVAC applications, as well as for plant growth chamber manufacturers. It is suitable for harsh and humid CO2 measurement environments where stable and accurate ppm-level CO2 measurements are needed. The operating temperature range is -40–+60 °C and the measurement range is 0–10,000 ppm CO2, and even up to 30,000 ppm CO2 with a slightly reduced accuracy.
FLOW WRAPPER MACHINE
The i4.0 HFFS flow wrapper by PurPak — the PurFlow NX+ — has been built with the heavy demands of a user’s production in mind.
PurFlow NX+ modular, robust design with the latest Industry 4.0 technology makes it a suitable fit for increasing production speeds and efficiencies.
Features include: a design that adapts as users’ needs change; no product/no bag (NPNB) and misplaced product detection (MPP) to reduce film waste and minimise downtime; and up to 200 ppm to boost users’ production per m².
PurPak has a partnership with Select Equip’s nationwide service and support network, which is designed to provide users with prompt assistance, minimising downtime and ensuring uninterrupted production.
The all-in-one probe is easy and fast to install. Designed to be resistant to dust and most chemicals, such as H2O2 and alcohol-based cleaning agents, the probe’s smooth surface makes it easy to clean. With the wide operating temperature range, the unit is suitable for a large number of applications.
Vaisala Pty Ltd www.vaisala.com
Select Equip www.selectequip.com.au
LIQUID CONVEYING CONNECTOR RANGE
Timmer is releasing the FluidFit system, which has been specially developed for flexible liquid conveying.
With a simple, tool-free assembly, the connectors are easy and versatile to use in production environments.
The food-grade connectors made of acetal copolymer are fitted with EPDM O-rings and are available in various sizes.
In addition to the connectors, the range also includes non-return and throttle valves, which are suitable for confined spaces and precise flow control.
The connector range will be released at BrauBeviale in Nuremberg from 26 to 28 November 2024.
Timmer GmbH www.timmer.de/en/home
CABLES WITH A HEAVY-DUTY OUTER SHEATH
LAPP Australia’s ÖLFLEX Classic 400 range features a heavy-duty PUR outer sheath for demanding industrial applications.
These cables are resistant to many mineral oil-based lubricants, diluted acids, aqueous alkaline solutions, and other chemical media, as well as being compatible with many acidic cleaning and disinfection solutions.
Due to the high level of resistances, the company said the range is suitable for oily, wet areas within machinery and production lines, where cables without heavy duty protection would wear away too quickly.
Other applications include industrial machinery and machine tools, measurement, control and electrical applications, food production and packaging material, as well as outdoor applications within the specified temperature conditions.
In addition to the broad range of resistances, these cables have high mechanical strength, a low adhesive surface, and can have multifunctional uses.
LAPP Australia has local stock of the ÖLFLEX Classic 400 range, as well as a local team to support with product specification Australia-wide.
LAPP Australia Pty Ltd lappaustralia.com.au
COATING PROCESS FOR PET BOTTLE
KHS supplies technology for circular packaging with its latest-generation InnoPET Plasmax.
The coating process for PET bottles is designed to ensure product protection and optimum quality, freshness and improved shelf life and is 100% recyclability by type.
The coating process for PET containers covers the insides of plastic bottles with an ultra-thin layer of glass.
It is available as a single machine or blocked with a stretch blow moulder and/or additional filler unit.
KHS Pacific Pty Ltd www.khs.com
INSPECTION MACHINE FOR END-OF-LINE INSPECTIONS
Antares Vision Group’s ALL-IN-ONE inspection machine is designed to carry out all food processing end-of-line inspections in a single machine.
Multiple processes can be combined into a single machine providing a solution that is designed to ensure a food product’s compliance in a reduced footprint. Modules include X-Ray, checkweigher, leak detection, seal, code, label inspection and more.
Designed specifically for the food industry, the machine’s hygienic construction features quick-removal conveyors and a completely washable structure.
For maximum convenience and efficiency, all the modules can be controlled through a single control screen.
Enmin Pty Ltd www.enmin.com.au
ELECTROMAGNETIC FLOWMETER
MagneW PLUS+ electromagnetic flowmeters are designed to measure every sort of liquid, including water, chemicals, slurries and corrosive liquids. The standard model has a mirror-smooth PFA liner for good adhesion resistance that enables good durability even in long-term use. It is available in an integrated and a remote type and can be used in a wide range of settings, including explosion-proof and outdoor environments.
Features include: improved performance and greater stability, improved factory data memory function to facilitate checking after shipment, high-speed batch function for batch applications and compatible with HART and CommPad communicators as a standard feature.
Suppression of flow noise is 3.5 times that of the conventional model for stability in the presence of noise. It achieves more reliable measurement in individual applications through features such as an excitation frequency change function, an optional auto spike cut-off setting, travel averaging and manual zero adjustment.
In addition to the serial number and production date on the product tag plate at shipment, the human-machine interface enables checking in maintenance mode. Statuses that may be difficult to read on the product tag plate are backed up as electronic data.
A high-speed response function with a damping time constant of 0.1 s can be selected as an option. This enables compatibility with high-speed batch applications, allowing use with a pulse frequency of up to 3000 Hz.
A12-month project called SPLASH achieved positive results after testing an innovative washing process for fresh-cut lettuce based on non-thermal plasma technology to increase product safety, quality and sustainability.
In this process, plasma-treated wash water (PTW) is used in a newly developed washing machine adapted to serve this precise purpose. The process for the hygienisation of the lettuce is designed to help to reduce the risk of packaged cut salads being contaminated with microorganisms.
Funded by the German Federal Ministry of Food and Agriculture (BMEL), the project partners included Leibniz Institute for Agricultural Engineering and Bioeconomy (ATB Potsdam), Gartenfrisch Jung, Leibniz Institute for Plasma Research and Technology (INP Greifswald) and KRONEN.
To prove the efficacy of the process in an industrial setting, tests using PTW to process baby leaf lettuce and other types of lettuce in the HEWA washing machine developed by KRONEN were carried out over several months at the facility of the fresh produce manufacturer Gartenfrisch Jung. These tests examined the disinfection efficiency
VALVE TECHNOLOGY FOR SPRAY DRYERS
in the wash water and on the treated products, resource savings compared to other disinfection methods and the optimisation of the products’ suitability for storage and transport.
The development of the HEWA washing machine focused on achieving a hygienic design to ensure that the machine has no horizontal surfaces, thus allowing the water to optimally discharge. The washing machine can additionally be fully dismantled for easy and thorough cleaning and is therefore optimised in terms of hygiene and a reduced cleaning time.
The use of the HEWA washing machine with plasma-treated wash water (PTW) revealed promising results, with the laboratory examination of the treated lettuce and the water samples providing evidence of a positive antimicrobial effect compared to the washing process using normal tap water. No negative effects of the treatment on the product were detected. These results show that the project achieved its objective of developing a resource-conserving washing process using non-thermal plasma technology for disinfecting cut lettuce as gently as possible. The hygienisation of the lettuce is designed to increase consumer safety by avoiding premature spoilage.
Following the completion of the project, the partners will continue to work together to publish the results and make the developed solution ready for the market in terms of industrial use, as well as to clarify issues concerning the classification of PTW as a production resource and its declaration of conformity.
GEA has introduced its patented CONTA dual block valve technology for food and dairy spray dryers. The unit has an improved sanitary design which can help to reduce microbiological risks and improve product safety.
The value receives feed from the feed supply system and distributes it to multiple atomiser nozzles, which then spray the feed into the drying chamber. Compared to traditional designs, the new design is claimed to reduce the areas where feed can accumulate by up to 96%, allowing for more efficient cleaning in place (CIP) and reducing microbiological risks.
Each valve weighs approximately half the weight of traditional systems, making it easier and safer to handle. The design eliminates the use of external welded manifolds, allowing manual inspection and maintenance with simple tools. This simplified inspection and maintenance supports 24/7 operation and can reduce plant downtime.
The standardised unit can be easily configured for both new and existing spray drying systems. Retrofitting to existing spray dryers is straightforward, often requiring only minor programming changes. GEA Group
www.gea.com
Harnessing automation to transform the food and beverage industry
The Australian food industry is poised for continued growth between 2024 and 2028, driven by several key factors, according to the report Australia: Food Manufacturing Market Overview 2024–20281. Among the most significant trends are the rising demand for health-focused and sustainable food products, as well as more premium and convenience foods.
The report states that “these shifts are anticipated to spur innovation in product development and packaging, catalysing growth across various sub-sectors of the market.
“Simultaneously, sustainability and transparency are becoming increasingly important in the food manufacturing realm, with consumers demanding more eco-friendly packaging and clear, honest labelling. Manufacturers who successfully respond to these demands will likely enhance their market shares during this forecast period.”
The market will further be influenced by regulatory changes, trade agreements and macroeconomic factors. Therefore, understanding the competitive dynamics, market segmentation and growth opportunities will be essential for food and beverage manufacturers to navigate this evolving market landscape successfully.
The Australian food and beverage industry is also increasingly benefitting from advancements in technology, particularly in
areas of automation, digitisation and artificial intelligence. These technologies, aimed at increasing efficiency and reducing costs, are expected to reshape the industry.
Bürkert a partner in food and beverage innovation
Specialising in automation and control systems, Bürkert can help food and beverage manufacturers enhance production efficiency and ensure consistency in product quality, key factors in responding to market trends. Bürkert’s solutions are designed to meet stringent safety and regulatory standards within the food manufacturing process. This is crucial for companies looking to reinforce consumer trust and adhere to legal requirements.
As sustainability becomes a central focus, Bürkert’s technology can support manufacturers in reducing waste through efficient processes, integrating functions that minimise energy consumption, and adopting eco-friendly practices. Bürkert’s advanced fluid control systems can also facilitate innovation in the development of healthier and more sustainable food products. This aligns with the trend towards premiumisation and health-conscious consumer preferences.
Enhanced energy efficiency
Bürkert process and solenoid valves provide precise control over compressed air flow, enabling manufacturers to
optimise processes and reduce energy consumption. The valves can easily integrate into automated systems, allowing for streamlined operations and minimal manual intervention. Helping to manage compressed air accurately and minimise air leaks, Bürkert process and solenoid valves contribute to substantial energy savings. Efficient air management translates to lower operational costs, which is vital for businesses facing rising production expenses.
By optimising compressed air use, Bürkert valves support sustainability initiatives and reduced waste within manufacturing operations, aligning with the growing consumer demand for environmentally friendly practices in the sector.
Consistent quality and safety
Designed for reliability and durability in demanding environments, Bürkert valves help to ensure stable operation, reducing the risk of production downtime and maintaining product safety.
Versatility across applications
Bürkert process valves can be utilised in various applications within the food and beverage industry — including bottling, packaging, and processing – making them an essential part of multiple production processes.
They can handle various gases and liquids, offering flexibility for manufacturers who may need to switch between different products or processes.
Enhanced maintenance and reliability
Designed for easy access and maintenance, Bürkert process valves offer reliability where it counts. Minimising downtime and ensuring that production can continue seamlessly by implementing predictive maintenance strategies, improves manufacturing output.
As a core manufacturer of fluid handling technology, including valves, controllers and networking equipment, Bürkert can customise solutions to suit diverse applications within the food and beverage industry. Whatever the application, Bürkert can provide expertise and experience to provide tailor-made solutions, from small-scale pilot projects to large-scale industrial facilities.
Complete potato chip line achieves a 76% increase in production
With the snacks market in Italy accelerating and cost-conscious consumers increasingly turning to budget-friendly private-label goods, Preziosi Food, an Italian manufacturer of potato chips and snacks, needed a complete solutions partner with the capability to deliver production capacity increases in a short 12-month timeframe. TNA solutions stepped up to deliver a fully integrated potato chip line, pellet frying system and complete distribution, seasoning and packaging system that took the manufacturer’s production capacity from 17 to 30 million kg of product per year.
“Preziosi had a very short amount of time to plan and execute the project,” said Eric Geling, Chief Sales Officer at TNA solutions. “Any delays would have impacted the company’s private label contracts. However, working with a complete solutions partner greatly minimised the risk during the installation phase. Our objective was to ensure that each machine delivers on its promise, from the highest output level to the lowest downtime.”
TNA is a single-source solutions provider, which means it can deliver equipment for the entire potato snack production line. Its potato chip line includes washing, cutting, frying, distribution, seasoning and high-speed packaging, enabling Preziosi to operate at speeds of up to 1500 kg/h. The further installation of its pellet frying system to replace the existing fryer doubled line capacity to 600 kg/h.
“Despite a number of challenges, including the need to keep production going while navigating a complex installation process, with help from TNA, we managed to overcome these hurdles while also achieving steady growth of over 20%,” said Lorenzo Caporaletti, President and CEO of Preziosi Food. “Our requirements were not only cutting-edge technology; we also wanted to manage the installation and improve the plant within a strict 12-month period without stopping or slowing production. It required a lot of creative thinking from both sides.”
With Preziosi producing over 300 SKUs of snacks across potato chips, pellets and extruded items, one of the main aims of the project was to not compromise on the company’s commitment to delivering high-quality, safe and controlled products. As such, TNA’s holistic approach and deep process knowledge enabled its expert engineers to identify areas that could be leveraged to deliver maximum value, ultimately increasing snack production capacity by an impressive 76%.
The TNA continuous frying system, for example, included patented opti-flow technology that is designed to ensure consistency in each batch and reduce rejects. Lowering the outfeed temperature of the oil inside the fryer to 150°C via a double heat exchanger also reduced acrylamide formation and delivered greater colour intensity and a crunchier product overall.
“Our application engineer, Arnaud Jansse, oversees our Food Technology Centre,” Geling said. “Leveraging his 30 years of experience, he and his team were able to work with Preziosi to fine-tune the frying process, ensuring each product delivered was as perfect as it could be. Following this, the implementation of our tna roflo vibratory and horizontal conveyor systems took care of those products, reducing breakages and, therefore, shards in the final package while increasing distribution speeds.”
The deployment of multiple TNA on-machine seasoning systems (OMS) delivered seamless changeovers and easy operation across multiple products simultaneously. This, coupled with five new tna robag packaging systems, further helped the snack manufacturer to continue to outstrip demand and deliver high-quality products.
TNA Solutions Pty Ltd www.tnasolutions.com
IN-LINE LEAK CONTROL SYSTEM
The Antares Vision Group’s in-line leak control system is designed to perform nondestructive checks on 100% of the products.
Using IR spectroscopy technology, the system identifies holes or microholes in the packaging and/or seal. As soon as a micro leak is detected, the system automatically rejects the package.
Being an in-line system means line speed is unaffected, which can help to improve efficiency and boost productivity. The system also has the ability to process up to 150 packs per minute.
Designed specifically for the food industry, the system’s hygienic construction features quick-removal conveyors and a completely washable structure.
Enmin Pty Ltd www.enmin.com.au
FOOD SAFETY TESTING MODULE
Hygiena has launched its new SureTrend Sampling Plan Module which is designed to enhance efficiency and traceability in food safety management.
Designed to address key challenges faced by food safety professionals, the module acts as a unified platform, consolidating information and automating workflows to streamline the sampling process.
Traditional sampling processes have many challenges, including manual data entry, fragmented communication and difficulties in maintaining regulatory compliance. The Sampling Plan Module was developed to tackle these issues directly.
The module automates many of the previously manual tasks and provides real-time updates.
Key features include customisable templates that allow users to quickly set up sampling plans, with automated scheduling and notifications to support timely execution. Real-time updates enable teams to adapt swiftly to changing requirements.
For enhanced traceability and compliance, the module has centralised tracking and documentation of sampling activities, complete with unique sample IDs and timestamp records, simplifying audit preparations to help ensure compliance.
Automatic notifications and alerts are designed to keep stakeholders informed, while easy sharing of sampling plans and results can help to ensure effective coordination with external labs and team members.
The module’s analytical capabilities convert raw sampling data into actionable insights, helping teams identify areas for optimisation and track key performance metrics.
For companies without the resources to implement a full-scale laboratory information management system (LIMS), the Sampling Plan Module provides a light version of LIMS functionality.
Hygiena Australia www.hygiena.com/australia
Gut health
What’s in the microbiome of the foods we eat?
Microbes are part of the foods we eat and can even influence our own microbiome, but until now, very little has been known about these microbes.
Researchers have now developed a ‘food microbiome’ database by sequencing the metagenomes of over 2500 different foods, including dairy and fermented beverages and meats. They identified over 10,000 food-associated microbes, half of which were previously unknown species, and showed that foodassociated microbes account for around 3% of the adult and 56% of the infant gut microbiome on average.
Microbiome Ireland and VistaMilk Ireland. “This is the starting point for a new wave of studies in the field where we make full use of the molecular technology available.”
“This is the largest survey of microbes in food,” said co-senior author and computational microbiologist Nicola Segata of the University of Trento and the European Institute of Oncology. “We can now start to use this reference to better understand how the quality, conservation, safety and other characteristics of food are linked with the microbes they contain.”
Traditionally, microbes in food have been studied by culturing them one by one in the lab, but this process is slow and time-consuming, and not all microbes can be easily cultured. To characterise the food microbiome more comprehensively and efficiently, the researchers used metagenomics, a molecular tool that enabled them to simultaneously sequence all the genetic material within each food sample. Metagenomics is often used to characterise the human microbiome or analyse environmental samples but hasn’t previously been used to investigate food at a large scale.
“Food microbiologists have been studying foods and testing for food safety for well over a hundred years now, but we’ve underutilised modern DNA sequencing technologies,” said co-senior author and microbiologist Paul Cotter of Teagasc, APC
Altogether, the team analysed 2533 food-associated metagenomes from 50 countries, including 1950 newly sequenced metagenomes. These metagenomes came from a variety of food types, of which 65% were dairy sources, 17% were fermented beverages and 5% were fermented meats.
These metagenomes comprised genetic material from 10,899 food-associated microbes categorised into 1036 bacterial and 108 fungal species. Similar foods tended to harbour similar types of microbes — for example, the microbial communities in different fermented beverages were more similar to each other than to the microbes in fermented meat — but there was more variation between dairy products, likely due to the larger number of dairy products surveyed.
Though the researchers didn’t identify many overtly pathogenic bacteria in the food samples, they did identify some microbes that might be less desirable due to their impact on food flavour or preservation. Knowing which microbes ‘belong’ in different types of food could help producers — both industrial and small-scale — to produce more consistent and desirable products. It could also help food regulators define which microbes should and should not be in certain types of food and to authenticate the identity and origins of ‘local’ foods.
“One thing that was striking is that some microbes are present and performing
similar functions in even quite different foods, and at the same time, we showed that foods in each local facility or farm have unique characteristics,” Segata said. “This is important because it could further improve the idea of the specificity and the quality of local foods, and we could even use metagenomics to authenticate foods coming from a given facility or location.”
Understanding the food microbiome could also have implications for human health, as some of the microbes we eat could become stable members of our own microbiomes. To examine overlaps between food-associated microbes and the human microbiome, the team compared their new database with 19,833 previously sequenced human metagenomes. They showed that food-associated microbial species compose around 3% of the gut microbiome of adults and more than 50% of the gut microbiomes of newborns.
“This suggests that some of our gut microbes may be acquired directly from food or that, historically, human populations got these microbes from food and then those microbes adapted to become part of the human microbiome,” Segata said. “It might seem like only a small percentage, but that 3% can be extremely relevant for their function within our body. With this database, we can start surveying at a large scale how the microbial properties of food could impact our health.”
The study has been published in the journal Cell and the database is available as an open-access resource.
Food and drink trends for 2025
Growing popularity of weight-loss drugs, changing consumer preferences, food supply disruptions and hybrid harvests are some of the trends that will shape the global food and drink industry in the years ahead.
This is according to research firm Mintel’s 2025 Global Food and Drink Trends. The trends are also developed around buzz-worthy topics such as artificial intelligence (AI) and GLP-1 weight-loss drugs, such as Ozempic and Zepbound.
The predictions are built on the base of Mintel’s seven trend drivers: wellbeing, experiences, surroundings, rights, technology, identity and value. Below are the trends:
Nutrition and clear communication
Weight-loss medications will inspire consumers to re-evaluate the relationship between food and medicine, according to the report.
Going forward, the focus will be on food and drinks that help consumers, especially weight-loss drug users who have reduced appetites, get the best nutrition from what they eat with easy-tounderstand claims about protein, fibre and vitamin content, the report said.
Starting in 2025, brands must streamline their health claims to the critical nutrients they contain, the report suggests.
“Simplified claims that highlight protein, fibre, vitamins and mineral content will appeal to people who are using weight-loss drugs as well as the majority of consumers who define their diets based on their individual needs and how food makes them feel.
Brands that remind shoppers of inherent health benefits will also offer clarity to busy, cost-conscious shoppers who might already question the value of functional formulations with claims that are not as obviously felt as functional energy, digestive or high satiety claims.
Innovation to break rules
The report encourages brands to embrace the fact that consumers are perfectly imperfect beings and suggests they lean into how consumers want to or do consume food, or actually consume food and drink rather than how they feel they ‘should’.
With increasing acceptance of imperfections in society, brands can support consumers’ rebellious tendencies and help them feel more represented by the outside-the-norm food and drink choices available to them.
Brands will seek to break down continued social stigmas surrounding lesser-talked-about health issues. For example, less-seen on-pack and marketing messaging that directly mentions the role
of food and drink in mental health management will become more commonplace, according to the report.
“Overall, brands exploring less conventional inspirations to reach the routine or the newly discovered desires of ‘imperfect’ consumers will need to make their core or creative ‘rule-breaking’ benefit(s) clear on-pack.”
Challenges, collaboration and communication
More frequent climate-related production challenges and geopolitical events are increasing consumers’ food bills and awareness of how distant world events can affect their meal plans, according to the report. This will test the trust which people have in food and drink companies, particularly if it results in food supply chain disruptions or adjustments in how products are sourced and marketed.
It’s important for brands to communicate how adjustments are made in global and local sourcing to benefit consumers in a volatile world.
“Cross-industry, multinational collaboration and scalable tech solutions will be required, but they are not without complications. More importantly, consumers will feel the consequences of these challenges personally, and brands must be ready with solutions.
“Looking ahead, more ingredients will be sourced from alternative and potentially more reliable growing regions, such as olive oil from Algeria or Peru. Brands can highlight the benefits of diversified sourcing, such as nuanced flavour variations. Many consumers’ localcentric identities will be transformed by social media, immigration and travel,” the report said.
Hybrid harvests
A greater use of technology in food and drink production is inevitable to meet current food supply challenges, yet many consumers are not ready to embrace it. Despite this resistance, brands can tap into technological advances that, for example, enhance convenience.
Brands must tell consumers how nature and technology complement — or better yet, enhance — each other.
“Over the next few years, food and drink brands must prioritise how these technological advancements benefit the consumer first through better taste, greater nutrition or consistent supply — and the environment second. It will be imperative that new technology is humanised, particularly AI.”
“For example, German juice brand Eckes-Granini’s marketing video announcing its partnership with Microsoft draws attention to how this technology makes a positive difference in their producers’ lives, not just making production more efficient.”
Fonterra investing NZ$75m to expand its protein ingredients
Dairy co-op Fonterra is set to expand its Studholme site in the South Island of New Zealand to create a hub for high-value enhanced proteins. Its proteins are designed with enhanced functionality, making them suitable for applications such as medical and high-protein sports nutrition.
The company will invest around NZ$75 million, as part of the Co-op’s strategy to grow value through its ingredients business by partnering with customers who value the company’s offering.
Site works at Studholme will begin next month with the first product due to come off the line in 2026. In addition to producing advanced proteins, the site will continue to support the South Island’s milk processing as it has done since Fonterra acquired the site in 2012.
The company expects six new roles to be created as a result of this project and a large number of contractors involved in the build will come from the Canterbury region.
The project will also support the conversion of Studholme’s existing coal boiler to a coal-free alternative in line with the company’s commitment to exit coal by 2037.
Fonterra CEO Miles Hurrell said: “The expansion of our Studholme site will allow us to increase production of this high-value product and ultimately grow returns to farmers.”
Fonterra President Global Markets Ingredients Richard Allen said: “We see significant opportunities in the global high-protein dairy category, which is projected to grow by close to US$10 billion over the next four years, at an annualised growth rate of 7% per annum.
“Increasing our manufacturing capacity for functional proteins will enable us to continue to strengthen our offerings with existing customers as well as attract new business.”
Award winning source of ingredients
TransChem has been an award winning source of ingredients for over 25 years for nutraceuticals and pharmaceuticals. Now the food & beverage sector can benefit from the premium value, quality natural ingredients that we independently source from around the globe. We know the value of key natural ingredients, which will enhance the health and wellness offering in your product. Contact us now to find out more about the difference we can make sourcing and distributing for you: +61 2 9887 1688 or visit transchem.com.au/food-beverages
EGG-FREE TEXTURISER FOR GF PRODUCTS
revyve launches its next-generation gluten-free ingredient line made from baker’s yeast. The egg replacer is designed to deliver good texturising functionalities and is fully neutral in flavour and colour.
Being allergen-free, the ingredient enables commercialisation in categories such as sauces and potato products where gluten poses a barrier to entry. Additionally, its neutral flavour profile makes it suitable for flavour-sensitive products, such as sweet baked goods and confectionery.
revyve’s yeast-derived ingredients are versatile, providing texturising capabilities, including gelling, emulsifying, binding and water-holding. Its flagship brewer’s yeast-derived egg replacer contains traces of gluten, leading revyve to develop the new product line based on baker’s yeast.
For its new gluten-free line, revyve sources baker’s yeast grown on molasses, a co-product of the sugar industry.
revyve’s technical team worked closely with yeast producers to identify the best strains and growth conditions for optimal performance in its process.
revyve is bringing the ingredient to market through its first commercial production plant in Dinteloord, Netherlands.
revyve
https://revyve.bio
RAINBOW COLOURS FOR SNACK FOOD
GNT will demonstrate the potential of its plant-based EXBERRY colours with a build-your-own rainbow snack experience at Food Ingredients Europe (Frankfurt, 19–21 November 2024).
EXBERRY colours are made from non-GMO fruit, vegetables and plants using sustainable production methods. The range can deliver a complete spectrum of shades for almost any food and beverage application while allowing manufacturers to maintain natural ingredient lists.
At Fi Europe, visitors will be able to select from six seasonings to create their own EXBERRY potato chips. Each seasoning will feature an on-trend flavour as well as different colours from across the rainbow to provide a range of sensory experiences.
GNT secured an EcoVadis silver medal last year and has published a third-party Greenhouse Gas Verification Statement.
EXBERRY www.exberry.com
INGREDIENT CONCEPT FOR PROTEIN BAR
Arla Foods Ingredients has launched a new concept for high-protein wholefood snack bars.
Whey protein can be absent from many wholefood bars, as it can react with the natural fruit sugars they commonly contain, causing hardening. The Essentials Bar is designed to demonstrate how manufacturers can overcome this challenge and meet three key needs: high protein content, a whole foods positioning and softness throughout shelf life.
The concept uses Lacprodan SoftBar, a whey protein ingredient that is designed to enable high levels of high-quality protein to be included in the snack bar while maintaining soft texture. In the Essentials Bar it is combined with dairy calcium ingredient Capolac, as well as dates and nuts.
Designed to inspire cleaner-label alternatives, the recipe contains only 10 ingredients, with no maltitol or added sugar. It meets US and EU standards for snack bars with a natural positioning, and opens up opportunities for a range of on-pack claims, including ‘high in protein’ and ‘high in fibre’.
While the demand for plant-based products is on the rise, plant-based fats do not always behave like their animal-based counterparts when it comes to production and preparation. Food manufacturers face challenges: meat analogs, meat products or hybrids should have an authentic texture and sensory appeal; and low fat content should have a short, natural ingredient list.
Plant-based alternatives with reduced fat content
Wheat-based stabilisers, starches and clean label compounds can enable manufacturers to create melt-in-themouth or stable, sliceable textures. They can also help to improve the appearance and sensory properties of products such as juicy poultry sausage, mouth-watering vegan salami pizza or crispy plant-based chorizo.
Loryma has developed three solutions for fat reproduction in three different applications.
Many ready meals require a tender melt after preparation. Examples include reheated salami pizza or pure poultry sausage that tastes juicy rather than dry despite its reduced fat content.
The Lory Stab blend based on the modified wheat starch Lory Starch Amber is designed to address these needs. The system is freeze/thaw and thermally stable, and also shear resistant.
Some end products require a pasty, creamy texture that does not run. One example is chorizo sausage: if the fat contained in the sausage liquefies during the frying process, the sausage meat and casing will no longer harmonise, and the skin will either burst or be difficult to slice cleanly. With an emulsion-based stabilising system created with alginate, gluten and starch, this effect can be achieved without thermal activation. The cold gelling compound is also low in fat, cut resistant, elastic and does not release water.
If a visible fat content is to be a typical feature of the application, such as the white components in salami or the fat edge on raw ham, then the compound of Lory Starch Jade and Lory Starch Ruby is suitable. The size of the fat reproduction can be scaled individually and is suitable for a clean, additivefree label.
Broome art with RTD flavours
Spinifex Brewing Co has launched its Broometime ready-to-drink (RTD) range in partnership with Broome Gallery. This new collection features three flavours: Hard Lemon 4.0% ABV (gluten-free); Native Peach and Mango 4.8% ABV (gluten-free, low sugar); and Ginger Beer 3.5% ABV (gluten-free). Each can features landscape artwork by the Broome artist James Down. spinifex.webflow.io
Cool with a choc-mint swirl
Peters Original has launched a new flavour, Original Choc Mint Swirl. Said to be a twist on the classics, the gluten-free ice cream combines three flavours: cool mint, creamy chocolate and sweet cream swirled together. www.peters.com.au
Whiskey aged in gaol
Distilled in a heritage cottage and aged in the notorious confines of the Old City Watch House, Little Lon Distilling Co. is releasing its first single malt whiskey to be distilled and aged legally in Melbourne’s CBD: Little Lon Whiskey. www.littlelondistillingco.com
From classic reinspired ice cream to West African flavours in a jar and whiskey aged in a gaol, have a look at six of the new products hitting the shelves.
Sporty, but not sugary
Suntory Oceania has launched a new flavour in its Maximus hydration sports drink range. Maximus Zero Sugar Grape comes in a 1 L bottle and is the second zero-sugar offering from the brand, following on from the release of its Zero Sugar Blue. www.suntoryoceania.com
Not quite what you think
An Australian brand centred on authentic West African flavours, Coast of Gold, has developed a Shito Pepper Sauce range. The range is a blend of hot peppers, herbs, spices and slow-cooked seafood. With a smoky heat flavour profile, it pairs well with a variety of dishes such as rice, grilled meats, vegetables and even snacks. coastofgold.com.au
Japanese-inspired energy drink
V Energy has added Japanese-inspired blackcurrant yuzu flavour to its V Refresh zero-sugar range of energy drinks, which is distributed across Australia and New Zealand. www.v-energy-drink.com