NITRA pneumatic push-to-connect fittings are easily installed and work well with flexible tubing to make sealed connections.
• Threaded connections available with NPT, G-thread, and BSPT R-thread types
• Union-style fittings
• Available in thermoplastic, nickel-plated brass, or stainless steel bodies
• Configuration options include male straight (hex and round body), bulkhead female, long male elbow, tee reducers, and much more
• High working pressure and temperature
• Threaded elbow and tee fitting bodies can be rotated after installation
starting at $23.00 (7001000100U)
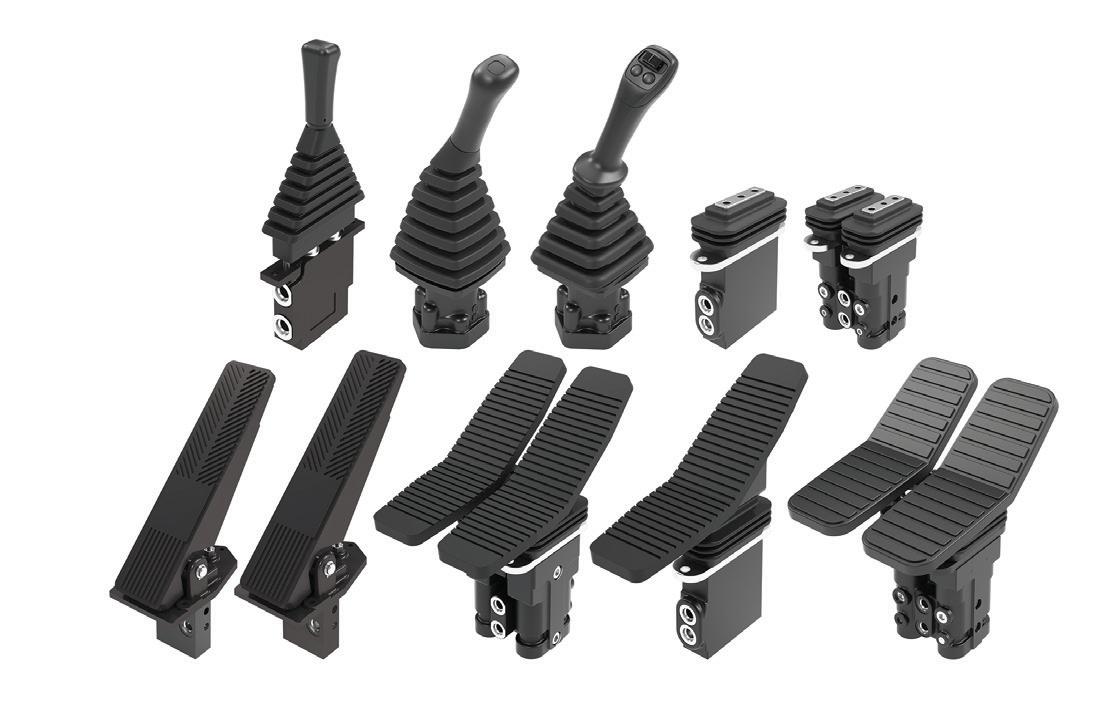
Metal Work is a trusted name in pneumatic components, and we now carry several valve types, including toggle and axial lever manual valves, push-pull manual valves, mechanically operated air valves (mechanical limit switch valves), pushbutton air valves, air pilot valves, and solenoid valves. Configuration and port sizes include 3-port, 3-way, 2-position, and 5-port, 4-way, 2- or 3-position valves.
• Coils sold separately for solenoid valves in voltages from 12 VDC to 220 VAC
• Solenoid valves are available in internally and externally piloted versions
• Externally piloted valves allow a comprehensive pressure range and control pressures down to a full vacuum
Flexible Pneumatic Tubing
starting at $17.00/100 ft. (N532BLK100)
Strong, kink-resistant NITRA straight flexible tubing is available in a range of diameters and colors in 100ft packages or 500ft reels.
• Inch (up to 1/2in) and metric (up to 12mm) outside diameter tubing sizes
• Multiple colors available including black, clear, and dark green UV stabilized
• Straight polyurethane tubing
• Straight nylon 12 tubing
• Straight PTFE tubing
• Straight bonded polyurethane tubing
• Made in the USA
Mary C. Gannon • Editor-in-Chief
Are we designing our way into a skills vacuum?
MY
FATHER
WAS FROM IRELAND,
and I’ve spent many a summer enjoying all this beautiful country has to offer. I am now introducing my own children to the joys of a couple of weeks spent in simpler pleasures — long walks along the bay hunting for sea life, mooing and baaing at cows and sheep, and all that comes with country life.
The last few times we’ve visited, my uncle — the one who remained on the small family dairy farm, who has long since retired — has mentioned more than once just how things have changed. We’re not talking about the Irish way of life, but the technology that so many people in this country rely on — the tractor. He gave his very old tractor away to a cousin a few years back because he wanted something to work on and rehab for himself. And another friend showed me videos of her teenage sons working on the old tractor they, too, have fixed up for their own use.
Notice anything there? They’re both old — as in decades-old — tractors. Modern tractors are exactly what they should be — more efficient, more reliable and much more digital. But modern tractors don’t allow most small-time farmers to repair and service them themselves as they have been used to for years. I’ve had similar conversations with farmers in the U.S. One thing many
smaller farmers hang onto is their older tractors because they just can’t work on the new ones themselves.
While pondering this, I came across a report from McKinsey & Company, “The future of sales and service for off-highwayequipment dealers.” The big theme throughout this report was digitalization — that dealers who get themselves up to speed on digitalized and electrified vehicles will have the edge in sales and service.
“To continue to thrive in this new environment, dealers must invest now to build the sales and service organizations they will need to operate as digitalized, customer-centric businesses. This includes investments in new talent — for example, setting up analytics organizations and digital capabilities such as e-commerce platforms. Dealers will need to balance this with the need to manage nearterm shortages in talent — such as diesel technicians — by hiring from parallel industries or by tapping formerly retired technicians,” the report noted.
This isn’t just a problem in agriculture, either. I have read similar reports that many of the airline industry’s woes with planes being redirected or making unexpected landings come from a swathe of layoffs during COVID, when they lost a huge chunk of their
brain trust when many older technicians retired early.
My concern here, like the report notes, is the lack of skilled technicians to work on these modern machines. Advancements in technology are necessary, and OEMs must continue to make them. While we continue to operate in an industry where a skills shortage will only continue to grow, how can we expect those who keep the lights on, so to speak, to keep up? Technological advancements must keep pace with the skills of those maintaining the machines or we’ll soon face breakdown after breakdown. It’s not just about honing in on training. It’s also about understanding the human element needed to keep those machines running. We need to strike a balance between modern machine advancements and the trained service personnel to maintain these machines. FPW
Mary C. Gannon • Editor-in-Chief mgannon@wtwhmedia.com linkedin.com/in/marygannonramsak
22 MOBILE HYDRAULICS
Mining innovations zero in on sustainability
As mining professionals rev up for MinExpo International 2024 in Las Vegas, here’s a look at some new machines and technologies released since the last gathering.
30 INDUSTRIAL HYDRAULICS
An inside look into aircraft hydraulics
Understanding the intricacies of aircraft hydraulic systems provides insight into the engineering marvels that keep aircraft flying safely through varying conditions.
36
PNEUMATICS
Which pneumatic technology is best for linear-motion applications?
Pneumatics, servo pneumatics, and controlled pneumatics each deliver unique motion and force capabilities.
41 MINEXPO SHOW PREVIEW
Sustainability takes the MinExpo floor in a big way
MinExpo 2024 returns to the Las Vegas Convention Center September 24-26.
PRODUCTION SERVICES
VP,
vgoulding@wtwhmedia.com
@wtwh_virginia
Digital Marketing Manager
Taylor Meade tmeade@wtwhmedia.com @wtwh_taylor
Digital Production/
Marketing Designer
Samantha Goodrich
sgoodrich@wtwhmedia.com
Senior Digital Designer
Hannah Bragg hbragg@wtwhmedia.com
Marketing Graphic Designer Nicole Johnson njohnson@wtwhmedia.com
Webinar Manager Matt Boblett mboblett@wtwhmedia.com
Web Development Manager B. David Miyares dmiyares@wtwhmedia.com @wtwh_webdave
Senior Digital Media Manager Patrick Curran pcurran@wtwhmedia.com @wtwhseopatrick
Front End Developer Melissa Annand mannand@wtwhmedia.com
Software Engineer Manager David Bozentka dbozentka@wtwhmedia.com
Digital Production Manager Reggie Hall rhall@wtwhmedia.com
Digital Production Specialist Nicole Lender nlender@wtwhmedia.com
Digital Production Specialist Elise Ondak eondak@wtwhmedia.com
Digital Production Specialist Mariam Sedrakyan msedrakyan@wtwhmedia.com
FLUID POWER WORLD does not pass judgment on subjects of controversy nor enter into dispute with or between any individuals or organizations. FLUID POWER WORLD is also an independent forum for the expression of opinions relevant to industry issues. Letters to the editor and by-lined articles express the views of the author and not necessarily of the publisher or the publication. Every effort is made to provide accurate information; however, publisher assumes no responsibility for accuracy of submitted advertising and editorial information. Non-commissioned articles and news releases cannot be acknowledged. Unsolicited materials cannot be returned nor will this organization assume responsibility for their care.
SALES Ryan Ashdown 216-316-6691 rashdown@wtwhmedia.com Jami Brownlee 224.760.1055 jbrownlee@wtwhmedia.com Mary Ann Cooke 781.710.4659 mcooke@wtwhmedia.com Jim Powers 312.925.7793 jpowers@wtwhmedia.com @jpowers_media Courtney Nagle 440.523.1685 cseel@wtwhmedia.com @wtwh_CSeel
Customer Service Representative Trinidy Longgood tlonggood@wtwhmedia.com www.nfpa.com
SUBSCRIPTION RATES: Free and controlled circulation to qualified subscribers. Nonqualified persons may subscribe at the following rates: U.S. and possessions: 1 year: $125; 2 years: $200; 3 years: $275; Canadian and foreign, 1 year: $195; only US funds are accepted. Single copies $15 each. Subscriptions are prepaid, and check or money orders only.
SUBSCRIBER SERVICES: To order a subscription please visit our web site at www.fluidpowerworld.com
FLUID POWER WORLD (ISSN 2375-3641) is published six
Rachael Pasini • Senior Editor
Between a rock and a hard place
COBALT, COPPER, LITHIUM, AND NICKEL are among “the electric 18” critical materials needed for clean energy production, according to the U.S. Department of Energy. Average consumers driving EVs, installing solar panels on their roofs, and coordinating their lives via smartphones may not connect the dots as they oppose mining operations in the U.S. But the reality is clear: Without mining, there is no clean energy.
All the minerals needed to produce EVs, battery technologies, wind turbines, solar panels, and hydrogen fuel cells require big machines to dig up the Earth at depth and haul heavy rocks across rough terrain. And it doesn’t stop there. Supply chains, jobs, politics, homeland security, economics — you name it, most of it can be traced back to surface and underground mines where people and machines unearth the world’s most precious matter.
Now, I’m a big fan of preserving Mother Nature as she is, yet I can’t deny reality and not see how mining is the bedrock of mod-
ern living. No person on the receiving end of technological advancements is detached from this industry — most of us are just too far away to truly understand its significance.
Many folks want cars sans greenhouse gases, continuous protection against international threats, precision medical devices that help detect illnesses before they become a problem, and devices that automate the mundane. So long as individuals worldwide continue supporting such advancements, we will need to keep mining.
The mining industry has always been uniquely positioned to change the world. Today, the pressure is on to extract all necessary resources to enable all other industries to reach their net-zero goals, which the mining industry is also working toward. More OEMs are past conceptualizing battery-electric mining vehicles and are now validating their designs with prototypes at test sites. In this issue, we highlight a few companies on track to deliver heavy-duty mining machines with all-electric powertrains. (They still use
hydraulics for various functions; that’s not going away.) Other companies have released diesel-electric hybrids to improve sustainability efforts without batteries. Digital technologies and semi-autonomous operations are also being implemented to improve safety, efficiency, and productivity.
We’re certainly in a transition era (but aren’t we always?), and with unexpected turns reliably waiting around the corner, it will be interesting to see how it all shakes out and what industry digs up next. FPW
Cloud-based data prevents compressed air system downtime
INDUSTRY 4.0 aims to increase efficiency, productivity, quality, and sustainability while optimizing supply chains and workforces. It sounds like a tall order, but as more manufacturers adopt the Industrial Internet of Things (iiot), edge devices, and cloud-based technologies, the more such efforts are realized.
Of course, one of the fundamental challenges is extracting and leveraging meaningful data. Manufacturers need real-time information for a quick and accurate understanding of their systems without complex analysis. For compressed air systems, this means knowing the equipment’s health, performance, and efficiency to meet air flow demands while optimizing costs and energy consumption.
Late last year, Ingersoll Rand launched the Helix Connected Platform to improve compressed air system transparency. Sensor technology inside the compressor sends data regularly to a cloud-based platform accessible from a PC, tablet, or smartphone. This realtime monitoring provides data on the com-
“Knowledge is power, and having Helix real-time data available anytime, from anywhere, provides powerful insights that help our customers keep their compressed air systems operating at peak performance, as well as reducing risks of downtime.”
pressor’s functionality, and users can access insights and diagnostic reporting anytime. Such information can help prevent lost productivity from unforeseen breakdowns. It can also simplify maintenance with proactive service reminders and automated communications sent instantly via email, text message, or an online customer portal.
“Our Helix Connected Platform is designed to provide peace of mind for industrial maintenance managers,” said Preston Swift, digital solutions and controls leader at Ingersoll Rand. “Knowledge is power, and having Helix real-time data available anytime, from anywhere, provides powerful insights that help our customers keep their compressed air systems operTHE
TO IMPROVE COMPRESSED AIR SYSTEM EFFICIENCY AND PRODUCTIVITY BY COLLECTING AND LEVERAGING DATA THROUGH A CLOUD-BASED PLATFORM.
HELIX CONNECTED PLATFORM AIMS
THE EAGLE HAS LANDED
ating at peak performance, as well as reducing risks of downtime.”
Helix connectivity hardware is a standard feature on all new oilfree and oil-flooded rotary screw compressors 50 hp and higher. In the future, the MSG Turbo-Air centrifugal air compressors, MSG Centac centrifugal air compressors, and air compressor dryers will also factory-ship with the new platform. Most Ingersoll Rand compressor product lines are compatible with the platform, and retrofit kits can be installed within a few hours. Users can access all connectivity data via the customer portal, including controller-based alerts such as servicedue warnings or critical fault detections that could cause downtime.
“[We put] a new PackageCare remote monitoring service team in place to constantly remotely monitor the performance of Helixenabled compressors under Care service agreements. Since implementing, Care customers with Helix monitoring are experiencing higher uptime rates,” said Swift.
In one case, a medium-sized manufacturer recognized a compressed air system capacity problem at its factory and suspected an air
“Our Helix Connected Platform is designed to provide peace of mind for industrial maintenance managers.”
leak downstream. However, the company recently added Helix monitoring to its system, and Ingersoll Rand service experts concluded that the compressed air system was undersized. The data showed that as the company increased production, the current system could no longer meet factory demands. Service experts set up more detailed monitoring and confirmed what the Helix data suggested. In response, the company added another compressed air system and had it installed within one week. The new system doubled the factory’s capacity and avoided production downtime.
In another case, a major food and beverage manufacturer using Helix recently resolved an airend temperature issue that had gone unnoticed. Helix insights alerted the Ingersoll Rand team that the customer’s primary compressor was experiencing a pattern of elevated airend temperatures, which is often a precursor to performance issues. The service team called the manufacturer to share the insight and a list of preventative measures to resolve the problem. The customer opted for an Ingersoll Rand service technician, who performed a complete inspection using diagnostic tools and resolved the elevated airend temperatures, avoiding downtime and potential future repairs.
With today’s labor shortage issues, manufacturers may struggle to keep up with monitoring, preventive maintenance programs, and repairs. Cloud-based platforms and remote monitoring services that continuously collect data and provide real-time communication and insight can assist in improving production and efficiency and increase equipment life. FPW
Ingersoll Rand ingersollrand.com
Rachael Pasini • Senior Editor
Hydraulic cranes make and preserve space exploration history
PRESERVING HUMANITY’S ACCOMPLISH-
MENTS keeps a record of our existence and our exploration of the vast unknown. The Endeavor space shuttle orbiter, which flew 25 missions from 1992 to 2011, was one such accomplishment. In 2012, the shuttle traveled to the California Science Center to spend its retirement on display for public marvel. For nearly 12 years, the 178,000-lb spacecraft lay horizontal in the Samuel Oschin Pavilion, showcasing its 122-ft long body and 78-ft wingspan. However, in January 2024, the Endeavor took a turn — upward.
The orbiter, along with two aft skirts, two solid rocket boosters, and an external tank, now stands vertically in a ready-to-launch position at the Science Center’s new Samuel Oschin Air and Space Center. This move took two years of pre-construction and lift planning as part of the “Go for Stack” process, which commenced in July 2023. After the aft skirts, boosters, and tank were installed, the last step in the six-month process was to position the shuttle. But how does one move a 178,000-lb space shuttle and place it precisely in a launch position?
Bragg Companies, a crane service in Long Beach, California, was hired for the lifting and used about five cranes for each lift. A Liebherr LR 1750/2 crawler crane was onsite full time working concurrently with various hydraulic truck cranes throughout the project. The Liebherr LR 1750 crawler crane had 1,466,000 lb of counterweight, a tip height of approximately 395 ft, and a maximum radius of approximately 151 ft.
“The Liebherr LR 1750’s capability of electronically limiting the hoist and swing speed was vital to the success of the lifts due to the extremely tight tolerances in the pit and constant wind speed variables at the tip height,” said Justin Lambert, general manager of Bragg Crane & Rigging, in a press release.
Crawler cranes move on tracks (or crawlers) instead of wheels, which provides stability and allows the crane to operate on soft ground and rough, uneven terrain. They are often used
“The Liebherr LR 1750’s capability of electronically limiting the hoist and swing speed was vital to the success of the lifts due to the extremely tight tolerances in the pit and constant wind speed variables at the tip height.”
for wind turbines, oil rigs, airports, dams, shipbuilding, and numerous other industries and applications. Though crawler cranes are considered the heavyweights in construction projects, the wind is their nemesis. Wind can impact load and crane stability, increasing safety risks and complicating lifting and placement.
During various lifts at the Science Center, high winds and rain affected the team when picking and setting the flight components into
A LIEBHERR LR 1750 CRAWLER CRANE WORKED CONCURRENTLY WITH LIEBHERR LTM 1400 AND LTM 1160 MOBILE CRANES TO LIFT, UPEND, AND SET THE ENDEAVOR INSIDE THE NEW BUILDING.
the new building. Due to the sheer size and large surface areas, all lifting needed to occur in minimal wind conditions, which occurred during early morning hours.
To kick off the stacking process, Bragg loaded and transported the aft skirts from Mojave, California, to Los Angeles and then used a Liebherr LR 1750 crawler crane to lift and set the skirts. The company then used the crawler crane and a Liebherr LTM 1160 mobile crane to lift, upend, and set the solid rocket motors and external tank into their final positions.
The largest piece to maneuver was the Endeavour orbiter. After a difficult transport process, a Liebherr LR 1750 crawler crane, with support from Liebherr LTM 1400 and LTM 1160 mobile cranes, lifted, upended, and set the Endeavor inside the new Samuel Oschin Air and Space Center building.
The most challenging part of the stack was attaching the external tank to Endeavour. Placing the tank was arduous as it had to be threaded down through the scaffolding without its outer foam layer contacting anything.
The tight tolerances of the mating points to the solid rocket boosters added to the difficulty. After almost 14 hours, on January 31, 2024, the Endeavour was fully detached from the crane and sling, and the final mating of the space shuttle to the external tank and two solid rocket boosters was complete.
“With the lift and mating of Endeavour, we have successfully completed the last-ever space shuttle stack. This is a dream over thirty years in the making, and a feat that has never before been accomplished outside of a NASA or Air Force facility,” said Jeffrey Rudolph, president and CEO of the California Science Center, in a press release.
Along with making and preserving history, Liebherr is looking toward the future and updating its crane technologies with net-zero targets in mind. In recent years, the company has introduced multiple “unplugged” machines, including crawler cranes and drilling and piling rigs. The unplugged crawler cranes have electrohydraulic drives with performance specifications on par with their conventional versions.
Their lithium-ion battery capacities are designed for 4 hr of lifting and can be recharged within 4.5 hr. Using additional batteries can also increase performance. These unplugged versions also decrease noise levels during idling mode.
Liebherr is still producing new-andimproved versions of its hydraulic machines to make transport and lifting more economical. Earlier this year, the company announced the LTR 1150, a new 60-tonne telescopic crawler crane with a 150-tonne lifting capacity and a transport width of 3.5 m. It is the first telescopic crawler crane equipped with the Liebherr VarioBase, which determines the optimum load capacity in real time depending on the fixed track width and the variable rotation angle. Also, for the first time for its telescopic crawler cranes, Liebherr has calculated “WindSpeed Load Charts” for the new LTR 1150 so that operators can work safely and flexibly at wind speeds up to 15.6 m/sec, even with the full load capacity in many boom positions. FPW Liebherr liebherr.com
Rachael Pasini • Senior Editor
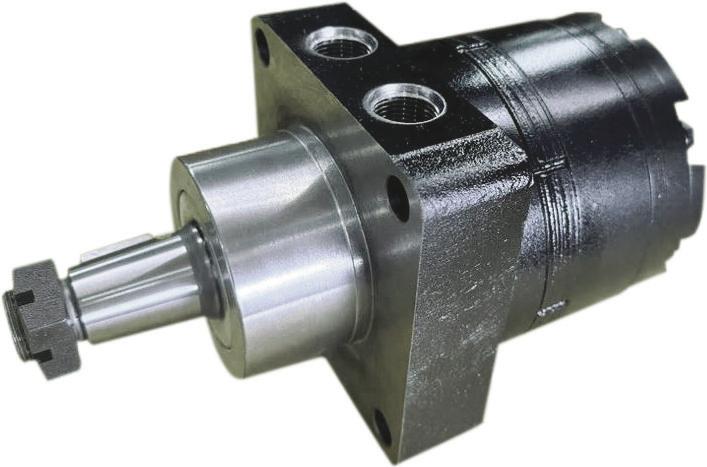
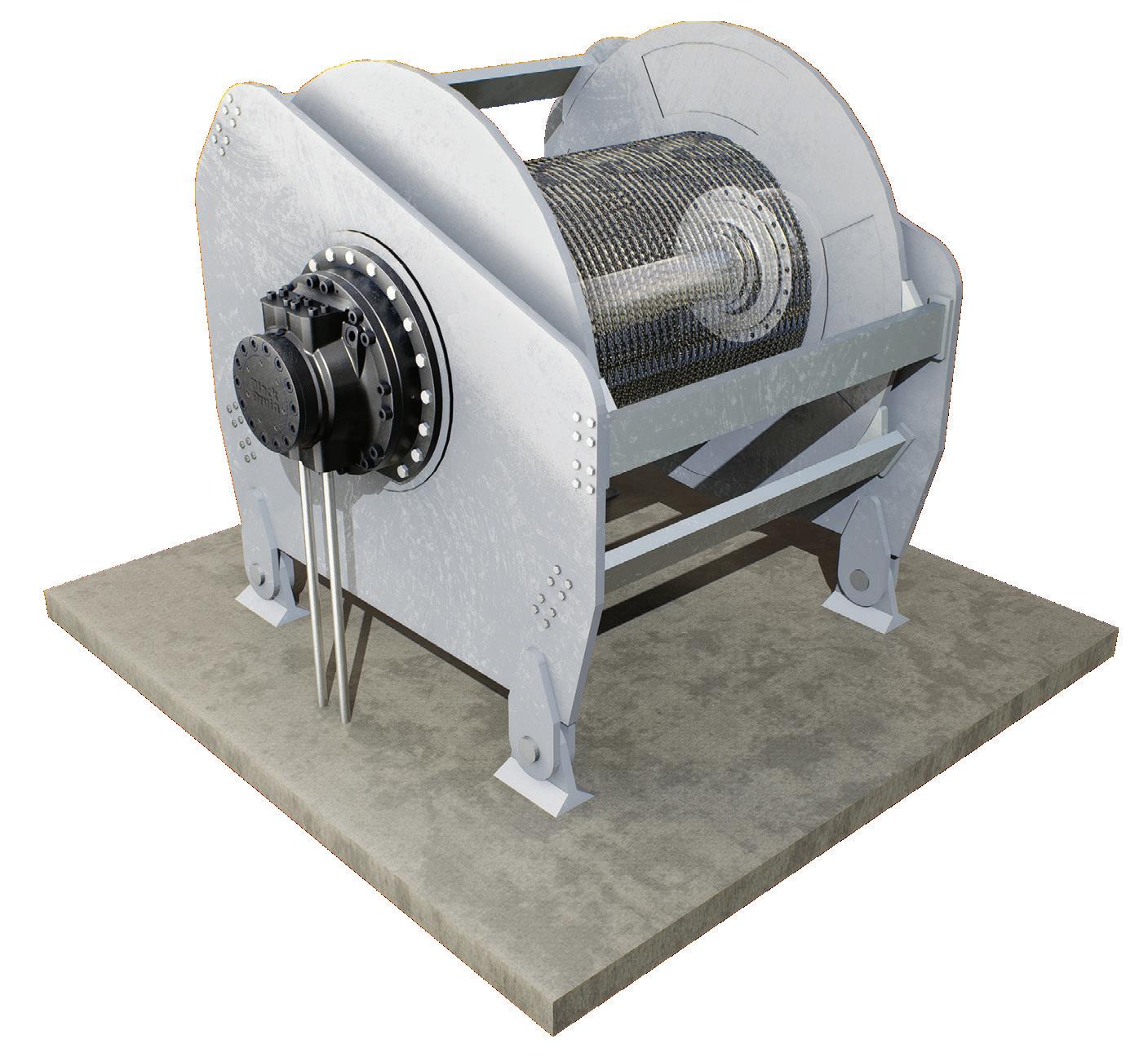
Heavy-duty alternative for compact applications
COMPACTNESS
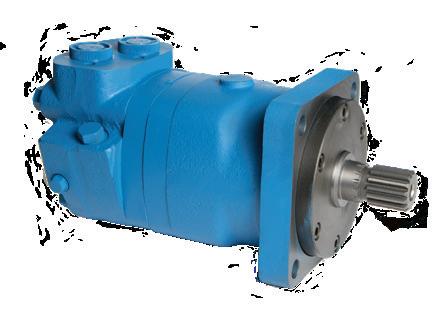
IS CRUCIAL for many equipment applications, with machine builders aiming for smaller parts that maintain high power. Finnish hydraulic motor manufacturer Black Bruin launched its new X-series for such applications, including recycling, marine and offshore, construction, mining, and material handling. With its patentpending design, the company aims to enhance the performance, durability, serviceability, and cost-effectiveness of new and existing machinery.
The X-series’ piston design and
The motor’s bearing design can also handle extreme axial and radial loads. The range currently available covers displacements from 2,512 to 8,800 cm3. Additionally, replaceable wear parts extend maintenance intervals and reduce overall operating costs.
“Our experience of LSHT [low-speed, hightorque] radial piston cam ring technology and its applications spans over 65 years. Since we introduced the rotating shaft S-series in 2014, these motors have been successfully used in a wide range of industrial applications. We’ve remained dedicated to continuous improvement driven by invaluable feedback from the
“Oil viscosity decreases when the oil temperature rises, for example, when there is a higher temperature in the application due to the environment or some malfunction on another component in the same hydraulic system. The X-series can work with the lower-viscosity oil, which increases the robustness of the product.”
hydraulic fluid channels improve fluid distribution and reduce pressure losses to increase motor efficiency. The motor can operate in many hydraulic systems with various oil viscosities and cleanliness levels, thereby minimizing the risk of damage.
“Oil viscosity decreases when the oil temperature rises, for example, when there is a higher temperature in the application due to the environment or some malfunction on another component in the same hydraulic system.
The X-series can work with the lower-viscosity oil, which increases the robustness of the product,” said Tero Ylä-Mononen, technology and industrial product manager at Black Bruin. “Same with small impurities. The X-series is not so vulnerable to those, which can happen when another component breaks in the system.”
market, and these refinements have paved the way to the X-series,” said Pietu Lehtikuusi, manager of Black Bruin’s industrial business segment, in a press release.
The established S-series hydraulic motors are meant for demanding, heavy-duty applications that experience direction changes and shock loads. Low surface pressures between the cylinder block, cam ring, and piston make them durable.
“The main improvement in the X-series is the compactness of the motor, especially compared to the smaller displacements (8,800 cm3 and smaller) of the S-series,” said Ylä-Mononen. “The specifications are the same, but the X-series is smaller in size. Also, the rotating speed is higher, so the X-series can be used in applications where higher rotating speeds are needed.”
Building upon user and market feedback,
the new X-series provides an alternative that integrates into compact applications with few or no modifications or conversion costs.
“The size requirement was quite tight, so we needed to make some new innovations to achieve the requirements,” said Ylä-Mononen. “Compactness in hydraulic components has always been a very important feature, and the torque-size ratio is unbeatable in the hydraulic direct drive.”
Machine builder and Dutch company CeTeau even assembled a tandem motor solution for a hydraulic winch drive system, in which an S-series and X-series motor work together to maximize operations. Oper ators can start with one motor for situations requiring varying power and employ the sec ond for additional power as needed.
Black Bruin debuted its X-series at IFAT Munich 2024, an international trade fair for water, sewage, waste, and raw materials man-
agement. The company also showcased its new S3010, featuring upgraded shaft interfaces with increased torque of 161 kN-m and load-carrying capabilities for industrial applications such as shredders, feeders, and winches. S-series accessories have also been updated to offer more versatile torque arm mounting options. Also part of its portfolio are the B200-series on-demand wheel motors for agricultural, forestry, and earth-moving applications; the C200-series for various mobile machinery; and the BB-series for mobile and industrial applications. These series are all designed as hub motors for vehicles but can also be used in other applications that need torque for rotary movement. The company also makes harvester rotators based on its radial piston hydraulic motor design, grapple rotators, and swing dampers. FPW
Black Bruin blackbruin.com
Busquets • Director of Engineering Systems and Components, Bosch Rexroth
4 key considerations when choosing electric motors and equipment
FUELED BY UNCEASING INNOVATION,
electric motors have solidified their position as a catalyst for change, reducing countries' greenhouse gas emissions (ghg) and lowering total cost of ownership for heavy- and medium-duty vehicles and machinery.
The accelerated adoption of electric motors has been driven by affordability and regulatory compliance. In the past, investing in alternative fuel machines and vehicles was a high risk for oems and vehicle owners because the financial returns were uncertain. Vast improvements in battery storage, combined with enhancements in fueling infrastructure, have lowered the financial barriers to entry.
The net result has been exponential growth in electric motors and equipment demand. Grand View Research estimates that worldwide electric motor sales totaled $183 billion in 2023 and will increase at a cagr of 8.5% from 2024 to 2030. Some industries are embracing the technology even faster. Global sales of electric construction equipment, for example, are forecast to rise at a CAGR of 18.9% from 2021 to 2031, according to ResearchAndMarkets.
While the electrification of heavy- and medium-duty equipment continues to grow,
many businesses are still in the early adoption stages. Here are four key areas where decisionmakers should focus when adopting and integrating electric motors to ensure a successful transition and maximize the benefits.
1. Return on investment: An acceptable ROI is usually one of the top hurdles to clear when adopting electric motors and equipment. Initial investment is often more than diesel-powered machinery. Still, long-term savings in operating costs (fuel, maintenance and related expenses), useful machinery life, and revenue can generate a significant ROI over the lifespan of the equipment. Factors such as energy efficiency, expected productivity gains and tax incentives should be included in the ROI analysis.
2. Total cost of ownership (tco): When deciding which electric equipment meets production, safety and technical requirements, decision-makers should look beyond purchase price and focus on TCO, which estimates total cost over equipment lifetime. Most cost improvements come from reducing operating expenses by using more energy-efficient solutions and lowering maintenance and repairs with more durable machinery. Our team has found for compact tracked loaders, there is an
average 18% higher total present worth value of an electric versus a diesel powered machine.
3. Equipment/machinery serviceability: Electric motors and related equipment often have fewer moving parts and simpler mechanical components compared to diesel-powered systems. The technology, however, is often new to the professionals responsible for maintenance and repairs. It is essential that companies have ready access to spare parts, as well as the vendor’s service and support resources. To maximize equipment uptime and productivity, businesses should only team with partners that have a proven track record of timely shipping parts and helping troubleshoot problems.
4. Engineering capabilities, compatibility: Engineering compatibility ensures equipment can be seamlessly integrated into operations. Decision-makers must be confident that the electrical, mechanical and/or electronic components function properly and do not interfere with other equipment's performance. Factors to analyze include power requirements, compatibility with existing controls and related systems, and the business’s charging infrastructure. Understanding engineering compatibility ensures your company has purchased the right equipment to play a crucial role in achieving financial, operational and sustainability goals.
A final consideration. Each area (return on investment, total cost of ownership, equipment serviceability, and engineering compatibility) is interrelated. They influence the decision-making process and expected benefits of ownership. Evaluating each area holistically allows companies to make informed decisions on which equipment and technology best suits its needs.
The bottom line: Manufacturers recognize that electric drives have evolved into an important building block to successfully reduce operating costs and contribute to ambitious — and we believe achievable — sustainability goals. FPW Bosch Rexroth boschrexroth.com
Enrique
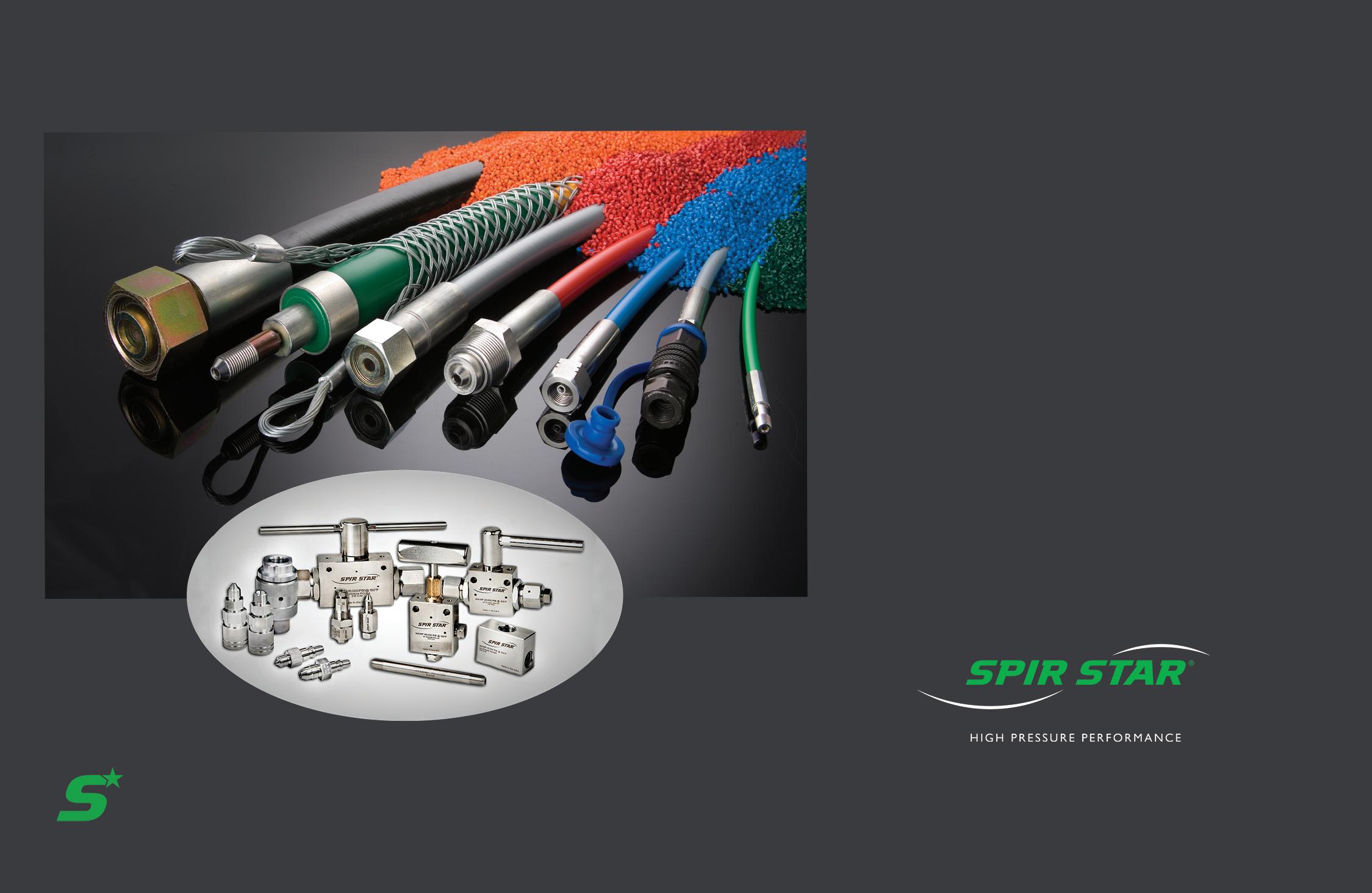
Polyethylene versus nylon tubing — who wins the pressure war?
IN THE BUSTLING BATTLEFIELD of pneumatic systems, two contenders stand ready for combat: polyethylene and nylon tubing. Armed with unique strengths and weaknesses, they prepare to face off in the high-pressure war, so let’s dive into this skirmish and see who emerges victorious.
Round 1: The Durability Duel — First to the frontline is polyethylene, often viewed as the scrappy underdog. Polyethylene tubing is known for its flexibility, pliability, and resistance to cracking while offering light weight and impressive chemical resistance. It is a versatile warrior in various pneumatic applications; however, when the going gets tough, polyethylene tubing may falter under some high-pressure conditions.
Enter nylon, the seasoned veteran who comes to the front line with a reputation for high tensile strength and exceptional abrasion resistance. It can withstand higher pressures than polyethylene, standing firm even when the enemy advances. However, this strength comes with a price: nylon is more rigid, making it less maneuverable in tight spaces. The vet might hold the line, but flexibility isn’t its strong suit.
Round 2: The Temperature Tussle — The temperature on the battlefield can make or break even the most battle-hardened warrior. In the sweltering heat or biting cold, performance varies significantly for either side of noman’s-land. Polyethylene, with its moderate temperature range, can endure the elements to a certain extent, so picture polyethylene as a soldier dressed in BDU (battle dress uniform) for a moderate climate — no “DCU (desert camoflage uniform)” or “snow camo” need apply. Under higher temperatures, it may soften and lose its form, while deep cold could lead to stiffness and poor impact resistance.
Nylon, however, is built to brave the elements and performs admirably across a broader
For applications where pressure resilience and longevity are paramount, the extra investment in nylon can pay off in the long run.
temperature range, from chilly winters to scorching summers. Like a knight with adaptive armor, nylon remains steadfast, maintaining its shape and integrity even under thermal stress. For applications where temperature extremes are the norm, nylon emerges as the victor.
Round 3: The Cost Conflict — In the war of the wallets, cost-effectiveness can be a decisive factor that can turn the tide of war. Polyethylene, the budget-friendly combatant, offers a cost advantage while remaining effective and economical for many tasks. PE tubing provides good value, making it a popular choice for budget-conscious operations where high pressure
isn’t a critical concern.
On the other hand, nylon demands a higher price because of its superior qualities. Think of it as hiring elite special forces — more costly but offering exceptional performance and durability. For applications where pressure resilience and longevity are paramount, the extra investment in nylon can pay off in the long run.
The Victor: Strategic Superiority — In the grand scheme of pneumatic warfare, the victor depends on the battlefield conditions. For applications where flexibility, chemical resistance, and cost-effectiveness are key, polyethylene stands as a worthy contender. It’s the go-to choice for less demanding environments, performing admirably without breaking the bank.
However, when high-pressure resilience, temperature extremes, and durability are the call of duty, nylon tubing takes the win in this battle. Its robust construction and steadfast performance under harsh conditions make it the ultimate champion in the pressure war. FPW
Josh Cosford • Contributing Editor
POLYETHYLENE AND NYLON PREPARE FOR BATTLE.
Ron Marshall • Contributing Editor
Keep it cool, not cooked: ensure clean, stable air compressors
AIR-COOLED AIR COMPRESSORS are crucial to keeping production processes running in many industries; they work by turning power into usable energy. Their performance, however, depends heavily on their ability to stay cool. If dust and debris clog up a compressor, it can overheat, work less efficiently, and cost more to operate.
Figures 1 and 2, below show extreme examples of compressors that have been forgotten and are poorly maintained. These units are unlikely to run without trouble and may fail catastrophically due to the lack of proper air flow due to the extreme level of contamination of their heat exchanger surfaces. These serve as examples of what not to do.
Keeping the compressor clean is key to preventing overheating. Here are some simple tips to help:
• Implement a regular cleaning schedule for the compressor and its components, especially the cooling fins and air intake filters. Dust accumulation in these areas can restrict airflow and reduce heat dissipation. Compressed air can be used to blow out dust from the fins, while filters should be checked and cleaned or replaced according to the manufacturer’s recommendations.
• Ensure that the compressor’s installation site is well-ventilated and clean. Poor ventilation can trap heat and dust around the compressor, exacerbating the overheat-
ing problem. Installing the compressor in a location with good natural or forced airflow can help maintain cooler ambient temperatures. Sometimes, well-designed filters are required for the cooling air.
• In extremely dusty environments, consider using a protective housing for the compressor. The housing should shield the unit from direct exposure to dust, while allowing sufficient air intake and exhaust for cooling purposes.
• Install temperature sensors to monitor the compressor’s operating temperature continuously. This will help in detecting potential overheating issues early, allowing for timely interventions to prevent damage. FPW
FIGURE 1
FIGURE 2
Gary Molton • BSc, Owner, Engineering Adventures
How to ensure proper hose fitting assembly
POOR ASSEMBLY or using the wrong type of fluid power fitting has been shown to increase risk of fluid leakage and industrial injury. Fitting designs have changed considerably over the last 30 years to reduce these risks but this has resulted in a myriad of assembly instructions, often changing between sizes and sometimes needing different values for pre-assembly, first assembly, and refitting torque.
This article briefly explains how each fitting type works and why modern fittings perform
more effectively. I also explain how to use our new app containing the tightening instructions for the most common fitting ranges.
Hydraulic pipe fitting requirements
First, we should remember four key requirements that hydraulic fittings must satisfy:
1. Be strong enough to prevent pipework or fittings from failing. (They become a deadly missile when they do.)
2. Prevent leakage of the high-pressure
hydraulic fluid from the system.
3. Ensure optimum flow rates are maintained.
4. Compensate for component misalignments and movement during operation.
Many studies have been conducted over the years into fitting performance, but it is important to emphasize that the duty cycle matters. Some old-style reusable or compression-style fittings may still be acceptable in low-pressure process industry applications, but they are unlikely to last an hour in an industrial servo
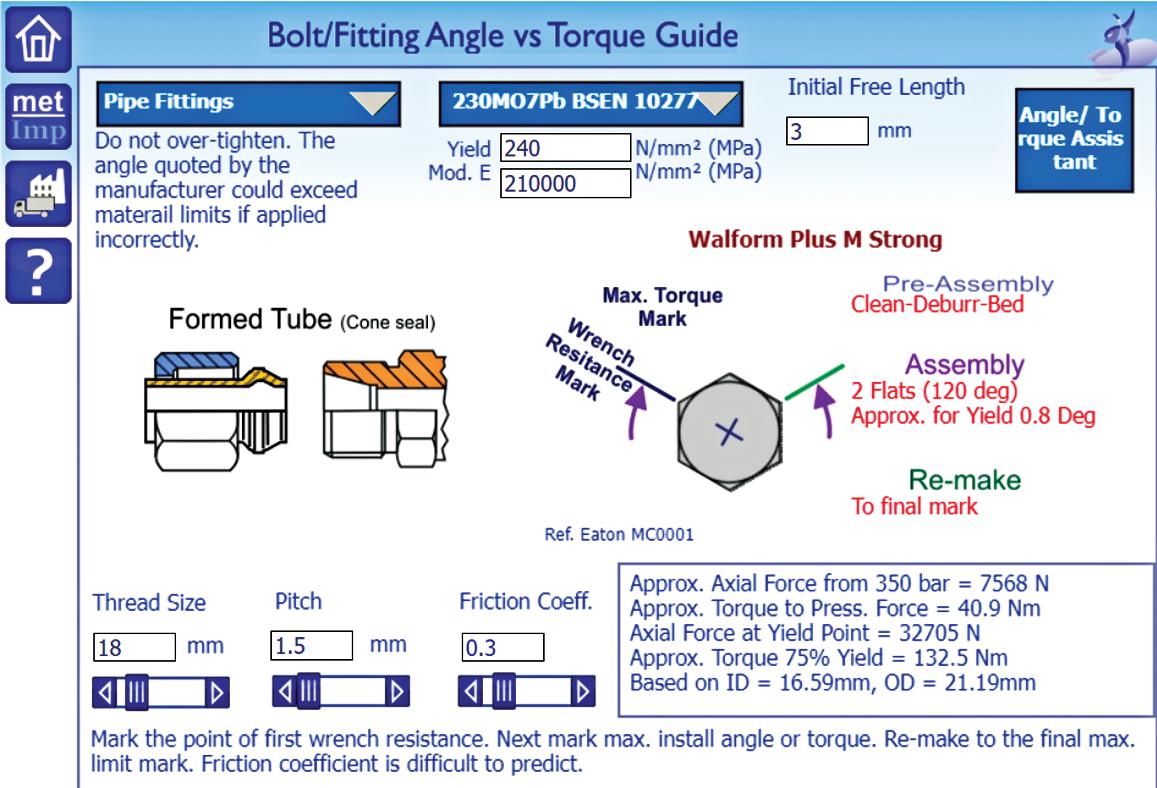
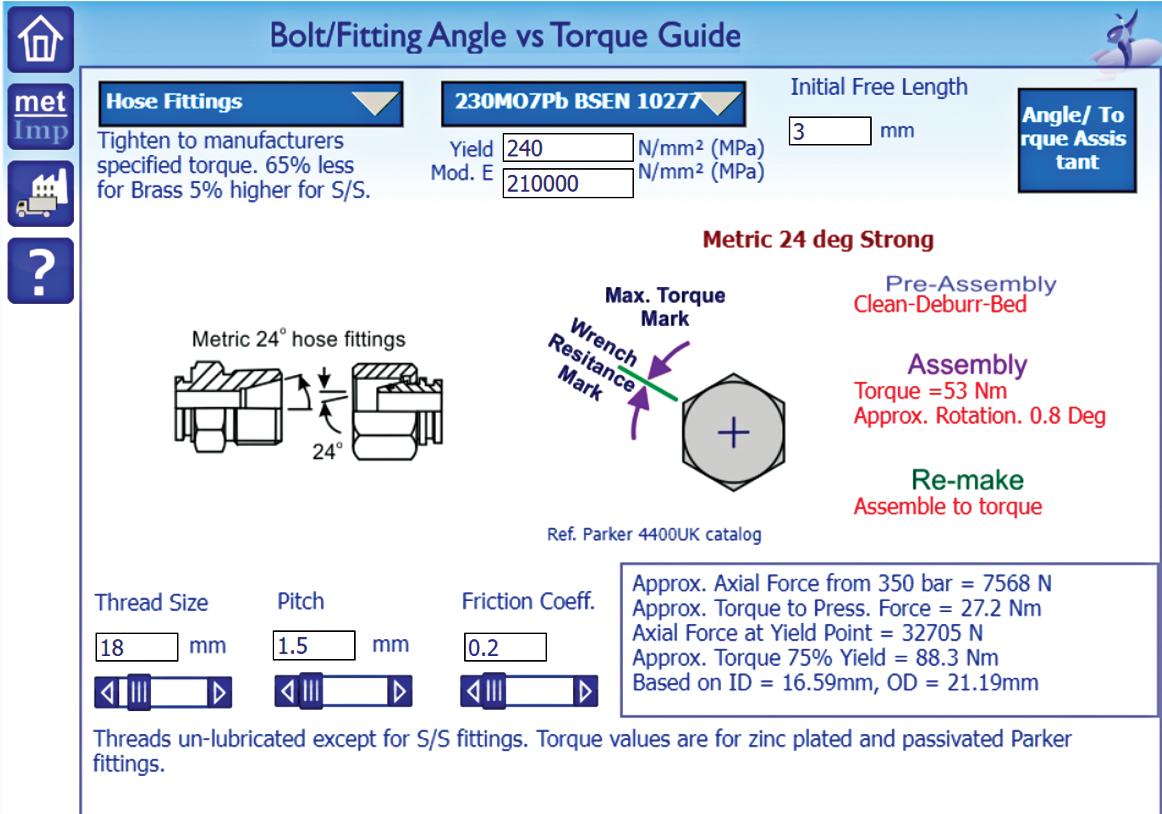
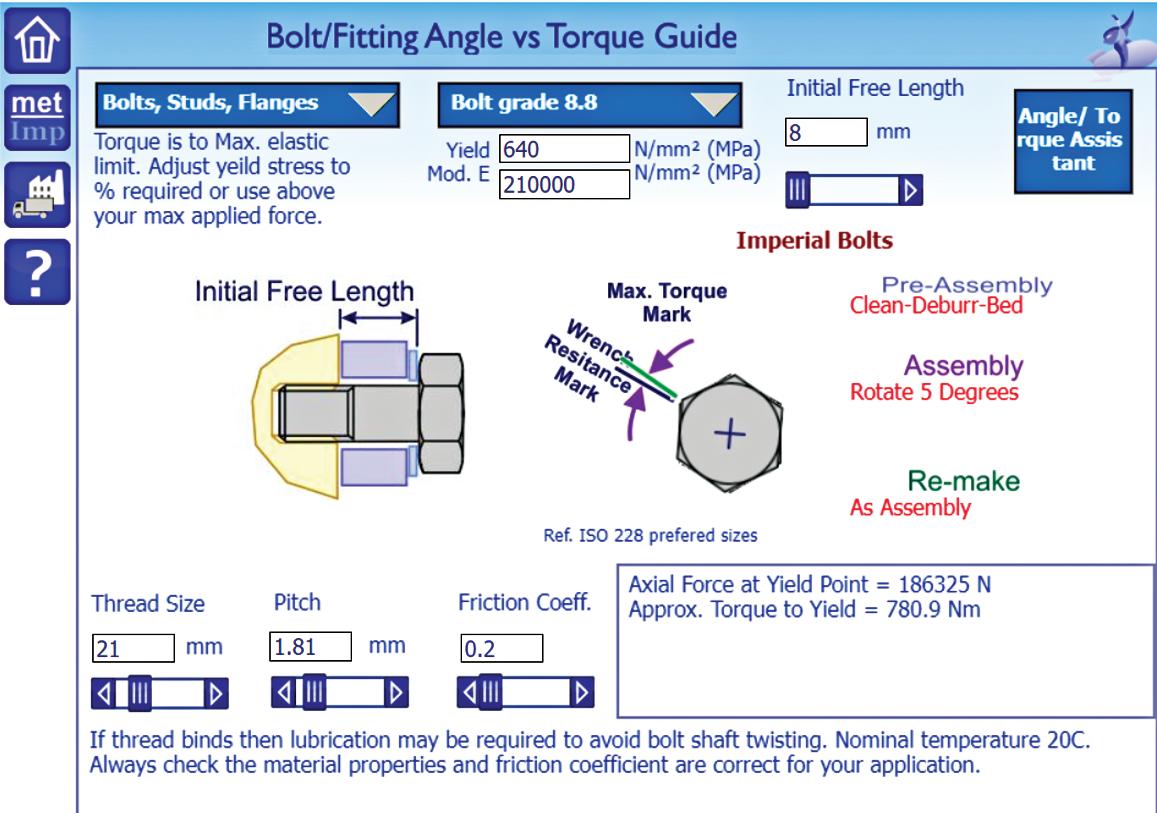
SAMPLE PAGES FROM THE FITTING GUIDE TOOL, SHOWING THE FOUR FITTING TYPES EXPLAINED.
system. Modern formed pipe ends are one of the cheapest solutions, yet are still capable of performing in the toughest environments.
Different fitting types
Although used in the past, there aren’t many Swagelok-style fittings still being used in fluid power systems. These require accurate pipe tolerances and a careful assembly procedure but can’t cope with the misalignment and vibration seen in fluid power applications.
Cutting rings have been widely used over the years and their designs have significantly improved with the development of shaped ferrules, double ferrules, and elastomeric seals. However, they are still prone to incorrect assembly torques and cannot survive the most aggressive applications.
Metal face-to-face sealing removes the requirement for different pre-assembly, first assembly, and repeat assembly torques. Conical faces generally seal better than flat faces and can be used with or without elastomeric seals. Conical faces have the additional benefit of aligning the pipework and allow repeated reassembly without reducing performance. Pipe end-forming machines have also made this type of pipework easy to manufacture and very cost effective. More information about the different fitting types can be found at e4training.com
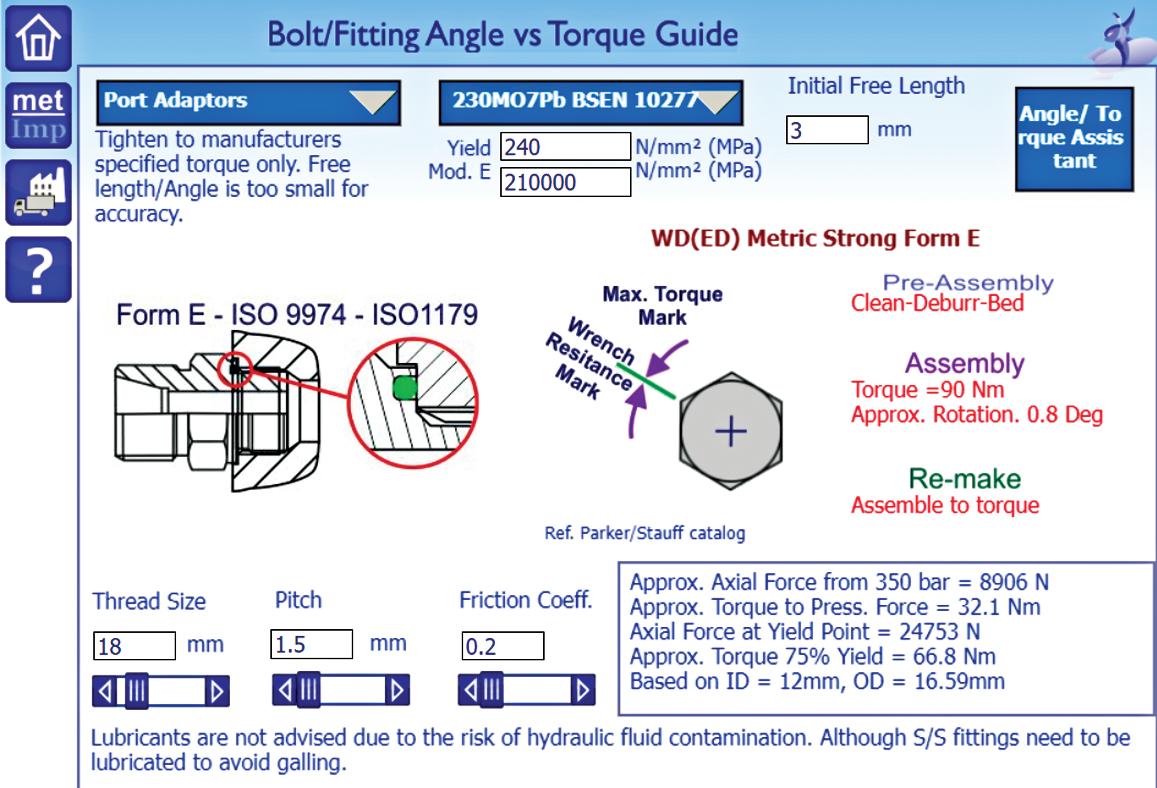
Tighten by angle, not torque
All the above fitting types will need to be assembled with a specific torque depending on their size and whether their design tends to ‘bed in’ more each time it is tightened. Unfortunately, torque wrenches are often difficult to use on pipework and can be quite unreliable, particularly in the presence of lubricating fluids. For this reason, most manufacturers recommend that the assembly tightness is set by the angle of turn, rather than a torque spanner. The procedure is typically the following:
1. The nut is first tightened by hand until it sits firmly against the metal seat.
2. A line is drawn across the nut and manifold with a permanent marker pen.
3. A spanner is used to turn the nut through a specified angle. This angle will vary between fitting size and type but is typically around a quarter or half a turn.
4. The manifold is remarked with the pen to show that the fitting has been tightened
and if it starts to come undone. Deciding what is the correct torque to apply to a nut or bolt is very complicated and can depend on the mounting face wall thickness, washers, operating conditions, etc. In summary, we are trying to make sure that the internal stress in the threaded fitting is above what it will see while the system operates, but below its ultimate tensile stress (uts) of the material.
Finding the correct angle
The inherent danger from poorly assembled hydraulic fittings means that it is vital that everyone completing this work has had suitable training on the fittings being used. Once familiar with each fitting then the correct angle of turn values is quoted in the fitting manufacturer’s datasheet. Unless you are assembling the same type of fittings every day it is dangerous to try to remember these values as manufacturer versions do change and each size may also be different.
To help identify these variations there is a useful tool on the e4training.com website that has collated the information from the manufacturer datasheets for each fitting type and added it into an easy-to-use calculator. This tool allows you to select different fitting types along with their material to find their fitting instructions. It also includes a calculator to predict the angle required to turn different length bolts to achieve a desired torque.
To use this fitting guide, go to e4training.com or download the app. Select the fitting type and size from the dropdown list box. Check the fitting image and thread size against the fittings you have used. On the right-hand side of the app are the fitting instructions for pre-assembly, assembly, and remaking the fitting. Within the highlighted box are some calculated torque and stress figures along with fitting dimensions from which the values have been calculated. Additional notes may be shown at the bottom of the app where it has been available.
While this tool is a good way of checking the correct angle to tighten fittings the user should be aware that not all the materials and potentially different supplier dimensions are included in the generic design datasheets so the calculations should be used with care and can only be taken as a predictive guide.
EDITED BY RACHAEL PASINI SENIOR EDITOR
Mining innovations zero in on sustainability
As mining professionals rev up for MinExpo International 2024 in Las Vegas, here’s a look at some new machines and technologies released since the last gathering.
ELECTRIFIED VEHICLES, BATTERY STORAGE, AND AUTONOMOUS TECHNOLOGY are top of mind across the mining industry, as all companies strive for net-zero targets and more sustainable operations. One glaring challenge is providing fast charging and regenerative energy systems to limit or eliminate vehicle downtime. Hybrid solutions continue to buffer the transition to all-electric powertrains, while OEMs continue improving hydraulic machines. In light of the upcoming MinExpo International 2024, here are some advancements that a few OEMs have released since the 2021 event, along with more work they intend to accomplish.
HITACHI AND ABB JOINTLY DEVELOPED THIS FULL-BATTERY DUMP TRUCK WITH A DYNAMIC CHARGING SYSTEM.
BATTERY ELECTRIC AND AUTONOMOUS MINING SOLUTIONS PROVE SUCCESSFUL
In 2021, Caterpillar launched an Early Learning program to work with customers on developing and validating its battery electric prototypes. In 2022, such customers gathered for a live demonstration of its first battery-electric 793 mining truck. The company built the prototype at its Tucson Proving Ground in Green Valley, Arizona, dubbed the “mine site of the future,” aimed to be a beacon for sustainable solutions with various renewable energy sources.
During the demonstration, Caterpillar sent the 793 prototype on a 4.3-mi (7-km) course and monitored more than 1,100 data channels, gathering 110,000 data points per second, to validate its simulation and engineering modeling capabilities. Fully loaded to its rated capacity, the
truck achieved a top speed of 37.3 mph (60 km/h). The loaded truck traveled 0.62 mi (1 km) up a 10% grade at 7.5 mph (12 km/h). It also performed a 0.62-mi (1-km) run on a 10% downhill grade, capturing the energy that would otherwise be lost to heat and regenerating it to the battery. The truck maintained enough battery energy to perform additional cycles after completing the entire run.
Since then, Caterpillar has grown its battery electric and semi-autonomous technology portfolio for underground mining applications. Late last year, the company successfully demonstrated its first batteryelectric prototype underground mining truck for gold miner Newmont and other industry leaders at a proving ground in Tasmania, Australia. The companies are collaborating to achieve Newmont’s vision of a fully connected, automated, zero-carbonemitting, end-to-end mining system. The
“We’ve seen improved safety, productivity, and efficiency benefits and have upskilled more than 100 employees on autonomous mining systems.”
new battery-electric truck will complete Caterpillar’s first fully electric underground load and haul solution when paired with the R1700 XE battery electric loader.
Caterpillar also completed a demonstration of its growing autonomy and automation capabilities. This technology addresses safety challenges, such as collision risks when moving heavy machinery through dark, cramped spaces. Autonomous trucks can help improve mine site safety by removing operators from potentially hazardous or remote sites. Additionally, these features can improve productivity by increasing visibility for mine site coordinators, enabling more consistent operations for both staffed and autonomous machines.
At the World Mining Congress 2023 in Brisbane, mining services provider Thiess teamed up with Caterpillar and Cat dealer Hasting Deering to demonstrate Thiess’ semi-autonomous dozing operation using a remote operating station located more than 528 mi (850 km) away from the site. Thiess controllers remotely operated multiple Cat D11 dozers at the Lake Vermont mine in Central Queensland, live from Caterpillar’s event stand. The demonstration marked the first time multiple dozers had been controlled off-site using Cat MineStar Command for dozing’s semi-autonomous tractor systems (sats) since the product became commercially available. With the autonomy layer enabled, operators can control multiple dozers simultaneously without being physically on-site.
“We’ve seen improved safety, productivity, and efficiency benefits and have upskilled more than 100 employees on autonomous mining systems,” said Trent Smith, group manager of Thiess Autonomous Services, in a press release.
In 2023, Caterpillar also completed an in-house validation of Rajant BreadCrumbs LX5 CA radios, enabling field trials with Rajant’s wireless products and Cat MineStar Command for hauling.
Rajant provides Kinetic Mesh networking systems, a class of networking that uses fully autonomous nodes to achieve high performance under ever-changing conditions. Using its patented InstaMesh routing technology, Rajant networks provide
We CONTROL it. You THINK it.
Controllers | Displays | Keypads | Telematics
Control Modules. Complex machines require advanced controls from an industry expert. Our rugged controllers are designed for severe duty mobile applications in harsh environments.
Master | Client | J1939 | CANopen | IP67
Digital Displays. A superior operator experience requires high-performance and horsepower. Our rugged displays are designed and built to excel in all climate and lighting conditions.
IP67 | Touchscreen | -40°C to 70°C | Shock Resistant
Keypads. Consolidate large mechanical switches and reduce wiring harness complexity with our programmable keypads in a variety of sizes and configurations to meet your design needs.
J1939 | CANopen | IP67 | Horizontal and Vertical options
IoT / Telematics. Our telematics solution supports a wide range of requirements and enables OEMs to configure, deploy and manage assets easily and quickly while limiting investment and development time.
Hardware-only or full-stack solution | Encrypted OTAP
Intelligent Vehicle Controls
HED is an industry leader specializing in the design and manufacture of intelligent vehicle control systems for on- and off-highway OEMs. We provide a complete line of controllers, displays, keypads, and telematics solutions. HEDcontrols.com/FPW
“Komatsu aims to support underground mining operations with these new machines as the industry shifts toward electrification.”
dynamic network connections in a mobile environment, routing traffic through the best available route as the network topology constantly changes.
Rajant’s wireless nodes have multiple radios operating at different frequencies and route traffic through mobile nodes to improve connectivity and throughput in dynamic environments. This approach creates more available radio paths, delivering uninterrupted communications. The next step is to validate the solution with Cat MineStar Command for hauling in production at a mine site to confirm performance and scalability.
NEW HYDRAULIC MACHINES COME WITH HYBRID VERSIONS
Earlier this year, Komatsu introduced its new WX11 load, haul, and dump (lhd) machine for underground hard rock mining. The machine’s payload capacity is 24,250 lb (11,000 kg), which the company claims is an 8 to 10% increase from comparable LHDs. Its diesel engine is rated at 280 hp at
J KOMATSU’S NEW WX11 LHD HAS AN 11-TONNE PAYLOAD CAPACITY. THE NEW KOMATSU ZB21B BOLTER HAS A MODULAR BATTERY DRIVELINE WITH 83 KW-HR OF ONBOARD ENERGY.
2,000 rpm (209 kW at 2,000 rpm) with Canmet, MSHA, EPA Tier 3/EU Stage IIIA, and EPA Tier 4F/EU Stage V certifications.
The new machine includes integrated data management, operator ergonomics, intuitive controls, and compliance with EU Stage V emission requirements. Additional features that differentiate the machine include new heavy-duty hard rock axles with spring-applied hydraulically released (sahr) brakes and new structures to support the extra payload capacity.
The company also has two hybrid LHDs, the WX18H and WX22H, with switched reluctance (sr) hybrid drive systems that capture and store energy in a kinetic energy storage system (kess). The company claims that the KESS and hybrid technology can reduce fuel consumption
by 30% compared to diesel LHDs while increasing power by 550 hp, potentially increasing tons moved by 20%. This, in turn, decreases total operating costs and reduces emissions.
Aside from LHDs, Komatsu also introduced the second generation of its Z2 product line of small-class development drill and bolting equipment this year. The smallclass ZJ21 jumbo drill and ZB21 bolter were initially launched in 2020 with a common platform. The new Z2 bolters and jumbos aim to maximize operator comfort and visibility and afford ground-level maintenance. The second-generation ZB21 is a small-class bolter with a fully enclosed ROPS/FOPScertified operator cabin, integrated patented screen handling, and drifters manufactured by Montabert.
KOMATSU (2)
The bolter has an optional Komatsu pumpable resin system using J-LoK P by Jennmar. The solution allows operators to pump resin into the drilled hole before bolt installation, permitting the use of more economical bolts and helping decrease overall installation costs.
The second-generation ZJ21 jumbo drill is a single-boom development drill with a fully enclosed ROPS/FOPS-certified operator cabin, innovative drilling feeds, advanced pilot hydraulics, and drifters manufactured by Montabert.
Both product lines now include battery-electric versions with onboard, smart, opportunistic charging. The ZB21 and ZJ21 are the company’s smallest size-class drills and bolters with a battery-electric option and have a modular battery driveline with 83 kW-hr of onboard energy. Komatsu aims to support underground mining operations with these new machines as the industry shifts toward electrification.
ENERGY STORAGE AND ELECTRIC-DIESEL OPTIONS ARE UNDERWAY
As the mining industry moves toward electrified operations, energy storage quickly becomes a top priority. Sandvik has initiated a pilot project to deploy a secondlife battery energy storage system (bess) for Glencore, a Switzerland-based natural resource and commodity company. The
BESS is expected to support mine services, such as lighting and light electric vehicle (ev) charging at Glencore’s operations. Sandvik will study additional use cases during the pilot, including power shifting, peak shaving, and arbitrage.
Sandvik’s technology partner in the project is Eco Stor, a second-life energy storage system provider based in Olso, Norway. Eco Stor will develop the solution with modules recovered from Sandvik battery-electric vehicles (bevs) that have reached their optimal use in mobile mining applications.
“Modules can be easily replaced when they reach the end of their second life. Ensuring the batteries that power our mining equipment are used to their full potential before being recycled improves circularity and substantially reduces our carbon footprint,” said Ville Laine, VP of Batteries and Chargers at Sandvik Mining and Rock Solutions, in a press release.
The BESS will be constructed as an industrial 20-ft container holding 128 Sandvik battery modules. The system’s nominal energy is expected to be around 1 MW-hr. The container includes Sandvik systems for battery management and monitoring, energy management, and fire detection and prevention.
“Due to such early adoption of our battery systems in mines around the world, thousands of modules will reach the end of
their first life over the next few years,” said Laine. “These modules still hold as much as 70% of their original energy storage capacity when they reach the end of their optimal use in a mining loader or truck. Utilizing this remaining capacity in a stationary energy storage solution is a win-win, providing both environmental and economic benefits. We can as much as double the useful life of our batteries and optimize their full lifecycle.”
Sandvik aims to deploy the prototype BESS container at a Glencore asset in 2025 and launch a commercialized solution in 2026. Once commercialized, Sandvik plans to assemble each BESS as close as possible to a customer’s mine, reducing shipping and further improving sustainability.
However, contract miner Byrnecut Australia predicts that the transition to batteryelectric will be gradual, with electric, diesel, and hybrid machines working in tandem. Sandvik Mining and Rock Solutions agrees, stating that the future of mining will likely include a combination of multiple coexisting technologies.
Consequently, Byrnecut is collaborating with Sandvik to develop new dieselelectric mining equipment to boost sustainability, efficiency, and underground productivity. Diesel-electric machines typically have a diesel engine that drives a generator, which, in turn, provides electricity
SANDVIK’S NEW BESS WILL GIVE BATTERIES A SECOND LIFE ONCE THEY REACH THEIR OPTIMAL USE IN MINING LOADERS AND TRUCKS.
“Modules can be easily replaced when they reach the end of their second life. Ensuring the batteries that power our mining equipment are used to their full potential before being recycled improves circularity and substantially reduces our carbon footprint.”
to motors responsible for movement and operating equipment. Unlike conventional diesel, diesel-electric machines generally have no torque converter and fewer rotating components, allowing for a more flexible design, requiring less maintenance and enabling lower operating costs while maintaining high availability.
Sandvik announced last year that it was moving ahead with developing a diesel-electric range of underground loaders and trucks to complement its battery-electric machines. The decision followed the showcasing of its Toro diesel-electric truck demonstrator at a technology workshop in Turku, Finland, in 2022.
This year, for those ready to make the leap, the company introduced its new electric Sandvik DR416iE, the next-generation i-series rotary blasthole drill based upon the DR416i. The electric drill is suitable for iron ore and copper applications and can drill a hole 10.6 to 16 in. (270 to 406 mm) in diameter. It has a 1,400-hp (1,044-kW) electric power group to meet high-altitude applica-
tion demands. Its electric system incorporates a soft starter to help reduce impact on the mine’s power grid, preventing disruptions to other equipment. The multi-voltage and multi-frequency electric motor provides flexibility, and the optional 1,378-ft (420-m) cable reel provides ample capacity for connecting to the mine substation.
For hard rock formations, the DR416iE has a heavy-duty, hydraulic motor-driven chain feed system for more pulldown force and increased weight on the bit, resulting in significantly faster penetration rates. Overall, Sandvik aims to provide a seamless transition from diesel to electric. Thus, the DR416iE uses the same modular platform as the company’s diesel-powered rotary rig and the same DRi control system featured across all Sandvik i-series surface drills.
DIGITAL SOLUTIONS AIM TO IMPROVE SAFETY AND EFFICIENCY
Last year, Hitachi Construction Machinery launched a Technological Center of Excel-
lence (tcoe) to provide support for mining sites operating Hitachi’s dump truck Autonomous Haulage System (ahs). The company aims to offer AHS worldwide and to help increase safety and overall mining operational efficiency. Earlier this year, the company announced it would start full-scale remote AHS monitoring from its location in Brisbane, Australia.
Approximately 20 people at the TCoE monitor the same real-time information that Hitachi’s AHS customers receive in their control rooms. TCoE experts specializing in mining machinery, mining operations, and software use advanced digital technologies to accumulate, analyze, and deconstruct all data acquired in real time from multiple mining sites. They then derive solutions for the issues faced by each customer to help streamline and optimize the entire mine. In the future, the company intends to evolve the TCoE into a core hub for coordinating its mining solutions business. It plans to use various digital technologies and accumulated knowledge to create new value and provide continuous support from a customer perspective.
Hitachi began researching AHS in 2009 and has validated it at an Australian test site since 2013 to realize sequential mining operations for loading, hauling, and dumping with autonomous dump trucks. In July 2018, the company started collaborating with Whitehaven Coal and, after roughly
THE NEW SANDVIK DR416IE IS AN ELECTRIC I-SERIES ROTARY BLASTHOLE DRILL WITH A HYDRAULIC MOTORDRIVEN CHAIN FEED SYSTEM FOR ADDED PULLDOWN FORCE.
six years, confirmed its AHS reached a practical level of performance. Going forward, the company intends to offer AHS to mining customers worldwide to improve safety and productivity across the industry.
Also this year, Hitachi announced a new Operator Assist System to support ultralarge hydraulic excavators’ digging and loading operational performance. Operators of such equipment must efficiently and repeatedly dig and load materials onto dump trucks while carefully avoiding contact and collisions with surrounding machinery. With the Operator Assist System, Hitachi aims to reduce operator burden, improve mine site safety, increase productivity, and reduce fuel consumption.
The company planned on conducting a verification test at one of Rio Tinto’s iron ore mines in the Pilbara region of Western Australia to demonstrate the system’s prac-
tical application and help improve its accuracy. Sensors, monitors, and other equipment attached to a backhoe EX3600-7 ultra-large hydraulic excavator will help test the digging and loading performance and verify the monitor display’s usability. Hitachi aims to achieve practical application of the Operator Assist System in stages starting in 2025.
Since late last year, Rio Tinto has also been helping conduct durability testing of a new boom and arm design for Hitachi’s ultra-large hydraulic excavators. Hitachi announced that it will apply the new design to the EX5600-7 backhoe excavator starting in March 2025 and gradually expand to other applicable models. The company aims to increase the service life of its equipment by 1.5 times that of previous models to reduce the emissions generated each time an excavator is scrapped.
Additionally, Hitachi began a feasibility trial for an ultra-large full battery rigid
frame dump truck this year at First Quantum’s deep open-pit copper-gold mine in Zambia. The trial aims to verify the truck’s basic performance, such as traveling, turning, and stopping, under actual operating loads and verify the battery charging and discharging cycles. Hitachi jointly developed the full-battery dump truck with ABB to operate continuously by drawing electrical power from the dynamic charging system during operation while simultaneously charging the battery. Limiting the battery volume also reduces the battery weight as a percentage of the overall vehicle weight and helps maximize the load capacity. FPW Caterpillar caterpillar.com
Komatsu komatsu.com
Sandvik rocktechnology.sandvik
Hitachi Construction Machinery hitachicm.com
Understanding the intricacies of aircraft hydraulic systems provides insight into the engineering marvels that keep aircraft flying safely through varying conditions.
AN INSIDE LOOK INTO
AIRCRAFT HYDRAULICS
By Josh Cosford, Contributing Editor
AIRCRAFT HYDRAULIC SYSTEMS are a special breed of essential components in modern aviation, providing the power and control necessary for various functions that provide the safe and efficient flights we all take for granted. The technology, quality and execution of aviation hydraulics differ surprisingly from the fluid power systems in either traditional industrial or mobile designs. Hydraulics is a preferred technology in aircraft because of its reliable, precise and responsive nature.
If you’re a reader with more aviation than fluid power experience, know that hydraulic systems operate on the basic principle of fluid power: using pressurized fluid to generate mechanical force or motion to achieve work or position devices. The hydrostatic concept, while simple, is highly effective, allowing hydraulic systems to perform powerful tasks using compact actuators.
THE CONTROLLED EXTENSION AND RETRACTION OF LANDING GEAR ARE ESSENTIAL FOR SAFE TAKEOFFS AND LANDINGS. HYDRAULICALLY OPERATED LANDING GEAR SYSTEMS ENSURE A RELIABLE AND ROBUST MECHANISM FOR DEPLOYING AND RETRACTING LANDING GEAR UNDER VARYING LOADS AND CONDITIONS.
In aircraft, hydraulic systems are used to control various critical functions, such as flight control surfaces, landing gear, braking systems, cargo doors, and wing flaps and slats. You might be surprised to learn that nearly everything that moves on a modern jetliner is hydraulic, aside from the cabin doors.
The primary components of an aircraft hydraulic system include a reservoir, pump, actuators, valves, tubes, hoses, and filters,
just as with traditional hydraulic systems. However, how they look, what they’re made from and where they’re located are vastly different than you’d expect.
Unique and complex systems
The reservoir is where hydraulic fluid is stored, providing the storage location for all the system's needs, as well as for expansion, contamination settling and cooling. Typical ground-level reservoirs use atmospheric
pressure to push fluid into the suction port of a pump due to the perceived suction effect. But at cruising altitude, atmospheric pressure is a quarter that at sea level, making cavitation all but guaranteed.
To overcome the lack of ambient pressure, aircraft reservoirs are frequently pressurized to guarantee the pump(s) always see consistent, positive flow, which is critical to reliable performance. Besides the lack of atmospheric pressure above the clouds, the aircraft is subject to pitch, roll and turbulence that would prevent a stable fluid level in a traditional reservoir. Rather than a rectangular prism, aircraft reservoirs resemble propane canisters with pressure gauges and adapters sprouting out like an old potato growing stems.
Actuators are perhaps the most crucial component within aircraft hydraulic systems, as they are responsible for converting hydraulic pressure into mechanical motion and force. This conversion enables the control of flight surfaces, the deployment and retraction of landing gear, the operation of brakes, and the movement of other critical aircraft flight systems. The precise control and high power-to-weight ratio offered by hydraulic actuators make them ideal for these functions.
Some of the common actuators are used to operate flight surfaces, such as ailerons, elevators, and rudders, which control the roll, pitch and yaw, respectively. Aircraft actuators are highly complex, compact and powerful devices that include a mixed bag of cylinders, valves, sensors and even sometimes pumps.
Various combinations of signalling and power supply options are available for aircraft actuators, and how they're employed depends on both the aircraft's age and the builder's preferred technology. The signal to the actuator can be mechanical, electrical or digital. A mechanical signal may come via a cable attached to the control stick and fed to a linkage at the actuator at the other end. Electrical signals via analog joysticks are widespread for their simplicity and reliability, which also saves weight. The digital signal is the ultimate in precision and lightness and is now the state of the art for modern aircraft designs.
HYDRAULIC SYSTEMS PLAY A CRUCIAL ROLE IN AIRCRAFT BRAKING SYSTEMS, CONTROLLING THE PRESSURE APPLIED TO THE BRAKES TO ENSURE SMOOTH AND SAFE DECELERATION. PART OF THE HIGH-SPEED BRAKING OF AN AIRCRAFT COMES FROM SPOILERS ON THE WINGS AS SEEN HERE.
Taking each of these three primary signals, the actuator is powered either electrically, hydraulically or electrohydraulically, and you know we're going to skip discussing the prior since this is a fluid power article, after all. By “powered,” I mean the source of the hydraulic energy, which we know typically comes from a hydraulic power unit or a hydraulic pump mounted directly to an internal combustion engine or its transmission.
Ensuring safe, redundant control
Aircraft rarely use single-pump hydraulic systems anymore, as the safety and reliability are problematic. Even with a centralized hydraulic system, we require sufficient redundancy to provide power in the case of a single pump failure; there must be a reliable source of pressure and flow to handle the critical functions of plane operation. Commercial aircraft may operate with two engine-driven pumps, one or more elec-
PARKER
AEROSPACE’S ELECTROHYDROSTATIC ACTUATION (eha) SYSTEMS ELIMINATE THE NEED FOR CENTRAL HYDRAULICS. THEY USE ELECTRIC POWER FOR AIRCRAFT FLIGHT CONTROL-SURFACE ACTUATION THAT RESULTS IN REDUCED AIRCRAFT WEIGHT, EFFICIENT POWER CONSUMPTION, AND IMPROVED MAINTAINABILITY.
tric pumps and even manual backups. Note that none of these configurations are gospel, as implementation varies based on the age of the aircraft design, manufacturer preferences, and size and purpose of the plane. Ultra-modern aircraft have evolved to use technologies such as electrohydrostatic actuators. These actuators used for flight controls and other functions do away with the centralized hydraulic systems which
require multiple pumps, reservoirs and a web of plumping routed throughout the aircraft. The EHA design mounts the pumps, reservoirs and valves to the body of the hydraulic cylinder, reducing the need to run tubes throughout the plane. The actuator simply requires electrical power and control inputs, and the onboard electronics, sensors and dual pumps do the work to control the flight surface precisely.
Smooth landing
Another vital function of aircraft hydraulic systems is the operation of landing gear. Hydraulic actuators extend and retract the landing gear during takeoff and landing, allowing for not only a safe transition between flight and ground operations but also aerodynamic improvements over fixed landing gear. The landing gear is part traditional hydraulics and part hydropneumatic shock absorber.
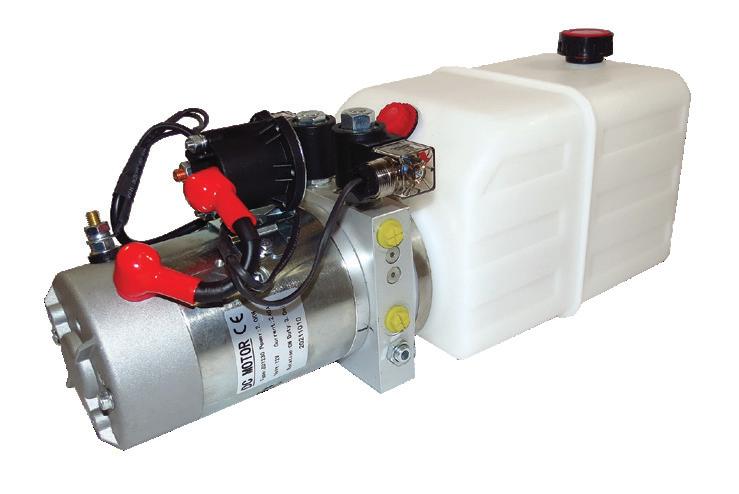
Be a Professional from the beginning with Clean Hose Assemblies!
Contamination in hydraulic hoses is largely generated during fabrication. Despite efforts to minimize it, other contaminants can enter during stem insertion. Additionally, during crimping or swaging, particles from plating may infiltrate the hose assembly, emphasizing the need for thorough cleaning throughout the fabrication process. A finished hose assembly is always professionally cleaned and sealed when using Ultra Clean Products.
As you expect, landing gear deployment and retraction uses cylinders, although some clever additions to the cylinder design are required for safe and effective operation. Landing gear has multiple axes of motion, various torque arms, and locking mechanisms. All three landing gear struts are operated with the same control system of pump(s), valves and reservoir. Landing gear is an all-or-nothing affair, as you want all three up or down simultaneously.
The shock absorbers in commercial aircraft provide a multi-function advantage over fixed landing gear options. During landing, the aircraft's weight slams the landing gear against the ground and the dual-chamber shock absorbers progressively damp the vertical velocity at progressively increasing rates. The nitrogen-filled top chamber is separated from the oil-filled bottom chamber by an orifice and as the assembly compresses under load, the orifice controls the damping rate.
Landing gear uses a clever device called the metering pin, which is a long conical rod that extends through the orifice. As the assembly compresses vertically under load, the pin’s increasing diameter fills the space inside the orifice, thereby more aggressively metering oil flow to increase the damping rate. Like an automobile, a commercial aircraft's struts also provide a comfortable ride while taxiing on runways.
Precise control at landing and takeoff
Additionally, hydraulic systems play a crucial role in aircraft braking systems, controlling the pressure applied to the brakes to ensure
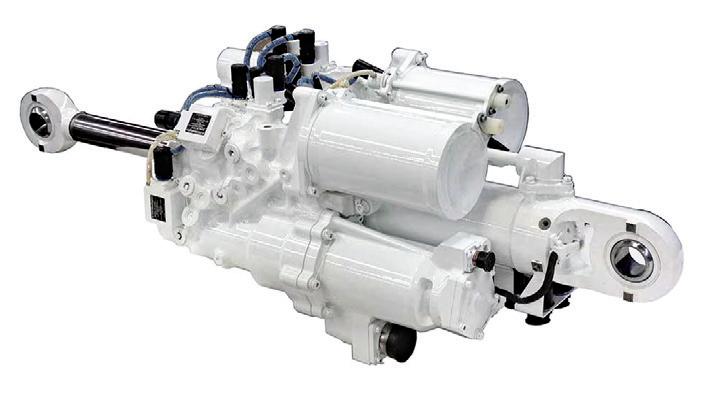
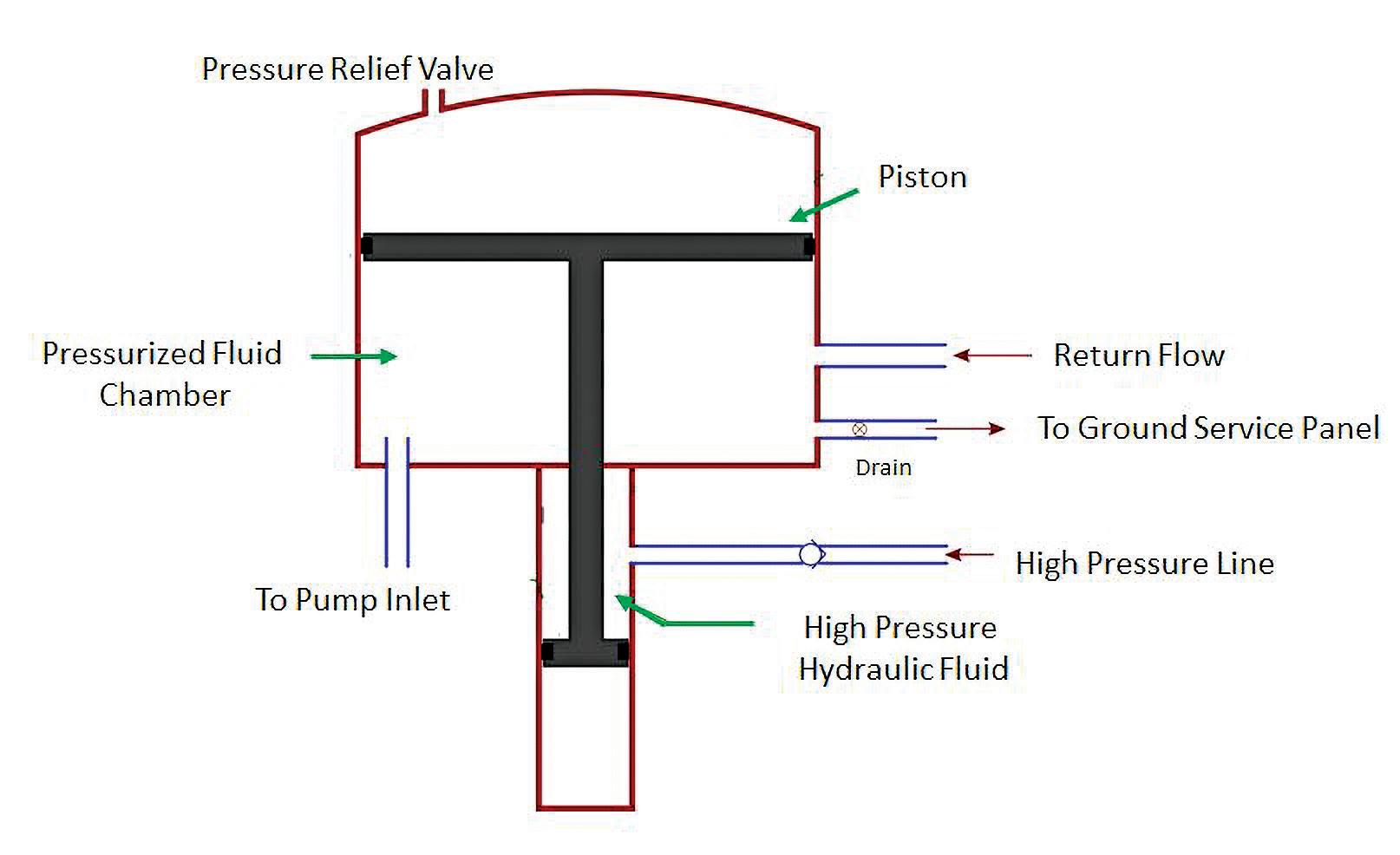
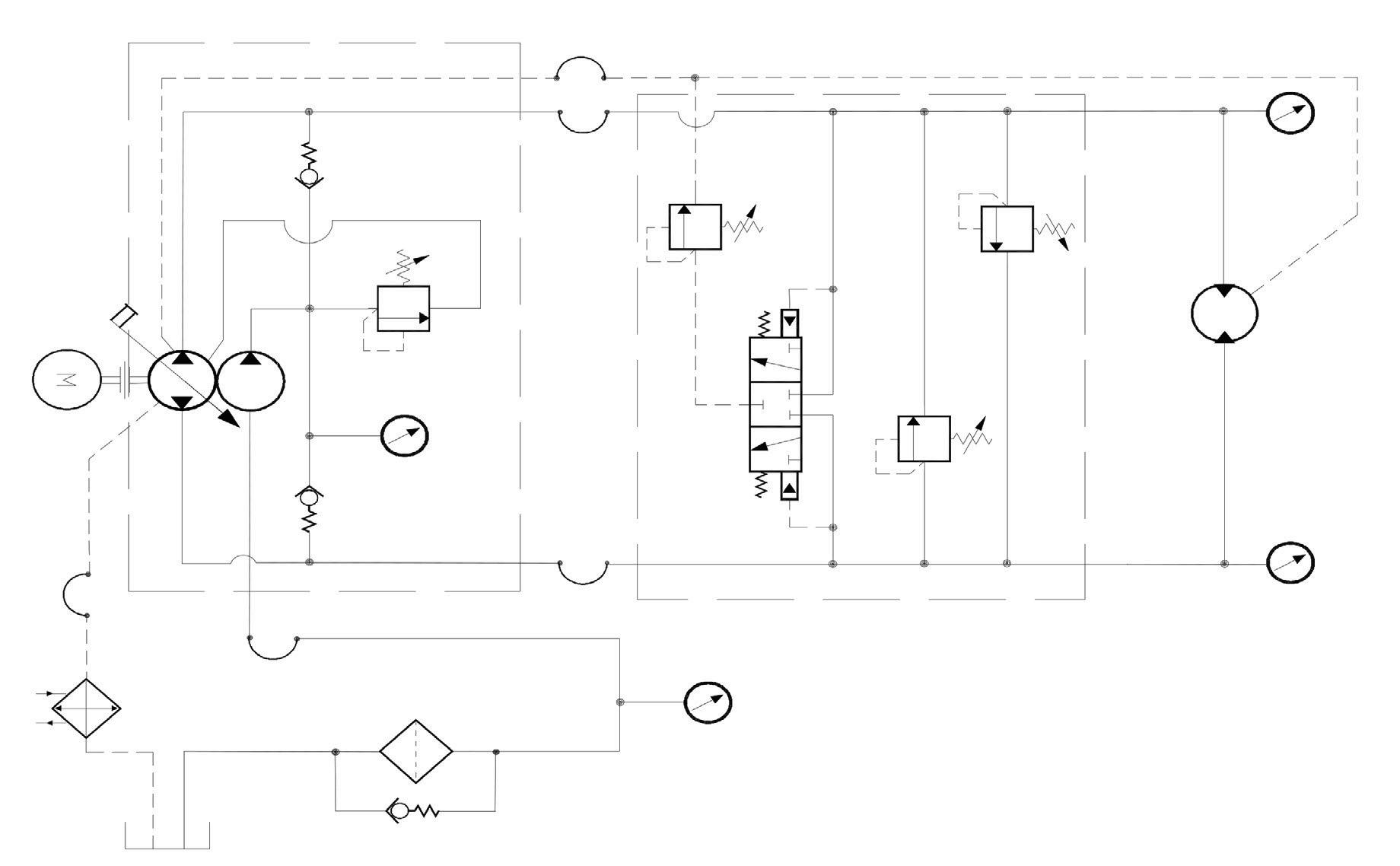
OF THE CONSTRUCTION OF A BOOTSTRAP
smooth and safe deceleration. Although part of the high-speed braking of an aircraft comes from spoilers on the wings and sometimes on the tail, you'd be surprised to learn that the wheels contain powerful hydraulic brakes. As you'd expect, various redundancies ensure the plane can always stop when asked to, and hydropneumatic accumulators provide backup energy should any pump fail.
Hydraulic systems are also used to operate an airplane's cargo doors, allowing them to open and close quickly, which is essential for loading and unloading cargo on larger aircraft. Wing flaps and slats, which are used to increase lift during takeoff and landing, are also controlled by hydraulic actuators. The precise control offered by hydraulic systems is critical to ensuring these components operate smoothly and reliably.
Maintaining strict standards
While hydraulic systems are used across various industries, their application in aircraft has unique characteristics that distinguish them from other fields. Aircraft hydraulic systems are subject to rigorous safety standards, as the stakes in aviation are high. These systems must be reliable and redundant to ensure continuous operation during flight. Manufacturing aircraft hydraulic components include stringent nondestructive testing, strict quality control procedures and extensive testing.
For example, the raw material will be tested ultrasonically to confirm there are no cracks or inclusions within the meat of
the material. When the body or component is cast, the UT test scans the material to ensure no cracks reflect the ultrasonic signal. Machined parts are also subject to an array of nondestructive testing such as magnetic particle or dye penetrant tests for machined threads.
Aircraft hydraulic systems are designed to be lightweight and compact to minimize the impact on aircraft weight and space. This constraint often leads to innovative design solutions that may be found outside of other industries. Additionally, aircraft hydraulic fluids are specialized to withstand extreme temperatures and pressures and are fire-resistant. Under no circumstances should a hydraulic fluid support flame, contrary to typical mineral oil that is happy to mimic a flame thrower when given the opportunity.
Another key difference is the environmental conditions in which aircraft hydraulic systems operate. Aircraft must function reliably across a wide range of conditions, from high-altitude cold to runway heat. This requires robust engineering and design considerations to ensure consistent performance.
Aircraft hydraulic systems are also subject to stringent maintenance and inspection routines, ensuring they are always in optimal condition for flight safety. This level of scrutiny and care is unique to aviation, where safety is paramount.
Aircraft hydraulic systems are crucial to the safe and efficient operation of modern aircraft. Their preference in aviation is justified by their high power-to-weight ratio, precision and control, reliability, redundancy, compact design, and energy efficiency. While aircraft hydraulic systems share some similarities with those in other industries, they have unique requirements for safety, compactness, and reliability that set them apart.
Understanding the intricacies of aircraft hydraulic systems provides insight into the engineering marvels that keep aircraft flying safely through varying conditions. As aviation continues to evolve, hydraulic systems will remain a fundamental technology, ensuring reliable and secure air travel for generations. FPW
ILLUSTRATION
HYDRAULIC RESERVOIR
IS BEST FOR
Pneumatic WHICH TechnologyLinear-Motion Applications?
Pneumatics, servo pneumatics, and controlled pneumatics each deliver unique motion and force capabilities.
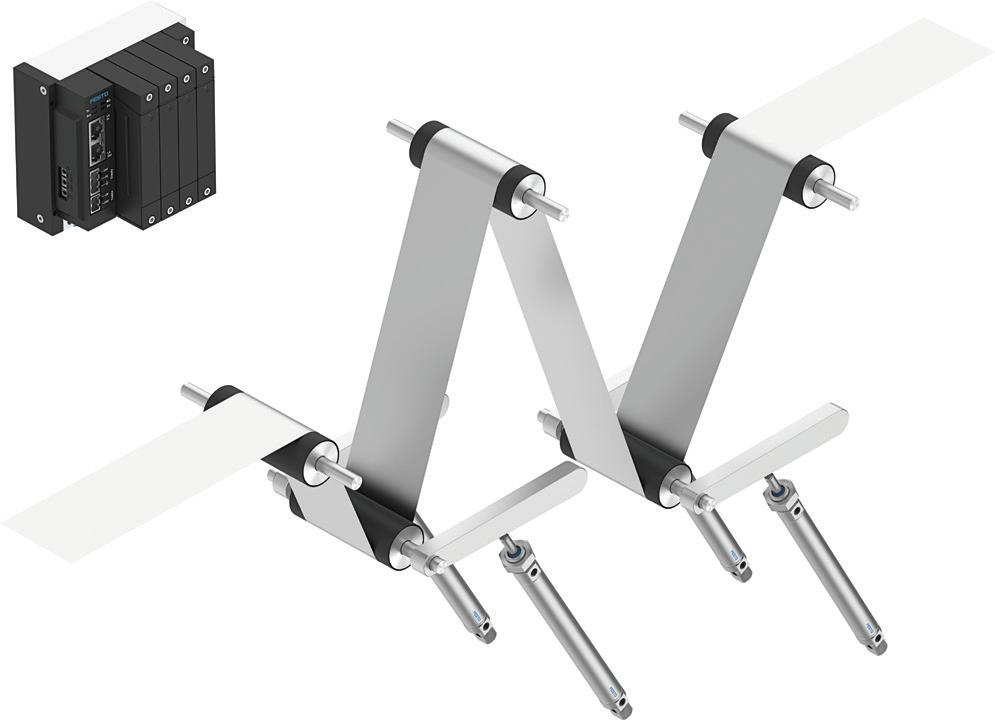
PAPER AND FABRIC TENSIONING ARE KEY APPLICATIONS WHERE CONTROLLED PNEUMATICS REIGN SUPREME.
BY FRANK LANGRO DIRECTOR OF PRODUCT MARKET MANAGEMENT, PNEUMATIC AUTOMATION FESTO
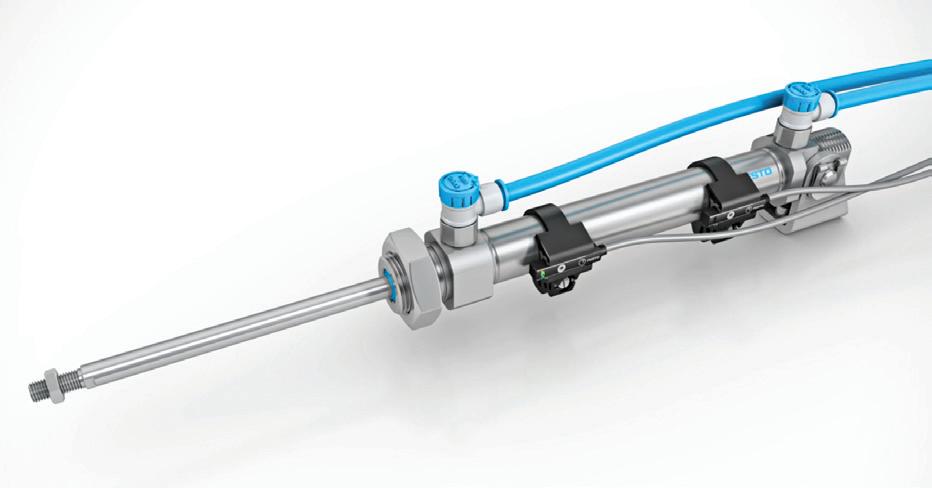
PNEUMATIC LINEAR ACTUATORS are fundamental for automation because of their low cost, ease of installation and operation, high yet compliant force, speed, compactness, safety in hazardous areas, and long service life in harsh environments. Advancing technology in valves, valve terminals, and remote and decentralized I/O is opening new application solutions for this tried-and-true technology. This article discusses pneumatics, servo pneumatics, and controlled pneumatics to answer the questions of where, when, and why to apply each form of this automated linear motion technology. First, a review of the basics. A
Pneumatic actuators for linear motion
The key component in all linear motion pneumatic actuators is the internal piston. By applying compressed air supply into a cylinder’s two inlet ports the piston driving a piston rod can be made to move forward and backward between two points – fully extended and fully retracted. To regulate the speed of the piston, design engineers specify a flow control valve. Opening the flow controller’s orifice allows more flow and the piston moves faster, while closing it reduces
CONTROLLED PNEUMATICS IS HIGHLY SUITABLE FOR WEB TENSIONING. FOUR PNEUMATIC CYLINDERS ARE CONTROLLED VIA A PIEZOELECTRIC-BASED FESTO VTEP PROPORTIONAL PRESSURE VALVE TERMINAL, TOP LEFT.
flow and slows travel between two points.
To ascertain the location of the piston at either start or end point, proximity sensors are attached to the body of the cylinder. The sensors provide closed loop feedback that the extreme positions have been reached. Measuring the time between positions allows the controller to ascertain speed. To lessen the shock of impact as the piston reaches its start and end points and to reduce vibration and wear, actuators include cushions, throttling screws, or selfadjusting cushioning systems.
Compressed air-based motion is found in most production equipment. Often pneumatic actuators are used for picking and placing in packaging applications. It is also common to use pneumatics for clamping, stamping, and positioning. Pneumatics also suit applications in hazardous areas, food and beverage, and robotics, due to limited electrical signals, which are well suited to being in washdown areas. Additionally, pneumatics technologies are light weight — a benefit in end of arm tooling.
Servo pneumatics
enables multiple positioning and force control
While traditional pneumatic technology is simple with just two positions, servo pneumatics delivers infinite positioning. PLCs, proportional control valves, and actuators with linear displacement encoders attached along their lengths can position the piston anywhere along its route of travel. (The linear displacement encoder gives closed loop feedback of the actual position of that piston.) With this set up, the PLC can select a
situation where holding an intermediate position improves cycle time. Visualize a labeling application where multiple sized boxes are coming down a conveyor. Utilizing a two-position pneumatic cylinder to apply the label would require the cylinder to completely extend and retract for every label applied. A servo pneumatic actuator could be positioned at an intermediate distance, speeding up the cycle.
In a hypothetical palletizing scenario, various sizes and weights of shipping
defined position and the proportional valve will change the pressure and the flow rate to ports 2 and 4 to hunt for that position. Pressure will be equalized at that point, holding the piston in place. Defined acceleration, motion profile, and deceleration are achieved through proportional control.
Along with position control, servo pneumatics also provides force control. By increasing pressure proportionally, the force on the piston is increased, and by reducing pressure, the force is decreased. In gripping applications, force control allows grasping of soft delicate objects or heavy rugged workpieces within the same set up. Servo pneumatics’ ability to control position and force can be applied in any
cases are traveling down a conveyor. The cases need to be centralized before they are gripped and lifted off the conveyor. A servo pneumatic actuator would be ideal as a centralizer because it can be set at an intermediate position, boosting cycle rate. Furthermore, it offers force control to accommodate the various masses of shipping cases. In pick-and-place applications or positioning, servo pneumatics can be soft stopped with air pressure introduced against the oncoming piston. Soft stop is a key component in pick-and-place applications to control the momentum of the load.
In sawmills, operations staff benefit by recording the contour of the log during milling. An actuator pressing a guide
along the log as it is sawed will extend and retract as the log passes underneath. The control system can record the position of the piston via the linear encoder. This provides an accurate record of each log’s circumference. In summary, servo pneumatics provides positioning and force control for linear motion, but not the type of interpolated motion found in servo motors.
Controlled pneumatics
Directional valves control the flow of compressed air to an actuator — either on or off for two position pneumatics or proportionally in servo pneumatics. Controlled pneumatics replaces traditional directional solenoid operated valves with proportional based valves.
One advancement in proportional valve technology has been the development of fast, quiet, accurate, and energy efficient piezoelectric-based valves.
A piezo ceramic element has capacitive properties: meaning it needs voltage to change its shape but does not require a continuous voltage to hold its position, very different from a solenoid that requires continuous voltage to remain activated. This means that a piezo valve generates virtually no heat, requires little energy input, has low wear, and operates silently.
Piezoelectric valves arranged to pilot a higher flowing 2/2-way valve are able to magnify the compact piezo valve’s functionality. For example, four 2/2-way valves in a bridge circuit, when controlled by eight proportionally controlled 2/2-way valves, can act as a standard directional control valve, a flow control valve, a pressure regulator, even so much as to replicate the functionality of a shock absorber on the motion of a cylinder. This is due to the software that controls the response of the proportional piezo pilot valves. The pilot valves can perform exceptionally fast and accurate flow control thereby managing the response of the main valves in the bridge circuit to achieve the desired pneumatic output to the cylinder or system.
A controlled pneumatic valve for linear motion consists of four 2/2-way diaphragm poppet valves that are connected in a bridge. Each diaphragm poppet valve is proportion-
ally piloted and controlled by a pair of piezo valves. The system features embedded temperature, pressure, and position sensors.
Controlled pneumatics offers many capabilities in linear motion. Imagine, for example, an application that calls for one second travel time between position A and position B. If there is a leak in the system, the controlled pneumatics valve terminal can detect the loss and the controller can increase the flow rate to meet the one second travel time and preserve the output of
the machine. With pressure detection, the system can trace leakage down to an individual cylinder for better understanding of the condition of the machine and its output. Controlled pneumatics can reduce energy consumption by applying high force to start the piston moving and then reducing pressure once it is in motion.
Controlled pneumatics are ideal for ensuring uniform web tension with high dynamics and precision. The extremely sensitive pressure control compensates for fluctuations and takes kinetic energies into account. Controlled pneumatics is applied for dynamic and flexible surface pressure over the entire machining process when grinding, brushing, or polishing. The solution can eliminate the need for gripper changes, as pre-sets ensure fast commissioning and pre-positioning.
Controlled pneumatics capabilities:
• Flow control
• Selectable pressure level
• Positioning over the entire stroke of the cylinder
• Preset travel time
• Operating actuators with minimum pressure
• Leakage diagnostics
• Soft stop
• Model-based proportional pressure regulation
• Proportional-pressure regulation
Summary
Pneumatic actuators are compact, rugged, easy to apply, and suitable for the most harsh or hazardous environments. Pneumatics is ideal for end position travel. Servo pneumatics provides gentle movements, positioning, and fast switching between position and force control. Controlled pneumatics offer high flexibility, multiple functionalities, controlled movements with more than one axis, force and stroke control, condition and process monitoring, and energy reduction. The real excitement comes when machine and process designers understand how much flexibility these three offer when fluid power is absolutely the best option for automated linear motion. FPW Festo festo.com
THIS FLOW CONTROL 2/2-WAY VALVE HAS ONE PIEZO CERAMIC BENDER AND TWO PORTS. THE MORE VOLTAGE APPLIED, THE FURTHER IT OPENS.
FOUR DIAPHRAGM POPPET VALVES (GREY) AND FOUR PIEZO PILOT VALVES (BLUE) IN A BRIDGE CIRCUIT FORM A VALVE FOR LINEAR MOTION.
Compact Portable Contamination Analyzer
Sustainability takes the MinExpo floor IN A BIG WAY
MinExpo 2024 returns to the Las Vegas Convention Center September 24-26.
By Mary C. Gannon, Editor-in-Chief
WITH ALL THE BIG PLAYERS already announcing major machine developments, it’s clear that MinExpo promises to be a return to its pre-covid self with massive machinery setting the stage. MINExpo, owned and produced by the National Mining Association, brings professionals, experts and decision-makers from the global mining industry together to collaborate, learn and engage. The show floor will feature mining products for safety, drilling, engineering, materials handling, training, HR, and much more.
Key to the event will be several manufacturers releasing more sustainable machines, with electric and hybrid designs being exhibited on the show floor (see our mining feature on page 22 for a round-up on several new designs from mining OEMs).
However, one thing that has not returned since COVID-19 postponed the 2020 event has been a conference program. Instead, show organizers are promoting a few keynote presentations from big name speakers like Mike Rowe, Danica Patrick, Kevin O’Leary, and Jon Dorenbos.
“We have restructured the show and created a speaker series to replace the technical sessions,” said Katie O’Brien Coon, Director of Meetings and Member Relations, National Mining Association. “We started this transition during COVID and saw that having more broad topics increased session attendance.”
Attendees and exhibitors specialize in the following industry sectors:
• Precious metals
• Nonferrous metals
• Ferrous metals
• Coal
• Industrial minerals
• Stone mining and quarrying
• Sand and gravel
The event boasts an exhibit space covering the west, central and north halls of the Las Vegas Convention Center, with more than 800,000 square feet taken by nearly 1,900 exhibitors displaying their machines and technologies. Nearly 100 fluid power companies will display their latest technologies which enable the power and actuation on mobile machinery. See a complete list of hydraulics and pneumatics companies on the next page. Whether you’re involved in site development or processing and preparation, this is where you can:
• Explore cutting-edge technology, including sensors, AI and robotics,
• Purchase equipment, parts and services from a global network of suppliers and manufacturers,
• Share ideas with people facing the same operational issues, and
• Get ahead of industry trends and changes that impact your day-to-day. FPW
Learn more and register at minexpo.com.
The DRVA is a screw-in, poppet type, direct-acting, cartridge-style hydraulic relief valve. For use as a pressure limiting device for common hydraulic circuit protection. This valve offers fast response to load changes in typical hydraulic circuits requiring low hysteresis, low pressure rise and low internal leakage.
Features:
• Hardened poppet and seat for long life and low leakage.
• Adjustable, fixed or tamper resistant adjuster.
• Compact size for minimal space requirements.
• Optional spring ranges.
• Industry common cavity.
Poppet-type hydraulic cartridge relief valve
Doering doering.com
DRV screw-in, poppet type, direct-acting cartridge-style hydraulic relief valve is for use as a pressure limiting device for common hydraulic circuit protection. It blocks flow from port 1 to port 2 until sufficient pressure is available at port 1 to force the poppet from its seat. The cartridge offers fast response to load changes in typical hydraulic circuits requiring low hysteresis, low pressure rise and low internal leakage.
For cross–over applications, maximum recommended flow is 10 gpm (37.9 lpm) and maximum pressure is 3,000 psi (207 bar). It is rated for flows from port 1 to 2 of 30 gpm (113.6 lpm), operating pressure of 6,000 psi (415 bar), and operating temperatures of –31 to 250° F (–35 to 121 °C).
Turbine flow meter
AW-Lake
aw-lake.com
The HM-U hydraulic system flow meter is a cost-effective and versatile turbine style that measures hydraulic fluids to precisely regulate and control flow rates in hydraulic systems. It is optimized for hydraulic performance applications and suitable for components such as pumps, valves, and fittings. The HM-U flow meter performs in temperatures from -40° to 248° F (140° to 120° C) and offers an accuracy of ±0.5% M.V. over the full range with 30cP fluid. Two integrated 1/4 in. BSPP connections allow users to install their own temperature and/or pressure transmitters for optional measurement. Compact and lightweight, the flow meter features durable aluminum housing with stainless steel internals.
Hydraulic remotecontrol portfolio
The HM-U hydraulic system flow meter is compatible with the AW-Lake Edge flow sensor, which offers Bluetooth capabilities. Easily mounted on the turbine flow meter, the Edge flow sensor outputs a frequency, current, or analog signal that gives users more installation flexibility, especially when unsure of readout equipment or a control room interface.
Spin-on filters and accessories for a variety of hydraulic systems
Ohio Fabricators Company ohfab.com
Designed to withstand extreme and harsh environments in off-highway machinery, the DHRC line increases machine productivity through controllability and operator comfort. With low leakage and hysteresis plus good linearity, the DHRC line delivers precise and repeatable operation for superior machine controllability. The joystick valve’s body and spool provide smooth and sensitive operation while minimizing internal leakage.
The joystick’s valve is protected from dust by outer and inner boots. It features a strong rod seal that provides long life and low friction sealing. The DHRCJ joystick switch box is rated to IP68, while the proportional switch is rated to IP69K, offering high levels of ingress protection. The joystick and double pedal have a rated flow of 20 lpm, while the sectional valve has a rated flow of 10 lpm. Various output pressure and operating torque options are available, and consistent performance is guaranteed over a wide operating temperature range of -40° to 60° C.
The SP series is a new line of spin-on filters and accessories for hydraulic systems. It is available in a wide range of filtration media, flow rates, and mesh sizes.
OFCO filters are steel-cased and can be purchased with several filtration media including absolute rated micro-glass to nominally rated cellulose and stainless-steel woven wire mesh. The filters are rated at a flow rate of 22 gpm/83 lpm and can capture and retain contaminants as small as 3 microns. All can be readily applied to various applications.
OFCO also offers optional accessories for the filters, including a breather adapter that allows the attachment of an OFCO SP series filter to a breather port. A filter head with two gauge ports and several pressure and vacuum gauges are also available.
Danfoss danfoss.com
RMC200 motion controllers
Delta Motion deltamotion.com
An EtherCAT communication module has been added to the flagship RMC200 Motion Controller family, enabling it to efficiently connect to EtherCAT-enabled devices and control electric motor drives and hydraulic valves over EtherCAT. This reaffirms the company’s commitment to delivering high-performance technology solutions for servo-hydraulic and servo-electric motion applications.
The new R200-ECAT MainDevice module is compatible with both the RMC200 Lite and Standard, allowing control of up to 18 and 50 axes, respectively. The module easily plugs into any RMC200 base, occupying the slot adjacent to the CPU module. Existing customers can upgrade by purchasing the R200-ECAT module and performing a firmware update. The enhanced functionality supports Delta’s position, velocity, pressure, and force control capabilities through EtherCAT or a combination of EtherCAT devices and plug-in modules. The adoption of EtherCAT, known for its high speed and minimal jitter, highlights Delta Motion’s dedication to high-performance control. With its widespread global acceptance, particularly among motor drives, EtherCAT also broadens connectivity of RMC Motion Controllers, easing integration with a diverse range of actuators and sensors from third-party vendors.
piSafe vacuum pump
Piab piab.com
piSAFE has always offered elevated safety functions. As the vacuum pump is upgraded, the safety focus remains. However, versatility and sustainability have been added to the mix. The key feature is the vacuum safety valve, which maintains the vacuum level in the COAX pump.
The piSafe concept is now divided into four fully configurable products to enable the customer to freely choose a suitable level of functionality:
• piSafe – fully equipped pump unit with safety functions.
• piSafe Vacuum Safety Valve (vsv) – same safety functionality, to be used with external vacuum pump.
• piSafe Vacuum Safety Valve Mini (VSV Mini) – safety functions in a minimized format
• piSafe Mounting bracket – Versatile bracket to be used with piSafe products, other systems like piStamp, or just to be used as a suction cup holder for external vacuum sources.
Consequently, the configurator has been updated accordingly with one product card for each of the four products. Apart from the product split, the new version of piSafe has undergone the following improvements:
• VSV – Common feed using atmospheric quick release (aqr nc), which means one hose for both feed and release instead of one for each. Supports increased compatibility, easier installation, and less maintenance.
• Silencers are now optional for a healthier work environment. Protects the hearing of staff involved in the everyday process.
• New attachments are available: a 32 mm ball joint, a 16 mm lock pin, and a special level compensator. The latter can be configured as fit-to-purpose. FPW
Robert Sheaf • Founder of CFC Industrial Training
IN THIS MONTH’S CHALLENGE, we go out into the utility world, where digger derrick trucks operate to prepare worksites.
Here, a digger derrick truck could not operate any function that required pressure above 50 psi. The pump load sense was set at 300 psi with the maximum pressure setting at 2,800 psi. The attached circuit of the control manifold controlled three motions: Outriggers, all circuits above rotation, and pole/tamper. However, at this point, the outriggers could only slowly extend when selected but stalled when they encountered the ground and could not be retracted, either.
When the system was idling and no motion was selected, the load sense shuttles SH-1 and SH-2 would send about a 50 psi signal to the pump. A pressure gauge in the “P” pressure line would read about 50 psi with the pump running and no matter what the operators selected, they could only achieve about 50 psi.
What would you do next? We welcome responses of all kinds directly to Robert Sheaf at rjsheaf@cfc-solar.com or to mgannon@wtwhmedia.com. The solution will be provided in conjunction with our October 2024 issue.
Low pressure halts digger derrick truck movement Solution to overheating and pump noise on a concrete truck
OFTEN, WHEN A CONCRETE TRUCK runs normal in the mixing function but not in reverse, there is usually a problem in one of the cross-port reliefs. However, switching the valves did not fix the problem and the noise continued.
This made the service technician do more research. He then removed the hot oil/flushing shuttle and found it stuck in the shifted position due to a broken spring. More often than not, more investigation leads to the right solution. FPW
Solutions Under Pressure
Check Valves
Flow Control Valves
Needle Valves
Flanges & Adapters
Bar & Custom Manifolds
Pressure Gauges & Snubbers
SSW Power Unit Systems
Transfer Pumps
Industries Served:
• Oil & Gas
• Industrial Hydraulics
• Mining
• Forestry
• Chemical & General Processing Plants
• Medical
• Aerospace
• Factories
• Mobile Equipment
• Defense
• Machine Tool
• Testing Equipment
• Ocean Depth Technology
• Automotive
• Food Processing
• Agriculture
• Industrial
• Aviation
• Petrochemical
• Marine
• Subsea
Precision Control Solutions
Designing efficient systems involves much more than simply understanding a few basic principles. There is a true art to balancing the specific requirements of an application in order to achieve the desired goals in the best possible way. Help us understand the unique needs of your application and together, we’ll develop something that surpasses what any of us could have done alone.
Contact your distributor to learn more, or visit clippard.com to request a free catalog and capabilities brochure.