With architectural coating specifications now asking for QUALICOAT, should you not be looking to join?
Meet us on stand A14 at Surface World on the 25th to 27th February 2025
COMPANY SPOTLIGHT
OPTIMISING PURIFIED WATER SUPPLY IN THE AUTOMOTIVE INDUSTRY WITH EXCHANGEABLE DEIONISATION CYLINDERS. 2
QUALICOAT UK & IRELAND A LABEL OF CONFORMITY. By Chris Mansfield - QUALICOAT Chair. 6
IMF: INSTITUTE OF MATERIALS FINISHING JOIN US AS WE CELEBRATE 100 YEARS. 8
IMF: INSTITUTE OF MATERIALS FINISHING SECRETARY GENERAL’S LETTER. 10
CORRODERE ACADEMY
SURFACE WORLD 2025
The Vital Role of Trade Shows in the Surface Finishing Industry: A FOCUS ON SURFACE WORLD. 16
INDUSTRY NEWS
MECWASH UNVEILS THE MWX600 – The Next Generation in Aqueous Component Cleaning. 20
AKZONOBEL NAMES ‘TRUE JOY’ AS THE INTERPON COLOR OF THE YEAR 2025 - Liberate your imagination. 22
BECKERS GROUP REVEALS LEADERSHIP CHANGES TO DRIVE ITS STRATEGIC AMBITION. 26 DR. JÖRG KRAMES AS NEW PRESIDENT AND CEO FOR BYK-GARDNER APPOINTED. 28 Chemical Legislation Changes: A 55-YEAR JOURNEY WITH FRASER TECHNOLOGIES FROM CFC’S TO FLUORINATED CHEMICALS AND BEYOND TO PFAS. 30
WATER & EFFLUENT TREATMENT ALLWATER TECHNOLOGIES ASSISTS VERTIK-AL’S SMOOTH
AKZONOBEL STRENGTHENS CARBON REDUCTION COMMITMENT WITH SUPERDURABLE RANGE OF LOW-ENERGY POWDER COATINGS. 40 HMG POWDER COATINGS – VLB POWDER TECHNOLOGY. 42
LAUNCH OF INTERPON D FUTURA COLLECTION HELPS AUSTRALIAN AND NEW ZEALAND ARCHITECTS AND DESIGNERS DELIVER BEAUTY, SUSTAINABILITY AND STYLE IN A POWDER COATING.
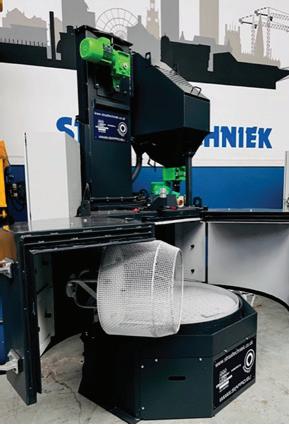
OPTIMISING PURIFIED WATER
SUPPLY IN THE AUTOMOTIVE INDUSTRY WITH EXCHANGEABLE DEIONISATION CYLINDERS
Purified water plays a crucial role across various industries such as manufacturing, automotive, aerospace, electro-plating, painting, coating, and many more. As companies strive to enhance product quality and operational efficiency while ensuring production continuity, exchangeable media cylinders have emerged as a reliable solution. Jordan Tatton, Regeneration and Exchangeable Service Manager at NSI Mobile Water Solutions (Nijhuis Saur Industries) discusses how these cylinders offer a cost-effective, quick, and safe method to produce high-quality treated water without substantial upfront investments or on-site chemical management.
Traditionally, high-quality water production has relied on ion exchange (IX) technologies, which use resins to eliminate dissolved ions. While ion exchange is essential for largescale water purification needs, it can present challenges for smaller quantities of deionised water, often leading to increased costs and inefficiencies. This challenge has prompted the development of more tailored and economical solutions.
Exchangeable DI CylindersA Reliable and Versatile Solution
Exchangeable DI cylinders are gaining recognition for their reliable performance to address the need for purified water in industrial operations. The range of stainless-steel cylinders offered by NSI Mobile Water Solutions is filled with highly regenerated media capable of treating both recycled process water and generic feed water to stringent quality standards. The cylinders can typically be delivered on-site within a few hours by dedicated logistics teams. When replacements are needed, freshly regenerated vessels are rapidly delivered. This versatility is particularly valuable in the automotive industry, where a continuous supply of purified water is critical for various manufacturing processes.
These cylinders prove invaluable for high-quality metal component rinsing, ensuring the integrity of engine parts, transmissions, and other critical components. They also support electroplating processes for chrome finishes and
other coatings on automotive parts and play a crucial role in paint preparation systems, where ultra-pure water is necessary for flawless vehicle finishes. In addition, they provide the high-quality water required for engine cooling systems, emissions testing, and quality control processes in automotive testing facilities.
Ensuring Uninterrupted Production: A Case Study on Reliable Demineralised Water Supply for a British Aerospace manufacturer
A British parts manufacturer for the aerospace industry faced the challenge of securing an uninterrupted supply of demineralised water to meet the stringent 10 MEGOHM standard. The company implemented NSI Mobile Water Solutions’ QSB-100 cylinders, delivering 2m3/h of water at the required specification. With ten distinct units designated for metal component manufacturing, each requiring three cylinders, the solution ensured continuous production through duty assist and standby functions. A dedicated batch of cylinders was also assigned to prevent crosscontamination, maximising operational efficiency. The benefits of this implementation included an improved on-site capacity with over 40 robust and durable 100-litre cylinders, minimisation of swap-outs, and elimination of on-site ion exchange regeneration requirements, allowing staff to focus on daily tasks.
Off-site Regeneration: Cost-effective and Sustainable
Off-site regeneration of ion exchange resins offered by NSI Mobile Water Solutions is a key component of this service. It not only provides an environmental advantage by recycling spent ion exchange resins but also allows the use of exchangeable vessels without the need for industrial site operators to make direct investments. This approach presents a cost-effective and eco-friendly solution, aligning with the increasing emphasis on sustainability across various industries. Additionally, off-site resin regeneration offers plant managers the benefit of reducing on-site chemical handling.
Simplifying Your Water Needs
As the automotive sector evolves, with a focus on advanced materials and stringent quality controls, NSI Mobile Water Solutions’ Exchangeable Cylinder service is designed to meet these shifting demands. These flexible water purification vessels help ensure operational continuity across various industrial processes, adapting to new regulations and maintaining consistent water quality—from component cleaning to paint preparation. By making high-purity water
management both accessible and adaptable, exchangeable cylinder services enhance the efficiency and quality of automotive manufacturing operations.
For more information:
Email: mws@nijhuisindustries.com
Visit: www.nsimobilewatersolutions.com
A LABEL OF CONFORMITY
By Chris Mansfield
- QUALICOAT Chair
We often refer to labels that quickly identify brands, products or services in our daily lives. Often these labels set an expectation of the product and possibly more importantly the quality or service that we expect from past experience. Across Europe the QUALICOAT label has now been synonymous with high quality architectural powder coating for almost four decades and is now widely specified across the Globe.
The label, which can only be used by licensed members of the QUALICOAT Association, is registered worldwide. Members of the Association include powder manufacturers, pretreatment systems suppliers and powder coating applicators. These three main membership groups form the vertical integration required to precisely specify both product and processes that offer the best quality coating for architectural aluminium products used in either commercial or residential applications. Companies found to be using the QUALICOAT label who are not licensed members of the Association are asked to remove the registered logo from all their market communications.
Don’t let a competitive coating price be the deciding factor, reducing the quality of the powder coating, or worse, still eliminating the pretreatment stage which cannot be seen on the finished product.
The Global QUALICOAT label exists to offer quality architectural powder coatings to all specifiers. All reputable architectural powder coaters in the UK & Ireland are now licensed by QUALICOAT UK & Ireland and work to the QUALICOAT Specification. The Specification is also freely available, without cost, for all to review from QUALICOAT’s own website.
Forming the backbone of the label is the QUALICOAT Specification which identifies not only the product and testing requirements, but detailed parameters for the complete process of powder coating. This Global Specification is updated in real time following extensive research carried out by its members, all members are regularly third party inspected to ensure they meet the Specification. For all licensed powder coaters unannounced full day plant inspections takes place twice yearly.
The problem with any national quoted standard, such as the powder coating standard BS EN 12206, is that it can be claimed, but often not substantiated without physical checking of the product supplied, or indeed a process review of the supplier. As a customer, how can you be sure you are getting the quality you specify? Most of you reading this right now know that all quality powder coatings consist of a robust pretreatment followed by the application of powder coating, but, can you make a visit to every supplier in a contract prior to placing an order to check that this is being done?
As you would expect from the very name of the Association, consistency in supplying quality is paramount for applicator licence holders. The secret to quality is only achieved by regular monitoring of the powder coating process through the Member’s own test laboratory and this is where the laboratory technicians are crucial in the powder coating process.
Over the last few years the Association has made it mandatory that all QUALICOAT licence holder’s own laboratory technicians attend a refresher training course at least once every two years. This ensures that the latest developments in the QUALICOAT Specification for production monitoring and production testing is implemented and maintained. This, in turn, ensures compliance with the Specification when unannounced applicator plant inspections are undertaken every six months. Passing these quality audits ensures that an applicator maintains their licence to offer the QUALICOAT Specification. For specifiers, this is a key reason why they specify QUALICOAT for all their architectural powder coating. The annual training meetings are organised by IFO who are QUALICOAT UK & Ireland’s independent test house located in Germany.
Chris MansfieldQUALICOAT UK & Ireland Chair
The last training day, took place in Daventry in July 2024 with a record number of over sixty laboratory technicians in attendance. Testing equipment was made available for the testing of chrome-free analysis including photometers and a hand held x-ray spectrometer. Members came from all over the UK and Ireland to discuss the Specification updates and listen to technical presentations. Brought to the event was a Q-SUN Xe-1 xenon arc chamber which reproduces the damage caused by full-spectrum sunlight and rain. In use over a few days or weeks, the Q-SUN test
equipment can reproduce the damage that occurs over months or years in the harshest of environments.
With several new powder coating applicators receiving their licences recently and further powder coating applicators currently undergoing training and review by IFO, the vast majority of quality architectural powder coaters in the UK & Ireland are now licensed to supply to the QUALICOAT Specification and carry the prestigious QUALICOAT label.
In the Association’s pursuit of offering the highest quality architectural powder coating, it has launched QUALICOAT 3.0. Over the last decade, as we use more recycled aluminium, the Association has recognised that poor quality recycled content does affect the sustainability of the powder coating. A QUALICOAT 3.0 specification targets the aluminium processor to ensure that their output of extrusion
or sheet aluminium reaches strict tolerances for both process and contaminant content to ensure the longest possible surface coating life expectancy. This specification is now live and open to specifiers to use.
The up-to-date QUALICOAT Specification is freely available for download via the UK & Ireland Association website, qualicoatuki. org and the website offers an up-to-date list of licensed UK and Ireland Powder Suppliers, Pretreatment Suppliers and Applicators including the applicators who carry the Seaside class accreditation. Telephone support is available from QUALICOAT UK & Ireland Head Office in the Midlands on 0330 240 9735, the Association can also be followed on Twitter @Qualicoatuki or on LinkedIn www.linkedin.com/company/ qualicoat-uk-&-ireland.
NOW EVERY THING IS WITHIN REACH
JOIN US AS WE CELEBRATE
100 YEARS
THE IMF ARE 100 YEARS
OLD IN 2025
In 2025 the Institute of Materials Finishing is celebrating our 100 birthday.
Founded in 1925 as the Electrodepositors Society to serve the electroplating industries, we became the Institute of Metal Finishing in the 1950’s. In 2012 we re-badged ourselves as the Institute of Materials Finishing, to better reflect our involvement with all aspects of surface engineering.
Our celebrations begin in February 2025 at the Surface World exhibition, with a centenary dinner taking place on the first evening, Wednesday 26th February 2025.
Tickets will be £40 per person or you can take advantage of the Early Bird Offera table of 10 for £375.
There will be a 3 course dinner followed by entertainment.
Please let Helen know soonest if you would like to attend by email: helen@materialsfinishing.org.
Further events are being planned throughout 2025, which we are sure will interest and engage all our members. Please keep an eye out for announcements in future editions of IMFormation! Please try to join us as we mark our Centenary!
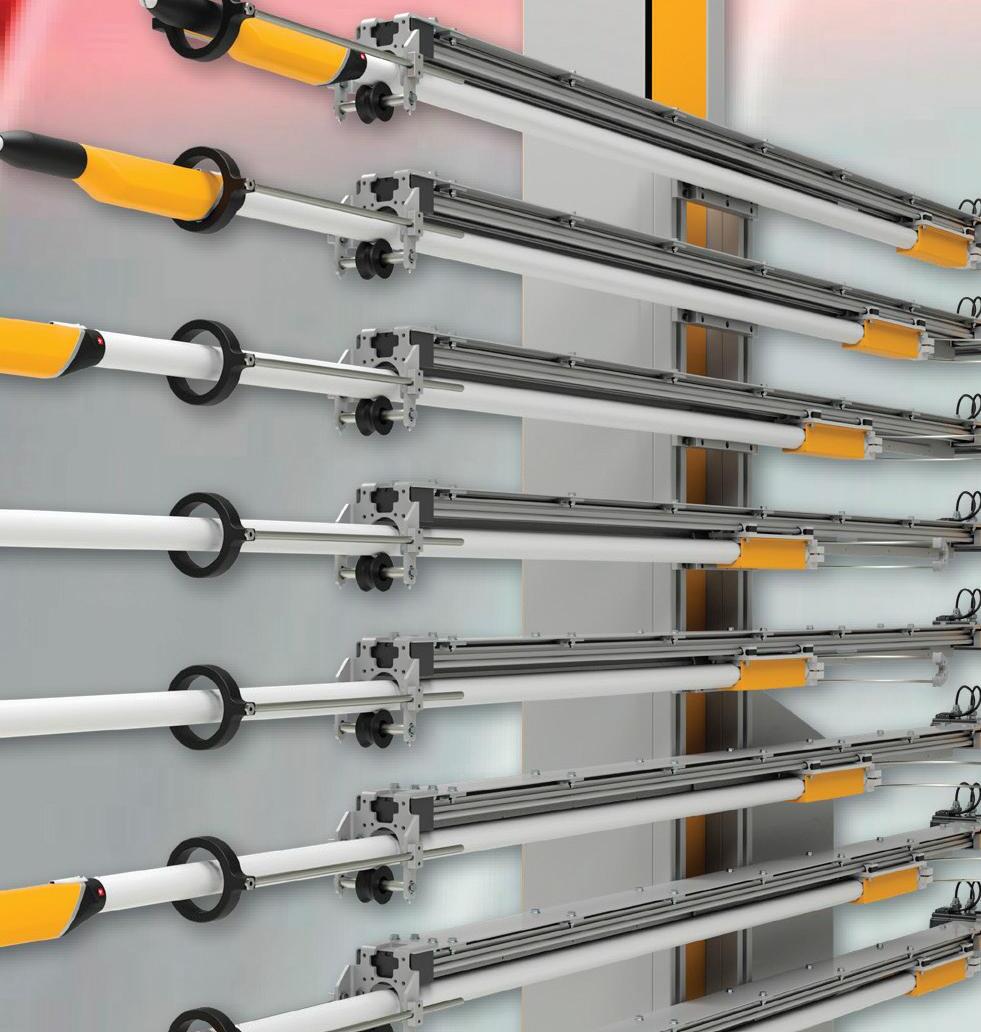
The second generation of Dynamic Contour Detection detects the object contour fully automatic and positions the guns individually even for thin objects and at high conveyor speeds. Due to the programming-free adaption of all relevant line settings the application range is significantly extended.
Email: uk.sales@gema.eu.com
SECRETARY GENERAL’S LETTER
SECRETARY GENERAL ’S
COLUMN (i)
Institute of Materials Finishing
In my column in the June IMFormation, I noted that I was planning a business trip to China, this has now been completed and I’ve had a few weeks to recover my body and mind back into UK time.
One forgets what a large country China is, and to visit clients in such diverse places as Shenyang, Zhuzhou and Shenzhen involves an awful lot of travelling! The country is really set up for this with numerous airports throughout the country and regular flights operated by several internal airlines. I have to say its quite an experience, being the only Englishman on a full Airbus A321 amongst over 150 Chinese. What is interesting is that food is still served on all the flights, something we have forgotten about in Europe with our “low cost” airlines.
One particular travel experience was the “high speed” train from Zhuzhou to Shenzhen, where a three-hour journey was in complete comfort travelling at an average speed of 305km/hour (190 mph). UK railways could learn a lot;
the train arrived and departed to the second and was almost, dare I say, better than the Japanese bullet trains!
Greetings from seat 19D on Emirates flight 040 to Dubai and on to Singapore. Yes, once again I ’m off on my travels! This was planned in late 2023 and seemed a long way off but it’s come round so quickly! Yet again it leaves me wondering where time goes. At least on this trip I have the enjoyment of 4 days at the Singapore Airshow, and catching up with old friends I haven ’t seen since before Covid. I stop off in Dubai on the way home to run some training so not back in the UK until mid -March.
Being a typical Englishman, my grasp of any language, never mind Chinese is very limited; in fact, I only really know how to say “hello” (Ni hāo), but the majority of the people I met spoke really good English, including a majority of hotel staff and most of the business contacts.
The China I saw is really vibrant with a large number of impressive shopping malls featuring many designer shops, lots of restaurants, and all well populated.
obviously spread around the world as a very bad image of the UK, to such an extent that my company’s distributor in Singapore has asked me if its safe for him to visit Birmingham in October!
The first 6 weeks of 2024 have seen some amazing business involvement and hope Indestructible are not the exception to the rule by being so busy. Surely all of us involved in material finishing must be seeing an upturn in business as I ’m sure all the world is becoming dynamically active.
There is a majority of electric cars, particularly taxis and “Ubers” and compared to my last visit in 2018, there seemed to be much less air pollution?
Now being back in the UK, I’m beginning to get a grip on the changes in the political landscape which initially doesn’t feel as bad as I feared! I’m not really happy with loosing my pensioners winter fuel payment, although I have to admit it was a nice, but un-necessary bonus which paid for a few Christmas presents!
Environmental and H&S Consultancy Services
I have been really disturbed by the protests following the shocking death of the three little girls in Southport. Whilst this was terrible, I don’t think it was a valid reason for the fighting and wilful damage caused. The news of this has
Now that we are in the holiday season, I’m really appreciating the easier commute from home in Herefordshire up to Birmingham, and the muchreduced traffic on the M5 and M42. It doesn’t seem, however, to have had much effect on the overall scale of business, with orders and enquiries continuing apace. I think that nowadays, there are no factory closures as happened in the past: I remember the “Birmingham holiday fortnight” really well as the city emptied as we all went away. Probably better now with staggered holidays?
So on that note, I hope you have, or have had, a really enjoyable holiday, and return refreshed for busy times ahead!
I have to say I ’m pleased to hear the good news from the UK HSE on the results of their investigation into the re -authorisation analysis on Chromium Trioxide. It will be remembered that two requests for re -authorisation of CrO3 had been submitted, both to the UK HSE for UK REACH, but also ECHA for EU REACH. Whilst ECHA seem to enjoy prevarication, the HSE have got down to business, with the outcome that they are recommending a 12 -year re-authorisation for use in slurry coatings, for both flight and industrial applications. This now has to be signed off by the Secretary of state, but this is expected to be a formality, and will mean that chrome -based slurry coatings can continue to be manufactured in the UK and applied both in the UK and throughout the world (except Europe!!) until 2036.
Powder coatings are a type of coating that is applied as a dry, fine powder to produce high quality and durable finishes. Unlike conventional liquid coatings and paints, which are typically applied via a brush or roller, powder coatings are applied as a free-flowing powder that streams smoothly and evenly. This application can either be conducted through electrostatic spraying or a fluidised bed dipping process, followed by a necessary heat (or UV) curing process.
Since their early development in the 1940’s, powder coatings have come to take large swathes of the protective coatings industry by storm. Today, they enjoy a dominant position in a range of markets (including architectural, industrial and transport), and this dominance is only predicted to intensify. Indeed, whilst the current global powder coatings market stands at a significant $15.2 billion in 2024, this is projected to grow by a whopping $9 billion to reach $24.26 billion in a mere eight years’ time (Chemicals & Materials Industry - Fortune Business Insights).
The soaring popularity of powder coatings can be attributed to their many advantages over alternative protective coating materials. Firstly –and perhaps most importantly, given our ongoing climate crisis – powder coatings are significantly more sustainable than their traditional liquid counterparts. This is in large part due to their exceptionally low (or often non-existent) Volatile Organic Content (VOC), eliminating the health hazards and air pollution associated with solvent emissions. Additionally, the limited overspray powder produced in the application process can be recycled and reused, ensuring minimal waste.
Powder coatings are often more economical options than their liquid counterparts. Whilst initial set-up costs can be high, their transfer efficiency is streaks ahead of traditional liquid paint methods, reaching an impressive 95% when applied using the fluidised bed technique. Furthermore, the equipment used for powder coating requires relatively minimal maintenance, making it more convenient and cost-effective.
Remarkably, the huge environmental and economic benefits powder coatings incur do not lead to diminished performance. In fact, many powder coatings – when applied as a single layer and cured by heat –provide comparably exceptional durability, chemical resistance, toughness and flexibility. Taking all this into account, it appears evident that powder coatings constitute the future of the protective coatings industry.
It is in this context that Corrodere Academy is proud to announce its new Powder Coatings application course.
Expertly crafted, engaging, and informative, the course is designed to ensure high-quality training is available within the industry – an availability that is essential as the powder coatings market continues to boom. Following the course’s launch, we sat down with Brendan Fitzsimons – Corrodere’s Technical Director and leading industry expert –to hear his thoughts.
1. What motivated Corrodere to design the Powder Coatings course?
Our primary goal is to address the rapidly growing demand within the industry, driven in large part by increasing sustainability concerns. As the industry expands, more and more manufacturers are looking to bring powder coating capabilities in-house. However, the surge in demand has outpaced the availability of skilled professionals. Many companies have invested in powder coating units but find themselves without the trained staff necessary to operate them effectively. This is where we step in, providing the high-quality training needed to equip these companies with the expertise required.
2. Who is this course targeted at?
This course is primarily targeted at powder coating applicators and associated workers involved in the powder coating process. Our training is designed to be highly practical and hands-on, focusing on the real-world skills needed on the job rather than delving too deeply into technical or scientific theory. The theoretical components of the course are digestible, ensuring applicators gain the necessary knowledge without being overwhelmed by complex concepts.
The course will also be helpful for powder coating technical and sales staff from powder suppliers and equipment suppliers.
While the Applicators are the primary recipients of this training, it’s essential for companies to recognise that powder coating is a team driven process. From pre-cleaning to application, each step requires careful coordination and expertise. Therefore, it’s crucial for companies to invest in training across the entire team, ensuring that every stage of the process is executed with precision –a need our course is designed to fulfil.
3. Why should industry professionals take the Powder Coatings course?
As the powder coatings market continues to boom, skilled application of powder coatings is an increasingly vital proficiency for anyone in the industry. Corrodere’s course ensures that students fully understand the many stages and intricacies of the powder coatings process, verifying their competence to carry out this high-skilled work effectively and safely.
For employers, offering the course to staff defends against potential costly coating failures by ensuring application is done correctly, first-time around.
Investing in training is also a way to boost job satisfaction (and, by extension, job performance), ensuring employees know they are rightly perceived as an invaluable resource. Any registered Train the painter company that is engaged in powder coating application can - and should – deliver the course.
4. How valued do you foresee the Powder Coatings course being by the industry at large?
Ultimately, we foresee our Powder Coatings course becoming an industry norm. The benefits of the course are simply innumerable for Applicators, companies and clients alike. Applicators benefit from verifiable expertise and enhanced confidence in their work; companies benefit from well-trained staff and an elevated reputation as a consequence of staff investment; clients benefit from knowing they are enlisting highly qualified trade personnel. Indeed, the failure of powder coatings can be costly - Corrodere’s course (the only one of its kind) ensures that rather than relying on reputation, companies and clients alike can trust their powder coating Applicators to have certifiable, accredited skills and expertise.
5. Who endorses the course?
We’re delighted to say that the British Coating Federation (BCF) has endorsed the programme. Their endorsement highlights the high-quality and necessity of the course, and we’re excited to be working with them on our industry-leading endeavour.
The Powder Coating Application course is available globally through the Corrodere Academy’s Train the painter programme. To find out more, please get in touch with the team.
Telephone: +44 (0) 1252 732 236
Email: lucy@corrodere.com
Visit: corrodere.com
Working Across Aluminium Industries to Improve Your Processes
Specialist in the Supply of Anodising & Metal Finishing Technologies
Supplied with Excellent Technical Suppor t CONVERSION COATING PRETREATMENT ANODISING
The Vital Role of Trade Shows in the Surface Finishing Industry: A FOCUS ON SURFACE WORLD
The surface finishing industry is a cornerstone of modern manufacturing, encompassing processes like cleaning, coating, plating, anodising, galvanizing and polishing that are essential for enhancing the appearance, durability, and performance of products across various sectors. In this highly specialised and technical field, trade shows such as Surface World play an indispensable role, acting as an essential platform for innovation, networking, and business growth.
Showcasing Innovation and Technology
Trade shows are crucial for driving innovation within the surface finishing industry, and Surface World stands out as a premier event in this regard. As technological advancements continue at a rapid pace, Surface World provides companies with the perfect venue to unveil their latest products, processes, and innovations to a focused audience. Whether it’s the introduction of a new electroplating technology or a breakthrough in eco-friendly coating materials, Surface World offers a critical opportunity for showcasing cutting-edge solutions.
For attendees, Surface World is an invaluable opportunity to see the future of the industry firsthand. The event allows them to explore the latest technologies that could revolutionise their operations, often through live demonstrations and hands-on experiences. This direct exposure to innovative solutions accelerates the adoption of new technologies, helping companies maintain a competitive edge in a fast-evolving market.
Facilitating Networking and Collaboration
In the surface finishing industry, relationships are key. Surface World excels in bringing together a diverse group of stakeholders, including manufacturers, suppliers, researchers, and end-users, creating a rich environment for networking and collaboration. This event provides a rare opportunity for industry professionals to meet face-to-face, exchange ideas, and forge new partnerships. The connections made at Surface World often lead to longterm business relationships and collaborative projects.
Market Research and Competitive Analysis
Surface World also serves as a vital tool for market research and competitive analysis in the surface finishing industry. This event offers a comprehensive overview of market trends, customer preferences, and the competitive landscape. By attending Surface World, companies can gather real-time insights that inform their strategic planning and product development efforts.
Surface World 2025 - Wednesday 26th & Thursday 27th February
REGISTRATION
OPENING SOON
Observing the offerings and strategies of competitors is another critical aspect of trade show participation. By understanding the competitive landscape at Surface World, companies can better position themselves in the market, identify opportunities for differentiation, and refine their business strategies.
Business Development and Lead Generation
One of the most significant benefits of participating in Surface World is the potential for business development and lead generation. The event attracts a highly targeted audience of professionals who are actively seeking solutions and services in the surface finishing industry. Exhibitors can engage directly with potential customers, discuss their specific needs, and present tailored solutions.
The concentrated environment of Surface World often leads to more qualified leads and accelerates the sales process. Face-to-face interactions help build trust and rapport, which are crucial for closing deals and establishing long-term business relationships.
Education and Professional Development
The surface finishing industry is technically complex, and staying informed about the latest advancements is crucial for professionals in the field. Surface World provides a robust educational component where industry experts share their knowledge on a broad range of topics, including new technologies, regulatory updates, sustainability, and quality control.
For attendees, these learning opportunities at Surface World are invaluable for enhancing their expertise and staying ahead of industry trends.
For companies, contributing to these educational efforts can position them as thought leaders and strengthen their influence within the industry
Promoting Sustainability and Best Practices
As environmental concerns grow, the surface finishing industry faces increasing pressure to adopt sustainable practices. Surface World plays a critical role in promoting sustainability by highlighting green technologies, eco-friendly materials, and best practices that reduce environmental impact.
Exhibitors at Surface World use the event to demonstrate how their products and processes align with sustainability goals, appealing to customers who prioritise environmental responsibility.
Share - Learn - Connect
Trade shows like Surface World are more than just exhibitions; they are
dynamic hubs of innovation, collaboration, and growth within the surface finishing industry. By offering a platform to showcase new technologies, foster networking, conduct market research, and promote sustainability, Surface World plays a critical role in helping companies navigate challenges and seize opportunities in this ever-evolving field.
Mark your calendars for the 26th and 27th of February 2025, and join industry leaders in Hall 11 at the NEC in Birmingham to experience firsthand the advancements shaping the future of surface finishing.
Surface World 2025:
Share - Learn - Connect - Shape The Future
For more information about Surface World 2025, please contact Nigel Bean: nigelbean1@aol.com
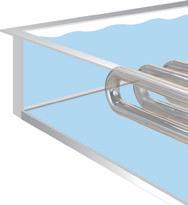
Metallic plate heat exchanger
• low space requirement
• high thermal and mechanical stability
• easy to clean
Coated plate heat exchanger
• custom-made dimensions
+44 / 1509 673 656
• for process liquids with strong acids
• anti-adhesive coating made of thermal conductive fluorpolymer
significant reduction in encrustations
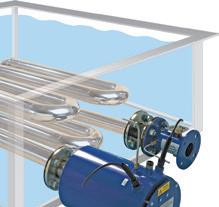
Polymer heat exchanger
• different dimensions
• highest chemical resistance
• several planar layers of tube coils made of PFA large heat transfer surface to volume ratio high temperature- and pressure resistance
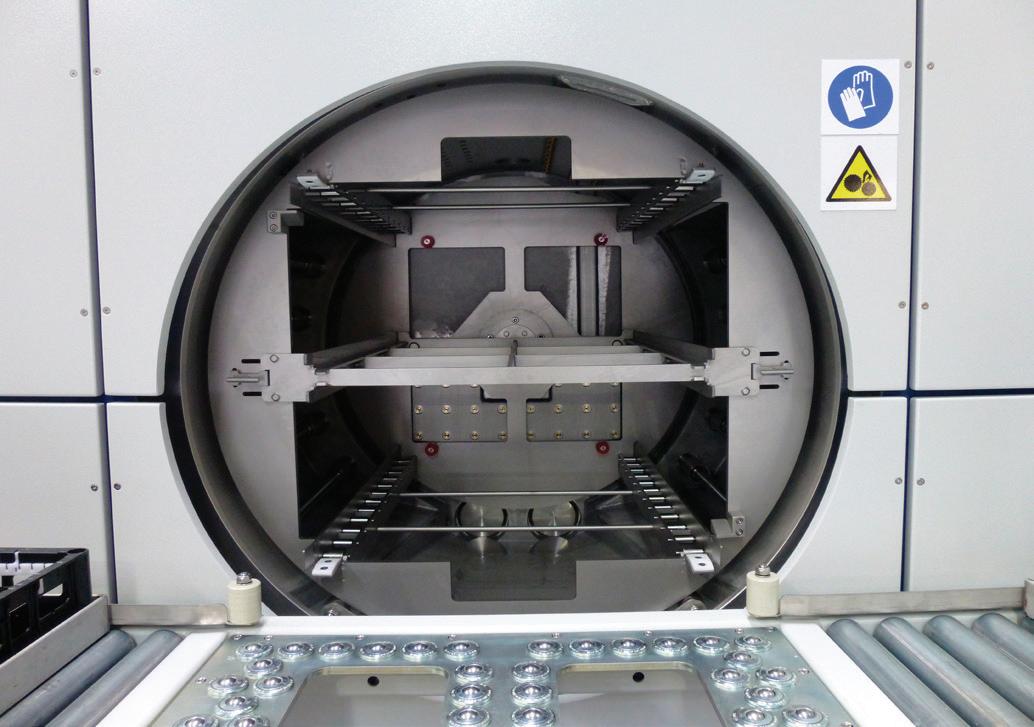
MECWASH UNVEILS THE MWX600
The Next Generation in Aqueous
Component Cleaning
MecWash, a global leader in the design and manufacture of advanced aqueous cleaning systems, is proud to announce the launch of the MWX600, the latest addition to the renowned MWX series. This year marks the 30th anniversary of MecWash with the release of the groundbreaking MWX600 embodying three decades of expertise, innovation, and customer-driven development.
Go Large with the MWX600
The MWX600 sets a new standard in the industry with its expansive wash chamber, measuring a remarkable 600 x 600 x 1000 mm, and an overall machine size of W 4254 x D 2780 x H 2500 mm. This significant upgrade in aperture capacity to 600 x 660 mm makes the MWX600 the most versatile and powerful system in the MWX lineup, following the successful launches of the MWX400 in 2016, and the MWX300 in 2022.
Enhanced Design for Maintenance and Servicing
Building on the successes of its predecessors, the MWX600 incorporates an advanced design with enhanced features for maintenance
communication and servicing. The system is equipped with stateof-the-art remote monitoring and predictive maintenance capabilities, ensuring maximum uptime and efficiency. These enhancements reflect the commitment of MecWash towards continuous improvement and customer satisfaction, leveraging 30 years of industry leadership.
Unrivalled Capacity and Performance
The MWX600 is not just bigger – it is better. Designed to accommodate larger components such as gearbox housings and larger engines, the MWX600 offers unmatched capacity for heavy-duty cleaning applications. Additionally, the system boasts more ultrasonic rods than ever before,
delivering superior cleaning power and precision for the most demanding industrial needs.
Setting the Industry Standard
As the big brother of the popular MAXI system, the MWX600 brings a new level of performance to the market that is unmatched by any other manufacturer. Its innovative features and robust design make it the ideal choice for industries requiring largescale, high-capacity component cleaning solutions.
For 30 years, MecWash has been at the forefront of aqueous component cleaning, providing cutting-edge solutions to industries worldwide. The quality, innovation, and customer service has made MecWash a trusted partner for companies across the sectors. The launch of the MWX600 underscores the dedication of MecWash to advancing technology and meeting the evolving needs of the customers.
Telephone: +44 (0) 1684 271600
Email: enquire@MecWash.co.uk
Visit: www.mecwash.co.uk
The MWX600 is designed to accommodate larger components such as gearbox housings and larger engines.
The expansive wash chamber measures a remarkable 600 x 600 x 1000 mm
AKZONOBEL NAMES ‘TRUE JOY’
AS THE INTERPON COLOR OF THE YEAR 2025 Liberate your imagination
Everyone needs a little joy in their lives. That feeling of happiness that evokes great emotions of warmth, positivity and creative energy, and that anything is possible. Whether at home or at work, in a school or a hospital, or wherever we find ourselves, we need spaces where we can take an exhilarating leap into the unknown.
In this context we introduce ‘True Joy’ as our Color of the Year 2025, a distinctive ‘pop’ of warm gold that is both subtle yet brave, gentle yet empowering, taking you on a journey of liberation.
To complement the gold is a palette of sympathetic, earthy tones contrasting with more powerful shades of red, green and blue to inspire new creative thought to transform exteriors, interiors, lighting, furniture, and furnishings across a wide range of sectors. The palette not only comprises a choice of 10 colors, but is also
available in a range of metallic, smooth and fine texture effects.
Expert color scientists, designers and architects from around the world and the AkzoNobel’s Global Aesthetics Center have accessed more than three decades of color research and analysis to ensure the Color of the Year 2025 and its palette are on-trend.
Bob Dirks, Global Segment Manager Architectural AkzoNobel Powder Coatings, says: “‘True Joy’ is perfect for bringing a feeling of freedom and empowerment to buildings and their features, and enables architects and
designers to be spontaneous in their creations, and take a leap of faith.”
‘True Joy’ comes as part of the Interpon D2525 family of superdurable powder coatings with a warranty of up to 25 years (when applied by an Interpon D Approved Applicator).
The Color of the Year 2025 is part of the Futura 2022-2025 color family.
Visit: www.interpon.com
First for Sustainability
With our new Interpon D1036 Low-E powder coating, we’ve created an industry first: a powder coating that can cure as low as 150°C while still being Qualicoat class one certified. It can also cure up to 25% faster than conventional powders, reducing both energy consumption and carbon emissions, and significantly improving your coating line efficiency. Easy to apply Interpon D1036 Low-E has the same application properties as standard formulation, is backed by an Environmental Product Declaration (EPD) and has a global warranty of up to 15 years to deliver the quality performance, color and style your customers need. It is an innovation that supports our collective commitment to sustainability throughout the value chain.
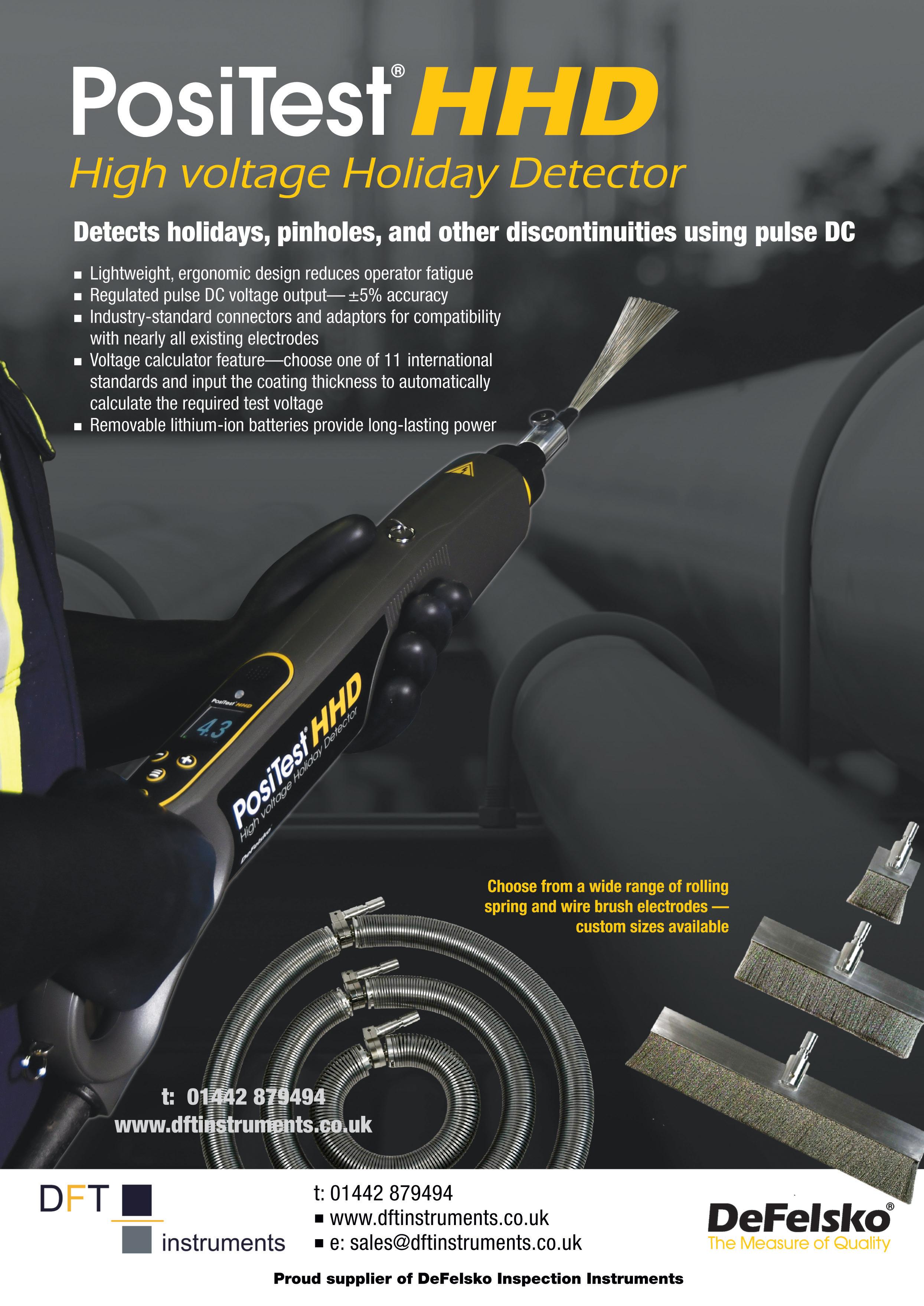
PosiTector ® Inspection
Unrivaled probe interchangeability for all of your inspection needs.
Coating Thickness Probes
n Ferrous n Non-Ferrous n Combination n Ultrasonic
Surface Profile Probes
n Depth Micrometer n Replica Tape Reader
Environmental Conditions Probes
n Integral n Cabled Magnetic Probe n Anemometer Probe
n 1/2” NPT n Infrared
Hardness Probes
n Shore n Barcol
Salt Contamination Probe
n Bresle Method
Ultrasonic Wall Thickness Probes
n Corrosion n Multiple Echo Thru-Paint n Precision
n Low Frequency n Xtreme
Customized Inspection Kits...
Build your own kit from a selection of gauge bodies and probes to suit your needs.
Backwards Compatibility! The redesigned PosiTector gauge body accepts ALL coating thickness (6000/200), environmental (DPM), surface profile (SPG/RTR), salt contamination (SST), hardness (SHD/BHI), and ultrasonic wall thickness (UTG) probes manufactured since 2012.
New and used vibratory finishing machines and systems from 2 litres to 4000 litres
Finishing media; Ceramic, Plastic, Wood, Steel and Maizorb
Liquid / powdered / paste compounds
Abrasive finishing wheels
Vibratory separators / sieving machines and re-meshing service
Repairs and relines
Effluent water treatment systems
Redundant machines purchased
Consultancy
Subcontracted finishing and industrial sieving services
SHARMIC FOR FAST, FRIENDLY SERVICE
Experienced Engineers After sales technical support Nationwide deliveries
Sharmic Engineering Ltd
Tel: +44 (0)1299 822135 / 878123/4/5
Email: info@sharmic.co.uk www.sharmic.co.uk
BECKERS GROUP REVEALS LEADERSHIP CHANGES TO DRIVE ITS STRATEGIC AMBITION
Beckers Group, a global leader in coatings, today announced a strategic change of its regions and leadership to bolster the ambitions of its Green Lights Strategy.
New regional structure and leadership
Eric Fouissac is appointed as President for Asia & Middle East (AME), succeeding Paul Menezes.
Pia Götze becomes President of the new Europe & Africa region.
Jared Ireland steps up as Senior Vice President for the newly formed Americas region.
The restructuring reflects Beckers’ commitment to global growth and operational excellence. The changes are effective from 1 July 2024, and all three leaders will report directly to Beckers’ CEO, Christophe Sabas.
Focused on sustainable growth
In March 2024, Beckers launched its restated purpose and vision to support the ambitious goals of its Green Lights strategy with the vision of raising the standard of care for our world. The strategic change in the organization is the next step on this journey as Beckers adapts its regional structure to realize its growth potential globally.
The new structure aims to capitalize on business development opportunities, particularly in sustainability and market share growth across its Coil and Industrial Coatings businesses. The leadership updates are expected to drive innovation and profitability – to ensure Beckers’ continued market leadership in Coil Coatings.
Eric Fouissac, the newly appointed President for Asia & Middle East at Beckers Group, shared his vision for the region: “I am thrilled to lead our efforts in the Asia & Middle East region, a strategic growth area for Beckers Group. The potential for sustainable business development here is immense. I look forward to working with our teams to tap into this potential, driving growth while setting a benchmark for sustainability. Our aim is to inspire our customers with our comprehensive and forward-thinking approach.”
Pia Götze, the newly appointed President for Europe & Africa at Beckers Group, comments on the region: “I am eager to lead our European teams in a unified European region, unlocking the full potential of our collective capabilities. I am particularly excited about exploring our market opportunities in all the countries. Sustainability is not just a passion for me, it’s a strategic imperative. As we continue
to grow, we will ensure that sustainability is at the heart of all our operations.”
Jared Ireland, the newly appointed Senior Vice President for Americas at Beckers Group, adds about the region: “Having had the privilege of working in the Americas for the past 18 months, I am filled with anticipation for what the future holds. The Americas present vast opportunities for growth, and we are steadily making strides towards realizing them. Our team, characterized by high motivation and skill, is our greatest asset. As we move forward, our success will hinge on delivering a value proposition that aligns with our customers’ needs and our sustainability mission.”
About Beckers
Beckers is the number one supplier of coil coatings and a leading supplier of industrial paints worldwide. The company is a true pioneer in providing unique, high-performance coating solutions that improve customer competitiveness while protecting people and planet. With expertise based on its 150-year history, Beckers today is a global company with 1,700 employees in 23 locations in 17 countries, providing products and custom-made solutions to customers in 60 countries around the world. Beckers is owned by Lindéngruppen, a Swedish family business with a focus on the long-term development of industrial companies. Beckers’ corporate headquarters are in Berlin, Germany.
Visit: www.beckers-group.com
Eric Fouissac, President for Asia & Middle East (AME)
Pia Götze, President of the new Europe & Africa region
Jared Ireland, Senior Vice President for the newly formed Americas region
DR. JÖRG KRAMES AS NEW PRESIDENT
AND CEO FOR BYK-GARDNER APPOINTED
The global measuring instrument manufacturer BYK-Gardner, headquartered in Geretsried, Upper Bavaria, welcomes its new Managing Director Dr. Jörg Krames. As a trained mechanical engineer with a doctorate in chemical engineering, Jörg Krames takes over the global management of the company with its foreign representatives and around 350 employees. BYK-Gardner is a leading supplier in the field of measuring instruments. The testing and measuring instruments objectively assess the quality of color, gloss and appearance as well as the physical properties of paint and plastic products. Last year, we acquired measuring instruments for non-destructive, high-precision coating thickness measurement.
Jörg Krames previously spent 15 years at ECKART, also an ALTANA Group company, as Vice President Global Key Account and responsible for Business Line Management Coatings. Prior to that, he worked for BASF Coatings as Director Key Account in Japan and Germany for leading car brands such as Toyota and Volkswagen.
His main goals are to drive forward the brand perception of the premium measuring instrument manufacturer and to drive forward the digitalization of business processes. Looking ahead to the upcoming generational change, transformation projects and the continuous development of employees are among the focal points of his business strategy to strengthen BYK-Gardner as the market leader.
“We are delighted to have found a managing director in Dr. Jörg Krames within our own ranks, who not only has
excellent professional expertise, but is already very familiar with the ALTANA Group,” said Dr. Jörg Hinnerwisch, BYK Executive management and ALTANA Management Board member.
“With his strong focus on customers, technology and innovation, Jörg Krames continuing to lead BYK-Gardner on the road to success.”
Visit: www.byk-instruments.com
Pendulum Hardness
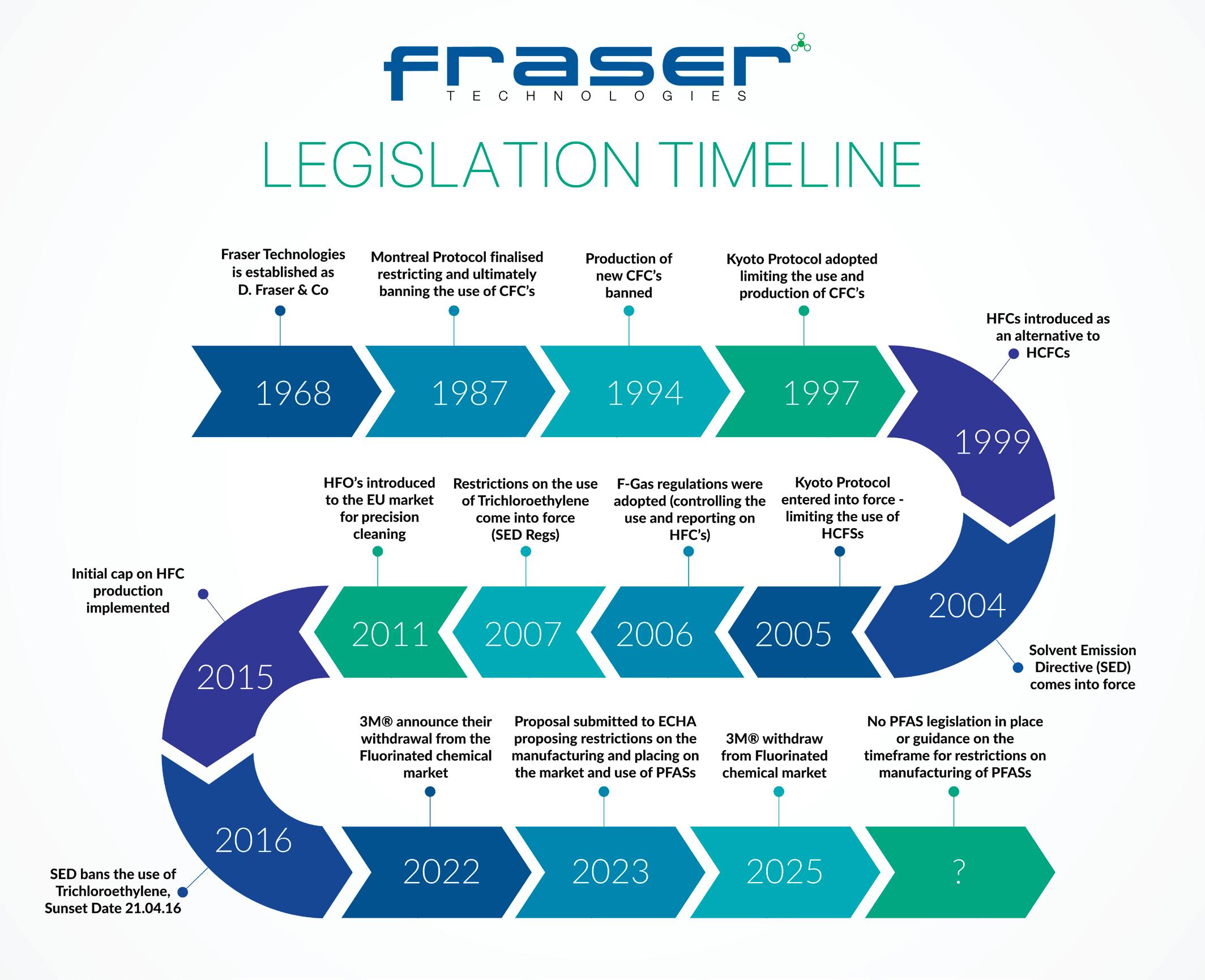
Chemical Legislation Changes: A 55-YEAR JOURNEY WITH FRASER TECHNOLOGIES FROM CFC’S TO FLUORINATED CHEMICALS AND BEYOND TO PFAS
In an industry where regulations are constantly evolving, staying ahead of chemical legislation can be a complex challenge. At Fraser Technologies, with over five decades of experience, we specialise in guiding our clients through this shifting regulatory landscape. Our approach goes beyond just ensuring compliance – we work in partnership with businesses to future-proof their processes, helping them adapt proactively to legislative changes and ensuring that any change we advise also improves cleaning outcomes for our clients.
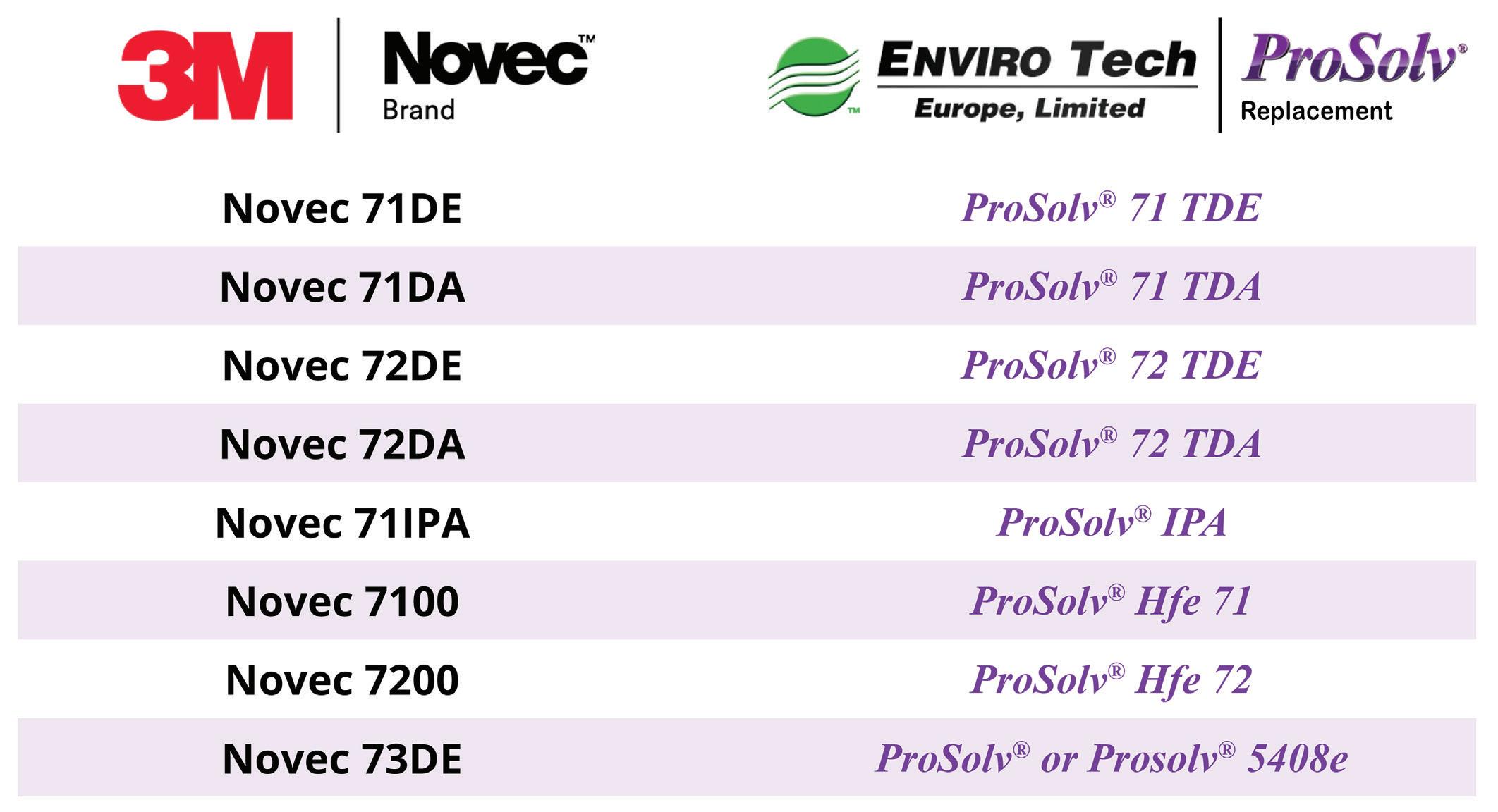
As regulations tighten around chemicals, such as the recent announcement of 3M® withdrawing from the Fluorinated chemical market and further the confusion around the future of PFAS, which has no current legislative restrictions, we look back over 55 years of Fraser Tech history and highlight the milestones that we have navigated in partnership with our clients. The legislative timeline highlights the changes we have seen such as Trike, nPB, and HFCs.
In further detail the major milestones over the past five decades effecting our industry have been directed by:
The Montreal Protocol
The Montreal Protocol, finalised in 1987, was a global agreement aimed at protecting the stratospheric ozone layer by phasing out the production and use of ozonedepleting substances (ODS). ODS were once widely used in products such as refrigerators, air conditioners, fire extinguishers, and aerosols.
Phasing Out of CFCs and ODS
The use of certain chloroalkanes as solvents in large-scale applications, like dry cleaning, was phased out due to
regulations such as the IPPC Directive on Greenhouse Gases in 1994 and the EU's Volatile Organic Compounds (VOC) Directive in 1997.
Kyoto Protocol
In addition, the Kyoto Protocol, adopted on December 11, 1997, in Kyoto, Japan, and enforced from February 16, 2005, further addressed greenhouse gas emissions. The use of HCFCs in new equipment was banned in 2001, and since January 1, 2015, even the use of recycled and reclaimed HCFCs for topping up or servicing existing equipment has been prohibited.
F-Gas Regulation and Paris Agreement
The F-Gas Regulation (EC) 842/2006, adopted on May 17, 2006, and later revised by (EU) 517/2014 in April 2014, aims to reduce and contain emissions through responsible refrigeration practices. Key measures include improved containment of F-gases within their applications.
The Paris Agreement, a legally binding international treaty on climate change, was adopted by 196 parties during the UN Climate Change Conference (COP21) in Paris on December 12, 2015, and entered into force on November 4, 2016. This agreement marked another significant global step toward combating climate change.
3M® withdrawing from the Fluorinated chemical market
In recent years, following 3M®'s announcement of their planned exit by 2025, many clients have turned to Fraser Technologies for expert guidance in finding suitable alternatives. A popular choice has been Chemours™ Opteon SF80, a seamless drop-in replacement that not only meets regulatory requirements but also delivers enhanced cleaning performance.
PFAS Current Legislation and what’s next
As of September 2024, there is currently no UK or EU legislation specifically governing the use of PFAS products. However, regulatory changes are possibly on the horizon.
In January 2023, five European countries (Norway, Germany, Netherlands, Denmark, and Sweden) submitted a proposal to the European Chemicals Agency (ECHA) to restrict and regulate the use of PFAS chemicals.
The proposal is still under review, and its future remains uncertain. Even if it is approved, there is no clear timeline for its implementation. Delays are mounting due to the extensive number of public comments submitted during ECHA’s consultation process. As a result, any final proposal may take considerable time before being submitted, followed by a gradual implementation period.
Given the global reliance on PFAS in critical industries, immediate legislation banning their use is unlikely. Any future regulations would likely be phased in, focusing first on the most harmful substances—particularly those with hydrophobic and polar head groups—and targeting public end-users. Fraser Technologies remains committed to helping clients stay ahead of these regulatory developments.
Looking back on the timeline of regulatory changes, it is worth noting that all of the timelines for new legislation, have taken at least 10 years from proposal to legislation starting to restrict the use of products.
With Fraser Technologies' unmatched expertise in navigating the ever-evolving legislative landscape, we blend decades of experience with forward-thinking solutions. By drawing from our rich history and staying ahead of future regulations, we are uniquely positioned to guide our clients seamlessly through their compliance journey, ensuring they are always prepared for what’s next.
We recognise that the need for expert guidance has never been greater. Fraser Technologies is here to support you, ensuring your operations remain compliant while positioning your business for long-term success.
Please contact Fraser Technologies today by visiting www.frasertech.co.uk
ALLWATER TECHNOLOGIES ASSISTS VERTIK-AL’S SMOOTH TRANSITION TO A CHROMIUM-FREE FUTURE
Author: Rory Curran
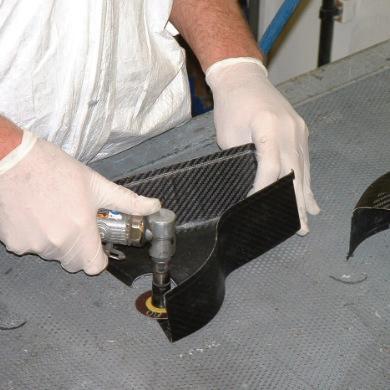
All Aluminium must undergo rigorous cleaning and pretreatment processes before being powder coated. Used for its anti-corrosion properties, Chromium conversion coating has been used in the pre-treatment of Aluminium extrusions for many years. However, being identified as highly carcinogenic, the European Regulation on Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) has red-listed Chromium, prohibiting its use in powder coating manufacturing processes.
Vertik-Al, one of the UK’s largest independent powder coaters, is known for its high-quality vertical and horizontal Aluminium powder coating finishes. Active within a range of industries, such as, construction, rail, and automotive, they manufacture a multitude of goods, including extrusions, windows, doors, curtain walling and cladding.
When Vertik-Al heard about this new regulative requirement, it prompted them to call AllWater Technologies (AWT) Ltd to support this shift from a Hexavalent Chromium to a Chromiumfree powder-coating Aluminium manufacturing process.
AllWater Technologies Ltd are experts in industrial water treatment and have been a driving force in industrial water treatment innovation for over 13 years. Led by founding Director, Derek Spriggs, AllWater have supported companies from all around the World in all their industrial water treatment needs. As one of the only players in the UK to provide totally bespoke water treatment systems tailored to suit each client’s specific and exacting requirements, including reverse osmosis, effluent solutions, as well as offering innovative, effective and reliable demineralisation systems, AllWater seeks to provide a service above and beyond that offered by their competitors. From thorough exploration and analysis, their team conceptualise the chemistry, design the project, build the units, and instal the entire system, complete with innovative solutions and technology to assist in ensuring systems maintain optimum efficiency.
Having already enjoyed a long-running service contract with AllWater and recognising them as a trusted partner in successfully navigating complex industrial water treatment challenges, Vertik-Al, naturally, reached out to AWT to assist them in coming up with a solution to running Chromium-free.
Meeting Vertik-Al's Critical Requirements
Vertik-Al's transition from Hexavalent Chromium to Chromium-free processes posed significant challenges, particularly in water volume and quality requirements. With stringent standards mandating water purity levels below 30 µS/cm, Vertik-Al needed a highdemand, reliable water supply capable of meeting these exacting standards. Moreover, the shift to Chromium-free processes necessitated thorough rinsing with demineralised water, adding complexity to the water treatment process. Despite these challenges, Vertik-Al couldn't afford production downtime, requiring the seamless integration of new water treatment systems while keeping existing ones operational. However, before the new system could even be designed, AllWater faced a significant hurdle: the absence of available space for installing the required new system.
Smart Solutions by AllWater Technologies Ltd
Facing the challenge of limited space for system expansion, Vertik-Al and AllWater’s combined ingenuity devised a neat solution to overcome this
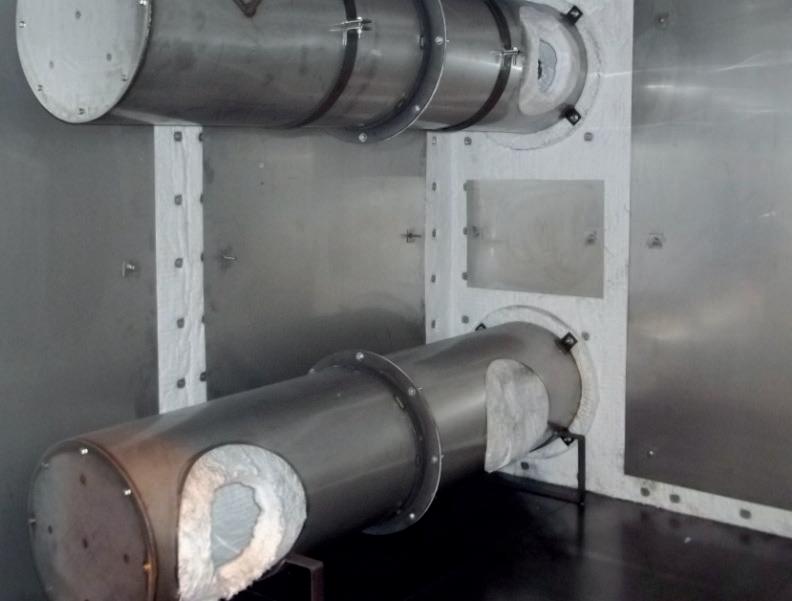
obstacle. With calculated planning, AllWater’s Engineers designed the system using SolidWorks software’s 3D modelling to ensure the new plant would fit seamlessly into the existing infrastructure. By Vertik-Al building a new structure to enable use of intermediate bulk containers (IBC’s) and reagent day tanks they were able to transition away from the existing semi-bulk tanks which were overdue replacement. The 3D modelling technology, coupled with the new structure, allowed for the strategic placement of the Duplex Deionisation System. The new system was fully commissioned in tandem with use of the existing DI plant, enabling a smooth transition without any loss of production.
Once the new plant was up and running and Vertik-Al were 100% satisfied with operation the old DI plant was refurbished including integration into the new control system, allowing for much greater levels of monitoring and providing additional capacity in case of future expansion or need for maintenance.
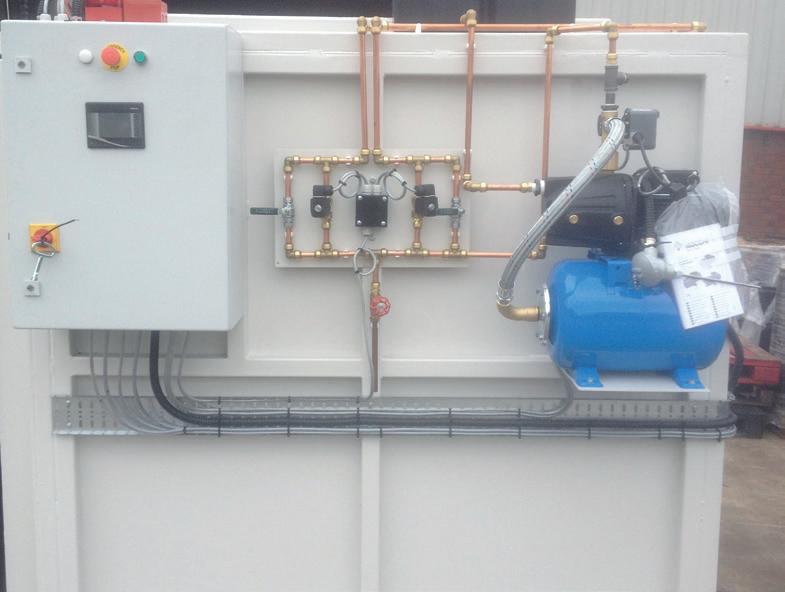
As part of the new installation
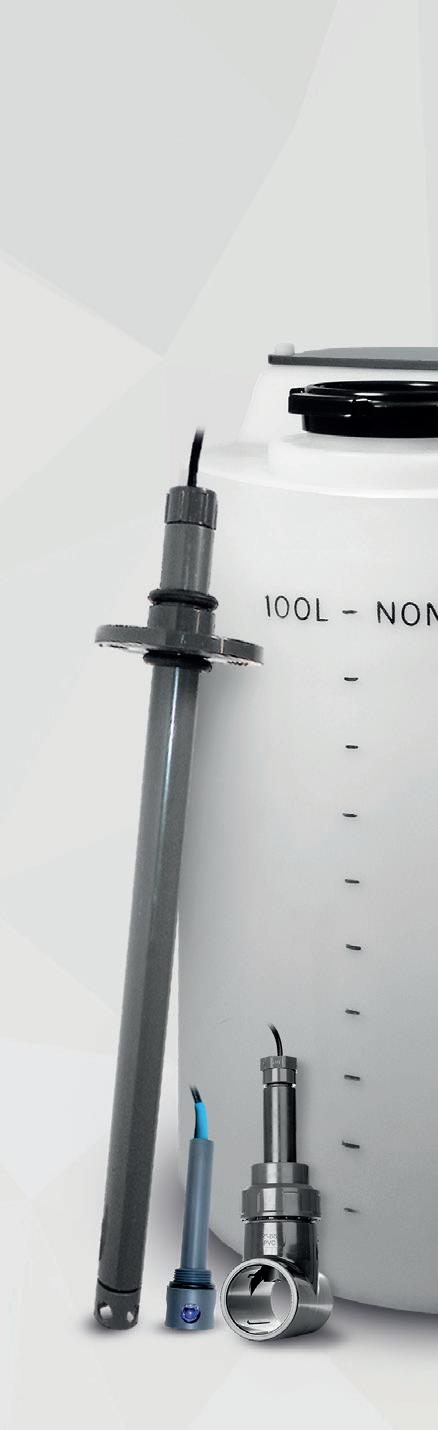
AllWater installed new 100% bunded chemical day tanks which are automatically filled under gravity from IBC’s. Radar sensors were also installed on the tanks to monitor and record exactly how much chemical is used each time during a regeneration, with an integrated alarm system to notify if too much or too little chemical is drawn. This simple but smart approach provided visibility into chemical usage through real-time monitoring of chemical usage. Service run-time for each stream is also monitored and recorded, so that any abnormalities in capacity can be detected.
To facilitate ease of installation and enhance durability, the DI streams were mounted on corrosion-proof polypropylene skids. Each skid was equipped with a local control panel featuring conductivity monitoring, while a main control panel was supplemented with remote input/ output capabilities to minimise on-site wiring between the main control panel and satellite panels.
Value-added Service Ensures Optimum Efficiency
When REACH presented the requirement to transition to Chromium-free manufacturing processes, Vertik-Al sought advice from the industrial water treatment experts. Having already forged a strong working relationship through proven service excellence, AllWater were called in to assist in developing a Chromium-free water treatment system on Vertik-Al’s vertical Aluminium powder coating line.
AllWater were faced with some major challenges, from stringent water quality requirements to the need for uninterrupted production, and the lack of space to build a new system. However, with strategic and smart solutions provided by AllWater, these challenges were not only overcome but transformed into opportunities for improvement, growth and efficiency.
The seamless integration of new water treatment systems, despite spatial constraints, speaks to the customer
service AllWater offers, helping to create a relationship where they can work together with Vertik-Al to achieve the required result. The successful implementation of the space-creating method is testament to AllWater’s can-do attitude, proving they can think ‘outside the box’ to complete the task, using what’s available to them.
With expert chemical and design engineers, the exacting requirements were met to the most efficient standards. The introduction of a Duplex Demineralisation System ensured the output flow could create a high-demand, reliable water supply meeting water purity levels well below the 30 µS/cm required.
By relocating infrastructure and implementing advanced monitoring technologies, Vertik-Al gained not only expanded water treatment capabilities but also enhanced visibility and control over their processes. With the ability to monitor chemical usage and system performance remotely, AllWater ensures that Vertik-Al's water treatment infrastructure operates at peak efficiency, facilitating
uninterrupted production. With integrating the old system into the new as back up, along with the ability to continually monitor performance, AllWater has eliminated the requirement for any production downtime whilst breathing new life into a piece of equipment which was previously reaching the end of its serviceable life.
The real-time performance monitoring and proactive support offered by AllWater demonstrate their commitment to the continuity of Vertik-Al's operational success. Following the successful commissioning of the new system, comprehensive training was provided to all site personnel, ensuring they were fully equipped to operate and maintain the new equipment. Additionally, to support ongoing operations, all project documentation, including relevant manuals and drawings, is available through the secure client access portal on AllWater Technologies’ website, ensuring Vertik-Al has easy access to all necessary resources. This value-added support is an example of how important AllWater regards their clients as well as providing the correct level of support each client requires. This project confirms that AllWater Technologies Ltd is not only seated at the head of the table when providing scientific solutions to industrial water treatment conundrums but is at the forefront in customer care too.
AllWater Technologies Ltd are experts in industrial w treatment and have been a driving force in industrial water treatment innovation for over 13 years
Led by founding Director, Derek Spriggs, AllWater have supported companies from all around the World in their industrial water treatment needs
As one of the only independent players to provide totally bespoke turnkey water and wastewater treatment systems tailored to suit each client’s specific and exacting requirements, including diverse technologies such as reverse osmosis, ion exchange demineralisation, ultrafiltration, chemical reaction tank systems and evaporation, AllWater seeks to provide a comprehensive and innovative, client facing service above and beyond that offered by their competitors
Vision 2030 SEE THE POSSIBILITIES
The Sherwin-Williams Vision 2030 Collection provides Syntha Pulvin® powder coatings focused on quality products designed for the architectural market. Vision 2030 puts our cumulative knowledge of architectural colour trends at your fingertips with 48 colours across four colour palettes: Generation Past, Quantum City, Restore & Rewild, and Hybrid Community.
GENERATION PAST
As social aspects of society slowed, shifted and adapted in recent years, humans had time to pause and reflect on their heritage and history, whether ancestral, cultural or spiritual. Nostalgia is essential to connecting exterior architectural colour schemes with the past. Historic recollections bring in the royal colours of antiquity such as gold, bronze, copper and deep blue.
QUANTUM CITY
The changing urban demographic continues to pressure large cities to adapt through technology. Solid, clean and structural colours incorporate the sky scene into the palette to combine the human-made with the natural. Blues, greys, silvers, whites, and a touch of soft gold and copper satisfy the tech-forward lifestyle and industrial loft movement.
RESTORE AND REWILD
These industrial colours are reminiscent of natural, organic and environmental elements, looking to mimic nature or communicate eco-importance. This encompasses colours of water, air, plant life, soil, earth and natural metals. With a rise in global recognition of climate change, there is a need for architectural colours that represent the cause and reflect efforts for a healthy planet.
HYBRID COMMUNITY
We have realised the importance of locality both in our supply chains and economies. Collective contributions to communities continue to be important for growth, whether those communities are right outside your door or a click away online.
Building blocks of brick-and-mortar hues give us a sense of neighborhood, and golden colours glimmer like glimpses of the sun through soft, white clouds. All the while, blues prevail to balance the light from our online lives.
Sherwin-Williams has an ongoing commitment to innovation which includes consistently creating and compiling new colour collections that bring your designs to life and give you the confidence that the palette you choose today will remain relevant long into the future.
Exceptional Colours
Vision 2030 includes high-performance architectural coating colours carefully selected by Sherwin-Williams colour experts.
Colour palette creates a lasting impression
Excellent colour consistency
Suitable to residential and monumental building design
Colour trends orientated to future global development
Outstanding Performance
All Sherwin-Williams Vision 2030 powder coatings fully comply with the criteria and standards set by the Quality Associations: GSB Florida 3 and Qualicoat Class 2.
Exceptional exterior durability
Remarkable abrasion resistance
Reduced cleaning frequency
For more information, visit synthapulvin.com or contact syntha.pulvin@sherwin.com.
Colour samples shown in this article are merely indicative in terms of colour, finish and gloss. As for technical reasons, results may vary slightly on account of the individual production process. This document is not contractually binding.
OBSESSED WITH COLOR
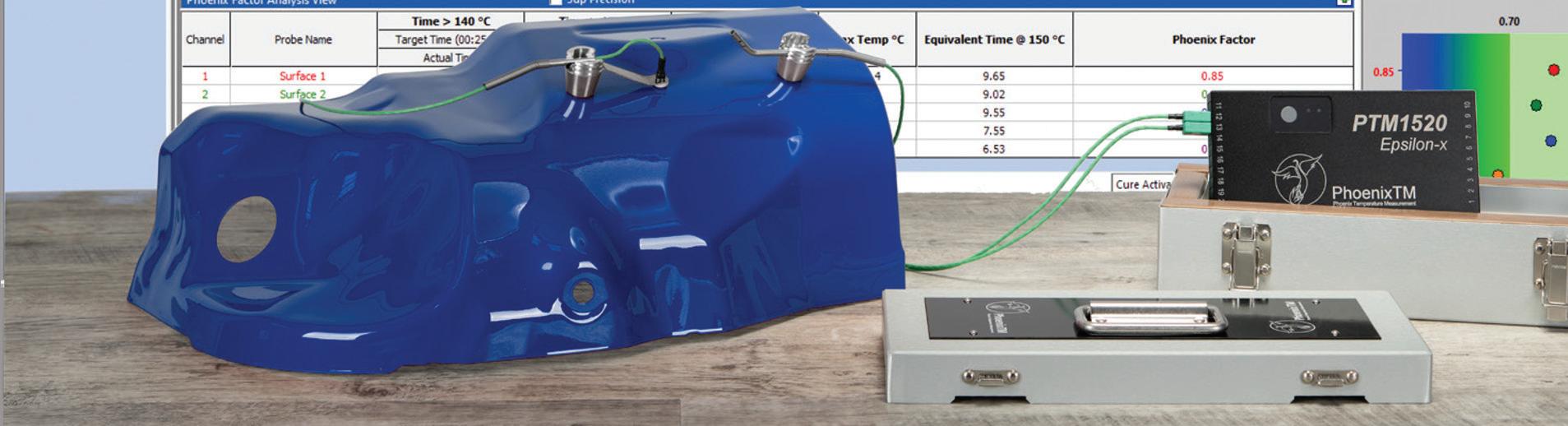
Intrinsically Safe
• 20 measurement channels
• Paint & Powder coating
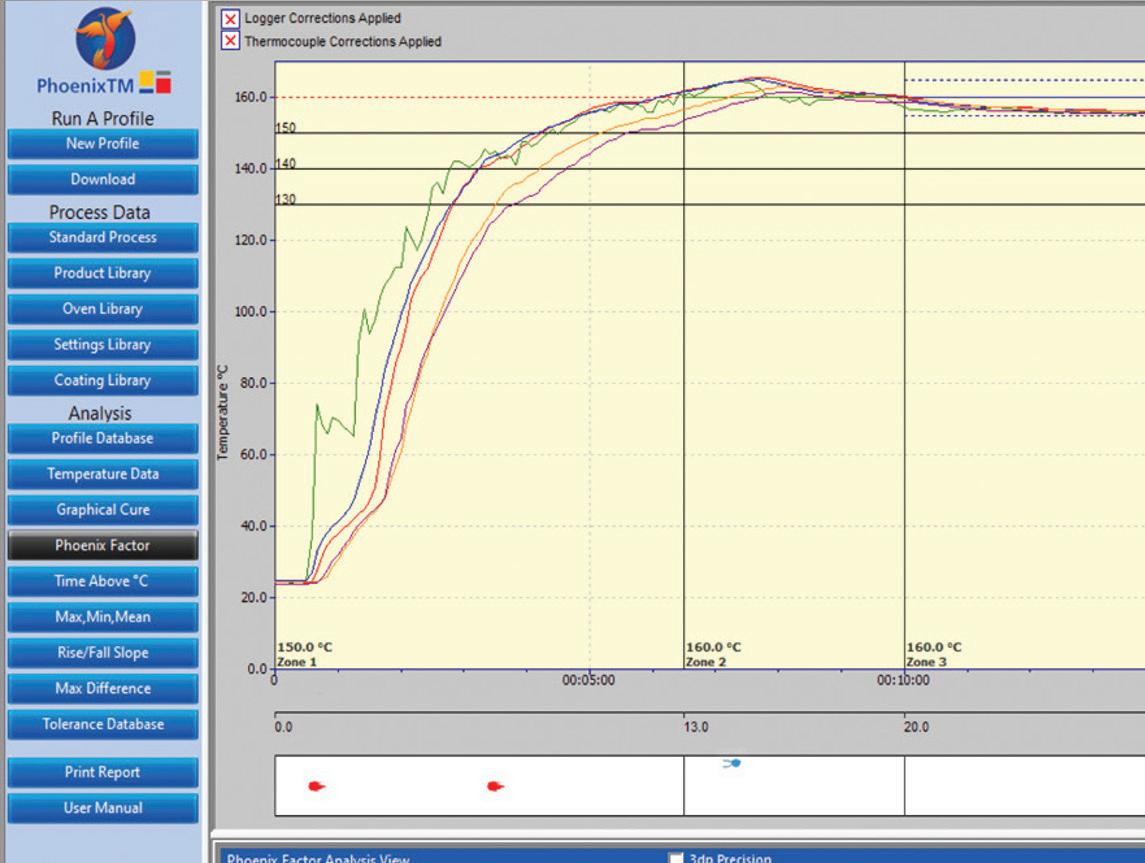
• Includes Phoenix Factor cure index calculation
• Detect
and defects
• Spot transport problems
• Identify oven damage
AKZONOBEL STRENGTHENS CARBON REDUCTION COMMITMENT WITH SUPERDURABLE RANGE OF LOW-ENERGY POWDER COATINGS
Architectural customers can now take advantage of a superdurable low-bake powder coating developed by AkzoNobel, which helps to protect building surfaces in more challenging environments.
Having launched a standard durability option in 2023, the newly introduced Interpon D2525 Low-E range has been specifically designed to withstand conditions in more extreme locations, such as those exposed to harsh weather. Backed by an Environmental Product Declaration (EPD), it can also improve longevity in standard environments. Using industry-first technology introduced by the company in the standard durability option last year, the new range can be cured at temperatures as low as 150°C – while still delivering the supreme levels of quality and performance demanded by customers in the buildings and construction sector.
“This latest innovation reflects our commitment to listening to customers and providing them with a range that combines several benefits – such as longer durability and lower cure – but without compromising on aesthetics,” says Bob Dirks, Global Segment Manager for Architecture at AkzoNobel’s Powder Coatings business. “It also supports the need for a
collective responsibility towards a more sustainable future and highlights our commitment to sustainability throughout the value chain.” Interpon D2525 Low-E can either be cured at a lower temperature (150°C compared with a standard curing temperature between 180°C and 200°C) – cutting energy consumption by as much as 20% – or it can be cured up to 25% faster than conventional powders, allowing for more products to be coated in less time and improving the efficiency of the coating line. As well as supporting customers in reducing their carbon emissions, it will help AkzoNobel achieve its own ambition of reducing carbon emissions across the value chain by 50% by 2030.
It’s ideally suited to any architectural or industrial metal surface, both exterior
and interior, such as facades, windows, pergolas, fencing, railings, metal office equipment and doors. Key features include excellent levels of durability to protect color integrity and performance. Interpon customers can also receive help with calculating the benefits of using its Low-E products, with regards to energy and carbon savings or productivity increases.
The company’s architectural powder coatings feature on some of the world’s most famous buildings, including The Shard and Westminster Abbey in London, UK; the Bird’s Nest stadium in Beijing, China; and La Sagrada Familia in Barcelona, Spain.
For more information about the company’s Low-E products, visit the Interpon website: www.interpon.com
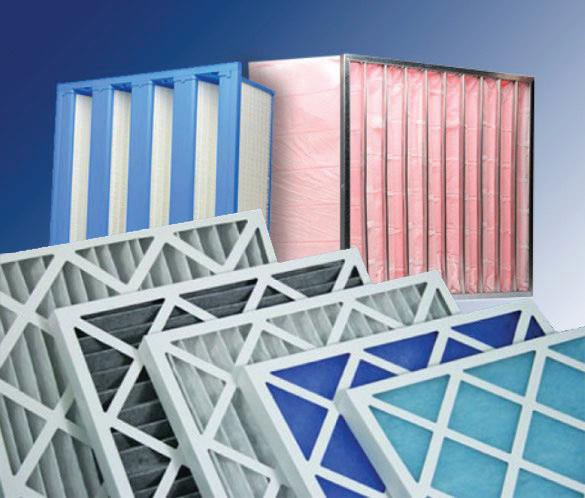
PUMPS & FILTERS
L SERIES | Medium flow rate filter
P SERIES | Ultra-high flow rate filter
A SERIES | Mechanical seals pump
M SERIES | Magnetic drive pump
T SERIES | Vertical pump [...]
FILTER MEDIA
L-TECH | Pleated cartridge
BAGTECH | Filtration bag
QUALITHERM | Extruded cartridge
QUALIBOB | Wound cartridge
ANODTECH | Anode bag [...]
SPECIAL SYSTEMS
ACIDPURE | Acid recycling
EASYPURE | Fluid recycling
IONPURE | Ionic filtration
ACIDVAC | Acid draining vacuum
EDUCTORS | Bath agitation [...]
6 K-type thermocouple ports
High temperature stainless steel barrier box for long run times
Download, view, and analyze data using PosiSoft Desktop Software or export to .CSV Oven Temperature Logger Measures and records oven
HMG POWDER COATINGS –
VLB POWDER TECHNOLOGY
In the competitive landscape of modern manufacturing, the demand for solutions that boost efficiency while reducing environmental impact has never been greater. HMG Powder Coatings has long been recognised for its durability, costeffectiveness, and eco-friendly attributes. Recent technological advancements, however, have introduced a new generation of coatings that significantly enhance production speed, lower curing temperatures, and deliver substantial cost savings. This groundbreaking technology underscores HMG’s potential to revolutionise production processes while advancing sustainability goals.
VLB coating technology from HMG is specifically designed to improve two critical aspects of the coating process - line speed and curing temperature. Through optimised formulation and advanced application methods, this technology brings the following benefits:
Enhanced Line Speed: The new VLB coating technology enables faster application and curing, dramatically increasing line speed. This is achieved
by refining particle size distribution, improving flow properties, and employing rapid cross-linking chemistry that ensures even coverage and swift curing. These advancements translate directly into higher throughput, allowing manufacturers to coat up to 25-30% more parts per hour, depending on the application and substrate.
Reduced Temperature Curing:
Traditional powder coatings require
curing at high temperatures, typically between 180°C to 200°C. VLB technology, however, allows for curing at significantly lower temperatures, ranging from 140°C to 160°C, without compromising the coating’s mechanical properties or finish. Lower curing temperatures result in substantial energy savings, reducing operational costs by 20-30%, depending on the existing curing process and line configuration.
Superior Coating Performance:
Despite these lower curing temperatures, VLB technology maintains outstanding coating performance, offering high durability, scratch resistance, and UV stability. This ensures that manufacturers do not have to sacrifice quality for efficiency.
Environmental Benefits of VLB Technology:
Reduced Carbon Footprint: Lower curing temperatures mean less energy consumption in curing ovens, allowing manufacturers to significantly cut their carbon footprint and align with global sustainability objectives.
Minimised Waste: Enhanced application efficiency and precise coating techniques reduce overspray and waste, lowering material costs and minimising the environmental impact of waste disposal.
Handling Solutions
Product Overview
Manual Monorail Systems
Unit loads up to 3000kg
Monorail Chain Conveyors
Unit loads up to 300kg
Power & Free Conveyors
Unit loads up to 7000kg
Floor Conveyors
Unit loads up to 500kg
Stewart Gill Conveyors Ltd have been supplying overhead conveyors into all sectors of industry for over 70 years.
As a long time member of the Railtechniek van Herwijnen BV Group based in the Netherlands, Stewart Gill Conveyors can offer a comprehensive range of overhead conveyor products which are capable of handling unit loads up to 7000kg.
Stewart Gill Conveyors Ltd offer complete manufacture, installation and commissioning, coupled with fully documented instruction, operation and maintenance manuals.
We do:
In-House 3D CAD engineering
In-House manufactoring in the UK and EU
In-House design of PLC/PC control systems
Industry 4.0
Worldwide installation and commissioning
Remote support, service & inspection Stewart
Part of the
Cost Savings with HMG VLB Technology:
Lower Operational Costs: Faster line speeds and reduced curing temperatures decrease energy use, leading to lower utility expenses. A more efficient
production cycle also lowers labor costs per unit, as more products can be processed within the same timeframe.
Material Efficiency: Improved application processes reduce waste, further cutting material costs. This is
particularly advantageous for largescale operations where materials represent a significant portion of total expenses.
Extended Equipment Lifespan:
Lower curing temperatures reduce thermal stress on ovens and other equipment, minimising maintenance costs and extending equipment life.
This innovative coating technology offers a compelling solution for manufacturers aiming to enhance productivity while minimising environmental impact. Adopting HMG’s VLB technology ensures superior quality and durability, meeting the increasing demand for sustainable manufacturing practices. It is an ideal choice for forwardthinking companies committed to excellence and environmental stewardship.
www.hmgpowdercoatings.com sales@hmgmidlands.co.uk
LAUNCH OF INTERPON D
FUTURA COLLECTION HELPS
AUSTRALIAN
AND NEW ZEALAND ARCHITECTS AND DESIGNERS DELIVER BEAUTY, SUSTAINABILITY AND STYLE IN A POWDER COATING
Designers and architects in the built environment in New Zealand can now benefit from the spectacular colour and performance of the Interpon D Futura Collection 2024-2025 of powder coatings from AkzoNobel, helping them imagine and realise a new vision in colour and enable their creations to reconnect with nature.
With a growing demand for exceptional finishes among the region’s architects and designers, the Interpon D Futura Collection
comprises three brand new, on-trend colour palettes – Merging Worlds, Healing Nature and Soft Abstraction – to help transform the built environment, matching aesthetic quality with proven sustainability performance.
The new collection is the result of rigorous testing and scientific research by AkzoNobel’s own in-house trend and colour specialists across multiple industries, and particularly those involved in the building and construction sector. It is also the result of more than two decades of development, during which the collections have inspired innovative designs all over the world.
Launched with the promise to ‘Futura your world’, the new range delivers a superdurable performance with a warranty up to 25-years, enabling architectural creations to stand the test of time.
As a powder coating, the collection is solvent-free and emits no volatile organic compounds which makes it a more sustainable choice than liquid alternatives. Any overspray can also be recovered and reused to
minimize waste.
Interpon D was the first range of architectural powder coatings to achieve an Environmental Product Declaration (EPD) providing an independently verified assessment of a coatings’ environmental impact across its whole lifespan, supporting an architect’s sustainability ambitions and contributing directly to the evolution of ‘green buildings’.
Şirvan Canıtez, Commercial Director South Asia, AkzoNobel Powder Coatings says the Interpon D Futura Collection has been created with the future in mind: “Our new collection provides architects with world class colours that enable them to bring their imagination to life. It also provides a sustainable choice in powder coatings that both protects buildings and lowers the environmental footprint compared to other coating solutions.”
“The range demonstrates Interpon’s commitment to delivering the highest quality colours, textures and finishes to enable architects to Futura their world and ours. That’s why we are constantly innovating, while collaborating with our Global Aesthetic Center to use deep insight and scientific research to predict future trends and ensure they’re always one step ahead.”
Visit: www.interpon.com
GOING GREEN
Alongside the high-quality of design and product, a large part of the Junair ethos have always been the pursuit of process efficiency, energy saving and reduction of cost for our customers. With the recent push for carbon reduction, Junair are leading the way within the industry in providing fully electric paint finishing plant.
Junair have recently installed a number of electric process ovens, spray booths and early next year will be delivering the UK’s firsts fully-electric powder coating line, including spray pretreatment, drying and curing ovens.
The client has set a global target for carbon emissions across all of its operations of net zero by the year 2030.
In order to achieve this, the client reviewed all energy usage across the site, with a view to reducing power consumption, eliminating gas consumption, and installing renewables as a local source of energy for the plant.
The existing paint line is currently responsible for over 80% of total gas usage and nearly 60% of the overall energy consumption for the site. It is therefore the key focus for energy reduction and ultimately achieving the global goal of net zero carbon emissions by 2030.
Spray Booths
Junairs flagship spray booths and spray booth ovens, including the 1 series, 3 series, 5 series and commercial booths are now all available with electrically heated air handling systems. These booths are all available with all our standard energy saving features, which, when combined mean we can supply a combination spray booth with power supply as low as 63A. Our standard energy saving features include:
QADs
The original auxiliary air movement assisted drying system, which can reduce drying times by up to 40%. In turn reducing running costs and increasing product throughput. Designed to minimise dust contamination QADs also provides excellent temperature uniformity and allows product to come to temperature faster than with rival systems.
Leading-edge Metal Pre-treatment Technologies
SurTec 650 - Tri-chrome Passivation for Aluminium
Best-in-class bare metal corrosion protection and excellent paint adhesion
Outstanding filiform corrosion resistance
QPL-listed; Meets MIL-DTL-81706-B and MIL-DTL 5541-F
Specifically designed for the application in the architectural industry
Leading-edge performance in filiform corrosion resistance
Easy handling without additives as make-up/replenisher system
Corrosion resistance almost on the level of ZnPhos
Very high flash-rust stability
No mapping effect when E-coated
SurTec 609 EC - Phosphate Replacement for Multi-Metal Pre-Treatment
During periods of inactivity, between spraying or baking cycles, Junair booths automatically enter a reduced power mode which prevents unintentional energy use. This feature has exceptional energy saving over the 20 years life expectancy of a booth. This feature allows Junair to supply a booth with one of the lowest whole life costs of any booth on the market.
On resuming spraying the booth will automatically revert to 100% exhaust.
Recirculation Mode
Junair booths have automatic recirculation of 90% of air volume during Flash Off (QADs), BAKE and ECO modes, dramatically reducing energy consumption for most of the booth operation.
LED lighting
Junair booths are fitted as standard with LED lighting for reduced energy use and extended life. Working with industry leading component manufacturers, Junair have developed a class leading LED light solution with optimised light levels at the point of painting, excellent colour rendition, with a suitably diffused light to reduce dazzle, and located to minimise effects on cabin airflow. These are a booth
specific, highly optimised flat LED solution, not an off the shelf LED tube replacement
Lighting is automatically controlled and is turned off when not required
iSystem
An advanced PLC and HMI based control system which allows recipe based bake cycle control to ensure
each bake profile is optimised for temperature and time according to paint systems being used. Air speeds are automatically varied throughout the process to meet the process requirements
Mode Indicators
High visibility LED lights on the front of the booth clearly show the booth mode operation for ECO, SPRAY, QADs, BAKE to allow the painter and paint shop manager to have excellent visibility for all operations
Variable speed drives
Junair Ovens and booths, are fitted with variable speed fan controllers (Inverters), which allow the fan speeds to be set on commissioning for optimum performance and the lower energy usage.
Variable speed drives also allow ECO-ACTIVE automatic airflow control for the thermal process within the iSystem control package.
Heat Recovery
The option is available to add heat recovery to Junairs electric spraybooths and ovens
Solutions for recycling SOLVENTS
Hot dip galvanizing provides you with long-term protection against rust and corrosion of steel products. With 14 plants across the UK, Wedge Group Galvanizing is the UK’s largest hot dip galvanizing organisation offering a national service, collection and delivery and 24hr turnaround on request. The group can process anything from small components to 29m structural beams.
Cross plate heat exchangers allow recovery of energy from waste exhaust air and transfer of that energy to pre-heat the clean replacement input air prior to it getting to the heating system. The system includes additional air filters to remove any particulate which has passed the booth extraction system to allow the system to maintain efficiency over the system life.
The system works on Fuel Saver/bake/ spray modes. Expected energy saving to heat the booth are in the region of 60%.
Heat recovery systems when fitted to our ovens can be used to assist the pre-treatment heated tanks among other processes.
Process Ovens and Temperature Uniformity
Junair have recently supported several customers with the supply of electric spray booths and ovens to the advanced AMS2750 specification for aerospace furnace applications. This specification relates to the control functions and for the recording and temperature uniformity for industrial thermal processing equipment.
Three recently supplied AMS2750 ovens (pictured) were supplied to one of our aerospace customers based in Scotland. These ovens are supplied as electrically heated, and with a comprehensive air distribution ductwork system. These ovens have a specialised frame and panel design, which allows us to maintain a cool exterior, whilst achieving a working internal temperature of 425°C
When mapping the ovens, Junair carry out a detailed multi-point temperature uniformity survey, with a minimum of 9-thermocouple positions. This allows
us to correctly balance airflows and heat distribution to ensure any thermal process requirements are met within the whole area of the booth or oven.
Where a conveyor has been supplied the equipment will then have a full through-process temperature profile carried out.
Electric Heating and Temperature Uniformity
Temperature uniformity is a critical factor in all heated paint and powder coating processes, and it plays a crucial role in determining the quality and consistency of the final product.
AMS2750 provides a good guide by utilising the furnace classes which range from class 1-6 (±3°C to ±28°C). Whilst Junair equipment as standard can achieve some of the highest uniformity standards, to achieve the
most stringent standards equipment is typically supplied with electric heating with P&ID control. Electric heating not only delivers the benefit of a sustainable green process, but it also allows for a more accurate control of temperature.
If you are in need of high quality, efficient paint finishing or heat process equipment for your operations, Junair are here to assist. Our extensive range of reliable and efficient machinery is designed to meet the demands of your business. Whether you're looking for specific equipment, need a custom solution, or simply want to learn more about our offerings, we're just a call or click away. Contact us today, and let's find the right equipment to power your success!
Ovens are one of the most important stages in the coating processes. It is used to dry or cure the powder or coating on the processed parts at the desired temperature and time. This process directly affects the durability, adherence and surface quality of the coating.
Models:
Band Ovens:
It is ideal for continuous operations and is often used in mass production lines.
Box Type Ovens:
Available in adjustable sizes suitable for parts of different sizes.
Dipping Type Oven:
It is especially preferred in heat treatment processes of metal parts.
Tunnel Type & U-Turn Continuous Ovens:
Space-saving designs for long, narrow passages.
Step Oven:
It allows temperature adjustment at different stages and is suitable for special processes.
IR Ovens:
It provides fast and effective drying using short wave infrared heaters.
High Temperature Non-Stick Baking Ovens:
It is designed specifically for non-stick coatings and can operate at temperatures between 300°C and 600°C.
POWDER COATING APPLICATION BOOTHS
ELECTRON Powder Coating Booths are vital for powder applications in production processes. The aim is to protect human health and maximize powder savings. Ergonomic designs and demountable structures provide easy installation and maintenance.
Automatic Powder Coating Booths:
Fast and high-quality coating with uninterrupted powder supply.
Filtered or monocyclone system options.
Production specific to the customer's needs.
In order to minimize time and productivity loss during color change, we develop cabins that can be cleaned quickly and have high recycling efficiency. Thanks to plastic structures, rapid color changes are possible.
Models:
Cyclone or Filter Type:
Designed for effective powder retention and easy maintenance.
Metal Body Type: Durable and long-lasting use.
Plastic Body, Floor Blown
Quick Color Change Booth: Easy to clean and ideal for quick color changes.
Conveyor Pass or Closed Type: It is designed to be suitable for continuous production lines.
Movable Platform or Fixed Type: Flexible for different coating processes.
Features:
Maximum Energy Saving: Advanced technology insulation and energy efficient designs.
Emission Amounts Compliant with CE Standards: Environmentally friendly operations.
Fast Color Change: Flexibility and time savings in production processes.
High Powder Retention
Percentage: Minimum powder loss and high quality coating.
Sound Insulation Compliant with CE Standards: Increases the comfort of the working environment.
Each powder coating booth model is designed to increase efficiency and quality in industrial coating processes, ensuring excellent results in your production processes.
A RANGE OF DROP-IN REPLACEMENTS FOR 3M™ NOVEC™ ENGINEERED FLUIDS FROM ENVIROTECH EUROPE
In December 2022, 3M™ announced their plans to stop producing per- and polyfluoroalkyl substances (PFAS) in its product line by the end of 2025.
This phase-out affects the following 3M™ product lines:
3M™ Novec™ Engineered Fluids
3M™ Fluorinert™ Electronic Liquids
IS YOUR ORGANIZATION YOU AFFECTED BY THE PHASE-OUT OF 3M™ NOVEC™ ENGINEERED FLUIDS?
EnviroTech Europe offer direct replacements for all 3M™ Novec™ solvent cleaning fluids with our ProSolv® range. We understand the uniqueness of every precision cleaning application and provide free on-site visits, technical support and cleaning trials when required. We can provide a full assessment of your current precision cleaning process to put in a plan to help ensure a seamless transition.
FUTURE-PROOF YOUR CLEANING PROCESS WITH OUR NEW ProSolv® RANGE ADDITIONS
We have added several cost effective and efficient precision cleaning process formulations to our range of ProSolv® vapour degreasing solvents, offering immediate drop-in replacements for 3M™ Novec™ engineered fluids.
WHY ACT NOW?
The 3M™ Novec™ range of engineered fluids could soon face shortages and 3M™ distributors world-wide could be struggling to fulfil orders as we get closer to 2025. Some of the 3M™ Novec™ grades will start to become unavailable, others with long lead times and inflated prices as stocks diminish. Envirotech Europe provides chemically matched drop-in alternatives to 3M™ Novec™ engineered fluids, under our ProSolv® range. We will continue to supply this range well after 3M™ leave the market, providing you with peace of mind and control over your supply. Our products are supported by technical experts in the precision cleaning sector we offer our full guidance to keep your precision cleaning process running smoothly.
EnviroTech Europe recommends that customers start the transition as soon as possible to avoid any potential disruption. As well as supplying 3M™ Novec™ drop-in alternatives, Envirotech Europe supply a new generation of PFAS-free cleaning chemistries to future-proof your process for many years to come, such as our worldrenowned ProSolv®5408e vapour degreasing solvent, which is already widely used across an array of sectors.
ProSolv®5408e is a next-generation multi-purpose vapour degreasing cleaning with solvent with zero ODP (Ozone Depletion Potential) and near zero GWP (Global Warming Potential) that can act as an immediate drop-in replacement for most of the 3M™ Novec™ engineered fluids.
ProSolv®5408e has been tested to a number of industry standards including ASTM D3828, ASTM E918, Stock Loss ARP1755B and ASTM F945-1. We can also deliver an exact formulation replacement of your current solvent should that be your requirements.
Our technical staff can advise on legislative changes to ensure your solvent cleaning solutions stay within regulatory boundaries. We can also
Mass Finishing
Efficient systems engineering and innovative technologies – powerful and economical
Shot Blasting
Individual systems engineering and intelligent process solutions –reliable and energy efficient
AM Solutions
The full solution provider for 3D post processing equipment and 3D printing services
TECHNICAL DETAILS
Max piece Width- 1200 mm
Max piece Height- 500mm
Max piece Weight- 500kg
Blast Wheel- 7.5 kW High Performance
Long Life Blast Wheel
Frequency Inverter- 1 pcs
Total Installed Power- 10,5 kw
PLC Siemens S7 1200 + TP 4˝ - 1 pcs
Filter PC 2 Cartridge- Yes
Filter Capacity- 1.500 m3/h
Weight- 2500 kg
Machine Length- 2.960 mm
Machine Width- 1.500 mm
Machine Height- 2.960mm
Electric Kit- Yes
UPGRADING YOUR CABINET WITH A REFURB
A leading global provider of approved maintenance, repair and overhaul services, based in Aberdeen, Scotland have been working with SurfacePrep UK. The services they carry out are on gas generators used in power generation for the oil and gas industry.
They are well known for their work throughout the industry and when they developed a need to refurbish their blast cabinet they contacted SurfacePrep UK, to work with them on the project.
SurfacePrep UK have a long-standing working relationship with the company over several years. They already have an ongoing comprehensive servicing and maintenance plan, as well as buying their required spare parts from SurfacePrep UK.
So, when their blast cabinet needed refurbishment they knew that working with SurfacePrep UK they would achieve a high quality solution and exemplary workmanship.
WHY CHOOSE REFURBISHMENT?
Prolonging the lifespan of a blast cabinet can be beneficial. Like any large item of machinery, it can be better to refurbish the existing product rather than buying new and simply scrapping the old one.
In a time when businesses are looking at how they can contribute to a circular economy and focussing on their environmental concerns, refurbishment can help.
Having a cabinet undergo refurbishment means it is diverted from landfill.
When refurbishing a cabinet, it can be fully refurbished with all mechanical parts replaced and the aesthetics upgraded. Or a specified refurbishment can take place where a company can define what parts etc need refurbishing in agreement with the SurfacePrep UK team.
“We have a long-standing relationship with your Scottish Engineer, John Anderson. Due to the comprehensive servicing and maintenance plan, we rarely have any equipment problems between service visits. Complete refurbishment and overhaul of the equipment will also help reduce this further.”
PETER FOWLIE - Maintenance Supervisor
PLANNING THE REFURBISHMENT
Before any refurbishment work is started, the process must be planned out. This activity involves meetings to identify the key issues and problems with the machine.
In the case of this particular company the machinery was looked at to see how it could be modified to make it more user friendly for the operator. In this instance an auto dump system was added to the feed valve assembly, essentially speeding up and making the media change more efficient when using the cabinet.
Looking back on the project this was a game changer for the operators and maintenance on the site.
BUILDING CUSTOMER RELATIONSHIPS
At SurfacePrep UK, we pride ourselves on our customer relationships. Building long lasting customer relationships are important us as they are vital for business development.
For the company their relationships with members of our team was a huge contributing factor to them choosing us for their refurbishment project.
They trusted in the company’s ability and professionalism to deal with the venture and deliver a successful cabinet refurbishment.
Having completed a successful refurbishment project with the company, they are looking to continue and strengthen their relationship. Making SurfacePrep UK their total service solution provider for all their blasting requirements.
"SurfacePrep UK have been working with the company for several years, so when they approached us to discuss what options they had regarding replacing or refurbishing their blasting cabinets, we had to ensure their needs and requirements were understood and their expectations were fully met. What was their timescale, what was their budget and did they require any upgrades to the equipment."
For more information call our team on 0114 254 0600
Solutions for Parts & Paint Spray gun cleaning
Manual | Automatic
ANDY PEART Service Director, SurfacePrep UK
Pull-Off Adhesion Testers
Measure the adhesion of coatings to metal, wood, concrete and more
n Impact and scratch resistant color Touch Screen display with keypad
n Wirelessly connect the PosiTest AT-A to your smart device using our free app
n Record the results as pass/fail and the nature of fracture cohesive, adhesive and glue failures
SAVING COSTS BY USING INLINE MEASUREMENT
FOR ELECTROPLATING
REEL-TO-REEL APPLICATIONS
Electroplating reel-to-reel production lines need to maintain minimum and maximum tolerance limits for the applied coatings. To save costs, layers are coated as thin as possibleespecially when using precious materials. However, a certain margin between the minimum limit and the nominal applied layer thickness is necessary to ensure the adherence of the lower tolerance limit due to process variations.
Usually, strips at the beginning and at the end of a reel are cut out manually and measured offline. This is time consuming for the staff and the reaction time is too long: If a tolerance limit is violated, it is too late to interfere since the coating process is finished and the reel already left the production line.
Fig. 1: Examples for electroplated reel-to-reel products.
Fig. 2: Basic configuration of the FISCHERSCOPE® X-RAY 4000 with measuring head and PC.
Inline measurement equipment –based on the x-ray fluorescence (XRF) principle – provides continuous data about the applied coating thickness and allows immediate production process control. Feedback loops can be set up either with automatic communication between XRF instrument and coating line or manually by the operator. Therefore, the nominal applied thickness can be chosen to be closer to the minimum tolerance limit which significantly saves costs. Obviously, this is most effective for valuable metals but it also adds up for other coating materials. Additionally, products with rather tight tolerance limits can be manufactured only if there is a measurement system in the production line to determine the actual applied coating.
The following example where a gold (Au) coating of 2 – 4 µm needed to be applied shows the cost saving effects of such inline process control: Using offline instruments for quality control the nominal coating thickness was set to 2.8 µm Au to ensure not to violate the tolerance limit. After installing the inline measurement system FISCHERSCOPE® X-RAY 4000, the nominal coating thickness could be lowered to 2.3 µm Au.
Just by saving the 0.5 µm gold coating, the investment was amortised within half a year! Additionally, the production is now 100% documented. Every customer buying an electroplated reel gets a protocol with a statistical summary and a profile ensuring that the whole strip is coated properly within defined tolerance limits.
Using our robust inline automation measuring solution, FISCHERSCOPE® X-RAY 4000, production cost can be lowered significantly by reducing material consumption, especially effective for precious materials, and by eliminating scrap production. Additionally, 100% of the applied coatings on the product are recorded and therefore traceable to comply with ISO9000 standards. For further information, your local FISCHER partner will be glad to assist you.
For further information please contact your local FISCHER representative:
FISCHER INSTRUMENTATION (GB) Ltd
Telephone: +44 (0)1386 577370
Website: https://www.helmut-fischer.com/
WAM Silotop
Airmaster
RECTIFIER MAINTENANCE: A CHECKLIST FOR USERS
Keep your rectifiers performing at their best for maximum efficiency and a greater return on your investment.
It’s sometimes easy to forget that the quiet box that goes on working day-in, day-out needs maintenance just as much as any other piece of equipment. Modern rectifiers need very little attention, which is why you might sometimes need to remind yourself to schedule in some regular checks and preventative maintenance.
1. Stay safe
Check that your circuit breaker is working correctly using the ‘test’ function. Then make sure the power
is off and disconnected before you do any work on your rectifier, and kit yourself out with appropriate PPE, including safety goggles. Using LOCKOUT and TAGOUT procedures, secure and test all power sources before you do anything else.
2. Clean often
Dust, oil or and other contaminants are a risk to rectifier performance. As is acid, from fumes in the atmosphere, and the metallic salts that can form. As well as being corrosive,
they can lead to electrical shorts, so regular cleaning is important to prevent build-up.
Clean the exterior of the rectifier and area that surrounds it, removing any dust and debris, including underneath. Use a clean cloth to clean the outside, paying attention to ensuring air vents are clear.
The best way to maintain a clean rectifier is through regular filter replacement and monitoring the condition of the axial cooling fan. For water-cooled versions, routine checks of the cooling medium’s temperature and flow are essential.
3. Accuracy matters
At KraftPowercon, we place accuracy on the same level as reliability and efficiency. That's why our customers receive plating rectifiers calibrated for life to meet their specific needs. However, re-calibration may be required after configuration changes or essential component replacements. In such cases, our global network of service partners is always ready to assist. Find a KraftPowercon partner closest to your location.
If this short article reminds you to revisit your rectifier and make sure it’s in good working order, then it has done its job!
KraftPowercon is the Swedish rectifier specialist that has been driving innovation in power conversion since 1935.
For more information, visit kraftpowercon.com
GALVANIZERS SUPPORT ARTS & EVENTS FUTURE FOR COMMUNITY
A West Midlands-based business has supported a renowned local artist in his latest venture – to galvanize the arts and events future for the Wolverhampton community.
Luke Perry joined Matt Lloyd and Giovanni Uche to create and install a series of four sculptures in the Chapel Ash underpass in Wolverhampton, each representing a subject chosen by the local community.
Luke said: “I’m passionate about creating artwork to represent, commemorate, and celebrate communities that are integral (but often invisible) to the history of the
local area. And so, when I was asked to work on this project alongside Matt and Giovanni, it was a no-brainer. These powerful pieces will hopefully kick-start a new narrative about the heritage and stories that benefit our cultural identity, but that – until now – have unfortunately been overlooked.”
The art pieces were commissioned by Roundabout as part of their 12-month project set to bring together Wolverhampton City Council, Art Gallery, and eight community groups, to regenerate the Chapel Ash underpass into an accessible arts and events space.
The four pieces represent Recovery, the Black Arts Movement, the Indian Workers Association, and Bhangra. In total, 12 sqm of 6mm steel plate was used over the course of eight weeks to fabricate the sculptures.
Before installation, in order to preserve the pieces for the future, Luke called upon Edward Howell Galvanizers Ltd – a team he’s worked with since 2011. “Galvanizing appropriately protects my artwork for future generations, as well
as provides a robust surface coating that can withstand the elements,” he added. “Plus, the industrial aesthetic finish that it provides aligns completely with my personal style and the subject matter of the sculptures.
“It’s always a pleasure working with the team at Edward Howell – and there’s a reason I return time and again. They’re always incredibly sympathetic towards and interested in my work, and they’re also passionate about being part of something special in the heart of our community.”
Stacey Clarke, Sales Manager at Edward Howell Galvanizers Ltd, added: “We’re always excited to work with Luke –not only is he a brilliant sculptor, but his artwork always has such a positive and long-lasting impact on our community. Being able to future-proof these items so that they can continue to spark conversations and celebrate our local area is an absolute privilege.”
Edward Howell Galvanizers Ltd is part of Wedge Group Galvanizing Ltd, the largest hot-dip galvanizing organisation in the UK with a history dating back over 150 years. With 14 plants strategically placed across the country, the firm offers a truly national galvanizing service.
For further information, please contact Wedge Group Galvanizing on 01902 601944 or visit www.wedge-galv.co.uk
Dedicated stand-alone unit is ready to measure right out of the box
Scan Mode continuously takes measurements—ideal for analyzing large areas
Fast measurement speed—ideal for moving lines and swinging parts
Storage of 999 readings with onscreen averaging. Stored readings can be downloaded to PosiSoft Desktop Software Affordably measures uncured powder coatings using non-contact ultrasonic technology to predict a cured thickness
Inspection Kits
Complete solutions for measuring powder coating before and after cure are available
Gas Process Burners
process heating solutions.
FD Series Packaged Oven/Dryer Burners
•Speci cally designed for process air heating applications in convection ovens and dryers
•High turndown/short ame lengths providing accurate process temperature control
•High ef ciency gas + air modulation, gas only modulation and simple high/low control options
•Heat Input Range: 9 kW – 1550 kW
TX Series Gas Fired Process Tank Heating Systems
•High ef ciency (80%+) heating of all types of spray and dip process tanks
•Compact high ef ciency small diameter immersion tube heat exchangers occupying minimum tank space
•Accurate performance modelling using Lanemark TxCalc design software
•Heat Input Range: 15 kW (1½") – 1150 kW (8")
Midco HMA Series Air Replacement or “Make-Up” Air Heating Burners
•Direct red, high ef ciency burner systems, for high volume air heating applications such as paint spray booths, ovens and dryers.
•Supplied either as Midco burner heads for OEM system integration or as Lanemark DB or FDB complete packaged systems including modulating gas valve trains and controls
•Wide range of ring rates to suit alternative temperature rise and air velocity system requirements
•DbCalc system design software
Midco HMA high efficiency, high turndown, air replacement
“make-up” air heating burners.
Lanemark gas burner systems offer users reliable, high effi
Delta's D-Bot Series Collaborative Robots (Cobots)
Recognized with
"RED DOT: BEST OF THE BEST" DESIGN AWARD 2024
Delta, a global leader in power management and a provider of IoT-based smart green solutions, today announced its D-Bot Series Collaborative Robots (Cobots) have been honoured with the prominent 2024 "Red Dot: Best of the Best" award for their state-of-theart design quality and creativity. The "Best of the Best" accolade, the highest recognition in the "Red Dot Award: Design Concept" category, is a testament to Delta's superior capabilities in designing and developing cutting-edge smart manufacturing solutions.
Michael Mayer-Rosa, Senior Director, Industrial Automation Business Group at Delta Electronics EMEA Region, said, "Delta is highly committed to innovation, consistently investing over 8% of its revenues into R&D, and design is a key focus of our innovation strategy. Moreover, this award from Red Dot reinforces our confidence in having excelled in the design of our cobots. The cobot segment is one of the fastest-growing sectors in automation technology*, and Delta aims to meet this demand with its D-Bot Series Cobots. With a design boasting industry-leading safety, efficiency and practicality, we believe Delta's D-Bot Cobots will fulfil the sophisticated needs of our customers across a broad range of applications."
The D-Bot Series Collaborative Robots were presented to the public by Delta for the first time at this year's Hannover Messe. The Series comprises six highly flexible models of collaborative industrial robots, each with six axes, payloads of up to 30 kg and reaches of up to 1,800 mm, as well as compatibility with EtherCAT, Modbus and CODESYS.
Safety is the top priority
As the cobots are designed for interaction with people in production environments, safety plays a very important role in the product design. The innovative "Reflex Safety" recognises contact at lightning speed and reverses the movement immediately to prevent accidents and protect both personnel and equipment. The integration of high-end sensors and collision detection (one-finger tap) maximise safety.
The D-Bot Series also fulfils the requirements of protection class IP66 and supports advanced safety protocols for a safe and efficient work area. Thanks to IP66, the susceptibility to contamination inside the cobot is also very low and the exterior can be easily cleaned.
The D-Bot Series from Delta is designed for rapid deployment in a wide variety of environments. Delta's collaborative robots are designed for a variety of tasks: the assembly of complicated components, the handling of materials or heavy palletising tasks, the D-Bots excel in all areas.
The Red Dot Award is an international prize that was first awarded in 1954. Every year, a jury of experienced product designers assesses a wide variety of products based on their design philosophy. They honour innovative product designs with the world-famous "Red Dot" seal. The award ceremony will take place on 10 October 2024 in Singapore. Afterwards, the exhibition of the winners will be opened at the Red Dot Design Museum in Singapore. For detailed information about Delta, please visit: www.delta-emea.com
Steel Shot (High & Low Carbon)
Steel Grit
Stainless Steel Shot and Stainless Steel Grit (Cr & Cr/Ni)
Chilled Iron Grit
Glass Bead
Ceramic Bead
Fused Alumina Cut Wire
www.ampereabrasives.com
sales.uk@ampereabrasives.com
Tel : 0121 244 1809
17 School road, Hall Green Birmingham B28 8JG
High Carbon Steel shot and Grit.
Low Carbon Steel Shot and metal Bead
Stainless Steel Cr and Cr/Ni.
No 5, Queensway Link Industrial Estate
Stafford Park 17, Telford, Shropshire TF3 3DN
Tel: 01952 299777
Fax: 01952 299008
E-mail: sales@pometon.co.uk
Scangrit has become one of the leading suppliers of blasting abrasives by meeting the rigorous demands of European Industries.
We
When you need to take abrasive action, you’ll find Scangrit is a hard act to follow.
Eastfield Road, South Killingholme, N.E. Lincolnshire, UK
Tel: +44(0)1469 574715
Fax: +44(0)1469 571644
e-mail: sales@scangrit.co.uk www.scangrit.co.uk
www.babcock-wanson.com
• PLANT CONTROL SYSTEMS
• DATA MANAGEMENT SYSTEMS
• BARRELS - PROGALVANO ROTOR
• BARREL AUTO LOADING SYSTEMS
• PROGALVANO FILTERS
• SEMI/AUTOMATIC FILTER SYSTEMS
• CENTRIFUGAL DRYERS La ge Range)
• AUTOMATIC DRYING SYSTEMS
• ROTARY PAINTING/LAQUERING
• TOP COATING/SEALING SYSTEMS
• VIBRATORY POLISHING EQUIPMENT
• LUBRICATION EQUIPMENT
• RECTIFIERS Conventional & Pulse
• A/HOUR METERS & DOSING PUMPS
•
•
•
•
•
•
•
•
•
•
WEDGE GROUP GALVANIZING LTD
Hot dip galvanizing provides you with long-term protection against rust and corrosion of steel products.
• OPERATOR GUIDANCE SYSTEMS FOR ANODISING & PLATING
• A/HOUR METERS & DOSING PUMPS
• METERS
• SHUNTS
• PLANT CONTROL SYSTEMS
• DATA MANAGEMENT SYSTEMS
RDM Industrial Services Ltd
Parkfield Industrial Estate
Kemp Street
Middleton
Manchester M24 4AA
Tel: 0161 643 9333
Fax: 0161 655 3467
www.rdm.u-net.com.
Contact: Robert Horwich or Geoff Ball
Spraybooths, rooms, ovens, conveyors, pretreatment, powder plant and air replacement units.
Final Cleaning • Spray Wash
In-process Cleaning
Aqueous Ultrasonics
Precision Cleaning • FPI Lines
Degreasing • Anodising
Chemical Cleaning for MRO
Chemical Etching/Milling
E sales@turbex.co.uk
T 01420 544 909
F 01420 542 264 turbex.co.uk
VACANCY
VACANCY
VACANCY
GMF Equipment Ltd. is selling a wide range of high-quality products for heating, cooling and controlling of aggressive liquids to the metal finishing industry. With our reliable products, we are well-known and established in the market. Our product range consists of heat exchangers, electrical heaters and temperature and level probes and controls.
GMF Equipment Ltd. is selling a wide range of high-quality products for heating, cooling and controlling of aggressive liquids to the metal finishing industry. With our reliable products, we are well-known and established in the market. Our product range consists of heat exchangers, electrical heaters and temperature and level probes and controls.
In order to expand our business and increase our sales activities in the UK and Ireland, we are looking for an active and committed
GMF Equipment Ltd. is selling a wide range of high-quality products for heating, cooling and controlling of aggressive liquids to the metal finishing industry. With our reliable products, we are well-known and established in the market. Our product range consists of heat exchangers, electrical heaters and temperature and level probes and controls.
In order to expand our business and increase our sales activities in the UK and Ireland, we are looking for an active and committed
INTERNAL TECHNICIAN/ENGINEER
In order to expand our business and increase our sales activities in the UK and Ireland, we are looking for an active and committed
INTERNAL TECHNICIAN/ENGINEER
to support the office team, with interest in sales and occasional visits to customers and new commercial contacts.
INTERNAL TECHNICIAN/ENGINEER
Do you have a technical background in the metal finishing industry?
to support the office team, with interest in sales and occasional visits to customers and new commercial contacts.
We offer
Do you have a technical background in the metal finishing industry?
to support the office team, with interest in sales and occasional visits to customers and new commercial contacts.
We offer
modern office facility with an excellent supporting team
Do you have a technical background in the metal finishing industry?
We offer
friendly working environment
sustainable business with a 4-day-working-week
modern office facility with an excellent supporting team
attractive remuneration package
friendly working environment
modern office facility with an excellent supporting team
sustainable business with a 4-day-working-week
friendly working environment
attractive remuneration package
sustainable business with a 4-day-working-week
Please contact Emma at emma@gmfequipment.co.uk or Frank at frank@gmfequipment.co.uk for details.
attractive remuneration package
Please contact Emma at emma@gmfequipment.co.uk or Frank at frank@gmfequipment.co.uk for details.
Please contact Emma at emma@gmfequipment.co.uk or Frank at frank@gmfequipment.co.uk for details.
Straaltechniek UK Limited
8 Valley Works, Grange Lane, Sheffield, S5 0DQ, United Kingdom
Table Wheel Blasting Machines
• Work zone mm; 1803 Dia x 1500 H
• Work zone mm; 2743 Dia x 400 H
• Work zone mm; 1500 Dia x 1000 H
• Work zone mm; 1000 Dia x 400 H
• Work zone mm; 1200 Dia x 1200 H
• Work zone mm; 1100 Dia x 500 H
• Work zone mm; 500 dia
• Work zone mm; 1250 dia x 500 H
Tumblast Wheel Machines
• Type; Rubber Belt
Volume Litre; 420 Litre
• Type; Steel
Volume Litre; 425 Litre
• Type; Rubber Belt
Volume Litre; 50 Litre
• Type; Rubber Belt
Volume Litre; 150 Litre
• Type; Rubber Belt
Volume Litre; 170 Litre
• Type; Rubber Belt
Volume Litre; 180 Litre
• Type; Rubber Belt
Volume Litre; 50 Litre
• Type; Rubber Belt
Volume Litre; 80 Litre
• Type; Rubber Belt
Volume Litre; 170 Litre
• Type; Steel Segment Barrel
Diameter; 36”
Hook Wheel Machines
• Type; I Track
Work Zone mm; 1800 Dia x 1800L
• Type; Y Track
Work Zone mm; 1500 Dia x 1700L
• Type; Y Track
Work Zone mm; 800 Dia x 1200L
• Type; Y Track
Work Zone mm; 1100 Dia x 1600L
Roller Conveyor Wheel Machines
• Type; Roller Conveyor
Work Zone mm; 1000 x 500
Wheel No; 4
• Type; Roller Conveyor
Work Zone mm; 1500 x 410
Wheel No; 4
Air Blast Hand Cabinets
• Type; Pressure
Work Zone mm; 900W x 600D x 350H
• Type; Pressure
Work Zone mm; 900W x 700D x500H
• Type; Pressure
Work Zone mm; 900W x 700D x500H
• Type; Pressure
Work Zone mm; 900W x 700D x500H
• Type; Suction
Work Zone mm; 700W x 500D x400H
• Type; Pressure
Work Zone mm; 800 Dia Turntable
• Type; Pressure
Work Zone mm; 500 Dia Basket
• Type; Pressure
Work Zone mm; 1200 x 750 x400
• Type; Suction
Work Zone mm; 700W x600D x300H
• Type; Pressure
Work Zone mm; 600W x 500D x 400H
• Type; Pressure
Work Zone mm; 1400W x 700D x 600H
Blast Rooms
• Work Zone mm; 4000L x 2000W x 2000H
Type; Room
Abrasive Recovery; Waffle Floor
• Work Zone mm; 4000L x 2000W x 2000H
Type; Room
Abrasive Recovery; Waffle Floor
• Work Zone mm; 20ft x 8ft x 8ft
Type; Container
Abrasive Recovery; Sweep Up
Dust Filters
• Various Types & Sizes
• Ideal for frequent & fast color changes
• High degree of automation for optimum efficiency
• Double-designed fresh powder station for increased productivity