• Can be used freely in horizontal, inverted and wall-mounted orientations
Advanced motion control with up to 400 moves per axis and various single- and multi-axis operations including position and speed control, helical interpolation, and ellipse interpolation
FREE IEC programming with structured text, ladder logic, and more
Multiple networking options including EtherNet/IP, Modbus TCP and RTU, and ASCII
EtherCAT support for precise, real-time motion control
High-density I/O (up to 32 points embedded on CPU and select I/O expansion modules)
High-speed I/O (integrated 2- or 6-axis pulse/direction motion inputs/outputs (up to 200kHz) on select CPUs, and up to 4 channels of high-speed inputs at up to 500kHz on each high-speed counter module)
FREE award-winning service and technical support
NEW! LS Electric 2-axis and Relay Output XGB PLC Models
Three new LS Electric XGB PLC models have been released providing advanced control at an even lower cost.
• Two new 16-point 2-axis PLC versions support pulse/direction control from the embedded I/O, featuring 4 high-speed inputs and 2 high-speed outputs, as well as EtherCAT motion using EtherCAT expansion modules.
• New relay output PLC provides 8 inputs, 4 of which offer high-speed capability, and 6 relay outputs supporting up to 2A per point. This PLC version can also support EtherCAT motion using the optional EtherCAT expansion modules.
THE DEVIL IS IN THE DETAILS
Design World’s annual Casebook is one of our favorites. After all, there are few things more satisfying than a well-detailed application story about how a certain set of components and systems solved a specific set of requirements.
Such case studies are notoriously hard to procure, in large part because machine builders and end users often want the specifics of their solutions to be kept under wraps. Non-disclosure agreements can be particularly onerous when the applied technologies are proprietary or procured for a sensitive industry.
The best application stories that Design World gets — including those in this 2024 Casebook — detail the initial conversations about the problems a given manufacturer or plant was initially having. They also detail other solutions that were tried with limited success), considered as alternatives, or rendered obsolete by new options. For some examples of the latter, check out the piece from George Osterhout for Orion Industries ( page 36) on how automation and robotics have advanced how functional industrial coatings are applied and used. The results have included better precision
of coating processes, lower costs, and improved product performance.
These days, there’s almost always some customization to optimize the chosen solution. A great example of this is detailed in the mk North America case study ( page 8) that details how a custom conveyor based on hugger-style VersaFlex flat-top offering let one end user add an arch through which plant personnel can walk. What’s particularly interesting here is how the the conveyor isn’t really a safety system… and yet, the overall design serves as a risk-mitigating arrangement to keep personnel safe from injury.
Finally, case studies can often help make fundamental engineering technologies easier to understand. This year, Hurley Gill of Kollmorgen, A Regal Rexnord Brand, supplied us with a piece that uses the example of automotive cruise control to delve into how servosystems today work and are defi ned in different contexts related to closed-loop systems.
We hope that you fi nd this year’s application stories inspiring and that they inform your approach to design work. May they spark new ideas, warn of common pitfalls, and celebrate a bit of all the innovation that happens behind the scenes.
Thank you for reading. •
Innovate today for a new tomorrow
Realize your vision with Festo’s approach to smart automation. Partner with Festo today.
Superior
Global
CUSTOM
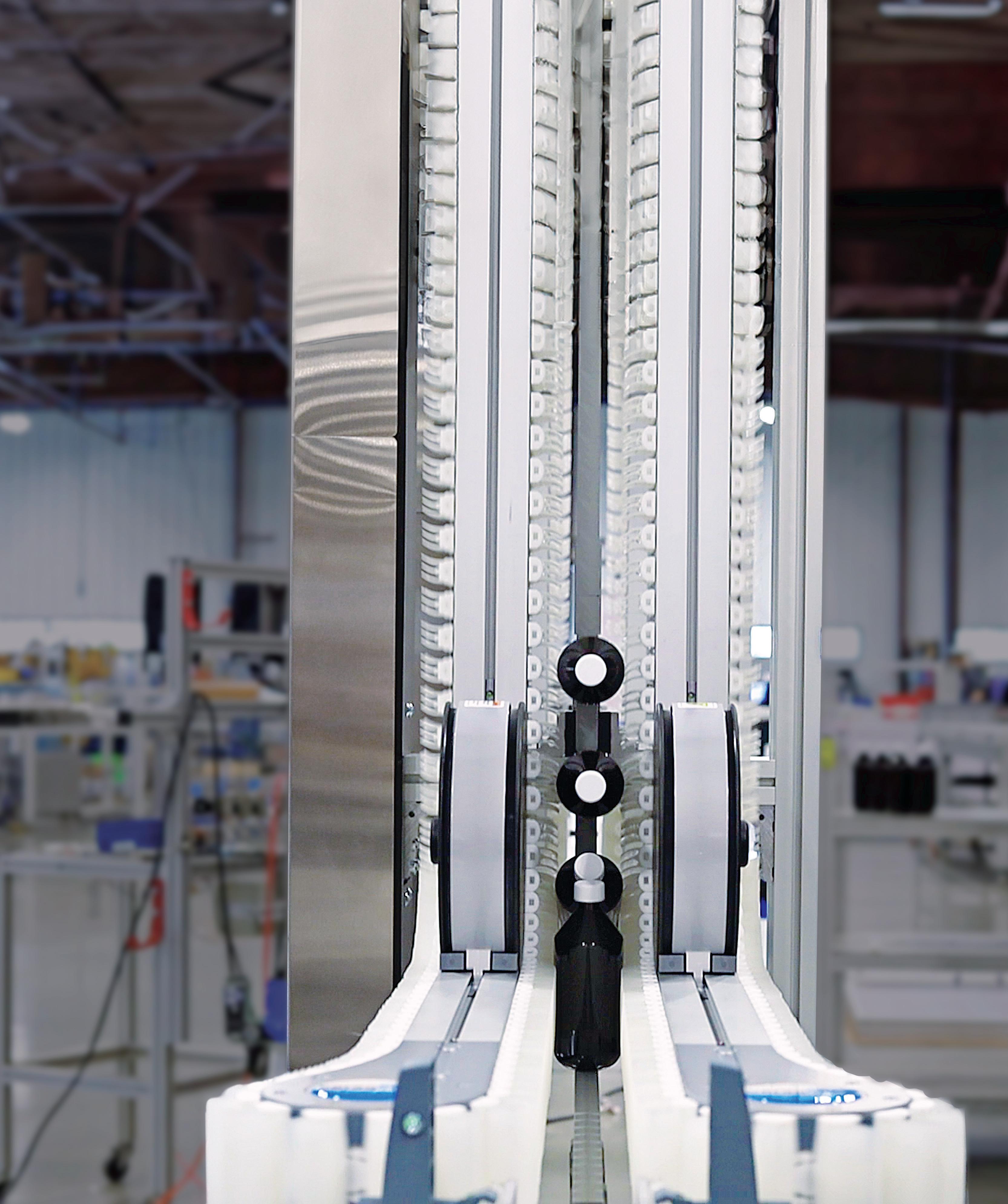
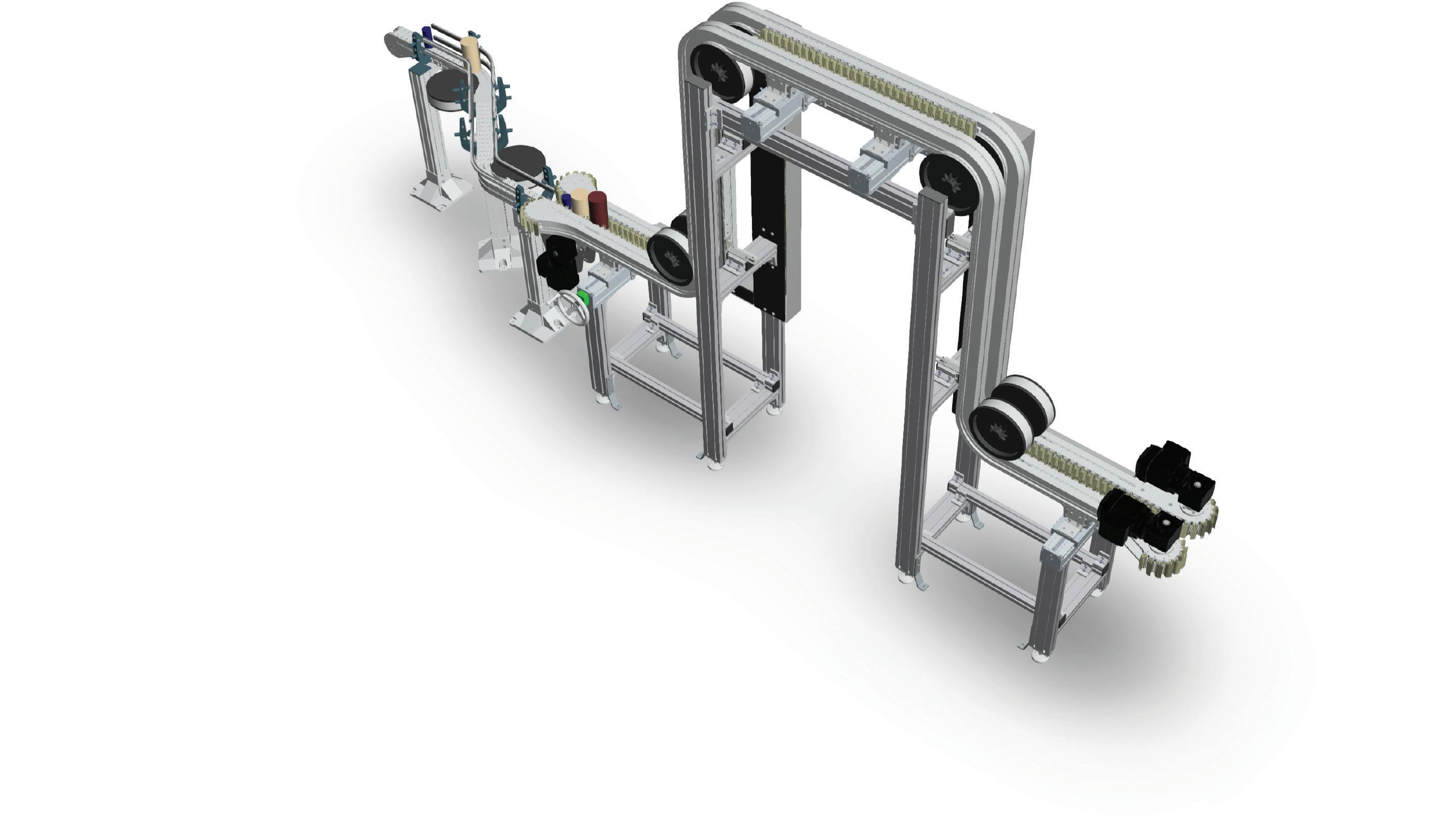
CONVEYOR GOES UP AND OVER PERSONNEL
Continuous travel of products over a designated walking area eliminates bottlenecks.
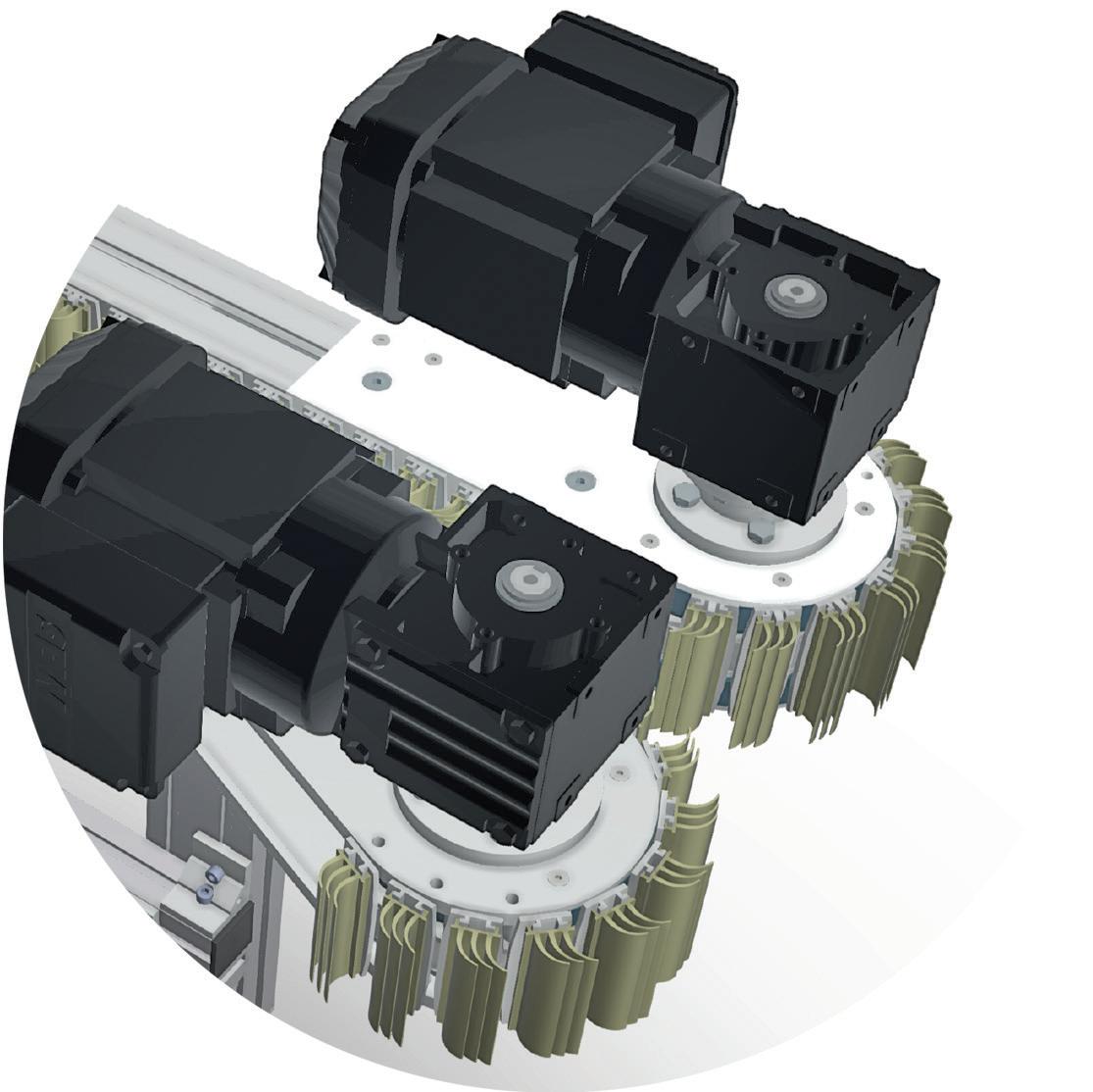
Motorized hugger-type conveyance transports the items.
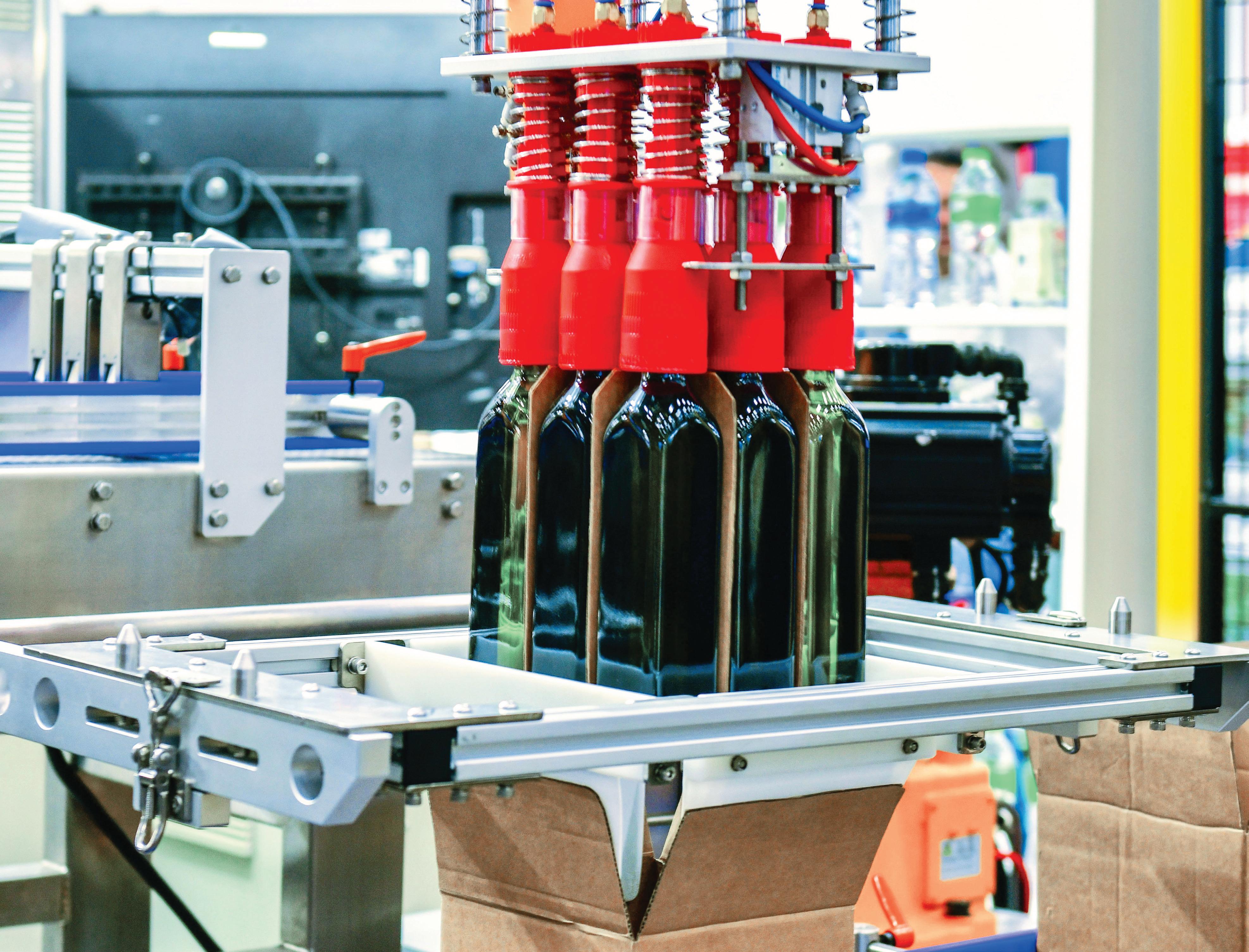
Some high-volume production settings need to continuously move product — even when operators cross the conveyor stream. Depending on the path the conveyor needs to take through a production setting, that can be a challenge. In one such setting, the operator was conveying bottles of varying diameters, so also needed smooth products transitions and minimal changeover times.
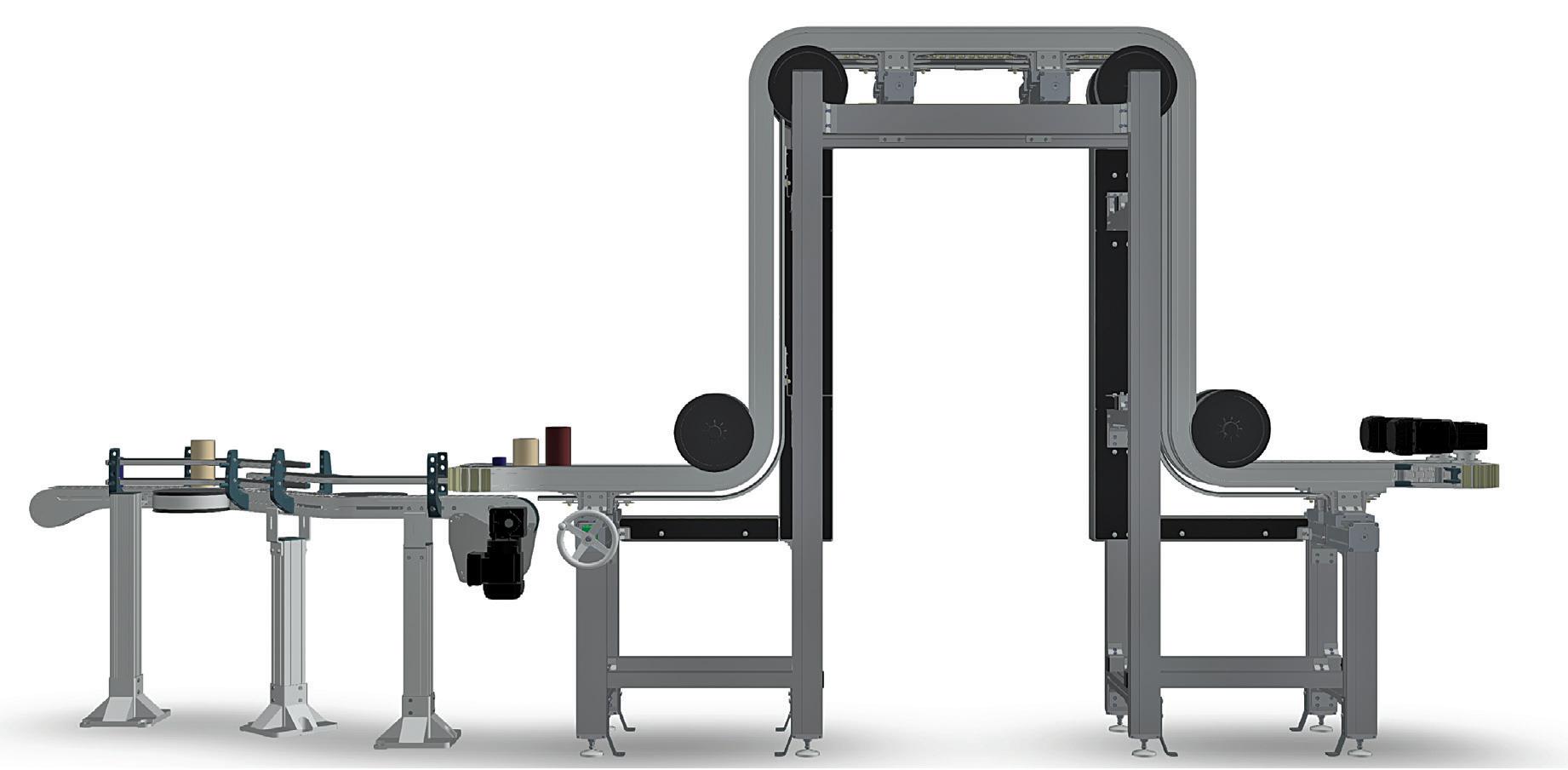
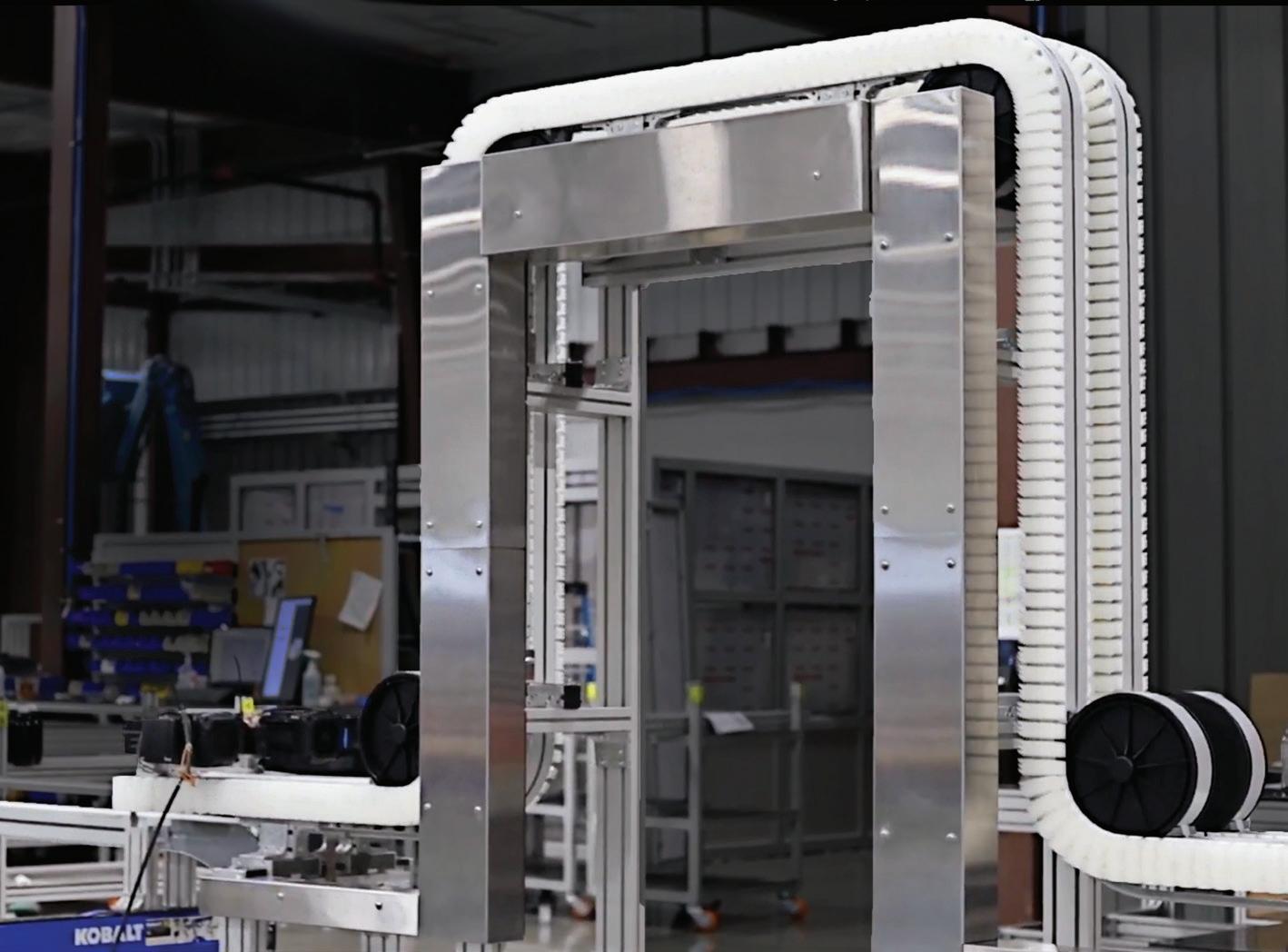
To satisfy these requirements, mk North America designed a custom conveyor based on hugger-style VersaFlex flat-top chain conveyor that grips the bottles with a compliant squeezing method. The conveyor includes an arch through which plant personnel can walk.
A 90° conveyor incline is followed by a short horizontal stretch followed by a 90° decline that brings the bottles down to the normal operating elevation.
“The VersaFlex excels in this installation because it conveys product
vertically at a 90° angle. That’s in contrast with other incline-conveyor styles limited to 60° inclines at most,” said mk North America inside sales manager Cory Santor.
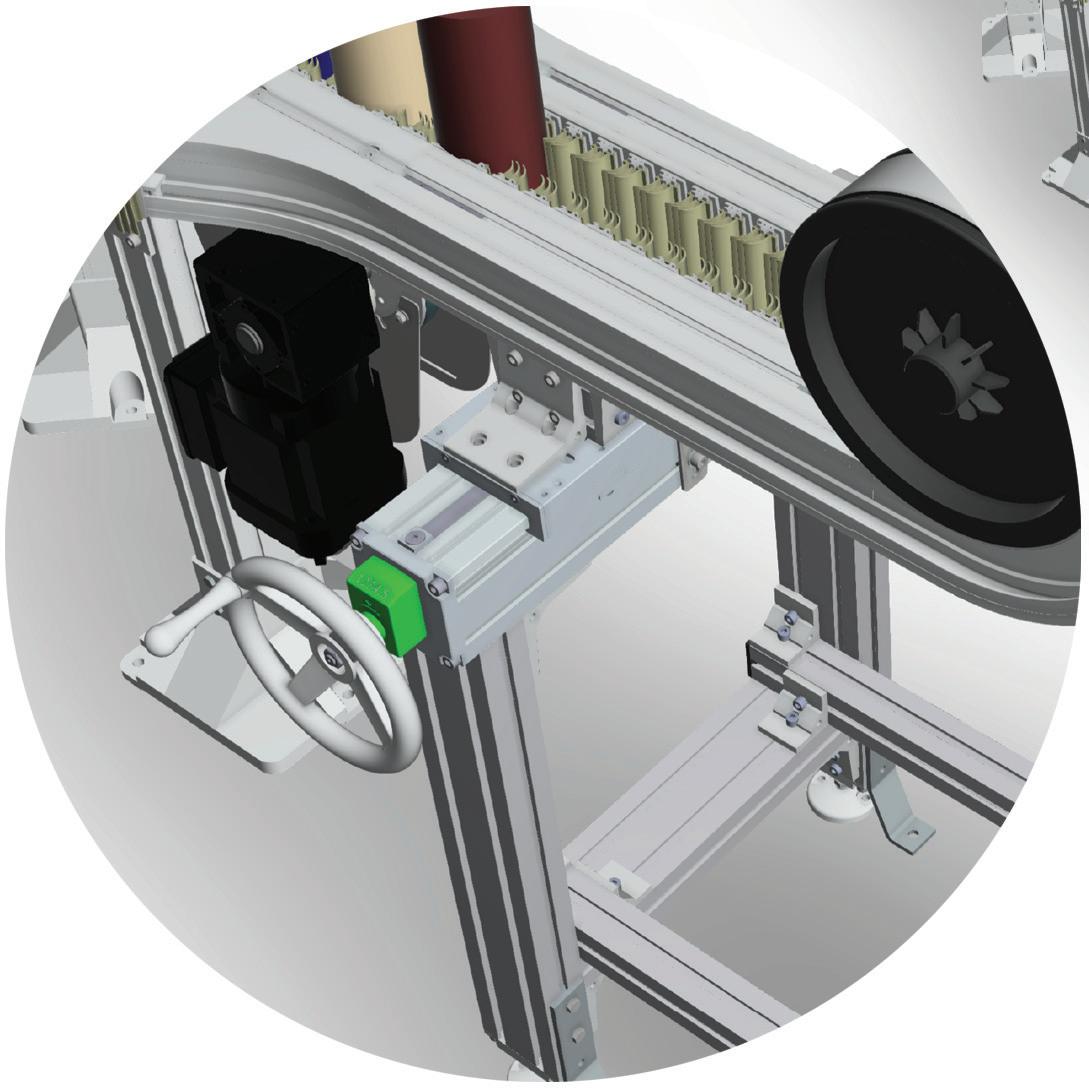
Width-adjustable ‘huggers’ allow the transport of bottles without disruption. More specifically, adjustable conveyor lanes accommodate various bottle sizes. Manual width-adjusting actuators called mk VSTs have dual carriages to act in opposing directions. So, adjusting one VST (via a handwheel crank) automatically
Manual actuators allow the adjustment of conveyor-lane widths.
Images: mk North America
adjusts the other three in unison. Thus, changeovers to various bottle diameters are quick and easy for higher overall productivity.
“The ‘flexible-fi nger’ design gave us the ability to have each side of the hugger conveyor on a linear track,” said mk North America mechanical project engineer Michael Zampano.
Being able to grasp parts their sides allows for the travel up, across, and over for the walkthrough arch, he added.
“We had to connect all the widthadjusting actuators ( VSTs ) to ensure the left and right lanes all adjust together in synchronicity. Otherwise, any inconsistently spaced or unaligned lanes would cause bottles to drop from the hugger — which could be a real safety issue,” added Santor.
As with any project, there were challenges to be solved during the initial design. “In the early phase of this project, we learned floor space was limited — so the fi rst challenge we had was fitting all
necessary components into the allowed area,” said Zampano. “Because the
footprint was so tight, we also had to ensure all upstream and downstream equipment could align and interface with this conveyor for proper production flow. For this, we added part guides and supporting elements,” he added.
For this application’s end-user facility, a walkthrough arch conveyor was the most suitable option to satisfy the access requirements and fit into the allotted footprint. Elsewhere, other worker walkthrough solutions are used.
“Some facilities use stair walkovers that let workers go up and over the operating conveyor. The challenge with such stairs is how they consume a lot of floorspace,” said Zampano.
“Other options include various lift and swing-gate conveyors featuring sections that pivot out or upward to let workers walk through. The challenge here is that they need production to stop — and can in some cases pose safety issues as well.”
Because facility personnel regularly walk through and work around it, the conveyor includes guards, covers, and other safety features — including a catch rail on the underside to prevent bottles from falling at the walkthrough arch should the grip on any bottle be lost. •
Rapid Prototyping Services
• Quick to configure • Quick to build • Quick to deliver
Custom Designed
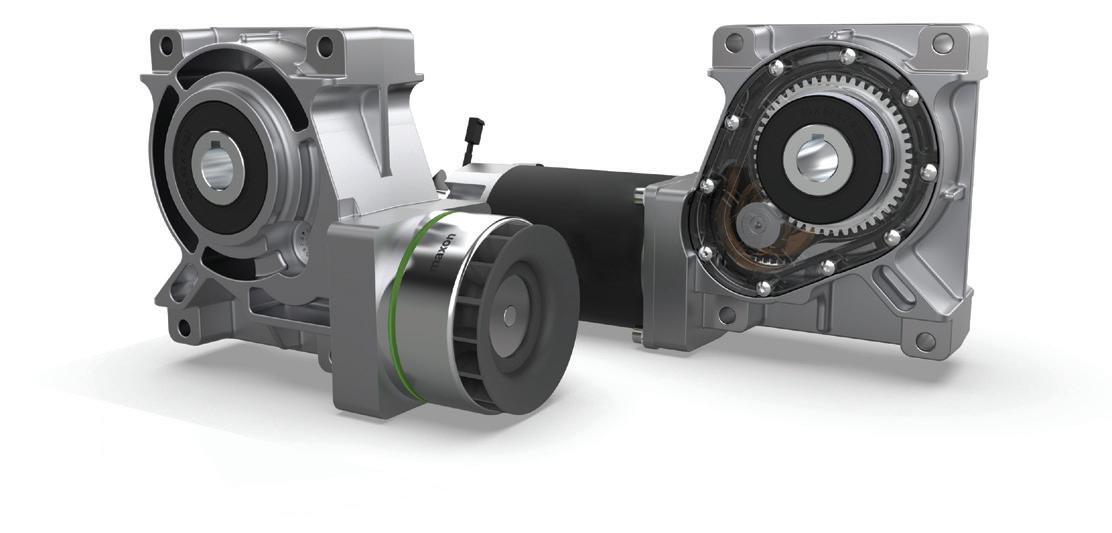
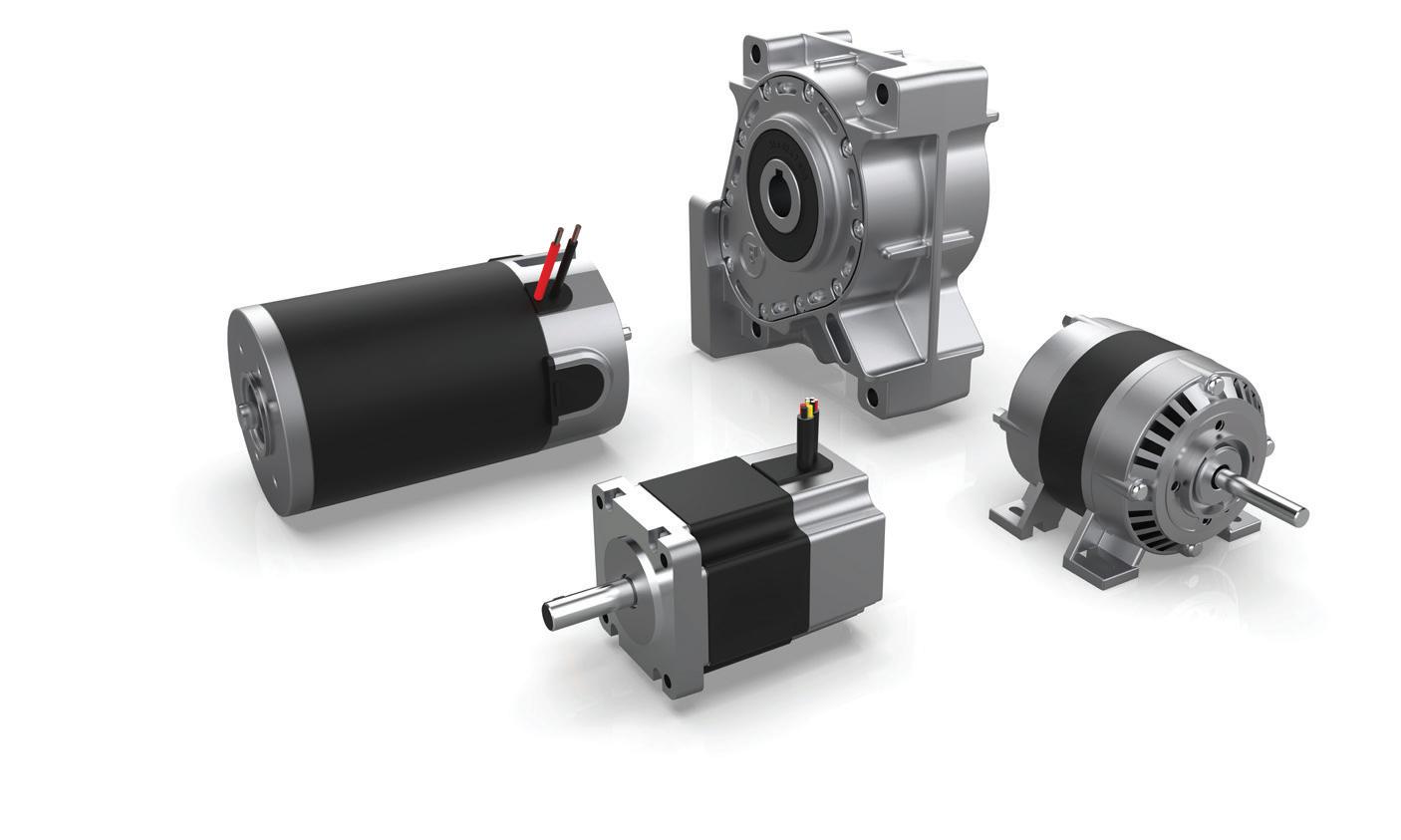
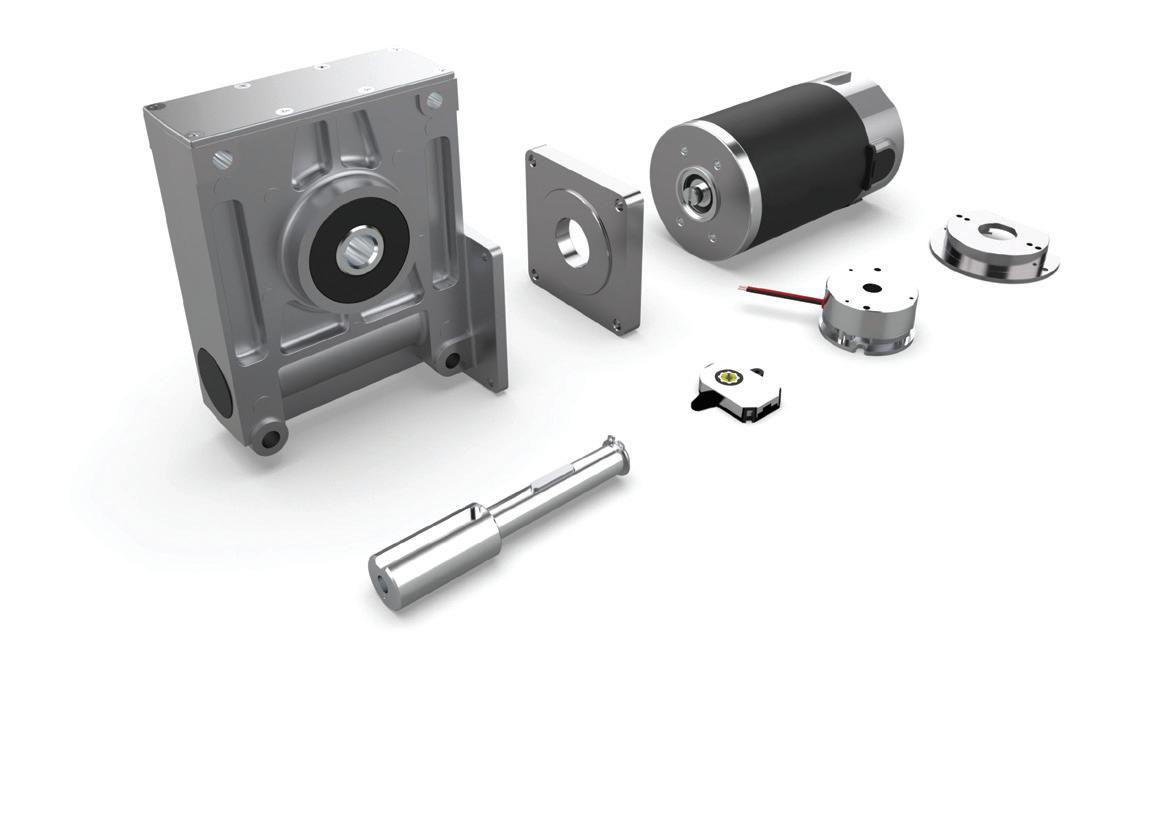
Geared
Motor Solutions
Over 75 years’ of expertise creating the perfect combination of motor and gearbox to match a wide range of applications. We offer thousands of standard options and can easily customize any motor or gearbox to meet your exact requirements. Our product range includes AC, PMDC, and BLDC options for applications in industrial automation, material handling, and mobility solutions
Parvalux can help your products really start to motor! Contact us today to ask about our Rapid Prototyping Services. Learn more: https://www.parvalux.com/us/modular-range
AUTOCLAVABLE BRUSHLESS DC MOTORS POWER ADVANCES IN SURGICAL POWER TOOLS
For surgical hand-tools that are designed to be re-usable, their components must be engineered to endure multiple autoclaving cycles.
The demand for hand-held surgical power tools continues to grow due to significant surgical procedure backlogs and rising calls for elective and cosmetic surgeries. Where hospital administrators are under pressure to manage their costs, manufacturers are being challenged to produce tools that can be re-used, typically requiring them to withstand autoclave cleaning processes. This is where Portescap’s autoclavable brushless dc motors prove advantageous.
OPPORTUNITIES AND CHALLENGES IN SURGICAL HAND TOOL DESIGN
Despite the opportunity for OEM designers, there are pitfalls and challenges that must be considered when designing surgical hand tools. It’s a market of swift innovation with
a trend towards miniaturization to improve convenience, ergonomics and overall performance. This trend requires advanced microelectronics that will perform to the tough regulatory standards that are demanded of medical tools. As a result, the devices are often associated with high costs, which may be seen as restrictive.
Keeping costs in mind, OEMs
are faced with two choices. Reduce component quality with a view to producing ‘low cost’, disposable solutions; or develop solutions which can reliably be re-used, thus decreasing the total cost of ownership. The second option is typically regarded as the more sustainable one, both in terms of economic and environmental considerations.
For the subset of surgical handtools that are designed to be re-usable, their components must be engineered to endure multiple autoclaving cycles — in some case as many as 3,000 cycles over the course of their operating life. Autoclave (or steam sterilization) cycles are one of the most effective means of fast sterilization of medical instruments. During autoclaving, equipment is
Image: Adobe Stock / sujit
With Portescap customization capabilities and solutions, autoclavable brushless dc motors can be designed to withstand 3,000+ autoclave cycles.
Longer Lasting Belts & Pulleys
« Ultra-Drive belts on standard rollers move 350+ lb boxes
« Super Strong Joints are virtually unbreakable.
« Low cost, highly efficient, elastic flat belts.
« High Tension Belts move heavier loads
« HEHT black belts double capacity
l
exposed to up to 100% humidity, 121ºC minimum temperature, and variations between positive and negative pressures for up to 30 minutes; the process is designed to kill bacteria, viruses, fungi and spores.
AUTOCLAVABLE BRUSHLESS DC MOTORS
Historically, the availability of miniature motors that were capable of reliably surviving autoclave cycles was scarce, and often expensive. As such, various approaches were developed by manufacturers which protected the motor – or avoided the autoclave cycle completely – such as disposable tools, removable battery packs and redundant seals. However, none of these solutions are compatible with the requirements for convenience as listed above. This is why more designers are looking to brushless dc motors to answer the three key challenges of cost, performance and reliability.
By replacing brushes and a commutator for an electronic drive, brushless dc motors deliver performance improvements over other motor technologies, such as quiet operation and longer operational life, up to twice that of comparable brushed motors. The brushless design can also deliver up to 30 % more torque than traditional motors of the same size, while generating less heat and greater speed control for the operator.
Designers should also typically specify brushless slotted (rather than slotless) technology, which, by design, offers protection to the slotted motor winding when inserted into the slots of the lamination stack. From here, additional coating or moulding protection can easily be added without impacting the motor performance.
Partnering with a miniature motor manufacturer who has a proven track record of delivering high-quality autoclavable solutions is an important factor, given that the reliability and performance of these motors are vital in ensuring the success and safety of the surgical power tools being designed. Selecting a manufacturer with extensive experience in producing autoclavable motors also ensures that the devices will withstand the rigorous sterilization processes required in medical environments.
Exceptional global demand for hand-held surgical power tools is forecast to continue into the next decade. As such, the outlook is positive for companies that are on the forefront of development. However, they are operating in a competitive environment, where pressure to reach the market must be balanced with ergonomic performance, product reliability and cost effectiveness.
Where products are intended to be re-used as part of their life cycle, then OEMs must ensure the tools are engineered to endure autoclaving cycles. It stands to reason that designers must adopt the most suitable technology to maintain reliability without sacrificing overall performance.
In this case, autoclavable brushless dc motors currently offer the best opportunity to designers looking to push the boundaries of size, performance and reliability for these critical devices. •
PORTESCAP | WWW.PORTESCAP.COM
Image: Portescap
How Smart Motor Controls Can Maximize Resilience and Uptime
Smart motor controls are needed that can maximize resilience and uptime of machinery in the next generation of Industry 4.0 manufacturing, metals and basic materials processing, mineral extraction and mining, and critical infrastructure like drinking water and wastewater plants.
The motor controls in these applications must be able to control and protect motors between 75 horsepower (HP) and 700 HP. Comprehensive protection, including overload protection, ground fault protection, and phase imbalance protection, is needed to support resilient operation.
They should also include selfdiagnostics for contact wear and coil over/under voltage detection with visible indicators to support predictive maintenance and have modular designs for faster servicing to maximize uptime. Compliance with National Electrical Code (NEC), UL, and Internation al Electrotechnical Commission (IEC) short circuit current rating (SCCR) is needed to ensure electrical equipment can withstand high currents without damage and that it’s safe.
These motor controls must also comply with IEC 609474-1, which covers the safety of
electromechanical contactors and starters, including motor protective switching devices (MPSD), instantaneous-only motor protective switching devices (IMPSD), and actuators of contactor relays.
This article begins with an overview of SCCR requirements. It then takes a deep dive into a recently developed family of smart motor controls from Schneider Electric, including modular contactors and overload relays detailing the operation of the protective functions and how self-
diagnostics is implemented.
It looks at how those overload relays meet the requirements of IEC 60947-4-1 and presents how the modular design speeds preventative maintenance. It closes by looking at how two contactors can be used to assemble a reversing assembly, enabling bidirectional control of AC motors.
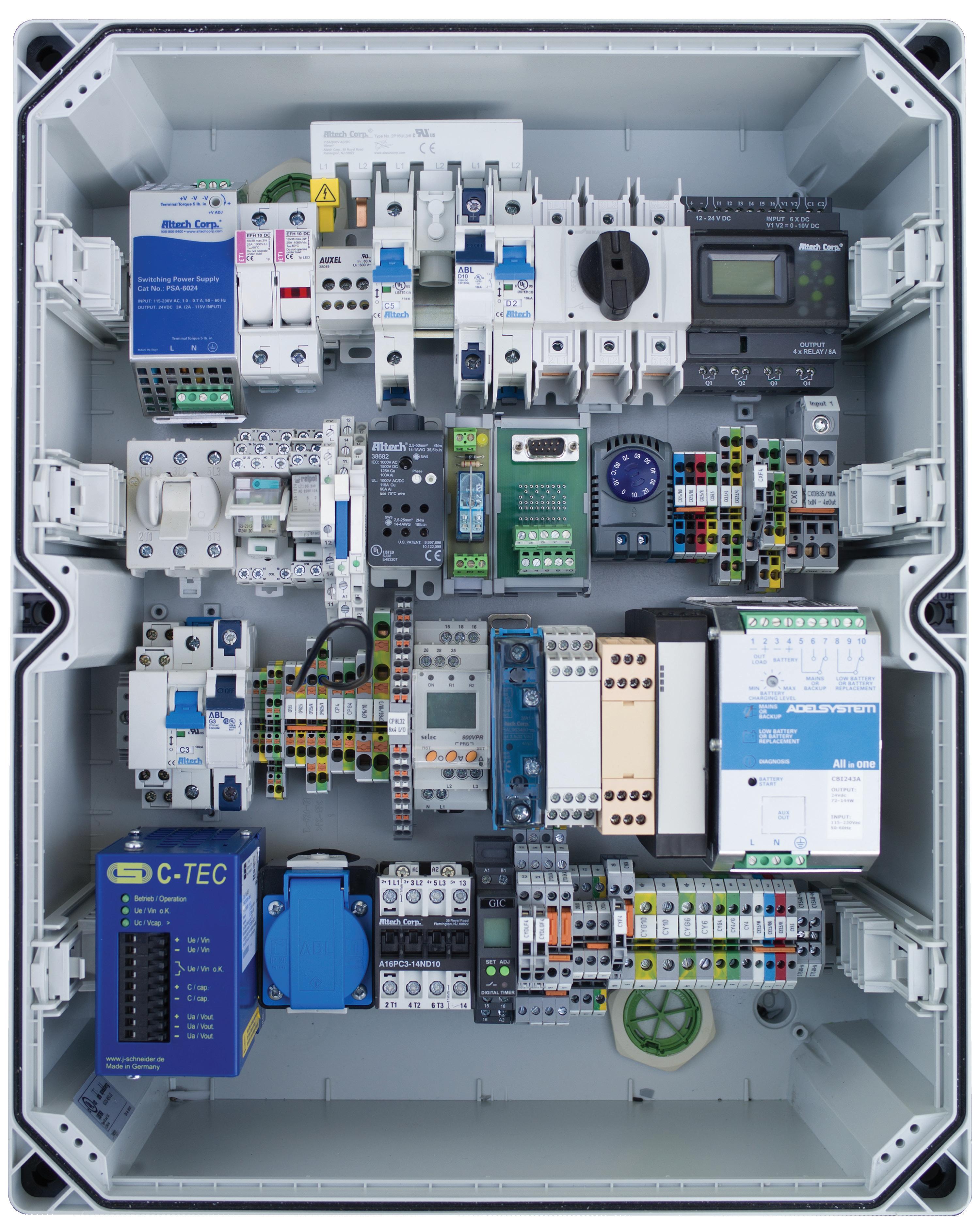
The SCCR is an essential characteristic when specifying a control panel that contributes
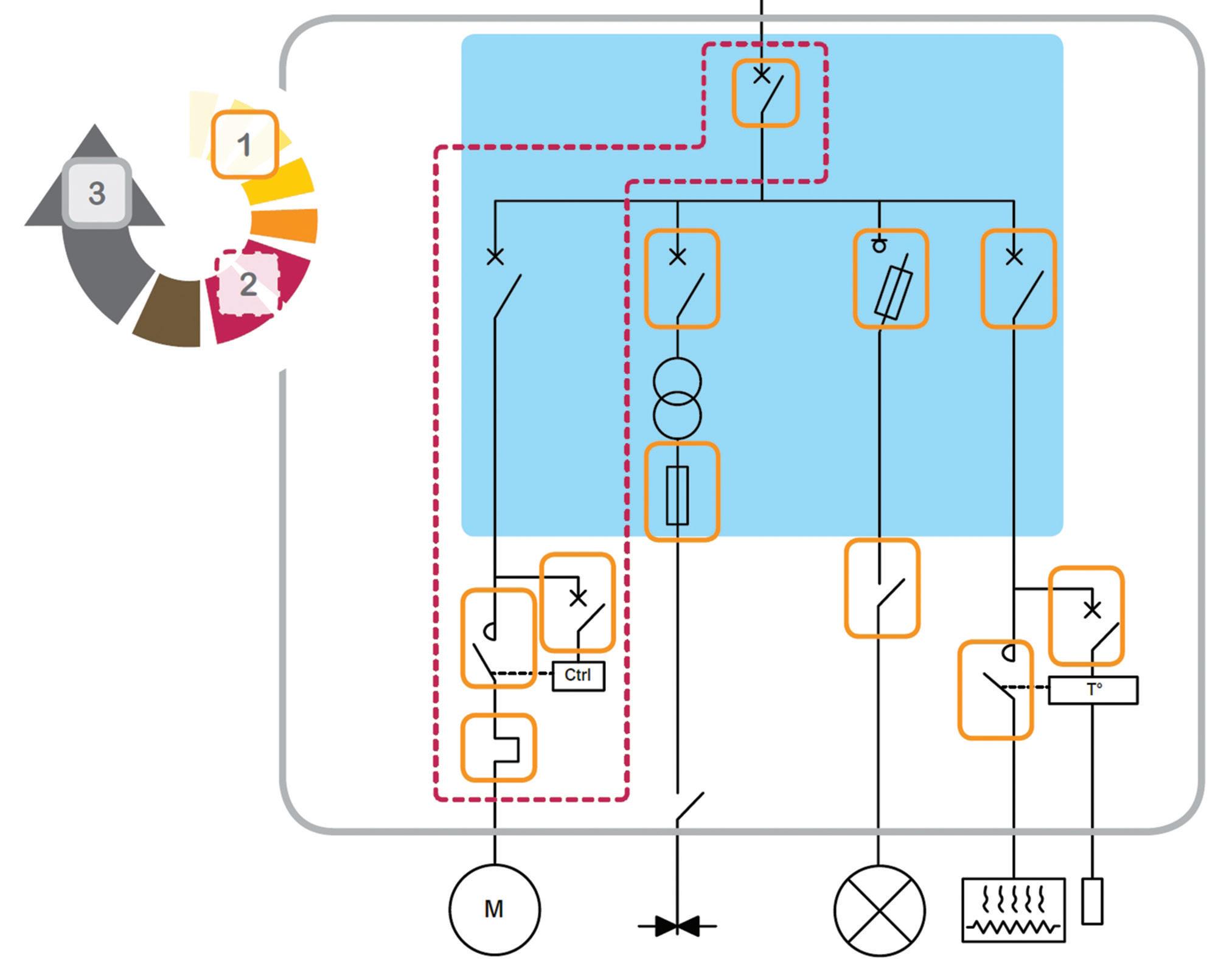
FIGURE 1: SCCR calculations begin with individual component ratings (yellow boxes), move up to determine the SCCR of branch circuits (red dashed box), and then consider the SCCR needs of the completed control panel (grey rectangle). (Image source: Schneider Electric)
to overall dependability. It’s used when sizing power components like contractors and conductors. IEC 60947-4-1 details three phases for calculating the SCCR (Figure 1):
1. Identify the SCCR of each protection and/or control component and each block and element in the distribution system.
2. Determine the SCCR of each branch circuit. Based on the values of the components in the circuit.
3. Determine the SCCR of the complete control panel. Based on the values of the circuits.
TeSys Giga Contactors
TeSys Giga contactors are available with ratings from 115 to 900 amps (A) in both 3-pole (3P) and 4-pole (4P) configurations. They have SCCRs rated up to 100 kiloamps (kA) and 480 volts (V), with the specifics for various protection devices and ratings listed in a table on the side of the contactor. Additionally, the 4P contactors show the AC-3 and HP motor ratings. These contactors are available for two load categories:
• AC-1 – This applies to AC loads where the power factor is more than 0.95. These are primarily non-inductive or slightly inductive loads, such as resistive loads. Breaking the arc results in minimal arcing and contact wear.
TeSys Giga contactors can be supplied by an alternating current (AC) or direct current (DC) control voltage and have built-in surge suppressors. There are two versions of contactors, standard and advanced. Standard contactors are designed for general usage. Examples include:
• LC1G1154LSEN, 4P for AC-1 loads. Rated for 250 A with a 200-500 V AC/DC wide-band coil
• LC1G225KUEN, 3P for AC-3 loads. Rated for 225 A with a 100-250 V AC/DC coil
Advanced TeSys Giga contactors have additional features like a greater selection of coil voltages, lower coil power consumption, a programmable logic controller (PLC) input, and a cable design that enables maintenance without removing cables or busbar connections.
Advanced models are also compatible with the optional Remote Wear Diagnosis (RWD) module discussed in the next section. Examples of advanced contactors include:
• LC1G115BEEA, 3P for AC-3 loads. Rated for 115 A with a 24-48 V AC/DC coil
• LC1G800EHEA, 3P for AC-3 loads. Rated for 800 A with a 48-130 V AC/DC coil
• AC-3 – This applies to squirrel cage motors with breaking during normal running of the motor. On closing, there’s an inrush current of up to seven times the rated full load current of the motor. On opening, the contactor breaks the motor’s rated full load current.
All TeSys Giga contactors include a Diagnosis LED on the front panel for quickly evaluating fault conditions (Figure 4).
TeSys Giga contactors have several integrated diagnostic functions to improve reliability and support preventative maintenance, including:
Contact Wear Diagnosis and RWD
Contacts experience wear every time they break the current in the power circuit. A contact failure results in loss of motor control. The contact wear algorithm in TeSys Giga controllers continuously calculates the remaining service life of the contacts. When the remaining life is below 15%, an alert is issued, enabling preventative maintenance to be scheduled:
• A local alert is visible on the Diagnosis LED on the front of the contactor.
• An optional RWD module can be used with advanced contactors.
FIGURE 2: Typical TeSys Giga contactor showing the Diagnosis LED in the top center of the unit. (Image source: DigiKey)
Control Voltage Diagnosis
The control voltage monitors for undervoltage and overvoltage conditions. The diagnosis indication is remotely available on units with part numbers ending in LSEMC using an optional remote device management (RDM) module. An undervoltage is defined as a supply voltage below 80% of the minimum specification, and an overvoltage is defined as greater than 110% of maximum.
Internal Functioning Diagnosis
Continuous blinking of the Diagnosis LED indicates any internal malfunction of the control circuitry.
Motor protective switching devices
Smart motor controls like TeSys Giga contactors are an important part of Industry 4.0 installations. The use of MPSDs is also an important consideration to ensure maximum productivity and availability.
In IEC 60947-4-1, MPSD refers to a device designed with a delay to protect a motor from overload conditions. A second type of device, an IMPSD, is a specific type of MPSD that trips immediately upon detecting an overload. IMPSDs are not usually associated with AC motor protection. Depending on the application, motor starting can take a few seconds or several tens of seconds. The MPSD must be specified to meet the application requirements for safety while avoiding nuisance tripping.
To satisfy specific application needs, IEC 60947-4-1 defines several classes of overload relays. The trip class indicates the maximum amount of
time it takes for the relay to open when there is an overload.
There are also differences between North American and IEC trip classes. For example, class 10 is a North American trip class that trips the overload within 4-10 seconds of detecting 600% of the overload current setting. Class 10A is an IEC trip class that trips the overload within 2-10 seconds of detecting 720% of the overload current setting (Table 1).
Trip classes 10A and 10 are suited for normal-duty motors. Class 20 is recommended for heavy-duty motors to avoid nuisance tripping. Class 30 is used with a very long starting motor.
TeSys Giga Overload Relays
TeSys Giga thermal overload relays are highly flexible and designed for use with AC motors. Settings for ground fault protection, phase imbalance protection, and trip class (5, 10, 20, and 30) are configurable on the front panel. The front panel also includes alarm and status LEDs. They have wide adjustable thermal overload protection ranges that enable four overlapping models to
handle applications from 28 A to 630 A (Figure 3):
LR9G115, adjustable from 28 to 115 A
LR9G225, adjustable from 57 to 225 A LR9G500, adjustable from 125 to 500 A LR9G630, adjustable from 160 to 630 A
Thermal overloads
Thermal overload protection is used with single-phase and threephase asynchronous motors. The current level for thermal overload protection can be adjusted based on the model of the overload relay being employed. In addition, the trip class and associated delay are adjustable. Thermal overload protection can be set for automatic or manual resetting.
TABLE 1: Examples of thermal overload relay classes based on rated current (Ir). (Table source: Schneider Electric)
FIGURE 3: The front panel of TeSys Giga overload relays includes status LEDs and protection adjustments. (Image source: DigiKey)
Phase loss
Phase loss protection is used to protect three-phase asynchronous motors from overheating. The overload relay continuously monitors the current in each phase. When the current value in one of the phases is lower than 0.1 of the rated current (Ir), and the current value in another phase is greater than 0.8 Ir, the overload relay triggers within 4 ±1 seconds. Phase loss protection cannot be disabled and must be reset manually.
Phase imbalances
Phase imbalances cause overheating of an asynchronous motor. Common causes include:
• Long main supply line
• Defective contact on the incomer switch
• Imbalanced network
When the imbalance ratio exceeds 40%, the overload relay triggers in 5 ±1 seconds. Phase imbalance protection must be reset manually.
Ground faults
Ground-fault protection is used to protect three-phase asynchronous motors. A ground fault occurs when the insulation on the load circuit becomes ineffective due to vibration, moisture, or other factors. The overload relay monitors the ground current (Ig). When the Ig exceeds more than 10% of Ir, the relay trips in 1 ±0.2 seconds. Ground fault protection must be reset manually.
Modularity
The modular design of TeSys Giga contactors can be especially
useful if excessive contact wear is experienced or if an overload or other abnormal operating conditions damage the controller. Control modules can also be replaced to adapt to different coil voltages, and the switching module can be switched out to replace worn-out poles.
A cable memory function can be implemented with an optional kit to facilitate rapid maintenance. Once installed, the control or switching module can be replaced quickly without removing the cables.
Going in reverse
Reversing contactors are used to change the direction of rotation of AC motors in applications like conveyors, elevators, and packaging lines. They work by reversing the polarity of the connections, causing the motor to rotate in the opposite direction.
A reversing contactor can be made using two mechanically interlocked standard contactors. The interlock prevents the contactors from turning
on simultaneously (Figure 6).
For example, the following components can be used to build a reversing contactor rated for 200 HP at 460 V with a 100-250 V AC/DC coil (Figure 6):
• LC1G265KUEN, TeSys Giga motor controller, two required
• DZ2FJ6, contactor lug kit
• LA9G3612, spreaders
• LA9G3761, reverser bars
• LA9G970, mechanical interlock
Summary
TeSys Giga contactors and overload relays are highly versatile devices that can maximize resilience and uptime in a wide range of applications. The contactors have ratings from 115 to 900 A in 3P and 4P configurations. They have SCCRs up to 100 kA 480 V, and their modular design speeds maintenance.
The programmable overload relays have wide operating current ranges, enabling a small number of devices to satisfy the needs of many applications. Finally, bidirectional motion control can be realized by connecting two TeSys Giga contactors with a mechanical interlock system. •
FIGURE 4: Two TeSys Giga contactors interlocked to form a reversing contactor for AC motors. (Image source: Schneider Electric)
WHAT IS A SERVO SYSTEM REALLY ?
The
word servo has become
synonymous with the words servomotor, servomechanism, and servosystem to indicate a closed-loop controlled system.
BY HURLEY GILL SENIOR APPLICATIONS AND SYSTEMS ENGINEER KOLLMORGEN, A REGAL REXNORD BRAND
A servo is most simply defined as any driven mechanism dependent on feedback data yielded by the continuous monitoring of a given process — with resulting systematic adjustments of that same primary process to achieve a target outcome.
In fact, servo is and has always been associated with some level of automated control by a servomechanism of a force, torque, velocity, and/ or position. Servomechanism in turn is generally some form of a closed-loop-controlled pneumatic, hydraulic, electrical, or chemical process or form of actuation. The term servomotor is often identified as a major component of a servomechanism; it is frequently the specific component rendering a machine servo-mechanized.
Hence, within the motion and automation industries, servomotor and servomechanism are often interchangeably used for any given project or application.
A servomotor is a bidirectional servo actuator and machine under closed-loop control to yield a precise outcome from a given operation. Continuous feedback on motion-related data being monitored (for example, position, velocity, torque, or force as a function of current) is compared against a
The prefix servo used before a noun simply indicates some attempt to tightly control some primary process via the use of feedback data. The latter is collected through constant monitoring of the controlled process to allow for continual (±) adjustment of this process. Such servo control accounts for all disturbances as well as setpoint changes to prompt the target outcome.
Image: Dreamstime
command or setpoint. This in turn spur the dynamically corrective adjustments to eliminate the difference between actual and commanded values.
Ongoing corrections for a given process may be affected by one or more closed loops receiving feedback data. Each control loop is in turn dynamically affected by the continuously received data and compared against the commands. This active feedback providing the closed-loop information to the mechanism’s controller is continuously received from one or more feedback sensors. In some applications, one feedback device can serve multiple feedback control-loop functions via programmed algebraic manipulations of received data. For example, the proportional, integral, derivative ( PID) loop closure of each control loop may use a single feedback device for separate velocity and position loop closures.
here is a typical cascaded velocity loop.
BIG-PICTURE QUESTION: HOW DO SERVO MECHANISMS OR MOTORS WORK?
Automatic control systems are generally one of two types.
• Open-loop designs are ON-OFF systems such as heaters and air conditioners involving some controlled difference (deadband) between the turnon and turn-off points of operation.
• Closed-loop designs are continuously operating mechanisms such as automotive cruise controls, for example. They include one or more sensors to continuously provide realtime information for a control unit to minimize any difference between the target command (setpoint) and what is actually happening (feedback). So, in a greatly simplified sense,
a servo (closed-loop) mechanism may be considered an ON-OFF control in which the process’ deadband is reduced to an infi nitely small value. This small deadband value present seemingly systematic adjustments (corrections) effectively resulting in continuous comparison (closed-loop style operation) of the feedback’s realtime data (for example, actual temperature) against the commanded and desired outcome (such as some target temperature or other setpoint) for the optimization of a process. Each servo-loop closure (closedloop control) occurs with the process’ controller— comparing realtime data against commanded target data to get ongoing systematic corrections (adjustments) to a process for a more refi ned result than could otherwise be achieved. Continuous process corrections are often prompted by controlled
Shown here is a typical cascaded position loop.
Shown
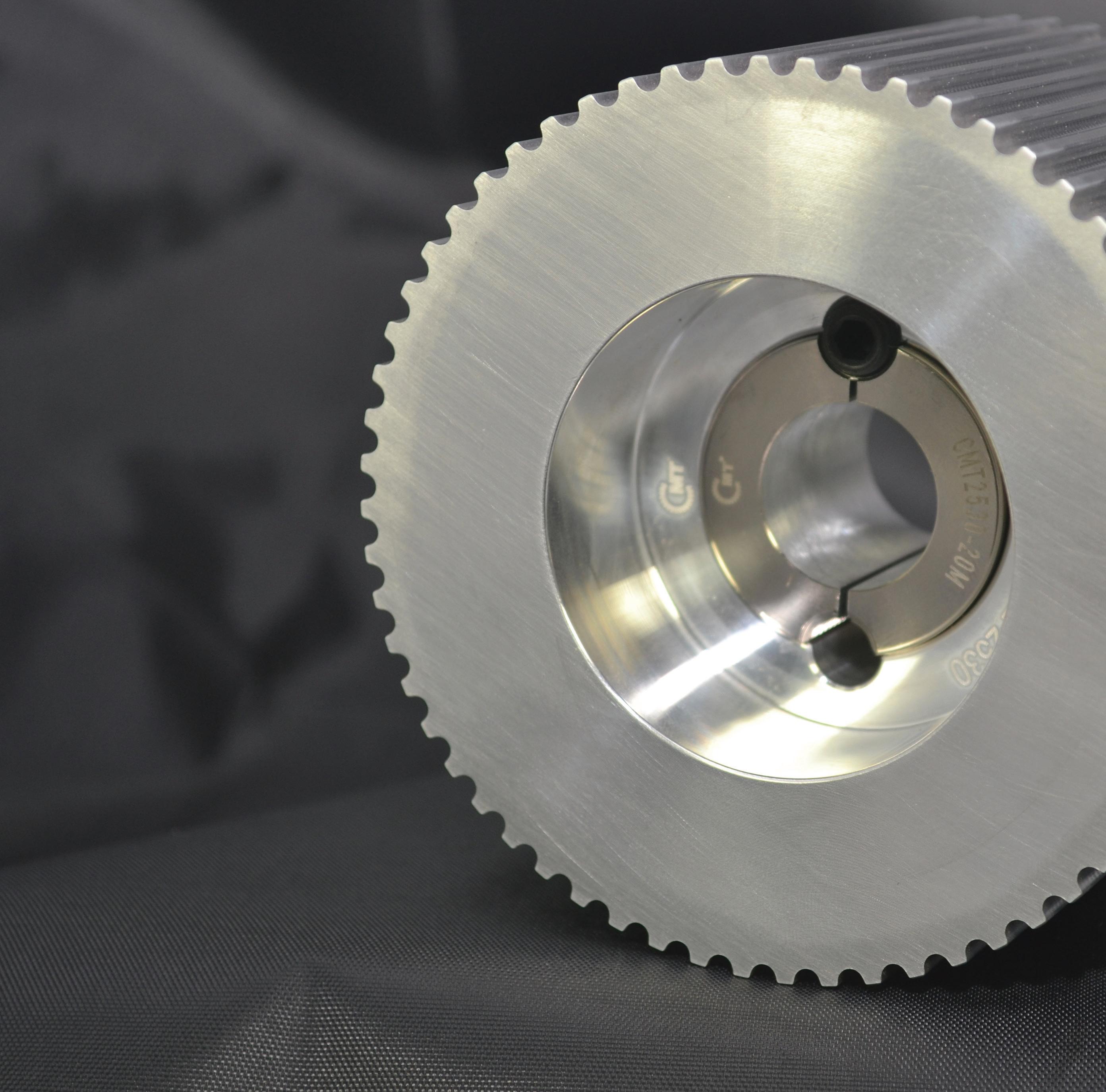
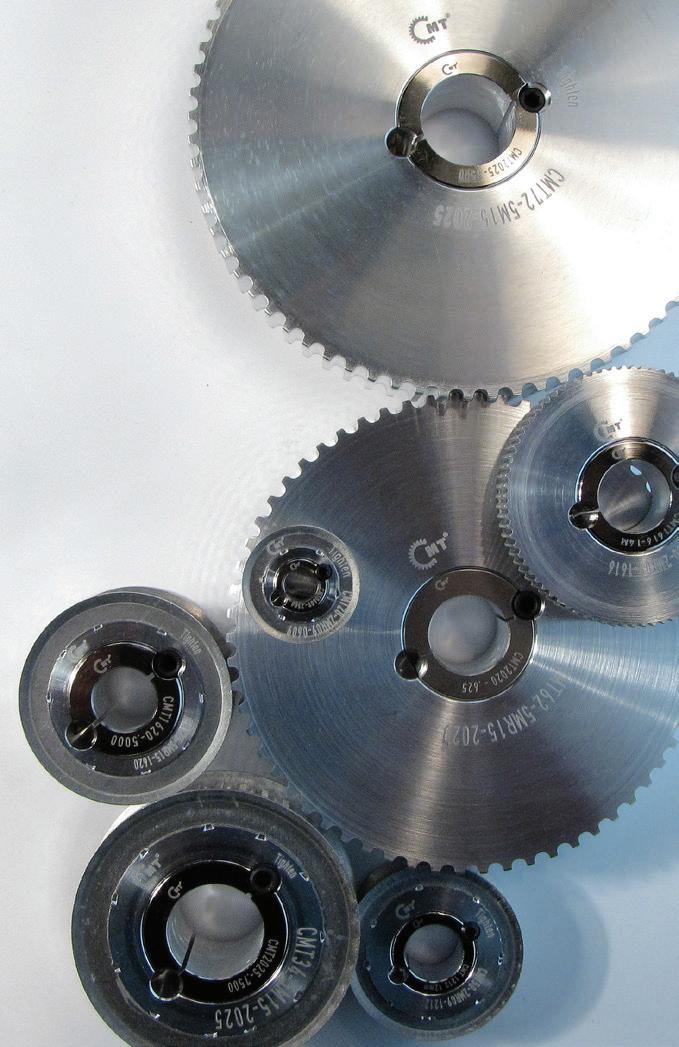
Our keyless hub-to-shaft connection device
other tapered shaft locking devices. Email or call to get your CMT Stock Products Catalog. Order today. Ships today!
Precise. Reliable. Trusted.
to the controller). The speed difference has positive or negative polarity relative to the car’s slowing below or increasing above, the set speed.
Let’s expand on the automotive cruise-control example. With the addition of an external feedback signal, the design can deliver adaptive cruise control. Here, a sensor allows differential speed correction to pace a vehicle ahead. The vehicle-ahead speed is continuously compared against the controlled car speed; then if the vehicle ahead slows and some minimum distance between vehicles is breached, the servo control prompts a speed adjustment to slow the controlled car. Should the vehicle ahead resume a faster speed, the controlled car’s servo system will prompt acceleration upto the new pace speed, up-to the driver’s previously set (setpoint) speed.
What’s more, conditions can be set to avoid an accident. This function uses continuous feedback monitoring of specific conditions such as minimum distance between vehicles ( position-loop) and rate-of-change between the vehicles.
Let’s further expand on the automotive cruise-control example. The addition of the car’s realtime position continuously monitored against laneassist camera data as well as global positioning system (GPS) data, can provide (within limits) servo-error signals to prompt systematic adjustments necessary to keep the car on the road. In the near future, such technology could even make common the autonomous driving to a preprogrammed destination.
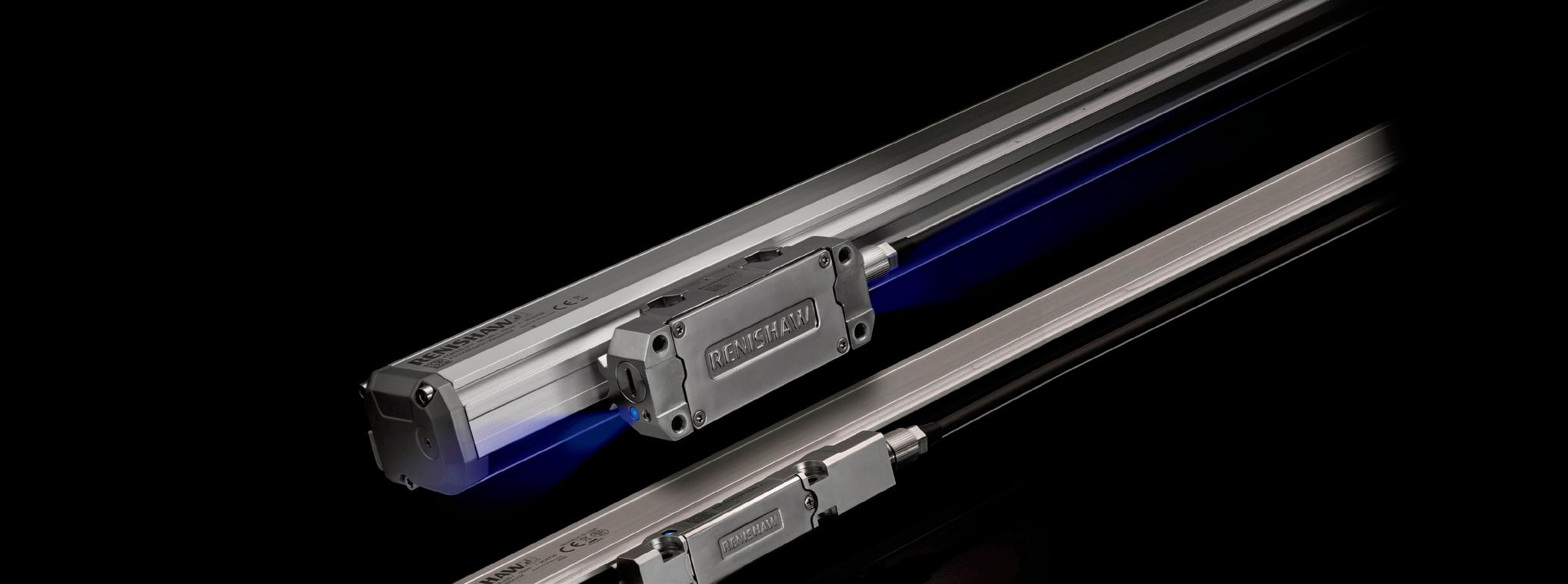
Superior encoders for position and motion control
With a comprehensive line up of encoder solutions, Renishaw brings the expertise needed to address your manufacturing challenges. Whether your application calls for optical, magnetic or laser technology, our encoders achieve the highest levels of accuracy, durability and reliability.
Powerfully positioned for innovative motion control.
Image: Dreamstime
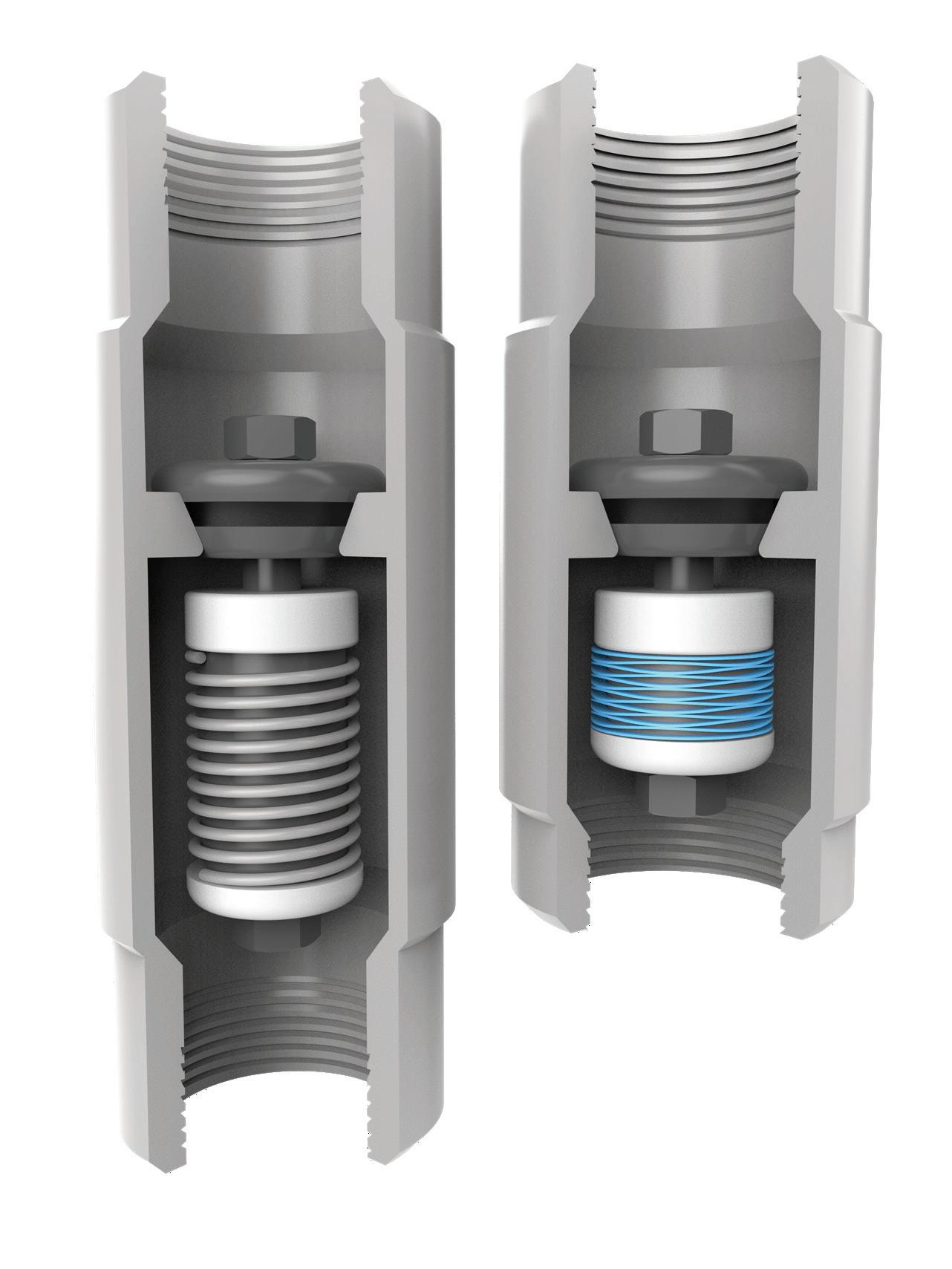
Rotor Clip Wave Springs are engineered to save space and weight by reducing spring heights up to 50%. Our experienced engineering team is ready to assist you in specifying a standard spring or developing a custom design in the material and size you require. From prototype to production, we'll provide you with the perfect spring solution for your application.
Coil Spring
Rotor Clip Wave Spring
RECONSIDERING ASSERTIONS ABOUT SERVO SYSTEMS
Servomechanisms are most often used for their ability to provide the precision position, velocity, or torque (or force) needed by demanding designs. Increasingly challenging and complex, requirements for manufacturing and other applications has spurred ever-increasing usage of servomotor systems — and their continued evolution for ever-higher performance.
Think of a servo mechanism like a natural ecosystem. Nature likes balance (defi ned setpoints) so everything is continuously working towards this targeted balance point of equilibrium. This targeted equilibrium is itself continually changing over time, all the while nature is continuously and consequentially adjusting in multiple ( ± ) ways to accommodate all changes. Those changes are due to one or multiple disturbances and those changes due to consequential pointof-balance changes (within the realm of capability of course.) It’s the operational limits, the realtime sample rate of each individually monitored feedback system and the interacting response times of those individually monitored natural systems, acting consequentially against the ever-changing longer-term point-of-balance that makes the difference.
Note: It’s not always recognized that during servo operation, typical servomotor applications (unlike an open-loop motor) will always perform in specific ways.
1. A typical servomotor application will always use realtime feedback information such that process or mechanism adjustments can be automatically made — in other words, adjustments against disturbances, load changes, and command changes, and so on.
2. A typical servomotor application will use only the energy necessary for the axis or mechanism to complete what it’s commanded to do.
3. A typical servomotor application will operate in one of three operational modes depending on the application and selected control method. These include current/torque mode (with current-loop closure); velocity mode (with vel-loop closure); or position mode (with pos-loop closure)
Current-loop PID closure can be operated on its own because it’s the innermost and fastest control loop. In contrast, the velocity-loop PID closure includes an inner current loop … and position-loop PID closure includes both an inner velocity and current, loop.
4. A typical servomotor application will continuously make small adjustments about its commanded actuation by exhibiting small movements or changes, about their setpoints.
• With velocity control, expect small back-and-forth or clockwise and counterclockwise (CW, CCW, CW, CCW ) motions while the system tries to maintain a commanded steady-state velocity.
• With position control, expect small continuous-position adjustments (hunting) about the fi nal commanded position. If sufficient stiction exist while hunting for a stationary position, the resulting dither due to this friction may undesirably enhance displacement deviations.
5. A typical servomotor application will continuously correct for any mechanism or process disturbance within its designed capability to correct. That means each servo mechanism operates only within designed limits — its envelope of operation — to maintain servo action. Its ability to automatically adjust against things such as process disturbances, changing external forces, commands, and so on, must be maintained for normal servo operation.
In contrast, when a servo mechanism is intentionally or mistakenly operated at one of its physical-operational limits or some saturated condition, by defi nition it is no longer operating as a servo system. In this case, servo action as defi ned is not available for required changes and/or corrections necessary to accommodate disturbances, external force changes, or command changes, with adjustments only available in one direction.
Finally, when a servo mechanism is required to operate in a non-normal way for some part of its operation cycle (for example, while holding position under load) each special condition must be specifically considered to ensure the proper sizing of the servosystem (including servomotor and drive)
It’s Time to Replace Your Motion Platform
Is your system outdated or not meeting expectations?
Consider a motion platform with a reputation for success.
Mitsubishi Electric’s servo motor and amplifier portfolio is respected for its precision, performance, and compatibility while offering various functions and capabilities to accommodate unique application requirements.
Read our latest success story.
Discover how an OEM grew output 300% by switching to a standardized motion control platform.
ACOPOS 6D
The future machine platform
ACOPOS 6D allows you to move products freely through an open manufacturing space –unbound by the limits of one-dimensional production flow. Magnetic levitation provides six degrees of freedom for unprecedented processing density on a fraction of the floorspace.
No contact, no noise, no wear
Micron-precise positioning
11 shuttle sizes
Widest payload rangeon market
Most advanced planar software platform on the market
br-automation.com
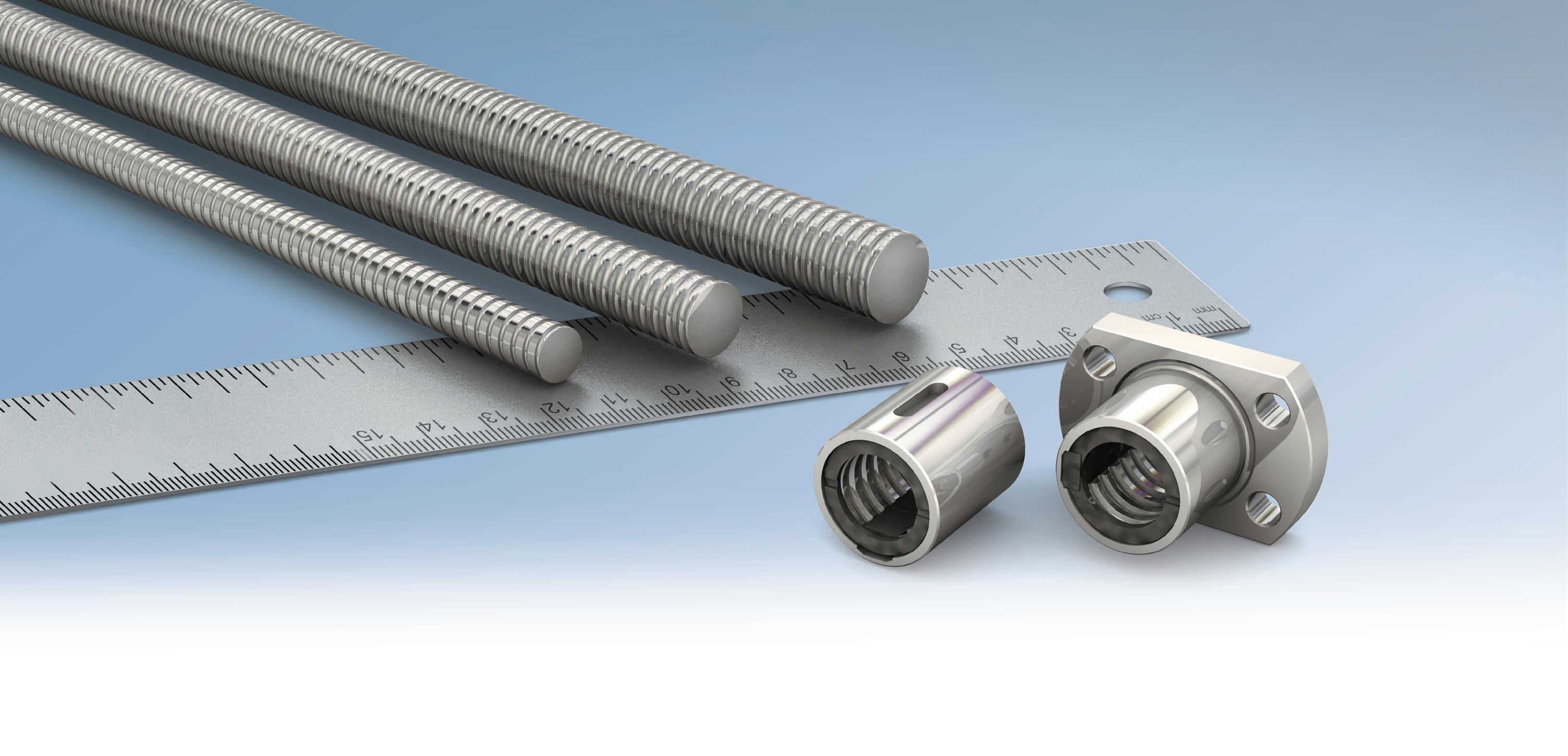
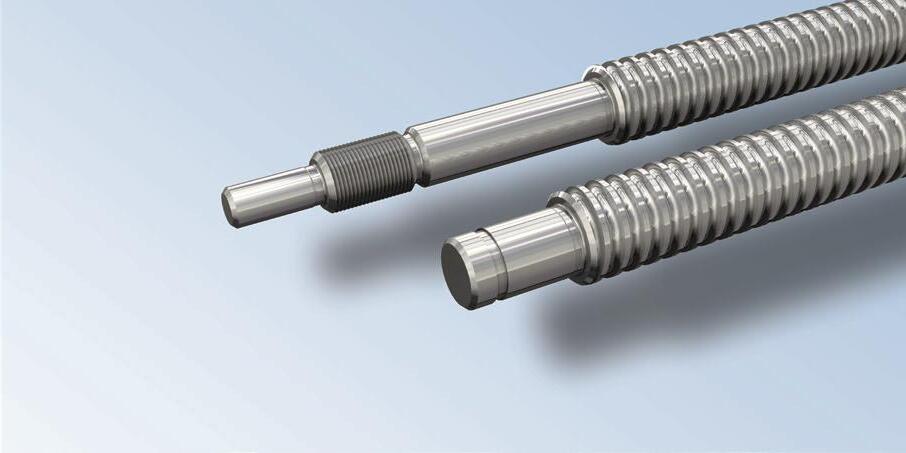
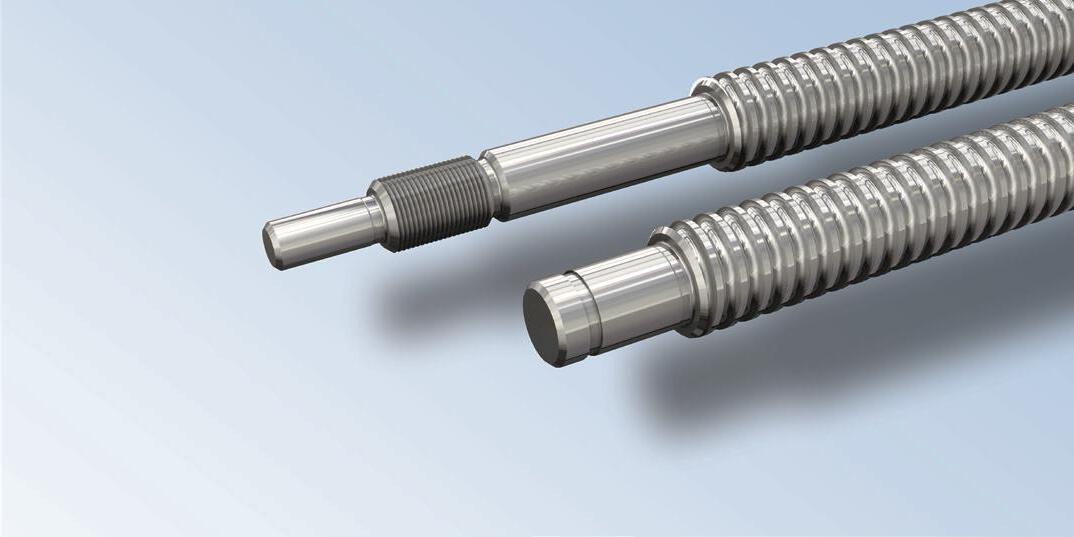
Leadscrews are essential to surgical robotics, patient-monitoring systems, diagnostic imaging devices, and rehabilitation equipment.
LEADSCREWS IN MEDICAL EQUIPMENT
BY CHRIS NOOK CHAIRMAN AND CEO
Leadscrews are those spiral shafts that (upon application of torque) convert rotational motion into linear motion — axially advancing and receding a mating nut to deliver accurate positioning. They’re well suited to medical equipment as they come in a variety of materials, dynamic load capacities, and output arrangements. Leadscrew assemblies are also quiet because of the sliding contact between the screw and nut — a particularly valuable trait in settings where patients need quiet environs.
Leadscrews can be manufactured in various diameters, leads, lengths, materials, and coatings to meet specialized requirements. For example, thread geometry can be optimized to complement the operation of the motor, gearbox, and encoder in the assembly.
Selecting an appropriate screw diameter and lead is key to achieving intended design load capacity, stiffness over time (to avoid drift), and life. Prioritizing efficiency or greater
Shown here are motor-driven axes on neurosurgery equipment.
Leadscrew nuts with anti-backlash assemblies benefit medical-device applications requiring accurate operation.
Image: Helix Linear linear motion
Image: Dreamstime
HELIX LINEAR
mechanical advantage is suitable where leadscrews are destined for integration into battery-powered equipment. Where leadscrews install on vertical axes, it’s sometimes beneficial to select screw diameter and lead to yield self-locking (non-backdriving) behavior The design of the screw and nut can be customized to fit into confi ned design footprints.
Leadscrew and nut materials can improve performance and ruggedness against environmental challenges. Finally, leadscrew assemblies can (with anti-backlash nuts) be specified to ensure superior positional accuracy. Takeup mechanisms within such nuts ensure motion isn’t lost when loads are suddenly applied or the travel direction changes.
LEADSCREWS FOR SURGERY DEXTERITY
Robotic surgery has accelerated in recent years, providing minimally invasive options for complex procedures such as knee replacements, coronary artery bypasses, and tumor removals. Leadscrews are vital to the precision of the robotic arms involved in such procedures.
For example, the da Vinci surgical system (now in use for more than three decades) lets surgeons make tiny incisions for minimal tissue trauma and speedy patient recovery. To address the way in which small incisions narrow view and access, the da Vinci’s multiple agile robotic arms wield miniaturized instruments such as scalpels and scissors. Each arm employs leadscrew assemblies to pivot, rotate, and extend and navigate
Leadscrews are helping evolve modern medical technology.
Leadscrews are common in medical equipment such as MRI, PET, CT, and X-ray equipment. The screw assemblies serve as drivetrains and move patients as well as critical equipment subassemblies. In X-ray equipment especially, leadscrews satisfy unique configuration requirements on axes for scanning images with anti-backlash nuts that deliver bidirectional repeatable (zero-backlash) motion.
TACKLING SIZE AND PERFORMANCE CHALLENGES
POSITIONING FOR SUCCESS
Since 1999, Quantum Devices has been known for innovation and customization to match our customers’ motion control requirements.
Our encoders are used in multiple industries and can be found on stress test treadmills, CT systems, medical AGVs, X-ray and other medical scan beds; Autonomous Mobile Robots, Automated Guided Vehicles, Robotic Arms; Navigation, Radar and Missile Guidance systems--machines & equipment where optimum motion control is critical.
We design and manufacture in-house, offering encoders for large-volume OEMs, low-volume R&D, and custom application-specific designs; also available: drop-in replacements and custom caliper [ring] encoders for large bores—starting at 1” [incremental and commutation options available]. Made in USA.
The manufacturability of leadscrews and nuts allows for diameters down to two millimeters — enabling engineers to design the most miniaturized medical devices. What’s more, specialized coatings minimize particulate residue and friction in leadscrew systems for medical devices while optimizing lubricity between components. Hard-coated lubricant based on polytetrafluoroethylene ( PTFE) is a leading coating choice as no particulate transfer between the coating and mating components is necessary to reach a low coefficient of friction. In addition to PTFE, various synthetic polymers incorporated into this coating can enhance its adherence to the leadscrew, thereby increasing wear resistance and improving its capacity to withstand high temperatures.
While options abound for lubricating leadscrew assemblies, a plastic nut with Teflon infused into the base material combined with a leadscrew coated with a PTFE-based hard lubricant balances reliability, load capacity, speed, corrosion resistance, and maintenance requirements. •
Our Certifications
ISO 9001 + AS9100
ITAR Compliant-DDTC Registered
DFARS Compliant
RoHS & R.E.A.C.H. Compliant
NIST SP 800-171 Compliant
Precision Gears and Superior Mechanical Components
Turning Ideas into Reality since 1950
Engineering development, design, and manufacturing expertise combined with mechanical and electromechanical component options.
Streamline Your Supply Chain
We deliver parts and subassemblies complete, eliminating your need for additional sourcing, time, and cost.
Customized Solutions
Custom Gears & Mechanical Components
Custom Gearheads & Gearboxes
Complex Gear Assemblies
Mechanical Assembly Electromechanical Assembly
Bevel Gears
Over the last six decades, automation and robotics have advanced how functional industrial coatings are applied and used. The results? Better precision of coating processes, lower costs, and improved product performance.
BY GEORGE OSTERHOUT SENIOR ADVISOR AND PAST PRESIDENT ORION INDUSTRIES
Functional coatings have been used in industrial applications since the Industrial Revolution. Today, functional coatings are advanced formulations that resolve friction, sticking, corrosion, noise, and abrasion issues — and delivering FDA compliance in some cases. Other benefits include increasing the value and lifespan of finished products and components in aerospace, defense, automotive, food processing, agriculture, chemical processing, consumer goods, and manufacturing applications.
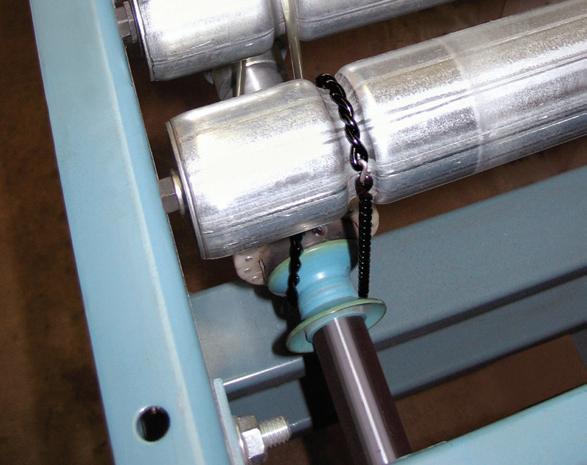
The 1960s to 1980s saw an array of mechanical methods to situate parts closer together and more uniformly apply coatings. Parts being coated were advanced past a coating station either manually or via a chain-on-edge conveyor. Back then, indexing machines were hard to control. Workers had to make do with pulleys, belts, and gears, as variable-speed servomotors weren’t yet an option. So, the technology necessitated mechanical advancing of the spray gun to apply the coating as parts shuttled by.
Parts not conveyable by chain-on-edge machinery were manually sprayed, and it was the workers’ eyehand coordination combined with the tooling design that influenced how efficiently coating could be applied. When coating complex shapes, an overhead conveyor was often also used. Parts were coated one at a time and hung on the conveyor to be cured at 200 to 700° F (depending on the coating applied) to make them perform as designed.
Today, there are two distinct branches of coating automation. The first is for coating cookware and bakeware via simpler processes evolved from the original onecoat application of the 1970s to today’s trio of primer, intermediate coat, and a topcoat. This coating-application process is done on chain-on-edge equipment while rotating the pans … and requires a large amount of coating material to reach coating thicknesses of 0.0018 to 0.0023 in. per side.
In contrast, far less coating is needed for industrial
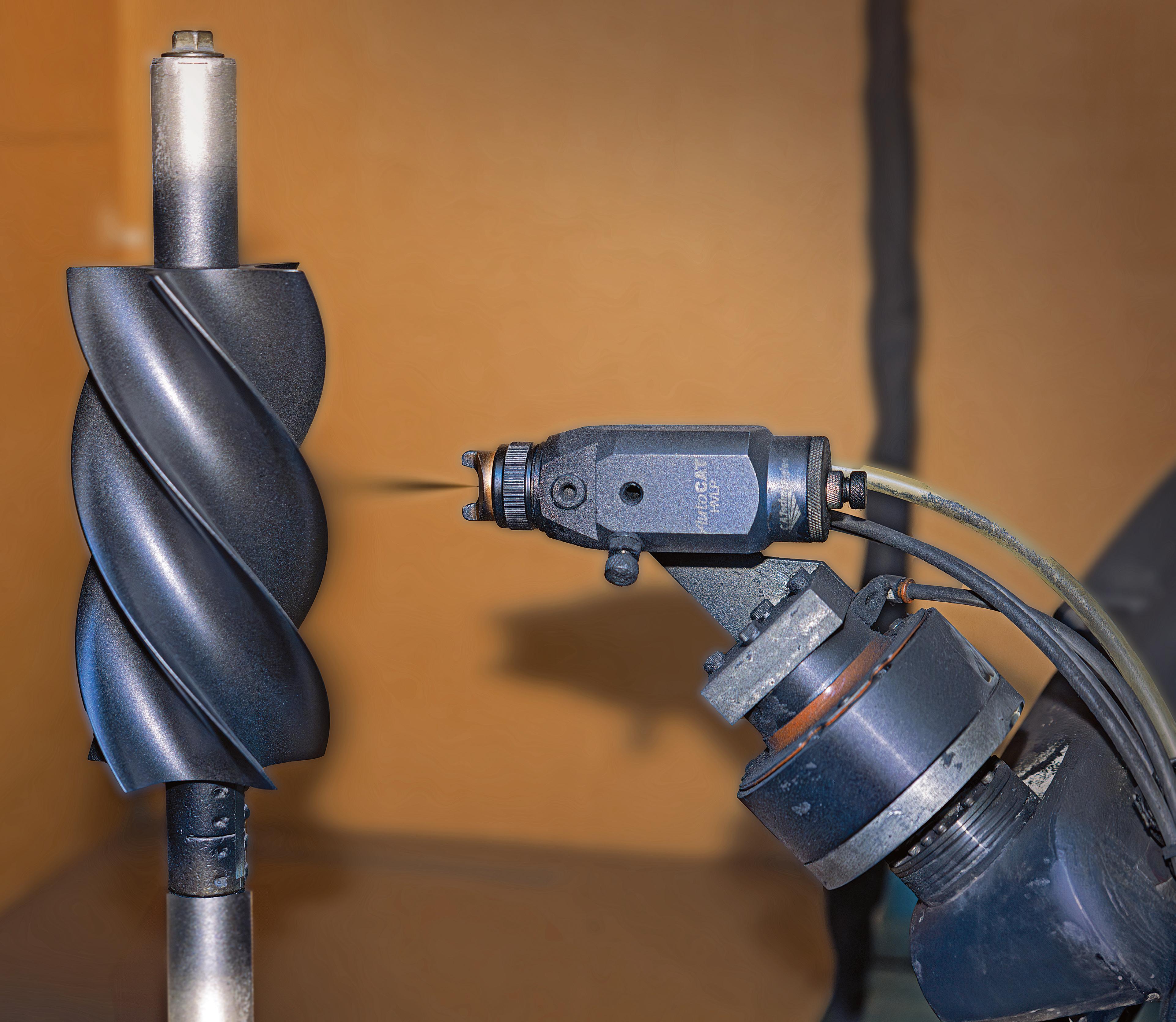
Industrial robots can precisely sweep over and coat precision components.
applications (as in automotive, aerospace, and manufacturing equipment). These typically involve multifaceted parts needing tighter tolerances and coating thicknesses of 0.0003 to 0.0008 in. per side.
THE QUEST FOR BETTER COATING EQUIPMENT
Eventually, spray guns capable of emitting a very small coating pattern became available. Some companies adopted the use of spray guns that weren’t electrostatic but capable of producing 0.5 in. wide sprays. In contrast with more traditional guns with six or seven-inch spray patterns, these were more accurate and efficient, especially for coating small and complex parts. The addition of high-volume lowpressure ( HVLP) spray guns helped to reduce material consumption.
In a few cases, pressure-pot spraying systems commonly used for coating parts were used to feed the coating material through the spray gun with hopes for improved precision. Unfortunately, despite the use of accurate air-pressure regulators, the airflow through the plant would fluctuate enough to cause small variances in the amount of coating material during application. Despite modest improvements, inconsistencies and uncontrollable variables persisted. So, an applicator might coat 10 parts in a row within the specified mean thickness and then fi nd the next two or three parts exceeding spec. Then the applicator might adjust pot pressure only to fi nd coatings falling short
of spec. In addition to high part-rejection rates, this type of fluctuation necessitated tight inspection of fi nal coated parts, which increased applicators’ labor costs.
ADOPTING AUTOMATION FOR COATING PROCESSES
As coatings advanced, they became costlier — as did the cost of spray guns and related equipment. So, applicators sought ways to reduce the amount of coating they were using with equipment such as electrostatic spray guns. Some even studied various spray-gun atomization patterns hoping to hit upon just the right design that could provide the maximally economical solution.
Chain-on-edge conveyors also saw innovation: Their accuracy improved when new units featured gear-driven spindles instead of belt-driven spindles. Better indexing equipment led to better control of the coating process. Also, by adding linear actuators to move the spray guns, systems could mimic manual routines … though only for very repeatable applications. Incremental improvements modestly improved the material consumption of operations based on chain-on-edge machines, but quality still needed tight monitoring through inspections.
When robotics came on the scene in the late 1980s, they were mostly X-Y coating tables for coating straightforward round or flat parts. Such Cartesian machinery carried a spray gun back and forth over parts to coat them — eliminating the risk of a human operator becoming
fatigued from holding a spray gun attached to a pressure pot or a cup gun for several hours at a time. Such X-Y coating tables also reduced the effect of human error on fi nished workpieces. Finally, such machinery could be programmed to shut off in between parts, preventing valuable material from being sprayed into the air and wasted. Still, applicators lamented that X-Y tables only achieved 60% to 65% coating-application efficiency, only modestly better than that of hand spraying. Incremental improvements only took X-Y table efficiencies to 70% or so.
ROBOTICS WERE THE ANSWER FOR COATING
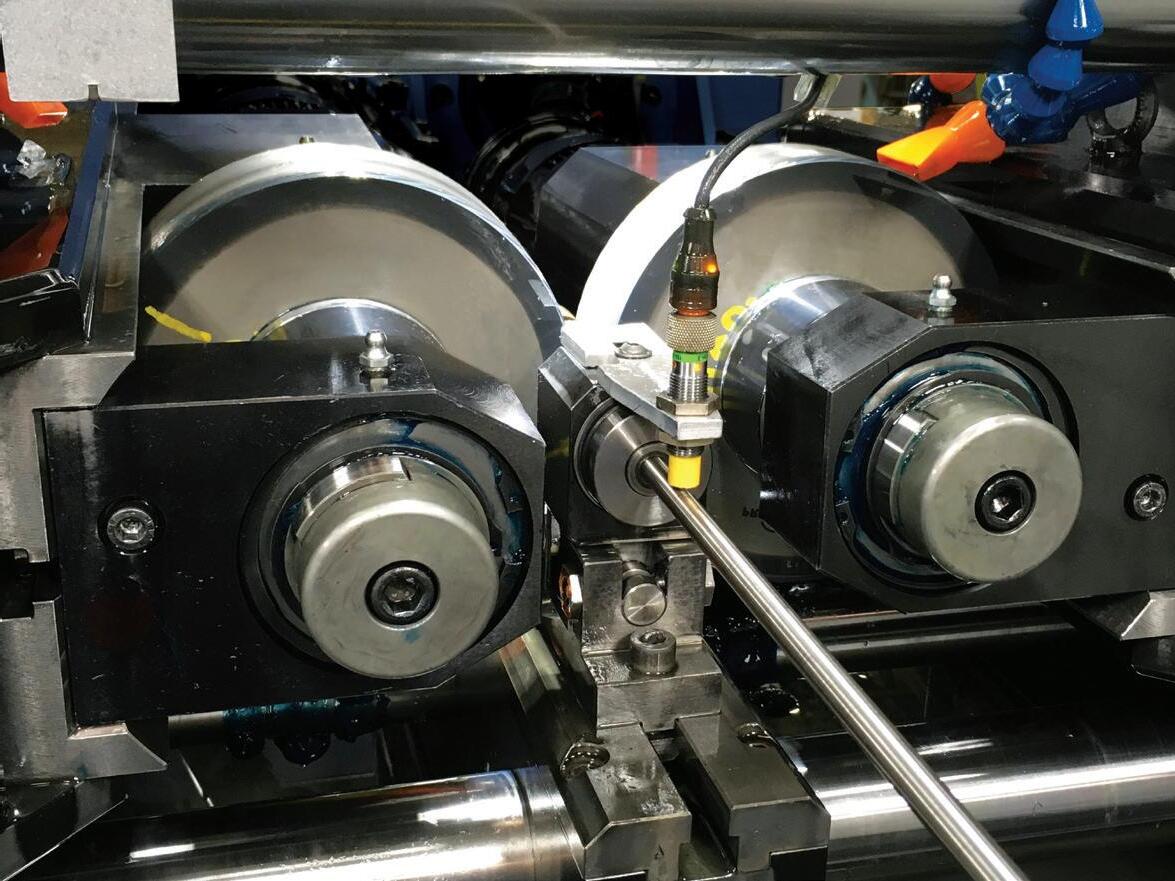
Motivated by frustration, one entrepreneur began working on his own solution. Trial and error over several years landed him on statistical process controls and consistent part-to-part measurement. These in turn enabled development of a computercontrolled system capable of autodispensing the same amount of coating from a spray gun, within control limits, when coating a given part type. This system had the repeatability necessary to hold the spray pattern to within an ±8-µm diameter. In 1996, this new coating system was fi rst used on production parts for the automotive industry. Its exacting control eventually diminished variances in coating applications to only ±3 µm on a tolerance of 12 to 18 µm. Today, for one part, this tolerance is held on a 0.0375-in. diameter foot-long shaft. The actual amount of material used in coating the shaft is
X-Y tables are used in the application of coatings on simple parts.
Chain conveyors complement coating processes.
Image: Orion Industries
Image: Orion Industries
Install drives as easy as 1, 2, 3: with the
AX8000 multi-axis servo system
Extremely compact, superior performance, and seamless setup! The AX8000 multi-axis servo system from Beckhoff optimizes not just operation, but also installation in 3 easy steps:
1. Fast, gap-free connection of drive modules via the AX-Bridge system – with zero tools required
2. Safe and simple motor connection with user-friendly plug connector on the underside of the drive
3. Reduced number of cables and lower installation cost with One Cable Technology
How else does AX8000 simplify servo system implementation? With high precision and performance – through real-time EtherCAT communication. And safety – through 17 drive-integrated TwinSAFE functions. Sounds pretty easy, right?
controlled to hundredths of a gram. What’s more, accurate part indexing and rotation makes for a negligible rejection rate, thus raising coating efficiency closer to 80% and reducing material, labor, and inspection costs for the applicator.
As robotics advanced it became possible to coat another automotive company’s supercharger rotors with no air-pressure fluctuation issues and coating thicknesses to within ±40 µm. That’s no small feat considering the complexity of the supercharger’s male and female rotors.
In the early 2000s, collaborative robots (cobots) were introduced to operate in proximity to human personnel. A cobot uses sensors that cue it to pause or stop if an employee or even another piece of equipment bumps it or breaches its programmed range of operation. With increased focus on safety in the workplace and ever-present regulations
imposed on manufacturers and their suppliers by the Occupational Safety and Health Administration (OSHA) and other agencies, the safety features offered by these cobots have become essential for functional industrial coating operations still involving manual processes.
Robotics of all types are increasingly affordable, even for small and midsized coating operations. What’s more,
robot functionality has improved, and programming has become easier. Now, some robotic systems will copy a hand movement — no computer wizard needed. Pre-programmed capabilities let plant personnel quickly learn to make adjustments and troubleshoot issues. Even surface preparation is becoming more automated. Initially, pretreatments were primarily done by hand using a
Cobots have the maneuverability to coat complex parts.
Image: Orion Industries
YOUR CUSTOM SOLUTIONS ARE CGI STANDARD PRODUCTS
Advanced Products for Robotics and Automation
CGI Motion standard products are designed with customization in mind. Our team of experts will work with you on selecting the optimal base product and craft a unique solution to help di erentiate your product or application. So when you think customization, think standard CGI assemblies.
Connect with us today to explore what CGI Motion can do for you.
process called grit blasting, which abrades the product’s surface and removes any contaminants for better coating adhesion. In fact, many products coated with Teflon or polytetrafluoroethylene ( PTFE) are still pre-treated this way today. Now though it’s more common that the process is semi-automated to be more efficient as well as safer for workers and the environment. Some coating applicators also use microcrystalline zinc phosphate to enhance the adhesion of resin-bonded PTFE coatings and corrosion resistance.
AUTOMATED TESTING AND QUALITY CONTROL
Advancements continue in testing and quality-control instruments used to validate coating thicknesses and ensure coating reliability and performance under various conditions.
Automated vision systems abound for testing surface quality, and they’re particularly helpful for companies that coat multitudes of products that share the same basic design characteristics. These products typically have wider tolerance requirements that make for a more straightforward testing process.
In the functional industrial coatings sector, however, such automation is still rare. Numerous different and complex parts are processed, and usually they all have unique quality requirements and tight tolerances. For example, the coating process for a throttle shaft must be tightly controlled because the part must fit snugly into a machined hole. Basically, the target functionality of the part dictates the degree of automation and robotics necessary to effectively coat and validate it.
For such operations, it would be time consuming and cost prohibitive to purchase and program inspection systems to test every complex product being coated. Instead, visual inspection using 10x magnification digital scopes or similar tools let quality control personnel review product to ensure there are no surface defects. In addition, optical LED micrometers, laser micrometers, digital micrometers, and calipers can be used to measure the length or outer diameter of a part or product and verify coating
Though it’s currently rare that the inspection of functional industrial coatings is automated, the automated application of coatings along with the accuracy of today’s inspection equipment have simplified part validation and made it more repeatable.
thicknesses. Eddy-current probes are also effective tools using closed loops of electric currents within a magnetic field to measure how many micrometers of coating exist on parts with flat surfaces. Automated vision systems are improving, and in a few years will undoubtedly offer the capabilities needed to successfully and cost-effectively monitor surface treatments on the most complex parts. Whatever quality-control methods are used, it’s good practice to collect data on the accuracies of coating application and use statistical data to monitor and adjust the application system. In addition, data collected can also be shared with part end users so they too can confi rm the efficacy of the process.
FUTURE AUTOMATION TO FURTHER ADVANCE COATINGS
Emerging technologies include digital transformation ( DX ) initiatives complemented by sensor and data analytics enabling realtime monitoring and managing of coating application processes and equipment from anywhere in the world. This capability is already being used in some manufacturing sectors. What’s more, the development of smart coatings, which can respond to environmental changes or self-heal, holds great promise for various applications. •
Image: Orion
Simplify.
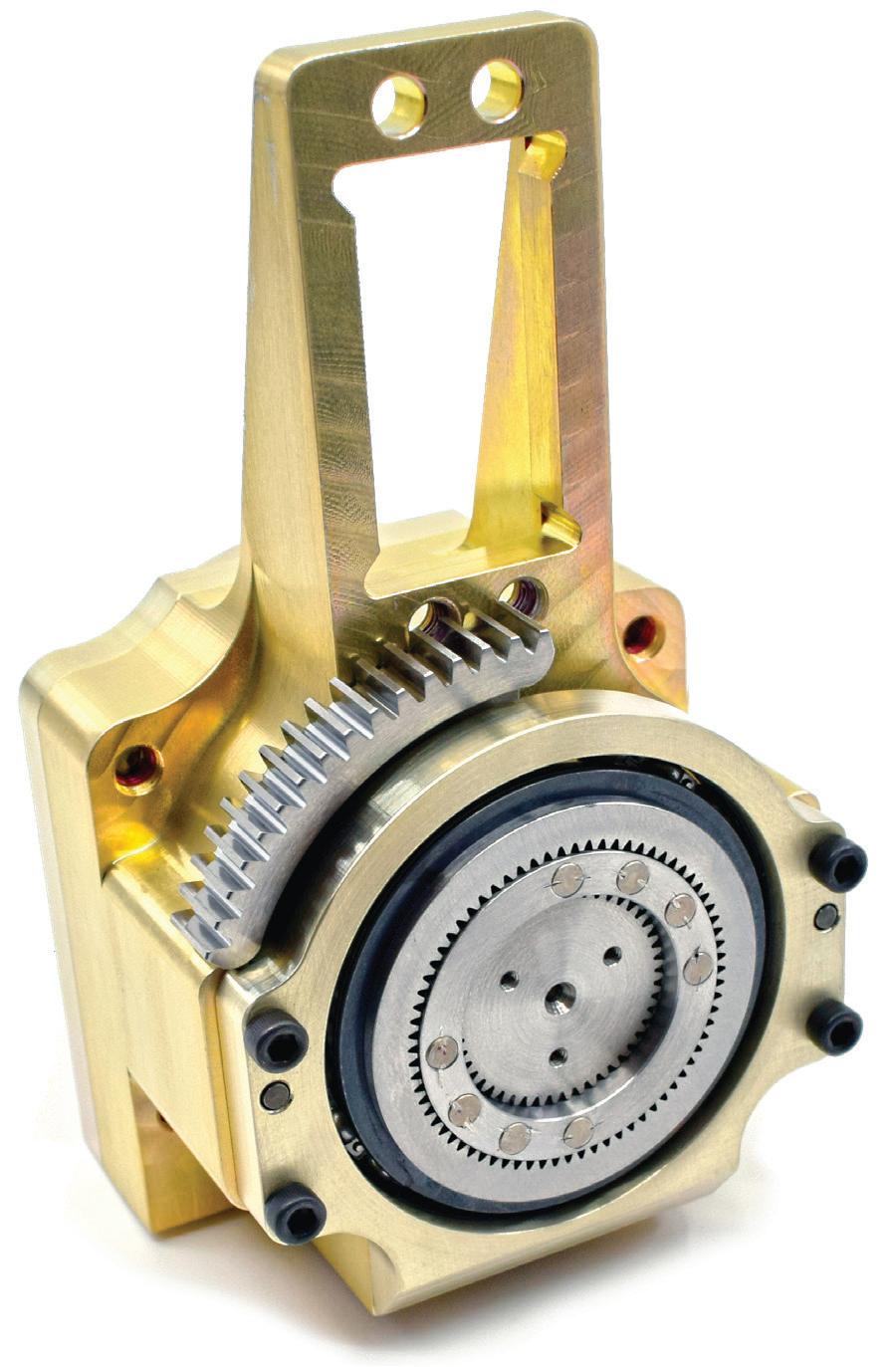
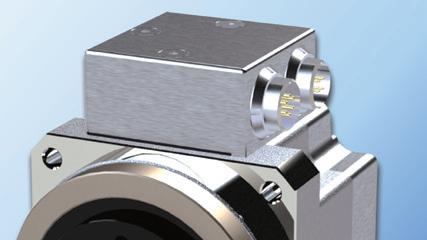
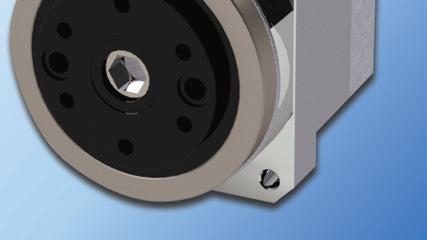
Rotary Actuators with Integrated Servo Drive
The IDT Series is a family of compact actuators with an integrated servo drive with CANopen® communication. They deliver high torque with exceptional accuracy and repeatability, and feature Harmonic Drive® precision strain wave gears combined with a brushless servomotor. Some models are available with a brake and two magnetic absolute encoders with the second providing output position sensing. This revolutionary product line eliminates the need for an external drive and greatly simplifies cabling, yet delivers high-positional accuracy and torsional stiffness with a compact form factor.
• Actuator with Integrated Servo Drive utilizing CANopen®
• 24 or 48 VDC nominal supply voltage
• A single cable with only 4 conductors is needed: CANH, CANL, +VDC, 0VDC
• Zero Backlash Harmonic Drive® Gearing
• Panel Mount Connectors or Pigtail Cables Available with Radial and Axial Options
• Control Modes include: Torque, Velocity, and Position Control, CSP, CSV, CST
ENGINEERING
PRECISE WELDING TECHNOLOGY FOR MEDICAL DEVICE ASSEMBLY
When assembling plastic medical devices, manufacturers can connect parts using screws, glue, clips, or welds. However, to adhere parts most securely, welding is the preferred solution. Welding has several advantages over glue or clips. It creates a stronger bond by melting the plastic parts together rather than trusting a surface adhesion or risking breaking the clip. Welding is also less expensive than other assembly options because there are no added materials needed, such as glue or screws. Additionally, welding can be used for small parts, it’s faster and lightweight, and the seam is leak-tight.
PIA Automation, specializing in building tailor-made assembly machines for mid- and high-speed assembly of complex medical devices, was looking for welding technology to complete a secure and reliable plastic assembly for a customer’s new machine. PIA Automation decided to go with Emerson‘s welding solution that achieved a dedicated requirement in short cycle time, high repeatability, and reliability.
TAKING A PROCESSNEUTRAL APPROACH
There are several factors to consider when building welding solutions, including the size and dimension of parts, materials and design specifications, as well as specific requirements such as leakage, vibration, and chemical resistance. The dimensions of injection-molded plastic parts in medical devices can vary from the top of the tolerance field down to the lowest dimension. When welding these kinds of parts, it can affect cycle time and make maintaining consistent quality, which is essential for medical devices, a challenge.
To make it possible for their customer to achieve a high level of product quality every time while meeting customer demand, PIA Automation wanted the welding technology it was designing to achieve the shortest cycle time, offer high repeatability, and be a reliable process. Machines with short cycle time can operate with greater productivity, reducing cost per produced part, while those with high repeatability
ensure the same result and quality from product to product. Reliable processes require fewer quality checkups and destructive tests, resulting in less cost. Emerson understood that highly precise technology would be required to meet these goals.
With this in mind, Emerson took a process-neutral approach to help PIA Automation identify the most effective solution. Emerson conducted dedicated laboratory testing to solve this challenge and identify tailored tooling with the right parameter setup.
To determine which technologies and what parameters were necessary to achieve the desired result, Emerson tested multiple tools and simulated various welding parameters to prove the concept. During these welding trials, Emerson and PIA Automation identified the most effective tailored welding tools and parameters: the Branson GSX Ultrasonic Welder and 2000Xc Series system.
MEETING EXACTING REQUIREMENTS WITH A COMBINED SOLUTION
This combination of Branson GSX Ultrasonic Welder and 2000Xc Series technologies gives machine operators full control of key process parameters, high repeatability and FDA 21 CFR Part 11 capability. The combined solution also helps optimize utility consumption and reduce costs. Each technology has distinct design features that benefit manufacturers in multiple ways.
The Branson GSX Ultrasonic Welder and 2000Xc Series technologies from Emerson gives machine operators full control of key process parameters, achieving high repeatability and FDA 21 CFR Part 11 capability.
PIA Automation works closely with its customers and suppliers to design equipment that assembles drug delivery devices, like injectors and inhaler applicators.
Designed for the assembly of small and intricate plastic components, the Branson GSX Ultrasonic Welding Platform is an advanced servo mechanical drive welder for low-force welding that provides precise control for faster, repeatable welding performance. Intuitive and flexible, it’s designed to optimize and ensure high-quality welds while helping manufacturers meet project timelines and deliver expected returns on investment. Its easy-to-use, smart welding technology helps get product to market on time and on budget, while its control and position accuracy ensures that manufacturers can perform consistent, faster, high-quality welds for a wide range of plastic parts, even for the most challenging applications. Its embedded expertise simplifies operation, improves production efficiency and reduces labor and operating costs.
Designed for maximum process control, the Branson 2000Xc Ultrasonic Welder locks in the welding process with fully electronic weld settings,
hierarchical password protection and Ethernet connectivity capabilities. The 2000Xc combines precise and consistent high-quality welds, fast cycle times and the process control needs of today’s manufacturing environment. Its secure process controls and detailed weld data are designed to meet the global compliance, traceability and security needs of today’s medical, automotive, and business and consumer electronics markets. This system is designed to ensure compliance with manufacturing regulations, including ISO 13485 and medical FDA 21 CFR part 11.
ACHIEVING FULL PROCESS CONTROL AND HIGH REPEATABILITY
Emerson helped PIA Automation assess its application challenges and goals, select proven technology, then install, calibrate, and set up the system according to the machine environment to reach maximum performance.
Emerson experts provided support, extensive knowledge and a process-neutral approach to application development and helped PIA Automation achieve a reliable solution. Emerson understands that each application has its own particular properties, characteristics, part geometry and customer requirements. Understanding advantages and limitations of each process and working closely with machine builders is crucial to develop and implement a solution that works best for the application.
Once selected, Emerson installed, calibrated and set up the system according to the machine environment to reach maximum performance. Ultimately, the combined solution of the Branson GSX Ultrasonic Welder and 2000Xc Series system helped PIA Automation design a machine for its customer that optimizes utility consumption and reduces costs.
STRONG PARTNERSHIPS BUILD STRONG BONDS
When creating machines that assemble medical devices, it’s essential to choose the right technologies, especially joining equipment, to achieve consistent quality and maximize operational efficiency. However, to get there most effectively requires the right partner and a processneutral approach.
A process-neutral, problem-solving approach paired with industry leading expertise, services and innovative portfolio can help companies fi nd the most effective solutions to solve their challenges and achieve their most ambitious goals. By not being fi xed to one technology, companies can screen their applications, with all their requirements, to choose the best technology for each of their applications. What’s more, companies don’t have to take on project risk by selecting only one technology.
Through its partnership with Emerson, PIA Automation built a welding solution that meets its customers’ exact assembly needs — as well as strengthens its own bonds. •
EMERSON | WWW.EMERSON.COM
PIA AUTOMATION | WWW.PIAGROUP.COM
Image : PIA Automation
AD INDEX
EDITORIAL
VP, Editorial Director Paul J. Heney pheney@wtwhmedia.com
Executive Editor Lisa Eitel leitel@wtwhmedia.com
Managing Editor Mike Santora msantora@wtwhmedia.com
Senior Editor Miles Budimir mbudimir@wtwhmedia.com
VP, Digital Marketing Virginia Goulding vgoulding@wtwhmedia.com
Digital Marketing Manager Taylor Meade tmeade@wtwhmedia.com
Digital Design Manager Samantha Goodrich sgoodrich@wtwhmedia.com
Webinar Manager Matt Boblett mboblett@wtwhmedia.com
of
or
DESIGN
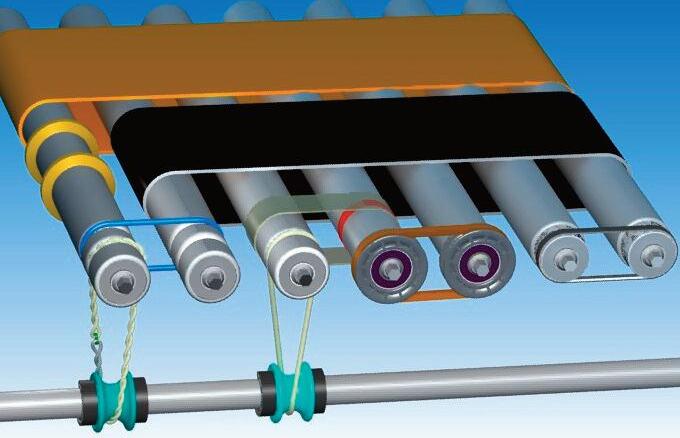
NEW CHAIN TECHNOLOGY OUTPUTS LINEAR OR ROTATIONAL MOTION
circular steel chain, or it can be stationary in a separate location to drive the chain carrying the load.
The drive uses chain for power transmission. More specifically, Tecdos Omega Drive operates a wear-resistant high-performance round steel chain. This chain drive enhances system durability and ruggedness to withstand ruggedness against dirt, sand, water, ice, and other weather conditions.
“This is an advantage over rack and pinion, sprocket, spindle, and roller solutions. The drive rus smoothly even when the other drives reach their limits,” adds Kühling.
Now, a new motor-driven chain drive with a 180° wrap angle can deliver both linear and rotational motion — capable of rotating, lifting, and lowering loads.
Applications include shifting harbor and ship cranes, relocating machinery, and solar-panel sun tracking. “Our Tecdos Omega Drive chain drive is particularly robust and flexible. This means it can be used in a wide variety of areas,” explains Anne Kühling, head of product management at RUD Ketten Rieger & Dietz GmbH u. Co. KG.
The drive can be fixed or moving element. Depending on the specific application, the drive can connect to the load for pulling it along the
Images: RUD
The drive is compact and features three deflection wheels positioned in a triangular formation. The drive wheel functions independently of extra forces, ensuring that no reaction forces are produced by the drive. The chain is guided through the drive via the integrated chain guide.
Due to its small size and the fact that the chain is stored in the chain bag, the drive can also be used where there’s no space for a cable winch or rack.
Tecdos Omega Drive is easy to install and tolerates alignment and dimensional deviations as well as temperature elongation. such as the highperformance round steel chain, the drive is weather and corrosion resistant. In addition, various maritime classifications are possible.
Seven standard sizes can be easily combined. RUD manufactures the Tecdos Omega Drive as standard in seven different force classes: from the smallest variant Omega Tec 6 with a size of 155 x 200 x 73 mm and a tensile force of 6 kN, to the largest variant Omega Tec 260 with a size of 913 x 1176 x 371 mm and a tensile force of 260 kN.
Depending on the load and requirements, different Tecdos Omega Drive drives can be combined with each other.
“Theoretically, there are no upper limits,” emphasizes Kühling.
The modular concept enables the drive to be powered by electric, hydraulic or pneumatic motors.
The Tecdos Omega Drive is suitable for rotary-motion applications.
The Tecdos Omega Drive chain drive is particularly compact.
Shown here is the chain drive system.
In addition to Tecdos Omega Drive for linear and rotary movements, RUD’s Tecdos drive technology offers another system: Tecdos Pi-Gamma for horizontal and vertical applications. RUD Tecdos offers durable, reliable and safe components as well as complete technical solutions. A range of standard modular components can be combined to form complete motion systems.
For more information, visit rud.com/fa-tecdos-omega-drive. •
Newport™ Piezo Linear Actuators
Newport linear actuators are designed for motorizing fine-positioning optical mounts and positioners when the smallest step sizes, exceptional precision and set-and-forget stability are required.
• Nominal axial drive force 22 N and max axial holding force 90 N
• 30 nm positioning resolution
• Lifetime > 1 x 109 steps
• Easy installation with a mounting thread or shank
• Tiny Picomotor™ ultra compact, Vacuum and UHV models available
• Picomotors drive a wide range of motorized optics and stages