Novos recursos para fixação por clinching, lubrificação de bobinas sob medida, robótica e soldagem.
Guia I
Software para fabricação a partir de chapas e tubos metálicos.
Tudo sobre prensas
Prensas com mesa móvel para a troca de ferramentas.
Guia II
Centros de serviços e fornecedores de laminados planos.
Em pauta
Cores e efeitos 3D em fachadas de metal.
Guia III
Máscaras e respiradores para soldagem.
Opinião
Apreciação de riscos evita erros e garante segurança em máquinas industriais.
As opiniões expressas nos artigos assinados não são necessariamente as adotadas por Corte e Conformação de Metais , podendo mesmo ser contrárias a estas.
Sumário
Capa
Chapas cortadas a laser –Miguel Couto/Shutterstock
Arte final: Vanessa C. Silva
Carta ao leitor
Aprimoramento de processos e intensificação do uso de tecnologias digitais
A atividade industrial no País aumentou em 0,9% entre janeiro e fevereiro de 2025. Essa informação foi divulgada pela Associação Brasileira de Automação-GS1 Brasil, a qual, a partir do “Índice GS1 Brasil de Atividade Industrial”, também apontou um crescimento de 21,5% da atividade industrial de fevereiro do ano passado até o mesmo mês de 2025.
As boas notícias desta edição dizem respeito ao aprimoramento do processo de clinching para fixação de chapas metálicas, investimento na compra de novas máquinas industriais e avanços na utilização de recursos baseados em inteligência artificial (IA) no chão de fábrica.
Na seção Notícias, que inicia na página 6, você vai saber mais sobre as novidades mencionadas acima e vai encontrar informações sobre uma unidade especial para lubrificação sob medida na fabricação de aletas para trocadores de calor.
E não para por aí, pois novos robôs industriais já estão disponíveis para comercialização e, falando em robótica e IA para o setor metal mecânico, duas empresas formaram parceria para promover o uso de tecnologias desse tipo em operações de soldagem.
Ainda nesta edição, na coluna Tudo sobre prensas, que começa na página 12, as mesas móveis de prensas são o tema principal. Natal Pasqualetti Neto explica como funcionam as mesas móveis e comenta sobre a importância delas para reduzir o tempo de montagem da ferramenta e de setup de prensas, além de dar exemplos que mostram como as mesas contribuem para o fluxo de estampagem de metais.
Boa leitura.
Convidamos a todos a conferirem mais informações em nosso site: https://www.arandanet.com.br/revista/ccm
E também a se inscreverem para receber a newsletter quinzenal com as notícias do setor pelo QR Code:
Adalberto Rezende
Redator
adalberto@arandaeditora.com.br
DIRETORES
Edgard Laureano da Cunha Jr., José Roberto Gonçalves e José Rubens Alves de Souza (in memoriam)
REDAÇÃO
Diretora de redação: Hellen Corina de Oliveira e Souza
Editor técnico: Antonio Augusto Gorni Redator: Adalberto Rezende (MTb 78.879) Jornalista responsável: Hellen Corina de Oliveira e Souza (MTb 21.799)
Secretaria de redação/Pesquisa: Milena Venceslau
PUBLICIDADE Gerente comercial: José Roberto Gonçalves
São Paulo e Rio de Janeiro
Luci Sidaui – Cel. n (11) 98486-6198, luci@arandaeditora.com.br Dora Bandelli - Cel. (11) 95327-6608, dora.bandelli@arandaeditora.com.br Ariane Ribeiro - Cel. (11) 99101-5045, ariane.ribeiro@arandaeditora.com.br Minas Gerais Oswaldo Alipio Dias Christo Rua Wander Rodrigues de Lima, 82, cj. 503 – 30750-160 –Belo Horizonte (MG) Tel. (31) 3412-7031, Cel. (31) 9975-7031, oadc@terra.com.br Paraná e Santa Catarina Romildo Batista
Rua Carlos Dietzsch, 541, cj 204E – 80330-000 – Curitiba (PR) Tel. (41) 3501-2489/3209-7500, Cel. (41) 9728-3060, romildoparana@gmail.com Rio Grande do Sul Maria José da Silva Tel. (11) 2157-0291, Cel. (11) 98179-9661 e-mail: maria.jose@arandaeditora.com.br
INTERNATIONAL ADVERTISING SALES REPRESENTATIVES
China: Mr. Weng Jie – Hangzhou Oversea Adv Ltd 596 Tiyuchang Rd., Hangzhou, Zhejiang 310007, China Tel.: (+86 571) 87063843, jweng@foxmail.com, wj@hz.cn Germany: IMP InterMediaPro e K. – Mr. Sven Anacker Starenstrasse 94 46D – 42389 Wuppertal Tel.: (+49 202) 373294 11, sa@intermediapro.de
Italy: QUAINI Pubblicità – Ms. Graziella Quaini Via Meloria 7, 20148 Milan Tel.: (+39 2) 39216180, grquaini@tin.it
Japan: Echo Japan Corporation – Mr. Ted Asoshina Grande Maison Room 303, 2-2, Kudan-kita 1-chome, Chiyoda-ku, Tokyo 102-0073, Japan Tel.: (+81 3) 3263-5065, e-mail: aso@echo-japan.co.jp
Korea: JES Media International – Mr. Young-Seoh Chinn 2nd fl, Ana Blsdg, 257-1 Myungli-Dong, Kangdong-Gu, Seoul 134-070, Tel.: (+82 2) 481-3411, jesmedia@unitel.co.kr
Switzerland: Mr. Rico Dormann, Media Consultant Marketing Moosstrasse 7, CH-8803 Rüschlikon Tel.: (+41 1) 720-8550, beatrice.bernhard@rdormann.ch
Taiwan: WORLDWIDE Services Co. Ltd. – Mr. Robert Yu 11F-B, Nº- 540, Sec. 1, Wen Hsin Road, Taichung Tel.: (+886 4) 2325-1784, global@acw.com.tw
UK : Robert G Horsfield International Publishers – Mr. Edward J. Kania
USA : Ms. Fabiana Rezak – 2911 Joyce Lane, Merrick, NY 11566, Tel.: (1 516) 858-4327, arandausa@gmail.com
ADMINISTRAÇÃO
Diretor: Edgard Laureano da Cunha Jr.
Gerente: Rosilene de Paiva Branco
Circulação: Clayton Delfino
PRODUÇÃO GRÁFICA Projeto: Antonio Marcelo Chaves – marcelo@magicart.com.br Editoração eletrônica: Vanessa C. da Silva Assistente de produção: Talita Silva
Corte e Conformação de Metais, revista brasileira que aborda o projeto e a produção de peças a partir de chapas e tubos metálicos, é uma publicação mensal de Aranda Editora Técnica e Cultural Ltda.
ISSN 1808-351X
Redação, Publicidade, Administração e Correspondência Alameda Olga, 315 – 01155-900 – São Paulo – SP – Brasil Tel. +55 (11) 3824-5300 – +55 (11) 3666-9585
infoccm@arandanet.com.br www.arandanet.com.br
CCM é enviada gratuitamente para 12.000 leitores qualificados de empresas diretamente ligadas às atividades de corte e conformação de metais.
Notícias
Böllhoff aprimora o processo clinching para fixação de chapas
Passou a integrar o portfólio da Böllhoff, com matriz na Alemanha e subsidiária brasileira no município de Jundiaí (SP), o equipamento para união de chapas e perfis metálicos Rivclinch (foto).O equipamento pode ser utilizado em operações de união de chapas por clinching, que é um processo que possibilita a junção de chapas metálicas mesmo que elas sejam compostas de materiais distintos, pela deformação localizada dessas chapas. As aplicações em que pode ser utilizado o Rivclinch abrangem a união de materiais como, por exemplo, aço carbono, aço inoxidável, alumínio e metais não ferrosos.
Marco Pellizzon André, diretor
Equipamento proporciona a união de chapas e perfis de aço carbono, aço inox e alumínio sem o uso de fixadores. Imagem: Bölhoff/Divulgação.
técnico da Böllhoff Brasil, que forneceu informações à reportagem da Corte e Conformação de Metais, comentou sobre o lançamento: “O diferencial da solução oferecida pela Böllhoff
está na inovação, que proporciona menor peso, mais ergonomia, qualidade superior e uma maior gama de aplicações para a máquina 0201 IP. Além disso, proporciona maior robustez, ergonomia, range de aplicação e repetibilidade para as máquinas 0404 IP”.
Ainda de acordo com Marco, a Böllhoff incluiu em seu portfólio oRivclinch elétrico, uma solução para automação e controle de processos, que apresenta menor peso em relação a tecnologias para clinching convencionais e que possui força de aplicação de até 80 kN. O modelo é compatível com diversos materiais e espessuras de chapa.
Bölhoff – www.boellhoff.com/br-pt
Açotubo prevê investimento de R$ 24 milhões para 2025
Foi anunciado pelo Grupo Açotubo, com parque fabril situado na cidade paulista de Guarulhos, que oinvestimento no aumento da sua produtividade previsto para 2025 é de R$ 24 milhões. A projeção da empresa é que mais de R$ 2,6 milhões serão destinados à compra de máquinas e equipamentos. As estratégias do grupo industrial, que também incluem a expansão da atuação da empresa no mercado de aços internacional, consistem no direcionamento de investimentos de R$ 6,6 milhões para a área
de aços inoxidáveis e de R$ 5,8 milhões para projetos voltados à criação de soluções integradas. De acordo com um comunicado à imprensa, o objetivo é realizar melhorias nas linhas de produção da companhia, e, inclusive, modernização de equipamentos e sistemas industriais que já estão em operação, além de implementação de novas tecnologias em suas divisões de negócios.
“Os valores não são fixos, pois cada período planejado tem uma necessidade, mas sempre substanciosos, mesmo em períodos em que a economia do País não vai tão bem. Em 2025 daremos sequência a uma série de aportes feitos nos últimos anos, trazendo o que
é necessário para atendimento de demandas nacionais e internacionais de mercado”, comentou Bruno Bassi, CEO do Grupo Açotubo.
Açotubo – www.acotubo.com.br
Investimento vai ampliar a capacidade de distribuição da Açotubo. Imagem: Açotubo/ Divulgação.
Lubrificação
sob medida na fabricação
de aletas para trocadores de calor
Os trocadores de calor aletados são usados em muitos sistemas técnicos, incluindo unidades de ar condicionado e instalações fabris. Radiadores dianteiros e sistemas de resfriamento para baterias no setor automotivo também são aplicações comuns que consomem altos volumes de produção desses componentes normalmente fabricados a partir da conformação de tiras de alumínio.
O material base para fabricação das aletas de trocadores de calor é chapa metálica em bobinas ou tiras. Durante o processo de conformação em máquinas para formação de aletas, estruturas complexas com grandes áreas de superfície são criadas para transferir ou absorver calor de forma eficiente.
As máquinas de formação de aletas de alto desempenho usam um conjunto de rolos para criar os contornos ondulados, com velocidades que podem atingir até 6,5 m/s. Esses rolos precisam ter uma longa vida útil e por isso normalmente recebem uma camada de óleo lubrificante que evita o atrito com as chapas. Porém, como as aletas são posteriormente soldadas durante a montagem, esse óleo deve ser completamente removido após a conformação. Isso levou a empresa alemã Zeltwanger a criar e lançar no mercado uma unidade especial para aplicação de uma quantidade mínima de lubrificante, que pode ser facilmente removido e favorece a formação de uma junta soldada de boa qualidade. As unidades também são autônomas e podem ser integradas a qualquer máquina de conformação de aletas para trocadores de calor.
O conceito da unidade consiste em dois bicos atomizadores ajustáveis (foto acima) que
Sistema de lubrificação autônomo para chapas usadas na fabricação de aletas para trocadores de calor permite aumentar a vida útil dos rolos de conformação. Imagens: Zeltwanger.
pulverizam o material da bobina de ambos os lados. O sistema é pré-ajustado levando em conta a viscosidade e a densidade do óleo, e também a largura da pulverização. A quantidade de óleo a ser disponibilizada é determinada com base na largura da bobina armazenada e na velocidade necessária para garantir um revestimento uniforme e manter o consumo eficiente.
A nova unidade de lubrificação da Zeltwanger pulveriza a tira de metal com uma quantidade precisamente controlada de óleo antes do processo de conformação. Por ser autônoma, pode ser instalada como parte do projeto de retrofitting de máquinas. A unidade pode ser preenchida manualmente usando um funil, por meio de uma bomba elétrica com um engate rápido sem gotejamento ou por meio de uma tubulação pré-existente. Em todos os casos, o reabastecimento pode ser feito durante a produção sem a necessidade de parar a máquina. O óleo é transportado por uma bomba mecânica, que impede a formação de névoa, reduzindo o consumo deste insumo.
A unidade de lubrificação também pode ser usada para materiais como aço inoxidável ou cobre. Os parâmetros relevantes podem ser facilmente ajustados via IHM (Interface Homem-Máquina). A integração em máquinas de soldagem de tubos também é possível.
Zeltwanger – www.zeltwanger.de
Mitsubishi Electric lança robôs industriais
Dois novos robôs industriais desenvolvidos pela Mitsubishi Electric Corporation, com matriz no Japão e subsidiárias brasileiras em Barueri (SP) e Sorocaba (SP), já estão disponíveis para comercialização. Trata-se dos modelos Scara Melfa RH10CRH e RH-20CRH (fotos na próxima página), os quais podem movimentar peças como, por exemplo, chapas e tubos metálicos com peso de até 10 kg e 20 kg. Os robôs têm braços com alcance máximo de 600 mm e 1.000 mm, respectivamente. De acordo com informações da Mitsubishi Electric fornecidas à reportagem da Corte e Conformação de Metais, os autômatos são recomendados para operações colaborativas no setor metal mecânico, bem como em aplicações na indústria automotiva, setor de embalagens e montagem, e os clientes já podem contar com assistência técnica local. Os robôs contam com motor sem bateria, possuem estrutura leve e design compacto, o que os leva a ter peso 69% menor em relação a autômatos pertencentes a linhas anteriores da companhia. Isso também os torna uma alternativa para pequenas e médias indústrias que dispõem de pouco espaço para a instalação de robôs.
“Além disso, quando os novos robôs são combinados com os avanços da Mitsubishi Electric em
Notícias
Robôs lançados pela Mitsubishi Electric podem ser usados em operações no setor metal mecânico. Imagens: Mitsubishi Electric/Divulgação.
software , como o Melsoft Vixio, para inspeção visual com IA, e o Melsoft Gemini, para a criação de gêmeos digitais, é possível expandir a automação, reduzir custos e obter benefícios sistêmicos”, comentou Keisuke Matsumura, líder de equipe da Seção de Desenvolvimento da Mitsubishi Electric.Os clientes também podem consultar a empresa sobre a disponibilidade de recursos adicionais para os robôs, que se dividem em funcionalidades avançadas para rastreamento de operações, suporte para sensores de visão 3D e 2D e sensores de força, assim como conexão com redes Ethernet, entre outros recursos.
Mitsubishi Electric –https://br.mitsubishielectric.com
Parceria entre Miller e Novarc vai promover o uso de robótica e IA na soldagem
A Miller Electric (EUA), fabricante de máquinas para soldagem a arco, anunciou uma parceria estratégica com a canadense Novarc Technologies, empresa de robótica e inteligência artificial (IA) com o objetivo de transformar a indústria de soldagem com o uso de recursos de IA.
A colaboração vai impulsionar avanços na soldagem automatizada para fabricantes de peças e para as indústrias de construção naval, construção civil e de equipamentos pesados.
Juntas, a Miller e a Novarc fornecerão soluções de soldagem adaptativa em tempo real, alimentadas por IA, como parte integrante das linhas de soldagem com robô colaborativo Miller Copilot® (foto abaixo). As soluções ajudarão a combater a escassez de mão de obra qualificada que a indústria de soldagem enfrenta atualmente, mas também ajudarão os soldadores, fornecendo recursos aprimorados para o controle de variações de peça a peça e montagem.
“A parceria da Miller e da Novarc inaugura uma nova era de soluções
Parceria visa ao fornecimento de equipamentos de soldagem dotados de robôs colaborativos e controle alimentado por inteligência artificial. Imagem: Miller.
de automação de soldagem, dando aos soldadores acesso a software de última geração com tecnologia de IA em robôs flexíveis, acessíveis e fáceis de usar”, comentou Nate Leiteritz, presidente do grupo Miller.
“A parceria abrirá caminho para a criação de soluções envolvendo o uso de robôs colaborativos com controle baseado em IA de última geração”, acrescentou Soroush Karimzadeh, cofundador e CEO da Novarc.
Miller Electric –www.millerwelds.com
Novarc Technologies –www.novarctech.com
Novos recursos de inteligência artificial para o setor metal mecânico
Foi lançado pela Dassault Systèmes o sistema 3D UNIV+RSES, que integra tecnologias de inteligência artificial (IA) generativa e recursos para o desenvolvimento de ambientes industriais virtuais e simulação de processos produtivos da plataforma 3DEXPERIENCE. Os novos recursos digitais, de acordo com um comunicado à imprensa, permitem acesso a ferramentas dedicadas à criação de gêmeos digitais ( digital twin ) de parques fabris, e, inclusive, de máquinas industriais, assim como a realização de simulações de operações no chão de fábrica e monitoramento do ciclo de vida de peças, entre outros temas. Treinamento de equipes envolvendo o uso de inteligência artificial também pode ser realizado pelo uso dos recursos integrados. Neste sentido, as ferramentas permitem o compartilhamento de informações sobre normas e resultados obtidos em ensaios virtuais entre diferentes departamentos.
Pascal Daloz, CEO da Dassault Systèmes, comentou: “O 3D
UNIV+RSES permitirá que nossos clientes, em todos os setores, aproveitem a IA em todas as etapas do ciclo de vida dos produtos e serviços que criam, e que desenvolvam o gêmeo virtual de todo o seu ecossistema. A tecnologia de IA proporciona acesso a ambientes de experimentação que integram movimento, transformação e tempo”.
Dassault Systèmes – www.3ds.com
Sistema para simulação de processos industriais em ambiente virtual integra recursos para treinamento por IA e desenvolvimento de gêmeos digitais. Imagem: Dassault Systèmes/Divulgação.
ArcelorMittal intensifica o uso de inteligência artificial na inspeção de aços
U m sistema de inspeção de aços que usa inteligência artificial (IA) desenvolvido pela ArcelorMittal está operando em sua unidade industrial situada na cidade de Resende, no Rio de Janeiro. O desenvolvimento do sistema chamado Standard Coil contou com o suporte técnico do Açolab, laboratório de inovação aberta da companhia. A tecnologia consiste em um sistema de câmeras para inspeção de bobinas de aço ao qual está integrado um algoritmo baseado
em inteligência artificial, que realiza a análise de eventuais irregularidades no material. A partir daí, dados provenientes dessa operação são transmitidos em tempo real para uma plataforma digital.
Izabelle Lannes, gerente da área de laminação da unidade de Resende da ArcelorMittal, que forneceu informações à reportagem da Corte e Conformação de Metais, deu mais detalhes sobre o funcionamento do Standard Coil: “É um sistema que utiliza um avançado algoritmo de inteligência artificial para identificar irregularidades nos padrões das bobinas de aço, e que prevê problemas que podem ocorrer no processamento dos produtos, direcionando os materiais para ajustes, caso seja necessário. Com
Notícias
Sistema desenvolvido com o apoio do Açolab conta com algoritmo de inteligência artificial, conexão com plataforma digital para transmissão de dados em tempo real e câmeras para identificação de irregularidades em bobinas de aço. Imagens: ArcelorMittal, Rodolfo Magela/Molinete Filmes.
isso, a solução eleva o padrão da qualidade, otimiza processos e reduz custos operacionais”. Os planos da ArcelorMittal no que se refere a este projeto incluem a implantação do sistema Standard Coil em outras unidades. “Por exemplo, a usina de Monlevade, em Minas Gerais, e a Acindar, na Argentina, em 2025. Além disso, a empresa avalia novas aplicações da inteligência artificial para otimizar processos, reduzir custos e aumentar a eficiência operacional. Para impulsionar essa inovação, a companhia conta com o Açolab”, comentou Izabelle.
ArcelorMittal – https://brasil. arcelormittal.com
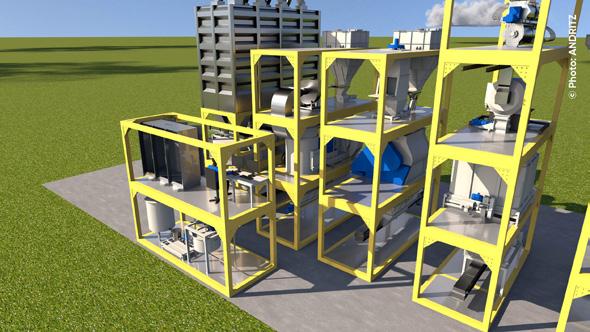
Tecnologias
digitais para o desenvolvimento
de plantas industriais
Foi lançado pelo Grupo Andritz, com matriz na Áustria e filial brasileira em Curitiba (PR), um conjunto de serviços centrados no desenvolvimento e construção de plantas industriais, que incluem a criação de unidades modulares para empresas que pretendem aumentar suas linhas de produção, por exemplo. Os serviços consistem na
aplicação de tecnologias digitais que podem ser utilizadas em simulações voltadas para a criação do layout de fábricas e linhas de produção, além de ensaios virtuais envolvendo a execução de processos produtivos e a automatização deles.
A intensificação do leque de opções de serviços oferecidos pelo grupo é parte de estratégias que visam atender à demanda de empresas de diferentes áreas da indústria de manufatura, tais como o setor metal mecânico e o de usinagem.
“Não se trata apenas de planejar a instalação de máquinas ou a implementação de processos isolados, mas sim de criar um ecossistema industrial que maximize a produtividade e a performance”, comentou Fernando Jaboinski, desenvolvedor de negócios Latam da Andritz Feed & Biofuel.
Andritz – www.andritz.com
Serviços oferecidos pelo Grupo Andritz incluem a criação de projetos, construção de parques fabris e automatização de processos produtivos. Imagem: Grupo Andritz/Divulgação.
Softwares para digitalização de desenhos técnicos em teste
gratuito
A empresa alemã Softelec, que tem a NA Tecnologia como representante no Brasil, com sede em São Paulo (SP), está oferecendo acesso gratuito a softwares CAD que contam com recursos para a digitalização de documentos e desenhos técnicos de peças
fabricadas por corte, conformação e soldagem de chapas metálicas, além de projetos de plantas industriais, por exemplo. A companhia tem como objetivo incentivar a realização de testes de conversão de arquivos físicos em digitais, os quais, a partir daí, tornam-se compatíveis com as principais plataformas utilizadas atualmente, tais como AutoCAD 2017-2025, BricsCAD V19-V24 e ZWCAD 2020-2024. Inicialmente é necessário se cadastrar no site da Softelec. De acordo com informações fornecidas à reportagem da Corte e Conformação de Metais, as empresas brasileiras que realizarem o cadastro poderão contar com suporte técnico que será fornecido diretamente pela NA Tecnologia. Ao ser permitido o acesso, poderão ser testadas versões completas de softwares
Uma das séries de softwares é a VPHybridCAD, com programas que combinam recursos para a conversão de imagens para vetores, edição de imagens e arquivamento. Também há a VPmap Series, com recursos para a simplificação do reconhecimento de formas, entre outros atributos.
Softelec – www.softelec.com/ pt/?downloads NA Tecnologia – www. natecnologia.com
Captura de tela de software desenvolvido pela alemã Softelec, que converte arquivos físicos em digitais e que está disponível para teste gratuito. Imagem: Softelec/ Divulgação.
Empresa Telefone E-mail
Software para fabricação a partir de chapas e tubos metálicos
São relacionados neste guia os desenvolvedores e os representantes nacionais de empresas de software para trabalhar chapas e tubos. Atualmente esses programas são de grande importância para o projeto de uma peça, simulação, try-out, compensação da geometria da ferramenta, entre outros, otimizando projetos e reduzindo custos. Estão relacionadas aqui as plataformas de trabalho para todas as máquinas de corte, dobra, conformação e hidroconformação, além dos recursos adicionais como biblioteca de retalhos, análise de custos, integração com MES e ERP.
Plataformas Gera códigos para máquinas de Nesting CAD 2D/CAM Nesting CAD 3D/CAM
Uso on-line Corte a laser Corte a plasma Corte por jato d’água
Oxicorte
Perfiladeiras
Prensas dobradeiras Prensas mecânicas e hidráulicas Puncionadeiras Routers Dobra, conformação e hidroconformação de tubos
Recursos de nesting Recursos adicionais Formatos para troca de arquivos
Aproveitamento de áreas internas Biblioteca de retalhos Cálculo de dobramento de chapas Cálculo de retorno elástico Compensação automática do retorno elástico
Distribuição de peças conforme a orientação de grão da chapa Gera etiquetas de identificação Gerenciamento anticolisão Planificação de produtos caldeirados Planificação para dimensionamento de blanques Prépiercing Análise de viabilidade e de custos Auxílio ao projeto de ferramental Auxílio ao try out de ferramental Integração com MES e ERP Monitoramento e gerenciamento do processo DWG DXF IGES STEP STL Formatos nativos
• SigmaNEST, EUA
JetCAM, Moncaco
Obs.: Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, num total de 67 empresas. Fonte: Revista Corte e Conformação de Metais, fevereiro/março de 2025.
Tudo sobre prensas
Prensas com mesa móvel para a troca de ferramentas
Detalhes sobre o funcionamento de mesas móveis de prensas e como elas contribuem para o fluxo de estampagem de metais.
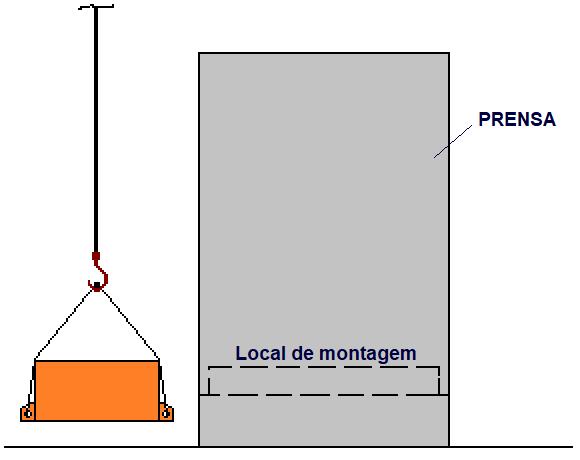
Nas prensas grandes para estampagem é muito difícil e demorada a retirada e colocação da ferramenta devido ao seu peso. Mesmo tendo uma ponte rolante à disposição, a prensa é fechada e não há como descer a ferramenta direto sobre a mesa da máquina. E depois temos o tempo de posicionamento e fixação da ferramenta à mesa.
Para reduzir o tempo de montagem da ferramenta (tempo de setup) existe a mesa móvel. Basicamente, a placa da mesa onde é montada a ferramenta é construída separada da prensa e conta com rodas a fim de permitir seu movimento para dentro e para fora da prensa. Na prensa e no piso frontal e traseiro temos trilhos.
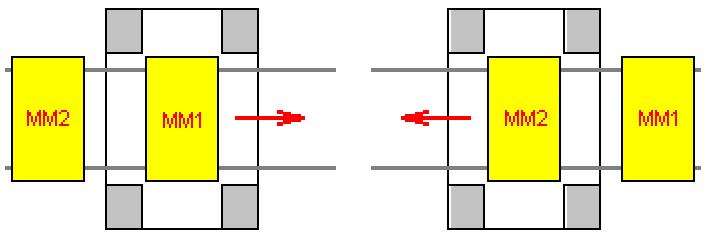
Para a máxima redução do tempo de montagem da ferramenta é importante ter duas mesas móveis. Enquanto uma mesa móvel está dentro, na prensa, com a ferramenta produzindo peças, a outra mesa móvel está fora da máquina, sendo, assim, montada nela a próxima ferramenta que entrará em produção. Desta maneira, a montagem da ferramenta na mesa da prensa pode ser realizada sem que a máquina pare de operar.
Quando a mesa móvel 1 sai, a mesa móvel 2 entra em seu lugar. E quando a mesa móvel 2 sai, a mesa móvel 1 entra em seu lugar.
Natal Pasqualetti Neto*
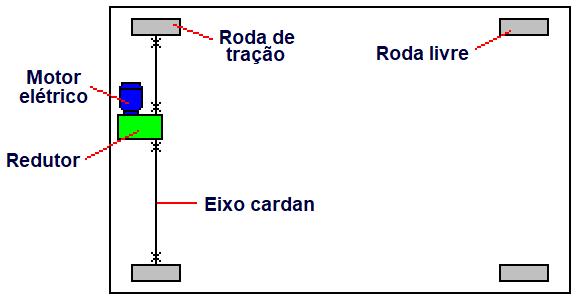
É importante observar que o uso de mesa móvel requer espaço físico disponível para ela. Devido à grande massa envolvida nessa movimentação, massa da mesa móvel mais a massa da ferramenta, temos alguns pontos críticos a serem levados em consideração. Um dos pontos se refere à fabricação dos trilhos, pois as rodas exercem uma pressão muito alta sobre eles (pressão de Hertz). Nos meus projetos eu calculava a pressão sobre os trilhos e, a partir daí, eu definia o material e o tratamento superficial necessário. Outro ponto é o acionamento. Devido à massa, temos uma inércia muito grande. Dessa maneira, é importante utilizar um motor com inversor de frequência e programar uma rampa suave para aceleração e desaceleração.
Quando a mesa móvel com a ferramenta entra na prensa, é importante pará-la na posição correta. Devido à sua grande inércia, ao comandar a parada, a mesa móvel tende a ter um movimento residual. Uma das maneiras de solucionar o problema é realizar a parada em duas etapas.
Na primeira etapa é feita uma redução de velocidade para
diminuir a inércia do sistema, e na segunda etapa, em velocidade bem reduzida, é realizada a parada de precisão.
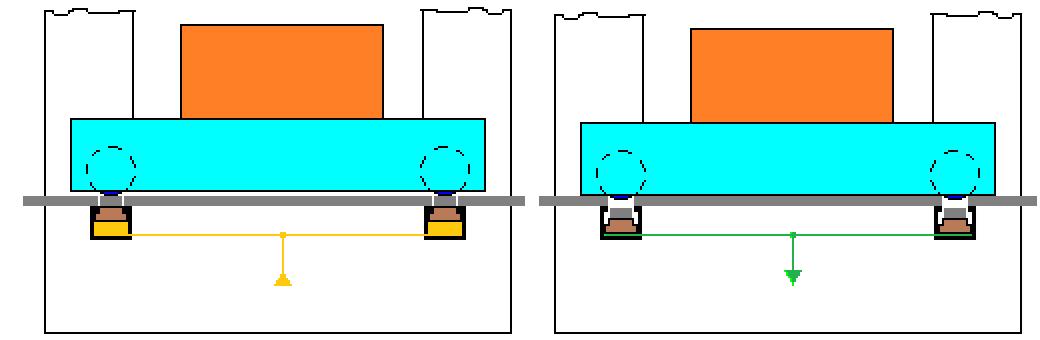
Uma vez que a mesa móvel se encontra dentro da prensa, não é possível operar a prensa, pois as rodas da mesa móvel estão apoiadas nos trilhos. Se os trilhos mal suportam o peso do conjunto, então, nem pensar em deixar as rodas apoiadas nos trilhos durante a aplicação da força da prensa.
Para deixar toda a estrutura da mesa móvel apoiada sobre a estrutura da base da prensa, temos de eliminar as rodas. Neste caso, quando a mesa móvel está parada dentro da prensa, as rodas estão apoiadas em cilindros hidráulicos. Ao descer os pistões hidráulicos as rodas ficam embutidas dentro da base da prensa.
A descrição anterior é bem resumida. Existem muitos sistemas envolvidos no processo de funcionamento da mesa móvel, mas penso que esta explicação é suficiente para o conhecimento básico
da mesa móvel e sua importância na montagem da ferramenta. Nas prensas grandes com mesa móvel e com sistema automatizado de regulagem da prensa (receita da ferramenta), a troca de ferramenta é realizada em cerca de 10 minutos. O tempo de troca de ferramenta é considerado o tempo entre a última peça boa produzida pela ferramenta e a primeira peça boa produzida pela ferramenta subsequente.
Isso significa que entre o fim de produção de uma peça e o início da produção da outra peça a prensa fica parada por apenas 10 minutos.
Natal Pasqualetti Neto é engenheiro mecânico pós-graduado em Automação Industrial pelo Centro Universitário FEI (São Bernardo do Campo, SP). Sócio Proprietário da NATAL Treinamento e Consultoria – www.natal.eng.br.
Saiba mais sobre prensas na coluna “Tudo sobre prensas”, no site da Corte e Conformação de Metais:
Centros de serviços e fornecedores de laminados planos
As empresas listadas neste guia atuam no ramo de laminados planos, dividindo-se em fabricantes e distribuidoras de chapas, além de centros de serviços voltados para o processamento desse tipo de insumo.
Empresa Telefone E-mail A empresa é Material laminado fornecido Fornecidos na forma de Condição de fornecimento das chapas Com certificado Corte de blanques Corte de chapas Armazenagem de material do cliente Transporte de material do cliente Outros
Aço e Laser (51) 99985-4400 contato@jwmetais.com.br
Aço e Ferro Guilherme (11) 2903-8080 contato@acoeferroguilherme.com.br
Produtora Distribuidora Centro de serviços Aço-carbono Aço-liga Aço inoxidável Aço-silício Outros aço-ligas Alumínio Cobre Outras ligas não-ferrosas Chapas-sanduíche (clad) Bobinas Chapas Fitas (rolos) Tiras Retalhos Blanques Blanques soldados sob medida Pré-pintadas Pré-revestidas Xadrez (piso) Com filme plástico Decapadas Oleadas Escovadas Com furos Polidas Com tratamento térmico Outros Corte de bobinas
Obs.: Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, num total de 508 empresas.. Fonte: Revista Corte e Conformação de Metais, fevereiro/março 2025.
Em Pauta
Cores e efeito 3D nas fachadas de metal
Ouso de chapas metálicas é uma forma rápida e versátil de dar acabamento a fachadas na construção civil, e por isso tende a se disseminar rapidamente. Para adicionar novas possibilidades a esses elementos em termos de projeto arquitetônico, pesquisadores do Instituto Fraunhofer de Máquinas Ferramentas e Tecnologia de Conformação (IWU), na Alemanha, criaram um método que permite obter elementos metálicos de fachada coloridos e com relevo.
O instituto se uniu à construtora de fachadas Wirth & Co. GmbH e à especialista em revestimentos WOBEK-Design GmbH para desenvolver elementos em um projeto conjunto que visa demonstrar as novas possibilidades tecnológicas, baseado na imagem de um peixe com diversas variações de cores.
O revestimento colorido enfatiza o efeito tridimensional da forma, além de ter a função de proteger o metal contra intempéries. Durante o processamento, o lado da chapa metálica oposto à ferramenta (punção) recebe inicialmente um revestimento em pó branco estável à conformação. Na sequência é feita a impressão da imagem a jato de tinta colorida, que também tem propriedades elásticas e não é danificada pela conformação.
A chapa metálica é então moldada por estampagem incremental com um punção de 12 milímetros de diâmetro, que a pressiona gradualmente contra uma matriz 3D correspondendo à imagem impressa (imagem abaixo). O processo de conformação leva um pouco mais de tempo, mas elimina a necessidade de ferramentas típicas dos processos de estampagem profunda.
No caso do elemento decorativo em formato de peixe, com aproximadamente 2 metros de comprimento, 1 metro de altura e quase 20 centímetros de profundidade, a equipe do projeto calculou que a conformação incremental é mais econômica do que a estampagem profunda, embora esta seja mais rápida. A execução de projetos de pequena escala é outro fator que inviabiliza a construção de ferramental de estampagem.
O trabalho é concluído após a aplicação de um revestimento transparente resistente aos raios UV, a única camada aplicada após o processo de conformação. Ela sela quaisquer áreas da superfície pintada que possam ter se tornado porosas devido ao processo metalúrgico.
IWU – www.iwu.fraunhofer.de
Estampagem incremental associada a uma técnica de decoração de superfícies resulta em elementos de fachada metálicos tridimensionais e coloridos. Imagens: Fraunhofer IWU.
GERAÇÃO ARMAZENAMENTO DE ENERGIA GESTÃO DE ENERGIA USO DE ENERGIA
Intersolar South America
Fotovoltaica
Tecnologias termossolares
Usinas de energia solar
ees South America
Tecnologias de armazenamento de energia
Sistemas de armazenamento de energia
Hidrogênio verde
Eletrotec+EM-Power South America
Engenharia elétrica
Eficiência energética
Gestão de energia
Power2Drive South America
Infraestrutura de carregamento
Baterias de tração
Mobilidade elétrica
T H E S M A R T E R E S O U T H A M E R I C A E N F O C A I N O VA ÇÕ E S E M E N E R G I A
R E N O VÁV E L E E L E T R OM O B I L I DA D E
Na vanguarda global da transição energética, o Brasil utiliza seus vastos recursos de energia renovável com soluções avançadas de armazenamento de energia, tecnologias inovadoras de rede e um crescente setor de eletromobilidade. A abundância de seus recursos solares, eólicos e hidrelétricos permite que o país expanda expressivamente sua capacidade de energia renovável, de modo a reduzir a dependência de combustíveis fósseis e diminuir as emissões de carbono, ao passo que a incorporação de sistemas avançados de armazenamento de energia aprimora a estabilidade da rede, resultando em um aumento na confiabilidade do fornecimento de energia a par tir de fontes renováveis intermitentes O aproveitamento desse potencial permitirá que o Brasil alcance a sustentabilidade energética, estimulando o crescimento econômico e criando um poderoso exemplo para outros países. The smar ter E South America – a maior plataforma latino-americana para a nova realidade energética e de mobilidade – se dedica a explorar toda questão da nova realidade energética,
abrangendo energia renovável, armazenamento de energia, redes inteligentes e eletromobilidade.
Nossa missão é inspirar e facilitar a troca de ideias, tecnologias e práticas que definirão o futuro da energia Realizamos evento mais abrangente para o setor latino-americano de energia renovável, reunindo inovadores, especialistas e líderes do mundo todo para fazer avançar a pauta da energia sustentável Os quatro congressos deste ano prometem ser um evento marcante, tendo como pano de fundo o dinamismo de um setor energético em rápida evolução:
Intersolar South America – O congresso para o setor solar latino-americano ees South America – O congresso para baterias, sistemas de armazenamento de energia e hidrogênio verde Power2Drive South America – O congresso para eletromobilidade e infraestrutura de recarga Eletrotec+EM-Power – O congresso para infraestrutura de eletricidade e gestão de energia
LATINO-AMERICANO DE INOVAÇÕES PARA O NOVO MUNDO DA ENERGIA
Máscaras e respiradores para soldagem
Conheça fabricantes e importadoras de equipamentos de proteção contra respingos e substâncias gasosas provenientes de processos de soldagem.
Obs.: Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, num
de
empresas. Fonte: Revista Corte e Conformação de Metais, fevereiro/março 2025.
Compatível com óculos de segurança Com suprimento de ar Fluxo de ar (l/min)
Máscaras com protetor respiratório acoplado
Opinião
Apreciação de riscos evita erros e garante segurança em máquinas industriais
Leonardo Fazzilani*
A elaboração da apreciação de risco requer abordagem multidisciplinar e a responsabilização técnica do(a) engenheiro(a) de segurança do trabalho, bem como a presença de um(a) líder.
Asegurança em máquinas é um compromisso essencial para a indústria moderna. Segurança não se limita ao cumprimento de normas, mas abrange o cuidado com a vida das pessoas, a proteção dos processos produtivos e a preservação de um futuro sustentável para todos os envolvidos.
Nesse cenário, a apreciação de riscos se destaca como uma ferramenta indispensável. Porém, é fundamental compreender como elaborá-la corretamente, evitando erros comuns que podem comprometer sua eficácia e, em última instância, a segurança. Uma das questões que mais geram discussões, sem dúvidas, é relacionada à responsabilidade sobre a elaboração da apreciação de riscos, com a ideia de que esta pode ser conduzida por uma única pessoa com formação específica, como um engenheiro mecânico com pós-graduação em segurança do trabalho. Embora o conceito de Profissional Legalmente Habilitado (PLH) seja importante, ele não deve ser
interpretado de maneira restritiva. De acordo com a NR-12, os sistemas de segurança devem ser implementados conforme a apreciação de riscos e sob responsabilidade de profissional legalmente habilitado (PLH - que, conforme
Anexo IV - Glossário, trata-se do profissional que comprove conclusão de curso específico em sua área de atuação em instituição reconhecida pelo sistema oficial de ensino e que seja devidamente registrado no conselho da classe profissional).
A Resolução Nº 359/1991 do CONFEA estabelece, no Art. 4º, item 8, que é atribuição do profissional de Engenharia de Segurança do Trabalho estudar instalações, máquinas e equipamentos, identificando seus pontos de risco e projetando dispositivos de segurança.
Conforme a norma técnica ABNT NBR ISO 12100:2010, para a execução da apreciação de riscos e consequente redução desses riscos, o projetista é quem deve levar em consideração diversos fatores, a fim de identificar situa -
ções perigosas, estimar e avaliar riscos, e definir medidas para eliminar ou reduzir riscos associados ao perigo.
Já no relatório técnico ABNT ISO/ TR 14121-2, consta: A apreciação de riscos é geralmente mais completa e eficaz quando realizada por uma equipe, com seu tamanho sendo variável, com base na abordagem selecionada para o trabalho, a complexidade da máquina e o processo em que esta é utilizada. Além disso, é recomendado que o time tenha um(a) líder, responsável por assegurar a execução adequada de todas as fases do trabalho, até a apresentação dos resultados às partes interessadas.
Em relação aos membros da equipe, propõe-se que possam comprovar conhecimentos, habilidades e competências para atender às demandas técnicas e normativas, além de compreender como fatores humanos influenciam nas tomadas de decisão. Dessa forma, pode-se concluir que a elaboração de uma apreciação de risco requer uma aborda -
gem multidisciplinar, que normalmente é representada pela figura de um autor/condutor principal (líder), mas que envolve profissionais de diversas áreas de atuação, e que haja uma responsabilização técnica do engenheiro de segurança do trabalho, registrado e ativo no CREA.
Nenhum profissional, por mais qualificado que seja, possui todas as competências necessárias para lidar com as diversas dimensões de uma apreciação de riscos. Por isso, a composição de equipes com expertise em diferentes áreas é um aspecto central para o sucesso do processo.
Erros comuns e uso inadequado de normas
Outro equívoco muito frequente envolve o uso inadequado do relatório técnico ISO/TR 14121-2, que muitas vezes é tratado como norma. É importante esclarecer: os relatórios técnicos não possuem força normativa e devem ser utilizados apenas como suporte para as normas de referência.
No caso da segurança em máquinas, a norma válida e globalmente reconhecida para a elaboração da apreciação de riscos é a ISO 12100, que substituiu a antiga ISO 14121-1 em 2010 – no Brasil, a ABNT NBR ISO 12100 é a norma oficial, equivalente em teor à norma internacional citada. Essa transição marcou uma evolução no entendimento das melhores práticas de apreciação de riscos, mas também trouxe consigo uma série de mal-entendidos. Além disso, no Brasil, é essencial considerar a
NR-12, que é uma regulamentação, tem força de lei e estabelece requisitos específicos para garantir a segurança no trabalho com máquinas e equipamentos. Enquanto a ISO 12100 é uma norma técnica internacional que fornece os princípios gerais para a apreciação e redução de riscos, a NR-12 adapta esses conceitos ao contexto brasileiro, trazendo exigências detalhadas que refletem as necessidades e os desafios locais. Juntas, elas formam uma base sólida para a análise, permitindo que as empresas se alinhem tanto às melhores práticas globais quanto às regulamentações nacionais.
O uso isolado do ISO/TR 14121-2 para a elaboração da apreciação de riscos, como se fosse uma norma, além de tecnicamente incorreto, resulta frequentemente em análises incompletas como, por exemplo, na determinação dos limites do maquinário, na identificação e classificação dos perigos e no embasamento técnico para a tomada de decisão, por parte do(a) projetista, sobre as medidas de redução de risco. Esses elementos são fundamentais para garantir que o processo de avaliação seja abrangente e eficaz. É preciso lembrar que o objetivo desse relatório técnico é de guiar a escolha de métodos, ferramentas e exemplos para a aplicação da norma principal. Assim, qualquer apreciação que se mostre conforme a ABNT ISO/TR 14121-2 está tecnicamente equivocada, pois a norma vigente é a ABNT NBR ISO 12100, que deve ser o alicerce de toda a análise.
Ademais, a apreciação de riscos não deve se limitar a uma única norma. Dependendo das tecnologias e sistemas envolvidos, é necessário considerar normas complementares, como a ABNT NBR 14153, a ABNT NBR ISO 13849 ou até a IEC 62061, que tratam de sistemas de controle relacionados à segurança, entre outras. No Brasil, a NR-12 reforça a importância de abordar também fatores como documentação técnica, procedimentos e permissões de trabalho, proteção coletiva e individual, e manutenção preventiva, alinhando o processo às demandas regulatórias locais. Quando analisamos os erros mais comuns no processo de apreciação de riscos, percebemos que eles estão diretamente ligados à falta de uma visão integrada e ao desconhecimento do papel de cada documento técnico. Porém, a solução para esses desafios está ao alcance: investir em equipes qualificadas, adotar uma abordagem multidisciplinar e utilizar normas e relatórios técnicos de maneira complementar são passos decisivos para garantir não apenas conformidade, mas, principalmente, segurança. O futuro da segurança em máquinas industriais depende de escolhas conscientes embasadas em conhecimento. E essas escolhas começam hoje.
*Leonardo Fazzilani é especialista em segurança industrial e adequação de máquinas da Schmersal.
Conheça o potencial do Nordeste
O congresso de alto nível receberá 500 congressistas e 30+ palestrantes de primeira linha para discutir não só políticas, desafios jurídicos e marcos regulatórios, como também financiamento e soluções de integração com a rede. A missão do Intersolar Summit Brasil Nordeste é trazer informações aprofundadas, facilitar oportunidades de contatos de alta qualidade, expandir o uso de tecnologias FV nos âmbitos regional e nacional.