FREE CONFIGURATION SOFTWARE with thousands of ready-to-use objects
NEW! CM5 Series High-performance HMIs
The NEW C-more CM5 HMI series o ers low-cost, high-performance HMIs in sizes from 4 inches (only $340.00) to an impressive 22 inches (only $2,299.00). With an amazing 1.6 GHz processor in the larger units (10” and above) and 90 Mbytes of memory, these HMIs provide better trending, extra data storage, faster communication, improved le types, and 16.7 million screen/object color options.
All CM5 panels have serial and Ethernet ports (dual Ethernet ports on 10” or larger models) that support many of the most popular industry protocols, including EtherNet/IP, MQTT, and Modbus. The included USB ports provide in-an-instant connections for keyboards, barcode scanners, memory storage, etc. and the embedded SD-card slot provides easy project transfers or up to an additional 2TB of data storage (depending on model) for important log les.
Plus, all C-more HMIs come with FREE, powerful, easy-to-use programming software and FREE technical support!
Stephanie Neil
Stephanie Neil VP, Editorial Director sneil@wtwhmedia.com
Reintroducing Automation Notebook
AutomationDirect has a long history of providing highquality industrial automation technology at affordable prices through the convenience of e-commerce. But their company is not just an online catalog retailer of controllers, HMIs, components, instrumentation, wiring solutions, and the like. The AutomationDirect website provides a resource for engineers, offering product comparisons, training, technical support, system integration services, application stories, cybersecurity recommendations, and more.
Much of this information is captured in the company newsletter, which provides product updates and helpful technology tips. But, as a service-oriented organization, AutomationDirect is always finding new ways to deliver additional value to its customers.
For example, in June 2004, the newsletters evolved into a quarterly magazine called Automation NOTEBOOK. You can see a mockup of the original cover below, including the tagline: “Your guide to practical products, technologies, and applications,” a fitting description that stands the test of time.
NOTEBOOK eventually moved to a digital-only format. Now, in celebration of a significant milestone, we are relaunching the print magazine 20 years — almost to the date — after the inaugural print issue was first published.
The mission is still the same, but we are approaching the next generation of NOTEBOOK with in-depth reporting on the issues that matter the most to you. In this “refreshed” print edition, AutomationDirect cybersecurity manager Tim Wheeler explores zero-trust defense for securing industrial control system architectures. Turn to page 10 to read about the emerging threats, the evolving cybersecurity frameworks, and best practices that will keep the bad actors at bay.
A second feature by contributing writer Kristin Lewotsky takes us through the evolution of the human machine interface (HMI). Pulled from multiple interviews with subject matter experts, Lewotsky has crafted an insightful article that outlines the current — and future — elements of HMI functionality and the impact on operations. Turn to page 16 to learn more.
Coincidentally, HMI was a key story in the June 2004 issue of NOTEBOOK, as well, so it will be interesting to see how two decades have changed this vital technology!
In addition, you'll find application articles on motion control and I/O, a customer story from Dickerson Custom Trucks on how the big rig custom shop uses PLCs and HMIs to control specialty lighting, and another article on the brilliant use of AutomationDirect products for artistic expression (see Adversity Inspires Kinetic Art Automation, page 6).
Of course, there’s much more to explore here, so please take some time to read the latest issue and tell us what you think. We welcome your feedback and story suggestions for the fall issue, which is due out in November!
Issue Automation Notebook by AutomationDirect June 15, 2004
Qualified Distributions
Seven electricians arrive at a job site one morning for a busy day of wiring. Upon arrival, each has an unknown (to us) quantity of mechanical lugs. For some reason, the lead electrician decides to distribute all her lugs evenly to the other electricians. Then her second in charge does the same. This process continues with each of the other electricians distributing their lugs evenly to the others. After the seven redistributions are complete, they discover they each have exactly the same number of lugs that they started with that morning. If the total number of lugs is 42, how many lugs does each electrician have?
Did you know that AutomationDirect now sells Penn Union mechanical lugs, and neutral (bus) bars? These handy (and cost effective) products are available in copper or aluminum and in a wide variety of sizes.
[Credit: Lewis Carroll (1832-1898) for the puzzle concept]
Triangle Tangle
How many triangles can you find in the image to the right? Note that the triangles may consist of single shape outlines, or combinations of multiple shapes.
AutomationDirect
Slow Fuse
You have matches and two fuses, each of which take one minute to burn their full length. However, the pyrotechnic manufacturer warns that their fuses do not burn evenly; some sections will burn more quickly than others, but the total burn time for each fuse will be exactly one minute. Your challenge is to use the two fuses to time a 45 second period. How might you achieve that?
AutomationDirect doesn’t sell pyrotechnic fuses, but we do offer a comprehensive selection of electrical fuses.
EDITORIAL STAFF
VP, Editorial Director Stephanie Neil sneil@wtwhmedia.com
COORDINATING EDITORS
Director of Marketing Joan Welty AutomationDirect jwelty@automationdirect.com
Technical Marketer Bill Dehner AutomationDirect bdehner@automationdirect.com
Advertising Manager Tina Gable AutomationDirect tgable@automationdirect.com
CREATIVE SERVICES VP, Creative Director Matt Claney mclaney@wtwhmedia.com
SALES TEAM VP, Business Development Jim Powers jpowers@wtwhmedia.com
CONTENT STUDIO
VP, Content Studio Peggy Carouthers pcarouthers@wtwhmedia.com
Program Manager Meghan Brown mbrown@wtwhmedia.com
AUTOMATION NOTEBOOK does not pass judgement on subjects of controversy nor enter into dispute with or between any individuals or organizations. AUTOMATION NOTEBOOK is also an independent forum for the expression of opinions relevant to industry issues. Letters to the editor and by-lined articles express the views of the author and not necessarily of the publisher or the publication. Every effort is made to provide accurate information; however, publisher assumes no responsibility for accuracy of submitted advertising and editorial information. Non-commissioned articles and news releases cannot be acknowledged. Unsolicited materials cannot be returned nor will this organization assume responsbility for their care.
Copyright 2024, AutomationDirect.com Incorporated/All Rights Reserved. No part of this publication shall be copied, reproduced, or transmitted in any way without the prior, written consent of AutomationDirect.com Incorporated. AutomationDirect retains the exclusive rights to all information included in this document.
AutomationDirect 3505 Hutchinson Road Cumming,
10 Zero Trust — Your Best Industrial Cybersecurity Defense
Protecting control systems from bad actors requires a holistic approach that includes technology, standards, and most importantly, a “never trust, always verify” attitude.
4
Harnessing the Power of Play: Engaging PLC Students with a Vehicle Simulator
Students in Belleville, Ontario, Canada have found a way to combine their passion for video games with the industrial controls coursework they are studying at Centennial Secondary School.
6
Adversity Inspires Kinetic Art Automation
Kinetic art is a medium that incorporates movement and motion into physical objects. If you have ever considered automation to be more of an art than a science, this robotic sculpture is a must-see.
22 Motion Control for the Masses
Recent advances in micro-PLCs that support integrated motion make it possible to take advantage of high-performance servo motion control without breaking the bank.
26 Investigating Smarter I/O Options
A look at IO-Link: How the bidirectional protocol helps designers architect intelligent and cost-effective digital connectivity to monitor and control edge devices.
28 Big Rig Custom Shop Accelerates Automation into the Passing Lane
Modern PLCs and HMIs have empowered a big rig customization shop to create increasingly sophisticated automated lighting effects for their customers.
Students attempt texting while driving, while onlookers track how many times they crashed or lost control of the virtual vehicle.
SHarnessing the Power of Play: Engaging PLC Students with a Vehicle Simulator
BY JOHN HARPELL
tudents in Belleville, Ontario, Canada have found a way to combine their passion for video games with the industrial controls coursework they are studying at Centennial Secondary School.
Guided by instructor John Harpell, a 30-year veteran of electronics and automation controls, the team of 11thand 12th-year students — including Dylan Dafoe and Kameron Bouder on simulator testing and software program design and testing and Owen Clarence and Rhys Thornton on distracted driving
demonstration and testing — and created a vehicle simulator, similar to the “full motion race simulator” or “racing cockpits” that are commercially available for gamers and race car drivers alike. The difference here: Students designed and built the fully gimbaled motion platform (with car seat) that is controlled by pneumatic actuators and an industrial PLC. The “driver” sitting in the seat operates a USB-connected steering wheel and pedal cluster sourced from the video game world. The USB signals for the steering and pedal action are fed to both the PC that
controls the on-screen visuals and to the PLC, which controls the pitch and roll of the seat. This gives the driver realistic feedback of acceleration, braking, and the lateral g-forces of various vehicle maneuvers.
The leap into the unknown
One of the biggest challenges of the project that Harpell and his students faced was identifying and interfacing the USB signals to the PLC. This required not only an understanding of PLC controls, but also a deep dive into the mechanics of USB gaming interaction.
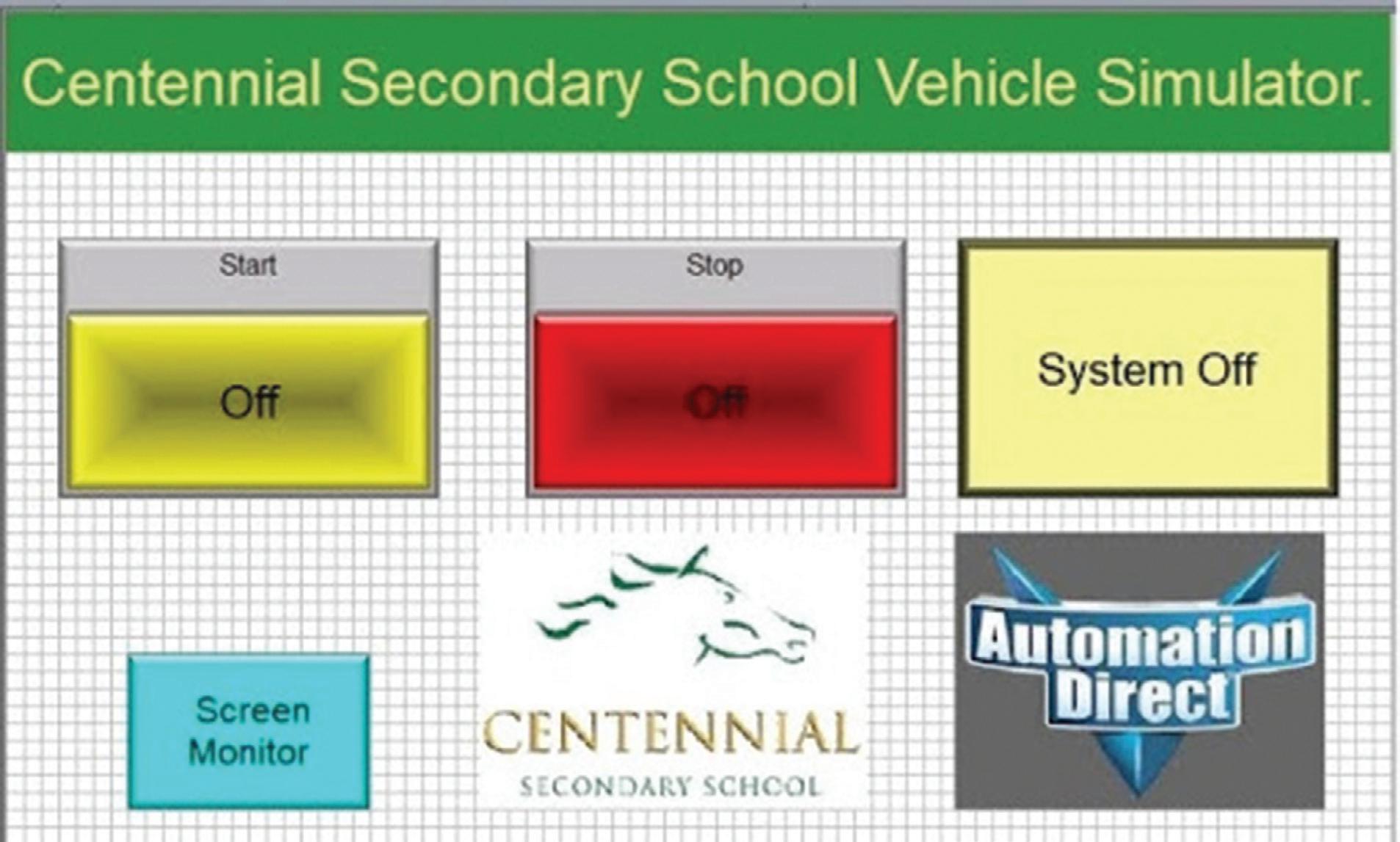
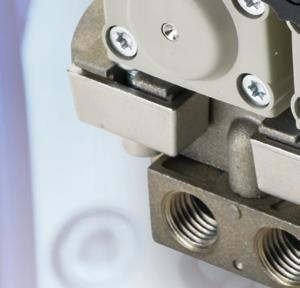
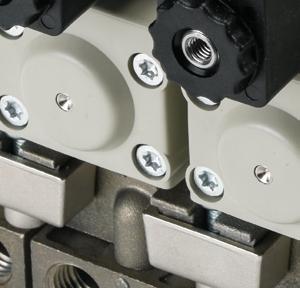
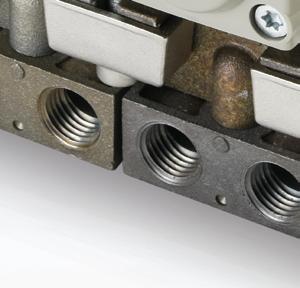
The control system uses a pair of C-more human machine interface (HMI) touch panels connected to a CLICK PLC from AutomationDirect. Numerous momentary, toggle, and e-stop buttons are employed along with a key switch for critical and safety functions. The prime movers for the motion platform are a pair of large pneumatic cylinders (12-inch stroke), which are controlled by the PLC via four-way directional control valves.
Note: For the student’s safety, most of the control components are powered by 24 volts. A large 24 volt Rhino DC power supply is the only AC powered device in the system. Harpell specified the Rhino specifically for its built-in foldback protection with auto recovery.
Crafting the simulator: A tale of innovation and collaboration
The project required careful planning and execution. The students designed a robust frame capable of supporting the combined weight of the cockpit, a student, and a car seat — approximately 400 lbs in total. Under Harpell’s guidance, students welded and machined parts to create a steel frame that promised both stability and flexibility. The simulator’s realistic movements were achieved through the use of automotive suspension techniques and components to provide a realistic driving experience.
The development of the simulator demanded not only technical skills but also a focus on safety. To that end, the team focused many discussions on protective measures. Safety measures included meticulous inspections for sharp edges, enclosing potential pinch points like coil springs and pneumatic shocks, and implementing key controls for adult supervision. Additionally, the use of rubber boots over coil springs and an emergency stop function were crucial in addressing safety concerns while simulating the dynamic movements of a car.
Student engagement was at the heart of this project, with classmates participating in the assembly and setup, contributing valuable insights into software choices and hardware upgrades. This hands-on approach deepened their understanding of the technical aspects and fostered a sense of ownership and pride in their work.
It also opened their eyes to other important real-world issues.
A startling reality: The dangers of distracted driving
A key educational aspect of the simulator was its role in highlighting the dangers of distracted driving. By simulating real-world scenarios, students experienced firsthand the potentially devastating consequences of taking their eyes off the road, even for mere seconds. This component of the project served as powerful learning, driving home the importance of road safety.
The final reflection: A project of passion and progress
This project exemplified the potential of combining traditional educational methodologies with video game experiences that engage students. Hopefully, it will encourage other educators to reimagine the boundaries of learning, proving that with passion, creativity, and collaboration, the possibilities are limitless.
C-more touch panels provide the human machine interface (HMI) to display graphics and animations and to exchange data with the PLC by simply touching the screen.
Student Kameron Bouder tests the simulator.
Adversity Inspires Kinetic Art Automation
BY NGC KAREN
Kinetic art is a medium that incorporates movement and motion into physical objects. If you have ever considered automation to be more of an art than a science, this robotic sculpture is a must-see.
A Bay Area native, NGC Karen holds degrees from Stanford University in Product Design (B.S.) and Mechanical Engineering (M.S.). Her art focuses on exploring the intersection of her identities as artist, engineer, and disabled.
With a career focusing on mechanical engineering roles for medical devices, I have not followed a traditional artist’s trajectory. Personal life experiences have prompted me to embark on a journey to create something truly unique — a kinetic art installation that blurs the line between woman and machine. In this article, I explore the challenges I faced, the solutions I devised, and the outcome of my passion project.
Inspiration from adversity
My journey began with a personal struggle, dealing with a chronic autoimmune condition which requires on-going physical therapy to manage. The repetitiveness of exercises after nearly two decades sometimes leaves me feeling rather robotic. Inspired by the contrasting idea of infusing
humanity into robotics, I envisioned creating a robot that could mimic human movements and even “breathe,” leaving a physical tribute to an invisible illness. My professional life involves designing and building life test fixtures, which serve to test products by operating features tens of thousands of times. A master's degree in mechatronics — including a deep-dive into programming and electronics — provides the technical expertise for my professional work, and also to bring my art vision to life. By combining a working knowledge of solenoids, actuators, and controllers with a creative flair, it would be possible to turn this passion project into a reality.
The concept was to apply automation principles to animate trekking poles with resistance bands, which are both aids for activity and physical therapy. The installation, titled “Totally Disabled,” began to take shape (Figure 1).
Therapy in motion
Totally Disabled utilizes a series of resistance bands arranged artfully on trekking poles. The poles expand and retract in an intricate 20-minute choreography, mimicking the human work required to manage invisible disabilities.
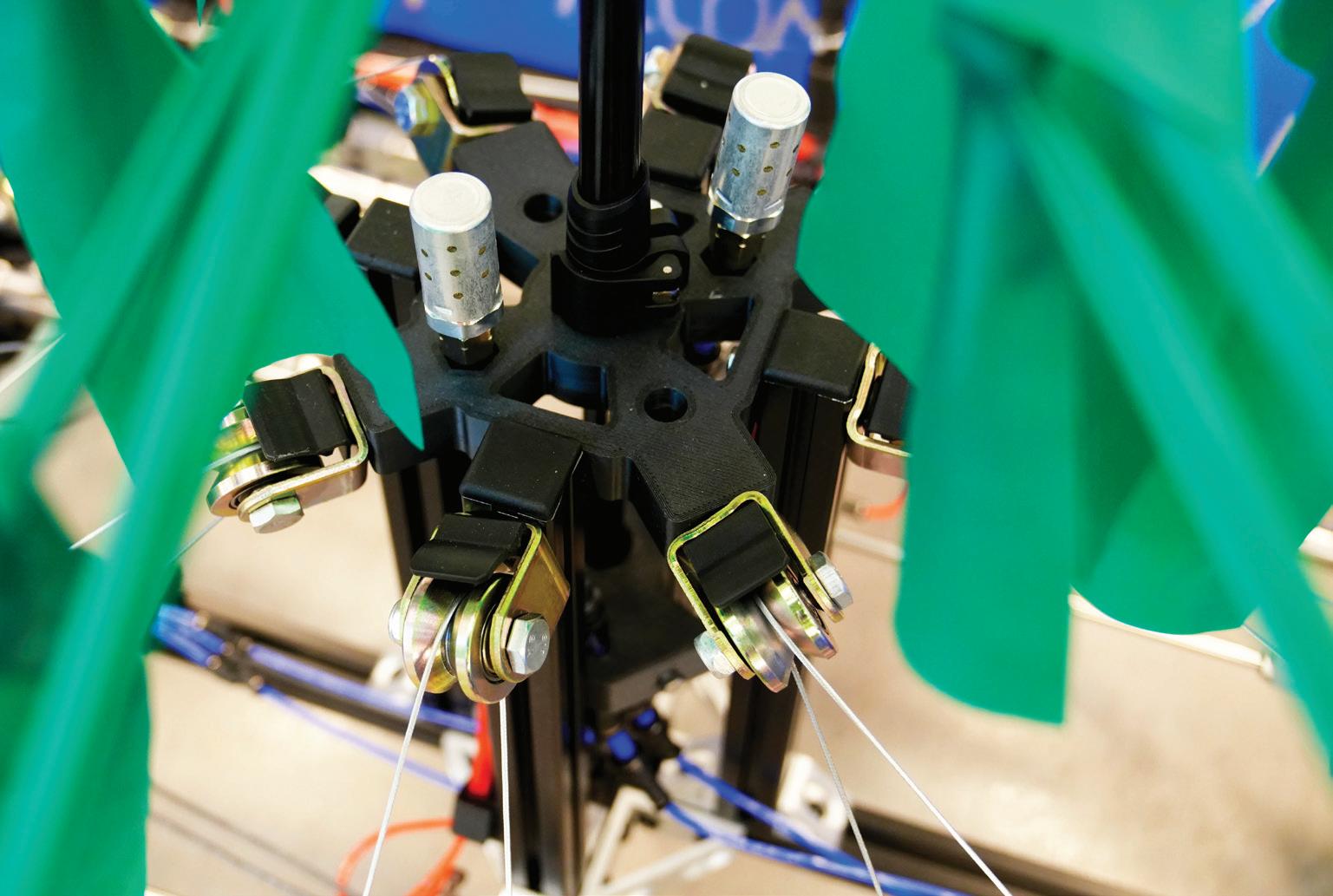
Motion is generated by eight NITRA pneumatic cylinders operated by NITRA solenoid valves controlling the flow of compressed air from a manifold (Figure 2). A small air compressor fitted with a Norgren pressure regulator supplies approximately 60 psi to the system. Pneumatic cylinders provide linear motion to the poles via steel cables and pulleys, causing the resistance bands to stretch. When air is released from the cylinders, the resistance bands contract and pull the trekking poles back to their rest position. The arrangement moves through a programmed choreography, holding various positions for a brief time.
As an added feature, pneumatic tubing routes the air out of the sculpture via aluminum exhaust silencers to endow the sculpture with a form of breathing that sounds similar to the “huff and puff” that a winded human may experience while exercising. The original prototype incorporated large, double acting valves which produced correspondingly loud and distracting clicks. To achieve the desired effect, single acting miniature valves were ultimately selected.
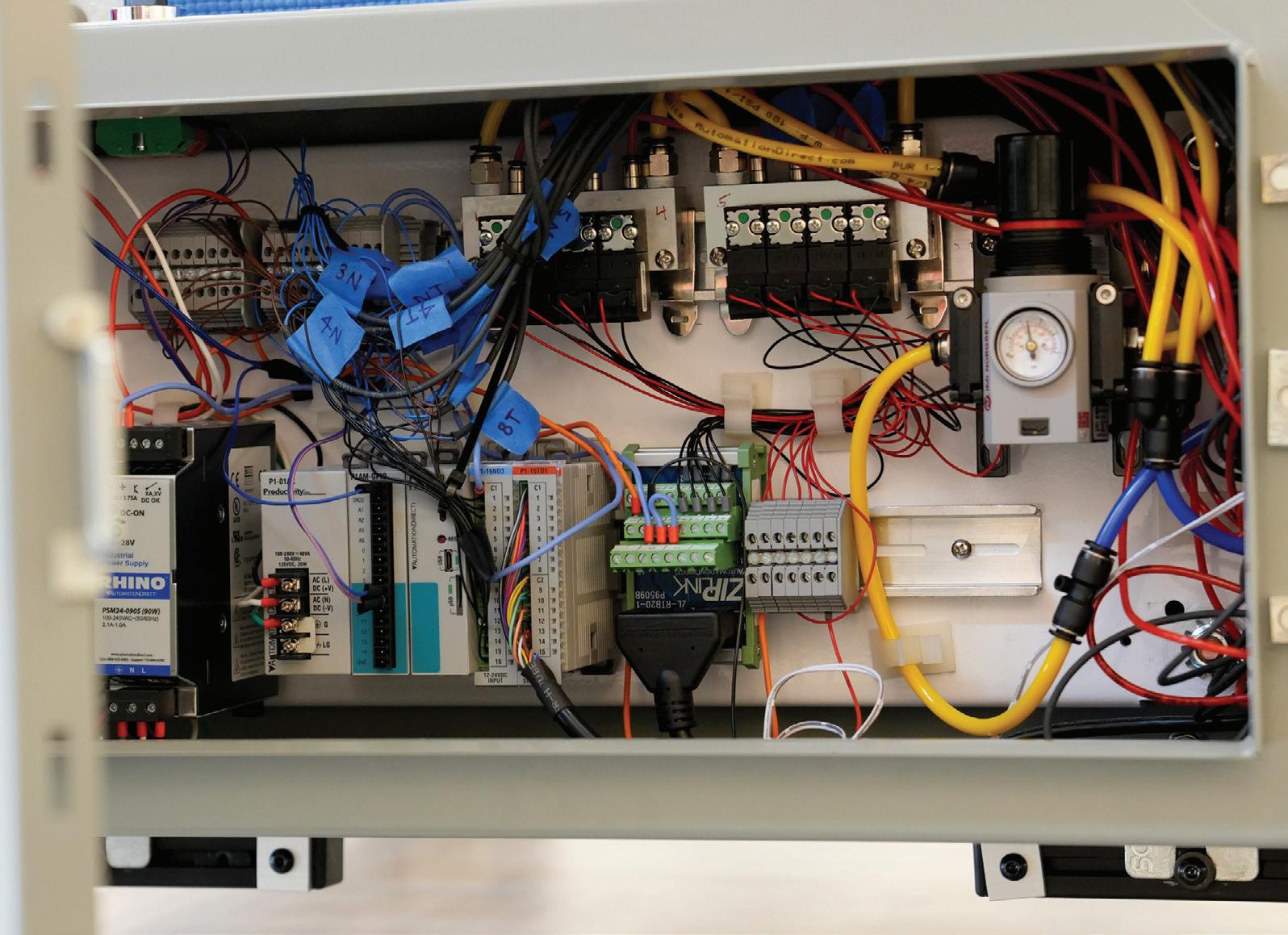
If the pneumatics are the lungs of the sculpture, the control system provides the brain. For this project, I selected the AutomationDirect ProductivityOpen P1AM-100, an industrial-grade opensource processor with a compact form factor. The platform is extremely versatile, suitable for programmers with limited industrial experience, and compatible with Arduino Integrated Development Environment (IDE) for writing and
Similar to humans who rely on air, the sculpture is brought to life by a pneumatic system. NGC Karen was able to easily source a variety of electrical, automation, and pneumatic parts through AutomationDirect which offers an extensive line of pneumatics parts and accessories, including cylinders, solenoids, exhaust silencers, position sensors, manifolds, tubing, mounting equipment, and a variety of fittings.
compiling code. Arduino allows developers to write and upload code using a streamlined version of C++ and utilizes stackable shields — pre-configured circuit boards designed for specific functions such as Wi-Fi or LCD displays — to easily expand the functionality of the controller. The ProductivityOpen family not only consists of controllers, but also includes a complementary line of industrial shields, I/O modules, and power supplies, all of which were used for this project (Figure 3).
As with any control system — even for an art installation — safety is always paramount. The sculpture needed to be designed in such a way that the electrical controls would be contained when displayed in a gallery and the system would default to a safe state if any electrical or mechanical components failed.
Pneumatic cylinder extended and retracted positions were monitored using magnetic proximity position sensors. Two were installed on each of the eight cylinders to achieve positive closed loop control. For example, if a resistance band were to snap, become loose, or get stuck, the position sensors will monitor the status of the cylinder and immediately stop in a safe manner when an anomaly is detected (Figure 4).
This project was my first opportunity to design a control panel intended for permanent use, because my life test fixtures are typically constructed on foam core structures for in-house use only. Everything from the enclosure and subpanel to circuit breaker, DIN rail, wiring and connectors, grounding and isolation equipment, and legend plates had to be procured. The ZIPLink wiring solution was particularly helpful for quickly connecting the controller and I/O in a secure, costeffective manner that withstood transport to and from the gallery.
With the system running regularly while the gallery is open, maintenance had to be factored into the design. An illuminated pushbutton serves as an e-stop and a three-position selector switch provides additional ease of operation for placing the work in automatic, fully extended, and fully retracted modes. These features allow resistance bands to be periodically inspected and tightened as needed. In fact, when a steel cable that connected a trekking pole to a pneumatic cylinder frayed, it was easily replaced by a fellow engineer as I assisted remotely via video support. >>
Figure 1: The colorful resistance bands arranged on trekking poles are eye-catching, but the underlying automation system is ultimately responsible for the mechanical work that brings NGC Karen’s Totally Disabled sculpture to life.
Figure 2:
To make it easy to transport for display, the sculpture was built on heavy-duty swivel casters. Once in the desired location, the casters can be locked to prevent unintended movement of the base.
Sourcing supplies and soliciting support
I was already familiar with AutomationDirect through my professional work, so it was natural for me to turn to this company for my art project. Collaborating with AutomationDirect not only led to a positive buying experience, but also yielded invaluable support.
With a variety of components to source, AutomationDirect’s website proved to be exceptionally useful and user-friendly. Navigating through the intuitive site organization, I even discovered complementary parts and accessories which were new to me. The filtering feature, conveniently located in the left-side product menu, proved invaluable, enabling me to refine product searches and swiftly pinpoint part numbers by selecting from a range of product-specific categories.
One of the most helpful features was the real-time pricing and stocking levels. I could adhere to a tight deadline by quickly identifying parts that were readily available within schedule and budget. Unlike some companies, where you have to contact a representative for price and availability, AutomationDirect’s transparency empowers customers to make informed decisions regarding component selection without delays.
The range of support options for selecting and integrating parts was impressive. I posted questions in the AutomationDirect Community Forum and utilized their phone support. The forum provides a way to connect with other users and was particularly helpful resolving an issue with whether I would need to use a hardware-based interrupt in the programming. Datasheets, user manuals, and online videos provided comprehensive information. Phone representatives were knowledgeable, able to quickly answer questions, and provide assistance with part selection.
Ultimately, a majority of the components for Totally Disabled were sourced through AutomationDirect. From the controller and electrical components to the pneumatic and structural elements and even enclosure and wiring accessories, AutomationDirect offered
Figure 3: The AutomationDirect ProductivityOpen P1AM-100 controller was the perfect choice for this project. The industrialgrade, opensource controller is compact and integrates seamlessly with Arduino shields and industrial I/O.
high-quality, robust, and cost-effective parts that were ideal for this project.
Getting social
The disability that inspired this project occasionally posed challenges. At one point, in lieu of celebrating my birthday with a traditional party, I enlisted friends and family to help with the project, and I was excited that more than 30 people joined me in support. Despite the fact that many of my support team did not have an engineering background or even much hands-on experience, many pitched in by helping with CAD, 3D printing parts, assisting with assembly and testing, and offering moral support.
After the sculpture was installed at the gallery, a functional issue occurred, and I was unable to travel there. However,
I successfully guided a friend through downloading an updated program to the controller, truly demonstrating the platform’s user-friendly nature.
Moving forward
This project has been inspirational for me, blending engineering and creativity in a unique way. As with any engineering project, it is sometimes necessary to trim features to meet deadlines. Facing a tight timeline from the art gallery, this project was no exception. However, I am encouraged by the reception of this project and look forward to creating both updated and different works in the future.
“Totally Disabled” was featured in the Radical Resilience exhibition at Ruth’s Table Gallery in San Francisco, CA. The kinetic art was on display through June 7, 2024.
Figure 4: When art is also automation, safety is a prime consideration. The project used sensors and a controller to stop the movement in a safe manner if any anomaly was detected.
Built-in Option Module Slot
For custom stand-alone PLC I/O con gurations that exactly match your application (option module sold separately).
CLICK PLUS PLCs provide the same simple, practical control the CLICK PLC line is known for but with some surprising bells and whistles. Data logging, Wi-Fi connect-ability, MQTT communication, and increased security measures are just a few of the impressive features offered with the CLICK PLUS PLC series.
Using the same FREE streamlined PLC programming software as its predecessor, CLICK PLUS PLCs provide straightforward, no-learning-curve programming. Combine that with a starting at price of just $97.00 and the CLICK PLUS PLC is undoubtedly the unmatched value leader!
Use any CPU with option module(s) as a complete PLC for small systems or expand the I/O with stackable I/O modules for larger applications.
— YOUR BEST INDUSTRIAL CYBERSECURITY DEFENSE
BY TIM WHEELER, CYBERSECURITY MANAGER, AUTOMATIONDIRECT
Protecting control systems from bad actors requires a holistic approach that includes technology, standards, and most importantly, a "never trust, always verify" attitude.
Industrial enterprises worldwide face ever greater numbers of cyberthreats, especially from malware and ransomware. According to global data and business intelligence platform Statista, last year, across 10 major industries, the manufacturing sector experienced the largest share of cyberattacks globally at more than 25%.
With that kind of pressure, those in charge of cybersecurity for manufacturing operations should consider implementing a zero-trust security architecture. It features strict access controls, trusts no one inside or outside a facility’s physical and network perimeters, and validates every stage of digital interactions, from core plant operations to the edge to the cloud.
But ensuring the zero-trust approach works requires an understanding of the threats, the potential operational vulnerabilities, and the resources available to help.
Threats growing relentlessly
As anyone familiar with operational technology (OT) knows, security threats of all types are growing in both sophistication and frequency. Common vectors for industrial cyber attacks often exploit vulnerabilities in web applications, such as SQL injection, arbitrary file upload, and remote command execution. These avenues can enable attackers to bypass many security measures and gain unauthorized access to industrial networks.
Another vector is the corporate enterprise network. With the integration of both information technology (IT) and OT networks, attackers who succeed in penetrating the former can gain subsequent access to the latter — including the industrial control systems (ICSs) and supervisory control and data acquisition (SCADA) systems.
At the same time, generative artificial intelligence (GenAI) offers hackers new ways to penetrate security defenses via social engineering and deepfake impersonations that can deceive employees into compromising security protocols. GenAI also can accelerate the
development pace of malicious code for exploits by malware while expanding its reach and amplifying its impact.
NIST debuts Cybersecurity Framework
2.0
This evolving threat landscape is the main reason that, last February, the U.S. National Institute of Standards and Technology (NIST) unveiled its Cybersecurity Framework (CSF) 2.0. It’s a comprehensive guide aimed at reducing cybersecurity risks by advising all kinds of organizations — beyond the NIST CSF 1.0’s focus on critical infrastructure — on best practices to safeguard their networks, data, and operations.
While CSF 2.0 offers a wealth of resources to aid in establishing these cyber safeguards, NIST also offers a 299page specialized guide for OT security, NIST SP 800-82r3, released in September 2023. In addition, an industrial-grade security approach should also consider adhering to the ISA/IEC 62443 series of standards. These, too, provide security best practices as well as methods to assess security performance levels.
Even more, ISA/IEC 62443 offers ways to bridge two critical gaps that often occur in industrial cyber security models. One is the widespread gulf that commonly exists within industrial enterprises between OT and IT domains; the other is the tradeoffs that must be weighed in implementing adequate security measures without compromising process performance and safety with undue latencies.
Prioritizing life safety and deterministic controls of industrial systems
Enterprise cybersecurity experts face significant challenges in protecting IT networks from threats. After all, these networks link users with email, web collaboration tools, and voice communications, plus provide access to company databases, customer relationship management (CRM) systems, and more. Malware, data breaches, and damaged data or devices can hinder user productivity and impact a company's ability to conduct transactions. >>
Risk Management Requirements Data confidentiality and integrity is paramount
Managed support Allow for diversified support styles
Human safety is paramount, followed by protection of the process
Response to human and other emergency interaction is critical
Many proprietary and standard communication protocols
Service support is usually via a single vendor
Component Lifetime Lifetime on the order of 3–5 years Lifetime on the order of 15–20 years
Access to Components Components are usually local and easy to access
Components can be isolated, remote, and require extensive physical effort to gain access
- NIST: GUIDE TO INDUSTRIAL CONTROL SYSTEMS (ICS) SECURITY
But if an enterprise IT network is breached, the odds are almost 100% that no one is ever injured or worse. That’s not the case with OT networks. In these settings, a breach by hackers — be it from a disgruntled current or former employee, malicious individuals, or even sovereign state actors — can interfere with critical operations or safety measures, potentially causing severe or even fatal injuries.
Modern industrial network security faces unique challenges that distinguish it significantly from non-industrial networks, as outlined in the NIST information resources. (See NIST table above).
Another big differentiating factor in OT networks is the need for precise, deterministic timing of the operational data running through them. The automation and control components of ICS systems typically require continuous operation and real-time or near-realtime actuator responses. They also must have extremely high reliability (99.9% uptime or better, and even more in critical communication networks).
In contrast, enterprise IT networks generally operate on a best-effort basis and are primarily needed during business hours.
And, unlike traditional IT systems, OT systems often operate in harsh and remote environments, rely on legacy technologies, and have long lifecycles. These factors can make it difficult to implement and maintain cybersecurity controls. As a result, the potential consequences of a security breach in an industrial setting are considerably higher than in a typical enterprise IT environment.
Finally, ICS and SCADA systems are inherently networked. And because, more and more, they connect with enterprise IT networks, they’re exposed to the vulnerabilities in the latter that hackers can exploit. In addition, remote-operated wireless SCADA systems, which can use public IP addresses and various wireless communications media, such as cellular, radio, satellite, and microwave, can be especially susceptible to cyberattacks.
Why OT threats keep growing Influenced by various factors (explained below), the vulnerabilities of OT networks and the ICS and SCADA systems are impacted by new security technologies, policies, and procedures implemented to defend against attacks.
OT networks and systems prioritize stability and real-time speeds, so protecting them requires a cautious approach that includes testing new technologies before implementation. Absent clearly defined policies and procedures — combined with inadequate monitoring and intrusion detection systems – can exacerbate risks, leaving OT devices susceptible to exploitation and unauthorized access.
In navigating these challenges, it's crucial to recognize that there are no perfect solutions — only trade-offs. Consequently, OT professionals often find themselves playing catch-up with potential risks in the current landscape. For example, while adopting higher levels of encryption could potentially enhance cyber protections, implementing such encryption may significantly impact system reaction times, adding delays ranging from 100 milliseconds to a full second in responding to real-world inputs. These delays can introduce critical latencies that can undermine production performance and even plant safety.
As the manufacturing sector moves toward digital transformation of industrial automation and control systems, it opens the door to more cybersecurity vulnerabilities. Primary among them:
• Remote access for workers and vendors. The increasing mobility of workers has led to greater demands for 24/7 remote network access for engineering, operations, and technical support personnel, sometimes leading to less secure network connections and security practices.
Concurrently, more and more OEM suppliers want to provide remote monitoring of their equipment, with some even wanting to provide their machines’ operations as a subscription service. Either way, giving OEMs network access can provide hackers a back door to a plant’s OT infrastructure if an OEM’s safeguards are compromised.
In many OT environments, remote access has been implemented in haphazard ways by editing a firewall’s rules to make “wide” tunnels through them. Then these modifications are not regularly audited and monitored. External access authentication of these should be time-bound and require regular revalidation.
• OT device vulnerabilities. While OT devices are integral to plant processes, they face cybersecurity risks of their own. Malware can damage them or disrupt their operation, while human errors, such as poor configurations or falling for phishing scams, can compromise them. In addition, outdated software lacking current security updates and inadequate monitoring can leave systems exposed.
Another vulnerability of OT devices can originate from the sluggish integration of new technologies and the absence of well-defined policies and procedures. This delay in adopting advancements is compounded by slow reaction times, hindering the implementation of necessary security measures. Furthermore, inadequate monitoring and intrusion detection systems worsens the situation, leaving OT devices vulnerable to exploitation and unauthorized access.
• Growing use and integration of commercial and open source technologies. Hackers can exploit the various and always-changing vulnerabilities of Windows and Linux operating systems, SQL databases, and Ethernet protocols to insert disruptive malware. Spyware can also secretly introduce advanced persistent threats, keystroke recorders, and data exfiltration agents to conduct industrial espionage and steal intellectual property.
• Proliferation of “how-to” documentation and actual code on the Internet. This information is readily available on the so-called Dark Web and has lowered the bar for the technical competencies needed to hack industrial control systems. GenAI has made it even easier for threat actors to code malware. It’s also possible to subscribe to malware-as-a-service.
• Integration of a company’s legacy plant systems with its enterprise systems. Interconnecting OT and IT networks exposes the former to the latter’s vulnerabilities. It also introduces ambiguity within organizations as to which group — enterprise IT or process engineering — owns responsibility for overall cybersecurity.
At the same time, increasing external connectivity, such as the Industrial Internet of Things (IIoT), expands the threat surface even more. While many companies are implementing edge and cloud technologies into their OT landscapes, some may assume the security of their cloud providers covers their own data and applications. But often that is not the case unless they pay for managed security services. >>
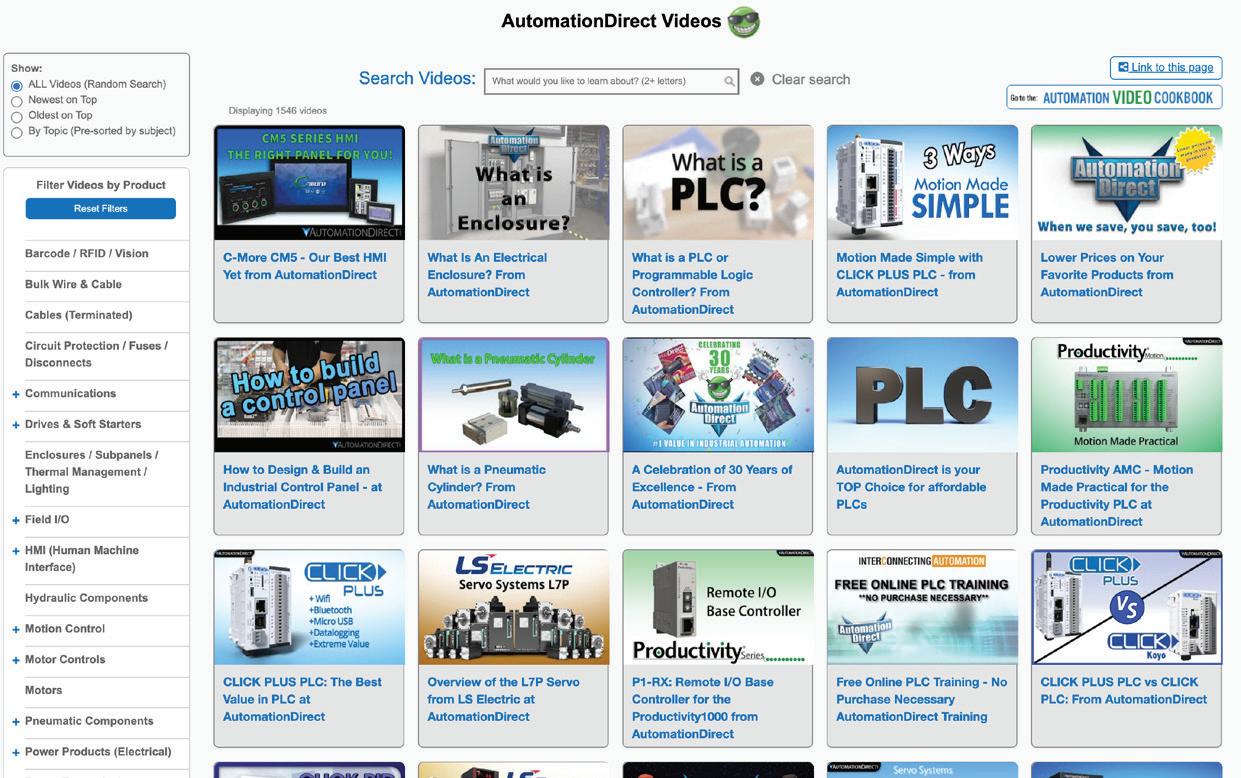
1500+ Industrial Control Videos available for FREE
Whether you’re looking for help programming a PLC, help deciding which pneumatic component you need, help selecting a sensor, or you’re just looking for some new-found knowledge, look no further than AutomationDirect’s video library. This video library is easily accessed from AutomationDirect’s home page and has thousands of videos at your fingertips. All 100% free to watch, so watch when you want as many times as you want.
OT cyber security overview
Simply put, effective OT cyber security requires collaboration between IT and OT teams, risk management, compliance with industry standards and regulations, and, importantly, regular training not only of OT personnel but all employees, including executive management.
As previously mentioned, an overall zero-trust security architecture is recommended. It should cover not only ICS and SCADA systems on plant floors but also systems managing building automation, physical access, and safety. External connectivity must be carefully managed with a zero-trust approach, too. To implement this architecture, organizations must mount a concerted, well-resourced effort — supported by plant and executive management — to do the following:
• Understand the unique risks and challenges of OT systems and supporting infrastructure.
• Identify and inventory OT assets at every plant operating level, using the Purdue Model (see Purdue Model below). Assess cybersecurity risks at every one of those levels.
• Develop and implement cybersecurity policies and procedures — and, importantly, governance.
• Implement security controls not just on OT devices and systems but also supporting infrastructure.
• Implement continuous monitoring and rapid incident response protocols.
• Engage in threat intelligence and ensure that safeguards can stop the latest ones.
• Provide security awareness training and ongoing communications throughout the organization.
• Review at least yearly, if not semiannually, all security controls, risks, monitoring, incident response protocols for changes in the OT landscape (for example, new systems, upgraded legacy systems, new external connectivity privileges, and more), new threats, and new personnel.
AutomationDirect, your partner in cybersecurity
Even with the comprehensive guidance from NIST’s Cybersecurity Framework (CSF) 2.0 and SP 800-82r3 and the ISA/IEC 62443 series of standards, implementing a zero-trust architecture for an OT environment can be a tall
order. To complement these guidelines and standards, AutomationDirect invites readers to visit its online cybersecurity library of solid information advising how to get started with cyber safeguards, best practices, security advisories, and more. Future editions of Automation Notebook will feature highlights to inform and educate readers on these topics.
Figure 1. The Purdue Model, also known as the Purdue Enterprise Reference Architecture (PERA), is a reference model for designing and organizing industrial control systems (ICS) and operational technology (OT) networks. The model was developed in the late 1990s by researchers at Purdue University, and it provides a framework for understanding the hierarchical structure of ICS and OT networks.
Push-to-Connect Fittings
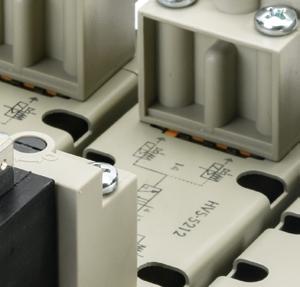
ISO 5599/1 Standard Pneumatic Solenoid Valves
Starting at $86.00 (HVS-5211)
starting at $3.75/5 pk. (PLUG532) NITRA pneumatic push-to-connect fittings are easily installed and work well with flexible tubing to make sealed connections.
• Threaded connections available with NPT, G-thread, and BSPT R-thread types
• Union-style fittings
• Available in thermoplastic, nickel-plated brass, or stainless steel bodies
• Configuration options include male straight (hex and round body), bulkhead female, long male elbow, tee reducers, and much more
• High working pressure and temperature
• Threaded elbow and tee fitting bodies can be rotated after installation
NITRA ISO 5599 valves are a robust directional air control solution that conforms to the ISO 5599/1 standard. They are sold as separate components, so you can buy what you need to replace existing equipment or purchase all the components needed to build a new system.
• ISO 5599/1 sizes 1 and 2 are interchangeable with all other brands meeting the ISO 5599/1 specification
• 5-port / 2-position and 5-port / 3-position valves available
• Solenoid coils sold separately in 12 & 24 VDC and 24, 110, & 220 VAC options
• Order stand-alone bases or manifolds separately
• Bases and manifolds are available in either G-thread (BSPP) or NPT thread types
Flexible Pneumatic Tubing
starting at $17.00/100 ft. (N532BLK100) Strong, kink-resistant NITRA straight flexible tubing is available in a range of diameters and colors in 100ft packages or 500ft reels.
• Inch (up to 1/2in) and metric (up to 12mm) outside diameter tubing sizes
• Multiple colors available including black, clear, and dark green UV stabilized
• Straight polyurethane tubing
• Straight nylon 12 tubing
• Straight PTFE tubing
• Straight bonded polyurethane tubing
• Made in the USA
From high resolution graphics to more interconnectivity and mobility, the HMI has become instrumental to plant productivity.
BY KRISTIN LEWOTSKY, CONTRIBUTING WRITER
Around 40 years ago, operator interfaces on the factory floor consisted of manual push buttons, switches, and dials. More sophisticated versions might incorporate a few indicator lights that could flash or change color to communicate alerts sent by the programmable logic controller (PLC). Today, most of those buttons and switches are gone, replaced
by touchscreen human machine interfaces (HMIs).
Modern wide-screen HMIs use high-resolution, 24-bit color displays to deliver detailed information on machine performance, operation, and condition in a highly consumable format. Packed with processing power, memory, and high-speed networking capabilities, a single HMI can now access dozens of
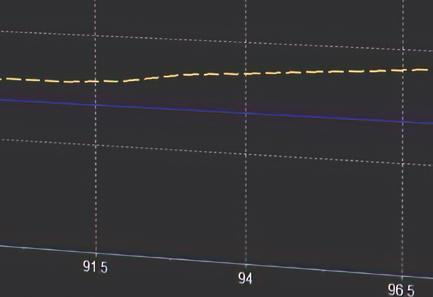
*We do not consider 8K to be used for HMI purposes. (Courtesy of Hiroyuki Kuramoto, JTEKT Electronics)
PLCs throughout a facility – and make them accessible to a variety of locations both on site and off.
Here, we chronicle the evolution of today’s high-functionality HMIs, reviewing cutting-edge technologies and providing a snapshot of how the industrial internet of things (IIoT), cloud connectivity, and even artificial intelligence (AI) and machine learning will augment HMI usability in the future.
A brief history of HMIs
Early HMIs consisted primarily of monochrome text displays, sometimes used only to label the manual push buttons that surrounded the screen (see table). At best, they functioned as message centers capable of displaying pre-programmed text. Adding the ability to support color graphics offered real potential, but most implementations simply replaced the minimal lines of text with icons. The screens still primarily provided information about the function of a button or switch at any given time.
When touchscreens emerged in the 90s, technology was just put to use creating a display of virtual push buttons. Then, in 2007, the iPhone changed the world – and the world of HMIs changed with it.
“HMI users had a phone in their hand every day and witnessed its capabilities,” said Greg Philbrook, AutomationDirect’s HMI and CLICK PLC product manager. “That began to change expectations for the industrial market. They now wanted their HMIs to have really crisp graphics and increased functionality with easy access to many layers of information.”
The pace of HMI development has accelerated rapidly to meet those expectations, particularly over the
last several years. Now, a number of capabilities that are standard in top-ofthe-line HMIs have changed the face of industrial operations.
How core HMI capabilities upgrade industrial operations
Data visualization
The most fundamental need of anybody in industrial operations is finding a way to keep the process running. Mark Gentry, founder and CEO of Gentry Controls, polled his customer base to find out what they wanted from an HMI. “The number one answer from 100% of my customers was, ‘When something stops working, tell me what it is and why.’” The PLCs and various sensors may have the data, but the HMI makes it consumable. “If the PLC is not doing something, then you can look at the HMI and find out why.”
Nick Bell, controls engineer at InterConnecting Automation, saw the
pressures and temperature flows, with trending and averaging over time.
The implementation included over a thousand distinct alarms, each of which provided detailed information. “Previously, the system would stop working, and they wouldn’t know why,” Bell said. “Now, they can read that this motor on that conveyor belt has tripped with this fault, and then they can go fix it within a couple of minutes.” He credits newer HMIs with more functionality and greater memory being able to both track and serve up the data. This particular system has over 5,000 different memory registers. Another project he’s working on has nearly three times that many.
“Previously, the system would stop working, and they wouldn’t know why. Now, they can read that this motor on that conveyor belt has tripped with this fault, and then they can go fix it within a couple of minutes.”
impact of accessible data in a poultry processing plant. The end users were highly skeptical of automation, having been burned in the past by expensive technology that went down far too frequently with no easy way to troubleshoot. Then Bell’s team fired up the new system.
“They were blown away just by the pure data,” he said. The screens his team had configured made it
such
Other simple but valuable data consists of basic statistics like uptime, downtime, parts per hour, and more, allowing managers to closely monitor overall equipment effectiveness (OEE). Bell points to a recent project at a facility that had never used touchscreen HMIs. The operations manager made daily estimates tracked on paper. “We finally upgraded them to a little display. The manager wasn’t sure if he wanted it on his machine.” And then Bell’s team demonstrated the system. “Now he wants one on every machine just because he can go around, plug in, see what the run time is, what's the hour meter. Whereas before, he didn't know.” >>
Figure 1: The C-more CM5 series of touchscreen HMIs includes a 22-inch color LCD touchscreen version with 1080p resolution to display highly detailed graphics and video. It also offers two Ethernet ports, three serial ports, and four USB ports.
More detailed data display
Figure 2: The CM5-RHMI is a headless HMI that runs the CM5 C-more Series software platform. It features a HDMI
The size and resolution of HMI screens have been rising steadily. The latest generations of HMIs provide plenty of room for high-resolution graphics (see Figure 1). Instead of a tank fill level appearing as a percentage, for example, it can be displayed graphically as part of a larger facility layout. HMI screens can be configured to show the rotation direction of motors, fault status, and more, and the additional real estate and crisp graphics make it possible to present that information without risk of confusion. Buttons or active areas can be spaced far enough apart that even operators wearing safety gloves don’t run the risk of accidentally executing the wrong function.
In addition, larger HMIs equipped with Ethernet ports now make it possible to tie together the entire plant. “We’ve been putting them in as plant-level touchscreens, almost like SCADA systems,” Bell said. “Before, every machine was its own independent little cell. Now it’s not.”
Given the amount of data involved, sometimes even the 22-inch screens aren’t big enough. In these cases, a “headless” HMI can be used to transfer the HMI data to a larger screen (see Figure 2).
Depending on the location, that might involve a 32-inch touchscreen (see Figure 3). For a manager who simply wants to view data at a distance — or from the office — a 75-inch monitor might be an even better choice.
“When we go into an older plant, one of the most common questions is, ‘How can I sit in my office and see everything in one place?’” said Bell. “With the headless
unit, you can just run a couple of Ethernet cables and there’s all the data in one spot.” In another useful implementation, HMI screens can be sent to a display in the maintenance shop. When an alarm shows on the HMI on the floor, the same alert appears on the screen in the maintenance shop. The technician has all the information necessary to get started on a fix immediately, rather than waiting for a call on the radio.
Remote access
Almost every integrator and OEM has a horror story about hours spent traveling to a customer location to perform a fix that took perhaps 15 minutes. “More than 90% of the time, there’s nothing wrong with the control system. It’s the operator not understanding what is being presented,” said Gentry. “If I can just see the screen that they are seeing, then it’s a 30-second conversation to get them going again. So being able to remotely log in and look at the screen has just been a game changer.”
He estimates that 90% of his customers have given him remote access to their equipment for purposes of troubleshooting and repair. This approach can dramatically reduce the duration and costs of unscheduled downtime, not to mention travel time and expenses. OEMs and integrators also have the option of offering troubleshooting and monitoring to end users as a subscription service.
Allowing integrator and OEM connectivity for troubleshooting is one thing, but what about remote access for the broader organization? Industrial users have traditionally been skittish about connecting equipment to the Internet. Indeed, there are still plenty of organizations that have significant concerns about the technology or simply don’t see any value in it.
“Due to limited in-house IT capabilities and cyber security issues, only 10–20% of my clients seek cloud capabilities such as the IIoT, cloud-based data storage, and remote viewing,” said Scott Martin of KCC software, whose customer base spans a range of industries. Of the organizations that do take advantage, he notes, the most common requests are for data storage and remote viewing, typically on spreadsheets and PCs. “I do have some clients who prefer to see what is happening when they are distant from a system, but that is not a frequent concern.”
As time has passed and the technology has matured, however, other industrial organizations have become more open to the idea. The pervasive use of connectivity for consumer products has also helped change the dialogue from, “No way am I going to connect anything from my manufacturing floor to the Internet” to “I can change my home thermostat setting from my smartphone app. Why can’t I oversee my production line from my office — or my house?”
Bell also sees a distinct split between those who do not want remote access and those who are highly committed to the idea, but the needle is moving in the direction of acceptance. “You have the few who don’t want it or consider it cost prohibitive. We see the trend going towards more companies wanting remote access, though,” he said. “Of the systems we’re putting in as of this year, probably 85% of them have some sort of remote access capability.”
Don’t make the mistake of assuming that remote viewing uptake is related to market sector. Martin has a number of very high-tech clients, while Gentry, who exclusively serves the cotton gin industry, estimates that as many as 75% of his clients are using remote-access solutions for staff.
“It’s been driven by smartphones and COVID,” said Daniel Caldwell, president of Caldwell Electrical Contractors. “Our trade also has a labor shortage. People are retiring, and companies are feeling that. With remote access, they are able to use one technician to troubleshoot problems or have them assist an inexperienced onsite technician remotely, so I think that’s another motivating factor.”
Figure 3: Main control room at a cotton gin uses the C-more EA9-RHMI to drive (clockwise from top left) a 24-inch touchscreen, a 32inch touchscreen, a 19-inch touchscreen, and another 24-inch touchscreen.
Courtesy
In the case of very large facilities, industrial end users are increasingly experimenting with mobile HMIs (see Figure 4). Rather than walking a quarter mile to the controls panel, they can glance down at the tablet in their hand. “We’ve seen a lot of requests over the past year for mobile HMIs,” said Bell. “We [recently] installed it for a customer, and he was sitting on his porch with his iPad, watching his system run.”
The cutting-edge technologies
The HMI as a gateway device
To support the convergence of operational technology (OT) and IIoT, the latest generation of HMIs has begun to transform into edge devices. “The path right now is the HMI is becoming the IIoT connection to everything,” said Philbrook. “There are some intelligent PLCs that can collect data from IIoT devices, but most PLCs are just trying to keep production running. But now, many HMIs have greater levels of functionality, with more sophisticated operating systems that support a variety of protocols.”
The CM5, the C-more brand’s latest generation of HMI, supports MQTT, a lightweight publish/ subscribe protocol designed for massively parallel machine-tomachine communications. It’s ideal for exchanging data with the rapidly proliferating sensors and smart devices in the modern plant. “The HMI can gather data from the PLC, then distribute it to different systems, whether they be business systems in the local plant or cloud systems and remote locations,” says Philbrook. >>
4: For this mobile HMI, Gentry used the C-more EA9-RHMI headless, programmed it, and then used an iPad running the C-more Remote HMI app. He set up some Wi-Fi access points and users had full access to the HMI from any part of the network.
of Gentry Controls and United Ag
Figure
Courtesy of Gentry Controls and United Ag
HMI s
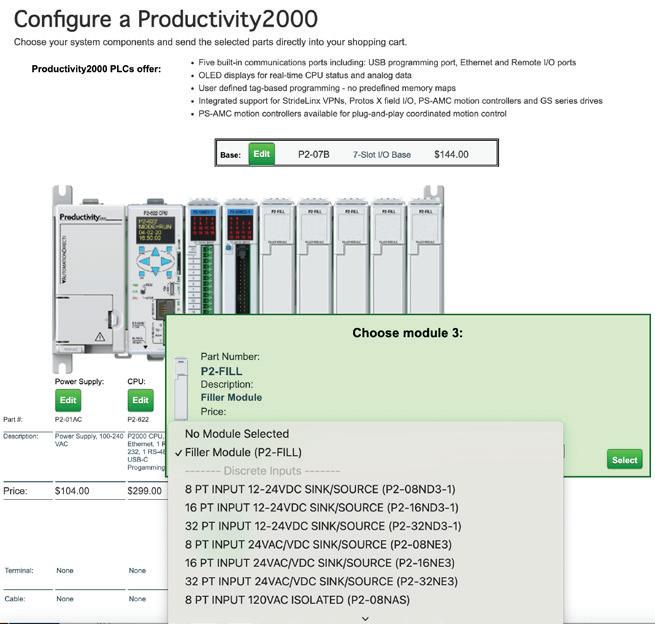
Need help finding the right part?
As an online supplier, we want to be sure you have the tools you need to find the right part for your application. We have several interactive configurators and selector tools available so you can easily build your system online and send all the parts to your cart with one click. Need to build an I/O rack for a PLC? Need to find the right pneumatic gripper? Looking for a servo system to match your specs? No problem, our selectors/ configurators can help!
http://go2adc.com/choose
The shift toward OPC UA
According to Hiroyuki Kuramoto, HMI and PLC project planner at JTEKT Electronics, the next step in the OT to IIoT convergence is the shift toward OPC UA. OPC UA is based on a client-server model. The server performs data sharing, while the client side connects to PLCs. This could be particularly useful for HMIs.
As HMIs connect to more and more PLCs, the challenge for HMI vendors, said Kuramoto, is implementing, testing, and maintaining the PLC protocols for different PLC vendors. “By implementing the OPC UA client, it will be easier to connect to PLCs with OPC UA server built in. We believe that as an HMI vendor, we will be free from the protocol difficulty in the future,” he said. “My opinion is that 10 years from now, most HMI and PLC connections will be OPC UA.
Future
technologies
Asked about the future, Kuramoto predicts two major changes in HMI functionality:
• HMI functionality will be built into the PLC.
• HMI functions will run in the cloud.
HMI functionality built into the PLC
Developing controllers capable of controlling both the PLC and HMI in a single unit will reduce footprint and potentially streamline integration. “We believe these will be employed in relatively small facilities, such as food machinery,” Kuramoto adds.
Cloud-based HMIs
The vision of running HMI functions in the cloud satisfies the desire of end users to access their equipment from anywhere. In a sample implementation, the data would remain on premises with the data source either a PLC or a headless HMI capable of aggregating data from multiple PLCs. The physical HMI on the machine would be fairly simple. The cloud-based HMI would exist in the form of a webserver that users would access through tablets or smartphones. This sort of solution would be a good fit for a large facility that needed to consolidate data. There are two key technologies that will be key to supporting cloud-based HMIs — time-sensitive networking (TSN), implemented as OPC UA over TSN, and 5G/6G wireless communications. “We believe that we will enter the era of cloud HMI in conjunction with 6G penetration around 2035 to 2040,” Kuramoto said.
Machine learning — smart HMIs get smarter
As a final glimpse of a possible HMI future, we consider machine learning. “I think eventually it’s going to play a big role,” said Jordan Hulsey, director of service and automation at Caldwell Electric. “Maybe in the future, something as simple as facial recognition cameras setups on HMIs will be possible. This would allow touchless operator interaction for permission levels and vision tracking for HMI manipulation. You might have [two] operators, and facial recognition could log them into different permissions on the HMI.”
Conclusion
HMIs have come a long way since the days of manual pushbuttons. By putting actionable intelligence at the fingertips of operators, managers, and maintenance, modern HMIs maximize throughput and minimize downtime. Emerging capabilities promise to make these workhorse devices more powerful still. Given this, it’s easy to overlook perhaps the most important advance — ease of use. From programming to data visualization to integration, the latest HMIs are designed to be as easy to operate as they are to install. The guiding design principle makes every person around these components in the plant more efficient at the core mandate of maximizing throughput and profitability.
Take your control network to the next level, with IO-Link and intelligent I/O. IO-Link compatible smart sensors/devices provide a wealth of helpful data in addition to control signals that can be used to keep systems up and running and/or make them more efficient. Data that includes component health, configured parameters, and performance can be obtained easily when using low-cost IO-Link master modules and control devices from AutomationDirect.
Multiple Connections
for a Wide Variety of I/O
• 8 x IO-Link Class A/B master ports with true DIO functionality – one module for everything: 16 DI, 16 DIO, 16 DO, 8 IOL or any combination
• Easily connect several digital and analog signals to the IO-Link master using inexpensive M12 sensor cables
• Intelligent supply voltage switching at pin 2 and 4
• Up to 4A per port on Premium model and up to 2A per port on Basic model
Rugged Housing
• Fully potted plastic housings protect sensitive electronics from industrial and outdoor environments
• IP65, IP67 rated
• Machine mountableNO ENCLOSURE REQUIRED
Network with Ease
• 2 x D-coded M12, 100 Mbps Ethernet connections for fast data transfer
• Proximity sensors include peak environmental variables
• Light sensors include signal degradation warnings
• Murrelektronik Premium IO-Link master module supports EtherNet/IP (explicit and implicit) messaging, OPC UA, and MQTT for data transmission from the sensor direct to the cloud
STRIDE BASIC IO-LINK MASTER MODULE PRICED AT $290.00 (SIOL-EI8B)
MURRELEKTRONIK PREMIUM IO-LINK MASTER MODULE
PRICED AT $385.00 (54631)
Quick Installation
• Installing and powering multiple modules is simple with the L-coded M12 power connections specifically designed for daisy-chaining several modules together
• 4 & 5-pole cable options for any installation concept
• Up to 2 x 16A
IO-Link Compatible Devices
We’ve got those too! Including a wide selection of sensors, pushbutton switches, signaling devices/signal towers, identification products, and more
Motion Control for the Masses
BY CHIP MCDANIEL AND JOE KIMBRELL, AUTOMATIONDIRECT
Recent advances in micro-PLCs that support integrated motion make it possible to take advantage of highperformance servo motion control without breaking the bank.
Servo motor motion control is a mainstay for many types of machinery and equipment. For example, this technology can be used to operate a conveyor at a certain speed or to coordinate the motions of multiple motors for indexing, gripping, or physical machine movements through several ranges. Servos, used for precise movement, deliver high torque and speed over a broad power range with impressive closed-loop control response.
Implementers understand, however, that sophisticated servo technology usually comes with an equally elevated cost and complexity. This barrier to entry has often prevented designers from using servo technology for many smaller or price-sensitive applications, even when it would be the best technical solution. There has been some relief as vector speed
In many motion control applications, modern servo drives with integrated control capabilities can perform a wide variety of functionality while being easier and more economical to implement than complex classic architectures.
control AC motor variable frequency drives (VFDs) and more advanced stepper motor systems have become available, providing good motor control at a lower price point. But servos are still the best solution in many applications.
Of course, servo and control technologies have also advanced in many ways, some of which improve the accessibility and price/performance ratio. Designers today may not realize that they have a greater range of options to implement servo motor control and need not rely on more specialized and complex motion control architectures.
All-in-one devices which combine servo drive amplifiers with built-in controllers, or even small industrial controllers with integrated motion instructions, offer streamlined ways to achieve servo motion control for almost any application.
Consolidating capabilities
A classic decentralized servo motor control system is architected from several elements, including:
• At least one, and often more, brushless servo motors mounted on field equipment, each motor equipped with an encoder to enable precise shaft position monitoring.
• Each motor is powered and operated by a servo amplifier or drive, supplying current as needed to achieve the desired velocity and position, which is detected by the encoder.
• A standalone motion controller, which is programmed to command and coordinate one or more servo drives.
• For a decentralized system, a highperformance communication fieldbus optimized for motion control, or in some cases hardwired signals, may connect the controller to the drives.
• The motion controller will often need to coordinate with other field-installed sensors, and this integration is typically provided by one or more external programmable logic controllers (PLCs).
This architecture is proven, but obviously involves a lot of costly components, design effort, programming, and installation. However, over the years, a number of developments with power electronics, computing, and networking have made it possible to consolidate much of this functionality and simplify implementations. For example:
• Various models of servo drives may be commanded via:
o Hardwired high-speed input/output (I/O) signals.
o Using typical serial or Ethernet variants of industrial
communication fieldbus protocols, such as PROFINET, EtherNet/IP, or Modbus TCP.
o And/or via a motion-optimized Ethernet protocol such as Ethernet for Control Automation Technology (EtherCAT) connectivity. EtherCAT is standardized under IEC 61158, and it works over standard Ethernet architectures to deliver deterministic cycle times so that accurate synchronization essential for motion control can be maintained among all communicating devices.
• Some servo drives now have on-board motion control capabilities and can be coordinated with each other to a degree.
• Some standard PLCs incorporate motion control capabilities using hardwired I/O signals, may offer motion control modules to coordinate a few axes, or can communicate motion information to servo drives using a typical industrial fieldbus.
• A select few entry level or basic PLCs can perform up to three axes of motion control, using the most popular instructions needed to cover a wide range of applications and can command servo drives using hardwired I/O.
• For demanding applications requiring motion and PLC control, a specialized PLC with native motion-optimized communications such as EtherCAT is a good choice for handling up to 16 or even more total axes of coordinated motion.
The traditional decentralized architecture remains an option for some exacting applications, but these newer architectures are of particular interest for making motion control practical for smaller and more costsensitive applications.
Making the move
Once designers are aware of the many servo motion control options, selecting the right products is a matter of understanding application needs.
Basic motion control
Any drive-based servo controller — and some PLCs — can provide the basics of motion control, including the ability to perform:
• Single servo control, and potentially to join one or two additional axes for X-Y or X-Y-Z control.
• Homing operations, so the driven equipment can be moved to a known starting position.
• Velocity moves, commanding a servo to accelerate and decelerate to achieve a target speed.
• Position moves, commanding one or more coordinated servos at the necessary acceleration, deceleration, and velocity to reach a target location.
• Motion profiles, such as trapezoidal and S-curve, which reduce the jerk on equipment and payloads as servos change speed.
These fundamentals cover a wide range of application needs, so designers may find that with a capable servo drive/ controller they can completely achieve their motion control goals. Or, if there is some other associated external I/O, a micro-PLC combined with servo drives can be a complete motion control and automation solution, at a fraction of the cost and complexity associated with more traditional architectures.
Enhanced motion control
When more than basic motion control is needed, a servo drive/controller will need some additional features. Here are some considerations that would prompt a designer to select a servo drive/controller instead of a more basic system:
• Internal indexing, which is the ability of the drive/control to store a series of preconfigured moves in memory, which can be activated by logic, communications, or command signals as needed.
• Standardized modes for common operations (Figure 2), such as:
o Gantry: a feedback strategy optimized for common X-Y and X-Y-Z operations.
o Encoder following (also known as axis-and-a-half or electronic gearing): a function where a servo drive moves a motor based on the input from an external encoder position, or based on the encoder output of another drive, so that the motor speed and direction are an immediate reflection of the encoder signal (or a ratio thereof).
o Flying shear: commonly used to make clean cuts on moving material.
o Rotary indexing: used for assembly, tool changer, and filler equipment
with fixed distances/angles between stations.
o Basic registration: detect product variations in-motion and correct single-axis motion to compensate.
• Event-based logic control: some models of a servo/drive controller have sufficient programming capability to incorporate a degree of additional control logic and I/O without requiring an external PLC. This capability is useful for related operations, such as acting when sensors are triggered or operating a holding brake.
• Safe torque off (STO): while not specifically a motion instruction, STO is a fail-safe functionality which simplifies designs because no additional hardware or programming is needed to incorporate emergency stop functionality.
• Communications: a servo/drive controller can accept hardwired I/O, but some models are able to transmit/ receive signals and motion commands over Ethernet using industrial communications protocols, like Modbus TCP or EtherNet/IP industrial, so they can be closely integrated with upstream/ downstream or supervisory PLC systems.
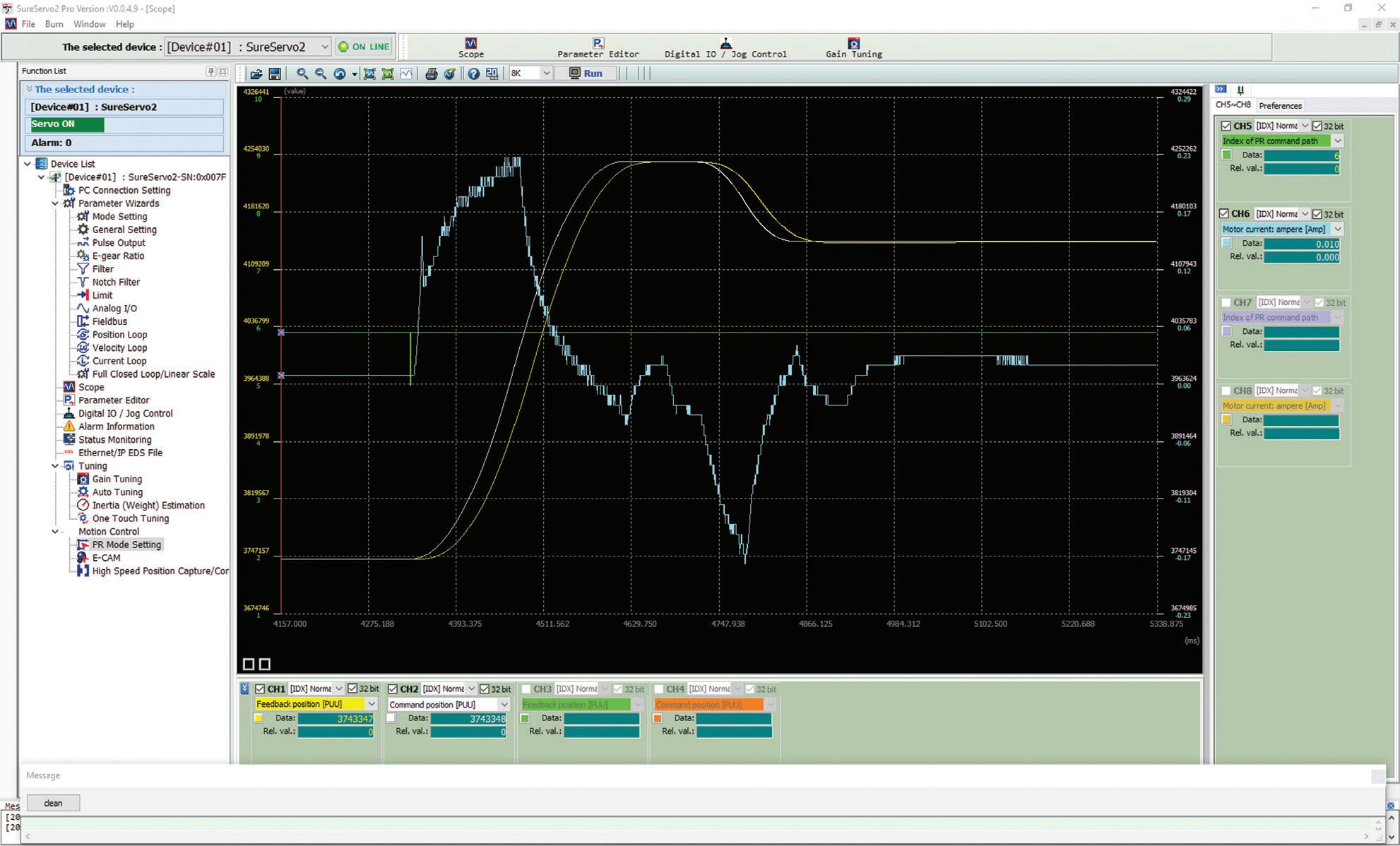
• Built-in auto-tuning to optimize motor operation with the drive, and an integrated software oscilloscope so users can compare commanded operations with actual movements for commissioning and troubleshooting (Figure 3).
• Ability to use incremental encoders (which require homing after every power cycle), and also more capable absolute encoders which maintain their positioning indefinitely once homed.
Mid-tier motion control
Of course, there are some applications where a full-blown motion controller architecture is needed. Users can choose a traditional motion controller connected to many drives using a motion-optimized communication protocol, or a specialized controller which incorporates highperformance motion functions. Modern PLC controllers are perfect for this type of motion control while also handling the rest of the I/O requirements for many machines. Furthermore, these PLCs can store all the motion related parameters, which simplifies the control scheme and facilitates maintenance and repair strategies. >>
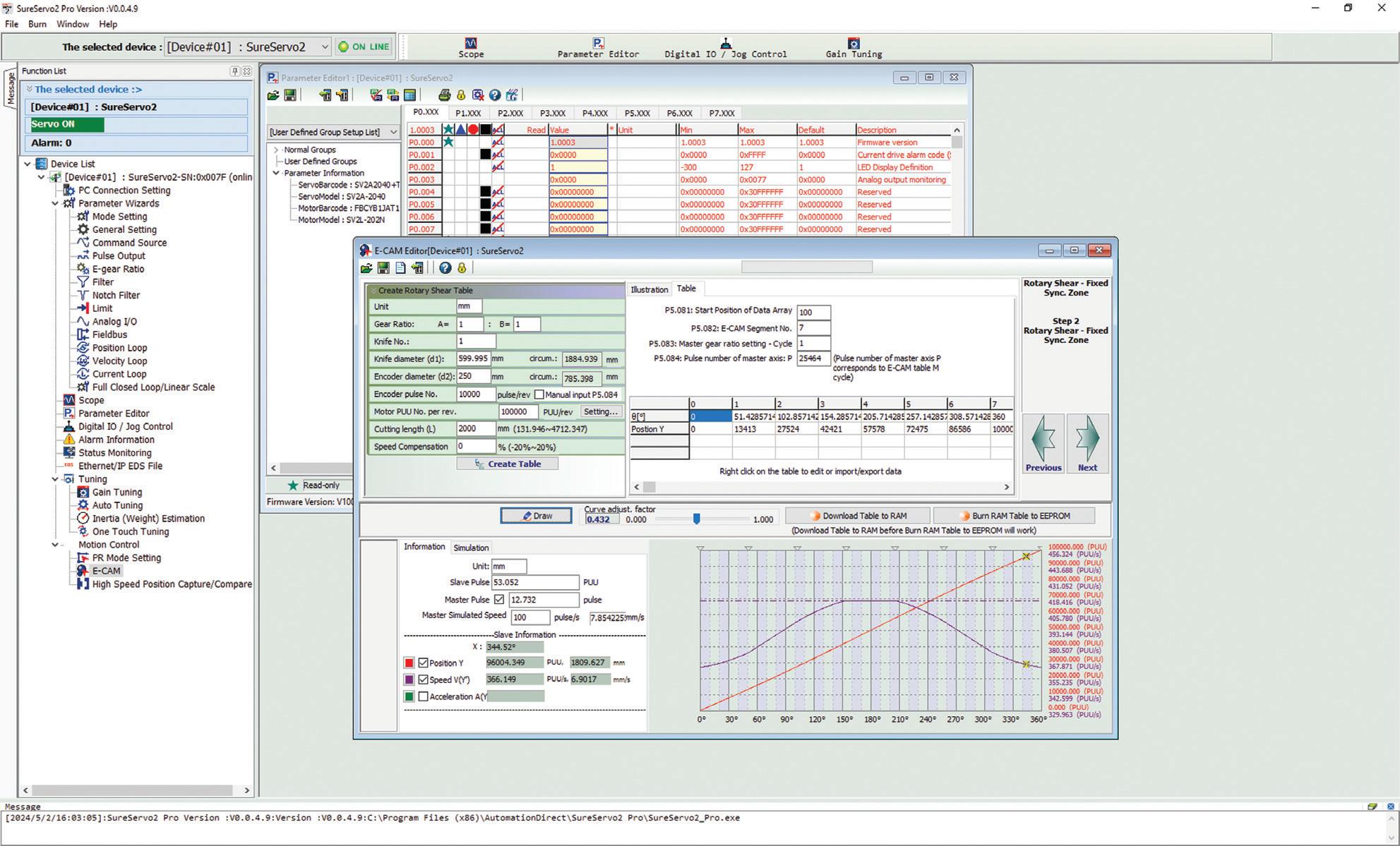
Figure 2: The AutomationDirect SureServo2 series servo drives include a built-in motion controller with intuitive configuration software, so users can configure common and advanced applications, such as the rotary shear table shown here.
Figure 3: Other advanced configuration and tuning capabilities available natively with the SureServo2 servo drive/controller include a software oscilloscope, which is essential during commissioning and troubleshooting so users can compare commanded versus actual movements.
Chip McDaniel works in technical marketing for AutomationDirect and is a graduate of Georgia Tech. His decades of experience in the industrial automation field include designing, building and commissioning multiaxis servo systems, as well as the marketing of a wide range of automation products.
These devices enable:
• Multi-axis control, ranging up to 16 axes, coordinated in groups of up to four or eight.
• Exceptionally rapid response times: with position updates to multiple axes in the one millisecond (ms) range.
• Native EtherCAT connectivity for streamlined integration with many types of servo drives.
• Electronic camming: to map motions for epicyclic motion.
• Switching control during operation: position/speed control switching, speed/position control switching, position/torque control switching.
Motion control without a complex control scheme
Servo motors driving equipment directly or through reduction gearboxes and other mechanisms are clearly a fast, powerful, and accurate way to achieve automated motion. The technology is well-established, but for too long its cost and complexity have reserved it only for relatively high-end applications. This has changed with the availability of combined motor servo drive/controllers as these components provide significant programmability and other features, all incorporated right on board. Also, mid- and top-tier PLCs, and even select micro-PLCs, now include essential motion control instructions and capabilities. Using these newer technologies, it is possible to build effective motion control into more applications than ever before at an appropriate price/performance ratio, while simplifying design and support efforts.
Joe Kimbrell is the Product Manager for Motion Control Products at AutomationDirect. He has over 25 years’ experience with automation, motors, drives, motion control, and servos, and has worked as engineering manager at a packaging OEM and at a multi-axis motion control integration firm. Joe holds a BSEE degree from Georgia Tech.
Step Up Your Game
Stepper Motors, Drives, and Linear Actuators
Motors starting at: $22.50 (STP-MTR-17040)
SureStep stepping systems marry high-performance microstepping drives with high-torque stepper motors (in single- and dual-shaft models) to provide simple and accurate control of position and velocity.
For utmost space and cost savings, integrated stepper motors and drives combine high-performance microstepping drives with high-torque stepper motors in one single unit. Standard and advanced models are available.
Use our Stepper System Selector to size a stepper motor for your application, then walk through all the options for that motor; including encoders, drives, power supplies, cables, and more.
www.automationdirect.com/selectors/steppers
Stepper motor linear actuators consist of a stepper motor with a lead screw as the rotor. These actuators translate the precise rotational movement of the stepper into a linear motion. Stepper motor linear actuators are maintenance- and lubrication-free and are a great cost-saving option for linear motion applications.
BY KEVIN KAKASCIK AND CHRIS KREGOSKI, AUTOMATIONDIRECT
A look at IO-Link: How the bidirectional protocol helps designers architect intelligent and cost-effective digital connectivity to monitor and control edge devices.
Traditional hardwired input/output (I/O) works well for monitoring and controlling sensors, actuators, and other field-installed devices associated with industrial automation. However, newer machines and systems are designed with far more instruments and automated components — some of them with intelligence providing significant additional data — which drives up the cost of classic single-signal I/O design and installation.
To address this issue, a variety of fieldbuses, including several industrial protocols suitable for use in the factory, have achieved success over the years for connecting with advanced field devices used in manufacturing and process applications. Unfortunately, most fieldbuses used on machinery are not made for direct connection to these sensors and actuators. To bridge this gap, a newer right-sized technology, called IO-Link, is making it easy and economical to efficiently network all kinds of modern instruments and automation devices.
What is IO-Link?
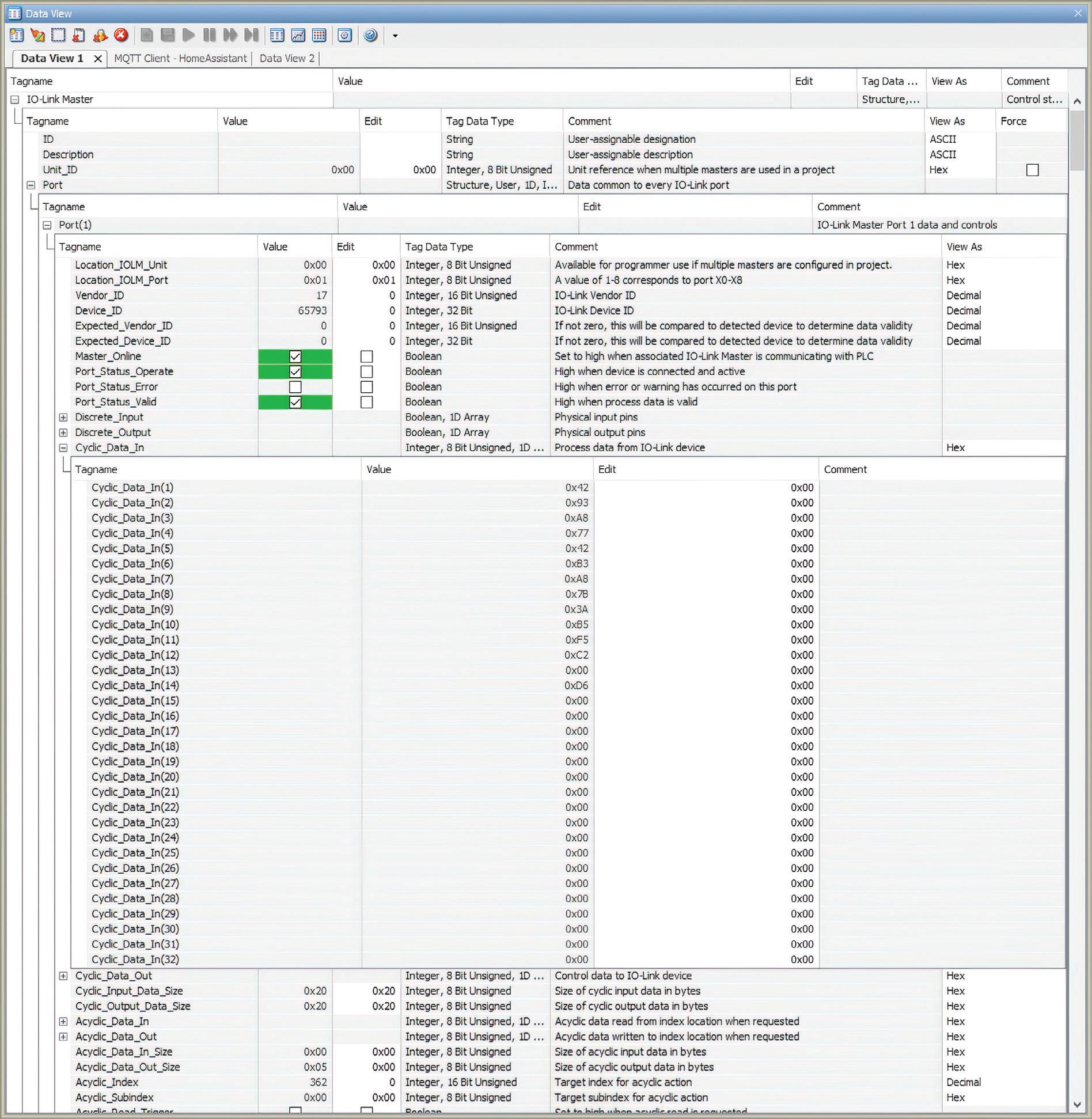
IO-Link is a point-to-point communication protocol, specified in IEC 61131-9 as an open standard, that supports responsive bi-directional communication between a programmable logic controller (PLC) or other host systems and a field device (Figure 1). The IO-Link architecture provides a flexible way for efficiently installing and interconnecting master/hub modules, sensors, actuators, and other field devices. Basic IO-Link characteristics include:
• The ability to operate with standard I/O (SIO) hardwired devices, or with smarter devices supporting digital communications via IO-Link.
• Use of standard unshielded threewire cables to provide 24VDC power and signaling for each field device, at distances up to 20 meters.
• Components and standard key-coded M12 connectors are available in IP65and IP67-rated versions, making them suitable for surface machine-mounting without enclosures.
• An IO-Link master module transmits hardwired I/O or IO-Link communications to a host using an industrial Ethernet protocol, such as EtherNet/IP. An IO-Link hub can consolidate up to 16 discrete hardwired I/O points, and it can communicate the information with a master using IO-Link.
• Deterministic communication of 32 bytes of cyclic data to and from each IOLink device attached to a master, which can include multiple process values, configuration settings, and diagnostics.
• Some master modules can also communicate directly to the cloud using the industry-standard MQTT protocol, even as they interact with a local controller.
Figure 1: This AutomationDirect
PLC data view shows how a host can access a wide range of process values, diagnostics, and configuration parameters associated with an IO-Link field device.
Why IO-Link?
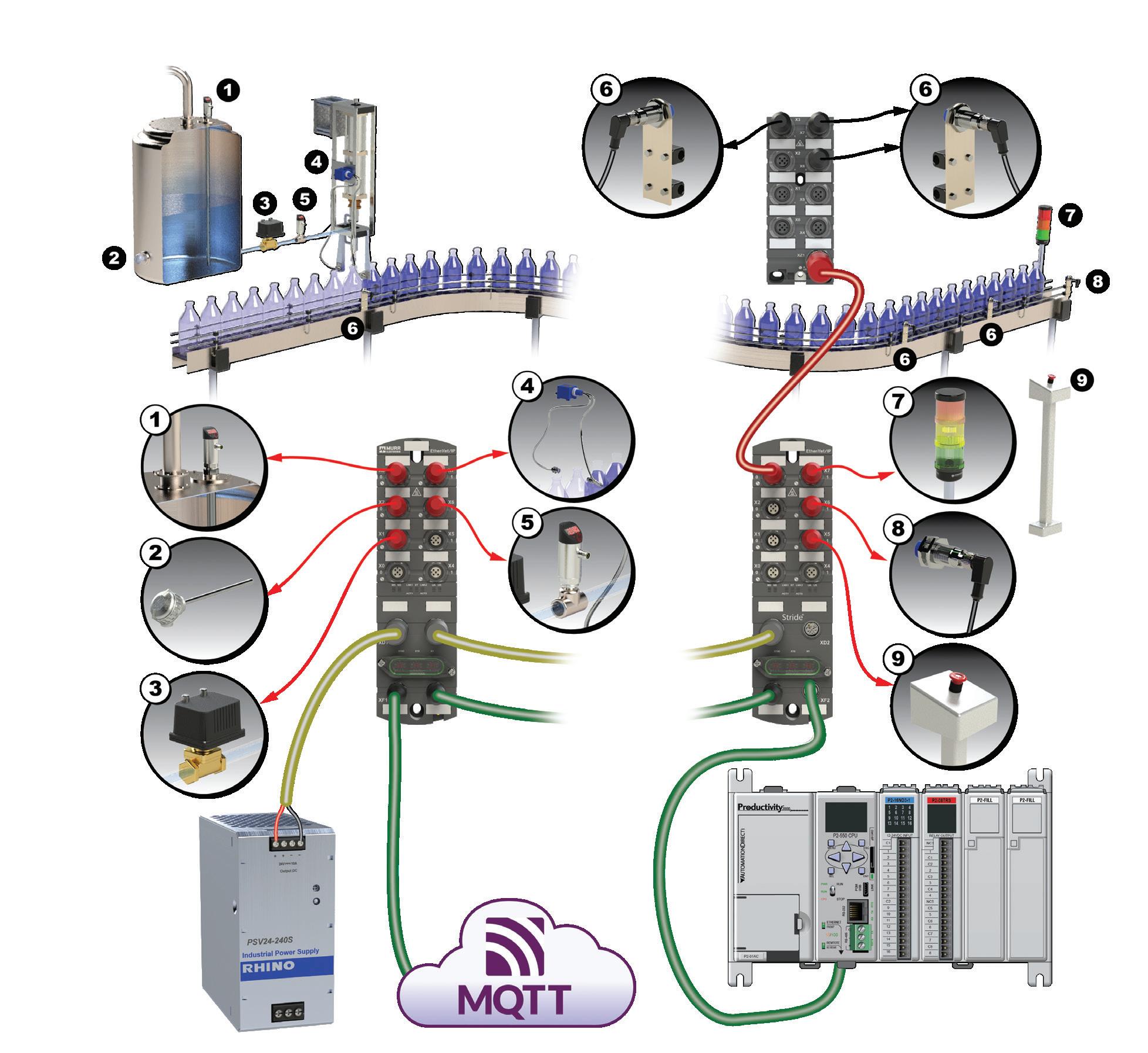
Some examples of basic IO-Link devices are absence/presence sensors (photoelectric, proximity), pushbuttons, and stacklights. More advanced devices are also available, such as flow/level/ pressure/temperature instruments, light grids, and RFID readers. These devices are nearly as affordable as their traditional counterparts, and they are easily installed in the field with connectorized cables (Figure 2).
IO-Link installations perform the same general functionality as traditional hardwired devices, but provide additional user benefits such as:
• Remote configuration: IO-Link devices are easy to set up upon initial installation, and parameters can also be reconfigured dynamically in operation to support changeovers.
• Reduced downtime: If a replacement is needed, then all parameters can be automatically copied over to the newly installed device.
• Extended diagnostics: Smart IO-Link devices can report errors and other health parameters, streamlining maintenance efforts.
• Native IIoT support: IO-Link devices provide connectivity to a wide variety of field data sources, which can be transmitted directly to the cloud or via the host PLC, supporting industrial internet of things (IIoT) applications.
IO-Link multiplies performance
End users, OEMs, and systems integrators will continue to rely on some amount of traditional I/O connectivity, especially for real-time control. However, IO-Link has evolved as a right-sized approach for bringing more advanced digital connectivity to machine automation and other applications which have traditionally relied only on hardwired I/O.
Check out the AutomationDirect website to discover the wide variety of IO-Link master/hub modules, sensors, and automation devices available to help designers create more intelligent solutions, while reducing overall costs.
Figure 2: The IO-Link master/hub architecture lets an AutomationDirect PLC communicate using EtherNet/IP with master modules (green), which are powered by a daisy-chained connection (yellow), enabling connectivity with many types of IO-Link sensors, actuators, and other field devices (red).
Kevin Kakascik is a Technical Marketing Engineer at AutomationDirect. Over his more than 20-year career he has held controls engineering positions for machine OEMs, entertainment industry systems integrators, and material handling systems integrators where he estimated, designed, commissioned, and started up systems. Kevin has worked at AutomationDirect since 2013 in technical and marketing roles. He holds a bachelor’s degree in Computer Science and Engineering Technology and an associate’s degree in Electrical Engineering Technology.
Chris Kregoski is a product engineer at AutomationDirect in Cumming, GA., on the Productivity PLC development and support team. He spent nearly a decade as the owner of Woodwest Controls, a small system integrator, servicing start-ups in malting, brewing, distilling, and water treatment industries.
Figure 1: Dickerson Custom Trucks used a range of AutomationDirect PLC, HMI, and other products to create the specialty lighting system on the award-winning Hartman Farms “American Dream” show truck.
Big Rig Custom Shop Accelerates Automation into the Passing Lane
BY DUSTIN DICKERSON, DICKERSON CUSTOM TRUCKS
Modern PLCs and HMIs have empowered a big rig customization shop to create increasingly sophisticated automated lighting effects for their customers.
Less is more” and “function over form” are phrases often associated with the design of objects — anything from office supplies up to buildings or larger — to promote a concept of simplicity, clarity, and essential purpose. However, there are plenty of cases where most people would agree that “more is more.” This idea is often associated with personal expression, such as customized vehicles used to compete at auto and truck shows.
At Dickerson Custom Trucks, our big rig truck customization team works to fulfill our customer’s dreams, creating specialty vehicles that carefully strike a balance between creativity and reliability. Founded in Thorntown, IN, in 2008, our projects originally revolved around metal work, painting, chrome, basic lighting, and other accessories. Sometimes the work involved upgrading existing equipment, but in recent years we have modified new trucks. Soon our clients were calling for more, so we began integrating electronics, specialty lighting, and automated control systems into their trucks (Figure 1).
Some big rig owners use these customized tractors and trailers to compete in shows, and others like to promote their business with these highly visible rolling billboards. In any case, the demand for novel truck illumination and automation is surging, and our team is finding new and better ways to create increasingly sophisticated designs based on proven commercial off-the-shelf (COTS) industrial devices.
Upshifting automation
Our first illumination automation projects were based on industrial-grade programmable logic controllers (PLCs), input/output (I/O) modules, and humanmachine interfaces (HMIs). These products were new territory for our team, but we quickly determined that AutomationDirect devices and components had the right range of capabilities and price/performance ratios to meet our needs. AutomationDirect products—such as the CLICK PLUS PLC, C-more HMI, ZIPLink cables/connectors, Rhino power components, and more—were foundational so we could produce attention-
grabbing light shows and automation. We had deep experience with wiring and on-board vehicle systems, so we quickly learned how to cleanly install these automation devices in a control panel, and then install control panels on-board vehicles. Furthermore, the instructive online information, ordering portal, and phone/ web support offered by AutomationDirect helped us get up to speed quickly.
The availability of low-power, highbrightness, truck-rated LED lighting from trucking industry suppliers has been a key enabler for performing this work. Our original projects might automate about 100–200 lights per vehicle side, creating a choreographed light show. Using PLC ladder logic and drum sequencer instructions, we created multiple types of light shows, with nicknames like chase, knight, pong, flip, race, and more, all selected via the HMI. These innovations helped our clients win shows and achieved plenty of recognition, and it didn’t take long for the marketplace to ask how we could take things to the next level.
Figure 3: To control the show lighting, the truck/trailer operator uses an iPad running the AutomationDirect C-more HMI app, connected wirelessly to the headless HMI.
More power
An upgraded lighting automation design would require more, of everything. We wanted not only more colors, but more colors per light fixture. We needed more lights, and the ability to individually control more of them with more I/O modules. We needed to program more PLC sequences, with more complexity. And we needed more options for the HMI user interface.
The first step was to create our own light fixture. Previous projects had used COTS button lights commonly available to industry LED lights — LED versions that are far better, brighter, and more energy efficient than traditional incandescent versions — which could operate in common red and amber Department of Transportation (DOT) colors in dim or bright modes. These lights could also have one alternate non-DOT color — such as green, blue, purple, pink, or white — which is used only when the vehicle is not operating on public roads.
For new projects, our team developed a novel “watermelon” light assembly, which could still operate in a basic DOT mode, but could also be used in a show mode with multiple colors. Our first example provided the necessary brightness with
Figure 2: For this project, the team moved up to the AutomationDirect Productivity2000 PLC system, with a main PLC panel on the truck and a remote I/O panel on the trailer, supporting 615 discrete outputs driving over 2,400 lights throughout the rig.
pairs of red, white, and blue LEDs, all driven by individual signals for a total of three PLC outputs, per light. This color arrangement was selected to support the theme and name of the rig, which is “American Dream” operated by Hartman Farms.
To drive the lights, we needed far more I/O than before, and this time we wanted to avoid expense and space consumed by interposing relays. Therefore, we moved up to an AutomationDirect Productivity2000 PLC, with one local 11-module and two remote 15-module groupings (Figure 2). This gave us about 41 discrete output modules, and we selected the 15-point versions which can drive 1A per point at 12VDC, plenty of power to directly drive the LED lights. ZIPLink modules and cables provided a compact and organized way to terminate the 45,000 feet of wire routed throughout the rig. Two compact control panels were designed and built. The main PLC panel is housed on the truck and has one local rack of I/O driving the truck lights, while a second panel for remote I/O is located above the trailer axles to operate the trailer lights. An Ethernet cable connects the two panels. Combined, we now had 615 discrete outputs to drive lights. Because each output is wired to run four lights (mirrored in pairs on the left/right of the truck and trailer), we are effectively automating 2,460 lights. Everything we had learned on earlier systems using AutomationDirect CLICK PLUS PLCs directly applied to the programming in the Productivity2000. There are many lighting patterns — which could also be called sequences or shows — which operate the truck and trailer lights in various ways. The operator can choose a single show, or a cycling combination of many shows.
Getting the show on the road
With so many operating options, we knew we needed to provide an enhanced user experience beyond a typical fixed HMI localized in one spot. Therefore, we selected an AutomationDirect C-more EA9 series “headless” HMI, in conjunction with a Wi-Fi router. The headless HMI can operate a local display or touchscreen, but we chose to configure an iPad with the C-more app, so the user can control and monitor all the functionality from anywhere in or around the rig (Figure 3). Wireless connectivity is also convenient for our team to connect with the PLC and HMI for development and testing. As a
future upgrade, we are considering the use of an AutomationDirect StrideLinx VPN router with cellular connectivity so we can support our customers anywhere mobile data service is available, and perhaps exploring web browser connectivity.
Fast lane to the future
Dickerson Custom Trucks was founded in the physical metalworking, assembly, and painting of big rigs. Moving into digital controllers, user visualization systems, and the associated programming and configuration of these devices was initially a leap for our team. However, to deliver on our “built, not bought” motto for our customers, it was essential that we pursue all avenues of innovation.
When we initially investigated our options and selected AutomationDirect as a prime supplier, we were rewarded with a quick learning curve and impressive results. Using AutomationDirect PLCs, HMIs, and other devices to automate truck lighting is not the normal application for these products, but they excel in our application. Furthermore, the range of products in the portfolio has supported our work to execute bigger and better projects.
Our team will continue to refine and expand the capabilities of big rig automation. Future projects will move into the truck cab, providing extensive on-board control and monitoring via a dashboard interface. AutomationDirect is an outstanding technology partner for our team, and it has empowered us to accelerate our customization work into entirely new areas for producing industryleading truck customization.
Dustin Dickerson is the founder and owner of Dickerson Custom Trucks in Thorntown, IN. He has been in the truck building business for about 15 years and welcomes the opportunity to create innovative designs with his clients.
Endress+Hauser Cerephant Series Digital Pressure Transmitters
AutomationDirect has added Endress+Hauser Ceraphant series digital pressure transmitters featuring a compact stainless-steel construction, a 4-digit LCD display, and IO-Link compatibility for easy setup, integration, and on-the-fly configuration changes.
Ceraphant PTP31B series digital pressure transmitters offer dual ½ inch NPT male / ¼ inch NPT female process connections and are available in measuring ranges up to 6000 psig. The Ceraphant PTP33B series is available in measuring ranges up to 600 psig and features a 1-1/2 inch sanitary triclamp process connection for food and beverage applications. Both series have 4-20 mA analog, N.O./N.C. selectable discrete, and IO-Link output options.
The new Endress+Hauser Ceraphant series digital pressure transmitters are CSA approved, CE marked, and have a high IP67 environmental protection rating. They offer a one-year warranty and start at $485.
Learn more by visiting: https://www.automationdirect.com/digitalpressure-switches
ifm efector Barcode Scanners, Cameras, and Vision Sensors
AutomationDirect has added machinemountable barcode scanners, 2D cameras, and 3D vision sensors from ifm efector to the Barcode/RFID/Vision category. Machine-mountable barcode scanners can read industrial 1D and 2D codes such as Code 128, Code 39, QR codes, and more. They are excellent for applications requiring machine mounting, conveyor mounting, or process equipment mounting.
2D cameras are simple-to-use yet advanced self-contained vision systems that provide reliable image-based detection. These cameras perform many operations, such as contour detection or BLOB analysis.
3D vision sensors are advanced selfcontained vision systems that use time-offlight technology to measure the distance of numerous points on an object within the sensor’s field of view. They are useful for volume detection and surface dimensioning in many industrial and process applications.
ifm efector barcode scanners, cameras, and vision sensors support EtherNet/IP and TCP/IP communication, and several accessories are available including mounting brackets, mounting rods, and heatsinks.
The new ifm efector barcode scanners, cameras, and vision sensors are IP65 rated, have a 5-year warranty, and are priced at $1,436.
Learn more by visiting: https://www. automationdirect.com/barcode-rfid-vision
LS Electric XGB PLC Remote I/O Modules
AutomationDirect has released several new additions to the powerful LS Electric XGB PLC series. For discrete (On/Off) monitoring and control, a new lower-cost 24 VDC 8-point input module, 8-point 12-24 VDC sinking and sourcing output modules, an 8-point relay module with Form A contacts, and a 16-point combination discrete input/ relay output module are now available. For process monitoring and control, in particular temperature and weighing applications, two new 4-channel 16-bit resolution temperature modules (RTD and thermocouple), and a new load cell module capable of supporting up to 4 load cells each, have been added.
For communication needs beyond what the LS XGB PLC CPU provides, a new Modbus TCP module with 10/100Base-T (RJ45) port, a Modbus RTU/ASCII module with RS-232 port, and a Modbus RTU/ ASCII module with RS-422/RS-485 (5-pin) port are now offered.
The new XEL-BSSRT bus coupler allows I/O modules to be installed in remote locations and transmits all I/O signals back to the local controller using a single Ethernet cable, saving I/O wiring time and costs. The XGB bus coupler supports up to 8 LS I/O modules including high-density 32-point discrete, analog, and high-speed I/O modules, and it communicates easily with any controller supporting EtherNet/IP or Modus TCP protocols. The bus coupler and I/O modules can also be used as a low-cost field I/O system for numerous PLC brands.
The new LS Electric XEL-BSSRT bus coupler is priced at $233, new temperature modules start at $199, the load cell module is priced at $259, and new discrete modules start at only $59. All new modules come with a 45-day money-back guarantee and a two-year warranty.
Learn more by visiting: https://www. automationdirect.com/ls-electric-plc
Metal Work Series 70 Valves
AutomationDirect has added Metal Work Series 70 valves to its Valves and Pneumatic Components categories. Metal Work is a trusted name in pneumatics and several new valve types are available, including toggle and axial lever manual valves, push-pull manual valves, mechanically operated air valves (mechanical limit switch valves), pushbutton air valves, air pilot valves, and solenoid valves.
Configuration and port sizes include 3-port, 3-way, 2-position, and 5-port, 4-way, 2- or 3-position valves. Coils are sold separately for solenoid valves, allowing for a choice of voltages ranging from 12 VDC to 220 VAC.
Solenoid valves come in internally and externally piloted versions. Externally piloted valves allow a more comprehensive pressure range and control pressures down to full vacuum.
The new Metal Work Series 70 valves have a 1-year warranty and start at $23. Learn more by visiting: https://www. automationdirect.com/pneumatics
Productivity1000 and Productivity2000 Relay & TTL Modules
AutomationDirect has added new discrete and relay I/O expansion modules to the Productivity PLC family. For the Productivity1000 PLC series, a 4-channel, high current relay output module is now available. This module provides up to 7A/point for both DC and AC control circuits and features four Form C (normally open/normally closed) contacts.
For the Productivity2000 PLC series, a 6-channel, high current (7A/point) relay output module is available. A 16-point low voltage discrete input module and a 16-point low voltage discrete output module have also been added. These modules work with devices that utilize transistor-transistor-logic (TTL) and voltage levels ranging from 3.3 to 5 VDC.
The new Productivity1000 high current relay module is priced at $73. The Productivity2000 high current relay module is $107, and the new TTL discrete I/O modules start at $98. All modules come with a 45-day money-back guarantee and a two-year warranty.
Learn more by visiting: https://www.automationdirect.com/programmable-controllers
More WEG Premium Efficiency Rolled Steel Motors and Brake Motors
AutomationDirect has added more WEG Electric S series premium efficiency motors to the expanding portfolio of AC motors. This addition includes several generalpurpose 3-phase motors from 1-1/2 to 20hp and 3-phase brake motors from 3 to 20hp.
The new rolled steel motors are
More WAGO Pro2 Series Power Supplies
AutomationDirect has added more power output options to its selection of WAGO Pro2 series performance power supplies. The new additions include 12 VDC singlephase power supplies with 120 or 180W outputs, 24 VDC three-phase power supplies with 120 or 240W outputs, and 48 VDC single- and three-phase power supplies with outputs up to 960W.
With TopBoost, PowerBoost, and parameterizable overload behavior, WAGO Pro2 power supplies protect equipment and provide intelligent current and switching modes. The free configuration software includes long-term monitoring for maintenance and service, preventing costly downtime. These high-efficiency power supplies reduce losses, save cabinet space, and increase energy savings.
The new WAGO Pro2 power supplies are UL listed, CSA approved, RoHS compliant, and CE marked. They offer a two-year warranty and start at $185.
Learn more by visiting: https://www.automationdirect.com/powersupplies-din-rail
available with speeds of 1200, 1800, and 3600 rpm, while brake motors are rated for 1800rpm. The 230/460 VAC-rated brake motors come with a spring set, solenoid actuated AC brake, and manual release brake lever.
The new WEG rolled steel and brake motor additions start at $518 and have a three-year warranty.
Learn more by visiting: https://www. automationdirect.com/ac-motors
AutomationDirect Customers Appreciate Variety and Value
Ordering and receiving components for an industrial automation application can prove challenging at times. Many suppliers complicate the process by hiding list prices or determining what your “special” price should be. Simply getting a quote can take hours or days. In addition, parts may be out of stock or saddled with extraordinary lead times.
AutomationDirect offers a much different experience to simplify the entire process and make life a lot easier.
As a premiere distributor of products for machine and process applications, we work with worldwide suppliers to bring our customers an exceptionally wide variety of high-quality products, including programmable logic controllers (PLCs), human-machine interfaces (HMIs), marquee displays, AC/DC drives and motors, motion control systems, and much more.
This expansive inventory, combined with a simple pricing strategy and emphasis on efficiency, sets AutomationDirect apart from other suppliers. Our products are in stock and ready for immediate dispatch, with free two-day delivery for orders over $49. A 45-day money-back guarantee on most products gives buyers additional flexibility to make last-minute changes without penalty.
Consider the words of a user who initially approached AutomationDirect with some skepticism and ended up as a loyal customer:
“Today, even thinking of ordering from somewhere else gives me a headache. With AutomationDirect, it’s such smooth sailing every time, I find myself wishing they sold everything because it would make my life so much easier.”
Similar sentiments echoed by numerous customers validate AutomationDirect’s exceptional level of service within the automation industry.
The AutomationDirect operating philosophy is about more than just offering low prices on products. Rather, it encompasses the total value proposition. Top-notch services and industry-leading customer support go a long way toward proving the full value of choosing AutomationDirect. It’s a simple formula:
Low prices + Lowest cost of ownership = #1 value in automation
By offering a B2B shopping and support experience that matches the convenience and ease typically found in B2C transactions, the company is setting a new benchmark for customer satisfaction and engagement in the industrial automation sector.
One pervasive pain point experienced by many industry users relates to the costs associated with software licenses, service contracts, and hidden fees. These expenses can even exceed the initial hardware investment, posing a formidable barrier, particularly for new operations or entities with limited budgets.
AutomationDirect solves these problems by offering PLC and HMI programming software free of charge. This is a stark contrast from many competitors, who often impose charges ranging from $1,000 to $10,000 for the necessary software subscriptions and programming suites to operate PLCs. Eliminating this cost barrier has made these products more accessible to customers and made AutomationDirect a budget-friendly company.
Optimizing the Purchasing Experience
Although AutomationDirect first made its mark offering PLCs — the brains of any industrial automation control system — it quickly expanded the product range to include sensors, power products, communication hardware, pneumatics, hydraulics, mechanical components, cut-
Jeff Payne Director of Business Development Automation Direct
to-length wire and cable, tools, and test equipment. Today, the website features some 40,000 part numbers, with new products introduced weekly.
A streamlined purchasing experience is guaranteed through a user-friendly website and a customer service team that is readily available to assist with orders via multiple channels, including phone, email, and fax.
After the sale, a team of documentation experts and marketing professionals continues to enhance customer knowledge through extensive training materials and videos available on the website and YouTube. Should the need arise, AutomationDirect also has an awardwinning technical support staff waiting for your call — no service agreements required.
Pushing the Boundaries of Success
AutomationDirect has been conducting and growing the business with consistent intensity and a focus on customers since the first day. At the heart of such an illustrious growth journey is the visionary leadership of founder Tim Hohmann, who has always championed teamwork and a culture of servant leadership. At AutomationDirect, supporting customers through both prosperous times and challenging economies is a foundational principle.
Cut your costs, Bulk up on savings
Order your cut-to-length and bulk cables today and save with AutomationDirect’s affordable pricing - No gimmicks. No hidden charges.
Over 35 types of cable available in bulk or cut-to-length sizes and shipped fast!
Cut-to-Length Cables with NO Hidden Fees
All our multi-conductor cables can be ordered cut to your specified lengths without added cutting charges, hidden fees, or inflated shipping costs found with other suppliers.
With AutomationDirect you get:
• UL certified re-spooling facilityensures that our cut-to-length cables maintain their UL certifications
• Low price per foot starting at $0.18/ft.
Newest Additions
• Free, fast shipping (typically 2-day delivery)*
• Easy online, phone or email ordering
Starting at $2.61/ft. (20 ft. min)
• Low minimum cut lengths
• 45-day money-back guarantee* (yes, even custom cut cable)
Helukabel TOPFLEX® 600 VFD variable frequency drive cables provide power to VFDs and limit the effects of EMI, helping prevent costly machine downtime.
• Available in 16 AWG to 2 AWG sizes
• Individual class K flexible stranded tinned copper conductors with cross-linked Polyethylene (XLPE) insulation
• PVC outer jacket is free of cadmium, silicone, and substances harmful to wetting properties of lacquers and paints
• Ideal for painting, plating, and coating applications
• Rated for tray and direct burial, and highly resistant to sunlight, oil (Oil Res I/II), and chemicals
• Thoroughly tested and certified by ECOLAB for use with cleaning and disinfecting agents used in Food and Beverage applications
Bulk Electrical Hook-up/Building Wire
AutomationDirect has a large selection of quality electrical MTW, THHN, DLO, TFFN, AWM, and HAR wire in pre-spooled lengths that meets all NFPA and NEC requirements at great prices.
CONTROL YOUR UNIVERSE
with quality automation products at out-of-this-world prices from