Mitigate cybersecurity risk in the automated warehouse
Avoiding common issues when tuning an inverter to an electric motor PAGE 25 PAGE 18
THE ROBOT REPORT
RealTime Robotics collaborates on motion planning with Mitsubishi Electric PAGE 41
No matter how many “ings” your process has, Productivity PLCs can handle them all while providing substantial cost savings. Whether you’d prefer a single controller for complete end-to-end control or a segmented control system with multiple controllers, the scalable Productivity PLC family has what you need for less.
This family offers three series of PLCs each with different I/O capacities but all using the same FREE advanced programming software, so you can easily scale your control hardware up or down depending on the application.
NEW! More discrete and relay I/O expansion modules have been added to the Productivity PLC family for even more affordable control options.
For the Productivity1000 PLC series:
• A 4-channel, high current relay output module with up to 7A/point and four Form C contacts, perfect for applications with higher current loads
For the Productivity2000 PLC series:
• A 6-channel, high current (7A/point) relay output module with both Form A and Form C contacts
• A 16-point low voltage discrete input module and 16-point low voltage discrete output module, ideal for devices that utilize transistor-transistorlogic (TTL) and voltage levels ranging from 3.3 to 5 VDC
Install drives as easy as 1, 2, 3: with the
AX8000 multi-axis servo system
Extremely compact, superior performance, and seamless setup! The AX8000 multi-axis servo system from Beckhoff optimizes not just operation, but also installation in 3 easy steps:
1. Fast, gap-free connection of drive modules via the AX-Bridge system – with zero tools required
2. Safe and simple motor connection with user-friendly plug connector on the underside of the drive
3. Reduced number of cables and lower installation cost with One Cable Technology
How else does AX8000 simplify servo system implementation? With high precision and performance – through real-time EtherCAT communication. And safety – through 17 drive-integrated TwinSAFE functions. Sounds pretty easy, right?
Inflation, the economy, China, and Canada
One of my favorite speakers at industry conferences is Alan Beaulieu of ITR Outlook; he regularly presents to groups like the National Fluid Power Association and Power Transmission Distributors Association. ITR’s angle is strictly on policy, economics, and demographic trends, not politics. That’s not to say that he doesn’t sometimes anger folks in the audience on both sides of the spectrum, but I appreciate him staying out of the mudslinging and just talking data.
Earlier this year, Beaulieu spoke to the NFPA, and some of his comments are worth keeping in mind over the next few years. Here are four areas to watch.
• 2019 was part of what he calls the “great before,” ... and you’re never going to see something like it again. We are now simply living with inflation. While inflation is decreasing, commodity prices have declined — but other input costs have not. He also said that if you want to buy a business, make sure to do it by 2025. After 2025, he explained that interest rates will likely go up for the rest of the decade.
• Much of the U.S.’s position on the China/Taiwan situation has to do with the fact that Taiwan produces a lot of the military’s chips. China attacking Taiwan would almost necessitate a military response at this point. But if Taiwan falls after 2027, when some of the chip situation is solved, Beaulieu thinks the State Department may feel we won’t have to do anything about it.
• For those who say that we “can’t know” about the coming Great Depression (which Beaulieu has long predicted for the 2030s, based on demographic trends and Baby Boomers retiring en masse), his response is, “It’s math. It will be global, and you can’t hide from it.” Beaulieu said states that will be hit most severely include New Jersey, California, Connecticut, and Illinois. Pennsylvania, he noted, has almost as high a percentage of Boomers as Florida, which does not bode well for its financial future.
• Because of immigration and its proximity to the U.S., Canada will win in the long haul. He suggested that future personal investment in Canada could be smart, including bonds, as their banking system is more resilient and less prone to political machinations. DW
Paul J. Heney - VP, Editorial Director pheney@wtwhmedia.com On
Optimize Control System Performance
Compact Form Factor
Rugged Design
Built-in Status Indication
Configurable Ports
Banner’s Remote I/O products not only simplify your control systems but also elevate their performance, reduce costs, and enhance customization possibilities, ensuring a cutting-edge solution for diverse industrial applications.
Avoiding common issues when tuning an interverter to an
A little knowledge of some key factors and potential issues can help smooth the process of tuning an inverter to an electric motor.
Hybrid steppers in linear actuators
Sometimes called motorized screws, NEMA-stepper linear actuators leverage how step motors rotate a preset discrete amount for every pulse of electrical power into their windings ... a characteristic useful for axes in fine load positioning.
NOW ONLINE!
Help us honor the companies that have provided the most leadership in engineering
It has been a fascinating decade for all businesses, including manufacturers. We’ve seen the difficult supply chain issues brought on by the worldwide pandemic, along with a shortage of qualified workers and the strong reshoring trends in many industries. If nothing else, this helps to show how resilient manufacturers can be.
These companies represent the best and brightest, and they reflect the continued vision, integrity, and creativity of their design (and manufacturing) engineers.
We think they deserve recognition from you, too. Vote online for one or more of the companies listed through October.
DESIGN WORLD
FOLLOW THE WHOLE TEAM @DESIGNWORLD
EDITORIAL
VP, Editorial Director
Paul J. Heney pheney@wtwhmedia.com @wtwh_paulheney
Managing Editor Mike Santora msantora@wtwhmedia.com @dw_mikesantora
Executive Editor Lisa Eitel leitel@wtwhmedia.com @dw_lisaeitel
Senior Editor Miles Budimir mbudimir@wtwhmedia.com @dw_motion
Senior Editor Mary Gannon mgannon@wtwhmedia.com @dw_marygannon
Vice President of Human Resources Edith Tarter etarter@wtwhmedia.com
Cracking down on sustainable propulsion
Though hydrogen is in demand for offshore energy applications, transporting and storing H2 remains challenging. Ammonia (NH3) is an alternative hydrogen carrier gaining attention for maritime propulsion. Shipping companies such as North Sea Container Line (NCL) in Norway and Mitsubishi Shipbuilding (MSB) are exploring a new onboard ammonia cracking system to produce cleaner power.
Amogy, headquartered in Brooklyn, New York, has developed an innovative ammonia-to-electrical power system that splits, or “cracks,” liquid ammonia into its base elements, hydrogen and nitrogen. The system then funnels the hydrogen into a fuel cell, creating clean electricity to power the ship. Unlike traditional combustion engines, the technology produces zero carbon emissions at the point of use.
As a milestone on its path to broader industry adoption, the American Bureau of Shipping (ABS) presented Amogy with a New Technology Qualification (NTQ)
letter. This document guides the early adoption and efficient implementation of new technologies to confirm they can fulfill their intended functions and performance requirements. This process addresses regulatory gaps in technology adoption, offering insights and assessing technology maturity levels and associated risks.
“Amogy’s new technology represents the rapid development of innovation around alternative fuels for maritime use. Cracking ammonia to produce hydrogen for fuel cells has the potential to accelerate the energy transition in the maritime industry, supporting global decarbonization goals,” said Patrick Ryan, SVP and CTO of ABS, in a press release.
NCL intends to embark on a pilot project by installing Amogy’s ammoniato-electric power system on a new 300 twenty-foot equivalent unit (TEU) container ship to be delivered early in 2026. The system will feature four 200- kW modules, providing 800 kW of clean energy capacity. The 200-kW
power packs will be deployed in two 20-ft containers, each containing 400 kW of electrical power and ventilation, and safety systems. This integrated solution will enable the vessel to operate with zero carbon emissions.
Additionally, MSB and Amogy recently completed a feasibility study of onboard hydrogen production and use with Amogy’s ammonia-cracking technology and the Mitsubishi Ammonia Supply and Safety System (MAmmoSS). The two companies completed the studies to confirm the feasibility of two collaborative concept designs: a power train combining ammonia cracking and hydrogen fuel cells for ships and a hydrogen supply facility to supply hydrogen as a pilot fuel to an ammonia fuel engine. With this collaboration, the companies aim to address the International Maritime Organization’s new net zero greenhouse gas emissions target by or around 2050. DW
Amogy • amogy.co
Design For Industry
LABORATORY AUTOMATION
Automation meets integration
Automation is necessary for today’s dynamic and uncertain market. Thus, more organizations seek flexible solutions that afford efficient, sustainable operations. ABB Robotics launched the OmniCore intelligent automation platform on a scalable, modular control architecture to support a wide range of functions and applications.
The platform can deliver robot path accuracy at levels less than 0.6 mm with multiple robots running up to 1,600 mm per second, operating up to 25% faster and consuming up to 20% less energy than the previous ABB controller. Organizations can design, operate, maintain, and optimize operations with over 1,000 hardware and software options, including Absolute Accuracy, PickMaster Twin, external axis and vision systems, and fieldbuses.
“Through our development of advanced mechatronics, AI, and vision systems, our robots are more accessible, capable, flexible, and mobile than ever. But increasingly, they must also work seamlessly together, with us and each other, to take on more tasks in more places,” said Sami Atiya, president of ABB’s Robotics & Discrete Automation business, in a press release. “This is why we are launching OmniCore, a unique, single-control architecture — one platform and one language that integrates our complete range of hardware and software.”
Omnicore replaces ABB Robotics' IRC5 controller, which will be phased out in June 2026. ABB will continue to support its customers using IRC5 with spare parts and services through the robot's remaining lifetime. DW ABB Robotics www.go.abb/robotics
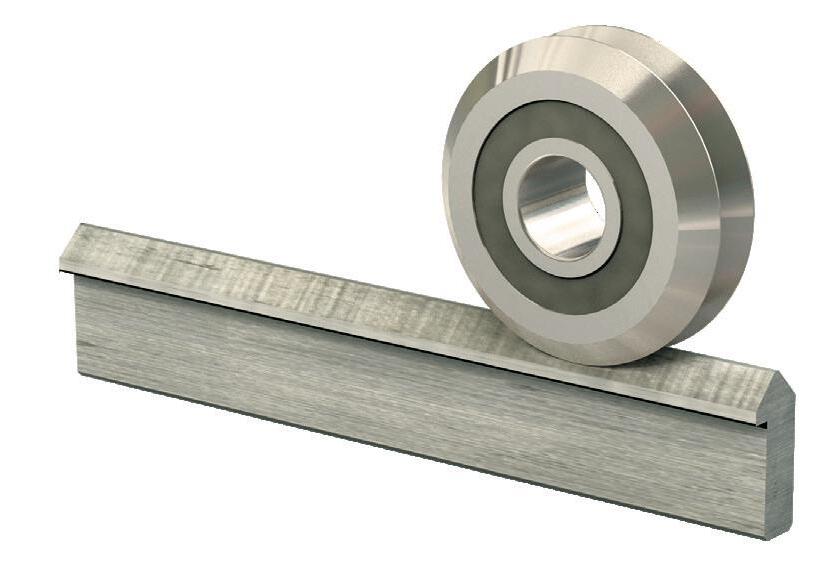
POWER TRANSMISSION RETAINING DEVICES & maintenance & assembly tools
Materials of: CARBON, ALLOY and HARDENED ALLOY STEELS
Materials of: ALLUMINUM and CORROSION RESISTANT STEEL
WHITTET-HIGGINS manufactures quality oriented, stocks abundantly and delivers quickly the best quality and largest array of adjustable, heavy thrust bearing, and torque load carrying retaining devices for bearing, power transmission and other industrial assemblies; and specialized tools for their careful assembly.
Visit our website–whittet-higgins.com–to peruse the many possibilities to improve your assemblies. Much technical detail delineated as well as 2D and 3D CAD models for engineering assistance. Call your local or a good distributor.
WHITTET-HIGGINS
BEARLOK SHOELOK BEARLOK Shrink Disc
BEARHUG CLAMPNUT TANGENTLOK
PRECISION NUTS & WASHERS
WASHERS
MILLIONS of Springs
MATERIAL HANDLING
Compact linear tracks deliver precise positioning
is a key principle in material handling systems, requiring machine builders to select more compact components for automation technologies. Actuonix Motion Devices recently launched its new T16-R series linear track servo, a variant of its T16 track actuator line and the company's most powerful linear track servo. Designed for applications where side load is essential and mounting space is limited, the T16-R provides engineers and designers with a versatile and efficient solution. Its compact form factor and advanced functionality make it suitable for various applications, from robotics and automation to custom motion projects.
The new linear track allows for highly accurate and repeatable movements with 100 mm, 200 mm, and 300 mm stroke lengths. It has three gear ratio options and a maximum force of 67 lb. With its small footprint, the T16-R is suitable for projects with tight space constraints, offering a high-
Actuonix
Microgrids need big battery storage
Microgrids are localized energy systems that can operate independently or in conjunction with the main power grid. They often incorporate renewable energy sources and battery energy storage systems (BESS) to create a more sustainable and resilient energy supply. As part of a microgrid system, BESS captures and accumulates energy from different sources and stores it in rechargeable batteries for later use.
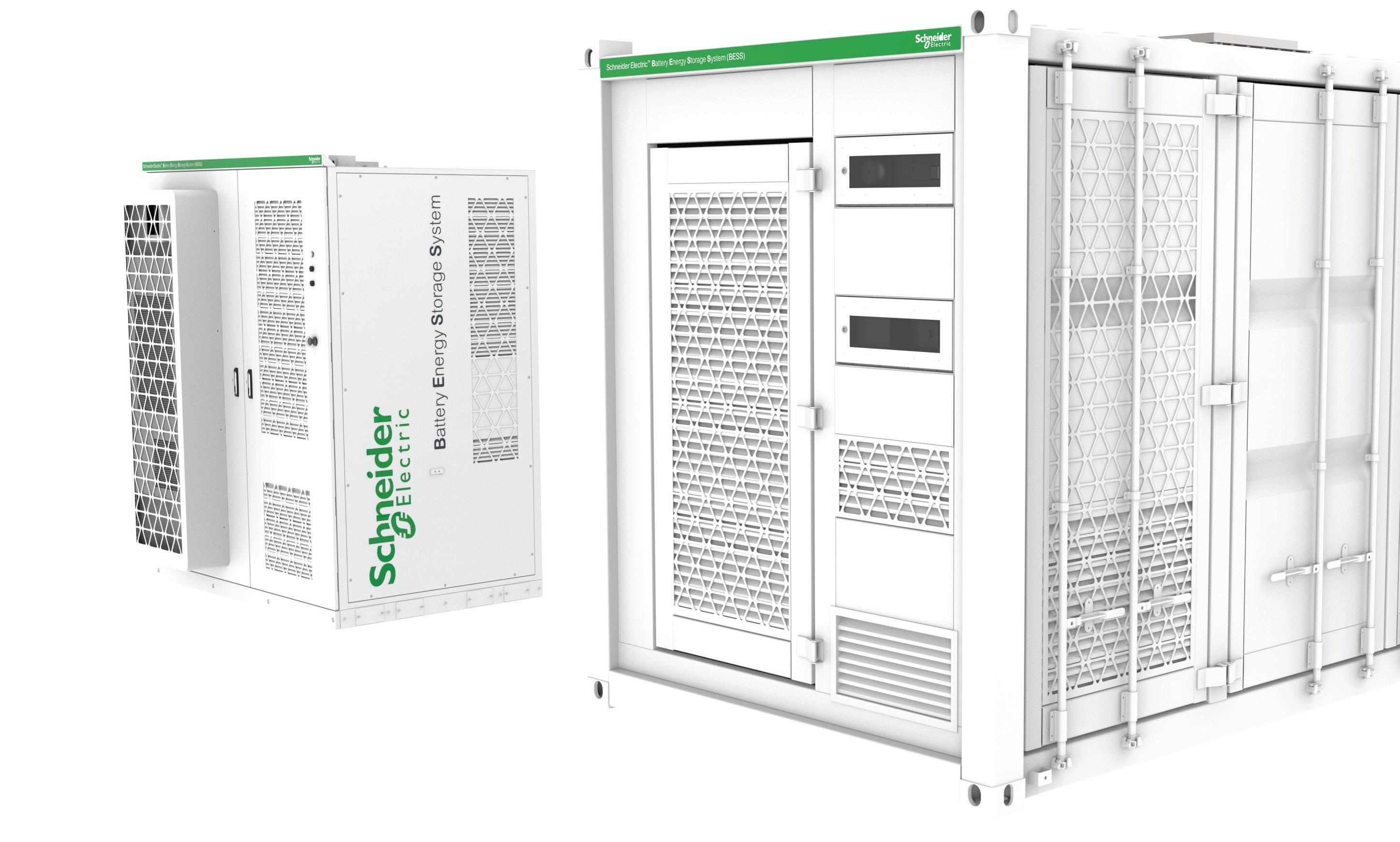
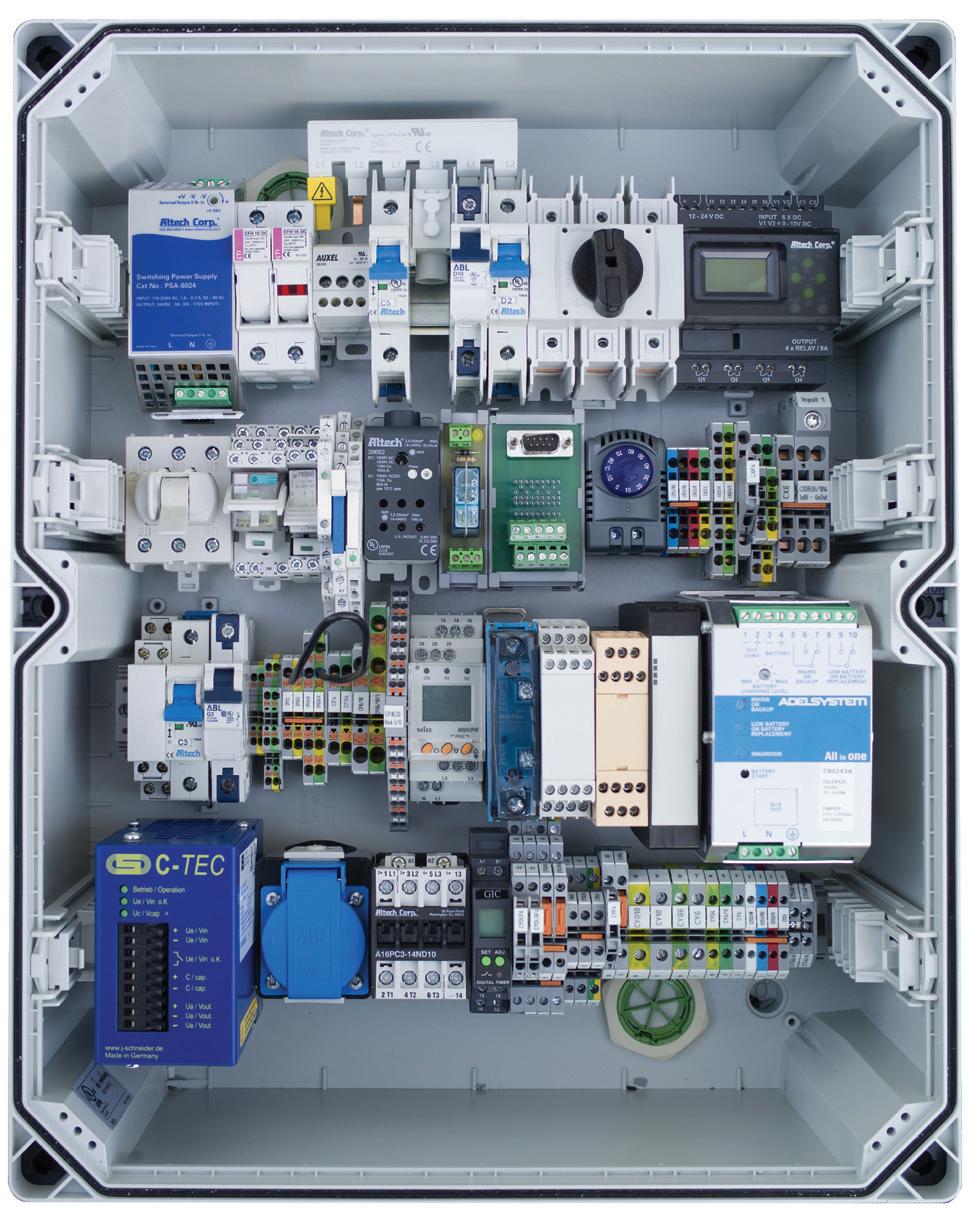
Schneider Electric announced a new BESS engineered as part of its EcoStruxure Microgrid Flex system. Comprised of a battery system, battery management system, power conversion system, and controller, BESS has been tested and validated to work as an integral component of the standardized microgrid system and fully integrated into the software suite, which includes EcoStruxure Microgrid Operation and EcoStruxure Microgrid Advisor.
The all-in-one enclosure incorporates pre-integrated components, and multiple BESS units can function in parallel as a unified entity. This comprehensive integration
encompasses inverters, batteries, cooling systems, transformers, safety features, and controls.
Two connection-ready BESS options are available: a small, hybrid 7-ft NEMA 3R enclosure that is ac and dc coupled, and a medium 20-ft NEMA 3R enclosure that is ac coupled. The family sizes range from 60 kW to 2 MW in 2-h and 4-h configurations.
The stored energy from a BESS can be discharged to supply power to office, industrial, and commercial facilities or electric vehicles. The system also offers bidirectional connectivity to the grid, providing the flexibility to operate as either grid-connected or off-grid. With the capacity to store energy for immediate access during outages, BESS can deliver up to 2 MW of power when needed. The solution is certified to the UL9540 standard with a fire safety system aligned with the latest NFPA 855 standards. DW
Schneider Electric www.se.com
EDITED BY MIKE SANTORA
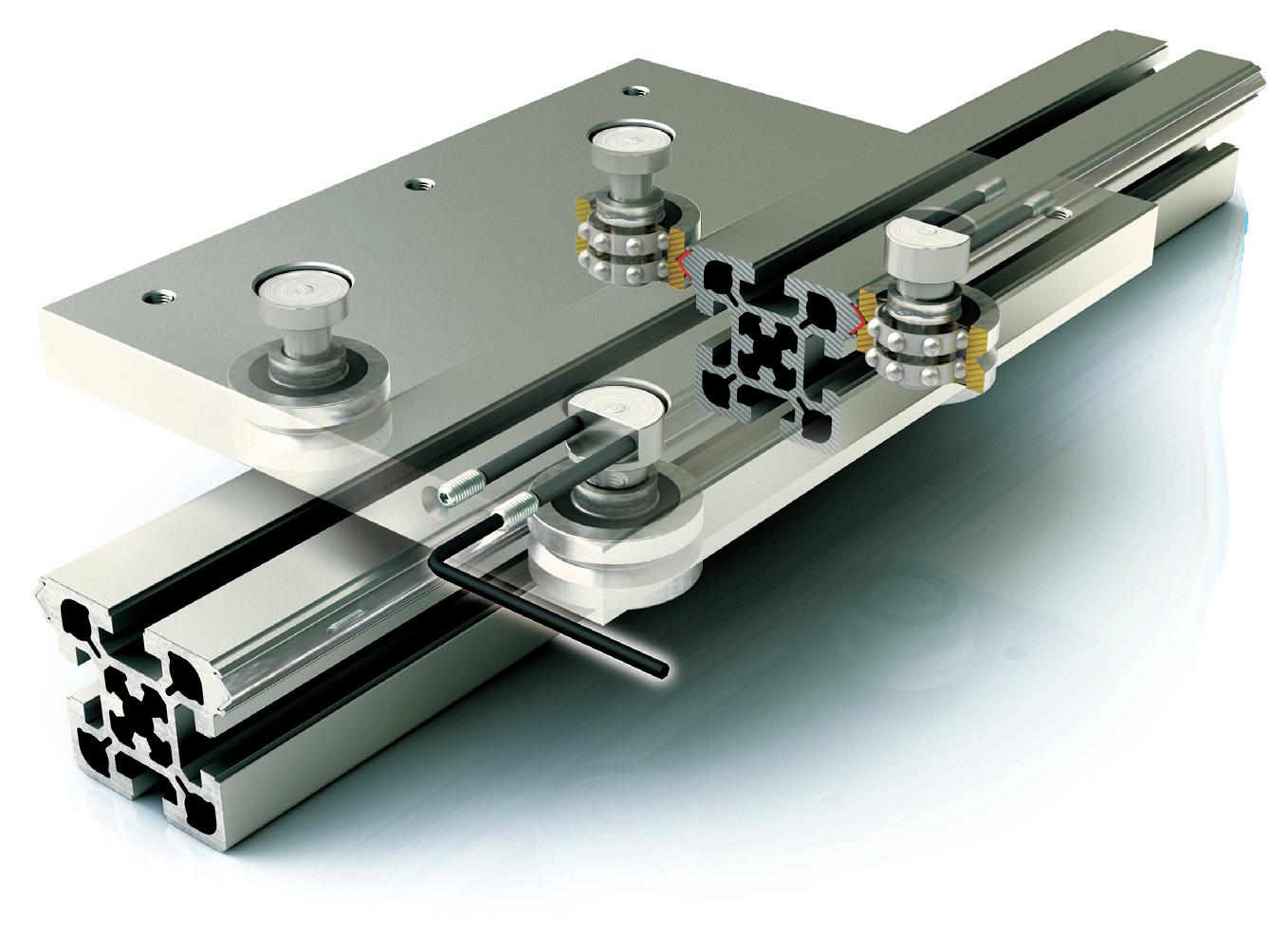
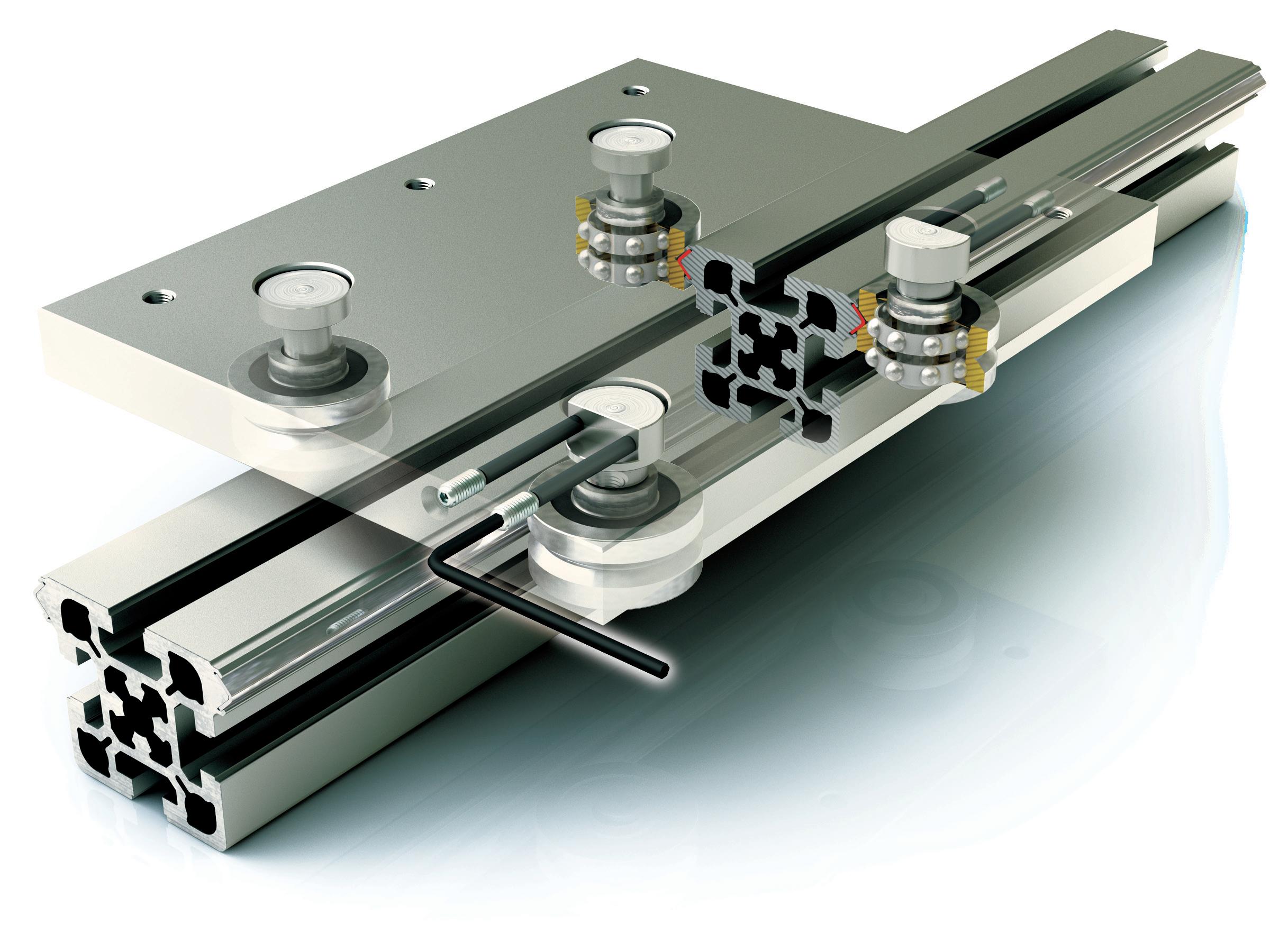
Brick machine supplier embraces the benefits of new bushings
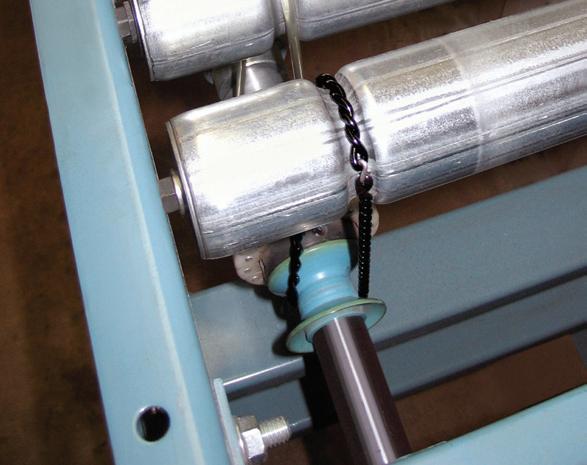
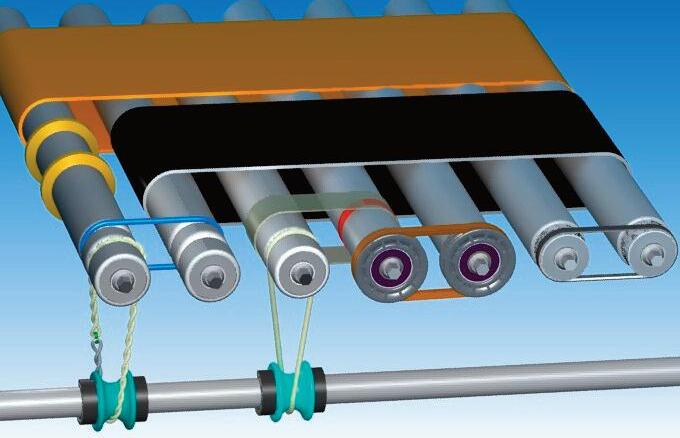
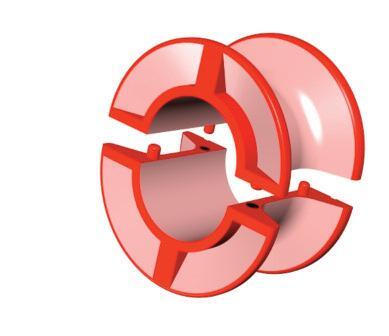
Top: The Vesconite Hilube wearresistant self-lubricating bushings are installed on the shafts on which the tamper guide system moves to compress the
A South African manufacturer and supplier of concrete brick-making machines has started using Vesconite Hilube linear bushings as spare parts for its manual/electric brick-making machines and as standard components in its range of manual brickmaking machines.
The Vesconite Hilube wear-resistant self-lubricating bushings are installed on the shafts on which the tamper guide system moves to compress the concrete aggregate to produce bricks.
Vesconite Hilube has become a standard feature in the manually operated brick-making machines produced by the company. These machines cater to entrepreneurs and startup companies requiring low-output production, where reliability and ease of maintenance are paramount. Each hand-operated machine, known as an egg layer, incorporates eight Vesconite Hilube bushings, ensuring optimal performance and longevity.
Vesconite Hilube bushings are also offered as replacement bushings for the manual/electric brickmaking machines that the brick-machine company sources from elsewhere. Supplied with steel bushings initially, the company offers Vesconite Hilube bushings as replacements, recognizing their superior performance, longevity, and good availability. These machines, equipped with 16 Vesconite Hilube linear bushings, cater to higher production demands.
The decision to adopt Vesconite Hilube bushings stems from their many advantages.
Foremost among these is the simplicity of installation and replacement. Traditional steel bushings supplied with manual/electric machines are prone to breakage, particularly during removal. Vesconite Hilube bushings have streamlined maintenance procedures because of their ease of installation and removal. They also minimize downtime since they are fit-for-purpose and include holes for the screws that attach the bushings to the blocks that are placed on the four shafts on which the tamper guide system is located.
Moreover, these bushings demonstrate remarkable resistance to wear and tear, a crucial requirement for brick-making machines exposed to harsh environments in which cement and dust are
concrete aggregate to produce bricks.
Left: The hand-operated brick machines that use eight Vesconite Hilube bushings.
The transition from steel bushings to Vesconite Hilube has also mitigated the issue of accelerated wear on shafts caused by metalon-metal friction.
found. Operators are encouraged to clean the machines before and after shifts, but where this does not occur, maintenance challenges are increased and are more effectively managed where Vesconite Hilube bushings are in place.
The transition from steel bushings to Vesconite Hilube has also mitigated the issue of accelerated wear on shafts caused by metalon-metal friction. In the past, this wear and tear necessitated shaft replacements, incurring additional costs and operational disruptions. With Vesconite Hilube in place, the brick-making machine supplier anticipates improving the durability of both bushings and shafts, translating into long-term cost savings and enhanced operational efficiency.
Collaboration between the brick-making machine supplier and
Vesconite Bearings, the supplier of the bushings, has been ongoing for several years, facilitating continuous improvement in bushing design and performance. With each iteration, the bushings have become increasingly snug on the shaft, promising further machine efficiency and reliability enhancements.
The brick-making machine supplier acknowledges the varying degrees of wear experienced on their clients' machines, depending on usage and maintenance practices. However, the company reports no bushing-related issues since Vesconite Hilube bushings were introduced. DW
Vesconite Bearings vesconite.com
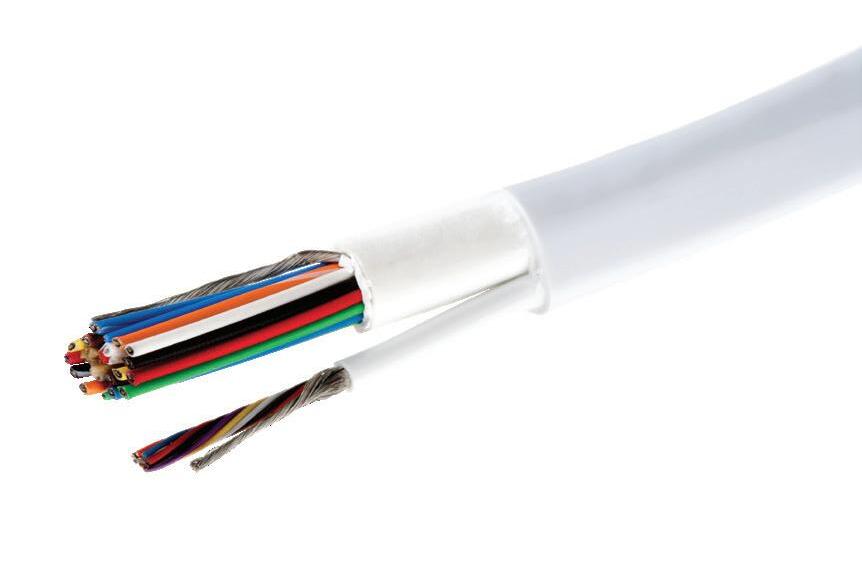
Interpower® Accessory Power Strips (APS) are perfect for multiple IEC 60320 jumper cords for smooth integration. Country-specific cord can be terminated with an IEC 60320 connector such as a C13 or C19 to mate with a C14 or C19 outlet in the APS. Now you can plug IEC 60320 jumper cord sets into the APS to power multiple devices—the jumper cord sets contain IEC 60320 plug connectors on one end and IEC 60320 connectors on the other.
Business Hours: 7 a.m.–5 p.m.
BY EMMA WOOD • GLOBAL PRODUCT MANAGER FOR NON-ULTRASONIC TECHNOLOGIES • EMERSON
What is quasi-simultaneous laser welding?
Laser plastic welding continues to grow in popularity worldwide because it provides a unique range of capabilities and benefits: gentle and vibration-free joining, particle-free cleanliness and precision fluid paths, strong bonds with hermetic seals, exceptional aesthetic appearance, and the versatility to bond various polymers in assemblies large and small.
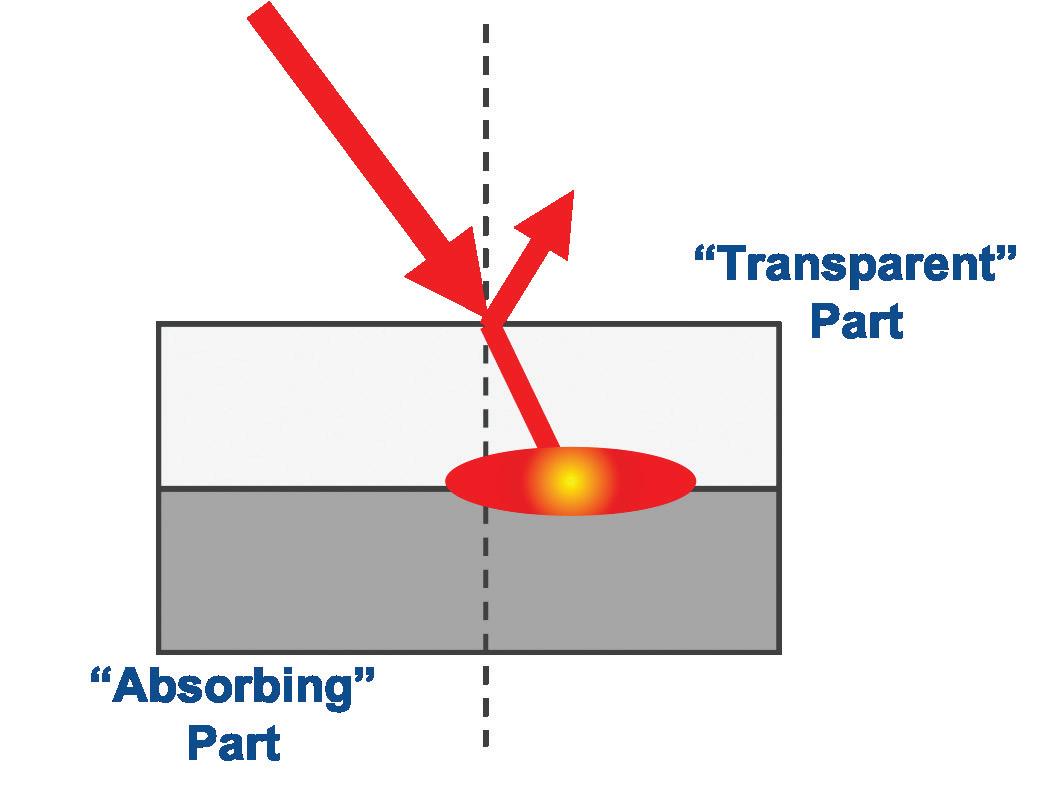
While laser plastic welding is a single technology, the key to its versatility is that it can be performed using two different methods: Simultaneous and Quasi-Simultaneous. Both laser plastic welding methods transmit laser light through a “transmissive” (transparent) part to the surface of an “absorptive” (dark) part. The laser energy generates
heat at the interface between the two parts that melts the plastic. Then, with the help of controlled compressive force, the softened part surfaces are brought together, and the weld is completed. Laser welds are clean and particle-free, with hermetic seals and an excellent aesthetic appearance.
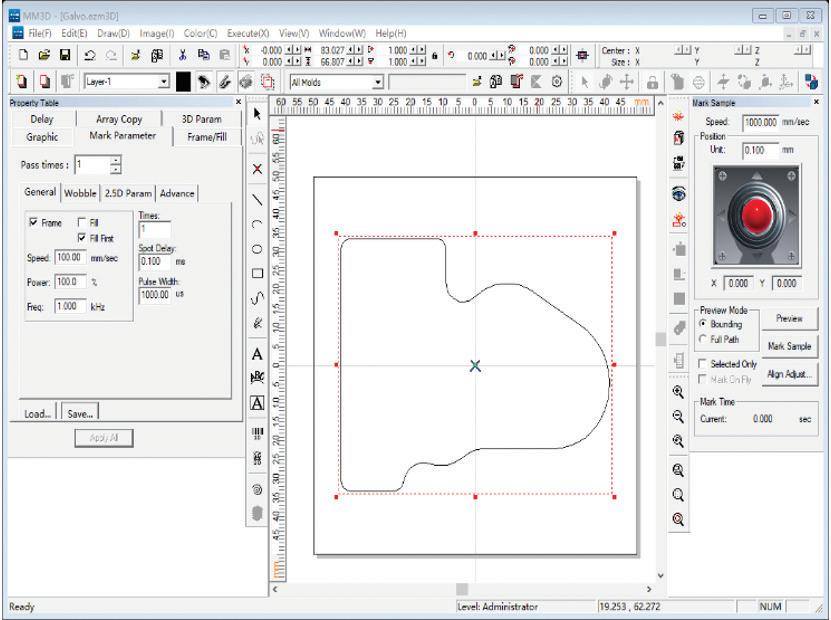
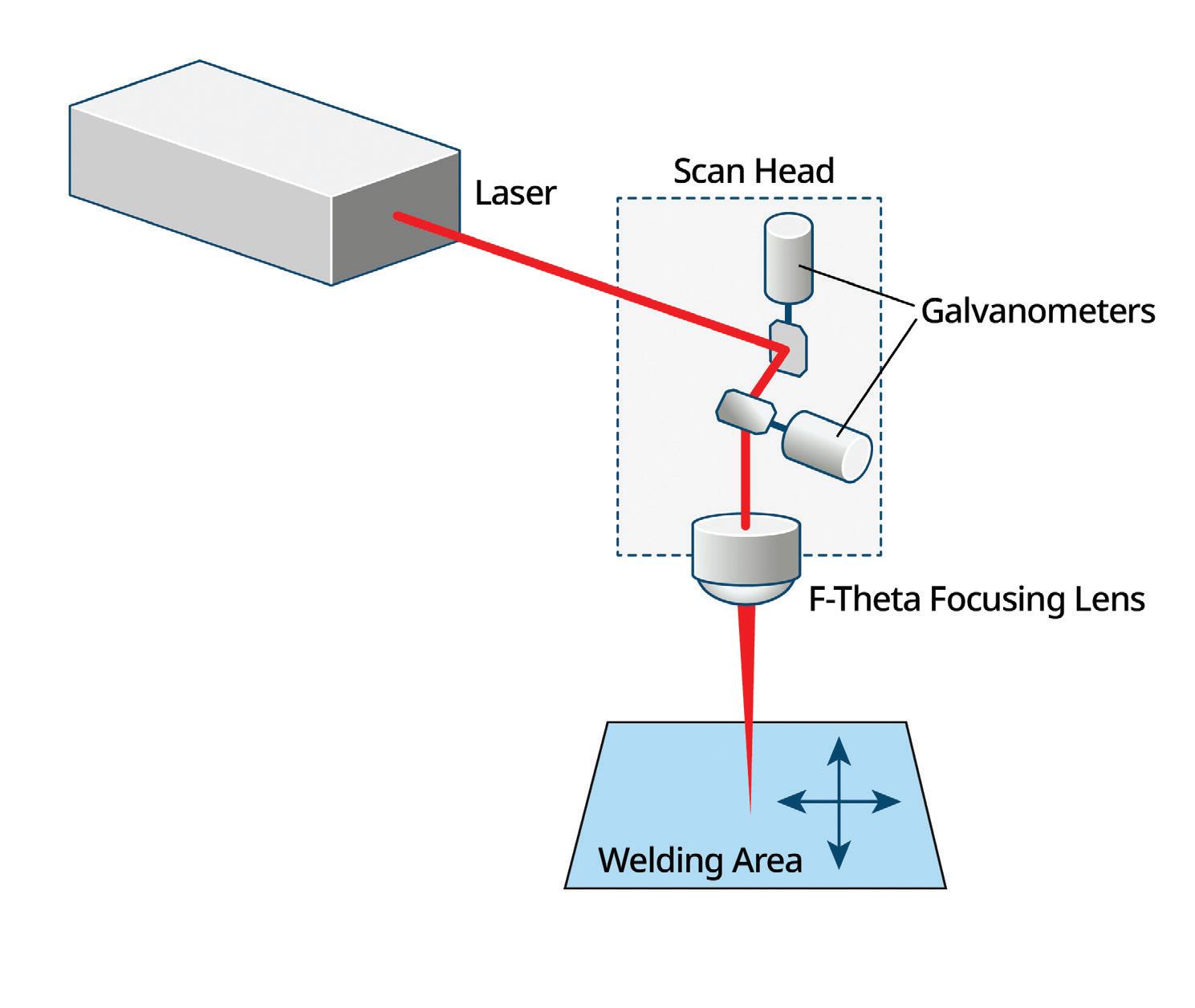
Simultaneous laser plastic welding (technically known as Simultaneous Through-Transmission Infrared or STTIr) delivers laser energy to the entire weld at once, using specially designed fiberoptic bundles. The Quasi-Simultaneous process relies on a single laser and a set of movable mirrors positioned over the surface where welding takes place. In operation, the movable mirrors, steered by servo-driven galvanometers,
trace a beam of laser energy along the contours of the weld joint in a continuous, closed loop. The heating effect on the plastic is very rapid but not simultaneous, hence the name “quasisimultaneous.”
While simultaneous laser welding is well-suited to high-volume, mass-production parts, the quasisimultaneous process is often preferred by manufacturers that must weld a more varied, lower-volume mix of parts, or those that often weld larger parts. Part for part, quasi-simultaneous weld cycle times are longer, though total cycle time can still be measured in seconds.
The quasi-simultaneous process offers manufacturers the flexibility of a
A precision microfluidic path. | Emerson
Quasi-simultaneous laser welding uses movable mirrors, shown above, to focus laser energy along the contours of weld joints in a continuous, closed loop, such as in the sample pattern shown above. The ability to follow varied product contours when welding makes quasi-simultaneous laser welding a preferred option when welding involves a greater mix of lower-volume products. | Emerson
single, programmable laser welding platform to weld 2D parts, simpler 3D parts, and larger part assemblies. Welding different parts is done through programmable “recipes,” which can be developed and saved for future use in the welder control.
With the help of these recipes, quasi-simultaneous weld platforms offer the versatility to perform everything from micro-sized welds on electronic or medical devices to larger welds suited to industrial or automotive products. The sole limitation of this process is the maximum size of the part (not to exceed 300 millimeters in any dimension) and the ability of the laser-
aiming mirrors to access all essential contours of the weld area.
Quasi-simultaneous laser plastic welding offers a versatile joining solution. Whether it is used to join large parts or micro-sized assemblies, this gentle, vibrationfree process is friendly to embedded sensors and electronics. It produces particle-free and aesthetically pleasing products that complement product designs. The process also supports the cleanliness, precision, and transparency needed to meet demanding requirements for industrial, automotive, electronics, and medical applications. DW
Emerson emerson.com
Typical laser welding transmits focused laser energy through a transparent/transmissive part to an absorptive part, heating the part interface so that gentle compressive force can complete the weld. | Emerson
Interpower
Interpower® country-specific plugs tap into the mains power while the other end, bearing an IEC 60320 connector, can plug into an accessory power strip (APS) inlet. The APS also contains up to 12 IEC 60320 outlets allowing IEC 60320 jumper cords to connect to multiple devices. Popular APS choices are 4- 12 Sheet F outlets or a Sheet F and Sheet J combination. Over 2 million cords and components in stock to ship the same day!
AVOIDING COMMON ISSUES WHEN TUNING AN INVERTER TO AN ELECTRIC MOTOR
A little knowledge of some key factors and potential issues can help smooth the process of tuning an inverter to an electric motor.
PATRICK
BERKNER , SYSTEMS APPLICATION ENGINEER
JONAH LEASON , ELECTRIFICATION PRODUCT MANAGER
KAMAL T. WOLLY , SENIOR SYSTEMS ENGINEER
PARKER HANNIFIN
WITH more companies attempting to electrify their equipment, a common challenge is properly tuning an inverter to an electric motor. To save time and create efficiency in this transition, it’s important to give proper consideration to a number of factors when tuning an inverter to an electric motor. These include control modes and limit functions, knowing the different types of tuning (current, velocity/speed loops, voltage), being familiar with some common tuning issues associated with the power source and/or mechanics, and how tuning is evolving into automation.
Control modes
When looking into purchasing an electric motor and inverter system, many parameters must be investigated, including the required system control mode.
Control modes are key tools in optimizing the tuning process for a specific application and represent the method used by the inverter to correct a performance error of the electric motor. The appropriate control mode chosen is based on the motor type required for either a traction or work function. Other contributing factors include the specific application use and the machine’s architecture. Here’s a review of some of the more common control modes.
Speed control
In an ePump application, the control mode would most likely be speed or velocity mode. This means the input command will control the motor speed.
A motor’s speed control mode provides a narrow window of acceptable speed, affecting the rotational speed of the motor, and
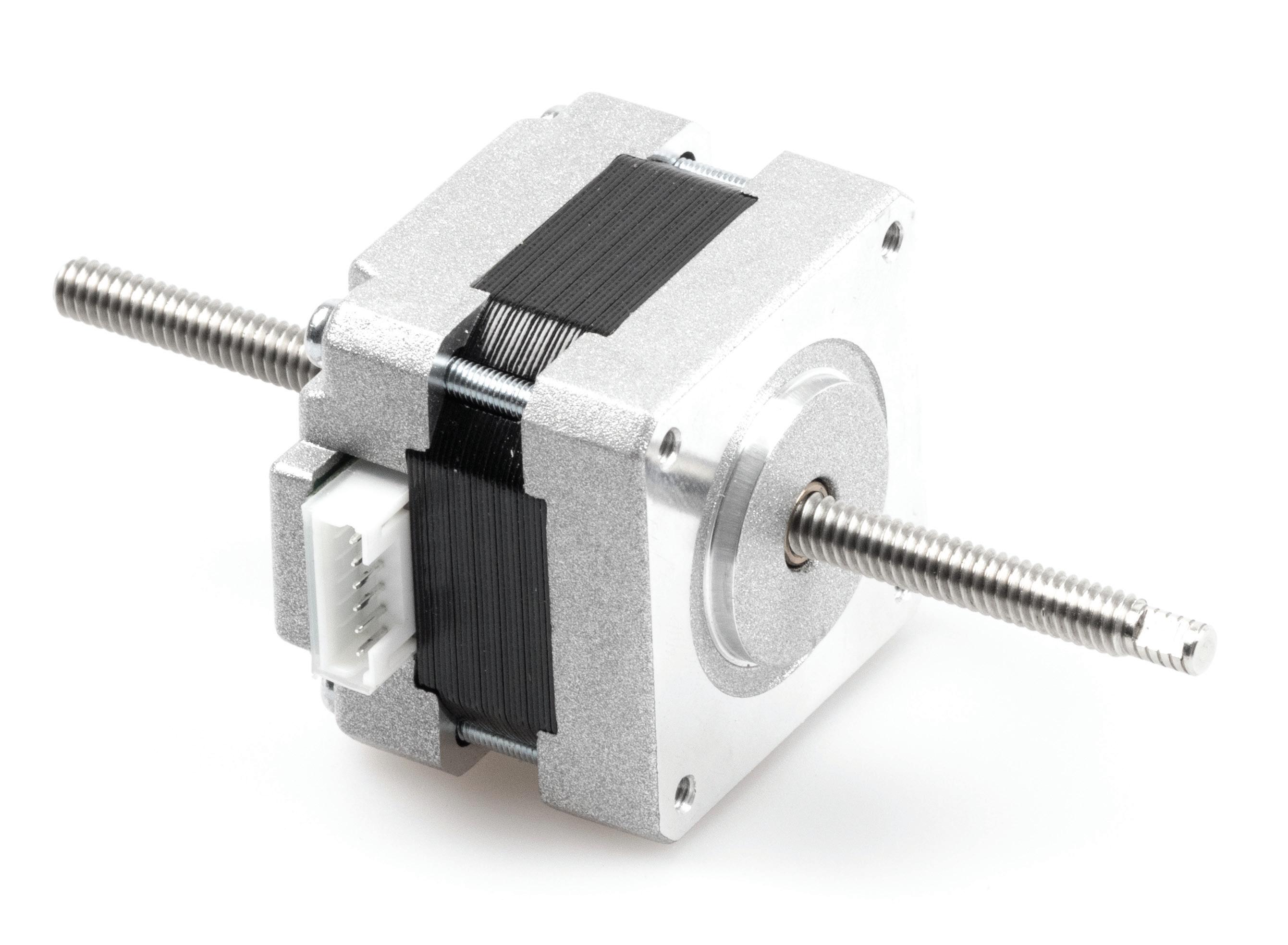
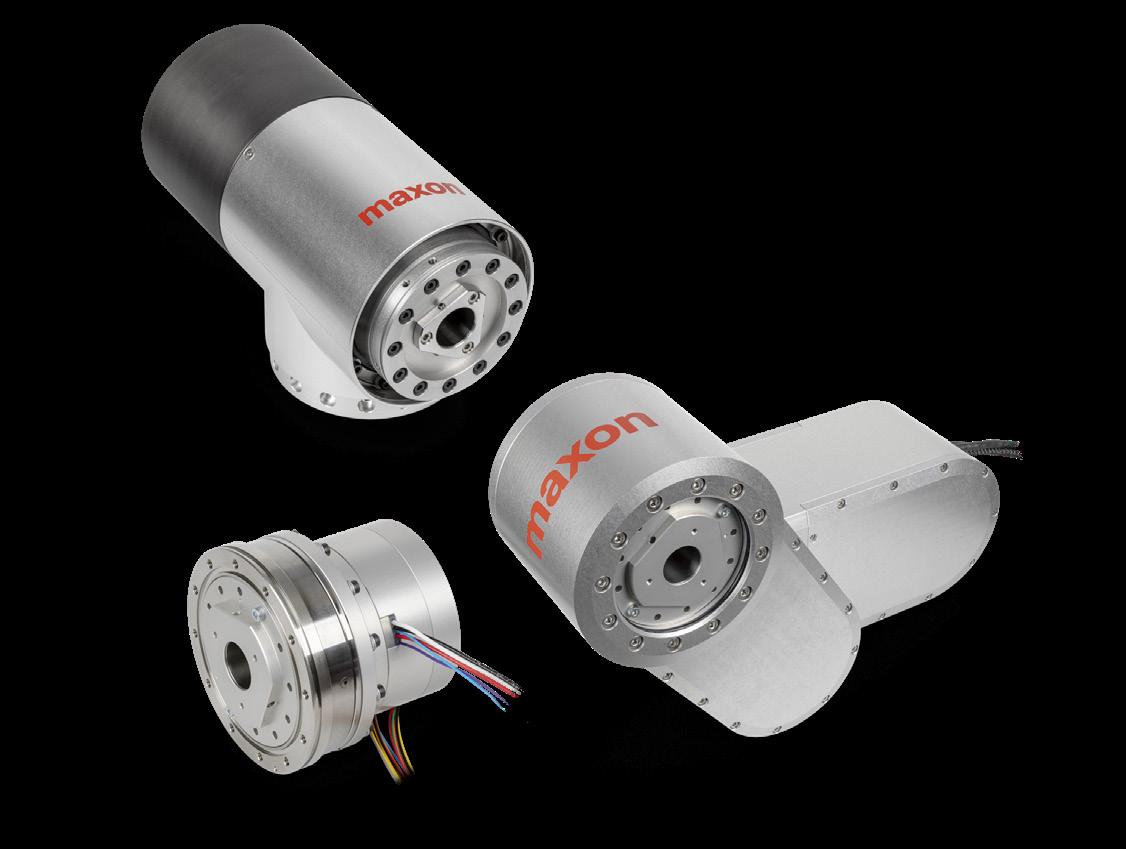
The heart of Parker’s electrified portfolio includes PMAC electric motors paired with mobile inverters optimized for efficiency and functional safety.
it’s also an efficient method to manage motor output.
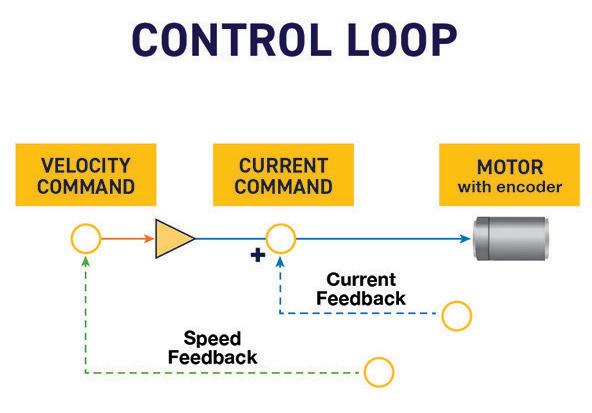
In speed control mode, the speed loop’s proportional and integral (PI) controls adjust the motor’s torque demand, ensuring the measured motor speed matches the commanded speed.
The controller first calculates a speed error (speed demand minus speed feedback), which is then fed to the speed loop PI regulator.
Torque control
A vehicle traction operation usually involves torque mode. Similar to how an automobile operates, pressing the accelerator applies torque to the wheels. The more the accelerator is pressed, the more torque is applied, making the vehicle go faster. Releasing the accelerator makes the vehicle coast.
In “Torque Control” mode, the speed loop’s PI regulator is inactive. However, when stopping the inverter while in “Torque Control” mode, the inverter automatically switches to “Speed Control” mode and ramps the motor to zero speed.
“Torque Control” mode often has a speed limiter feature which reduces the torque limit to zero if the motor speed exceeds the set speed limit. This prevents motor acceleration beyond these speeds.
It’s highly recommended to set the control limit to ensure the torque does not exceed any system component’s torque limits.
Vdc control mode
If the system must generate electrical power, then Vdc control mode is selected. In applications that require “Vdc Voltage Control” mode, the electric motor is driven from an engine (such as an internal combustion engine), which provides mechanical energy to the electric motor controlled by the inverter.
In “Vdc Voltage Control” mode, the inverter automatically controls the motor’s torque demand to ensure that the measured Vdc bus voltage (feedback) matches the Vdc voltage demand.
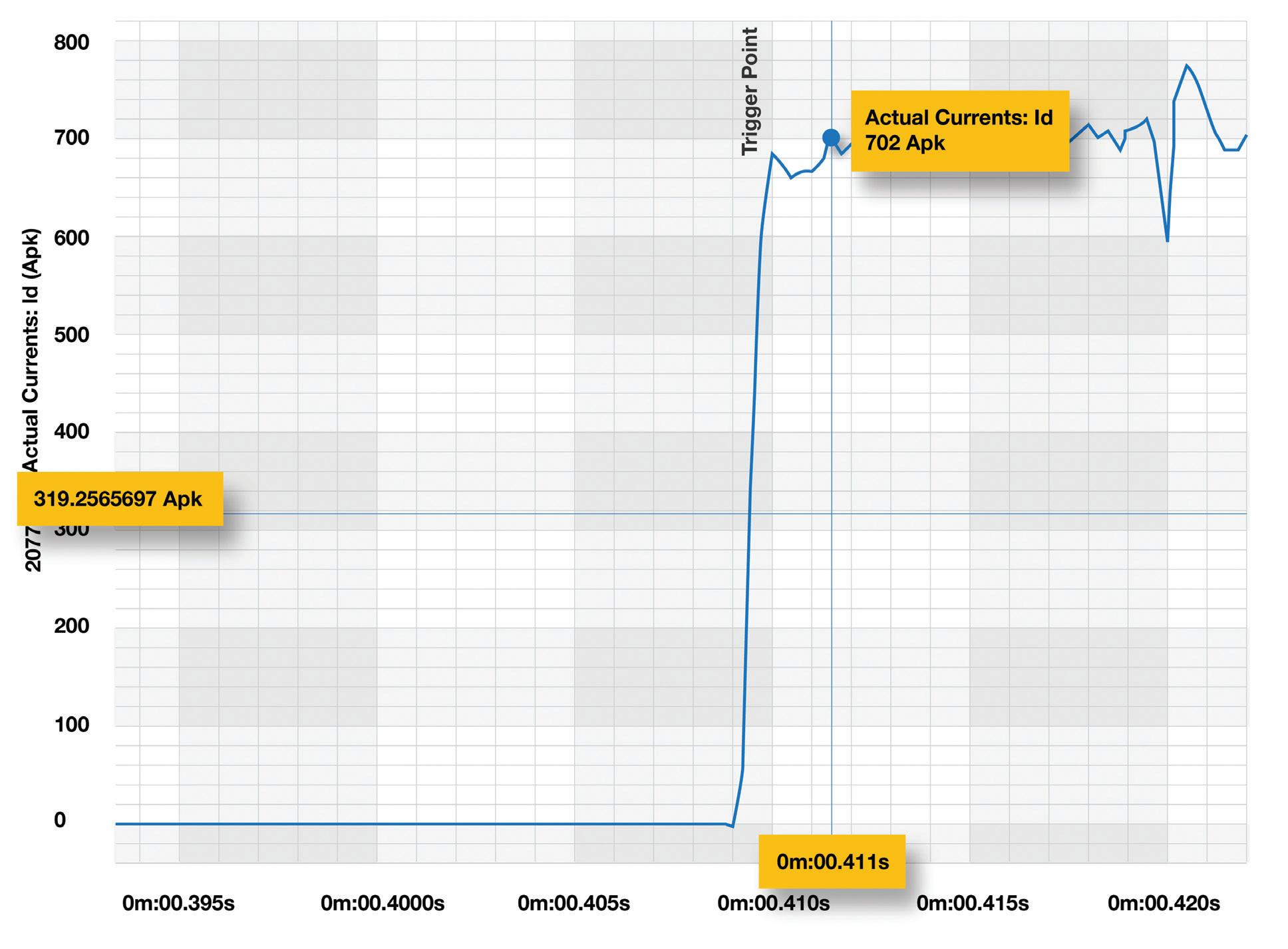
The graph shows the optimal current loop tuning result with a 2 msec rise time.
A positive torque demand for a positive motor speed controls the flow of energy from the inverter dc link to the externally powered devices, thus reducing the dc link voltage. A negative torque demand for a positive motor speed will control energy into the inverter dc link from the motor (regenerating operation), thus increasing the dc link voltage.
The appropriate control mode chosen is based on the motor type
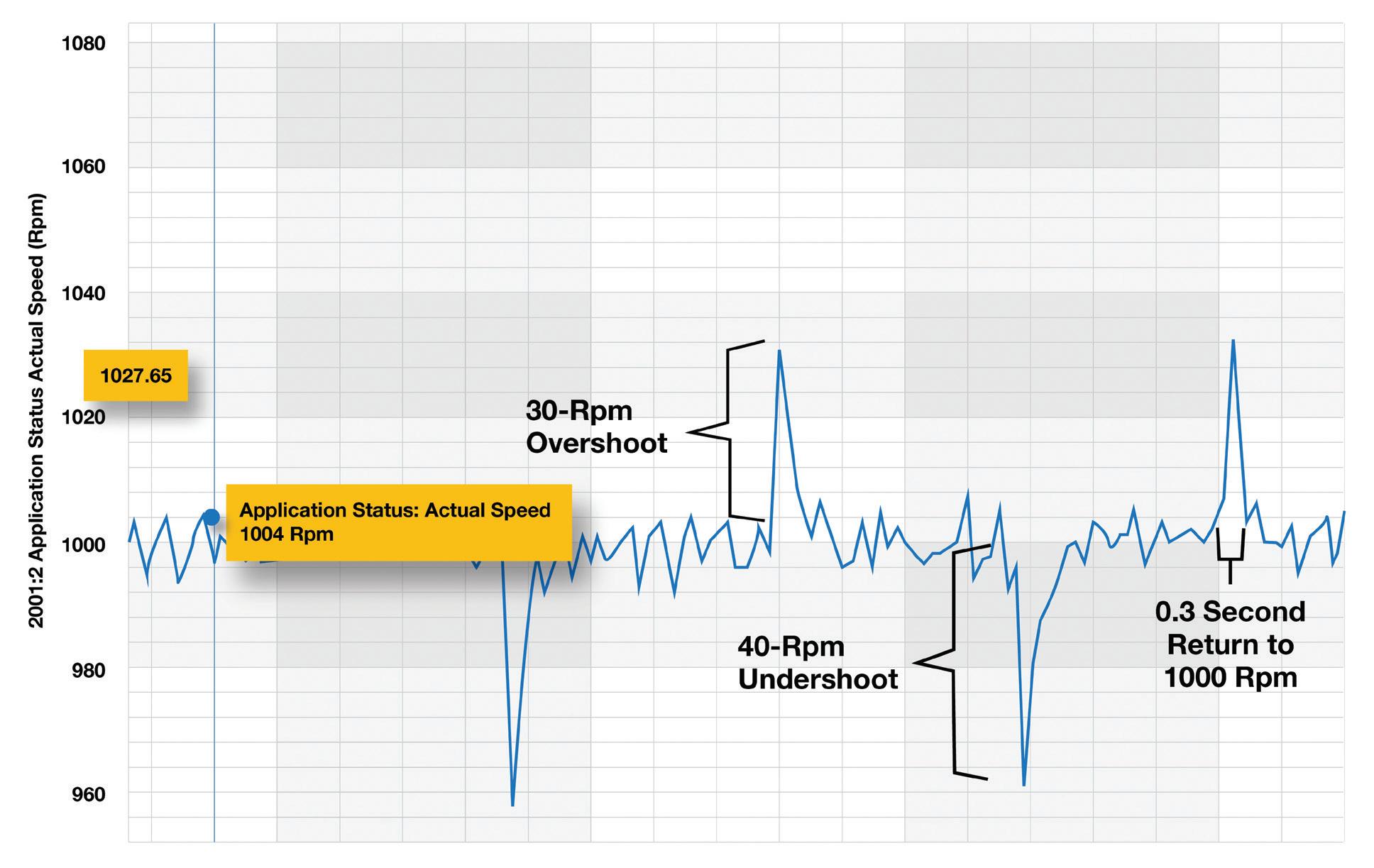
In the graph, speed loop tuning is shown, with the Kp and Ki parameters adjusted to minimize over/undershoot of velocity feedback.
required for either a traction or work function. Other contributing factors include the specific application use and the machine’s architecture.
Limit functions
Limit functions are a series of functional blocks for motors and drives that work together to provide a final current/torque limit at the motor’s output. In addition to these functional blocks, current and torque limits
are internal protection methods with user-settable limits. Current and torque limiting is used to protect the inverter, motor, and the system components.
There are two types of current limits:
Nominal voltage current limit
In an electric motor, the current limiting is derived first before being converted into a torque limit. Current limiting commonly occurs automatically to protect the inverter and motor.
Current limits are based on the temperature of the inverter, output switching frequency, output electrical frequency, and the rated device current. The output of this function is the maximum amount of continuous current that the inverter can produce at any moment in time. It may be read as a diagnostic if the commanded motor output is not attainable due to inverter device limitations.
DC voltage current limit
DC voltage current limit and motor temperature current limits are configurable by the user and controlled to a performance band defined within the system hardware capability. The battery management system can limit available current as well, as it is responsible for providing available output current and input current (during regeneration). These limits can also restrict the input/output current if either the dc voltage or the motor temperature are outside the operation limits set at system commissioning.
The current limiting’s output is an important diagnostic, as the primary controller in any system will need to know what the inverter is capable of at any point in time. Finally, the primary controller also needs to be aware if any factors have resulted in a limitation of available performance.
Servo system tuning
A servo system typically consists of both a current and velocity loop. In this system, the current loop must be tuned first, followed by the velocity loop. In fact, a poorly tuned current loop can
make an optimally tuned velocity loop impossible.
For systems that are run in torque control, with no speed limit, it’s only necessary to tune the current loop. In this scenario, be careful the motor does not run to its maximum possible motor speed, resulting in a run-away condition. Finally, when tuning a traction system with a speed limit, a tuned velocity loop is required.
Current loop tuning
To adjust the current loop in most inverters, there are two parameters, Kp, the proportional term and Ki, the integral term. As an example, with Parker’s GVI Inverter, Kp is used to adjust the rise time of the waveform’s initial segment and Ki is used to adjust the rise time of the second half of the waveform. The rise time signifies the time it takes for the current to go from the inverter to the motor windings in 2 msec.
The ideal scenario is to adjust the K p and Ki terms to achieve a current rise time of 2 to 3 msec. This is achieved by starting the Kp and Ki with some initial values and then adjusting to reach the ideal rise time.
Velocity/speed loop tuning
While tuning the velocity loop, the goal is to keep the motor velocity consistent and independent of the shaft loading.
inputs and feedback loops.
Tuning the velocity loop consists of adjusting the Kp and Ki to reduce any speed overshoot upon the release of pump press and any speed decrease due to the rapid application of hydraulic pressure.
With velocity loop tuning, Kp is used to reduce the over- and undershoot of the motor velocity, and Ki is used to reduce the amount of time it takes to recover from a velocity under- or overshoot condition.
When the K p and Ki parameters are optimally set, any external forces applied to the motor will have little, if any, change in velocity.
Common tuning issues
Common tuning issues associated with tuning servo systems are typically associated with two main areas; the power source and mechanics.
Frequent power source issues include:
• Not having a sufficient energy source
• The battery management system (BMS) limiting the available current, resulting in lower motor current or speed
• Insufficient battery system voltage, resulting in limited motor speed
• Insufficient instantaneous reaction time of the dc power supply relative to load spikes
Block diagram of a typical control loop showing the command
Some common mechanical issues include:
• Shaft loading awareness for the different types of loop tuning
• Current loop tuning does not require loads to be removed
• Velocity loop tuning should be loaded for optimal results
• Compliance in the load train (chains, gears, belts etc.) resulting in instability, unnecessary vibrations and variations in speed and torque signals
• Identifying differences in system response times to reach an optimally dampened loop
• Under-dampened loop in a velocity mode can cause slow oscillations “porposing”
• Over-dampened loop is rigid with noticeable oscillations or overshoot where the loop appears unstable
The future of tuning
It’s likely that the days of manual tuning demonstrated above are nearing the end. Electric motor and inverter manufacturers are creating the next generation of inverters that can automatically tune an inverter to an electric motor. It’s now possible to simply select the motor part number and the motor parameters, limits, and tuning are loaded into the inverter for the speed and current loop settings.
This level of optimization can save valuable time and increase the efficiency of an electrified system significantly such that it outperforms a traditional diesel system and, potentially, a motor and inverter from a combination of suppliers.
Due to the complexity of modifying or implementing an electric system for optimal efficiency, a knowledgeable partner is critical to shorten time to market, reduce the need for trial and error, help achieve the system’s optimal efficiency faster, provide savings in implementation costs, and exceed electrification system performance expectations. DW
Parker Hannifin parker.com
Lisa Eitel • Executive Editor
Hybrid steppers in linear actuators
Stepper
motors are commonly used in linear motion applications for their precise positioning capabilities and good holding torque. Though the basic operating principle is the same for all stepper motors, there are differences in operation and performance between the three primary types — permanent magnet, variable reluctance, and hybrid.
Permanent magnet stepper motors
Permanent magnet stepper motors have a permanent magnet rotor that is axially magnetized — meaning it
has alternating north and south poles parallel to the rotor shaft. These motors are also called can-stack or tin-can motors because their stators consist of two coils contained in soft iron housings (so-called cans) with teeth on the inside that interact with the rotor. Refer to linearmotiontips.com for a deeper dive on linear actuators based on this stepper-motor type.
Permanent-magnet steppers typically have a step angle of 3.6° (100 steps per revolution) although models are available with 1.8° step angles. These motors can operate in full-step, half-
step, or microstepping modes for higher resolution. Permanent magnet stepper motors have higher torque capabilities than variable reluctance types we’re about to cover, but at limited speeds … so they’re best for applications that require low to moderate torque at low speeds.
Variable reluctance stepper motors
Variable reluctance stepper motors have the simplest construction out of all three stepper-motor types. They include a nonmagnetic toothed rotor made of soft iron as well as a wound electromagnetic
stator. Because the rotor is not magnetized, there’s no attraction between the rotor and stator when the windings aren’t energized — so variable reluctance motors don’t produce detent torque.
Their dynamic torque production is relatively low, but variable reluctance stepper motors have less torque dropoff at higher motor speeds. That means for moderate to high-speed applications, they are often a better choice than permanent-magnet designs. One caveat: Variable reluctance stepper motors are notoriously noisy, so are unsuitable for applications for which quiet operation is a design objective.
Hybrid stepper motors
Many NEMA stepper linear actuators have at their core hybrid stepper motors. These electromechanical linear devices leverage the way in which hybrid stepper motors impart simple and efficient operation.
A combination of permanent magnet and variable reluctance designs, hybrid stepper motors have a permanent-magnet toothed rotor made from two sections or cups that are opposite in polarity — with teeth arrays that are radially offset from each other. The electromagnetic stator is also toothed. The rotor teeth help guide the magnetic flux to preferred locations in the air gap … and that in turn improves their holding, dynamic, and detent torque when compared to those of permanent magnet and variable reluctance stepper-motor types.
Hybrid stepper motors can also achieve higher resolution than other stepper motor types, with step angles as small as 0.72° (500 steps per revolution) in full-step mode — and with even higher resolution when half-stepping or microstepping is used. The hybrid design is arguably the most widely used stepper-motor type even though its more complex construction makes it the highestcost option of the three stepper motor variations.
Double and triple-stack hybrid stepper motors
Of the three primary stepper motor designs — permanent magnet, variable reluctance, and hybrid — hybrid stepper motors are arguably the most popular in industrial applications. Hybrid stepper motors are constructed with a rotor made of two sections or cups with a permanent magnet between them. This causes the cups to be magnetized axially — with one cup polarized north and the other cup polarized south. The surfaces of the rotor cups have precisely ground teeth (typically 50 or 100 teeth per cup) and the cups are aligned with an offset of ½ tooth pitch between the two sets of teeth.
In a hybrid stepper motor, the stator poles are also toothed — and when pulses are delivered to the stator by the stepper drive, these poles are magnetized … causing the rotor to turn so that the teeth of the rotor and stator align N-S or S-N.
This hybrid design (with teeth on both the rotor and stator) allows the motor to optimize magnetic flux, and
therefore produce higher torque than permanent magnet or variable reluctance designs. Hybrid stepper motors can also achieve step angles as small as 0.72° in full-step mode and operate at higher speeds than other designs.
Although proprietary designs and production methods let manufacturers optimize the torque output (as well as step accuracy and speed characteristics) of their hybrid stepper motors, torque production is still closely tied to the frame size of the motor.
Stepper motors generally adhere to the NEMA ICS 162001 standard for frame sizes, which specifies mounting dimensions such as flange size and bolt circle diameter. However, one dimension not covered by the NEMA standard is motor length. And this flexibility in motor length for a given frame size provides manufacturers with another option for increasing the torque production of a particular NEMA size stepper motor — by creating motors with longer stack lengths. For example, double- and triple-stack stepper motors are now common offerings from several manufacturers.
Double and triple-stack hybrid stepper motors simply have multiple rotors and stators, stacked end-to-end. With multiple rotor and stator sections, the motor can produce more torque without the need to increase the frame size. Only the length of the motor increases. (Note that a few manufacturers also produce quad-stack stepper motors.)
However, in double- and triple-stack (and quad-stack) stepper motor designs, torque falls off faster as speed
increases than it does in single-stack designs. This is because the added rotor and stator sections also increase the motor’s inductance. And higher inductance means the electrical time constant of the motor — the amount of time it takes the current in the windings to reach 63% of its maximum value — is also increased. When a stepper motor operates at high speeds, a high electrical time constant means there isn’t enough time for the current (and, therefore, torque) to reach its maximum value at each motor step, resulting in a torque drop-off as speed increases.
Another way to increase the torque from a stepper motor without increasing the NEMA frame size is to use a gearbox with the motor. The addition of a gearbox increases the torque delivered from the motor to the load — and can also provide better inertia matching between the motor and the load. Plus when connected to a gearbox, the motor can operate at higher speeds … which
Linear actuators built around hybrid stepper motors should not be confused with hybrid stepper linear motors or the pre-integrated linear components (complete with encoder feedback for servo operation) sometimes referred to as hybrid stepper actuators.
helps reduce or avoid resonance and oscillations.
How hybrid motor version affects linear-actuator choice
Specifying a hybrid-stepper linear actuator includes steps generally applicable to any motor-driven screwbased actuator. First, the design engineer should define required force, travel, and stroke speed for the axis in question — along with its target life in stroke cycles. (Typical peak linear force ratings for NEMA stepper linear actuators range from 180 to 1,800 N.) Design values and supplier references yield rated force and predicted loss of power beyond a given stroke count. Required power in Watts or Joule/sec depends on stroke length multiplied by force divided by time allotted per stroke. In some instances, manufacturersupplied performance charts can help engineers more quickly identify actuators meeting all the design criteria.
Note that NEMA stepper-based linear actuators from some manufacturers are specifically designed for power density — with motor features to yield up to 50% more force (and better precision) than comparable linear actuators from competitors. That’s especially useful in laboratory and medical equipment or designs that are intended to be portable. In some cases, a given series of one particular linear actuator can also sport stepper motors of one frame size but various stack lengths to provide a variety of holding torque capabilities … and higher linear force for longer stacks. Some linear-actuator suppliers even offer stepper motor options having different winding arrangements to satisfy specialty linear-speed requirements. DW
Linear Motion Tips linearmotiontips.com
TWO TYPES OF LINEAR STEPPER MOTORS
A LOT LIKE THAT OF ROTARY STEPPER MOTORS
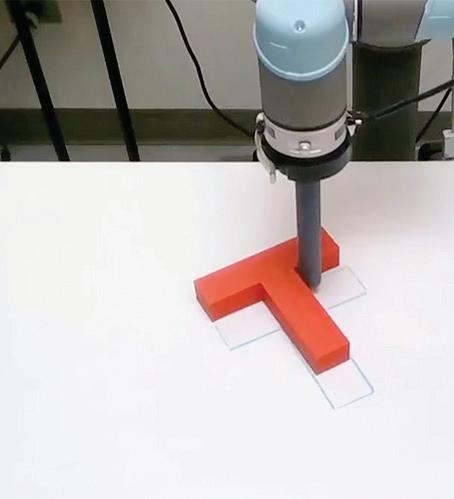
WAREHOUSE
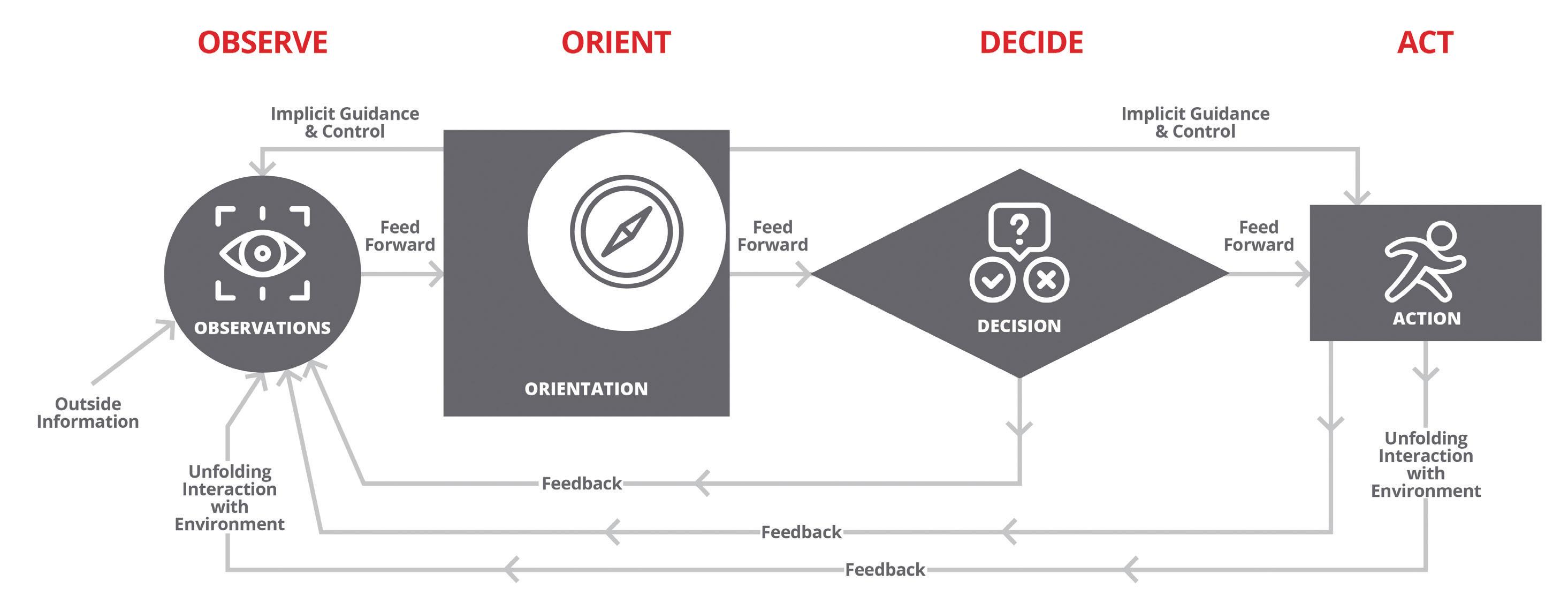
UMass Amherst designs a multirobot team that shares situational awareness.
A new kind of collaboration
in the warehouse
BY STEPHANIE NEIL • EXECUTIVE EDITOR
The capabilities of collaborative robots, commonly referred to as “cobots,” could soon expand beyond direct human-robot interaction to include heterogeneous robots intelligently coordinating and interacting with each other.
New research from the University of Massachusetts Amherst is proving robots can be programmed to create their own teams and voluntarily wait for their teammates to execute a set of dependent tasks. This new multi-team robot collaboration has the potential to improve manufacturing and warehouse productivity.
The research, funded by the U.S. Defense Advanced Research Projects
Agency (DARPA) Director’s Fellowship and a U.S. National Science Foundation Career Award, is led by Hao Zhang, associate professor in the UMass Amherst Manning College of Information and Computer Sciences and director of the Human-Centered Robotics Lab. Zhang’s research on “autonomous group introspective learning and coopetition for cross-capability multi-robot adaptation,” uses lessons from the social psychology of humans to help teams of robots with different capabilities work together and adapt to complex situations.
When Zhang was awarded the DARPA prize last year to improve robot teamwork, he was already focusing on
two main areas – group introspection and cooperative competition, dubbed “coopetition.”
Group introspection would allow robots in a team to be aware of all their other team members, so they have a shared situational awareness of the overall team’s capabilities. To accomplish that, Zhang is modeling robots in a team as a graph to enable group awareness, and using conditional models that identify backup robots with similar capabilities to replace failed teammates. They are solving the competition aspect by simultaneously modeling cooperation at the team level and competition at the individual level. Cooperation tackles tasks that are
Autonomously transport materials up to 4,200 lb with the industry’s most comprehensive autonomous mobile robots and fleet management software.
AUTOMATED WAREHOUSE
infeasible for individual robots to solve, while competition encourages each robot to perform better and adapt faster.
Multi-robot mix and match
In a warehouse setting there may be many different types of robots and payload capacities: fixed in place robotic arms, mobile automated guided vehicles (AGVs), heavy-lifting palletizers, etc. The challenge, however, is coordinating a diverse set of robots for a common purpose.
“There’s a long history of debate on whether we want to build a single, powerful humanoid robot that can do all the jobs, or we have a team of robots that can collaborate,” stated Zhang. “Robots have big tasks, just like humans. For example, [if] they have a large box that cannot be carried by a single robot, the scenario will need multiple robots to collaboratively work on that.”
The other behavior is voluntary waiting. “We want the robot to be able to actively wait because, if they just choose a greedy solution to always perform smaller tasks that are immediately available, sometimes the bigger task will never be executed,” Zhang explains.
As a solution, Zhang created a learning-based approach for scheduling robots called learning for voluntary waiting and subteaming (LVWS) coupled
“There’s a long history of debate on whether we want to build a single, powerful humanoid robot that can do all the jobs, or we have a team of robots that can collaborate”
with a graph attention transformer network (GATN) that computes rewards for scheduling tasks to robots. LVWS includes nodes (robots) and edges (communication, relationships, or spatial positions).
According to the multi-robot research, collaborative scheduling is formulated as a bipartite matching problem where robots are assigned to tasks. These tasks are put into a GATN that integrates graph attention networks to encode the local graph structure and transformers to encode contextual information.
The resulting outputs are embeddings for each node, as well as global embedding for each graph which are used to compute a reward matrix used to perform bipartite matching.
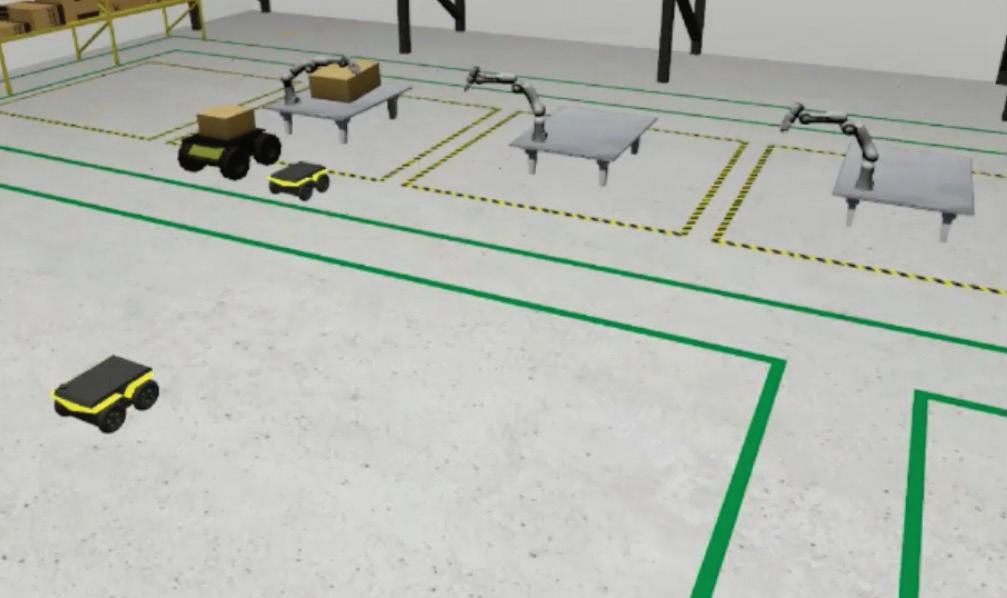
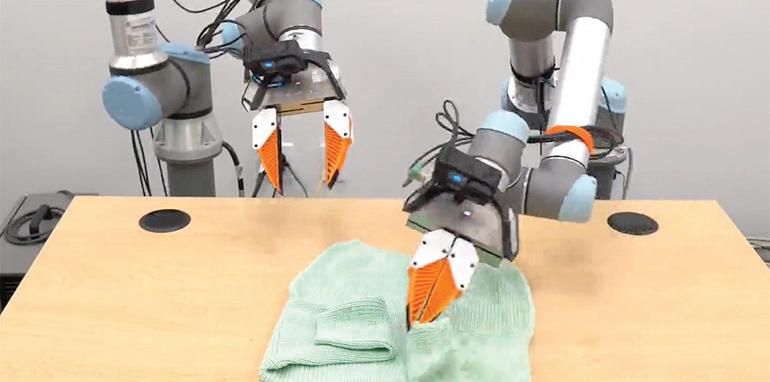
To test their LVWS approach, the research team gave six robots 18 tasks in a computer simulation and compared
Group introspection and cooperative competition enables multi-robot teams to collaborate. | UMass Amherst
their LVWS approach to four other methods. In this computer model, there is a known, perfect solution for completing the scenario in the fastest amount of time. The researchers ran the different models through the simulation and calculated how much worse each method was compared to this perfect solution, a measure known as suboptimality.
The comparison methods ranged from 11.8% to 23% suboptimal. The new LVWS method was 0.8% suboptimal.
“So, the solution is close to the best possible or theoretical solution,” said Williard Jose, an author on the paper and a doctoral student in computer science at the Human-Centered Robotics Lab, in a statement.
The team has also demonstrated this method running on real-world robots.
Worth the wait
A common question the research team has received is, “How does making a robot wait make the whole team faster?”
Jose responds by describing this scenario: There are three robots — two that can lift four pounds each and one that can lift 10 pounds. One of the small robots is busy with a different task and there is a seven-pound box that needs to be moved.
“Instead of that big robot performing that task, it would be more beneficial for the small robot to wait for the other small robot and then they do that big task together because that bigger robot’s resource is better suited to do a different large task,” Jose explained.
Zhang hopes this work will aid the progress of developing teams of heterogeneous robots, particularly as it relates to the scalability of large industry environments that require specialized tasks. AW
Scan the QR code to watch a demonstration of the LVWS method in a manufacturing assembly case study run in a Gazebo simulation or visit: www.youtube.com/watch?v=zslbOXQXtSI
Hao Zhang
Williard Jose
in the automated warehouse cybersecurity Mitigate risk
How to recognize threats, track critical data, and train employees.
BY STEPHANIE NEIL • EXECUTIVE EDITOR
Thewarehouse is integral to the manufacturing supply chain.
As such, with cybersecurity threats on the rise, there’s an urgent need to adopt best practices that will ensure that the warehouse doesn’t become the weakest link in the supply chain.
As more automation makes its way into warehouses and more assets are integrated, there is a pressing need to safeguard the digital and physical infrastructure. This is especially urgent since cybercriminals are crafty and could use an opening in a warehouse as a backdoor into a partner’s network.
For example, in February 2023, Applied Materials, a semiconductor technology supplier, was reportedly the victim of a cybersecurity incident that originated from a ransomware attack on one of its suppliers. That incident cost Applied Materials $250 million in its second quarter that year.
No warehouse or fulfillment center wants to be a catalyst for cyber catastrophe. Yet, staying safe is not easy, as malicious actors are finding new ways to infiltrate organizations.
McKinsey has identified three cybersecurity trends that represent the biggest threat now and in the future:
• On-demand access to ubiquitous data and information platforms. Recent shifts toward mobile platforms and remote work require high-speed access to ubiquitous, large data sets. This dependency exacerbates the threat of a breach. And since organizations collect more data about their customers, such a breach could be costly.
• Hackers are increasingly using artificial intelligence to launch sophisticated attacks. Attackers using advanced tools such as AI, automation, and machine learning could cut the end-toend life cycle of an attack from weeks to days or even hours.
• The growing regulatory landscape and continued gaps in resources, knowledge, and talent. Many organizations don’t have enough cybersecurity expertise. The shortfall is growing as regulators increase their monitoring of cybersecurity in corporations.
With these trends in mind, it’s important to understand how to mitigate risks.
To get a better understanding of the actions needed to protect the automated warehouse, Locus Robotics outlined some best practices. The company makes autonomous mobile robots (AMR) for fulfillment. In June, it received the 2024 Fortress Cybersecurity Award in the Compliance category from the Business Intelligence Group.
Locus specified three areas of importance: understanding the threats, capturing the data, and training the workforce.
Bad actors vs. bad decisions
Cybercrime is growing and is descending upon unsuspecting businesses from all directions. There are nation-state adversaries that pose a national security risk in the form of advanced persistent threat activity (APT) aimed at targeted and prolonged network intrusion. There is malware, phishing, and ransomware, which are
the most common forms of attacks on business, and, as seen in the Applied Materials example, can be costly.
And then there are the employees who make mistakes – such as plugging a virus-infected USB drive into a system. Or simply taking a call from the wrong person. The data breach at MGM Resorts in September 2023 that shut down electronic payments and casino machines was initiated by a hacker group impersonating the IT staff, gaining access to systems via a call to an employee.
Fouad Khalil, senior director for enterprise security, risk, and compliance at Locus Robotics, is a member of a group called InfraGard, a national nonprofit organization that has formed a partnership between the Federal Bureau of Investigation and the private sector to educate and share information on security threats and risks. As an InfraGard member, he has access to timely insight on threats to critical infrastructure, providing the knowledge and resources to not only protect Locus Robotics, but also its customers.
However, other threats are already penetrating the plant and warehouse. “Artificial intelligence, I think, is a big security risk,” Khalil said.
The cybersecurity risks associated with generative artificial intelligence (GenAI) in warehouses can be broadly categorized into data breaches, system vulnerabilities, and compliance challenges.
While GenAI may boost productivity and enhance decisionmaking, its integration into robotics and other systems exposes new potential attack vectors for cybercriminals.
“The data that powers GenAI — often sensitive and proprietary — can become a target,” said Khalil. “Moreover, the interconnected nature of modern warehouses means a breach in one area can have cascading effects throughout the entire operation.”
To that end, the cybersecurity risks associated with this technology should be considered and steps taken to mitigate risk. (see sidebar).
Solutions for Automation and Robotics
Intelligent Pallet Systems
Built For Capacity, Speed, & Accuracy
Follow the data
While GenAI uses data, robots generate it. To secure that data throughout the warehouse, it has to be tracked.
“When you follow the data, you understand where it is stored, how it is transmitted, how it is processed, and you have sufficient controls over those data elements to make sure that it’s protected,” Khalil said. “And if it’s not protected, then [you have to figure out] what action you can take to mitigate the risk.”
One way to mitigate the risk is to create a barrier, which is what Locus Robotics does with its secure tunnel of encrypted data used to share information. But constant infrastructure changes in a warehouse can affect the environment. Adding a network node or allowing an OEM access into the network, for example, could open the door to unauthorized network access.
“It sounds simple, but it's a lot of complexity that comes into play,”
While Locus Robotics builds AMRs, they are just one piece of the solution. According to the Wilmington, Mass.-based company, it has designed its navigation software with measures to protect customers’ proprietary data.
“It's a one-stop shop/blackbox secure solution that gets deployed to a warehouse that offers the cloud reporting, the onpremises reporting, the robotics, services, operational efficiencies, connectivity for the network, and everything else that comes into play to make it effective and more productive,” Khalil explained. “That black-box approach is what we deliver, and security comes through that entire lifecycle, from start
Awareness must be raised for security
Khalil emphasized that security is everyone’s responsibility – from the robot provider to the management team to the engineers and the operators in the warehouse. With all these different people in the mix, education is imperative.
“The first challenge that you find in our industry is awareness and acceptance that there is a risk,” he said, noting the shared responsibility model is important to understand. “Every time we deploy our solution to a warehouse, we are accepting the risks that they're experiencing.”
Shared responsibility should be reflected throughout the ranks of an organization, as well. Security
awareness training is a critical part of keeping the warehouse safe from cyber threats. “Especially given the fact that employees are your front line of defense, they must be always kept up to date on all things security,” Khalil said.
And it's not just about training your employees to be cybersecurityaware, but also training everyone in the partner ecosystem. To ensure a safe environment in the warehouse and beyond, the entire supply chain needs to embrace cybersecurity best practices. AW
Locus Robotics locusrobotics.com
Mitigate Your Cybersecurity Risks
According to Locus Robotics’ Fouad Khalil, the cybersecurity challenges of integrating GenAI into warehouse operations are significant, but not insurmountable. Here are some ways to safeguard warehouse operations:
• Conduct a comprehensive risk assessment: Begin with a thorough assessment of the cybersecurity risks associated with implementing generative AI. Understand where vulnerabilities may exist and how they can be exploited.
• Use robust data-protection measures: Implement state-of-the-art encryption, access controls, and data anonymization techniques to protect sensitive information from unauthorized access.
• Regularly update systems and manage patches: Keep all systems, including AI algorithms and connected devices, updated with the latest security patches to close any vulnerabilities that could be exploited by attackers.
• Train employees: Educate your workforce about the potential cybersecurity risks and best practices for preventing breaches. A wellinformed team is your first line of defense against cyber threats.
• Have an incident-response plan: Develop a comprehensive incident response plan that outlines steps to be taken in the event of a cybersecurity breach. This should include procedures for containing the breach, assessing the damage, and communicating with stakeholders.
• Collaborate with AI vendors: Work closely with your GenAI vendors to ensure they adhere to rigorous cybersecurity standards. Understand their data handling and storage practices, and ensure they align with your security requirements.
– Process automation
– Mechatronic drives
– Reduced CO2 footprint
– Reduced energy consumption
AUTOMATED WAREHOUSE
Preparing the plan warehouse automation
BY CHRIS VAVRA • SENIOR EDITOR
Consider this five-step strategy for a successful move away from manual processes.
The warehouse industry has transformed from its dire state 20 years ago, to an exciting era driven by Industry 4.0. Automation, fueled by efficiency, drives global growth, especially in the United States. However, newcomers to robotics need a solid warehouse automation plan, according to Movu Robotics, a maker of shuttle systems and autonomous mobile robots (AMRs).
Five current trends, including e-commerce growth and workforce challenges, are driving warehouse adoption of automation. Upcoming trends like actionable data and robotics-as-a-service (RaaS) also
promise significant benefits, reflecting continuous industry evolution.
Christoph Buchmann, sales director at Movu Robotics, outlined a five-step process for successful automation adoption. The steps include change management, a robust process review, software design emphasizing IT integration, hardware considerations, and meticulous implementation with worker training for long-term success.
The warehouse industry was in a terrible state 20 years ago, according to Buchmann. Today, he said, it’s a very exciting time, thanks to the rise of Industry 4.0 and other concepts,
which are fueling the growing trend toward automation and data exchange in technology and processes.
Automation offers great potential for manufacturers, Buchmann said during his presentation, “Mastering the Path to Automation: A Roadmap for Successful Implementation” at Modex in Atlanta earlier this year. “If you’re not thinking about automation now, you should start,” he said.
Five trends to consider in a warehouse automation plan Buchmann said five things are driving the acceleration of warehouse automation:
THE 5 PHASES OF TRANSITION
Movu Robotics presented steps to a successful warehouse automation plan. | Chris Vavra, WTWH Media
“The one thing you can expect is the unexpected”
1. Greater efficiency and profitability. It’s more costeffective than ever to implement automation.
2. Workforce development changes. The worker shortage remains a major challenge for employers.
3. Rising cost of real estate. Rather than build new facilities, companies are trying to make more of what they have.
4. E-commerce growth. The COVID-19 pandemic was among the factors forcing changes in consumer behavior and expectations for faster order fulfillment.
5. Food supply. The food and beverage industry has been using automation even more to match consumer demand and keep costs down.
While these trends are fueling automation’s growth now, Buchmann said five more trends are coming that will have just as big an impact:
1. Actionable data. There is more data than ever, and the technology has evolved to where companies can take advantage.
2. Accelerating technology. Advances in machinery, software, and now artificial intelligence are continuing.
3. Entry-level automation.
Buchmann said automation was big and complex 20 years ago. That has changed. Now, robots are more scalable, more affordable, and less complicated.
4. RaaS. Robotic fleets have grown in manufacturing facilities and small-to-midsize enterprises (SMEs) are turning to the service
model to use robotics for their short-term needs rather than making the long-term investment right now.
5. Safety and sustainability. Keeping workers and facilities safer has always been a priority, but now companies are trying to reduce energy costs.
Five steps to moving from a manual to an automated process
Buchmann said there are many benefits automation can bring, such as better efficiency and throughput, higher profitability, better safety, and improved accuracy. However, he acknowledged that it isn’t as easy as pushing a button.
Buchmann described a fivestep process to transition from a manual process to an automated one. The entire transition requires a culture change, he said, and taking ownership and trusting in your partners and employees is key.
Management might approve, but the workers are the ones who will make a deployment happen, Buchmann added. It’s critical that the plan be flexible throughout the entire process.
“The one thing you can expect is the unexpected,” he said.
1. Change management
Putting people, particularly those who will be most affected, in a leadership role is critical. Buchmann said people are naturally reluctant to change, and they need to be persuaded. He said doing this with a heavy hand and making people feel bad about what they’re doing wrong right off the bat will shut down the conversation before it even begins.
transmission of
– Safe and fast data communication via Ethernet Signals (Profinet, Ethernet IP, etc.)
– High energy transmission (up to 400 Watts)
– Totally wear and maintenance free
WHAT’S DRIVING THIS ACCELERATION?
Five current and future trends are driving automation growth in warehouse facilities.
| Chris Vavra, WTWH Media
He said the trick is to encourage them by highlighting what they’re doing well and lowering their emotional barriers to new ideas.
“You’ll be surprised how quickly they’ll buy in,” Buchmann said. “Workers want to shine.”
By building on those small wins and having them own the new processes and technology, it’ll be easy to get buy-in on the ground floor, which is where change management starts.
2. Process review and design
Buchmann said developing a strong plan is critical because it needs to improve upon what is already being implemented. Having the right data is critical to success, and any potential solution is only as good as the data that goes into the design. Developing an automation plan on bad data or a bad process is only going to lead to a bad automated process, he said.
Gathering the right data requires an in-depth data analysis of the information most important to the operation and creating models that illustrate a full view of the four walls within an operation. It can also help uncover the nuances that make each corporation unique and provide a foundation to build success, said Buchmann.
He recommended that companies follow these three steps during the process review and design:
Assess current operations. Conduct a thorough analysis of warehouse processes, workflows, and technologies and consider future needs.
Set clear objectives. Define specific goals for warehouse automation and establish key performance indicators (KPIs) and targets to measure the implementation’s success.
Educate yourself. Buchmann said people involved in the project should engage with vendors and technology experts as well as evaluate the latest automation technologies to find successful examples.
It’s important to answer key questions such as “What is the automation
transition designed to achieve?” he said. It’s also worth looking at an alternative analysis and determining what is the cost or risk of not automating.
From there, the plan can move forward with a business case that provides a thorough and detailed roadmap for success.
3. Software design
Buchmann said companies should not underestimate the importance of IT integration because the most common reason for failed automation implementations is lack of it.
It’s a little more complicated because warehouse software can have overlapping functions and no fixed function divisions. That means each IT landscape of a warehouse is different. Companies need to find the right set of functions to successfully fulfill operational needs.
Getting the automated interface right and using a digital twin, which is an emulation and virtual replica of a real-life system, also can help as a tool to drive improvements in warehouse productivity and efficiency.
4. Hardware design
There are many types of automation equipment used in warehouse facilities. The four most common are:
1. Mobile robots
2. Automated storage and retrieval systems (ASRS)
3. Conveyor and sortation systems
4. Stationary and collaborative robots.
Buchmann explained that there are many operational needs and priorities to consider, such as whether the facility should be semiautomated or fully “lights out.” It’s also worth asking about operational redundancy, adaptability, and scalability during the process.
Whatever the case, a thorough analysis is a must because mismatched technologies lead to inefficiencies.
5. Implementation and support
Now the real physical work starts, said Buchmann. The good news is everything is all set because KPIs were already established.
The commissioning and implementation process should cover the fundamentals, such as testing everything at all levels and doing performance tests beforehand. Worker training is also critical for a warehouse automation plan to be successfully executed.
It won’t be a perfect process and it shouldn’t be, but the issues will be minor, Buchmann said, as long as people know how to react. “Minor problems can cause downtime if you’re not trained for them,” he said.
People are at the heart of the process, and companies that realize and value their workers’ potential and take the time to develop a strong process will come out ahead in the automation race. It’s one they can’t afford to lose as it becomes more than a “nice to have,” like it was 20 years ago. Now, a warehouse automation plan is a necessity. AW
Christoph Buchmann, sales director at Movu Robotics, discussed how to adopt warehouse automation in Atlanta. |
Chris Vavra, WTWH Media
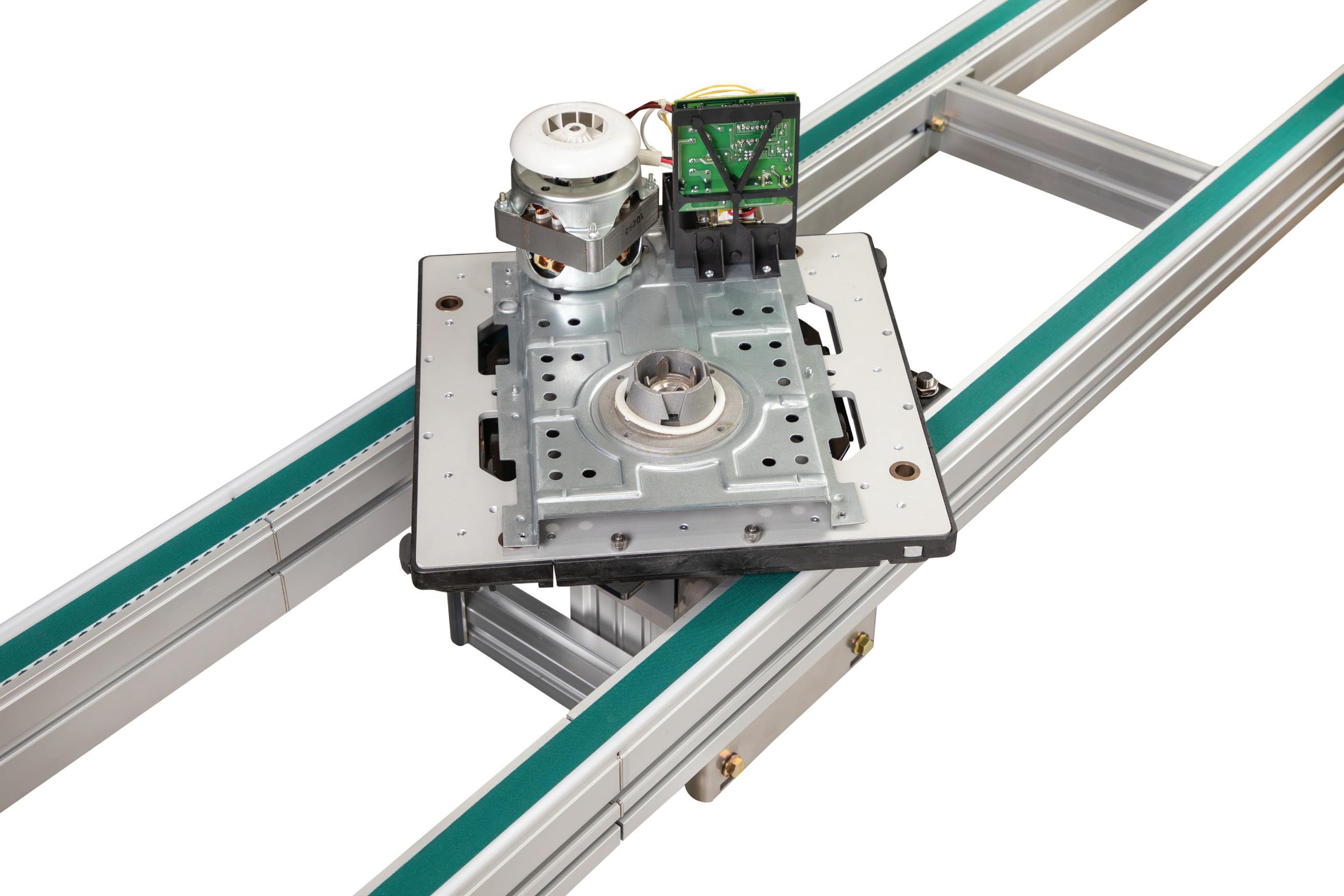
Unleashing Efficiency: The Dynamic Duo of Conveyors and Robotics in Modern Warehousing
In the dynamic landscape of modern warehousing, the integration of conveyors and robotics has emerged as a game-changer, revolutionizing how facilities meet goals of throughput and accuracy. This combination enhances operational efficiency and catapults warehouses into a new era of productivity.
Elevating Throughput with Robotic Precision:
Robotics, equipped with advanced vision systems and machine learning, are transforming the movement of goods within warehouses. Automated guided vehicles (AGVs) and robotic arms seamlessly collaborate, ensuring a continuous flow of items from receiving to shipping. Conveyors act as the arteries, efficiently transporting products between robotic workstations and amplifying throughput rates. Dorner conveyors specifically act as the Autonomous mobile robots (AMRs) and robotic arms have redefined order picking. Conveyors play a pivotal role in integrating these robotic picking systems, allowing for a smooth transition of items from storage to packing stations. This dynamic interaction ensures that orders are fulfilled rapidly, meeting the demands of today’s fast-paced supply chains.
Dorner’s 2700 Medium Duty series conveyors are designed for AGV/ AMR compatibility, allowing for quick and easy integration of the technology
into existing conveyor systems. With a robust design, increased weight rating, extended widths, and a low-profile aluminum frame, the 2700 series is ideal for applications that require both speed and precision.
Precision at Scale: Conveyors and Robotics Driving Accuracy:
Automated Quality Control: Robotics with computer vision capabilities ensure unparalleled quality control process accuracy. Conveyors serve as a conduit for products to undergo automated inspections by robotic systems, guaranteeing that only defectfree items proceed through the supply chain. This not only reduces errors but also maintains high product quality.
Error-Free Order Fulfillment:
Integrated with robotic order fulfillment systems, Conveyors contribute to flawless picking and packing processes. Robots navigate the warehouse, guided by conveyors, ensuring the correct items are selected and efficiently transported to packing stations. This collaborative approach significantly reduces order errors and enhances overall accuracy.
Real-time Inventory Accuracy: In conjunction with conveyors, robots are transforming inventory management. Drones and robotic platforms equipped with RFID technology conduct real-
time inventory checks. Conveyors efficiently transport these robotic platforms, enabling swift and accurate updates to inventory levels. This synergy ensures that warehouses maintain optimal stock levels, reducing the risk of stockouts or excess inventory.
Looking Forward: The Future of Warehousing Efficiency:
As modern warehousing continues to evolve, the integration of conveyors and robotics is a testament to technological innovation. This dynamic duo not only meets the demands of today’s throughput and accuracy goals but also positions warehouses for a future of continuous improvement and adaptability. By embracing this integrated approach, warehouses are not merely keeping pace with the times but defining the future of efficient, accurate, and responsive supply chain management.
The Data Driven Warehouse
How real-time data collected at every touch point smooths out operations
Emerging technologies are revolutionizing supply planning, enhancing supply chain efficiency, agility, and resiliency. Real-time data and advanced analytics driven by connected assets and systems help identify potential disruptions, mitigate risks and make informed decisions. We will discuss key insights into today's supply chain challenges.
What are today’s supply chain challenges?
The constantly evolving global supply chain landscape poses a range of challenges for businesses today that can impact their operational efficiency and effectiveness. Here are the biggest challenges:
• Business disruptions and market volatility: Over the past five years, supply chain operations in various industries faced unexpected events, which resulted in reactive responses. This can impede the ability to meet demand, leading to lost revenue, increased costs, and a decline in overall profit margins.
• Demand predictability: Social media, COVID driven direct-to-consumer (DTC) models, market volatility, and now inflation have made traditional demand forecasting insufficient. Operations are leaning on outdated forecast approaches that also lag and fail to respond adequately to current market dynamics.
• Holistic inventory visibility and optimization: Inventory management is complex and dynamic. The end of 2022-2023 saw excess inventory across many organizations due to COVIDrelated supply chain constraints. This led to higher costs, lower margins, and waste. The long term impact will lead to lost sales, and loss of differentiation, loyalty, and market positioning. Adopting an integrated approach and leveraging advanced technology and best practices, businesses can overcome these challenges - improving supply chain efficiency and resilience.
What is lacking in today’s supply chain strategies?
Supply planning today involves technology, data analysis and stakeholder collaboration. While technical and data analytic advancements have been made, there are still several areas that need improvements in the industry:
• Accurate transparency of data
• Dynamic supply planning and execution based on integrated intelligence and automated decision-making
• Convergence of network modeling, scenario and traditional planning and planning
Businesses want to improve supply chain visibility, predict, and mitigate risks, and optimize performance. Incorporating advanced concepts can enhance agility and resilience, meet customers’ evolving needs, and optimize performance. Below are a few advanced technologies and characteristics that must be included in an organization’s growth plans for supply chain optimization.
• Artificial intelligence and machine learning: Artificial Intelligence (AI) and Machine Learning (ML) can help businesses analyze data, find patterns, and make proactive decisions to mitigate risk. Many planning solutions have already integrated AI/ML into their core plans, but further integration of this can enhance algorithms. This could include detecting shifts and anomalies -- optimizing execution, automating operations such as key planning processes and real time decisions, and more.
• Digital twins and advanced simulation: Digital twins and simulation create virtual versions of physical assets, processes, and systems. These outputs can be used to evaluate scenarios and risk, identify key constraints, optimize, and evaluate alternative configurations.
With data and AI/ML, digital twins can continuously evaluate supply chains and networks, informing businesses in an unprecedented way.
• Automation and autonomous systems: The targeted deployment of automated storage retrieval systems (ASRS), autonomous mobile robots (AMR) and other assets with IoT connectivity, RFID asset tracking and machine vision can mitigate risks ranging from labor shortages to inventory loss. Working in tandem with digital twin and AI/ML, these assets comprise self-optimizing systems that drive higher output and efficiency by learning from both physical and simulated scenarios in the connected warehouse.
The future of supply chain planning requires digitization, automation, connectivity, and data-driven decision-making. Organizations that embrace these technologies create agile, transparent and efficient supply chains that are resilient to market changes and disruptions.
You can read more in our recent whitepaper, Synchronizing Supply & Demand in 2023 and Beyond.
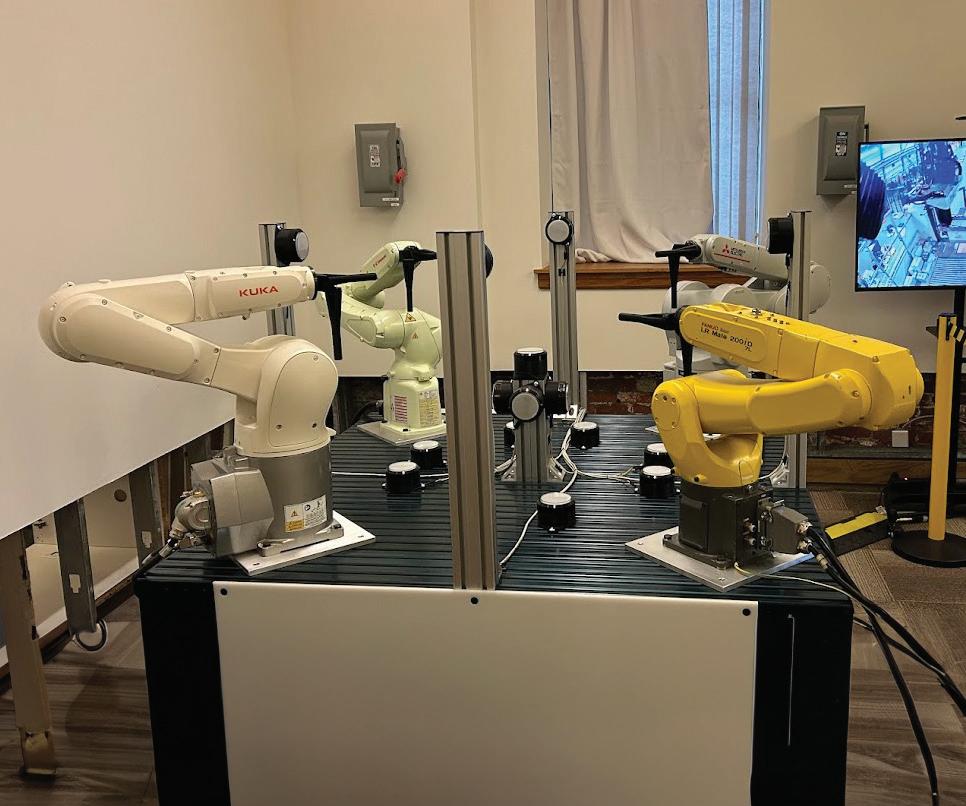
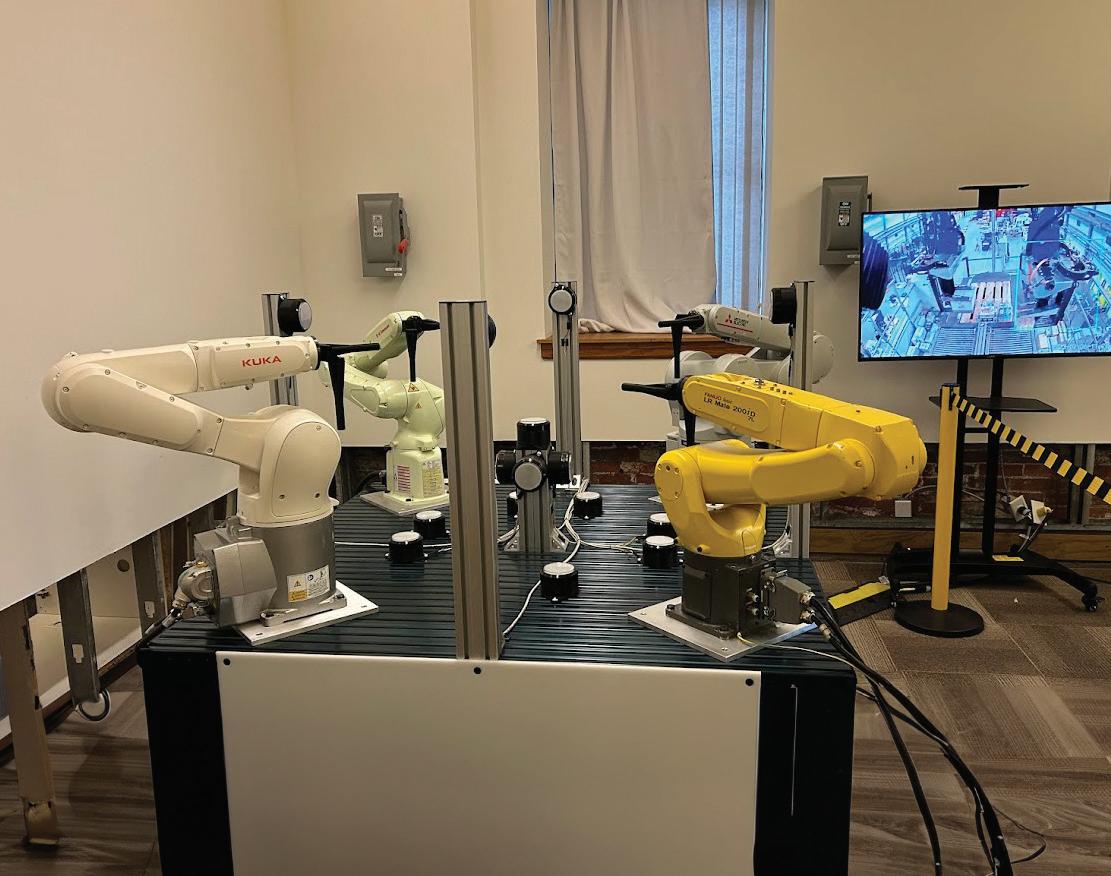
Realtime Robotics demonstrates a multirobot workcell during Mitsubishi Electric’s visit.
| Eugene Demaitre
Realtime Robotics collaborates on with Mitsubishi Electric MOTION PLANNING
BOSTON
— As factories and warehouses look to automate more of their operations, they need confidence that multiple robots can conduct complex tasks repeatedly, reliably, and safely. Realtime Robotics has developed hardware-agnostic software to run and coordinate industrial workcells smoothly without error or collision.
“The lack of coordination on the fly is a key reason why we don’t see multiple robots in many applications today — even in machine tending, where multiple arms could be useful,” said Peter Howard, CEO of Realtime
Robotics (RTR). “We’re planning with Mitsubishi Electric to put our motion planner into its CNC controller.”
The company recently received strategic investment from Mitsubishi Electric Corp. as part of its ongoing Series B round. Realtime Robotics said it plans to use the funding to continue scaling and refining its motion-planning optimization and runtime systems.
In June, a high-ranking delegation from Mitsubishi Electric Co. (MELCO) visited Realtime Robotics to celebrate the companies’ collaboration. RTR demonstrated a workcell with four robot arms from different vendors, including
Mitsubishi, that was able to optimize motion as desired in seconds.
“Mitsubishi Electric is a multibusiness conglomerate, a technology leader, and one of the leading suppliers of factory automation products worldwide,” said Dr. Toshie Takeuchi, executive officer and group president for factory automation systems at Mitsubishi. “I see this partnership as the perfect point where experience meets innovation to create value for our customers, stakeholders, and society.”
She and Howard answered the following questions from The Robot Report:
EUGENE DEMAITRE • EDITORIAL DIRECTOR • ROBOTICS
Simplify.
Rotary Actuators with Integrated Servo Drive
The IDT Series is a family of compact actuators with an integrated servo drive with CANopen® communication. They deliver high torque with exceptional accuracy and repeatability, and feature Harmonic Drive® precision strain wave gears combined with a brushless servomotor. Some models are available with a brake and two magnetic absolute encoders with the second providing output position sensing. This revolutionary product line eliminates the need for an external drive and greatly simplifies cabling, yet delivers high-positional accuracy and torsional stiffness with a compact form factor.
• Actuator with Integrated Servo Drive utilizing CANopen®
• 24 or 48 VDC nominal supply voltage
• A single cable with only 4 conductors is needed: CANH, CANL, +VDC, 0VDC
• Zero Backlash Harmonic Drive® Gearing
• Panel Mount Connectors or Pigtail Cables Available with Radial and Axial Options
• Control Modes include: Torque, Velocity, and Position Control, CSP, CSV, CST
How is Realtime Robotics’ motionoptimization software unique? How will it help Mitsubishi Electric’s customers?
Takeuchi: Realtime Robotics’ software is unique in many ways. It starts with the ability to do collision-free motion planning. From there, the motion planning in single robot cells as well as multirobot cells can be automatically optimized for cycle time.
Our customers will benefit by optimizing cycle time to improve production efficiency and reducing the amount of engineering efforts required for equipment design.
Howard: Typically, to provide access for multiple tools at once, you need an interlocked sequence, which loses time. According to the IFR [which recognized the company for its “choreography” tool], up to 70% of the cost of a robot is in programming it.
With RapidPlan, we automatically tune for fixed applications, saving time. Our cloud service can consume files and send back an optimized motion
plan, enabling hundreds of thousands of motions in a couple of hours. It’s like Google Maps for industrial robots.
Does Mitsubishi have a timeframe in mind for integrating Realtime’s technology into its controls for factory automation (FA)? When will they be available?
Takeuchi: We are starting by integrating RTR’s motion-planning and optimization
FOR POSITION FEED BACK ENCODERS
technology into our 3D simulator to significantly improve equipment and system design.
Our plan is to incorporate this technology into our FA control systems, including PLCs and CNCs, and this integration is currently under development and testing, with a launch expected soon.
Howard: We’re currently validating and characterizing for remote
Position, angle and speed measurement
Contactless, no wear and maintenance-free
High positioning accuracy and mounting tolerances
Linear and rotary solutions
MELCO’s Dr. Takeuchi changes optimization parameters during RTR demonstration by Kevin Carlin, chief commercial officer.
| Realtime Robotics
optimization with customers. We’re also doing longevity testing here at our headquarters.
In the demo cell, you couldn’t easily program 1.7 million options for four different arms, but RapidPlan automates motion planning and calculates space reservations to avoid obstacles in real time. We do point-to-point, integrated spline-based movement.
Toyota asked us for a 16-arm cell to test spot welding, and we can add a second controller for an adjacent cell. We can currently control up to 12 robots for welding high and low on an auto body.
Mitsubishi Electric recently launched the RV-35/50/80 FR industrial robots — are they designed to work with Realtime’s technology?
Takeuchi: Yes, they are. Our robots are developed on the same platform which seamlessly integrate with RTR’s technology.
for
control
Realtime Robotics CEO Peter Howard and MELCO’s Dr. Takeuchi celebrate their partnership in front of demo workcells.
| Eugene Demaitre
YOUR CUSTOM SOLUTIONS ARE CGI STANDARD PRODUCTS
Advanced Products for Robotics and Automation
CGI Motion standard products are designed with customization in mind. Our team of experts will work with you on selecting the optimal base product and craft a unique solution to help di erentiate your product or application. So when you think customization, think standard CGI assemblies.
Connect with us today to explore what CGI Motion can do for you.
Howard: For example, Sony uses Mitsubishi robots to manufacture 2-cm parts, and we can get down to submillimeter accuracy if it’s a known object with a CAD file.
Cobots are fine for larger objects and voxels, but users must still conduct safety assessments.
RTR optimizes motion for multiple applications
What sorts of applications or use cases do Mitsubishi and Realtime expect to benefit from closer coordination among robots?
Takeuchi: Our interaction with and understanding from customers suggest that almost all manufacturing sites are continuously in need of increasing production, efficiency, profitability, and sustainability.
With our collaboration, we can reduce the robots’ cycle time, hence increasing efficiency. Multi-robot applications can collaborate seamlessly,
increasing throughput and optimizing floor space.
By implementing collision-free motion planning, we help our customers reduce the potential for collisions, thereby reducing losses and improving overall performance.
Howard: It’s all about shortening cycle times and avoiding collisions. In Europe, energy efficiency is increasingly a priority, and in Japan, floor space is at a premium, but throughput is still the most important.
Our mission is to make automation simpler to program. For customers like Mitsubishi, Toyota, and Siemens, the hardware has to be industrial-grade, and so does the software. We talk to all the OEMs and have close relationships with the major robot suppliers.
This is ideal for uses cases such as gluing, deburring, welding and assembly. RapidSense can also be helpful in mixed-case palletizing. For mobile manipulation, RTR’s software
could plan for the motion of both the AMR [autonomous mobile robot] and the arm.
Mitsubishi strengthens partnership
Do you expect that the addition of a member to Realtime Robotics’ board of directors will help it jointly plan future products with Mitsubishi Electric?
Takeuchi: Yes. Since our initial investment in Realtime Robotics, we have both benefited from this partnership. We look forward to integrating the Realtime Robotics technology into our portfolio of products to continue enhancing our next-gen products with advanced features and scalability.
Howard: RTR has been working with Mitsubishi since 2018, so it’s our longest customer and partner. We have other investors, but our relationship with Mitsubishi is more holistic, broader, and deeper.
We’ve seen a lot of Mitsubishi Electric’s team as we create our products, and we look forward to reaching the next steps to market together. RR
Members of Realtime Robotics and Mitsubishi Electric’s teams celebrate their collaboration.
| Realtime Robotics
LARGE BORE DISC COUPLINGS
• Bore sizes up to 1-3/4” and 45mm
• Torque up to 1150 in-lbs (130 Nm)
• Reduced vibration due to a balanced design
• Double disc for increased misalignment
LARGE BORE BELLOWS COUPLINGS
• Bore sizes up to 1-3/4” and 45mm
• Torque up to 1300 in-lbs (152 Nm)
• Reduced vibration due to a balanced design
• Highest torsional stiffness
SHAFT COLLARS WITH FACE HOLES
• Maximum mounting flexibility with drilled holes
• Most secure mounting connection with thread- ed holes
• Bore sizes from 3/8”-2” and 10-50mm
• Carefully made by Ruland in aluminum, steel, and stainless steel
INCH-METRIC RIGID COUPLINGS
• Widest selection of standard inch-tometric bores with or without keyways
• Supplied with proprietary Nypatch® anti-vibration hardware
• One-piece style for easy installation
• Two-piece style with a balanced design
Stanford researcher discusses UMI GRIPPER AND DIFFUSION AI MODELS
The Robot Report recently spoke with Ph.D. student Cheng Chi about his research at Stanford University and recent publications about using diffusion AI models for robotics applications. He also discussed the recent universal manipulation interface, or UMI gripper, project, which demonstrates the capabilities of diffusion model robotics.
The UMI gripper was part of his Ph.D. thesis work, and he has opensourced the gripper design and all of the code so that others can continue to help evolve the AI diffusion policy work.
AI innovation accelerates
How did you get your start in robotics?
I worked in the robotics industry for a while, starting at the autonomous vehicle company Nuro, where I was doing localization and mapping.
And then I applied for my Ph.D. program and ended up with my advisor Shuran Song. We were both at Columbia University when I started my Ph.D., and then last year, she moved to Stanford to become full-time faculty, and I moved [to Stanford] with her.
For my Ph.D. research, I started as a classical robotics researcher, and I started working with machine learning, specifically for perception. Then in early 2022, diffusion models started to work for image generation, that’s when
MIKE OITZMAN • SENIOR EDITOR
The Universal Manipulation Interface demonstrates diffusion models for robotics.
|
Cheng Chi, Stanford University
DALL-E 2 came out, and that’s also when Stable Diffusion came out.
I realized the specific ways which diffusion models could be formulated to solve a couple of really big problems for robotics, in terms of end-to-end learning and in the actual representation for robotics.
So, I wrote one of the first papers that brought the diffusion model into robotics, which is called diffusion policy. That’s my paper for my previous project before the UMI project. And I think that’s the foundation of why the UMI gripper works. There’s a paradigm shift happening, my project was one of
them, but there are also other robotics research projects that are also starting to work.
A lot has changed in the past few years. Is artificial intelligence innovation accelerating?
Yes, exactly. I experienced it firsthand in academia. Imitation learning was the dumbest thing possible you could do for machine learning with robotics. It’s like, you teleoperate the robot to collect data, the data is paired with images, and the corresponding actions.
In class, we’re taught that people proved that in this paradigm of
Stanford researcher Cheng Chi. | Huy Ha
The first diffusion policy research at Columbia was to push a T into position on a table.
| Cheng Chi
imitation learning or behavior, cloning doesn’t work. People proved that errors grow exponentially. And that’s why you need reinforcement learning and all the other methods that can address these limitations.
But fortunately, I wasn’t paying too much attention in class. So I just went to the lab and tried it, and it worked surprisingly well. I wrote the code, I applied the diffusion model to this and for my first task; it just worked. I said, “That’s too easy. That’s not worth a paper.”
I kept adding more tasks like online benchmarks, trying to break the algorithm so that I could find a smart angle that I could improve on this dumb idea that would give me a paper, but I just kept adding more and more things, and it just refused to break.
So there are simulation benchmarks online. I used four different benchmarks and just tried to find an angle to break it so that I could write a better paper, but it just didn’t break. Our baseline performance was 50% to 60%. And after applying the diffusion model to that, it was like 95%. So it was a jump in terms of these. And that’s the moment I realized, maybe there’s something big happening here.
How did those findings lead to published research?
That summer, I interned at Toyota Research Institute, and that’s where I started doing real-world experiments using a UR5 [cobot] to push a block into a location. It turned out that this worked really well on the first try.
Normally, you need a lot of tuning to get something to work. But this was different.
Automate with a Competitive Edge
QM22 MINIATURE PACKAGE SIZE
Ø1.024” x 0.486” H Modular Bearingless Design
POSITIONING FOR SUCCESS
QM35 LOW PROFILE DESIGN
Ø1.44” x 0.43” H Modular Bearingless Design
Since 1999, Quantum Devices has been known for innovation and customization to match our customers’ motion control needs and requirements.
Our encoders are used in multiple industries utilizing Robotics and Automation & encompassing work environments like Warehousing, Material Handling and Packaging--ideal fits for Autonomous Mobile Robots, Automated Guided Vehicles, Robotic Arms and more.
We design and manufacture in-house with a process that accommodates large volume OEMs just as seamlessly as low volume made-to-orders.
OUR OFFERINGS INCLUDE:
• Standard optical encoders featuring numerous configurations
• In collaboration with customers--applicationspecific designs in the form of derivative products as well as ground-up designs
• Small to medium batch custom photodiodes from our own silicon foundry
• Custom caliper [ring] encoders for large bores--starting at 1”; incremental and commutation options available
When I tried to perturb the system, it just kept pushing it back to its original place.
And so that paper got published, and I think that’s my proudest work, I made the paper open-source, and I open-sourced all the code because the results were so good, I was worried that people were not going to believe it. As it turned out, it’s not a coincidence, and other people can reproduce my results and also get very good performance.
I realized that now there’s a paradigm shift. Before [this UMI Gripper research], I needed to engineer a separate perception system, planning system, and then a control system. But now I can combine all of them with a single neural network.
The most important thing is that it’s agnostic to tasks. With the same robot, I can just collect a different data set and train a model with a different data set, and it will just do the different tasks.
Obviously, collecting the data set part is painful, as I need to do it 100 to 300 times for one environment to get it to work. But in actuality, it’s maybe one afternoon’s worth of work. Compared to tuning a sim-to-real transfer algorithm takes me a few months, so this is a big improvement.
UMI Gripper training ‘all about the data’
When you’re training the system for the UMI Gripper, you’re just using the vision feedback and nothing else?
Just the cameras and the end effector pose of the robot — that’s it. We had two cameras: one side camera that was mounted onto the table, and the other one on the wrist.
That was the original algorithm at the time, and I could change to another task and use the same algorithm, and it would just work. This was a big, big difference. Previously, we could only afford one or two tasks per paper because it was so timeconsuming to set up a new task.
Two UR cobots equipped with UMI grippers demonstrate the folding of a shirt.
| Cheng Chi
But with this paradigm, I can pump out a new task in a few days. It’s a really big difference. That’s also the moment I realized that the key trend is that it’s all about data now. I realized after training more tasks, that my code hadn’t been changed for a few months.
The only thing that changed was the data, and whenever the robot doesn’t work, it’s not the code, it’s the data. So when I just add more data, it works better.
And that prompted me to think that we are into this paradigm of other AI fields as well. For example, large language models and vision models started with a small data regime in 2015, but now with a huge amount of internet data, it works like magic.
The algorithm doesn’t change that much. The only thing that changed is the scale of training, and maybe the size of the models, and makes me feel like maybe robotics is about to enter that that regime soon.
Can these different AI models be stacked like Lego building blocks to build more sophisticated systems? I believe in big models, but I think they might not be the same thing as you imagine, like Lego blocks. I suspect that the way you build AI for robotics will be that you take whatever tasks you want to do, you collect a whole bunch of data for the task, run that through a model, and then you get something you can use.
If you have a whole bunch of these different types of data sets, you can combine them, to train an even bigger model. You can call that a foundation model, and you can adapt it to whatever use case. You’re using data, not building blocks, and not code.
That’s my expectation of how this will evolve.
But simultaneously, there’s a problem here. I think the robotics industry was tailored toward the assumption that robots are precise, repeatable, and predictable. But they’re not adaptable. So the entire robotics industry is geared towards vertical end-use cases optimized for these properties.
Whereas robots powered by AI will have different sets of properties, and they won’t be good at being precise. They won’t be good at being reliable, they won’t be good at being repeatable. But they will be good at generalizing to unseen environments. So you need to find specific use cases where it’s okay if you fail maybe 0.1% of the time.
Safety versus generalization
Robots in industry must be safe 100% of the time. What do you think the solution is to this requirement? I think if you want to deploy robots in use cases where safety is critical, you either need to have a classical system or a shell that protects the AI system so that it guarantees that when something bad happens, at least there’s a worst-case scenario to make sure that something bad doesn’t actually happen.
Or you design the hardware such that the hardware is [inherently] safe. Hardware is simple. Industrial robots for example don’t rely that much on perception. They have expensive motors, gearboxes, and harmonic drives to make a really precise and very stiff mechanism. RR
Siemens Industry is expanding its 1FK7 servomotor family, with the introduction of a new highinertia style. The higher rotor inertia of this design makes the control response of the new 1FK7-HI servomotors robust and suitable for high- and variable-load inertia applications.
Siemens said these self-cooled 1FK7HI servomotors provide stall torque in the 3 Nm to 20 Nm range. They are offered in IP64 or IP65 with IP67 flange degree of protection, with selectable options for plain or keyed shaft, holding brake, 22-bit incremental or absolute
encoders, as well as 18 color options.
A mechanical decoupler between the motor and encoder shaft protects the encoder from mechanical vibrations, providing a long service life.
In cases where the encoder needs to be exchanged, the device automatically aligns the encoder signal to the rotor pole position, enabling feedbacks to be changed in the field in less than five minutes.
These new Siemens 1FK7-HI servomotors also feature the unique Drive-Cliq serial bus and electronic nameplate recognition, allowing virtual
plug-n-play operation when paired to the Sinamics S drive platform.
All servomotors in this new line are also configured to interface with Siemens Sinumerik CNC technology for machine tool applications and the motion controller Simotion for general motion control use.
Selecting the proper motor to suit the application is facilitated by the Siemens Sizer toolbox and compatible 3D CAD model-generating CADCreator package. RR
THE ROBOT REPORT STAFF
The 1FK-Hi servo motors are designed for variableload inertia applications.
ROBOTICS
Canon U.S.A., Inc.
DC brushless Servo Motors
Today’s increasing demands of automation and robotics in various industries, engineers are challenged to design unique and innovative machines to differentiate from their competitors. Within motion control systems, flexible integration, space saving, and light weight are the key requirements to design a successful mechanism.
Canon’s new high torque density, compact and lightweight DC brushless servo motors are superior to enhance innovative design. Our custom capabilities engage optimizing your next innovative designs.
We are committed in proving technological advantages for your success.
CGI Inc.
Advanced
Products for Robotics and Automation
At CGI we serve a wide array of industries including medical, robotics, aerospace, defense, semiconductor, industrial automation, motion control, and many others. Our core business is manufacturing precision motion control solutions.
CGI’s diverse customer base and wide range of applications have earned us a reputation for quality, reliability, and flexibility. One of the distinct competitive advantages we are able to provide our customers is an engineering team that is knowledgeable and easy to work with. CGI is certified to ISO9001 and ISO13485 quality management systems. In addition, we are FDA and AS9100 compliant. Our unique quality control environment is weaved into the fabric of our manufacturing facility. We work daily with customers who demand both precision and rapid turnarounds.
3300 North First Street San Jose, CA, 95134
408-468-2320 www.usa.canon.com
Canon U.S.A., Inc.
Motion Control Products
SHA Rotary Actuator with Integrated Servo Drive
The SHA-IDT Series is a family of compact actuators that deliver high torque with exceptional accuracy and repeatability. These hollow shaft servo actuators feature Harmonic Drive® precision strain wave gears combined with a brushless servomotor, a brake, two magnetic absolute encoders and an integrated servo drive with CANopen® communication.This revolutionary product eliminates the need for an external drive and greatly simplifies cabling yet delivers high-positional accuracy and torsional stiffness in a compact housing.
High Performance Joint Drive
The market demands specific robots for industrial and service applications. Together, our customers and the maxon specialists define and develop the required joint drives. A customized drive system with high power density and competitive safety functions make our drives the perfect solution for applications in robotics. Our drives are perfectly suited for wherever extreme precision and the highest quality standards are needed and where compromises cannot be tolerated.
Features at a Glance
• Continuous (RMS) torque: 34Nm
• Repeatable peak torque: 57Nm
• Hollow shaft: 20mm
• Zero-backlash gear
• Dual-encoder with absolute output encoder
• EtherCAT position controller
• 2.5kg
• Design Configuration: motor, gear, brake, encoder and controller
maxon 125 Dever Drive Taunton, MA 02780
www.maxongroup.us | 508-677-0520
ROBOTICS
ROBOTICS
New England Wire Technologies
Advancing innovation for over 100 years
Why accept a standard product for your custom application? NEWT is committed to being the premier manufacturer of choice for customers requiring specialty wire, cable and extruded tubing to meet existing and emerging worldwide markets. Our custom products and solutions are not only engineered to the exacting specifications of our customers, but designed to perform under the harsh conditions of today’s advanced manufacturing processes. Cables we specialize in are LITZ, multi-conductor cables, hybrid configurations, coaxial, twin axial, miniature and micro-miniature coaxial cables, ultra flexible, high flex life, low/high temperature cables, braids, and a variety of proprietary cable designs. Contact us today and let us help you dream beyond today’s technology and achieve the impossible.
NEWENGLANDWIRE TECHNOLOGIES
New England Wire Technologies www.newenglandwire.com 603.838.6624
An encoder series designed for use in harsh environments
Renishaw’s FORTiS™ delivers superior repeatability, reduced hysteresis, and improved measurement performance due to an innovative non-contact mechanical design that does not require a mechanical guidance carriage. It provides high resistance to the ingress of liquids and solid debris contaminants. It features an extruded enclosure with longitudinally attached interlocking lip seals and sealed end caps. The readhead body is joined to a sealed optical unit by a blade, which travels through the lip seals along the length of the encoder. Linear axis movement causes the readhead and optics to traverse the encoder’s absolute scale (which is fixed to the inside of the enclosure), without mechanical contact.
InOctober 2020, the U.S. Army and U.S. Air Force announced the Combined Joint All-Domain Command and Control (CJADC2) Implementation Plan, a unified effort to provide strategic advantage in large-scale, multidomain battles. Deemed a warfighting necessity by the U.S. Department of Defense, the CJADC2 framework helps inform modern warfare initiatives by better managing data volume and complexity. This initiative is designed to give U.S. military personnel a tactical advantage and provide the same across and within allied and partner nations, promoting a more collaborative and effective multinational defense strategy.
CJADC2 aims to create a multinational framework for integrated command and control that enables military forces to sense, make sense, and act, in the DoD’s words, “at all levels and phases of war, across all domains, and with partners, to deliver information advantage at the speed of relevance.” In other words, it gives them decision superiority: the ability to assimilate, analyze, and respond to information acquired from the battlespace more rapidly than an adversary.
While this definition captures what CJADC2 aims to achieve, it says little about how to achieve it. However, some lessons learned in recent conflicts have been integrated with this data-driven warfighting concept.
Growing Use of Digitized Information
CJADC2 uses artificial intelligence (AI), machine learning (ML), decision autonomy, and other advanced capabilities to better connect sensors with shooters (e.g., soldiers, tanks, UAVs) and reduce the time it takes to bring lethal and nonlethal effects against an adversary to influence multidomain operations.
Not surprisingly, AI-based, compact supercomputers designed to manage a growing amount of data and inputs are increasingly used in military and defense operations. By using this compact, rugged computing technology incorporated directly into today’s defense platforms, military operations gain better intelligence, faster, which leads to more successful outcomes.
Throughout history, decision superiority has always been crucial to winning or losing battles, with success
destined for those who can best leverage and secure information to make the best decision in the shortest time. Military conflicts in the 21st century will continue to use this strategy at an accelerated pace, thanks to advances in AI and data processing.
Objectives such as lowering the cognitive load of soldiers and decisionmakers and decreasing the response time to gain an advantage represent just some of the requirements, risks and technical challenges being addressed.
The Importance of Shared Intelligence
Advances in telecommunications, sensors, processing power, and weapons, along with the growing utility of space and cyberspace as operational domains, have fundamentally shifted the character of command and control in warfare. Data is the new strategic asset that is employed enterprise-wide in multidomain operations to achieve a holistic approach.
The benefits of networked communication include:
• Streamlining of large data transfers from sensors to mission computer
• Improved system response time
• Reduced wiring complexity increases system reliability, availability, maintainability
• Improved upgradeability and scalability
One iteration of CJADC2 focuses on creating a global targeting system that can enable combatants to locate, target, and engage the enemy, then asses the results — a critical process known as the kill chain. Another looks at how CJADC2 can assist with achieving decision superiority to maneuver forces to positions of advantage to prevent an adversary from meeting their objectives. This iteration has recently been analyzed in manned and unmanned ground systems in land operations.
AI in Ground Operations
One of the most complex groundbased maneuvers is a wet-gap crossing. However, there are distinct logistical challenges in planning and executing these critical operations. When successfully executed, a wet-gap crossing operation can provide one of the most valuable assets in war — speed — to seize the initiative, prevent enemy reconnaissance, and exploit success. Executing a safe and efficient wet-gap crossing allows friendly forces to set the necessary conditions for further success.
A recent analysis of a failed wet-gap crossing by Russian forces in eastern
“AI at the edge” can accelerate the OODA Loop used in military operations.
| Source TK
Ukraine over the Siverskyi Donets River highlighted many challenges and risks associated with this complex operation and identified potential technical solutions using AI/ML and other critical technologies.
Information Flow Improves Risk Analysis
Since most future breaching operations will likely be conducted using unmanned or optionally manned systems, large amounts of data must be secured and transmitted across tactical networks to synchronize reconnaissance and security, logistics, and other warfighting functions.
At the macro level, CJADC2 involves gathering massive quantities of data through a broad range of distributed sensors and processing it into actionable information. The system is stitched together with a robust set of communication links that allocate the correct information across the network to enable organizations to achieve enhanced effects in their specific areas of responsibility.
The OODA Loop, a well-known and accepted decision-making model, describes a four-step process for executing combat operations: Observe, Orient, Decide, Act. Developed by U.S. Air Force Col. John Boyd, it emphasizes the importance of speed and agility in decision-making and action-taking to complete the loop as quickly and efficiently as possible so that you can
adapt to changing circumstances and take advantage of opportunities as they arise.
Deploying AI algorithms on devices physically close to the data source — an approach known as “AI at the edge” (AIAE) – allows decisions to be made with minimal latency and provides flexibility in a rapidly changing environment. For example, connecting sensors directly to the AIAE unit will greatly reduce latency between the observe and orient steps in the OODA Loop.
It is the same for significantly reduced latency between the orient and decide steps because there’s no need to send out large amounts of data for additional decision-making steps to a distant node and then wait for the decision to be sent back. Sending the resulting “act” command from the AIAE unit reduces latency for the decide-act steps for the same reasons.
Higher Processing Power Gives Systems More Computation
A dominant commercial-off-the-shelf solution for AIAE processing is a general-purpose graphics processing unit (GPGPU). They can handle large amounts of data in parallel — much faster than traditional central processing units (CPUs) — thereby accelerating a wide range of AI applications.
Modules in the NVIDIA Jetson family combine AI-capable GPGPUs
with multicore CPUs to create a tightly coupled, high-performance, lowpower supercomputer that supports AI processing and decision-making applications software.
For example, the NVIDIA Jetson Xavier NX module provides six trillion floating point operations per second (TFLOPS) performance with a maximum power of 15 watts. This performance is comparable to that of a several hundred-watt workstation with a processor and GPU cards.
This type of computing architecture can process and apply AI algorithms for more than 20 high-definition video inputs with 1040p resolution at a rate of 30 frames per second — enough bandwidth to run AI applications for a system of multiple high-definition cameras. For defense operations, the high processing capabilities of the NVIDIA architecture enable AIAE processing, thanks to the compact supercomputers embedded within the military platform.
A ruggedized supercomputer with an NVIDIA Jetson Xavier NX module can be as small as 4 x 2.3 x 3.9-in. With
Brushless Motors
its low power consumption and maximum weight of 1.3 lbs., it’s a suitable candidate for AIAE applications from the perspectives of performance and SWaP: size, weight, and power.
Other Considerations of AI in Military Operations
AIAE’s numerous benefits, such as reduced latency and increased security, also present some technological challenges, including limited processing power and storage as well as energy efficiency.
Using rugged AI supercomputing modules addresses many of these challenges, but there are also concerns of data transfer and security.
Time-sensitive networking (TSN) is a communication protocol that ensures critical information reaches decisionmakers without delay by transmitting real-time data with high precision and reliability. It also facilitates the collection, aggregation, and analysis of this real-time data, empowering decision-makers with accurate, up-to-date information.
Quantities 1 to 5,000. •
Solid or hollow shaft, high performance, housed and frameless, brushless motors and matching drives for demanding applications.
Hall or sensorless motors and drives for surgical tools, aerospace, military, and scientific instrument applications. Custom drive programing and designs available. Motors up to 95% efficient, power up to 1,500 watts.
Highest power density in the industry.
Operating temperatures from -73C to 150C
Slotless and slotted designs. Available with encoders and gearheads and separate or integral electronics.
www.koford.com Contact us at mail@koford.com
TSN synchronizes devices and systems across distributed networks to ensure that data from multiple sources is aligned and consistent. This provides a holistic view of the operational environment and enhances coordination between different components, such as sensors, actuators, and control systems, for seamless collaboration and integration.
This brings into play AIAE’s cybersecurity parameters to ensure high-performance
The A179 Lightning is a compact, AI-powered supercomputer that can process vast amounts of sensor data at the edge of networked military hardware.
AI-capable systems are protected from cyber and spoofing attacks, securing shared information in several ways. These include reducing the amount of data shared across tactical networks, simplifying data distribution efforts, reducing system latency, improving data redundancy at the sensors, and eliminating interoperability issues between systems since all use the same communications protocols and data messaging structures.
Leveraging AI/ML and advanced algorithmic warfare systems provides a significant decision-making advantage. Rugged, compact supercomputers can help manage the influx of data that systems must handle while providing improved intelligence in military operations.
Every system and program should mandate sensor data sharing and interoperability. This data-sharing construct can create secured battlespace awareness, in which actions in one part of the single, integrated, global battlespace can be understood and informed by actions and decisions. required in other areas. AD
Timothy Stewart, BSME, is Director of Business Development at Aitech, which develops rugged embedded-computer solutions for industrial, military, and aerospace applications. He has 20 years of experience in high-technology hardware, software, and networking products. Timothy holds a BS in mechanical engineering and physics from Boston University. He has completed coursework at MIT (AI) and Cornell (Strategic Storytelling) and is a guest lecturer in the Executive MBA program at CALSTATE.
| Aitech
SALES
Ryan Ashdown rashdown@wtwhmedia.com
216.316.6691
Jami Brownlee jbrownlee@wtwhmedia.com
224.760.1055
Mary Ann Cooke
mcooke@wtwhmedia.com 781.710.4659
Jim Dempsey jdempsey@wtwhmedia.com 216.387.1916
Mike Francesconi
mfrancesconi@wtwhmedia.com
630.488.9029
Jim Powers jpowers@wtwhmedia.com 312.925.7793
Publisher Courtney Nagle cseel@wtwhmedia.com 440.523.1685
CEO
Scott McCafferty smccafferty@wtwhmedia.com 310.279.3844
DESIGN WORLD does not pass judgment on subjects of controversy nor enter into dispute with or between any individuals or organizations. DESIGN WORLD is also an independent forum for the expression of opinions relevant to industry issues. Letters to the editor and by-lined articles express the views of the author and not necessarily of the publisher or the publication. Every effort is made to provide accurate information; however, publisher assumes no responsibility for accuracy of submitted advertising and editorial information. Non-commissioned articles and news releases cannot be acknowledged. Unsolicited materials cannot be returned nor will this organization assume responsibility for their care.
Subscription Rates: Free and controlled circulation to qualified subscribers. Non-qualified persons may subscribe at the following rates: U.S. and possessions: 1 year: $125; 2 years: $200; 3 years: $275; Canadian and foreign, 1 year: $195; only US funds are accepted. Single copies $15 each. Subscriptions are prepaid, and check or money orders only.
Subscriber Services: To order a subscription or change an address visit our website at: www.designworldonline.com
DESIGN WORLD (ISSN 1941-7217) is published monthly by: WTWH Media, LLC; 1111 Superior Ave., Suite 2600, Cleveland, OH 44114. Periodicals postage paid at Cleveland, OH & additional mailing offices.
POSTMASTER: Send address changes to: Design World, 1111 Superior Ave., Suite 2600, Cleveland, OH 44114
By Mark Jones
Rare cases of technology decline
The norm is technology just gets better. Cars are better. The feeler gauges I used to adjust the valves in my first car still reside in the upper right drawer of my toolbox. I haven’t adjusted valves in decades. Same for my grease gun. There isn’t a grease zerk on my current car. Oil lasts 10,000 miles, three times that of my first car. I’m carrying more computing power and better connectivity in my pocket than existed in the entire Chemistry Department when I started graduate school. Computers have gotten better. Plastics better. Paints better. Toilets better. It is hard to find a technology area that isn’t better now than 20 years ago. (The Flint Water Crisis, which I’ve written about several times, was mercifully one of the rare examples of technology devolution, where working technology was rendered inoperable.) Software stands out. There are many cases where it is getting worse. The report about AI advice for kidney stones caught my attention. Asking Google’s new AI-enhanced search, the Google Search Generative Experience, Google SGE, how to pass kidney stones quickly offers the advice of drinking at least two quarts of urine every 24
hours. It is questionable advice and just the latest example of software getting worse. The brilliant Cory Doctorow gave it a name: enshitification. It so captures the times, the American Dialect Society made it the word of the year for 2023.
Enshitification certainly isn’t unique to Google, but Google’s importance makes its degradation particularly alarming. Water is critical infrastructure and so is Google Search. 90% of all search is Google, “Critical Infrastructure are those assets, systems, and networks that provide functions necessary for our way of life,” is a definition that surely includes Google Search. It is the definition offered by the U.S. Cybersecurity and Infrastructure Agency (CISA). CISA doesn’t directly name Google. The vague use of “necessary for life” encompasses Google Search. It is hard to imagine a day without search and Google is search. It fits the CISA critical infrastructure definition.
Search was crappy until Larry Page and Sergey Brin developed PageRank. It was genius. The algorithm and the simplicity of the results were amazing. The clutter plaguing other search was
gone. Just 10 blue links on a white background. It was revolutionary. Google search is very different today. My search now begins with paid ads and YouTube videos, a property owned by Google. I have to page down twice to get below the trash. The poor results from SGE just add distraction.
The enshitification of the Flint Water System was driven by cost cutting. Ineptitude did the rest as ignorance drove bad decisions. The enshitification of Google is also driven by money. As Doctorow notes, in enshitification of services, the user is forgotten in the quest for more profit. It is a conscious effort. Google knows they are enshitifying. Appending udm=14 to any search is a switch that turns back the clock. It transports back in time to provide Google Search the way it used to be. Enshitification can be undone because it was done on purpose. Undo’s don’t happen often in life but are a feature of software. It is what separates Flint, a real-world enshitification, from the enshitification of Google search, a software issue. There was no undo for the water, no undo for ineptitude. DW
Repeatable Accurate Rigid
Machined Precision at Extrusion Prices
Integral-V ™ Linear Guides
Integral-V runs along a precision machined anodized aluminum rail with high-speed v-wheel cam rollers, eliminating mounting components, and cutting assembly time in half. Ideal for contaminated environments and high speed/acceleration applications. Rails are SIMO qualified surfaces, to within 0.05 mm (0.002"), resulting in a rail with no bow, no twist, and no warp.
Dynamic loads up to 10,020 N (2,252 lb)
Lengths up to 3,650 mm (143.70 in)
Double row V-Wheels ride on an embedded steel raceway for pre-aligned high performance
Patented side adjust enables pre-load adjustment without removing load from carriage
Permanently sealed and lubricated precision dual row bearing construction