
15 minute read
LCA di materiali da costruzione innovativi ricavati da RSU


TECNOLOGIE INDUSTRIA DEGLI INERTI
LCA DI MATERIALI DA COSTRUZIONE INNOVATIVI RICAVATI DA RSU
- DI FRANCESCO COLANGELO, ILENIA FARINA, MARTA TRAVAGLIONI, CINZIA SALZANO,
RAFFAELE CIOFFI, ANTONELLA PETRILLO, IVAN MOCCIA (Dipartimento di Ingegneria, Università degli Studi di Napoli Parthenope, Materials
Science and Engineering Research group); - SALVATORE PUCA (ConsorzioASINapoli); - ANTONIO RAMONDO (Dipartimento della Salute e delle Risorse Naturali,
RegioneCampania); - RENATO OLIVARES, LUIGI COSSENTINO (ARPAC,Dipartimento di Napoli)
Negli ultimi 20 anni si sono verificati in Italia una serie di eventi sismici che hanno causato gravi danni alle strutture edilizie. Ciò ha comportato un aumento significativo dell’uso del calcestruzzo per la ricostruzione di nuove strutture e la riparazione di quelle esistenti danneggiate. L’industria del calcestruzzo è responsabile di danni ambientali significativi durante il ciclo di vita delle strutture, dovuti anche alla costante crescita dello sfruttamento degli aggregati naturali. Pertanto, è necessario utilizzare aggregati alternativi e innovativi che forniscano buone prestazioni del calcestruzzo e minori impatti ambientali. Questo studio riguarda l’utilizzo di aggregati artificiali provenienti da scarti industriali in sostituzione degli aggregati naturali. In particolare è stato realizzato un innovativo processo di granulazione con bassi costi e dispendio energetico per produrre aggregati leggeri utilizzando loppa d’altoforno e ceneri volanti provenienti dall’incenerimento di rifiuti solidi urbani. L’obiettivo finale di questa ricerca è dimostrare la sostenibilità ambientale degli aggregati artificiali attraverso il confronto di tre diverse miscele.
L’Italia è uno dei Paesi a maggior rischio sismico del Mediterraneo. Frequenti terremoti e fenomeni tellurici hanno interessato tutto il territorio da nord a sud determinando un significativo impatto sociale ed economico tra crolli di strutture e drammatiche perdite in termini di vite umane, cui si aggiungono tutte le conseguenze per il patrimonio artistico, storico e monumentale. Gli ingenti danni economici stimati negli ultimi quarant’anni ammontano a circa 135 miliardi di euro e, in generale, il rapporto tra danni prodotti dai terremoti e l’energia rilasciata durante gli eventi è molto alto in Italia se comparato a quello di altri paesi ad alta sismicità come Giappone o la California e questo implica danni elevati anche per eventi caratterizzati da bassa energia.
La presenza di costruzioni non in linea con i requisiti delle zone sismiche rende necessaria una linea d’azione volta all’adeguamento di edifici esistenti, migliorandone la resistenza, e al soddisfacimento dei suddetti requisiti per quelli di nuova costruzione. Il patrimonio edilizio richiede una adeguata analisi e progettazione di interventi di manutenzione non solo di natura demolitiva e costruttiva, ma anche, e soprattutto, di salvaguardia di quello esistente. Le tecnologie e i materiali convenzionalmente utilizzati in edilizia presentano numerosi vantaggi quali il costo relativamente contenuto delle materie prime, sebbene la presenza di cemento nell’impasto (e di clinker in particolare) renda il calcestruzzo un materiale ad alto impatto ambientale, soprattutto se si tiene conto del fatto che spesso l’ammodernamento e il risanamento di strutture esistenti realizzate con materiali convenzionali non è possibile e l’unica strada da percorrere è la demolizione e ricostruzione. Sono questi i casi in cui è opportuno utilizzare nuovi materiali e tecnologie per aumentare la durabilità delle strutture. Al fine di garantire migliori prestazioni alle strutture nuove ed esistenti per quanto riguarda l’isolamento termico e acustico con l’impiego di materiali ecocompatibili e nuove tecnologie, diversi studi hanno evidenziato i vantaggi legati alla sostituzione dei materiali tradizionali con materiali riciclati e di scarto in termini di riduzione dell’uso di materie prime, suolo e processi ad alta intensità energetica. Numerosi studi hanno individuato come buoni candidati alla sostituzione parziale degli aggregati naturali i materiali di scarto provenienti da realtà industriali, agricole, attività di costruzione e demolizione o anche aggregati riciclati e leggeri. Nel presente studio è stato eseguito un processo di granulazione a freddo per produrre aggregati leggeri partendo da ceneri volanti provenienti dall’incenerimento di rifiuti solidi urbani (RSU) e loppa d’altoforno. Lo studio prevede anche la valutazione dell’impatto ambientale degli aggregati leggeri alla luce dell’intero ciclo di vita usando la metodologia del Life Cycle Assessment (LCA) in cui vengono computati i materiali grezzi e il processo di produzione degli aggregati considerando il consumo energetico così da valutare l’impatto ambientale. È infine proposta una comparazione ed analisi degli impatti ambientali di tre diverse miscele realizzate con aggregati riciclati.
TECNOLOGIE INDUSTRIA DEGLI INERTI
Materiali e metodi
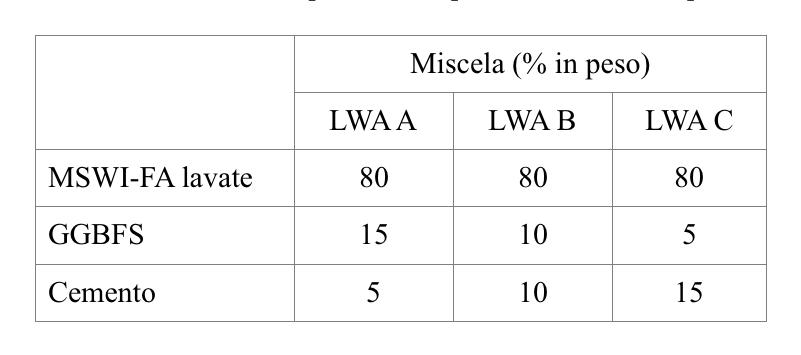
Aggregati leggeri artificiali Sono state preparate tre diverse miscele per produrre aggregati leggeri (LWA) attraverso il processo di granulazione a freddo. L’attività sperimentale è stata svolta nel laboratorio MATEC del Dipartimento di Ingegneria dell’Università degli Studi di Napoli “Parthenope”. I componenti impiegati per le miscele sono Cemento Portland (CEM II/AL 42.5R), loppa d’altoforno granulata (GGBFS) e ceneri volanti da incenerimento di rifiuti solidi urbani (MSWIFA) presenti per l’80% in peso in tutte le miscele e preventivamente lavate per ridurne il contenuto di cloruri e solfati. Secondo il Catalogo Europeo dei Rifiuti (2000/532/CE), questi rifiuti sono elencati come materiale pericoloso etichettato con il codice 19.01.05* e non possono essere utilizzati o addirittura gettati in discarica senza un trattamento preventivo. La loppa d’altoforno granulata macinata (GGBFS) è un sottoprodotto delle acciaierie. Le percentuali in peso dei componenti delle miscele prodotte sono mostrate in
Tabella 1
Il processo di granulazione è stato realizzato con un impianto pilota costituito da un piatto rotante di diametro 80 cm inclinato a 45° e settato su una velocità di rotazione costante di 45 giri/min; la procedura ha infine restituito granuli (Figura 1) da poter impiegare in sostituzione degli aggregati naturali convenzionali. I benefici ambientali di tale procedimento sono dimostrati nel seguente studio LCA. Life Cycle Assessment (LCA) Il presente lavoro si concretizza nella valutazione di tutte le fasi del processo produttivo secondo una metodologia la cui adozione a livello europeo è di grande importanza strategica ai fini della definizione di importanti aspetti ambientali. La metodologia per lo studio Life Cycle Assessment LCA è organizzata è standardizzata dal-

Figura 1 - Aggregati leggeri artificiali prodotti
Tabella 1 - Percentuali in peso dei componenti delle miscele prodotte
la famiglia di norme UNI EN ISO 14040. Secondo gli standard, gli studi LCA comprendono quattro fasi: la descrizione dell’obiettivo, l’analisi del Life Cycle Inventory (LCI), il Life Cycle Impact Assessment (LCIA) e l’interpretazione del LCIA. In questo studio LCA, la metodologia adottata si basa sulla valutazione dei problemi chiave utilizzando ReCiPe 2016 midpoint (H). Gli indicatori a livello midpoint sono specificati a livello intermedio lungo il meccanismo e la prospettiva gerarchica è considerata il metodo predefinito, poiché esegue una valutazione dell’impatto a medio termine.
Analisi per l’ottimizzazione della sostenibilità dei LWA prodotti
Definizione dell’obiettivo Lo scopo di questo lavoro è applicare la metodologia LCA ai processi produttivi di LWA valutando il carico ambientale associato alla loro produzione attraverso uno studio comparativo, o un confronto delle prestazioni ambientali delle tre miscele descritte in precedenza. Il processo produttivo considerato si compone di operazioni di lavaggio, asciugatura e granulazione a freddo. Per ogni processo sono valutati anche i rispettivi input e output. L’unità funzionale utilizzata per la valutazione del ciclo di vita dei LWA è 1 kg e l’analisi è stata condotta secondo un approccio “cradle-to-gate”. La definizione di confini del sistema “cradle-to-gate” delimita lo scopo del processo, le emissioni e l’energia studiati nel LCA fino alla fase di produzione, con l’esclusione delle fasi di uso e termine di vita utile. Sono state quindi incluse le fasi di produzione delle materie prime, dei materiali, del trasporto delle materie prime, della produzione degli inerti e dello smaltimento dei materiali. Anche la fase di smaltimento delle acque di lavaggio delle ceneri è stata esclusa.
Life Cycle Inventory (LCI) L’analisi dell’inventario del ciclo di vita prevede la raccolta di dati relativi a tutti gli input e output. I dati sono stati ottenuti da analisi di laboratorio, set di dati e letteratura. I processi di produzione dei materiali disponibili nelle banche dati riguardano cemento (CEM II/AL 42.5R), acqua deionizzata ed elettricità. I dati relativi alla produzione di MSWI-FA sono di tipo primario in quanto ricostruiti a partire dalla Dichiarazione Ambientale 2020 rilasciata da RINA SpA per A2A Ambiente. L’allocazione di massa per FA è pari all’1,5% (0,015 kg/MJ). I dati del GGBFS sono ottenuti dalla letteratura; con riferimento a Van den Heede et al. [20], la quantità prodotta è di 0,24 kg per kg di acciaio. Per questo motivo il coefficiente di allocazione di massa è del 24%.
Risultati del Life Cycle Impact Asses-
sment (LCIA) La caratterizzazione consente il calcolo dei risultati dell’indicatore di categoria di impatto. I risultati sono i potenziali impatti per ciascuna delle categorie considerate, insieme alla loro unità di misura. Pertanto, non possono essere confrontati tra loro se non eseguendo prima una normalizzazione in cui i potenziali impatti riguardanti ciascuna delle categorie considerate, ottenuti dalla fase di caratterizzazione, vengono rapportati a fattori di normalizzazione, in modo da essere espressi con la stessa unità di riferimento. I risultati LCI sono stati caratterizzati secondo il metodo ReCiPe 2016 Midpoint (H) e successivamente normalizzati secondo il metodo ReCiPe 2016 v1.1 (H). Questo processo ha portato all’individuazione della categoria del cambiamento climatico come la più impattante rispetto alla produzione di LWA. Tale categoria considera il rilascio di CO2 in atmosfera e, a tal proposito, il fattore di caratterizzazione midpoint per il cambiamento climatico è il potenziale di riscaldamento globale (GWP). Il GWP è la misura che determina il potere climalterante dei gas a effetto serra, indice che mette in relazione il potenziale di riscaldamento (in 100 anni) di 1 kg di un gas rispetto a 1 kg di anidride carbonica CO2, il cui GWP ha per definizione il valore uno. Il fattore di caratterizzazione midpoint di qualsiasi gas serra e qualsiasi orizzonte temporale produce un GWP specifico con unità di misura “kg CO2 equivalenti”. L’intero processo di produzione di LWA è responsabile della produzione di 104 kg CO2 eq. Di cui è principalmente responsabile il processo di lavaggio con circa 76 kg di CO2 eq. Le emissioni inorganiche totali sono pari a 46,15 kg CO2 eq., e riguardano principalmente l’anidride carbonica (anche fossile). Le emissioni di anidride carbonica sono principalmente legate al lavaggio con circa 18 kg di CO2 eq. La restante parte è suddivisa in aliquote minori tra i tre processi di granulazione ed asciugatura delle ceneri lavate. Le emissioni organiche si riferiscono al gruppo VOC e riguardano il metano. Su un totale di 1,57 kg CO2 eq., il pretrattamento delle ceneri volanti è il processo più impattante con 1,08 kg di CO2 eq. La restante parte è ancora una volta suddivisa in aliquote minori tra i processi di granulazione e quello di asciugatura che in questo caso è trascurabile. Il processo di lavaggio è anche responsabile delle emissioni nell’aria a lungo termine. Il metodo Midpoint (H) considera una prospettiva di 100 anni, ma include anche problemi su un orizzonte temporale più lungo. Un’emissione è classificata come “a lungo termine” se avviene nell’ambiente più di 100 anni dopo che si sono svolte le attività considerate nel ciclo di vita. Pertanto, il fattore decisivo per la classificazione di “lungo termine” è il momento in cui un’emissione viene rilasciata nell’ambiente, e non il momento in cui ne provoca l’impatto. Le emissioni nell’aria a lungo termine includono solo anidride carbonica, con emissioni uguali a 56 kg CO2 eq. L’analisi dell’impatto dei 3 processi di granulazione sul cambiamento climatico ha evidenziato che questi derivano principalmente dai contributi di GGBFS e MSWI-FA e che, nel complesso, il processo di granulazione più impattante è il secondo (PF-B). Interpretazione dei risultati L’interpretazione dei risultati del LCIA si basa sui risultati poc’anzi presentati. In questa sezione vengono discussi i risultati, individuando gli aspetti chiave per prendere decisioni per migliorare il mo-
TECNOLOGIE INDUSTRIA DEGLI INERTI
dello, in accordo con l’obiettivo e lo scopo dello studio. Il processo di granulazione più impattante è il primo (PF-A), anche se i valori dei tre processi sono molto vicini tra loro. Il motivo è dovuto al mix design, in particolare alla maggiore presenza di GGBFS (15%) e minore presenza di cemento (5%). La quantità di ceneri è costante ma cambia la quantità di GGBFS e CEM II. Sulla base delle emissioni relative a questi due componenti, si potrebbe pensare che la miscela C abbia un impatto minore, poiché la quantità di CEM II è massima (15%) e quella di GGBFS è minima (5%), ma questo non si verifica. Infatti, nella miscela C, pur essendo gli impatti di CEM II maggiori e quelli di GGBFS minori, questi sono compromessi dagli impatti dell’acqua. Per la miscela A e la miscela C, si registrano maggiori impatti legati all’acqua (3.6 × 10− 5 kgCO2 eq.), sebbene siano comunque inferiori a quelli dei componenti. Al contrario, nella miscela B, si verifica che gli impatti del GGBFS sono inferiori rispetto all’impasto A e superiori rispetto all’impasto C. Gli impatti del cemento sono maggiori rispetto all’impasto A e inferiori rispetto all’impasto C. Alla luce di queste considerazioni si può affermare che gli aspetti chiave del processo sono i principali costituenti LWA (FA, GGBFS, CEM II) e, soprattutto, il mix design. Alla luce delle precedenti considerazioni, gli aggregati LWA B risultano essere i meno impattanti con 34,6 kg CO2 eq., rispetto a LWA A (35 kg CO2 eq.) e LWA C (34,7 kg CO2 eq.), come mostrato in Figura 2
Conclusioni
L’analisi LCA dell’intero processo ha mostrato che il processo con il maggiore impatto è il processo di pretrattamento di FA (76 kg CO2 eq./kg), sottoprodotti industriali che devono essere necessariamente stabilizzati, indipendentemente dalla loro destinazione d’uso. Il processo di asciugatura post-lavaggio incide per 0,13 kg CO2 eq./kg. La componente energetica è stata esclusa dai processi di lavaggio e granulazione in quanto ha impatti trascurabili; lo stesso vale per gli impatti legati al processo di asciugatura, anch’essi trascurabili. Il processo di lavaggio ed asciugatura è unico per tutte le FA usate nei tre processi di granulazione e dunque la differenza negli impatti tra i tre processi di produzione di aggregati risiede nel processo di granulazione stesso. Gli impatti di PF-A, PF-B e PF-C sono rispettivamente 9,63 kg CO2 eq./kg, 9,26 kg CO2 eq./kg e 9,34 kg CO2 eq./kg. LWA B risultano gli aggregati meno impattanti. Sebbene siano stati esclusi dal computo alcuni fattori, il che rende necessario valutare l’impatto ambientale con ulteriori future analisi, si può affermare che il processo di granulazione a freddo per la produzione di aggregati leggeri è un metodo vantaggioso in termini di sostenibilità ambientale. Ciò deriva dal ridotto fabbisogno energetico e dalla ridotta formazione di inquinamento secondario, in quanto il processo di granulazione avviene a temperatura ambiente e non vi sono emissioni gassose, il che si traduce anche in vantaggi economici. A tal proposito, l’integrazione di un’analisi LCC (Life Cycle Costing) rappresenta un possibile sviluppo futuro per avere una visione più ampia dei vantaggi legati al processo di granulazione a freddo.
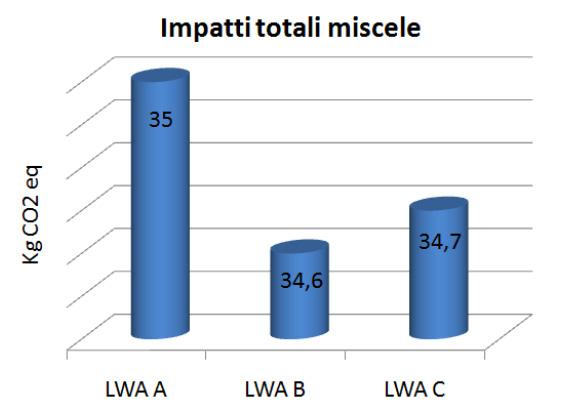
Figura 2
Confronto degli impatti totali delle miscele nel processo di granulazione
Sollevamento | Trasporti Eccezionali | Movimentazione Industriale e Portuale
è la più importante e diffusa rivista italiana dedicata a gli operatori del vasto e articolato comparto del sollevamento, della movimentazione industriale e portuale e dei trasporti eccezionali.
Visitate www.sollevare.it, il Portale Italiano per il Sollevamento, la Movimentazione Industriale e Portuale e il Trasporto Pesante The Leading Italian Magazine and Website for the Lifting, Industrial & Port Handling and Heavy Transport Markets
Anno 7 - Febbraio/Marzo 2021


La Rivista “Sollevare” è edita da Mediapoint & Exhibitions s.r.l. di Genova
Sollevamento | Trasporti Eccezionali | Movimentazione Industriale e Portuale


Visitate www.sollevare.it, il Portale Italiano per il Sollevamento, la Movimentazione Industriale e Portuale e il Trasporto Pesante The Leading Italian Magazine and Website for the Lifting, Industrial & Port Handling and Heavy Transport Markets
La Rivista “Sollevare” è edita da Mediapoint & Exhibitions s.r.l. di Genova
Anno 7 - Agosto/Settembre 2021
Sollevamento | Trasporti Eccezionali | Movimentazione Industriale e Portuale
Visitate www.sollevare.it, il Portale Italiano per il Sollevamento, la Movimentazione Industriale e Portuale e il Trasporto Pesante The Leading Italian Magazine and Website for the Lifting, Industrial & Port Handling and Heavy Transport Markets
Anno 7 - Aprile/Maggio 2021
La Rivista “Sollevare” è edita da Mediapoint & Exhibitions s.r.l. di Genova
Sollevamento | Trasporti Eccezionali | Movimentazione Industriale e Portuale
COMET UNICA PIATTAFORMA 16MT JIB SU PICK UP 16
Visitate www.sollevare.it, il Portale Italiano per il Sollevamento, la Movimentazione Industriale e Portuale e il Trasporto Pesante The Leading Italian Magazine and Website for the Lifting, Industrial & Port Handling and Heavy Transport Markets


Anno 7 - Giugno/Luglio 2021
Sollevamento | Trasporti Eccezionali | Movimentazione Industriale e Portuale


COMPACT DESIGN POWERFUL PERFORMANCE

Visitate www.sollevare.it, il Portale Italiano per il Sollevamento, la Movimentazione Industriale e Portuale e il Trasporto Pesante The Leading Italian Magazine and Website for the Lifting, Industrial & Port Handling and Heavy Transport Markets
Anno 7 - Ottobre 2021
Exhibitions s.r.l. di Genova La Rivista “Sollevare” è edita da Mediapoint &
Sollevamento | Trasporti Eccezionali | Movimentazione Industriale e Portuale
Numero speciale
Piacenza, Italy
Visitate www.sollevare.it, il Portale Italiano per il Sollevamento, la Movimentazione Industriale e Portuale e il Trasporto Pesante The Leading Italian Magazine and Website for the Lifting, Industrial & Port Handling and Heavy Transport Markets
Anno 7 - Novembre 2021
La Rivista “Sollevare” è edita da Mediapoint & Exhibitions s.r.l. di Genova
Sollevamento | Trasporti Eccezionali | Movimentazione Industriale e Portuale
Per informazioni sulla Vostra pubblicità info@sollevare.it
Supply chain of concrete and precast industries
by


