Impacto de la seguridad en obras de infraestructura carretera: pavimentación | Determinación de temperaturas de mezclado y compactación de asfaltos modificados | Evaluación del desempeño de mezclas asfálticas tibias que incorporan polvo de neumáticos por vía semihúmeda mediante ensayos de caracterización dinámica de los materiales | Análisis de ciclo de vida y su aplicación en la medición de la sostenibilidad en pavimentos asfálticos | Implementación del ensayo I-DEAL para la evaluación de la resistencia al agrietamiento de la mezcla asfáltica a nivel laboratorio y campo en el tramo San Luis Potosí-Matehuala |
Impacto de la seguridad en obras de infraestructura carretera: pavimentación
APORTACIONES
Determinación de temperaturas de mezclado y compactación de asfaltos modificados
APORTACIONES
Evaluación del desempeño de mezclas asfálticas tibias que incorporan polvo de neumáticos por vía semihúmeda mediante ensayos de caracterización dinámica de los materiales
APORTACIONES
Análisis de ciclo de vida y su aplicación en la medición de la sostenibilidad en pavimentos asfálticos
APORTACIONES
Implementación del ensayo I-DEAL para la evaluación de la resistencia al agrietamiento de la mezcla asfáltica a nivel laboratorio y campo en el tramo San Luis Potosí-Matehuala
Pavimentando el camino hacia un futuro sostenible
ASFÁLTICA, año 19, núm. 80, octubre-diciembre 2024, es una publicación trimestral editada por la Asociación Mexicana del Asfalto, A.C., Camino a Sta. Teresa 187, Parques del Pedregal, Tlalpan, 14010, Ciudad de México. Tel. +52 55 5606 7962, asfaltica@amaac.org.mx. Editor responsable: Raúl Vicente Orozco Escoto. Reservas de Derechos al uso exclusivo Núm. 04-2013-012513385100-102, ISSN: 2007-2473. Licitud de Título Núm. 13611, Licitud de Contenido Núm. 11184, ambos otorgados por la Comisión Calificadora de Publicaciones y Revistas Ilustradas de la Secretaría de Gobernación. Permiso sepomex Núm. PP09-1532. Este número se terminó el 30 de septiembre de 2024 en su versión impresa y digital. • Las opiniones expresadas por los autores no necesariamente reflejan la postura del editor de la publicación. Queda estrictamente prohibida la reproducción total o parcial de los contenidos e imágenes de la publicación sin previa autorización.
Producción editorial CODEXMAS, S. de R.L. de CV.
EDITORIAL
Estimados amigos lectores de nuestra revista Asfáltica, estamos en la recta final del 2024, este último trimestre trae al frente este compromiso de seguir avanzando en nuestra agenda prioritaria del desarrollo técnico, la implementación de nuevas tecnologías en el diseño, construcción y conservación de las carreteras y la capacitación constante de nuestros agremiados. Es un cierre de año con grandes retos y en México con un cambio de paradigma, donde tendremos por primera vez en nuestra historia una Presidenta de la República, con la esperanza de que este cambio sea positivo para el país y la región.
AMAAC continúa preparando para ustedes, nuestros asociados, autoridades y la sociedad en general el VIII Seminario Internacional del Asfalto, el cual se llevará a cabo del 9 al 11 de octubre de 2024 en la ciudad de Monterrey, en el Estado de Nuevo León, cuyo tema central se ha denominado Estrategia para la sostenibilidad en la industria del asfalto. Este evento proporcionará a todos ustedes un programa técnico de calidad, una amplia exposición comercial de los materiales, equipos y maquinaria del gremio, actividades deportivas y sociales, y la oportunidad de ampliar su red de negocios.
Como parte de los programas de capacitación en alianza con el Instituto Mexicano del Transporte de la Secretaría de Infraestructura, Comunicaciones y Transportes, el pasado 23 de julio tuvo lugar el Curso de Emulsiones en las instalaciones del Instituto Mexicano del Transporte (IMT). Así mismo, se tiene programada una serie de cursos dirigidos a laboratoristas para los meses de septiembre, octubre, noviembre y diciembre, con los temas de “Agregados”, “Asfaltos”, “Mezclas asfálticas nivel I y II” y “Emulsiones”, respectivamente.
Durante los días 7 y 8 de agosto, en alianza con el Colegio de Ingenieros Civiles del Estado de Jalisco se desarrolló un curso presencial denominado Fresado y reutilización de agregados pétreos recuperados, donde se impartieron temas como son La técnica del fresado, evolución y aplicaciones, Identificación, clasificación de tramos de fresado y selección de puntas buscando su mayor reutilización, Problemáticas y mejores prácticas en las actividades de fresado, entre otros temas importantes.
El 22 de agosto se llevó a cabo el curso en línea Evaluación de aspectos de sostenibilidad en pavimentos asfálticos, donde se charló sobre el Análisis del ciclo de vida (ACV) y Análisis de costos del ciclo de vida de pavimentos, entre otros temas. Este curso fue organizado por el Comité de Sostenibilidad y Descarbonización.
Para AMAAC es importante proporcionar a sus socios herramientas, incluso fuera de la técnica del asfalto, las cuales permiten el mejor desarrollo de las empresas. En este tenor durante los meses de agosto, septiembre y octubre (viernes 30 de agosto, viernes 6, 20 y 27 de septiembre y 4 de octubre), se está desarrollando el curso en línea Del asfalto a la mercadotecnia, con el objetivo de proporcionar a sus asistentes herramientas para mejorar sus estrategias de mercadotecnia en el mercado y tener un impacto positivo en su imagen y en sus ventas.
El 19 de septiembre, se realizó el evento en línea “Innovasfalto 4.0”, curso que contó con la participación de importantes conferencistas en diferentes materias innovadoras alrededor de la industria del asfalto y en general de las carreteras. Este evento en línea pretendió ser una ventana al futuro en cuanto a las técnicas, procesos y tecnologías que impactarán positivamente la industria.
A través del Comité Técnico de Impulso Profesional, en coordinación con el Capítulo Estudiantil AMAAC-FI UNAM, los días 13, 14 y 15 de agosto se impartió el curso Diseño y evaluación de pavimentos flexibles en las instalaciones del Instituto de Ingeniería de la UNAM. En este curso se tocaron los siguientes temas de interés entre la comunidad estudiantil Métodos de diseño de pavimentos, Análisis de agregados pétreos, Análisis de los parámetros de diseño, Auscultación y evaluación de pavimentos, así como ejemplos del diseño de pavimentos y pruebas de laboratorio.
Es importante mencionar que tradicionalmente AMAAC tiene un fuerte compromiso con los jóvenes de nuestro país, motivo por el cual se ha impulsado en este Consejo Directivo la formación de capítulos estudiantiles que, en coordinación con las Universidades, fortalezcan su formación profesional en el ámbito de los asfaltos. El pasado 5 de septiembre, AMAAC en conjunto con la Universidad de Guanajuato, formó parte de la integración y toma de protesta del Capítulo Estudiantil AMAAC de la Universidad.
Algo a destacar en estos últimos meses, es la firma del convenio de colaboración con la Federación de Colegios de Ingenieros Civiles de la República Mexicana A.C. con AMAAC, celebrada el día 4 de septiembre de 2024, con el objetivo de crear una alianza para intercambiar conocimiento, buenas prácticas y experiencias en el sector del que ambas forman parte.
Como parte del trabajo de los Comités Técnicos de esta Asociación, en esta edición de la revista encontrarán el artículo denominado Impacto de la seguridad en obras de infraestructura carretera: pavimentación, elaborado por el Comité Técnico de Seguridad Vial, donde se plantea la importancia y algunas de las recomendaciones vitales para la prevención de siniestros en las áreas de trabajo en las obras carreteras.
Además, se incluyen los siguientes artículos:
Evaluación del desempeño de mezclas asfálticas tibias que incorporan polvo de neumáticos por vía semihúmeda mediante ensayos de caracterización dinámica de los materiales,
el cual muestra los resultados del comportamiento y características de una mezcla asfáltica con asfalto modificado con un aditivo orgánico para mezclas tibias y que incorpora polvo de neumáticos por vía semihúmeda y una mezcla asfáltica en caliente con asfalto modificado con polímero.
Determinación de temperaturas de mezclado y compactación de asfaltos modificados, que nos explica el papel importante que juega la temperatura en el proceso de mezclado y compactación de una mezcla asfáltica.
Análisis de ciclo de vida, su aplicación en la medición de la sostenibilidad en pavimentos asfálticos, el cual expone una técnica valiosa para los fines de medición de la sostenibilidad de un proceso o producto, en la cual se identifica donde se encuentran los mayores impactos ambientales, y donde se pueden hacer las mejoras a los procesos que resulten más significativos.
Finalmente, y como en cada edición de la revista, les deseo a todos nuestros lectores, en particular a nuestros asociados, mucho éxito y que como gremio sigamos en el camino de la mejora de nuestra industria del asfalto.
Atentamente,
Dr. Mauricio Centeno Ortiz Presidente del XIII Consejo Directivo
Pavimentando el camino hacia un futuro sostenible
IMPACTO DE LA SEGURIDAD EN OBRAS DE INFRAESTRUCTURA CARRETERA: PAVIMENTACIÓN
Secretaría de Infraestructura, Comunicaciones y Transportes
Dirección General de Servicios Técnicos
José Rafael Bernal Padilla, jose.bernal@sict.gob.mx
El desarrollo de infraestructura carretera tiene un papel invaluable en el desarrollo de un país, pues gracias a ella se movilizan personas y mercancías que impulsan el crecimiento económico y social.
Una infraestructura suficiente y en estado óptimo ayuda a que el sector de la construcción de carreteras se encuentre en constante movimiento y con múltiples trabajos por realizar. Desde la planeación, proyección, construcción, hasta su puesta en servicio y mantenimiento, las carreteras son una importante fuente de trabajo; en ellas se emplean un gran número de personas a las cuales debemos brindar las condiciones de seguridad necesarias para realizar de la mejor manera los trabajos encomendados.
La seguridad en las zonas de construcción de carreteras debe considerarse primordial, ya que su impacto se percibe no solo desde la parte económica, sino que tiene un impacto social sumamente importante, ya que salvaguarda la integridad de los involucrados en los trabajos.
Es muy común que en las visitas de obras o al transitar por una zona de obra carretera se encuentren serias omisiones de seguridad, que ponen en riesgo no solo a los trabajadores, sino a los peatones o usuarios de esas vías de comunicación.
Bajo este contexto, en este artículo se mencionarán algunas recomendaciones para la prevención de accidentes, así como las bases
para el desarrollo de una cultura de seguridad que nos permita alcanzar el objetivo marcado: cero accidentes en las obras carreteras.
2 INTRODUCCIÓN
En el dinámico entorno de la construcción, donde la innovación y la tradición convergen, surge la imperiosa necesidad de abordar el impacto de la seguridad en obras de infraestructura carretera, con énfasis en la pavimentación. En este análisis, nos sumergiremos en la trascendencia de la seguridad no solo como un conjunto de protocolos y regulaciones, sino como un componente esencial de una cultura arraigada que impulsa el desarrollo sostenible.
La seguridad en las obras de construcción es un tema de un impacto incalculable, ya que su repercusión es económica y social, pues los accidentes que se presentan durante la ejecución de las obras suelen, desafortunadamente, dejar huellas físicas permanentes o incluso cobrar la vida de personas.
La creación de una cultura de seguridad no es tan solo una tarea técnica; es un compromiso colectivo que va más allá de los planos y las estructuras. Esta cultura establece estándares y va más allá, puesto que infunde un sentido de responsabilidad y conciencia en cada individuo que contribuye al proceso constructivo.
Hablar de la seguridad en las obras de construcción es complejo porque involucra muchos aspectos, desde los financieros hasta tiempos de ejecución, logística, entre muchos otros. Además, es muy importante considerar el aspecto cultural, desarrollarlo y, aún más importante, practicar esta cultura de seguridad. Todas y cada una de las personas involucradas en los trabajos realizados debemos tener claro el impacto que implica trabajar o no en un ambiente seguro.
En última instancia, este artículo no pretende ser una revisión de cifras y estadísticas, sino un llamado a la acción. Esperamos que los aspectos mencionados en este trabajo y las recomendaciones que podremos observar ayuden a impulsar esta cultura de seguridad. A medida que avanzamos hacia un futuro construido sobre cimientos sólidos, la seguridad en las obras debe ser considerada no como una obligación, sino como una inversión indispensable en la construcción de un mañana más seguro y próspero.
3 ACCIDENTABILIDAD
Bajo el contexto de accidentabilidad en México, el desafío hacia el objetivo de obras carreteras con cero accidentes representa
un reto mayúsculo; basta ver el gran número de eventos que se presentan en dichas obras (Tabla 1). El promedio de muertes en zonas de obra de la red carretera federal del 2016 al 2020 fue de 84 decesos, mientras que de lesionados, fue de 245. Considerando las cifras anteriores debemos ver la seguridad en zonas de obra como un tema primordial. Si bien el objetivo a mediano y largo plazo es tener cero accidentes, debemos buscar a corto plazo disminuir el número de lesionados, principalmente lesiones graves y, obviamente, el número de decesos.
Tabla 1. Accidentes viales, lesionados y muertes en zonas de obra de la red carretera federal.
Por este motivo surge la necesidad de desarrollar una estrategia que nos permita abatir dichas cifras.
4 PRIMEROS PASOS HACIA EL DESARROLLO DE UNA CULTURA DE CERO ACCIDENTES
Como bien comenta Stephen R. Covey en su libro Los siete hábitos de la gente altamente efectiva [1], debemos ser proactivos y comenzar con un fin en mente, esto nos lleva a trabajar en el diseño de una estrategia que nos permita lograr el objetivo que tenemos en mente, en este caso, obras con cero accidentes.
Sabemos que existe normativa que estipula procesos, requisitos y obligaciones en temas de seguridad en el sitio de trabajo, como las normas que se muestran en la Tabla 2, cuya aplicación y cumplimiento cabal nos ayudarían en gran medida a mitigar los
accidentes. Si bien estas normas nos dan la pauta, es necesario elaborar una estrategia global que permita la interacción entre todos los involucrados en los trabajos de obra, que haga las consideraciones necesarias para crear un ambiente seguro y marque los procedimientos y necesidades para lograr el objetivo central.
Tabla 2. Normas referentes a seguridad en zonas de obra.
Área Nomenclatura
SEGURIDAD
SALUD
NOM-001-STPS-2008
NOM-002-STPS-2010
NOM-004-STPS-1999
NOM-006-STPS-2014
NOM-009-STPS-2011
NOM-017-STPS-2008
NOM-018-STPS-2015
NOM-019-STPS-2011
NOM-026-STPS-2008
NOM-029-STPS-2011
NOM-030-STPS-2009
NOM-031-STPS-2011
NOM-035-STPS-2018
NOM-036-1-STPS-2018
NOM-086-SCT2-2015
NOM-011-STPS-2001
NOM-025-STPS-2008
NOM-178-SSA1-1998
ATENCIÓN A EMERGENCIAS
NOM-003-SEGOB-2011
NOM-034-SSA3-2013
Descripción
Edificios, locales, instalaciones y áreas en los centros de trabajo, condiciones de seguridad.
Condiciones de seguridad-prevención y protección contra incendios en los centros de trabajo.
Sistemas de protección y dispositivos de seguridad en la maquinaria y equipo que se utilice en los centros de trabajo.
Manejo y almacenamiento de materiales-condiciones de seguridad y salud en el trabajo.
Condiciones de seguridad para realizar trabajos en altura.
Equipo de protección personal-selección, uso y manejo en los centros de trabajo.
Sistema armonizado para la identificación y comunicación de peligros y riesgos por sustancias químicas peligrosas en los centros de trabajo.
Constitución, integración, organización y funcionamiento de las comisiones de seguridad e higiene.
Colores y señales de seguridad e higiene, e identificación de riesgos por fluidos conducidos en tuberías.
Mantenimiento de las instalaciones eléctricas en los centros de trabajo- condiciones de seguridad.
Servicios preventivos de seguridad y salud en el trabajo-funciones y actividades.
Construcción-condiciones de seguridad y salud en el trabajo.
Factores de riesgo psicosocial en el trabajo-identificación, análisis y prevención.
Factores de riesgo ergonómico en el trabajo-identificación, análisis, prevención y control. Parte 1: Manejo manual de cargas.
Señalamiento y dispositivos para protección en zonas de obras viales.
Condiciones de seguridad e higiene en los centros de trabajo donde se genere ruido.
Condiciones de iluminación en los centros de trabajo.
Que establece los requisitos mínimos de infraestructura y equipamiento de establecimientos para la atención médica de pacientes ambulatorios.
Ley General de Protección Civil.
Señales y avisos para protección civil, colores, formas y símbolos a utilizar.
Regulación de los servicios de salud. Atención médica prehospitalaria.
El trabajo de concientización sobre los temas de seguridad es una parte esencial de la que todos y cada uno de los involucrados en el desarrollo de trabajos dentro de la zona de obra tienen que ser responsables, por ejemplo, deben portar debidamente todo el equipo de protección personal, y que éste corresponda con los trabajos por realizar, además de tener la capacitación necesaria para desarrollar sus actividades. Debemos inculcar en el personal una serie de preguntas sencillas que vale la pena responder antes de iniciar su trabajo:
¿Qué puede salir mal?
¿Qué debo revisar antes de iniciar el trabajo?
El trabajo de concientización también deberá contemplar las consecuencias de no atender las indicaciones de seguridad.
4.1 Estrategia de seguridad: Cero Accidentes
El objetivo general de esta estrategia es garantizar la seguridad y bienestar de todos los trabajadores y personas involucradas en obras de pavimentación, mediante la implementación de medidas proactivas que reduzcan los riesgos y promuevan una cultura de seguridad.
En la Tabla 3 se muestran los puntos que la conforman:
Tabla 3. Puntos de la estrategia Cero Accidentes [2,3,4,8,11]
Evaluación de riesgos
Capacitación continua
Equipo de protección personal (EPP)
Señalización y zonificación
Inspecciones regulares
Comunicación efectiva
Simulacros de emergencia
Registro y reporte de incidentes
Brigada de seguridad
Reconocimiento y premio
Realizar una evaluación exhaustiva de los riesgos específicos asociados con las obras de pavimentación. Identificar y documentar los peligros potenciales en cada fase del proyecto.
Proporcionar capacitación regular a todos los trabajadores sobre los procedimientos de seguridad, el uso adecuado de equipos, la identificación de riesgos y la importancia de la prevención de accidentes.
Establecer requisitos claros para el uso obligatorio de EPP, como cascos, gafas protectoras, chalecos reflectantes, calzado de seguridad y cualquier otro equipo necesario según la tarea.
Implementar un sistema de señalización claro que destaque áreas de trabajo, rutas seguras para peatones, zonas de maquinaria en movimiento y lugares de almacenamiento de materiales.
Realizar inspecciones diarias de equipos y herramientas para garantizar su buen estado. Establecer un programa regular de mantenimiento preventivo.
Fomentar una comunicación abierta y efectiva entre los trabajadores y el equipo de supervisión para compartir información sobre riesgos, cambios en el proyecto y cualquier problema de seguridad.
Realizar simulacros periódicos de evacuación y respuesta a emergencias para garantizar que todos los trabajadores estén familiarizados con los procedimientos en caso de accidentes.
Establecer un sistema de registro y reporte de incidentes que permita analizar y aprender de cualquier evento no deseado, con el objetivo de mejorar continuamente las medidas de seguridad.
Conformar una brigada de seguridad que vigile y haga cumplir los estándares de seguridad en la zona de trabajo.
Implementar un sistema de reconocimiento y premios para destacar y recompensar a aquellos equipos o individuos que demuestren un compromiso excepcional con la seguridad.
Además, es necesario establecer un proceso de evaluación continua que permita identificar áreas de mejora y ajustar la estrategia según las lecciones aprendidas y las mejores prácticas emergentes en seguridad en la industria de la construcción.
Al adoptar la estrategia Cero Accidentes no solo se busca prevenir incidentes, sino construir una cultura sólida de seguridad que se integre en todas las operaciones de pavimentación. La seguridad debe ser prioritaria, no negociable e intrínseca a cada acción realizada en el lugar de trabajo.
5 RECOMENDACIONES
Las recomendaciones generales que observaremos en este artículo permitirán apoyar a la elaboración de los protocolos de seguridad y consideraciones a tener en cuenta; asimismo, habrá que tener en cuenta que dichos protocolos deben apegarse al cumplimiento de la normativa vigente y aplicable, así como considerar las particularidades de cada obra. Las recomendaciones se presentarán de forma general para tres conjuntos; personal de obra, maquinaria y equipo de trabajo, así como zona de obra y bancos de materiales. A continuación se presentan recomendaciones para la elaboración del plan de seguridad.
5.1 Personal de obra
Los trabajadores en el terreno son especialmente vulnerables a los accidentes y estas son algunas prácticas clave de seguridad al operar:
• El personal del sitio de trabajo debe hacer uso de su equipo de protección personal básico adecuado (Figura 1) o, en su caso, del equipo de protección personal específico. [11]
• Abstenerse de realizar actividades no establecidas por el plan de seguridad que puedan tener como consecuencia directa o indirecta un accidente.
• Mantener comunicación con el operador.
• Antes de ponerse detrás de los controles, asegurarse de que los operadores están entrenados y saben manejar de manera segura la maquinaria y equipos.
• Mantenerse atento o alejado de áreas de puntos ciegos.
• Estar atento a las alarmas de retroceso de la maquinaria.
• Pararse y caminar alrededor de la máquina antes de retroceder.
• Saber qué hay en el suelo, debajo del suelo y en lo alto.
• Designar un observador para ayudar a mover la maquinaria.
• Estar atento a las señales manuales o utilizar la comunicación por radio bidireccional.
• Seguir el patrón de tráfico específico del sitio de trabajo.
• Capacitación constante mediante equipos de simulación de maquinaria.
• Capacitación al personal sobre los procedimientos de seguridad y el uso correcto de los equipos de seguridad.
5.2 Maquinaria y equipo de trabajo
• Capacitación constante para el uso y operación de equipo y maquinaria.
• Antes de comenzar a maniobrar el equipo, se debe verificar su correcto funcionamiento.
• Identificar los riesgos de operación y las condiciones de seguridad que se deben adoptar para eliminarlos, reducirlos o controlarlos. [11]
• Reportar de inmediato cualquier anomalía en los equipos.
• El personal de trabajo debe usar el equipo de seguridad adecuado en todo momento.
• Usar las rutas designadas al mover la maquinaria.
• Identificar dónde están los puntos ciegos de la máquina.
5.3 Zona de obra
• Un correcto señalamiento de protección de obra, como lo marca la Norma Oficial Mexicana NOM-086-SCT2-2015, Señalamiento y dispositivos para protección en zonas de obras viales.
• Contar con una correcta iluminación para los trabajos nocturnos.
• Tener bien identificada la ruta de salida-escape en caso de algún accidente o situación de problema.
• Contar con lugares específicos para colocar el equipo y la maquinaria siempre en el mismo sitio.
• Contar con paramédicos, ambulancia y un botiquín de primeros auxilios durante todo el proceso del trabajo.
EPP Adicional
EPP Básico
Figura 1. Ejemplo de equipo de protección personal (EPP).
• Los desvíos de tráfico aledaño a la zona de obra deben contar con bandereros.
• Tener una comunicación efectiva entre los bandereros y el personal del tren de trabajo.
5.4 Bancos de materiales
• Acordonar zonas consideradas de riesgo y con el señalamiento necesario aplicable a esa zona y hacia el usuario.
• Aislar zonas y señalizarlas de forma adecuada en donde se usen materiales peligrosos, por ejemplo almacén de explosivos para voladuras o bien instalaciones especiales como líneas energizadas, entre otras.
• Indicar zonas de tránsito de la maquinaria pesada y vehículos de carga.
• Contar con una correcta iluminación para los trabajos nocturnos.
• Señalizar y aislar adecuadamente las zonas peatonales para el personal.
• En caso de trabajos de excavaciones, se deben tener en cuenta estudios de mecánica de suelos. [11]
5.5 Plan de seguridad
5.5.1 Capacitación
• Las empresas contratistas, de control de calidad, supervisoras y verificación de calidad deberán sustentar el curso de seguridad en obra.
• Los cursos de seguridad serán impartidos por el jefe de la Unidad Vialidad y Proyectos (JUVP) de la Unidad General de Servicios Técnicos (UGST) de cada Centro SICT, con la participación del personal de las residencias generales.
• Por parte de las empresas, deberá asistir al curso de seguridad al menos el superintendente de obra, responsable de seguridad de la obra (contratista) y el residente de obra. [5]
5.5.2 Gestión del tránsito
• El contratista o prestador del servicio presentará el proyecto de señalamiento de protección de obra al residente para su revisión, con el apoyo de la UGST, y deberá cumplir con lo indicado en la NOM-086-SCT2-2015, Señalamiento y dispositivos para protección en zonas de obras viales y afín.
• Instalación del señalamiento y dispositivos de protección en zonas de obra viales.
• Conservación y mantenimiento diario del señalamiento y dispositivos de protección en zonas de obras viales, instalados en toda la obra.
• A la conclusión de la obra deberá retirarse la totalidad del señalamiento y dispositivos de protección empleados en la misma, a excepción de los anuncios de obra. [5]
5.5.3 Equipo y maquinaria de construcción
• Previo al inicio de las actividades diarias de la obra, el personal responsable del uso de la maquinaria, equipos, herramientas o implementos de trabajo deberá revisar que estos se encuentran en condiciones de seguridad de operación, y reportar de inmediato cualquier anomalía detectada que ponga en riesgo su uso. [11]
• Todo el equipo y maquinaria de construcción deberá contar con las calcomanías de advertencia y seguridad, instaladas en lugares estratégicos y visibles del vehículo. [11]
• Los camiones destinados al acarreo de materiales de y para la obra deberán contener en la tapa de descarga mensajes de seguridad vial acompañados del personaje.
• Los vehículos y maquinaria destinados a la obra deberán contar con alarma de reversa para advertir su retroceso, así como personal que auxilie a los operadores en las maniobras de reversa.
• Los conductores de los vehículos y maquinaria indicados en el punto anterior deberán utilizar el cinturón de seguridad durante la realización de sus actividades de trabajo.
• En el caso de obras en carreteras en operación, a la conclusión de la jornada de trabajo, los equipos y maquinaria de construcción no deberán dejarse estacionados dentro de la zona de obra ni en la zona de trabajo. [5]
5.5.4
Contratista de obra
Dentro de los Términos de Referencia de cada obra se deberá solicitar al contratista:
• Presentar su política de seguridad.
• Tener y presentar el plan de atención a emergencias.
• Presentar el dictamen de la unidad de verificación como lo indica la NOM-031 en su numeral 22. [11]
• Nombre del responsable de coordinar las acciones para la atención de emergencias.
• Manual de primeros auxilios.
• Recursos para atender al personal, entre ellos, botiquín de primeros auxilios.
• Números telefónicos para solicitar servicios de auxilio, bomberos, policía, hospitales, etc.
• Rutas de evacuación de la zona de trabajo.
• Extintores.
5.5.5 Personal de la obra
• El personal destinado a las labores propias de la obra deberá portar en todo momento el documento expedido por el Centro SICT que acredite haber llevado el curso de seguridad en obra.
• Presentarse a sus labores en condiciones físicas y mentales aptas para desarrollar su trabajo, libre de influencia de drogas o alcohol.
• Contar y usar su equipo de protección personal básico y específico; casco contra impacto, zapato industrial, chaleco reflejante, banderola, anteojos de protección, tapones auditivos, guantes, entre otros, de acuerdo con el tipo de trabajo a realizar. [5]
• Considerar al personal de la empresa que lleve el control de calidad, la supervisión y la verificación de calidad, así como las instalaciones, que deberán cumplir con los requerimientos de seguridad.
5.5.6 Control en la zona de obra
• Los visitantes a la obra deberán portar por lo menos casco contra impacto y chaleco reflejante con las características indicadas en la NOM-086-SCT2-2015, y recibir la charla de seguridad.
• Deberá haber señalamiento y dispositivos de protección en zonas de obras viales.
• El señalamiento deberá ser claro, adecuado y estar en óptimo estado físico según la zona de trabajo.
• En el sitio de la obra deberá existir una hoja de registro de visitas controlada por el responsable de la seguridad por parte de la contratista, en la que, el residente y el superintendente plasmarán las condiciones del señalamiento de protección de obra, del equipo de protección básico y específico del personal. [5]
• Cuando un trabajador o peatón se encuentra dentro de una zona de construcción, no se tiene que confiar únicamente en las prácticas de seguridad, se tiene que visualizar todo el entorno, así como hacer que los trabajadores adviertan su presencia.
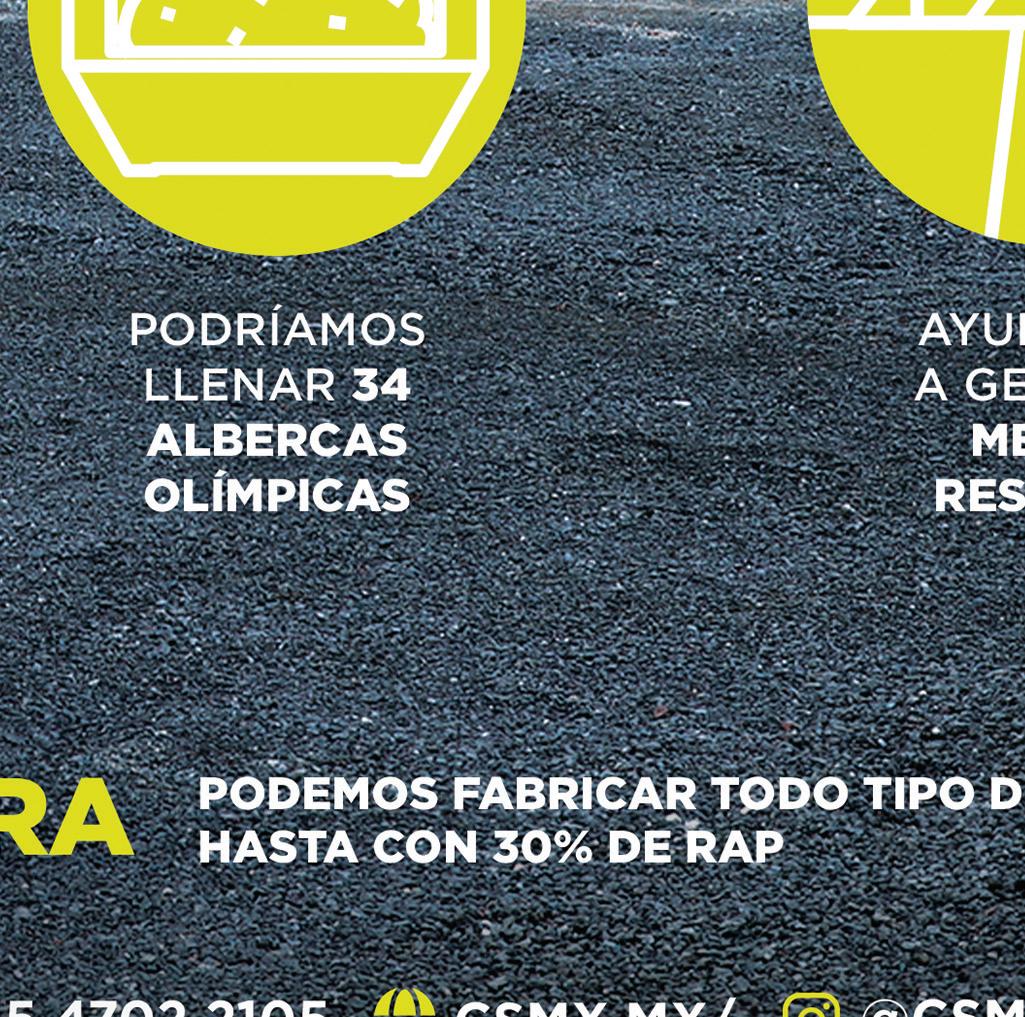
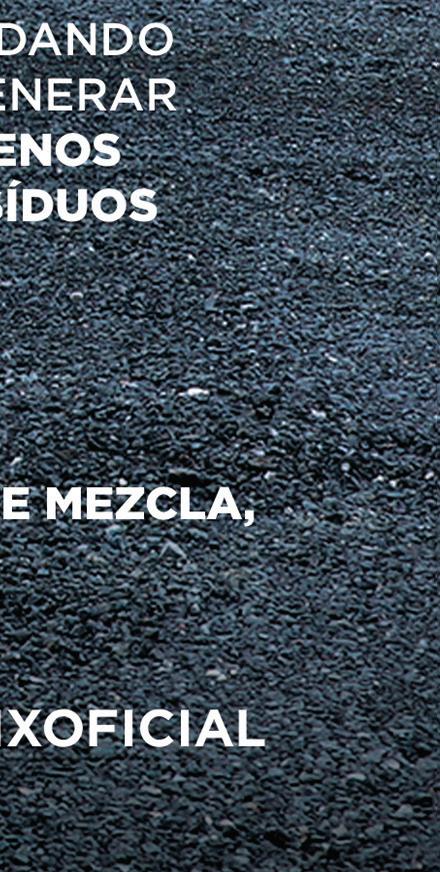
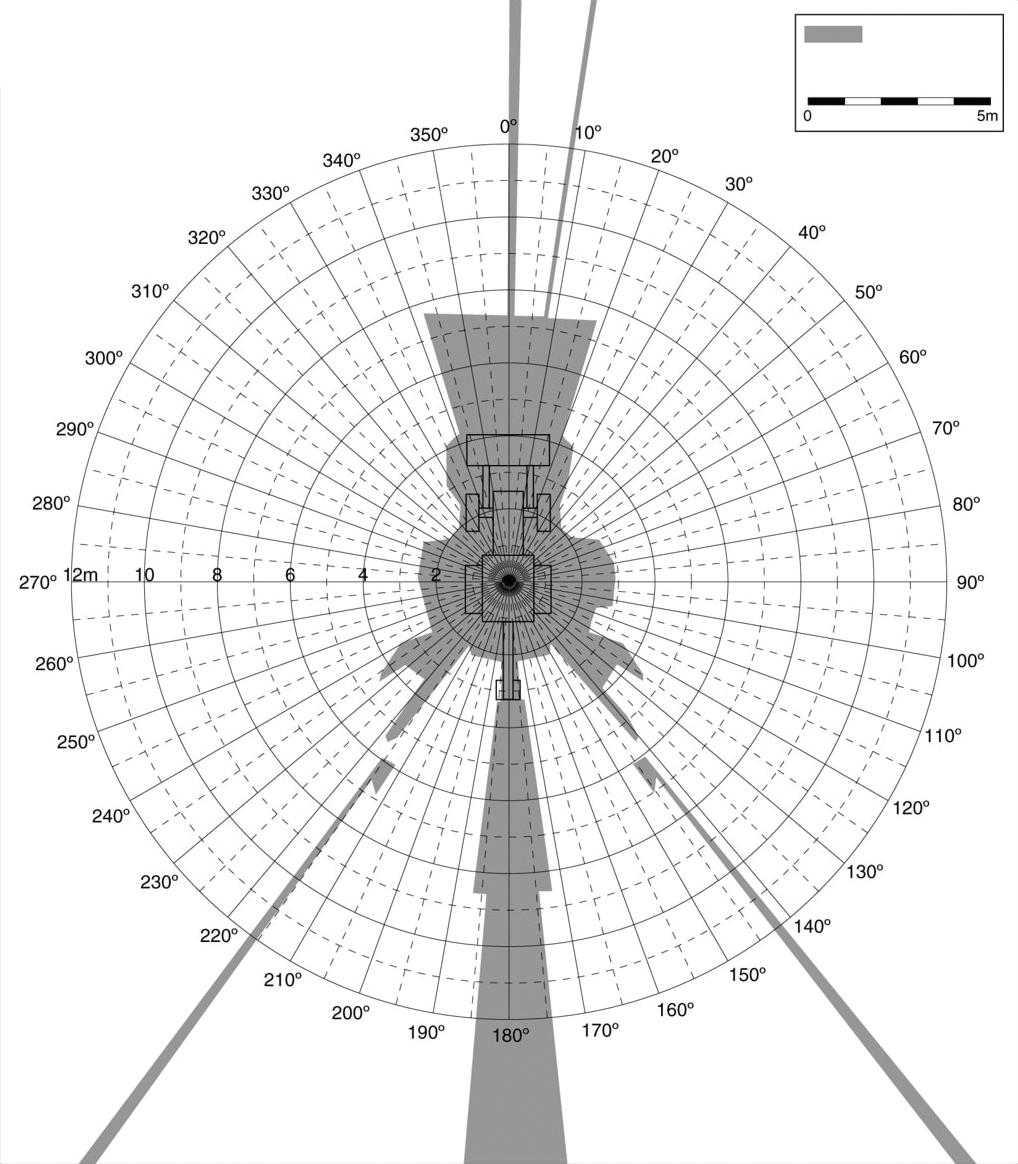
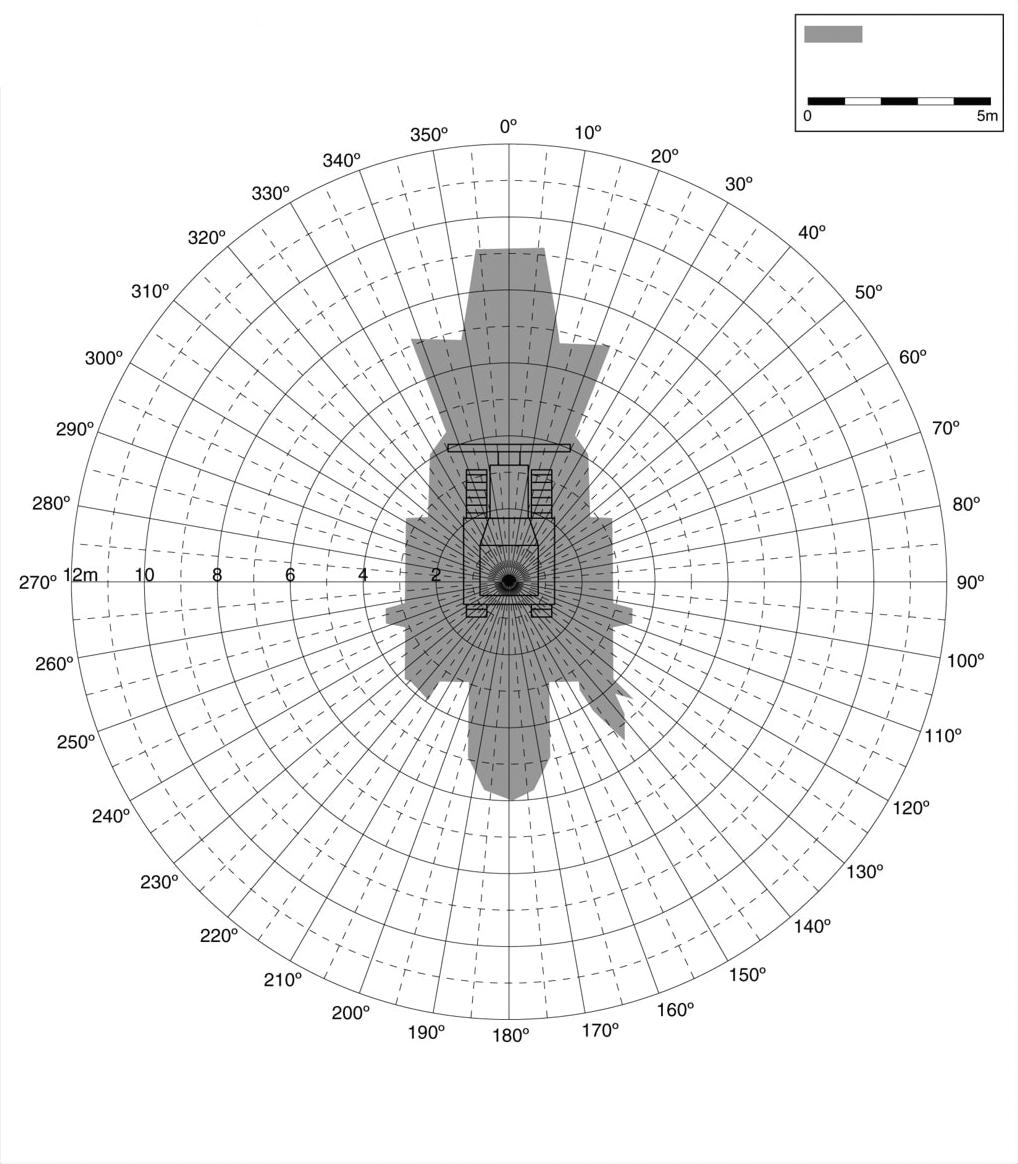
5.6 Puntos críticos en la maquinaria de construcción
Los operadores de equipos pesados dentro de una cabina a menudo tienen visibilidad restringida o puntos ciegos. Un punto ciego significa que el operador no puede ver el sitio por línea directa o usando espejos.
Cada máquina tiene puntos ciegos únicos. Cualquier operador que no pueda ver a una persona, vehículo u otro objeto, corre el riesgo de sufrir un accidente.
Los puntos ciegos de la maquinaria son una de las principales causas de lesiones incapacitantes y decesos dentro de una zona de construcción.
Debido a esto, existe una serie de diagramas en los que se identifican los puntos ciegos de algunos vehículos presentes habitualmente en áreas de trabajo de esta índole.
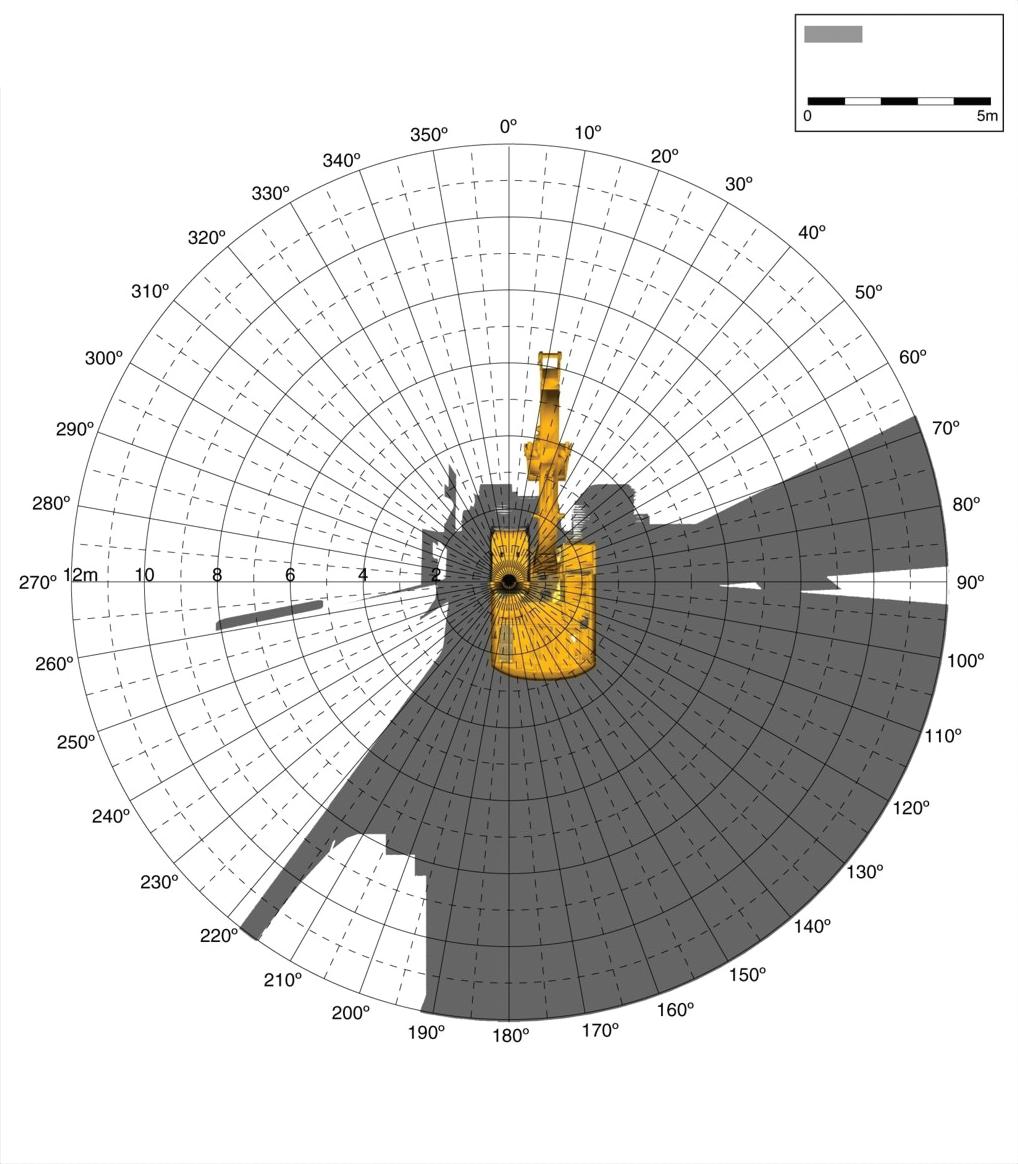
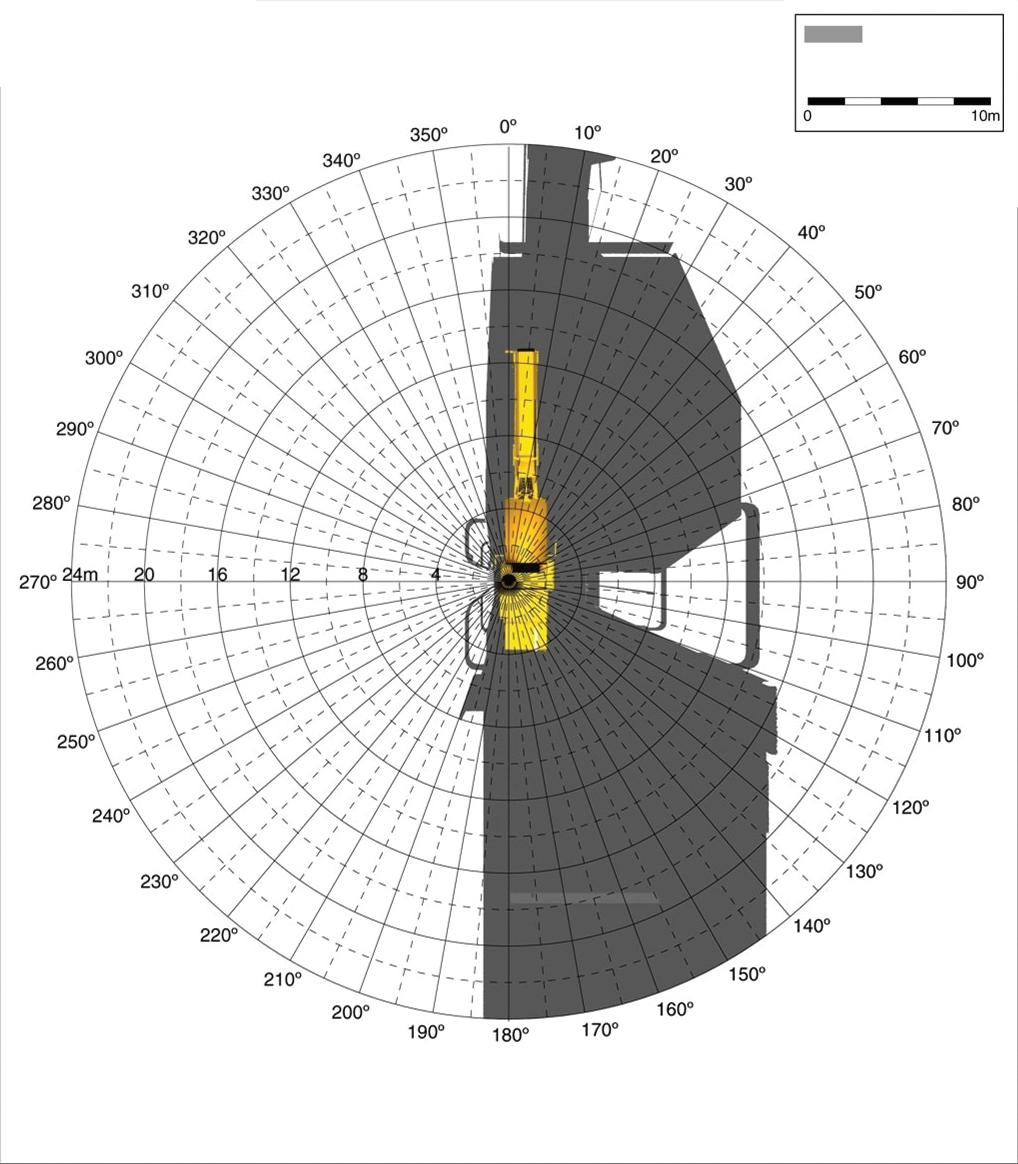
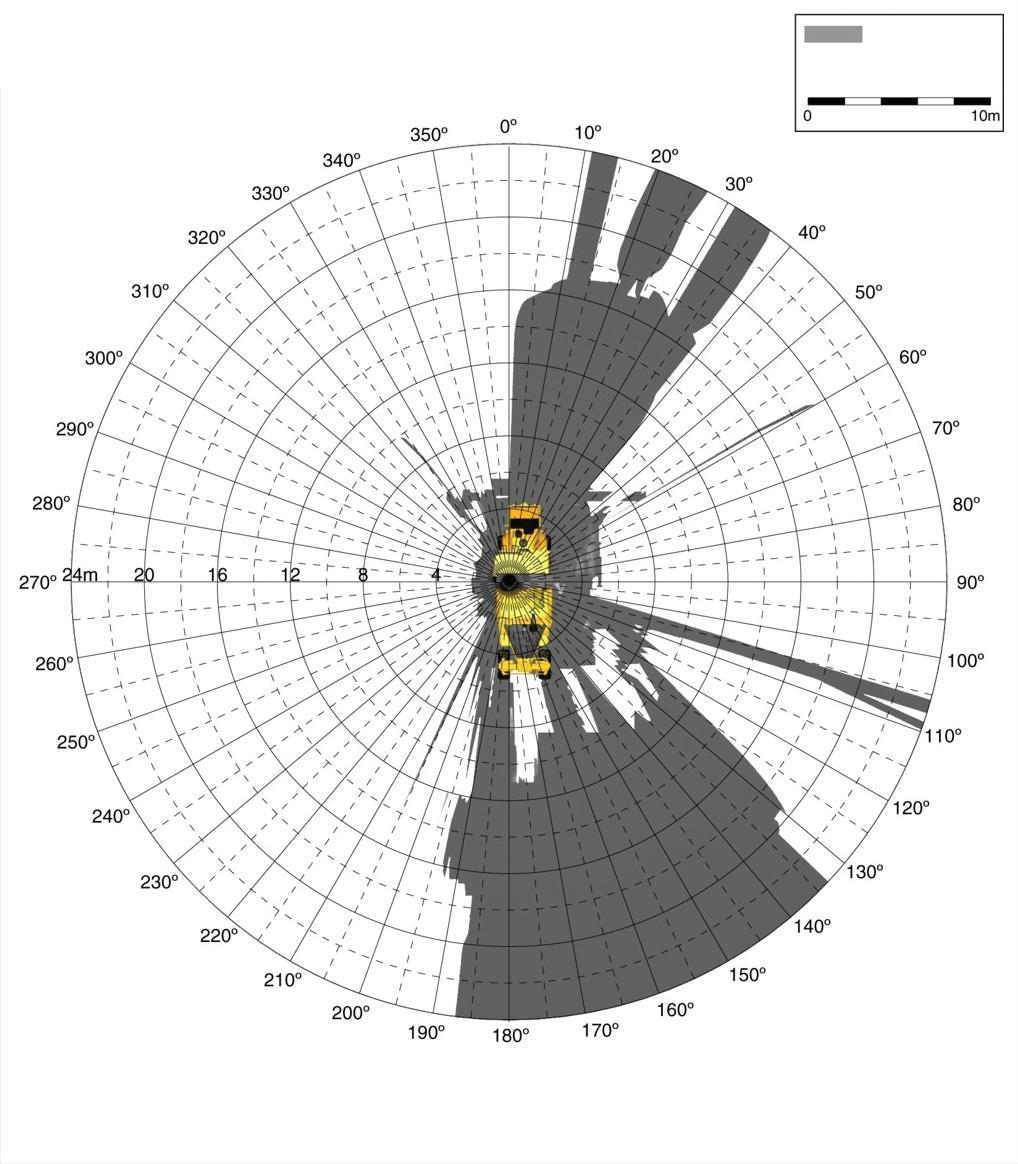
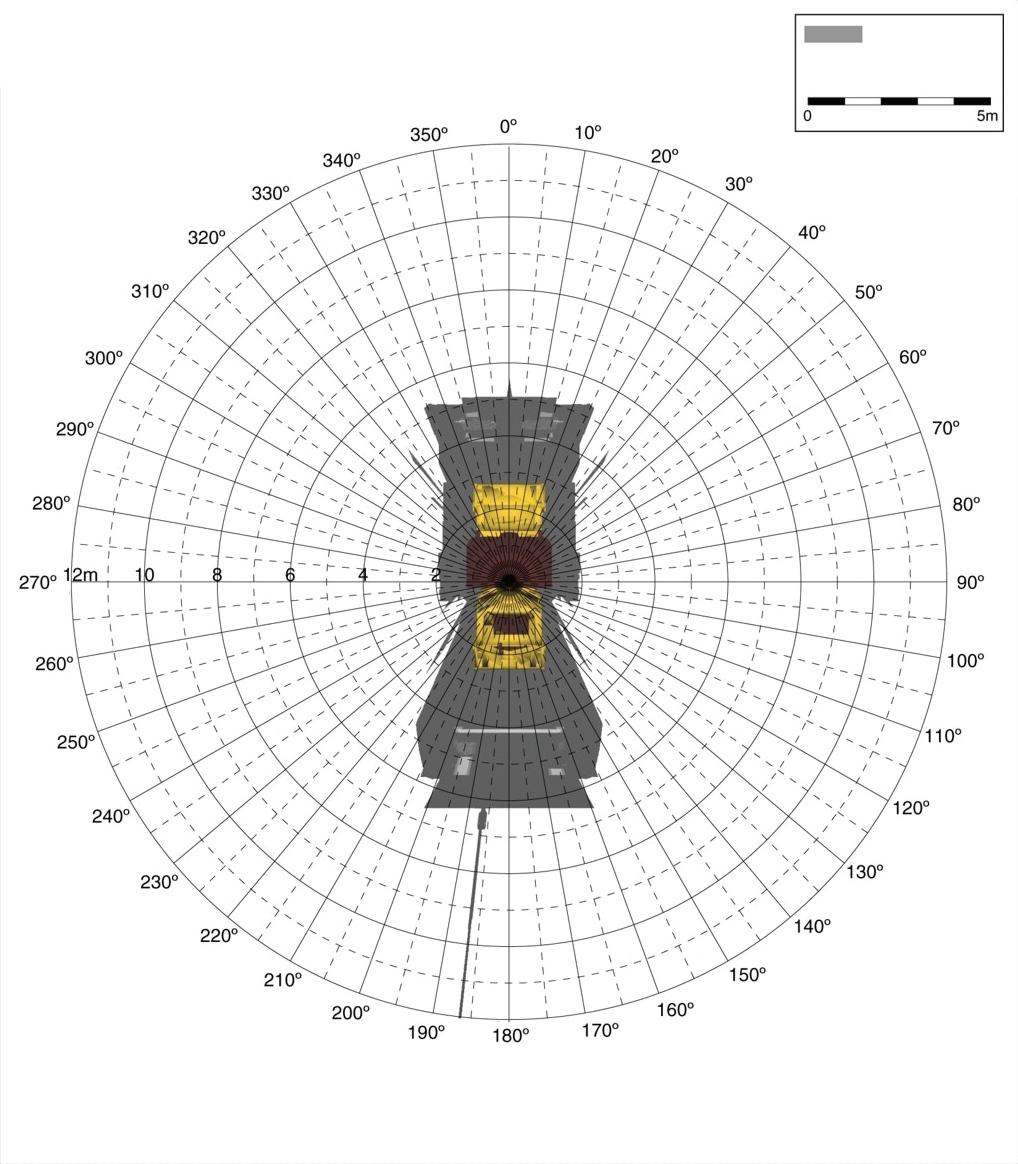
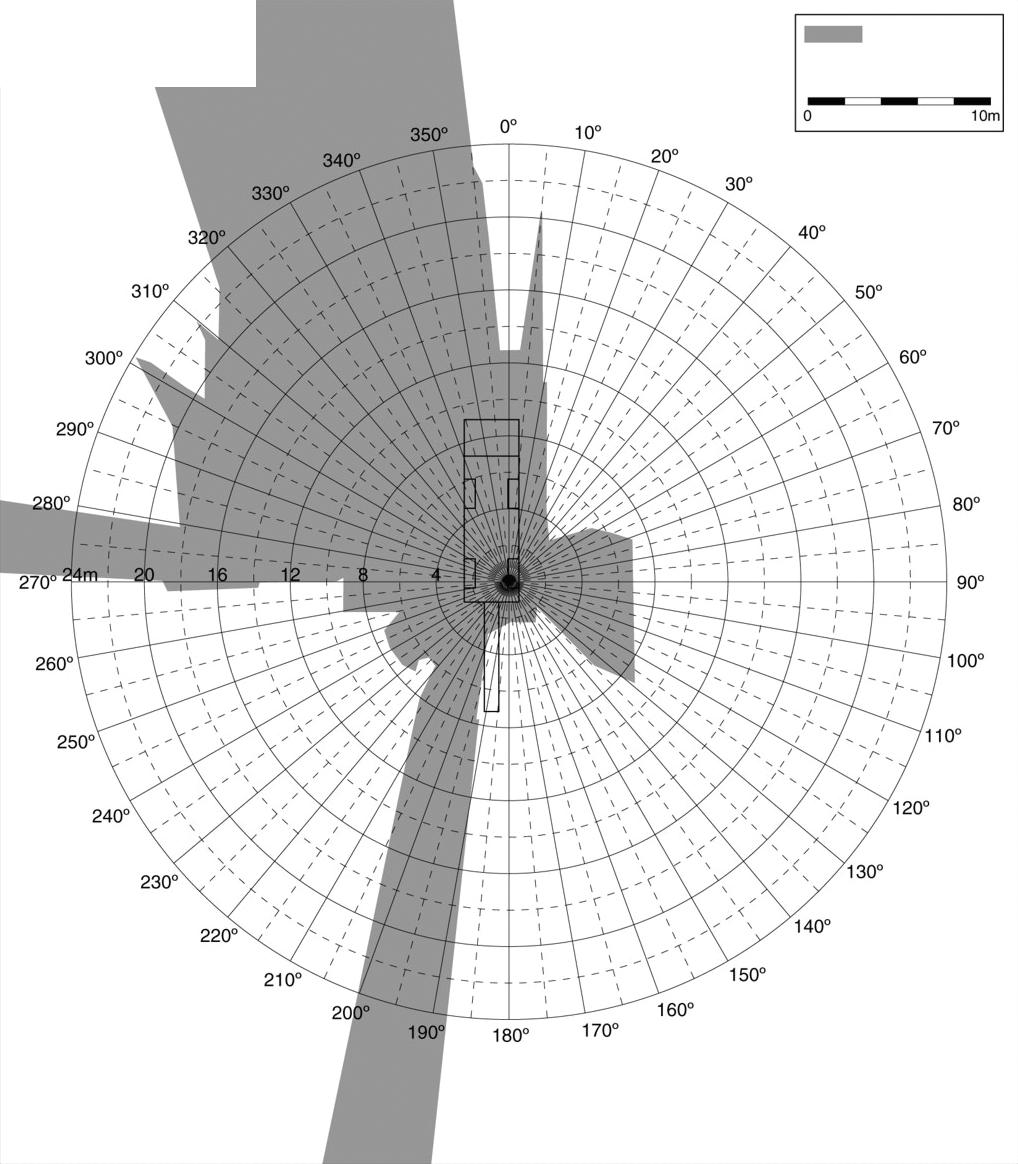
Se tienen algunos ejemplos de los principales equipos utilizados en trabajos de pavimentación (Figura 2) [10] y se deberán considerar las siguientes observaciones:
• El operador estará situado siempre en el centro del círculo.
• El estudio considera un radio de 12 metros desde la cabina del operador por defecto o en caso contrario se especificará.
• Las zonas grises corresponden a los puntos ciegos de un operador.
• Las áreas amarillas corresponden a la visibilidad limitada únicamente a espejos o aditamentos en el vehículo.
CAT426C NIVEL PISO
puntos ciegos escala
John Deere 700H NIVEL PISO
puntos ciegos escala
CAT 320C NIVEL PISO
CAT PM56C NIVEL PISO
puntos ciegos escala
puntos ciegos escala
CAT RM 500 NIVEL PISO
CAT CB 534D NIVEL PISO puntos ciegos
puntos ciegos escala
escala
Roadtec 2500B NIVEL PISO
5.7 Plantas de producción de mezclas asfálticas
En lo referente a las plantas de producción de mezclas asfálticas, será conveniente analizar los factores de seguridad (Tabla 4) dividiendo las instalaciones en sectores o áreas básicas según su naturaleza y especificaciones de funcionamiento de la siguiente manera:
1. Descarga de materias primas (agregados pétreos y asfalto).
2. Alimentación y secado de agregados pétreos.
3. Mezclado de agregados pétreos y asfalto.
4. Transporte de la mezcla al silo de almacenamiento final.
puntos ciegos escala
Figura 2. Diagramas de puntos ciegos en maquinaria de construcción [6]
Tabla 4. Riesgos y medidas preventivas en plantas de producción de mezclas asfálticas [7]
Sector
Descarga de materias primas
Riesgos
Derrame de líquidos en el piso
Caídas de trabajadores desde los tanques
Posibles incendios de combustibles
Quemaduras al operar caldera y cañerías de aceite y asfalto calientes
Sobrecalentamiento del aceite y asfalto
Alimentación y secado de agregados pétreos
Descarga de combustibles / asfalto a desnivel puede significar el desplome de camiones al descargar asfalto y/o petróleo
Atropello
Golpes por proyección de partículas
Colisión de maquinaria y camiones
Caída de distinto nivel (maquinaria y personal)
Contacto con elementos en movimiento del personal que transita por debajo o sobre las cintas transportadoras
Contacto con equipos energizados, posible choque eléctrico
Exposición a niveles de ruido sobre 85 dB(A)
Mezclado de agregados pétreos y asfalto
Exposición a quemaduras en el sector quemador - cámara de combustión
Caída de altura en sector alimentación de agregados pétreos
Quemaduras por asfalto caliente
Riesgo de incendio por inflamación de vapores combustibles
Medidas preventivas
Verificar niveles de estanques
Ubicar adecuadamente los acoples de las mangueras de llenado
Mantener las mangueras en buen estado
Instalar y mantener plataformas de tránsito y barandales sobre los tanques
Disponer con el correcto equipo de extinción de incendio
Colocar aislación térmica para los ductos
Proporcionar y exigir el uso de elementos de protección personal
Controlar en forma permanente los sistemas de medición de temperatura y funcionamiento de la caldera
Colocar el señalamiento necesario y recomendable (uso de materiales peligrosos, superficie caliente, material inflamable, etc.)
Cuando la descarga de combustibles/asfalto se haga a desnivel, colocar barreras de protección, barandales en los costados de las rampas y topes en el borde de descarga
Los vehículos deben transitar a velocidad moderada y utilizando una bocina o alarma
Colocar el señalamiento necesario y recomendable (maquinaria pesada, vehículos en movimiento, velocidad máxima que se permite, encender luces, etc.)
El personal debe ubicarse en lugares protegidos y previamente seleccionados
Uso de equipo de seguridad (antiparras, zapatos de seguridad, casco y chalecos reflectantes)
Los camiones y cargadores deben respetar su zona de operación y señalización
Las maniobras deben ser dirigidas por un banderero
Usar la ropa de trabajo adecuada
Colocar el señalamiento necesario y recomendable (uso de materiales peligrosos, superficie caliente, material inflamable, no tocar, etc.)
No realizar ninguna reparación ni lubricación de la maquinaria con los equipos en movimiento
Revisar periódicamente la instalación eléctrica de los motores
Uso de protectores diferenciales en los tableros eléctricos
Si la planta es permanente, se debe efectuar instalación de base
Proporcionar y exigir el uso de protección auditiva en todo momento
Sector Riesgos
Transporte de la mezcla al silo de almacenamiento final
Quemaduras por mezcla
Inhalación de vapores
Irritación de ojos y piel
Caídas de distinto nivel, tanto de la plataforma como del vehículo
Medidas preventivas
Operar el quemador según las instrucciones del fabricante
Mantener las superficies de trabajo en condiciones seguras y revisarlas continuamente
Planificar el mantenimiento de los equipos
Mantener en buen estado la superficie de trabajo de la plataforma
Colocar el señalamiento necesario y recomendable (entrada y salida de vehículos, velocidad máxima que se permite, encender luces, altas temperaturas, etc.)
Ubicación correcta de los trabajadores
Uso correcto de elementos de protección para el personal, principalmente protección respiratoria
No subirse a la tolva para enlonar
5.8 IMPORTANCIA Y APLICACIÓN DEL SEÑALAMIENTO DE PROTECCIÓN DE OBRA
El señalamiento de protección sirve como un lenguaje visual que comunica de manera clara y directa los riesgos presentes en una obra.
El señalamiento no solo informa sobre riesgos potenciales, sino que contribuye activamente a la prevención de accidentes. Al identificar áreas restringidas, indicar rutas seguras y alertar sobre maquinaria en funcionamiento, el señalamiento reduce la probabilidad de incidentes porque guía el comportamiento de los trabajadores y visitantes de manera segura y consciente. [8]
El uso adecuado del señalamiento en obras de construcción no solo es una práctica recomendada, sino también un requisito normativo.
Es sumamente frecuente visitar obras y advertir que presentan deficiencias importantes en el tema de señalamiento de protección de obra. (Figura 3)
El señalamiento de protección es dinámico y debe adaptarse a medida que evoluciona la obra. La identificación temprana de nuevos riesgos y la actualización constante de las señales aseguran que la comunicación de seguridad siga siendo efectiva a lo largo del proyecto.
Como se mencionó anteriormente, la colocación del señalamiento de protección de obra debe corresponder a la zona de trabajo en la que se encuentre, como se observa en la Figura 4 [8]
Figura 3. Señalamiento deficiente de protección de obra.
área de labores
área de protección
área de circulación
sección reducida
sección normal
longitud de la zona de información longitud de la zona de transición longitud del área de protección antes del área de labores
Estudios demuestran que, en el 70% de los casos, las colisiones ocurren en la zona de trabajo; 15% en las zonas de transición, y 13% en las zonas de información. El 2% restante ocurre en la zona de redireccionamiento. De esto se destaca que las áreas de mayor riesgo se encuentran entre las zonas de transición y las de trabajo, que concentran el 85% del total de las colisiones. Es en estos lugares donde normalmente laboran los bandereros [9]. A pesar de esta situación, hay estudios que demuestran que el uso adecuado y eficiente del abanderamiento reduce la velocidad media de tránsito en 19%, lo que corresponde a una disminución cercana al 40% en las colisiones con víctimas. [10]
CONCLUSIONES
Como hemos visto en la información proporcionada en este estudio, la seguridad en las zonas de obra es esencial, y su cumplimiento contribuye a salvaguardar la integridad de los participantes en la construcción de carreteras.
Si bien queda mucho trabajo por hacer para lograr obras con cero accidentes, se están realizando esfuerzos importantes para
Figura 4. Zona de obra.
ZONA DE LABORES ZONA DE TRABAJO
zona de transición Lt
zona de trabajo zona de redireccionamiento
zona de información
lograrlo. Es importante mencionar que el cumplimiento de este objetivo requiere de la participación y esfuerzo de todos y cada uno de los involucrados en la planeación, ejecución y mantenimiento de las obras de infraestructura carretera.
Me permitiré repetir uno de los objetivos que menciona S. R. Covey [1] en su libro: seamos proactivos. Como primer paso, comencemos a tomar conciencia del impacto que tiene la seguridad en las zonas de trabajo, realizar las capacitaciones necesarias para desarrollar protocolos de seguridad eficientes en los cuales se describan los procesos y procedimientos que se deben cumplir, y que estos se apeguen a la normativa vigente y aplicable. Estas capacitaciones deben ser constantes y obligatorias.
Es indispensable tener una coordinación eficiente entre las empresas y la dependencia contratista para el monitoreo constante del cumplimiento de los aspectos que permitan lograr áreas de trabajo seguras, por ejemplo, el señalamiento de protección de obra, presente en la cantidad, tipo y condición física que cumpla con lo estipulado en el proyecto.
Hay que realizar simulacros en la zona de obra para tener claras las acciones a realizar en caso de presentarse alguna contingencia de seguridad, y los procesos de dichos simulacros deberán estar estipulados en los protocolos de seguridad.
La creación de la brigada de seguridad es imprescindible, pues será la figura que ayudará a verificar el cumplimiento de los estándares de seguridad en la zona de obra, notificará a la residencia de obra y superintendencia cualquier eventualidad y mandará informes semanales sobre el estatus de la seguridad.
Es importante seguir impulsando la cultura de la seguridad. Cada obra de infraestructura carretera presenta una infinidad de retos técnicos, económicos, sociales, etc., retos que, como camineros, estamos acostumbrados a enfrentar y resolver para lograr la culminación de las obras en tiempo y forma. Sin embargo, no olvidemos que lo más valioso que tenemos es la vida misma, y debemos esforzarnos para tener obras seguras. Vamos por obras con cero accidentes.
REFERENCIAS
[1] Covey, S. R. (211). Los 7 hábitos de la gente altamente efectiva. Paidós.
[2] Dirección General de Planeación de la Secretaría de Infraestructura, Comunicaciones y Transportes. (Octubre 2023). Estadística Mensual del Sector Infraestructura, Comunicaciones y Transportes.
[3] Smith, J. A. (2018). Enhancing Pedestrian Safety in Construction Zones. Journal of Construction Safety, 15(2), 67-82. DOI: 10.1080/12345678.2018.1234567.
[4] García, M. B. (2020). Effective Communication Strategies for Pedestrian Safety in Construction Areas. Safety Engineering Review, 28(4), 210-225. DOI: 10.5678/safetyengr.2020.123456.
[5] Dirección General de Servicios Técnicos. (2021). Plan de Seguridad en Zonas de Obras en la Red Carretera Federal.
[6] The National Institute for Occupational Safety and Health (NIOSH). (Agosto de 2022). Centers for Disease Control and Prevention. Obtenido de https://www.cdc.gov/niosh/ topics/highwayworkzones/bad/imagelookup.html
[7] Asociación Chilena de Seguridad (ACHS). (s.f.). Control de riesgos en obras de construcción. Santiago de Chile: Ingeniería y Capacitación MR y Cía. Ltda.
[8] NORMA Oficial Mexicana NOM-086-SCT2-2015, Señalamiento y dispositivos para protección en zonas de obras viales.
[9] Garber, N. & Ming Z. (2002). Crash characteristics at Works zones. U.S., Virginia: Transportation Research Council.
[10] Richards, S., Wunderlich, R. & Dudek, C. (1985). Field evaluation of work zone speed control techniques. Transportation Research Board 1035(1), 66-78.
[11] NORMA Oficial Mexicana NOM-031-STPS-2011, Construcción–Condiciones de seguridad y salud en el trabajo.
DETERMINACIÓN DE TEMPERATURAS DE MEZCLADO Y COMPACTACIÓN DE ASFALTOS MODIFICADOS
Terminal de Almacenamiento y Distribución de Asfalto S.A. de C.V., Salamanca, Gto., México, María Fernanda Ahuja Morales, ferahujam@gmail.com Wendy Leticia Fisher Rodríguez, wendy.fisher@petro-boox.com.mx
En el proceso de mezclado y compactación de una mezcla asfáltica, la temperatura del asfalto juega un papel muy importante, dado que, si la temperatura es muy baja, el asfalto será muy viscoso y no cubrirá el agregado de manera correcta; de igual manera, a mayor temperatura, el asfalto puede comenzar a rigidizarse y modificar sus características y propiedades. Las temperaturas de mezclado y compactación en asfaltos modificados suelen ser muy altas, por lo que no existe una metodología aceptada para determinarlas. Por lo tanto, basados en la literatura, en este trabajo se propuso evaluar cuatro asfaltos modificados con diferentes clasificaciones (PG 64V-16, 70H-16, 70V-16 y 76H-16) mediante tres métodos: el método tradicional (equiviscosidad), el de flujo constante y el de ángulo de fase, con el objetivo de encontrar el procedimiento más preciso y eficiente para establecer los rangos de temperaturas de mezclado y compactación.
Con los datos obtenidos, el método más confiable para conseguir las temperaturas de mezclado y la compactación es el método de flujo constante, sin embargo, se recomienda continuar con la segunda etapa de la investigación, la cual consiste en evaluar estas temperaturas con mezcla asfáltica.
2 INTRODUCCIÓN
Durante el proceso constructivo del pavimento, la temperatura juega un papel muy importante, lo cual implica realizar el proceso
tanto de mezclado como de compactación con la temperatura correcta, si la temperatura es muy baja y el asfalto se encuentra muy viscoso, se afecta directamente la manera en la que se cubre el agregado y el desprendimiento que puede tener el mismo; de igual manera, con una mayor temperatura el asfalto puede comenzar a rigidizarse y modificar las características y propiedades físicas y viscoelásticas. El principal problema, al no cumplir con la temperatura de compactación, se ve reflejado en el porcentaje de vacíos y, por ende, en las propiedades de desempeño de la carpeta asfáltica.
En el laboratorio se determinan las temperaturas máximas y mínimas, las cuales nos aseguran el correcto funcionamiento de la mezcla asfáltica. Actualmente, el ensayo normado para determinar las temperaturas de mezclado y compactación es el método de la equiviscosidad [1], en el cual se construye una curva viscosidad vs. temperatura. El método de la equiviscosidad, descrito por la SCT [2], nos indica que para determinar las temperaturas de compactación y mezclado es necesario correr una prueba de laboratorio utilizando el viscosímetro rotacional. Esta prueba define la resistencia a fluir del material evaluado a diferentes temperaturas, determinando que la temperatura de mezclado corresponda a una viscosidad de 0.17 ±0.02 Pa.s y la temperatura de mezclado de 0.28 ±0.03 Pa.s. Sin embargo, este método tiene una limitante, la cual no es aplicable a asfaltos modificados, ya que se obtienen temperaturas arriba de 180 °C y con estas temperaturas se corre el riesgo de ignición, además, los vapores que se desprenden son dañinos tanto para el ser humano como para el ambiente y al trabajar con polímeros, algunos comienzan a degradarse a esta temperatura, perdiendo completamente los beneficios de este.
Actualmente esto es un problema y tema de interés, pues, como se menciona, no existe ninguna normativa o protocolo a seguir para la determinación de estas temperaturas con asfalto modificado, generalmente este problema se aborda con el proveedor de asfalto. Por tal motivo, en este trabajo se realizó el análisis con tres métodos: el método tradicional, conocido como equiviscosidad, flujo constante y ángulo de fase, con la finalidad de establecer los valores para estas temperaturas y determinar qué método es el más adecuado.
2.1 Materiales
En este estudio se evaluaron cuatro tipos de asfaltos modificados, clasificados como PG 64 V-16, PG 70 H–16, PG 70 V-16 y 76 H -16, alterados con polímero SBS.
3 METODOLOGÍA EXPERIMENTAL
Con la finalidad de obtener un método preciso para la determinación de las temperaturas de mezclado y compactación se evaluaron tres métodos: equiviscosidad, flujo constante y ángulo de fase.
3.1 Equiviscosidad
En el método de equiviscosidad se construye una curva viscosidad vs. temperatura, el asfalto se ensaya a diferentes temperaturas y se determina la viscosidad, posteriormente se construye una curva viscosidad vs. temperatura. La temperatura de mezclado que corresponda a una viscosidad de 0.17 ±0.02 Pa.s y la temperatura de mezclado de 0.28 ±0.03 Pa.s.
Para realizar la evaluación se utilizó un viscosímetro rotacional, con capacidad de hasta 1200 RPM y temperatura máxima de 180 °C. Como se observa en la Figura 1, no fue posible obtener resultados arriba de 180 °C, por lo que las temperaturas de mezclado se determinaron con ayuda de las ecuaciones obtenidas de las líneas de tendencia de cada asfalto evaluado. Dichas ecuaciones se muestran en la Tabla 1
Tabla 1. Ecuaciones método equiviscosidad.
(3�������� + 13) ��������
de mezclado
3.2 Flujo constante
El procedimiento de flujo constante de corte propone que, al medir la viscosidad a una temperatura constante —a cierta deformación— la viscosidad será también constante. Si tomamos la bibliografía de la NCHRP, este estado se alcanza entre los 400 y 500 Pa [3], sin embargo, este valor puede variar según el grado de desempeño y el grado de modificación.
El ensayo de flujo constante se realiza en estado original y utilizando el Reómetro de corte dinámico. La muestra se prepara para usar la geometría de platos paralelos de 25 mm, con un espacio de prueba de 0.5 mm, y un espacio adicional de 0.025 mm para enrazar la muestra.
Figura 1. Método equiviscosidad.
Las temperaturas de prueba son: 76, 82, 88 y 94 °C. Para obtener resultados cercanos a la realidad y tomando en cuenta la capacidad del equipo que se está utilizando, se pueden ensayar hasta 100 o 105 °C. El estado de flujo constante se alcanza una vez que 3 o más mediciones seguidas no varían más de un 2%.
3.2.1.
Programación del equipo
En caso de que el software no cuente con una plantilla para este procedimiento, es necesario realizar una plantilla con los siguientes datos:
• Tipo de prueba: barrido de flujo (Flow sweep)
• Tiempo de acondicionamiento: 600 s
• Escala de tipo logarítmico (base 10), obteniendo 5 puntos por década
• Tiempo máximo por punto: 720
• Barrido de esfuerzo: 50-500 Pa.
• Espacio de Prueba: 500 µm
• Espacio para enrazar 525 µm
• Temperaturas de ensayo: 76, 82, 88, 94, 100, 105 °C.
Las temperaturas de ensayo se sugieren de 76 a 88, sin embargo, el rango de temperatura puede aumentar para obtener valores cercanos a la realidad, cuidando que la muestra se conserve en la forma.
Para realizar el cálculo los datos necesarios son:
• Temperatura (°C)
• Esfuerzo (Pa)
• Viscosidad (Pa.s)
Se efectúa la construcción de una tabla de temperatura y viscosidad utilizando el valor de 500 Pa, se obtiene una línea de tendencia y se ajusta el periodo a 100 unidades delante.
La temperatura de mezclado está comprendida entre 0.17 ± 0.02 Pa.s y la temperatura de compactación es de 0.35 ±0.03 Pa.s.
En la prueba se realiza un barrido desde 50-500 Pa, incluyendo el tiempo de acondicionamiento, puede durar entre 2 y 3 horas, sin embargo, es posible reducir este tiempo y utilizar un barrido de 400-600 Pa., reduciendo el tiempo a 1- 1.5 horas.
En la bibliografía no se menciona el mejor ajuste de datos (potencial o exponencial), pero se ha observado que al usar el ajuste de datos potencial se obtienen temperaturas más altas a diferencia del ajuste exponencial. Se realizó la construcción de las gráficas (Figura 2 y Figura 3) del asfalto PG 64V–16 para comparar los datos obtenidos con la experiencia en laboratorio, por lo que se sugiere emplear el ajuste potencial.
La obtención de resultados se determina con la ecuación conseguida de la línea de tendencia, sustituyendo los valores y utilizando el Solver de Excel.
Con ayuda de las gráficas y las ecuaciones determinadas en cada caso se obtuvieron las temperaturas mostradas en la Tabla 2
Viscosidad = 2E+19 temperatura -9.298
- Viscosidad = 2E+19 temperatura ⁹²⁹⁸ R² = 0.9999
– PG 64V-16.
rango de mezclado - Viscosidad = 1E+06e ���²������������� R² = 0.9965
rango de compactación
(°C)
3. Ajuste exponencial – PG 64 V-16.
Tabla 2. Temperaturas de mezclado y compactación para cada ajuste.
Ajuste
Con los coeficientes de determinación mostrados en las Figuras 2 y 3, se concluye que el mejor ajuste se presenta con el modelo de regresión potencial, el cual presenta un R2 de 0.9999 comparado con el ajuste exponencial que presenta un R2 de 0.9965. Si tomamos en consideración estos ajustes para la obtención de las temperaturas de mezclado y compactación para el PG 70 H-16, PG 70 V-16 y PG 76 H-16, se empleará el modelo de regresión potencial.
Figura
Figura 2. Ajuste potencial
Tabla 3. Ecuaciones método flujo constante.
Ecuación
= (2�������� + 19)
Viscosidad = (8�������� + 19)
= (1�������� + 20) (
Viscosidad = (2�������� + 21) (
Figura 4. Flujo constante.
3.3 Ángulo de fase
El método del ángulo de fase tiene como objetivo principal la construcción de curvas maestras, graficando el ángulo de fase y la frecuencia, tomando la temperatura de 80° como referencia, además de encontrar el valor de la frecuencia que corresponde al ángulo de fase de 86°. El ángulo de fase es un valor que nos ayuda a definir la naturaleza viscoelástica del asfalto y se define como la diferencia entre la onda de entrada y la onda de salida o la diferencia entre la deformación aplicada y la respuesta del material a la deformación.
Se busca el valor de 86°, pues representa el punto de transición entre el comportamiento viscoso y viscoelástico y las frecuencias relacionadas a este punto se relacionan con temperaturas a las cuales el asfalto muestra un buen comportamiento durante el proceso de mezclado y compactación. El ensayo se realiza en un asfalto modificado, condición original y utilizando el reómetro de corte dinámico. La muestra se prepara para emplear la geometría de platos paralelos de 25 mm, con un espacio de prueba de 0.5 mm, y un espacio adicional de 0.025 mm para enrazar la muestra.
3.3.1. Programación del equipo
En caso de que el software no cuente con una plantilla para este procedimiento, es necesario realizar una plantilla con los siguientes datos:
Asfalto
• Tipo de prueba: Oscilation Frequency.
• Tiempo de acondicionamiento: 600 s.
• Frecuencia: 0.1-100 rad/s.
• Escala de tipo logarítmico (base 10), obteniendo 8 puntos por década.
• Tiempo máximo por punto: 720 s.
• Espacio de prueba: 500 µm.
• Espacio para enrazar 525 µm.
• Temperaturas de ensayo: 60, 70, 80, 90, 100, 110 °C.
*Las temperaturas de ensayo se sugieren de 70 a 90, sin embargo, se puede ensayar a 100 y 110 °C para alcanzar el ángulo de fase de 86° con valores reales.
• Deformación (Strain): 12, 13, 14, 15, 16%.
*La deformación podrá ser variable respetando siempre la recuperación elástica del material, se sugiere deformación del 13%.
Para realizar los cálculos y la obtención de resultados, los datos necesarios son:
• Temperatura (°C)
• Frecuencia (Rad/s y Hz)
• Ángulo de fase (°)
• Módulo complejo (Pa)
Con los datos obtenidos de la prueba, se realiza la construcción de los isotermas, graficando frecuencia (Hz) vs. ángulo de fase (°), estos isotermas no requieren de ningún cálculo o corrección. Para la construcción de la curva maestra, se realiza la construcción igual a los isotermas, cambiando la frecuencia por la frecuencia reducida, la cual se obtiene multiplicando la frecuencia por el factor de corrimiento. El factor de corrimiento puede obtenerse de manera gráfica, tomando siempre como referencia la temperatura de 80 °C.
En la bibliografía no se menciona bajo qué situaciones se debe utilizar una nueva muestra, pero con base en las pruebas realizadas y los resultados obtenidos, se sugiere —al correr temperaturas por encima de los 80°— emplear una muestra únicamente para evaluar dos temperaturas y posteriormente cambiarla. Lo anterior se debe a que a partir de los 80° la muestra comienza a ser muy fluida y durante el ensayo se pueden presentar problemas en el equipo para realizar la lectura.
Para determinar la temperatura de mezclado se emplea la ecuación 1 y para la temperatura de compactación la ecuación 2.
w = frecuencia en rad/s para el ángulo de fase de 86º según la curva maestra.
En la Figura 6 se observa que no es posible determinar la frecuencia con el ángulo 85, esto solo fue posible en el asfalto clasificado como PG 64 V-16 (Figura 5).
4 RESULTADOS
Con los diferentes métodos se obtuvieron los resultados que se muestran en la Tabla 4, en donde se observa que con un método
Figura 6. Curva maestra PG 76 H-16.
Figura 5. Curva maestra PG 64V–16.
de equiviscosidad solo se alcanzan temperaturas confiables con el asfalto PG 64 V-16. Para el método de flujo constante, se logró determinar las temperaturas de todos los asfaltos evaluados, contrario a lo que sucede con el método de ángulo de fase en dónde solo se alcanzó el resultado en el asfalto PG 64 V-16, por lo que se sugiere realizar una investigación adicional para poder ajustar las ecuaciones 1 y 2, y así poder determinar dichas temperaturas.
Tabla 4. Temperaturas de mezclado y compactación. Grado
5 CONCLUSIONES
• El método con el cual se obtuvieron temperaturas de los diferentes asfaltos evaluados es el método de flujo constante, por lo que es el más recomendado.
• En el método de ángulo de fase se recomienda ajustar las ecuaciones para obtener la temperatura de mezclado y compactación en diferentes asfaltos, sin importar el grado de modificación.
• Se recomienda continuar con la segunda fase de la investigación, que consiste en evaluar las temperaturas obtenidas en una mezcla asfáltica.
6 REFERENCIAS
[1] American Society for Testing Materials. [ASTM]. (2016). D2493-16. Standard Practice for Viscosity – Temperature Chart for Asphalt Binders.
[2] Normativa para la Infraestructura del Transporte. (2002). M-MMP-4-05-005/02. Viscosidad rotacional brookfield de cementos asfálticos. México: Instituto Mexicano del Transporte.
[3] West, R., Watson. D., Turner, P. & Casola, J. (2010). NCHRP REPORT 648 - Mixing and Compaction Temperatures of Asphalt Binders in Hot-Mix Asphalt. Transportation Research Board, Washington, D.C.
TIBIAS QUE INCORPORAN POLVO DE NEUMÁTICOS POR VÍA SEMIHÚMEDA MEDIANTE ENSAYOS DE CARACTERIZACIÓN
Universidad Michoacana de San Nicolás de Hidalgo, Morelia, México
Jorge Alarcón Ibarra, jorge.alarcon@umich.mx
Red de Carreteras de Occidente Guadalajara, México
Rey Omar Adame Hernández, omar.adame.hdez85@gmail.com
Neotech® Asphalt, Guanajuato, México
Hugo Bandala Vásquez, hbandala@neotechasphalt.mx
APORTACIONES
1 RESUMEN
Para este estudio se fabricaron mezclas asfálticas tibias que incorporan por vía semihúmeda 2% de polvo de neumáticos (CR), y posteriormente se evaluaron ante ensayos de desempeño: módulo resiliente, módulo dinámico, número de flujo y ensayo de fatiga bajo carga repetida con un modo de carga constante, utilizando el ensayo de tracción indirecta (ITT). Asimismo, se evaluó una mezcla en caliente con asfalto convencional, una mezcla asfáltica en caliente con asfalto modificado con polímero y una mezcla asfáltica en caliente que incorpora CR, a fin de poder comparar el desempeño de la mezcla asfáltica tibia. Los resultados mostraron que una mezcla asfáltica con asfalto modificado con un aditivo orgánico para mezclas tibias y que incorpora polvo de neumáticos por vía semihúmeda puede ser mezclada a 135 °C y compactada a 125 °C. Dicha mezcla presentó un comportamiento y características similares al de una mezcla asfáltica en caliente con asfalto modificado con polímero, y obtuvo un mejor desempeño que una mezcla asfáltica en caliente elaborada con asfalto PG 64-22.
2 INTRODUCCIÓN
Las vías terrestres son parte fundamental del desarrollo de un país, no solamente constituyen una vía principal de comunicación, sino que generan desarrollo social y crecimiento económico, sin embargo, la construcción de carreteras es siempre un gran
consumidor de energía y recursos [1]. Gracias al desarrollo de las vías, cada día son más los vehículos que circulan por ellas, y el crecimiento indiscriminado del parque vehicular no solo aumenta las emisiones de gases de efecto invernadero NOx, sino que deja como resultado una gran cantidad de neumáticos fuera de uso (NFU). De acuerdo con datos del Instituto Nacional de Estadística y Geografía [2], en el año 2021 México tenía un parque vehicular de 53,115,396, lo cual generó millones de NFU.
La gestión de residuos se ha convertido en un problema crítico para el desarrollo sostenible, además de causar problemas económicos, sociales y de seguridad. Los NFU, en particular, tienen un costo medioambiental enorme. [3]
Por lo antes descrito, es una necesidad desarrollar tecnologías de pavimentación sostenibles con menos consumo de recursos y energía, así como con menos emisiones de gases de efecto invernadero y que involucren el reciclaje de residuos sin afectar las propiedades mecánicas de las mezclas [1]. Se han desarrollado diferentes investigaciones acerca de tecnologías que permitan reducir el consumo energético, así como mejorar el reciclaje de residuos. Uno de los residuos ampliamente investigado desde los años 60 como modificador del cemento asfáltico es el polvo de NFU. [4]
El reciclaje de neumáticos de desecho ha sido de interés para la industria del asfalto en todo el mundo, ya que los pavimentos que contienen aglutinantes modificados con polvo de neumático (CR) utilizan productos de desecho y se ha demostrado que las mezclas que incorporan CR o mezclas ahuladas tienen un rendimiento mecánico mejorado en comparación con mezclas asfálticas en caliente tradicionales [5]. No obstante, los métodos típicos de incorporación del CR en la mezcla asfáltica —(a) proceso seco, (b) proceso húmedo y (c) terminal-blend [6]— han obstaculizado su uso. Debido a la necesidad de equipos adicionales, los periodos de digestión prolongan el proceso de fabricación de la mezcla. Una vez que el asfalto ha sido modificado, no se puede almacenar, ya que la diferencia de densidades entre el asfalto y el hule provoca una separación de fases. Esto genera la sedimentación del caucho residual en los ligantes a través del tiempo, lo que lleva a un fallo prematuro en el producto debido a la pérdida de adhesión y el envejecimiento de la mezcla [7]
Una nueva alternativa que permite la incorporación del hule molido de NFU en las mezclas, incluso en grandes tasas, y sin necesidad de grandes inversiones en equipo es a través de la vía semihúmeda. Esta se implementa al hacer uso de un producto compuesto por hule reciclado, al cual se le realiza un procesamiento de activación, que consiste en un tratamiento químico-termo-mecánico del polvo de caucho, equivalente al proceso de digestión que tiene lugar tanto en el proceso por la vía húmeda como por la vía seca, pero realizado en una planta industrial totalmente independiente de aquella que fabrica la mezcla asfáltica, para no interferir con el proceso de preparación de la misma.
La incorporación del CR por vía semihúmeda es una respuesta a la problemática de las metodologías de incorporación del polvo de neumáticos en la mezcla asfáltica. No obstante, las temperaturas de mezcla y compactación de las mezclas modificadas con CR son considerablemente más altas que una mezcla asfáltica en caliente elaborada con asfalto convencional.
La solución a este problema podría ser la tecnología de mezclas asfálticas tibias (MAT), que es
capaz de reducir las temperaturas de producción y compactación, así como también reduce la perdida de volátiles, lo cual mejora las condiciones de trabajo tanto en los sitios de pavimentación como en las plantas de producción. [8], [9]
En la literatura existen estudios desde el 2007 [10], realizados para evaluar el desempeño de las propiedades reológicas del asfalto modificado con aditivos de mezcla en tibio y polvo de neumático vía húmeda [11], [12], [13], [14]; y su incorporación mediante un proceso seco [15], [16], [17], pero pocos trabajos han abordado en el comportamiento mecánico de una mezcla asfáltica tibia que incorpora polvo de neumáticos por vía semihúmeda. Por lo tanto, el estudio actual se llevó a cabo para examinar los efectos del hule de neumáticos incorporado por vía semihúmeda en una mezcla asfáltica tibia, y los resultados se contrastan con el desempeño de mezclas asfálticas en caliente.
El rendimiento a largo plazo del pavimento se asocia con varios factores, como la estructura del pavimento, los materiales, la carga de tráfico y las condiciones ambientales; estructuralmente, también depende de la influencia que puede generar un aditivo y el polvo de neumáticos adicionado mediante vía semihúmeda en las mezclas. Por eso, en este trabajo se evalúan dos mezclas asfálticas fabricadas con asfalto modificado con TB-1, aditivo orgánico empleado en México para la elaboración de mezclas asfálticas tibias, a las cuales también se les incorporó 2% de polvo de neumáticos en relación con la masa de los agregados. Asimismo, se fabricaron tres mezclas asfálticas en caliente (MAC): una con asfalto PG 64-22, otra con asfalto modificado con polímero y otra más con 2% de polvo de neumáticos incorporado por vía semihúmeda, establecidas como mezclas de control para comparar el desempeño de las MAT evaluadas mediante ensayos dinámicos: módulo resiliente, módulo dinámico, número de flujo para evaluar la deformación permanente y ensayo de fatiga bajo carga repetida, con un modo de carga constante utilizando el ensayo de tracción indirecta (ITT).
3 MÉTODOS DE PRUEBA
Para la evaluación de las mezclas asfálticas, los métodos de prueba realizados fueron:
i. Módulo resiliente (MR)
ii. Módulo dinámico (MD)
iii. Número de flujo (FN)
iv. Tracción indirecta sobre probetas cilíndricas (ITT)
4
Para llevar a cabo este estudio se fabricaron mezclas asfálticas de granulometría densa con agregado pétreo triturado de origen basáltico proveniente del banco Asfaltos Guadalajara, de Tonalá, Jalisco. Se evaluaron cinco mezclas, que se describen en la Tabla 1, se realizaron tres MAC, establecidas como mezclas de control para comparar el desempeño de las MAT. Todas las mezclas se sometieron a los ensayos detallados en la sección 2.
Tabla 1. Mezclas evaluadas en el estudio.
Mezcla Nomenclatura
Mezcla asfáltica en caliente con asfalto PG 64-22
Mezcla asfáltica en caliente + polímero
Mezcla asfáltica en caliente + 2% CR
densa PG 64-22 60% grava, 39% arena, 1% carbonato de calcio
MAC densa + polímero
MAC densa + 2% CR
Mezcla asfáltica en tibio + 2% CR MAT densa + 2% CR
Mezcla asfáltica en tibio + 2% CR MAT densa + 2% CR
60% grava, 37% arena, 1% carbonato de calcio, 2% CR
60% grava, 37% arena, 1% carbonato de calcio, 2% CR
El ensayo de módulo resiliente permite evaluar la respuesta elástica de la mezcla asfáltica, que se realizó conforme la normativa española UNE-EN 12697-26 Anexo C. Para este estudio se fabricaron tres especímenes cilíndricos por cada tipo de mezcla, de 100 mm de diámetro y 6.35 cm de altura, con un 4% de vacíos de aire.
El ensayo se realizó bajo las siguientes condiciones:
• Modo de carga: esfuerzo controlado de 350 kPa
• Frecuencia: 3 s (0.1s carga, 0.9 s de reposo)
• Deformaciones medidas: deformación horizontal
• Temperatura de prueba: 20 °C
• Acondicionamiento en aire: 2 horas
4.2 Módulo dinámico
El módulo dinámico permite evaluar el comportamiento viscoelástico de las mezclas asfálticas, y el procedimiento de prueba se realizó conforme la norma AASHTO T 378-17. Para este
ensayo se fabricaron 15 especímenes (tres por cada variable), se ensayaron a una temperatura de 20 °C, con frecuencias de 10 Hz, 5 Hz, 1 Hz, 0.5 Hz y 0.1 Hz. Cada espécimen se ensayó para cada una de las cinco combinaciones de temperatura y frecuencia de carga, comenzando de la más alta a la más baja. Durante el ensayo, se midió el esfuerzo y la deformación por medio de una celda de carga y LVDTs, respectivamente. La deformación del espécimen debe mantenerse dentro del rango lineal, entre 50 y 150 µε, por lo que la carga aplicada se ajustó para cada frecuencia y temperatura para alcanzar el nivel de deformación apropiado.
4.3 Número de flujo
El protocolo de prueba de número de flujo NF se desarrolló e introdujo en el Proyecto NCHRP 9-19 como una prueba de rendimiento simple para evaluar la susceptibilidad a la deformación permanente en las mezclas asfálticas en caliente. En este estudio, el ensayo se realizó conforme la norma AASHTO T 378-17, y se fabricaron 15 especímenes (tres por cada variable), con un diámetro de 100 mm y una altura de 150 mm, a una temperatura de 40 °C.
Proyecto NCHRP 9-19 recomendó realizar la prueba FN a una temperatura efectiva del pavimento en un modo no confinado con un esfuerzo vertical entre 68.9 y 206.8 kPa. En este estudio, el esfuerzo desviador fue de 250 kPa, y la prueba se fijó para terminar en 10,000 ciclos.
4.4 Tracción indirecta sobre probetas cilíndricas (ITT)
Para evaluar la vida a fatiga de las mezclas, se utilizó el ensayo de tracción indirecta sobre probetas cilíndricas (ITT). Este método caracteriza el comportamiento de las mezclas bituminosas cuando se someten a una carga repetida, y el proceso de la prueba se realizó conforme la normativa UNE EN-12697-24. La vida a fatiga se determina con el número total de aplicaciones de carga que causa una rotura completa de la probeta. Para la ejecución del ensayo se fabricaron nueve especímenes por tipo de mezcla, para un total de 45 probetas, con un diámetro de 100±3 mm y con un espesor de 63.5±3 mm, con 4% de vacíos de aire.
Las probetas se ensayaron a tres niveles de esfuerzo 250 kPa, 350 kPa y 450 kPa, acondicionadas a 20 °C. Se aplicó una carga repetida de medio senoverso durante un tiempo de carga de 0.1 s y un tiempo de descanso de 0.4 s.
5 RESULTADOS Y ANÁLISIS
5.1 Módulo resiliente
Se determinaron los módulos resilientes en dos mezclas asfálticas tibias de granulometría densa que incorporan 2% de polvo de neumáticos por vía semihúmeda, que se diferencian entre sí por la temperatura de compactación; una se compactó a 125 °C y otra a 115 °C, y también se determinaron los módulos resilientes de tres mezclas asfálticas en caliente de granulometría densa; una elaborada con asfalto PG 64-22 con una temperatura de mezclado de 158 °C, la segunda se elaboró con asfalto modificado con polímero con temperatura de mezclado de 175 °C y la tercera se elaboró con asfalto PG 64-22 incorporándole 2% de polvo de neumáticos por vía semihúmeda a una temperatura de mezclado de 180 °C.
Los resultados del módulo resiliente o módulo de rigidez se muestran en la Figura 1, donde se aprecia que la mezcla con mayor módulo de rigidez a una temperatura de 20 °C y con un esfuerzo aplicado de 350 kPa fue la MAC que contiene polvo de neumáticos incorporado por vía semihúmeda.
La mezcla asfáltica tibia mezclada a 135 °C y compactada a 125 °C presenta un módulo de 4200 MPa, lo cual equivale a un 74% del módulo de la MAC que incorpora polvo de neumáticos, un 98% del módulo de la mezcla asfáltica en caliente modificada con polímeros y un 20% superior al de la mezcla asfáltica en caliente con asfalto PG 64-22.
La mezcla asfáltica tibia mezclada a 135 °C y compactada a 115 °C presenta un módulo de 3816 MPa, lo cual equivale a un 67% del módulo de la MAC, que incorpora polvo de neumáticos, un 89% del módulo de la mezcla asfáltica en caliente modificada con polímeros y un 9% superior al de la mezcla asfáltica en caliente con asfalto PG 64-22.
Figura 1. Resultado del ensayo de módulo resiliente.
5.2 Módulo dinámico
La Figura 2 muestra los resultados obtenidos de módulo dinámico para las mezclas en estudio, a una temperatura de 20 °C y a frecuencias de 0.1 Hz, 0.5 Hz, 1 Hz, 5 Hz y 10 Hz. La mezcla con mayor módulo dinámico en todas las frecuencias que se realizó el ensayo fue la mezcla asfáltica en caliente que incorpora un 2% de polvo de neumáticos por vía semihúmeda, y la mezcla con los menores valores corresponde a la mezcla asfáltica en caliente elaborada con asfalto PG 64-22.
Para este ensayo, las dos mezclas asfálticas tibias obtuvieron valores de módulo muy similares, con diferencias entre ellas no mayores al 4%, y corresponden al rango entre el 80 y 88% de los valores de módulos resultantes para la mezcla asfáltica en caliente modificada con polímeros y entre un 5 y 8% superiores a los de módulos de la MAC con asfalto PG 64-22. En relación con la mezcla asfáltica en caliente con CR, los módulos de las mezclas asfálticas tibias obtuvieron entre el 57% y 74% de los resultados obtenidos para la MAC que incorpora polvo de neumáticos por vía semihúmeda.
PG 64-22
frecuencias de carga (Hz)
Figura 2. Módulo dinámico de las mezclas a diferentes frecuencias de carga.
Como se esperaba, los resultados muestran que, a medida que las frecuencias de carga disminuyen, los módulos de cada una de las mezclas también decrecen, por lo cual, en la Figura 3 se graficaron los resultados de los módulos en escala logarítmica y las frecuencias correspondientes, a fin de determinar cuál de las mezclas presentó mayor susceptibilidad a disminuir su módulo con los cambios de frecuencia. Se observa que la mezcla con una menor pendiente fue la MAC + 2% CR, que fue de 0.191, lo cual indica que es la mezcla con menor susceptibilidad a la deformación por la presión de las cargas, seguida de la MAC +
polímero con una pendiente de 0.2277. Por su parte, las mezclas asfálticas tibias presentaron pendientes de 0.236 y 0.2471, siendo este último resultado el de la MAT compactada a 115 °C.
+2%CR(135°C-125°C) MAT Densa
+2%CR(135°C-115°C)
MAC Densa PG 64-22
3. Relación entre los módulos y las frecuencias de carga en escala logarítmica.
5.3 Número de flujo
Los resultados obtenidos del ensayo de número de flujo se presentan en la Figura 4. La MAC modificada con polvo de neumáticos y la MAC modificada con polímeros fueron las que presentaron menor deformación, 6,000 y 7,000 µε respectivamente, a los 10 mil ciclos de carga. La MAT elaborada a 135 °C y compactada 125 °C presentó una deformación de 11,500 µε y la MAC con asfalto PG 64-22, y una deformación de 14,500 µε; mientras que la MAT elaborada a 135 °C y compactada a 115 °C obtuvo una deformación de 13,000 µε a los 6 mil ciclos de carga.
16,000.00
14,000.00
Figura 4. Gráfica de la deformación permanente acumulada mediante el ensayo número de flujo. def ormacióm permanent e (µE) ciclos, FN
MAT Densa + 2%CR (135-115) MAC Densa PG 64-22
MAT Densa + 2%CR (135-125) MAC Densa + polímero
MAC Densa + 2% CR
Figura
5.4 Ensayo de tracción indirecta
En la Tabla 2 y Figura 5 se muestran los resultados de fatiga bajo carga repetida de las mezclas, utilizando el ensayo de tracción indirecta (ITT). Todas las probetas se llevaron a la falla con los diferentes esfuerzos de carga para poder determinar su resistencia a la fatiga. La MAC con CR es la que resistió más ciclos de carga antes de llegar a la fractura, seguida de la MAC con polímero; la mezcla asfáltica tibia fabricada a 135 °C y compactada a 125 °C obtuvo un comportamiento muy similar al de la MAC modificada con polímero, la MAT compactada a 115 °C resistió menos ciclos de carga, sin embargo, con 250 kPa y 350 kPa duplicó los ciclos de carga de la MAC con asfalto PG 64-22.
Con un esfuerzo de 250 kPa en relación con la MAC con un asfalto PG 64-22, la MAC con polvo de neumáticos fue superior en un 478%, la MAT con polvo de neumático compactada a 125 °C fue superior en un 340%, y cuando se compactó a 115 °C, en un 285%.
Con un esfuerzo de 350 kPa en relación con la MAC con un asfalto PG 64-22, la MAC con CR fue superior en un 585%, la MAT con polvo de neumático compactada a 125 °C un 278%, y cuando se compactó a 115 °C, en un 227%.
Con un esfuerzo de 450 kPa en relación con la MAC con un asfalto PG 64-22, la MAC con CR fue superior en un 214%, la MAT con polvo de neumático compactada a 125 °C un 165%, y cuando se compactó a 115° C, en un 110%.
Tabla 2. Resultados de ensayos de fatiga a diferentes esfuerzos.
Figura 5. Resultado de ensayo de tracción indirecta.
6 CONCLUSIONES
En este estudio se evaluaron las propiedades mecánicas de mezclas asfálticas tibias elaboradas con asfalto modificado con un aditivo orgánico (TB-1), que además incorporan 2% de polvo de neumáticos por vía semihúmeda. Para ello se llevaron a cabo una serie de ensayos dinámicos: MR, MD, ITT y FN, a lo que también se les realizaron a tres mezclas asfálticas en caliente establecidas como mezclas de control, una MAC con asfalto PG 64-22 fabricada a 158 °C, una MAC con asfalto modificado con polímero elaborada a 175 °C y una MAC con 2% de polvo de neumáticos fabricada a 180 °C. Las mezclas asfálticas tibias se elaboraron a 135° C, pero una se compactó a 125 °C y la otra a 115 °C. Se extrajeron las siguientes conclusiones. Los valores de módulo resiliente resultaron mayores para la mezcla asfáltica en caliente que incorpora 2% de polvo de neumáticos y para la mezcla asfáltica modificada con polímero, lo cual indica que son mezclas más rígidas; la mezcla asfáltica tibia compactada a 125 °C obtuvo un valor de módulo que equivale al 98% del valor de módulo de la mezcla asfáltica modificada con polímeros, un 74% de la MAC+CR y superó un 20% el valor obtenido por la MAC con asfalto PG 64-22, lo cual indica que el polvo de neumáticos mejora la elasticidad de la mezcla asfáltica tibia.
La mezcla asfáltica tibia compactada a 115 °C obtuvo un MR que equivale al 67% del módulo determinado para la MAC con 2% de polvo de neumáticos, 89% del módulo de la MAC con asfalto modificado con polímero, y superó en un 9% el valor de módulo de la MAC con asfalto PG 64-22, lo que indica que una reducción de 10 °C más de temperatura en la compactación afecta el módulo resiliente de la mezcla asfáltica tibia con 2% de polvo de neumáticos.
Los resultados del ensayo de módulo dinámico a 20 °C y con frecuencias de 0.1 Hz, 0.5 Hz, 1 Hz, 5 Hz y 10 Hz mostraron que la mezcla asfáltica en caliente de granulometría densa que incorpora 2% de polvo de neumáticos es la que presentó mayores valores en las distintas frecuencias, seguida de la MAC modificada con polímero. Las mezclas asfálticas tibias presentaron valores de módulo dinámico muy similares entre sí en relación con los módulos obtenidos para la MAC con CR, que se encuentran entre el 57 y 74%. Sin embargo, en relación con la mezcla modificada con polímero, los módulos de las MAT equivalen a valores entre el 80 y 88% de estos y son superiores a los módulos de la MAC con asfalto PG 64-22 en un rango del 5 y 8%. Asimismo, se identificó que la MAC con 2% de CR es la mezcla cuyo módulo es menos susceptible al cambio de frecuencias, lo cual se relaciona con la variación en la presión de cargas aplicadas a la mezcla asfáltica.
El ensayo de número de flujo no permitió determinar el número de flujo de las variables, que corresponde al ciclo donde finaliza la fase secundaria e inicia la terciaria. Al graficar todas las variables, se puede observar que continúan en la fase secundaria de deformación, no obstante, muestran la susceptibilidad a la deformación de las mezclas. La mezcla asfáltica tibia con temperatura de mezclado de 135 °C y compactada a 115 °C es la que presentó mayor deformación a los seis mil ciclos de carga en comparación con las mezclas de control, la mezcla asfáltica tibia compactada a 125 °C presentó menor deformación que la mezcla asfáltica en caliente con asfalto PG 64-22. En estudios futuros se recomienda incrementar la carga del ensayo o el número de ciclos para determinar el número de flujo y hacer un mayor análisis en relación con la deformación permanente.
Respecto a la resistencia a la fatiga, las mezclas asfálticas tibias tuvieron un comportamiento diferente, y mostraron que 10 °C de reducción de temperatura de compactación reducen también la vida a fatiga de la mezcla. Sin embargo, los resultados de ambas son mayores al de una mezcla asfáltica en caliente con asfalto PG 64-22, lo que indica que el polvo de neumáticos incorporado vía semihúmeda incrementa la vida a fatiga de la mezcla. La mezcla asfáltica tibia mezclada a una temperatura de 135 °C y compactada a 125 °C presentó resultados que equivalen a más del 90% de la vida a fatiga de la mezcla asfáltica modificada con polímeros.
Finalmente, el estudio demuestra que la mezcla asfáltica en caliente de granulometría densa elaborada con asfalto PG 64-22 pero que incorpora 2% de polvo de neumáticos por vía semihúmeda es la que resultó con un mejor desempeño en todos los ensayos realizados en comparación con todas las variables en estudio. Esto indica que el polvo de neumáticos mejora las propiedades mecánicas de una mezcla asfáltica en caliente.
El uso del polvo de neumáticos en una mezcla asfáltica tibia elaborada con un aditivo orgánico e incorporando un 2% de polvo de neumáticos por vía semihúmeda dio como resultado una mezcla con un comportamiento similar al de una mezcla asfáltica elaborada con un asfalto modificado con polímero; con la ventaja de que la mezcla asfáltica tibia se mezcló y compactó a 30 °C menos, lo cual indica una reducción en el uso de combustible, menor exposición de los trabajadores a los vapores del asfalto y menos emisiones de gases de NOx durante la producción, tendido y compactación de la mezcla.
REFERENCIAS
[1] Swedish National Road Administration, Life Cycle Assessmet of Road, A Pilot Study for Inventory Analysis, IVL Swedish Evironmental Research Institute, Gothenburg, Sweden, 2001.
[2] INEGI, INEGI, 13 junio 2023. [Online]. Available: https://www.inegi.org.mx/temas/vehiculos/.
[3] A. M. Rodríguez Alloza y J. Gallego, Curvas maestras de aglutinantes modificados con caucho granulado que contienen ceras Montan como aditivos de asfalto de mezcla tibia, 6º Congreso Eurasphalt & Eurobitume, p. 2, 2016.
[4] E. Rodríguez Castro, Uso de polvo de caucho de llantas en pavimentos asfálticos, PITRA-LannameUCR, p. 3, 2016.
[5] M. Akpolat, . B. Vural Kök y M. Y. Yilmaz, Performance and Aging Characteristics of Hot Mixture Asphalt with Crumb Rubber and Warm Mix Asphalt Additives, ASCE, pp. 1-12, 2020.
[6] X. Yang, Z. You, . M. R. Mohd Hasan, A. Diab, . H. Shao, S. Chen and D. Ge, Environmental and Mechanical Performance of Crumb Rubber Modified Warm Mix Environmental and Mechanical Performance of Crumb Rubber Modified Warm Mix, Journal of Cleaner Production, pp. 1-34, 2017.
[7] J. Alarcón Ibarra y D. Bocanegra Matínez, Ventajas de uso de hule molido de neumáticos fuera de uso (NFU) en la modificación de asfaltos, UMSNH, Morelia, Michoacán, 2021.
[8] A. M. Rodríguez Alloza y J. Gallego, «Mechanical performance of asphalt rubber mixtures with warm mix asphalt additives», Materials and Structures, pp. 1-9, 2017.
[9] O. J. Reyes Ortiz , L. G. Fuentes Pumarejo y O. H. Moreno-Torres, «Comportamiento de mezclas asfálticas fabricadas con asfaltos modicados con ceras», Ingeniería y Desarrollo, pp. 161-178, 2013.
[10] C. K. Akisetty, S.-J. Lee y S. N. Amirkhanian, «High temperature properties of rubberized binders containing warm asphalt additives», Construction and Building Materials, pp. 565-573, 2007.
[11] T. A. Ahmed, E. Y. Hajj, D. S. Bahzad, M. Piratheepan y . A. Warrag, «Investigation of the Rheological and Bonding Characteristics of Crumb RubberModifed Asphalt Binders Mixed with Warm Mix Asphalt Additive and Antistrip Agen», International Journal of Pavement Research and Technology, p. 1, 11,abril 2021.
[12] S. Chen, J. Cao, C. Zheng y X. Guo, «Rheological Characteristics of Tire Rubber-Modified Asphalt following Thermal Variation», Hindawi, pp. 1-9, 2021.
[13] W. Gui, L. Wang, X. Gao y F. Zhang, «Performance evaluation of warm-mixed crumb rubber modified asphalt based on rheological characteristics», Construction and building Materials, pp. 1-12, 2021.
[14] M. Reza Pouranian, M. A. Notani, M. T. Tabesh, B. Nazeri y M. Shishehbor, «Rheological and environmental characteristics of crumb rubber asphalt binders containing non-foaming warm mix asphalt additives», Construction and Building Materials, pp. 1-17, 2020.
[15] H. I. Ozturk y . F. Kamran, «Laboratory evaluation of dry process crumb rubber modified mixtures containing Warm Mix Asphalt Additives», Construction and Building Materials, pp. 1-10, 2019.
[16] H. Yu, Z. Zhu, Z. Leng, C. Wu, Z. Zhang, D. Wang and M. Oeser, “Effect of Mixing Sequence on Asphalt Mixtures Containing Waste Tire Rubber and Warm Mix Surfactants”, Journal Cleaner Production, pp. 1-39, 2019.
[17] A. O. Yucel, H. I. Ozturk y M. Guler, «Influence of warm mix additive on internal structure of dry process crumb rubber modified mixtures», Journal of Cleaner Production, pp. 1-11, 2021.
[18] Y. H. Huang, Pavement Analysis and Desing, Upper Saddle River: Pearson Prentice Hall, 2004.
[19] M. W. Witczak, K. Kaloush, T. Pellinen y M. El-Basyouny, NCHRP Report 465 Simple Performance Test for Superpave Mix Desing, Transportation Research Board, Washintong D.C, 2002.
EN LA MEDICIÓN DE LA SOSTENIBILIDAD EN PAVIMENTOS ASFÁLTICOS
SURFAX, S.A. de C.V., Zapopan, México
Ricardo Buzo, ricardo.buzo@surfax.com.mx
Ignacio Cremades, ignacio.cremades@surfax.com.mx
APORTACIONES
1 RESUMEN
Los informes presentados por el Grupo Intergubernamental de Expertos en Cambio Climático (IPCC) [1] no dejan lugar a duda, enfrentamos una emergencia climática global. Es necesario que todos los gobiernos, instituciones y compañías pongan en marcha acciones para mitigar el calentamiento global y reduzcan de manera drástica las emisiones de gases de efecto invernadero (GEI) en sus actividades.
El primer paso para poder establecer objetivos y valorar los avances en sostenibilidad es medir los impactos ambientales de las actividades y procesos más relevantes de cualquier institución, e incluir estos registros en la evaluación de proyectos y en la toma de decisiones. Hay herramientas de medición de la sostenibilidad, todas con fortalezas y debilidades, y pueden implementarse solas o en combinación.
El análisis de ciclo de vida (ACV) ha demostrado ser una técnica valiosa para medir la sostenibilidad de un proceso o producto, y ofrece un acercamiento comprensible para evaluar la carga ambiental de un producto o proceso mediante el análisis de todas las entradas y salidas durante el ciclo de vida, desde las materias primas y los procesos hasta el fin de su vida útil y disposición final. Este estudio sistematizado identifica dónde se encuentran los mayores impactos ambientales y dónde se pueden hacer las mejoras a los procesos que resulten más significativos.
Este artículo plantea, de una manera resumida y comprensible, el proceso para la implementación del análisis de ciclo de vida en la evaluación de proyectos de construcción de carreteras. También se hace un planteamiento simple de cómo se puede utilizar la información obtenida para la evaluación comparativa de tecnologías de pavimentación y cómo podrían implementarse acciones de alto impacto en la reducción de GEI en políticas, requerimientos y especificaciones de proyectos para la construcción, conservación y/o rehabilitación de pavimentos.
2 INTRODUCCIÓN: PUNTO DE PARTIDA EN MÉXICO
Todos los días atestiguamos los cada vez más acentuados fenómenos climáticos que afectan nuestro país y las regiones de Norte, Centroamérica y el Caribe, originados por el incremento de gases de efecto invernadero en la atmósfera. Es ya un tema habitual hablar de ondas de calor, la falta de lluvias en los meses de invierno y los prolongados meses de sequía, que generan escasez de agua en extensas partes del territorio mexicano y, por lo tanto, las condiciones propicias para los incendios forestales que tanto nos han afectado como país. Estos son solo algunos de los ejemplos de cómo el calentamiento global afecta nuestro entorno y nuestra vida diaria.
Tenemos ante nosotros la oportunidad y el reto de reducir las emisiones de gases de efecto invernadero, y de hacer un uso más racional de la energía y los recursos no renovables asociados a la construcción y operación de carreteras en México. Además, debemos cumplir los criterios sociales y económicos de las carreteras, alineados con los Objetivos de Desarrollo Sostenible propuestos por la Organización de las Naciones Unidas en su agenda 2030.
El concepto “sostenible” es extremadamente complejo, pues no se mide en una sola dimensión, ni se evalúa en un solo momento. La sostenibilidad de un proyecto de autopista debe evaluarse y considerarse a lo largo de todo su ciclo de vida, desde la concepción hasta la construcción, operación y mantenimiento y su demolición y disposición final.
En los últimos años se han difundido continuamente los conceptos y objetivos de sostenibilidad en la industria de construcción de carreteras e infraestructura vial en México con el objetivo de incrementar la calidad, seguridad y durabilidad de las carreteras, así como impulsar la innovación y las tecnologías que permiten reducir las emisiones de gases de efecto invernadero (mezclas tibias, uso de RAP, uso de emulsiones asfálticas, etc.). No obstante, aún queda mucho por hacer para asegurar que vamos en el camino de construir carreteras sostenibles. Esta se ha convertido en una carrera contra el tiempo. Cada día que pasa hace más difícil revertir o contener el calentamiento global.
3 MIDIENDO LA SOSTENIBILIDAD
La medición de la sostenibilidad es el primer paso para establecer objetivos, medir los progresos y la eficacia de las estrategias implementadas o de las acciones tomadas. Existen varias herramientas y métodos disponibles para definir y evaluar la sostenibilidad de un pavimento, todas tienen tanto debilidades como fortalezas, y pueden usarse individualmente o en combinación. Las cuatro herramientas o métodos más relevantes se describen a continuación:
3.1 Evaluación de desempeño
Involucra la evaluación de un pavimento en relación con su función esperada. El desempeño se analiza a través de indicadores críticos y con base en un valor estándar. Por ejemplo, si el tiempo de vida esperado para la carpeta de rodadura en un pavimento asfáltico con la tecnología estándar actual es de diez años, el valor proyectado para una tecnología de carpeta de rodadura alternativa estará basada en estos diez años de la opción actual. La percepción más común sería que la alternativa debe de desempeñarse igual o mejor que el estándar (aunque puede ser una visión demasiado estrecha, ya que no considera otros beneficios adicionales). El desempeño también puede medirse con indicadores físicos específicos, tales como capacidad estructural, mediciones de resistencia al deslizamiento, el índice de irregularidad (IRI), etc. Este indicador debe de ir acompañado con el mecanismo de comportamiento que lo liga al desempeño esperado, por ejemplo, la resistencia al deslizamiento con la seguridad o el índice de irregularidad con la comodidad y el ahorro de combustible en la conducción.
3.2 Análisis de costo de ciclo de vida ACCV
(Life-Cycle Cost Analysis LCCA)
Se trata de una técnica de análisis que evalúa el costo económico total de una opción de inversión en pesos constantes en un periodo de tiempo definido. Por lo tanto, su principal uso es evaluar el componente económico de un proyecto o de una alternativa de construcción. Este análisis parte de la suposición de que cualquiera de las alternativas ofrece el mismo desempeño y beneficios, y que la única diferencia a considerar es el costo. Sin embargo, no toma en cuenta los componentes sociales o medioambientales de la sostenibilidad, a menos que estas características puedan traducirse a un beneficio económico cuantificable.
La Federal Highway Administration (FHWA) es una de las agencias que fomenta el uso del análisis de costo de ciclo de vida como una herramienta para la toma de decisiones. Actualmente existe software para la cuantificación del costo de ciclo de vida en pavimentos, entre ellos el programa RealCost de la FHWA, publicado en 2011.
3.3 Sistemas de valoración de la sostenibilidad
(Sustainability Rating Systems)
Son esencialmente una lista de atributos o buenas prácticas que tienen un impacto en la sostenibilidad, y se emparejan con una
escala de unidades de medida, usualmente un sistema de puntos, que cuantifican los impactos relativos de cada buena práctica en la sostenibilidad. En estas listas se incluyen atributos tales como toneladas de material reciclado utilizado, contaminantes en el agua de los escurrimientos, energía consumida, y se traducen a un cierto puntaje en una escala que después permite sumar puntos entre ellos. En su forma más simple, cada buena práctica ligada a la sostenibilidad tiene el mismo peso. En sistemas más complejos, cada atributo o buena práctica se pondera en función de las prioridades del proyecto o en relación con su impacto en uno o varios objetivos de sostenibilidad. Esta metodología puede ayudar a seleccionar las mejores prácticas que más impactan para un presupuesto dado o limitado.
Existen sistemas de medición para carreteras sostenibles en el mercado, algunas tienen orígenes académicos, mientras que otras han sido impulsadas por autoridades, como los departamentos de transportes locales en los Estados Unidos. Ejemplos de sistemas de valoración son el INVEST (desarrollado por la FHWA), Greenroads (desarrollado por la Greenroads Fundation) y Enivision (desarrollado y administrado por The Institute for Sustainable Infraestructure).
3.4 Análisis de ciclo de vida ACV (Life Cycle Assessment LCA)
El análisis de ciclo de vida (ACV) es una técnica que analiza y cuantifica los impactos ambientales de un producto, sistema o proceso. Este método provee un acercamiento comprensible para evaluar la carga ambiental de un producto o proceso examinando todas las entradas (materiales, energía) y salidas (desperdicios, contaminantes) durante todo su ciclo de vida, desde la producción de las materias primas hasta el final de su vida útil. Para los pavimentos, el ciclo incluye la producción de los materiales, el diseño, la construcción, el uso, el mantenimiento y la rehabilitación, así como su disposición final.
Cuando la metodología del ACV se limita a un producto y su alcance se define desde su origen (materias primas) hasta su disponibilidad en el lugar de producción (cradle-to-gate), el ACV se denomina declaración ambiental de producto, DAP (Environmental Product Declaration o EPD), y se puede utilizar como información de alimentación para ACV más elaborados o de mayor alcance.
El proceso y reglas para realizar un ACV las define la Organización Internacional de Estandarización (ISO) en su familia de normas
14040 (ISO 14040:2006 Gestión ambiental-Análisis del ciclo de vida-Principios y marco de referencia). Estas normas de referencia son muy amplias, por lo que se requiere una guía más precisa para su aplicación a un proceso o material específico. Esta guía la desarrolla normalmente el sector industrial y/u otras partes involucradas (asociaciones, autoridades, etc.), y se les denomina reglas de categoría de producto RCP (Product Category Rules o PCR por sus siglas en inglés); son la base para que las declaraciones ambientales de producto sean comparativas, pues se desarrollan bajo los mismos principios. Estas RCP se revisan cada cinco años.
Hoy en día, en México no existen reglas de categoría de producto para la industria de mezclas asfálticas para la construcción de carreteras, sin embargo, la National Asphalt Pavement Association (NAPA) desarrolló en 2017 las reglas de categoría de producto para mezclas asfálticas para Estados Unidos, y su versión 2.0 amplía su validez para Canadá. Estas RCP se pueden usar como referencia para el mercado mexicano. La versión 2.0, emitida en abril de 2022, es válida hasta marzo de 2027.
Las reglas de categoría de producto para las mezclas asfálticas en Europa varían de país en país. En un esfuerzo para homologar los RCP y así poder hacer comparativas las declaraciones ambientales de producto, la Asociación Europea de Pavimentos Asfálticos (EAPA) publicó en mayo del 2017 guías para la elaboración de reglas de categoría de productos para mezclas asfálticas para el mercado europeo. La emisión de las DAP para productos de construcción en Europa (y, por lo tanto, también para las mezclas asfálticas) están reguladas por la norma EN 15804: 2012 + A2:2019
El ACV es un campo de la ciencia que aún está en evolución, sin embargo, ha demostrado ser de valor en el mundo real durante las últimas dos décadas, pues ayuda a fabricantes, compañías constructoras, gobiernos y otros grupos a identificar sus impactos ambientales, definir qué es importante para ellos e implementar acciones y estrategias para reducir los impactos que consideran relevantes. Cada vez más industrias están creando sus declaraciones ambientales de producto, basadas en el ACV, para informar del desempeño ambiental de sus productos a los consumidores y al mercado en general. Es también un diferenciador en el mercado y un indicador del compromiso ambiental de las empresas.
Aunque los DAP normalmente se realizan para un producto y una planta de producción en particular, el ACV también puede usarse para emitir DAP con alcances sectoriales, es decir, a través de un análisis de las condiciones y acceso a las materias primas, costos de energía y transportación, es posible hacer DAP para un producto en cierta región. Estos datos permiten hacer evaluaciones comparativas a las diferentes partes involucradas para una mejor selección de sus opciones. En fechas recientes, en un esfuerzo para cumplir su objetivo de reducir las emisiones de gases de efecto invernadero (GEI o GHG por sus siglas en inglés) en un 55% para el año 2030, la Asociación Española de Fabricantes de Mezclas Asfálticas (ASEFMA) publicó las DAP sectoriales para las mezclas más utilizadas en España.
Cada una de las cuatro herramientas descritas anteriormente ofrece beneficios únicos para medir la sostenibilidad. La evaluación por desempeño es un método que se usa hoy en día para la evaluación técnica y desde el punto de vista de la ingeniería del desempeño de las
opciones de pavimentación, y normalmente se comparan contra un estándar o norma aceptada. Los análisis de costo de ciclo de vida, se usan cada vez más para evaluar los costos de una o varias opciones de pavimentación en el largo plazo, sobre todo cuando existe la necesidad de respaldar las decisiones de inversión. Los sistemas de valoración de la sostenibilidad se utilizan cada vez más en la construcción, particularmente en la edificación (por ejemplo, el sistema LEED) por ser sistemas más fáciles de entender y de emplear. Finalmente, el análisis de ciclo de vida es una tecnología de evaluación con una base bien establecida (la familia de normas ISO 14040) y necesaria para la emisión de DAP.
4 EL CICLO DE VIDA DE LOS PAVIMENTOS ASFÁLTICOS
La clave para poder tomar buenas decisiones económicas y ambientales referentes a sistemas de pavimentación es comprender cabalmente el ciclo de vida de los pavimentos y saber en qué parte de éste se generan mayores costos y los impactos ambientales más importantes. Una vez entendido, la implementación de estrategias de sostenibilidad puede reducir estos costos e impactos. Este documento se enfoca en el uso del ACV como herramienta para la toma de decisiones en sistemas de pavimentación a través de la cuantificación de impactos ambientales a través del ciclo de vida de los pavimentos, por lo que la descripción del ciclo se hará con el enfoque de su aplicación al ACV.
Figura 1. Etapas del ciclo de vida en pavimentos. [4]
fin de vida útil
construcción
conservación preservación
etapa de uso
definición de objetivos y alcances
diseño de pavimentos
1. Producción de materiales: Esta etapa incluye todos los procesos involucrados en la adquisición y procesamiento de materiales para la pavimentación. Incluye la extracción de agregados, de petróleo, la refinación de asfalto, el acondicionamiento, el transporte al lugar de producción y el mezclado.
2. Diseño: Esta etapa se refiere al proceso de identificar los requerimientos estructurales y funcionales del pavimento para ciertas condiciones geográficas y de tránsito (temperaturas de uso, climas, condiciones del terreno, tráfico estimado, estructura del pavimento existente, etc.), así como la determinación de la composición estructural y materiales requeridos.
3. Construcción: Abarca todos los procesos y equipos asociados a la construcción del pavimento. Se incluye el transporte del sitio de producción al sitio de construcción.
4. Etapa de uso: Se refiere al periodo durante el cual el pavimento estará en servicio e interactuando con vehículos y el ambiente.
5. Conservación/Preservación: Estas son las actividades que se realizan a través de la etapa de uso del pavimento para mantener su nivel de servicio. Esta etapa puede incluirse como parte de la etapa de uso.
6. Fin de vida útil: Se refiere a la disposición final y al reúso subsecuente, procesamiento, o reciclado del pavimento cuando ha alcanzado el fin de su vida útil.
5 EL PROCESO DEL ACV
El proceso del ACV invita a los evaluadores a usar un punto de vista sistemático que incluya el ciclo de vida completo de un producto o proceso (de su cuna a su tumba). Sin embargo, el ACV también puede aplicar a ciertas etapas del ciclo de vida, dependiendo de los objetivos y alcances que se planteen al inicio del ACV. El proceso general del ACV se describe y rige por una serie de estándares emitidos por ISO, particularmente de la norma ISO 14044, Gestión ambiental-Análisis del ciclo de vida-Requisitos y directrices (ISO 2006b). Acorde con esta norma, el estudio de un ACV consiste en cuatro fases que se describen a continuación y que se muestran en la Figura 2
1. Definición de los objetivos y alcances
2. Análisis de inventario de ciclo de vida
3. Análisis de impacto
4. Interpretación
definición de objetivos y límites del sistema. ¿Qué quiero obtener del ACV?
la etapa de cuantificación donde se rastrean todas las entradas y salidas del sistema
donde traducimos el inventario en indicadores ambientales y de salud significativos
definición de objetivos y alcances
análisis de inventario de ciclo de vida
análisis de impactos int erpr etación
5.1 Definición del alcance y objetivos
donde los resultados del análisis de impactos se relacionan con los objetivos del ACV
de vida acorde con ISO 14044.
La primera fase de un ACV es la definición de los alcances y objetivos. Esto permite determinar los límites, definir el tipo de estudio a realizar y el énfasis en la precisión de la información de soporte. Los objetivos normalmente se establecen en función de las necesidades ambientales, las regulaciones y las políticas. El alcance define qué etapas del ciclo de vida y qué partes del proceso se incluyen en los límites del estudio, así como la calidad de los datos. Por ejemplo, para la declaración ambiental de producto de una mezcla asfáltica, se define la unidad funcional como una tonelada de mezcla, limitada a una planta particular, en una ubicación geográfica, y solo para la etapa de producción, sobre un periodo de tiempo de tres años, poniendo como año base el 2019. Estos límites del estudio estarían indicados por el cuadro verde en la Figura 3
Información del análisis de trabajos de construcción
Información del ciclo de vida de trabajos de construcción dentro de los límites del sistema
A1 - A3 A4 - A5
Etapa de producción
Etapa de construcción
Extracción
Transporte
Producción
Transporte al sitio de obra
Instalación
Uso
- B7 C1 - C4
Etapa de uso
(Incluye la producción, transporte y disposición de los materiales)
Mantenimiento
Reparación (Incluye la producción, transporte y disposición de los materiales)
Reemplazar (Incluye la producción, transporte y disposición de los materiales)
Acondicionar (Incluye la producción, transporte y disposición de los materiales)
B6 Uso de energía durante la operación
B7 Uso del agua durante la operación
Demolición
Etapa de fin de vida útil
Transporte para procesamiento de residuos o disposición
Procesamiento de desechos
Disposición de desechos
Información adicional opcional más allá de los límites del sistema
D
Beneficios potenciales del reúso, reciclado, y/o recuperación de energía más allá de los límites del sistema
Figura 3. Etapas comunes de un ciclo de vida y sus módulos de información para productos de construcción.
Adaptado del ISO 21930. Se marcan los límites para una declaración ambiental de producto de una mezcla asfáltica.
Figura 2. Ilustración del marco del análisis del ciclo
5.2 Análisis de inventario de ciclo de vida
En esta fase se enlistan, identifican y cuantifican todas las entradas de material, energía y recursos, y las salidas de desperdicios, contaminación y productos secundarios. Para realizar un análisis de inventario, se establece un modelo del proceso con todas las conexiones entre las diferentes etapas, las entradas y salidas, y los subproductos o residuos de cada etapa y sus conexiones, si es que se reutilizan o se reprocesan en otra etapa. Al conjunto de estos datos se le denomina inventario de ciclo de vida (ICV o LCI por sus siglas en inglés). Para una planta de mezcla asfáltica típica, los flujos de materiales incluyen: consumo de energía en términos de electricidad, gas natural, diésel o biocombustible; materias primas en forma de agregados, cemento asfáltico, aditivos y polímeros, y flujos de salida como mezclas asfálticas, material fuera de especificaciones, emisiones a la atmósfera y desperdicios. Típicamente, todos estos insumos se rastrean hasta su origen, por ejemplo, en el caso de los agregados, se remonta a la cantera y al proceso de extracción, trituración y selección; en el caso del gas, a su proceso de obtención, etc. Los datos para estos procesos se pueden obtener de varias fuentes, incluyendo información pública, información comercial disponible e información obtenida de los promedios de consumo y de emisiones de una planta o proyecto específico. En la práctica, es común el uso de datos de varias fuentes. Los datos obtenidos deben ajustarse en función de los alcances del ACV. Es importante reportar la fuente, el tipo de datos y su calidad, de manera que se identifiquen aquellos que tienen más relevancia o influencia en las conclusiones del estudio. En la Figura 4 se muestran las entradas y salidas del proceso de fabricación de mezclas asfálticas acorde con las reglas de categoría de producto para mezclas asfálticas de la NAPA [9]
5.3 Evaluación de los impactos
La evaluación de los impactos de ciclo de vida es la tercera fase de un ACV. El propósito de este análisis es desarrollar un mejor entendimiento del inventario de ciclo de vida al traducir los flujos de inventarios a impactos ambientales y a la salud humana. Estos impactos se clasifican en:
• Agotamiento de recursos
• Impactos a la salud humana
• Impactos a la naturaleza (ecosistemas)
límites del sistema información primaria información secundaria
límites del proceso de ciclo de vida
LÍMITES DEL SISTEMA
línea de base de costo de electricidad NETL*
extracción y producción de gas natural
asfalto a partir de petróleo crudo terminal de asfalto modificado (polímero, hule o ppa)
extracción de coproductos a partir de petróleo crudo refinería transporte
ciclo de vida aguas arriba (corte) transporte
combustibles alternativos (soya, biodiesel, biocombustibles, combustibles reciclados y propano
extracción de la cantera
producción de aditivos, varias industrias
materiales secundarios y combustibles (e.g. rap)
6a A3, 6c A3:5b, 5c, 5e entradas de energía
*Estudio de costo ambiental base de producción de energía eléctrica de plantas de generación que consumen combustibles fósiles. National Energy Technology Laboratory.
input salidas
rellenos sanitarios reciclaje
reuso útil
Figura 4. Límites de un sistema para la evaluación de ACV de una mezcla asfáltica (Cuna a la puerta) acorde a las reglas de categoría de producto de mezclas asfálticas de la NAPA. [9]
Los ACV incluyen una selección de categorías de impacto que son más relevantes para los objetivos específicos y el alcance del estudio, y pueden definirse desde un enfoque muy angosto en energía y en emisiones relacionadas con la energía, hasta un set amplio de categorías de impacto. Para términos de las DAP, podemos tomar los que sugiere la EAPA y que se enlistan en las Tablas 1 y 2
Tabla 1. Parámetros que describen los impactos ambientales.
Calentamiento global
Agotamiento de ozono
Acidificación del suelo y del agua
Unidad (expresado por unidad funcional o por unidad declarada)
Potencial de calentamiento global, GWP kg CO2 equivalente
Potencial de agotamiento de la capa de ozono en la estratósfera, ODP kg CFC 11 equivalente
Acidificación potencial del suelo y el agua, AP kg SO2 equivalente
Categoría
Eutrofización
Creación fotoquímica de ozono
Agotamiento de recursos abióticos (elementos)
Agotamiento de recursos abióticos (combustibles fósiles)
Parámetro
Unidad (expresado por unidad funcional o por unidad declarada)
Eutrofización potencial, EP kg (PO4)-3 equivalente
Formación potencial de ozono a nivel de la tropósfera, POCP kg Etano equivalente
Agotamiento potencial de recursos abióticos (ADP Elements) kg Sb equivalente
Agotamiento potencial de recursos abióticos de recursos fósiles (ADP-Fosil fuels)
Tabla 2. Parámetros que describen el uso de recursos.
Parámetro
Uso de energía primaria renovable excluyendo los recursos energéticos renovables primarios usados como materia prima.
Uso de recursos energéticos primarios renovables usados como materia prima.
Uso total de recursos energéticos primarios renovables (recursos de energía primaria y recursos de energía primaria usada como materia prima).
Uso de energía primaria no renovable excluyendo los recursos energéticos no renovables primarios usados como materia prima.
MJ, valor calórico neto
Unidad (expresado por unidad funcional o por unidad declarada)
MJ, valor calórico neto
MJ, valor calórico neto
MJ, valor calórico neto
MJ, valor calórico neto
Uso de materiales secundarios. kg
Uso de combustibles secundarios renovables.
Uso de combustibles secundarios no renovables.
MJ, valor calórico neto
MJ, valor calórico neto
Uso neto de agua potable. m³
5.4 Interpretación
La interpretación es la fase final del ACV, donde los resultados se resumen y analizan para la emisión de conclusiones y recomendaciones dirigidas a los tomadores de decisiones, según los objetivos definidos y los alcances planteados.
La norma ISO 14044 establece que los estudios de ACV se reporten de manera transparente para que los lectores puedan revisar los objetivos, alcances y conclusiones del estudio. La norma también establece que se requiere una revisión independiente de los estudios de ACV que comparen alternativas. Un panel de revisión de tres expertos se convoca para ese propósito.
6 CASO PRÁCTICO
Con un fin meramente demostrativo, realizaremos a continuación un caso práctico para la evaluación del impacto ambiental de varias carpetas de rodadura para un proyecto específico, siguiendo los pasos de la metodología del ACV.
6.1 Definición de alcance y objetivos
Haremos el ACV para un proyecto de colocación de carpeta de rodadura sobre una carpeta asfáltica nueva o existente en buenas condiciones estructurales y con una vida remanente
mínima de 40 años. El objetivo del ejercicio es hacer un análisis comparativo de los impactos ambientales sobre un periodo de análisis de 30 años de 4 tipos de mezclas, todas aplicadas en el mismo grosor (5 cm). Se definen como alcances para este ejercicio la unidad funcional de una tonelada de mezcla asfáltica. Para facilitar el ejercicio, se ha definido una distancia de acarreo de la mezcla de 40 km y se ha limitado el análisis de impacto ambiental a su potencial de calentamiento global, medido como kg de CO2 equivalente por tonelada de mezcla. Del ciclo de vida de las capas de rodadura se evaluará su producción, construcción, fin de vida y su valor remanente como material para reciclado. Para este estudio se tomarán los tiempos de vida promedio de las diferentes capas de rodadura publicadas por la EAPA [5], y que se muestran en la Tabla 3
6.2 Análisis de inventario de ciclo de vida
Para esta fase, tomaremos los DAP sectoriales reportados por ASEFMA para las mezclas asfálticas más comunes en España, un concreto asfáltico (AC, mezcla densa), una mezcla discontinua con alto contenido de vacíos BBTM, una mezcla abierta (PA) y una mezcla discontinua SMA. En Europa, los DAP para los productos de construcción no solo toman los parámetros de producción, sino que lo extienden a los costos ambientales de su demolición y disposición o, en dado caso, de su valor residual como producto reciclado o reutilizado. La Tabla 4 muestra los valores de kg de CO2 equivalente para cada una de las diferentes mezclas consideradas en este estudio. Los costos ambientales de la transportación y colocación de la mezcla se obtuvieron de los reportados por Aceves et al. para un pavimento colocado en México, calculado con la metodología de ACV y el software SIMAPRO. [6, 7]
Tabla 3. Durabilidades reportadas por la European Asphalt Pavement Association (EAPA, 2007). [5]
Tabla 4. Potencial de calentamiento global medido como kg de CO2 equivalente para varias capas de rodadura (ASEFMA, 2023 y Aceves, 2020).
Como se observa en la tabla, las mezclas con más contenido de asfalto (SMA) y que requieren agregados de mayor calidad, tienen una mayor generación de CO2 por tonelada de mezcla que las mezclas densas convencionales con agregados con especificaciones menos rigurosas (menor costo de transporte y distancia de acarreos) y menor contenido de asfalto. Para su potencial valor de reúso o reciclado, el valor absoluto para las mezclas SMA tiene un mayor valor que las mezclas densas dada las mejores características de los agregados y su mayor contenido de asfalto.
Al hacer la evaluación de ciclo de vida para el periodo definido de 30 años, se observa que la mezcla densa convencional se deberá reponer al año 14 y al año 28, quedando un valor remanente al año 30 equivalente al 85.7% de su impacto como carpeta nueva. Para la mezcla tipo BBTM, esta se deberá reemplazar en los años 11 y 22 quedando en el año 30 con un valor remanente de 27.2% de su impacto como carpeta nueva. En el caso de la mezcla abierta Porous Asphalt, se deberá reponer en los años 10 y 20, quedando con un valor remanente del 0% en el año 30 (sería el año en que se repone nuevamente). Finalmente, la mezcla asfáltica tipo SMA se repondrá solo una vez en el año 20, y queda con un valor remanente del 50% al año 30. Los valores remanentes se restan de los impactos de calentamiento global totales para cada tipo de mezcla. Los resultados de los impactos por tipo de mezcla se muestran en la Tabla 5
Tabla 5. Potencial de calentamiento global medido en kg de CO2 equivalente para 4 mezclas asfálticas en un periodo de 30 años (se marcan en verde la construcción original y las reposiciones de carpeta).
Figura 5. Comparación de los impactos al calentamiento global medido en kg de CO2 equivalente para 4 tipos de mezclas asfálticas usadas como carpetas de rodadura en el año 0 (recién construidas y en el año 30).
Estas gráficas muestran claramente la importancia de la durabilidad en la sostenibilidad de los pavimentos. Los más durables (SMA y mezclas densas) son a la larga los que menos impacto generan al medioambiente, ya que su periodo de reposición es más largo, y también requieren menor mantenimiento, aun cuando puedan generar más emisiones al construirse por primera vez. Para este estudio de ACV no se consideraron las emisiones que se generan durante el uso de la carretera. Para una carretera o autopista de alto tráfico (>10 millones de ejes equivalentes), el consumo más importante de recursos y las mayores emisiones suceden durante su uso. Un adecuado mantenimiento que reduzca los valores de índice de rugosidad internacional (IRI) por debajo de 2.7 m/km durante la vida útil de la carpeta de rodadura tendrá un impacto más importante en la reducción de emisiones de gases de efecto invernadero que otras opciones como el incremento de RAP o el uso de mezclas tibias durante la construcción y rehabilitación. [8]
7 CONCLUSIONES
El análisis de ciclo de vida es una metodología de evaluación de sostenibilidad que resulta útil para medir los impactos ambientales que genera un producto o proceso. Es un método robusto, bien establecido, documentado y normado por la ISO en las normas de la serie ISO14040.
Además, es una herramienta multivectorial, ya que incluye varios vectores ambientales, uso de recursos renovables y no renovables, uso de agua, emisiones al aire, al agua, residuos, etc. Es un análisis mucho más amplio que la simple evaluación de las emisiones de gases de efecto invernadero o huella de carbono. El ACV es una evaluación cuantitativa, proporciona valores detallados
de los impactos y/o indicadores ambientales en cada fase del ciclo de vida y es objetivo, ya que el análisis se sustenta en datos fiables, sin valoración.
EL ACV es la herramienta que se utiliza para la elaboración de las declaraciones ambientales de producto, y es de enorme utilidad para conocer e informar de la carga ambiental de un producto que se utiliza como insumo de procesos más sofisticados o amplios. Junto con el análisis de costo de ciclo de vida, otorga al tomador de decisiones información valiosa desde el punto de vista económico y de impacto ambiental, y en ocasiones también de la conveniencia social.
Los resultados obtenidos de los ACV en pavimentos marcan directrices muy claras. Es necesario promover tecnologías que:
• Reduzcan la emisión de gases de efecto invernadero, sin menoscabo del desempeño de las mezclas asfálticas.
• Incrementen la durabilidad de los pavimentos asfálticos, reduciendo los mantenimientos y prolongando el tiempo entre las intervenciones.
• Reduzcan la resistencia al rodamiento de los pavimentos vía la conservación de indicadores como el IRI, reduciendo el consumo de gasolina de los autos que circulan por el pavimento.
• Incorporen materiales de reúso y promuevan la economía circular.
Es necesario también promover las buenas prácticas y el aseguramiento de la calidad en los procedimientos constructivos que permitan incrementar la durabilidad de las carreteras. Asimismo, se debe establecer, con los tomadores de decisiones en los proyectos públicos y privados, indicadores críticos que deban cumplirse para asegurar la calidad y la durabilidad de los pavimentos a lo largo de su construcción.
En la industria de construcción de carreteras en México tenemos un atraso en la implementación de herramientas para la evaluación de la sostenibilidad. Es necesario que todos los que formamos parte de esta industria, desde las autoridades, instituciones académicas, asociaciones gremiales, concesionarias, empresas constructoras, diseñadores de pavimentos y empresas privadas proveedores de los principales insumos participemos en fomentar una cultura de sostenibilidad.
8 REFERENCIAS
[1] IPCC, 2021: Summary for Policymakers. In: Climate Change 2021: The Physical Science Basis. Contribution of Working Group I to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change [Masson-Delmotte, V., P. Zhai, A. Pirani, S. L. Connors, C. Péan, S. Berger, N. Caud, Y. Chen, L. Goldfarb, M. I. Gomis, M. Huang, K. Leitzell, E. Lonnoy, J.B.R. Matthews, T. K. Maycock, T. Waterfield, O. Yelekçi, R. Yu and B. Zhou (eds.)]. Cambridge University Press. In Press.
[2] Thacker S., Adshead D., Fantini C., Palmer R., Ghosal R., Adeoti T., Morgan G., Stratton-Short S. (2021). Infraestructura para la acción por el clima. UNOPS, Copenhague (Dinamarca).
[3] Wang T. Lee I-S, Harvey J., Kendall, Lee E.B. and Kim C (2012) UCPRC Life Cycle Assessment Methodology and Initial Case Studies on Energy Consumption and GHG Emissions for Pavement Preservation Treatments with different Rolling Resistance. University of California Pavement Research Center, UC Davis, UC Berkeley
[4] Harvey J., Meijer J., Ozer Hasan, Al-Qadi I. L., Saboori, A. and Kendall, A (2016) Pavement Life Cycle Assessment Framework, Federal Highway Administration, Report No. FHWA-HIF-16-014, Washington, DC.
[6] Aceves-Gutiérrez, H. López-Chávez, O. Mercado-Ibarra, S. Magdalena, Arévalo-Razo, J.L. Huella de carbono de una pavimentación con la metodología del ACV y SIMAPRO, Instituto Tecnológico de Sonora, Revista de Energías Renovables, Junio, 2020 Vol. 4 No. 12.
[7] Peña J.L. Métricas de análisis de ciclo de vida para el sector de la pavimentación. Los DAP Sectoriales de ASEFMA. Principales conclusiones. XIII Jornada Técnica de ASEFMA, 13 de junio de 2023.
[8] Kendall, A. Harvey, J. Butt, A. Greenhouse Gas Reduction Opportunities for Local Governments: Development of Supply Curves, Co-Benefit Estimation, and Equity Indicators. University of California, Davis, 2021.
[9] Product Category Rules (PCR) for Asphalt Mixtures, Version 2.0, National Asphalt Pavement Association. April 2022.
DE LA MEZCLA ASFÁLTICA A NIVEL LABORATORIO Y CAMPO EN EL TRAMO SAN LUIS POTOSÍ-MATEHUALA
Juan Adrián Ramírez Escobar, adrian_181294@hotmail.com
Víctor Hugo Blancas Herrera, MGA.mezclas@gmail.com
APORTACIONES
1 RESUMEN
Uno de los problemas que aparecen con mayor frecuencia en las carreteras de México es el agrietamiento de sus capas asfálticas debido a la aplicación repetida de las cargas del tráfico (falla por fatiga) y a las tensiones térmicas por bajas temperaturas. Actualmente, en otros países como Estados Unidos y España, se han desarrollado nuevos ensayos para la evaluación del agrietamiento en las mezclas asfálticas, cuyo principal objetivo es mitigar este tipo de problemas desde la etapa de diseño. En este artículo se presenta la implementación del ensayo I-DEAL para la evaluación de la resistencia al agrietamiento en especímenes elaborados en laboratorio y extraídos de campo. El estudio presenta una etapa de diseño de la mezcla asfáltica hasta un nivel II del protocolo AMAAC, una etapa de extracción y evaluación de especímenes de campo, una vez puesta la mezcla asfáltica en el tramo carretero San Luis Potosí-Matehuala y, finalmente, un análisis de la resistencia al agrietamiento mediante el ensayo I-DEAL CT en especímenes de diseño y de campo. En la etapa de diseño, se realizó la caracterización de los materiales pétreos de origen calizo del banco Cerritos y de un asfalto modificado con polímero PG 76V22. La prueba de I-DEAL CT mostró valores parecidos de CTindex en los núcleos extraídos en campo, comparados con los valores obtenidos en laboratorio durante el periodo de diseño. I-DEAL CT presenta grandes ventajas para ser considerado un ensayo de
control de calidad en campo de mezclas asfálticas, pues se trata de una prueba que no requiere cortes, pegado de pines o sensores especiales en los especímenes de prueba, además de brindar un ahorro considerable de tiempo en la ejecución e interpretación de resultados.
2 INTRODUCCIÓN
Una de las fallas más frecuentes y características de las capas asfálticas es la fisuración térmica y el agrietamiento por fatiga.
Esta fisuración se debe principalmente a la acumulación de daño por repetición de cargas de tráfico y a las tensiones térmicas que aparecen en las mezclas a bajas temperaturas. Ahora bien, la respuesta de las mezclas asfálticas ante estos deterioros suele variar en función de la tipología de la mezcla y del tipo y contenido del ligante asfáltico empleado en su fabricación. [1]
Los principales agentes solicitantes de los pavimentos son las cargas que generan el tránsito y las condiciones ambientales a las que está expuesto durante su vida útil. El tránsito solicitante es un factor de primera importancia a la hora de determinar o predecir el daño en el tiempo que sufrirá un pavimento en un periodo dado. Sin embargo, la caracterización de las solicitaciones producidas por el tránsito sobre los pavimentos es bastante compleja, debido no solo a la variabilidad y periodicidad de los vehículos, sino también a las interacciones vehículo-pavimento y velocidades de circulación, que producen fenómenos con solicitaciones adicionales a las propias cargas estáticas de los vehículos. [1] [2]
Un ejemplo son las deformaciones producidas en la base de la estructura de un pavimento asfáltico producto de las cargas del tránsito. Por otra parte, las solicitaciones medioambientales tienen también una gran influencia en el comportamiento mecánico del pavimento. Básicamente, son dos los efectos que afectan las características del pavimento: la temperatura y la humedad.
La temperatura influye de manera directa en su rigidez, ya que, a medida que aumenta la temperatura, la capa superior se vuelve menos rígida, y cuando disminuye, se incrementa la rigidez de esta capa. A su vez, la temperatura también afecta a los estados tensionales del pavimento, puesto que cuando bajan las temperaturas se generan altas tensiones superficiales de retracción en la superficie. Por otro lado, se encuentra la humedad, que tiene una gran influencia en la adhesividad entre los materiales componentes de las capas asfálticas, además de ser el origen de los
posibles fallos en la estructura de pavimento producto de la filtración de agua en sus capas inferiores [1] [2]
Las mezclas asfálticas densas de alto desempeño se fabrican en caliente, de manera uniforme y homogénea, elaboradas con cemento asfáltico y materiales pétreos bien graduados, con tamaño nominal entre (37.5) milímetros (1½ in) y (9.5) milímetros (3/8 in), para satisfacer los requisitos de calidad establecidos en la cláusula D de la Norma N·CMT·4·04/17 [3], Materiales Pétreos para Mezclas Asfálticas. Normalmente se utiliza en la construcción de carpetas asfálticas de pavimentos nuevos en los que se requiere una capacidad estructural que esté en función del nivel de tránsito.[3]
Uno de los ensayos que nos permite considerar la implementación de una prueba de agrietamiento para mezclas asfálticas, tanto en precisión como para las implicaciones prácticas del costo del equipo y la facilidad de uso es el ensayo I-DEALCT. Su procedimiento se estipula en la norma ASTM D8225 [7] Standard Test Method for Determination of Cracking Tolerance Index of Asphalt Mixture Using the Indirect Tensile Cracking Test at Intermediate Temperature1, cuyo objetivo principal es determinar el índice de tolerancia al agrietamiento (CTindiex) empleando muestras cilíndricas de mezcla asfáltica preparadas en laboratorio o núcleos de pavimento, sometidas a tensión indirecta y generando, a su vez, la curva de carga-desplazamiento.
El ensayo de I-DEAL CT se desarrolló en la década de 1990 como parte de los programas denominados Innovations Deserving Exploratory Analysis (IDEA), administrados por el TRB (Transportation Research Board) norteamericano, donde se generó el NCHRP IDEA Project 195 “Development of an IDEAL Cracking Test for Asphalt Mix Design, Quality Control and Quality”, que culminó con el desarrollo del procedimiento I-DEAL-CT. [8] Dicha prueba ha gozado de aceptación tanto por el aspecto económico y la facilidad de ejecución como por la buena correlación con el agrietamiento de los tramos carreteros o pistas de prueba en Estados Unidos.
Con el objeto de conocer el comportamiento de las mezclas asfálticas de granulometría densa de alto desempeño, y adaptar su respuesta y comportamiento a las condiciones climatológicas y de tráfico en México, en la presente investigación se evaluó el desempeño de la mezcla asfáltica hasta un nivel II del protocolo AMAAC PAMA01/2013³, desde su proceso de diseño hasta el control de calidad en campo, con la extracción de núcleos de carpeta asfáltica en el tramo San Luis Potosí-Matehuala; También se evaluó la resistencia al agrietamiento mediante el ensayo I-DEAL CT.
3 METODOLOGÍA Y RESULTADOS
En la presente investigación se desarrolló el diseño de una mezcla asfáltica de granulometría densa de alto desempeño bajo la metodología recomendada por el protocolo AMAAC PA-MA 01/2013 “Diseño de mezclas asfálticas de granulometría densa de alto desempeño” a un nivel II de diseño, designado para tránsito de medio a alto (0.3 a 30 millones de ejes equivalentes), y para carreteras estatales y federales.
Se inició con la caracterización de los materiales pétreos y el cemento asfáltico, posteriormente se realizaron especímenes cilíndricos de 115 ± 5 mm de altura para la evaluación
volumétrica y obtención del contenido óptimo de asfalto y, por último, se desarrollaron los ensayos para la evaluación de desempeño: susceptibilidad a la humedad (TSR), susceptibilidad a la deformación permanente y resistencia al agrietamiento (I-DEAL CT).
Los materiales pétreos empleados para realizar el presente estudio fueron muestreados del banco Tricesa Cerritos, localizado en el estado de San Luis Potosí, México; mientras que el asfalto proporcionado para la elaboración de la mezcla asfáltica procedió de una planta de asfalto ubicada en Salamanca, Guanajuato, México.
En la Tabla 1 se presentan los valores obtenidos de la caracterización de los agregados pétreos empleados para el diseño de la mezcla asfáltica.
Tabla 1. Características de los agregados pétreos utilizados en la mezcla de diseño.
Desgaste de los Ángeles, % ASTM C131 20 21 17
Desgaste Micro Deval, %
Partículas planas y alargadas, %
con el asfalto,
Equivalente de arena, % ASTM D2419
Azul de metileno, mg/g AMAAC RA05 Na Na Na 3 12 máx.
Una vez obtenidas las características de los agregados pétreos, se efectuó la combinación teórica de los materiales, que cumplió con los requisitos granulométricos indicados en el manual AMAAC PAMA01/2013³ y se exponen en la Tabla 2 de este apartado. La granulometría de diseño o granulometría de referencia utilizada para este proyecto se presenta en la Figura 1, y está conformada por cuatro materiales: grava madre de 3/4” en un 10% de participación respecto a la masa del esqueleto mineral, grava de ½” en un 20%, sello de 3/8” en un 20% y arena triturada en un 50%.
2. Puntos de control granulométricos de la mezcla diseñada.
Tabla
Malla Puntos de control de acuerdo con su tamaño nominal Valor obtenido
GRANULOMETRÍA DE DISEÑO PARA UN TAMAÑO NOMINAL DE 3/4"
granulometría de diseño para un tamaño nominal de 3/4"
gráfica de gradación elevada a la 0.45
granulometría de diseño (mm)
1. Granulometría de diseño para un tamaño nominal de 3/4”.
Para este diseño en particular se utilizó un asfalto modificado con polímero tipo SBS, clasificado de acuerdo con la normativa N.CMT.4.05.004/18, “Calidad de cementos asfálticos según su Grado de Desempeño (PG)” como PG 76V22. Las características del ligante asfáltico se obtuvieron mediante las metodologías descritas por normativa vigente de la Secretaría de Infraestructura, Comunicaciones y Transportes, y cuyos valores se presentan en la Tabla 3
Para la obtención del contenido de asfalto óptimo, se realizaron seis especímenes de 115 ± 5 mm de altura y 150 mm de diámetro compactados a 100 giros de diseño, utilizando el asfalto modificado PG 76V 22 a una temperatura de mezclado de 175 °C y una temperatura de compactación de 165 °C. Por cada uno de los especímenes elaborados, se obtuvieron valores de gravedad específica bruta (Gmb) y de gravedad específica teórica máxima (Gmm), para finalmente determinar el porcentaje de asfalto óptimo respecto a la masa de la mezcla asfáltica.
Figura
Característica
Características del asfalto original
Punto de inflamación Cleveland °C, min. 278 230 min. ASTM D825419
Viscosidad rotacional 135 °C, Pa’s, máx. 1.572 3 máx.
Punto de reblandecimiento, °C, min. 65 55
D440215 (2022)
D3614 (2020).
Separación, diferencia anillo y esfera, °C, máx. 0 2 máx. M.MMP.4.05.022/02.
Recuperación elástica por torsión 25 °C, % min. 56 35 min. M.MMP.4.05.024/02.
Módulo reológico de Corte Dinámico a 76 °C (G*/sen δ), Kpa, min.
Características después de horno de envejecimiento RTFO
Pérdida de masa por calentamiento, % máx. 0.936
Recuperación elástica en ductilómetro, 25 °C, % min. 80 75 min.
Trafico muy alto “V”, Nivel de ajuste (MSCR) Jnr a 3,2 kpa en MSCR, kPa1, máx.
Respuesta elástica, RE a 3,2 kPa en MSCR, % min.
Características después de horno de presión PAV
Rigidización (G*/sen δ), Kpa, máx. Temp. de prueba @ 10 rad/s, °C.
Rigidez de Flexión S(t), máximo 300 MPa
Valor m, mínimo 0,300 Temperatura de prueba @60 s, °C
D717515
D287222
D608421
D740520
D740520
D717518
D664808
D664808
La mezcla fue compactada y diseñada al 4% de vacíos con un contenido óptimo de asfalto del 4%, que cumplió con las propiedades volumétricas especificadas para mezclas asfálticas de granulometría densa. Se realizaron especímenes de prueba para definir la masa necesaria para alcanzar el 7 ± 0.5% de vacíos para el ensayo de resistencia a la deformación permanente mediante la rueda cargada de Hamburgo (HWT), el 7 ± 1% de vacíos para el ensayo de susceptibilidad a la humedad por medio de la relación a la resistencia a la tensión indirecta (TSR) y el 7 ± 0.5% de vacíos para el ensayo de resistencia al agrietamiento (I-DEAL CT). En el caso de la resistencia a la deformación permanente, se ensayaron doce especímenes cilíndricos de 150 mm de diámetro por 60 mm de altura, clasificados en tres grupos diferentes, como se muestra a continuación:
• Grupo I: 11 especímenes elaborados en laboratorio para la validación del diseño de la mezcla asfáltica.
• Grupo II: 4 especímenes elaborados en laboratorio con mezcla asfáltica proveniente del tramo carretero San Luis Potosí-Matehuala.
• Grupo III: 4 núcleos extraídos de forma aleatoria del tramo carretero San Luis Potosí-Matehuala.
La evaluación de la deformación permanente consistió en colocar los cuatro especímenes de prueba (dos por rueda) en el equipo de la rueda cargada de Hamburgo (HWT), previo a ser cortados para su adecuado montaje y transcurridas 48 horas después de su fabricación. Una vez colocados los especímenes en la tina del equipo, se acondicionaron por 30 minutos a una temperatura de 50 °C y se hizo pasar 20,000 veces una rueda de 71.6 ± 0.45 kilogramos sobre la superficie de los especímenes. La deformación permanente permitida por el protocolo AMAAC es de 10 mm como máximo.
Para obtener la susceptibilidad al daño inducido por humedad (TSR), se consideraron los mismos tres grupos de estudio, con seis especímenes cilíndricos de 150 mm de diámetro y 95 mm de altura por cada uno de los grupos. La prueba consiste en acondicionar tres de los seis especímenes a un proceso de saturación entre el 70% y 80%, un congelamiento a -18 °C durante 15 horas, un proceso de inmersión en agua a temperatura de 60 °C por 24 horas y un preacondicionamiento de los especímenes de dos horas a temperatura de 25 °C antes de llevarlos a la ruptura por tensión indirecta; mientras que los otros tres especímenes se llevan solo a un preacondicionamiento de dos horas a temperatura de 25 °C para conocer su resistencia a la tensión indirecta. El valor mínimo recomendado para TSR, de acuerdo con la metodología de diseño descrita, es de 80%.
Una vez realizadas las pruebas correspondientes para el cumplimiento del nivel II de protocolo AMAAC, se elaboraron en laboratorio once especímenes de 150 mm de diámetro por 62 mm de altura para la obtención de la resistencia al agrietamiento (prueba I-DEAL CT), que se fabricaron con su contenido óptimo, mezclados y compactados de acuerdo con las temperaturas correspondientes y con un 7 ± 0.5% de vacíos. También se efectuaron de manera aleatoria quince extracciones en la carpeta asfáltica correspondientes al tramo San Luis Potosí-Matehuala, de las cuales se obtuvieron núcleos de 150 mm de diámetro y de altura variable, con la finalidad de correlacionar los resultados obtenidos en diseño contra los resultados de campo.
El ensayo I-DEAL CT se desarrolló según la norma ASTM D8225 y se aplicó dos días después de la fabricación de los especímenes. Una vez cumplido este tiempo, los especímenes se acondicionaron por 2 h ± 10 minutos en un baño de agua (a temperatura de 25 ± 1 °C), se colocaron en la mordaza Lottman y se sometieron a una carga con velocidad de 50 ± 2 mm/min a tensión indirecta. El ensayo
adquiere datos correspondientes a carga y desplazamiento, lo cual permite generar una curva carga-desplazamiento para obtener los valores de energía de fractura del material analizado y el índice de tolerancia al agrietamiento (CTindex).
La curva típica obtenida de carga-desplazamiento de un espécimen de ensayo se desarrolla como se muestra en la Figura 3, y se procede a determinar el trabajo de fractura (Wf), se calcula el área bajo la curva, y se integra la ecuación que genera dicha curva. Una vez obtenido el trabajo de fractura, se determina la energía de fractura (Gf) mediante la siguiente ecuación: ���������������� = ���������������� ������������������������ × 106
Donde Wf es el trabajo de fractura en Joules, D es el diámetro del espécimen en mm y t es el espesor del espécimen en mm.
0 2 4 6 8 10 12 c
Figura 3. Curva, carga desplazamiento. (1)
Gf t D = energía de fractura = espesor espécimen = diámetro espécimen
Figura 2. Ensayo de tensión indirecta.
Además, se pueden obtener otros datos necesarios para estimar el índice de tolerancia de la prueba I-DEAL CT, como las cargas y desplazamientos postpico al 65%, 75% y 85% de la carga máxima (Pmax). Con tales datos se puede obtener la pendiente en valor absoluto de la zona tangencial al 75% de la carga máxima posterior del pico, con la siguiente ecuación: |��������75 | = ���������85 ��������65 ��������85 ��������65 �
Por último, se procede a calcular el índice de tolerancia al agrietamiento CTindex por medio de la siguiente ecuación. El Instituto de Transportes de Texas (TTI) de EE. UU. recomienda un valor mínimo de CTindex de 50 o 70 dependiendo el sitio y especificación de proyecto.
Donde t/62 es un factor de corrección para el espesor de la muestra.
4 RESULTADOS Y ANÁLISIS DE LAS PRUEBAS REALIZADAS
Los resultados obtenidos de la metodología de diseño en el caso de estudio arrojaron el cumplimiento de la mezcla asfáltica hasta un nivel II de protocolo AMAAC y sus valores se encuentran en la Tabla 4 de este apartado.
A partir del cumplimiento de desempeño de la mezcla asfáltica requerida para el proyecto, se realizaron los trabajos de elaboración, tendido y compactación de la mezcla asfáltica en el tramo San Luis Potosí-Matehuala, y se obtuvieron muestras de mezcla suelta y de núcleos extraídos de la capa de rodadura para el análisis de desempeño correspondiente. Los valores de la calidad de la mezcla asfáltica obtenida en campo se muestran en la Tabla 4
Tabla 4. Características volumétricas y de desempeño de las mezclas evaluadas.
Como se observa en la Tabla 4, los resultados de susceptibilidad a la humedad y deformación permanente en los tres grupos evaluados, tanto de los especímenes de laboratorio como de campo, cumplen con las especificaciones marcadas por el protocolo AMAAC PA-MA 01/2013³; donde la mezcla de diseño del grupo I presenta un mejor comportamiento, y cuyas características son controladas totalmente en laboratorio, y considerando que las otras mezclas se elaboran en el sitio.
De los grupos I y III de la Tabla 4, referente a la mezcla de diseño y a nivel de campo (núcleos), se sometieron especímenes al ensayo I-DEAL CT. Durante este ensayo, al aplicar una carga de compresión diametral a cada uno de los especímenes, se generó una curva carga-desplazamiento, como se muestra en la Figura 4
Figura 4. Curvas carga vs. desplazamiento, especímenes de diseño y núcleos de campo.
En la Figura 4.a) se muestran las curvas generadas por cada espécimen en el diseño de la mezcla asfáltica, con un total de once curvas, y cuyo comportamiento es muy similar entre ellas, con valores de energía de fractura entre 6400 J/m² y 8700 J/m², un promedio de 7520 J/m² y un valor promedio de índice de tolerancia al agrietamiento (CTindex) de 120 unidades.
Los valores de energía de fractura, en el caso de los especímenes del grupo III – núcleos de campo, se posicionaron entre 6200 J/m² y 11200 J/m², con un promedio de 7648 J/m². El valor promedio de CTindex para la muestra de campo fue de 128 unidades.
Como se observa en la Tabla 4, el cumplimiento de la resistencia al agrietamiento para ambos grupos de mezcla, de acuerdo con lo recomendado por el Instituto de Transporte de Texas (TTI) de EE. UU., los valores promedio de CTindex para ambas muestras cumplen con el mínimo de 50 o 70, dependiendo el sitio y especificación de proyecto. Si observamos la Figura 4, de acuerdo con el valor obtenido de CTindex para cada espécimen o núcleo ensayado, Figura 4.a) y Figura 4.b) respectivamente, existe una mayor variación en los especímenes extraídos de campo y esto se atribuye a los vacíos no controlados de la carpeta asfáltica, porque muchos de ellos se encuentran fuera del 7 ± 0.5%, que se reflejó al obtener valores de carga pico menores (Figura 4.b) respecto a los obtenidos en los especímenes de diseño.
A partir de lo anterior, los especímenes extraídos de campo se clasificaron en tres subgrupos (G1, G2, y G3) de acuerdo con el porcentaje de vacíos medido en laboratorio. A continuación, en la Figura 5 se presentan las curvas características de los subgrupos mencionados con un 6% ± 0.5%, 7 ± 0.5%, y 10% ± 0.5% de vacíos respectivamente.
En la Figura 5, de acuerdo con los subgrupos conformados por los núcleos de campo, se observó que el comportamiento en las curvas referente a la disipación de energía después de su carga máxima presenta una mayor similitud en relación con su porcentaje de vacíos. Dicho lo anterior, en la Tabla 5 se observan los valores de energía de fractura e índice de tolerancia al agrietamiento (CTindex) promedio para cada uno de los subgrupos.
IDEAL
5. Curvas cargas vs. desplazamiento de núcleos de campo G1, G2 y G3.
Con los valores promedio obtenidos de CTindex y energía de fractura de cada subgrupo, se observó que, a menor contenido de vacíos logrado en campo, se adquiere una mayor energía de fractura y, en consecuencia, su índice de tolerancia al agrietamiento incrementa, lo que permite realizar una correlación lineal de estos dos parámetros obtenidos del ensayo y su respectivo porcentaje de vacíos logrado en campo. Esto se muestra en la Figura 6
Tabla 5. Valores de CTindex y energía de fractura por subgrupo de núcleos de campo.
de vacios vs energia de fractura
ener gía de fractura (J/m²)
Figura 6. Relación de Porcentaje de vacíos vs. energía de fractura – Ctindex.
Como se observa, al realizar la correlación entre el porcentaje de vacíos obtenidos en los núcleos de campo y su energía de fractura por subgrupo, se obtuvo un valor de R² igual a 0.9148, lo cual permitió identificar el comportamiento lineal presentado en la carpeta asfáltica de granulometría densa ante el efecto de agrietamiento.
Figura
También, de la Figura 6, se obtuvo la ecuación lineal característica de la relación porcentaje de vacíos vs. CTindex con un valor de R² igual a 0.7083. Con dicha ecuación (y=-9.7097+192.52) se comparó el resultado de índice de tolerancia al agrietamiento (CTindex) del grupo I (especímenes de diseño), considerando un contenido de vacíos del 7% para especímenes de campo, y cuyo valor resultó igual a 124.55, como se muestra en la Figura 7
Figura 7. Valor de CTindex en especímenes de campo con 7% de vacíos.
5 CONCLUSIONES
1. El ensayo de I-DEAL CT es una buena alternativa para implementarse en el control de calidad de campo, debido a su practicidad, bajo costo, y a su alta similitud de los valores obtenidos en diseño contra los valores obtenidos de los núcleos extraídos en campo.
2. Este ensayo permitió observar que las cargas más altas o con mayor pico en las curvas carga-desplazamiento las presentaron los especímenes de diseño, elaborados de manera controlada en laboratorio, un indicativo de que la mezcla en campo presenta menor rigidez debido a la variación que existe en sus vacíos de aire, que no es posible controlar de manera total durante el proceso constructivo de la carpeta asfáltica.
3. Los valores obtenidos de índice de tolerancia al agrietamiento (CTindex), para los especímenes de diseño y de campo, cumplieron con la recomendación establecida por el Instituto de Transporte de Texas (ITT), con lo cual se obtuvo una mezcla asfáltica resistente y tenaz al agrietamiento en el tramo San Luis Potosí-Matehuala.
4. El aseguramiento de la calidad respecto a la resistencia al agrietamiento en la mezcla asfáltica colocada en dicho tramo tendrá
que seguir monitoreándose para validar el cumplimiento a largo plazo de los valores implementados en proyectos carreteros de EE. UU., específicamente para el ensayo de I-DEAL CT, así como de cualquier otra mezcla asfáltica aplicada en México.
6 REFERENCIAS
[1] Juan José Potti, Ramon Botella y Félix Edmundo Pérez, Comunicación 10, Resistencia a la fisuración de las mezclas SMA
[2] Valdés Gil, Pérez Jiménez y Calabi Floody, La fisuración en pavimentos asfálticos y sus mecanismos de deterioro, Departamento de Ingeniería de Obras Civiles, Departamento de Infraestructura del Transporte, Universidad Politécnica de Cataluña, España.
[3] N.CMT.4.04/17, Calidad de materiales pétreos para mezclas asfálticas, 2017, Normativa para la infraestructura del transporte.
[4] N.CMT.4.05.004/18, Calidad de cementos asfálticos según su grado de desempeño PG, 2018, Normativa para la infraestructura del transporte.
[5] Horacio Delgado Alamilla, Publicación técnica N° 62, PT602, Diseño de mezclas asfálticas densas en caliente en función de su nivel de tránsito, San Fandila, Querétaro, 2020.
[6] Asociación Mexicana del Asfalto A.C., Protocolo Amaac PA.MA.01/2013³, Diseño de mezclas de granulometría densa de alto desempeño
[7] ASTM D822519, Standard test method for determination of cracking tolerance Index of asphalt mixture using the indirect tensile cracking test at intermediate temperature, United States, 2019.
[8] Navarrete Sánchez, E. F. Empleo de la prueba “ideal” para el control del agrietamiento en mezclas asfálticas. Guayaquil, Ecuador. Universidad Católica de Santiago de Guayaquil, 2021.