FOCUS ON:
Why you can't get the parts you need ALSO: Chemical safety
Navigating supply chain


FOCUS ON:
Why you can't get the parts you need ALSO: Chemical safety
Navigating supply chain
Inside the massive effort to maintain and upgrade the St. Lawrence Seaway






WHY
A collaborative, holistic approach is the key to breaking the cycle of inventory challenges, ensuring timely parts availability and optimizing maintenance operations.
An inside look at the maintenance and infrastructure upgrades along the Canadian portion of the St. Lawrence Seaway, a vital waterway for North American trade.
3D printing is reshaping the way manufacturers handle spare parts, reducing costs, cutting lead times and streamlining inventory management—all while boosting operational efficiency and supply chain resilience.
CASE STUDY: CONDITION MONITORING WITH A DIGITAL CAMERA
At Yara Belle Plaine, digital cameras have become a vital tool in condition monitoring, allowing real-time inspections of rotating equipment like couplings and drive belts. 9 12 16

It’s become a cliché to say we’re in unprecedented times, but let’s face it — the challenges we’re grappling with these days are far from ordinary.
As I write this, it’s still February, and North America finds itself in the most unprecedented of unprecedented times. Among them, U.S. President Donald Trump has signed an executive order promising a 25 per cent tariff on imports from Canada and Mexico starting in March — a move that would send shockwaves through industries across the continent, with automotive manufacturers among those hit the hardest.
While the final outcome of these tariffs remains to be seen, the potential for disruption is all too real. The U.S.-Canada border, the epicenter of North American trade, sees about $3.6 billion in goods crossing every single day. A tariff of this magnitude, coupled with the inevitable retaliatory tariffs, could send costs soaring for businesses, reduce our country’s GDP and disrupt the critical supply chains that we rely on daily.
These looming disruptions remind us of a simple truth: the stability of supply chains is directly tied to the stability of the geopolitical ecosystem in which they operate. From raw mater ials driving manufacturing to spare parts keeping machinery running, any disruption in this system can send ripples through entire industr ies and economies.
It just so happens that the theme of this issue of MRO is supply chain resilience — a topic that’s not only critical to the industries you serve but also increasingly vital in today’s unpredictable political climate.
This issue takes a deep dive into
the challenges and opportunities maintenance professionals face when managing supply chains, from safeguarding critical infrastructure like the St. Lawrence Seaway to navigating the complexities of securing spare par ts in an environment where availability is no longer a given. But as we address these operational hurdles, it’s impossible to ignore the larger disruptions unfolding across North America, particularly in light of ongoing trade tensions between the U.S. and Canada.
For MRO professionals, these uncertainties present a unique set of challenges. Securing the necessary parts and materials to keep operations humming has always required careful balancing , but now, more than ever, adaptability and innovation will be essential. Whether it ’s leveraging technologies like 3D printing or reevaluating procurement strategies, strengthening supply chain resilience will demand a mix of foresight, flexibility, and collaboration.
One key takeaway I took from the articles and experts featured in this issue is the importance of staying focused on the long-term goal of stability, even in the midst of uncertainty. While we can’t control the disruptions around us, we do have control over how we respond to them. By keeping our eyes on the bigger picture and building resilience, we can not only navigate these challeng ing times but emerge stronger. And hopefully return to plain old precedented times.
KIRSTYN BROWN Editor kbrown@annexbusinessmedia.com
Connect with MRO magazine @mro_maintenance @MROMagazine /company/mro-magazine @mromagazine info@mromagazine.com mromagazine.com @mrocanada

ESTABLISHED 1985
SPRING 2025 Volume 41, Issue 1
READER SERVICE
Print and digital subscription inquiries or changes, please contact Customer Service
Angelita Potal, Customer Service Administrator Tel: 416-510-5113 email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400 Toronto, ON M2H 3R1
EDITOR Kirstyn Brown 226-931-4194 kbrown@annexbusinessmedia.com
BRAND SALES MANAGER Pat Lorusso 416-518-5509 PLorusso@annexbusinessmedia.com
AUDIENCE DEVELOPMENT MANAGER Beata Olechnowicz bolechnowicz@annexbusinessmedia.com 416-510-5182
MEDIA DESIGNER Lisa Zambri
ACCOUNT CO-ORDINATOR Debbie Smith 416-510-5107 dsmith@annexbusinessmedia.com
GROUP PUBLISHER Anne Beswick 416-410-5248 abeswick@annexbusinessmedia.com
CEO Scott Jamieson sjamieson@annexbusinessmedia.com

Machinery and Equipment MRO is published by Annex Business Media, 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1; Tel. 416-442-5600, Fax 416-510-5140. Toll-free: 1-800-268-7742 in Canada, 1-800-387-0273 in the USA.
Printed in Canada ISSN 0831-8603 (print); ISSN 1923-3698 (digital)
PUBLICATION MAIL AGREEMENT #40065710
Subscription rates.
Canada: 1 year $66.30, 2 years $105.06. United States: 1 year $145.86. Elsewhere: 1 year $167.28. Single copies $10 (Canada), $16.50 (U.S.), $21.50 (other). Add applicable taxes to all rates.
On occasion, our subscription list is made available to organizations whose products or services may be of interest to our readers. If you would prefer not to receive such information, please contact our circulation department in any of the four ways listed above.
Annex Privacy Officer Privacy@annexbusinessmedia.com 1-800-668-2374
No part of the editorial content of this publication may be reprinted without the publisher’s written permission © 2025 Annex Business Media. All rights reserved. Opinions expressed in this magazine are not necessarily those of the editor or the publisher. No liability is assumed for errors or omissions.


WestJet and Lufthansa Technik have signed a 15-year, multi-billion-dollar agreement for engine maintenance services on the CFM International LEAP-1B engines that power WestJet’s Boeing 737 fleet. The deal follows a competitive global sourcing process and is WestJet’s largest in its 30-year history.
Lufthansa Technik will establish a new engine repair station dedicated to servicing LEAP-1B engines for near-wing and quick-turn work. The facility will feature a modern test cell, the first-of-its-kind in Canada, for next generation engines. Operations are set to begin in 2027, with WestJet as the launch customer.
The new Calgary facility is supported by the Government of Canada, Alberta and local investment funds. It represents a $120-million investment and will create up to 160 jobs by 2030. Construction is set to begin in 2025.
Nearly a third (32 per cent) of Canadian small businesses expect their capital investments to decrease over the next two years, according to a new report from the Canadian Federation of Independent Business (CFIB). Additionally, the report found only two in five are making investments to improve their productivity.
CFIB’s research has found that, when adjusted for workforce size, business investment in machinery and equipment declined by 16 per cent — equivalent to $1,178 less per private sector worker — between 2013 and 2023. The federation stated that this drop in investment is exacerbating Canada’s productivity challenges, which already lags behind most G7 countries.
Over two-thirds of businesses said equipment costs are deterring them from investing in capital, followed by the high cost of doing business (56 per cent) and cash flow constraints

(50 per cent). Nearly four in 10 small businesses (37 per cent) in British Columbia, Saskatchewan and Manitoba report that their inability to write off Provincial Sales Taxes is a barrier to increasing their investments.
To address Canada’s stagnant productivity and encourage more investment, CFIB is calling on the federal government to simplify and make the Accelerated Investment Incentive and Immediate Expensing measures permanent to allow faster write-offs, as well as abandon its increase in the capital gains inclusion rate to 66.7 per cent from 50 per cent.
Nulogy, a company specializing in
collaborative manufacturing and supply chain solutions, has introduced a new product to its multi-enterprise platform: Nulogy Smart Factory.
Nulogy Smart Factory aims to help manufacturers with real-time visibility into their production operations. By leveraging bi-directional machine monitoring and automated data capture, manufacturers can address issues on the factory floor as soon as they occur and receive data-driven insights for continuous improvement and sustainable, long-term growth.
Smart Factory is reportedly being used by manufacturers across North America and Europe to help gain insights into the stoppages, downtime and inefficiencies that can impact production throughput.
Nulogy reports that 2.6 billion products are made every year through Smart Factory.

As Ontario workers prepare for potential U.S. tariffs on Canadian goods, the provincial government is investing an additional $100 million in the province’s Skills Development Fund (SDF) Training Stream, bringing the total provincial investment in SDF to $1.5 billion. The investment will support workers in manuf acturing, construction, critical mineral extraction and other skilled trades.
The Ontario and U.S. economies are highly integrated with nearly one in five Ontario jobs dependent on trade with the U.S. and approximately $400 billion in merchandise traveling between the two jurisdictions every year.
Following the up to $260 million call for proposals
for the SDF Training Stream announced in July 2024, the Ontario government received applications totalling over $1.1 billion. The additional $100-million investment announced today will fund more projects than originally planned to support major industr ies and sectors expected to grow or face pressures from potential U.S. tariffs.
The Ontario government is supporting Ontario Power Generation’s (OPG) plan to refurbish and expand hydroelectric stations across Northern Ontario. The $2-billion investment will secure up to 830 megawatts (MW) of clean electricity, enough to power 830,000 homes, helping meet
growing demand from electrification and fueling the province’s growth.
According to Ontario’s Independent Electricity System Operator, electricity demand in Northern Ontario is forecast to increase by 81 per cent by 2050. To meet this demand, OPG and its partner, Andritz Hydropower Canada, will refurbish and expand stations including Otter Rapids, Kipling, Aguasabon, Abitibi Canyon, Manitou Falls, Cameron Falls, Ear Falls and Alexander.
The work will include major rehabilitation of generating equipment to maintain reliable operations and boost production. Once completed, the stations will add up to 40 MW of clean electricity annually, powering over 40,000 homes.
The work is expected to take place over the next 10 years and create over 1,000 skilled jobs in Northern Ontario.
The Canadian Food Inspection Agency has recalled two kinds of Jean Perrin brand cheeses due to a possible pathogenic E. coli contamination. The agency says the recall covers Jean Perrin brand Morbey de Scey and Raclette de Scey cheeses with expiry dates of June 3 and Oct. 3 in Alta., B.C., Man., Que. and possibly other provinces and territories.
The agenc y also warns some cheeses may have been sold in smaller packages with or without a label and varying expiration dates by retailers.
The recall says not to consume, use, serve or distribute the recalled products and consumers are advised to throw a way the cheeses or contact the retailer from which they were sold.


A guide to exposure risks, safety measures, training and emergency preparedness to ensure a safe work environment.
BY CANADIAN CENTRE FOR OCCUPATIONAL HEALTH AND SAFETY (CCOHS)
Exposure to hazardous chemicals is a significant concern in facilities management. The risk of occupational diseases, injuries and incidents can be higher due to the nature of maintenance tasks. Chemicals used in cleaning , lubrication and repair processes can be toxic, corrosive, flammable or even explosive.
Chemicals enter the body by inhalation, skin or eye contact, ingestion (often due to cross-contamination) and even injection through punctures or equipment malfunctions. Recognizing these exposure routes is essential for prevention.
A comprehensive chemical safety program is fundamental to mitigating risks.This includes having a process to identify, assess and control chemical hazards. Maintain an inventory of all chemicals on site and ensure safety data sheets are accessible. Conduct audits to identify expired or improperly stored substances for disposal. Lastly, the importance of safe storage practices cannot be overstated. Separate chemicals by hazard classification and keep flammable mater ials away from heat. Store corrosive substances in specially designed containers to prevent leaks.
An informed workforce, supported by leadership, is essential for maintaining chemical safety. Provide workers with training on chemical safety, including how to use and understand the Workplace Hazardous Mater ials Information System (WHMIS). WHMIS helps workers identify hazards and follow safe handling procedures using safety data sheets. Provide training as part of onboarding and update programs as WHMIS amendments are released.

Exposure control measures play a vital role in reducing risks. The most effective controls are elimination and substitution — can a chemical be removed from the workplace? Engineering controls, such as ventilation, are effective at controlling exposures to hazardous substances. Administrative controls, including rotating tasks and scheduling high-risk activities during low-occupancy periods, can further decrease risks.
Before handling chemicals, maintenance workers must take precautions to reduce r isks. They should understand and follow safe work procedures and review the safety data sheet for each substance. Confirm all controls are in place, including ventilation systems. Chemical containers must be clearly labelled and workers should be familiar with emergency equipment like eyewash stations and safety showers. Ensure workers use required personal protective equipment, such as gloves, goggles and respirators.
In case of emergency Emergency preparedness is critical to chemical safety. Maintenance teams should be trained in spill containment and cleanup procedures, with access to spill kits and fire extinguishers. Clear evacuation plans and incident reporting protocols should be in place. Despite preventive measures, chemical exposures and incidents can still occur. Prompt action is essential to minimize harm. Appropriate equipment should be available and procedures developed for specific workplace chemicals. Emergency eye wash stations and showers should be available if harmful exposures could occur. Workers need to understand their responsibilities in emergencies.
The Canadian Centre for Occupational Health and Safety (CCOHS) promotes the total well-being — physical, psychosocial, and mental health — of workers in Canada by providing information, advice, education, and management systems and solutions that support the prevention of injury and illness. Visit www.ccohs.ca for more safety tips.
BY JAMES REYES-PICKNELL, PRINCIPAL CONSULTANT AND DANAKA PORTER, M.ENG, PMP
The number one complaint from maintainers in the field is that they can’t get the parts they need in a timely manner. This is happening despite inventory on store-room shelves, stores personnel, inventory managers and busy purchasing departments. The established processes may be working as designed, but they are not delivering. Maintenance planners and supervisors become part chasers, tracking down components job by job and building up hidden inventories — unintentionally contributing to the very problem they are trying to solve.
Manufacturing assembly lines provide a confluence of parts, processes and actions that come together in a final product — their common goal. Business processes also have a common goal, but high levels of specialization and management in silos wreak havoc on the results. A lack of cross-functional understanding, such as between maintenance and inventory management, causes communication breakdowns among people, and the business processes they manage. Processes may be working at cross purposes. Stores and inventory management want to reduce inventory, rather than ensuring they have the right inventory. Purchasing wants the lowest pricing, yet delays often result in excessive production downtime. Maintenance wants immediate delivery and does whatever is needed to achieve it. Moreover, departmental goals can conflict with each other. For example, reducing transportation costs by only shipping full truckloads directly impacts the inventory or stores department’s bottom line and shelving space.
Zoom in to uncover the root causes

Stockouts indicate insufficient quantities often because the wrong items have been ordered. Identifying needs and demand can be problematic. Effective inventory management should forecast lead times and track trends, but this requires ERP software and diligent lead time tracking.
Shorter lead times can reduce inventory; however, lead times do not consider the purchasing process time, which often adds time as purchasing seeks small dollar savings per part. When reviewed holistically, how much was really saved when ordering a cheaper part (with a likely longer lead time, and the additional time spent looking for that cheaper part)?
Maintenance repairs are usually rushed; if an item is missing from stock when needed, planners will resort to direct purchase to expedite delivery. The PO is tracked to the WO but not necessarily against the stocked-out stores item. In stores, the higher-than-expected consumption escapes notice, demand appears lower than it really is, and it’s likely the item will be “out of stock” yet again
in future. Maintainers experience the higher level of consumption but are too busy, or don’t think to inform those responsible for inventory management. Eventually, they buy extras and stash them away in their shops. Forecasting inventory based solely on system purchases, which ignores direct buys, leads to inaccurate results. Often, if a part is needed sooner, a planner will bypass the system and purchase it directly. While the PO is tracked to the work order, the inventory itself isn’t logged, perpetuating the cycle. Additionally, if a part isn’t in stores, it’s perceived as “out of stock” by maintainers, who then buy it directly, further bypassing the inventory system.
Ad hoc reductions in stock to eliminate non-moving parts can also remove critical spares if they’re not properly classified. Proper classification helps stores, inventory and purchasing understand substitution options, review frequencies and more. Maintenance and engineering must be involved in demand forecasting and decisions on sourcing critical
parts. Inventory classification should involve all departments.
Despite pressures from operations, maintainers must follow the business processes associated with using spares. By-passing stores through using direct purchases hides consumption (demand) data. As these items are bought through direct purchase, they are not included in consumption data, which forecasting relies on. Thus, inventory management decisions are inaccurate. This results in a vicious cycle of out of stock, wrong inventory being ordered, and growth of squirrel stores.
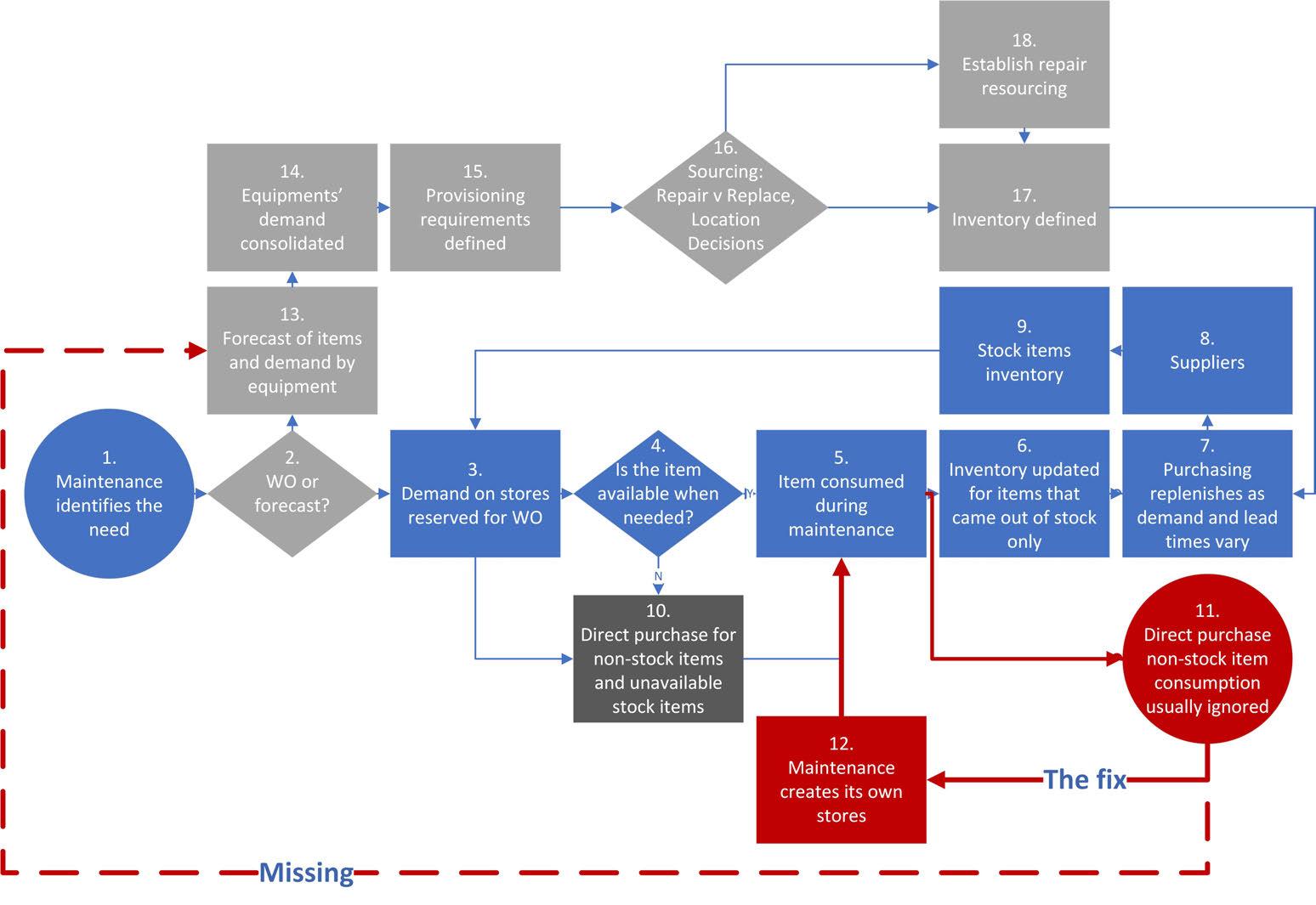
Are the right jobs being done?
The diagram below shows what is, or should be, happening. The blue steps are often followed, whereas the grey steps are often missed, even with new projects. If all steps are followed, the “consolidation” step (#14) is often handled poorly. The solid red steps highlight the workarounds maintenance does in order
to satisfy operational needs. The dashed red line is typically missing, yet if organizations used it, the hidden maintenance stores could disappear. Missing parts translate into equipment downtime, lost revenue and avoidable workaround costs including maintenance overtime, contractors, spare part stashes, and rushed deliveries.
Are the dollars saved by procurement worth the revenue lost waiting for multiple quotes and other delays in processing orders? Are dollars saved in reducing stock levels worth the dollars hidden in those maintenance stashes, the rushed orders and the downtime that stockouts add? When viewed holistically and organizationally wide, the answer is likely, “no.”
This begs the question: Are you really getting the best use of your planners and supervisors who are chasing purchasing, expediting part deliveries and managing their own stashes of parts? Their time is better spent in planning so that trades
wrench time can reach its potential. Fixing the process shortcomings
The challenge in closing these gaps and ending the vicious cycle of stock outs is that there is no single party responsible for fixing it. Maintenance, stores, inventory and purchasing are all involved; however, due to siloing, the managers of those functions have very little understanding of the other functions. Moreover, the performance metrics of these departments requires a focus on optimizing their own individual department processes, which drives overall dysfunction. Collaboration on business process design and then changes to the configuration of management IT systems is needed, adding yet another silo. For these changes to succeed, training and education of all parties involved is required. Reliance on the IT systems alone isn’t enough, especially if the systems or processes were not designed to support an integrated
process, thus not optimizing the outcome.
As each organization is unique, each case will be different. A thorough review of existing processes and how they interact is needed to create a properly integrated system. The process map provided is a good start. Ideally, an organization will gather personnel from each department together and create a Value Stream Map — a map which draws out the process while highlighting each departments' involvement in the process. While completing this map, it is fundamental to document areas or steps which are seen as pain points, just as it is important to document steps that departments feel are working. Discuss the pain points and understand the root cause. A great way to do this is by using Lean®’s Five Why’s, or an Ishikawa diagram. First, understand the root cause of direct purchases, then design a new process to reduce the root cause of the direct purchases. Once the current process
Once the current process is documented, pain points understood and their root causes known, an organization can begin to create an optimized process flow.
is documented, pain points understood and their root causes known, an organization can beg in to create an optimized process flow. Use Value Stream Mapping to obtain feedback from all departments involved the process. A new process is not truly optimized if the pain points still exist or more have been created.
This is not an isolated issue, so fixing it in isolation won’t create lasting change. A multi-disciplinary team is needed to resolve it. Unfortunately,
most organizations are lean on staffing, limiting bandwidth to tackle complex, multi-departmental problems. However, there are actions a single depar tment or person can take, such as understanding root causes, reviewing part lead times and ensuring accuracy — or adding lead time if none exists. Classify inventory based on demand, cost, lead time, or importance — just remember, classifying everything as "critical" renders the classification meaningless. Use this classification to create a list of critical spares and share it with sourcing, procurement, stores and inventory to ensure proper availability and storage.
Lastly, communicate with those in other departments to better understand how your department can make their lives easier. People typically respond better to “How can we make your life easier?” than they do “I need your department to change to make it easier for my department.”
24_014616_MRO_Spring_CN Mod: December 30, 2024 10:35 AM Print: 01/08/25 page 1 v2.5














BY MARI-LEN DE GUZMAN
The work of rigorously maintaining and rehabilitating the infrastructure along the Canadian portion of the St. Lawrence Seaway in Souther n Ontario — a critical artery for North American commercial trade — has continued for generations, with its oldest section dating back to the 1820s. Amid heightened economic tensions spurred by a looming Trump-imposed trade war between the U.S. and Canada, keeping the channel lines between the two nations open, literally and figuratively, has become even more vital.
Dubbed as one of the engineering marvels of the 20th century, the modern-day St. Lawrence Seaway officially opened in 1959, following a five-year construction period. Through the decades, the Seaway infrastructure has undergone continuous upgrades, refurbishments and modernization to keep up with developments in transportation, ensuring reliability and efficiency for all users.
Maintenance work on such massive and consequential infrastructure requires meticulous planning and execution, says Iqbal Biln, manager of corporate technical programs at the St. Lawrence Seaway Management Corporation (SLSMC). The maintenance team is also faced with unique challenges that come with an aging infrastructure, a 24-hour operation during the navigation season and a maintenance window that occurs in the dead of winter. “We have to deal with a lot of winter weather issues while we're doing major maintenance work,” Biln says.
The Great Lakes–St. Lawrence Seaway is a bi-national waterway connecting the St. Lawrence River and the Great Lakes to the Atlantic
Ocean, passing through two Canadian provinces and eight U.S. states.
The SLSMC manages the Canadian portion, while the U.S. counterpart, the Great Lakes St. Lawrence Seaway Development Corporation (GLS), oversees the American section.
From 2024 to 2027, the SLSMC is investing $350 million in infrastructure improvements, with $170 million allocated for the Montreal to Lake Ontario section and $180 million for the Welland Canal. Planned upgrades include maintaining locks and bridges, enhancing energy infrastructure and modernizing mechanical and structural systems to extend the life of critical assets.
“We are a key mode of transportation that’s integral to the North Amer ican transportation network,” says Daniel Boich, manager of corporate program maintenance for the SLSMC.
Today, it consists of 15 locks — a series of watertight basins or chambers that use mechanical systems to lower ships at different levels along the waterway. Thirteen of these locks are operated and maintained by the SLSMC, while the other two are managed by the GLS. Each lock is 233.5 metres long, 24.4 metres wide and 9.1 metres deep and fills with approximately 91 million litres of water in just up to 10 minutes.
The Great Lakes-St. Lawrence Seaway supports over 250 million tons of cargo annually and generates about $66 billion in economic activity. It also facilitates connections across different shipping ports, rails and trucks, serving as a link to 15 major ports through 40 provincial and interstate highways and nearly 30 rail lines. This vital waterway ultimately facilitates trade with more than 50 countries.

“We’re committed to continue leveraging advanced technologies, automation and sustainable practices to remain competitive,” says Boich. “Because this is really why we’re here. Without all of this advancement, moving with technology, it would be a lot more difficult to stay competitive. So it’s at the core of our values.”
The St. Lawrence Seaway is in full operation during a yearly navigational season, which usually runs from the beginning of spring and ends as the winter season gets underway. This past year, the Seaway was open from March 22, 2024 and closed on January 4, 2025 in the Montreal-Lake Ontario section, and on January 10, 2025 in the Welland canal section.
While the system is closed for the navigational season, major maintenance work and infrastructure upg rades are performed. While a


maintenance period ranging between eight to 12 weeks may seem lengthy, depending on seasonal conditions, it can be a relatively small window to perform major maintenance work.
Both the SLSMC and GLS have been working to optimize the navigation window by incrementally adding days to the season, according to information from the Great Lakes–St. Lawrence Seaway website. This typically adds an additional week of navigation each season.
“There’s certain areas, wherever maintenance is planned, where areas are dewatered,” explains Boich. “There are more areas that are dewatered in the Niagara region. So as you can imagine, when we’re being asked to stay open longer by some of our stakeholders, it’s having an impact on maintenance because we’re having a shorter window to execute all this maintenance that we (have planned).”
Because maintenance season always takes place during winter, extreme weather conditions can also impact work.
“The winter conditions are far harsher in Niagara this year. We had this event last week where we had these really cold events and thankfully, we were in a closed (environment),” Boich says. “We have to g ive our employees opportunities to not get frostbite and make sure that they’re ready for work and doing it in a safe manner.”
For an infrastructure system that has been around since the 1950s, one of the most consistent maintenance challenges is an aging infrastructure, Biln says.
“Even though we have done a very good job in maintaining our 90-plus-year-old assets, now they are at a stage where some of these assets require significant refurbishment or replacement to maintain reliability and availability. On an ongoing basis, we do quite a bit of rehabilitation on our lock structures and waterways."
On the west side of the Seaway is the oldest segment of this long waterway — the Welland Canal — where eight of the 13 SLSMC locks are located. First built in 1829, the Welland Canal connects Lake Ontario to Lake Erie,

allowing ships to navigate through the other Great Lakes all the way up to Lake Superior.
Biln’s team recently completed significant maintenance work on Lock 7 of the Welland Canal, which involved refurbishing a pair of 100-year-old spare gates that have been stored at the bottom of the Canal since 1932. The gates are roughly a million pounds each, according to Biln.
To refurbish the old gates, they needed to be transported 14 kilometres upstream to a contractors’ f acility. These gates have a double skin design, says Biln, which allowed the crew to “float” them using tug-assisted barge cranes. The gate rehabilitation took about a year and a half. Once completed, the gates were floated back downstream to Lock 7 where they were installed.
While lock chambers are typically dewatered when maintenance and repair works are conducted, this particular undertaking required the canal to remain watered to enable the transportation of the gates to and from the rehabilitation facility. This necessitated doing the work during the navigation season, but all efforts were made to minimize the disruption to normal operation activities, according to a statement from the SLSMC.
Some maintenance work is also
performed during the navigational season, which requires diligent planning and scheduling.
“For maintenance that we can do in between ships, we generally always plan around our traffic patterns,” explains Boich. “We have a weekly schedule and daily plans. However, we have to be agile everyday and look at where the ships are, when they’re coming and what windows of opportunities we have, and how we can execute what we have planned for this week in those windows of opportunity.”
Maintenance innovation
Technology has played a huge role not just in modernizing the Seaway infrastructure, but also in pursuing a more sustainable operation. Biln says in the last few years, the organization has adopted new technologies that enabled it to “remain sustainable and competitive.”
One game-changing technology for the Seaway is the hands-free mooring system, the world’s first of its kind. The system uses vacuum pads mounted on vertical rails to secure the ship during the lockage process, tracking the ship as it is raised or lowered within the lock.
“This has really transformed our operations by increasing safety, reducing transit times and enhancing competitiveness,” Biln says. The
hands-free mooring system has been recognized with industry awards including the Promising Innovation in Transport Award by the Organization for Economic Cooperation and Development in 2015.
Innovation within the SLSMC goes beyond technology, as well. Maintenance processes also undergo reviews to ensure adherence to industry standards. The corporation implemented a ‘maintenance excellence’ program five years ago, Boich says.
The program allowed the maintenance team to benchmark itself against industr y best practices. By zero-basing its maintenance program using a ‘failure mode, effects and criticality analysis’ with multiple stakeholders, the team was able to validate their work.This analysis identified and evaluated the critical assets, deter mining how these assets can fail, the mitigating factors that need to be in place and the maintenance action required to reduce the risk of failure, Boich explains.
“Every healthy maintenance program has a mixture of reactive maintenance, preventative m aintenance and condition-based maintenance. We re-assessed all the maintenance activities that we were doing and tried to interject as much more condition-based maintenance, where we could, and (also) look at preventative maintenance,



because in reality, in every preventative maintenance program, as new people come into the organization — as it’s a constantly evolving organization — there’s a tendency to
add versus subtract,” he says.
Boich says this undertaking had been “transformational” for the organization. He says the long-term goal is to move toward more predictive
"We're going to introduce more predictive maintenance and predictive modeling of failures before they actually happen," says Boich.
maintenance. Driving this goal is a new data analytics and archiving system recently rolled out at SLSMC. This data management system will pave the way for more predictive maintenance programs, he says.
“We are utilizing a system called OSI PI. It’s basically a data archiving system and we're going to introduce more predictive maintenance and predictive modeling of failures before they actually happen."
3D printing is reshaping the way manufacturers handle spare parts, reducing costs, cutting lead time, and streamlining inventory management—all while boosting operational efficiency and supply chain resilience.
BY DAVID GILL

Spare parts production can feel like an exercise in inefficiency, especially when using traditional manufacturing methods. Creating a small quantity of spare par ts for a product that might become obsolete within a year or two costs much more per part than the original product manufacturing. With 3D printing, manufacturers can dramatically lower the cost, lead time and other factors that make producing spare parts such a hassle. A digital inventory allows manufacturers to save space, time, money and labor without compromising their ability to produce spare par ts on-demand.
Manufacturers may notice the biggest difference in 3D printing’s ability to cut production costs. 3D printing relies on limited equipment and a
short range of materials. Since most of the process is automated, manufacturers need fewer workers and labor hour s to devote to a single task. They can avoid committing certain pieces of equipment to traditional manufacturing, reducing the cost of equipment and maintenance. As a result, 3D printing can lower parts production costs by as much as half. The cost reduction of 3D printing bears out even better for limited editions of products. Traditional manufacturing is an expensive process for custom products, leading many manufacturers to decide that the reward is not worth the effort. 3D printing a design, with much less work, can give manufacturers the ability to customize and continue to meet the needs of those customer s.
Decrease production time
One of the chief contributors to the
cost of production is the time and effort it takes to produce a single part, which 3D pr inting can reduce significantly. From the initial production to completion, some manufacturers need weeks or months to produce a volume of a certain part using traditional manufacturing. By keeping all the supplies and work in-house, much of it automated, 3D printing can help manufacturers cut a weekslong turnaround into hours. The design can also overcome many of the factors that increase production time, such as sourcing additional materials or assembly. For spare parts, which may not be needed frequently or at all, eliminating wasted time translates into real savings for the manufacturers and better customer satisfaction with the process.
Inventory storage can take up valuable real estate in a warehouse, and 3D printing can dramatically reduce the amount of space each part needs. Manufacturers that release a new edition of a product every year may find themselves swamped with an inventory of spare parts for products that they no longer have the equipment to make. This problem calls for a solution that neither devotes a massive amount of space, nor abandons active users of products that are becoming obsolete. With a 3D printer, manufacturers can maintain a digital inventory of designs, including spare parts of obsolete products. This inventory allows them to produce parts, when necessary, without having to keep those parts in storage.
3D printing cuts material waste at most steps in the manufacturing process, including the minimization of wasted parts at the end of their relevance. Because 3D printed materials don’t need to be molded or shaped during production in the same way as traditional manufacturing, they often generate less wasted materials. Reducing waste can cut down on the supplies that manufacturers need to buy for production. Additionally, by relying on a digital catalog of spare parts designs, manufacturers can limit their initial production of these parts. Producing parts on-demand decreases the number of parts that manufacturers have to waste to avoid
keeping an obsolete inventory.
After a major redesign, the parts to the older product also become obsolete. Manufacturers may not even have the equipment to create parts for outdated products, much less a continuous supply of spare parts for those products. Under traditional manufacturing, this process often meant that customers had to rely on the resale market for par ts they need. 3D printing makes an inefficient, dissatisfying process into something simple that manufacturers can keep in-house. They can cycle out outdated tools and manufacturing systems because they will not need them to keep older products functioning. For high-value products that customers keep for decades, being able to produce a spare part to specification within days can
help manufacturers maintain high brand loyalty.
The supply chain creates the potential for havoc, especially for manuf acturers who rely on multiple supply chains and suppliers in varying regions. Supply chain dynamics affect manufacturers’ costs, production time and delivering capacity. Building redundance into the supply chain can help, but does not completely smooth out ripples in demand, availability or cost. In many cases, 3D printing allows manufacturers to produce spare parts in-house while relying on a smaller range of materials for production and limiting the steps between creation and delivery. They can guarantee that they have what they need to create parts on-demand, allowing them to ride out inconsistencies in the supply chain.
Equipment failure can lead to significant downtime, which creates lost opportunities for revenue generation. When equipment breaks down, the time spent identifying the cause, sourcing equipment and materials and fixing the problem can take days to weeks. The use of additive manufacturing gives manufacturers maximum flexibility and the speed in which to take action. Because parts can be produced on-demand with very little labor, manufacturers can rapidly prototype solutions and test them within hours or days. Operation downtime for customers reduces, leading to greater customer satisfaction and resilience for the company long-term. Along with predictive maintenance services and other approaches, manufacturers can help customers get the most out of their products.
3D printing has been revolutionizing manufacturing. Manuf acturers may not have the space or logistics to maintain large inventories of spare parts that customers might never need. Devoting space, money and labor to the production and management of spare parts can be rendered unnecessary with a digital inventory of parts that can be created using a 3D printer. Manufacturers can ensure that each customer gets what they need without having to guess at future needs or taking excessive time to produce parts to specification.
David Gill is the Director of Industrial Parts & Services at Advanced Technology Services, Inc. (ATS) and works closely with MRO parts and supply chain experts to ensure seamless operations and service delivery, driving parts efficiency and reliability for leading manufacturers.






At Yara Belle Plaine, digital cameras have become a vital tool in condition monitoring, allowing real-time inspections of rotating equipment like couplings and drive belts.
BY GARY EINARSON
Abstract
The oil and gas industry has become critical for sustained operations and long-term asset reliability. When it comes to condition monitoring, expensive technologies, extensive training and years of development often come to mind, especially regarding rotating equipment. Tools such as vibration spectrum analysis, thermal imaging, oil lubrication analysis and motor current analysis provide valuable snapshots and have been useful in practice for quite some time.
At Yara Belle Plaine, a fertilizer manufacturer in Canada, the use of digital cameras has long been a key component of condition monitoring for couplings and belt drives. Some guards already had openings through which photographs could be taken, while others required modification. This approach has enabled the plant to visually identify issues while equipment is in operation, allowing for the planning and execution of repairs with minimal impact on production and immediate attention to safety-related concerns. The photos captured have provided insights into the condition of couplings under load and allowed for a comprehensive view of the entire circumference.
This case study examines how digital cameras have been utilized at the plant to identify issues before they escalate. Let’s explore how a digital camera can be integrated into the condition monitoring toolbox — after all, a picture can be worth a thousand words.
Background
The camera has become an essential tool in our Condition Monitoring Program, allowing us to inspect

moving objects that would otherwise require a shutdown. Our plants have rotating and moving equipment that runs continuously. The camera enables us to inspect couplings, drive belts, belt splices, cooling tower fans and more while the equipment is running, provided it’s safe or proper safety arrangements are made. The images have enough resolution for detailed inspection from a computer. Five-second videos often capture abnormal motion or noises, and when recorded at the right resolution, they result in small files easily included in reports.
Before digital cameras, strobe lights were used to inspect moving parts. However, strobes were bulky, required significant line-of-sight and couldn’t store images. The digital camera is compact, offers multiple
ID fan.
settings and records videos.
At Yara Belle Plaine, we’ve used camera images to identify coupling defects, cracked drive belts, conveyor belt splice separations, cooling tower fan issues and damaged motor cooling fans. Photos of machines running at up to 3600 RPM are easily captured in various lighting conditions. Many guards have openings for photographing moving parts, while some equipment, like belt conveyors and screeners, are more exposed.
We routinely capture baseline photographs of critical and semi-critical machines for compar ison and trending when issues arise. Below are examples where the camera has been instrumental in diagnosing problems.
Case #1: Coupling failure at the primary reformer ID fan
During normal operations at the
plant, the vibration on the primary reformer ID fan increased from 5.5 mm/sec to 6.7 mm/sec. Although this rise did not reach the online alarm threshold, the change in vibration levels warranted an investigation to determine the cause. In conjunction with vibration analysis, photographs were safely taken while the fan was operational, allowing us to identify the damaged coupling swiftly. A controlled plant shutdown was planned a nd executed to conduct maintenance before a catastrophic failure of the coupling could occur. The root cause analysis (RCA) concluded that a change in alignment due to motor movement was responsible for the issue.


The above photograph depicts a coupling with broken bolts and shims. Vibration readings alone were insufficient to definitively determine coupling issues; however, the photographs revealed both the source and severity of the failure. This information facilitated proper planning and the implementation of safety precautions around the equipment until it could be taken offline for repairs.
The digital camera...frequently identifies defects in rotating equipment, allowing corrective maintenance to be planned and executed before production losses or safety concerns arise.
Photos can be taken through the small openings of a guard. One such photo shows a cracked drive belt that poses a risk of breaking and damaging the other belts. If the remaining belts beg in to slip due to an insufficient number of functional belts, a broken belt could also lead to other belts detaching from the sheaves.
The photograph below illustrates the looseness of the belt, including the belt identification numbers. The bucket elevator is located in a remote area with the drive at the top;
therefore, utilizing a camera was an effective way to capture the condition of the belts without requiring additional visits. A short video was also taken and included in the report. This assessment occurred during a busy loading season, allowing for maintenance work to be planned and executed without delays to the loading schedule.
The digital camera has proven valuable in our reliability program. It frequently identifies defects in rotating equipment, allowing corrective maintenance to be planned and executed before production losses or safety concerns arise. Taking photos while equipment runs offers several advantages: Multiple images provide a comprehensive view of the entire drive, enabling observation of most surfaces, confirming part numbers and revealing defects visible only under load. When implementing this program, it’s essential to photograph only when safe and follow established safety protocols.
Gary Einarson is the Vibration Technologist at Yara Belle Plaine, located in Belle Plaine, Sask. He is also a Certified Reliability Leader (CRL) and a Certified Maintenance and Reliability Professional (CMRP), having completed Level 4 Vibration Analysis and Level 1 Thermography.

POSITAL has introduced a series of heavy-duty IXARC rotary encoders designed for high shaft load applications. These encoders can handle radial loads up to 350 N (80 lbs) and axial loads up to 250 N (56 lbs), making them suitable for harsh environments like marine, offshore, and construction industries.
Available in aluminum or corrosion-resistant stainless steel, the encoders feature IP67-rated seals for protection against dust and water, and can endure shocks up to 200 g and vibrations up to 20 g. These encoders offer both absolute and incremental versions with various interface options, and they meet ATEX and IECEx certifications for use in hazardous environments. www.posital.com

IDEC Corporation has launched the SA1N series of subminiature photoelectric sensors, designed for applications with limited installation space. Available in barrel and block form factors, these sensors offer high accuracy and performance with a rapid 0.5msec response time.
The barrel-mount version provides a 3-50mm sensing range, while the block-type detects over
5-30mm. Both models feature built-in amplifiers and sensitivity adjustment, operate at 24VDC, and are available in NPN or PNP configurations. With IP67 or IP64 ratings, they are ideal for industrial environments, offering a cost-effective solution for applications in automation and production lines. www.idec.com/usa

Emerson has released PAC Machine Edition (PME) 10.6, an integrated development environment software that enhances productivity for users managing PACSystems PLCs and QuickPanel HMIs.
The update introduces a new PACSystems Simulator, enabling users to test and troubleshoot control logic without needing new hardware. PME 10.6 also features an advanced data monitor for efficient diagnostics and optimized connectivity with improved OPC-UA PAC Server and PROFINET support. With enhancements to programming efficiency, such as improved User-Defined Types (UDTs), PME 10.6 accelerates development time and enhances system performance. Ideal for automation designers and integrators, it offers faster development, better system visibility, and improved project implementation for industries requiring robust control systems.
www.emerson.com
IKO has introduced the LT170H2 direct drive linear motor stage, designed for dynamic applications requiring high thrust and long stroke lengths in tight spaces. Delivering up to 500N of maximum thrust and speeds of up to 3,000mm/sec, the LT170H2 is ideal for precise positioning tasks in industries like semiconductor fabrication, material handling, and assembly systems. Its compact 170mm width, low-cogging motor design, and C-Lube linear bearings ensure high-speed precision with reduced cycle times and 48% lower power consumption compared to previous models. The LT170H2 offers exceptional performance for applications requiring both high thrust and accuracy in constrained environments. www.ikont.com
EXAIR’s TurboBlast® Safety Air Gun is designed to for cleaning and blowoff applications in industrial settings. With the help of an easy-adjust gate valve, the TurboBlast can be fine-tuned to
meet the user’s specific needs on the fly. It is ideal for blowoff applications requiring maximum force such as removing stubborn or heavy debris like slag and flash, part drying or cooling from a distance, as well as heavy duty cleanup in busy facilities.
It features a cast aluminum handle with a rugged elastomer grip that’s not only UV and chemical resistant, but insulated from heat or cold. The light touch activation trigger creates a powerful blast of air and also includes a “Dead Man’s” grip that turns air off if the air gun is dropped.
The TurboBlast is available in multiple different flow rates and extensions up to 6 feet long to provide ease of reaching into difficult to reach areas. It is CE compliant and meet OSHA standards.
www.exair.com

AutomationDirect has introduced the BLOCK CT and USTE series open core control transformers, designed to provide flexible voltage step-

down solutions from 208 to 600 VAC. The CT series is ideal for isolation, lighting, and signaling systems, with ratings from 50 to 2500 VA. The USTE series offers tool-free push-in wire terminals and thirteen jumper-selectable primary inputs, ranging from 40 to 3200 VA. Both series are RoHS compliant and CE marked, with the USTE models ensuring safety for SELV circuits. The transformers are available in fused versions, with pricing starting at $53, and come with a 3-year warranty.
www.automationdirect.com/ open-core-transformer
Hammond Power Solutions (HPS) Smart Transformers for mediumand low-voltage applications feature IIoT-enabled power monitors that provide critical data insights, helping users proactively address potential issues before costly
downtime occurs.
HPS Smart Transformers give users control over electrical systems by continuously monitoring key parameters and providing real-time analytics. This enables early detection of equipment stress or failure.
Key features include predictive maintenance, easy setup, remote monitoring for real-time data, Power Quality Insights for optimized operations, and Secure Network Integration for enhanced cybersecurity.
www.hammondpowersolutions. com
Danfoss Power Solutions has expanded its DM series of programmable displays with the launch of the DM-Qt series, offering enhanced design flexibility for embedded user interfaces.


The DM-Qt series supports Qt as a plug-in to PLUS+1® GUIDE, allowing for faster UI development with a seamless workflow and extensive pre-built design elements. This enables manufacturers to reduce design time by up to 50%, making it easier to create customized,
high-performance displays for industrial applications. The DM-Qt series is ideal for control systems, improving efficiency and accelerating time to market for embedded display solutions.
www.danfoss.com/


BY DOUG MARTIN
In the early years of the bearing industry, the bearing manufactures would set up manufacturing facilities around the world in many countries. In those factories, a broad range of bearing types and sizes would be made.
By the 1970s, however. with a developing global economy, bearing manufacturers began to rationalize production such that plants would specialize in a product line or two and on specific size ranges.
Locally, the manufactures would have warehouses across the continent and in almost every Canadian province. As the highway systems developed and trucking increased, the smaller warehouses began to close, and soon there were only regional warehouses. By the turn of the century, bearing manufacturers relied on a central major distribution center that was operated by a third party and that held more than one power transmission manufacturer.
During this same period, the bearing distributors consolidated from a number of local and regional distributors, often family run, into a few major distributors that had branches all over North America.
In the early 2020’s, likely influenced by the COVID epidemic, the global transportation system began to have issues. Certainly, the frailty of the system was highlighted by the running aground of a container ship in the Suez Canal. Shipments across the Atlantic Ocean doubled from four to six weeks to eight to 12 weeks. Even today, we are still experiencing labour unrest at the major ocean ports.
Another factor is the high cost of crude oil, which affects the shipping industry’s reliance on petroleum-based fuel for ocean-going vessels. Indeed, we are in the beginning age of hybrid and electric cars, however, there is a lack of replacements for ships, railways and heavy road trucks burning diesel. The age of inexpensive and timely overseas shipping may be behind us. However, bearing manufactures are going back to “local” production (meaning within North American as opposed to state or province). Local plants are being converted to produce multiple product lines, leveraging the latest production technology that allows for shorter runs without the usual high costs of tooling changes.
There is no question that users and OEMs must adjust to this new world in which product availability may not be what it once was. Here’s how a designer can address this issue:
1. Under stand the design system for bearings in terms of what standards it is following. For instance, some bear ing products may be more popular as a metric nominal product as opposed to an inch nominal product and vice versa.
2. For each product type, identify the preferred shaft diameters, as these determine which components are more commonly available for those sizes.

3. Not all bear ings have equal availability. For example, consider three spherical roller bearings with bore diameters of 22215K, 22216K, and 22217K, which differ by just 10mm. The 22215K and 22217K are highly popular and readily available from distributors and manufacturers, while the 22216K is less common and often harder to find, along with its associated components.
4. Ensure that the chosen nominal dimensions are consistent with the products components. As an example, SAF type housings are designed to inch nominal dimensions. The associated components for this housing, such as the triple lab seals are most often used with inch shafts. If a designer chooses a metric shaft to be used with these housings the manufacturers will make the metric bore seals, but they are likely made to order and significantly more expensive.The same holds true for the SNL-style housings that are made to metric nominal dimensions as are their associated components. In this case, by using a metric shaft for these housings, one improves the chances of the components being availed and at the best price.
5. Keep in mind that just because the bearing is shown in a catalogue or on a technical website does not mean that it will be on the shelf or even regularly produced. Today, many manufacturers will tag the popular bearings to indicate those that are popular. Sometimes one size larger will be more popular and less expensive. Work with the manufactures representatives to help select the right product in terms of both dimension plans and which is more available.
Douglas Martin is a heavy-duty machinery engineer based in Vancouver. He specializes in the design of rotating equipment, failure analysis and lubrication. Reach him at mro. whats.up.doug@gmail.com.







Lubriplate’s ultra-high-performance, 100% synthetic lubricants have been engineered to provide unsurpassed performance in the most demanding plant environments. They provide a wide range of benefits designed to make your plant run better. Benefits include: extended lubrication intervals, lubrication consolidation through multiple application capability, reduced friction, extended machinery life and reduced downtime. Products include...
HIGH-PERFORMANCE SYNTHETIC GEAR OILS
SYNTHETIC AIR COMPRESSOR FLUIDS
SYNTHETIC HYDRAULIC FLUIDS
HIGH-PERFORMANCE SYNTHETIC GREASES
NSF H1 REGISTERED FOOD GRADE LUBRICANTS
ECO-FRIENDLY SYNTHETIC LUBRICANTS
SPRAY & SPECIALTY LUBRICANTS Scan the QR Code for More Information About Lubriplate’s Products and Services.



