OMNI edge is a predictive analytics system that uses a secure communications network to analyze periodic real-time data of machine components and perform predictive failure detection. Using artificial intelligence, it explores historical data, identifies patterns and answers the question, “What’s going to happen next?” increasing the optimal machine operation and uptime.
OMNI edge makes maintenance more efficient, reduces inventory management costs and improves machine operating rates.
OMNI edge is available for monitoring of Linear Motion components, Rotary components and Cutting Tools regardless of the manufacturer. For more information, visit: www.thkamerica.com/omniedge.
See us at AMI Plastics World Expos, November 15-16, 2023, Cleveland, OH, Booth #C941
See us at: Semicon West, July 9-11 San Francisco CA Booth #1714 IMTS, September 9-14, Chicago IL Booth# 236207
edge for Linear Motion Components
edge for Rotary Components
OMNI
NEW! Murrelektronik Open Core Control Transformers
• Single-phase ratings from 100 to 6300 VA
• 208/230/380/400/420/440/460/480/500/525/550 VAC to 115 x 230 VAC
• 50/60 Hz
• Electrostatic shield standard
• Panel mount (DIN rail options for 100 and 160VA models)
Murrelektronik open core control transformers feature a exible, multi-voltage primary with eleven di erent input voltage options that can be adapted to di erent mains voltages using simple quick-connect jumpers.
Hammond HPS drive isolation transformers are designed to withstand the mechanical stresses, voltage distortions, and heating associated with motor drives. They provide all of the bene ts of a line reactor; the extra reactance reduces harmonics and the e ects of voltage and current distortion caused by the variable speed drive.
• 460 Delta VAC primary to 460Y VAC secondary
• Provides isolation between the drive system and the power source
• Localizes the effects of drive-induced ground currents and prevents them from being passed upstream to the power system
NEMA 3R Encapsulated Transformers
Encapsulated distribution transformers are lled with electrical grade silica and resin to protect the core from moisture and other contaminants.
• 100VA to 25kVA (HPS) and 3kVA to 15kVA (ACME)
• 120 to 600VAC ACME 1-ph transformers
• 120 to 480VAC (HPS) and 480VACΔ to 600VACΔ (ACME)
• 240 and 120VAC (HPS) and 208Y/120VAC, 480Y/277VAC, 240Δ/120VAC (ACME)
NEMA 3R Buck-Boost Transformers
Buck-boost transformers are used to power loads requiring a higher/lower voltage than the available line voltage.
• Can buck (lower) or boost (raise) line voltage from 5 to 20 percent
• Single-phase units from 0.25 to 5.0kVA at 60Hz operation (individual units required for multiple phases)
• Encapsulated with electrical grade resin with cores of high-quality electrical steel
Ventilated Distribution Transformers
Hammond Power Solutions (HPS) Sentinel G series ventilated distribution transformers o er high e ciency and lower heat emissions, which result in lower operating ownership and air cooling costs.
• 15 to 75 kVA dry-type
• 480 VAC primary to 208Y/120 VAC secondary
• 480 VAC primary to 240/120 VAC (center tap) secondary
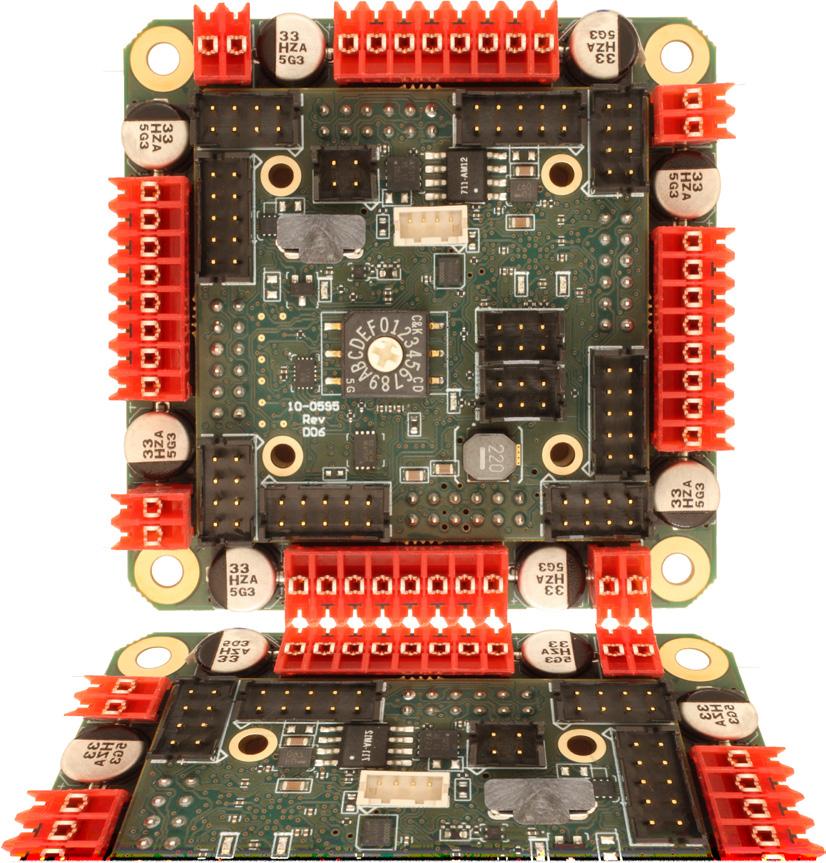
4 AXIS SERVO
- brushed or bldc motors - 5 amps per axis - 16 analog inputs - 16 on/off drivers - home and limit in - live tech support - made in the USA
Before each dinner, I ask my son to consider everything that went into preparing his meal. We start with Mom or Dad cooking, which leads to working hard to provide healthy food, and so we give thanks for everyone and everything that makes working and living well possible. Then we acknowledge the grocery stores, farmers, truck drivers, mobile machines, water treatment facilities, engineers, chemists — you name it, we give thanks for it. As we go through this exercise, it becomes clear how interconnected one simple meal is to just about everything. It’s like playing Six Degrees of Kevin Bacon, except we get to eat the bacon.
We can do the same before watching a YouTube video or asking ChatGPT a question and consider how much digital technology, and therefore electricity, we use in daily living. Electricity powers the data centers that make most things in modern life possible. Thousands of data centers worldwide constantly receive, compute, and send information, which demands a lot of electricity.
The International Energy Agency (IEA) released its “Electricity 2024” report in January, sparking debates about data centers straining global grids. The IEA estimates that global data center electricity consumption was 460 terawatt-hours (TW-h) in 2022 and could exceed 1,000 TW-h in 2026, roughly the amount of electricity Japan uses in a year. The organization predicts that data centers will account for one-third of U.S. electricity consumption and a 30% increase in the EU, with Ireland and Denmark consuming 20% of the EU’s additional demand.
Artificial intelligence (AI), 5G networks, the Internet of Things (IoT), and cloud-based services are pegged as primary contributors. At Design World, our team increasingly reports on AI-embedded hardware and software
with ChatGPT-esque functionalities and machine learning (ML) capabilities that improve efficiency, productivity, and safety. Thus, as more manufacturers adopt advanced digital solutions, it’s wise to consider how local improvements impact broader energy consumption.
For instance, AI requires significant computing resources, with large language models (LLM) and ChatGPT consuming most of the load. However, as with any new technology, that can be seen as a launching pad for improvement. In fact, Google researchers learned that by following just four best practices, they can “reduce energy by 100x and emissions by 1000x” for ML workloads and “keep ML under 15% of Google’s total energy use.” Yet, the IEA predicts that if Google switches to an entirely AI-powered search tool, it could consume nearly 10 times the electricity of current searches, exacerbating the issue. With net zero targets looming through 2050, some say that energy problems are just being pushed around the supply chain and never really solved. Others say this double-edged sword will dull as technology and infrastructure advance. Though today’s AI is an energy hog, it’s also an asset for advancing energy solutions, suggesting that the very thing causing today’s ills could eventually be its own antidote. Until then, perhaps we can lessen the strain by optimizing our digital technologies, considering how local efficiency gains impact broader energy demands, and embracing AI responsibly as a potential ally for sustainability. DW
The Secret to Keeping Electronics Cool!
Bene ts of Cabinet Cooler® Systems
• Less expensive to purchase than refrigerant A/C units
• Less expensive to operate than refrigerant A/C units
• Quicker to install than heat exchangers and refrigerant A/C units
• Little to no maintenance
• More reliable in dirty, hot, or remote environments than alternative cooling products
• Not a ected by machine vibration which can cause refrigerant leaks
• Ambient temperature does not a ect performance like it will with alternative cooling products
Cabinet
Cooler Systems
NEMA 12
For large heat loads up to 5,600 Btu/hr.
• Enclosure remains dust-tight and oil-tight
• Measures 8" (203mm) high
• Mounts top, side or bottom
NEMA 4 and 4X
For heat loads up to 5,600 Btu/hr.
• Enclosure remains dust-tight, oil-tight and splash resistant
• Suitable for wet locations where coolant spray or washdown can occur
Type 316 Stainless Steel
For NEMA 4X applications available for heat loads up to 5,600 Btu/hr.
• Resists harsh environments not suitable for Type 303/304SS
• Ideal for food and chemical processing, pharmaceutical, foundries, heat treating and other corrosive environments
Hazardous Location and ATEX
For use with classi ed enclosure purge and pressurization systems. Available for classi ed environments up to 5,600 Btu/hr. Maintain NEMA 4/4X integrity For hazardous/explosive environments CE compliant
High Temperature
The Real Solution!
For NEMA 12, 4 and 4X applications. Available for heat loads in many capacities up to 5,600 Btu/hr.
• Suitable for ambients up to 200°F (93°C)
• Ideal for mounting near ovens, furnaces, and other hot locations
Non-Hazardous Purge
Keep a slight positive pressure on the enclosure to keep dirt from entering through small holes or conduits. For use in non-hazardous locations.
• Uses only 1 SCFM in purge mode
• For heat loads up to 5,600 Btu/hr.
• NEMA 12, 4 and 4X
Stop electronic downtime with an EXAIR Cabinet CoolerSystem! The complete line of low cost Cabinet Cooler Systems are in stock and can ship today. They mount in minutes through an ordinary electrical knockout and have no moving parts to wear out. Thermostat control to minimize compressed air use is available for all models. All Cabinet Coolers are UL Listed, UL Classi ed and /or CE Compliant.
By Paul J. Heney • Editorial Director
Research shows value of plastics over grease
Many bearing points are protected against environmental influences and wear by so-called loss lubrication, where grease is pressed out from inside the machine and enters the environment. This is said to result in 27 million tons of lubricating grease released worldwide every year. More environmentally friendly oils and greases are an option, but these can be cost-intensive.
The other aspect of lubrication is that it is cost-intensive from a personnel standpoint, as qualified workers are required for proper maintenance. So, in addition to the pure costs of the lubricant, the maintenance costs must be weighed. While lubrication and maintenance work is carried out, the machinery is unavailable, adding more expense to the overall equation.
Complicating things even more, some industry surveys show that 3550% of all bearing damage occurs due to improper lubrication. When users are faced with unplanned machine downtimes, equipment manufacturers are confronted with complaints that are difficult to resolve and often cause financial difficulties and damage to their image.
Cologne-based igus (with its American headquarters in Rumford, R.I.) recently worked with RWTH University in Aachen to assess how customers using plastic bearings are faring versus these sorts of lubricant costs for metal bearings. While igus has long touted the environmental benefits of using these motion plastics products, the company wanted a third-party research
study to see whether getting rid of metal bearings — which use grease and require more maintenance — was beneficial for manufacturers.
The the study’s results, unveiled at this year’s Hannover Messe trade show, were impressive. RWTH surveyed nine manufacturers, mostly in Europe, to determine what savings they were seeing from the use of plastic bearings: CNH Industrial, GMC, Wacker Neuson, Heineken Brasil, Krones, Lemken, Huppenkothen, Rockinger, and KettenWulf. The bearings’ applications were wide-ranging, including trailer systems, hinge joints, conveyor belts, escalators, mini excavators, and chain drives.
We spoke with Christian Lürken, Project Manager at the Manufacturing
Technology Institute at the RWTH Aachen. First, his group did a study regarding the ecological impact of the production of the ring bearings.
“After that first study, the question came up about evaluating the whole lifecycle ... so, for the second study, we interviewed customers that use ring bearings,” he said.
The study took roughly six months. Lürken said that they conducted interviews with 16 customers. Given that some companies didn’t have (or wouldn’t supply) the proper data, they narrowed it down to eight companies willing to be interviewed and had the right amount and kind of data.
“Here, we found out that by using plastic bearings, you’re able to have a sustainable use case where sustainability doesn’t come with costs — but comes with cost savings, so there is ecological and economic potential. There were some use cases where the savings were not that large. And there were some where we could really see some scalable effects, where a large amount of ecological savings could be generated,” he said.
“First of all, we looked at the individual use cases and evaluated them. We took data regarding how much lubrication was used before switching to igus plastic bearings, how much lubrication was needed for each maintenance cycle, how often was maintenance necessary? Then we added the lifecycle assessment, which is a standard scientific method where we use software to model the different locations.”
“We modeled this in the software so that we can calculate the ecological impact factors of the lubrication that is needed for metal bearings. Then for the industry, we added up and researched for each use case — for example, if we had a use case regarding tractors, how many tractors are there in Germany? How many are being produced? How many are on the market? We tried to figure out the values and then we scaled it up to see how much savings could be generated if 30%, 50%, or 100% of the tractors would use plastic bearings,” Lürken explained.
What’s next for sustainability in manufacturing? Lürken thinks that one big challenge regarding stainability is transparency.
“There needs to be transparency about your processes, about your products. How much ecological effort is required to produce a product? How much impact does it have?” he said. “Then you’re at the point where you can optimize your process and your product and look at your use phase and end-of-life scenario. What is the possibility of recycling your products? How much ecological effort is required to recycle? At a certain point, can you remanufacture it? Then you can have a smaller impact, where you can renew the product through remanufacturing and use it again for a second lifecycle.” DW
POWER TRANSMISSION RETAINING DEVICES & maintenance & assembly tools
WHITTET-HIGGINS manufactures quality oriented, stocks abundantly and delivers quickly the best quality and largest array of adjustable, heavy thrust bearing, and torque load carrying retaining devices for bearing, power transmission and other industrial assemblies; and specialized tools for their careful assembly.
Visit our website–whittet-higgins.com–to peruse the many possibilities to improve your assemblies. Much technical detail delineated as well as 2D and 3D CAD models for engineering assistance. Call your local or a good distributor.
Optimizing design footprint and performance with integrated motor controls
Electric motors are widely used across applications integral to modern life. Improvements in their efficiency and design integration are having a huge impact.
Tackling long drill production challenges
How linear motion solutions help one CNC machine manufacturer solve the problem of machining long drills.
DAW and automation technologies combined ADC’s test systems for sporting equipment cut $4,000 in hardware costs per machine using integrated PC-based control and expandable measurement tech from Beckhoff 32 44 52 48
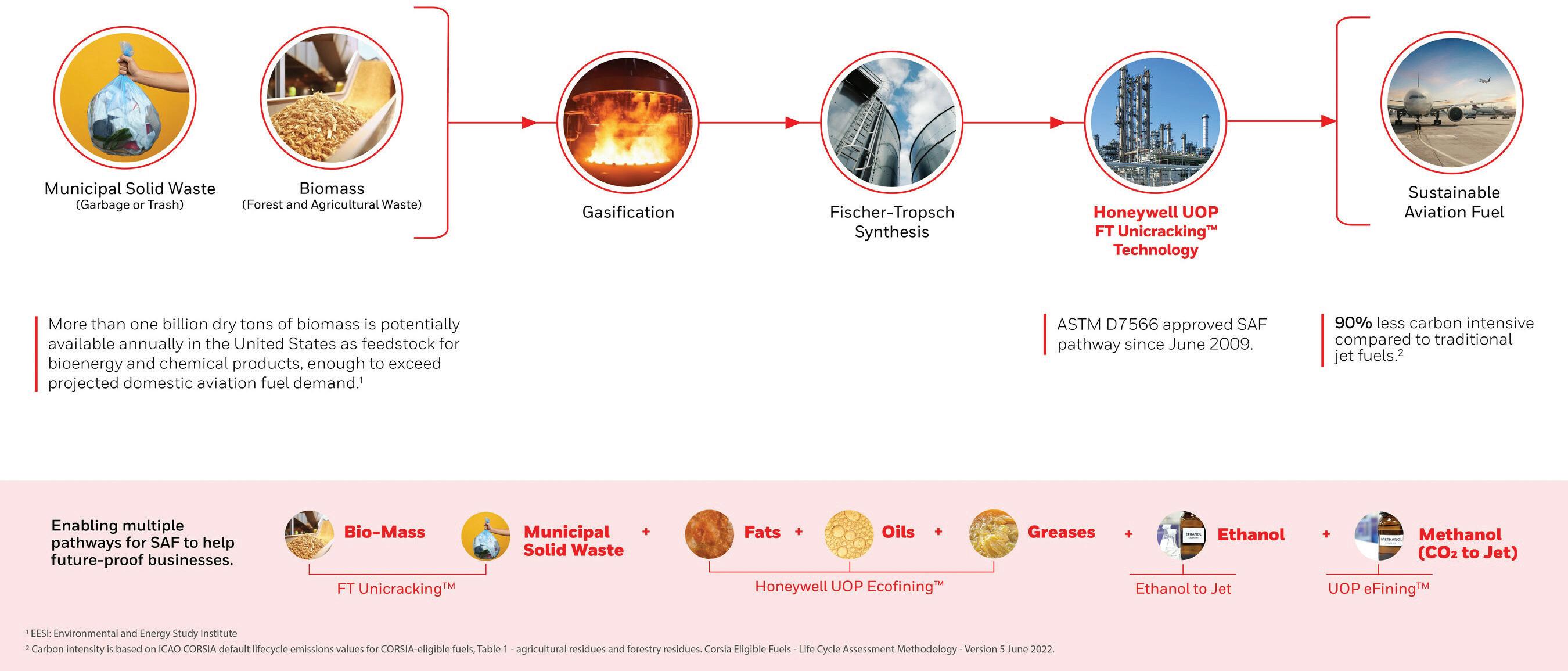
SUSTAINABILITY
The increased viability of sustainability • part 2 Learn how the industry is working to reduce carbon emissions.
SUSTAINABILITY TRENDS
The increased viability of sustainability • part 3 No green hushing here. Learn how the industry is working to reduce other waste and quantify the effects of their efforts.
Update on digital twins and more for digital manufacturing
New digital approaches leveraging cloud simulations and other advanced analytics are helping manufacturers optimize production lines and end products.
NOW ONLINE!
Help us honor the companies that have provided the most leadership in engineering
It has been a fascinating decade for all businesses, including manufacturers. We’ve seen the difficult supply chain issues brought on by the worldwide pandemic, along with a shortage of qualified workers and the strong reshoring trends in many industries. If nothing else, this helps to show how resilient manufacturers can be.
These companies represent the best and brightest, and they reflect the continued vision, integrity, and creativity of their design (and manufacturing) engineers.
We think they deserve recognition from you, too. Vote online for one or more of the companies listed through October.
DESIGN WORLD
FOLLOW THE WHOLE TEAM @DESIGNWORLD
EDITORIAL
VP, Editorial Director
Paul J. Heney pheney@wtwhmedia.com @wtwh_paulheney
Managing Editor Mike Santora msantora@wtwhmedia.com @dw_mikesantora
Executive Editor Lisa Eitel leitel@wtwhmedia.com @dw_lisaeitel
Senior Editor Miles Budimir mbudimir@wtwhmedia.com @dw_motion
Senior Editor Mary Gannon mgannon@wtwhmedia.com @dw_marygannon
Vice President of Human Resources Edith Tarter etarter@wtwhmedia.com
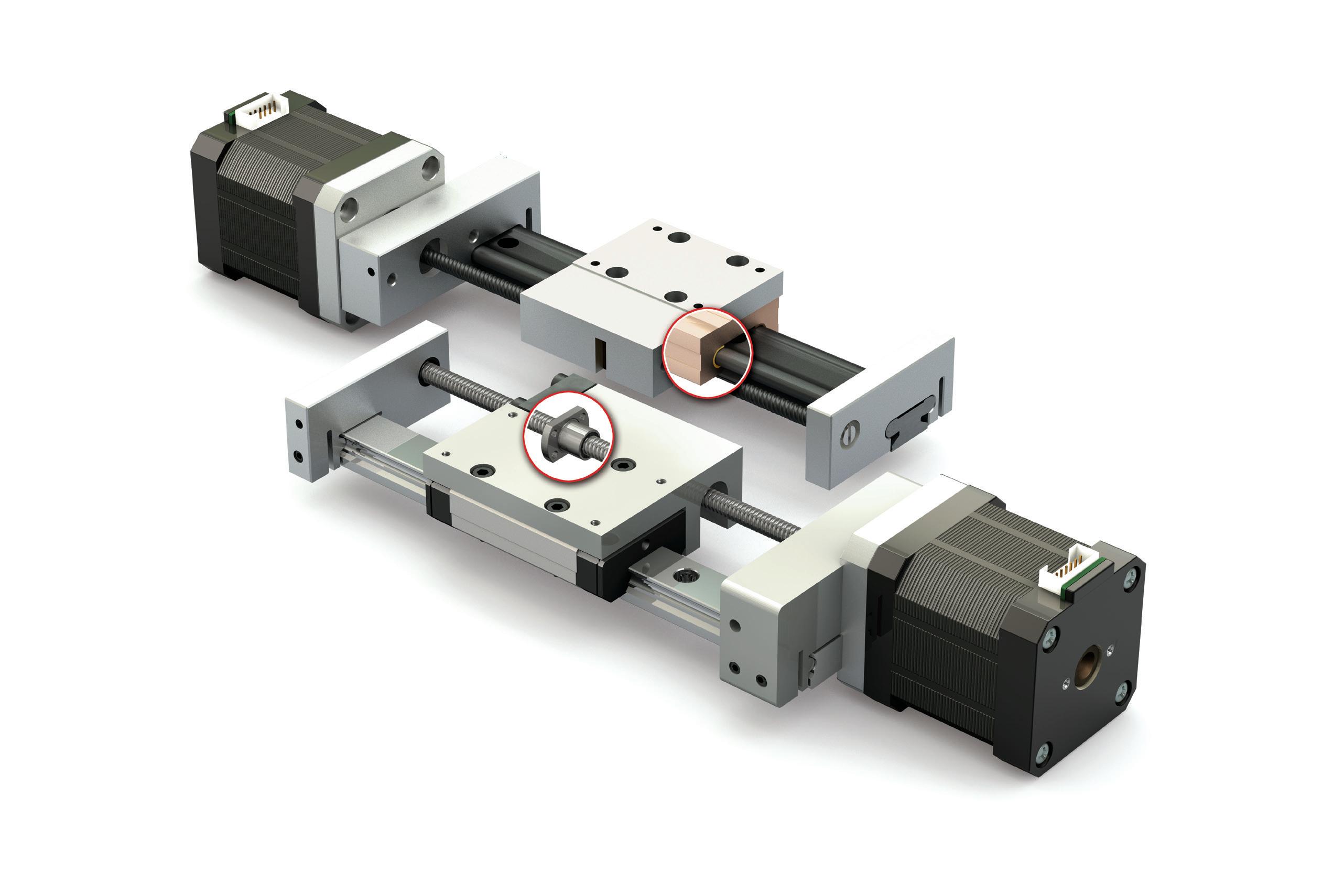
Compact Series Actuators
• 6 & 10 mm lead screw and 8 mm ball screw options
• MAX stroke length up to 1000 mm
• Integrated NEMA 17 or 23 motor
• 5 metric sizes: 6 x 1, 8 x 1, 8 x 2, 8 x 2.5, & 10 x 2
• Flanged and cylindrical nut configurations
• Lengths up to 1,650 mm
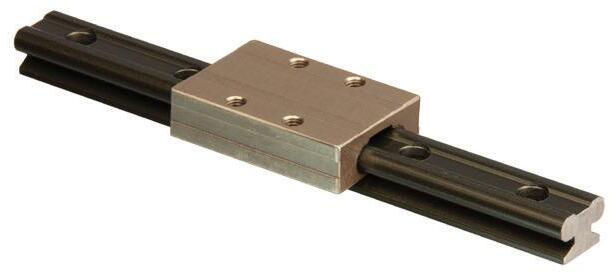
Linear Guides
• 5 sizes: 7, 9, 12, 15, & 20 mm
• Self lubricating FreelonGold®
• Withstands vibration & shock
• Rail lengths up to 3,600 mm
• Corrosion resistant
Miniature Ball Screws
Mini-Rail
High precision. High performance.
You can count on servo motors from SEW-EURODRIVE
Our CM3C Servomotor line offers a high degree of dynamics and performance with a compact design, making them excellent for confined spaces. Multiple frame sizes, lengths, and torque ratings makes them the perfect fit in material handling, hoist and gantry applications, and a wide variety of machine automation applications. Their modular design allows for direct gear unit mounting without adapters or couplings. Pair that with our single-cable MOVILINK® DDI digital motor interface for power and communications, and you’ve got a cost-effective, flexible servo solution.
Contact your SEW representative today to find your solution seweurodrive.com
Design
SEMICONDUCTOR
Precision brakes hold wafers in place
Semiconductor manufacturers often use SCARA (Selective Compliance Assembly Robot Arm) technology to position wafers during assembly operations. SCARA robots allow selective compliance in the X-Y plane but rigidness in the Z-axis. They are designed for rapid and precise movements, making them suitable for high-speed assembly lines.
Precise positioning of semiconductor wafers during SCARA assembly requires instantaneous braking and holding power while minimizing heat in the system. The latest compact Miki Pulley BXR-LE brake provides controlled braking in a confined area with minimal power. This power-off engaged brake holds a semiconductor wafer in place. For subsequent operations, the brake is energized and disengages the rotor disc for the next assembly operation. With a battery energy module (BEM) power control, the brake uses 24 Vdc for a split second to overcome compression spring inertia and open the brake, then consumes 7 Vdc during operation.
The BXR-LE design is rated for up to 6,000 rpm, a static friction torque range of 0.044 to 2.36 ft-lb (0.06 to 3.20 N-m), and an ambient operating temperature range of 14 to 104° F (-10 to 40° C). DW
Miki Pulley www.mikipulley-us.com
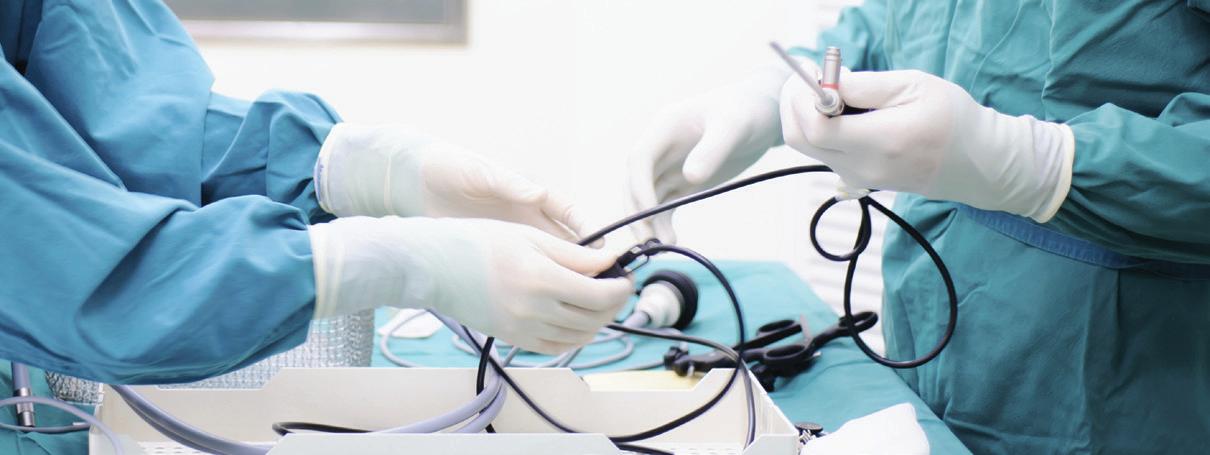
MEDICAL MOLDED CABLE ASSEMBLIES
Turn your design challenges into next-generation, marketleading medical devices with our extensive manufacturing capabilities and engineering expertise. We have facilities in Fremont, CA and Santa Ana Sonora Mexico.
Cardiac Monitoring Device Endoscopy Camera Generator Interface Cable Molding Materials
Silicone Rubber
How Sorbothane has adapted to evolving market and material demands
It’s been called the secret ingredient of longevity, and it’s a trait Sorbothane has done organically for more than 40 years — and that’s adaptability. Sorbothane, Inc. is a unique company that develops materials and components that isolate vibration, attenuate shock, and dampen unwanted noises. The company began with one goal: to make running more comfortable by designing insoles for shoes that absorb shock. And it did so extremely successfully.
In fact, Sorbothane (also the name of the material) protects the body by absorbing up to 94.7% of impact shock. It wasn’t long before the company was asked what else this proprietary material could protect. So, Sorbothane adapted to best serve different industries… a lot of different industries.
“Sorbothane is applicable nearly anywhere there’s a need to isolate vibration, attenuate shock, or dampen unwanted noise,” explains David Church, president of Sorbothane, Inc. “The material is classified as a viscoelastic polymer. This means it exhibits the properties of both a liquid and a solid.”
As a liquid, Sorbothane will deform under load and transmit this energy in different directions. However, since the material also has elastic properties, it will return to its original shape and be ready for the next impact.
“This is critical for many applications with vibration or impact loads or that require damping characteristics,” he adds. Although several materials exhibit one of these characteristics, Sorbothane combines all of them in a stable material with a long fatigue life.
“Just imagine an isolator repeatedly compressed from the energy exerted on that pad. A viscoelastic material must have the ability to return to its original shape. But when it’s under load, it must maintain a small amount of creep. Sorbothane is compounded, so the amount of creep — the tendency of the material to continue to be compressed over time — maintains its original properties.”
This is important for equipment manufacturers who want to ensure a long product life. That isolating pad must work just as well five or 10 years down the road as it did when it was first installed, and Sorbothane can offer that.
“Its adaptability and versatility mean Sorbothane can serve an extremely diverse marketplace,” says Church. “It’s been used in space expeditions, isolating batteries on satellites, and in U.S. military vessels, isolating monitors on shipboards. It’s also been used to isolate
microscopes in a lab, to reduce the vibration of a drone’s camera, and to ensure the safe transportation of priceless artifacts between museums.”
Sorbothane has adapted its proprietary material to uniquely meet customer demands. It can be engineered to fit nearly any size requirement, with water-resistant options and diamond-patterned sheets that curve with irregular surfaces. As the demand for lighter-weight devices increases, Sorbothane has also found a way to adapt and serve these markets.
“As Sorbothane is viscoelastic, it’s a dense material and heavier than other options, such as foam,” says Church. “We combat this by molding the product so there’s a through-hole — essentially, taking material away to lighten it. Another option is dualcasting the material to foam, so the foam acts as part of the system, mostly for shock absorption. Then, Sorbothane sustains the heavier loads.”
Sorbothane material can be molded to a quarter-inch by a quarter-inch block or square or water-jack cut to even smaller shapes out of sheet stocks. The company also offers an Online Design Calculator, which lets engineers determine what’s required for a specific application.
“We’re very proud of the services we offer customers to develop a product. Plus, there are no fees for our engineering services,” says Church. “Because Sorbothane is unlike other materials, we just want to ensure it’s used and applied properly. And we absolutely love to see our customers succeed.” DW
Sorbothane’s diamondpatterned sheet.
Palletizing cobots extend their reach
Collaborative robots (cobots) aim to extend human capabilities and improve efficiency for various applications, including packaging. However, they can also introduce new challenges, such as unsafe workplace conditions and the need for more space to maintain safety perimeters. Programming rigidity can also restrict packaging scaling and personalization, potentially requiring manual palletizing or inhibiting automated fulfillment for orders containing multiple SKUs.
At Automate 2024 in Chicago, Doosan Robotics demonstrated its longest-reaching cobot as part of
its new Prime Series (P-Series) for palletizing. The new P3020 has a payload of 60 lb (30 kg) and a reach of 80 in. (2,030 mm) for stacking boxes up to 2 m high using a fixed base without a lift.
The P-Series cobots are designed to consume less power for better energy efficiency. They have built-in gravity compensation mechanisms and are inherently free of wrist singularity. These cobots have five degrees of freedom with the fourth axis removed and the sixth axis speed increased to 360°/sec. The series also meets Category 4 Performance Level E, the
highest level of safety under the ISO 13849 standards.
This new series builds upon the 20-kg High-power Series (H-Series) cobots launched in 2022. The company includes Cockpit technology in each series so novice and seasoned users can easily program and teach the cobots directly with physical buttons. The cobots’ AI systems also include continuous learning capabilities and autonomous updates. DW
Doosan Robotics www.doosanrobotics.com
Design For Industry
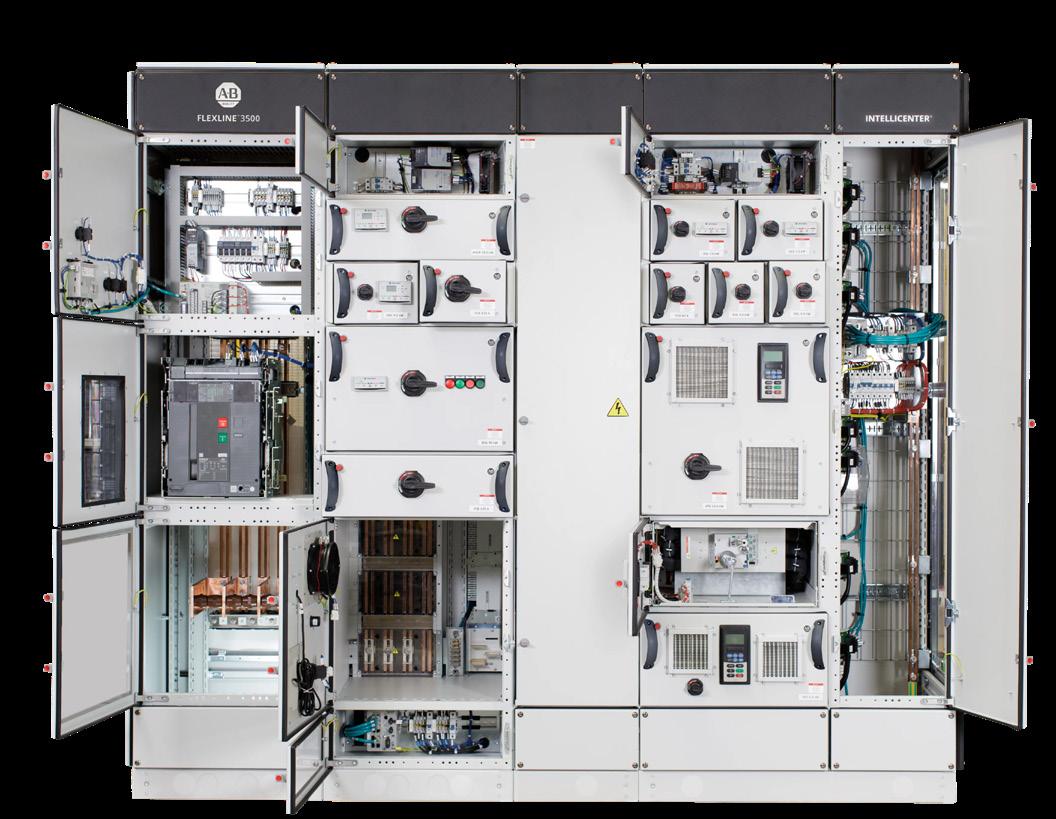
Real-time data can save a lot of dough
In manufacturing and processing operations, every production minute counts. Yet, the average global manufacturer can face hundreds of hours of equipment downtime per year, costing hundreds of thousands of dollars.
Rockwell Automation surveys thousands of manufacturers annually and consistently finds that companies desire smarter solutions that solve downtime problems before they occur. In fact, global manufacturers rank predictive maintenance as the top strategic technology for reducing downtime. With the launch of its Flexline 3500 motor control center, the company aims to help manufacturers increase uptime and productivity with realtime operation and diagnostic data for critical equipment.
The new modular motor control center design is customizable to meet many lowvoltage motor control applications and factory footprints for food and beverage, oil and gas, and many other industries. It can integrate motor control and power distribution into one centralized package, meeting IEC 61439-1&2 standards. Manufacturers can significantly reduce power consumption and energy costs when the motor control center is integrated with smart variable frequency drives. The company claims that some manufacturers can see returns in as little as six months. Its smart devices can also improve safety and production throughput with better data-driven decision-making. DW
Rockwell Automation www.rockwellautomation.com
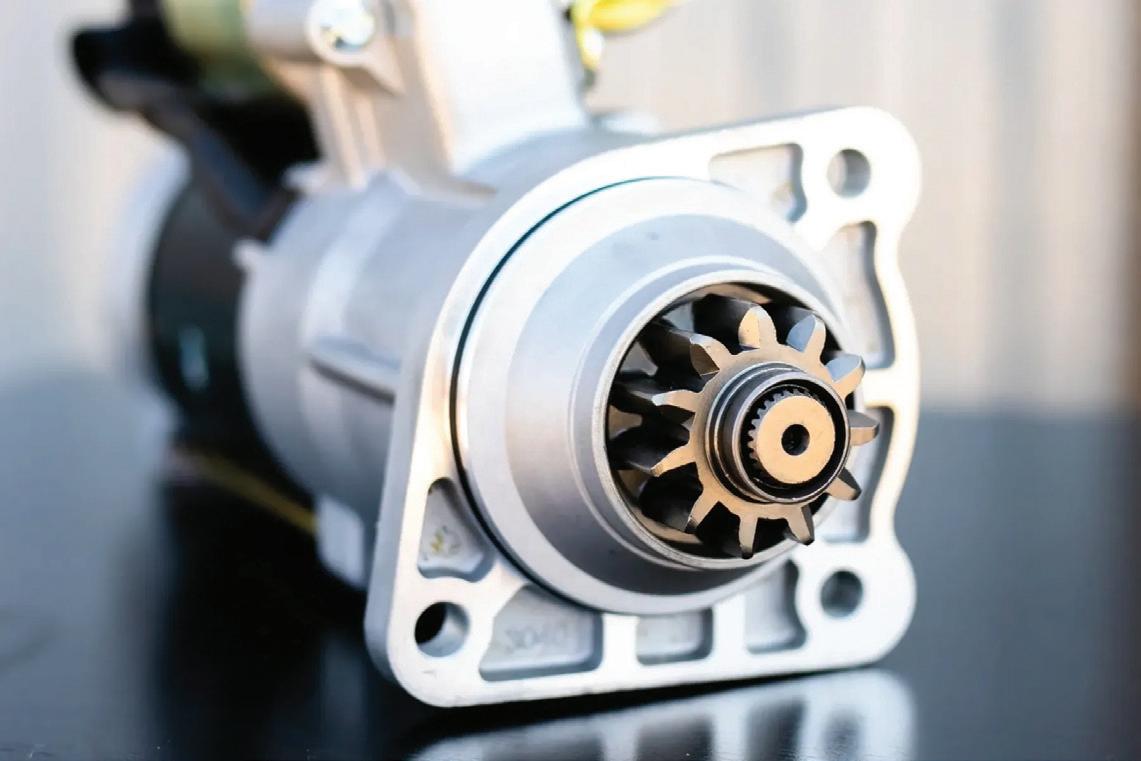
GAUDENT-USA manufactures high-performance electromechanical and hydraulic devices.
Excelling in precision-engineered gear pumps, starter motors, electric motors, and hydraulic power units, our innovative solutions ensure seamless, efficient, and reliable operations across diverse sectors.
Contact us today for your custom solutions.
STARTER MOTORS
HYDRAULIC POWER UNITS
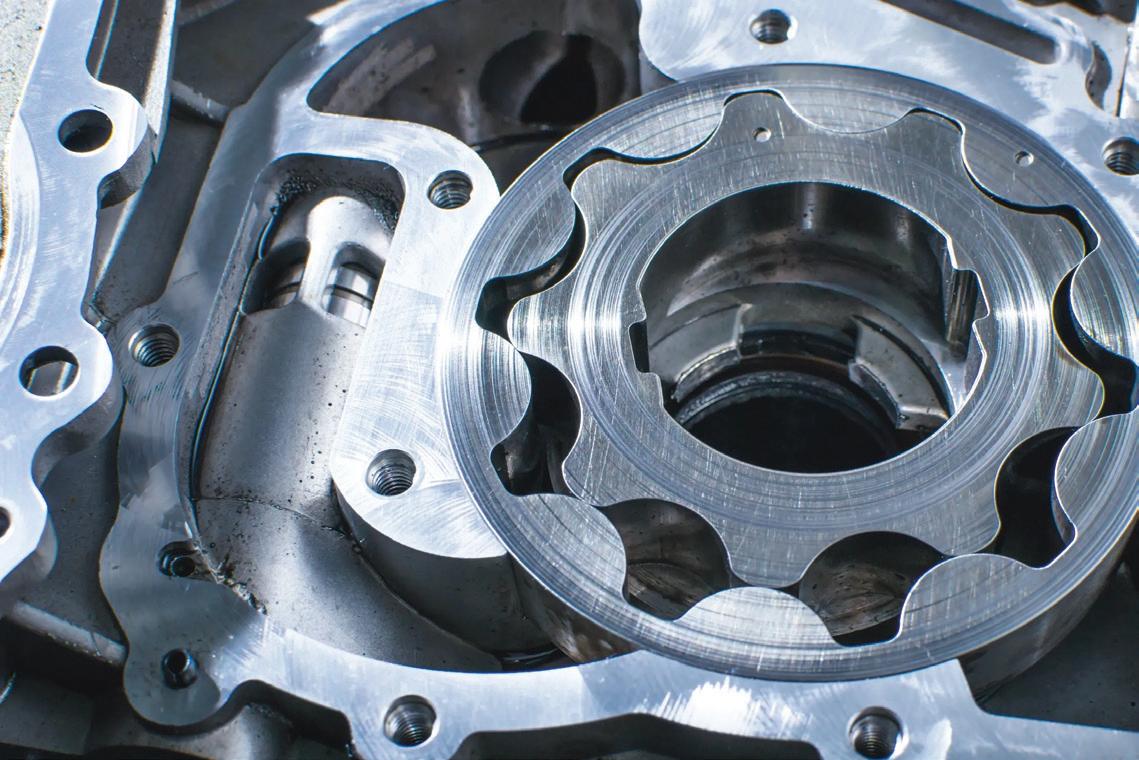
GEAR PUMPS
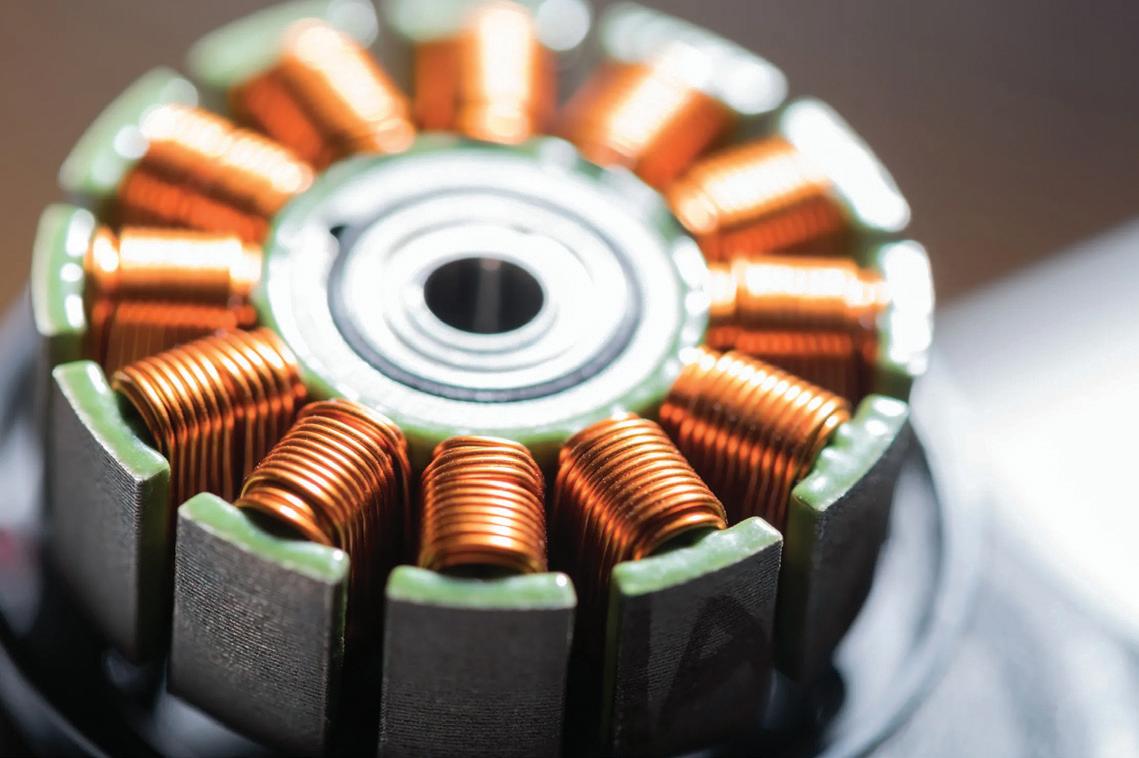
ELECTRIC MOTORS
Design For Industry
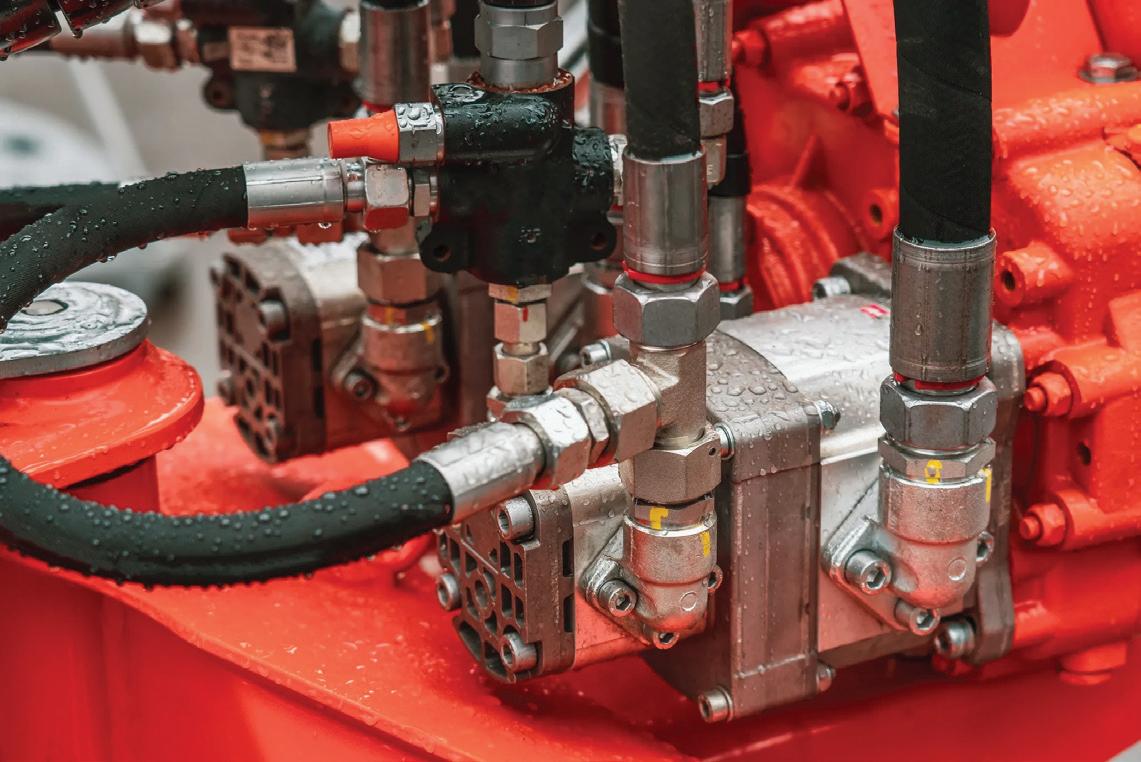
Smaller machines still hold the power
Compactness is king for many off-highway equipment applications, as machine builders seek smaller parts without compromising power. Finnish hydraulic motor manufacturer Black Bruin launched its new X-series for such applications, including recycling, marine and offshore, construction, mining, and material handling. With its patent-pending design, the company aims to enhance the performance, durability, serviceability, and cost-effectiveness of new and existing machinery.
The X-series’ piston design and hydraulic fluid channels improve fluid distribution and reduce pressure losses to increase motor efficiency. The motor can operate in various hydraulic systems with various oil viscosities and cleanliness levels, thereby minimizing the risk of damage. Its bearing design can also handle extreme axial and radial loads. The range currently available covers displacements from 2,512 to 8,800 cm3. Additionally, replaceable wear parts extend maintenance intervals and reduce overall operating costs.
The company introduced its rotating shaft S-series in 2014, which has been used in a wide range of industrial applications. Building upon user and market feedback, the new X-series provides an alternative that integrates into compact applications with few or no modifications or conversion costs. Machine builder and Dutch company CeTeau even assembled a tandem motor solution for a hydraulic winch drive system, in which an S-series and X-series motor work together to maximize operations. For situations requiring varying power, operators can start with one motor and employ the second for additional power as needed. DW
BY KEVIN MCCLELION & JOE SCOCCIMARO • AUTOMATIONDIRECT
Next-level PLC motion control
For applications combining traditional automation, multi-axis coordinated motion control, and a need for data handling, a motion-optimized PLC platform provides an elegant and streamlined solution.
Anyone who has seen a modern factory in action, whether in person or perhaps via an episode of the “How It’s Made” documentary television series, is aware of just how impressive machine automation can be. This is especially true for robotic arms and other machine motion shuttling rapidly and precisely from point to point, typically controlled using servo motors.
Industrial motion control is somewhat of a design specialty, but depending on the application, its intricacy ranges from straightforward operations to very high-performance and complicated maneuvers. For simpler systems, designers today enjoy more options than ever before for easily accessible and
cost-effective motion control products. At the other end of the application complexity spectrum, high-performance motion control platforms are available, but they can be difficult to configure and expensive to implement.
But there is now a happy medium for industrial motion control, suitable for many applications demanding more than basic functionality, but without the cost and complexity of highend implementations. An industrial programmable logic controller (PLC) with significant built-in, motion-specific can operate multiple coordinated axes, perform a range of motion functionality, and also perform direct control of
associated field equipment. Because of the various capabilities incorporated by such a controller, in conjunction with external servo drives connected via a motion-specific fieldbus, designers are finding this type of PLC to be a cost-effective, complete solution for automated equipment requiring substantial motion control capabilities.
Stepping up to next-level motion control Certain servo drives incorporate logic controllers on board, and a few of these drives can be connected to coordinate functionality. Alternatively, selecting a small industrial PLC which includes essential motion control capabilities
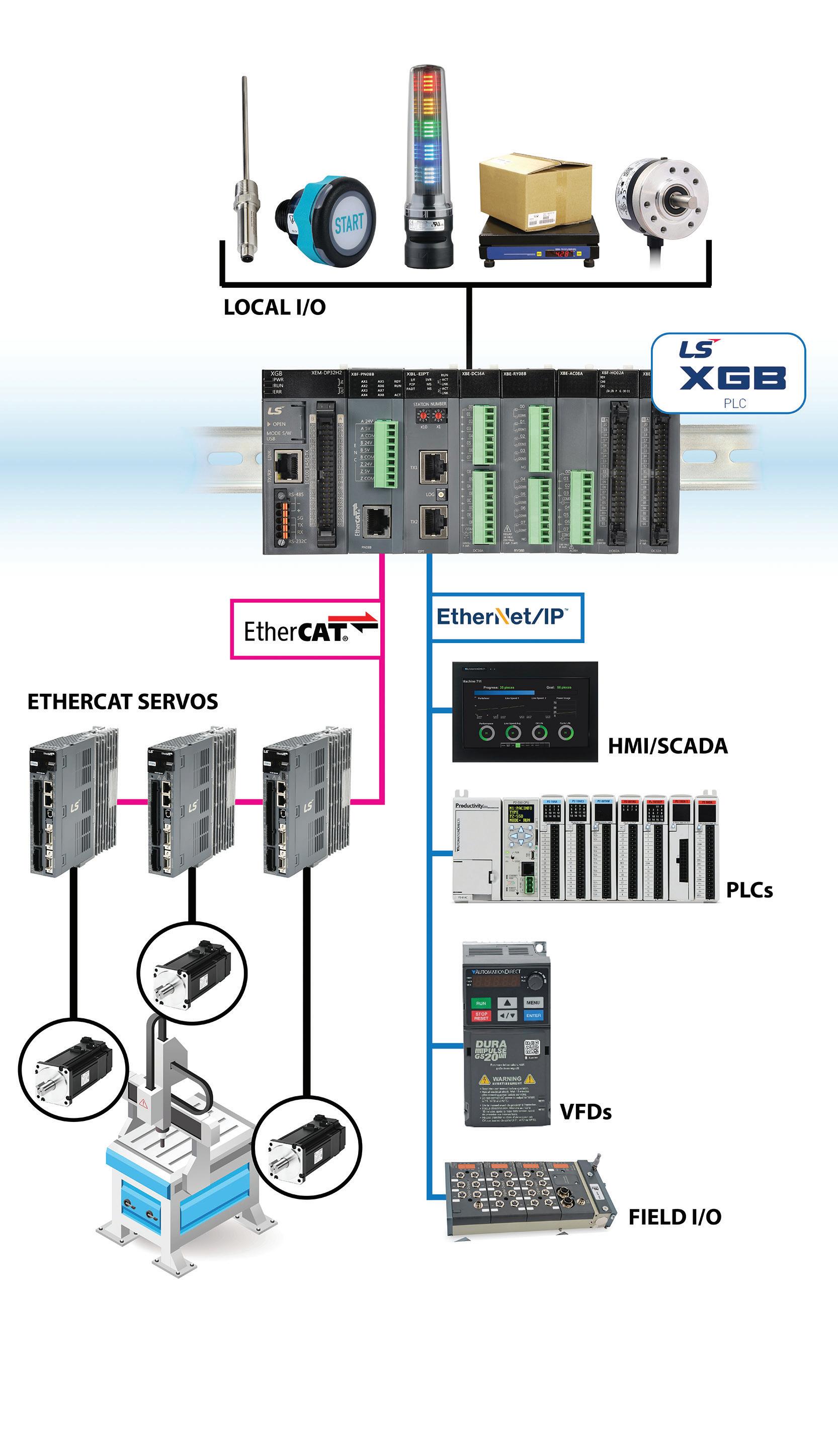
Figure 1. A motion-optimized PLC, like the AutomationDirect LS Electric XGB shown installed here, combines proven automation control and data connectivity with multi-axis servo controllers in a compact platform.
to command external servo drives using hardwired signals. Using either of these approaches, designers can control a few axes of motion and some associated input/output (I/O) signals. A prominent limitation of these hardwired systems is the intensive and time-consuming wiring work necessary to handle various commands and data signals between the servo drives and PLC.
However, there are applications where even more automation and motion functionality are needed. For these cases, a motion-optimized PLC is often the best choice (Figure 1). This type of PLC uses industrialgrade hardware, and it also provides wired I/O and Ethernet network ports on the base PLC controller and via expansion with modules. Although the PLC includes specific motion instructions, they are implemented via dedicated motion-control modules, improving performance and providing connectivity to servo drives via a standard motion control fieldbus.
Designers must evaluate whether their application calls for any of the following requirements, which would prompt the need to choose a motionoptimized PLC platform:
• The need to command more than two or three coordinated axes, up to four or eight.
• The need to integrate with servo drives using a motion-capable fieldbus for more effective data communication, instead using just hardwired signals.
• The requirement to incorporate particularly advanced motion control operations, such as:
• Speed-limited torque control to prevent overspeed conditions while in torque control mode.
• Registration, as used for printing and bagging operations.
• More specialized interpolation movements, like circular (helical) and multipoint linear.
• Use of a “virtual” axis as a “perfect master” signal for driving other physical axes.
• Preference to use additional I/O and IEC-compliant programming languages to coordinate other equipment monitoring and control functionality.
Many motion projects need only one-, two-, or three-axis coordinated motion control, such as conveyors, plotters, and gantries. While these can be handled by basic motion controls, a motion-optimized PLC with fieldbus can provide real advantages even in these cases. Simplified Ethernet cabling — instead of multiple multiwire cables — saves installation time and troubleshooting. Advanced data between the servo and PLC provides a higher level of feedback and better control of the application. Once the software is developed, deployment of new systems becomes much easier. However, numerous larger applications — such as fillers, assembly machines, and even multiple-stage production line equipment — need even more coordinated axes. A motion-optimized PLC is designed to natively handle these situations, much like a dedicated high-end motion controller. Using expansion motion controller modules, which can commonly handle four or eight axes, the PLC can be configured with as many or as few axes as needed, up to a practical limit of eight axes coordinated on one motion module. Another benefit of this architecture is that the motion cards can communicate to external servo drives using motion-optimized industrial protocols. One of the most popular options is Ethernet for Control Automation Technology (EtherCAT) connectivity. Standardized under IEC 61158, the EtherCAT protocol works over standard Ethernet media and architectures much more efficiently than other general industrial protocols by delivering deterministic cycle times. In some applications, this is essential
We understand—power interruptions make you feel like erupting. Interpower North American and international cords and cord sets provide the correct AC power to allow countryspecific customers to safely connect to their mains power. Interpower manufactures stateof-the-art electrical cord sets for global markets with 1-week U.S. lead-times. Perhaps best of all— the cords may disagree—they are torture-tested tough.
Interpower cords and components are manufactured in accordance with Interpower’s stringent product quality plan: hipot testing, continuity testing, and ground testing with inspections after each stage of the manufacturing process.
Business Hours: 7 a.m.–5 p.m. CST Order Online! www.interpower.com ® ®
for maintaining accurate synchronization among all communicating devices (Figure 2).
This type of control system architecture allows designers to select almost any commercially available servo drives that support EtherCAT. However, in many cases, users will prefer a controller vendor that also offers a full line of compatible servo drives to simplify the product ordering experience.
When selecting a controller, users should make sure it supports EtherCAT slave information (ESI) file usage for storing the drive configuration information so this info can be easily downloaded into new and replacement drives. EtherCAT provides a massive advantage compared with hardwired high-speed I/O for controller-to-drive connectivity in terms of speed, coordination among multiple axes, data handling, and other areas. For example, EtherCAT minimizes field wiring, allowing the controller complete access for reading and writing information from and to each drive.
A motion-optimized PLC with motion control modules and EtherCAT will offer advanced configuration options. Users can specify speed-limited torque control at the controller level, useful for maintaining proper material tension among many servo-operated motors in a web-machine, for instance. Registration operations, where a controller must recognize a moving target on material and perform a perfectly aligned in-flight operation — such as printing, cutting, or sealing — call for a controller and servo system with fast response times. Finally, machines needing sophisticated movements, coordinated among many motors and sensors, will benefit from a motion-optimized PLC architecture.
A control system architecture based on a motion-optimized PLC is typically the best option for these applications because systems with complex motion requirements are likely to be associated with many other non-motion devices, such as sensors, actuators, and on/ off motors. A PLC is a natural highspeed platform for integrating these I/O points and for programming the other
Figur 2. A motion-optimized PLC platform consolidates traditional control and motion via hardwired devices, industrial fieldbuses, and EtherCAT connectivity for high-performance servo motor control, providing a convenient way to aggregate data and communicate it to higher-level visualization and computing systems.
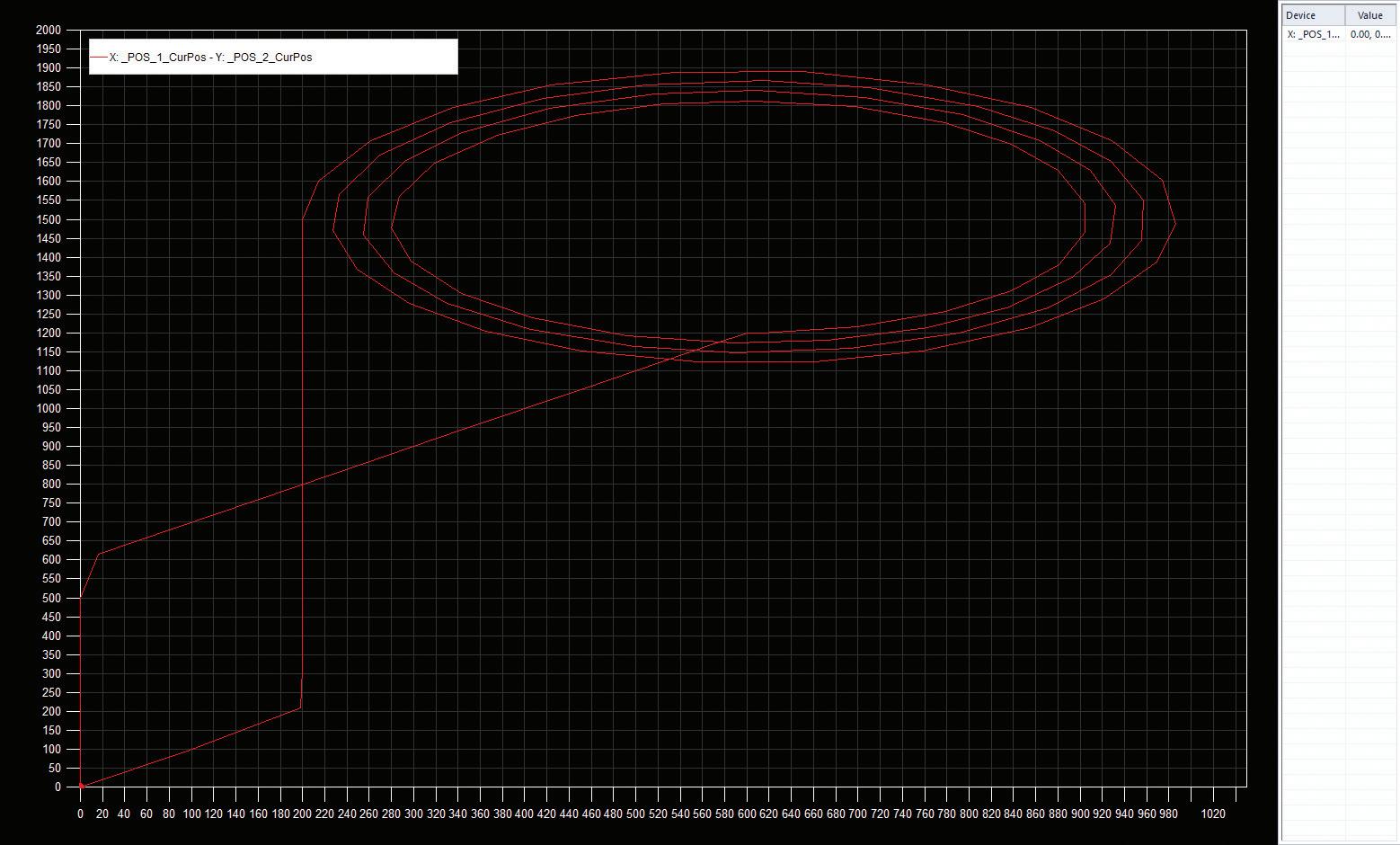
Figure 3: Modern automated systems demand extensive data connectivity, and trending is essential for developing and commissioning complex motion applications.
functionality necessary to integrate these signals with the motion control. For this type of work, many users prefer a PLC based on IEC 61131-3-compliant programming languages to choose the right language for each task, mixing and matching as needed.
Users should look for IEC-capable PLCs, preferably those offering free programming software. With the right software, users may choose a sequential function chart (SFC) for the supervisory arrangement, with a ladder diagram (LD) and function block diagram (FBD) for detailed I/O and device handling, for example. For certain tasks like repetitive looping operations, conditional execution, and math, many users find that structured text (ST) is often the best solution. Only a motion-optimized PLC provides all these logic and motion control capabilities consolidated into a single platform.
Data as a differentiator
The importance of using digital connectivity for motion control systems cannot be overstated. EtherCAT between the PLC controller and the associated motion drives simplifies installation and enables functionality to be fully orchestrated in the PLC and permits extensive data communication between the controller and drives which is not possible with traditional hardwired control.
Not only can the PLC use ESI files to download configuration data to the drives, but it can also constantly monitor drive information and diagnostics and then present it in multiple formats, including trend charts (Figure 3). Motion systems can be notoriously difficult to fine-tune, so the ability to gather all motion data into a centralized PLC for monitoring is a clear advantage during commissioning, troubleshooting, and other activities.
Drive data is useful at the PLC level for orchestrating control strategies. The PLC program can use servo drive speed, position, and other status information to support thorough integration with other automation elements, and for operator visualization.
This type of PLC can also concentrate operational and performance data and then deliver it to higher-level systems using a common industrial protocol, such as EtherNet/IP. Examples of higher-level systems are PC-based visualization software and enterprise resource planning software. Therefore, users should look for motionoptimized PLCs offering one or more onboard or expansion Ethernet ports for data handling and other purposes. DW
You deserve some rock-solid dependability in your work life. Interpower North American and international cords and cord sets provide the correct AC power for country-specific customers to safely connect to their mains power. And, true to its tradition, Interpower manufactures those state-of-the-art electrical cord sets with 1-week U.S. lead-times.
Interpower cords and components are manufactured in accordance with Interpower’s product quality plan: hipot testing, continuity testing, and ground testing with inspections after each stage of the manufacturing process. Why not ensure connectivity with the best cords made?
Toll-Free Phone: (800) 662-2290
E-mail: info@interpower.com
Business Hours: 7 a.m.–5 p.m. CST
EDITED BY MIKE SANTORA
Process reliability in tube production
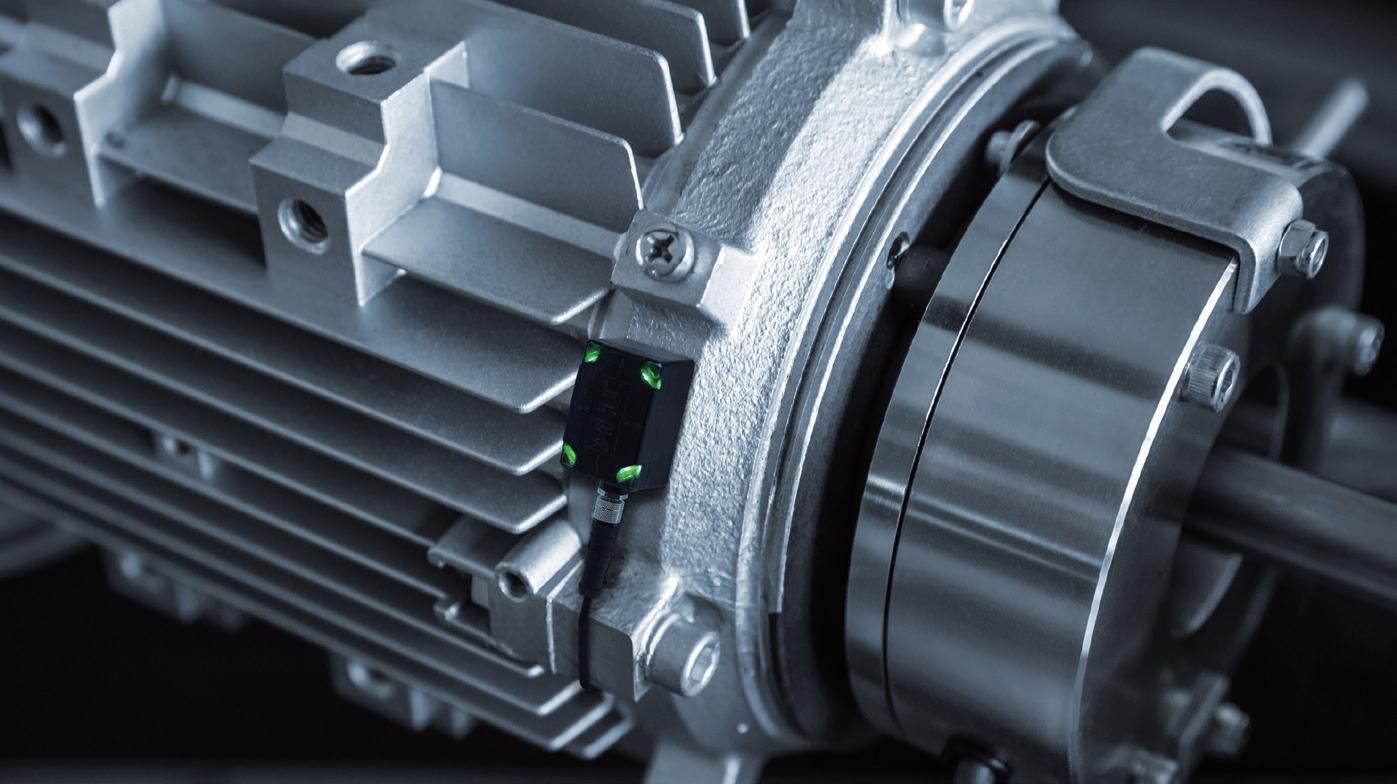
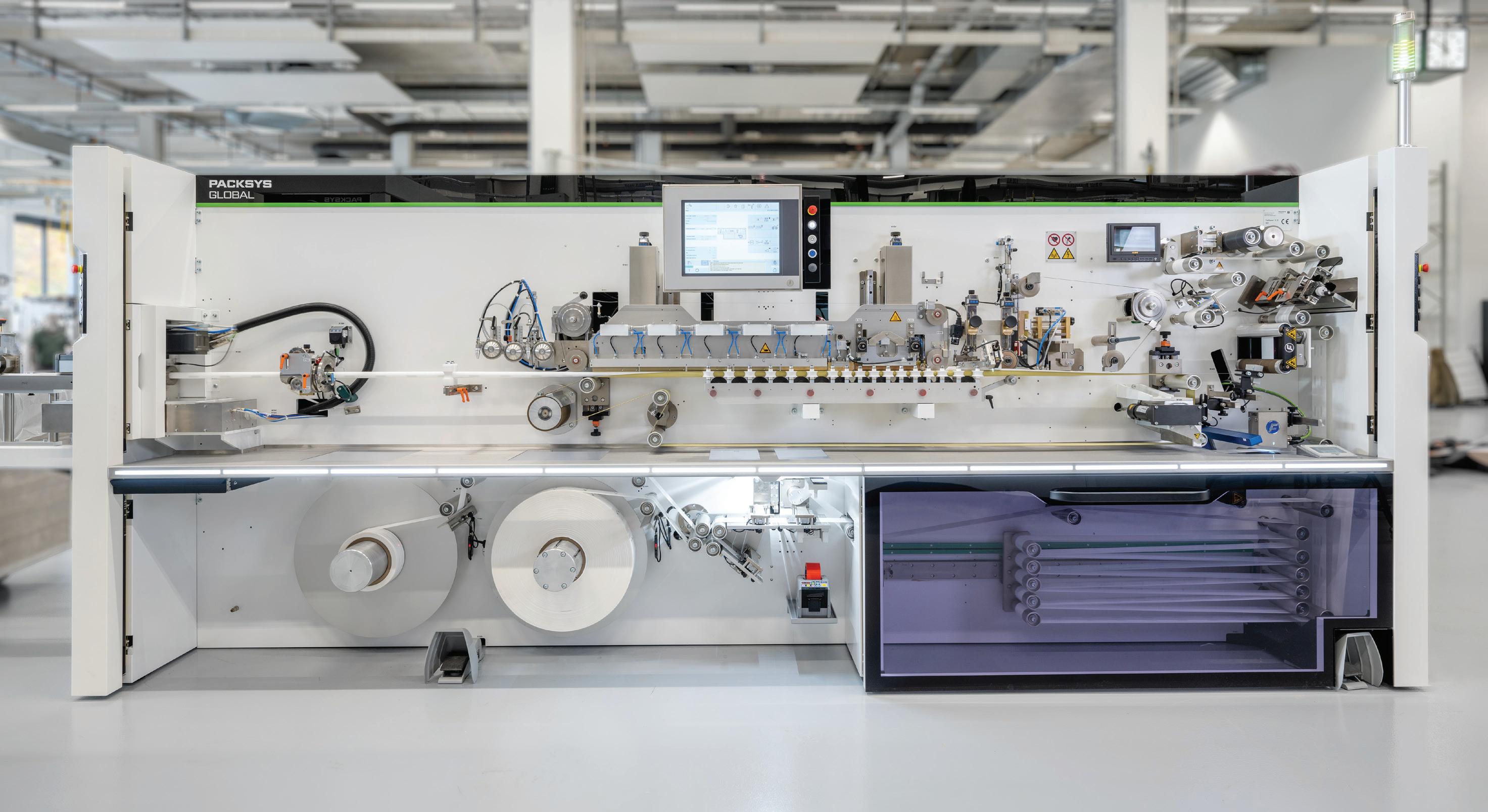
Large tubes, small tubes, long tubes, thick tubes, flat tubes, miniature tubes — tubes are produced in countless sizes and formats for oral care, cosmetics, and the pharmaceutical industry. The machines that produce the packaging for toothpaste and cosmetic products come from PackSys Global AG in Rüti, Switzerland. PackSys has integrated a monitored changeover solution from SIKO GmbH, a German specialist for sensors and positioning systems, to increase the ease of use of its tube welding machines and ensure the safe adjustment of the various units.
PackSys Global AG, which belongs to the Brückner Group, specializes in systems that produce plastic tubes. PackSys Global also supplies hot stamping machines for applying decorative metallized coatings, roll cutting and folding machines for plastic closures, and packaging machines for cans, tubes, and closures to transport them from the manufacturer to the filler.
Monitored changeover in new tube welding machine
Many of the company’s machines require regular changeovers. The most common method to accomplish this is using mechanical position indicators that are manually set to a position value stored in the documentation. This has a high potential for error, as values may be read and set incorrectly. Especially in the case of frequent adjustments for different tube variants at several positions, integrating digital position indicators for monitored changeovers is worthwhile as an alternative. The switch to digital position indicators was tested during the development of a new tube welding machine, the FlexSeamer.
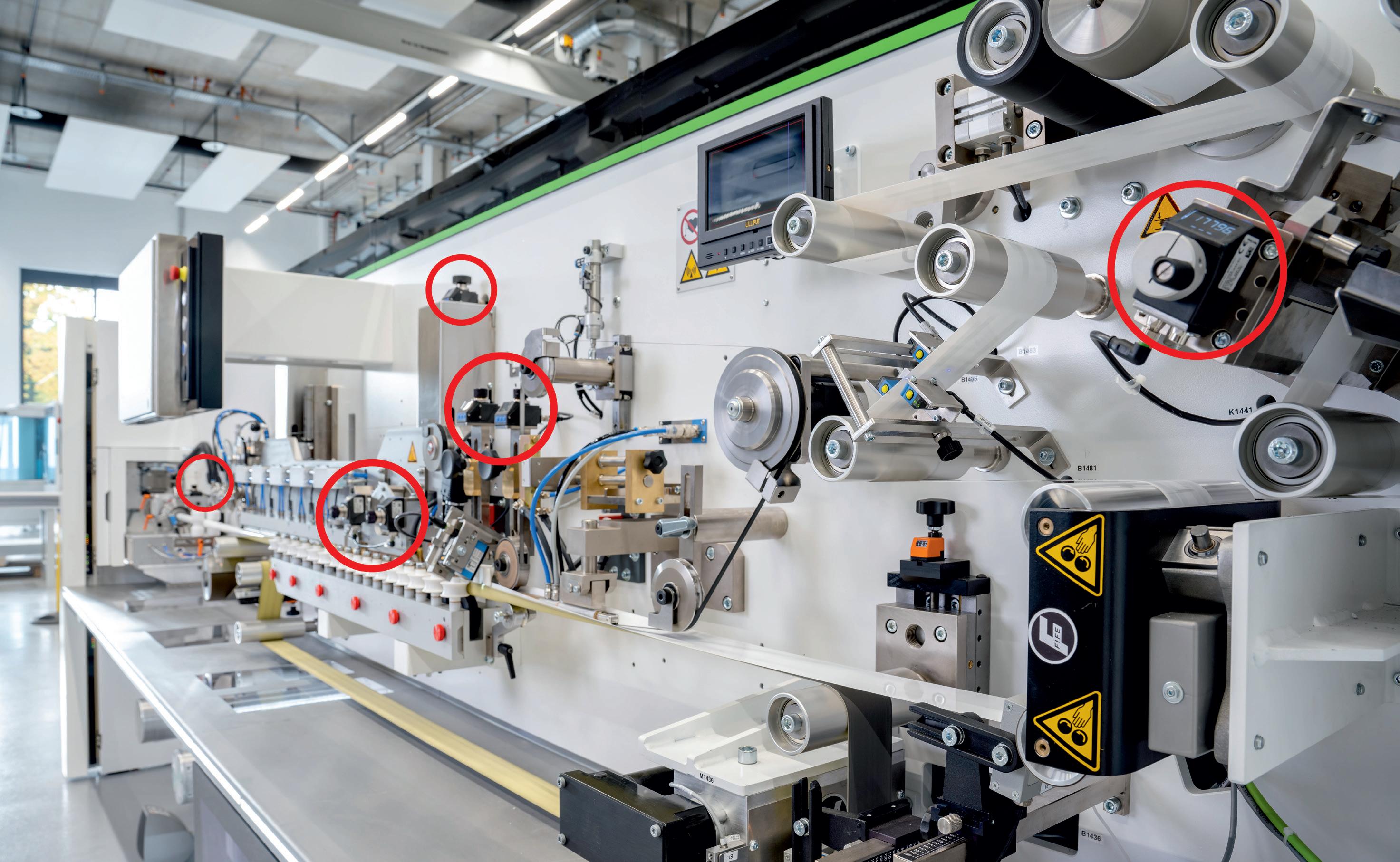
The choice for the digital AP05 position indicator with IO-Link interface from SIKO was made for several reasons: It stood out due to its compactness, universal applicability regardless of the axis orientation (vertically or horizontally), and intuitive readability thanks to two
LED lights. The displays are used at approximately ten positions throughout the system, for example, to check settings like the thickness or length of the plastic laminates or a varying print image. Another SIKO position indicator, the AP10S, monitors the positioning during linear movements.
From laminate to tube
The FlexSeamer is used to unwind a flat belt material, a plastic laminate, from a large roll of material. Depending on the product requirements, the plastics processed are usually material blends with good barrier properties to minimize the amount of oxygen reaching the product inside and limit the diffusion of aromatic substances out of the tube. The plastic sheet is folded lengthwise, formed into a tube, and then provided with a longitudinal weld seam, transforming the flat material into an endless tube. The plastic tube is cut into individual sections by a rotary blade. This
is the actual body of the tube into which the cosmetic, toothpaste, or pharmaceutical product will later be filled. In a subsequent machine, known as the “Header & Capper,” a so-called shoulder with threaded and capped ends is placed on one of the two sides. The other side is left open so the contents can be inserted through this opening during the filling process and a final transverse weld seam can be applied.
FlexSeamer: high speed and reliable operation
What sets the new welding machine apart is that it features a high speed of 250 tubes per minute, long heating and cooling sections designed for modern laminate types, and intuitive, fast, and reliable operation thanks to the digital capture of most settings. While mechanical position indicators only display the actual value of a position, digital position indicators also show the target value of a setting. For example, the dimensions for a particular type of tube are stored as a The AP05 (top) and AP10S (bottom) position indicators always guarantee reliable machine settings for the production of a wide range of tube variants. | SIKO GmbH, istock.com
Design
From the plastic laminate to the finished tube: The FlexSeamer is easy to operate and reliable thanks to monitored changeovers from SIKO (markings). | PackSys Global
recipe in the machine control system and are then transferred to the respective indicators via IO-Link. An operator must then adjust the setting to match the actual and target values. This is the only way to continue with the production process. Reliable indicators include the two LED lights, illuminating green only when the values match. If a red light remains illuminated on the system, the process must be stopped and readjusted.
For Aitor Henao, Head of Marketing & Communications at PackSys Global, the advantages of such a solution are obvious: “Formats can be quickly and easily adjusted. Any product can be reproduced at any time with exactly the same settings because the dimensions are stored as a recipe for each variant. This means a consistently high level of quality because the processes are stable and reliable at all times.”
Emanuel Heusser, Group Manager Automation Engineering in R&D, emphasizes another aspect that is relevant to quality: “It is often only when
products are subjected to random destructive testing, which requires a great deal of effort, that the effects of an incorrect setting become apparent. However, if the digital position indicators ensure that the same settings are used throughout the production process, there is no need for downstream quality control. This is a significant added value of monitored changeovers.
Example settings for print mark sensors
The added value of the monitored changeover can be illustrated using an example setting, the print mark sensor: To cut the tube section, the cut must be made in the correct position relative to the print image. This is done by applying printed marks to the laminate, which are detected by sensors. The mark is in a different place on the circumference of the tube depending on the print image. Therefore, the position of the sensor on the circumference must always be slightly different to detect this print mark. The position of the print mark sensor can now
be recorded in degrees and stored in the recipe thanks to the AP10S position indicator. This means that the operator does not have to go into the machine to position the sensor relative to the print mark. Instead, the target positioning values are stored for each print image.
Integration of the SIKO position indicators
For Emanuel Heusser, the universal applicability of the AP05 on both vertical and horizontal axes was a major plus: “The display is angled at 45 degrees and can be configured via the software regarding how it should be positioned. This also makes it easier for us to stock different products for vertical and horizontal axes. The actual integration proved to be straightforward, both regarding the mechanical design and the electronic integration.” DW
EDITED BY MIKE SANTORA
Cam followers lead the way
An introduction to cam follower styles, construction, installation, and selection: When converting rotary motion to linear motion, cam followers offer precision, easy mounting, reliability, and maintenance advantages.
Cam followers are among the simplest yet versatile motion control components available, with applications across a broad range of industries. Despite being an essential mechanism, cam followers are often a forgotten product. However, it would be a mistake to gloss over cam followers when specifying motion components for your equipment.
Basic stud cam followers have a straightforward design and come in many versions to suit specific application requirements and environments. That means your overall system’s performance and reliability can depend on your understanding of cam follower fundamentals and the various configurations that are available. If you select the wrong cam follower or mount one incorrectly, it can suffer from improper loading, misalignment, contamination, and premature failure.
What Is a cam follower?
A cam is a device that converts rotary motion to linear motion in various machines. A cam follower is a guide mechanism that makes rolling contact with the cam lobe profile and transfers a prescribed motion to the component that needs to move on a linear axis. Cam followers are relatively inexpensive, with some machines containing as many as 20 or 30 cam followers. An entire plant may use hundreds or thousands of them.
Typical applications include machine tools, industrial robots, conveyors, pallet changers, packaging machinery, electronic parts production, office automation equipment, and sewing machines. They are also often used as valve-opening mechanisms in internal combustion (IC) engines. While other mechanisms can perform the same functions as a cam follower, they’re
generally not well-suited for the application.
Cam follower characteristics
An appropriate cam follower, when properly installed, will distribute loads evenly without deflections and misalignment. Many cam followers incorporate a stud and a rotating outer ring, while others mount to the mating part via a through hole. Units with a thick outer ring typically have a small radial gap, giving them excellent load capacity and a greater ability to alleviate impact loads and dampen shocks and vibrations. Standard cam followers typically offer a broad range of stud diameters for various applications. They traditionally include a hex fitting on the outside of the bearing for tightening into place. Newer cam followers also include a hex fitting on one or both ends of the stud. This allows
LARGE BORE DISC COUPLINGS
• Bore sizes up to 1-3/4” and 45mm
• Torque up to 1150 in-lbs (130 Nm)
• Reduced vibration due to a balanced design
• Double disc for increased misalignment
LARGE BORE BELLOWS COUPLINGS
• Bore sizes up to 1-3/4” and 45mm
• Torque up to 1300 in-lbs (152 Nm)
• Reduced vibration due to a balanced design
• Highest torsional stiffness
SHAFT COLLARS WITH FACE HOLES
• Maximum mounting flexibility with drilled holes
• Most secure mounting connection with thread- ed holes
• Bore sizes from 3/8”-2” and 10-50mm
• Carefully made by Ruland in aluminum, steel, and stainless steel
INCH-METRIC RIGID COUPLINGS
• Widest selection of standard inch-tometric bores with or without keyways
• Supplied with proprietary Nypatch® anti-vibration hardware
• One-piece style for easy installation
• Two-piece style with a balanced design
installers to hold and tighten the bearing, wherever it is positioned on the machine, with greater accuracy and consistency.
Prevent Contamination and Ensure Reliability in Harsh Environments
Many cam followers come in stainless steel versions that provide excellent corrosion resistance for equipment prone to washdowns. Stainless steel construction also makes them suitable where oil cannot be used as well as in cleanrooms, space, or vacuum environments. In fact, some cam followers are found aboard space stations and satellites, opening or closing antennae, or solar panels.
Because equipment used in space and vacuums most likely cannot be accessed for maintenance, and lubricating greases can outgas and
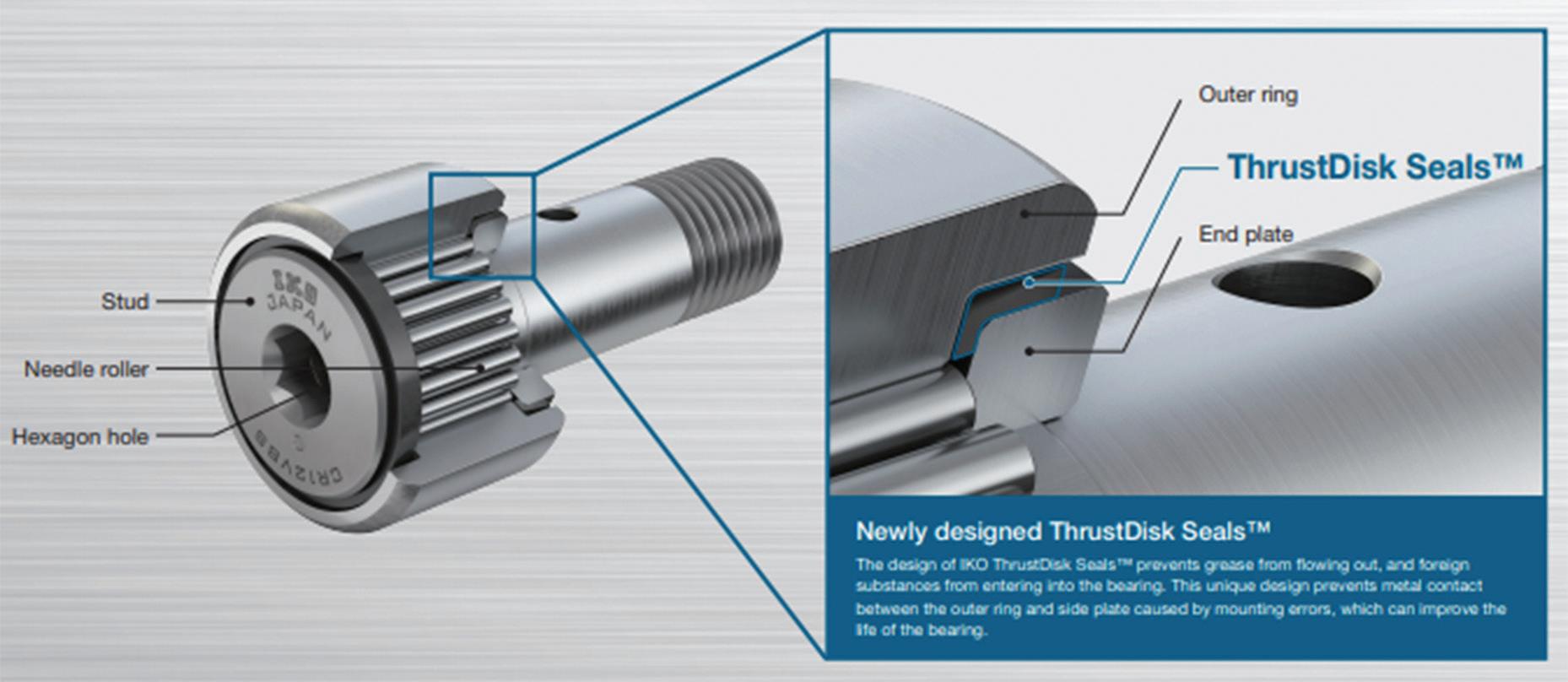
contaminate sensitive components, your supplier will recommend a more suitable grease. Metallic seals are often preferred in these environments, while other seal materials — such as Viton — are also available to meet your specific needs.
In many applications, an effective seal will keep foreign substances out, prevent grease from leaking, and protect against several conditions that can lead to premature failure, like thrust loads. One such seal, IKO’s ThrustDisk Seals, has a synthetic resin disk that sits between the shoulders of the outer ring, stud head, and side plate to handle axial loads caused by mounting errors, preventing friction and abrasion inside the bearing while providing exceptional wear and heat resistance. In addition to the ThrustDisk Seals cam follower family, rubber seals are also offered with IKO’s C-Lube and Miniature cam follower families.
Application challenges
Some cam follower models are specially designed to withstand difficult operating conditions. Cage-type cam followers secure the bearing’s needles to prevent misalignment-related wear and friction, while full-complement units withstand
high radial loads. Here are some common application challenges along with cam follower features to look for during the selection process to solve them:
• Heavy payloads. Cam followers with a thick outer ring have a larger load area, while those with a heavier stud also have greater strength. Both elements keep direct contact with the guiding surface, ensuring accurate, smooth motion for heavier loads. In addition to this construction element, some cam followers have an outer ring consisting of a double row of cylindrical rollers to handle large radial loads along with typical axial loads in heavy-duty applications.
• Uneven loading. To prevent uneven loading, consider a cam follower with an eccentric collar fixed to the stud. The rotating collar creates a uniform line that easily adjusts in the radial direction against the opposing track surface to evenly distribute the load across the outer ring.
• Impact loads from poor tracks. Sometimes, the mating part plays a larger role in motion quality than the cam follower. For these situations, a rubberized or coated outer ring
can alleviate impact loads caused by a poor track. Depending on the coating or material, the cam follower’s outer ring may have lubricating characteristics that can help prevent track wear.
• Space constraints. If a standard cam follower cannot fit your tight space, you can still find cam followers with stud diameters down to 1.4 millimeters. These compact designs employ very thin needle rollers within a small outer-ring diameter. Others have a mounting structure that solves the space limitations that often exist on the stud side of the assembly region.
Cam follower selection: considerations and trade-offs
Depending on the application, various factors and trade-offs must be considered. These include (but are not limited to) the load and its direction, speed, deflection and misalignment, the operating environment, and maintenance needs. If your equipment requires oscillating or reciprocating motion, select a cam follower that follows the same motion.
Above all, the stud and outer ring must support the expected load. The track capacity and the stud’s deflection limits will also determine the cam follower’s load magnitude and, ultimately, the type and size of your cam follower. Note that the stud structure may deflect under load, creating misalignments between the track or cam that may cause corner loading and diminish the unit’s thrust load capability.
To counter corner loading, consider cam followers with crowned outer rings. To handle high radial loads, look for full-complement cam followers with cylindrical outer rings. Full-complement cam followers are better suited for slower speeds, while cage-type cam followers can support higher speeds but with lower load ratings. Caging also prevents roller-to-roller contact and allows cooler operation because it can manage higher
speeds. A robust, thick outer ring fortifies against heavy rolling or shock loads.
As mentioned earlier, your vendor can offer stainless steel construction for a washdown-intensive, clean, or vacuum environment, and optional seals can prevent contamination. Regarding lubrication, many cam followers come pre-packed with grease which is particularly desirable for slower-speed applications. Oil-based lubricants — which may also come pre-supplied with the unit — typically deteriorate less over time, making them appropriate for higherspeed applications. For applications requiring longer lube intervals or those that may be hard to reach, IKO’s C-Lube cam followers provide a thermoset solid lubricant within the bearing space for long-lasting, maintenance-free operation.
Mounting tips and best practices
Proper mounting is critical to the performance and lifetime of your cam follower. Otherwise, a resulting misalignment can create thrust forces and metal contact between the bearing’s outer ring and side plate. Here are some tips and best practices to keep in mind: Basic cam followers can be bolted into a drilled or tapped hole or through a plate with a nut attached to the back end. These units can be fastened into place with an Allen wrench or a screwdriver. Most newer units include hexagon holes on both ends so they can be mounted from either side. Be sure to follow your manufacturer’s dimensional tolerance chart to ensure a close fit without play between the stud and the hole, particularly if the cam follower will experience heavy impact loads. If the outer ring does not make good contact with the mating running surface, consider a crowned outer ring.
Because some applications may call for dozens or even 100 cam followers or more, consistency is important. Use a
standard torque wrench and make sure the torque on the nut is the same for all your cam followers. Remember to keep a clean work environment that’s free from contaminants.
Cam follower designs tackle mounting challenges
While cam followers offer clear benefits, installation may sometimes present challenges. For example, space constraints may prevent installers from mounting a cam follower to their preferences. When a cam follower is mounted incorrectly, the resulting misalignment causes impact loads that create wear and friction between the bearing’s outer ring and side plate. The consequences: breakdowns and downtime.
Fortunately, cam follower manufacturers like IKO have developed design features that can simplify mounting and alleviate misalignment and its associated effects. One such cam follower has stepped areas on the stud, allowing users to secure them from the top with a set screw for easy attachment. Another cam follower — IKO’s CFC…B — is designed for applications with limited mounting space, especially on the stud side of the assembly region. Its mounting structure includes a hexagon socket head bolt and a dedicated flange nut, creating a more compact cam follower that reduces the required mounting space on the stud side by up to 34%. DW
Optimizing design footprint and performance with integrated motor controls
Electric motors are widely used across applications integral to modern life. Improvements in their efficiency and design integration are having a huge impact.
BY PRAMIT NANDY • MICROCHIP TECHNOLOGY
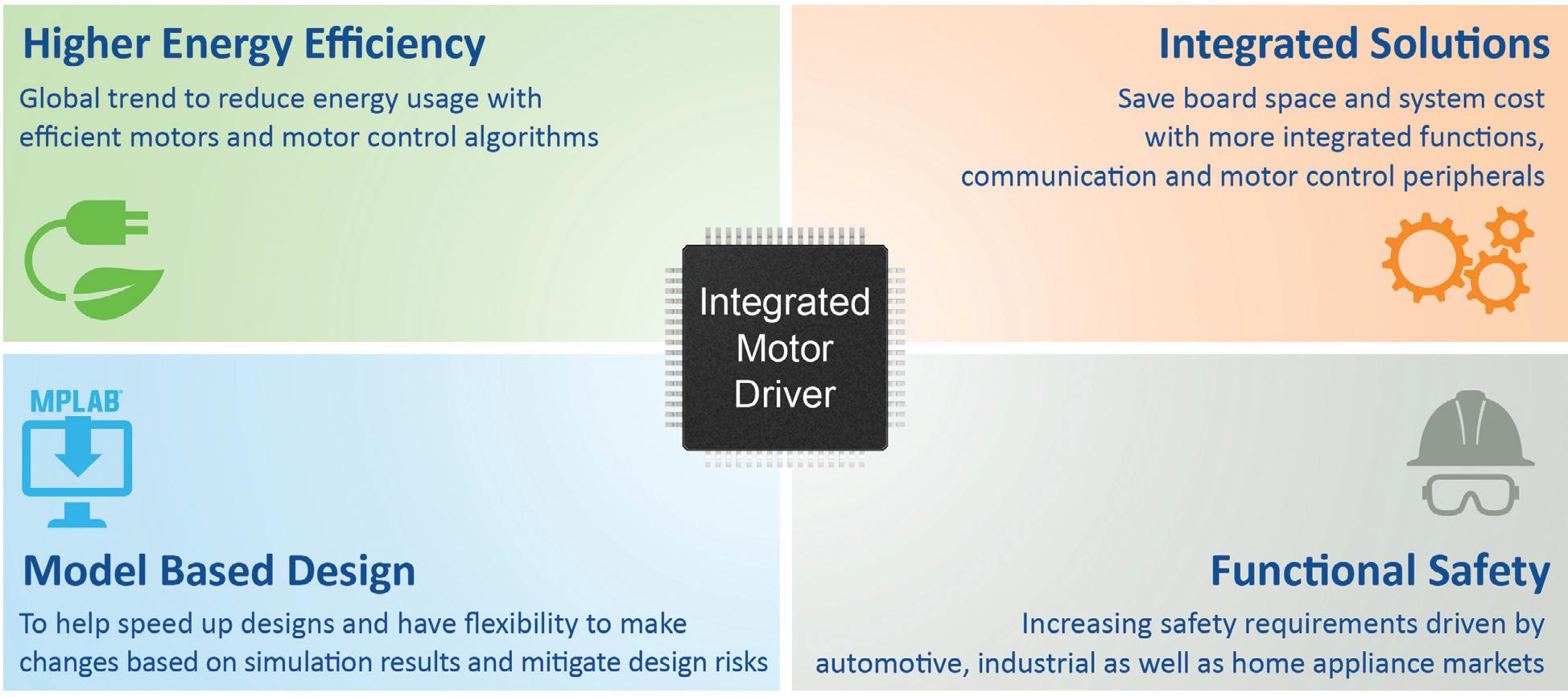
Almosthalf of the electricity worldwide is consumed by applications incorporating electric motors and motor controls. So, electric-motor manufacturers are now mandated to adhere to energyconsumption and efficiency policies. What’s more, manufacturers are encouraged to use environmentally friendly materials and adopt sustainable manufacturing processes.
This shift in focus is spurring the development of more energyefficient electric motors, electronics, and algorithms that retain a compact design. These trends are indicative of the continuous progress in motor technology, with the aim of enhancing efficiency, performance, and sustainability across various applications.
Current technology trends
The future of motor control is poised for exciting advancements as technology continues to evolve. Motor control applications are becoming increasingly efficient, intelligent, precise and interconnected. Ongoing research and development, along with improvements
in semiconductor technology, control algorithms and system integration are set to more enhance the complexity of motor control applications in both hardware and software aspects.
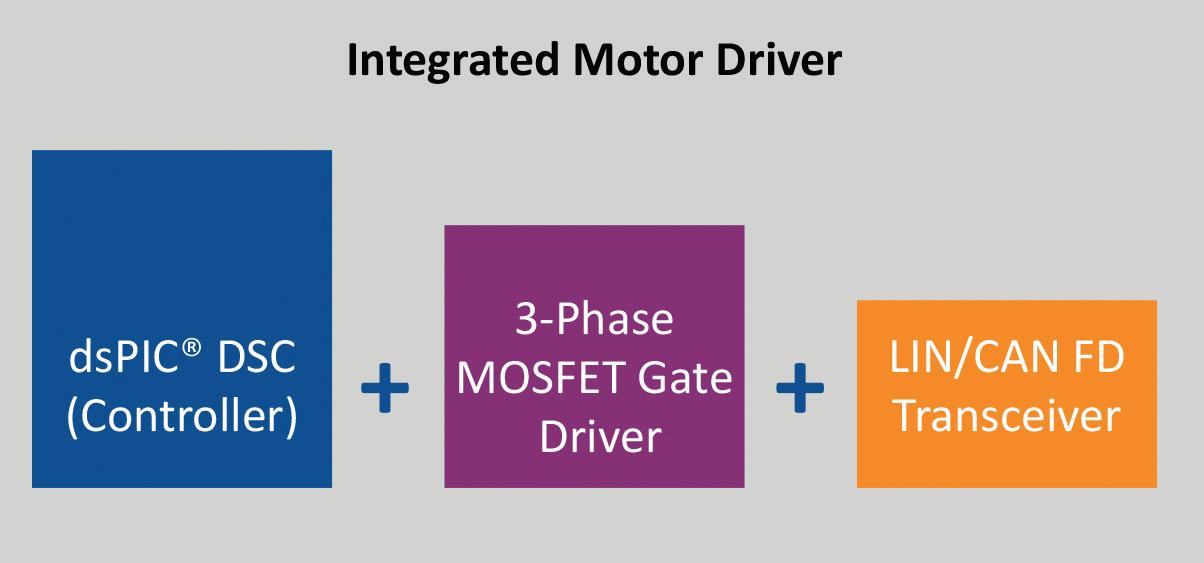
To address escalating hardware complexity, there’s a growing demand for integrated motor drivers that include a controller, three-phase MOSFET gate driver, and connectivity. Such integration supports high-power and precision designs in everything from industrial machinery to electric vehicles. With the inclusion of communication interfaces, these integrated motor drivers can seamlessly work in
networked environments for remote control and monitoring.
Some integrated motor drivers present a holistic solution for motor control applications, offering superior performance, adaptability, and connectivity.
Motor control applications
The shift towards electric vehicles and the demand for energy-efficient systems are driving the adoption of electric motors across various industries. The motors are no longer limited to traditional applications. Some modern-day motor applications include
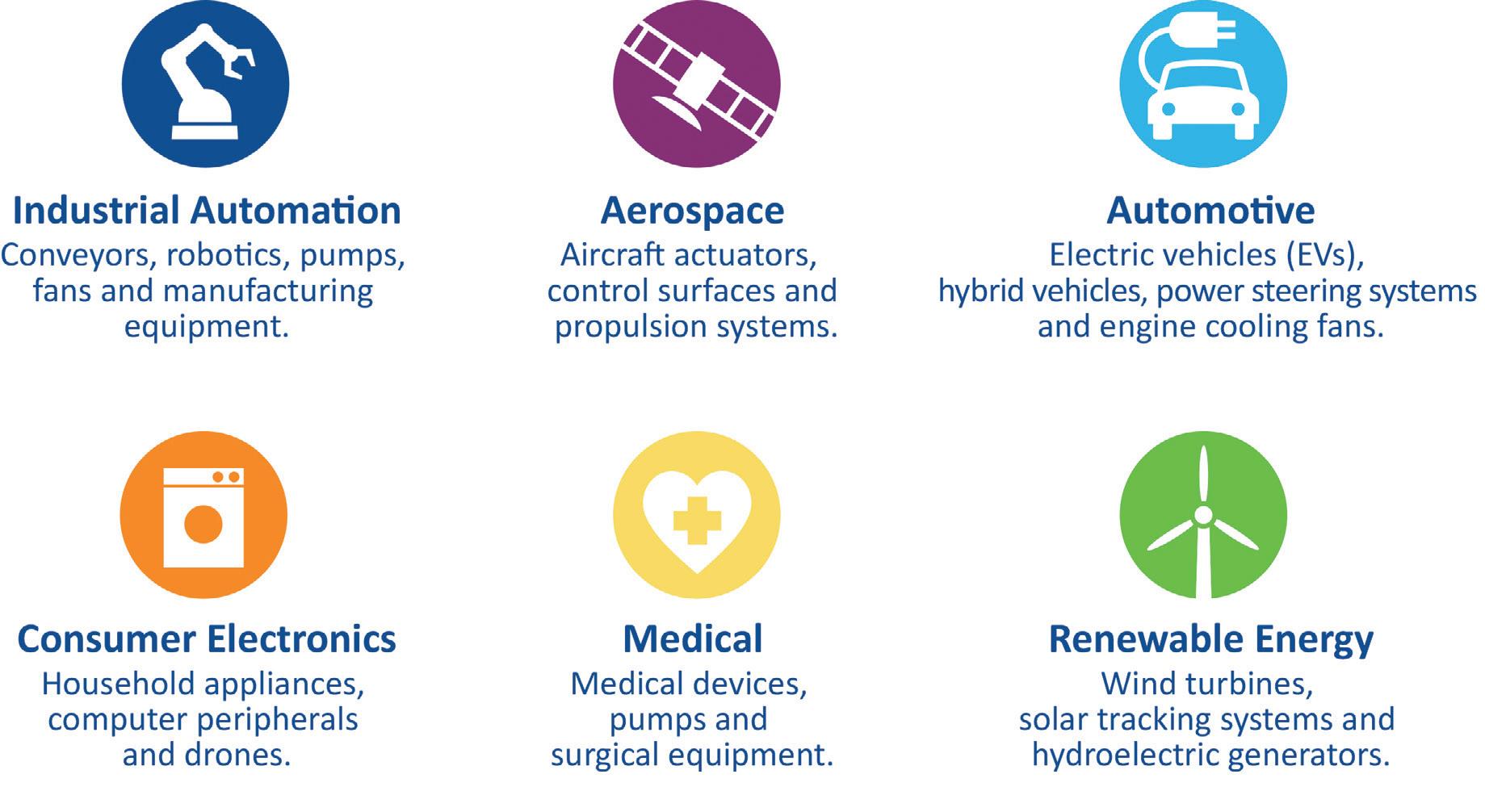
industrial automation, automotive designs, aircraft, consumer electronics, renewable energy, and medical devices.
The integration of motor systems with internet of things (IoT) and artificial intelligence (AI) technologies is paving the way for predictive maintenance, realtime surveillance, and the enhancement of motor performance. The growing emphasis on energy efficiency has spurred the creation of high-efficiency motors, featuring innovative designs and superior materials, which contribute to a reduction in energy usage and carbon emissions.
Compact and lightweight motors are becoming increasingly significant, especially in sectors like automotive, aerospace and industrial, and certain consumer applications where space and weight conservation are crucial. Progress in motor control algorithms, such as model-based predictive control and advanced sensorless control, are boosting motor performance, accuracy and agility.
The parts of an integrated motor driver
Integrated motor drivers combine all the control and analog interface functions needed for implementing complex motor control algorithms and typically include an advanced microcontroller (MCU) capable of running sensorless field oriented control (FOC), a three-phase gate driver, and sometimes a transceiver for communication.
Designs that benefit from integrated motor drivers
Integrated motor drivers serve a crucial role in various applications and industries. Overall, the demand for integrated motor drivers is driven by their ability to streamline design, reduce costs, enhance performance, conserve space, improve reliability, and facilitate seamless integration with other systems. They offer an allencompassing solution for efficient, compact, and reliable motor control applications across various industries. Integrated motor drivers are key to improving performance, efficiency, and safety in automotive, industrial, and electric vehicle (EV) applications. In the automotive sector, they enhance electric power
steering (EPS), braking, HVAC, and engine cooling systems. In industrial environments, they facilitate precise control in robotics, battery operated pumps, compressors, and machine tools. In EVs, these microcontrollers optimize motor control, battery management, regenerative braking, thermal management, power efficiency, and system integration and include diagnostic and safety features.
Here are some key reasons integrated motor drivers are necessary components for certain applications.
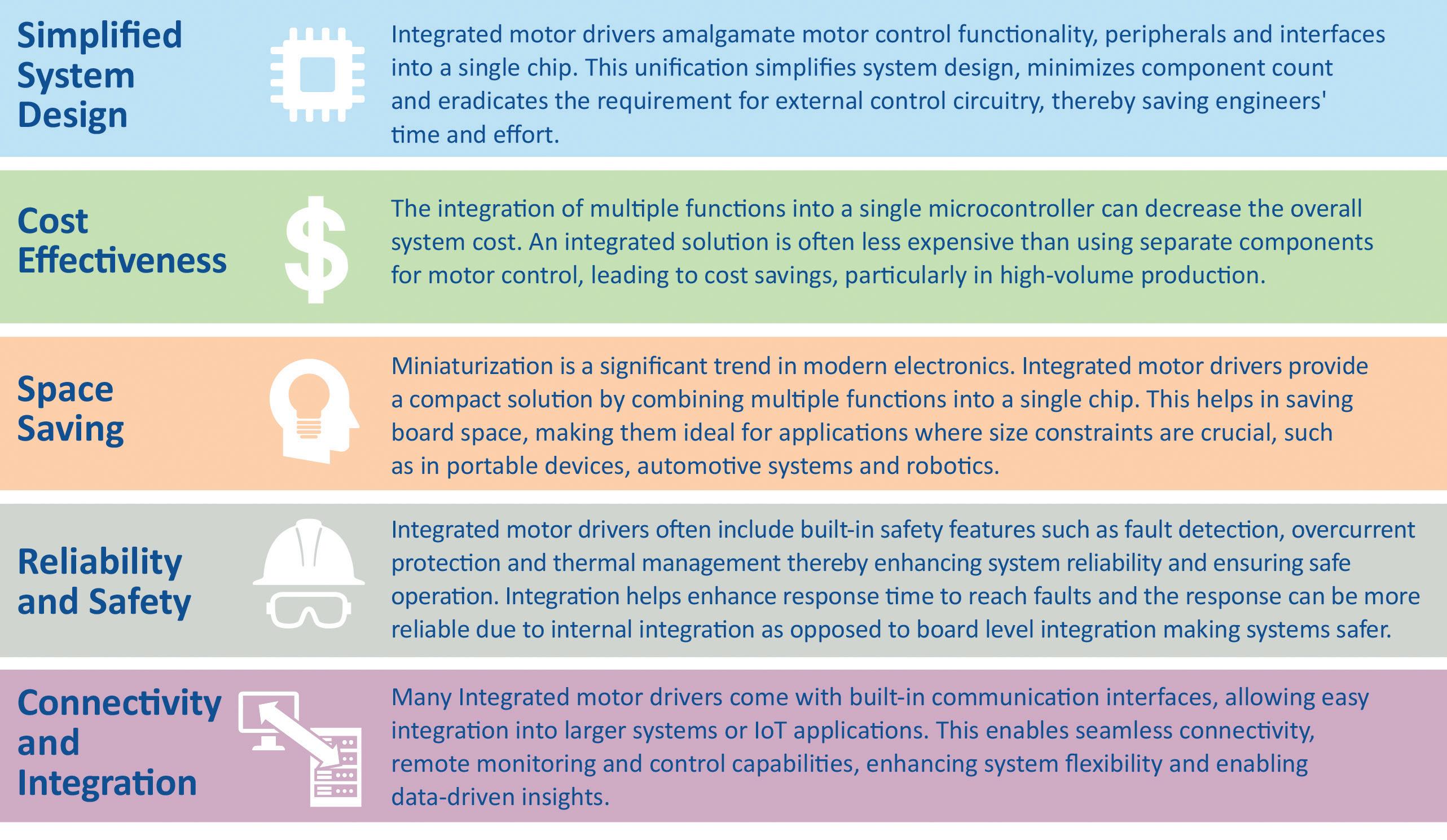
• Simplified system design: Integrated motor drivers amalgamate motor control functionality, peripherals, and interfaces into a single chip. This unification simplifies system design, minimizes component count and eradicates the requirement for external control circuitry, thereby saving engineers’ time and effort.
• Cost effectiveness: The integration of multiple functions into a single microcontroller can decrease the
overall system cost. An integrated solution is often less expensive than using separate components for motor control, leading to cost savings, particularly in high-volume production.
• Space saving: Miniaturization is a significant trend in modern electronics. Integrated motor drivers provide a compact solution by combining multiple functions into a single chip. This helps in saving board space, making them suitable for applications where size constraints are crucial, such as in portable devices, automotive systems, and robotics.
• Reliability and safety: Integrated motor drivers often include builtin safety features such as fault detection, overcurrent protection, and thermal management thereby enhancing system reliability and ensuring safe operation. Integration helps enhance response time to reach faults and the response can be more reliable due to internal integration as opposed to board level integration making systems safer.
• Connectivity and integration: Many Integrated motor drivers come with built-in communication interfaces, allowing easy integration into larger systems or IoT applications. This enables seamless connectivity, remote monitoring and control capabilities, enhancing system flexibility, and enabling data-driven insights.
The compact size, costeffectiveness, advanced control algorithms, and built-in safety features of integrated motor control microcontrollers make them essential in these sectors, driving advances and contributing to improved performance, energy efficiency, reliability, and overall system integration.
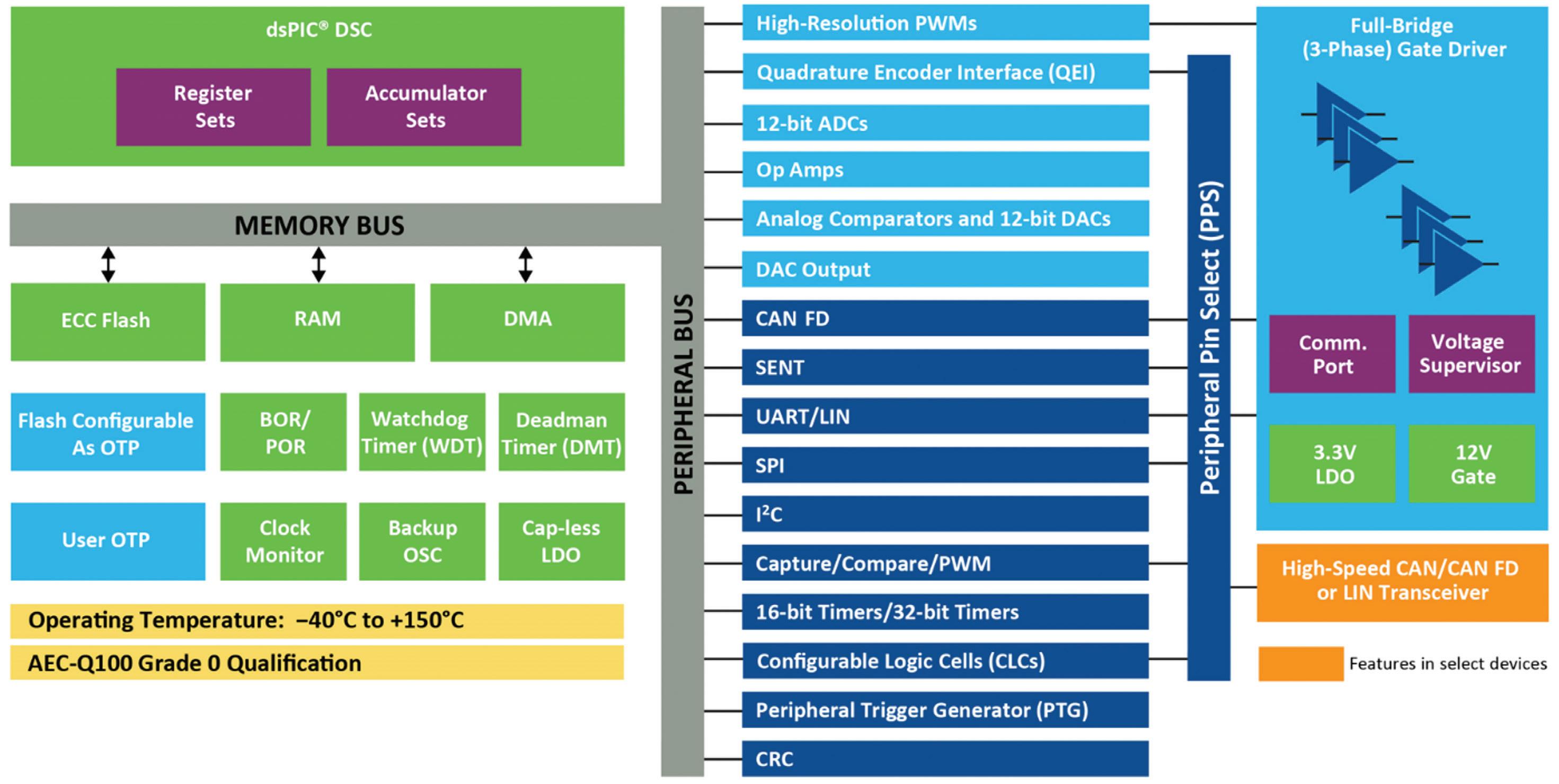
Digital signal controller (DSC) solutions
Certain integrated motor drivers powered by a digital signal controller (DSC) can streamline the implementation of efficient, realtime embedded motor control systems
in applications where space is at a premium. Besides the DSC, the motor drivers also include a fullbridge MOSFET gate driver and an optional LIN or CAN FD transceiver. The construction simplifies design processes by reducing the component count, printed circuit board size, and overall system complexity.
Some such integrated motor drivers facilitate the efficient implementation of field-oriented control (FOC) and other advanced motor control algorithms.
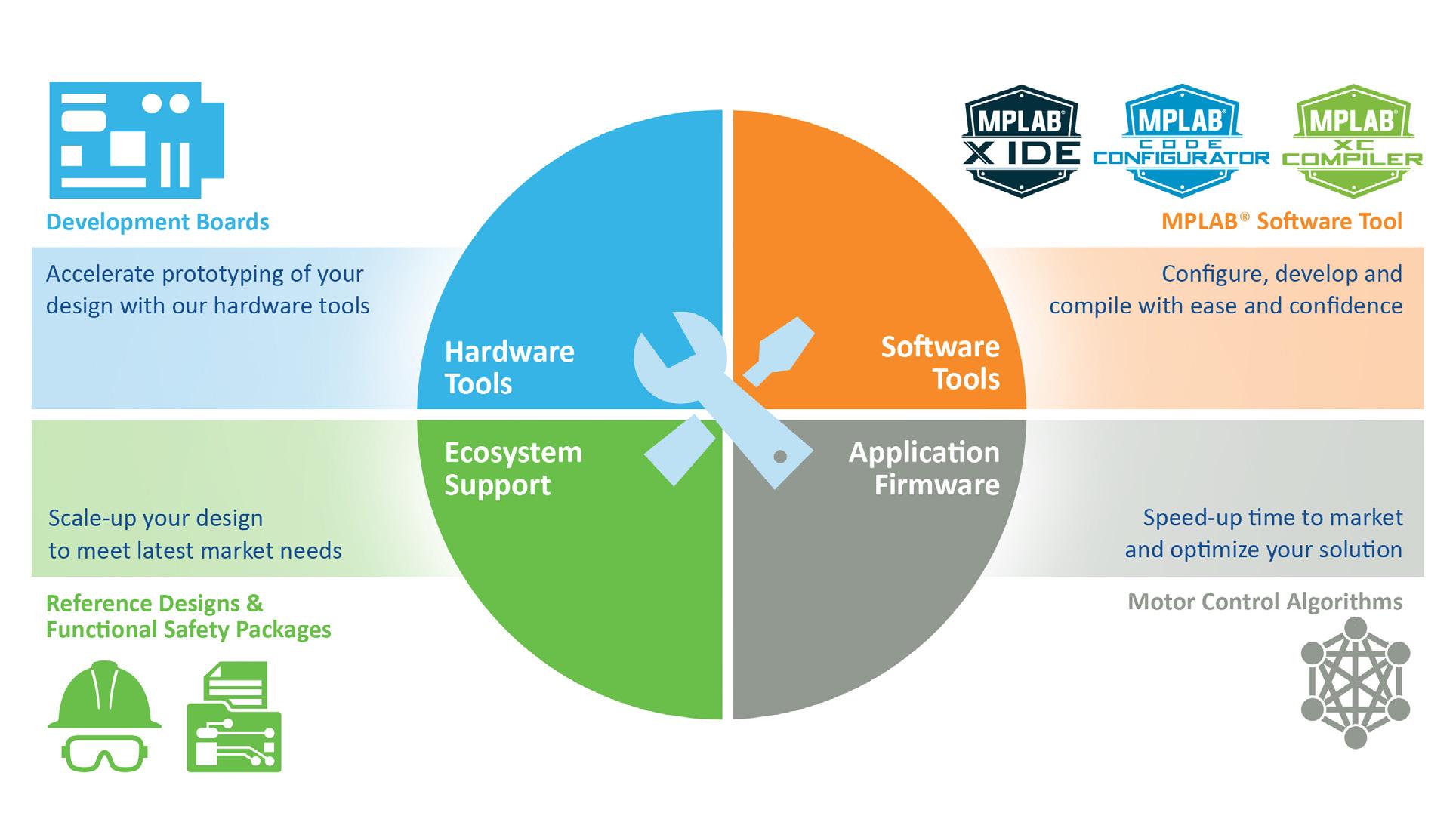
Ecosystems for support
To accelerate the design process, some integrated motor driver suppliers offer comprehensive motor-control softwarehardware ecosystems to help design engineers with design development.
In some cases, complimentary GUIbased software development tools for FOC measure critical motor parameters, automatically tune feedback control gains, and generate source code. The most advanced allow for zero-speed/ maximum torque (ZS/MT) designs that
The dsPIC33CK Motor Control Starter Kit (MCSK) and the MCLV-48V-300W Development Board are two dsPIC33-based integrated motor driver development boards that offer flexible control options and facilitate rapid prototyping of motor control applications. Accelerating design work is the MPLAB motorBench Development Suite.
maximizes motor torque output without the need for Hall or magnetic sensors. Complimentary device blocks for MATLAB Simulink can be used to generate optimized code from models for DSCs and other MCUs. Expanding portfolios of DSC-based motor-control reference designs include readyto-use solutions to help accelerate
development time. For example, an automotive cooling fan might use an integrated motor driver with a LIN-bus transceiver. DW
Scan the QR code for more information on Integrated Motor Drivers With dsPIC® DSCs via Microchip.com
Microchip Technology motor drivers are powered by dsPIC DSCs. These integrated motor driver devices can operate on a single power supply of up to 29-V (operation) and 40-V (transient) and deliver high central processing unit performance — operating between 70 and 100 MHz. The inbuilt 3.3V low dropout (LDO) voltage regulator powers the dsPIC DSC — eliminating the need for an external LDO.
Microchip Technology microchip.com
long Tackling
Russell Riddiford • President of ANCA Americas • ANCA CNC Machines
drill production challenges
Linear motion components play a central role in CNC machines. From linear actuation to bearings to the drive and control system, these components are key to the CNC machine motion system and it’s operation.
The benefits of CNC machining are that they produce parts with high levels of accuracy and consistency, and typically better surface finishes. They use software programming to produce parts faster than other manual methods.
Types of CNC machines include routing and milling machines, lathes, and laser cutters that work on steel, aluminum, plastic, and composite materials.
One use of CNC machining is in the manufacturing of long drills. The machining of long drills presents several difficulties and challenges in the production process. Their elongated physical size is not the only concern; ensuring accuracy throughout the entire length of the tool can be equally challenging. The extended nature of
How linear motion solutions help one CNC machine manufacturer solve the problem of machining long drills.
these drills introduces a host of potential issues that need to be addressed. One challenge is the need to control grinding forces consistently throughout the entire length of the tool. This is crucial because long drills are designed to create holes that are not only accurate but also maintain their straightness over extended distances. The reduction of deflection caused by grinding forces is important. When fluting the drill in the shortest possible time, high feed rates and forces are necessary. It
becomes crucial to find ways to minimize deflection while maintaining the required machining efficiency.
Another concern is runout, which refers to the error that occurs when the tool deviates from the center axis at an angle. While a standard setup may allow for an acceptable 5-µm runout for a 100-mm tool, the same setup could result in up to 40-µm runout for a 400mm tool. Achieving acceptable runout becomes a priority when dealing with such lengthy tools, as it directly impacts the performance of the tool.
Additionally, long drills often feature coolant holes integrated within their bodies. To ensure proper functioning, these coolant holes must be correctly identified by the machine during the machining process, avoiding any damage that could impede their functionality. Managing grinding forces and preserving the integrity of coolant holes are critical considerations when working with long drills.
Addressing the challenges of tool deflection, runout, fluting, and coolant holes, integrated solutions and software
capabilities provide a comprehensive approach to effectively produce long drills with accuracy and efficiency.
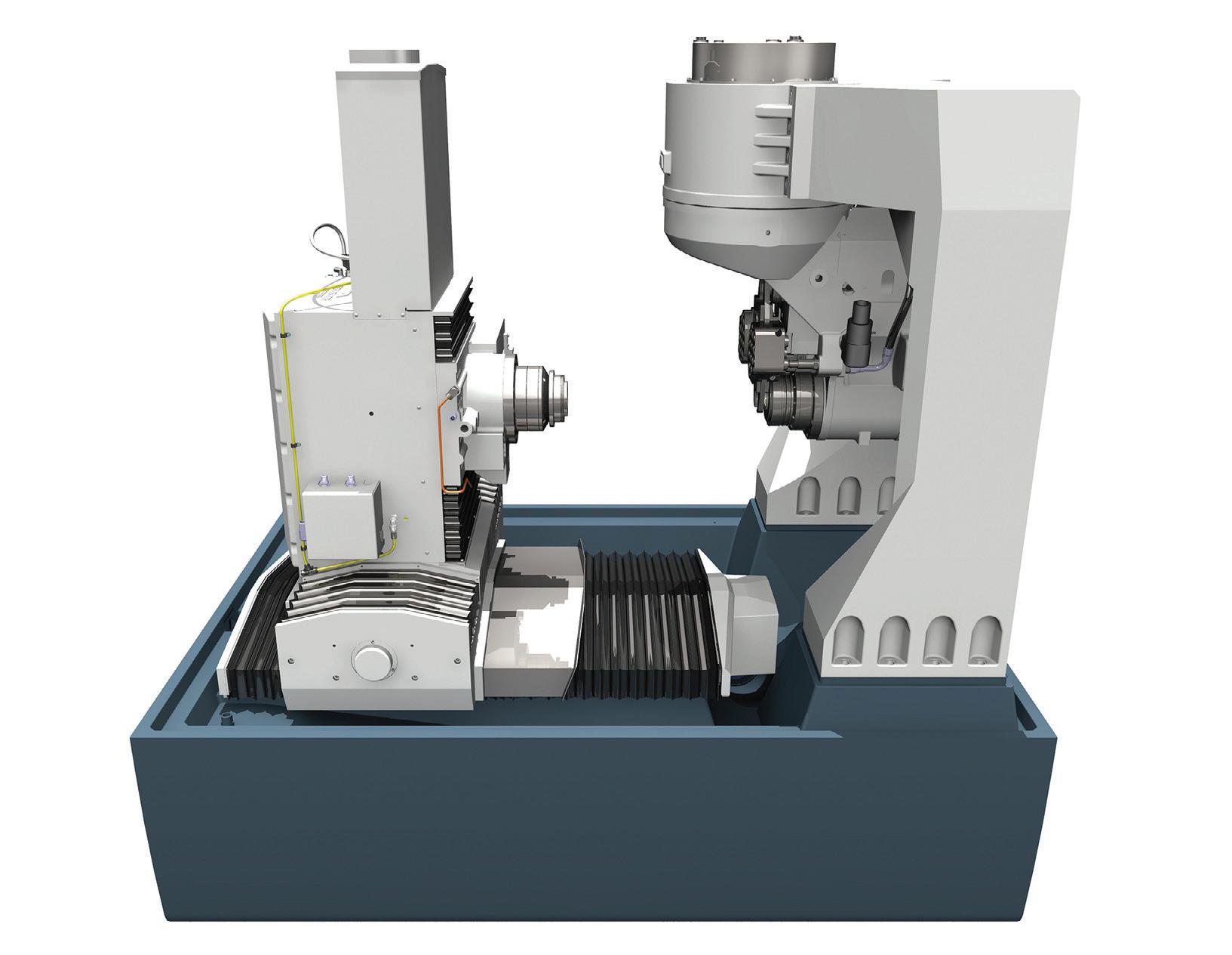
Spindle solution
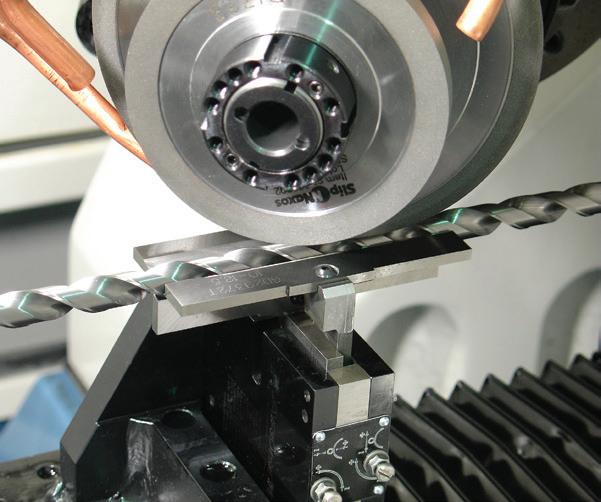
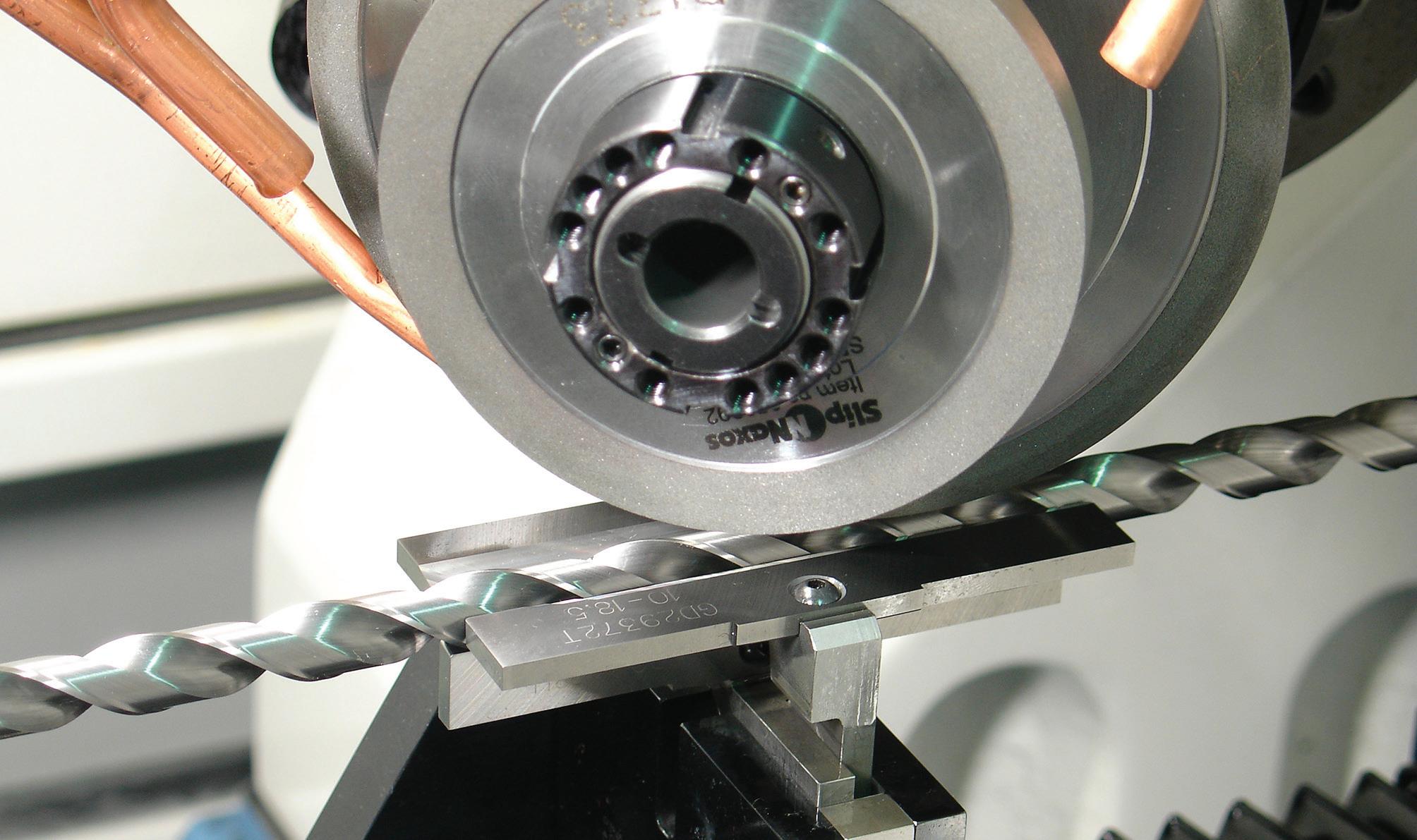
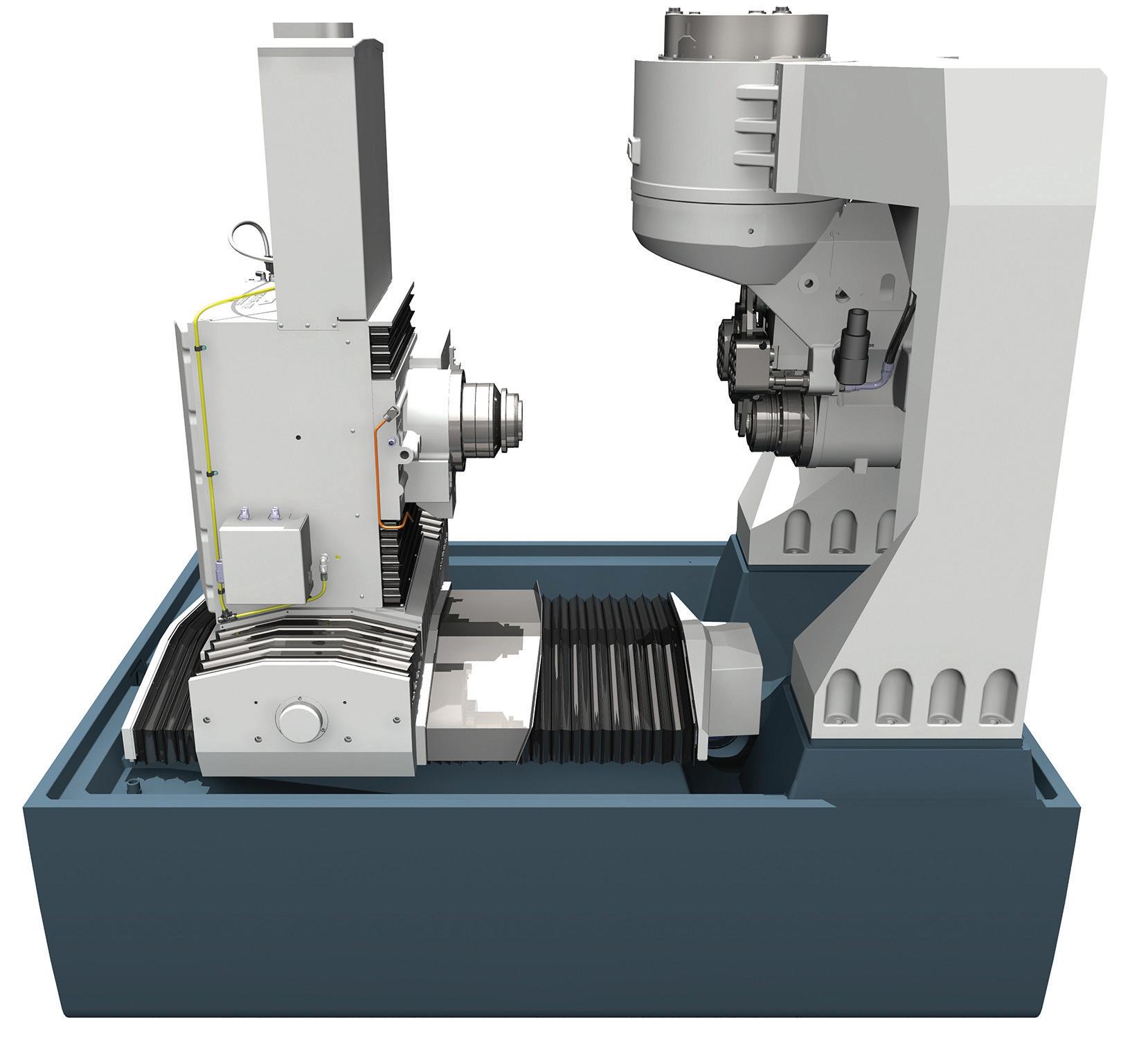
ANCA’s TX7 CNC machine integrates a number of solutions to solve the challenge of producing long drills. First of all, the machine’s 37-kW (49-hp) directdrive spindle facilitates the efficient grinding of long drills without putting excessive strain on the machine. It boasts a spacious working envelope and a 6th axis with a traveling steady support that can be positioned strategically to provide support in the grinding zone, allowing for the accommodation of tool lengths of up to 480 mm. This setup eliminates deflection and minimizes vibrations caused by grinding forces on the tool. It also addresses the issue of runout, as the steady supports enable compensation control to mitigate runout errors effectively.
At the heart of the spindle's design is a 37-kW direct-drive motor, engineered to provide high reliability with optimal power and torque for a wide range
of applications. The direct-drive configuration eliminates the need for belts or gears, reducing mechanical complexity and enhancing reliability. Plus, ANCA has recently introduced its patented Motor Temperature Control (MTC) product, which can be applied to the spindle to actively regulate spindle temperatures. This technology acts preventively, mitigating inaccuracies and inconsistencies caused by spindle growth when operating over a range of spindle loads and speeds throughout production. By proactively addressing temperature variations, the spindle ensures consistently precise machining results.
The TX7 spindle is crafted to not only accommodate standard wheels and tools but also to address the specific demands arising from grinding tools with larger wheel diameters. The machine is often deployed in contexts where larger machine sizes are used: for instance, production of larger tools necessitating the need for larger grinding setups, including a 12-in. wheel that can weigh over 20 lb. These scenarios often involve
A long drill being machined with an ANCA TX7 CNC machine.
Linear Motion
longer cycle times and frequent wheel dressing, where larger wheels offer a great advantage over smaller ones in batch production. Applications such as punch grinding, fir tree cutters, and tap grinding to name a few, commonly encounter such requirements. The spindle has been engineered with a robust high-torque design, enabling it to effortlessly handle these challenges and deliver consistent precision in grinding operations.
Linear motors drive linear axes
LinX linear motors drive all the linear axes, with a unique counterbalance design to counter gravity for the Z-axis. These linear motors have a number of advantages compared to ballscrews or flatbed linear motors. Flatbedstyle linear motors used in grinding machines typically have a back iron in their magnetic circuit, which increases the down forces and creates cogging. Cogging results in reduced surface finish quality. This tremendous down force on the bearings can cause components to wear faster, decreasing efficiency.
The LinX linear motor’s even force over the entire stroke provides superior motion performance, and because of its direct drive nature, the motor can track motion commands more accurately and repetitively to achieve a better surface finish. The LinX linear motor also enhances the cycle time due to its higher acceleration and faster traverse speed.
The key is the cylindrical design. The LinX linear motor consists of a shaft containing magnets and a forcer containing wound copper coils. The symmetric design results in zero attractive forces between the forcer and shaft, greatly reducing the loading requirement on support bearings. The thermal barrier design separates and removes heat from the motor, eradicating thermal growth for the machine.
The LinX’s simple construction, noncritical air gap, and no physical contact between the shaft and forcer lets machine manufacturers greatly simplify installation, reduce maintenance, and extend machine life.
Due to its simple construction, only one or two supports are required at the shaft ends depending on its orientation. Not only has the axis installation time been reduced by more than 200% when compared to ball screws, but the installation of LinX motors is much safer than flatbed linear motors.
Specialized software
ANCA offers several software solutions for long drill production. The first is ToolRoom, which provides a drill wizard as a standard feature. This wizard is a great starting point and includes convenient features like wheel pack auto-select. Users can easily add and define coolant holes in the blank editor for simulation. The software also includes runout compensation capabilities, providing further adjustments to compensate for runout errors.
For formed flutes, ANCA offers iFlute software. Long drills often require specific flute forms, and iFlute simplifies
the process. Users can simply import their DXF file, and iFlute will determine the wheel profile and grinding paths accordingly.
To simulate the tool grind and account for machine features, ANCA provides CIM3D. Users can add all the necessary machine features to the simulation, including a 6th axis, to determine the setup and control before proceeding to the actual grinding process. Not only can users set up the required operations, but they can also optimize the grind from their desk with accurate simulations of all features. CIM3D includes intuitive coolant hole collision detection within the simulation, ensuring that potential issues are identified and addressed beforehand. DW
CNC Machines machines.anca.com At the heart of the TX7 is an inductionmotor based direct-drive spindle (right) with speeds up to 8,000 rpm, with options for 10,000 and 15,000 rpm.
Imitation is easy. Innovation is hard work.
Leighton Lee II was an innovator. He founded our company on that spirit, and it’s how we solve tough problems today. Every product you see here—from miniature check and relief valves to shuttle valves, flow controls, precision orifices and plugs—was developed to solve a customer’s fluid control challenge. Since 1948, we’ve been delivering engineered solutions for a wide variety of demanding applications. We have the experience, product breadth, and technical know-how to provide engineered performance, with zero risk. Don’t let an imitator ruin your day—or your design. Contact us today to put our knowledge to work for you.
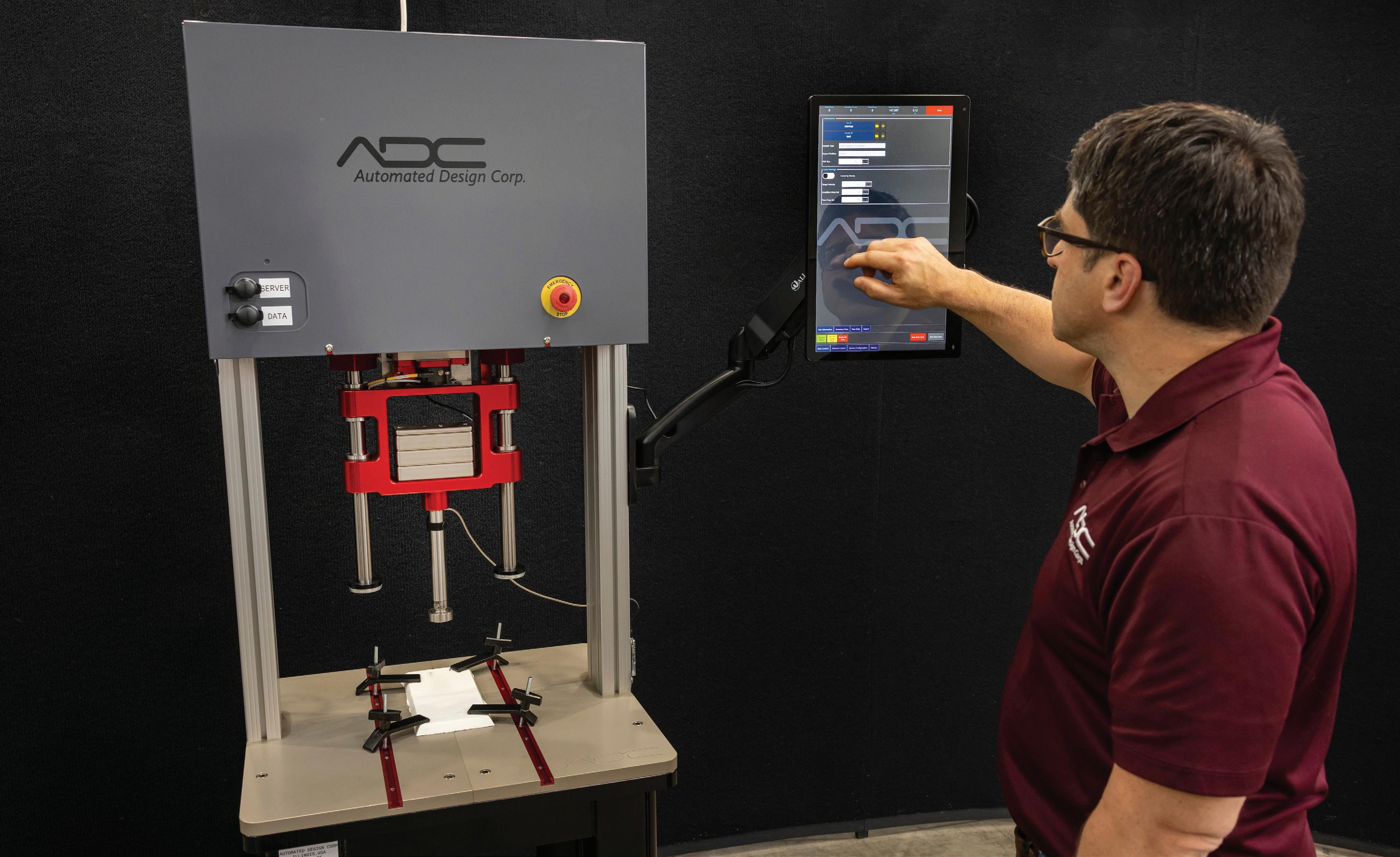
DAQ AND COMBINED AUTOMATION TECHNOLOGIES
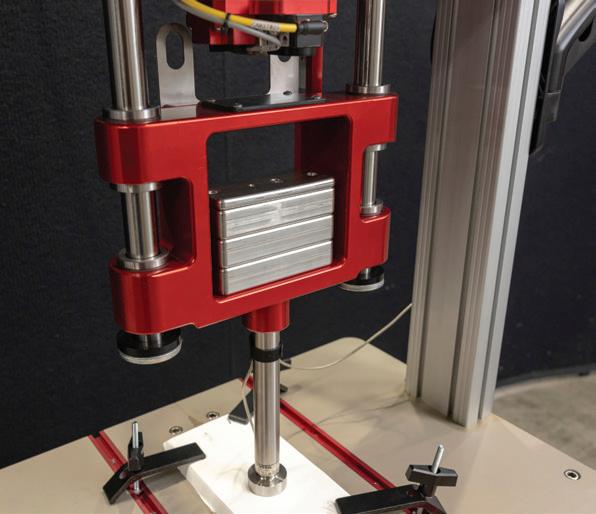
ADC’s test systems for sporting equipment cut $4,000 in hardware costs per machine using integrated PC-based control and expandable measurement tech from Beckhoff
THOMAS
Bitsky, Jr. often sees machine design like coaching. That is, it’s like coaching a team of athletes with disparate skills and from backgrounds that don’t often mesh. As Vice President and Lead Developer at Automated Design Corporation (ADC), Bitsky designs and programs systems that employ industrial automation and test and measurement technology. Take ADC’s redesigned Impact Tester as an example.
“The impact testing system, like most others, is more industrial than typical desktop lab-type boxes, but it offers more data acquisition (DAQ) than legacy automation and controls technology,” Bitsky said.
This type of challenge is home turf for ADC. Founded in 1986, the company originally focused on traditional manufacturing equipment for automotive and other industries. In the early ‘90s, ADC acquired a machine shop that built systems for a major
EDITED BY MIKE SANTORA
sporting goods brand and added testing equipment to its specialties. Now, the company supplies R&D systems to every major sporting goods manufacturer across multiple sports.
ADC’s redesigned Impact Tester system adheres to the ASTM F1976 and F1614 standards for impact attenuation of cushioning in athletic shoes. For accurate test results, the motion control and DAQ technologies must synchronize perfectly, which creates challenges when using separate solutions. So, ADC harnessed the flexible, fully integrated, and real-time solution from Beckhoff for both PC-based automation and expandable measurement. Here, Beckhoff’s ELM high-end measurement I/O terminals provided significant advantages.
ADC needed to meet several technological requirements when building the Impact Tester. Precision motion, real-time fieldbus communication, and fast cycle times
were necessary. The proposed system would be more advanced regarding software, mechanical and electrical engineering, and a more intuitive HMI was mandatory.
Another hurdle had nothing to do with technological capabilities. Instead, it involved gaining acceptance of a new solution that could go beyond the narrow list of test and measurement component vendors offering standalone black boxes.
This industry has remained siloed for far too long, according to Bitsky. In the past, of course, the high sample rates needed to ensure quality could only be found in components from select vendors. Still, industrial automation has converged with test and measurement technology. Test procedures often require greater control and kinematics capabilities than what a typical chassisstyle DAQ controller running LabVIEW software can offer. When depending on these DAQ controls, automated handling
for tests and moving objects into and out of the cell, require a separate PLC, Bitsky explained, “Both scenarios add cost, communication delays, and cabling nightmares.”
Conversely, engineers are now more comfortable adding test and measurement equipment to manufacturing machinery. However, the production environment often proves too harsh for traditional components. “When you start up a servomotor or VFD, the electrical transients go into the encoder, and that can make the counters on desktop DAQ boxes go haywire,” Bitsky said. “With the integrated DAQ technologies from Beckhoff, we get the performance we need without these issues.”
EtherCAT goes for the goal in expandable measurement
Since 2006, Bitsky has worked closely with the team based at Beckhoff’s Chicago-area sales and training office. Beckhoff Regional Sales Engineer Mike
Rauch and Applications Engineer Dave Zimbrich have provided guidance and hands-on assistance for many ADC projects for the test and measurement systems and general industrial automation.
“ADC recognized the power of our EtherCAT industrial Ethernet system for fast communication in data-intensive applications, and the ELM cards have increased their capabilities for integrated data acquisition,” Rauch said.
EtherCAT offers many benefits regarding topology, functional safety, and network size, but the main advantages for ADC are speed and bandwidth. Standard 100 Mbit/s EtherCAT with oversampling capabilities supports the various test systems. Oversampling functionality means reading data multiple times per cycle for enhanced time resolution of a signal.
On the Impact Tester, ADC was able to use commercial off-the-shelf (COTS) measurement terminals to eliminate
expensive, specialized hardware. The DIN rail-mounted ELM3502 EtherCAT Terminals are fully integrated into the standard Beckhoff I/O system and offer dual-channel measurement in a ruggedized metal housing. With sampling rates up to 20 ksps, the terminal covers most advanced measurement requirements for ADC. Bitsky learned about the ELM series, which offers terminals supporting up to 50 ksps when visiting the Hannover Messe trade show in 2019.
“We had been using other Beckhoff measurement terminals — particularly the EL3356, which works well for industrial applications. But our test and measurement customers needed sampling in the kilohertz range that only legacy DAQ vendors offered previously,” he said.
ADC started using the ELM3502 modules on their compression systems and saw significant improvements. So, it made sense to design the Beckhoff
measurement terminals for the Impact Tester; Bitsky explained, “The ELM terminals delivered the sampling rates we needed, along with perfect synchronization to the controller via EtherCAT. Now, the machines can load test specimens very quickly. In one scan, I get all motion and load data, and our Gage R&Rs look as good if not better than what we got with the traditional chassis-style controller.”
Control and motion solutions work smarter not harder
On the controls side, ADC relies on a Beckhoff CX5130 Embedded PC running TwinCAT 3 automation software. One fanless machine controller delivers
ample computing power for data acquisition and motion control in the test systems. “The scalability of our Embedded PC series allows ADC to increase performance levels when needed without reprogramming or reengineering their systems,” Rauch said. “That flexibility makes the complex world of test and measurement a little simpler.”
TwinCAT 3 delivered an end-to-end automation runtime and engineering environment. The software offers a more standardized programming environment, according to Bitsky. However, it also easily integrates LabVIEW and other third-party software. With TwinCAT, engineers can program
in the languages they are most familiar with or that best fit the project, including the available IEC 61131-3 languages and their object-oriented extensions, function blocks and computer science standards found in Microsoft Visual Studio.
The Beckhoff drive technology portfolio complements the needs of these systems. The compact EL7211 servo terminals and EL7041 stepper terminals deliver high-performance drive technology in an I/O slice form factor. ADC also leverages the EL5101 singlechannel encoder interface.
“We can also use third-party motors and drives, and if they’re EtherCATbased, the integration is incredibly simple. We use the motion control libraries in TwinCAT for all these devices,” Bitsky said. “Most of our applications require simple point-topoint motion. We apply a specified load to the material, which requires synchronization between the load cell input and motion controller, and then read the position. If you go past that load, the test will fail to execute.
“The legacy, chassis-style controllers just don’t have the power to support this functionality,” he added. “But the distributed clocks in EtherCAT ensure synchronization of load versus position.”
One winning team handles DAQ and automation
ADC already saw benefits from the Beckhoff portfolio, but because of the company’s success with the ELM series, it has started implementing those terminals across its machines. The system met all requirements for enhanced measurement and control capabilities, and using COTS automation components also led to cost savings of about $4,000 per machine. The Beckhoff solution also reduced wiring, assembly, and programming time. DW
TwinCAT
By Lisa Eitel Executive Editor
The increased viability of sustainabilityPart 2
In Part 1 of this series, we learned how sustainability programs are supported by efficient technologies. Here, we learn how industry is working to reduce carbon emissions.
Lastyear saw a 50% increase in global renewable-electricity capacity than years past — reaching approximately 507 gigawatts, according to the International Energy Agency. Solar photovoltaic and wind power (and expanded capacity in China) dominated the trend. What’s more, many new utilityscale solar and onshore wind plants delivered power at lower cost than new power plants relying on fossil fuels. Of course, aged grid infrastructures and financing challenges remain. So, Design World asked several industry experts about efforts to boost renewable use in industrial applications. Here’s what those surveyed had to say.
Renewable energies seem increasingly practical.
Weber: We produce renewable energy such as solar onsite wherever we feasibly can. However, this may not be possible
in some regions due to climate and other reasons … or power needs may surpass the amount of power energy that a site can produce itself. The final step in our strategy is to procure clean energy from utility companies through power purchase agreements (PPAs) that deliver energy from renewable sources to our site or renewable energy certificates (RECs — known as guarantees of origin in Europe).
Of the two options, purchasing certified renewable energy from a utility company has a more tangible effect on a company’s carbon footprint; purchasing RECs may reduce emissions on paper, but it does nothing to impact how much energy an organization actually uses on a daily basis.
Caldwell: Yaskawa operations everywhere are committed to sustainability efforts. From investments in renewable energy technologies and sourcing renewables for several of our
facilities to reducing corporate carbon footprint and developing and including as standard regenerative braking in our products, we have outlined and exceeded our vision of a sustainable future.
Leath: It’s an increasingly common ask, especially from automotive and other large global companies, to get data on how our robots use regenerative energy from the motors.
Yudilevich: Producing energy from renewable sources is essential, but it’s equally critical to develop effective methods for storing that energy. As a part of a consortium on lithium and sodium-ion solid state batteries for energy-storage applications, MaterialsZone contributes to the development of solid electrolytes to replace flammable, shorter-lasting, dense liquid electrolytes currently being utilized in lithium-ion batteries. Solidstate technology has the potential to
revolutionize the energy landscape by enhancing accessibility, reducing geopolitical dependencies, and creating a resilient supply chain with sustainability in mind.
Weber: Industries producing electric vehicles, renewable energy, and energy storage are some of the fastestgrowing facets of Jabil’s business.
On the automotive and transportation side, we have increased manufacturing to support mass adoption of electric vehicles — specifically in the production of battery-management systems, inverters and converters, cables, and off-board and on-board charging. More than one million electric and hybrid vehicles on the road today contain Jabilmanufactured powertrain technology. We’ve also scaled our energy and industrial business, specifically in the areas of battery-based energy storage, solar inverters, and wind-turbine components — as well as technologies that improve the flexibility and efficiency of the electrical grid. These types of grid solutions (as those we developed in partnership with Smart Wires) help ensure energy can be efficiently delivered on an aging grid system without the need for additional lines.
What about carbon emissions?
Weber: Along with many of our partners, we have stated goals around greenhouse gas (GHG) emission reduction. At Jabil, we have reduced our Scope 1 and Scope 2 GHG emissions by 28% compared to our fiscal year 2019 baseline and are making steady progress toward our ultimate long-term goal of reaching carbon neutrality by 2045. We’ve relied on a simple yet effective three-pillar emission reduction strategy — reduce, produce, and procure. The first step is to find ways to cut the amount of energy needed at our sites — such as upgrading aging, inefficient equipment and streamlining processes to be more efficient. The less energy we use, the less energy we need to make or buy, which saves on emissions.
Guitart: In the U.S. industrial sector, motors alone consume nearly 70% of total electricity used. However, most motors today waste energy because they operate at a single speed. Higher-efficiency variable-speed motors in industrial applications are critical for reducing energy and emissions.
According to the U.S. Department of Energy, the implementation of advanced motor technology (as that from Infinitum) could in the U.S. industrial and commercial sectors alone save 127 terawatt-hours per year (TWh/yr).
CONTACT’s IoT platform uses the digital twin of a machine to track its energy consumption. If the software detects deviations between the target and actual values, it notifies production managers via a dashboard to initiate appropriate corrections.
Meet the Experts
• Anant Bhat
Director — Industrial strategy and portfolio management • Schaeffler
Americas
• Brad Dineley
VP of operations and strategy • Schaeffler Americas
• Brian Burke
Product manager III • BishopWisecarver Corp.
• Brian Dengel
General manager • KHK USA Inc.
• Chris Caldwell
Product manager – material handling • Yaskawa Motoman
• David Mayers
Sales director • IDS Imaging Development Systems Inc.
• Francois Minec
Global head of polymers • HP
Personalization and 3D Printing
• Gian Sachdev
Marketing head – Americas demand generation • Cognex
Vice President of regional business units and engineering • Schaeffler
Americas
• Mike Korkowski
Operations manager • LinMot USA
• Ori Yudilevich
CTO • MaterialsZone
• Patrick Varley
Product marketing manager
— robotics • Mitsubishi Electric Automation Inc.
• Ramon Guitart
VP of engineering — electric motors • Infinitum
• Richard Halstead
President • Empire Magnetics Inc.
• Robert Cachro
Program manager — growth and innovation • Dynapar
• Robert Luchars
Executive VP • ECM PCB Stator
Technology
• Stacy Mendez
Director of ESG and global strategic planning • Avnet
• Yugi Ikeuchi
GM — Engineering and app development • IKO International
Sustainability
This represents a cost savings of $14.7B and CO2 reductions of 90.2 MMT — equivalent to the annual electricity use of all households in California and North Carolina combined.
Luchars: As an electric motor design and software company, we’re confident our technologies serve a critical market need while supporting reduced electricity consumption, decarbonization, and overall energy transformation. ECM’s PCB Stator electric motors designed on our platform are up to 70% lighter than conventional options with efficiencies 90% or better.
When applied at scale, these design and performance characteristics hold the potential to transform global power grids. That’s because embedded within the world’s energy sustainability problem is an electric-motor sustainability problem. Reliance on outdated technology is the primary reason electric motor systems account for over 50% of global energy consumption (according to IEA research) and roughly 50% of all U.S. and EU electricity. Both regions via minimum efficiency performance standards (MEPs) identify huge sustainability upsides from converting to next-generation electric motors. The U.S. Dept. of Energy projects that future electric-motor standards will save Americans $8.8B and reduce CO2 emissions by the equivalent of the annual emissions of 20 million gasoline cars.
Dineley: Schaeffler has introduced a design-review process at product inception that incorporates the systematic review of carbon contributors and intensity of the components — as well as processes and alternatives to optimize carbon impact aligned to our Value
Analysis and Value Engineering (VAVE) process.
On the product side, Schaeffler manufactures solutions to help decarbonize the drivetrain in automotive and industrial sectors. These solutions include components and systems for high-efficiency electric drives and complementary battery, chassis, mechatronic, and thermal-management systems. Further related to energy transition, Schaeffler is using its production expertise to design and manufacture products that support the industrialization of clean hydrogen as well as mechatronic actuators that increase the efficiency of solar power generation. Relative to Schaeffler’s direct emissions, we’re introducing technology to:
1. Fuel switch our internal production technology to reduce reliance on carbon-generating gases.
2. Install and contract for clean energy alternatives, including owngeneration solar, PPAs and RECs.
3. Install energy-storage systems and batteries to partially offset the imbalance between renewable generation and consumption curves … in part to reduce grid peak loading and accommodate long-term gridcapacity requirements.
4. Optimize our footprint to reduce carbon emissions generated from freight activities while systematically supporting technology transitions that minimize our carbon impact — including the introduction of e-fuels in vessels, use of electric trucks, and rail transport.
5. Work with our supply base to introduce and adopt greener products and processes. Examples:
electric or hydrogen-based steel production, material grade selection, and optimizing the specifications for recycled material.
Have you promoted more sustainable material use?
Weber: Jabil’s engineered materials team is also hard at work developing new, low-carbon footprint polymers for additive manufacturing. For example, in 2023, we launched PLA 3110P. This powder is derived entirely from certified renewably sourced biomaterials, meeting the demand for a biobased alternative to petrochemical-based powders. It can be used for general prototyping, thermoforming, and compression fabrication such as that for dental molds.
Yudilevich: We’re seeing efforts to boost efficiency, particularly in R&D. Integrating new technologies and digitally transforming the R&D process creates gains across the entire supply chain. For example, integrating endto-end materials informatics platforms provides a centralized platform for R&D labs and supports holistic materialsdevelopment cycles. Our technology allows for seamless interaction with the supply chain, integration with raw materials catalogs, data enrichment from external chemical databases, and regulatory and sustainability calculations. By embracing this strategy, organizations can achieve a more efficient R&D process — from conceptualization to product development.
Minec: 3D printing is increasingly cost effective, so new real-world applications are emerging every day. At HP we have a front-row seat to the acceleration of sustainable production along with our partners and end users applying digital manufacturing in cutting-edge ways. This is underscored by a three-pillar approach: reducing carbon footprint, enabling circularity, and sharing knowledge for more impactful results.
We’re eliminating plastic from our own packaging and giving end users tools to meet their sustainability goals: The Arkema buyback program lets end users sell their used PA11 and PA12
Shown here is a Citadel battery energy storage system (BESS) site nearing completion in Texas. | Captona
powders and printed parts as opposed to landfilling or burning them. Access to new environmentally friendly solutions such as molded fiber is also being democratized thanks to 3D printing.
The 3D printing sustainability benefits are clear, but now we’ve reached the tipping point where we need to be much more rigorous and intentional with our design and manufacturing processes to maximize impact.
Weber: The design phase has the greatest impact on a product’s overall environmental impact, so we see the choices made during this step as a huge opportunity to boost sustainability. Our end users are increasingly looking to Jabil for guidance on using more sustainable materials in their product designs.
We’ve made (and are continuing to make) investments in software solutions that use a combination of artificial intelligence and established, validated material databases to help our end users select materials that meet product requirements and have a low carbon footprint. Jabil’s engineered materials team is on the leading edge of developing new sustainable materials for use in additive manufacturing such as the bio-based PLA 3110P and PK 5000, which leverage carbon monoxide to lower the material’s overall carbon footprint.
Where possible, we don’t use new materials at all. For example, at our site in Baja, we have begun offering enhanced medical-device reprocessing for hematology analysis machines. This process adheres to the highest safety standards and includes incoming equipment inspection, detailed refurbishment, and eventual repackaging.
For our end users, this longer lifecycle means reduced device costs as well as decreased landfill waste and disposal expenses.
Minec: Materials innovation is key to HP’s work to offer differentiated strategies for companies to embrace sustainable manufacturing. HP’s Multi Jet Fusion technology is enabling the use of materials such as molded fiber, so now we’re striving to achieve a 75% reduction in our single-use plastic packaging (by 2025 as compared to 2018) by leveraging our own innovative fiber-based packaging solutions.
Additionally, HP works closely with a network of materials partners to develop and offer end users highly reusable and holistically more sustainable materials. For example, in collaboration with Arkema, HP is developing bio-based materials comprised of renewable castor oil and biomethane. In work with Evonik, HP has developed the 3D High Reusability PA12 made with renewable energy and reducing the carbon footprint of PA12 material by 49% all while maintaining its material properties.
Dineley: The most beneficial projects Schaeffler drives through our company’s sustainability objectives are efficiency and waste reduction projects, as they lower our carbon footprint while also reducing our cost base. Schaeffler’s efficiency and waste reduction projects focus on energy and gas reduction, water and waste reduction, product scrap and waste reduction, and input material conversion. Due to the overall cost structure (validated with benchmarking) our
greatest opportunities pertain to energy and material efficiency.
Direct material cost is one of the most significant inputs to our cost structure. Scrap and waste are addressed daily through our continuous improvement programs and overseen through shop floor management. Input-material conversion is benchmarked by product type and optimized by redesigning tools and reengineering the use of fall-off material.
Bhat: Schaeffler designs sustainable products with a holistic approach considering the carbon footprint across the entire product life cycle — from product development to the circular economy.
• Using CO2-reduced steel, higher material utilization, and induction hardening, the carbon footprint of Schaeffler’s large-size tapered roller bearings for wind turbines is up to 70% lower than conventional bearings.
• Schaeffler’s new generation of monorail linear systems is designed to reduce friction and thereby increase power by up to 40% with 30% less lubricant consumption.
• Schaeffler’s Lifetime Solutions condition monitoring offerings provides manufacturing facility maintenance teams and plant managers with the tools they need to maintain continuous plant operation and reduce unplanned downtime. That in turn reduces costs and saves energy. DW
Design World designworldonline.com/trends
Honeywell hydrocracking can produce sustainable aviation fuel from biomass for a fuel that’s 90% less carbon intensive than traditional fossil-based jet fuels and up to 20% less expensive than alternatives.
Sustainability
One renewable-energy expansion at a Millers Branch Solar Facility in Haskell County, Texas brings 180 MW more sustainable power online. | Southern Power
In Parts 1 and 2 of this series, we learned how certain design approaches and technologies enable sustainable operations and carbon-emissions reductions. Here, we learn how industry is working to reduce other waste and quantify the effects of their efforts.
By Lisa Eitel Executive Editor
THE VIABILITY OF SUSTAINABILITY PART 3
No green hushing here
Suppliers continue environmental push
Any efforts to increase recycling and otherwise reduce waste?
Guitart: Our motors are designed with sustainability and circularity in mind. Infinitum motors replace the heavy iron core found in traditional stators with a lightweight printed circuit board (PCB) stator that is ten times more reliable. Using a PCB means the motor can be smaller, lighter, and quieter than motors that use conventional iron core stators. We also etch copper onto the PCB for a 66% reduction in copper compared to conventional motors. What’s more, Infinitum motor housings, rotors, and stators, can be reused multiple times.
Mendez: One increasingly common waste-management strategy (where local markets allow) is zero-waste-tolandfill contracts. These contracts allow incineration of nonrecyclable waste for energy production. For example, Avnet currently holds zero-waste-tolandfill contracts in the U.K., some European facilities, and Singapore. Two other tangible initiatives include onsite
waste sorting (to raise recycling rates at distribution centers and large office sites) and distribution-related packaging.
Weber: There’s still work to be done in the areas of recycling and circulareconomy partnerships. Companies have much to gain by keeping products and materials in the value chain rather than sending them to a landfill or even incineration.
For example, Jabil recently acquired Retronix, a provider of component recovery, reballing, retinning, and component authenticity testing services, to help our end users recycle and reuse electronic components. These services enable the safe extraction of embedded valuable components from printed circuit boards (PCBs) and other electronics to minimize waste, create new value channels, and mitigate future component obsolescence — all while maintaining security, quality, and certification standards.
Sachdev: Our commitment to sustainability starts at home with a
focus on reducing energy usage in our own facilities. Even as our revenues and employee base grew, we reduced energy consumption in our owned facilities by 3% from 2020 to 2022. Our contract manufacturers and distribution centers are ISO 9001:2015 compliant, and we conduct 20 to 30 supplier audits per year that investigate their workplace standards, business practices, and environmental impact.
Dineley: Through our corporate sustainability program, Schaeffler targets year-over-year efficiency gains via widespread adoption of variable speed drives; optimizing each location’s compressed air and temperature setpoints; and implementing energymanagement software, benchmarking, and continuous-improvement projects. Water consumption is reduced through widespread adoption of closed-loop systems and continuous improvement activities that are also managed through Schaeffler’s sustainability program.
Our objective is to eliminate waste to landfill in each of our sites across the
Americas, and we’ve already achieved this milestone in several locations. Our focus is on reuse and recycling programs as well as continuous-improvement activities managed through our Sustainability Program.
Where are hydrogen-based applications a suitable solution?
Halstead: Hydrogen is not truly a fuel but rather an energy-storage medium. As a large-capacity system to store energy at utility scales, it can be very cost effective. Given the challenges of flammability, pressure vessels, and hydrogen embrittlement, small-scale applications can turn out to be quite expensive.
M. White: Schaeffler has decades of experience producing high volumes of high-precision components using lean manufacturing practices for the automotive industry. We entered the hydrogen business in 2021 when it established hydrogen as a global strategic business sector. Then we began commercial development of bipolar plates and polymer electrolyte membrane (PEM) fuel cells for automotive and mobile applications as well as PEM electrolyzer stacks for industrial markets. Our core competencies (including precision metal stamping and forming, coating, welding, joining, and assembly) are suited to producing bipolar plates and
electrolyzer stacks in commercial volumes. We’re actively engaged with industrial end users to explore suitable industry applications for our PEM hydrogen electrolyzers. We have several potential use cases in hydrogen fueling stations for industrial, automotive, and transit applications; bulk hydrogen production for industrial process industries (as for the production of green steel and aluminum, cement, and fertilizers); generation of hydrogen fuel for mobile applications (as for mobile material-handling and port cargohandling equipment); synthetic fuels for aviation, freight rail, and ships; hydrogen for inter-seasonal energy storage and electric grid stabilization; hydrogen as an industrial gas as already used in industrial processes; and hydrogen to replace natural gas for firing heat-treating and hot-forging furnaces.
More specifically, distributed hydrogen fueling stations support mobile materialhandling equipment with rapid adoption of hydrogen-powered vehicles such as mobile forklifts used inside manufacturing facilities near people. These fueling stations — to be powered by rooftop solar arrays or clean, renewable energy supplied via the electrical grid — will produce hydrogen at end users’ manufacturing facilities.
Another possible use case is to use green hydrogen as a storage media for emergency backup power at data centers or cellphone towers.
Meet the Experts
• Anant Bhat
Director — Industrial strategy and portfolio management • Schaeffler
Americas
• Brad Dineley
VP of operations and strategy • Schaeffler Americas
• Brian Burke
Product manager III • BishopWisecarver Corp.
• Brian Dengel
General manager • KHK USA Inc.
• Chris Caldwell
Product manager – material handling • Yaskawa Motoman
• David Mayers
Sales director • IDS Imaging
Development Systems Inc.
• Francois Minec
Global head of polymers • HP
Personalization and 3D Printing
• Gian Sachdev
Marketing head – Americas demand generation • Cognex
Vice President of regional business units and engineering • Schaeffler
Americas
• Mike Korkowski
Operations manager • LinMot USA
• Ori Yudilevich
CTO • MaterialsZone
• Patrick Varley
At the recent Sea Otter Expo, Electric-bike maker Vanpowers released a new series of commuter, all-terrain, and lightweight gravel e-bikes. The e-bikes feature a hub motor lock, emergency SOS, vibration detector, real-time GPS tracking, and geofencing for antitheft protection. | Vanpowers
Product marketing manager
— robotics • Mitsubishi Electric Automation Inc.
• Ramon Guitart
VP of engineering — electric motors • Infinitum
• Richard Halstead
President • Empire Magnetics Inc.
• Robert Cachro
Program manager — growth and innovation • Dynapar
• Robert Luchars
Executive VP • ECM PCB Stator
Technology
• Stacy Mendez
Director of ESG and global strategic planning • Avnet
• Yugi Ikeuchi
GM — Engineering and app development • IKO International
Sustainability
Does your company have Green Leaf or other certifications?
Dengel: Our company is ISO:14001 certified. As such, we do our best to reuse, recycle, and reduce waste throughout our facilities.
Weber: While Jabil has not pursued Green Leaf certification specifically, we have achieved various other sustainability certifications that pertain to our industry, such as ISO 14001 for environmental management systems; green-building certifications such as Leadership in Energy and Environmental Design (LEED); and International Sustainability and Carbon Certification (ISCC) for circular economy.
Jabil is a founding member of the Responsible Business Alliance, the world’s largest industry coalition
dedicated corporate responsibility in global supply chains. Our external audits performed through the Validated Assessment Process had an average score of 170 during fiscal year 2023 (equating to a Silver recognition level).
In addition to annual sustainability reporting, we voluntarily disclose data to platforms such as EcoVadis — a wellknown universal sustainability ratings and intelligence solution. In 2023, we achieved a Gold status rating — putting Jabil in the top 5% of all participating.
Minec: To become the most sustainable and just technology company by 2023, HP firmly believes that company growth is tied to engagement in sustainable business practices. As a committed member of the Additive Manufacturer Green Trade Association (AMGTA) HP is dedicated to advancing sustainable
manufacturing practices within our organization and throughout our network of partners and end users.
Within our own company, this takes the form of implementing sustainable alternatives to traditional methods wherever possible — incorporating an innovation-first mindset with a sustainability-driven edge. Consider the buildings of HP’s 3D Printing and Digital Manufacturing Center of Excellence in Barcelona. At the center, hundreds of experts in systems engineering, data intelligence, software, materials science, design, 3D printing, and digital manufacturing are united and encouraged to collaborate on transformational solutions for manufacturing. Designed with environmental impact in mind, the center has achieved LEED certification.
|DREAMSTINE
Ikeuchi: IKO is committed to providing a sustainable and healthy work environment for employees as well as transparent value-based practices for our business partners. Last year, IKO conducted a review with EcoVadis, an independent international company that rates organizations’ sustainability management performance in four main areas: Environmental impact, labor and human rights standards, ethics, and procurement practices. IKO earned a Bronze rating and will continue to focus on improvements to increase our rating in the future. Through initiatives like this and others, IKO demonstrates commitment to making continuous improvements to responsible and sustainable business practices.
Weber: Companies recognize the importance of integrating sustainability into their business strategy, so Jabil’s end users and supply chain partners routinely ask us for information about our sustainability goals and progress. For many of our partners, sustainability is a key requirement of our collaboration. Of particular interest to them is our climate action plan and how we’re reducing greenhouse gas emissions in our internal operations and with our logistics and transportation.
We’re even beginning to incorporate sustainability metrics into contracts with end users who want to ensure that their products are being manufactured with renewable energy and minimal waste to incur the lowest possible carbon footprint. Jabil’s sustainability data is publicly available to all our stakeholders through our annual sustainability report and via reporting to organizations such as the CDP and EcoVadis.
Manufacturing solutions providers such as Jabil have a unique perspective in the sustainability landscape. While we proactively manage our own environmental footprint, supporting our end users has provided us with deep knowledge of the unique sustainability challenges faced by various industries, as well as best practices and expertise from which to draw. The lessons we’ve learned working toward our own sustainability goals can also be
leveraged to help our partners and end users reach their targets.
We help our end users integrate sustainable practices into their products and operations to meet their internal goals, consumer demand, and government regulations in a variety of ways, such as:
• Reducing a product’s carbon footprint.
• Redesigning a product to be recyclable, reusable, or refurbishable.
• Integrating sustainable materials into product design.
• Creating more sustainable logistics operations.
• Ensuring a socially and environmentally responsible supply chain.
Mendez: Across technology and manufacturing operations, we’re seeing interest in actionable processes that increase efficiency and reduce waste in ways having real impact on suppliers and end costumers across
supply chains. We regularly respond to customer and supplier questionnaires covering various ESG topics including carbon reduction initiatives, ethics and compliance, product compliance and responsible sourcing, and human rights and labor laws. We strive to improve our data collection and transparency procedures to meet the needs of our end users while managing resources to comply with the ever-changing regulatory environment. Along these lines, we maintain a yearly sustainability report in accordance with global reporting initiative (GRI) standards and SASB standards so end users and stakeholders can access information related to key sustainability metrics. DW
Design World designworldonline.com/trends
Digital Manufacturing Trends
Update on digital twins and more for digital manufacturing
New digital approaches leveraging cloud simulations and other advanced analytics are helping manufacturers optimize production lines and end products.
AtMeet the Experts
• Arvind Rangarajan
Global head of software and data • HP Personalization and 3D Printing
• Jacques Lemire
Director — motors and motion business unit • Designatronics
SDP/SI
• Jessie Frazelle
Cofounder and CEO • Zoo Corp.
• Karthikeyan (Karthikk) Munirathinam | Director of digitalization • Schaeffler Americas
• Michal Wierzchowski VP of operations • Jabil
• Ori Yudilevich
CTO • MaterialsZone
• Robert Luchars
Executive VP • ECM PCB Stator Technology
• Yoshi Umeno
Industry manager — global medical and robotics • Kollmorgen
• Yushiro Kato
Co-founder and CEO • CADDi
the forefront of digital transformation (DX) initiatives is digital manufacturing. Leveraging an integrated computer-based approaches for design, simulation, testing, and production, the use of digital manufacturing could double over the next two years to become a $767B market before 2027. In fact, digital manufacturing is part of a larger trend towards digitization for efficiency and increased ability to customize products.
Common permutations include sensor-based IoT functions, cloudconnected computer-aided design (CAD) and engineering (CAE), and digital twins. Artificial intelligence and machine learning are seeing rapid adoption as well — especially to predict the ramifications of manufacturing process changes and automate decision making.
Common applications include those in smart factories, additive manufacturing, and operations specializing in custom and on-demand manufacturing. Circular-economy initiatives also benefit from digitalmanufacturing approaches for the way in which the latter maximizes resource efficiencies.
We recently asked several industry experts about these digitalmanufacturing variations and applications. Here’s what those experts had to say.
Describe how data travels through one digital-manufacturing operation.
Yudilevich: MaterialsZone facilitates seamless materials data management across organizations — standardizing, normalizing, and securely storing information in a cloud-based platform accessible from anywhere. This collaborative environment supports the entire data lifecycle and makes it ready for slicing-and-dicing, querying, visualization, analysis, and AI-based predictions.
In additive manufacturing, material selection and printing configuration parameters strongly influence the quality of the end product and its suitability as defined by regulatory and sustainability constraints. MaterialsZone addresses these challenges by offering unique AI predictive capabilities supported by an explainable AI dashboard that uses the SHAP values technique. These tools
empower the engineer by yielding deep insights into otherwise inaccessible multi-parameter spaces.
What technologies of yours are spurring innovation in digital manufacturing?
Kato: CADDi Drawer, designed to support DX in the manufacturing industry, is a unique AI-enabled search platform that centralizes drawings in one platform regardless of format with proprietary image-analysis algorithms (with a patent pending). Through high-precision similarity searches on the most important digital asset in manufacturing, drawings, it enables cost reduction in design, procurement, and production departments.
CADDi Drawer is not merely a drawing management tool; it serves as a powerful knowledge retention solution. In procurement, essential data is often scattered across decentralized databases and the minds of employees, resulting in a significant knowledge drain when employees leave. Using AI-enabled shape recognition, CADDi Drawer centralizes drawings and cross-references them with purchase histories, effectively preserving crucial knowledge and reducing the time it takes to search for drawings by up to 80%.
Wierzchowski: We’re enhancing our overall ecosystem by integrating manufacturing-related functions within the shop floor control system. This integration is facilitated by the adoption of a low-code programming language, which enables us to efficiently scale and increase our adaptability to meet the unique needs of our end users. The success of this modernization stems from the business process management system we established four years ago, which catalyzed the adoption of Jabil’s enterprise process standards.
We’re also advancing our enterprise capabilities in the fields of computer vision, knowledge and language processing, and analytics and intelligence. The Jabil strategy for rapid industrialization and deployment of technologies leverages a modular architecture composed of various technologies. These can be combined to fulfill precise customer needs. As a result, we’re cultivating new capabilities to analyze data; address failures in realtime; and anticipate as well as prevent potential failures before they occur.
Digital Manufacturing Trends
Yaskawa Cockpit collects data from all local devices and stores that data in a local database for access and analysis. The software platform visualizes the status, health, and performance of the connected devices.
Any new offerings leveraging artificial intelligence (AI)?
Kato: CADDi is addressing critical issues in the manufacturing industry, offering innovative solutions for procurement and data management, including CADDi Drawer — a SaaS solution that turns drawing libraries into searchable assets for manufacturers. By allowing easy and precise searches for drawings (critical digital in manufacturing) CADDi Drawer helps manufacturing companies save costs in their design, procurement, and production departments.
As a global manufacturing solutions provider servicing 600-plus supply chain partners fabricating custom metal partners, CADDi realized a pain point every customer seemed to have — accessing past drawings was an absolute nightmare. So, the team developed a proprietary image analysis algorithm to help clients digitize and search for drawings much faster and more accurately than any other platform in the marketplace. CADDi uses AI to streamline and digitize the procurement process.
Realizing the impact of this solution, the team launched CADDi Drawer as
a SaaS to help manufacturers procure parts for less by reducing pricing inconsistencies and fabricators win more deals by semi-automating their quotations. CADDi Drawer reduces drawing search time by 80% and overall procurement costs by 30%.
What makes CADDi unique in the industry is that is designed with the manufacturing industry and its needs top of mind. If you imagine AI as a child that continues to learn, CADDi’s AI has been born and raised in manufacturing. It doesn’t go off on tangents in other disciplines. It simply knows manufacturing in and out.
Lemire: Our machining centers (and Industry 4.0 implementation of intelligent digital technologies in our manufacturing and industrial processes) are key to satisfying future gear demand for robotics applications. Soon, we’ll be collecting data via next-generation computing for a large digital database to allow AI modeling of errors in backlash. For us, AI is also key to supporting predictive maintenance and reducing manufacturing costs. Motion control is evolving to integrate AI learning and predictive models. Electromechanical
systems are now more integrated with the IoT. Supporting the robotics industry, carefully documenting the characteristics and unique DNA of next-generation motors and gearmotors will allow for better performance and predictive maintenance.
Can the importance of cloud computing be overstated?
Rangarajan: A significant portion of HP’s 3D printers are connected to the cloud, where data is securely managed to yield valuable insights for end users. The HP 3D center offers a centralized view of fleet activity by providing realtime production data from the cloud.
For customer support, telemetry data is used. HP’s 3D Process Development and Digital Sintering solutions provide end users access to a full suite of process parameter settings for experimenting and developing processes to scale. By leveraging orchestrated workflows and scalable cloud computing, software can run cost effectively, eliminating the need for substantial end-user infrastructure investments.
Additionally, HP recognizes that in today’s factory environment, there’s a need to interface into MES and ERP systems. Our automated application programming facilitates integration so partners and third-party ISVs can tap into new markets by enhancing the value of their products and offering end-to-end solutions. This integration also enables remote job submission and realtime status monitoring. Plus, a secure cloudbased solution with robust API gives users a way to start developing and scaling additive solutions with new software capabilities delivered every few months.
Luchars: PrintStator is a cloud-based CAD/CAM software to print stators for coreless axial-flux electric motors. PrintStator’s SaaS features let any innovator become an electric-motor designer and producer. From the cloud-based interface, PrintStator users can enter precise performance and dimensional specifications to create
custom electric motors for consumer electronics, HVAC, e-mobility, medical, robotics, and aerospace applications.
Describe some recent use of digital twins or digitization.
Wierzchowski: By creating a detailed digital replica of our sites, we’ve enhanced our overall asset use, minimized excess inventory, and improved the flexibility of transferring machines across manufacturing sites.
Rangarajan: The next step in the evolution of 3D printing will be the implementation of digital twins — a virtual replica of 3D printers and their operations. Every serial number has its unique live model that represents the machine state. These digital twins are created leveraging physics models of the underlying process as well as telemetry data supported by AI and ML techniques. Digital twins support the creation of continuous, automated, and efficient 3D-printer operations via adjustment and optimization of build and print parameters. This in turn maximizes uptime and reduces variability across machines and within a given build. Digital twins also contribute to efficient and scalable systems for high production.
As more processes along the production lifecycle become automatized, manufacturing capabilities will expand beyond the constraints of labor costs — extending production into night and weekend shifts so costly to manufacturers. With lower total cost of ownership (TCO) for 3D-printing technologies, access can expand to new verticals and prompt a new wave of manufacturing marked by lights-out factories.
Kato: Over the past year, AI has been increasingly used in optimizing machine and circuit designs, with innovative applications like CADDi Drawer standing out. CADDi Drawer represents a significant advances in this field by digitizing historical drawings, which includes both design elements and documented quality issues encountered during manufacturing. This comprehensive digital archive enables engineers to learn from past experiences, focusing on innovation rather than reiteration.
The AI in CADDi Drawer goes beyond mere digitization. It analyzes various aspects of the drawings, such as the shapes of parts, to identify similarities in designs. This capability allows for the standardization of parts
where feasible, which in turn enhances production efficiency and costeffectiveness. By standardizing parts based on historical data and design similarities, organizations can streamline their manufacturing processes, reduce costs, and improve overall product quality.
In essence, tools like CADDi Drawer embody a shift in design philosophy, leveraging AI to convert historical data into actionable insights. This approach helps in avoiding repetitive issues, fostering innovation, and cost of production of machine and circuit design.
Wierzchowski: We initially implemented digital-twin technology at Jabil for the design of complex automated stations. This technology has since advanced to encompass factory-floor design to give us high-performing production lines, streamlined material flow, and reduced manufacturing costs. The comprehensive view of the manufacturing floor provided by digital twins has also facilitated timely maintenance scheduling so crucial for maintaining uninterrupted production.
Munirathinam: As our world becomes increasingly connected, realtime
Digital Manufacturing Trends
guidance and AI-powered predictions have become essential for Schaeffler and its end users. Functioning as virtual information constructs describing a physical product or system, digital twins create a comprehensive view of Schaeffler products along the entire value chain — from the supplier to the end customer. This holistic view optimizes internal processes and helps Schaeffler offer superior service to machine builders and end users. By providing functional parameters in a machine-readable format, Schaeffler products seamlessly integrate with end users’ production processes, and digital twins even provide relevant data beyond the physical product.
Digital twins come in various formats at Schaeffler and include the Service Twin for simulating product performance in the field; the Design Twin for digital 3D CAD designs and simulation tools; and the Process Twin for simulating factory floor processes and machinery. These insights can be used to optimize a product’s performance over its lifecycle through data provisioning, root-cause analysis, feedback loops, virtual sensors, cloud simulation, analytics, and quality prediction.
What about the special case of additive manufacturing?
Lemire: 3D printing helps us quickly deliver prototypes and functional mockups. The range of 3D-printable materials continues to expand for more product-design and development flexibility.
Rangarajan: Emerging text-to-3D, text-to-CAD, and AI-based landmarkdetection and geometry-morphing solutions will help simplify design processes — so even more engineers can bring breakthrough applications to life. These technologies are also helping to optimize and scale production for lower TCO of 3D printing machines. Additionally, emerging generativeAI solutions such as LLM are helping increase production efficiency and speed.
As 3D-printing technology and artificial intelligence continue to grow in lockstep, the additive-manufacturing community will uncover new and exciting ways to help end users develop applications more quickly and easily than ever before in a new era marked by digitized manufacturing.
Umeno: Kollmorgen provides motion control to 3D printing for housing and commercial construction applications in the U.S., Europe, India, and China. Our solutions offer several advantages for the efficient and precise printing of large-scale structures. Kollmorgen AKM servomotors offer high torque density and withstand the demanding loads and difficult environments encountered in construction. Our AKD-series drives maintain accuracy and repeatability (and synchronization of print heads or extruder nozzles) to ensure consistent layer deposition during the printing of structures having exacting dimensional tolerances.
Our motion-control components are built for reliability when subject to the harsh environments of construction sites. Sealed motors and corrosion-resistant materials enhance their longevity in outdoor applications. Plus, our motors and drives enable faster printing speeds; this reduces printing times and increases productivity for construction companies.
Luchars: In January 2024, ECM launched the design-to-manufacture Motor CAD platform PrintStator as a public SaaS offering. Within minutes, the platform turns user specifications into PCB Stator motors. Those PCB design files can then be immediately printed anywhere worldwide. ECM’s PCB Stators replace the bulky copper windings in traditional motors with an ultra-thin disc. The motors are up to 70% lighter than conventional options while requiring just 20% of the raw materials — and maintaining around 95% efficiencies.
Frazelle: Zoo’s KittyCAD Design API and underlying geometry engine leverages GPUs running in the cloud to render models and compute geometric
operations. All of Zoo’s APIs are dynamically scaling cloud infrastructure that can handle large amounts of load. Its machine-learning API ML-ephant leverages cloud computing for training models (Text-to-CAD) based on a large set of production CAD-file data. -Zoo’s Text-to-CAD interface is built on our MLephant Machine Learning API and has already gained a lot of traction.
Text-to-CAD lets engineers generate models to import into any CAD program. We saw 13,000 CAD files generated by end users the day of this product’s launch and high usage has continued. The model is continually improving to address user feedback and add training data for specific features.
Traditional CAD engines can use GPUs for rendering but not for the mathematical operations. Zoo’s CAD engine leverages a GPU for computing mathematical operations — making it much faster than incumbents. What’s more, Zoo’s modeling app utilizes our KittyCAD Design API and geometry engine; the app is an open-source hardware-design interface that lets engineers generate CAD models, both by editing code and with point-and-click actions. This is a first-of-its-kind user experience for mechanical engineering.
Yudilevich: MaterialsZone’s platform offers an end-to-end materials informatics solution for Lean R&D processes — to streamline these processes for all stakeholders. By leveraging MaterialsZone, organizations can seamlessly integrate comprehensive internal and external insights and a blend of simulated and experimental data through intelligent analysis. This yields materials-innovation breakthroughs much faster than conventional methods. DW
Design World designworldonline.com/trends
Today’s design engineers have more flexibility when choosing a fastening solution than ever before. The need for parts that are lighter and thinner, yet stronger, is pushing fastening innovations forward. One alternative to the more conventional self-tapping screws for metal is the self-clinching fastener. Before discussing the benefits of self-clinch fasteners, it’s important to understand how self-tapping screws work and what sets them apart from self-drilling fasteners.
Self-tapping versus self-drilling
It’s a common question: is there a difference between self-tapping and self-drilling screws? The answer is yes, but the terms are sometimes used interchangeably. As for similarities, both types of screws can fasten metal components and can tap their own threads.
A self-tapping screw removes the need for a tap because it cuts its own thread when driven into a mating material, such as metal. However, some self-tapping screws are unable to drive through metal, so a pre-drilled pilot hole may be required for the fastening process.
For the screw to be securely fastened to the mating material, the diameter of the pilot hole should be smaller than the screw. In the extrude and tap process, the panel must first be punched to extrude the sheet metal, which effectively thickens the sheet metal.
Then, a self-tapper screw is inserted. While a self-tapping screw often requires a pre-drilled pilot hole, a self-drilling screw does not. Its sharp threads and drill-bit-shaped point let it easily self-drill through a range of metal materials. This makes installation faster, saving time and costs by removing the need for a pilot hole.
Technically, all self-drilling screws are self-tapping screws. But not all selftapper screws are self-driller screws.
The self-clinching fastener
A self-clinching fastener offers an alternative to conventional self-tapping screws for metal. It’s a threaded or non-threaded component permanently inserted into sheet metals. When pressed into ductile material, a self-clinching fastener displaces the host material around the mounting hole, causing it to cold flow into a specially designed annular recess in the shank or pilot of the fastener. A serrated clinching ring, knurl, ribs, or hex head
Step-By-Step: Self-Clinching
Self-clinching step 1: Place the fastener into the anvil hole and place the mounting hole over the shank of the fastener.
Self-clinching step 2: With the installation punch and anvil surfaces parallel, apply squeezing force until the head of the clinch nut comes in contact with the sheet material.
Self-clinching step 3: Install the mating piece from the side opposite the head of the fastener.
adhesives
prevents fastener rotation in the host material once inserted — becoming a permanent part of the piece into which it’s installed.
Self-clinching fasteners install with any parallelacting press that can be adjusted to optimum installation forces.
Self-clinching fasteners have greater reliability and holding power than extruded/tapped or stamped threads, achieving strong threads/ attachment in metal as thin as 0.20 mm/.008-in. They’re a reliable choice where high pushout and torque-out resistance are required in sheet metal that’s too thin to provide secure fastening by other methods.
“Self-clinching fasteners have greater reliability and holding power than extruded/ tapped or stamped threads, achieving strong threads/ attachment in metal as thin as 0.20 mm/.008-in”
The ideal choice
In applications where aesthetics do not matter, a self-tapping screw can do the trick. With a simple drill press, a strong attachment can be achieved if the mating material has good thickness. Just note that the thread will be limited in strength based on the material.
Another important consideration is that the extrude and tap method can create chips of metal in between the mating parts when using a thread-cutting screw. This is problematic for certain assemblies, including electrical or food applications.
It’s possible to achieve a stronger joint with self-clinching technology, especially in thinner mating materials. For applications requiring sleek cosmetics, a self-clinching solution is typically the better, more reliable choice.
Ultimately, your application will drive which fastening option is ideal.
Self-clinch in three easy steps In just three steps, self-clinching fasteners install with any parallel-acting press that can be adjusted to optimum installation forces.
• Step 1: Place the fastener into the anvil hole and place the mounting hole over the shank of the fastener.
• Step 2: With the installation punch and anvil surfaces parallel, apply squeezing force until the head of the clinch nut comes in contact with the sheet material.
• Step 3: Install the mating piece from the side opposite the head of the fastener.
• Clean process — cleaner and more environmentally friendly than other joining methods such as welding (no weld splatter and less energy consumption).
• Design flexibility — can fasten to dissimilar materials, including common steel, HSS, and others.
• In-process installation — easily and efficiently installed into a plain round hole, with no secondary options needed.
• Cost reduction — decrease installation cycle times for medium and high-volume applications. PennEngineering www.pemnet.com
Selecting the Optimal Washer
Flat: Generally used for load disbursement
Tab/Lock: Designed to effectively lock an assembly into place
Finishing: Often found on consumer products
Wave: For obtaining loads when the load is static or the working range is small
Belleville: Delivers the highest load capacity of all the spring washers
Fender: Distributes a load evenly across a large surface area
Shim Stacks: Ideal for simple AND complex applications Boker’s Inc.
3104 Snelling Avenue Minneapolis, MN 55406-1937
Phone: 612-729-9365
TOLL-FREE: 800-927-4377 (in the US & Canada) bokers.com
NBK Acquired Solid Spot’s Plastic Fastener Business
and
Expanded Lineup
NBK is a manufacturer of Specialty Screws including Plastic Fasteners. In this April, NBK acquired Solid Spot LLC’s plastic fastener business and then, more various product lineup are available such as PEEK, RENY, PC, PVDF, PTFE, POM, etc.
NBK manufactures not only plastic screws but also low profile (low head), miniature size(less than M3), vacuum application, anti-galling, chemical resistance, non-magnetic, and more.
Flexible customization is available.
NBK America LLC 307 East Church Road, Suite 7 King of Prussia, PA 19406
DESIGN WORLD does not pass judgment on subjects of controversy nor enter into dispute with or between any individuals or organizations. DESIGN WORLD is also an independent forum for the expression of opinions relevant to industry issues. Letters to the editor and by-lined articles express the views of the author and not necessarily of the publisher or the publication. Every effort is made to provide accurate information; however, publisher assumes no responsibility for accuracy of submitted advertising and editorial information. Non-commissioned articles and news releases cannot be acknowledged. Unsolicited materials cannot be returned nor will this organization assume responsibility for their care.
Subscription Rates: Free and controlled circulation to qualified subscribers. Non-qualified persons may subscribe at the following rates: U.S. and possessions: 1 year: $125; 2 years: $200; 3 years: $275; Canadian and foreign, 1 year: $195; only US funds are accepted. Single copies $15 each. Subscriptions are prepaid, and check or money orders only.
Subscriber Services: To order a subscription or change an address visit our website at: www.designworldonline.com
DESIGN WORLD (ISSN 1941-7217) is published monthly by: WTWH Media, LLC; 1111 Superior Ave., Suite 2600, Cleveland, OH 44114. Periodicals postage paid at Cleveland, OH & additional mailing offices.
POSTMASTER: Send address changes to: Design World, 1111 Superior Ave., Suite 2600, Cleveland, OH 44114
By Mark Jones
Reflections on Flint
“Save water. Shower tomorrow” is the message on a billboard I just passed. It stood out from the others along I-75 near Flint, Mich., a mix of personal injury lawyers, fast food, and cannabis shops. As it happened, I was listening to a podcast on water. Seemed fitting. Flint is synonymous with water, now the posterchild for the mismanagement of water technology. The podcast reinforced one of the lessons from Flint. Water is a local issue.
It has been ten years since the Flint Water Crisis unfolded. The anniversary has spurred new reporting on the crisis and its aftermath. The reporting on the 10-year anniversary has, in my opinion, largely gotten things wrong. There is considerable focus on the on-going removal of lead pipes. It fails
to mention lead wasn’t present in the water before mismanagement of the water infrastructure even though it was supplied through the same pipes that are now being removed. Those lead pipes did not present an unacceptable exposure risk so long as the water supplied was treated correctly. Lead pipes were a hazard, but the risk was acceptable as long as appropriate steps were taken to control pH and add corrosion inhibitors to the water.
Lead is clearly a hazard — a danger to human health and to the environment. The list of hazardous materials and devices is long. Gasoline is flammable and hazardous. We’ve developed protocols for its use and largely use it without incident. It is hazardous but we continue to use it because we’ve
tamed the risk. Engineering allows many hazards to be managed, making the risks associated with many technologies tolerable. We accept the hazard because the risk is reduced to a level we can live with.
Eliminating hazards, such as by removing all lead from water lines, does eliminate the risk of lead exposure. Passivating the lead surfaces, just as was done decades ago when the pipes were first installed, sufficiently reduced the risk of lead exposure. The flaw was not in the pipes or in the recognized technology to moderate the risk. The flaw was lack of sufficient knowledge. The people entrusted with the water system took over to reduce costs. Cuts were made without realizing the importance of the chemicals eliminated in maintaining a safe water supply.
I don’t worry about the supply or quality of the water at my house, at least I didn’t before Flint. I generally trust the municipal system providing the water, but I am paying more attention. I read the annual report on water quality. I periodically check the Environmental Working Groups tapwater database for red flags. The Flint Water Crisis should make us all question the trust we place in critical infrastructure. Flint shows how rapidly infrastructure can decay without correct care. A safely operating system was wrecked in short order.
Flint isn’t about lead, it is about expertise and trust, something it shares with other recent disasters: the Surfside condo collapse, Deepwater Horizon, the Morandi Bridge collapse, and the Titan submersible. The list goes on-and-on, and will surely, sadly, grow in the future. DW