For over 70 years, Greentree has been designing, manufacturing and supplying masking products to the world’s Surface Finishing Industry. With dedicated in-house design, development and manufacturing facilities, such as; rapid prototyping, Die Cutting, Kanban services – Greentree has become a leading supplier in masking solutions, servicing industries such as aerospace and automotive.
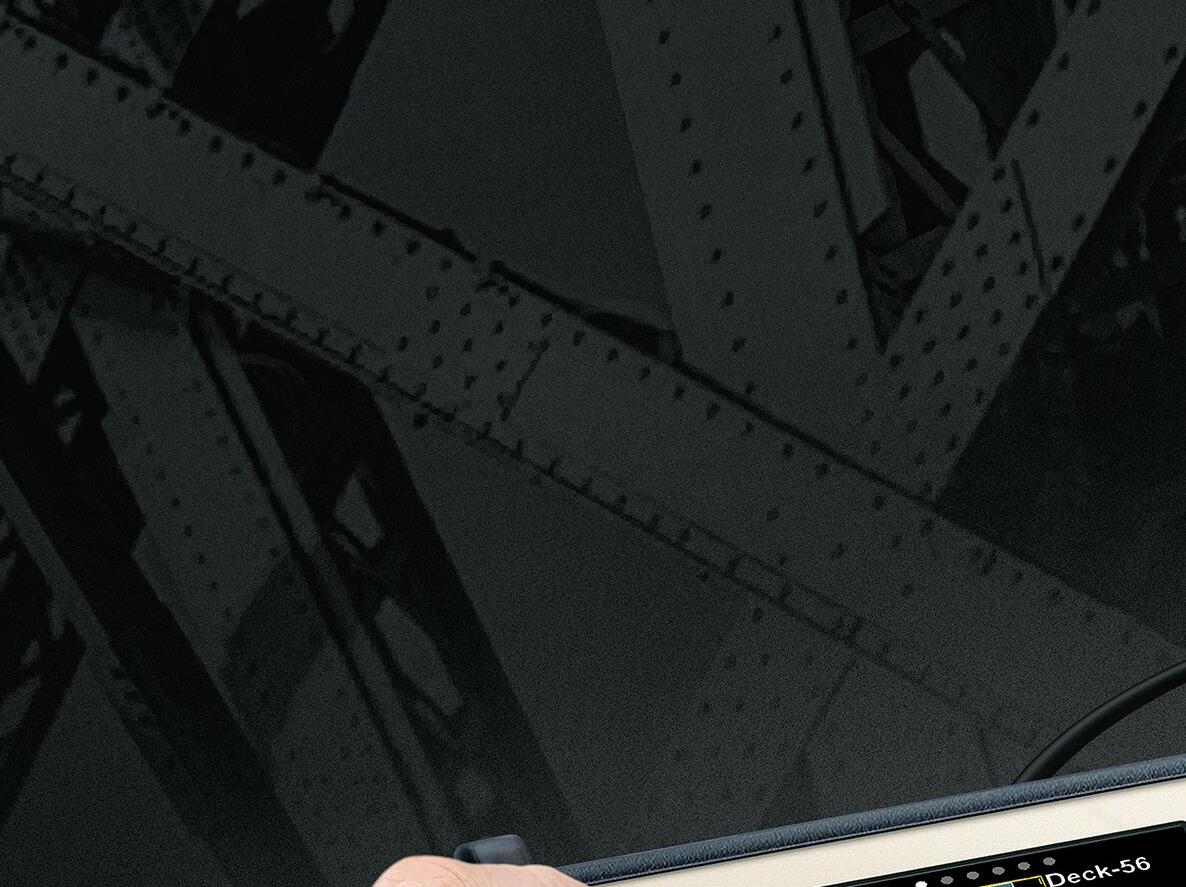
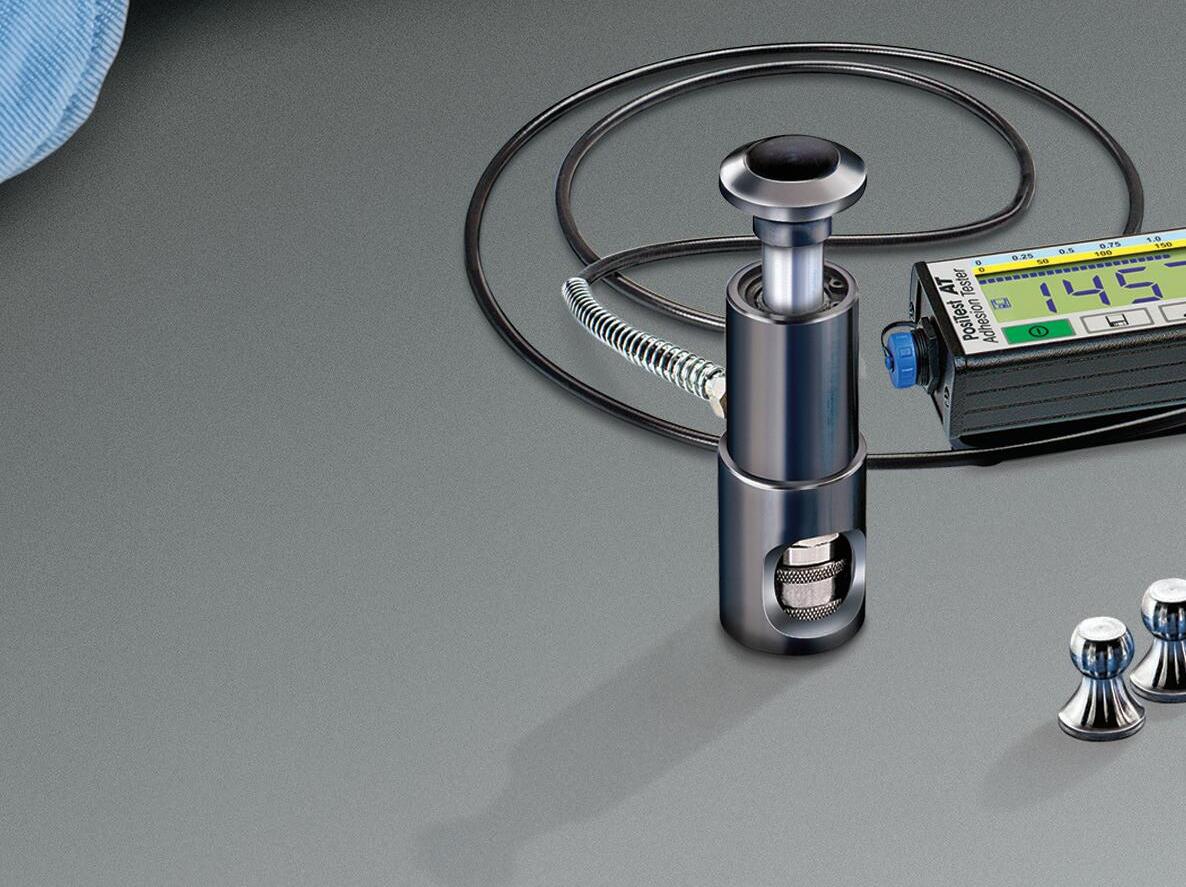
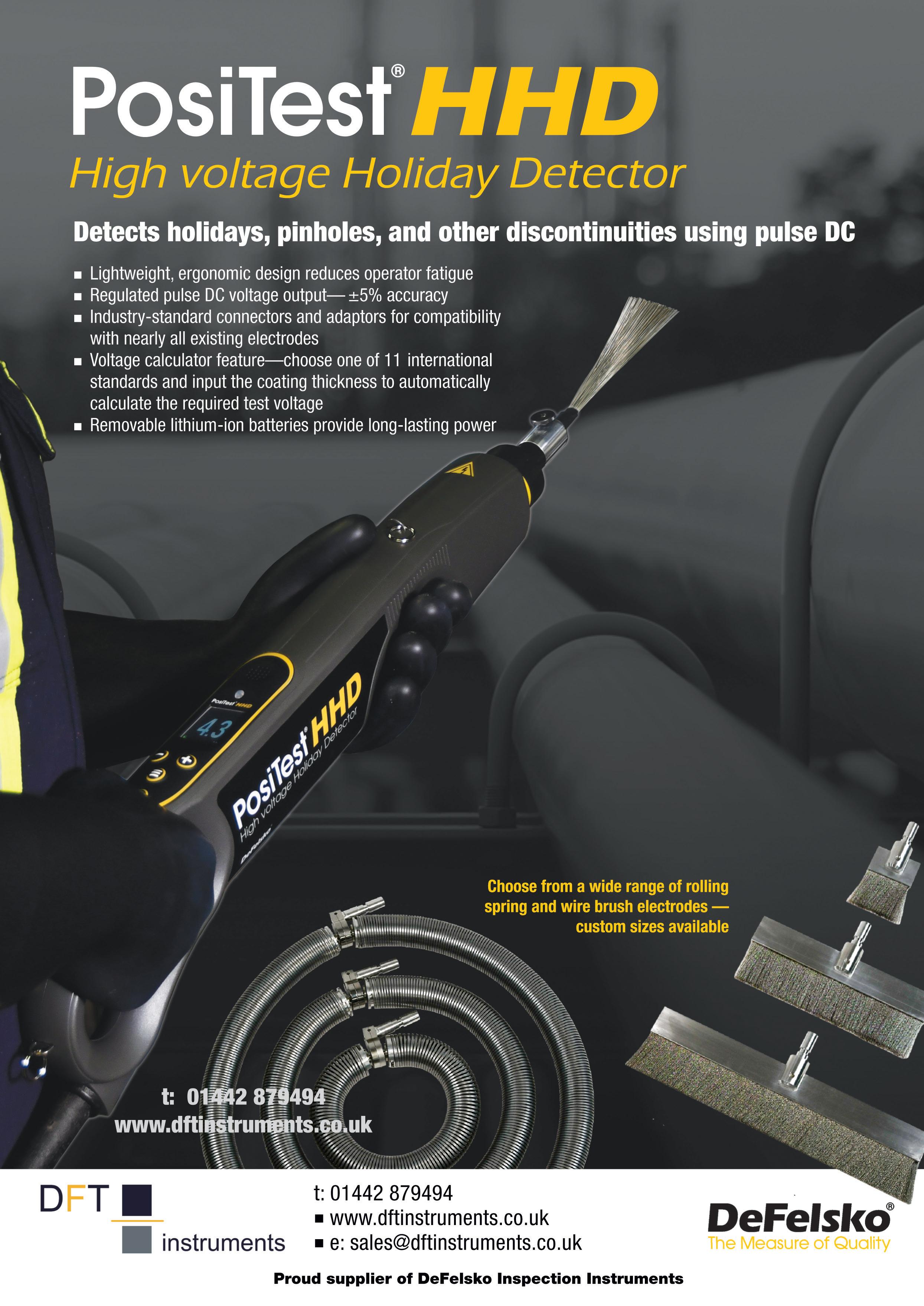
Pull-Off Adhesion Testers
Measure the adhesion of coatings to metal, wood, concrete and more
n Impact and scratch resistant color Touch Screen display with keypad
n Wirelessly connect the PosiTest AT-A to your smart device using our free app
n Record the results as pass/fail and the nature of fracture cohesive, adhesive and glue failures
MANAGING DIRECTOR & ADVERTISEMENT DIRECTOR
Nigel Bean
t: +44 (0) 1442 826826
e: nigelbean1@aol.com nigelbean@surfaceworld.com
EDITOR & GRAPHIC DESIGNER
Jane Soones
e: janesoones@aol.com janesoones@surfaceworld.com
CIRCULATION & SUBSCRIPTION DEPARTMENT
Sheena Burrus e: sheenaburrus@hillmedia.com
EXHIBITION ORGANISER
Sheena Burrus e: sheenaburrus@hillmedia.com
Hill Media Ltd, Marash House 2-5 Brook Street, Tring, Hertfordshire HP23 5ED, United Kingdom.
With architectural coating specifications now asking for QUALICOAT, should you not be looking to join?
Meet us on stand A14 at Surface World on the 25th to 27th February 2025
SURFACE
SHARE, LEARN, CONNECT AND SHAPE THE FUTURE –UNDER ONE ROOF, OVER TWO DAYS.
INDUSTRY
CAPS & PLUGS HADLEIGH ENTERPRISES OFFERS
WITH THEIR CUSTOMERS. 44
TESTING & MEASUREMENT
SAVING COSTS BY USING INLINE MEASUREMENT FOR ELECTROPLATING REEL-TO-REEL APPLICATIONS.
XRF ANALYSIS PROTECTS THE ELECTRONICS INDUSTRY BY ENSURING
REPORTING
PAINT & POWDER
AKZONOBEL ANSWERS MARKET NEED
AMBER INDUSTRIESAUTOMATED CONVEYOR & HANDLING SYSTEMS
With origins going back over 60 years Amber Industries was incorporated in its current form in 2002. In 2005 it was subject to a buyout by the current management team. Amber Industries have the technology and the organisational capability to provide conveyors and material handling solutions from simple belt conveyors and roller conveyors through to complex integrated conveyor systems including overhead conveyors, power & free conveyors, inverted chain conveyors, floor conveyors, tote and unit load conveyors, line-shaft conveyors, ZLP conveyors, accumulation conveyors, pallet handling conveyors, incline belt conveyors, laundry conveyors and curved and spiral conveyors.
All our conveyors are manufactured in the UK to rigorous quality standards and are designed with the customers individual requirements in mind using the latest 3D CAD software packages. Conveyor control systems’ architecture and software is done by our in house conveyor control systems engineers and programmers. Installation and commissioning of our conveyors can be undertaken by our highly trained team of site technicians.
Overhead Conveyors
MCM overhead conveyor systems have for over 40 years been used to improve the operational capacity and efficiency of many and varied types of industrial and manufacturing facilities.
By the nature of their design and construction overhead conveyor systems enable the optimisation of available factory floor space. MCM’s wide range of overhead conveyor systems are used for many materials handling operations including; assembly lines, storage facilities, component distribution, waste removal, and surface finishing processes, e.g. shot-blasting, cleaning and de-greasing, painting, powder coating, plating and high temperature baking etc.
Our overhead conveyor systems are frequently found working in such industries as: automotive manufacturers, automotive component suppliers, commercial vehicles, construction and municipal plant, agricultural equipment, white and brown goods, abattoirs and meat processing plant and sometimes in more unusual settings like museum displays, exhibition displays and shop windows. Overhead conveyor systems area a highly versatile method of moving products and materials and their modular construction means they can readily be configured to a large variety of applications
Floor Conveyors
Floor Conveyors and Floor Conveyor Systems are allencompassing terms used in the Materials Handling industry to cover a large range of types of conveyor systems and conveyor equipment, the common element being that they are generally mounted directly on the floors within buildings.
Some of the more commonly used types of floor conveyors and floor conveyor systems are: gravity roller conveyors and skatewheel conveyors, flexible roller conveyors, ball table transfer units, powered roller conveyor systems, accumulation conveyors, belt conveyors & belt conveyor systems, plastic modular belt conveyors, assembly line conveyor systems, picking line conveyors, tote conveyor systems, case & carton conveyor systems, incline conveyors & mezzanine floor conveyors, inter-floor conveyor systems, heavy duty powered
roller conveyors, pallet handling equipment and pallet conveyor systems, production line conveyor systems, industrial conveyors, chain conveyors, slat conveyors, shuttle car conveyors, in-floor conveyor systems, towline conveyors, power bend conveyors, spiral conveyors & elevators / lowerators.
Within the field of transporting, moving and handling materials and products floor conveyor systems have a vast number of applications. Big users of floor conveyor systems are the logistics and distribution industry, warehouses, e-commerce fulfilment centre, parcel handling depots, the printing and packaging industry, the food processing and drinks industry, and many other manufacturing industries such as automotive and white goods.
Whether it’s a simple floor conveyor layout or a fully integrated floor conveyor system within a production or intralogistics facility Amber Automation has the expertise to design, develop and implement a bespoke floor conveyor system to exactly meet your business needs. Amber Automation’s team of experienced conveyor and control systems engineers will select the most appropriate conveyor technology to achieve the objective. They will not only use our own range of conveyors UK manufactured conveyor equipment but also use other suitable products available on the market.
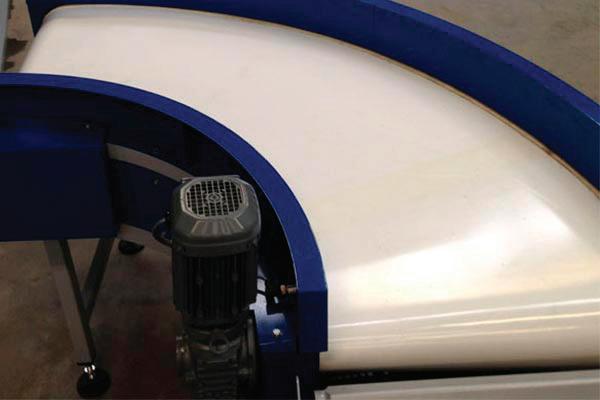
Powered Belt Curves
Belt curves, belt curve conveyors, belt turns, power curves, power curves, power turns, belt curves conveyors, curved belt
conveyors, powered belt curves, powered belt curves conveyors, powered belt curves, powered belt curve conveyors, powered belt turns, spiral curves, spiral incline conveyors, spiral decline conveyors are all terms used to describe the same piece of equipment. Within this website we use the terms: belt curves or belt curves which are the most commonly used English terms.
Essentially belt curves are curved belt conveyors which enable the smooth change in direction of travel of a conveyed object whilst maintaining its orientation relative to the direction of travel. Amber Industries Ltd manufactures belt curves in the United Kingdom under the highly respected Gramac Quartz brand name.
The name ‘Gramac Quartz’ is synonymous with the unsurpassed reliability of its products and their ability to keep on providing top class performance and longevity under the most demanding operation conditions and the toughest of environments, e.g. extremes of temperature, humidity and airborne dust. A large range of ‘standard footprint’ belt curves are available, however by investing in the latest technology Gramac Quartz’s design and manufacturing processes have the in-built flexibility and responsiveness to enable almost any ‘bespoke footprint’ belt curves to be offered to meet customer’s unique requirements.
Telephone: +44 (0)161 284 2222
Email: info@amber-industries.ltd.uk
Visit: www.amber-industries.ltd.uk
SURFACE WORLD 2025:
Share, Learn, Connect and Shape the
Future
– Under One Roof, Over Two Days
Surface World 2025 is more than just a typical trade show – it’s an event that’s all about transforming the surface finishing industry. Set to take place on Wednesday 26th and Thursday 27th February, it’s a two-day gathering where professionals from the industry come together to share, learn, connect, and shape the future.
This two-day event is more than just a showcase of products; it’s a platform for innovation, learning, and networking. Attendees can expect to see the latest advancements in surface finishing technologies, from state-of-the-art machinery to cutting-edge techniques that are pushing the boundaries of what’s possible in the industry.
Surface World 2025 provides the perfect opportunity to get hands-on experience with the newest technologies and ideas shaping the future of surface finishing. From environmentally friendly coatings designed to minimise ecological impact or delving into the intricacies of advanced automation systems streamlining production processes, participants can explore diverse innovations first-hand.
With a vast array of specialist experts from within the industry and interactive demonstrations taking place on the exhibitor’s stands, attendees will have the chance to gain valuable insights and knowledge that can help them stay ahead of the curve in this fastpaced industry.
Networking plays a crucial role at Surface World 2025, offering attendees a valuable opportunity to expand their professional connections within the surface finishing industry. Beyond merely exchanging business cards, this event provides a dynamic platform for forging meaningful partnerships and exploring collaborative ventures. Attendees will have the chance to engage with like-minded professionals, share insights, and cultivate relationships that can lead to new opportunities for growth and innovation. Whether it’s discovering potential collaborators for projects or finding mentors to offer guidance, the networking opportunities at Surface World 2025 are bound to leave a lasting impact on attendees’ careers and businesses.
Surface World 2025 represents a pivotal moment for the surface finishing industry. It’s a chance for professionals to come together, share ideas, and shape the future of the industry. Whether you’re a seasoned veteran or just starting out in the industry, there’s something for everyone at Surface World 2025.
Surface World 2025
Hall 11, NEC, Birmingham 26th & 27th February 2025
For more information about Surface World 2025, please contact Nigel Bean: nigelbean1@aol.com
Surface World 2025 - Wednesday 26th & Thursday 27th February
THE KEY TO ARCHITECTURAL POWDER COATING SUSTAINABILITY
By Chris Mansfield - QUALICOAT Chair
Architectural Aluminium Powder Coating is applied using the well known methodology of spraying electrostatically charged fine polyester based powders onto a product. Coated aluminium products are then heated to an optimum temperature to melt the powder which allows it to flow and chemically cross-link into a sustainable coating. As the product cools the coating sets and the finish is complete. The problem is, like most applied opaque coatings, the finish may look good, but the coating can hide a multitude of problems on the surface of the metal. If contaminants are present, or a pretreatment process is lacking, a failure of the coating will become evident over time.
Prior to powder coating architectural aluminium, it is crucial that the aluminium surface is subject to a ‘pretreatment’ process which includes an etch stage to remove contaminants and then a passivation or conversion coating to ‘seal’ the surface of the aluminium which also provides a ‘key’ for the adherence of the coating. These very thin conversion coatings can be formed of a nonchromate or a very thin anodising process.
For an architectural powder coater a pre-treatment plant is a significant investment often costing as much, if not more than the powder coating line itself. Few powder coating lines in the UK have this substantial facility and those that do will claim to powder coat to BS EN 12206-1
or become licensed to powder coat to the more substantial QUALICOAT specification.
Often in an attempt to reduce costs through the supply chain, installers of architectural aluminium products will use powder coaters who often do not possess the correct pre-treatment lines. There is also the possibility that some coaters who do have the correct pre-treatment systems do not have suitable controls in place and the quality of the coatings can vary, even though they can claim to coat to BS EN 12206-1.
A QUALICOAT licensed applicator, on the other hand, must use a pretreatment system that is QUALICOAT approved and utilise powder systems that are also approved by QUALICOAT, this ensures quality is maintained through the coating process. Furthermore, QUALICOAT licence holders are randomly inspected twice a year to ensure the QUALICOAT specification is being met. Licensed coaters who fail these third-party inspections, will lose their licence.
Chris MansfieldQUALICOAT UK & Ireland Chair
So, the best specification for any architectural powder coating project should simply be ‘coated by a QUALICOAT licensed applicator’.
Known across the globe, with a global supply chain and local licensed coaters, a QUALICOAT specification can be supplied on any continent.
Powder coat failures fall into two broad categories, that of a complete failure of the coating where it simply peels off and failure called ‘filiform corrosion’. This is where oxidisation forms at the edge of a cut or punched hole in the aluminium and appears under the coating as spider like strands of corrosion. Often this failure is seen several years after installation and indicates poor pre-treatment prior to powder coating.
Other problems with powder coating can include fading of colour, loss of gloss and ‘chalking' of the surface finish. The first two are generally a normal ageing process and the powder coating should still adhere fully to the aluminium and continue to protect the aluminium. Chalking, is also part of the ageing process and appears as a milky surface or ‘chalk’ on the coated surface. This only forms when the finish is generally neglected and not cleaned down within an agreed cleaning regime. Often chalking can be removed by simply cleaning the finish several times over a period of time. Specifying a QUALICOAT Class 2 powder, which uses more robust compounds in its composition, can significantly reduce these issues.
QUALICOAT powder applicators can advise of a suitable cleaning company and there is also a paper on the QUALICOAT UK & Ireland website that explains how the powder coating can be safely cleaned.
For the best sustainability, ensure that the powder coater has the necessary pretreatment systems in place and that they can demonstrate that they can coat and test to BS EN 12206-1. Alternatively, just insist on a specification that powder coating must be applied by a QUALICOAT licensed applicator. In the UK, the majority of main architectural powder coaters are qualified QUALICOAT licence holders. If you are proposing to specify an architectural coater who powder coats to BS EN 12206-1, be vigilant to ensure that they posses a robust pre-treatment plant and that their processes are correctly monitored and maintained.
Should a coating specification require a longer life expectancy, possibly where future access for cleaning be difficult, then a Class 2 more robust powder can be specified. Contact any QUALICOAT licensed powder coat applicator or powder manufacturer to seek advice for any project location across the UK & Ireland.
Various country Members of the global specification, QUALICOAT, have undertaken extensive work over the decades to further refine the products and processes to ensure finishes continue to offer enhanced sustainability. A worldwide working group of Members began to develop a specification for the alloys used in extrusion for fenestration, namely
architectural aluminium alloy grades of 6060 and 6063. The resulting alloy specification, which now forms Appendix A13 of the QUALICOAT Specifications 2023, requires these alloys to fall within the EN573-3:2019 Standard, which can be met using primary or secondary (recycled) aluminium. Compliance requires the following three tests to be carried out, Optical Emission Spectroscopy (OES), Anodic Cyclic Polarisation (ACP) and a metallographic study of the aluminium surface. This latest development has culminated in forming what is now known as the ‘QUALICOAT 3.0’ specification.
Specifiers who wish to take advantage of QUALICOAT 3.0 should in the first instance contact QUALICOAT UK & Ireland for guidance on specification and help in choosing the correct supply chain. A QUALICOAT 3.0 specification will require a coating Member to carry the ‘Seaside’ class pre-treatment license as this is a prerequisite coating procedure for QUALICOAT 3.0.
The most important aspect to specification is the involvement of a specialist coater at the early design stages of any project. All QUALICOAT UK & Ireland members are available to offer advice and can be found on the Association website at qualicoatuki.org
Scan & Spray
Dynamic Contour Detection
Programming-free coating of any shape! Gema
The second generation of Dynamic Contour Detection detects the object contour fully automatic and positions the guns individually even for thin objects and at high conveyor speeds. Due to the programming-free adaption of all relevant line settings the application range is significantly extended.
Email: uk.sales@gema.eu.com
WOLVERHAMPTON ELECTRO PLATING BOOSTS CAPACITY AND SECURES JOBS
Leading metal finishing specialist Wolverhampton Electro Plating (WEP) has significantly increased its capacity and range of finishes it offers after safeguarding a dozen jobs following the collapse of another business.
WEP, part of The Anochrome Group, purchased two divisions of The Electrolytic Plating Company Limited (EPC) after the Walsall business fell into administration following more than 120 years of trading.
BDO was appointed as administrator and worked with WEP to salvage sections of the stricken business, which had a reputation as one of the largest barrel plating and surface coating companies in the UK, second only to WEP.
The move saw eight EPC employees transfer to WEP, along with key pieces
of machinery that will allow WEP to continue to offer outstanding service to its customers.
A further four EPC employees were reassigned to other areas of the The Anochrome Group.
Denis Rainbird, General Manager at WEP, said: “EPC was a business with a rich heritage and it was very sad to see it cease trading recently.
“We were pleased to be able to work with the administrators to save 12 jobs which otherwise would have been lost.
“The deal strengthens our position in the market and brings about major benefits for our customers.
“We look forward to working with customers old and new as we continue to enhance and elevate our offering, cementing our position as one of the UK’s premier metal finishing companies.”
Through the acquisition WEP has acquired equipment related to dip spin coating for zinc flake and organic
finishes, along with thread locking and patching equipment which has already been relocated to Inlex Locking ltd, part of the Anochrome Group.
The biggest of the dip spin machines, which can process around six tonnes of material per hour, will be moved and installed first.
Denis added: “We apply a wide range of Zinc flake and organic topcoats and finishes from leading suppliers including, NOF (Geomet), Magni, DÖRKEN and PPG (Xylan). We offer electroplating finishes such as barrel Zinc and barrel Zinc nickel and we are the only job coater to provide mechanical plating to the UK.
“The addition of the EPC dip spin equipment will also result in efficiency gains as more machines mean fewer changeovers, leading to less idle time and improved turnaround times.
“We are excited about how our continued investment will further improve the service we can offer our customers.”
WEP works with some of the biggest tier 1 suppliers into OEMs in the automotive, construction, rail, petrochemical, wind energy, highways and commercial vehicle sectors and holds numerous accreditations, including ITAF 16949:2016, ISO 9001:2015 and ISO 14001:2015.
Its industry-leading testing facilities include two salt spray chambers, two torque and tension machines, an X-ray fluorescence machine, various coating thickness measuring devices and access to cyclic corrosion testing.
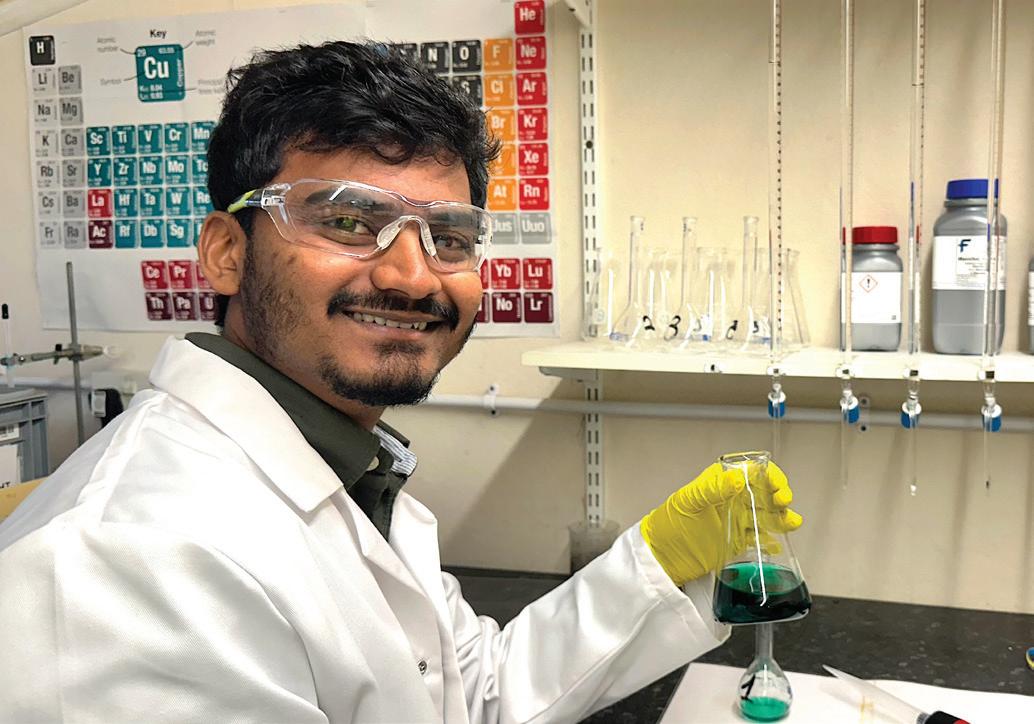
Chemical engineer Dinesh Durgappa to spearhead electroless nickel plating project
BEP Surface Technologies, a leading electroplating and surface finishing specialist, is accelerating its ground-breaking R&D into nanodiamond technology with a key appointment.
The Radcliffe-based company has hired a highly skilled chemical engineer, Dinesh Durgappa, to spearhead advancements in blending microscopic diamond particles with electroless nickel plating.
Mixing nanodiamonds with metal coatings can offer game-changing improvements in components used in many existing and emerging industries because they radically enhance thermal conductivity and improve wear resistance.
This strategic hire underscores BEP’s commitment to pushing the boundaries of surface treatment solutions, following the strategic partnership with Helsinki-based nanodiamond manufacturer Carbodeon, announced in September.
Commenting on his new role, Durgappa said: “By fusing modern nanotechnology with traditional plating methods, we are pushing boundaries that could revolutionise the industry.
“Nanodiamonds bring a cutting-edge advantage to the table, and I’m excited to explore its applications in heavy machinery, mining equipment and nuclear waste management.”
Durgappa is working on creating electroless nickel plating with midphosphorus for industrial use. Midphosphorus plating contains 5% to 9% phosphorus and balances between low- and high-phosphorus coatings. It is known to be corrosion-resistant, harder, and produce smooth, shiny surfaces.
This technology marks a significant shift from traditional electrolytic processes, as it does not require electricity, offering greater versatility and efficiency. By integrating nanodiamonds into the electroless nickel plating process, Durgappa aims to improve the performance of plated materials, providing superior resistance to wear and corrosion—two critical challenges for heavy machinery and other sectors.
Durgappa is leading BEP Surface Technologies' efforts to conduct in-depth literature reviews and experimental research. Technical consultant John Tor and an industry
veteran will support this initiative and guide the incorporation of the new technology into existing processes.
Investing in top-tier talent will drive BEP’s ongoing efforts to enhance wear resistance, corrosion protection, and efficiency across industries, including heavy machinery, mining, and energy.
By integrating cutting-edge nanotechnology, BEP aims to deliver game-changing solutions that meet its clients' evolving needs while ensuring enhanced durability and extended service life for critical components. This application could revolutionise automotive, aerospace, and electronics production processes, opening new opportunities for BEP.
Andrew McClusky, Managing Director at BEP, said: “We are exploring partnerships with chemical suppliers and external companies to facilitate the integration of this technology into the industry. Its particular focus is on overcoming current operations’ spatial and logistical challenges.
“Electroless nickel plating, particularly when nanodiamonds are integrated, promises to open new avenues for BEP’s growth across industries, including aerospace, automotive, and plastics. The innovative technology is protected by patents in both America and Europe, positioning BEP as a potential leader in the industrial plating sector.”
Before joining BEP, Durgappa gained
valuable experience at Rapture Engineering, where he worked on developing copper and brass alloys. He successfully led the development of 35 new products in a year, taking them from prototyping to pilot production.
His academic credentials include a Master of Philosophy in Metallurgy and Corrosion from the University of Manchester and a bachelor’s degree in metallurgical engineering from Jain
University, Bangalore.
“We are looking at this project not only as an opportunity for technical innovation but also as a way to introduce new industries to BEP, further driving revenue generation and fostering technological advancement within the company,” McClusky added.
For more information visit bep-st.com
Powder Checker
Non-contact Uncured Powder Thickness Gauge
Affordably measures uncured powder coatings using non-contact ultrasonic technology to predict a cured thickness
Dedicated stand-alone unit is ready to measure right out of the box
Fast measurement speed—ideal for moving lines and swinging parts
Scan Mode continuously takes measurements—ideal for analyzing large areas
Storage of 999 readings with onscreen averaging. Stored readings can be downloaded to PosiSoft Desktop Software
Powder Inspection Kits
Complete solutions for measuring powder coating before and after cure are available
Metallic plate heat exchanger
• low space requirement
• high thermal and mechanical stability
• easy to clean
Coated plate heat exchanger
• custom-made dimensions
+44 / 1509 673 656
• for process liquids with strong acids
• anti-adhesive coating made of thermal conductive fluorpolymer
significant reduction in encrustations
Polymer heat exchanger
• different dimensions
• highest chemical resistance
• several planar layers of tube coils made of PFA large heat transfer surface to volume ratio high temperature- and pressure resistance
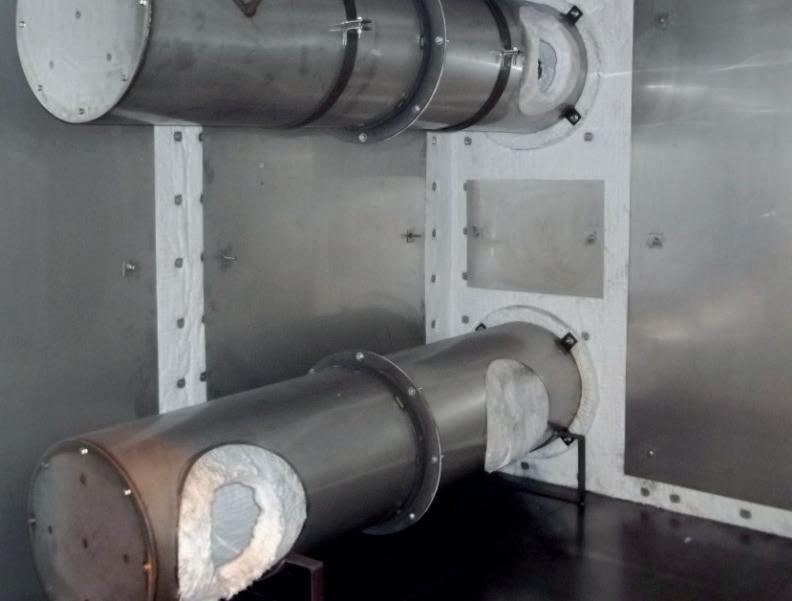
HOW CORROSION PROTECTION IS BEING USED IN THE SPACE AND SATELLITE INDUSTRY
Corrosion protection in the space and satellite industry is crucial to prevent degradation of materials in extreme environments. Spacecraft and satellites encounter extremely challenging conditions, such as intense radiation, atomic oxygen, and rapid thermal cycling, all of which accelerate corrosion and material degradation. Effective corrosion protection ensures structural integrity, longevity, and functionality of components, instrumentation and other space infrastructure.
Space and satellite industry structures are designed to operate in highly aggressive and unforgiving environments, where even minor degradation can lead to mission failure
or loss of functionality. Corrosion can weaken structural components, making them vulnerable to fractures, cracking, and complete structural failure over time.
Satellites and spacecraft also carry vital electronic communication, navigation, imaging, and research equipment. Electronic Corrosion can lead to the failure of critical systems, such as antennas, sensors, solar panels, and propulsion units. Corrosion increases the chance of component fragmentation, leading to debris that contributes to the growing problem of space junk. Without robust corrosion protection, materials might degrade prematurely, shortening the lifespan of the equipment.
With proper corrosion protection, satellite components are less likely to deteriorate, lose functionality or break off, thereby reducing the risk of creating additional space debris and supporting sustainability in orbit. Corrosion-resistant materials and protective coatings like SuperCORR A help protect metal and electronic equipment against corrosion and help to minimize the risk of degradation, lowering the frequency and cost of maintenance. Corrosion protection is fundamental to space industry operations, preserving both the physical integrity of the space-based structures and the success of the missions they enable. This is especially vital as the industry moves toward more ambitious projects.
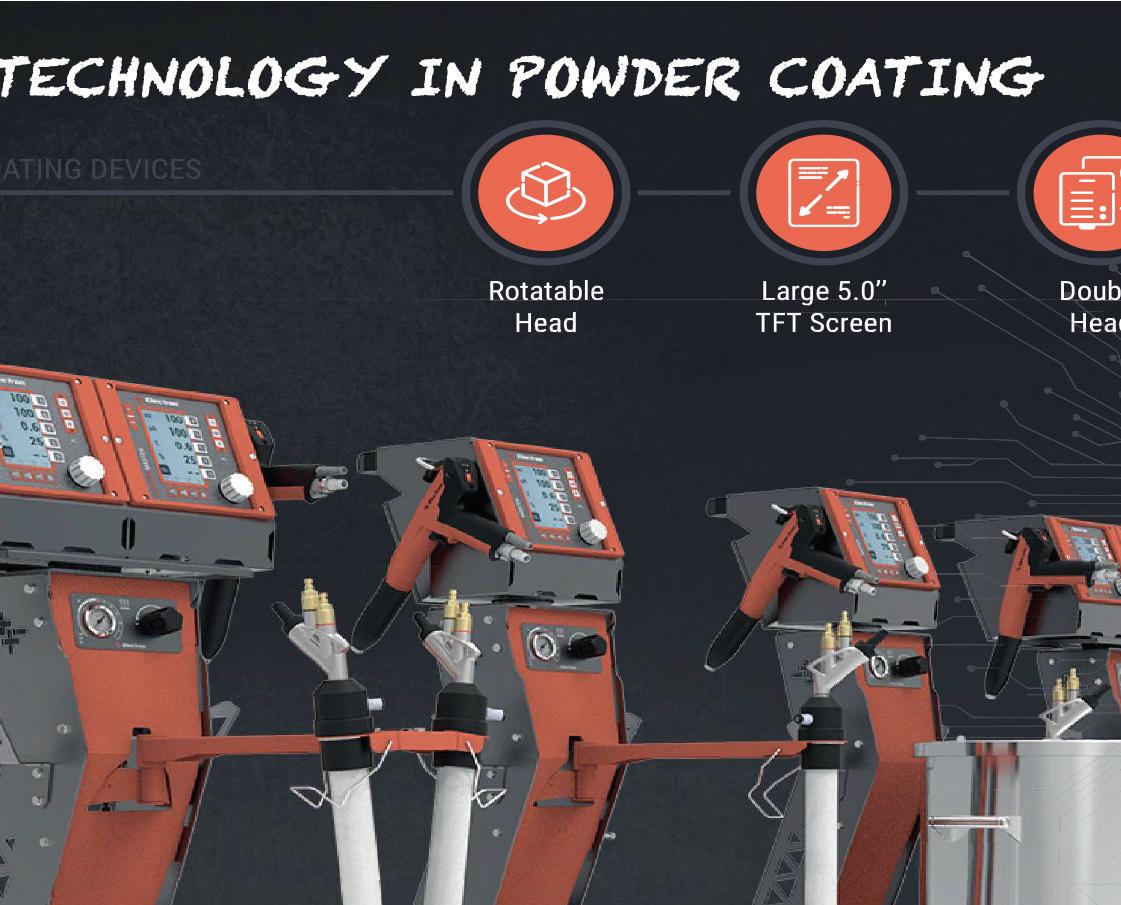
• Ideal for frequent & fast color changes
• High degree of automation for optimum efficiency
• Double-designed fresh powder station for increased productivity
Advanced corrosion protection for the space and satellite industries
SuperCORR A is a unique and proprietary formulation with longlasting, anti-corrosion inhibitors providing a superior lubrication coefficient and protection against moisture, wear, general and fretting corrosion, static electricity, corona, and other electro migration problems. The non-flammable film is only 7 microns (0.007mm) in thickness, is not a wax or oil-based product and is formulated without sulphates, chlorides, petroleum-based material, or halogens, to meet the EU RoHS directive.
The use of SuperCORR A for corrosion prevention can not only bring financial savings in reduced maintenance and replacement costs but more importantly greater safety. It is very effective at preventing corrosion of electronic and electrical equipment in demanding environments.
SuperCORR A is a “self-healing” ultra-thin film lubricant with a proprietary corrosion preventive compound that will not harden or crack, is not a wax or oil-based product and is formulated without sulphates, chlorides or halogens.
SuperCORR A is packaged in aerosol cans making application to component parts easy for engineering crews in difficult locations and conditions.
EFFICIENT AND ECONOMICAL
Extremely long-lasting, specially formulated and proprietary anti-corrosive inhibitor.
Eliminates premature failure of components created by moisture, general or fretting corrosion.
Prevents deterioration and contamination on all surfaces of electronic and electrical equipment and mechanical close tolerance moving components.
manufacturers save costly warranty service calls or product re-call.
Non-flammable.
FURTHER INFORMATION
Please visit our website https://www. envirotech-europe.com/supercorr-a for information about other uses and applications for SuperCORR A.
For more advice, please telephone us on +44 (0) 20 8281 6370 or use our website contact form.
Manufactured in the United Kingdom and available on short delivery times through our dedicated team of distributors worldwide.
FRASER TECHNOLOGIES OVER 55 YEARS IN THE PRECISION CLEANING INDUSTRY AND STILL EXPANDING
A Legacy of Precision and Innovation
For over 55 years, Fraser Technologies has been at the forefront of precision cleaning and soldering solutions, providing unparalleled expertise and innovation to some of the world’s most demanding sectors. From its early days as a trusted partner for component cleaning to its current status as a leader in advanced equipment and chemical solutions, Fraser Technologies has continually pushed the boundaries of excellence.
In 2024, the company further solidified its reputation through major strides in technology, strategic partnerships, and enhanced support services, reflecting a commitment not only to meet industry standards but to set them. This year's milestones demonstrate a dedication to evolving alongside customer needs while maintaining the meticulous standards that have defined Fraser Technologies' long legacy.
Partnerships That Drive Excellence: Koki, Miele and Chemours
A critical pillar of Fraser Technologies’ success lies in its strong and enduring partnerships with industry leaders like Koki, Miele and Chemours TM. These collaborations empower Fraser Technologies to oLer highly specialised solutions that align with the evolving needs of their clients in sectors such as aerospace, automotive, and medical.
Tokyo-based Koki Corporation, with over 50 years of expertise, has been a pioneer in manufacturing cuttingedge soldering materials, including soldering fluxes, pastes, and wires. Their global presence and dedication to innovation make them a perfect partner for Fraser Technologies, enabling seamless integration of advanced soldering solutions and our precision cleaning technologies to support complex, high-tech applications.
Technologies’ partnership with Chemours TM further enhances our offerings through advanced chemistry solutions. Chemours’ deep expertise in high-performance fluids and sustainable chemistries equips Fraser Technologies to meet even the most demanding cleaning challenges. This ensures optimal performance while reducing environmental impact, reflecting a shared commitment to innovation and sustainability.
Through these strategic partnerships, and newer alliances such as introducing the Miele Slimline Aqueous cleaning system Fraser Technologies consistently delivers industryleading solutions, oLering a solution to meet every client’s needs, further reinforcing their reputation for quality and excellence in manufacturing and precision cleaning.
Fraser
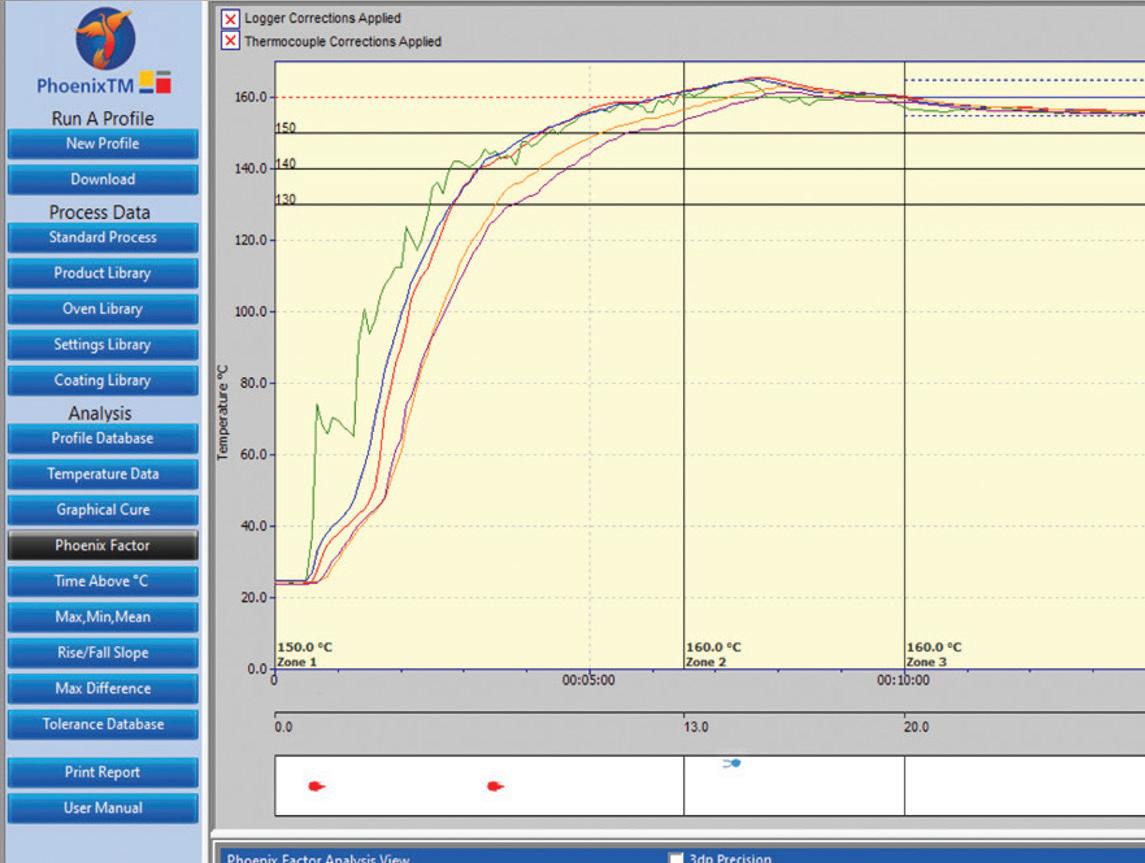
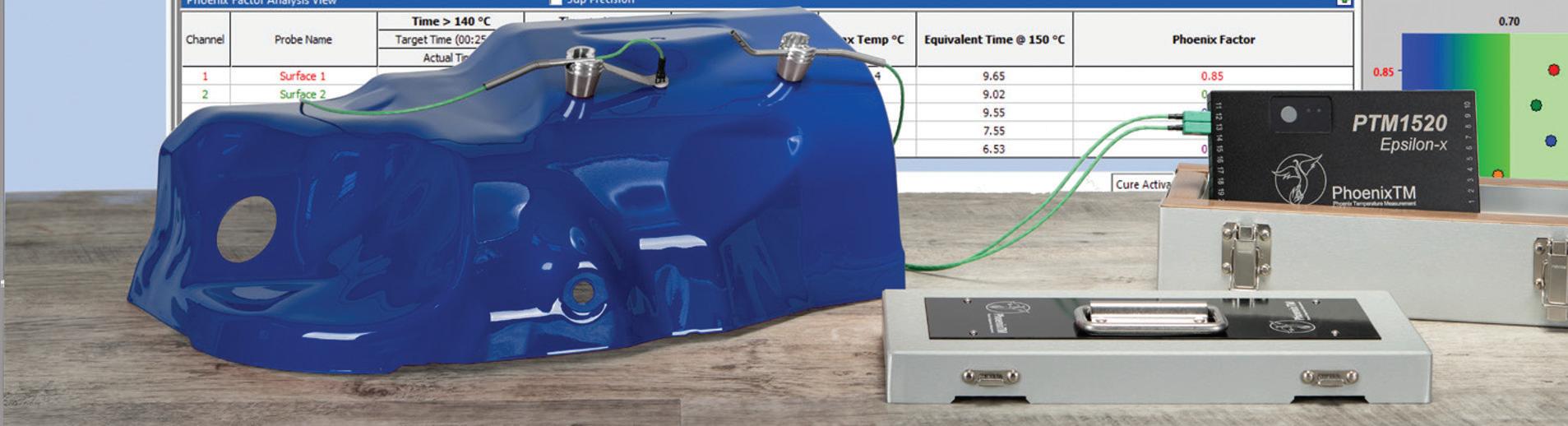
Intrinsically Safe
• 20 measurement channels
• Paint & Powder coating
• Includes Phoenix Factor cure index calculation
• Detect
and defects
• Spot transport problems
• Identify oven damage
Solutions: Equipment and Chemistries for Optimal Results
At the heart of Fraser Technologies' solutions is a comprehensive oLering of advanced equipment and specialised chemistries designed to meet the rigorous demands of their clients. These solutions provide unparalleled precision and reliability, ensuring critical components across a wide range of industries maintain optimal performance.
Fraser Technologies oLers a suite of cutting-edge cleaning equipment tailored to specific customer requirements. Their state-of-the-art machines utilise innovative technologies that minimise environmental impact while maximising cleaning effectiveness. These systems are designed for eLiciency, precision, and compliance with stringent industry standards, addressing complex challenges faced by our core client sectors such as aerospace, defence, automotive, medical, and optical.
Complementing their equipment solutions, Fraser Technologies provides a carefully curated range of chemistries that enhance cleaning performance. By combining highperformance fluids including aqueous and sustainable chemistry solutions, the company ensures effective contaminant removal while adhering to environmental and safety standards. This holistic approach, integrating both advanced equipment and optimised chemistries, exemplifies Fraser Technologies' commitment to delivering comprehensive, end-to-end solutions for their clients.
2024 Innovation Spotlight: The Newborn Launch
A major highlight of 2024 for Fraser Technologies was the launch of their newest addition to their cleaning equipment suite: The Newborn. This next-generation sealed cleaning system exemplifies Fraser Technologies' commitment to advancing precision cleaning technology through
environmentally responsible solutions.
The Newborn is designed with *near-zero emissions, setting a new benchmark for sustainability in the industry. Featuring upgraded and reimagined technology, this system provides exceptional cleaning performance while minimising environmental impact and operator exposure. Its sealed design ensures greater process control, reduces the risk of contamination, and enhances the safety and quality of the cleaning process.
Fraser Technologies' introduction of The Newborn showcases their forward-thinking approach to meeting industry demands for eLiciency and sustainability. As regulations become stricter and customer expectations evolve, this innovative solution demonstrates Fraser Technologies' ability to remain at the cutting edge of precision cleaning technology, providing clients with cleaner, greener, and more reliable options for their critical cleaning needs.
*PCE – 28 g/hr fugitive emissions
Enhanced Support and Services
Fraser Technologies’ commitment to delivering exceptional customer experiences extends far beyond the products themselves. In 2024, the company expanded its staL welcoming our Commercial Manager Jack Smith to the team. With a strong background in engineering through both education and career, Jack’s expertise aligns seamlessly with Fraser Technologies’ unique selling proposition of being an expert partner. His role brings a fresh perspective, emphasising the evaluation of growth opportunities from a technical standpoint rather than as his title indicates focusing solely on the bottom line, further strengthening the company's commitment to delivering innovative and tailored solutions and bolstered its equipment support and servicing offerings, ensuring clients receive best-in-class assistance at every step of their precision cleaning and soldering journey.
PosiTector ® Inspection
Unrivaled probe interchangeability for all of your inspection needs.
Coating Thickness Probes
n Ferrous n Non-Ferrous n Combination n Ultrasonic
Surface Profile Probes
n Depth Micrometer n Replica Tape Reader
Environmental Conditions Probes
n Integral n Cabled Magnetic Probe n Anemometer Probe
n 1/2” NPT n Infrared
Hardness Probes
n Shore n Barcol
Salt Contamination Probe
n Bresle Method
Ultrasonic Wall Thickness Probes
n Corrosion n Multiple Echo Thru-Paint n Precision
n Low Frequency n Xtreme
Customized Inspection Kits...
Build your own kit from a selection of gauge bodies and probes to suit your needs.
Backwards Compatibility! The redesigned PosiTector gauge body accepts ALL coating thickness (6000/200), environmental (DPM), surface profile (SPG/RTR), salt contamination (SST), hardness (SHD/BHI), and ultrasonic wall thickness (UTG) probes manufactured since 2012.
By investing in their team of experts, Fraser Technologies has further strengthened its capacity to oLer specialised, hands-on support tailored to individual client needs.
Whether providing technical assistance, maintenance services, or bespoke consultation, their dedicated staff brings deep industry knowledge and a client-first mindset that drives results.
This expansion also reflects a commitment to continuous improvement in service capabilities, providing clients with the confidence that their systems will operate at peak performance, reducing downtime and meet stringent regulatory and operational standards. For Fraser Technologies' diverse clientele, from aerospace and defence to engineering, automotive, medical, and optical industries, the assurance of comprehensive, responsive service is a testament to the company’s holistic approach to customer care.
Looking Ahead with Confidence
As Fraser Technologies reflects on over 55 years of leadership in the precision cleaning and soldering industries, it does so with pride in its achievements and enthusiasm for the future. By blending tradition with innovation, the company remains committed to delivering world-class solutions that exceed customer expectations across diverse sectors.
Our recent strides, marked by strategic partnerships, cutting-edge product launches like the Miele Slimline Aqueous Cleaner, The Newborn, and our expanded service
capabilities, underscore a commitment to continuous improvement and adaptation in a rapidly evolving industry. Fraser Technologies’ expertise, paired with a client-centric approach, positions them for sustained success and continued contributions to the industries they serve.
Looking ahead to 2025, Fraser Technologies will continue to build upon its legacy of excellence and innovation, working in collaboration with partners, clients, and industry leaders to shape the future of precision cleaning technology.
With more to come in early 2025, as more staL join the team, The Newborn range of equipment and exciting new service oLerings in partnership with Koki, Fraser Technologies continue to expand and evolve. Fraser Technologies unwavering focus on delivering tailored, sustainable and impactful solutions that drive quality, safety and performance will solidify their position as a leader in precision cleaning, ensuring they remain at the forefront of industry advancements and client satisfaction.
Get in Touch
As experts in the field, Fraser Technologies have a deep understanding of the challenges and opportunities facing our clients’ industries and sectors. Our insights and independent recommendations are based on over 55 years’ experience, and rigorous analysis of the options available to you.
https://www.fasertech.co.uk
PUMPS & FILTERS
Handling Solutions
Product Overview
Manual Monorail Systems
Unit loads up to 3000kg
Monorail Chain Conveyors
Unit loads up to 300kg
Power & Free Conveyors
Unit loads up to 7000kg
Floor Conveyors
Unit loads up to 500kg
Stewart Gill Conveyors Ltd have been supplying overhead conveyors into all sectors of industry for over 70 years.
As a long time member of the Railtechniek van Herwijnen BV Group based in the Netherlands, Stewart Gill Conveyors can offer a comprehensive range of overhead conveyor products which are capable of handling unit loads up to 7000kg.
Stewart Gill Conveyors Ltd offer complete manufacture, installation and commissioning, coupled with fully documented instruction, operation and maintenance manuals.
We do:
In-House 3D CAD engineering
In-House manufactoring in the UK and EU
In-House design of PLC/PC control systems
Industry 4.0
Worldwide installation and commissioning
Remote support, service & inspection Stewart
Part of the
SURFACEPREP UK: DOUBLE WINNERS AT THE UNLTD BUSINESS AWARDS 2024
A Night to Remember
The unLTD Business Awards returned to Sheffield on December 5th, 2024, bringing together the South Yorkshire business community for a night of celebration, recognition, and networking. Hosted at the vibrant Peddler Warehouse in Kelham Island, the event was a resounding success, showcasing the region’s innovative and forward-thinking businesses.
The awards, sponsored by Sheffieldbased IT specialists Millgate, highlighted the very best in South Yorkshire’s business scene. The glittering ceremony, hosted by Britain’s Got Talent finalist and comedian Markus Birdman, featured live music, mouth-watering food from local caterers PJ Taste, and an electric atmosphere that made the night truly unforgettable.
SurfacePrep UK’s Double Win
SurfacePrep UK was honoured to be shortlisted in two categories at this prestigious event: Best Manufacturing Company of the Year and Best Medium-Sized Business. The company was announced as winners in both categories, marking a milestone moment in its journey.
Winning these awards is a testament to the dedication, passion, and hard work of the entire SurfacePrep UK team. Every member of the organisation contributes to its mission of driving innovation and excellence. Louise Cranstone-Spooner, SurfacePrep UK's Marketing Manager, remarked, “It was a fantastic awards night and I can’t believe we won two awards. The awards are testament to all the hard work that goes on to make SurfacePrep UK successful throughout the UK.”
Recognising Excellence in Manufacturing
The Best Manufacturing Company of the Year award celebrates companies that excel in quality, innovation, and operational excellence. For SurfacePrep UK, this win underscores its commitment to delivering world-class products and services. By continually investing in their industry and sustainable practices, the company has positioned itself as a leader in the manufacturing sector.
Achieving Success as a Medium-Sized Business
The Best Medium-Sized Business award recognises organisations that combine growth, vision, and exemplary business practices. As a medium-sized enterprise, SurfacePrep UK takes pride in maintaining a balance between scalability and personalised service. This award highlights its success in fostering a strong company culture while achieving impressive business growth.
A Signature Event for South Yorkshire
The unLTD Business Awards have quickly become a signature feature of South Yorkshire’s business calendar. Their inaugural event last year set the bar high, and this year’s ceremony exceeded all expectations. The evening was an opportunity to celebrate the outstanding businesses and individuals driving South Yorkshire’s economic success.
Looking Ahead
SurfacePrep UK extends its gratitude to the unLTD Business Awards team for organising such a fantastic event and to the judges for recognising its achievements. The company also congratulates all the nominees and winners who participated in the awards, whose accomplishments continue to inspire.
Looking ahead, SurfacePrep UK remains committed to its core values of quality, innovation, and collaboration. These awards motivate the organisation to keep striving for excellence and to further strengthen its position as a leading manufacturer and supplier of surface finishing and preparation equipment. The journey ahead is filled with exciting possibilities, and the company is determined to build on this success.
Acknowledging the Team
The company expresses heartfelt thanks to its team, whose hard work and dedication make achievements like this possible. SurfacePrep UK looks forward to continuing its growth, innovation, and leadership in manufacturing. As they aim to deliver results beyond the surface.
Visit: www.surfaceprep.com
Customized Cleaning Technologies
SurTec 072 - Low-Foam High-Performance PET Cleaner
Foam-suppressing reduces defoamer consumption
Proven for indirect food contact
Excellent cleaning performance and protection from recontamination
SurTec 042 - High-Peformance Cleaner for Ferrous Material
Well proven for cleaning prior and subsequent to heat treatment
Suitable for all spray & immersion cleaning applications
No rust formation due to temporary corrosion protection
TextureJet is pleased to announce the start of an exciting partnership with WMG at The University of Warwick.
TextureJet has installed two machines, Stat® and Desktop Jet at WMG’s Centre for Imaging, Metrology and Additive Technologies (CIMAT) at The University of Warwick. The technology will be tested and offered to WMG clients for finish work and will be mostly focused on 3D Printed metal components.
Now in its fifth year of business, TextureJet started life as a Nottingham University PhD project. Utilising a highly localised variant of electrochemical machining, known as electrochemical jet machining (EJM), the company is now delivering a tooling platform with world leading capability to selectively change the surface texture of components, resulting in streamlined production lines.
TextureJet is proud to have developed the next generation of targeted and sustainable surface processing technology. Its innovative, globally patented technology can deburr, roughen, polish, pattern, part mark or remove coatings from almost any metal surface.
This attractive alternative to existing technologies results in reductions in factory and toxic footprint, as well as
process and operational costs. The process is flexible, easily automated, scalable, and costeffective, making it an excellent choice for all high value manufacturing industries.
Sustainability is essential for all businesses today, and TextureJet is committed to developing sustainable manufacturing processes that minimize the environmental impact of its customers operations. Its patented surface processing technologies can reduce the amount of waste generated by up to 84% (according to the independent Wood report, 2022).
With global expansion plans, it is an exciting time for the small company. Jonathan Mitchell-Smith, CEO and founder of TextureJet says, “We started as a university spin out five years ago so it’s great to see our machines in action in a university! We are delighted to be in partnership with WMG and look forward to seeing the first results soon.”
Professor Greg Gibbons, Head of Additive Manufacturing at WMG states “This is an exciting partnership with TextureJet and provides us with a state-of-the-art solution for surface finishing of our metal products, streamlining the post-processing of parts. The technology also opens many opportunities for innovative research in texturing of metal surfaces for applications in, for example micro-moulding; microfluidics and ink-jet printing - allowing controlled fluid flow through surface structuring.”
About Texture Jet
Established in 2019, TextureJet is delivering a tooling platform with
world leading capability to selectively change the surface texture of components, resulting in streamlined production lines. Offering an attractive alternative to existing technologies for surface preparation, post processing or creating complex surface geometries, leading to reductions in environmental impact and costs across the process chain.
Find out more about TextureJet: www.texturejet.com
About WMG, University of Warwick
WMG is a world leading research and education group, transforming organisations and driving innovation through a unique combination of collaborative research and development, and pioneering education programmes.
As an international role model for successful partnerships between academia and the private and public sectors, WMG develops advancements nationally and globally, in applied science, technology and engineering, to deliver real impact to economic growth, society and the environment.
WMG’s education programmes focus on lifelong learning of the brightest talent, from the WMG Academies for Young Engineers, degree apprenticeships, undergraduate and postgraduate, through to professional programmes.
An academic department of the University of Warwick, and a centre for the HVM Catapult, WMG was founded by the late Professor Lord Kumar Bhattacharyya in 1980 to help reinvigorate UK manufacturing and improve competitiveness through innovation and skills development.
Hot dip galvanizing provides you with long-term protection against rust and corrosion of steel products. With 14 plants across the UK, Wedge Group Galvanizing is the UK’s largest hot dip galvanizing organisation offering a national service, collection and delivery and 24hr turnaround on request. The group can process anything from small components to 29m structural beams.
LOCAL BUSINESS GALVANIZE
FUTURE OF SPORTS PAVILION
Committed to protecting the future of their community,
East Anglian Galvanizing Ltd (part of Wedge Group Galvanizing Ltd), is beginning a ten-year sponsorship of their local sports pavilion, in partnership with Sawtry Parish Council.
Following extensive redevelopment and refurbishment over the past two years, Greenfields Sports Pavilion is a hub for local people, providing a safe, welcoming, and inclusive space for children (and adults) to meet, play, and enjoy.
Selwyn Parrish, Commercial Manager at East Anglian Galvanizing, said:
“We’re thrilled to be sponsoring our local sports pavilion – it truly is the centre of the community, and just a short walk from our plant. It’s a space that many of our employees attend to spend time with their families, and it’s a real pleasure for us to play a part in helping it to thrive for years to come.”
Wedge Group Galvanizing Ltd is the UK’s largest hot dip galvanizing organisation in the UK, with 14 plants nationwide, focusing on the process of coating steel with molten zinc to prevent rust and corrosion.
Commemorating this ongoing partnership, the pavilion is to be renamed: ‘The Wedge Group Greenfield Sports Pavilion’. The ‘Greenfield’ reference is in memory of local builder and Parish Councillor, Roy Green, who originally erected the pavilion, and whose family is still an integral part of the community.
“It’s a privilege for us all at Wedge Group Galvanizing that the pavilion is to be recognised in this way,” Selwyn
continued. “And not only do we hope that our support will help to advance the current sports services, facilities and offerings available, but that it will also further advocate for the importance that exercise (and team activities) play in nurturing our physical, social, and mental wellbeing.”
Steve Browning, Clerk to Sawtry Parish Council, added: “At Sawtry Parish Council we’re committed to investing into the facilities and future of Greenfield, which is further enhanced by our recent alliance with East Anglian Galvanizing.
“We hope that this is an immensely positive partnership, and one that will benefit the whole community for many years to come. We’re really excited to be working with the team (and the wider Wedge Group too), and are incredibly grateful for their ongoing support.”
East Anglian Galvanizing is part of Wedge Group Galvanizing Ltd, the largest hot-dip galvanizing organisation in the UK with a history dating back over 155 years. With 14 plants strategically placed across the country, the firm offers a truly national galvanizing service.
For further information, please contact Wedge Group Galvanizing on 01902 601944 or visit www.wedge-galv.co.uk
FIRST PROJECT CERTIFIED IN THE UK FOR QUALICOAT 3.0
By Chris Mansfield - QUALICOAT Chair
Powder coating continues to be the first choice for architects when choosing finishes for windows and facades. With its limitless colour choice of coatings, metallic finishes, sublimation finishes, such as wood and stone appearances and special patina replications, it is clear why the aluminium finish is so popular. As with any material finish, preparation of the substrate and quality of coating is crucial to offering a sustainable finish that will last a lifetime, something that QUALICOAT licensed applicators uphold in their Specification.
Various country Members of the global specification, QUALICOAT, have undertaken extensive work over the decades to further refine the products and processes to ensure finishes continue to offer enhanced sustainability. The latest development in this ongoing work has culminated in the new QUALICOAT 3.0 specification.
Introduced just two years ago, the first project to be certified in QUALICOAT
3.0 in the UK and Ireland is the Hurlingham Waterfront project on the Thames for Hamilton Architects. The project consists of a substantial amount of aluminium Brise Soleil which is being installed over the next few months by Eire Facades UK Ltd. The aluminium extrusion and finishing has been completed by AMS of Cork who have been awarded the QUALICOAT 3.0 certificate as part
Chris MansfieldQUALICOAT UK & Ireland Chair
of their continuous improvement drive.
Pat O’Hara of AMS takes up the story “As standard with all our façade systems, we have extruded the fins that make up the shading and privacy screens using an alloy made from Hydro low-carbon aluminium with a 50% post-consumer scrap and a guaranteed footprint of just 3.0kg CO2 per kilo of aluminium.
“QUALICOAT 3.0 requires that alloys fall within the EN573-3:2019 Standard, which can be met using primary or secondary (recycled) aluminium and requires the following three tests to be carried out by an independent testing authority, Optical Emission Spectroscopy (OES), Anodic Cyclic Polarisation (ACP) and a Metallographic Study for Aluminium.
“QUALICOAT 3.0 has been developed to ensure that the aluminium alloy does not become a contributing factor to any premature failure of a powder coated finish. By ensuring that the alloy is of the correct standard, with reduced inclusions and improved grain
consistency, it has been demonstrated by QUALICOAT that architectural powder coating can be further enhanced for sustainability especially when used with class 2 powders which is the case in this instance.
“Certificate number 5 means we are the 5th company in Europe to have applied for and reached this standard, and being both an extruder and powder coater means we are in total control of the quality of metal we powder
coat on one of our 3 lines in Cork daily.”
QUALICOAT UK & Ireland are delighted to congratulate one of their long standing members, AMS, in gaining this prestigious award which shows the commitment of Members of the Association in the UK and Ireland in raising the quality of architectural powder coatings.
The up-to-date QUALICOAT Specification, which includes QUALICOAT 3.0, is freely available for download via the UK & Ireland Association website, qualicoatuki. org the website also offers an up-to-date list of licensed UK and Ireland Powder Suppliers, Pretreatment Suppliers and Applicators including the applicators who carry the Seaside class accreditation. Telephone support is available from QUALICOAT UK & Ireland Head Office in the Midlands on 0330 240 9735, the Association can also be followed on Twitter @Qualicoatuki or on LinkedIn www.linkedin.com/company/ qualicoat-uk-&-ireland.
structured application process.” This last point, he believes, is often crucial.
With applications ranging from powder coating to corrosion protection, Hadleigh Enterprises Ltd. brings five decades’ of experience.
Hadleigh Enterprises Ltd has been trading since 1971 as an independent family business, gaining ISO 9001 in 1992.
The Essex-based company stocks and supplies an extensive choice of masking products, all sourced from leading manufacturers. The metal processing and surface finishing sector is a key market for its services with a diverse range of needs met by Hadleigh’s ability to match product type, volume and design to exact requirements.
“So many individual masking tape applications are unique to specific processes, because of this we have found it is vital to work as closely as possible with each customer to develop highly specific solutions,” says David Ogles, Hadleigh Enterprises’ Managing Director.
“By being involved from the outset, and with ongoing production reviews, we can look not only to supply the most appropriate masking system, but can also ensure the customer benefits from continuous innovation – all as part of a
For example, the company’s willingness to develop prototype solutions that address key factors, such as masking accuracy and adhesion, is extremely important and can have a fundamental bearing on ongoing production operations. This also helps to ensure that leading edge developments, such as very high bond performance, the ability to fulfil metal-to-metal applications and high temperature capability of up to 380°C, come under the spotlight every time.
Hadleigh Enterprises hold the accreditation – EN9100:2016 certification – which is of particular note to those involved in the aerospace sector.
“Aerospace has long been one of the markets in which we operate and this accreditation – which is technically equivalent to AS9100D – marks a level of operational capability that will build on the confidence that our customers have in our services,” explains David Ogles.
“The standard reflects the importance attributed to supply chain quality, not least in the context of safety of goods throughout their life cycle which is a major factor, of course, in the aerospace sector,” adds David Ogles. “Overall, this is seen as part of the drive towards establishing commonality of
aviation, space and defence quality systems and we are delighted that it underscores our role in these extremely challenging fields.”
Hadleigh Enterprises sources master rolls from leading manufacturers before slitting and shaping them, often to produce die-cut shapes from engineering drawings, to meet exact customer requirements. The company undertakes all conversion in-house to optimise control of both quality and delivery, and can achieve slitting tolerances of +/– 0.2 mm.
“We are very happy to provide material in quantities of all sizes, even down to a single roll which may be all that is initially required for a prototyping operation,” continues David Ogles.
In so many sectors of the metal finishing and surface treatment industry, the benefits of Hadleigh Enterprises’ capability and experience will be widely acknowledged. “As masking quality is often so closely linked to production results, it is vital that the need for optimised masking is not overlooked,” concludes David Ogles.
Full details are available by contacting Hadleigh Enterprises by phone or email.
Telephone: 01268 572255
Email: sales@hadleightapes.co.uk
Visit: www.hadleigh-tapes.co.uk
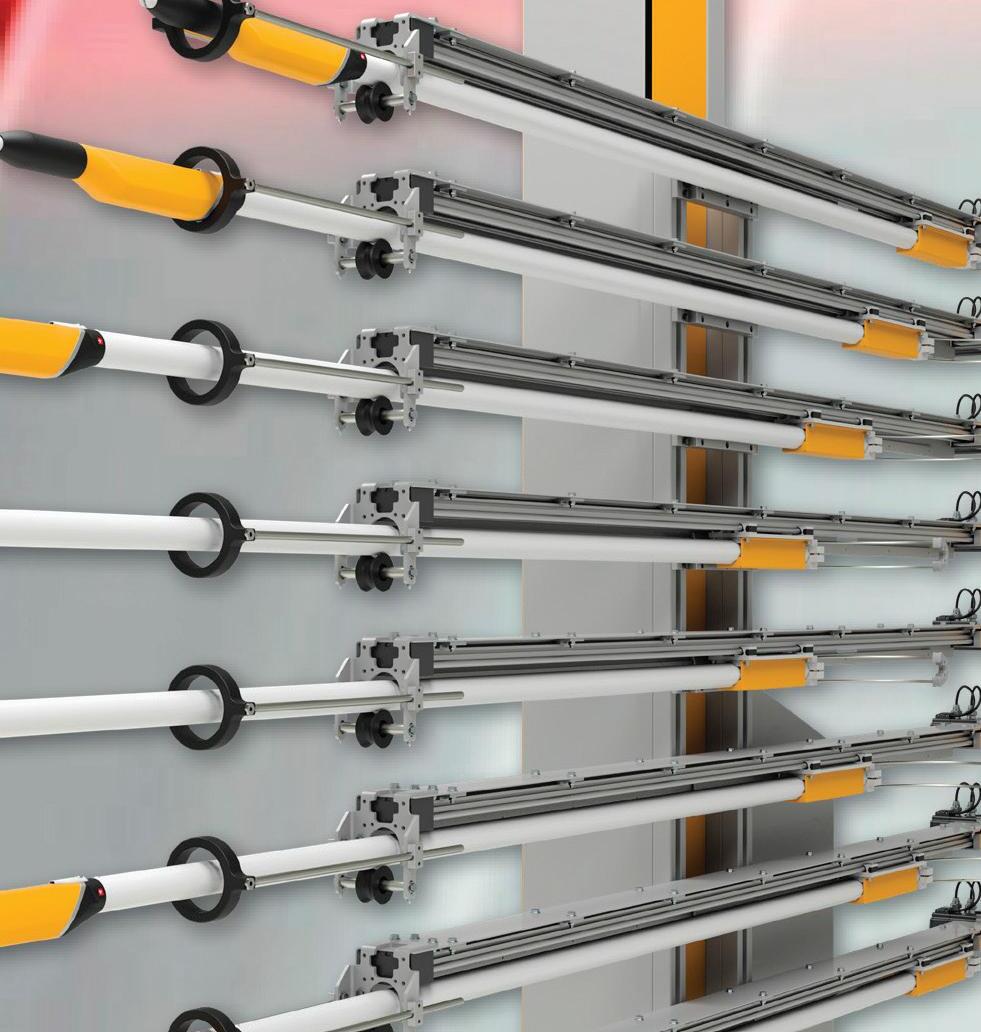
HANGON QUICK WIRE SHAFT
HangOn proudly present a new cost effective disposable hanger, HQW D.
It’s unique and Innovative design, with thin wire in a framework shape provides strong stability as well as allowing for flexibility in how it is suspended on the line. It is a standard, stock, product that is quick to use and easy to pack. Filling the line has never been easier!
Quick, 3 times faster than daisy chain hanging Efficient packing, easy start up
Low pricing
Easy handling and stable design
Flexible, can be used with hooks, shafts or frames Standard program on stock makes HQW D very accessable
FOR GENERATIONS HANGON HAVE DEVELOPED WITH THEIR CUSTOMERS
Centuries of smart solutions have paid off. At HangOn know-how and industrial coating process experience run deep, which means that they quickly find the smartest solutions that give you the best result.
HangOn’s R&D is constantly focused on finding new solutions for your challenges. Sometimes they come up with answers before questions arise and solve yet
unidentified problems. They are happy to provide advice on how to make your process more efficient, and can provide calculations that show exactly how much money you save or make with our smart solutions.
“Smart thinking is never stupid. HangOn focus on small solutions that make a big difference for your business. What you do with the resources saved, well, that is up to you.”
HangOn keeps on growing – with new colleagues, new technological possibilities and new smart solutions. Regardless of how big they grow, they will never grow apart – and will always grow with you. Always close, only a phone call away and delivering as promised, if not more.
Global presence
HangOn is present all over the world, with distributors in more than 40 countries. They are continuously developing their international
operations to meet customer’s needs. The HangOn headquarters, R&D, production and main distribution hub are located in Hillerstorp, Sweden.
To offer superior logistics, their distribution hubs are strategically located around the world.
Patents
HangOn are constantly inventing new smart solutions while developing their products.
Many special projects for specific customers and products lead to solutions with wider applications. These often have the potential to make the coating industry much more efficient, which is why they apply for patents and design patents.
All of this ensures HangOn have the customer at the heart of their operation.
Telephone: 01547 540573
Email: sales@hangon.co.uk
Visit: www.hangon.com/en
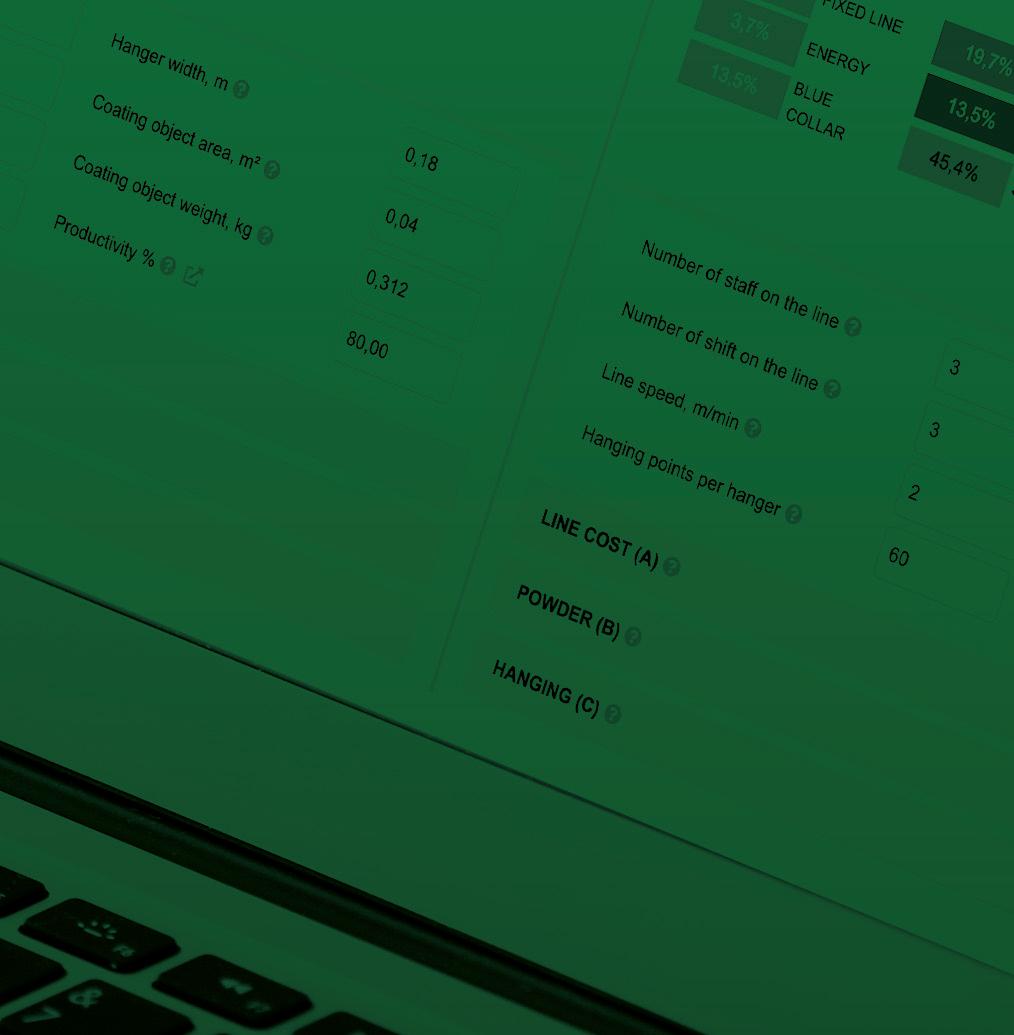
Coating Cost Calculation
Coating Cost Calculation
CALCULATE YOUR ENERGY SAVINGS
Energy costs are through the roof right now.
Energy costs are through the roof right now. A higher hanging density is often the most efficient way to both save energy and drastically lower the total coating cost. Find out how much you can save on your coating line at ccc.hangon.com
A higher hanging density is often the most efficient way to both save energy and drastically lower the total coating cost. Find out how much you can save
SAVING COSTS BY USING INLINE
MEASUREMENT FOR ELECTROPLATING REEL-TO-REEL APPLICATIONS
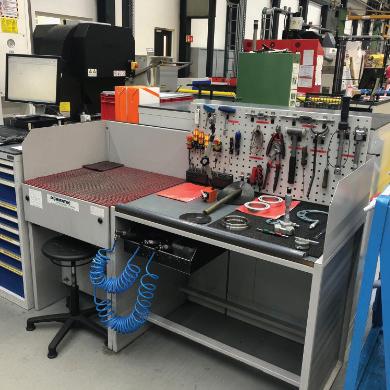
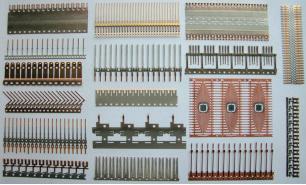
Electroplating reel-to-reel production lines need to maintain minimum and maximum tolerance limits for the applied coatings. To save costs, layers are coated as thin as possibleespecially when using precious materials. However, a certain margin between the minimum limit and the nominal applied layer thickness is necessary to ensure the adherence of the lower tolerance limit due to process variations.
Usually, strips at the beginning and at the end of a reel are cut out manually and measured offline. This is time consuming for the staff and the reaction time is too long: If a tolerance limit is violated, it is too late to interfere since the coating process is finished and the reel already left the production line.
Fig. 1: Examples for electroplated reel-to-reel products.
Fig. 2: Basic configuration of the FISCHERSCOPE® X-RAY 4000 with measuring head and PC.
Inline measurement equipment –based on the x-ray fluorescence (XRF) principle – provides continuous data about the applied coating thickness and allows immediate production process control. Feedback loops can be set up either with automatic communication between XRF instrument and coating line or manually by the operator. Therefore, the nominal applied thickness can be chosen to be closer to the minimum tolerance limit which significantly saves costs. Obviously, this is most effective for valuable metals but it also adds up for other coating materials. Additionally, products with rather tight tolerance limits can be manufactured only if there is a measurement system in the production line to determine the actual applied coating.
The following example where a gold (Au) coating of 2 – 4 µm needed to be applied shows the cost saving effects of such inline process control: Using offline instruments for quality control the nominal coating thickness was set to 2.8 µm Au to ensure not to violate the tolerance limit. After installing the inline measurement system FISCHERSCOPE® X-RAY 4000, the nominal coating thickness could be lowered to 2.3 µm Au.
Just by saving the 0.5 µm gold coating, the investment was amortised within half a year! Additionally, the production is now 100% documented. Every customer buying an electroplated reel gets a protocol with a statistical summary and a profile ensuring that the whole strip is coated properly within defined tolerance limits.
Using our robust inline automation measuring solution, FISCHERSCOPE® X-RAY 4000, production cost can be lowered significantly by reducing material consumption, especially effective for precious materials, and by eliminating scrap production. Additionally, 100% of the applied coatings on the product are recorded and therefore traceable to comply with ISO9000 standards. For further information, your local FISCHER partner will be glad to assist you.
For further information please contact your local FISCHER representative:
FISCHER INSTRUMENTATION (GB) Ltd
Telephone: +44 (0)1386 577370
Website: https://www.helmut-fischer.com/
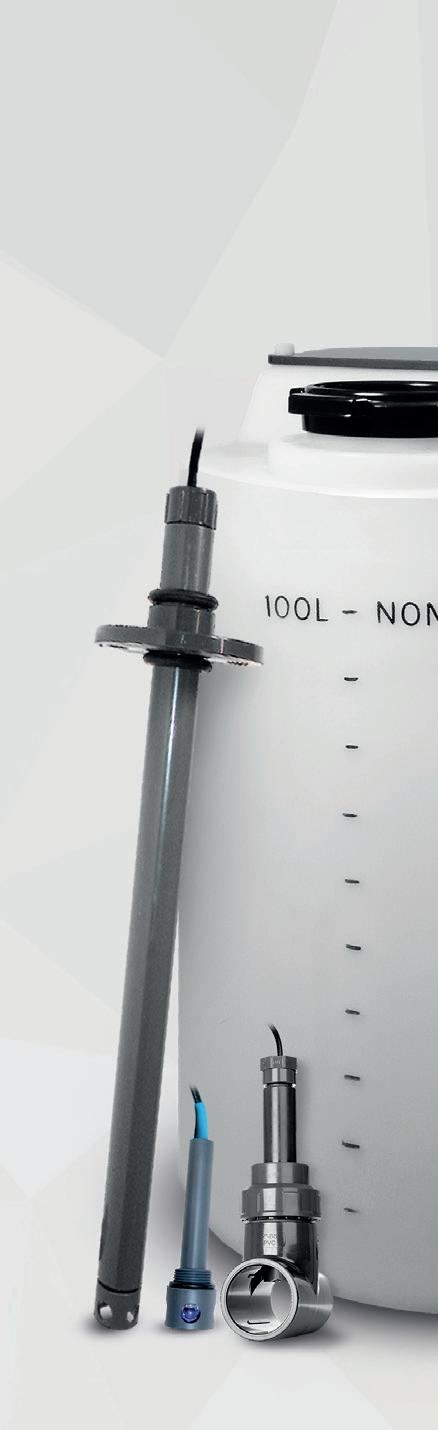
Automated Water & Effluent Ltd
Get in touch for a quote today!
Automated Water & Effluent Ltd have been supplying process control equipment to the metal finishing and surface finishing industry.
We have an in-house team of qualified engineers able to design and build control panels and process equipment specifically to fit your requirements.
A wide range of our control instrumentation, dosing pumps and chemical process equipment is available on short delivery.
gas burner systems offer users reliable, high effi ciency, process heating solutions.
FD Series Packaged Oven/Dryer Burners
•Speci cally designed for process air heating applications in convection ovens and dryers
•High turndown/short ame lengths providing accurate process temperature control
•High ef ciency gas + air modulation, gas only modulation and simple high/low control options
•Heat Input Range: 9 kW – 1550 kW
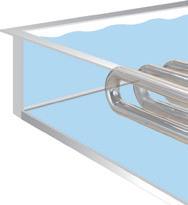
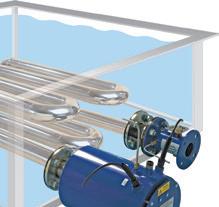
TX Series Gas Fired Process Tank Heating Systems
•High ef ciency (80%+) heating of all types of spray and dip process tanks
•Compact high ef ciency small diameter immersion tube heat exchangers occupying minimum tank space
•Accurate performance modelling using Lanemark TxCalc design software
•Heat Input Range: 15 kW (1½") – 1150 kW (8")
Midco HMA Series Air Replacement or “Make-Up” Air Heating Burners
•Direct red, high ef ciency burner systems, for high volume air heating applications such as paint spray booths, ovens and dryers.
•Supplied either as Midco burner heads for OEM system integration or as Lanemark DB or FDB complete packaged systems including modulating gas valve trains and controls
•Wide range of ring rates to suit alternative temperature rise and air velocity system requirements
•DbCalc system design software
FD-C
Midco HMA high efficiency, high turndown, air replacement
“make-up” air heating burners.
XRF ANALYSIS PROTECTS THE ELECTRONICS INDUSTRY BY ENSURING ROHS COMPLIANCE
The Restriction of
Hazardous
Substances (RoHS) directive plays a crucial role in the global electronics industry by limiting the use of specific hazardous materials in electrical and electronic equipment. Ensuring compliance requires accurate and efficient testing methods to verify that products meet regulatory standards. X-ray fluorescence (XRF) analysis has emerged as an ideal tool for this purpose. This non-destructive testing method enables manufacturers to quickly identify and quantify restricted substances in electronic components, ensuring compliance while maintaining production efficiency.
Environmental Protection
RoHS restricts substances like lead (Pb), mercury (Hg), cadmium (Cd), chromium (Cr), and certain flame retardants (PBDE and PBB), which can be harmful to the environment when disposed of improperly. Electronics often end up in landfills, where hazardous materials can leach into soil and water, causing long-term ecological damage. RoHS compliance ensures that electronic components are safer for disposal and recycling, reducing toxic waste and promoting a circular economy.
Ensuring RoSH compliance is a corporate responsibility
For those industries buying and selling electronics and electronic components RoHS compliance is mandatory. Non-compliance can lead to severe penalties, including fines, product recalls, and loss of market access. For manufacturers, meeting RoHS standards is essential for maintaining competitiveness in global markets and reflects a company's dedication to sustainable practices and corporate social responsibility
Bowman XRF analysis: Success for electronic components
Conventional XRF systems are limited to measurement spot diameters of 10mm or larger, making it difficult to measure most electrical parts which are often much smaller, and/or have an irregular shape.
New generation Bowman XRF systems are engineered to meet the evolving needs of the electrotechnical industry. The measurement spot size of a Bowman XRF is variable from 1.5mm to 0.01mm, offering a range of solutions for analysis of component leads or terminations right through to high-end semiconductor applications. Coupled with high-performance silicon drift detectors (SDD) for 5 times higher X-Ray energy resolution, these systems offer significant advantages for precision, accuracy and measurement speed.
Recent successes at companies such as Azego TS Ltd, highlights how Bowman XRF testing allowed the team to detect high lead (Pb) content in suspect electronic components, proving them non-compliant with RoHS standards. This has protected Azego customers from accessing and distributing faulty products and has further reinforced their standing as a provider of quality assurance in electronics.
For more information on how Bowman XRF testing can help protect your organisation, or to arrange an equipment demonstration, please contact: enquiries@scimed.co.uk or call 0161 442 9963. www.scimed.co.uk
HOW TO USE OVEN TEMPERATURE LOGGERS AND REPORTING SOFTWARE FOR BETTER PROCESS CONTROL WITH DEFELSKO’S
OTL AND POSISOFT
DeFelsko’s PosiTest OTL Oven Temperature
Logger is designed to measure and record air and surface temperature while being subjected to extreme oven environments. Measuring and recording up to 40,000 datasets, the PosiTest OTL is simple, has an easy-to-use interface, and comes with free PosiSoft reporting software. It features 6 K-type thermocouple channels and a high temperature stainless steel barrier box built for long run times at high temperatures.
Why Measure Oven Temperature Profile?
After powder coating has been applied to a part, it must be held at elevated temperatures for a predetermined length of time to reach full cure. Oven temperature logging is essential to ensure consistent quality and sufficient cure over the entire surface of the part. While mainly used in the powder coating industry, oven temperature loggers such as the PosiTest OTL are also used in a variety of other industrial sectors.
Oven temperature profiling is easily accomplished in four simple steps:
1. Connect up to 6 temperature sensors to the data logger and the part being tested. To ensure temperature is monitored over the entire part, it is common to place probes on thin, thick, high, and low areas of the part, and to use at least one air temperature sensor.
2. Place the data logger in the thermal barrier.
3. Send the data logger and test part through the oven.
4. Analyse and report results.
Temperature profiling is beneficial as it is an effective way to minimize energy use, produce better product quality, and perform rapid fault finding.
What is an Oven Temperature Logger?
Oven temperature loggers are instruments optimized and configured for consistent measurement of temperatures via
temperature sensors (thermocouples), while also storing the readings for report generation. The PosiTest OTL features 6 K-type thermocouple ports (channels), and when paired with the free PosiSoft Desktop software, measurement data is easily imported onto free analysis software or spreadsheets to view and analyse batch data.
DeFelsko offers a wide variety of air and surface temperature probes for profiling oven temperatures. Select from spring clamp, magnetic, or washer-style temperature probes with either 1.8, 3.6, or 6 m stainless steel braided cables for testing air or surface temperatures to suit your application.
Spring Clamp Temperature Probes—air or surface temperature sensor mounted to a spring clamp for attaching to various sized parts.
Magnetic Temperature Probes—air or surface temperature sensor mounted to a powerful magnet for attaching to steel parts.
Washer-style Temperature Probes—surface temperature sensor mounted to a washer for attaching to parts using a screw or bolt.
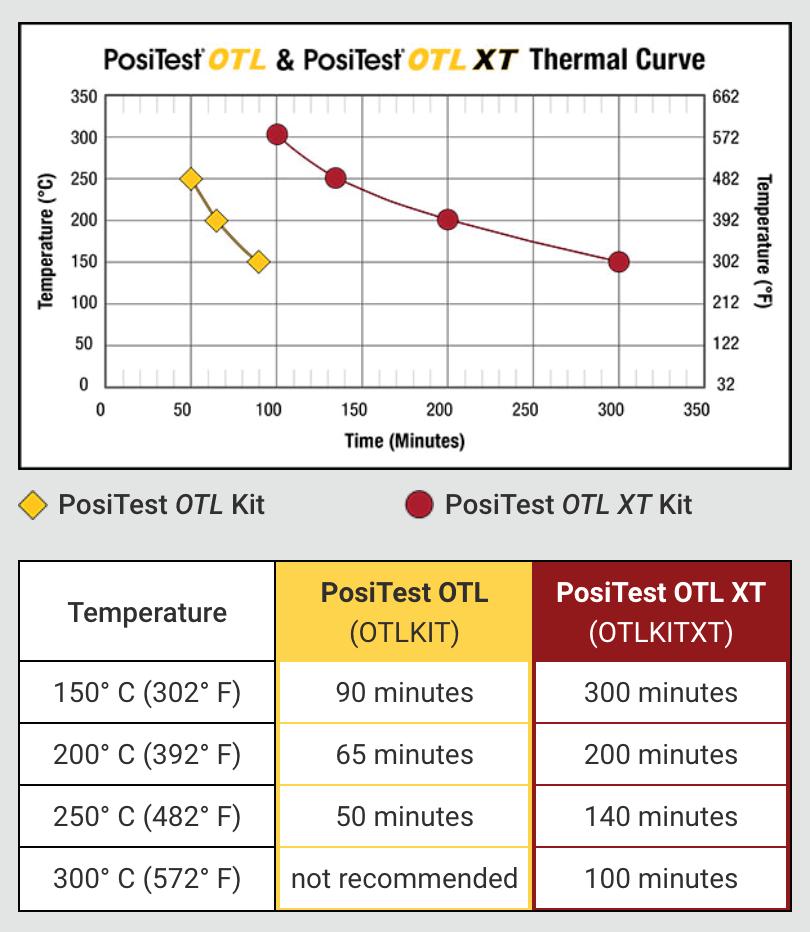
What are the two Oven Temperature Logger Kits Available from DeFelsko?
DeFelsko offers two oven temperature logger kits—the PosiTest OTL Kit and PosiTest OTL XT Kit.
The PosiTest OTL Kit comes equipped with a temperature logger, stainless steel high temperature box with fiberglass insulation, holder, 6 engraved probe ID tags, and a carrying case.
The PosiTest OTL XT Kit includes everything from the PosiTest OTL Kit but features and enhanced holder with heatsink for greater endurance at high temperatures.
The chart and table above represent the combined thermal characteristics of the PosiTest OTL, Barrier Box, and choice of Holder/Holder XT.
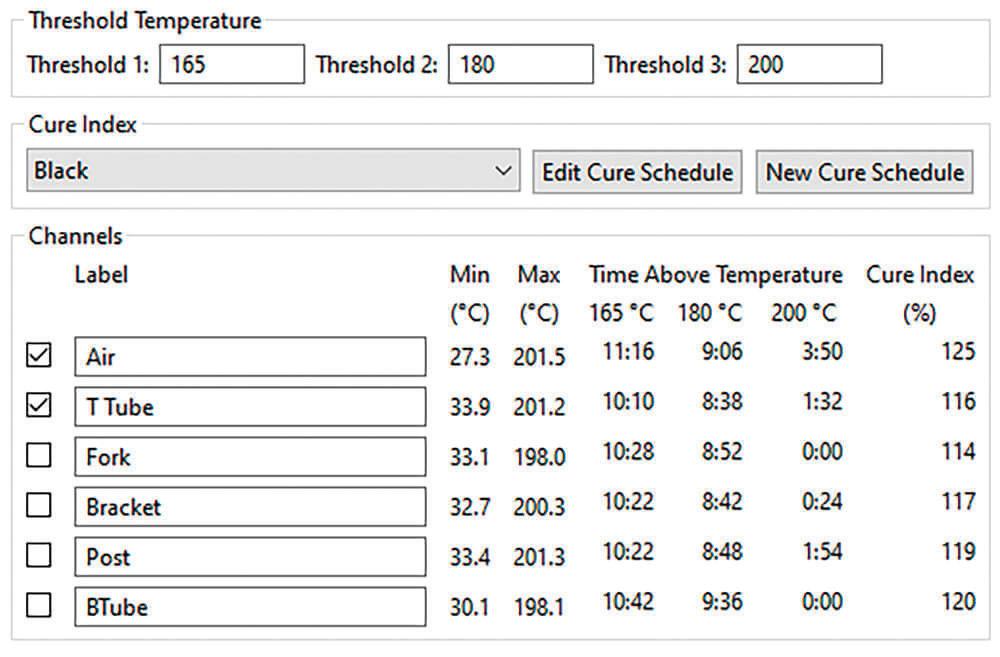
How is Oven Temperature Logger Reporting Software Used?
Powder coating manufacturers often specify several required parameters to ensure a complete cure. In addition to ensuring consistent temperatures throughout the oven, an important parameter is ‘time above temperature’ and the amount of time the coating must be maintained above a certain temperature for full cure. Time Above Temperature can be calculated simultaneously at up to three threshold temperatures, as shown below.
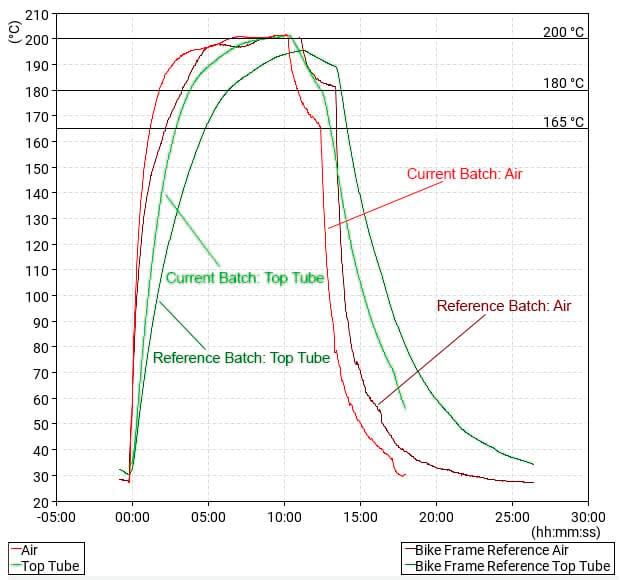
Since the amount of time between activating the logger and placing it in the oven can vary, a ‘Start at Temperature’ option sets the elapsed time to zero when a selected probe rises above a certain temperature- representative of when the logger enters the oven. In the above photo, the ‘Start at Temperature’ for the reference and current batches was 30°C.
What are the Benefits of Using the PosiTest OTL Oven Temperature Logger?
The PosiTest OTL is an easy-to-use interface and records measurements every 2 seconds for up to 22 hours of recording time. It can graph temperature readings from up to six sensors/channels to show the temperature change over time. New, graphed readings can be compared to previously stored reference profiles. Each graphed channel is colour coded for easy identification and comparison. Users can easily generate professional reports with fully customizable fields containing all relevant information for a user’s specific application.
The PosiTest OTL accepts up to 6 K-type thermocouple sensors. Spring clamp, magnetic, and washer configurations with multiple cable lengths are available for measuring both air and surface temperatures.
A high temperature stainless steel barrier box with fiberglass insulation and choice of holder are available for long run times at high temperatures (capable of withstanding temperatures up to 300°C or 572°F) for up to 300 minutes*. It has built in memory to store 40,000 data sets (240,000 readings) which can be downloaded into PosiSoft Desktop, where users are able to generate customizable reports.
For more information on the PosiTest OTL and the full range of paint test equipment available from DeFelsko, please contact Mark Conlon at DFT Instruments, proud UK agent for DeFelsko.
Telephone: 01442 879494
Email: sales@dftinstruments.co.uk
Visit: www.dftinstruments.co.uk
AKZONOBEL ANSWERS MARKET NEED BY INVENTING PARTICLE TECHNOLOGY FOR METAL
EFFECT POWDER COATINGS
Rising customer demand for more sustainable metal effect architectural finishes has prompted AkzoNobel to develop patented particle technology for a new range of powder coatings.
Having identified a clear market need, scientists at the company’s Powder Coatings business have created the Interpon D Natural Metals range.
It has all the aesthetic beauty and durability that architects and designers are looking for – offering spectacular colour and performance – but with none of the drawbacks of real metal.
The new collection features patented stabilised particulate technology which results in a more concentrated, deeper metallic finish than conventional metallic powder coatings.
“Our scientists and expert team of colour specialists are at the forefront of innovation and creative excellence and are constantly working with and for our customers,” says Frank Vergeer, Research & Development Director at AkzoNobel’s Powder Coatings business.
“With this new offering, we’re enabling architects and designers to not only reimagine how they can create a stunning metallic effect finish, but are also addressing their desire for a more sustainable world by overcoming the
cost and practical handling considerations of using real metal.”
Designed to protect and enhance even in the most challenging environments, the new range features a broad palette of superdurable on-trend finishes, from copper, brass, steel and nickel through to silver and iron.
As with all Interpon products, it contains no volatile organic compounds (VOCs) and is more sustainable in application, since any overspray can be captured and reused, leaving virtually zero waste.
It’s the latest in a series of recent
innovations from AkzoNobel’s Powder Coatings business, which have included the company’s first single layer powder coating for two-wheelers (Interpon A300) and an industry-first architectural powder coating which can be cured at temperatures as low as 150°C (Interpon D1036 Low-E and Interpon D2525 Low-E).
For more information, visit www.interpon.com
First for Sustainability
With our new Interpon D1036 Low-E powder coating, we’ve created an industry first: a powder coating that can cure as low as 150°C while still being Qualicoat class one certified. It can also cure up to 25% faster than conventional powders, reducing both energy consumption and carbon emissions, and significantly improving your coating line efficiency. Easy to apply Interpon D1036 Low-E has the same application properties as standard formulation, is backed by an Environmental Product Declaration (EPD) and has a global warranty of up to 15 years to deliver the quality performance, color and style your customers need. It is an innovation that supports our collective commitment to sustainability throughout the value chain.
Dürr feeds 2-component paints directly into the return system NEW TECHNOLOGY FROM DÜRR ENABLES VOC-FREE COLOUR CHANGES WITH 2-COMPONENT CLEAR COATS
Dürr’s latest development enables mixed 2-component paint systems to be fed directly in the return system within the atomiser for the first time. This eliminates VOC emissions in the paint booth during flushing processes and colour changes. The new solution has been successfully deployed in two top coat lines for over a year.
Until now, significant amounts of volatile organic compounds (VOCs) were released into the paint booth during flushing and colour changes with mixed twocomponent (2C) paint systems. In conventional processes, residual paint is flushed forward into a funnel or directly into the washout, leading to VOC pollution in over 70 percent of the booth air. The EcoBell PurgeBox collecting system with special filter mats already reduces VOC emissions by up to 60 percent.
Dürr’s new development further reduces VOC load by enabling a return system for 2C clear coats, similar to the classic 1C process. Previously, this was unthinkable for mixed clear coat systems consisting of hardener and stock paint. Using a patented process sequence with precisely coordinated parameters, mixed 2C materials can be flushed back via a return system integrated in the atomiser without curing. This technology includes up to two main needles in the atomiser and the established diaphragm valve technology, which ensures high mixing quality with minimal mixing volume. Low VOC emissions of only 5 percent occur solely during the bell disk cleaning in the EcoBell Cleaner D2, with no VOC release during flushing or colour changes.
Effect finishes within normal cycle times
The return system for mixed 2C materials is not only environmentally friendly, but also saves time. During cleaning of the bell disk and atomiser surface in the EcoBell Cleaner D2, flushing and priming can occur parallel. These steps, previously performed sequentially, are now completed in parallel within just 15 seconds, reducing colour change time by half, increasing system capacity, and allowing more time for painting. Tinted clear coats can now be applied without any cycle time losses, enabling car manufacturers to make much broader use of effect finishes, which were previously limited to exclusive segments.
In combination with the EcoBell4 Pro this setup offers maximum flexibility. Two returns for 2C material (2x2C) are therefore integrated in each robot arm. This means that while one body is being painted, the stock paint and hardener for the next body can be prepared in parallel on a second channel.
Picture 1: The green paint is mixed in the atomiser and applied. Note: The clear coats are shown in green and blue for demonstration purposes.
Even if manufacturers use multiple paints and hardeners that are chemically incompatible, these can be applied through separate channels. Dürr verifies the compatibility of customer clear coat systems in its test centre. So far, all 2C clear coats have been compatible with this new technology and can be returned and collected via the atomisers.
Return system reduces costs for fixtures and fittings
The EcoBell4 Pro rotary atomiser is available with the return system in the 2x2C and 1x2C variants, while the EcoBell3 can be retrofitted with 1x2C. Another system using this new technology is currently being commissioned. Beyond eliminating VOC emissions during flushing and colour changes and significantly reducing flushing agent consumption, this solution also offers low investment costs by eliminating the need for funnels, EcoBell PurgeBox units, and other fixtures and fittings in the paint booth.
For over a year, the return system for mixed 2C material has demonstrated its effectiveness at a leading electric car manufacturer, operating in two top coat lines with 42 high-rotation atomisers.
Visit: www.durr.com
Picture 2: Once painting is complete, the mixed green 2C paint is returned in the atomiser. During this process, the blue paint is already mixed and can be applied without any loss of cycle time.
INTERPON HELPS DELEMAR BRING
COLOUR AND STYLE TO EGYPT’S
NEW ADMINISTRATIVE CAPITAL
As Egypt’s New Administrative Capital (NAC) comes to life, AkzoNobel is supporting Delemar - the region’s largest supplier of facades and architectural products – with its super and hyperdurable Interpon D architectural powder coatings to enhance and protect contemporary projects constructed in the new city.
Since Delemar began its partnership with Interpon in 2017 it has acquired a reputation not only for the quality of its products, and their finish, but crucially their long-term durability to counter Egypt’s many extremes of temperature, high salinity in the air and frequent sandstorms.
Delemar has access to the full range of Interpon D architectural powder coatings, tested against the leading industry specifications such as Qualicoat Class 2 and Class 3, GSB Master and Premium and AAMA 2604 and 2605. It is these superdurable and hyperdurable properties, along with the specific skills provided by Interpon’s Technical Services team, that are helping Delemar to seize the opportunity that the NAC presents.
AbdulRahman Obaid, in charge of powder coatings at Delemar explains: “Our consultant and engineer customers need a guarantee and the certificate to prove that the powder coatings will protect their buildings over the long term,” he says. “For the superdurable D2000 range, that means up to 25 years, and up to 30 years for the hyperdurable D3000 range. It means not only protecting against corrosion, but also maintaining the integrity and stability of the colour from the damaging effects of harsh sunlight.”
This long-term durability also supports the company’s sustainability agenda, helping to mitigate the need for wasteful touch ups or re-sprays. And being a powder coating, Interpon is free from Volatile Organic Compounds
(VOCs), meaning it is less harmful to the environment, as well as creating little or no waste in application.
Delemar benefits from AkzoNobel’s ability to deliver bonded metallic powder coatings to local customers with the opening in 2022 of a new manufacturing facility in Egypt. With AkzoNobel’s special bonding techniques, it can significantly improve the luster and finish of its premium special effect metallic powder coatings to deliver a uniform metallic finish with even greater colour consistency and performance.
“This has helped transform the products we create for our customers,” AbdulRahman Obaid says, “and having a partner with a global capability that is able to deliver locally is very important to us.”
Delemar works closely with Interpon’s Research and Development (R&D) and Technical Services Teams in determining the right specification and product for a particular application and making the most out of its horizontal and vertical coating lines: “I have known and worked with Interpon for many years and AkzoNobel has the best products, great people and excellent R&D that gives me confidence we will be working with them well into the future,” he concludes.
Remco Maassen van den Brink, Marketing Director, AkzoNobel Powder Coatings adds: “We’re delighted to be partnering with Delemar on what is an incredibly exciting opportunity for the business, helping to reinforce its position as an industry leader in sustainability, and protecting both its products and reputation for generations to come. ”
Visit: www.interpon.com
ELECTRON FOR POWDER COATING
WE CONTINUE TO IMPROVE WITHOUT COMPROMISING ON QUALITY
Founded in 1998, Sistem Teknik A.Ş. has been a preferred company within Turkey in domestic and international markets with a high satisfaction thanks to its products produced under the ELECTRON brand in accordance with advanced standards for a quarter of a century. Every day, our capacity grows a little more with our widespread sales and service network as well as our strategic perspective, quality and efficient production by prioritizing customer satisfaction.
Following the increasing production volume, our company continues its activities in two separate locations in Izmir with a total area of 15.000 m2 to provide a more efficient production for its customers with a production track in accordance with the advanced standards equipped, state-of-the-art machinery and our R&D center certified by the Ministry of Industry and Technology.
Our company is one of the leading companies in the sector specialized in the production of “Electrostatic Powder Coating Equipment and Complete Coating Systems” with more than a quarter century of knowledge and experience. Produced under the Electron brand with world quality standards, our products are widely accepted in Turkey thanks to our professional dealers and after-sales services, as well as production, assembly, spare parts and aftersales services in more than 50 countries in 5 continents all over the world.
Besides device production, we evaluate the needs and demands of our customers for project-based paint systems, offer the best solutions, add all the new technological developments in our sector to our applications and continue to develop without compromising on quality.
E-CONTROL+3 PM1 Series
PM1 Series paint centers are designed for applications where manual colour changing is sufficient. Thanks to its simple design, it is user-friendly and allows various production applications with its flexible structure. It is a suitable solution for applications that require rare colour changes. It is used together with Electron Filter Groups as Exhaust System.
E-FEED+3 PM2 Series
PM2 Series powder centers are designed for applications where semi-automatic colour change is needed. They provide fast cleaning as well as effective and homogeneous powder transfer. It is used together with Electron Filter Groups as Exhaust System. Thanks to its motion activated mechanism, it provides automatic cleaning of the system by directly supplying air to the injector line. Optimal solution for productions requiring medium frequency colour changes.
E-FEED+3 PM3 Series
E-FEED+3 PM3 Series powder coating center is the ultimate product in powder coating transfer. It has the fastest and most detailed cleaning feature of all powder coating stations. The user-friendly interface makes the system easy to use. It provides homogeneous powder distribution thanks to its efficient powder transfer system. E-FEED+3 PM3 powder tank is completely isolated, allowing fast and effective colour change without the need for user contact with the paint. It is used together with Electron Filter Groups as Exhaust System. Optimal solution for productions requiring medium frequency colour changes.
E-GUN+3 Series AUTOMATIC AND MANUAL POWDER GUNS
Make a Difference with Top Level Coating Quality and Speed
E-GUN+3 C1 MANUAL POWDER GUN
E-GUN+3 Series Powder Coating Guns convert the signals sent from the control unit into static electrical energy and provide the unit with the necessary feedback signals. Various products with high precision and efficiency can be covered thanks to different types of nozzles.
Built-in LED Lighting Technology for Quick Check of Workflow
Voltage Folding System Providing Feedback Signals
Body Coated with Anti-Static Additive Conforming to Explosive Atmosphere Directives
Safe Working Conditions with Special PUR Sheathed Cable Manual Types 495 Gr. Maximum User Comfort Even in Long-Term Applications with Its Weight and New Generation Ergonomic Structure
Rapid Hose/Color Change Thanks to Hose Adapter
Easy Cleaning with Special Design Electrode and Nozzle Types
ATEX Certified
Ability to Apply Different Types of Dust to Different Products with E-GUN+3 Corona Ion Collector and Angle Nozzle Options
E-GUN+3 C2 MANUAL POWDER COATING GUN
E-GUN+3 C2 series providess the precision and efficiency you are looking for in manual powder coating guns. This gun, which converts the signals received from the control unit into static electrical energy, makes it possible to coat many products with different nozzles.
Features:
Effective feedback signals with voltage doubler system. A safe body structure with anti-static material, complying with explosive atmosphere directives.
Special PUR sheathed cable offers increased security and durability.
Thanks to its weight of 495 grams and ergonomic design, it provides comfort even during long-term work. Hose adapter is ideal for quick and practical hose or
colour changes.
Specially designed electrode and nozzle types that are easy to clean.
ATEX certification for compliance with safety standards. Corona ion collector and angled nozzle options provide compatibility with various application needs.
E-GUN+3 C2 is a solution that combines improved ergonomics and safety for powder coating gun users.
E-GUN+3 C3 AUTOMATIC POWDER GUN
E-GUN+3 New generation automatic powder guns are designed to work in harmony with improved powder paint control modules. It also exhibits high performance in paint disposal with both E-FEED+3 AP and E-FEED+3 INJ. The aim is to provide the healthiest and highest quality results after the application by increasing the powder coating surface coating performance. E-GUN+3 C3 automatic pistol product exhibits a more effective painting performance thanks to its shrinking volume and developed technology.
It provides control over static current and voltage through a feedback mechanism.
It ensures safe operating conditions with a special PUR-sheathed cable.
In E-Gun+3 C3, the weight of 700 grams is lighter compared to its predecessors.
Through the fast powder hose adapter, quick hose/colour change is enabled.
Easy cleaning with special design electrodes and a variety of nozzles.
The E-GUN+3 Corona ion collector provides the capability to apply powder coating at different angles and various patterns with different nozzle options.
Voltage Folding System Providing Feedback Signals
Body Coated with Anti-Static Additive Conforming to Explosive Atmosphere Directives
Easy Cleaning with Special Design Electrode and Nozzle Types
ATEX Certified
The E-GUN+3 C3 automatic powder coating gun offers high quality and efficiency for industrial powder applications, making it the perfect choice for any automated workflow.
Visit: www.electron.com.tr
All the major UK & Ireland architectural powder coaters are either licenced QUALICOAT members or in the process of approval.
With coating specifications now requiring QUALICOAT, should you not be looking to join?
qualicoatuki.org
Simulation of shot blasting machines and processes LOWER COSTS AND IMPROVED SUSTAINABILITY FOR SHOT BLASTING OPERATIONS
Achieving optimal results with high cost-efficiency
In many industries shot blasting is an indispensable surface treatment technology. Apart from the goal of achieving the best possible results, customers always demand short cycle times, the lowest possible costs and minimal material input. Rösler fulfills these requirements, among other things, by utilizing ultramodern simulation software. In addition, virtual models significantly reduce the time for engineering – especially for large, complex machinery – and ensure that the equipment is available within shorter lead times.
Shot blasting is an excellent tool for surface cleaning, deburring, surface preparation for painting or coating and shot peening. As such the shot blasting technology is used for creating optimal surface finishes, be it to ensure problem-free downstream manufacturing operations or to optimize the functional characteristics of a product. With shot blasting and any other industrial processes the customers face the challenge of improving productivity and costefficiency as well as minimizing the use of valuable resources. Rösler supports its customers with state-of-the-art simulation software during the planning phase for new shot blast equipment, especially with regard to process development and optimization.
With the Rösler simulation software every physical stage of the shot blasting process, including the respective work pieces, can be displayed in a 3D model. This includes the blast media type, the thrown media quantity and the media flow. The data generated by the so-called particle simulation allow a precise evaluation of how much blast media is required, and with which impact energy it must hit different work piece surface areas to achieve 100% coverage. At the same time the data help determine the required turbine power, the ideal position of the turbines and the design of suitable work piece fixtures. The simulations facilitate the development of shot blast machinery and processes for achieving optimal shot blast results with the lowest possible number of turbines, low energy input and minimal machine wear. They also help reduce capital expenditures, operating costs and use of valuable resources.
Another benefit of simulations is that shot blast machinery for new work pieces can be planned on the basis of CAD data, well before the actual work pieces are available in prototype form. This saves precious time, because a shot blast machine can start productive operation at the same date it is commissioned. Time-consuming and costly processing trials with actual work pieces are more or less completely eliminated.
Mass Finishing
Efficient systems engineering and innovative technologies – powerful and economical
Shot Blasting
Individual systems engineering and intelligent process solutions –reliable and energy efficient
AM Solutions
The full solution provider for 3D post processing equipment and 3D printing services
Moreover, the simulations also provide valuable insights as to whether the specified blast results can be achieved on work pieces with a given geometry. Should this not be possible, the simulation results provide valuable pointers regarding the optimization of the work piece shape.
Shorter planning phase and optimal shot blast results in case of complex equipment projects
Planning and commissioning complex, big shot blast machines for treating components with large dimensions, for example, 20 x 5 x 4 meters (L x W x H) is particularly challenging. Usually, for such large work pieces practically no machines are available for running processing trials. In such cases simulation and virtual planning of the shot blasting processes may be the only tool available for achieving excellent blasting results and high equipment efficiency. For exactly this purpose Rösler developed another software module that models large, complex equipment and the respective shot blast processes. On the one hand the realistic and correct depiction of the blast patterns and the underlying media flow substantially reduces the overall investment risk. On the other hand, the time requirements for planning and commissioning of a shot blast machine can be significantly shortened.
Faster processing of entire work piece batches
When it comes to shot blasting entire batches of relatively small work pieces,
for example in multi tumbler blast machines (RMT), the optimal mixing of work pieces and blast media can significantly influence the processing results and cycle times. For such applications the software allows the simulation and optimization of the tumbling action of the work pieces in the drum-shaped blast chamber. This will result in the shortest possible process times. In some cases, cycle time reductions of around 25 % per batch could be achieved resulting in a considerable capacity increase.
Energy-saving and effective dust collectors
In shot blast machines the turbines and dust collectors require by far the highest energy input. This applies to standard as well as large shot blast machines. Therefore, the software package also includes a special air flow simulation module that determines the air volume required to safely evacuate the dust generated during the blast operation from the blast chamber. If the dust can be evacuated more effectively by an improved air flow, it is possible that a smaller dust collector can be utilized resulting in a lower energy consumption. In any case, an optimized air evacuation system helps reduce cycle times and, therefore, increases productivity. Furthermore, the work pieces are leaving the shot blast machine cleaner, thus facilitating downstream manufacturing operations.
Digital twins of blast turbines increase operational efficiency
To reduce their energy consumption and wear rate and, at the same time,
increase their operational efficiency, Rösler works with digital twins of the blast turbines. The replication of the particle flow provides a virtual analysis of the wear areas in a turbine. This, in turn, allows the implementation of geometrical turbine modifications for minimizing the wear rate. Other simulations can be conducted with the goal of increasing the turbine efficiency, which, in turn, will result in additional energy savings.
Thanks to the broad application of simulation software for the design of shot blast equipment and the respective processes, as well as for the optimization of the airflow and turbine technology, the lead times for Rösler shot blast machines are substantially shortened. Moreover, they produce substantial energy savings and a lower wear rate. All this results in significant customer benefits.
Simulation systems for mass finishing processes dealing with complex work pieces
To date the development of mass finishing processes for single piece processing of geometrically complex and difficult to machine work pieces, such as knee implants, required numerous processing trials. For such elaborate applications, usually handled in so-called drag finishers, Rösler is also utilizing simulation technologies.
Visit: www.rosler.com
For questions regarding the simulation of shot blasting and mass finishing operations please contact Mr. Colin Spellacy, phone: 0151 482 0444, or email c.spellacy@rosler.com.
The Global Leaders in Wet Blasting & Surface Treatment Solutions
A GLOBAL LEADERS IN WET BLASTING & SURFACE TREATMENT SOLUTIONS
Established in 1990 under the leadership of our managing director, Aidan Mallon, Vixen has been dedicated to continuous growth and technological advancement. This unwavering commitment has propelled us to the forefront of the global market as leaders in the design and manufacturing of wet blasting solutions. With over three decades of experience, we have at the forefront of innovation in wet blasting, washing, and degreasing, often customizing solutions to meet the unique needs of customers, especially when stringent parameters and high tolerances are involved.
Established in 1990 under the leadership of our managing director, Aidan Mallon, Vixen has been dedicated to continuous growth and technological advancement. This unwavering commitment has propelled us to the forefront of the global market as leaders in the design and manufacturing of wet blasting solutions. With over three decades of experience, we have been at the forefront of innovation in wet blasting, washing, and degreasing, often customizing solutions to meet the unique needs of our customers, especially when stringent parameters and high tolerances are involved.
product offerings include a range of standard wet blasting, washing, and degreasing machines, available both as standalone and as multi-stage systems tailored to specific customer requirements. Through ongoing improvement initiatives and strategic investments, we strive to nurture a culture of innovation within our organization.
Our product offerings include a range of standard wet blasting, washing, and degreasing machines, available both as standalone units and as multistage systems tailored to specific customer requirements. Through ongoing improvement initiatives and strategic investments, we strive to nurture a culture of innovation within our organisation.
As a global entity, we maintain a network of business partners, distributors, and sample processing test labs worldwide. At Vixen, we pride ourselves on our collaborative approach, working closely with customers to deliver tailored solutions that precisely meet their needs. This collaborative process has been instrumental in providing effective surface treatment solutions.
The Global Leaders in Surface Treatment
Established in 1990 under the leadership of our managing dedicated to continuous growth and technological advancement. propelled us to the forefront of the global market as leaders blasting solutions. With over three decades of experience, been at the forefront of innovation in wet blasting, washing, degreasing, often customizing solutions to meet the unique our customers, especially when stringent parameters and tolerances are involved.
Our product offerings include a range of standard wet washing, and degreasing machines, available both units and as multi-stage systems tailored to specific requirements. Through ongoing improvement initiatives strategic investments, we strive to nurture a culture innovation within our organization.
Central to our success is the synergy within our team and manufacturing entirely in-house. This vertical integration chain, quality, and efficiency, earning us trust and recognition Located in the Northeast of England, our integrated manufacturing seamless communication and collaboration across departments,
Central to our success is the synergy within our team and our ability to handle design and manufacturing entirely in-house. This vertical integration affords us complete control over supply quality, and efficiency, earning us trust and recognition o n a global scale. Located in the Northeast of England, our integrated manufacturing facility and headquarters ensure seamless communication and collaboration across departments, fostering efficiency and cohesion.
Central to our success is the synergy within our team and our ability to handle design and manufacturing entirely in-house. This vertical integration affords us complete control over supply chain,
Trusted by manufacturers and customers spanning various industries, from aerospace OEMs to medical device manufacturers, we offer cutting-edge solutions to address diverse surface treatment requirements
Our comprehensive range of wet blasting solutions encompasses everything from standard manually operated cabinets to inline systems and fully automated, integrated robotic systems. Additionally, we offer washing, degreasing, and Ultrasonic solutions to
meet a wide array of surface treatment requirements.
For further details on our offerings, including applications and industries served, as well as in-depth information and operational videos, we invite you to visit our website at www.vixenaquablast.com
As a global partners, worldwide. collaborative to deliver needs. This instrumental solutions.
As a global entity, we maintain a network of business partners, distributors, and sample processing test labs worldwide. At Vixen, we pride ourselves on our collaborative approach, working closely with customers to deliver tailored solutions that precisely meet their needs. This collaborative process has been instrumental in providing effective surface treatment solutions.
There, you’ll find a wealth of resources to help you explore our solutions and determine the best fit for your needs
We work across a large number of industries covering multiple applications, visit our website and view application and industry pages or go straight to our solutions page.
WWW.VIXENAQUABLAST.COM
HENDOR-PE UK LTD –
Celebrating over 20 Years supplying products to the UK surface treatment industry!
as well as having independent distributors in other territories.
Over 20 years ago, I was asked if I would like to set up my own business, Hendor-pe UK Ltd, selling Pumps, Filters and Rectifiers to the UK Surface Treatment industry. At the time I was working for another Pump/Filter manufacturer in the UK as their Technical Manager, I had been there for 12 years, it was a daunting decision with three young children at home.
Myself and my wife visited Hendor in the Netherlands and were extremely impressed with the people, the high quality product range and the pricing!
Some people thought we were crazy trying to introduce another manufacturer to the already crowded market, but we were convinced that this exceptionally high quality, competitively priced product would be readily accepted.
Over 20 years on, we were right, we have built up a loyal customer base in many industries from GMF, Precious metal plating, electronics, Government establishments, Reel to Reel Plating, Aerospace, Automotive, F1 manufacturers etc, etc . One of our proudest moments is when we get repeat orders from these companies, they like the products we are supplying them.
Hendor was established more than 70 years ago, their principal customer at that time was the mighty Philips in Eindhoven.
Over the years Hendor has become a global leader in manufacturing exceptionally high quality and innovative chemically resistant pumps and filtration products.
In the 90’s, Hendor established partners and distributors located all around the world to enable the supply of products at a moment’s notice.
The Hendor-pe partnership began in 1995 when Hendor-pe Inc in the USA was established. Since then, Hendor-pe France, Hendor-pe UK, Hendor-pe Spain, China, and Japan have all been introduced to better serve local markets,
A lot has changed at Hendor over the last seventy plus years, however, the desire to do business in an innovative and sustainable way has remained a constant. This is why the organisation set the goal of lean manufacturing in 2016. This desire was manifested by introducing a round of investments worth half a million euros. Hendor invested money in new pump design software and automatic welding, installed LED lighting everywhere and organised the workplace in a more efficient way. Through automation, we wanted to obtain a higher output with the same number of people. The machines are used more efficiently thanks to new planning software. We work with small batches and customise more products in accordance with our customers’ requirements. Not only does this shorten lead times, but we also use raw materials more economically.
With regard to raw materials, we blend our own mix of Polypropylene pellet types which allows us to mould a Polypropylene perfectly adapted to our industries.
We at Hendor value social responsibility and act accordingly. A strategic decision was made to develop the next generation of pumps by a Sustainable Design principle. By applying this concept both the manufacturing and the life cycle carbon footprint of our products are significantly reduced.
Our filters are an important and successful part of the Hendor legacy. Henk Bohncke, our former owner, designed them with a clear, innovative vision for the future. They were the first filters in the industry made entirely of polypropylene with a welded base. For decades, this product has served many companies within industry.
With the advent of new technologies and the search for optimum efficiency, we have developed a new, innovative design under the leadership of our technical director Hessel Bohncke - son of Henk.
These new Hendor filters are even more user-friendly and efficient. Completely new are the double-welded bases that ensure less pressure loss, more flow, more reach and more energy efficiency from the motor. Absolutely no concessions have been made to the quality of raw materials, features, or user-friendliness. We challenged ourselves by finding a way to still save costs. That is why the new filters consist of fewer components, yet still to the high exacting quality you expect from Hendor.
All our filters are available with standard size filter papers, single and double length filter bags, and of course filter/ carbon cartridges, in combination with a magnetic drive, vertical sealless or mechanical seal pump.
More series and products are planned for the future all grafted from the knowledge and experience we have gained over the past 70+ years.
The Hendor product range consists of a wide range of pumps and filters allowing us to supply to the most critical and aggressive solutions at ambient or high temperature.
Typically, a selection of the products we offer is as follows:-
Magnetic Drive Pumps
Sealless design
Constructed from Polypropylene, PVDF
Available with Union, Flanged or hose connections
Motors finished with Two Pack Epoxy for superior corrosion resistance.
Vertical Sealless Pumps (Sump Pumps)
Constructed from Polypropylene, PVDF, or 316SS
Self-priming
No seals or bearings therefore can run dry safely without damage
Motors finished with Two Pack Epoxy for superior corrosion resistance.
Filter Chambers
Cartridge, Bag or Disc
Constructed from Polypropylene, PVDF, or 316SS
Sizes range from 1 x 10” cartridge to 36 x 20” cartridges
Also available with standard Single or Double Length PP Filter Bags
Compact and Robust construction
As well as the individual range of pumps and filter housings, we can combine into many different styles of Cartridge/Bag/ Disc or Microfibre horizontal or vertical filter system.
All manufactured by Hendor to ISO9001
Hendor-pe UK has been established for 20 years, but our involvement in the UK industry spans almost 35 years.
We have a wealth of experience of supplying the UK with high quality cost effective solutions.
Other
Products within our range
Plating Electronic DC Switch Mode and Pulse Reverse Power Supplies
We at Hendor-pe regard it as our core task to provide pump and filtration solutions that best help our customers optimize their processes and provide products at the lowest possible total cost of ownership.
If you have any requirements then please do not hesitate to contact our Manchester Sales Office where our staff will give you the best attention and service we can offer.
Please do not hesitate to contact us on 0161 776 4331 or sales@hendor-pe.co.uk
AUTOMATED WATER & EFFLUENT
LTD TRADING SINCE 1982
Automated Water & Effluent Ltd started trading in 1982 and has garnered a wealth of experience across a number of sectors. During this time their key belief has remained unchanged - that accurate measurement and precision control is the key to process control, water and effluent treatment.
That’s why everything in the Automated Water & Effluent Ltd equipment range from the electrochemical sensors for measuring pH, Redox, Conductivity, to Dissolved Oxygen and Turbidity are of the highest quality for precision measurement. Every element from the connecting cables to the amplification within their provided instrumentation is designed to offer linear amplification for accurate representation of your measured value.
Automated Water & Effluent Ltd even ensure that every item they sell is specifically shielded from electromagnetic interference so that
it is as accurate in the laboratory as it is operating in the confines of heavy industry. Their control equipment is designed to be robust and offer precision control. When it comes to dosing pumps and solenoid valves they ensure that when required these are able to work with concentrated industrial chemicals.
During almost 40 years of trading, Automated Water & Effluent Ltd have built up, through experience, a client base covering Water Treatment, Effluent Treatment and Process Control in sectors varying from municipal swimming pools, surface treatment and metal finishing, laboratory analysis, hydroponics and growers, ceramics, dairy, brewing, pharmaceutical, power generation and pulp and packaging.
Reduce Delays
Automated Water & Effluent Ltd understand that everyones process is critical - that’s why they try to ensure that every item in their catalogue is available with ex-stock deliveries.
Their engineered solutions, designed and customised to your requirements, are always specified with a delivery date agreeable to both parties. They will update you on the progress of your order and ensure that you can visit the factory to test or inspect any equipment prior to shipping.
Ensuring operability
Their Service Team has 4 experienced members who are fully qualified for on site work.
The team offer commissioning services to ensure that all supplied and installed equipment is calibrated and operating as expected, to ensure that your process gets off without a hitch.
The Service Team also offers ongoing service contracts which ensure that equipment is calibrated and continues to operate as expected. They are also able
to offer certificates of calibration, traceable to UK National Standards to ensure that equipment complies with external audits from a number of different manufacturing and water authorities. Their service contracts can also include provisions for emergency call-outs for process critical equipment.
The Service Team also offer same day, on the phone, technical support by simply calling the office phone number - 01785 254 597.
The Right Equipment For The Right Process
Automated Water & Effluent Ltd’s engineering Sales Team are all experienced in the installation and operation of instrumentation and control equipment. This means that they are experienced in working out the right equipment for your requirements. They are quite aware that sometimes the right pH electrode for a hydroponics application is very different to the right pH probe for a titanium pickling application.
The Sales Team are also available to offer a level of customer support for equipment, in the absence of the Service Team, when required.
On Site Manufacturing and Fabrication
Finally their Production and Fabrication Team are based on-site. This means that if you need customised solutions from control panels, to enclosures or even custom length dip pH probe assemblies then the Sales Team can liaise with production, at the beginning and during the manufacturing process, to ensure that all your requirements are considered prior to inspection or despatch.
For more information telephone 01785 254 597 or email the sales team at sales@awe-ltd.co.uk
Visit: https://www.awe-ltd.co.uk/
MATERIAL & EQUIPMENT SUPPLIERS
Steel Shot (High & Low Carbon)
Steel Grit
Stainless Steel Shot and Stainless Steel Grit (Cr & Cr/Ni)