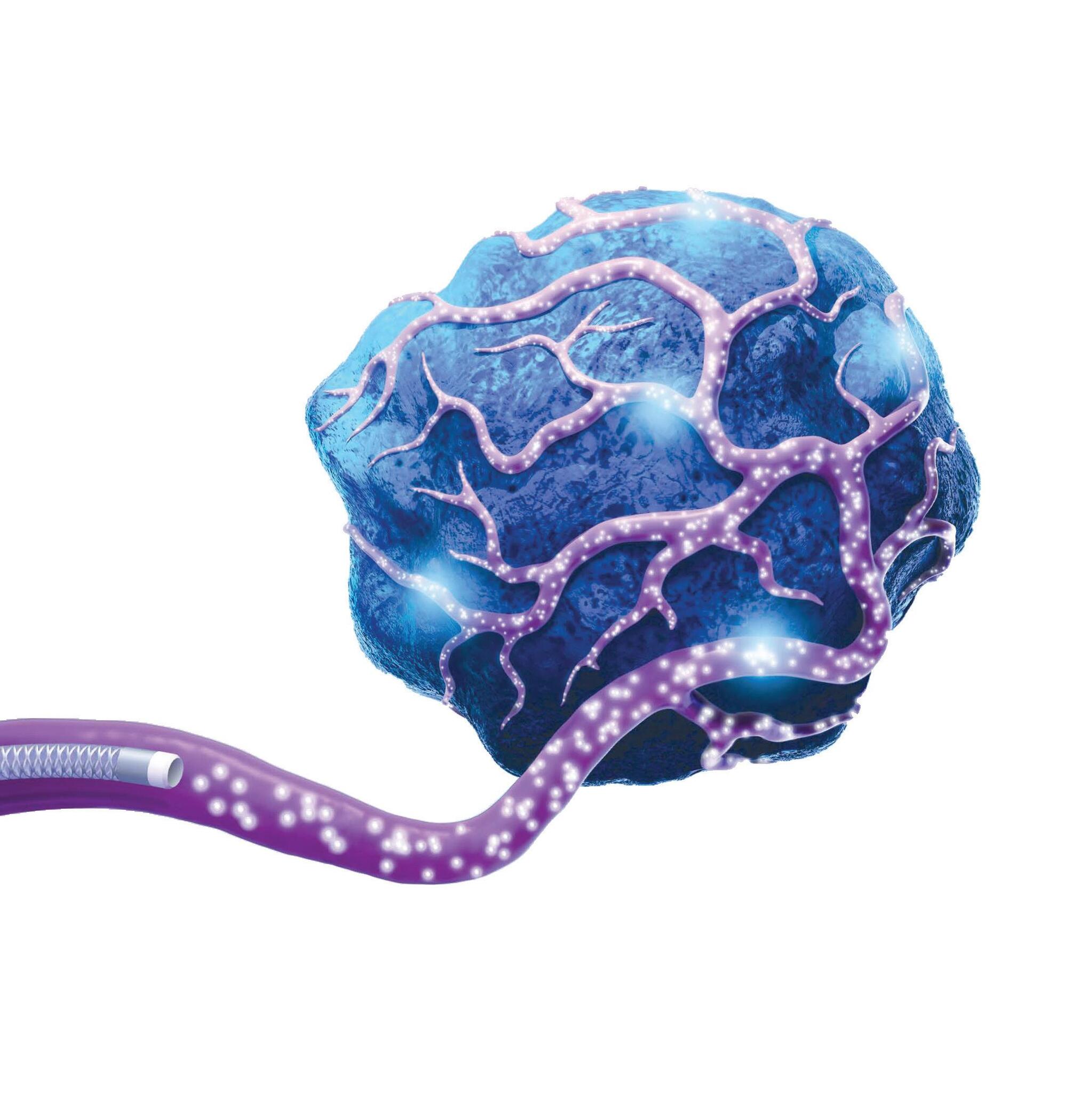
HOW BOSTON SCIENTIFIC MAKES – AND DELIVERS –MICROSCOPIC, RADIOACTIVE CANCER-KILLERS
HOW BOSTON SCIENTIFIC MAKES – AND DELIVERS –MICROSCOPIC, RADIOACTIVE CANCER-KILLERS
Resonetics fosters an ecosystem of innovation— combining industry-leading nitinol processing capabilities, dedicated resources, and unmatched material expertise, enabling medtech leaders to deliver the next generation of groundbreaking devices.
Medical Design & Outsourcing is excited to release the winners of our annual Leadership in Medical Technology program. Since we announced the nominees in our January 2024 issue and online, our user community has voted on what companies they feel best exemplify medical technology leadership in 17 categories. We are happy to celebrate the winners here and at www.medicaldesignandoutsourcing.com.
EDITORIAL
Editor in Chief Chris Newmarker cnewmarker@wtwhmedia.com
Managing Editor Jim Hammerand jhammerand@wtwhmedia.com
Senior Editor Danielle Kirsh dkirsh@wtwhmedia.com
Associate Editor Sean Whooley swhooley@wtwhmedia.com
Editorial DirectorDeviceTalks Tom Salemi tsalemi@wtwhmedia.com
Managing EditorDeviceTalks Kayleen Brown kbrown@wtwhmedia.com
Editor in ChiefR&D World Brian Buntz bbuntz@wtwhmedia.com
CREATIVE SERVICES
VP, Creative Director Matthew Claney mclaney@wtwhmedia.com
AUDIENCE DEVELOPMENT
Director, Audience Development Bruce Sprague bsprague@wtwhmedia.com
PRODUCTION SERVICES
Customer Service Manager Stephanie Hulett shulett@wtwhmedia.com
Customer Service Rep Tracy Powers tpowers@wtwhmedia.com
Customer Service Rep JoAnn Martin jmartin@wtwhmedia.com
Customer Service Rep Renee Massey-Linston renee@wtwhmedia.com
DIGITAL MARKETING
VP, Operations
Virginia Goulding vgoulding@wtwhmedia.com
Digital Marketing Manager Taylor Meade tmeade@wtwhmedia.com
Digital Marketing Coordinator Matthew Kulkin mkulkin@wtwhmedia.com
LEADERSHIP TEAM
CEO & Co-Founder
Scott McCafferty smccafferty@wtwhmedia.com 310.279.3844
Senior Vice President Courtney Nagle cseel@wtwhmedia.com 440.523.1685
4 AXIS SERVO
Medtech expertise you can trust in the 2024 Medical Device Handbook
- brushed or bldc motors
- 5 amps per axis
- 16 analog inputs
- 16 on/off drivers
- home and limit in
- live tech support
- made in the USA
It’s never easy in medtech. Device design, development and manufacturing is hard enough even without the industry’s new laws and regulations, supply chain shocks and economic challenges.
We’re here to help with the 2024 Medical Design & Outsourcing Medical Device Handbook. It’s the latest installment of our annual issue devoted to tips and intelligence for the technical professionals who take medical devices from concept to reality.
We’ve tapped our network of experts at leading device OEMs, contract manufacturers, top research universities, suppliers and other medtech partners to offer their insights on the most important and exciting technologies enabling new and improved medical devices, systems, therapies and procedures.
This edition covers materials such as nitinol, titanium, plastics, absorbable polymers, glass and ceramics; components such as magnets, motors, tubing and electronics; and manufacturing processes ranging from 3D printing and laser cutting to extrusion, electropolishing and photochemical etching.
You’ll also find guidance for device sterilization with vaporized hydrogen peroxide, anti-static advice for cleanrooms, tips for complying with critical new regulations on cybersecurity from the FDA and plastic packaging from the EU, and new tools from research labs that are already helping device developers such as Medtronic.
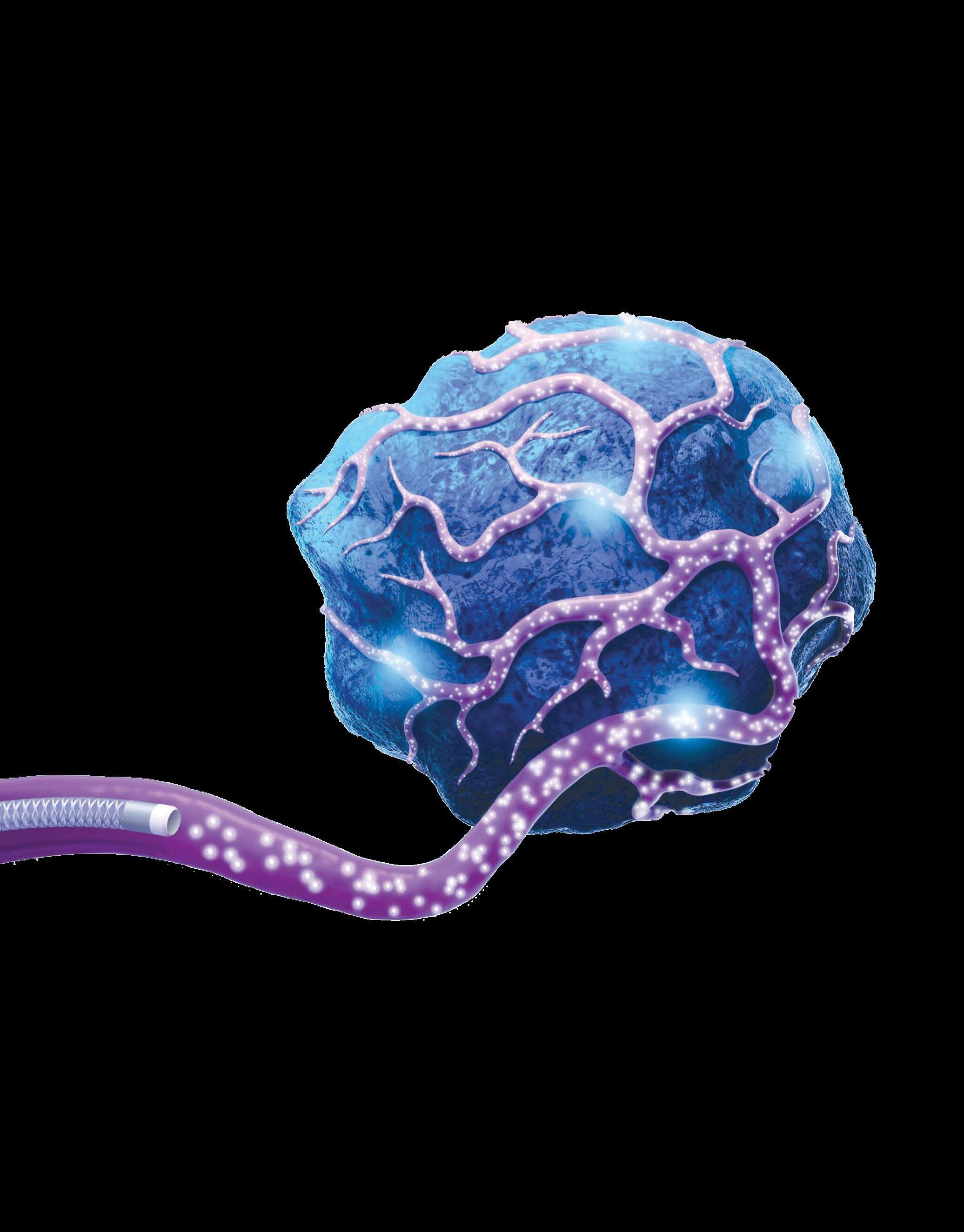
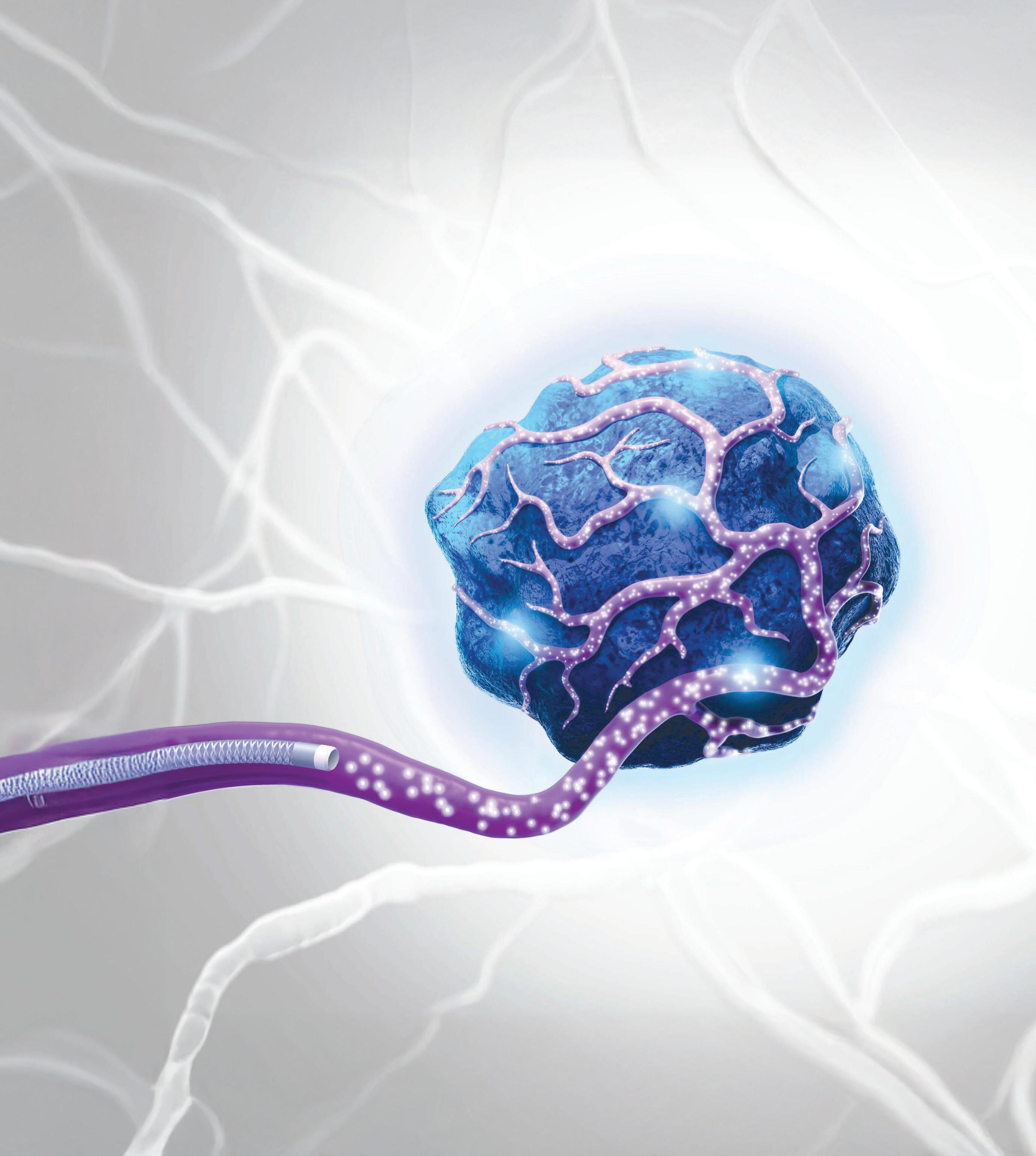
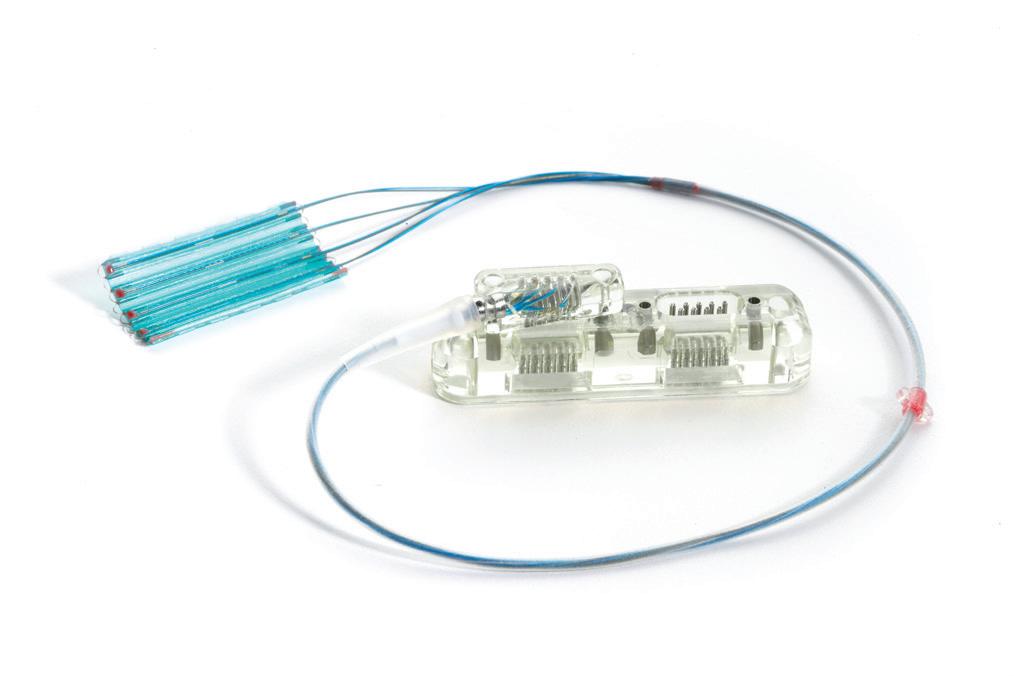
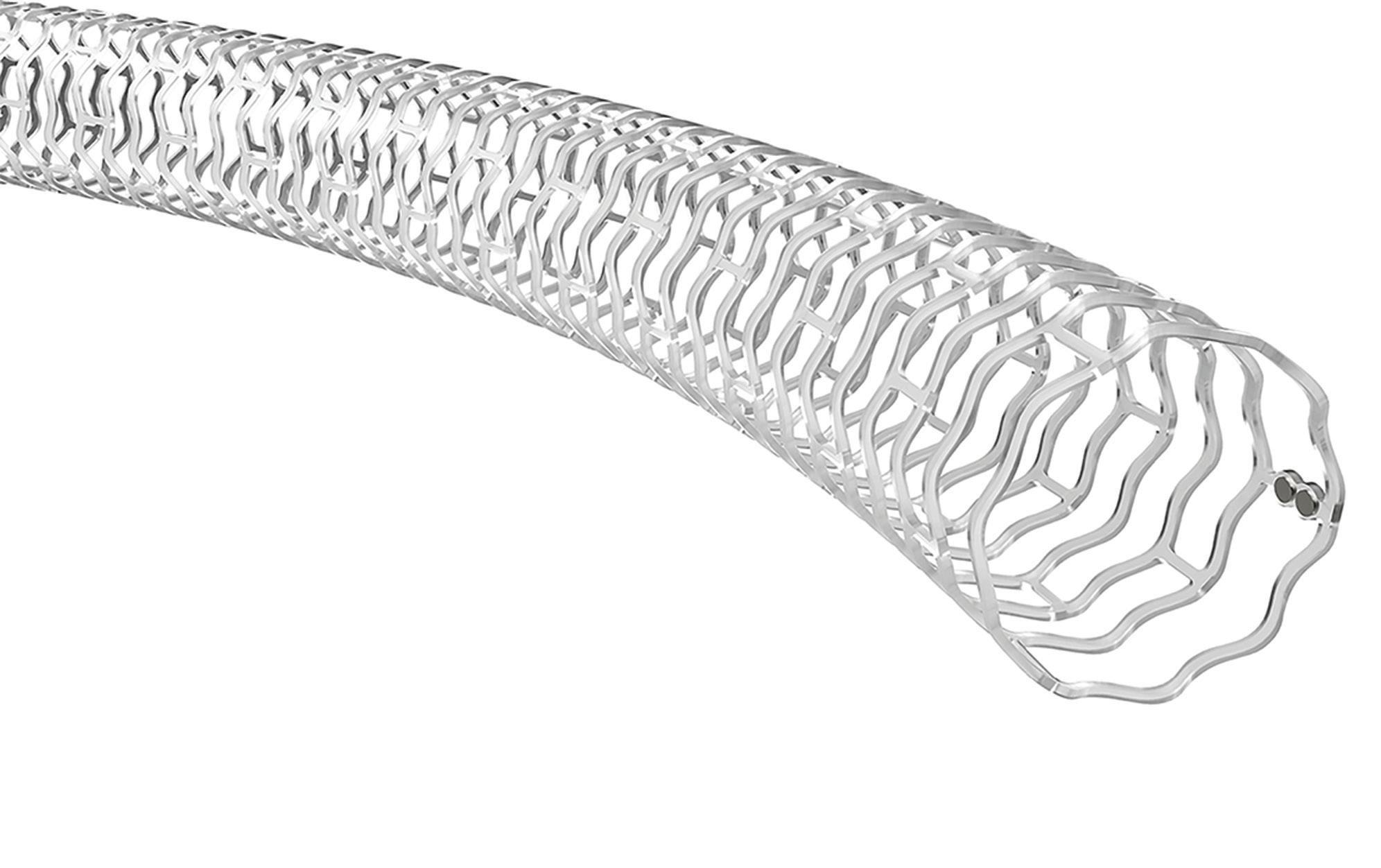
This know-how comes from medtech brands you can trust — from Abbott to Zeus — whose experts worked hand-in-hand with Medical Design & Outsourcing staff to highlight transformative technology and opportunities to innovate on behalf of physicians and patients. Boston Scientific’s TheraSphere — featured on the cover — is an excellent example of this life-saving collaboration between research universities, OEMs and their medtech industry partners.
With this issue now in front of you, we’re already working on our 2025 Medical Device Handbook, and we want to hear from you. What topics do you want more information about, and what sort of expertise could you share with us to help advance the medtech mission? Email me directly or go to wtwh.me/ mdotechtrends to submit a response to our MDO Tech Trends survey.
As always, I hope you enjoy this edition of Medical Design & Outsourcing — and thanks for reading.
HERE’S WHAT WE SEE:
Medtech expertise you can trust in the 2024 Medical Device Handbook
COMPONENTS:
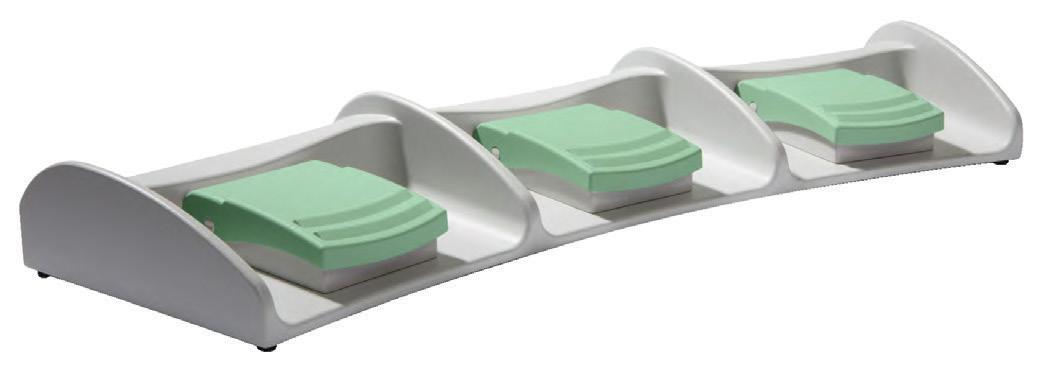
ResMed is trying to solve the CPAP mask magnet problem; Select an optimal motor for your benchtop point-of-care testing device
MANUFACTURING, MACHINING, MOLDING:
Why ultrafast lasers are driving state-of-the-art techniques for medical device manufacturing; Tackling the hidden cleanroom threat of electrostatic discharge (ESD); The benefits and applications of photochemical etching for medical technology
MATERIALS:
Avoid these four common blunders when using nitinol for medical devices
ORTHOPEDICS:
3D printing with titanium: 5 questions with Riccardo Toninato at Enovis
PACKAGING:
5 tips for meeting new device packaging regulations before it’s too late
PRODUCT DESIGN & DEVELOPMENT:
This research lab developed bionic testbeds for clinical-grade cardiac medical devices; Duke professor says her supercomputing simulations can help device developers
REGULATORY:
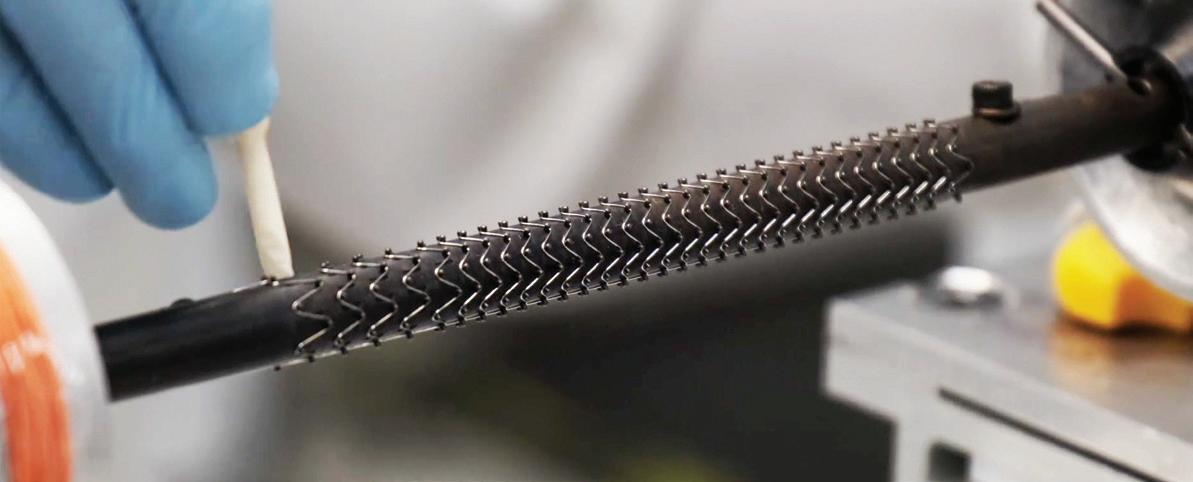
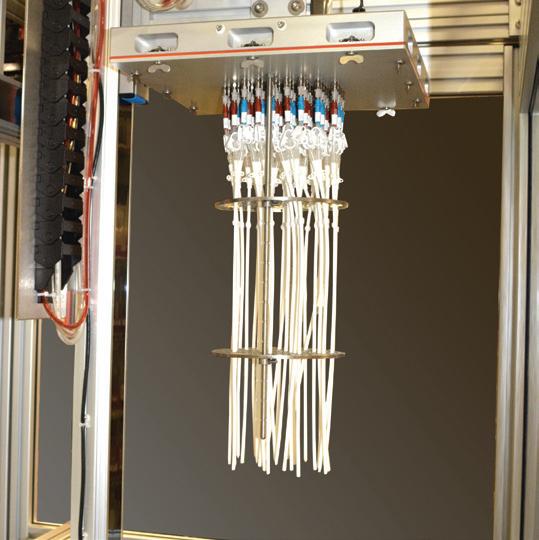
MAKES – AND DELIVERS – ITS
TheraSphere beads exit the nuclear reactors that give them the power
The FDA is issuing cybersecurity deficiency letters — here’s how to make sure you don’t get one
STERILIZATION:
Vaporized hydrogen peroxide for medical device sterilization
TUBING:
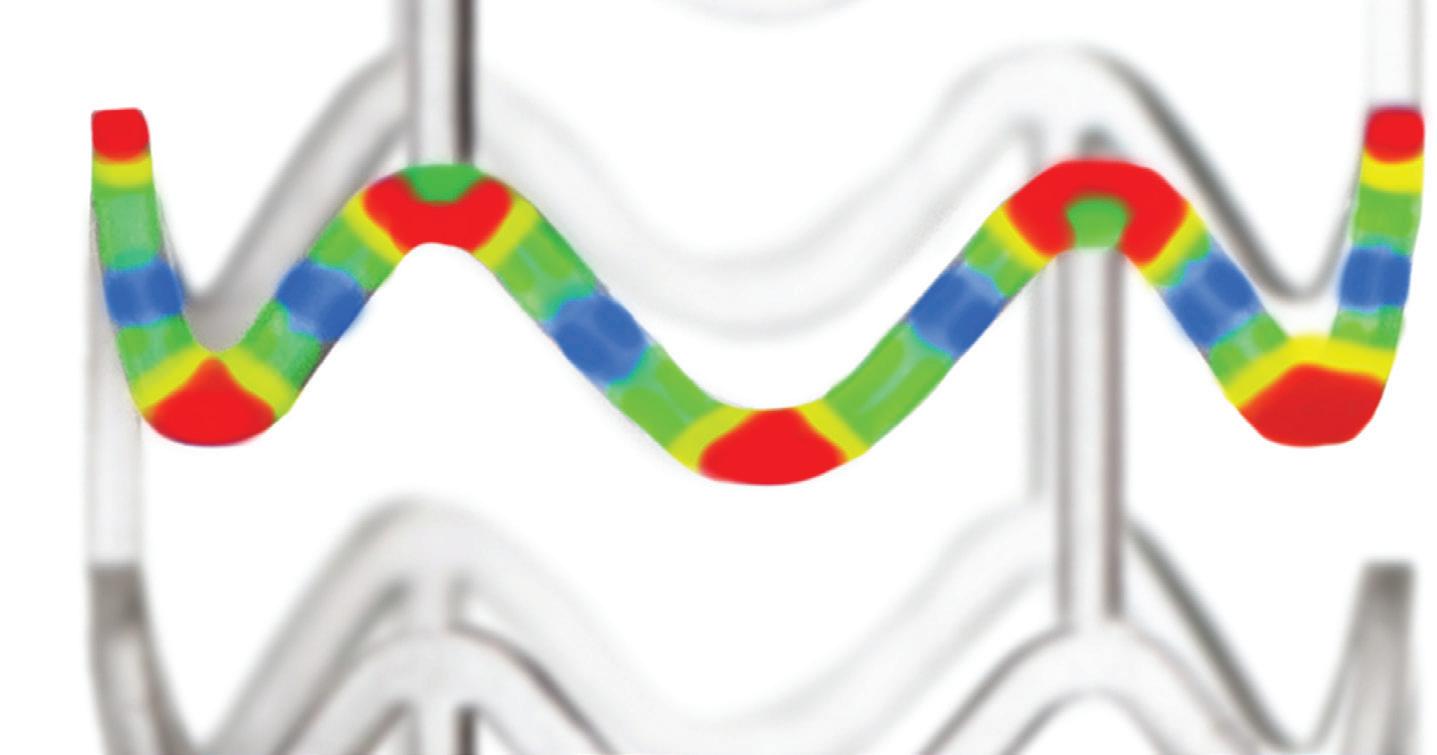
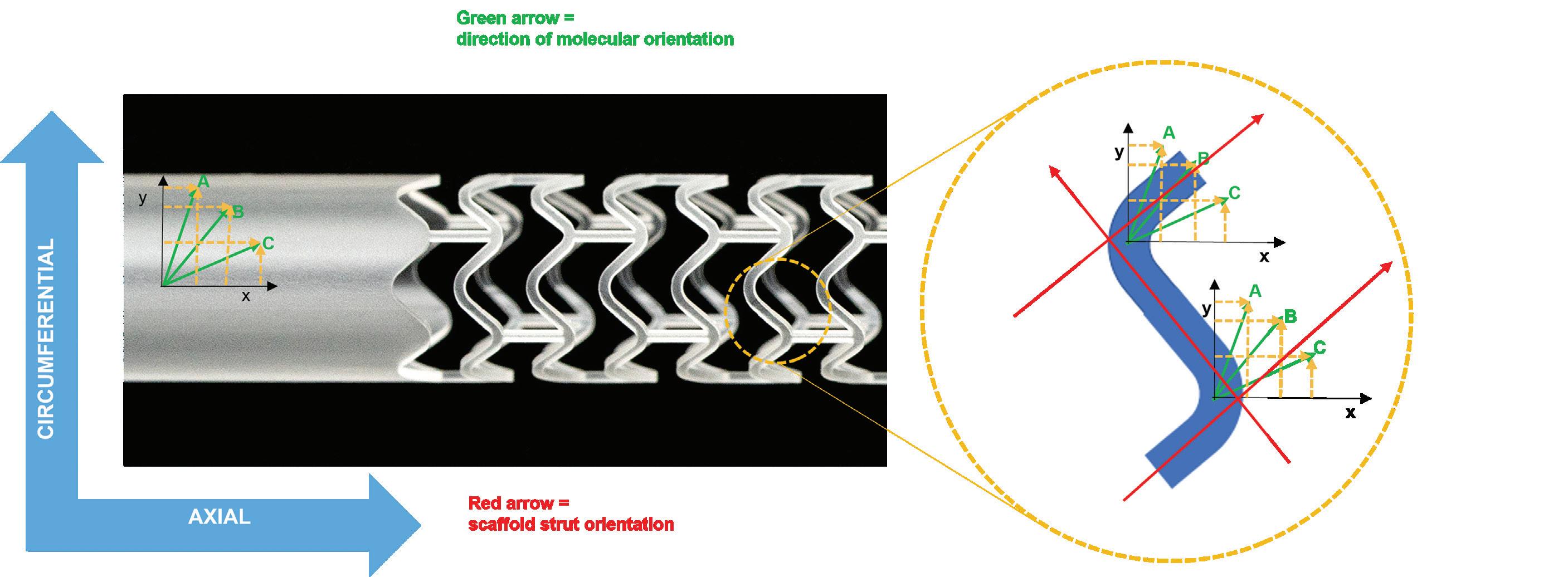
Tubing innovations for surgical smoke management; Bioresorbable vascular scaffolds (BRS) polymer microstructure: micro details with macro impact
AD INDEX
Engineering Services
Testing Laboratory Production & Material Processing
COMPREHENSIVE EXPERTISE: From early-stage product development to biocompatibility testing, we provide a full spectrum of services under one roof, ensuring a seamless process and faster time-to-market.
CUTTING-EDGE CAPABILITIES: With advanced equipment and industry know-how, we offer specialized testing in drug stability, device verification, and biocompatibility.
TAILORED SOLUTIONS: Whether you're a new startup or an established pharmaceutical company, we offer customized support, guiding your product through its entire lifecycle with precision and care.
Biocompatibility & Toxicology
ResMed Chief Product Officer
Justin Leong
Magnets in continuous positive airway pressure (CPAP) masks led to Class I recalls in recent years for Philips Respironics and ResMed.
Those recalls — classified as the most serious kind by the FDA because the problems could lead to serious injury and death — were due to potential magnetic interference near certain implants and metallic objects in a person’s body.
The magnets, for example, could interfere with pacemakers. That risk is not only to the person wearing the mask, but extends to others in close proximity to the mask magnets, such as a CPAP patient’s spouse sleeping in the same bed.
ResMed and Philips reported a combined 20 injuries and zero deaths at the time of their respective recalls.
Can CPAP mask makers move forward without magnets, eliminating this potentially dangerous clash of medical devices?
ResMed’s latest CPAP mask still contains magnets, but magnetless alternatives already exist and more could be on the horizon, said ResMed Chief Product Officer Justin Leong.
“We’re working on new ideas to try and improve that situation,” he said in an interview with Medical Design & Outsourcing. “But at the moment, we still think magnets have a place in terms of making masks more simple and easy to use for people.”
ResMed is trying to solve the CPAP mask magnet problem
By Sean Whooley Associate Editor
CPAP masks use magnets for convenient fastening, but safer alternatives are in development. Image courtesy of ResMed
In March, ResMed launched its newest CPAP mask for sleep apnea, the ultra-compact, full-face AirFit F40, with a design that includes magnets. Leong said the company’s main design goal for the AirFit F40 was comfort, with a flexible frame and soft silicone cushion.
The design team kept magnets in the design for convenience, Leong said.
CPAP users often have to take their masks off in the middle of the night. In the darkness, the magnets help guide the mask back onto the face before clipping in, Leong said.
“CPAP therapy is something you have to use every night,” Leong said. “It’s something very personal to you and you want to make it as comfortable and convenient as possible. That’s what the magnets do.”
Only a small percentage of people have implants that are susceptible to magnetic interference, so ResMed is sticking with magnets for the convenience of the millions of CPAP users who don’t.
While Leong said masks that don’t use magnets aren’t as convenient, ResMed recently came out with products that don’t use them. ResMed’s non-magnet technology uses a small clip instead of a magnet, Leong said.
“That’s the best thing we’ve come up with so far,” he said. “We’ll continue to try and think of better solutions, but a little clip is basically what we’re going for now.”
Select an optimal motor for your benchtop point-of-care testing device
Brushless DC motors are a promising alternative to traditionally favored stepper and DC motors in point-of-care testing devices, and each technology offers distinct advantages for some applications.
By Dan Cisier Portescap
In life-and-death medical situations, rapid and dependable sample testing is pivotal in ensuring fast and accurate treatments.
In the past, procedures like blood and urine sample testing traditionally required intricate equipment and highly trained technicians at specialized labs outside healthcare settings.
In order to deliver prompt and dependable outcomes, this conventional testing approach had to overcome hurdles such as sample transportation, potential congestion at testing facilities and shortages of technical experts. During the COVID-19 crisis, for example, PCR test results sometimes took several days to deliver.
Point-of-care testing (POCT) avoids many of these challenges by bringing testing capabilities directly to patients or doctors. There are two primary types of POCT devices: handheld and benchtop. Handheld devices are actuated manually or via single actuation. Although they excel at performing simple tasks, they lack the adaptability needed for complex, multistep tests. Benchtop devices, however, are single devices specifically designed to rapidly conduct complex tests.
We’ll focus on benchtop devices, which are easy to use devices and conveniently sized to work in a doctor’s office.
Motor technology options for benchtop POCT devices
Motors perform multiple functions within benchtop POCT devices, and each has
its own needs and specifications. While specific requirements may be different for each task, certain principles apply across all motion systems. Above all else, reliability is critical to ensuring consistent and maintenance-free operation throughout the device’s lifespan, thereby guaranteeing accurate test results.
A single POCT device may incorporate up to 20 motors, making factors like size, high power density and cost-effectiveness pivotal in creating a competitive unit. Beyond these general criteria, diverse tasks within the device require unique features such as high efficiency or robust holding capabilities.
Designers must consider the benefits and drawbacks of the following motor types when specifying motors for POCT devices:
• Stepper motors: In benchtop POCT devices, most of the tasks powered by miniature motors require high torque and important (unenergized) holding torque, making stepper motors an appealing motion choice. Although a stepper’s important holding torque may be seen as a disadvantage in some applications, it is beneficial for
POCT devices because it drastically reduces battery use for long-term position holding and — when the number of motors in the unit are taken into account — helps maintain a competitive price point.
• Brush DC motors: The higher performance capabilities of brush DC motors makes them ideal for benchtop POCT devices. Their higher power density allows size reduction, which means a higher number of motors can be integrated into one benchtop device. For applications with a high duty cycle, brush DC motors offer high efficiency reducing power consumption and improving battery lifetime. Simple velocity control and absence of complex control electronics requirement make brush DC motors well-suited for POCT applications and help them maintain a good price point for the device.
• Brushless DC (BLDC) motors: designers tend to use stepper or brush DC motors and avoid brushless DC technology due to its price and control complexity. Thanks to new developments in BLDC technology,
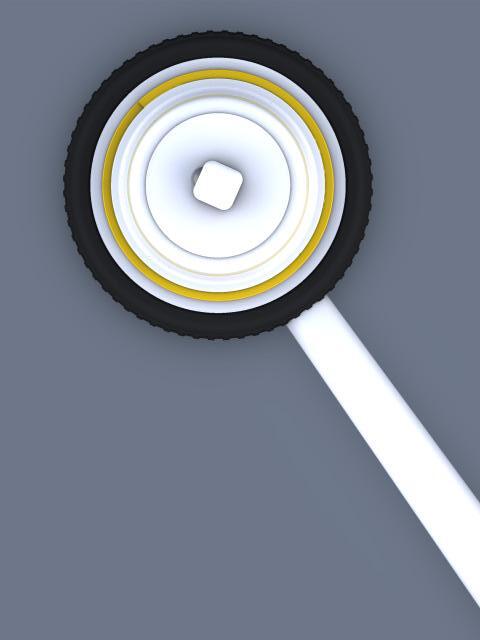
Portescap’s 20DAM-K digital linear actuator
Photo courtesy of Portescap
however, this motor type is quickly evolving into a viable option for benchtop POCT devices. Brushless DC motors feature higher efficiency, higher power density and longer lifetime than either brush DC or stepper motors, thereby helping reduce size, improve battery use and device lifetimes. In addition, new developments in production and control technology are helping to significantly reduce the price of brushless motors, making them an attractive option for POCT applications.
Motor applications in benchtop POCT devices
Various benchtop POCT applications employ miniature motors. Specific examples include:
• Blister bursting: Blisters provide a controlled release of chemical reagents into the device for diagnostic purposes. Linear stepper motors are appropriate for this application because they precisely control the movement of the mechanism that punctures or opens the blister. A linear actuator stepper motor featuring a linear output and precise positioning would be particularly desirable for this process.
• Valve actuation: POCT devices are often built to accommodate disposable cartridges with many microchannels.
• Liquid handling (mixing and pumping): Liquid flow within the testing device is critical and is carried out via small pumps. This task requires smooth, continuous rotation at a high speed; a a brushless DC motor or a brush DC motor could both be effective choices.
• Sample movement: POCT devices require sample insertion, placement for the test and ejection after the test. This can be automatically carried out either through linear or rotational movement with precise position control. Stepper motors are an excellent fit for sample movement.
• Door actuation and lock: Since non-qualified personnel often use POCT devices to perform sensitive, complex tasks, doors or locks are built-in to prevent tampering. High holding torque is needed for successful door actuation and locking, making stepper motors — with or without linear movement — a good fit for this task.
Different POCT applications require distinct motors
Portescap’s Athlonix 12GS88 brush DC motor
For high-duty cycle and velocity applications, as well as those with size limitations, consider brush DC and BLDC motors.
Since POCT devices are used across a diverse range of applications, a motor supplier that specializes in all three technologies can help during both device development and production.
Recent advances have positioned BLDC motors as a promising alternative to traditionally favored stepper and DC motors in POCT devices, and each
Dan Cisier is an application engineer at Portescap with extensive experience in matching customer requirements with the ideal motion solution. He brings a customer-focused mindset to every project, working with the customer’s teams to both understand their unique needs and discover a custom solution for each application.
Portescap’s 12ECP48 Ultra EC brushless DC motor
Application Engineer
Dan Cisier
Photo courtesy of Portescap
Photo courtesy of Portescap
By Bryan Germann and Travis Schneider Aerotech
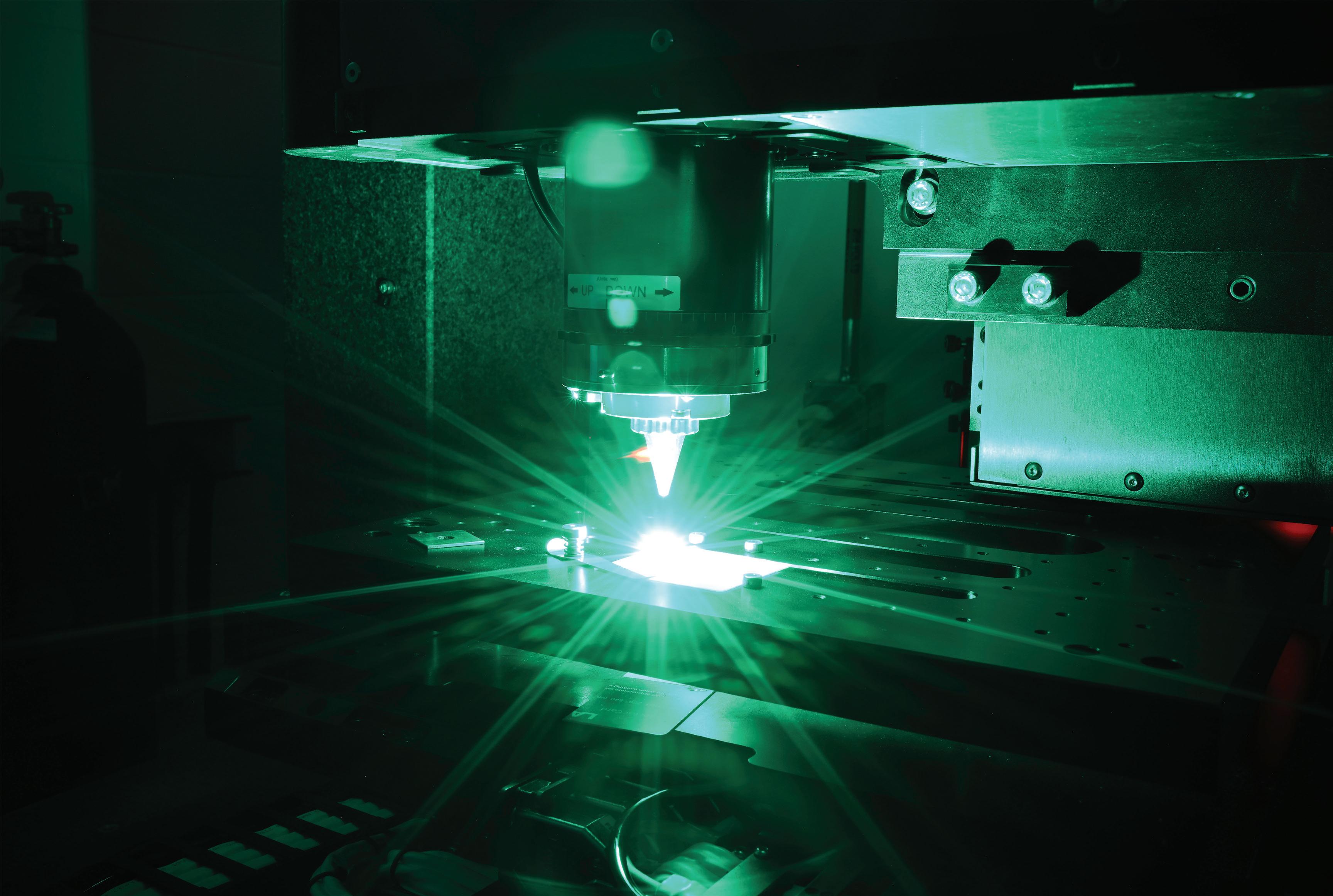
Why ultrafast lasers are driving state-of-the-art techniques for medical device manufacturing
Ultrafast laser processing is unlocking the next generation of medical device manufacturing.
Since their introduction to medical manufacturing, lasers have become a stalwart of device OEMs’ manufacturing methods. They are commonly used in applications for additive and subtractive (e.g. drilling, cutting and ablation) manufacturing, material joining, marking and surface
treatment. Laser-based manufacturing techniques have enabled step changes in manufacturing’s efficiency, precision, quality and process control.
Many device OEMs now look to ultrafast laser technology as the next horizon for their manufacturing needs. Why is this?
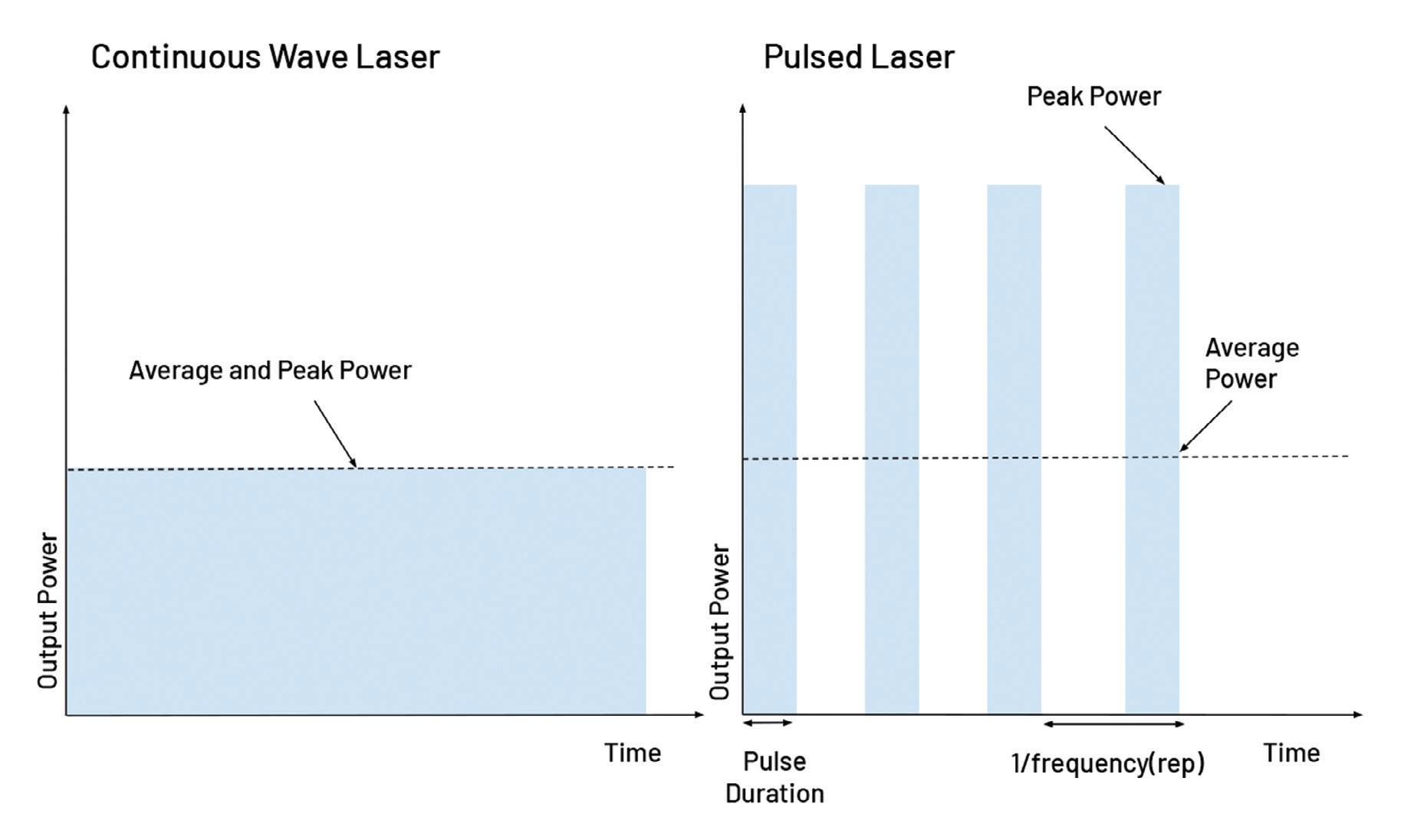
To answer that question, it is important to understand what defines an ultrafast laser. In general terms, there are two primary operating modes for lasers: continuous wave (CW) and pulsed.
As their name implies, continuous wave lasers operate with a constant output. Pulsed lasers intermittently output laser energy at a constant interval known as the pulse width or pulse duration (see Figure 1 for a visual reference of these operating modes). >>
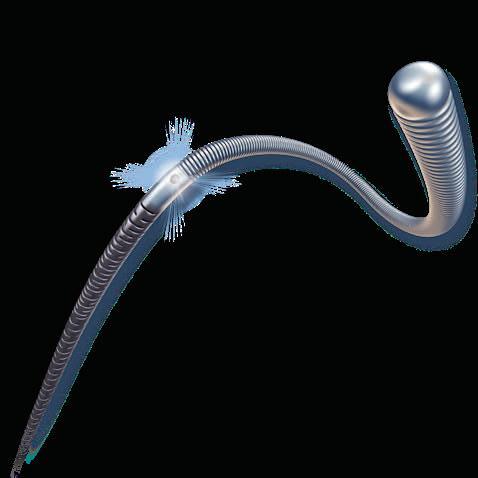
An ultrafast laser’s extremely short pulse duration can deliver higher peak power to a device part than continuous wave or pulsed lasers. Pictured here is the Aerotech AGV5D Five-Axis Laser Micromachining Precession Scanner.
Photo courtesy of Aerotech
Figure 1: These charts show the difference in operation between continuous wave and pulsed lasers. Image courtesy of Aerotech
MANUFACTURING, MACHINING AND MOLDING
Ultrafast lasers represent a segment of pulsed laser technology where the laser pulse duration is mere femtoseconds (1015), an extremely short time period. Because of this extremely short pulse duration, ultrafast lasers can deliver higher peak power to the part than CW or other pulsed lasers. This enables key differentiating laser process capabilities and, in turn, new manufacturing methods. The following subsections outline the advantages that ultrafast lasers bring to medical device manufacturers.
Athermal laser processing
CW and pulsed lasers can cut or machine materials, but ultrafast lasers do this in a powerful and unique way.
Ultrafast lasers’ high peak power capability allows the material to be vaporized from a solid to a plasma with little or no heat transfer from the pulse to the surrounding material. This is commonly referred to as athermal laser processing, or cold ablation.
Athermal laser processing is highly advantageous for medical device manufacturing because it enables the processing of thin or thermally sensitive materials such as polymers and specialty alloys — including nitinol — without introducing a heat affected zone (HAZ) around the processed area. HAZ is a common consequence of laser processing that can lead to part distortion or even premature mechanical failure.
This ability to process parts without altering the material properties that are critical to product performance is a key advantage of ultrafast lasers when compared to CW or longer pulse duration lasers.
Minimized part post-processing
Because the part is heated during traditional laser cutting with a CW or pulsed laser with longer pulse widths, several post-processing steps are often required to improve part quality. For instance, parts typically require deburring to remove dross or sharp edges and electropolishing to remove oxide layers and improve surface finish. Figure 2 shows the imperfections present in a laser cut part before deburring and electropolishing operations.
These steps require additional equipment and processes — plus the accompanying control plans and time — that affect part throughput and cost. These additional steps may be avoided when material removal is done through a refined ultrafast process, improving part processing time and lowering cost.
Ultrafast lasers can also eliminate steps related to part coating. Because they can manipulate a material’s microstructure to generate hydrophobic or hydrophilic surface finishes, ultrafast laser processes can texture a surface directly. In this case, no additional steps would be needed to apply a coating. By simply changing process parameters and adding some cycle time to the laser processing step, an ultrafast laser can reduce or eliminate post-processing steps needed to deliver a finished part. In these applications, special attention is paid to the controls and laser delivery system because it is critical to maintain the optimum laser spot over nonplanar surfaces.
Unique laser welding advantages
An ultrafast laser also enables unique joining methods that have implications for novel medical device designs. By using different laser process controls and techniques (e.g. adjustable burst firing modes) it is possible to join dissimilar materials such as ceramics and metals or extremely fine metal foils.
However, these processes have a much smaller process control window, and the motion of the laser along the surface plays a significant role in achieving highquality weld joints. Improper control of the laser’s position when triggering or the laser’s pulse control along that path can create inconsistencies in weld strength and reliability.
Getting started
From eliminating secondary processes to enabling new cutting or joining techniques, ultrafast laser technology has the potential to make significant improvements in medical device manufacturing. Despite the higher capital investment tied to ultrafast technology, the potential for cost savings is notable.
Because these advantages require significant refinement of the laser process to optimize the right parameters, it’s essential to have a suite of tools at your disposal that allow for proper experiment design.
Thorough verification and validation testing strategies should be used to trace the part performance criteria to known laser processing parameters. Most modern motion controllers provide direct control of the laser and motion control parameters, allowing manufacturers to quickly and easily iterate to find their optimum process. When evaluating control solutions, it is key to work with suppliers who understand this interdependency and will help to align these technologies to best achieve your manufacturing objectives.
Learn more about lasers for device manufacturing in our Medical Design & Outsourcing webinar, Precision Automation Technologies that Minimize Laser Cut Hypotube Manufacturing Risk, at wtwh.me/aerotechwebinar.
Figure 2: This magnified view of a laser-cut cobalt-chromium part shows small imperfections that required post-processing. Through proper ultrafast laser process refinement, it is possible to produce parts that require little or no post-processing.
Photo courtesy of Aerotech
Aerotech Product Manager Bryan Germann focuses on light manipulation products, including Aerotech’s AGV laser scan heads and associated Automation1 drives and software control features. He has hands-on experience designing and managing the production of highprecision motion control and automation machinery and products. Germann earned his bachelor’s and master’s degrees in mechanical engineering from the University of South Carolina. He holds 17 U.S. and international patents.
Travis Schneider is Aerotech’s business development manager for advanced manufacturing market segments, including electronics manufacturing, laser processing, medical technology, data storage and precision manufacturing. He has more than 13 years of experience in precision automation and robotics, holding roles in applications engineering, field sales, product management and business
Asahi_2023-MDO_printer.pdf 1 7/12/2023 3:39:01 PM
development. Travis earned his bachelor’s degree in mechanical engineering from the Milwaukee School of Engineering. His expertise and passion for innovation make him an invaluable resource for partners seeking to push boundaries in precision automation for advanced manufacturing.
Development Manager
Best in Class, High Performing Components for Your Medical Devices
CDMO / CMO Services
Minimally Invasive Device Solutions
Co-development Opportunities
Access, Delivery, & Retrieval Systems
Wire & Catheter Based Devices
Contract Manufacturing
Vascular Access Devices
Guidewires, Therapeutic & Diagnostic
Braided & Coiled Catheter Shafts Class
Travis Schneider
Tackling the hidden cleanroom threat of electrostatic discharge
Implementing robust electrostatic discharge (ESD) control is critical for enhancing product reliability and ensuring adherence to industry standards.
By Elizabeth Norwood MicroCare
Electrostatic discharge (ESD) is an invisible threat to medical device electronics. Image courtesy of MicroCare
Electrostatic discharge (ESD) is an invisible threat within the controlled confines of cleanroom environments where stringent protocols govern the manufacturing of life-saving medical devices.
These tightly regulated facilities are meticulously designed to maintain ultra-low levels of airborne particles and contaminants but can paradoxically foster the accumulation of static electricity. This poses a significant risk to the delicate electronic components that power vital medical devices like implantable cardiac devices and drug delivery systems.
The mitigation of ESD-related failures significantly affects the reliability of these technologies. It is estimated that up to one-third of all printed circuit board (PCB) failures stem from this unseen phenomenon, underscoring the criticality of proactively tackling the threat of ESD.
Understanding ESD in medical device manufacturing ESD occurs when two surfaces or objects with different electrostatic charges come into contact, resulting in a rapid and uncontrolled transfer (or spike) of electrical energy.
While invisible to the naked eye, these discharges can wreak havoc on resistors, integrated circuits, microprocessors and other sensitive electronic components found in modern medical devices. The consequences range from catastrophic failures that render the device inoperable immediately to insidious latent damage, which may go undetected initially only to manifest as intermittent malfunctions, reduced performance or premature failure during the product’s lifecycle.
In some critical medical devices, these failures can mean the difference between life and death.
Cleanroom challenges and ESD control
Cleanrooms present unique challenges for ESD control. These specialized facilities keep stringent air quality standards, temperatures and humidity levels to prevent particulate and microbial contamination of sensitive products.
However, measures taken to uphold cleanroom protocols — such as using specialized gowning materials — can inadvertently contribute to the build-up of static electricity. The presence of human operators is another problem, as people entering and moving about the cleanroom can generate significant ESD through friction and physical movements.
Manufacturing areas where handson work occurs, including assembly, repair, cleaning, inspection and packaging, are particularly vulnerable to electrostatic discharge events. Even electrical equipment used for tasks like troubleshooting circuitry can be a source of ESD if not correctly grounded.
Medical device manufacturing machinery and production line components like conveyors and robotic systems can create ESD through friction between their materials as they run. (continued on page 22)
YOUR CUSTOM SOLUTIONS ARE CGI STANDARD PRODUCTS
Advanced Products for Medical Applications
CGI Motion standard products are designed with customization in mind. Our team of experts will work with you on selecting the optimal base product and craft a unique solution to help di erentiate your product or application. So when you think customization, think standard CGI assemblies.
Connect with us today to explore what CGI Motion can do for you.
MANUFACTURING, MACHINING AND MOLDING
(continued from page 20)
Counterintuitively, fans and other equipment and practices intended for contamination control can induce ESD due to rapid air movements disturbing the electrostatic equilibrium near sensitive devices.
Adding to the challenge, outsourcing medical device production to contract manufacturers in different geographic regions with varying cleanroom standards underscores the need for robust and consistent ESD control measures across the entire supply chain.
Adhering to international standards with multi-layered ESD control International organizations like the International Electrotechnical Commission (IEC), American National Standards Institute (ANSI) and European Committee for Electrotechnical Standardization (CENELEC) have established rigorous standards that provide a comprehensive framework for mitigating ESD risks during manufacturing.
Cleanroom facilities must implement a multi-layered strategy in line with international standards to safeguard critical electronic medical devices from ESD-related failures throughout the production process. This begins with precise environmental controls. Implementing proper grounding measures for personnel and surfaces is paramount. Operators should be outfitted with anti-static wrist or heel straps that keep them continuously grounded via a hardwired connection when handling PCBs. Conductive floor mats that discharge static build-up are also essential in work zones. All workstations, tables, racks, and equipment where ESD-sensitive operations occur must also be grounded. Anti-static garments, shoe coverings and gloves should be worn to provide a crucial extra layer of protection for technicians.
Tight control over air quality is also key. Maintaining humidity levels between 40-70% and ambient temperatures around 64-70°F (1822°C) helps prevent static charge accumulation.
Practices that could induce charge imbalances and ESD events must also be avoided. One example is using compressed air to clean or dry PCB assemblies. Unnecessary insulative items like plastic trays, bins and work accessories should be removed.
Implementing strict ESD-safe packaging protocols for receiving, handling and shipping all PCB assemblies and electronic components is important. From anti-static containers to low-charging shipping materials, every step must be taken to mitigate ESD exposure throughout the process.
Controlling static build-up
Nearly everything in and around the PCB production line can accumulate static charges. Even conductive items like electric soldering irons, reflow ovens and wave soldering machines can develop static electricity.
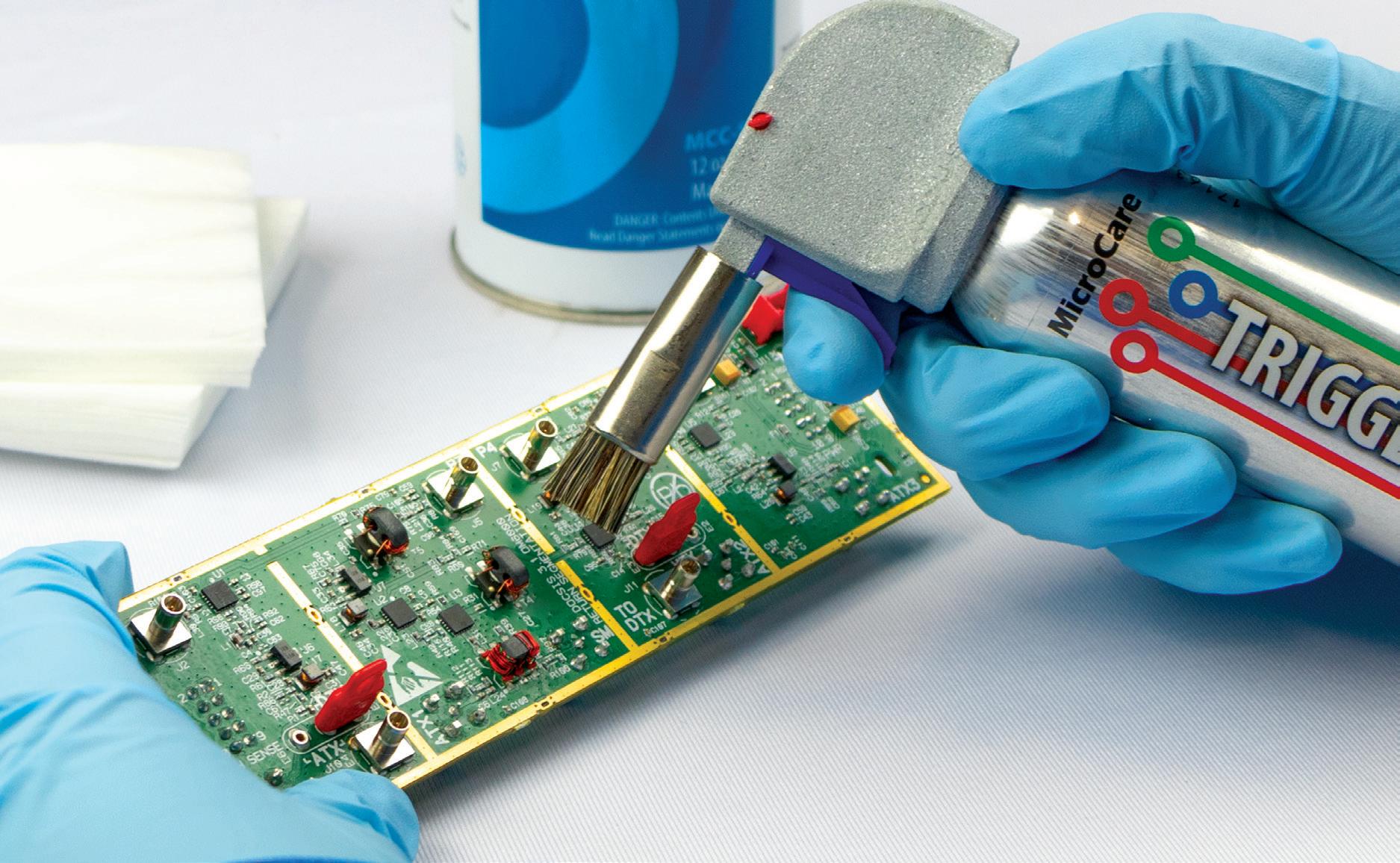
A cleaning fluid dispensing system helps reduce static charges, protecting microchips, and other sensitive electronic components. Image courtesy of MicroCare
To dissipate these charges, it’s crucial to regularly wipe down all surfaces and tools with pre-saturated, ESD-reducing cleaning wipes. Highquality ESD wipes can remove contaminants like fingerprints, grease and oil without leaving behind lint, debris or static. Wipe in overlapping straight lines to cover all areas thoroughly, ensuring each stroke overlaps the previous one by 10-25%.
When selecting ESD-dissipating wipes, look for options with low alcohol content. While alcohol is an ideal nonconductive workplace cleaner, it can dry out mats, cause fissures or leave surfaces brittle over time.
Utilizing
ESD-safe cleaning tools
Certain cleaning fluids used in PCB production such as flux removers can generate up to 12,000 volts of ESD,
more than enough to damage electronic components. This build-up stems from the friction between static molecules and the plastic spray tubes commonly used to dispense these cleaners.
Instead of plastic straws, use ESDsafe controlled flux remover dispensing tools made from durable aluminum and stainless steel. These tools incorporate the user into the grounding circuit through direct contact, reducing static charges to just 50 volts and preventing ESD from reaching the PCB, microchips and other sensitive electronic components.
These dispensing systems often include brush and syringe attachments, allowing thorough cleaning under lowprofile surface-mounted components. The brush’s scrubbing action increases the cleaning fluid’s effectiveness, loosening and rinsing away contaminants with minimal cleaner usage.
A controlled dispensing system keeps the flux remover clean for each application, delivering the precise amount of fluid needed to wet the PCB without overspray or waste. This approach can reduce fluid consumption, cut costs and make disposal easier as non-hazardous waste.
Quality assurance and compliance
Stringent quality assurance and regulatory compliance are nonnegotiable in cleanroom-based medical device manufacturing. Implementing robust ESD control is critical for enhancing product reliability and ensuring adherence to industry standards. Maintaining consistent ESD control across the entire supply chain is essential when outsourcing production.
Regular audits, supplier qualifications and continuous improvement of cleanroom ESD protocols mitigate risks and ensure compliance.
Manufacturers can reduce failures, improve longevity and safeguard patient safety by understanding ESD behavior in cleanrooms, adhering to best practices and tailoring multifaceted ESD control strategies.
Elizabeth Norwood is a senior chemist at MicroCare, which offers precision cleaning solutions. She has been in the industry more than 25 years and holds a B.S. in chemistry from the University of St. Joseph. Norwood researches, develops and tests cleaning-related products and has one patent issued and two pending for her work.
Elizabeth Norwood
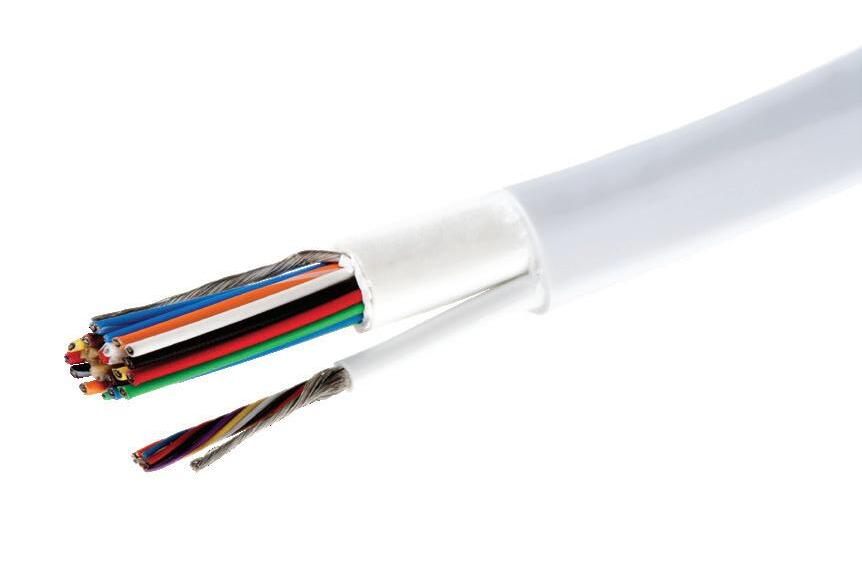
Innovative Interconnect solutions from BAYCABLE can transform the way our customers deliver care. Turn design challenges into next-generation, market-leading medical devices with our extensive manufacturing capabilities and engineering expertise.
MEDICAL MOLDED CABLE ASSEMBLIES
Industry expertise:
• Robotic surgery system cable assemblies
• Video cable assemblies
Turn your design challenges into next-generation, marketleading medical devices with our extensive manufacturing capabilities and engineering expertise. We have facilities in Fremont, CA and Santa Ana Sonora Mexico.
• Patient monitoring cable assemblies
• Single use cable assemblies
• Sensor probe cable assemblies
:
Highlights:
• ISO 13485:2016 and ISO 9001:2015 certification in our Fremont, CA and Mexico facilities
• Highly trained technicians and trainers certified to IPC/WHMA-A-620D
• Custom molded cable assemblies and strain reliefs
• 100% final product electrical testing
• Fine wire termination capabilities
• Laser stripping, laser marking, and ultrasonic welding capabilities
MicroCare
Senior Chemist
By Jace Harwood Fotofab
Complex, precision metal components are found in a variety of medical industry applications, and the demand for these parts is increasing with the medical technology industry’s rapid advancements. With robotics and AI technology’s increased use in medical technology environments, the need for highly specified and calibrated parts will only become greater and more urgent.
Acknowledging this evolution, traditional manufacturing processes are not always the best-suited solution. Longstanding manufacturing methods such as stamping, computer numerical control (CNC) machining and laser cutting can negatively affect the metal’s integrity and compromise the performance of the parts needed for health care solutions.
One of the leading solutions — photochemical etching — has proven to be an ideal manufacturing process that fits specific requirements of the medical industry’s advanced technologies.
Photochemical etching and its history
Photochemical etching is a highprecision, fast production process used to equip health care professionals with the tools needed to keep patients safe and healthy. The process can create intricate and detailed patterns or designs from sheet metal such as stainless steel, nickel alloys, copper alloys and titanium. It is a subtractive metal fabrication alternative to other traditional manufacturing processes that produce critical parts for the medical industry. The technique falls within the rapid prototyping classification, or the fast fabrication of a physical part, model or assembly.
In its earliest form, photochemical etching was used by ancient Egyptians in 2500 BCE to create jewelry for nobility. Around the first century CE, alkaline etchants were introduced, and during
The benefits and applications of photochemical etching for medical technology
Photochemical etching offers high precision and fast production for specialty medical device manufacturers.
the mid-1500s, erosive chemicals and compounds like vinegar, sodium and charcoal were used to create intricate designs in armor, weaponry and furniture without damaging the integrity of the material.
Photochemical etching lets device manufacturers quickly meet high volume demands. This image shows photoresist-coated metal during the etching manufacturing process.
During the Industrial Revolution, newspapers and periodicals used photochemical etching to create printing plates. Around the 1960s, the creation of photoresist film was promoted by Kodak with more complex chemicals and stronger materials. Since then, several photochemical etching companies have emerged and identified ways they could service the health care industry through high-quality advanced manufacturing solutions.
How photochemical etching works
Photochemical etching is a photolithographic process where a high-tech
digital imaging machine shines UV light in defined areas, exposing parts of the sheet of metal that has first been cleaned and laminated with photoresist, which are polymeric materials that transfer micro- and nanoscale patterns to a substrate. The sheet is then developed to wash away the unexposed photoresist, leaving a very precise mask of hardened photoresist behind. This patterned sheet is fed through concentrated etchants which dissolve the exposed material, resulting in exact-to-print parts once the remaining photoresist is removed.
The process reliably produces intricate, close-tolerance patterns in a variety of flat, metal materials. It is a preferred method to other traditional processes, as photochemical etching eliminates the heat transfer issue of laser cutting and the physical impact force of mechanical techniques such as stamping.
Photo courtesy of Fotofab
Benefits of photochemical etching
Photochemical etching answers the demand for low-cost, burr-free parts for medical technology, making parts safer to handle. Setup and tooling costs are low, as well as design change costs since only the artwork file is altered with no further tooling required. Photochemical etching has a burr-free process, meaning there are no unwanted raised edges or small pieces of material that could prove dangerous for handling. There is no added time or cost to remove burrrs, making production timelier and more cost efficient.
Photochemical etching allows for increased accuracy and does not compromise the material. Extremely thin metal can easily be etched without distortion, and magnetically soft materials can be fabricated and retain optimum permeability. The process results in greater precision while maintaining the metal’s original grain structure and physical characteristics. Through state-ofthe-art digital imaging machines, specialty manufacturers can precisely map designs onto the metal sheets and eliminate variations, so production remains consistent part to part and sheet to sheet.
Photochemical etching lets specialty manufacturers meet high volume demands in a quick turnaround. Initial quantities of newly designed parts can be produced on short notice, sometimes within a few hours after the design has been conceived. As a form of rapid prototyping, specialty manufacturers etch various components for devices that diagnose, treat and repair life-threatening issues quicker and more efficiently.
Photochemical etching in practice
Photochemical etching is a widely applicable and diverse method to provide medical practitioners with real world solutions. One way we’ve used photochemical etching in a medical application is by developing stainless steel screens for organizations producing biotech solutions. The screen is used to filter out plastic particles that are used to grow cells more effectively. The metal mesh is a flat surface, as opposed to fabric mesh that has a weave pattern creating crevasses, leading to potential build up, blockages and contamination.
We also used photochemical etching to produce electrodes from beryllium copper for ablation devices,
used to remove tissue in various medical applications. The electrodes were custom designed to fit perfectly into an existing device, therefore replacing outdated parts without affecting the rest of the application. Photochemical etching is also ideal for biocompatible metals like stainless steel 316 and titanium. One customer has designed an etched metal part that assists in orthopedic wrist surgeries, while another has created surgical snares to thread tendons for placement.
The future of photochemical etching
The health care industry continues to rapidly evolve, and it is imperative that engineers finetune their practices to meet this demand for specialty manufactured medical applications. As medical device manufacturers consider photochemical etching’s advantages and challenges, they should look for ways to integrate it into practice to develop specialty parts with speed, accuracy and cost-efficiency.
Jace Harwood is the chemical process engineer at Fotofab. With 20 years of experience in the manufacturing sector, Jace has a chemical engineering degree from Montana State University – Bozeman and a diverse background working as a process engineer and continual improvement leader in the food and specialty chemical industries and later as an operational excellence site manager in pharmaceuticals.
Inspection of etched parts on an Optiv machine
Photo courtesy of Fotofab
Jace Harwood
Avoid these four common blunders when using nitinol for medical devices
By Matt Wanke Cirtec Medical
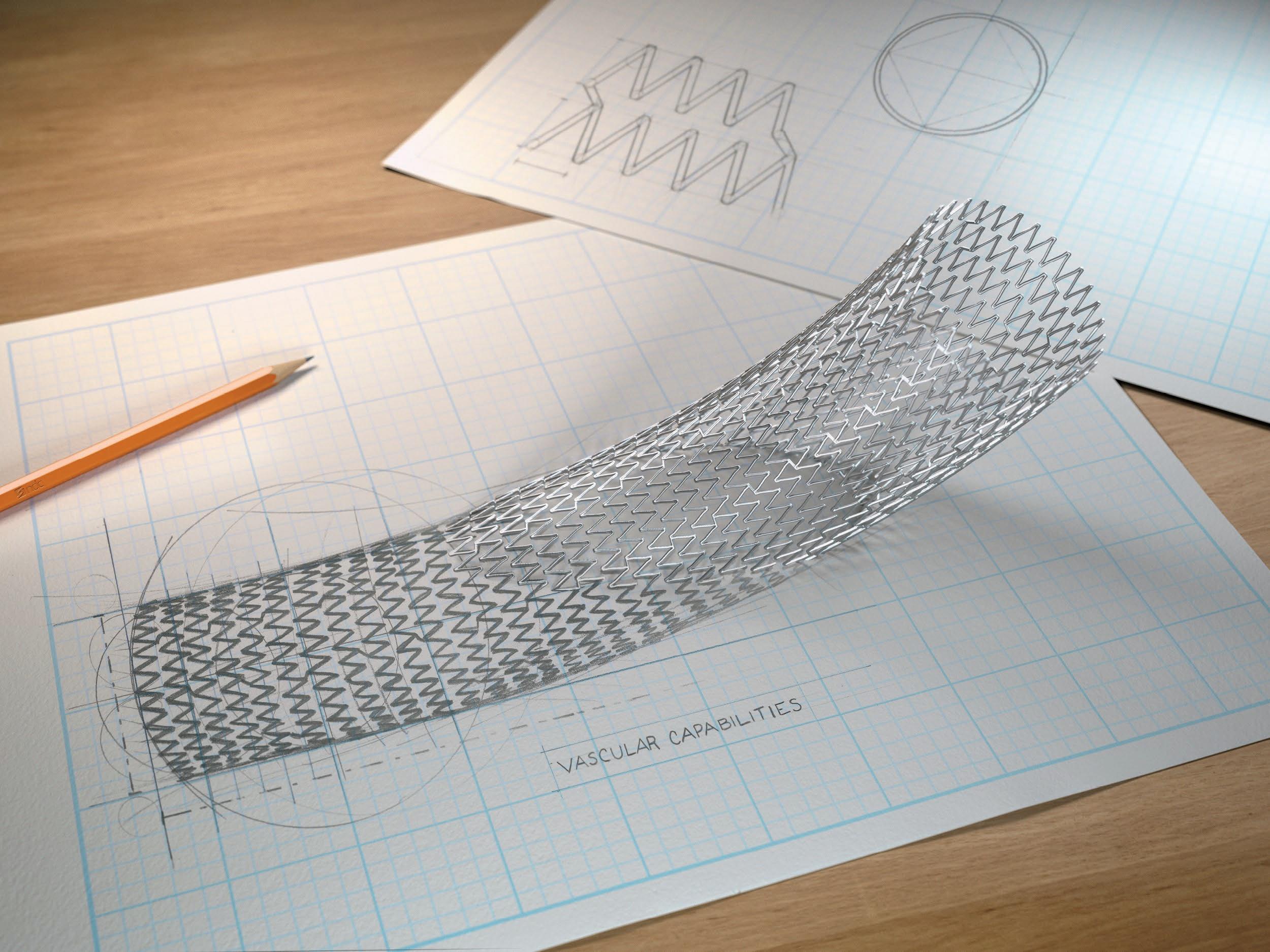
Nitinol’s unique properties make it ideal for many medical device innovations.
It can return to a predetermined shape when heated above a certain temperature, which is useful for applications requiring precise actuation and control, including medical stents and actuators. Nitinol’s compatibility with biological tissues minimizes the risk of adverse reactions, making it suitable for medical implants like heart valve frames and devices like guidewires. Nitinol also exhibits excellent fatigue resistance, making it useful for springs, flexible couplings and other components subject to cyclic loading.
Processing nitinol into complex shapes and structures with manufacturing techniques such as laser cutting and additive manufacturing allow for innovative designs and customized solutions.
But to use nitinol effectively, engineers must navigate various complexities, including material selection,
Understanding nitinol’s characteristics and challenges is essential for innovating with this uniquely useful medical device material.
design optimization, manufacturing processes and stringent biocompatibility requirements. Proper handling and knowledge of these challenges are crucial for leveraging nitinol’s full potential for device innovation.
1. Failing to understand nitinol’s properties
One of the primary challenges in utilizing nitinol is ensuring a complete understanding of its material properties. Unlike many materials, not all nitinol is created equal. Variations in composition and processing can result in differences in flexibility, fatigue resistance and overall performance.
Some nitinol alloys are engineered to be more flexible, while others are designed to have greater strength or fatigue resistance. It is crucial for engineers to thoroughly understand these variations to ensure that the selected nitinol can withstand the specific demands of their project. This is particularly important regarding fatigue life (the number of stress
cycles a material can withstand), which is critical in medical applications where devices undergo repetitive stress cycles and thermal effects.
Those working with nitinol must also pay attention to the grain structure on a flat surface before shaping the material. If nitinol is bent or shaped against the grain, it can potentially break during formation.
It is crucial to be wary of the percentage strain because it directly affects the material’s performance and longevity. The shape memory effect — which allows nitinol to return to a pre-defined shape when heated — is sensitive to the amount of strain applied during shaping.
Exceeding the recommended strain limits can lead to permanent deformation or loss of shape memory properties. To mitigate this, the austenite finish (AF) temperature must be dictated, which would also need to be tested before sending it out using the bend and free recovery (BFR) test method as described in ASTM F2082.
By identifying the common mistakes and challenges of working with nitinol, engineers can better understand the steps they must take to properly handle the material, ensuring a smooth manufacturing process that will produce high-quality medical devices.
Image courtesy of Cirtec Medical
2. Creating nitinol microcracks with thermal effects
Thermal effects during the laser cutting and welding of nitinol can impact the performance and durability of the final product. These processes generate heat that can create heat-affected zones (HAZ) where the material properties are altered, often leading to the formation of microcracks.
The temperature above which nitinol is fully in its austenitic phase and exhibits super-elasticity is typically between 68°F to 104°F (20°C to 40°C). However, during laser cutting or welding, the intense heat applied to the nitinol can cause microcracks within the HAZ.
Microcracks can compromise the integrity and longevity of the device. If not addressed, microcracks can lead to premature failure under the cyclic loading conditions that are typical in many medical applications.
When cutting, femtosecond lasers are employed to reduce the HAZ, as femto cutting is considered cold cutting. Laser welding uses pulse-shaping techniques to control the laser’s energy output and reduce the amount of heat over time, thereby mitigating negative thermal effects.
Pulse-shaping involves carefully controlling the laser’s energy output over time to reduce the amount of heat introduced to the part. By delivering the laser energy in controlled pulses rather than a continuous stream, the HAZ can be minimized, reducing the risk of microcracks.
3. Failing to properly finish and treat the surface
Another critical challenge in the utilization of nitinol in medical device engineering is the oversight of surface finish and treatment. Surface treatment methods can further mitigate failures from microcracks.
Electropolishing smooths out microcracks, reduces surface roughness and enhances the overall biocompatibility of the device by removing surface contaminants. To electropolish a nitinol component, it is immersed in an electrolyte solution while direct current is applied to dissolve a thin layer of material from the surface.
Another treatment is chemical etching, which uses chemical solutions to selectively remove material from the surface of nitinol. Chemical etching can effectively eliminate microcracks, debris and other surface imperfections, improving the device’s mechanical properties and fatigue resistance. Chemical etching also allows for precise control over the material removal process, making it suitable for intricate designs and fine-tuned adjustments. >>
PRECISION SPRING PRODUCTS
• Constant Force Springs
• Spiral Torsion Springs
• Power Springs
• Helical Springs
• Mechanical Assemblies
•
MATERIALS
4. Getting in over your head with nitinol manufacturing processes
Maintaining nitinol’s integrity and performance requires proper handling and expertise in specialized manufacturing processes.
Comprehensive quality control measures will detect and address defects during manufacturing. Nondestructive testing methods such as ultrasonic testing, eddy current testing and visual inspections can identify issues before they lead to failures. Establishing stringent inspection protocols and regularly monitoring the manufacturing processes can ensure prompt correction of deviations to maintain the high quality and reliability of nitinol components.
Given the complexities involved in working with nitinol, continuous
experts can provide valuable insights and support in developing effective manufacturing processes. Proper documentation is also important to preserve this knowledge in a structured, accessible manner.
By identifying the common mistakes and challenges of working with nitinol, engineers can better understand the steps they must take to properly handle the material, ensuring a smooth manufacturing process that will produce high-quality medical devices.
Matt Wanke is a principal laser engineer at Cirtec Medical. He has a degree in manufacturing engineering technology and 19 years of experience with lasers and medical device manufacturing, including expertise in laser welding,
Confluent is proud to provide customers with the most reliable supply chain delivering the broadest level of Medical Nitinol services in mill products, hollows, tubes, wires, and components Confluent now offers Nitinol Tubing within 14 weeks and Nitinol Wire within 20 weeks. Learn more at www.Nitinol.com
Q&A: Balancing the nitinol supply for the medical market
Navigating medicalgrade nitinol production
Chairman, CEO and President of Confluent Medical Technologies
Unique superelastic and shape memory properties make nitinol vital to the medical device industry, with life-saving applications in cardiovascular, neurovascular, and peripheral vascular devices. However, increasing demand for medical-grade nitinol is compounding with complex production issues, resulting in a significant supply chain gap.
Dean Schauer, president and CEO of Confluent Medical, tells us about these challenges, and how Confluent’s investments aim to balance nitinol material supply for OEMs producing medical devices.
WHAT ARE KEY CHALLENGES WHEN PRODUCING MEDICAL-GRADE NITINOL?
The technical challenge is that nickel and titanium do not like each other. Melting them into an alloy is very difficult.
The other challenge is most nitinol melting is done in competition with other capacity needs at the melters. Medical grade nitinol is <1% of capacity at larger melt companies. Add in the melt challenges, and nitinol production doesn’t get much attention. Right now, only two melters in the world produce 90% of the supply.
CAN YOU EXPAND ON CONFLUENT’S INVESTMENT IN ATI, AND HOW CONFLUENT MEETS THE NEEDS OF OEMS?
ATI produces about 50% of the available medical nitinol. With nitinol demand doubling every five years, Confluent stepped in and committed to investing over $50 million in ATI capacity and has invested an additional $75 million in other stages of the supply chain so industry volume and capacity needs would be met.
We act as the order fulfillment partner and commercial arm of ATI’s medical nitinol business, managing customer-facing interactions, orders, and pricing. We prioritize allocation of the metal supply to customers based on their needs and historical proportion of material. But most importantly, out of the current 150,000 pounds of capacity at ATI, we allocate that in a fair and balanced way within the market.
When people talk about nitinol capacity, often the focus is on unit operational capacity at various stages, such as capacity for melting. But there are other unit operations throughout the supply chain: gun drilling, rolling, grinding, drawing for tubing, wire drawing and more.
We made significant investments in those unit operations, so we can guarantee customers access because we manage the planning and capacity all the way back to the melted material. We can help OEMs assess the capacity of the entire supply chain, and their ability to access that capacity.
HOW DOES CONFLUENT’S POSITION IN THE MARKET IMPACT LEAD TIMES AND SUPPLY MANAGEMENT?
The historical capacity of nitinol suppliers was about 300,000 pounds of metal annually. Two or three years ago, availability dipped to 50–60% of that capacity.
Over the last 18 months, Confluent raised capacity from 90,000 pounds annually to nearly 170,000 pounds. The result is significantly reduced lead times and more available material, freeing up pressure in the supply chain.
It takes about 52 weeks for a melted material to get into the hands of a user. By having access to the melt source, we can prioritize and allocate the material so we can build up inventory in the supply chain at intermediate points. We have staged hollows, standard hollows, standard wire sizes and material sizes inventory in place, so you can order those standards and we’re able to ship them in reduced time — typically in 10 weeks.
THE POWER OF SMOOTH FLOW
ORDER A TEST PUMP: knf.com/shop
KNF further expands its Smooth Flow series, with the introduction of FP 7 and FP 25. These new liquid pumps deliver adjustable flow rates from 15 – 70 ml/min and 50 – 250 ml/min, respectively. Both pumps produce up to 1 bar (14.5 psi). High pressure versions achieve up to 6 bar (87 psi). All versions feature:
KNF further expands its Smooth Flow series, with the introduction of FP 7 and FP 25. These new liquid pumps deliver adjustable flow rates from 15 – 70 ml/min and 50 – 250 ml/min, respectively. Both pumps produce up to 1 bar (14.5 psi). High pressure versions achieve up to 6 bar (87 psi). All versions feature:
• Very low pulsation for efficient flow, reduced noise/vibration, and reduced system stress
• Very low pulsation for efficient flow, reduced noise/vibration, and reduced system stress
• Self-priming, even at low motor speeds
• Self-priming, even at low motor speeds
• Options including materials, connections, mounts, motors, and boxer configurations.
• Options including materials, connections, mounts, motors, and boxer configurations.
Ideal applications include medical equipment, inkjet printing, 3D printing, fuel cells, and solvent handling.
Ideal applications include medical equipment, inkjet printing, 3D printing, fuel cells, and solvent handling.
Learn more at knf.com/en/us/stories-events/news/article/fp7-fp25
Learn more at knf.com/en/us/stories-events/news/article/fp7-fp25
By Jim Hammerand Managing Editor
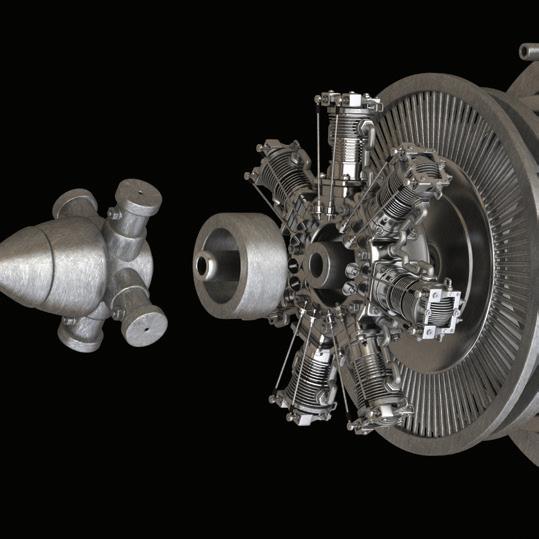
LimaCorporate — now owned by Enovis — manufactures 3D-printed titanium orthopedic implants using electron beam (e-beam) melting, but also has laser equipment for additive manufacturing prototyping and other R&D. Riccardo Toninato led LimaCorporate’s additive manufacturing R&D as additive manufacturing manager and joined Enovis in the same capacity when it purchased LimaCorporate and its portfolio of 3D-printed Trabecular Titanium implants in January 2024. Medical Design & Outsourcing recently spoke with Toninato about titanium 3D printing to help other device developers use additive manufacturing for new and improved products. The following has been lightly edited for space and clarity.
MDO: What is the primary difference between 3D printing titanium with lasers and electron beam melting?
Toninato: “That can be very easy to explain or very complicated, because if you look at our products, our target was really to have the same Trabecular Titanium out of the two technologies. This is a must — you need to have the same geometrical features and the same mechanical features. So when we manufacture Trabecular Titanium with laser or e-beam, the geometrical features and the mechanical features should be the same. And this can be achieved only with the specific parameter development for the technology and specific machine development. But if we talk generally from a global point of view, e-beam is a hot process in vacuum and it is quite fast from a production perspective. You have high productivity — you can stack parts upon each other if the design allows it, of
Enovis’ LimaCorporate uses its proprietary Trabecular Titanium to 3D-print orthopedic implants like the Delta TT cementless acetabular cup. Photo courtesy of Enovis
3D printing with titanium: 5 questions with Riccardo Toninato at Enovis
course. On the other side, laser can have a more precise dimension of the laser itself, so it could be better for final features. You need to heat treat the laser parts after the process because it’s a cold process, not a hot process. There are pros and cons in both technologies. In my opinion, it’s extremely important to target the correct business case the correct application for them. There is no one technology that wins over the other for all applications. It’s a matter of what do you want to do.”
MDO: What are some determining factors?
Toninato: “It’s a combination of several factors. When you develop an implant, you put the safety and effectiveness first. … The additive manufacturing technology is normally the first step of the process to create an implant, then you have the machining. The requirements from the designers for this specific application are fundamental — dimensionally and mechanically — but it’s also a matter of the business case, because we see new technologies and we are always at the edge of innovation. So even if we have a lot of experience with e-beam, we also are at the edge of innovation because we want to be pioneers as we were in the past and continue to lead additive manufacturing orthopedic technologies. We are experimenting as much as we can when we do prototyping and development. You can have larger platforms, larger volumes, or you can modify the parameters of the machine in order to get special properties out of it. And that’s, of course, something that you create only if you build year after year solid know-how on the technology.”
MDO: What other applications do you see for this kind of 3D printing technology?
Toninato: “We are actually working on a lot. The integration between the two companies is really enhancing the
development and we are very excited about that. … The cementless application is the one where additive manufacturing can play the biggest part, in my opinion. There is also a rising interest, in my opinion, in custom, specific, and patient-matched implants where additive manufacturing can probably play an important role.”
MDO: Is there anything you can share with others to help them adopt titanium 3D printing faster?
Toninato: “You need to be a little patient sometime with the technology. Take [the time] to learn and to study very well in order to provide the best solution. And for that you need to find the right team of people to work with and establish good partnerships and collaboration with research centers and hospitals.”
MDO: What technologies are you hoping for to take 3D printing with titanium to the next level?
Toninato: “The first one that I’m looking for is a new generation of printers. … We are very close with machine manufacturers to stay at the edge of innovation. I’ve also seen things coming in depth of field, and I have the feeling there will be great innovation there.”
Riccardo Toninato
TBy Sarah Webber Plastic Ingenuity
5 tips for meeting new device packaging regulations before it’s too late
Noncompliance
with European packaging waste directives means fines or worse for device makers, so take this expert
advice on designing for recyclability with innovative materials, testing and more.
he European Union Packaging and Packaging Waste Regulation (PPWR) aims to address the EU’s approach to packaging waste and shift to a circular economy when it takes effect in the coming years.
This regulation is a critical component of the EU Green Deal, which seeks to cut greenhouse gas emissions by at least 55% by 2030 and achieve net-zero emissions by 2050.
Understanding and complying with these new rules is critical for medical device manufacturers, as noncompliance could result in significant fines or even removal from the market.
With changes on the horizon, now is the time to begin preparations.
1. Follow the lead of other industries. The food and beverage sector has a head start in sustainable packaging design and the medical device industry can learn from this experience. Resources such as the Association of Plastic Recyclers (APR) Design Guide and RecyClass Design for Recycling Guidelines provide valuable insights into designing for recyclability for the consumer market.
Simple changes such as reducing label size, transitioning to polyolefin labels, or removing detrimental additives or colors can make a drastic
difference in the recyclability of a package. By adopting and adapting these proven methods, medical device manufacturers can enhance packaging sustainability while complying with upcoming regulations.
2. Start with recyclable materials. Device packaging often uses materials that are essential for product sterility and safety, but not readily recyclable.
For instance, PETG (polyethylene terephthalate glycol) is a common material. With a lower melting point than PET, PETG can contaminate the recycling stream. One innovative development is transitioning from PETG to APET (Amorphous PET) materials. Specific grades of APET can withstand sterilization while being recyclable within the PET stream. Proper testing and documentation will be crucial to prove the recyclability and compliance of APET under the new regulations.
By Jan. 1, 2028, the European Commission will establish design for recycling and recycling performance grades for packaging. From Jan. 1, 2030, packaging shall comply with the design for recycling criteria. While contact-sensitive medical device packaging is exempt from this 2030 deadline, exemption will be reevaluated in 2035. >>
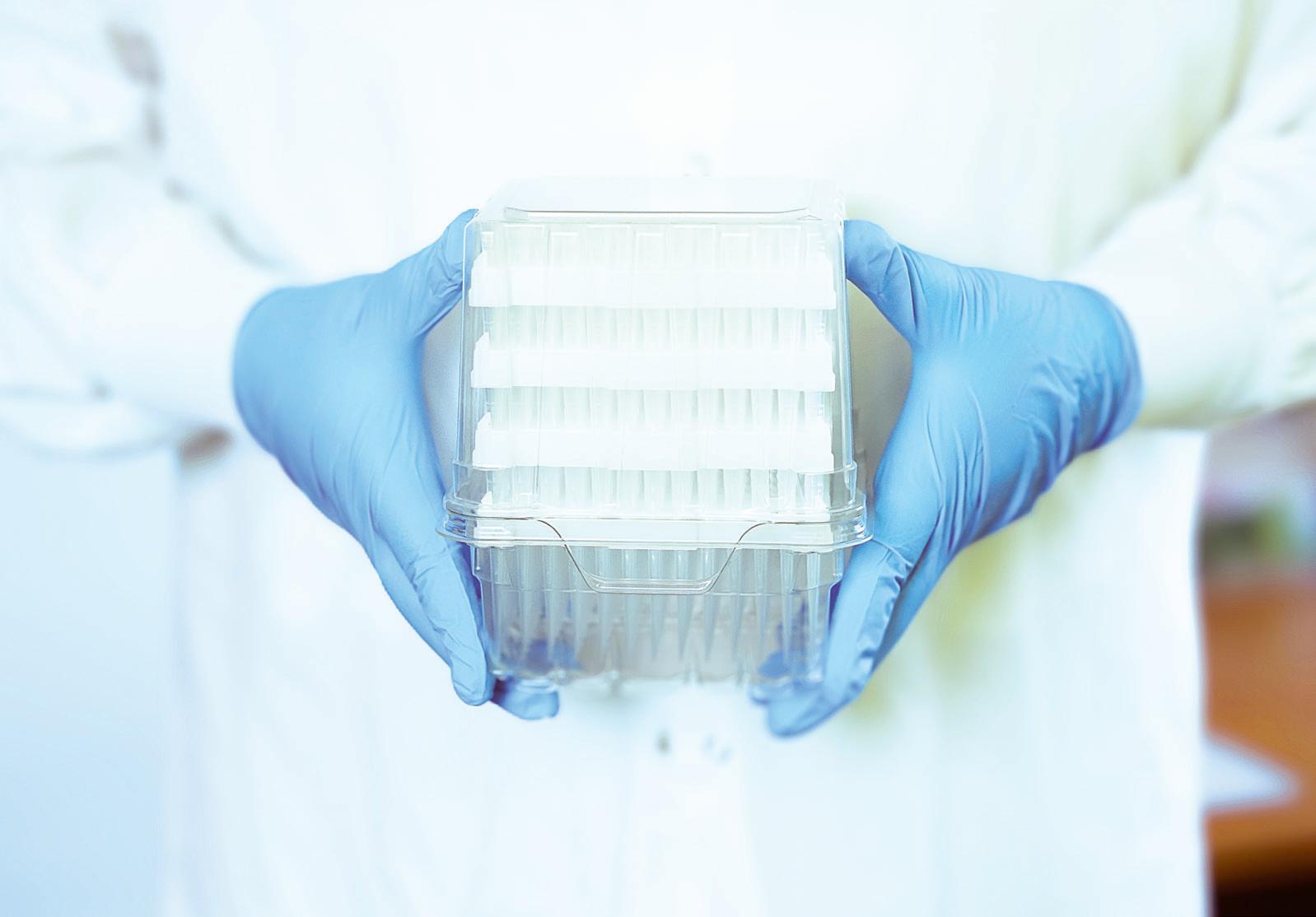
Plastic Ingenuity’s recyclable and optimized PET pipette packaging for Beckman Coulter Diagnostics
Photo courtesy of Plastic Ingenuity
Resources like the Healthcare Plastics Recycling Council’s Design Guidance can aid medical device packaging professionals in making informed material choices that align with current and anticipated recyclability regulations.
3. Incorporate recycled content. Recycled content plays a crucial role in promoting a circular economy, decreasing our dependence on fossil fuel-derived plastic, and reducing the carbon footprint of packaging.
The PPWR sets ambitious targets for incorporating recycled content into various types of packaging:
By 2030:
• 30% for contact-sensitive packaging made from PET
• 10% for contact-sensitive packaging from other plastic materials (excluding single-use beverage bottles)
• 30% for single-use plastic beverage bottles
• 35% for all other plastic packaging
By 2040:
• 50% for contact-sensitive packaging made from PET
• 25% for contact-sensitive packaging made from other plastic materials
• 65% for single-use plastic beverage bottles and other plastic packaging not covered by the previous points
The medtech industry must develop pathways to incorporate recycled content into sterile barrier systems (SBS). ISO 11607 (Packaging for Terminally Sterilized Medical Devices), which requires full traceability of SBS packaging materials, currently excludes mechanically recycled content as a possible feedstock. However, using advanced recycled materials will help manufacturers meet future recycled content requirements while complying with this ISO standard.
Since advanced recycled materials break down to their monomer level, their performance and integrity are equivalent to virgin fossil-fuel-derived feedstocks. Compliance with ISO 11607 is possible through the mass balance approach to certify the recycled content and maintain traceability. Verifiable bookkeeping distinctly tracks and documents the use of recycled versus virgin materials throughout the supply chain, ensuring transparency and traceability of the amount of recycled content to be claimed.
4. Upgrade your testing and validation process.
As regulations evolve, integrating sustainability into package testing and validation processes becomes increasingly important. This includes:
• Empty space ratio and package minimization: Even for contactsensitive medical device packaging, the requirement for packaging minimization is in scope and must be documented. The ratio of empty space in relation to the packaged product(s) shall not exceed 40%. Components unnecessary for performance shall be removed, and weight and volume shall be decreased to a minimum to ensure functionality.
• Failure point analysis: Identify the minimum material necessary to maintain package integrity to reduce the packaging footprint.
• Life cycle assessments (LCAs): Perform LCAs to evaluate the environmental impact of your packaging and identify opportunities to reduce material usage without compromising performance.
• Evaluation of recyclable materials: Test new recyclable materials within your verification protocols to ensure they meet regulatory requirements and performance standards.
Plastic Ingenuity thermoformed
PETG packaging with a Tyvek lid, a standard sterile barrier system for medical devices
Photo courtesy of Plastic Ingenuity
Plastic Ingenuity team members inspecting thermoform parts in an ISO Class 8 clean room
Photo courtesy of Plastic Ingenuity
Take advantage of reverification and revalidation efforts with regulators by incorporating package redesign into V&V procedures.
5. Stay tuned for labeling requirements.
Proper labeling for disposal by the end consumer will be essential for compliance with the PPWR.
From 42 months after the regulation’s enforcement, packaging must include a label with information on its material composition. Harmonized logos and formats for these labels will be provided 18 months post-entry into force.
Stay up to date on these requirements and adapt your labeling practices as more guidance becomes available.
Sarah Webber is a sustainable packaging engineer at Plastic Ingenuity with experience in medical device packaging development, package performance testing, design for recyclability, and life cycle assessments. She is a member of the Healthcare Plastics Recycling Council, the Institute of Packaging Professionals – Sustainable Packaging Technical Committee, and the Sustainable Packaging Coalition’s Design Collaborative Steering Committee.
Plastic Ingenuity Sustainable Packaging Engineer
Sarah Webber
Harness our leading-edge vacuum technology . . . because lives depend on it.
Medical Vacuum Heat Treating Services
Your high-value medical parts need special treatment. Solar’s leading-edge vacuum heat treating technology produces clean, bright, consistent results. From annealing to age hardening, rest assured knowing your life-critical parts were vacuum heat treated to your exact specs.
For your prosthetics, guide wires, stents, surgical tools, device and battery cases, hypodermics and hypodermic tubing, brazements for analytical devices...and more, trust Solar Atmospheres to provide you with uncompromising quality.
Annealing
By Brenda Ogle University of Minnesota
This research lab developed bionic testbeds for clinical-grade cardiac medical devices
New bionic-engineered testbeds provide insight into human cell responses to cardiac ablation and other medical device interventions.
Our lab is changing the approach to testing cardiac ablation tools with bionic testbeds.
In collaboration with Medtronic and the lab of Michael McAlpine, we have developed bionic testbeds that consist of living cardiac tissues large enough to test clinical-grade devices.
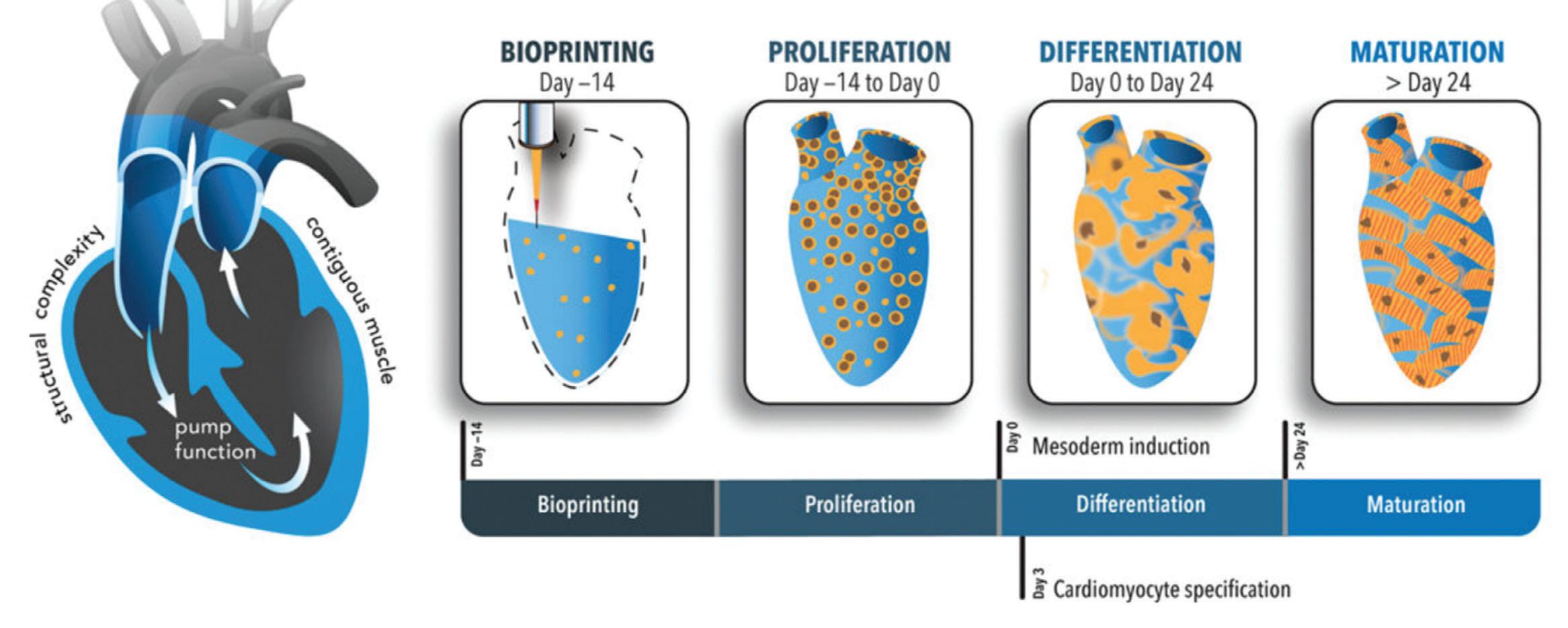
In 2015, our lab developed an integrated biomaterial platform that statistically identified an extracellular matrix formulation best supportive of cardiomyocyte differentiation. Soon thereafter we established a method to 3D bioprint the extracellular matrix formulation with human stem cells in a bioink.
Human-induced pluripotent stem cells in the bioprinted structure could proliferate to high densities
and then differentiate into cardiac muscle in the 3D constructs, creating bionic-engineered centimeter-scale human cardiac tissue large enough to accommodate medical devices. Because the engineered tissues are living, the impact of the device following intervention can be tracked for several months.
Paving new paths in cardiac ablation therapy
Recently, we specifically explored the case of cardiac ablation therapy through left atrial pulmonary vein ablation. Through our previous methods, we developed bionic-engineered testbeds and collaborated with Medtronic to test their cryoablation tip. >>
This diagram from Brenda Ogle’s lab shows the bioprinting of stem cells in a chambered construct and the subsequent differentiation and maturation of such structures.
Image courtesy of the Ogle Research Group
PRODUCT DESIGN & DEVELOPMENT
McAlpine’s lab added flexible sensors to our engineered tissue, utilizing electrical impedance tomography to enable the real-time spatiotemporal mapping of pressure distribution. Through this, we could track the temperature — and pressure — that the device was applying to the tissue.
We found a close correlation between the cell response to ablation and the applied pressure. Under some conditions, cardiomyocytes could survive in the ablated region with more rounded morphology compared to the unablated controls, and connectivity was disrupted. This is the first known functional characterization of living human cardiomyocytes following an ablation procedure that suggests several mechanisms by which arrhythmia might redevelop following an ablation.
These bionic-engineered testbeds can be indicators of tissue health and function and provide unique insight
into human cell responses to ablative interventions. Studies like these could accelerate the development of more efficient therapies for cardiac arrhythmias, including atrial fibrillation.
The future of bionic testbeds
We plan to use the living tissue platform to optimize cardiac ablation parameters to ensure healthy cardiac function over time.
There are several aspects of fabrication in how bionic testbeds are currently tested: handling stem cells, driving differentiation of pure cardiomyocyte populations, and bioprinting and assembly of the tissue. Several labs are building up this technology, and with our publications, those labs will soon be able to make structures large enough to test clinical-grade devices.
There are opportunities for industry to collaborate with us, especially within the space of evaluating human cardiac cells with clinical-grade medical
devices. Our bionic testbeds can track the mechanical function of cardiac cells over time and after intervention because the testbed is living.
We are interested in collaborating to evaluate other types of cardiac medical devices, including cardiac pacemakers as an adjacent approach or replacement to existing preclinical models. If you’d like to explore a partnership, please get in touch by emailing me at ogle@umn.edu.
Brenda Ogle is a University of Minnesota professor, head of the Department of Biomedical Engineering, and faculty advisor for the Institute for Engineering in Medicine.
Special thanks to University of Minnesota Institute for Engineering in Medicine Communications Associate Aithanh Nguyen for her help on this contribution.
A
Pit Stop at LSO Can Lead to Faster Time to Market
Life Science Outsourcing is an FDA-registered, ISO 13485-certified CMO dedicated to helping OEMs bring life-saving innovations to market faster. Our end-to-end solutions ensure worldclass quality and regulatory compliance every step of the way. Experience the agility and flexibility of a true partner, dedicated to streamlining your supply chain and mitigating risk. With LSO, you gain a competitive edge through faster time to market and unmatched expertise in medical device assembly, packaging, and sterilization, including microfluidic solutions.
Medical Device Assembly
Innovative assembly, packaging and sterilization
Sterilization & Validation
Contract sterilization and validation services for single use and reusable devices
Medical Package Testing
Packaging design, validation and testing
End-to-end solutions
From Concept to Commercialization
Faster Time to Market
Responsive, Agile and Flexible
World Class Quality Performance
Your Trusted Partner for Quality and On-time Delivery
By Jim Hammerand Managing Editor
Amanda Randles, an associate professor of biomedical sciences at Duke University, has developed computational methods that create ultra-realistic 3D simulations of biological processes within the human body down to the cellular level.
Her work won her the $250,000 Association for Computing Machinery (ACM) Prize in Computing (funded by Infosys), which recognizes early-tomid-career computer scientists who make innovative research contributions with fundamental impact and broad implications.
“Her early work included creating accurate 3D simulations of how blood flows through the circulatory system,” ACM said of Randles, who’s currently the Alfred Winborne and Victoria Stover Mordecai Associate Professor of Biomedical Sciences at Duke University’s Pratt School of Engineering. “More recently, she and her team developed biomedical simulations that yield direct and concrete impacts on patient care, including simulations of 700,000 heart
Duke professor says her supercomputing simulations can help device developers
beats (the previous state-of-the-art was of 30 heart beats), the interaction of millions of cells, and cancer cells moving through the body.”
That heartbeat simulation algorithm was developed using wearable devices to collect data representing an individual’s circulatory state during normal activity, an improvement over the existing method of snapshots captured in places like the doctor’s office.
“Though still early in her career, Randles has led her field in developing computational tools to enable highaccuracy 3D blood flow simulations to diagnose and treat a variety of human diseases,” ACM said. “Her major contributions to the field have included developing the first simulation of the coronary arterial tree at the cellular level for an entire heartbeat, using 1.5 million computer processing units (CPUs) to simulate blood flow across the scale of the whole human body, and using trained machine learning models to develop a framework for predicting key hemodynamic metrics under new conditions.”
“She also developed a new way to model the human heart, which allowed heart simulations for a large group of patients,” ACM continued. “In turn, these simulations led to a series of papers in which she demonstrated that, to model complex flow phenomena, it is essential to take into account the full arterial tree including its side branches. Randles’s full 3D simulations can also be used by cardiologists to plan therapeutic procedures. For example, with these simulations, doctors can determine, noninvasively, which coronary artery lesions need treatment, or perhaps how coronary artery hemodynamics may be impacted by the placement of a rigid metal stint into a flexible artery.”
Medical Design & Outsourcing asked Randles to explain how her research can help device developers and manufacturers build and test innovative new products. The following has been slightly edited for clarity and length.
MDO: Are there things you’ve learned about these parts of the anatomy or how to develop these models/ simulations that would be uniquely valuable for device developers?
Randles: “These types of models can be incredibly useful for device developers. We can simulate the deployment of devices of different shapes, structures or sizes and assess the impact of design changes on how the person will respond. A simple example is that we have previously assessed if knowing the blood flow patterns in a patient would influence a clinician’s choice of stent length.
Duke University researcher Amanda Randles used data collected by wearable devices to create the Longitudinal Hemodynamic Mapping Framework, which creates digital twins with personalized arterial forces over 700,000 heartbeats to predict risks of heart disease and heart attack.
Image courtesy of Duke University
We showed that seeing wall shear stress patterns actually statistically changed the length of stent recommended by interventional cardiologists in the study. Moreover, by enabling virtual surgery to see the result of different device design decisions, we can provide a feedback loop for improvement or guidance, such as patients with certain anatomical characteristics who may be better suited for a particular device or design. Mainly, we’ve really shown that vascular anatomy varies widely patient to patient and those differences have a significant effect on blood flow patterns and thereby disease localization and progression. Quantifying those differences and taking them into account can be critical for device developers.”
MDO: Does this extend to testing digital prototypes of cardiovascular or oncology devices — or others?
Randles: “Yes, completely. These types
of models provide a framework for testing different devices for that patient before ever stepping in the operating room. With the new Longitudinal Hemodynamics Mapping Framework, you can even prospectively model forces that the device would be subjected to over a period of months and specify different levels of activity.”
MDO: Can these models be personalized to an individual patient using wearables data?
Randles: “Yes, personalization is a key component for everything we are working on. For the moment, we are focusing on patient groups where we have medical images to provide the 3D anatomy of the patient’s vessels and then have a series of ongoing studies looking at the role of wearable data to drive these simulations over time. We’re using these models to create personalized, digital twins of patients after carotid repair and congestive heart failure, for example.”
MDO: What are the biggest opportunities here for device developers and manufacturers?
Randles: “Being able to virtually place the device in the patient’s arteries and see what type of forces it would be exposed to over periods of months or maybe even years can provide valuable information to device developers. They can now assess how deployment of the device will impact flow in the near term, but also test hypothetical situations such as different sedentary levels or potentially developed comorbidities.”
Duke University Professor Amanda Randles
The FDA is issuing cybersecurity deficiency letters — here’s how to make sure you don’t get one
By Naomi Schwartz Medcrypt
As of Oct. 1, 2023, the FDA enacted its Cybersecurity Refuse to Accept (RTA) policy, turning away any medical devices that do not meet its premarket and postmarket cybersecurity guidance. And earlier, in June 2023, the FDA released final guidance about the Electronic Submission Template and Resource (eSTAR) program which requires all relevant cybersecurity information to be completed, effectively signaling a new era of regulatory accountability.
With the FDA’s increased cybersecurity authority and resulting enforcement, medical device manufacturers must now comply with FDA mandates. In years leading up to recent regulations, the FDA used a more idiosyncratic and educative carrot approach, providing guidance and assistance to industry stakeholders, which sometimes led device manufacturers to overlook or interpret cybersecurity measures ambiguously. However, the current enforcement strategy represents a shift to the stick approach, underlining the FDA’s commitment to patient safety and the mitigation of cybersecurity risks. This strategy also aims to ease the burden on individual reviewers by providing systemic support for security assessments.
A former FDA reviewer shares insights into the depth and breadth of FDA cybersecurity deficiencies that could sink your device.
Noncompliance with FDA cybersecurity requirements can have consequences, including delays in market entry, reputational damage, and enforcement actions. Deficiency letters targeting cybersecurity vulnerabilities in medical devices are a vital part of the FDA’s cybersecurity strategy, prompting organizations to prioritize compliance and strengthen their products against potential threats.
Compliance with FDA cybersecurity requirements is not just a matter of regulatory adherence but also a crucial aspect of business success, maintaining stakeholder trust, and ensuring patient safety.
Secure by design
The FDA’s increased scrutiny of secure design for medical devices has prompted a wave of accountability within the industry. This heightened focus was evident when U.S. Department of Health and Human Services (HHS) Secretary Xavier Becerra announced that devices must meet cybersecurity criteria for approval, followed by the implementation of new guidance clarifying expectations set in the PATCH Act.
Central to the FDA’s approach is the emphasis on lifecycle management. Companies must now provide comprehensive documentation demonstrating their adherence to cybersecurity guidance throughout the premarket and postmarket phases. The FDA evaluates not only the end product but also the framework and software development practices employed by manufacturers.
For companies navigating this maturing landscape successfully, it is essential to adopt key elements of a more robust software development process. FDA’s focus is on a Secure Development Lifecycle (SDLC), which includes integrating cybersecurity considerations from the project’s inception, conducting thorough threat modeling, and comprehensively documenting cybersecurity risk management plans. Failure to design products with adequate cybersecurity measures can lead to FDA repercussions, including rejection of submissions such as “Not Substantially Equivalent” (NSE) for 510(k) or “Not Approvable” (NOAP) for premarket approval (PMA). Noncompliance may stem from devices not meeting cybersecurity standards
outlined in section 524B of the FD&C Act or lacking sufficient cybersecurity information on product labels, potentially leading to misbranding. The FDA will address such noncompliance through deficiency letters outlining specifics on why a device failed to meet the requirements. In the event of a postmarket cybersecurity device failure, FDA may issue a warning letter.
Beyond regulatory implications, any security incident of fielded medical devices, a data breach, an entry point for a cyberattack, or even a patient safety incident can result in significant financial setbacks for the manufacturer as it results in loss of customer trust and negative effects on the company brand. Strong cybersecurity practices are crucial in safeguarding a company’s business, enhancing its reputation, and gaining the trust of investors and stakeholders.
Vulnerability management planning
In today’s regulatory environment, a robust vulnerability management plan addressing both premarket and postmarket is essential for ensuring the security and integrity of medical devices. Top management needs to take the lead in identifying process gaps that need to be addressed. This includes making sure they have a framework in place that meets regulatory standards. Research and development teams play a key role by employing trained cybersecurity professionals to effectively manage risks, identify potential threats, and thoroughly assess third-party software for issues.
Effective cybersecurity management goes beyond safeguarding sensitive information; It’s about maintaining trust and positioning your company as a market leader. Proactive cybersecurity measures have been proven to be more cost-effective than reactive ones, making them a wise investment for any organization. However, traditional enterprise cybersecurity isn’t enough in today’s expanding connected product universe.
Companies must assess their device’s current security posture and create a tailored plan, including an effective postmarket surveillance plan that involves gathering a variety of vulnerability information and learning from past incidents to enable continuous improvement. This includes regular
updates, vigilant patch management, and the implementation of continuous monitoring systems. These practices form the foundation for preventing and mitigating cybersecurity threats.
Executives should allocate a budget for cybersecurity during the development phase to avoid delays and potential FDA enforcement action. Additionally, publicly traded companies must meet SEC expectations for managing cybersecurity risks and reporting incidents. Staying informed about industry standards and proactively complying with regulations are crucial for navigating this evolving regulatory landscape.
Verification and validation
Cybersecurity-specific verification and validation is another set of critical activities for ensuring the safety and reliability of medical devices amid evolving regulatory requirements. Testing confirms that a device meets specific requirements and operates securely in its intended environment, helping identify and mitigate potential cybersecurity risks before the device reaches the market.
Recent changes, including the 510(k) eSTAR requirement, intensify pressure on device manufacturers to ensure the adequacy of their cybersecurity measures. Without the necessary documentation, device manufacturers cannot submit, shifting the responsibility squarely to their shoulders. To effectively manage and validate a device’s cybersecurity, companies should prioritize comprehensive testing and documentation. This includes conducting vulnerability assessments, penetration testing, and verifying security controls to ensure robust protection against potential threats.
To navigate the validation process and avoid the RTA policy implications, companies should prioritize proactive measures like seeking guidance from regulatory experts, conducting thorough risk assessments, and leveraging available resources.
In the months and years ahead, there may be a heightened focus on postmarket surveillance, emphasizing the importance of ongoing vigilance and compliance with regulatory requirements. Companies demonstrating a commitment to product safety and regulatory
compliance through mature and robust verification and validation and cybersecurity measures can navigate this landscape effectively.
Key takeaways
The FDA’s emphasis on cybersecurity highlights the imperative for device manufacturers to prioritize compliance with regulatory standards. The transition from leniency to strict enforcement signals a new era of accountability in the healthcare industry. Organizations must incorporate cybersecurity considerations into their product development processes from inception. This includes developing comprehensive documentation, closely adhering to regulatory guidance, and fostering cross-team collaboration to address deficiencies promptly and effectively. By adopting these measures, companies can safeguard patient safety and sustain competitiveness in the market.
Naomi Schwartz is the VP of services at Medcrypt and leverages over 20 years of systems engineering and regulatory expertise in advancing device commercialization. As a former FDA premarket reviewer, she concentrated on software, interoperability, and cybersecurity for connected diabetes devices, contributing to standards and working groups, and overseeing postmarket cybersecurity vulnerability incident management, all while reviewing 40 recalls and more than 200 regulatory submissions and over 200 presubmissions in her six years at the FDA.
Medcrypt VP of Services
Naomi Schwartz
VSTERILIZATION
By Jim Hammerand Managing Editor
aporized hydrogen peroxide (VHP) is the latest medical device sterilization alternative to ethylene oxide (EtO) as the industry seeks to limit potential harm from EtO and increase total sterilization capacity.
Vaporized hydrogen peroxide (also referred to as VH2O2) is the FDA’s newest addition to its list of Established Category A sterilization methods for medical devices. Other Category A sterilization methods include EtO, dry heat, moist heat and radiation.
Like the aqueous form of hydrogen peroxide (H 2O 2), VHP kills infection-causing bacteria, viruses and all other microbial life by oxidizing amino acids and proteins.
VHP has a similar effectiveness as EtO, which is the most commonly used method for medical device sterilization. Like EtO, VHP can permeate many materials used for medical devices and packaging without causing damage or leaving harmful residue. And VHP can similarly be used to sterilize medical devices in bulk.
But unlike EtO, VHP is not flammable or explosive and is not considered by the EPA to be a cancer risk when inhaled. VHP also sterilizes at lower temperatures than EtO, which reduces the risk of heat damage to device components or materials.
“Vaporized hydrogen peroxide provides a safe alternate to ethylene oxide sterilization of medical devices when specific limitations of the technology are appropriately addressed during process development.”
Vaporized hydrogen peroxide for medical device sterilization
Which medical devices can be sterilized with vaporized hydrogen peroxide?
VHP is an effective sterilization alternative to EtO for many medical devices, including single-use and reusable surgical instruments, endoscopes, implants and devices with electronics, temperaturesensitive devices, combination delivery devices, single-packaged complex devices, and complete assemblies or devices with loose components.
VHP can also be used for pharmaceutical sterilization, including containers, pre-filled syringes and other parenteral drug delivery systems.
VHP is “a safe and effective alternative” to EtO sterilization, Stryker’s Sustainability Solutions division said in a 2021 white paper as the world’s largest orthopedic developer explained its migration from EtO to VHP. That Stryker white paper — authored by Sterilization & Microbiology Global Director Erick Gustin — explored VHP’s use for medical device sterilization, covering efficacy, temperature, processing cycles, emissions and materials compatibility.
“Vaporized hydrogen peroxide provides a safe alternate to ethylene oxide sterilization of medical devices when specific limitations of the technology are appropriately addressed during process development,” Gustin wrote.
Surgical robotics developer Virtual Incision uses VHP to sterilize its MIRA
(Miniaturized In Vivo Robotic Assistant) system. EtO is difficult to work with and the surgical robot can’t be sterilized with an autoclave, so VHP is “the next-simplest” method of sterilization, Virtual Incision co-founder and Chief Technology Officer Shane Farritor told Medical Design & Outsourcing.
“It made sense for us,” he said. “It’s another step toward simplicity and sustainability.”
Abbott is evaluating VHP and other sterilization methods for use in cardiovascular implants, said Santosh Prabhu, divisional VP of product development for Abbott’s structural heart business. One question to be answered is whether VHP sterilization affects the long-term durability of animal tissue used for replacement heart valves.
“We want to make sure that it doesn’t in any way degrade the performance of the device,” he said in an interview. “It might work well with metals and polymers, but for any tissue forms, we have to be super diligent because these are valve products that are supposed to function for years and years.”
VHP can permeate most materials — including seams, joints and plastic membranes — and is an effective sterilant at low concentrations. “Following established ISO guidelines, the VHP process shows consistent repeatability and reproducibility for medical device sterilization,” Gustin wrote.
VHP can sterilize at lower temperatures than heat sterilization or EtO, with typical processing cycles in the range of 75-100°F, Gustin said. He reported efficient VHP sterilization at temperatures as low as 39°F to minimize the risk of damage to heat-sensitive materials.
Like EtO, VHP is applied in a vacuum chamber, but VHP has relatively short sterilization cycles, with less or no need for extended product residual outgassing like EtO. VHP also has low toxicity. Water and oxygen are the byproducts of VHP sterilization, eliminating the toxic emission risks of EtO. This all yields faster turn times and increased chamber availability to maximize sterilization throughput.
Medtech industry testing has found VHP is compatible with most materials used to make medical devices, including a wide range of metals (such as stainless steel, aluminum, and titanium), plastics (including polycarbonate, polyethylene and polypropylene), silicones, glass, adhesives and electronics.
However, VHP may react with certain uncoated reactive metals like copper and brass, causing material degradation and/or discoloration.
“During design and development of VHP sterile processing cycles, devices are inspected both from a cosmetic and functional aspect post exposure,” Gustin wrote. “Any materials or devices that are found to not pass stringent requirements for functionality and cosmetic appearance are not adopted into the VHP processing cycles.”
Another notable exception for VHP materials compatibility is cellulosic material like the paper or cardboard that’s commonly used in medical device packaging and shipping. That’s a big disadvantage compared to EtO, which can be used to sterilize pallets worth of devices in cardboard packaging because the gas permeates the packaging to sterilize the contents within.
“Stryker’s Sustainability Solutions division addresses this limitation by processing devices only in their primary sterile barrier that is VHP compatible and composed of non-cellulosic materials (Tyvek, Mylar, various plastic polymers),” Gustin wrote. “Following VHP processing, products are packaged in secondary and shipping containers for distribution.”
Stryker also warned of adsorption and condensation difficulties with long lumen devices and densely packed exposure loads.
“Poor cycle development which does not consider potential dew point changes, gas concentration and saturation levels and exposure environment temperature will exhibit these processing non-conformances,” Gustin wrote. “Stryker sterilization engineers account for these conditions and parameters during the developmental process of a VHP cycle. Devices are seeded with appropriate biological challenges to challenge the process and achieve the desired sterility assurance levels to avoid these anomalies.”
By Martin Forrester Aptyx
Anyone who’s observed a surgical procedure knows that smell. It’s surgical “smoke,” an umbrella term for a range of gaseous byproducts produced when tissue is dissected or cauterized by heatgenerating devices such as lasers and electrosurgical pencils.
An estimated 500,000 surgeons, nurses, and other operating room (OR) staff are exposed to surgical smoke annually. The amount and content of smoke generated vary widely by type of procedure, surgeon technique, pathology of tissue and type of energy. But generally speaking, surgical smoke and aerosols are irritating to the lungs and have approximately the mutagenicity of cigarette smoke.
Tubing innovations for surgical smoke management
Device design with users in mind can increase adoption of smoke evacuation systems in operating rooms as new rules roll out.
smoke evacuation systems, and work continues in several more states.
With more than a third of U.S. states enacting laws for smoke evacuation systems and more likely, increased demand for smoke evacuation systems provides opportunities for medical device manufacturers in this space.
Equipment design presents opportunities to boost adoption
Smoke evacuation systems typically have a suction unit (vacuum pump) that collects smoke, a filter to remove harmful particles and trap fluids, and tubing that connects the vacuum pump to the hand-held surgical device.
A review of 15 journal publications found that equipment design factors
the hose and prevent it from being crushed, and a web that wraps around and between the helixes.
Some teams have tried substituting a lighter-weight, less expensive form of tubing known as corrugated; however, current corrugated tubing makes a whistling noise that can be distracting. While techniques for manufacturing quieter corrugated tubing are worth investigating, there are several innovative options available now.
In smooth spiral tubing, “pitch” is the distance between helixes. As tubing diameter decreases, so does the pitch. Decreasing the pitch makes the tubing more rigid, while increasing the pitch makes the tube more flexible. >>
Expanding state legislation expected to increase demand
The National Institute for Occupational Safety and Health (NIOSH) and the Joint Commission both recognize the hazards of surgical smoke and recommend — but do not require — risk mitigation strategies including smoke evacuation systems.
In response to this lack of national regulation, the Association of periOperative Registered Nurses (AORN) has been working at the state level to enact laws that explicitly require hospitals and ambulatory surgery centers to implement policies requiring the use of surgical smoke evacuation systems. Currently, 18 states have passed laws specifically for
have historically presented a barrier to adopting smoke evacuation systems. Obstacles reported include bulky, noisy systems and heavy, awkward hand pieces. The tubing that links the suction unit to the surgical device often lacks flexibility and can compromise user experience by adding weight, pull force and resistance.
While equipment manufacturers have been working to make systems smaller and quieter, there are additional opportunities for innovation in smoke evacuation tubing to improve user experience.
Smoke evacuation typically uses smooth spiral tubing, which comprises a helix that spirals the length of a smooth-interior tube to support
Variable-pitch tubing can increase a medical hose’s flexibility. Illustrations courtesy of Aptyx
ANATOMY OF A HELICALLY WOUND SPIRAL HOSE
Customer feedback inspires development of variable-pitch tubing
One recent process technique — inline, variable-pitch tubing — was developed based on surgeon feedback that holding a device with smoke evacuation tubing caused wrist fatigue due to bending and articulating.
Some teams were even manually stretching out the end of the tubing close to the hand piece to give the tubing a lighter, more flexible feel. Stretching the tubing in an uncontrolled manner can damage the web and cause an inconsistent pitch, which could compromise tubing strength and performance.
Trials were conducted to discover the optimal amount of pitch variance needed to boost flexibility without compromising the pitch consistency needed to maintain strength. The result was the development of an automated in-line manufacturing and inspection process that varies the pitch along the length of the tubing.
For example, the end that connects to the vacuum pump could start with a 4 mm pitch, and the pitch could be increased to 6 mm at the device end of hose to enhance flexibility. This automated in-line process does not
add cost to the tubing manufacturing process and ensures reliability, which is further enhanced by in-line inspection.
Additional opportunities for tubing enhancements
Innovations from the respiratory tubing market can be leveraged for smoke evacuation applications. Through a patented process, tapered corrugated tubing can be fabricated with varying diameters within the tube. This tapered tubing features a standard diameter on the end that connects to the unit and thinner diameter that’s lighter and more flexible at the point of use.
Another example is an advanced manufacturing technique that embeds a wire under the helix in a very precise location to reduce condensation in respiratory tubing. This technology may offer potential for performance enhancements in the smoke evacuation space. For example, wires embedded in the tubing could be connected to sensors that would communicate with smart devices.
Extrusion materials and techniques offer additional opportunities for tubing advancements. Most smoke evacuation
tubing is fabricated via single extrusion of one material. Dual extrusion — manufacturing the helix and web using different materials — presents an opportunity to optimize performance. For example, creating a highly flexible web with an extremely rigid helix, resulting in a lightweight, flexible hose that maintains structural integrity.
These are just a few examples of innovative opportunities in smoke evacuation tubing to boost performance and enhance user experience. Ultimately, these efforts will make ORs safer for patients and staff alike and will help protect the health of those who dedicate their lives to protecting the health of others.
Martin Forrester is a device industry veteran who served as R&D manager for Aptyx in Trenton, Ontario, Canada, for 25 years and continues to support Aptyx’s medical tubing R&D. He has specialized in tubing for more than 40 years and holds several patents that have been instrumental in many of Aptyx’s tubing innovations, including helically wound spiral tubing used for heated hose applications, strain reliefs and smoke evacuation applications.
Next-generation bioresorbable vascular scaffolds offer an alternative to metallic drug-eluting stents.
By James M. Lindsey III Zeus
Once hailed as the fourth revolution in percutaneous coronary intervention (PCI), bioresorbable vascular scaffolds (BRS) did not live up to the hype. Leveraging the fundamentals of PCI innovations that came before it — balloon angioplasty, bare-metal stents, and drug-eluting stents (DES) — the idea of a magical device that could provide the same era-defining functionalities and then disappear was an exciting proposition.
While promising, first-generation polymeric BRS suffered from several fundamental limitations. Due to the relatively lower strength of the Poly-Llactic acid (PLLA) polymer, the scaffold struts were required to be thicker at ~150 microns versus ~80 microns for DES, creating a more thrombogenic
Strain approximation for a BRS undergoing highdeformation steps such as crimping and expansion
environment due to disturbances in blood flow. Also, due to the limitations in the polymer’s ductility, limited over-expansion ratios were prescribed, providing less room for error during sizing and implantation, thereby increasing the likelihood of strut-malapposition and subsequent intraluminal scaffold dismantling upon scaffold degradation.
However, even with these drawbacks, it has been reported that while adverse events were more common with the first-generation scaffold than with a contemporary DES, the period of excess risk ended at three years, corresponding to the time for complete scaffold resorption. Therefore, if comparable safety and efficacy to that of DES can be achieved during the first three years post-implantation, BRS technology may indeed live up to its potential, and not only in the treatment of coronary artery disease (CAD), but also in the treatment of peripheral artery disease (PAD).
Stringent requirements: a challenge for effective polymeric BRS
A BRS has a dual mandate: Provide safe and effective arterial/radial support to prevent post-revascularization recoil; and resorb in a benign fashion, allowing for the restoration of the natural vessel function.
For a polymeric BRS, providing effective radial support is no small task. BRS are required to have a low delivery profile, requiring them to be both crimpable and expandable, resulting in a high degree of localized strain. On top of that, it is often required that a BRS be “over-expanded” to achieve good strut apposition to the vessel wall. After this high-strain-laden implantation process, the BRS must be able to maintain a high yield stress to prevent vessel recoil.
Finally, after providing sufficient support for vessel remodeling, the BRS must resorb without complication. How can a BRS possibly meet these stringent requirements? The answer lies in optimized polymer microstructure. >>
Image courtesy of Zeus
An example of a BRS design superimposed onto a precursor tube with tailorable biaxial orientation profiles Image courtesy of Zeus
TUBING
Polymer microstructure: the key to new beginnings
A BRS is most commonly fabricated by laser cutting a polymeric precursor tube. As such, the chemical and mechanical properties of this precursor tube are paramount in achieving a safe and effective BRS. The selection of an appropriate polymer chemistry sets the stage for not only the duration of luminal support, load transfer, and time-to-complete absorption, but most importantly, provides the chemical template for the control of polymer microstructure.
Polymer microstructure is defined primarily by the spatial positioning of polymer crystallinity and molecular chain alignment. It is critical that all steps in the manufacturing process of a BRS be designed with an eye toward optimal polymer microstructure, and not only an optimal microstructure at the time of implantation but also throughout the various phases of degradation and resorption.
For a BRS to undergo high strain without failure, a highly aligned microstructure — often referred to as high molecular orientation — needs to be coupled with small-crystallite crystallinity. This microstructure transforms the polymer from one susceptible to brittle fracture to one with high strength and ductility. In addition, highly uniform spatial positioning of such microstructure allows for predictable and uniform degradation, taking aim at two of the major late outcome drawbacks of first-generation BRS, namely intraluminal scaffold dismantling and thrombosis.
Tailored microstructure for tailored BRS designs
BRS for the treatment of both CAD and PAD can differ considerably in design, sizing, and functionality. Because of these differences, a polymer tube comprised of a single microstructure is not likely to be an ideal precursor for multiple BRS designs.
HIGH-VOLTAGE MEDICAL CONNECTORS
New advancements in polymer processing techniques enable tailored microstructures for tailored BRS designs. Through the application of multi-dimensional stresses governed by precise control over strain, strain rates, and temperatures, these new techniques allow for precise control over polymer crystallinity, crystallite size, and molecular orientation across multiple axes of the precursor tubing.
The application of these stresses in a three-dimensionally uniform fashion provides critical levels of uniformity, including dimensional uniformity, mechanical property uniformity, and uniformity of degradation, all leading to consistent and predictable BRS performance in the acute phase and throughout resorption and vessel restoration.
Given that a BRS design laser-cut from a precursor tube will assume the threedimensional microstructure of the tube by
Zeus Senior Research Engineer
James M. Lindsey III
superimposition, the ability to tailor the three-dimensional tubing microstructure for a particular BRS design is paramount in achieving an optimized result. Molecular orientation can be tailored bi-axially to yield circumferential and longitudinal orientation profiles that favor specific BRS designs with respect to functionality and specific stress-strain responses experienced during crimping and deployment. This customization allows for the precursor tubing to be tailored to specific BRS designs, and for unique BRS designs with differentiating features to be realized.
Paving the way for the future
New polymer processing techniques capable of precisely controlling the polymer microstructure are enabling novel BRS designs for the treatment of both CAD and PAD.
Tailored microstructures now allow for thin-strut BRS designs with high radial strength and improved over-expansion capabilities for coronary and BTK BRS as well as high-strength, large-diameter designs for ATK BRS. Advancements in tailored and highly uniform microstructure provide a platform for uniform degradation and improved clinical outcomes, while newly offered polymer chemistries beyond PLLA, such as PLGA (poly-L-lactide-co-glycolide) and PLC (polyL-lactide-co-caprolactone), are allowing for even greater possibilities with respect to resorption time and BRS functionality, including self-expanding BRS.
Armed with these new techniques and capabilities, new BRS therapies that once seemed unimaginable are now within reach.
James M. Lindsey III is a senior research engineer at Zeus with bachelor of science degrees in biological sciences and mechanical engineering, and a master of science degree in bioengineering, all from Clemson University. Lindsey played a leading role in the invention of Absorv XSE, Zeus’ flagship bioabsorbable oriented tubing platform designed for next-generation BRS, as well as many other bioabsorbable products.
Advanced Manufacturing for Every Generation
As medical devices have evolved, we have advanced our capabilities to meet your increasingly complex design requirements. Backed by nearly 80 years of proven manufacturing expertise and a laser focus on minimally invasive surgical instruments, MICRO delivers the highest
Boston
Scientific
HOW MAKES — AND DELIVERS — ITS MICROSCOPIC, RADIOACTIVE CANCER-KILLERS
THE CLOCK STARTS TICKING WHEN THERASPHERE BEADS EXIT THE NUCLEAR REACTORS THAT GIVE THEM THE POWER TO SLOW OR DESTROY LIVER TUMORS.
BY JIM HAMMERAND MANAGING EDITOR
The Missouri University Research Reactor (MURR) is the most powerful university research reactor in the U.S. It’s one of the sites where Boston Scientific’s TheraSpheres get their radioactivity.
Boston Scientific's cancer-killing TheraSphere devices are smaller than a human hair and forged in 1,500°C temperatures.
But it's the time spent inside a nuclear reactor that gives these catheterdelivered beads the radioactive power to slow or destroy liver cancer tumors.
These microscopic devices need to be small enough to get into the tumor and deliver a high payload of radiation, but not so small that they flow out of the tumor and throughout the body, Boston Scientific Interventional Oncology President Peter Pattison said.
"We found the right type of bead with the right type of material — glass — with the right type of isotopes," he said in an interview. "This was a custom-designed treatment to really take advantage of liver vasculature and liver tumors."
Pattison has advanced TheraSphere throughout his career, first with Nordion and then BTG. Nordion licensed the technology from the University of Missouri in 2001 and developed TheraSphere before selling it to BTG, which Boston Scientific acquired for $4 billion in 2019. TheraSphere won FDA premarket approval (PMA) in 2021 as selective internal radiation therapy for certain liver tumors.
Interventional radiologists inject radioactive TheraSphere beads and saline with a standard microcatheter just outside a patient's liver tumor in the bloodstream supplying it.
"The name of the game of destroying a tumor is getting margin around the tumor. Once the tumor gets to 3 cm or more, there's probably little bits of cells of cancer outside the main tumor that you can't see with the naked eye," Pattison said. “Tumors more than 2 cm often can come back for that reason. You've got the tumor, but there's probably microsatellites of cancer cells now outside of that tumor.” >>
Photo courtesy of the University of Missouri
"Radiation segmentectomy is a really fascinating technique where if the patient has enough healthy liver reserve, they can pull that catheter back enough to get a whole segment — the liver's divided into eight segments — and completely destroy an entire segment of the liver," he continued. "If the patient has enough liver reserve, that's a great outcome because you've got the tumor, and you've got a lot of that margin around the tumor. In our studies, principally our legacy study that led to our FDA PMA in 2021, that's what we were able to show. [By delivering] an ablative dose that really goes out for a segment, you can get very long-term survivals."
Boston Scientific is exploring other applications for the technology, including the first-in-human Frontier trial studying the safety and feasibility of using TheraSphere to treat recurrent glioblastoma in the brain. The device developer is also looking into TheraSphere for prostate, lung, kidney and other cancers with tumors that are radiosensitive and can be visualized and accessed with a catheter.
"The loose scientific theory is if tumors are hypervascular — most of them are — and you can see it and you can get a catheter there, you should be able to deliver a super-high dose of radiation at the tip of this catheter," Pattison said.
How TheraSphere is manufactured Pattison credited TheraSphere's success to the combined expertise of the technology's co-inventors from the University of Missouri system: ceramic engineering researcher Delbert Day and Missouri University Research Reactor (MURR) nuclear scientist Gary Ehrhardt.
"They identified the problem, and they purpose-built this product with the best material and the best radiation [to] come up with the best product," Pattison said.
a tumor. Red blood cells, for comparison, are about 6 microns in diameter.
Then, the beads go to a nuclear reactor where they're placed in an ampule and hit with high-speed, high-energy neutrons to transform the yttrium-89 into yttrium-90.
Yttrium-90 emits pure beta radiation about 2 to 2.5 mm from the beads. The yttrium-90 has a half-life of about 2.7 days, meaning the radioactivity wanes over about four weeks. After that, the glass spheres are inert, but remain inside
“The loose scientific theory is if tumors are hypervascular — most of them are — and you can see it and you can get a catheter there, you should be able to deliver a super-high dose of radiation at the tip of this catheter.”
Day founded bioactive glassmaker Mo-Sci in 1985, and the TheraSphere microspheres were its first product. The company makes TheraSphere beads with aluminum oxide and silicon oxide (two common ingredients in high purity, medical-grade glass), plus stable, inactive yttrium-89. This mixture is melted at 1,500°C and cooled to form biocompatible glass microspheres of various sizes.
TheraSphere beads measure 15 to 35 microns in diameter, making them small enough to flow with the blood into
the patient. A patient's individual dose is millions of TheraSphere beads, but because they're so small that dose might only weigh a few dozen milligrams.
Embedding yttrium inside the glass matrix allows for what Boston Scientific calls an "unmatched radioactive concentration" versus other approaches, like using resin to bind a coating of yttrium-90.
(continued on page 56)
MURR staff using the research reactor to create radioactive isotopes.
Photo courtesy of the University of Missouri
Precision Gears and Superior Mechanical Components
Our Certifications
ISO 9001 + AS9100
ITAR Compliant-DDTC Registered
DFARS Compliant
RoHS & R.E.A.C.H. Compliant
NIST SP 800-171 Compliant
Turning Ideas into Reality since 1950
Engineering development, design, and manufacturing expertise combined with mechanical and electromechanical component options.
Streamline Your Supply Chain
We deliver parts and subassemblies complete, eliminating your need for additional sourcing, time, and cost.
Customized Solutions
Custom Gears & Mechanical Components
Custom Gearheads & Gearboxes
Complex Gear Assemblies
Mechanical Assembly
Electromechanical Assembly
Robotic Arms & Endowrists
BOSTON SCIENTIFIC
(continued from page 54)
"You just can't get as much in there per bead like you can with TheraSphere," Pattison said.
Supply chain challenges and solutions
“It’s like we’re shipping ice cubes in the desert. ... You have to have a good process.”
Boston Scientific partners with MURR and other government-run research reactors in Australia, Belgium, Poland, the Netherlands and South Africa. That global network allows the supply to keep flowing even when reactors shut down for maintenance or safety checks.
The clock starts ticking as soon as the TheraSphere beads exit the nuclear reactor and the yttrium-90 isotopes start to decay.
"It's like we're shipping ice cubes in the desert," Pattison said. "... You have to have a good process."
The irradiated microspheres then go to Boston Scientific's dispensing contractor, BWXT Medical, in Ottawa, Ontario, where employees dispense
systems that would malfunction inside the "hot cell" due to the radiation.
"These very skilled operators are able to open vials, dispense, close vials, move things in and out ... remotely with these very sensitive, manual and non-electronic, non-automated manipulators," Pattison said.
The vial and shield are packed in a radiation-blocking lead container, which itself is packed in styrofoam inside a cardboard box with a "super-bright, obnoxious" yellow that makes it easy for a courier to find if the box goes missing in a warehouse.
Boston Scientific aims for each dose to reach an interventional radiologist within two to three days, but can deliver
and package the radioactive glass beads behind a protective layer of lead glass.
Each dose is packaged in a 100-microliter glass vial with a Lucite shield. (Lucite is a brand name for a synthetic polymer called polymethyl methacrylate, or PMMA.) The dispensing employees use manual manipulators rather than electronic
them the next day in an emergency.
"Our ability to move in a timely fashion is world-class," Pattison said. "We've had to charter aircraft at the last minute, we've had to send people in trucks to go get things. The hero stories — I don't love when they happen, but I love that they turn out the right way."
Based on how much radiation is needed for a patient (measured in a unit
known as the becquerel, abbreviated Bq) and when the procedure is scheduled to take place, Boston Scientific works out the transit time from Ottawa, the becquerel needed to arrive with just the right dose, and the chain of custody along the way.
"We just want the customer to worry about the dose and the day and where they are. We’ll figure out the rest of that supply chain, work back from the last-mile courier to the trucking company to the airline," Pattison said. "It's really quite astounding the detail that's required to make sure all these packages get around the world every day."
This microscopic image shows TheraSphere beads next to a human hair.
Image courtesy of Boston Scientific
A look inside a “hot cell” at the BWXT dispensing facility in Ottawa, Ontario
Photo courtesy of BWXT Medical
The Long & Short of Interpower® NEMA & International
Hospital-Grade Cords. NO,
Whether a 1-foot NEMA 5-15 hospital-grade cord with an IEC C13 terminating the end opposite the plug, or a 20-foot international hospital-grade cord with an IEC 60320 C19 terminating the opposite end, accessory power possibilities abound—especially if multiple machines need to use the same accessory power strip.
Interpower cords and components are manufactured in accordance with Interpower’s product quality plan: hipot testing, continuity testing, and ground testing until surpassing all worldwide agency standards. With 1-week lead times on U.S. orders, and same-day shipping on over 2 million parts in stock, you can afford to keep inventories low.
North American and Japanese hospital-grade plugs and receptacles bear the green dot, signifying the plugs have passed the rigorous UL 817 Abrupt Removal Test (UL 817, 18.2.4.1) and C22.2 No. 21-14 requirements for hospital-grade cords. Other countries using hospital-grade cords such as Australia and Denmark, have proprietary requirements. Many countries use standard cords for their hospitals, requiring less testing.
• 1-week U.S. lead times
• Same-day shipping on in-stock products
• Quick-change molding process
BIOABSORBABLE POLYMERS ARE USED FOR AN EXPANDING RANGE OF MEDICAL DEVICES. LEARN MORE ABOUT SPECIFIC BIOABSORBABLE POLYMERS, THEIR APPLICATIONS, AND COMMON MISTAKES AND PITFALLS.
Bioabsorbable polymers for medicalimplantable devices: What to know
Bioabsorbable polymers degrade and disappear at predictable rates, making them an ideal material for parts of implantable devices that could otherwise impair healing or create an ongoing risk of injury or infection.
Bioabsorbable sutures made of glycolide/lactide polymers, first developed in the 1970s, are strong and flexible enough to hold tissue together to promote healing.
But unlike synthetic sutures which stay in the patient long after a wound has healed, bioabsorbable sutures do not create a long-term risk of foreignbody reactions or require a second intervention to remove.
Nephew and other medtech developers offer a variety of bioabsorbable sutures. Ethicon, Medtronic, Gore, Allergan, and Bard are among the makers of bioabsorbable surgical mesh.
Bioabsorbable materials have also allowed the development of devices that must be rigid when they are initially implanted, but become flexible as the natural tissue heals around them.
BY REED MILLER
Johnson & Johnson MedTech’s Ethicon, Medtronic, Braun, Smith +
Elixir’s Dynamx bioadaptor is a drug-eluting stent with both metal and biodegradable elements. When it is first implanted, the scaffold is “locked” to establish maximum flow lumen. As the bioabsorbable parts disappear, the structure is “unlocked” to allow the vessel to maintain pulsatility and adaptive flow volume. >>
The illustration above shows the Synchrony polymer coating on the strut of Boston Scientific’s Synergy BP everolimus-eluting stent. Image courtesy of Boston Scientific
MDO CONTRIBUTOR
Bioabsorbable polymer materials can also create a scaffold to promote the regeneration of the patient’s own cells into new tissue, such as a living, growing heart valve that replaces a defective valve.
Bioabsorbability can also require a compromise on strength or weight.
Abbott uses PLLA, a bioabsorable polymer, for its Esprit BTK stent. Illustration courtesy of Abbott
In 2017, Abbott pulled its muchhyped Absorb BVS poly L-lactide coronary stent off the market after it failed to find a profitable niche in the market. Longterm studies showed Absorb BVS did not improve long-term outcomes compared to drug-eluting metal stents.
To provide enough radial strength to open a vessel, the Absorb BVS struts had to be thicker than that of a comparable metal drug-eluting stent. Investigators hypothesized that the thicker struts made it harder to deploy and could cause blood-flow alterations and thrombogenicity, especially when the stent was malapposed in the vessel.
Elixir Medical, REVA Medical, Biotronik and Amaranth Medical are among the companies that developed stents made entirely of bioabsorbable materials for the European market in the 2010s.
“[But] after the initial excessive enthusiasm around BVS stemming from the dream of disappearing stents, clinical trials brought a great disillusionment,” according to a review by Mateusz Jezewski, et al, in the 2019 Journal of Clinical Medicine.
Abbott won FDA Approval in April 2024 for the Esprit BTK, an everolimuseluting, PLLA, peripheral stent to treat chronic limb-threatening ischemia.
However, drug-eluting coronary stent innovation has mostly shifted to metal stents eluting their anti-restenotic drug from a bioabsorbable coating.
Histological data shows that the polymer that binds the drug to the stent is the main cause of inflammation in vessels treated with metal drug-eluting
stents.
Metal stents with a bioabsorbable polymer coating can maintain radial strength without inhibiting healing in the vessel wall.
Boston Scientific’s Synergy everolimuseluting stent is coated with Synchrony, the company’s name for a four micrometerthick layer of poly(DL-lactide-co-glycolide) (PLGA). Each square millimeter holds 1 microgram of everolimus. As the polymer degrades, it releases the drug into the vessel wall to prevent hyperproliferation.
Examples of bioabsorbable materials used in implantable devices
Polymers are the most commonly used bioabsorbable materials for medical devices, though certain metals, ceramics and biologics are also bioabsorbable.
Poly(lactic acid) (PLA) is a group of semi-crystalline thermoplastic polyesters that degrade into lactic acid, a common natural compound. Specifically, PLA is a polymer obtained by the ring-opening polymerization of lactide. Applications include sutures, surgical meshes, dental and orthopedic fixation devices. Drugdelivery systems rely on PLA materials for versatility and biocompatibility.
PLLA (poly-L-lactic acid) and PDLA (poly-D-lactic acid) are homopolymers within the PLA family.
PDLLA (poly-D,L-lactic acid) is a copolymer of PLA.
Polyglycolide or poly(glycolic acid) (PGA) also breaks down through hydrolysis, but the result is glycolic acid. Among other applications, it has been
developed as hyperelastic material to promote the development of new bone and for hernia repair.
Poly(lactic- co-glycolic acid) (PLGA) is a copolymer of lactic acid and glycolic acid. It is often preferred for bone substitute constructs because the degradation properties can be controlled by adjusting the ratio between its monomers. PLGA has also been developed for targeted drug delivery.
Polycaprolactone (PCL) degrades slowly and has been used for drug delivery and tissue engineering scaffolds.
PCL-based collagen fillers are also used for esthetic applications such as 3D-printed breast implants. Polydioxanone (PDO) is a synthetic polymer. It is usually more flexible and weaker than PGA or PLA materials, but it is commonly used in absorbable sutures and orthopedic implants that degrade rapidly over a few weeks. Ethicon’s Stratafix is a knotless PDO suture coated with triclosan, an antimicrobial agent. Another device that uses PDO is Spirair’s bioabsorbable SeptAlign implant for minimally invasive treatment of nasal septal deviation.
Poly(trimethylene carbonate) (PTMC) has been tested for drugdelivery and soft-tissue applications such as ureteral stents because of its unique degradation behaviors, including the production of non-acidic degradation products. Medtronic’s Maxon sutures, first introduced in the 1980s, are monofilament fabricated from a copolymer of glycolide and trimethylene carbonate. Novus Scientific’s Tigr Matrix surgical mesh is a copolymer of glycolide, lactide, and trimethylene carbonate.
Poly(hydroxyalkanoate) (PHA) are a group of biodegradable polyesters produced by either chemical synthesis or bacterial biosynthesis. They are used in a variety of applications, including surgical screws and staples, and in pharmaceuticals for targeted dose delivery.
Poly(L-lactide co-caprolactone) (PLCL) is a copolymer of caprolactone and lactide, combining the strength of PLA and the durability of PCL. It is applied to tissue-engineering and regenerative medicine and may have
applications in dynamic environments like vascular tissue. Researchers used PLCL to develop a pediatric heart valve that can grow as the child does.
Poly(ester amides) (PEA) are copolymers of amino acids and dicarboxylic acids offering the thermal and mechanical properties of polyamides, like nylon, with the biocompatibility and biodegradability of polyesters. Applications include drug delivery systems and tissue engineering.
Polyurethanes can mimic natural tissue properties, making them suitable for device coatings to improve the biocompatibility of implanted devices. Polyurethane is also used by Shape Memory Medical as degradable foam in its Impede embolization plugs to obstruct or reduce the rate of blood flow in the peripheral vasculature.
Bioabsorbable or bioresorbable?
The terms “bioabsorbable” and “bioresorbable” are often used interchangeably to refer to devices or materials that degrade and disappear after they are implanted in the body. For example, Abbott’s poly(L-lactide) coronary stent was marketed as the Absorb GT1 Bioresorbable Vascular Scaffold (BVS) system
The terms “bioabsorbable” and “bioresorbable” do not differ in meaning when describing medical devices marketed in the U.S., the FDA told Medical Design & Outsourcing
Polymer literally means “many mers,” with “mer” originating from the Greek word for “part.” They are a repeating chain of macromolecules – molecules of relatively high molecular mass.
For most polymers, the International Union of Pure and Applied Chemistry (IUPAC) standardized naming convention specifies that the name include the prefix “poly” followed by enclosing
marks around the rest of the name. The order of the “locants” in the name indicates the position of each part of the molecule. However, when there is no risk of confusion about the structure, traditional names without the enclosing marks are acceptable.
Bioabsorbable polymer pitfalls and mistakes to avoid
Engineering devices with these materials requires selecting materials with the desired absorption rate — from weeks to years — and tuning that timetable with the chemistry of the material.
“The reality is that tuning the exact timetable is difficult, so at best you can get ballpark timeframes for absorption,” CytexOrtho co-
founder and CEO Brad Estes told Medical Design & Outsourcing. “It’s not just chemical composition either. There are other important variables like geometry and the local implanted environment that also play a critical role in determining absorption rate.”
The performance of bioabsorbable materials can also be compromised by the application of too much heat during the injection process or exposure to heat over time. The materials can also be easily damaged by improper handling or storage.
Bioabsorbables have relatively high viscosity, making them susceptible to shear forces that destroy the integrity of the material during processing.
Molding these materials requires a controlled environment, and the packaging and sterilization of the final product is part of the design for manufacturing process. >>
Attempts to create bioresorbable implants by replacing metal with a bioabsorbable polymer are likely doomed to fail if the developers do not appreciate differences in the microstructure of the materials.
“We have relied on a nomenclature and anticipated evidence for failure from the metal stent performance and this is not appropriate,” Pei-Jiang Wang of Boston University et al. argued in their analysis of bioresorbable coronary scaffolds. “Failure modes for polymer and metal implants are not the same.”
In a study sponsored by Boston Scientific and the National Insitutes of Health, Wang’s group analyzed the microstructures of PLLA coronary scaffolds. Raman spectroscopy revealed that straininduced heterogeneity in alignment
and crystallinity increased localized degradation, compromising structural integrity that contributes to premature clinical failure.
“Research strategies inherited from metal stents fail to consider polymer microstructures and dynamics [leading to] significant localized structural irregularities that cause asymmetric degradation,” Wang concluded.
co-founder and CEO Brad Estes
“The reality is that tuning the exact timetable is difficult, so at best you can get ballpark timeframes for absorption. It’s not just chemical composition either. There are other important variables like geometry and the local implanted environment that also play a critical role in determining absorption rate.”
With Celestica’s engineering expertise, global manufacturing network, and stringent quality control processes, we help you design, develop, and deliver innovative medical devices that enable better patient outcomes.
Discover the Celestica Advantage:
ISO 13485 and FDA-registered sites
Extensive design and engineering expertise
Supply chain risk management and in-region supplier network
Leader in quality and regulatory compliance
Advanced manufacturingautomation and clean room finished goods production
PTI triples its Class 8 Cleanroom capacity!
PTI Engineered Plastics is pleased to announce an expansion of its Class 8 certified Clean Room. This project, under ISO 13485 certification, has created a total of 10,000 square feet of clean room molding space, nearly tripling PTI’s current capacity. This does not include an additional 4,000 square feet of white room assembly space which is certified to good manufacturing practices (GMP).
The expansion houses 24 injection molding presses dedicated to clean room operations. This represents a substantial 3-fold increase in flexible production capacity, enabling PTI to meet the growing demand for our customers. This expansion underscores PTI’s commitment to providing its customers with the highest quality clean room molding solutions and its dedication to serving the medical device industry.
Accelerate Time to Market with LSO
Life Science Outsourcing (LSO) is an FDA-registered and ISO 13485-certified contract manufacturing partner with over 25 years of experience. Our comprehensive services support the full product life cycle, including turnkey assembly & kitting, package testing, validation, sterilization, decontamination, fulfillment, and distribution. With a track record of helping over 2,100 medical device innovators streamline production and meet complex regulatory requirements, LSO delivers results at critical stages to reduce costs and accelerate time to market. We are more than just a manufacturer – we are your trusted outsource partner in medical device innovation.
25 Centre Rd, Somersworth NH 03878 (714) 672-1090
WTWH Media, LLC
1111 Superior Ave., Suite 2600, Cleveland, OH 44114 Bruce A. Sprague (888) 543-2447
WTWH Media, LLC
1111 Superior Ave., Suite 2600, Cleveland, OH 44114
Courtney Nagle; WTWH Media, LLC
1111 Superior Ave., Suite 2600, Cleveland, OH 44114
Chris Newmarker; WTWH Media, LLC
1111 Superior Ave., Suite 2600, Cleveland, OH 44114
WTWH Media, LLC
1111 Superior Ave., Suite 2600, Cleveland, OH 44114
SALES
Ryan Ashdown 216.316.6691 rashdown@wtwhmedia.com
Jami Brownlee 224.760.1055 jbrownlee@wtwhmedia.com