
12 minute read
ASML reduces DUV overlay error to 1 nanometer


In a balancing game between precision and productivity, ASML has increased the throughput to 295 wafers per hour, while reaching an overlay error milestone of 1 nanometer in its new Twinscan NXT:2050i. The fi rst 15 systems have already been shipped.
René Raaijmakers
Advertisement
Credit: ASML
ASML’s engineers continue to improve the overlay in its most advanced immersion scanners. Since the introduction of the NXT:1950i platform in 2010, the overlay error dropped from 3 nanometers to 1.4 nanometers in the NXT:2000i two years ago. At the same time, the throughput increased from 175 to 275 wafers per hour.
“As always in our industry, we needed to do better,” says Bart Paarhuis, who presented the latest overlay results on ASML’s most recent DUV system, the Twinscan NXT:2050i, at the online Bits&Chips High Tech Systems 2021 conference. “Customers requested additional improvements. e logic manufacturers want better DUV-to-EUV matching for their 3-nanometer node and our memory customers want better overlay when patterning successive layers on the same chip by the same DUV scanner. And everyone is asking for higher productivity.”
To meet these requests, ASML introduced the NXT:2050i, with a new thermally improved wafer handler, a more accurate wafer stage, a more wear-resistant wafer table, an improved light source, a new immersion hood for lower defectivity and a 2050 projection lens with reduced overlay ngerprint as main features. e reticle stage now has reduced distortion of the reticle during clamping. Also, many software improvements were made.
For the development of this new immersion scanner, ASML collaborated with various teams and suppliers on the wafer handler (VDL), the wafer stage (VDL and Kyocera), the wafer table (Berliner Glass), the production of the immersion hood

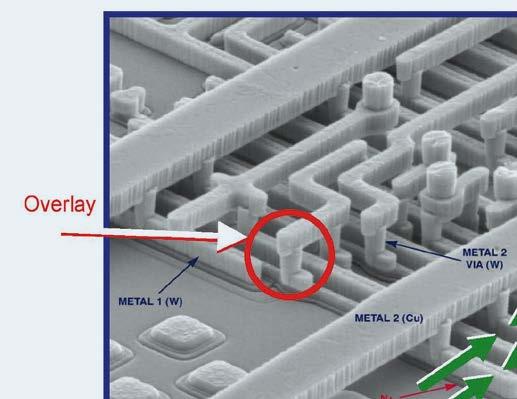
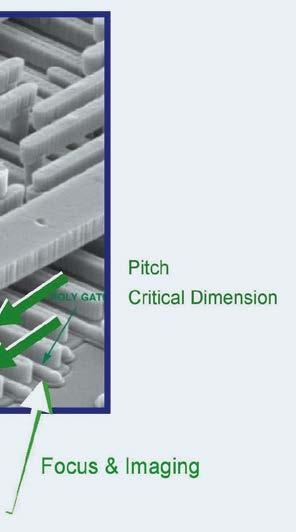
One key task of a lithography scanner is the ability to image dense lines and spaces from the mask to the wafer. Here, the critical dimension (the width of the line), the pitch (the distance between the lines) and the straightness of each of the lines are important – shown in green. The horizontal placement error between the layers also impacts the quality of a chip. The structures that are impacted by overlay errors are shown in red.
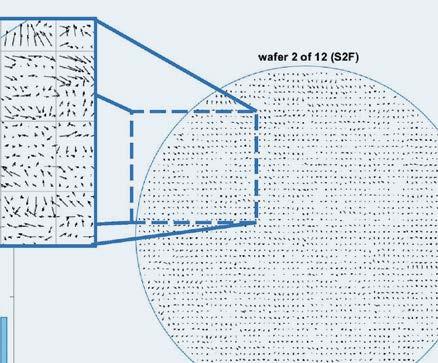
The dedicated chuck overlay (DCO) is one of several tests ASML uses to measure overlay performance. Using a special overlay reticle with 7x7 measurement patterns, the scanner prints 49 marks in the fi rst layer of one exposure fi eld. These marks can be read out later using the alignment sensor. This is repeated for the subsequent layer. With the help of the alignment sensor, the positions in layer one and layer two are compared, which results in a plot of the overlay errors as vectors from the measured locations. The graph shows maximum overlay errors of 0.8 and 0.7 nm for champion DCO wafers on the NXT:2050.
(AAE), the reticle stage (ASML’s Wilton factory) and the projection lens (Zeiss). Cymer and Gigaphoton from Japan delivered a pulse stretcher on the lasers that reduced the speckle, resulting in much lower scanner-induced line-width roughness. ASML’s software team took care of the required software intensity around measurement, analysis and control.
Relay race
Going down to the molecular level of a lithographic machine, we don’t see a rigid structure but a pudding, a coherent set of elastically moving parts. Lenses, frame, stage, sensors and wafers – at the nano level, everything is acting like rubber. ese microscopic dynamics make the awless production of nanochips increasingly di cult. Printing ever-smaller details is already a challenge; placing billions of minuscule parts where they’re needed is even more demanding. e correct and predictable stacking of, say, sixty di erent layers is an absolute necessity for a properly functioning chip. is comes together in the concept of overlay – the accuracy with which a lithographic scanner can place billions of structures in a layer on top of the billions of elements in the previous layer. “If you make an overlay error, you have less contact area between features in the layers. As a result, you get more resistance, and when you get more resistance, this results in less speed and more energy consumption,” explains Paarhuis. e better the overlay, the better the yield and chip performance. Paarhuis: “As customers currently split layers into multiple exposures, the overlay performance is even more critical.”
In the past, all layers were exposed in optical scanners with deep ultraviolet (DUV) laser light. Currently, part of these layers is exposed in scanners that use extreme ultraviolet light (EUV). ASML claims its EUV equipment will keep Moore’s Law alive beyond the next decade. is continued scaling puts quite some pressure on the demands for overlay.
In the most advanced fabs, the rst layers on bare silicon wafers are structured by EUV lithography. Subsequent layers are printed by DUV immersion scanners, followed by less critical layers that are produced by DUV dry and older- generation machines. e sequence of layering is a relay race where handing over the baton needs attention, especially the step between EUV and DUV (the switch between litho technologies is called cross- matching). “We need
Credit: ASML placing billions of minuscule parts where In the past, all layers were exposed in op-

to take care of the overlay between a layer that’s exposed on a EUV scanner and a subsequent layer, exposed on a DUV scanner,” says Paarhuis. e challenge is to match the overlay requirements with the constant customer request for higher productivity. Chip production is, after all, a capital-intensive, highrisk/high-reward game. More wafers per day mean more money for ASML’s customers. e latest NXT:2050i scanners from Veldhoven increase the productivity to 295 wafers per hour (from 275 in the 2000i).
Asked by his audience if it’s possible to have even higher throughputs and, if so, whether customers are willing to sacri ce accuracy for increased productivity, Paarhuis mentions the balancing act ASML engineers are performing daily: “Increasing throughput is quite easy. We have knobs in the scanner to reduce the conditioning time or the time to do the sensor measurements, for example. at will increase the throughput, but with a penalty on the overlay and focus. Customers aren’t interested in that route. ey always want a combination of higher productivity and better performance.”
Height map
Making the production of billions of chips with billions of transistors more precise and more productive starts with physics, accurate measurement, analysis and advanced control software. Paarhuis gave some examples of improvements and how they were achieved in the new 2050 scanner.
In physics, the temperature is the parameter that’s most di cult to control. In the new 2050 scanner, both reticles (masks with original patterns for each layer) and wafers (silicon slices to be patterned) are brought to the right temperature before being inserted into the scanner and placed on the reticle stage and wafer stage.
Before a wafer is exposed, it’s measured on one of the two wafer stages. is is done before each exposure because the wafers undergo changes during the patterning and deposition. A level sensor measures the height map in order to bring the wafer in focus while the scanner exposes it below the lens. e height di erences can be as large as a thousand nanometers.
On the measurement position, an alignment sensor measures the X and Y locations of special alignment marks. Not only to determine the wafer position to correct for replacement and loading errors of the wafer on the wafer table, but it’s also important to measure the deformation because the wafer gets stressed due to processing in the other steps in the customer fab and during clamping. e reticle isn’t exposed in a ash of light, like in a stepper, but in a scanning way, just like a photocopier. For this, the scanner has to hold the reticle stage, move the reticle and clamp and hold the wafer on the wafer table. “Not only to atten it but also to keep it at the right temperature and hold and move the wafer,” explains Paarhuis. e forces released by these movements are impressive and have to be counterbalanced. However, minor overlay errors caused by these accelerations can still be seen as a nanopattern in the exposures: the errors vary from row to row and from eld to eld. e 2050 system o ers increased sti ness and integrated damping in the wafer stage. Paarhuis: “We were able to reduce the overlay errors by more than a factor of two.”
Optimized routing
To control the movements and forces, it’s necessary to know the exact position of each of the scanner’s components. A central part of the system is the metaframe, a very stable frame, which holds the lens and the grid plates – the yardsticks used by the wafer stage encoders to measure its position. e reticle stage has an encoder to measure its position with respect to the lens. Paarhuis: “ is results in a complete measurement system to tie the position of the reticle via the sti ness of the chuck, the encoder, the sti ness of the lens, the grid plates, the encoder of the wafer stage, the sti ness of the wafer stage and the wafer table and the wafer.”
After a wafer enters the scanner, it’s clamped on one of the two wafer tables. en stage alignment can start – the measurement to exactly locate the wafer. For this, the alignment sensor compares the position of the alignment marks on the wafer to two alignment marks printed on top of the so-called Paris plate, located alongside the wafer position. is provides accurate information about the position and the shape of the wafer.
Next, the scanner measurement system has to accurately position the reticle with respect to the wafer. After the exact position of the wafer with respect to the Paris sensor is determined, there’s a chuck swap: the wafer stage changes its measurement position to the exposure position under the lens. On the exposure side, the scanner starts with the reticle alignment, using seven sensors integrated into the same Paris plate. ese seven sensors measure the exposed seven marks from both the top and bottom of each reticle. “With this measurement, we can not only measure the reticle’s position with respect to the plate but also its shape,” explains Paarhuis. “Now the scanner knows the position of the reticle with respect to the Paris plate and because the position of the wafer with respect to that plate is also known, we can start exposing.”
To decrease the overlay errors and simultaneously improve productivity, ASML had to do substantially more wafer alignment measurements in less time. “On the NXT:2000 system, we could measure 28 alignment marks at 275 wafers per hour,” says Paarhuis. “Without extra measures to accelerate the measurements, we ended up locating only 20 alignment marks at 295 wafers per hour.” To do all checks in time, the 2050 team accelerated the alignment scans
Credit: ASML
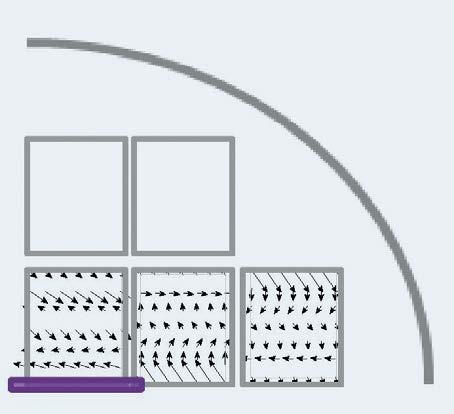
The overlay errors vary from row to row and from fi eld to fi eld. These errors typically originate from wafer and reticle stage dynamics that cause vibrations in the whole machine. Increased stiffness and integrated damping in the wafer stage help reduce the overlay errors on the NXT:2050.


Credit: ASML
Specifi c overlay error pattern, caused by DUV pellicle deformation.

and measurements of the wafer height map. “We made them faster and were also able to optimize the routing in between the marks.” As a result, the 2050 system can measure 55 marks at 295 wafers per hour. “ is enables a better overlay because we can more accurately measure the shape of the wafer.”
Pellicle bending
A few years ago, ASML found another overlay error contribution. Paarhuis: “Analyzing the data, we discovered a very typical scan-up-scan-down ngerprint.” is distortion pattern is caused by the DUV pellicle and contributes to the errors in DUVEUV matching.
During exposure, the scanner moves the wafer in a zigzag pattern under the lens. Part of the elds is exposed on the way up and part on the way down. e elds that were scanned up show a speci c pattern. “ e scan-down elds have the same pattern but ipped,” tells Paarhuis. ese patterns proved to be a result of the pellicle that was deformed by air pressure during its acceleration. e pellicle is a very thin foil that’s stretched in a frame on top of the reticle to protect the mask against dust particles. is DUV-transparent membrane can be as thin as 280 nanometers. During the exposures, while the reticle is scanning on the reticle stage, the pellicle foil deforms due to pressure variations. is causes the light to refract, resulting in a very slight displacement of the image. e error is a function of the foil thickness, the angle at which the pellicle bends and the refraction index of the foil. “On a wafer level, this error is typically 0.5-1 nanometer, so that’s pretty big,” says Paarhuis. e solution is running a model on the scanner that reduces the pellicle impact. “Using the reticle stage trajectory, we can predict the pellicle bending and use a model to calculate the needed overlay corrections and apply them during exposures.” is works pretty well, says Paarhuis. e model predicts the required correction with an error of only 0.1-0.2 nanometers. “ at’s very nice.”
This has resulted in a machine that’s able to keep its DUV-to-DUV overlay errors under a nanometer. Paarhuis even showed champion dedicated chuck overlay data with a total performance of 0.80.7 nanometers. “This was done in tests where we typically exposed twelve wafers on the same scanner in three lots. That’s well below the spec of one nanometer.” For DUV-to-EUV cross-matching, the engineering team used six wafers, exposing one layer on the NXT:2050 and one layer on the NXE:3400. ASML’s champion data for the 2050 versus the 3400 measured only 1.2 nanometers.


Credit: ASML








