Welcome to the April issue of MEPCA magazine. Spring has arrived, at long last. You may even be reading this outside, under what feels like the first glimmer of sunshine we’ve been treated to this year. The lengthening days is also a sign that the event season is well underway – look to our events section for the latest news on the year’s unmissable industry events, along with our impressions of Southern Manufacturing & Electronics.
In this issue’s Cover Story, Bosch Rexroth demonstrates how smart hydraulics technology has made a significant step forwards in the sustainable manufacturing of spark plugs.
Our Focus On section this month is dedicated to digitisation, in which we look at a plethora of exciting digital solutions. Among them is the digitally enhanced laboratory hygiene technology from Miele, Tascomp introduces its powerful production monitoring software, and Intoware explains how AI is transforming standard operation procedures (SOP). Also included in this Focus, Made Smarter provides the top reasons manufacturers should embrace digitisation.
As demonstrated in the Focus, and numerous articles to date, the benefits of digitisation in manufacturing are clear. However, what is becoming ever more apparent is the risk growing in parallel with these benefits: cybercrime. In our cybersecurity feature, we look at the threats that manufacturers embarking on their digitisation journeys need to know, as well as the key components of a strong cybersecurity strategy.
Along with our usual array of thought leadership pieces, application stories and case studies, we reveal our Manufacturing of the Month prior to their UK event debut.
I hope you enjoy this issue.
To subscribe to MEPCA visit our website www.mepca-engineering.com or scan the QR code. @Mepca-magazine
Oliver Batt, Editor
Anglia Signs European Deal with Leading UK Switch Maker, Lorlin
Cambridgeshire distributor now stocks full range of high quality, high performance rotary and key lock switches.
Anglia Components have announced a new franchise distribution deal with UK switch manufacturer Lorlin Electronics. Established over 60 years ago, ISO 9001approved Lorlin manufactures a full range of rotary switches from simple on/off types to multi-circuit versions, many of which are unique designs.
Comments Anglia’s Technical Director, David Pearson: “Lorlin’s products have been extensively used for several decades, and all products are 100% inspected and tested. We are delighted to offer our customers the full range of Lorlin rotary switches and key lock switches, confident in their quality and performance.”
Adds Colin Murray, MD, Lorlin: “Anglia believes in putting the customer first, with innovative commercial programs to back
up the technical support it offers via FAEs. Switches may seem simple, but they are an important part of the HMI solution which means that they can be a differentiating factor in how an end product is perceived. Selecting the most appropriate switch for a particular design may not be simple, but we
know Anglia will be able to help and guide customers to find the best product.”
Anglia now offers Lorlin’s switches to UK and European customers via its ecommerce platform.
anglia-live.com
ESI Differential Pressure Measurement
Differential pressure measurement is essential across industries, providing critical insights into fluid flow, filtration efficiency and system performance. Unlike absolute or gauge pressure, it measures the difference between two points, making it invaluable for HVAC systems, process industries and fluid level monitoring.
Why differential pressure matters
Measuring differential pressure helps maintain efficiency and safety in various applications:
• Filtration systems – identifies when filters need maintenance.
• Flow measurement – enables accurate fluid flow calculations.
• Tank level monitoring – provides precise readings in sealed tanks. By tracking pressure variations, businesses can optimise processes, reduce downtime and ensure compliance. ESI Technology Ltd offers high-performance differential pressure transmitters designed for accuracy and durability in demanding environments.
Differential pressure transmitters
With two titanium silicon-on-sapphire pressure sensors, the PR3200 offers high stability and performance with true wet/wet operation, suitable for use with all liquids and gases.
• Wide range of pressure ranges to 200 bar DP.
• Available for gauge reference or bidirectional measurement.
The PR3202 is designed for low pressure applications, measuring non-corrosive media such as non-ionic fluids, air and dry gases. Ideal for HVAC, clean rooms and pharmaceuticals.
• Measures pressures from 0-5 mbar.
• Highly sensitive to small variations.
Designed for permanent installation in very demanding subsea applications, the PR3920 provides very accurate low pressure wet-wet differential pressure measurement on extremely high line pressure sources.
• 1,200 bar secondary containment.
• Submersion to 3,000 metres sea-level.
Selecting the right model depends on
media compatibility, pressure range and environmental conditions. With decades of expertise, ESI Technology Ltd provides solutions that enhance efficiency, safety and performance.
MEPCA is excited to celebrate Jake Hall, better known as the Manufacturing Millennial, as our Manufacturing Champion for April. Ahead of his UK debut at Automation UK this May, Jake talks to our editor about his journey from the factory floor to being a respected manufacturing influencer.
With 100,000 followers and in excess
of 150,000,000 views on his content, Jake Hall is a rising star amongst manufacturing personalities, delivering keynote presentations across the world. Speaking to our editor Oliver, Jake explained his remarkable career trajectory.
Jake: “My background in manufacturing started when I was 15 years old. I went to go work as a summer job for a custom automation machine builder in the summertime. And I was sweeping floors. I cleaned the bridge ports of the CNC and the equipment. I learned how to grind and weld. It was a great experience for me. I learned how so many things were made and the tools and how to use the tools that were never taught to me in school. And so that inspired me to continue my passion into what I saw as the engineering field.”
started liking what I did. And it just grew.”
Oliver: “So it wasn’t something you ever intended, you never sat down and went, ‘I want to be a manufacturing influencer’?”
After graduating Grand Valley State University with a Bachelors in Product Design and Manufacturing Engineering and a Minor in BioMedical Engineering, Jake spent the next 10 years working in automation distribution and systems integration. When the pandemic hit, everything changed, and Jake found himself at home thinking of other ways to contribute to the industry.
Jake: “I started posting on social media, on LinkedIn as my platform … then people outside of my own connections at the time
Jake: “Not even in the slightest. I still honestly don’t see myself as an influencer because I’ve been in the industry for way longer than I was being an influencer. I still view myself as an engineer who just enjoys working in the industry.
“My goal now as a full-time Manufacturing Millennial influencer is I want to do two things: I want to help companies learn about technology that’s going to change the way they work and make them more productive and make their industry more attractive to work in. I want to do a better job of teaching companies that you need to go out and find your workers.”
Oliver: So, the advice you’d give manufacturing and engineering companies that are struggling to attract talent is to go find them?”
Jake: “Exactly. I’m a fan of when manufacturing companies are actively engaged in their community. That’s what solves problems, right? Companies, when they hire people, they’re hiring typically from a local talent pool.”
Jake is making his UK debut this May at Automation UK for which his expertise in industrial automation, robotics and machine vision will be greatly suited.
Oliver: “What can attendees expect from you at Automation UK?”
Jake: “I want to highlight two things: I want to highlight how automation is impacting so many different industries right now where automation is no longer just what we think of as typical automotive automation. Robotics is, is in CPG it’s in pharma. It’s in food production. It’s in, agriculture. So I would be showcasing a wide variety of different ways that we’re leveraging robotics or automation and a wide variety of industries.”
Due to Jake’s unmatched passion for the manufacturing sector, his key note speech at Automation UK will surely be unmissable. For further details of the event, turn to the Automation UK preview, page 58. tiktok.com/@manufacturingmillennial youtube.com/c/ManufacturingMillennial linkedin.com/in/jacobrhall/
OEM Automatic’s Close Partners Join Forces
In a strategic move set to redefine automation and machine vision, Zebra Technologies has officially acquired Photoneo, a leading innovator in 3D vision and AI-powered automation.
This acquisition strengthens Zebra’s position in machine vision, robotics and industrial automation, bringing together two powerhouses in data capture and intelligent automation.
A perfect partnership for the future of automation
With this acquisition, Zebra Technologies enhances its portfolio of industrial automation solutions, integrating Photoneo’s state-of-the-art 3D vision, bin picking, and AI-driven inspection technologies with Zebra’s expertise in barcode scanning, industrial identification, and machine vision systems.
By combining forces, the two companies aim to drive advancements in bin picking & robotics by enabling high-speed, highaccuracy object recognition and handling; make improvements to quality control in 3D inspection & point cloud generation through with precise 3D imaging; enhance barcode scanning & industrial identification, strengthening traceability and logistics; and use AI-powered machine vision to expand smart automation in manufacturing and logistics.
Impact across key industries
The fusion of Photoneo’s 3D vision with Zebra’s automation technology is set to benefit a range of industries, including Manufacturing & Automotive, where it
will enhance assembly line automation and quality assurance. In Logistics & Warehousing, improvements to inventory tracking and fulfilment speed will have a lasting impact; whilst Pharmaceutical & Food Processing stands to benefit from enhancements in precision, compliance and safety.
Seamless access through OEM Automatic
For businesses looking to integrate Photoneo and Zebra solutions, OEM Automatic provides a one-stop distribution network across the UK, Ireland, Sweden, Scandinavia and the Baltics.
As a certified partner with renewed accreditation, OEM offers specialist support for both Photoneo and Zebra solutions, as well as stocking & call-off orders to help ensure efficient supply, what’s more the company can provide on-site demonstrations through its Vision Lab or directly with on-location testing.
Live demonstrations at Automate
Businesses eager to see these technologies in action can visit Automate this year, where Photoneo’s 3D vision and Zebra’s industrial scanning solutions will be on display. This acquisition marks a new era in automation, AI and machine vision, setting the stage for smarter, more efficient workflows across industries. oem.co.uk
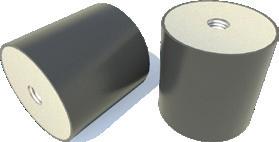
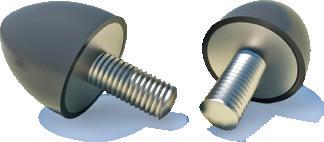
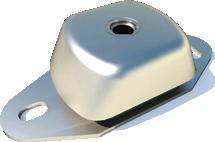
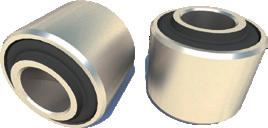
When Temperature Matters
to
Global & Domestic Automation Trends
In this article, Oliver Selby, BARA Chairperson and Head of Sales at FANUC UK, examines the transformative technologies currently being deployed in the industry and what trends might influence automation adoption in the coming years.
There are many global trends being reported from which we can gain insight, but which of these will solidify and show resilience in what is an ever-changing automation space remains to be seen. As reported by the International Federation of Robotics (IFR), artificial intelligence and humanoids are leading the technical discussion.
While it’s clear that AI is becoming ever more present in our society and working practices, I believe that humanoids are some years off meeting the needs of industrial manufacturers compared with their industrial robotic counterparts, who are specifically deployed to do a certain task. While humanoids have a place in society, this is more likely to be outside of manufacturing and within the service industry.
One area that has been spoken about consistently over the past few years is the concept of digital twinning. Linked with the Internet of Things (IoT) and Big Data, the idea of a true digital twin is being requested more at the point of equipment purchase and, interestingly, largely from SMEs that see it as part of their longer-term digitisation strategy. It’s clear that collating the right data to analyse can provide insight to help reduce waste, increase quality, reduce energy consumption and increase uptime. If a digital twin can help grow and maintain higher Overall Equipment Effectiveness (OEE) it can therefore directly improve a business’ bottom line. The key to success in creating a
digital twin is to ensure the data that matters is being collected, so it can be used to drive those future insights that will affect your business.
Other global trends that are driving automation growth are linked to challenges that we are seeing closer to home, such as the cost of energy and the drive towards sustainability. New markets including recycling, as well as existing industries like food and beverage, are looking for productivity gains and improved efficiencies. One of the biggest challenges many companies are experiencing is the skills shortage, in particular the lack of skilled employees to work in the manufacturing process (e.g., welders). Adding to this is a cultural shift that is depleting production line labour – fewer younger employees are willing
to work entry-level positions with minimal opportunity for growth or development.
Closer to home, we also have additional trends and government polices driving change. The forthcoming changes to National Insurance and minimum wage are having an effect on businesses’ growth strategies, prompting many to at least investigate what processes they can automate to ensure competitiveness in what’s becoming a globally aligned marketplace. Companies are beginning to turn their focus more towards operational costs (OPEX), ensuring they are running as efficiently as possible – and with the cost of people and the cost of energy two of the biggest outgoings affecting firms today, it is inevitable that these two factors are key drivers for companies developing automation strategies.
Lastly, the government’s focus on developing and delivering an Industrial Strategy is being viewed as a positive step, and we have recently seen real engagement with stakeholders who can put forward the views of the SME community. Trade associations such as BARA have engaged with government officials and other organisations like MAKE UK to help support the productivity increases desperately needed to ensure UK manufacturers keep up with European and global competition.
For more information and insights the Automation UK exhibition is being held at the CBS Arena in Coventry 7-8 May 2025. automation-uk.co.uk
UK Awaits Long-Term Industrial Strategy
Confidence amongst UK manufacturers has endured rising costs and geopolitical upheaval. Verity Davidge, Policy Director at Make UK, explains why a long-term industrial strategy is needed to jump start the UK economy before that confidence is lost.
As we approach the early summer, with a new President in the US, and a UK Government almost a year old, 2025 is proving to be no less challenging than recent years. Despite the current challenges from escalating costs and a potential trade war following the end of the entire transatlantic relationship of the last eighty years, a majority of companies believe that, overall, the UK remains a competitive place in which to manufacture. Furthermore, according to Make UK’s latest Senior Executive survey1, they remain confident that the opportunities for their business in 2025 far outweigh the current risks by some margin.
In response, the survey shows manufacturers are backing their belief in the UK as a place to manufacture with a significant emphasis on developing new products, entering new markets and upskilling and retraining staff. The survey also gives credence to the view of some Economists that companies will counter the impact of increased costs by investing in new technologies and automation to improve their efficiency.
To back the investments companies are making, Make UK is now urging the Government to set out in detail as soon as possible the full proposals of a formal longterm industrial strategy, something which is expected alongside the Government Spending Review in June.
The survey is quite clear on the benefits such a strategy will bring, with more than half of companies saying they will increase investment in response to a long term industrial strategy. In addition, more than four in ten companies believe such a strategy will lead to increased productivity, and a similar number say it will help them secure the skills
they need for the future.
The survey also shows that, despite the challenges companies are facing at home and abroad, almost half of companies believe the UK remains a competitive place to manufacture compared to a quarter who disagree. In addition, almost two thirds of companies believe the opportunities for their business in 2025 outweigh the risks compared to just over one in ten who disagree.
However, despite these positive intentions, as many companies think the UK economy will deteriorate in 2025 as improve, while the challenges of increased costs are severe. Over nine in ten companies think their employment costs will increase, while more than three quarters think the costs from other business taxes will increase, and a similar number expect their logistics and transport costs to increase. Recent official data continues to show the UK economy flatlining while inflation ticking upwards is going to make life difficult for the Bank of England to engage in significant cuts to interest rates.
In response, Make UK will be stepping up its efforts to ensure the Government looks at measures to mitigate these substantial increases by reducing business
rates in particular, as well as measures and incentives to aid decarbonisation and energy efficiency. Furthermore, amid reports of substantial cuts in public spending to come in the forthcoming Review it is absolutely essential that the Government now delivers its promise of a wide ranging, modern and long-term industrial strategy.
Discover how Bosch’s cutting-edge Bamberg production plant harnesses Rexroth’s CytroBox for improved efficiency and sustainability.
The Bosch plant in Bamberg manufactures spark plugs using state-of-the-art hydraulics. An upgrade with the stand-alone CytroBox power unit increases productivity and reduces energy consumption by over 50 percent, marking a significant step in sustainable industrial manufacturing.
120 years of innovation meets the future of hydraulics
More than a century ago, the first spark plug revolutionised automotive engineering. Today, Bosch’s Bamberg plant continues this tradition of innovation, producing spark plugs for the global market using cuttingedge technologies. As a facility heavily focused on reducing its emissions and impact on the environment, Bosch prioritises energy efficiency and process reliability. This commitment extends to industrial hydraulics, where sustainability and intelligence go hand in hand.
A smarter approach to hydraulic power
A recent modernisation effort aimed at increasing energy efficiency targeted six Panat presses in a high-speed production line. These presses handle conductive glass filling and press it under high pressure (135 bar) into the ceramic housing of spark plugs. To accommodate product expansion requiring longer spark plug types, the facility upgraded its hydraulic power units. Rather than relying on traditional assemblies with large hydraulic accumulators, Bosch adopted Rexroth’s intelligent stand-alone CytroBox solution.
Seamless integration with immediate benefits
Unlike conventional hydraulic units, the CytroBox is compact, quiet and equipped with smart technology. Because it eliminates the need for additional electrical installation, external sensors, sound insulation, or separate oil sumps, its installation is significantly more straightforward. Once power supply, hydraulic hoses, and line
control are connected, a software wizard guides setup within minutes. This ease of integration accelerated the transition at the Bamberg plant, minimising downtime while maximising efficiency gains.
Smart pressure supply for enhanced quality and reliability
At the Bosch plant in Bamberg, the CytroBox has successfully provided a process-reliable and intelligent pressure supply while reducing the unit’s footprint by 50 percent. The finely controllable electrohydraulics ensure precise pressure regulation with rapid buildup, preventing overshoots and system overloads. This precise control enhances product quality and improves overall process stability.
Advanced digitalisation and predictive maintenance
A key advantage of the CytroBox is its modular design, which allows for easy customisation with safety functions such as
emergency stop and integrated monitoring. Standardised interfaces facilitate seamless line integration, ensuring smooth operations. Additionally, the CytroBox’s connectivity aligns with modern manufacturing requirements, offering built-in technology for condition monitoring and predictive maintenance. By collecting and analysing real-time data, Bosch can proactively address maintenance needs, preventing unexpected downtime and optimising production efficiency.
59% reduction in energy consumption and CO2 emissions
The flow-optimised design of the CytroBox and its variable-speed drive, operating on an energy-on-demand principle have reduced electricity consumption at the plant by 59 percent. This efficiency is driven by precise displacement control, which generates hydraulic pressure only when required, shifting into energy-saving standby mode otherwise. This innovation contributes significantly to Bosch’s sustainability goals. Furthermore, the CytroBox’s advanced servo motor, high-efficiency pump, and 3D-printed hydraulic block work in harmony to create an ultra-quiet unit, enhancing workplace comfort.
A blueprint for future hydraulic modernisation
The CytroBox, part of Bosch Rexroth’s Connected Hydraulics portfolio, has proven to be a reliable and innovative solution. According to Group Leader Daniel Link, the unit operates so seamlessly that its presence is hardly noticed—perhaps the highest compliment a production manager can give a hydraulic system. Encouraged by this success, Bosch plans to expand modernization efforts to additional production lines, including those with compact hydraulic units, further solidifying its commitment to low-carbon, fully networked manufacturing.
Expanding intelligent hydraulics for greater productivity
Building on the success of the CytroBox, Bosch is exploring further enhancements to its production infrastructure. Integrating more intelligent hydraulic systems across multiple production lines will provide even greater control, reliability, and efficiency. The ability to dynamically adjust hydraulic pressure
in real-time will allow Bosch to optimize production cycles and reduce wear on critical components, extending equipment life while maintaining high product quality. Moreover, the seamless scalability of Rexroth’s Connected Hydraulics solutions means that Bosch can easily adapt to future demands. Whether increasing output capacity or integrating with next-generation automation systems, the CytroBox and similar technologies provide a robust foundation for ongoing innovation.
A commitment to sustainable and smart manufacturing
As the company continues to refine its production processes, it remains focused on leveraging cutting-edge technology to enhance productivity while maintaining environmental stewardship. This commitment is exemplified through its collaboration with Bosch Rexroth, whose Connected Hydraulics seamlessly integrates digitalisation, IoT connectivity, and automation into hydraulic systems. By transforming traditional fluid power into intelligent, highly efficient solutions, these innovations enable real-time data
monitoring, predictive maintenance, and seamless system integration. As a result, manufacturers can significantly reduce downtime, optimise energy consumption, and enhance overall productivity. These smart systems adapt to operational demands, ensuring precise control, minimised waste, and a reduced total cost of ownership, ultimately shaping a forwardthinking, sustainable, and competitive industry model.
A sustainable future for Bosch Bamberg
With the successful implementation of the CytroBox, Bosch Bamberg is taking a decisive step towards the future of smart manufacturing. The plant’s commitment to reducing energy consumption and CO2 emissions, combined with Rexroth’s innovative hydraulic solutions, sets a new standard for intelligent, sustainable industrial production. This collaboration demonstrates that modernising hydraulic systems is not just about improving performance—it’s about creating a smarter, greener, and more connected manufacturing environment for the future.
boschrexroth.co.uk
Focus On: Digitisation
P16. MEPCA examines the growing threat cyberattacks pose to manufacturing.
The Cyber-Threat Shadowing Digitisation
As the manufacturing industry becomes ever more digitised and interconnected, whole supply chains are becoming vulnerable to cyberattacks. With the assistance of cybersecurity experts at Equilibrium Risk and Dragos, MEPCA examines this growing threat and how manufacturers can protect their businesses.
The global cost of cybercrime is projected to be 12 trillian dollars in 20251, according to Forrester’s Cybersecurity, Risk, And Privacy prediction report, released last year. As previously reported in MEPCA, manufacturing has quickly risen amongst those industries most at risk from cybercrime. The embracing of digitisation in manufacturing and the increasingly interconnected systems it relies upon, where the breach in one system can impact an entire supply chain, have made it vulnerable to cyberattacks. More worrying is the fact that manufacturing is now being targeted, particularly by ransomware attacks.
For many manufacturers beginning their digitisation journey, this is highly concerning, as digitisation has become necessary to remaining competitive, so they have no choice but to place their businesses in the
path of this risk. In this feature, we identify the cybersecurity threats manufacturers need to be most aware of and determine what a robust cybersecurity strategy entails.
To assist us in this, we sought expert advice from Luke Appleby, Security Consultant and co-founder of Equilibrium Risk, a company that provides expert cyber security services to the manufacturing sector, among other industries, and Phil Tonkin, Field Chief Technology Officer at Dragos, a leading industrial cyber security company.
As manufacturers embrace digitisation, what cybersecurity threats should
they be most aware of?
Ransomware figures highly amongst the risks that manufacturers face and involves
encrypting data until a ransom is paid. As downtime is disastrous for manufacturing, this form of attack is particularly attractive to cybercriminals as the industry is more likely to pay the ransom than endure even costlier downtime.
Commenting on behalf of Dragos, Phil Tonkin explained: “Ransomware attacks are perhaps most notable, as multiple ransomware groups refine their techniques and enhance their capabilities. Recent Dragos research shows manufacturing is the most impacted industrial sector from ransomware perpetrators.”
Speaking to our editor, Luke Appleby also noted the prevalence of ransomware attacks, but highlighted the different level of threats faced: “Generally, threats are split down into four different categories. There’s internal threats, so people from within the business there are external threats and
there’s obviously different varieties of those, including malicious threats and accidental threats … all the way up to state sponsored. And it could be an email with a link, but there’s also threats in the supply chain.”
Phil also pointed out the risk inherent risk in unprotected Operating Technology (OT) systems: “Additionally, the integration of Industrial Internet of Things (IIoT) devices often expands the attack surface, making OT systems more vulnerable to breaches. Legacy OT systems, which often lack modern security measures, are most at risk to attack.”
Further elaborating on this: “Legacy OT systems, which were often not designed with modern cyber threats in mind, can be a weak point. Outdated systems can lack basic protections like encryption and access controls. At the same time, the rapid adoption of IIoT devices can lead to insufficiently secured endpoints. Poor patch management can leave vulnerabilities unaddressed, making systems susceptible to exploitation, while misconfigured systems and a lack of network segmentation can create security gaps that attackers exploit.”
Adding to threats to be aware of, Luke highlighted something rarely considered: “If they [manufacturers] have electronic parts supplied, there is the threat of malware getting injected into microchips before they get welded to the motherboard. There’s an intrinsic vulnerability in that.”
What are the key components of a resilient industrial cybersecurity strategy?
With some of the threats identified, we look at how manufacturers can avoid these issues.
Phil: “A resilient industrial cybersecurity strategy for key operational technology must encompass several key components. Firstly, risk assessment and management are crucial for identifying and protecting critical assets. Strict governance and compliance procedures are also needed to ensure adherence to both regulatory requirements and the most up-to-date industry standards.
“Technology and infrastructure investments are required too, such as in advanced threat detection systems to monitor potential threats in real-time and allow for a fast response. Regular training and awareness programmes for all relevant employees help to mitigate the risks associated with human error. If a breach or
attack does occur, having incident response and management plans in place to enact swift action to contain and remediate cyber incidents is a necessity.”
Most crucially, he concluded: “All manufacturing organisations should also look to ensure continuous improvement through regular reviews and updates to ensure strategies and technologies deployed remain effective against evolving cyber threats.”
Looking at it from a business resilience perspective, Luke: “To be resilient, [you] have to go beyond threats. So we’ve got the threats as just the potential for something to happen. But from a business point of view, to be resilient, we have to take those threats. And we have to make those pertinent to our business. If it does happen, what could happen and what’s the impact to the business should it happen? Then we can start looking at mitigating those risks.
“It’s always assets that draw risk. So assets in the manufacturing organisation, so from machinery to people to assets, [including] intangible assets. And then you’ve got to look at the likelihood and impact against those threats. To be resilient, you’ve got to look at reducing the likelihood and obviously reducing the impact … there’s no security measures that are 100 % effective.
It’s always about delaying or reducing the likelihood.
Conclusion
Cyber threats can never be completely prevented: they are just far too numerous and fluid to stamp out. Manufacturers simply cannot guarantee safety from such a threat without completely isolating themselves from their supply chain, returning to a predigital age, which is now an impossibility if they wish to thrive. What they can do is be aware of the latest risks and ensure they are implementing the latest in cybersecurity methods, and to know when taking greater risk is permissible, and when it should be avoided.
It is a certainty that AI will feature heavily in manufacturing’s future cyber-threats, but also just as certain is that AI will play a vital role in future cybersecurity solutions. The two are destined to evolve in parallel with one another, with one attempting to identify and the exploit vulnerabilities of current and future manufacturing systems, while the other attempts to plaster over them just as quickly. This cat-and-mouse game previously played by human consultants and hackers has itself been digitised.
Digital transformation is revolutionising manufacturing, and for small and medium-sized enterprises (SMEs), embracing digitalisation is no longer optional—it is essential. Kevin Smith of Made Smarter highlights five reasons why SME manufacturers must prioritise digitalisation.
1. Enhancing operational efficiency and optimisation
One of the most immediate and tangible benefits of digitalisation is the optimisation of manufacturing processes. By leveraging sensor technology and advanced analytics, manufacturers gain real-time insights into equipment performance, production efficiency and quality control.
Implementing data-driven decisionmaking enables SMEs to fine-tune production schedules, reduce waste and increase throughput. Furthermore, realtime performance data can help to identify potential equipment failures before they occur, reducing unplanned downtime and minimising disruptions.
2. Addressing labour shortages and upskilling workforce
The UK manufacturing sector currently faces a labour shortage, with an estimated 70,000 vacancies. For SMEs, this poses a significant challenge in sustaining operations and planning for growth. Digitalisation offers a solution by automating repetitive and labourintensive tasks, allowing businesses to do more with fewer resources.
By integrating automation and robotics into production lines, manufacturers can not only maintain efficiency but also enhance job roles for existing employees. Automation enables businesses to shift workers from mundane, manual tasks to higher-value positions that require technical expertise, problem-solving and decision-making.
3. Improving workplace safety
Safety remains a top priority in manufacturing, and digital transformation is proving to be a powerful tool in reducing workplace risks. Automation and robotics
can handle hazardous, physically demanding, or repetitive tasks, minimising the exposure of workers to dangerous conditions.
The introduction of Internet of Things (IoT) devices and smart sensors further enhances workplace safety by monitoring environmental conditions, detecting potential hazards and ensuring compliance with health and safety regulations. By integrating digital solutions, manufacturers can create a safer working environment and foster a culture of proactive safety management.
4. Attracting and retaining talent
Manufacturing has long battled misconceptions about being a lowskilled and outdated industry. However, digital transformation is reshaping this perception by integrating cutting-edge technologies such as artificial intelligence (AI), data analytics and automation into daily operations.
SMEs that embrace digitalisation position themselves as modern, forwardthinking employers, making the industry more attractive to the next generation of talent. By adopting digital tool tools, SME manufacturers can not only retain skilled employees but also attract a new wave of talent eager to work in an innovative and data-driven environment.
5. Accelerating innovation and speed to market
In a rapidly evolving market, the ability to innovate quickly is crucial for staying ahead of competitors. Digitalisation enables SME manufacturers to fast-track research and development (R&D) processes by harnessing
real-time data insights and advanced manufacturing techniques.
Technologies such as Additive Manufacturing (3D printing) allow for rapid prototyping, testing and refining of products before full-scale production. This reduces time to market and also enables costeffective customisation and small-batch production, allowing manufacturers to meet evolving customer expectations.
Conclusion
When it comes to the digitalisation of SME manufacturers, it is no longer a question of if but when. Businesses that adopt digital technologies gain a competitive edge by optimising operations, addressing labour shortages, improving safety, enhancing workforce appeal, and accelerating innovation.
Made Smarter is a government-back initiative designed to take the confusion out of new technology for the UK’s SME manufacturers. Visit the organisation’s website for free, easy-to-understand advice and support as well as access to grant funding and training. madesmarter.uk
Kevin Smith, Lead Industrial Digital Technology Advisor at Made Smarter
Digitally Transforming SOP with AI
In the manufacturing and engineering sectors, where precision and compliance are essential, AI-powered standard operation procedure (SOP) creation offers many opportunities to enhance efficiency, productivity and accuracy. Keith Tilley, CEO of Intoware, explores AI’s crucial role in digitally transforming SOP.
It’s no secret that artificial intelligence (AI) is already playing an increasingly pivotal role in transforming business operations. As companies move rapidly closer to digitalisation, AI serves as a crucial enabler, facilitating several key aspects:
Data capture and real-time insights
One notable benefit of digital SOP management is its ability to capture vast amounts of data in real-time, leveraging efficiency and productivity along the factory line and offsite, with more connected workers.
However, data needs to be clear and consistent in order to maximise results for businesses – and that’s where AI comes in.
Manually describing a task or a process, or allowing the workforce to provide their own bespoke responses to questions or requests as part of a SOP, increases the risk of error or compliance issues. People naturally describe items or processes in different ways.
Standardising this and allowing people to choose from a pre-populated list or use standardised prompts removes any inconsistencies and in turn, improves both the standard of data collected and ensures uniformity across the organisation, too.
Efficiency and cost savings
The integration of AI into SOP management also reduces the manual effort required to digitise processes, thereby saving time and resources.
Intoware’s recent AI enhancement to its workflow automation tool WorkfloPlus, called FloGenAI, allows users to generate and
edit procedures effortlessly, enabling organisations to tailor their processes to meet specific requirements without extensive manual intervention.
This automation translates to significant cost savings and improved productivity.
Enhancing compliance
Compliance with industry standards and regulations is a critical concern for manufacturers. AI-powered workflow automation ensures that compliance requirements are met consistently and effectively. By digitising and standardising processes, AI minimises the risk of human error and ensures that every action is documented and verifiable.
guide workers through complex procedures step-by-step, using visual and auditory cues to ensure compliance across tasks.
AI systems can also facilitate real-time monitoring and reporting, alerting managers to potential compliance issues before they escalate.
This proactive approach not only safeguards the company from regulatory penalties but also fosters a culture of accountability and continuous improvement. Furthermore, AI can be employed to create and manage training programmes, ensuring that employees are up-to-date with the latest compliance standards and best practices.
Reducing room for error
Human error is an inevitable aspect of manual processes, but digital SOP creation, particularly when standardised using AI tools such as FloGenAI, significantly reduces its impact.
Through the accurate execution of tasks, digital SOPs can eliminate the variability that often leads to mistakes. For instance, in manufacturing, customised digital workflows created through the right AI prompts can
Additionally, digital systems can capture and analyse vast amounts of data, allowing organisations to identify and address potential errors before they occur.
This level of precision and foresight is invaluable in maintaining high standards of quality and reliability.
A transformative shift
The integration of AI in SOP creation represents a transformative shift for the manufacturing and engineering industries.
By enhancing efficiency, ensuring compliance and minimising human error, AI empowers companies to achieve operational excellence and, as the technology continues to evolve, its role in shaping the future of work will only increase.
Embracing AI-driven automation is not just a strategic advantage – it’s a necessity for staying competitive in an increasingly dynamic and demanding market.
For more information, visit Intoware’s website. intoware.com
WorkfloPlus digitalises your Standard Operating Procedures (SOPs), to ensure tasks are completed right the first time, every time.
Now with FloGenAI, the AI-powered workflow creation tool, generating and refining SOPs has never been easier.
Rise of the Machines or of Business?
The concern that AI will replace humans persists in manufacturing, contributing to the industry’s reluctance to adopt AI-powered technologies. Dynamics Consultants, integrated Enterprise Resource Planning (ERP) solutions specialist, addresses this fear and examines the realities of AI use.
For the last three years, Artificial Intelligence (AI) has been a conversation on everyone’s lips, and marketing people have been doing cartwheels over text and imaged based tools from the off. But manufacturing businesses are far more concerned about tangible issues such as staffing, equipment, cash flow, purchasing and efficiencies. As such, MDs, FDs and operations managers are left to worry about whether AI is going to be a rise of the machines, taking over from the people that have made the business what it is, or risk being left behind if they don’t invest in new technologies.
Thinking vs doing
Manufacturing is an industry that has been considering machines vs humans for a long time now; AI might be new technology, but robotics has been around for decades. However, where robots are typically used to replace human functions, the reality of AI in the workplace is that it is there as an enhancement, not replacement. As it has been for the past 30 years, computers are not taking over businesses and replacing the entire workforce, but are an ever more useful tool in helping the people achieve more. With people concerned about computers taking over, this article looks at the reality of what to expect.
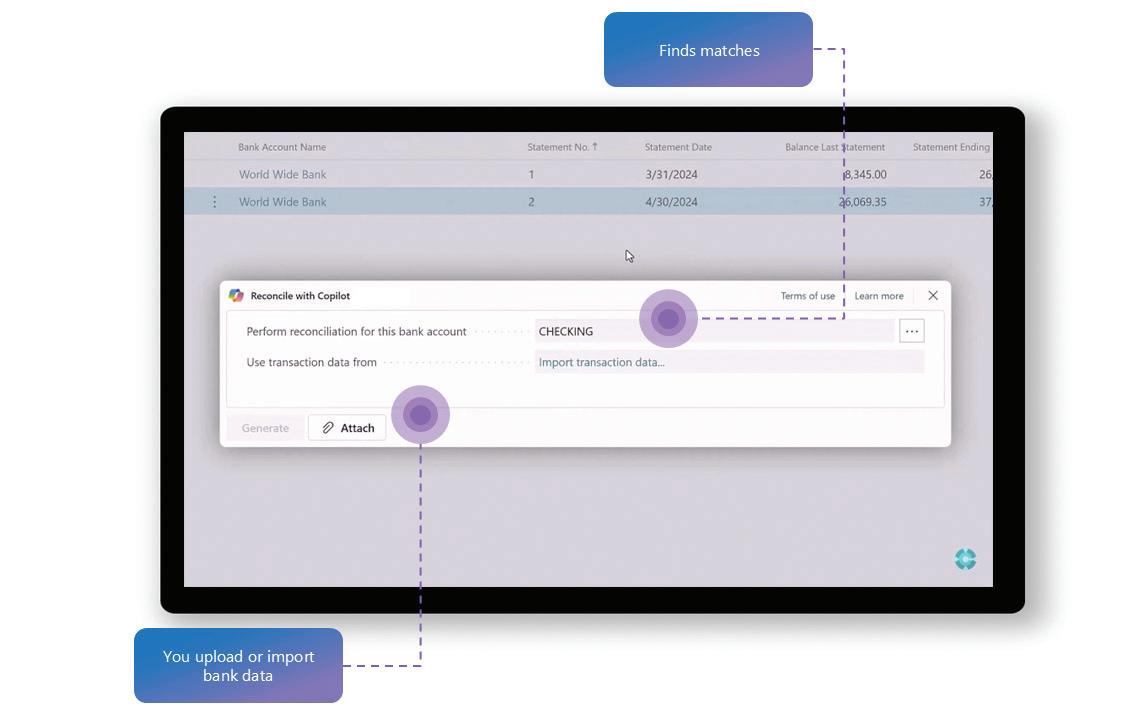
Copilot
The individual tools such as Chat GPT are fantastic for marketing, and even as a search engine. However, it is the companies providing complete solutions that are adding AI capabilities that are really making the difference to the working world. Whether it’s appearing on phones, Windows or Microsoft products, Copilot is everywhere! These AI
tools are helping to do things like reconciling bank account feeds, helping to create reports, and even asking “how to” when navigating around a system.
How much time do businesses waste trying to extract data from their ERP, CRM (Client Relationship Manager) and spreadsheets, trying to tie it all together to do something productive? With integrated systems and AI, suggested forecasting for stock, cash flow management and predictive maintenance are all realities of the workplace.
As demonstrated by this focus on solutions, AI is part of the toolkit allowing manufacturers to spend less time on those annoying tasks that are wasting time, and more time using their knowledge and skills to make the decisions that will drive a business forward.
AI enhancement not department
With the right solutions, AI will just be
features of a business’s existing systems – it doesn’t require a team of PHD computer engineers and scientists to make it a reality. But it is a new way of thinking, and as with anything under the digital transformation banner, it is important to have some champions for the technology that can spread the joy and disseminate the information to the business.
It’s either the future or the past
Companies with the mindset for adopting new technologies and using those tools to achieve more and provide better service are already accelerating past the competition. However, it is becoming clear that those businesses that are not modernising are falling behind and really struggling. Artificial intelligence, therefore, is not the rise of the machines over people, but the rise of digitally transformed businesses over technology dinosaurs. dynamics-consultants.co.uk
Unlocking Efficiency and Boosting Performance
Manufacturing is changing fast. The old methods of manual data collection, gut feeling and delayed feedback aren’t cutting it. To stay competitive, businesses need precision, speed and control. Here, Tascomp, developers of industrial automation software, introduces a digital solution that can deliver exactly that.
PlantRun is a powerful real-time production monitoring system designed to give manufacturers complete visibility over their operations. By capturing live data directly from machines, PlantRun eliminates the inaccuracies of manual entry and provides instant insights into performance, downtime and efficiency. Its comprehensive features go beyond standard OEE tracking, offering energy monitoring, reasons for stoppages, and seamless integration with existing ERP and MES systems. With PlantRun, manufacturers can access the accurate, actionable data needed to drive continuous improvement and make informed decisions with confidence.
Downtime is profit lost –real-time data makes the difference
One of the most common issues in manufacturing is unplanned downtime. Stoppages caused by machine failures, slow-running equipment, and process inefficiencies can significantly impact productivity and profitability. Without accurate data, it’s impossible to identify root causes or develop effective solutions –leaving manufacturers to rely on guesswork. PlantRun tackles this head-on by providing detailed, real-time tracking of machine utilisation and downtime. It pinpoints exactly when, where and why issues occur, enabling maintenance teams to respond faster and implement targeted improvements. The result? Reduced downtime, informed decision making, and a noticeable boost in Overall Equipment Effectiveness (OEE). Another frequent challenge is managing energy consumption. As energy costs
continue to rise and sustainability becomes a priority, understanding where and how energy is used is essential. Most factories, however, have limited visibility into their energy usage. PlantRun addresses this by analysing machine activity to provide energy usage estimates straight out of the box. For businesses seeking deeper insights, full energy metering can be added to deliver precise data on consumption patterns, inefficiencies, and potential savings. This dual approach gives manufacturers the flexibility to start small and scale up their energy monitoring capabilities as needed –helping them manage energy more efficiently and improve their sustainability credentials.
data, operators and managers alike can collaborate more effectively to resolve issues before they escalate.
Grant funding makes investing in PlantRun a no brainer
Errors in data recording are another costly issue. Relying on operators to manually enter performance data introduces inconsistencies and mistakes that can skew reporting and hinder decision-making. PlantRun eliminates this risk by capturing data directly from machines, ensuring accuracy and consistency. Automatic live logging means that production data, downtime logs, and efficiency reports are always reliable –providing management with the insights needed to make informed decisions quickly and confidently.
Information is power – but only if people can access it. PlantRun puts real-time production data at your fingertips. Downtime tracking, job selection, engineer callouts –it’s all there, available on tap. This level of accessibility means faster responses, fewer delays, and a factory floor that runs like clockwork. With instant access to accurate
One of the biggest barriers to digitisation is cost. But there’s good news. Businesses can access 50/50 matched funding through Made Smarter1 and other government-backed schemes to support digital transformation. This funding significantly reduces the financial burden of implementation, making it easier than ever for manufacturers to adopt PlantRun. With a faster return on investment and ongoing operational improvements, the financial case for digitisation has never been stronger. The future of manufacturing belongs to those who embrace real-time data. Precision beats guesswork. Automation beats inefficiency. Manufacturers who adopt digitisation today will dominate tomorrow. PlantRun makes it possible.
In the wake of the Artificial Intelligence Action Summit, held in Paris, February, Rudolf Schambeck, Machine Vision Manager at Zebra Technologies, provides his insight on why the subject of data must be addressed before the manufacturing industry can hope to achieve its AI ambitions.
The AI Summit in Paris swiftly shifted the tone around AI toward big investment, calculated risk taking, and the drive to win with the best AI development and real-life outcomes for business and society. It should provide another catalyst for manufacturing leaders to think more about their own digitalisation and AI investment strategy, even in the face of tough times, fluctuating demand and geopolitics.
The summit’s EU AI Champions initiative1 will be supported by a range of companies, including manufacturing and tech, with pledges of €150 billion investment plus €50 billion from the EU for AI in Europe. Meanwhile, France is promised €109 billion investment2 for its AI ecosystem, and the UK announced a new AI growth plan3, £14 billion and over 13,000 jobs by tech firms on top of a £25 billion investment previously announced.
These AI ambitions are naturally tied to the need for data – lots of high value, good quality data, which we see in manufacturing across many processes. Digitalisation can create lots of new data, but it can also drive better digital and automated processes if data is fed back into systems to be analysed.
Around the time of the summit, a letter4 by founders and CEOs called for high-value data sets that could be publicly accessible in privacy-preserving and safe ways, and the UK Prime Minister Keir Starmer has proposed a national data library that researchers, non-profits and others can access.
The EU President, Ursula von der Leyen said something similar at the summit. “European AI focuses on AI adoption
in complex applications, using our unique industrial and manufacturing data and knowhow,” she said. “Industries will be able to collaborate and federate their data. We are creating the safe space for them… because AI needs competition but also collaboration.”
This reminds us of the challenge manufacturers face within their own companies.
A recent piece of research by Zebra Technologies found that among machine vision leaders in the automotive industry, almost 20% in Germany and the UK say their AI machine vision could be working better or doing more. For AI solutions to achieve their potential, the question of data must be addressed.
cameras and sensors for use cases including electric battery and semiconductor inspection, fresh food sortation, packaging compliance and quality, serial number and character reading, and defect detection for automotive parts and finished items.
The volume of data being created at the edge of business can be turned into value. That could be data for training and testing AI models or acting as feedback to refine processes around manufacturing and inspection. Once data and AI are integrated, the path to process automation – with smart cameras, sensors, and vision-guided robotics – becomes a reality, allowing leaders to reallocate valuable frontline workers to growth-focused areas.
The solutions are available, whatever the use case might be. There is software,
However, AI working better and doing more needs to be measured with appropriate timelines, return on investment metrics, and quality data. Alongside data management, intelligent automation and greater asset and inventory visibility require appropriate implementations, workforce training and operational adjustments. Visit the website below to learn more.
bit.ly/4kxz7Rs
1 EU AI Champions Initiative (bit.ly/3FdJfyz)
2 www.reuters.com (bit.ly/3DFs5JK)
3 www.gov.uk (bit.ly/43CTlTL)
4 www.msn.com (bit.ly/4hpnQ2M)
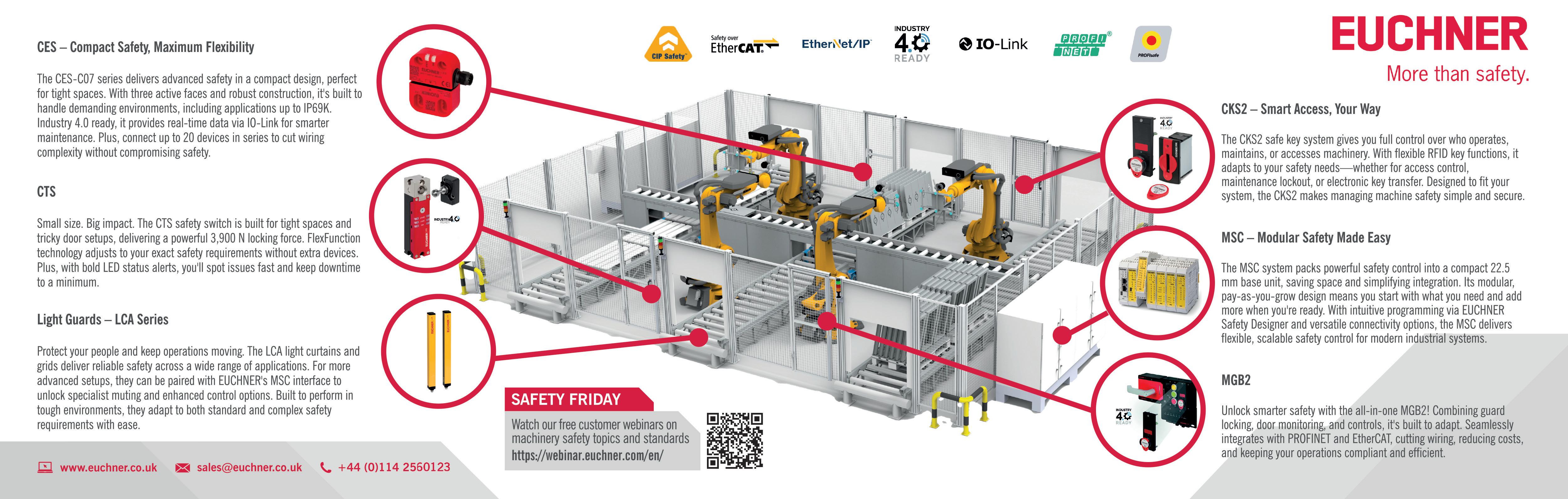
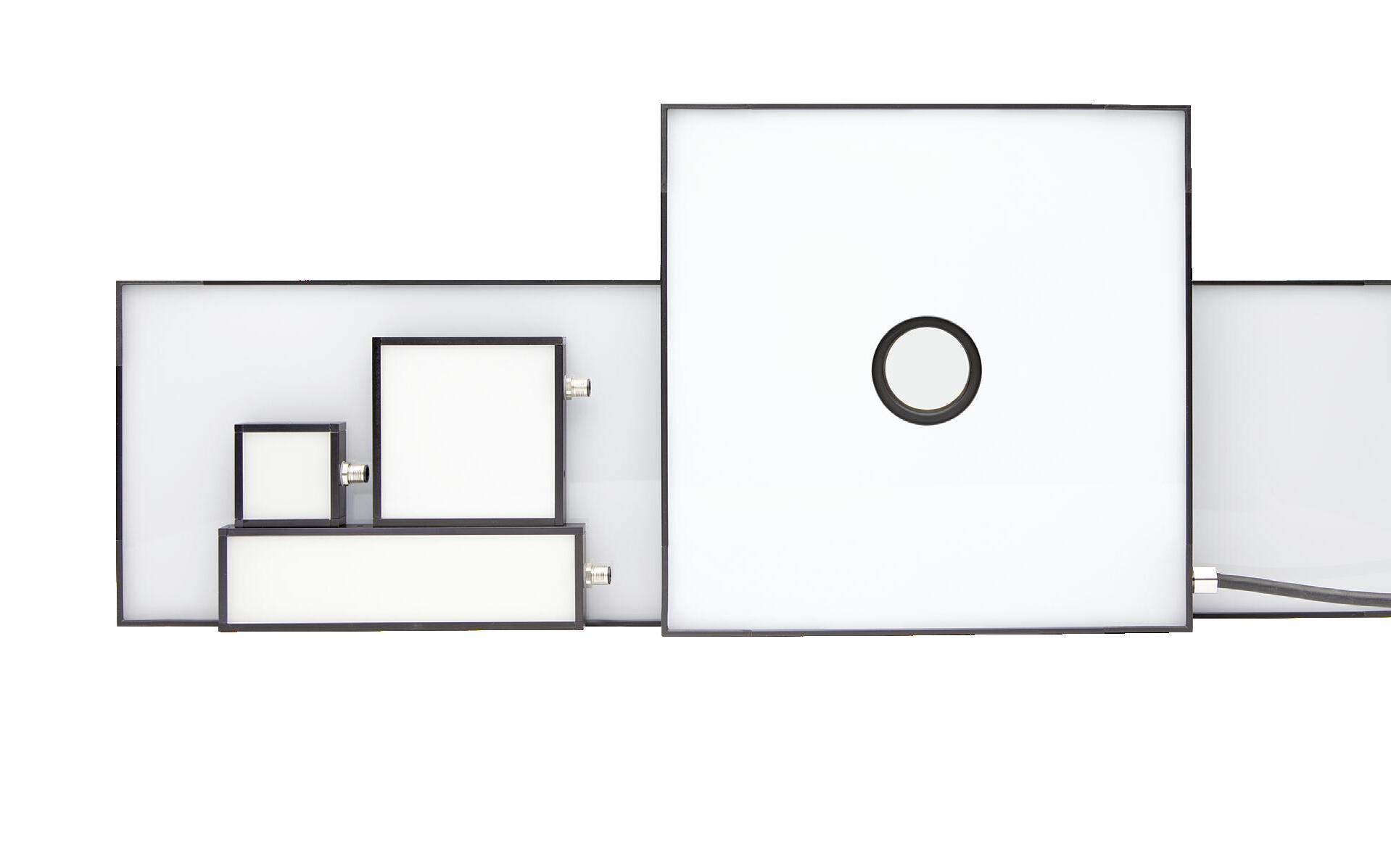
DHS DOOR HANDLE SYSTEM: ENHANCE YOUR PRODUCTIVITY WITH VISIBLE MACHINE STATUS
Schmersal’s innovative DHS door handle system combines the functions of a robust door handle with the signalling of machine status via illuminated handle or push-button.
The door handle system is designed for use with the AZM40 solenoid interlock or with safety sensors from the RSS36 and RSS260 series or as a stand-alone solution. The illuminating handle signals various machine conditions over its area using seven different colours, enabling the user to control the colours individually to signal the machine status.
In addition, a push button is available, which can be individually adapted to customer requirements using the coloured push button caps. The pushbutton can be used for tasks such as a reset function or a request to open the guard door.
SCHMERSAL | Enigma Business Park
Malvern, Worcestershire, WR14 1GL
www.schmersal.co.uk
uksupport@schmersal.com
Taking Control of Manufacturing Inventory
In the following case study, which highlights the benefits of digitisation, English gate driver manufacturer leverages software to take control of its inventory management to completely eliminate component shortages and improve customer experience.
Poweronics is a power electronics company based in St. Neots, England, dedicated to designing and manufacturing the gate drivers used in power conversion systems. Its flagship products enable efficient and reliable control of IGBTs (Insulated-Gate Bipolar Transistors) and Silicon Carbide MOSFETs (Metal–Oxide–Semiconductor Field-Effect Transistors), critical components in power converters for modern high-power and high-availability applications.
Software was needed to manage the intricate products
Early on, Poweronics made the strategic decision to “in-source” the manufacturing of selected products, moving to a hybrid approach of manufacturing in-house and subcontracting. The team felt, however, that this significant shift needed to be supported by a manufacturing management software.
“Our product portfolio uses around 1,200 components that need to be controlled,” says Colin Hart, Managing Director. “As we were previously not fully exposed to the manufacturing side, this was quite daunting at first.”
The company went through a lot of trouble initially implementing a system that had good reviews and customer case studies. However, a number of shortcomings in key areas such as support and core product knowledge made the on-boarding process with them very challenging.
New system took just 3 hours to set up
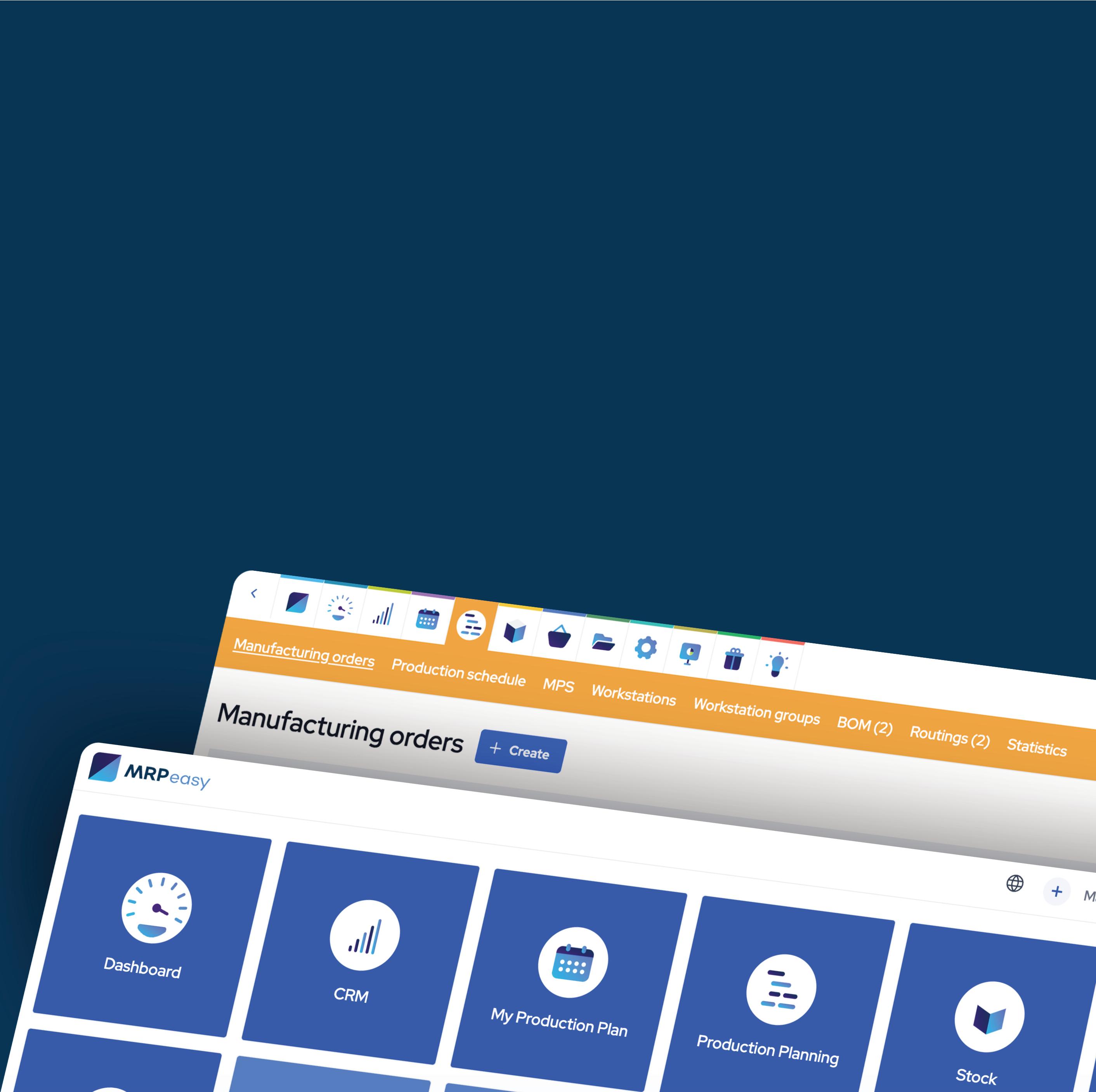
The team then started looking for a new system that would integrate with their accounting software, MRPeasy was one product identified. According to Colin, the
system’s workflow and suitability to a small team took first priority in the selection.
“We didn’t need to set up the shiniest MRP system; rather, we needed something that was practical and let the business operate smoothly.”
Poweronics started a free trial in August 2023 and wanted to go live in only a month due to their accounting year ending in September.
“The implementation was very straightforward. Setting up MRPeasy only took me about three hours,” Colin says. “That’s 1,500 SKU lines, all the BOMs, existing sales orders, purchase orders, manufacturing orders, everything!”
No more shortages, quick quoting and less confusion
After the implementation, Poweronics has achieved near total inventory control. This has resulted in full confidence in what the system says the company can build with the available components. In addition, when an order comes in, the team can instantly see what extra materials and components must be procured to build a product.
“We’ve never had a shortage after adopting MRPeasy,” Colin says. “All the components that the software says are in the warehouse—are in the warehouse. It seems obvious and straightforward, but with inventory discrepancies, production can be delayed very quickly.”
The company’s customer experience has also improved significantly, especially regarding quoting. According to Colin, responding to quote requests has become much quicker thanks to the system’s ability to pull information from across the entire operation.
“Now, our customer experience is fantastic; we can get quotes out very quickly,” he says.
“We’ve never had a shortage after adopting MRPeasy,” says Colin Hart, Managing Director, Poweronics.
Another great benefit he appreciates is how the manufacturing orders within MRPeasy help production workers understand what needs to be built.
“Also, my accounting team loves MRPeasy because it feeds numbers straight into our accounting system,” he says.
Colin states that the lack of things going wrong is probably the best measure of the benefits MRPeasy has brought into the company. While challenges still occur, as in any business, areas of the company that are managed using MRPeasy work like a welloiled machine.
“I’d definitely say MRPeasy is a strong contender for any business looking at MRP or manufacturing ERP software,” he concludes.
mrpeasy.com
Your Next Lab Partner: ExpertLine
Miele Professional, manufacturer of commercial appliances, explains how laboratories can boost efficiency, precision and cleanliness by using ExpertLine, an automated glass washer supported by a digital suite.
Three key ingredients contribute to the effective running of an industrial laboratory: efficiency, precision and cleanliness. Combined, these enable lab technicians to test samples and analyse results accurately and within set timeframes. In turn, this helps to uphold product quality as well as important safety standards. Without the right conditions to support accuracy during the testing process, the consequences can be extremely costly for laboratories. A single error could lead to timely delays, poor quality products, and in the worst-case scenario, harm to customers. A large manufacturer would risk damage to its reputation whereas an external lab contractor could lose clients. To avoid this, all testing processes need to be carefully documented to maintain sample integrity
and traceability. As the saying goes in labs; if it isn’t documented, it didn’t happen!
To help industrial labs fulfil their responsibilities, Miele Professional has launched its range of ExpertLine automated glasswashers – designed to be flexible, efficient, precise and long lasting. The expert solution can also be paired with Miele MOVE Connect for enhanced digital capabilities and data logging.
Here are three reasons ExpertLine makes the perfect lab partner.
1. Say goodbye to contaminated glassware and instruments
Lab items such as test tubes, cylinders, beakers, pipettes and flasks need to be thoroughly cleaned and disinfected to avoid the contamination of samples. However,
cleaning can be a challenge due to the complex shape of items as well as the delicate nature of materials. ExpertLine is designed to deliver excellent cleaning performance thanks to its large chamber size and variable-speed pump. This provides maximum efficiency not only due to the space available, but also as a result of its adjustable wash pressure. When at high pressure, stubborn soiling is easily removed whereas low pressure ensures that water is dispensed evenly across glassware to conserve resources.
The variable-speed heating pump also ensures efficient operation without heating elements in the chamber, allowing for thermal disinfection at temperatures of up to 93°C. Users of ExpertLine can be confident that chemical residue, grease and oil, and other impurities are removed first
time round, eliminating the potential of cross contamination.
Nadine Bellamy-Thomas, National Account Manager at Miele Professional said: “Contamination in the lab can be extremely damaging, not only to production and costs but also to human health. Hygiene is central to our professional range and the ExpertLine is no exception. It has been to designed to deliver the highest standard of hygiene and protection to lab items – and the technicians handling them.”
2. Expect intuitive, simplicity and speed
With so many complexities at play in industrial laboratories, from scaling product production through to data collection and remaining compliant, lab technicians shouldn’t be burdened by overly complicated equipment. ExpertLine has been developed by the experts for the experts, with user simplicity at its core. First up is its user-friendly design; the machine is optimised to make processes quick and easy – and if interruptions do occur – services can still be carried out without complication. Simplicity is elevated further thanks to its large, intuitive colour touch display and its option to select the preferred language of the user. This is complimented by friendly ‘Show me how’ navigation to optimise workflows as well as specialised programmes to suit a range of requirements. ExpertLine is also operable with wet fingers and gloves. Additionally, users can expect a cycle running time of around 19 minutes (depending on existing services), meaning lab technicians can focus on other high value tasks while the glasswasher works away in the background. Its EasyLoad system, a feature of most Miele Professional laboratory glasswashers, supports the fast, convenient and efficient loading of items. The system takes advantage of all available space in the load chamber, enables the thorough cleaning of glasses no matter the shape or size and, when needed, its holding rack can be used to safely secure even large items into a vertical shape, protecting materials. Finally, when it comes to drying-hygiene and efficiency it excels: humid air is let out of the chamber via a steam condenser, allowing users to benefit from different drying options, including EcoDry, AutoOpen, or active drying with DryPlus and a HEPA filter.
“Hygiene is central to our professional range and the ExpertLine is no exception. It has been to designed to deliver the highest standard of hygiene and protection to lab items – and the technicians handling them.”
Nadine Bellamy-Thomas, National Account Manager at Miele Professional.
3. A digital suite for process optimisation
Precision and accuracy in the lab are paramount for smooth processes, compliance, and high-quality results. The challenge for any laboratory is to ensure all of its equipment is ready for enhanced capabilities and that lab technicians are able to mine the insights they provide in an efficient way. That’s why ExpertLine can be integrated with Miele MOVE Connect – an intuitive solution that makes it easy for labs to maintain high performing processes. With in-depth process data logging, the digital solution provides valuable proof points to support hygiene compliance. As many lab activities are extremely time-sensitive, with downtime and faults putting results at risk, the platform automatically informs users of the status of machines, providing programme sequence notifications as well as alerts if any interruptions happen. This speeds up processes, boosts productivity and reduces operating costs.
Bellamy-Thomas adds: “We want to ensure our professional solutions are making working life as easy as possible for busy lab technicians. With Miele MOVE Connect, laboratories can gain complete insight into programme cycles and can see how
individual parameters have behaved over the course of reprocessing. Extended process documentation is also available to support heavily regulated industries.”
ExpertLine: long lasting and sustainable
For industrial laboratories looking to become more sustainable, ExpertLine sets new standards. For example, its ecological footprint is minimised thanks to the guarantee that spare parts will be available for 15 years after machine production has been discontinued. It has been tested for 15,000 operating hours meaning it has an extremely long service life. What’s more, it offers programmes designed to save on resources. When connected to Miele MOVE Connect, users will also gain increased transparency around water and energy consumption rates as well as digital access to the machines sustainability credentials and CO2 emissions.
With Miele’s 360PRO approach, industrial laboratories can be supported from first consultation to machine installation through to after service. Visit the Miele Professional website to find more information about its range of laboratory solutions. miele.co.uk/P/
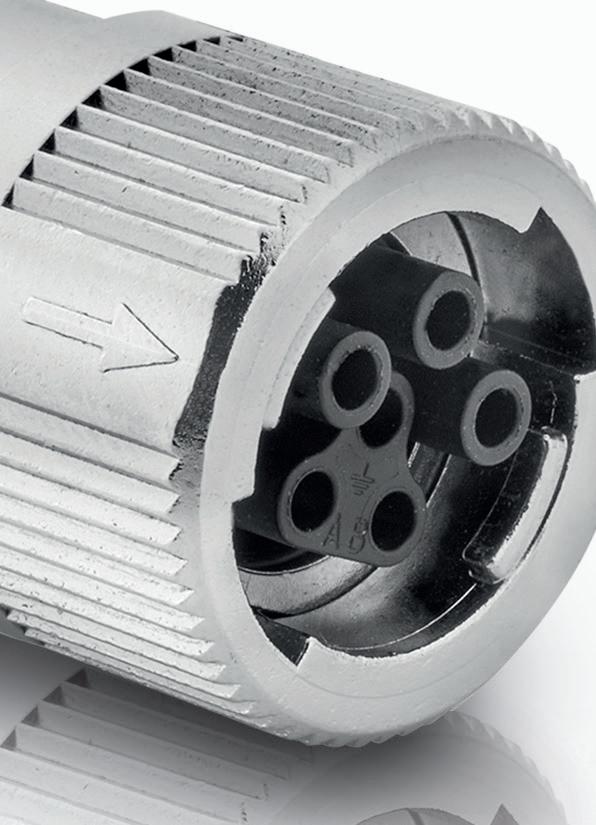
New Connectors for Rail and Transport
With the increasing digitalisation and connectivity in the rail and transport sectors, the demand for reliable, robust and high-performance connectivity and communication solutions is growing. In response, binder, a provider of industrial connectors, is strategically expanding its product portfolio.
To meet the stringent demands of these challenging markets, binder is currently advancing its M12-X-coded connectors.
This development creates forward-looking solutions for applications such as Ethernet-based communication infrastructures, camera-based monitoring systems, and passenger infotainment services.
“The rail industry and the transport sector are becoming increasingly digital. We are currently adapting the M12-X-coded connectors for the specific applications in these target markets. Our connectors will be used in backbone communication structures with high data rates as well as in passenger infotainment systems,” explains Dieter Sandula, Product Manager at binder.
binder will ensure reliable data transmission according to the Cat6A standard – even under extreme conditions such as strong vibrations and shock loads. Connectors for these target markets must meet specific requirements. The DIN EN 61076-2-109 standard specifies, among other things, the requirements for the mechanical robustness, vibration resistance, and sealing of connectors specifically designed for industrial and harsh environments. In addition, there are stricter requirements for new areas of application.
For railway applications, for instance, connectors must pass additional shock and vibration tests according to DIN EN 61373. Connectors that pass these tests ensure their functionality even under short-term stresses, such as those that occur during shunting or coupling operations.
Dieter Sandula explains: “Mechanical robustness and fire safety of materials are particularly significant challenges. binder
addresses these by using new materials that are reliably processed in adapted manufacturing processes. These materials have been selected based on the criteria of EN 45545-2. Additional manufacturing steps are necessary to ensure that the quality standards and protection levels expected by our customers are met.”
On track for the mobility of the future – also in agriculture
In addition to the rail industry, where several hundred connectors may be installed in a single carriage, and the transport sector, which demands ever-higher data rates in every vehicle, the robust connectors are also finding applications in agriculture.
Highly complex machinery in this field requires reliable, robust functionality to prevent downtime. Furthermore, increasingly data-intensive real-time monitoring systems are being integrated into this sector. These systems work with real-time data, such as in combine harvesters, where camera-based systems help to avoid collisions with wildlife.
Dieter Sandula concludes: “The railway industry, as well as other transport sectors, is evolving rapidly in the wake of digitalisation and the mobility transition. For us, it is a logical step to literally jump on this train in time, actively shape the future of these industries, and unlock new business opportunities.”
binder-connector.co.uk
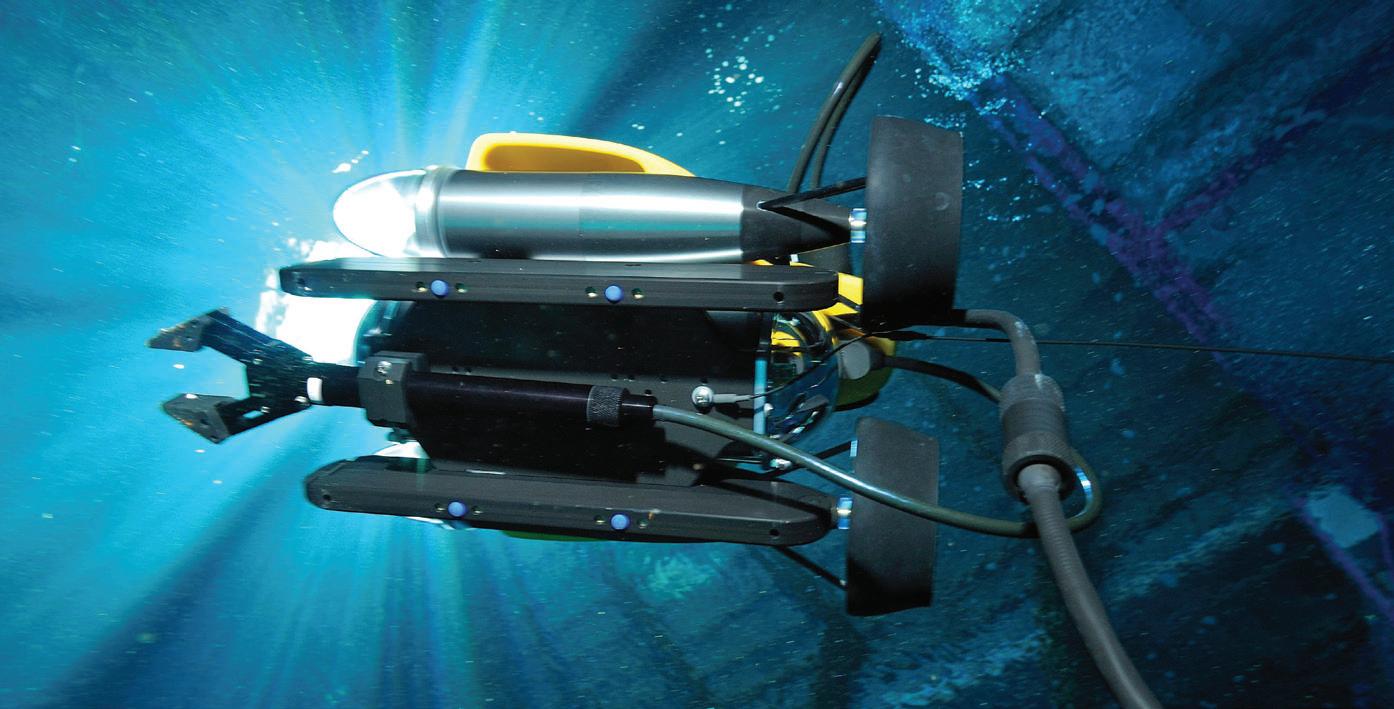
Navigating the Deep
Subsea environments present some of the toughest challenges for networking and communication. Thankfully, as the following case study demonstrates, Brainboxes’ Pure Embedded Ethernet switch range is designed for extreme conditions.
Fluctuating temperatures, extreme pressure and the corrosive effects of saltwater mean that traditional connectivity options like RF and cellular cannot operate reliably underwater. High signal attenuation and poor propagation cause higher-frequency signals to be absorbed, limiting communication to short distances. As a result, finding dependable networking solutions for mission-critical subsea operations is challenging, with insulated copper or optical wires remaining the only practical options for reliable communication.
Whether used for underwater inspection or maintenance, underwater technologies and monitoring stations require a compact networking solution that integrates with their streamlined designs, while ensuring reliability in harsh subsea conditions. However, even traditional wired networking solutions often fail to meet the extreme demands of the deep sea.
Underwater technologies such as remotely operated vehicles (ROVs), autonomous underwater vehicles (AUVs), and deep-sea monitoring stations rely on a constant stream of real-time data to carry out vital tasks. They depend on receiving accurate information from onboard sensors and cameras for navigating, identifying objects, or completing precision tasks. To ensure efficient operation, they require a stable and robust networking solution that can withstand the subsea environment.
Beyond ROVs and AUVs, underwater monitoring stations are essential for longterm oceanographic research, climate monitoring, and offshore energy applications, requiring uninterrupted communication to maintain continuous connectivity with satellite or surface data relay points.
Fortunately, Brainboxes developed the Pure Embedded Ethernet Switch range of compact, high-performance networking solutions designed to withstand harsh environments. With a wide operating temperature range, the Pure Embedded
Switches ensure durability and reliability in deep-sea deployments where stable, long-term performance is crucial to allow underwater vehicles to operate without interruptions or data loss.
Smaller than a standard business card, Pure Embedded switches are the ideal solution for compact subsea technologies like ROVs and AUVs. Logical component placement, fixed distances, and versatile connectors ensure seamless integration, maximising space efficiency without compromising Ethernet performance. This frees up room for additional sensors and equipment essential for successful subsea operations.
TSC Subsea is a leader in designing, manufacturing and operating advanced subsea inspection equipment, leveraging cutting-edge NDT science and technology. Their award-winning robotic systems rely on seamless connectivity to integrate with thirdparty equipment in challenging underwater environments.
Jake Moore MEng (Hons), Electronics Engineer at TSC Subsea, explains why Brainboxes switches are the natural choice:
“The compact size, reliability, and feature-set, of Brainboxes range of network switches has many times made connecting to 3rd party equipment much more straight forward than it otherwise could have been.”
The introduction of Gigabit to Brainboxes’ Pure Embedded Range makes fast,
uninterrupted data transmission possible even at extreme depths. This high-speed capability supports critical subsea tasks such as high-resolution sonar imaging, sensor data collection, and underwater telemetry. By integrating these switches into subsea technologies, operators can gather more accurate data for applications like underwater research and offshore energy monitoring.
As advancements in underwater exploration and monitoring technologies continue to evolve, efficiency and miniaturisation are becoming growing trends. Brainboxes’ Pure Embedded Switch range is the perfect fit to fulfil these needs, with the compact design, rugged durability, and highspeed data capabilities ideal for the harsh environments of both deep-sea operations and any other application requiring robust connectivity in extreme conditions.
Durable embedded networking solutions will continue to drive smarter, more efficient operations in the years to come. Backed by a 10-year stability guarantee, the Pure Embedded range ensures long-term availability and reliability.
By providing robust, future-ready networking solutions, Brainboxes ensures seamless connectivity even in the most challenging environments, shaping the next generation of innovations beneath the sea’s surface and beyond.
brainboxes.com
KUKA Software Boosts Robot Intelligence
The latest iiQoT industrial IoT software from KUKA Robotics enables customers to remotely monitor their robot fleet. In this case study, automotive parts manufacturer BOOSTER Precision Components shares its journey from the decision to implement to achieving a transparent overview of its entire robot fleet.
The iiQoT remote monitoring software package is part of the Digital Sphere which bundles KUKA’s digital product portfolio and provides the perfect complement to robot hardware. The range of applications with Digital Sphere allow businesses to get more out of their robots - 360°, for all needs, always up-todate, fully connected and never out of reach. Thanks to the Digital Sphere, it’s getting smoother, greener, easier, faster, and smarter to maximise the usage and efficiency of robot hardware.
The implementation of KUKA iiQoT in a brownfield site by BOOSTER was quick and easy. “On average, we needed about ten minutes per robot. Now, through networking, we have the assurance that the displayed information is always up to date,” says Tobias Sauer, Head of Automation at BOOSTER Precision Components.
The KUKA iiQoT dashboard bundles all valuable information transparently and clearly. This way, the robot fleet can be monitored from its location in Schwanewede, Germany – regardless of the robots’ locations worldwide.
Smart robotics: relevant data at a glance
“With KUKA iiQoT, KUKA robots become smart robots. Thanks to the clear presentation of the robot fleet, notifications in the event of a fault, as well as status monitoring, our customers gain greater transparency and efficiency,” explains Christian Büchle, Platform Product Manager for Data-Driven Services at KUKA.
Through intelligent data collection in the secure Microsoft cloud, KUKA customers can minimise machine downtime in their
production operations and maximise operating time. For example, the necessary maintenance measures for the robots are transparently displayed in KUKA iiQoT, allowing harmonisation of the entire robot fleet.
Increased efficiency through continuous analysis
Several KUKA iiQoT functions contribute to quick troubleshooting, such as condition monitoring, which records trends and irregularities. The customer-specific messages support troubleshooting by reporting critical events and fault hotspots for the robot. The KUKA customer service team is also close by, as customers can easily share their data with the product experts using KUKA iiQoT.
Tobias Sauer from BOOSTER Precision Components is pleased that his company now relies on smart data analysis from KUKA iiQoT: “For us, KUKA is a strong partner in digitalisation. Since the implementation of KUKA iiQoT, we have seen optimisation in the planning of robot maintenance and considerable time savings.”
BOOSTER now saves time by efficiently planning maintenance work and transferring diagnostic files. The journey from the decision to implement KUKA iiQoT and a transparent overview of its robot fleet only took the company a few days.
Digital doorway to the world of KUKA
KUKA’s suite of digital tools, including iiQoT, are available to customers by signing up to the my.KUKA.com digital portal.
Here, users can register their robots, access information and individual personalised support, download comprehensive technical information, such as instruction manuals, documentation and CAD files for KUKA products, purchase spare parts, and gain free access to a range of software, including KUKA Simulation Assistant, KUKA Load and KUKA Xpert Basic.
To learn more about KUKA iiQoT remote monitoring software and for more details on KUKA’s developing portfolio of smart automation software solutions, visit the company’s website. kuka.com/apps/digital-sphere
The relevant data of all the installed KUKA robots is displayed centrally on the iiQoT dashboard.
From Fantasy to Factory Floor
Today’s sophisticated industrial robots embody millennia of imagination and decades of engineering effort. Yamaha charts the beginnings of its robotics journey to the sophisticated technology it is renowned for today.
Intelligent machines that help us do more have existed in fiction for thousands of years. As early as the 8th century BCE, Homer’s Iliad imagined a team of skilled automata1 as metalworking assistants. In the real world of the 1970s, industrial robots – the name taken from Czech literature2 –brought superhuman strength, speed, and repeatability to the automotive industry, performing tasks like welding and spraying.
Early industrialisation
During this time, Yamaha had developed its own Computer Aided Manufacturing Equipment (CAME) to support motorcycle production. In contrast to those large welding robots, the machines were small, highly functional, and elegantly designed. In 1981, perceiving a broader role in industry for this CAME concept, Yamaha formed the first incarnation of its Intelligent Machines (IM) division. The founding team of about 50 staff included engineers from the production technology group, as well as newly hired specialists. However, the market for such equipment was unproven at this time and conditions were difficult.
For a while, activities ceased until the arrival of Katsuhiko Tsuchiya, returning to Japan from a posting as head of Yamaha’s California R&D Centre. He reformed the IM division and the team continued to work in a corner of the motorcycle factory. With general market interest in industrial robots continuing to grow, the team took the opportunity to show how their technologies could transform production processes and boost manufacturing productivity at the Tokyo International Robot Exhibition of September 1983.
At this event, visitors from a major electronic equipment manufacturer witnessed the demonstrations presented
at the Yamaha IM booth. They got in touch to ask whether the knowhow on display could be used to make a small chip mounter for attaching electronic components to printed circuit boards. This small, high-precision, programmable machine became the forerunner for today’s surfacemount placement machines. Even now, high-speed inline surface mounters are the biggest selling items in the Yamaha Robotics portfolio. Infused with Yamaha’s robot technology, they deliver high speed, accuracy, repeatability, and flexibility, with many innovative automated capabilities that allow sustained fast cycle times with minimal errors; two of the main benefits manufacturers can gain by introducing robots in their activities.
The IM division continued to present new and more advanced concepts at exhibitions worldwide. As technological development continued, the orders taken at these events became more frequent and larger. These early projects included an assembly line for brakes and a photocopier manufacturing system. Since then, the division has delivered more and more robots to support production activities in an increasingly diverse selection of industries.
Industrial robots today
Building on knowledge and technologies developed for those early CAME machines, Industrial robots have evolved to become sophisticated and highly developed cartesian, SCARA, articulated, and collaborative robots. In addition, Yamaha’s LCMR200 modules embody robot technology to deliver high-speed, programmable workpiece transport as a
quieter, more robust, reliable, and flexible alternative to conventional conveyors.
The trend towards greater automation continues to grow in factories worldwide, as businesses seek to increase their productivity in all aspects of making, packaging, and handling diverse types of products. Robots are now widely adopted to accelerate process cycle times and minimise errors, while end-to-end automation of complete assembly sequences can improve workflow by enhancing synchronization between the individual processes.
Robots have come a long way since the enthusiastic engineers of Yamaha’s startup IM division began their quest in 1981. Their work has contributed to the development of a globally influential technology, developed and adopted by leading businesses and researchers.
yamaha-motor-robotics.eu
1 The Iliad, book 18 (https://classics.mit.edu/Homer/iliad.18.xviii.html)
2 www.britannica.com/topic/RUR
THE IDEAL PARTNER FOR OEMs
n DESIGN OF NEW PRODUCTS
New lighting solutions can be created from scratch to meet specific customer needs.
n TAILORED ENGINEERING SERVICES
We offer co-engineering (our experts collaborate with you) or full engineering (we manage the entire development process).
LATEST RELEASES
n SCALABLE PRODUCTION
Our flexible manufacturing process adapts to your needs, whether in small batches or high-volume production
n GLOBAL SUPPORT
We provide comprehensive worldwide service & local support, ensuring that we are a reliable partner, regardless of location.
Compact Laser Triangulation Sensors
Precision sensor manufacturer Micro-Epsilon introduces its enhanced optoNCDT 1220 series.
Read on for how this compact laser triangulation sensor with IO-Link simplifies integration and reduces programming effort.
Precision sensor manufacturer Micro-Epsilon has enhanced its optoNCDT 1220 series of entry-level laser triangulation sensors. A new version has been launched with advanced IO-Link, a fieldbus-independent interface that enables digital and bi-directional, point-to-point communication. This reduces costs through simplified integration and installation, faster commissioning and reduced programming effort.
The optoNCDT 1220 series of laser triangulation sensors are used for precise, high resolution distance, displacement and position measurements in industrial automation. Due to their lightweight, compact design with integral controller, the sensors are ideal for measurement tasks in factory automation, as well as integration into machines. Typical application areas include electronics manufacturing, robotics and 3D printing, as well as machine building and renewable energies.
IO-Link and its benefits
The optoNCDT range of laser sensors from Micro-Epsilon offers various interface options, including RS422, EtherCAT, EtherNet/IP and Profinet. The optoNCDT 1220 is the first in the optoNCDT family to come with IO-Link integrated. IO-Link enables continuous communication between sensor and control unit. Data collected by devices with IO-Link can be easily transferred to a cloud or higher-level systems via an IO-Link master. Simplified installation, faster commissioning, as well as less programming effort due to predefined function modules, means reduced costs for customers. In addition, troubleshooting is facilitated by comprehensive consistent diagnostic information down to sensor level. Sensor replacement during operation is also
easier due to automatic re-parameterisation. IO-Link is a fieldbus-independent interface that is standardised worldwide according to IEC 61131-9. IO-Link can be integrated into all common fieldbus and automation systems. Connection to the IO-Link master is via a standard 4-pin M12 connector located on the end of a short, 0.3m, pigtail cable from the sensor.
optoNCDT 1220 series
The optoNCDT 1220 series sets new standards in displacement and distance measurements for industrial automation applications. The powerful sensor features the most important basic settings, functions and data output options. This lean range of features is mirrored in the sensor’s favourable entry-level price, which makes the sensor attractive, particularly for OEM
projects where high sensor volumes are required, and where fast integration, ease of use and space-saving solutions are necessary.
The sensor’s Active Surface Compensation (ASC) feature enables reliable control of the distance signal regardless of target colour or brightness. Ready to use straight out of the box, the sensor is easily integrated without having to make any further settings. An intuitive web interface enables easy set up and configuration, if required.
The optoNCDT 1220 range includes multiple measurement ranges from 10 mm to 500 mm. It offers measurement speeds up to 2 kHz, is repeatable to 1 µm and offers linearity from ± 0.10% FSO. micro-epsilon.co.uk
The entry-level optoNCDT 1220 laser triangulation sensor is now available with IO-Link.
The 7 Factors of Thermocouple Selection
Selecting the right thermocouple for a specific application can be a challenging task. Drawing on 50 years’ experience, Labfacility, a South Yorkshire-based manufacturer and supplier of temperature measurement solutions, shares seven key considerations.
Thermocouples are widely used in temperature measurement across various industries, from manufacturing to research laboratories. However, with a myriad of options available, choosing the right thermocouple for an application can be daunting.
To help make an informed decision, here are seven factors to consider when selecting a thermocouple:
Temperature range
The temperature range of the application is crucial in determining the type of thermocouple. Thermocouples are classified into different types based on their temperature ranges, such as Type K (-200 to 1,350 °C), Type J (-210 to 1,200 °C), and Type T (-250 to 400 °C). Ensure the thermocouple can withstand the temperatures present in the environment without compromising accuracy.
Accuracy requirements
Consider the level of accuracy required for temperature measurements. While most thermocouples offer sufficient accuracy for general applications, some high-precision environments may demand specialised thermocouples or additional calibration to meet accuracy standards.
Chemical compatibility
Evaluate the compatibility of the thermocouple materials with the substances present in the application environment. Exposure to corrosive chemicals or gases can degrade the thermocouple, affecting its accuracy and lifespan. Choose materials resistant to corrosion and chemical reactions to ensure longevity and reliability.
Response time
The response time of a thermocouple refers to how quickly it can detect and accurately measure changes in temperature. Faster response times are essential for dynamic processes or applications where rapid temperature fluctuations occur. Consider the response time requirements of the application to select a thermocouple that can provide timely and precise measurements.
Mechanical strength and durability
Assess the mechanical strength and durability of the thermocouple, especially if it will be subjected to harsh operating conditions or physical stress. Choose a robust construction and protective sheathing to prevent damage from vibration, abrasion, or mechanical impact, ensuring the thermocouple’s reliability and longevity.
Environmental conditions
Take into account the environmental conditions in which the thermocouple will operate. Factors such as humidity, pressure and atmospheric contaminants can influence the performance and lifespan of the thermocouple. Choose a thermocouple with suitable insulation and protective measures to withstand the specific environmental challenges of the application.
Cost and long-term maintenance
Consider the initial cost and longterm maintenance requirements of the thermocouple. While budget constraints may influence the decision, prioritise quality
and reliability to avoid frequent replacements or costly downtime due to equipment failure. Evaluate factors such as calibration frequency requirements, recalibration costs and availability of spare parts to assess the overall cost of ownership.
In conclusion, selecting the right thermocouple involves careful consideration of various factors, including temperature range, accuracy, chemical compatibility, response time, mechanical strength, environmental conditions, and cost. By prioritising these aspects and conducting thorough research, buyers can choose a thermocouple that meets the specific application requirements, ensuring accurate temperature measurement and reliable performance. labfacility.com
The Festival of Advanced Manufacturing & Engineering
Featuring
Organised by
Ultrasonic Flowmeters: Clamp-On vs. In-Line
Titan Enterprises, UK-based manufacturer and supplier of liquid flow measuring solutions, explains the advantages and disadvantages of clamp-on and in-line ultrasonic flowmeters and the process applications most suited for these types of measuring devices.
Ultrasonic Flowmeters represent a significant advancement in flow measurement technology, offering precision, versatility and ease of use, with no moving or internal components. Providing improved electronic processing, increasing diagnostics and excellent accuracy, ultrasonic flowmeters operate using ultrasound to measure the velocity of a fluid flowing through a pipe of known dimensions giving the volumetric flow. There are two main types:
1. Transit-time or ‘time of flight’ ultrasonic flowmeters: measure the time difference between ultrasonic pulses sent in the direction of the flow and against the flow. The difference in the transit time is directly proportional to the flow velocity.
2. Doppler ultrasonic flowmeters: measure the frequency shift of an ultrasonic signal reflected by particles or bubbles in the fluid. This frequency shift is used to calculate flow velocity.
Ultrasonic flowmeters can be either integrated into a pipe to measure the stream of flow ‘in-line’ or clamped onto the outside of an existing pipe. In-line and clamp-on flowmeters are both commonly used for measuring the flow rate of liquids and gases in various applications. Each type has its own set of advantages and disadvantages, which makes them suitable for different industrial applications.
In-line flowmeters are preferred for applications requiring high accuracy, as they are inserted directly into the pipe, enabling data from multiple sensors to be used for precise flow rate measurement. Their consistent performance over time also makes them suited for applications requiring stable, long-term measurement. Other advantages include that they can be independently and finely calibrated to be
directly relatable to final installation. In-line flowmeters are made for both liquid and gas flow measurements and can handle high pressures and temperatures, depending on the construction material and design. However, as in-line flowmeters are inserted directly into the pipe, installation can be time consuming, costly and disruptive. Maintenance can be similarly difficult and may require disassembling parts of the pipe for access. Once installed they are not easily relocated, making them a less flexible choice.
Despite in-line flowmeters’ higher installation costs, being electronic devices, their lifetime costs are relatively low. They are often used in Custody Transfer industries, such as oil and gas, as the high accuracy over time and the low maintenance costs recoup the initial installation expense fairly quickly.
Clamp-on flowmeters are installed non-invasively on an existing pipe and are therefore low-maintenance. In addition, clamp-on flowmeters can be fitted to a variety of pipe sizes, including large pipe diameters, and can be used on a variety of fluids. They can also be moved to different measurement points, providing flexibility for temporary installations or spot-check measurements.
Clamp-on flowmeters typically have a lower accuracy than their in-line counterparts, influenced by both the pipe and fluid characteristics. Calibration can only be done on a representative piped system and not on the final installed device, further compromising the accuracy attainable. In addition, they can be susceptible to signal interference from nearby electronic equipment, which can also affect measurement reliability.
While clamp-on flowmeters may offer lower accuracy, they are ideal for noninvasive, flexible and portable applications where ease of installation and low installation costs are priorities and where the process cannot be interrupted.
The choice between ultrasonic in-line and clamp-on flowmeters depends on the specific needs of the application, including factors such as required accuracy, ease of installation, maintenance considerations, and the nature of the fluid and pipeline.
Titan’s range of in-line ultrasonic flowmeters utilise patented ‘time-of-flight’ ultrasonic technology, operating with excellent accuracy over wide liquid flow ranges from 2 ml/min to 20 l/min. flowmeters.co.uk
We’re exhibiting at the Water Equipment Show in May!
Our new submersible motor pump can do more, but needs less. Thanks to self-cleaning, smart functions and IE-5 motors, maintenance costs and energy consumption are reduced.
We’re exhibiting at the Water Equipment Show! Find us at stand S20 on 15 May 2025.
Find out more at www.ksb.co.uk - 01509 231872 - sales@ksb.com
Elta Solves Hydrogen Safety Dilemma
In industries that work with dangerous gases and substances, risk-mitigation is critical. High quality HVAC systems provide peace of mind to those working around volatile substances, such as hydrogen. Mark Gallifant, BDM at Elta, explains how collaboration and teamwork helped solve a critical problem at Helical Technology.
World leader in the design and manufacture of acoustic and Exhaust Gas Recirculation (EGR) valves, Helical Technology, has established itself as a market leader for the provision of solutions for problems in the most challenging of conditions. Back in February 2023, Mostafa Koochak, Senior Test Engineer at Helical Technology, was tasked with designing a new test cell at the company’s Warton testing facility.
As part of the testing process, hydrogen is supplied to the engines. Being a highly explosive gas and potentially volatile substance, any hydrogen leaks or escapes from the engine must immediately be extracted from the test cell to avoid sudden ignition and explosion, mitigating potentially disastrous outcomes.
With extraction of any potential hydrogen leaks a crucial factor, Mostafa set about scoping out the specification of a fan that would sit in a fume hood above the test cell. On inspecting a label found within an existing exhaust unit as part of his research, Mostafa found an Elta fan from 2010.
From the label of the previous fan used in an older Helical exhaust unit from Elta, the sales team were able to retrospectively advise Mostafa on the specification of the fan. As part of the process, Elta also assisted Mostafa with various other elements of the project, including the running of calculations and simulations for the air flow pattern in the test cell.
The resulting product of this partnership between Elta and Helical was a bifurcated axial fan designed to sit in the fume hood, continuously running on a ‘low power mode’ during testing to extract fumes as
part of a riskmitigation strategy. If hydrogen is detected, the test cell control system will increase the fan speed to extract the leakage immediately.
The bifurcated axial fan supplied by Elta has a nominal diameter of 560 mm and hub size of 150 mm with an axial, aluminium impeller. Running at a fan speed of 2,880 r/min and with a motor power of 4.00 kW, the fan is capable of moving 3.21 m3/s of air – meeting the necessary requirements.
“The sales team at Elta were incredibly supportive, especially in the early stages of the project. From the label I found on the previously installed fan, they were able to specify retrospective solutions from the get-go. The resulting product is a technically accurate fan used in the fume hood as a crucial risk mitigation strategy. The level of care and attention that I have received in this partnership is
unmatched and I look forward to working with the team again.”
You can visit Elta at Chem UK 2025 on stand G44 or for more information about Elta, please visit the website below. eltauk.com
Environmental and Financial Advantages
In the following case study, Waste Mission, a trusted partner in industrial waste management, delivers a bespoke solution to a precision engineering company, enabling it to meet its sustainability targets and benefit from cost savings.
In high-quality precision engineering, waste can be an overlooked yet pressing issue. With the sector producing over 15 million tonnes of waste annually in the UK alone— according to the Engineering Employers Federation—a staggering amount of valuable raw materials such as plastics and composites are discarded during manufacturing, leading to environmental degradation and increased operational costs.
SRD Engineering is driving change, proving that waste management isn’t just an environmental responsibility but a smart business decision that can lead to cost savings and enhanced operational performance.
Who are SRD Engineering?
SRD Engineering is a precision engineering company that supplies high-demand industries such as aerospace, automotive (including Formula One), and medical devices. Known for their commitment to quality and innovation, SRD is now making waves in the sustainability space.
What was their initial problem?
SRD Engineering initially partnered with Waste Mission in 2017 when the team sought a recycling option for their redundant carbide end mills and tips. The initial problems were solved by the provision of bespoke carbide containment sited throughout SRD’s works to ensure all staff had access to a clear recycling option. SRD then asked Waste Mission to provide a recycling solution for their day-to-day swarf’s and offcuts as well.
How did Waste Mission provide solutions?
The Waste Mission team supplied sealed lockable stackable stillages that saved space and allowed collections to be more detailed, helping with traceability and increasing the financial returns as more material could be collected per collection.
After a reliable and profitable metals system was in place, the SRD team asked if Waste Mission could help with the safe, secure collection and disposal of redundant coolant. At that time SRD were producing about 1,000 L of redundant coolant fortnightly. The customer also had an issue with recycling plastic swarf, and needed to streamline their systems and ensure these materials did not go to landfill.
Solutions for redundant coolant and plastic swarf
For the redundant coolant, a solution was created where the coolants would be stored in 1,000 litre IBCs (Intermediate Bulk Containers), helping reduce the environmental impact and space and resulting in a cost-saving on collections.
Plastic swarf was provided its own containment which aligned with the metals containment and was then incorporated into the metals collection schedule offering SRD a concise, one stop shop for multiple waste streams.
Over several months the Waste Mission team operated a monthly collection schedule
of coolant, enabling SRD to reduce haulage costs and therefore their carbon footprint.
Innovative segregating
An innovative approach to the segregation of the metals, especially their swarf and the bins, was developed further to increase the financial benefits of recycling for SRD. The Waste Mission team worked closely with SRD to investigate the most efficient approach to bins and segregation for their workshop.
Steve Head, Manufacturing Manager at SRD said: ‘The biggest benefit I have seen from Waste Mission is their ability to scale up the service offered to suit what we have needed. From changing the swarf containers to make sure they are suitable for new machines, to increasing the collection frequency so we aren’t wasting floor space on swarf. We have had advice, and a solution offered to any issues our growth has seen. With the volume of swarf we are now generating, the assistance given has allowed us to maximise the financial returns whilst minimising the time, effort and floor space needed.’ wastemission.com
ATEX Hazardous Area Drive Systems
Flexible, modular range of high efficiency, robust gearboxes with output torques up to 250kNm.
Available on short delivery times, same
Dust zone 21 cat 2D and zone 22 cat 3D
Gas zone 1 cat 2G and zone 2 cat 3G
IEC Ex, EAC Ex, CCC Ex, UKEX and specifications for North American market
Used Machinery and the Circular Economy
In the trend towards sustainability in manufacturing and processing, the reusing and recycling of machinery assets is often overlooked in favour of new technology. Here, Industrial Auctions explains how the used machinery market is a crucial component of the circular economy.
The manufacturing and processing sectors are undergoing a transformation, driven by trends such as generative AI, smart robots and an AI-driven culture. These developments offer opportunities for more sustainable production processes, where efficiency and environmental friendliness go hand in hand. Generative AI optimises designs, enabling more efficient use of materials and less waste. Smart robots work closely with humans, increasing productivity and reducing energy consumption.
An AI-driven culture encourages innovation, accelerates the adoption of sustainable production methods and contributes to sustainability through more efficient processes, smarter use of resources and energy savings.
Sustainability is an indispensable aspect within the manufacturing and processing sectors. Companies are increasingly urged to reduce their carbon footprint and invest in eco-friendly processes. This includes the transition to a circular economy, focusing on reusing materials and minimising waste. There is also a growing focus on energy efficiency, with investments in renewable energy sources and more efficient machinery.
Companies that demonstrate that their processes are sustainable achieve not only environmental gains, but also competitive advantage and long-term cost savings.
Online auction house Industrial Auctions organises auctions for used machinery and equipment in the food and beverage industry. Besides food and beverage processing machines, they also auction liquid and products pumps, packaging robots and machines, weighing and transport systems, tanks and silos and much more. By facilitating machinery auctions,
Industrial Auctions contributes to the circular economy and helps companies reduce their carbon footprint.
The reuse of existing equipment reduces the demand for new production, resulting in less raw material use and energy consumption. Moreover, it allows companies to invest in high-quality equipment in a cost-efficient way, without the environmental impact of newly produced machinery.
Through this approach, Industrial Auctions supports companies in the manufacturing and processing sectors in achieving their sustainability goals and responding to the growing demand for environmentally friendly
and technologically advanced production processes.
By supporting the circular economy, Industrial Auctions contributes to a more sustainable future for industry.
Whether a manufacturer is looking to buy used machinery or sell surplus equipment, Industrial Auctions offers a transparent and reliable platform to achieve its goals, providing a service that helps businesses contribute to the circular economy and benefit from sustainable investments.
View the current auction offer on the company’s website. industrial-auctions.com
How AI Technology is Revolutionising Safety
Artificial Intelligence (AI) wearable technology is transforming workplace safety and productivity in the UK. Here, Graham Sharp, Managing Director of health and safety experts, Stanley, demonstrates the benefits of this technology.
Wearable technology is particularly useful in sectors where bending, reaching, lifting and carrying is the norm, e.g., manufacturing, engineering and construction, where accident rates including musculoskeletal injuries are often high. These AI devices also bring with them the ability to analyse and interpret detailed data from the wearer’s device, find weaknesses, and help inform future workplace health and safety policy within organisations.
Prevention is the cure
Some of the fastest growing technologies within the health and safety space are AI driven ergonomic wearable solutions. These usually come in the form of small devices which are clipped onto the body and alert the wearer of risky movement through haptic feedback. Each individual’s movement is recorded and analysed to help build a data map of potential risk and see what patterns are emerging from the data.
One of the newest of these to the UK, is WearHealth’s easy to use out-of-the-box ergonomic solution, which can be clipped onto the body in a position most suited to the task being performed. The compact kit comes with 20-30 devices that can be tested over the course of two months across the business at a fixed fee and rotated around different workers. At the end of that time, health and safety managers can use the data collected from wearers to assess behaviour change, measure the accident rate statistics and gain feedback from users. The device guarantees a 30% plus, reduction in accident rates after only two months.
Anti-collision technology
Alongside behaviour change technology, clip
on body worn technology prevents accidents between workers and machines.
For example, Modjoul’s wearable SmartBelt is able to communicate with forklift drivers and other workers in the vicinity, while simultaneously measuring ergonomics and environmental factors. If a forklift is nearby, the SmartBelt technology will alert both the driver of the forklift and the individual concerned so that they can avoid each other or, in the most severe cases, automatically stop the truck to prevent a collision. This is particularly useful in areas where vision may be restricted such as blind corners, meaning that in workplaces where workers and forklifts co-exist together, processes can operate more safely than ever before.
Exoskeleton solutions for musculoskeletal disorders
Wearable technologies like exoskeleton suits can be used to help take the load, providing support to workers and keeping them safe when they have to lift or move heavy objects repetitively. For example, WearHealth scanning technology is able to match the right exoskeleton suit to the activity being performed with the aim of ensuring that daily tasks can be performed without the risk of injury. Video scanning technology is used to assess a particular task, make recommendations for possible exoskeleton suits and then reporting on this with data analysis of the activity. Sensors worn by the worker determines comfort and support
based on real time data generated during the task. The right exoskeleton for that task can then be fitted and used as required based on the potential effectiveness and usability.
AI wearable technology is already making a difference in workplaces across the UK, creating happier, healthier and safer workforces, and automatically bringing greater productivity and efficiency gains to those who have embraced it.
Stanley’s experts work with businesses to transform workplace safety, reduce manual handling injuries, improve efficiencies and reduce costs by matching them with the most effective solutions in AI data driven wearable safety technology.
stanleyhandling.co.uk
Southern Manufacturing & Electronics 2025
Celebrating its 27th anniversary this February, Southern Manufacturing & Electronics enjoyed its most successful show to date. MEPCA were in attendance.
Situated adjacent to Farnborough airfield, birthplace of British aviation and location of the worldrenowned Farnborough Air Show, Southern Manufacturing & Electronics 2025 is well at home on a site with such rich history of innovation.
A backdrop of runways with light and medium aircraft and domed hangers greeted the visitors. MEPCA (arriving by car, sadly) were delighted to attend the first day of the event, which was already buzzing on arrival midmorning.
The exhibition hall was jam-packed with impressive exhibition stands, and we certainly got our steps in as we navigated through it. This owed more to our poor sense of direction rather than the layout or signage at the event. Luckily, there was plenty of opportunity for a pit stop for refreshments, with a festival-style enclave of food vans at the far end of the hall, along with the more conventional café and seating areas at the other end.
Manager, talked us through the technological departure from prior models and what 4K means to the sector1
Our first stop was the Vision Engineering stand, which had a product launch that very day. We’d arranged a video interview to mark the occasion – a first for our editor, someone who prefers to avoid the limelight. Despite this, we made the most of the opportunity to get a first look at the new HALO 4K before the very knowledgeable Stephen Sanderson, International Product
The continual traffic at the stand was a clear indication of the anticipation for the product, which didn’t let up during the time we were there and was tremendous to see. It was no wonder, given that the number of attendees reached 10,204 (a 14% increase compared to 2024).
Also receiving tremendous amount of footfall was the Waste Mission exhibition stand. When we caught up with the Waste Mission team after the event, they had this
to say: “Waste Mission have been visiting the Southern Manufacturing show for many years, including when it was held in the infamous tent! The show is a truly great asset for the region with a customer base that aligns well with our own geographic capabilities.
“Since our rebrand one year ago, the show focus was on complete waste management and specifically the portal that we have launched to give our customers complete control of their waste streams.”
Growing significantly under new proprietor EasyFairs, the event featured 535 exhibitors, an impressive 12% increase on the prior year, along with 53 independently approved, open-format seminars, including a keynote address from Ben Fletcher, COO at Make UK.
Simon Farnfield, a director at Easyfairs, enthused,
“We are thrilled with the resounding success of the exhibition in this our first year of ownership. The record-breaking number of visitors, increased exhibitor participation and enthusiastic adoption of our new networking technology demonstrate the show’s continued importance to a broad spectrum of manufacturing. The positive feedback we have received, particularly regarding EasyGo and Southern Connect, underscores our commitment to providing a valuable and engaging experience for everyone involved.” easyfairs.com
The Process & Chemical Engineering Show, running as part of the CHEMUK 2025 ‘Group of Events’, will return this 21 & 22 May at the NEC in Birmingham, presenting hundreds of exhibitors and a full programme of expert speaker sessions over two packed days.
The Process & Chemical Engineering Show will showcase the latest technology and specialist services to attending process, plant, and control engineering professionals across the chemical, food & beverage, pharma, oil & gas, water & waste and energy sectors.
Record numbers of NEW exhibitors confirmed 2025 will welcome over 60 brand new exhibitors for visitors to meet with including: 6ix Process Design, Abacus Valves, ABLE Instruments & Controls, Addison, ALBIN PUMP / LMI/ Milton Roy Mixing, Ambic Equipment, Andritz, APIS MC, APMG Plastics, ARTECH ULTRASONIC SYSTEMS, AVA-Alms Valve Agency, AZO, Barriquand Heat Exchangers, Beckhoff Automation, Buckley Industrial, C&P Engineering, Chemviron Carbon, Co-ax Valves, Cognite AS, Dabico Airport Solutions, dataPARC, DESAL Supplies, DINNISSEN Process Technology, Elta Group, EPC Handelges, EUROTEC, Framatome, Friedheim International, G Bopp & Co, GMM Pfaudler, Hecht Technologies, Humberside Engineering Training Association, HYDAC, Hydrodif Products, Innomotics, IntertecHESS, J1 Technologies, John Mayes Engineers, Johnson Valves, Kecol Pumping Systems, Knitwire, KROHNE, Meller, Merinox, OLG, Portobello Engineering, PR Electronics, R&G Fluid Power, Sampling Systems, Sandfield Penstok Solutions, Sigma-HSE, Simmatic Automation, SM Gauge Company, Spiroflow, Step on Safety, Stepart Plastics, Sulzer Pumps Wastewater, Tantaline, Transworld Steel Enterprise, UK Extrusion, Visilume, VOOVIO Technologies, W.E.C (Leeds), Watlow, Ytron-Quadro Limited, and Zwick.
IChemE and IMechE to headline engineering speaker programme
The Process & Chemical Engineering Show speaker programme is an unmissable opportunity to hear from the heads of industry and academia as they discuss the challenges, opportunities and innovation affecting the process engineering industries. The IChemE and IMechE will be presenting a series of expert panel discussions, keynotes and technical clinics at the show. The full speaker programme will be released in March 2025; please see the website for full details.
‘The Big Education Debate’ at CHEMUK
Waste2Race: the sewagepowered car on track to make history
Visitors this year will be able to see the hydrogen-powered Le Mans Prototype class 3 car, fuelled by sewage in a project entitled Waste2Race. The engineering team behind the project from the University of Warwick will be at the show to meet with visitors and explain the technology.
This feature session, running on Thursday 22 May, will invite senior panel leaders from across academia and industry to discuss the UK’s educational framework and commitment to supporting its science skills and science base requirements.
Innovation Ecosystem at CHEMUK 2025
CHEMUK 2025 will present several of the UK’s primary innovation support organisations, giving startups and spinouts the opportunity to receive the support they need to continue their development journey towards full-scale commercialisation.
Participating partners include the Henry Royce Institute, Innovate UK Business Connect, CPI, Aston University, RSC Changemakers, Materials Innovation Factory, and the Biorenewables Development Centre.
UK Government at CHEMUK
Attendees will be invited to a full UK Government programme at CHEMUK. HSE and DEFRA will be providing industry briefings on Wednesday 21 May. As well as exhibiting at the event, the UK Export Academy team will be running a one-hour panel session on Thursday 22 May, outlining the international trade landscape.
Dates for the diary
The Process & Chemical Engineering Show at CHEMUK 2025 takes place on Wednesday 21 (9.30am – 5.00pm) & Thursday 22 May 2025 (9.30am – 4.00pm), at the NEC, Birmingham, B40 1NT. Register below for a FREE entry badge. chemicalukexpo.com
Running as part of the CHEMUK 2025 Group of Events
2 Packed Days
Hundreds of Exhibitors
Panel Sessions
Plant & Process Intensification
Control & Instrumentation
CHEMICAL 4.0
Automation / Digitisation
Plant Management
Flow & Thermal Solutions
Thousands of Specialist Products... plus
Advanced Engineering 2025: Dates Announced
Advanced Engineering UK is set to return to the NEC, Birmingham, 29-30 October 2025, showcasing the latest innovations from the manufacturing and engineering sectors. Currently, 70 per cent of the space is already booked, so interested exhibitors should act promptly to reserve their place.
With eight months remaining, the exhibition halls are filling up as companies across the supply chain secure their spots at the UK’s annual engineering and manufacturing event.
Following a record-breaking 2024 event that welcomed over 9,800 professionals, Advanced Engineering 2025 is gearing up for another big year. Providing a platform for engineering and manufacturing professionals to connect, the show organisers are planning for two action-packed days where attendees will gain access to cuttingedge technologies, expert-led conference sessions and networking opportunities.
For exhibitors, the event offers an opportunity to showcase the latest solutions in composites, automation, additive manufacturing, testing, green technologies and more. With access to over 9,000 industry leaders from Tier 1 suppliers and OEMs, businesses can position themselves at the forefront of industry transformation, helping manufacturers overcome critical challenges such as supply chain resilience and the journey to Net Zero.
Alongside the exhibition, attendees can expect over 200 expert speakers delivering insight across multiple forums, tackling key industry topics such as digitalisation, supply chain resilience and sustainability. Plus, in response to the ongoing skills shortage in the UK engineering and manufacturing sectors, Advanced Engineering is continuing its #MINDTHEskillsGAP initiative.
This campaign aims to address the critical skills gap by allowing collaboration between industry leaders, educational institutions and policymakers to develop effective training and recruitment strategies. By participating
in the event, businesses can contribute to and benefit from efforts to build a skilled workforce for the future.
“Advanced Engineering is where the UK’s engineering and manufacturing community comes together to share ideas, do business and, ultimately, drive the industry forward,” explained Simon Farnfield, event director at Easyfairs, the organiser of Advanced Engineering. “Every year, we see the latest innovations on the show floor and the energy from exhibitors and attendees proves just how important this event is. We can’t wait to be back in 2025 with even more opportunities for businesses to connect and make an impact.”
The show is again supported by a range of industry partners, including the Institution of Engineering and Technology
(IET), Composites UK, Make UK, UKRI, UK Space Agency, the Institution of Mechanical Engineers, GAMBICA, BARA, the Department for Business and Trade and ADS Group, who will be running Meet the Buyer progamme again this year.
Such partnerships, along with many more, help the show to stay on top of the latest issues arising in the manufacturing and engineering industry, passing knowledge of these topics on to its visitors.
There is no place better to experience the innovation that the UK’s engineering and manufacturing industry has to offer. To book a stand, visit the website and make an enquiry — but don’t hesitate as space is selling out fast.
advancedengineeringuk.com
It is an opportunity to network to learn from each other. It is an opportunity to think of something or see something you never thought would happen. It is the sense of community and collaboration that is very important for our industry.
Stephen Phipson CBE, CEO
2
6
400+ suppliers 8,800+ engineering professionals
Jake Hall Debuts at Automation UK 2025
Organisers of Automation UK 2025, the country’s leading exhibition for automation, robotics and machine vision, have announced the first keynote speaker for the event: Jake Hall, the Manufacturing Millennial, in his very first UK speaking engagement.
Jake Hall, a highly respected expert in the global automation and manufacturing fields, will address visitors to the show, which returns to the Coventry Building Society Arena on 7-8 May, on the Future of Manufacturing: Automation and the Workforce.
Organised by Automate UK, the event provides exhibitors and visitors throughout the industry to network with their peers, showcase state-of-the-art technology and solutions, and gain valuable expertise and insight into the latest trends and developments within the field from a wealth of guest speakers.
Jake, who spent 10 years working in automation distribution and systems integration around robotics, machine vision, motion control, digital software, and smart manufacturing, will address visitors on how automation will invigorate the sector by leveraging technology to benefit manufacturers and their workforce, adapting
new types of automation from robotics, AI and digital twins, building excitement for the next generation pursuing manufacturing careers and engaging with those already working within the sector on enhancing their skills and job satisfaction.
Scott McKenna, Chief Operating Officer for Automate UK, said: “We are thrilled to have secured Jake for his first keynote address in the UK. His extensive knowledge, teamed with his passion for engaging with and exciting others about the opportunities within the manufacturing field will be an inspiration for attendees of Automation UK 2025 at a pivotal time for the industry.
“Since our inaugural show in 2023, this event has grown significantly and has become an industry-leading exhibition for visitors and exhibitors alike. An opportunity to connect with key decision makers, boost both business profiles and sales, and to generate leads, Automation UK also provides essential insight for those wanting to stay ahead of the curve.
“In order to provide an enhanced experience, this year’s show has been combined with Vision UK to raise the profile of the machine vision and automation industries in one integrated event. Vision UK will have a dedicated section within the exhibition for machine vision companies to showcase the latest industrial vision technologies, products and innovations,” he added.
Leading manufacturers and suppliers of automation, robotics and vision technology exhibiting at Automation UK 2025 include Siemens, Rockwell Automation, Bowe Intralogistics, Murrelektronik, ASH, ABB, Fanuc, Photron Europe, Schubert UK Ltd, RARUK Automation, Laser Components UK Ltd and Zimmer Group.
A complete list of exhibitors can be found, with further information about the event, on the website below.
automation-uk.co.uk
The PPMA Total Show 2025
Following the success of last year’s PPMA Show, event organisers Automate UK are dedicated to highlighting the very best brands and solutions shaping the world of processing and packaging at the PPMA Total Show 2025, returning to Hall 5 of Birmingham’s NEC from 23-25 September.
As the largest exhibition of its kind in the UK, this threeday event offers visitors the chance to discover the stateof-the-art innovations defining every aspect of the production line, including processing and packaging machinery, industrial automation and machine vision systems.
Covering everything from food, beverages and pharmaceuticals to household chemicals and toiletries, Fast-Moving Consumer Goods (FMCG), and contract packers, PPMA Total Show is an unmissable exhibition experience.
Expect live demonstrations of exciting innovations, face-to-face contact with industry experts, and much more.
With 300+ exhibitors comprising over 2,500 brands, this year’s exhibition will provide a glimpse into the future of processing and packaging machinery and highlight the potential benefits they can deliver for businesses.
Since its inaugural event in 1988, the PPMA Show has consistently set the benchmark for excellence in production line events. Last year’s event proved to be one of the most popular and prosperous yet, attracting 300+ exhibitors and a significant number of attendees.
It boasted a variety of new features designed to enhance visitor experiences, including a dedicated live demonstration theatre, virtual 360 tours, a free show app, a series of insightful seminars and a networking reception – all of which will return for the PPMA Total Show 2025.
Taking place every three years, the PPMA Total Show happens on a larger scale than the PPMA Show, featuring more exhibitors and a wider audience of visitors. The PPMA
Total Show organisers aim to ensure that the 2025 Total exhibition is more immersive and impactful than ever before.
As well as gaining valuable insights, seeing new machinery in action and connecting with the industry’s brightest and best, both Automate UK members and nonmembers are welcome to submit entries for the illustrious Automate UK Awards 2025. Timed to coincide with the PPMA Total Show, this coveted celebration is dedicated to honouring outstanding industry achievements. If you would like to register your interest in submitting an entry for the Automate UK Awards 2025, please visit the show’s website, Richard Little, PPMA Total Show
Director, expressed his excitement for the forthcoming exhibition, commenting: “We are thrilled to welcome visitors once again to discover the future of packaging and processing machinery at the PPMA Total Show 2025. Across three days, visitors from a wide range of industries have a unique opportunity to find out about the incredible technology revolutionising our pivotal sector from the very experts and innovators responsible for developing it.”
The PPMA Total Show 2025 is free to attend. If you would like to register your interest and receive your visitor entry pass, please visit the event website. ppmashow.co.uk
Organised by
3D Print Manufacturing
Midlands 3D Printing
T: 01785 594389
E: sales@midlands3d.com
W: www.midlands3d.com
Anti Vibration Products, Mounts & Bushes
Fibet Rubber Bonding (UK) Ltd
T: 01282 878200
E: sales@fibet.co.uk
W: www.fibet.co.uk
Connectors & Cabling Solutions
CEMBRE Ltd
T: 01675 470 440
E: sales@cembre.co.uk
W: www.cembre.com/en
Design-In Power Supply Solutions
Ideal Power
T: 01733 309865
E: salessupport@idealpower.co.uk
W: www.idealpower.co.uk
Drives, Motors & Gears
Flow Meters
Nord
T: 01235 534404
E: GB-sales@nord.com
W: www.nord.com
Industrial Fans
Axair Fans UK Limited
T: 01782 349 430
E: sales@axair-fans.co.uk
W: www.axair-fans.co.uk
Machine Safety
Schmersal UK Ltd
T: 01684 571980
E: uksupport@schmersal.com
W: www.schmersal.co.uk
Marking Solutions
T-Mark
T: 0330 153 8320
E: sales@t-mark.co.uk
W: www.t-mark.co.uk
Pressure Measurement Specialists
ESI Technology Ltd
T: +44 (0)1978262255
E: sales@esi-tec.com
W: www.esi-tec.com
Robotics & Automation
KUKA Robotics UK Ltd
T: 0121 505 9970
E: sales.uk@kuka.com
W: www.kuka.com
Sensors
Titan Enterprises Ltd
T: +44 (0)1935 812790
E: sales@flowmeters.co.uk
W: www.flowmeters.co.uk
High Shear Mixing Equipment
Silverson Machines Ltd
T: +44 (0)1494 786331
E: sales@silverson.co.uk
W: www.silverson.co.uk
Industrial Communications
Brainboxes
T: + 44 (0) 151 220 2500
E: sales@brainboxes.com
W: www.brainboxes.com
Intoware
T: 0115 977 8969
E: hello@intoware.com
W: www.intoware.com
IFM Electronic
T: 020 8213-0000
E: enquiry.gb@ifm.com
W: www.ifm.com
PLUS Automation Ltd
T: 0121 58 222 58
E: Sales@PLUSAutomation.co.uk
W: www.PLUSAutomation.co.uk
Storage Solutions
BITO Storage Systems Ltd.
T: 02476 388 852
E: Info.uk@bito.com
W: www.bito.com
Test & Inspection
AMETEK Land (Land Instruments International)
T: +44 1246 417691
E: land.enquiry@ametek.com
W: www.ametek-land.com
Anomaly Detector
Powered by GoMax and AI
Deploy AI-Powered Anomaly Detection into Your Production Line.
GoPxL Anomaly Detector combines traditional and AI tools for powerful defect detection in part and surface inspection, integrating with Gocator Line Profiler, Snapshot, and Line Confocal sensors accelerated by GoMax.
AI Advantage
Train your AI model directly on the production line
No cloud connection, CAD file, or complex thresholds required