Correlación de densificación y desempeño en pastillas Marshall con el uso de pruebas de alto desempeño | Experiencias de los pavimentos de larga duración, como alternativa sostenible en el ciclo de vida de los pavimentos flexibles | Identificación de ciclos de deterioro en función del IRI mediante técnicas estadísticas | Experiencias con el asfalto de caucho en mezclas asfálticas en Abertis infraestructura | Nueva metodología para el control de calidad de las emulsiones asfálticas utilizadas en los riegos de sello |
Correlación de densificación y desempeño en pastillas Marshall con el uso de pruebas de alto desempeño
APORTACIONES
Experiencias de los pavimentos de larga duración, como alternativa sostenible en el ciclo de vida de los pavimentos flexibles
APORTACIONES
Identificación de ciclos de deterioro en función del IRI mediante técnicas estadísticas
APORTACIONES
Experiencias con el asfalto de caucho en mezclas asfálticas en Abertis infraestructura
APORTACIONES
Nueva metodología para el control de calidad de las emulsiones asfálticas utilizadas en los riegos de sello
Pavimentando el camino hacia un futuro sostenible
ASFÁLTICA, año 19, núm. 81, enero-marzo 2025, es una publicación trimestral editada por la Asociación Mexicana del Asfalto, A.C., Camino a Sta. Teresa 187, Parques del Pedregal, Tlalpan, 14010, Ciudad de México. Tel. +52 55 5606 7962, asfaltica@amaac.org.mx.
Editor responsable: Raúl Vicente Orozco Escoto. Reservas de Derechos al uso exclusivo Núm. 04-2013-012513385100-102, ISSN: 2007-2473. Licitud de Título Núm. 13611, Licitud de Contenido Núm. 11184, ambos otorgados por la Comisión Calificadora de Publicaciones y Revistas Ilustradas de la Secretaría de Gobernación. Permiso sepomex Núm. PP09-1532. Este número se terminó el 1 de enero de 2025 en su versión impresa y digital. • Las opiniones expresadas por los autores no necesariamente reflejan la postura del editor de la publicación. Queda estrictamente prohibida la reproducción total o parcial de los contenidos e imágenes de la publicación sin previa autorización.
Producción editorial CODEXMAS, S. de R.L. de CV.
EDITORIAL
Estimados socios y lectores de nuestra revista Asfáltica, el XIII Consejo Directivo desea a todos ustedes un excelente 2025. Desde el Consejo Directivo esperamos que sea un año próspero para nuestro gremio y se retomen las actividades de conservación y construcción de infraestructura carretera, vital para la actividad económica de nuestro país.
Al igual que el 2024, este 2025 la AMAAC desarrolló un programa de trabajo donde destacan nuestros nuevos cursos relativos a la sostenibilidad y a los procesos constructivos para pavimentos asfálticos. Como ya es tradición, la oferta de capacitación incluye nuestros cursos relativos al buen uso de los materiales asfálticos, diseño de mezclas asfálticas, reciclado de pavimentos flexibles, conservación y administración de pavimentos, actualizados a las versiones más recientes de la Normativa para la Infraestructura del Transporte y normas internacionales de referencia.
Aprovecho para recordar a todos nuestros lectores que este año está programado nuestro XIII Congreso Mexicano del Asfalto. Un evento que reunirá a expertos nacionales e internacionales de la industria del asfalto. El Congreso versará alrededor del tema de reciclado de pavimentos asfálticos.
En esta edición de la revista, encontrarán el artículo denominado “Experiencias con el asfalto de caucho en mezclas asfálticas en Abertis infraestructura”, un documento técnico en el que se describe la experiencia de este concesionario de carreteras con el uso de caucho de neumáticos fuera de uso. Con ello se determina si el uso de este material (caucho) resulta positivo desde el punto de vista técnico.
Otro artículo incluido es el titulado “Correlación de densificación y desempeño en pastillas Marshall con el uso de pruebas de alto desempeño”, un tema particularmente importante dado que el método Marshall sigue estando sumamente vigente en los proyectos de mezclas asfálticas que se desarrollan en México. El artículo “Nueva metodología para el control de calidad de las emulsiones asfálticas utilizadas en los riegos de sello” muestra una innovadora propuesta metodológica que aporta a la calidad y a la vida útil de los riegos de sello, la cual es una aplicación muy
utilizada en nuestro país para la conservación de carreteras. Por lo que el impacto en la aplicación de esta nueva metodología puede ser muy elevado para el sector. También se incluye el artículo “Experiencias de los pavimentos de larga duración, como alternativa sostenible en el ciclo de vida de los pavimentos flexibles” en el cual se hace un análisis de pavimentos de larga duración como una alternativa adecuada para la construcción de pavimentos desde el punto de vista medioambiental y económico. Finalmente, el artículo “Identificación de ciclos de deterioro en función del IRI mediante técnicas estadísticas” presenta una investigación donde se buscan identificar estadísticamente los modelos de deterioros partiendo de información histórica de IRI, medido en la Red Carretera Nacional de México.
Los textos antes mencionados se suman al objetivo y esfuerzo de esta Asociación por conducirnos hacia el desarrollo sostenible, difundiendo las mejores prácticas relacionadas con el uso del asfalto bajo un enfoque de economía circular.
Finalmente, aprovecho la oportunidad para invitar a todos los lectores a integrarse y participar activamente en la AMAAC. La Asociación es el brazo técnico de la industria en temas relativos al asfalto y, en general, a la industria de los pavimentos; es importante para el país tener una Asociación cada vez más fuerte.
Atentamente, Dr. Mauricio Centeno Ortiz Presidente del XIII Consejo Directivo
Pavimentando el camino hacia un futuro sostenible
DESEMPEÑO EN PASTILLAS MARSHALL CON EL USO DE PRUEBAS DE ALTO DESEMPEÑO
Secretaría de Infraestructura, Comunicaciones y Transportes, Ciudad de México, México
Bruno López, bruno.lopez@sct.gob.mx
Vinicio Serment, vserment@sct.gob.mx
Juan Mares, jmaresr@sict.gob.mx
Miguel Barragán, vazqui.angel.11@gmail.com
Emma Campos, emmalau.campos@outlook.com
APORTACIONES
1 RESUMEN
El diseño de mezclas asfálticas es un proceso crucial en la construcción de carreteras y pavimentos flexibles. En México, dos métodos que se utilizan en su diseño son el método Marshall y el método por desempeño. El proceso de densificación de las mezclas asfálticas, es una parte importante de su desarrollo, por lo que es esencial reconocer la necesidad de una metodología de diseño que garantice una representación precisa de la compactación tanto en el laboratorio como en campo. Tradicionalmente, el método Marshall se emplea para evaluar la estabilidad y la resistencia de las mezclas asfálticas bajo ciertas condiciones de compactación; sin embargo, se ha observado que la compactación lograda en campo utilizando la maquinaria habitual puede diferir significativamente de la realizada en el laboratorio. Esta disparidad puede influir en los resultados obtenidos durante el proceso de diseño, lo que subraya la importancia de complementar el método Marshall con una evaluación de desempeño que considere las condiciones reales de campo.
Es importante que la metodología de diseño de mezclas asfálticas considere estas variaciones durante el proceso de densificación, así como la correlación entre laboratorio y campo y las diferencias de desempeño entre las mezclas asfálticas.
Para atender esta situación, la Secretaría de Infraestructura, Comunicaciones y Transportes (SICT), a través de la Dirección
General de Servicios Técnicos (DGST), realizó una correlación de los dos métodos partiendo de la masa volumétrica lograda mediante compactación Marshall y replicada en el compactador giratorio. Asimismo, con la finalidad de identificar la relación entre los resultados, se analizó la variación existente en las propiedades de la mezcla asfáltica, en función de vacíos, estabilidad, flujo Marshall y susceptibilidad al daño inducido por humedad, permitiendo así mejorar la evaluación del desempeño de las mezclas asfálticas.
2 INTRODUCCIÓN
El proceso de diseño de mezclas asfálticas es de suma importancia durante la construcción de carreteras y pavimentos flexibles. En México, dos de los enfoques más utilizados son el método Marshall y el método de alto desempeño. El primero, creado en la década de 1940, ha sido desde entonces un estándar en el diseño de mezclas asfálticas. Es adecuado para proyectos de pavimentación en condiciones de tráfico y climas moderados. Su facilidad de uso lo hace ideal para aplicaciones donde las exigencias no son extremadamente altas. Durante su proceso de diseño, se utilizan procedimientos y equipos relativamente simples, por lo que es accesible para la mayoría de los laboratorios y proyectos de pavimentación.
Este método se basa en ensayos que miden la estabilidad y el flujo de la mezcla asfáltica y ofrece resultados rápidos y fáciles de interpretar. Sin embargo, aunque es eficaz en muchas aplicaciones, tiene limitaciones cuando se enfrenta a condiciones de clima y tráfico que sobrepasan las consideraciones del diseño. Debido a esto, no siempre proporciona una evaluación completa del desempeño a largo plazo en entornos donde la durabilidad y la resistencia a la deformación son críticas.
Por otro lado, las mezclas de alto desempeño creadas a finales de la década de 1980 tienen como principal objetivo diseñar mezclas asfálticas que ofrezcan un alto rendimiento bajo condiciones climáticas y de tráfico específicas. Este método incorpora una metodología que utiliza pruebas y análisis que simulan mejor las condiciones reales a las que estarán expuestos los pavimentos. Se emplean equipos especializados, como el compactador giratorio, para replicar con mayor precisión la compactación en el campo y prever el comportamiento de la mezcla bajo cargas repetidas.
Cabe señalar que el método Marshall, por accesibilidad, sigue siendo valioso y adecuado para muchas aplicaciones de pavimentación en condiciones de tráfico y climas moderados. Sin embargo, a medida que las demandas sobre los pavimentos aumentan y las condiciones climáticas cambian, es esencial adoptar enfoques más precisos.
Este artículo se enfoca en el proceso de compactación de probetas compactadas mediante el método Marshall y busca correlacionar y comprender mejor el desempeño de las mezclas que se aplican en campo. Para ello, se utilizó el compactador giratorio, que simula las condiciones de compactación en obra de manera más precisa; se utilizó como parámetro la densidad relativa y se replicó mediante las dos formas de compactación: por impacto, que es la que utiliza el método Marshall, y por amasado, simulada con el compactador giratorio y aplicada por maquinaria de compactación en campo.
El análisis comparativo entre ambas revela diferencias significativas en las características volumétricas y en el desempeño de las mezclas y formas de compactación. Estas diferencias enfatizan la importancia de emplear requisitos de calidad específicos en laboratorio y campo, para obtener un análisis en el diseño de mezcla asfáltica, y así mejorar las prácticas de diseño y construcción de pavimentos. Así se logrará proporcionar información sobre el desempeño de la mezcla asfáltica, lo que ayudará a optimizar la durabilidad y la resistencia de la infraestructura carretera.
3 TRABAJOS REALIZADOS
La característica principal de la compactación por impacto en el diseño Marshall es el número de golpes por cara, donde la masa y la altura de caída están especificadas. Por otro lado, la compactación por amasado mediante el compactador giratorio se caracteriza por el número de giros, donde la carga vertical, el ángulo y velocidad de estos están especificados. Estas variables no son equivalentes ni equiparables, por lo tanto, se decide correlacionar ambos métodos con la densidad relativa de la mezcla asfáltica compactada (dmc).
Para este artículo se fabricaron pastillas mediante dos procesos de compactación; para cada una se determinaron las densidades relativas equivalentes, características volumétricas y posteriormente se sometieron a las pruebas de estabilidad y flujo Marshall y susceptibilidad de la mezcla asfáltica compactada al daño inducido por humedad (TSR).
Para las pastillas compactadas por impacto con el martillo Marshall, se fabricaron tres grupos a diferentes energías de compactación, considerando tres tipos de tráfico, como se presenta en la Tabla 1 [1]
Posteriormente, se determinó la densidad relativa de la mezcla asfáltica compactada (dmc) y se compactaron por amasado tres grupos de pastillas replicando la dmc, de los primeros (Véase Tabla 2).
Tabla 1. Número de ejes equivalentes de diseño.
2. Grupo de pastillas y compactación.
4 ESTRUCTURA GRANULOMÉTRICA DE LA MEZCLA ASFÁLTICA
El material pétreo utilizado para la mezcla asfáltica es de origen calizo y su composición granulométrica se determinó (véase Tabla 1) mediante el manual M·MMP·4·04·002, Granulometría de Materiales Pétreos para Mezclas Asfálticas [2], como se muestra en la Figura 1, la cual cumple con los requisitos de calidad de materiales pétreos para mezcla asfáltica de granulometría densa con un tamaño nominal de 19 mm (3/4 in).
Figura 1. Granulometría del agregado pétreo.
5 MÉTODOS DE DENSIFICACIÓN
La compactación de mezclas asfálticas en caliente es el proceso mediante el cual se disminuye el volumen de una mezcla asfáltica, que reduce el aire atrapado y aumenta la densidad de la mezcla para mejorar sus propiedades mecánicas y de durabilidad. En laboratorio, este proceso se realiza mediante equipos de compactación como martillo Marshall y compactador giratorio, mientras que en campo se utilizan rodillos estáticos, vibratorios y neumáticos.
Para este artículo se fabricaron 27 pastillas con la metodología Marshall, que se aplicó con base en la norma ASTM D6926, Standard Practice for Preparation of Asphalt Mixture
Tabla
Specimens Using Marshall Apparatus [3]. Asimismo, se fabricaron 27 pastillas con el compactador giratorio siguiendo el manual M·MMP·4·05·058, Compactación de Mezclas Asfálticas en Caliente con el Compactador Giratorio [4]
5.1 Determinación de la densidad relativa objetiva de la mezcla asfáltica compactada
Se determinó la densidad relativa teórica máxima (dmm) y se compactaron tres grupos de pastillas a diferentes energías de compactación, de las cuales se obtuvo la densidad relativa de la mezcla asfáltica compactada (dmc) y vacíos de aire en la mezcla asfáltica compactada (VMC), a partir de los manuales: M·MMP·4·05·062, Densidad Relativa Teórica Máxima de Mezclas Asfálticas [5], y M·MMP·4·05·051, Densidad Relativa y Absorción de Mezclas Asfálticas
Compactadas No Absorbentes [6] (Véase Tabla 3).
3.
Característica
5.2 Equivalencia de densificación
Para determinar el número de giros al cual se iguala la densidad relativa de la mezcla asfáltica compactada (dmc) obtenida mediante compactación de impacto, se compactaron dos pastillas por amasado a 200 giros cada una, para obtener la curva de compactación de la mezcla asfáltica. En la Tabla 4 se presentan los valores de la dmc y en la Figura 2 se observa la curva de compactación con los datos que arroja el compactador giratorio; determinando el número de giros al cual se replicaba la densidad objetivo.
Tabla 4. Equivalencia de compactación.
Tabla
Volumetría de la mezcla
Grupo 1
Grupo 2
Grupo 3
Figura 2. Curva de compactación.
6 FABRICACIÓN DE PASTILLAS DE PRUEBA
Se fabricaron tres grupos de pastillas con las diferentes energías de compactación para determinar estabilidad y flujo Marshall, así como susceptibilidad de la mezcla asfáltica, compactadas al daño inducido por humedad (TSR). Cabe mencionar que la densidad relativa de la mezcla compactada y su equivalencia, obtenida mediante el número de giros de compactación, es aplicable únicamente para la mezcla de referencia y bajo las condiciones de fabricación (véase Tabla 5).
Tabla 5. Pastillas fabricadas.
7 CARACTERÍSTICAS VOLUMÉTRICAS
La volumetría de una mezcla asfáltica compacta considera los volúmenes de los componentes principales de la mezcla, tales como el agregado pétreo, cemento asfáltico y aire. Para controlar estas características es fundamental medirlas, porque así es posible mejorar las propiedades mecánicas y de desempeño. Para este artículo se determinaron las características volumétricas con los manuales M·MMP·4·05·062, Densidad Relativa Teórica Máxima de Mezclas Asfálticas [5] y M·MMP·4·05·051, Densidad Relativa y Absorción de Mezclas Asfálticas
Compactadas No Absorbentes [6]
En la Tabla 6 se detallan las características volumétricas de las pastillas correspondientes a cada grupo para estabilidad y flujo Marshall.
Tabla 6. Volumetría de las pastillas fabricadas para la prueba de estabilidad y flujo Marshall.
A continuación, en la Tabla 7, se presentan las características volumétricas de cada grupo para la prueba de susceptibilidad de la mezcla asfáltica, compactadas al daño inducido por humedad (TSR).
Tabla 7. Volumetría de las pastillas fabricadas para la prueba TSR.
En los tres grupos se aprecia que, a mayor energía de compactación por giros o golpes, mayor es la densidad y menor el porcentaje de vacíos (VMC).
8 PRUEBAS DE DESEMPEÑO
Para evaluar el desempeño de la mezcla asfáltica, las pastillas fueron sometidas a dos pruebas:
• Estabilidad y flujo Marshall: mide la resistencia máxima que la mezcla asfáltica puede soportar antes de fallar y evalúa la deformación que experimenta la mezcla bajo carga.
• Susceptibilidad de la mezcla asfáltica compactada al daño inducido por humedad (TSR): mide la resistencia a la tracción indirecta de la mezcla asfáltica en condiciones secas y húmedas.
8.1 Estabilidad y flujo Marshall
La prueba se realizó de acuerdo con lo establecido en la norma ASTM D6926, Standard Practice for Preparation of Asphalt Mixture Specimens Using Marshall Apparatus [3], y con los requisitos de calidad establecidos en la norma N·CMT·4·05·003, Calidad de Mezclas Asfálticas para Carreteras [7], los resultados obtenidos se presentan en la Tabla 8 y Figura 3
Tabla 8. Resultados de la prueba de estabilidad y flujo Marshall.
Figura 3. Resultados de la prueba de estabilidad y flujo Marshall.
Los resultados en los tres grupos muestran que, a mayor densidad relativa, mayor estabilidad en la mezcla asfáltica.
8.2 Susceptibilidad de la mezcla asfáltica compactada al daño inducido por humedad (TSR)
La prueba se realizó con base en el manual M·MMP·4·05·052, Mezclas Asfálticas Compactadas al Daño Inducido por Humedad [8]. A continuación, en la Tabla 9, Figuras 4 y 5, se presentan los resultados.
Tabla 9. Resultados de la resistencia a la tensión indirecta.
Características
Los resultados indican que el compactador giratorio (simulando la compactación en sitio) generalmente mejora la resistencia a la tensión indirecta en las pastillas en relación con aquellas fabricadas por compactación por impacto (pastillas realizadas durante el diseño Marshall en laboratorio), las cuales presentan una mayor resistencia.
9 ANÁLISIS DE RESULTADOS
Se realizó un análisis de los resultados, incluyendo volumetría de la mezcla asfáltica compactada, estabilidad y flujo Marshall, así como susceptibilidad de la mezcla asfáltica compactada al daño inducido por humedad (TSR).
9.1 Análisis volumétrico
Las características volumétricas, como resistencia y durabilidad. Son fundamentales para la evaluación, ya que permiten medir el comportamiento de la mezcla asfáltica compactada. A continuación se muestra la variación porcentual entre la densidad relativa (dmc) y el porcentaje de vacíos (VMC) de la mezcla asfáltica compactada. Se calculó el incremento y decremento con respecto a las pastillas compactadas por impacto en las pruebas de estabilidad y flujo Marshall y TSR (Tabla 10 y Figura 6).
Figura 4. Resultados de la resistencia a la tensión.
Figura 5. Resultados de porcentaje de la relación del TSR.
Prueba
Decremento
y flujo
• La densidad relativa de la mezcla asfáltica compactada (dmc) tiene una variación del orden 0.08% a 0.88%.
• Los vacíos de aire en la mezcla asfáltica compactada (VMC) tienen una variación mínima del orden de 2.2% a 16.5%.
• Se observa que las pastillas compactadas por amasado tienen una mayor densidad y por lo tanto un menor porcentaje de vacíos.
• Las variaciones bajas sugieren una compactación uniforme, esto no necesariamente indica un comportamiento similar en la mezcla, ya que el acomodo probablemente tendrá un impacto en el comportamiento de la mezcla.
Tabla 10. Variación porcentual volumétrica respecto a las pastillas compactadas por impacto.
Figura 6. Variación porcentual de VMC respecto a las pastillas compactadas por impacto.
9.2 Análisis de estabilidad y flujo
Se compararon los resultados obtenidos en la prueba estabilidad y flujo Marshall, donde se obtuvo la variación porcentual de las pastillas fabricadas por compactación por impacto y por amasado de cada grupo, como se presenta en la Tabla 11 y Figura 7.
Tabla 11. Variación porcentual respecto a las pastillas Marshall.
7. Variación porcentual de los métodos de compactación.
• La variación porcentual mínima obtenida en la estabilidad Marshall es de 3.5% y la máxima es de 4.9%, mientras que en el flujo Marshall presentó una variación porcentual mínima de 41.3% y máxima de 94.4%.
• La estabilidad de la mezcla presenta un decremento mínimo al ser compactada por amasado; sin embargo, continúa cumpliendo con los requisitos establecidos en la norma N·CMT·4·05·003, Calidad de Mezclas Asfálticas para Carreteras [7]
• El flujo de la mezcla presenta un incremento considerable al ser compactada por amasado, y rebasa los límites de flujo establecidos en la norma de referencia.
• En las Figuras 8 y 9 se muestra el comportamiento de las pastillas fabricadas con ambos procesos de compactación durante la determinación de la estabilidad y flujo Marshall.
La estabilidad de la mezcla asfáltica es similar en los tres grupos; sin embargo, el flujo muestra una variación superior al 40%. Asimismo, la deformación que se obtuvo en las pastillas compactadas por amasado (simulación de compactación in situ) con respecto al desempeño de aquellas compactadas por impacto (pastillas Marshall) no necesariamente es un indicador de un mal comportamiento, ya que estas últimas tienen una relación Marshall promedio de 6.5 kN/mm y deformaciones tangenciales con mayor grado de inclinación. Esto indica que la mezcla tiene una alta rigidez y puede ser beneficioso en términos de durabilidad,
Figura
8. Comportamiento de la mezcla con diferentes métodos de compactación.
Figura 9. Comportamiento de la mezcla de acuerdo con el método de compactación.
ya que evita la formación de roderas. No obstante, también puede significar que la mezcla es menos flexible y más susceptible a las grietas, especialmente en climas fríos.
Las pastillas compactadas por amasado tienen una relación Marshall promedio de 4.0 kN/mm y deformaciones tangenciales con menor grado de inclinación, lo cual indica que la mezcla tiene una capacidad óptima de resistencia sin ser altamente deformable, y esto mejora su capacidad para absorber energía antes de la falla. La mezcla asfáltica cambia su comportamiento de flujo de acuerdo con el tipo de compactación que se use para densificar.
9.3 Análisis de la susceptibilidad de la mezcla asfáltica compactadas al daño inducido por humedad
Se compararon los resultados de los tres grupos en la prueba de susceptibilidad de la mezcla asfáltica compactada al daño inducido por humedad (TSR), como se observa en la Tabla 12
Figura
Cabe mencionar que el manual M·MMP·4·05·052, Mezclas Asfálticas Compactadas al Daño Inducido por Humedad [8] establece que, para realizar la prueba, las pastillas compactadas en laboratorio deberán de tener un VMC de 7,0 ± 0,5%, por lo que se realizó una tendencia hasta alcanzar un 7.0% de VMC (Figuras 10 y 11).
Tabla 12. Resistencias de la mezcla con diferentes métodos de compactación.
Golpes por cara y giros de compactación
Resistencia a la tensión (Ac), kPa
Resistencia a la tensión (No. Ac), kPa
Incremento de resistencia sobre las pastillas acondicionadas, kPa
Variación porcentual respecto a las pastillas acondicionadas, %
Conforme la densidad relativa de la mezcla asfáltica compactada por impacto disminuye, las resistencias a tensión indirecta del grupo acondicionado sobre el grupo no acondicionado tienen un incremento porcentual del 4% al 23% con tendencia en aumento.
Figura 10. Resistencia, compactación por impacto.
Figura 11. Resistencia, compactación por amasado.
Conforme la densidad relativa de la mezcla asfáltica compactada por amasado disminuye, las resistencias a tensión indirecta del grupo acondicionado sobre el grupo no acondicionado, tiene un decremento porcentual del 8% al 7% con tendencia a la baja.
La Tabla 13 y Figura 12 muestran las características estimadas para un dmc de 2.3175 en ambos métodos de compactación.
Tabla. 13. Características estimadas.
a la tensión (Ac), kPa
a la tensión (No. Ac), kPa
Figura 12. TSR, ambos métodos de compactación para pastillas con un dmc de 2.3175 y un VMC de 7.0%.
Para pastillas compactadas por impacto se obtienen, un TSR de 61.9%, mientras que para pastillas compactadas por amasado se obtiene un TSR de 94.5%, lo cual indica que pese a ser la misma mezcla, la resistencia a la tensión indirecta en las pastillas compactadas por amasado presenta un mejor comportamiento en ambos grupos, lo cual satisface los requisitos de calidad del 80%.
Las pastillas compactadas por impacto muestran una alta susceptibilidad al daño inducido por humedad debido a la alta variación de resistencias que existe entre el grupo acondicionado sobre el grupo no acondicionado; esta variación aumenta conforme la densidad relativa disminuye y el porcentaje de vacíos aumenta, lo que afecta negativamente la resistencia a la tensión.
Por otra parte, las pastillas compactadas por amasado presentan un acomodo adecuado durante el proceso de compactación y una
menor susceptibilidad al daño inducido por la humedad, lo que indica que proporcionan una relación de resistencia que cumple el requisito indicado del 80%.
Para asegurar que las mezclas asfálticas utilizadas en campo presenten un correcto desempeño, es necesario considerar la revisión y actualización de los procedimientos para esta prueba y reflejar las condiciones de compactación tanto para las pastillas elaboradas en laboratorio y utilizadas en el diseño como para las extraídas en campo, pasa así asegurar una mayor consistencia entre las pruebas de laboratorio y las condiciones en sitio.
9.4 Correlación de resultados en la prueba de susceptibilidad de la mezcla asfáltica al daño inducido por humedad
Con el fin de obtener una equivalencia en ambos métodos, se determinaron factores de correlación aplicables a la resistencia de las pastillas acondicionadas y no acondicionadas, basándose en la densidad relativa de la mezcla asfáltica compactada (véase Tabla 14).
Tabla 14. Factor de correlación.
La tabla muestra que, a medida que la densidad relativa aumenta, las resistencias tanto acondicionadas como no acondicionadas también tienden a incrementarse, lo cual refleja la influencia de la compactación en las propiedades mecánicas de la mezcla asfáltica diseñada mediante el método Marshall. Cabe recalcar que estos datos son referentes a la mezcla analizada con características específicas. Los valores de TSR también muestran variaciones significativas dependiendo de la densidad relativa y el método de compactación utilizado. Estos factores permiten relacionar las resistencias medidas bajo diferentes condiciones de compactación, especificando el 7.0% de vacíos de aire en la mezcla asfáltica (VMC), y son importantes para la evaluación precisa del comportamiento de las mezclas asfálticas bajo diferentes condiciones de diseño y compactación. Establecer y utilizar estos factores permite optimizar el proceso de diseño de mezclas asfálticas del diseño Marshall y garantiza que cumpla con los estándares de resistencia necesarios.
10 CONCLUSIONES
La compactación por impacto (compactación Marshall) y por amasado (simulación de compactación in situ) muestran diferencias significativas en características como deformación, resistencia y susceptibilidad a la humedad. La compactación por impacto en mezclas asfálticas densas no garantiza una distribución óptima de la mezcla, ya que afecta la cohesión y la durabilidad, mientras que el amasado ofrece una estructura más homogénea y cohesiva, que mejora la resistencia a la tensión indirecta y la durabilidad.
En el análisis de estabilidad y flujo Marshall, las pastillas compactadas por impacto mostraron una mayor rigidez, lo que puede traducirse en una mayor durabilidad y menor formación de roderas. Sin embargo, rigideces altas en mezclas asfálticas implican una menor flexibilidad, haciéndolas más susceptibles al agrietamiento.
Por otro lado, las pastillas compactadas por amasado presentaron deformaciones tangenciales con menor inclinación, indicando una mezcla más flexible y capaz de absorber más
energía antes de la falla. Aunque el flujo se incrementa considerablemente, e incluso supera los límites establecidos por la norma, esta variación en el comportamiento de la mezcla según el método de compactación puede ofrecer ventajas en términos de resistencia y capacidad de deformación, adaptándose mejor a condiciones in situ
Los resultados de la prueba de susceptibilidad de la mezcla asfáltica compactada al daño inducido por humedad (TSR) indican que las pastillas compactadas por amasado presentan una menor susceptibilidad y las compactadas por impacto tienen un comportamiento deficiente, lo que repercute en una alta susceptibilidad. Por este motivo es necesario estandarizar manuales y requisitos de calidad, incluyendo especificaciones sobre la relación de resistencias a la tensión indirecta. Además, se deben considerar las variaciones entre los métodos de compactación para asegurar resultados consistentes, y realizar una evaluación completa y representativa del comportamiento de las mezclas.
Este artículo busca enfatizar la necesidad de establecer requisitos de calidad específicos para las pastillas diseñadas con el método Marshall y evaluadas mediante pruebas de resistencia a la tensión indirecta, aplicadas a mezclas asfálticas de granulometría densa.
Es importante definir criterios precisos para estas pruebas y adaptarlos al tipo de compactación utilizada, para poder garantizar un análisis adecuado del comportamiento de las mezclas en condiciones reales y mejorar el desempeño de las mezclas asfálticas tanto en laboratorio como en campo. Sólo así se optimizará el proceso de diseño y construcción.
La investigación continua bajo diferentes condiciones de tráfico y niveles de servicio es esencial para comparar los efectos de métodos de compactación y amasado, ya que proporciona datos fundamentales para la mejora de las especificaciones y estándares aplicados.
11 REFERENCIAS
[1] Asphalt Institute, Asphalt Mix Design Methods, 7th Edition.
[2] Secretaría de Infraestructura, Comunicaciones y Transportes. Normativa para la infraestructura del transporte (2002).
M·MMP·4·04·002, Granulometría de Materiales Pétreos para Mezclas Asfálticas
[3] American Society for Testing and Materials (2022), ASTM D6927, Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures
[4] Secretaría de Infraestructura, Comunicaciones y Transportes. Normativa para la infraestructura del transporte (2023).
M·MMP·4·05·058, Compactación de Mezclas Asfálticas en Caliente con el Compactador Giratorio
[5] Secretaría de Infraestructura, Comunicaciones y Transportes. Normativa para la infraestructura del transporte (2022).
M·MMP·4·05·062, Densidad Relativa Teórica Máxima de Mezclas Asfálticas
[6] Secretaría de Infraestructura, Comunicaciones y Transportes. Normativa para la infraestructura del transporte (2022).
M·MMP·4·05·051, Densidad, Densidad Relativa y Absorción de Mezclas Asfálticas Compactadas No Absorbentes
[7] Secretaría de Infraestructura, Comunicaciones y Transportes. Normativa para la infraestructura del transporte (2016).
N·CMT·4·05·003, Calidad de Mezclas Asfálticas para Carreteras
[8] Secretaría de Infraestructura, Comunicaciones y Transportes. Normativa para la infraestructura del transporte (2022).
M·MMP·4·05·052, Mezclas Asfálticas Compactadas al Daño Inducido por Humedad
LARGA DURACIÓN, COMO ALTERNATIVA
SOSTENIBLE EN EL CICLO DE VIDA DE LOS PAVIMENTOS FLEXIBLES
Ergon Asfaltos México, Puebla, México
Carlos Adolfo Coria Gutiérrez, carlos.coria@ergon.com
Rosita Martínez Arroyo, rosita.martinez@ergon.com
Eymard Ávila Vázquez, eavila@ergon.com
APORTACIONES
1 RESUMEN
El sistema de pavimentación denominado pavimento de larga duración (PLD) se ha construido en México a lo largo de los últimos diez años. Un PLD es un pavimento flexible diseñado para durar más de 25 años y capaz de resistir altos volúmenes de tránsito vehicular. El PLD está conformado por capas asfálticas estructurales que dotan al sistema de varias características principales. La capa de alto módulo (CAM) es densa y permite mitigar el daño por rodera plástica; la capa absorbente de tensión (CAT) es una capa rica en asfalto que subyace a la CAM, y cuya función es resistir las cargas repetitivas que originan el agrietamiento por fatiga. Finalmente, en la parte superior se construye una capa de rodadura. Una de las principales características de estos pavimentos es que, durante su vida operativa, solo la capa de rodadura se sustituye en función de su durabilidad. Esto significa que no se intervienen las capas estructurales, lo cual implica ahorro de materiales, ahorro energético, menores emisiones, menor afectación a los usuarios y un costo de ciclo de vida más efectivo. En este artículo se presenta la experiencia del PLD que se construyó en la autopista QuerétaroIrapuato, donde se hace un comparativo del análisis del ciclo de vida (LCA) y del costo de ciclo de vida (LCCA) contra un esquema de conservación tradicional.
2 INTRODUCCIÓN
En 1994 entró en vigor el Tratado de Libre Comercio (TLC), un acuerdo comercial trilateral firmado por Estados Unidos, Canadá y México. Si bien en estos 30 años se han generado polos de desarrollo económico muy importantes, una de las consecuencias fue el notorio incremento en los vehículos de carga que transitaban en todos los corredores carreteros del país. Este tránsito vehicular produjo un deterioro acelerado y progresivo en los pavimentos, con las consecuentes afectaciones para los usuarios. Desde ese momento, dependencias federales de infraestructura carretera y concesionarios privados comenzaron a buscar alternativas y soluciones más duraderas, y una de ellas son los pavimentos de larga duración (PLD).
Los PLD son estructuras que se construyen para tener una vida útil mayor a la de un pavimento convencional, generalmente, con una duración mayor a los 25 años. En este pavimento solamente se sustituye periódicamente la capa de rodadura (Stone Matrix Asphalt-SMA, Capa Asfáltica Superficial Altamente Adherida-CASAA, etc.) y el resto de las capas estructurales no son intervenidas.
Los PLD están conformados por dos capas asfálticas con funciones específicas y diferenciadas de otros sistemas de pavimentación. La capa de alto módulo (CAM) es una mezcla asfáltica densa con tamaño nominal (TN) del agregado de 3/4” a finos. Esta mezcla tiene la función de trabajar a rodera o deformación plástica, y para ello presenta un valor de módulo dinámico |E*| mínimo de 10,000 MPa (10 Hz y 20 °C). Subyacente a la CAM, hay una capa absorbedora de tensión (CAT), una mezcla asfáltica densa (con TN similar a la CAM) que permite que el pavimento trabaje a la fatiga ocasionada por la acción de las cargas vehiculares, y presenta un valor de |E*| mínimo de 4,000 MPa (10 Hz y 20 °C). Debajo de la CAM y CAT, se desplantan capas granulares como subbases y/o bases hidráulicas (ver Figura 1).
Los PLD se diseñan mediante metodologías empírico-mecanicistas, y comúnmente se emplea el software PerRoad 4.4, desarrollado por la National Center Asphalt Technology (NCAT) de Auburn, Alabama [1].
Debido a que en los PLD solamente se sustituye la capa de rodadura, existen ventajas desde el punto de vista de la afectación a los usuarios y la reducción de emisiones de bióxido de carbono a la atmósfera a causa del ahorro de materiales. El análisis de costo de ciclo de
Figura 1. Pavimentos de larga duración (PLD). Elaboración propia.
vida (Life Cycle Cost Analysis LCCA) es una técnica de evaluación que se aplica a la toma de decisiones en proyectos carreteros y ayuda a determinar la forma más económica de realizarlos, ya que su enfoque permite la comparación entre costos totales de distintas alternativas de solución a una situación dada, por ejemplo, los costos iniciales de construcción y las actividades de conservación y mantenimiento por parte de la agencia o concesionaria. Además, permite estimar los efectos de estas actividades para los usuarios de la infraestructura carretera [2] [3] [4]
El concepto medioambiental del análisis del ciclo de vida (LCA) se introdujo por primera vez en la década de 1960 para controlar y estimar los impactos debidos a los residuos sólidos, así como las emisiones a la atmósfera, la tierra y el agua [5]. Posteriormente, se amplió para incluir las emisiones de productos químicos, la producción de energía y el uso de recursos. La primera norma internacional se introdujo en 2004, cuando la ISO 14001 (Organización Internacional de Normalización) proporcionó un marco para estimar estos impactos, con el fin de facilitar la toma de decisiones sobre productos y servicios. Hoy en día existen cuatro normativas relacionadas con el análisis de ciclo de vida: a) ISO 14040, que establece el marco de referencia, principios y necesidades básicas para realizar el análisis de ciclo de vida, b) ISO 14041, que especifica las necesidades y procedimientos para elaborar la definición de objetivos y alcance del estudio, c) ISO 14042, en la cual se describe y establece una guía de la estructura general de la fase de análisis de impacto, y d) ISO 14043, la cual proporciona recomendaciones para realizar la fase de interpretación de un LCA.
En este artículo técnico se presentan los análisis LCA y LCCA en la autopista de cuota Querétaro-Irapuato, tramo del km 7+200 al km 40+000 en el cuerpo A del concesionario Banobras. Este tramo vial está desarrollado en el corredor carretero Querétaro-Ciudad Juárez, uno de los más importantes y con mayor relevancia en nuestro país debido a su ubicación geográfica y estratégica centro-norte.
3 OBJETIVO
El objetivo de este análisis es evaluar los beneficios ambientales y económicos de la selección de pavimentos de larga duración diseñados para alcanzar vidas útiles mayores a los 35 años en comparación con la selección de una estructura de pavimento en la que se requieren múltiples intervenciones de rehabilitación.
Mediante el caso de estudio que aquí se muestra, se pretende identificar las oportunidades para reducir el impacto ambiental y mejorar el ahorro económico, gracias a la implementación de tecnologías que contemplan un horizonte de diseño de larga duración.
4 METODOLOGÍA
En el presente artículo se realizan los análisis de LCA y LCCA de un pavimento convencional y un PLD, considerando un periodo de vida útil de 35 años.
Para el análisis LCA se utiliza la herramienta basada en Excel® LCA Pave, desarrollada por la Federal Highway Administration (FHWA). El análisis contempla las siguientes fases (ver Figura 2):
a. Adquisición y producción de material y procesamiento. Incluye el material asfáltico, los materiales pétreos y la producción de las mezclas en planta.
b. Construcción. Incluye las actividades de fresado, barrido, aplicación de riegos de liga, colocación de la mezcla y compactación.
c. Mantenimiento y rehabilitación. En esta etapa se consideran en el PLD los procesos de fresado y reemplazo de capas de rodadura, mientras que en la estructura convencional, además da la sustitución de la capa de rodadura, se consideran fresados y colocación de carpetas nuevas.
d. En fase de vida final se considera que todos los materiales que constituyen la estructura del pavimento convencional y el PLD se pueden reciclar.
Los datos utilizados corresponden a los insumos y actividades de construcción/mantenimiento y rehabilitación utilizados en la carretera Querétaro-Irapuato y suministrados por la compañía constructora.
Figura 2. Diagrama de flujo considerado para el análisis de LCA [6]
Para el análisis LCCA se utiliza la herramienta Life Cycle Cost Analysis (LCCA), desarrollado por la Asphalt Pavement Alliance [7]. Este software permite calcular el valor presente neto (VPN) de diferentes alternativas de proyecto por medio de un análisis determinístico o probabilístico, además de que cumple con las recomendaciones de la FHWA para el análisis del costo del ciclo de vida en el diseño de pavimentos. El software LCCA se centra en la determinación de los costos del usuario por las actividades de construcción, mantenimiento, rehabilitación y/o reconstrucción. En la determinación del VPN se incluyen los costos de la dependencia y los del usuario en la zona de trabajo. Los de la dependencia son los relativos a la construcción, mantenimiento y al valor de rescate. Los costos a los usuarios se refieren a la reducción de la velocidad en las zonas de trabajo (velocidad menor a la de operación), mayores tiempos de espera (mayor tiempo de traslado, creación de filas en horas pico), costos de horas-hombre y sobrecosto del viaje. En la Figura 3 se muestra el diagrama de flujo correspondiente a este análisis.
3. Diagrama de flujo considerado por LCCA (APA).
4.1 Comparativa de estructuras entre los análisis LCA y LCCA
Para la comparativa de estructuras de pavimento en el tramo carretero considerado, se empleará un PLD y un pavimento convencional. Para la primera y segunda alternativa se considera el siguiente tren de rehabilitación sobre el pavimento con base cementada mostrada en la Tabla 1 y Figura 4
Tabla 1. Tren de rehabilitación de la alternativa 1 y 2 sobre el pavimento con base cementada.
Alternativa 1. PLD
Recorte y acarreo a banco de tiro de 10 cm de carpeta asfáltica existente.
Recorte y disgregado de 35 cm de base cementada (80% para base hidráulica y 20% de desperdicio).
Colocación de base hidráulica de 28 cm de espesor.
Colocación de capa absorbente de tensión (CAT) de 7 cm de espesor
Colocación de capa de alto módulo (CAM) de 15 cm de espesor.
Colocación de capa de rodadura tipo CASAA de 3 cm de espesor.
Alternativa 2. Estructura convencional
Recorte y acarreo a banco de tiro de 10 cm de carpeta asfáltica existente.
Recorte y acarreo a banco de tiro de 10 cm de carpeta asfáltica existente.
Recorte y disgregado de 35 cm de base cementada (80% para base hidráulica y 20% de desperdicio).
Colocación de base hidráulica de 28 cm de espesor.
Colocación de base estabilizada con asfalto espumado (BEAE) de 30 cm de espesor.
Colocación de carpeta asfáltica densa de 14 cm de espesor.
Figura
Figura 4. Estructuras de rehabilitación del pavimento para las comparativas de LCA y LCCA.
5 CASO DE ESTUDIO AUTOPISTA QUERÉTARO-IRAPUATO
(BANOBRAS)
Se definió como caso de estudio la autopista Querétaro-Irapuato en el tramo del km 7+200 al 40+000 en cuerpo A. Es una carretera de altas especificaciones conformada por 4 carriles de circulación (2 por sentido en cada cuerpo). Esta vía de comunicación forma parte del corredor carretero Querétaro-Ciudad Juárez. Esta carretera se desarrolla en el corredor industrial del Bajío, que enlaza los estados de Querétaro y Guanajuato. A continuación, se comentan los insumos incorporados a las plataformas de análisis del LCA y LCCA para este artículo técnico.
5.1 Información para análisis LCA
En las Tablas 2 y 3 se presentan los desgloses de materiales, equipos de producción, transporte, y equipos de construcción que se consideraron para las intervenciones de fresado, elaboración de mezclas en caliente, tendido, compactación de capas de rodadura y capas estructurales para la alternativa 1, que considera el PLD, y la alternativa 2, que considera la construcción de un pavimento convencional.
Tabla 2. Información de materiales y consumos de maquinaria para alternativa 1.
Año 0
Rehabilitación inicial con PLD RAP
Base hidráulica
CAT
CAM
CASAA
50,516 ton-cortas 560 horas (fresadora)
153,069 ton-cortas
600 horas (extendedora + equipos de compactación)
55,275 ton-cortas
1050 horas (barredora + petrolizadora + producción + extendedora + equipos de compactación)
113,511 ton-cortas 1500 horas (petrolizadora + producción + extendedora + equipos de compactación)
22,702 ton-cortas
800 horas (petrolizadora + producción + extendedora + equipos de compactación)
Alternativa 1 (PLD) Actividad Capa
RAP
Año 7
Fresado 3 cm + CASAA 3 cm
Año 14
Fresado 3 cm + CASAA 3 cm
Año 21
Fresado 3 cm + CASAA 3 cm
Año 28
Fresado 3 cm + CASAA 3 cm
CASAA
RAP
CASAA
RAP
CASAA
RAP
CASAA
Materiales/consumo maquinaria (horas)
15,185 ton-cortas
300 horas (fresadora)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
15,185 ton-cortas
300 horas (fresadora)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
15,185 ton-cortas
300 horas (fresadora)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
15,185 ton-cortas
300 horas (fresadora)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
Tabla 3. Información de materiales y consumos de maquinaria para alternativa 2.
Alternativa 2 (estructura convencional)
RAP
Base hidráulica
Año 0
Rehabilitación con pavimento convencional
Base espumada
Carpeta densa
CASAA
RAP
Año 7
Fresado 3 cm + CASAA 3 cm
CASAA
RAP
Año 16
Fresado 10 cm + Carpeta densa + CASAA 3 cm
Carpeta densa
CASAA
50,516 ton-cortas
560 horas (fresadora)
153,069 ton-cortas
600 horas (extendedora + equipos de compactación)
1973 ton-cortas
600 horas (barredora + petrolizadora + producción + extendedora + equipos de compactación)
78,964 ton-cortas
1000 horas (petrolizadora + producción + extendedora + equipos de compactación)
22,702 ton-cortas
1000 horas (petrolizadora + producción + extendedora + equipos de compactación)
15,185 ton-cortas
300 horas (fresadora)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
50,618 ton-cortas
200 horas (fresadora)
78,964 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
Alternativa 2 (estructura convencional)
Año 21
Año 26
Fresado 10 cm + Carpeta densa + CASAA 3 cm
Fresado 10 cm + Carpeta densa + CASAA 3 cm
Año 31 Fresado 10 cm + Carpeta densa + CASAA 3 cm
RAP
Carpeta densa
CASAA
RAP
Carpeta densa
CASAA
RAP
Carpeta densa
CASAA
5.2 Información para análisis LCCA
50,618 ton-cortas
200 horas (fresadora)
78,964 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
50,618 ton-cortas
200 horas (fresadora)
78,964 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
50,618 ton-cortas
200 horas (fresadora)
78,964 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
22,702 ton-cortas
1000 horas (barredora+ petrolizadora + producción + extendedora + equipos de compactación)
Para este rubro se estimaron los costos de agencia en los cuales se determinan los volúmenes de obra y los costos directos de cada una de las alternativas planteadas. Para este caso se manejan costos directos de referencia actualizados. En la Tabla 4 se muestran los datos de entrada del tránsito, información que sirve para el cálculo de los costos a los usuarios, así como los costos inherentes a la zona de trabajo, por las reducciones de carriles durante las obras, tanto en la etapa de construcción o rehabilitación inicial, como durante los trabajos de mantenimiento en el horizonte de análisis, el cual se estableció en 35 años. Los costos a los usuarios están asociados a los costos de operación vehicular.
vehículos Tasa de crecimiento
Periodo de análisis 35 años
ESALS para 35 años
Tasa de descuento
millones
Vida útil remanente/valor residual 0
Tabla 4. Insumos de tránsito para análisis de LCCA (costos usuarios) [8]
Dato Valor TDPA diseño
6 EVALUACIÓN ESTRUCTURAL DEL PLD
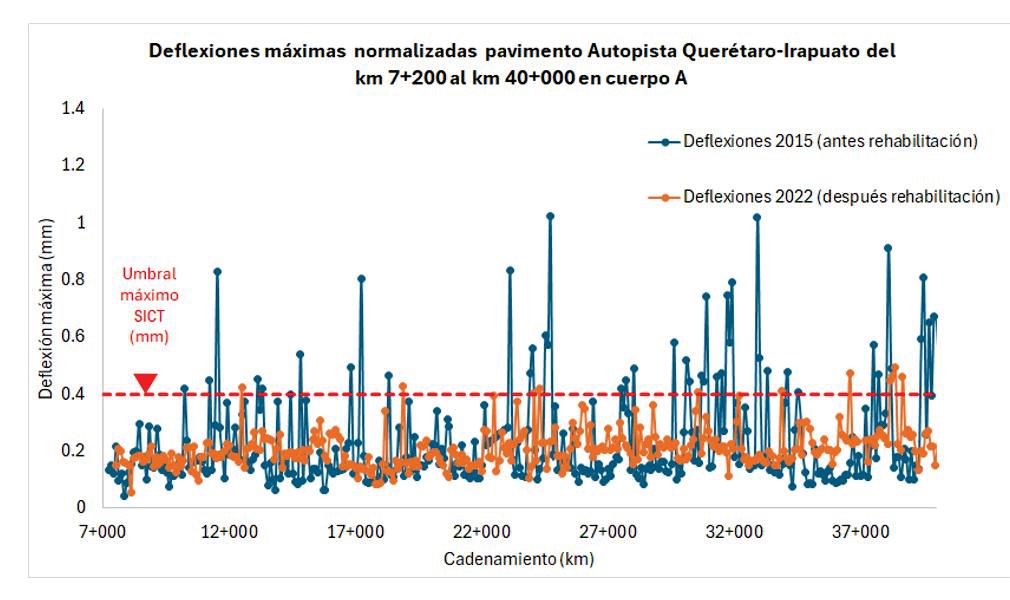
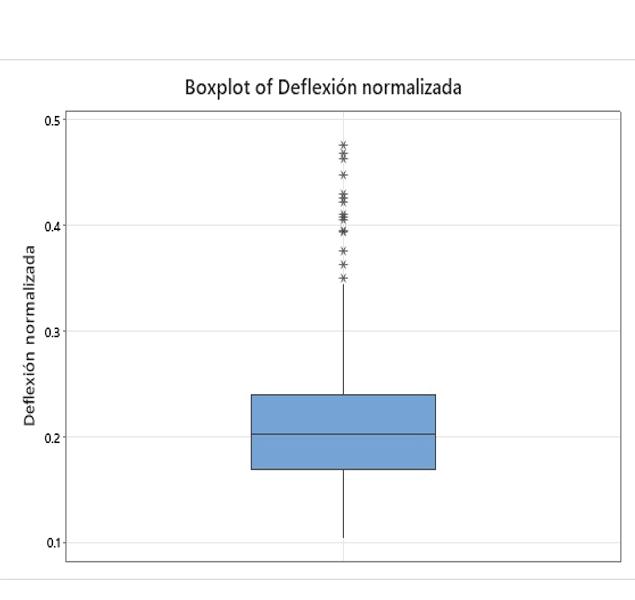
En la Figura 5 se muestran los resultados de la deflexión máxima normalizada a 700 kPa para el tramo en estudio. Las deflexiones obtenidas en 2015, antes de la rehabilitación del pavimento, mostraban una condición estructural no aceptable, con valores de deflexión por arriba de los máximos de aceptación de la normativa de la Secretaría de Infraestructura, Comunicaciones y Transportes (0.4 mm). Después de la rehabilitación del pavimento con PLD, se llevaron a cabo mediciones de deflectometría, cuyos resultados, en 2022, reflejaron una mejoría estructural en el pavimento. El valor promedio de las deflexiones fue de 0.2126 con una desviación estándar de 0.0655. Se utilizaron los valores de deflexiones para obtener, mediante retrocálculo, los módulos elásticos de las diferentes capas. Posteriormente, se empleó el software IMT Pave 3.2 para estimar de forma teórica si la estructura cumplirá con la vida útil de diseño mayor a 25 años. De acuerdo con los resultados obtenidos, la estructura de PLD tendría una vida remanente superior a los 25 años.
Resultados deflexión máxima en la autopista Querétaro-Irapuato del km 7+200 al km 40+000 en cuerpo A (antes y después rehabilitación del pavimento con PLD).
7 ANÁLISIS DE RESULTADOS
a. Resultados LCA
En la Figura 6 se muestran los resultados globales de las dos alternativas analizadas en este artículo técnico. Para este análisis, puede observarse que la alternativa del PLD (alternativa 1) presenta valores normalizados menores de emisiones contaminantes comparados con la alternativa de pavimento convencional. De forma general, hay una reducción del 40% en la mayoría de los indicadores de impacto del PLD respecto a la alternativa del pavimento convencional. Esto se origina por una mayor cantidad de actividades de intervenciones de conservación en el periodo de vida útil del pavimento convencional. Como se puede apreciar, en el PLD se tiene la mayor afectación en la construcción inicial (ver Figura 7). En cambio, para el pavimento convencional existe mayor afectación en las etapas de conservación a lo largo de la vida útil del proyecto (ver Figura 8).
Figura 5.
b. Resultados LCCA
La Figura 9 muestra la comparativa de alternativas considerando los costos de la agencia, a los usuarios y los costos totales. La alternativa que presenta los mayores costos es la alternativa de pavimento convencional (barra verde). En cambio, la que representa el menor monto es la alternativa del PLD (barra azul). Para este caso, la alternativa del PLD representa los menores costos
Figura 6. Resultados de LCA, comparativa de alternativas.
Figura 7. Resultados de LCA, alternativa 1.
obtenidos en el análisis LCCA. Se puntualiza la gran afectación que tiene para el usuario una intervención mayor durante el ciclo de vida del proyecto.
8 CONCLUSIONES
Para el análisis LCA, puede observarse que la alternativa del PLD presenta valores normalizados menores de emisiones contaminantes comparados con la alternativa de pavimento convencional. Esto ocurre debido a una mayor cantidad de actividades de intervenciones de conservación en el periodo de vida útil del pavimento.
En el análisis LCCA de los dos esquemas de conservación analizados, la alternativa económica más rentable resulta ser el PLD, pues implica una inversión inicial con un mayor costo, para tener las menores afectaciones futuras al tránsito del usuario y menor inversión en el ciclo de vida.
Figura 8. Resultados de LCA, alternativa 2.Resultados LCCA.
Figura 9. Resultados de LCCA.
Para demostrar la capacidad estructural del PLD, se llevaron a cabo mediciones de deflectometría, cuyos resultados en 2022 reflejan una mejoría estructural en el pavimento. El valor promedio de las deflexiones fue de 0.2126, con una desviación estándar de 0.0655. Se utilizaron los valores de deflexiones para obtener, mediante retrocálculo, los módulos elásticos de las diferentes capas. Posteriormente, se utilizó el software IMT Pave 3.2 para estimar de forma teórica si la estructura cumplirá con la vida útil de diseño mayor a 25 años. De acuerdo con los resultados obtenidos, la estructura de PLD tendría una vida remanente superior a los 25 años. Los análisis LCA y LCCA deben considerarse como herramientas en la toma de decisiones de alternativas de pavimentación de la red carretera nacional. Los recursos económicos finitos y los aspectos medioambientales hacen que estas herramientas sean necesarias al definir un proyecto de infraestructura.
9 AGRADECIMIENTOS
Un especial agradecimiento a la empresa Coconal por proporcionar la información sobre maquinaria, rendimientos y consumo de los trabajos de rehabilitación realizados en esta vía de comunicación.
10 REFERENCIAS
[1] Newcomb, D. E., Timm, D. H. & Willis, J. R. (2020). Perpetual Pavements: A Manual of Practice. 1st Edition. USA. National Asphalt Pavement Association.
[3] ACPA, (2012), Life-Cycle Cost Analysis. A Tool for Better Pavement Investment and Engineering Decisions.
[4] US. Department of Transportation, Office of Asset Management. (2002). Life-Cycle Cost Analysis Primer. USA. Federal Highway Administration.
[5] Harvey, J. T., Meijer, J., Ozer, H., Al-Qadi, I. L., Sabori, A. and Kendall, A. 2016. Pavement Life Cycle Assessment Framework. FHWA-HIF-16-014
[6] Kendall, A. 2012. Life Cycle Assessment for Pavement: Introduction. Presentation in Minutes, FHWA Sustainable Pavement Technical Working Group Meeting, April 25-26, 2012, Davis, CA.
[7] Timm, D. H. Life Cycle Cost Analysis of Pavement Structures Software, Auburn University, https://www.eng.auburn.edu/users/timmdav/Software.html
[8] Moreno, F. (2021). Análisis de costo de ciclo de vida de pavimentos en autopistas de cuota, XI Congreso Mexicano del Asfalto, Cancún, Quintana Roo.
IDENTIFICACIÓN DE CICLOS DE DETERIORO EN FUNCIÓN DEL IRI MEDIANTE TÉCNICAS
ESTADÍSTICAS
Instituto Mexicano del Transporte, San Fandila, México
José Ricardo Solorio Murillo, rsolorio@imt.mx
Agustín Sánchez Olguín, Agustin.Sanchez@imt.mx
Marcos Ariel Villanueva Guzmán, ariel.villanueva@imt.mx
APORTACIONES
1 RESUMEN
El presente trabajo aborda la aplicación de un enfoque alternativo para la delimitación de ciclos de deterioro de segmentos de pavimento y la subsecuente recuperación de información complementaria para el desarrollo de modelos de evolución. Este enfoque comprende, por un lado, la identificación de tramos candidatos para la modelización en función de las diferencias entre mediciones anuales y, por otro, la validación de estos tramos mediante la aplicación de la prueba t por pares a las mediciones. La identificación preliminar tiene como propósito evitar la búsqueda y el procesamiento de información complementaria de tramos sin utilidad real para la modelización, tareas que forman parte del enfoque convencional empleado en el desarrollo de modelos para familias de tramos. En el enfoque alternativo, se ha previsto el tratamiento de la información complementaria mediante la aplicación reiterada de los mismos procesos de identificación preliminar/análisis estadístico con los indicadores que correspondan, así como la posterior combinación de los segmentos obtenidos con cada indicador. El nuevo enfoque puede ser útil para reducir los tiempos de consulta y proceso de información en los casos en los que la misma no se encuentre almacenada en una plataforma formal de bases de datos.
2 INTRODUCCIÓN
En este documento se resumen los hallazgos del proyecto II-24/21 del Instituto Mexicano del Transporte, titulado Desarrollo de modelos de evolución del IRI a nivel de red mediante la regresión de datos históricos. Fase 1: Identificación de ciclos de deterioro mediante técnicas estadísticas. El proyecto se definió inicialmente en torno a dos actividades principales: por un lado, seleccionar y clasificar un conjunto de tramos de la red federal de carreteras en función de las variables explicativas del incremento del IRI y, por otro, delimitar para esos tramos posibles ciclos de deterioro con el auxilio de técnicas estadísticas. Al proceso implícito en la segunda actividad se le llama también “validación estadística” o “análisis detallado” en el resto del documento.
La primera actividad forma parte de un método para el desarrollo de modelos empíricos a nivel de red para familias de tramos definidas mediante un proceso de clasificación, método de uso común en EUA [1]. La necesidad de la validación estadística se deriva de la falta de registros sistemáticos y confiables del historial de conservación de las carreteras federales, lo que impide delimitar los ciclos de deterioro de manera directa y, con ello, recuperar los datos necesarios para el desarrollo de los modelos. En el caso de la red federal, la fuente principal de datos está constituida por el programa de auscultación de carreteras que ejecuta la Dirección General de Servicios Técnicos de la SICT desde 2012.
El programa de auscultación emplea como plataforma principal de almacenamiento un conjunto de archivos Excel individuales organizados por tramo, año y aspecto evaluado (características superficiales, estructurales y resistencia al deslizamiento). Dado el número considerable de archivos del programa, cualquier consulta de información resulta laboriosa, y en particular las necesarias para clasificar los tramos según lo antes mencionado. Consecuentemente, se añadió al proyecto una actividad consistente en la identificación preliminar de tramos con información potencialmente útil (tramos candidatos), a partir del cálculo de las diferencias entre valores medios anuales del indicador de interés (en este caso el IRI). Así, tanto la consulta de información sobre variables explicativas como el análisis detallado se llevaría a cabo solo en el caso de los tramos con incrementos sostenidos de la irregularidad, lo que constituye un enfoque alternativo para la selección de los datos para la modelización. Por otro lado, se decidió que el proceso de clasificación de los tramos estuviera también basado en la identificación preliminar de datos útiles y en la verificación estadística. Con ello se generaría una serie de ciclos de deterioro en términos de distintos indicadores, cuya combinación permitiría en última instancia definir las familias de tramos a las que corresponderían los modelos. Por su complejidad, se decidió postergar el desarrollo del nuevo proceso de clasificación, de manera que el presente documento trata únicamente la identificación de tramos candidatos y la evaluación estadística en lo que se refiere a la evolución del IRI.
La siguiente sección contiene una breve descripción de los modelos de deterioro y del enfoque alternativo propuesto para la identificación de datos útiles. En la sección 4 se presentan los datos utilizados en el análisis, que provienen de mediciones efectuadas en el corredor México-Nuevo Laredo durante el periodo 2012-2022. La sección 5 trata el procedimiento referente a la identificación de tramos candidatos a partir del promedio de las diferencias entre
mediciones anuales consecutivas y de criterios relacionados con su posible utilidad en el desarrollo de los modelos.
En la sección 6 se describe el análisis detallado y se ejemplifica su uso en la validación de tramos candidatos. El procedimiento incluye la aplicación de la prueba t por pares a mediciones anuales consecutivas para determinar la significación de las diferencias negativas observadas, el cual se ensayó con tres niveles de agregación de la información: tramos completos, segmentos homogéneos y segmentos definidos por marcas kilométricas. Esto último tuvo como propósito evaluar el efecto del tamaño de la muestra en los resultados. Finalmente, la sección 7 incluye las conclusiones del trabajo.
3 MODELOS DE DETERIORO E IDENTIFICACIÓN DE DATOS ÚTILES
3.1 Aspectos generales
Durante su vida útil, los pavimentos son objeto de una serie de ciclos continuos de deterioro que se reinician cada vez que se ejecutan trabajos de conservación, como lo ilustra el gráfico de la evolución del IRI en función del tiempo de la Figura 1. Los modelos de deterioro son expresiones matemáticas que se utilizan para simular estos ciclos, tarea de gran importancia en el diseño y la gestión de pavimentos. En el primer caso, los modelos se emplean como base para dimensionar la sección y especificar los materiales necesarios para ofrecer condiciones de servicio adecuadas durante la vida útil requerida. En el caso de la gestión, las previsiones de los modelos permiten justificar los programas de conservación necesarios para asegurar esas mismas condiciones a nivel de proyecto y de red, en la medida en que lo permitan los recursos disponibles.
3.2 Modelos de deterioro empíricos a nivel de red
Dentro de la esfera de competencia de las organizaciones de carreteras, resultan de especial interés los llamados modelos de deterioro empíricos a nivel de red, un tipo de modelos que se usa para representar el comportamiento del pavimento a través de cambios en variables que se calculan a partir de los datos de muestras representativas [1]. El carácter empírico de estos modelos proviene del hecho de que su desarrollo se basa en observaciones realizadas a través de la medición en campo de indicadores diversos del estado del pavimento. Por otro lado, la designación nivel de red implica que los modelos no se sustentan en una descripción teórica rigurosa del comportamiento del pavimento y que, en general,
sus resultados deben considerarse como estimaciones del orden de magnitud de los indicadores de condición en el futuro.
En EUA es común el desarrollo de modelos de deterioro empíricos a nivel de red con base en una metodología que puede dividirse en dos fases principales: la primera busca seleccionar un conjunto de tramos y clasificarlos en familias, de acuerdo con una serie predefinida de variables explicativas del deterioro del pavimento (volumen de tránsito, indicadores de la capacidad estructural, deterioros superficiales, agentes ambientales, etc.). La segunda fase comprende el ensamble propiamente dicho del modelo mediante técnicas de regresión, cadenas de Márkov (métodos más comunes) o empleando procedimientos alternativos [2]
En cualquier caso, el uso de esta metodología conduce a la obtención de modelos de tipo paramétrico, uno por cada combinación de las variables explicativas y todos ellos con una sola variable independiente: el tiempo transcurrido (en años) desde el último año de recopilación de los datos.
3.3 Identificación de datos útiles
El proceso para el desarrollo de modelos empíricos de deterioro exige que la información de base corresponda exclusivamente a ciclos como los que aparecen en la Figura 1. Para lograr lo anterior, debe dividirse cualquier periodo que incluya trabajos de conservación y señalarse los años de inicio y finalización de las obras (que a menudo coinciden) como los años de terminación y comienzo de ciclos distintos. Nótese que, con la delimitación de ciclos de deterioro, queda definido también el conjunto de datos útiles para el proceso de modelización.
Desafortunadamente, en el caso de las carreteras mexicanas no existen registros institucionales sistematizados de los trabajos de conservación llevados a cabo en el tiempo. Derivado de este hecho, en años recientes se realizó en el IMT un proyecto vinculado a una tesis de grado en el que se propuso un método para subsanar en cierta medida la carencia de registros históricos. El método se basa en la aplicación de una prueba de hipótesis para evaluar
Figura 1. Ciclos de deterioro de un pavimento en función del IRI.
la significación estadística de diferencias negativas de IRI entre mediciones anuales consecutivas y, con ello, identificar los años que posiblemente correspondan al final de un ciclo de deterioro y al inicio de uno nuevo [3]. Con este fin, puede aplicarse la prueba de los signos o la prueba t por pares
En lo que corresponde a la segunda de las pruebas, la significación de las diferencias negativas puede evaluarse mediante las expresiones:
��������0 : ���������������� = 0
��������1 : ���������������� < 0
(1)
En las expresiones anteriores, H0 y H1 son la hipótesis nula y la hipótesis alternativa, respectivamente, mientras que ���������������� es la media de las diferencias entre las mediciones de IRI anteriores y posteriores de cada par de años consecutivos considerados. La significación de las diferencias negativas puede evaluarse en términos del valor p de la prueba, para un intervalo de confianza dado.
Por otra parte, el programa de auscultación de la red federal de carreteras, que tiene en marcha la Dirección General de Servicios Técnicos de la SICT desde 2012, constituye la principal fuente de información para el desarrollo de modelos de deterioro de los pavimentos de esta parte de la red nacional. La plataforma de almacenamiento de los datos del programa es un vasto conjunto de archivos de Excel que, hasta el año 2022, comprendía aproximadamente 150,000 archivos y un espacio de almacenamiento de 224 GB. Este hecho representa una limitante para recuperar y procesar la información en forma ágil, de manera que el ejercicio descrito en este documento y otros realizados en el pasado han estado precedidos con la migración de información a plataformas formales de bases de datos [4], [5]
El proceso de identificación de datos útiles abarca no solo al parámetro de interés para la modelización del deterioro, sino también a las variables explicativas utilizadas en la clasificación de los tramos a los que se refiere la metodología delineada en el inciso 3.2. En ambos casos, es necesario recuperar datos útiles dentro de los ciclos de deterioro delimitados en función del parámetro principal, por lo que la recuperación de información para el desarrollo de modelos empíricos a nivel de red y la identificación de datos útiles pueden ser tareas laboriosas y lentas en el caso de la red federal de carreteras.
3.4 Enfoque alternativo
Tomando en cuenta lo expuesto en el inciso anterior, se propone investigar un método alternativo para la identificación de tramos útiles, que permita seleccionar tramos de manera preliminar antes de proceder a la validación estadística de los datos y a la recuperación de información complementaria para la clasificación de los tramos en familias. A continuación, se precisan las distintas tareas del método:
a. Seleccionar una muestra de tramos de la red federal de carreteras.
b. Integrar series anuales del indicador de interés (en este caso el IRI) para esos tramos, que abarquen la cobertura total del programa de auscultación.
c. Para cada tramo considerado y cada par de mediciones anuales disponibles, calcular el promedio de las diferencias de las mediciones de cada par.
d. Delimitar en forma preliminar posibles ciclos de deterioro con base en el signo de los promedios de las diferencias y seleccionar tramos para el análisis estadístico tomando en cuenta criterios, como los que se indican a continuación:
i. Duración de los ciclos.
ii. Ocurrencia de los ciclos en los últimos años del periodo de análisis.
iii. Similitud de los patrones de evolución con las curvas teóricas.
iv. Similitud de los patrones de evolución en tramos contiguos.
v. Longitud: a mayor longitud mayor disponibilidad de datos.
vi. Diferencias negativas mínimas, las cuales pueden tener relación con un comportamiento estable de los tramos con respecto al deterioro.
e. Validar estadísticamente la utilidad de cada tramo seleccionado mediante las siguientes acciones:
i. Verificar la duración del ciclo de deterioro del tramo aplicando la prueba t a cada par de mediciones consecutivas.
ii. Utilizando el método de segmentación dinámica del IMT [6] u otro similar, dividir el tramo en segmentos homogéneos de longitud variable obtenidos en función del indicador de interés y aplicar la prueba a cada segmento.
iii. Dividir el tramo en segmentos definidos entre postes kilométricos y aplicar la prueba a todos los segmentos resultantes.
iv. Determinar los efectos de las segmentaciones de los dos puntos previos en amplitud de los ciclos y, de ser necesario, ajustar correspondientemente la definición de los tramos con datos útiles.
f. Repetir los pasos c) a e) en función de otros parámetros relacionados con el deterioro del pavimento, como el coeficiente de fricción, el agrietamiento o las deflexiones.
g. Integrar segmentos con patrones de deterioro homogéneos mediante la combinación de los ciclos de deterioro identificados para los diferentes parámetros.
h. De ser necesario, dividir los segmentos del punto anterior en función de sus características de tránsito, clima y de su jurisdicción.
En las siguientes secciones, se describe la aplicación de lo indicado en los cinco primeros incisos del procedimiento al análisis de la evolución del IRI en el corredor México-Nuevo Laredo durante el periodo 2012-2022. Se contempla el análisis y la estructuración del resto del procedimiento en estudios posteriores.
4 INFORMACIÓN UTILIZADA
4.1 Programa de auscultación de la SICT
Los datos utilizados en el presente trabajo son producto del Programa de auscultación de la Red Carretera Federal puesto en marcha por la Dirección General de Servicios Técnicos (DGST) de la SICT en el año 2012 y vigente hasta la fecha. Este programa tiene como fin último la evaluación de la capacidad funcional y estructural de las carreteras federales del país, libres y de cuota. Para ello, se miden anualmente distintos indicadores del estado físico de los pavimentos como el Índice de Regularidad Internacional (IRI), el coeficiente de fricción, la profundidad de la macrotextura, la profundidad de roderas, el área afectada por deterioros superficiales y las deflexiones del pavimento [7]
La información recopilada cada año se entrega a las Direcciones Generales de la Subsecretaría de Infraestructura, que la utilizan en la caracterización del estado actual de las carreteras federales y en la preparación de programas y proyectos para su conservación y modernización. El Instituto Mexicano del Transporte también ha sido destinatario de los datos de programa y los ha empleado en proyectos de investigación y desarrollo diversos como el aquí presentado.
Dado el inconveniente que, en términos de accesibilidad de la información, representa el uso de archivos Excel por tramo/año/aspecto evaluado como plataforma principal para el almacenamiento de los datos del programa, en estudios previos del IMT relacionados con la evolución del IRI en la red federal se ha migrado parte de la información del programa a una plataforma de bases de datos, en particular las mediciones de IRI efectuadas entre 2012 y 2016 en el corredor México-Nuevo Laredo.
A fin de aprovechar la migración de esta información, se decidió enfocar el nuevo proyecto en el mismo conjunto de tramos, lo que implicó la necesidad de complementar la base de
datos con las mediciones efectuadas entre 2017 y el último año con información disponible al momento de iniciar el proyecto, esto es, 2022. Al igual que en la última migración, efectuada como parte del proyecto II-15/21, se utilizó como plataforma de destino el sistema de gestión de bases de datos relacionales SQL Server [5]. El procesamiento de información para la identificación preliminar de datos útiles, se llevó a cabo a través de una serie de libros de Excel, en los que se utilizaron referencias a archivos con este mismo formato creados mediante el software que se desarrolló como parte del mismo proyecto II-15/21.
Cabe destacar que la muestra del estudio comprende todos los tramos de carreteras con algún tramo dentro del corredor, independientemente de la pertenencia al mismo de cada tramo individual. Así, la muestra quedó integrada por sesenta y nueve tramos que forman parte del corredor y veinte localizados fuera de él. La identificación de carreteras y tramos se basa, en lo general, en el sistema de clasificación del Libro de Datos Viales de la SICT [8]
Sin embargo, para facilitar la referencia a los tramos en los distintos resúmenes de resultados, se adoptó una clave del tipo:
���������������� [EC|FC] SC��������
donde nn es un número consecutivo con formato de dos dígitos y las siglas EC|FC indican si el tramo se encuentra dentro o fuera del corredor. Asimismo, SCm se refiere al sentido de circulación con m =1 para el sentido en el que crece el cadenamiento, 2 para el sentido en el que decrece y 0 para ambos sentidos en vías de un carril por sentido.
4.3 Mapas de calor del IRI
La migración a una plataforma de bases de datos de los resultados del programa de auscultación facilita la realización consultas de muy diversa índole y gran utilidad. Una de ellas consiste en la visualización de la variación espacial y temporal de las mediciones, mediante gráficos conocidos como mapas de calor. En general, este tipo de gráficos permite representar la magnitud de un fenómeno mediante escalas de colores y dar seguimiento a su evolución en dos dimensiones, en este caso, la distancia con respecto a un origen determinado y el tiempo.
A manera de ejemplo considérese el mapa de la Tabla 1 en el que se ilustra la variación espacial de los valores medios de IRI en los tramos en los que se divide la autopista Puerto México-La
Carbonera, según el Libro de Datos Viales de la DGST. Se presentan únicamente los tramos con sentido de circulación coincidente con la dirección en la que crece el cadenamiento. El mapa se ha construido con base en una escala de colores que varía gradualmente entre verde (IRI≤1.00), amarillo (IRI=2.25) y rojo (IRI≥3.50).
Tabla 1. Mapa de calor del IRI, autopista Puerto México-La Carbonera, SC1 (202+000 - 235+600).
El mapa muestra dos zonas contrastantes: la primera, abarca los tramos 48 al 51 (del km. 202+000 al 205+760), y exhibe un comportamiento de bueno a regular entre 2012 y 2017, que empeora a partir de 2019 con un deterioro sostenido que da como resultado valores de IRI de alrededor de 4 m/km en las mediciones de 2022. La otra zona se encuentra definida entre los tramos 52 al 54 (km. 205+760 al 235+600) y presenta un comportamiento más estable, con valores de IRI que no superan los 2.5 m/km, aunque se observa también una mayor degradación hacia el final del periodo. El mapa permite también advertir que no se realizaron mediciones en el año 2018.
5 IDENTIFICACIÓN PRELIMINAR DE DATOS ÚTILES
5.1 Diferencias entre mediciones sucesivas
A través de los mapas de calor basados en los valores medidos de IRI, se pueden identificar de manera expedita los niveles de irregularidad existentes en un tramo y las tendencias de su evolución en el tiempo. Sin embargo, resulta difícil apreciar en ellos el signo del cambio en el promedio del IRI entre dos mediciones consecutivas, el cual se pretende utilizar como indicador para la delimitación preliminar de los ciclos de deterioro, de acuerdo con lo expuesto en el inciso 3.4.
De esta manera, para los fines del presente estudio, resulta de mayor utilidad la generación de mapas de calor de las diferencias entre tales mediciones. Como ejemplo de este modo alternativo de visualizar la evolución temporal del IRI, en la Tabla 2 se presenta el mapa de las diferencias entre promedios anuales para la misma autopista Puerto México-La Carbonera, en el sentido de circulación SC1.
Tabla 2. Mapa de las diferencias, Puerto México-La Carbonera, SC1 (202+000 - 235+600).
En este caso, se utiliza una escala graduada de colores diferente, que varía entre: rojo ( ���������������� ≤ 2.5), blanco ( ���������������� = 0) y verde (���������������� ≥ 2.5), donde ���������������� = 0 representa la media de las diferencias entre años consecutivos. Si bien la Tabla 2 también muestra cierto contraste entre el comportamiento de los tramos 48 al 51 y 52 al 54, en particular por el deterioro a mayor tasa del primer grupo al final del periodo, en realidad este nuevo diagrama proporciona evidencia de un comportamiento más o menos homogéneo del conjunto de tramos en lo que respecta a los ciclos de deterioro, especialmente por la aparente ejecución de obras entre los años 2012-2013 y 2014-2015 y por el franco deterioro del conjunto a partir de 2019. Este es, precisamente, el tipo de indicios que se procura encontrar en esta etapa de identificación preliminar de datos útiles. En el mapa de la Tabla 2 se advierte también que una suspensión de las mediciones como la ocurrida en 2018 provoca no solo la pérdida de datos de modelización para ese año, sino la del patrón de deterioro que cubre el periodo que va del año inmediato anterior al siguiente, es decir de 2017 a 2019.
Aunque los mapas como el de la Tabla 2 proporcionan una vista general de los patrones de deterioro, son los valores de las diferencias en sí mismos y su secuencia los elementos que condicionan la utilidad potencial de los tramos para el desarrollo de los modelos. En este sentido, es claro que solo serán de interés aquellos tramos en los que se observen secuencias de un cierto número de años consecutivos (duraciones de los ciclos) con diferencias medias positivas o negativas cercanas a cero. El conjunto de estos pares constituye la base para la selección de los tramos candidatos que serán objeto del proceso de análisis estadístico que se describe en la sección 6.
A fin de facilitar el proceso de identificación preliminar de los tramos, se escribió un código corto en lenguaje Visual Basic for Applications de Excel que calcula la duración máxima de los ciclos de deterioro de cada tramo, a partir de las diferencias contenidas en los mapas de calor. En la Tabla 3 se resumen estos resultados en términos del número de tramos por duración máxima del ciclo en años.
De acuerdo con esta tabla, la duración máxima de los posibles ciclos de deterioro detectada en la muestra fue de seis años, y solo se presenta en uno de los 173 tramos disponibles al considerar los diferentes sentidos de circulación. Asimismo, solo doce del total de los tramos presenta ciclos de cinco años, de manera que para el resto (92%), la duración máxima de los posibles ciclos es de entre dos y cuatro años. Este resultado es congruente con una percepción
existente en el medio respecto a la preponderancia de ciclos de deterioro cortos en la red federal de carreteras, especialmente en lo que concierne a la red primaria y de corredores de las que forman parte los tramos explorados en este trabajo.
Tabla 3. Duraciones máximas de los ciclos para los tramos de la muestra.
5.2 Selección de tramos para exploración detallada
Para la selección de los tramos candidatos se utilizaron los criterios indicados en el inciso 3.4, que incluyen, además de la duración de los ciclos a que se refiere la Tabla 3, aspectos como la ocurrencia de los ciclos en años recientes, la similitud de los patrones de evolución observados con los teóricos y la presencia de diferencias negativas mínimas.
Para ilustrar la validación estadística de tramos candidatos se utilizaron dos tramos cuya longitud y criterios de selección para el análisis detallado se indican en la Tabla 4. Los datos de localización de los tramos se proporcionan en los incisos 6.2 y 6.3.
07-FC-SC1 12.90
52-EC-SC1 19.18
Duración máxima del ciclo (6 años)
Ciclo reciente, parte de un grupo con tendencias similares (Lib. Ote. de Saltillo), tendencia parecida a la teórica, longitud
Antes de abordar el análisis estadístico de los tramos, se verificó que el tipo de pavimento (asfáltico o de concreto) no se modificara, ya que ello introduciría un elemento de heterogeneidad incompatible con la modelización del deterioro. La revisión permitió comprobar que los tramos empleados en los ejemplos tienen y han tenido pavimentos flexibles durante el periodo de análisis.
6 ANÁLISIS ESTADÍSTICO
6.1 Procedimiento de análisis
Como se indica en el inciso 3.4, la validación estadística de los tramos candidatos se basa esencialmente en la aplicación de la prueba t por pares con distintos niveles de agregación de los datos. Específicamente, el procedimiento comprende las siguientes tareas:
Tabla 4. Tramos seleccionados para exploración detallada.
a. Aplicar la prueba t por pares a las diferencias entre todos los pares de mediciones anuales consecutivas del tramo, y comparar los resultados con las medias de las diferencias calculadas según lo descrito en el inciso 5.1.
b. Seleccionar un año del periodo que resulte de interés para la definición de los ciclos de deterioro y dividir el tramo en segmentos homogéneos en función del IRI recopilado ese año, mediante el algoritmo de segmentación dinámica desarrollado por el IMT.
c. Aplicar la prueba t por pares a las mediciones que corresponden a los segmentos del punto anterior.
d. Dividir el tramo en segmentos definidos entre postes kilométricos y aplicar la prueba t a los datos de estos segmentos.
Para la aplicación de la prueba t por pares se utilizó la función t de Student de cola izquierda disponible en Excel, con un nivel de significación dado por �������� ≤ 0.05 . Los resultados se presentan también con el auxilio de mapas de calor, basados en una escala definida por los siguientes colores y valores: rojo ( �������� = 0), blanco (�������� = 0.05) y verde ( �������� = 1).
Respecto al algoritmo de segmentación dinámica del IMT, cabe señalar que se trata de un procedimiento que aplica el método de diferencias acumuladas documentado en la guía de diseño de pavimentos de AASHTO de 1986 y en técnicas de procesamiento de señales [6]
6.2 Tramo 07-FC-SC1
Este primer tramo conecta los entronques de la carretera Querétaro-San Luis Potosí con caminos que tienen como destinos las localidades de Juriquilla y San Miguel de Allende. El tramo solo comprende la calzada que conduce a la ciudad de San Luis Potosí y no forma parte del corredor México-Nuevo Laredo, que en esta zona discurre por el Libramiento Nororiente de Querétaro.
Por lo que toca a la comparación entre los resultados de significación estadística de la prueba t por pares a nivel de tramo y los signos de las diferencias entre las medias anuales de IRI, la Tabla 5 muestra que existe una correspondencia absoluta entre ambos.
De acuerdo con la misma tabla, el año 2019 podría marcar el fin de un ciclo de deterioro, de manera que se dividió el tramo en segmentos homogéneos según el IRI medido en ese año con el fin de representar la evolución de la distribución espacial de la regularidad entre 2014 y 2019. En la Tabla 6 se presentan los resultados de la aplicación de la prueba t a las mediciones correspondientes. Estos resultados indican que, si bien los pares de mediciones
Tabla 5. Valor p y media de las diferencias, tramo 07-FC-SC1.
con diferencias negativas significativas representan apenas un tercio del total del periodo 2019-2022, en general se aprecia una disminución de los valores p con respecto a los años anteriores. Adicionalmente, aunque en general el mapa de segmentos homogéneos reproduce el patrón representativo del tramo completo, este mapa contiene para años previos 2019 algunas celdas con valores p menores a los de la Tabla 6 e incluso inferiores al límite de significación establecido.
Tabla 6. Valor p para segmentos homogéneos, tramo 07-FC-SC1.
Finalmente, la Tabla 7 agrupa los valores de la prueba t por pares aplicada por segmentos definidos entre marcas de kilometraje. Si se compara este mapa con el de los segmentos homogéneos, se aprecia una mayor ocurrencia de segmentos/pares de años en los que podrían haberse realizado obras de conservación, lo que implicaría cierta reducción en el volumen útil de información.
Tabla 7. Valor p para segmentos entre postes de kilometraje, tramo 07-FC-SC1.
6.3 Tramo 52-EC-SC1
Como se menciona en el inciso 5.2, en la selección de este tramo para el análisis detallado se utilizó como criterio la ocurrencia del ciclo de deterioro en los últimos años del periodo de medición, lo cual queda de manifiesto en la representación de las diferencias entre mediciones anuales que aparece en la Tabla 8. Los resultados de la prueba t por pares contenidos también en la tabla son nuevamente congruentes con los signos de las diferencias. El tramo está definido por el par origen-destino (Lím. edos. N. L.-Coah.)-T. der. San Antonio de las Alazanas, dentro de la calzada orientada en el sentido del cadenamiento de la autopista Puerto México-La Carbonera.
Los resultados de la Tabla 8 sugieren que el ciclo de deterioro podría haberse iniciado desde 2015, sin embargo, no se puede tener certeza al respecto por la ausencia de mediciones en 2018. Con todo, la cercanía de los valores p a la unidad en el periodo 2015-2022 podría ser un reflejo del incremento sostenido del IRI entre esos años.
En este caso, los segmentos homogéneos se obtuvieron a partir de las mediciones efectuadas en el año supuesto de inicio del ciclo, es decir, 2015. Los resultados correspondientes de aplicación de la prueba t pueden consultarse en la Tabla 9
En esta tabla puede observarse que los primeros dos segmentos homogéneos cubren la mayor parte de la longitud del tramo (17.72 de un total de 19.18 km), y que tales segmentos tendrían un patrón de deterioro similar al del tramo en su conjunto. En contraste, los resultados que corresponden a los 1.46 km finales contienen evidencia de posibles intervenciones entre 2019-2020 y 2021-2022, lo que haría prácticamente inútiles los datos del periodo para la modelización del deterioro en los segmentos finales.
En lo que concierne al mapa de valores p de la segmentación basada en las marcas de kilometraje, de acuerdo con la Tabla 10, entre los pares de años 2016-2017 y 2019-2020 se observan valores más cercanos al umbral de rechazo de la hipótesis nula, aunque la significa-
Tabla 8. Valor p y media de las diferencias, tramo 52-EC-SC1.
Tabla 9. Valor p para segmentos homogéneos, tramo 52-EC-SC1.
ción estadística de las diferencias negativas en los pares de años solo se verifica para el último segmento entre los mismos años indicados para el mapa de segmentos homogéneos.
Tabla 10. Valor p para segmentos fijos de 1 km, tramo 52-EC-SC1.
En cualquier caso, este ejercicio y el anterior muestran la conveniencia de explorar los resultados de la prueba t con el menor nivel de agregación posible de los datos.
7 CONCLUSIONES Y RECOMENDACIONES
• El uso de datos del programa de auscultación de la DGST en el desarrollo de modelos de deterioro presenta dos dificultades importantes: a) Almacenamiento de los datos en archivos Excel individuales por tramo/año/aspecto evaluado; b) Carencia de un registro histórico sistematizado de trabajos de conservación. El enfoque alternativo de identificación de datos útiles constituye una opción para sortear ambas dificultades.
• Los resultados de los ejemplos muestran que los criterios de selección de tramos candidatos permiten identificar datos con un potencial de utilidad real para modelizar
la evolución del IRI en ausencia de acciones de conservación adicionales al mantenimiento rutinario.
• En algunos años del periodo cubierto por el programa de auscultación no se realizaron mediciones, lo que representa una dificultad adicional a las ya citadas. Sin embargo, como se desprende del segundo ejemplo, existen casos en que la tendencia de los datos muestra que los tramos con datos faltantes aun podrían ser de utilidad para el desarrollo de los modelos. Para tener mayor certeza respecto a tal utilidad, sería conveniente encontrar algún mecanismo que permitiera confirmar la homogeneidad de esta tendencia.
• En general, se observa que la aplicación de la prueba t con menores niveles de agregación revela mayores detalles respecto a la utilidad de la información, de modo que se recomienda utilizar un nivel relativamente menor que, a la vez, tenga un sentido práctico con respecto a las tareas de evaluación y conservación de pavimentos. En este sentido, parece adecuado utilizar segmentos con una longitud de 1 km.
• Se recomienda continuar con el desarrollo y la validación del enfoque de acuerdo con lo planteado en el inciso 3.4, a fin de contar con una opción viable para el acopio de datos destinados al desarrollo de modelos de deterioro empíricos a nivel de red apropiados para los pavimentos de la red federal de carreteras.
8 REFERENCIAS
[1] FHWA, Pavement Management Systems, s. l: Federal Highway Administration (FHWA), 1998.
[2] R. Solorio, J. C. Toral y R. Soto, Estado actual en el desarrollo de modelos de deterioro de pavimentos. Publicación técnica no. 739, Instituto Mexicano del Transporte, Querétaro, México, 2023.
[3] R. Solorio, Aplicación de Cadenas de Márkov para modelizar la evolución del IRI en la red federal de carretera, UACH, Chihuahua, Chih., 2018.
[4] R. Solorio, M. Montoya y P. Garnica, Proyecto no. IE 18/19: Análisis sobre el estado de la red federal de carreteras recopilada en el periodo 2012-2018, Instituto Mexicano del Transporte, San Fandila, Qro., 2020.
[5] R. Solorio y N. Ruiz, Generación de archivos de auscultación por tramo a partir de una base de datos relacional. Publicación técnica no.735, Querétaro, Qro., 2023-2.
[6] C. Gorrostieta, R. Solorio y R. Hernández, Algoritmo para la segmentación de carreteras con base en parámetros de respuesta del pavimento: Informe interno, Instituto Mexicano del Transporte, San Fandila, Qro., 2008.
[7] SCT, Programa de auscultación de la red carretera federal: memoria documental, DGST, Secretaría de Comunicaciones y Transportes (SCT), Ciudad de México, 2018.
[8] SICT, Datos viales 2023, 4 enero 2024. https://www.sct.gob.mx/carreteras/direccion-general-de-servicios-tecnicos/datos-viales/2023/.
CAUCHO EN MEZCLAS ASFÁLTICAS
EN ABERTIS INFRAESTRUCTURA
Red de Carreteras de Occidente, Guadalajara, México
Rey Omar Adame Hernández, omar.adame@redoccidente.com
Las estrategias para promover la sostenibilidad en la industria del asfalto deben fundamentarse en técnicas y procesos que, además de ser viables, mejoren o igualen los desempeños presentados por los actuales productos derivados del petróleo y tecnologías mejor posicionadas en el mercado e industria del asfalto. Tal es el caso del caucho de neumático como aditivo o componente de la mezcla asfáltica, que mejora sus propiedades mecánicas, disminuye la cantidad de neumáticos en desuso dispuestos en tiraderos y contribuye a la economía circular.
Los países con posibilidad de recolectar, procesar e incorporar a la mezcla asfáltica los neumáticos en desuso generados por la población y usuarios de carreteras tienen un importante potencial para promover el uso de este tipo de materiales. Esto puede generar incentivos que impulsen la adopción habitual de dichas prácticas y contribuir a los casos de éxito a favor de la sustentabilidad. Un ejemplo es el caso mencionado en este trabajo, el de la unidad de negocio de Abertis, en Brasil, donde la tecnología del asfalto de caucho ofrece ventajas en todos los ámbitos de las técnicas de construcción de pavimentos asfálticos. Asimismo, es importante que las autoridades de los países y agencias de carreteras asuman la responsabilidad de crear incentivos que promuevan el uso de materiales reciclados que reduzcan la contaminación, la huella de carbono o el costo de ciclo de vida de un pavimento.
Dicho lo anterior, este trabajo registra experiencias en las que se reúnen una o varias de estas características o elementos de sostenibilidad aplicados a la industria del asfalto, y presenta un panorama que permite analizar las experiencias de México y otros países de Latinoamérica, que pueden servir de referencia para la correcta aplicación de materiales y tecnologías relacionadas con el asfalto de caucho.
2 RESUMEN
Este documento presenta información específica sobre proyectos ejecutados en algunas unidades de negocio de Abertis (operador de referencia internacional en la gestión de autopistas de alta capacidad), en las que se ha utilizado el caucho de neumático como modificador de las propiedades del asfalto y/o de las propiedades mecánicas de las mezclas asfálticas utilizadas en la pavimentación de carreteras. También registra las tecnologías existentes para su implementación, aspectos a considerar en el diseño y puntos importantes durante su gestión y mantenimiento.
Los proyectos ejecutados en el mundo y en las unidades de negocio de Abertis en las que se ha utilizado el asfalto de caucho resultaron favorables en términos económicos, medioambientales y de desempeño. Por tal motivo, se consideran una opción viable para pavimentos con prestaciones superiores.
En este documento se incluye una referencia mundial con el uso del asfalto de caucho, específicamente en el estado de California, en Estados Unidos, donde desde hace décadas se tienen las mejores prácticas para el correcto manejo y uso del caucho de neumático en el asfalto y/o mezclas asfálticas. También se presenta información técnica, económica y de desempeño de las concesiones (unidades de negocio en América y Europa), como en el caso de Arteris (unidad de negocio en Brasil), donde, en los últimos años, esta tecnología ha resultado la opción más viable en términos económicos, de desempeño y ambiental, y donde los incentivos fiscales han sido clave para su continuo uso en la red de carreteras de la concesión.
Además, se incluye la información general sobre experiencias de las unidades de negocio de Chile, España y México, donde se han realizado tramos piloto y proyectos con el uso de las diferentes tecnologías disponibles para el uso del asfalto de caucho, y en los que, en el corto plazo, se pretende implementar la economía circular con el uso de este material. Finalmente, se enlistan recomendaciones que pueden considerarse antes, durante y después de la aplicación del caucho de neumático en el asfalto, y que están basadas en las experiencias del grupo de Abertis Infraestructura en sus diferentes unidades de negocio.
3 INTRODUCCIÓN
Desde la década de los sesenta del siglo pasado, la industria de la pavimentación ha utilizado el caucho reciclado de neumáticos o Recycled Tyre Rubber (RTR), proveniente de las llantas de desecho (Figura 1), a través de un proceso de molienda en el que el neumático se convierte en polvo y se usa como modificador reológico del asfalto o modificador de las propiedades mecánicas de una mezcla asfáltica. En general, el caucho de neumático puede usarse en
mezclas asfálticas mediante diferentes formas de incorporación y tipos de granulometrías en el agregado pétreo (FHWA, 2014).
En la experiencia mundial, el uso de la tecnología de RTR en pavimentos flexibles se ha adoptado como una práctica habitual, especialmente en los países desarrollados. Por ejemplo, en Estados Unidos de América (USA) y, particularmente, en el estado de California, donde existen políticas y estándares bien definidos y sustentados con décadas de experimentación. Por su parte, Europa y Asia también han desarrollado experiencia y tecnología suficiente para su correcta aplicación en mezclas asfálticas. En general, la práctica mundial con el RTR ha tenido excelentes resultados en términos de durabilidad, además de que contribuye de manera importante en la reducción de la cantidad de neumáticos en desuso, que representan un foco de infección y/o contaminación para la humanidad.
En términos económicos, el precio del caucho de neumático ha sido estable durante mucho tiempo. En cambio, el asfalto y los polímeros que normalmente son usados para su modificación han presentado fluctuaciones e inestabilidad en sus precios, lo que provoca escasez e incremento en los costos de estos materiales y en el costo final de fabricación de una mezcla asfáltica. Por esta razón, el asfalto de caucho se convierte en un material de modificación del asfalto económicamente viable para la industria de la pavimentación en términos de estabilidad económica (CalRecycle, 2021).
Actualmente, las formas más comunes de incorporar el polvo de neumático en el asfalto son:
Figura 1. Tiradero de llantas en México.
1) Vía húmeda (terminal blend):
En este proceso, el caucho se mezcla con el asfalto caliente (temperatura mayor a los 180 °C) en una refinería o en una terminal de almacenamiento y distribución de asfalto. Después se transporta a la planta de producción de mezcla asfáltica en caliente o al lugar de trabajo para su uso. Este tipo de asfalto modificado con caucho de neumático (rubber asphalt) puede no necesitar agitación posterior para mantener las partículas de caucho uniformemente dispersas en el asfalto.
• Para esta vía, el tamaño del caucho de neumático es muy importante (de menor tamaño), por lo que comúnmente el 100% del caucho pasa el tamiz #30 (0.59 mm).
• Por medio de esta vía se puede incorporar más de 20% de caucho respecto al peso del asfalto.
• El tamaño de partícula más usado está entre la malla #40 (0.42 mm) y la malla #8 (2.38 mm).
• Se pueden incluir polímeros para la modificación de asfalto en combinación con el caucho.
Vía húmeda-alta viscosidad
Es un proceso para modificar el asfalto antes de incorporarlo a la mezcla asfáltica. Para este proceso es necesario mezclar minuciosamente el polvo de neumático con el asfalto caliente, y mantener la mezcla resultante a temperaturas elevadas durante un periodo de tiempo designado para permitir una interacción entre ambos materiales. Este proceso también se realiza previamente en una terminal de modificación y distribución de asfalto (CalRecycle, 2021).
• Para esta vía, el porcentaje de caucho utilizado está entre el 18 y 22% en peso del asfalto.
• Tamaños de partículas de caucho que pasan el 100% las mallas #8 (2.38 mm) y #10 (2.00 mm).
• El ligante asfáltico y el caucho se mezclan a temperaturas superiores a los 190 °C.
• Posterior al tiempo de incorporación, hay un proceso de interacción previamente designado, que tiene una duración habitual entre 50 y 60 minutos.
• Las partículas de caucho se hinchan e intercambian aceites con el asfalto.
• La viscosidad rotacional es el principal discriminador.
• Perfil de mezclado del asfalto con el caucho (se considera una buena práctica).
Desarrollado para evaluar la compatibilidad entre los materiales utilizados.
Comprueba la estabilidad de la mezcla del caucho y el asfalto a través del tiempo.
Debe ser solicitado para cada proyecto.
2) Vía seca
Esta vía incluye el caucho de neumático como sustituto de un porcentaje de la arena del agregado, típicamente entre el 1 y el 3% del porcentaje en peso del agregado. El caucho actúa como un agregado en la mezcla asfáltica, es decir, ocupa un volumen, presenta absorción y tiene una granulometría definida (CalRecycle, 2021).
• El caucho sustituye el agregado pétreo entre el 1 y el 3% en la mezcla asfáltica.
• Aunque algunas partículas de caucho interactúan con el asfalto, no se considera que modifique sus propiedades.
• La granulometría del caucho puede tener tamaños desde 1/4 (0.63 mm) de pulgada hasta retenido en la malla #80 (0.177 mm).
3) Vía semihúmeda
En esta vía, el caucho de neumático es predigerido (proceso de absorción de asfalto por las partículas de asfalto que limita la hinchazón del grano de caucho en procesos posteriores); se fabrica con asfalto convencional y otros aditivos a una temperatura mayor a los 180 °C. Posteriormente, el polvo de neumático se utiliza como un agregado fino de aporte y/o una fracción adicional en una planta de mezcla asfáltica, finalmente es dosificado en la cantidad necesaria en el pugmill o mezclador de la planta (como en la vía seca) para ser mezclado con los agregados y asfalto (Cirtec, 2023).
4 EXPERIENCIAS ABERTIS
Abertis, como operador en la gestión de autopistas de alta capacidad en el mundo a través de sus unidades de negocio, cuenta con experiencia en el uso de caucho de neumático en sus pavimentos. Específicamente, en el caso de algunas de sus unidades, el uso de este material como modificador de asfalto ha resultado ventajoso en términos medioambientales, económicos y de desempeño. A continuación, se describen esas experiencias y se presentan algunos de los resultados obtenidos, así como los beneficios que esta tecnología ofrece.
4.1 Experiencia en Brasil: unidad de negocio Arteris
Para Brasil, la utilización del asfalto de caucho en la pavimentación de carreteras comenzó en el 2001, con el primer tramo piloto en la carretera BR 116 sur. En 2002, se publicó la especificación de “Asfalto modificado con caucho de neumático” por la Agencia Nacional del Petróleo, y en 2009, se publicó la segunda versión de la especificación basada en la clasificación del asfalto por viscosidad (Luiz Henrique Teixeira, 2023). Desde entonces, en Brasil se utiliza la tecnología del terminal Blend para incorporar el caucho de neumático al asfalto.
CBB Asphalts es una empresa que fabrica y distribuye en Brasil el asfalto modificado con caucho de neumático y es uno de los mayores proveedores de este tipo de material para Arteris (unidad de negocio en Brasil). Su proceso de modificación comienza con el calentamiento del asfalto a una temperatura mayor a 185 °C en un ambiente controlado, mediante un tanque de agitación vertical (Figura 2, izquierda). Cuando la temperatura del asfalto es homogénea, se añade el caucho de neumático al tanque con el asfalto en agitación, y posteriormente comienza su digestión del caucho y su incorporación en el asfalto. Durante este proceso, un operador toma muestras y realiza pruebas de solubilidad para garantizar que el caucho se digiera; la solubilidad estándar del material es superior al 90%, lo que lo convierte en un material homogéneo.
Una vez modificado el asfalto, se almacena (si es necesario) y transporta a la planta de fabricación de mezcla asfáltica para su mezclado con los agregados. Durante el transporte (para
este proceso) el asfalto se mantiene en agitación (Figura 2, centro y derecha) para garantizar que el asfalto y el caucho no se separen.
Una vez llegado a la planta de mezclado, el proceso en la mezcla asfáltica es similar al de una mezcla convencional.
Especificaciones y resultados
El asfalto en Brasil se clasifica actualmente por su viscosidad, y en el diseño y control de calidad se analizan los ensayos básicos (punto de inflamación, penetración, recuperación elástica, viscosidad, y otros). Sin embargo, para términos de diseño, existen proyectos en los que se realizan estudios complementarios como grado PG (Performance Grade), Multi Stress Creep Recovery y Linear Amplitude Sweep, ensayos que aumentan la probabilidad de éxito en la aplicación de esta tecnología.
En cuanto a los neumáticos, su clasificación y estudio han resultado importantes para el éxito obtenido en Brasil. De acuerdo con investigaciones, los neumáticos de camiones pesados tienen componentes que proporcionan al asfalto de caucho un desempeño superior al de los neumáticos procedentes de vehículos ligeros. Comparados con estos últimos, los neumáticos de camiones pesados contienen mayor porcentaje de caucho natural, menor porcentaje de polímeros sintéticos, menor porcentaje de negro de carbón, menor porcentaje de antioxidantes y 0% de textiles (Figura 3). Esto se ha comprobado mediante estudios de termogravimetría, por lo que el distribuidor solo utiliza en sus procesos de modificación de asfalto el caucho de neumáticos procedente de camiones pesados, con lo que obtiene los mejores resultados.
A continuación, en la Tabla 1 se presentan valores promedio de las pruebas de caracterización realizadas a muestras representativas del asfalto modificado con caucho, que fue suministrado a la unidad de negocio Arteris, en Brasil.
Figura 2. Agitación del asfalto en tanques de transporte (CBB, 2023).
Figura 3. Comparativa en porcentaje de los componentes de un neumático de camión vs. neumáticos de vehículos ligeros (Arteris, 2023).
Tabla 1. Valores promedio de la caracterización al asfalto modificado con caucho de neumático. Prueba
Resultado en muestra de asfalto Especificación
Penetración 100 g, 5s, 25 °C. 45 30-70 dmm
Punto de reblandecimiento min, °C. 56 °C 50 °C min.
Viscosidad Brookfield, 175 °C, 20 rpm, spindle 3.
Recuperación elástica por ductilómetro, 25 °C, 10 cm, min. > 65 50 min. (%)
Recuperación elástica por torsión > 50 50 % min. (%)
Punto de inflamación > 235 235 °C min.
*Los resultados en la tabla corresponden a valores promedio de un asfalto con 15% de caucho de neumático.
Este control de calidad del asfalto y pruebas realizadas garantizan que el asfalto modificado con caucho de neumáticos puede ser transportado, manipulado en planta, mezclado, tendido y compactado en campo.
La tecnología de asfalto modificado con caucho de neumáticos en Brasil permite su uso en cualquier tipo de granulometría. Las que se utilizan comúnmente son mezclas asfálticas de granulometría abierta (Open Graded Friction Course), mezclas asfálticas de granulometría discontinua (Gap Graded) y las mezclas asfálticas de granulometría densa (Dense Graded).
En el Centro de Desarrollo Tecnológico (CDT) de Arteris en Brasil se ejecutaron ensayos de fatiga y deformación como parte de un estudio para comparar las siguientes variables:
1. Mezcla asfáltica de granulometría densa con asfalto modificado con polímero.
2. Mezcla asfáltica de granulometría densa con asfalto convencional.
3. Mezcla asfáltica de granulometría densa con asfalto modificado con asfalto de caucho.
En estos estudios se realizaron pruebas de deformación (Figura 4, izquierda) y fatiga (Figura 4, derecha). De acuerdo con las gráficas de deformación, la mezcla con asfalto modificado con caucho de neumático soporta hasta tres veces el número de ciclos de carga en comparación con una mezcla densa con asfalto convencional. En la prueba de fatiga (derecha, fatigue curve) los resultados para la mezcla con asfalto de caucho y la mezcla con asfalto modificado
con polímero son técnicamente iguales y mucho mejores que el asfalto convencional (14 veces mejor). Estos estudios pertenecen a fórmulas de las mezclas utilizadas en las carreteras de Arteris.
Figura 4. Gráficas de deformación y fatiga de ensayos realizados en CDT-Arteris en Brasil.
Los resultados de rueda cargada de Hamburgo obtenidos en el CDT (Figura 5) de la mezcla densa con rubber asphalt presentan excelentes resultados con deformaciones por debajo de los 3 mm; cabe considerar que la prueba se ejecuta con los especímenes sumergidos en agua a una temperatura de 50 °C, lo que significa que, si se ejecuta un proceso constructivo correctamente, existe una alta probabilidad de que la mezcla tenga un desempeño exitoso.
Figura 5. Gráfica de deformación vs. número de pasadas en la rueda cargada de Hamburgo, ensayo realizado en CDT-Arteris en Brasil.
Incentivos fiscales en Brasil por el uso de asfalto modificado con caucho de neumático
En Brasil, la implementación de políticas e incentivos a materiales reciclados y reutilizados ha sido clave en el incremento del uso del caucho de neumáticos en el asfalto y mezclas asfálticas. En términos de desempeño, este material puede resultar igual o mejor que el de un asfalto modificado con polímeros, y además
es más económico, lo que representa una alternativa importante para una administración de carreteras que percibe económicamente estos beneficios.
En el caso de Arteris como operador de carreteras, las empresas contratistas que ofrecen el servicio de colocación de mezcla asfáltica tienen la posibilidad de aplicar incentivos a través de la empresa que les suministra el asfalto, lo que desemboca en costos menores comparado con otras alternativas de mezclas asfálticas.
Para la aplicación de los incentivos existen dos variantes en el uso del caucho de neumáticos como modificador de asfalto. La elección de cada variante depende del estado donde se aplicará el material y está respaldada por el Impuesto sobre Circulación de Bienes y Servicios (ICMS, por sus siglas en portugués), publicado por el gobierno brasileño (CBB Asphalts, 2023). Específicamente, en este documento se explican de manera general la aplicación de los incentivos en dos de los estados donde Arteris tiene concesiones:
1. Para el estado de Paraná, existen incentivos integrales en la producción de asfalto con caucho de neumático:
El primer descuento fiscal ocurre o aplica al adquirir el asfalto con Petrobras, el incentivo se aplica de manera inmediata a través de un informe donde se indica la ubicación geográfica (kilometraje, carretera y tramo) de la aplicación, las toneladas a modificar con caucho de neumático y la empresa contratista que realizará la pavimentación. El segundo descuento es aplicado en la compra del caucho de neumático, indicando su uso como modificador de asfalto.
2. Para el estado de São Paulo, existe un incentivo general que se utiliza para el asfalto modificado con caucho de neumático (informado directamente por el proveedor de la fuente productora –Petrobras). Al igual que en el caso del estado de Paraná, es necesario indicar la ubicación geográfica y las características de aplicación.
Estos incentivos (1 y 2) entran en vigor inmediatamente después de la compra del asfalto con Petrobras (petrolera semipública brasileña de propiedad mixta y participación privada extranjera), a través de un código especial de adquisición establecido por la Fiscalía del Estado. Para ambos estados donde Arteris tiene concesiones, la suma de los incentivos por el uso del asfalto de caucho puede resultar en un descuento en el precio final de hasta un 25 %, comparado con asfaltos modificados con polímeros. El uso de asfalto de caucho podría resultar incluso con menor costo que el asfalto convencional (esto dependerá de la refinería). En cualquier caso, en Brasil existe una gran viabilidad técnico-económica de utilizar este tipo de asfalto modificado.
Estos incentivos se aplican en Brasil desde 2006 para Paraná y, desde 2021, para São Paulo, bajo las especificaciones del Departamento Nacional de Infraestructura de Transporte.
• DNIT 111-2009 - Producto
• DNIT 112-2009 – Servicios
La experiencia con el uso del asfalto caucho en Brasil tiene más de 15 años. En la Tabla 2 se enlistan las cantidades aproximadas en toneladas utilizadas para la pavimentación en las carreteras de Arteris.
Tabla 2. Características de aplicación de la tecnología para cada uno de los estados de Brasil donde se encuentra Arteris y en las que se ha utilizado el asfalto de caucho (Fuente: registros de Arteris, 2023).
Estado Comienzo de la experiencia (año)
Paraná 2006
São Paulo 2021
Toneladas de asfalto de caucho utilizadas hasta el año 2023 para producción de mezcla asfáltica
85 700
20 300
4.2 Experiencia en México: unidad de negocio Red de Carreteras de Occidente
Para México, el uso de asfalto modificado con caucho de neumático se inició a finales de los años noventa del siglo pasado y su uso fue estandarizado con la norma N-CMT-4-05-002-06 “Calidad de Materiales Asfálticos Modificados”, publicada en el año 2006 por la entonces
Secretaría de Comunicaciones y Transportes (SCT). Sin embargo, la práctica y uso del asfalto de caucho fue perdiendo fuerza debido a las experiencias poco exitosas en los tramos que habían sido construidos con esta tecnología.
En los últimos años, la tecnología del asfalto de caucho volvió a cobrar relevancia en la industria de los pavimentos flexibles, debido a las ventajas que puede ofrecer en términos de desempeño, pero fundamentalmente por la tendencia mundial a utilizar materiales reciclados para disminuir la huella de carbono y reducir la cantidad de neumáticos en los tiraderos de México.
En el año 2018 se construyó un tramo en una autopista en México en la que se tuvieron buenos resultados, utilizando la vía semihúmeda (descrita anteriormente). Desde entonces se ha empleado esta técnica para producir mezclas asfálticas con caucho de neumático. Inicialmente, esta tecnología utilizaba el caucho importado desde Europa, pero desde el 2023 se utilizan neumáticos recolectados y procesados en México, lo que impacta positivamente en la reducción de la cantidad de neumáticos en desuso en los tiraderos del país.
En México, particularmente en la Red de Carreteras de Occidente (RCO), existe un problema con los neumáticos desechados por los camiones con llantas viejas o en mal estado sobre la superficie de la carretera, ya que estos neumáticos generan riesgo para el usuario al circular, y contaminación una vez recolectados y almacenados por el personal de RCO (Figura 6). Un objetivo a corto plazo es utilizar estos neumáticos en los proyectos de pavimentación a través de la vía semihúmeda mediante un convenio con la empresa que fabrica el producto con esta tecnología. Con esta colaboración se pretende implementar un proyecto de economía circular en RCO.
Con el objetivo de evaluar el comportamiento y viabilidad técnica-económica de esta tecnología, recientemente en RCO se construyó un tramo piloto con los siguientes datos, condiciones y resultados de diseño y tramo de prueba:
• Punto kilométrico (P. K) 121+000 al 120+000, tramo Desperdicio-Lagos de Moreno, Cuerpo B
• Ancho de la sección de prueba: 10.5 m
• Longitud del tramo: 1 km
• Contenido de asfalto en la mezcla asfáltica (respecto al agregado): 5.45%
Figura 6. Imágenes de almacenes temporales de neumáticos recopilados sobre la superficie asfáltica de la red de carreteras de RCO.
• Contenido de caucho de neumáticos (respecto al agregado): 2%
• Porcentaje de vacíos de aire en la mezcla: 4%
• Deformación permanente en la prueba de seguimiento de ruedas de Hamburgo: 2.82 mm
• Tipo de granulometría: densa
• Relación de resistencia a la tracción (TSR): 85%
• Módulo resiliente (20° C, 1 Hz): 2988 MPa
• TSR de mezcla producida en planta y compactada en laboratorio: 82%
• Deformación permanente de la mezcla producida en planta y compactada en laboratorio: 2.21 mm
Los resultados de las pruebas de desempeño TSR y rueda de Hamburgo en este tramo piloto obtuvieron buenos desempeños, por ejemplo, la deformación en rueda de Hamburgo de testigos extraídos en el tramo y ensayados en laboratorios de RCO (Figura 7) muestran una deformación de 4 mm después de las 20 mil pasadas, lo que significa que el porcentaje de probabilidad de éxito de este tramo piloto es alto.
De acuerdo con las experiencias en México con el uso de caucho de neumáticos en mezclas asfálticas, las características y resultados comunes del asfalto modificado en México son:
• Tipos de granulometría utilizadas
Granulometrías discontinuas
Granulometrías densas
Figura 7. Resultados de la prueba de seguimiento de rueda cargada de Hamburgo de núcleos extraídos del campo en la sección de prueba (ensayado en laboratorios de RCO).
8. Pavimentación del tramo piloto en RCO.
• Tamaño nominal de la mezcla asfáltica 19 mm 12 mm
• Módulo de resiliencia @ 20° C (1 Hz) = 2500-3500 MPa
Para esta tecnología en México se utiliza el asfalto convencional. El asfalto con caucho de neumático se compara comúnmente con el asfalto modificado con polímero en términos de costos y desempeño.
4.3 Experiencia en Chile: unidad de negocio Vías Chile
En lo referente a la experiencia en Chile, Vías Chile tiene varios ejemplos con el uso del asfalto de caucho en sus autopistas y podemos dividirlos en dos etapas:
Primera etapa: Se realizaron tramos de prueba entre el 2014 y el 2015 en dos de sus autopistas para evaluar su desempeño, costos y la disminución o incremento del ruido con la incorporación del caucho, además de alinearse con la tendencia mundial de utilizar materiales reciclados que contribuyan con la disminución de residuos (Jorge Villaroel, 2015). Dentro de esta primera etapa, los tipos de mezcla que se evaluaron y compararon en Vías Chile fueron las siguientes:
1. Microaglomerado asfáltico en frío con emulsión modificada sin incorporación de caucho.
2. Microaglomerado asfáltico en frío con emulsión modificada con incorporación de caucho (3% de caucho respecto al peso del agregado).
Figura
3. Mezcla asfáltica en caliente con incorporación de caucho mediante la vía seca (0.5 % de caucho respecto al peso agregado pétreo)
4. Mezcla asfáltica en caliente con incorporación de caucho mediante la vía húmeda (15 % de caucho respecto al peso del asfalto)
El desempeño de la variable 2 “microaglomerado asfáltico con caucho”, en donde se utilizó una emulsión modificada y un 3% de caucho con respecto al peso de los agregados pétreos, el comportamiento no fue exitoso y el caucho tuvo problemas de incorporación.
Por otra parte, durante esta primera etapa las mezclas asfálticas en caliente (mezclas 3 y 4) se diseñaron mediante el método Marshall, con una granulometría densa con tamaño nominal de 1/2” (12.5 mm), los contenidos de asfalto en la mezcla fueron de entre 5.0 y 5.5% y el tamaño del caucho para ambas vías fue de tamaño máximo malla #30 (0.59 mm). En la Tabla 3 se enlistan valores con las características generales de las dos tecnologías utilizadas.
Tabla 3. Características generales de las mezclas asfálticas con caucho de neumático.
Característica
Vía de incorporación del caucho al asfalto
Vía seca Vía húmeda
Porcentaje de caucho de neumático utilizado 0.5% (respecto al peso del agregado 13% (respecto al peso del asfalto) Tiempo
del tramo de prueba (m)
Porcentaje de Asfalto 60/80 en la mezcla asfáltica
De acuerdo con los datos obtenidos de la primera etapa y las mediciones realizadas por Vías Chile, se concluyó lo siguiente:
“La incorporación del caucho de neumático en un microaglomerado en frío no genera una diferencia significativa en la pérdida de fricción comparativamente con un microaglomerado en frío convencional. Además, la incorporación de caucho no disminuye la intensidad de ruido, por el contrario, lo aumenta 0.6 dB. (…). Para las mezclas en caliente, la incorporación del caucho de neumático por la vía húmeda genera menos ruido que la vía seca. (…) La fricción en los tramos en los que se utilizó la vía húmeda es menos variable que en los que se utilizó la vía seca”. (Jorge Villaroel, 2015).
Vías Chile siguió realizando mediciones de los indicadores funcionales y superficiales de los tramos de prueba. En lo que respecta al IRI y coeficiente de fricción, el comportamiento es similar con y sin caucho de neumático en la mezcla o en el asfalto. Mientras que en el porcentaje de grietas totales y ahuellamiento de un segmento se presentan mejores resultados en los tramos donde se utilizó el asfalto de caucho mediante la vía húmeda (Figura 9).
Figura 9. Gráficas de comparación para el ahuellamiento y porcentaje de grietas totales de la vía húmeda y vía seca.
Segunda etapa: En noviembre del 2023 se realizaron los tramos de prueba:
1. Mezcla asfáltica de granulometría discontinua con alto contenido de asfalto no modificado y alto contenido de caucho
2. Mezcla asfáltica de granulometría discontinua con caucho y 10% de RAP
Estas mezclas se fabricaron a una temperatura de 170-175 °C con 2% de caucho de neumático por la vía húmeda y 7.2% de contenido de asfalto en la mezcla (2% más que en las pruebas de la primera etapa) compactadas a una temperatura de entre 150 y 155 °C. Para estos tramos se utilizó un aditivo al 4% con respecto al peso del asfalto para facilitar la modificación e incorporación con el caucho. Las longitudes de los tramos fueron de 300 m lineales para la mezcla discontinua con caucho y de 400 m para la mezcla con caucho y 10% de RAP.
Durante el diseño se fabricaron y ensayaron probetas en la rueda cargada de Hamburgo, y se obtuvieron deformaciones menores a 5 mm en 10 000 ciclos.
En cuanto a la emisión de ruido en el tramo con alto contenido de caucho, los resultados preliminares mostraron una disminución de apenas 2dB con respecto a la superficie asfáltica anterior (Figura 10), lo cual demuestra, una vez más, que no hay un aporte de la reducción del nivel de ruido bajo estas condiciones.
Figura 10. Gráfica de mediciones de nivel de ruido, antes y después de la ejecución, segmento construido entre el P. K. 31+000 y el P. K. 31+300.
Una vez colocadas todas las variables (tipos de mezcla asfáltica) sobre la superficie, se evaluaron las características superficiales y estructurales para tener una idea general de las condiciones del pavimento, a través de las siguientes mediciones:
• Índice de regularidad internacional.
• Coeficiente de fricción (Mu-meter).
• Falling weight Deflectometer (FWD).
• Medición de ruido pavimento/neumático, usando el método de intensidad de sonido a bordo (OBSI, On-Board Sound Intensity).
Estos tramos se monitorearán y evaluarán durante los meses siguientes para tener conclusiones sobre su factibilidad en términos económicos, de desempeño y de sustentabilidad.
5 RECOMENDACIONES FINALES
De acuerdo con las experiencias mundiales y en las unidades de negocio de Abertis, la tecnología del rubber asphalt representa una opción viable en la construcción de pavimentos flexibles, específicamente en la tecnología de asfaltos y mezclas asfálticas. El caucho en cantidades óptimas en el asfalto modifica las propiedades reológicas, ya que añade flexibilidad y mejora el desempeño de este, también mejora las propiedades en términos de fatiga, susceptibilidad térmica y deformación. En términos económicos, como en el caso de Brasil, puede llegar a ser una de las mejores opciones debido a su bajo costo y buen desempeño, además de que disminuye el porcentaje de neumáticos en desuso y contribuye con esto a generar beneficios ambientales.
Sin embargo, es importante seleccionar la mejor opción para cada unidad de negocio de acuerdo con las tecnologías disponibles, evaluar los costos, la disponibilidad del caucho local y la factibilidad en general de su aplicación.
Etapa temprana
• Realizar un análisis de costos del ciclo de vida con las diferentes opciones (gap graded, densa graded, betún modificado con polímeros, etc.) y tener la posibilidad de elegir la mejor opción en términos de durabilidad y costos.
• Analizar la posibilidad de reutilizar llantas fuera de uso que son desechadas cerca del área de la carretera donde se utilizará la tecnología. Esto ayudará a reducir considerablemente la cantidad de llantas que se desechan en vertederos y que representan una fuente de contaminación en la zona.
• Crear incentivos que promuevan el uso de materiales reciclados en las mezclas asfálticas.
• Evaluar los beneficios ambientales generados por el uso del caucho de neumáticos en las mezclas asfálticas.
Etapa de desarrollo y construcción (estudios de diseño)
• Verificar la deformación, rigidez y vida a fatiga en el diseño de la mezcla asfáltica para garantizar el éxito de la misma, además de llevar un control riguroso durante la fabricación, pavimentación y vida útil de la tecnología.
• Evaluar las diferentes formas de modificar o incorporar caucho de neumáticos al asfalto o mezcla, que garanticen la estabilidad y almacenamiento del asfalto de acuerdo con las necesidades del proyecto.
• Proceso constructivo.
Etapa final (en funcionamiento)
• Realizar campañas de seguimiento y calidad de las mezclas utilizadas con el objetivo de compartir las experiencias y resultados obtenidos.
6 REFERENCIAS
[1] CalRecycle. (2021). A Basic Introduction to Rubberized Asphalt Concrete Usage, CalRecycle Technology Transfer Series.
[2] Caltrans. (2018). Asphalt Rubber Usage Guide
[3] Cirtec. (2023). rarx additive for asphalt rubber. Obtenido de https://cirtec.es/en/rarx-additive-with-tyre-powder/
[4] CONFAZ. (2023). Conselho Nacional de Politica Fazendaria. Obtenido de CONVENIO ICMS 189/21: fazenda.gov.br
[5] FHWA. (September de 2014). The Use of Recycled Tire Rubber to Modify Asphalt Binder and Mixtures. Tech Brief, 1-14.
[6] Jorge Villaroel, A. G. (2015). Aplicación y monitoreo superficial de emisiones sonoras en mezclas en caliente y frio con caucho. Bariloche: Congreso Ibero Latinoamericano del Asfalto.
[7] Jorge Villaroel, vías Chile. (2023). Tramos de prueba, noviembre 2023. Entrevista.
[8] Luiz Henrique Teixeira, E. S. (septiembre de 2023). La industria del futuro. (R. O. Hernández, Entrevistador).
EMULSIONES ASFÁLTICAS
UTILIZADAS EN LOS RIEGOS DE SELLO
QuimiKao S.A. de C.V., El Salto, Jalisco, México Álvaro Gutiérrez Muñiz, agutierrez@kao.com
APORTACIONES
1 RESUMEN
Las emulsiones asfálticas son una excelente alternativa ecológica en la construcción de los pavimentos flexibles, ya que el asfalto, al estar disperso en agua en forma de pequeños glóbulos de tamaños entre 4 y 10 micras, presenta, a temperatura ambiente, una viscosidad muy baja respecto al asfalto sin emulsionar. Esto permite crear mezclas con agregados sin necesidad de calentarlas, lo que ahorra una gran cantidad de energía; sin embargo, los números indican que el uso de estas emulsiones es bajo en comparación con el del asfalto caliente. Ante este panorama, una alternativa para incrementar el uso de estas emulsiones es mejorar la calidad de las mismas. El estadista William Deming afirmó que todo proceso es variable, y cuanto menor sea la variabilidad, mayor será la calidad del producto resultante. Es decir, el desarrollo de nuevos métodos de prueba deberá disminuir la variabilidad del proceso para aumentar la calidad de estas emulsiones.
La principal aplicación de las emulsiones asfálticas es la del riego de sello, y se requiere una fuerte innovación en los métodos, así como en sus especificaciones, para controlar la variabilidad del proceso tanto de producción como de aplicación. Por tal razón, en este estudio se proponen tres nuevos métodos que utilizan el reómetro de corte dinámico. Uno de ellos controlará, mediante la determinación de la energía de fluidez, que el asfalto residual de la emulsión no emigre a la superficie a altas temperaturas del
pavimento; otro, mediante la determinación del índice de flexibilidad y de tenacidad, controlará que el asfalto residual de la emulsión no sea frágil a bajas temperaturas, y el tercero controlará la viscosidad de la emulsión en la etapa de almacenamiento, de bombeo y de contacto con la grava. Se pretende que estos nuevos métodos de prueba sugeridos incrementen la durabilidad de los riegos de sello con gravilla y así contribuir a la sostenibilidad en la industria del asfalto.
2 INTRODUCCIÓN
Las emulsiones asfálticas son una excelente alternativa ecológica en la construcción de los pavimentos flexibles, ya que el asfalto, al estar disperso en agua en forma de pequeños glóbulos de tamaños ente 4 y 10 micras, presenta a temperatura ambiente una viscosidad muy baja respecto al asfalto sin emulsionar. Esto permite crear mezclas con agregados sin necesidad de calentarlas, lo que ahorra una gran cantidad de energía. Si dicha energía proviene de la combustión de compuestos orgánicos, se reduce la emisión de dióxido de carbono a la atmósfera, el principal gas de efecto invernadero responsable del aumento de la temperatura promedio global del planeta.
Al comparar esta tecnología de mezcla fría con la mezcla asfáltica en caliente, se observa que las emulsiones se utilizan en menor proporción. Según la IBEF (Federación Internacional de Emulsiones Bituminosas), la producción mundial anual de emulsiones asfálticas supera los 8 millones de toneladas, lo que representa tan solo el 10% del consumo total de asfalto [1]. Una forma de fortalecer el uso de las emulsiones asfálticas es mejorar el control de calidad de estas, y un punto de partida podría ser la definición de calidad del gran estadista estadounidense William Edwards Deming, difusor del concepto de calidad total, que afirma que todo proceso es variable, y cuanto menor sea la variabilidad del mismo, mayor será la calidad del producto resultante. Si a esto añadimos el concepto de calidad según la norma ISO 9000, que se define como el grado en que un conjunto de características inherentes a un objeto (producto, servicio, proceso, persona, organización, sistema o recurso) cumple con determinados requisitos, entonces estos requisitos y sus especificaciones deben garantizar que el producto de nuestro proceso sea siempre el mismo.
Una de las principales aplicaciones de las emulsiones asfálticas es el riego de sello con gravilla, aunque los requisitos y especifi-
caciones actuales no controlan la variabilidad de su aplicación. En la Figura 1 se muestran las etapas del proceso constructivo [2]. En el paso dos, que consiste en la distribución de la emulsión sobre la carpeta asfáltica, la viscosidad de la emulsión desempeña un papel fundamental. Se necesita una alta viscosidad durante la etapa de reposo para evitar el asentamiento de la emulsión, pero una baja viscosidad durante la etapa de bombeo y salida a través de las espreas. Posteriormente, es necesario que la emulsión recupere rápidamente una alta viscosidad para que la grava quede embebida entre 50 y 70% [9] en la misma. El método de control actual para esta etapa se basa en la medición de la viscosidad Saybol Furol, que especifica un valor mínimo de 100 segundos a 50 °C, o mediante un equipo similar que utilice el mismo principio desarrollado en el siglo xix, que consiste en medir el tiempo que tarda un volumen determinado de emulsión en fluir a través de un orificio de diámetro especificado. Por esta razón, el presente estudio propone un nuevo método de prueba para controlar la viscosidad de la emulsión asfáltica en esta segunda etapa.
Figura 1. Etapas o pasos que deben seguirse para la colocación de un riego de sello con gravilla.
En este estudio también se proponen otros dos nuevos métodos de prueba y sus especificaciones, que evalúan las propiedades reológicas que debe de cumplir el residuo de la emulsión asfáltica; el primero se encarga de controlar que el asfalto no emigre a la superficie y, el segundo, de controlar la pérdida de la grava debida a la fragilidad del asfalto por oxidación y bajas temperaturas [7].
3 DESCRIPCIÓN DE LOS NUEVOS MÉTODOS PROPUESTOS PARA EL CONTROL DE CALIDAD DEL RIEGO DE SELLO CON GRAVILLA
Los métodos propuestos en este estudio se basan en la medición de ciertas propiedades físicas fundamentales tanto de la emulsión como del residuo, según la norma ASTM D 6934. Esta medición se realiza mediante un reómetro de corte dinámico que utiliza diferentes metodologías.
3.1 Nuevo método de prueba para determinar la viscosidad de la emulsión en las etapas de reposo, bombeo y posterior a la salida de la boquilla (inyector) al entrar en contacto con la superficie
En la Figura 1 observamos las etapas o pasos que deben seguirse para la colocación de un riego de sello con gravilla. En la etapa dos, la emulsión debe tener varias características:
A. Debe ser estable al almacenamiento.
B. Debe ser fácil de bombear y salir de la esprea en forma muy uniforme.
C. No debe escurrirse en la superficie donde se coloca.
Para evaluar los puntos A, B y C, tenemos que desarrollar un método de prueba que mida la viscosidad de la emulsión en tres etapas. En la primera, se mide a una baja velocidad de deformación para determinar la estabilidad al almacenamiento; en la segunda, se mide a una velocidad de deformación muy alta para simular su comportamiento al salir de las espreas de la barra irrigadora y, en la tercera, se mide a una baja velocidad de deformación para simular el proceso de comportamiento de escurrimiento de la emulsión, es decir, al salir de las espreas. Cuando la emulsión entra en contacto con la superficie, debe tener alta viscosidad para que no se escurra, y también un espesor uniforme para que después la gravilla se embeba y pueda reaccionar químicamente y, finalmente, generar el rompimiento de la emulsión.
Para simular este proceso en el laboratorio se necesita un equipo especial que permita aplicar estas velocidades de deformación de corte. Para esto disponemos del reómetro de corte dinámico DSR, que ya se utiliza en las pruebas de clasificación del grado PG de asfalto, según la normativa AASHTO M320, que sirve para controlar la calidad del asfalto en la aplicación de mezclas asfálticas en caliente. Por eso, es posible utilizar también dicho equipo en el control de calidad de las mezclas en frío fabricadas con emulsiones asfálticas. El sistema que se utiliza para esta medición de viscosidad, también llamado “geometría”, es el de los cilindros concéntricos (CC-27) [3]. Este nuevo método 3.1 para simular el paso A, aplica a la emulsión un esfuerzo cortante muy bajo para lograr una velocidad de deformación en corte de tan solo 0.1s-1, y proporciona muchos datos reológicos propios de la emulsión a esta
velocidad de deformación, equivalente a 0.078 rpm. Esta velocidad de 0.1s-1 se aplica durante 25 segundos y cada 5 se obtiene una lectura de viscosidad, e inmediatamente después, para simular el paso B (bombeo y espreado), el reómetro aplica un alto esfuerzo cortante para obtener una velocidad de deformación de 1000 s-1 (776.13 rpm) durante un segundo, y cada 0.1 segundo toma una lectura, con lo cual se obtienen diez datos de viscosidad. Inmediatamente después, para simular el paso C (contacto con la superficie), el reómetro aplica un muy bajo esfuerzo cortante para obtener una velocidad de deformación de 0.1s-1 (0.078 rpm) durante 400 segundos, y cada 0.5 segundos toma una lectura, gracias a lo cual se obtienen 800 datos de viscosidad a temperatura constante, preferentemente de 50 °C, puesto que esta es la temperatura a la que se aplica la emulsión para este tratamiento superficial. En la Figura 2 se presenta la captura de pantalla donde se observa el procedimiento y los resultados de este nuevo método y sus condiciones.
Figura 2. Captura de pantalla de la computadora que muestra el nuevo método de prueba 3.1.
La imagen muestra la gráfica de viscosidad vs. tiempo a diferentes velocidades de deformación proporcionadas por el DSR. Sin embargo, estos datos deben ajustarse según nuestras propias gráficas para realizar la evaluación en las etapas de reposo, bombeo y aplicación sobre la superficie. Por ejemplo, si se desea analizar la etapa de reposo, aplicamos un esfuerzo cortante que genera una velocidad de deformación de 0.1s-1, durante 25 segundos, midiendo la viscosidad cada 5 segundos. Esto nos permite construir una gráfica como la de la Figura 3a, donde el interés principal es la viscosidad en esos primeros cinco puntos de medición. Los resultados indican que las emulsiones con mayor viscosidad promedio de esos cinco puntos tienden a presentar menor asentamiento. En la gráfica de la Figura 3a, se observa que la emulsión M muestra la mayor viscosidad y, en consecuencia, el menor asentamiento por cinco días. Por otro lado, la emulsión K, que registró la viscosidad más baja, fue la que presentó mayor asentamiento. Por lo tanto, la información que nos proporciona esta condición de velocidad de corte de 0.1s-1 es que las emulsiones con valor mayor de 1800 mPa*s a 25 °C tendrán un asentamiento menor a 1%. Por este motivo, se propone esta nueva especificación
de mínimo 1800 mPa*s (1800 centipoises) a 25 °C para controlar el problema de asentamiento. En la gráfica de la Figura 3b se observa esta alta correlación de 21 emulsiones entre el asentamiento menor a 1% y su especificación de 1800 mPa*s a 25 °C.
Figura 3a. Gráfica de los datos de la viscosidad de la emulsión a 25 °C al aplicar una velocidad de deformación de 0.1s-1 en los primeros 25 segundos, tomando el dato de viscosidad cada 5 segundos. 3b. Gráfica que muestra la alta correlación de 21 emulsiones entre la viscosidad a 0.1 s-1 y el % de asentamiento a 5 días a 25 °C.
La segunda evaluación de los datos obtenidos con este nuevo método de prueba 3.1 consiste en medir la viscosidad de la emulsión a 50 °C, ya que es la temperatura a la que se aplica este tipo de emulsión, utilizando una velocidad de deformación de 1000 s-1 (776.13 rpm). Esto implica someter la emulsión a un alto esfuerzo cortante que simula la etapa de bombeo, donde el motor de la bomba no debe forzarse al pasar la emulsión a través de las espreas bajo una presión aproximada de dos atmósferas (29.4 psi), con una velocidad de rotación de entre 400 y 600 rpm.
Para evaluar la facilidad de bombeo de las emulsiones asfálticas de rompimiento rápido, se solicitaron las emulsiones de varios fabricantes junto con reportes sobre posibles problemas durante la etapa de bombeo y espreado a 50 °C. Todas se evaluaron con este nuevo método 3.1, aplicando una velocidad de deformación de 1000s-1 durante un segundo y registrando la viscosidad cada 0.1 segundos. Los resultados se presentan en la gráfica de la Figura 4, donde se observa que las emulsiones B, C, y F, con viscosidades inferiores a 250 mPa*s, no presentaron problemas de bombeo. En cambio, las emulsiones con viscosidades por arriba de los 250 mPa*s comenzaron a mostrar dificultades en esta etapa. Por lo tanto, se recomienda que la viscosidad de las emulsiones de rompimiento rápido a 50 °C no supere los 250 mPa*s (0.250 Pa*s en unidades del sistema internacional), equivalente a 250 centipoises.
Figura 4. Datos de viscosidad a 50 °C y a 1000s-1 de diferentes emulsiones asfálticas para riegos de sello.
La tercera y última evaluación de los datos obtenidos con este nuevo método 3.1 consiste en medir la viscosidad de la emulsión a la velocidad de deformación de 0.1s-1 inmediatamente después de haber aplicado un alto esfuerzo cortante durante un segundo para lograr una velocidad de deformación de 1000s-1, que simula la viscosidad al salir de la esprea. En la gráfica de la Figura 5 se observa la viscosidad de tres emulsiones asfálticas de rompimiento rápido, utilizadas en la aplicación de un riego de sello con gravilla. Se puede observar que la emulsión A fue la que mayor viscosidad presentó después del segundo a 1000s-1, pero también observamos que solo tardó medio segundo (26.5-26.0=0.5) en recuperar su viscosidad, y esto es de suma importancia porque, cuando la emulsión cae en la superficie, inmediatamente recupera su viscosidad original y, por lo tanto, no se escurrirá. Este comportamiento indica que la emulsión es muy poco tixotrópica [3]; en cambio, la emulsión B no recuperó su viscosidad original después de 10 segundos, y tarda mucho en recuperarse después de ser sometida a altas velocidades de deformación, por lo que es una emulsión tixotrópica, y tendrá problemas de escurrimiento. La emulsión C tardó 5 segundos (31-26=5) en recuperar su viscosidad original después de ser sometida a una alta velocidad de deformación, por lo que podemos decir que esta emulsión es ligeramente tixotrópica, pero dentro de un rango aceptable dado que no mostró problemas de escurrimiento en campo.
Para poder especificar qué magnitud de viscosidad debe de tener la emulsión después de ser espreada, se analizaron 16 emulsiones aplicadas en campo y se recabó la información sobre su comportamiento, particularmente si presentaron problemas de escurrimiento. Esto se muestra en la Figura 6, donde los datos relevantes son los de viscosidad y esfuerzo cortante del segundo 26.5 al segundo 31, que tienen un valor de viscosidad promedio de estos valores. En esta imagen se observa que todas las emulsiones asfálticas presentaron un comportamiento tixotrópico propio de este tipo de materiales [3]. Además, los datos que se obtuvieron de las aplicaciones en campo confirmaron que las emulsiones D, G, L y O, con un promedio de viscosidad menor a 600 mPa*s, presentaron problemas de escurrimiento en carreteras
Figura 5. Datos de viscosidad a 50 °C y 0.1s-1 de tres emulsiones asfálticas para riegos de sello obtenidos inmediatamente después de la alta velocidad de deformación de 1000s-1
Figura 6. Datos de viscosidad a 50 °C y 0.1s-1 de 16 emulsiones asfálticas para riegos de sello obtenidos inmediatamente después de la alta velocidad de deformación de 1000s-1
sin pendientes. Las emulsiones C y K, con viscosidades cercanas a los 1000 mPa*s, mostraron muy poco escurrimiento. Las demás emulsiones, con valores superiores a los 1200 mPa*s, no presentaron problemas de escurrimiento.
Con base en los resultados anteriores, se propone que la viscosidad a 50 °C de una emulsión de rompimiento rápido utilizada en un riego de gravilla debe tener, como mínimo, un valor de 1200 mPa*s después de salir de la esprea. Para determinar este valor es necesario emplear el método de prueba 3.1 propuesto en este estudio. La viscosidad se calcula como el promedio de los diez primeros valores de viscosidad registrados durante los 10 segundos posteriores, es decir, del segundo 26.5 al 31 del tiempo de prueba,
después de someter la emulsión a una velocidad de deformación por corte de 1000s-1. Cabe señalar que esta especificación se aplica a zonas sin pendientes.
3.2 Nuevo método de prueba para evaluar que el asfalto residual de una emulsión tenga la suficiente rigidez a las temperaturas más altas del pavimento para evitar que fluya En este punto se establece un nuevo método de prueba para evitar que fluya el residuo de la emulsión asfáltica de rompimiento rápido a temperaturas entre 50 ° y 80 °C, que son las máximas en cuanto a superficie del pavimento. Cabe considerar que el asfalto a estas temperaturas no es un líquido viscoso, sino viscoelástico, por lo que nuevamente se utilizará el reómetro de corte dinámico, pero empleando un movimiento oscilatorio en lugar de rotatorio. Se aplicará también un esfuerzo cortante, sólo que, en lugar de tener una velocidad de deformación en corte, se hará una deformación unitaria de corte. Este nuevo método 3.2 requiere un reómetro de corte dinámico (DSR) y se realiza colocando una muestra del residuo asfáltico entre dos platos metálicos de 25 mm de diámetro, de los cuales, el inferior permanece fijo y el superior gira repetidamente en forma oscilatoria, de tal forma que, un ciclo de carga ocurre cuando el plato superior gira en dirección contraria a las manecillas del reloj desde su posición cero (A) a la posición (C); después gira en el sentido de las manecillas del reloj hasta la posición (D), luego gira en sentido contrario a las manecillas del reloj hasta la posición (A) [3], tal como lo muestra la Figura 7
7. Movimiento del plato superior durante la prueba del método propuesto en el punto 3.2.
La prueba comienza al aplicar un esfuerzo de corte (shear stress) necesario para deformar la muestra del residuo asfáltico en un 0.1% (initial strain 0.1%) durante un ciclo, y después una deformación del 0.2% durante otro ciclo, y así sucesivamente, incrementando cada 0.1% hasta completar el 100% de deformación. Por este motivo, la prueba realiza 1010 mediciones (1010 puntos) con 10100 ciclos totales, y el equipo realiza los ciclos con una frecuencia de 2 Hertz (2 ciclos por segundo); el tiempo que dura el reómetro deformando el residuo asfáltico entre 0.1% y 0.2% será de 5 segundos, por lo que la prueba tendrá una duración de 5050 segundos. Los principales datos reológicos generados durante la prueba son el esfuerzo de corte y la deformación de corte en cada punto, y se pueden graficar mediante una curva de esfuerzo
Figura
vs. deformación del residuo de una emulsión asfáltica, tal como lo muestra la gráfica de la Figura 8, donde el área bajo la curva es la energía de fluidez (yield energy) necesaria para que el asfalto fluya a la temperatura más alta del pavimento, registrada en Joules/m3 [4]
Esta curva describe dos comportamientos muy marcados. El primero comienza con una relación lineal entre el esfuerzo y la deformación, y después se va perdiendo esta relación lineal hasta alcanzar un esfuerzo máximo para después disminuir en forma controlada (curva naranja), pero después comienza una etapa donde el esfuerzo y la deformación aumentan y disminuyen desordenadamente, debido a que la muestra sufre un alto estrés desorientando a las moléculas (curva azul). Por eso es que, para calcular el área bajo la curva, será necesario utilizar una ecuación por cada comportamiento, y al final, sumar las dos áreas para obtener esta energía de fluidez en Joules/m3
Figura 8. Gráfica de esfuerzo cortante vs. deformación cortante del residuo de una emulsión asfáltica obtenida con el nuevo método de prueba 3.2, donde se muestran los dos tipos de comportamiento para el cálculo del área bajo la curva.
Se ha evaluado la energía de fluidez de un gran número de emulsiones; sin embargo, debido a la limitación de espacio en esta publicación, aquí se muestran solo cinco emulsiones, que serían las de aplicación más frecuente para este tratamiento superficial, y que se describen en la Tabla 1 Tabla 1. Emulsiones asfálticas utilizadas en este estudio.
Tipo de asfalto
Tipo de emulsificante
64-22
A
A
A
64-22 más polímero
A
70-16
A
Los resultados de la energía de fluidez a la temperatura de 70 °C de estas cinco emulsiones se presentan en las gráficas de esfuerzo contante vs. deformación de la Figura 9
Figura 9. Gráficas de esfuerzo cortante vs. deformación cortante del residuo de varias emulsiones obtenidas con el nuevo método de prueba 3.2 para calcular el área bajo la curva que será la energía de escurrimiento en Joules/ m3 a 70 °C.
Tras observar los resultados que se muestran en la Figura 9, deducimos que la emulsión B fue la que mostró mayor energía de fluidez y menor valor de plasticidad (compliance Jnr), mayor módulo de corte complejo, módulo elástico y relación G*/sen δ. En el caso contrario, la emulsión C fue la que presentó menor energía de fluidez y menor rigidez, de forma que se observa una relación potencial entre la energía de escurrimiento y el valor de Jnr, así como una relación lineal con las otras propiedades reológicas en todas las emulsiones, tal como lo ilustran las gráficas de la Figura 10
Mediante el nuevo método de prueba 3.2 para evaluar la energía de fluidez podemos controlar que el residuo de una emulsión asfáltica tenga como mínimo una energía de fluidez (yield energy) de 1400 Joules/m3 a la temperatura más alta del pavimento, que oscila generalmente entre 60 ° y 70 °C, para que el asfalto no fluya (blending). Por supuesto, para fortalecer estos resultados, las empresas y el gobierno deben seguir evaluando este nuevo método y sus especificaciones, pero claramente se puede observar que este nuevo método es una alternativa para controlar que el residuo de la emulsión sea resistente al escurrimiento (bleeding). Cabe mencionar que The National Cooperative Highway Reserch Program reporta un nuevo método
Figura 10. Gráficas que muestran una alta correlación entre la energía de fluidez y diferentes propiedades reológicas.
de prueba para controlar el escurrimiento basado en la medición de Jnr a 3.2KPa-1 a la máxima temperatura del pavimento, una prueba más de la importancia de innovar en los métodos para el control de la calidad de las emulsiones asfálticas [7]
3.3 Nuevo método de prueba para evaluar que el asfalto residual de una emulsión tenga la suficiente flexibilidad a las temperaturas más bajas del pavimento para que la grava no se desprenda
En este punto se establece un nuevo método de prueba para controlar el desprendimiento de la grava debido a la fragilización del residuo de emulsión asfáltica a temperaturas inferiores a 0 °C, causada por la baja temperatura y a la oxidación del mismo. Para esto se utiliza un reómetro de corte dinámico con una muestra del residuo asfáltico, que se obtiene al colocar 50 g de emulsión en el horno a 120 °C durante 3 horas, seguido de un tratamiento en el horno de PAV durante 20 horas a una presión de 2.1 Mpa, conforme a la norma AASHTO R28.
La muestra se coloca entre dos platos metálicos de 8 mm de diámetro, de los cuales, el inferior permanece fijo y el superior gira repetidamente en forma oscilatoria (ver Figura 7) para deformar la muestra del residuo. La prueba comienza con una deformación inicial de 0.1% (initial strain 0.1%) durante un ciclo, seguida de una deformación del 0.2% por un ciclo, y así sucesivamente hasta
completar el 100% de deformación. Este procedimiento genera un total de 1010 mediciones (1010 puntos) con 10100 ciclos, y una frecuencia de 20 Hertz (20 ciclos por segundo), ya que a esta alta frecuencia, el asfalto se comporta como un sólido frágil, aunque la temperatura de prueba sea de 25 °C [5,6]
Los principales datos reológicos que se obtienen durante la prueba son el esfuerzo de corte, que al multiplicarse por área de los platos de 8 mm nos da la fuerza o carga y la deformación de corte en cada punto. Estos datos son graficados con una curva de carga vs. desplazamiento del residuo de una emulsión asfáltica [5,6,8], tal como muestra la gráfica de la Figura 11
Figura 11. Curva carga-desplazamiento, elaborada con los datos obtenidos del método 3.3 propuesto en este estudio.
Los parámetros obtenidos de la curva de carga-desplazamiento que se muestran en la Figura 11 son: trabajo de fractura (Wf), energía de fractura (Gf), pendiente posterior al pico (m), desplazamiento en la carga máxima (uMax) e índice de flexibilidad (IF).
Desplazamiento “u” (mm): El desplazamiento se calcula utilizando los datos del porcentaje de deformación, la deflexión angular y la distancia de separación entre los platos, que es de 1000 mm (Gap). La prueba tiene 1010 datos de porcentaje de deformación y 10,100 ciclos, esto significa que la prueba comienza con 0.1% de deformación con 10 ciclos y termina con 100% de deformación con 10 ciclos, sumando un total de 10,100 ciclos. El desplazamiento, medido en milímetros, se calcula con la fórmula (I-1):
Desplazamiento = u = (ángulo de deflexión) * (radio del plato en mm) = mm
Carga = (esfuerzo cortante en Pascales) * (π) * (radio2 del plato en metros ) / 1000 = kN (I-1) (I-2)
Carga“P” (kN): El dato de la carga o fuerza se obtiene del esfuerzo cortante aplicado en cada % de deformación multiplicado por el área del plato; esto significa que tenemos 1010 datos de esfuerzo cortante, 1010 datos de deformación y 1010 datos de carga. Las unidades de la carga están en kilonewton porque las unidades del desplazamiento son milímetros y las unidades del área bajo la curva de carga-desplazamiento son Joules. La fuerza en kilonewtons se calcula a partir de la fórmula (I-2).
Trabajo de fractura “Wf” (Joules): El trabajo de fractura se calcula como el área bajo la curva de carga vs. desplazamiento (ver Figura 8).
El área bajo la curva de carga-desplazamiento se calcula mediante una técnica de integración numérica, es decir, los 1010 datos de carga-desplazamiento se ajustan a una ecuación polinómica con un grado de 6:
P = Au6 + Bu5 + Cu4 – Du3 + Eu2 + Fu + G (A,B,C,D, F y G son constantes)
El área bajo la curva es la integral de la ecuación polinomial (I-3) entre los límites de la deformación inicial y la deformación final:
Energía de fractura (Gf): La energía de fractura Gf se calcula dividiendo el trabajo de fractura Wf, que es el área bajo la curva carga-desplazamiento (ecuación I-4), entre el área de fractura (ecuación I-6) de acuerdo con la siguiente ecuación (I-5):
Área de fractura (mm2): El área de fractura es el área de corte que ocurre en el porcentaje de máxima deformación y donde el ángulo de deflexión Φ es el máximo (ver Figura 7) al que llega la prueba. Este valor es de 2.0 mm2 cuando se utilizan platos paralelos de 8 mm de diámetro y la deformación total es del 100%, con una abertura entre platos de 1000 mm. El área se calcula de acuerdo con la siguiente formulación I-6:
Área de fractura = (0.5 * (radio del plato en mm)2 * Φ) = mm2
Pendiente m: El valor de la pendiente m en el punto de inflexión se determina derivando la ecuación polinomial de sexto orden (fórmula I-3) y poniendo los valores del desplazamiento de la línea recta que pasa por la mayoría de los puntos en la curva carga-desplazamiento en la zona; después de la carga máxima (ver Figura 11), se calcula el valor de la derivada en cada uno de esos puntos y se selecciona el valor absoluto máximo (punto de inflexión), que será el valor de m
Índice de flexibilidad (IF): El índice de flexibilidad se puede calcular a partir de los parámetros obtenidos empleando la curva carga-desplazamiento con la energía de fractura y el área de fractura, conforme con la ecuación (I-7). El factor Z se utiliza para la conversión y el escalamiento de unidades. Z es igual a 0.0001 por así convenir a que los valores de IF estén en el rango entre 0 y 20.
Donde |m| = valor absoluto de la pendiente m
(kN/mm)
Los resultados de la energía de fractura e índice de flexibilidad a 25 °C y 20 Hertz, con el nuevo método de prueba 3.3 y utilizando el residuo asfáltico de las cinco emulsiones descritas en la Tabla 1, se muestran en la Figura 12
Índice de flexibilidad, IF
Ángulo de la pendiente (°)
Figura 12. Gráficas de fuerza vs. desplazamiento del residuo asfáltico de las emulsiones asfálticas de la Tabla 1 obtenidas con este nuevo método de prueba, para calcular el área bajo la curva que será la energía de fractura y con la pendiente, y obtener el índice de flexibilidad.
Basados en los resultados de la Figura 12, el residuo de las emulsiones D y B mostraron mayor resistencia a la fractura debido a que presentaron un índice de flexibilidad de 6.71 y 6.28 respectivamente. Cabe mencionar que estas emulsiones contienen polímero. El residuo con menor resistencia a la fractura fue el de la emulsión C, con un índice de flexibilidad de 1.15, y se fabricó con un asfalto grado PG 58. En la gráfica de la Figura 12 observamos el frágil comportamiento del residuo de esta emulsión C, donde se necesitó mucha fuerza para deformar el asfalto, pero después del esfuerzo máximo, cae drásticamente. Por este motivo, el ángulo de la pendiente en este punto es el más bajo. Al emplear este nuevo método de prueba podemos controlar que, después de ser oxidado conforme la norma AASHTO R28, el residuo de una emulsión asfáltica tenga un índice de flexibilidad mínimo de 6.0.
4 CONCLUSIONES
Los nuevos métodos de prueba propuestos en este estudio, así como sus especificaciones, están basados en la medición de propiedades físicas fundamentales que se obtuvieron con el reómetro de corte dinámico, lo que genera un importante avance tecnológico en el campo de las emulsiones asfálticas.
El nuevo método de prueba 3.1 para evaluar la viscosidad de las emulsiones asfálticas para riegos de sello determina que la viscosidad de estas a 25 °C debe ser de mínimo1800 mPa*s, con una velocidad de deformación de 0.1s-1para evitar el asentamiento, y de máximo 250 mPa*s a 1000 s-1 para que sea bombeable a 50 °C, y de mínimo 1200mPa *s a 0.1 s-1 para que no se escurra al entrar en contacto con la superficie a 50 °C.
El nuevo método de prueba 3.2 para evaluar que el asfalto residual de una emulsión tenga la suficiente rigidez a las temperaturas más altas del pavimento determina que la energía de fluidez necesaria para que este asfalto residual no fluya (yield stress) a esta temperatura debe de ser de 1400 Joules/m3 mínimo.
El nuevo método de prueba 3.3 para evaluar que el asfalto residual de una emulsión tenga la suficiente resistencia a la fragilidad a las temperaturas más bajas del pavimento determina que el índice de flexibilidad de este asfalto residual debe ser de 6.0 mínimo.
5 REFERENCIAS
[1] https://www.ibef.net/es/emulsions-3/figuras-clave/. International Bitumen Emulsion Federation.