























ENVISION THE FUTURE COATINGS Visit us in Hall 2, Stand 2140 to learn more ISSN 2280-6083 The smart journal for surface treatments ® INTERNATIONAL PAINT&COATING MAGAZINE ipcm digital on www.myipcm.com 15th Year - Bimonthly N° 86 - MARCH/APRIL 2024 Special issue VERSIONE IN ITALIANO








The
of carefully selected raw materials, but rather from the people who study, model and formulate powder coatings thanks to more than 40 years of experience, and provide customers with the best solutions on the market A clear corporate philosophy and a shared vision have allowed to supply a vast range of products for three generations With more than 1000 products available in stock and over 40,000 already formulated, Europolveri offers infinite solutions to customer requests




sole mixture
EUROPOLVERI S.p.A. - Sandrigo (VI) Italy - Ph. +39.0444.750643 FILIALI/Branch Office: Cernusco sul Naviglio (MI) Ph +39 02 92148001 - Erbusco (BS) Ph +39 030 7704158 DEPOSITO/Depot: Iori Colori, Reggio Emilia Ph +39 0522 327248 info@europolveri.it - www.europolveri.it S I N C E 1 9 8 2 Z a n i o l o C d A0 1 2 4
strength of Europolveri products does not derive from the
d
CONTENTS MARCH/APRIL 2024

26
54
FOCUS ON TECHNOLOGY
La costante crescita di VP Verniciatura continua con un nuovo impianto automatizzato di verniciatura a polvere per componenti di grandi dimensioni

ADVANCEMENTS
Gema ha presentato OptiCenter® All-in-One OC11 e OC10, due nuovi sistemi di gestione delle polveri dotati della più recente tecnologia applicativa a pompa
07 EDITOR’S LETTER
08 BRAND NEW
18
HIGHLIGHT OF THE MONTH
Nuovi scenari di sostenibilità e automazione per il Gruppo Dürr: ricerca, innovazione e investimenti per cogliere gli input di un mercato sempre più consapevole
34 BRAND NEW

40
ADVANCEMENTS
A PaintExpo FreiLacke presenterà soluzioni di verniciatura economicamente efficienti e sostenibili

HIGHLIGHT OF THE MONTH
Thermoset – il futuro della stampa 3D
44 HIGHLIGHT OF THE MONTH
Mirodur sviluppa una nuova linea di rivestimenti Direct-to-Metal con un livello di adesione eccellente su tutti i metalli
48
FOCUS ON TECHNOLOGY
Ottimizzazione dell’impianto di trattamento delle acque reflue a scarico liquido zero: l’esempio virtuoso di Arco
58
62
BRAND NEW
SUCCESS STORIES
Shoemaker ha aumentato la sua capacità produttiva investendo in un sistema di verniciatura a polvere di Wagner
64 ROAD TO 2050
Dichiarazione Ambientale di Prodotto per la Collezione VIVENDI SDS di Adapta Color
66 SUCCESS STORIES
Un impianto pilota di pretrattamento automatico studiato su misura per il nuovo Global Aluminum Competence Center di Chemetall
70
FOCUS ON TECHNOLOGY
Innovazione e ricerca della qualità nel settore della verniciatura a polvere: le scelte tecnologiche virtuose di Univer 2000
76 © ipcm © Andreas Brücklmair © Gema Switzerland GmbH © TIGER Coatings

INNOVATION PERFORMANCE NANO TECHNOLOGY R&D ESG TECHNICAL ASSISTANCE PRETREATMENT & WATER TREATMENT OUR SKILLS Visit Us at Hall 1 Stand 1542 a Dollmar Group Company
CONTENTS MARCH/APRIL 2024

82
FOCUS ON TECHNOLOGY
L’elettrodomestico si conferma il settore pioniere delle soluzioni di pretrattamento e testa un nuovo passivante nanotecnologico

FOCUS ON TECHNOLOGY
124
BEEP Srl: una longeva collaborazione con un pool di aziende italiane ha consentito l’installazione di un nuovo impianto per la verniciatura a polvere di e-bike di alta gamma
90
HIGHLIGHT OF THE MONTH
Un hub per il trattamento in PVD: il progetto innovativo di Kenosistec
94
HIGHLIGHT OF THE MONTH
Segnali molto positivi per PaintExpo 2024: sotto i riflettori le anteprime mondiali e gli sviluppi in sostenibilità ed efficienza
98
FOCUS ON TECHNOLOGY
Verniciatura di macchine per la rimozione di ghiaccio e neve in Bucher Municipal: parola chiave resistenza alla corrosione!

SUCCESS STORIES
108
PPG collabora con il produttore delle iconiche caffettiere italiane

146
FOCUS ON TECHNOLOGY
Vermobil sceglie la tecnologia a infrarossi combo per la verniciatura dry on fused dei suoi mobili outdoor di alta gamma
112
FOCUS ON TECHNOLOGY
Metalux rivoluziona il processo di pretrattamento adottando la nanotecnologia PRONORTEC per ottenere una verniciatura a polvere efficiente e sostenibile
118
HIGHLIGHT OF THE MONTH
Hydro Italia rivoluziona il trattamento delle acque reflue per ICA
132
HIGHLIGHT OF THE MONTH
Nuovi orizzonti nel campo della tecnologia di polimerizzazione delle vernici: Helios Italquartz illumina il futuro del settore con le sue lampade a IR e UV
138
BRAND NEW
142 HIGHLIGHT OF THE MONTH
I requisiti globali posti dal settore ACE e veicoli commerciali ai trattamenti superficiali: il punto di vista di un fornitore di sistemi completi di verniciatura
154 FOCUS ON TECHNOLOGY
Raggiungere l’eccellenza e offrire finiture impeccabili: il nuovo impianto di verniciatura presso D.P.F. Srl
162 ANALYSIS
Nuove prospettive nel controllo qualità per la verniciatura industriale
168 BRAND NEW
© ipcm © Bialetti © AdobeStock © Vermobil




For over 25 years, your partner for industrial painting Verona Impianti designs, manufactures , and installs tailor-made coating plants, pretreatment lines, and drying systems. Reliability, competence, and experience: these are the three nouns that best describe the team of VERONA IMPIANTI 2002 . VERONA IMPIANTI 2002 M A CCH I N E PE R P R ET R AT TA M E N TO VE RN I C I AT UR A ESSI CC AZIO N E P R E - T R E A T M E N T P AI N TI N G D R YI N G M A CH I N E S www.veronaimpianti.com | info@veronaimpianti.com | +39 045 6151417 Scan the code to visit our website!
CONTENTS MARCH/APRIL 2024

174
HIGHLIGHT OF THE MONTH
D.B.M. Tecnologie:
40 anni di eccellenza nell’automazione industriale e nei trattamenti superficiali

210
178
182
RESEARCH BREAKTHROUGH
I ricercatori studieranno le molecole biologiche per produrre rivestimenti antigelo

ADVANCEMENTS
200
Semplificare la formulazione delle vernici con la silice pirogenica AEROSIL® Easy-to-Disperse

214
198
204
186
190
196
206
216
218
ART WITHIN SURFACES
Retrospettiva della rivoluzionaria artista sudafricana Esther Mahlangu con la sua BMW Art Car
220
222 COLOUR STUDY
Il nero, il non-colore dal fascino eterno
226 RESEARCH BREAKTHROUGH
Dei batteri trovati nel deserto aprono la strada a una vernice che produce ossigeno catturando CO2
228 MEETING THE INDUSTRY
HIGHLIGHT OF THE MONTH Vernici durature
HIGHLIGHT OF THE MONTH Adattarsi al mercato in evoluzione mantenendo le proprie peculiarità: Stardust Powder Coatings tra cambiamenti e fedeltà alla propria mission
HIGHLIGHT OF THE MONTH
presenterà a PaintExpo la sua ampia gamma di tecnologie di verniciatura per la general industry
Spanesi
BRAND
NEW
ASK JOE POWDER La rubrica “Chiedi all’esperto”
UCIF INFORMS SMART 3: la finitura del futuro tra innovazione e sostenibilità
ROAD TO 2050 BASF ha lanciato sul mercato lo strumento GLASS, per calcolare le emissioni di CO2 e le simulazioni dei costi per automotive OEM
SUCCESS STORIES
linea di conservazione posizionata in un edificio esistente contenente un carroponte
Nuova
BRAND NEW
WHERE WE HAVE BEEN
suo colore automotive dell’anno 2024
COLOUR STUDY Axalta ha presentato Starry Night come
© D.B.M. Tecnologie © Evonik Coating Additives © Marcin Szczepanski, Michigan Engineering © Clint Strydom




EDITOR’S LETTER
Request the English version at info@ipcm.it
L’uomo al centro.
No, non sto per parlare dell’antropocentrismo umanista di Petrarca, Boccaccio ed Erasmo da Rotterdam, bensì del nuovo orizzonte dell’Industria manifatturiera, già proiettata verso il superamento dell’Industria 4.0 per approdare al nuovo paradigma produttivo dell’Industria 5.0, un modello collaborativo che punta sulla sostenibilità, su un approccio “umano-centrico” della produzione, sulla risoluzione di tutte quelle criticità che il modello precedente ha lasciato insolute: rispetto dell’ambiente e delle esigenze dei consumatori grazie alla personalizzazione di massa e alla co-creazione, resilienza e capacità di adattamento per rimanere competitivi, utilizzo di energie rinnovabili e attivazione dell’economia circolare. Una rivoluzione culturale più che industriale, dunque, che sfrutta le tecnologie più avanzate sviluppate dalla quarta rivoluzione (robotica, Intelligenza Artificiale, Internet of Things) per proporre un modello di sviluppo, più sostenibile, più flessibile, più resiliente, più umano. Un modello che impatterà maggiormente sui modelli organizzativi d’impresa piuttosto che sull’avanzamento tecnologico, che razionalizza e dà un senso a tutte quelle tendenze che si sono originate durante il periodo pandemico e post-pandemico: gestione dell’equilibrio vita-lavoro, adattamento a situazione avverse e ai cambiamenti, capacità dell’impresa di resistere e rimanere competitiva superando le fragilità del momento, centralità della responsabilità d’impresa e dell’etica del lavoro. Non più solo efficienza, ottimizzazione e riduzione dei costi. Quello che si profila è un ambiente produttivo in cui le macchine sostengono l’uomo, non lo sostituiscono; in cui le energie rinnovabili alimentano tecnologie orientate a promuovere l’economia circolare; in cui l’individuo può dare sfogo alla creatività e all’artigianalità per proporre beni e servizi iperpersonalizzati per soddisfare consumatori sempre più esigenti.
Questo tema dell’industria 5.0 sarà al centro della prossima edizione di PaintExpo 2024, la più importante fiera internazionale sulle tecnologie di verniciatura industriale che si svolgerà dal 9 al 12 aprile presso il centro fieristico di Karlsruhe, Germania. Vedremo come le aziende provenienti da tutto il mondo che esporranno a PaintExpo stanno recependo e interpretando questo modello, e soprattutto come comunicheranno questa nuova visione antropocentrica e collaborativa dell’Industria.
Molti spunti li troverete anche in questa edizione di ipcm®, di cui avete già apprezzato il “peso” e di cui sono sicura apprezzerete la ricchezza di contenuti, tecnologie, casi di studio, innovazioni, ricerche, storie di imprese di successo.

 Alessia Venturi Editor-in-chief Direttore Responsabile
Alessia Venturi Editor-in-chief Direttore Responsabile
Se ci leggete da tempo, sapete che ipcm® non ama essere autoreferenziale e raramente parla di sé stessa in questa pagina. Voglio fare uno strappo alla regola, questa volta, e in occasione dell’anniversario dei 15 anni dalla fondazione di eos Mktg&Communication srl, casa editrice di ipcm® e delle altre testate di questo marchio internazionale, voglio ringraziare tutte le aziende che confermano, anno dopo anno, di credere fortemente in una stampa tecnica di qualità, referenziata, verificata.
In un anno economico e industriale per certi versi difficile, rincuora vedere che le aziende continuano a credere nello sviluppo e a investire nel racconto di sé.
Ci vediamo a PaintExpo, padiglione 1 stand 1442, per brindare insieme ai nostri 15 anni.
Errata Corrige: nell’edizione n. 85 gennaio/febbraio 2024 a pag. 33 abbiamo erroneamente indicato il trasportatore come birotaia, quando invece si tratta di monorotaia. Ce ne scusiamo con i lettori e con i diretti interessati.
07 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86
AkzoNobel completa l’espansione del più grande stabilimento per vernici in polvere
Il sito recentemente ampliato di AkzoNobel a Como dispone di quattro nuove linee produttive per servire meglio il mercato delle vernici in polvere nella regione EMEA.
Il produttore internazionale di vernici e rivestimenti AkzoNobel ha recentemente annunciato di aver completato l’espansione del suo stabilimento italiano dedicato alla produzione di vernici in polvere a Como. L’investimento consentirà all’azienda di potenziare l’offerta per i clienti in Europa, Medio Oriente e Africa.
Il progetto da 21 milioni di euro ha portato alla realizzazione di quattro nuove linee produttive, due delle quali dedicate ai primer per il settore automotive e due ai rivestimenti architettonici. Inoltre, sono state implementate nuove linee con apparecchiature per l’incollaggio, al fine di garantire che i prodotti soddisfino e superino gli standard del settore.
“L’aumento delle nostre capacità a Como supporta la nostra ambizione di garantire la sicurezza degli approvvigionamenti per i nostri clienti.
Ora siamo ben attrezzati con linee altamente efficienti e all’avanguardia in termini qualità per servire tutti i nostri clienti nella regione EMEA”, ha
spiegato Sanal Limoncuoglu, Commercial Director South & East Europe (S&EE) e Middle East Africa (MEA) della divisione Powder Coatings di AkzoNobel.
Le nuove linee si trovano nella sede di Como, in un edificio risalente al 1992 ma ristrutturato, quindi utilizzano energia riciclata e sono progettate per soddisfare i più elevati standard di produzione sostenibile, supportando l’ambizione dell’azienda di ridurre il proprio impatto ambientale del 50% entro il 2030. Il sito è il più grande stabilimento produttivo di vernici in polvere dell’azienda, fornendo prodotti per sette segmenti di mercato: elettrodomestici, architettura, automotive, macchine agricole ed edili, rivestimenti commerciali, mobili e industria in generale.
Per maggiori informazioni: www.akzonobel.com

08 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW
© AkzoNobel
AMPP ha nominato la sua nuova CFO
Jennifer Colunga sarà la nuova direttrice finanziaria di AMPP e rafforzerà ulteriormente la posizione dell’associazione.

L’Associazione per la protezione e le prestazioni dei materiali - AMPP ha recentemente nominato Jennifer Colunga come sua nuova direttrice finanziaria (Chief Financial Officer – CFO). Supervisionerà ogni aspetto finanziario dell’azienda e varie funzioni organizzative, inclusi i preventivi e la pianificazione e l’analisi delle operazioni.
“La continua forza finanziaria della nostra organizzazione è vitale per compiere la nostra missione e generare valore duraturo per membri e clienti. Jennifer possiede una solida esperienza finanziaria e presenta risultati comprovati. Con queste qualità, è la figura ideale per guidare l’organizzazione finanziaria di AMPP e fornire una visione strategica globale orientata al futuro”, ha affermato Alan Thomas, amministratore delegato di AMPP.
Colunga detiene un Master in amministrazione aziendale e una Laurea in contabilità presso l’Università di St. Thomas (Stati Uniti d’America). Nel corso della sua carriera, la nuova direttrice finanziaria dell’associazione AMPP ha ricoperto diversi ruoli dirigenziali.
“Mi sento fortunata a essere entrata far parte del gruppo dirigente di AMPP e sono entusiasta di guidare la sua organizzazione finanziaria e la sua strategia in evoluzione verso il successo futuro. Non vedo l’ora di contribuire con le mie capacità e competenze in questa nuova sfida”, ha commentato Colunga.
Per maggiori informazioni: www.ampp.org



BRAND-NEW
© AMPP
WB Coatings ha fornito le vernici per il telescopio più grande del mondo
WB Coatings ha sviluppato una combinazione di robusto primer epossidico, finitura poliuretanica e vernice trasparente per la struttura in acciaio dell’ELT.
WB Coatings – parte del Gruppo Mipa dal 1° gennaio 2023 –ha recentemente annunciato che le sue vernici sono state utilizzate per verniciare la struttura in acciaio dell’Extremely Large Telescope - ELT dell’Osservatorio Europeo Australe – ESO. L’ELT, attualmente in fase di assemblaggio in Cile, è considerato una novità per l’esplorazione spaziale: entrerà in funzione tra circa cinque anni e diventerà il più grande telescopio per la luce visibile e infrarossa. Durante la progettazione della struttura in acciaio, uno degli obiettivi era quello di rendere il telescopio resistente a tutte le condizioni atmosferiche, nonostante la possibilità che si verifichino forti raffiche di vento e tempeste oppure terremoti. La struttura, infatti, deve essere assolutamente stabile per mantenere perfettamente allineati i componenti e le apparecchiature. Allo stesso tempo, però, deve essere
sufficientemente leggera affinché il gigantesco ELT non crolli sotto il suo stesso peso.
Il progetto richiedeva una superficie nera opaca che fosse quanto più profonda possibile, al fine di ridurre al minimo la diffusione della luce e prevenire interruzioni durante il funzionamento. WB Coatings ha quindi sviluppato una combinazione composta da un robusto primer epossidico, una finitura poliuretanica e una mano finale di vernice trasparente.
Poiché la costruzione è stata eseguita da un consorzio internazionale, i prodotti sono stati forniti a due società partecipanti in Spagna e Italia, dove i singoli componenti in acciaio sono stati verniciati prima di essere consegnati in Cile per l’assemblaggio.
Per maggiori informazioni: www.mipa-paints.com

10 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW
© ESO/L. Calçada
ECHA ha aggiunto cinque nuovi prodotti chimici al suo elenco di sostanze estremamente preoccupanti
ECHA ha aggiunto cinque nuovi prodotti chimici all’elenco delle sostanze potenzialmente pericolose per l’uomo e l’ambiente.
L’Agenzia europea per le sostanze chimiche ECHA (European Chemicals Agency) ha recentemente aggiunto cinque nuove sostanze chimiche all’elenco dei prodotti candidati come estremamente preoccupanti: uno è dannoso per la riproduzione tre sono molto persistenti e bioaccumulabili mentre l’ultimo è persistente, bioaccumulabile e tossico.
2,4,6-tri-tert-butilfenolo: utilizzato nella formulazione di miscele e nei prodotti combustibili;
2-(2H-benzotriazol-2-il)-4-(1,1,3,3-tetrametilbutil)fenolo: utilizzato in prodotti vernicianti, adesivi e sigillanti;
2-(dimetilammino)-2-[(4-metilfenil)metil]-1-[4-(morfolin-4-il)fenil]
butan-1-one: utilizzato nei rivestimenti;
Bumetrizolo: utilizzato in vernici, adesivi e sigillanti nonché ini prodotti per la pulizia;
Prodotti di reazione di oligomerizzazione e alchilazione di 2-fenilpropene e fenolo: utilizzati in adesivi, sigillanti, rivestimenti e polimeri;
Queste sostanze chimiche fanno parte di adesivi, vernici, rivestimenti, sigillanti e i prodotti per la pulizia. L’elenco delle sostanze candidate estremamente preoccupanti (Candidate List of Substances of Very High Concern – SVHC) contiene ora duecentoquaranta prodotti chimici che potrebbero danneggiare le persone o l’ambiente.
Le aziende che le commercializzano sono responsabili della gestione dei rischi associati, pertanto devono fornire a clienti e consumatori informazioni sul loro utilizzo sicuro.
Secondo il regolamento europeo REACH, le aziende hanno infatti obblighi legali quando la loro sostanza è inclusa nell’elenco, sia essa da sola oppure in miscela.
Se un articolo contiene una sostanza presente in una concentrazione superiore allo 0,1%, i fornitori devono fornire ai propri clienti e consumatori informazioni su come utilizzarla in modo sicuro. I consumatori hanno anche il diritto di chiedere ai fornitori se i prodotti che acquistano contengono sostanze estremamente preoccupanti.
Infine, gli importatori e i produttori hanno sei mesi di tempo per notificare all’ECHA se il loro articolo contiene una sostanza elencata. I fornitori UE e SEE devono inoltre aggiornare la scheda dati di sicurezza che forniscono ai propri clienti.
Per maggiori informazioni: https://echa.europa.eu

















11 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 BRAND-NEW
SOLUTI ONS FOR THE SUR FACE TECHNOLOGY est. 1987 HOOKS & HANGING SYSTEMS RACKS MASKING ACCESSORIES www.emptmeyer.com PaintExpo204 Visitus! hall2|booth2320

Beckers e ArcelorMittal hanno sviluppato una tecnologia innovativa per l’industria del coil coating
La nuova tecnologia di formulazione delle vernici per l’indurimento a fascio di elettroni sviluppata da Beckers e ArcelorMittal può ridurre le emissioni di carbonio e aumentare l’efficienza nell’industria del coil coating.
Beckers e ArcelorMittal hanno annunciato una collaborazione volta a sviluppare una tecnologia di polimerizzazione UV per gli acciai preverniciati, da utilizzare nel settore del coil coating. L’obiettivo principale di questa nuova tecnologia, è quello di sostituire le vernici a base di solventi con soluzioni che ne sono prive, al fine di produrre acciai preverniciati per gli involucri edilizi. La normale polimerizzazione termica è sostituita dalla polimerizzazione EB per ottenere i seguenti risultati:
Riduzione delle emissioni di CO2 e COV;
Ridurre il consumo di energia, evitando così l’uso di gas naturale e di acqua di raffreddamento, dato che il processo avviene a temperatura ambiente;
Limitare il trattamento dei rifiuti;
Migliorare la produttività.
La linea di Coil Coating n. 3 di ArcelorMittal Construction a Contrisson
(Francia) è stata convertita all’inizio del 2023 nell’ambito di un importante progetto. La formulazione della vernice per questo progetto è stata sviluppata da Beckers per eguagliare le prestazioni e l’applicabilità dei prodotti a base solvente. La tecnologia proprietaria di applicazione e polimerizzazione è stata sviluppata da ArcelorMittal per soddisfare i requisiti di verniciatura dei coil ad alta velocità.
La collaborazione a lungo termine tra ArcelorMittal e Beckers è stata fondamentale per superare le sfide legate all’espansione della tecnologia, dal laboratorio alla produzione industriale, in tempi molto brevi. I primi coil prodotti sono stati lavorati per realizzare pannelli ti tipo sandwich, i quali sono già stati installati su un edificio pilota. In futuro si prevede di utilizzare la nuova tecnologia di verniciatura insieme a un processo di zincatura ad alta velocità.
Per maggiori informazioni: www.beckers-group.com
12 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW
© Beckers
IGM Resins accoglie Boudewijn Morelissen come nuovo amministratore delegato
Boudewijn Morelissen è stato nominato come nuovo CEO di IGM Resins.

IGM Resins è un fornitore di materie prime e resine per la polimerizzazione a raggi infrarossi che ha recentemente annunciato la nomina di Boudewijn Morelissen come suo CEO. Dal 1° febbraio 2024, Morelissen succederà quindi a Wilfrid Gambade, che ha ricoperto il ruolo di CEO dal 2021 e che diventerà ora un membro del CdA dell’azienda. Morelissen è rinomato per la lunga esperienza nel settore, la conoscenza approfondita dell’industria chimica, la visione strategica e la capacità di sviluppo. La sua nomina è considerata fondamentale per garantire l’avanzamento sul mercato di IGM Resins, pur mantenendo l’attenzione sulla soddisfazione delle esigenze specifiche di clienti e collaboratori in tutto il mondo. “Vorremmo ringraziare Wilfrid Gambade per il contributo significativo che ci ha fornito negli ultimi tre anni, in particolare durante le sfide senza precedenti che l’industria chimica globale si è trovata a dover affrontare alla luce delle condizioni macroeconomiche avverse. Sotto la sua guida, è stata introdotta la nuova roadmap strategica Go Grow Green ed è stato implementato un piano completo di miglioramento operativo, che ha posto solide basi per i futuri successi di IGM Resins”, ha affermato John Huiberts, fondatore di IGM Resins e attuale presidente del CdA.
Per maggiori informazioni: www.igmresins.com







BRAND-NEW
© IGM Resins CONVEYORS and spare parts

ALIT Technologies ha presentato il nuovo brand specializzato nella mascheratura industriale: MAS-KING
Il nuovo marchio MAS-KING di ALIT Technologies offre un servizio di alta qualità ed economico per il mercato della mascheratura industriale.
L’azienda italiana produttrice di macchine e prodotti per il trattamento delle superfici metalliche ALIT Technologies ha presentato MAS-KING, il suo nuovo brand specializzato nella mascheratura industriale e basato su innovazione, progresso e capacità di risposta alle più recenti necessità del mercato delle vernici e dei rivestimenti. In un mondo industriale sempre più dinamico, risulta essenziale per un’impresa innovare ma anche rinnovarsi per offrire al mercato servizi sempre più completi. Forte di questo approccio, ALIT Technologies ha deciso di ampliare il proprio raggio d’azione creando MAS-KING, un nuovo marchio specializzato nella mascheratura industriale. Con grande entusiasmo, l’azienda di San Bonifacio (VR) annuncia la transizione da rivenditori a proprietari di un nuovo ramo di attività operante nel settore delle mascherature per verniciatura e altri trattamenti superficiali. MAS-KING, il marchio scelto per questa nuova attività, presenta
una gamma di prodotti di altissima qualità, progettati con precisione e realizzati con materiali avanzati. Il brand si propone di stabilire un nuovo standard nella mascheratura industriale, e rappresenta l’impegno firmato ALIT Technologies per l’eccellenza nella protezione dei manufatti durante tutte le fasi di trattamento superficiale. Il nuovo marchio ha una visione fortemente internazionale, possibile grazie alla rete globale di agenti ALIT Technologies. Ai clienti italiani, MAS-KING propone un servizio innovativo basato sulla velocità di consegna, sulla fiducia fornitore-cliente, sulla capacità di risoluzione dei problemi, ma anche su un ottimo rapporto qualità-prezzo: un furgone dedicato, carico di soluzioni per la protezione dei pezzi durante la verniciatura, sarà a disposizione dei clienti direttamente sul luogo di lavoro, garantendo un approvvigionamento immediato e personalizzato.
Per maggiori informazioni: www.alit-tech.com
14 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW
©ALITTechnologies
Sherwin-Williams Aerospace ha introdotto un nuovo primer privo di cromo
Il nuovo primer sviluppato da Sherwin-Williams è in grado di fornire resistenza alla corrosione e protezione di lunga durata per l’industria aerospaziale.
Il produttore internazionale di vernici e rivestimenti Sherwin-Williams, attraverso la sua divisione Aerospace Coatings, ha lanciato un nuovo primer epossidico privo di cromo, che consiste in una soluzione bicomponente con inibitore della corrosione e capace di fornire buone prestazioni su diversi substrati e pretrattamenti, oltre che essere compatibile con tutte le vernici per esterni dell’azienda.
Il nuovo primer è pronto per la spruzzatura senza richiedere ulteriori diluizioni, per una vera facilità d’uso. Offre un’ampia gamma di applicazioni utilizzando un solo attivatore, si distende bene su una superficie liscia formando un “margine bagnato” ed è ideale per l’applicazione su grandi superfici e in diverse condizioni ambientali.
Inoltre, è tollerante dal punto di vista ambientale rispetto alle condizioni applicative, offre un’eccellente tenuta della brillantezza e può vantare superiore bagnabilità del film sottile, livellamento e spessore del film secco. Consente anche un’ottima bagnabilità dello strato superiore per facilitare distensione e livellamento, al fine di ottenere una finitura più liscia. Infine, sarà offerto in kit singoli e può essere utilizzato con tutte le apparecchiature di spruzzatura, comprese quelle convenzionali ad aria HVLP, elettrostatiche e airless. Il primer è conforme alle normative COV degli Stati Uniti, che richiedono 335 g/L, e sarà disponibile per la vendita in tutte le regioni americane.
Per maggiori informazioni:
https://industrial.sherwin-williams.com


BRAND-NEW
© Adobe Stock
Lechler ha presentato la cartella colori EvoEffects, con oltre 500 finiture ad effetti speciali
Le vernici a base acqua della nuova collezione colori EvoEffects di Lechler comprendono finiture ad effetto perlato e metallizzato.
Il produttore italiano di vernici liquide Lechler ha recentemente presentato EvoEffects: una nuova collezione di colori con oltre cinquecento finiture ad effetti speciali, tra cui vernici perlate e metallizzate, create con un approccio innovativo – combinando le esigenze dell’aspetto estetico del prodotto e del design industriale con l’impegno per la sostenibilità. La gamma di colori è prodotta con pigmenti apiombici ad alta durata, che soddisfano i più alti requisiti e specifiche di qualità industriale.
Con le cartelle colori incluse nella confezione, i clienti possono facilmente scegliere un colore e creare la vernice desiderata nelle quantità necessarie con il Tintometro Lechsys Hydro oppure usufruire dell’innovativo ed unico servizio Intinta, che consente ai clienti di ordinare qualsiasi colore anche in piccole quantità, partendo da un’unica
latta da 4 litri. È inoltre possibile produrre vernici con leganti conformi ai criteri CAM, per offrire prodotti conformi ai più severi protocolli ambientali internazionali.
La collezione è stata prodotta solo con lo smalto YD943 Hydroplast Semi Glossy WS, che garantisce elevati livelli di durabilità e qualità. Tutti i prodotti sono caratterizzati da un bassissimo contenuto di solventi, con conseguente notevole riduzione delle emissioni di Composti Organici Volatili. EvoEffects è inoltre conforme a tutti i requisiti dei sistemi di gestione della qualità ISO 9001:2015 e ISO 14001:2015, garantendo completa affidabilità e sicurezza d’uso.

Per maggiori informazioni: www.lechler.eu
16
©Lechler
BRAND-NEW SPECIAL ISSUE - PaintExpo N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine

Nuovi scenari di sostenibilità e automazione per il Gruppo Dürr: ricerca, innovazione e investimenti per cogliere gli input di un mercato sempre più consapevole
Da un’intervista con
Patric Pedruzzi,General Manager, Olpidürr SpA, parte del Gruppo Dürr
Matteo Minelli, General Manager, Verind SpA, parte del Gruppo Dürr
Alessandro Molè, General Manager, Verind SpA, parte del Gruppo Dürr
Il rapporto 2018 del Gruppo intergovernativo sui cambiamenti climatici delle Nazioni Unite affermava il bisogno impellente di limitare il riscaldamento globale a 1,5°C entro il 2030. Negli ultimi anni è diventato chiaro che, per concretizzarsi, questo scenario richiede non solo una trasformazione del nostro sistema energetico ma, per concretizzarsi, anche un
ripensamento del modo in cui viviamo, viaggiamo e fabbrichiamo i nostri beni. Il mercato stesso è diventato più consapevole rispetto ai temi della sostenibilità, non solo ambientale ma anche sociale, e richiede ai propri fornitori tecnologie che coniughino basso impatto ambientale e alto grado di automazione. Proprio l’automazione a è la seconda mega-tendenza industriale degli

ultimi anni, spinta all’estremo dalla digitalizzazione dell’Industria 4.0 e oggi ripensata in modo più collaborativo con l’operatore umano in quella che si profila essere l’Industria 5.0. Il mercato, dunque, valorizza sempre di più quei fornitori che investono su sostenibilità, responsabilità sociale e automazione. Fra questi, nell’industria della verniciatura e dei trattamenti di superficie, vi è il Gruppo Dürr, una delle compagnie leader nel mondo nell’engineering meccanico e impiantistico con una specializzazione particolare nei campi dell’automazione, digitalizzazione ed efficienza energetica. In vista della partecipazione di Dürr all’edizione 2024 di PaintExpo, la fiera leader internazionale per le tecnologie di verniciatura industriale, abbiamo rivolto alcune domande a tre dei suoi manager italiani per capire come Dürr, Olpidürr - la società italiana del Gruppo che si occupa di progettazione e costruzione di impianti di verniciatura e sistemi di trattamento aria - e Verind – l’azienda italiana del Gruppo, specializzata in verniciatura automotive, industriale, protezione delle superfici, ultrafiltrazione e trattamento delle acque, nonché principale integratore dei prodotti Dürr nel mercato industriale - stanno affrontando questi nuovi scenari di mercato.
Da
18 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo HIGHLIGHT OF THE MONTH
sinistra Matteo Minelli, Alessandro Molè e Patric Pedruzzi.
© ipcm

La tecnologia di pigging di EcoSupplyP_Core riduce il consumo di vernice e di prodotti di lavaggio riconducendo la vernice residua nelle tubazioni di alimentazione al contenitore di provenienza.
ipcm®: Qual è la strategia di mercato di Olpidürr alla luce del cambiamento di management e di compagine sociale avvenuto nel 2022?
P. Pedruzzi: a fine 2022 il socio italiano di Olpidürr è uscito dall’azienda, che adesso è proprietà al 100% del Gruppo Dürr. A me, che fino a quel momento ero stato il responsabile delle due divisioni – PFS per la parte verniciatura e CTS per la parte Environmental – è stato proposto il ruolo di General Manager, che ricopro da 2 anni. La sede di Olpidürr sarà spostata a fine 2024 nella nuova struttura nel nord-est di Milano.
La strategia di mercato di Olpidürr si concentra sull’innovazione tecnologica, l’efficienza, l’eccellenza nel servizio al cliente al fine di consolidare una posizione di leadership storica nel settore degli impianti di verniciatura. Alla base della nostra strategia ci sono quattro pilastri principali: il primo è il Next Generation Painting, ossia la proposta di un una tecnologia di verniciatura più avanzata che garantisce costi di gestione ridotti, efficienza energetica e riduzione delle emissioni inquinanti. Il secondo è la digitalizzazione Industria 4.0, quindi l’introduzione di soluzioni digitali e di automazione che consentono di migliorare l’efficienza e la produttività, di ridurre i costi e ottimizzare i processi di produzione. Segue il Service, ossia l’offerta di un servizio clienti eccellente e completo, che include consulenza, progettazione, installazione, manutenzione e assistenza post vendita. Infine Sostenibilità e Responsabilità, ossia un continuo impegno in materia di sostenibilità
ambientale e sociale con l’obiettivo di ridurre l’impatto ambientale delle attività e promuovere la cultura di responsabilità sociale. Grazie a questa strategia Olpidürr è riuscita a mantenere una posizione di leadership nel mercato automotive, nonostante negli ultimi anni il mercato italiano sia più rivolto ad attività di revamping del parco installato che a nuove installazioni brownfield o greenfield.
ipcm®: Olpidürr rimarrà il Centro di Competenza Globale per la finitura delle ruote?
P.Pedruzzi: Si, decisamente. Olpidürr ha sempre il proprio team che presidia il mercato, per seguire le opportunità sia sul mercato italiano che internazionale delle ruote. Tuttavia, Olpidürr ha un serie di clienti anche fuori dal mercato automotive. La tendenza che registriamo è una ripresa, seppur lenta, delle iniziative di investimento, nel settore delle ruote, dove è richiesta una maggiore stabilità di mercato per poter affrontare nuovi importanti investimenti.
ipcm®: Qual è la strategia e la visione del Gruppo Dürr nel business generale e nel mercato Industriale?
M. Minelli: Il Gruppo Dürr si è allineato strategicamente agli importanti temi attuali e futuri della sostenibilità, dell’elettromobilità e dell’automazione. Negli anni scorsi ha investito tanto nei primi due temi e sta investendo tantissimo nell’automazione, anche acquisendo
19 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
©
Dürr
aziende esterne. Soprattutto, la tendenza verso la sostenibilità e la decarbonizzazione offre molte opportunità, poiché la nostra azienda è leader di mercato nelle soluzioni ad alta efficienza energetica nei mercati rilevanti. Utilizzeremo questo vantaggio tecnologico applicato alla sostenibilità per una crescita redditizia. Allo stesso tempo, continuiamo a investire nella protezione del clima nelle nostre sedi nel mondo per contribuire all’obiettivo degli 1,5 gradi1 previsto dall’Accordo di Parigi. Dürr, infatti, persegue una strategia climatica ben precisa per il 2030, che comprende obiettivi climatici ambiziosi e basati sulla scienza, in linea con l’obiettivo globale di 1,5 gradi e convalidati dall’iniziativa Science
Based Targets (SBTi). La SBTi è un’iniziativa indipendente che esamina gli obiettivi di riduzione di un’azienda sulla base delle più recenti scoperte della scienza del clima. Riduzione, quindi, del 70% entro il 2030 delle emissioni delle differenti aziende del Gruppo Dürr nel mondo rispetto ai livelli delle stesse prodotte nel 2019. Questo obiettivo si può raggiungere implementando svariate procedure e comportamenti virtuosi: producendo energia non inquinante (pannelli fotovoltaici, ad esempio) per il proprio fabbisogno, comprando energia verde da fornitori terzi laddove
1 L’Accordo di Parigi persegue l’obiettivo di limitare ben al di sotto di 2 gradi Celsius il riscaldamento medio globale rispetto al periodo preindustriale, puntando a un aumento massimo pari a 1,5 gradi.
l’autoapprovvigionamento non basti, acquistando i materiali necessari alla produzione da fornitori che a loro volta producono in maniera sostenibile, infine favorendo i suggerimenti e la nascita di iniziative fra i dipendenti per diminuire l’inquinamento globale nel Gruppo. Lo scopo finale di questa strategia, nonché l’obiettivo successivo, è diventare Carbon Neutral dal 2050.
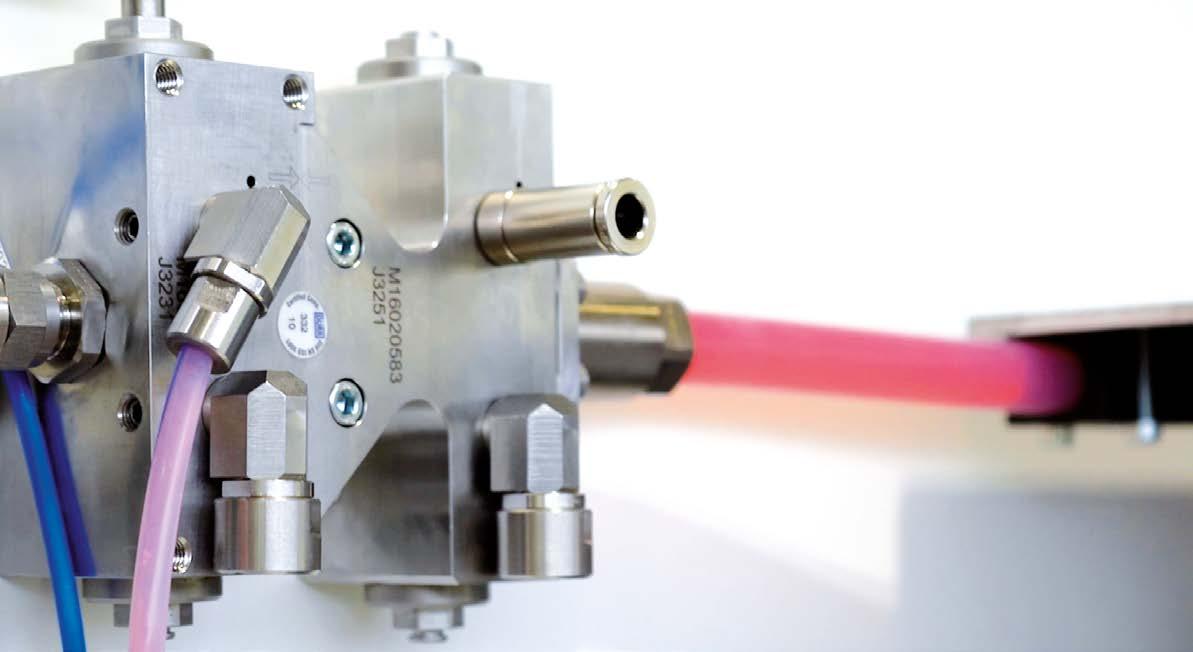
Da un punto di vista strettamente di mercato, Dürr osserva e sposa due tendenze nel campo della tecnologia di verniciatura industriale: il desiderio di maggiore sostenibilità e una maggiore automatizzazione dei processi di verniciatura. Quando si tratta di sostenibilità, i nostri clienti sono particolarmente interessati a ottimizzare il consumo di vernici e di solventi. Teniamo quindi sempre presente che i nuovi sviluppi di Dürr danno un contributo significativo alla conservazione delle risorse, come la verniciatura senza overspray con EcoPaintJet oppure la tecnologia pigging EcoSupplyP_Core. I sistemi Pigging, in particolare, si utilizzano per recuperare la vernice nelle tubazioni e ottimizzano significativamente i consumi di vernice e di agenti di lavaggio. Nel campo dell’automazione continuiamo a concentrarci sulle nostre tecnologie ready2integrate. Ci assicuriamo che i singoli componenti e prodotti possano essere combinati in set o moduli. Ciò rende più semplice per i clienti automatizzare i processi di verniciatura. Dopotutto, se tutte le parti di un sistema sono progettate per “incastrarsi” perfettamente insieme, è possibile ridurre i
20 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© Dürr
La stazione sorgente (mostrata in figura) è il punto di partenza del pig. Il materiale spinge il pig dalla stazione sorgente lungo il circuito di distribuzione fino alla stazione di destinazione.


www.stpowdercoatings.com GREEN OASIS ENVIRONMENTALLY SUSTAINABLE POWDER COATINGS* Grimm Pulverlack GmbH - Hall 3, Booth 3430 Come visit us at PaintExpo 9 -12 April 2024 in Karlsruhe. *The Green Oasis powder coatings available today are based on one or more raw materials containing recycled PET. The PET content depends on the type of finish and can reach up to 20% by weight of the powder.


www.stpowdercoatings.com GREEN OASIS ENVIRONMENTALLY SUSTAINABLE POWDER COATINGS* Grimm Pulverlack GmbH - Hall 3, Booth 3430 Come visit us at PaintExpo 9 -12 April 2024 in Karlsruhe. *The Green Oasis powder coatings available today are based on one or more raw materials containing recycled PET. The PET content depends on the type of finish and can reach up to 20% by weight of the powder.
tempi di avvio, ridurre al minimo i rischi del progetto e ottenere una semplice integrazione a livello generale.
ipcm®: Quelli legati alla sostenibilità sono obiettivi già ambiziosi ancora prima del 2050, che è il target riconosciuto a livello mondiale
A. Molè: Queste linee di sviluppo sono da sempre parte del Core Business di Dürr. Oggi l’input alla decarbonizzazione arriva anche dal mercato in maniera molto forte. Lo stesso vale per l’incremento dell’automazione. Negli ultimi anni abbiamo lavorato, per esempio, per automatizzare tutta una serie di operazioni che, in ambito automotive, venivano fatte manualmente. Ne è un esempio l’introduzione della sigillatura Hemflange, ossia l’automazione della sigillatura manuale delle parti estetiche, in ambito Stellantis. Questo porta ad una ulteriore automatizzazione del processo di costruzione e finiture di un’auto, con una riduzione del personale e una maggior costanza di applicazione dei cordoli di sigillatura.
ipcm®: Il Gruppo Dürr sarà ancora una volta presente alla fiera PaintExpo di Karlsruhe, per la terza edizione consecutiva. Quali novità di prodotto presenterete?
M. Minelli: Consideriamo PaintExpo come una delle fiere specializzate più importanti al mondo per il settore della verniciatura industriale. All’edizione di quest’anno, la divisione APT INP (APlication Technology INdustrial Products), di cui Verind è parte, presenterà quattro prodotti basati sui pilastri della riduzione delle emissioni e dell’automazione. Vediamoli nel dettaglio.
EcoSupplyP_Core
È un nuovo sistema modulare di alimentazione di vernice per applicazioni industriali, che riduce al minimo le perdite di vernice e agenti di lavaggio, basato sulla tecnologia pigging. Questo metodo di alimentazione della vernice si è già rivelato vantaggioso nel mondo della verniciatura automobilistica, ma Dürr ha fatto un ulteriore passo avanti e lo ha migliorato per l’uso in altri settori per la prima volta. EcoSupplyP_Core è ora adattabile ovunque vengano applicati diversi colori di vernice in piccole quantità e a bassa pressione, come nel settore edile, nella lavorazione del legno o nei fornitori di particolari auto. Questo sistema recupera in modo efficiente la vernice non utilizzata, minimizzando il consumo di prodotti di lavaggio, gli inquinamenti in cabina e le morchie di verniciatura, e velocizzando i cambi colore. Si tratta di un prodotto sviluppato per soddisfare l’esigenza del mercato di una scelta di colori altamente diversificata anche nell’industria in generale: i consumatori utilizzano i colori come identità esclusiva,

Dürr ha sviluppato il pannello fluidico come elemento di connessione tra l’unità di controllo e l’applicatore.
21 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
© Dürr

mentre le aziende utilizzano colori distintivi come argomento esclusivo di vendita per i loro prodotti. Tuttavia ogni cambio colore nella linea di alimentazione risulta in uno spreco di vernice e di agente di lavaggio durante il processo di verniciatura. Qui arriva in soccorso la nuova EcoSupplyP_Core. I sistemi tradizionali di alimentazione vernice puliscono le tubazioni usando solventi e aria compressa, prima di preparare il colore successivo. Questo processo è laborioso e dispendioso in termini di tempo, e produce un elevato scarto di vernice. Al contrario il sistema di pigging di EcoSupplyP_Core utilizza un corpo spingi-fluido dimensionato sul diametro interno delle tubazioni – cosiddetto “pig” – che raschia la vernice residua, spingendola verso il modulo di destinazione, rendendo il processo più efficiente e riducendo gli sprechi.
Pannello Fluidico – Fluid Board
Si tratta di un sistema compatto e modulare di dosaggio e cambio colore, sviluppato da Dürr per creare un collegamento tra unità di controllo e applicazione per il settore della verniciatura industriale. Questo sistema di dosaggio e cambio colore completamente assemblato è unico sul mercato. La Fluid Board è progettata per essere completamente controllata dall’unità di controllo EcoAUC, che può gestire sia il pannello
fluidico sia le pompe, comprendendo i processi 1C e 2C più comuni negli intervalli di bassa e alta pressione e alimenta vernice e agenti di lavaggio all’atomizzatore EcoBell2 o alla pistola a spruzzo EcoGun. Ciò rende il prodotto ideale l’impiego nella verniciatura industriale, come nell’industria del legno, dell’edilizia o dei fornitori automobilistici. Il modulo di cambio colore EcoMCC3 è installato a bordo della Fluid Board e può alimentare fino a 10 colori diversi. La Fluid Board riduce significativamente gli sforzi di progettazione e assemblaggio. Da anni Dürr persegue il suo concetto ready2integrate, con l’obiettivo di allineare perfettamente i singoli prodotti per assemblare rapidamente una soluzione di alta qualità composta da controller, tecnologia di dosaggio e applicatore. La Fluid Board è un altro pezzo di questo puzzle e consente agli integratori di installare rapidamente la tecnologia applicativa presso un cliente finale tramite plug-and-play. La Fluid Board è anche il primo prodotto per la verniciatura industriale che Dürr fornisce con documentazione tecnica digitale EcoDocu. Questa tecnologia snellisce l’avviamento, l’operatività, e la manutenzione del sistema.
EcoGun AS MAN DC/EC
Una pistola a spruzzo pneumatica elettrostatica (ESTA Gun) con cui Dürr
22 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© Dürr
La pistola di spruzzatura elettrostatica EcoGun AS MAN DC/EC è disponibile in due versioni, con carica diretta o con carica esterna.
Il punto principale della tecnologia EcoGun ACE è il nuovo Sistema di sostituzione rapida del canale colore, che implica notevoli risparmi di tempo e di costi.

amplia la sua gamma di pistole a spruzzo manuali. La nuova EcoGun AS MAN DC/EC rappresenta un modo più sostenibile di verniciare, riducendo l’overspray di circa il 40%. La pistola a spruzzo è disponibile in due versioni, con carica diretta o esterna. È adatta sia per l’applicazione di vernici a base solvente che a base acqua, mentre la sua impugnatura ergonomica e il peso ridotto consentono una modalità operativa confortevole, anche per periodi prolungati. La nuova pistola a spruzzo è ideale per applicazioni in cui i pezzi, come tubi, cerchioni, parti di veicoli a due ruote o particolari vari, vengono verniciati manualmente. Il vantaggio in questo caso qui è la carica elettrostatica e l’aumento dell’efficienza di trasferimento della vernice sul pezzo.
EcoGun ACE
Una nuova pistola a spruzzo a bassa pressione per cambi colore in pochi secondi senza bisogno di solventi per rendere i cambi di colore molto più rapidi
© Dürr
e facili. Dürr ha collaborato con HSM Lackiersysteme per sviluppare questa nuova tecnologia: un sistema di cambio rapido per il canale del colore, incluso l’ugello di spruzzatura e la tazza, la pistola a spruzzo è di nuovo pronta per l’uso in pochi secondi dopo il cambio dei colori senza solventi. Questa caratteristica è ideale per il settore dell’autoriparazione, dove la verniciatura di piccoli lotti è la quotidianità.
ipcm®: Parliamo ora di Verind, l’azienda italiana del gruppo che si occupa di Application Technology sia nel settore automotive che nella General Industry. Qual è l’investimento più recente?
M. Minelli: Verind ha realizzato una campagna di investimenti che è durata una decade. Abbiamo rinnovato dapprima la Verind di Aquino, in provincia di Frosinone, rimettendo completamente a nuovo lo stabile che è di nostra proprietà, ma abbastanza datato. Successivamente gli investimenti si sono


Hooks & CE Hooks
From the in-stock small and thin hook to the special hook Ø30 with EU certification and loading capacity calculation, for both small and heavy parts to be coated.
HOOKS & CE HOOKS
HIGHLIGHT OF THE MONTH www.rostirolla.it COMPLETE SOLUTIONS FOR HANGING AND MASKING

Il nuovo piano direzionale della sede Verind a Rodano, alle porte di Milano. © ipcm
focalizzati sulla sede centrale dove, nell’ordine, abbiamo rifatto gli uffici commerciali, l’officina, l’area dedicata a ingegneria e software, e la parte degli acquisti. L’ultimo investimento, realizzato a cavallo fra 2023 e 2024 è stato il rifacimento completo del piano direzionale, un investimento congelato per due anni a causa del periodo pandemico, che oggi finalmente vede la luce. In questi 10 anni abbiamo investito più di €2 mil di euro non solo negli edifici, ma anche in tutti gli aspetti di sostenibilità e diminuzione dell’impatto ambientale delle nostre attività produttive e commerciali. Oggi, la sede centrale di Verind a Rodano vanta una caldaia di ultima generazione, molto performante, nonché una potenza complessiva di 75 kW sul tetto della palazzina principale e altri 30 KW sul tetto dell’altra palazzina di energia solare che consente a Verind di produrre in forma autonoma l’80% dell’energia necessaria alla propria operatività. Il surplus lo immettiamo in rete e lo vendiamo. Questo investimento si allinea perfettamente con l’obiettivo posto da Dürr di diminuire del 70% le emissioni delle singole sedi nel mondo rispetto al 2019. Verind ha anche inserito auto ibride nel proprio parco mezzi commerciale, installando una colonnina di ricarica interna. Tutti i materiali utilizzati per il rifacimento del piano direzionale, che comprende anche una sala conferenze, una sala consiliare, l’ufficio personale, IT e amministrativo, sono a basso impatto ambientale.
ipcm®: Qual è la strategia di mercato 2024 di Verind?
A.Molè: Il posizionamento di Verind resta il medesimo, manteniamo la nostra presenza su tutte e tre le divisioni rilevanti per il Gruppo Dürr, ossia auto, industria e tecnologia a membrana. Nel 2022-2023 abbiamo seguito nel mondo auto gli investimenti Stellantis, che ci ha onorato di importanti ordini perché ha realizzato un cambio tecnologico in tutti gli stabilimenti italiani che è stato il passaggio al primerless. Continueremo con questo progetto di Stellantis anche nel 2024, perché abbiamo una coda di fornitura sullo stabilimento di Pomigliano, Napoli e di Kragujevac, Serbia, dove si produrrà la nuova Panda e il nuovo modello elettrico Citroen. Poi che cosa succederà? Il 2025 è un grande punto interrogativo, poiché il settore dell’automobile – e quindi noi come loro fornitori - non ha visibilità a lungo termine. Nel settore dell’industria, invece, stiamo cercando di seguire mercati diversi, dalle trasmissioni ai giunti cardanici e alla meccatronica per il settore ACE, con il progetto per un’azienda emiliana leader mondiale, agli impianti per la verniciatura delle montature per occhiali per il gruppo italiano più famoso nel mondo, con cui stiamo realizzando, insieme ad Olpidürr, una linea completa in Thailandia. Sul mercato industriale per il 2024 sono ottimista.
Dürr vi aspetta a PaintExpo 2024, dal 9 al 12 aprile a Karlsruhe (Germania) presso lo stand 3320, pad. 3.
24 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo




CUSTOM SOLUTIONS WITH INFRARED AND UV TECHNOLOGY COME AND VISIT US AT PAINTEXPO 2024, BOOTH 3245 HALL 3 Helios Quartz Group SA Via Roncaglia 20 6883 Novazzano - Switzerland Tel. +41 (0) 919233555/6 Fax +41 (0) 919233557 swiss@heliosquartz.com www.heliosquartz.com Helios Italquartz S.r.l. Via delle Industrie 103/A 20040 Cambiago - Milano - Italy Tel. +39 02 95 34 93 18 Fax +39 02 95 34 50 85 italy@heliosquartz.com www.heliosquartz.com

La costante crescita di VP Verniciatura continua con un nuovo impianto
automatizzato di verniciatura a polvere per componenti di grandi dimensioni
Gabriele Lazzari, ipcm®
Nel panorama della finitura conto terzi, la flessibilità produttiva, l’ammodernamento tecnologico e la sostenibilità ambientale sono elementi chiave per il successo aziendale. Attraverso una stretta collaborazione con Imel e Gema Europe, VP Verniciatura ha soddisfatto questi requisiti grazie a un nuovo impianto di verniciatura a polvere automatico che ha anche permesso all’azienda di ridurre i consumi, incrementare la produzione e migliorare le proprietà anticorrosive conferite ai manufatti.
La capacità di adattarsi dinamicamente alle esigenze del mercato attraverso l’adozione di sistemi e apparecchiature all’avanguardia e a basso impatto ambientale non solo definiscono il successo di un’azienda ma, per un terzista di verniciatura, sono dei prerequisiti fondamentali per una crescita di successo. In questo contesto di innovazione e impegno per la sostenibilità, VP Verniciatura si conferma non solo un leader del settore, ma anche un esempio di come l’impiego di tecnologie avanzate e di pratiche responsabili sviluppate congiuntamente ai fornitori possano portare a risultati concreti in termini di qualità, efficienza produttiva e tutela dell’ambiente. L’azienda ha infatti recentemente compiuto un ulteriore passo significativo nel proprio percorso di crescita: rivolgendosi a Imel Spa di Codroipo (UD), operante nel settore della progettazione e realizzazione di impianti per il trattamento delle superfici metalliche dal 1964, VP Verniciatura
FOCUS ON TECHNOLOGY
© ipcm
L’interno della cabina automatica MagicCylinder® EquiFlow di Gema con le pistole OptiGun GA03.
ha richiesto in un impianto automatizzato di verniciatura in polvere che non solo migliorasse la produttività e le proprietà di resistenza alla corrosione conferite ai manufatti finiti, ma che apportasse anche notevoli benefici in termini di consumo delle risorse, di impatto ambientale e di digitalizzazione, grazie all’implementazione del software i4PaintShop. L’investimento ha coinvolto anche Futura Convogliatori Aerei di Robecco Pavese (PV) e Gema Europe di Trezzano sul Naviglio (MI), consolidando ulteriormente la posizione di VP Verniciatura come punto di riferimento nell’industria della verniciatura conto terzi. La cabina automatica MagicCylinder® EquiFlow, il centro polveri OC07 OptiCenter® per il cambio colore rapido e le pompe di alimentazione OptiSpray® con Smart Inline Technology le hanno permesso di raggiungere un nuovo livello di efficienza e precisione applicativa, mentre il sistema di trasporto con uno speciale bypass in linea ha contribuito a garantire una gestione fluida e ottimale dei manufatti.
La crescita esponenziale di VP Verniciatura
VP Verniciatura di Ponzano fu fondata nel 1998 a Ponzano Veneto (TV) da Daniele Bellotto, un esperto di verniciatura industriale che aveva intuito la necessità di fornire servizi di finitura conto terzi per componenti di grandi dimensioni alle numerose carpenterie locali. Con l’ingresso dei figli Andrea ed Edoardo nel corpo direttivo, l’azienda divenne l’attuale VP Verniciatura S.r.l. - S.U. e instaurò un percorso di crescita esponenziale caratterizzata da investimenti in nuovi impianti, moderne tecnologie produttive e personale altamente qualificato – scelte che hanno permesso di incrementare i clienti e ampliare i settori di riferimento. L’azienda dispone oggi di cinque impianti di verniciatura industriale (quattro a polvere e uno a liquido), occupa una superficie di 25.000 m2 – di cui 17.000 m2 coperti – e impiega novanta collaboratori. Grazie a questa struttura può soddisfare in tempi rapidi le richieste di oltre 260 clienti operanti in molteplici settori, dalla carpenteria all’industria molitoria ed agroalimentare, dall’architettura al settore




27 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© ipcm © ipcm © ipcm © ipcm
Alcuni esempi dei molteplici componenti trattati di VP Verniciatura nel nuovo impianto fornito da Imel.

automotive e medicale, fino a alle macchine agricole, edili e movimento terra. “Siamo nati per fornire servizi di verniciatura a polvere per pezzi di grandi dimensioni e, con il tempo, ci siamo specializzati nell’offrire una garanzia di durabilità e di resistenza alla corrosione, che rappresentano il nostro core business. Ma ci definiamo terzisti di verniciatura puri, poiché riusciamo a soddisfare qualsiasi tipologia di necessità: dalle commesse per volumi ridotti di piccoli pezzi alla verniciatura a liquido di manufatti di grandi dimensioni e geometrie complesse”, esordisce Andrea Bellotto, amministratore delegato di VP Verniciatura. “Negli ultimi cinque anni la nostra crescita è progredita a ritmi vertiginosi: siamo stati tra i primi in Europa ad ottenere la certificazione QualiSteelCoat per l’acciaio verniciato e abbiamo raddoppiato il personale a nostra disposizione. Ciò è il risultato della nostra flessibilità produttiva e degli ingenti investimenti in nuove tecnologie conformi ai requisiti Industria 4.0, come il recente impianto fornito da Imel”.
Un processo di finitura flessibile e personalizzabile
In base alle condizioni iniziali del materiale da verniciare, ciascun

componente può essere sottoposto a sverniciatura (se si tratta di una rilavorazione), granigliatura con grado di finitura Sa 2 ½, pretrattamento chimico con conversione nanoceramica. “L’impianto di granigliatura può trattare componenti dalle dimensioni massime di 10.000 x 3.000 x 3.000 millimetri e con un peso di 5.000 kg. Inoltre, effettuiamo un ciclo personalizzabile di pretrattamento chimico che può includere sgrassaggio alcalino, decapaggio o fosfatazione, molteplici stadi di risciacquo, passivazione, conversione nanotecnologica no-rinse e asciugatura. Dopodiché, i componenti sono condotti nelle varie linee di verniciatura, che si differenziano l’una dall’altra in base alla tipologia e alla dimensione dei pezzi”, spiega Bellotto. “Volevamo sperimentare un processo che prevedesse un ciclo di pretrattamento con prestazioni maggiori, in modo da conferire maggiore adesione della vernice e proprietà anticorrosive conformi fino al raggiungimento della classe di corrosività C5-H per tutti i substrati metallici, dagli acciai (al carbonio, zincato a caldo, Senzdimir) all’alluminio. Inoltre, avevamo bisogno di un impianto che ci permettesse di velocizzare il tempo ciclo per quei componenti che necessitavano solo l’applicazione di una mano di fondo ma che ci consentisse anche di
28 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© ipcm
FOCUS

effettuare cicli a due mani quando richiesto”, aggiunge Edoardo Bellotto, co-titolare VP Verniciatura.
Il nuovo impianto di verniciatura a polvere
“L’impianto ha una capacità produttiva di 20 bilancelle/ora ed è in grado di trattare pezzi con dimensione massima pari a 2.200h x 3.500l x 1.000w mm e peso massimo di 500 kg. La produzione di VP Verniciatura non prevede lavorazioni standard. Pertanto, abbiamo sviluppato congiuntamente una soluzione che potesse combinare l’elevata qualità della finitura con la velocità e la flessibilità del processo di verniciatura”, afferma Carlo Salvadori, presidente di Imel.
GLOBAL SOLUTIONS FOR WATER TREATMENT
with a complete service that includes system design manufacturing, installation, technical support and chemicals

Un dettaglio del trasportatore aereo birotaia Futura Convogliatori Aerei e l’ingresso e l’uscita del tunnel di pretrattamento a spruzzo multistadio.

SPRAY BOOTHS WATER SLUDGE REMOVAL
RESIN DEMINERALIZATION SYSTEMS
REMEDIATION OF CONTAMINATED SITES
BIOLOGICAL SYSTEMS
BATCH TREATMENTS
PHYSICAL-CHEMICAL SYSTEMS
ADSORPTION FILTRATION
REVERSE OSMOSIS
MEMBRANE SYSTEMS
EVAPORATORS
BIOGAS BIOMASS SYSTEMS
OIL SEPARATORS
DESANDERS
DESALINATION SYSTEMS
PYROCHAR
OTHER SYSTEMS
CHEMICALS






ON TECHNOLOGY
srl Via Torricelli, 79 - Z.I. Fossatone 40059 MEDICINA (BO) - tel. (+39) 051 856263 info@hydroitalia.com - www.hydroitalia.com
© VP Verniciatura


Il nuovo impianto di verniciatura a polvere per componenti metallici progettato, costruito e installato da Imel nel giugno 2023 prevede un trasportatore aereo birotaia di Futura – con movimento in continuo, velocità di 1,5 m/min e passo di appensione di 400 mm – che preleva i manufatti dalla zona di carico manuale e li conduce nel tunnel di pretrattamento chimico a spruzzo, attraversando prima una zona di buffering. Il ciclo standard prevede uno sgrassaggio alcalino, tre stadi di risciacquo, fosfosgrassaggio, risciacquo, fosfodecapaggio, due risciacqui con acqua di rete seguiti da un ulteriore risciacquo con acqua demineralizzata, conversione nanotecnologica no-rinse e asciugatura a 110 °C. Dopodiché, i pezzi sono condotti attraverso un polmone di raffreddamento e, successivamente, all’intero della cabina MagicCylinder® EquiFlow di Gema, dove avviene l’applicazione del primer epossidico zincante, che è gelificato nel successivo forno di polimerizzazione, se il ciclo prevede una doppia mano di vernice. In questo caso, uno speciale bypass studiato appositamente da Futura
Convogliatori Aerei conduce nuovamente i pezzi all’interno della cabina di verniciatura elettrostatica per la finitura con vernice poliestere Qualicoat 1 o 2, a seconda delle specifiche, a bassa temperatura di polimerizzazione. A seguito della polimerizzazione e del conseguente raffreddamento a temperatura ambiente, le bilancelle giungono nella zona di scarico dove i prodotti verniciati, dopo essere stati controllati dai referenti preposti alla qualità, sono etichettati con il bollino VP che ne identifica l’idoneità e indica l’operatore che ha eseguito il controllo, per garantirne la totale conformità ai requisiti imposti dai clienti nonché la tracciabilità.
“Il nostro stabilimento è dotato di pannelli fotovoltaici che ci forniscono 400 kW che sono quasi interamente sufficienti per alimentare l’intero impianto di verniciatura”, prosegue Bellotto.
Il sistema di gestione i4paintshop
Per garantire una maggiore flessibilità e il controllo dei parametri di processo, Imel ha installato sull’impianto di VP Verniciatura il sistema di
30 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© ipcm © ipcm
La postazione di post-ritocco e il centro polveri OC07 OptiCenter®.
gestione 4.0 i4paintshop, composto da una serie di moduli digitali che garantiscono la completa tracciabilità dei pezzi e l’elaborazione dei dati di consumo. Fronte l’inserimento della ricetta specifica per ogni bilancella, il sistema di automazione consente di gestire in autonomia la selezione della tipologia di pretrattamento da effettuare: il tunnel è infatti strutturato per offrire la possibilità di scelta fra differenti tipologie di fosfatazione – fosfosgrassaggio o fosfodecappaggio – per impostare il numero di risciacqui desiderati, per includere la conversione superficiale. Il sistema di supervisione gestisce inoltre anche le concentrazioni dei bagni tramite pompe dosatrici e misuratori di PH e conducibilità. “Il monitoraggio completo del processo di verniciatura è per noi fondamentale per garantire la tracciabilità sulla qualità del materiale. I nostri clienti hanno accesso a un portale dove possono controllare lo stato di avanzamento delle lavorazioni sulla loro commessa, in modo da organizzare al meglio le loro attività. Di conseguenza, abbiamo espressamente richiesto che il ciclo produttivo fosse interamente
gestito da un supervisore Industry 4.0, attraverso il quale fosse possibile monitorare il funzionamento dell’impianto ed impostare i parametri funzionali di processo”, precisa Greta Dal Col, responsabile del controllo qualità per VP Verniciatura. “Grazie al sistema i4paintshop, possiamo ottenere i dati relativi ai consumi di acqua ed energia elettrica, le tempistiche e volumi produttivi di ciascuna bilancella. Ci è possibile inoltre gestire la manutenzione preventiva dei singoli dispositivi attraverso un calendario intelligente basato sulle ore di funzionamento dei componenti dell’impianto, l’estrazione dei piani di manutenzione ordinaria su base giornaliera, settimanale e mensile e l’autoapprendimento del sistema”.
La continuativa collaborazione con Gema per l’applicazione della vernice VP Verniciatura collaborava già da molti anni con Gema e ha scelto di prolungare la cooperazione poiché soddisfatta delle prestazioni ottenute con le tecnologie applicative dell’azienda.



FOCUS ON TECHNOLOGY www.rostirolla.it COMPLETE SOLUTIONS FOR HANGING AND MASKING
© ipcm
Il pannello touch-screen dell’unità di controllo MagicControl 4.0.

Alcuni componenti verniciati.
Nel nuovo impianto sono infatti presenti la cabina MagicCylinder® EquiFlow dotata di dodici pistole di erogazione automatiche OptiGun GA03 (sei per lato) e due manuali per le postazioni di pre- e post-ritocco, le pompe in fase densa OptiSpray® AP01 con Smart Inline Technology, l’unità di controllo dell’impianto MagicControl 4.0 con annessa applicazione GemaConnect per la lettura dei dati da remoto – su dispositivi come pc, tablet e anche smartphone – e il centro polveri OC07 OptiCenter® per il cambio colore rapido.
La struttura in materiale plastico non-conduttivo della cabina, in combinazione con la tecnologia di aspirazione EquiFlow, evita l’accumulo della polvere sul fondo e l’adesione della stessa alle pareti, mentre la conformazione a forma di lettera ‘H’ del pavimento garantisce una
distribuzione intelligente dell’aria e un’aspirazione equilibrata: le tre fessure presenti sul fondo della cabina assicurano, infatti, il contenimento della polvere e una ventilazione ottimale nella zona di applicazione. Si crea così un flusso d’aria uniforme che permette di controllare facilmente il processo di applicazione e ottenere eccellenti risultati di rivestimento. La cabina è progettata per effettuare un cambio colore rapido della durata di 7 minuti – VP Verniciatura ne effettua circa 50 al giorno. Inoltre, offre una pulizia automatica di circuiti interni, pescante, tubi di erogazione e pistole di spruzzatura ed è dotata di funzione di svuotamento automatico del filtro. In previsione di un ulteriore ampliamento della produzione, questa cabina Gema è inoltre predisposta per consentire future implementazioni di pistole e postazioni di ritocco, con idonei volumi di aspirazione. Le pompe di alimentazione OptiSpray® con tecnologia Smart Inline Technology utilizzano un circuito a singolo canale che genera un flusso di polvere omogeneo e una migliore gestione del getto. Consentono quindi di erogare una precisa quantità di polvere, variabile in base alle necessità di applicazione, mantenendo al contempo il flusso costante. Inoltre, è possibile sfruttare la penetrazione ottimale delle pompe anche nel caso sia necessario utilizzare le due postazioni manuali per interventi di ritocco o di verniciatura di componenti speciali.
L’intuitiva interfaccia utente dell’unità di controllo MagicControl 4.0, con il suo comodo schermo touch dotato di icone, può essere facilmente padroneggiata dall’operatore sul campo, che può così realizzare ricette standardizzate per molteplici lotti impostando lo spessore del film desiderato e cambiarlo nel momento in cui è necessario verniciare pezzi differenti.
L’importanza della collaborazione strategica con Imel e Gema
L’obiettivo di VP Verniciatura era quello di soddisfare i propri criteri interni di resistenza alla corrosione e aumentare i ritmi produttivi e la qualità della finitura. “La soluzione proposta da Imel e Gema ha soddisfatto tutte queste esigenze. La scelta di affidarci a Imel per la parte impiantistica è maturata dopo un’analisi di mercato: sono molto rinomati e li riteniamo i migliori per quanto riguarda l’aspetto tecnologico. Abbiamo dunque voluto affidarci a dei professionisti, perché questo impianto ci avrebbe permesso di rendere la nostra realtà un’eccellenza del territorio” aggiunge Bellotto. Le pompe in fase densa hanno migliorato l’uniformità e la distensione del film – oltre a fornirci un risparmio di polvere del 15%. “Inoltre, la vicinanza di Imel e Gema è un ulteriore fattore positivo, perché ci permette di essere più tranquilli nel caso avessimo bisogno di parti di ricambio oppure assistenza tecnica specializzata. Gema dispone infatti di un efficiente servizio di assistenza tecnica sul territorio fornito dal loro service partner Tecnospray Srl di Pasiano di Pordenone”, conclude Edoardo Bellotto.
32 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© ipcm
Walther Trowal: nuovo sistema Rotamat per verniciare i componenti di tenuta per veicoli elettrici
Walther Trowal GmbH & Co. KG lancerà il suo nuovo sistema Rotamat R 100 alla fiera PaintExpo (padiglione 2, stand 2310).
Walther Trowal presenterà a PaintExpo il suo nuovo sistema Rotamat R 100 per rivestire i componenti di tenuta elastomerici con vernici anti frizione e decorative, capace di gestire lotti tre volte più grandi rispetto ai lotti lavorati con il modello precedente di dimensioni maggiori. Uno dei motivi che giustificano lo sviluppo di questa nuova macchina, è la richiesta da parte di numerose aziende operanti nel settore della verniciatura di un sistema capace di gestire grandi lotti di componenti di tenuta piatti e
sovradimensionati. Un’importante applicazione dei sistemi Rotamat è la verniciatura degli O-ring e delle guarnizioni piatte, ad esempio per la sigillatura di singole celle nei pacchi batteria, ma anche in celle a combustibile, motori e trasmissioni.
La crescente domanda da parte di numerose aziende di verniciare volumi significativi di grossi componenti di tenuta, impiegati nei sistemi di raffreddamento e nei pannelli di controllo dei veicoli elettrici, ha generato una rapida necessità di realizzare impianti di verniciatura

con capacità superiori. Il nuovo sistema Rotamat R 100 soddisfa pienamente queste esigenze, data la capacità da 160 litri, ovvero 100 kg, oltre che la possibilità di gestire all’incirca 300 anelli sigillanti con un diametro fino a 350 mm, o lotti fino a 50.000 O-ring, in un singolo lotto. Rispetto al precedente modello R 85, la nuova macchina di Walther può gestire lotti tre volte più grandi, con gli stessi tempi ciclo ed un aumento marginale del fabbisogno di spazio ed energetico.
“Finora i nostri clienti hanno utilizzato i sistemi Rotamat principalmente per la verniciatura degli O-ring. Tuttavia, con l’aumento delle vendite dei veicoli elettrici, la domanda di componenti di tenuta in elastomero di grandi dimensioni con un’ampia superficie, utilizzati per le celle delle batterie e per i sistemi di raffreddamento degli scambiatori di calore, aumenterà rapidamente”, ha dichiarato Frank Siegel, responsabile vendite degli impianti di verniciatura presso Walther Trowal. Il nuovo sistema Rotamat è adatto per la verniciatura decorativa dei componenti in plastica, ad esempio in ABS o polietilene, nonché per gli anelli metallici a parete sottile con un diametro fino a 300 mm. Quest’ultimi sono utilizzati come paraoli per alberi e devono essere rivestiti con un agente legante, prima di poter applicare il materiale elastomerico. Inoltre, l’azienda ha ampliato la gamma applicativa dei sistemi Rotamat, consentendo ora di verniciare i componenti di tenuta con diversi tipi di olio, cera o primer ad asciugatura lenta.
Per ulteriori informazioni: www.walther-trowal.com
34 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW SPECIAL ISSUE - PaintExpo
© Patrick Temme Photographie
Venjakob a PaintExpo 2024: lo spirito innovativo incontra la tecnologia
A PaintExpo, Venjakob presenterà un’ampia gamma di concetti complessivi olistici per operazioni efficienti di verniciatura e rivestimento.
Alla prossima edizione di PaintExpo, la fiera internazionale dedicata agli impianti, alle tecnologie e ai servizi per le vernici e i rivestimenti che si terrà dal 9 al 12 aprile di quest’anno presso il Centro Esposizioni di Karlsruhe (Germania), Venjakob Maschinenbau presenterà un’ampia gamma di tecnologie per il pretrattamento delle superfici, la verniciatura, l’asciugatura e l’automazione attraverso approcci complessivi olistici, al fine di offrire ai propri clienti operazioni efficienti. In qualità di appaltatore generale, l’azienda offre l’intera gamma di tecnologie per le superfici da una sola fonte. Con sessant’anni di esperienza intersettoriale - ispirata da clienti industriali di tutto il mondo e dalle necessità di risparmiare risorse ed energia - Venjakob ripensa e rivede costantemente tutti i processi e li personalizza in ogni aspetto. Tutto questo nell’interesse dei suoi clienti e della sostenibilità globale.
L’attenzione di PaintExpo non si limita a una singola soluzione. Al contrario, l’azienda espone la propria competenza nell’affrontare una vasta gamma di esigenze per impianti altamente flessibili e personalizzati. I visitatori sono invitati a ripensare i processi di verniciatura, poiché il processo stesso diventa

Completo:
Video e Temperatura


la soluzione. I visitatori potranno anche scoprire come utilizzare IoT, AR e modelli decisionali innovativi per rendere i loro processi produttivi più intuitivi e fluidi. Il team di ricerca e sviluppo di Venjakob invita i visitatori a partecipare al dialogo e a prendere parte alla definizione
del futuro della produzione. L’azienda sarà presente al padiglione 2, stand 2318.
Per ulteriori informazioni: www.venjakob.de/en


Sicurezza: Certificato per zone classificate ATEX

Semplicità: Graphical cure di facile interpretazione


BRAND-NEW SPECIAL ISSUE - PaintExpo Novità Innovazione e sicurezza
Sistemi di Profilazione della Temperatura Vieni a trovarci in fiera: PaintExpo Karlsruhe Hall 2 Booth 2238 Distributore unico per l‘Italia DELTA STRUMENTI S.r.l. Via Mattei 6 - 21036 GEMONIO (VA) Tel. 0332 604.667 Fax. 0332 610.511 info@deltastrumenti.it www.deltastrumenti.it
Sistema Ottico
Nuovo Software Phoenix Factor !
www.phoenixtm.com info@phoenixtm.com
Sistema ATEX
Guarda cosa succede nel forno!
© Venjakob Maschinenbau GmbH
Wagner presenterà una vasta gamma di prodotti e servizi per la verniciatura a PaintExpo 2024
Alla prossima edizione di PaintExpo, Wagner presenterà la propria gamma di soluzioni smart e sostenibili per il settore della verniciatura, concentrandosi sui risparmi, sull’efficienza e sull’automazione.
J.Wagner GmbH ha recentemente annunciato che presenterà la propria gamma di soluzioni intelligenti e sostenibili per il settore della verniciatura a PaintExpo, la fiera internazionale dedicata alle vernici, ai rivestimenti e ai trattamenti superficiali che si terrà dal 9 al 12 aprile di quest’anno presso il Centro Espositivo di Karlsruhe (Germania). L’azienda si troverà presso il padiglione 3, allo stand 3330. Wagner esporrà diversi prodotti, dai singoli componenti ai sistemi di verniciatura completamente automatizzati, con una particolare attenzione al risparmio di solventi, materiali ed energia. Ad esempio, le loro pistole manuali e automatiche per la verniciatura a liquido sono caratterizzate da un’elevata efficienza applicativa e da un uso economico dei materiali. Inoltre, i nuovi polverizzatori rotativi ad alta velocità per vernici a base solvente e a base acqua sviluppati dall’azienda giocano un ruolo cruciale nell’implementazione degli impianti di verniciatura a liquido e dei robot automatizzati, supportati

dagli aggiornamenti della tecnologia di controllo. La lavabilità delle pompe di verniciatura a liquido è stata notevolmente migliorata: la pompa a doppia membrana ad alta pressione Cobra è stata ottimizzata per ridurre significativamente il volume richiesto dagli agenti di lavaggio e il tempo di cambio colore. Invece, per quanto concerne la verniciatura a polvere, l’attenzione sarà rivolta all’efficienza e all’automazione.
Inoltre, la sussidiaria WALTHER Spritz- und Lackiersysteme GmbH (conosciuta con il nome di Walther Pilot) sarà presente allo stand con i prodotti di punta nella preparazione dei materiali e nella tecnologia di applicazione. L’evento sarà completato da relazioni sul campo sui servizi analogici e digitali, tra cui la piattaforma di informazione e gestione COATIFY, l’app di servizio e l’Online Academy.
Per maggiori informazioni: www.wagner-group.com

36 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW SPECIAL ISSUE - PaintExpo
© J. Wagner GmbH
Trattamento delle acque reflue sostenibile ed economico: H2O GmbH a PaintExpo 2024
H2O GmbH presenterà le sue nuove soluzioni a PaintExpo 2024, Padiglione 1 - stand 1501.
Le acque reflue generate dagli impianti di verniciatura rappresentano sempre più una sfida economica per molte aziende operanti in questo settore. La soluzione di H2O GmbH: trattamento delle acque reflue di alta qualità che consente di risparmiare sui costi. Gli esperti per una produzione priva di acque reflue spiegheranno il funzionamento di questo nuovo sistema a PaintExpo, la fiera leader mondiale per le tecnologie di verniciatura industriale che si terrà a Karlsruhe dal 9 al 12 aprile 2024.
Trattando le acque reflue con VACUDEST, le aziende possono ridurne la quantità generata e diminuirne significativamente i costi di smaltimento. Tuttavia, il contenuto d’acqua residua del concentrato può rendere più difficile lo smaltimento completo, ed è qui che entra in gioco il post-concentratore VACUDEST ZLD, il quale diminuisce il contenuto d’acqua residua del concentrato in una fase di evaporazione a valle, riducendo così la quantità finale da smaltire di un ulteriore 50%.
Inoltre, lo fa in modo particolarmente efficiente dal punto di vista energetico grazie a un intelligente riciclo dell’energia: lo ZLD utilizza il calore in eccesso del
vapore generato dal VACUDEST per l’evaporazione. Interessante, poiché il residuo contiene spesso materie prime preziose, ad esempio sotto forma di oli, il cui riciclo offre un ulteriore potenziale economico. Il concentratore secondario del VACUDEST ZLD è disponibile per volumi di acque reflue da 2.100 a 16.000 m³/anno.
H2O GmbH è uno dei maggiori esperti mondiali nel trattamento e riciclo sostenibile delle acque reflue industriali che, con i suoi sistemi efficienti e sicuri di distillazione sottovuoto VACUDEST, riesce a ottenere una produzione priva di acque reflue per clienti proveniente da oltre 50 Paesi in tutto il mondo. Da quando è stata scorporata dal Gruppo Mannesmann Demag nel 1999, H2O ha acquisito un numero crescente di clienti fedeli in quanto azienda gestita in proprio. Sono più di 120 dipendenti presso il QG della Germania meridionale situato Steinen e nelle filiali svizzere, polacche e cinesi che contribuiscono a questo alto livello di soddisfazione dei clienti.
Per ulteriori informazioni: www.h2o-de.com


BRAND-NEW SPECIAL ISSUE - PaintExpo via Bassa Prima, 219 S. Andrea di Campodarsego (PD) T +39 049.5564837 info@feltanireti.it www.feltanireti.it WHAREHOUSE READY FOR DELIVERY
© H2O GmbH
Axalta illumina PaintExpo 2024 con un portfolio di soluzioni complete e innovazioni sostenibili
Alla prossima edizione di PaintExpo, Axalta presenterà diverse soluzioni sostenibili, come le vernici liquide e in polvere per veicoli elettrici e per la protezione dalla corrosione.
Axalta Coating Systems presenterà il suo portfolio di soluzioni industriali complete a PaintExpo, che si terrà dal 9 al 12 aprile di quest’anno a Karlsruhe (Germania). L’attenzione si concentrerà su una serie di prodotti innovativi che contribuiscono alla sostenibilità, tra cui vernici sia in polvere che liquide termoindurenti e termoplastiche, vernici per cataforesi e materiali per l’isolamento elettrico.
L’azienda risponderà alle numerose esigenze dei vari mercati industriali con le sue soluzioni all’avanguardia. Il chiaro impegno per la sostenibilità funge da catalizzatore per cambiamenti positivi nel settore, allineandosi
agli obiettivi globali di sostenibilità. La campagna ‘Sustainability, Together’ incarna la visione di Axalta, che mira a promuovere la collaborazione tra le parti interessate per obiettivi di sostenibilità condivisi.
“Per Axalta, Sustainability, Together non è solo uno slogan, ma il nostro principio guida.
La nostra partecipazione a PaintExpo 2024 è una testimonianza del nostro impegno per la sostenibilità e l’innovazione. La nostra missione è fornire ai nostri clienti soluzioni complete di qualità che soddisfino le esigenze in evoluzione delle industrie e contribuiscano a un futuro più green”, ha dichiarato Steffen Bormet, Regional Sales Manager per l’Europa centrale e

settentrionale di Axalta Coating Systems. Presso lo stand 3240 del padiglione 3, l’azienda metterà in evidenza quattro aree tematiche: ‘Sustainability, Together’: nell’ambito di questa campagna, Axalta presenterà i suoi rivestimenti sostenibili di recente sviluppo. Le vernici in polvere a base biologica sono un punto di forza dell'esposizione e rappresentano l’impegno di Axalta verso alternative green nella categoria dei termoindurenti;
Soluzioni per le batterie dei veicoli elettrici: nel passaggio dai motori a combustione interna all’elettromobilità, Axalta si concentra sulle vernici avanzate per l'applicazione sulle batterie. I visitatori potranno saperne di più sui rivestimenti dielettrici e sui rivestimenti per l’isolamento termico, che migliorano le prestazioni e la durata delle batterie dei veicoli elettrici;
Protezione dalla corrosione: diverse linee di prodotti, tra cui termoplastici, primer termoindurenti, liquidi industriali e l’ecologico AquaEC per cataforesi, consentono ai clienti di scegliere il prodotto giusto in base alle loro esigenze;
ColourDesign: i visitatori possono inoltre esplorare un’area speciale dedicata al ColourDesign. Qui possono sperimentare da vicino l’intero spettro cromatico dell’azienda. Il toolbox di colori fornisce una guida per selezionare le giuste vernici in termini di colore e qualità, su misura per le esigenze individuali dei progetti dei clienti.
Per maggiori informazioni: www.axalta.com
38 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW SPECIAL ISSUE - PaintExpo
©Axalta Coating Systems


SPECIAL ISSUE - PaintExpo
A PaintExpo FreiLacke presenterà soluzioni di verniciatura
economicamente efficienti e sostenibili
Oliver Zanner
FreiLacke-Emil Frei GmbH & Co. KG - Bräunlingen-Döggingen, Germania o.zanner@freilacke.de
A PaintExpo 2024 (pad. 1, stand 1420) FreiLacke presenterà una serie di sviluppi sui concept di sistema per la verniciatura a polvere, a liquido, per la cataforesi e per i materiali compositi, nonché una nuova trend collection.
Per garantire che i componenti verniciati con tecnologie diverse presentino una finitura impeccabile, alcuni anni fa FreiLacke ha sviluppato il suo concept di sistema per la verniciatura. Fattori come la sostenibilità, l’efficienza energetica, la riduzione dei rifiuti e la protezione del clima hanno un ruolo sempre più importante. FreiLacke ha portato avanti lo sviluppo nel campo della verniciatura a polvere, a liquido, dell’elettrodeposizione e delle soluzioni per materiali compositi ed è ancora più impegnata nel servizio diretto e nel contatto stretto con i clienti per sviluppare le soluzioni più adeguate. Manufatti e componenti sono prodotti sempre più spesso a livello globale, per poi essere assemblati e verniciati, interamente o in parte, localmente e con differenti sistemi di verniciatura. I componenti non solo devono essere perfettamente compatibili tra di loro, ma devono
anche presentare un aspetto complessivo omogeneo in termini di colore, brillantezza e struttura superficiale. Soddisfare queste richieste mantenendo o migliorando gli standard di qualità – nonostante le sempre più rigide normative in tema di COV e i tempi ciclo più rapidi – richiede soluzioni ad hoc. È qui che entrano in gioco i sistemi di verniciatura di FreiLacke: con i suoi concept per la verniciatura a polvere, a liquido, per l’elettrodeposizione e per i materiali compositi, lo specialista della Foresta Nera si sta fermamente concentrando sull’ottenimento di superfici regolari indipendentemente dal sistema utilizzato, dai processi applicativi e dalle strutture coinvolte. Clienti con diversi siti produttivi, a volte localizzati in continenti diversi, stanno già utilizzando i sistemi di FreiLacke con grande successo.
“In qualità di produttore di sistemi di rivestimento, abbiamo i mezzi adatti
40 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
ADVANCEMENTS
© Andreas Brücklmair
per coordinare perfettamente le operazioni di verniciatura durante lo sviluppo e la produzione di un prodotto”, spiegano i Managing Director Rainer e Hans-Peter Frei. “Possiamo offrire ai nostri clienti tutte le principali tecnologie di verniciatura, ma siamo anche in grado di armonizzarle in modo ottimale in termini di struttura e finitura superficiale, per fornire la soluzione più adeguata, per rispettare le linee guida concordate e per garantire sostenibilità ed efficienza economica”.
In questo contesto, FreiLacke presenterà a PaintExpo una varietà di ulteriori sviluppi in tutte e quattro le sue aree di prodotto.
E-coat senza requisiti di etichettatura per una maggiore sostenibilità
Aspetti come la sostenibilità e la riduzione dei COV sono da tempo una priorità per FreiLacke e sono la ragione principale dei suoi continui sviluppi alla gamma di prodotto presso il sito di Döggingen, nella Foresta Nera. Ne è un esempio la vernice per cataforesi ‘EcoOne’, un sistema bicomponente privo di solventi e agenti neutralizzanti, che richiederebbero un’etichettatura.
Il prodotto è a basso impatto ambientale e non ha implicazioni per la salute dei dipendenti. Un’altra eccezionale caratteristica dei sistemi per e-coat di FreiLacke è la loro straordinaria efficienza energetica. La temperatura di cottura richiesta è inferiore di circa 30°C, il che equivale ad un notevole risparmio energetico durante il processo di combustione. Si ottiene comunque un rivestimento eccezionalmente uniforme, che protegge in modo affidabile il manufatto metallico. Gli strati di vernice sono visivamente impeccabili e resistenti dal punto di vista meccanico.
Rivestimenti in polvere: economicamente efficienti, durevoli e sostenibili
Anche la gamma di vernici in polvere sostenibili di FreiLacke è stata notevolmente sviluppata. La gamma comprende una selezione molto diversificata per aree applicative differenti,
tra cui ruote in lega e in acciaio, automotive, ingegneria meccanica e impiantistica, nonché energia eolica e industria ferroviaria. In particolare, i prodotti per componenti grandi e ingombranti che non richiedono polimerizzazione accentuano l’approccio economico e sostenibile.
Sono state inoltre sviluppate soluzioni che permettono di distribuire lo strato di vernice in polvere in modo uniforme su manufatti con geometrie complesse, operazione che non sempre è possibile: per rivestire in modo adeguato cavità e sottosquadra, spesso le altre aree del manufatto presentano spessori del rivestimento maggiori.
“Nel caso dei rivestimenti a polvere a struttura fine tradizionali, lo spessore dello strato più denso influenza l’aspetto visivo del manufatto o addirittura provoca la formazione di schiuma sul rivestimento. Questo comporta difetti o costose lavorazioni aggiuntive”, spiega Andreas Hepting, responsabile dei gruppi di vendita di FreiLacke.
Con la nuova gamma di prodotto PP5011A, FreiLacke è stata in grado di affrontare con successo questo problema: anche con spessori dello strato molto superiori a quelli specificati nella scheda tecnica, la superficie rimane uniformemente piatta; ciò significa che la struttura superficiale nel range 80-160 μm è
molto omogenea. Questo ha permesso agli specialisti di FreiLacke di offrire con successo –sia nella verniciatura automatica che in quella manuale – flessibilità e ambiti di applicazione significativamente maggiori al rivestimento con vernici in polvere a struttura fine. Nel caso di vernici in polvere a bassa temperatura, la temperatura di polimerizzazione si può notevolmente abbassare, con una notevole riduzione del consumo energetico. Queste vernici contribuiscono inoltre ad abbreviare considerevolmente i tempi ciclo del forno e al contempo ad aumentare la velocità del trasportatore. FreiLacke ha portato avanti con successo ulteriori sviluppi in quest’area fondamentale.
Nuova trend collection
È un rivestimento in polvere opaco e moderno con colori innovativi, adatto per gli interni – sia per progetti di design che per applicazioni robuste. Anche le vernici in polvere sono un tipo di rivestimento adatto per materiali compositi come SMC e BMC, in quanto vengono semplicemente spruzzate negli stampi. La vernice altamente reattiva indurisce in pochi secondi, permettendo di posizionare e pressare immediatamente l’SMC o il BMC. Dopo la pressatura il componente finito può essere

41 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 ADVANCEMENTS
© FreiLacke
estratto dallo stampo come di consueto. Le superfici ottenute con questo processo presentano un’eccellente resistenza chimica e meccanica e sono adatte all’uso continuativo in ambienti esterni. Il rivestimento è privo di solventi, di sostanze pericolose e di materie prime cancerogene. La verniciatura a polvere in stampo (PIMC) è ritardante di fiamma secondo EN45545, HL3, R1 e, grazie alle sue buone proprietà, può essere utilizzata per numerose applicazioni – lavelli da cucina, piatti doccia, facciate, illuminazione, attrezzature sportive o veicoli. Un grande vantaggio di questo processo: combinando pressatura e verniciatura in un solo passaggio si può eliminare la laboriosa fase di verniciatura successiva (inclusa la relativa movimentazione dei manufatti), nonché la complessa logistica per il trasporto dei manufatti all’impianto di verniciatura interno o esterno. Con la PIMC i manufatti rimangono nello stabilimento fino al loro completamento e solo dopo vengono spediti al cliente. Un altro vantaggio: valore aggiunto per gli operatori, minori costi e maggiore qualità per i clienti.
Vernici liquide: dal filler al topcoat
Le vernici liquide di FreiLacke offrono elevata efficienza nelle applicazioni industriali.
Che siano soggetti a corrosione, esposti ad agenti chimici o atmosferici, FreiLacke offre il rivestimento protettivo ottimale per substrati come acciaio, acciaio inossidabile, substrati galvanizzati, alluminio e plastica. Le vernici liquide sono utilizzate in ogni fase del rivestimento: come primer o filler, basecoat o topcoat, nonché nei sistemi monostrato. Queste vernici sono disponibili in una varietà di finiture e brillantezze, sia per esterni che per interni.
I requisiti sempre più severi imposti alle superfici verniciate e la continua riduzione del contenuto di COV nelle vernici ha condotto FreiLacke a sviluppare sistemi ad ultraalto solido. Per quanto riguarda le vernici tradizionali, sono stati sviluppati dei sistemi completamente nuovi con un contenuto di solido fino all’80% in peso e un contenuto di COV inferiore a 350 g/litro. Questi facilitano l’asciugatura rapida e velocizzano i processi produttivi.
FreiLacke dispone quindi di varie soluzioni monostrato o a due strati che offrono un’elevata resistenza. Le vernici sono disponibili in tutte le tonalità RAL, nonché in colori speciali. Questi prodotti si distinguono per la loro facilità di applicazione – pneumatica, misto aria, Airless o ESTA - e per l’eccellente resistenza.

Compositi prodotti in modo intelligente
I vantaggi dei materiali compositi rinforzati in fibra di carbonio o di vetro (GFRC/CFRP) sono evidenti. Sono leggeri, estremamente durevoli e possono essere pressati praticamente in qualsiasi forma. Oltre ad una gamma di prodotti per la loro finitura superficiale, FreiLacke offre ora anche materiali per la produzione di questi manufatti. Un esempio è la resina composita in polvere CM. Grazie ad uno speciale principio a due fasi, questa innovativa polvere composita si distingue dai tradizionali sistemi in resina in quanto può essere completamente fusa senza avviare il processo di indurimento. FreiLacke offre numerose soluzioni di rivestimento per i materiali compositi, dalle paste colorate ai filler, fino ai gelcoat. Si tratta di rivestimenti durevoli e colorati che vengono applicati direttamente nello stampo, offrendo ai componenti stampati una protezione a lungo termine da umidità, raggi UV e danni da impatto.
FreiLacke è riuscita anche a ridurre notevolmente il contenuto di stirene nei gelcoat, poiché considerato pericoloso per l’ambiente e per la salute. “Utilizzando un monomero alternativo, abbiamo prodotto un gelcoat a ridotto contenuto di stirene che garantisce risultati anche migliori rispetto ai sistemi tradizionali, in termini di resistenza agli agenti atmosferici e di conservazione”, ha dichiarato il direttore sviluppo Heiko Blattert. Per i componenti soggetti ad una maggiore erosione, come le pale dei rotori delle turbine eoliche, FreiLacke offre il rivestimento ad alte prestazioni per la protezione dei bordi Leading Edge Protection (LEP). Nuova nella gamma, è una tecnologia di produzione modulare, che non disperde più ma semplicemente si omogeneizza. Le ricette modulari di rivestimento comprendono componenti liquidi che possono essere dosati in modo completamente automatico e che vengono prodotti in modo più rapido per poter rispondere prontamente alle richieste dei clienti.
42 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© FreiLacke


Alum Alum finishing treatment finishing treatment
From Anodizing & P Waste Water Treatm
Since 1981 CIE Group’s mission is Since 1981 CIE Group’s mission is to realize plants for Aluminum to realize plants for Aluminum Finishing Lines. With more than Finishing Lines. With more than 200 realizations the CIE Group is 200 realizations the CIE Group is today one of the main today one of the main worldwide leaders. worldwide leaders.






+39 02 9810470 www.cieengroup.it
ANODIZING & PAINTING LINE info@cieeng.com - info@cisartgroup.com
Mirodur sviluppa una nuova linea di rivestimenti Direct-to-Metal con un livello di adesione eccellente su tutti i metalli
Da un'intervista con Riccardo Vitelli, sales manager e Fernando Rosa, responsabile tecnico di Mirodur
I prodotti Direct-to-Metal hanno rivoluzionato il settore della verniciatura industriale, diventando popolari in diversi contesti applicativi, dalle macchine agricole alla carpenteria pesante, grazie alla loro capacità di snellire i processi di verniciatura, ridurre i costi e garantire una finitura estetica e prestazioni di lunga durata. Il produttore italiano di vernici industriali Mirodur ha recentemente sviluppato una linea di prodotti DTM di alta gamma che offre un livello di adesione della vernice su tutti i supporti metallici superiore rispetto alle alternative presenti sul mercato.
Iprodotti Direct-to-Metal (DTM) rappresentano ormai da alcuni anni un’importante innovazione nel settore della verniciatura industriale. Grazie alla loro capacità di aderire direttamente sulla superficie metallica e offrire una protezione efficace contro la corrosione, questa tipologia di rivestimenti si è diffusa in molti settori industriali, da quello delle macchine
agricole e veicoli off-road alla carpenteria metallica. La crescente diffusione dei DTM è dovuta alle loro proprietà funzionali ed estetiche uniche e alla capacità di rendere più snelli e veloci i processi di verniciatura. Oggi, gli utilizzatori prestano particolare attenzione ai consumi e alle tempistiche legate al ciclo di finitura e sono alla costante ricerca di soluzioni

performanti, ma che al tempo stesso siano in grado di ridurre i tempi di verniciatura, abbattendo non solo i costi di processo, ma quelli relativi all’approvvigionamento dei prodotti stessi.
L’espressione DTM viene utilizzata per indicare un unico prodotto verniciante, bicomponente che funge sia da primer sia da smalto. Si tratta di formulazioni studiate appositamente per aderire direttamente alle superfici metalliche senza la necessità di applicare un fondo. Questo è possibile grazie a resine – epossidiche o acriliche - e a polimeri speciali che presentano una buona adesione al substrato, oltre che ad additivi o inibitori che garantiscono un’elevata resistenza alla corrosione e alle intemperie.
Mirodur, produttore italiano di vernici industriali e anticorrosione, ha recentemente sviluppato una nuova linea di prodotti DTM ad alte prestazioni estetiche e funzionali. Inizialmente formulata e messa a punto per soddisfare le esigenze specifiche di un cliente, questa linea di prodotti è stata poi integrata nel portfolio dell’azienda con sede ad Aprilia (LT), dimostrando la sua grande capacità di adattarsi e rispondere alle richieste del mercato in modo tempestivo e mirato. ipcm® ha intervistato Riccardo Vitelli, sales manager di Mirodur, e Fernando Rosa, responsabile tecnico, per analizzare il mercato e lo stato dell’arte dei DTM.
44 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
Panoramica della sede di Mirodur situata a Aprilia (LT).
SPECIAL ISSUE - PaintExpo
© Mirodur
ipcm®: Com’è nata Mirodur? E qual è stata la sua evoluzione nel settore della verniciatura industriale?
Riccardo Vitelli: La storia di Mirodur inizia nel 1957, quando i fratelli Mario, Ugo e Renato Vitelli avviarono l’attività dopo aver acquisito un brevetto da un’azienda belga specializzata nella produzione di vernici. La produzione ebbe inizio in un modesto capannone nella periferia di Roma, dove l’azienda riscosse subito un notevole successo, che portò, nel 1982, a trasferirci in uno stabilimento più grande situato a Pomezia. Qui, la gamma di vernici si è ulteriormente diversificata soprattutto nel settore dei rivestimenti anitcorrosivi. Per soddisfare la sempre più crescente domanda e per migliorare ulteriormente il processo produttivo, qualche anno dopo ci siamo trasferiti in un capannone ancora più grande - l’area produttiva si estende su 15.000 m2, di cui 8.000 m2 coperti - ad Aprilia, dove tuttora Mirodur ha sede. Nel corso degli anni, Mirodur ha continuato a evolversi e ad adattarsi alle mutevoli esigenze del mercato. Oggi, l’azienda è specializzata nella produzione di vernici liquide a base acqua o solvente per la general industry e rivestimenti UHS per l’anticorrosione.
ipcm®: Mirodur vanta un ampio catalogo di prodotti che non include soltanto le vernici industriali. Qual è il vostro core business? Riccardo Vitelli: Oltre alla formulazione delle vernici, Mirodur è specializzata nella produzione di una vasta gamma di prodotti industriali, compreso il sistema tintometrico Miromix sia all’acqua che a solvente; rivestimenti anticorrosivi principalmente per il settore pipeline gas e acqua; rivestimenti ad altissimo spessore per il risanamento di cisterne contenenti idrocarburi e solventi.
ipcm®: Quali prodotti DTM avete a portfolio?
Fernando Rosa: Il portfolio di Mirodur ha sempre incluso una vasta gamma di Direct-toMetal, sia monocomponenti sia bicomponenti, disponibili a base solvente e base acqua. Recentemente abbiamo riscontrato un notevole aumento della domanda da parte del mercato per questi prodotti. I nostri DTM standard,

disponibili con finitura lucida o opaca, sono adatti a una varietà di supporti metallici, tra cui ferro, alluminio, acciaio al carbonio, acciaio zincato e lamiera zincata. Con una sola mano di vernice, è possibile raggiungere uno spessore di circa 100-120 micron senza difetti superficiali. Spesso, soprattutto, con prodotti che contengono resine acriliche, è difficile raggiungere i 70-80 micron di spessore senza che si verifichino difetti superficiali come bolle dovute all’intrappolamento del solvente nel film. I nostri prodotti DTM, invece, possono raggiungere spessori fino a 110 micron con una sola mano senza presentare difetti, anche con finiture lucide.
Riccardo Vitelli: Il nostro prodotto di punta nella gamma DTM è il POLIACRIL DTM: si tratta di un rivestimento bicomponente a base di polioli acrilici ossidrilati non ingiallenti, con eccellente adesione diretta su acciaio al carbonio e acciaio zincato. Dopo l’indurimento, il film offre un’ottima resistenza chimica e meccanica. Particolarmente adatto a settori quali carpenteria pesante e leggera, carrozzeria
industriale e macchine agricole, POLIACRIL DTM è caratterizzata da eccezionale ritenzione del colore e della brillantezza (test Xenon), oltre a un’ottima resistenza agli urti, all’abrasione e alla corrosione (test di nebbia salina).
Infine, abbiamo recentemente introdotto una nuova linea di prodotti DTM che offre un’adesione diretta della vernice sulla superficie metallica di molto superiore rispetto ai DTM standard presenti sul mercato.
Ipcm®: Da dove nasce l’esigenza di formulare una nuova gamma di DTM? Riccardo Vitelli: L’esigenza di formulare una nuova gamma di DTM è emersa per soddisfare le specifiche esigenze di un importante cliente polacco, il quale richiedeva un’adesione eccezionale su una varietà di superfici metalliche, tra cui acciaio al carbonio, galvanizzato e alluminio. Questa richiesta ha rappresentato una sfida significativa, ma anche un’opportunità per noi di dimostrare la nostra capacità di innovazione e di adattamento alle esigenze del mercato.
45 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
Il laboratorio di Mirodur.
© Mirodur
Fernando Rosa: Il risultato di mesi di ricerca e sviluppo è stato il lancio di una nuova linea di rivestimenti 2K a base solvente di natura poliacrilica, che offre un livello di adesione diretta sul metallo nettamente superiore rispetto ai DTM standard attualmente disponibili sul mercato. Questo risultato è stato possibile grazie a una serie di prove meccaniche mirate, tra cui test di imbutitura, impatto, quadrettatura e piegatura, che hanno certificato non solo un’ottima adesione, ma anche una durabilità eccezionale del prodotto verniciante sul supporto metallico. Inoltre, per migliorare ulteriormente le prestazioni del nostro prodotto, abbiamo incluso nella formulazione inibitori di corrosione che offrono una protezione aggiuntiva contro gli agenti atmosferici e altri fattori ambientali che possono compromettere l’integrità del film. Anche la presenza dei filtri UV consente di proteggere il film da agenti esterni. La sfida principale nel processo di sviluppo della nuova linea di DTM è stata trovare un equilibrio tra diversi fattori chiave: garantire un film uniforme e senza difetti estetici, raggiungere gli spessori desiderati, fornire tutte le proprietà meccaniche e funzionali richieste, mantenendo, al tempo stesso, un prezzo coerente con le aspettative del cliente. Nonostante l’assenza di una pressione sui costi, come spesso accade in questo settore, il progetto ha richiesto comunque un attento lavoro in termini di gestione delle risorse.
ipcm®: Prima di formulare una linea di prodotti DTM avete analizzato il settore? Quali erano le principali esigenze degli applicatori? Negli ultimi anni, il settore della verniciatura sta affrontando molteplici sfide - dalle crescenti spese per le materie prime che incidono sui costi finali dei prodotti vernicianti all’aumento dei costi energetici legati, ad esempio, alla fase di essiccazione delle vernici. In questo contesto, i DTM stanno diventando sempre più richiesti, perché consentono di ridurre il numero di mani applicate, oltre che il tempo e il numero di fasi richieste per l’appassimento e l’essicazione del prodotto applicato. A differenza dei cicli di verniciatura tradizionali, con i prodotti DTM, i componenti sono sottoposti a un’unica fase di applicazione (primer+smalto) e di conseguenza a un’unica fase di essicazione. Ciò consente di migliorare la produttività, ma contribuisce anche a ottimizzare le risorse energetiche e a ridurre l’impatto ambientale, grazie alla minore emissione di gas serra. Inoltre, i prodotti DTM stanno acquisendo sempre più popolarità perché oltre ad apportare vantaggi a livello economico e ambientale, consentono di raggiungere le stesse le performance estetiche e funzionali dei prodotti tradizionali, garantendo un’elevata qualità finale. Riccardo Vitelli: Un’altra problematica che abbiamo cercato di risolvere riguarda la necessità di evitare di pretrattare, nel senso stretto del termine, alcuni supporti prima di applicare un prodotto DTM. Tradizionalmente, preparare adeguatamente un supporto metallico prima del ciclo di verniciatura riveste un’importanza fondamentale per garantire prestazioni

46 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
Camera di nebbia salina e Xenon test.
SPECIAL ISSUE - PaintExpo
© Mirodur
ottimali e una durata prolungata nel tempo del rivestimento. Questa preparazione può includere processi meccanici - come granigliatura o sabbiatura - o chimici. Tuttavia, sottoporre i componenti a questi processi risulta spesso difficile: ad esempio, nel settore della carpenteria pesante, dove i prodotti DTM sono ampiamente impiegati, la preparazione del supporto può rappresentare una sfida critica a causa delle dimensioni o del peso dei pezzi da movimentare; ciò spesso rende impossibile l’attuazione dei tradizionali processi di pretrattamento. I nostri prodotti DTM si sono dimostrati idonei anche senza alcun tipo di trattamento preliminare. Essi possono essere applicati direttamente sul metallo nudo, come acciaio inossidabile o alluminio, previa sgrassatura, eliminando la necessità di ulteriori trattamenti come sabbiatura o granigliatura.
Mirodur vi aspetta allo stand n. 3643 hall 3 presso PaintExpo, l’evento più importante del settore della verniciatura industriale, che si terrà a Karlsruhe (Germania) dal 9 al 12 aprile 2024: sarà l’occasione per presentarvi l’ampia gamma di vernici formulate dall’azienda, ma anche i sistemi tintometrici industriali Miromix solvente e Miromix acqua.









HIGHLIGHT OF THE MONTH Publierre_Milano Epistolio Srl. Via Piemonte 120 21100 Varese (VA) ITALY Ph: +39 0332 212692 Fax: +39 0332 223666 info@epistolio.com www.epistolio.it towards the future EPISTOLIO EPISTOLIO EPISTOLIO SOLUZIONI ROBOTIZZATE DI VERNICIATURA ROBOTIC PAINTING SOLUTIONS
© Mirodur
Il sistema tintometrico Miromix è una delle innovazioni che Mirodur porterà a PaintExpo 2024.

FOCUS ON TECHNOLOGY
SPECIAL ISSUE - PaintExpo
Ottimizzazione dell’impianto di trattamento delle acque reflue a scarico liquido zero: l’esempio virtuoso di Arco
Monica Fumagalli, ipcm®
Arco, azienda storica del terzismo di verniciatura del Nord Italia, ha ottimizzato il sistema di trattamento a scarico liquido zero delle acque reflue derivanti dai processi di cataforesi e verniciatura a polvere già in uso con un nuovo impianto progettato e realizzato da Simpec: un esempio virtuoso di sostenibilità ambientale che passa anche attraverso la valorizzazione di risorse impiantistiche già presenti in stabilimento.
Secondo quanto riportato nello studio Eurispes 20231 sulla situazione del consumo di acqua nel nostro Paese, l’Italia si colloca al terzo posto nella classifica europea delle nazioni con maggiore disponibilità di risorse idriche. Risulta, tuttavia, anche il Paese europeo con i maggiori consumi pro capite di acqua potabile e il secondo per
1 EURISPES, Un sistema che fa acqua: lo stato delle acque in Italia 2023 - https:// eurispes.eu/wp-content/uploads/2023/09/eurispes-un-sistema-che-fa-acqua_2023.pdf
consumi in agricoltura. Ogni anno dal nostro territorio sono prelevati oltre 30 miliardi di m3 di acqua, di cui 17 miliardi sono impiegati in agricoltura, 9,1 miliardi per uso civile, mentre il suo impiego in ambito industriale si attesta intorno ai 3,8 miliardi di m3, con un maggior consumo registrato in settori specifici come quello chimico, metallurgico, della gomma, della plastica e del tessile. Lo studio parte dall’analisi allarmante della costante riduzione della quantità di acqua rinnovabile degli ultimi anni
48 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© AdobeStock
Arco Srl, azienda storica del terzismo di verniciatura del Nord Italia è molto conosciuta anche per il servizio di restauro delle auto storiche.
e sottolinea come sia sempre più urgente e necessario un intervento di miglioramento e aggiornamento delle vecchie strutture idriche presenti sul territorio italiano e l’adozione di soluzioni di recupero e riutilizzo delle acque, in particolare per il settore agricolo. In questo contesto il mondo dell’industria è il più attivo e avanzato: l’innovazione tecnologica ha già raggiunto un elevato livello di sviluppo e sono numerose le aziende che ormai da tempo hanno adottato sistemi a scarico liquido zero per il trattamento delle acque utilizzate nei propri processi. In particolare nel nostro settore i volumi più consistenti di acqua sono utilizzati negli impianti di pretrattamento a cataforesi e verniciatura, come testimonia Claudio Malaman, titolare insieme al fratello Johnny di Arco Srl (Gazzo Padovano, Padova), azienda storica del terzismo di verniciatura del Nord Italia: “Abbiamo installato da tempo un evaporatore per il recupero totale delle acque dei nostri processi e abbiamo recentemente integrato un nuovo sistema in grado di sostenere i volumi idrici in aumento a causa dell’intensificarsi della produzione, progettato e fornito da Simpec Srl (Nova Milanese, Monza e Brianza)”.
Le ragioni del successo di Arco
“Mio padre – prosegue Malaman - ha avviato l’attività di terzista di verniciatura quasi per caso alla fine degli anni Settanta. All’inizio, infatti, le sue competenze erano focalizzate sul settore edile, ma presto l’attività di verniciatore ha preso piede e l’azienda ha avuto una rapida crescita, tanto che oggi lavoriamo in uno stabilimento di 18 mila m2 con 62 dipendenti e forniamo non solo processi applicativi e rivestimenti di elevata qualità, ma anche una consulenza a tutto tondo alle aziende di medie-piccole dimensioni del nostro territorio”.
Secondo Malaman, il terzismo di verniciatura è una realtà che per le sue caratteristiche intrinseche è legata strettamente al territorio circostante. “Si tratta di un’attività molto localizzata perché, per questioni logistiche, è raro fornire clienti a molti km di distanza. Nonostante ciò, la nostra azienda è molto ricercata perché siamo in grado di fornire i settori più svariati con un servizio globale che include il trattamento di pezzi di grandi dimensioni. Arco Srl rifornisce i settori automotive, ACE, HVAC, dell’arredamento, dell’edilizia e molti altri ancora. “Questo ampio portfolio di clienti, se da un lato ci mette al riparo dalle oscillazioni di mercato, dall’altro rende la nostra attività meno semplice di quanto potrebbe essere se ci concentrassimo su un unico settore, perché ogni componente è profondamente diverso per peculiarità e specifiche di trattamento. Grazie alla nostra esperienza, siamo in grado non solo di applicare rivestimenti con elevate performance funzionali ed estetiche ma anche di trasformarci in veri e propri consulenti di verniciatura di quei clienti che lo richiedono, un aspetto molto apprezzato dalle aziende a cui ci rivolgiamo ogni giorno. Il nostro approccio professionale è caratterizzato da un linguaggio semplice, che rende comprensibili i nostri processi e trattamenti anche a coloro che non hanno alcuna competenza nel nostro settore”. Un altro aspetto per cui Arco è molto conosciuta nel Nord Italia è il servizio di restauro delle auto storiche, una nicchia di mercato di difficile penetrazione perché la riverniciatura della scocca risulta una delle fasi più complesse. “Le dimensioni dei nostri impianti ci permettono di gestire componenti di grande formato, come auto e furgoni. Il ciclo di trattamento che eseguiamo per il restauro delle auto storiche è il seguente: sverniciatura in un forno pirolitico con capacità di 6 x 2 x 2 m efficace con ogni tipo di vernice per la pulizia profonda della scocca; decapaggio


49 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
La sede dell’azienda a Gazzo Padovano (Padova).
© Arco © ipcm
L’impianto di Simpec è predisposto per il trattamento di 3 tipologie diverse di reflui, ossia acqua, concentrati acidi e concentrati alcalini.
per l’eliminazione definitiva degli ossidi e di qualsiasi traccia di ruggine; cataforesi, che è la soluzione di rivestimento migliore per raggiungere tutte le aree della scocca in modo uniforme”.
La dotazione impiantistica
Lo stabilimento è dotato di 3 impianti, uno per il processo di cataforesi nera e gli altri due destinati alla verniciatura a polvere.
L’impianto di cataforesi
La verniciatura in cataforesi è un trattamento superficiale finalizzato a conferire ai componenti una notevole resistenza alla corrosione chimica ed ambientale. La fase di pretrattamento prevede 2 stadi di sgrassaggio a spruzzo e a immersione, un risciacquo, un decapaggio, l’attivazione e la fosfatazione ai Sali di zinco microcristallina e un’ultima fase di risciacquo con acqua demi. “L’impianto di cataforesi a base epossidica, di nuova generazione – continua Malaman - ci permette di trattare pezzi fino a 6,4 metri di lunghezza x 1,8 m di profondità e 2,5 di altezza e con portata massima pari a 1500 kg. Nel caso i nostri clienti ci richiedano performance elevate in termini di adesione, resistenza e finitura, può essere utilizzata come fondo per la successiva applicazione di polvere”.
Gli impianti di verniciatura a polvere
“Per quanto riguarda la verniciatura a polvere i nostri 2 impianti sono dotati di postazioni manuali ed automatiche che garantiscono qualità e controllo costante dell’applicazione elettrostatica sia su particolari di piccole dimensioni che su manufatti estremamente grandi. Applicata come finitura o come trattamento di fondo, a seconda della tipologia di prodotto verniciante scelto e dell’ambiente in cui dovrà essere collocato il manufatto, la verniciatura in polvere è particolarmente indicata per i materiali che necessitano di un rivestimento estetico ed elastico”. La dotazione impiantistica prevede un tunnel di pretrattamento in linea

a 8 stadi, un forno di asciugatura, tre cabine di verniciatura a polveri e un forno di polimerizzazione che lavora con una temperatura media di 180 °C ed è caratterizzato da 6 zone di controllo della temperatura. Le 8 fasi di pretrattamento corrispondono a due fasi di fosfosgrassaggio, un risciacquo, la disossidazione acida per le superfici in alluminio, un risciacquo con acqua di rete, un risciacquo con acqua demi, l’applicazione nanotecnologica e un ultimo risciacquo con acqua demi. “Questo sistema di pretrattamento – precisa Malaman - permette di rivestire il particolare da verniciare con un film di fosfati di ferro ad alto spessore e, su richiesta per ottenere le massime prestazioni, è possibile applicare sulla superficie metallica un film nanotecnologico che aumenta notevolmente la resistenza alla corrosione. I nostri test in nebbia salina raggiungono le 700 ore per il ciclo a doppio strato (cataforesi + mano a finire) e le 1000 per il triplo strato (cataforesi + fondo epossidico + mano a finire). Il primo impianto dotato di cabine semi-automatiche può trattare pezzi di dimensioni pari a 6,4 x 1 x 2,5 m e portata di 1000 kg. La seconda linea è un impianto a passo, estremamente flessibile, che consente cambi tinta rapidissimi e la verniciatura anche di lotti di piccole dimensioni. Può trattare pezzi di formato pari a 8 x 2 x 2 m e peso massimo pari a 1500 kg. “Effettuiamo da un minimo di 2 a un massimo di 7 cambi colore al giorno, perché organizziamo la produzione giornaliera in modo che ci siano meno cambi colore possibili, sia per ottimizzare il flusso produttivo sia per ottenere rivestimenti di qualità elevata”.
La gestione oculata delle acque
Questa dotazione impiantistica consente ad Arco estrema flessibilità e le garantisce la possibilità di soddisfare le esigenze più diverse dei propri committenti. “Nel corso degli anni la diversificazione della produzione ci ha consentito non solo di restare a galla nei momenti più critici, ma anche di mantenere un costante aumento della produzione che oggi ci ha messo di fronte ad una scelta importante in termini di gestione delle fonti

50 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
Dopo il passaggio nel decantatore lamellare, il fango viene separato dall’acqua per poi essere condotto nell’ispessitore e nella filtropressa.
© ipcm © ipcm
Il sistema di ultrafiltrazione.
energetiche. Già da tempo avevamo installato in azienda un evaporatore che depurava le acque reflue dei processi di cataforesi e verniciatura tramite distillazione e, dopo averle depurate, le reimmetteva in produzione. Recentemente questo sistema non era più in grado di gestire l’elevata quantità di acqua che utilizziamo abitualmente nelle nostre lavorazioni. Abbiamo quindi deciso di implementare il sistema di recupero delle acque con il nuovo impianto di Simpec, anch’esso a circuito chiuso”.
Le caratteristiche principali dell’impianto di trattamento acque L’impianto di depurazione chimico-fisico in cui confluiscono le acque reflue di entrambi i processi di trattamento superficiale è stato installato in un’area coperta dello stabilimento appositamente adibita per ospitarlo. “L’impianto è predisposto per il trattamento di 3 tipologie diverse di reflui, ossia acqua, concentrati acidi e concentrati alcalini. I concentrati sono subito avviati ad un serbatoio di raccolta per poi essere smaltiti” – ci spiega Andre Bottini, Export Manager & Business Development di Simpec. “Le acque dei due processi, invece, sono dapprima raccolte in un serbatoio di omogeneizzazione della portata di 10 m3 e, poi, convogliate nelle due vasche soppalcate per l’adsorbimento con carboni in polvere e l’acidificazione con acido solforico (1,5 m3), la neutralizzazione e la coagulazione (2 m3). Questa fase è sottoposta ad un rigido controllo del pH tramite un sistema di agitatori che mantiene le acque nella condizione ottimale per innescare le reazioni nei tempi giusti. Qui

avviene la prima formazione di fanghi che sono poi condotti alla vasca di flocculazione insieme all’acqua: l’aggiunta di un reagente polielettrolita favorisce l’aggregazione dei fiocchi resi insolubili in acqua e il passaggio nel decantatore lamellare in cui il fango viene separato dall’acqua. Passa quindi nell’ispessitore e poi nella filtropressa, da cui fuoriesce sottoforma di pannelli pronti per essere smaltiti dalle aziende autorizzate. L’acqua, invece, viene convogliata in una vasca prima del rilascio al sistema di filtrazione a quarzite che la depura da qualsiasi residuo e in quello a carboni attivi che assorbe gli inquinanti organici ancora eventualmente presenti”.

EVERY CHALLENGE IS DIFFERENT.
Dopo questa fase, le acque depurate possono essere scaricate in ambiente oppure recuperate, come nel caso dell’impianto di depurazione di Arco.
“Dal filtro a carbone le acque depurate sono raccolte in un serbatoio di accumulo, da cui preleva l’impianto di ultrafiltrazione. Dopo la correzione del pH con il dosaggio dell’acido, l’acqua viene condotta nell’impianto di osmosi inversa, dove è possibile recuperare il 70% dell’acqua depurata con conducibilità elettrica inferiore a 100 microsiemens/cm, mentre il restante 30% viene scartato e condotto al serbatoio di accumulo da 25 m3 e da qui all’evaporatore che produce il concentrato



And so are our finishing solutions.




| April 9-12,2024
|
venjakob.com FOCUS ON TECHNOLOGY
Paint Expo
Karlsruhe
hall 2,
booth #2318
© ipcm
L’evaporatore.


destinato allo smaltimento, mentre il distillato e il permeato, prima filtrati in un sistema di debatterizzazione UV sono ricondotti in produzione. In totale recuperiamo e riportiamo agli impianti di trattamento superficiale il 95% dell’acqua: il 70% recuperata dall’osmosi inversa e il 25% di acqua distillata risultante dall’evaporazione”.
L’ottimizzazione delle risorse come driver della sostenibilità
“Questo nuovo impianto che è stato avviato a settembre dello scorso anno” – precisa Malaman – “ci ha permesso di ridurre il volume di acqua condotta al nostro evaporatore, consentendogli di continuare a lavorare. Il sistema progettato e installato da Simpec è ottimo sia dal punto di vista tecnologico sia in termini di qualità della componentistica. Per me e i miei collaboratori è la prima esperienza con un sistema di questo tipo e dobbiamo ancora comprenderne appieno tutte le funzioni: come per i reni del corpo umano anche per l’impianto di depurazione di uno stabilimento produttivo è importante imparare che non possiamo convogliare qualsiasi tipo di refluo da depurare ma che deve essere alimentato in maniera corretta”. L’impianto è attivo da pochi mesi, è quindi difficile effettuare una stima del risparmio nei consumi idrici, ma già si registrano alcuni miglioramenti. Conferma, infatti, Malaman che “i bagni di risciacquo del pretrattamento risultano più puliti e questo si riflette sulla qualità estetica del rivestimento finale, che risulta molto migliorata”. Anche in termini di manutenzione il team di Arco ha registrato notevoli vantaggi.
“Il fatto di trattare i reflui con il solo impianto di evaporazione faceva sì che lo scambiatore di calore interno presentasse spesso delle incrostazioni che necessitavano dell’intervento di un’azienda esterna per essere rimosse. Questo comportava una notevole perdita di tempo per lo smontaggio e rimontaggio del sistema. Oggi, grazie al nuovo impianto, siamo più performanti anche da questo punto di vista. Oltre ad un notevole risparmio economico, anche la qualità dei nostri prodotti è decisamente migliorata: Simpec ci ha aiutato a valorizzare anche l’evaporatore già in uso, prima inserito in un sistema di recupero non ottimale. Ed è questo l’aspetto che possiamo definire “ecosostenibile” della nostra scelta: non tanto quindi il tipo di tecnologia selezionata –poiché già prima avevamo optato per un sistema a scarico liquido zero – ma proprio la possibilità di sfruttare al meglio risorse impiantistiche già in uso in azienda e ottimizzate grazie alla collaborazione di un partner strategico come Simpec”. L’impianto chimico-fisico di Arco consente il recupero del 95% delle acque reflue e rappresenta un esempio virtuoso di come sia possibile sfruttare al meglio una risorsa non illimitata come l’acqua. Conclude lo studio EURISPES citato in apertura che “l’Italia avrebbe tutte le risorse, idriche, conoscitive, finanziarie e tecnologiche per affrontare e risolvere il problema dell’attuale crisi idrica. Quello che manca è un sistema istituzionale e gestionale che si dimostri efficace nella realizzazione dei progetti ed efficiente nella gestione e nella manutenzione delle infrastrutture”. In questo caso l’industria avrebbe molto da insegnare.


52 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
Il quadro elettrico di controllo dell’impianto di trattamento acque.
© ipcm © ipcm
Dispositivo di controllo HMI.
INFRARED THERMAL SOLUTIONS www.infragas.com
applicativa a pompa
A cura di Gema Switzerland GmbH St. Gallen, Swizzera
L’azienda ha presentato due nuove versioni aggiornate, appositamente sviluppate per soddisfare le mutevoli richieste del settore della verniciatura.

54 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine ADVANCEMENTS
OptiCenter® All-in-One
Gema ha presentato
OC11 e OC10, due nuovi sistemi di gestione delle polveri dotati della più recente tecnologia
SPECIAL ISSUE - PaintExpo
Gema Switzerland GmbH OptiCenter All-in-One OC11.
©
Gema Switzerland GmbH è un fornitore leader nel settore della verniciatura a polvere elettrostatica, con una presenza mondiale. Dalla semplice verniciatura manuale fino alle apparecchiature di verniciatura a polvere completamente automatiche, l’azienda svizzera offre soluzioni che soddisfano gli elevati requisiti dei clienti in tutto il mondo in un’ampia gamma di settori industriali. Le sue unità All-in-One® sono le prime nel settore della verniciatura a polvere ad unire l’elettrostatica e la tecnologia di alimentazione della polvere in un unico dispositivo molto compatto, mentre i suoi centri polveri OptiCenter® sono diventati il fulcro del processo di verniciatura, offrendo qualità elevata e cambi colore rapidi.
OptiCenter All-in-One OC11 – Gestione delle polveri con doppia tramoggia e recente tecnologia di applicazione a pompa
OptiCenter All-in-One OC11 è il nuovo sistema di gestione delle polveri con due tramogge OptiSpeeder combinate con la più recente tecnologia a pompa OptiSpray All-in-One, che combina un’avanzata tecnologia di caricamento della polvere con la tecnologia di seconda generazione SIT di alimentazione della polvere in fase densa, in un’unica e compatta unità. OC11 ha due tramogge OptiSpeeder (DualSpeeder), che consentono la verniciatura con due colori diversi in successione, con cambio colore ultrarapido. È dotato di tecnologia MultiColor Switch, che garantisce il passaggio più rapido tra le tramogge OptiSpeeder e il cambio colore più pulito. Il cambio avviene in soli 60 secondi, offrendo flessibilità cromatica ed efficienza operativa per la produzione a piccoli lotti. Un’altra caratteristica è la sua capacità di verniciare contemporaneamente da entrambe le tramogge. È possibile verniciare in parallelo con polvere fresca da un contenitore e con polvere di recupero dall’altro, consentendo un’applicazione in parallelo. La polvere fresca è utilizzata per superfici che richiedono un livello di qualità ‘A’, mentre la polvere di recupero viene applicata su aree meno critiche dal punto di vista visivo. Questa ottimizzazione garantisce la massima qualità del prodotto e il massimo utilizzo della polvere, che in definitiva riduce gli scarti e migliora l’efficienza economica. Inoltre, le due tramogge possono essere utilizzate come doppio serbatoio della stessa polvere fresca. L’utilizzatore beneficia così di un’alimentazione continua di polvere fresca, specialmente per i lotti grandi. Questo evita i tempi di fermo dell’impianto dovuti alla carenza di polvere. Con l’integrazione in un’unica unità compatta tra elettrostatica e trasporto della polvere con la comprovata tecnologia a pompa Gema OptiSpray, la nuova pompa OptiSpray All-in-One è la prima del suo genere nel settore della verniciatura a polvere. Questa combinazione garantisce un’interazione perfetta tra le funzioni pneumatiche ed elettrostatiche, con conseguente erogazione reattiva della polvere, controllo istantaneo della nuvola di polvere e massima efficienza applicativa.

We

ADVANCEMENTS
www.kansai-helios.it Book your appointment with our experts at PaintExpo. HALL 1 STAND 1430 PaintExpo
FUTURE OF INDUSTRIAL COATINGS
THE BACKGROUND OF SUSTAINABILITY
THE
AGAINST
PaintExpo 2024. #FocusSustainability
invite you to a dialogue at

In OC11 è possibile integrare direttamente fino a 36 OptiSpray All-in-One in modalità salvaspazio, eliminando la necessità di avere l’armadio di controllo delle pistole, risparmiando spazio e offrendo layout impiantistici ergonomici e veloci da installare. Con OptiCenter e la pompa integrata OptiSpray All-in-One gli utilizzatori beneficiano di cambi colore rapidi, di risultati di verniciatura ripetibili, di un’operatività intuitiva e di una semplice manutenzione. OC11 può essere personalizzato secondo le esigenze del cliente con apparecchiature di vario tipo, tra cui il setaccio a ultrasuoni US07. Inoltre, i clienti possono scegliere tra diversi sistemi interni di polvere fresca, tra cui il cono standard, il cono con dispositivo di pesatura, la tavola vibrante per la scatola della polvere o l’alimentazione esterna di polvere fresca con la serie Optifeed FPS.
OptiCenter All-in-One (OC10) – Gestione della polvere con la più recente tecnologia a pompa All-in-One
OptiCenter All-in-One OC10 è il nuovo sistema di gestione della polvere con l’esclusiva tecnologia OptiSpray All-in-One, che combina, in un’unica e compatta unità, un’avanzata tecnologia di caricamento della polvere con la tecnologia di seconda generazione SIT di alimentazione della polvere in fase densa. Con l’integrazione in una sola unità di elettrostatica e trasporto della polvere con la comprovata tecnologia a pompa Gema OptiSpray, la nuova pompa OptiSpray All-in-One è la prima del suo genere nel settore della verniciatura a polvere. Questa combinazione garantisce un’interazione perfetta tra le funzioni pneumatiche ed elettrostatiche, con conseguente erogazione reattiva della polvere, controllo istantaneo della nuvola di polvere e massima efficienza applicativa. Nell’OptiSpeeder di OC1 è possibile integrare direttamente fino a 36 OptiSpray All-in-One in modalità salvaspazio, eliminando la necessità di avere l’armadio di controllo delle pistole, risparmiando spazio e offrendo layout impiantistici ergonomici e veloci da installare.
OC10 può essere personalizzato secondo le esigenze del cliente con apparecchiature di vario tipo, tra cui il setaccio a ultrasuoni US07. Inoltre, i clienti possono scegliere tra diversi sistemi interni di polvere fresca, tra cui il cono standard, il cono con dispositivo di pesatura, la tavola vibrante per la scatola della polvere o l’alimentazione esterna di polvere fresca con la serie Optifeed FPS.
Con OptiCenter e la pompa integrata OptiSpray All-in-One gli utilizzatori beneficiano di cambi colore rapidi, di risultati di verniciatura ripetibili, di un’operatività intuitiva e di una semplice manutenzione.
56 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
SPECIAL ISSUE - PaintExpo
© Gema Switzerland GmbH
OptiCenter All-in-One OC10.
Thank you
+10% forecast 2024
60% export share
Growth Chart 2008-2023
The analysis of the Eurotherm S.p.A. turnover shows a steady positive trend thanks to the growth in recent years. This growth has been supported by the development of international markets, by the creation of a dynamic commercial structure and by significant investments in technologies and machines for the production of coating installations.
90% internal production
Eurotherm S.p.A. Volpiano
Eurotherm
Eurotherm France S.A.S.
Eurotherm Benelux Srl
(Torino, Italy)
+39
M info@eurotherm.eu
T
011 98 23 500
Lyon
T +33
72 48 65 M france@eurotherm.eu www.eurotherm.eu
(France)
6 76
Brussel
T +33 6 47 44 96 27 M alexis.dekergorlay@eurotherm.eu
(Belgium)
Oberflächentechnik GmbH Sigmaringen (Germany) T +49 7571 92795 10 M germany@eurotherm.eu M€ 2018 2008 2009 2010 2011 2012 24 25 26 27 28 29 30 31 32 33 34 35 2013 2014 2015 2016 2017 2019 5,8 4,6 0,3 0,5 0,7 0,8 1 1,2 1,5 2,1 2,6 5,9 5,6 6,7 6,2 9,4 9,8 14,1 15,4 18 19,1 20,2 17,6 8,7 9 14,2 16,5 17 13,1 20,6 18,2 2,4 2020 7,9 2021 2022 2023 Machinery department Job coating Total M€ 19,5 2,9 22,4 29,5 25,4 35 30,6 4,1 4,4
GSB International a PaintExpo 2024
GSB International, la principale associazione di qualità per i rivestimenti superficiali nei settori dell’alluminio e dell’acciaio, sarà presente a PaintExpo 2024 presso il padiglione 1 - stand 1118.
PaintExpo è il luogo di riferimento per l’intera industria delle vernici. Inutile dire che GSB sarà presente. La garanzia di qualità per i rivestimenti su alluminio, acciaio e acciaio zincato è un tema molto sentito quando si tratta di applicazioni architettoniche per esterni.
GSB offre un sistema affidabile di garanzia della qualità che garantisce ai proprietari degli edifici una conservazione del valore a lungo termine.
In GSB, l’intera catena del processo di verniciatura è garantita da istituti di prova indipendenti e accreditati: i produttori di pretrattamenti, di rivestimenti e di vernici.

Nel corso degli anni, GSB Coatings ha ottenuto un ampio riconoscimento sul mercato ed è entrata a far parte di numerose gare d’appalto. Quindi, non sorprende che le vernici delle aziende certificate GSB siano richieste anche da molti enti appaltanti al di fuori del settore architettonico. I verniciatori GSB, ad esempio, soddisfano lo standard della Deutsche Bahn (DBS 918 340) se eseguono un piccolo test di corrosione aggiuntivo come parte della loro verifica ispettiva, potendo così offrire i loro servizi con poco sforzo. Ti chiederai da dove derivi questo successo dei sigilli di qualità. In ultima analisi, sono le persone che si impegnano nell’organizzazione, i principali esperti dell’intera catena del processo di verniciatura che sviluppano continuamente i regolamenti di qualità in stretta collaborazione con l’industria e vanno sempre oltre i requisiti delle norme. Le modifiche al regolamento di qualità sono poi votate democraticamente ogni due anni in occasione dell’Assemblea generale. Oltre al puro lavoro sul regolamento di qualità, il GSB è coinvolto in diversi progetti volti ad assicurare tale qualità e al tema della verniciatura. Ad esempio, sono in corso i roundrobin test relativi alle prove, nonché un gruppo di lavoro dedicato al tema della sostenibilità.
Per ulteriori informazioni: https://gsb-international.de/en/
58 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW SPECIAL ISSUE - PaintExpo
© GSB International e.V.
Werner Mader, Managing Director di GSB a PaintExpo.
Risparmiare energia con le vernici liquide e in polvere: le soluzioni di GEHOLIT+WIEMER e KABE a PaintExpo 2024
GEHOLIT+WIEMER e Karl Bubenhofer presenteranno congiuntamente le loro ultime innovazioni nel campo delle vernici in polvere e liquide a PaintExpo 2024, padiglione 2 - stand 2410.
In qualità di fornitori di vernici liquide e in polvere, GEHOLIT+WIEMER e Karl Bubenhofer presenteranno insieme, come di consueto, le loro ultime innovazioni a PaintExpo. L’attenzione si concentra sulle vernici liquide sostenibili ad alto contenuto solido, superiore al 70%, che consentono un’asciugatura più rapida e processi di rivestimento efficienti. Il passaggio a una vernice monostrato offre anche un notevole risparmio di tempo, energia e costi. Nel settore della verniciatura a polvere, la selezione dei materiali per la riduzione della CO2 è fondamentale. KABE Farben supporta le aziende nell’adozione del sistema POLYFLEX® PES-165-NT-GU per cicli di polimerizzazione più rapidi e consumi energetici ridotti. Questa polvere poliestere a rapida reattività è adatta all’uso esterno e ha dimostrato di ridurre i costi e la domanda di energia. Inoltre, KABE Farben offre una vasta gamma di soluzioni a bassa temperatura per svariate applicazioni.
Per maggiori informazioni: www.kabe-farben.ch/it/




DUO A 22 - The new innovation in Air-assisted Airless technology.
innovative post-air control
rapid and precise on/off switching time
low overspray and high material efficiency
compact and long service


BRAND-NEW SPECIAL ISSUE - PaintExpo
www.krautzberger.com Hall 3 - Booth 3360
| PERFECTION | PERFORMANCE
QUALITY
lives
La nuova generazione di ugelli dell’aria
XLINE di Krautzberger
Krautzberger è un’azienda di tradizione e innovazione, che sfrutta la sua posizione di leadership per stabilire nuovi standard di mercato.
Il 9 ottobre 1902 Albert Krautzberger di Friedland, vicino a Breslau, depositò una domanda di brevetto per un “dispositivo di verniciatura ad aria compressa”. In questo modo gettò le basi dell’odierna Krautzberger GmbH e di una completa rivoluzione nell’applicazione delle vernici. Infatti, l’invenzione di Albert Krautzberger ha permesso di ottenere una notevole semplificazione nell’uso quotidiano dei dispositivi. Ancora oggi, la stragrande maggioranza delle pistole ad aria compressa funziona con il suo sistema. Krautzberger GmbH è stata un’azienda a conduzione familiare fin dall’inizio ed è attualmente gestita dalla quarta generazione.
Nel 2011, Krautzberger ha ricevuto l’Hermes Award, un premio internazionale per la tecnologia. Oggi Krautzberger GmbH è un’azienda familiare di medie dimensioni con 90 dipendenti e clienti in tutto il mondo ed è una delle principali società industriali specializzate in tecnologie per il trattamento delle superfici. I prodotti Krautzberger combinano tecnologie collaudate con metodi innovativi: che si tratti di piccoli pezzi o di produzione in serie, con la gamma di prodotti Krautzberger è possibile migliorare i processi di verniciatura in modo semplice, efficiente e sostenibile. Dopo il lancio delle prime pistole manuali e automatiche XLINE nel 2017, Krautzberger ha convertito tutte le pistole manuali e automatiche in XLINE nel giro dei successivi 6 anni fino al 2023. Tutte le pistole a spruzzo sono dotate di ugelli per l’aria e per i materiali XLINE: disponibili in alluminio anodizzato (che ne riduce il peso del 60%) o in acciaio inox per applicazioni pesanti, gli ugelli dell’aria sono disponibili nella gamma convenzionale e HVLP. Il nuovo e modernissimo processo di produzione della serie XLINE offre al cliente una serie di vantaggi:


Ottimizzazione tramite simulazione numerica del flusso
Ulteriore miglioramento delle velocità di trasferimento grazie all’ottimizzazione della geometria interna
Riduzione dello sporco grazie al nuovo design esterno
Controllo automatizzato al 100% integrato nel processo di produzione
Strategia zero difetti per un miglioramento continuo della qualità
Miglioramento della riproducibilità del getto
Miglioramento funzionale degli ugelli dell’aria
Centratura ottimale dell’ugello del fluido e dell’aria grazie a un sistema sferico
Separazione del getto d’aria piatto e rotondo migliorata
Migliorata la manipolazione e semplificata regolazione dell’ugello
Le filettature trapezoidali consentono l’inserimento e il serraggio in un solo passaggio
Posizionamento e fissaggio semplice ed esatto dell’ugello dell’aria
Identificazione con codice colore delle procedure di spruzzatura
BLU: aria compressa convenzionale
VERDE SCURO: procedura HVLP
VERDE CHIARO: procedura LVLP.
Krautzberger sarà lieta di accogliervi a PaintExpo 2024, padiglione 3 - stand 3360, per presentarvi la nuova gamma di ugelli XLINE e tutti i vantaggi che presenta all’industria.
Per ulteriori informazioni: www.krautzberger.com


60 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW SPECIAL ISSUE - PaintExpo
© Krautzberger








Shoemaker ha aumentato la sua capacità produttiva investendo in un sistema di verniciatura a polvere di Wagner
Il nuovo sistema sviluppato da J. Wagner GmbH ha permesso a Shoemaker di automatizzare e migliorare il suo processo di verniciatura a polvere.
Shoemaker, con sede a Cle Elum (Washington, USA) è un pionieristico produttore di diffusori d’aria e serpentine di riscaldamento dal 1947. L’azienda utilizza un avanzato processo
di verniciatura a polvere per dare colore ai suoi intricati componenti multistrato in metalli di vari tipi. Inizialmente il processo di verniciatura comprendeva cabine automatiche
62 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SUCCESS STORIES SPECIAL ISSUE - PaintExpo
© J. Wagner GmbH
per l’applicazione dei bianchi e dei marroni e un processo manuale per tutte le altre tonalità. Tuttavia, con l’aumento della richiesta di componenti né bianchi né marroni, Shoemaker ha dovuto affrontare sfide complesse. Le operazioni manuali, che comportavano una potenziale variazione nella qualità del rivestimento a seconda dell’esperienza dell’operatore, rallentavano il ritmo produttivo. Inoltre, meccanismi di estrazione della polvere inadeguati minavano l’efficienza complessiva del processo.
Shoemaker, impegnata a soddisfare le crescenti richieste di mercato e a stare al passo con la concorrenza, ha intrapreso un percorso per ottimizzare il suo processo di verniciatura. Gli obiettivi erano chiari: l’azienda aveva bisogno di automatizzare il processo per tutti i colori applicati e con tempi di transizione minimi, garantendo una qualità costante, minimizzando i ritocchi, aumentando l’efficienza del ciclo di estrazione della polvere e accelerando la velocità e il volume di produzione. In soli nove mesi Wagner ha progettato un sistema innovativo che ha rivoluzionato la metodologia produttiva di Shoemaker. I componenti bianchi sono ora verniciati con perizia in una cabina
automatica ampliata dotata di SprayPackE, un sistema di controllo di facile utilizzo che garantisce risultati di verniciatura impeccabili ottimizzando il consumo dei materiali. Per tutti gli altri colori, gli specialisti di Wagner hanno introdotto il sistema E-Line, completato dal centro polveri PXE. Questo compatto ed efficiente sistema unisce una qualità di verniciatura superiore a una produttività eccezionale. Vanta una notevole efficienza applicativa, tempi di cambio colore rapidi e un’interfaccia intuitiva, offrendo a Shoemaker risultati omogenei in tutte le condizioni.
Grazie a questo sistema all’avanguardia di Wagner, Shoemaker ha raggiunto traguardi notevoli: ha automatizzato la verniciatura di tutti i componenti in tutti i colori, ottenendo una riduzione del 90% a turno del personale dedito ai ritocchi e un aumento della produzione fino al 30%, abbinato ad una notevole riduzione del consumo di polvere grazie ad un recupero intelligente della stessa, nonché un’efficienza drasticamente migliorata grazie al cambio colore automatico.
Per ulteriori informazioni: www.wagner-group.com




SUCCESS STORIES SPECIAL ISSUE - PaintExpo
build and install plants for the surface treatment
metals
IN ITALY visaimpianti.it pre-treatment | anodizing | wet paint application | powder coating plastic coating | EDP (electrophoresis) | enamelling systems
IMPIANTI we design,
of
MADE
Dichiarazione Ambientale di Prodotto per la Collezione VIVENDI SDS di Adapta Color
Adapta Color ha rinnovato la Dichiarazione Ambientale di Prodotto per gli anni 2024-2029 della sua Collezione VIVENDI SDS (Super Durable System).
Adapta Color, azienda spagnola specializzata nella produzione di vernici in polvere, fedele al suo impegno di fornire informazioni ambientali adeguate sui propri prodotti - come dichiarato nella sua politica gestionale e con una chiara e trasparente strategia per mostrare l’aspetto ambientale delle sue attività - ha redatto una Dichiarazione Ambientale di Prodotto (EPD, Environmental Product Declaration) riferita alla sua linea di prodotti superdurabili ADAPTA
VIVENDI SDS.
Le dichiarazioni EPD raccolgono in modo trasparente - e sono verificate da un ente terzo indipendente - informazioni relative al comportamento ambientale del prodotto in base alla sua Analisi del Ciclo di Vita (ACV). Le informazioni sono strutturate in varie categorie di impatto (riscaldamento globale, riduzione dello strato di ozono, acidificazione, ecc.), insieme ad altre informazioni aggiuntive come le emissioni prodotte, i rifiuti generati, e altro.
La EPD consente di confrontare le informazioni ambientali tra prodotti o servizi che svolgono la stessa funzione. La Dichiarazione Ambientale di Prodotto di Adapta Color è stata verificata secondo le norme ISO 14025 e EN 15804:2012+A2:2020, seguendo la Regola di Categoria di Prodotto
RCP 100 (versione 3 – 27/05/2021 Prodotti da costruzione in generale). È molto importante verificare la PCR di riferimento seguita quando si confrontano EPD di prodotti simili. Le PCR definiscono le regole secondo le quali devono essere condotti gli studi sull’ACV e le informazioni da mostrare nella EPD, consentendo di conoscere i parametri di lavoro seguiti per ottenere i diversi indicatori. L’Impronta di Carbonio, molto attuale come indicatore del contributo ai cambiamenti climatici, è uno degli indicatori ottenuti nello sviluppo dell’EPD e misura la quantità di gas serra associati a quel prodotto o attività. In realtà, l’impronta di carbonio è una versione semplificata di un’Analisi del Ciclo di Vita, in cui si considera una sola categoria di impatto ambientale, quella relativa al riscaldamento globale.
La Collezione VIVENDI SDS è stata testata anche secondo la norma ISO 16000-9:2006 per la determinazione delle emissioni di composti organici volatili dai prodotti da costruzione e di arredo. In base ai risultati, l’azienda ha ottenuto la classe A+ (emissioni molto basse) per gli ambienti di parete, soffitto, finestra e porta.
Per maggiori informazioni: www.adaptacolor.com


64 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine ROAD TO 2050




Design
Chemical-physical
Sludge treatment and
Ion exchange
Oil
Filtering systems
Batch type systems
Flotation units
Chemicals
Technical service,
wastewater treatment plants



In over 15 years, WaterEnergy developed its proved and consolidated industrial water treatment technology specifically designed for chemical and mechanical engineering area
We are happy to be “falsified”, it means that our systems are efficient



info@waterenergy.it www.waterenergy.it
Turn key solutions for industrial wastewater treatment
Get more from water
and manufacturing of plants and chemicals for industrial wastewater treatment
plants
compactor
systems
demineralization systems and reverse osmosis
systems
separators
for
and spare parts
water treatment
support and maintenance
of
Beware of imitations, buy the original!

Un impianto pilota di pretrattamento automatico studiato su misura per il nuovo Global Aluminum Competence Center di Chemetall
Da un’intervista con Andrea Monti e Fabrizio Grassi di Chemetall Italia e Gilberto Riva di O.M.SA.
Chemetall Italia ha inaugurato un nuovo centro globale per la ricerca e lo sviluppo di soluzioni per il trattamento delle superfici in alluminio che si occuperà anche di fornire assistenza tecnica e prove di laboratorio a tutti i clienti del gruppo. Al fine di riprodurne fedelmente tutte le condizioni impiantistiche, ha integrato molteplici linee pilota, come il nuovo impianto automatico per il pretrattamento multi-metallo sviluppato su misura da O.M.SA.
L’unità aziendale global dedicata ai trattamenti superficiali della divisione Coatings di BASF, operante con il marchio Chemetall, martedì 13 febbraio 2024 ha inaugurato il nuovo Global Aluminum
Competence Center1 a Giussano (MB). La centralizzazione delle attività di ricerca e sviluppo nel settore dell’alluminio in questa nuova struttura permetterà di testare e sviluppare nuove tecnologie con maggiore
1 Ulteriori informazioni sull'evento a pag. 228
66 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SUCCESS STORIES SPECIAL ISSUE - PaintExpo
© ipcm
L’impianto pilota di pretrattamento automatico multi-metallo di O.M.SA.
rapidità ed efficienza, nonché di implementare innovazioni nel campo dell’ossidazione anodica e del pretrattamento alla verniciatura. Il nuovo hub mira a racchiudere all’interno di un’unica struttura tutte le competenze aziendali nel campo del trattamento delle superfici in alluminio, specialmente per il settore architettonico e delle ruote. La scelta dell’attuale sito italiano di Chemetall è il risultato di un intenso processo di analisi delle capacità esistenti, che ha tenuto conto delle priorità di sviluppo e delle esigenze dei clienti e del mercato.
Il nuovo Global Aluminum Competence Center di Chemetall Lo stabilimento di Giussano è stato selezionato da BASF per due motivi principali: la multidisciplinarietà delle competenze presenti – trasversali nelle filiere dei mercati serviti – e la struttura pre-esistente, che è risultata quella più adeguata per i lavori di ampliamento. Il nuovo Global Aluminum Competence Center rafforza dunque la posizione di Chemetall nel segmento delle finiture per l’alluminio, oltre a rappresentare una forte spinta accelerazionistica nello sviluppo di tecnologie e soluzioni per tutti i settori industriali.
“Il mercato italiano dell’alluminio è il secondo mercato europeo per fatturato, quindi un centro italiano diventa un’opportunità strategica non indifferente. L’idea è stata dunque quella di creare un centro di eccellenza per il trattamento dell’alluminio, abbinando alla parte architetturale quella delle ruote all’interno di un sito che dispone di molteplici ulteriori competenze, in modo racchiudere tutte le principali operazioni in un unico luogo e creare un centro di riferimento di livello mondiale per il trattamento delle superfici in alluminio. Si tratta di un investimento concreto che rimarca la strategia di Chemetall di mettere cliente al centro, offrendo servizi su misura”, dichiara Andrea Monti, direttore tecnico e lab manager di Chemetall Italia.
Nel contesto di questa nomina, l’azienda ha
avuto la possibilità di espandere il laboratorio restaurando la parte superiore dell’edificio esistente – creando quindi una nuova area per gli uffici e destinando quelli precedenti all’ampliamento delle zone per i test e lo sviluppo di nuove soluzioni. In questo modo, Chemetall può ospitare attrezzature provenienti dalla filiale tedesca: una linea pilota di ossidazione anodica denominata “Jacqueline”, cinque camere climatiche per le prove di corrosione accelerata – neutra, acetica, cupro acetica e SCAB corrosion – e due dispositivi umidostatici con la possibilità di effettuare prove di corrosione filiforme. Inoltre, il centro ospita anche la strumentazione per il controllo dell’alluminio anodizzato secondo le specifiche QUALANOD, glossmetri, una linea pilota per il pretrattamento a spruzzo per ruote automotive comprensiva di cinque stadi di processo e due risciacqui e un impianto pilota a undici stati automatizzati spray–dip per il pretrattamento alla verniciatura multi-metallo fornito da O.M.SA. Srl, azienda con sede a Besana in Brianza (MB) che dal 1967 opera nel settore impiantistico e che si è specializzata nella progettazione e costruzione di impianti automatici per il trattamento e la finitura di superfici.
Non solo alluminio: servizi a 360° Il nuovo centro non è tuttavia dedicato esclusivamente all’alluminio, ma sfrutta le competenze del personale di Chemetal Italia per fornire un servizio a 360°. “Il centro svolge il ruolo di polo tecnico: un laboratorio dedicato all’ascolto attivo delle esigenze dei clienti, che ci permette di rispondere proponendo soluzioni innovative e all’avanguardia, in linea con le tempistiche del mercato”, spiega Monti.
Il nuovo Global Aluminum Competence Center ospita 13 tecnici di Chemetall che si occupano di attività specifiche. Oltre ad applicare VIANT, la nuova tecnologia che combina conversione superficiale e primer in un’unica fase, e il pretrattamento alla verniciatura, il centro si occupa anche dello sviluppo di prodotti nel campo dei metal-working fluids, degli


67 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 SUCCESS STORIES SPECIAL ISSUE - PaintExpo
Le varie vasche a spruzzo e immersione che compongono la linea.
© ipcm © ipcm
Il traslatore studiato da O.M.SA..


Le varie tecnologie a disposizione di Chemetall Italia.
sgrassanti inter-operazionali, delle bevarage cans, dello smaltimento delle acque reflue, delle tecniche elettrochimiche di caratterizzazione delle superfici e di microscopia ottica e ionica (SEM-EDX), oltre ad effettuare analisi di laboratorio e di customizzazione. L’hub è infatti utilizzabile da tutti clienti del Gruppo in diverse modalità, con l’azienda che fornisce supporto settimanale oppure mensile all’interno di pacchetti di assistenza personalizzati: in base alla tipologia di rapporto di fornitura instaurato, attraverso il servizio denominato “Gardobox” l’azienda invia particolari lamierini o boccette per il prelievo dei bagni, che saranno poi analizzate nel nuovo polo di ricerca – dando un riscontro specifico sull’operato dei clienti con preziosi consigli per mantenere o migliorare il processo in essere.
“Oltre alla responsabilità globale per l’alluminio, il nostro laboratorio di Giussano possiede infatti molteplici competenze accumulate negli anni: da oltre due decessi siamo i responsabili globali per il trattamento delle acque reflue e dal 2012 per quanto riguarda i prodotti per il riciclaggio meccanico della plastica. Dal 2018 siamo inoltre incaricati della ricerca e sviluppo sugli sgrassanti inter-operazionali e nominati deputy per il gruppo prodotto detergenti alcalini, decapanti acidi, inibitori e surfattanti. Nel 2020 siamo diventati i titolari della ricerca sul trattamento del metal packaging e ora della divisione Aluminum Finishing & Wheels. Quindi, oltre a condurre attività di ricerca e sviluppo per l’alluminio, forniamo assistenza tecnica anche per tutti questi prodotti”, continua Monti.
L’azienda ha quindi voluto trovare una soluzione che le permettesse di ampliare la ricerca sull’alluminio ma che fosse al contempo di grado di fornire supporto tecnico anche per il trattamento degli altri substrati e per i molteplici processi analizzati e testati nello stabilimento di Giussano. Di conseguenza, oltre ad inglobare le tecnologie provenienti dalla sede tedesca, Chemetall ha richiesto ad O.M.SA. un nuovo impianto pilota su misura.
L’impianto pilota di pretrattamento automatico multi-metallo di O.M.SA
L’impianto pilota a vasche da 100 litri a spruzzo e immersione – lungo sei metri e largo quattro metri – è composto da undici stadi: due fasi di sgrassaggio alcalino a spruzzo, due risciacqui, disossidazione a spruzzo e immersione, conversone nanotecnologica, passivazione e due risciacqui finali. L’impianto è inoltre comprensivo di un’ulteriore vasca da 200 litri per l’applicazione della tecnologia VIANT per il colore nero e grigio chiaro, di un forno di asciugatura in linea e di un traslatore.
Il PLC integrato permette di programmare il traslatore, in modo da poter inserire ricette che includano o escludano determinate vasche, misurare e calcolare in maniera affidabile il tempo di immersione e asciugatura e impostare i parametri come la temperatura di esercizio nelle modalità desiderate, al fine di simulare precisamente ciò che avviene nei reparti di verniciatura dei clienti di Chemetall. Permette inoltre di gestire la
68 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SUCCESS STORIES SPECIAL ISSUE - PaintExpo
©
©
ipcm
ipcm


pompa di ricircolo e di irrorazione e può essere abbinato alla tecnologia Gardocam, che permette di utilizzare una telecamera all’interno dei tunnel dei clienti per individuare la causa di eventuali problemi, come ugelli ostruiti, e risolverli rapidamente. “Quando siamo stati selezionati per ospitare il nuovo Global Aluminum Competence Center, abbiamo quindi deciso di capitalizzare anche questo investimento. Sebbene non sia esclusivamente dedicato all’alluminio, l’impianto di O.M.SA ricopre un ruolo essenziale all’interno del centro e ci consente di effettuare prove su qualsiasi tipologia di substrato metallico e di analizzare e impostare parametri come il tempo totale del ciclo, il tempo di sgocciolamento e il tempo di traslazione da uno stadio all’altro. Di conseguenza, lo sfruttiamo sia per sviluppare nuove soluzioni che per supportare l’analisi dei processi dei nostri clienti e ottimizzarne le prestazioni”, chiarisce Fabrizio Grassi, coordinatore del laboratorio analitico e tecnologico di Giussano.
Le sfide del progetto superate con successo Nonostante il sito fosse stato selezionato perché il più adatto ad ospitare il nuovo centro, Chemetall Italia ha comunque dovuto richiedere che l’impianto di pretrattamento fosse disegnato e realizzato su misura, in modo da occupare il minor spazio possibile.
“Necessitavamo di un impianto pilota versatile e in grado di operare secondo una filiera molto trasversale, al fine di riprodurre fedelmente i vari processi attuati dai nostri clienti e rispettare i requisiti dei loro differenti business. Ci siamo rivolta ad O.M.SA. perché sapevamo che l’azienda disponeva delle competenze e della flessibilità produttiva di cui avevamo bisogno per sviluppare questo progetto compatto e dalle dimensioni ridotte, senza sacrificare però la precisione e le prestazioni”, prosegue Monti. “Effettivamente”, interviene Gilberto Riva, tecnico commerciale di O.M.S.A., “Devo ammettere che trasferire le nostre conoscenze inerenti agli impianti di grandi dimensioni in un impianto pilota molto piccolo è stata una sfida sia a livello progettuale che costruttivo. Però, dopo aver attentamente analizzato le richieste di Chemetall, siamo comunque riusciti a sviluppare delle vasche di pretrattamento e l’intero sistema ad esse connesso come se fossero quelli comunemente presenti negli impianti di pretrattamento e verniciatura”.
“La versatilità abbinata alla compattezza è stato un grande successo. O.M.SA. si è rivelata un partner disponibile e affidabile, in grado di far fronte alle nostre esigenze particolari e decisamente customizzate. Per questo motivo, abbiamo deciso di affidarci a loro anche per i futuri lavori di manutenzione all’interno del nuovo laboratorio, come ad esempio per il revamping di una linea costituita da tre piccole macchine per il pretrattamento a spruzzo. Inoltre, visto come hanno superato con successo tutte le sfide di questo progetto, anche le filiali estere della nostra azienda stanno valutando di affidarsi a loro per creare altri Competence Center in tutta Europa, dove in EMEA siamo presenti con laboratori dedicati in 12 paesi”, afferma Monti.



69 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 SUCCESS STORIES SPECIAL ISSUE - PaintExpo
Le postazioni per i test effettuati nel nuovo Global Aluminum Competence Center.
© ipcm © ipcm © ipcm
Da sinistra: Gilberto Riva di O.M.SA. e Fabrizio Grassi e Andrea Monti di Chemetall Italia.
Innovazione e ricerca della qualità nel settore della verniciatura a polvere: le scelte tecnologiche virtuose di Univer 2000
Ilaria Paolomelo, ipcm®
Univer 2000, un’azienda specializzata nella verniciatura a polvere, liquido e servizi di sabbiatura conto terzi, si distingue da oltre 30 anni per la sua attenzione costante nella scelta di tecnologie e sistemi all’avanguardia che consentono di garantire eccellenti risultati in termini di finitura. L’ultimo investimento risale al 2022 e riguarda l’installazione di un nuovo impianto di verniciatura a polvere progettato da un pool di aziende italiane leader nel settore dei trattamenti superficiali, dotato del centro polveri di nuova generazione IPS di Wagner e di un trasportatore aereo con catene tipo Morris fornito da Nuova Catena.
La sede di Univer 2000 situata a Zané (VI).

FOCUS ON TECHNOLOGY SPECIAL ISSUE - PaintExpo
© Univer 2000
All’interno di un processo produttivo, la fase di verniciatura riveste un’importanza cruciale perché ha il compito di conferire al manufatto finale non solo una finitura estetica accattivante, ma anche una serie di proprietà funzionali. Queste includono la protezione dalla corrosione, la resistenza ai graffi, agli urti e alle sostanze chimiche aggressive, nonché la durabilità nel tempo senza compromettere l’integrità del rivestimento. Data l’importanza di questa fase, molte aziende scelgono di rivolgersi a un terzista specializzato, il cui core business è proprio la verniciatura. L’attività di un terzista è caratterizzata da una complessità significativa, legata alla necessità di soddisfare requisiti qualitativi molto variabili a seconda dei settori di appartenenza dei clienti. Questa diversità implica l’utilizzo di tecnologie impiantistiche diverse e richiede un approccio flessibile per rispondere alle differenti esigenze, con l’obiettivo di garantire la massima resa qualitativa possibile. Settori come l’automotive, l’architettura e il design, noti per le elevate performance tecniche ed estetiche richieste, mettono alla prova le capacità gestionali e produttive del terzista, richiedendogli importanti investimenti in termini di impianti e tecnologie.
Univer 2000 rappresenta un esempio eccellente di come affrontare con successo queste sfide: con oltre 30 anni di esperienza nel settore della verniciatura a polvere e liquido, l’azienda di Zané (VI) si impegna costantemente nel miglioramento della qualità, garantendo prestazioni estetiche e funzionali di alto livello. Questo impegno si traduce in una continua ricerca di soluzioni innovative e nell’implementazione di tecnologie avanzate per soddisfare le esigenze dei clienti e mantenere elevati standard qualitativi. L’ultimo investimento effettuato dall’azienda veneta riguarda l’installazione di un nuovo impianto di verniciatura a polvere dotato di un trasportatore con catena Morris in grado di verniciare componenti di grandi dimensioni fornito da Nuova Catena di Uboldo (VA) e il centro polvere IPS di Wagner, Valmadrera (LC).
Innovazione e ricerca della qualità:
un connubio perfetto che descrive Univer 2000
Fondata nel 1991 a Zané, in provincia di Vicenza, Univer 2000 si è affermata nel settore della verniciatura industriale grazie a un impegno costante verso l’innovazione, la qualità e l’eccellenza del servizio. Inizialmente specializzata esclusivamente nella verniciatura a polvere, l’azienda si è espansa nel corso degli anni, ampliando il proprio stabilimento nel 1996 e aggiungendo al proprio portfolio di servizi conto terzi il processo di verniciatura a liquido e quello di sabbiatura.
“La costante crescita di Univer 2000 è stata guidata da una ricerca continua di soluzioni innovative e finiture esclusive per soddisfare le esigenze dei clienti. La qualità del servizio è stata garantita anche attraverso la formazione e la specializzazione del personale, oltre che al costante potenziamento delle strutture industriali e dei sistemi tecnologici”, afferma Günter Panozzo, titolare di Univer 2000. Oggi, l’azienda veneta dispone di uno stabilimento di oltre 18.000 metri quadrati - una struttura tecnologica

tra le più avanzate in Italia e in Europa - e collabora con le migliori firme del Made In Italy dell’interior design, oltre che con importanti aziende dell’industria automobilistica, sia civile che industriale. “La nostra capacità di gestire progetti complessi e delicati, offrendo tempi rapidi di risposta alle richieste della clientela e garantendo sempre il massimo livello di eccellenza in ogni fase della verniciatura deriva non solo dalla competenza degli operatori che lavorano in Univer 2000 ma anche dalle tecnologie e dai sistemi all’avanguardia che decidiamo di installare”, continua Panozzo. “Fra queste il nuovo impianto progettato e installato nel 2022 da un pool di aziende italiane che ci ha permesso di migliorare ulteriormente il nostro ciclo di verniciatura, aumentando la flessibilità dell’impianto, la produttività oltre che la qualità finale della finitura”.
Il nuovo impianto di verniciatura a polvere
In funzione da luglio 2023, il nuovo impianto di verniciatura a polvere è stato progettato per abbracciare quanti più settori possibili in modo da soddisfare il maggior numero di richieste avanzate dai clienti. Esso permette, infatti, di verniciare sia piccoli sia grandi lotti di manufatti di svariate dimensioni, fino a un massimo di 7 metri di lunghezza, 2,20 di
71 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© Univer 2000
Univer 2000 vanta oltre 30 anni di esperienza nel settore della verniciatura a polvere e liquido.
altezza e 1,50 di larghezza. “All’interno del nostro stabilimento trattiamo componenti di differenti substrati metallici destinati ai settori più svariati: dall’automotive all’interior design, dalle macchine agricole ai componenti elettrici. Per questo motivo, sottoponiamo i componenti a due cicli di pretrattamento differenti: uno specifico per l’alluminio e uno per il ferro”. Entrambi i cicli di pretrattamento, con chimica fornita da Henkel, sono composti dalle seguenti fasi:
sgrassaggio alcalino;
risciacquo con acqua di rete;
risciacquo con acqua demineralizzata;
passivazione nanotecnologica.
“Il ciclo di pretrattamento è stato completamente rivoluzionato rispetto al passato, portando miglioramenti qualitativi soprattutto in termini di finitura estetica finale”, continua il titolare. A seguito del ciclo, i componenti sono sottoposti ad una fase di asciugatura che avviene all’interno del forno e, una volta raffreddati, sono convogliati verso la cabina di verniciatura Wagner dotato di centro polveri IPS. Segue polimerizzazione in forno e scarico del materiale.
Il nuovo sistema di verniciatura a polvere consentirà inoltre di ampliare ulteriormente il bacino di potenziali clienti di Univer 2000, raggiungendo anche settori di nicchia che richiedono standard qualitativi estremamente elevati. “In fase di progettazione dell’impianto, una delle principali sfide che abbiamo affrontato riguardava la gestione dei pezzi. Prima di installare il nuovo impianto, infatti, alcuni pezzi di dimensioni e peso elevati venivano trattati su un impianto statico. Il nuovo impianto in linea ci consente, attraverso il trasportatore che lavora in continuo con velocità fissa e regolare e attraverso la cabina di applicazione automatica, di garantire un
livello di qualità elevato, permettendoci di raggiungere una nuova fascia di clientela”, continua Panozzo.
L’affidabilità della catena Morris e di Nuova Catena Nuova Catena ha fornito binario, cuscinetti, catenaria e tutte le strutture portanti del sistema di trasporto del nuovo impianto di verniciatura a polvere di Univer 2000. “Durante la fase di progettazione del nuovo impianto, abbiamo valutato diverse tecnologie di trasportatori presenti sul mercato a livello internazionale, analizzando approfonditamente i vantaggi e gli svantaggi di ogni soluzione. Alla fine, abbiamo scelto di adottare nuovamente la catena Morris, che avevamo già utilizzato in precedenza, affidandoci alla competenza e alla professionalità del team di Nuova Catena”, afferma il titolare di Univer 2000. “La catena Morris si è dimostrata la scelta ideale per noi, grazie alla sua semplicità d’uso, all’affidabilità nel tempo e alla capacità di gestire carichi pesanti. Questo è particolarmente importante per un terzista che opera su tre turni e deve gestire una varietà di prodotti da verniciare”, spiega Panozzo.
“La necessità di una manutenzione ridotta è un altro vantaggio chiave delle catene Morris: riducendo la frequenza e l’intensità delle attività di manutenzione, si minimizzano i tempi di fermo dell’impianto, consentendo una maggiore continuità operativa e riducendo i costi associati alla manutenzione stessa. Infine, le catene Morris sono conosciute per la loro affidabilità. Questo è particolarmente importante in un contesto industriale dove il funzionamento continuo dell’impianto è essenziale per soddisfare le richieste dei clienti e mantenere la produzione efficiente”, continua il titolare di Univer 2000. La versatilità delle catene Morris consente anche un facile upgrade dell’impianto, adattandosi ai cambiamenti delle esigenze
Panoramica del trasportatore fornito da Nuova Catena e un dettaglio della catena Morris. ©


72 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
Nuova Catena
del cliente in termini di peso e intercambiabilità dei carrelli”.
Günter Panozzo sottolinea la professionalità di Nuova Catena, evidenziando come tale competenza abbia consentito una così lunga collaborazione e abbia portato l’azienda veneta alla decisione di affidarsi nuovamente a loro per il nuovo impianto. Inoltre, la collaborazione proseguirà anche in futuro in quanto Univer 2000 sta valutando insieme a Nuova Catena di potenziare ulteriormente l’impianto, integrando una catenaria più robusta in grado di trasportare componenti di grandi dimensioni e di peso superiore.
“Un’altra importante caratteristica dell’impianto è data dal fatto che, a differenza dei classici impianti in cui solitamente vi è un solo gruppo comando, questo sistema è dotato di due gruppi comando – una soluzione che garantisce ad un sistema di trasporto così lungo e con una portata così elevata una maggiore flessibilità”, aggiunge Mauro La Guzza, direttore di produzione di Nuova Catena.
L’applicazione avviene all’interno della cabina Wagner dotata di centro polveri IPS di ultima generazione
“Il centro polveri IPS sviluppato da Wagner è una soluzione completa e innovativa che garantisce risultati qualitativi costantemente elevati per periodi di tempo prolungati rispetto ai tradizionali centri di verniciatura a polvere. Il sistema IPS integra quattro funzioni essenziali - preparazione, alimentazione, dosaggio della polvere e cambio colore - in un’unica soluzione completamente automatizzata, consentendo miglioramenti significativi nel processo di verniciatura a polvere”, afferma Marco Spada, Powder Sales Specialist di Wagner.
Questo sistema permette di aumentare la produttività, garantire una

LEADING


An advanced technology that provides distinctive characteristics to substrates: high hardness, strong adhesion, great uniformity and unique aesthetic features.

Specialists


Efficient and customizable turnkey solutions. A complete service of conception, production, installation, start-up and support throughout the life cycle of the

Kenosistec S.R.L. - www.kenosistec.com Via L da Vinci, 19, 20059 Casarile MI - 02 905 5200
MANUFACTURER OF PVD COATING SOLUTIONS
CAE, Evaporators, HiPIMS, PECVD, clusters and
deposition
in the production of highthroughput industrial PVD equipment: sputtering,
patented
technologies.
system.
FOCUS ON TECHNOLOGY
© Nuova Catena

qualità elevata in modo costante, semplificare l’utilizzo e ridurre i tempi necessari per i cambi di colore. “Univer 2000 conta a magazzino oltre 470 colorazioni differenti e il nuovo impianto sta attualmente gestendo dai 10 ai 20 cambi colore al giorno. Pertanto è fondamentale disporre di una tecnologia in grado di effettuare un cambio colore rapido che ci permetta di gestire lotti personalizzati e di dimensione variabile”, afferma Panozzo.
L‘intero sistema è gestito da un intuitivo pannello touch screen che permette un rapido apprendimento da parte di tutti gli addetti al lavoro, anche in caso di frequenti turnazioni. Esso consente anche di avere la costanza produttiva all‘interno della giornata senza avere influenze derivate dalla tipologia di operatore. “Inoltre la tracciabilità di processo è garantita dai sensori integrati che permettono di registrare automaticamente i consumi di polvere per ogni lotto di verniciatura, assicurando un‘ottimizzazione dei costi e un monitoraggio costante che permette di intervenire immediatamente qualora ci fossero guasti o problematiche”, conclude Spada.
La spinta innovativa non si ferma
“L’innovazione è il filo conduttore del successo della nostra azienda. Investiamo costantemente in nuove tecnologie per garantire standard qualitativi elevati. Questo perché l’efficienza dei sistemi automatizzati di verniciatura industriale, dei macchinari e delle attrezzature all’avanguardia, insieme ai software di controllo di ultima generazione, non solo migliora la qualità della produzione e dei servizi che offriamo, ma riduce anche i tempi di consegna e i costi che seguono il flusso del mercato. Questo rappresenta un vantaggio sia per noi che per i nostri clienti”, conferma Panozzo. Il nuovo impianto, sebbene sia operativo solo dallo scorso luglio, ha permesso a Univer 2000 di conquistare una nuova fetta di clientela. Inoltre, negli ultimi mesi, ha ottenuto diverse certificazioni di qualità, tra cui la certificazione automotive, ed è in attesa di ricevere la certificazione Qualisteelcoat per la verniciatura dell’alluminio. “Questi risultati sono frutto, senza dubbio, del know-how e della competenza degli operatori di Univer 2000, ma anche della collaborazione con fornitori affidabili, presenti e puntuali. Per questo motivo, siamo già al lavoro non solo per potenziare il nuovo impianto ma anche per installare nuovi sistemi di verniciatura a polvere nel breve-medio termine”, conclude Panozzo.
74 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
Il centro polveri IPS fornito da Wagner.
© Wagner

Specialità chimiche per il trattamento delle superfici
Lavaggio Industriale



Lavaggio di precisione
Sgrassanti interoperazionali
Miscele di tensioattivi
Protezione temporanea
Galvanica Funzionale


Zinco e leghe di zinco
Passivanti e Sigillanti
Rivestimenti resistenti all'usura
Pretrattamento
SurTec Italia Sas di Externa Holding Srl
Via Boito, 251
41019 Soliera (MO)
Tel.: +39 059 8579901
E-Mail: info-it@surtec.com
Italia Web:www.SurTec.com

Pretrattamento metalli alla verniciatura


Processi di conversione esenti
Cromo e Fosfati
Fosfatanti a bassa temperatura
Passivanti per acciaio zincato a caldo
Passivazione conduttiva su Alluminio TCP
Galvanica Decorativa


Rame, Nichel e Cromo
Deposizione su plastica (POP)
Stagno e leghe di Stagno
Pretrattamento


Protection upgraded
Thermoset – il futuro della stampa 3D
Alessia Venturi ipcm®
Collaborando con i propri clienti e partner, TIGER Coatings mira a promuovere l’adozione della stampa 3D come tecnologia trasformativa che consenta nuove possibilità di progettazione per il design, la produzione e la sostenibilità fornendo materiali termoindurenti per la stampa 3D SLS innovativi e sostenibili, che consentono ai clienti di dare vita alle loro idee con maggiore velocità e precisione e in modo economico. In questo articolo esploreremo l’intero potenziale dei polimeri termoindurenti TIGITAL® 3D-Set di TIGER per la manifattura additiva.
TIGITAL® 3D-Set è un materiale termoindurente. I termoindurenti sono polimeri prodotti dalla polimerizzazione di resine reattive. La polimerizzazione li trasforma irreversibilmente in uno stato indurito, infusibile e insolubile. A differenza dei materiali termoplastici, che possono essere fusi e ri-stampati più volte, i termoindurenti non posso essere ri-lavorati una volta polimerizzati. Il processo di polimerizzazione di questi materiali prevede una reazione di reticolazione, in cui le catene polimeriche formano una struttura a rete tridimensionale. Questa reticolazione è tipicamente innescata dal calore, da catalizzatori chimici o da radiazioni. Una volta indurito, il materiale mantiene la sua forma e le sue proprietà meccaniche anche ad alte temperature, rendendolo adatto
per applicazioni che richiedono stabilità dimensionale e resistenza al calore o alle fiamme, agli agenti chimici e alla conduttività elettrica. Esempi tipici di materiali termoindurenti sono le resine epossidiche, le resine fenoliche, i poliuretani e le resine poliestere insature.
I termoindurenti sfruttano tutto il potenziale della stampa 3D per raggiungere gli standard industriali più elevati.
Benefici dei materiali termoindurenti
Il materiale viene utilizzato nella sinterizzazione laser selettiva (SLS) e può essere lavorato a temperature di stampa molto basse e contemporaneamente con un’energia laser molto bassa, il che lo rende

SPECIAL ISSUE - PaintExpo HIGHLIGHT OF THE MONTH
© TIGER Coatings
una scelta eccellente per una produzione efficiente dal punto di vista del tempo e dell’energia impiegati. I termoindurenti TIGITAL® 3D-Set SLS permettono all’utilizzatore finale di produrre componenti funzionali sia in piccoli lotti sia in serie. I polimeri termoindurenti possono resistere a temperature elevate senza perdere la propria integrità strutturale e mostrano eccellenti proprietà meccaniche e fisiche grazie all’elevata densità di reticolazione dei polimeri termoindurenti.
Campi di applicazione
Le eccezionali proprietà dei termoindurenti li rendono adatti ad un’ampia gamma di applicazioni in svariati settori (automotive, aerospaziale, ferroviario, elettrodomestici, beni di consumo). L’attenzione è rivolta alle industrie che vogliono ovviare ai punti deboli tipici dei materiali termoplastici e che vogliono trarre vantaggio dai benefici di TIGITAL®
3D-Set, che sono:
maggiore ritardo di fiamma
migliori proprietà meccaniche a caldo
nessun gocciolamento a caldo e maggiore stabilità dimensionale a caldo (nessuna fusione)
maggiore isolamento elettrico
maggiore stabilità dimensionale a caldo (nessuna fusione)
elevata resistenza chimica.
Sinterizzazione
laser selettiva: la tecnologia
La SLS prevede l’utilizzo di un laser ad alta potenza per fondere selettivamente materiali in polvere, tipicamente polimeri o metalli,

strato dopo strato. Il laser riscalda e fonde il materiale polverizzato, permettendogli di solidificare e assumere la forma desiderata. La SLS può creare geometrie complesse e componenti funzionali con buone proprietà meccaniche. È utilizzata spesso per la prototipazione, la produzione in piccoli volumi come quella dei pezzi di ricambio e nei settori quali automotive, ferroviario e aerospaziale.
I nuovi materiali TIGITAL® 3D-Set rappresentano una tecnologia all’avanguardia per la SLS, con particolare attenzione alle caratteristiche ignifughe e di resistenza ai raggi UV del prodotto finale.
Le stampanti 3D SLS di TIGER Coatings sfruttano i più recenti progressi della tecnologia di manifattura additiva. Con elevata precisione e dettagli eccezionali, TIGER può produrre design complessi con accuratezza e proprietà dei componenti senza precedenti. Dai prototipi ai componenti funzionali e anche alle piccole produzioni in serie, i servizi di stampa 3D di TIGER coprono una vasta gamma di applicazioni. Inoltre, TIGER offre soluzioni personalizzate, permettendo ai clienti di scegliere le finiture superficiali dalla sua gamma di prodotti TIGER Drylac®
Oltre ai materiali per la stampa 3D, TIGER offre servizi di stampa 3D SLS top di gamma con i suoi materiali TIGITAL® 3D-Set per aiutare l’utilizzatore finale a trasformare i suoi concept in oggetti tangibili. Tra questi servizi troviamo la guida alla progettazione TIGITAL® 3D che fornisce una panoramica completa dei principi chiave e delle migliori pratiche per progettare componenti stampati in 3D con i materiali
TIGITAL® 3D-Set e per evitare gli errori più comuni. TIGER fornisce inoltre un servizio telefonico con i suoi esperti per un supporto costante al cliente durante il processo produttivo e un’ampia sezione FAQ sul suo sito

77 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
struttura lineare o ramificata.
3D-Set: interconnessi e reticolati.
Coatings
Termoplastici:
TIGITAL®
© TIGER







web che contiene le risposte a tutti i quesiti sui materiali termoindurenti, sulla tecnologia di stampa 3D e molto altro.
Principali caratteristiche di TIGITAL® 3D-Set SLS
Ritardanti di fiamma
Questi materiali1 sono progettati per resistere al fuoco o rallentarne la propagazione, riducendo il rischio di danni e ferite. Possono essere utilizzati in un’ampia gamma di settori – costruzioni, veicoli per trasporto pubblico e apparecchiature elettriche. Funzionano inibendo il processo di combustione o formando uno strato protettivo che impedisce al materiale di “accendersi”. È importante scegliere materiali ritardanti di fiamma che siano efficaci, sicuri e a basso impatto ambientale. I materiali TIGITAL® 3D-Set sono certificati secondo i più elevati standard industriali, come ad esempio DIN EN 45545. Il materiale impedisce la combustione dei componenti e il gocciolamento, nonché garantisce una bassa densità del fumo. Da ciò deriva un processo molto efficiente e sostenibile, con un fattore di riutilizzo del materiale del 70%.
Resistenti ai raggi UV
Questi materiali sono progettati per resistere agli effetti dannosi dei raggi solari ultravioletti. Sono comunemente utilizzati nelle applicazioni in esterno, come nei materiali da costruzione o nei componenti dei veicoli, che sono continuamente esposti alla luce solare e ad altri fattori ambientali. I raggi UV possono causare sbiadimento, criccature o degrado, riducendo l’efficacia dei materiali nonché il loro ciclo di vita. I materiali TIGITAL® SLS 3D sono formulati per resistere a questi effetti, preservando il proprio aspetto, resistenza e durata nel tempo.
Rigidi
La rigidità è la misura della capacità di un materiale di resistere alla deformazione o alla flessione sotto sollecitazione. I materiali molto rigidi sono resistenti a flessione, torsione o compressione e sono tipicamente utilizzati nelle applicazioni in cui stabilità e integrità strutturale sono importanti, per esempio componenti di macchinari e strutturali. La rigidità è spesso influenzata da fattori quali la densità, composizione e forma del materiale, nonché dalla tipologia e intensità della sollecitazione applicata. In generale, i materiali con maggiore rigidità sono più resistenti, più durevoli e in grado di resistere meglio a condizioni ambientali difficili.
1 https://www.tigital-3dset.com/materials
Dall'alto:
Proprietà di TIGITAL® 3D-Set.
TIGITAL® 3D-Set – parti stampate.
78 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© TIGER Coatings
Coatings
© TIGER
Panoramica sui materiali TIGITAL® 3D-Set
Serie PPP
TIGITAL® 3D-Set Serie PPP (Premium Performance Polymers) si distingue per le sue eccellenti proprietà ritardanti di fiamma. Soddisfano gli standard internazionali secondo UL94-V0, DIN EN 45545 R22/23 - HL1, 2 & 3, UN ECE R118 per svariate applicazioni nel settore del trasporto pubblico. Benefici:
Eccellenti ritardanti di fiamma
Utilizzabili in tutte le macchine da stampa SLS aperte
Parametri di stampa user friendly
Tasso di riutilizzo molto elevato (>70%)
Elevata rigidità e accuratezza dimensionale.
Serie TPP
TIGITAL® 3D-Set Serie TPP (Top Performance Polymers) si distinguono per l’eccellente resistenza ai raggi UV e l’elevata rigidità. Sono stampabili a temperature molto più basse rispetto ai materiali da stampa standard. Controllo qualità nel laboratorio di stampa 3D TIGITAL®.


HIGHLIGHT OF THE MONTH
© TIGER Coatings
I materiali TPP hanno ottime proprietà di isolamento elettrico e un assorbimento di umidità molto basso. Sono ideali per applicazioni nei settori dei trasporti, degli esterni, dell’elettronica, dell’aerospaziale e della difesa. Benefici:
Utilizzabili in tutte le macchine da stampa SLS aperte
Parametri di stampa user friendly
Tasso di riutilizzo molto elevato (>70%)
Elevata stabilità ai raggi UV
Assorbimento minimo di umidità (<1%).
Serie HPP
TIGITAL® 3D-Set Serie HPP (High Performance Polymers) mostrano una stabilità dimensionale molto accurata ed eccellente, nonché presentano un restringimento molto basso anche a spessori molto elevati. Presenta una rigidità superiore ed è facile da stampare con temperature molto più basse rispetto ai materiali di stampa standard su tutti i dispositivi SLS. Le applicazioni tipiche sono nei settori autobus e ferroviario, automotive, aerospaziale e della difesa, prototipazione. Benefici:
Alto tasso di riutilizzo
Temperature di stampa estremamente più basse
Capacità di stampare ad elevato spessore (>10mm)
Rigidità superiore
Assorbimento minimo di umidità (<1%).
Riciclabilità
In genere, i polimeri termoindurenti TIGITAL® 3D-Set presentano un tasso di riutilizzo compreso tra il 30 e il 70% con polvere nuova. Ciò significa che dopo aver setacciato e riciclato la polvere, è possibile riutilizzarne il 70% senza alcun pre-lavorazione.
NORMA SETTORE
DIN 75200
PV3357
DIN 45545-2
ECE-R118
Interni delle autovetture
NORMA CORRELATA
FMVSS 302, velocità di combustione, JIS D1201, ISO3795
Norma VW -
Ritardo di fiamma nel trasporto ferroviario -
Ritardo di fiamma per interni delle autovetture per trasporto di massa come gli autobus, Annex 6,7,8
FMVSS 302 Standard federali statunitensi per la sicurezza dei veicoli a motore
UL 94
Velocità di combustione orizzontale Comportamento di gocciolamento Velocità di combustione verticale
IEC 60695, ISO3795, DIN 75200, JIS D1201
Infiammabilità delle plastiche 5-VA, HB, V-0/1/2 Parzialmente ISO10351, parzialmente IEC60695-11-10
Con TIGITAL® 3D-Set è possibile soddisfare diversi standard.
80 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
CARATTERISTICHE METODI UNITÀ SERIE PPP 371 SERIE TPP 371 SERIE HPP 370 Modulo di trazione ISO 527 [MPa] 2100-3200 3300 3300 Resistenza alla trazione ISO 527 [MPa] 40 45 50 Allungamento a rottura ISO 527 [%] 2 - 5,5% 2,4 - 6% 3 HDT-A, 1,8m Pa ISO 75 °C 65/80 fino a 100 65 Ritardo di fiamma. ECE R118 Annex 6 2,5 & 3 mm OK NA NA Ritardo di fiamma. ECE R118 Annex 7 2,5 & 3 mm OK NA NA Ritardo di fiamma. ECE R118 Annex 8 3 mm OK NA NA UL94 V0 3,5 mm OK NA NA Resistenza ai raggi UV ++ +++ + Resistenza chimica +++ +++ +++
Proprietà meccaniche tipiche dei materiali TIGITAL® 3D-Set.


FOCUS ON TECHNOLOGY
SPECIAL ISSUE - PaintExpo
L’elettrodomestico si conferma il settore pioniere delle soluzioni di pretrattamento e testa un nuovo passivante nanotecnologico
Monica Fumagalli ipcm®
L’industria dell’elettrodomestico marchigiano si conferma culla d’elezione delle più innovative soluzioni di pretrattamento alla verniciatura: BS Service Group S.r.l. sperimenta un nuovo passivante nanotecnologico di DN Chemicals per aumentare le prestazioni in nebbia salina dei propri sistemi aspiranti.
82 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© ipcm
BS Service Group S.r.l. è specializzata nella produzione di sistemi aspiranti e piani cottura conto terzi e a marchio proprio. Nella foto lo showroom aziendale.
Alcune delle innovazioni tecnologiche più significative nel settore del pretrattamento alla verniciatura sono state testate per la prima volta da aziende del settore dell’elettrodomestico e, in particolare, del distretto marchigiano, uno dei più importanti hub dell’industria del bianco, che si sta risollevando dopo la contrazione seguita al boom sotto la spinta inaspettata del Covid. “Una spinta – conferma Lorenzo Biagini, amministratore delegato di BS Service Group S.r.l., azienda di Fabriano (Ancona) specializzata nella produzione di sistemi aspiranti e piani cottura conto terzi e con marchio proprio – motivata dalla permanenza forzata in casa che aveva spinto molte persone a concentrarsi sulla qualità dell’ambiente domestico e ad investire per migliorarne non solo il comfort ma anche l’estetica. Le cappe aspiranti, così come altri piccoli elettrodomestici, rientrano perfettamente in quella categoria di prodotti di design che rendono la cucina uno dei luoghi preferiti della casa e che richiedono una crescente attenzione sulla qualità delle finiture”.
Lo sviluppo di tecnologie sempre più performanti per la verniciatura degli elettrodomestici procede di pari passo con il consolidamento del processo di pretrattamento a 5 stadi: sgrassaggio alcalino, 2 risciacqui con acqua di rete, uno con acqua demi e l’applicazione del passivante nanotecnologico eventualmente nebulizzato. Nonostante l’ottimale livello raggiunto, la ricerca e sviluppo di nuovi prodotti chimici per migliorarne le prestazioni non si è mai fermata, sulla scia delle specifiche sempre più rigide richieste dai risultati dei test in nebbia salina. I laboratori di DN Chemicals, azienda milanese del Gruppo Dollmar specializzata nella formulazione di prodotti chimici per il pretrattamento alla verniciatura, sono tra i più avanzati in questo ambito specifico: l’ultimo prodotto brevettato, Dollcoat RS103, ha più che raddoppiato le prestazioni nei test di nebbia salina e un suo ulteriore sviluppo, ingegnerizzato in collaborazione con un partner di primo livello e il cui brevetto internazionale sarà depositato


83 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© ipcm © ipcm
L’area di carico dei componenti nel reparto di verniciatura.
Il tunnel di pretrattamento a 5 stadi.



entro la fine del 2024, aumenterà ulteriormente le performance su tutti i metalli.
Investire, la scelta controcorrente di BS Service Group S.r.l. per affrontare la crisi del settore BS Service Group S.r.l., fondata nel 2001 dalla famiglia Biagini, ha continuato ad investire in nuovi impianti e nella sperimentazione di prodotti all’avanguardia anche nel periodo più difficile dopo la pandemia. “Abbiamo iniziato la nostra attività come produttori di componentistica per i grandi gruppi dell’elettrodomestico presenti sul territorio, ma abbiamo presto deciso di differenziarci dalle altre aziende dell’indotto, avviando la produzione di una linea di prodotti dedicata con un nostro catalogo, molto apprezzata dal mercato. In un periodo critico come quello attuale, abbiamo potuto confermarci come punto di riferimento sia per i nostri partner storici sia per i nuovi clienti OEM, grazie alla qualità delle finiture dei nostri manufatti in acciaio inox e di quelli verniciati a polvere, che –soprattutto per l’attività di subfornitura – stanno diventando prevalenti”.
La preparazione alla verniciatura rappresenta una delle fasi più critiche per garantire alte performance estetiche e funzionali ai sistemi aspiranti. “Superare i rigidi test dei capitolati dei nostri committenti significa avere chiara in mente l’importanza di questa fase per garantire non solo un’elevata protezione dalla corrosione ma anche ottimi livelli di adesione del film di vernice al supporto. Con l’intenzione di continuare a migliorare le caratteristiche dei nostri prodotti, siamo stati tra le prime aziende a testare il nuovo passivante nanotecnologico sviluppato da DN Chemicals”.
Cappe e piani cottura BS Service Group, stile e design italiani L’azienda marchigiana ha iniziato a produrre sistemi aspiranti dal 2007. “Inizialmente rappresentava la nostra attività secondaria, ma con il passare degli anni e rafforzata dai
84 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
L’ingresso dei pezzi nel tunnel di pretrattamento e un dettaglio di un componente pretrattato con prodotti DN Chemicals.
©
©
©
Esterno della cabina di verniciatura a polvere con tecnologia in fase densa Siver-Nordson.
ipcm
ipcm
ipcm
continui investimenti in R&D e nell’area commerciale, già nel 2011 si è trasformata nella nostra attività principale, pur mantenendo attiva la linea produttiva dedicata alla subfornitura” – continua Biagini.
L’acquisizione avvenuta nel 2018 del marchio e dei principali asset di Tecnowind Spa, azienda che operava nel settore elettrodomestico da oltre 30 anni e primo produttore europeo indipendente di cappe da cucina ad uso domestico, ha consentito a BS Service Group S.r.l. una rapida crescita che non sarebbe stata possibile in così breve tempo.
“Per noi è stato un investimento importante che ci ha permesso di affrontare il periodo Covid già forti di una struttura e di un know-how solidi. Nel periodo 2020-21 abbiamo investito quasi 3,5 milioni di euro in nuovi impianti, tra cui quelli per il reparto di verniciatura”.





Oggi la strategia di sviluppo è così focalizzata sulla diversificazione con i marchi Tecnowind, che rappresenta i prodotti di fascia medio-bassa con un ottimo rapporto qualità/prezzo per un pubblico ampio e clienti OEM e Uniqa, destinato a coloro che cercano soluzioni esclusive e fuori standard. “La qualità, il design, lo stile e una forte vocazione innovativa sono i valori che prediligiamo e quelli ai quali ci ispiriamo quando realizziamo prodotti che diventano espressione di un elevato standard qualitativo in simbiosi con lo stile e il design italiano”.
La struttura produttiva
I 4 stabilimenti BS Service Group S.r.l. di Fabriano occupano un’area coperta di 22.000 m2, in cui si sviluppano 10 linee per l’assemblaggio di cappe e piani cottura. “Il processo di internazionalizzazione produttiva si estende in Romania ad Arad (Timisoara), dove lo stabilimento si sviluppa su un’area di 9.600 m2 e garantisce gli stessi standard qualitativi e produttivi italiani” – precisa Biagini. “Tutte le attività di ricerca e sviluppo, qualità e customer care sono invece centralizzate in Italia, con l’intenzione di identificarci sempre come azienda innovativa e radicata nel territorio marchigiano. Il forte focus sull’innovazione è dimostrato dai diversi brevetti internazionali depositati per numerose nuove tecnologie legate sia all’aspirazione che alla cottura, grazie ai quali raggiungiamo i mercati più lontani tra cui quello americano e asiatico, dove stiamo cercando di affermarci con sempre maggior forza, nonostante la forte concorrenza locale”.
Una produzione con una doppia anima, industriale e artigianale
Il processo produttivo è molto lineare e prende avvio dal ricevimento di coils o fogli di lamiera in acciaio inox 304, 316 e 430 e acciaio al carbonio, poi lavorati con presse meccaniche e idrauliche nel reparto di stampaggio a freddo. Dopo il taglio della lamiera che si svolge con 2 punzonatrici e 3 centri di lavoro laser fibra, i manufatti passano nel reparto di piegatura costituito da 12 macchine manuali, 3 isole robotizzate e 2 linee di pannellatura automatica. “Questa è la fase







CM AUTOMAZIONE s.r.l. Via Monte Bianco 20, 20833 Giussano (MB), IT - p.+39.0362.314075 - info@cmautomazione.it www.cmautomazione.com FOCUS ON TECHNOLOGY


più industrializzata della nostra produzione” – afferma Manuel Silvi, Plant Manager di BS Service Group S.r.l.. “Quando entriamo nel reparto di finitura, l’attività diventa invece più artigianale e torna a legarsi alle tradizioni manuali del nostro territorio. Uno dei punti di forza della nostra azienda è la capacità di offrire livelli di finitura sia dei componenti in acciaio inox, che non necessitano di verniciatura, sia di quelli verniciati a polvere sopra gli standard medi del mercato. La verniciatura viene eseguita in uno degli impianti acquisiti da Tecnowind, che sarà oggetto di un prossimo progetto di sostituzione integrato in un piano di sviluppo più ampio per un nuovo plant produttivo. Insieme allo staff di DN Chemicals stiamo ottimizzando il processo di pretrattamento alla verniciatura a polvere e i prodotti ad esso destinati anche in previsione di questo ampliamento produttivo”.
Quando innovare significa sperimentare nuovi prodotti BS Service Group S.r.l. ha sviluppato insieme a DN Chemicals un ciclo di pretrattamento che le ha consentito di passare da risultati in nebbia salina pari a 300 ore alle attuali 530, con un distacco di vernice all’intaglio ben al di sotto dei 3 mm previsti dai capitolati. “Quello applicato qui è il ciclo consolidato nel settore dell’elettrodomestico, che abbiamo ottimizzato grazie allo sviluppo di prodotti e tecnologie applicative più performanti” –spiega André Bernasconi, General Manager di DN Chemicals. “BS Service
Group S.r.l. è oggi tra le prime aziende a utilizzare il nuovo passivante brevettato della linea Dollcoat chiamato RS103, che rappresenta l’evoluzione dei prodotti standard tradizionali SA115 e SA118. L’azienda sta seguendo inoltre con attenzione lo sviluppo di un ulteriore prodotto passivante denominato temporaneamente GP107, che rappresenta l’evoluzione del Dollcoat RS103 sia in termini di formulazione, che risulta più complessa, sia di prestazioni. Non parliamo più infatti solo di oligomeri di sintesi ottenuti da silani, ma abbiamo realizzato un nanoprimer di conversione che viene applicato nell’ordine dei submicron (tra i 50 e gli 80 nanometri). Questo nuovo prodotto, frutto di una stretta cooperazione con uno dei più importanti gruppi industriali internazionali nella ricerca e sviluppo di soluzioni chimiche innovative, è stato testato su CRS, alluminio laminato, estruso e acciaio zincato verniciati solo con polvere poliestere, raggiungendo facilmente la classe C3H, che prevede 504 ore in nebbia salina, e la CH4 con un grado di penetrazione quasi nullo nel rigido test di soffiatura con pressione alta a 9 bar per 5 min. Il nostro obiettivo finale è quello di raggiungere la classe C5M a mano unica.
Stiamo infine valutando la fattibilità di sostituire lo sgrassante alcalino con un prodotto nanoceramico perfettamente compatibile e in sinergia sia con il prodotto che BS Service Group S.r.l. utilizza attualmente, Dollcoat RS103, sia con il nuovo prodotto che sarà brevettato entro la fine del 2024”.
86 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
Il ritocco manuale post- verniciatura. Il bianco è uno dei colori attualmente più richiesti nel settore dell’elettrodomestico.
© ipcm
© ipcm
La nebulizzazione del passivante
Le caratteristiche dei passivanti così formulati combinate con la tecnologia applicativa tramite nebulizzazione hanno reso questa tipologia di pretrattamento indispensabile per questo settore.
“Il modulo di nebulizzazione – precisa Bernasconi - ha portato vantaggi importantissimi nel ventennio passato nel settore dell’elettrodomestico, tanto che proprio in questo distretto fu installato il primo modulo nel 2008. Questa tipologia di applicazione garantisce una qualità costante perché il prodotto utilizzato è sempre nuovo: oggi, infatti, si utilizza a perdere, ma sono già disponibili soluzioni per consentirne il ricircolo in un’ottica di risparmio dei consumi.
Un’importante novità è rappresentata dal fatto che le performance della nuova famiglia di passivanti Dollcoat sono indipendenti dal tipo di applicazione: possono essere infatti applicati anche per immersione o a spruzzo, a ricircolo in vasche e con ugelli standard. Naturalmente, combinati con l’efficacia della nebulizzazione, offrono un valore aggiunto alla qualità finale del pretrattamento”.
Dopo l’asciugatura i pezzi sono condotti nella cabina di verniciatura automatica in fase densa con polveri epossidiche e poliesteri che include una stazione di post-ritocco manuale fornita da Siver-Nordson, quindi nel forno di polimerizzazione e, infine, al controllo qualità.
Una ricerca continua
“In questo settore la finitura è diventata da qualche anno il nostro argomento principale” – conclude Biagini. “Per BS Service Group S.r.l. rappresenta il valore aggiunto con cui differenziarsi dalla concorrenza e che consolida la nostra presenza in un mercato molto competitivo che non sta attraversando il suo periodo migliore. Molte saranno le novità che presenteremo al Salone del Mobile di aprile negli spazi dedicati a Eurocucina, non solo come finiture ma anche come nuovi materiali. Grazie a questa continua ricerca e alle qualità e performance elevate dei nostri prodotti mettiamo i nostri clienti nella condizione di non cercare alternative. E, nonostante la situazione non rosea, abbiamo già in attivo progetti molto importanti, come quello che riguarda il nuovo stabilimento e il nuovo reparto di verniciatura. La sperimentazione di nuove soluzioni di pretrattamento è funzionale a questo investimento e la collaborazione con DN Chemicals è molto stimolante in questo senso: abbiamo da poco iniziato a testare un nuovo prodotto e stiamo già pianificando l’utilizzo di quella che sarà la sua evoluzione. E’ grazie alla continua volontà di innovare di aziende come la nostra e come DN Chemicals che il nostro settore è diventato pioniere nello sviluppo delle soluzioni di pretrattamento e lo sarà sicuramente in futuro ancora per molto tempo”.


87 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
Da destra: Giacomo Corinaldesi, Mara Pege e André Bernasconi di DN Chemicals con Manuel Silvi e il team di BS Service Group S.r.l..
Un’altra immagine dello showroom con una cappa e piani cottura a induzione realizzati da BS Service Group S.r.l..
© ipcm
© ipcm
Caratteristiche tecniche di DOLLCOAT RS 103
DOLLCOAT RS 103 (patent pending) è il primo prodotto di una nuova famiglia di conversioni superficiali destinate a processi ad alte prestazioni, con classe di corrosione minima C3H.
Il prodotto ha caratteristiche uniche tra le conversioni attualmente disponibili e conferisce alle superfici pretrattate una protezione di elevatissima qualità e resistenza alla corrosione, quale che sia la natura delle vernici utilizzate.
DOLLCOAT RS 103 presenta le seguenti caratteristiche principali:
prodotto multimetal no-rinse da usare a temperatura ambiente;
applicabile con moduli di nebulizzazione, tramite ugelli tradizionali a ricircolo o a immersione;
non produce alcun tipo di fango;
compatibile con qualsiasi tipologia di vernice in polvere o liquida;
eccellente pretrattamento prima di cataforesi;
non causa alcuna difettosità estetica anche se usato ad elevata concentrazione.
La tabella 1 compara pannelli in CRS pretrattati nell’impianto di B.S. Service con il processo precedente (fosfatazione amorfa) e quello attuale.
L’analisi EIS (spettroscopia di impedenza elettrochimica) evidenzia una resistenza alla polarizzazione (Rp) quasi quattro volte superiore.
L’analisi ACET su analoghi pannelli in CRS verniciati con polvere poliestere (60-80 micron) evidenzia un pretrattamento con qualità nettamente superiore, confermato poi dai test in nebbia salina che raggiungono costantemente le 504 ore con penetrazione inferiore a 1 mm dopo soffiatura con aria compressa a 9 bar per 5 minuti (tabella 2). I diagrammi di Bode rappresentano il differente comportamento dei due pretrattamenti e l’importante miglioramento conseguito con l’uso di DOLLCOAT RS 103 (Figg. 1 e 2).


PHOSPHO-DEGREASER

88 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
PROCESSO Jcorr (A/cm2) Corrosion rate (mm/year) Rp (Ω) Fosfosgrassante-R-R-D 1,32 E-05 0,15328 144 Alcalino-R-R-D-DOLLCOAT RS 103 3,53 E-06 0,0409595 544 TABELLA
PROCESS Max Z (Ω* cm2) Min Z (Ω* cm2) DELTA Z (%) Alcalino-R-R-D-DOLLCOAT RS 103 7,21E+07 6,15E+07 0,87 Fosfosgrassante-R-R-D 5,58E+07 7,67E+05 24
IMPEDANCE VS THE BS SERVICE GROUP’S CYCLE. Z*AREA (Ω*CM2) FREQUENCY (Hz) CYCLES CYCLES Z*AREA (Ω*CM2) FREQUENCY (Hz) IMPEDANCE VS CYCLE.
1
TABELLA 2
103
DOLLCOAT RS
The

WE WILL BE AT: OUR STAND IS LOCATED: Hall 3 - Stand 3511
right partner in the green transition
Un hub per il trattamento in PVD: il progetto innovativo di Kenosistec
Da un’intervista con Mauro Margherita, CEO di Kenosistec Binasco, Milano - Italia
Kenosistec apre un nuovo Innovation Hub e un centro di coating all’avanguardia per offrire servizi conto terzi di rivestimento in PVD, sviluppo di processi e formazione del personale.
L’evoluzione tecnologica nel settore dei rivestimenti superficiali ha dato vita a processi sempre più avanzati, versatili ed ecosostenibili in grado di garantire eccellenti prestazioni estetiche e funzionali. Tra queste, spicca il Physical Vapour Deposition (PVD), un processo per l’applicazione sottovuoto di rivestimenti a film sottile, in cui il materiale allo stato solido viene portato in fase di vapore per depositarsi sulla superficie del substrato dove si condensa, formando un film con diverse proprietà funzionali, come la resistenza all’abrasione e agli shock termici, oltre che con eccezionali proprietà estetiche. In un mercato in cui il tema della sostenibilità rappresenta un pilastro essenziale per molte aziende, il PVD si distingue come una tecnologia green capace di offrire numerosi vantaggi in termini di prestazioni e affidabilità. “A differenza di altri processi di rivestimento per deposizione, che possono generare scarti tossici o richiedere l’uso di prodotti chimici inquinanti, il PVD non rilascia residui al termine del processo” – conferma Mauro Margherita, CEO di
Kenosistec (Binasco, Milano), azienda specializzata dal 2005 nello sviluppo di soluzioni ingegneristiche per l’applicazione del PVD.
Chi è Kenosistec e i suoi mercati di riferimento Parte del Gruppo Angelantoni Industrie, Kenosistec nasce nel 2005 dalla fusione di Kenotec e Sistec, due aziende specializzate rispettivamente nel settore dello sputtering e del PECVD, e dall’acquisizione di Microcoat – specializzata nella tecnologia dell’arco catodico. Affermatasi fin da subito come un punto di riferimento e centro poli-tecnologico europeo nell’industria del PVD, l’azienda è cresciuta in termini di esperienza, affidabilità e capacità produttiva. Grazie a una squadra che conta ventidue collaboratori, Kenosistec realizza sistemi di rivestimento PVD customizzati per svariati settori industriali, tra cui quello dell’occhialeria, lenti e specchi dei sistemi telescopici, pannelli fotovoltaici ed elettronica.
“Negli ultimi anni abbiamo notato che sempre nuovi settori si stanno

HIGHLIGHT OF THE MONTH
SPECIAL ISSUE - PaintExpo
© Kenosistec

avvicinando alla tecnologia PVD, molto apprezzata per la capacità di conferire proprietà funzionali ed estetiche, rispettando le esigenze applicative in termini di sostenibilità. In particolare, i settori degli accessori bagno e della gioielleria stanno ampliando la propria gamma di prodotti trattati con questo processo. Lo stesso vale per l’automotive, soprattutto per quanto riguarda i dettagli cromati interni ed esterni delle auto. Questo aumentato interesse da parte di mercati prima estranei alla nostra tecnologia è il motivo per cui, oltre a continuare a fornire i nostri principali settori di riferimento, stiamo facendo leva sul nostro solido know-how per trovare il giusto connubio tra processo di deposizione e performance e soddisfare le esigenze di tutte quelle aziende che stanno valutando il PVD come alternativa ai processi tradizionali”.
Una delle maggiori difficoltà che la diffusione della tecnologia PVD sta riscontrando nell’automotive è legata al superamento dei rigidi test tradizionali a cui i componenti sono sottoposti. “La ricerca e sviluppo di nuove soluzioni porterà presto il PVD a soddisfare anche questi requisiti. Del resto, questo rivestimento comporta vantaggi innegabili: uno su tutti la possibilità di essere applicato su qualsiasi tipologia di materiale plastico, al contrario di quanto avviene con l’elettrodeposizione, che può essere effettuata solo su plastiche in ABS (Acrilonitrile-butadiene-stirene) e PC/ ABS (Policarbonato/Acrilonitrile-butadiene-stirene). Questa peculiarità del PVD potrebbe aprire la strada ad una prossima sostituzione di alcuni
componenti metallici delle auto con quelli in plastica più leggeri. Per esempio, se avessimo adottato prima il PVD e avessimo realizzato una serie di pezzi automotive attualmente in metallo usando la plastica, è probabile che l’autonomia delle batterie elettriche attuali non sarebbe limitata a 400-500 km, ma avrebbe già superato i 700-800 km. Questo aspetto avrebbe creato un punto di convergenza tra la capacità della batteria e l’autonomia richiesta dal veicolo con un impatto significativo sull’efficienza dell’auto e sulle sue emissioni”.
Allo scopo di ampliare le enormi potenzialità applicative dei trattamenti in PVD e sviluppare soluzioni più adatte ai propri settori di riferimento, Kenosistec ha deciso di trasferirsi in una nuova sede e di istituire un vero e proprio “hub del PVD”.
Il centro di coating all’avanguardia e il nuovo
Innovation Hub
“Quest’anno ci siamo trasferiti in un nuovo stabile a Casarile (Milano) passando dai precedenti 700 m2, di cui 150 m2 adibiti ad ufficio, ai quasi 3000 m2 di superficie, con un’importante crescita anche in elevazione. Dell’area complessiva 1200 m2 saranno destinati al centro di coating e all’Innovation Hub, mentre altri 600 m2 saranno adibiti agli uffici. La nuova struttura ci permetterà così di aumentare il numero di impianti, potenziare le nostre capacità produttive e ampliare il nostro expertise
91 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
Kenosistec è specializzata dal 2005 nello sviluppo di soluzioni ingegneristiche per l’applicazione del PVD.
© Kenosistec
nella realizzazione di sistemi di deposizione PVD”.
Il nuovo centro di coating sarà inizialmente specializzato su due tipologie di substrati, i metalli e i materiali plastici, per poi includere altre tipologie di materiale come il vetro. “Il centro è anche un polo tecnologico di servizio, che offre sia trattamenti PVD in conto terzi, sia supporto nello sviluppo di nuovi processi. È una struttura che accompagna i potenziali clienti nell’esplorazione di processi nel campo del PVD a loro sconosciuto, analizzandone le caratteristiche e i vantaggi e proponendo soluzioni innovative, come la scelta di un nuovo colore o l’adozione di nuove soluzioni applicative per il futuro.
L’Innovation Hub avrà anche il ruolo fondamentale di formare il personale dei clienti che scelgono di internalizzare questo processo nel proprio stabilimento. Per garantire questo supporto, mettiamo a disposizione il nostro team specializzato, le nostre strutture produttive e la nostra vasta esperienza, consentendo al personale del cliente di gestire efficacemente i processi produttivi e le operazioni manutentive delle macchine, oltre a supervisionare i parametri critici del processo durante il trasferimento”. La deposizione in PVD deve infatti avvenire in un ambiente controllato, caratterizzato da precise condizioni di temperatura e umidità. Pertanto, è essenziale che tali pratiche diventino una consuetudine per il personale addetto alla gestione del processo. “La pulizia regolare della macchina, sia durante che dopo determinati processi, è fondamentale poiché il metallo si deposita non solo sui substrati, ma anche sugli schermi interni della macchina con il rischio di contaminare il substrato. È cruciale comprendere che è necessario effettuare una pulizia periodica della macchina per evitare contaminazioni indesiderate e garantire risultati
ottimali. Quindi, la manutenzione e la gestione del macchinario, così come la gestione ottimale del processo in camera bianca, deve diventare una prassi abituale.”
L’Innovation Hub rappresenterà anche un centro di innovazione tecnologica dove saranno sviluppate e implementate tecnologie e metodologie innovative. “Questo significa non solo l’introduzione di processi e tecnologie all’avanguardia, ma anche la combinazione di diverse tecnologie per ottenere risultati diversificati e adattabili alle specifiche esigenze del settore di destinazione”.
I progetti futuri
Il nuovo centro non solo sarà dotato di sistemi di deposizione PVD, ma anche di un impianto di verniciatura.
“Ritengo che le migliori innovazioni siano il risultato della sinergia tra diverse tecnologie: ci sono casi in cui una tecnologia è preferibile ad un’altra, ma ci sono anche casi in cui l’integrazione di più soluzioni di rivestimento porta i risultati migliori. Il nostro obiettivo è anche quello di collaborare con nuovi partner industriali per gestire le macchine e identificare modifiche ottimali, al fine di sviluppare processi che soddisfino al meglio le esigenze e le richieste dei clienti finali”.
Il nuovo hub del PVD di Kenosistec sarà completato in due fasi distintive. “La prima fase sarà completata entro la fine del 2024 e includerà l’installazione degli impianti di deposizione PVD sul metallo, degli impianti di lavaggio e dei dispositivi di testing finale. La seconda fase, invece, sarà conclusa entro la fine del 2025 e prevederà l’installazione dell’impianto di verniciatura. L’intenzione è quella di completare questo centro entro due

92 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
Kenosistec
©
Uno step del processo di deposizione in fase vapore.
anni. Il numero di persone che lavoreranno presso l’Innovation Hub e il centro di coating dipenderà dalle dimensioni finali della struttura, ma prevediamo di coinvolgere non meno di 30 collaboratori. Stiamo al contempo supportando anche un altro polo tecnologico progettato da un nostro partner e specializzato nella cromatura green della plastica. Siamo attivi su più fronti perché per noi è fondamentale diversificare il più possibile le nostre attività e la nostra presenza sul mercato”.
Le collaborazioni istituzionali
“Collaboriamo da anni anche con università, laboratori e centri di ricerca, con cui abbiamo sviluppato anche brevetti per i processi PVD. Attualmente, accogliamo dottorandi universitari per stage pratici presso il nostro laboratorio, dove sperimentano sui nostri macchinari nuovi processi di deposizione in linea con i loro programmi accademici. Il nostro centro di coating mette a disposizione l’ambiente ideale per verificare tali processi, consentendo ai diversi istituti di sperimentare le attuali capacità tecnologiche del mercato. È in questo contesto che si inserisce la ricerca che stiamo portando avanti da 7 anni per lo sviluppo di un nuovo processo PVD in grado di sostituire l’elettrodeposizione con cromo esavalente e trivalente diffusa nel settore automotive. Quando questa ricerca avrà successo, potremo coinvolgere le istituzioni italiane ed europee, dimostrando la nostra capacità di offrire soluzioni su scala globale e sviluppare tecnologie compatibili con le esigenze ambientali”.











PaintExpo World‘s Leading Trade Fair for Industrial Coating Technology 9 – 12 April 2024, Exhibition Centre Karlsruhe We exhibit! Hall 1 Stand 1118 GSB International e.V. Fritz-Vomfelde-Straße 30 D-40547 Düsseldorf www.gsb-international.de Coatings according to GSB: Long-lasting attractiveness of facades, buildings and industrial products made of aluminium, steel and galvanized steel Approved Pretreatment pA p r o v ed CoatingMaterial Approved Coate r Ap proved Qual it y. Co at ed Al uminium & St ee l.
HIGHLIGHT OF THE MONTH
© KARL BUBENHOFER AG / Photo by Lukas Roth Cologne
Mauro Margherita, CEO di Kenosistec.
© Kenosistec
Segnali molto positivi per PaintExpo 2024: sotto i riflettori le anteprime mondiali e gli sviluppi in sostenibilità ed efficienza
La preparazione della nona edizione di PaintExpo è alla fase finali e i segnali per la fiera leader mondiale delle tecnologie di verniciatura industriale che si svolgerà dal 9 al 12 aprile 2024 a Karlsruhe sono molto positivi: sono attesi circa 430 espositori dalla Germania e dall’estero. La concentrazione unica a livello globale di aziende del settore garantisce una forte attrazione per gli utilizzatori di aziende che offrono servizi conto terzi e/o verniciano internamente e per tutti i protagonisti del settore delle tecnologie di verniciatura. La fiera è la piattaforma internazionale più importante di questo settore e i visitatori avranno l’opportunità di assistere a numerose anteprime mondiali e conoscere gli sviluppi tecnologici nei processi di verniciatura sostenibili ed efficienti dal punto di vista energetico per il futuro.
Circa 430 espositori - tra cui i principali attori del settore delle tecnologie di verniciatura con i suoi leader tecnologici e di mercato - occuperanno 3 padiglioni per 4 giorni alla fiera di PaintExpo 2024 a Karlsruhe. Gli espositori coprono l’intera gamma di prodotti e servizi lungo l’intera supply chain e il 40% di loro sono internazionali. La maggior parte delle aziende estere provengono da Italia, Turchia e Svizzera. Tuttavia, la fiera attira espositori provenienti da
nazioni ben al di fuori dall’Europa e sono anche rappresentate aziende provenienti da Paesi come Stati Uniti, India e Cina.
“I segnali per PaintExpo 2024 sono molto positivi, nonostante le sfide attuali. Possiamo già percepire un enorme entusiasmo che si sta formando attorno a PaintExpo sia tra gli espositori sia tra i visitatori. La fiera leader mondiale delle tecnologie di verniciatura industriale offrirà ancora una volta all’industria il luogo perfetto per sostenere discussioni

94 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
SPECIAL ISSUE - PaintExpo
© Leipziger Messe GmbH/Tom Schulz
tecniche approfondite, pianificare progetti concreti e prendere decisioni di investimento. I visitatori possono anche aspettarsi di vivere un’esperienza ricca di prodotti innovativi agli stand espositivi,” afferma Markus Geisenberger, Chief Executive Officer di Leipziger Messe.
Soluzioni smart nei processi di verniciatura
Una delle aziende che presenta soluzioni smart a PaintExpo di Karlsruhe è WAGNER, che espone pistole a spruzzo manuali e automatiche con prestazioni di verniciatura altamente efficaci e a basso consumo. I nuovi nebulizzatori rotanti ad alta velocità di WAGNER per solventi e vernici all’acqua giocano un ruolo importante nell’implementazione di sistemi di verniciatura a liquido completamente automatizzati e di soluzioni robotizzate. L’azienda ha inoltre reso molto più semplici da pulire le sue pompe per la verniciatura a liquido. La pompa a doppia membrana e alta pressione Cobra è stata ottimizzata per ridurre notevolmente la quantità del prodotto di flussaggio e quindi anche il tempo necessario per il cambio colore.
Per quanto riguarda la verniciatura a polvere, WAGNER metterà in evidenza l’efficienza e l’automazione. Nella verniciatura manuale, l’attenzione sarà focalizzata su come le funzioni di assistenza possano aiutare anche il personale inesperto a svolgere interventi di verniciatura conformi ai requisiti. I visitatori dello stand dell’azienda possono anche apprendere come padroneggiare il passaggio a processi di verniciatura completamente automatizzati grazie all’uso di tecnologie assiali e robotizzate.
Numerose anteprime mondiali per le tecnologie di verniciatura a polvere elettrostatica
Presso lo stand di Gema Switzerland, numerosi prodotti saranno presentati per la prima volta. Le innovazioni dell’azienda svizzera includono una nuova serie di pistole a spruzzo automatiche con modelli per polveri organiche e smalti, nonché applicazioni robotizzate. Gema presenterà anche nuove pompe di applicazione che combinano una tecnologia di caricamento della polvere avanzata con la seconda generazione della tecnologia in fase densa SIT in un unico dispositivo. Inoltre, Gema sta presentando un sistema di gestione della polvere completamente automatizzato con un’interfaccia utente intuitiva per passare efficientemente da un colore all’altro. Il sistema è disponibile anche con due serbatoi polveri, che consentono agli utenti di applicare due colori diversi uno dopo l’altro in rapida successione.
Tecnologie innovative per la sostenibilità e l’efficienza La gamma di prodotti e servizi esposti mostra chiaramente quanto stia aumentando la consapevolezza degli espositori dell’importanza della sostenibilità e dell’efficienza nei settori di produzione e applicazione vernici. In linea con questa tendenza, POMA Systems sta introducendo il suo sistema di applicazione automatizzato di adesivi i-GLUE. Dosando e applicando adesivi con precisione, questo sistema non solo utilizza


95 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
© Leipziger Messe GmbH/Tom Schulz

in modo più efficiente i materiali, ma ottimizza anche la qualità delle saldature. L’espositore sta inoltre puntando sulla manutenzione predittiva come modo per ridurre al minimo i tempi di inattività e massimizzare l’efficienza. Sfruttando sistemi di sensori e analisi dei dati, è possibile monitorare continuamente le macchine in modo che i problemi possano essere identificati e risolti tempestivamente prima che l’apparecchiatura cessi il funzionamento.
Toccare quattro temi diversi in un unico stand
Anche Axalta Coating Systems sta concentrando la propria presenza fieristica su una serie di prodotti orientati alla sostenibilità. Presso il suo stand, saranno messi in evidenza quattro argomenti. Come parte della sua campagna “Sustainability, Together”, Axalta presenta le sue ultime soluzioni di verniciatura sostenibile con una particolare enfasi sulle polveri biobased come alternativa ecologica. In ottica di elettromobilità, Axalta presenta anche vernici per applicazioni su batterie, inclusi rivestimenti dielettrici e di isolamento termico. Anche la protezione dalla corrosione è un tema importante. Diverse linee di prodotti, tra cui le vernici termoplastiche e i primer
termoindurenti, soluzioni a liquido e i prodotti per e-coat AquaEC, permettono ai clienti di selezionare il prodotto giusto per le proprie esigenze. I visitatori dello stand possono inoltre dare un’occhiata all’area ColourDesign che mostra l’intero spettro di colori disponibili di Axalta.
Elenco completo degli espositori, biglietti disponibili solo per l’acquisto online
Un numero di innovazioni espositive sorprendenti si può trovare anche nella directory degli espositori e dei prodotti sul sito web di PaintExpo. Inoltre, i visitatori possono pianificare la loro permanenza in fiera in anticipo e in loco utilizzando una mappa interattiva dei padiglioni, creando elenchi di segnalibri e sfogliando gli argomenti di particolare interesse sulla sostenibilità, le carriere e le esperienze dal vivo.
Nello shop online sul sito web dell’evento, i visitatori possono acquistare i biglietti per la fiera e riscattare gli inviti dagli espositori. Il biglietto online offre ai visitatori un accesso rapido e facile a PaintExpo di Karlsruhe.
Per maggiori informazioni: www.paintexpo.de
96 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© Leipziger Messe GmbH/Tom Schulz









Visit us Hall 2 Booth 2516 www.sames.com Simply applying most efficient solutions
Expert in high viscosity dispensing
Expert in rotary bell atomizer
Expert in powder coating
BOND PROTECT BEAUTIFY
Expert in paint application

FOCUS ON TECHNOLOGY
SPECIAL ISSUE - PaintExpo
Verniciatura di macchine per la rimozione di ghiaccio e neve in Bucher Municipal: parola chiave resistenza alla corrosione!
Alessia Venturi, ipcm®
Un ciclo di verniciatura misto con fondo liquido ad alto tenore di zinco e finitura a polvere, pretrattamento meccanico con rugosità superficiale controllata, un impianto flessibile progettato da Eurotherm di Volpiano (To), progettato in cooperazione con i tecnici Giletta e il consulente Fabio Balbo, titolare di Tecniver: queste sono le scelte tecniche di Giletta Spa, parte del Gruppo Bucher Municipal, per soddisfare due requisiti fondamentali per la produzione delle proprie macchine di rimozione neve e ghiaccio: quello qualitativo di resistenza alla corrosione superiore alle 2000 ore in nebbia salina e quello operativo di 3 settimane di tempo dal ricevimento dell’ordine alla consegna della macchina finita.
98 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© Bucher Municipal
Spargisale professionale heavy-duty 100% elettrico di Bucher Municipal, in azione per la rimozione del ghiaccio.
Emergenza neve: bastano queste due parole per evocare un immaginario popolato da mezzi sgombraneve, spazzaneve, spargisale e spargitori di soluzioni saline, fondamentali per ripristinare la viabilità in caso di precipitazioni. Una situazione la cui gestione va attentamente e anticipatamente programmata dalle municipalità e dai gestori di strade e autostrade, affinché non si trasformi in un incubo per utenti e cittadini. Si è passati da nevicate più frequenti di media/ bassa entità a precipitazioni poco frequenti ma di forte intensità (stile temporali di neve) dunque l’adozione di un piano di gestione delle emergenze invernali basato su una buona programmazione è essenziale per gli enti preposti. Questo richiede la disponibilità della necessaria strumentazione per l’acquisizione dei dati meteorologici, mentre a livello urbano e lungo le linee di comunicazione stradali, ferroviarie e negli aeroporti occorre potere disporre di un parco macchine adeguato alla rimozione di ghiaccio e neve, composto da mezzi di diverso tipo e dimensione.
“Viviamo in un’epoca in cui le precipitazioni sono sempre meno frequenti ma anche più intense e distruttive quando si manifestano. Questo implica che i fornitori di mezzi per la gestione di neve e ghiaccio siano molto reattivi e capaci di fornire le macchine nei tempi brevi richiesti dai clienti. Non operiamo più in un mercato caratterizzato dalla programmazione sul lungo periodo, oggi dobbiamo soddisfare richieste sul breve termine o addirittura essere in grado di gestire l’imprevisto con forniture last minute” spiega Fabrizio Abello, plant manager di Bucher Municipal, il gruppo che racchiude svariati marchi storici di produttori di mezzi per la gestione della neve e del de-icing, fra cui Giletta Spa di Revello (CN).
“Siamo il competence centre del gruppo per la produzione di macchine per la viabilità invernale. Caratteristica della nostra produzione è principalmente la stagionalità, con un picco produttivo che va da settembre a gennaio. Inoltre, siamo molto legati ai tender delle

Il sistema di estrazione del materiale con nastro metallico trasferito da Giletta dalle macchine agricole agli spargisale, è ciò che ha determinato il successo dell’azienda in questo settore.

99 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© ipcm
Panoramica del fronte dell’impianto di verniciatura Eurotherm installato in Giletta Spa. Da sinistra a destra: il tunnel di lavaggio a cella, la granigliatrice per pezzi di grandi dimensioni, la stazione di carico della linea.
© ipcm



municipalità, degli enti pubblici e privati che si occupano di strade, autostrade e infrastrutture di trasporto, con cui lavoriamo. Questi tender spesso prevedono tempi di consegna di 3/4 settimane dal ricevimento dell’ordine a quando la macchina deve essere spedita. La reattività della produzione, la flessibilità operativa degli impianti, l’automazione e la digitalizzazione sono i fattori che consentono a Giletta di muoversi in questo mercato con un approccio just-in time, con attitudine a gestire i cambi repentini di pianificazione e con un time-to-market brevissimo”. Nella sua storia, Giletta ha realizzato importanti investimenti per trasformare il proprio reparto produttivo in un ingranaggio efficiente e perfetto, l’ultimo dei quali è l’installazione di un moderno impianto di verniciatura 4.0 progettato e costruito da Eurotherm di Volpiano (Torino), uno degli impiantisti di riferimento nel settore dei veicoli pesanti.
Organizzazione produttiva: un ingranaggio perfetto
“Giletta Spa è sempre stata l’azienda più innovativa nel settore del trattamento delle strade per la rimozione della neve e per il de-icing” prosegue Fabrizio Abello. “Investiamo più di 2 milioni di euro ogni anno in Ricerca e Sviluppo, anche in questi ultimi anni dove la neve compare sempre meno durante l’inverno. Questo nostro vanto ci consente di avere dei sistemi tecnologici tali per cui le nostre macchine sono sempre un passo avanti a quelle dei competitor. La produzione del sito di Revello è concentrata sulla produzione di spargisale, che possono essere sia spargitori di materiale solido sia innaffiatrici autostradali. Produciamo anche lame da neve, turbine da neve, attrezzature aeroportuali per il de-icing delle piste, allestimenti speciali per veicoli di vario tipo. Infine, importiamo in Italia le spazzatrici prodotte dai nostri colleghi del gruppo Bucher Municipal. I controlli elettronici delle nostre macchine sono sviluppati da un’azienda partecipata, la SAET srl, azienda leader nell’elettronica custom, questo per mantenere il know-how all’interno del nostro gruppo.
Dall'alto:
I pezzi nella stazione di carico che procedono verso la granigliatrice automatica.
Un cassone all’interno della granigliatrice automatica Carlo Banfi.
La granigliatrice automatica a grappolo con paranchi di OMSG.
100 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
©
©
©
ipcm
ipcm
ipcm
Negli ultimi anni, data la crescente richiesta di flessibilità, customizzazione e tempi di consegna sempre più rapidi, si è lavorato molto per la ri-progettazione dei nostri prodotti, questo con l’obiettivo di avere macchine sempre più modulari. Parallelamente si è messa in moto anche una ri-organizzazione produttiva. Nel 2019 all’interno del sito produttivo di Revello è stato aggiunto il reparto di lavorazione lamiera, dotato di un taglio laser fibra con magazzino automatico e 3 piegatrici di ultima generazione, questo per essere indipendenti e velocizzare il ciclo produttivo. Contemporaneamente si è aumentato il numero di robot di saldatura (per un totale di 4) e nel 2024 il reparto saldatura verrà ulteriormente potenziato. Naturalmente collaboriamo anche con fornitori esterni perché non è possibile avere una capacità produttiva a livello di carpenteria tale da alimentare tutte le nostre linee di prodotto. La nostra forza è quella di sapere gestire le lavorazioni in base al carico di lavoro per rispettare le date di consegna. Storicamente Giletta ha sempre verniciato al proprio interno, per avere un controllo totale del processo e garantire la necessaria qualità di rivestimento di macchine che lavorano con agenti aggressivi”.
Verniciatura a doppia mano con ciclo misto: incremento della resistenza alla corrosione
“Per Giletta la verniciatura ha una funzione di estetica, ma rivolta molto all’aspetto prestazionale: il primo requisito è la resistenza alla corrosione superiore alle 2000 ore in nebbia salina. Questo requisito ha condizionato tutte le scelte tecniche e impiantistiche relative alla verniciatura, l’aspetto estetico subentra in un secondo momento” spiega Fabrizio Abello.
“Prima dell’installazione della nuova linea di verniciatura progettata da Eurotherm, utilizzavamo un impianto automatico a catena con pretrattamento meccanico dotato di granigliatrice automatica per pezzi di grandi dimensioni di Carlo Banfi (oggi azienda del Gruppo OMSG, N.d.R), cui seguiva un ciclo di rivestimento in doppia mano a polvere con fondo zincante e finitura poliestere, con polimerizzazione dopo l’applicazione di ogni strato. Ciò che ha motivato l’investimento in un nuovo impianto di verniciatura è stata la modifica del ciclo di finitura: da un polvere-su-polvere siamo passati a un ciclo misto con fondo liquido e finitura a polvere. Abbiamo fatto parecchie prove prima di passare a questo nuovo ciclo e i presupposti qualitativi sono molto buoni. Il motivo che ci ha spinto a sostituire il fondo a polvere con un fondo liquido è che, sebbene il prodotto in polvere sia molto facile da applicare e abbia bisogno di una manodopera meno formata per avere dei buoni risultati estetici, lo svantaggio è che ha una penetrazione inferiore rispetto al fondo liquido, specialmente su componenti come quelli delle nostre macchine, che presentano numerose fusioni saldate o geometrie particolari. Inoltre, in ottica




FOCUS ON TECHNOLOGY EQUIPMENT FOR powder coating www.zeus-el.it Find out more about ZEUS VISIT US! 9th-12th april HALL 2 | STAND 2348 we introduce you JGEN 02


di incremento della resistenza alla corrosione dei manufatti verniciati, riteniamo che la formulazione chimica di un prodotto liquido sia più flessibile e manipolabile. Infine, optare per un ciclo misto ci ha consentito anche di rendere la produzione più sostenibile, dal momento che abbiamo eliminato una fase di polimerizzazione abbattendo il relativo costo energetico. Senza contare la maggior velocità produttiva: il fondo liquido sviluppato per Giletta da Sircolor di La Morra (Cuneo), è un prodotto con matrice epossidica a base acqua con zinco metallico che richiede un semplice appassimento di 10 minuti a temperatura ambiente con ventilazione forzata prima di essere sovra-verniciabile con la finitura poliestere in polvere fornita da Pulverit di Milano. Un risparmio operativo, sia economico sia di tempo, davvero notevole, soprattutto se si considera che scaldare la massa elevata dei pezzi che verniciamo su questa linea a 180-190°C comporta un notevole dispendio energetico. Abbiamo mantenuto la finitura a polvere, invece, perché dona un rivestimento più robusto, più duro e resistente ai danneggiamenti con un risultato estetico mediamente migliore anche se applicata da operatori con meno esperienza di verniciatura. Oggi, con questo ciclo di verniciatura unito al pretrattamento meccanico di granigliatura per pulire il pezzo e al
contempo attribuire una rugosità superficiale predeterminata di 30 Micron adatta a garantire l’adesione della vernice, superiamo senza sforzo le 2000 ore di resistenza in camera di nebbia salina.”
Caratteristiche del nuovo impianto di verniciatura Il nuovo impianto è stato commissionato a Eurotherm da Giletta per utilizzare questo nuovo ciclo di finitura.
“Questo progetto ha radici lontane nel tempo: iniziammo con un’indagine di mercato sui possibili fornitori dell’impianto nel 2018-2019. Inizialmente, pensavamo a un impianto in linea automatico, poi la pandemia da Covid ha rallentato il progetto e, quando lo abbiamo ripreso in mano, ci siamo resi conto che un impianto di quel tipo sarebbe stato difficile da gestire, perché la nostra produzione è stagionale e alterna picchi produttivi e periodi di rallentamento. Dimensionare l’impianto per soddisfare il fabbisogno dell’alta stagione avrebbe significato lasciarlo quasi fermo nella bassa stagione. Per questo motivo il concept progettuale che ci ha convinto di più è stato quello a box proposto da Eurotherm. Contemporaneamente abbiamo anche iniziato ad analizzare la possibilità di modificare la natura dei prodotti vernicianti impiegati, passando a un ciclo misto”.
102 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
ipcm
Applicazione della finitura a polvere in una delle due cabine apposite.
©
Applicazione del fondo liquido in una delle due cabine pressurizzate a flusso verticale.
© ipcm

HP SERIES - HIGH YELD/PENETRATION PRODUCTS

SERIE HP - PRODOTTI AD ALTA RESA/PENETRAZIONE

FEATURES
The HP series is specifically designed to uniform the thickness of powder applied on all parts of the painted support.
CARATTERISTICHE
La serie HP è pensata specificatamente per uniformare lo spessore di polvere applicata su tutte le parti del supporto verniciato.

Pulverit S.p.A. Italia
Via Carlo Reale, 15/4
20157 Milano-Italy
Tel +39 02 376751
email: pulverit@pulverit.it
BENEFITS
Reduction between 15% and 30% of the powder required to paint the support. The HP series considerably reduces the “orange peel” effect due to the accumulation of powder in the parts adjacent to the critical points and minimizes the accumulation effect on the edges.
CARATTERISTICHE
Riduzione tra il 15 % e il 30% della polvere necessaria a verniciare il supporto. La serie HP riduce notevolmente l’effetto “buccia di arancia” dovuto all’accumulo di polvere nelle parti adiacenti ai punti critici e minimizza l’effetto di accumulo sui bordi.
Pulverit Polska Sp. z o.o.
ul. Strefowa 16
43100 Tychy-Polska
Tel. +48 32 329 14 11
email: biuro@pulverit.pl
Pulverit Deutschland GmbH
Im Wert 3
73563 Mögglingen- Deutschland
telef.: +49 7174 7193000
email: info@pulverit.de
www.pulverit.com
Pulverit Iberia s.l.u.
c/ Caravis, 28, 1º 3ª
50197 Zaragoza
Tel. +34 607163259
email: iberia@pulverit.it
HP series the Pulverit Opus Magnum


“A Giletta abbiamo fornito un impianto di verniciatura manuale con cui sostituire il vecchio impianto in linea passo-passo” interviene Rocco D’Aloia, project manager di Eurotherm. “Tra le varie richieste, il nuovo impianto doveva riuscire a raddoppiare la cadenza produttiva rispetto a quello precedente, aumentando la flessibilità di gestione e il risparmio energetico. Gli obiettivi raggiunti sono il passaggio da due turni di lavoro – compreso il sabato – a un turno di lavoro per processare la medesima quantità di particolari verniciati con un elevato risparmio di gas ed energia elettrica, rispetto al vecchio impianto in linea. A parte alcuni componenti che sono decapati, il resto della produzione Giletta è verniciato. L’azienda predilige il pretrattamento meccanico: tutti i pezzi medio-piccoli sono granigliati nella macchina a grappolo, mentre i cassoni nella granigliatrice Banfi preesistente, che è stata revampata da Eurotherm sia sotto il profilo software che meccanico per allungarla e collegarla alla stazione di soffiatura, comune a entrambe le macchine, che possono lavorare in parallelo. Il tunnel di pretrattamento automatico a cella è utilizzato per la pulizia di tutti quei pezzi (come i cilindri idraulici e i riduttori) che non possono essere sabbiati. La cella di lavaggio, pur esseno integrata al resto della linea, viene ad oggi utilizzata per il trattamento di altri particolari verniciati fuori linea”. Il ciclo produttivo attuale è il seguente: sabbiatura con graniglia metallica o pretrattamento a 3 stadi (predisposto per 5); zincatura a liquido con
essiccazione in cabina a 25°C; verniciatura a polvere; polimerizzazione. I macchinari installati da Eurotherm sono:
n°1 cella di lavaggio a 3 fasi
n°2 cabine verniciatura a liquido a flusso verticale pressurizzate con CTA di riscaldo e funzione essiccazione a 70°C con dimensioni 4x9 m
n°2 cabine verniciatura a polvere a flusso verticale di cui una con ciclone per recupero colore con dimensioni 4x9 m
n°3 forni di polimerizzazione con temperatura fino a 250°C
n°3 carri trasferitori semi-automatici
n°2 stazioni elevatrici per carico/scarico
convogliatore aereo
n°1 modulo di stoccaggio vernici climatizzato
n°1 sabbiatrice in linea Carlo Banfi, revisionata con software digitale 4.0 e inserita in linea alla cabina di soffiaggio manuale.
n°1 granigliatrice a grappolo OMSG con dimensioni massime dei pezzi ø 2500 x 3000 H mm
Questa macchina ha un sistema di handling a Y, con due paranchi. Ogni paranco ha una portata da 2000 Kg /cad. Quando un paranco è all’interno della granigliatrice per la fase di granigliatura, l’altro è fuori, per le operazioni di carico/scarico dei pezzi. In questo modo si abbattono i tempi morti. La macchina è equipaggiata con 4 turbine da 15 Kw/
104 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
©
ipcm
©
ipcm
I tre forni di polimerizzazione.
Pezzi verniciati all’interno di uno dei forni.

cad, con componenti in lega speciale in K110. L’impianto è realizzato in ottica Industria 4.0 ed è fornito di Inverter per regolare l’energia cinetica dell’abrasivo proiettato dalle turbine centrifughe (per evitare eventuali deformazioni e danneggiamenti delle carpenterie con spessori sottili).
La capacità massima di appensione dell’impianto di verniciatura è 2200 kg con lunghezza massima di 7,5 m.
L’applicazione della finitura a polvere avviene con un gruppo manuale di Zeus Electrostatic System di ultima generazione, mentre l’applicazione del fondo liquido è con gruppi manuali elettrostatici di Wagner, alimentati da una miscelatrice Intellimix posizionata in un vano isolato apposito. “Gli elevatori di cui è provvisto l’impianto facilitano il lavoro di carico e scarico di pezzi pesanti degli operatori” prosegue Rocco D’Aloia. Dopo aver appeso i componenti, il primo carro trasferitore entra nella sabbiatrice, asservita da anello monorotaia al suo interno. In uscita i pezzi transitano in una postazione di soffiatura manuale per la pulizia dei pezzi. Un secondo carro trasferitore permette di muovere i pezzi verso la postazione di mascheratura, se necessario, o direttamente all’interno delle cabine di applicazione del fondo liquido grigio chiaro, uguale per tutti i componenti. Questo medesimo carro consente anche di prelevare i pezzi dalle cabine dedicate al fondo per trasferirli nelle cabine di applicazione della finitura colorata a polvere, per spostarli all’interno dei forni di polimerizzazione.
Infine, un terzo carro li trasferisce sulla via d’uscita attrezzata con il secondo discensore per lo scarico. La cabina a polvere di applicazione dedicata al colore arancione RAL2011, il colore aziendale, è a recupero, mentre quella dedicata all’applicazione di tutti gli altri colori richiesti dai clienti (principalmente grigio, bianco, giallo e rosso) è a perdere”.
Rapidità, flessibilità e indipendenza delle fasi di trattamento: obiettivo raggiunto
“Il concept a box di Eurotherm con quattro cabine e tre forni di polimerizzazione ci ha dato quella flessibilità e rapidità che un impianto automatico in linea non avrebbe mai potuto darci” sottolinea Fabrizio Abello di Giletta Spa. “In base alla richiesta di output dell’impianto decidiamo se utilizzare uno o più forni. Inoltre, avere doppia cabina sia per l’applicazione del fondo sia per quella del colore, ci consente di utilizzarle a due a due oppure tutte e quattro contemporaneamente durante i picchi produttivi. Ciò significa che in alcuni periodi utilizziamo una o due cabine al giorno, e in caso di necessità potremo verniciare invece con quattro cabine in funzione contemporaneamente. Il nostro obiettivo era avere un impianto tecnologico ma al contempo flessibile: Eurotherm ha soddisfatto appieno questo requisito”.
105 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© ipcm
Gianpaolo Candelero di Eurotherm con Fabrizio Abello di Giletta.
Bucher Municipal: un gruppo di eccellenza
Fondata nel 1950 a Revello (Cuneo), Giletta iniziò la sua attività come produttore di macchinari per l'agricoltura. Negli anni immediatamente successivi, l'azienda affiancò l'attività di produzione a quella commerciale. Nel 1966, su richiesta di un imprenditore privato che effettuava operazioni di sgombero neve sulla strada provinciale di Saluzzo, Giletta progettò il primo spandisabbia e spargisale. Quest'ultimo aveva una doppia catena di alimentazione, una tecnologia derivata dalla produzione di macchine agricole, e aveva una capacità di 11 metri cubi, adatta ad un camion 6x4. All'epoca, il più grande spargitore d'Europa era di 6 metri cubi, dunque la nuova macchina rappresentava una grande novità per il mercato, perché consentiva di ridurre il numero dei mezzi in circolazione. “La principale differenza della macchina progettata da Michele Giletta, era sul sistema di estrazione del materiale dal cassone perché, mentre tutti i competitor utilizzavano le coclee, la nostra macchina usava un nastro a traversini che le dava il grande vantaggio di rimanere sempre carica, di poter lavorare con continuità e con qualsiasi tipo di materiale, poiché riusciva a trasmettere una coppia di trazionamento superiore a quello degli altri sistemi conosciuti. Questa caratteristica tecnica, che ancora oggi garantisce grande flessibilità di utilizzo, affidabilità e precisione dello spargimento, è rimasta il punto di forza delle nostre macchine, un dettaglio progettuale che ancora oggi è la caratteristica distintiva del marchio Bucher” racconta Fabrizio Abello. La stretta collaborazione con i clienti, l'attenzione ai dettagli e la qualità delle macchine hanno reso la Giletta uno dei produttori più innovativi del settore. Nel 1978 fu lanciato lo spargitore da 15 metri cubi e già nel 1980 Giletta introdusse il primo spargitore di cloruro con sistema di umidificazione, che rappresentò una rivoluzione nella manutenzione invernale. Nel 1989 furono compiuti ulteriori passi avanti sul controllo digitale delle operazioni di spandimento con l’avvento del microprocessore Ecosat. Il controllo satellitare completamente automatizzato delle operazioni di spandimento del cloruro risale al 1998. Nel 1999, su richiesta della più grande società autostradale italiana che gestisce una notevole quantità di veicoli per lo sgombero neve, fu sviluppato il primo sistema digitale per il tracciamento e il controllo a distanza delle operazioni invernali. Nel 2002 Giletta è entrata a far parte del gruppo Bucher Municipal. Per offrire un assortimento completo di attrezzature per la manutenzione invernale, nel 2003 è stata acquisita la SnowTec, azienda francese produttrice di innovativi spazzaneve. Essa verrà poi accorpata ad Arvel, società fondata da Giletta nel 1997 con sede à Coudes, nella Francia centrale. Nel 2009, l'azienda ha investito in Saet, azienda specializzata nella progettazione e produzione di controlli elettronici e relativi cablaggi, al fine di aumentare il know-how in campo elettronico per un ulteriore rafforzamento nello sviluppo di prodotti intelligenti.
La crescita di Bucher Municipal ha proseguito la sua corsa con l'acquisizione del produttore tedesco Gmeiner, del distributore spagnolo Maquiasfalt nel 2011, e nel 2012 con l'acquisizione di Assaloni.com, storico produttore di attrezzature per lo sgombero neve, noto soprattutto per gli spazzaneve telescopici brevettati. Nel 2014 è stato inaugurato lo stabilimento produttivo di Kaluga in Russia, costruito per la produzione di tutte le attrezzature destinate a questo importante mercato, alcune delle quali sono state appositamente progettate per le condizioni di lavoro estreme proprie di questa regione.

106 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
Macchina aeroportuale per il de-icing delle piste di Bucher Municipal.
© Bucher Municipal


PPG collabora con il produttore delle iconiche caffettiere italiane
PPG continua la partnership con l’azienda quasi centenaria Bialetti, i cui prodotti sono famosi per il loro design iconico e l'eccezionale qualità. L’obiettivo è fornire rivestimenti in polvere sostenibili adatti alle loro caffettiere di fascia alta.
Radicate nella cultura italiana e sinonimo di design e qualità, le caffettiere Bialetti sono apprezzate per la loro capacità di conferire un aroma robusto e gradevole. Che si tratti dell’originale Moka Express o di uno dei tanti altri modelli realizzati dall’azienda italiana nel corso degli anni, queste belle caffettiere sono amate dagli appassionati di caffè in tutto il mondo.
Nel 1933 l’ingegnere e imprenditore Alfonso Bialetti avviò la produzione della Moka Express, la caffettiera in alluminio che ha rivoluzionato il modo di fare il caffè utilizzando l’alta pressione per forzare il vapore attraverso i fondi. La caffettiera prende il nome dalla città di Mokha in Yemen, una delle prime e più rinomate aree geografiche di produzione del caffè di quell’epoca.
108 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SUCCESS STORIES SPECIAL ISSUE - PaintExpo
© Bialetti
Da quel momento sono stati venduti più di 300 milioni di caffettiere, quasi del tutto invariate rispetto all’originaria forma ottagonale, considerata l’apice del design italiano. Oggi questo iconico elettrodomestico è un punto fermo nelle cucine di tutto il mondo, in particolare in Europa e America Latina.
La Moka Express non è l’unica caffettiera famosa venduta da Bialetti, che ha sede a Coccaglio (Brescia). Ogni anno milioni di caffettiere Bialetti sono comprate dagli amanti del caffè in molti modelli e colori diversi.
Una nuova era di colori
Per molto tempo tutti i modelli Bialetti sono stati in alluminio non verniciato. Tutto cambiò circa venti anni fa, quando l’azienda decise di aggiungere un elemento estetico al rito quotidiano del caffè utilizzando il colore. Bialetti si rivolse quindi ad un produttore di vernici con sede in Italia, la cui attività nel settore delle vernici in polvere è stata acquisita da PPG nel 2021.
Dalla prima collaborazione è nata Mukka Express, una moka per cappuccino con un rivestimento esterno in polvere nero/crema che ricorda il mantello di una mucca. Le due aziende hanno collaborato per
sviluppare numerose vernici poliestere ed epossi-poliestere per diverse linee di prodotto Bialetti, tra cui:
Colori opachi per Fiammetta;
Verde per Alpina;
Rosa per un’edizione speciale di Moka Express dedicata al Giro d’Italia;
Giallo oro per una collezione natalizia;
Molti altri colori per la versione Dama “Glamour”.
Aspetto trendy e soluzioni sostenibili:
la nuova linea Moka Exclusive
La moka è un elettrodomestico sostenibile, poiché prepara il caffè da chicchi ridotti in polvere, senza l’impiego di cialde usa e getta in plastica. Inoltre, necessita solo di acqua per essere pulita – nessun sapone o detergente. Nel 2023 il team di PPG ha iniziato lo sviluppo di una serie di colori in polvere Envirocron® per la nuova linea Moka Exclusive, una collezione che sarebbe stata lanciata durante le festività natalizie di quell’anno.
“Volevamo qualcosa di nuovo, elegante e raffinato per valorizzare al massimo l’iconica Moka Express. Attraverso la ricerca e l’analisi delle tendenze estetiche e stilistiche, il nostro Ufficio Stile ha proposto la



SUCCESS STORIES SPECIAL ISSUE - PaintExpo
EVAPORATION TECHNOLOGY APPLIED TO INDUSTRIAL PAINTING AND COATING MEET US AT PAINT-EXPO – EXHIBITION CENTRE KARLSRUHE, GERMANY –9-12 APRIL 2024 – HALL 1 – BOOTH 1541 WATER RECOVERY MINIMIZATION OF WASTE TO BE DISPOSED OF REUSE OF DISTILLATE COST REDUCTION ZLD: ZERO LIQUID DISCHARGE

nuova collezione Moka Exclusive caratterizzata da 7 colori di tendenza, per soddisfare un’ampia varietà di gusti”, ha spiegato Marco Vanoli, Product Manager di Bialetti. Una delle sfide era creare un processo di applicazione della polvere che rivestisse tutta la caffettiera tranne l’icona in rilievo dell’omino coi baffi e il logo aziendale. Questi due elementi sono parte integrante della nuova linea e hanno contribuito alla creazione di un nuovo look sofisticato e di tendenza.
“È stato un progetto pieno di sfide”, ha commentato Cristoforo Brendas, Business Development Manager – Vernici in Polvere presso PPG. “Sono servite molte prove per trovare il giusto equilibrio tra il colore e l’effetto finale desiderato da Bialetti. Il lavoro svolto nel nostro laboratorio è stato fondamentale”.
Una volta sviluppati i colori, nel laboratorio di Bialetti sono iniziati i test volti a garantire una buona adesione, resistenza alle macchie e

resistenza nel tempo alle temperature elevate. I test sono stati molto aggressivi, poiché fondamentali per capire se fosse stato utilizzato il rivestimento più adatto.
Le vernici in polvere di PPG hanno soddisfatto ogni requisito, dalle prestazioni alla bellezza. La nuova collezione è stata lanciata in tempo per le festività del 2023.
“Siamo molto soddisfatti che il nostro rivestimento sia stato scelto per i colori esclusivi della collezione Moka Exclusive 2023 e siamo davvero felici di continuare a collaborare con Bialetti. Condividiamo con loro la stessa passione per l’eccellenza italiana, lo spirito di innovazione e l’attenzione alla qualità”, ha concluso Brendas.
Per maggiori informazioni: www.ppgindustrialcoatings.com
110 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SUCCESS STORIES SPECIAL ISSUE - PaintExpo
© Bialetti © Bialetti




Double your efficiency! Fusion of electrostatics and dense-phase powder delivery The system with OptiSpray All-in-One pump technology and double OptiSpeeder powder hoppers (DualSpeeder) enables handling and preparation of two independent colors sequentially for ultra-fast color change or in parallel for simultaneous coating from both OptiSpeeder hoppers. OptiCenter ® All-in-One OC11 9.-12. April 2024 Karlsruhe | Germany Hall 2 | Booth 2426 Gema Europe Srl | Via Goldoni, 29 Via Carlo Goldoni 29 | 20090 Trezzano Sul Naviglio (MI) | ITALY | T. +39 02 48 400 486 gemapowdercoating.com

Metalux rivoluziona il processo di pretrattamento adottando la nanotecnologia PRONORTEC per ottenere una verniciatura a polvere efficiente e sostenibile
Federico Melideo ipcm®
L’azienda italiana Metalux, specializzata in verniciatura a polvere conto terzi, ha recentemente implementato la nanotecnologia PRONORTEC di Chemtec nei suoi processi di pretrattamento, garantendo così una produzione ecosostenibile e incrementando la flessibilità operativa degli impianti.
In un panorama industriale sempre più competitivo, Metalux si distingue come un’azienda all’avanguardia nel settore della verniciatura a polvere conto terzi, capace di coniugare innovazione e sostenibilità. Situata a Castelfidardo, Ancona, quest’eccellenza italiana ha ottenuto la prestigiosa certificazione QualiSteelCoat per l’acciaio, l’acciaio Sendzimir e l’acciaio zincato a caldo, divenendo l’azienda attualmente “più a sud d’Italia” ad aver raggiunto tale traguardo. Giacomo Bettucci, alla guida di Metalux, sottolinea l’importanza di questa certificazione, evidenziando un percorso caratterizzato da impegno e dedizione verso la qualità: “questa certificazione non solo attesta l’alto standard qualitativo dell’azienda, ma la consolida come il punto di riferimento per i clienti del centro e sud Italia che richiedono prodotti dalla finitura impeccabile. Con i sistemi attuali siamo in grado di garantire la resistenza C4H per acciaio e Sendzimir e C5H per acciaio zincato a caldo con un ciclo pretrattamento + fondo e finitura a polvere”.
FOCUS ON TECHNOLOGY SPECIAL ISSUE - PaintExpo
© ipcm
Pezzi verniciati da Metalux di Castelfidardo, Ancona.

I due nuovi magazzini automatici per la gestione delle vernici in polvere dei diversi fornitori.
Affrontando le sfide del mercato post-pandemico, l’azienda marchigiana ha adottato una strategia di crescita improntata alla sostenibilità e all’efficienza, rinnovando il reparto di verniciatura, con particolare attenzione ai processi di pretrattamento chimico. L’azienda, infatti, ha fatto un grosso passo avanti adottato la nanotecnologia PRONORTEC sviluppata da Chemtec - un’azienda italiana specializzata nella formulazione, produzione e commercializzazione di specialità chimiche per il trattamento delle superfici – abbandonando l’oramai obsoleto processo di fosfatazione + cromo trivalente per adottare un approccio più efficiente e a basso impatto ambientale.
Il reparto di verniciatura rinnovato
Metalux dispone attualmente di quattro linee di verniciatura a polvere, di cui una è dotata di pretrattamento meccanico mediante granigliatrice, mentre le altre tre utilizzano un pretrattamento chimico con tunnel di lavaggio. “Da quest’estate, su due delle quattro linee, abbiamo introdotto la chimica di Chemtec, di cui una impiega l’innovativa nanotecnologia PRONORTEC,” spiega Giacomo Bettucci, responsabile di Metalux. “Dal punto di vista pratico, questa scelta è stata determinata dalla specifica esigenza di sostituire la fosfatazione + cromo trivalente per allineare i nostri processi a una filosofia di sostenibilità ambientale, garantendo così che Metalux diventasse un’azienda esente cromo. Parallelamente, era necessario garantire la flessibilità operativa dei nostri impianti, i quali trattano sia materiali per interno che per esterno.”
“Inoltre, oltre ai loro prodotti, abbiamo adottato anche due dispositivi tecnici progettati da Chemtec: uno skid completo per la nebulizzazione del prodotto PRONORTEC e un sistema ad osmosi inversa per la produzione di acqua pura che ha sostituito il vecchio impianto di demineralizzazione alimentato da acqua di pozzo. Queste macchine hanno completato un ampio intervento di rinnovamento del tunnel di lavaggio utilizzato per la fosfatazione + cromo trivalente, in quanto il cromo, nel tempo, aveva eroso le lamiere d’acciaio inox del tunnel,” aggiunge Bettucci.
Le due linee di verniciatura alimentate Chemtec
La linea 2 è dedicata ai materiali per interno che sono pretrattati con dei fosfatanti multimetal che ci fornisce Chemtec, adatti a trattare acciaio, alluminio e lamiere zincate. Questa configurazione è ottimizzata per soddisfare le esigenze dei clienti che richiedono durabilità standard nei test di nebbia salina e prevede un ciclo di pretrattamento composto da fosfosgrassaggio e da una serie di risciacqui, di cui l’ultimo con acqua osmotizzata pura.
La linea 4, che recentemente ha subito il revamping, è dedicata ai componenti di medio e grande formato con dimensioni massime pari a 3000 x 1000 x 2500 mm. Tratta materiali per interno e per esterno di tutte le tipologie di leghe metalliche, i quali sono pretrattati con il passivante nanotecnologico PRONORTEC e successivamente rivestiti con vernici specifiche per esterno, interno e anche siliconiche. “L’obiettivo è
113 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© ipcm
garantire un’elevata resistenza alla corrosione, per questo abbiamo previsto un ciclo di pretrattamento con fosfosgrassaggio, risciacquo con acqua osmotizzata e applicazione di soluzione nanotecnologica PRONORTEC senza risciacquo,” spiega Carlo Guidetti, CEO & co-founder di Chemtec. “Abbiamo mirato all’implementazione di una linea versatile capace di trattare una vasta gamma di materiali, un obiettivo garantito dall’eccezionale facilità d’uso del PRONORTEC,” aggiunge Bettucci.
Caratteristiche tecniche e applicative del PRONORTEC “Il PRONORTEC è una nanotecnologia basata sull’utilizzo di composti organici del fosforo che crea un rivestimento di circa 50/60 nm, garantendo così eccellenti adesioni su qualsiasi substrato metallico opportunamente sgrassato e risciacquato e assicurando al contempo ottime resistenze alla corrosione grazie alla sua idrofobicità. Per questa ragione, il PRONORTEC potrebbe sostituire le tecnologie obsolete e impattanti a livello ambientale seppur prestazionali, come la cromatazione trivalente, con nanotecnologie che garantiscono la stessa qualità ma con processi ecosostenibili. A differenza di altre nanotecnologie presenti sul mercato che sfruttano la chimica dello zirconio, del titanio o dei silani organici, abbiamo sviluppato una soluzione innovativa che semplifica le applicazioni industriali e che non necessita di un risciacquo per garantire elevati risultati,” spiega Guidetti. “Le condizioni necessarie per ottenere questo incremento qualitativo con PRONORTEC sono due: la prima è la presenza di un risciacquo con acqua osmotizzata o demineralizzata sostanzialmente pura a monte dell’applicazione di PRONORTEC; la seconda è che ci sia sufficiente spazio nel tunnel di pretrattamento esistente per integrare una semplice rampa di nebulizzazione. In questo modo si possono aumentare le resistenze alla corrosione rispetto a un normale sgrassaggio, o arrivare ai livelli prestazionali di una fosfatazione cromo trivalente, come nel caso

di Metalux”. Chemtec offre ai propri clienti due opzioni per poter applicare il PRONORTEC: un sistema completamente automatizzato 4.0 ed uno più user-friendly”, sottolinea Guidetti. “Entrambi sono progettati con facilità d’uso e capaci di garantire un’applicazione efficiente del prodotto su tutte le superfici metalliche, nonché sono caratterizzati da una bassa manutenzione dal punto di vista pratico e facilmente integrabili nel quadro comandi dell’impianto.”
I vantaggi della nuova nanotecnologia
“L’applicazione della nanotecnologia PRONORTEC rappresenta un notevole avanzamento rispetto ai tradizionali processi di fosfatazione, offrendo un miglioramento significativo nella resistenza e nelle prestazioni del processo di pretrattamento. Tuttavia, ciò che rende la nuova nanotecnologia così efficace è l’estrema facilità e flessibilità di utilizzo, che si traduce in una maggiore efficienza operativa, una programmazione dei cicli più agevole e la possibilità di trattare una gamma più ampia di prodotti, specialmente quando utilizziamo vernici certificate Qualicoat 2 anziché Qualicoat 1,” afferma Bettucci.
Metalux ha condotto diverse prove di resistenza alla corrosione per validare le prestazioni offerte da PRONORTEC, le quali sono state eseguite da Chemtec direttamente presso il suo laboratorio, che è dotato di due nuove camere 4.0 per le prove in nebbia salina, di cui una è dedicata alla nebbia salina neutra e l’altra è destinata alla nebbia salina acetica per i metalli non ferrosi. In aggiunta, esso è attrezzato con spettroscopia di impedenza e metodo ACET test. “Un approccio che garantisce risultati in tempo reale, consentendo un’analisi immediata della cinetica della reazione elettrochimica sulle superfici metalliche e permettendo di comprendere eventuali problematiche o difficoltà che potrebbero presentarsi durante il processo,” interviene Guidetti.
114 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
L’anello di nebulizzazione del prodotto passivante nanotecnologico PRONORTEC fornito da Chemtec.
© ipcm
Conclusioni
Grazie ai suoi investimenti Metalux si consolida come un’azienda specializzata in verniciature a polvere di alta qualità per interni ed esterni, costantemente alla ricerca dell’eccellenza nei suoi prodotti. Una missione resa possibile non solo dal miglioramento dei processi di pretrattamento e verniciatura, ma anche dall’impiego di vernici di qualità, come quelle fornite da TIGER Coatings, uno dei fornitori di Metalux.
“Nonostante le nostre polveri siano talvolta ricondotte ad un´elevata fascia di mercato, è dimostrato che i benefici a lungo termine – inclusi i maggiori rendimenti e una qualità superiore dei prodotti finiti – le rendano in realtà altamente competitive, se non addirittura più convenienti rispetto ad altri prodotti vernicianti. Inoltre, la certificazione QualiSteelCoat ottenuta da Metalux nel 2022 ha



GENERAL INDUSTRY liquid or powder spray applications eosmarketing.it www.trasmetal.com www.varnishtech.it pre-treatment | spray applications | electroplating | vertical & horizontal plants | enameling | aluminium | white goods | automotive | general industry 70 years of experience and innovation in surface finishing lines FINISHING SYSTEMS visit us at Messe Karlsruhe - April 9-12, 2024 - Hall 1, booth 1527 FOCUS ON TECHNOLOGY
©
Il sistema automatico di miscelazione e dosaggio del prodotto PRONORTEC.
ipcm




116 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
ipcm
ipcm
©
©




EXPERIENCE DIGITAL COLORS Dive into a world of COLOR with our latest e-SOLUTIONS! Learn how colors and effects come to light on 2D and 3D objects, like panels and car shapes CURIOUS? DISCOVER THE TOOL! Merck Srl Electronics | Surface Solutions Via Monte Rosa 93 | 20149 Milano MI | Italia PMsalessupportIT@merckgroup.com tel. 00 800 72771666 www.eshop-merckgroup.com/IT/it
Hydro Italia rivoluziona il trattamento delle acque reflue per ICA
Gabriele Lazzari, ipcm®
ICA ha installato l’impianto di trattamento chimico-fisico HYDROFLOTY 12M di Hydro Italia che, attraverso un ciclo chiuso di chiariflocculazione, permette di recuperare il 90% delle acque reflue per riutilizzarle nei propri processi di lavaggio rispettando le normative ambientali vigenti. L’azienda si è avvalsa di un partner esperto e qualificato che l’ha assistita per ottimizzare la sostenibilità ambientale della sua produzione e ridurre del 20% i costi di smaltimento, confermandosi come leader nel settore delle vernici a base acqua.
In un mondo in continua evoluzione, la responsabilità sociale e la sostenibilità non possono essere considerate un’opzione, ma diventano un imperativo morale e strategico che può essere sintetizzato con tre verbi: lnspire - Commit - Act. Questo mantra ha sempre guidato la crescita di ICA, un’azienda italiana fondata nel 1971 e gestita dalla famiglia Paniccia fino alla sua acquisizione da parte di The
Sherwin-Williams Company, che è stata formalizzata a dicembre 2022. Specializzata nella produzione di vernici a base acqua per substrati lignei, ICA si è però anche contraddistinta sul mercato per alcune specificità, come le vernici all’acqua e BIO – cioè con materie prime da fonti rinnovabili –, un laboratorio di analisi chimico-fisica a disposizione dei clienti, il servizio di formazione professionale erogato da ICA

118 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
SPECIAL ISSUE - PaintExpo
L’impianto di trattamento chimico-fisico HYDROFLOTY 12M di Hydro Italia.
© Hydro Italia
Academy e l’attenzione sempre altissima verso pratiche e tecnologie eco-sostenibili.
“L’impianto chimico-fisico HYDROFLOTY 12M, realizzato da Hydro Italia per il trattamento e la depurazione delle acque reflue provenienti dalle operazioni di lavaggio dei fusti e dei contenitori della vernice è completo, a ciclo chiuso chiavi in mano", esordisce Valentina Cesari, Communications Manager di ICA. Il Responsabile Commerciale Davide Solmi ha seguito passo dopo passo e sviluppato, grazie alla direzione tecnica di Hydro Italia, il processo più efficace in una combinazione di impianti e prodotti chimici di propria formulazione.
Nello stabilimento di Civitanova Marche (MC) avviene la produzione delle vernici per legno e per vetro, così come in quelli di Romano d’Ezzelino (VI), mentre le filiali estere sono prevalentemente dedicate ai servizi a supporto dei clienti e alla produzione di colori con innovativi sistemi tintometrici. Essendo dunque uno stabilimento prettamente produttivo, quello della sede marchigiana utilizza ingenti quantitativi di acqua di lavaggio, che in anni recenti sono aumentati notevolmente a seguito dell’incremento del volume produttivo. Nel contesto del suo impegno per la sostenibilità, ICA ha quindi identificato la necessità di ridurre
l’impatto ambientale e i conseguenti costi di smaltimento derivanti da tali operazioni produttive. In particolare, l’azienda ha voluto concentrarsi inizialmente sull’affrontare il problema delle acque di scarto generate durante il lavaggio di bidoni mobili e dalle linee fisse di produzione e trattamento, i cui mixer sono lavati automaticamente attraverso maxispazzole e una combinazione di acqua di rete e acqua osmotizzata. “L’obiettivo era quello di individuare un sistema di trattamento e purificazione che ci permettesse di ridurre sostanzialmente la quantità di acque reflue, in modo da poterle efficacemente riconvertire in acqua da reimmettere nel ciclo di lavaggio. Essendo certificati da tre schemi – ISCC Plus, EcoVadis e Sedex, compresa la norma UN-ISO 14001 standard 2015 – la riduzione dell’impatto ambientale diventa un imperativo categorico”, spiega Federica Paggi, Quality, Safety, Health & Environment Specialist.
La fase di analisi e la selezione di un processo di chiariflocculazione
L’azienda ha quindi avviato una fase di analisi volta ad identificare la tipologia di processo più adeguata alle proprie esigenze e il partner

119 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
La vasca di chiariflocculazione.
© Hydro Italia

a cui affidare lo sviluppo della tecnologia di depurazione. Il processo di studio è iniziato con una fase di laboratorio, dove sono state condotte prove di trattamento per valutare la fattibilità di riutilizzare le acque reflue nel processo di lavaggio. Questo studio iniziale, durato circa un anno a causa di alcuni ritardi dovuti alla pandemia di COVID-19, ha coinvolto laboratori accreditati esterni e ha portato alla scelta di un approccio basato sulla chiariflocculazione – poiché ha degli effetti sull’ambiente ridotti ed è di facile implementazione e gestione. Successivamente, sono state confrontate diverse proposte di aziende specializzate nel settore, tra cui Hydro Italia, che ha presentato un progetto pilota per confermare l’efficacia del trattamento.
“Una volta individuata la soluzione migliore, ovvero la chiariflocculazione, abbiamo proceduto con l’effettuare una fase di ingegnerizzazione di base del processo attraverso il confronto con più aziende e una gara di appalto. Tra tutte le tecnologie presentate, il progetto di Hydro Italia è stato quello che più ci ha convinto”, racconta Paggi. “Abbiamo quindi commissionato la realizzazione di un test effettuato con un impianto pilota studiato su misura per verificare sul campo il processo di trattamento delle acque reflue e validarne l’efficacia. Dopo circa tre mesi, soddisfatti dei risultati fino ad allora raggiunti, abbiamo infine commissionato l’impianto definitivo.”
L’impianto di trattamento chimico-fisico HYDROFLOTY 12M di Hydro Italia
L’impianto automatizzato a circuito chiuso fornito da Hydro Italia, denominato HYDROFLOTY 12M, è in grado di trattare 12 m3/ora di acque reflue attraverso l’utilizzo di specifici agenti chimici opportunamente dosati in relazione alla concentrazione di effluente da trattare – come addensanti, polielettroliti e correttori di PH. Questo processo crea

120 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© Hydro Italia
La tramoggia, posta su un sostegno dotato di una griglia di scarico.
dei fiocchi leggeri che inglobano il contaminante rimanendo sospesi sulla superficie, in modo da poter essere meccanicamente scremati e rimossi con facilità. Il processo di trattamento a ciclo chiuso prende avvio dalla raccolta delle acque reflue provenienti dal lavaggio delle attrezzature di produzione, convogliate e stoccate in una vasca di accumulo preliminare al processo. Successivamente, sono immesse nella vasca di chiariflocculazione e omogenizzazione nella quale, una volta affiorati i fiocchi in superficie, una racla di separazione li conduce nella tramoggia, posta su un sostegno dotato di una griglia di scarico. Qui il residuo solido è lasciato disidratare, e il percolato risultante è inviato in una vasca di pre-filtrazione dove due filtri a sabbia e carboni attivi intercettano gli eventuali componenti solidi sospesi che potrebbero essere ancora presenti e le tracce di altri inquinanti organici sfuggiti al trattamento di chiariflocculazione. L’acqua può quindi essere nuovamente utilizzata per le operazioni di lavaggio, mentre il fango rimanente è

HIGHLIGHT OF THE MONTH wagner-group.com Better for you: Sustainable & smart solutions for your coating process Visit us from April 9 - 12, 2024! Hall 3, booth 3330.
© Hydro Italia
Un'altra vista dell'impianto.

I fiocchi che inglobano il contaminante, sospesi sulla superficie dell’acqua.

raccolto in big-bag e smaltito da imprese esterne.
ICA ha inoltre espressamente richiesto che fosse prevista una fase di sanificazione con ipoclorito di sodio al 10%, al fine di garantire la completa eliminazione di eventuali colonie batteriche che potrebbero proliferare nelle acque reflue. Sull’impianto sono inoltre stati installati dei sensori che rilevano la quantità di materie prime presenti nei rispettivi serbatoi e i livelli delle vasche di trattamento. In questo modo, è possibile monitorare l’andamento del processo e i consumi sia dal PLC che dal software gestionale ICA Energy interno all’azienda.
“La maggior parte delle operazioni di controllo e manutenzione possono essere gestite dal computer degli operatori. La decisione interna di remotare le principali funzioni dell’unità di trattamento su un nostro PLC fa fronte ad esigenze legate ad ottimizzare i tempi di intervento e monitorare le performance del processo di depurazione”, continua Paggi.
Recupero del 90% di acqua e ROI di due anni
L’impianto è stato installato a giugno 2023 e, dopo sei mesi di attività, ICA esprime piena soddisfazione per i risultati ottenuti. L’investimento è stato supportato da uno studio specifico legato ad obiettivi di sostenibilità ambientale e riduzione dei costi nell’ottica di miglioramento continuo finalizzato al raggiungimento del Zero Waste per le operazioni di lavaggio. “L’impianto ha dimostrato di essere altamente sostenibile sotto diversi aspetti. Dal punto di vista ambientale, ci permette di recuperare oltre il 90% dell’acqua utilizzata per le operazioni di lavaggio, contribuendo a un significativo miglioramento del bilancio di massa. Inoltre, poiché la quasi interezza dell’acqua di risulta può essere riutilizzata per delle successive operazioni di lavaggio, abbiamo anche diminuito del 20% i costi di smaltimento,” dichiara Paggi. “Abbiamo previsto che in soli due anni rientreremo nell’investimento. Per di più, Hydro Italia ha realizzato per ICA un impianto modulare, in grado di consentire la futura espansione per seguire l’incremento di capacità produttiva. Il ciclo giornaliero nelle condizioni attuali prevede un utilizzo dell’impianto per alcune ore al giorno; progetti futuri in fase di studio potranno prevedere un upgrade dell’impianto e l’aumento delle acque reflue da trattare”.
122 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© ICA
L’acqua filtrata, che può essere usata per le operazioni di lavaggio.

PASSION FOR MASKING SOLUTIONS

info@global-mask.com www.global-mask.com
BEEP è specializzata nella verniciatura a polvere e nell'assemblaggio di telai per biciclette ed e-bike.

FOCUS ON TECHNOLOGY
SPECIAL ISSUE - PaintExpo
BEEP Srl: una longeva collaborazione con un pool di aziende italiane ha consentito l’installazione di un nuovo impianto per la verniciatura a polvere di e-bike di alta gamma
Ilaria Paolomelo, ipcm®
BEEP Srl, azienda specializzata nella verniciatura e nell’assemblaggio di biciclette ed e-bike commercializzate con il marchio Decathlon, ha recentemente inaugurato il suo nuovo stabilimento, progettato per verniciare e assemblare fino a mezzo milione di biciclette l’anno. Per questo ambizioso progetto, BEEP si è rivolta alla società Visa Impianti che, in collaborazione con Futura Convogliatori Aerei e Wagner Italia, ha progettato e installato il nuovo sistema di verniciatura.
124 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© AdobeStock

Nel vivace panorama delle due ruote, l’Italia si conferma uno dei principali produttori di biciclette al mondo, coniugando tanto la tradizione artigianale quanto le tecnologie all’avanguardia. Al centro del triangolo industriale Torino-Milano-Genova, si estende un territorio intriso di passione e competenza, cuore pulsante dell’industria delle due ruote, che ha saputo, negli anni, attrarre talenti e investimenti, diventando un faro per le aziende che aspirano all’eccellenza nel mondo delle due ruote. È in questo contesto industriale che spicca BEEP, acronimo di “Bike E-bike European Production” di Tortona, in provincia di Alessandria. Specializzata nella verniciatura a polvere e assemblaggio di componenti per biciclette ed e-bike per conto del leader mondiale nella vendita di articoli sportivi, Decathlon, BEEP ha recentemente installato un nuovo impianto per la verniciatura dei telai. Quando si è trattato di scegliere i partner tecnologici a cui affidarsi, BEEP non ha avuto dubbi, rivolgendosi a tre aziende con cui collabora con successo da anni1: Visa Impianti (Triuggio, MB), che ha progettato e installato la nuova linea di verniciatura a polvere, Futura Convogliatori Aerei (Robecco Pavese, PV), che ha fornito il trasportatore power&free e Wagner Italia (Valmadrera, LC) per
1 Visa Impianti, Futura Convogliatori Aerei e Wagner hanno fornito nel 2021 un impianto per la verniciatura a polveri di telai Decathlon a S.M.W., azienda rumena di proprietà di due dei titolari di BEEP: https://www.ipcm.it/it/open/ipcm/2023/79/8084.aspx
l’installazione delle cabine Super Cube. Una delle peculiarità principali del nuovo impianto riguarda inoltre la possibilità di applicare le decalcomanie in linea grazie all’installazione di un forno a infrarossi dotato di pannelli forniti da Infragas (Mappano, TO). “L’applicazione delle decalcomanie fuori linea può comportare diversi problemi operativi, tra cui un allungamento dei tempi ciclo dovuto alla necessità di spostare manualmente i componenti tra le diverse stazioni di lavoro. Il layout proposto da Visa Impianti che vede la presenza del forno IR in linea ci ha consentito di ottimizzare e rendere più efficiente l’intero processo di verniciatura”, afferma Nicholas Giaime, project manager della Telai Olagnero.
Un’eccellenza nel settore delle biciclette
Fondata sulla passione per lo sport e sull’incessante ricerca di innovazione tecnologica, BEEP Srl nasce nel 2021 a Tortona (AL), e si specializza nella verniciatura a polvere e nell’assemblaggio di telai per biciclette. “L’esigenza di creare BEEP nasce dalla volontà di disporre di uno stabilimento che verniciasse e assemblasse e-bike e mountain bike esclusivamente per conto della multinazionale francese Decathlon, che insieme a Vittorio Olagnero, titolare della prestigiosa azienda Telai Olagnero e Francesco Russo, ex dirigente Decathlon, costituisce l’assetto societario dell’azienda”, afferma Nicholas Giaime. Le e-bike hanno ormai da anni conquistato il
125 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© ipcm
Panoramica dell’impianto di verniciatura.

cuore degli appassionati di ciclismo di tutto il mondo i quali richiedono sempre più spesso biciclette con componenti di elevata qualità e finiture personalizzate. “Gran parte dei componenti che sono utilizzati per produrre e-bike provengono dai mercati asiatici. Il nuovo stabilimento nasce proprio per rispondere all’esigenza di Decathlon di creare un polo produttivo e di assemblaggio di biciclette elettriche anche in Italia, limitando la distanza geografica e di conseguenza i costi ed eventuali problemi logistici”, continua il project manager della Telai Olagnero. Il nuovo stabilimento di BEEP, che conta una superficie totale di 11.000 m2, arriverà a verniciare e assemblare – nel giro di cinque anni dall’investimento – fino a mezzo milione di biciclette l’anno.
Il ciclo produttivo e la nuova linea di verniciatura
All’interno del suo stabilimento, BEEP produce una vasta gamma di biciclette, che spaziano dalle classiche mountain bike alle biciclette elettriche, sia con batteria integrata nel telaio, sia con batteria esterna esclusivamente per adulti. “L’80% della nostra produzione è dedicato alla verniciatura delle e-bike, mentre il restante 20% alle biciclette muscolari”, spiega Giaime.
In BEEP, il processo di produzione ha inizio con la preparazione della superficie da verniciare.
I componenti, tra cui telaio, forcelle e portapacchi sono forniti direttamente da Decathlon e stoccati all’interno del magazzino adiacente all’azienda. Una volta terminato il controllo qualità, i telai sono caricati manualmente dagli operatori sulla linea di verniciatura. Su ogni bilancella sono appesi quattro telai, indipendentemente dalla loro tipologia e dimensione. La fase di pretrattamento, con chimica fornita da Chemetall (Giussano, MB), include le seguenti fasi:
Pre-sgrassaggio
Sgrassaggio
Due risciacqui con acqua di rete
Risciacquo con acqua demi
Passivazione nanotecnologica
Risciacquo finale con acqua demi.
“Attualmente, trattiamo esclusivamente l’alluminio, ma in futuro abbiamo in programma di trattare anche substrati in acciaio. Per questo motivo, abbiamo scelto di implementare un prodotto nanotecnologico multimetal”, continua Giaime.
Dopo la fase di asciugatura, che avviene in un forno a campana classico con scambiatore indiretto e recuperatore di calore, il telaio è trasportato mediante convogliatore power&free progettato da Futura Convogliatori Aerei all’interno delle cabine modello Super Cube di Wagner. “Al momento,
126 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© Visa Impianti
Un dettaglio del tunnel di pretrattamento.
abbiamo installato due cabine, dedicate rispettivamente all’applicazione del colore e del trasparente. Tuttavia, l’impianto è stato predisposto per integrare in un secondo momento un’ulteriore cabina di applicazione della finitura”, prosegue il project manager della Telai Olagnero. Per quanto riguarda l’applicazione delle vernici, BEEP utilizza esclusivamente polveri poliesteri fornite da Adapta Color (Peñíscola, Castellón, Spagna) e Tiger Coatings (Wels, Austria).
“Il processo di verniciatura si conclude con l’entrata dei componenti nel forno di polimerizzazione - il cui calore residuo è sfruttato per scaldare il forno di asciugatura – proseguono nel tunnel di raffreddamento, per poi essere scaricati”, spiega Paolo Massari di Visa Impianti. Il takt-time è di 72 secondi a bilancella, ma BEEP ha in programma di scendere a 65 secondi a bilancella. L’impianto di verniciatura, nonché l’intero reparto produttivo, è stato inoltre progettato per rispondere alle logiche Industria 4.0. “Attraverso il nostro gestionale, riusciamo a controllare – anche da remoto – ogni dato e paramento di ogni fase del ciclo di produzione e di verniciatura. Inoltre, ad ogni telaio è attribuito un QR code univoco che permette di ottenere un elevato grado di tracciabilità oltre che di evitare eventuali errori in fase di verniciatura: se il programma di un determinato telaio è impostato per verniciare con un determinato colore, l’impianto si bloccherà qualora l’operatore avesse caricato un colore diverso da quello previsto all’interno del powder center”.

I telai all’entrata della cabina.

At Coating Additives, we embrace our customers’ challenges and utilize our broad portfolio of additives, technical expertise and dedicated services to create future-proof, outperforming coating and ink solutions. www.coating-additives.com
WE TURN YOUR FORMULATIONS INTO OUTPERFORMULATIONS.
FOCUS ON TECHNOLOGY
© Visa Impianti


A seguito del ciclo di finitura, il materiale verniciato è stoccato nel magazzino adiacente, in attesa di essere assemblato. Quando BEEP riceve l’ordine, i pezzi verniciati sono sottoposti al processo di assemblaggio che comprende l’installazione di tutti i componenti necessari per completare la bicicletta, come manubri, ruote, pedali, sella e freni. Una volta completato l’assemblaggio, ogni dettaglio costruttivo viene attentamente controllato per garantire la qualità e la sicurezza del prodotto finale prima dell’imballaggio e della preparazione per la spedizione ai centri di smistamento di Decathlon in tutta Europa.
La flessibilità del nuovo impianto di verniciatura consente di applicare sticker e decalcomanie
Per consentire la personalizzazione delle biciclette tramite l’applicazione di sticker e decalcomanie, l’impianto è stato progettato per permettere ai componenti di essere sottoposti a processi differenziati. “Il processo di applicazione di sticker e decalcomanie dipende da diversi fattori: dalla tipologia di sticker, dal modello di bicicletta che dobbiamo realizzare e soprattutto dalla richiesta del cliente”, spiega il project manager. I cicli di verniciatura e finitura estetica che possono essere effettuati sull’impianto fornito da Visa sono:
Applicazione basecoat – sticker
Applicazione basecoat – sticker – trasparente
Applicazione basecoat – trasparente – sticker “Stiamo inoltre mettendo a punto un ciclo di finitura che include l’applicazione delle decalcomanie all’acqua. Si tratta di un processo all’avanguardia e che viene utilizzato esclusivamente per le biciclette top di gamma del portfolio Decathlon. Dal punto di vista tecnico, similmente alle decalcomanie in poliestere, anche quelle all’acqua possono essere apposte sia prima sia dopo l’applicazione del trasparente”, continua Giaime. “Per garantire il più elevato livello di flessibilità, l’impianto è dotato di un forno a infrarossi in linea i cui pannelli sono forniti da Infragas che viene acceso
128 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
Il robot ad autoapprendimento di CMA Robotics.
© Visa Impianti
Il centro polveri Supercenter Evo di Wagner.
© ipcm
e spento in base alle esigenze. Il forno IR è infatti utilizzato esclusivamente con cicli a due mani, ovvero quando è richiesta l’applicazione della base, dello sticker e del trasparente. Per far aderire al meglio il trasparente sul telaio a seguito dell’applicazione dello sticker, il pezzo passa all’interno del forno IR che scalda la superficie del telaio a 50° C circa e fa evaporare il prodotto a base di alcool che viene utilizzato dagli operatori per pulire il telaio dalla colla in eccesso dello sticker, oltre che per eliminare le impronte digitali degli operatori stessi. Se il ciclo richiede soltanto l’applicazione della base e dello sticker, i componenti non necessitano di essere riscaldati all’interno del forno IR”, spiega Massari. La flessibilità è inoltre garantita dal convogliatore birotaia fornito da Futura Convogliatori Aerei. “In BEEP, le decalcomanie sono applicate in linea manualmente dall’operatore ed è dunque fondamentale che l’impianto sia sviluppato per seguire i tempi e le altezze degli operatori preposti a tale operazione. Pertanto, in fase di progettazione, abbiamo eseguito numerose prove con gli operatori al fine di individuare il tempo e le altezze ideali per applicare correttamente gli sticker”, afferma Stefano Gerletti di Futura. Per soddisfare questa esigenza, Futura ha fornito un trasportatore birotaia che lavora in continuo, in modo da consentire agli operatori un movimento costante e fluido della bilancella. “Inoltre, abbiamo previsto di inserire a monte un polmone di accumulo che consente, qualora ci fossero eventuali fermi o rallentamenti nella fase di applicazione delle decalcomanie, di garantire il funzionamento di tutte le altre tecnologie che compongono la linea”, conclude Gerletti.
L’applicazione delle vernici in polvere L’applicazione dei prodotti vernicianti presso BEEP avviene all’interno delle cabine Super Cube fornite da Wagner, climatizzate e posizionate all’interno di una clean room. “Lo studio del numero e della tipologia di erogatori è stato condotto attraverso prove in laboratorio in collaborazione con BEEP. Inoltre, abbiamo sviluppato insieme un posizionatore della


129 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© ipcm
Il PLC dell’impianto di verniciatura.
© ipcm
Dettaglio del codice a barre univoco presente su ogni bilancella per consentire la massima tracciabilità del processo.
Da sinistra a destra: Paolo Massari di Visa Impianti, Stefano Gerletti di Futura Convogliatori Aerei, Nicholas Giaime di BEEP e Cristian Boem di Wagner.

pistola che determina i punti in cui applicare la vernice”, spiega Cristian Boem, area manager powder coating di Wagner. Le cabine sono dotate di centro polveri Supercenter Evo, che consente cambi rapidi dei colori e una gestione precisa dei parametri applicativi, assicurando uniformità e costanza nell’applicazione della vernice. Per garantire ulteriormente uniformità e ripetibilità del processo, l’applicazione viene eseguita mediante robot con autoapprendimento forniti da CMA Robotics S.p.A. (Pavia di Udine, UD). “L’impianto è stato predisposto per l’installazione di una seconda cabina dedicata all’applicazione del colore. Attualmente, il numero di cambi colore è di circa 2-3 al giorno, tuttavia in futuro abbiamo in programma di arrivare a 7 cambi colore giornalieri. Il numero di colori per coprire l’interno portfolio di Decathlon è di oltre 50. In BEEP oggi applichiamo 22 colori differenti, ma sicuramente nei prossimi mesi andremo ad applicare un numero crescente di colorazioni. Di conseguenza, per velocizzare e ottimizzare ulteriormente il ciclo di verniciatura e gestire al meglio i cambi colori necessari, installeremo una nuova cabina Wagner”. “Per quanto riguarda i prodotti vernicianti, l’azienda ha deciso di continuare a collaborare con Adapta Color e Tiger Coatings - che forniscono già le loro vernici in polvere nello stabilimento SMW in Romania, la nostra altra filiale che si occupa della verniciatura dei telai per conto di Decathlon”, continua Giaime. “La decisione di continuare questa partnership si basa sull’alto livello di qualità dei prodotti vernicianti forniti da tali produttori. Un fattore chiave nella scelta di collaborare con Adapta e Tiger è il fatto che entrambe le aziende hanno un unico sito produttivo in Europa. Questo è considerato un vantaggio significativo da BEEP, in quanto garantisce una maggiore affidabilità e qualità costante dei materiali forniti. Infatti, l’esperienza passata con altri produttori ha dimostrato che mischiare due lotti di vernici provenienti da sedi produttive diverse spesso portava a leggere differenze di colore. Queste discrepanze, se non rilevate dagli operatori, potevano
influenzare negativamente la qualità della finitura finale. Utilizzando polveri Adapta e Tiger ho la certezza che anche se mischio due lotti differenti di polveri, la finitura sarà uniforme e la qualità non sarà compressa, contribuendo a evitare svariate problematiche tra cui maggior tempo di lavorazione e un incremento dei costi legato alla eventuale sverniciatura e ri-verniciatura del pezzo”, afferma Giaime.
Una partnership di successo
“Nella fase decisionale dell’impianto di verniciatura da installare, non abbiamo fatto ricerche di mercato, bensì ci siamo rivolti subito a fornitori con cui abbiamo collaborato già in passato. La decisione di affidarsi ai fornitori con cui già si aveva esperienza è stata un elemento chiave per il successo della partnership durante l’installazione dell’impianto di verniciatura.
La scelta di mantenere lo stesso team, la cui competenza e affidabilità era già stata dimostrata con le precedenti installazioni, ha contribuito a garantire un’efficienza operativa sin dall’inizio del progetto. “Sebbene, infatti, l’impianto non sia ancora a pieno regime, e lo sarà a partire da fine marzo 2024, avendo collaborato con gli stessi partner su altri due impianti e lavorando con lo stesso cliente, ossia Decathlon, siamo già in grado di determinare quali saranno i risultati che otterremo nel breve e lungo termine. L’obiettivo che ci siamo prefissati è di arrivare a verniciare 150.000 biciclette il primo anno, 250.000 il secondo e oltre mezzo milione di bici entro il quinto anno, lavorando su due turni”, afferma Giaime. “Siamo certi che, continuando a collaborare con un gruppo di aziende così competenti e affidabili e utilizzando le tecnologie all’avanguardia da loro fornite, saremo in grado di soddisfare completamente le esigenze di Decathlon, raggiungendo eccellenti risultati in termini di capacità produttiva e di qualità del rivestimento finale”, conclude Giaime.
130 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© ipcm

Nuovi orizzonti nel campo della tecnologia di polimerizzazione delle vernici: Helios Italquartz illumina il futuro del settore con le sue lampade a IR e UV
Da un’intervista con Luigi Gastaldo, sales manager di Helios Italquartz Srl
Il cambiamento è sempre sinonimo di crescita, innovazione e nuovi traguardi. Talvolta però, soprattutto nel settore industriale dei trattamenti superficiali, abbandonare certe consuetudini si rivela un’impresa difficile. Nonostante ciò, conscio della volontà degli addetti ai lavori di operare sempre con le tecnologie più all’avanguardia e della curiosità nei confronti di nuove proposte che contraddistinguerà gli esperti che saranno presenti a PaintExpo, Luigi Gastaldo, sales manager di Helios Italquartz, è entusiasta di raccontare come le lampade a infrarossi prodotte dall’azienda possano diventare protagoniste del processo di polimerizzazione ed essicazione di prodotti vernicianti a base liquida e in polvere.

132 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
SPECIAL ISSUE - PaintExpo
© Helios Italquartz
Lavorando a stretto contatto con i propri clienti, Helios Italquarz personalizza il design dei moduli secondo le specifiche necessità di ogni applicazione e fornisce moduli infrarossi.
La storia di Helios Italquartz affonda le sue radici nel lontano 1940, quando il fondatore Armando Giro, rileva Actinia, un’azienda specializzata nella produzione a lampade infrarosse e ultraviolette. Da allora, le vicissitudini dell’azienda hanno portato l’attività a evolvere, cambiando nome e subendo fusioni, ma mantenendo sempre la stessa dedizione per standard qualitativi d’eccellenza. Oggi, il gruppo Helios Quartz, con le sue sedi di Cambiago (MI), Novazzano (Svizzera) e gli uffici di rappresentanza in America e Asia, è diventato uno dei principali punti di riferimento a livello internazionale per la produzione di lampade al quarzo. “L’impresa, specializzata nella produzione e trasformazione del quarzo e di tutti i suoi derivati, ha come core business quello delle lampade a infrarossi. Prodotte negli stabilimenti di Cambiago e Novazzano, esse hanno svariate applicazioni in diversi mercati, tra cui vetro, plastica, gomma, tessile oltre che apparecchiature di ricerca per le università. Inoltre, Helios Italquartz, proprio per andare incontro alle esigenze dei diversi settori industriali, da circa dieci anni produce e commercializza sistemi completi, ovvero lampade a infrarossi inserite
all’interno di moduli personalizzati secondo le specifiche necessità dei clienti e delle loro applicazioni, gestibili grazie a quadri elettrici e sistemi di controllo, forniti anch’essi dall’azienda”.
“L’incredibile know-how accumulato nel corso di questi 90 anni ha permesso ad Helios Italquartz di essere estremamente flessibile e in grado di rispondere alle richieste di differenti mercati, nonostante la dimensione medio-piccola dell’azienda”, riferisce Luigi Gastaldo. Oggi, l’azienda è pronta ad una nuova sfida: conquistare il settore della verniciatura industriale – un settore in cui le lampade infrarosse al quarzo non sono ancora così diffuse e conosciute. Per tale motivo, l’azienda parteciperà nuovamente a PaintExpo, la fiera di riferimento a livello internazionale per il settore delle tecnologie di verniciatura industriale, che si terrà a Karlsruhe (Germania) dal 9 al 12 aprile 2024.
Helios Italquartz a PaintExpo 2024
Oltre agli ambiti produttivi sopra citati, Helios Italquartz crede fortemente nell’impatto positivo che le sue lampade a infrarossi e UV possono

133 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
Le lampade a infrarossi al quarzo.
© Helios Italquartz

Le lampade a infrarossi al quarzo utilizzano il riscaldamento a radiazione per portare calore su una superficie senza alcun contatto con essa o grazie alla presenza di agenti “intermediari” come l’aria.
apportare all’industria dei trattamenti superficiali. “Partecipare a PaintExpo per la seconda volta è per noi un’occasione molto importante perché i riscontri avuti nel corso della nostra ultima partecipazione nel 2022 sono stati estremamente positivi. Crediamo, infatti, che questa fiera sia ben centrata sugli aspetti tecnologici dei processi e abbiamo anche notato la qualità e la preparazione dei visitatori: ciò ci consente di poter avere ottimi scambi di informazioni tecniche e, ovviamente, di continuare a essere aggiornati sui nuovi materiali, sulle ultime tecnologie e quindi di produrre soluzioni affidabili per un mercato in continua evoluzione”, dice il sales manager di Helios Italquartz. L’obiettivo che l’azienda persegue partecipando alla fiera è quello di, come sottolinea l’espressione usata da Gastaldo, “rompere il velo di potere dei sistemi tradizionali”. Infatti, come già accennato, la tecnologia a infrarossi ancora oggi fatica a emergere nel settore dei trattamenti superficiali e viene spesso percepita come un metodo che si pone quasi come usurpatore delle tecnologie classicamente utilizzate per
la polimerizzazione ed essicazione dei prodotti vernicianti. “Esiste una sorta di diatriba tra metodologie a infrarossi e processi ad aria calda che porta gli operatori del settore ad avere la convinzione che sia necessario scegliere solo una tra le due opzioni possibili. In realtà, però, ciò di cui l’azienda di Cambiago vuole farsi portavoce è la possibilità di integrare i due sistemi. “La nostra azienda desidera informare in merito alla tecnologia a infrarossi perché riuscire a rompere questo velo significa portare l’applicazione della lampada a infrarossi nei processi di essicazione di verniciatura, farla diventare comune, pratica, e soprattutto poterla utilizzare anche in sistemi misti per ottimizzare consumi, flessibilità della macchina e risparmi energetici, fattori oggi davvero rilevanti”, continua il responsabile vendite.
Lampade a infrarossi: come funziona la tecnologia e quali sono i vantaggi?
Le lampade a infrarossi al quarzo sfruttano il metodo di riscaldamento
134 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© Helios Italquartz
dell’irraggiamento che consente di portare calore su una superficie senza il contatto con essa e senza la presenza di agenti “intermediari” come l’aria. Queste lampade possono emettere raggi infrarossi in un range di lunghezze d’onda compreso tra 0,9 µm (onde corte) e 3,5 µm (onde medie), gamma che permette di adattare il riscaldamento alle esigenze specifiche del materiale da trattare.
Rispetto alle forme tradizionali di riscaldamento, come ad esempio l’aria calda, le lampade a infrarossi emettono una maggiore quantità di energia per unità di superficie. Inoltre, questa energia può essere focalizzata, concentrata, diretta e riflessa in modo simile alla luce, consentendo una maggiore precisione e controllo nel processo di riscaldamento. I sistemi che Helios Italquartz presenta hanno inoltre il vantaggio di essere estremamente flessibili e di poter essere installati in maniera molto semplice perché necessitano solo del supporto meccanico e della rete elettrica, in quanto non si tratta di impianti formati da macchine pesanti che necessitano di una coibentazione particolare o di meccanismi di aspirazione. Inoltre, rispetto ad altre tecnologie, le lampade a infrarossi permettono, grazie alla loro facilità di regolazione della potenza, di ottenere ottime precisioni di temperatura sulla vernice e ciò consente di non avere una eccessiva polimerizzazione (over-curing). Un altro vantaggio significativo è legato al risparmio energetico: le
lampade a infrarossi, infatti, si accendono in massimo 60 secondi e non richiedono tempi di preriscaldamento, velocizzando il processo e riducendo i consumi. La flessibilità di queste lampade è data anche dalla possibilità di essere installate sia in sistemi nuovi sia durante un revamping di un impianto di verniciatura. “In pratica, siamo in grado di fornire una soluzione per qualsiasi applicazione che ci viene presentata perché produciamo lampade in tutte le lunghezza d’onda e attuiamo nel nostro laboratorio test preliminari per offrire a ogni cliente un sistema che sia davvero soddisfacente e che implichi il minor costo possibile e la massima resa qualitativa”, afferma Gastaldo, sottolineando come il reale beneficio della tecnologia a infrarossi sia proprio quello di offrire un grandioso ventaglio di possibilità.
Le lampade UV e le altre tecnologie di Helios ItalQuartz
L’azienda, oltre a dedicarsi alla produzione di lampade a infrarossi, è anche specializzata nella progettazione e produzione delle lampade UV – a media pressione, a bassa pressione, ad amalgama e a luce nera (luce di Wood). Frutto di una lunga e consolidata esperienza nel settore che consente di garantire tecnologia avanzata, accurata selezione dei materiali e massima affidabilità, questa tipologia di lampade è adatta ad una vasta gamma di applicazioni tra cui la polimerizzazione ed

We create chemistry that makes lines love curves.
Coatings give a car more than just long-lasting protection. Brilliant gloss and innovative colors transform contours into dynamics and design into emotion. Lines and curves are united and edges and contours are brought to life. When color and shape come together, and paint evokes passion, it’s because at BASF, we create chemistry.
www.basf-coatings.com
HIGHLIGHT OF THE MONTH

essicazione di colle, vernici e pitture UV. Helios Italquartz ha nel suo catalogo anche apparecchiature scientifiche e prodotti da laboratorio, come lampade a diodo. “Helios produce da oltre 70 anni apparecchiature scientifiche che sfruttano le proprietà della radiazione ultravioletta e infrarossa fornendo ai propri clienti soluzioni professionali ed affidabili per applicazioni in molteplici settori. Dall’essiccazione di inchiostri lacche e vernici reattivi alla luce UV all’incollaggio del vetro, dalla rilevazione del lato stagno del vetro ai test di invecchiamento dei materiali: le apparecchiature scientifiche firmate Helios Italquartz sono state sviluppate grazie alla stretta collaborazione tra il reparto di Ricerca e Sviluppo di Helios e centri di ricerca, università e laboratori di importanti aziende private operanti in diversi settori”, continua Gastaldo.
Helios ItalQuartz tra tratti distintivi e sfide per il futuro Luigi Gastaldo riferisce che il mercato principale in cui opera l’azienda è quello europeo, ma dichiara di star assistendo a notevoli sviluppi negli Stati Uniti d’America, a una discreta crescita in Sud America e a una non indifferente espansione in Cina, dove sta crescendo esponenzialmente la domanda per macchine di qualità destinate al mercato interno. “Conquistare nuovi mercati è possibile solo lavorando ogni giorno per far sì che la qualità dei prodotti emerga in maniera costante. Ecco perché in Helios Italquartz ci impegniamo quotidianamente per offrire non
solo prodotti, ma anche servizi e assistenza, pre e post vendita, di vera eccellenza”, ammette il sales manager. La continua crescita ha implicato anche l’esigenza di ampliare gli spazi produttivi: la sede di Cambiago sta per questo motivo subendo una ristrutturazione che, a breve, porterà a una triplicazione della superficie dedicata alle fasi di produzione. Ciò consentirà all’attività di essere sempre all’altezza delle richieste dei clienti e di garantire tempestività nell’elaborazione, nella produzione e nella consegna degli ordini. “PaintExpo, sarà, per concludere, lo scenario perfetto per relazionarci sia con gli impiantisti che con i clienti finali. Saremo felici di presentare le nostre tecnologie e entrambe le categorie, consapevoli del fatto che, mentre i primi sono incuriositi da nuove soluzioni, ma mantengono sempre il loro focus sui costi e sulla necessità di non stravolgere troppo le macchine che attualmente commercializzano per non dover attuare grossi lavori di riprogettazione, i secondi, spesso alla ricerca di una soluzione a problemi produttivi, sono molto favorevoli ad accogliere le novità che sono loro mostrate. Noi saremo disponibili a capire le esigenze di tutti e ci presenteremo come partner ideale per uno sviluppo continuo”, conclude Luigi Gastaldo.
Perciò, non perdete la possibilità di conoscere il team di Helios Italquartz che vi attenderà a PaintExpo allo stand 3245 nella hall 3 per presentarvi le sue tecnologie e discutere dei nuovi orizzonti del settore.
136 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© Helios Italquartz
Le lampade UV prodotte da Helios Italquarz.













The only European producer of customized electrodialysis cells and ultrafiltration membranes for cataphoresis / anaphoresis application. Our cells are made with tubular extruded membrane. info@avin.it www.avinsrl.com professionality know-how punctuality ENERGY SAVING | QUALITY PROCESS | IMPROVED LIFETIME | REDUCED MAINTENANCE ELECTRODIALYSIS CELLS models available: AUF65 diameter 65 mm - AUFL80 CELL diameter 80 mm ULTRAFILTRATION MEMBRANES models available: AUF80 - AUF80 PLUS HIGH-PERFORMANCE new model 2023!

La tecnologia a secco quattroClean di acp
La tecnologia a secco quattroClean offre la possibilità di sfruttare un notevole potenziale di efficienza e sostenibilità durante le operazioni di lavaggio precedenti alla verniciatura o al rivestimento.
Quando si rimuove la contaminazione particellare poco aderente, l’ugello atomizzatore ad anello a due sostanze di nuova concezione consente un’elevata resa superficiale con un consumo minimo di anidride carbonica e di aria compressa. Qualora fosse necessario rimuovere in modo affidabile anche la contaminazione filmica su tutta la superficie, o su parte di essa, oltre alla contaminazione particellare, allora la tecnologia di pulizia a getto di neve quattroClean è la soluzione ideale. acp systems ha sviluppato tale tecnologia per la rimozione completa o parziale della contaminazione particellare
e filmica ostinata. Il diossido di carbonio sotto forma liquida viene compresso in granuli detergenti da un sistema integrato e accelerato con aria compressa, prima di essere soffiato sulla superficie da pulire, consentendo quindi di realizzare un processo di pulizia completamente automatizzato e costante. acp esporrà le sue soluzioni a PaintExpo 2024 nel padiglione 3 - stand 3521.
Per ulteriori informazioni: www.acp-systems.com/en/
138 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© acp BRAND-NEW SPECIAL ISSUE - PaintExpo
CONDOROIL CHEMICAL presenta a PaintExpo le sue soluzioni nanotecnologiche a bassa temperatura
CONDOROIL CHEMICAL esporrà le sue ultime innovazioni per il pretrattamento alla verniciatura a PaintExpo 2024, hall 1, stand 1131.

CONDOROIL CHEMICAL, azienda specializzata da oltre 50 anni nella ricerca, sviluppo e produzione di prodotti chimici per il trattamento superficiale dei metalli, presenterà a PaintExpo 2024 le sue soluzioni nanotecnologiche di pretrattamento, tra cui, in particolare, Condorcoat EC 930. Condorcoat EC 930 è un passivante nanotecnologico per la conversione superficiale di materiali ferrosi, in ferro zincato o alluminio. Esente da fosfati, metalli pesanti quali zinco, manganese, nichel ecc., COD e da VOC e, quindi, altamente compatibile con l’ambiente, crea uno strato inorganico di grande compattezza, benché oltre 10 volte più sottile (circa 40 nm) rispetto alla fosfatazione ai fosfati di ferro, consentendo una protezione più elevata e con costi di gestione inferiori. Il prodotto può operare a temperatura ambiente, risparmiando sui costi di gestione dei bagni di conversione, con una minor produzione di fanghi e conseguente prolungamento della durata temporale del bagno stesso, generando un ulteriore risparmio nel minor
spreco di acqua dovuta ad una minor frequenza di ricambio della vasca stessa. Può essere utilizzato anche in un unico stadio di sgrassaggio/conversione superficiale, poiché è arricchito da tensioattivi che permettono una perfetta rimozione di oli e grassi di lavorazione, comunemente presenti nei manufatti in ferro e zincato. Condorcoat EC 930 viene diluito preferibilmente con acqua demineralizzata e può essere utilizzato sia a spruzzo che ad immersione in impianti in acciaio inox AISI 304 o 316 L. Il trattamento dei manufatti è seguito da un risciacquo con acqua demineralizzata. Infine, il pretrattamento con Condorcoat EC 930 è compatibile con tutti i processi di verniciatura. Il servizio tecnico CONDOROIL è a completa disposizione del cliente per test applicativi che è possibile eseguire nei suoi laboratori tecnologici situati a Casale Litta (Varese, Italia).
Per maggiori informazioni: https://condoroil.com/EN/




BRAND-NEW SPECIAL ISSUE - PaintExpo
© CONDOROIL
Forni di polimerizzazione passo-passo
Circa 7 anni fa, in occasione della realizzazione di un nuovo impianto KTL e di verniciatura a polvere, Trasmetal si è posta l’obiettivo di ridurre il consumo di energia e di ottimizzare lo spazio destinato ai forni di polimerizzazione delle vernici.
Il tipo di forno di polimerizzazione più comunemente installato prevede l’ingresso e l’uscita dei pezzi a livello del pavimento. Questa configurazione richiede pre-forni dotati di barriere d’aria che consumano inevitabilmente una certa quantità di elettricità. Tuttavia, nonostante le barriere d’aria, questa soluzione comporta notevoli perdite di calore e conseguentemente di energia. Per mitigare questo problema, Trasmetal ha costruito i cosiddetti “forni CANOPY” con ingresso e uscita dal basso. Questa soluzione elimina le barriere d’aria, ma le bocche di entrata/uscita sono piuttosto ampie e, a loro volta, causano perdite per convezione e irraggiamento. Inoltre, in
entrambe le soluzioni citate, la catena di trasporto e le relative barre di supporto dei pezzi entrano nel forno, assorbendo energia. L’azienda ha quindi sviluppato un nuovo prototipo di forno, che ha già presentato risultati significativi nella fase di studio iniziale. L’attenzione si è concentrata su un approccio che prevede una movimentazione efficiente per ridurre lo spazio e consentire l’ingresso e l’uscita del materiale dal fondo con aperture minime per ridurre al minimo la perdita di calore verso le cappe. Il primo prototipo sviluppato da Trasmetal ha mostrato prestazioni nettamente superiori rispetto ai sistemi convenzionali. La combinazione di movimentazione ottimizzata e forno sopraelevato si è rivelata una soluzione vincente, evidenziando vantaggi tangibili in termini

di efficienza energetica e utilizzo dello spazio. Inoltre, con questo sistema, il trasportatore sopraelevato non passa più attraverso il forno, quindi non si riscalda/ raffredda a ogni ciclo, consentendo un significativo risparmio energetico e riducendo drasticamente le dilatazioni, le sollecitazioni e l’usura. Man mano che il team Trasmetal procedeva verso la realizzazione del secondo forno, ha ulteriormente perfezionato questa soluzione definendo e ottimizzando ogni aspetto del sistema, assicurando una maggiore costanza nelle prestazioni e massimizzando i benefici. La chiara evidenza delle elevate prestazioni già osservate nel primo prototipo si è consolidata, confermando la validità e l’efficacia di questa proposta innovativa. In conclusione, il costante impegno nel raggiungimento degli obiettivi prefissati ha guidato l’azienda nella creazione di una soluzione avanzata ed efficiente per la polimerizzazione delle vernici. Attraverso l’integrazione di un innovativo sistema di movimentazione e l’utilizzo di forni sopraelevati, Trasmetal fornisce una soluzione che si distingue per le elevate prestazioni e l’efficacia, pienamente in linea con lo stile che la caratterizza nel settore.
Trasmetal sarà presente a PaintExpo presso il padiglione 1 - stand 1527.
Per ulteriori informazioni: https://trasmetal.com/
140 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© Trasmetal
BRAND-NEW SPECIAL ISSUE - PaintExpo
Asciugatura con pompa di calore sovvenzionata dal governo
La tecnologia di asciugatura Airgenex® di Harter GmbH sarà esposta a PaintExpo 2024, padiglione 3 – Stand 3541.
L’asciugatura con la pompa di calore Airgenex® migliora il consumo di energia, il processo e la qualità del prodotto. Dietro Airgenex® c’è una tecnologia altamente efficiente che combina molteplici qualità, come una bassa temperatura, ridotto consumo energetico e alta affidabilità del processo, grazie al suo approccio fisico alternativo. Gli essiccatori di Harter offrono un controllo preciso della deumidificazione in un intervallo di temperatura ottimale compreso tra 20 °C e 75 °C. Utilizzando aria di processo estremamente secca e un percorso dell’aria personalizzato, assicurano ai clienti risultati di essiccazione impeccabili. Le superfici verniciate si asciugano uniformemente dall’interno verso l’esterno, risolvendo i problemi di cracking e catering. La tecnologia della pompa di calore integrata in ogni asciugatrice rende il processo di deumidificazione altamente efficiente. L’asciugatura avviene sempre in un sistema chiuso in termini d’aria ed energia, indipendentemente quindi dalle condizioni climatiche. Gli essiccatori Harter con pompa di calore integrata sono stati classificati come tecnologia pronta per il futuro nel 2017, consentendo ai clienti di godere di sovvenzioni governative. Lo stesso si applica ai fanghi pre-disidratati che contengono ancora circa il 60-70 percento di acqua dopo la pressatura. L’asciugatura a basso consumo energetico potrebbe far risparmiare agli operatori fino al 60-70 percento dei costi energetici e di smaltimento, rendendo possibile anche il riciclo. L’asciugatura a pompa di calore presenta un notevole potenziale sotto molti punti di vista.
Per ulteriori informazioni: www.harter-gmbh.de

Filtrazione per impianti di verniciatura
Rotoli, pannelli e celle in fibra di vetro
Celle filtranti per alte temperature
Rotoli e pannelli in fibra sintetica
Accumulatore vernice “Columbus”
Filtri “Andreae”
Cartucce filtranti
Filtri assoluti
Applicazioni speciali

filtering for finishing lines
Rolls, panels and cells of glass fiber
Filtering cells for high temperatures
Rolls and panels of synthetic fiber
Paint accumulator “Columbus” “Andreae” filters
Filtering cartridges
Absolute filters
Special application






Via Vincenzo Monti 173 20099 Sesto San Giovanni (MI) - ITALY Tel.(+39).02.24.89.583/02.26.224.313 Fax(+39).02.26.21.065 e-mail: info@defil.it www.defil.it
BRAND-NEW
© Harter GmbH
I requisiti globali posti dal settore ACE e veicoli commerciali ai trattamenti superficiali: il punto di vista di un fornitore di sistemi completi di verniciatura
Da un’intervista con Karla Roncevic, Coatings R&D Director di KANSAI
HELIOS
I produttori del settore ACE (macchine e apparecchiature per l’agricoltura, l’edilizia e il movimento terra), dei camion e dei rimorchi devono trovare soluzioni sostenibili ed energeticamente efficienti al fine di ridurre al minimo l’impatto ambientale ma massimizzando al contempo le prestazioni. Che ruolo può giocare un fornitore di sistemi di verniciatura in questo contesto? Quali soluzioni energetiche sostenibili sono disponibili per i rivestimenti ACE? E come si presentano nella pratica questi progetti? Queste e altre domande sono state poste da ipcm® a Karla Roncevic, Direttrice R&S di Kansai Helios.

ipcm®: in qualità di produttori di sistemi completi di verniciatura, quali sono i requisiti che il segmento industriale ACE e veicoli commerciali pone alle tecnologie di trattamento superficiale?
K. Roncevic: Come per qualsiasi altro sistema di protezione, la prima cosa da considerare è il substrato: il primo requisito, dunque, è una eccellente protezione dalla corrosione. In seconda battuta rivestono grande importanza la resistenza meccanica e chimica e la resistenza agli UV. Sempre più enfasi è posta dai clienti su queste caratteristiche della vernice. Questa semplificazione operativa è molto importante per il cliente, insieme alla diminuzione dei costi energetici, del tempo di applicazione e di polimerizzazione. Se facciamo riferimento alle specifiche di progettazione, dobbiamo concludere che la perfetta corrispondenza è possibile solo quando tutti i componenti della macchina o del veicolo si abbinano per perfezionare aspetto e funzionalità. Quando diverse superfici e componenti, ossia sistemi di verniciatura, sono utilizzati affiancati, devono corrispondere perfettamente in termini di tono colore, finitura superficiale e anche proprietà di invecchiamento. È qui che il ruolo di un fornitore di sistemi affidabile diventa cruciale. Inoltre, se si utilizza l’intero sistema, dal primer (e-coat o a spruzzo), al filler e al top-coat, le prestazioni di tale sistema possono essere facilmente allineate e controllate. Infine, è fondamentale il rispetto delle normative ambientali e di salute e sicurezza. Kansai Helios è già al fianco dei propri clienti su tutti questi aspetti, lo dimostra la gamma di vernici a base acqua e ultra-alto solido che offriamo a questo segmento industriale: rappresentano lo stato dell’arte della tecnologia, ma anche il principale focus delle nostre iniziative di ricerca e sviluppo.
142 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
SPECIAL ISSUE - PaintExpo
© Kansai Helios
Karla Roncevic, R&D Director di Kansai Helios.

ipcm®: Quali sono le responsabilità che Kansai Helios sente in tema di R&S in quanto attore dell’industria chimica?
KR: Purtroppo l’industria chimica porta addosso a sé un timbro negativo in quanto i prodotti chimici sono considerati, per loro natura, poco sicuri o portatori di pericolo. L’innovazione, dunque, è una grossa responsabilità che sentiamo su di noi, che dimostriamo mettendo a punto prodotti che ci aiutino a costruire una società migliore e più sostenibile. Sono tempi eccitanti dal punto di vista della ricerca, quelli che stiamo vivendo. Kansai Helios sta abbracciando questo compito importante e questa grande opportunità di creare un mondo più sostenibile. Le vernici sono un ottimo esempio di come si possa diminuire l’impatto ambientale.
ipcm®: Può indicarci qualche esempio di queste novità?
KR: Se ci riferiamo al segmento industrial ACE e veicoli commerciali, la prima novità sostenibile è l’impiego di materie prime di origine biologica o biodegradabile. Tuttavia la sostenibilità va ben oltre a questo. Un aspetto è certamente l’eliminazione, quanto più possibile, della dipendenza dai combustibili fossili, ma non solo nelle materie prime e nella formulazione di una vernice, ma anche in altri ambiti del suo processo applicativo. Ad esempio, eliminare la necessità di una fase di polimerizzazione in un ciclo a due strati, diminuendo fortemente il fabbisogno energetico per il processo è sostenibile, ma anche formulare una vernice con maggiore durabilità lo è, perché allunga la vita utile di un manufatto. Altri aspetti sostenibili sono migliorare l’applicazione di un prodotto, diminuendo, per esempio, la temperatura di polimerizzazione di una vernice in polvere da 180°C a
160° C o meno. Questo rappresenta un enorme risparmio di energia che è ancora più sostenibile dell’impiego di materie prime biologiche.
ipcm®: Quali sono gli sviluppi correnti di mercato delle materie prime biologiche?
KR: Kansai Helios è orgogliosa di avere una produzione completamente integrata che risale fino alle materie prime perché ciò ci consente di sviluppare polimeri che si adattino perfettamente alle nostre formulazioni di rivestimento. Abbiamo lavorato molto sull’aumentare la quota di materie prime a base biologica per sostituire quelle di natura fossile. Abbiamo realizzato sviluppi straordinari in questo ambito, ma ci sono anche delle sfide. I nostri tecnici hanno lavorato duramente per sviluppare svariate tipologie di prodotto per il segmento ACE, che contengono materie prime di origine biologica. Naturalmente non ci si può aspettare che tutte le materie prime siano sostituite da quelle di origine biologica: non è possibile e non avrebbe nemmeno senso farlo. Le vernici sostenibili mirano a ridurre l’impatto ambientale migliorando l’intero ciclo di vita e l’incorporazione di risorse rinnovabili è solo uno dei modi per farlo.
ipcm®: Quali sono i pro e i contro delle materie prime di origine biologica?
KR: Il pro naturalmente è la diminuzione della dipendenza dai combustibili fossili. Inoltre, vi è la grande opportunità di collaborare con l’agricoltura per promuovere la coltivazione di determinate piante utili all’industria chimica, senza per questo influenzare negativamente la catena alimentare o la
143 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
© Shutterstock

biodiversità. I contro sono che, come ho già detto prima, alcune materie prime di origine biologica necessitano di enormi quantità di energia e di acqua per la loro estrazione e lavorazione. È un aspetto che dobbiamo tenere bene a mente, senza lasciarci ingannare dal termine “biologico” e senza sovra-utilizzarle. Un altro contro è che, con le materie prime di origine biologica, è più difficile soddisfare i parametri tecnici richiesti per certe applicazioni. Ci sono sicuramente delle sfide nell’impiego di materie prime a base biologica che richiedono grande attenzione.
ipcm®: Cosa può fare un sistema di verniciatura ai fini del risparmio energetico?
KR: Dal punto di vista del processo, moltissimo. Poi naturalmente, ci sono delle vernici funzionali che sono in grado di contribuire al risparmio energetico per loro caratteristiche intrinseche, pensiamo ad esempio alle vernici che riflettono la luce solare e impediscono il surriscaldamento di un edificio, riducendone le esigenze di raffreddamento. I rivestimenti termici barriera possono migliorare le proprietà isolanti delle superfici, riducendo il fabbisogno di riscaldamento o raffreddamento. Se parliamo però dei sistemi di vernici standard per il settore ACE, ad esempio, Kansai Helios ha sviluppato e implementato con successo i sistemi bagnato-su-bagnato, limitatamente alle vernici liquide, eliminando la necessità di asciugatura dopo il primo strato. Anche nell’ambito delle polveri abbiamo messo a punto sistemi a due mani che non richiedono piena polimerizzazione interstrato, diminuendo incredibilmente il consumo di energia, visto che le polveri polimerizzano a temperature incluse fra i 160° e i 180°C. Abbiamo
anche sviluppato con successo delle vernici liquide che richiedono meno energia per asciugare, abbassando la temperatura ad esempio da 80°C a 40° o da 80°C a temperatura ambiente per certi prodotti monostrato. Son tutti grandi miglioramenti per il cliente, soprattutto in un settore industriale come quello ACE e veicoli commerciali, dove si fa largo impiego dei prodotti monostrato, che garantiscono le stesse prestazioni di un ciclo a doppia mano tradizionale ma con un processo produttivo più rapido e snello.
ipcm®: Quali sono le innovazioni che presenterete a PaintExpo 2024?
KR: Esattamente quelle di cui ho parlato. Presenteremo innanzitutto un prodotto di cataforesi a bassa temperatura di polimerizzazione. Sul fronte vernici liquide presenteremo un sistema bagnato-su-bagnato a due strati per il settore ACE. Inoltre, presenteremo un prodotto direct-to-metal parzialmente di origine biologica e un primer epossidico anch’esso in parte basato su materie prime biologiche. Infine, presenteremo un sistema a due strati a polvere senza necessità di polimerizzazione interstrato e una vernice in polvere a bassa temperatura superdurabile. Ultima, ma non per importanza, debutterà una vernice in polvere, che possiamo definire green, basata su una resina poliestere riciclata. Le materie prime riciclate rappresentano un altro ambito di ricerca molto importante per il Gruppo. Sono tutti grandi contributi di Kansai Helios alla sostenibilità e vogliamo presentarli ai nostri clienti!
Kansai Helios sarà lieta di accogliervi a PaintExpo 2024 a Karlsruhe, Germania, dal 9 al 12 aprile, presso lo stand 1430 pad. 1.
144 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© Shutterstock

Vermobil sceglie la tecnologia a infrarossi combo per la verniciatura Dry-on-Fused dei suoi mobili outdoor di alta gamma
Monica Fumagalli, ipcm®
L’integrazione di bruciatori RHT con la tecnologia catalitica Infragas è la soluzione ideale per combinare le performance della verniciatura a polvere dry-on-fused, risparmio energetico e ridotto impatto ambientale. Lo testimonia Vermobil Style, azienda che progetta e realizza mobili e complementi per outdoor dal 1993, alla ricerca della soluzione più efficace per alzare l’asticella della qualità, velocizzare il processo di verniciatura e rendere la sua produzione ancora più sostenibile.
La verniciatura a polvere “dry-on-dry”, la tecnologia più comune di applicazione delle polveri, comporta l’utilizzo intensivo delle risorse energetiche impiegate per la polimerizzazione dapprima del fondo e, poi, del topcoat. Da anni ormai, per ovviare a questo problema, nel ciclo di verniciatura è stata introdotta un’ulteriore fase, chiamata gelificazione, che, tramite il riscaldamento con infrarossi, riporta lo strato di fondo
applicato sul supporto allo stato fuso. Il manufatto può a questo punto entrare nel forno di polimerizzazione per la cottura finale dando il via al processo definito “dry-on-fused”, proprio perché lo strato di vernice pre-polimerizzato è fuso e non cotto totalmente ed evitando così un doppio passaggio nel forno di polimerizzazione. Inoltre, l’integrazione della fase di gelificazione consente di ottenere uno strato di vernice che

146 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
Vermobil Style Srl progetta e realizza da 30 anni mobili e complementi per l’arredamento da esterno.
Nella foto il tavolo Quatris che, grazie alla sua struttura speciale, può trovare autonomamente stabilità su qualsiasi superficie.
FOCUS ON TECHNOLOGY SPECIAL ISSUE - PaintExpo
© Vermobil
conferisce al supporto proprietà più elevate di resistenza alla corrosione e ai raggi UV, ideale quindi per tutti quei manufatti destinati ad ambienti esterni, come quelli realizzati da Vermobil Style Srl di Marsciano (Perugia). L’azienda, che festeggia quest’anno i 30 anni di attività, progetta e realizza mobili e complementi per l’arredamento da esterno concepiti in linea con le tendenze contemporanee per rispondere alle più evolute esigenze di design. “Quello che facciamo qui” – ci presenta l’azienda Mauro Baiocco, uno dei soci fondatori - “è rendere lo spazio esterno più confortevole e vivibile grazie ai nostri mobili e complementi d’arredo realizzati con materiali resistenti e di prima scelta, creati all’insegna della funzionalità e dello stile e ricercati nel particolare accostamento di linee e colori. La nostra attenzione per gli spazi verdi e la natura in generale si riflette anche negli standard adottati per assicurare una produzione equa,

quanto più possibile rispettosa dell’ambiente, attenta alla sicurezza dei nostri collaboratori e in grado di fornire un prodotto resistente e dalle prestazioni elevate in termini di finitura”. La verniciatura di oggetti o strutture destinati all’esterno implica un processo più complesso rispetto a quelli destinati ad ambienti interni. “Abbiamo curato e migliorato ogni fase del processo di verniciatura, perché, anche se questa rappresenta la fase finale, prima del montaggio e imballaggio, è da qui che dipende l’apprezzamento dei nostri mobili sia a livello nazionale che internazionale: siamo partiti quindi dal perfezionamento della fase di pretrattamento per poi ottimizzare la fase di gelificazione prima della polimerizzazione, che da oltre 12 anni effettuiamo con pannelli catalitici Infracat®, a cui abbiamo recentemente affiancato i bruciatori radianti a gas RHT: entrambe le tecnologie ci sono state fornite da Infragas Srl di Mappano (Torino)”.

147 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86
Il tunnel di pretrattamento in cui viene utilizzato il prodotto multimetal Toran 3 di Chemtec.
© ipcm © ipcm FOCUS ON TECHNOLOGY
Interno del forno con i 22 pannelli catalitici Infracat®.
La storia di Vermobil
Il territorio umbro in cui nasce e si sviluppa Vermobil è da sempre votato all’industria dell’arredamento. “Nel 1993 ebbe inizio l’avventura della nostra azienda che nacque, come dice il nome stesso, per offrire un servizio di verniciatura conto terzi di mobili metallici, passando ben presto alla loro produzione, per soddisfare le richieste di un mercato sempre più esigente. Nel 1995 i maggiori player di questo settore si ritrovarono prima alla fiera SPOGA di Colonia in Germania, poi alla fiera Sun di Rimini, le più importanti per l’arredo per esterni in quella fase storica a livello europeo. La nostra presenza a questi eventi ci permise di aprire una breccia nel mercato svizzero e da qui partire per arrivare a distribuire i nostri prodotti in tutto il mercato DACH, oltre che in Italia”. Il successo dei suoi mobili e dei suoi componenti permise a Vermobil di

crescere anche in dimensioni. “Lo stabilimento iniziale occupava un’area di circa 4 mila m2, a cui si aggiunse ben presto un altro capannone di 2 mila m2, entrambi destinati alla produzione. Di recente è stato acquisito un ulteriore capannone da 7 mila m2 destinato a magazzino spedizioni e ufficio commerciale. I tre stabili ospitano attualmente un totale di 60 collaboratori”. Oggi il mercato di riferimento è principalmente italiano e il core business è rappresentato dall’arredo outdoor per il mondo del contract e, in particolare, per bar e ristoranti.
“Abbiamo instaurato importanti partnership con le più importanti aziende di arredamento per esterni. La collaborazione con queste realtà spinge in alto anche la fama dei prodotti realizzati con il nostro marchio, che oggi possono attestarsi in una fascia di prodotti di design di alta gamma”.

148 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
La fase di gelificazione di alcune sedie.
SPECIAL ISSUE - PaintExpo
La sezione di bruciatori RHT integrati nel 2022. © ipcm
© ipcm
La cura di ogni fase produttiva
Dall’acquisto della materia prima, costituita principalmente da acciaio al carbonio e alluminio, fino alla spedizione finale, l’intero processo produttivo si svolge internamente, ad eccezione della zincatura a freddo che viene affidata ad aziende esterne. Al loro rientro nello stabilimento di Vermobil, i manufatti sono già stati sottoposti ad un intervento di sgrassaggio, perfezionato con il processo di pretrattamento seguito da asciugatura, applicazione del fondo in una cabina progettata e installata da Siver di Corciano (Perugia), gelificazione nel forno IR di Infragas, applicazione della mano a finire in una cabina a cambio di colore rapido attrezzata con pistole in fase densa Nordson - di cui Siver è rivenditore esclusivo per l’Italia – e passaggio finale nel forno di polimerizzazione.
“Da circa un anno a questa parte” – prosegue Baiocco – “abbiamo introdotto nel processo di pretrattamento il prodotto monostadio Toran 3 fornito da Chemtec (Corbetta, Milano), dopo numerosi test che abbiamo effettuato con un dispositivo per il test in nebbia salina interno di grandi dimensioni, in grado di ospitare fino a 3 sedie. Si tratta di un prodotto multimetal, adatto sia per ferro sia per alluminio, che rappresenta una valida alternativa al fosfosgrassaggio o alla fosfatazione seguita da passivazione. Grazie all’essiccazione del prodotto il manufatto
viene rivestito con un sottilissimo film di conversione tridimensionale continuo, che favorisce l’adesione della vernice e incrementa le prestazioni anticorrosive del ciclo di verniciatura. Il film organico polimerico ottenuto ingloba i contaminanti oleosi presenti sul pezzo, intrappolandoli nella struttura tridimensionale del polimero creato sul metallo, evitando così di generare scarti e convertendo i contaminanti in parte attiva del processo. Il risultato del pretrattamento è funzionale alle prestazioni estetiche del rivestimento, oltre che a quelle ambientali della nostra produzione: questo prodotto, infatti, non genera emissioni o reflui da smaltire”.
Il forno installato nel reparto di verniciatura di Vermobil è unico per l’asciugatura dopo il pretrattamento e per la polimerizzazione. “Per evitare il rischio di contaminazioni, lo abbiamo compartimentato: da un lato il bruciatore alimenta il forno per l’asciugatura fino ad una temperatura di 150 °C, dall’altra si polimerizza la polvere termoindurente poliestere Qualicoat classe 1 e classe 2 per la cottura finale a 190 °C per 15/20 min”.
L’upgrade del sistema di gelificazione a infrarossi
Dal 2012 Vermobil ha adottato la tecnologia a infrarossi per la gelificazione del fondo a polvere. “In precedenza eravamo costretti al doppio passaggio del manufatto nel forno di polimerizzazione, che implicava un notevole


FOCUS ON TECHNOLOGY

La flessibilità di installazione dei pannelli consente di inclinarli in posizione orizzontale, verticale e obliqua, a seconda delle esigenze, allo scopo di riscaldare tutte le aree del manufatto.

Il gruppo di controllo e pre-mix dei bruciatori RHT per una corretta miscelazione di aria e gas.
spreco in termini di risorse energetiche e di tempo” – sottolinea Baiocco. “L’introduzione del forno fornito da Infragas ha rappresentato una svolta nella nostra produzione, tanto che 10 anni dopo abbiamo deciso di aggiornarne la tecnologia con l’integrazione di bruciatori RHT”.
“La prima dotazione fornita a Vermobil” – interviene Francesca Marabotti, Business Development & Marketing Manager di Infragas Srl – “era costituita da 20 pannelli catalitici della serie Infracat®, nome scelto dal nostro team per sottolineare il connubio tra energia infrarossa e tecnologia catalitica. Con una temperatura superficiale modulabile da 180 °C a 550 °C e una potenza variabile da 1,5 kW (1290 kcal/h) fino a 17 kW (14617 kcal/h), questi pannelli sono stati progettati per sviluppare una densità di potenza pari a 20 kW/m2 con una lunghezza d’onda mediolunga (da 2 a 10 μm). Questo consente un irraggiamento infrarosso prima di tutto sicuro per l’assenza di fiamma e, poi, efficace perché la prolungata permanenza dell’onda elettromagnetica sulla superficie del manufatto comporta un miglior assorbimento da parte del materiale organico, lasciando inalterate le caratteristiche del supporto. In questo caso specifico, i pannelli forniti a Vermobil sono della serie Infracat 18.60 e hanno un range di potenza variabile dai 7,2 ai 12 kW”.
“Dopo 10 anni di utilizzo davvero soddisfacente” – sottolinea Baiocco
– “nel 2022 abbiamo deciso di testare la tecnologia RHT, Radiant High Temperature. Ci siamo recati presso il test centre di Infragas coinvolgendo anche il team di Siver, nostro impiantista storico, per valutare i risultati che avremmo ottenuto con l’introduzione di una nuova sezione di bruciatori radianti RHT”.
Al termine dei test, la soluzione scelta prevedeva l’aggiunta di una sezione di 3 radianti RHT, due verticali 7C e uno a pavimento 7L per un totale di 210 kW installati gestibili fino a 105 kW di potenza, per una migliore polimerizzazione delle polveri.
“I bruciatori radianti a gas RHT di Infragas sono sistemi pre-miscelati infrarossi a gas che raggiungono una temperatura superficiale di 950 °C” – conferma Marabotti. “I Radiant High Temperature sono una fonte di calore sicura ed affidabile generata dalla combustione di gas naturale o propano, trasmessa attraverso raggi infrarossi con lunghezza d’onda corta. La struttura degli RHT è realizzata in acciaio inox idoneo a garantire robustezza nel tempo. Ciascun bruciatore viene fornito completo di un gruppo di controllo e pre-mix per una corretta miscelazione di aria e gas. La combustione a microfiamma sulla superficie metallica produce emissioni estremamente basse di NOx, monossido di carbonio e incombusti, un fattore importante dal punto di vista
150 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
ipcm SPECIAL ISSUE - PaintExpo
© ipcm ©









ambientale e della sicurezza”.
I vantaggi del nuovo sistema ibrido
“Se già prima, i vantaggi della tecnologia catalitica con la sosta dei pezzi nel forno per 3 min e l’eliminazione del doppio passaggio erano evidenti in termini di risparmio energetico e di tempistiche, oggi, grazie a questo sistema ibrido, abbiamo migliorato ulteriormente la qualità del rivestimento” – ribadisce Baiocco. “I bruciatori RHT integrati aumentano l’efficacia dell’irraggiamento, consentendo un riscaldamento a tutto tondo dell’intera superficie del manufatto. Questo aspetto evita che lo strato di fondo riemerga in superficie dopo l’applicazione della mano a finire. Per evitare questa problematica, in precedenza, eravamo costretti ad applicare topcoat scuri su fondi scuri e chiari su chiari: oggi possiamo utilizzare un unico fondo monocromatico, indipendentemente dal colore della mano a finire, con ottimi risultati, molto apprezzati anche dai nostri clienti del Nord
Europa, che si differenziano dal resto del mercato per i capitolati molto rigidi relativi alle finiture, proprio perché gli arredi outdoor sono sottoposti alle difficili condizioni atmosferiche di quelle aree geografiche. Il risparmio energetico e l’aumentata velocità del ciclo di verniciatura ci permette anche di proporci al mercato con una produzione ancora più sostenibile”.
Il catalitico infrarosso sostenibile
“I pannelli radianti ad infrarossi utilizzano la tecnologia dell’ossidazione catalitica del gas per emettere calore sotto forma di raggi infrarossi” – prosegue Marabotti.
“In questo modo, sono in grado di riscaldare solo la superficie del materiale, migliorando l’efficienza del processo di produzione. Sono
di un catalizzatore altamente efficace che consente di ottenere elevate temperature con ridotte potenze elettriche impiegate in fase di pre-riscaldo, con conseguente risparmio delle fonti energetiche. In alcuni casi, quando si verniciano manufatti come bombole o serbatoi che








 dotati
L’applicazione manuale della mano a finire con pistola Nordson.
dotati
L’applicazione manuale della mano a finire con pistola Nordson.
© ipcm FOCUS ON TECHNOLOGY
Il catalogo Vermobil offre 6 colori standard, oltre a finiture speciali fatte realizzare appositamente su richiesta dei clienti. ©
Siver


possono girare su sé stessi a 360°, il nostro forno IR può sostituire i tradizionali forni ad aria calda riducendo di almeno 3 volte le tempistiche di polimerizzazione. Nel caso di Vermobil abbiamo realizzato un sistema per velocizzare il ciclo di verniciatura che ha trovato l’avvallo anche dell’impiantista Siver”.
“Siver collabora con Vermobil dal 1993, anno della sua fondazione” – afferma Marcella Baldoni, titolare dell’azienda perugina – e sostiene da sempre l’efficacia della tecnologia catalitica e dell’RHT, tanto da aver validato subito il sistema ibrido testato nella sede di Infragas. Dal 2014 Siver è diventata rivenditore esclusivo per l’Italia delle apparecchiature Nordson e questa partnership ci ha permesso di fornire ai nostri clienti una serie di prodotti ancora più innovativi”.
“Siver ha fornito a Vermobil la sua prima cabina di verniciatura – precisa Baiocco – e da allora la fiducia reciproca è stata alla base della nostra collaborazione trentennale, tanto che è stato il suo titolare, Luca Tomassoni, a suggerirci di contattare Infragas per trovare una soluzione alle nostre problematiche di verniciatura. Il loro servizio di consulenza è ottimo e la vicinanza tra le nostre aziende permette al suo team di intervenire in tempi rapidissimi per qualsiasi criticità. Ci hanno fornito apparecchiature di verniciatura avanzate e flessibili, adatte a nuovi prodotti futuri”.
“Come azienda specializzata in mobili di arredo di alta gamma per outdoor – conclude Baiocco – l’ambiente esterno è per noi fondamentale e circondarci di partner affidabili che con le loro soluzioni ci permettano di impattarlo al minimo è altrettanto essenziale: dalla scelta della chimica di pretrattamento fino a quella delle tecnologie di gelificazione e polimerizzazione, passando per le apparecchiature di applicazione polveri, oggi Vermobil può confermare la sua vocazione per la protezione dell’ambiente e del verde, senza cui i nostri stessi prodotti non avrebbero motivo d’essere”.
152 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
Da sinistra: Mauro Baiocco di Vermobil, Marcella Baldoni e Simone Tomassoni di Siver/Nordson, Francesca Marabotti di Infragas e Alessia Venturi di ipcm®.
©
©
SPECIAL ISSUE - PaintExpo
I mobili e i complementi di Vermobil devono resistere a condizioni atmosferiche severe, come quelle delle aree del Nord Europa.
ipcm
Vermobil



Lesta srl Lesta srl Lesta info@Lesta.it www.lesta.it/en/
AUTOMATE YOUR ENTIRE PAINTING PROCESS

Raggiungere l’eccellenza e offrire finiture impeccabili: il nuovo impianto di verniciatura presso D.P.F. Srl
Ilaria Paolomelo, ipcm®
Per soddisfare le crescenti richieste del mercato e proseguire il proprio cammino verso l’eccellenza, D.P.F., azienda specializzata nella verniciatura conto terzi per un’ampia gamma di settori, tra cui arredamento e design, ha recentemente installato un nuovo impianto di verniciatura, progettato e realizzato da Verona Impianti 2002. La nuova linea, sviluppata per verniciare da piccole minuterie a componenti di elevate dimensioni, ha consentito all’azienda padovana di raggiungere ottimi risultati qualitativi, riducendo i consumi energetici e incrementando la sostenibilità.
Nel settore della verniciatura industriale, fornire manufatti verniciati di qualità superiore rappresenta il cardine per distinguersi sul mercato e mantenere un vantaggio competitivo. La competenza e l’esperienza degli operatori coinvolti nel processo di verniciatura, insieme alla selezione accurata dei prodotti vernicianti e delle tecnologie e attrezzature utilizzate, sono elementi fondamentali per riuscire a
soddisfare le richieste esigenti dei clienti. I manufatti verniciati devono non solo garantire una resistenza e una durata nel tempo eccellenti, ma anche un aspetto estetico impeccabile. E se c’è un settore in cui la qualità e l’estetica finale rivestono un ruolo primario, è senza dubbio quello del design e dell’arredamento. Qui, ogni dettaglio, ogni sfumatura cromatica, ogni finitura superficiale contribuisce a conferire un valore aggiunto al
154 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
FOCUS ON TECHNOLOGY
SPECIAL ISSUE - PaintExpo
© ipcm
Panoramica dell’impianto progettato e Installato da Verona Impianti 2002.


La caldaia e lo scambiatore di calore che alimentano il tunnel e scaldano l’acqua sono separati dalle vasche che costituiscono il tunnel di pretrattamento.
I componenti all’entrata del tunnel di pretrattamento.
manufatto. Per una verniciatura conto terzi specializzata principalmente nel settore dell’arredamento per interni ed esterni, garantire finiture di elevata qualità non è solo un obbligo, ma una vera e propria missione. Un esempio tangibile di questa dedizione alla qualità è rappresentato da D.P.F. Srl, un’azienda con sede a Trebaseleghe (PD) specializzata nella verniciatura a polvere conto terzi per una vasta gamma di settori industriali, inclusi l’arredamento e il design. Per soddisfare le crescenti esigenze del mercato e proseguire il cammino verso l’eccellenza, l’azienda ha recentemente inaugurato un nuovo stabilimento in cui è stato installato un innovativo impianto di verniciatura, progettato e realizzato da Verona Impianti 2002, società con sede a Colognola ai Colli (VR) che da oltre 20 anni progetta e realizza impianti di verniciatura industriale.
D.P.F.: un terzista di riferimento per il settore dell’arredamento
D.P.F. Srl nasce nel 1996 grazie alla visione imprenditoriale di Onofrio De Palma. Da allora, grazie all’impegno costante, alla dedizione e all’esperienza maturata nel tempo, D.P.F. è cresciuta sino a diventare oggi una realtà solida e affermata nel settore della verniciatura industriale. “Sebbene l’azienda fosse principalmente dedicata alla verniciatura a
liquido in passato, abbiamo fatto una scelta precisa, ovvero quello di spostare il nostro core business e dedicarci esclusivamente alla verniciatura conto terzi a polvere. Questa decisione è stata motivata dalla nostra convinzione che, scegliendo i giusti prodotti vernicianti e i giusti processi, la verniciatura a polvere potesse offrire prestazioni superiori in termini di resistenza e durata nel tempo”, afferma Paolo de Palma, titolare e membro della seconda generazione a capo dell’azienda.
“Con un team composto da 12 persone, siamo riusciti a consolidare la nostra presenza sul mercato come terzisti, operando principalmente nelle regioni del Veneto e del Friuli-Venezia Giulia con importanti aziende di fama mondiale appartenenti a una vasta gamma di settori, tra cui riscaldamento, sanitari, edilizia e illuminazione. Tuttavia, il settore che riveste per noi la massima importanza è l’arredamento per interni ed esterni. “In questo settore, la finitura superficiale non è solo una questione di funzionalità, ma anche di estetica”, afferma De Palma. “Le nostre finiture sono di altissima qualità e siamo costantemente alla ricerca delle migliori tecnologie di verniciatura per soddisfare le esigenze dei nostri clienti. Per noi, infatti, l’estetica dell’oggetto è sinonimo di qualità e cura del dettaglio”, continua. Per questo motivo, quando qualche anno fa l’azienda padovana ha dovuto acquistare uno stabilimento più grande
155 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 FOCUS ON TECHNOLOGY
© ipcm
© ipcm

In coda al tunnel di pretrattamento, vi è una vasca per lo sgocciolamento dei componenti.
per soddisfare il numero crescente di richieste, ha scelto di installare una nuova linea di verniciatura che le consentisse di raggiungere un grado di qualità superiore rispetto al passato e in linea con le nuove richieste del mercato.
Le esigenze produttive che hanno portato all’installazione del nuovo impianto
“La decisione di ampliare la nostra azienda è stata motivata da diverse esigenze e opportunità che abbiamo identificato nel corso degli anni. Quattro anni fa, abbiamo avvertito la necessità di espandere il nostro reparto produttivo, poiché lo stabilimento precedente stava diventando troppo ristretto per soddisfare tutte le commesse che dovevamo evadere. Abbiamo quindi iniziato a cercare un nuovo immobile adatto alle nostre esigenze e insieme all’ingegnere Albino Tamellin, titolare di Verona Impianti 2002 e ai figli Pietro e Stefano, abbiamo intrapreso questo percorso per la realizzazione di un nuovo impianto di verniciatura che si è rivelato un successo”, ammette il titolare di D.P.F. L’obiettivo principale che l’azienda si era prefissata in fase di progettazione del nuovo impianto era quello di avere un impianto versatile che consentisse di verniciare una gamma

Il forno di asciugatura.
molto ampia di pezzi – sia come dimensione che peso – che fosse in grado di colmare alcune lacune dell’impianto precedente, soprattutto legate al ciclo di pretrattamento. “Verona Impianti 2002 ci ha fornito preziosi input, frutto della loro consolidata esperienza nel settore, suggerendoci di realizzare un sistema che garantisse ottime finiture superficiali grazie ad un ciclo di pretrattamento ottimizzato e a una maggiore attenzione nella fase di polimerizzazione”, continua De Palma.
Il ciclo di verniciatura
“L’impianto è progettato sia per lavorare con componenti molto piccoli, come le minuterie, sia con pezzi di dimensione elevate come le strutture di carpenteria. Il convogliatore è in grado di trasportare fino a 20.000 kg totali sulla linea e 150 kg per gancio”, afferma De Palma. Il ciclo di verniciatura ha inizio con il carico manuale dei pezzi su una catena monorotaia dotata di ganci rotanti, essenziali per le lavorazioni che richiedono una rotazione del pezzo durante la verniciatura. Successivamente, i pezzi vengono sottoposti ad un ciclo di pretrattamento, composto da quattro fasi: fosfo-sgrassaggio;
156 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© ipcm © ipcm

1° risciacquo con acqua di rete, per togliere la maggior parte delle impurità e del detergente utilizzato nella fase precedente;
2° risciacquo con acqua di rete, che consente l’utilizzo di acqua più pulita in modo che le impurità residue sui pezzi siano ridotte al minimo;
risciacquo finale con acqua demineralizzata.
“La peculiarità del tunnel di pretrattamento, lungo 22 m, è che la caldaia contenente lo scambiatore di calore che alimenta il tunnel e scalda la soluzione detergente è separato dalle vasche del tunnel. Solitamente, nella maggior parte degli impianti, questi dispositivi si trovano dentro la vasca, al di sotto delle rampe di spruzzatura dello stadio a caldo. La soluzione adottata rende le operazioni di pulizia periodica dello scambiatore molto più agevoli e sicure per gli operatori. Inoltre, lo scambiatore tende a rimanere più pulito, con aumento dell’efficienza di scambio termico che determina consumi energetici ridotti. Visti gli indubbi vantaggi, la caldaia separata dal tunnel è la soluzione che proponiamo come standard ai nostri clienti”, afferma Albino Tamellin.
“Inoltre, le rampe di alimentazione degli ugelli sono alimentate da Vista dall'alto dell'impianto.





FOCUS ON TECHNOLOGY di Pozzi Sergio Via Concordia 41-43 23854 Olginate - LC - ITALY P.I. 00414390138 www.sepoitalia.it info@sepoitalia.it YEARS50 1974 - 2024 PASSION FOR AUTOMATION YOU THINK IT, WE MAKE IT.
© ipcm

L’applicazione manuale all’interno della cabina.
un collettore posto nella parte alta del tunnel, in modo da garantire una pressione di erogazione dell’acqua più costante ed evitare che si formino morchie dovute alla stagnazione dell’acqua, perché le rampe si svuotano automaticamente dopo lo spegnimento del tunnel, per forza di gravità. Molte volte l’alimentazione avviene dal basso verso l’alto, ma si registrano problemi di intasamento degli ugelli molto più frequenti, con risultati del pretrattamento disomogenei nel tempo. Per tali ragioni anche questo accorgimento è da tempo lo standard delle nostre installazioni”. Dopo il pretrattamento, i componenti sono trasportati nel forno di asciugatura – dove permangono per 13 minuti ad una temperatura di 120° C – ed in seguito nella cabina di applicazione della vernice, dove sulla base delle richieste del cliente, D.P.F. realizza un ciclo completamente su misura, il cui numero di strati varia a seconda delle esigenze. D.P.F. dispone di un’unica cabina sia per l’applicazione del primer sia per la finitura. “Si tratta di una cabina che utilizzavamo già nell’impianto precedente. Pienamente soddisfatti della sua efficienza e affidabilità, abbiamo chiesto in fase di progettazione a Verona Impianti 2002 di integrarla nella nuova linea. L’applicazione della polvere nella cabina avviene manualmente utilizzando le pistole elettrostatiche

Alcuni componenti verniciati in entrata nel forno.
modello Gen 01 di Zeus Electrostatic System: si tratta di una scelta che consente di garantire una maggiore flessibilità e la possibilità di gestire particolari complessi, soprattutto se si tratta di componenti per il settore dell’arredamento che richiede finiture curate nel minimo dettaglio”, sostiene De Palma. “I forni di asciugatura e polimerizzazione a convezione d’aria, grazie ad un software dedicato, permettono di registrare l’andamento delle temperature, mentre i diagrammi consentono a D.P.F. di assicurare uniformità e costanza durante la polimerizzazione della polvere, mantenendo consumi energetici contenuti. Una volta completata la polimerizzazione della polvere in forno ad una temperatura di 180° C, i pezzi vengono convogliati nella zona di raffreddamento per poi essere scaricati manualmente dall’operatore e sottoposti a rigorosi controlli di qualità”, spiega Pietro Tamellin.
Alcune misure di sostenibilità aziendale
Una delle principali difficoltà che D.P.F. riscontrava nell’impianto precedente riguardava il pretrattamento. Per tale motivo, Verona Impianti 2002 ha messo a punto una serie di accorgimenti – l’inserimento della caldaia di riscaldamento separata dal corpo tunnel e la modalità di
158 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
© ipcm
© ipcm
alimentazione delle rampe di spruzzatura, che avviene dall’alto – che hanno permesso all’azienda di raggiungere un ciclo ottimale che garantisse adesione e durabilità nel tempo del rivestimento applicato.
Inoltre, uno degli obiettivi di D.P.F. era di quello di ottimizzare i consumi di energia. A tal fine, sono state implementate diverse misure. “Le pompe del tunnel di lavaggio sono dotate di inverter che permettono di gestire le velocità di rotazione in maniera da ottimizzare il consumo energetico”, afferma Tamellin. Il tunnel è anche dotato di resistenze elettriche, per scaldare l’acqua sfruttando i pannelli fotovoltaici che l’azienda ha installato lo scorso anno e che le consentono di essere completamente autonoma durante i mesi estivi. L’efficienza energetica passa anche dal forno di asciugatura e di polimerizzazione: entrambi sono dotati di veli d’aria progettati per trattenere tutto il calore all’interno dei forni ed evitare dispersioni, coadiuvati da un sistema di re-immissione dell’aria calda in uscita dalle bocche di entrata ed uscita dei pezzi, detto “economizzatore”. I consumi termici dei forni sono ridotti al minimo grazie all’ottimo isolamento termico in lana minerale.
La gestione accurata delle temperature è essenziale per garantire la qualità e l’efficienza del processo di verniciatura. “Per questo motivo, eseguiamo regolarmente controlli periodici delle temperature all’interno del forno e dei bagni di pretrattamento. Nel caso del forno, monitoriamo costantemente le temperature per assicurarci che siano ottimali e stabili nel tempo. Analogamente, eseguiamo controlli regolari

delle temperature e delle sostanze contenute all’interno di bagni di pretrattamento”, continua De Palma.
La qualità passa anche dalla manutenzione e dalla completa tracciabilità del processo
“L’impianto è stato sviluppato secondo i principi dell’Industria 4.0, il che significa che abbiamo integrato tecnologie avanzate per garantire una gestione più analitica e una produzione
di alta qualità. Una delle caratteristiche principali è il sistema di controllo tramite PLC, che ci consente di gestire l’impianto dal terminale. Con questa funzionalità, possiamo monitorare e controllare tutti i parametri cruciali dell’impianto, inclusi la velocità di avanzamento, le temperature dei forni e dei lavaggi, garantendo un funzionamento ottimale e la massima precisione nel processo di verniciatura”, afferma Stefano Tamellin. Inoltre, l’impianto dispone di un sistema

FOCUS ON TECHNOLOGY
© ipcm
Il sistema di verniciatura è gestito tramite PLC.

di assistenza e controllo remoto che ci consente di intervenire tempestivamente in caso di anomalie o difetti nella produzione. “Grazie alla piena tracciabilità dei processi, possiamo identificare rapidamente eventuali problemi e correggerli tempestivamente. In caso di anomalie, il sistema emette un allarme che avverte gli operatori, consentendo loro di intervenire prontamente per risolvere il problema”, continua De Palma. “La gestione informatizzata della produzione ha rivoluzionato il nostro approccio alla verniciatura, consentendoci di ottimizzare le velocità di avanzamento dei pezzi e di monitorare la produzione in tempo reale”, prosegue De Palma.
L’importanza della finitura
Se la qualità è per D.P.F. una conditio sine qua non, anche il ventaglio di finiture offerte svolge un ruolo fondamentale per il successo aziendale. La verniciatura conto terzi di Trebaseleghe offre un’ampia possibilità di scelta in termini di finiture che include rivestimenti epossidici, poliesteri, epossipoliesteri e poliuretanici, nelle varianti lucide, semilucide, opache e super opache e con differenti texture dal bucciato al raggrinzato.
“Il 90% dei nostri manufatti è verniciato con polveri poliestere acquistate da alcuni dei più importanti fornitori di prodotti vernicianti: la scelta di utilizzare principalmente questa tipologia di vernice è motivata dalla varietà di destinazioni dei nostri manufatti, che potrebbero essere esposti anche ad ambienti marini. L’impiego di polveri poliestere ci consente di garantire elevata resistenza meccanica, agli agenti atmosferici e ottime proprietà anticorrosive, assicurando prestazioni affidabili in qualsiasi contesto”, continua il titolare di D.P.F.
Miglioramento dei consumi e della qualità finale: i principali vantaggi ottenuti con la nuova linea “Dal punto di vista energetico, abbiamo registrato un risparmio significativo del 40% di gas metano, il che rappresenta un importante risultato che si inserisce in una strategia più ampia volta all’efficienza energetica e all’utilizzo di fonti alternative”, afferma De Palma. Un altro vantaggio che il nuovo impianto offre riguarda l’incremento della qualità che era fondamentale da raggiungere per il successo della D.P.F. “La cura per il dettaglio è una caratteristica distintiva del nostro lavoro, soprattutto nel settore dell’arredamento e del design. Per ottenere migliori risultati in termini di durabilità e qualità della finitura finale, abbiamo migliorato il ciclo di pretrattamento aggiungendo il lavaggio con acqua demineralizzata che è stato implementato appena dopo la messa in funzione dell’impianto proprio per migliorare l’adesione e la durata della finitura”, afferma De Palma.
“Inoltre, sempre al fine di garantire un ciclo di verniciatura ottimale, abbiamo installato sul trasportatore un canalino paraoli per prevenire eventuali gocciolamenti di oli di lubrificazione della catena sulla superficie dei pezzi”, aggiunge Pietro Tamellin.
“Siamo lieti di confermare che gli obiettivi iniziali sono stati raggiunti. La collaborazione con Verona Impianti 2002 è stata fondamentale per il successo di questo progetto. Abbiamo trovato un partner affidabile e competente che ci ha permesso di instaurare una grande collaborazione fin dall›inizio”, conclude De Palma.

160 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
©
Da sinistra a destra: Albino, Pietro e Stefano Tamellin di Verona Impianti 2002, Paolo De Palma e due collaboratori di D.P.F. Verniciatura.
ipcm
CHEMICAL MAKING SOLUTIONS
TRATTAMENTO ACQUE WATER TREATMENTS ←
PREVERNICIATURA E NANOTECNOLOGIE
COATING PRETREATMENT AND NANOTECHNOLOGIES
SGRASSANTI INDUSTRIALI DEGREASERS
SVERNICIANTI PAINT STRIPPERS
follow us: NOXORSOKEM.IT
←
←
←
Nuove prospettive nel controllo qualità per la verniciatura industriale
Carola Konitzer
PhoenixTMT GmbH, Bad Oeynhausen - Germania carola.konitzer@phoenixtm.de
La conoscenza precisa dei vari parametri del forno è essenziale per ottimizzare la qualità del prodotto, la produttività e l’efficienza degli impianti di verniciatura. Questo è un criterio molto importante, specialmente nella situazione attuale, poiché aiuta a ridurre i costi, aumentare la produttività e, di conseguenza, agire in modo più economico.
La produzione senza un controllo di qualità efficiente risulta impensabile. Con l’aumento delle richieste, rispettare le specifiche dei clienti e dei produttori di vernici diventa imprescindibile, specialmente nel settore della verniciatura, dove gli standard e le certificazioni sono sempre più numerosi e essenziali. Ma come integrare tutte queste specifiche e decreti nei processi operativi nel modo più efficace, economico e semplice possibile?
Da 10 anni, PhoenixTM si distingue per la progettazione e lo sviluppo di sistemi di misura della temperatura. Oltre ai sistemi già noti, la gamma si arricchisce costantemente di nuovi prodotti e sviluppi. Negli ultimi due anni, PhoenixTM è stata particolarmente attiva in questo settore. Oltre ai sistemi ottici innovativi, il sistema Epsilon ha ottenuto l’approvazione per le zone ATEX, garantendo un utilizzo sicuro nelle aree pericolose del reparto verniciatura e contribuendo così a creare un ambiente di lavoro conforme alle norme. Inoltre, il software utente è stato completamente
rivisto e ottimizzato per il settore della verniciatura.
Il sistema di finitura TS04 rappresenta una soluzione completa per il monitoraggio dei dati di temperatura, particolarmente preziosa nei processi di verniciatura. Questo sistema, intuitivo nell’utilizzo, registra con precisione i dati di temperatura del prodotto durante il ciclo del forno. Collegando direttamente le termocoppie al prodotto, come nel caso di una carrozzeria, è possibile seguirne il valore reale di temperatura tutta la linea di verniciatura. Qui vengono registrate le temperature effettive del prodotto. A differenza dei pirometri installati in modo permanente nel forno, che misurano solo le temperature ambientali o della superficie esterna, il TS04 fornisce informazioni dettagliate anche sulle aree più critiche del prodotto, come le parti di lamiera flangiate. Prima della misurazione, su un prodotto di prova (per esempio la carrozzeria di un’automobile) vengono posizionate termocoppie in tutti i punti critici per ottenere una visione completa della distribuzione del calore lungo

162 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
©
ANALYSIS SPECIAL ISSUE - PaintExpo
Sistema standard di misura della temperatura FIS04.
PhoenixTM GmbH
l’intero processo. I dati raccolti vengono memorizzati nel data logger, protetto dalle temperature interne del forno tramite una barriera termica. Al termine del processo, il data logger viene estratto e i dati vengono letti. Utilizzando il software ThermalView di finitura, i dati grezzi vengono elaborati in informazioni di processo significative. Questo permette di prendere decisioni rapide e informate per risolvere eventuali problemi di cottura. I risultati delle misurazioni sono disponibili sotto forma di profilo di temperatura completo, consentendo una valutazione immediata che può essere utilizzata per ottimizzare il processo o il prodotto, per audit dei clienti, per ridurre i costi operativi, per risparmiare risorse e per altre finalità.
Software ThermalView Finishing
Questo software è stato sviluppato appositamente per l’industria della verniciatura ed è uno strumento facile da utilizzare. L’intero processo del forno viene rappresentato con dati grafici dettagliati. Ad esempio, è possibile memorizzare le posizioni della fonte di calore e della ventilazione, in modo da individuare rapidamente le aree problematiche. La possibilità di memorizzare il grafico delle cure e la loro fattorizzazione sulla base di specifiche definite dall’utente mostra a colpo d’occhio se tutti i punti di misura rientrano nelle specifiche. È inoltre possibile confrontare i profili con altre misurazioni. Un rapporto standard mostra tutte le informazioni rilevanti e un grafico. Successivamente, è possibile creare diversi rapporti di valutazione dettagliati.
Phoenix Factor
Il Phoenix Factor come indice di polimerizzazione è il calcolo esatto del processo di verniciatura o di rivestimento in polvere per mezzo di profili di
temperatura che includono la temperatura di reticolazione, con l’obiettivo di presentare il risultato facilmente comprensibile e confrontabile come fattore numerico. L’indurimento del rivestimento (polimerizzazione = reticolazione) dipende sia dal tempo che dalla temperatura. Per questo motivo, i produttori di vernici e polveri specificano “ricette” o tabelle di polimerizzazione in base alle quali la vernice deve essere “cotta” per ottenere un risultato di buona qualità. Questa “ricetta” viene memorizzata nel software come curva di “tempo a una certa temperatura”. Se analizziamo queste curve tenendo conto di finestre di cottura separate, scopriamo che il tempo a 180 °C è identico per entrambe le curve, anche se in realtà le curve sono molto diverse. Se prendiamo queste curve e le analizziamo così come sono rispetto alle specifiche, dobbiamo concludere che in questo caso si è verificata una sottocottura. Il tempo a 180 °C è di soli 7 min. invece dei 12 minuti specificati (tabella 1). Ma come analizzare i dati nella loro globalità? L’applicazione della matematica permette di calcolare con esattezza la polimerizzazione di lacche o polveri, includendo tutte le curve del profilo di temperatura. L’equazione di Arrhenius, che prende il nome dal suo inventore Svante Arrhenius, descrive approssimativamente una dipendenza quantitativa dalla temperatura nei processi fisici e chimici in cui un’energia di attivazione (in questo caso la transizione alla reticolazione) deve essere superata a livello molecolare. Per il rivestimento, si assume che il fattore di frequenza (k) si riferisca alla temperatura di reazione alla quale A ed E provocano entrambi costantemente la reticolazione. In relazione alla curva di temperatura della tabella 2, ciò significa che viene creata una curva di riferimento utilizzando tre punti di temperatura specificati dal produttore del rivestimento per determinare i valori tra i punti mediante interpolazione. In questo modo, per ogni punto di

163 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 ANALYSIS
Il nuovo Software ThermalView Finishing. © PhoenixTM GmbH



misura si calcola il tempo di polimerizzazione necessario a qualsiasi temperatura. Quindi, tenendo conto del tempo di polimerizzazione totale, si determina l’equivalente totale della curva a una determinata temperatura (qui 180 °C, tabella 3). Il software ThermalView confronta questi valori e determina l’indice di polimerizzazione, il cosiddetto Phoenix factor.
Questo valore viene riportato in modo chiaro e semplice in un grafico e fornisce una panoramica immediata della misurazione effettuata e del suo risultato. Nonostante la presunta sottocottura misurata, dopo un attento esame di tutte le curve e considerando la globalità dei tempi e delle temperature di processo risulta chiaro che il componente era di fatto in sovracottura. La valutazione mostra un tempo effettivo a 180 °C di 21:50 min. invece dei 12 min. indicati dal produttore come ottimali. Si tratta di un tempo di cottura quasi raddoppiato. Un›osservazione precisa e complessiva del processo di polimerizzazione, con la possibilità di un confronto diretto dei parametri specificati dal produttore, è quindi l›alternativa più accurata all›analisi «tempo @ temperatura».
I vantaggi a colpo d‘occhio
Determinare con un solo sguardo se c’è sotto o sovra indurimento
L’impostazione precisa dei parametri di processo garantisce qualità ed efficienza
La registrazione del fattore Phoenix su un periodo di tempo più lungo consente la correzione preventiva degli errori per i processi successivi
Semplicità di confronto tra i diversi rivestimenti.
Dall'alto:
Tabella 1: Semplice curva setpoint/ temperatura reale.
Tabella 2: Curva di riferimento su tre punti.
Tabella 3: Calcolo del Phoenix factor.
164 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© PhoenixTM GmbH © PhoenixTM GmbH © PhoenixTM GmbH SPECIAL ISSUE - PaintExpo
Le nuove funzionalità del software
Suddivisione del profilo per una maggiore flessibilità Per esempio, una carrozzeria passa attraverso quattro forni per la finitura della vernice. Con il sistema PhoenixTM FIS04, tutti i forni possono essere registrati in un unico ciclo e con un’unica misurazione. Ciò significa che la carrozzeria di prova viene preparata una volta e passa automaticamente attraverso tutte le aree. Questo rende lo sforzo di misurazione molto più semplice e accurato, in quanto le misure sono più fedeli al processo. Se i forni vengono misurati singolarmente, ogni volta si verifica un raffreddamento indesiderato della carrozzeria, che può influire sul risultato finale. In seguito, le misure possono essere suddivise per ottenere dichiarazioni dettagliate e aggiungere parametri di processo separati.
Temperature attuali per zona
La possibilità di includere nell’analisi le temperature desiderabili e quelle effettive consente di identificare e correggere rapidamente le deviazioni di queste ultime. Includendole nelle valutazioni, il tecnico può avere un quadro completo del processo di essiccazione e dei suoi parametri.
Nuova “libreria” dei rivestimenti e processi
Oltre alle funzioni già collaudate, sono state aggiunte le varianti predefinite per la valutazione, il Phoenix factor e i grafici di indurimento. La memoria dei processi consente di archiviare i vari processi di cottura con le rispettive impostazioni del forno.
Temperatura del giunto freddo
Come ulteriore funzione di sicurezza per il corretto funzionamento del data logger, è ora possibile visualizzare la curva di temperatura del sensore del giunto freddo. Questo mostra la temperatura interna di funzionamento del data logger in un grafico separato. In questo modo, l’utente può vedere a colpo d’occhio se il data logger è stato utilizzato in modo affidabile.
Focus sulla sicurezza operativa
L’obiettivo era quello di creare un dispositivo che soddisfacesse i severi requisiti di protezione dalle esplosioni sul luogo di lavoro secondo le più recenti norme UE. La base per l’ulteriore sviluppo è il
collaudato data logger PTM1-200. La serie Epsilon che ne deriva è destinata a soddisfare i requisiti delle normative ATEX (ATmosphere EXplosive = Atmosfere esplosive).
Dopo l’ultima modifica del 2015, queste sono state trasferite dalla BetrSichV (Ordinanza sulla sicurezza e la salute industriale) alla GefStoffV (Ordinanza sulle sostanze pericolose). Nel corso di questa transizione sono stati aggiunti diversi nuovi requisiti alle normative, che ora devono essere presi in considerazione. Per poter offrire certezza giuridica ai responsabili dell’azienda, PhoenixTM ha sviluppato ulteriormente il data logger e i componenti associati in modo che siano conformi alle approvazioni ATEX valide secondo la Direttiva 99/92/CE (o ATEX 137). È stato certificato di conseguenza ed è approvato per la zona Ex 2. Questo aspetto è particolarmente importante per gli impianti di verniciatura a umido, poiché le vernici vengono degassate durante il processo di indurimento e, a seconda della ricetta, possono essere prodotti gas esplosivi.
Guardiamoci dentro davvero
Con il sistema ottico, PhoenixTM ha aggiunto alla famiglia di prodotti un altro strumento efficace per ottimizzare il controllo del processo. I controlli ottici avvengono solitamente dopo il processo di essiccazione. I prodotti difettosi vengono quindi smistati o rilavorati con costi elevati. Con il nuovo sistema di monitoraggio ottico, PhoenixTM ha ampliato la sua gamma di prodotti per il monitoraggio della temperatura durante il processo di essiccazione delle vernici. Questo sistema viene utilizzato dal tecnico per visualizzare l’interno del forno e il prodotto in condizioni di produzione. Come il sistema di misurazione della temperatura, il sistema viaggia direttamente attraverso il processo e riprende l’intero processo mentre passa attraverso il forno, fornendo un’immagine completa del processo di essiccazione della vernice.
Nei processi di essiccazione delle vernici, talvolta possono verificarsi le cosiddette colature, che rappresentano un difetto di qualità. Le cause sono note, ad esempio i ventilatori o i bruciatori generano correnti d’aria che possono spingere verso l’alto la vernice ancora umida o la polvere fusa. Ma non è sempre facile individuare dove e quando si verificano
Dual
Hall 2
Booth 2410


ANALYSIS We are system provider for powder coatings and liquid coatings TWO PROS WITH TRADITION
Zwei Unternehmen der
expertise for the perfect surface


nell’essiccatoio. Il nuovo sistema ottico lo rende ora possibile direttamente nel processo: una telecamera viaggia attraverso il forno e registra ciò che accade alla vernice nei punti rilevanti. In questo modo, i problemi possono essere individuati e risolti senza dover interrompere la produzione. In questo modo è possibile controllare meglio anche le revisioni del forno. I video registrati forniscono anche informazioni sull’eventuale usura, ad esempio, del rivestimento del forno, del materiale isolante o dei ripiani. È inoltre possibile rilevare ventole o elementi riscaldanti difettosi, nonché depositi e sporcizia. In questo modo, l’utente sa in qualsiasi momento in che condizioni si trova l’asciugatrice e se è necessaria una manutenzione o una riparazione.
La particolarità nello sviluppo di questo sistema sta nella sfida di garantire la protezione dal calore e allo stesso tempo di mantenere la visuale per la telecamera e la sorgente luminosa. Il vetro resistente al calore utilizzato per chiudere le aperture per l’ottica e la sorgente luminosa è stato progettato per resistere alle temperature prevalenti, da un lato, e dall’altro per consentire l’illuminazione e la regolazione dell’angolo della telecamera come richiesto. Allo stesso modo, a causa dell’implementazione dell’ottica, è stato necessario prestare attenzione al minor riscaldamento interno possibile. Grazie a una potente videocamera 4K HD e a un illuminatore da 1000 lumen, vengono registrati video dettagliati che consentono di rilevare anche i più piccoli problemi ed errori.
Il sistema ottico è disponibile in diverse versioni. È possibile utilizzare sia un sistema indipendente sia un sistema combinato che unisce registrazione termica e ottica. La conoscenza precisa dei vari parametri del forno è essenziale per ottimizzare la qualità del prodotto, la produttività e l’efficienza degli impianti di verniciatura. Si tratta di un criterio molto importante, soprattutto nella scena attuale, perché aiuta a ridurre i costi, ad aumentare la produttività e quindi ad agire in modo più economico e attento al risparmio energetico.
166 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
Sistema Epsilon conforme alle norme ATEX.
SPECIAL ISSUE - PaintExpo
Sistema ottico con data logger. ©
PhoenixTM GmbH © PhoenixTM GmbH




Eurosider presenta POLIFLUID ® , sistema
brevettato per la verniciatura a polvere
Finitura visibilmente più uniforme, facile penetrazione della polvere nelle zone difficili, uniformità di tinta e risparmio del prodotto sono solo alcuni dei vantaggi che permettono agli utilizzatori di POLIFLUID® di applicare con ottimi risultati la vernice in polvere, senza costose modifiche o sostituzione degli impianti di verniciatura già in uso.

Installato su linee di verniciatura dotate di impianto a ciclone, con recuperi anche del 99% di prodotto, POLIFLUID® garantisce un aumento consistente dell’efficienza di trasferimento e una maggiore resa, espressa in m2/kg, della polvere in uso. Il ritorno dell’investimento (ROI) è mediamente calcolato in 6-8 mesi. POLIFLUID® concentra l’azoto contenuto nell’aria compressa attraverso il principio della permeazione selettiva e lo utilizza come fluido di spinta in tutte le fasi di applicazione dei prodotti vernicianti a polvere. I vantaggi sono rafforzati dalla gestione della temperatura del fluido e dalla possibilità di
ionizzarlo con cariche positive o negative. POLIFLUID® eroga un gas inerte, anidro e pulito, rendendo costanti i valori di umidità e temperatura: due variabili fino ad oggi incontrollabili. L’applicazione avviene nelle medesime condizioni sia durante l’arco della giornata che in ogni situazione climatica.
POLIFLUID® si installa tra il compressore di aria e il punto di applicazione dei prodotti vernicianti.
Il sistema non sostituisce ma funziona con le attrezzature esistenti nel ciclo di spruzzatura, gestendo:
applicazione elettrostatica (Effetto Corona);
applicazione tribostatica;
letto fluido.
Con POLIFLUID® si possono utilizzare vari tipi di polvere, come:
ad effetto;
metallizzate;
perlate.
I vantaggi di POLIFLUID®
L’aspetto economico
- Risparmio medio del 20-30% dei prodotti vernicianti;
- maggiore efficienza di trasferimento della polvere sul pezzo;
- riduzione dei manufatti non conformi e degli scarti;
- ottimizzazione di ogni singolo parametro tecnico di applicazione.
La produttività
- Polvere più fluida durante l’applicazione con maggiore penetrazione nei punti difficili (come angoli e spigoli);
- ottima resa e copertura anche sui punti problematici come le sbavature e saldature;
- maggiore controllo delle cariche elettrostatiche con riduzione dei problemi dovuti alla Gabbia di Faraday;
- cambio colore più veloce;
- aumento velocità della catena di produzione del 10-20%.
La qualità
- Spessori uniformi e uniformità di tinta per un eccellente risultato estetico;
- elevata qualità della finitura grazie alla migliore distensione della polvere sul pezzo;
- riduzione dei difetti di verniciatura come buccia d’arancia, blistering, velature;
- riduzione della portata e velocità di erogazione nelle pistole.
Aspetti ambientali e di sicurezza
- Miglioramento condizioni degli ambienti di lavoro con cabine più pulite;
- maggiore serenità degli operatori grazie all’applicazione in condizioni costanti e ripetibili;
- aumento del livello di sicurezza antincendio.
Eurosider esporrà a PaintExpo, hall 2, stand n. 2528.
Per maggiori informazioni: https://eurosider.com
168 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
BRAND-NEW SPECIAL ISSUE - PaintExpo
© Eurosider
ALIT Technologies S.p.A parteciperà a PaintExpo 2024
ALIT Technologies è entusiasta di annunciare la sua partecipazione a PaintExpo, la principale fiera europea dedicata al mondo delle tecnologie di verniciatura.
ALIT Technologies, azienda specializzata nella produzione di macchine e prodotti per la sverniciatura chimica dei metalli, sarà presente come espositore all’edizione 2024 di PaintExpo, che si terrà a Karlsruhe, in Germania, dal 9 al 12 aprile.
Con lo spirito orientato verso una crescita continua, ALIT Technologies farà di PaintExpo la perfetta occasione per presentare molte novità e alcuni innovativi progetti che lasceranno i visitatori dello stand piacevolmente sorpresi.
Proprio in quest’otttica, per l’edizione 2024 di PaintExpo ALIT Technologies ha deciso di fare le cose in grande, allestendo il più ampio stand mai realizzato dall’azienda.
La fiera rappresenterà un’ottima opportunità per incontrare i numerosi stakeholder operanti nel mondo della verniciatura industriale e per potersi scambiare opinioni e idee sul presente e sul futuro di questo settore.
Dunque, ALIT Technologies vi aspetta a PaintExpo, presso lo stand 2446, hall 2.
Per maggiori informazioni: www.alit-tech.com








©
BRAND-NEW CM SPRAY s.r.l. Efficient and reliable solutions for surface coating since 1988. electrostatic systems for liquid painting electrostatic systems and spraying booths for powder coating pneumatic systems for high-, medium-, and low-pressure painting robot and reciprocators IR and UV drying systems www.cmspray.it eosmarketing.it
TIMECORE
Una soluzione Smart 2 in 1 per un’ossidazione anodica economica e in uno spazio ridotto
Alsan Alvarez Schaer, azienda spagnola specializzata nell’ingegneria chimica e meccanica per il trattamento superficiale dell’alluminio e di altri metalli, ha presentato ANODIKIT® Zone, una nuova linea di anodizzazione compatta che è stata sviluppata come soluzione economica per tutte quelle aziende riluttanti a installare una linea di ossidazione anodica tradizionale nei loro stabilimenti, rispettando al contempo tutti i requisiti di qualità Qualanod.
ANODIKIT® Zone è una nuova linea di ossidazione anodica compatta, sviluppata da Alsan come soluzione economica per tutte quelle aziende che sono restie a installare una linea di anodizzazione tradizionale nei loro stabilimenti, soddisfacendo al contempo tutti i requisiti di qualità Qualanod. Questa installazione richiede solo 200-250 m2 di spazio grazie al suo concept rivoluzionario ed è completamente realizzata in materiale
plastico e fibra di vetro. Con sole 4 vasche, per la versione tradizionale, il nuovo sistema è progettato per fornire un’elevata qualità del servizio e far fronte a ritmi produttivi non molto elevati, come cambi d’ordine, piccole tirature di colore o ordini improvvisi. L’elemento chiave che differenzia questa linea da quelle tradizionali, è che la finitura superficiale è ottenuta con un sistema a spruzzo, permettendo quindi di “compattare” il processo

e di ridurre lo spazio necessario per la linea, ovvero il numero di vasche necessarie e il loro volume. Ciò significa che il concept ANODIKIT® Zone consente di risparmiare almeno sei vasche per le fasi di pretrattamento, che sono eseguite in una sola. Un’altra differenza fondamentale rispetto alle linee tradizionali, nonché uno degli elementi brevettati da Alsan, è il telaio rotante utilizzato che, con il suo movimento, consente di applicare in modo omogeneo tutte le facce del profilo durante le diverse fasi di trattamento. Il sistema di caricamento è completamente diverso da quello di un impianto di anodizzazione tradizionale, perché il prodotto di finitura viene spruzzato durante quasi tutto il processo per ottenere la stessa qualità di finitura garantita da un impianto standard.
L’automazione della linea è controllata dal software AluZone, che raccoglie in modo continuo e automatico più di 200 variabili, controllando tutti i parametri richiesti. L’idea alla base di questo impianto compatto, unico al mondo e brevettato nel 2020 da Alsan, è disponibile in tre versioni: finitura anodizzata naturale (con solo quattro vasche); finitura colorata (con una vasca per l’elettrocolorazione) e finitura certificata Qualanod (con vasca di invecchiamento).
Alsan Alvarez Schaer sarà presente a PaintExpo 2024, padiglione 2 - stand 2630.
Per ulteriori informazioni: https://www.alsan.es/en/
170 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW SPECIAL ISSUE - PaintExpo
© Alsan Alvarez Schaer
Carlisle Fluid Technologies offre formazione e webinar presso le sue strutture nel Regno Unito
Le strutture del Regno Unito sono in grado di offrire corsi di formazione in diverse aree, come verniciatura, sigillanti e adesivi, fast set, vernici in polvere e liquide.
Il team di Carlisle Fluid Technologies è sempre al fianco dei clienti con i suoi prodotti e servizi. Il laboratorio di Bournemouth, nel Regno Unito, offre le più moderne tecnologie per erogare corsi di formazione, dai robot programmati a una sala conferenze che può ospitare fino a 50 partecipanti ed è dotata di videocamere, 8 altoparlanti e schermi per le presentazioni.
L’area di verniciatura dell’azienda comprende zone di finitura e polimerizzazione manuali e automatiche, in cui si trovano marchi come BGK, DeVilbiss, Trisk-DeVilbiss, Binks.
Carlisle Fluid Technologies offre anche un laboratorio per sigillanti e adesivi, dove è possibile vedere in azione le nostre pistole e i dosatori 3D dell’azienda.
Il laboratorio polveri conta un’esposizione di prodotti MS, dalle pistole manuali MS M5, ai Topcoater MS, dove i clienti possono sperimentare di persona la tecnologia.
Il laboratorio Fast Set espone l’IntelliSpray IS40, il tubo QuickHeat e la pistola ST1.
Carlisle esporrà le sue soluzioni a PaintExpo 2024, padiglione 3stand 3526.
Per ulteriori informazioni: www.carlisleft.com



























































www.freilacke.com Sustainable Economically Close to the customer Hall 1 | Booth 1420 Sustainable and economical System coating solutions from one source!
BRAND-NEW
Chemtec parteciperà a PaintExpo 2024
Chemtec presenterà le proprie tecnologie per il trattamento delle superfici e delle acque industriali a PaintExpo - hall 2, stand n. 2623.

Chemtec, azienda italiana specializzata nella formulazione, produzione e commercializzazione di tecnologie per il settore della finitura industriale, dal trattamento delle superfici a quello delle acque industriali, parteciperà all’edizione 2024 di PaintExpo, la fiera leader mondiale per le tecnologie di verniciatura che si terrà a Karlsruhe (Germania) dal 9 al 12 aprile 2024. In quest’occasione, Chemtec presenterà una vasta gamma di prodotti chimici innovativi e a basso impatto ambientale sviluppati specificamente per il pretrattamento delle superfici; soluzioni che consentono di sostituire il tradizionale fosfosgrassaggio e la fosfatazione ai sali di zinco con processi di ultima generazione. Tra queste figurano TORAN 3®, una tecnologia di pretrattamento monostadio a freddo compatibile con un’ampia gamma di metalli, e la nanotecnologia PRONORTEC, progettata per fornire un processo chimico tecnologicamente innovativo a base di composti organici del fosforo. Chemtec offre inoltre soluzioni chimiche ed impiantistiche per il trattamento delle acque reflue delle cabine di verniciatura a velo d’acqua, le quali permettono di minimizzare il consumo idrico, riducendo i costi degli smaltimenti e garantendo elevatissime qualità di verniciatura. Presso lo stand di Chemtec, i visitatori avranno la possibilità di approfondire la conoscenza dell’azienda e, grazie alla presenza di tecnici commerciali altamente qualificati e specializzati, di comprendere come tali prodotti chimici e impianti possano soddisfare appieno le loro esigenze. Grazie al continuo lavoro di ricerca e sviluppo del laboratorio, che consente di effettuare prove analitiche sempre all’avanguardia, è possibile eseguire controlli completi della qualità di verniciatura e prove di resistenza alla corrosione, in modo da sviluppare soluzioni innovative per migliorare le prestazioni del ciclo di finitura.
Per maggiori informazioni: www.chemtecitalia.it
172 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
BRAND-NEW SPECIAL ISSUE - PaintExpo
© Chemtec





www.savimeurope.com Paint Expo : Hall 3 Stand 3324 Via Venezia, 2 Arbizzano (VR) – Italy +39 045 7514099 - info@savimeurope.com Scopri la nostra storia - Discover our story. Your Technological Partner
D.B.M. Tecnologie:
40 anni di eccellenza nell’automazione industriale e nei trattamenti superficiali
Da un’intervista con Alessandro Mattiuzzo, Technical Sales Specialist e Nicoletta Mattiuzzo, Operations Planning Manager di D.B.M. Tecnologie
40 anni rappresentano un traguardo importante per un’azienda. Ma i traguardi si raggiungono solo attraverso un percorso ricco di esperienze e di adattamento alle sfide e alle opportunità. Nel 2024, si celebra il 40° anniversario di attività di D.B.M. Tecnologie, storica azienda italiana specializzata nella produzione di impianti per il trattamento delle superfici, la quale in questi anni ha saputo trovare la giusta sinergia fra qualità e innovazione. In questo articolo ne ripercorriamo la storia e gli obiettivi futuri.
La celebrazione di quarant’anni di attività aziendale rappresenta un momento di riconoscimento e gratitudine per il percorso intrapreso e per le sfide superate. È un’occasione per riflettere sull’importanza della costanza, dell’innovazione e dell’impegno nel raggiungere risultati duraturi nel mercato. Inoltre, celebrare questo traguardo consolida il
legame tra l’azienda, i suoi dipendenti e i clienti, riaffermando il valore della sua presenza nel settore e l’impegno verso il futuro.
Nel 1984 nasceva in provincia di Treviso una piccola realtà imprenditoriale destinata a diventare un punto di riferimento nel settore dell’automazione industriale e dei trattamenti superficiali: D.B.M. Tecnologie.
D.B.M. Tecnologie è specializzata nella progettazione, costruzione e installazione di impianti per il lavaggio industriale e per la verniciatura.
© D.B.M. Tecnologie

HIGHLIGHT OF THE MONTH
I primi quarant’anni di attività e il gruppo D.B.M. Fondata da quattro soci, D.B.M. Tecnologie si è specializzata fin da subito nella progettazione, costruzione e installazione di impianti per il lavaggio industriale e per la verniciatura, principalmente per il settore dell’occhialeria. Grazie a un costante impegno in termini di ricerca e sviluppo, l’azienda ha sviluppato impianti all’avanguardia, guadagnando la fiducia dei principali attori globali del mercato. Questo ha permesso a D.B.M. di raggiungere diversi settori tra cui quello degli elettrodomestici, automotive, moda, elettronica, aerospaziale e medicale, e conquistare importanti mercati in Europa, Sud-America e Asia-Pacifico.
“Al fine di soddisfare le esigenze dell’industria dei trattamenti delle superfici, D.B.M. Tecnologie ha creato un pool di aziende che collaborano in modo sinergico per offrire al cliente un unico interlocutore in grado di fornire a 360° un servizio completo, affidabile e puntuale”, spiega Alessandro Mattiuzzo, Technical Sales Specialist. Il gruppo D.B.M. è, infatti, composto dalle seguenti divisioni:
D.B.M. Tecnologie S.r.l., specializzata nella progettazione e realizzazione di impianti industriali;
E-CHEM S.r.l., divisione chimica dedicata alla formulazione e fornitura di prodotti chimici, munita di un laboratorio e di una sala prove; “L’azienda, che conta oggi oltre 60 dipendenti, gestisce internamente ogni processo, garantendo un servizio completo, dalla fase commerciale all’assistenza post-vendita. Questo ci consente di monitorare ogni step del processo e garantire elevati standard qualitativi oltre che un servizio clienti preciso e tempestivo”, continua Nicoletta Mattiuzzo, Operations Planning Manager.
Panoramica delle soluzioni per la verniciatura industriale
La divisione D.B.M. Tecnologie offre una vasta gamma di tecnologie avanzate per il trattamento delle superfici, sia standardizzate

sia progettate su misura per soddisfare le esigenze specifiche dei clienti. Tra le soluzioni che D.B.M. offre al settore della verniciatura industriale spiccano:
Cabine di verniciatura
Le cabine di verniciatura prodotte da D.B.M. sono il risultato di anni di esperienza nell’industria dei trattamenti superficiali. “Grazie a questa esperienza consolidata, siamo in grado di offrire cabine che si distinguono per la loro elevata efficienza ed affidabilità. Progettate per soddisfare le esigenze delle piccole e medie produzioni, le cabine sono dotate di accorgimenti tecnici avanzati che le rendono indispensabili per un moderno reparto di verniciatura. Uno dei principali punti di forza del nostro prodotto è il sistema di abbattimento delle vernici a quattro stadi. Questo sistema non solo garantisce un’elevata efficienza nel processo di verniciatura, ma assicura anche il rispetto rigoroso dei limiti di emissione. Inoltre, tutti i componenti utilizzati sono certificati ATEX, garantendo la massima sicurezza in ambienti potenzialmente a rischio di esplosione”, sottolinea Alessandro Mattiuzzo.
Impianti automatici di verniciatura
“I nostri sistemi automatici di verniciatura sono costruiti conservando tutte le caratteristiche innovative delle nostre cabine di verniciatura, ma sono integrati con automatismi che consentono di ottenere risultati impeccabili
anche su pezzi particolarmente difficili da trattare”, continua.
La serie DAV/1 è caratterizzata da:
carico dall’alto dei telai porta-pezzi;
sistema automatico di protezione dei punti di presa del telaio;
limitate dimensioni d’ingombro;
sistema automatico di verniciatura.
I sistemi della serie VAA si caratterizzano per: carico frontale dei telai porta pezzi; sistema automatico di protezione dei punti di presa del telaio;
sistema automatico di verniciatura. Entrambi i sistemi sono gestiti da un PLC che consente all’operatore di selezionare il ciclo di verniciatura più adatto alle esigenze specifiche del pezzo da trattare oltre che di impostare, tramite regolatori elettronici con display agente su inverter, la velocità di traslazione del gruppo verniciante ed il numero di giri del telaio portaparticolari.
Impianti di dip-coating e flow-coating Progettati per soddisfare le esigenze di rivestimento che richiedono elevata qualità e alta produttività, gli impianti D.B.M. sono progettati su misura in base alle esigenze del cliente per eseguire l’intero ciclo di rivestimento, dal pretrattamento alla fase di essicazione. Nel pretrattamento, le soluzioni dell’azienda trevigiana includono sgrassaggio e fosfosgrassaggio, risciacquo e risciacquo demineralizzato con trattamento dedicato,
175 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86
HIGHLIGHT OF THE MONTH
La sede di D.B.M. Tecnologie di Casale sul Sile (TV).
© D.B.M. Tecnologie
nonché applicazioni chimiche di conversione superficiale come fosfatazione, acidatura e passivazione. Per quanto riguarda la fase di applicazione del rivestimento, i sistemi consentono di effettuare differenti processi tra cui:
laccatura o coloritura ad immersione (Dip-coating) con movimentazione della vasca a velocità controllata e stabilità garantita;
laccatura o coloritura per flow coating con ugello singolo o multiplo applicato a uno o più robot antropomorfi con controllo del flusso del liquido e totale flessibilità di programmazione;
sistemi di trattamento vernice con regolazione della temperatura e miscelazione automatica.
Conclude il ciclo, la fase di essicazione per la quale D.B.M. fornisce zone di appassimento e cottura con temperatura regolata automaticamente e umidità controllata.
“I nostri sistemi di movimentazione sono progettati su misura per le esigenze produttive del progetto, e possono essere configurati su una o più linee di trasportatori con dispositivi di centraggio e traslazione appositamente studiati per garantire il miglior posizionamento dei pezzi e la massima qualità del risultato ottenibile”, conclude Mattiuzzo.
Forni di essiccazione e polimerizzazione
A corollario dei sistemi di verniciatura, DBM propone una serie di forni statici e automatici pensati per far fronte alle richieste di appassimento, distensione, essiccazione e polimerizzazione delle vernici.
“A fianco di produzioni standard, come le stazioni di appassimento della serie SAR 16/12 pensate per mettere in rotazione 12 telai porta-pezzi e i forni statici serie FS (per l’essicazione di pezzi inseriti tramite carrelli) e serie P (dotati di vassoi a


176 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
Il forno automatico FAM 180. © D.B.M. Tecnologie
Magnify your efficiency with our automation solutions

HUBO Automation has always focused the attention to the market needs and to the technological evolution. This allowed the company to establish itself as a leader for the industrial automation and painting. Thanks to the experience of the technical staff and to the continuous investment in new technologies, HUBO is able to satisfy dynamically the requests of a wide range of industries.
HUBO core business is the painting division. The wide range of automation solutions fully meets any need of automatic painting; in addition, the combination of special systems can satisfy particular requests and can guarantee a flexible and reliable painting system from all points of view.


ROBOTISED PAINTING SYSTEMS


STANDARD AND CUSTOMISED RECIPROCATORS
AUTOMATIC FEEDING SYSTEMS FOR PAINTING PLANTS
www.hubo.it
ASSOCIATED
Vernici durature
A cura di Honeywell Advanced Materials
Charlotte, USA
Honeywell presenta i suoi additivi innovativi, sviluppati specificamente per migliorare le prestazioni di vernici, rivestimenti, inchiostri, adesivi e concentrati di colore.
Honeywell è un nome di fiducia nel settore degli additivi speciali e fornisce soluzioni innovative da oltre sessant’anni. I suoi esperti si dedicano alla creazione di soluzioni orientate alle prestazioni che si integrano perfettamente nel flusso di lavoro e nelle proposte dei clienti. Che si tratti di vernici, rivestimenti, inchiostri, adesivi o concentrati di colore, i suoi additivi offrono prestazioni ineguagliabili. Le sue cere sintetiche sono state formulate per fornire una finitura opaca
più profonda, migliorare la resistenza all’abrasione e offrire un migliore controllo dello scivolamento. I suoi additivi a base di polimeri e copolimeri di polietilene a basso peso molecolare e micronizzati sono perfetti per ottenere le prestazioni desiderate nelle formulazioni.
L’azienda è orgogliosa di promuovere additivi innovativi per l’industria delle vernici e dei rivestimenti. Il suo team di esperti e scienziati R&D è impegnato a migliorare le prestazioni delle formulazioni grazie alla

178 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
© AdobeStock
sua vasta gamma di offerte, tra cui gli additivi ad alte prestazioni A-C®, AClyn®, Acumist®, NduroMatt™ e Cohesa®. Le sue cere sintetiche sono progettate per influenzare svariate proprietà superficiali critiche, tra cui la resistenza alle macchie, all’abrasione, il miglioramento dello scivolamento, l’opacizzazione, l’adesione e la sensazione al tatto della superficie. Sia per le applicazioni a film sottile a base acqua che a base solvente, gli additivi di Honeywell sono disponibili in varie dimensioni, anche in forma di polvere micronizzata a piccole particelle.
Dimostrazione dal vivo presso American Coatings Show 2024 – Sperimentate la differenza di NduroMatt™
Venite a provare in prima persona NduroMatt™ presso lo stand 2454 per comprendere come i nostri additivi migliorino le proprietà delle superfici. Incontrate il team di esperti che si cela dietro al nostro portfolio
di additivi ad alte prestazioni ed esponeteci le vostre esigenze riguardanti le vernici, i rivestimenti e gli additivi. Esplorate una gamma di soluzioni personalizzabili. Provate a scrostare le nostre pareti ad ACS 2024 e partecipate a un’emozionante estrazione a sorte! Vi aspettiamo allo stand 2454 della prossima edizione di America Coatings Show, che si terrà dal 30 aprile al 2 maggio di quest’anno all’Indiana Convention Center di Indianapolis (Stati Uniti d’America).
Gli additivi multifunzionali micronizzati NduroMatt™ –elevata protezione della superficie
Gli additivi multifunzionali micronizzati NduroMatt™ di Honeywell offrono un’eccezionale protezione superficiale per le vernici e i rivestimenti opachi. Gli agenti opacizzanti tradizionali possono rendere le vernici vulnerabili ai difetti superficiali, quali bruciature e graffi, che possono
Honeywell Energy & Sustainability Solutions
In qualità di leader tecnologico globale, Honeywell Energy & Sustainability Solutions (ESS) favorisce l'evoluzione energetica, fornendo soluzioni che riducono le emissioni e materiali innovativi e sostenibili ai nostri clienti in tutti i settori. Stiamo risolvendo le sfide più difficili a livello mondiale in materia di sostenibilità e transizione energetica nei nostri mercati finali, cogliendo al contempo nuove opportunità per offrire un valore eccezionale ai nostri clienti e azionisti. Come parte del gruppo aziendale ESS, Honeywell Advanced Materials è un fornitore di soluzioni leader del settore, che svolge un ruolo cruciale nel far progredire le industrie in tutto il mondo attraverso diverse applicazioni, invenzioni rivoluzionarie e tecnologie pionieristiche focalizzate su mega-trend ad alta crescita. I nostri esperti di scienza e tecnologia creano soluzioni che consentono ai nostri clienti di superare le sfide attuali e future.
Honeywell Specialty Additives
Da oltre 60 anni Honeywell produce e formula cere multifunzionali. Crea finiture opache più profonde, migliora la resistenza all'abrasione e ottieni un migliore controllo dello scivolamento con i nostri additivi polimerici e copolimerici di polietilene a basso peso molecolare e micronizzati. Additivi a base poliolefinica a basso peso molecolare per adesivi, vernici, rivestimenti, asfalto, PVC e materie plastiche:
• Ampia gamma di polimeri a basso peso molecolare
• Lubrificanti personalizzati per applicazioni in PVC
• Orientato alla formulazione
• Offre un impatto elevato sulle prestazioni del processo e del prodotto a livelli di utilizzo ridotti
• Miglioramento delle prestazioni in termini di costi
• Minimamente invasivo sui processi e sui prodotti attuali.
179 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH


compromettere la longevità e la durata superficiale. Gli additivi multifunzionali NduroMatt™ rappresentano una svolta in questo senso, in quanto possono sostituire completamente le alternative tradizionali, come i pigmenti estensori e la silice, o essere utilizzati in combinazione con essi per potenziare le proprietà superficiali dei rivestimenti opachi.
Rispetto agli agenti opacizzanti convenzionali e sintetici a base di silice, NduroMatt™ offre prestazioni superiori. Con una linea di nove prodotti distinti, progettati per vernici architettoniche, per il legno, industriali e funzionali, NduroMatt™ offre un miglioramento doppio o triplo di:
Efficienza di opacizzazione;
Resistenza alla lucidatura;
Resistenza allo sfregamento;
Resistenza allo scrostamento e alle macchie. Inoltre, NduroMatt™ ha un impatto minimo sulla viscosità e vanta un eccellente tempo di conservazione.
Additivi emulsionanti per formulazioni a base acqua: Honeywell Cohesa® per adesivi, inchiostri e vernici
Gli additivi Cohesa® sono emulsioni di copolimeri in acqua ad alto contenuto di solidi, formulati a basso o nullo contenuto di tensioattivi. Sono utilizzabili in un’ampia gamma di formulazioni a base acqua per migliorare le caratteristiche tecniche. Sono stati sviluppati per l’uso negli adesivi a base acqua sensibili alla pressione, ma offrono vantaggi anche negli inchiostri e nelle vernici a base acqua, oltre che essere ideali anche per molte altre applicazioni. I principali vantaggi derivanti dal loro utilizzo includono una migliore adesione, soprattutto ai substrati a bassa energia superficiale, nonché resistenza al taglio. Le soluzioni di Honeywell sono progettate per potenziare le prestazioni, la lavorabilità e incrementare il valore delle formulazioni. Ogni proposta all’interno della sua linea di prodotti è costantemente supportata dalla qualità, dal servizio clienti e dall’affidabile rete di fornitura internazionale dell’azienda. Essendo uno dei principali produttori mondiali di additivi per polietilene a basso peso molecolare, la società offre un supporto tecnico pronto ad aiutare il cliente a identificare gli additivi più adatti in base alla specifica applicazione ed assisterlo senza problemi in un’incorporazione.
180 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© Getty Images © Getty Images
Scansiona il QR Code per prendere un appuntamento ad American Coatings Show 2024!





s i l v i srl .it info@silvisrl.it d e s i g n a n d m a n u f a c t u r e o f c o m p l e t e l i n e s f o r p a i n t i n g , e - c o a t , c l e a n i n g a n d t h e r m a l s t r i p p i n g
Since 1964

HIGHLIGHT OF THE MONTH
Adattarsi al mercato in evoluzione mantenendo le proprie peculiarità: Stardust Powder Coatings tra cambiamenti e fedeltà alla propria mission
Da un’intervista con Guido Pozzoli
CEO di Stardust Powder Coatings
Restare al passo con i tempi, seguendo le variazioni di un mercato in costante evoluzione, è essenziale per tutte le aziende che desiderano continuare a rappresentare un punto di riferimento all’interno di determinati settori industriali. Allo stesso modo, rimanere fedeli alla propria mission, mantenendo le caratteristiche che hanno reso grande il nome di un’azienda, risulta imprescindibile. Ecco perché Stardust Powder Coatings ha deciso di adattarsi ai cambiamenti del mercato, senza però rinunciare alla propria personalità, ed è felice oggi di raccontare come negli ultimi anni sia riuscita ad integrare nel suo core business tradizionale, vale a dire la gestione di piccoli lotti – una sorta di “haute couture” delle vernici in polvere – la produzione di grandi volumi e dunque di prodotti che potremmo definire “prêt-à-porter”.
Stardust Powder Coatings, azienda specializzata nella produzione e distribuzione di vernici in polvere, nasce nel 2007 a L’Aquila e nel giro di pochi anni mette a punto un know how e una competenza che le consentono di diventare una realtà affermata nel contesto nazionale e internazionale. Basando il proprio operato su una ricerca incessante di standard sempre più d’eccellenza, l’impresa è cresciuta sempre di più e offre oggi ai suoi clienti una qualità estetica, una resistenza, durabilità ed
efficienza del prodotto verniciante, di altissimo livello.
Personalizzazione e piccoli lotti: il marchio distintivo di Stardust Powder Coatings
Fin dai suoi esordi, la scelta dell’azienda è stata quella di lavorare su commessa, offrendo soluzioni su misura in base alle esigenze del cliente. Questa strategia si è sempre rivelata efficace perché, soprattutto
182 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© Stardust
in un’epoca in cui le aziende preferiscono commissionare lotti più piccoli a causa della situazione economica, essere in grado di fornire volumi a partire da 25 kg significa rispondere alla necessità dei clienti di limitare i grossi ordinativi. “Negli anni ci siamo strutturati per lavorare solo su commessa, tranne per rare eccezioni in cui i clienti ordinano in maniera ripetitiva alcuni prodotti e dunque noi teniamo delle scorte”, afferma Guido Pozzoli, CEO di Stardust Powder Coatings. L’azienda ha quindi sempre offerto servizi iper-personalizzati che hanno permesso ai clienti di affidarsi a Stardust anche per produrre lotti di vernici destinate a “sondare il terreno”: in questo caso, se il prodotto decolla sarà possibile produrre volumi più grandi, ma in molte circostanze le piccole quantità di merce prodotta rimangono solo delle prove colore che non verranno mai commercializzate in grandi volumi. “Per Stardust, questa flessibilità è sempre stata un punto di forza che ha portato l’azienda a distinguersi come partner in grado di soddisfare le peculiari richieste delle diverse realtà che serviamo. Anche in un’epoca che possiamo considerare “di crisi”, questa nostra capacità di riuscire a rispondere tempestivamente a ordini di piccolo volume è stata la carta vincente, un’opportunità, perché abbiamo potuto, grazie alla nostra elasticità, offrire ciò che difficilmente si trova sul mercato: velocità, personalizzazione e produzione di piccoli lotti”, continua Guido Pozzoli. “La flessibilità di Stardust consente anche di contrastare un fenomeno che si verifica sempre di più in questo settore: molto spesso i clienti si trovano costretti ad acquistare
enormi quantità di prodotto che, superando di gran lunga le reali necessità dell’azienda, richiedono di essere smaltite, causando un danno ambientale, oltre che economico”.
La sfida dei grandi lotti vinta da Stardust Powder Coatings Stardust Powder Coatings si ritrova sul cammino di uno sviluppo continuo, tanto da aver registrato, da gennaio 2024 a oggi, una crescita del 20% rispetto allo scorso anno. Crescere ha consentito all’azienda di strutturarsi sempre di più e, quindi, di riuscire a rispondere anche alle esigenze di coloro i quali hanno necessità di produrre lotti di grosse dimensioni. “I grandi volumi di produzione, molto più sostenibili economicamente da parte di chi come noi si occupa di produrre vernici in polvere, non sono una novità per chi opera nel settore. Il vero plus che Stardust offre è la loro produzione, su commessa, in tempi ultra veloci”, dichiara il CEO dell’azienda. Guido Pozzoli ci racconta come, un paio di anni fa, quando il mercato ha seguito sviluppi non idilliaci a causa della difficoltà nel reperire i prodotti, Stardust sia riuscita ad accontentare clienti che avevano premura di ottenere grandi quantità di vernici in poco tempo. “La tentazione di concentrare le nostre energie solo sulla produzione di grossi lotti, a seguito di richieste di questo tipo, si è sicuramente palesata perché, lavorare con volumi di grandi dimensioni ha un costo per noi molto inferiore. Andando però ad analizzare chi è davvero Stardust, realtà da sempre impegnata in una produzione tailor made che ha reso i clienti soddisfatti fin

dagli inizi dell’attività, abbiamo capito quanto fosse importante mantenere questo tratto distintivo di “sartorialità” che da sempre ci contraddistingue”, afferma l’amministratore delegato dell’azienda. Approfondendo il tema dei costi, Stardust si presenta come un’azienda in grado di fornire piccoli lotti di vernici in polvere a prezzi convenienti, nonostante le spese di produzione, di attrezzaggio macchina e di controllo della stabilità di tinta e della finitura siano molto elevate. A questi costi vanno inoltre aggiunte tariffe logistiche più care, con il costo di un bancale quadruplicato. Proprio per poter assorbire questi costi, Stardust ha messo a punto negli ultimi anni una serie di complessi sistemi di gestione, oltre che evoluti strumenti informatici di automazione e controllo
HOW TO DRY PERFECTLY AND SAVE UP TO 75 % ENERGY ! #GENTLE #PROCESS-SAFE #EXHAUST-FREE #EFFICIENT #GOVERNMENT SUBSIDISED PaintExpo April 9 – 12, 2024 | Trade Fair Karlsruhe Hall 3 | Stand 3541 HIGHLIGHT OF THE MONTH
© Stardust
Guido Pozzoli, CEO di Stardust

di processo, tramite i quali è riuscita nella sfida di poter contenere sì i costi elevati dei piccoli lotti, ma di potersi a maggior ragione proporre come valida alternativa nella produzione di medi e grandi lotti.
Investimenti e crescita per un’espansione continua Insomma, l’azienda è diventata grande e ha deciso di impostare una strategia ibrida che consente di fornire ottime prestazioni sia per quanto riguarda i lotti piccoli che per quelli medio-grandi. “Questa crescita, frutto di ingenti investimenti e del duro lavoro svolto ogni giorno con il massimo impegno e dedizione, ci porta ad essere oggi un partner credibile e affidabile a cui tutte le aziende possono rivolgersi per commesse di qualsiasi dimensione. In un mercato così frammentato, Stardust è ancora spesso conosciuta come una piccola realtà, specializzata nella produzione di piccoli lotti, ma riteniamo che sia giunto il momento di far conoscere al mercato il nostro reale potenziale, affermando con certezza di essere una delle poche realtà in grado di lavorare con la stessa maestria, minuziosità e rapidità sia i piccoli volumi che commesse molto grosse”, dice Pozzoli. Come già accennato, tale crescita è stata possibile solo grazie a investimenti effettuati nel corso degli ultimi cinque anni. Stardust ha impiegato considerevoli risorse economiche per poter comprare e ristrutturare la nuova sede, per l’acquisto di nuove tecnologie e attrezzature di laboratorio – non solo macchinari, ma anche sistemi di automazione e di controllo dei processi e software che permettono di governare questa complessità – e per l’incremento delle risorse umane. “Gli investimenti, non ancora portati a termine, sono molti e
hanno riguardato l’insieme del funzionamento dell’azienda. Ad esempio, abbiamo acquistato una nuova linea di processo che ci permetterà di produrre grandi partite in tempi ancora più rapidi e, quindi, di essere ancora più competitivi. Oltre a ciò, il numero dei dipendenti di Stardust è notevolmente cresciuto, tanto da aver assunto una ventina di persone in 2 anni”, aggiunge Pozzoli. A questo proposito ci viene spiegato quanto la riorganizzazione delle risorse umane abbia giocato un ruolo centrale nello sviluppo dell’azienda: “Stardust in questi anni ha investito non solo sui macchinari, su ciò che è tangibile, ma anche su tutto quello che concorre all’effettivo funzionamento del sistema, rendendolo vivo. Per garantire efficienza e velocità, è necessario che tutti i reparti, dalla logistica, alla produzione fino all’amministrazione, siano perfettamente sincronizzati. Per questo motivo, per offrire un servizio eccellente anche sui grossi stock, è stato necessario comprendere le difficoltà di certe sezioni aziendali che erano sottodimensionate rispetto alla mole di lavoro e agire, assumendo nuovo personale e formandolo: un processo lungo e complesso che, però, sta dando e darà ottimi risultati.” Stardust ha dunque deciso di orientare la sua attività su due differenti vettori, garantendo la ben nota sartorialità dei suoi prodotti di “haute couture” sia sui piccoli che sui lotti medio-grandi. Che si tratti di volumi massicci o di quantità più ridotte, oggi l’azienda si colloca in una posizione di rilievo sul mercato, riuscendo a rispondere all’esigenza dilagante di non rappresentare solo il ruolo di produttore di vernici in polvere all’interno del rapporto fornitore-cliente, ma di essere un vero partner affidabile con cui lavorare in maniera costante, con sinergia e forte intesa.
184 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© Stardust





World’s Leading Trade Fair for Industrial Coating Technology 9 - 12 April 2024, Exhibition Centre Karlsruhe We exhibit!Hall 1Stand 1330 Tel. +39 0432 908578 www.imelspa.com - info@imelspa.com Via Divisione Julia 10, 33033 Codroipo, UD - Italy
Spanesi presenterà a PaintExpo la sua ampia gamma di tecnologie di verniciatura per la general industry
A cura di Spanesi S.p.A
Spanesi, azienda italiana con sede a San Giorgio delle Pertiche (PD), progetta, sviluppa e produce impianti di verniciatura per svariati settori, tra cui automotive, trasporti, aeronautico e navale. Presente a livello mondiale con numerose filiali e una folta rete distributiva, l’azienda esporrà le sue tecnologie a PaintExpo, la fiera leader per le tecnologie di verniciatura industriale che si terrà a Karlsruhe (Germania) dal 9 al 12 aprile 2024.
Spanesi si propone come partner per la progettazione e produzione di impianti di verniciatura per diversi settori, dalla general industry all’aeronautica, al settore navale e fino a quello dei trasporti.
Uno dei tratti distintivi dell’azienda è la sua capacità di realizzare installazioni sartoriali affrontando e gestendo eventuali problematiche in tutti i settori di applicazione, così da consegnare al cliente un prodotto su misura e altamente performante.
Ascoltare attentamente le esigenze del cliente ed applicare le ultime tecnologie in termini di eco-sostenibilità (con la massima attenzione ai consumi e all’impatto ambientale), oltre che fornire agli addetti di tutti i giorni un contesto pulito ed ergonomico, sono considerate le chiavi per il successo futuro dell’azienda e dei propri clienti. Il “made in Italy” è orgogliosamente riscontrabile sia nei processi aziendali interni, sia in ogni singola realizzazione, ed è uno dei capisaldi che
Spanesi progetta, sviluppa e produce impianti di verniciatura per svariati settori industriali. ©

HIGHLIGHT OF THE MONTH
SPECIAL ISSUE - PaintExpo
Spanesi S.p.A
contraddistingue il marchio. Qualità, innovazione, minuziosa cura del dettaglio, design raffinato e progetti chiavi in mano sono i tratti distintivi del prodotto offerto da Spanesi, e lo rendono unico e riconoscibile in tutto il mondo.
Storia e identità
L’identità attuale della Spanesi S.p.A. ha radici lontane, ed è stata plasmata dall’esperienza nel campo automotive; lo storico fondatore, infatti, nasce come piccolo carrozziere indipendente della provincia padovana. Spinto dalla curiosità e dalla consapevolezza di un mercato non adeguato alle necessità delle officine di riparazione e soprattutto non al passo con i tempi e con l’evoluzione tecnologica che ogni anno arricchiva sempre di più il settore automobilistico, decide di avviare i processi industriali per la produzione di attrezzature marchiate Spanesi, con la straordinaria peculiarità di essere lui stesso il primo utilizzatore. Mantenendo quindi operativa la propria carrozzeria, Orazio Spanesi inizia a raccogliere feedback, ascoltare sempre di più i carrozzieri e partecipare a fiere internazionali proponendo la propria filosofia di riparazione, ottenendo ben presto il riconoscimento mondiale come leader tecnico del settore automotive after-sales. Gli anni 2000 – visto il successo riscontrato e grazie alla qualità del prodotto che spinge la rete distributiva a richiedere
che Spanesi sia l’unico interlocutore e fornitore di attrezzature – sono caratterizzati dall’introduzione delle cabine di verniciatura e delle zone di preparazione nella propria gamma di attrezzature. Questo investimento comporta l’apertura di un intero reparto produttivo dedicato e un ufficio tecnico predisposto alla progettazione, in quanto, fin dal principio, il prodotto Spanesi si basa sull’offerta di impianti totalmente personalizzati che assecondano al massimo le richieste del cliente e tutte le altre necessità. Questo binomio, ovvero un prodotto custom e l’affidabilità riscontrata in ogni singolo impianto, attira l’attenzione di player specializzati in settori al di fuori del campo automotive; ecco che iniziano quindi le prime realizzazioni di impianti dedicati all’industria del legno, alla verniciatura in generale, al comparto nautico e aeronautico, fino ad arrivare al ramo dei trasporti con installazioni di cabine di verniciatura per camion, treni e autobus di ogni genere.
Oggi Spanesi è presente con i propri prodotti in ogni angolo del pianeta, grazie a proprie filiali (sia in Europa che in America ed Asia) e a una fitta rete distributiva, minuziosamente sviluppata per garantire consulenza, assistenza e per soddisfare le necessità di ogni singolo utente. Il motto del fondatore, Orazio Spanesi, è: “Non importa da dove si parte. Per andare lontano serve un sogno per il quale lottare con tutte le proprie forze”. E la Spanesi S.p.A. riflette esattamente questo.

187 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 HIGHLIGHT OF THE MONTH
Panoramica dello stabilimento produttivo.
© Spanesi S.p.A

Dettaglio di una fase di lavorazione che avviene all’interno del reparto produttivo di Spanesi.
Come opera Spanesi
Ogni progetto fa storia a sé. Variano le dimensioni dello stabilimento, le esigenze del cliente, le normative, le svariate necessità produttive.
L’iniziale raccolta di informazioni è quindi il primo step, ed è inoltre caratterizzato da sopralluoghi e da valutazioni del tipo legislativo e riguardanti determinati fattori ambientali.
Una volta completato il processo di analisi, la squadra di disegnatori riproduce in tridimensionale quello che sarà lo stabilimento con all’interno il nuovo impianto di verniciatura accuratamente progettato, con due differenti approcci: la prima modalità riguarda il dettaglio, ovvero nel Layout 3D vengono riportate al millimetro le varie quote e i vari ingombri, sia interni che esterni e di ogni elemento architettonico presente. In questo modo viene garantita una precisione estrema, sia in questa fase iniziale, sia nella successiva fase di installazione.
Il secondo approccio è quello della realizzazione di un tour virtuale in 3D, all’interno del quale il cliente può “immergersi” nel suo nuovo impianto, così da rendersi conto in maniera realistica quale sarà il risultato finale ed apportare eventuali aggiustamenti secondo le proprie esigenze organizzative e perché no, in base anche ai propri gusti.
Una volta raggiunta la piena soddisfazione del cliente, dei requisiti di efficienza energetica e di impatto ambientale, vengono avviati i processi di produzione dell’impianto.
Stabilimento produttivo
L’ufficio tecnico dove avviene la progettazione e lo stabilimento dedicato alla produzione dell’impiantistica sono contigui, e si sviluppano su un’area totale di 3.000 m2. Ciò consente di avere la massima cooperazione e il massimo controllo tra la fase di progettazione e produzione, oltre che una drastica riduzione delle tempistiche.
All’interno di quest’area troviamo software e macchinari di ultima generazione. Il cuore del processo produttivo è quindi caratterizzato da un’elevata automazione, che oltre a rendere leggero e veloce il lavoro quotidiano per gli addetti Spanesi, abbatte sensibilmente i tempi di realizzazione di ogni singolo progetto.
La qualità del prodotto e delle fasi precedenti alla consegna del progetto è quindi esaltata da questo connubio tra tecnologia e competenza umana, riflettendosi successivamente nelle fasi di installazione in cui viene garantita la massima precisione, fattore essenziale specialmente nei luoghi più angusti e nelle installazioni più complesse.
Tutti questi processi rendono il servizio e il prodotto Spanesi di elevata qualità, affidabilità e durabilità. Spanesi vi aspetta allo stand 3345 nella hall 3 presso PaintExpo, l’evento più importante del settore della verniciatura industriale, che si terrà a Karlsruhe (Germania) dal 9 al 12 aprile 2024.
188 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SPECIAL ISSUE - PaintExpo
©
Spanesi S.p.A



It’s time for METALSTRIP
Line of products for the chemical paint stripping of metals
The METALSTRIP range is suitable for the paint stripping of many metals and alloys. It offers the best technology on the market, it has a low environmental impact and its products can be filtered and reused. All the paint strippers are developed in our chemical laboratory, in order to guarantee the best possible result, always.



www.alit-tech.com
SUSTAINABLE E FFICIE NT
FLEXIBLE SUSTAINABLE E FFICIE NT POWE
ALIT Technologies SpA - San Bonifacio, Italy +39 045.245.6638 - info@alit-tech.com
GENTLE FLEXIBLE
POWE RFUL HIGH-PERFORMING GENTLE
RFUL HIGH-PERFORMING
Henkel ha sviluppato un rivestimento privo
di solventi e polimerizzabile UV
Il nuovo rivestimento sviluppato da Henkel può proteggere i componenti elettronici industriali sottoposti a condizioni ambientali estreme.
La multinazionale Henkel ha lanciato Loctite Stycast CC 8555, un rivestimento progettato per proteggere i componenti elettronici in ambienti estremi. La nuova soluzione è infatti in grado di salvaguardare i circuiti stampati (PCB) e i componenti sensibili in applicazioni esigenti e ad alta potenza, come azionamenti di motori, PLC, infrastrutture di ricarica di veicoli elettrici, alimentatori CA/CC e altri dispositivi elettronici ad alta tensione. “I componenti elettronici ad alte prestazioni sono parte integrante della produzione industriale, della mobilità e del comfort delle persone nonché della produzione globale di energia. Questi sistemi devono rispettare i più
elevati standard di affidabilità e sicurezza, dato che la protezione dell’elettronica è fondamentale per il suo corretto funzionamento e per la sua durata. I rivestimenti conformali sono il materiale protettivo di riferimento per quasi tutti i PCB utilizzati nell’elettronica di potenza e l’ultima formulazione di Henkel spicca fra tutti. È in grado di soddisfare soprattutto i requisiti di affidabilità, ma è anche un materiale facile da usare, economico e a basso impatto. Loctite Stycast CC 8555 soddisfa tutti i requisiti e non solo”, ha dichiarato Justin Kolbe, direttore della strategia di mercato per l’energia e l’automazione industriale di Henkel. Loctite Stycast CC 8555 offre una buona resistenza alle condizioni

atmosferiche avverse, come l’umidità, le miscele di gas e vari prodotti chimici. Inoltre, ha una temperatura relativa di 130°C secondo lo standard UL 746E, una classificazione di infiammabilità UL 94 V0 e soddisfa i requisiti IPC-CC-830. Questa soluzione è essenziale per proteggere le apparecchiature industriali, i sistemi di conversione dell’energia e le infrastrutture di energia alternativa, che devono essere affidabili e durevoli.
“La formulazione di Loctite Stycast CC 8555, priva di COV e di solventi, è rispettosa dell’ambiente e offre costi significativamente inferiori dal punto di vista della superficie. Con i rivestimenti conformi a base solvente, è necessario depositare un peso da tre a quattro volte superiore per ottenere lo stesso spessore dei materiali che non sono a base solvente. Ciò significa che Loctite Stycast CC 8555 può fornire una protezione eccezionale con un volume di spruzzatura pari a un terzo o alla metà di un prodotto a base solvente. Gli utenti ottengono un costo totale inferiore, una riduzione dei composti volatili nell’ambiente e una polimerizzazione a risparmio energetico, oltre che prestazioni superiori. Una combinazione difficile da battere!” ha aggiunto Kolbe. Infine, Loctite Stycast CC 8555 è più economico rispetto alle formulazioni a base solvente e garantisce prestazioni di bagnabilità, fluidità e livellamento, assicurando così una copertura rapida e completa dei PCB e dei componenti sensibili privi di vuoti o di difetti visibili. La polimerizzazione è rapida, con una prima a UV che avviene in pochi secondi, seguita dalla polimerizzazione in emulsione nelle zone d’ombra.
Per maggiori informazioni: www.henkel.com
190 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW
© Henkel
Marcel Krohnen guiderà l’attività globale degli additivi per vernici di BYK
Marcel Krohnen consoliderà ulteriormente la posizione di BYK nel mercato delle vernici e dei rivestimenti.



Il fornitore di specialità chimiche BYK ha annunciato che Marcel Krohnen guiderà l’attività globale degli additivi per vernici. Il nuovo direttore è entrato a far parte di BYK nel 2007 e ha ricoperto diverse posizioni manageriali per l’azienda, come il Responsabile delle divisioni internazionali per vernici destinate a legno, mobili e applicazioni architettoniche.
“Il mercato e la clientela, che negli ultimi anni sono diventati sempre più dinamici e complessi, ci presenteranno sfide sempre più ambiziose. La chiave per garantire un futuro all’azienda, sta nel concentrare le nostre attività per offrire il massimo vantaggio olistico ai clienti. Sono ansioso di svolgere un ruolo attivo e responsabile in questo importante compito in BYK”, ha dichiarato Marcel Krohnen.
Per maggiori informazioni: www.byk.com/en

Don’t hesitate to join us if you think this will be your future



Dedication leads to innovation. Quality creates value Tel. +(34) 936 305 050 - spray@spray-sa.com - www.spray-sa.com
© BYK BRAND-NEW SPECIAL ISSUE - PaintExpo
IFS Coatings ha lanciato sul mercato la nuova vernice in polvere IFS Puroplaz PE16
ILa vernice in polvere termoplastica in polietilene di IFS offre buone proprietà di adesione per le strutture metalliche e il settore automotive. verniciatura, come la tessitura dei fili delle recinzioni, che richiedono un’eccellente resistenza all’abrasione. Inoltre, è utilizzabile per sostituire i rivestimenti in nylon in alcune applicazioni”, ha dichiarato Tim Brinner, Vice-Presidente del settore termoplastici di IFS Coatings. Puroplaz PE16 è impiegabile in svariate applicazioni, tra cui le recinzioni in filo metallico, i pali delle recinzioni, i cestini per rifiuti, le attrezzature agricole, i componenti per l’industria automotive e le tubazioni. È anche disponibile in formulazioni sia a spruzzo che a immersione ed è prodotta senza l’uso di PVC e BPA.
l fornitore di vernici in polvere IFS Coatings ha recentemente lanciato sul mercato IFS Puroplaz PE16, una resistente vernice in polvere in poliolefina termoplastica modificata, che offre flessibilità e buone proprietà di adesione. Inoltre, questa nuova tecnologia offre una durezza Shore D di 60 e un’eccellente prestazione gravimetrica nonché un’eccezionale resistenza agli urti e all’abrasione. “Questa formula PE16 presenta una rara combinazione di durezza e flessibilità. Questi attributi sono normalmente codipendenti, con un compromesso tra uno e un guadagno nell’altro. La nuova formulazione supera questo problema, rendendola ideale per i prodotti che saranno postformati dopo la
Per maggiori informazioni: www.ifscoatings.com

192 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW
© IFS
IPCM
Coatings
ALTANA ha acquisito il Gruppo Silberline
L’acquisizione di Silberline consentirà ad ALTANA di espandere le capacità produttive della divisione Eckart nei mercati dei rivestimenti in Nord America e Asia.
ALTANA AG ha recentemente annunciato di aver raggiunto un accordo per acquisire Silberline Group, una società americana specializzata nello sviluppo e nella produzione di pigmenti a effetto utilizzati in vernici per il settore automobilistico e rivestimenti protettivi, aggiungendo così agli stabilimenti a propria disposizione anche nuovi siti dedicati alla ricerca e nuovi impianti produttivi in Nord America e Asia.
“L’acquisizione è un’ulteriore prova che stiamo implementando in modo sostenibile la nostra strategia per generare valore e crescita attraverso acquisizioni mirate. Con questa acquisizione, ALTANA sta infatti espandendo strategicamente la sua divisione Eckart e rafforzando la sua presenza regionale, in particolare in Nord America e Asia”, ha affermato Martin Babilas, l’amministratore delegato di ALTANA AG.
“L’acquisizione di Silberline da parte di Eckart crea un nuovo potenziale: insieme, possiamo guidare più intensamente lo sviluppo di innovazioni di prodotto sostenibili, a vantaggio sia dei clienti che dei dipendenti”, ha aggiunto Gary Karnish, l’amministratore delegato di Silberline.
int -
- 8 mm
Per maggiori informazioni: www.altana.com/divisions/eckart.html



BRAND-NEW IPCM
Bringing your surface to perfection. Dürr offers painting solutions from manual to automatic application, high-quality and easy to integrate www verind.it Painting for all industries Visit us at PaintExpo Booth 3320
Verind
Schnitt
Siberline Group
©
Brenntag acquisisce il distributore di glicoli e solventi Solventis Group
L’acquisizione di Solventis Group consentirà a Brenntag di espandere la propria presenza nel mercato dei prodotti chimici europeo.
Il distributore internazionale di prodotti chimici e ingredienti
Brenntag ha recentemente annunciato la volontà di acquisire Solventis Group, una società di distribuzione di glicoli e solventi. L’acquisizione consentirà a Brenntag di accedere al porto di Anversa (Belgio), uno dei principali hub chimici nella regione EMEA, rafforzando così la sua presenza nel mercato chimico europeo.
“Brenntag Essentials combina una rete efficiente in termini di costi delle operazioni di servizio dell’ultimo miglio con servizi di sourcing e supply chain regionali nonché di sourcing globale. Il Gruppo Solventis si adatta perfettamente alla nostra strategia, aggiungendo alle nostre capacità locali quelle di pedaggio e di scelta dei volumi attraverso il loro sito all’avanguardia di Anversa, aprendo al contempo un potenziale di ottimizzazione interregionale. L’acquisizione sosterrà la nostra integrazione con i crescenti mercati di fornitura internazionali, rafforzando al contempo la nostra posizione sul mercato regionale e la vicinanza ai clienti nell’area EMEA”, ha dichiarato Ewout van Jarwaarde, CEO di Brenntag Essentials.
“La nostra rete globale di fornitori e clienti trarrà vantaggi significativi dall’ampia portata internazionale di Brenntag e dal suo variegato portfolio di prodotti e servizi. Non vediamo l’ora di entrare a far parte della piattaforma in espansione di Brenntag Essentials, offrendo la nostra vasta gamma di prodotti che comprende glicoli, solventi e prodotti per automotive, tra cui refrigeranti, antigelo, fluidi per freni e fluidi antighiaccio, a una base di clienti più ampia in tutto il mondo”, ha aggiunto David Lubbock, titolare e CEO di Solventis Group.
Per maggiori informazioni:
https://corporate.brenntag.com
IMCD Group ha acquisito ResChem
L’acquisizione di ResChem consentirà a IMCD di rafforzare la propria posizione nel mercato delle vernici e dei rivestimenti in Oceania.
Il fornitore di specialità chimiche IMCD Group ha annunciato l’acquisizione di ResChem, una società con sede a Sydney (Australia) specializzata in resine, additivi e pigmenti per vernici.
“Vediamo una crescita costante nel settore delle vernici australiano e neo zelandese con il progresso di soluzioni innovative e sostenibili. Con l’adesione di ResChem, possiamo sfruttare il loro portfolio complementare e le capacità tecniche per sviluppare ulteriormente la nostra presenza nei mercati locali”, ha dichiarato Frank Schneider, Direttore Global Business Group per la divisione Coatings & Construction di IMCD.
“Questa rappresenta un’opportunità straordinaria per i nostri dipendenti di integrarsi in una rinomata azienda multinazionale, con tutte le prospettive di crescita che essa porta con sé. Al contempo, ci impegniamo a mantenere e potenziare l’eccellente livello di servizio offerto da ResChem al quale sono abituati i nostri clienti e fornitori,” ha dichiarato Bruce Forder, Direttore Generale di ResChem Technologies.
Per maggiori informazioni: www.imcdgroup.com

194 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW
© IMCD Group
Our 70 years experience in Surface Treatment is ready for the E-Mobility market.
Research, innovation, development.
In 70 years, our vision towards the future has never stopped. Today, Tecnofirma provides quality to the electric market which is the most evolving technology in the automotive industry. Our impregnation, cleaning and painting plants are the result of the constant commitment to offer cutting-edge solutions and products anytime, anywhere.



E VOLUTION TO E -MOBILITY TECNOFIRMA SpA - V.le Elvezia, 35 - 20900 Monza (MB) - Tel. +39 039.23601 - Fax +39 039.324283 - tecnofirma@tecnofirma.com - www.tecnofirma.com
La rubrica “Chiedi all’esperto”
Kevin Biller kbiller@chemquest.com

Joe, non so se ne hai mai parlato prima d’ora. Notiamo che la polvere polimerizzata non aderisce facilmente ai bordi tagliati a laser. Quali possono essere le cause e cosa si può fare per risolvere i problemi di adesione?
Grazie, Brian Gurney
Sidney, New South Wales
Ciao Brian, in effetti non ho mai trattato questo argomento. Il taglio laser dell’acciaio offre molti vantaggi, tra cui precisione, velocità, minori scarti e costi di manodopera bassi. Tuttavia, uno dei problemi inerenti al taglio laser è l’ossido blu che si forma sul bordo dell’acciaio al carbonio. I rivestimenti in polvere non amano aderire a questa superficie ossidata. I tradizionali fosfati di ferro o zinco non penetrano l’ossido in modo adeguato a far aderire la polvere polimerizzata, con conseguente perdita di adesione e potenziali e seri problemi di corrosione.
Esistono alcune opzioni per colmare questa lacuna. Una è eseguire un pretrattamento più aggressivo. L’utilizzo di un acido forte prima della fosfatazione può attaccare lo strato di ossido a sufficienza per permettere al fosfato di fare il suo lavoro.
Un’altra opzione è impedire l’ossidazione utilizzando l’azoto nel taglio laser. È più costoso dell’ossigeno, ma minimizza l’ossidazione da
parte del laser e permette quindi di usare un processo tradizionale con fosfato di ferro o zinco, per fornire una superfice più suscettibile all’adesione di una polvere polimerizzata.
Una terza opzione è l’abrasione fisica dei bordi. Questa può essere eseguita automaticamente (granigliatura o molatura) o manualmente. Se si opta per la granigliatura è fondamentale mantenere la graniglia pulita, altrimenti si rischia di contaminare la superficie che si sta pulendo. I pad e le ruote abrasive ScotchBrite® funzionano bene ma richiedono manodopera aggiuntiva. Tenete a mente che queste fasi aggiuntive possono essere proibitive in termini di costi. Spero di esserti stato di aiuto.
Ti auguro il meglio, Joe
Hey Joe, rivestiamo a polvere prodotti in filo formato in acciaio 1008/1010. Le polveri sono epossidiche e poliestere ibride/TGIC. Dopo la polimerizzazione quanto tempo dobbiamo aspettare per: [a] il test di adesione con quadrettatura e [b] test di sfregamento MEK? Se riverniciamo sopra uno strato sottile, ciò influirà sui tempi di polimerizzazione, influenzando i test stessi? Grazie in anticipo, Norm Gajewski Angola, Indiana
196 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine ASK JOE POWDER
Hey Norm, innanzitutto parliamo dei diversi tipi di polvere. Sembra che tu stia utilizzando due polveri – una ibrida (epossipoliestere) e una poliestere con TGIC. Indipendentemente dal tipo di polvere, il modo in cui si eseguono i test post-polimerizzazione è lo stesso. Il test di adesione con quadrettatura e il test MEK di resistenza ai solventi si possono eseguire non appena i manufatti hanno raggiunto la temperatura ambiente poiché, nella verniciatura a polvere, la polimerizzazione avviene per intero nel forno. I polimeri e gli agenti indurenti reagiscono e induriscono mentre si trovano allo stato fuso, purché siano al di sopra di una certa temperatura specificata dal produttore della polvere. A differenza della maggior parte delle vernici liquide, non esiste alcuna post-polimerizzazione dopo l’uscita dei componenti dalla fase di cottura. Riverniciare sopra uno strato sottile non influenza i tempi di polimerizzazione. È importante però notare che le riverniciature possono non avere la stessa adesione di una singola mano più spessa. A volte l’adesione tra gli strati è influenzata dalle condizioni del forno e dai tempi di cottura (la sovracottura può compromettere l’adesione).
Un’ulteriore domanda da parte di Norm: Grazie ancora, la tua risposta solleva ora un’altra domanda da parte del nostro ufficio tecnico vendite. C’è un tempo minimo di attesa per eseguire il test con quadrettatura dopo aver effettuato i test in nebbia salina? Per diversi clienti testiamo alcuni parametri, vale a dire 96-192 ore fino al cedimento, a volte sopra un primer e a volte sopra un topcoat a doppia mano.
Norm,
prima del test in nebbia salina si dovrebbe eseguire un’incisione sul campione. Normalmente verifichiamo il blistering e la propagazione della linea di incisione circa 15 minuti dopo aver estratto i campioni dalla cabina - sostanzialmente il tempo sufficiente perché i pannelli si asciughino. Utilizziamo un abbassalingua in legno e sfreghiamo vigorosamente lungo l’incisione. Per classificare i risultati si utilizzano gli standard ASTM D 1654 e D 714. Fate riferimento alla normativa ISO 9227.
Cordiali saluti, Joe
Engineering specialized in the supply of systems for surface treatment, painting and coating

E-COAT SYSTEMS
LIQUID PAINTING SYSTEMS
POWDER COATING SYSTEMS
SELF-LEARNING ROBOTS FOR AUTOMATED PAINTING SYSTEMS FOR THE TREATMENT OF VOCs EMISSIONS


SMART 3: la finitura del futuro tra innovazione e sostenibilità
Manuela Casali, UCIF – UCIF – Unione Costruttori Impianti di Finitura, Milano, Italia info@ucif.net
Il 22 maggio segna il ritorno della terza edizione di S.M.A.R.T. (Surface. Manufacturing. Advanced. Research. Trends.), il convegno organizzato da UCIF (Unione dei Costruttori di Impianti di Finitura) che ha ricevuto i prestigiosi patrocini del Comune di Milano, dell’Associazione Poliefun e del MADE Competence Center Industria 4.0.
Quest’anno, il tema “La finitura del futuro tra innovazione e sostenibilità” sarà al centro delle undici relazioni delle aziende partecipanti, esplorando nuove tecnologie, interazioni tra macchine e uomini e l’importanza della sostenibilità nel settore manifatturiero.
UCIF, con la sua terza edizione di S.M.A.R.T., continua a essere un riferimento importante nel comparto dei trattamenti di superficie, offrendo un palcoscenico per le aziende che stanno guidando l’innovazione e la sostenibilità. Questo convegno si colloca nel contesto dell’Industria 5.0, evidenziando l’importanza di un approccio centrato sull’uomo e sul progresso tecnologico.
Il settore del trattamento delle superfici ha una notevole influenza sull’ambiente e sulle condizioni lavorative, rendendolo un punto focale per le normative ambientali. Tuttavia, grazie a nuove tecnologie e pratiche sostenibili, il settore sta riducendo il suo impatto ambientale, migliorando l’efficienza energetica e riducendo le emissioni inquinanti.
L’innovazione gioca un ruolo cruciale nel perseguire obiettivi di sostenibilità, riducendo i costi di investimento e di gestione degli impianti di trattamento delle superfici. Le soluzioni I4.0 stanno rendendo gli impianti più flessibili, efficienti e sicuri, guidando il settore verso un futuro più sostenibile.
Il convegno SMART non solo offre una piattaforma per la condivisione di esperienze e idee innovative, ma anche un’opportunità per celebrare l’eccellenza del settore italiano dei trattamenti di superficie a livello globale. UCIF, attraverso la propria appartenenza ad ANIMA Confindustria Meccanica, rappresenta un punto di riferimento per le aziende del settore, con numeri impressionanti che confermano il ruolo preminente dell’Italia nel panorama internazionale.
SMART 3 promette di essere un’occasione unica per esplorare le nuove frontiere dell’innovazione e della sostenibilità nel settore delle finiture superficiali, unendo forze per creare un mondo più sostenibile e efficiente.
Ulteriori informazioni sul convegno sono disponibili sul sito www.smartucif.it e all’indirizzo info@ucif.net
198 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine UCIF Informs
© AdobeStock




Semplificare la formulazione delle vernici con la silice pirogenica AEROSIL® Easy-to-Disperse
Fabian Schwane
Evonik Coating Additives – Essen, Germania fabian.schwane@evonik.com
La gamma di prodotto AEROSIL® Easy-to-Disperse di Evonik Coating Additives fissa nuovi standard nei processi di produzione delle vernici, permettendo ai clienti di disperdere silice pirogenica in un’unica fase di macinazione, risparmiando così tempo, denaro ed energia.
Nel dinamico mondo dei rivestimenti, la ricerca continua di soluzioni innovative che semplifichino la produzione e migliorino le prestazioni del prodotto è cruciale. Evonik Coating Additives ha risposto a questa esigenza con la sua gamma AEROSIL® Easy-toDisperse (E2D): questa avanzata linea di prodotto composta da quattro additivi a base di silice pirogenica è pensata per ridurre in modo significativo energia, tempi e costi associati al processo di dispersione nella formulazione delle vernici.
La silice pirogenica è una scelta popolare tra i formulatori per il controllo
della reologia. Tuttavia, una sfida persistente è la dispersione di aggregati e agglomerati, che rende la dispersione ottimale di silice pirogenica una delle fasi di produzione della vernice più difficili dal punto di vista tecnico e più dispendiose in termini di tempo. Solitamente si utilizza un processo a due fasi: una fase di pre-dispersione che utilizza un dissolutore per bagnare la polvere e rompere i grandi agglomerati e aggregati, seguita dalla macinazione a sfere per ottenere la qualità di dispersione desiderata. Questo processo è non solo tecnicamente impegnativo, ma richiede anche tempo ed energia.
200 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
ADVANCEMENTS
© Evonik Coating Additives
Per risolvere questo problema i produttori di materie prime offrono dispersioni, preparazioni e paste che sono state ottimizzate per disperdere solidi insolubili (come silice, pigmenti e riempitivi). Tuttavia questi prodotti possono contenere quantità indefinite di solventi, acqua, leganti o additivi che possono avere un impatto notevole sul prodotto finito e che vanno oltre il controllo del formulatore.
Eliminare una fase produttiva
“Il nostro AEROSIL® E2D è pensato per essere incorporato in sistemi vernicianti senza la necessità di macinazione intensiva o forze di taglio elevate”, afferma Maximilian Cornelius, Direttore Particle Design del Dipartimento Ricerca, Sviluppo e Innovazione di Evonik Coating Additives. “Grazie a questa tecnologia unica a livello globale, i nostri clienti possono ora eseguire processi di bagnatura e dispersione in una fase unica e molto rapida”.
La facilità di incorporazione è un punto di svolta per i produttori di vernici, poiché velocizza il processo produttivo e al contempo minimizza l’usura delle apparecchiature e il consumo energetico. Il risultato è un processo più sostenibile ed economicamente più efficiente, che non compromette la qualità e le prestazioni del prodotto finale. La gamma AEROSIL® E2D è versatile, adatta per il controllo della reologia nelle
formulazioni sia pigmentate che trasparenti e può essere utilizzata in un’ampia gamma di vernici incluse quelle per legno, plastica, automotive e general industry. AEROSIL® E 972 è raccomandata per la regolazione della reologia in un ampio ventaglio di formulazioni, mentre altre silici sono adatte ad applicazioni specifiche – AEROSIL® E 812 e AEROSIL® E 805 sono adatte per gli OEM e per i trasparenti per legno, AEROSIL® E 9200 è principalmente utilizzata per migliorare la durabilità e la resistenza al graffio.
Nessuna necessità di regolazione della formulazione
“Le curve di viscosità a velocità di taglio alte e basse sono identiche nell’area chiave di aumento della viscosità, rispetto ad AEROSIL® R”, prosegue Cornelius. “Ciò dimostra un altro vantaggio chiave di AEROSIL® E2D: raggiunge lo stesso livello di efficienza e caratteristiche ottiche, quindi i produttori non devono modificare le formulazioni esistenti e possono crearne di nuove sfruttando gli stessi principi delle vernici prodotte in precedenza”.
Inoltre, le versioni di silice pirogenica AEROSIL® E2D sono chimicamente identiche ai corrispondenti prodotti AEROSIL® standard di Evonik Coating Additives. L’utilizzo di AEROSIL® E2D riduce i tempi di lavorazione, di processo e i tempi di inattività, mentre l’eliminazione della fase


AZ POWDER COATINGS PRODUZIONE DI VERNICI IN POLVERE DA 5 A 500 KG SU MISURA PER TE www.azfoxcolor.it FOLLOW US ADVANCEMENTS

Confronto tra macinazione con taglio elevato e macinazione con dissolutore in termini di tempo impiegato.

Processi di macinazione per incorporazione di silice pirogenica con macinazione a taglio elevato (sinistra) e innovativa macinazione con dissolutore (destra).

di macinazione a sfere riduce i costi di investimento e di manutenzione, specialmente nella produzione di vernici. I produttori di pigmenti offrono anche prodotti che possono essere dispersi utilizzando dissolutori, aprendo alla possibilità di formulazione di vernici colorate senza la necessità di una macina a sfere.
Calcolatore individuale del risparmio sui costi
In linea con l’approccio sostenibile di Evonik, i prodotti AEROSIL® E2D consentono una riduzione del consumo energetico e degli scarti. Questo beneficio ambientale può essere quantificato utilizzando il Cost Savings Calculator di COATINO®, il Dynamic Formulation Network. “Il Cost Savings Calculator è un esempio del nostro approccio incentrato sul cliente”, spiega Matthias Kremser, del segmento EMEA Marketing Industrial & Transportation. “I clienti possono calcolare da sé i propri risparmi individuali derivanti dall’uso della nostra gamma AEROSIL® Easy-to-Disperse, permettendo loro di prendere decisioni basate sui dati, che ottimizzino i loro processi produttivi e massimizzino la redditività”.
Impegno per la qualità e l’innovazione
I produttori di vernici cercano da tempo un modo per semplificare il processo di dispersione della silice pirogenica. Con l’innovativa tecnologia AEROSIL® E2D, Evonik ha soddisfatto questa richiesta riducendo il numero di fasi produttive e il relativo tempo ciclo di ogni lotto per ottenere una dispersione ottimale. Queste efficienze riducono i costi produttivi e il consumo energetico, senza influire sulle prestazioni. La performance tecnica della gamma AEROSIL® E2D dimostra l’impegno di Evonik Coating Additives per la qualità e l’innovazione. Sviluppati in stabilimenti produttivi all’avanguardia, questi additivi soddisfano e superano gli standard di settore in termini di prestazioni e semplicità d’uso.

202 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© Evonik Coating Additives
© Evonik Coating Additives
Confronto tra la macinazione a sfere e l’utilizzo dell’1% di dissolvente AEROSIL® per 1000 kg di clear coat.
© Evonik Coating Additives




industrial coating plants impianti di verniciatura industriale
spray booths for car body shop cabine di spruzzatura per carrozzeria
sandblasting booths cabine di sabbiatura



industrial coating booths cabine di verniciatura

Via Val di Stava, 14 - 37060 Sona (VR) Italy - Phone: +39 045 6081641 - www.eco-air.it - info@eco-air.it A L M T E CHNO L O G Y Since 1984
YOU CAN SEE MORE THAN 1000 PHOTOS AND VIDEOS YOU PAINT, WE KEEP CLEAN VOI VERNICIATE, NOI MANTENIAMO PULITO A L M T EC H N O L O GY Technics A L M T EC H N O L O GY Painting A L M T EC H N O L O GY A L M T EC H N O L O GY
BASF ha lanciato sul mercato lo strumento
GLASS, per calcolare le emissioni di CO2 e le simulazioni dei costi per automotive OEM
Il nuovo strumento GLASS sviluppato da BASF consentirà ai reparti di verniciatura nelle fabbriche automotive di ottimizzare i costi, le prestazioni e la sostenibilità.
BASF ha recentemente presentato GLASS, uno strumento innovativo capace di fornire un’analisi completa dell’impronta ecologica prodotta durante il ciclo di vita dei reparti di verniciatura presenti negli stabilimenti produttivi per automotive, calcolando le emissioni di anidride carbonica e le simulazioni dei costi.
Ridurre l’impronta ecologica verso la neutralità di CO2 rappresenta un importante obiettivo per molte aziende e filiere, compresi i processi di verniciatura e di pretrattamento dell’industria automotive, che contano oltre il 60% dell’energia impiegata nella produzione di veicoli in fabbrica. Grazie al nuovo strumento, la divisione vernici di BASF offrirà un

204 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine ROAD TO 2050
© BASF
approccio analitico che abilita la trasparenza e supporta i clienti nel processo decisionale mirato alla scelta di soluzioni superficiali eco-sostenibili. Lo strumento analitico GLASS (Global Life-cycle Assessment of Automotive Surface Solutions) segue l’approccio “cradle-to-grave”, rifornendo l’intera catena del valore, dall’estrazione delle materie prime al pretrattamento, sino all’applicazione del trasparente come fase finale del processo di verniciatura. Grazie a questa trasparenza, i clienti possono ottimizzare i costi, le prestazioni e l’impronta ecologica.
“Una vernice, con i suoi vari strati, contribuisce a circa 30 chilogrammi di CO2 per veicolo prodotto. Tuttavia, il processo di applicazione vero e proprio ha un impatto significativamente maggiore, con almeno 150 kg di CO2 per veicolo, che corrisponde a circa un terzo del processo produttivo. Pertanto, oltre all’impronta di carbonio provocata dalla vernice, è importante rendere trasparente anche l’impronta causata dall’impianto di verniciatura oltre che dal consumo di energia e costi associati. Solamente con dati completi e simulazioni è possibile ricavare misure d’impatto, e ciò è perfettamente raggiungibile con GLASS, che fornisce ai nostri clienti una visione completa per l’industria,” ha spiegato Sabrina Platzek, Vice-Presidente Global Marketing per le vernici OEM Automotive presso BASF.
Trasparenza, riduzione di anidride carbonica e simulazioni dei costi Lo strumento GLASS si basa su un modello analitico adattato del ciclo di vita che considera i singoli aspetti del processo applicativo della vernice, come specifici forni o impianti di verniciatura, nonché consente di analizzare gli impatti ambientali di tutti i componenti essenziali durante l’intero processo di applicazione su tutti gli strati in un approccio modulare. Infatti, sono presi in considerazione anche i fattori regionali e specifici del sito, come le condizioni climatiche locali, l’utilizzo di energia e i processi di applicazione o le strutture produttive specifiche del cliente.
“Una volta stabilita la trasparenza, possiamo fornire una consulenza mirata ai nostri clienti e sviluppare
congiuntamente delle soluzioni. Queste possono essere tecnologie a riduzione di CO2 all’inizio della filiera o soluzioni che hanno un effetto di riduzione dell’anidride carbonica quando vengono applicate”, ha aggiunto Tim Banik, esperto di valutazione del ciclo vitale presso BASF Coatings e sviluppatore di GLASS.
Tutte le informazioni sui prodotti valutati con il metodo di calcolo BASF dell’impronta sono disponibili e utilizzabili nello strumento GLASS. TÜV Rheinland ha certificato che il metodo di calcolo delle emissioni di CO2 dell’azienda e la rendicontazione delle impronte di carbonio dei prodotti cradle-to-gate sono pienamente conformi ai requisiti del protocollo sui gas serra, alle norme DIN EN ISO 14040 e 14044 nonché a Together for Sustainability (TfS).
“Il nostro obiettivo è essere all’avanguardia nella sostenibilità del nostro settore, la quale si trova al centro di tutte le nostre azioni. Il feedback positivo del mercato dimostra che questa è la strada giusta, motivo per il quale non vediamo l’ora di offrire GLASS all’industria delle vernici per OEM automotive ed altri settori applicativi per molto tempo”, ha concluso Markus Piepenbrink, Direttore sostenibilità presso BASF Coatings.
Per maggiori informazioni: www.basf-coatings.com















Via Fermi, 9 Zelo Buon Persico (LO) Tel. 02 90 66 92 40 r.a. info@guerrasrl it www.guerrasrl.it FORNITURE TECNICHE PER LA VERNICIATURA INDUSTRIALE
Nuova linea di conservazione posizionata in un edificio esistente contenente un carroponte
Al fine di soddisfare le richieste del cliente in modo più veloce e più efficiente, Carl Spaeter Hamburg ha ampliato la sua gamma di attrezzature produttive con KON 34/6-HD: la linea di conservazione di Rösler che combina granigliatura e verniciatura in un unico sistema. Progettata per movimentare componenti in acciaio di grandi dimensioni, la linea è dotata di due sistemi di applicazione della vernice ed è stata perfettamente integrata in un edificio esistente contenente un carroponte.
Fondata nel 1905 ad Amburgo (Germania) come negozio di ferramenta, Carl Spaeter Hamburg è diventata uno dei principali fornitori di acciaio per rivenditori, appaltatori del settore meccanico e produttori industriali nel nord della Germania e non solo. Il successo dell’azienda è basato su un’ampia gamma di prodotti in acciaio, un inventario da oltre 25.000 tonnellate, tempi di consegna brevi, elevata flessibilità operativa e numerosi servizi di lavorazione e rifinitura.
“Poiché la nostra linea di granigliatura e verniciatura era al termine della sua vita utile e poiché volevamo migliorare il nostro supporto ai clienti, abbiamo acquistato KON 34/6-HD di Rösler. In tempi molto brevi hanno sviluppato un concept che si adattava perfettamente al nostro edificio
esistente e ai nostri requisiti tecnici”, ha spiegato Mike Barz, General Manager di Carl Spaeter Hamburg.
Il fornitore di Untermerzbach ha vinto questa commessa contro due concorrenti per i seguenti motivi: Rösler ha adattato il suo concept alle richieste del cliente e, al contempo, il cliente è rimasto impressionato dalla qualità e dal design robusto delle attrezzature. Inoltre, Rösler ha potuto mostrare molti impianti di riferimento già operativi.
Granigliatura completamente automatica e a risparmio energetico
Una delle richieste chiave del cliente era che la linea avrebbe dovuto

206 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SUCCESS STORIES
© Rösler Oberflächentechnik GmbH
La linea di conservazione KON 34/6-HD sviluppata da Rösler, adattata ad un edificio esistente contenente un carroponte.
SUCCESS STORIES
movimentare componenti in acciaio fino a 3.200 mm di larghezza, 400 mm di altezza e 21,2 m di lunghezza. Inoltre, Rösler doveva garantire che le lamiere in acciaio spesse 4 mm potessero essere granigliate con gli stessi risultati qualitativi delle lastre spesse 100 mm. Un ulteriore requisito era che tutte le superfici e i bordi delle travi dovessero essere perfettamente granigliati, per ottenere un’ottimale copertura della vernice. Poiché i componenti in acciaio hanno un peso massimo di 12 t, la struttura del trasportatore a rulli e dei sistemi di trasporto trasversale doveva essere estremamente robusta. Degli speciali sensori posti sul trasportatore a rulli all’ingresso della linea misurano l’altezza dei componenti in acciaio e, nel caso delle lamiere, anche la larghezza. Il PLC determina quindi automaticamente quante turbine devono essere accese per pulire i rispettivi componenti. Anche altri parametri come la velocità di trasporto, il tipo di vernice e il suo spessore fanno parte dei programmi di lavorazione, che sono salvati nel PLC e che possono essere richiamati dal pannello operativo.
Nella prima fase i manufatti in acciaio passano attraverso un pre-riscaldatore che impedisce l’accesso dell’umidità nella granigliatrice. L’aria di scarico del pre-riscaldatore viene guidata al forno di essiccazione della vernice, riducendo così i tempi di asciugatura della vernice applicata.
Dal pre-riscaldatore i manufatti vengono

trasferiti alla granigliatrice. La struttura della granigliatrice è in acciaio al manganese e la camera di granigliatura è rivestita con strati sovrapposti sempre in acciaio al manganese. Otto turbine ad alte prestazioni Gamma 400G, ognuna con una potenza di 22 kW, assicurano l’ottenimento di un grado di pulizia SA 2,5 costante, ad una velocità di 4 metri/min. Rispetto alle turbine convenzionali, le turbine Gamma con pale di lancio curve a Y migliorano le prestazioni fino al 20% e riducono al contempo i consumi energetici. I residui di

KNOW-HOW, EXPERIENCE, AND RELIABILITY
graniglia e la polvere presente sui componenti vengono rimossi con un sistema combinato di spazzolatura/soffiaggio all’uscita della camera.
Basso consumo di vernice e overspray minimo
Per soddisfare le richieste individuali dei clienti in tema di verniciatura con primer a base acqua, il sistema di spruzzatura automatico integrato è dotato di due sistemi di applicazione indipendenti. Prima della verniciatura, speciali sensori misurano in

For decades, Radial has been designing, building and installing tailor-made coating plants for metals, plastics and wood. Our systems are the ideal choice for those who desire a cutting-edge turnkey solution.

Rösler Oberflächentechnik GmbH www.radialgroupsrl.it
La linea di conservazione può gestire grandi componenti in acciaio fino a 3,2 m di larghezza, 0,4 m di altezza e 21,2 m di lunghezza.
©

All’entrata dell’impianto di verniciatura automatico, dei sensori speciali misurano le dimensioni dei manufatti.
modo preciso le dimensioni del manufatto. Il portale che sostiene le pistole viene quindi programmato in base a questa misurazione, di modo che il primer sia applicato solo sulla superficie dei manufatti in acciaio. Il risultato è un overspray minimo e la prevenzione degli sprechi di vernice. Il filtro della vernice con punti di estrazione dell’aria su entrambi i lati del convogliatore raccoglie ogni residuo di overspray, lasciando solo 0.2 mg/m3 di residuo nell’aria pulita – notevolmente al di sotto degli standard ufficiali che specificano un massimo da 1 a 2 mg/m3. La polvere residua nell’aria pulita proveniente dal collettore della granigliatrice è pari a 1 mg/m3, molto al di sotto del limite legale di 3 mg/m3. Riscaldare il forno di essiccazione della vernice con l’aria di scarico del pre-riscaldatore è un ulteriore contributo alla riduzione dei consumi.
“Con la nuova linea di Rösler possiamo trattare la superficie di lamiere, travi, tubi e barre di acciaio non solo con un’eccellente qualità della finitura, ma anche in modo ecologico”, ha spiegato Reyk Hagelberg, Plant Manager di Carl Spaeter Hamburg.

Le turbine ad alte prestazioni Gamma 400G con pale di lancio a Y.
Processi produttivi e flussi di materiali ottimizzati
Il sistema di trasporto dei manufatti della nuova linea è stato integrato in un edificio con un carroponte già esistente. I trasportatori a rulli con direzione di movimentazione avanti e indietro coprono tutte e quattro le campate dell’edificio per un’area totale di oltre 42.000 m2
La disposizione garantisce una movimentazione dei manufatti molto flessibile. Permette per esempio il trasporto di componenti in acciaio da qualsiasi parte dell’edificio fino alla linea, fino ad altre aree dell’edificio o fino alla rampa di carico dei camion. I sistemi di trasporto trasversale, posti a destra e a sinistra del trasportatore a rulli, offrono notevoli spazi per lo stoccaggio intermedio dei manufatti.
“Con la nuova linea di conservazione e le relative possibilità di lavorazione e rifinitura dell’acciaio, possiamo soddisfare le richieste dei clienti più velocemente e in modo più efficiente. Questo ci aiuta a ridurre i tempi di consegna. Inoltre la nuova linea, in combinazione con il trasportatore a rulli e ai sistemi di trasporto trasversale, migliora la nostra logistica grazie a distanze da percorrere più brevi per i nostri operatori e semplifica l’intero flusso di lavoro”, ha concluso Barz.
Per maggiori informazioni: www.rosler.com
208 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine SUCCESS STORIES
© Rösler Oberflächentechnik GmbH © Rösler Oberflächentechnik GmbH
CUSTOMIZED SOLUTIONS
CIRCULAR ECONOMY & GREEN APPROACH
ECO-FRIENDLY CHEMICALS

CHEMTEC’S technologies are designed to have a very limited environmental impact, to reduce consumption of resources and for a greater operational simplicity.
CHEMTEC develops customized solutions that aim to maximize the customer’s satisfaction. DISCOVER

NANOTECHNOLOGICAL CONVERSION COATING

WATER PURIFICATION AND RECIRCULATION

ONE STEP METAL PRETREATMENT

PAINT STRIPPERS
MORE ON WWW.CHEMTEC.IT
I ricercatori studieranno le molecole biologiche per produrre rivestimenti antigelo
Derek Smith
Michigan Engineering - University of Michigan, Michigan - Stati Uniti
Prendere ispirazione dalla natura può permettere ai ricercatori di creare rivestimenti antigelo per proteggere i pannelli solari e le ali degli aerei.
Nuovi materiali atossici potranno un giorno evitare la formazione di ghiaccio sui pannelli solari e sulle ali degli aerei o proteggere i First Responder dal congelamento e molto altro, grazie ad un nuovo progetto condotto dall’Università del Michigan e finanziato dalla
Defense Advanced Research Projects Agency.
Il team di ricercatori studierà le molecole biologiche utilizzate da altri
esseri viventi per sopravvivere alle temperature gelide. Il progetto include ricercatori provenienti da Raytheon Technologies, dall’Università Statale del North Dakota e dall’Università del Minnesota.
I materiali esistenti utilizzati per realizzare queste imprese presentano grandi svantaggi.
Per esempio, il sale chimico impedisce il congelamento di strade

RESEARCH BREAKTHROUGH
smitdere@umich.edu
Engineering
© Marcin Szczepanski,
Michigan
e marciapiedi, ma corrode il cemento e defluisce nelle acque dolci naturali, a scapito della vita acquatica. Spuzzare fluidi deghiaccianti sugli aerei garantisce voli invernali sicuri, ma i prodotti chimici in essi contenuti sono tossici e possono inquinare i corsi d’acqua. Parte di ciò che i ricercatori intendono realizzare con il progetto da 11,5 milioni di dollari non ha attualmente analoghi, è come una lozione che protegga dal congelamento senza pesanti strati invernali.
“Negli ultimi sette o otto anni il mio gruppo ha creato superfici con una bassissima adesione al ghiaccio. Rivestimenti antigelo di questo tipo possono essere molto utili per numerose applicazioni: turbine eoliche, linee elettriche, ali degli aerei”, ha affermato Anish Tuteja, principale ricercatore del progetto e professore di scienze ed ingegneria dei materiali presso l’Università del Michigan. “Tuttavia, per molte altre applicazioni, sarebbe vantaggioso eliminare del tutto la formazione di ghiaccio. Prevenire la formazione di ghiaccio per ore e ore in condizioni di gelo è stato finora molto difficile da ottenere”.
Prendere ispirazione dalla natura
Il progetto mira a trovare molecole che possano essere utilizzate per manipolare neve e ghiaccio in molti modi, per esempio modificando la temperatura di congelamento dell’acqua, aumentando o diminuendo la forza con cui il ghiaccio aderisce alle superfici, cambiando la struttura del ghiaccio formatosi e inibendo o incoraggiando la crescita dei cristalli di ghiaccio sulle superfici.
Per raggiungere i suoi obiettivi, il team sta cercando l’ispirazione da piante, animali e microbi. Molti organismi producono molecole che permettono loro di sopravvivere al congelamento o impediscono ai loro corpi di congelare. Le rane selvatiche, per esempio, producono lipidi antigelo che impediscono al ghiaccio di danneggiare le loro membrane cellulari quando congelano durante l’inverno.
Altri organismi producono molecole ‘di nucleazione del ghiaccio’ che stimolano il ghiaccio a formarsi a temperature più alte del solito. Il batterio Pseudomonas syringae produce proteine di nucleazione del ghiaccio per congelare le foglie delle piante. Il ghiaccio favorisce

211 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 RESEARCH BREAKTHROUGH
Engineering
Sudeep Sharma, un ricercatore post-dottorato in scienze e ingegneria dei materiali che lavora nel laboratorio di Anish Tuteja, aggiunge goccioline d’acqua a un’unità di raffreddamento. © Marcin Szczepanski,
Michigan

Goccioline d’acqua aggiunte a un’unità di raffreddamento progettata per misurare la temperatura di congelamento dell’acqua. La piastra ha 96 pozzetti, ognuno dei quali può ospitare una gocciolina di un esclusivo cocktail chimico che fa congelare l’acqua a temperature più calde o più fredde del solito.
la rottura delle cellule delle piante così da permettere al batterio di accedere ai nutrienti presenti al loro interno.
Creando e mescolando queste molecole naturali in laboratorio, i ricercatori sperano di trovare alternative meno tossiche e biodegradabili agli attuali deghiaccianti chimici, nonché cocktail molecolari che potrebbero favorire nuove tecnologie. “Combinando le molecole nel giusto rapporto, il punto di congelamento può abbassarsi più di quanto si abbasserebbe con le molecole singole”, ha aggiunto Tuteja.
Testare tutte le opzioni
Partendo da un piccolo sottogruppo di molecole note, il numero di possibili combinazioni e rapporti può diventare ingombrante. Il team deve misurare l’efficacia di oltre 5.000 molecole che formano e inibiscono il ghiaccio entro il primo anno del progetto. Questo numero potrebbe raddoppiare o triplicare man mano che il progetto avanza.
Per studiare velocemente queste combinazioni molecolari, il team prevede di creare una piattaforma automatizzata per determinare la temperatura di congelamento di ben 1.500 campioni al giorno. Il team spera di riuscire a restringere la ricerca alle 30 molecole più promettenti per ulteriori studi entro la fine del primo anno. Durante il secondo anno del progetto il team testerà la tossicità e la sicurezza di ogni molecola candidata, nonché la sua efficacia su larga scala e in diverse forme (liquidi, creme e rivestimenti). Questi esperimenti aiuteranno i ricercatori a trovare le migliori miscele antigelo e congelanti e non solo: l’ampia quantità di dati aiuterà a scoprire come le diverse molecoleantigelo e congelanti - lavorano. “Quando inizieremo a raccogliere molti dati sul funzionamento di queste molecole, lavoreremo con esperti di apprendimento automatico, i quali saranno in grado di determinare quali parti della molecola dovrebbero essere modificate per migliorarne ulteriormente le prestazioni”, ha concluso Tuteja.
212 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
Engineering
© Marcin Szczepanski, Michigan






2 0 0 9 - 2 0 2 4 A N N I V E R S A R Y th Celebrate with us at PaintExpo Booth 1442 - Hall 1

ART WITHIN SURFACES
Retrospettiva della rivoluzionaria artista sudafricana Esther Mahlangu con la sua BMW Art Car
Thomas Girst
BMW Group Cultural Engagement – Monaco, Germania thomas.girst@bmwgroup.com
L’iconica BMW 525i Art Car, dipinta da Esther Mahlangu fondendo l’arte africana con il design automobilistico contemporaneo, tornerà in Sudafrica per la prima volta dopo trent’anni.
Iziko Museums (Cape Town, Sudafrica) e BMW sono lieti di annunciare “‘Then I Knew I Was Good at Painting’: Esther Mahlangu. A Retrospective”. La mostra, curata da Nontobeko Ntombela, mette in luce gli oltre 50 anni di carriera di Esther Mahlangu e la sua fulminea ascesa come artista contemporanea, che le è valsa un plauso mondiale. La retrospettiva sarà esposta presso gli Iziko Museums of South Africa dal 18 febbraio all’11 agosto 2024. Da lì inizierà il suo tour mondiale, facendo tappa prima al Wits Art Museum di Johannesburg (Sudafrica) per spostarsi poi negli USA all’inizio del 2026.
BMW è orgogliosa di supportare questa iconica mostra che rende onore al talento di Esther Mahlangu e che celebra la storia di una collaborazione condivisa. La mostra includerà la BMW 525i Art Car di Mahlangu, tornata in Sudafrica per la prima volta dopo 30 anni. Mahlangu è stata la prima
africana e la prima donna a dipingere una BMW Art Car nel 1991. Questa collaborazione ha segnato un momento significativo nel mondo dell’arte, fondendo l’arte africana con il design automobilistico contemporaneo.
“La pittura ha sempre fatto parte di me. Non riesco a separarmi da lei e nemmeno lo vorrei. Non vedo l’ora di condividere con voi la mia esperienza e la mia lunga e colorata storia con la mia Retrospective Exhibition”, ha affermato Mahlangu. Attraverso il linguaggio del colore e della forma, la mostra traccia il contributo dato da Mahlangu all’arte contemporanea per quasi 70 anni. Più di 100 opere sono state raccolte da collezioni globali. Ad esse sono state affiancate fotografie storiche e un cortometraggio. Questa diversificata collezione della vasta opera di Mahlangu presente in “‘Then I Knew I Was Good at Painting’: Esther Mahlangu. A Retrospective” offrirà
214 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© Clint Strydom
una visione completa ma anche intima della sua vasta e vibrante carriera.
“Il viaggio di Mahlangu è una testimonianza di passione, innovazione e resilienza”, sottolinea il curatore Nontobeko Ntombela. “La retrospettiva omaggia l’esclusivo approccio all’arte di Esther Mahlangu, che interseca la cultura africana con la modernità e il contemporaneo. La mostra celebra la voce, l’azione e lo spirito pionieristico di Mahlangu, simboleggiando la sua auto-enunciazione, auto-determinazione e creatività”.
La retrospettiva è una pietra miliare per l’arte africana. Riconosce Mahlangu come uno dei pochi artisti sudafricani che hanno avuto l’opportunità di presentare una mostra in musei di fama mondiale. Il Dr. Bongani Ndhlovu, Acting CEO di Iziko Museums of South Africa, ha commentato così: “Gli Iziko Museums sono onorati di celebrare la leggenda vivente Esther Mahlangu e di ospitare questa colossale vetrina nella quale si fondono creatività, cultura ed estetica. Mahlangu è il simbolo vivente del trionfo contro le avversità. Il suo approccio all’arte ha ispirato generazioni ed è una ri-affermazione della richiesta di innovazioni incentrate sull’Africa”.
“L’impegno di BMW in questa mostra testimonia il nostro rispetto e ammirazione per lo spirito pionieristico di Esther Mahlangu e per il suo notevole contributo al mondo dell’arte. Questa mostra non solo celebra l’incredibile viaggio e l’eredità di Mam’ Esther, bensì simboleggia anche una preziosa collaborazione che risale a oltre 30 anni fa. Siamo molto entusiasti del ritorno della BMW Art Car sul suolo sudafricano – un simbolo significativo della nostra storia condivisa e del nostro apprezzamento per l’arte che trascende i confini”, ha concluso Peter van Binsbergen, CEO di BMW Group South Africa.


ART WITHIN SURFACES
© BMW AG
A PaintExpo HangOn lancia un nuovo concept di sostenibilità per migliorare l’impronta
di carbonio
Alla prossima edizione di PaintExpo, HangOn presenterà le sue nuove soluzioni per migliorare l’impronta di CO2 delle linee di verniciatura.
APaintExpo, HangOn presenterà come calcolare la quantità di CO2 emessa da una linea di verniciatura e come sia possibile migliorare questi numeri nel padiglione 2, stand 2110. Cosa influenza le emissioni di CO2 di una linea di verniciatura? Il tipo di forno e il modo in cui l’elettricità è prodotta sono ovviamente fattori importanti e, forse, le prime cose che vengono in mente quando viene posta questa domanda, ma anche il tipo di polvere utilizzata è significativo. Fattori come il suo processo applicativo e la quantità scartata durante la produzione possono impattare in modo importante le emissioni, rendendolo un aspetto cruciale da considerare.
La soluzione: appendere densamente
Appendere densamente e riempire davvero la linea comporterà sia una
riduzione degli sprechi energetici sia un minore consumo, il che avrà un effetto diretto sulle emissioni di CO2. Una teoria che HangOn si propone di documentare con molteplici esempi chiari durante la fiera di aprile. HangOn terrà anche una serie di conferenze in due lingue diverse.
Lancio del nuovo prodotto 2024
Anche il nuovo prodotto HQW S, l’ultima innovazione di HangOn per l’appensione densa, sarà presentato durante la fiera: è un parente stretto dell’HQW D, che l’azienda ha presentato durante l’ultimo PaintExpo. Rispetto al suo precursore a doppio lato e flessibile, il nuovo prodotto punta ancora di più alla semplicità: facile da capire e facile da usare.
Per ulteriori informazioni: www.hangon.com

216 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine BRAND-NEW SPECIAL ISSUE - PaintExpo
© HangOn
Plasmatreat presenta trattamenti superficiali con Openair-Plasma a PaintExpo 2024
A PaintExpo, Plasmatreat presenterà risultati di verniciatura perfetti riducendo al contempo l’impatto ambientale e trattamenti superficiali a secco e privi di primer con Openair-Plasma.
Dal 9 al 12 aprile 2024, Plasmatreat GmbH, sviluppatore e produttore leader di sistemi e apparecchiature per il plasma atmosferico, dimostrerà l’attivazione, la pulizia e il rivestimento di diversi materiali come plastica, vetro e metallo (padiglione 1, stand 1210). I visitatori potranno anche capire come ridurre significativamente l’impatto ambientale dei processi produttivi.
Se i pezzi sono difficili o impossibili da verniciare, la causa è solitamente legata a una bassa energia superficiale o un substrato contaminato e le relative scarse proprietà di adesione del materiale. Solo quando l’energia superficiale del materiale è superiore a quella della vernice da applicare saranno garantite una bagnabilità uniforme e quindi un’adesione ottimale. È inoltre importante che la superficie sia pulita e priva di residui di distaccanti, grasso o polvere.
Nel settore sono stati utilizzati vari metodi di pretrattamento per migliorare le proprietà di adesione, come molatura, sabbiatura, decapaggio, flammatura e trattamento al plasma, con quest’ultimo che presenta notevoli vantaggi rispetto a molti processi convenzionali: è in linea, selettivo e può essere applicato su tutta la superficie.
“Il processo a secco Openair-Plasma elimina completamente la necessità di primer chimici liquidi dannosi per l’ambiente. In questo modo, riduciamo anche l’emissione di COV (composti organici volatili) nell’atmosfera”, spiega Joachim Schüßler, Head of Sales Germany di Plasmatreat GmbH.
Oltre a ridurre i COV, i produttori possono anche diminuire l’impatto ambientale utilizzando il trattamento superficiale al plasma: le specie reattive del plasma sono generate

da una combinazione di aria compressa ed elettricità, eliminando la necessità di solventi o enormi quantità di gas per il trattamento a fiamma. L’utilizzo di vernici UV ad asciugatura rapida in combinazione con OpenairPlasma elimina la necessità di forni costosi e ingombranti. Il pretrattamento al plasma è ideale come soluzione ecologica che fornisce proprietà di adesione ottimali per una perfetta finitura.
I visitatori di PaintExpo potranno verificare di persona l’efficacia e la funzionalità del trattamento superficiale al plasma. Saranno disponibili diversi sistemi per dimostrazioni dal vivo con materiali diversi. Oltre all’attivazione di un componente automobilistico in plastica in una PTU1212 (unità di trattamento al plasma), i visitatori vedranno come un robot Scara è utilizzato per pulire con precisione varie celle metalliche di una batteria come pretrattamento alla verniciatura con vernice 100% UV. Grazie
a questa applicazione Openair-Plasma, la laminazione sottile della cella può essere sostituita completamente e in modo affidabile con la verniciatura, con conseguente risparmio di costi e tempo e una migliore qualità dei prodotti finali.
Allo stand, gli esperti del plasma attiveranno e puliranno le superfici di vari materiali, come PP e PE o alluminio, e verificheranno il trattamento con vari metodi di prova. L’effetto plasma può essere rilevato e l’energia superficiale determinata misurando l’angolo di contatto di una goccia d’acqua, mediante test di spruzzo d’acqua o con gli inchiostri di prova Plasmatreat.
Per maggiori informazioni: www.plasmatreat.com
217 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 BRAND-NEW SPECIAL ISSUE - PaintExpo
© Plasmatreat
WHERE WE HAVE BEEN



218 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine


The most important industry events at your fingertips
myFAIR is a free web app that can be accessed from both desktop and mobile devices, which allows you to stay up-to-date with the leading events of the surface treatment sector.
an ipcm® app
© Adobe Stock
Axalta ha presentato Starry Night come suo colore automotive dell’anno 2024
IAxalta ha introdotto la tonalità nero-dinamico Starry Night per celebrare il decimo anniversario della sua selezione di colori dell’anno. Starry Night è un colore forte e contemporaneo con scaglie blu chiaro e argento che evoca le profondità del nostro universo e l’esplorazione spaziale, rappresentando l’immaginazione audace e la spinta a raggiungere nuove vette. Starry Night è una tonalità dinamica che trascende gli stili di design classici e moderni e si armonizza con altri colori, finiture, motivi e trame. L’azienda ha introdotto per la prima volta il suo colore dell’anno per il settore automotive internazionale nel 2015 presentando Radiant Red. Da allora, il team di Axalta composto da esperti del colore da tutto il mondo collabora per introdurre ogni anno una tonalità di tendenza per l’industria automotive.
l produttore internazionale di vernici e rivestimenti Axalta Coatings Systems ha da poco presentato Starry Night, il suo colore dell’anno 2024 per il settore automotive globale, segnandone il 10° anniversario. Il colore consiste in una tonalità nero-dinamico che richiama le profondità del nostro universo e l’esplorazione dello spazio. “Il nero è il secondo colore automotive più diffuso al mondo, quindi siamo entusiasti di presentare una tonalità nera come colore dell’anno 2024 per il settore automotive internazionale. Starry Night è una tonalità caratterizzata da un nero brillante e toni scuri distintamente delineati. Il colore di quest’anno è in parte cosmico e in parte classico, ma tutto Axalta”, ha dichiarato Dan Benton, Senior Manager, Global Color di Axalta.
Per maggiori informazioni: www.axalta.com

220 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine COLOUR STUDY
© Axalta Coating Systems


ART WITHIN SURFACES
Il
nero, il non-colore dal
Monica Fumagalli, ipcm®
fascino eterno
Secondo gli studi cromatici, il bianco e il nero non sono colori. Il bianco è ottenuto dalla combinazione di tutti i colori, mentre il nero dalla loro sottrazione: vale a dire che è dato dalla sintesi sottrattiva di tutti i colori dello spettro visibile. Come abbiamo scritto più volte in questa rubrica, infatti, i colori sono determinati dalla luce e si differenziano in base alle sue lunghezze d’onda. Identifichiamo il colore degli oggetti perché il materiale da cui sono composti riceve un fascio di luce, che in
Perché scegliere di dedicare uno spazio di questa rubrica al non-colore per eccellenza? Perché il nero, nonostante la sua fama negativa, è presente nella nostra vita quotidiana molto più dei colori tradizionali; perché è uno degli elementi cromatici più ambigui e, proprio per questo, più affascinanti; perché è uno dei colori più richiesti ai nostri verniciatori e una delle tinte più difficili da applicare con risultati soddisfacenti. parte riflette e in parte assorbe. Il nero non riflette la luce e, quindi, non ha colore… ed è considerato un non-colore. Eppure, è una delle tinte più usate nelle applicazioni più diverse, forse anche per la sua capacità di accostarsi e far risaltare le altre tinte dello spettro cromatico: dalla moda all’interior design, dall’architettura all’elettronica, dall’arte alla letteratura, dalla musica allo sport e ai fumetti, solo per citarne alcune. Questo colore è caratterizzato – forse molto più degli altri - da una natura
222 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© AdobeStock
duplice, anche se le associazioni negative che storicamente richiama sono prevalenti. Se, da un lato, è simbolo di eleganza, fascino, mistero e coraggio, dall’altra rappresenta il lutto, il buio, la morte e la paura, con prerogative diverse in base all’area geografica cui si fa riferimento: in occidente il nero è il colore del lutto, mentre in alcuni paesi africani lo è il bianco. Nella cultura giapponese, il nero simboleggia l’esperienza, mentre il bianco l’ingenuità: nell’arte marziale del karate, per esempio, la cintura nera viene assegnata a coloro che hanno dimostrato dedizione e impegno in questa disciplina, mentre la cintura bianca cinge la vita dei principianti. Una scelta legata alla filosofia Yin e Yang, sole e luna, giorno e notte e quindi inizio (bianco) e fine (nero).
Il colore nero rappresenta idee contrastanti: autorità e umiltà, ribellione e conformità, ricchezza e povertà. Il nero significa anche modernità, potere, professionalità, tradizionalismo, male, dolore e sottomissione… e assenza: oggi esiste un pigmento nero così nero che sembra di guardare il vuoto, in grado di assorbire fino al 99,965% delle radiazioni dello spettro visibile e di cui parleremo più avanti.
L’origine della parola “nero”
L’etimologia del termine “nero”1 (in inglese “black”, in francese “noir”, in spagnolo “negro”, in portoghese “preto”, in tedesco “schwarz”) si ricollega direttamente al latino nigrum, accusativo di niger, cioè nero, scuro e, in senso lato, tenebroso, fosco, funesto, luttuoso. L’ipotesi, infatti, è che questo termine fosse connesso alla radice greca nekrós, morte, probabilmente a sua volta riconducibile al protoindoeuropeo nekw-t, notte.
Il nero nella storia antica
Scrive Carl Gustav Jung che il nero “è il colore delle origini, degli inizi, degli occultamenti nella loro fase germinale, precedente l’esplosione luminosa della nascita”: infatti, nella Bibbia rappresenta il colore primordiale, da cui scaturisce la luce. Lo stesso concetto è espresso nella mitologia egiziana, per cui il cosmo ha avuto inizio dal Nun, il caos primordiale, affine al Te Bo Ma (oscurità) della Micronesia o al Tempo del Sogno della cultura aborigena. Dal nero emana quindi un potere generatore e fecondo, un caos originario dal quale può erompere la luce e la vita, tanto che nell’antico Egitto il nero era associato alla terra fertile lasciata dal Nilo dopo le inondazioni, mentre presso i Masai del Kenya, questo colore richiamava le nubi gonfie che preannunciano la pioggia, diventando espressione di vita e prosperità. Dall’oscurità, la luce: tale significato è di nuovo ripreso da Omero, nelle cui opere le profondità dell’oceano venivano descritte di colore nero e contenevano il capitale di vita latente, la grande riserva di tutte le cose, oppure dalla mitologia azteca, dove il dio della medicina Ixtlilton, piccolo nero, usava una magica tlital, acqua nera, come rimedio ai malanni2
Il nero, realizzato con carbone nero e minerali di ferro, è stato il primo
1 www.linkedin.com/feed/update/urn:li:activity:7001092899694129152
2 https://www.mentinfuga.com/lartificio-del-colore-nero/

pigmento utilizzato nella storia: ne sono testimonianza i bisonti disegnati nelle grotte preistoriche di Altamira, in Spagna e di Lascaux, in Francia. In Grecia figure dalla silhouette nera su fondo rosso venivano dipinte sul vasellame di argilla con una tecnica sofisticata.
Il colore nero era realizzato dai pittori romani con polveri e pigmenti a base di grafite ottenute bruciando resine o pece.
Più economica risultava però la fuliggine (nero fumo) usata per ottenere inchiostri. Plinio ci ricorda come alcuni pittori, pur di avere un pigmento nero di buona qualità, trafugassero le tombe per raccogliere resti carbonizzati, nonostante tale pratica fosse ovviamente vietata. Il nero per la tintura dei tessuti era ottenuto dai resti vegetali dell’industria enologica essendo costituito da tannati di rame (incrostazioni dei tini). Il nome di Nerone, l’imperatore romano che governò Roma dal 54 a 68 d.C. e a cui viene attribuito – forse erroneamente – il grande incendio che la distrusse, deriva dal cognomen romano “Nero”, di probabile origine sabina e avente il significato di «forte» e «valente», a conferma del fatto che, anche nei tempi antichi, il nero non aveva una connotazione completamente negativa. “Narciso” di Michelangelo da Caravaggio, olio su tela, 1598-99 – Galleria Nazionale di Arte Antica, Roma.
223 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 ART WITHIN SURFACES
© Wikipedia


Il nero nel Medioevo
Nel cuore del Medioevo, il nero assunse effettivamente il colore dell’Inferno dove regnano le tenebre: era il colore del diavolo e gli animali neri come il corvo ne furono estremamente penalizzati. Ma, secondo lo storico del colore, Michel Pastoureau, c’è comunque, anche in questo caso, qualcosa di buono nel nero che, nello stesso periodo, si trasforma nel colore dell’umiltà, della temperanza e della dignità: i monaci benedettini indossavano una tunica nera, che divenne oggetto di una disputa religiosa con monaci cistercensi accusati di eccessivo orgoglio, come dimostrato dai loro abiti bianchi. I cistercensi replicarono che il nero indossato dai benedettini era il colore del diavolo, della morte e del peccato, mentre il loro bianco simboleggiava purezza e innocenza.
Poco più tardi il nero divenne la tinta preferita dell’abito dei cortigiani e un simbolo di lusso, come chiaramente mostrato in molti ritratti dell’epoca. Fino al XVI secolo mantenne la nomea di “colore alla moda”. Sebbene rimanga associato alla stregoneria o alle pratiche del lutto, la sua posizione evolve: ora rispettabile e lussuoso, diventa un colore regale fino alla metà del XVII secolo. E, con l’invenzione della stampa che introdusse l’inchiostro nero su carta bianca, anche questo colore entrò a far parte della quotidianità, nello stesso modo in cui ne fa parte oggi lo schermo nero dello smartphone. Nell’Ottocento, il nero diventa simbolo del fumo delle prime fabbriche e delle prime automobili, un mondo difficile da immaginare a colori e che siamo infatti più propensi a pensare in bianco e nero. Diventa poi nel Novecento simbolo degli estremismi politici, collegato ad un periodo storico funesto, basti ricordare la svastica nera della bandiera nazista, il colore della camicia indossata dai membri del corpo paramilitare del Partito Nazionale Fascista italiano e la bandiera nera simbolo dell’anarchia.
Il nero nell’arte
Qui non è possibile citare l’infinità di opere d’arte in cui il nero è preferito al bianco per far risaltare gli altri colori della tavolozza o le forme delle sculture, a partire dai pittori fiamminghi Jan Vermeer e Rembrandt fino a Caravaggio, che lo utilizzò con sapienza magistrale per realizzare “le quinte” dei suoi indescrivibili quadri, e a Édouard Manet che nel suo dipinto “Olympia” del 1863 fu in grado di far risaltare il nero del gatto a destra e del viso della serva sullo sfondo nero della tela, creando un effetto “nero su nero” irripetibile.
Nella scena contemporanea non possiamo non ricordare Anish Kapoor, uno dei più importanti scultori del panorama odierno, finito al centro di numerose polemiche per aver acquistato Vantablack®, il pigmento nero più nero mai realizzato, prodotto dall’azienda britannica Surrey NanoSystems e composto da nanotubi di carbonio. Un pigmento che assorbe fino al 99,965% delle radiazioni dello spettro visibile, nato originariamente per scopi militari e destinato a rivestire gli Stealth, gli aeroplani realizzati con tecnologie che li rendono “invisibili” ai radar. Per descriverlo, Kapoor usa queste parole: “È così nero che quasi non si vede, ed è così scuro da far perdere la coscienza dello spazio, tanto da spingere l’uomo a far leva su qualcosa che non conosce nella propria interiorità”. BMW ha rivestito per la prima volta con Vantablack® la scocca di un suo modello di auto, la BMW VBX6, nel 20193
Quando l’animo è dark L’abbigliamento di colore nero ha fatto storia, oltre che nella moda - si attribuisce a Coco Chanel nel 1929 l’invenzione del Little Black Dress che Audrey Hepburn rese intramontabile - anche nello sport, nella musica e nel fumetto, a volte con risvolti sorprendenti.
3 https://www.ipcm.it/it/open/ipcm/2019/59/146-147.aspx
224 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine
© Surrey NanoSystems
BMW VBX6 è il primo modello BMW verniciato con Vantablack® . Audrey Hepburn nel film “Colazione da Tiffany”.
L’origine del colore nero della maglia del Giro d’Italia assegnata all’ultimo corridore che superava il traguardo, per esempio, non ha il significato negativo che ci si può aspettare. Ha origine, come sempre, da una storia di sport particolare: Giuseppe Ticozzelli era un calciatore piuttosto noto con una passione smisurata per la bicicletta che, nel 1926, decise di correre alcune tappe del Giro d’Italia come indipendente. Non avendo una squadra con colori ufficiali, scelse di gareggiare con la maglia nera della sua squadra di calcio dell’epoca, il Casale, che vestiva una casacca nera con una stella bianca sul petto. La maglia indossata da “Tico” fu d’ispirazione quando, nel 1946, alla ripresa del Giro d’Italia dopo l’interruzione della Seconda guerra mondiale, si decise di istituire un premio anche per l’ultimo classificato, poi abolito nel 1952. Il colore nero scelto per la maglia degli All Blacks, il nome con cui sono stati soprannominati gli atleti della nazionale neozelandese di rugby, rende forse ancora più impavida una delle squadre più forti al mondo (e forse più preoccupati gli avversari che li affrontano), conosciuta per la sua danza Haka pre-partita. L’origine della scelta istituzionalizzata nel 1893 non è chiara4: la versione più suggestiva sostiene che il colore black fu scelto per far risaltare la felce argentata sul petto degli atleti; quella più pratica, per differenziarsi dai colori delle altre nazionali oppure per evitare che la maglia si possa sporcare eccessivamente durante le partite. Gi abiti in nero, come le giacche di pelle, i jeans aderenti e gli stivali, hanno segnato anche la storia della musica: dal punk all’heavy metal sono spesso diventati i simboli della trasgressione per eccellenza. E da Batman, diventato il Cavaliere Oscuro nel film di Christopher Nolan, il cui costume ricorda il nero del pipistrello a cui si ispira e il buio della notte di Gotham sui cui tetti si muove, a Black Panther e Black Widow, il nero tinge anche i costumi di numerosi eroi – e non – dei fumetti.
Quanto è reale il riscatto del nero?
Nonostante il colore nero oggi evochi anche aspetti positivi, inconsciamente ne restiamo sempre inquietati. Tra le associazioni positive, possiamo ricordare il Black Friday, che nelle festività statunitensi indica il giorno successivo al Thanksgiving day, dal 1952 tradizionalmente considerato l’inizio della stagione degli acquisti natalizi e dei relativi saldi. Non si è a conoscenza della vera origine dell’aggettivo black associato a questo giorno: secondo alcuni, ebbe origine a Philadelphia e farebbe riferimento al traffico che si crea in quella precisa giornata, mentre, secondo altri, è collegato alle annotazioni sui libri contabili dei commercianti che passavano dal colore rosso delle perdite al nero dei guadagni.
Dalla magia (nera) fino all’economia (mercato nero, lunedì nero), alla letteratura (il noir è un sottogenere del romanzo poliziesco comunemente conosciuto) a un’infinità di altri richiami, questo colore resta collegato ad un sentore negativo e, forse, ad un’arcaica superstizione, basti richiamare alla memoria un gatto o un lupo nero, o al diverso che non si conosce.
4 https://www.rugbymuseum.co.nz/stories/history-of-nz-rugby/black-black-black
Senza voler approfondire questioni storico-sociali legate alla percezione del nero – non è infatti questa la sede più opportuna – vorrei invece sottoporvi un caso personale, che sottolinea quanto la negatività del nero influenzi la nostra quotidianità, anche a livello inconscio. Sono a passeggio con 2 cani di grossa taglia, uno nero e uno marrone. Nonostante il primo sia più docile e socievole, le persone che incontro prestano attenzione (e coccole) solo al cane marrone, ignorando completamente quello nero. Forse, nonostante il nero sia stato in gran parte sdoganato, dentro di noi – molto in fondo – ancora ci inquieta… e anche questo aspetto fa parte dell’intrigante fascino eterno di questo non-colore.


225 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 ART WITHIN SURFACES
© AdobeStock © ipcm
La nazionale di rugby neozelandese veste la casacca nera.
Batteri trovati nel deserto aprono la strada a una vernice che produce ossigeno catturando CO 2
A cura di University of Surrey Guildford (Regno Unito)
Gli scienziati dell’Università del Surrey hanno creato un’innovativa vernice contenente batteri che producono ossigeno e in grado di catturare CO2. I ricercatori suggeriscono che questo ‘biorivestimento’ possa essere usato in ambienti estremi come le stazioni spaziali.
Gli scienziati dell’Università del Surrey di Guildford (Regno Unito) hanno recentemente presentato Green Living Paint, un innovativo biorivestimento contenente batteri che producono ossigeno e catturano CO2 e che potrebbe essere utilizzato in ambienti estremi come le stazioni spaziali. “Con l’aumento dei gas serra in atmosfera, in particolare CO2, e le preoccupazioni per la scarsità di risorse idriche a causa dell’aumento globale delle temperature, abbiamo bisogno di materiali sostenibili e a basso impatto ambientale. Biorivestimenti pronti all’uso e con elevata resistenza meccanica, o ‘vernici viventi’, potrebbero aiutare ad affrontare queste sfide, riducendo il consumo idrico nei processi basati su bioreattori ad uso intensivo di acqua”, ha spiegato Suzie Hingley-Wilson, docente di batteriologia presso l’Università del Surrey.
I biorivestimenti sono un tipo di vernice a base acqua che racchiude al suo interno batteri vivi. Oltre a catturare anidride carbonica, questi fungono anche da bioreattori o biosensori. La creazione degli scienziati dell’Università del Surrey – chiamata ‘Green Living Paint’ – contiene Chroococcidiopsis cubana, un batterio che subisce la fotosintesi per produrre ossigeno mentre cattura CO2. Questa specie si trova solitamente nel deserto e ha bisogno di poca acqua per sopravvivere. Classificata come estremofila, può sopravvivere a condizioni estreme.
Per studiare l’idoneità del Chroococcidiopsis
cubana i ricercatori hanno immobilizzato i batteri in un biorivestimento meccanicamente molto resistente composto da particelle polimeriche disperse in acqua, che è stato completamente essiccato prima della reidratazione. Hanno osservato che i batteri nel biorivestimento producevano fino a 0,4 g di ossigeno per grammo di biomassa al giorno e che catturavano CO2. Le misurazioni continuative di ossigeno non hanno mostrato diminuzioni nell’arco di un mese. Per contro, i ricercatori hanno condotto esperimenti simili con il batterio Synechocystis sp., un altro cianobatterio solitamente presente nell’acqua dolce. A differenza del ‘batterio del deserto’, questo non era in grado di produrre ossigeno all’interno del biorivestimento.
“I Chroococcidiopsis fotosintetici hanno una
straordinaria capacità di sopravvivere in condizioni estreme come la siccità e ad elevati livelli di radiazioni UV. Ciò li rende dei potenziali candidati alla colonizzazione di Marte”, ha aggiunto Simone Krings, autore principale ed ex ricercatore presso il Dipartimento di Scienze Microbiche dell’Università del Surrey.
“L’assegno di ricerca del Leverhulme Trust ha permesso di avviare questo processo interdisciplinare. Immaginiamo che i nostri biorivestimenti possano contribuire ad un futuro più sostenibile, allineandosi perfettamente alla vision del nostro Istituto per la Sostenibilità, del quale io e il Dr. HingleyWilson siamo membri”, ha concluso Joseph Keddie, docente di fisica della materia soffice presso la Scuola di Matematica e Fisica dell’Università del Surrey.

226 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine RESEARCH BREAKTHROUGH
© University of Surrey
Cianobatteri in un biorivestimento.
Where the Industry Meets
Surfex is the UK’s event for the paints, inks, coatings and surface technology industry featuring a large exhibition running alongside a comprehensive programme of scientific, technical and topical industry content. With extensive access to a whole spectrum of suppliers, scientists and industry experts, Surfex delivers the ideal meeting place to develop new ideas, source solutions to technical challenges, find inspiration, enhance knowledge and address key issues.
Visit www.surfex.co.uk to find out more and investigate exactly what you can achieve at Surfex.



Supported by:



Organised by:









Register Now: www.surfex.co.uk INGREDIENTS, RAW MATERIALS, SERVICES, EQUIPMENT THE CUTTING
SURFACING SCIENCE INDUSTRY INSIGHT TECHFOCUS #surfex Coventry Building Society Arena 2024 4-5 June
EDGE



Chemetall ha inaugurato il nuovo Global Aluminum Competence Center
Il nuovo Global Aluminum Competence Center rafforzerà la posizione di Chemetall nel settore dei trattamenti superficiali per l'alluminio.
L’unità aziendale dedicata ai trattamenti superficiali della divisione vernici di BASF, presente sul mercato con il marchio Chemetall, ha inaugurato il nuovo Global Aluminum Competence Center di Giussano (Monza e Brianza, Italia). La nuova struttura all’avanguardia rafforzerà la posizione di Chemetall in quanto fornitore internazionale di soluzioni per il trattamento superficiale dei substrati in alluminio.
“Il nuovo Global Aluminum Competence Center ci consentirà di portare sul mercato soluzioni per il trattamento delle superfici in tempi ancora più contenuti. La centralizzazione delle nostre attività di ricerca e sviluppo per l’alluminio si tradurrà in tecnologie pionieristiche, che permetteranno di risolvere le sfide dei nostri clienti globali, forniranno soluzioni che rispondono alle loro esigenze e, soprattutto, offriranno valore sostenibile
a lungo termine,” ha commentato Frank Naber, Vice-Presidente Senior di Chemetall.
“Il nuovo Aluminum Competence Center del sito di Giussano rappresenta un traguardo strategico che permetterà di espandere ulteriormente la nostra leadership tecnologica. L’alluminio, metallo leggero con alti livelli di disponibilità, svolge un ruolo centrale nel mondo dell’edilizia e della produzione aerospaziale e automobilistica. L’ampio uso delle leghe di alluminio è dovuto alle particolari proprietà chimico-fisiche che gli alliganti conferiscono all’alluminio puro, rispetto a materiali come l’acciaio. Ogni lega non solo è caratterizzata da specifiche proprietà meccaniche, ma presenta anche caratteristiche chimiche proprie e diverse cinetiche di corrosione. Questa caratteristica implica una serie di sfide di natura

228 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine COVERED by ipcm ® MEETING THE INDUSTRY
© Chemetall
Il taglio del nastro durante l’inaugurazione: da sinistra Lorenzo Bottinelli, Amministratore Delegato di BASF Italia Spa, Marco Citterio, Sindaco di Giussano, Daniela Polzot, Amministratore Delegato di Chemetall Italia, Guido Guidesi, Consigliere Regionale e Frank Naber, Vice-Presidente Senior di Chemetall.
chimica per ciascuna soluzione di pretrattamento. Il nostro nuovo centro tecnologico ci consentirà di gestire meglio la complessità di questo materiale e permetterà al team di stabilire nuovi standard nel settore,” ha aggiunto Arjan Termaten, Direttore e Responsabile Global Technology presso Chemetall.
“Siamo molto orgogliosi che la sede di Giussano sia stata chiamata a rivestire un ruolo così centrale nelle attività di ricerca e sviluppo del business globale dell’alluminio. Il nostro team vanta una grande esperienza nello sviluppo e nelle tecnologie di applicazione e ha già ottenuto notevoli successi in settori come gli sgrassanti interoperazionali e il riciclo della plastica. Da oggi, la collaborazione con i nostri team tecnologici globali, le Università e le comunità di ricerca ci consentirà di sviluppare tecnologie innovative per il mercato dell’alluminio,” ha concluso Daniela Polzot, Amministratore Delegato di Chemetall Italia. L’inaugurazione dell’Aluminium Competence Center si è svolta lo scorso febbraio durante un evento di due giorni dedicato alla tecnologia, all’innovazione e alla ricerca. Il 13 febbraio, dopo la cerimonia del taglio del nastro, gli ospiti, la stampa e le autorità locali sono stati guidati all’interno del nuovo Competence Center per scoprire tutte le sue potenzialità di ricerca, analisi e sperimentazione. Dopo la visita, gli ospiti sono stati accompagnati al Museo della Scienza e della Tecnologia di Milano per una visita privata del museo e per una cena di gala nella splendida cornice della Sala del Cenacolo all’interno del museo stesso. Il 14 febbraio gli ospiti si sono spostati presso la sede di BASF Italia a Cesano Maderno per una conferenza tecnica e una tavola rotonda moderata da Alessia Venturi, Direttore responsabile di ipcm®. Dopo una serie di presentazioni tecniche che hanno esplorato le aree della sostenibilità e delle tendenze di mercato, la tavola rotonda ha analizzato tutte le sfaccettature di un tema caldo nell’industria dell’alluminio, ovvero l’uso di leghe secondarie. Chemetall è un fornitore globale di soluzioni per il trattamento delle superfici con una gamma completa di prodotti che comprende soluzioni avanzate di pretrattamento come il film sottile esente cromo Oxsilan® AL0510 e tecnologie di ossidazione anodica come la sigillatura a media temperatura priva di nichel Gardoseal® 1999 per l’industria dell’alluminio. In Italia, più di settanta dipendenti Chemetall, tra cui quindici esperti di tecnologia, contribuiscono a fornire al mercato soluzioni di trattamento superficiale per un’ampia gamma di settori. Il nuovo Global Aluminum Competence Center soddisfa i severi requisiti di qualità QUALICOAT, GSB e QUALANOD dell’industria della finitura dell’alluminio.
Per ulteriori informazioni: www.chemetall.com



229 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 MEETING THE INDUSTRY COVERED by ipcm ®
© Chemetall
Alessia Venturi, Direttore responsabile di ipcm®, modera la conferenza tecnica
© Chemetall
Vista aerea dello stabilimento Chemetall Italia di Giussano (Italia).
La cena di gala nella meravigliosa Sala del Cenacolo.
IA ad HANNOVER MESSE: la chiave per un’industria competitiva e sostenibile
Potenziare la competitività, proteggere il clima, promuovere il benessere: queste sono le principali sfide che l’industria affronta oggi e le tecnologie innovative sono la chiave per dominarle. Ma come possono le aziende sfruttare in modo efficiente l’automazione, l’IA, le energie rinnovabili e l’idrogeno? E quali sono i passi da intraprendere per contrastare l’imminente deindustrializzazione dell’Europa? HANNOVER MESSE 2024 fornirà queste risposte: la prossima edizione si svolgerà dal 22 al 26 aprile 2024 ad Hannover in Germania.
“Le tensioni geopolitiche, i cambiamenti climatici, la crescita stagnante, i prezzi elevati dell’energia e la carenza di lavoratori qualificati portano la disciplina dei costi e l’efficienza a diventare oggi i temi dominanti nelle aziende. Allo stesso tempo, l’IA sta apportando profondi cambiamenti nel settore manifatturiero. Inoltre, i dirigenti e le associazioni di settore stanno mettendo in guardia dalla deindustrializzazione dell’Europa”, afferma Jochen Köckler, CEO di Deutsche Messe AG, descrivendo il contesto in cui si svolgerà l’HANNOVER MESSE di quest’anno.
“HANNOVER MESSE è più importante che mai quest’anno, perché il contesto economico raramente è stato così volatile. Ad Hannover, saranno presentate tecnologie e soluzioni per consentire di produrre in modo competitivo e sostenibile. La fiera si concentrerà sulla produzione intelligente e carbonio-neutrale, sull’IA, sull’idrogeno e sulle soluzioni
energetiche trasversali. Per le aziende europee, in particolare, HANNOVER MESSE creerà così una diga contro l’imminente deindustrializzazione dell’Europa,” afferma Köckler. “I nostri espositori dimostreranno che la produzione competitiva è possibile in Europa. Tuttavia, ciò richiederà un quadro normativo che favorisca l’innovazione e l’imprenditorialità”. La soluzione risiede nell’interazione di automazione, digitalizzazione ed elettrificazione, ampia cooperazione intersettoriale e transfrontaliera e un corso politico chiaro. Köckler: “Con il tema principale ‘Energizzare un’Industria Sostenibile’, 4.000 espositori, i rappresentanti di alto livello di politica e industria, e la Norvegia come paese partner, HANNOVER MESSE 2024 è la piattaforma ideale”.
Sono attese oltre 300 delegazioni economiche alla fiera, in primo luogo il Cancelliere tedesco, Olaf Scholz, che inaugurerà HANNOVER MESSE con il Primo Ministro della Norvegia, Jonas Gahr Støre. Inoltre,

230 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine MEETING THE INDUSTRY
© Deutsche Messe
MEETING THE INDUSTRY
il Presidente della Commissione Europea, Ursula von der Leyen, e il Ministro dell’Economia tedesco, Robert Habeck, sfrutteranno la fiera leader mondiale per l’industria per scambiare idee con i suoi principali rappresentanti. “Se l’Europa vuole mantenere produzione e investimenti sostanziali e sostenibili, allora la quantità di burocrazia deve essere ridotta con urgenza, per esempio, attraverso procedure di pianificazione e autorizzazione più veloci”, invoca Köckler.
“I visitatori di HANNOVER MESSE vogliono indicazioni su come utilizzare l’automazione, l’IA, le energie rinnovabili o l’idrogeno in modo significativo.
Questa è esattamente l’esperienza che gli espositori di HANNOVER MESSE possono fornire”, afferma Köckler.
“Le aziende espositrici includono giganti tecnologici globali come Accenture, AWS, Bosch, DELL Technologies, Google, Microsoft, SAP, ServiceNow, Schneider Electric e Siemens, oltre a PMI leader tecnologiche come Beckhoff, GP Joule, ebm-papst, Ericsson, Festo, Turck, Harting, ifm, igus, LAPP, Pepperl+Fuchs, Phoenix Contact, Rittal, Schunk, SEWEurodrive, Wago, WIBU e Ziehl-Abegg, e a rinomati enti di ricerca come Fraunhofer-Gesellschaft e Karlsruhe Institute of Technology (KIT) e più di 300 startup industriali”.
Intelligenza artificiale: il prossimo livello della digitalizzazione industriale
Da oltre un decennio, HANNOVER MESSE è stata la fiera più importante per la digitalizzazione dell’industria. L’IA sta ora portando questa digitalizzazione al livello successivo, rivoluzionando l’industria, rendendo i processi più efficienti e aggiungendovi valore. Utilizzando l’IA, le aziende saranno in grado di ridurre i tempi di sviluppo, risparmiare risorse ed energia.
“La velocità con cui le soluzioni IA si stanno inserendo nell’industria toglie il fiato. Le aziende devono investire ora e, soprattutto, introdurre i propri dipendenti alle opportunità offerte dall’IA, altrimenti verranno superate dalla concorrenza,” sottolinea Köckler. “L’IA è la chiave per la competitività e la sostenibilità nell’industria”.
Applicazioni specifiche saranno esposte ad HANNOVER MESSE: robot controllabili tramite voce, macchine che riconoscono automaticamente i difetti; o sistemi che riducono i tempi di inattività attraverso la manutenzione predittiva. Köckler: “In un prossimo futuro, l’IA generativa sarà in grado di progettare macchine. Ciò comporterà cambiamenti fondamentali nei profili professionali degli ingegneri: anche questo argomento verrà discusso ad HANNOVER MESSE.”
Quando arriverà l’economia dell’idrogeno?
Con l’incremento dell’uso di fonti di energia rinnovabile imprevedibili, l’idrogeno sta emergendo sempre più come un vettore energetico idoneo per un’economia priva di emissioni. Circa 500 espositori del settore dell’idrogeno e delle celle a combustibile presenteranno le proprie
soluzioni ad Hannover. Questo fa di HANNOVER MESSE la fiera più grande e importante al mondo per il tema dell’idrogeno.
Köckler: “L’idrogeno offre enormi opportunità come vettore energetico green. Tuttavia, il ritmo attuale di implementazione e scalabilità è troppo lento”. Lo sviluppo dell’economia dell’idrogeno richiede ora decisioni politiche coraggiose in termini normativi, una ricerca e sviluppo intensivi per un’implementazione rapida e lo sviluppo delle infrastrutture necessarie alla scalabilità. Questo è l’unico modo per permettere ai modelli di business attuabili di affermarsi. “Ad HANNOVER MESSE dimostreremo cosa è tecnologicamente possibile e creeremo la cornice per discussioni tra rappresentanti della politica e dell’industria, sperando che vengano prese decisioni su una roadmap specifica verso un’economia dell’idrogeno funzionante,” afferma Köckler.
Paese partner Norvegia: un concentrato di energia e digitalizzazione
La Norvegia utilizzerà il palcoscenico globale offerto da HANNOVER MESSE per presentarsi, tra l’altro, come partner energetico innovativo e affidabile. Il motto del paese partner è “Norvegia 2024: Pioniera nella Transizione Industriale Green”, che sottolinea l’ambizione della Norvegia di svolgere un ruolo chiave nello sviluppo di soluzioni per i settori delle energie rinnovabili, della produzione carbonio-neutrale, della cattura del carbonio e della digitalizzazione. Durante la conferenza “North Sea Energy Hub” del 23 aprile, politici ed esperti dalla Norvegia e dalla Germania discuteranno della transizione nella politica energetica, con un focus sulle condizioni politiche generali così come sugli sviluppi e le applicazioni tecnologiche. Köckler: “In Europa, la Norvegia è un concentrato di energia e digitalizzazione. Ciò significa che si inserisce perfettamente in HANNOVER MESSE”.
Unione Europea: una forte alleanza economica
Due mesi prima delle elezioni europee, l’Unione Europea si presenterà come una forte alleanza economica ad HANNOVER MESSE. Ursula von der Leyen, Presidente della Commissione Europea, darà il via al programma con un discorso durante la cerimonia di apertura del 21 aprile. Il programma UE della fiera include la conferenza “Investire nell’Industria Europea” il 22 aprile, durante la quale rappresentanti dell’industria potranno discutere dei temi politici dell’UE come il Green Deal.
Per maggiori informazioni: www.hannovermesse.de/en
231 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86

Lechler inaugura il suo primo Color Design Lab
LIl nuovo Color Design Lab di Lechler è uno spazio polifunzionale che consente all’azienda di comunicare direttamente con esperti del colore e clienti per individuare e sviluppare congiuntamene le finiture ad effetto più adeguate a specifici progetti. e solvente per tutti i settori, compresi il decorativo, l’industria generale, l’habitat, il refinish e lo yatching. Al fine di essere più vicina ai propri clienti e semplificare la fase di analisi e progettazione, lo scorso giovedì 8 marzo, presso lo Stangalini Point di Lechler Trade S.r.l. – situato in via Pier Lombardo 230 a Novara (NO) – il produttore di vernici ha dunque dato il via all'inaugurazione del suo primo Color Design Lab, un'innovativa piattaforma specificamente pensata per mettere in comunicazione l’azienda, gli esperti del colore e i clienti provenienti da molteplici industrie, al fine di identificare e sviluppare le finiture più adatte anche per i progetti più ambiziosi. L’evento ha rappresentato un’opportunità unica per approfondire tematiche come la progettazione e la percezione del colore.
e vernici sono da secoli un valido alleato per esaltare le caratteristiche tecniche e funzionali di un supporto verniciato, oltre a migliorarne l'estetica e renderlo accattivante attraverso una varietà di finiture ad effetto. Tuttavia, la necessità progettuale di riprodurre fedelmente un esatto punto di colore o effetto indipendentemente dal tipo di superficie da trattare non è spesso facile da soddisfare. Per esempio, la rifrazione della luce modifica la percezione visiva delle tinte su prodotti realizzati in materiali diversi e con forme diverse. Di conseguenza, in fase di selezione e progettazione delle vernici, questo aspetto deve essere sempre affrontato e valutato approfonditamente. Lechler è però riuscita a rendere la replicabilità di colori e finiture su qualsiasi supporto, sia esso plastico, in legno, murale o metallico, un proprio punto di forza. L’azienda offre infatti svariate soluzioni tecniche e cromatiche con sistemi dedicati a base acqua
“L'apertura del Color Design Lab a Novara rappresenta un punto di svolta per Lechler, poiché offre un'eccellente opportunità per esplorare le
232 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine COVERED by ipcm ® MEETING THE INDUSTRY
© ipcm
profondità della progettazione del colore. Questo spazio all'avanguardia non solo ci consente di racchiudere in un unico luogo la nostra vasta selezione di risorse e servizi di consulenza personalizzata per specifici progetti, ma permette anche ai clienti di confrontarsi con i nostri esperti della finitura e accedere direttamente a campionature e mock-up, rendendo così il processo decisionale più rapido ed efficace,” spiega Claudia Salomoni, Marketing Manager Industry di Lechler. Durante la visita, gli esperti e il personale altamente qualificato di Lechler sono stati infatti a disposizione dei partecipanti all’evento per spiegare nel dettaglio le molteplici funzionalità del nuovo spazio, evidenziando come esso possa essere un prezioso alleato nella creazione di progetti distintivi e di successo. A seguito del discorso inaugurale di benvenuto e alla presentazione del laboratorio, la giornata ha visto anche la partecipazione di esperti relatori, tra cui la dott.ssa Lia Luzzato, rinomata psicologa del colore, la quale ha tenuto una presentazione dal titolo “La finitura, colore ed effetto". Attraverso interessanti casi studio e una panoramica dell’evoluzione della disciplina, Luzzato ha analizzato la percezione del colore da un punto di vista sinestetico, approfondendo l'importanza della progettazione della finitura per quanto riguarda colore, superficie ed effetto, poiché queste caratteristiche sono il linguaggio della finitura, attraverso cui il progettista comunica le caratteristiche di un oggetto e lo modella secondo la sua visione. Successivamente, l'architetto Stefano Maestri ha condiviso preziose intuizioni durante la sua presentazione intitolata "Il colore nell'architettura e negli interni", mettendo in luce come sia possibile collaborare con i clienti per creare ambienti lavorativi più produttivi e accoglienti, combinando le
esigenze e le aspirazioni dei loro utenti con le necessità funzionali delle aree di lavoro. Grazie a numerosi esempi di successo, anche Maestri ha quindi dimostrato l'importanza cruciale del colore e delle finiture nella creazione di spazi che rispecchino la missione e i valori delle aziende.
La giornata si è conclusa con un conviviale aperitivo, durante il quale i partecipanti hanno avuto l'opportunità di scambiarsi idee e riflessioni, consolidando ulteriormente l'importanza e il valore del nuovo Color Design Lab di Lechler. “L'inaugurazione del primo Color Design Lab rappresenta una pietra miliare nel settore della progettazione del colore e di finiture per Lechler, perché offre agli esperti e ai clienti uno strumento senza precedenti per esplorare, creare e realizzare progetti che riflettano la loro visione e la loro identità in modo unico e sorprendente. Nel breve futuro, prevediamo di aprirne altri nelle principali aree italiane, in modo da ampliare capillarmente queste opportunità”, ha concluso Salomoni.
Per maggiori informazioni: www.lechler.eu


233 international PAINT&COATING magazine - MARCH/APRIL 2024 - N. 86 MEETING THE INDUSTRY COVERED by ipcm ®
Scansiona
il QR code per guardare il video dell'evento
© Lechler © ipcm

Il premio Stuttgart Surface Technology 2024
Anche quest’anno, Fraunhofer IPA assegnerà il premio Stuttgart Surface Technology “DIE
OBERFLÄCHE”.
Il premio riconosce applicazioni e tecnologie innovative in tutte le discipline delle tecnologie superficiali. La fase per le candidature è iniziata il 19 gennaio e la cerimonia di premiazione si svolgerà il 4 giugno presso la fiera Surface Technology Germany.
Dal 19 gennaio fino all’8 aprile 2024, è nuovamente possibile candidarsi per il premio Stuttgart Surface Technology DIE OBERFLÄCHE. Sono invitati a partecipare sia singoli che enti che hanno giocato un ruolo innovativo nello sviluppo dell’industria delle tecnologie di superficie, siano esse galvanica, verniciatura, thermal spray o altre aree industriali correlate.
Oltre alla sostenibilità, la giuria composta da tre membri valuta anche il grado di innovazione della tecnologia o dell’applicazione e la fattibilità industriale.
“Ogni componente interagisce inevitabilmente con la sua superficie. Ecco perché le tecnologie superficiali svolgono un ruolo chiave nel grado di innovazione e progresso di numerosi settori. Vogliamo promuovere e dare un riconoscimento a questo” afferma il giurato Martin Metzner, Capo del Dipartimento di Galvanica presso il Fraunhofer Institute per l’Ingegneria di Produzione e Automazione IPA. Il primo premio THE SURFACE 2022 è stato assegnato a Dürr Systems AG. Il produttore di dispositivi di verniciatura di Bietigheim-Bissingen, insieme a partner dell’industria di verniciatura e automotive, ha
sviluppato un sistema di verniciatura a liquido completamente privo di overspray.
Cerimonia di premiazione alla fiera
Surface Technology Germany Oltre a Metzner, la giuria di esperti interdisciplinare e indipendente comprende anche Martin Riester (VDMA Surface Technology) e Michael Hilt (Research Association for Pigments and Coatings e.V.). Il premio Stuttgart Surface Technology DIE OBERFLÄCHE viene assegnato ogni due anni e sarà presentato per la nona volta nel 2024. La cerimonia di premiazione si svolgerà il 4 giugno 2024 presso il forum specializzato della fiera internazionale Surface Technology Germany a Stoccarda. Tutti i documenti necessari per la candidatura, così come ulteriori informazioni, sono disponibili su: www.ipa.fraunhofer.de
Per maggiori informazioni:
www.surface-technology-germany.de/en/
234 N. 86 - MARCH/APRIL 2024 - international PAINT&COATING magazine MEETING THE INDUSTRY
© Deutsche Messe

















Eos Mktg&Communication srl
www.eosmarketing.it - info@eosmarketing.it
www.myipcm.com - info@ipcm.it
Redazione - Sede Legale:
Via Pietro Mascagni, 8 - 20811 - Cesano Maderno (MB) - Italy
Tel. +39.0362.503215 - Fax. +39.0362.1794768

EDITOR IN CHIEF / DIRETTORE RESPONSABILE
ALESSIA VENTURI venturi@ipcm.it
EDITORIAL DIRECTOR / DIRETTORE EDITORIALE
FRANCESCO STUCCHI stucchi@ipcm.it
EDITORIAL OFFICE / REDAZIONE
PAOLA GIRALDO giraldo@ipcm.it
MONICA FUMAGALLI fumagalli@ipcm.it
NICOLE KRAUS kraus@ipcm.it
MATTEO SOTTI sotti@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
GABRIELE LAZZARI redazione@ipcm.it
FEDERICO MELIDEO melideo@ipcm.it
EDITORIAL OFFICE AND GRAPHICS
ELISABETTA VENTURI grafico@ipcm.it
MEDIA SALES
FRANCESCO STUCCHI stucchi@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
NICOLE KRAUS kraus@ipcm.it
CLAUS GÖRLICH goerlich@ipcm.it


EDITORIAL BOARD
Prof. Massimiliano Bestetti: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Section of Applied Chemistry and Physics
Prof. Paolo Gronchi: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Chemical Engineering Section
Kevin Biller: ChemQuest Powder Coating Research



LAYOUT/ IMPAGINAZIONE
ELISABETTA VENTURI grafico@ipcm.it
Prof. Stefano Rossi: Material Engineering and Industrial Technologies, University of Trento - Product Design
Dr. Fulvio Zocco: Environment and quality
SUBSCRIPTION SERVICE - SERVIZIO ABBONAMENTI:
Sale only on subscription - Vendita solo su abbonamento E.mail info@ipcm.it
Subscription Rates 2024 - Tariffe Abbonamento 2024:
Annual subscription print + digital:
EMEA 110,00 € (postage included)
Rest of world 350,00 € (fast airmail shipping included)

PRINT/ STAMPA









Abbonamento annuale cartaceo + digitale:
EMEA 110,00 € (spese postali incluse)
Resto del mondo 350,00 € (spedizione via aerea inclusa)











The smart journal for surface treatments
This magazine is wrapped with a biodegradable and compostable film. Questa rivista è confezionata con un film biodegradabile e compostabile.

Single copy: 15,00 € EMEA (postage included) - Rest of world (postage excluded)
Back issues: 30,00 € EMEA (postage included) - Rest of world (postage excluded)
Fascicolo singolo: 15,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Arretrati: 30,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Subscriptions can be made by bank transfer to the following account: Eos Mktg&Communication Srl IBAN IT97F0844033270000000084801 - SWIFT CODE CRCBIT22 or via payment online at: www.myipcm.com
Gli abbonamenti possono essere sottoscritti versando il relativo importo a mezzo b/b IBAN IT97F0844033270000000084801 intestato a eos Mktg&Communication Srl oppure con carta di credito direttamente dal sito www.myipcm.com L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Registrazione al Tribunale di Monza N° 1970 del 10 Dicembre 2009Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE S.P.A. – SPEDIZIONE IN ABBONAMENTO POSTALE –D.L. 353/2003 (CONV. IN L. 27/02/2004 N.46) ART. 1, COMMA 1 LOM/MI/4351
It is forbidden to reproduce articles and illustrations of “ipcm®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves.
SEBEGRAF SRL info@sebegraf.eu
È vietata la riproduzione di articoli e illustrazioni di “ipcm®” senza autorizzazione e senza citarne la fonte. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.
ENVISION THE FUTURE COATINGS Visit us in Hall 2, Stand 2140 to learn GI-1389098-IPCM_MagCover-FutureCoatings-Final.indd ISSN 2280-6083 The smart journal for surface treatments ® INTERNATIONAL PAINT&COATING MAGAZINE ipcm digital on www.myipcm.com Year Bimonthly 86 2024 Special issue
Ques a e ta a è assoc a a a








futuraconvogliatori.com HALL 1 - STAND 1331
