GRAFICA tecn


TECNOLOGIA
edizione
e tecniche
rappresentazione grafica Il piacere di apprendere Gruppo Editoriale ELi ROBOTICA E INDUSTRIA 4.0 EDUCAZIONE CIVICA STAMPA 3D #PROGETTOPARITÀ equilibri
Cristiano
Crosera seconda
Tecnologie
di
© Casa Editrice G. Principato
GRAFICA tecn
seconda edizione
Tecnologie e tecniche di rappresentazione grafica
TECNOLOGIA
Cristiano Crosera
Il piacere di apprendere Gruppo Editoriale ELi © Casa Editrice G. Principato
Coordinamento redazionale: Marco Mauri
Redazione e coordinamento: Martina Mirabella, G.E.M.
Art direction: Enrica Bologni
Progetto grafico e impaginazione: G.E.M.
Ricerca iconografica: Martina Mirabella
Copertina: G.E.M.
Disegni: Daniele Gianni, G.E.M.
Immagini di copertina: Shutterstock
Referenze iconografiche: Shutterstock; p. 13 (Fig. 10) HeidelbergCement AG/Michael Rasche; p. 13 (Fig. 12) Behnaz Farahi and Connor Wingfield (NASA); p. 26 (Fig. 14) www.samsung.it; p. 75 (Fig. 16) www.directindustry.it; p.86 (Fig. 13) www.deleks.com; p. 86 (Fig. 14) www.oeg.net; p.86 (Fig. 15) www.malossistore.com; p. 91 (Fig. 6) www.metalbushings.it; p.92 (Fig. 8) www.arrowmetal.com.au; p. 112 (Fig. 35) www.morandibortot.it; p. 113 (Fig. 39) www.vassiliko.com; p. 127 (Fig. 5) Hans-Günter König; p. 128 (Fig. 10) www.utensiliprofessionali.com
Tutte le altre immagini provengono dall’Archivio Principato. Per le riproduzioni di testi e immagini appartenenti a terzi, inserite in quest’opera, l’editore è a disposizione degli aventi diritto non potuti reperire, nonché per eventuali non volute omissioni e/o errori di attribuzione nei riferimenti.
Contenuti digitali
Progettazione: Giovanna Moraglia
Realizzazione: ITG Torino, bSmart Labs
ISBN 978-88-416-5178-0 Disegno vol. unico + Tecnologia + Schede di disegno
ISBN 978-88-6706-549-3 Sola versione digitale
ISBN 978-88-416-5180-3 Disegno vol. 1 + Tecnologia + Schede di disegno
ISBN 978-88-6706-551-6 Sola versione digitale
Prima edizione: gennaio 2023
Printed in Italy
© 2023 - Proprietà letteraria riservata. È vietata la riproduzione, anche parziale, con qualsiasi mezzo effettuata, compresa la fotocopia, anche ad uso interno o didattico, non autorizzata. Le fotocopie per uso personale del lettore possono essere effettuate nei limiti del 15% di ciascun volume dietro pagamento alla SIAE del compenso previsto dall’art. 68, commi 4 e 5, della legge 22 aprile 1941 n. 633.
Le riproduzioni per finalità di carattere professionale, economico o commerciale o comunque per uso diverso da quello personale, possono essere effettuate a seguito di specifica autorizzazione rilasciata da CLEARedi (Centro licenze e autorizzazioni per le riproduzioni editoriali), corso di Porta Romana 108, 20122 Milano, e-mail autorizzazioni@clearedi.org e sito web www.clearedi.org.
L’editore fornisce – per il tramite dei testi scolastici da esso pubblicati e attraverso i relativi supporti o nel sito www.principato.it e www.gruppoeli.it materiali e link a siti di terze parti esclusivamente per fini didattici o perché indicati e consigliati da altri siti istituzionali. Pertanto l’editore non è responsabile, neppure indirettamente, del contenuto e delle immagini riprodotte su tali siti in data successiva a quella della pubblicazione, dopo aver controllato la correttezza degli indirizzi web ai quali si rimanda.
Casa Editrice G. Principato
http://www.principato.it - www.gruppoeli.it
Via G.B. Fauché 10 - 20154 Milano e-mail: info@principato.it
La casa editrice attua procedure idonee ad assicurare la qualità nel processo di progettazione, realizzazione e distribuzione dei prodotti editoriali. La realizzazione di un libro scolastico è infatti un’attività complessa che comporta controlli di varia natura.
È pertanto possibile che, dopo la pubblicazione, siano riscontrabili errori e imprecisioni.
La casa editrice ringrazia fin da ora chi vorrà segnalarli a: Servizio clienti Principato e-mail: info@principato.it
©
Stampa: Tecnostampa - Pigini Group Printing Division - Loreto - Trevi 22.85.181.0P
Casa Editrice G. Principato
Proprietà dei materiali

CAPITOLO 1 CAPITOLO 3 Indice INDICE 3 SEZIONE SICUREZZA C SEZIONE INDUSTRIA 4.0 A industria 4.0 e ROBOTICA 1.1 Industria 4.0 6 1.2 Le rivoluzioni industriali 8 1.3 Intelligenza artificiale e robotica 9 1.4 Macchine intelligenti 10 1.5 La stampa 3D 11 1.6 Evoluzione della stampa 3D e smart materials 13 1.7 Realtà virtuale e realtà aumentata 15 VERIFICA LE CONOSCENZE Test interattivi 16 CAPITOLO 2 SEZIONE Sostenibilità e SVILUPPO
2.1 La questione ambientale 18 2.2 Le fonti energetiche 20 2.3 Evoluzione del concetto di sostenibilità 24 2.4 L’Agenda 2030 25 2.5 Standard nZEB e diagnosi 26 2.6 L’APE e la progettazione 27 2.7 Due modelli di economia 28 VERIFICA LE CONOSCENZE Test interattivi 30 Indicazioni sulla sicurezza della persona e dei luoghi di lavoro 3.1 Quadro normativo: sicurezza e salute 32 3.2 Segnaletica di sicurezza e di salute sul luogo di lavoro 35 3.3 Malattie professionali 37 3.4 Dispositivi di protezione individuale (DPI) 37 3.5 Locali di lavoro e loro caratteristiche 39 3.6 Barriere architettoniche 40 3.7 Protezione dagli incendi 42 3.8 Obblighi e responsabilità nella scuola 43 3.9 Utilizzo del videoterminale 47 VERIFICA LE CONOSCENZE Test interattivi 50 CAPITOLO 4 SEZIONE Materiali: PROPRIETÀ
B B sostenibilità AMBIENTale
E PROVE D D
4.1 Che cos’è la tecnologia meccanica 52 4.2 Le norme UNI 53 4.3 Le principali caratteristiche dei materiali 53 4.4 Proprietà chimico-strutturali 54 4.5 Proprietà fisiche 57 4.6 Proprietà meccaniche 61 4.7 Proprietà tecnologiche 64 VERIFICA LE CONOSCENZE Test interattivi 67 © Casa Editrice G. Principato




CAPITOLO 6 CAPITOLO 9 CAPITOLO 7 CAPITOLO 5 CAPITOLO 8 4 INDICE
sui materiali 5.1 I controlli non distruttivi 69 5.2 I controlli distruttivi 74 VERIFICA LE CONOSCENZE Test interattivi 77 SEZIONE
METALLICI EE
ferrosi 6.1 Differenza tra ghisa e acciaio 80 6.2 Produzione della ghisa 80 6.3 Produzione dell’acciaio 82 6.4 La colata dell’acciaio 84 6.5 La ghisa 85 6.6 L’acciaio 87 VERIFICA LE CONOSCENZE Test interattivi 89
non ferrosi 7.1 Il rame (Cu) 90 7.2 L’alluminio (Al) 93 7.3 Il titanio (Ti) 93 7.4 Il magnesio (Mg) 94 7.5 La metallurgia delle polveri 94 VERIFICA LE CONOSCENZE Test interattivi 96 Altri materiali per l’ingegneria 8.1 I prodotti del petrolio 98 8.2 La gomma naturale e la gomma sintetica 101 8.3 Le materie plastiche 102 8.4 I materiali compositi 105 8.5 I ceramici 107 8.6 Il vetro 108 8.7 I leganti 111 8.8 Il calcestruzzo 114 8.9 Il legno 115 8.10 Conduttori, semiconduttori e isolanti 118 VERIFICA LE CONOSCENZE Test interattivi 120
Prove
Materiali
Materiali
Materiali
9.1 Le grandezze fondamentali 122 9.2 Gli errori 125 9.3 Classificazione degli strumenti di misura 126 9.4 Piani di riscontro, truschini, righe e squadre 126 9.5 Blocchetti pianparalleli 129 9.6 Il calibro a corsoio 130 9.7 Il micrometro centesimale 132 9.8 Il comparatore centesimale a quadrante 134 9.9 Il goniometro 136 9.10 Termini e definizioni 138 9.11 Misurazioni in 3D 139 VERIFICA LE CONOSCENZE Test interattivi 142 SEZIONE Materiali NON METALLICI FF SEZIONE METROLOGIA G Acciaio verde, 82 • Alluminio: sostenibile o no?, 93 • Il riciclo delle materie plastiche, 102 • La riciclabilità del vetro, 108 • Bilancio ecologico del legno, 117 Stagno e zinco, 92 • Carbonio e grafene, 94 • Le terre rare e il litio, 94 CONTENUTI DIGITALI INTEGRATIVI NEL VOLUME © Casa Editrice G. Principato
Misurazioni e strumenti
A INDUSTRIA 4.0

SEZIONE
industria 4.0 e Robotica

CI OCCUPEREMO DI...
1. Industria 4.0
2. Le rivoluzioni industriali
3. Intelligenza artificiale e robotica
4. Macchine intelligenti
1.1 Industria 4.0
L’espressione “Industria 4.0” è stata usata per la prima volta nel 2011 alla Fiera di Hannover, in Germania. Con questa espressione l’Unione Europea definisce Industria 4.0 “ogni metodo di lavoro idoneo a integrare uomini, processi produttivi e macchinari”.
1.1.1 LE CARATTERISTICHE DELL’INDUSTRIA 4.0
Industria 4.0 è un processo che scaturisce dalla quarta rivoluzione industriale e che sta portando alla produzione industriale verso la totale automatizzazione e interconnessione. Le nuove tecnologie digitali avranno un impatto profondo nell’ambito di quattro direttrici di sviluppo.
La prima riguarda l’utilizzo dei dati, la potenza di calcolo e la connettività, e si declina in big data, open data, Internet of Things, machine-to-machine e cloud computing per la centralizzazione delle informazioni e la loro conservazione.
La seconda è quella degli analytics, ossia una volta raccolti i dati, bisogna ricavarne valore. Oggi solo l’1% dei dati raccolti è utilizzato dalle imprese, che potrebbero invece ottenere vantaggi a partire dal “machine learning”, cioè dalle macchine che perfezionano la loro resa “imparando” dai dati via via raccolti e analizzati. La terza è l’interazione tra uomo e macchina, che coinvolge le interfacce “touch”, sempre più diffuse, e la realtà aumentata.
5. La stampa 3D
6. Evoluzione della stampa 3D e smart materials
7. Realtà virtuale e realtà aumentata
La quarta riguarda il settore che si occupa del passaggio dal digitale al “reale” e che comprende la manifattura additiva, la stampa 3D, la robotica, le comunicazioni, le interazioni machine-to-machine e le nuove tecnologie per immagazzinare e utilizzare l’energia in modo mirato, razionalizzando i costi e ottimizzando le prestazioni.
Le tecnologie che convenzionalmente caratterizzano Industria 4.0 sono:
J robotica avanzata: macchine interconnesse, programmabili in poco tempo e dotate di intelligenza artificiale (IA);
J manifattura additiva: stampa 3D, fabbricazione digitale;

J realtà aumentata: dispositivi con cui sperimentare una realtà sovrapposta alla nostra (➜ Fig. 1);
J integrazione orizzontale/verticale: tutti gli step che vanno dal produttore al consumatore relativi alla catena del valore comunicano tra di loro;
J simulazione: è possibile simulare nuovi processi produttivi prima di metterli in pratica nella realtà;
J Internet delle cose applicate all’industria: oggetti (cose) riconoscibili e intelligenti in grado di poter comunicare dati su se stessi;
J cloud: gestione di una grande quantità di dati in rete;
J cyber-security: garanzia di sicurezza durante le operazioni in rete e su sistemi in cloud;
6 SEZIONE A INDUSTRIA 4.0 © Casa Editrice G. Principato
1
CAPITOLO
J big data e analitiche: analisi di moltissimi dati necessari alla produzione in real time di informazioni utili per ottimizzare prodotti e processi produttivi.

1.1.2 LE NUOVE FIGURE PROFESSIONALI
Le imprese incontrano crescenti difficoltà nell’individuare le competenze necessarie per Industria
4.0. Servono competenze digitali, cioè quel vasto insieme di abilità tecnologiche che consentono di individuare, valutare, utilizzare, condividere e creare contenuti grazie alle tecnologie informatiche e a Internet.
I profili professionali più richiesti in un ambito così innovativo e a elevata competenza sono i profili tecnici, che però, rispetto al passato, devono inglobare conoscenze informatiche e digitali. Si tratta perciò di professionisti che hanno seguito percorsi formativi che incrociano diverse competenze, da utilizzare in maniera integrata perché le competenze trasversali sono la risposta alle nuove esigenze professionali delle imprese.
Esaminiamo quali sono oggi i profili più richiesti.
OPERAI 4.0
Si tratta di operai impegnati in produzioni a elevato contenuto tecnologico, dove non bastano più né l’operaio generico né quello specializzato. Serve una figura professionale che si adatti a processi produttivi flessibili, con competenze tecnologiche di alto livello e trasversali.
MANUTENTORI 4.0
Manutentori che conoscano le macchine su cui operano, ma anche i dati necessari alla cosiddetta manutenzione predittiva, quella cioè che basandosi sull’osservazione di determinati parametri porta a interventi mirati prima che si verifichi il guasto vero e proprio, evitando o riducendo al minimo il fermo (➜ Fig. 2).
PROJECT MANAGER 4.0
Soggetti che hanno il compito di accompagnare impresa e forza lavoro nell’introduzione dei processi innovativi, concentrandosi su produzione e supply chain. Figura con competenze in materia di algoritmi predittivi e analisi dei big data

DATA SCIENTIST
I dati sono la nuova materia prima che si affianca alle altre materie tangibili di Industria 4.0. Una materia prima che va gestita nella sua complessità per trarne il maggior beneficio possibile in termini di produttività, attraverso la conoscenza e l’interpretazione dei numeri su prodotti, processi, mezzi di produzione, supply chain ecc.

DATA PROTECTION OFFICER
Professionisti in grado di coniugare competenze tecnologiche e legali, di mappare il percorso dei dati all’interno dei processi aziendali e gestirli nel rispetto delle disposizioni nazionali e comunitarie.
INDUSTRIA 4.0 Sezione A INDUSTRIA 4.0 E ROBOTICA Capitolo 1 7
© Casa Editrice G. Principato
➜ Fig. 1 • Applicazione della realtà aumentata alla produzione industriale. ➜
Fig. 2 • Manutentrice 4.0 mentre controlla i parametri di un veicolo.
1.2 Le rivoluzioni industriali
Passiamo in rassegna le rivoluzioni industriali che hanno segnato il mondo occidentale (➜ Fig. 3).
J La prima rivoluzione industriale parte dall’Inghilterra, un paese ricco di carbone. Per la prima volta, nel 1784, il carbone è usato come fonte di energia e nasce la macchina a vapore. La potenza prodotta dal lavoro umano o da quello animale è quindi sostituita da una nuova fonte di energia. Tale innovazione comporta numerosi cambiamenti di carattere sociale ed economico.
La prima rivoluzione industriale è anche detta fase della meccanizzazione.
J La seconda rivoluzione industriale avviene tra il 1870 e il 1878 ed è legata all’introduzione dell’energia elettrica, a cui seguirono numerose innovazioni in campo scientifico e tecnologico in tutto il mondo.
Alcune di queste sono l’invenzione della lampadina, del telefono e del cinematografo; l’estrazione del petrolio dà slancio all’industria chimica e compare la catena di montaggio cioè un sistema meccanizzato, che divideva un lavoro complesso in tanti lavori semplici. La seconda rivoluzione industriale è chiamata anche fase dell’industrializzazione.
INDUSTRIA 1.0
Meccanizzazione, macchine a vapore, telai meccanici
INDUSTRIA 2.0
Lavoro e produzione di massa, energia elettrica
INDUSTRIA 3.0
Automazione, computer ed elettronica
INDUSTRIA 4.0
Utilizzo dei sistemi cyber-fisici, internet delle cose, reti digitali
8 SEZIONE A INDUSTRIA 4.0 © Casa Editrice G. Principato
➜ Fig. 3 • Schema che illustra le diverse fasi del progresso industriale.
J La terza rivoluzione industriale è iniziata dopo la Seconda guerra mondiale, e ha come caratteristica principale alcune grandi scoperte scientifiche nel campo dell’industria chimica e molte innovazioni tecnologiche nel campo dell’astronautica e dell’informatica. Il cuore della terza rivoluzione industriale è l’integrazione dei computer, delle telecomunicazioni e dell’analisi dei dati nei processi di produzione industriale. La terza rivoluzione industriale è anche chiamata fase dell’automazione
J La quarta rivoluzione industriale iniziata nel 2011 con una produzione industriale del tutto automatizzata e interconnessa, è denominata anche Industria 4.0. La flessibilità è stata migliorata, in modo che i produttori possano soddisfare al meglio le richieste dei clienti utilizzando la personalizzazione di massa , cercando, in definitiva, di raggiungere l’efficienza con l’impiego, in molti casi, di una sola persona. Raccogliendo più dati dal reparto di produzione e combinandoli con altri operativi dell’azienda, una fabbrica intelligente può ottenere trasparenza delle informazioni e di conseguenza prendere decisioni migliori.
La quarta rivoluzione industriale è anche chiamata fase della computerizzazione.
1.3 Intelligenza artificiale e robotica
1.3.1 INTELLIGENZA ARTIFICIALE
Per intelligenza artificiale, spesso scritta con l’acronimo IA o nella versione inglese AI (Artificial Intelligence), si intende quella branca dell’informatica che sviluppa sistemi e programmi capaci di assolvere funzioni che di norma necessiterebbero dell’intelligenza umana, come il ragionamento, la pianificazione, la creatività.
L’IA è l’abilità di una macchina di ragionare, apprendere, pianificare e creare, ossia di mostrare capacità umane. L’IA permette ai sistemi di capire l’ambiente in cui si trovano a operare, si relaziona con quello che percepisce risolvendo i problemi che incontra e agendo per un obiettivo specifico. Il computer riceve i dati raccolti dai sensori, come ad esempio i dati rac-
colti da una videocamera, li processa e infine fornisce una risposta. Inoltre, i sistemi di IA sono in grado di modificare il proprio comportamento in funzione degli effetti dovuti alle azioni precedenti, così da autoapprendere per poter fare la cosa giusta al momento giusto. Nella vita di tutti i giorni ci sono molte applicazioni che utilizzano l’IA come, ad esempio, gli acquisti in rete. L’IA fornisce suggerimenti basati su precedenti acquisti, su ricerche e su altri comportamenti dell’utente registrati online dai motori di ricerca per offrire poi risultati pertinenti. Anche i telefoni cellulari usano l’IA, quando si interrogano gli assistenti virtuali che rispondono a domande, forniscono suggerimenti e aiutano a organizzare l’agenda agli utenti. Esistono anche i software di traduzione automatica, basati su testi audio o scritti, che usano l’IA per migliorare le traduzioni o per i sottotitoli automatici dei video. Per avere l’IA si devono unire un programma informatico e un hardware, un computer oppure un robot, che ha il compito fisico di eseguire i calcoli (➜ Fig. 4).
1.3.2 I COLLABORATIVE ROBOT
I cobot (collaborative robot) sono robot particolarmente sicuri, con a bordo sensori che garantiscono la sicurezza dell’operatore. La robotica è una disciplina già in uso da molto tempo. Per molte aziende del mondo del manufacturing la robotica rappresenta la fabbrica del futuro dove la presenza umana è sempre più ridotta. La produzione sarà automatizzata, gestita via software dalla ottimizzazione del design del prodotto fino alla produzione stessa, grazie alle nuove

INDUSTRIA 4.0 Sezione A INDUSTRIA 4.0 E ROBOTICA Capitolo 1 9
© Casa Editrice G. Principato
➜ Fig. 4 • Intelligenza artificiale utilizzata in medicina e chirurgia.
tecniche di additive manufacturing. Non si potrà però automatizzare ogni cosa e uscendo dal campo del manufacturing ci sono molti altri processi di lavorazione per i quali i robot possono essere di aiuto al personale umano senza sostituirlo completamente. Questa collaborazione, da cui il termine cobot, è comunque molto complessa e per questo motivo i cobot sono un settore della robotica in forte sviluppo, anche se magari meno evidente rispetto ai robot autonomi. La peculiarità dei cobot è che sono pensati per operare vicino al personale umano, cosa che rende il loro funzionamento più critico rispetto a quello dei classici robot industriali, che possono muoversi e operare senza preoccuparsi di ferire nessuno. Invece un cobot non deve correre il rischio di urtare o peggio colpire il suo collega umano e per questo è abbondantemente dotato di sensori fisici e visivi. Anche le sue superfici sono lavorate in modo da non essere pericolose o spiacevoli al tatto. Il ruolo dei robot industriali è quello di sostituire il personale umano nei compiti automatizzabili, ripetitivi e potenzialmente pericolosi. Il compito dei cobot, invece, è quello di spartirsi il lavoro con i colleghi umani: al cobot sono assegnate le mansioni pericolose o che richiedono sforzi eccessivi o ripetuti, mentre al personale umano sono assegnate quelle che richiedono decisioni o valutazioni non programmabili. Le applicazioni principali sono per ora nel campo della logistica, dell’assemblaggio di componenti e nel trasporto, ma si incominciano a vedere anche applicazioni in quei settori in cui inizialmente i cobot erano ritenuti troppo limitati, come nella saldatura (➜ Fig. 5).

1.4 Macchine intelligenti
Le prime sperimentazioni per la realizzazione di macchine intelligenti risalgono agli inizi degli anni Cinquanta del secolo scorso, quando si inizia a pensare di utilizzare i metodi probabilistici per realizzare macchine che possano prendere decisioni basandosi sul calcolo delle probabilità di accadimento di un evento. Il primo che ipotizza la necessità di algoritmi specifici per realizzare macchine in grado di apprendere è Alan Turing, oggi considerato uno dei padri dell’informatica.
1.4.1 MACHINE LEARNING
La machine learning (apprendimento automatico), è una particolare branca dell’informatica molto vicina alla branca dell’IA. Quando si parla di machine learning si intende un insieme di differenti meccanismi che permettono a una macchina intelligente di migliorare le proprie capacità e prestazioni nel tempo. La macchina, quindi, può imparare a svolgere determinati compiti migliorando, tramite l’esperienza, le proprie capacità, le proprie risposte e funzioni. Alla base dell’apprendimento automatico ci sono una serie di differenti algoritmi che, partendo da nozioni primitive, prendono una specifica decisione piuttosto che un’altra o effettuano azioni apprese nel tempo. A seconda delle modalità con cui la macchina impara e accumula dati e informazioni, si possono distinguere tre diversi sistemi di apprendimento automatico: supervisionato, non supervisionato e per rinforzo.
J L’apprendimento supervisionato fornisce al sistema informatico della macchina modelli ed esempi che permettono di costruire un vero e proprio database di informazioni e di esperienze. Così, quando la macchina affronta un problema, attinge alle esperienze presenti nel proprio sistema, analizzandole e decidendo la risposta da dare sulla base di esperienze già codificate. Questi tipi di algoritmi sono utilizzati anche in settori come quello medico e quello di identificazione vocale.
J L’ apprendimento non supervisionato prevede che la macchina attinga a determinate informazioni senza avere alcun esempio del loro utilizzo e, quindi, senza conoscere i risultati attesi a seconda della scelta effettuata. Sarà la macchina stessa a catalogare tutte le informazioni in proprio possesso, a organizzarle, a imparare il loro signi-
10 SEZIONE A INDUSTRIA 4.0 © Casa Editrice G. Principato
➜ Fig. 5 • Cobot per saldatura.
ficato, il loro utilizzo e, soprattutto, il risultato atteso. Questo tipo di apprendimento permette alla macchina maggiore libertà di scelta, dovrà organizzare le informazioni in modo intelligente e imparare quali sono i risultati migliori per le diverse situazioni che si presentano.
J L’apprendimento per rinforzo prevede che la macchina possieda sistemi e strumenti in grado di migliorare il proprio apprendimento e di comprendere le caratteristiche dell’ambiente circostante. Alla macchina sono forniti una serie di elementi di supporto, come sensori, telecamere, GPS ecc., che permettono di rilevare quanto avviene nei dintorni ed effettuare scelte per un migliore adattamento all’ambiente. Questo tipo di apprendimento è ancora in fase sperimentale ed è tipico delle auto senza pilota (➜ Fig. 6), che sono in grado di percorrere strade trafficate, riconoscere eventuali ostacoli e molto altro.
1.4.2 LE CHATBOT
La proliferazione delle chat e della messaggistica ha favorito il fenomeno chatbot, cioè un software che, attraverso l’uso di algoritmi, simula ed elabora le conversazioni umane, scritte o parlate, consentendo agli utenti di interagire con i dispositivi digitali come se stessero comunicando con una persona reale. I chatbot possono essere semplici programmi che rispondono a una semplice query con una singola riga, oppure sistemi sofisticati come gli assistenti digitali, che apprendono e si evolvono per fornire livelli crescenti di personalizzazione quando raccolgono ed elaborano le informazioni. Le chatbot imparano dal comportamento dell’utente e forniscono conversazioni più personalizzate, interpretano ed elaborano le richieste degli utenti e danno risposte tempestive e pertinenti. Le chatbot possono essere distribuite su siti web, su Facebook Messenger, Twitter o WhatsApp.
1.5 La stampa 3D

La stampa 3D è conosciuta anche con il nome di produzione additiva ( additive manufacturing ). Il termine “additivo” infatti permette di intuire che l’oggetto che si intende produrre si ottiene depositando il materiale uno strato dopo l’altro. I materiali più comunemente utilizzati per la stampa 3D sono le leghe di plastica e il metallo, ma ultimamente è stato possibile lavorare qualsiasi tipo di materiale, dal calcestruzzo al tessuto vivente.

1.5.1 IL FUNZIONAMENTO DELLA STAMPANTE 3D
La parte fondamentale resta la progettazione dell’oggetto da costruire, che viene eseguita con appositi software al computer. Il file da mandare in stampa contiene tutti i dettagli del prodotto finale, tutte le dimensioni dell’oggetto e il materiale da utilizzare. In genere, il formato usato per salvare un progetto da mandare in stampa è il formato STL ( Standard Triangulation Language to layer ), un formato che scompone il progetto in triangoli grafici in modo che per la stampante sia facile riprodurre il disegno iniziale. La differenza principale tra una stampante 2D e una 3D, sta nella testina che, nel caso di una stampante 3D è sostituita da un estrusore che, invece dell’inchiostro come nella stampante 2D, impiega i polimeri dei materiali scelti, in forma di fili avvolti in bobine fino a 2 kg ( ➜ Fig. 7 ). I filamenti sono riscaldati, quindi fusi e stratificati ad alta temperatura fino alla fine del processo di costruzione dell’oggetto.
INDUSTRIA 4.0 Sezione A INDUSTRIA 4.0 E ROBOTICA Capitolo 1 11
© Casa Editrice G. Principato
➜ Fig. 6 • Prototipo di auto senza pilota. ➜ Fig. 7 • Bobine di fili in materiale polimerico.
1.5.2 I MATERIALI UTILIZZATI DALLA STAMPANTE 3D
I materiali usati nella stampa 3D sono oggi disponibili in diverse forme, come polvere, filamenti, pallet, granuli, resine ecc., che variano a seconda dell’utilizzo che se ne deve fare.
Le stampanti 3D sono utilizzate anche in campo alimentare. I materiali più usati al momento sono il cioccolato e lo zucchero, per realizzare particolari decorazioni su torte e dolci.
IL NYLON
È uno dei materiali più utilizzati nel processo di stampa 3D e può essere lavorato in due modi. Se impiegato nel processo di sinterizzazione, le particelle di polvere di nylon vengono fatte solidificare e poi sono unite mediante un raggio laser.
Se impiegate nel processo FDM (Filament Deposition Manufactoring ), il filamento della cartuccia viene prima fuso dall’estrusore e poi depositato strato su strato sino a costruire l’oggetto desiderato. Il nylon è flessibile e resistente, di colore bianco e quindi si presta a essere colorato prima o dopo la stampa. Inoltre, può essere mescolato con l’alluminio originando un altro materiale detto alumide.
PLA (ACIDO POLILATTICO – POLILATTATO)
I vantaggi dell’uso di questo materiale riguardano la grande varietà di colori, la poca dilatazione termica, la biodegradabilità e la non emissione di odori durante la stampa. Di contro, è fragile, è sensibile all’umidità e all’invecchiamento. È uno dei materiali più diffusi grazie alla sua bassa temperatura di stampa, attorno ai 200 °C, e all’ottima resa visiva e fisica. Ammorbidendosi a temperature relativamente basse, 50-60 °C, teme però il calore che si genera, per esempio, in una vettura lasciata al sole.
ABS (ACRILONITRILE BUTADIENE STIRENE)
È il materiale con cui è iniziata la stampa 3D FDM e conta, quindi, su decine di anni di esperienze pregresse. Oltre a ciò, tra le sue qualità troviamo la robustezza; inoltre, è facile da rifinire e da lavorare anche dopo la stampa attraverso solventi e resiste bene agli agenti atmosferici.
Di contro richiede una temperatura di stampa elevata, ha un elevato ritiro durante il raffreddamento, necessita di piatto riscaldato e camera chiusa, emette odori e fumi durante la stampa. Con l’ABS si possono stampare parti adatte a un impiego pratico, come quelle di un modellino radiocomandato o elementi di un pro-
getto meccanico. È un materiale largamente utilizzato soprattutto per la produzione di oggetti duri e resistenti. Il filamento fonde a circa 250 °C prima di poter essere depositato strato su strato, per la produzione di oggetti di qualunque genere, e si trova praticamente in ogni sfumatura di colore. È un materiale riciclabile anche se non particolarmente resistente o flessibile.
L’ACCIAIO
È tra i materiali metallici più utilizzati ed è impiegato nei processi di sinterizzazione o fusione. È di color argento ma può essere rivestito con altri materiali per assumere toni dorati o bronzei. Anche oro e argento sono spesso usati nella stampa 3D per creare particolari gioielli stampati da artisti e artigiani, mentre per chi cerca la resistenza il materiale più usato e consigliato è il titanio
1.5.3 L’ESTRUSORE DELLA STAMPANTE 3D
L’estrusore è il cuore di una stampante 3D, dal momento che si occupa delle tre fasi fondamentali nel processo di stampa:
1. il passaggio dei polimeri dal serbatoio alla fase di riscaldamento,
2. la fusione dei filamenti attraverso il riscaldatore e
3. la fuoriuscita degli stessi dall’ugello per la fabbricazione dell’oggetto.
L’estrusore, come la testina, è mobile e si muove su e giù, a destra e a sinistra.
Una bobina di filamento viene caricata nella stampante e quindi alimentata alla testa di estrusione, che è dotata di un ugello riscaldato.
Una volta che l’ugello raggiunge la temperatura desiderata, un motore guida il filamento attraverso di esso, fondendolo (➜ Fig. 8).
12 SEZIONE A INDUSTRIA 4.0 © Casa Editrice G. Principato
➜ Fig. 8 • Schema di estrusore per stampante 3D.
Filamento
Cuscinetto
Corona Estrusore Riscaldatore Spessore di estrusione
Spessore filamento
Ruota dentata
Punto caldo
Termistore o termocopia
Motore passo-passo
La stampante grazie a motori passo-passo sposta la testa di estrusione, appoggiando il materiale fuso in punti precisi, dove si raffredda e si solidifica.
Al termine di un livello, la piattaforma (o la struttura) di creazione si sposta verso il basso e il processo si ripete fino al completamento della parte. Dopo la stampa, la parte è di solito pronta per l’uso, ma potrebbe richiedere una post-elaborazione, come la rimozione delle strutture di supporto o la levigatura della superficie.
1.5.4 LA STAMPANTE PER CALCESTRUZZO
Una stampante 3D per calcestruzzo (cls) standard funziona in modo molto simile a una stampante FDM standard, in quanto entrambe le tecnologie sono basate sull’estrusione del materiale (➜ Fig. 9).
Il processo inizia con la creazione di un modello 3D digitale, utilizzando un software di modellazione 3D che guida l’estrusore, il quale deposita, a strati, il materiale pompato da una betoniera fino a produrre il pezzo finale.
Una tipica stampante 3D per calcestruzzo è concepita per la produzione additiva dei pezzi tramite estrusione del materiale ed è composta da un braccio robotico con un capo fissato alla testa di stampa e l’altro a una gru o a un sistema a braccio robotico simile a una gru (➜ Fig. 10).

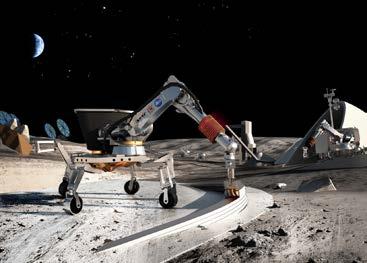
La NASA inoltre sta studiando la possibilità di utilizzare la stampante 3D per calcestruzzo per la costruzione di edifici da adibire a basi spaziali su altri pianeti. Si tratta di inviare sulla superficie del pianeta un robot capace di mescolare i prodotti del suolo al fine di produrre in loco il calcestruzzo e poi estruderlo per la costruzione della base spaziale (➜ Fig. 11).

1.6 Evoluzione della stampa 3D e smart materials
Di norma, una stampante tridimensionale sfrutta un modello 3D disegnato al computer per sviluppare una serie di strati in sezione trasversale, che vengono poi stampati l’uno sopra l’altro per generare l’oggetto fisico. Da alcuni anni le straordinarie funzionalità della stampa 3D hanno trovato terreno fertile un po’ ovunque, dall’ambito medico a quello aerospaziale, favorendo anche la nascita di una comunità sempre più ampia di maker casalinghi.
INDUSTRIA 4.0 Sezione A INDUSTRIA 4.0 E ROBOTICA Capitolo 1 13
© Casa Editrice G. Principato
➜ Fig. 9 • Estrusione di calcestruzzo (cls) per stampante 3D.
➜ Fig. 10 • Stampante 3D per calcestruzzo con braccio robotico a sei assi.
➜ Fig. 11 • Costruzione in calcestruzzo con stampante 3D di una possibile base lunare.
1.6.1 LE EVOLUZIONI DELLA STAMPA 3D
LA STAMPA IN 4D






Per quanto concerne la stampa in 4D, la quarta dimensione è quella del tempo. I progetti realizzati con una stampante 4D hanno infatti la capacità di cambiare forma nel tempo (➜ Fig. 12). In pratica, un oggetto creato in 4D viene stampato come qualsiasi forma realizzata con la tecnologia 3D ma utilizzando materiali avanzati e programmabili, in grado di offrire funzionalità diverse una volta a contatto con acqua calda, luce o calore. Insomma, un oggetto in 4D cambia forma e/o comportamento nel corso del tempo. Un esempio è la valvola termostatica sviluppata da un team di ricercatori australiani, che si apre e si chiude in autonomia in funzione della temperatura dell’acqua che la lambisce.
LA STAMPA IN 5D
Quando si parla di stampa in 5D s’intende una stampante che sfrutta cinque assi diversi, creando così dei prodotti con strutture più complesse e più resistenti rispetto alle precedenti realizzate con la più diffusa stampa 3D. Con un macchinario di questa portata è possibile personalizzare il prodotto in ogni singola parte, creando anche i modelli a forma concava che precedentemente erano difficilmente realizzabili.
1.6.2 SMART MATERIALS




















Gli smart materials o materiali intelligenti sono materiali dotati di proprietà che possono essere cambiate e controllate tramite degli stimoli esterni, come una forza esterna, la temperatura, l’umidità, il PH, il campo elettrico o magnetico. Ci sono molti tipi di materiali intelligenti; tra questi c’è il Nitinol, una

lega di nichel e titanio con una percentuale atomica circa uguale dei due elementi, che manifesta un’elevata biocompatibilità. L’effetto memoria di forma del Nitinol lo si può osservare attraverso un grafico ( ➜ Fig. 13): il materiale possiede un lungo tratto a comportamento elastico durante il quale può recuperare la forma originale se si smette di allungarlo. Questa caratteristica lo rende adatto per essere impiegato in strumenti di microchirurgia e chirurgia ortodontica, per attrezzature che realizzano microtagli e strumenti come frese, lime, alesatori ecc.
Solitamente uno stent, un tubicino inserito negli organi cavi come i vasi sanguigni, è realizzato in una lega metallica biocompatibile (acciaio inox, titanio ecc.) e, una volta inserito, si espande contro le pareti gonfiando un palloncino, spesso rischiando di plasticizzarlo.




Uno stent realizzato in Nitinol invece si inserisce nel vaso in forma contratta. La temperatura del corpo lo espanderà in seguito (stent autoespandibili), evitando eventuali plasticizzazioni del materiale (➜ Fig. 14).






14 SEZIONE A INDUSTRIA 4.0 © Casa Editrice G. Principato
➜ Fig. 12 • La stampa 4D è applicata anche al settore delle scarpe sportive che mutano prestazioni a seconda delle sollecitazioni che ricevono.
➜ Fig. 14 • Inserimento di uno stent in Nitinol per il trattamento di una angioplastica coronarica.
Allungamento Regione dell’Austenite Regione della Martensite Regione di trasformazione Comportamento elastico Comportamento plastico Punto di snervamento Punto di rottura Forza 0
➜ Fig. 13
1.7 Realtà virtuale e realtà aumentata
1.7.1 REALTÀ VIRTUALE
La realtà virtuale è la combinazione di dispositivi hardware e software che collaborano tra di loro per creare uno spazio virtuale all’interno del quale l’individuo può muoversi liberamente. L’accesso a questo mondo digitale è reso possibile dai visori VR (Virtual Reality) e dagli accessori, come guanti, scarpe e altro, sviluppati appositamente per interagire e vivere all’interno della realtà virtuale.

In questo modo si crea un mondo simulato e tridimensionale che agli occhi degli utenti appare come reale, all’interno del quale si può esplorare ogni singolo centimetro e spostarsi in ogni direzione. All’utente sarà sufficiente voltare la testa per vedere cosa accade ai suoi lati o sollevarla verso l’alto per vedere la pioggia scendere sulla propria testa. Il visore, e i software che utilizza, tengono traccia dei movimenti della testa così da adattare prospettiva e visuale alla posizione e offrire immagini realistiche. Per una perfetta immersione nella realtà virtuale servono tre ingredienti (➜ Fig. 15):
J un visore integrato con un display che avvolge la vista dotato di un sistema audio surround; J un computer, una console o uno smartphone; J un controller, o altro dispositivo di input, per interagire con questa nuova dimensione.
Il cervello si rende conto che è tutta una finzione, ma i sensi vengono comunque ingannati perché credono a tutto quello che vedono, che sentono e che toccano. La realtà virtuale ha però un effetto negativo sull’individuo, perché se da un lato rappresenta una sorta di evasione dalla quotidianità per ritagliarsi un luogo fantastico ai confini del mondo, dall’altro può creare dipendenza nell’individuo che vi ricorre di frequente.
1.7.2 REALTÀ AUMENTATA
La realtà virtuale e la realtà aumentata sono due cose ben distinte. I termini spesso sono erroneamente utilizzati come sinonimi perché, in entrambi i casi, si utilizzano dei visori, per alcuni versi simili. Mentre le tecnologie e i software utilizzati nella realtà virtuale permettono di immergersi in un mondo digitale che però è completamente scollegato da quello fisico esterno, nella realtà aumentata viene sovrapposto il mondo fisico a quello virtuale, fornendo, a chi usufruisce del servizio, informazioni aggiuntive relative all’ambiente che lo circonda.
I visori per la realtà aumentata sfruttano i loro sensori e la connettività alla rete per dare, ad esempio, le indicazioni su come raggiungere a piedi o in bici la piazza o la stazione ferroviaria che si stava cercando. Sfruttando ologrammi e altre animazioni grafiche, sono in grado di arricchire la realtà, aumentandola appunto, con informazioni altrimenti difficilmente reperibili (➜ Figg. 16, 17).
La realtà aumentata trova larga applicazione anche nella didattica. Molti testi scolastici sono arricchiti da animazioni e contenuti digitali che possono essere fruiti inquadrando con lo smartphone la pagina del testo.


INDUSTRIA 4.0 Sezione A INDUSTRIA 4.0 E ROBOTICA Capitolo 1 15
© Casa Editrice G. Principato
➜ Fig. 15 • Realtà virtuale: simulatore di guida.
➜ Fig. 16 • Realtà aumentata: inquadrando il Colosseo a Roma si ottengono informazioni aggiuntive.
➜ Fig. 17 • Esempio di realtà aumentata nei libri di scuola.
1. La sigla IA significa:
a Industria Aerospaziale.
b Intelligenza Artificiale.
c Informatica Aerospaziale.
d Informatica Avanzata.
2. Per machine learning si intende:
a la capacità delle macchine di apprendere per migliorare la propria prestazione.
b lo studio del funzionamento delle apparecchiature industriali.
c il mantenimento dell’efficienza di una macchina attraverso controlli da remoto.
d una forma di robotica collaborativa.
3. L’espressione “Industria 4.0” indica:
a una produzione industriale completamente automatizzata.
b la quarta rivoluzione industriale.
c l’obiettivo nazionale di quadruplicare la produzione industriale.
d l’affiancamento della tecnologia al lavoro umano.
4. La quarta direttrice di sviluppo di Industria 4.0 si occupa di:
a interazione tra uomo e macchina.
b passaggio dal digitale al reale.
c big data
d analisi dei dati.
5. La seconda rivoluzione industriale è stata caratterizzata dall’uso:
a del carbone.
b del vapore.
c del computer.
d del petrolio.
6. La differenza principale tra una stampante 3D e una 2D è:
a la grandezza.
b il peso.
c l’estrusore che sostituisce la testina a inchiostro.
d la velocità di stampa.
7. Gli smart materials sono materiali:
a estrusi da una stampante 3D.
b con proprietà che reagiscono agli stimoli esterni.
c usati per le apparecchiature informatiche.
d resistenti alla trazione.
8. Per realtà aumentata si intende:
a la percezione di elementi che si aggiungono a quelli della realtà.
b la realtà che si percepisce con un visore.
c la percezione di uno spazio virtuale diverso dalla realtà che ci circonda.
d una tecnica fotografica attraverso smartphone.
9. I cobot sono:
a stampanti 5D.
b robot che collaborano con gli esseri umani per svolgere mansioni pericolose.
c strumenti della realtà virtuale.
d sistemi di comunicazione digitale.
10. Il project manager 4.0 si occupa di:

a introdurre processi innovativi e analizzare big data.
b settare il funzionamento di una macchina.
c analizzare i parametri di una macchina e prevederne i guasti.
d uniformare i processi produttivi alle disposizioni nazionali.
11. L’apprendimento per rinforzo attualmente
è sperimentato:
a nelle chatbot.
b nelle auto senza pilota.
c nei cobot.
d nei controller della realtà virtuale.
12. La stampa 3D è conosciuta anche come:
a manifattura collaborativa.
b produzione di rinforzo.
c manifattura intelligente.
d produzione additiva.
13. Per immergersi nella realtà virtuale servono:
a un computer e uno smartphone.
b un computer, un visore e un controller.
c un visore con sistema audio surround.
d uno smartphone e un controller.
16 SEZIONE A INDUSTRIA 4.0 © Casa Editrice G.
Principato
VERIFICA LE CONOSCENZE Test interattivi
B


B SOSTENIBILITÀ E SVILUPPO
CAPITOLO 2 SOSTENIBILITÀ AMBIENTALE

SEZIONE
2 CAPITOLO SOSTENIBILITà AmbientALE
CI OCCUPEREMO DI...
1. La questione ambientale
2. Le fonti energetiche
3. Evoluzione del concetto di sostenibilità
4. L’Agenda 2030

2.1 La questione ambientale
Il decennio 2010-2019 è stato il più caldo da quando esistono registrazioni attendibili e regolari della temperatura del globo terrestre. Dagli anni Ottanta, tornando indietro fino al 1850, ogni decennio è stato più caldo di tutti i precedenti. Questo fenomeno chiamato riscaldamento globale (global warming) è la causa dei sempre più frequenti eventi atmosferici catastrofici, dello scioglimento dei ghiacciai e delle calotte polari, e del cambiamento nei comportamenti di molte specie animali e vegetali.
2.1.1 EFFETTO SERRA E BILANCIO TERMICO TERRESTRE
La Terra ha un comportamento molto simile a una serra. Una serra è una struttura chiusa con pareti e tetto di vetro trasparente che permettono solo l’attraversamento delle radiazioni infrarosse. Tali radiazioni rimangono intrappolate all’interno della serra contribuendo a creare un ambiente più caldo rispetto alla temperatura dell’aria esterna. Anche nel caso della Terra, quando le radiazioni solari, che hanno una lunghezza d’onda piccola, colpiscono la troposfera (343 W/m2, Watt al m2), si ha che una parte di esse (103 W/m2) viene riflessa da quest’ultima, mentre un’altra parte (240 W/m2) filtra attraverso di essa raggiungendo la superficie terrestre che viene così riscaldata. A sua volta la Terra emette delle radiazioni infrarosse. Una parte di queste attraversa la troposfera disperdendosi nello spazio, ma un’altra parte, 168 W/m2, è assorbita e riemessa dalle molecole di anidride carbo-
5. Standard nZEB e diagnosi
6. L’APE e la progettazione

7. Due modelli di economia
nica, metano e vapore acqueo e inviata nuovamente verso la superficie terrestre, riscaldandola (➜ Fig. 1). Il bilancio termico si mantiene in pareggio quando l’energia irradiata dal Sole è compensata da quella che la Terra disperde nello spazio. Quando l’energia trattenuta dalla superficie terrestre aumenta, aumenta anche la temperatura media dell’atmosfera. Questo processo di assorbimento e riflessione delle radiazioni ha il merito di mitigare il clima della Terra che altrimenti avrebbe una temperatura media attorno ai - 20 °C, incompatibile con la maggior parte delle forme di vita. L’effetto serra “naturale” si basa sulla percentuale di gas serra presenti in atmosfera. Quando, però, c’è un eccesso di gas serra in atmosfera, tale effetto positivo si trasforma nel fenomeno negativo che va sotto il nome di riscaldamento globale.
18 SEZIONE B SOSTENIBILITÀ E SVILUPPO © Casa Editrice G. Principato
343 W/m2 240 W/m2 103 W/m2 168 W/m2 Una parte dei raggi si disperde
spazio calore gas serra raggi infrarossi
nello
➜ Fig. 1 • Bilancio termico della superficie terrestre.
2.1.2 I GAS SERRA
Il primo responsabile dell’effetto serra è l’inquinamento atmosferico dovuto all’eccessivo uso dei combustibili fossili come carbone, petrolio e gas naturale a scopo energetico. Il problema è che i combustibili fossili hanno immagazzinato al loro interno, nel corso di secoli, una grande quantità di anidride carbonica che viene rilasciata in atmosfera nel processo di trasformazione dei combustibili fossili in energia. Un altro fattore che turba gli equilibri dell’effetto serra naturale è la deforestazione; infatti, la scomparsa delle foreste e delle piante ha fortemente ridotto la capacità degli alberi di assorbire l’anidride carbonica (CO2). A ciò si aggiunge l’allevamento intensivo che produce una grande quantità di metano (CH4) a causa delle deiezioni del bestiame.
Il principale gas serra tuttavia è il vapore acqueo (H2O), che da solo è responsabile per oltre i due terzi dell’effetto serra e che rappresenta un elemento fondamentale del ciclo idrologico terrestre.
Altri gas serra sono il protossido di azoto (N2O), l’ozono (O3) e gli alocarburi (gas emessi dai processi industriali).
2.1.3 LE INIZIATIVE INTERNAZIONALI PER MITIGARE IL RISCALDAMENTO GLOBALE
La prima iniziativa internazionale in cui si affronta il problema del riscaldamento globale è stata la Convenzione delle Nazioni Unite sui cambiamenti climatici, nota anche come Accordi di Rio, che si è tenuta a Rio de Janeiro nel 1992. Il trattato, originariamente, non poneva limiti obbligatori per le emissioni di gas serra. Il suo obiettivo era “raggiungere la stabilizzazione delle concentrazioni dei gas serra in atmosfera a un livello abbastanza basso da prevenire interferenze
antropogeniche dannose per il sistema climatico”. Nel 1997, 160 paesi firmano il protocollo di Kyoto che prevede l’obbligo di ridurre le emissioni di gas serra nel periodo 2008-2012 del 5% rispetto alle emissioni del 1990.
Il protocollo prevede che i paesi debbano raggiungere i propri obiettivi di riduzione principalmente attraverso misure nazionali. Tuttavia, il protocollo consente di ridurre le emissioni anche attraverso dei meccanismi basati sul mercato, i cosiddetti crediti di carbonio, secondo due meccanismi:
J il commercio internazionale delle emissioni, che consente lo scambio di crediti di emissione tra paesi industrializzati e a economia in transizione; un paese che abbia conseguito una diminuzione delle proprie emissioni di gas serra superiore al proprio obiettivo può così cedere tali “crediti” a un paese che, al contrario, non sia stato in grado di rispettare i propri impegni di riduzione delle emissioni di gas-serra;
J il meccanismo di sviluppo pulito, che consente ai paesi industrializzati e a economia in transizione di realizzare progetti nei paesi in via di sviluppo, che producano benefici ambientali in termini di riduzione delle emissioni di gas-serra e di sviluppo economico e sociale dei paesi ospiti e nello stesso tempo generino crediti di emissione per i paesi che promuovono gli interventi.
Nel 2015, con la Conferenza di Parigi, è stato fatto un ulteriore passo avanti: 196 paesi hanno firmato un patto climatico globale e condiviso, non vincolante ma basato sulla responsabilità di ogni paese (➜ Fig. 2). Nella Conferenza di Parigi furono fissati tre obiettivi:
J soglia per il riscaldamento globale: mantenere l’aumento della temperatura media terrestre al disotto di 2 °C;
Sezione B SOSTENIBILITÀ AMBIENTALE Capitolo 2 19 SOSTENIBILITÀ E SVILUPPO ©
Casa Editrice G. Principato
➜ Fig. 2
J riduzione delle emissioni di CO2: equilibrio tra le emissioni derivanti da attività umane e rimozione dei gas serra;
J finanziamenti dei paesi ricchi a quelli in via di sviluppo: 100 miliardi di dollari entro il 2020.
La conferenza sul clima tenutasi a Glasgow nel 2021 non ha portato i risultati sperati. Molti paesi hanno rimandato la data del totale abbandono dei combustibili fossili, soprattutto del carbone. Il movimento Fridays for Future di Greta Thunberg (➜ Fig. 3) ha accusato i governi mondiali di non essere capaci di risolvere le loro divergenze per trovare accordi efficaci sulla questione climatica. All’ultima conferenza sul clima che si è tenuta a novembre 2022 a Sharm-elSheikh, è emersa l’urgenza di trasformare in impegni concreti i buoni propositi in materia di salvaguardia dell’ambiente.

2.1.4 ABITUDINI DI VITA SOSTENIBILI
Per contrastare l’effetto serra è possibile adottare scelte di vita sostenibili e semplici abitudini quotidiane che siano funzionali a sviluppare anche un’economia circolare Ne citiamo alcuni:
J optare per energia verde e rinnovabile;
J scegliere i mezzi pubblici oppure optare per la mobilità green ed elettrica;
J diminuire gli sprechi di energia elettrica;
J riciclare in maniera corretta;
J ridurre l’uso della plastica e dei prodotti usa e getta;
J usare lampadine a basso consumo e a lunga durata.
2.2 Le fonti energetiche
Esistono diverse fonti di energia, che vanno sfruttate al meglio per assicurare il pieno rispetto dell’ambiente. Il prezzo dell’energia è diventato così elevato da essere spesso insostenibile, quindi diventa una necessità scegliere prodotti poco energivori o alimentati da fonti sostenibili.

2.2.1 CLASSIFICAZIONE DELLE FONTI DI ENERGIA
Le fonti energetiche si possono classificare in:
J fonti primarie: rientrano in questa categoria tutte quelle fonti energetiche già presenti in natura, che possono essere utilizzate senza ricorrere a processi di trasformazione. Esse sono: il petrolio (➜ Fig. 4), il carbone, il gas naturale, l’acqua dei fiumi e dei laghi, il sole, il vento, il calore della Terra, il moto ondoso del mare, i combustibili nucleari come l’uranio;
J fonti secondarie: in questa categoria rientrano tutte quelle fonti energetiche che non possono essere sfruttate in maniera diretta, ma devono essere sottoposte a trasformazioni da forme di
20 SEZIONE B SOSTENIBILITÀ E SVILUPPO ©
Casa Editrice G. Principato
➜ Fig. 4 • Pozzi per l’estrazione del petrolio.
➜ Fig. 3 • Un momento di una manifestazione di Fridays for future.
energia primaria. La benzina (➜ Fig. 5) rappresenta il combustibile più usato negli ultimi anni e proprio da essa dipendono i trasporti su strada, via aerea e via mare. È una fonte di energia di tipo secondario perché viene prodotta dalla raffinazione del petrolio grezzo estratto dai profondi strati della crosta terrestre. Anche l’energia elettrica può essere secondaria, quando essa viene ottenuta a partire dall’energia eolica o da quella del mare;
J fonti rinnovabili: sono tutte quelle fonti energetiche ottenute tramite trasformazioni chimiche, o processi fisici, ma nel rispetto di archi temporali in linea con l’effettivo utilizzo. In questa categoria rientrano l’energia solare, l’energia eolica, quella geotermica, quella idroelettrica e marina e quella da biomasse (➜ Fig. 7).
J fonti non rinnovabili: si tratta di fonti di energia presenti sul pianeta ma in quantità limitata. Esse sono destinate a esaurirsi con il passare del tempo, in mancanza di interventi mirati. Queste fonti richiedono tempi di rinnovo lunghi rispetto al ritmo con le quali vengono consumate. Oltre ai combustibili fossili, le energie non rinnovabili includono l’uranio e altri combustibili nucleari (➜ Fig. 6 );
2.2.2 LE PREVISIONI PER IL 2040
Secondo l’edizione 2016 di World Energy Outlook, la pubblicazione annuale dell’Agenzia internazionale per l’energia, nei prossimi anni aumenterà la domanda di energia, ma diminuirà la carbon intensity, cioè la quantità di emissioni di gas a effetto serra. Secondo il rapporto, il gas naturale andrà a soddisfare circa il 40% della crescita del fabbisogno globale di energia e la sua domanda aumenterà del 50%.
Il nucleare e le fonti rinnovabili andranno, invece, a soddisfare circa il 40% dell’aumento della domanda mondiale di energia entro il 2040, rappresentando il 25% (un terzo nucleare) dell’offerta di energia.
Il petrolio e il gas naturale rimarranno le principali fonti energetiche, rappresentando circa il 60% dell’offerta globale di energia.

Nel 2040 la quota di energia elettrica prodotta dal carbone scenderà a circa il 30%, rispetto al 40% del 2014.
In base alle previsioni, è ipotizzabile che le emissioni globali di anidride carbonica correlate all’energia raggiungeranno il loro picco intorno al 2030 e poi cominceranno a ridursi.
Sezione B SOSTENIBILITÀ AMBIENTALE Capitolo 2 21 SOSTENIBILITÀ E SVILUPPO
© Casa Editrice G. Principato
➜ Fig. 5 • Benzina, fonte di energia di tipo secondario.
➜ Fig. 6 • Fonti non rinnovabili.
combustibili fossili energia combustibili nucleari carbone gas naturale energia energia dalle biomasse energia idroelettrica energia eolica energia solare energia geotermica
➜ Fig. 7 • Fonti rinnovabili.
2.2.3 LA SITUAZIONE ENERGETICA IN ITALIA
L’importazione di petrolio, gas ed elettricità espone l’Italia alla crescita dei prezzi e al rischio sulla sostenibilità economica, in particolare per le imprese industriali. Occorre investire in energie rinnovabili nazionali, fotovoltaico, eolico, dal mare e dal nucleare sicuro di nuova generazione, per ridurre quanto possibile la dipendenza dall’estero.
I consumi di energia elettrica in Italia oscillano negli ultimi venti anni fra i 300 e i 330 terawattora (1 TWh corrisponde a un milione di megawatt ogni ora) con riduzioni in corrispondenza delle crisi come nel 2008, e con un calo di circa 18 TWh nel 2020, pari al 6,3% rispetto al 2019 (➜ Fig. 8).
Si impone quindi una svolta responsabile per una maggiore autonomia energetica, investendo risorse economiche e tecnologie in energia green.
Si tratta quindi di cercare di assicurare, in futuro, energia elettrica di tipo green e di farlo in autono-
mia, senza cioè dipendere troppo dall’estero, dai rischi legati alla sua mancanza o dai rischi di aumento del prezzo che potrebbero mettere in seria difficoltà l’industria.
Ogni anno l’Italia importa mediamente il 14% di energia elettrica dall’estero, una percentuale destinata ad aumentare in futuro a causa dell’aumento dei consumi di energia elettrica per la sempre maggiore diffusione di auto elettriche e forni elettrici per la siderurgia green.
L’assenza di investimenti nel settore dell’idroelettrico e la mancanza di centrali nucleari hanno finora imposto l’uso di fonti non rinnovabili come il carbone (anche se sempre meno), petrolio, gas (sempre più) e solo nel periodo 2010-2015 si è aggiunto il contributo di circa il 15% delle fonti rinnovabili come il fotovoltaico e l’eolico, che hanno raggiunto il 15,6% nel 2020 (➜ Fig. 9). Bisogna quindi investire risorse in ricerca e studio delle fonti energetiche alternative, per migliorare e rendere resiliente il sistema energetico del paese.
22 SEZIONE B SOSTENIBILITÀ E SVILUPPO © Casa Editrice G. Principato
➜ Fig. 8 • Consumi di energia elettrica in Italia nei diversi comparti.
TWh 280 2000 2002 2004 2006 2008 2010 2012 2014 2016 2018 agricoltura domestico industria servizi 2020 fonte: Terna 140 70 0 6 TWh 66 TWh 125 TWh 85 TWh nel 2020, 284 TWH TWh fonte: IEA 12 000 10 000 8 000 6 000 4 000 2 000 0 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 fotovoltaico altre rinnovabili eolico rinnovabili non idroelettriche idroelettrico tutte le rinnovabili eolico + fotovoltaico
➜ Fig. 9 • Percentuale di energia da fonti rinnovabili sulla domanda energetica totale in Italia.
2.2.4 L’IDROGENO COME GENERATORE DI ENERGIA
L’idrogeno è un gas completamente incolore, ma gli si attribuisce una convenzione cromatica (➜ Fig. 10), condivisa a livello mondiale, che identifica i diversi processi chimici o fisici con i quali si produce e con riferimento alle diverse fonti di energia impiegate.
L’idrogeno non esiste mai come elemento chimico isolato. Grazie a nuove applicazioni dei principi elettrochimici, è ormai possibile trasformare l’idrogeno in energia elettrica grazie alle pile a combustibile.
J Idrogeno verde: si ottiene dall’elettrolisi, tecnologia che scinde, tramite l’elettricità, le molecole d’acqua in ossigeno (O2) e idrogeno (H2). L’energia elettrica è fornita esclusivamente da impianti rinnovabili. A oggi è la forma più costosa.
J Idrogeno giallo: è una sottocategoria di quello verde. In questo caso si ha elettrolisi alimentata dall’energia solare, anche in maniera diretta. Non è però una classificazione condivisa da tutti perché talvolta si usa questo colore per indicare l’idrogeno generato dall’elettrolisi dell’acqua con elettricità della rete, che è fornita da fonti miste, comprese le fossili.
J Idrogeno rosa o idrogeno viola o idrogeno rosso. Questo colore identifica la produzione da elet-
IDROGENO VERDE
Elettrolisi dell’acqua usando energia rinnovabile.
Nessuna emissione.
IDROGENO GRIGIO
Steam reforming del metano con rilascio di emissioni in atmosfera.
IDROGENO GIALLO
Elettrolisi dell’acqua usando energia solare o energia da fonti fossili.
trolisi alimentata da energia nucleare. Sebbene ci siano poche emissioni di carbonio prodotte con questo metodo, c’è però il problema delle scorie nucleari radioattive.
J Idrogeno blu: idrogeno prodotto attraverso lo steam reforming , cioè si utilizza il vapore per separare le molecole di H2 dal gas naturale, con cattura del carbonio generato.
J Idrogeno grigio: si produce attraverso lo steam reforming del metano allo stesso modo dell’idrogeno blu. In questo caso le emissioni generate dal processo sono rilasciate in atmosfera.
J Idrogeno marrone: è prodotto tramite gassificazione del carbone. È la versione più dannosa per l’ambiente dal momento che il processo rilascia monossido di carbonio (CO) e anidride carbonica.
J Idrogeno nero: è ottenuto dall’elettrolisi dell’acqua utilizzando l’energia da fonti fossili. Ha un elevato impatto ambientale.
J Idrogeno bianco: si genera con un processo geochimico naturale nelle profondità della crosta terrestre. Durante la sua produzione, si creano poche emissioni di carbonio ma, come l’idrogeno rosa, potrebbe possedere altri impatti ambientali.
L’idrogeno quindi risulta essere un ottimo generatore di energia anche se per ora è penalizzato da un rapporto costi-benefici negativo.
IDROGENO ROSA
Elettrolisi dell’acqua usando energia nucleare.
Nessuna emissione.
IDROGENO MARRONE
Gassificazione del carbone.
Elevate emissioni di CO e CO2.
IDROGENO BIANCO
Processo geochimico naturale.
Nessuna emissione.
IDROGENO BLU
Steam reforming del metano con cattura di CO2 e riuso.
IDROGENO NERO
Elettrolisi dell’acqua utilizzando l’energia da fonti fossili.
Emissione C02.
Sezione B SOSTENIBILITÀ AMBIENTALE Capitolo 2 23 SOSTENIBILITÀ E SVILUPPO
© Casa Editrice G. Principato
➜ Fig. 10 • I colori dell’idrogeno.
2.3 Evoluzione del concetto di sostenibilità
2.3.1 LO SVILUPPO SOSTENIBILE
Il processo di espansione economica iniziato in Italia nei primi anni Cinquanta del secolo scorso e che si sviluppò all’inizio degli anni Sessanta, cambiò lo stile di vita degli italiani. Sono gli anni del “miracolo economico”, di solito identificato con il quinquennio 1958-1963 dove ci fu una fase di grande crescita. In Italia la crescita fu spettacolare, tanto da meritare l’appellativo di boom o miracolo economico. Tutto questo benessere però portò a successivi chiari segnali di degrado e di inquinamento che ebbero il merito di allertare il mondo scientifico sulla limitatezza delle risorse. Si iniziò a cercare una soluzione per far convergere due obiettivi apparentemente opposti, ossia la tutela ambientale e lo sviluppo economico. Alla fine degli anni Ottanta, si arrivò alla formulazione del concetto di sviluppo sostenibile. Esso indica una modalità di funzionamento dell’economia capace di assicurare la sopravvivenza delle generazioni presenti senza mettere a rischio quella delle generazioni future. L’idea di sviluppo sostenibile universalmente riconosciuta risale al 1987 ed è inserita nel Rapporto Brundtland (dal nome della presidente della commissione, la norvegese Gro Harlem Brundtland), dal titolo Our common future, il quale pone l’attenzione sui principi di equità intergenerazionale e intragenerazionale. Il rapporto identifica per la prima volta la sostenibilità come la condizione di uno sviluppo in grado di “assicurare il soddisfacimento dei bisogni della generazione presente senza compromettere la possibilità delle generazioni future di realizzare i propri”. Quindi le generazioni presenti hanno il dovere morale nei confronti di quelle future di lasciare un’eredità sufficiente a consentire loro di raggiungere un livello di benessere non inferiore a quello goduto dalla generazione presente. La scienza economica, poi, deve provvedere al rispetto ambientale se si vogliono assicurare gradi di benessere accettabili e condivisibili a livello intra e intergenerazionale. In molti paesi la rapidità e l’estensione dei processi
di urbanizzazione, la pressione generata dalle attività agricole, industriali, turistiche, dai traffici marittimi, hanno prodotto effetti negativi sulla qualità della vita. Infatti già le crisi energetiche del 1973 e 1979 dimostrarono quanto la comunità globale fosse dipendente dalle risorse energetiche non rinnovabili e che si fosse prossimi a un livello di allarme. Sviluppo sostenibile vuol dire imparare a vivere nei limiti di un solo pianeta, in maniera equa e dignitosa per tutti, senza sfruttare, fino a depauperare, i sistemi naturali da cui traiamo risorse e senza oltrepassare le loro capacità di assorbire scarti e rifiuti, generati dalle nostre attività. Schematizzando si può affermare che la sostenibilità si poggia su tre pilastri: ambientale, sociale ed economico.
Scopo primario della sostenibilità ambientale è quello di preservare le risorse del pianeta, e ciò è raggiungibile adottando fonti di energia sostenibili e rinnovabili, quindi abbandonando le fonti fossili. L’obiettivo è quello di mantenere uno sviluppo economico compatibile con l’equità sociale e gli ecosistemi, che opera quindi in regime di equilibrio ambientale. Ecco perché lo sviluppo sostenibile si può definire come un processo socio-ecologico caratterizzato da un comportamento alla ricerca dell’ideale rispetto dell’ecosistema. Una ulteriore e successiva definizione di sviluppo sostenibile, in cui vi è invece una visione più globale, è stata fornita, nel 1991, da World Conservation Union ( WCU ), che lo identifica come “un miglioramento della qualità della vita, senza eccedere la capacità di carico degli ecosistemi di supporto, dai quali la vita stessa dipende”

24 SEZIONE B SOSTENIBILITÀ E SVILUPPO © Casa Editrice G. Principato
sviluppo sociale sviluppo realizzabile sviluppo vivibile sviluppo equo sviluppo sostenibile sviluppo ambientale sviluppo economico
➜ Fig. 12 • Lo sviluppo sostenibile è l’area risultante dall’intersezione di tre elementi essenziali: la crescita economica, l’inclusione sociale e la tutela dell’ambiente.
➜ Fig. 11 • Il rapporto Our Common Future rientra nel programma delle Nazioni Unite per l’ambiente.
2.4 L’Agenda 2030
Il 25 settembre 2015 i governi dei 193 paesi membri delle Nazioni Unite hanno sottoscritto un programma per lo sviluppo sostenibile da attuarsi entro il 2030. In questa occasione l’assemblea dell’ONU ha espresso un chiaro giudizio sull’insostenibilità dell’attuale modello di sviluppo e per la prima volta il problema ambientale è stato trattato insieme ai temi sociali ed economici, superando definitivamente l’idea che la sostenibilità sia unicamente una questione ambientale. Questo accordo, chiamato sinteticamente Agenda 2030, prevede delle azioni nei confronti del nostro pianeta per renderlo più prospero nel rispetto dell’ecologia.
2.4.1 I 17 OBIETTIVI PER LO SVILUPPO SOSTENIBILE
L’Agenda 2030 prevede 17 Obiettivi per lo Sviluppo Sostenibile ( Sustainable Development Goals ) che si articolano in 169 target. Il raggiungimento degli obiettivi verrà monitorato attraverso 232 indicatori, non sempre uguali per tutti i paesi perché si tiene conto delle diverse realtà nazionali, di cui ogni nazione periodicamente riferirà all’ONU (➜ Fig. 13).
I 17 obiettivi fanno riferimento a un insieme di questioni importanti per lo sviluppo che prendono in considerazione in maniera equilibrata le tre dimensioni dello sviluppo sostenibile: economica, sociale
ed ecologica, e mirano a porre fine alla povertà, a lottare contro le disuguaglianze, ad affrontare i cambiamenti climatici, a costruire società pacifiche che rispettino i diritti umani.
Uno degli obiettivi più importanti è il numero 8: “Lavoro dignitoso e crescita economica”. L’intento è quello di far sì che sempre più persone nel mondo abbiano un lavoro dignitoso. Ciò comporterebbe anche una crescita economica più inclusiva. Infatti, grazie all’impiego di maggiori risorse per creare posti di lavoro dignitosi, ci sarebbe maggiore crescita. Il lavoro dignitoso crea vantaggio non solo per i singoli lavoratori e per le loro famiglie ma per tutta l’economia locale. Goal 8 e Goal 9 sono strettamente connessi perché la crescita del potere di acquisto delle famiglie alimenta la crescita e lo sviluppo di imprese sostenibili, in particolare delle piccole imprese, che a loro volta sono in grado di assumere più lavoratori, migliorandone la retribuzione e le condizioni.
Un lavoro dignitoso inoltre aumenta il gettito fiscale dello Stato, che è quindi in grado di finanziare politiche sociali per proteggere le fasce deboli o coloro che sono inabili al lavoro. Il lavoro dignitoso per tutti riduce le disuguaglianze e accresce le capacità di resistenza.
Inoltre, le politiche sviluppate attraverso il dialogo sociale sostengono popoli e comunità nel far fronte all’impatto dei cambiamenti climatici (Goal 13), agevolando la transizione verso un’economia più sostenibile.
Non da ultimo, la dignità, la speranza e il senso di giustizia sociale che scaturiscono dalla possibilità
Sezione B SOSTENIBILITÀ AMBIENTALE Capitolo 2 25 SOSTENIBILITÀ E SVILUPPO
© Casa Editrice G. Principato
➜ Fig. 13 • I 17 Obiettivi per lo Sviluppo Sostenibile dell’Agenda 2030.
di avere un lavoro dignitoso promuovono la costruzione e il mantenimento della pace sociale (Goal 16).
Come si può osservare, gli obiettivi fissati per lo sviluppo sostenibile hanno una validità globale, riguardano e coinvolgono tutti i paesi e le componenti della società: dalle imprese private al settore pubblico, dalla società civile agli operatori dell’informazione e della cultura.
Nelle parole del Segretario Generale delle Nazioni Unite Ban Ki-moon, gli obiettivi 2030 intervengono sulla necessità che tutti gli esseri umani siano in grado di vivere una vita libera da povertà, fame e disuguaglianze, per far sì che tutti gli uomini e tutte le donne, le ragazze e i ragazzi siano in grado di sviluppare appieno il proprio potenziale.
Ciascuno di noi ha un ruolo da svolgere per garantire che nessuno venga escluso da questo processo di crescita.
2.5 Standard nZEB e diagnosi

In Italia, a partire dal 2021, tutti gli edifici nuovi o da ristrutturare devono adeguarsi allo standard europeo nZEB (nearly Energy Zero Building, edifici a energia quasi zero) con livelli di prestazione energetica molto elevati che puntano a sostenibilità e risparmio energetico. L’edificio a energia quasi zero è un edificio ad altissima prestazione energetica in cui il fabbisogno energetico molto basso o quasi nullo è coperto in larghissima misura da energia da fonti rinnovabili prodotta in loco.
2.5.1 STANDARD nZEB E IL RISPARMIO ENERGETICO
Gli edifici hanno ancora un elevato dispendio energetico e producono una grande quantità di emissioni. I principali consumi degli edifici sono dovuti al riscaldamento, al raffrescamento, alla produzione di acqua calda sanitaria, all’elettricità per illuminazione, per i dispositivi elettronici e alla ventilazione meccanica controllata. Grazie a interventi di riqualificazione efficiente, come l’adozione di una pompa di calore, di un impianto di riscaldamento a pavimento, di pannelli solari termici e altro, è possibile trasformare un’abitazione da energivora ad abitazione di classe A o
anche nZEB. Un edificio nZEB è realizzato secondo i principi della progettazione sostenibile e bioclimatica, correttamente orientato, in grado di sfruttare al meglio le risorse naturali come il sole e il vento, ben isolato, alimentato con energie rinnovabili e dotato di impianti tecnologicamente avanzati. Il calore deve essere catturato il più possibile in inverno e fermato in estate. È importante garantire un buon livello di ventilazione naturale e di raffrescamento passivo e fare in modo che le dispersioni siano minime. L’edificio a energia quasi zero in inverno deve sfruttare al massimo il calore del sole, massimizzare l’accumulo e garantire l’isolamento termico. In estate si deve schermare bene l’edificio per assicurare un clima fresco e tener conto dei sistemi di ombreggiamento. L’ulteriore energia necessaria per il funzionamento dell’edificio può essere fornita da fonti rinnovabili. Ovviamente le caratteristiche che deve avere un edificio nZEB saranno diverse se costruito in un clima caldo rispetto a un edificio costruito in un clima freddo. Esempi italiani che si sono impegnati a introdurre standard e protocolli con la massima attenzione nei confronti dell’efficienza energetica sono quello di CasaClima (Agenzia per l’Energia Alto Adige) e la certificazione Casa Passiva (➜ Fig. 14).
26 SEZIONE B SOSTENIBILITÀ E SVILUPPO © Casa Editrice G.
Principato
pannelli solari termici split radiatore
pompa di calore
impianto a pavimento chiller
➜ Fig. 14 • Schema di impianto ibrido in pompa di calore e fotovoltaico.
2.5.2 LA DIAGNOSI ENERGETICA NEGLI AMBIENTI DI LAVORO
I Sistemi di Gestione Ambientale SGA (ISO 14001 e 15001) sono un importante e autorevole strumento di verifica utilizzato da tutte le organizzazioni, sia pubbliche sia private, per analizzare e migliorare le performance ambientali delle proprie attività e dei propri servizi. L’adozione e l’implementazione di un SGA è volontaria e rappresenta una scelta strategica importante di assunzione di impegno da parte dell’organizzazione, finalizzata a garantire la tutela dell’ambiente nei confronti dei clienti, dei fornitori, dei dipendenti, dei cittadini, delle pubbliche amministrazioni, degli istituti di credito ecc. La gestione degli aspetti e degli impatti ambientali finalizzata a ridurre e prevenire l’inquinamento è percepita dalle imprese come un costo derivante da attività come lo smaltimento dei rifiuti, la manutenzione degli impianti di depurazione acque e abbattimento fumi, la bonifica e il ripristino di siti e solo di rado è considerata un’opportunità. L’adozione di un SGA può invece consentire la riduzione di una serie di costi quali ad esempio quelli derivanti dalla gestione dei rifiuti, dal consumo di acqua, dal consumo di energia elettrica, nonché quelli dei premi assicurativi. Altri benefici derivano dal riutilizzo degli scarti e dalla creazione di un’immagine green dell’impresa che contribuisce a migliorare i rapporti con le comunità locali e le Pubbliche Amministrazioni (➜ Fig. 15).
2.6 L’APE e la progettazione
La classe energetica di un edificio fornisce il fabbisogno di energia necessario per il riscaldamento, per la produzione di acqua calda sanitaria e per l’illuminazione, e di conseguenza informazioni sui consumi e sui costi. La classe energetica di un edificio è obbligatoria per legge dal 2005 ed è utile per fornire ad acquirenti e locatari un’informazione trasparente riguardo le caratteristiche e le spese energetiche dell’immobile di loro interesse. Serve inoltre a incoraggiare i proprietari a eseguire interventi migliorativi come il rifacimento del cappotto termico o l’installazione di una pompa di calore per veder riconosciuto il proprio investimento da un aumento del valore dell’immobile.

2.6.1 APE: ATTESTATO DI PRESTAZIONE ENERGETICA
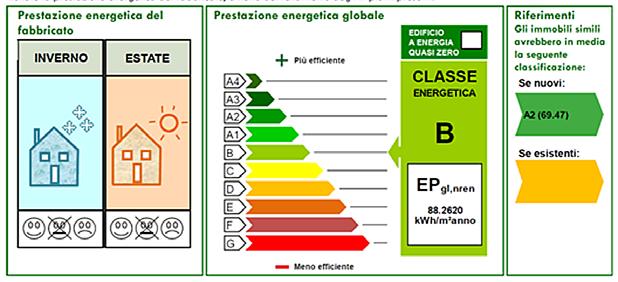
La classe energetica di un immobile si calcola secondo quanto stabilito dal DM 26-06-2015 che definisce le prescrizioni e i requisiti minimi degli edifici. La classe energetica è determinata da un valore preciso: l’indice di prestazione energetica globale non rinnovabile EPgl,nren , che indica l’energia totale consumata dall’edificio climatizzato per metro quadro di superficie ogni anno. L’unità di misura per EPgl,nren è il kWh/m2 anno cioè i kilowattora al metro quadro necessari per riscaldare l’unità abitativa d’inverno, raffrescarla d’estate, produrre acqua calda, illuminarla e ventilarla per un anno. La classe energetica e l’EPgl,nren insieme definiscono la targa energetica dell’edificio. La targa energetica si utilizza anche per identificare la classe energetica delle apparecchiature elettriche. Le classi energetiche sono dieci e vanno dalla A4, per gli edifici più efficienti, alla G che identifica quelli meno efficienti.
Ogni classe è definita da un intervallo di consumo misurato in EPgl. Moltiplicando l’EPgl per i metri quadri dell’appartamento si può ottenere invece il consumo ipotetico annuo. Il calcolo della classe
Sezione B SOSTENIBILITÀ AMBIENTALE Capitolo 2 27 SOSTENIBILITÀ E SVILUPPO
© Casa Editrice G. Principato
A4 EPgl ≤ 0,4 C 1,2 < EPgl ≤ 1,5 A3 0,4 < EPgl ≤ 0,6 D 1,5 < EPgl ≤ 2,0 A2 0,6 < EPgl ≤ 0,8 E 2.0 < EPgl ≤ 2,6 A1 0,8 < EPgl ≤ 1,0 F 2,6 < EPgl ≤ 3,5 B 1,0 < EPgl ≤ 1,2 G 3,5 < EPgl
Classe EPgl Classe EPgl
➜ Fig. 15 • Impianto fotovoltaico sul tetto di un edificio industriale.
energetica di un immobile è piuttosto complesso e deve essere svolto da un tecnico abilitato, di solito un architetto, un ingegnere o un geometra. L’Attestato di Prestazione Energetica, chiamato comunemente APE, è un documento che indica il livello di efficienza energetica degli edifici tenendo conto di diversi parametri come l’isolamento termico, la posizione e la presenza di impianti che garantiscono comfort e salubrità all’interno dell’ambiente domestico (➜ Fig. 16). L’APE è un documento necessario per una compravendita immobiliare, se si affitta una unità abitativa, se si vendono edifici di nuova costruzione e se si effettuano lavori di riqualificazione per oltre il 25% della superficie dell’edificio. L’Attestato di Prestazione Energetica è un documento ufficiale che resta valido per 10 anni e deve essere aggiornato se si svolgono lavori di ristrutturazione, come ad esempio la sostituzione della caldaia, del pavimento o degli infissi. Nell’APE, oltre alla classe energetica, si indicano anche tutti i lavori di miglioria da effettuare per far aumentare la classe dell’edificio.
2.6.2 IL TUA E LA PROGETTAZIONE BATNEEC
L’acronimo BATNEEC significa Best Available Techniques Not Entailing Excessive Costs, ossia le migliori tecniche disponibili che non comportano costi eccessivi.
Questo concetto è stato introdotto nel 1984 con la direttiva 84/360/CEE concernente le emissioni di inquinanti in atmosfera dei grandi impianti industriali. In Italia tale direttiva è stata recepita con il Testo Unico Ambientale (TUA) il D.Lgs. 3 aprile 2006, n.152, che contiene le principali norme di disciplina ambientale relativamente ad acque e difesa del suolo, rifiuti e bo-
nifiche, emissioni in atmosfera, danno ambientale. Si tratta di soluzioni tecniche impiantistiche, gestionali e di controllo che interessano le fasi di progettazione, costruzione, manutenzione, esercizio e chiusura di un impianto o della sua installazione, finalizzate a evitare o a ridurre le emissioni nell’aria, nell’acqua, nel suolo, oltre alla produzione di rifiuti.
La prescrizione di adottare certe tipologie di BAT da parte dei gestori delle installazioni deve garantirne l’applicazione in condizioni economicamente e tecnicamente idonee nell’ambito del relativo comparto industriale, prendendo in considerazione i costi e i vantaggi.
2.7 Due modelli di economia
Il tradizionale modello economico lineare è fondato sullo schema estrarre, produrre, utilizzare e gettare via, e contrasta con i principi dell’economia circolare, che mira invece alla sostenibilità di un prodotto salvaguardando l’ambiente con il riutilizzo degli oggetti e il riciclaggio dei materiali, al fine di ridurre lo sfruttamento intensivo di risorse ed energie non rinnovabili.
2.7.1 L’ECONOMIA LINEARE
Alla base dell’economia lineare vi è la produzione di un bene che solitamente produce, alla fine della sua vita utile, un rifiuto o comunque uno scarto che quasi certamente non verrà riutilizzato in alcun modo nel processo produttivo. Questo modello economico tradizionale parte dal presupposto di avere la disponibilità di grandi quantità di materiali ed energia, facilmente reperibili e a basso costo, con un’eccessiva
28 SEZIONE B SOSTENIBILITÀ E SVILUPPO © Casa Editrice G. Principato
➜ Fig. 16 • Prestazione energetica globale di un appartamento di circa 80 m2
emissione di anidride carbonica nell’ambiente, perché l’obiettivo ultimo di questo sistema economico è la produzione di massa e quindi la sovrapproduzione. Questo modello si è dimostrato insostenibile per la limitatezza delle materie prime, l’inquinamento generato e la produzione di rifiuti (➜ Fig. 17).
2.7.2 L’ECONOMIA CIRCOLARE
Nell’economia circolare invece si cerca di eliminare lo scarto a favore di una maggiore ecosostenibilità del processo produttivo. Infatti essa si basa su un ciclo continuo che parte dalla produzione, passa al consumo del prodotto e poi al riciclo e al suo riutilizzo consapevole e a favore dell’ambiente. L’economia circolare è un modello di produzione e consumo che pone al centro la sostenibilità del sistema e che implica condivisione, prestito, riutilizzo, riparazione, ricondizionamento e riciclo dei materiali e prodotti esistenti il più a lungo possibile. Non ci sono prodotti di scarto e le risorse vengono costantemente riutilizzate generando un risparmio in termini di costi di produzione e di utilizzo delle risorse. L’economia circolare è, per sua natura, un’economia di recupero. Non si tratta tanto di “fare di più con meno” ma, piuttosto, di fare di più con ciò di cui già disponiamo. Rappresenta una delle opportunità più semplici per tagliare le emissioni, ponendo al centro dell’attenzione il bisogno di cambiare il modo di usare le risorse, passando dallo sfruttamento di risorse vergini all’uso di prodotti riciclati e riciclabili. L’economia circolare si basa su:
J estensione del ciclo di vita: utilizzo di un oggetto più volte;
J recupero: utilizzo per la sua funzione o per altre funzioni di un oggetto o di un materiale che è già stato adoperato e ha perciò già compiuto la sua funzione;
J riciclaggio: recupero dei materiali, limitando la quantità di rifiuti, risparmio di materia ed energia inserendo nei cicli produttivi i materiali recuperati (➜ Fig. 18).
I vantaggi dell’economia circolare sono i seguenti:
J prodotti durevoli e innovativi per risparmiare senza perdere in qualità;
J un drastico taglio delle emissioni;
J più sicurezza circa la disponibilità di materie prime;
J impulso all’innovazione e alla crescita economica;
J aumento della competitività.
Sezione B SOSTENIBILITÀ AMBIENTALE Capitolo 2 29 SOSTENIBILITÀ E SVILUPPO ©
Casa Editrice G. Principato
➜ Fig. 17 • Schema di economia lineare.
RISORSE ESTRARRE PRODURRE USARE E GETTARE RIFIUTI RISORSE ECONOMIA CIRCOLARE RIFIUTI PRODURRE USOERIUSO R I C I C L O
➜ Fig. 18 • Schema di economia circolare.
ECONOMIA LINEARE
VERIFICA LE CONOSCENZE Test interattivi
1. Il riscaldamento globale comporta:
a lo scioglimento dei ghiacciai.
b l’abbassamento del livello dei mari.
c la riduzione di anidride carbonica in atmosfera.
d una minore radiazione solare assorbita dalla Terra.
2. L’obiettivo previsto dalla Conferenza di Parigi era:
a il mantenimento dell’aumento della temperatura media terrestre al disotto di 5 °C.
b il mantenimento dell’aumento medio del livello dei mari al disotto di 5 m.
c il mantenimento dell’aumento della temperatura media terrestre al disotto di 2 °C.
d il mantenimento dell’aumento medio del livello dei mari al disotto di 2 m.
3. Una fonte energetica rinnovabile è:
a il gas naturale.
b il sole.
c il petrolio.
d il carbone.
4. La sigla nZEB significa:
a nuove risorse energetiche.
b edifici a energia quasi zero.
c ridotti costi energetici.
d nuovi costi energetici.
5. L’Agenda 2030 si compone di:
a 17 obiettivi declinati in 169 target.
b 17 obiettivi.
c 169 obiettivi.
d 169 obiettivi declinati in 17 target.
6. Per economia circolare si intende:
a un’economia dove gli scarti non sono riutilizzati.
b un modello economico non sostenibile.
c un’economia dove gli scarti sono riutilizzati.
d il processo “estrarre, produrre, utilizzare e gettare via”.
7. APE è l’acronimo di:
a Attestazione Preventiva Energetica.
b Autorizzazione Programmata Europea.
c Attestato di Prestazione Energetica.
d Associazione Progettazione Energetica.
8. Le fonti energetiche secondarie sono:
a quelle che possono essere usate direttamente.
b quelle che per essere usate devono prima essere trasformate.
c quelle presenti in natura.
d quelle inesauribili.
9. L’idrogeno rosa è prodotto:
a attraverso la gassificazione del carbone.
b attraverso lo steam reforming del metano.
c per elettrolisi usando energia nucleare.
d attraverso la pirolisi del metano.
10. La sostenibilità può essere rappresentata come l’intersezione di:
a crescita economica e attenzione all’ambiente.
b attenzione all’ambiente e inclusione sociale.
c crescita economica e inclusione sociale.
d crescita economica, attenzione all’ambiente e inclusione sociale.
11. L’obiettivo numero 8 dell’Agenda 2030 è:
a sconfiggere la fame.
b garantire acqua pulita a tutti.
c creare città sicure e sostenibili.
d dare un lavoro dignitoso a tutti.
12. L’effetto serra è:
a sempre negativo.
b sempre positivo.
c positivo quando naturale.
d negativo quando naturale.
30 SEZIONE B SOSTENIBILITÀ E SVILUPPO © Casa Editrice G. Principato
SEZIONE

C SICUREZZA
CAPITOLO 3 indicazioni

3
Indicazioni sulla sicurezza della persona e dei luoghi di lavoro
CI OCCUPEREMO DI...
1. Quadro normativo: sicurezza e salute
2. Segnaletica di sicurezza e di salute sul luogo di lavoro
3. Malattie professionali
4. Dispositivi di protezione individuale (DPI)
3.1 Quadro normativo: sicurezza e salute
3.1.1 NUOVA NORMA:
D.LGS. N. 81 DEL 9 APRILE 2008
La L. n. 123 del 3 agosto 2007 si occupa delle misure relative alla tutela della salute e della sicurezza sul lavoro e delega il Governo al riassetto e a riformare la normativa in materia. Entro nove mesi dalla data di entrata in vigore della legge devono essere emessi uno o più decreti legislativi per il riassetto e la riforma di tutte le vecchie norme vigenti in materia di salute e sicurezza dei lavoratori nei luoghi di lavoro. Ecco quindi che si promulga un Testo Unico (TU), il D.Lgs. n. 81 del 9 aprile 2008, che abroga, sostituisce e raccoglie in un unico testo tutta la precedente disciplina in materia di tutela della salute e sicurezza sul lavoro. È un tomo piuttosto corposo composto da 306 articoli, 13 titoli e 51 allegati (➜ Fig. 1). Un corretto comportamento nei luoghi di lavoro e la conoscenza dei rischi presenti può abbatterli, o almeno ridurli drasticamente, ed evitare incidenti. Soltanto una corretta informazione e formazione dei lavoratori permette loro di tutelare la propria salute. Senza un’opera di prevenzione attraverso strumenti come la valutazione dei rischi,
5. Locali di lavoro e loro caratteristiche
6. Barriere architettoniche

7. Protezione dagli incendi
8. Obblighi e responsabilità nella scuola
9. Utilizzo del videoterminale
i controlli periodici delle attrezzature e il corretto uso delle stesse, possono verificarsi incidenti. Nel migliore dei casi gli incidenti causano danni a cose, mentre nel peggiore dei casi causano danni a persone. Sulla tutela delle condizioni di lavoro, il codice civile prevede l’art. 208, che recita: l’imprenditore è tenuto ad adottare nell’esercizio dell’impresa le misure che, secondo la particolarità del lavoro, l’esperienza e la tecnica, sono necessarie a tutelare l’integrità fisica e la personalità morale dei prestatori di lavoro.
Il D.Lgs. n. 81/2008 si divide in quattro capi, ognuno dei quali si divide in sezioni. Di nostro interesse è il Capo III – Gestione della Prevenzione nei luoghi di lavoro, con le seguenti sezioni:
I – Misure di Tutela e Obblighi;
II – Valutazione dei rischi;
III – Servizio di Prevenzione e Protezione;
IV – Formazione Informazione e Addestramento;
V – Sorveglianza Sanitaria;
VI – Gestione delle Emergenze;

VII – Consultazione e partecipazione dei RLS;
VIII – Documentazione tecnicoamministrativa e statistiche.
Il D.Lgs. n. 81 del 9 aprile 2008 prevede delle figure chiave per la determinazione e la gestione delle attività pericolose all’interno di una attività lavorativa. Vediamo di seguito alcune definizioni utili.

32 SEZIONE C SICUREZZA © Casa Editrice G. Principato
➜ Fig. 1 • D.Lgs. n.81 del 9 aprile 2008.
CAPITOLO
1. DL (DATORE DI LAVORO = DIRIGENTE SCOLASTICO)
I suoi compiti sono:
J valutare i rischi aziendali;
J redigere il documento della sicurezza;
J programmare le misure di prevenzione e protezione individuando i dispositivi di protezione individuale (DPI) da asse gnare al personale;
J nominare il responsabile (RSPP) e gli addetti del servizio di prevenzione e protezione;
J se serve, nominare il medico competente per il controllo sanitario, preventivo e periodico dei lavoratori.
2. DIRIGENTE
È la persona che attua le direttive del datore di lavoro organizzando l’attività lavorativa e vigilando su di essa.
3. SPP (SERVIZIO DI PREVENZIONE E PROTEZIONE)
È l’insieme delle persone, sistemi e mezzi esterni o interni all’azienda finalizzati all’attività di prevenzione e protezione dai rischi professionali per i lavoratori.

4. RSPP (RESPONSABILE DEL SERVIZIO DI PREVENZIONE E PROTEZIONE)
I suoi compiti sono:
J individuare i fattori di rischio, le misure per la sicurezza e la salubrità degli ambienti di lavoro;
J coordinare la stesura del Documento di Valutazione dei Rischi (DVR);
J elaborare e controllare, per quello che può, le misure di prevenzione e protezione;
J elaborare le procedure di sicurezza delle attività lavorative;

J partecipare a consultazioni, riunioni e sopralluoghi in materia di tutela della salute e di sicurezza.
5. ASPP (ADDETTO DEL SERVIZIO DI PREVENZIONE E PROTEZIONE)
È presente nelle grandi aziende o che hanno succursali in località diverse, negli istituti scolastici che hanno l’accorpamento di scuole dislocate in altri comuni.
I suoi compiti sono:
J frequentare un corso di formazione adeguato ai rischi presenti nel proprio ambiente di lavoro;
J collaborare con l’RSPP e fare parte del Servizio di Prevenzione senza partecipare alla riunione periodica nella quale sono presenti DL, RSPP, MC (se presente), RLS;
J riferire all’RSPP tutti gli inconvenienti rilevati e suggerire il modo per eliminare i pericoli o per ridurli.
6. RLS (RAPPRESENTANTE DEI LAVORATORI PER LA SICUREZZA)
È il rappresentante dei lavoratori;
i suoi compiti sono:
J vigilare, partecipare e promuovere tutto ciò che riguarda la sicurezza durante il lavoro;

J consultare il DVR e il registro infortuni;
J avere libero accesso a tutti gli ambienti dove si svolgono attività lavorative.
7. MC (MEDICO COMPETENTE)




I suoi compiti sono:
J effettuare la sorveglianza sanitaria nei casi previsti dalla normativa vigente;
J collaborare con il datore di lavoro e con il responsabile del servizio di prevenzione e protezione;
J effettuare gli accertamenti sanitari rivolti ai lavoratori ed esprimere giudizi di idoneità alla mansione;
J istruire e aggiornare la cartella sanitaria dei lavoratori;
J fornire informazioni ai lavoratori sul significato e sul risultato degli accertamenti sanitari;
J collaborare alla preparazione e alla gestione delle procedure di primo soccorso.
8. PREPOSTO

I suoi compiti sono:
J predisporre il lavoro nell’ambito delle sue competenze e nel rispetto delle norme di prevenzione, di igiene e di sicurezza del lavoro;
J controllare il buono stato delle attrezzature di lavoro e l’osservanza da parte dei lavoratori delle norme di sicurezza;
J esigere l’uso dei DPI e degli altri dispositivi di sicurezza e provvedere alla loro sostituzione quando necessario.
SICUREZZA Sezione C INDICAZIONI SULLA SICUREZZA DELLA PERSONA E DEI LUOGHI DI LAVORO Capitolo 3 33 © Casa Editrice G. Principato
9. LAVORATORE

È la persona che, indipendentemente dalla tipologia contrattuale, svolge un’attività lavorativa nell’ambito dell’organizzazione di un datore di lavoro pubblico o privato, con o senza retribuzione, anche solo al fine di apprendere un mestiere, un’arte o una professione; non rientrano in quasta categoria gli addetti ai servizi domestici e familiari.
I suoi compiti sono:
J osservare le disposizioni e le istruzioni aziendali;
J impiegare correttamente i macchinari, le attrezzature, gli utensili, le sostanze e i preparati pericolosi, i mezzi di trasporto, nonché i dispositivi di sicurezza e utilizzare in modo appropriato i DPI.
In particolare, il lavoratore:

J non deve rimuovere o modificare senza autorizzazione i dispositivi di sicurezza, di segnalazione o di controllo;
SCHEMA 1
J non deve compiere di propria iniziativa operazioni o manovre che non siano di sua competenza e che possono compromettere la sicurezza sua e degli altri;
J deve segnalare immediatamente al datore di lavoro o al preposto le deficienze dei mezzi e dei dispositivi di sicurezza, le condizioni di pericolo di cui è a conoscenza e intervenire in caso di urgenza, nell’ambito delle proprie competenze e possibilità, per eliminare o ridurre tali deficienze o pericoli.
10. STUDENTE (EQUIPARATO A LAVORATORE)
È l’allievo degli istituti di istruzione nei quali si utilizzino laboratori, attrezzature di lavoro in genere, agenti chimici, fisici e biologici, comprese le apparecchiature fornite di videoterminali. Appartiene a questa categoria anche l’allievo che beneficia di momenti di alternanza scuola lavoro o che beneficia di momenti che agevolano le scelte professionali tramite la conoscenza diretta del mondo del lavoro.
SERVIZIO DI PROTEZIONE E PREVENZIONE
ORGANIGRAMMA DELLA SICUREZZA
Datore di Lavoro (Dirigente Scolastico)
Responsabile servizio Prevenzione e Protezione (RSPP)
Addetti al servizo Prevenzione e Protezione (ASSP)
Preposti (insegnanti)
Squadre di emergenza
Medico Competente (se previsto)
Addetti antincendio emergenza
Addetti al primo soccorso (personale ATA)
Rappresentante dei Lavoratori per la Sicurezza (RLS)
Lavoratori dipendenti (studenti)
34 SEZIONE C SICUREZZA © Casa Editrice G. Principato
D SEZIONE
Materiali:



D PROPRIETÀ E PROVE
CAPITOLO 4 proprietà dei materiali
CAPITOLO 5 prove sui materiali
4
proprietà dei materiali
CI OCCUPEREMO DI...
1. Che cos’è la tecnologia meccanica
2. Le norme UNI
3. Le principali caratteristiche dei materiali

4. Proprietà chimico-strutturali
4.1 Che cos’è la tecnologia meccanica
Il termine tecnologia deriva dalla combinazione di due termini appartenenti alla lingua greca antica:
– téchne, che significa arte (e cioè ogni attività umana che si compie con l’ingegno, secondo regole precise dettate dall’esperienza e dallo studio);
– lògos, che significa discorso.
Pertanto il significato del termine tecnologia è letteralmente discorso su un’arte. Per quello che ci riguarda:
la tecnologia è lo studio dei procedimenti e delle attrezzature necessarie per la trasformazione di una determinata materia prima in un prodotto industriale.
In ogni ramo della tecnica esiste una specifica tecnologia: tessile, chimica, elettronica e così via, fino a giungere alla tecnologia meccanica, sulla quale si basa la maggior parte delle altre tecnologie.

Essa infatti si occupa della realizzazione di un oggetto, partendo dalla materia prima e passando attraverso i vari processi che porteranno al manufatto finale (➜ Fig. 1). I materiali necessari per le costruzioni non si trovano in natura già pronti a soddisfare le esigenze e i bisogni dei produttori, ma si ricavano dai minerali che li contengono.
Una volta estratti, questi minerali vengono manipolati per ottenere il grezzo di lavorazione, che sarà sbozzato nel modo più opportuno per rendere più
5. Proprietà fisiche
6. Proprietà meccaniche

7. Proprietà tecnologiche
facili e meno costose le lavorazioni necessarie a ottenere il prodotto finito.
Ecco quindi che è necessario conoscere anzitutto i materiali e le loro proprietà, ma anche gli utensili e le macchine per la loro lavorazione, e gli strumenti necessari per i controlli di misura e di qualità durante e alla fine della realizzazione del pezzo.
È necessario studiare come produrre, fondere, fucinare, stampare e laminare i materiali impiegati nell’industria: tutto ciò è oggetto di studio della tecnologia meccanica.
VERSO IL CLIL Technology
It is the collection of techniques, skills, methods and processes used in the production of goods or services or in the accomplishment of objectives, such as scientific investigation. Technology can be the knowledge of techniques, processes, and the like, or it can be embedded in machines which can be operated without detailed knowledge of their workings.
52 SEZIONE D MATERIALI: PROPRIETÀ E PROVE © Casa Editrice G. Principato
➜ Fig. 1 • Gli ingranaggi di un comune orologio meccanico sono un semplice esempio della tecnologia che ci circonda.
CAPITOLO
4.2 Le norme UNI
Il linguaggio permette di comunicare e quindi di scambiare informazioni. Perché un linguaggio sia efficace deve rispettare i concetti di universalità e di precisione: l’universalità permette al linguaggio di essere compreso da un maggior numero di persone, mentre la precisione permette di evitare equivoci sul significato delle sue espressioni. Nell’industria il problema di un linguaggio preciso e universale era ed è molto sentito, perché esso permette di rendere compatibili tra loro i vari manufatti, anche se costruiti da ditte e da nazioni diverse. Per soddisfare tali esigenze sono stati fondati a livello internazionale il CEN (Comitato Europeo Normazione) e la ISO (International Standardizing Organization), due enti che hanno il compito di coordinare e divulgare normative che servono da guida alle industrie europee e mondiali, le quali possono anche proporre aggiornamenti e modifiche delle norme stesse. Oltre a questi enti esistono anche enti nazionali, che fanno loro riferimento; in Italia è stato istituito l’UNI (Ente Nazionale Italiano di Unificazione).
Anche in campo tecnologico esistono norme specifiche alle quali si farà riferimento nello svolgimento degli argomenti trattati. Con la realizzazione dell’Unione europea si è presentata la necessità di armonizzare le norme esistenti nei vari stati membri che trattavano pari argomento, quindi sono nate le Norme Europee EN. Il lavoro di armonizzazione delle norme
SCHEMA 1
Proprietà chimico-strutturali
Tipi di reticolo
Capacità di formare leghe
Tossicità
Resistenza alla corrosione
Importanti per l’impiego e per la lavorazione dei materiali
è lungo e tuttora in corso, pertanto è normale trovare norme UNI ritirate perché sostituite da quelle armonizzate EN ISO. Un esempio di designazione di una norma armonizzata è EN UNI ISO 6507-1/2015. La sigla indica che la norma è internazionale, valida in Italia e in Europa, redatta nell’anno 2015.
Ogni materiale possiede proprietà e caratteristiche proprie.
In sede di progettazione di un organo meccanico (o di un oggetto qualsivoglia) è importante sapere, per esempio, se nel processo produttivo il materiale utilizzato:
– deve essere lavorato alle macchine utensili;
– è esposto o meno ad ambienti aggressivi;
– deve subire trattamenti termici;
– è lavorato per deformazione plastica;
– è sensibile o meno al campo elettrico.
La conoscenza delle proprietà dei materiali permette quindi di sceglierli in modo idoneo, sulla base delle applicazioni e delle lavorazioni. Tra le più importanti proprietà ci sono:
– le proprietà chimico-strutturali;
– le proprietà fisiche;
– le proprietà meccaniche;
– le proprietà tecnologiche.
PROPRIETÀ DEI MATERIALI
Proprietà fisiche
Massa volumica e densità Dilatazione termica
Capacità termica massica
Temperatura di fusione
Caratteristiche elettriche
Importanti per l’impiego dei materiali
Proprietà meccaniche
Durezza Resilienza Usura
Resistenza meccanica
Tenacità Elasticità
Importanti per la resistenza alle forze e alle deformazioni dei materiali
Proprietà tecnologiche
Duttilità o trafilabilità Estrudibilità Malleabilità Piegabilità Imbutibilità
Importanti per la lavorazione dei materiali
MATERIALI: PROPRIETÀ E PROVE PROPRIETÀ DEI MATERIALI Capitolo 4 53 Sezione D
© Casa Editrice G. Principato
SCHEMA 1
4.3 Le principali caratteristiche dei materiali
4.4 Proprietà chimico-strutturali
Sono quelle proprietà che riguardano la struttura interna, ossia la distribuzione degli atomi, dalla quale dipendono le proprietà tecnologiche e meccaniche. Tra le proprietà chimiche ci sono la resistenza alla corrosione (che rappresenta l’interazione di un materiale con l’ambiente che lo circonda), la capacità di formare leghe, la tossicità.
Per una buona conoscenza del comportamento di un materiale dal punto di vista chimico, fisico, meccanico e tecnologico è necessario conoscere la sua composizione atomica e la sua struttura molecolare allo stato solido.
4.4.1 LEGAME METALLICO




Gli atomi sono legati tra loro da legami metallici, generati da uno o più elettroni che si allontanano spontaneamente dagli strati più esterni (orbitali periferici) degli atomi metallici. Quindi gli atomi metallici diventano ioni positivi e gli elettroni liberi generano una nuvola elettronica di ioni negativi vaganti nello spazio tra gli ioni positivi metallici. Gli ioni positivi metallici hanno cariche dello stesso segno e quindi tendono a respingersi, ma la nuvola elettronica provvede alla loro coesione mantenendoli in posizioni ben precise nello spazio (➜ Fig. 2).
4.4.2 CELLA ELEMENTARE E CRISTALLO
La cella elementare è il più piccolo parallelepipedo o prisma che mantiene tutte le caratteristiche di simmetria del cristallo (se ne possono vedere alcune in ➜ Fig. 3). Un cristallo o reticolo cristallino, di dimensioni fissate a piacere, è l’insieme di tante celle elementari, tutte con la stessa orientazione (➜ Fig. 4).
4.4.3 TIPI DI RETICOLO
Comunemente si definisce solido un corpo materiale che ha forma e volume propri. Dal punto di vista fisico si considerano solidi i corpi materiali formati da cristalli e da microcristalli.
I cristalli si presentano esternamente con facce piane e angoli diedri, di solito disposti in modo più o meno regolare. Quando si sfaldano lo fanno generalmente rompendosi di netto, parallelamente alle facce del cristallo. Infatti se, per esempio, percuotiamo con un martello un cubo di sale da cucina (cloruro di sodio), otteniamo un insieme di piccoli cubi o di prismi ortogonali. Possiamo considerare un cristallo come un “disegno” nello spazio ottenuto ripetendo più volte uno stesso “motivo”.
Il fisico e cristallografo francese Auguste Bravais (1811-1863) ha dimostrato che tutti i cristalli si possono classificare secondo 14 reticoli elementari riducibili a 7 gruppi, che costituiscono i sistemi cristallini
Tutta l’infinita varietà di cristalli si ottiene sostituendo ai punti (le palline verdi in figura 3) di questi 14 reticoli dei “motivi” simmetrici o no, come atomi, ioni, molecole o un loro insieme.

Le celle elementari più frequenti sono quella cubica e quella esagonale.

54 SEZIONE D MATERIALI: PROPRIETÀ E PROVE © Casa Editrice G. Principato
➜ Fig. 2 • Legame metallico.
➜
c a2 CC a1 c a2 S a1 a2 a3 a1 a2 a3 a1 a2 a3 a1 a2 a1 α α α S a3 a2 a1 c S ESAGONALER E c a2 CC a1 c a2 S a1 FC a2 a3 a1 CC a2 a3 a1 S a2 a3 a1 a2 a1 α α α S a3 a2 a1 c S ESAGONALER E CUBICO c a2 CC a1 c a2 S a1 FC a2 a3 a1 CC a2 a3 a1 S a2 a3 a1 a2 a1 α α α S a3 a2 a1 c S ESAGONALER E CUBICO c a2 CC a1 c a2 S a1 FC a2 a3 a1 CC a2 a3 a1 S a2 a3 a1 a2 a1 α α α S a3 a2 a1 c S ESAGONALER E CUBICO + + + + + + + + + + + + + + + – – – – –– ––––––––– – –– –– – – ––––ioni positivi nuvola elettronica negativa
➜ Fig. 4 • Cristallo o reticolo cristallino.
Fig. 3 • Rappresentazione grafica delle celle elementari dei reticoli di Bravais.
EE SEZIONE
METALLICI Materiali


CAPITOLO 6 materiali ferrosi
CAPITOLO 7 materiali non ferrosi
6 CAPITOLO materiali ferrosi
CI OCCUPEREMO DI...
1. Differenza tra ghisa e acciaio

2. Produzione della ghisa
3. Produzione dell’acciaio

6.1 Differenza tra ghisa e acciaio
I materiali ferrosi per uso industriale e impiegati nelle costruzioni metalliche sono leghe ferro-carbonio, con l’aggiunta di altri elementi chimici tali da esaltare alcune proprietà come la durezza, l’inossidabilità, la resistenza meccanica ecc. Questi materiali ferrosi sono la ghisa e l’ acciaio come illustrato in ➜ Fig. 1a e ➜ Fig. 1b. La differenza sostanziale tra i due materiali sta nel loro contenuto di carbonio e cioè:

J per la ghisa C > 2%
J per l’acciaio C < 2%.
Per produrre una lega Fe-C è necessaria la combustione prodotta da un carbone detto coke, che bruciando liquefa i minerali contenenti ferro, arricchendo quest’ultimo di carbonio. Il liquido ottenuto in questo modo è la ghisa, molto ricca di carbonio. Ne consegue che per avere l’acciaio bisogna eliminare parte del carbonio contenuto nella ghisa. Ciò si fa utilizzando i convertitori, che convertono la ghisa in acciaio facendo reagire l’ossigeno con il carbonio della ghisa, in modo da liberare gas come CO e CO2, fino a ridurre il carbonio al di sotto del 2%. Si ottiene così l’acciaio.
4. La colata dell’acciaio
5. La ghisa
6. L’acciaio
6.2 Produzione della ghisa
Per ricavare la ghisa partendo dai minerali del ferro, è necessaria una struttura detta altoforno. Gli altoforni utilizzati già nel 1300 erano alimentati con carbone di legna, e permettevano di ottenere solo piccole produzioni di 1,5-2 tonnellate al giorno.
Verso il 1650 si sostituì il carbone di legna con il carbon coke, aumentando così la quantità di ghisa prodotta. Successivamente, con la rivoluzione industriale, si adottò una combustione alimentata da aria calda o vento caldo a 1000 °C, con conseguente aumento del rendimento. Attualmente si usa insufflare ossigeno anziché aria, ottenendo produzioni di ghisa anche di 1000-1500 tonnellate giornaliere. Il crogiolo, da dove si spilla la ghisa, può raggiungere i 10-15 metri di diametro e l’altezza dell’altoforno può essere anche di 40 metri.
Nello schema di ➜ Fig. 2 è rappresentata la produzione della ghisa ottenuta con l’ altoforno e nella ➜ Fig. 3 la successiva produzione dell’acciaio. Si parte dalle materie prime estratte dal sottosuolo, come il minerale di ferro ridotto in apposita pezzatura e raccolto in un silos.
In un altro silos si raccoglie il fondente, di solito calcare, anch’esso ridotto in pezzatura adeguata. Nella cokeria si trasforma il carbone fossile litantrace in carbon coke, anch’esso ridotto a opportuna pezzatura e raccolto in un altro silos. A questo punto il minerale di ferro, il coke e il fondente sono introdotti nell’altoforno con un carrello, detto skip, attraverso la bocca di carico.
Dal loro riscaldamento si ottiene la ghisa greggia d’altoforno o ghisa madre e la loppa o scoria. La

80 SEZIONE E MATERIALI METALLICI © Casa Editrice G. Principato
➜ Fig. 1b • Dado in acciaio.
➜ Fig. 1a • Pesi in ghisa.
ghisa arriva quindi in acciaieria, trasportata da un carro ferroviario detto carro siluro, dove viene trasformata in acciaio dai convertitori.
L’acciaio prelevato dal convertitore va a riempire la secchia o siviera , che versa l’acciaio fuso diret-
tamente nella lingottiera o nella colonnetta per la colata in sorgente o nella paniera per la colata continua , come si vede in ➜ Fig. 3 . Nel caso della colata continua si ottiene il blumo , la bramma o la billetta

minerali ferro calcare coke
gas di altofor no
campane
nastro trasportatore
skip skip
loppa
focolare

serpentine ugelli siviera

torre calda
camino tubiera anulare ugelli
aria calda focolare 1200°C 1800°C

acqua di raffreddamento lingotti ghisa all’acciaieria
siviera
convertitore








accaio speciale carro siluto
lingottiere
lingotti
decarburazione
acciaio normale
MATERIALI METALLICI MATERIALI FERROSI Capitolo 6 81 Sezione E
© Casa Editrice G. Principato
➜ Fig. 2 • Schema semplificato del processo siderurgico integrale.
➜ Fig. 3 • Dal carro siluro alla colata continua in acciaieria.
6.3 Produzione dell’acciaio
6.3.1 CONVERTITORE BESSEMER





Sir Henry Bessemer (1813-1898), ingegnere e inventore inglese, nel 1855 ebbe l’idea di eliminare il carbonio dalla ghisa in un recipiente, detto convertitore (➜ Fig. 4), e di scaldarla ad alta temperatura in presenza dell’ossigeno dell’aria. In questo modo il carbonio in eccesso della ghisa brucia e nel forno rimane l’acciaio. Il convertitore ha una capacità media di 10-20 t di ghisa liquida per un’altezza che varia

da 4 a 6 m, e un diametro da 3 a 4 m. La carica è costituita da ghisa fusa di opportuna composizione, che si introduce a convertitore inclinato. Alle alte temperature, il carbonio della ghisa e l’ossigeno contenuto nell’aria spinta nel forno reagiscono formando ossido ferroso, che a sua volta agisce sul manganese e il silicio ossidandoli, e generando delle scorie con caratteristiche vampate di fuoco che fuoriescono dalla bocca del forno. In questo modo il carbonio in eccesso nella ghisa si consuma, lasciando nella pancia del forno l’acciaio.

6.3.2 FORNO MARTIN-SIEMENS
Il forno consiste in un crogiolo di forma rettangolare, rivestito di mattoni refrattari, che misura circa 6 m per 10, chiuso da un tetto posto a circa 2,5 m di altezza. Il forno Martin-Siemens (➜ Fig. 5) consente il preriscaldamento del gas combustibile e dell’aria di alimentazione. La carica è formata generalmente da ghisa e rottami di ferro o da carbonio e rottami che forniscono un ulteriore apporto di ossigeno. I forni Martin-Siemens, le cui capacità raggiungono le 500 t, sono alimentati solitamente con olio combustibile o metano. Nei forni Martin-Siemens è possibile raggiungere temperature tra 1540 °C e 1650 °C e produrre circa 100 t di acciaio in 11 ore.
lance di ossigeno
aria comburente riscaldata
gas combustibile riscaldato
acciaio fuso
livello del suolo
aria
porte di carico
uscita gas
camere di rigenerazione
rivestimento refrattario
valvole di commutazione
stoccaggio gas
gas combustibile
mattoni
82 SEZIONE E MATERIALI METALLICI © Casa Editrice G. Principato
➜ Fig. 4 • Convertitore Bessemer.
monossido di carbonio scoria acciaio rivestimento metallico mattoni refrattari ugelli Vista esterna Sezione del convertitore aria calda
➜ Fig. 5 • Forno Martin-Siemens.
Acciaio verde
NON METALLICI Materiali

CAPITOLO 8 altri materiali per l’ingegneria

FF SEZIONE
8 CAPITOLO Altri materiali per l’ingegneria
CI OCCUPEREMO DI...
1. I prodotti del petrolio
2. La gomma naturale e la gomma sintetica
3. Le materie plastiche










4. I materiali compositi
5. I ceramici

8.1 I prodotti del petrolio
8.1.1 FORMAZIONE DEL PETROLIO
Milioni di anni fa si sono depositati sui fondali marini grandi quantità di resti di microrganismi acquatici, animali (zooplancton) e vegetali (fitoplancton),






6. Il vetro
7. I leganti
8. Il calcestruzzo
9. Il legno

10. Conduttori, semiconduttori e isolanti
che insieme costituiscono il plancton. Questi resti organici si sono mescolati con frammenti di rocce e sabbia, e il tutto è stato poi ricoperto da successivi sedimenti (➜ Fig. 1). Quindi, senza ossigeno e per la pressione esercitata dai sedimenti che via via si sono accumulati nel tempo, si è formato un fango putrefatto di nome sapropel ricco di sostanza organica (➜ Fig. 2).
98 SEZIONE F MATERIALI NON METALLICI © Casa Editrice G. Principato
sapropel migrazione rocce impermeabili nuovi sedimenti roccia madre
➜ Fig. 1 • Come si è generato il petrolio in milioni di anni.
1) Formazione del sapropel
3) Migrazione delle gocce di petrolio della roccia madre alla roccia serbatoio
2) Trasformazione del sapropel in roccia madre
roccia
roccia
roccia madre acqua petrolio gas pozzo roccia serbatoio
4) Formazione di una trappola geologica costituita da una anticlinale
serbatoio
di copertura
Il sapropel si forma nei fondali marini, lagunari e deltizi. Lo strato di sapropel è stato ricoperto quindi da successivi strati di sedimenti che hanno impedito l’ossidazione della materia organica, ed è poi sprofondato fino a una profondità di 1-2 km, trasformandosi in roccia madre , ancora ricca di sostanza organica (➜ Fig. 3). La vicinanza alle sacche magmatiche calde e l’aumento di pressione dovuto alla profondità, nel corso di milioni di anni, hanno trasformato la materia organica intrappolata nella roccia madre in idrocarburi, ovvero in petrolio e gas, occupando le porosità della roccia stessa. La pressione dei gas assieme alla pressione dovuta ai movimenti della crosta terrestre hanno compresso la roccia madre strizzandola come una spugna ed espellendo gli idrocarburi che hanno iniziato a muoversi verso l’alto perché più leggeri. Se al di sopra della roccia madre si trova una roccia arenaria, questa funziona da roccia serbatoio, quindi gli idrocarburi vi migrano perché più leggeri, muovendosi dalla roccia madre alla roccia serbatoio so-


vrastante. La roccia serbatoio è una arenaria porosa e permeabile in grado di ospitare il petrolio nei propri interstizi come gocce oleose. E qui il petrolio può restare milioni di anni, impedito di salire ulteriormente se sopra la roccia serbatoio si trova uno strato di roccia impermeabile che impedisce la dispersione del petrolio e dei gas che restano prigionieri per effetto di queste trappole geologiche, stratificandosi e formando il giacimento di petrolio. All’interno della roccia serbatoio il gas meno denso si raccoglie in superficie, sotto di esso si accumula il petrolio e più in basso si trova l’acqua, elementi disposti appunto secondo le relative masse volumiche.
Riassumendo, si può dire che la formazione dei giacimenti di idrocarburi comprende le seguenti fasi:
1. depositi di resti organici e frammenti di rocce;
2. sprofondamento dovuto alla pressione;
3. formazione del petrolio nella roccia madre;

4. migrazione del petrolio verso la roccia serbatoio;
5. formazione del giacimento.
MATERIALI NON METALLICI ALTRI MATERIALI PER L’INGEGNERIA Capitolo 8 99 Sezione F ©
Casa Editrice G. Principato
➜ Fig. 4 • Schema di estrazione del petrolio dai giacimenti.
➜ Fig. 2 • Sapropel: fango putrefatto formato dalla decomposizione di materia organica a opera di batteri anaerobici con sabbia e frammenti di roccia.
➜ Fig. 3 • Roccia madre contenente gocce oleose di petrolio. Esso può essere di colore da giallo a bruno scuro e a nero, dotato di fluorescenza da verde ad azzurra.
8.1.2 LA DISTILLAZIONE FRAZIONATA DEL PETROLIO
Il greggio, che come si è detto è una miscela di idrocarburi, soprattutto alcani, deve essere separato nei suoi componenti. Questo si fa mediante una distillazione nel corso della quale vengono appunto raccolte separatamente le varie fasi (➜ Fig. 5).
La torre di frazionamento è composta da una torre cilindrica in acciaio alta circa 30 m e larga 3,50 m. All’interno della torre a intervalli regolari si trovano dei piatti orizzontali forati, muniti di appositi passaggi, alcuni dei quali sormontati da coperchi detti campane di gorgogliamento.
La temperatura della torre è elevata alla base e diminuisce con l’altezza. Il petrolio che entra alla base della torre è preriscaldato in un forno fino a circa 400 °C. I componenti che hanno punto di ebollizione inferiore a questa temperatura, salgono la torre sotto forma di vapore. Incontrando i piatti e le campane di gorgogliamento che sono al di sotto della temperatura di ebollizione, condensano e si depositano sul piatto allo stato liquido. Apposite tubazioni possono raccogliere queste frazioni liquide e allontanarle dalla torre.
Le frazioni a elevato punto di ebollizione che non evaporano entrando nella torre, si spostano alla base e, data l’elevata temperatura, passano allo stato aeriforme e, condensando, si raccolgono sui piatti inferiori.
I prodotti petroliferi sono la fonte principale di inquinamento nel mondo, anche per la loro grande diffusione.
La combustione della benzina emette il monossido di carbonio che è molto tossico, idrocarburi non bruciati e composti dell’azoto.
La combustione del gasolio emette particolato, particelle liquide e solide molto tossiche, e i composti dello zolfo che causano le piogge acide.
vapori su
liquidi giù o fuori
20 °C gas naturale
metano, butano, propano
30 °C benzina per autotrazione
benzina avio
vapori su
liquidi giù o fuori
180 °C kerosene

motori a reazione, riscaldamento
260 °C gasolio per autotrazione
riscaldamento centrali termoelettriche
for no
vapori su
liquidi giù o fuori
torre di frazionamento
280 °C oli lubrificanti

combustibili e cere
360 °C asfalti e catrami
carburanti per navi, oli lubri canti, coperture per tetti, pavimentazione stradale
100 SEZIONE F MATERIALI NON METALLICI © Casa Editrice G. Principato
il greggio è prima inviato a un for no
greggio 400 °C
➜ Fig. 5 • Schema di distillazione frazionata del petrolio.
G G SEZIONE

METROLOGIA
CAPITOLO 9 misurazioni e strumenti

misurazioni e strumenti
CI OCCUPEREMO DI...
1. Le grandezze fondamentali
2. Gli errori
3. Classificazione degli strumenti di misura

4. Piani di riscontro, truschini, righe e squadre
5. Blocchetti pianparalleli
6. Il calibro a corsoio
9.1 Le grandezze fondamentali
9.1.1 LE GRANDEZZE
Nei campi della fisica e dell’ingegneria ci si propone di studiare i fenomeni da un punto di vista quantitativo. Si prendono perciò in considerazione molte grandezze che hanno caratteristiche di misurabilità. In ogni applicazione si opera non tanto sulle grandezze, quanto sui numeri che ne rappresentano la misura in un determinato sistema di unità. Nella ➜ Tab. 1 ci sono alcune definizioni, tratte dalla norma UNI 4546/84, utili per la comprensione dei concetti contenuti nelle pagine che seguono.

Che cos’è una grandezza
Che cos’è una unità di misura
Che cos’è una misura
Che cos’è un sistema di unità di misura
7. Il micrometro centesimale
8. Il comparatore centesimale a quadrante
9. Il goniometro
10. Termini e definizioni
11. Misurazioni in 3D
Quantities
In the fields of physics and engineering we aim to study the phenomena from a quantitative point of view. Therefore, many sizes that have measurable characteristics are taken into account. In each application it works not so much on the magnitudes as on the numbers that represent the measure in a given system of units. In Table 1 there are some definitions, drawn from UNI 4546-84, which are useful for understanding the concepts contained in the pages that follow.
DEFINIZIONI SECONDO UNI 4546/84
Per grandezza si intende ogni quantità, proprietà o condizione usata per descrivere fenomeni, valutabile in termini di unità di misura.
L’unità di misura è un termine di riferimento adottato, per convenzione, per confrontare una grandezza con altre della stessa specie.
La misura è l’informazione costituita da un numero, un’incertezza e un’unità di misura, assegnata a rappresentare un parametro in un determinato stato del sistema. Misurare una grandezza significa confrontarla con un’altra omogenea scelta come campione, denominata unità di misura.
Un sistema di unità di misura è un insieme organico di definizioni, tra loro collegate, di unità di misura pertinenti a grandezze di specie diverse. Un sistema di unità di misura si dice assoluto quando definisce, in modo indipendente tra loro, alcune unità di misura, dette di base, scegliendole in maniera opportuna, mentre tutte le altre unità di misura del sistema si ottengono combinando tra loro in prodotti e rapporti le unità di base. Le nuove unità così ottenute si dicono derivate. L’insieme delle unità di un sistema di unità di misura assoluto costituisce un gruppo algebrico per l’operazione prodotto.
122 SEZIONE G METROLOGIA © Casa Editrice G. Principato
VERSO IL CLIL
➜ Tab. 1 • Le grandezze UNI.
9 CAPITOLO
9.1.2 IL SISTEMA INTERNAZIONALE (SI)
Nel 1984 l’Italia adottò la norma CNR UNI 10003, che impose l’adozione del Sistema Internazionale (SI) di unità di misura. Questo sistema cerca di ridurre al minimo l’uso di campioni artificiali prediligendo la scelta di campioni naturali. Ciò permette di realizzare e riprodurre facilmente i fenomeni fisici negli esperimenti metrologici.
Alle quattro unità fondamentali, ossia al metro, al kilogrammo (➜ Fig. 1-2), al secondo e all’ampere, il
SI aggiunse anche l’ intervallo di temperatura , la quantità di sostanza e l’intensità luminosa. L’angolo piano e l’ angolo solido sono state aggiunte come unità supplementari (➜ Tab. 2).
Nel SI la forza peso è una grandezza derivata ed è misurata in newton. Utilizzare solo le unità SI non è però pratico perché a volte si ha a che fare con numeri troppo piccoli o troppo grandi. Per questo motivo è necessario introdurre anche i loro multipli e sottomultipli decimali, formati per mezzo dei prefissi indicati nella ➜ Tab. 3 a pagina seguente.
UNITÀ FONDAMENTALI NOME SIMBOLO GRANDEZZA DEFINIZIONE SECONDO CNR-UNI 10003/84
metro m unità di lunghezza
kilogrammo massa kg unità di massa
secondo s unità di tempo
ampere A

grado kelvin K
mole mol
È la lunghezza del tragitto compiuto dalla luce nel vuoto in un intervallo di tempo di 1/299 792 458 di secondo. Fino al 1965 esso era la distanza tra due tratti paralleli incisi sulla faccia di una barra prismatica in platino (90%) e iridio (10%) alla temperatura del ghiaccio fondente.
È la massa del blocco di platino al 90% e iridio al 10% che per tutti gli scopi pratici è uguale alla massa di 0,001 m3 di acqua distillata alla temperatura di 4 °C, detta litro. Sia il metro sia il kilogrammo di riferimento sono conservati presso l’Ufficio Internazionale dei Pesi e delle Misure di Sèvres, nei pressi di Parigi.
È l’intervallo di tempo che contiene 9 192 631 770 periodi della radiazione corrispondente alla transizione fra i due livelli iperfini dello stato fondamentale dell’atomo di cesio 133. Tale definizione accoglie la precedente del 1964 e viene confermata nella XVII Conferenza Generale sui Pesi e Misure nel 1983: è quella attuale.
candela cd
unità di intensità di corrente elettrica
intervallo di temperatura termodinamica
unità di quantità di sostanza
unità di intensità luminosa
È l’intensità di corrente elettrica che, mantenuta costante in due conduttori paralleli rettilinei, di lunghezza infinita, di sezione circolare trascurabile, e posti nel vuoto alla distanza di 1 m l’uno dall’altro, produrrebbe tra i due conduttori la forza di 2 · 10–7 N su ogni metro di lunghezza.
È la frazione 1/273,16 della temperatura termodinamica del punto triplo dell’acqua. (Per punto triplo dell’acqua si intende la temperatura presente nei tre stati coesistenti solido, liquido, vapore.)
È la quantità di sostanza di un sistema che contiene tante entità elementari quanti sono gli atomi in 0,012 kg di carbonio 12. Le entità elementari sono specificate in atomi, molecole, ioni, elettroni ecc. o gruppi specificati di tali particelle.
È l’intensità luminosa in una data direzione di una sorgente che emette una radiazione monocromatica di frequenza 540 · 1012 hertz e la cui intensità energetica in quella direzione è 1/683 W/sr (watt/steradiante).
UNITÀ SUPPLEMENTARI
radiante rad unità di angolo piano È l’angolo piano al centro che su una circonferenza intercetta un arco di lunghezza uguale a quella del raggio.
steradiante sr unità di angolo solido È l’angolo solido al centro che su una sfera intercetta una calotta di area uguale a quella del quadrato il cui lato ha la lunghezza del raggio.
METROLOGIA MISURAZIONI E STRUMENTI Capitolo 9 123 Sezione G ©
Casa Editrice G. Principato
➜ Tab. 2 • Le unità del Sistema Internazionale.
Prefisso Simbolo Fattore di moltiplicazione
ESEMPIO
Supponiamo di voler valutare la forza-peso di una persona di massa 80 kg sulla Terra e sulla Luna.
L’accelerazione di gravità sulla Terra vale mediamente:
gT erra = 9, 8 0 6 6 5 m s2 = 9, 8 1 m s2
Pertanto la forza-peso della persona sulla Terra vale:
PT erra = 8 0 k g 9 , 8 1 m s2 = 7 8 4 , 8 N
L’accelerazione di gravità sulla Luna è circa un sesto di quella terrestre:
nano
pico
femto

10–3
10–9
10–12 bilionesimo
10–15 biliardesimo
atto a 10–18 trilionesimo
gL una = 9, 8 1 6 m s2 = 1, 6 4 m s2
Quindi la forza-peso della persona sulla Luna vale:
P L una = 8 0 k g 1 , 6 4 m s2 = 1 3 1, 2 0 N
cioè 6 volte meno.
9.1.3 TABELLE PER LA CONVERSIONE DELLE UNITÀ DI MISURA
A tutt’oggi negli uffici, nelle aziende e nei laboratori sono impiegate anche unità di misura diverse da quelle previste nel SI, pertanto è necessario poter convertire l’una nell’altra le grandezze fisiche dei differenti sistemi. Per fare questo sono necessari i fattori riportati nelle tabelle che seguono (i valori reciproci dei fattori di conversione sono posti simmetricamente alla prima diagonale).

124 SEZIONE G METROLOGIA © Casa Editrice G. Principato
➜ Fig. 1 • La barra di platino-iridio utilizzata come campione del metro dal 1889 al 1960 nel sistema MKSA.
➜ Fig. 2 • Il kilogrammo campione.
exa E
trilione peta P 1015 biliardo tera T 1012 bilione giga G 109 miliardo mega M 106 milione kilo k 103 mille etto h 102 cento deca da 101 dieci deci d 10–1 decimo centi c 10–2 centesimo
m
millesimo
milionesimo
Denominazione
1018
milli
micro µ 10–6
n
miliardesimo
p
f
➜ Tab. 3 • Prefissi SI.
Unità di lunghezza m in ft miglio marino miglio inglese 1 m 1 39,3701 3,28084 5,39957 · 10−4 6,21371 · 10−4 1 in 2,54 · 10−2 1 8,33333 · 10−2 1,37149 · 10−5 1,57828 · 10−5 1 ft 3,048 · 10−1 12 1 1,645790 · 10−4 1,89394 · 10−4 1 miglio marino 1852 72 913,4 6076,12 1 1,15078 1 miglio inglese 1609,34 63 360 5280 8,68974 · 10−1 1
lunghezza. Unità di massa kg g kgf s2 / m lb lbf s2 / ft 1 kg 1 103 1,01972 · 10−1 2,20462 6,85218 · 10−2 1 g 10−3 1 1,01972 · 10−4 2,20462 · 10−3 6,85218 · 10−5 1 kgf s2 / m (u.p.m) 9,80665 9806,65 1 21,6200 6,71969 · 10−1 1 lb 4,53592 · 10−1 453,592 4,62535 · 10−2 1 3,10810 · 10−2 1 lbf s2 / ft (slug) 14,5939 14 593,9 1,48816 32,1740 1 ➜
5
delle unità di massa.
➜ Tab. 4 • Conversione delle unità di
Tab.
• Conversione
