Análisis integral de costo de ciclo de vida y evaluación de impacto ambiental en mezclas asfálticas usadas como capas de rodadura | Análisis comparativo del desempeño mecánico de mezclas asfálticas tibias (WMA) versus mezclas asfálticas en caliente (HMA) | Diseño y evaluación de bases estabilizadas con asfalto espumado: métodos de prueba y pronóstico de desempeño | Propuesta de señalización y dispositivos para el control del tránsito en cruces a nivel de calles y carreteras con vías férreas bajo la regulación aplicable y vigente en México | Estado del arte en la validación de equipos de auscultación de pavimentos |
Análisis integral de costo de ciclo de vida y evaluación de impacto ambiental en mezclas asfálticas usadas como capas de rodadura
APORTACIONES
Análisis comparativo del desempeño mecánico de mezclas asfálticas tibias (WMA) versus mezclas asfálticas en caliente (HMA)
APORTACIONES
Diseño y evaluación de bases estabilizadas con asfalto espumado: métodos de prueba y pronóstico de desempeño
COMITÉ SEGURIDAD VIAL
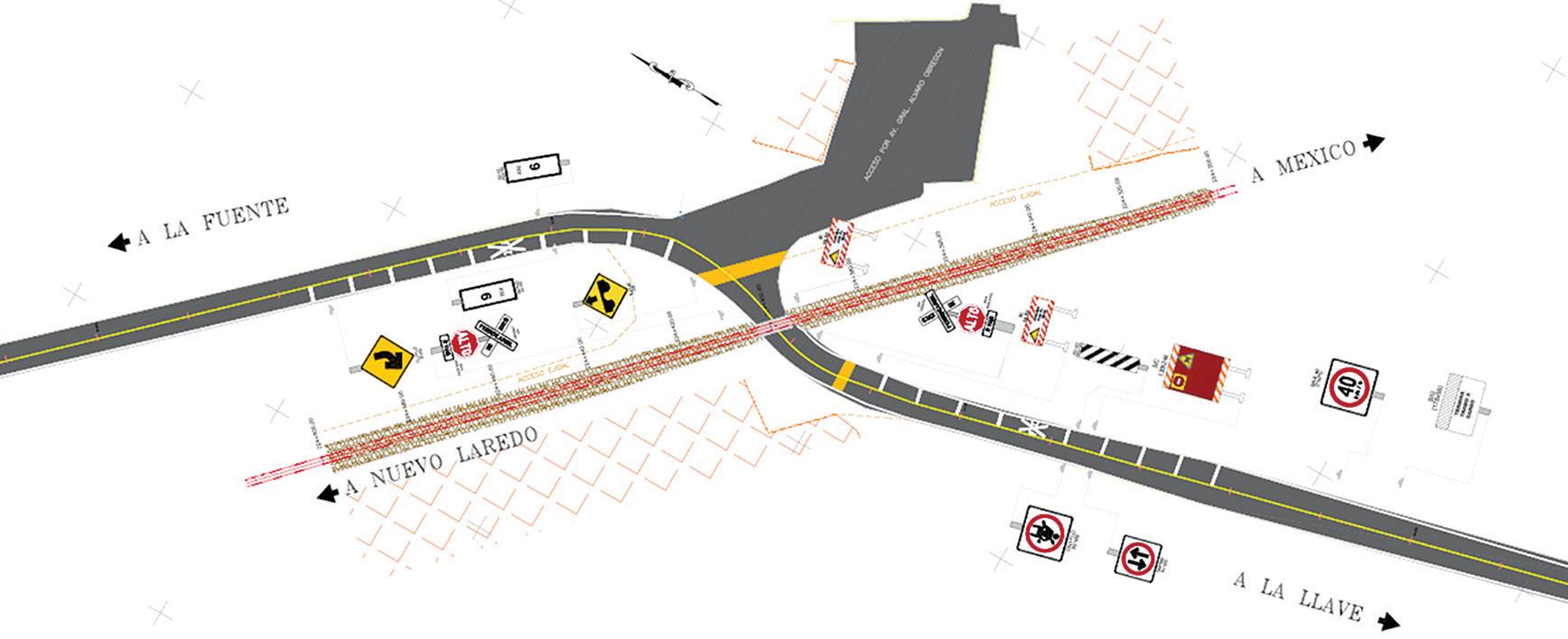
Propuesta de señalización y dispositivos para el control del tránsito en cruces a nivel de calles y carreteras con vías férreas bajo la regulación aplicable y vigente en México
APORTACIONES
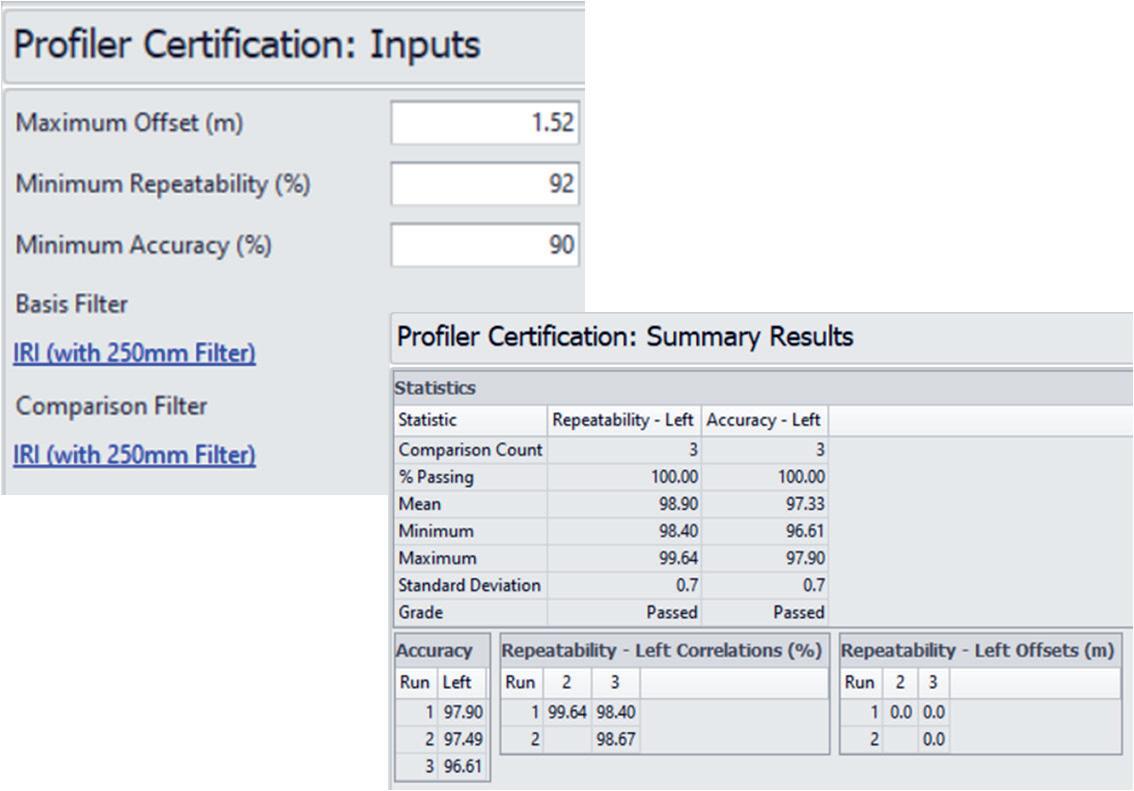
Estado del arte en la validación de equipos de auscultación de pavimentos
Pavimentando el camino hacia un futuro sostenible
ASFÁLTICA, año 19, núm. 82, abril-junio 2025, es una publicación trimestral editada por la Asociación Mexicana del Asfalto, A.C., Camino a Sta. Teresa 187, Parques del Pedregal, Tlalpan, 14010, Ciudad de México. Tel. +52 55 5606 7962, asfaltica@amaac.org.mx. Editor responsable: Raúl Vicente Orozco Escoto. Reservas de Derechos al uso exclusivo Núm. 04-2013-012513385100-102, ISSN: 2007-2473. Licitud de Título Núm. 13611, Licitud de Contenido Núm. 11184, ambos otorgados por la Comisión Calificadora de Publicaciones y Revistas Ilustradas de la Secretaría de Gobernación. Permiso sepomex Núm. PP09-1532. Este número se terminó el 31 de marzo de 2025 en su versión impresa y digital. • Las opiniones expresadas por los autores no necesariamente reflejan la postura del editor de la publicación. Queda estrictamente prohibida la reproducción total o parcial de los contenidos e imágenes de la publicación sin previa autorización.
Producción editorial CODEXMAS, S. de R.L. de CV.
EDITORIAL
Estimados socios y lectores de nuestra revista Asfáltica, me es grato saludarlos nuevamente en nuestra edición 82.
Tras este primer trimestre del año, se observa en nuestro sector un mayor movimiento en cuanto a licitaciones y trabajos de conservación y obra nueva, lo cual me congratula. Igualmente, la AMAAC continua con sus actividades de capacitación y participación en la industria.
En este semestre inicial, la AMAAC ha ofrecido sus primeros cursos del año en versión en línea. El primero de ellos se tituló: Actualización de la NOM-086-SCT2-2023 “Señalamiento y Dispositivos para Protección en Zonas de Obras Viales”; el cual fue organizado por el Comité de Seguridad Vial. Dicho taller ofreció la teoría relativa al tema de señalamiento, pero fue más allá al complementar la capacitación con ejercicios prácticos para el diseño de señalamiento de protección para zonas de obra. De igual forma, el Comité de Seguridad Vial brindó el curso: “Importancia de la Capacitación a Bandereros y NO BANDEREROS”; el cual puso hincapié en la necesidad de capacitar a este personal, sumamente importante en las obras, que son los bandereros. Se mostraron cifras, videos, nuevas tecnologías, entre otros temas relativos a la labor de este importante personal en la seguridad de las obras. Finalmente, la AMAAC ofreció durante este primer semestre el curso: “Evaluación de la Condición Superficial y Estructural de Pavimentos: Enfoque en Contratos de Largo Plazo y Estándares de Desempeño”, orientado a las empresas involucradas en este tipo de contratos. Se plantearon las bases teóricas de la evaluación y sobre todo se abordaron los problemas en la aplicación de esas bases teóricas y como resolver esos problemas. En esta edición de la revista, el Comité de Seguridad Vial nos comparte el artículo Propuesta de señalización y dispositivos para el control del tránsito en cruces a nivel de calles y carreteras con vías férreas bajo la regulación aplicable y vigente en México, un documento técnico en el que se analiza un caso práctico de un
cruce a nivel, a partir del cual se elaboraron una serie de conclusiones y recomendaciones bien justificadas sobre esta temática.
Otro artículo interesante es el titulado Estado del arte en la validación de equipos de auscultación de pavimentos. Dicho texto se origina a partir de la necesidad de validar los resultados que se generan actualmente mediante equipos especializados para los índices de desempeño evaluados en pavimentos en operación. Como entidad investigadora, el Instituto Mexicano del Transporte se aboca a estudiar esta problemática y determinar las causas que actualmente causas incertidumbre en las mediciones y en su momento emitir recomendaciones que den más certidumbre a los resultados.
El artículo Análisis comparativo del desempeño mecánico de mezclas asfálticas tibias (WMA) versus mezclas asfálticas en caliente (HMA) presenta el análisis comparativo en laboratorio de dos tecnologías de elaboración de mezclas asfálticas a partir del uso de ensayos novedosos y tradicionales en mezclas elaboradas con diferentes fórmulas de trabajo. Las conclusiones son interesantes para tomar una decisión sobre el uso adecuado de mezclas asfálticas tibias.
Por otro lado, Diseño y evaluación de bases estabilizadas con asfalto espumado: métodos de prueba y pronostico de desempeño muestra las bondades desde el punto de vista técnico de la utilización de la técnica de asfalto espumado en bases de pavimentos con la incorporación de RAP (material producto del fresado de pavimentos).
Finalmente, la revista cierra con el texto: Análisis integral de costo de ciclo de vida y evaluación de impacto ambiental en mezclas asfálticas usadas como capas de rodadura, propuesto por el Comité de Sostenibilidad y Descarbonización. Este documento se enfoca en el análisis de costo de ciclo de vida de diferentes mezclas asfálticas, con diferentes materiales asfálticos para mezclas utilizadas comúnmente como capas de rodadura.
Al igual que en las ediciones anteriores, en este número se le da énfasis a las técnicas, la seguridad vial y las primeras investigaciones que se están desarrollando en el país con respecto a la sostenibilidad, lo cual es un pilar de la labor del XIII Consejo Directivo de la Asociación.
Como siempre, se invita a todos los lectores a integrarse y participar activamente en la Asociación. La AMAAC es reconocida como una entidad que brinda una fuerte aportación técnica a la industria en temas relativos al asfalto y en general a la industria de los pavimentos, así que la invitación está siempre abierta para que en conjunto hagamos cada día más fuerte nuestra profesión.
Atentamente,
Dr. Mauricio Centeno Ortiz Presidente del XIII Consejo Directivo
Pavimentando el camino hacia un futuro sostenible
Y
DE IMPACTO AMBIENTAL EN MEZCLAS ASFÁLTICAS USADAS COMO CAPAS DE RODADURA
Carmelo Enrique Villa Huerta, Israel Sandoval Navarro, Lasfalto S. de R.L. de C.V. Zapopan, México, evilla@lasfalto.com.mx
Rey Omar Adame Hernández, Red Carreteras de Occidente (RCO), Jalisco, México, omar.adame@redoccidente.com
Jorge Alarcón Ibarra, Universidad Michoacana de San Nicolás de Hidalgo, Morelia, México, jorge.alarcon@umich.mx
Jesús Martín del Campo, VISE, León, México, jmartin@vise.com.mx
Este estudio se enfocó en la evaluación del desempeño y el análisis de costo de ciclo de vida (ACCV) de mezclas asfálticas en pavimentos flexibles en México. Se analizaron diferentes mezclas con el mismo tipo de agregado, pero con asfaltos de distintos grados de desempeño, considerando periodos de análisis de 20, 25, 30, 35 y 40 años. El valor presente neto se calculó tomando en cuenta los costos iniciales, señalización, fresado y repavimentación, siendo un factor clave en la selección de capas de rodadura.
Asimismo, se evaluó la durabilidad promedio de diversas mezclas asfálticas utilizadas como capas de rodadura en la práctica europea y estadounidense, con datos de instituciones de referencia como el NCAT y la EAPA. A pesar de que algunas opciones presentan costos iniciales más elevados, se encontró que el costo total podía ser hasta un 40% menor, lo que resalta que la inversión inicial no es el único criterio determinante en la selección de capas de rodadura.
Además, este documento aborda la necesidad de reducir las emisiones de gases de efecto invernadero (GEI) y subraya la importancia de medir los impactos ambientales en la toma de decisiones. Se introduce el análisis de ciclo de vida (ACV) como una herramienta clave para evaluar la sostenibilidad de procesos y productos.
Finalmente, se presenta un ejercicio de ACV que ofrece una visión del impacto ambiental de las mezclas asfálticas utilizadas
en capas de rodadura. El análisis cuantifica las emisiones de CO₂ equivalente a lo largo del ciclo de vida, excluyendo la etapa de uso, y se basa en datos de la Asociación Española de Fabricantes de Mezclas Asfálticas (ASEFMA). Esto facilita la toma de decisiones en proyectos de construcción al incorporar criterios ambientales en la selección de opciones de pavimentación.
El estudio aporta información valiosa sobre mezclas asfálticas en pavimentos, integrando consideraciones financieras y ambientales en la toma de decisiones para proyectos viales.
2 INTRODUCCIÓN
2.1 Análisis de costo de ciclo de vida (ACCV)
El ACCV desempeña un papel crucial en la planificación y reconstrucción de carreteras, al considerar factores como la inversión inicial, los costos de mantenimiento a lo largo del tiempo y la selección de materiales para la construcción del pavimento.
El análisis se lleva a cabo mediante métodos deterministas o probabilísticos, evaluando costos iniciales, de mantenimiento, rehabilitación y construcción a lo largo del periodo de análisis. El cálculo del valor presente neto (VPN) y la comparación entre distintas opciones de mantenimiento son procedimientos fundamentales en los ACCV [1]. Aunque la ecuación del VPN (ecuación 1) puede parecer sencilla, la complejidad radica en la determinación precisa de los insumos necesarios para su cálculo.
En la práctica, los ACCV se centran en los costos específicos del pavimento, excluyendo otros elementos asociados con la construcción y mantenimiento de carreteras, como puentes y señalización. Los cálculos incluyen costos iniciales de construcción, mantenimiento, rehabilitación y costos del usuario. Además, se introduce el concepto de valor remanente de la vida de servicio o valor remanente, que representa el valor residual de una alternativa de pavimento cuando su durabilidad excede el periodo de análisis. El cálculo de la tasa de descuento, una herramienta esencial en los ACCV, refleja el incremento en el costo de bienes y servicios con el tiempo, permitiendo convertir costos y retornos futuros en valores presentes.
2.2 Análisis de ciclo de vida (ACV)
Dada la creciente frecuencia de fenómenos climáticos extremos en México y regiones vecinas, atribuibles al aumento de gases de efecto invernadero, se destaca la necesidad de abordar la
sostenibilidad en la construcción y operación de carreteras. Este desafío implica reducir emisiones, optimizar el uso de energía y recursos no renovables, y alinearse con los Objetivos de Desarrollo Sostenible de la ONU.
La sostenibilidad debe evaluarse a lo largo del ciclo de vida de las carreteras, desde su concepción hasta su demolición. El reto es transformar la construcción de carreteras en una actividad sostenible, incorporando innovaciones tecnológicas y minimizando los impactos ambientales para garantizar un futuro más sustentable.
3 DURABILIDAD DE LAS MEZCLAS ASFÁLTICAS COMO CAPA DE RODADURA
Las durabilidades previstas en este estudio se basan en la aplicación de procesos constructivos que sigan las mejores prácticas. Esto implica que las capas superficiales, especialmente las de rodadura, deben ser colocadas en carreteras y estructuras de pavimento diseñadas, ejecutadas y compactadas de manera adecuada.
3.1 Durabilidad en Europa: Experiencia de la European Asphalt Pavement Association (EAPA)
Los datos presentados en el documento EAPA-Long Life Asphalt Pavements se encuentran resumidos en la Tabla 1
Tabla 1. Durabilidades reportadas por la European Asphal Pavement Association [2]
3.2 Durabilidad en EE. UU.: Estudios del National Center for Asphalt Technology (NCAT)
En el estudio sobre durabilidad, se analizaron mezclas asfálticas Stone Mastic Asphalt (SMA) y mezclas densas Superior Performing Asphalt Pavement (SUPERPAVE) con asfalto modificado. La evaluación de la durabilidad se basó en datos obtenidos de los sistemas de gestión de pavimentos de nueve agencias de carreteras en Estados Unidos, con el objetivo de comparar su rendimiento en carreteras y pavimentos equivalentes [3].
De las nueve agencias evaluadas, los datos considerados para este estudio provienen de las de los estados de Alabama y Virginia, ya que estas permiten intervenciones con un índice de servicio más bajo. Es decir, toleran una mayor degradación del pavimento antes de realizar intervenciones, en comparación con otras agencias.
3.2.1 Experiencia en Alabama
En colaboración con el Departamento de Transporte de Alabama, el NCAT analizó datos de 179 secciones de pavimento flexible, de las cuales 33 empleaban mezcla asfáltica SMA
como capa superficial, mientras que 146 utilizaban mezcla densa SUPERPAVE modificada con polímero.
Para evaluar el desempeño, se utilizó un modelo que primero ajustó los datos medidos y luego predijo la durabilidad. Con base en este modelo, se proyectaron durabilidades de 16 años para ambas mezclas en el estado de Alabama.
3.2.2 Experiencia en Virginia
En Virginia, las durabilidades estimadas fueron de 19 años para las capas construidas con SMA y de 14.4 años para las mezclas SUPERPAVE modificadas con polímero. Los resultados se obtuvieron a partir del análisis de 100 secciones de pavimento, de las cuales 46 correspondían a SMA y 44 a mezclas SUPERPAVE.
3.3 Durabilidades finales
Para este estudio, las durabilidades se adoptaron con base en las experiencias de Estados Unidos y Europa. Se consideraron los valores promedio publicados por la European Asphalt Pavement Association (EAPA) en 2017 [2] y los determinados por el NCAT en EE. UU. en 2018 [3] para las mezclas SMA y SUPERPAVE.
Las durabilidades obtenidas después del análisis se presentan en la Tabla 2, diferenciadas por los distintos tipos de mezcla y los Performance Grade (PG) de los asfaltos utilizados.
Tabla 2. Durabilidades determinadas en años para cada una de las mezclas asfálticas utilizadas en el análisis de costo de ciclo de vida de este estudio.
4 ESTRUCTURA DE PAVIMENTO FLEXIBLE
En este apartado se presenta un ejemplo del uso de capas de rodadura mediante una estructura de pavimento hipotética, en la cual las rehabilitaciones están previstas únicamente para la última capa asfáltica (capa de rodadura) al final de su vida útil en cada una de las opciones.
Todas las secciones se diseñaron con una capa de rodadura de 4 cm de espesor, colocada sobre una capa densa de alto módulo de 14 cm de espesor. Debajo de esta, una capa absorbedora de tensión de 7 cm. Las capas granulares, de arriba hacia abajo, incluyen: una base granular de 30 cm, una subbase de 35 cm, una subrasante de 40 cm y un terreno natural considerado semiinfinito.
Las propiedades mecánicas de los materiales se ingresaron con valores estándar utilizados en la práctica mexicana y el diseño se realizó para una vida útil de 30 años, utilizando el programa IMT-PAVE del Instituto Mexicano del Transporte.
Mezcla asfáltica
VIDA (ACCV)
Este estudio se llevó a cabo mediante la recopilación de información sobre la durabilidad de mezclas asfálticas en Europa y Estados Unidos, mientras que los demás datos de entrada se establecieron con base en las prácticas utilizadas en México.
El objetivo principal del ACCV es determinar las diferencias en los valores presentes netos (VPN) de las distintas mezclas. La suposición establecida en el ACCV fue la construcción de un kilómetro por carril con una capa de rodadura de 4 cm de espesor y 3.5 metros de ancho, considerando los costos de fabricación, puesta en obra, colocación y compactación de mezclas asfálticas en México.
Además, se utilizó una tasa de descuento promedio del 10%, conforme a lo recomendado por el Instituto Mexicano del Transporte [4]. La Tabla 3 resume los datos de entrada empleados en el ACCV de este estudio.
3. Datos de entrada en el análisis de costo de ciclo de vida.
Pavimento flexible para tráficos mayores a 10 millones de ejes equivalentes
y 40
Para realizar una comparación equitativa entre las diferentes capas de rodadura, los costos anticipados futuros, los costos de mantenimiento y los costos para los usuarios se descuentan al presente, considerando el valor temporal del dinero. Si una alternativa presenta un valor remanente al final del periodo de análisis, este también se ajusta a su valor actual.
En este estudio, se determinó el valor presente neto (VPN) de la construcción inicial. La alternativa de pavimento con el menor costo de ciclo de vida (es decir, con el VPN más bajo) se considera típicamente la mejor opción. Para cada alternativa (según el tipo de mezcla), se calculó su VPN utilizando la fórmula económica presentada en la ecuación 1
Donde:
VPN = Valor presente neto
VP0 = Valor presente del costo de la primera sobrecapa
VFi = Valor futuro de la capa
VR = Valor remanente de la capa al final del periodo de análisis
r = Tasa de descuento
ni = Tiempo necesario para aplicar la primera sobre capa (durabilidad de la capa)
nS = Periodo de análisis
Tabla
Vida de servicio de la capa de rodadura
6 ANÁLISIS DE RESULTADOS (ACCV)
6.1 Periodo de análisis de 20 años
En este análisis se considera el porcentaje de riego de liga necesario para cada opción, así como el flete redondo de los equipos de pavimentación, cuya suma constituye el costo inicial. Para los costos de rehabilitación, se incluyen la reconstrucción de la misma sección (costo inicial), los costos de señalización y control de tráfico, el fresado de 4 cm de espesor y el transporte (flete) de los equipos de construcción dentro de un radio de 50 km desde la planta de mezclado.
Las mezclas analizadas en este estudio son SMA PG 76, SMA PG 64, Densa PG 76, Densa PG 64, carpeta asfáltica superficial altamente adherida (CASAA) y OGFC. Los resultados de este análisis se presentan en la Tabla 4
Tabla 4. Tabla de datos de entrada en el análisis de costo de ciclo de vida
Suministro y colocación de mezcla asfáltica 4 cm de espesor, incluye riego de liga
Flete redondo de los equipos de tendido y compactación (radio de 50 km)
Costo inicial de construcción: 1 km de longitud - 3.5 m de ancho y 4 cm de espesor
4 cm de
Fresado de la sección tipo: 3.5 m de ancho, 1 km de longitud y 4 cm de ancho
Durabilidad años 22 17 15 8 9 7 Periodo de análisis años 20
Número de intervenciones en el periodo de análisis
Suma de costos de las intervenciones en el periodo de análisis pesos
Valor remanente al final del periodo de análisis pesos
6.2 Periodo de análisis de 25, 30, 35 y 40 años
De forma complementaria, se analizaron periodos de 25, 30, 35 y 40 años. Para el caso de 25 años, la tendencia es muy similar a la observada en el análisis de 20 años. Sin embargo, a partir de los 30 años, las mezclas densas PG 64 y OGFC PG 76 se ven más afectadas debido al mayor número de intervenciones requeridas en estos periodos, como se muestra en la Figura 1.
Figura 1. Valores presentes netos de las diferentes opciones de capa de rodadura en periodos de análisis de 20, 25, 30,35 y 40 años.
7 COSTO USUARIO
El impacto del costo usuario en la conservación de carreteras representa entre el 15% y el 30% del valor presente de cada opción, una cifra significativa que debe ser considerada por la dependencia o administradora del tramo en estudio [5]
8 MEDICIÓN DE LA SOSTENIBILIDAD A TRAVÉS DEL ANÁLISIS DE CICLO DE VIDA (ACV)
El análisis de ciclo de vida (ACV) es una técnica que evalúa y cuantifica los impactos ambientales de un producto, sistema o proceso. Este método proporciona un enfoque integral para analizar la carga ambiental de un producto o proceso, examinando todas sus entradas (materiales, energía) y salidas (desperdicios, contaminantes) a lo largo de su ciclo de vida, desde la producción de materias primas hasta el final de su vida útil.
En el caso de los pavimentos, el ciclo de vida incluye la producción de materiales, el diseño, la construcción, el uso, el mantenimiento, la rehabilitación y su disposición final.
La metodología del ACV se emplea para evaluar el impacto ambiental de un producto desde su origen (materias primas) hasta su disponibilidad en el lugar de producción (cradle-to-gate). Cuando se aplica específicamente a un producto y su alcance se limita de esta manera, se denomina declaración ambiental de producto (DAP). La Organización Internacional de Estandarización (ISO) establece las reglas y procesos para realizar un ACV, como se especifica en la norma ISO 14040:2006.
Para aplicar estas normas a un proceso o material específico, se utilizan reglas de categoría de producto (RCP), que son guías detalladas desarrolladas por el sector industrial u otras partes interesadas. En México, no existen RCP específicas para la industria de mezclas asfálticas, pero en Estados Unidos, la National Asphalt Pavement Association (NAPA) ha desarrollado RCP para mezclas asfálticas que podrían servir como referencia para el mercado mexicano.
En Europa, las RCP para mezclas asfálticas varían entre países, pero la Asociación Europea de Pavimentos Asfálticos (EAPA) ha publicado guías para la elaboración de RCP con el fin de homologarlas dentro de la Unión Europea y permitir comparaciones entre distintas declaraciones ambientales de producto. Las DAP para productos de construcción en Europa están reguladas por la norma EN 15804:2012 + A2:2019.
Además, el ACV no se limita únicamente a DAP de productos y plantas de producción específicas; también puede emplearse para generar DAP con alcances sectoriales. Por ejemplo, la Asociación Española de Fabricantes de Mezclas Asfálticas (ASEFMA) publicó DAP sectoriales para las mezclas asfálticas más utilizadas en España.
8.1 El ciclo de vida de los pavimentos asfálticos
Para tomar decisiones económicas y ambientales adecuadas en sistemas de pavimentación es fundamental comprender el ciclo de vida de los pavimentos y en qué etapas se generan los mayores costos e impactos ambientales. Las diferentes etapas del ciclo de vida en pavimentos se ilustran en la Figura 2
8.2 El proceso del ACV
El ACV puede aplicarse a distintas etapas del ciclo de vida de un producto, dependiendo de los objetivos y alcances establecidos
Figura 2. Etapas del ciclo de vida en pavimentos [6]
al inicio del estudio. El proceso general del ACV está regulado por una serie de estándares emitidos por la ISO, en particular la norma ISO 14044: Gestión ambiental - Análisis del ciclo de vida - Requisitos y directrices (ISO 2006b).
De acuerdo con esta norma, el estudio de un ACV se divide en cuatro fases, que se describen a continuación y se ilustran en la Figura 3:
1. Definición de los objetivos y alcances
2. Análisis de inventario de ciclo de vida
3. Análisis de impacto
4. Interpretación
9 CASO PRÁCTICO ACV
Con un propósito meramente demostrativo, a continuación, se presenta un caso práctico para la evaluación del impacto ambiental de varias carpetas de rodadura en un proyecto específico, siguiendo la metodología del ACV.
9.1 Definición de alcance y objetivos
Se realizará un ACV para un proyecto de colocación de una carpeta de rodadura sobre una carpeta asfáltica nueva o existente en buenas condiciones estructurales. El objetivo del ejercicio es comparar los impactos ambientales de cuatro tipos de mezclas asfálticas, todas aplicadas con un espesor de 5 cm, en un periodo de análisis de 30 años.
Para este ejercicio, la unidad funcional se define como una tonelada de mezcla asfáltica. Se considera una distancia de acarreo de 40 km y se limita el análisis de impacto ambiental al potencial de calentamiento global, medido en kg de CO₂ equivalente por tonelada de mezcla.
Figura 3. Ilustración del marco del análisis del ciclo de vida acorde a ISO 14044.
Del ciclo de vida de las capas de rodadura, se evaluarán las fases de producción, construcción, fin de vida y su valor remanente como material reciclable. Para este estudio se tomarán los tiempos de vida promedio de las diferentes capas de rodadura publicados por la EAPA [2], que se presentan en la Tabla 1.
9.2 Análisis de inventario de ciclo de vida
Para esta fase, se utilizarán las DAP sectoriales reportadas por ASEFMA para las mezclas asfálticas más comunes en España: concreto asfáltico (AC, mezcla densa), mezcla discontinua con alto contenido de vacíos (BBTM), mezcla abierta (OGFC) y mezcla discontinua SMA.
En Europa, las DAP para productos de construcción incluyen no solo los parámetros de producción, sino también los costos ambientales de su demolición y disposición, así como su valor residual en caso de reciclaje o reutilización. La Tabla 5 muestra los valores de kg de CO₂ equivalente para cada una de las mezclas consideradas en este estudio.
Los costos ambientales del transporte y colocación de la mezcla se obtuvieron de los reportados por Aceves et al. para un pavimento colocado en México, calculados mediante la metodología de ACV y el software SIMAPRO [7, 8]
Tabla 5. Potencial de calentamiento global medido como kg de CO2 equivalente para varias capas de rodadura (ASEFMA, 2023 y Aceves, 2020).
Disposición de desechos
Beneficios potenciales del reúso, reciclado y/o recuperación de energía más allá de los límites del sistema
Como se observa en la Tabla 5, las mezclas con mayor contenido de asfalto, como el SMA, y que requieren agregados de mayor calidad, generan una mayor cantidad de CO₂ por tonelada de mezcla en comparación con las mezclas densas. En cuanto a su potencial de reutilización o reciclaje, las mezclas SMA presentan un mayor valor absoluto debido a las mejores características de sus componentes.
Al evaluar el ciclo de vida en un periodo de 30 años, se observa que la mezcla densa convencional deberá reponerse en los años 14 y 28, con un valor remanente al año 30 equivalente al 85.7% de su impacto como carpeta nueva. Para la mezcla tipo BBTM, esta deberá reemplazarse en los años 11 y 22, quedando en el año 30 con un valor remanente del 27.2%. En el caso de la mezcla abierta Porous Asphalt (OGFC), se deberá reponer en los años 10 y 20, sin valor remanente en el año 30, ya que en ese momento requerirá una nueva reposición. Finalmente, la mezcla asfáltica tipo SMA se reemplazará solo una vez en el año 20, con un valor remanente del 50% al año 30.
Los valores remanentes se restan de los impactos totales de calentamiento global para cada tipo de mezcla. Los resultados de estos impactos se presentan en la Tabla 6.
Tabla 6. Potencial de calentamiento global medido en kg de CO2 equivalente para 4 mezclas asfálticas en un periodo de 30 años (se marcan en verde la construcción original y las reposiciones de carpeta).
Para este estudio de ACV no se consideraron las emisiones generadas durante el uso de la carretera. En vías de alto tráfico (>10 millones de ejes equivalentes), el mayor consumo de recursos y las emisiones más significativas ocurren durante su operación. Un mantenimiento adecuado que mantenga el índice de rugosidad internacional (IRI) por debajo de 2.7 m/km a lo largo de la vida útil de la carpeta de rodadura tendrá un impacto más relevante en la reducción de emisiones de gases de efecto invernadero que otras estrategias, como el incremento de RAP o el uso de mezclas tibias en la construcción y rehabilitación [9]
En la Figura 4 se muestra de manera muy clara la importancia de la durabilidad en la sostenibilidad de los pavimentos.
Figura 4. Comparación de los impactos al calentamiento Global medido en kg de CO2 equivalente para 4 tipos de mezclas asfálticas usadas como carpetas de rodadura en el año 0 (recién construidas) y en el año 30.
10 CONCLUSIONES
A pesar de tener uno de los costos iniciales más elevados, las mezclas SMA presentan el valor presente neto más bajo, lo que las convierte en la mejor opción en periodos de análisis superiores a 20 años. En particular, el SMA PG 76 es la alternativa más conveniente a partir de los 35 años, debido a la menor cantidad de intervenciones requeridas en esos periodos.
Comparada con la mezcla densa PG 64, CASAA PG 76 y OGFC PG 76 —las opciones con el menor costo inicial pero con los costos de ciclo de vida más altos—, la mezcla SMA PG 64 permite un ahorro del 39 al 48% en el costo de ciclo de vida (VPN). En relación con una mezcla densa SUPERPAVE PG 76, los costos de ciclo de vida son similares; sin embargo, el coeficiente de fricción es un parámetro clave en el que las mezclas SMA presentan mejores valores, además de su menor susceptibilidad al ahuellamiento en comparación con las mezclas densas SUPERPAVE, lo que las convierte en la mejor opción.
Las mezclas SMA PG 76, SMA PG 64 y la mezcla densa son las mejores alternativas desde el punto de vista del análisis de costo de ciclo de vida. No obstante, en algunos países las mezclas densas no se recomiendan como capa de rodadura, un aspecto que debe considerarse en la toma de decisiones.
El análisis de ciclo de vida es una metodología robusta y normada por la serie ISO 14040, que permite evaluar la sostenibilidad
y el impacto ambiental de un producto o proceso. Además, es la base para la elaboración de las declaraciones ambientales de producto, una herramienta clave para conocer y comunicar la carga ambiental de un producto dentro de procesos más amplios. Los pavimentos más durables, como las mezclas SMA y densas, generan menos impactos ambientales a largo plazo, ya que requieren menos reposiciones y menor mantenimiento, incluso si su construcción inicial implica mayores emisiones.
Mientras que el análisis de costo de ciclo de vida se enfoca en los aspectos económicos a lo largo de la vida útil de un activo, el análisis de ciclo de vida evalúa sus impactos ambientales. Ambos enfoques son complementarios y proporcionan información clave para una toma de decisiones más completa y sostenible.
11 REFERENCIAS
[1] Fan Gu, Nam Tram. May. NCAT Report 19-03 Best Practices for determining life cycle costs of asphalt pavements, 2019.
[2] Long-Life Asphalt Pavements – Technical versión (Europa, 2007).
[3] Fan Yin, Randy west. NCAT Report 18-03 Performances and life cicle cost benefits of Stone matrix, August 2018.
[4] Solorio, R., Garnica, P., Ortega, M., Hernández, R., 2017. Metodología basada en el HDM-4 para la selección de metas de desempeño en la red federal de carreteras
[5] Adame Hernández, R. O., Alarcón Ibarra, J., Martin del campo, J., & Cremades Ibáñez, I. (2021). Análisis de costo de ciclo de vida de mezclas asfálticas usadas como capas de rodadura. Asfáltica, 27-40.
[6] Harvey J., Meijer J., Ozer Hasan, Al-Qadi I. L., Saboori, A. and Kendall, A (2016) Pavement Life Cycle Assessment Framework, Federal Highway Administration, Report No. FHWA-HIF-16-014, Washington, DC.
[7] Aceves-Gutiérrez, H. López-Chávez, O. Mercado-Ibarra, S. Magdalena, Arévalo-Razo, J.L. Huella de carboo de una pavimentación con la metodología del ACV y SIMAPRO, Instituto Tecnológico de Sonora, Revista de Energías Renovables, Junio, 2020 Vol. 4 No. 12.
[8] Peña J.L. Métricas de análisis de ciclo de vida para el sector de la pavimentación. Los DAP Sectoriales de ASEFMA. Principales conclusiones. XIII Jornada Técnica de ASEFMA, 13 de junio de 2023.
[9] Kendall, A. Harvey, J. Butt, A. Greenhouse Gas Reduction Opportunities for Local Governments: Development of Supply Curves, Co-Benefit Estimation, and Equity Indicators. University of California, Davis, 2021.
DE MEZCLAS ASFÁLTICAS TIBIAS (WMA) VERSUS MEZCLAS ASFÁLTICAS EN CALIENTE (HMA)
Quimi-Kao S.A de C.V., El Salto, México
Leonardo Ochoa, lochoa@kao.com
Daniela Bocanegra, dbocanegra@kao.com
APORTACIONES
1 RESUMEN
Las mezclas asfálticas en caliente (HMA) requieren de elevadas temperaturas durante su proceso de fabricación y compactación, lo cual contribuye en un importante consumo de combustible y energía que se traduce en mayores emisiones contaminantes al medio ambiente. Para mitigar lo anterior, las tendencias globales de investigación en materia de asfaltos apuntan hacia la reducción de temperaturas de trabajo utilizando tecnologías de mezcla tibia (WMA). En este estudio se comparó el desempeño de mezclas asfálticas en caliente fabricadas con asfaltos convencionales y modificados con polímero típicamente utilizados en México versus mezclas asfálticas tibias fabricadas con los asfaltos anteriores, pero en cuya composición se añadió un paquete de aditivos químicos y orgánicos, lo que cambia sus propiedades reológicas y de visco-lubricidad para reducir las temperaturas de trabajo hasta en 40 °C. Para obtener los indicadores de comparación en términos de resistencia y durabilidad se efectuaron pruebas de daño por humedad (TSR), susceptibilidad a la deformación permanente en compresión axial cíclica (CAC), módulo dinámico (|E*|) y ensayos de energía de fractura tanto en viga semicircular (I-FIT) como en tensión indirecta por compresión diametral (IDEAL-CT). Las probetas de laboratorio de ambas tecnologías fueron fabricadas con los mismos; agregados pétreos, granulometría, contenido de asfalto y volumen de vacíos de aire, variando únicamente el tipo de ligante
asfáltico y las temperaturas de trabajo utilizadas. En general, los resultados demuestran que las mezclas tibias poseen 25-60% más resistencia ante el agrietamiento en comparación con las mezclas en caliente. Además, se encontró —en todos los casos— una alta resistencia conservada al daño por humedad (>80%). Las curvas maestras de módulo dinámico exponen que la incorporación de aditivos no produce afectaciones significativas en la rigidez de las mezclas tibias, en el dominio de las frecuencias y en temperaturas evaluadas. Finalmente, los resultados demuestran comportamientos equivalentes entre ambas tecnologías ante el flujo plástico.
2 INTRODUCCIÓN
Las mezclas asfálticas en caliente (HMA por sus siglas en inglés) son el material de construcción más utilizado en México para la conformación de capas estructurales y de rodadura en pavimentos flexibles. Sin embargo, las elevadas temperaturas de trabajo de las mezclas asfálticas en caliente —habitualmente en el rango de los 150-180 °C— demandan un enorme consumo de energía y de combustible, al mismo tiempo que liberan al medioambiente grandes cantidades de emisiones contaminantes durante su producción. Para mitigar la problemática anterior, desde hace algunos años el sector carretero y la industria del asfalto han buscado desde una perspectiva económica, ambiental y de durabilidad la implementación de nuevas tecnologías en proyectos de pavimentación siendo una de ellas las mezclas asfálticas tibias (WMA, por sus siglas en inglés). En este contexto, las mezclas tibias son aquellas que se producen, tienden y compactan en el rango de los 100-140 °C, lo cual se logra a partir de utilizar algún tipo de tecnología que altere las propiedades del cemento asfáltico, ya sea de manera temporal o permanente [1]. De acuerdo con la Asociación Europea de Pavimentos Asfálticos (EAPA), las técnicas comúnmente utilizadas para producir mezclas asfálticas tibias son: aditivos orgánicos (modificadores reológicos), aditivos químicos (modificadores de tensión superficial) y el proceso de espumado [2]. Hoy en día, a nivel internacional se reconocen numerosos beneficios asociados con el empleo de mezclas asfálticas tibias, entre los que destacan [3,4,5]:
• Reducción en las emisiones de gases de efecto invernadero (GEI) durante su fabricación en planta. En este sentido, prevalecen ahorros económicos asociados con el menor consumo en la quema de combustibles y desgaste de los componentes de la planta por impacto térmico.
• También, se generan condiciones de tendido y compactación más amigables para el trabajador al reducir la inhalación de humo y exposición ante vapores.
• Adicionalmente, disminuir las temperaturas de trabajo contribuye enormemente en mitigar la degradación y el envejecimiento del cemento asfáltico, lo cual se traduce en mayor resistencia tanto al agrietamiento por fatiga como por contracción térmica.
• Las mezclas asfálticas tibias ofrecen condiciones de trabajabilidad que facilitan el proceso de compactación alcanzando mayores valores de densidad en campo y, por ende, se logra extender la durabilidad de la carpeta asfáltica al reducir los vacíos de aire.
• Dada la menor tasa de enfriamiento de las mezclas asfálticas tibias es posible llevar a cabo operaciones de pavimentación a distancias más prologadas en comparación con
las mezclas asfálticas en caliente. Además, es posible extender el tiempo de compactación disponible en sitios con climas fríos, de difícil acceso o donde se realicen trabajos nocturnos.
• El decremento en la oxidación y volatilización del cemento asfáltico durante la fabricación de las mezclas tibias confiere menor rigidez al material resultante, lo que permite compensar la incorporación de altos contenidos de pavimento asfáltico recuperado (RAP).
No obstante, para lograr los beneficios anteriores y realmente obtener una alternativa sustentable de construcción/rehabilitación de pavimentos flexibles es de suma importancia que las mezclas asfálticas tibias posean las características mecánicas necesarias para desempeñar las mismas funciones que una mezcla asfáltica en caliente dentro de una estructura de pavimento en términos de resistencia a la deformación permanente, agrietamiento, susceptibilidad al daño por humedad y rigidez. Bajo la premisa anterior, este trabajo de investigación busca contribuir con un avance en la comprensión del comportamiento de mezclas asfálticas tibias, las cuales hasta el momento en México no se han implementado.
3
OBJETIVO
Evaluar la influencia de reducir 35-40 °C las temperaturas de mezclado y compactación en el desempeño mecánico de mezclas asfálticas tibias (WMA) y realizar el análisis comparativo de resistencia frente a mezclas asfálticas equivalentes fabricadas en caliente (HMA).
4 PLAN EXPERIMENTAL
Para lograr el objetivo del estudio, se llevó a cabo un plan experimental de tres fases. En primera instancia, tres cementos asfálticos con temperaturas de trabajo entre 150 y 180 °C fueron utilizados como base para su posterior modificación con un paquete de aditivos químicos y orgánicos con la finalidad de obtener otros tres ligantes tibios con temperaturas de trabajo en el rango de los 100-140 °C. Para determinar las temperaturas de mezclado de cada asfalto tibio fue necesario realizar pruebas de viscosidad dinámica en el mastico (material pasa tamiz #200 + asfalto) con una relación filler/asfalto rigurosa de 60/40% empleando un Reómetro de Corte Dinámico (DSR) en modo rotatorio. Lo anterior, con el propósito de capturar y discernir de mejor manera el efecto
visco-lubricante del paquete de aditivos añadido, el cual, bajo la óptica de pruebas de viscosidad tradicionales evaluadas únicamente en el asfalto, sería imposible observar. También, se estudió el cambio en las propiedades reológicas conferidas a los asfaltos modificados con el paquete de aditivos. Posteriormente en la segunda fase, las temperaturas de compactación de las mezclas tibias fueron establecidas a partir del volumen de vacíos de aire (Va) e índices de energía de compactación (ECI) provenientes de los barridos de temperatura en el compactador giratorio superpave (SGC) efectuados en una fórmula de trabajo de mezcla asfáltica con T.N ½” y 6.0% de contenido óptimo de cemento asfáltico que sirvió como referencia para todos los asfaltos evaluados en esta investigación. Una vez definidas las temperaturas de trabajo, se procedió a fabricar los especímenes de desempeño subsecuente a un tratamiento térmico, en donde, por un lado, las probetas sometidas a los ensayos de resistencia al daño por humedad, deformación permanente y módulo dinámico fueron acondicionadas con un envejecimiento a corto plazo y, por el otro lado, las mezclas asfálticas utilizadas en las pruebas de agrietamiento fueron acondicionadas a largo plazo. Lo anterior fue aplicado tanto para la tecnología en tibio como en caliente. Finalmente, la tercera etapa consistió en el análisis y tratamiento de los datos recopilados durante la campaña de experimentos.
5 MATERIALES Y MÉTODOS
Los materiales pétreos utilizados en este estudio fueron adquiridos de fuentes localizadas en el estado de Jalisco y cumplen con todas las características físicas y de resistencia especificadas para mezclas asfálticas en caliente de alto desempeño. Por su parte, los asfaltos base provenían de un distribuidor ubicado en el estado de Guanajuato.
5.1 Cemento asfáltico
Los asfaltos base de control corresponden a: (1) EKBÉ®, (2) EKBÉ® +polímero SBS y (3) EKBÉ®+polímero SBS+ ácido polifosfórico clasificados por su grado de desempeño como PG 64-16, PG 76-16 y PG 82-16, respectivamente. Sin embargo, para lograr el efecto tibio, un combo de aditivos fue añadido (cera+viscolubricante+ tensoactivo). La Tabla 1 recopila el rango de temperaturas de trabajo útil resultante con base en la especificación AASHTO M320 más reciente, así como los indicadores de flujo, resistencia a la fatiga y
al agrietamiento térmico evaluados con los ensayos Creep Repetido Multi-Esfuerzo (MSCR), Glover-Rowe modificado y ΔTc, respectivamente.
Tabla 1. Propiedades reológicas de los cementos asfálticos utilizados.
Ensayos adicionales al grado de desempeño
1Bajo Jnr y alta respuesta elástica (RE) representa mayor resistencia a las deformaciones permanentes.
2Valores bajos de G-Rm indican menor fragilidad y, por ende, más resistencia al agrietamiento por fatiga.
3Valores altos de ΔTc se relacionan con mejor resistencia al agrietamiento térmico y fisuración en bloque.
5.2
Curvas de viscosidad en mastico
Para definir la reducción en las temperaturas de fabricación de las mezclas tibias se realizaron barridos de temperatura en el reómetro de corte dinámico desde 90 hasta 150 °C tomando lecturas de viscosidad dinámica en el mastico (filler+asfalto relación: 60/40), tal como se observa en la Figura 1
Figura 1. Viscosidad dinámica en el mastico empleando rampa de temperatura en DSR.
ID Asfalto
Con los datos contenidos en el gráfico anterior es posible estimar las viscosidades equivalentes de las mezclas asfálticas tibias y de esta manera establecer las temperaturas de mezclado y curado, las cuales resultaron de 130-135, 135-140 y 140-145 °C para los asfaltos tibios identificados como WMA CONV-1, WMA AMP-2 y WMA AMP-3, respectivamente. Lo anterior, al tomar como punto de comparación las viscosidades proyectadas en el mastico a las temperaturas de trabajo recomendadas por el proveedor del cemento asfáltico para mezcla asfáltica en caliente, las cuales fueron de 150-155, 163-168 y 175-180 °C para el caso de los asfaltos identificados como HMA CONV-1, HMA AMP-2 y HMA AMP-3, respectivamente.
5.3 Diseño de la mezcla asfáltica
El esqueleto mineral se definió mediante métodos gráficos con la finalidad de proyectar una estructura granular que se localizara dentro de los puntos de control para una mezcla Superpave con tamaño nominal de 12.5 milímetros. Los agregados pétreos utilizados corresponden a tres fracciones de roca basáltica 100% triturada; arena, sello 3/8” y grava 3/4”. El contenido óptimo de asfalto que cubrió los requerimientos volumétricos fue de 6.0% y se determinó a partir de cuatro/cinco porcentajes de prueba al emplear una energía de compactación de 100 giros.
5.4 Selección de las temperaturas de compactación
Para establecer las temperaturas adecuadas de compactación de cada mezcla tibia fue necesario llevar a cabo barridos de temperatura densificando al menos dos especímenes de 4500 gramos en el compactador giratorio Superpave (SGC) al usar una energía de densificación de 100 giros, en donde al final se determinó tanto el volumen de vacíos de aire como el índice de energía de compactación. El criterio que se empleó consistió en disminuir la temperatura de compactación tanto como fuera posible mantener 4±0.2% de vacíos de aire en la probeta analizada o bien, un valor de índice de energía de compactación (CEI) similar al que se obtuvo en la mezcla asfáltica en caliente equivalente de referencia. El índice de energía de compactación fue calculado como el área bajo la curva entre el giro número 8 y el giro en el cual se alcanzó el 92% de la gravedad específica teórica máxima (Gmm) o dicho de otro modo el número de giro en donde se alcanzó 8% de vacíos de aire. A continuación, la Tabla 2 recopila el comportamiento monitoreado durante la densificación de las mezclas asfálticas.
Tabla 2. Volumen de vacíos de aire (Va) e índices de energía de compactación (CEI).
Los resultados indican que la mezcla WMA CONV-1 exhibe a 105 °C un comportamiento de compacidad equivalente a su versión en caliente a 140 °C tanto en el volumen de vacíos de aire como en el índice de energía de compactación. Por su parte, la mezcla WMA AMP-2 presenta mejores propiedades de densificación a 115 °C en comparación con la mezcla HMA AMP-2 compactada a 155 °C, en donde esta última no logró los vacíos de aire de diseño y demanda gran cantidad de energía para su conformación o bien, utilizar mayor temperatura. La mezcla WMA AMP-3 muestra índices de energía de compactación y volumen de vacíos de aire ligeramente superiores a su equivalente en caliente, pero a una temperatura 40 °C menor y aun así dentro de los rangos propuestos.
5.5
Evaluación del desempeño
Las pruebas de desempeño enlistadas en la Tabla 3 fueron seleccionadas con base en capturar la posible respuesta de las mezclas asfálticas ante el efecto destructivo tanto de los vehículos de carga como de las solicitaciones medioambientales.
Tabla 3. Descripción de los ensayos de desempeño utilizados.
AASHTO T283
Resistencia al daño inducido por humedad
EN12697-25 (Método A-1)
Compresión axial cíclica modificando esfuerzo, ciclos y tipo de carga aplicado
AASHTO T342
Módulo dinámico (|E*|)
AASHTO TP124 / ASTM D8225
Índice de flexibilidad de Illinois (IF) / Índice de tolerancia al agrietamiento (CT-I)
Congelamiento: Velocidad de ruputura: Temp. ensayo:
Tipo de onda cíclica:
Esfuerzo aplicado: Ciclos de carga: Temp. ensayo: Duración carga: Recuperación:
Sí, a -18 °C 50 mm/minuto 25 °C
Haversiana 600 kPa 10 000 50 °C 0.1 seg 0.9 seg
Temp, °C: Frecuencias, Hz 0, 10, 20, 30 y 40 0.1, 0.5, 1.0, 5.0 y 10
Temp. ensayo: Tipo de carga:
Velocidad de ruputura: 25 °C Monotónica por compresión diametral 50 mm/minuto
5.6 Elaboración de los especímenes de prueba
Relación de esfuerzos a tensión indirecta TSR
Porcentaje de deformación permanente acumulada
Rigidez del material "curva maestra"
Energía de fractura, velocidad de propagación de fisura, indicador de agrietamiento FI y CT-I
Una vez establecida la fórmula de trabajo se fabricaron las probetas de laboratorio con un objetivo de 7±0.5% de vacíos de aire con la misma granulometría y contenido de cemento asfáltico, variando únicamente el tipo de asfalto utilizado y las temperaturas de trabajo establecidas para cada tipo de tecnología. Aquí es importante resaltar que todas las mezclas asfálticas evaluadas en los ensayos de agrietamiento se sometieron a un envejecimiento a largo plazo en horno durante 8 horas a 135 °C previo a su compactación, tal como recomienda
el Centro Nacional de Tecnología del Asfalto Estadounidense NCAT [6]. Posterior al tratamiento térmico a largo plazo, las mezclas se mantuvieron una hora adicional en el horno a su temperatura de compactación determinada en las etapas anteriores.
6 RESULTADOS
Los valores reportados corresponden al promedio de la evaluación de dos, tres o hasta cuatro réplicas dependiendo del estándar de prueba utilizado.
6.1 Resistencia al daño por humedad empleando tensión indirecta (TSR)-AASHTO T283
La Figura 2 compara los esfuerzos obtenidos en los concretos asfálticos con y sin presencia de humedad ensayados a tensión indirecta, a partir de los cuales podemos establecer que en ambas tecnologías no existe un detrimento importante en la resistencia después del ciclo congelamiento-deshielo aún con la presencia de agua en la interfaz cemento asfáltico-agregado pétreo, ya que en todos los casos la resistencia conservada (TSR) superó el umbral de 80%. Adicionalmente, la inspección visual de las probetas después de su rotura permitió descartar un fallo adhesivo.
Basándonos en los efectos anteriores, resulta evidente que, por un lado, los esfuerzos a tensión indirecta aumentaron conforme el grado de modificación en el asfalto base también incrementó y, por el otro lado, todas las mezclas tibias reportan esfuerzos a tensión indirecta inferiores en comparación con sus equivalentes en caliente debido a la menor rigidización sufrida durante el proceso de mezclado, curado y compactación. Sin embargo, no se ven comprometidas las propiedades cohesivas y adhesivas.
6.2 Deformación permanente por compresión axial cíclica (CAC)
Para establecer el potencial de ahuellamiento de las mezclas asfálticas analizadas se empleó un ensayo de compresión axial cíclica empleando una prensa dinámica, en donde las condiciones de evaluación fijadas corresponden a un pulso de carga vertical repetido (600 kPa
Figura 2. Evaluación del daño por presencia de humedad.
esfuerzo de contacto) en forma haversiana con 0.1 segundos de duración (10 Hz) seguido de 0.9 segundos de recuperación/relajación del material. El ensayo se configuró de tal manera que se aplicaran 10 000 ciclos de carga o hasta que se alcanzara 10% de deformación axial acumulada en la probeta evaluada. Lo anterior, dentro de una cámara de temperatura controlada a 50 °C. De esta manera se simuló la respuesta de la mezcla asfáltica ante el paso repetido de un eje sencillo equivalente de 8.2 toneladas con neumáticos inflados a una presión de 87 psi y velocidad de circulación aproximada a 60-70 km/h del camión de carga. La Tabla 4 reúne los indicadores de resistencia obtenidos durante el ensayo, mientras que la Figura 3 exhibe el porcentaje de deformación axial acumulado en función del número de ciclos impuestos.
Tabla 4. Indicadores de resistencia obtenidos en la prueba de compresión axial cíclica.
ID Mezcla asfáltica
Figura 3. Ensayo de deformación permanente empleando compresión axial cíclica.
A partir de la figura anterior es posible observar las diferentes fases de comportamiento que experimentaron las mezclas asfálticas analizadas, en primera instancia todas presentaron el fenómeno de postcompactación debido al calentamiento interno, reordenamiento de partículas, consolidación, etc., que ocurre durante los primeros pulsos de carga. Enseguida,
comienza la fase de resistencia real donde los agregados y el asfalto trabajan en conjunto para soportar las solicitaciones de carga y, para nuestro caso de estudio, las tecnologías tanto tibias como en caliente fabricadas con los asfaltos modificados con polímero (HMA AMP-2, WMA AMP-2, HMA AMP-3 y WMA AMP-3) no presentaron diferencias significativas en su desempeño, puesto que exhibieron tasas de deformación muy estables y deformaciones irrecuperables al final del ensayo bastante similares entre sí. En este sentido, se destaca que el paquete de aditivos añadido no afectó la fuerza de la red polimérica de los asfaltos modificados con elastómero SBS. Para el caso de los asfaltos sin polímero (HMA CONV-1 y WMA CONV-1), en ambas tecnologías es posible identificar una tercera zona de falla drástica definida por el cambio en la pendiente de la curva de deformación en donde la acumulación del daño ocurre de manera exponencial, la cual se presentó en la mezcla asfáltica en caliente hasta los 7250 ciclos mientras que en la mezcla tibia ocurrió a los 5625 pulsos de carga dada la menor rigidez del material. Lo anterior, se traduce en 22% menos resistencia ante el flujo plástico y el doble de deformación axial acumulada al final de la prueba por parte de la mezcla asfáltica tibia.
6.3 Módulo
dinámico (AASHTO T-342)
El comportamiento viscoelástico de las mezclas asfálticas fue evaluado por medio de la obtención de su módulo complejo dinámico (|E*|) en probetas de 100 mm de diámetro y 150 mm de altura bajo carga cíclica sinusoidal en un amplio rango de temperaturas (0, 10, 20, 30 y 40 °C) y frecuencias (0.1, 0.5, 1.0, 5. 0 y 10 Hertz). El esfuerzo de compresión aplicado y la deformación axial recuperable del espécimen fue monitoreado por medio de una celda de carga y sistemas de medición LVDT´s, respectivamente. Posteriormente, el principio de superposición tiempotemperatura (P-sTT) fue aplicado a los datos experimentales provenientes del barrido de temperaturas y frecuencias para transformar las isotermas individuales en una curva única de rigidez ajustada mediante un modelo clásico sigmoidal a una temperatura de referencia de 20 °C (curva maestra), tal como se observa en la Figura 4
Figura 4. Curva maestra de módulo dinámico ajustada a una temperatura de referencia de 20 °C.
La respuesta estructural medida como módulo dinámico (|E*|) se encuentra en un amplio rango de valores desde 185 hasta 13 700 MPa, donde las diferencias más importantes en cuanto a resistencia a deformación baja carga sinusoidal las podemos encontrar en las mezclas asfálticas que no contienen polímero (HMA CONV-1 y WMA CONV-1), particularmente notable la menor rigidez a frecuencias bajas (<0.01 Hz) e intermedias (0.01-100 Hz). El resto de las mezclas asfálticas que contienen polímeros tanto la tecnología en tibio como en caliente exhiben comportamientos viscoelásticos equivalentes entre sí en todo el espectro de frecuencias y temperaturas analizadas. La Figura 5 presenta los valores de módulo dinámico obtenidos a 20 °C y a diferentes frecuencias de interés.
Al analizar los datos de la figura superior destaca que el paquete de aditivos químicos y orgánicos añadido permitió alcanzar en ambos sistemas de asfalto modificado con polímero un valor de módulo dinámico (|E*|) superior a 5000 MPa medido a una frecuencia de 10 Hz típicamente exigido a mezclas asfálticas en caliente de alto desempeño. No obstante, la mezcla asfáltica tibia con asfalto convencional (WMA CONV-1) presentó un decremento en su módulo de rigidez cercano a los 850 Mpa en comparación con su respectiva versión en caliente sin aditivos. Lo anterior, se traduce en una pérdida de resistencia de hasta el 20% en concordancia con los resultados observados en la prueba de compresión axial cíclica.
6.4 Resistencia al agrietamiento-índice de flexibilidad (IF) AASHTO TP-124/índice de tolerancia al agrietamiento (IDEAL-CT) ASTM D8225
Posterior a la ejecución de las pruebas de agrietamiento y al análisis de las curvas cargadesplazamiento generadas, se procedió al cálculo de los parámetros más importantes para el estudio del comportamiento mecánico relacionado con el proceso de fisuración de la serie de probetas fabricadas con las tecnologías en caliente y tibio. En las Figuras 6, 7 y 8 se muestra el avance de la grieta en la longitud total de cada elemento analizado, mientras
Figura 5. Barrido de frecuencias de módulo dinámico (|E*|) a 20 °C.
que, en las Tablas 5 y 6 se comparan los valores promedios obtenidos en estos ensayos de energía de fractura índice de flexibilidad (IF) e índice de tolerancia al agrietamiento (CT-I), respectivamente.
Figura 8. Ensayos de energía de fractura; Índice de flexibilidad I-FIT (izq.) e Ideal CT-I (dcha.).
Figura 6. Ensayos de energía de fractura; índice de flexibilidad I-FIT (izq.) e Ideal CT-I (dcha.).
Figura 7. Ensayos de energía de fractura; índice de flexibilidad I-FIT (izq.) e Ideal CT-I (dcha.).
Tabla 5. Indicadores de resistencia al agrietamiento de las mezclas asfálticas evaluadas (IF).
Índice de flexibilidad (IF) - AASHTO TP124 ID Mezcla asfáltica
Tabla 6. Indicadores de resistencia al agrietamiento de las mezclas asfálticas evaluadas (CT-I).
Índice de tolerancia al agrietamiento (CT-I) -
A partir de los gráficos superiores se puede apreciar que las mezclas asfálticas en caliente poseen las cargas pico y los módulos secantes más elevados, los cuales son un indicador de un material mucho más rígido. Sin embargo, cuando la carga aplicada excede el punto de falla, las mezclas asfálticas en caliente tienden a romperse de manera frágil, lo que propicia una mayor velocidad en la propagación de fisuras. Lo anterior, es posible determinar dada la abrupta caída de la pendiente en la región postpico. Por el contrario, al analizar la forma de las curvas de carga-desplazamiento de las mezclas tibias se destaca el comportamiento dúctil prevaleciente, debido a su mayor capacidad para mantener unidos sus componentes incluso después de alcanzar la carga máxima lo cual, se ve reflejado en el abatimiento de la pendiente en la región postpico, en donde se observa un descenso mucho más suave. Ambos ensayos de agrietamiento muestran tendencias de comportamiento bastante consistentes entre sí y advierten sobre la respuesta de cada tecnología cuando es sometida a esfuerzos de tensión. En este sentido, se puede establecer que las mezclas asfálticas en caliente optan por romperse antes que deformarse (poseen menor desplazamiento crítico) que de acuerdo con la técnica de análisis utilizada (mecánica de fractura modo I) indica menor
resistencia al agrietamiento, mientras que, por el contrario, las mezclas tibias presentan propiedades asociadas con la tolerancia de grandes deformaciones antes de fallar resultando así en mayores índices tanto de flexibilidad (IF) como de resistencia al agrietamiento (CT-I). Los resultados contenidos en la Tabla 5 demuestran incrementos en la resistencia al agrietamiento entre 25 y 60% a favor de las mezclas tibias comparadas con las mezclas asfálticas en caliente.
7 ANÁLISIS COMPARATIVO DEL COMPORTAMIENTO MECÁNICO HMA VS WMA
Adicionalmente, se realizó el cálculo de un indicador de resistencia global (IRG) con el propósito de establecer la superioridad o inferioridad en el desempeño frente a la deformación permanente, agrietamiento, sensibilidad al daño por humedad y aporte estructural que ofrecen las mezclas asfálticas tibias propuestas en este estudio. El IRG fue determinado al dividir los resultados obtenidos en los ensayos mecánicos de las mezclas asfálticas tibias entre los resultados obtenidos en las mezclas asfálticas en caliente y otorgando el mismo factor de importancia a cada ensayo mecánico considerado en la evaluación. Posteriormente, se realizó la ponderación final. En este sentido, la Tabla 7 reúne los indicadores conseguidos.
Ensayo mecánico
En la Tabla 7 se destacan dos aspectos importantes; por un lado, todos los índices de resistencia global (IRG) son superiores a la unidad (1.0), lo cual de manera general se traduce en mejores prestaciones mecánicas a favor de las mezclas asfálticas tibias, por ende, los resultados conseguidos indican obtener estructuras de pavimento asfáltico más durables y, por el otro lado, este índice de resistencia global aumenta conforme el grado de modificación incrementa en el ligante asfáltico. En este sentido, sobresale la compatibilidad del combo de aditivos añadido con el copolímero SBS y ácido polifosfórico, ya que los productos químicos y orgánicos que se incorporaron se encargaron de disminuir la visco lubricidad y alterar el comportamiento reológico de la mezcla asfáltica. Debido a lo anterior, fue posible disminuir las altas temperaturas de trabajo de los asfaltos modificados hasta en 40 °C y reducir de esta manera la oxidación y fragilidad conferida durante el proceso de fabricación, mientras que la fuerza de la red polimérica compensó la menor rigidez de las mezclas tibias.
Tabla 7. Índice de resistencia global (IRG).
8 CONCLUSIONES
A partir de los resultados obtenidos se realizaron numerosas observaciones y, con base en ellas, las siguientes conclusiones:
1. La incorporación del paquete de aditivos mejoró notablemente las propiedades reológicas de los asfaltos base utilizados, principalmente aquellas asociadas con la relajación y disipación de tensiones, este efecto fue interesante, puesto que se lograron mejores resultados aun cuando en el proceso de caracterización los asfaltos tibios fueron sometidos durante el envejecimiento a corto plazo en “RTFO” a la temperatura estándar de 163 °C, siendo esta última una condición mucho más desfavorable a la real dado que las mezclas asfálticas tibias nunca fueron expuestas a temperaturas por encima de los 145 °C.
2. Las alteraciones en la visco-lubricidad de las mezclas tibias permitieron reducir la fricción interna de la mezcla asfáltica de tal manera que fue posible disminuir la temperatura de mezclado y compactación hasta en 30-40 °C. De esta manera, se obtiene un excelente cubrimiento del agregado pétreo y propiedades volumétricas satisfactorias.
3. Las pruebas de desempeño ponen de manifiesto que la tecnología de mezcla asfáltica tibia puede ofrecer una resistencia al daño por humedad igual o incluso superior al que exhibieron las mezclas asfálticas en caliente en términos de relación de esfuerzos conservados (TSR) y cumplimento sobradamente con las especificaciones para mezclas asfálticas de alto desempeño (>80%).
4. Si bien no existe una especificación de cumplimiento para las condiciones y configuración en las que se llevó a cabo el ensayo de compresión axial cíclica (CAC) la comparación directa entre la tecnología WMA versus HMA sostiene que no hay diferencias importantes en la susceptibilidad a la formación de roderas particularmente cuando se utilizan como base asfaltos modificados con polímero estireno-butadieno-estireno (SBS). Adicionalmente, el ensayo dinámico utilizado de carga-descarga bajo condiciones bastante demandantes (alto nivel de esfuerzo, elevada temperatura y mayor número de ciclos) permitió obtener un panorama más representativo y claro del fenómeno de acumulación de deformación plástica en los materiales estudiados.
5. Las curvas maestras de módulo dinámico (|E*|) alcanzadas en el ensayo de carga sinusoidal exponen que la reducción en las temperaturas de trabajo asociadas a la incorporación del paquete de aditivos en sistemas de asfalto modificado con polímero no produce afectaciones importantes en la rigidez y contribución estructural de las mezclas asfálticas tibias, tal como respalda el valor de módulo dinámico obtenido a 10 Hz y 20 °C, el cual apenas disminuyó 5% respecto a su equivalente en caliente. No obstante, cuando se trate de mezclas asfálticas tibias fabricadas con ligantes convencionales que no contengan ningún tipo de modificador reológico es crucial solventar la ausencia de una red polimérica entrecruzada con la selección de una adecuada estructura granular que permita desarrollar alta resistencia a los esfuerzos cortantes. Lo anterior, con el propósito de aumentar la estabilidad de la mezcla asfáltica tibia.
6. Los indicadores de resistencia conseguidos en los ensayos de energía de fractura respaldan la mayor capacidad de las mezclas asfálticas tibias para soportar el agrietamiento y retrasar la aparición de fisuras. Adicionalmente, someter las mezclas asfálticas evaluadas a un proceso de oxidación/envejecimiento a largo plazo permitió identificar que el combo de aditivos añadido no afectó en el tiempo las propiedades cohesivas y adhesivas de las mezclas tibias dando como resultado un material más durable.
7. Finalmente, se comprobó que las mezclas asfálticas tibias poseen las características necesarias para desempeñar las mismas funciones que las mezclas asfálticas en caliente dentro de una estructura de pavimento flexible, aunado a los enormes beneficios ambientales y energéticos que de esta práctica de construcción sustentable se deriven los cuales no fueron determinados en este estudio, pero son completamente trazables y calculables.
9 REFERENCIAS
[1] Martin Zaumanis. (2014). Warm Mix Asphalt. Chapter 10 in Climate Change, Energy, Sustainability and Pavements, Green Energy and Technology. Pp. 309-334. DOI: 10.1007/978-3-662-44719-2_10
[2] European Asphalt Paving Association. (2014). The use of warm mix asphalt. EAPA-Position Paper.
[3] Milad, A.; Babalghaith, A.M.; Al-Sabaeei, A.M.; Dulaimi, A.; Ali, A.; Reddy, S.S.; Bilema, M.; Yusoff, N.I.M. A Comparative Review of Hot and Warm Mix Asphalt Technologies from Environmental and Economic Perspectives: Towards a Sustainable Asphalt Pavement. Int. J. Environ. Res. Public Health 2022, 19, 14863. https://doi.org/10.3390/ijerph192214863
[4] Barraj, F.; Khatib, J.; Castro, A.; Elkordi, A. Effect of Chemical Warm Mix Additive on the Properties and Mechanical Performance of Recycled Asphalt Mixtures. Buildings 2022, 12, 874. https://doi.org/10.3390/ buildings12070874
[5] Bhat, F. S., & Mir, M. S. (2022). Study Investigating the Influence of Warm-Mix Asphalt Additives on Rutting and Fatigue Performance of Nano-Modified Asphalt Binders. Transportation Research Record, 2676(4) ,719-731. https://doi.org/10.1177/03611981211064995
[6] Chen, C., Yin, F., Turner, P., West, R. C., & Tran, N. (2018). Selecting a Laboratory Loose Mix Aging Protocol for the NCAT TopDown Cracking Experiment. Transportation Research Record, 2672(28), 359-371. https://doi.org/10.1177/0361198118790639.
DISEÑO Y
DE BASES
ESTABILIZADAS CON ASFALTO ESPUMADO: MÉTODOS
DE PRUEBA Y PRONÓSTICO
DE DESEMPEÑO
Alta Tecnología en Ingeniería de Pavimentos y Seguridad Vial S.A. de C.V., Cuernavaca, Morelos, México Mario Rigoberto Lucero Arellano, mrlucero@alta-tecnologia.mx
Francisco Javier Moreno Fierros, fmoreno@alta-tecnologia.mx
APORTACIONES
1
RESUMEN
Este documento aborda la evaluación de materiales de pavimentos mediante ensayos mecánicos que respalden la propuesta de una alternativa para rehabilitar el pavimento de un tramo carretero, considerando el reciclaje de una parte del espesor total existente. Esto se lograría mediante la técnica de extracción de materiales por fresado (RAP), su clasificación y la adición de agregados nuevos para adecuar su granulometría, estabilizando con asfalto espumado en un espesor equivalente en resistencia, con el fin de otorgar un nuevo ciclo de vida útil. Comparativamente, se trata de una técnica que permite reutilizar un alto porcentaje de los materiales existentes, en este caso, un 75%, destinar la mitad del ligante asfáltico para estabilizar (en forma de espuma asfáltica) y recurrir a un menor volumen de agregados nuevos para complementar la granulometría, todo con el objetivo de ofrecer a los usuarios de la carretera pavimentos de calidad, económicos y sustentables.
2 INTRODUCCIÓN
La cultura del reciclaje, cada vez más común en diversos procesos de producción a nivel global, cobra relevancia debido a la escasez de recursos no renovables y al alto consumo de energía en su desarrollo. Además, el aumento de la población ha impulsado el crecimiento del parque vehicular, lo que genera una mayor demanda de superficies pavimentadas en la infraestructura
PRESENTADO EN EL VIII SEMINARIO INTERNACIONAL DEL ASFALTO
carretera, ya que requiere más recursos económicos para su construcción y mantenimiento.
En este contexto, se analiza el reciclaje de las capas superficiales deterioradas de la estructura del pavimento, mediante la aplicación de un aglutinante (asfalto espumado) para estabilizar una de las capas del pavimento. Este proceso reduce el consumo energético necesario para generar la espuma de asfalto y otros procesos indirectos, debido al menor contenido de asfalto en la mezcla.
La técnica de estabilización con asfalto espumado (BAE) consiste en construir bases granulares de pavimentos, que mejoran su capacidad portante mediante la mezcla de materiales reciclados de pavimentos existentes (RAP) y/o material virgen, con un aglutinante asfáltico calentado y posteriormente espumado. La adición de un filler para complementar la granulometría no es estrictamente necesaria. El efecto de la dispersión del asfalto espumado, al interactuar con la fracción fina de la mezcla estabilizada, mejora la cohesión, reduce la susceptibilidad a la humedad y mantiene el ángulo de fricción, lo que mejora el desempeño estructural del pavimento.
Los factores clave para generar el asfalto espumado son la cantidad de agua y la temperatura en el proceso de espumado, los cuales determinan la calidad y el comportamiento de la mezcla. Un mayor contenido de agua genera una mayor expansión, pero una vida útil más corta de la burbuja de espuma, mientras que una temperatura más alta mejora el espumado. Estos parámetros se determinan en función del cemento asfáltico utilizado en el diseño de la mezcla. El agua debe estar libre de impurezas para evitar la contaminación e interrupciones en el proceso de espumado del asfalto y la formación de la mezcla.
Para mejorar las características químicas de la mezcla, generalmente se utiliza un filler activo. Su propósito es mejorar la adhesión del asfalto espumado al agregado, facilitar la dispersión del asfalto en la mezcla, reducir el índice de plasticidad y, en consecuencia, aumentar la rigidez y resistencia de la mezcla. El tiempo de adición del filler activo debe ser mínimo, tanto en laboratorio como en campo, ya que este reacciona inmediatamente con la humedad del material, favoreciendo la adhesión entre las partículas.
3 CARACTERÍSTICAS DEL PROYECTO ANALIZADO
El tramo forma parte de un eje troncal (ET-2), ubicado en una zona con terreno mayormente plano (60%) y montañoso (40%), con
clima semicálido. La carretera cuenta con dos carriles de circulación y acotamientos (un carril por sentido de circulación). La sección de la corona tiene un ancho de 12 m y un aforo de 5200 vehículos, con la siguiente composición: A=81.6%, B=8.7% y C=9.7%. Se prevé un crecimiento del 4.16% debido a la reactivación económica de la zona por la futura conexión con otro tramo carretero de cuota.
El proyecto elegido para análisis tiene varias características favorables que lo hacen adecuado para implementar la solución de reciclar parte de la estructura superficial del pavimento, las cuales se mencionan a continuación: se trata de un tramo carretero concesionado que será sometido a un nuevo ciclo de intervenciones debido a cambios en el título de concesión.
Según los resultados de la evaluación superficial y estructural, no se detectan deficiencias importantes, salvo la presencia cada vez más frecuente de fisuras y agrietamiento longitudinal, transversal y en bloques con severidad leve, que afecta al 8.3% del tramo. La estructura promedio del pavimento existente es de tipo semirrígida, compuesta por 5 cm de carpeta asfáltica densa (CA), 10 cm de base asfáltica (BA), sobre una base estabilizada con cemento Portland de 25 cm de espesor, como se observa en el perfil estratigráfico de la Figura 1
Figura 1. Perfil estratigráfico del proyecto analizado.
De acuerdo con las características del deterioro superficial observado y la ejecución de la exploración geotécnica con calas (C) y pozos a cielo abierto (PCA), se planteó la hipótesis de que la causa principal del daño en el pavimento es la reflexión del agrietamiento desde la capa de base estabilizada con cemento (BEC), debido a su rigidez y contracción, formando bloques. Estas grietas se reflejan hacia las capas asfálticas, sin que esto sea considerado una deficiencia estructural, una vez analizada la respuesta mediante cuencas de deflexiones con el equipo deflectómetro de impactos FWD.
Al revisar el diseño estructural del pavimento para las condiciones de tránsito futuras, se determinó que es necesario sanear la estructura actual hasta una profundidad de 23 cm mediante corte con perfiladora, y recuperar esos materiales como RAP. Estos se integran con los materiales de la CA, BA, y una parte de la BEC, cuya mezcla con asfalto espumado
formará una base estabilizada con asfalto espumado (BAE) de 18 cm de espesor, y se cubrirá con una carpeta asfáltica (CA) de 5 cm de espesor, lo que permitirá que la rehabilitación del pavimento mantenga su rasante actual.
4 CARACTERIZACIÓN DE LOS MATERIALES DEL SITIO Y NUEVOS DE APORTE
4.1 Propiedades del asfalto espumado: temperatura y cantidad óptima de agua para espumar (vida media y relación de expansión)
El objetivo de determinar las propiedades del asfalto es establecer la temperatura a la cual se llevará a cabo el espumado y el porcentaje de agua que permita obtener las mejores características de espumado, como la máxima relación de expansión y la vida media, para un tipo específico de asfalto. Estas propiedades se miden a diferentes temperaturas.
La relación de expansión mide la viscosidad del asfalto espumado y se calcula como la relación entre el volumen máximo de la espuma y el volumen original del asfalto. La vida media se refiere a la estabilidad del asfalto espumado y se mide como el tiempo, en segundos, que tarda la espuma en reducirse a la mitad de su volumen máximo. La Tabla 1 muestra las propiedades del cemento asfáltico PG 64-22 utilizado en este proyecto, que se definió con un 2% de agua y una temperatura de 170 °C. La Figura 2 ilustra el comportamiento de las propiedades del asfalto cuando se somete a espumado a dos temperaturas de trabajo.
Tabla 1. Propiedades del asfalto utilizado PG 64-22.
4.2 Granulometría
Con los materiales extraídos de la exploración mediante calas y PCA del tramo, se obtuvo material tipo RAP para su uso en los ensayos de formación de una mezcla de BAE. Como primera actividad en los ensayos de laboratorio, se determinó la granulometría para definir si es necesario complementar la composición según lo que establece la normativa para este tipo de capas granulares. El análisis reveló que la composición de la granulometría no se
Figura 2. Comportamiento del asfalto PG 64-22 con temperaturas de espumado a 160 y 170 °C.
ajusta a los requerimientos de tamaños óptimos, por lo que se optó por utilizar material de aporte nuevo proveniente de bancos de materiales locales, con el fin de complementar la variedad de tamaños necesaria para lograr la granulometría ideal.
Según la revisión del diseño estructural del pavimento, se requiere formar una BAE con un espesor de 18 cm, lo que implica que la contribución de agregados de la BEC en el proceso de recuperación es del 15%. En la Figura 3a se muestran las curvas granulométricas de los materiales extraídos (CA, BA, BEC), junto con el agregado nuevo de aporte. La Figura 3b presenta la granulometría óptima, que se logra mezclando diferentes proporciones de materiales existentes y agregados nuevos provenientes de los bancos de la zona para integrar una curva ideal. La proporción final de los agregados fue 60% RAP, 15% BEC, 22% arena (aporte nuevo) y 3% filler.
4.3 Masa volumétrica seca máxima (MVSM) y contenido de agua óptimo (wo)
A partir de los materiales disponibles, se propuso una mezcla de prueba compuesta por 60% de RAP, 15% de BEC, 22% de arena y 3% de filler (carbonato de calcio), para la cual se realizaron los ensayos con el fin de determinar la masa volumétrica seca máxima y el contenido de agua óptimo. La Figura 4 muestra el resultado de la combinación granulométrica de materiales de RAP y material de aporte de banco. Con estos materiales también se generaron los ensayos para determinar la masa volumétrica seca máxima y el contenido de agua óptimo, que fueron 1972 kg/m³ y 6.4%, respectivamente.
4.4 Valor soporte de California (CBR) y expansión (Exp)
Con las muestras de MVSM y wo, se realizaron ensayos de CBR y Exp para verificar que la resistencia y la variación por expansión de la mezcla cumplieran con las propiedades mecánicas previstas para este tipo de capas. Según los resultados, el valor de CBR fue de 111%, lo que superó el parámetro especificado, mientras que la expansión mínima fue de 0.009%. Las imágenes en la Figura 5 ilustran el proceso y los resultados.
Figura 4. Masa volumétrica óptima a partir de granulometría ideal con RAP, aporte nuevo y filler.
Figura 3. Granulometrías de las diferentes capas del pavimento y su proporcionamiento ideal.
4.5 Resistencia a la tensión indirecta (ITS)
El ensayo de resistencia a la tensión indirecta consiste en someter especímenes cilíndricos de 15 cm de diámetro y 9.5 cm de altura (aproximadamente) a compresión, aplicando una carga sobre el perímetro hasta alcanzar la rotura. Este ensayo permite evaluar la susceptibilidad a la humedad y la resistencia a la tensión indirecta, comparando los resultados para confirmar el tipo de filler a elegir y el contenido de asfalto que proporcione los mejores resultados.
La fabricación de los especímenes se realizó con las proporciones de diseño mencionadas anteriormente: 60% de RAP (CA y BA), 15% de BEC, 22% de arena (agregado nuevo de banco) y 3% de carbonato de calcio como filler activo. Se fabricaron 18 especímenes, seis para cada contenido de asfalto, tres para la condición seca (ITS seco) y tres para la condición saturada (ITS saturado). Los contenidos de asfalto espumado evaluados fueron: 1.7%, 2.0% y 2.3%. El contenido óptimo de asfalto espumado fue de 2.0%, cumpliendo con los requerimientos mínimos establecidos en el manual TG2 2020. Los resultados fueron un ITS promedio de 228 kPa para la condición seca y 207 kPa para la condición saturada, con un TSR del 91%, como se observa en la Figura 6.
4.6 Ensayos triaxiales
Después de determinar el valor óptimo de asfalto espumado para la mezcla de diseño, se fabricaron cinco cilindros de 15.2 cm de diámetro y 30 cm de altura. Cuatro de estos se sometieron al ensayo triaxial con diferentes condiciones de confinamiento (0, 50,
Figura 5. Ensayos de CBR y Exp para la mezcla ideal de BAE del proyecto.
100 y 200 kPa), en condición de humedad de equilibrio, y el quinto espécimen se ensayó en condición saturada con un esfuerzo de confinamiento de 100 kPa.
Se trazaron los círculos de Mohr-Coulomb y las envolventes de falla para obtener el valor de cohesión y el ángulo de fricción (propiedades obtenidas de los especímenes en condición de humedad de equilibrio), así como la cohesión retenida (obtenida del espécimen en condición saturada). Los resultados fueron los siguientes: ángulo de fricción interna de 42°, cohesión de 253 kPa y cohesión retenida del 78%, que cumplió con los valores mínimos requeridos según las especificaciones TG2 2020 (ángulo de fricción interna: 40° mínimo, cohesión: 250 kPa mínima y cohesión retenida: 75% mínima). Estos resultados cumplen con los rangos de valores establecidos para este tipo de materiales, como se muestra en las imágenes de la Figura 7.
4.7 Módulo de resiliencia (MR)
En una superficie sometida a un gran número de aplicaciones de carga, los materiales que conforman la sección estructural de un pavimento tienden a fracturarse o acumular deformación, dependiendo de su rigidez inicial. Esta es la causa principal del deterioro observado en la superficie de los pavimentos. De hecho, los agrietamientos y deformaciones aparecen incluso con niveles de esfuerzo muy inferiores a la resistencia de los materiales comúnmente
Figura 6. Comportamiento de las muestras estabilizadas en ensayos ITS seco y saturado.
Figura 7. Resultados de desempeño de las muestras en ensayos triaxiales.
empleados en la construcción de pavimentos, debido a los esfuerzos cíclicos de compresión (σc) y tensión (σt) que inducen deformaciones en la estructura.
La curva esfuerzo-deformación obtenida en un espécimen de material —ya sea concreto asfáltico o hidráulico, material granular o suelo cohesivo— sometido a cargas repetidas, representa cualitativamente la definición del módulo de resiliencia. Después de un gran número de ciclos, para los niveles de esfuerzo habituales en pavimentos, se alcanza un estado perfectamente resiliente en el que toda deformación adicional es recuperable.
Por ello, es común realizar análisis de esfuerzos en pavimentos utilizando la teoría de Burmister y suponer que las capas son elásticas, empleando como módulo de Young los valores del módulo de resiliencia obtenidos a partir de ensayos triaxiales cíclicos. En el caso de las muestras analizadas en este estudio, se obtuvo un módulo de resiliencia (MR) recomendado para diseño de pavimento de 1295 MPa. En la Figura 8 se presentan los resultados de los ensayos triaxiales bajo distintos niveles de esfuerzo de confinamiento.
DINosaur Book 7 pt
DINosaur Book 6 pt
Iosevka Fixed 6 pt
Iosevka Fixed 5 pt
CP-20.7 (kPa)
CP-68.9 (kPa)
CP-137.9 (kPa)
CP-34.5 (kPa)
CP-103.4 (kPa)
CP-20.7 (kPa)
CP-34.5 (kPa)
CP-68.9 (kPa)
CP-103.4 (kPa)
CP-137.9 (kPa)
esfuerzo desviador (kPa)
8. Resultados de desempeño mediante módulo de resiliencia (MR).
5 DEFORMACIÓN PERMANENTE POR RODERA CON RUEDA CARGADA DE HAMBURGO (RCH) EN MUESTRAS BAE
Esta prueba permite evaluar la deformación permanente por rodera en muestras de mezcla asfáltica compactadas, ya sean elaboradas en laboratorio o extraídas de una capa tendida y compactada. La prueba se basa en la aplicación de un movimiento cíclico concentrado de una rueda metálica cargada, con el objetivo de identificar mezclas susceptibles al desgranamiento causado por la falta de adherencia entre el cemento asfáltico y el material pétreo, así como de simular el daño por rodera provocado por el tránsito continuo de vehículos pesados. En esta investigación, se aplicó la metodología de los ensayos de rueda cargada de Hamburgo (RCH) a muestras de mezclas de base con asfalto espumado (BAE), considerando que este tipo de mezcla está constituida por agregados aglutinados con asfalto disperso en puntos de contacto. Se buscó evaluar su comportamiento mecánico y su desempeño bajo la prueba RCH. Un aspecto relevante en este análisis es la susceptibilidad al desgranamiento
Figura
por humedad, ya que la BAE, al encontrarse debajo de la carpeta asfáltica o capa de rodadura, está más expuesta a la humedad capilar o incluso a la saturación, debido a la presencia del nivel freático. Esto cobra especial importancia porque la BAE no es una base hidráulica ni una mezcla asfáltica convencional.
Las muestras cilíndricas de BAE para los ensayos RCH se prepararon de acuerdo con el protocolo establecido en la metodología correspondiente. Los resultados obtenidos evidenciaron la deformación y fluencia del material, confirmando que la mezcla de base espumada en frío es susceptible tanto al desprendimiento como a la deformación permanente, como se muestra en la Figura 9. Después de someter las muestras al ensayo, estas resistieron 574 ciclos, y se obtuvo una deformación permanente de 8.73 mm en la muestra de la rueda metálica 1 y de 9.03 mm en la muestra de la rueda metálica 2.
Si bien no se alcanzó un desempeño tan alto como en las mezclas asfálticas en caliente, el resultado en ciclos de carga (574) representa aproximadamente un 5.7% del total de diez mil ciclos que se consideran en un ensayo estándar para mezclas de alto desempeño.
6 NORMATIVA Y PROTOCOLOS DE ENSAYO EN MEZCLAS BAE
En México, se continúa trabajando en la implementación de protocolos de muestreo, ejecución y control para las mezclas de base con asfalto espumado (BAE). Esto busca establecer un marco normativo que permita mejorar el control y fomentar mejores prácticas en su aplicación dentro de proyectos de conservación y rehabilitación de pavimentos. Dado que las BAE aprovechan los recursos de pavimentos existentes, representan una alternativa sostenible y económica. Como referencia, en la Tabla 2 se presentan los títulos de las normas para infraestructura del transporte aprobadas en 2023. Estas normas proporcionan los elementos técnicos y legales necesarios para la implementación de la tecnología BAE.
Tabla 2. Títulos de normativa mexicana para regulación de mezclas BAE.
N-CSV-CAR-4-02-08/23 Construcción de bases con mezcla de material pétreo recuperado y cemento asfáltico espumado.
N-CMT-4-04-001/23 Materiales pétreos recuperados para mezclas con cemento asfáltico espumado.
N-CMT-4-05-008/23 Mezclas con material pétreo recuperado y cemento asfáltico espumado para bases.
Figura 9. Ensayo RCH y su resultado en muestras de mezcla BAE.
7 CAMPO DE APLICACIÓN
A partir de los ensayos realizados para evaluar las características mecánicas de las mezclas con agregados pétreos reciclados, se cuenta con bases sólidas para justificar los parámetros de diseño en la revisión de pavimentos que definen la resistencia y estabilidad de la capa BAE. El ensayo de módulo resiliente (MR) en las BAE proporciona un dato clave para la determinación del coeficiente estructural, aplicable en el método de diseño de pavimentos de la AASHTO y en el método del Instituto de Ingeniería de la UNAM.
Dado que la estabilización de materiales reciclados es una técnica relativamente nueva en México, existe un amplio campo para su investigación y aplicación en proyectos de rehabilitación vial, ya que ofrece una solución eficiente con menor presupuesto.
8 CONCLUSIONES
• El estudio analizó un caso de rehabilitación de pavimento en una carretera de primer orden, donde la tecnología de estabilización en bases con agregados reciclados RAP y cemento asfáltico espumado resulta viable.
• Se realizaron ensayos conforme a la normativa nacional e internacional para mezclas BAE y se obtuvieron resultados que cumplen con los estándares de calidad y desempeño.
• A pesar de los bajos contenidos de cemento asfáltico en las mezclas BAE, estas presentaron resistencias adecuadas, verificadas mediante ensayos de ITS y triaxiales.
• Se confirmó la viabilidad de utilizar la prueba de deformación permanente por rodera con rueda cargada de Hamburgo (RCH) en muestras BAE, para evaluar su desempeño bajo cargas cíclicas.
• Los ensayos RCH en muestras cilíndricas de mezclas BAE demostraron un comportamiento similar al de una mezcla de alto desempeño. Esto confirma que el asfalto disperso en pequeños puntos de contacto mediante el proceso de espumado genera un buen comportamiento mecánico en capas con agregados recuperados de RAP.
• Los parámetros obtenidos validan la resistencia y características mecánicas de la BAE, lo que permite su aplicación en métodos de diseño de pavimentos.
• El desempeño de la BAE la posiciona como una técnica económica y sustentable para la rehabilitación de pavimentos, y promueve un nuevo ciclo de vida competitivo frente a otras alternativas.
9 REFERENCIAS
[1] Delgado, H., García, F., Campos, D., (2018). Diseño de bases estabilizadas con asfalto espumado. Publicación Técnica No. 519. Sanfandila, Qro, México. Instituto Mexicano del Transporte.
[2] Garnica, P., Pérez, N, Gómez, J., (2018). El concepto de módulo de resiliencia en el diseño de pavimentos. El caso de los suelos y materiales granulares. Notas No. 61 nov-dic 2001. Sanfandila, Qro, México. Instituto Mexicano del Transporte.
[3] Technical Guideline: Bitumen Stabilised Materials TG2 (2020). A Guideline for the Design and Construction of Bitumen Emulsion and Foadmed Bitumen Stabilised Materials, Third Edition. Southern African Bitumen Association (SABITA).
PARA EL CONTROL DEL TRÁNSITO EN CRUCES A NIVEL DE CALLES Y CARRETERAS CON VÍAS FÉRREAS BAJO LA REGULACIÓN APLICABLE Y VIGENTE EN MÉXICO
Proyectista de Vías Terrestres, Tuxtla Gutiérrez, Chiapas, México Ing. Miguel Alejandro Ramírez Sánchez, miguel.ramirezs@comunidad.unam.mx
COMITÉ SEGURIDAD VIAL
Grissel Abril Rojas Guerrero
Alejandro Alfonso Jiménez Cabrera
Dante Alejandro Díaz Orta
Emmanuel Muñoz García
José Rafael Bernal Padilla
Emilio Abarca Pérez
Juan Manuel Mares Reyes
Apolinar Bañuelos Cabrera
Luis Francisco Silva Hernández
1 INTRODUCCIÓN
La señalización es el conjunto integrado de marcas y señales que indican la geometría de las calles y carreteras, así como sus bifurcaciones, cruces y pasos a nivel. También previenen sobre la existencia de algún peligro potencial y su naturaleza, regulan el tránsito indicando las limitaciones físicas o prohibiciones reglamentarias que restringen el uso de las calles y carreteras, denotan los elementos estructurales instalados dentro del derecho de vía y sirven de guía para los usuarios a lo largo de sus itinerarios.
En México, la regulación en materia de señalización emitida por la Secretaría de Infraestructura, Comunicaciones y Transportes (SICT) se encuentra en un proceso de transición con la entrada en vigor de la normatividad aplicable, lo que impacta la infraestructura de cruces a nivel de calles y carreteras con vías férreas.
Por este motivo, se desarrolló un trabajo con alcance académico, que tomó como punto de partida la aplicación de la NOM-050SCT2-2017, Disposición para la señalización de cruces a nivel de caminos y calles con vías férreas (NOM-050); la NOM-034-SCT2/ SEDATU-2022, Señalización y dispositivos viales para calles y carreteras (NOM-034), y el Manual de señalización y dispositivos para el control del tránsito en calles y carreteras (en adelante, Manual de señalización) para las etapas de estudios y el proyecto ejecutivo de señalización y dispositivos para el control del tránsito de cruces a nivel de calles y carreteras con vías férreas.
Como resultado, se identificaron los principales estudios que permitieron obtener las características físicas y de operación para clasificar un cruce a nivel, con el fin de elaborar un proyecto ejecutivo de señalización. Lo anterior se materializó en un caso práctico en el cruce ubicado en el kilómetro 224+400.00 de la línea México-Nuevo Laredo y la carretera La fuente-La llave en el kilómetro 6+045.00. Este caso proporcionó los elementos necesarios para emitir las principales conclusiones y recomendaciones derivadas de la investigación, las cuales se consideraron de carácter proactivo y en ningún momento como una crítica, con la finalidad de fomentar la seguridad vial.
2 IDENTIFICACIÓN DE LA PROBLEMÁTICA
• De acuerdo con los registros publicados por la Agencia Reguladora del Transporte Ferroviario (ARTF), órgano desconcentrado de la SICT, en promedio se registran dos siniestros de tránsito al día en cruces a nivel de calles y carreteras con vías férreas del sistema ferroviario mexicano.
• Existe un desconocimiento y una mala interpretación en la aplicación de la normatividad vigente. Además, se infiere la existencia de un porcentaje considerable de cruces a nivel que carecen de sistemas de señalización y dispositivos para el control del tránsito o presentan incumplimientos en estos.
3 OBJETIVOS
Tras identificar la problemática, este trabajo consideró principalmente:
1. Determinar los principales estudios de gabinete y de campo, así como las herramientas necesarias para realizar un proyecto ejecutivo adecuado de señalización vial en cruces a nivel de calles y carreteras con vías férreas.
2. Identificar las necesidades del sector para la planeación y el diseño del proyecto ejecutivo de señalización y dispositivos para el control del tránsito en cruces a nivel de calles y carreteras con vías férreas.
4. SITUACIÓN ACTUAL/DIAGNÓSTICO
4.1 Sistema ferroviario mexicano
4.1.1 Cruces a nivel en el sistema ferroviario mexicano
Con base en el Mapa Digital del Sistema Ferroviario Mexicano de la ARTF, se identificaron 10,985 cruces a nivel en la red, agrupados en tres categorías, descritas a continuación:
4.1.1.1 En el servicio público de transporte ferroviario de carga
Los primeros tres concesionarios y asignatarios con el mayor número de cruces a nivel para el servicio público de transporte ferroviario de carga fueron Ferromex, Kansas City y Ferrosur (véase Gráfica 1).
4.1.1.2 En el servicio público de transporte ferroviario de pasajeros
Para el servicio público de transporte ferroviario de pasajeros, se detectaron 378 cruces a
Gráfica 1. Cruces a nivel por concesionario y asignatario para el servicio público de transporte ferroviario de carga. Fuente: Mapa Digital del Sistema Ferroviario Mexicano (Agencia Reguladora del Transporte Ferroviario, 2023).
nivel, lo que representa el 3.4% del total en la red. Estos cruces están localizados en vías compartidas con el servicio de carga. Solo tres concesionarios y asignatarios presentaron este tipo de cruces, siendo los principales Ferromex, Admicarga y el Gobierno del estado de Puebla (véase Gráfica 2).
Gráfica 2. Cruces a nivel por concesionario y asignatario en el servicio público de transporte ferroviario de pasajeros. Fuente: Mapa Digital del Sistema Ferroviario Mexicano (Agencia Reguladora del Transporte Ferroviario, 2023).
4.1.1.3 Estatus ante la SICT
El 62% de los cruces a nivel en la red se encuentran en situación regular, mientras que el 38% presentan una condición irregular, de acuerdo con su registro ante la SICT y los datos otorgados en los títulos de concesión y asignación. Es importante señalar que
el mapa no distingue si, independientemente de esta clasificación, dichos cruces cumplen con la NOM-050, por lo que se infiere que esta podría ser una de las principales razones de dicha irregularidad. (Véase Gráfica 3).
Gráfica 3. Cruces a nivel regulares e irregulares. Fuente: Mapa Digital del Sistema Ferroviario Mexicano (Agencia Reguladora del Transporte Ferroviario, 2023).
4.1.2 Siniestros
Con datos del Pulso del Sistema Ferroviario Mexicano, en el periodo de enero a diciembre de 2022 se recibieron 1292 reportes de siniestros, distribuidos de la siguiente manera: 726 (56.19%) correspondieron a cruces a nivel, 324 (25.08%) al equipo ferroviario, infraestructura y operación, 241 (18.65%) al grupo de muerte, lesión y otros, y un reporte (0.08%) al rubro de materiales o residuos peligrosos.
A partir de esta información, se identificó que más de la mitad de la siniestralidad del sistema ferroviario mexicano ocurre en cruces a nivel (ver Gráfica 4).
Gráfica 4. Siniestros en el sistema ferroviario mexicano/grupo, en el año 2022. Fuente: Pulso del Sistema Ferroviario Mexicano. (Agencia Reguladora del Transporte Ferroviario, 2022).
4.1.2.1 Cruces a nivel
De manera particular, y empleando la base de datos de siniestros en el Sistema Ferroviario Mexicano de la ARTF, se realizó un análisis de siniestralidad para el periodo de 2017 a 20221
En primera instancia, se optó por obtener los registros de la modalidad “arrollamiento de vehículo”, lo que permitió determinar que no existe un patrón definido por temporada con mayor número de hechos de tránsito. En cuanto a la modalidad “impacto a tren”, presentó el mismo comportamiento disperso (ver Gráfica 5).
La suma de ambas categorías conformó la totalidad del grupo I y confirmó la tendencia de crecimiento, con el mayor número de registros en 2022. Se observó un aumento considerable (ver Gráfica 6) y, tomando como referencia el último año, se pudo inferir que en el sistema ferroviario mexicano ocurrieron en promedio dos siniestros al día en cruces a nivel.
En resumen, de los 3586 hechos de tránsito analizados de 2017 a 2022, 3463 (96.57%) correspondieron a la modalidad de arrollamiento de vehículo, mientras que 123 (3.43%) se registraron como impacto a tren.
Gráfica 5. Siniestros en cruces a nivel del grupo I/mes/año. Fuente: Base de datos de siniestros del Sistema Ferroviario Mexicano. (Agencia Reguladora del Transporte Ferroviario, 2023).
Gráfica 6. Siniestros en cruces a nivel del grupo I/año. Fuente: Base de datos de siniestros del Sistema Ferroviario Mexicano. (Agencia Reguladora del Transporte Ferroviario, 2023).
1 Se descartó el año 2016, dado que solo se cuentan registros del último trimestre del año.
5 ESTUDIOS
5.1 Estudios de campo
Se determinó que los principales estudios de campo requeridos por las regulaciones vigentes corresponden a:
1. Ingeniería de tránsito
a. Volumen
b. Clasificación vehicular
c. Velocidad
d. Siniestralidad
2. Características físicas y geométricas de las vialidades
a. Alineamiento
I. Horizontal
II. Vertical
b. Superficie de rodamiento
c. Drenaje y subdrenaje
d. Alumbrado
e. Inventario de la señalización y dispositivos para el control del tránsito existentes
5.2 Estudios de gabinete
5.2.1. Calificación
Con ayuda de los estudios de campo, se obtiene la calificación máxima de cada elemento de un cruce a nivel, como se ilustra en la Tabla 1. Estos elementos se ponderan según su importancia y su influencia en la prevención de siniestros, agrupándolos en cinco bloques conforme a la NOM-050.
Tabla 1. Parámetros de evaluación en la calificación de cruces a nivel. Fuente: NOM-050 (SCT, 2017).
Elemento
Descripción
Visibilidad Condición a la que se enfrenta el usuario del cruce a nivel, como visibilidad y tipo de terreno.
Corona Condición del estado físico de la superficie de rodamiento en el cruce a nivel.
Vías férreas Complejidad para el usuario por las características geométricas al cruzar.
Vialidad Complejidad para el usuario en el cruce a nivel debido a las condiciones del entorno.
Tránsito Volumen de tránsito vehicular y ferroviario en el sitio del cruce a nivel.
5.2.2 Clasificación
Los cruces se clasifican de acuerdo con la calificación final obtenida en los rangos indicados en la Tabla 2, según la NOM-050.
Tabla 2. Clasificación de cruces a nivel de acuerdo con su calificación. Fuente: NOM-050-SCT2-2017 (SCT, 2017).
Tipo de cruce
Rango (puntaje) de calificación
6
De 351 a 500
PROYECTO EJECUTIVO DE SEÑALIZACIÓN Y DISPOSITIVOS PARA EL CONTROL DEL TRÁNSITO
Se identificaron las especificaciones mínimas a considerar en términos de la NOM-034 y el Manual de señalización. En particular, para los cruces a nivel deberán contemplarse al menos las indicadas en los párrafos siguientes. Para una consulta detallada, se debe referir a los incisos correspondientes de cada regulación.
6.1 Señalización vertical
Tabla 3. Señalización vertical en cruces a nivel. Fuente: NOM-034 y el Manual de señalización (SICT/SEDATU, 2023).
Código Tipo
Referencia al inciso No. de la NOM-034
SP Señales preventivas - 6.2
SR Señales restrictivas
SI Señales informativas
SIR. Señales informativas de recomendación 6.4.3.
6.2 Señalización horizontal
Referencia al inciso No. del Manual de señalización
III.2
III.4.3
VIII.1.2
Descripción
SP-41 Reductor de velocidad; SP-35 Cruce de ferrocarril; SP-35-A Cruce de ferrocarril
SR-6 Alto; SR-9 Velocidad;
SIR-9 Cruce de ferrocarril; SIR Reductor de velocidad;
Tabla 4. Señalización horizontal empleada en cruces a nivel. Fuente: NOM-034 y el Manual de señalización (SICT/ SEDATU, 2023).
Clasificación Nombre
M-1
Referencia al inciso No. de la NOM-034
Raya separadora de sentidos de circulación 5.3.
Referencia al inciso No. del Manual de señalización
Su longitud nunca debe ser menor que la distancia definida desde treinta y cinco (35) metros antes del inicio de las marcas M-8. M-2
Raya separadora de carriles
Raya en la orilla del arroyo vial
Raya de alto
M-8
Marcas para cruce de ferrocarril 5.10.
En cruces a nivel debe ser de 60 cm de ancho y no menos de 5.00 m respecto al riel más próximo de la vía.
Clasificación Nombre
M-9
M-20
Referencia al inciso No. de la NOM-034
Referencia al inciso No. del Manual de señalización
Observaciones
Rayas con espaciamiento logarítmico 5.11 II.2.1.9. Deben ser realzadas o complementadas con los botones alertadores (BT)
Marcas para identificar reductores de velocidad 5.22. II.2.1.20. El Manual de señalización indica que será del tipo sinusoidal.
6.3 Dispositivos diversos
Tabla 5. Dispositivos diversos empleados en cruces a nivel. Fuente: NOM-034 y el Manual de señalización (SICT/ SEDATU, 2023).
Clasificación Nombre
BRM Botones reflejantes sobre el pavimento
BT Botones alertadores
Reductores de
Barreras para el control de paso de vehículos
6.4 Sistemas de control de velocidad
Referencia al inciso No. en la NOM-034
Referencia al inciso No. en el Manual de Señalización
Se identificaron cuatro sistemas de control de velocidad en cruces a nivel, establecidos en el apartado VIII.1.2.1 del Manual de señalización, “Sistemas de control de velocidad en cruces a nivel de ferrocarril”, los cuales corresponden a:
1. Velocidades de operación o de proyecto de 30 y 50 km/h
2. Velocidades de operación o de proyecto de 80 y 110 km/h
3. Cruces a nivel con intersecciones adyacentes
4. Cruces a nivel en zona urbana
6.5 Semáforos para indicar la aproximación de equipo ferroviario
En el caso de los semáforos para la protección de los cruces a nivel, su uso está regulado por la NOM-050 según su clasificación. Para su implementación, se deberán considerar los siguientes aspectos:
Tabla 6. Empleo de semáforos para aproximación de equipo ferroviario en cruces a nivel de acuerdo con su calificación. Fuente: NOM-050-SCT2-2017 (SCT, 2017).
Tipo de cruce Tipo de semáforo requerido
A SEM 4.6 A (incluye barrera, dispositivo audible)
B SEM 4.6 (no incluye barrera, dispositivo audible)
C No requeridos
7 CASO PRÁCTICO
La metodología establecida en las tres regulaciones se aplicó en un caso práctico para el cruce a nivel en estudio, ubicado en el kilómetro 224+400.00 de la línea B México-Nuevo Laredo. Este cruce interseca con la carretera estatal sin número La fuente-La llave en el kilómetro 6+045.00, en la localidad de La Valla, San Juan del Río, Querétaro. Los principales resultados se muestran en la Tabla 7.
Figura 1. Cruce a nivel en el km 224+450 de la línea B.
Tabla 7. Resultados de los estudios realizados en el cruce a nivel. Fuente: Propia.
Estudio Resultado
Volumen vehicular
Volumen ferroviario
Velocidad de punto
Siniestralidad
Alineamiento horizontal
Alineamiento vertical
Superficie de rodamiento
Drenaje
Alumbrado
7.1 Calificación
TDPA de 2904 veh/año, servicio particular y de pasajeros.
15 trenes/día, servicio de carga
Percentil 85 de 34.44 km/h (La llave) 41.55 km/h (La fuente)
4 siniestros en los últimos 4 años
Visibilidad libre de obstáculos esviaje de 59°
So (carretera) = 0.27%
Sin diferencia entre el hongo de riel y rasante carretera
Deficiencias en menos del 50% del área
Sistema en buen estado
No se cuenta
Con base en los resultados de los estudios y los intervalos establecidos por la regulación, se asignan valores de calificación, donde 0 representa la mayor peligrosidad y 5 el nivel más seguro. Estos valores se multiplican por el peso relativo e influencia de cada subelemento, los
cuales son fijos y definidos por la NOM-050 para obtener una calificación parcial. Posteriormente, se aplicó un ajuste por siniestralidad y composición vehicular, lo que arrojó un puntaje final de 217.
Tabla 8. Calificación parcial del cruce a nivel. Fuente: Propia.
Vías férreas
Tabla 9. Ajuste y determinación de la calificación final del cruce a nivel.
Parámetro
Calificación parcial (sumatoria) 322
Penalización por siniestros 30 En los últimos 4 años se presentaron 4 siniestros, en términos de la NOM-050 y en virtud a ello se restaron 30 puntos a la calificación final.
Penalización por tipo composición vehicular/ tipo de transporte 75
Se presta el servicio de transporte ferroviario de carga, sin embargo, en su composición vehicular, la carretera cuenta con un porcentaje de autobuses que ofrecen el servicio púbico de transporte de pasajeros de la comunidad. Para ello se tomará este último como criterio más desfavorable, en términos de la NOM-050 y en virtud de ello se restaron 75 puntos a la calificación final.
Calificación final 217 -
Clasificación del cruce a nivel (A= hasta 250, B=251 a 350, C= 351 a 500) Tipo A -
Separación de niveles (para calificaciones menores a 150) No
Conclusión: El cruce a nivel obtuvo una calificación de 217 puntos, lo que lo clasificó como un cruce de tipo A según la NOM-050. En virtud de ello, se determinó la necesidad de instalar un semáforo tipo SEM 4.6 A, además de la señalización y los dispositivos para el control del tránsito correspondientes, de acuerdo con la NOM-034 y el Manual de señalización
7.2 Proyecto ejecutivo de señalización y dispositivos para el control del tránsito
7.2.1. Inventario de señalización y dispositivos para el control del tránsito existentes
Con base en el inventario de la señalización y los dispositivos para el control del tránsito en la zona de influencia del cruce a nivel, y con el objetivo de armonizar el proyecto ejecutivo propuesto con estos elementos, se recomendó lo siguiente:
• OD-5: Ubicada en el kilómetro 6+124.25, a la izquierda, puede permanecer, ya que es necesaria.
• SII-15 “Kilometraje sin ruta”: Respecto a las señales localizadas en el kilómetro 6+000.00 en ambos sentidos de circulación, se determinó que pueden permanecer por ser necesarias; sin embargo, requieren sustitución por una del mismo tipo debido a su grado de deterioro.
• El resto de la señalización y los dispositivos para el control del tránsito tuvieron que ser reemplazados conforme a lo establecido en la propuesta del proyecto ejecutivo.
7.2.2 Propuesta de señalización y dispositivos de seguridad
Se tomaron como base los resultados del estudio de tránsito, en el que se determinó que la velocidad de operación era de 34.44 km/h en dirección a la localidad de La llave (sur) y de 41.55 km/h en dirección a la localidad de La fuente (norte). Para el sistema de control de velocidad requerido por el Manual de señalización, se optó por emplear el de 50 km/h, a fin de cubrir el intervalo superior (41.55 km/h) de la velocidad de operación del sitio.
Asimismo, se consideró el contenido mínimo del proyecto ejecutivo y, con base en ello, se elaboró un resumen con las cantidades de señalización vertical y horizontal, dispositivos diversos y semáforos requeridos para el proyecto ejecutivo, en términos de la NOM-050, la NOM-034 y el Manual de señalización vial, como se muestra en la Figura 3 y en las tablas subsecuentes.
Figura 2. Planta de señalización y dispositivos para el control del tránsito existentes.
3. Planta de señalamiento y dispositivos para el control del tránsito de proyecto
10. Cantidades de señalización horizontal, en dirección a La fuente. Fuente propia.
Raya para trayectorias dentro de una intersección, lado izquierdo M-9
con espaciamiento logarítmico
para identificar reductores de velocidad
Tabla 11. Cantidades de señalización horizontal, en dirección a La llave. Fuente propia.
en la orilla izquierda, continua
Raya para trayectorias dentro de una intersección, lado derecho
Tabla
Figura
Raya de alto
Marcas para identificar reductores de velocidad
Marcas para cruce de ferrocarril
Rayas con espaciamiento logarítmico
Tabla 12. Resumen de señalización vertical, en dirección a La fuente. Fuente: Propia.
Tabla 13. Resumen de señalización vertical en dirección a La llave. Fuente: Propia.
Tabla 14. Resumen de dispositivos diversos en dirección La fuente. Fuente: Propia.
15. Resumen de dispositivos diversos, en dirección La llave. Fuente: Propia.
4-6
4-6
8 CONCLUSIONES Y RECOMENDACIONES
8.1 Conclusiones
1. Se identificó que en cruces a nivel (grupo I) se concentra el 56% de los siniestros en el sistema ferroviario mexicano, mientras que el 44% corresponde a otros rubros. Específicamente, el arrollamiento de vehículo representó el 96% y el impacto a tren, el 4% del total.
2. Una vez definida la clasificación por la NOM-050 para el proyecto ejecutivo de señalización y dispositivos para el control del tránsito, las actualizaciones de la NOM-034 y el Manual de señalización, bajo una correcta interpretación y aplicación, brindan los mecanismos y herramientas necesarias para que los proyectos cuenten con una infraestructura que permita el tránsito de peatones, vehículos y equipo ferroviario de manera eficiente, con miras a contribuir a la seguridad vial en cruces a nivel.
3. Mediante el desarrollo y análisis del caso práctico para el cruce a nivel del km 224+400.00, las condiciones del alineamiento implicaron un ajuste al sistema de control de velocidad. En ese sentido, se demostró que cada proyecto es específico, lo que conlleva modificaciones a criterio del proyectista, previa aprobación de la autoridad competente, tal como lo citan las regulaciones empleadas. Por lo tanto, las propuestas de solución no pueden replicarse, aun cuando se trate de infraestructura similar.
Tabla
Tabla 16. Resumen de semáforos. Fuente: propia.
4. La propuesta de solución para el cruce a nivel del km 224+400 será técnicamente adecuada considerando lo siguiente:
I. Calificación
Se observó que, con la intervención de trabajos de conservación orientados a reducir la peligrosidad, se pueden atender la pendiente longitudinal, la superficie de rodamiento, el drenaje, la diferencia de peralte y el alumbrado. Sin embargo, otros aspectos, como el ángulo de esviaje, implicarían una rectificación de trazo que, a corto y mediano plazo, se considera difícil de ejecutar.
También se determinó que existiría un aumento en la calificación si el TDPA sobrepasa los 3000 vehículos diarios, como lo señala la NOM-050, o si el volumen ferroviario supera los 20 trenes al día. No obstante, la clasificación tipo A se mantendría, ya que no existe otra categoría de mayor peligro.
II. Sistema de control de velocidad
El sistema de control de velocidad seleccionado fue de 50 km/h, lo que implica que la señalización y dispositivos para el control del tránsito propuestos serán adecuados siempre y cuando la velocidad de operación no sobrepase este límite.
8.2 Recomendaciones
1. El sistema ferroviario mexicano cuenta con el 62% de cruces regulares en la red, mientras que el 38% se encuentra en una situación irregular ante la SICT. Se infiere que estos presentan incumplimientos en términos de la regulación aplicable y que existe la necesidad de atender esta problemática.
2. En el mismo sentido, se identificó que en México se realizan auditorías de seguridad vial en infraestructura específica, como rampas de frenado, áreas de servicio, intersecciones, retornos, túneles y puentes. En vista de esto, los cruces a nivel no deberían excluirse de la aplicación de esta metodología, lo que representa una oportunidad para fomentar su implementación.
3. Si bien la NOM-050 contempla una penalización por el tránsito de transporte público y especial de pasajeros en sus criterios de calificación, existen recomendaciones internacionales que podrían implementarse, particularmente las de la Federal Railroad Administration y la Federal Highway Administration. Un ejemplo son los sistemas inteligentes de
transporte (intelligent transportation systems) en los cruces a nivel. No obstante, su aplicación deberá estar sujeta a un análisis de factibilidad técnica y económica que justifique su viabilidad.
9 BIBLIOGRAFÍA
Agencia Reguladora del Transporte Ferroviario. (30 de abril de 2022). Anuario estadístico 2022. Ciudad de México: ARTF. Obtenido de https://www.gob.mx/cms/uploads/attachment/file/845220/Anuario_Estad_stico_2022_VF.pdf
Agencia Reguladora del Transporte Ferroviario. (30 de abril de 2022). Pulso del sistema ferroviario mexicano - Seguridad - diciembre 2022. Ciudad de México: ARTF. Obtenido de https://www.gob.mx/artf/documentos/pulso-de-seguridad-diciembre-2022
Agencia Reguladora del Transporte Ferroviario. (28 de abril de 2023). Base de datos “Siniestros en el Sistema Ferroviario Mexicano”. Obtenido de https://datos.gob.mx/busca/dataset/siniestros-en-el-sistema-ferroviario-mexicano
Agencia Reguladora del Transporte Ferroviario. (30 de abril de 2023). Mapa Digital del Sistema Ferroviario Mexicano. Obtenido de https://geoweb.centrogeo.org.mx/panoramas/ sfm
SCT. (2017). NOM-050-SCT2-2017, Disposición para la señalización de cruces a nivel de caminos y calles con vías férreas. Ciudad de México: SCT.
SICT/SEDATU. (2023). Manual de Señalización y Dispositivos para el Control del Tránsito en Calles y Carreteras. Ciudad de México: SICT/SEDATU.
SICT/SEDATU. (2023). NOM-034-SCT2/SEDATU-2022 Señalización y dispositivos viales para calles y carreteras. Ciudad de México: SICT/SEDATU.
Un agradecimiento especial a la Ing. Esp. Grissel Abril Rojas Guerrero por la colaboración en la dirección principal de la investigación, así como al M.I. Francisco Javier Granados Villafuerte por la retroalimentación técnica al mismo.
Agradecimiento especial también a la empresa concesionaria del ferrocarril y a su personal técnico por las atenciones prestadas para el desarrollo del presente documento.
ESTADO DEL ARTE EN LA VALIDACIÓN DE EQUIPOS DE AUSCULTACIÓN DE PAVIMENTOS
Instituto Mexicano del Transporte, Querétaro, México
Marcos Ariel Villanueva Guzmán, ariel.villanueva@imt.mx
José Ricardo Solorio Murillo, rsolorio@imt.mx
Agustín Sánchez Olguin, agustin.sanchez@imt.mx
APORTACIONES
1 RESUMEN
Cuando hablamos sobre la infraestructura de un país, los pavimentos son considerados como principal indicador del desarrollo económico del mismo. Desde el punto de vista ingenieril, se sabe que los pavimentos deben presentar buenas condiciones mediante acciones de mantenimiento y conservación periódica para que los usuarios experimenten seguridad al transitar y no absorban los costos de operación. Se han desarrollado métricas que muestran índices de desempeño en pavimentos para conocer su calidad, como lo son: IRI, profundidad de rodera, macrotextura, coeficiente de fricción y las deflexiones. Los anteriores estándares de desempeño evalúan el confort, la seguridad y la parte estructural de los pavimentos. Debido a la inquietud por parte del mercado (han nacido dudas sobre la fiabilidad de las lecturas de cada equipo de índices de desempeño, así como de las diferencias que pueden presentar distintos equipos en la toma de datos en el mismo tramo en análisis), el Instituto Mexicano del Transporte (IMT) —en su proceso de mejora continua— detecta una necesidad imperante de atender estos cuestionamientos. Puesto que el IMT es el organismo encargado de realizar los análisis de verificación de los equipos de auscultación en México, se ha decidido realizar investigaciones del proceso para la solución de esta incertidumbre en diversos organismos homólogos, como ocurrió en algunos Departamentos de Transporte de Estados Unidos de América. Dichos departamentos
PRESENTADO EN EL VIII SEMINARIO INTERNACIONAL DEL ASFALTO
han desarrollado algoritmos en el proceso de aseguramiento de la calidad de las lecturas de los equipos mediante la verificación de los resultados basados en un análisis estadístico que brinde certeza de los ensayes, como lo es la correlación cruzada entre los ensayes realizados por el equipo y de diferentes equipos (repetibilidad y reproducibilidad) para obtener parámetros estadísticos de los ensayes en los tramos de análisis. La implementación de esta práctica ha traído resultados positivos.
2 INTRODUCCIÓN
La recolección de datos de calidad para la administración de caminos de alta demanda es considerada una de las partes indispensables, ya que gracias a este tipo de datos se pueden integrar proyectos que involucren el estado actual de los pavimentos pertenecientes a la red de caminos que corresponden a las dependencias o concesionarias. Aunque la auscultación de pavimentos es una acción que ya cuenta con tiempo de aplicación en el mundo y en nuestro país, pareciese que ya se tiene un proceso adecuado y secuenciado, pero la realidad es que, en la experiencia, pocos de los organismos y dependencias involucradas en estas prácticas cuentan con procesos estandarizados dentro de un documento formal. Con el paso del tiempo, las ciencias han evolucionado, tratando de brindar mejores resultados con la menor cantidad de inversión posible para desarrollar procesos eficientes [1,2]
Debido a la relevancia que tienen los índices de desempeño con la calidad del pavimento en la toma de decisiones de los Programas de Mantenimiento y Conservación de las redes nacionales de caminos y carreteras, se ha decidido adoptar por los siguientes parámetros como índices de desempeño: el índice de regularidad internacional (IRI), la profundidad de roderas (PR), porcentaje de agrietamiento del pavimento, el índice de serviciabilidad presente (PSR), coeficiente de fricción, macrotextura (MCTX), las deflexiones-módulo elástico-vida remanente [1-4]
En la experiencia de otros países, como en algunos Departamentos de Transporte (DOTs) en Estados Unidos, se comenzó el cambio de equipos manuales de bajo rendimiento a equipos automatizados de alta velocidad para la condición superficial del pavimento (IRI, MCTX, PR). Actualmente, los dispositivos de alta velocidad cuentan con varios subsistemas que tienen la capacidad de georreferenciar la información recolectada durante el estudio, así como crear perfiles de la superficie del camino, con cámaras de alta resolución para la toma de imágenes y videos que sirvan para la detección de deterioros y fallas del pavimento en aspectos visuales [2]
En la Tabla 1 se puede apreciar una lista de los tipos de índices de desempeño de los pavimentos, su severidad y las unidades de las medidas recolectadas en los trabajos de auscultación para desarrollar la guía de gestión de calidad de condiciones de los pavimentos, que después da origen a la elaboración de los programas de conservación y mantenimiento [3].
De acuerdo con los esquemas de avance del deterioro de la condición superficial de los pavimentos respecto al tiempo (Figura 1), es posible contar con un deterioro acelerado en condiciones aceptables o malas, por lo que resulta imprescindible realizar las acciones de auscultación periódica y elaborar una estrategia de mantenimiento de los caminos que se
encuentren en las condiciones más desfavorables. Algunos de los factores que afectan al avance acelerado del deterioro de los pavimentos son el tránsito y la composición vehicular (vehículos sobrecargados), factores ambientales, entre otros [11]
Tabla 1. Datos a recabar para índices de desempeño de pavimentos [3].
Índice de desempeño
IRI
Profundidad de rodera
Macrotextura
Coeficiente de fricción
Severidad Unidad de medida
NA mm/m; m/km
NA mm
NA
NA adimensional
Agrietamiento por fatiga Baja, media, alta % del área
Baches y parches Baja, media, alta % del área
Grietas longitudinales Baja, media, alta % de la longitud
Grietas transversales Baja, media, alta Número de grietas
Porcentaje de agrietamiento Baja, media, alta % del área
Figura 1. Ejemplo de una gráfica típica del avance del deterioro del IRI en un pavimento sin acciones de conservación [11]
Una vez que se contó con esta información, en México no había resultado una inquietud genuina sobre los fundamentos de las ciencias exactas de la obtención de la muestra poblacional y variables de procesamiento interno que son propensas a la generación de errores sistemáticos, como lo son el tipo y el mecanismo del equipo empleado, de procesamiento interno (electrónico, digital o del software), precisión de los instrumentos, factores atribuidos al error humano (operador del equipo e interpretación de los resultados), así como de factores externos (edad del pavimento, condiciones meteorológicas, tráfico, etc.). Para despejar estas dudas se llevó a cabo de la búsqueda bibliográfica de la experiencia en el proceso de validación de resultados de los equipos de auscultación de pavimentos en otros países.
Es imperante mencionar que se toma de ejemplo el IRI, pero ocurren los mismos deterioros, variables y errores en los demás índices de desempeño.
3 METODOLOGÍA
Los equipos que se emplean para realizar labores de evaluación de índices de desempeño en pavimento deben de ser verificados por un ente regulador, que principalmente está vinculado con dependencias gubernamentales, con la finalidad de tener la certeza de que las mediciones que realiza el equipo son las adecuadas. Esto se ha implementado de manera provisional mediante la comparación de medidas de equipos o procedimientos de referencia. Por ejemplo, la verificación de los equipos de auscultación de pavimentos en México es verificada por el Instituto Mexicano del Transporte en algunos tramos de referencia, de los cuales se obtienen previamente los datos del índice de desempeño mediante los equipos y procedimientos de referencia; el IRI es verificado mediante levantamientos con nivel y estadal a cada 25 cm, en tramos de al menos 200 m y estas medidas de referencia se elaboran de manera periódica.
Para el desarrollo de un análisis mediante el método científico es indispensable contar con una hipótesis sobre el parámetro de “valor esperado” (promedio, probabilidad y estadística) durante la experimentación. De esta manera es fundamental un análisis de los datos obtenidos de las evaluaciones de los equipos, ya que, esto cobra gran relevancia debido a la naturaleza cuantitativa de los resultados.
El proceso de certificación sirve para seguir un sistema de medición rastreable, es decir, la aproximación para los equipos de certificación busca realizar una revisión de los valores obtenidos por el equipo a certificar respecto a los valores conocidos de una sección de prueba.
Esta parte del proceso de certificación ha sido identificada, y se espera que “la exactitud en unidades debe tener una base en normas y ser lo más permanente y exacto posible” [6]
La aproximación en el proceso de certificación/verificación y validación de los datos de los equipos de auscultación tiene de considerar que “los equipos brinden resultados con exactitud, repetibilidad y aseguren la reproducibilidad entre los equipos de medición y operadores”, es decir, el valor verdadero de los equipos de medición se obtiene gracias a la conjunción de los tres factores (exactitud, repetibilidad y reproducibilidad) y esto es comparado con el valor de referencia del tramo de prueba conocido en el proceso de verificación y validación de los datos (Figura 2) [6]
Figura 2. Parámetros de influencia en la validación de la calidad de la colección de los datos [6].
De acuerdo a las referencias, han existido varias metodologías para generar un proceso de validación de los datos de los equipos de auscultación de manera exhaustiva, en búsqueda de la mejor opción para liberar la incertidumbre de los resultados emitidos por los diferentes tipos de equipos. En estas alternativas resaltan: factores lineales de ajuste y la correlación cruzada.
3.1 Factores lineales de ajuste
Los resultados de los equipos a evaluar son comparados en diferentes umbrales de los índices de desempeño y —de esta manera— se realiza un análisis mediante un software para graficar los datos. Además, se les aplica el método de mínimos cuadrados y error cuadrático (R2) (Figura 3). Se ha encontrado que esta práctica es habitual en algunos países (México y España, por mencionar algunos), los cuales brindan factores lineales de ajuste para aplicar en el procesamiento y análisis de datos de las evaluaciones en campo con los equipos [10]
Figura 3. Ejemplo de verificación de equipo de IRI para la metodología de validación de equipos de auscultación por el método de factores lineales de ajuste utilizado en México.
Desde que inició la aplicación de factores lineales de corrección de los equipos de auscultación, surgieron inquietudes por parte de algunos organismos de transporte a nivel internacional con relación a la validación de los datos y la ejecución de los estudios de auscultación de pavimentos.
3.2 Proceso de gestión de calidad de condiciones de los índices de desempeño
De primera instancia, se vio la necesidad de contar con datos fiables de los índices de desempeño en tramos de referencia por parte de algunos Departamentos de Transporte en Estados Unidos de América, los cuales se analizan de manera periódica con varios
equipos. Lo anterior tiene gran valor, ya que se cuenta con una compilación de los resultados de las mediciones históricas, así como de las acciones de intervención (mantenimiento o rehabilitación) que se han ejecutado, lo que brida la certeza de datos.
Es de esta manera, algunos Departamentos de Transporte (DOTs) de Estados Unidos de América muestran un diagrama de flujo (Figura 4) para el procedimiento de gestión de calidad de condiciones de los pavimentos, como lo es el caso del Departamento de Transporte de Tennessee [3]
Figura 4. Proceso de gestión de calidad de condiciones de los pavimentos [3]
Además de la elaboración de un proceso para el aseguramiento de la calidad de los datos de análisis, cuenta —como parte fundamental— el entrenamiento y la capacitación del personal que opere los equipos de auscultación, han surgido algunas otras alternativas para la validación de datos, una de ellas es un principio matemático llamado “correlación cruzada”, que ha tomado gran impacto.
3.3 Correlación cruzada
La correlación cruzada es una herramienta estadística utilizada para poder calificar la relación entre el valor verdadero de los equipos de medición y el valor de referencia. Este método se emplea, pues no sólo compara los promedios y la desviación estándar de las lecturas de los resultados de valor verdadero de los equipos (como en el método de factores lineales de ajuste), sino que además realiza una evaluación entre la relación de la exactitud, repetibilidad y reproducibilidad de los resultados [12]
La aplicación de esta función es referida para poder medir de manera adecuada la correlación entre las diferentes medidas (al menos 3 de manera consecutiva) del equipo, y esto a su vez es considerado adecuado una vez que la correlación entre los datos es mayor a 0.92 [12].
La salida del método de correlación cruzada tiende a ser de utilidad para el análisis de información que es provista por la coherencia y consistencia de los resultados en gráficas, pero que es sintetizada en un valor promedio para un índice de interés o en un valor de banda de ondas [12].
Cuando el método es empleado de manera ajustada para un índice en específico, se requiere de un valor promedio equivalente entre el equipo en análisis de validación y la muestra de referencia. Principalmente, este método tiene una gran aplicación para el proceso de validación de perfiles de IRI, ya que compara los perfiles obtenidos por los equipos a verificar y los valores de referencia del levantamiento con DipStick o nivel y estadal, como lo indica el Banco Mundial. La evaluación que hace mediante la apreciación de los perfiles, los cuales suelen tener la misma forma en algunas zonas focalizadas, impacta en el método y lo posiciona como un gran candidato para la certificación y verificación de los perfilómetros [12]
Figura 5. Ejemplo de tres perfiles de mediciones de IRI con correlación alta para la metodología de validación de equipos de auscultación por el método de Correlación cruzada [12].
En la actualidad, algunos organismos han desarrollado una herramienta a nivel software (ProVAL, de TransTech Group) para poder realizar la certificación de los equipos de auscultación mediante la implementación de la correlación cruzada de manera simple, ya que sólo es necesario ingresar dentro del ProVAL los perfiles obtenidos por los equipos (al menos 3 para poder evaluar reproducibilidad) y la medida de referencia (Figura 6) [13]
Es importante mencionar que en el proceso de validación de los equipos con el ProVAL es necesario realizar el análisis de correlación cruzada y que esta sea mayor a 0.92 para la repetibilidad y a 0.90 para exactitud (Figura 7).
Figura 6. Ejemplo de perfiles de IRI para la metodología de correlación cruzada en ProVAL.
Figura 7. Ejemplo de validación de equipo de IRI para la metodología de correlación cruzada en ProVAL.
De acuerdo con el reporte 526 de la “National Cooperative Highway Research Program” (NCHRP, Programa Cooperativo Nacional de Investigación de Carreteras), en Estados Unidos de América 38 DOTs estatales utilizan el IRI como una especificación para la aceptación de los trabajos de construcción, de los cuales, 27 DOTs estatales (Tabla 2) que utilizan un dispositivo de certificación lo emplean de manera obligatoria en la recolección de datos para la aceptación de los trabajos de construcción; es por esto que la validación de los datos de este índice de desempeño cobra una gran relevancia [6]
Tabla 2. Procedimientos utilizados para la certificación de la recolección de datos a nivel de proyecto por Departamentos de Transporte estatales [6]
Ubicación Procedimiento adoptado Número de DOTs que lo implementan
AASHTO R 56-14 6
ASRM E950 (2008) 1
En el estado
Fuera del estado
Procedimiento desarrollado de correlación cruzada por el DOT estatal 14
Procedimiento desarrollado que no implica correlación cruzada por el DOT estatal 4
Procedimiento desarrollado por el DOT estatal 2
Algunos de los DOTs estatales han desarrollado procedimientos que han sido clasificados bajo la incorporación de un análisis por correlación cruzada para juzgar que han sido certificados los datos recolectados por el dispositivo. Para la recolección de datos de IRI a nivel de red de caminos, 15 DOTs estatales estipulan que es indispensable la certificación del dispositivo de perfil (perfilómetros). Además, se encuentran algunos procedimientos utilizados por los DOTs, los cuales incluyen los DOTs estatales que utilizan o no la correlación cruzada (Tabla 3) [6]
Tabla 3. Procedimientos empleados para la certificación de la recolección de datos a nivel de red por Departamentos de Transporte estatales [6]
Procedimiento Adoptado Número de DOTs que lo implementan
AASHTO R 56-14 5
ASRM E950 1
Procedimiento desarrollado de correlación cruzada por el DOT estatal 5
Procedimiento desarrollado que no implica correlación cruzada por el DOT estatal 4
Por otra parte es importante resaltar que en cuanto a las certificaciones de los equipos mediante la correlación cruzada, existirán algunas diferencias según del tipo de dispositivo utilizado, en donde usualmente el DipStick y Walking Profiler se consideran como equipos de Clase I, mientras que los perfilómetros inerciales se catalogan como Clase II. Entonces, de acuerdo a la mecánica
de la medición de los equipos, para poder realizar una certificación por correlación cruzada, es necesario tomar en cuenta los errores potenciales en los dispositivos de medición de IRI debido a las longitudes de onda (Figura 8) [15-16]
DINosaur Book 7 pt
DINosaur Book 6 pt
Iosevka Fixed 6 pt
Iosevka Fixed 5 pt
I
II
Figura 8. Errores teóricos en la obtención del IRI de acuerdo a la longitud de onda de los equipos de Clase I o II [15]
El error potencial de los equipos de IRI estás asociado al Diferencial del IRI (ΔIRI, ganado/ perdido), la amplitud de la onda del equipo de medición (A, Clase I 0.54 mm, Clase II 1.07 mm), la desviación estándar de los equipos de medición (Clase I 0.38 mm, Clase II 0.76 mm) [15]
Debido a dichas discrepancias ocurridas durante las experimentaciones de clasificación que aconsejan algunos de los autores, es recomendable realizar evaluaciones de los equipos que sean de la misma clase para reducir el error teórico. A continuación, se muestran los equipos de IRI y sus clases usuales en la recolección de datos (Tabla 4) [15]
Clase II Perfilómetros (California, Rainhart), Perfilómetros inerciales Detallados
De esta manera, es posible recomendar que para poder realizar procesos de validación de datos se identifiquen los parámetros de mayor valía para los equipos de medición de índices de desempeño, debido a la ambigüedad que esto pueda generar, por lo que es indispensable seguir analizando las estrategias que impliquen la estadística.
Existen otras metodologías de los procesos de validación de datos, las cuales están desarrolladas para la recolección de información de manera discontinua (puntos de control). La intención de esta investigación fue centrarse en el índice de desempeño que ha presentado mayor desarrollo para la verificación de equipos, como lo es el IRI.
Tabla 4. Clasificación de los dispositivos para realizar mediciones de IRI [15]
Clase Ejemplos comerciales
Nivel de detalle
Clase I Perfiles de láseres sin contacto, DipStick, Walking Profiler Mayor detalle y comprensibles
4 RESULTADOS Y CONCLUSIONES
Es importante señalar que hasta la fecha no se cuenta con un método que permita realizar estudios de auscultación de equipos que no presenten variaciones de los resultados, o que estos sean reproducibles y exactos sin depender del dispositivo utilizado, operador o sistema de operación interna, por lo que este tema a nivel mundial se encuentra en un proceso de mejora continua.
La mayoría de los autores coinciden en que debe de realizarse un procedimiento de entrenamiento y una capacitación del personal, ya que es fundamental durante el aseguramiento de la calidad de la colección de datos de análisis, pues esto pretende reducir la incertidumbre por errores humanos.
Otro paso necesario que mencionan varios autores es la implementación de sitios de validación interna cercanos al lugar en donde se encuentran los dispositivos (secciones de pavimentos que no se modifiquen con el tiempo debido a la alta intensidad de tránsito pesado) en los cuales se realicen recolecciones de datos diarios, semanales o mensuales, para poder corroborar el comportamiento histórico del dispositivo de medición, y de esta manera detectar alteraciones en los resultados de manera sistemática. Esta alternativa mencionada ha sido tomada por algunos DOTs para ciertos equipos que son considerados como “Métodos no destructivos”; desde equipos para IRI, coeficiente de fricción, profundidad de roderas, deflexiones y vacíos de aire en mezclas asfálticas.
De acuerdo con los resultados presentados en la comparación de los métodos de análisis más utilizados a nivel internacional (factores lineales de ajuste y correlación cruzada) muestran que la tendencia de los métodos que cuenten con perfiles o “curvas” pueden ser analizados mediante el método de correlación cruzada, ya que se examina el área debajo de la curva y se compara por segmentos de interés; aunque en este método de análisis —en la mayoría de los casos— no importa el valor promedio (el valor entregable) del índice de desempeño, sino su comportamiento del perfil/curva que se desarrolla durante la zona sección de interés.
A opinión personal, el método de los factores lineales de correlación fue utilizado debido a la premura y poca investigación desarrollada a inicios del 2000, por lo que es entendible que en los países de habla hispana (principalmente España y México) se haya adoptado por los departamentos gubernamentales encargados de la validación de los datos de los equipos de auscultación; pero ahora con la evolución e interés sobre este tema, es importante hacer mención de que no es la manera más adecuada, por lo que se tendrían que adoptar estrategias empleadas en otros lugares del mundo.
A manera de síntesis, no existe una solución universal para el proceso de verificación y validación de datos, pero hay alternativas que se pueden combinar para obtener una mayor calidad en la recolección de datos de auscultación de pavimentos, como es una posible combinación entre el proceso de gestión de calidad de los datos, implementando la capacitación y el entrenamiento de los operadores, los sitios de control interno de manera semanal para contar con un histograma de los resultados del equipo, y realizar el análisis mediante una correlación cruzada de estos datos. Un aspecto que es muy importante mencionar es la rotación del personal operador, por lo que se buscan implementar estrategias para evitar este fenómeno social.
La mayoría de los métodos de la bibliografía consultada hacen referencia a que una adecuada gestión de los pavimentos puede hacer la diferencia para planificar acciones de mantenimiento de manera oportuna de acuerdo con los índices de desempeño y esto al final puede traducirse como: “Estrategias sostenibles en la industria de los pavimentos”.
5 REFERENCIAS
[1] Federal Highway Administration. (2018). Guidelines for Development and Approval of State Data Quality Management Programs
[2] U.S. Department of Transportation. (2023). Successful Practices for Quality Management of Pavement Condition Data Collection and Analysis. Federal Highway Administration.
[3] TDOT (2018). Guidelines on Quality Management of Pavement Condition Data. Recuperado el 26 de junio de 2024.
[4] International Transportation Forum (2018). Policies to Extend the Life of Road Assets. Transportation Research Board. Recuperado el 26 de junio de 2024 de: https://www.itf-oecd. org/sites/default/files/docs/policies-extend-life-road-assets.pdf
[5] Missouri Department of Transportation. REQUEST FOR PROPOSALS FOR Automated Data Collection Vehicles
[6] Simpson, A. L., Serigos, P., Chang, G. K., & Merritt, D. K. (2023). Enhancement of the Practice for Certification of Inertial Profiling Systems. Transportation Research Board. https://doi.org/10.17226/27182.
[7] Karamihas, Steven M. (2002). Development of Cross Correlation for Objective Comparison of Profiles. University of Michigan Transportation Research Institute.
[8] Karamihas, Steven M. (2009). Benckmark Testing Plan. University of Michigan Transportation Research Institute.
[9] Sayers, Michael W., Karamihas, Steven M. (1998). The Little Book of Profiling. University of Michigan.
[10] Dirección General de Carreteras, España. (2002). Nota de servicio sobre la armonización de la medida del Índice de Regularidad Internacional (IRI) y la correlación entre los diferentes equipos de medidad. Recuperado el 27 de junio de 2024 de: http://www. carreteros.org/normativa/firmes/pdfs/otros_pdf/si/iri_2002.pdf
[11] Arriaga P., Mario C., Garnica A., Paul, Rico R. Alfonso. (1998). Índice Internacional de Rugosidad en la Red Carretera de México. Instituto Mexicano del Transporte. Recuperado el 27 de junio de 2024 de: https://www.imt.mx/archivos/Publicaciones/ PublicacionTecnica/pt108.pdf
[12] Liu, H., Li, Y., Liu, C., Shen, G., & Xiang, H. (2022). Pavement Distress Initiation Prediction by Time-Lag Analysis and Logistic Regression. Applied Sciences, 12(22), 11855. https://doi.org/10.3390/app122211855
[13] The Transtec Group. (2016). ProVAL User’s Guide
[14] White, G. (2019). Evaluation of a non-nuclear density gauge as an alternate to destructive coring for airport asphalt acceptance testing. SN Applied Sciences, 1(8), 921. https://doi.org/10.1007/s42452-019-0958-6.
[15] Múčka, P. (2017). International Roughness Index specifications around the world. Road Materials and Pavement Design, 18(4), 929–965. https://doi.org/10.1080/14680629.201 6.1197144
[16] Sayers, M. W., T. D. Gillespie, and W. D. Paterson. 1986. “Guidelines for conducting and calibrating road roughness measurements.” Recuperado el 27 de junio de 2024 de: https://deepblue.lib.umich.edu/bitstream/handle/2027.42/3133/72764.pdf