industrial coating plants impianti di verniciatura industriale
spray booths for car body shop cabine di spruzzatura per carrozzeria
sandblasting booths cabine di sabbiatura
all the load-bearing structures of our coating plants are realised in aluminium tutte le strutture portanti dei nostri impianti di verniciatura sono in alluminio
industrial coating booths cabine di verniciatura
YOU CAN SEE MORE THAN 1000 PHOTOS AND VIDEOS
DOLLCOAT RS 103
A new line of nanotechnology conversions for corrosion classes C3H - C4H - C5M
DOLLCOAT RS 103 is the first product in a new family of surface conversions for high-performance processes. It gives pre-treated surfaces extremely high-quality protection and corrosion resistance, whatever the nature of the paints used.
MAIN FEATURES
Multimetal no rinse product to be used at room temperature.
Applicable with nebulisation modules, through traditional recirculating or immersion nozzles.
Excellent pre-cataphoresis treatment.
European Coatings Show: 25 – 27 March 2025
European Coatings Show Conference: 24–26 March 2025
ADVANCEMENTS
Mettere un freno ai graffiti 38
FOCUS ON TECHNOLOGY
Collegare un nuovo impianto di verniciatura all’avanguardia alle linee di montaggio con un sistema di movimentazione avveniristico. La scommessa vincente di Comel 52
OF
Savim 4.0: un percorso di eventi dedicati alla natura, all’arte e alla cultura per festeggiare i 40 anni di attività
STORIES
Dürr costruisce un impianto di verniciatura ad alta efficienza energetica per Stellantis con robot riconvertiti
FOCUS ON TECHNOLOGY
Il nuovo impianto di verniciatura a polvere di Axelent: efficienza, flessibilità, innovazione e sostenibilità
ADVANCEMENTS
Lo stato dell’arte della rimozione di PFAS nelle applicazioni di verniciatura 66
La granigliatrice di Rösler migliora la produzione di componenti per veicoli elettrici
JOE POWDER
rubrica “Chiedi all’esperto”
OF
Le Frecce Tricolori si “vestono” con
FOCUS ON
Ridurre l’overspray, aumentare la produttività: Mascar installa un nuovo impianto di depurazione delle acque provenienti dalle cabine di verniciatura con velo d’acqua 90
FOCUS ON TECHNOLOGY
Powercolor: acceleratori di innovazione nella verniciatura grazie alla scelta di applicazione in fase densa, riconoscimento tridimensionale dei pezzi e cataforesi in linea
FILTRAZIONE PER IMPIANTI DI VERNICIATURA FILTERING FOR FINISHING LINES
rotoli, pannelli e celle in fibra di vetro
celle filtranti per alte temperature
rotoli e pannelli in fibra sintetica
accumulatore
vernice “Columbus”
filtri “Andreae”
cartucce filtranti
filtri assoluti
applicazioni speciali
rolls, panels and cells of glass fiber
filtering cells for high temperatures
rolls and panels of synthetic fiber
paint accumulator “Columbus”
“Andreae” filters
filtering cartridges
absolute filters
special application
FILTRO ALVEOLARE MAX PAINT
distributori esclusivi per l’Italia
massima efficienza
massimo accumulo di vernice
massima durata
minori costi di smaltimento
rispetto ai filtri oggi in commercio =
minori costi di manutenzione
L’esclusivo design alveolare permette di trattenere quantità di overspray notevolmente superiori
106
FOCUS ON TECHNOLOGY
98
Quando l’approccio tecnologico dell’impiantista di verniciatura fa la differenza
FOCUS ON TECHNOLOGY
Qualificarsi nella verniciatura della componentistica ferroviaria: la rotta di Movinter verso il 2030
ART WITHIN SURFACES
Anche i veicoli IVECO vestono metal
108 ADVANCEMENTS
AkzoNobel lancia la nuova gamma di vernici in polvere Interpon A5000 per veicoli commerciali
118
FOCUS ON TECHNOLOGIES
In Demo Serbatoi la continuità produttiva è garantita dalla lungimiranza del produttore di vernici
124
SUCCESS STORIES
Processo di verniciatura a polvere di componenti agricoli automatizzato al 90% grazie alla soluzione WAGNER
FOCUS ON TECHNOLOGY
Vernici cataforetiche prive di stagno: la scelta sostenibile e strategica di ZD Group per accedere a nuovi mercati e aumentare la sostenibilità del proprio processo 110
ADVANCEMENTS
3DWAVE: la rivoluzione nel post-processing dell’AM ispirata alla tecnologia di lavaggio
128 RESEARCH BREAKTHROUGH
Verniciare i componenti stampati in 3D per le facciate in alluminio
140 RESEARCH BREAKTHROUGH
La nuova dimensione nel design CMF: le finiture digitali TIGER rivoluzionano i processi creativi
144
FOCUS ON TECHNOLOGIES
Metalux: pionieri nell’adozione della tecnologia di pretrattamento nanotecnologico con Dollcoat RS 103
150
SUCCESS STORIES
ALIT Technologies Spa ha restaurato con successo un impianto di sverniciatura in Thailandia
158 RESEARCH BREAKTHROUGH
L’Università dell’Oklahoma svilupperà un primer atossico per applicazioni aerospaziali
160 ART WITHIN SURFACES
Peace Crystal: l’ultima monumentale opera di Mariko Mori realizzata con prodotti Lechler
162 HIGHLIGHT OF THE MONTH
Il Gruppo Argos ST per il settore automotive: lavorazioni di qualità per il rilancio del Made in Italy
164 HIGHLIGHT OF THE MONTH
#EOS15: eos Mktg&Communicationeditore delle riviste ipcm® - celebra 15 anni di attività
Il nuovo Rapporto di Sostenibilità di Assovernici traccia la strada di una transizione rispettosa di ambiente e persone
RESEARCH BREAKTHROUGH - ICT
196
Processo di lavaggio automatico per moduli fotovoltaici stampati prodotti con la tecnologia roll-to-roll
COLOUR STUDY
176
Il viola: un colore ricco di simbolismi e storia
206
168
COLOUR STUDY
ROUTING – il tema della collezione
Automotive Color Trends 2024-2025 di BASF
170 ROAD TO 2050
Zircotec svilupperà un rivestimento ceramico per le batterie dei veicoli elettrici
171 ROAD TO 2050
Evonik e BASF si accordano sulla prima fornitura di ammoniaca a biomassa bilanciata con ridotta impronta di CO2
172
ROAD TO 2050
Univar Solutions promuove le sue azioni per supportare pratiche sostenibili
174
UCIF INFORMS
ANIMA Confindustria: un nuovo ufficio a Bruxelles per rafforzare la presenza dell’industria meccanica italiana in Europa
182 MEETING THE INDUSTRY
189 ICT - INDUSTRIAL CLEANING TECHNOLOGIES
190 INDUSTRY NEWS - ICT
192 HIGHLIGHT OF THE MONTH - ICT
Lavaggio industriale su misura: la filosofia di Fismet Service
SUCCESS STORIES - ICT
Lavare le superfici interne di componenti complessi con la tecnologia snow jet
200
SUCCESS STORIES - ICT
Advanex Europe ottimizza il lavaggio dei componenti con il sistema
MecWash MWX400
202 RESEARCH BREAKTHROUGH - ICT
Migliorare il lavaggio dei pezzi con l’intelligenza artificiale
210 MEETING THE INDUSTRY - ICT
Request the English version at info@ipcm.it
Pochi altri fenomeni naturali sono democratici e trasversali quanto la corrosione. Pensandoci bene, gli unici che mi vengono in mente sono quelli che hanno a che fare con il decadimento, ossia la malattia e la morte. Questo perché la corrosione è essa stessa un fenomeno di decadimento, di degrado di materiale. Un fenomeno inarrestabile, che tende a far tornare i metalli al loro stato originale. In quanto fenomeno naturale, la corrosione non può essere del tutto eliminata ma solo controllata, circoscritta o prevenuta. Il suo impatto sull’industria e sul vivere civile è così grande che stime di fonti diverse lo fanno oscillare fra il 2% e il 6% del PIL delle maggiori nazioni nel mondo.
La corrosione contribuisce all’inquinamento ambientale, è pericolosa per la salute umana, risponde a logiche contrarie a quelle della sostenibilità perché distrugge, non conserva. Il ruolo della durabilità di un manufatto è diventato così importante (anche alla luce dei cambiamenti climatici e del tasso di inquinamento crescente che sottopongono i rivestimenti a stress sempre maggiori, limitandone quindi la durata) che la resistenza alla corrosione è la principale prestazione richiesta oggi a un sistema di verniciatura nella general industry.
Questa diffusa richiesta di maggiore durabilità dei rivestimenti proviene da tutti i segmenti industriali indistintamente e gli articoli che troverete in questo numero di chiusura d’anno dedicato alle tendenze tecnologiche per il trattamento delle superfici nel settore ACE (macchine agricole, da cantiere e movimento terra, o più in generale tutti i veicoli off-road) ne sono ampiamente testimoni.
Affinché si verifichi, la corrosione ha bisogno di tre elementi: un elettrolita (acqua), un accettore di elettroni (aria) e un metallo esposto ad essi. Per prevenire o rallentare questo fenomeno è necessario eliminare una di queste tre condizioni, ed è proprio questo il ruolo di un qualsiasi sistema di verniciatura o rivestimento: fare da barriera fra il substrato (metallo) e acqua e aria.
Che si tratti di cataforesi, di vernici liquide o in polvere, applicate in uno o più strati, questi rivestimenti organici proteggono, in diversa misura e con differente durata, il metallo dal degrado. La tendenza verso richieste di resistenza alla corrosione sempre più alte è, insieme alla richiesta di sostenibilità, il principale driver di sviluppo del settore della verniciatura industriale. Il sistema di verniciatura che prevede cataforesi di fondo + ciclo di verniciatura a finire in polvere o liquido, è una delle soluzioni – la più efficace – per garantire la massima durabilità di un manufatto. Per questo la cataforesi sta guadagnando terreno in settori nuovi, uscendo dalla torre d’avorio del settore auto e componenti.
Per rispondere alle istanze di durabilità e resistenza dei rivestimenti, è imperativo per chi opera nel settore della verniciatura possedere linee e processi di verniciatura aggiornati alle tecnologie più recenti, iper-controllati e tracciati, per garantire oltre alla durabilità anche la sua costanza fra lotto e lotto.
Prevenire la corrosione fa risparmiare denaro, preserva la salute umana e dell’ambiente, ed è una delle forme più alte di sostenibilità.
Con l’augurio che l’andamento dei mercati e dell’industria nell’anno nuovo consentano alle aziende di continuare ad innovare a questo scopo, colgo l’occasione anche per augurare a tutti i nostri lettori Buone Feste!
HII inaugura un nuovo laboratorio per materiali e rivestimenti avanzati per veicoli spaziali moderni
Il nuovo laboratorio per materiali e rivestimenti avanzati di HII svilupperà e produrrà rivestimenti termici all’avanguardia per l’industria aerospaziale.
La divisione Mission Technologies del fornitore di servizi di difesa multidisciplinare HII ha recentemente annunciato l’apertura del suo laboratorio per materiali e rivestimenti avanzati a Willowbrook (Illinois, Stati Uniti d’America), che sarà dedicato allo sviluppo e alla produzione di rivestimenti termici all’avanguardia per l’industria aerospaziale, tra cui soluzioni per programmi spaziali governativi e commerciali, nonché per fornitori di satelliti.
L’apertura del nuovo laboratorio, che sostituisce la sede precedentemente situata nel centro di Chicago, sottolinea l’impegno dell’azienda nel promuovere la scienza dei rivestimenti spaziali e supportare anche le imprese più ambiziose. Infatti, la nuova area di 1.231 m2 ospiterà laboratori dedicati per attività personalizzate, consentendo agli esperti dell’azienda di concentrarsi esclusivamente sulla ricerca e lo sviluppo, senza vincoli.
L’obiettivo è quello di migliorare la tecnologia pionieristica per le missioni interplanetarie e con equipaggio verso la Stazione Spaziale Internazionale (ISS) creando tecnologie di rivestimento specializzate che soddisfino le mutevoli esigenze dei moderni veicoli spaziali, dei sistemi spaziali e dei loro componenti.
La struttura è quindi dotata delle più recenti tecnologie per l’analisi chimica, tra cui apparecchiature di preparazione di soluzioni su larga scala, forni ad alta temperatura e macchinari avanzati per la lavorazione delle polveri, consentendo agli ingegneri, ai chimici e ai tecnici della divisione Mission Technologies di continuare a sviluppare rivestimenti progettati con precisione per applicazioni specifiche nello spazio e in altri ambienti difficili. Inoltre, consentirà di espandere la ricerca e la produzione di rivestimenti speciali in altre applicazioni e soluzioni DOD. “Il nostro nuovo Advanced Materials and Coatings Lab rappresenta un investimento significativo nel futuro della tecnologia aerospaziale: questa struttura ci consentirà di ampliare i confini dell’innovazione, continuando il nostro lavoro nello sviluppo di materiali di rivestimento unici che proteggono le strutture aerospaziali e gli astronauti della NASA”, ha dichiarato Grant Hagen, presidente della divisione Cyber, Electronic Warfare and Space di Mission Technologies. Il nuovo laboratorio sfrutterà l’eredità di sei decenni di HII nel supportare i programmi spaziali della NASA, il Dipartimento della Difesa degli Stati Uniti d’America e altri partner chiave nel settore aerospaziale.
Dal 1961, l’azienda è stata infatti in prima linea nello sviluppo di rivestimenti avanzati per proteggere veicoli spaziali e satelliti dalle dure condizioni dello spazio, tra cui brillamenti solari, radiazioni e temperature estreme.
“Siamo incredibilmente orgogliosi della competenza e della dedizione del nostro team. Ogni rivestimento che sviluppiamo è una testimonianza della loro abilità e del loro impegno verso l’eccellenza, assicurando che ogni veicolo spaziale che tocchiamo sia protetto e pronto ad affrontare le sfide dello spazio. Non vediamo l’ora di accogliere i nostri partner e clienti nella nuova struttura e di dimostrare come le nostre capacità migliorate andranno a beneficio del futuro dell’esplorazione e della difesa spaziale”, ha aggiunto Jeff Showalter, il responsabile dell’Advanced Materials and Coatings Lab.
Per maggiori informazioni: www.hii.com
Covestro investe 100 milioni di euro in ricerca e sviluppo per potenziare i centri di innovazione globali
L’investimento strategico di Covestro si concentra su soluzioni sostenibili e capacità digitali avanzate.
Covestro ha annunciato un investimento di circa 100 milioni di euro nella sua infrastruttura globale per la ricerca e lo sviluppo, mirato a migliorare le sue capacità di innovazione e garantire la competitività futura.
Questo investimento sosterrà infatti lo sviluppo di tecnologie sostenibili, in particolare per l’industria automobilistica ed edile, e faciliterà la transizione verso un’economia completamente circolare.
Covestro sta infatti modernizzando i suoi laboratori a Leverkusen (Germania) e aggiornando le strutture a Pittsburgh (Stati Uniti d’America) per supportare la ricerca e lo sviluppo. Inoltre, l’investimento nel polo di Shanghai (Cina) migliorerà lo sviluppo di soluzioni per il settore automobilistico ed elettronico.
“I nostri investimenti nella ricerca e nello sviluppo sono una parte integrante della nostra strategia di creazione di valore per i nostri clienti: ci consentono infatti di espandere e mantenere l’innovazione a un livello elevato. In questo modo, siamo il partner di riferimento per soluzioni più sostenibili che aiutano a soddisfare gli obiettivi di neutralità climatica dei nostri clienti. Grazie a questo acceleratore di innovazione globale, ci avviciniamo ancora di più al nostro obiettivo comune di diventare completamente circolari”, ha affermato Sucheta Govil, CCO di Covestro.
I punti salienti dell’investimento includono:
Simulazioni di ricerca e sviluppo digitale - capacità avanzate di ricerca su innovazioni nel riciclaggio e processi chimici per accelerare lo sviluppo di soluzioni sostenibili.
Competenza nel rivestimento in stampo - gli investimenti nelle strutture, in particolare a Leverkusen, migliorano le tecnologie di rivestimento
in stampo, con conseguenti superfici di alta qualità per la produzione automobilistica.
Calcolo ad alte prestazioni: l’implementazione di computer ad alte prestazioni (HPCII) a Leverkusen accelererà i processi di ricerca e consentirà di effettuare simulazioni efficienti, a vantaggio di varie applicazioni, tra cui la refrigerazione a risparmio energetico.
“Le simulazioni dei processi chimici sono un elemento chiave nello sviluppo delle tecnologie di riciclaggio e nella ricerca su nuove classificazioni di molecole. Inoltre, la digitalizzazione del laboratorio consente di registrare i dati dei test con una qualità superiore e in misura maggiore rispetto a quanto avviene di solito in modo analogico. Di conseguenza, possiamo trovare più rapidamente le soluzioni più sostenibili per i nostri clienti”, ha aggiunto Torsten Heinemann, responsabile dell’innovazione e della sostenibilità di Covestro.
Per maggiori informazioni: www.covestro.com
Brenntag svela uno studio sulla storia aziendale in occasione del 150° anniversario
Brenntag sta celebrando il suo 150° anniversario commissionando una dettagliata revisione storica del suo percorso in collaborazione con rinomati storici e la Society for Corporate History.
L’azienda tedesca Brenntag ha pubblicato lo studio ‘150 Years of Brenntag – From Berlin out into the World’ (‘150 anni di Brenntag – Da Berlino al resto del mondo) per celebrare il suo speciale 150esimo anniversario.
“Comprendere la storia della nostra azienda offre l’opportunità di riflettere sulle persone e sulle sfide che ci hanno plasmato nel corso degli anni.
Per me, è essenziale rivalutare questa storia in modo completo per il nostro anniversario, anche gli aspetti su cui pesano le ombre. Una migliore comprensione dei successi, delle sconfitte e più in generale delle esperienze del passato ci aiuterà a migliorare in futuro e ad agire in modo responsabile. Brenntag è cambiata e si è sviluppata costantemente, continuando a farlo oggi al fine di plasmare attivamente i nostri mercati di riferimento”, ha affermato Christian Kohlpaintner, l’amministratore delegato di Brenntag SE.
Il libro fornisce infatti un resoconto approfondito della storia dell’azienda, ripercorrendone le origini fino al 1874, quando fu fondata dall’imprenditore ebreo Philipp Mühsam come grossista di uova a Berlino.
“La storia insolita di Brenntag risale al XIX secolo, con l’azienda che inizialmente commerciava grano, uova e burro ma che si è poi sviluppata nella società di commercio di prodotti chimici Philipp Mühsam AG. Solo con l’arianizzazione della famiglia di industriali Stinnes nel 1937 il nome è stato cambiato in Brennstoff-, Chemikalien- und Transport AG, o Brenntag in breve”, ha spiegato Christopher Kopper, autore ed esperto di storia economica e aziendale.
Lo studio evidenzia inoltre anche la storia più ampia della distribuzione di prodotti chimici, un argomento che è stato ampiamente trascurato nella letteratura di storia economica fino ad ora.
“L’ambito commerciale di Brenntag è cresciuto in linea con la chimica del mondo. Dopo la seconda guerra mondiale, l’azienda è diventata sempre più internazionale, ma è stata anche attiva nel commercio tra la Germania occidentale e quella orientale. Basandoci su un’ampia gamma di fonti, mostriamo come l’azienda familiare orientata al mercato nazionale sia avanzata fino a diventare un attore globale quotato”, ha concluso Stephanie Tilly, storica economica e aziendale.
David Beckford è il nuovo presidente del consiglio di amministrazione del CEPE
Il CEPE ha eletto David Beckford come nuovo presidente del suo consiglio di amministrazione e votato a favore della collaborazione con la British Coatings Federation.
Il Consiglio europeo dell’industria delle vernici, degli inchiostri da stampa e dei colori per uso artistico
- CEPE ha recentemente annunciato di aver nominato David Beckford come nuovo presidente del suo consiglio di amministrazione durante l’Assemblea Generale tenutasi a Copenhagen (Danimarca).
L’Assemblea ha anche eletto i nuovi membri del consiglio, nonché votato a favore della collaborazione con la British Coatings Federation (BCF).
“È un onore assumere questo ruolo e vorrei ringraziare i miei colleghi per avermi affidato questa posizione. Sono impegnato a proseguire il lavoro di Roald Johannsen nell’aiutare le nostre aziende, in
particolare quelle più piccole come la mia, a navigare all’interno di un panorama normativo sempre più impegnativo, al fine di garantire un futuro sostenibile per le nostre attività e per l’ambiente”, ha affermato Beckford.
Una delle decisioni più importanti dell’Assemblea Generale è stata quella di mantenere il Regno Unito nell’ambito geografico del CEPE attraverso l’adozione di un Memorandum of Understanding. Questo documento delinea i principi e le linee guida che regolano la relazione tra CEPE e BCF, con l’obiettivo di garantire una collaborazione continuativa, definendo chiaramente i ruoli e le responsabilità di ciascuna associazione.
“È stato un privilegio ricoprire il ruolo di presidente del CEPE e rappresentare questa nostra grande industria.
I miei ringraziamenti al consiglio, al personale e alle associazioni nazionali per la loro collaborazione nel rinnovare la nostra missione, durante un periodo di grandi cambiamenti. Il CEPE è in buone mani sotto la guida di David”, ha aggiunto Roald Johannsen, vice-presidente di PPG e precedente presidente del consiglio di amministrazione del CEPE.
L’Assemblea Generale ha inoltre confermato la nomina dei nuovi membri del Consiglio di amministrazione:
Brendan Catlow, Sherwin Williams
Pedro Serret-Salvat, PPG
Guillaume Fremaux, Heghebaert & Fremaux
Mehran Yazdani, Sun Chemical.
Per maggiori informazioni: www.cepe.org
Il nuovo presidente del CdA di CEPE David Beckford con il presidente uscente Roald Johannsen.
Graco ha presentato pistole a spruzzo dall’ergonomia certificata
Le nuove pistole a spruzzo Stellair™ e Stellair ACE sviluppate da Graco hanno ottenuto la certificazione Ergonomics Performance.
Graco ha recentemente annunciato il lancio delle nuove pistole a spruzzo ad aria compressa Stellair™ e Stellair ACE, che hanno ottenuto la certificazione Ergonomics Performance per l’ergonomia rilasciata da United States Ergonomics dopo test approfonditi e avanzati – a dimostrazione del fatto che queste pistole manuali riducono il potenziale di affaticamento dell’operatore e aumentano la produttività dei verniciatori industriali.
Con sede a Minneapolis (Stati Uniti d’America), Graco Inc. è un produttore internazionale di apparecchiature per la movimentazione dei fluidi che produce e commercializza sistemi e tecnologie che spostano, misurano, controllano, erogano e spruzzano materiali fluidi e in polvere. La sua divisione Industrial crea
dispositivi avanzati per l’applicazione di liquidi su metalli, legno e plastica, con particolare attenzione alle soluzioni che offrono una facile integrazione con i sistemi di monitoraggio e di controllo della vernice.
“Fin dall’inizio, il project team ha riconosciuto l’importanza del comfort dei verniciatori. Trattenere buoni verniciatori è una sfida per le aziende di tutto il mondo a causa dello stress muscolare e delle lesioni provocate dai movimenti ripetitivi della verniciatura. Per questo motivo, abbiamo coinvolto US Ergonomics e integrato i loro dati di ricerca nei progetti di Stellair e Stellair ACE”, ha affermato Wendy Hartley, Global Product Manager della divisione Industrial di Graco in Nord America. Sebbene l’ergonomia sia sempre stata presa in considerazione nei progetti precedenti, Graco
ha ora pienamente riconosciuto l’importanza di miglioramenti continui coinvolgendo United States Ergonomics, un’azienda specializzata in servizi di consulenza e collaudo di prodotti che ha studiato e valutato l’ergonomia delle pistole a spruzzo ad aria compressa in tre fasi critiche: analisi e ottimizzazione del progetto, revisione e collaudo del prodotto e valutazione ergonomica.
Caratteristiche delle pistole a spruzzo Stellair e Stellair ACE
La pistola a spruzzo Stellair è composta da una scocca in alluminio dal peso di 410 grammi: rispetto ad apparecchiature simili, diminuisce lo sforzo muscolare fino al 18%. Inoltre, riduce al minimo i punti di pressione nelle mani –migliorando l’equilibrio generale della pistola – e aumenta la flessibilità del tubo.
Grazie alla sua struttura in polimero rinforzato al carbonio, la pistola Stellair ACE pesa solo 209 grammi, fino al 50% in meno rispetto ai più comuni spruzzatori manuali. Inoltre, richiede fino al 25% in meno di sforzo muscolare rispetto a soluzioni comparabili.
“I verniciatori hanno costantemente valutato le pistole a spruzzo manuali di Graco come superiori in termini di leggerezza, adattabilità, equilibrio e controllo. Il loro feedback è stato importante per la certificazione Ergonomics
Performance e ci aspettiamo che le prove sul campo soddisfino i requisiti formali di certificazione”, ha commentato Wendy Hartley.
Per maggiori informazioni: www.graco.com
Harter suggerisce la combinazione di deumidificazione e condensazione
Le pompe di calore Harter garantiscono un processo di asciugatura affidabile e un perfetto bilancio energetico.
Se si vuole non solo deumidificare e recuperare calore, ma anche asciugare senza aria di scarico e massimizzare il risparmio energetico, l’asciugatura a condensazione con pompa di calore è la scelta più adatta. Questo tipo di asciugatura presenta diversi aspetti importanti. In primo luogo, il processo di deumidificazione stesso: i prodotti sono essiccati utilizzando aria estremamente secca, che è insatura e quindi assorbe rapidamente l'umidità. La variante di base – senza condensazione – consiste nel prelevare l’aria dal capannone di produzione e rilasciarla nuovamente dopo l’essiccazione, carica di umidità. Una certa quantità di calore può essere recuperata e reimmessa nel processo. A questo scopo si utilizza solitamente uno scambiatore di calore a flusso incrociato. Tuttavia, l’aria umida e parte del calore sono restituiti al capannone.
Se si utilizza una pompa di calore come alternativa per questo processo, il circuito dell’aria può essere completamente chiuso. L’aria umida è
raffreddata. L’umidità si condensa. Esce dalla pompa di calore sotto forma di acqua. L’aria è riscaldata e rimessa in circolo. L’energia è completamente recuperata durante l’essiccazione per condensazione. In questo modo si crea un circuito chiuso permanente. Chiuso significa privo di aria di scarico e indipendente dal clima e dalle stagioni. Utilizzare la tecnologia della pompa di calore significa non utilizzare aria esterna. C’è solo l’aria di processo del sistema chiuso. Con una pompa di calore, non è necessario un riscaldamento aggiuntivo per riscaldare la camera o l’aria di processo e quindi raggiungere le temperature di processo. È anche molto più facile regolare le temperature. Alla fine, i prodotti sono asciutti e le superfici sono pulite. L’aria è pulita e i dipendenti sono felici. Il processo è sicuro e il bilancio energetico è eccellente.
Per maggiori informazioni: harter-gmbh.de
Beckers inaugura il FutureLab, un nuovo centro di innovazione per il coil coating
Il nuovo FutureLab di Beckers supporterà lo sviluppo futuro di rivestimenti sostenibili per coil.
Giovedì 26 settembre 2024, Beckers Group ha celebrato la cerimonia d’inaugurazione del suo FutureLab, una nuova struttura all’avanguardia a Liverpool (Regno Unito) che ospita un centro innovativo che promuoverà lo sviluppo di rivestimenti sostenibili per coil. L’evento ha incluso presentazioni, visite guidate alla nuova struttura e discussioni sulle prossime attività aziendali.
Il nuovo edificio raddoppierà effettivamente la capacità del reparto di sviluppo a lungo termine di Beckers, migliorandone la capacità di produrre rivestimenti più ecosostenibili attraverso nuove apparecchiature e dispositivi. Inoltre, sul tetto del nuovo sito sono stati installati i rivestimenti per controllo termico dell’azienda, riducendo la quantità di energia necessaria per riscaldare i locali, mentre un sistema di filtrazione a carboni attivi su un camino di scarico di composti organici volatili e diverse pompe di calore ridurranno le emissioni di CO2 “Queste caratteristiche non solo migliorano la funzionalità e l’efficienza del FutureLab, ma sono anche in linea con il nostro impegno a essere pionieri dell’impatto positivo e dell’innovazione nel settore”, ha affermato Gavin Bown, Chief Technology Officer di Beckers. “Il FutureLab
rappresenta un significativo passo avanti nel nostro impegno per l’innovazione e la sostenibilità: questa struttura all’avanguardia incarna la nostra dedizione verso le nuove tecnologie e le pratiche sostenibili che guideranno il settore dei rivestimenti verso un futuro più luminoso e responsabile. Sono entusiasta di inaugurare il FutureLab ed emozionato per il lavoro pionieristico che emergerà da qui”.
Il centro mira inoltre a fungere da polo per la creatività, la collaborazione e la ricerca congiunta, contribuendo al contempo a promuovere l’istruzione e le opportunità di lavoro locali. Inoltre, una sala esperienziale personalizzata accoglierà tutti i clienti e i fornitori che desiderano collaborare con Beckers su sviluppi futuri, come il miglioramento dei rivestimenti UV/EB.
Per maggiori informazioni: www.beckers-group.com
Henkel ha presentato il nuovo decapante Bonderite C-AK 24600 per il pretrattamento dell’alluminio
Il nuovo Bonderite C-AK 24600 di Henkel aumenta l’efficienza e la sostenibilità del decapaggio alcalino dell’alluminio, risparmiando energia e aumentando le prestazioni.
Henkel ha recentemente presentato
Bonderite C-AK 24600, una nuova soluzione sviluppata specificamente per risparmiare energia o aumentare le prestazioni del decapaggio alcalino durante il pretrattamento dell’alluminio per applicazioni architettoniche.
Il decapaggio alcalino consente di creare una superficie ruvida che assicura l’adesione e le prestazioni del successivo rivestimento di conversione. Solitamente, i migliori risultati di decapaggio sono ottenuti con temperature elevate, consumando molta energia.
Il nuovo prodotto Bonderite C-AK 24600 di Henkel consente tuttavia di ridurre la temperatura fino a 7 °C senza sacrificare le tempistiche, risparmiando oltre 0,5 tonnellate di CO2 di gas naturale per metro. Infatti, a seconda della configurazione del sistema, la nuova soluzione fornita dal produttore internazionale di specialità chimiche consente di aumentare la velocità
Nel decapaggio alcalino dell'alluminio per applicazioni architettoniche, Bonderite C-AK 24600 può far risparmiare energia o migliorare le prestazioni di decapaggio, a secondo della configurazione del sistema.
di decapaggio mantenendo inalterata temperatura di applicazione. Allo stesso modo, permette all’utilizzatore di ridurre le temperature operative ottenendo però le stesse prestazioni di decapaggio del sistema precedente.
“Bonderite C-AK 24600 dimostra come l’innovazione nell’industria chimica possa aiutare a ridurre l’impatto ambientale e ad aumentare l’efficienza produttiva. Stiamo consentendo ai nostri clienti di raggiungere i loro obiettivi di sostenibilità, come il risparmio energetico, che non era possibile raggiungere con i prodotti disponibili in precedenza, perché richiedevano una temperatura più elevata per ottenere le prestazioni desiderate”, ha affermato Cristina Acedo, la responsabile dello sviluppo dei prodotti di Henkel.
Krüss ha introdotto un nuovo metodo per la misurazione ottica dell’angolo di recessione
Gli strumenti Krüss utilizzeranno un nuovo sistema di dosaggio per misurare rapidamente il comportamento di retrazione delle gocce.
Molte proprietà superficiali rilevanti a livello industriale, come la rivestibilità, la pulizia e l’adesività, sono direttamente o indirettamente collegate alla bagnabilità, che è quindi spesso testata come parte dei controlli di garanzia della qualità. Al contrario, il ‘dewetting’ (ovvero la contrazione e il possibile deflusso del liquido dal materiale) è stato raramente studiato, anche se il suo comportamento è particolarmente informativo per molti materiali, come le superfici idrofobiche e autopulenti. Inoltre, questa proprietà reagisce anche in modo sensibile al pretrattamento del materiale ed è quindi un criterio di prova ideale. Il risultato rilevante è il cosiddetto angolo di recesso, una variante dell’angolo di contatto. Il produttore di strumenti di misurazione Krüss ha sviluppato il metodo ‘Stood-up Drop’ per la misurazione ottica dell’angolo di recesso.
La società con sede ad Amburgo (Germania) ha infatti recentemente annunciato che i suoi strumenti per la misurazione dell’angolo di contatto utilizzeranno un nuovo sistema di dosaggio per misurare in pochi secondi il comportamento di retrazione delle gocce. Il nuovo metodo sviluppato dal fornitore internazionale di strumenti di misura
per la tensione superficiale e interfacciale integra i metodi convenzionali e amplia le possibilità di applicazione della misurazione della bagnatura per testare le superfici dei materiali.
La nuova unità di dosaggio per il metodo ‘Stood-up Drop’ posiziona una goccia d’acqua sul campione con dinamiche elevate e controllate. Inizialmente, il liquido si diffonde piatto e poi si contrae alla velocità della luce per formare una goccia definita. Una telecamera cattura quindi la goccia in un’immagine video, che è analizzata per determinare l’angolo di contatto in recessione in pochi secondi.
Il potenziale del nuovo metodo di dewetting ‘Stood-up Drop’
La misurazione dell’angolo di recessione può potenzialmente integrare o addirittura sostituire altri metodi di prova per le superfici: in ampie indagini preliminari, i risultati hanno mostrato buone correlazioni con i parametri di pretrattamento, come per i trattamenti corona, al plasma e di fiammatura, ma anche con i risultati dei metodi di prova comuni. Ad esempio, la preselezione con angolo di recessione ha già ridotto la quantità di elaborati test sui materiali in applicazioni come le misurazioni del tasso di trasmissione del vapore acqueo (MVTR), impiegate per quantificare la protezione dall’umidità e la traspirabilità.
Poiché la sequenza di misurazione e i parametri di dosaggio sono predefiniti, i risultati sono indipendenti dall’utente. Inoltre, grazie alla velocità del nuovo approccio, l’angolo di recessione può ora essere utilizzato per i test di qualità anche su grandi volumi. Infine, siccome non utilizza sostanze nocive, è anche più sicuro rispetto all’utilizzo di inchiostri di prova.
Krüss offre un webinar gratuito in tre parti sul nuovo metodo ‘Stood-up Drop’, per fornire informazioni più approfondite sull’ampia gamma di possibili applicazioni.
Per maggiori informazioni: visit.kruss-scientific.com/webinar-stood-up-drop-general
Savim 4.0: un percorso di eventi dedicati alla natura, all’arte e alla cultura per festeggiare i 40 anni di attività
Alessia Venturi ipcm®
Nel 2024, Savim Europe ha scelto di festeggiare i suoi 40 anni di attività in modo unico e coinvolgente, proponendo ai suoi collaboratori una serie di eventi ispirati ai quattro elementi: acqua, terra, vento e fuoco. Il culmine delle celebrazioni è stato l’evento dell scorso 4 ottobre che ha unito arte, cultura e imprenditorialità.
Cultura, storia e impresa sono stati al centro dell’evento che lo scorso 4 ottobre, nella suggestiva cornice di Palazzo Maffei a Verona, ha celebrato i 40 anni di attività di Savim Europe. L’azienda veronese, leader nella progettazione e installazione di impianti di verniciatura industriale, fu fondata da Renzo e Laura Scavini nel 1984 ed è oggi guidata dai figli Marina, Francesco e Nicoletta. Alla serata hanno partecipato partner storici e nuovi, sottolineando l’importanza del legame tra Savim Europe, il territorio e la cultura imprenditoriale veronesi. L’evento è stato non solo un’occasione per ripercorrere i traguardi raggiunti dall’azienda, ma anche per guardare al futuro, in un’ottica di innovazione e sostenibilità. Proprio in quest’ottica, sono stati presentati alcuni dei più recenti sviluppi dell’azienda, inclusa la pubblicazione
imminente del primo bilancio di sostenibilità di Savim Europe, un passo che proietta l’azienda nel futuro.
Marina Scavini, CFO e President of the Board di Savim, ha evidenziato l’importanza di questa celebrazione: “Questo anniversario è per noi un momento significativo: festeggiamo quarant’anni di storia, un percorso iniziato dai nostri genitori. Io, mio fratello e mia sorella siamo profondamente emozionati, perché rappresenta non solo la nostra storia familiare, ma anche quella dell’azienda che abbiamo costruito insieme. Scegliere il cuore della nostra Verona per celebrare questo anniversario è stato un gesto simbolico: una città che racchiude in sé secoli di cultura, ingegno e arte, e che ci ispira ogni giorno nel nostro lavoro. Desideriamo continuare a perseguire l’eccellenza, affinché ciò che creiamo oggi possa
durare nel tempo e lasciare un’impronta significativa”. Anche Nicoletta Scavini, HR e Quality & Safety System Manager dell’azienda, ha voluto sottolineare l’impegno dell’azienda verso la sostenibilità: “In questi anni abbiamo sempre posto grande attenzione all’ambiente e alla comunità in cui operiamo. Siamo particolarmente orgogliosi di poter annunciare, proprio nel quarantesimo anno di Savim, la pubblicazione del nostro primo bilancio di sostenibilità. Questo documento non solo celebra il nostro passato e i risultati raggiunti, ma rappresenta il nostro impegno concreto verso un futuro più responsabile e innovativo”.
Una celebrazione lunga un anno
Per festeggiare questo importante anniversario, nel corso della primavera e dell’estate Savim ha organizzato una serie di quattro eventi speciali dedicati ai quattro elementi della natura e denominati SAVIM 4.0 con tutti i propri dipendenti, il cuore pulsante della famiglia Savim cui l’azienda rivolge sempre molte attenzioni e iniziative che migliorano la giornata lavorativa, come le merende in azienda, lo scambio di libri, i laboratori per i bambini durante il periodo pandemico1
1 A. Venturi “Savim: un modello ESG e CSR di successo per le piccole e medie imprese italiane” ipcm® Vol.XV, n. 85 Gennaio-Febbraio 2024 pagg. 88-92
Gli eventi speciali dedicati ai quattro elementi della natura, in senso antiorario: rafting sul fiume Adige a Verona; trekking nella Lessinia, crociera al tramonto sul Lago di Garda; grigliata in un birrificio artigianale.
I quattro elementi, simboli di natura e forza primordiale, sono stati il filo conduttore di un anniversario che ha messo in luce ciò che è veramente essenziale: le persone e i valori che hanno reso Savim Europe un’azienda di successo.
Allo scorso 11 maggio risale il primo dei quattro eventi, dedicato all’elemento Acqua, con un’indimenticabile esperienza di rafting sul fiume Adige a Verona. Dipendenti e famiglie si sono riuniti per una giornata all’insegna dello sport, della storia, dell’arte e del divertimento. Ogni gommone, condotto da una guida esperta della F.I.Raft, ha garantito la sicurezza di tutti e ha mostrato ai partecipanti gli angoli più incantevoli della loro amata città. Questa esperienza ha offerto a tutti una prospettiva unica e affascinante di Verona, rafforzando i legami all’interno della grande famiglia Savim Europe.
Il secondo evento, dedicato all’elemento Terra, è stato un trekking nella Lessinia Veronese. Dipendenti e famiglie hanno esplorato i borghi e i boschi attorno a Bosco Chiesanuova, unendo sport, storia e divertimento. Tre guide ambientali hanno accompagnato il gruppo lungo al percorso, garantendo la sicurezza e narrando le storie, gli usi e le caratteristiche naturali dei luoghi attraversati. La giornata si è conclusa con un pranzo
conviviale all’Agribirrificio Laorno, dove i partecipanti hanno condiviso le emozioni dell’esperienza e festeggiato insieme. I bambini si sono divertiti con una caccia al tesoro, rendendo la giornata ancora più speciale. L’evento di mezza estate, dedicato all’elemento del Vento, è stato un omaggio a tutti coloro che hanno contribuito a costruire la nostra storia. Questa volta la squadra di Savim Europe si è immersa nell’elemento del vento con una magica crociera al tramonto sul Lago di Garda. Il 19 luglio, i collaboratori di Savim hanno goduto di un’esperienza unica a bordo di un battello, esplorando le meraviglie del lago mentre il sole calava all’orizzonte. La brezza decisa e il panorama mozzafiato hanno reso la serata indimenticabile. La crociera è stata l’occasione perfetta per rilassarsi e apprezzare la bellezza naturale del territorio, gustando un delizioso aperitivo e successiva cena a bordo. La serata è stata caratterizzata da risate, musica e momenti di condivisione, rafforzando lo spirito di squadra e l’amicizia tra i collaboratori. Indimenticabile il vento forte che ha accompagnato l’avventura di Savim sul Lago di Garda, rendendola ancora più emozionante e divertente.
A chiudere il ciclo di celebrazioni, il 7 settembre, è stato l’evento dedicato all’elemento Fuoco, protagonista di una grigliata presso un
THE ONLY ROBOTS THAT DETACH THEIR MOTORS DURING THE LEARNING PHASE
THE ONLY ROBOTS THAT ALLOW YOU TO MODIFY PREVIOUSLY TAUGHT INSTRUCTIONS
THE ONLY ROBOTS WITH SELF-LEARNING CAPABILITIES CERTIFIED BY ATEX AND UL
THE ONLY ROBOTS WITH TRULY “MADE IN ITALY” SELF-LEARNING TECHNOLOGY
agribirrificio, un evento conviviale che ha visto la partecipazione dei dipendenti e delle loro famiglie. Il fuoco, simbolo di passione e energia, ha riscaldato l’atmosfera di questa serata dedicata alla convivialità, dove il buon cibo e la birra artigianale hanno fatto da cornice a un momento di festa collettiva. Questi quattro eventi non sono stati semplicemente celebrazioni simboliche, ma hanno rappresentato un’opportunità fondamentale per Savim Europe di riaffermare i propri valori e di consolidare il legame tra l’azienda e le persone che la rendono possibile ogni giorno. L’elemento distintivo di queste celebrazioni è stato la capacità di coinvolgere non solo i dipendenti, ma anche le loro famiglie, riconoscendo quanto sia essenziale il supporto familiare per costruire una carriera solida e appagante. Questo approccio ha dimostrato una profonda consapevolezza del ruolo che la comunità interna ha nel successo aziendale.
L’Acqua, simbolo di adattabilità e flessibilità, ha celebrato la capacità dell’azienda di affrontare le sfide in continua evoluzione del mercato industriale. La Terra, con la sua solidità e stabilità, ha rappresentato le fondamenta su cui Savim ha costruito il suo successo, radicando i propri valori nella tradizione e nell’affidabilità. Il Vento, sinonimo di cambiamento e innovazione, ha espresso la volontà dell’azienda di guardare avanti, evolvendo e cercando sempre nuove strade. Infine, il Fuoco ha ricordato la passione che ha alimentato la visione della famiglia Scavini e dei collaboratori, spingendoli a superare ostacoli e raggiungere nuovi traguardi.
Uno sguardo rivolto al futuro
L’evento dello scorso 4 ottobre a Palazzo Maffei in piazza delle Erbe – dedicato agli affari sin dall’epoca degli antichi Romani - infine, è stata l'occasione per emozionarsi davanti ai tanti traguardi raggiunti da Savim Europe e dalla famiglia Scavini, coesa e affiatata come non mai, ma anche per guardare – insieme
Piazza delle Erbe a Verona.
Da sinistra: Francesco, Laura, Renzo, Marina e Nicoletta Scavini.
ad alcuni ospiti di eccezione – al passato e alla cultura imprenditoriale veronese, che da sempre valorizza il territorio.
“Io, mio fratello e mia sorella eravamo molto emozionati perché a Verona abbiamo celebrato un pezzo della nostra storia” ha affermato Marina Scavini durante l’intervista rilasciata a Verona Network nel corso della serata, “ed essere qui a Verona a festeggiare è stata una scelta importante, perché è una città ricca di storia, è un crocevia della cultura e delle civiltà come testimoniano tutti i monumenti e gli scavi che vengono visitati da migliaia di persone ogni anno. Con queste opere, Verona esprime non solo bellezza ma anche la capacità di costruire, le competenze ingegneristiche delle civiltà che l’hanno abitata partendo dagli antichi Romani, passando per la società dei Comuni e delle grandi famiglie rinascimentali e per il periodo della Repubblica di Venezia. Ci facciamo ispirare da questo territorio, da questa storia per continuare a coltivare i valori della competenza, del bello, della cura del dettaglio ma anche della sicurezza, del fare le cose fatte bene affinché durino nel tempo.
“Abbiamo deciso di intitolare questa celebrazione “I colori oltre le epoche: da arte antica a innovazione moderna” per celebrare l’arte come avanguardia, come innovazione, come rottura degli schemi” ha spiegato Nicoletta Scavini. “Questo quarantesimo anniversario lo abbiamo anche e soprattutto festeggiato insieme ai nostri collaboratori, per i quali abbiamo
creato degli eventi in cui abbiamo voluto esaltare i quattro elementi della natura, creando non solo dei momenti di convivialità ma anche una sinergia col territorio Veronese. Il culmine di questi festeggiamenti, ossia la serata del 4 ottobre, ha esaltato un altro elemento fondamentale del nostro territorio, che è l’arte”.
Tra i relatori della conferenza del pomeriggio – magistralmente moderata da Franco Cesaro, consulente per le famiglie imprenditoriali e docente universitario – anche il presidente di Museimpresa Antonio Calabrò, che ha sottolineato l’importanza della storia come asset della competitività nel mondo imprenditoriale “La storia, per una persona ma anche per un’impresa, può essere orgoglio per quello che si è fatto, in certi casi anche con un filo di malinconia, ed è però anche consapevolezza delle proprie radici e della propria capacità nel corso del tempo di stare sui mercati. La storia è un asset della competitività. E perché lo è? Perché è un valore economico, perché in un mondo in cui la concorrenza è molto selettiva e molto severa l’essere italiani significa avere incorporato al proprio interno il senso della bellezza e contemporaneamente una grande capacità di lavorare sulle nuove tecnologie. Memoria e innovazione: la storia è una leva per valorizzare queste qualità”.
I lavori hanno visto anche gli interventi di Daryush Arabnia, Presidente di UCIF – Unione Costruttori Impianti di Finitura, di cui Savim è socia attiva e presente, che ha riflettuto sulla metafora dell’azienda come un
Un momento della conferenza.
Savim Europe
frutteto da coltivare nel tempo; Anna Bedoni, educatrice museale nei Musei Civici di Verona, che ha offerto ai presenti uno spaccato sulla vivacità imprenditoriale della città di Verona nel corso dei secoli, dallo sfruttamento dell’Adige allo sviluppo manifatturiero fino agli intensi traffici commerciali con i paesi d’Oltralpe e con gli altri territori italiani, attraverso la descrizione di edifici, monumenti e reperti archeologici che si affacciano o si ritrovano in piazza delle Erbe; infine Stefania Toaldo, responsabile progettazione e sviluppo della cooperativa sociale Monteverde con cui Savim collabora da anni attraverso molte iniziative2 e testimonia la voglia di Savim e della famiglia Scavini di fare qualcosa per la comunità, una scelta non obbligata ma che passa dal cuore. Dopo la conferenza, i partecipanti hanno avuto l’opportunità di effettuare una visita guidata alla Casa Museo Palazzo Maffei, che ospita opere di artisti famosi di tutte le epoche, fino alle più avveniristiche opere digitali contemporanee.
L’aperitivo con musica nella vivace piazza delle Erbe e la cena placée al ristorante Maffei sono stati la degna conclusione di un evento speciale per un anniversario speciale.
Ipcm® augura a Savim Europe un futuro altrettanto radioso quanto lo è stato il suo passato e lo è il suo presente.
2 A. Venturi “Savim: un modello ESG e CSR di successo per le piccole e medie imprese italiane” ipcm® Vol.XV, n. 85 Gennaio-Febbraio 2024 pagg. 88-92
Da sinistra: Alessia Venturi di ipcm®, Francesco, Nicoletta e Marina Scavini di Savim e Francesco Stucchi di ipcm® .
Savim Europe
ADVANCEMENTS
Mettere un freno ai graffiti
Oliver Zanner, FreiLacke - Emil Frei GmbH & Co. KG, Bräunlingen-Döggingen, Germania
I sistemi di rivestimento di FreiLacke eliminano la necessità di strati aggiuntivi per proteggere i veicoli ferroviari dai graffiti, come confermato da un istituto di prova indipendente che apre la strada all’approvazione da parte di Deutsche Bahn, l’azienda ferroviaria tedesca. Inoltre, questi rivestimenti sono già utilizzati con successo da tre anni dalla Berliner Verkehrsgesellschaft (BVG), società di trasporti berlinese.
12,1 milioni di euro: questo il costo dei danni da graffiti sostenuto da Deutsche Bahn nel 2022. Almeno un sesto di questa cifra riguarda i treni regionali e suburbani di Berlino e Brandeburgo. E anche la Berliner Verkehrsgesellschaft (BVG) conosce bene questo problema: ogni anno il danno causato dal vandalismo ammonta a quattro o cinque milioni di euro, di cui un milione dovuto ai graffiti. I graffiti compaiono su pavimenti, pareti, componenti interni e, soprattutto, nei bagni dei treni. Deutsche Bahn, BVG e molti altri operatori ferroviari utilizzano sempre di più la videosorveglianza sui treni per scoraggiare e identificare i colpevoli. Inoltre, presso le stazioni ferroviarie sono applicate pellicole protettive
sui finestrini e vernici protettive trasparenti sui veicoli. Questi rivestimenti sono pensati per rendere più facile la rimozione dei graffiti e dei cosiddetti ‘tag’ – le scritte in pennarello indelebile a punta grossa.
Altamente resistenti, facili da pulire I rivestimenti protettivi hanno due compiti da svolgere contemporaneamente: devono essere resistenti ai detergenti, alcuni dei quali molto aggressivi e applicati regolarmente, e devono facilitare la rimozione di graffiti e altri segni. I requisiti qualitativi sono molto elevati per via delle notevoli sollecitazioni a cui sono soggetti i componenti di
treni e metropolitane. “Per garantire la durabilità delle superfici è richiesta una vita utile di almeno 10 anni, i treni stessi devono durare almeno 40 anni”, spiega Hilmar Weisse, Business Manager di Freilacke.
Test di durezza delle superfici
Il materiale rotabile delle metropolitane e dei treni è pulito quasi ogni giorno, mentre per gli esterni è generalmente sufficiente un lavaggio settimanale. “La regola è: migliore è la superficie, più facile è rimuovere i graffiti. Se il rivestimento presenta strutture aperte, diventa difficile”, spiega Christian Bohne di DBS. Per rimuovere tutto lo sporco in modo veloce ed efficace, gli operatori utilizzano detergenti molto potenti, alcuni dei quali possono essere aggressivi. I graffiti devono sempre essere rimossi a mano, non è possibile farlo con macchine apposite o con l’autolavaggio. Quindi i macchinisti portano sempre con sé degli speciali panni per la pulizia, per rimuovere immediatamente i graffiti come meglio possono. “Altrimenti si applica sulla zona interessata dai graffiti uno speciale prodotto, che agisce in modo simile a uno sverniciante”, afferma Weisse. “Un processo che spesso deve essere ripetuto molte volte. Ciò è molto faticoso per gli operatori a causa dell’elevato sforzo fisico e, sfortunatamente, questo lavoro è spesso associato a problemi di salute dovuti ai vapori dei solventi”. Gli ‘artisti’ sono completamente ignari dell’ammontare di lavoro e costi che causano con i loro tag e graffiti scarabocchiati velocemente, costringendo altre persone ad impegnarsi in un lavoro molto duro. Anche le superfici sono messe a dura prova da queste riparazioni.
Qualificazione dei sistemi di rivestimento
Come operatore ferroviario, Deutsche Bahn definisce requisiti specifici per la verniciatura dei suoi veicoli, a cui si devono conformare produttori quali Stadler, Siemens ed Alstom. Per esempio lo standard DBS 918300 per le vernici liquide e lo standard DBS 918340 per le vernici in polvere. La verniciatura a liquido o a polvere degli scompartimenti passeggeri deve soddisfare le specifiche contenute nel foglio 38 degli standard DBS. Ogniqualvolta acquisita componenti verniciati a polvere, i rivestimenti devono soddisfare gli standard DBS 918340. Questa direttiva stabilisce come deve essere testata una vernice in polvere per garantire che soddisfi determinati parametri in relazione alla verniciatura esterna o interna di componenti tecnici o decorativi.
DBS qualifica i sistemi di rivestimento dei produttori e fornisce anche raccomandazioni all’industria ferroviaria. Per esempio, ogni volta che l’operatore ferroviario acquista nuovi treni ICE per tratte a lunga percorrenza, DBS si basa sulle specifiche tecniche definendo un piano di verniciatura e stabilendo il livello di qualità conforme alle sue definizioni. Inoltre, DBS fornisce raccomandazioni nei casi in cui l’operatore richieda una maggiore protezione contro i graffiti.
electrostatic systems for liquid painting
electrostatic systems and spraying booths for powder coating
pneumatic systems for high-, medium-, and low-pressure painting robot and reciprocators IR and UV drying systems
Soddisfatti i requisiti di Deutsche Bahn
Le due liste di rivestimenti qualificati DBS includono attualmente (Luglio 2024) 230 vernici di svariati produttori. Tuttavia, solamente una combinazione di polvere e liquido soddisfa anche i requisiti presenti nel Foglio 50, ovvero ‘Termini tecnici di fornitura dei materiali vernicianti per veicoli ferroviari’: il sistema derivato dalla vernice in polvere Freiotherm PZ5 e dalla vernice liquida DC1983 di FreiLacke. Il documento di qualificazione del prodotto rilasciato da DB Systemtechnik afferma che ‘Questo prodotto soddisfa anche i requisiti previsti nel Foglio 50 dello standard DBS 918300 in relazione a effetto barriera, resistenza ai detergenti, ai prodotti per la rimozione dei graffiti e alle ripetute attività di rimozione degli stessi’. PZ5 e DC1983 non si ammorbidiscono né si gonfiano, non si crepano, non si sfaldano, non lasciano residui di inchiostro e non formano ombre. È possibile rimuovere i graffiti più volte senza lasciare alcun residuo e senza scolorimento. Inoltre, durante la riparazione o il ritocco della vernice, è possibile applicare ulteriori strati di vernice in polvere e liquida senza problemi di adesione.
Non è più necessaria una protezione aggiuntiva permanente
“Un rivestimento protettivo separato non è più necessario, poiché i nostri sistemi vernicianti offrono la protezione richiesta. Soddisfano anche i rigidi requisiti ferroviari stabiliti nel Foglio 50, come confermato da un istituto indipendente”, afferma Weisse, uno specialista della verniciatura. Durante lo sviluppo di PZ5 e DC1983 è stata utilizzata la migliore tecnologia disponibile, ottenendo così un poliuretano di qualità molto
I rivestimenti nel dettaglio
EFDEDUR DC1983 vernice liquida
Vernice poliuretanica bicomponente a base solvente con indurente isocianato per veicoli e componenti ferroviari, con ottima resistenza alla luce e agli agenti atmosferici su primer e riempitivi. Oltre al Foglio 38 dello standard DBS 918 300, soddisfa anche i requisiti relativi all’effetto barriera e alla resistenza ai detergenti, agli agenti di rimozione dei graffiti e alle ripetute operazioni di rimozione degli stessi stipulati nel Foglio 50.
FREIOTHERM PZ5 vernice in polvere
Vernice in polvere poliuretanica per l’utilizzo decorativo sugli interni e su veicoli e componenti ferroviari, con ottima resistenza alla temperatura e ai prodotti chimici su primer e riempitivi. Oltre a DBS 918 340, il prodotto soddisfa anche i requisiti relativi all’effetto barriera e alla resistenza ai detergenti, agli agenti di rimozione dei graffiti e alle ripetute operazioni di rimozione degli stessi presenti nel Foglio 50 dello standard DBS 918300.
elevata, con lo scopo di offrire la massima protezione ai clienti. BVG utilizza da 3 anni a Berlino le vernici in polvere PZ5 su corrimano, pannelli soffitto, rivestimenti dei sedili e componenti per illuminazione, nonché all’interno delle porte; le colonne delle porte delle metropolitane sono in plastica rinforzata con fibra di vetro e verniciate con vernice liquida del relativo colore. Questi rivestimenti vengono già applicati dal produttore di veicoli ferroviari Stadler a Berlino e dai suoi fornitori: “PZ5 è molto reticolato e quindi molto denso, il che lo rende estremamente resistente ai prodotti chimici e durevole quando esposto a detergenti aggressivi”, spiega Kevin Slowiecki, responsabile qualità e responsabile tecnologie superficiali presso Stadler.
Riduzione di costi, tempi e manodopera
L’ispettore certificato Frosio sviluppa anche specifiche di verniciatura ed è responsabile per i rivestimenti utilizzati sulla scocca delle carrozze. “PZ5 soddisfa anche gli standard interni di Stadler e offre un’elevata protezione dalla corrosione che può essere causata dagli autolavaggi e dai residui di detergente”. Cosa apprezza di più di FreiLacke? “Le sue strutture gestionali orizzontali, che permettono di parlare direttamente con i tecnici anziché con i venditori”, afferma Slowiecki.
“Il sistema PZ5 DC1983 è ora utilizzato anche da altri produttori di veicoli ferroviari”, spiega Weisse. È certo che non esistano altri sistemi vernicianti sul mercato in grado di eguagliare questo livello di prestazioni. Anche in termini di protezione efficace contro graffiti e tag: è un aspetto che aiuta gli operatori ferroviari ad ottenere risparmi duraturi in termini di costi, tempo e manodopera.
I sistemi vernicianti di FreiLacke eliminano la necessità di strati aggiuntivi per proteggere i veicoli ferroviari dai graffiti.
CUSTOMIZED SOLUTIONS
CIRCULAR ECONOMY & GREEN APPROACH
ECO-FRIENDLY CHEMICALS
CHEMTEC’S technologies are designed to have a very limited environmental impact, to reduce consumption of resources and for a greater operational simplicity.
CHEMTEC develops customized solutions that aim to maximize the customer’s satisfaction.
NANOTECHNOLOGICAL CONVERSION COATING
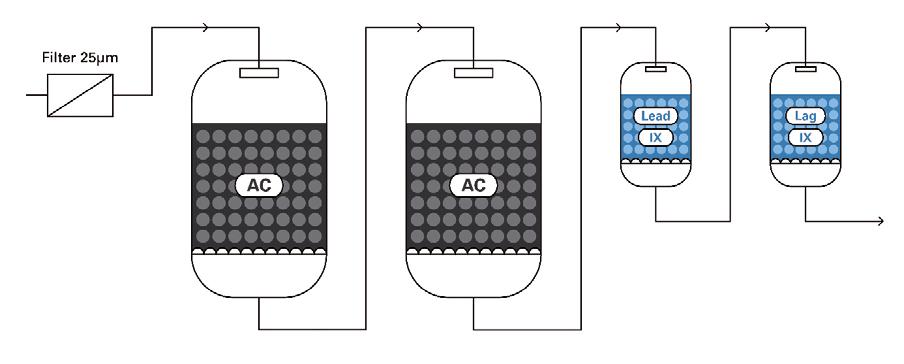
WATER PURIFICATION AND RECIRCULATION
ONE STEP METAL PRETREATMENT
PAINT STRIPPERS
DISCOVER MORE ON WWW.CHEMTEC.IT
Il RoDip® consuma molta meno acqua, meno prodotti chimici e meno energia di riscaldamento rispetto ad altre soluzioni tecniche dato che il sistema di trasporto non richiede entrate e uscite inclinate nelle/dalle vasche.
Dürr costruisce un impianto di verniciatura ad alta efficienza energetica per Stellantis con robot riconvertiti
Si prevede che Stellantis raddoppi la sua capacità complessiva presso il suo stabilimento di Kenitra utilizzando un nuovo impianto di verniciatura chiavi in mano di Dürr. L’avanzata tecnologia di produzione consente una verniciatura delle auto elettriche di qualità elevata nel rispetto dell’ambiente e risparmiando energia. Inoltre, anche robot di verniciatura di altri stabilimenti del gruppo sono in fase di riconversione per risparmiare risorse. Il nuovo stabilimento nel Marocco nord-occidentale è destinato a diventare un modello di ottimizzazione energetica, aumentando in modo significativo la capacità produttiva di Stellantis contemporaneamente per i veicoli alimentati a batteria e i
modelli ibridi dei marchi Peugeot, Citroën e Fiat. L’impianto di verniciatura di nuova concezione è in grado di gestire 30 scocche/ora, una velocità identica a quella del primo impianto di Kenitra, costruito da Dürr nel 2019.
Risparmiare acqua, prodotti chimici ed energia di riscaldamento
Stellantis ha optato per RoDip®, il processo di immersione con rotazione brevettato di Dürr, per il pretrattamento e la cataforesi. Tale metodo innovativo fa ruotare le scocche attorno al loro asse, garantendo una protezione eccezionale contro la corrosione, poiché le curve di immersione
Il nuovo paint shop per veicoli elettrici di Stellantis sarà attrezzato anche con i forni elettrici EcoInCure di Dürr.
possono essere adattate individualmente ai diversi tipi di scocca, ottimizzando il processo di immersione, inondazione e drenaggio. Il RoDip® consuma molta meno acqua, meno prodotti chimici e meno energia di riscaldamento rispetto ad altre soluzioni tecniche visto che il sistema di trasporto elimina la necessità di entrate e uscite inclinate nelle/dalle vasche. Ciò riduce la lunghezza delle vasche a immersione di un valore massimo che può raggiungere i 6 metri e ne riduce il volume. Il minor consumo di energia e materiali riduce inoltre i costi di esercizio e unitari.
40% di emissioni di carbonio in meno
Oltre all’impianto di cataforesi, il Gruppo Stellantis installerà il forno elettrico EcoInCure, caratterizzato da un’innovativa conduzione del flusso d’aria che riscalda e raffredda uniformemente le scocche dall’interno verso l’esterno. Questo design unico riduce le sollecitazioni termostrutturali e i tempi di riscaldamento delle scocche auto di un valore massimo che può raggiungere il 30%. L’ultima generazione di EcoInCure presso l’impianto di Kenitra rende possibile l’indipendenza dai combustibili fossili, considerato che funziona con elettricità verde per un approccio rispettoso dell’ambiente. Rispetto alla sua controparte alimentata a gas, il forno elettrico EcoInCure riduce del 40% le emissioni dell’impianto
di verniciatura, diminuendo in modo significativo le emissioni di CO2
Riconversione per un uso ottimale delle risorse
Stellantis sta inoltre migliorando l’efficienza adottando la tecnologia “wet-on-wet”, che consente di risparmiare tempo ed energia. L’ampio processo, che comprende la verniciatura bicolore in tre stazioni di verniciatura esterna, utilizza robot e tecnologie di applicazione provenienti da stabilimenti italiani già esistenti. Tali robot sono dotati di applicatori EcoBell2 che si integrano perfettamente con le apparecchiature esistenti. Inoltre si sta provvedendo al trasporto di apparecchiature tecniche, quali le unità di alimentazione, le unità di riscaldamento e i trasportatori, dall’Europa al Marocco ai fini di un loro riutilizzo. La riconversione di tecnologie produttive provenienti da altri stabilimenti costituisce un approccio sostenibile che massimizza le risorse. Inoltre, la riconversione costituisce un elemento costitutivo adatto a costruire un impianto di verniciatura nel rispetto di vincoli impegnativi in termini di tempi e costi, senza compromettere la qualità e le prestazioni della verniciatura.
Per maggiori informazioni: www.durr.com
Il forno elettrico EcoInCure riduce le emissioni del reparto di verniciatura del 40% rispetto alla versione a gas, diminuendo in modo significativo l’impronta di carbonio.
Hoses and fittings for painting
La granigliatrice di Rösler migliora la produzione di componenti per veicoli elettrici
La granigliatrice di Rösler migliorerà l’efficienza produttiva di Alupress, mantenendo la finitura di alta qualità richiesta per i componenti complessi utilizzati nei veicoli elettrici.
Acausa della rapida crescita della domanda di componenti per veicoli elettrici, Alupress GmbH, un rinomato produttore di innovative pressofusioni in alluminio e magnesio, ha dovuto aumentare la propria capacità di granigliatura.
A questo scopo, l’azienda ha acquisito da Rösler una granigliatrice a gancio girevole e alimentazione continua con incluso un convogliatore birotaia. La struttura dell’impianto, progettato su misura, garantisce una sbavatura efficace ma anche delicato dei pezzi, senza il rischio di deformazioni.
L’alluminio, con la sua densità di massa relativamente bassa, consente notevoli risparmi di peso nella produzione di componenti per veicoli
elettrici, con conseguente ampliamento dell’intervallo operativo della batteria. Pertanto, il numero di pezzi prodotti con questo metallo leggero, realizzati tramite pressofusione e altri metodi, sta crescendo rapidamente.
Un altro obiettivo per i componenti per veicoli elettrici è quello di creare design complessi ma, allo stesso tempo, con spessori sottili, che consentano ulteriori risparmi di peso.
Ciò vale anche per gli alloggiamenti per diversi dispositivi di controllo prodotti da Alupress GmbH a Hildburghausen (Germania). Presso la filiale italiana di Bressanone, la crescente domanda da parte dell’industria automobilistica ha invece reso necessario l’investimento in una nuova granigliatrice specificamente adattata ai severi requisiti del cliente.
Una soluzione automatizzata riduce al minimo il rischio di deformazione
La forma e lo spessore delle pareti delle pressofusioni in alluminio e magnesio richiedono una granigliatura che tratta i componenti delicatamente, senza deformarli.
Allo stesso tempo, il processo deve però essere rapido e completamente automatico. Successivamente a questo processo, i componenti passano attraverso un dispositivo di pulizia e, prima di essere imballati e spediti, sono sottoposti a un controllo qualità.
Pertanto, oltre alla granigliatrice, il progetto includeva anche un sistema per trasportare automaticamente i componenti attraverso le stazioni di sbavatura e pulizia.
Alupress ha scelto Rösler come partner per questo importante progetto per la qualità e la produttività dell’impianto, nonché per l’eccellente servizio postvendita. Un ulteriore motivo è stato che Rösler aveva dimostrato la sua competenza tecnica nella
lavorazione di pezzi delicati in un altro progetto simile. Inoltre, per molti anni Alupress ha utilizzato le granigliatrici di Rösler e, pertanto, conosce la qualità, la produttività e l’affidabilità di questa apparecchiatura.
Un esempio dei componenti in alluminio realizzati da Alupress.
Hooks & CE Hooks
From the in-stock small and thin hook to the special hook Ø30 with EU certification and loading capacity calculation, for both small and heavy parts to be coated.
L’applicazione uniforme della forza impedisce la deformazione dei pezzi
Per garantire una sbavatura a flusso continuo delicato ma anche rapido ed efficace, la granigliatrice RHBD 13/18-So a convogliatore aereo e alimentazione continua è dotata di otto turbine speciali, ciascuna con una potenza installata di 11 kW. Le turbine contengono pale di lancio extra-larghe, che generano un ventaglio di granigliatura particolarmente ampio. Inoltre, contrariamente al posizionamento standard su un solo lato della camera, le turbine sono state posizionate su entrambi i lati. Questo posizionamento genera una granigliatura delicata, che riduce significativamente il rischio di deformazione. Ma la portata relativamente elevata del prodotto abrasivo, necessaria per una sbavatura e una pulizia efficace dei componenti in metallo leggero, garantisce rapidità ed efficienza.
Un’altra caratteristica che previene la deformazione dei pezzi è il supporto contenente da 60 a 80 componenti, che non solo ruota durante l’intero processo di granigliatura, ma che oscilla anche avanti e indietro in tre posizioni – garantendo che le bave siano rimosse in modo sicuro, anche in aree difficili da raggiungere come i sottosquadri.
Per evitare che il materiale abrasivo, un filo di alluminio sottile, sia aspirato fuori dalla macchina dal flusso di aria di scarico e per mantenere l’operatività ottimale richiesta, il collettore di polvere e il separatore a cascata di lavaggio dell’aria sono stati modificati tecnicamente. Naturalmente, il collettore di polvere umida è pienamente conforme ai requisiti ATEX.
Gli interventi di manutenzione sono facilitati dai molteplici collegamenti per le apparecchiature di pulizia nelle diverse sezioni della granigliatrice.
Caratteristiche ergonomiche che migliorano
la salute dei dipendenti
Il sistema di movimentazione power & free assicura il trasporto facilitato dei pezzi. Nella stazione di carico/scarico, l’altezza può infatti essere regolata in base a quella del rispettivo operatore, assicurando così condizioni di lavoro ergonomiche e confortevoli. Inoltre, i polmoni di accumulo consentono un funzionamento continuo, anche durante le pause e i periodi di riposo. Per garantire la sicurezza assoluta del personale, tutte le aree pericolose attorno alla granigliatrice sono dotate di tappeti di sicurezza – al posto dei tradizionali sensori e delle recinzioni.
La granigliatrice con trasportatore aereo e alimentazione continua modello RHBD 13/18-So installata presso lo stabilimento Alupress.
Il sistema di raccolta della polvere e di pulizia della granigliatrice, costituito da un collettore a umido antideflagrante.
Con questo numero si conclude la rubrica Ask Joe Powder, presente sulle pagine della nostra rivista da gennaio 2022. L’idea di creare questo spazio nel 2004 è nata da Kevin Biller, noto anche come Joe Powder, e dal suo desiderio di fornire ai produttori e ai professionisti del settore della verniciatura a polvere una piattaforma per discussioni utili a risolvere le sfide quotidiane di questa complessa applicazione. Ora che questo capitolo si chiude, desideriamo ringraziare Joe Powder per il prezioso contributo offerto al nostro settore in tutti questi anni.
Ciao Joe,
Sono un ingegnere di finitura presso un’officina meccanica e ho una domanda sull’applicazione della vernice in polvere. Cosa noterò se il mio collegamento a terra inizia a indebolirsi?
Thomas Cooke Salina, Kansas
Caro Thomas, grazie per la tua domanda. Questo è un problema che può verificarsi in un impianto di verniciatura. Può capitare di ottenere buoni risultati per giorni, per poi notare che qualcosa non va. La prima cosa che potrebbe venire in mente è che la vernice in polvere sia difettosa. Tuttavia, prima di cambiare scatole di polvere nella speranza di risolvere il problema, ti consiglio di verificare prima lo stato dei tuoi ganci e supporti per assicurarti che il collegamento a terra sia adeguato.
Se il collegamento a terra è scarso o incoerente, inizierai a notare alcuni segnali. La cabina di verniciatura apparirà più nebbiosa e una maggiore quantità di polvere si accumulerà sulle pareti e sul pavimento. Potresti anche vedere polvere che esce dalle aperture della cabina. Per quanto riguarda i tuoi pezzi, probabilmente osserverai uno spessore del film inferiore e una minore penetrazione nelle aree angolari.
Le vernici in polvere sono applicate su superfici conduttive tramite un processo elettrostatico. La miscela di polvere e aria è spinta pneumaticamente dal getto fluido attraverso un processo Venturi e convogliata fino alla pistola. Una carica elettrica negativa è generata da una corona e scaricata all’uscita della pistola, creando un campo elettrostatico. La polvere attraversa questo campo e acquisisce la carica negativa. Le particelle cariche cercano il collegamento a terra più vicino, ossia i tuoi pezzi.
Per verificare la continuità del collegamento a terra è necessario un megohmmetro, uno strumento acquistabile online che misura la resistenza e fornisce fino a 500 VDC per una misurazione più precisa. Un valore di resistenza pari a 1,0 megohm o inferiore è necessario per garantire un buon collegamento a terra. Se sospetti una scarsa continuità, i primi punti da ispezionare sono i ganci e i supporti. I ganci hanno accumuli di vernice? I punti di contatto sono puliti e adeguati? È fondamentale che i ganci siano puliti regolarmente e/o sostituiti per garantire un buon contatto con il sistema di messa a terra.
Un collegamento a terra efficace dipende dal contatto diretto dei pezzi con i punti di contatto, puliti e non rivestiti, sui ganci. I ganci/telai devono essere collegati a una barra conduttiva interrata nel terreno. Idealmente, questa barra dovrebbe avere un diametro di circa 20 mm e una lunghezza di circa 2,5 metri. Puoi trovare barre di collegamento a terra in rame, certificate UL, online o nei negozi di ferramenta locali. La barra di collegamento a terra dovrebbe essere interrata lasciando circa 15 cm di barra sopra il terreno per l’attacco del cavo di messa a terra. Interrare la barra non è un compito semplice: dovrai praticare un foro adeguato nel cemento e battere la barra nel terreno con un martello, preferibilmente su una scala. In alternativa, puoi acquistare una punta rotante per barra di messa a terra e usare un trapano a martello per praticare il foro. Personalmente, ho optato per la versione più economica, ma credimi, è stato un allenamento vero e proprio. Spero che queste informazioni ti siano utili per verificare il corretto collegamento a terra nel tuo impianto di verniciatura e per assicurarti che la vernice in polvere venga applicata in modo ottimale.
Cordiali saluti, Joe
Caro Joe,
BIT... è il problema più comune della verniciatura a polvere? Quali sono le cause dei “bit” nel rivestimento a polvere e come eliminarli o controllarli durante il processo di produzione o durante l’applicazione? Discutiamone, per favore.
Shafiullah Khan Lahore, Pakistan
Caro Shafiullah, In effetti, questa è la rovina di qualsiasi produttore o applicatore di vernici in polvere. Questi difetti emergono apparentemente dal nulla e fanno impazzire i tecnologi della verniciatura finché il problema non scompare o non viene risolto. In parole povere, i “bit” sono sporgenze discutibili in un film di rivestimento in polvere. Appaiono in ritardo, di solito dopo che la vernice si è indurita ed è uscita dal forno.
ASK JOE POWDER
A quel punto è troppo tardi per porvi rimedio e può essere necessaria una costosa rilavorazione e/o la rottamazione dei pezzi.
I bit possono provenire da varie fonti durante la produzione, l’applicazione e l’indurimento della polvere. Ecco le fonti più comuni di bit:
Materie prime non pulite - particelle di gel nelle resine, pigmenti riempitivi con particelle grandi, agglomerati negli additivi (soprattutto agenti di distensione). È importante scegliere materie prime provenienti da fornitori affidabili che abbiano programmi di qualità ben gestiti.
Additivi liberi in miscela (dry-blend) - se non sono de-agglomerati durante l’incorporazione in una polvere, causano bit. Gli additivi dryblend, costituiti da agglomerati relativamente grandi che richiedono una miscelazione intensa per rompere gli ammassi di particelle, sono aggiunti alle vernici in polvere per migliorare le prestazioni di fluidizzazione e trasporto.
Particelle di gel create nell’estrusore. Gli estrusori usurati possono intrappolare il materiale in polvere e polimerizzare essenzialmente il prodotto durante il compounding. Questo materiale gelificato alla fine si stacca e rimane intrappolato nella polvere, causando pezzi non fusibili nella vernice in polvere finale.
Spurgo del composito rimasto nell’estrusore. Gli estrusori, in genere, vengono puliti facendovi passare una resina termoplastica ad alto peso molecolare tra un cambio di prodotto e l’altro. Se il composito di spurgo non è completamente rimosso dall’estrusore, può contaminare il prodotto successivo.
Pelucchi degli stracci. Gli stracci di bassa qualità possono sfilacciarsi e lasciare fibre nelle attrezzature per la lavorazione delle polveri.
Sporcizia ambientale riscontrata nell’area di produzione di polveri a causa di pulizie scarse, contenitori sporchi, scatole/sacchetti strappati.
Tubi dell’aria compressa sporchi - i tubi dell’aria compressa in acciaio (soprattutto i “tubi neri”) possono corrodersi e inviare particelle di ruggine nell’aria dell’applicazione. I filtri dell’aria possono contribuire a minimizzare questo problema, ma eliminare il potenziale alla fonte è una strategia nettamente migliore.
Sporcizia ambientale dai forni. I residui di cottura possono staccarsi. Questi pezzi si depositano sulla superficie della vernice.
Substrati sporchi - schizzi di saldatura, sporco ambientale. Queste sono rappresentate come particelle “sepolte”.
Telai e ganci sporchi.
Una semplice lente d’ingrandimento da 6X a 10X può fornire molte informazioni sulla natura di un bit. La lanugine è più facile da riconoscere in quanto si presenta come un filamento arrotolato. I grumi irregolari di colore marrone o giallastro sono solitamente resina carbonizzata o legante della vernice in polvere. Le particelle ferrose sospette possono essere estratte con una sonda fine e testate per il magnetismo. I difetti nodulari chiari sono solitamente agglomerati di additivi a flusso libero o riempitivi di grandi dimensioni.
Se l’analisi ottica non ha successo, i difetti possono essere analizzati con la microscopia elettronica accoppiata alla spettroscopia di emissione. In questo modo è possibile determinare la composizione elementare, che di solito consente di identificare il colpevole del difetto.
Cordiali saluti, Joe
I BIT sono i difetti più comuni nella verniciatura a polvere.
Il nuovo impianto di verniciatura a polvere di Axelent: efficienza, flessibilità, innovazione e sostenibilità
Gabriele Lazzari ipcm®
Axelent ha recentemente inaugurato un nuovo impianto automatico di verniciatura a polvere progettato da Moldow, che sfrutta i sistemi di appensione di HangOn e le tecnologie applicative all’avanguardia di Gema. Alimentato da fonti di energia termica, eolica e solare, ha consentito al produttore svedese di aumentare la produzione, migliorare la distensione della vernice e migliorare la qualità del prodotto finale.
Le soluzioni per la protezione delle macchine di Axelent.
Nel mondo in continua espansione dell’industria manifatturiera, ci sono aziende che riescono a distinguersi non solo per i loro prodotti e servizi, ma anche per la capacità di cambiare il settore e le sue norme. Axelent, produttore svedese noto per le sue reti di protezione delle macchine, i prodotti per l’automazione dei magazzini e le barriere di sicurezza, rappresenta un riferimento per questo mercato – non solo per la qualità delle soluzioni che fornisce ai clienti, ma anche per i costanti investimenti nell’ottimizzazione della produzione e nella sostenibilità.
L’azienda ha infatti inaugurato un nuovo impianto automatizzato, sviluppato da Moldow in seguito alla collaborazione strategica con HangOn per i sistemi di appensione e Gema per le tecnologie di applicazione della vernice in polvere. La nuova linea ha dimostrato da subito di avere successo, consentendo all’azienda di aumentare la produzione, migliorare la distensione del rivestimento, ottimizzare l’uso dell’energia e migliorare la qualità finale dei prodotti.
Axelent: la sicurezza prima di tutto, dal 1990 Il viaggio di Axelent è iniziato nel 1990, da tre fratelli e un cugino con un obiettivo comune: diventare un fornitore globale fin dall’inizio. Da
allora, l’azienda è cresciuta esponenzialmente. Nel 2001, Stefan e Johan Axelsson, insieme a Mats Hilding, ne hanno assunto la direzione. A quel tempo, l’azienda aveva un fatturato di circa €5 milioni ed era già operativa in dieci paesi. Successivamente, ha anche iniziato a espandersi ulteriormente al di fuori dell’Europa, sviluppando le sue attività negli Stati Uniti d’America e in Asia.
Oggi Axelent vanta un fatturato di €120 milioni e opera in oltre sessanta paesi in tutto il mondo, con filiali in Europa e negli Stati Uniti e magazzini in Thailandia, Giappone e Australia. Tutte le attività produttive, tuttavia, sono ancora concentrate a Hillerstorp (Svezia), all’interno di un cluster manifatturiero che promuove la cooperazione e l’innovazione tra le aziende locali.
Produzione interamente svedese, dalle materie prime alla verniciatura a polvere e all’assemblaggio “Sebbene stiamo valutando l’idea di aprire un sito produttivo negli U.S.A., per servire al meglio il mercato nordamericano in espansione, tutte le nostre attività produttive sono attualmente basate in Svezia, dove realizziamo pareti e pannelli in rete per la protezione delle macchine e soluzioni di automazione dei magazzini come scaffalature anti-crollo
Le soluzioni per la protezione delle macchine di Axelent, che proteggono il suo stesso reparto manifatturiero.
e portapallet (che rappresentano il 70% della produzione), nonché un prodotto scandinavo chiamato storeroom (ovvero uno speciale deposito richiesto per legge negli appartamenti svedesi, dove le persone possono riporre le proprie attrezzature invernali ed estive). Inoltre, l’azienda si è recentemente avventurata nella produzione di barriere di sicurezza realizzate in plastica estrusa, per la protezione di dissuasori e passerelle”, spiega Stefan Axelsson, Global Account Executive di Axelent.
Axelent produce più di un milione di pannelli in rete ogni anno con un solo turno, grazie a cinque linee dedicate alla fabbricazione di diversi componenti con macchinari all’avanguardia per il taglio, la formatura e la piegatura delle materie prime, come bobine e lamiere d’acciaio. Le previsioni indicano che l’azienda aumenterà presto i suoi turni, per soddisfare la domanda in rapida crescita.
“Le nostre attività produttive sono principalmente dedicate ai pannelli in rete, che sono il nostro core business, con dimensioni che vanno da 250 a 2.500 millimetri”, aggiunge Johan Axelsson, Technical Manager di Axelent. “Sebbene alcune parti più piccole come tubi e fili quadrati e rettangolari siano prodotte da subfornitori locali che si trovano nelle vicinanze, con una distanza massima di 70 km, tutte le altre operazioni sono eseguite internamente, tra cui la verniciatura a polvere e l’assemblaggio dei prodotti finali con serrature e fili elettrici, pronti per essere spediti ai clienti in tutto il mondo”.
Dall'alto:
Il magazzino di Axelent.
L’ingresso del reparto di verniciatura progettato da Moldow.
Il nuovo reparto di verniciatura interno, sviluppato su misura da Moldow
In precedenza, Axelent si affidava al verniciatore esterno Leba AB1 per le sue esigenze di rivestimento, ma il crescente volume produttivo dell’azienda e la necessità di sostenibilità ed efficienza hanno portato alla decisione di sviluppare un reparto interno. Quindi, ha chiesto a Moldow di progettare un nuovo impianto di verniciatura a polvere completamente automatico, in grado di combinare efficienza applicativa e qualità della finitura con un consumo energetico ridotto e sostenibilità ambientale. La nuova linea di verniciatura è dotata di un convogliatore aereo monorotaia suddiviso in due binari paralleli, A e B, che possono scorrere indipendentemente l’uno dall’altro con una velocità di 4 metri al minuto. È stato specificamente progettato per garantire la futura automazione delle operazioni di carico e scarico: infatti, il personale Axelent appende manualmente i pezzi sui telai forniti da HangOn, ma l’azienda mira ad automatizzare anche questa procedura. Attualmente, il processo di rivestimento di Axelent prevede che entrambi i binari procedano
1 “Otto linee di verniciatura automatiche a polveri per uno dei maggiori terzisti nordeuropei: Leba AB” in ipcm®_international Paint&Coating Magazine n. 32 – Marzo/ Aprile 2015
parallelamente nel tunnel di pretrattamento chimico a spruzzo a sette stadi (che include due fasi di sgrassaggio, due risciacqui con acqua di rete e uno con acqua demineralizzata, una conversione nanotecnologica con la tecnologia Oxsilan di Chemetall, seguita da un risciacquo demi finale). Una volta puliti, gli articoli entrano in un forno di asciugatura riscaldato elettricamente, seguito da una zona di raffreddamento. Qui, il substrato dei componenti metallici è pronto per l’applicazione delle vernici industriali in polvere poliestere fornite da Axalta Coating System. Il trasportatore si divide quindi in due binari separati, ciascuno dotato di un robot di pre-ritocco, una cabina Gema e un tunnel di preriscaldamento lungo 20 m per la gelificazione delle polveri, al fine di evitare la contaminazione incrociata. Il trasportatore riunisce quindi i suoi due anelli e conduce i telai nel forno di polimerizzazione (anch’esso riscaldato elettricamente). Dopo la fase di raffreddamento, i componenti sono scaricati dal trasportatore e condotti verso la linea di assemblaggio.
Aumentare la densità di appensione senza sacrificare l’efficienza HangOn, uno sviluppatore svedese di sistemi di appensione, mascheratura e movimentazione, svolge un ruolo fondamentale
L’uscita del tunnel di pretrattamento chimico a spruzzo a sette stadi e un esempio dei ganci e dei sistemi di appensione di HangOn.
nell’efficienza del processo di Axelent. I suoi prodotti innovativi consentono alle aziende di massimizzare la densità della linea, riducendo il consumo energetico e migliorando la sostenibilità.
“Aumentando la densità di appensione, l’azienda è in grado di ridurre il consumo energetico fino al 50%”, sottolinea Andreas Orre, responsabile commerciale di HangOn AB. “Abbiamo in magazzino una serie di prodotti che Axelent può richiedere e utilizzare immediatamente, senza dover assemblare nulla. Inoltre, poiché l’azienda sfrutterà presto i robot, sviluppati dalla sua divisione robotica che si trova in un edificio lì vicino, stiamo studiando congiuntamente nuove soluzioni che potrebbero facilitare ulteriormente le operazioni di appensione e migliorarne la densità, senza compromettere l’efficienza delle fasi di pretrattamento o di applicazione della vernice”.
Copertura migliorata su tutti gli angoli e le geometrie
Il nuovo impianto di verniciatura di Axelent sfrutta tecnologie applicative all’avanguardia fornite da Gema: è infatti dotato di due cabine MagicCompact EquiFlow BA04 con ciclone, ciascuna con due reciprocatori e dieci pistole automatiche OptiGun GA03 per lato. Sebbene queste
soluzioni siano progettate per effettuare un cambio colore rapido, ogni cabina è attualmente dedicata a un colore specifico (nero o grigio), mentre i colori speciali sono ancora applicati da Leba. Il processo di verniciatura inizia con due robot di pre-ritocco dotati di pistole Gema per garantire la copertura completa degli angoli, seguiti dall’applicazione automatica delle vernici in polvere poliestere industriali di Axalta. L’unità di controllo del sistema MagicControl 4.0 di Gema, dotata di interfaccia GemaConnect, gestisce l’intero processo, offrendo una soluzione intuitiva per creare programmi standardizzati o regolare lo spessore del film in base alle esigenze. “Infine, le pompe di applicazione
OptiSpray AP01 con Smart Inline Technology e il centro polveri OptiCenter OC07 sono studiati per garantire un’eccellente qualità del rivestimento e il cambio colore rapido, quindi ci hanno assicurato tre vantaggi fin dall’inizio: maggiore penetrazione della polvere, migliore distensione del film e un consumo ridotto del materiale verniciante”, chiarisce Stefan Axelsson.
Risultati immediati: flessibilità, omogeneità, affidabilità e sostenibilità
Axelent ha avviato le sue operazioni di verniciatura a polvere all’inizio di
Le cabine di Gema per la verniciatura in polvere.
FOCUS ON TECHNOLOGY
aprile 2024. Dopo una fase iniziale di test, durante la quale gli operatori hanno imparato come svolgere al meglio e con precisione tutte le attività correlate, l’impianto di verniciatura è ora pienamente operativo e consente all’azienda di ottenere un’applicazione della polvere più accurata – che garantisce di conseguenza una finitura più performante ed esteticamente accattivante, oltre a vantaggi ecologici ed economici. “Siamo rimasti molto soddisfatti della qualità e dei servizi di Leba. Infatti, collaboriamo ancora con questo verniciatore conto terzi per colori ed effetti speciali. Ma due camion pieni dei nostri prodotti andavano avanti e indietro ogni giorno. Poiché la riduzione delle emissioni di CO2 è uno dei nostri obiettivi principali, volevamo trovare un'alternativa”, continua Stefan Axelsson. “Quindi, anche per ottimizzare il flusso produttivo, abbiamo deciso di verniciare internamente”.
L’impianto sfrutta, infatti, energia verde ricavata da un sistema geotermico e da pannelli solari installati sul tetto dello stabilimento. Inoltre, Axelent ha investito in pale eoliche, producendo tutta l’elettricità necessaria per le sue operazioni. L’azienda impiega anche cinque pompe di calore che recuperano energia termica per riscaldare l’acqua di pretrattamento e raffreddare le aree di raffreddamento dell’impianto, nonché l’intero reparto produttivo.
“Cerchiamo di mantenere quanta più energia possibile all’interno del sistema”, afferma Johan Axelsson. “È una combinazione di tecnologie di energia verde e abbiamo persino il nostro impianto di trattamento delle acque reflue, con evaporatori sottovuoto che eliminano la necessità di un trattamento chimico-fisico, rimuovendo i fanghi e recuperando l’acqua in un circuito chiuso”.
“L’intero processo, dall’incontro iniziale con l’impiantista Moldow alla consegna finale con i tecnici di tutti i partner coinvolti, è stato caratterizzato da una collaborazione molto fluida. Ad esempio, durante la fase di progettazione abbiamo preso in considerazione l’opzione di un trasportatore aereo birotaia. Ma la soluzione proposta da Moldow ci garantisce di raggiungere esattamente il livello di personalizzazione e flessibilità di cui abbiamo bisogno per il nostro processo di verniciatura. Il nuovo impianto a polvere è un esempio lampante dei risultati che è possibile ottenere combinando efficienza, flessibilità e sostenibilità: abbiamo aumentato la produttività, ottimizzato i consumi energetici e migliorato la qualità dei nostri prodotti”, conclude Stefan Axelsson.
Dall'alto:
Il centro polveri OptiCenter OC07. Manufatti verniciati in uscita dal forno di polimerizzazione.
CHEMICAL MAKING SOLUTIONS
TRATTAMENTO ACQUE
WATER TREATMENTS
PREVERNICIATURA
E NANOTECNOLOGIE
COATING PRETREATMENT AND NANOTECHNOLOGIES
SGRASSANTI INDUSTRIALI DEGREASERS
SVERNICIANTI
PAINT STRIPPERS
HIGHLIGHT OF THE MONTH
Scambiatori di calore Apen Group per processi termici sostenibili
A cura della redazione
Le organizzazioni eccellenti non credono nell’eccellenza ma solo nel miglioramento continuo e nel cambiamento costante." Tom Peters
All’interno dei reparti di verniciatura industriale, la ricerca di soluzioni impiantistiche in grado di aumentare l’efficientamento energetico riducendo i consumi a parità di prestazioni è all’ordine del giorno. In particolare, il gas, il cui costo ha avuto una forte impennata negli scorsi mesi, è la fonte energetica su cui si concentra l’attenzione di tutti gli operatori del settore. Il gas viene utilizzato nella camera di combustione degli scambiatori di calore per riscaldarne la parte radiante, che genera l’aria calda necessaria alle fasi di asciugatura, essiccazione o polimerizzazione nei processi di verniciatura industriale. Apen Group Spa è un’azienda italiana che da quasi 60 anni produce impianti di riscaldamento e propone un’ampia gamma di prodotti, dalle caldaie a condensazione ai generatori d’aria calda sospesi e a basamento. Fondata a Milano nel 1967 da due cognati visionari che casualmente portavano lo stesso nome, Angelo Rigamonti, la sua storia è indissolubilmente legata alle vicissitudini economiche e sociali che l’approvvigionamento di questa indispensabile risorsa energetica ha comportato nel corso dello sviluppo industriale post-bellico italiano e internazionale. Nell’arco di questi anni, l’azienda si è specializzata nella progettazione e realizzazione di scambiatori di calore (a condensanti e non) per svariati processi industriali che richiedono l’aria calda come termoconvettore, come, per esempio, gli impianti di essiccazione alimentare, ceramica e tessile, gli impianti di asciugatura agricoli, per cereali e tabacco, oltre agli impianti di asciugatura, ventilazione e ai forni di essiccazione e/o polimerizzazione nel nostro settore. “Apen Group,
che oggi ha una forte presenza radicata anche a livello internazionale pur mantenendo una gestione di profilo famigliare che le garantisce coerenza nella definizione delle politiche aziendali e rapidità nelle decisioni, ha da tempo identificato la propria mission nella ricerca continua di soluzioni in grado di ottimizzare l’utilizzo delle risorse naturali e nella definizione di eventuali controlli preventivi e correttivi per rispettare gli obiettivi di qualità prefissati e di rispetto ambientale, sensibilizzando dipendenti, fornitori e partner su queste tematiche” - esplica Paolo Rigamonti, Presidente di Apen Group SpA.
“Consideriamo la cura dell’ambiente - riferita non solo al tema ambientale, ma intesa ad ampio raggio in termini di persone, relazioni e cooperazione - la nostra strada verso l’eccellenza” – spiega Christian Mancini, Export Sales Manager di Apen Group Spa. “I notevoli investimenti in ricerca e sviluppo, finalizzati allo studio e alla realizzazione di sistemi energetici efficienti, garantiscono ai nostri partner industriali prodotti affidabili, vantaggi in termini di risparmio energetico e bassi costi di manutenzione e, di conseguenza, riducono i costi di gestione dei processi produttivi”.
Materie prime, efficienza e design: le basi per la sostenibilità
Per perseguire la strada della sostenibilità, il team di Apen Group ha messo in atto diverse strategie a partire dalla progettazione e dal design degli scambiatori di calore. “La configurazione dello scambiatore di calore può determinare lo studio dell’intero processo termico: dal momento
La sede di Apen Group a Pessano con Bornago (Milano).
che ne rappresenta il componente principale, è necessario adottare la migliore soluzione in base al design e alle caratteristiche tecniche e di installazione, a partire dalla scelta dei materiali” - prosegue Mancini. “La lunga esperienza del nostro dipartimento R&D ha identificato alcuni acciai inossidabili, come l’AISI 441 e l’AISI 310, che sono in grado di garantire una lunga durata e un basso livello di usura determinato dalle temperature termiche e dall’alta trasmissibilità del calore. Inoltre, proprio perchè interamente costruito in acciaio inossidabile, lo scambiatore di calore può essere smaltito e riciclato al 100%. Nello specifico, in situazioni standard questi dispositivi sono realizzati in acciaio AISI 441, mentre consigliamo di utilizzare quelli realizzati in acciaio AISI 310 quando la temperatura massima di mandata supera i 125 °C e il salto termico tra ingresso e uscita dallo scambiatore è maggiore di 115 °C”.
Dalla casa allo stabilimento: l’esperienza a tutto tondo di Apen Group Gli scambiatori di calore prodotti e distribuiti in tutto il mondo da Apen
MORE THAN 30 YEARS OF EXPERIENCE IN INDUSTRIAL AND ANTI-CORROSION
Group sono utilizzati anche negli impianti di condizionamento sviluppati per uso commerciale, come le unità di trattamento aria, un settore fortemente influenzato da normative di efficienza, tutela dell’ambiente e attenzione al consumo di gas. “Questa stessa tecnologia proposta anche nel settore dei processi industriali permette all’utilizzatore finale di avere a disposizione un sistema altamente performante ed efficiente: in condizioni di riscaldamento con portate dell’aria pari a un ∆T di 35 °C e temperatura dell’aria in ingresso pari a 15 °C, l’efficienza del singolo scambiatore può essere superiore al 102%. Per soddisfare le numerose richieste ed esigenze dei mercati internazionali, nel corso degli anni, il nostro reparto R&D ha sviluppato scambiatori di calore con un rendimento che è in grado quindi di superare il 100%, mentre il soddisfacimento del fabbisogno termico è garantito grazie al corretto abbinamento tra le sezioni di ventilatori e bruciatori (on/off, bistadio e modulanti)”. Un altro elemento fondamentale per ridurre il consumo di gas e, di conseguenza, il costo dell’impianto per il processo termico, è lo studio del disegno e della specifica configurazione dello
Consulting for the professional and productive world.
Germedia addresses both the professional and productive sectors. Thanks to its cross-disciplinary expertise, it collaborates not only with professionals such as architects, engineers, and law firms, but also with builders, paint manufacturers, and craftsmen.
Il reparto carpenteria e un robot di saldatura: l’automazione avanzata garantisce prodotti di alta qualità, flessibilità produttiva e consegne puntuali.
scambiatore di calore: costituito da una camera di combustione e da un fascio tubiero, la loro particolare forma assicura un’elevata aerodinamicità tale da ridurre gli attriti del flusso d’aria, che investe interamente lo scambiatore grazie alla sua particolare forma e alla larga superficie di contatto, al fine di ottimizzare al massimo il suo funzionamento”.
Gli scambiatori di calore serie G0
La soluzione più comune proposta per i processi industriali sono gli scambiatori di calore della serie G0 che vengono costruiti in 9 differenti tipologie con potenze che variano da 50 kW a 550 kW resi, per un totale di 33 modelli in funzione delle caratteristiche costruttive. Le camere di combustione serie
G0 sono state studiate per essere inserite nei generatori di aria calda funzionanti con bruciatori di gas e di gasolio (disponibili solo a richiesta) e nelle unità di trattamento aria.
La lunga esperienza aziendale in merito alla ricerca e allo sviluppo degli scambiatori ha portato alla registrazione di ben tre brevetti di notevole importanza.
“La serie standard (G0xxxx) – precisa Mancinicorrisponde a modelli base pensati e progettati per essere installati in impianti che operano in condizioni di funzionamento standard, tipiche cioè delle unità di trattamento aria, con differenziali di temperatura non troppo elevati e portate d’aria sufficientemente alte (∆T compresi tra 20 e 35 °C).
Le serie G0xxxx-2 e G0xxxx-310 sono state progettate per lavorare in condizioni operative particolari, come, per esempio, in impianti di processo, camere di verniciatura, di essiccazione o ad elevate pressioni statiche dell’aria. Nello specifico, gli scambiatori G0xxxx-2 sono in grado di sopportare alte pressioni (fino a 2.500 Pa) essendo costruiti con materiali ad alta resistenza alle sollecitazioni, mentre gli scambiatori G0xxxx-310 sono progettati per operare ad altissime temperature dell’aria (fino a 280 °C) o ad elevati differenziali di temperatura aria, grazie ai materiali speciali con cui sono costruiti”.
Gli scambiatori di calore serie GH e EMS La differenza tra i modelli GH e i modelli EMS è legata al tipo di utilizzo per cui sono stati progettati. “I moduli GH – spiega Mancini - progettati per esseri inseriti all’interno di unità trattamento aria, hanno un telaio leggero in lamiera zincata che ne permette l’inserimento all’interno di strutture dedicate. I moduli EMS, invece, studiati per essere direttamente canalizzati o posti in serie ad unità di trattamento aria, presentano una struttura che si compone di un telaio in alluminio e di pannelli sandwich, coibentati con lana di roccia, in lamiera preverniciata bianca (superficie esterna) e in lamiera zincata (superficie interna). In tutte le serie sopra indicate, la camera di combustione ed i collettori fumo sono costruiti completamente in acciaio inox, mentre le superfici a contatto con i fumi (fascio tubiero) sono in acciaio inox a basso contenuto di carbonio per offrire una elevata resistenza alla corrosione. Il disegno del fascio tubiero è protetto da brevetto”.
La flessibilità dello scambiatore in funzione dell’applicazione
Lo scambiatore di calore può essere inserito nelle unità di riscaldamento aria sia in posizione verticale sia orizzontale. “Il flusso dell’aria può essere di due tipologie: equicorrente, quando l’aria fredda incontra per prima la parte più calda dello scambiatore rappresentata dalla camera di combustione, e controcorrente, quando l’aria fredda incontra per prima la parte più fredda dello scambiatore rappresentata dal fascio tubiero. In funzione dell’applicazione potrebbe risultare più conveniente l’una o l’altra installazione. Inoltre, per poter avere le performance richieste dalla specifica applicazione dove la potenza termica richiesta supera la potenza massima disponibile del singolo scambiatore, o dove si voglia parzializzare la potenza termica minima al di sotto del valore minimo di un solo scambiatore, è possibile assemblare più scambiatori di calore in un unico impianto di ventilazione e/o di processo raggiungendo elevati livelli di potenza
termica: i moduli possono essere assemblati, con le opportune precauzioni, sia in serie sia in parallelo”.
Grazie alla costante innovazione di prodotto e di processo e alla continua ricerca di soluzioni avanzate in campo tecnologico per offrire un prodotto unico, di qualità e sempre aggiornato secondo le reali esigenze dei mercati internazionali, Apen Group è un’azienda da sempre all’avanguardia. “Oltre a questi vantaggi – conclude Mancini - i nostri team commerciali e tecnici offrono un eccellente servizio sia nella fase pre-vendita che in quella di post-vendita, un aspetto questo a cui è stata rivolta molta attenzione fin dall’inizio della nostra storia, per dare pieno supporto ai nostri partner che hanno scelto un prodotto Made in Italy nel rispetto dell’alta qualità e degli standard di certificazione”.
Gli scambiatori di calore Apen Group sono realizzati in acciaio inox AISI 441 e AISI 310 per garantirne la lunga durata e un basso livello di usura.
Le Frecce Tricolori si “vestono” con una nuova livrea
Approfittando della sostituzione del velivolo MB-339 con il nuovo MB-346, le Frecce Tricolori cambiano livrea e abbandonano il predominante blu savoia per un elegante binomio di blu scuro e bianco, studiato dai designer di Pininfarina.
Quando sfrecciano tra le nuvole a velocità inimmaginabili con le loro scie che dipingono il cielo dei colori della bandiera italiana lasciano senza fiato: le Frecce Tricolori, la Pattuglia Acrobatica Nazionale (PAN), suggestiona l’immaginario collettivo per l’incredibile precisione delle esibizioni eseguite dallo stormo a velocità sorprendenti. I 10 jet che solcano le nuvole possono raggiungere una velocità massima di quasi 900 km/h con sollecitazioni che, nel caso del pilota solista, ossia il pilota che si stacca dalla formazione per creare figure impressionanti in perfetta coordinazione con gli altri 9, arriva ad accelerazioni di gravità positive di 7,5 G, come essere “schiacciati” da un peso di 750 chili per una persona che ne pesa 100.
Le Frecce italiane, nate con le caratteristiche attuali nel 1961, sono oggi la pattuglia acrobatica più numerosa del mondo - l’unica che si esibisce con una formazione di 10 velivoli e che disegna nel cielo un tricolore lungo 5 chilometri - e sono riconosciute come una delle migliori pattuglie aeree acrobatiche a livello internazionale. A settembre di quest’anno, durante la cerimonia celebrativa per il rientro delle Frecce dal North America Tour 24, è stata annunciata la sostituzione dei velivoli attualmente in dotazione alla pattuglia, gli Aermacchi MB-339, con i nuovi MB-346 costruiti da Leonardo Spa, la società italiana a controllo pubblico attiva nei settori della difesa, dell’aerospazio e della sicurezza, adattati alle esigenze specifiche della Pattuglia Acrobatica Nazionale e “vestiti” con una nuova livrea studiata dai designer di Pininfarina.
Un velivolo storico verniciato in blu savoia
La fusoliera degli MB-339, il velivolo che per oltre 40 anni ha servito la nostra pattuglia acrobatica, presenta nella sua versione più recente la predominanza del colore blu savoia, con il Tricolore italiano che corre dal muso alla coda su entrambi i lati. Sulla coda, con i colori della bandiera italiana è riportato, nello stesso blu savoia, il numero relativo alla posizione del velivolo nella formazione. Il dorso delle ali condivide il colore della fusoliera, interrotto da bande di colore bianco che corrono trasversalmente lungo ogni ala, mentre il ventre è verniciato in argento. Il luogo deputato al rivestimento dei velivoli che compongono lo stormo delle Frecce Tricolori è la cabina di verniciatura dell’hangar del 313° Gruppo Addestramento Acrobatico, situato nell’area nord della base aerea di Rivolto (Udine). Qui il personale che fa parte dell’equipe preposta alla manutenzione delle Frecce si assicura che ogni dettaglio sia perfetto: il dietro le quinte delle acrobazie della pattuglia italiana è rappresentato da un team perfettamente sincronizzato, esattamente come i jet in volo, che garantisce la sicurezza, il funzionamento ed anche l’estetica di questi mezzi così particolari e complessi. L’applicazione delle vernici liquide che creano la livrea iconica dello stormo acrobatico avviene manualmente ed è effettuata da operatori specializzati in una cabina di verniciatura su misura, destinata esclusivamente per questo velivolo e adattata alla sagoma del mezzo, che deve essere verniciato senza la necessità di smontare alcun componente. “La cabina segue
esattamente il profilo del velivolo, in modo da poterlo movimentare agevolmente, ed è chiusa da una serie di portoni frontali realizzati su misura” – dichiara il team tecnico di Blowtherm Spa, l’azienda che è stata incaricata dall’Aeronautica Militare di seguire il progetto della cabina. “Il flusso d’aria e la temperatura sono omogenee sull’intera superficie dell’aereo, grazie ai potenti gruppi termoventilanti industriali, che assicurano, allo stesso tempo, consumi ottimizzati. Temperatura controllata e ventilazione efficiente sono garantiti dal quadro di gestione dell’unità termoventilante”1
Una nuova livrea in nome di bellezza e aerodinamicità
“Una nuova era si apre per le Frecce Tricolori – si legge nel comunicato stampa di Pininfarina2 - eccellenza dell’Aeronautica Militare riconosciuta a livello internazionale, che si doteranno del velivolo MB346, gioiello dell’industria italiana firmato Leonardo, adattato alle esigenze specifiche della Pattuglia Acrobatica Nazionale. A rendere ancora più iconico quello che sarà il nuovo protagonista delle esibizioni è la livrea, ideata dai designer di Pininfarina, un altro ambasciatore dell’eccellenza italiana. Con questa collaborazione, tre simboli del “Made in Italy” si uniscono per portare il Tricolore nei cieli di tutto il mondo”. La nuova livrea, con la fusoliera e le ali rivestite nel tono predominante del blu scuro, con le
linee dei colori della bandiera nazionale ad esaltarne i profili nella parte inferiore e il bianco ad evidenziare il contorno della cabina di guida, sottolinea la bellezza e la fluidità del volo delle Frecce Tricolori. “Il risultato è un disegno visibile su tre dimensioni, per garantire che, durante le evoluzioni dei velivoli, ci sia sempre un elemento grafico riconoscibile in grado di trasmettere al pubblico una sensazione di velocità e dinamismo. Una combinazione perfetta di eleganza e potenza, tratti distintivi sia di Pininfarina che della Pattuglia Acrobatica Nazionale, rappresentazione di operosità, ingegno e lavoro di squadra, valori fondanti dell’Aeronautica Militare. Questa sinergia tra Pininfarina, rinomata per il suo design innovativo e raffinato, e le Frecce Tricolori, pattuglia acrobatica inserita nel Guinness World Records nel 2022, è dunque un omaggio all’eccellenza italiana”. “È un grande onore presentare la nuova livrea delle Frecce Tricolori disegnata da Pininfarina” – dichiara Silvio Angori, Vicepresidente e Amministratore Delegato di Pininfarina. “Questo progetto si ispira a quello che abbiamo definito il Rinascimento del Tricolore, un’idea che incarna il nostro orgoglio nazionale e la celebrazione del simbolo che ci rappresenta nel mondo. Le Frecce Tricolori non sono solo un emblema di abilità tecnica e precisione, ma anche di passione e dedizione. Con questa livrea celebriamo il loro spirito e il loro impegno, creando un’opera che accompagnerà le loro esibizioni mozzafiato per decenni. Ringraziamo l’Aeronautica Militare per la fiducia riposta nella Pininfarina e nella sua creatività che da quasi 95 anni continua a rappresentare il design italiano nel mondo.”
un nuovo impianto di verniciatura all’avanguardia alle linee di montaggio con un sistema di movimentazione avveniristico.
La scommessa vincente di Comel
Alessia Venturi ipcm®
Massima efficienza nell’utilizzo delle risorse energetiche e dei prodotti vernicianti; qualità di rivestimento con parametri premium in relazione a copertura, distensione, uniformità degli spessori e finitura; aumento della capacità di verniciatura e riduzione del lead time di montaggio. Questi gli obiettivi specificati e raggiunti da Comel con il progetto per un nuovo impianto di verniciatura automatico a polveri collegato alla logistica interna di montaggio, nel quale ha coinvolto Futura, Imel, Wagner, Lesta e Chemetall.
Pezzi finiti in attesa di montaggio accumulati nel magazzino sopraelevato progettato da Futura Srl.
L’orizzonte di sviluppo dell’attività del terzismo di verniciatura è sempre più proiettato verso un’integrazione verticale di processi e servizi a completamento della verniciatura. Il focus sulla qualità, l’implementazione di pratiche di lean production per efficientare la produzione e accorciare i tempi di consegna, la conformità a standard qualitativi riconosciuti a livello internazionale sono già strumenti utilizzati dai verniciatori conto terzi più professionali per restare competitivi e – al contempo – contrastare la tendenza all’insourcing della verniciatura da parte di molte aziende manifatturiere. Affiancare nuovi processi a quello di trattamento superfici, consente alle aziende di dimensioni maggiori e più strutturate di diventare dei veri e propri reparti di produzione esterni dei propri clienti, responsabili dall’inizio alla fine – inclusi i controlli qualità e di conformità alle specifiche – di una serie di fasi produttive, non solo della finitura. Un terzista, inoltre, deve oggi fornire prestazioni tecniche misurabili, in linea con le istanze di sostenibilità ambientale, sociale e ed economica. Questa è la via che Comel SpA di Arre, Padova, già protagonista nel 2015 di un ampio reportage su ipcm® in occasione dell’installazione di un primo impianto di verniciatura automatico all’avanguardia in sostituzione dei due utilizzati fino al 20131, ha intrapreso tempo fa.
Partendo da una base finanziaria e industriale solida e cercando costantemente di incrementare l’efficienza dei processi e la redditività delle lavorazioni, Comel oggi riesce ad offrire un servizio completo, rapido, flessibile e di qualità ai propri clienti che, in cambio, la fidelizzano come fornitore esclusivo. Questo, anche grazie alla propensione all’innovazione, agli investimenti in tecnologie avanzate e alla formazione del personale.
Siamo tornati in Comel lo scorso ottobre per visitare quello che è uno dei più grandi impianti di logistica interna e di verniciatura oggi attivi in Italia, realizzato nel 2024 in collaborazione con un pool di fornitori appositamente scelti per inserire le proprie migliori tecnologie ai fini del soddisfacimento dell’obiettivo primario dell’azienda: non solo aumentare la capacità produttiva di verniciatura a polvere, ma anche ottimizzare il flusso di processo collegando le due fasi produttive principali: finitura e montaggio, abbattendo gli sprechi.
1 A. Venturi, Efficienza Energetica E Produttività Altissime Per L’impianto Di Verniciatura Comel in ipcm® n. 31 Vol. VI, Gennaio-Febbraio 2015, pagg. 84-92
Una delle due 2 baie di carico in continuo dove il convogliatore crea una curva verticale che consente alle unità di trasporto di sollevarsi di sbieco 1,40 m, in modo da mantenere l’ergonomia operativa senza necessità di discensori.
Vista generale dell’impianto di verniciatura, logistica e magazzino sopraelevato di Comel.
Dashboard dell’impianto di verniciatura.
Per questo progetto imponente Comel ha scelto le competenze e l’esperienza di Futura di Robecco Pavese (PV), Imel di Codroipo (UD), Wagner di Valmadrera (LC), Lesta di Dairago (MI) e la divisione italiana di Chemetall (Giussano, MB) che hanno collaborato in un progetto durato quasi due anni per concretizzare gli obiettivi ambiziosi dell’azienda padovana.
Chi è Comel oggi
Fondata da Luigino Giacometti nel 1970 come azienda terzista di lavorazione della lamiera verniciata, in acciaio inox e alluminio esclusivamente per il settore del condizionamento, nel 2000 Comel ha aperto le porte ad altri settori e, da quel momento, la composizione del fatturato si è notevolmente diversificata. L’ufficio tecnico fornisce un supporto costante al cliente non solo per progetti nuovi o per l’industrializzazione di progetti già esistenti, ma anche per la ricerca di soluzioni tecniche alternative per aumentare la competitività del cliente. Ciò che distingue Comel dalla concorrenza è la completezza del servizio, che da taglio, piega e saldatura della lamiera arriva fino alla verniciatura, l’assemblaggio e il kittaggio.
“In questi ultimi dieci anni l’azienda è cresciuta, migliorata e si è trasformata. Le migliori tecnologie del mercato vengono costantemente valutate, ma non solo. Dal punto di vista delle competenze tecniche
del personale, l’azienda punta molto sulle proprie risorse professionali. Nell’ambito della verniciatura, alcune figure-chiave sono cambiate e dal 2016 abbiamo un responsabile dell’ottimizzazione dei processi, Nicola Cesarato, che supporta l’azienda negli investimenti, nella transizione verso un futuro sostenibile e il cui ruolo nel progetto di questo nuovo impianto di verniciatura è stato fondamentale” esordisce Matteo Giacometti, tecnico commerciale di Comel e uno dei figli del fondatore. “Similmente a molti altri terzisti, nel 2021 abbia avuto un exploit di volumi. L’impianto di verniciatura esistente era stato fin lì sufficiente a soddisfare il nostro fabbisogno, anche se negli ultimi tempi avevamo intensificato l’utilizzo del servizio di un terzista di verniciatura per smaltire i picchi di lavoro piuttosto che per la produzione di colori particolari in piccoli lotti. Nel 2021, tuttavia, ci siamo resi conto che con due turni di lavoro l’impianto era saturo. Non avendo l’intenzione di introdurre il terzo turno, e constatando che un numero sempre maggiore di pezzi nuovi acquisiti per la verniciatura richiedevano anche il montaggio, abbiamo pensato di aumentare la capacità produttiva di verniciatura e creare un flusso di lavoro più automatico ed efficiente legando il trattamento superficiale all’assemblaggio” continua Giacometti.
“L’obiettivo era essere più indipendenti, aumentare la qualità di finitura e la velocità di risposta ai clienti, nonché avere un backup di verniciatura: è vero che in 10 anni di lavoro l’impianto esistente non aveva mai avuto
alcun problema che lo tenesse fermo per più di 24 ore, ma dal momento che i volumi erano in aumento così come lo erano le aspettative dei nostri clienti in termini di rapidità, flessibilità e qualità del servizio, ci siamo sentiti la responsabilità di eliminare qualsiasi possibilità di fermo impianto che ci portasse ad esaurire le scorte e bloccare la produzione”.
“Il 35% del nostro fatturato è composto da articoli alto rotanti che verniciamo e montiamo: unire in un unico flusso gestito da un solo convogliatore queste due fasi operative, ci avrebbe consentito di evitare la movimentazione di una quantità molto alta di pezzi, eliminando il rischio di danneggiamento e diminuendo il lead time, nonché risparmiando personale per dedicarlo ad altri compiti”.
La genesi del progetto
“Per questo nuovo progetto abbiamo scelto Futura per lo studio del sistema di trasporto, organizzazione logistica e alimentazione delle stazioni di montaggio: ritenevamo che fosse l’unico partner in grado di fornirci soluzioni adeguate e affidabili. Abbiamo poi scelto di mantenere Chemetall come fornitore di prodotti chimici per il pretrattamento: ciò ci avrebbe consentito di utilizzare gli stessi prodotti e avere un risultato del tutto sovrapponibile in termini di qualità tra i due impianti. Chemetall ha collaborato con Imel, che è stato il partner scelto per la realizzazione della linea di verniciatura, per mettere a punto un ciclo di pretrattamento con lo stesso numero di stadi del precedente ma con una qualità migliore” spiega Matteo Giacometti. “Abbiamo scelto Imel perché, oltre al tipo di know-how introdotto e alla possibilità di implementare il modulo di gestione avanzato i4paintshop, riteniamo sia un’azienda in grado di fornirci un servizio di assistenza continuo e puntuale. Infine, la tecnologia IPS di Wagner è stata una scelta naturale: l’input iniziale che abbiamo dato alle aziende coinvolte nel progetto era quello di riuscire a verniciare i particolari con il minimo intervento umano, quindi il più possibile con l’automatismo dei reciprocatori, senza l’utilizzo
Ingresso e uscita delle bilancelle dal forno di asciugatura. È visibile il forno di polimerizzazione posto sopra all’essiccatoio, ai fini del risparmio energetico.
Vista del tunnel di pretrattamento progettato da Imel.
di sistemi di regolazione della distanza dal pezzo tramite assi indipendenti, ad avere la maggior copertura possibile. Dopo varie prove effettuate con dei nostri pezzi test, la tecnologia IPS è stata l’unica che ci ha consentito di raggiungere questo risultato, riducendo al minimo l’intervento umano in tutte le fasi di verniciatura, dal ritocco al cambio colore: il ritmo di produzione viene definito dalle ricette e dai programmi, esattamente la stessa filosofia che abbiamo richiesto al convogliatore. Infine, abbiamo deciso di introdurre due robot antropomorfi Lesta con scansione ad imaging 3D per coadiuvare gli operatori di ritocco. Per ora abbiamo attrezzando solo una delle due cabine, ma il progetto è di raddoppiare”.
La progettazione del convogliatore: unire due fasi produttive senza soluzione di continuità
“A Futura abbiamo fornito le nostre esigenze, le posizioni operative che ritenevamo necessarie sul percorso del convogliatore nonché i risultati di uno studio preliminare dei carichi di lavoro, dei tempi di montaggio e delle posizioni” racconta Nicola Cesarato. “Abbiamo poi adattato e modificato le loro proposte conducendo delle simulazioni industriali, per essere certi di ottenere un perfetto bilanciamento tra i tempi di verniciatura, di montaggio e di trasporto, nonché il bilanciamento necessario tra le dimensioni dei buffer e i tempi di montaggio. Non sarebbe stato utile al nostro obiettivo di efficientamento, avere una linea di verniciatura ad alta produttività con dei colli di bottiglia in fase di scarico o montaggio.
Dall'alto:
Un dettaglio del complesso sistema di scambi del convogliatore birotaia di Futura.
Uno dei buffer disegnati dal percorso del trasportatore, nello specifico quello antistante la cabina di verniciatura 1, dedicata all’applicazione di colori chiari.
Ho rilevato personalmente i tempi di montaggio dei principali articoli che sarebbero stati appesi al convogliatore e siamo partiti da questi per studiare a ritroso tutti gli altri tempi di lavorazione”.
“Tutto questo studio ha portato a una definizione del numero di pezzi da produrre all’ora e sulla base di questo siamo riusciti a identificare le caratteristiche della linea di produzione. La base di partenza per lo studio del convogliatore è stata dunque il tempo-ciclo” interviene Paolo Chiesa, responsabile del progetto per Futura Srl. “Rispetto alle nostre forniture “tipiche”, il convogliatore di Comel presenta la caratteristica di inglobare una linea di verniciatura pezzi con una linea di montaggio, quindi presenta degli accumuli che alimentano diverse linee di scarico in prossimità delle quali vengono effettuate ulteriori attività”.
“Si tratta di un convogliatore birotaia con carico massimo di 200 kg per unità di trasporto, ognuna lunga 4 metri, e una produttività di 44 unità/ ora su uno sviluppo di catena di poco più di 3 km. La velocità della linea è di 3,5 m/min, il takt time di 82 secondi. L’impianto di trasporto è costruito su due piani per sdoppiare le sue funzionalità e ingloba due tipi di buffer: al piano inferiore la linea asserve la verniciatura e presenta un polmone di accumulo prima del tunnel di pretrattamento, due polmoni antistanti alle cabine di verniciatura e un polmone dopo il forno
di polimerizzazione; al piano superiore gestisce il magazzino dei pezzi verniciati e delle unità di trasporto vuote” prosegue Chiesa. “Fuori dall’impianto di verniciatura, il trasportatore può prendere due strade: una conduce i pezzi a una stazione di scarico diretto, l’altra conduce i pezzi verso il piano superiore, dove 8 buffer di pezzi verniciati sono pronti ad alimentare 4 postazioni di scarico e montaggio sottostanti al buffer. Quando necessario, il PLC del convogliatore richiama l’unità di trasporto contenente ciò che deve essere assemblato in base al piano di produzione giornaliero e automaticamente l’unità di trasporto esce dal magazzino e raggiunge la zona di assemblaggio. L’impianto completo movimenta 370 unità di traporto, di cui 300 possono essere ospitate dal magazzino soppalcato”.
“Nella zona di verniciatura, il convogliatore prevede 2 baie di carico in continuo, con le unità di trasporto che si muovono da un livello di partenza basso per consentire agli operatori di fissare i pezzi prima nella parte alta della stessa, che si trova ad altezza uomo. Il convogliatore poi crea una curva verticale che consente alle unità di trasporto di sollevarsi di sbieco di 1,40 m, in modo che l’operatore possa caricare i pezzi nella parte inferiore dell’unità, mantenendo l’ergonomia operativa e senza necessità di discensori” interviene Alessandro Longo titolare di Futura. “In
LA MIGLIORE TECNOLOGIA PER IL TUO RIVESTIMENTO
info@tecnosupply.com
www.hangon.it
questo modo l’operatore si ritrova sempre la posizione vuota da caricare ad altezza uomo. Questa è stata una precisa richiesta di Comel, che non voleva discensori in fase di carico affinché fosse l’impianto a dettare i tempi operativi: con questa modalità progettata da Futura, i tempi di carico sono prestabiliti dalle ricette di verniciatura abbinate alle singole unità di trasporto e vengono aggiornati grazie alle indicazioni degli stessi operatori, creando degli standard di lavoro comuni”.
“Ogni unità di trasporto ha una “carta di identità” che ne definisce il percorso da intraprendere lungo la linea, la velocità di carico, il ciclo di pretrattamento, la potenza di soffiatura prima dell’asciugatura, la ricetta di applicazione delle polveri” precisa Matteo Giacometti. “Un altro valore opzionale attribuibile alle unità di trasporto è il controllo qualità” aggiunge Nicola Cesarato. “Se esso viene impostato, dopo le cabine di verniciatura e in uscita dal forno di cottura, l’unità di trasporto si fermerà per subire un controllo da parte degli operatori. È un valore che impostiamo, ad esempio, per la prima unità di un nuovo colore o di un articolo critico oppure con una certa frequenza su un lotto di produzione specifico.”
“A livello meccanico Futura ha inserito sul convogliatore un’altra tecnologia molto utile in fase di pretrattamento” aggiunge Alessandro Longo. “L’unità di trasporto può inclinarsi mentre è movimento, senza necessità di fermarla per il riposizionamento in orizzontale.
Si tratta di un movimento meccanico che consente di eliminare accumuli di liquidi nei pezzi durante il ciclo di pretrattamento, per agevolare le successive fasi di soffiaggio e asciugatura, ma anche per ridurre al minimo l’effetto trascinamento da una vasca all’altra”.
L’impianto di verniciatura a polvere. Efficiente ed esteticamente appagante
“La linea fornita a Comel include un tunnel di pretrattamento a spruzzo in acciaio inox che effettua un ciclo a 7 stadi multimetallo,
La clean room che contiene le due cabine di applicazione polveri allestite con cabine Wagner.
Uno dei due sistemi IPS Master di Wagner installati da Comel per l’alimentazione delle polveri e la gestione dei cambi colore.
con doppio sgrassaggio alcalino, doppio risciacquo con acqua distillata, risciacquo con acqua demi, conversione con nanotecnologia Oxsilan di Chemetall e risciacquo finale con acqua demi” prende la parola Marco D’Angela, titolare di Imel. “Il tunnel di pretrattamento ha una forma a U, con 4 vasche sul lato sinistro e 3 vasche sul lato destro, un espediente progettuale che ha consentito di rientrare nei limiti dimensionali del capannone che doveva ospitare la linea. Segue una stazione di soffiaggio in continuo per evitare accumuli di liquidi nei sottosquadra prima dell’asciugatura in forno ad aria calda. Dopo l’essiccazione, i pezzi seguono un percorso di raffreddamento prima di fermarsi in due postazioni di accumulo, ciascuna delle quali alimenta una delle due cabine di applicazione Wagner. Entrambe le cabine sono inserite in box condizionati, termoregolati, fuori polvere e con umidità controllata. Le cabine lavorano in parallelo: una è dedicata ai colori chiari l’altra ai colori scuri”.
“Il problema maggiore che ha dovuto affrontare Imel dal punto di vista progettuale era evitare l’inquinamento reciproco dei pezzi verniciati in
Da sinistra a destra:
- La pedana di pre-ritocco nella cabina 1 attrezzata con 2 robot antropomorfi integrati da Lesta Srl.
- I due robot incorporano la scansione Image Match 3D di Lesta.
- I reciprocatori delle cabine sono dotati di 8 pistole automatiche ciascuna.
- La cabina destinata all’applicazione dei colori scuri mantiene due postazioni di ritocco manuale, ma è già predisposta per l’automazione robotica.
colori diversi nel forno di polimerizzazione, che ha conformazione a schiena d’asino” prosegue D’Angela. “Per questo abbiamo creato una pre-camera di gelificazione ad aria calda. La particolarità dei forni di essiccazione e di polimerizzazione, entrambi con camera di combustione e bruciatore a gas, è che sono sovrapposti: la parte bassa è dedicata all’asciugatura, quella superiore alla cottura. Ciò consente un notevole risparmio energetico. Per questo progetto abbiamo curato molto anche l’estetica dell’impianto e i colori della carpenteria. Un’altra scelta di qualità per Comel”.
Dopo la fase di cottura del rivestimento, le unità di trasporto con i pezzi verniciati proseguono verso la zona dove le due linee del convogliatore si biforcano: una conduce alla stazione di scarico diretto, l’altra al magazzino al piano superiore da dove le unità saranno richiamate, in base al programma di produzione, per ridiscendere verso le quattro stazioni di scarico dedicate alle operazioni di montaggio. Tutte e 5 le stazioni di scarico sono dotate di discensori.
“Il processo di trattamento superficiale prevede anche la possibilità
di ricircolare le unità di trasporto nelle cabine di verniciatura per l’applicazione del secondo strato di polvere, una richiesta in aumento fra i nostri clienti” aggiunge Matteo Giacometti.
“Il modulo i4paintshop di Imel per la gestione dell’impianto e per la manutenzione predittiva, è un altro plus di questo progetto. Questo modulo, così come i software di gestione del convogliatore e delle cabine sono fortemente integrati fra di loro e con il nostro sistema gestionale, nel quale sono descritte tutte le ricette di trattamento. Ogni unità di trasporto ci restituisce delle informazioni a fine ciclo, in modo da conoscere esattamente le tempistiche di processo, tutti i parametri operativi ed eventuali allarmi causati da problemi nel corso delle lavorazioni”.
“Ci sono tre punti di lettura del codice a barre delle unità di trasporto all’interno dell’impianto in corrispondenza di tre punti strategici: l’ingresso del tunnel di PT, la zona di controllo qualità e l’ingresso del montaggio”, spiega Paolo Chiesa di Futura. “Tramite questi tre punti di lettura, in ogni istante il sistema di gestione del convogliatore sa quale unità di trasporto sta passando in un determinato punto: un’informazioni fondamentale,
anche per il richiamo nelle postazioni di montaggio. Il PLC del convogliatore fa da collettore di tutte queste informazioni e va a distribuirle al gestionale di Comel, al PLC Wagner e al modulo i4paintshop di Imel.
La tecnologia IPS di Wagner
“In Comel, Wagner ha installato due cabine Supercube con due sistemi di alimentazione polveri IPS”, interviene Marco Spada, Area Manager Powder Coating di Wagner S.p.A. “Quando le unità di trasporto arrivano in cabina, questa riconosce la ricetta di applicazione impostata e la attua in automatico. Il sistema IPS, che non presenta usura delle parti di ricambio, tranne che di un particolare del dosatore elettrostatico, garantisce un’erogazione con parametri costanti nel tempo per ogni ricetta di verniciatura impostata per almeno 2500 ore di lavoro.
Uno dei plus del sistema IPS è che, pur in assenza di sistemi di riconoscimento pezzi 3D, riusciamo a ottenere una penetrazione e una uniformità notevoli. Questo perché all’interno delle sue potenzialità, IPS ha il sistema Dual Zone: è possibile cambiare simultaneamente le portate
degli erogatori in una frazione di secondo, quindi aumentare la quantità di polvere erogata e la velocità dell’aria per coprire la parte più profonda, e diminuire la cinetica dell’uscita della polvere dall’erogatore sulla parte piana per avere uniformità di spessori sulla parte piana e su quella concava. Devo dire che Comel è in grado di sfruttare il sistema IPS al 90% delle sue potenzialità, perché verniciano pezzi con geometrie talvolta molto difficili, controllano gli spessori e hanno esigenze di qualità elevata. Su scatolati di 600 mm di profondità, Comel riesce a ritoccare solamente qualche spigolo interno, coprendo lato esterno, lato interno e fondo con minima necessità di ritocco”. Le due cabine sono identiche, ma su una abbiamo installato due robot antropomorfi sospesi di Lesta per il preritocco, che lavorano sullo stesso lato, mentre l’altra ha due postazioni di pre-ritocco manuale, già predisposte per il futuro inserimento di robot. Il 98% del ritocco è richiesto sulla parte concava dei pezzi, per cui i robot o gli operatori lavorano sullo stesso lato, sebbene le postazioni siano utilizzabili su entrambi i fronti, destrorso o sinistrorso.
“I robot installati sono dei Kuka di tipo industriale, certificati Atex, che incorporano la scansione Image Match 3D, un sistema messo a punto negli ultimi mesi che ricostruisce vari punti del pezzo che deve essere verniciato identificando la posizione reale dell’oggetto mentre passa in verniciatura. Questa funzionalità consente di adattare il percorso di ritocco preimpostato in maniera molto precisa rispetto alla posizione reale e al suo spostamento multidirezionale nello spazio, a causa ad esempio dell’utilizzo di ganci diversi dal previsto” spiega Emanuele Mazza, titolare di Lesta.
Dall'alto:
La salita delle bilancelle nel forno di polimerizzazione a schiena d’asino. Bilancelle in uscita dal forno di polimerizzazione a schiena d’asino. La camera di pre-gelificazione inserita al suo interno consente di polimerizzare bilancelle con pezzi di colore diverso senza vuoti sulla catena.
“Inoltre, abbiamo da poco rilasciato un aggiornamento della nostra modalità di programmazione in autoapprendimento che consente di importare il programma generato in autoapprendimento nel software di programmazione offline, per ottimizzare dei dettagli o correggere degli errori, per poi rigenerare il file da inviare al robot”.
“Wagner ha fatto un’esperienza molto importante con questo progetto, per due aspetti” riprende la parola Marco Spada. “Il primo è l’elevata qualità di finitura che Comel ci ha specificato, una qualità superiore a quella richiesta nel mondo dell’elettrodomestico. Con alcune polveri stiamo utilizzando setacciature di 140 µm applicandole su superfici enormi e velocità di linea elevate. Le richieste di Comel erano: totale assenza di puntinature e massima penetrazione, uniformità di distribuzione, e costanza degli spessori su tutte le parti del manufatto. Il secondo aspetto fondamentale per cui Wagner è cresciuta molto grazie a questo progetto è l’aspirazione in cabina. Avendo due ritocchi posizionati sullo stesso lato in entrata, siano essi due robot o due operatori che spruzzano uno accanto all’altro, la posizione del punto di aspirazione dove convogliare l’overspray prodotto dal ritocco è stata una sfida. Inizialmente avevamo pensato di posizionare un punto di aspirazione direttamente sulla piattaforma, ma così facendo avremmo perso la possibilità di recuperare l’overspray generato durante il cambio colore. Lavorando in stretta collaborazione con Imel, abbiamo optato per un sistema che, pur in assenza di un’aspirazione downdraft presso le postazioni di ritocco, questo overspray fosse aspirato dalla cabina stessa, finendo nel ciclone per il recupero. Da parte sia di Imel sia di Wagner c’è stato un grosso sforzo per ottimizzare il giro d’aria e l’equilibrio fluido-dinamico all’interno delle cleanroom e, secondariamente, anche all’interno delle cabine. Il lavoro di studio che
da sinistra Matteo Giacometti di Comel, Alessia Venturi di ipcm® , Marco D’Angela di Imel, Alessandro Longo di Futura, Marco Spada di Wagner, Paolo Chiesa di Futura e Nicola Cesarato di Comel.
L’impianto di trasporto Futura è costruito su due piani per sdoppiare le sue funzionalità: al piano inferiore asserve la verniciatura, mentre al piano superiore gestisce il magazzino dei pezzi verniciati e delle unità di trasporto vuote.
A destra: Vista generale del piano superiore del convogliatore che alimenta le linee di montaggio pezzi.
abbiamo fatto con Imel ha dato risultati straordinari: un’aspirazione con una fluo-dinamicità perfetta, e dunque con una qualità di rivestimento impareggiabile e un’alta efficienza di cambio colore”.
“Nell’ultimo anno abbiamo contato 130 colori attivi su entrambi gli impianti. Di questi, cinque costituiscono il 40% dei volumi prodotti. I colori gestiti da questo impianto nuovo sono fra i 70 e gli 80, con una media di 3 cambi colore al giorno su ciascuna cabina” aggiunge Nicola Cesarato.
“L’obiettivo è verniciare in tutti i colori su entrambi gli impianti”. “La qualità di finitura che, nel tempo, i nostri clienti ci hanno riconosciuto è quella alla quale dobbiamo attenerci: è vero che usiamo molti colori bucciati che sono più facili da applicare, ma usiamo anche tanti raggrinzati, colori opachi o metallizzati che sono invece molto più critici. Capisco che per i fornitori di questo impianto, in particolare per Wagner, raggiungere questi standard qualitativi sia stata una sfida” precisa Matteo Giacometti. “Proprio in ottica di mantenimento di una qualità costante, abbiamo scelto ormai da anni di affidarci a due fornitori principali di polveri AkzoNobel e Sherwin-Williams, cercando di indirizzare quei clienti che in specifica hanno polveri di marchi diversi verso queste due aziende. Questo perché, nel passaggio da un impianto all’altro, AkzoNobel e Sherwin Williams hanno dovuto mettere a punto le formulazioni. A parità di colore, la tecnologia applicativa IPS di Wagner esige l’utilizzo di una polvere entro certi standard, con formulazioni adattate ad essa”
Un grado di soddisfazione elevato e un plauso al gruppo di lavoro “L’impianto è in funzione da gennaio 2024. Ci sono stati alcuni problemi da risolvere inizialmente, ma una volta risolti posso affermare che siamo pienamente soddisfatti dell’investimento e del gruppo di aziende che abbiamo scelto come partner” afferma Matteo Giacometti. “Entro la fine dell’anno dovremo avere anche un riscontro sulle percentuali di risparmio. Già adesso, dopo 8 mesi di utilizzo riscontriamo delle efficienze che ci portano a giustificare gli investimenti fatti e ad essere soddisfatti. Sprecare il meno possibile, fare efficienza su prodotti vernicianti ed energia – che sono le due voci di costo principali di una linea di verniciatura – era uno dei nostri obiettivi principali con questo progetto”. “Voglio rivolgere un plauso anche agli operatori e ai tecnici di Comel che si sono impegnati a capire il cambio di tecnologia e a utilizzare sia le cabine che tutti gli altri dispositivi dell’impianto alla loro massima potenzialità. Questo atteggiamento positivo e collaborativo non era scontato: c’era il rischio di portarsi dietro delle modalità operative che potevano essere scorrette per queste nuove tecnologie”.
“Siamo già proiettati al futuro” conclude, infine, Giacometti. “Il progetto a breve termine è un ulteriore ampliamento dello scarico diretto dell’impianto di verniciatura con l’aggiunta di una seconda stazione, nuovamente in collaborazione con Futura. Il mercato di un terzista evolve rapidamente e la nostra missione è quella di restare sempre al passo per soddisfare i fabbisogni dei nostri clienti”.
INFRARED CATALYTIC
MELTING AND COMPLETE CURING of powder coating and liquid coating drying with the INFRAGAS technology
Lo stato dell’arte della rimozione di PFAS nelle applicazioni di verniciatura
Federica Alberti, SG Projects Srl – Voghera (Italia) federica.alberti@sgprojects.it
Chemra GmbH, azienda specializzata nel trattamento delle acque, ha trovato in SG Projects un fidato partner commerciale in Italia per supportare i clienti in una delle applicazioni più difficili, il processo di rimozione dei PFAS, i “prodotti chimici per sempre” che si disperdono facilmente e sono contaminanti difficilmente degradabili.
Il settore della verniciatura sta continuamente migliorando le ricette e la composizione dei propri prodotti per soddisfare le esigenze e le aspettative del mercato. I primi brevetti relativi all’uso dei PFAS in questo ambito risalgono agli anni ‘60. Questi brevetti sono stati depositati
per sfruttare le proprietà uniche dei PFAS, come la loro resistenza all’acqua, alle macchie e ai prodotti chimici. Il PTFE (politetrafluoroetilene)
è stato uno dei primi composti della famiglia dei PFAS a essere brevettato e utilizzato in diverse applicazioni industriali, inclusa la verniciatura. Le
proprietà di anti-aderenza e resistenza chimica del PTFE hanno portato al suo utilizzo in vernici e rivestimenti. Successivamente, altri PFAS sono stati introdotti nelle loro formulazioni per migliorarne la durata e la resistenza al calore. L’uso dei PFAS nelle formulazioni di vernici è diventato indispensabile grazie alle loro proprietà vantaggiose.
Che cos’è un “PFAS”?
Le sostanze per- e polifluoroalchiliche (PFAS) sono composti chimici di sintesi con proprietà sia idrofile che idrofobiche. Grazie a queste caratteristiche, sono repellenti sia all’olio sia all’acqua e per decenni sono state utilizzate in una vasta gamma di prodotti. Il gruppo chimico dei PFAS comprende un gran numero di sostanze con caratteristiche variabili, come proprietà fisiche e tossicità. I composti perfluorurati sono idrocarburi in cui tutti gli atomi di idrogeno sono stati sostituiti da atomi di fluoro, mentre nelle sostanze polifluorurate solo alcuni atomi sono stati sostituiti da quelli di fluoro.
Nella nomenclatura, le classi di sostanze (acido carbossilico o acido solfonico) sono indicate con “A” o “S”, dove “A” sta per acido carbossilico e “S” per acido solfonico. La terza lettera rappresenta la lunghezza della catena. Per esempio, in PFOA, la “O” (ottano) indica una catena di 8 atomi di carbonio.
Esistono PFAS a catena lunga e corta. Un PFAS è considerato un composto a catena lunga quando la lunghezza della catena è ≥ C8 per gli acidi carbossilici (per esempio, PFOA) e ≥ C6 per gli acidi solfonici (per esempio, PFHxS e PFOS).
Qui sotto è riportata una rappresentazione della struttura del PFOA (Acido perfluorooctanoico) con una lunghezza della catena di 8 atomi di carbonio. Il disegno mostra la parte idrofila e la parte idrofobica, che conferiscono le interessanti proprietà di questa sostanza anfifilica (fig. 1).
I PFAS nella composizione delle vernici sono stati considerati per diversi motivi:
Resistenza all’acqua e alle macchie: i PFAS rendono le vernici più resistenti all’acqua e alle macchie, il che è particolarmente utile per le superfici esterne e gli ambienti umidi. Il PFOS (perfluorooctano sulfonato) veniva utilizzato a questo scopo, ma il suo utilizzo è stato limitato ad applicazioni diverse dalle vernici. Per sostituire il PFOS nelle vernici vengono utilizzate diverse alternative, come il PFBS (perfluorobutano sulfonato), che è spesso utilizzato come sostituto grazie alla sua struttura chimica simile, ma con una catena più corta, rendendolo meno persistente nell’ambiente. Un’altra alternativa è l’ADONA (acido 3H-perfluoro-3-[(3-metil-4-ossido-2-ossetanil)ossido]propanoico), poiché è meno bioaccumulabile rispetto al PFOS.
Proprietà antiaderenti: i PFAS conferiscono alle vernici proprietà antiaderenti, rendendo le superfici verniciate più facili da pulire. Il PFOA (acido perfluorooctanoico) veniva utilizzato a questo scopo, ma ora è vietato a causa dei suoi effetti negativi sull’ambiente e sulla salute umana. Per sostituire il PFOA con alternative meno dannose nelle vernici, si introduce nuovamente il PTFE (politetrafluoroetilene). Sebbene il PTFE generi piccole quantità di PFOA durante la sua produzione, è possibile utilizzarne versioni con un basso contenuto o prive di PFOA. In alternativa, può essere utilizzato il PVDF (polivinilidenfluoruro), che ha proprietà simili senza i rischi associati al PFOA.
Durabilità e resistenza chimica: i PFAS aumentano la resistenza delle vernici alle condizioni atmosferiche estreme e ai prodotti chimici. Il PFNA (acido perfluorononanoico) è il PFAS più comune utilizzato per migliorare questa caratteristica.
Resistenza al calore: i PFAS migliorano la resistenza delle vernici alle alte temperature, il che è vantaggioso per le applicazioni industriali. Il PFHxS (perfluoroesano sulfonato) viene aggiunto per le sue proprietà di resistenza al calore e ai prodotti chimici.
Sfortunatamente, i PFAS presentano anche alcuni svantaggi: sono inquinanti persistenti e possono avere effetti negativi sulla salute umana e sull’ambiente. La selezione di queste sostanze punta a limitare i rischi per la salute in base alle conoscenze attuali, ma molti studi tossicologici e ambientali sono ancora in corso in tutto il mondo. Di conseguenza, le formulazioni che utilizzano i PFAS potrebbero evolversi in futuro e soluzioni efficienti ed economicamente vantaggiose vengono proposte per la rimozione di queste sostanze dalle acque reflue.
Come rimuovere i PFAS?
A causa del legame corto molto forte tra carbonio e fluoro, le concentrazioni di PFAS nell’acqua non possono essere ridotte dai trattamenti tradizionali. Un altro problema è che queste sostanze, anche a livelli di traccia, sono generalmente presenti nelle acque reflue insieme
a concentrazioni elevate di altri contaminanti, il che influisce sull’efficienza delle sostanze di adsorbimento.
I primi composti perfluorurati erano a catena lunga e potevano essere facilmente rimossi mediante filtri a carboni attivi. Tuttavia, il PFOS e il PFOA sono stati sostituiti da PFAS a catena più corta, che sono più difficili da rimuovere. Sebbene i carboni attivi rimangano efficaci per le sostanze a catena lunga (≥ C8), hanno perso competitività rispetto alle resine a scambio ionico per le catene corte e ultra-corte, che vengono rilasciate molto rapidamente dalle unità di carboni.
Chemra GmbH è un’azienda chimica indipendente fondata nel 2010, che collabora strettamente con note società di ingegneria per trovare la soluzione più conveniente nella progettazione degli impianti per ogni cliente. Con questi obiettivi in mente, il team di Chemra ha creato nel proprio laboratorio un prodotto innovativo per la rimozione dei PFAS.
Figura 2: Layout tipico di un impianto con resine IX per la rimozione dei PFAS.
Figura 3: Layout di un impianto con carbone attivo (AC) e resine IX per la rimozione dei PFAS.
La soluzione sia per i PFAS a catena corta che a catena lunga è utilizzare resine specifiche. Le prestazioni superiori rispetto a quelle a scambio ionico (IX) sono possibili grazie alla carica negativa dei PFAS disciolti a pH neutro, che consente un legame ionico tra la resina e l’acido dissociato. A ciò si aggiungono le forze di Van der Waals, che attraggono la parte idrofobica della sostanza sulla superficie (esterna e nei pori) della resina. Questi legami ionici limitano il rilascio dei PFAS già fissati. Le resine specifiche per le sostanze pere polifluoroalchiliche (PFAS) si differenziano dalle resine anioniche standard grazie a un gruppo funzionale che attrae i PFAS dissociati in modo più efficace rispetto ad altri anioni presenti nell’acqua. Di conseguenza, le resine a scambio ionico (IX) sono altamente efficienti nella rimozione sia dei PFAS a catena corta che di quelli a catena lunga. Dal punto di vista economico, la cinetica dello scambio ionico è rapida, quindi un tempo di contatto a letto vuoto (EBCT) inferiore a 6 minuti è sufficiente, il che implica un fabbisogno di volume da 3 a 5 volte inferiore rispetto ad altri prodotti disponibili sul mercato. Questo minor volume del prodotto si traduce anche in una riduzione delle spese in conto capitale (CAPEX) per i contenitori. Infine, a seconda del tipo di PFAS, Chemra ha registrato tempi di servizio compresi tra 25.000 e 150.000 volumi di letto (BV). Una capacità operativa più lunga e una qualità superiore dell’acqua trattata sono ottenute grazie a un layout lead-lag: la colonna primaria (lead) opera al di sopra della soglia limite, ottimizzando la capacità operativa, mentre la colonna secondaria (lag) fornisce il passaggio di affinamento per garantire la migliore qualità dell’acqua trattata (fig. 2).
Le acque reflue possono contenere anche materia organica (COD), che può influire sulla capacità operativa delle resine quando presente in elevate concentrazioni. In questa specifica applicazione, poiché i carboni attivi è efficiente nella rimozione dei PFAS a catena lunga, Chemra e il suo partner possono proporre una soluzione che combina i due prodotti complementari: il carbone attivo, che rimuove la materia organica e la maggior parte dei PFAS a catena lunga, mentre la resina viene utilizzata come fase di affinamento (polishing) per le sole catene corte. Questo aumenta la capacità operativa delle resine, poiché non si esauriscono a causa delle catene lunghe. In una situazione del genere, il layout sarà come presentato nella figura 3
In conclusione, le sostanze per- e polifluoroalchiliche (PFAS) offrono proprietà di resistenza eccezionali nelle vernici. Le sostanze utilizzate oggi hanno un impatto ambientale minore rispetto a quelle impiegate in passato. Tuttavia, a causa delle elevate preoccupazioni legate a questi prodotti, l’industria deve ridurre la loro dispersione durante i processi produttivi. Esistono soluzioni innovative per tutti i tipi di PFAS (sia a catena lunga che corta) e per tutte le situazioni, poiché ogni caso è specifico e richiede test e raccomandazioni da parte di specialisti come SG Projects e Chemra GmbH.
DeGeest Corporation, Lesta ed Eurosider uniscono le forze per aiutare i produttori a colmare il divario nell’automazione
DeGeest sarà ora in grado di offrire anche le tecnologie sviluppate da Eurosider, che garantiscono una finitura più uniforme sia con vernici liquide che in polvere.
DeGeest Corporation ha recentemente annunciato di aver acquisito i diritti nordamericani sulle tecnologie e le attrezzature brevettate da Eurosider: grazie al nuovo accordo strategico, l’azienda è ora in grado di portare soluzioni di finitura ampiamente accettate dall’Europa anche ai produttori del Nord America.
Dal 1973, Eurosider è rinomata a livello mondiale per la produzione di tecnologie avanzate e lo sviluppo di innovativi sistemi ad aria modificata con azoto destinati al settore delle apparecchiature per la verniciatura industriale sia a polvere che a liquido. L’azienda possiede infatti ventidue brevetti riconosciuti in
tutti i paesi più industrializzati del mondo, come per esempio le tecnologie Nitrotherm® Spray e Polifluid®. Invece dell'aria compressa, questi due sistemi utilizzano l'azoto come vettore per garantire una finitura più uniforme, eliminando variabili come temperatura e umidità e garantendo fino al 30% di risparmio.
“I produttori possono aggiungere Nitrotherm o Polifluid alle loro operazioni manuali, senza alcuna interruzione o modifica dei processi correnti. L’eliminazione delle variabili è un passaggio importante nella preparazione per l’automazione completa che avverrà in seguito, quando tecnologie come i robot auto-apprendenti potranno essere aggiunte.
Basta semplicemente collegare Nitrotherm o Polifluid al sistema in uso per ottenere qualità ed efficienza ottimizzate”, ha dichiarato Derek DeGeest, presidente di DeGeest Corporation. Fondata nel 1976, DeGeest è un’azienda a conduzione familiare di terza generazione con una storia di innovazione ed eccellenza nella produzione. Infatti, dalla sua struttura di 12.729 m2 situata a Tea (South Dakota - Stati Uniti d’America), l’organizzazione si impegna sempre a superare i limiti di ciò che è possibile attraverso le sue divisioni ‘Steel Works’, ‘Finishing’ e ‘Automation’.
Le tecnologie di Eurosider erano precedentemente disponibili tramite Coating Delivery Technology (CDT), acquisita da DeGeest. Inoltre, DeGeest integra anche LestaUSA, al fine di offrire l’integrazione e il supporto tecnico sui robot e software Lesta per la verniciatura a liquido e polvere su metallo, legno, ceramica, plastica e materiali compositi. “Pensate a questa collaborazione come al ‘Potere dei Tre’: collaboriamo con Lesta e la sua tecnologia robotica ad auto-apprendimento da anni, quindi è entusiasmante aggiungere Eurosider, per poter offrire una soluzione completa a più clienti”, ha concluso DeGeest.
Per maggiori informazioni: https://degeestcorp.com
Mipelon UHMW-PE come alternativa senza PFAS al PTFE per migliorare la resistenza all’abrasione
La polvere fine di Mipelon UHMW-PE di Mitsui Chemicals rappresenta un’efficace alternativa al PTFE per migliorare la resistenza all’abrasione di vernici e rivestimenti.
La polvere fine sferica UHMW-PE di Mitsui Chemicals Europe Mipelon è in grado di offrire un sostituto ad alte prestazioni del PTFEmigliorando così la resistenza all’abrasione e agli agenti chimici in vernici, vernici in polvere, vernici a base acqua e vernici a base solvente, nonché in rulli rivestiti in gomma, profili in gomma per autoveicoli e agenti anti-bloccaggio per film.
Mentre la minore temperatura di fusione dell’UHMWPE (circa 135 °C) ne limita l’uso rispetto al PTFE, Mipelon è efficace a temperature fino a 120 °C, con PM200C in grado di resistere a temperature fino a 200 °C in oli idrocarburici. A differenza della polvere di PE, Mipelon non si gonfia a temperature più elevate e mantiene la sua forma e funzione.
Inoltre, Mipelon offre un coefficiente di attrito inferiore e una migliore resistenza all’abrasione a parità di dosaggio rispetto al PTFE, offrendo una soluzione economicamente vantaggiosa. Con una densità di
0,97 g/cm³, pari a circa la metà di quella del PTFE, contribuisce anche alla riduzione del peso. Il suo peso molecolare è di circa 2 milioni di g/mol e le sue particelle sferiche sono notevolmente piccole, con una dimensione media delle particelle (D50) di circa 10 µm per il tipo PM-200. Altri tipi, come XM-220 e XM-330, hanno valori D50 rispettivamente di 30 µm e 65 µm. Le polveri più fini sono ideali per vernici e rivestimenti. Infine, le particelle sferiche e lisce di Mipelon e la stretta distribuzione granulometrica consentono un’eccellente dispersione, superando il PTFE in termini di minore attrito e abrasione, anche in caso di sollecitazioni prolungate. Mipelon dimostra inoltre una resistenza chimica superiore ad acidi, alcali e sostanze chimiche organiche e assorbe una quantità minima di umidità.
Per maggiori informazioni: jp.mitsuichemicals. com/en/special/uhmw-pe/index.html
Audi inaugura una nuova struttura per l’applicazione del primer a Neckarsulm
Il nuovo impianto di verniciatura di Audi si concentra su processi efficienti e sostenibili e supporta la produzione di veicoli elettrici e a combustione.
Audi ha aperto un impianto all’avanguardia per l’applicazione del primer presso il suo stabilimento di Neckarsulm (Germania), segnando un passo significativo verso processi di produzione più sostenibili ed efficienti. Questo nuovo impianto è progettato per gestire veicoli sia a combustione che elettrici, riflettendo l’impegno dell’azienda verso l’innovazione e la responsabilità ambientale.
“Grazie al nuovo investimento, Audi sta tracciando il percorso per proseguire il suo cammino verso la mobilità elettrica e allineare il sito di Neckarsulm a un futuro sostenibile. Il progetto di costruzione rappresenta una pietra miliare nello sviluppo dell’impianto ed è parte di un’infrastruttura produttiva a prova di futuro,” ha dichiarato Fred Schulze, Direttore dello Stabilimento di Neckarsulm.
La nuova struttura di verniciatura si estende su 12.000 m² e gestirà l’applicazione del primer per tutti i modelli prodotti a Neckarsulm e nel vicino stabilimento di Böllinger Höfe, inclusi l’Audi A5, la prossima A7, i modelli Audi Sport e diversi veicoli completamente elettrici.
“Con questo impianto di verniciatura ristrutturato, disponiamo di una delle strutture più avanzate nell’industria automotive, con condizioni di lavoro moderne. Questo investimento sottolinea il nostro impegno per la sostenibilità e garantisce un futuro sostenibile per il nostro sito,” ha commentato Rainer Schirmer, il presidente del Consiglio di Fabbrica.
Tecnologie innovative per la protezione anticorrosiva
La nuova struttura incorpora le più recenti tecnologie per la protezione dalla corrosione, inclusa la verniciatura per cataforesi. Questo processo immerge le scocche dei veicoli a testa in giù, garantendo una copertura migliore e minimizzando i depositi di sporco. Un nuovo metodo di asciugatura trasversale rende il processo di verniciatura per cataforesi più efficiente dal punto di vista energetico, ideale per veicoli elettrici e ibridi che richiedono tempi di asciugatura più lunghi. Inoltre, l’impianto introduce un innovativo processo di pretrattamento a film sottile che sostituisce il tradizionale metodo di fosfatazione. Questa nuova tecnica applica uno strato sottile di 0,2 micrometri di composti di zirconio e silicio per offrire protezione dalla corrosione e fungere da base per il primer. Questo processo riduce significativamente i rifiuti, l’uso di acqua e di energia, contribuendo così al programma a zero impatto ambientale di Audi. “La tecnologia innovativa di pretrattamento a film sottile, insieme al nuovo processo di asciugatura trasversale, contribuisce in modo significativo all’efficienza e alla sostenibilità del nuovo impianto per l’applicazione del primer. Questo ci consente di ridurre in modo considerevole il nostro fabbisogno di elettricità e acqua, apportando un contributo importante al nostro programma ambientale Mission: Zero,” ha aggiunto Ursula Noll, la responsabile della pianificazione della produzione per il reparto di protezione dalla corrosione.
Risparmi energetici nell’applicazione della finitura
Un nuovo ponte collega la struttura di applicazione del primer A22 con quella di applicazione delle finiture, che ha subito una grande ristrutturazione per ottenere risparmi energetici di 50 kilowattora per veicolo, passando a un processo di separazione a secco della vernice. Questo nuovo metodo, che cattura l’overspray di vernice con filtri anziché con acqua, consente di riutilizzare oltre il 90% dell’aria filtrata, riducendo così la necessità di climatizzare l’aria fresca, un processo che consuma molta energia.
Inoltre, Audi ha eliminato la necessità di una fase di essiccazione separata per il filler, introducendo un processo di verniciatura pre-zona, riducendo ulteriormente il consumo energetico fino a 140 kilowatt/ora per veicolo.
Per maggiori informazioni: https://www.audi-mediacenter. com/en/press-releases/audi-opens-new-primer-facility-inneckarsulm-16306
FASTRIP T5 MULTITANK
The brand-new modular system consists of a FASTRIP T5 stripping tank, and a series of accessories that can be tailored to specific customer requirements for the maximum efficiency. The items to be stripped are loaded into specially designed baskets, lifted with the overhead crane to be transferred into the T5 stripping tank. From here the pieces go into the rinsing tank and finally to the dripping tank, where they can also be spray rinsed if required, thanks to a multifunctional wheeled pump.
Thanks to its low process temperatures FASTRIP T5 MULTITANK allows you to achieve considerable savings of energy and thus optimize costs.
THE DYEING REVOLUTION in
Additive Manufacturing FOR A SAFE, CLEAN, FAST AND REPLICABLE DYEING PROCESS
In the new 3D WAVE machine, the innovative “Rotowave” dyeing system allows the dye to reach every area of the pieces, thus ensuring high precision and uniform coloring.Thanks to the integrated pre- and post-rinse and the drying system, it is the complete and definitive solution for single-color dyeing.
ALL-IN-ONE
pre-rinsing - dyeing - rinsing - hot drying
OPTIMAL DYEING OF COMPLEX SURFACES thanks to the Rotowave system
LOW OPERATING COSTS energy consumption, dyeing and disposal
HIGH PRODUCTIVITY
1 complete cycle in less than 60 min.
WORKPIECE HOLDER with lid for partial filling
scan for the demo video
90
FOCUS ON TECHNOLOGY
Ridurre l’overspray, aumentare la produttività: Mascar installa un nuovo impianto di depurazione delle acque provenienti dalle cabine di verniciatura con velo d’acqua
FOCUS ON TECHNOLOGY
Powercolor: acceleratori di innovazione nella verniciatura grazie alla scelta di applicazione in fase densa, riconoscimento tridimensionale dei pezzi e cataforesi in linea
FOCUS ON TECHNOLOGY
Quando l’approccio tecnologico dell’impiantista di verniciatura fa la differenza
Anche i veicoli IVECO vestono
AkzoNobel lancia la nuova gamma di vernici in polvere Interpon A5000 per veicoli commerciali
FOCUS ON TECHNOLOGY
Vernici cataforetiche prive di stagno: la scelta sostenibile e strategica di ZD Group per accedere a nuovi mercati e aumentare la sostenibilità del proprio processo
FOCUS ON TECHNOLOGY
In Demo Serbatoi la continuità produttiva è garantita dalla lungimiranza del produttore di vernici 124 SUCCESS STORIES
Processo di verniciatura a polvere di componenti agricoli automatizzato al 90% grazie alla soluzione WAGNER
La transizione energetica nell’Industria
5.0 per il settore ACE: soluzioni 4.0 e 5.0
IMEL, azienda specializzata nella progettazione e installazione di impianti di verniciatura dal 1964, offre soluzioni personalizzate 5.0 per la loro ottimizzazione.
Iprocessi produttivi del settore ACE, caratterizzato dalla lavorazione di pezzi di grande massa e dimensioni, sono notoriamente ad elevata intensità energetica. IMEL ha sviluppato una serie di soluzioni personalizzate che facilitano l’adesione al piano nazionale “Transizione 5.0”1, riducendo al contempo il fabbisogno energetico del processo produttivo. Un requisito fondamentale per beneficiare delle agevolazioni fiscali è la capacità di dimostrare una riduzione dei consumi energetici, misurati per ogni lotto di produzione e per m2 trattato.
1 Il Piano Transizione 5.0, istituito dal governo italiano in complementarità con il Piano Transizione 4.0, si inserisce nell’ambito della più ampia strategia finalizzata a sostenere il processo di trasformazione digitale ed energetica delle imprese e mette a disposizione delle stesse, nel biennio 2024-2025, 12,7 miliardi di euro. www.mimit.gov.it
A tal fine, IMEL ha sviluppato un software avanzato per monitorare i consumi energetici, ottimizzare il processo e semplificare la gestione operativa, chiamato i4paintshop.
i4paintshop: cos’è e a cosa serve?
Un ecosistema di moduli con diverse funzionalità per ottimizzare la gestione del processo di verniciatura;
una piattaforma avanzata che gestisce dati tramite database, algoritmi e filtri già testati;
uno strumento essenziale per la registrazione della reportistica necessaria per ottenere incentivi fiscali;
un asset che permette di interfacciarsi in tempo reale con l’impianto
per la gestione produttiva, la manutenzione preventiva e predittiva, la gestione documentale paperless e il supporto tecnico garantito dal team Service di IMEL. Il modulo i4environment-5.0 rappresenta la soluzione Green 5.0: un software intelligente che, attraverso componenti e sistemi interconnessi, consente di monitorare e certificare la riduzione dei consumi e l’impatto ambientale. Il software è inoltre un elemento trainante per integrare l’investimento con impianti fotovoltaici, rafforzando l’efficienza energetica complessiva.
Soluzioni impiantistiche personalizzate
IMEL offre soluzioni diversificate in base alle specifiche esigenze del cliente e alle caratteristiche degli impianti:
generatori di riscaldamento ad alta efficienza;
recuperatori termici per il recupero delle dispersioni;
sistemi di modulazione della potenza elettrica;
ibridazione dei forni.
L’uso di generatori ad alta efficienza permette di ottenere risparmi energetici fino al 5-8% misurati in TEP, rendendo possibile l’accesso ai crediti d’imposta previsti dagli incentivi.
L’installazione di recuperatori termici può ridurre i consumi energetici fino al 10%, soprattutto nei forni, i
dispositivi con il maggiore impatto energetico. Queste misure, oltre a ridurre i costi operativi a breve termine, consentono l’accesso alle agevolazioni fiscali.
L’adozione di sistemi di modulazione della potenza elettrica permette una riduzione dei consumi fino al 15%, con un rapido ritorno dell’investimento.
I pilastri della piattaforma i4paintshop per misurare e quindi migliorare i costi operativi degli impianti di verniciatura
efficienza: riduzione dei costi operativi attraverso soluzioni innovative;
qualità: miglioramento costante della qualità del prodotto finito;
manutenzione: pianificazione mirata in base alle reali ore di utilizzo di ogni singolo equipaggiamento.
L’innovazione come chiave per il successo L’attitudine all’innovazione di IMEL è ciò che distingue le sue soluzioni, garantendo prestazioni elevate e risultati concreti. Il team IMEL è a completa disposizione per analizzare gli impianti, le esigenze e trovare la perfetta soluzione per ciascun cliente.
Per maggiori informazioni: www.imelspa.com
Monterrey ospiterà il nuovo stabilimento nordamericano di autocarri pesanti
Il nuovo stabilimento che il Gruppo Volvo costruirà a Monterrey, Messico, produrrà veicoli pesanti marchiati Volvo e Mack e sarà dotato di un reparto dedicato alla verniciatura delle cabine.
Il Gruppo Volvo realizzerà a Monterrey il suo nuovo stabilimento produttivo messicano per la produzione di autocarri pesanti. Come annunciato, il sito integrerà la produzione statunitense del Gruppo, fornendo una capacità aggiuntiva per sostenere i piani di crescita di Volvo Trucks e Mack Trucks negli Stati Uniti e in Canada, nonché le vendite di autocarri Mack in Messico e America Latina. L’entrata in operatività della struttura è prevista per il 2026. Monterrey è stata scelta per la sua notevole efficienza logistica, che contribuirà a supportare le vendite nelle regioni sudoccidentali e occidentali degli Stati Uniti, in Messico e in America Latina. La sua vicinanza al confine statunitense e le infrastrutture ben sviluppate fanno di Monterrey un luogo ideale per costruire un ecosistema di fornitura e produzione avanzato.
La crescita in Nord America è una priorità strategica per il Gruppo Volvo e questo investimento rientra in un piano internazionale volto a potenziare
la forza e la flessibilità della rete produttiva e della catena di fornitura del Gruppo nella regione. Tra le operazioni rilevanti, vi è l’acquisizione dello stabilimento produttivo di Commercial Vehicle Group (CVG) in Carolina del Nord, che produce cabine per autocarri pesanti e medi di Mack, per circa 40 milioni di dollari (410 milioni di corone svedesi). L’accordo è stato annunciato da CVG il 1° agosto e dovrebbe concludersi nella seconda metà dell’anno.
Lo stabilimento di Monterrey rappresenta un investimento di circa 700 milioni di dollari (7,2 miliardi di corone svedesi) e si concentrerà sulla produzione di veicoli convenzionali pesanti per i marchi Volvo e Mack. Sarà una struttura completa per l’assemblaggio di veicoli convenzionali, inclusa la produzione e la verniciatura delle scocche delle cabine.
Per maggiori informazioni: www.volvogroup.com
FOCUS ON TECHNOLOGY
Ridurre
l’overspray,
aumentare
la produttività: Mascar installa un nuovo impianto di depurazione delle acque provenienti dalle cabine di verniciatura con velo d’acqua
Ilaria Paolomelo ipcm®
Mascar, azienda leader nella produzione di macchine agricole, ha recentemente installato un impianto Skimmerflot 5000 per il trattamento e la depurazione delle acque provenienti dalle cabine di verniciatura. Per garantire maggiore efficienza e concretizzare il proprio impegno in termini di sostenibilità, si è rivolta a Water Energy, specialista nel settore del trattamento acque industriali, con l’obiettivo di depurare le acque che alimentano il velo di captazione overspray delle cabine di verniciatura.
La lean production, o produzione snella, è un approccio manageriale che mira a ottimizzare l’efficienza riducendo sprechi e costi superflui, migliorando al contempo la qualità e la flessibilità del processo produttivo. Nato in Giappone negli anni ‘50, questo modello operativo è stato reso celebre dalla Toyota, che ne ha fatto la base del suo sistema produttivo. La lean production si concentra su una filosofia di miglioramento continuo, coinvolgendo tutti i livelli dell’azienda, dal management agli operatori, e promuovendo una maggiore collaborazione e comunicazione fra le parti. Adottare questo approccio significa non solo rivedere i processi per eliminare le inefficienze, ma anche focalizzarsi sulla creazione di valore per il cliente, un concetto che viene posto al centro di ogni attività. In sostanza, si tratta di fare di più con meno: meno risorse, meno spazio, meno tempo e, soprattutto, meno scarti.
Nel settore delle macchine agricole, l’implementazione della lean production rappresenta un passo significativo verso l’innovazione. La capacità di rispondere in modo più rapido e flessibile alle esigenze dei clienti, mantenendo standard qualitativi elevati, è un vantaggio competitivo cruciale. Questo approccio permette alle aziende di affrontare le sfide del mercato attuale, sempre più orientato alla personalizzazione, al controllo dei dati e alla sostenibilità, ottimizzando l’intero processo produttivo e
garantendo un prodotto finale di qualità superiore. Recentemente, Mascar, azienda leader nella produzione di macchine per la semina e la fienagione che ha fatto della lean production uno dei fattori del suo successo di mercato, ha deciso di intraprendere nuove sfide, investendo non solo nell’ottimizzazione continua dei processi produttivi, ma anche nella sostenibilità ambientale, continuando un processo di evoluzione “green” già cominciato nel 2011 con l’installazione di pannelli fotovoltaici in grado di soddisfare circa il 50% del fabbisogno energetico complessivo dell’area di carpenteria e il 60% delle aree di verniciatura e montaggio. Proprio nel reparto di verniciatura ciò si è tradotto nell’installazione di un sistema avanzato di trattamento delle acque provenienti dai veli di captazione dell’overspray presenti all’interno delle cabine di applicazione. Per questo progetto si è rivolta a Water Energy, azienda con sede a San Pietro in Casale (BO), riconosciuta per il suo expertise nel settore del trattamento delle acque industriali. Quest’ultima ha proposto a Mascar l’implementazione di due tecnologie: un processo di defangazione delle acque inquinate dall’overspray con l’apparecchiatura Skimmerflot, e un revamping del sistema di scrubber pre-esistente per diminuire gli intervalli di manutenzione e sostituzione dei filtri paintstop e dei separatori di gocce.
La zona di carico (a sinistra) e componenti all’entrata della prima cabina di applicazione.
Un percorso di successo: la storia di Mascar tra tradizione e innovazione
La storia di Mascar ha inizio nel 1998, quando Antonio Maschio, cofondatore del gruppo Maschio Gaspardo, decide di intraprendere una nuova avventura imprenditoriale rilevando una piccola azienda locale già attiva nel settore delle macchine agricole. “Fu una decisione coraggiosa, ma mio padre, con la sua vasta esperienza e competenza, era determinato a trasformare Mascar da realtà artigianale a impresa industriale”, spiega Maria Teresa Maschio, che insieme al fratello Sante Maschio gestisce l’azienda. “Abbiamo capitalizzato il know-how pregresso per riorganizzare l’azienda sotto ogni aspetto, puntando su tecnologie avanzate e innovazione continua. La nostra scelta di non seguire la strada della produzione di una full line, ma di specializzarci in due settori ben definiti – la fienagione e la semina – ha fatto la differenza e ci ha permesso di offrire macchine di altissima qualità, tecnologicamente avanzate, pensate per nicchie di mercato altamente esigenti”. Nel settore della fienagione, Mascar si distingue principalmente nella produzione di
rotopresse e fasciatori, mentre nel campo della semina si è specializzata nella realizzazione di seminatrici di precisione e in linea, oltre a tramogge e sarchiatrici.
Negli ultimi anni, Mascar ha compiuto significativi progressi tecnologici, rispondendo così alle esigenze di un settore agricolo in continua evoluzione e sempre più orientato verso la digitalizzazione. Oggi, la conoscenza e il controllo dei dati è fondamentale per gli agricoltori: avere la capacità di monitorare con precisione quanti semi vengono piantati, a che distanza e quali sono le condizioni del terreno è cruciale per ottimizzare la produzione e per garantire rendimenti elevati.
“Per questo motivo, abbiamo investito notevolmente nel rendere le nostre macchine più digitali, dotandole di tecnologie avanzate che forniscono agli agricoltori strumenti necessari per monitorare in tempo reale l’andamento delle coltivazioni, migliorare la produttività e controllare i costi. Questi investimenti si sono concentrati su elettronica, idraulica e meccanica, permettendo all’azienda di affrontare le nuove sfide del mercato con una visione orientata al futuro”, continua Maschio.
In una prima cabina dedicata all’applicazione del primer, l’operatore applica manualmente un fondo epossidico bicomponente a base d’acqua. A destra: fase di applicazione dello smalto acrilico 2K.
“Parallelamente, Mascar ha avviato un importante percorso di lean production, con l’obiettivo di ridurre i tempi di lavorazione e aumentare l’efficienza complessiva senza compromettere la qualità. Questo processo complesso coinvolge tutta l’organizzazione e rappresenta una vera e propria filosofia che va oltre il semplice sistema produttivo: si tratta di un cambiamento che investe anche la mentalità e le modalità di lavoro del personale. Siamo partiti dalla carpenteria e prevediamo di estendere questo programma entro la fine dell’anno anche alle fasi di assemblaggio e verniciatura”, afferma Emanuele Ghezzo, responsabile stabilimento di Mascar. La fase di verniciatura è stata oggetto anche di un investimento legato al miglioramento della sua sostenibilità ed efficienza, e che contribuisce a garantire la qualità della finitura superficiale delle macchine Mascar. Questo investimento ha coinvolto il revamping del sistema completo di depurazione dell’aria in cabina, attraverso l’inserimento di un impianto di defangazione dei veli d’acqua a pavimento che consente di ridurre il volume di fanghi di verniciatura da smaltire, nonché l’aggiornamento tecnologico delle torri di abbattimento (scrubber)
pre-esistenti nelle cabine per ridurre gli intervalli di manutenzione. Tutto il progetto è stato curato da Water Energy.
La verniciatura delle macchine agricole: un processo tecnologico all’avanguardia
Uno degli aspetti distintivi della qualità delle macchine agricole Mascar è il ciclo di verniciatura, una componente fondamentale di un processo produttivo evoluto e tecnologicamente avanzato. Questo ciclo non solo conferisce alle macchine agricole un aspetto estetico eccellente con qualità da automotive, ma svolge anche un ruolo cruciale nella protezione del substrato, costantemente esposto a umidità, terreni abrasivi e agenti chimici. Il processo inizia con una fase di pretrattamento che prevede fosfosgrassaggio, primo risciacquo con acqua di rete e secondo risciacquo con acqua demineralizzata. “I componenti pretrattati sono prima asciugati in un tunnel dedicato e poi sottoposti alla fase di mascheratura per proteggere le parti che non devono essere verniciate”.
“In una prima cabina dedicata all’applicazione del primer, l’operatore applica
Dettaglio di un componente verniciato e il pannello di comando delle pistole a spruzzo della gamma XP di Graco.
Mascar ha migliorato il processo di verniciatura attraverso l’implementazione di un processo di defangazione dell’acqua dei veli delle cabine di verniciatura con l'installazione di uno Skimmerflot 5000 fornito da Water Energy.
manualmente un fondo epossidico bicomponente a base d’acqua sviluppato da Sherwin Williams di Bologna mediante attrezzature elettrostatiche di ultima generazione. Dopo una fase di flash-off in forno ventilato, dove viene rimossa l’umidità superficiale, si procede all’applicazione di uno smalto acrilico 2K”, continua Ghezzo. Entrambe le cabine sono equipaggiate con pistole a spruzzo della gamma XP di Graco - installate da Comaind di San Giovanni Lupatoto (VR), - che hanno consentito a Mascar di registrare un risparmio di oltre il 30% di vernice, migliorando nel contempo la qualità della finitura.
Inoltre, Mascar ha installato sistemi di dosaggio e miscelazione sviluppati da Graco. “In particolare, abbiamo fornito un dosatore Graco ProMix 2KE e un sistema multicomponente 2KS che ha permesso una miscelazione precisa e un rapido cambio colore”, afferma Davide Galvani di Comaind.
L’impianto di depurazione acque: parte integrante di una filosofia ambientale sostenibile
Mascar ha recentemente migliorato questo processo di verniciatura attraverso l’implementazione di un processo di defangazione dell’acqua dei veli delle cabine di verniciatura con l’installazione di uno Skimmerflot 5000, fornito da Water Energy, che ha messo a punto tutto il processo chimico di trattamento acque. “L’impianto Skimmerflot è progettato per il trattamento e il ricircolo delle acque delle cabine di verniciatura ed opera per effetto di una separazione meccanica dell’acqua del fango. Con il processo di flottazione, la vernice denaturata perde le sue proprietà adesive e si aggrega, grazie al dosaggio di un flocculante apposito, in fiocchi che galleggiano sulla superficie dell’acqua. Questo permette una facile separazione e rimozione del fango, evitando che quest’ultimo si depositi sul fondo della vasca della cabina di verniciatura. Nel circuito di ritorno dell’acqua in cabina, dosiamo un coagulante che impedisce alla vernice residua di riaggregarsi con l’acqua, la quale è rimessa in circolo per alimentare il velo di captazione overspray delle cabine di verniciatura. Le morchie di vernice, separate meccanicamente e disidratate
dal defangatore Skimmerflot, vengono raccolte in sacchi big-bag pronti per lo smaltimento,” spiega Tommaso Ponara, titolare di Water Energy. “Contestualmente al processo di defangazione con Skimmerflot, Water Energy ha effettuato un revamping degli scrubber esistenti in cabina, attraverso l’installazione di un sistema di lavaggio dell’aria che permette di avere delle rampe autopulenti con ugelli a cono vuoto che purificano l’aria dall’overspray residuo. Dopo aver attraversato il velo d’acqua a pavimento, infatti, l’aria della cabina è convogliata in un canale che scorre parallelo alla vasca ed è poi inviata verso l’alto dove attraversa gli scrubber per un’ulteriore pulizia ad umido, prima di essere ricircolata in cabina”. Il sistema assicura così la pulizia ottimale dei separatori di gocce e la riduzione degli intervalli di sostituzione dei filtri paint stop, prevenendo l’emissione di particelle solide potenzialmente dannose nonché il deposito di particelle di sporco sul pezzo verniciato in cabina. Il ricircolo continuo di acqua pulita consente di mantenere l’efficienza del sistema di abbattimento e di ridurre la quantità di acqua da smaltire. Inoltre, la gestione del fango raccolto è semplificata grazie alla separazione automatica che riduce il contenuto d’acqua dei fanghi e diminuisce il volume dei big-bag da smaltire, con un importante risparmio economico. Il fango raccolto in un
AUTOMOTIVE PAINTING LINE
big bag prima di essere smaltito.
“La soluzione proposta da Water Energy ha portato a un significativo miglioramento del nostro impianto di verniciatura: ricircolare esclusivamente acqua depurata ci permette di far durare più a lungo i filtri di protezione e le pompe di rilancio dell’acqua. Di conseguenza, abbiamo riscontrato un numero minore di fermi impianto e una maggiore continuità produttiva,” continua Ghezzo.
Produzione in-house
Mascar gestisce internamente il 95% della produzione dei propri macchinari agricoli, seguendo con cura ogni fase del processo, dalla carpenteria alla finitura, fino all’assemblaggio e spedizione. I due stabilimenti, che si estendono complessivamente su una superficie di 27.000 m², sono equipaggiati con tecnologie all’avanguardia come il taglio laser a fibra DDL, centri di lavoro a controllo numerico e robot di saldatura, che permettono una lavorazione estremamente precisa della materia prima - la lamiera decapata.
“Rispetto al 20191, quando ipcm® visitò per la prima volta il nostro stabilimento, siamo passati da un laser CO2 a un laser a fibra DDL, che ci consente di tagliare acciaio fino a 25 mm di spessore con una velocità quattro volte superiore e con un risparmio energetico significativo”, spiega Ghezzo. Inoltre, il reparto di saldatura è stato aggiornato con robot di ultima generazione, che garantiscono una maggiore efficienza, precisione e ripetibilità di processo. Questa configurazione consente a Mascar di monitorare ogni fase della produzione, assicurando l’affidabilità del
1 Innovazione tecnologica continua e rinnovamento del reparto di verniciatura per macchine agricole di alta qualità: la strategia vincente di Mascar, pubblicato in ipcm® n. 60, novembre/dicembre 2019.
prodotto e riducendo i tempi di immissione sul mercato.
Dopo le fasi di carpenteria e assemblaggio, i prodotti sono sottoposti a rigorosi controlli di qualità prima di entrare nel reparto di verniciatura.
Una sinergia di successo
“Abbiamo scelto di affidarci a Water Energy su consiglio di Comaind, nostro storico partner per la verniciatura che ci accompagna da decenni e ha contribuito in modo significativo alla crescita di Mascar,” spiega Maria Teresa Maschio. “La collaborazione con Comaind risale al passaggio dalla vernice monocomponente a quella bicomponente, e da allora ci hanno supportato in ogni fase per migliorare il processo di applicazione della vernice e ridurre i tempi di cambio colore”.
Lo scorso anno, Mascar si è trovata ad affrontare una problematica legata alla frequente sostituzione dei filtri paint stop nelle cabine di verniciatura, che stava incidendo significativamente sui costi operativi. “Conosciamo Water Energy da anni, e dopo un’analisi accurata, abbiamo suggerito a Mascar di affidarsi a loro per trovare una soluzione mirata alla riduzione dei costi di filtrazione dell’aria,” racconta Galvani di Comaind. “L’obiettivo era chiaro, e insieme siamo riusciti a centrarlo”. Per risolvere questa problematica, l’azienda bolognese ha infatti proposto un intervento di revamping delle torri di abbattimento esistenti, riducendo la necessità di sostituire i filtri e ottimizzando così l’efficienza del processo. Questa partnership va oltre la semplice fornitura: Water Energy non è solo un fornitore, è un vero partner per Mascar. “Quando si lavora con persone e organizzazioni che condividono il tuo stesso obiettivo, è come sentirsi a casa,” conclude Ghezzo.
Una rotopressa verniciata.
Davide Galvani, Comaind, Tommaso Ponara, titolare di Water Energy, Emanuele Ghezzo, responsabile stabilimento di Mascar, e Maria Teresa Maschio, titolare di Mascar.
The strength of Europolveri products does not derive from the sole mixture of carefully selected raw materials, but rather from the people who study, model and formulate powder coatings thanks to more than 40 years of experience, and provide customers with the best solutions on the market A clear corporate philosophy and a shared vision have allowed to supply a vast range of products for three generations With more than 1000 products available in stock and over 40,000 already formulated, Europolveri offers infinite solutions to customer requests
Powercolor: acceleratori di innovazione nella verniciatura grazie alla scelta di applicazione in fase densa, riconoscimento tridimensionale dei pezzi e cataforesi in linea
Alessia Venturi ipcm®
Abbinare la finitura a polvere a un primer in cataforesi è garanzia di durata ineguagliabile dei rivestimenti. Vediamo come Powercolor, verniciatura conto terzi di Vallese di Oppeano (Verona), ha intrapreso un percorso di investimento che parte dall’aggiornamento della tecnologia di alimentazione, automazione e applicazione delle polveri su pezzi di grandi dimensioni in collaborazione con Gema Europe, e terminerà con l’avviamento di un processo di cataforesi in linea.
Amolti di noi – ad alcuni durante la propria giovinezza, ad altri durante la propria infanzia – sarà accaduto di vedere sulle strade vecchie auto con parti della carrozzeria o del sotto-scocca completamente arrugginite ed ammalorate al punto da bucarsi o staccarsi
dalla scocca. Chi ha meno di 40 anni probabilmente non ne ha memoria, sono immagini che non appartengono più al presente ormai da molti anni, da quando cioè la tecnologia di elettrodeposizione – anaforesi, ormai quasi scomparsa, e cataforesi – ha fatto il suo ingresso nell’industria
Powercolor vernicia carpenteria pesante e leggera per vari settori, fra cui quello delle macchine agricole e da cantiere.
L’impianto di verniciatura a polvere è dotato di convogliatore birotaia di Futura che sarà presto oggetto di allungamento per inserire in linea una vasca di cataforesi.
automotive come trattamento anticorrosivo d’elezione per le scocche di auto, camion, veicoli commerciali prima del successivo ciclo di finitura a liquido o a polvere.
In virtù delle sue eccezionali proprietà di protezione dalla corrosione, della sua estrema capacità di penetrazione e copertura dei manufatti, e dalla sua funzione di primer estetico per finiture di qualità superiore, la cataforesi si è diffusa anche nell’industria generica, non solo fra i fornitori Tier 1 e 2 del mondo auto, ma anche in molteplici nicchie di mercato, come l’elettrodomestico, i radiatori, i veicoli off-road.
Oggi, la cataforesi è considerata dal settore della verniciatura industriale come il trattamento principe per ottenere la massima durabilità di un manufatto. L’industria è fortemente proiettata verso l’adozione di questo processo anche in settori nuovi, e le linee di cataforesi in Europa (ancora poche, se si escludono gli impianti automotive OEM) si stanno moltiplicando. Abbinando la successiva verniciatura a polvere, in una o più mani, è possibile fornire garanzia di durata dei manufatti incomparabile. L’imperativo è possedere linee e processi di cataforesi + polveri aggiornati alle tecnologie più recenti e iper-controllati e tracciati, per garantire oltre alla durabilità anche la sua costanza fra lotto e lotto.
“C’è una diffusa richiesta di maggiore durabilità dei rivestimenti proveniente da tutti i segmenti industriali indistintamente” esordisce Giuseppe Di Maria, responsabile di Powercolor, azienda specializzata nella verniciatura a polvere di carpenteria pesante e leggera per svariati
settori del manufatturiero, primo fra tutti quello delle macchine agricole e movimento terra. “La cataforesi è un processo complesso, richiede una gestione quotidiana attenta, è un trattamento che va alimentato costantemente per poter dare i migliori risultati, ma nonostante tutte queste criticità è l’unico processo di trattamento organico dei metalli in grado di fornire una qualità, una durabilità e una resistenza alla corrosione superiori ai pezzi cui è applicato. In combinazione alla verniciatura a polveri, in mano unica o con due o più mani, rappresenta il trattamento perfetto per tutti quei manufatti che devono subire l’azione quotidiana di agenti atmosferici aggressivi, sollecitazioni meccaniche e chimiche multiple, e che lavorano in ambienti aggressivi. Per rispondere a questa domanda di mercato e per caratterizzare Powercolor come azienda che si confronta con i migliori standard qualitativi, ho deciso di portare avanti un progetto di innovazione che, come primo passo, aggiornasse alla tecnologia più recente l’area di applicazione delle polveri, e come secondo passo prevedesse l’integrazione in linea del processo di cataforesi. Come partner in questo percorso ho scelto di affidarmi rispettivamente a Gema Europe e a Visa Impianti: ad oggi (settembre 2024 N.d.R), la prima parte del progetto con Gema è stata completata e avviata con successo ed estrema soddisfazione da parte mia, mentre la seconda è in divenire e vedrà l’avviamento della cataforesi nel corso del primo semestre del 2025”.
Powercolor nacque nel 2021 come spin-off di un’altra storica azienda di verniciatura conto terzi veronese, Maxicolor, attiva dal 1989. All’origine della sua nascita, vi fu la volontà di introdurre nel nuovo impianto di verniciatura, un sistema di pretrattamento nanotecnologico innovativo e ad alte prestazioni di DN Chemicals, che ben presto spinse le performance dei rivestimenti applicati da Powercolor a livelli molto più alti di quelli applicati da Maxicolor. Una durabilità più che raddoppiata, una resistenza meccanica e chimica del rivestimento e proprietà anticorrosive superiori alle 1000 ore in nebbia salina attirarono l’attenzione di molti clienti Maxicolor, che optarono per avvalersi dei servizi di verniciatura di Powercolor. Oggi, questo terzista veronese è una realtà dinamica, specializzata in trattamenti superficiali dei metalli di alta qualità per settori industriali esigenti, e spinge l’acceleratore sull’innovazione: non a caso sta portando avanti un progetto di investimento che supera i 2 milioni di euro per aggiornare alle tecnologie di finitura più recenti il proprio impianto di verniciatura a polvere. Il primo passo, conclusosi la scorsa primavera, è stato l’aggiornamento della tecnologia di applicazione polveri in collaborazione con Gema Europe (Trezzano sul Naviglio, Milano). Powercolor ha inserito 16 pistole automatiche, 4 gruppi manuali, il nuovo centro polveri OC10 con le pompe all-in-one in fase densa, ha sostituito i reciprocatori della cabina esistente e ha integrato la seconda generazione
del sistema di riconoscimento tridimensionale dei pezzi Dynamic Contour Detection (con sensori 3D-LiDAR).
“Lo scopo di questo grosso investimento tecnologico è posizionare Powercolor a un livello più alto del mercato, espandendo i volumi prodotti per alcuni settori in cui siamo già presenti, come quello delle macchine agricole e movimento terra, nonché raggiungere di nuovi, come quello dell’automotive, offrendo una lavorazione aggiuntiva di alta qualità come la cataforesi” afferma Giuseppe Di Maria. “Era già da qualche tempo che valutavo l’inserimento del sistema di riconoscimento 3D dei pezzi di Gema e la sostituzione delle apparecchiature di alimentazione e applicazione con quella in fase densa, a mio parere molto più adeguata alle lavorazioni tipiche di Powercolor rispetto al sistema tradizionale con iniettori Venturi” prosegue Di Maria. “Adesso che ho finalmente a disposizione tutto il sistema completo di Gema, sono molto soddisfatto e non vedo l’ora di puntare sulla cataforesi, un progetto che concluderemo nel corso del 2025 e che ci consentirà di compiere il vero salto di qualità nel mondo del terzismo di verniciatura italiano”.
Come accennato, questo investimento fa parte di un progetto più ampio che prevede l’installazione di una vasca di cataforesi di Visa Impianti e l’allungamento del convogliatore birotaia di Futura per consentire il collegamento in linea della cataforesi con la successiva verniciatura a polvere.
“Abbiamo optato per inserire la cataforesi in linea prima di tutto per un discorso di spazi disponibili e poi per soddisfare le esigenze del mio settore di riferimento ma anche per aggiungere nuovi settori, come quello dei telai per i veicoli commerciali: le dimensioni utili del nostro impianto di verniciatura, che sono 8000 x 2400 x 1200 x 2000 kg di carico su ogni bilancella, ci danno ampio margine di crescita”.
Dettagli dell’investimento nelle tecnologie Gema
“Il progetto di aggiornamento della tecnologia applicativa ha previsto la conservazione della cabina esistente, che risaliva al 2009, poiché ancora perfettamente funzionante” interviene Marco Peduzzi, Area Manager di Gema Europe, spiegando nel dettaglio l’investimento realizzato da PowerColor.
“Abbiamo fornito il centro polveri OptiCenter® All-in-One OC10, che rappresenta la tecnologia Gema più recente. Quello di Powercolor è il primo installato in Italia. Questo centro polveri offre massima resa con
minimo ingombro, grazie all’assenza dei moduli di comando delle pistole poiché la tecnologia di erogazione e carica della polvere in fase densa sono integrate in un unico dispositivo. Il cuore del sistema è il serbatoio OptiSpeeder, che fluidifica in modo ottimale la polvere e che, grazie a una grande apertura inclinata, consente un accesso rapido e facile all’interno del contenitore della polvere. Il circuito chiuso della polvere è controllato in modo completamente automatico e garantisce un ambiente di lavoro pulito ed una maggiore efficienza. Il rilevamento del peso della cella di carico di precisione è completamente integrato: la polvere fresca contenuta nel cono viene pesata ed elaborata nel sistema di gestione dei lotti del MagicControl 4.0. Ciò consente di registrare facilmente l’utilizzo di polvere fresca per ogni lotto, anche durante la sostituzione di un sacco di polvere e di monitorare le informazioni in tempo reale sul cruscotto GemaConnect”. “In un secondo momento abbiamo inserito la seconda generazione del sistema Dynamic Contour Detection, che utilizza sensori 3D-LiDAR, per
diminuire al minimo l’intervento di pre- e post-ritocco, che Powercolor utilizzava di frequente” prosegue Peduzzi. “Questo sistema utilizza scanner laser per la rilevazione della maggior parte delle forme di oggetti difficili per garantire risultati di rivestimento di qualità. Il processo di rilevamento dinamico del contorno avviene in due fasi: la prima è il riconoscimento pezzi dinamico grazie agli scanner laser che misurano la distanza con l’oggetto e ne calcolano il contorno. Successivamente, questi dati vengono inviati al MagicControl 4.0 che segmenta l’oggetto scansionato secondo la disposizione delle pistole e lo “traduce” in precise posizioni degli assi e regolazioni delle pistole. Ogni asse è disposto in modo indipendente”.
“Essendo terzisti verniciamo pezzi molto diversi tra loro e molto complessi” commenta Giuseppe Di Maria. “Prima di inserire il sistema di identificazione 3D dei pezzi e il nuovo sistema OC10 di Gema, dovevo dedicare 4 operatori alle operazioni di ritocco, prima o dopo l’applicazione
automatica, o talvolta in entrambi i casi per non fermare la catena e quindi non perdere produttività. Da quando abbiamo installato i nuovi sistemi sono veramente soddisfatto perché non abbiamo più la necessità di fermare il convogliatore e la verniciatura richiede al massimo due ritocchi degli angoli più nascosti. Ho potuto quindi dedicare gli operatori ad altre attività”.
“La tecnologia Smart Inline, con il suo design a percorso rettilineo, garantisce un flusso di polvere costante e delicato ideale per produrre film con spessori uniformi e ripetibili” spiega Marco Peduzzi Di Gema. “Inoltre, dal momento che i reciprocatori si muovono in base alla geometria del pezzo grazie al Dynamic Contour Detection, la polvere nebulizzata è uguale sia nella parte alta sia in quella bassa che in quella centrale” conclude Peduzzi. “Se consideriamo che la silhouette della cabina di Powercolor è di 8.000x2.400x1.200 mm, significa che spesso il punto più largo di un pezzo è centrale rispetto al convogliatore mentre
Il Dynamic Contour Detection system di Gema, che utilizza scanner laser con sensori 3D-LiDAR per la rilevazione della maggior parte delle forme di oggetti difficili per garantire risultati di rivestimento di qualità. L’investimento ha incluso anche la sostituzione dei reciprocatori e delle pistole automatiche.
la parte più stretta è posizionata in basso. La costanza della distanza degli erogatori unita alla distribuzione in fase densa della polvere, che crea una nuvola soffice e sempre costante, garantisce spessori costanti sull’intera superficie dei pezzi, eliminando la necessità di ritocco. Abbiamo comunque fornito a Powercolor anche 4 gruppi manuali per dare loro massima flessibilità nella gestione dei pochi ritocchi necessari, ma soprattutto per verniciare singoli pezzi o singole bilancelle in colori particolari, a perdere senza bisogno di passare dal centro polveri”.
Connettività 4.0 evoluta
“Il progetto di investimento che ho attivato in Powercolor non si limita all’hardware, cioè all’impiantistica di processo, ma prevede anche un’operazione di estrema digitalizzazione dell’impianto, attuale verniciatura a polvere e futuro di cataforesi” dichiara Giuseppe Di Maria. “Sto facendo realizzare un software di gestione in grado di tracciare completamente la lavorazione di
Le pompe Optispray® nel serbatoio Optispeeder® del centro polveri.
ogni singola commessa a partire dal ricevimento del materiale inviato dal nostro cliente fino al pezzo finito pronto per essere imballato. Questa tracciabilità include anche fotografie al materiale in ingresso, durante il processo, in uscita e ad eventuali non-conformità”.
Quando parte l’ordine dall’ufficio, il materiale è fotografato grezzo nelle condizioni di consegna. Una volta avviato il processo di verniciatura, ogni singola bilancella raccoglie i dati del pretrattamento, il tipo di ciclo, il tempo di contatto, la temperatura, il PH dei bagni, a conducibilità dell’acqua demineralizzata.
“Il nostro ciclo di pretrattamento a spruzzo include 7 fasi e ci dà la possibilità di trattare acciaio laminato a freddo, acciaio laminato a caldo, acciaio zincato Sendzimir ed elettrolitico, acciaio zincato a caldo e anche alluminio, che verniciamo però solo per applicazioni da interno, non avendo un ciclo certificato Qualicoat” spiega Giuseppe Di Maria. “Questo ciclo è stato messo a punto da DN Chemicals, e come prima fase possiamo eseguire un fosfodecapaggio con Denacid 545 FD per acciaio laminato a caldo, in alternativa uno sgrassaggio con mordenzatura Denacid 539 ZN per acciaio zincato, o ancora una fosfatazione con Denphos 183 SC per acciaio laminato a freddo e alluminio. Dopo i vari risciacqui prima con acqua di rete e poi con acqua demineralizzata prodotta con il nostro demineralizzatore da acqua di pozzo, preceduto da filtro a sabbia e carbone ed addolcitore, il ciclo termina con una passivazione nanotecnologica multimetal con Dollcoat SA 115. Questo è il ciclo di pretrattamento ad alte prestazioni che ci ha fatto guadagnare numerosi clienti in svariati settori industriali”.
“Anche il processo di cataforesi sarà completamente tracciato” prosegue Di Maria. Alla fine della cataforesi scatteremo un’altra fotografia al pezzo per dimostrare che il trattamento è stato eseguito e per verificare eventuali non conformità. In cabina di verniciatura polveri, il software
MagicControl 4.0 di Gema ci restituirà i valori di consumi, metri quadri verniciati, parametri di spruzzatura. Due stazioni di verifica diverse nel forno di polimerizzazione ci consentiranno di misurare il tempo di permanenza e la temperatura. Infine, in uscita dal raffreddamento a fine ciclo, scatteremo una terza foto al materiale verniciato. In questo modo ogni nostro cliente entrerà in possesso di una scheda tecnica riportante il processo completo che ha subito il suo manufatto e avrà la certezza che il suo materiale sarà trattato in quel modo per 365 giorni all’anno”.
Il successo della tecnologia con pompe in fase densa Quando l’alimentazione delle polveri in fase densa fece il suo ingresso nel mercato della verniciatura, ricordo molto scetticismo verso questa tecnologia. Oggi, 8 impianti su 10 realizzati da Gema sono in fase densa. “Io sono estremamente soddisfatto della scelta fatta con Gema, ho riscontrato una leggera diminuzione del consumo di polvere ma ciò che impressiona è l’aumento della qualità di finitura” dichiara Di Maria. “Anche la questione manutenzione è positiva: la nuova fase densa ha una manutenzione completa di 35-40 secondi completa, a differenza della prima versione che richieda 15 minuti. A livello di durata dei componenti, i manicotti delle pompe in fase densa durano 2000 ore, e questa durata non è influenzata dal tipo di polvere applicata. Con gli iniettori Venturi tradizionali, invece, l’usura del canottino del sistema di pescaggio è strettamente correlata al tipo di polvere spruzzata, più questa è abrasiva più di frequente dovrò cambiare il canottino. In generale posso dire che l’uso combinato del centro polveri con pompe in fase densa e del sistema laser scanner di riconoscimento dei pezzi porta la qualità della verniciatura a un livello superiore, con la massima automazione e un consumo di materie prime ridotto”.
Vista generale dell’area di carico e scarico di Powercolor, con l’imponente convogliatore Futura.
Il pannello di controllo del sistema di gestione 4.0.
FAE è specializzata nella progettazione e produzione di testate per trattori, escavatori, minipale, veicoli speciali e di cingolati per lavorazioni forestali, agricole e stradali, e per lo sminamento.
FOCUS ON TECHNOLOGY
SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
Quando l’approccio tecnologico dell’impiantista di verniciatura fa la differenza
Monica Fumagalli ipcm®
Due aziende accumunate dallo stesso approccio tecnologico alle esigenze dei clienti: FAE, leader a livello mondiale nella produzione di macchine forestali, agricole e per lo sminamento, ha scelto di avvalersi della collaborazione di SAVIM Europe per l’installazione del suo nuovo impianto di verniciatura in grado di affiancare all’applicazione manuale quella automatica in uno spazio ridotto e di movimentare pezzi ingombranti in modo agevole grazie al trasportatore di CM Automazione. Un esempio di come un impiantista possa comprendere le esigenze del cliente e trasformarle nel progetto desiderato, indipendentemente dalle dimensioni della linea di verniciatura.
L’approccio tecnologico è un metodo o una strategia che utilizza strumenti, dispositivi, sistemi e metodologie basati sulla tecnologia per affrontare, risolvere o migliorare specifici problemi o processi. In ambito manifatturiero, implica un orientamento all’innovazione continua, aggiornamento delle competenze e capacità di adattarsi all’evoluzione delle tecnologie – esattamente ciò che documentiamo continuamente sulle pagine delle nostre riviste rivolte, nello specifico, ai processi di verniciatura industriale. Indipendentemente dalle dimensioni e dalla complessità della linea da progettare, prima, e costruire, poi, quindi, il contributo tecnologico risiede proprio in quelle capacità ingegneristiche e tecniche che consentono di personalizzare il progetto a seconda degli spazi, della produzione e delle esigenze del cliente, e, spesso, ingombri ridotti e necessità particolari rappresentano quella sfida tecnologica che mostra il reale know-how dell’impiantista. “In questo approccio risiede anche la nostra mission” –afferma Gianluca Morandi, Supply Chain Manager di FAE Group S.p.A., specializzata nella progettazione e produzione di testate per trattori, escavatori, minipale, veicoli speciali e di cingolati per lavorazioni forestali, agricole e stradali, e per lo sminamento. “La nostra azienda pone al centro l’innovazione tecnologica e la qualità costruttiva al fine di garantire il massimo delle prestazioni e dell’affidabilità per le proprie macchine. Ciascuna macchina, ciascun accessorio, ciascun componente opzionale è progettato con il massimo rigore, con la massima qualità dei materiali e adoperando le tecnologie più avanzate. Il compito dei mezzi che mettiamo su strada è quello di rendere il più agevole ed efficiente possibile l’esecuzione del compito in base all’applicazione da svolgere, alle condizioni e al territorio in cui dovrà essere svolto”. All’inizio del 2023, FAE ha installato presso la sede centrale di Fondo (TN) un nuovo impianto di verniciatura.
Dall'alto:
L’impianto di verniciatura installato riunisce in un’unica struttura l’applicazione manuale e quella robotizzata.
L’applicazione manuale nella cabina a velo d’acqua. Interno della cabina a velo d’acqua.
“Ci siamo avvalsi della collaborazione di SAVIM Europe Srl di Arbizzano (Verona) perché è stato l’unico impiantista a cogliere le nostre esigenze e a trasformarle nel progetto che avevamo in mente, dimensionandolo sulla quantità limitata dei lotti che dobbiamo trattare quotidianamente, senzaper questo motivo - ridurre il valore tecnologico dell’impianto, che resta di qualità elevata”.
I prodotti FAE, dalle aree boschive alla strada Fondata nel 1989, FAE ha avviato la propria produzione, al tempo ancora artigianale, progettando e costruendo attrezzature per macchine forestali. Nei primi anni Duemila, l’azienda ha affiancato alla produzione di testate trincianti forestali, quella di accessori destinati alle macchine da costruzione e alle frese per il settore stradale, fino ad arrivare, nel 2005, ad inaugurare una nuova linea per la fabbricazione di mezzi cingolati.
Oggi FAE, che conta circa 400 dipendenti e 170 milioni di fatturato a livello globale, presenta 3 macrolinee in un portfolio di 90 prodotti e 400 modelli: Land Clearing, prodotti pensati per velocizzare e rendere più agevoli e produttive una vasta gamma di lavorazioni forestali e agricole, operando in boschi e foreste, terreni agricoli, fiumi e canali, aree naturali, verde urbano; Construction, per l’impiego in cantieri per la costruzione di strade, autostrade, sentieri, cave, miniere e infrastrutture in genere e Demining, per la bonifica e il ripristino ad uso civile di terreni altrimenti pericolosi e inutilizzabili, operando in strade, sentieri, aree agricole e forestali con la presenza di mine.
“Il 75% dei prodotti che realizziamo sono a marchio FAE, mentre il restante 25% è realizzato per importanti OEM mondiali, di cui la nostra azienda è fornitrice” – spiega Morandi. “Siamo presenti nei mercati mondiali più strategici per questo settore: in Nord America - in particolare
negli Stati Uniti e in Canada - e poi in Francia, in Germania, in Australia e, recentemente, anche in Cina”.
La produzione è distribuita esclusivamente in 3 stabilimenti italiani: la sede centrale si trova a Fondo, nel cuore della Val di Non trentina, e ospita le divisioni amministrativa, commerciale, marketing e l’ufficio tecnico per la progettazione, i reparti di pre-assemblaggio, verniciatura e collaudo, il magazzino che include i ricambi e la divisione logistica; uno stabilimento a Vipiteno (Bolzano), dove sono effettuate le lavorazioni meccaniche di uno dei componenti più importanti, il rotore, e un impianto produttivo nel vicentino per la costruzione di semi-lavorati ricavati dai coils.
“Ciascuna macchina e accessorio – prosegue Morandi – nasce per fare la differenza non solo nell’operazione che deve svolgere, ma, vista l’importanza di alcune delle applicazioni per il mondo in cui viviamo, anche nel pianeta. È per questo che ciascuna persona del nostro team, ciascun partner, ciascun cliente lavora quotidianamente: questo è esattamente lo spirito di FAE”.
Un importante contributo per il pianeta Dal land clearing al demining, il contributo dei prodotti realizzati dall’azienda trentina è fondamentale per il recupero e il mantenimento di aree soggette a disastri ambientali, come gli incendi, e per il ripristino di zone destinate a nuovi utilizzi.
Sfortunatamente gli incendi boschivi rappresentano un fenomeno in crescita, amplificato dai cambiamenti climatici e dalla cattiva gestione del suolo in molte aree esposte. “Se pensiamo che a partire dal 2000 solo negli Stati Uniti – uno dei nostri principali mercati di riferimento - gli incendi hanno distrutto annualmente 7 milioni di acri di terreno1
1 https://ourworldindata.org/wildfires
e che, negli ultimi vent’anni, il loro tasso di distruzione è - purtroppo - raddoppiato, i dati sono davvero preoccupanti: l’impatto sociale, ambientale ed economico che essi lasciano dietro di sé hanno posto l’attenzione sull’importanza della gestione e della prevenzione degli incendi in tutto il mondo. Ed è qui che l’attrezzatura FAE fa davvero la differenza. Una delle misure più efficaci per fermare la propagazione di un incendio è la creazione di fasce tagliafuoco, ossia aree prive di vegetazione, create all’interno di foreste o aree naturali. Non solo contengono l’incendio in una zona delimitata, ma vengono anche utilizzate dagli animali selvatici come rifugio sicuro dal fuoco e dalle squadre antincendio presenti per spegnere l’incendio e svolgere il lavoro necessario per mantenere la vegetazione. Il forestry mulching è ecologico, economico e attualmente il modo più efficiente per preservare la qualità del suolo. Durante il processo le nostre macchine lasciano sul terreno un pacciame nutriente per fornire umidità e nutrienti vitali al suolo e sopprimere le specie vegetali indesiderate. Le nostre macchine sono quindi attivamente coinvolte nella lotta contro gli incendi e siamo orgogliosi di contribuire a salvare le nostre foreste per le generazioni future.”
Il percorso verso la qualità totale
L’esigenza di implementazione del reparto di verniciatura – prima costituito da una sola cabina per l’applicazione manuale – è sorta per FAE con l’aumento dei volumi produttivi. “Il nuovo impianto è diventato oggi uno dei nostri punti di forza per garantire la qualità dei nostri componenti. È dotato di due cabine statiche per l’applicazione manuale e una cabina semi-automatica attrezzata con robot e asservita da un trasportatore birotaia fornito da CM Automazione di Giussano (Monza e
Brianza), in grado di movimentare 12 bilancelle con una portata massima di 700 kg ciascuna. Se la cabina robotizzata permette di lavorare molto più velocemente, le cabine tradizionali consentono, invece, un’ampia versatilità: vi si possono infatti verniciare vari tipi di componenti, anche di grandi dimensioni movimentati tramite un trasportatore manuale a scambi pneumatici progettato da SAVIM. Un sistema di riscaldamento ad acqua alimentato da una centrale termica a biomassa asserve il tunnel di appassimento ed essiccazione. L’intero impianto è stato integrato in ERP per monitorare l’avanzamento delle fasi di lavorazione attraverso il software gestionale dell’azienda”.
Verniciare piccoli lotti: l’esigenza di FAE
L’azienda non aveva la necessità di installare una linea di verniciatura di ampie dimensioni o strutturata in modo complesso. “La maggior parte della componentistica che utilizziamo per i nostri prodotti – sottolinea Morandi – viene affidata a collaboratori esterni o verniciata all’interno degli altri due stabilimenti. Noi, in questa sede, effettuiamo la verniciatura di componenti già assemblati che necessitano di un rivestimento a scopo estetico. Il progetto per il nuovo impianto doveva abbinare la massima versatilità per la verniciatura di manufatti di tipologia, dimensione e conformazione diverse, con lo spazio limitato che avevamo a disposizione
Da sinistra a destra:
Interno della cabina a secco.
La zona dell’impianto dedicata all’applicazione semi-automatica.
L’applicazione effettuata con il robot.
all’interno della fabbrica. Una delle caratteristiche di questa area dello stabilimento è proprio quella di avere spazi molto ridotti in cui manovrare pezzi di dimensioni impegnative. Abbiamo quindi installato un impianto di dimensioni pari a 26 x 13 m che ospita le 2 cabine statiche, una a secco destinata all’applicazione manuale su pezzi fino a 1500 kg di peso e una a velo d’acqua, e la cabina robotizzata a velo d’acqua per la verniciatura semiautomatica di manufatti fino a 1,80 m, tutte e 3 asservite da una centrale vernici con pompa ad alta pressione di Graco”.
“Solo il 20% dei componenti inviati poi in verniciatura sono pretrattati con uno sgrassaggio manuale, per gli altri non è necessario alcun tipo di pretrattamento meccanico o chimico: anche questo elemento è un altro aspetto particolare del nostro processo di verniciatura” – afferma Morandi. “Effettuiamo un’applicazione a mano unica o a doppio strato, primer + topcoat. Per l’applicazione a mano unica nella cabina robotizzata dove verniciamo i rotori, i componenti più importanti della nostra produzione, utilizziamo una vernice all’acqua fornita da Inver2, l’INVERPUR MU”. “Si tratta di un primer/finitura bicomponente idrosolubile con resine acriliche e formulato con pigmenti anticorrosivi” – dichiara il team tecnico di Sherwin-Williams. “E’ particolarmente indicato laddove l’aspetto estetico è di primaria importanza e si richiede di semplificare il processo di verniciatura con l’utilizzo di un solo prodotto: può essere infatti utilizzato, come in questo caso, come soluzione DTM (direct to metal). Il prodotto che forma un film duro ed elastico con grado di brillantezza fino a 60-65 gloss, presenta una buona adesione su acciaio, alluminio e supporti in cataforesi e una buona resistenza alla corrosione. Grazie alla formulazione con resine acriliche offre anche ottime prestazioni di resistenza alla luce”.
2 Un marchio di The Sherwin-Williams Company
Dall'alto:
Una delle problematiche più difficili da risolvere per l’azienda è la movimentazione dei manufatti di grandi dimensioni.
L’area di scarico dei pezzi.
Dettaglio di un manufatto finito.
Mentre per gli altri pezzi, a seconda delle caratteristiche che questi devono presentare, sono utilizzate vernici bicomponenti applicate sia a mano unica sia a doppia mano con pistole a tazza: la quantità di prodotto applicato è infatti così limitata da non richiedere l’utilizzo della miscelatrice. Oltre al progetto impiantistico perfettamente commisurato alle esigenze dell’azienda, un’altra delle caratteristiche della linea più apprezzate da FAE è la facilità di movimentazione dei componenti che possono essere trattati e ultimati in poche ore, grazie alla sostituzione del carro ponte con il trasportatore studiato ad hoc.
“SAVIM non solo ci ha fornito la sua preziosa assistenza” – sottolinea
Morandi – “ma ha fatto anche da capocommessa incaricandosi di contattare personalmente gli altri fornitori dei dispositivi funzionali alla linea, dall’azienda brianzola responsabile del trasportatore prima citata, alla società specializzata nella progettazione e costruzione del robot di verniciatura, CMA Robotics, fino a Hydro Italia, responsabile del progetto e dell’installazione del sistema di trattamento delle acque di cabina”.
Dettaglio di alcuni dispositivi della linea di verniciatura
Il robot antropomorfo
“Il robot antropomorfo modello GR 630” – afferma Marco Zanor, Sales
Director di CMA Robotics di Pavia di Udine (Udine) - è una macchina a controllo elettronico con 6 gradi di libertà, progettata per eseguire in modo automatico operazioni di verniciatura sia a liquido, come in questo caso, sia a polveri di superfici in metallo, legno e plastica. Il braccio del robot offre la massima manovrabilità, grazie ad un sistema di innesti ed un perfetto bilanciamento pneumatico tramite il sistema brevettato smart balance, e all’impiego di speciali leghe leggere.
Un’ulteriore flessibilità d’utilizzo si ottiene grazie alla particolare configurazione del polso, che tramite la rotazione di 360° di ogni singolo asse, permette di raggiungere agevolmente qualsiasi punto degli elementi in lavorazione. In questa particolare fornitura abbiamo installato la nostra ultima tecnologia di autoapprendimento ovvero il nostro VR Tracking che permette la programmazione del robot senza la necessità di trascinare il braccio dello stesso. In pratica utilizziamo la pistola del robot che si sgancia con un dispositivo estremamente semplice ed eseguiamo la verniciatura del manufatto come se fosse una pistola manuale. Il robot, dopo aver riposizionato la pistola, è in grado di ripetere il ciclo eseguito dall’operatore. Un ulteriore vantaggio è garantito dal fatto che è possibile modificare a terminale la traiettoria programmata con un semplice movimento del mouse”.
Aggiunge Zanor: “La tecnologia precedente, che richiedeva la movimentazione del braccio del robot, inventata ed utilizzata per la prima volta negli anni ’70, oggi risulta superata e CMA Robotics, da sempre all’avanguardia con le sue soluzioni nel settore della verniciatura, è un precursore nel mercato con il suo nuovo sistema VR Tracking”.
L’impianto di trattamento acque
Il sistema di trattamento delle acque di cabina è un modello Hydrofloty 6M installato da Hydro Italia di Medicina (Bologna). “All’interno della cabina, in posizione ottimale, abbiamo collocato la pompa sommersa per mantenere il movimento continuo dell’acqua della vasca e provocare l’aspirazione attraverso un tubo” – spiega Davide Solmi, responsabile commerciale di Hydro Italia. “Per mezzo di un particolare sistema di aerazione, la massa in circolo viene arricchita di piccolissime bolle d’aria che aderiscono alle particelle dello strato di fanghi superficiale facilitandone l’affioramento (flottazione) e rendendole così movimentabili dalla racla del flottatore. La pompa sommersa convoglia questa miscela di acqua e aria al flottatore dove avviene la separazione dei fanghi dall’acqua. Prima di arrivare al flottatore, la miscela può essere addizionata di un particolare prodotto chimico che facilita la separazione dal fango. Mediante la paletta scrematrice a movimento pneumatico le particelle flottanti vengono sospinte in continuo dalla superficie della vasca del flottatore fino all’uscita con caduta nel contenitore fanghi, il quale contiene un sacco-filtro a perdere. Questo sacco è fissato in un contenitore mobile. I fanghi accumulatisi sul fondo dell’impianto potranno
essere smaltiti, mentre l’acqua di recupero depurata defluisce per gravità nella cabina”.
Conclusioni
“Avremmo potuto realizzare un impianto con un’unica cabina, ma non volevamo perdere la flessibilità che caratterizzava il nostro processo di verniciatura e il team di SAVIM Europe ha colto appieno quanto questo aspetto fosse fondamentale per noi. Per cui, grazie alla loro collaborazione già in fase di progettazione abbiamo optato per la costruzione di due sistemi impiantistici con caratteristiche diverse in un’unica struttura realizzata con un ingombro ridotto. L’automazione che è stata integrata ci ha permesso di migliorare la gestione dei pezzi all’interno dello stabilimento, contribuendo ad ottimizzare la logistica dell’intero reparto. Abbiamo registrato anche un ulteriore vantaggio nella riduzione della frequenza manutentiva dell’impianto, grazie alla filtrazione delle cabine a velo d’acqua”. L’obiettivo di FAE era quello di realizzare un impianto che non risultasse sovradimensionato rispetto ai volumi di lotti da trattare, ma che consentisse di mantenere la flessibilità necessaria per gestire anche un eventuale aumento produttivo: “l’obiettivo è stato raggiunto grazie al contributo tecnologico e alla consulenza di un partner come SAVIM Europe, il cui staff tecnico punta da sempre ad ampliare e migliorare la struttura tecnica, produttiva e di assistenza per rispondere nel modo migliore alle esigenze dei propri clienti, tra cui rientra con piena soddisfazione anche la nostra azienda”.
L’impianto di trattamento delle acque di cabina e uno dei cingolati di FAE.
via E De Nicola, 18 - I-20090 Cesano Boscone (MI) Italy - tel +39 0255210608 www.ravarinicastoldi.it - dive@ravarinicastoldi.it
ART WITHIN SURFACES
SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
Anche i veicoli IVECO vestono metal
a cura di IVECO Spa Torino, Italia
IVECO ha collaborato con i Metallica, supportandoli nelle tappe europee del M72 World Tour con camion e furgoni elettrici e a gas naturale verniciati con una speciale livrea personalizzata.
Anovembre dello scorso anno IVECO aveva annunciato una storica collaborazione con i Metallica, membri della Rock & Roll Hall of Fame, durante l’evento di lancio della sua nuova gamma a Barcellona. Il marchio avrebbe supportato la band durante la tappa europea del M72 World Tour, che ha riempito gli stadi di tutto il continente da maggio a luglio 2024, con una media di 70-80 mila spettatori per spettacolo.
L’M72 World Tour è stato il tour di concerti organizzato dalla band heavy metal americana Metallica a supporto di “72 Seasons”, il suo undicesimo album in studio pubblicato il 14 aprile 2023. Il tour è iniziato il 27 aprile 2023 ad Amsterdam e si è concluso il 29 settembre 2024 a Città del Messico.
I 14 camion e i furgoni elettrici e a gas naturale di IVECO si sono uniti alla carovana dei Metallica, trasportando la band e le loro attrezzature
ART WITHIN SURFACES
a Monaco, Helsinki, Copenaghen, Varsavia e Madrid, percorrendo oltre 200 mila km. L’annuncio si era concluso con il video ufficiale dedicato al lancio della nuova gamma completa di IVECO, ravvivato dalla “elettrizzante” colonna sonora della hit dei Metallica “It’s Electric”.
Luca Sra, Presidente del segmento Camion di Iveco Group, ha affermato: “Il lancio della gamma completa IVECO 2024 ha rappresentato una pietra miliare unica nella nostra storia, che apre un entusiasmante capitolo alimentato dalla nostra nuova energia. Non avrebbe potuto esserci momento migliore per annunciare una collaborazione davvero elettrizzante. Siamo stati molto felici di ‘scendere in pista’ con questa incredibile band e troupe a bordo dei nostri veicoli a propulsione alternativa, spinti dalla nostra vocazione condivisa a supportare le comunità sostenibili e ad ampliare i confini per un mondo migliore”.
La livrea personalizzata dei camion IVECO firmati Metallica IVECO ha fornito camion pesanti S-eWay e S-Way Metallica Special Edition elettrici e a gas naturale, personalizzati da un artista di talento con una livrea appositamente studiata nei colori dell’album 72 Seasons. La carrozzeria nera opaca è inondata da una finitura giallo brillante sul lato della cabina, mentre la griglia anteriore riporta l’iconico logo della band aerografato. I furgoni eDaily e Daily Natural Gas, anch’essi con la livrea Metallica Special Edition,
hanno fornito un servizio navetta per la troupe della band durante i concerti. Questi veicoli “green” hanno contribuito all’obiettivo dei Metallica di ridurre la loro impronta di carbonio concerto dopo concerto, per uno show sostenibile.
Inoltre, è stato realizzato un “Truckers Contest” per coinvolgere i camionisti, invitandoli a inviare video di sè stessi, indipendentemente dalla marca del loro veicolo, mentre si esibiscono al ritmo della musica dei Metallica e provare così a vincere i biglietti per il concerto.
Una collaborazione per un futuro migliore IVECO e i Metallica condividono una forte attenzione alla tutela dell’ambiente e alla responsabilità sociale. IVECO è nota per il suo impegno nel trasporto “green” attraverso investimenti di lunga data in soluzioni di propulsione alternative. Come parte del gruppo Iveco, il marchio si è impegnato a raggiungere le zero emissioni entro il 2040 e continuerà a supportare le comunità colpite da guerre e calamità naturali, a gestire programmi di formazione per i giovani vulnerabili e a fare donazioni per nutrire le persone bisognose. Questi programmi si allineano con le iniziative della fondazione dei Metallica “All Within My Hands”, che sostiene i banchi alimentari locali durante i tour della band, che gestisce l’iniziativa formativa per la forza lavoro Metallica Scholars a supporto dei college della comunità e che contribuisce, ove possibile, ai soccorsi in caso di calamità. Due partner perfettamente in sintonia per un futuro migliore.
ADVANCEMENTS
SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
AkzoNobel lancia la nuova gamma di vernici in polvere Interpon A5000 per veicoli commerciali
A cura di AkzoNobel Powder Coatings
Interpon A5000, la nuova gamma di vernici in polvere ad alte prestazioni sviluppata da AkzoNobel, offre un’eccellente protezione dalla corrosione e una finitura durevole per i veicoli commerciali.
AkzoNobel ha lanciato la gamma di vernici in polvere Interpon A5000 per offrire una protezione affidabile, uniforme e duratura ai produttori OEM di veicoli commerciali che desiderano abbinare prestazioni e sostenibilità.
Interpon A5000 è una gamma di vernici in polvere per il telaio, la carrozzeria e le altre parti di un veicolo commerciale che soddisfa svariate esigenze dei clienti. Offre livelli ottimali di protezione dalla corrosione in ambienti difficili, con una finitura in colori che durano
più a lungo, proteggendo la reputazione del marchio. È un prodotto a cui gli OEM possono infatti affidarsi per garantire coerenza in tutto il mondo, grazie all’impronta produttiva globale di AkzoNobel. Da camion e rimorchi ad autobus e veicoli speciali, i veicoli commerciali hanno bisogno di soluzioni di verniciatura a polvere che siano robuste come i pezzi che proteggono. La gamma completa comprende non solo primer, ma anche topcoat, clearcoat e vernici progettate per resistere a molteplici sfide, come i danni causati dalla corrosione e dalla luce ultravioletta o da sostanze chimiche come olio, benzina e gasolio. I produttori di veicoli commerciali sono anche alla ricerca di soluzioni che supportino la sostenibilità, riducendo il consumo energetico, le emissioni di CO2 e i costi. La nuova gamma è stata progettata per soddisfare queste richieste: le vernici in polvere sono facili da applicare, assicurando una finitura corretta al primo tentativo, accelerando la produzione ed eliminando la necessità di costose rilavorazioni. La gamma include anche prodotti con temperature di polimerizzazione inferiori, che riducono ulteriormente i tempi di lavorazione, il consumo di energia e gli sprechi, offrendo al contempo livelli elevati e costanti di prestazioni e qualità. Essendo composta da vernici in polvere, questa gamma è anche priva di composti organici volatili (COV) e praticamente non genera sprechi, poiché qualsiasi overspray può essere riciclato e riutilizzato.
Al centro della gamma c’è il rivestimento in polvere Interpon A5500, un primer liscio che è ideale per la finitura delle cabine dei camion, le griglie anteriori e i paraurti. Questo primer è più sostenibile delle alternative tradizionali, grazie all’assenza di COV e alla flessibilità del processo di rivestimento. Funge inoltre da basecoat perfetto non solo per le mani a finire a polveri, ma anche quelle liquidi, consentendo ai produttori di sfruttare i vantaggi di entrambe.
Martina Lösgen, Global Segment e Key Account Manager ACE e CV afferma: “La gamma Interpon A5000 è apprezzata da molti dei principali OEM e produttori per le sue prestazioni e l’affidabilità, ma anche per la flessibilità e l’efficienza che può apportare alle loro attività. Collaborare con noi consente ai produttori di aggiungere protezione, colore e una finitura leader a livello mondiale ai loro veicoli e ai componenti di prima categoria”.
Per completare la gamma, AkzoNobel fornisce anche servizi di supporto tecnico, per aiutare gli OEM e i loro fornitori a ottimizzare le loro linee di verniciatura e le prestazioni delle soluzioni Interpon da loro scelte.
Gli altri prodotti della gamma Interpon A5150
Gli ltri prodotti della gamma includono Interpon A5150, ideale per offrire elevati livelli di durata e resistenza alla corrosione per camion, rimorchi e autobus secondo gli standard di attrito superficiale degli OEM; e Interpon A5160, che ha tutti i vantaggi di A5150 ma con una resistenza UV ulteriormente migliorata. Sono stati sviluppati anche rivestimenti
in polvere specifici per componenti come contenitori a pressione e serbatoi di carburante, tra cui Interpon A5250 – che resiste a benzina, gasolio, olio, sostanze chimiche e agenti atmosferici – e Interpon A5260, progettato per serbatoi a pressione con elevata resistenza ai detriti stradali ed eccellente ritenzione della brillantezza.
Per le parti della carrozzeria e le cabine, la gamma include il sistema di verniciatura a polvere Interpon A5550 e Interpon A5552 e Interpon A5554, che sono specificamente progettati per bilanciare le condizioni della superficie di Classe A con un costo ottimizzato per unità.
Quest’ultimo ha livelli superiori di resistenza ai raggi UV per costruttori di camion di alta qualità e altri veicoli che richiedono una finitura di massima qualità. La gamma include anche Interpon A5560, un topcoat di alta qualità, e Interpon Redox, una serie di primer che forniscono ai clienti uno punto di riferimento unico per la protezione dalla corrosione, anche negli ambienti più difficili (fino a ambienti corrosivi C5).
Vernici cataforetiche prive di stagno: la scelta sostenibile e
strategica
di ZD Group per accedere a nuovi mercati e aumentare la sostenibilità del proprio processo
Ilaria Paolomelo ipcm®
In ottica di sostenibilità e per avere accesso a nuovi mercati in cui i rivestimenti privi di etichettatura di tossicità sono un requisito imperativo, ZD Group, consolidata azienda di verniciatura conto terzi, ha recentemente introdotto nel proprio processo di cataforesi vernici tin-free, ovvero prive di stagno, sviluppate da Sherwin-Williams. Questa scelta, oltre a rafforzare l’impegno di ZD Group verso l’adozione di tecnologie sostenibili senza scendere a compromessi sulla qualità del risultato finale, le ha permesso nuove opportunità di crescita in nuovi mercati e settori industriali.
Le partnership strategiche rappresentano una leva cruciale per il successo di qualsiasi azienda, soprattutto per quelle realtà che nascono come piccole imprese familiari e aspirano a crescere fino a diventare dei veri e propri punti di riferimento nel proprio settore. Nel campo della verniciatura e del trattamento superficiale dei metalli, la collaborazione con fornitori di fiducia è determinante non solo per disporre di tecnologie avanzate e prodotti chimici all’avanguardia, ma anche per garantire finiture più sostenibili ma sempre di elevata qualità, rispondendo efficacemente alle crescenti richieste del mercato sia in termini di prestazioni sia di sostenibilità dei processi di
produzione. Ma l’importanza delle partnership va oltre il mero aspetto tecnologico: si estende alla componente umana, alla professionalità e all’assistenza tecnica che i fornitori sono in grado di offrire. Per un’azienda, poter contare su fornitori che non si limitano a vendere un prodotto, ma che offrono anche un supporto costante, attento e personalizzato, rappresenta un enorme valore aggiunto. Ne è un esempio la partnership stretta recentemente da ZD Group – azienda padovana specializzata nella verniciatura conto terzi per svariati settori industriali tra cui ACE, automotive e arredamento – con il produttore di rivestimenti Sherwin-Williams (BO). Quest’ultimo è stato selezionato per la fornitura di vernici tin-free
per il processo di cataforesi, oltre che di vernici in polvere Qualicoat Classe 1 e 2 per la finitura dei componenti che la richiedono.
Tre poli produttivi per rispondere a ogni esigenza di verniciatura
Nel 2004, ZD Group Srl inizia il suo percorso a Borgo Veneto, introducendosi nel mondo della verniciatura dei metalli. Nata come una piccola azienda a conduzione familiare, spinta da coraggio, passione e un costante impegno nell’innovazione, ZD Group ha saputo crescere rapidamente, guadagnandosi la fiducia di una rete di clienti in tutto il Veneto. Riccardo Zanellato, fondatore e attuale General Manager, ricorda gli inizi: “Abbiamo cominciato con un piccolo impianto a polvere a Santa Margherita d’Adige (PD), collaborando sinergicamente con un’azienda esterna specializzata in zincatura per garantire ai nostri clienti una protezione anticorrosiva completa dei loro prodotti.”
La determinazione e il continuo aggiornamento delle tecnologie hanno trasformato ZD Group in una realtà di riferimento per il trattamento e la finitura dei metalli: oggi l’azienda offre pluriservizi con serietà, professionalità e rispetto dei tempi di consegna.
“ZD Group conta attualmente tre stabilimenti. Il primo, a Santa Margherita d’Adige, è specializzato nella verniciatura a polvere automatizzata di minuteria; il secondo, aperto a Ospedaletto Euganeo (PD) durante il periodo della pandemia, copre un’area di 3.000 m2 destinata alla verniciatura per cataforesi e finitura a polvere di componenti di dimensioni medie; il terzo stabilimento, situato a Este (PD), è dedicato al trattamento della carpenteria pesante, con un impianto in grado di gestire manufatti fino a 5,5 metri e una linea statica progettata per verniciare pezzi fino a 8 metri”.
Foto di apertura: componenti verniciati in cataforesi + polvere.
A sinistra: un esempio dei pezzi trattati da ZD Group.
“Nello stabilimento situato a Ospedaletto Euganeo stiamo introducendo anche una nuova cabina per la verniciatura a liquido,” aggiunge Zanellato. “Questo ci consentirà di rispondere con maggiore flessibilità alle esigenze di clienti che richiedono finiture sia funzionali che estetiche, come ad esempio per i componenti di design recentemente realizzati per un prestigioso albergo in Arabia Saudita.”
Cataforesi + verniciatura a polvere – una scelta sempre più frequente nell’industria manifatturiera
Il polo produttivo di Ospedaletto Euganeo rappresenta una delle strutture più innovative di ZD Group, progettata per trattare componenti di dimensioni medie con una qualità di finitura avanzata, soprattutto in termini di resistenza in esterno. Inaugurato durante il periodo della pandemia, questo stabilimento è stato dotato di una linea di verniciatura per cataforesi e un impianto per l’applicazione dei rivestimenti in polvere. “La cataforesi è fondamentale per settori che richiedono una protezione anticorrosiva massima – tra cui il settore ACE, i cui manufatti sono soggetti all’azione degli agenti atmosferici e ad attacchi chimici e meccanici per tutto il loro ciclo di vita” afferma il General Manager di ZD Group.
L’impianto è conforme alle Direttive Europee per il settore automobilistico, dei veicoli industriali e off-road, e delle apparecchiature elettriche/elettroniche, ed esegue un ciclo di trattamento che include:
Granigliatura su richiesta, per rimuovere le impurità da taglio laser.
Sgrassaggio con chimica fornita da Condoroil (Casale Litta, VA).
Doppio risciacquo con acqua di rete.
Passivazione nanotecnologica.
Risciacquo con acqua demineralizzata.
Applicazione della cataforesi epossidica tin-free sviluppata da Sherwin-Williams.
Risciacquo con ultrafiltrato e acqua demineralizzata.
Essiccazione in forno a 200 °C.
“Il film di cataforesi depositato ha uno spessore medio di 18-30 mm e vanta una resistenza alla nebbia salina fino a 500 ore secondo gli standard ISO e ASTM. Le caratteristiche chimico-fisiche del prodotto in uso garantiscono ottima adesione e resistenza agli urti. Inoltre, questo stabilimento offre anche la possibilità di applicare, successivamente alla cataforesi, rivestimenti in polvere epossidici, poliestere, poliuretanici, e acrilici, permettendoci di adattare il ciclo di verniciatura alle specifiche
richieste del cliente e di rispondere a esigenze estetiche e funzionali di vario tipo”, continua Riccardo Zanellato. Lo stabilimento di Ospedaletto Euganeo di ZD Group include infatti anche un impianto di verniciatura a polvere che permette l’applicazione rapida di più mani senza che i componenti debbano fare un multiplo passaggio sulla linea: dopo l’applicazione del primer a polvere in cabina, il manufatto attraversa un forno di gelificazione ad aria calda, prosegue verso l’applicazione di una mano di finitura e termina con la fase di polimerizzazione completa dei due strati. L’impianto è anche dotato di un robot antropomorfo Lesta che assiste gli operatori nella gestione dei grandi volumi di produzione, migliorando l’efficienza e garantendo una maggiore precisione.
“Attualmente, questo stabilimento opera su due turni, e ogni fase del processo è tracciata per monitorare in tempo reale i vari passaggi e disporre di informazioni dettagliate su ogni fase. In base alle specifiche esigenze dei clienti, possiamo quindi effettuare solamente il pretrattamento e la verniciatura cataforetica, il pretrattamento tradizionale seguito dall’applicazione di una o più mani di rivestimento in polvere oppure combinare i due processi, con la cataforesi prima e la finitura in polvere poi”, aggiunge Zanellato.
Rendere il processo di cataforesi più sostenibile
Per ottimizzare il processo di cataforesi e diminuirne l’impatto ambientale, ZD Group si è rivolta recentemente ad un nuovo fornitore, SherwinWilliams, per l’approvvigionamento dei prodotti vernicianti.
“Inizialmente Sherwin- Williams ci ha fornito un prodotto epossidico standard di nuova generazione ma ancora con un catalizzatore a base di stagno. Nel frattempo ha messo a punto nei propri laboratori di Minneapolis (Minnesota, US) una piattaforma che impiega un catalizzatore privo di stagno per ridurre l’impatto ambientale e per rendere il rivestimento conforme alla certificazione NSF/ANSI/CAN 61 - Drinking Water System Components Health Effects inerente all’acqua potabile”, afferma Zanellato.
Da sinistra:
L’impianto per componenti di grandi dimensioni.
Il carroponte per l’immersione dei pezzi.
I componenti di grandi dimensioni verniciati da ZD Group.
“Questo nuovo catalizzatore privo di stagno è perfettamente compatibile con il sistema di cataforesi esistente, non sono necessarie modifiche al polimero di base e ciò permette a ZD Group di continuare a utilizzare la stessa vasca di cataforesi, alimentandola con il nuovo prodotto, ottenendo così un vantaggio economico, oltre che ecologico. A partire dal mese di settembre, ZD Group ha iniziato a utilizzare il nuovo prodotto e ha riscontrato che sia le temperature di reticolazione sia le condizioni operative sono rimaste invariate. In pratica, il passaggio a questa nuova soluzione è stato semplice: è bastato sostituire il catalizzatore, ottenendo una vernice altrettanto efficace, ma più sicura e rispettosa dell’ambiente. Le performance in termini di resistenza chimico-fisico-meccanica e reticolazione sono rimaste le stesse, senza alcuna alterazione della qualità del prodotto finale”, dichiara Stefano Caminati, responsabile del laboratorio di Minerbio di Sherwin-Williams.
Un altro importante vantaggio offerto dalle vernici tin-free è l’etichettatura, che non presenta alcuna pericolosità – consentendo così a ZD Group di stoccare grandi quantità di prodotto senza essere sottoposta alle restrizioni previste per i materiali pericolosi – e offre l’opportunità di entrare in nuovi settori, come quello alimentare, dove l’assenza di metalli pesanti nelle formulazioni è imprescindibile.
“Con Sherwin-Williams collaboriamo anche per la fornitura delle finiture
a polvere, anche se non in esclusiva in quanto spesso, lavorando a capitolato, sono i clienti a indicarci la finitura da utilizzare. Principalmente, impieghiamo polveri ibride epossi-poliesteri oppure poliesteri per industria e per architettura superdurabili, con certificazione Qualicoat classe 1 e classe 2”, afferma Zanellato.
I vantaggi della collaborazione
La collaborazione con Sherwin-Williams ha portato numerosi vantaggi strategici a ZD Group, consolidando il rapporto di fiducia e aprendo nuove opportunità di mercato. Due aspetti principali emergono come benefici fondamentali: da un lato, l’assistenza tecnica puntuale e costante offerta da Sherwin-Williams, che si distingue per la disponibilità e l’approfondita conoscenza dei prodotti, e dall’altro l’espansione dei mercati a cui ZD Group può accedere grazie all’introduzione di vernici a basso impatto ambientale, ideali per la finitura di manufatti che richiedono l’assenza di metalli pesanti, ottenendo nuove omologazioni, in mercati in cui l’assenza di componenti iscritti nelle blacklist nei rivestimenti applicati è un requisito fondamentale.
“I tecnici di Sherwin-Williams, inoltre, sono sempre presenti sul posto, pronti a dedicare anche intere giornate lavorative al controllo approfondito di ogni dettaglio, un aspetto che consideriamo un valore
L’impianto per la verniciatura a polvere di Linea Eco Air (sopra) e l'area di scarico dello stabilimento di Este.
aggiunto fondamentale, ben più importante rispetto agli aspetti economici. Basti pensare che condividiamo una chat di whatsapp con i tecnici- commerciali che ci seguono, per avere un’assistenza in tempo reale anche nei fine settimana. La nostra azienda, inoltre, si avvale dei laboratori Sherwin-Williams per svolgere test avanzati, come prove in nebbia salina e analisi sulla chimica dei pretrattamenti, per garantire una qualità costante dei prodotti in termini di resistenza alla corrosione. Un altro punto di forza della collaborazione è la formazione che Sherwin-Williams offre a ciascun nuovo cliente, per far comprendere appieno le caratteristiche del prodotto e consentire agli operatori di acquisire la necessaria confidenza nella gestione del processo. Questo approccio formativo ci permette di identificare tempestivamente eventuali problemi, come una distensione difettosa o la formazione di crateri, intervenendo prontamente grazie anche al supporto telefonico immediato da parte dei tecnici di SherwinWilliams”, conclude Zanellato.
Verniciatura a polvere di componenti ACE: lo stabilimento di Este Il settore delle macchine agricole, da cantiere e movimento terra (ACE) rappresenta uno dei principali mercati per ZD Group. Per esso, l’azienda utilizza un impianto di verniciatura automatico dedicato esclusivamente alla carpenteria pesante e ai manufatti di grandi dimensioni – fino a 5,5 metri di lunghezza – progettato da Linea Eco Air (Sona, VR). L’impianto funziona a scatti, con un sistema di apertura e chiusura delle porte automatiche.
“Il ciclo produttivo inizia con il pretrattamento dei pezzi, che avviene in un tunnel a due stadi. La prima fase è lo sgrassaggio, che utilizza un prodotto ad alta qualità come FIPROPHOS 510 per rimuovere oli e contaminanti dalla superficie dei metalli. Nella seconda fase, i pezzi sono sottoposti a un risciacquo con acqua demineralizzata, utilizzando FIPROPLUS 707 come additivo, che migliora l’efficacia del trattamento su metalli più grezzi. Al termine del pretrattamento, viene effettuato un controllo per garantire che i pezzi siano completamente sgrassati e pronti per la verniciatura. Il trasportatore birotaia, dotato di bilancelle in grado di supportare pezzi fino a 1.500 kg.
“Quando il pezzo si trova nel tunnel di pretrattamento, sia durante la fase di sgrassaggio che di risciacquo, un cilindro pneumatico muove la bilancella avanti e indietro su una distanza di 400 mm. Questo movimento permette al pezzo di essere completamente investito dall’acqua, assicurando una pulizia uniforme. Questo meccanismo permette di ridurre il numero di rampe necessarie per il lavaggio, con un conseguente risparmio significativo di energia elettrica e combustibile,” afferma Gianfranco Soliani, titolare di Linea Eco Air.
“Inoltre, la fase di risciacquo, della durata di un minuto, viene effettuata nello stesso spazio destinato all’asciugatura, consentendo un risparmio
GLOBAL
SOLUTIONS
FOR WATER TREATMENT
with a complete service that includes system design manufacturing, installation, technical support and chemicals
SPRAY BOOTHS WATER SLUDGE REMOVAL
RESIN DEMINERALIZATION SYSTEMS
REMEDIATION OF CONTAMINATED SITES
BIOLOGICAL SYSTEMS
BATCH TREATMENTS
PHYSICAL-CHEMICAL SYSTEMS
ADSORPTION FILTRATION
REVERSE OSMOSIS
MEMBRANE SYSTEMS
EVAPORATORS
BIOGAS BIOMASS SYSTEMS
OIL SEPARATORS
DESANDERS
DESALINATION SYSTEMS
PYROCHAR
OTHER SYSTEMS
CHEMICALS
Esempi dei molteplici pezzi e delle diverse finiture applicate da ZD Group.
di circa 7 metri in termini di spazio occupato”. “Il forno di asciugatura, a convezione forzata, è dotato di un sistema che fa circolare l’aria tramite feritoie laterali e presenta un isolamento termico ottimale, che garantisce un’efficienza energetica elevata. Il bruciatore in vena d’aria a gas metano riduce le emissioni inquinanti e migliora il rendimento del sistema. Grazie alla sua progettazione innovativa, questo bruciatore non necessita di un camino di scarico dei fumi di combustione, permettendo un risparmio fino al 40% rispetto ad altri sistemi di riscaldamento”, continua il titolare di Linea Eco Air.
“La fase successiva prevede l’applicazione della vernice a polvere all’interno di una cabina automatica inserita all’interno di un locale pressurizzato dotato di riscaldamento e realizzata in materiale plastico. Questa è dotata di sei pistole fornite da Wagner (Valmadrera, LC) e di un sistema di aspirazione e recupero della polvere che garantisce un’efficienza del 97-98%.”, prosegue Soliani. La cabina ha la particolarità di avere due postazioni di ritocco manuale esterne alla zona chiusa di verniciatura automatica. Si ha così un vantaggio per l’operatore sia nell’applicazione della vernice, sia nella libertà di movimento, facilitando il lavoro in condizioni ottimali di sicurezza.
Il processo di verniciatura è completato con il passaggio dei pezzi nel forno di polimerizzazione. Successivamente i pezzi sono raffreddati
nell’apposito tunnel dotato di un flusso d’aria a temperatura ambiente, che garantisce un raffreddamento uniforme.
Il processo è automatizzato grazie a un PLC che gestisce tutte le fasi del ciclo produttivo e permette di monitorare in tempo reale tutti i parametri di processo, garantendo una qualità costante e un controllo totale sulla produzione.
Un’azienda solida che ha fatto della flessibilità operativa il suo punto di forza
Con vent’anni di storia alle spalle, ZD Group si configura oggi come un’azienda multiforme, in grado di approcciare il settore del terzismo di verniciatura da più lati, offrendo cicli di rivestimento combinati e sempre progettati su misura per le richieste dei clienti, sia dal punto di vista delle prestazioni sia per fornire loro il giusto rapporto fra i costi del ciclo di rivestimento proposto e le effettive richieste di prestazioni.
Dotarsi di più impianti per offrire differenti processi di verniciatura ma soprattutto con diverse dimensioni utili dei pezzi, è stato il primo passo di ZD Group in questo percorso di flessibilità operativa. Stringere una partnership con una multinazionale come Sherwin- Williams per i prodotti vernicianti impiegati è stato il passo che le ha consentito di crescere dal punto di vista tecnico e di trovare le migliori strategie per rendere più sostenibile la propria azienda.
Demo Serbatoi produce serbatoi per lo stoccaggio e il trasporto di gasolio per l’agricoltura, oltre che serbatoi per il settore petrolifero, industriale e farmaceutico.
FOCUS ON TECHNOLOGY
In Demo Serbatoi la continuità produttiva è garantita dalla lungimiranza del produttore di vernici
Monica Fumagalli ipcm®
Uno dei settori più sfidanti per i produttori di vernici è quello dei serbatoi di stoccaggio, che richiedono una doppia protezione, sia dagli agenti atmosferici che li aggrediscono in esterno sia dalle sostanze chimiche contenute al loro interno. Mirodur, azienda specializzata nella produzione di vernici industriali e anticorrosive, ha conquistato la fiducia di uno dei colossi del settore, l’abruzzese Demo Serbatoi, grazie non solo alla qualità e alle performance dei propri rivestimenti, ma anche alla lungimiranza che le permette di anticipare le necessità del cliente con formulazioni sviluppate in ottica di implementazione futura.
Iserbatoi di stoccaggio a contatto con sostanze chimiche di diversa natura, dai carburanti all’acqua, fino ai prodotti liquidi alimentari o farmaceutici, devono rispettare specifiche norme di sicurezza e protezione ambientale e devono essere quindi realizzati in materiali resistenti alla corrosione, come acciaio o plastica rinforzata, a doppia parete per prevenire perdite o sversamenti accidentali e con capacità
variabile, a partire da piccoli serbatoi mobili (200-500 litri) fino alle grandi cisterne fisse in grado di contenere diverse migliaia di litri. La loro esposizione ad agenti degradanti è doppia: devono essere in grado di resistere agli agenti atmosferici, da un lato, come pioggia, sole, neve e variazione di temperature e, dall’altro, alle sostanze chimiche stoccate sia in forma liquida sia di vapore. La scelta della tipologia di rivestimento è
quindi fondamentale per garantirne funzione e durata.
Demo Serbatoi di Cellino Attanasio (Teramo), oggi un brand di proprietà della Fuel Solution S.r.l., fu fondata nel 1991 e iniziò la sua attività con la produzione di una linea di serbatoi da stoccaggio destinati principalmente al settore agricolo. Con il tempo la produzione è stata implementata adattandosi alle esigenze dei mercati nazionali e internazionali, portando all’integrazione nelle linee produttive di sistemi tecnologici avanzati. “Il nostro obiettivo è quello di mantenere uno standard qualitativo alto – spiega Federico Sabella, Chief Operating Officer presso l’azienda abruzzese - utilizzando materiali di prima qualità e tecnici specializzati, motivati e con grande senso di appartenenza all’azienda. L’animo giovane, la capacità di combinare tradizione e innovazione, il dinamismo e l’adattabilità ci rendono i partner ideali per la progettazione, realizzazione e installazione di serbatoi di stoccaggio che rispettino gli standard di qualità e produzione: anche per questo motivo collaborare con produttori di vernici specializzati nel rivestimento di questa tipologia di prodotti particolari come il partner che abbiamo scelto – Mirodur Spa di Aprilia (Latina) - è una garanzia aggiuntiva per la soddisfazione del cliente”.
Dall’agricoltura all’antincendio: le molteplici linee di produzione di Demo Serbatoi
Oltre alla linea di serbatoi per lo stoccaggio e il trasporto di gasolio per l’agricoltura, Demo Serbatoi produce anche per il settore petrolifero, industriale e farmaceutico e ha in programma lo sviluppo della gamma di prodotti per lo stoccaggio dell’acqua a scopo antincendio, che rappresenta attualmente un buon mercato. “Il core business dell’azienda
– prosegue Sabella - è incentrato nel settore della produzione di serbatoi omologati per lo stoccaggio ed erogazione di carburanti dal Ministero dell’Interno, sia in versione monocamera con bacino di contenimento al 110% che in versione a doppia camera verticale, in conformità con il decreto ministeriale del 22/11/20171. Produciamo anche sistemi containerizzati per il rifornimento di carburante completi di colonnine di erogazione professionali, serbatoi omologati a marcatura ONU secondo ADR2, per il trasporto di carburante su strada, sia in acciaio sia – con una linea più recente - in polietilene per il trasporto di carburante, serbatoi per stazioni di servizio ad uso privato e commerciale, a doppia camera secondo UNI EN12285 e serbatoi in acciaio inox AISI 304 e AISI 316L per impianti industriali e apparecchiature in pressione, serbatoi aria compressa, accumulatori, puffer, collettori vapore costruiti in conformità alla direttiva 2014/68/UE (PED). Stiamo, infine, ampliando la linea produttiva destinata ai serbatoi per lo stoccaggio di acqua industriale e per antincendio, secondo UNI EN 12845”.
Il sistema produttivo JIT
Nel corso degli ultimi anni l’azienda ha investito in un’ottica di internalizzazione, riuscendo a proporsi anche sui mercati stranieri con soluzioni “just in time”.
2 L’Accordo ADR sul trasporto di merci pericolose è un accordo internazionale tra paesi dell’Organizzazione delle Nazioni Unite la cui finalità è quella di armonizzare le norme di sicurezza attinenti i trasporti internazionali di merci su strada, nonché di garantire per tali trasporti un livello accettabile di sicurezza. https://unece.org/about-adr
Tutta la produzione si svolge all’interno dello stabilimento di Cellino Attanasio, inclusa la fase di saldatura. Ciascun dipartimento è gestito in maniera autonoma ma con l’ausilio di un sistema di monitoraggio univoco atto a garantire qualità, continuità e tempi certi di consegna.
I componenti grezzi prima di essere sottoposti alla fase di verniciatura.
L’applicazione del prodotto verniciante DTM fornito da Mirodur.
La fase di applicazione manuale.
“La nostra azienda – sottolinea Sabella - è in grado di offrire servizi di pianificazione, progettazione e costruzione nel rispetto dei principali standard internazionali. Tutto questo è possibile grazie al nostro dipartimento tecnico Ricerca e Sviluppo e, ove necessario, a servizi di ingegneria esterni in grado di sviluppare progetti in conformità alle principali direttive e codici di calcolo. Le procedure di saldatura e il personale addetto sono qualificati secondo le normative europee e/o americane. I test sui prodotti vengono eseguiti da personale interno o esterno adeguatamente formato e qualificato. Ove previsto, nel caso di apparecchiature o serbatoi in pressione PED, progettati per contenere fluidi (liquidi, gas o vapori) a una pressione diversa da quella atmosferica, che sono distinti per categoria di rischio, l’intero processo viene svolto in collaborazione con enti notificati accreditati a livello internazionale”.
Le certificazioni nel settore della produzione di serbatoi di stoccaggio sono fondamentali e rivestono un ruolo cruciale sotto diversi aspetti, tra cui sicurezza, affidabilità, conformità normativa e competitività sul mercato. “Oltre alla certificazione di qualità secondo norma UNI EN ISO 9001:2015, Demo Serbatoi è certificata per la realizzazione di componenti strutturali e kit per strutture di acciaio, classe di esecuzione EXC3 metodo: 3a secondo norma EN 1090-1:2009+A1:2011, qualificando anche i relativi processi e procedimenti di saldatura. E’ inoltre certificata UL e ULC, secondo UL 142 e ULC S601 per la costruzione di Steel
Aboveground Tanks for Flammable and Combustible Liquids, per Stati Uniti e Canada e utilizza rigide procedure interne per il controllo e la gestione del processo produttivo, dall’approvvigionamento delle materie prime, sino alla realizzazione del prodotto finito”.
Una nuova linea di saldatura per i serbatoi di grandi dimensioni
Oggi l’azienda si serve di tre reparti produttivi distinti: produzione, assemblaggio e stoccaggio. Ciascun dipartimento è gestito in maniera autonoma ma con l’ausilio di un sistema di
monitoraggio univoco atto a garantire qualità, continuità e tempi certi di consegna.
Tutte le fasi produttive si svolgono all’interno dello stabilimento, partendo dalle materie prime costituite da fogli di lamiera e fondelli bombati. “Eseguiamo la piegatura della lamiera per ottenere il corpo cilindrico che andrà poi a costituire il serbatoio vero e proprio. Le dimensioni possono variare dai manufatti standard più piccoli da 1200 litri, con un ingombro pari a 1,20 x 2,10 x 1,20 m, fino ai più grandi da 9000 litri, con ingombro a terra di 2,20 x 4,10 m e un’altezza che supera abbondantemente i 2 m. Per i serbatoi carburanti ed antincendio, sia nelle versioni interrate che fuori terra, possiamo raggiungere dimensioni più elevate (3-3,5 m di diametro e lunghezze fino a 1618 m), dal momento che il nostro reparto è strutturato per costruire serbatoi di 150 m3 anche in un unico pezzo. Per garantire uno sviluppo costante del reparto produttivo, rivolto al mercato dei serbatoi definiti in “esecuzione speciale”, ovvero costruiti su specifiche richieste tecniche e/o esigenze d’impianto, siano essi di piccole o grandi dimensioni, abbiamo deciso di investire nel reparto di saldatura raddoppiando la linea di lavorazione di questi manufatti, che garantirà anche tempi di consegna più brevi”.
L’applicazione di vernici ad alto spessore
Dopo le lavorazioni meccaniche e l’assemblaggio, i serbatoi sono sottoposti ad uno sgrassaggio manuale e, quindi, condotti nella cabina di verniciatura. “Il manufatto è condotto all’interno della camera dove l’operatore applica manualmente fondo e finitura con l’ausilio di una pompa airless – spiega Sabella - che consente un’applicazione rapida contribuendo ad aumentare la capacità produttiva. In base alle dimensioni dei serbatoi, siamo in grado di verniciare anche 4 pezzi contemporaneamente, il che ci permette di verniciare una media di 20 serbatoi al giorno. Il ciclo standard prevede l’applicazione di una mano di primer e una di finitura, fatta eccezione per i serbatoi interrati che ovviamente, a causa delle condizioni gravose a cui sono sottoposti, seguono altre norme costruttive che impongono trattamenti più complessi come l’epossicatrame e la vetroresina per l’esterno, oltre ad eventuali trattamenti interni anticorrosivi, che possono variare in base al prodotto stoccato all’interno dei serbatoi. I capitolati dei nostri clienti sono molto rigidi e possono richiedere spessori fino a 250 µm e, in rari casi, anche superiori, il che comporta una nuova definizione del ciclo e della tipologia di vernici da utilizzare e, quindi, il coinvolgimento continuo del nostro fornitore Mirodur”.
Innovative solutions
Eurotherm solves every problem concerning painting processes, creating complete lines for the entire process.
Our structure is organized and flexible and able to satisfy the most demanding requests. Customers who turn to Eurotherm are customers who, despite knowing the “painting process”, want to improve production by adopting highly customized technical solutions.
“I prodotti che forniamo a Demo Serbatoi sono il risultato di formulazioni di vernici studiati appositamente per il settore dei serbatoi, che è diventato per Mirodur un campo di sviluppo importante” –interviene Riccardo Vitelli, Sales Manager presso l’azienda laziale. “Lo studio di questi prodotti ha avuto inizio nei nostri laboratori per la necessità di soddisfare le esigenze di uno degli storici produttori di
Based in Turin (IT) Headquarter
95 Employees 205 Plants realized in 2023
1: 4.700 m² of offices, metal work production and painting.
2: 5.300 m² for production, preassembling, warehouse and logistics.
Eurotherm S.p.A.
T +39 011 98 23 500 | M info@eurotherm.eu
Eurotherm France S.A.S.
T +33 6 76 72 48 65 | M france@eurotherm.eu
Eurotherm Oberflächentechnik GmbH
T +49 7571 92795 10 | M germany@eurotherm.eu
Eurotherm Benelux Srl
T +33 6 47 44 96 27 | M dekergorlay@eurotherm.eu
Curing ovens
Powder painting booths
Shot blasting booths
Verona (IT) Lyon (FR) Sigmaringen (DE) Brussels (BE) Other locations
PLANT
PLANT
Washing tunnels
Spray paint booths
serbatoi, attivo già a partire dagli anni Cinquanta, che si trovava vicino alla prima nostra sede nella periferia romana; lo stesso è successo con un produttore di bombole situato nei pressi dello stabilimento di Pomezia, oggi sostituito dall’attuale ad Aprilia. Questa vicinanza geografica ci ha consentito di conoscere molto bene queste realtà e di specializzarci in questo settore, sviluppando prodotti specifici la cui caratteristica principale è la possibilità di ottenere spessori elevati e che per certi clienti vengono forniti anche nella tipologia DTM, ossia applicabili in mano unica su metallo”.
Le caratteristiche tecniche delle vernici Mirodur Mirodur fornisce a Demo Serbatoi primer e topcoat sulla base delle diverse caratteristiche dei serbatoi da trattare. “Nel caso non sia richiesta un’elevata resistenza alla corrosione – sottolinea Vitelliforniamo al cliente un primer acrilico che prevede l’utilizzo dello stesso indurente dello smalto e consente, quindi, un’applicazione bagnato su bagnato che rende più rapida e costante l’operazione. Nel caso di maggiori esigenze in termini di protezione corrosiva, invece, abbiamo formulato un primer zincante epossidico, la cui caratteristica principale è quella di poter essere applicato direttamente sulla lamiera con la possibilità di raggiungere alti spessori a garanzia di una resistenza ottimale alla corrosione. I prodotti contengono dei promotori di adesione che favoriscono l’effetto barriera, cioè uno dei degli elementi che influenza più positivamente il prodotto quando si parla di resistenza alla nebbia salina. Secondo i nostri studi, l’adesione è quella che riduce i fenomeni di blistering in maniera sostanziale”.
La continuità produttiva garantita dal produttore di vernici
“Il primo contatto della nostra azienda con Mirodur risale ad una richiesta di vernici speciali per serbatoi destinati ad una base militare” – ricorda Sabella. “Grazie al loro agente sul nostro territorio abbiamo scoperto questo fornitore di vernici omologate alle specifiche militari: esattamente quello di cui avevamo bisogno in quel momento. La loro professionalità ci ha colpito e quando si è trattato di cercare prodotti più performanti per il rivestimento dei nostri serbatoi, abbiamo eseguito dei test anche con quelli formulati da Mirodur, che ci hanno convinto per la validità sia in termini di spessore sia di impatto visivo, che per la resa finale del rivestimento”. “Rispetto alla nostra fornitura di prodotti standard, abbiamo recentemente effettuato una correzione nella formulazione per rispondere alle esigenze del cliente” – spiega Vitelli. “Nel nostro portfolio di finiture opache, lucide e semilucide, Demo Serbatoi predilige quelle lucide. In origine, la formulazione standard era semilucida ed è stata implementata per avere una maggiore verticalità di formulazione in modo che, nel caso il nostro cliente lo richieda, possiamo fornire il prodotto richiesto senza che debbano interrompere l’applicazione per i tempi lunghi legati all’implementazione del prodotto. In futuro ci piacerebbe, inoltre, dare un ulteriore incentivo allo sviluppo di vernici a base acqua in collaborazione con questa importante realtà del settore dei serbatoi di stoccaggio”.
“Oltre alla qualità dei prodotti forniti, anche l’attenzione che Mirodur pone nei nostri confronti a garanzia della nostra continuità produttiva è un ulteriore elemento che ci conferma la validità della scelta di questo fornitore”, conclude Sabella.
Interno del serbatoio verniciato e un esempio di prodotto finito.
Processo di verniciatura a polvere di componenti agricoli automatizzato al 90% grazie alla soluzione WAGNER
Un produttore francese ha raggiunto un grado di automazione del 90% nel rivestimento dei caricatori frontali dei trattori grazie alla soluzione di verniciatura a polveri progettata e installata da WAGNER.
Da decenni un’azienda francese produttrice di macchine agricole semplifica il lavoro quotidiano degli agricoltori con i dispositivi più all’avanguardia, tra cui i suoi caricatori frontali innovativi e affidabili per i trattori.
Fino al 2022, i bracci oscillanti e le benne dei caricatori frontali venivano primerizzati ad immersione. I componenti con geometrie complesse venivano poi verniciati a polvere manualmente e polimerizzati in un forno. Si trattava quindi di un processo produttivo che comportava alcuni importanti svantaggi. A seconda della forma del pezzo e dell’esperienza degli operatori, l’elevata percentuale di lavoro manuale poteva portare a risultati altalenanti nella qualità
del rivestimento e rallentare sensibilmente la velocità di produzione. Un’elevata percentuale di lavoro manuale significa anche che l’azienda dipende fortemente dal personale qualificato ed esperto.
Inoltre, la verniciatura ad immersione rilascia COV che possono essere dannosi per la salute e l’ambiente.
L’azienda era consapevole di questi svantaggi e, così, per aumentare la propria competitività e continuare a restare in una posizione di leadership di mercato, ha deciso di agire. Per il nuovo progetto sono stati fissati alcuni requisiti imprescindibili, tra cui:
un grado di automazione dell’85% per raggiungere l’obiettivo del ROI;
una verniciatura priva di COV;
la riduzione delle rilavorazioni;
un aumento della capacità produttiva;
un uso più efficiente dei materiali di rivestimento.
I vantaggi della soluzione WAGNER
Di fronte ai benefici della soluzione di rivestimento di alto livello di WAGNER, la società francese ha scelto di collaborare con il partner tedesco per diversi motivi. Innanzitutto perché convinta dai risultati dei test di laboratorio che non hanno potuto essere equiparati da quelli della concorrenza; poi, per il grado di automazione garantito pari al 90% e, quindi, addirittura superiore al valore preventivato per
Get more from water
Turn key solutions for industrial wastewater treatment
Design and manufacturing of plants and chemicals for industrial wastewater treatment
Chemical-physical plants
Sludge treatment and compactor systems
Ion exchange demineralization systems and reverse osmosis systems
Oil separators
Filtering systems
Batch type systems
Flotation units
Chemicals and spare parts for water treatment
Componenti di macchine agricole durante il processo di verniciatura.
Technical service, support and maintenance of wastewater treatment plants
Verniciatura a polvere 3D dei pezzi nella cabina S-Cube e il SuperCenter EVO per rapidi cambi colore con elevato grado di automazione.
l’obiettivo del ROI e, infine, per la profonda esperienza che WAGNER ha nel settore delle macchine agricole e da costruzione e che annovera clienti importanti.
La soluzione di rivestimento progettata e installata da WAGNER ha portato ad un grande aumento dell’efficienza produttiva. L’azienda ha ora sostituito la verniciatura ad immersione e quella a polvere manuale con un sistema completamente automatico.
Grazie alla verniciatura 3D, è possibile scansionare i pezzi geometricamente complessi quando entrano nella cabina di verniciatura. Ciò consente di controllare le pistole a polvere in modo che si adattino automaticamente alla geometria del pezzo. Il risultato è un’elevata copertura della superficie, con un consumo minimo di polvere e un utilizzo ottimizzato del sistema. Le cabine S-Cube sono state installate per entrambe le fasi di lavoro - primer e topcoat - in quanto consentono la massima automazione e sono idealmente progettate per pezzi particolarmente grandi e complessi.
Il centro polvere SuperCenter EVO garantisce cambi colore rapidi con un elevato grado di automazione. Grazie all’ultima generazione dei centri polvere WAGNER, l’azienda è in grado di registrare e ottimizzare continuamente un’ampia gamma di dati di produzione, tra cui il consumo di polvere.
I risultati ottenuti parlano chiaro
La nuova soluzione di WAGNER ha permesso di ottenere:
un grado di automazione del 90% che ha permesso di superare l’obiettivo del ROI;
una riduzione dell’80% del lavoro manuale;
un aumento della capacità produttiva che supera il 40%;
un primer privo di COV, che risultano dannosi per la salute e l’ambiente;
un significativo aumento dell’efficienza nel consumo del materiale di rivestimento.
Verniciare i componenti stampati in 3D per le facciate in alluminio
a cura di GSB International e.V Düsseldorf, Germania
GSB International e.V. ha pubblicato un progetto di ricerca volto a comprendere meglio come pretrattare e verniciare i componenti stampati in 3D per le facciate in alluminio.
Tutti parlano di stampa 3D, che offre numerose applicazioni per una vasta gamma di substrati. Nel periodo 2019/2020, questo argomento è stato frequentemente trattato dal GSB, quale associazione di qualità per la verniciatura dell’alluminio e dell’acciaio1. A quel tempo, la stampa 3D dell’alluminio non rivestiva ancora una grande rilevanza nel settore edile, poiché la plastica era generalmente il materiale preferito. Tuttavia, a partire da allora, la stampa 3D è entrata nel radar del comitato per la qualità dell’alluminio. Quasi cinque anni dopo, la situazione è cambiata: la stampa 3D stava guadagnando terreno, anche nel contesto che coinvolgeva il GSB. Start-up e aziende consolidate hanno cominciato ad espandere le loro attività nella stampa 3D di componenti in alluminio per la realizzazione di facciate.
1 Mader, P. (2019). Innovative Growth Opportunities for an Industrial AssociationOpportunity Recognition using the Granularity Approach in the Market for Coating Aluminium and Steel Components in the Case of GSB International e. V. [non pubblicato]
Ad oggi, non è ancora chiaro dove questa evoluzione porterà e se l’argomento avrà un ampio appeal sul mercato. La produzione dei componenti resta costosa e sussistono alcune restrizioni legali. Nel settore edile, quando si parla di alluminio, è possibile utilizzare solo leghe con una buona resistenza alla corrosione non verniciate2, come misura di sicurezza. Le leghe tipicamente utilizzate per i profili sono EN AW-6060 T 66 [AlMgSi] o EN AW-6063 T 6, rispettivamente T 66 [AlMg0,7Si]. Per le lamiere, la lega più comune è AW-5005a H 24 [AlMg1(B)]. Per questo motivo, profili e lamiere realizzati con queste leghe sono utilizzati anche dal GSB per le prove di corrosione su alluminio verniciato. Tuttavia, per la stampa 3D sono comunemente utilizzate leghe diverse, ben note nelle fonderie. In genere, la lega impiegata è AlSi10Mg.
2 Mader, W. (2020). Sekundäraluminium und Rezyklatgehalt im Bauwesen. Scheda informativa interna di Aluminium Deutschland, prima GDA.
Figura 1: Lastra grezza del produttore A.
Figura 2: Lastra grezza del produttore B.
Solo alcune leghe per fonderia sono ammesse per la realizzazione di componenti portanti. Quando la composizione è conforme alla norma EN AC-43000 [AlSi10Mg(a)], la lega è adatta solo al processo di fusione con stampo permanente, nel caso in cui si vogliano produrre componenti portanti3
Pertanto, per i progetti di costruzione che utilizzano componenti stampati in 3D realizzati con questa lega, è necessario ottenere permessi speciali. Un approfondimento della ricerca ha rivelato che, sebbene esistano numerosi progetti che prevedono la stampa 3D di componenti per facciate in alluminio, non si è trovato nulla riguardo la verniciatura di tali componenti.
Pertanto, è stato avviato un primo test pilota delle lastre in alluminio stampate in 3D, che sono state fornite da due produttori, indicati come produttore A (Fig. 1) e produttore B (Fig. 2). Le lastre sono state acquistate sia come materiale grezzo che in versione lavorata meccanicamente. Per quest’ultima tipologia sono stati utilizzati vari metodi di lavorazione. Le lastre del produttore A sono state sabbiate (Fig. 3), mentre quelle del produttore B sono state rettificate (Fig. 4). Successivamente, le lastre sono state sottoposte a pretrattamento secondo le normative di qualità GSB (pretrattamento esente cromo certificato GSB) e verniciate a polvere con vernici approvate dal GSB. È stato osservato che la superficie delle lastre grezze era molto granulosa, mentre le superfici sabbiate e rettificate erano significativamente più lisce. Tutte le lastre sono state sottoposte al test di incisione a reticolo secondo
3 Eurocode 9: EN 1999-1-1: Progettazione di strutture in alluminio - Parte 1-1: Regole generali, 2023
la norma ISO 2409 e al test di durezza secondo GSB, con esito positivo in entrambi i casi. Inoltre, è stato effettuato un test di corrosione filiforme di 1000 ore secondo la norma ISO 4623-2, utilizzando il metodo di valutazione GSB. I criteri presi in considerazione sono stati la lunghezza massima della filettatura (< 2 mm) e il fattore di corrosione filiforme, calcolato come la lunghezza media della filettatura moltiplicata per la frequenza della filettatura (< 0,3)4. Due lastre per ciascun tipo sono state sottoposte al test. Le lamiere sabbiate e quelle rettificate non hanno superato il test, con valori significativamente superiori a quelli richiesti dalla certificazione GSB. Tuttavia, le lastre grezze di entrambi i produttori hanno superato senza difficoltà il test di corrosione filiforme del GSB. Le condizioni di prova applicate sono quelle generalmente utilizzate per componenti destinati ad ambienti con corrosività di categoria C4.
La differenza tra la superficie grezza (Fig. 5), che ha superato il test di corrosione, e quella lavorata meccanicamente (Fig. 6), che non ha superato il test, è stata costante per tutte le lastre. L’ipotesi, non verificata, è che il rivestimento si leghi meglio alla superficie grezza e ruvida, favorendo così risultati migliori nei test di corrosione.
Per questo motivo, si è cercato inizialmente di eseguire un’analisi GDOES, ma non è stato possibile a causa della rugosità della superficie, che ha impedito la creazione del vuoto. In alternativa, è stata condotta un’analisi WDXRF, ma i risultati sono stati così eterogenei da non permettere di identificare differenze significative che potessero spiegare gli scarsi risultati nei test di corrosione delle lastre lavorate meccanicamente.
4 GSB International e.V. (2023). GSB AL 631-1. Regolamento internazionale di qualità per la verniciatura di componenti edilizi. Disponibile per il download all’indirizzo: https://gsb-international.de/en/quality-regulations/
Figura 3: Lastra sabbiata del produttore A.
Figura 4: Lastra levigata del produttore B.
Pertanto, la teoria si amplia con l’ipotesi che la lega stessa sia meno adatta alla verniciatura, ma che questo svantaggio possa essere compensato dalla superficie ruvida dei componenti stampati in 3D allo stato grezzo. Oltre ai risultati dei test, è stato osservato che la struttura ruvida del componente risultava visibile attraverso il rivestimento, dando l’impressione di un rivestimento strutturato, senza che fosse stato utilizzato alcun rivestimento del genere. Anche con le lastre trattate meccanicamente (sabbiate o rettificate) prima del pretrattamento chimico, la struttura irregolare è rimasta visibile dopo la verniciatura. Il test pilota ha evidenziato che i risultati dei test di corrosione filiforme sono negativamente influenzati quando i componenti stampati in 3D sono sabbiati o rettificati prima del normale processo di pretrattamento esente cromo. Tuttavia, sono necessarie ulteriori ricerche per chiarire le ragioni di questo fenomeno. Se i componenti non sono trattati, è possibile ottenere buoni risultati nei test di corrosione filiforme con pretrattamento esente cromo.
Inoltre, è plausibile che la struttura del materiale continui a emergere nei componenti stampati in 3D, creando un effetto di rivestimento strutturato anche nei materiali lisci. Saranno necessarie ulteriori indagini per verificare se l’aspetto strutturale possa essere eliminato utilizzando vernici bi-componente e per capire quale impatto avrebbe sulla protezione dalla corrosione.
Non è ancora certo se la stampa 3D per l’alluminio si affermerà nel settore edile, ma c’è ancora tempo sufficiente per condurre ulteriori ricerche.
Per concludere questo articolo, il Comitato per la qualità dell’alluminio di GSB International desidera cogliere l’occasione per ringraziare sia NABU Oberflächentechnik che fem Forschungsinstitut per il loro supporto nella realizzazione del progetto.
Figura 5: Lastra grezza che ha superato il test di corrosione.
Figura 6: Lastra lavorata meccanicamente che ha fallito il test di corrosione.
TIGERator
Online Tool for your 3D Surface Configuration With the TIGERator, you can find the perfect powder coating finish for your project in a matter of seconds! This innovative online solution offers a realistic preview of a wide range of TIGER Drylac® powder finishes on selected 3D models, bringing your visions to life with just one click – easily and browser-based on your desktop, smartphone or tablet.
Qualificarsi nella verniciatura della componentistica ferroviaria: la rotta di Movinter verso il 2030
Monica Fumagalli ipcm®
Con un impianto di verniciatura installato da pochi mesi, Movinter, azienda savonese che produce componentistica per materiale rotabile, ha ottenuto la qualificazione dei propri cicli di rivestimento da parte di alcuni dei più importanti player del settore ferroviario: un successo a cui ha contribuito la competenza tecnica del personale e la partnership con un fornitore specializzato nell’impiantistica di verniciatura di trasporti ferroviari, la società Eurotherm di Volpiano (Torino).
Il Green Deal europeo ha stabilito che anche i trasporti debbano ridurre le emissioni di CO2 del 55% entro il 2030 e del 90% entro il 2050. Il settore ferroviario ne risulta coinvolto sia direttamente, con il suo obiettivo di decarbonizzazione entro i termini indicati, sia indirettamente, perché la riduzione delle emissioni comporterà la diminuzione dei
trasporti su strada a favore di quelli - più sostenibili anche solo per la quantità di merci e persone movimentabili - su rotaia. La strategia della Commissione europea prevede, infatti, di raddoppiare il traffico ferroviario ad alta velocità entro il 2030 e di triplicarlo entro il 2050, con lo scopo di completare la rete centrale e la rete globale TEN-T per creare uno spazio
Movinter Spa è specializzata nella produzione di componentistica destinata al settore ferroviario.
europeo dei trasporti basato su un’unica rete transeuropea completa, integrata e multimodale tra trasporto terrestre, marittimo e aereo, che comprenda e colleghi tutti gli stati membri dell’UE in maniera intermodale ed interoperabile. Questo piano europeo ha avuto e continuerà ad avere anche in futuro un impatto notevole sui player dell’industria ferroviaria e sul suo indotto, un settore in continua crescita e attraversato dai trend più attuali legati alla digitalizzazione e alla sostenibilità. Per capire come una fase delicata come quella dei trattamenti superficiali del materiale rotabile e della componentistica ferroviaria possa contribuire allo sviluppo di queste istanze, abbiamo visitato Movinter S.p.a. di Cairo Montenotte (Savona), confrontandoci con i rappresentanti del suo staff tecnico e con il CEO Simone Lo Giudice. L’azienda, che durante la nostra visita - a soli due giorni dalla violenta alluvione che ha colpito la zona del Valbormidese provocando gravi danni ad abitazioni, negozi e fabbriche - aveva già ripristinato la propria capacità produttiva, vanta un’esperienza trentennale nella fornitura di componentistica ferroviaria, costituita da carpenteria leggera e pesante, piping e impiantistica, e nella sua manutenzione. Lo Giudice ci ha spiegato
come la società abbia scelto di investire in risorse umane ed innovazione tecnologica, anche sulla spinta della nuova gestione aziendale avviata dalla holding industriale quotata in borsa a Milano, RedFish LongTerm Capital S.p.A., che l’ha acquisita ad aprile 2023. “Grazie al suo know-how, Movinter è un consolidato punto di riferimento nel settore delle forniture ferroviarie, in particolare di complessi assiemi di carpenteria leggera e piping, realizzati sulla base delle specifiche esigenze di ogni cliente. Siamo specializzati nella gestione di grandi commesse, grazie alla qualità delle competenze che ci rende competitivi in un mercato sfidante e complesso e alla garanzia di massima puntualità che ci caratterizza. Possiamo offrire un servizio d’eccellenza perché investiamo continuamente nella certificazione di queste competenze, nello sviluppo della professionalità e nell’implementazione tecnologica al fine di garantire la sicurezza e la verifica dei processi produttivi, potendo contare oggi su software gestionali all’avanguardia in grado di assicurare efficienza produttiva e logistica, con la riduzione delle esigenze di magazzino”.
Nel momento in cui, ad aprile dell’anno scorso, è stata finalizzata l’acquisizione delle quote di Movinter da parte della holding milanese,
era già stato avviato un progetto di internalizzazione del reparto di verniciatura, concretizzato con l’installazione di una linea progettata e realizzata da Eurotherm Spa di Volpiano (Torino). “Si è trattato di un piano di internalizzazione a lungo termine – spiega Dario Chiaramonti, Group Quality Manager – che ha coinvolto anche un’altra operazione come quella del decapaggio e che la proprietà precedente aveva fortemente voluto principalmente per risolvere le criticità legate alla movimentazione dei nostri componenti, che hanno dimensioni medio-piccole, ma formati e caratteristiche diverse, e che produciamo in lotti grandi fino a 20 mila pezzi al mese: il rischio di eventuali danni causati dai lunghi spostamenti per raggiungere le sedi dei nostri fornitori dei servizi di verniciatura certificati per il settore ferroviario e distribuiti in tutta Italia era infatti elevato”.
La storia di Movinter: dalla vetreria all’acquisizione da parte di RedFish LTC L’azienda savonese, fondata a metà degli anni Ottanta dai fratelli Vito e Stanislao Sambin, ha iniziato la propria attività nel settore della vetreria
per poi avvicinarsi - 10 anni dopo - a quello ferroviario, che oggi occupa circa il 95% della sua produzione. Con un’area produttiva che si estende su una superficie di 36 mila m2, di cui 17 mila coperti, è oggi tra le prime aziende scelte dai più importanti player del settore ferroviario nazionale – tra cui Alstom Ferroviaria, Hitachi Rail Italy e Titagarh Firema – e internazionale per la fornitura della componentistica sia interna che esterna destinata all’assemblaggio con il materiale rotabile. “RedFish LongTerm Capital – precisa Lo Giudice – è una holding di partecipazioni industriali con un orizzonte di investimento di lungo periodo. Ad aprile 2023 la società ha acquisito il 100% delle quote di Movinter. Questa acquisizione ha rappresentato per RedFish LTC un importante ingresso in un settore di grande interesse a livello europeo e globale in cui l’Italia gioca da sempre un ruolo primario nelle fasi più critiche di ingegnerizzazione e produzione. Movinter è un’azienda di riferimento nella Provincia di Savona per la quale vogliamo dare un forte contributo sia a livello occupazionale sia a livello di prestigio in questo mercato”.
L’azienda fa oggi parte di un gruppo da circa 57 milioni di fatturato che
Dettaglio del trasportatore e, sullo sfondo, il forno e le due cabine di verniciatura.
La graniglia utilizzata può essere di due tipi, graniglia inox e corindone, in base alle caratteristiche di rugosità richieste: nella foto, i serbatoi contenenti i due abrasivi.
include altre due società: Six Italia Spa, acquisita a febbraio di quest’anno e che rappresenta un importante player nel mercato della protezione dal fuoco e della insonorizzazione con prodotti realizzati per i principali progetti ferroviari e navali e Saiep, entrata nel gruppo a giugno e che effettua attività di progettazione, realizzazione e installazione di cablaggi di comando e potenza, quadri elettrici per il settore ferroviario, la distribuzione di potenza e l’automazione.
I processi di eccellenza della carpenteria
“Il nostro ufficio tecnico lavora esclusivamente sulla base del disegno inviato dal cliente: non abbiamo un catalogo di prodotti standard, ma gestiamo circa 3 mila codici prodotto diversi ogni mese” – interviene Andrea Vaira, Piping Business Unit Manager e CTO. “Siamo in grado di realizzare carpenterie di piccole, medie e grandi dimensioni con standard qualitativi elevati realizzati in materiali diversi, come acciaio inox, leghe di alluminio, Magnelis® e acciaio al carbonio. L’area dedicata alle carpenterie è suddivisa in due differenti unità produttive che occupano complessivamente 11.000 m2: il reparto di taglio e piega delle lamiere
con spessori dai 2 ai 4 mm che ospita moderne macchine di piega, taglio laser e punzonatura, è garanzia di flessibilità e reattività. Saldatura (TIG, MIG/MAG e RW), clinciatura e rivettatura sono solo alcuni dei processi di eccellenza per cui Movinter è riconosciuta nel settore. L’altra divisione è invece dedicata al piping ed è attrezzata con macchine piegatrici a controllo numerico di ultima generazione e un sistema di controllo ottico. Le lavorazioni coinvolgono tubazioni da 6 a 80 mm di diametro in acciaio inossidabile (95%), leghe di alluminio e rame o acciaio al carbonio”.
Un impianto progettato ad hoc per i componenti
più diversi
Davis Gioielli, attuale Painting Manager di Movinter, ha fatto il suo ingresso in azienda 9 mesi fa e, a impianto appena installato, ha avuto il compito di testare la linea di verniciatura, avviandone la produzione, formando il team di lavoro e stabilendo i processi di lavorazione interna per ottenere la certificazione dei cicli da parte dei principali clienti.
“Grazie alla mia esperienza lavorativa precedente legata dapprima al settore automotive e poi a quello ferroviario, conoscevo i vantaggi
e le peculiarità degli impianti Eurotherm sempre caratterizzati da grande efficienza e flessibilità: è stato difficile intervenire in un progetto praticamente già concluso, ma grazie alla proficua collaborazione con il team dell’azienda torinese, nota in ambito ferroviario perché incaricata della fornitura di numerosi impianti nel settore, oggi abbiamo a disposizione una linea perfettamente adeguata alle nostre esigenze di massima versatilità e potenzialmente ampliabile con un nuovo progetto già in fase di pianificazione. Il team tecnico di Eurotherm interviene da remoto in qualsiasi momento per risolvere qualunque tipo di problematica si possa presentare”.
La linea prevede una cabina di granigliatura con sistema di recupero totale della graniglia con raschiatori a pavimento. La graniglia utilizzata può essere di due tipi, graniglia inox e corindone, in base alle caratteristiche di rugosità richieste; due cabine di verniciatura a liquido pressurizzate – in origine una delle due cabine era stata destinata alla molatura, ma è stata presto convertita in un’altra cabina a liquido, per
sfruttare l’intercambiabilità delle 2 cabine; la centrale vernici fornita da Wagner e gestita tramite dispositivo di miscelazione e proporzionamento Intellimix e il forno di essiccazione a 80 °C. Completano il convogliatore aereo con bilancelle di 10 m e portata massima di 1000 kg 2 trasferitori semi-automatici per i pezzi di dimensioni più piccole - che rappresentano l’80% della produzione - e una stazione elevatrice per i componenti più grandi e ingombranti.
“La miscelazione con il sistema Wagner Intellimix Touch 2k comporta notevoli vantaggi nella gestione della verniciatura bicomponente, grazie alla flessibilità del sistema sia per i lotti piccoli sia nel caso di lotti di grande produttività, anche oltre i 200 pezzi. È infatti sufficiente richiamare la ricetta preimpostata – sono impostabili fino a 99 ricette - con il rapporto di catalisi indicato nella scheda tecnica della vernice e il sistema si avvia un modo automatico, andando a proporzionare e dosare la vernice nelle fasi applicative” spiega Mauro Casati, Area Manager Liquid Coating di Wagner.
“Il sistema Intellimix gestisce e controlla in continuo il rapporto di catalisi
Interno di una delle due cabine di verniciatura.
La centrale vernici e il display del sistema Intellimix di Wagner.
preimpostato, bloccandosi nel caso di anomalie nella fase di verniciatura. Oltre la gestione di una corretta catalisi, il sistema automatico ci consente un notevole risparmio di tempo. Per i lotti più piccoli, invece, l’azienda ha deciso di operare ancora attraverso l’operatore con una miscelazione manuale. Grazie al supporto tecnico del nostro Wagner Certified Partner BV COLOR, siamo poi in grado di garantire un servizio di assistenza celere e di qualità”, prosegue Casati.
“Inoltre – segnala Gioielli – da quando è entrata a far parte del Gruppo l’azienda Six Italia, abbiamo iniziato a verniciare componenti destinati al settore navale e contiamo di affermarci anche in questo ambito con cicli certificati”.
Lo sviluppo del nuovo progetto
“Generalmente applichiamo cicli a mano unica o in doppia mano preceduti da uno sgrassaggio manuale e dalla mascheratura, sulla base delle indicazioni dei committenti e con spessori che possono raggiungere anche i 300 micron” – continua Gioielli. “Anche il tipo di vernice, liquida o polvere, è indicato dal cliente, in base alla destinazione finale del componente, se assemblato in un manufatto a vista o nascosto e se collocato all’interno o all’esterno del vagone. Abbiamo scelto di realizzare un impianto per l’applicazione di vernici liquide all’acqua o a solvente perché è ancora questa la tendenza prevalente
Il deposito delle vernici.
PUT QUALITY ON REPEAT
Let‘s talk about powder coating.
A technology that is proven since decades and actually, it‘s just getting started with FLOWSENSE. FLOWSENSE? It‘s a software masterpiece and a bunch of small sensors that do big things: Consistent powder output from the rst to the last workpiece. Reliability, measured in real time. Put quality on repeat!
Il trasportatore e, sulla sinistra, il forno di essiccazione.
Il sistema tintometrico e un dettaglio di un componente verniciato.
Magnify your efficiency with our automation solutions
HUBO Automation has always focused the attention to the market needs and to the technological evolution. This allowed the company to establish itself as a leader for the industrial automation and painting. Thanks to the experience of the technical staff and to the continuous investment in new technologies, HUBO is able to satisfy dynamically the requests of a wide range of industries.
HUBO core business is the painting division. The wide range of automation solutions fully meets any need of automatic painting; in addition, the combination of special systems can satisfy particular requests and can guarantee a flexible and reliable painting system from all points of view.
ROBOTISED PAINTING SYSTEMS
STANDARD AND CUSTOMISED RECIPROCATORS
AUTOMATIC FEEDING SYSTEMS FOR PAINTING PLANTS
Il PANTHER elettrico progettato da Bernhard Kaliauer (foto a sinistra) segna una pietra miliare
con questo modello, lo specialista di veicoli e attrezzature antincendio guida
dell'elettromobilità.
RESEARCH BREAKTHROUGH
La
Astrid Hinterholzer TIGER Coatings GmbH & Co. KG - Wels, Austria astrid.hinterholzer@tiger-coatings.com
Nel dinamico mondo del CMF e del design industriale, un processo decisionale efficiente e la libertà creativa sono essenziali per il successo di un progetto. Le TIGER Digital Finishes (TDF) offrono una soluzione pionieristica per la visualizzazione digitale delle superfici che non solo fa risparmiare tempo e risorse, ma aumenta anche la qualità del processo di progettazione.
Progettazione di un carrello per un reparto ospedaliero di Havel Healthcare e rendering di un casco da bicicletta con TIGER Digital Finishes.
TIGER è un produttore austriaco di vernici a polvere che fornisce oltre 1.500 finiture digitali nei formati .axf, .kmp e .ex, disponibili per il download gratuito. I file si basano su scansioni reali di superfici originali verniciate a polvere con rivestimenti TIGER Drylac® e offrono a CMF, designer industriali e architetti l’opportunità unica di rifinire oggetti renderizzati con un clic del mouse, fornendo una rappresentazione realistica e impareggiata e consentendo di visualizzare colori, effetti, livelli di brillantezza e texture sullo schermo. Basta una rapida visita al web-shop TIGER (www.tiger-coatings.com/shop) per selezionare le superfici digitali desiderate e scaricarle con pochi clic. I file sono compatibili con i software CGI comuni come KeyShot, Maxwell, AMD Radeon, NVIDIA Iray, Maya, VRED, AUTODESK, 3ds Max, Unity, OCEAN, ELSE Corp, SHOEMASTER e molti altri.
Decisioni accelerate
Le finiture digitali TIGER offrono notevoli vantaggi ai designer, velocizzando e migliorando i processi decisionali e creativi. La possibilità di selezionare digitalmente le finiture in polvere e visualizzarle immediatamente su uno schermo elimina la necessità di attendere i campioni fisici. La disponibilità immediata consente inoltre di dedicare più tempo alla sperimentazione e alla creatività prima di realizzare un prototipo, rafforzando di conseguenza l’immaginazione delle persone coinvolte e riducendo al minimo il rischio di dover effettuare costose modifiche nelle fasi successive del progetto. L’attenzione al digitale di TDF contribuisce anche alla sostenibilità, poiché così si producono e inviano meno campioni. Tuttavia, i materiali digitali non sostituiranno completamente i lamierini analogici in futuro. In ogni
momento, i designer hanno infatti la libertà di scegliere di lavorare completamente in digitale, combinare progetti digitali con una selezione finale fisica o utilizzare solo campioni analogici.
Le finiture digitali TIGER nella fase di progettazione: l’approfondimento del designer industriale Bernhard Kaliauer
Fondato da Bernhard Kaliauer, lo studio austriaco KID è sinonimo di design di prodotti sostenibili che impressionano per la loro precisione ed efficienza. Utilizzando la modellazione CAD all'avanguardia, la prototipazione di alta qualità e una profonda conoscenza dei processi di progettazione e produzione, lo studio di design con sede a Linz sviluppa soluzioni innovative – che rafforzano i marchi e migliorano l’esperienza dell’utente.
Le vernici in polvere come fattore chiave nel design industriale
I rivestimenti in polvere sono da tempo indispensabili per l’industria della lavorazione della lamiera e il settore automobilistico, con cui Kaliauer collabora strettamente. Questa tecnologia offre vantaggi che la vernice liquida spesso non può eguagliare, soprattutto in termini di durata e qualità della superficie.
I designer prevedono di utilizzare la verniciatura a polvere principalmente per componenti metallici industriali come alloggiamenti di macchine, telai di motociclette o pezzi per pesanti escavatori, per i quali la resistenza meccanica è fondamentale. Grazie alle sue proprietà, la vernice in polvere
può essere utilizzata per rivestire in modo affidabile e uniforme anche strutture complesse e geometrie angolate.
Secondo Kaliauer, anche l’accuratezza del colore e la compatibilità con diversi materiali sono essenziali, poiché spesso i diversi componenti in plastica, gli elementi in alluminio anodizzato e i telai verniciati a polvere devono fondersi perfettamente tra di loro nel prodotto finale.
Precisione fotorealistica nella fase di progettazione
Bernhard Kaliauer conosce il marchio TIGER da quando era tirocinante. Oggi lavora quotidianamente con le finiture digitali TIGER gratuite: “Le TDF sono insostituibili nel mio lavoro, perché queste finiture digitali mi aiutano a presentare i prodotti in modo fotorealistico e a rendere gli accordi con i clienti più efficienti”.
La riproduzione accurata di un colore come il grigio, che possiede numerose sfumature, può rappresentare una sfida. Ma con le TDF, Kaliauer assicura che i suoi rendering siano quasi identici al prodotto finale in termini di tonalità del colore e consistenza – una qualità che non riscontra con altre soluzioni simili: “Prima dovevo ricreare meticolosamente le superfici dei materiali nel mio software di progettazione, con grande dispendio di tempo. Oggi, le superfici digitali di TIGER mi consentono di visualizzarle facilmente e realisticamente su monitor calibrati”. Kaliauer consiglia vivamente le TDF a chiunque abbia elevate esigenze quando lavora con il colore: “Le finiture digitali di Tiger sono impagabili nel mio lavoro, perché mi consentono di presentare ai miei clienti risultati fotorealistici che possono anche essere implementati con precisione nel successivo processo produttivo”.
Come creare le finiture digitali TIGER
Tutti i prodotti di verniciatura a polvere della gamma standard TIGER Drylac® (oltre 1.500 finiture) sono scansionati presso la sede centrale dell’azienda a Wels (Austria) e resi disponibili gratuitamente come file digitali nel web-shop. Su richiesta, TIGER scansiona anche le singole sfumature dei clienti. Nella prima fase, un campione è verniciato con la finitura in polvere TIGER Drylac® del colore desiderato; il campione deve essere completamente impeccabile dopo l'applicazione del rivestimento. Anche i graffi più piccoli possono avere un impatto negativo sul risultato della scansione successiva; il modello è quindi inserito in uno speciale scanner per materiali e riprodotto digitalmente come file AxF. Il file è elaborato per ottenere un cosiddetto ‘materiale senza soluzione di continuità’. Ciò consente di applicare la texture a un modello senza ripeterla o posarla a piastrelle. Per i clienti il cui programma di rendering non supporta i file AxF, le superfici scansionate sono esportate separatamente come mappe di texture nel formato EXR. Utilizzando il materiale AxF all'interno di KeyShot, TIGER crea le proprie visualizzazioni – come sfere, foto o video – in formato .jpg e .mp4 per il web-shop. Tutti i file sono quindi salvati sul server TIGER e resi disponibili tramite il web-shop.
Il campione verniciato è posizionato in uno speciale scanner per materiali e riprodotto digitalmente come file AxF, consentendo di applicare la texture a un modello senza ripeterla o con la posa simile alle piastrelle.
FOCUS ON TECHNOLOGY
Metalux:
pionieri nell’adozione
della
tecnologia di pretrattamento nanotecnologico con Dollcoat RS 103
Federico Melideo ipcm®
Metalux, specializzata nel servizio di verniciatura a polvere conto terzi, ha recentemente adottato il nuovo prodotto nanotecnologico Dollcoat RS 103 di DN Chemicals per il pretrattamento di una delle due molteplici linee di verniciatura. L’obiettivo è quello di raggiungere elevate prestazioni anticorrosive con un unico strato di vernice, rispondendo efficacemente alle sfide di mercato.
Metalux Srl è un’azienda italiana specializzata nel servizio di verniciatura a polvere conto terzi.
Il settore della verniciatura industriale è sempre più competitivo e richiede soluzioni innovative per garantire la qualità e la durabilità dei prodotti. In questo contesto emerge l’azienda Metalux1 di Castelfidardo, Ancona, specializzata nel servizio di verniciatura a polvere conto terzi, che ha saputo cogliere questa sfida impiegando, in una delle sue linee di verniciatura, il nuovo prodotto nanotecnologico per il pretrattamento Dollcoat RS 103 di DN Chemicals – azienda di Milano specializzata nella formulazione e distribuzione di specialità chimiche per il trattamento delle superfici – che ha selezionato Metalux come partner per il progetto pilota volto a testare le potenzialità di questa innovativa tecnologia, sviluppata per ottenere elevate prestazioni anticorrosive con l’applicazione di un solo strato di vernice.
Giacomo Bettucci, alla guida di Metalux, sottolinea l’importanza della collaborazione con DN Chemicals: “è un nostro partner da oltre dieci anni e spesso ci supporta come consulente nella valutazione dei capitolati. Data la rilevanza del pretrattamento chimico nei processi di verniciatura, soprattutto per le applicazioni anticorrosive per manufatti da esterno che richiedono trattamenti performanti, quando ci hanno proposto di sperimentare la loro nuova nanotecnologia utilizzando uno dei nostri impianti di verniciatura come pilota, abbiamo accolto con entusiasmo questa opportunità. Per fare ciò, abbiamo effettuato il revamping del tunnel di lavaggio e del sistema di applicazione, poiché la nuova nanotecnologia presenta una formulazione chimica differente rispetto alle precedenti.”
André Bernasconi, General Manager di DN Chemicals, aggiunge: “abbiamo scelto Metalux come partner per il progetto pilota di industrializzazione di Dollcoat RS 103 sia per la nostra solida partnership decennale, sia per il suo approccio positivo alle innovazioni tecnologiche, essendosi dimostrata disponibile a seguire il progetto con serietà e criticità.”
Caratteristiche tecniche di Dollcoat RS 103
“Questa nuova gamma di prodotti rappresenta un notevole avanzamento rispetto alle precedenti, che si basavano su composti di sintesi a base di silani, già complessi per loro natura. Abbiamo sviluppato una tecnologia innovativa, fondata su polimeri funzionalizzati con additivi anticorrosivi di alta qualità, sviluppati con partner internazionali con cui condividiamo i diritti brevettuali,” spiega Bernasconi.
“Dollcoat RS 103 è un passivante nanotecnologico progettato per soddisfare le esigenze di chi desidera ottenere una classe di resistenza alla corrosione compresa tra C3H e C5H, con l’applicazione di una singola mano di vernice finale. Questo approccio è molto versatile, in quanto è applicabile su ogni tipo di metallo: ferro, acciaio zincato e alluminio. Ciò rende il prodotto adatto per un’ampia gamma di applicazioni industriali e commerciali, cui garantisce prestazioni elevate,” continua Bernasconi.
“Abbiamo eseguito diverse prove di qualità preliminari, come la spettroscopia di impedenza elettrochimica, utile per confrontare i cicli applicativi del prodotto e ottimizzare i risultati, nonché il metodo ACET, impiegato per una valutazione preliminare di resistenza alla corrosione, per garantire elevati standard qualitativi in ogni ciclo di applicazione. Inoltre, tra i sistemi analitici utilizzati spicca la spettroscopia Raman, una tecnologia che, pur essendo sul mercato da anni, siamo stati i primi ad utilizzare nel contesto del trattamento delle superfici per
Applicazione di Dollcoat RS 103 con modulo di nebulizzazione.
fornire un’analisi dettagliata della qualità del rivestimento e affrontare preventivamente le potenziali problematiche.”
Applicazione con modulo di nebulizzazione
“Dollcoat RS 103 si applica tramite la nostra comprovata tecnologia di nebulizzazione, progettata per garantire un’applicazione precisa di piccole quantità di prodotto fresco. Questo sistema assicura un’applicazione uniforme, riduce gli sprechi e rende il processo più sostenibile. Sebbene il costo del prodotto Dollcoat RS 103 possa essere più elevato all’acquisto, la tecnologia di nebulizzazione è ottimizzata per minimizzare il consumo di materiale, ridurre i difetti estetici dovuti ai trascinamenti fra i vari bagni ed eliminare la necessità di ricircolo del prodotto, opzione in ogni caso possibile grazie alla formulazione del prodotto estremamente resistente agli inquinanti. Il modulo di nebulizzazione più recente consente ai verniciatori conto
Ingresso dei pezzi nella cabina di verniciatura a polvere.
terzi di mantenere i costi di processo entro limiti predefiniti e di avere un eccellente controllo di tutti i parametri operativi, come richiesto dalla gran parte dei capitolati e delle procedure di qualità,” spiega Bernasconi.
I vantaggi del nuovo passivante nanotecnologico
“Dollcoat RS 103 rappresenta per Metalux un’evoluzione qualitativa notevole, poiché ci permette di operare in nuovi mercati internazionali con capitolati molto esigenti, come il settore automotive o il QUALISTEELCOAT per il quale METALUX è già omologata fino alla classe
C4H usando prodotti della serie DOLLCOAT. Dopo aver condotto dei test preliminari su una serie di campioni per i quali era richiesta l’applicazione di una doppia mano di vernice, primer + topcoat, i risultati del ciclo conversione con Dollcoat RS 103 + mano unica di polvere poliestere sono promettenti: il nuovo prodotto offre risparmi significativi rispetto a un processo di verniciatura a doppia mano e mantiene i costi senza compromettere le prestazioni anticorrosive della finitura,” afferma Bettucci.
“Dai test condotti in nebbia salina su acciaio laminato a freddo pretrattato con Dollcoat RS 103 e con uno strato di vernice poliestere certificata Qualicoat 2, abbiamo ottenuto un risultato di 1200 ore di resistenza, con una penetrazione massima di 1 mm all’intaglio. Per quanto riguarda l’alluminio, il risultato è stato di 2000 ore di resistenza in test di nebbia salina acetica, sempre utilizzando campioni verniciati in mano unica con vernice poliestere certificata Qualicoat 2,” aggiunge Mara Pege, responsabile di laboratorio di DN Chemicals.
Conclusioni
“Sono fiducioso nelle potenzialità del nuovo prodotto che, in combinazione con le capacità del nostro impianto di verniciare sagome di grosse dimensioni, ci permetterà di accedere a nuovi mercati e ampliare le nostre capacità produttive,” conclude Giacomo Bettucci, titolare di Metalux Srl.
“Siamo solo all’inizio nello sviluppo di questi prodotti. Metalux inizierà con Dollcoat RS 103, il risultato finale di oltre due anni di sperimentazione, già in commercio e protetto da un brevetto internazionale. Attualmente questa nuova gamma di prodotti è multimetal, ma stiamo sviluppando soluzioni specifiche per materiali come alluminio e acciaio zincato. I primi due prodotti che forniremo a Metalux, ossia Dollcoat RS 103 e Dollcoat GP 107, saranno applicabili a immersione, spruzzo e con nebulizzazione. Infine, il loro impianto sarà il primo a integrare un sistema di recupero del prodotto, dove parte del materiale nebulizzato rimarrà sui pezzi e il restante recuperato e riutilizzato,” conclude André Bernasconi.
Da sinistra: Giacomo Bettucci di Metalux con André Bernasconi, Mara Pege e Giacomo Corinaldesi di DN Chemicals.
ALIT Technologies Spa ha revampato con successo un impianto di sverniciatura in Thailandia
Un produttore globale di reti in acciaio inossidabile ad alta resistenza per schermi e porte di sicurezza stava affrontando costi elevati e sfide legate all’efficienza dei processi, lasciando un impianto inutilizzato. Implementando il sistema FASTRIP FP con i prodotti Metalstrip 1334, Aktivator 1533 e AlitFlock di ALIT Technologies Spa, è stato tuttavia in grado di iniziare a eseguire un efficace processo di sverniciatura interna, riducendo i costi operativi e migliorando la qualità.
Per molte aziende, gestire un impianto di sverniciatura chimica significa affrontare costi elevati e sfide legate all’efficienza del processo. Questo è stato il caso di un cliente di grandi dimensioni nel settore della verniciatura industriale, che si è trovato con un impianto inutilizzato a causa dell’inefficacia della chimica precedentemente adottata. L’impianto risultava troppo costoso, complesso e mai avviato con successo. L’azienda, che preferisce rimanere anonima, è un grande produttore a livello mondiale di reti in acciaio inossidabile ad alta resistenza per schermi e porte di sicurezza, specializzato nella progettazione e produzione di sistemi che offrono protezione da intrusi, insetti e fattori ambientali, senza compromettere la visibilità o il flusso d’aria. I suoi prodotti sono ampiamente utilizzati in applicazioni
residenziali, commerciali e industriali, garantendo sicurezza, durata ed estetica. Concentrandosi sulla tecnologia innovativa e l’ingegneria di precisione, l’azienda fornisce soluzioni certificate e di alta qualità, esportando i propri prodotti in diversi mercati internazionali. L’impegno per la sicurezza, la qualità e le prestazioni è ciò che ne contraddistingue l’attività e posiziona come un attore chiave nel settore di riferimento. Di fronte a queste difficoltà, l’azienda si è rivolta a G&R Finishing Equipment, un distributore di ALIT Technologies Spa con 27 anni di esperienza nella fornitura di soluzioni per la verniciatura a polvere –riconosciuto per la qualità delle sue attrezzature e servizi. G&R ha quindi coinvolto ALIT Technologies Spa per trovare una soluzione definitiva e trasformare un impianto inattivo in una risorsa produttiva ed efficiente.
L'impianto di sverniciatura FASTRIP fornito da ALIT Technologies.
SUCCESS STORIES
G&R Finishing Equipment: un importante fornitore di soluzioni per la verniciatura a polvere
Basata in Thailandia e gestita a livello familiare, G&R Finishing Equipment Co. Ltd. si occupa dell’importazione, assemblaggio e distribuzione di macchinari per la verniciatura a polvere, fornendo apparecchiature di alta qualità e servizi post-vendita eccellenti per clienti di vari settori. L’azienda offre anche soluzioni su misura, che spaziano da piccole apparecchiature a sistemi industriali avanzati, lavorando con fornitori internazionali per garantire le migliori prestazioni e durabilità. Ma oltre alla fornitura di macchinari, G&R offre servizi post-vendita come formazione, manutenzione e supporto tecnico continuativo, che assicurano il funzionamento ottimale dei sistemi dei propri clienti. La collaborazione con ALIT Technologies è nata dal bisogno di affrontare problemi di efficienza e uniformità nella verniciatura, e Somboon Jongdepaisarn (il direttore esecutivo di G&R) ha riconosciuto nell’azienda veronese un collaboratore ideale per superare tali sfide. Grazie a questa cooperazione, G&R ha potuto offrire ai suoi clienti soluzioni innovative e sostenibili, allineate alla propria missione di migliorare la qualità dei prodotti e ridurre gli sprechi nel mercato thailandese.
Un approccio innovativo e collaborativo Prima dell’intervento di ALIT Technologies Spa, il cliente aveva vissuto un periodo di grande frustrazione.: la qualità e la precisione dei prodotti verniciati a polvere erano sempre state una priorità per loro, ma i costi elevati per unità e i problemi di qualità di trattamento rappresentavano un ostacolo significativo. Alcuni pezzi rivestiti non superavano il controllo della qualità a causa della presenza di difetti superficiali, portando a un tasso di scarto tale da generare costi aggiuntivi. L’azienda aveva cercato per lungo tempo uno sverniciante compatibile per i suoi prodotti in rete e alluminio perforato, ma non era riuscita a trovarne uno efficace. I prodotti svernicianti provati erano difficili da utilizzare e comportavano un alto rischio di causare ulteriori difetti durante il processo di rimozione della vernice. In questo contesto, G&R Finishing Equipment ha proposto i prodotti di ALIT Technologies come soluzione ai problemi di rivestimento. Come già detto, il cliente, aveva precedentemente utilizzato svernicianti di altri marchi, ma li aveva trovati inefficaci, poiché non riuscivano a rimuovere completamente la vernice dai pezzi rivestiti, portando a inefficienze nel processo di produzione. G&R ha proposto l’effettuazione di una prova e il cliente ha inviato i propri prodotti per testare la tecnologia di sverniciatura di ALIT Technologies, permettendole di raccomandare la soluzione più adatta alle esigenze specifiche. Il progetto è partito con una profonda analisi dell’impianto e delle sue criticità. ALIT ha introdotto un approccio innovativo e collaborativo, proponendo l’installazione del sistema di filtrazione avanzato FASTRIP FP 400-17P, progettato per il trattamento dei fanghi derivanti dal processo di sverniciatura. Questo sistema ha permesso di rigenerare il bagno di sverniciatura, filtrando il fango e consentendo il riutilizzo del prodotto chimico, riducendo al minimo gli sprechi e prolungando la vita del bagno stesso. L’impianto è stato supportato dai prodotti chimici Metalstrip 1334 e Aktivator 1533, capaci di
Il sistema di filtrazione avanzato FASTRIP FP 400-17P, che tratta i fanghi formati dal processo di sverniciatura.
sverniciare vari materiali in modo preciso ed efficace. Utilizzando il Metalstrip 1334 a 50 °C, è stato possibile sverniciare materiali come reti in acciaio inossidabile e profili di alluminio perforati in circa 60 minuti. Aktivator 1533, inoltre, ha garantito la stabilità dell’alcalinità del bagno, migliorando l’efficienza e la costanza del processo.
La tecnologia adottata e i risultati ottenuti
Il cuore del progetto è stato l’inserimento della macchina FASTRIP FP che, grazie alla filtrazione a pressione, ha permesso di mantenere il bagno chimico operativo per periodi più lunghi, riducendo così la frequenza degli interventi di manutenzione. Inoltre, l’utilizzo del flocculante AlitFlock ha ottimizzato ulteriormente la qualità della filtrazione, riducendo i tempi di lavorazione e migliorando la sostenibilità del processo.
I risultati del trial sono stati estremamente soddisfacenti. Il cliente è
stato in grado di sverniciare tutti i pezzi rivestiti con un’efficienza del 100%, consentendo di riciclare i pezzi difettosi invece di scartarli, riducendo significativamente sprechi e costi. Inoltre, lo sverniciante Metalstrip 1334 ha lavorato molto più velocemente rispetto ai prodotti precedenti, risparmiando tempo prezioso durante il processo di rimozione. Il cliente ha un’imponente quantità di pezzi da sverniciare al giorno e l’unica soluzione sostenibile economicamente è quindi filtrare il bagno. ALIT Technologies ha dimostrato che i consumi del flocculante e di Aktivator risultano decisamente inferiori con un sistema filtrante rispetto alla sostituzione del bagno. Gli ordini di grandezza sono i seguenti: ogni 300 kg di vernice rimossa corrisponde a un consumo di 1.000 kg di Aktivator. Un altro fornitore senza filtro aveva suggerito di cambiare il bagno di sverniciatura ogni mese, il che avrebbe comportato la gestione di 8.000 kg da smaltire e sostituire, una soluzione insostenibile per il cliente. In sostanza, il rapporto è di 1 a 8, rendendo l’investimento nella filtropressa economicamente vantaggioso e rapidamente ammortizzabile.
La collaborazione tra ALIT Technologies e G&R Finishing Equipment
Pietro Mandorino, area manager di ALIT Technologies Spa, ha seguito
da vicino il progetto, lavorando a stretto contatto con il cliente e con il distributore G&R Finishing Equipment e fornendo un supporto completo, non solo dal punto di vista tecnico, ma anche gestendo la logistica. Ha infatti facilitato la comunicazione tra tutte le parti coinvolte e garantito una continua attenzione alle esigenze del cliente, dedicandosi alla supervisione di ogni fase del progetto e assicurandosi che ogni dettaglio fosse gestito con precisione e tempestività: “È stata una sfida complessa, ma anche un›enorme opportunità di crescita. Grazie alla sinergia tra ALIT Technologies, G&R Finishing Equipment e il cliente, siamo riusciti a rigenerare un impianto che ora è finalmente operativo e produttivo, superando le aspettative iniziali”.
“Vorrei sottolineare anche l’importanza del contributo di ALIT Technologies: i suoi prodotti e le sue soluzioni hanno rappresentato un grande passo avanti per noi e per i nostri clienti, offrendo una qualità e un’efficienza che non avevamo mai visto prima. Il cliente finale, che preferisce rimanere anonimo, ha confermato la propria soddisfazione: finalmente vede il proprio impianto funzionare al massimo delle sue potenzialità. I costi si sono ridotti ed è in grado di ottenere una qualità di sverniciatura che non pensava fosse possibile”, ha aggiunto Jongdepaisarn.
Dedication leads to innovation. Quality creates value
Prima
ADVANCEMENTS
3DWAVE: la rivoluzione nel post-processing dell’AM ispirata alla tecnologia di lavaggio
Da un'intervista con Matteo Caroli CEO di Teknox Srl
La nuova macchina 3DWAVE appositamente progettata per la tintura di componenti realizzati con stampa 3D è frutto della sinergia tra due realtà bolognesi, Teknox e Norblast, specializzate rispettivamente nell’impiantistica di trattamento chimico e meccanico di particolari di ogni forma e materiale, che hanno unito le proprie competenze per creare una tecnologia nuova in grado di colmare un vuoto in un segmento di mercato strategico. In questo articolo Matteo Caroli, CEO di Teknox, ci spiega la nascita, lo sviluppo e le caratteristiche di questo nuovo sistema in grado di rompere gli schemi con il passato del post-processing dell’AM.
L'Additive Manufacturing (AM), o Manifattura Additiva, è una tecnologia di produzione che costruisce oggetti tridimensionali sovrapponendo strati di materiale in plastica, metallo o anche, più recentemente, ceramica e vetro. Il processo si basa su un modello computerizzato creato tramite software di progettazione specifici. La fase finale, in cui avviene la vera e propria produzione, è comunemente nota come stampa 3D.
Originariamente utilizzata per la creazione di prototipi prima della produzione su larga scala o per prodotti unici realizzati in piccoli lotti, questa tecnologia è diventata essenziale in settori come il biomedicale, l'aerospaziale, la nautica, l'automotive, oltre che in quello della moda e dei suoi accessori, dove la personalizzazione e la flessibilità produttiva sono cruciali e dove il mercato sta chiedendo con sempre maggiore forza requisiti estetici sempre più perfetti per il pezzo stampato: è
proprio nella fase di post-processing di questi componenti che le tecnologie di finitura - e soprattutto quelle di tintura - stanno compiendo importanti progressi. Tradizionalmente, nella fase di post-processing dell’AM - in particolare per i prodotti di alta fascia - si utilizzano macchine industriali dotate di cartucce per la colorazione con tinte diverse; tuttavia, l’investimento per questi sistemi è notevole e il costo che gli utilizzatori devono affrontare molto elevato. Inoltre il metodo di colorazione è più vicino ai sistemi artigianali di tintura dei tessuti che a un processo industriale, sistemi che presentano un maggior rischio per la salute e l’ambiente, senza fornire risultati ottimali e ripetibili. Il team tecnico di Norblast, uno dei principali player nel settore dei sistemi di pulizia meccanici per pezzi prodotti con AM, ha così cercato un partner affidabile con una profonda conoscenza nella gestione dei liquidi per sviluppare una macchina che colmasse questa lacuna tecnologica. Il
e dopo il processo di tintura con la macchina 3DWAVE: a) Dopo il processo di stampa 3D – b) Dopo l’intervento di granigliatura – c) dopo la tintura.
partner è stato individuato in Teknox Srl, azienda storica che progetta e realizza impianti per il lavaggio industriale dei componenti metallici.
Dall’unione tra la conoscenza approfondita della fase di pre-tintura dell’additive manufacturing di Norblast e il know-how nella gestione dei liquidi di Teknox è nata 3DWAVE, patent pending 2023, la prima macchina “all-in-one” per la tintura dei particolari realizzati con la stampa 3D.
Quando ingegneria meccanica e chimica si incontrano Il prototipo della nuova macchina è nato da un concept sviluppato da Teknox per un impianto di lavaggio.
“Abbiamo avuto la possibilità di testare il prototipo in una realtà abituata ad un throughput produttivo elevato - spiega Matteo Caroli, CEO di Teknox – e questo aspetto ci ha permesso di velocizzare la fase di testing. La macchina ha risposto bene, confermandosi la soluzione ideale per ottenere risultati eccezionali e ripetibili e massimizzare la produttività. L’innovativo sistema di tintura per immersione garantisce precisione e uniformità di colorazione, trasformando la macchina nel giusto alleato per le aziende che stampano in 3D componenti di medie e piccole dimensioni e necessitano di un sistema efficiente e affidabile”.
I prodotti per la tintura sono forniti dall’azienda francese TCN, Techniques Chimiques Nouvelles, un solido riferimento sul mercato AM per la produzione e commercializzazione di liquidi coloranti. In questo modo alle competenze di Norblast nel pre-tintura e a quelle di Teknox nella gestione dei liquidi si è aggiunto il know-how di TCN nello sviluppo delle formulazioni più adatte per prodotti affidabili e spendibili sul mercato, caratterizzati da tutti i requisiti richiesti dai clienti, dalla resistenza ai raggi UV fino al grado di idoneità all’incollaggio.
Una macchina mutuata dall’impiantistica di lavaggio
La struttura di 3DWAVE è basata su quella di una macchina per il lavaggio industriale dei componenti. “E’ infatti attrezzata con una vasca di immersione da 160 litri collocata nella parte inferiore del sistema –
come avviene in una macchina di lavaggio - dove la tinta TCN si mescola all’acqua e dove avviene l’operazione di tintura, un cestello portapezzi delle dimensioni pari a 450 x 300 x H 300 mm e portata massima di 50 kg e una tubazione per la spruzzatura nella parte superiore per il risciacquo pre e post-tintura”. I componenti stampati con tecnologia MJFSLS presentano uno strato di polvere semi-fusa che deve essere rimossa. Con la tecnologia Norblast è possibile pulire completamente i residui e preparare perfettamente i manufatti alla successiva fase di tintura. “Il cestello con i pezzi collocati alla rinfusa viene inserito nella macchina e, una volta chiuso il coperchio, viene avviato il processo di colorazione che si compone di 4 fasi: risciacquo preliminare per rimuovere eventuali impurità superficiali, tintura dei pezzi con tecnologia RotoWave in rotazione lenta su asse orizzontale ad immersione parziale, risciacquo automatico finale per eliminare eventuali eccessi di tintura e, infine, asciugatura ad aria calda in ambiente microfiltrato e temperatura controllata” prosegue Caroli. “La tecnologia RotoWave, per mezzo di un’immersione parziale e a ricambio continuo, consente al liquido di muoversi costantemente entrando anche in cavità profonde, migliorando la capacità della tintura di aderire alle superfici ed evitando ristagni e/o aloni. L’intero ciclo ha una durata inferiore all’ora, in base alle fasi attivate nel programma, di cui la fase più lunga è rappresentata dalla tintura (20-30 min). Al termine, i pezzi possono essere immediatamente manipolati e presentano un aspetto estetico perfetto”.
Caratteristiche di 3DWAVE
La macchina ha dimensioni pari a L 1300 x P 960 x H 1200 e 260 kg di peso ed è in grado di tingere un’intera build unit di HP Jet Fusion 5200 con una percentuale del liquido di tintura pari al 10% in acqua, corrispondente a circa 2 taniche di prodotto TCN da 10 litri ciascuna. La macchina opera ad una temperatura impostabile fino a 80 °C.
Nella tabella 1 sono riassunte le principali caratteristiche tecniche del nuovo sistema.
La nuova macchina 3DWAVE per la tintura dei componenti stampati in 3D e un dettaglio del cestello portapezzi inserito nella vasca di immersione dove avviene la tintura. Il cestello ha dimensioni pari a 450 x 300 x 300 mm con rete a maglia 12 x 12 mm.
I vantaggi della nuova macchina di tintura
“Questa soluzione cambia l’approccio alla fase di tintura ad immersione dei componenti 3D, che da metodo artigianale si evolve in metodo industriale” – sottolinea Caroli. “Oltre ai vantaggi già citati di ripetibilità dei risultati ed elevata capacità produttiva, 3DWAVE presenta ulteriori benefit, tra cui un processo all-in-one che racchiude in un unico ciclo tutte le fasi di trattamento superficiale (pre-risciacquo - tinturarisciacquo – asciugatura), risultati ottimali anche nel caso di superfici complesse, grazie alla tecnologia RotoWave di Teknox, costi di gestione ridotti per l’abbattimento dei consumi energetici, della quantità di prodotto utilizzato e dei costi di smaltimento e l’elevata produttività grazie alla durata del ciclo completo di circa un’ora. Si tratta, inoltre, di un sistema facile da usare con programmi semplici da creare su misura per le esigenze di ciascun cliente e predisposto per l’Industry 5.0, grazie al software che analizza e memorizza il consumo elettrico giornaliero, permettendo il controllo e la gestione ottimizzata dei consumi. Infine, ma non meno importante, il pezzo finito è un prodotto industriale, risultato di un processo pulito, sicuro e rispettoso dell’ambiente. L’intervento dell’operatore è limitato al carico e scarico del cestello e al rabbocco del prodotto di tintura, in caso di necessità”.
Gli sviluppi futuri della nuova tecnologia di tintura “Rispetto alla verniciatura o agli altri metodi di tintura – sottolinea
Caroli - questo metodo ha un costo ridotto, raggiunge ogni area del manufatto risultando più efficace perché non si tratta dell’applicazione di un film di vernice sulla superficie, ma di un assorbimento del prodotto di tintura e acqua, e presenta innumerevoli applicazioni, oltre ad essere una tecnologia che consente cicli veramente rapidi. Dal punto di vista estetico i risultati ottenuti sono quelli richiesti dai clienti.” “La sfida che ci ha lanciato Norblast 2 anni fa non era facile da affrontare – conclude Caroli – ma noi di Teknox siamo sempre pronti a sperimentare nuovi progetti e questo, che colmava un vuoto in un segmento di mercato che ci è sembrato da subito strategico, ha incuriosito e conquistato il nostro team, che si è subito confrontato con quello di Norblast per raggiugere il risultato desiderato. Oggi, partendo dalle nostre competenze di lavaggio, abbiamo realizzato una macchina in grado di offrire un’innovativa opportunità per i professionisti della manifattura additiva”.
Il modello della tartaruga è stato creato da Ferocar, riprodotto qui senza modifiche, e distribuito sotto licenza Creative Commons. Attribution https://creativecommons.org/licenses/ by/4.0/deed.it, scaricabile da https://www.thingiverse.com/thing:3753213
Dimensione del cestello portapezzi
450 x 300 x H 300 mm –rete maglia 12 x 12 mm
Volume produttivo a ciclo Fino a una build intera HP Jet Fusion 5200
Tempo ciclo 30-60 minuti (in base alle fasi attivate nel programma)
Pre-risciacquo e post-risciacquo Integrati nel ciclo di trattamento
Asciugatura ad aria riscaldata Integrata nel ciclo di trattamento
Temperatura di lavoro liquido 60 °C – 80 °C
Percentuale di tintura liquida 10% in acqua
Capacità del serbatoio 160 lt
Dimensioni esterne macchina L 1300 x P 960 x H 1200
Peso ~ 260 kg
Alimentazione elettrica 3 PH 400 V 50 HZ + N + PE, potenza totale 7 kW
Alimentazione idrica Acqua di rete in pressione; è consigliata acqua addolcita
Aria compressa Pressione 6 bar - Volume 20 Nmc/h
Tabella 1: Caratteristiche tecniche di 3DWAVE.
Scansiona il QR Code per vedere come funziona 3DWAVE
Riccardo Cristiani, R&D Manager di Norblast (a sinistra) con Matteo Caroli, CEO di Teknox.
L’Università dell’Oklahoma svilupperà un primer atossico per applicazioni aerospaziali
Josh DeLozier
The University of Oklahoma - Norman (OK), Stati Uniti joshdelozier@ou.edu
L’Università dell’Oklahoma ha ricevuto un contributo di 4,8 milioni di dollari dall’Oklahoma City Air Logistics
Complex presso la Tinker Air Force Base per creare un primer esente cromo che protegga dalla corrosione l’equipaggiamento aerospaziale militare statunitense.
Guidato dal Gallogly College of Engineering e dall’Oklahoma Aerospace and Defense Innovation Institute presso l’Università dell’Oklahoma, questo progetto valuterà primer commerciali e
sperimentali privi di cromo che eliminano l’esposizione dei lavoratori a materiali critici e forniscono soluzioni più rispettose dell’ambiente.
“La nostra capacità di collaborare con i ricercatori dell’Università
dell’Oklahoma è fondamentale per aiutare l’aeronautica militare ad affrontare le sfide delle missioni future”, ha affermato il comandante dell’OC-ALC Generale di brigata Brian R. Moore. “Questo progetto è uno dei tanti in essere con l’Università dell’Oklahoma volti a migliorare le nostre capacità di sostentamento e modernizzazione, per proteggere ulteriormente la nostra forza lavoro”. “Questo progetto espande notevolmente i nostri sforzi di ricerca per sviluppare nuovi rivestimenti organici privi di cromo. Questi primer forniranno eccellente protezione dalla corrosione e adesione alle leghe di alluminio pretrattate, offrendo al contempo un’eccezionale resistenza ai fluidi e una straordinaria flessibilità”, ha affermato John Klier, ricercatore principale del progetto e preside del Gallogly College of Engineering.
A partire dal 2021, i ricercatori dell’Università hanno iniziato a lavorare con l’OC-ALC per valutare e identificare composizioni di primer epossidici. Il loro
obiettivo era aiutare la US Air Force a eliminare il cromo esavalente e a ridurre l’impatto ambientale e i costi associati al suo utilizzo e smaltimento. Secondo Klier il team di ricerca ha sviluppato diversi sistemi di additivi prototipo privi di cromo e sono stati predisposti dispositivi di spruzzatura e di prova. L’applicazione e la valutazione della formulazione sono in corso.
“Il nostro legame con l’Università dell’Oklahoma è fondamentale per la nostra capacità di affrontare le sfide future delle missioni”, ha affermato il Generale in pensione Robin Rand, direttore esecutivo dell’Oklahoma Aerospace and Defense Innovation Institute (OADII). “Questi premi rafforzano il nostro accordo di collaborazione formativa con l’OC-ALC e sono un eccezionale esempio di come le attività universitarie di ricerca&sviluppo nel campo della sicurezza nazionale possano avere un impatto su alcune delle più incombenti esigenze dell’aeronautica militare, oggi e negli anni a venire”.
Il progetto
Klier guiderà il progetto insieme a Brian Grady, titolare della cattedra Douglas&Hilda Bourne di ingegneria chimica presso la School of Chemical, Biological and Materials Engineering, e Wilson Merchán-Merchán, professore associato presso la School of Aerospace and Mechanical Engineering. Il progetto sarà gestito dal direttore delle operazioni dell’OADII, il Tenente Colonnello in pensione Cliff Wojtalewicz. L’Università dell’Oklahoma ha siglato un accordo di collaborazione formativa1 con l’OC-ALC nel luglio 2020 per coltivare lo sviluppo della tecnologia aerospaziale e della difesa e per migliorare e potenziare l’istruzione nelle discipline STEM.
L’Università dell’Oklahoma
Fondata nel 1890, l’Università dell’Oklahoma è un’università pubblica di ricerca situata a Norman, in Oklahoma. Come università di punta dello stato, risponde alle esigenze educative, culturali, economiche e sanitarie dello stato, della regione e della nazione.
Leading companies rely on vacuum distillation systems for the sustainable treatment of industrial wastewater.
Do you want to benefit from a zero liquid discharge production with VACUDEST aswell?
Just contact our Experts!
Peace Crystal: l’ultima monumentale opera di Mariko Mori realizzata con prodotti Lechler
Si rinnova il sodalizio tra l’artista Mariko Mori e Lechler, ancora una volta insieme nella splendida cornice di Venezia.
L’artista giapponese Mariko Mori ancora una volta ha scelto i prodotti Lechler per la sua ultima monumentale opera presentata a Venezia lo scorso giugno. Si chiama Peace Crystal ed è un’installazione site-specific che invita a riflettere sulla nostra comune umanità.
L’involucro esterno, che contiene un’opera alta 165 centimetri e realizzata in vetro di quarzo, si erge maestosa nel giardino
di Palazzo Corner della Ca’ Granda.
Peace Crystal rappresenta il corpo umano come un contenitore dell’anima eterna, che attraversa la vita, la morte e la rinascita.
La forma slanciata dell’opera, che ricorda un cristallo, richiama l’evoluzione umana, il momento in cui gli esseri umani si sono messi in posizione eretta. Questo evento cruciale, secondo l’artista, ha portato allo sviluppo dell’intelligenza e della spiritualità.
L’illuminazione di Peace Crystal è un elemento fondamentale dell’opera. Un collettore solare esterno raccoglie la luce e la fa passare attraverso fibre ottiche in vetro di quarzo, trasmettendo la luce reale all’interno dell’opera. Questa luce conferisce a Peace Crystal un’aura di vita e vitalità, simboleggiando l’energia che anima l’universo e la nostra stessa esistenza.
Peace Crystal è un’opera che invita a riflettere sulla nostra comune umanità, sulla nostra connessione con l’universo e sulla nostra responsabilità verso il pianeta. L’opera di Mariko Mori è un messaggio di pace, unità e speranza per un futuro migliore.
L’opera era visitabile gratuitamente fino al 7 ottobre 2024.
Dopo la mostra di Venezia, Peace Crystal è stata donata all’Etiopia e installata in modo permanente in una grotta, onorando così le origini dell’uomo che hanno inizio proprio in Etiopia, culla dell’evoluzione per oltre sei milioni di anni.
L’opera d’arte ci ricorda che apparteniamo tutti a un unico albero genealogico, e che tutti gli individui del mondo fanno parte di un’umanità condivisa.
Il Gruppo Argos ST per il settore automotive: lavorazioni di qualità per il rilancio del Made in Italy
Andrea Siano
Argos ST Group
Il Gruppo Argos ST, azienda di riferimento nel campo dei rivestimenti e dei trattamenti superficiali, ha investito nell’implementazione di soluzioni capaci di migliorare le prestazioni e la durabilità dei componenti del veicolo come le griglie in prossimità della marmitta, le staffe, ma anche i copricarter per moto.
Il Gruppo Argos ST è un punto di riferimento nel campo dei rivestimenti e dei trattamenti superficiali, soprattutto quando si parla di applicazione per il settore automotive. I suoi stabilimenti sono specializzati in soluzioni capaci di migliorare le prestazioni e la durabilità dei componenti del veicolo come le griglie in prossimità della marmitta, le staffe, ma anche i copricarter per moto. Tutti elementi che richiedono una resistenza alle alte temperature, alle radiazioni UV e a qualsiasi tipologia di solvente o grasso - per parti soggette a stress ambientali - oltre ad una
capacità anticorrosiva per la longevità dei pezzi e una resa estetica di qualità.
Ogni elemento che definisce il veicolo deve essere resistente e durevole a fini estetici, e soprattutto di sicurezza. Caratteristiche che definiscono la produzione del Made in Italy e che vengono apprezzate in particolar modo all’estero. Infatti, anche se secondo i dati preliminari di ANFIA la produzione delle autovetture in Italia è calata del 3,2% su gennaiomarzo 2023, cresce invece il fatturato dell’industria in senso stretto
- ad esclusione del comparto costruzioni - che a febbraio 2024, (ultimo dato disponibile) ha registrato una variazione positiva dell’+1,3%, con un +3,2% sui mercati esteri. L’export della componentistica automotive vale 2,1 miliardi di euro, a dimostrazione di come l’Italia prosegua nella ripresa del comparto grazie alla qualità delle soluzioni delle aziende del territorio1
“Bisogna valorizzare le eccellenze italiane e il know-how delle piccole e medie imprese per puntare ad incrementare il business attraverso la qualità e l’innovazione. In Italia abbiamo tutte le capacità per farlo” afferma Andrea Siano, Presidente del Gruppo Argos ST. “Noi di Argos operiamo da anni in questo comparto e siamo in grado di offrire rivestimenti e trattamenti capaci di migliorare le prestazioni e la durabilità dei componenti automobilistici, con soluzioni su misura per le esigenze specifiche di ogni cliente. Vogliamo fare parte di un ecosistema in grado di crescere sia in termini di produzione interna sia in termini di export. Ecco perché continuiamo a ricercare nuove soluzioni e a implementare sistemi innovativi a supporto del Made in Italy”.
Le soluzioni del Gruppo Argos ST per il settore automotive
Il Gruppo Argos ST è specializzato in rivestimenti e trattamenti superficiali e di recente gli stabilimenti di Minerbio, Origgio e Opera - con la loro pluriennale esperienza - hanno realizzato coperture caratterizzate da resistenza, antiattrito e anticorrosione. Nello specifico, la sede di Minerbio è riuscita attraverso la tecnica della teflonatura a rispondere in maniera efficace alla richiesta di griglie in prossimità della marmitta che fossero resistenti a temperature fino a 260 °C e che rispettassero i canoni estetici dell’azienda bolognese di auto supersportive che ha commissionato la produzione.
Ad Origgio la lavorazione con Sol Gel, rivestimento ceramico a base acqua, sviluppata dai professionisti della provincia di Varese ha permesso di trattare le staffe di alcune auto di lusso conferendo un’elevata resistenza alle radiazioni UV e a qualsiasi tipologia di solvente, offrendo particolare durezza, resistenza
all’abrasione, alle alte temperature e alle condizioni ambientali estreme.
Non solo quattro ruote, infatti ad Opera gli specialisti della lavorazione per anodizzazione tecnica e dura del Gruppo Argos ST - utilizzata quando c’è necessità di offrire caratteristiche particolarmente elevate di resistenza all’usura, anticorrosione e scorrimentohanno collaborato nella realizzazione di una copertura su copricarter destinati ad un modello di moto da competizione.
“Il mondo delle auto - come quello delle due ruote - è costantemente sottoposto a rapidi processi di innovazione, che lo rendono uno dei mercati in cui l’efficienza produttiva definisce maggiormente il successo o meno di un’azienda” - conferma Andrea Siano. “I trattamenti offerti dalle Business Unit del Gruppo Argos ST giocano un ruolo importante nella competitività del sistema produttivo del comparto, poiché garantiscono prestazioni elevate e durature.
Grazie al know-how dei singoli plant e alla capacità di offrire soluzioni personalizzate, il Gruppo continua a essere un partner affidabile per l’industria automobilistica e per il suo rilancio a livello globale”.
Argos Surface Technologies
Artefice il fondo di private equity Gradiente II, gestito da Gradiente SGR, nel 2020 nasce il nuovo Gruppo Argos Surface Technologies, che prende vita dall’unione di importanti realtà nel panorama dei trattamenti e dei rivestimenti superficiali per metalli, con l’intento di creare una leadership nel settore. Nel 2020 il Gruppo prende avvio con le acquisizioni di Argos, Impreglon Italia e Aalberts ST di Opera. Nel 2021 acquisisce le emiliane TSM Srl, oggi Argos TSM, e Lualma Anodica, oggi Argos Lualma; nel 2022 è il turno della bergamasca Tec.Ri.Met.. Nel 2023 viene infine formalizzata la fusione nel Gruppo Argos ST della mantovana Foresi e della torinese Rotostatic e viene acquisita la bolognese Galvanotecnica Salvatori Bologna, oggi Argos GSB. Il Gruppo vanta oggi dieci stabilimenti: Borgaro Torinese (TO), Origgio (VA), Opera (MI), Cambiago (MI), Calcio (BG), Gonzaga (MN), Monteveglio (BO), Minerbio (BO), Castenaso (BO) e Imola (BO) con oltre 350 dipendenti e un fatturato di circa 60 milioni di euro.
#EOS15: eos Mktg&Communicationeditore delle riviste ipcm ® - celebra 15
anni
di attività
Alessia Venturi ipcm®
In una location del passato, eos Mktg&Communication ha festeggiato il suo presente con uno sguardo al futuro, facendo vivere a tutti gli ospiti una digital experience che li ha proiettati nel futuro della comunicazione digitale, svelando le potenzialità di strumenti quali animazioni 3D, logo animation, intelligenza artificiale e molto altro per promuovere il proprio marchio e i propri prodotti.
La comunicazione – sia B2B sia B2C – viaggia veloce e si evolve continuamente: la soluzione per stare al passo con i tempi e raggiungere il proprio target di riferimento è un mix fra comunicazione tradizionale e digitale, per presidiare tutti i canali esistenti in modo coerente ed efficace. Questo è quanto ha voluto comunicare eos in occasione del suo anniversario. Eos affianca le aziende nello sviluppo della propria strategia
di marketing e comunicazione, offrendo al contempo un supporto concreto nell’organizzazione di eventi, fiere, convegni e conferenze aziendali. A ciò si unisce il lavoro di divulgazione tecnica svolto con le riviste internazionali ipcm®, rivolte al settore dei trattamenti superficiali e distribuite in tutto il mondo.
Per festeggiare i suoi primi 15 anni di attività, lo scorso 24 luglio eos ha organizzato una festa invitando tutti i propri clienti, per ripercorrere insieme a loro le origini dell’azienda, il percorso svolto fino ad oggi e per offrire spunti sulla comunicazione del futuro. L’intento era offrire una serata di puro divertimento! Organizzato presso DASTE, un’ex centrale termoelettrica alla periferia di Bergamo oggi hub aperto alla socialità e all’aggregazione, che promuove le nuove tecnologie e linguaggi contemporanei, #EOS15 è stato un evento privo di momenti istituzionali ma ricco di esperienze coinvolgenti: la band Diamonds ha intrattenuto gli ospiti per tutta la durata della festa con uno show energetico e accattivante, proponendo le migliori hit internazionali e italiane degli ultimi 20 anni; una piattaforma fotografica digitale omnidirezionale ha consentito di catturare i momenti salienti della serata e di creare dei bei ricordi per gli ospiti, mentre la proiezione di un video realizzato con animazioni 3D ha mostrato a tutti come traghettare la propria azienda nell’era digitale. Cambiare la forma, mantenendo l’essenza.
Il nuovo Rapporto di Sostenibilità di Assovernici traccia la strada di una transizione rispettosa di ambiente e persone
A cura di Assovernici, Milano (Italia) info@assovernici.it
Assovernici, l’associazione italiana che rappresenta le principali aziende operanti nei settori della produzione delle vernici per l’industria e l’edilizia, ha presentato all’ultimo Product Sustainability Summit Europe di Colonia in Germania (25-26 novembre), il nuovo Rapporto di Sostenibilità. Basandosi sulla sempre maggior sensibilità delle aziende verso le tematiche ambientali e sociali grazie all’ormai consolidata affermazione dei criteri ESG, il Rapporto si pone come obiettivo quello di quantificare l’impegno degli associati e delineare, in questo modo, un benchmark prezioso per tracciare la strada di una trasformazione davvero sostenibile. In questa intervista Paolo Bonamigo, responsabile dell’Area Tecnico Normativa di Assovernici, descrive l’attuale situazione del settore fotografata attraverso il Rapporto di Sostenibilità e delinea le nuove sfide da superare e i nuovi traguardi da raggiungere a partire dalla formulazione dei prodotti rapportata con l’attuale – e non ancora definito – quadro normativo.
Paolo Bonamigo, responsabile dell’Area Tecnico Normativa di Assovernici.
Durante l’ultima edizione del Product Sustainability Summit
Europe ci si è concentrati sui modi in cui i produttori e i loro fornitori possono orientarsi in un panorama normativo sempre più complesso in materia di sostenibilità. Quali sono le principali direttrici su cui le aziende associate dirigono il loro impegno in questo senso?
Le principali direttrici sono due: in primo luogo la gestione responsabile delle risorse con particolare attenzione ai consumi idrici. L’obiettivo generale è infatti quello di ridurre gli sprechi e ottimizzare l’utilizzo delle materie prime per aumentare i volumi di produzione a fronte di un minor consumo. Grande attenzione è prestata inoltre all’efficientamento energetico attraverso un crescente utilizzo di energia da fonti rinnovabili, sia con impianti interni che tramite fornitori esterni.
Quest’anno Assovernici ha pubblicato un ambizioso Rapporto di Sostenibilità, presentato in occasione dell’evento. Con quali criteri è stato realizzato il documento e con quali obiettivi?
Il Rapporto di Sostenibilità di Assovernici è stato realizzato con l’obiettivo di comprendere in maniera concreta come si muove il comparto che
rappresentiamo. La base di partenza nasce da un progetto promosso dal nostro Comitato Sostenibilità che ci ha consentito, innanzitutto, di sviluppare un set di indicatori chiave per monitorare i principali aspetti ambientali delle aziende associate negli ultimi 5 anni. A questo si è aggiunto, lo scorso anno, un corposo sondaggio somministrato ai membri, finalizzato a tracciare anche gli aspetti sociali e di governance. In questo modo, le risposte ricevute hanno reso possibile la definizione di un benchmark dedicato per le aziende del settore, stimolandole a migliorare le proprie performance: un approccio, dunque, che va oltre la mera comunicazione autoreferenziale. Il documento costituisce un punto di riferimento importante per le imprese che desiderano impegnarsi in un percorso di sostenibilità: tanto più che la raccolta dati è particolarmente precisa in quanto effettuata da una realtà indipendente ed esterna all’Associazione, che ha consentito di delineare una panoramica fedele e dettagliata del settore.
Quali sono gli indicatori chiave e le esperienze più interessanti emerse?
Sicuramente è degna di nota la crescente attenzione, da parte degli associati, verso temi legati a una gestione sostenibile in senso lato delle aziende, con riferimento anche agli aspetti sociali e di governance. Sul fronte produttivo, inoltre, abbiamo rilevato che alcune certificazioni legate all’ambiente e alla sicurezza sono adottate pressoché uniformemente, anche dalle piccole aziende: per le quali ottenerle non solo implica un notevole impegno economico, ma anche un costante lavoro di verifica e monitoraggio, essenziale per mantenere elevati gli standard.
Quali sono gli strumenti e le certificazioni più adottati dagli associati?
Dal Rapporto di Sostenibilità emerge come le aziende che fanno parte di Assovernici siano sempre più attente agli indicatori legati alle emissioni, e in linea generale orientate a dotarsi di certificazioni legate agli aspetti ambientali delle organizzazioni o dei prodotti. Non dimentichiamo, del resto, che sono in aumento i driver legislativi che richiedono strumenti sempre più specifici: a essere sotto i riflettori, per esempio, non sono più solo le emissioni cosiddette Scope 1 e 2 (ossia quelle dirette di gas serra e quelle indirette, derivanti dalla generazione di elettricità, calore e vapore, acquistati e consumati, N.d.R.): ma anche quelle identificate come Scope 3, ossia prodotte da fornitori e clienti.
Quali, invece, quelli destinati a richiamare sempre maggiore attenzione in un futuro prossimo?
Innanzitutto è importante ricordare che il comparto delle pitture e delle vernici è fra i principali a essere coinvolti dal Regolamento Quadro 2024/1781 “Ecodesign for Sustainable Products Regulation (ESPR)”. Come sappiamo, si tratta di uno strumento teso a definire le caratteristiche di progettazione che i prodotti devono avere per ritenersi sostenibili
dal punto di vista ambientale: dall’uso responsabile delle risorse, alla riciclabilità dei componenti, alla tracciabilità di eventuali sostanze critiche. Sarà quindi sempre più importante disporre di strumenti adeguati a dare tracciabilità a quanto richiesto; così come rispondere agli obblighi imposti dalla Corporate Sustainability Reporting Directive - CSRD (Direttiva 2022/2464), inerente alla rendicontazione di sostenibilità aziendale. Consapevole dell’importanza di questi aspetti, l’Associazione ha infatti incentrato l’ultima Assemblea associativa sui temi legati alla Direttiva CSRD come opportunità per sviluppare l’identità ESG dell’azienda.
Sarà tuttavia importante vedere come le normative citate saranno implementate dalla nuova Commissione: auspicando che l’obiettivo sia quello di evitare che una eccessiva pressione burocratica comprometta la competitività delle imprese.
Si prevedono novità particolari per la prossima edizione del Rapporto?
Al momento l’idea dell’associazione è quella di proseguire con la raccolta dati su base annuale al fine di tracciare un trend sempre più significativo nel segno della continuità: è, a mio avviso, nella terza edizione che si potrebbe prevedere qualche novità.
In che modo la sua elaborazione può essere di stimolo alle aziende associate al fine di evolvere nel loro percorso verso la sostenibilità?
Come accennato, l’elaborazione del Rapporto di Sostenibilità può essere di stimolo alle aziende associate al fine di evolvere nel loro percorso verso la sostenibilità in diversi modi: includere un’analisi comparativa, o benchmarking, permette infatti loro di confrontare le proprie performance con quelle di altre imprese del settore, stimolandole a migliorare le pratiche interne. Il benchmarking può, in sintesi, contribuire a definire obiettivi di sostenibilità più ambiziosi.
Quali sono oggi, a livello normativo, le sfide più difficili da affrontare?
ll panorama normativo attuale pone significative sfide alle aziende chimiche, principalmente a causa dei regolamenti ESPR, che ho già menzionato, e dell’attesa riforma del Regolamento REACH. Per quanto riguarda quest’ultimo, le principali difficoltà per le aziende derivano dall’incertezza nell’implementazione, poiché ci sono aspetti ancora da definire, come la registrazione dei polimeri o possibili restrizioni all’uso di sostanze in prodotti per i consumatori, che potrebbero investire significativamente le aziende associate. A complicare ulteriormente il quadro, CSRD ed ESPR si aggiungono a un contesto normativo già complesso, che impone alle aziende significativi sforzi per mantenere la compliance. Infine, l’attuale scenario economico e politico, caratterizzato da estrema incertezza, inflazione e difficoltà di approvvigionamento, rende ancora più difficile per le aziende sostenere l’impegno e gli investimenti necessari a adeguarsi.
COLOUR STUDY
ROUTING – il tema della collezione Automotive Color Trends 2024-2025 di BASF
Joerg Zumkley
BASF Coatings GmbH – Muenster, Germania joerg.zumkley@basf.com
Il tema della nuova collezione Automotive Color Trends di BASF – ROUTING – si ispira alle tecnologie di comunicazione e ridefinisce le palette cromatiche con nuove tonalità di rossi, neri, metallizzati e molto altro.
Ogni anno i designer di BASF Coatings creano una nuova collezione di colori per ispirare i designer del settore automotive in tutto il mondo. “ROUTING”, il titolo dell’Automotive Color Trends 2024-2025, si riferisce al concetto di “routing” nella tecnologia delle comunicazioni, termine che indica il modo in cui le informazioni vengono trasmesse.
“Osservando le tendenze, abbiamo identificato il modo in cui comunichiamo e gestiamo le informazioni con l’intelligenza umana e non umana come forte motore per lo sviluppo dei trend”, ha affermato Mark Gutjahr, responsabile globale Automotive Colour Design di BASF. “La
comunicazione è vivace, in continua evoluzione e reciprocamente ricettiva – proprio come i colori”.
Rispecchiando la natura evolutiva della comunicazione ROUTING riflette la natura evolutiva della comunicazione attraverso una palette di colori diversificata, supportata dalle dichiarazioni chiave degli esperti di design di BASF.
Le tendenze di quest’anno presentano nuovi rossi con intense tonalità viola, che simboleggiano un viraggio dai rossi più scuri e bluastri. I colori acromatici scuri sono stati energizzati da intensi effetti cromatici,
offrendo dinamismo oltre al nero pieno. Effetti metallizzati raffinati sono caratterizzati da forti effetti sulla superficie, che conferiscono ai metallizzati una nuova luminosità. Lo spettro dei colori pastello continua a diversificarsi, per esempio in tonalità beige e verde chiaro già disponibili sul mercato, nonché in insoliti toni intermedi. Sostenibilità e funzionalità rimangono i temi principali di ROUTING, con colori sviluppati utilizzando materiali rinnovabili, riciclati e biologici, e ottimizzati per sistemi di guida basati sui sensori. Poiché i clienti OEM del settore automotive si affidano ai Colour Trend di BASF per scegliere i colori dei loro futuri modelli, i clienti finali potrebbero vedere le nuove tendenze cromatiche sulle strade entro i prossimi 3-5 anni.
HARBINGER’S INK nell’area EMEA – Una tonalità nera profonda illuminata dalla sostenibilità
Nell’area EMEA, HARBINGER’S INK emerge come un potente colore chiave basato sulla consapevolezza che le risorse naturali sono limitate. Con un effetto scintillante unico e inedito, questo intenso colore nero è esaltato dalla combinazione di componenti carbon-negative e da pigmenti biodegradabili.
“HARBINGER’S INK rappresenta l’integrazione cruciale di responsabilità ambientale e design automobilistico”, spiega Gutjahr. “Sigla l’accordo per una connessione diretta tra una posizione cromatica forte e un concept sostenibile”.
SCINTILLATION in Asia Pacifico – Concept metallizzati e sostenibili su un nuovo percorso
SCINTILLATION si distingue in Asia Pacifico con il suo effetto smart grigio caldo e metallizzato liquido, derivante da un nuovo basecoat a basse emissioni. Questo colore implica l’affinità futura tra intelligenza umana e non umana e aumenta il valore del marchio dei veicoli di fascia alta, nonché la loro qualità e sostenibilità.
“SCINTILLATION cattura la spinta della regione verso un design raffinato ma lungimirante”, fa notare Chiharu Matsuhara, responsabile Automotive Colour Design in Asia Pacifico. “Si allinea con l’attenzione della regione nel creare soluzioni automotive sostenibili e di alta qualità, che risuonino sia con il progresso tecnologico sia con i valori duraturi”.
HOLDING SWAY nelle Americhe – Dove le tonalità doppie sembrano sintetizzarsi in una sola
Nelle Americhe HOLDING SWAY è un colore di spicco che simboleggia la fusione di tonalità doppie ed energie collaborative. Questo colore è caratterizzato da un’intensa tonalità viola con un forte viraggio al blu. “In vari aspetti della società, diverse influenze si uniscono e ispirano soluzioni innovative per i prodotti. Creando connessione e colmando gli opposti, emergono nuove opportunità e nuovi spazi per il modo in cui le persone consumano, comunicano e sperimentano la mobilità”, spiega Lizzie-Marie, Lead Colour Designer per l’area delle Americhe. “In HOLDING SWAY è simboleggiato il valore delle energie trasparenti e cooperative che si fondono per formare strade innovative”.
La competenza di BASF Coatings nel colore
Ogni anno i designer di BASF Coatings studiano i trend futuri, che utilizzano come base per lo sviluppo di superfici, texture e posizioni cromatiche in una vasta gamma di settori tra i quali industria, moda, prodotti di consumo, natura e tecnologia. La ricerca viene quindi condivisa con i clienti del settore automotive di BASF per guidare i futuri piani di produzione di massa.
Nel 2024, ZENOMENON e EFFLORESCENCE, due colori progettati da BASF e recentemente inclusi nelle collezioni Colour Trend, sono stati premiati al Red Dot Design Award, uno dei concorsi di design più prestigiosi al mondo.
Zircotec svilupperà un rivestimento ceramico per le batterie dei veicoli elettrici
Le ricerche di Zircotec sullo sviluppo di rivestimenti ceramici hanno lo scopo di consentire l’utilizzo di materiali leggeri negli alloggiamenti delle batterie e nelle piastre di raffreddamento dei veicoli elettrici.
Zircotec ha ottenuto ingenti finanziamenti governativi tramite l’Advanced Propulsion Centre UK (APC) per sviluppare un unico rivestimento ceramico brevettato che consentirà l’uso di materiali leggeri, incluso l’alluminio, negli alloggiamenti delle batterie e nelle piastre di raffreddamento dei veicoli elettrici.
Attualmente gli alloggiamenti delle batterie sono in acciaio ad elevata resistenza. Per ridurre il peso dei veicoli elettrici e migliorarne l’autonomia sono necessari materiali leggeri come l’alluminio e le plastiche composite. Inoltre, l’efficienza delle piastre di raffreddamento in alluminio all’interno del pacco batteria è pregiudicata
dall’isolamento termico necessario e dal livello tipicamente basso di conduttività termica. È possibile migliorare l’efficienza delle piastre di raffreddamento mediante uno strato di isolamento termico sottile ad alte prestazioni e con una maggiore conduttività termica. “La chiave per l’introduzione di nuovi materiali leggeri negli alloggiamenti delle batterie e nelle piastre di raffreddamento è lo sviluppo e l’applicazione efficace di rivestimenti ad alte prestazioni che garantiscano un sicuro funzionamento termico ed elettrico del substrato. Il progetto dimostrativo di Advanced Propulsion Centre CeraBEV consente ai nostri ingegneri di sviluppare rivestimenti ceramici dielettrici e ignifughi all-in-one - i primi al
mondo - che affronteranno e supereranno le significative sfide in termini di gestione termica e isolamento elettrico associate ai materiali leggeri che gli OEM vogliono introdurre nei loro veicoli”, ha commentato Dominic Graham, Engineering Director di Zircotec.
Per realizzare la ricerca, Zircotec amplierà la sua attuale gamma di rivestimenti ElectroHold® al fine di fornire elevate proprietà dielettriche, ignifughe e di schermatura EMC. Questi prodotti sono leggeri, si adattano facilmente alle infrastrutture di design automobilistico esistenti, proteggono da acqua, corrosione e prodotti chimici, oltre a fornire i massimi livelli di prestazione e aderenza in condizioni operative normali.
“Siamo felici di essere stati selezionati per ricevere questo finanziamento, che non solo consentirà a Zircotec di ampliare le sue attuali competenze nei rivestimenti ceramici per il settore dei veicoli elettrici, ma migliorerà anche le capacità di accumulo di energia delle batterie nel Regno Unito grazie proprio alla la ricerca su questi rivestimenti, che trasformerà l’uso dei materiali nel settore dei veicoli elettrici”, ha affermato Andrew Donachie, COO di Zircotec.
“Le nostre competenze ed esperienze nello sviluppo di soluzioni di gestione del calore per gli OEM e per il motorsport di alto livello, inclusa la F1, sono ben note. Ma il mercato dei veicoli elettrici è un settore su cui ci siamo concentrati molto negli ultimi 12 mesi, sviluppando la nostra attuale scienza del calore e anche una nuova generazione di soluzioni ElectroHold®. Questa comprovata tecnologia sarà la base di partenza del nostro lavoro all’interno del progetto CeraBEV”, ha concluso Dominic Graham.
Evonik e BASF si accordano sulla prima fornitura di ammoniaca a biomassa bilanciata con ridotta impronta di CO 2
BASF fornisce la sua ammoniaca a biomassa bilanciata BMBcertTM al fine di ridurre l’impronta di carbonio della gamma di prodotti con etichetta eCO di Evonik.
Evonik e BASF hanno recentemente annunciato una partnership strategica che sottolinea l’impegno di entrambe verso un’economia sostenibile e verso gli ambiziosi obiettivi di riduzione delle emissioni attraverso prodotti con una ridotta impronta di carbonio (PCF). BASF fornirà a Evonik la sua ammoniaca a biomassa bilanciata BMBcertTM, una soluzione con oltre il 65% in meno di PCF che incrementerà la produzione della gamma eCO di Evonik. Entrambe le aziende stanno ampliando la loro gamma introducendo prodotti a base di ammoniaca con l’approccio della biomassa bilanciata, già disponibili tramite i canali di vendita esistenti e completamente integrati nei sistemi ERP – Enterprise Resource Planning di entrambe le società. Evonik sta pianificando l’integrazione dell’ammoniaca BMBcertTM di BASF nella produzione di soluzioni sostenibili come gli agenti polimerizzanti VESTAMIN® IPD eCO® per sistemi a base di resine epossidiche, adatti a pavimentazioni industriali e a vernici e rivestimenti marini e anticorrosivi, rispecchiando il suo obiettivo di ridurre le emissioni di CO2 grazie ad un approccio di bilanciamento della biomassa basato su materie prime rinnovabili, integrate nei processi produttivi esistenti. “Siamo entusiasti di collaborare con BASF per la fornitura di ammoniaca con impronta di carbonio ridotta da utilizzare nei nostri prodotti con etichetta eCO. Questa partnership evidenzia il nostro impegno a favore dell’ambiente e la nostra capacità di innovare in un mercato in rapida evoluzione”, ha affermato Silvia Torrado, Global Procurement Director for Base Petrochemicals di Evonik.
BASF applica l’approccio del bilancio di
biomassa per poter sostituire le materie prime fossili all’inizio del processo produttivo con biometano certificato, proveniente da rifiuti organici di materie prime relative al prodotto. Il prodotto a biomassa bilanciata è certificato secondo gli standard ISCC PLUS (International Sustainability and Carbon Certification).
Inoltre, per produrre l’ammoniaca l’azienda sta utilizzando energia elettrica da fonti rinnovabili, riducendo ulteriormente la sua PCF. Integrando l’ammoniaca BMBcertTM di BASF nei suoi processi produttivi certificati ISCC PLUS, Evonik dimostra il suo impegno verso un’economia più sostenibile e per il raggiungimento degli ambiziosi obiettivi di riduzione delle emissioni. Di fatto, si propone di
ridurre del 25% entro il 2030 le emissioni relative allo Scope 1 e 2 e quelle relative allo Scope 3 di circa l’11% rispetto ai livelli del 2021, puntando alla neutralità climatica entro il 2050 – obiettivi in linea con l’Accordo di Parigi e validati dalla Science Based Target Initiative.
“Evonik e BASF condividono la stessa vision: siamo convinti che l’industria chimica possa trasformare e sostituire le risorse fossili con materie prime rinnovabili. La fornitura di ammoniaca BMBcertTM è una grande traguardo per entrambi”, ha aggiunto Jens Aßmann, Vicepresidente della Value Chain di BASF.
Per maggiori informazioni: www.evonik.com
Univar Solutions promuove le sue azioni per supportare pratiche sostenibili
Stabilendo obiettivi di riduzione dell’intensità delle emissioni Scope 3 e aderendo a TfS, Univar Solutions persegue pratiche più sostenibili all’interno della propria attività e catena di fornitura.
Univar Solutions LLC è un produttore internazionale di prodotti chimici speciali che ha recentemente annunciato di aver intensificato le attività per supportare pratiche sostenibili lungo tutta la catena di approvvigionamento: l’azienda ha infatti stabilito un obiettivo di riduzione dell’intensità delle emissioni Scope 3 e ha lanciato EcoScope, un programma di collaborazione con i fornitori incentrato sulla riduzione dell’intensità delle emissioni Scope 3.
Le emissioni globali Scope 1 e 2 di Univar Solutions sono diminuite del 19,9% rispetto al 2023 e, ad aprile dello stesso anno, l’azienda è diventata parte di Together for Sustainability (TfS), un’iniziativa congiunta di aziende chimiche incentrata sul progresso e l’allineamento delle pratiche di sostenibilità. Il nuovo obiettivo di Univar Solutions è ridurre l’intensità delle emissioni di Scope 3 del 15% entro il 2030 e azzerare le emissioni nette entro il 2050.
“Sono estremamente orgoglioso dei nostri progressi nel soddisfare gli impegni ambientali e sono anche particolarmente entusiasta di questo prossimo passo nel nostro percorso. Con il nostro nuovo obiettivo di ridurre l’intensità delle emissioni Scope 3 del 15% entro il 2030, ci concentriamo sulla promozione di pratiche sostenibili e cerchiamo di fornire valore ambientale in tutta la nostra attività e nella catena di approvvigionamento globale. La nostra collaborazione con Together for Sustainability svolgerà un ruolo cruciale nel successo dei nostri sforzi di riduzione delle emissioni di gas serra Scope 3”, ha affermato Alexa Colin, consulente generale di Univar Solutions.
Unendo le forze con altri cinquantadue produttori e distributori di ingredienti e prodotti chimici speciali per promuovere collettivamente cambiamenti sostenibili e raggiungere obiettivi ecologici, l’adesione a Together for Sustainability consentirà a Univar Solutions di rafforzare la condivisione dei dati in aree importanti, tra cui una linea guida sull’impronta di carbonio dei prodotti (PCF) del settore chimico. “Abbiamo trovato un eccellente partner per la sostenibilità in questa iniziativa: la loro attenzione esclusiva al settore chimico ci consente di accedere e condividere consigli tra organizzazioni simili e di applicare metodologie coerenti su questioni cruciali, come il PCF. Anche molti dei nostri fornitori sono dei membri. La nostra adesione porterà vantaggi reciproci, promuovendo processi e metodi trasparenti e coerenti, che migliorano collettivamente i nostri risultati di sostenibilità. In definitiva, sappiamo che i nostri clienti che cercano di approvvigionarsi in modo sostenibile trarranno vantaggio dalla nostra adesione”, ha aggiunto Kelly Gilroy, vice-presidentessa della sostenibilità commerciale di Univar Solutions.
“Abbiamo anche ottenuto l’International Sustainability and Carbon Certification (ISCC) PLUS in Europa nel 2023 e siamo in fase di avanzamento per il Nord America. Queste certificazioni sono fondamentali per la nostra strategia di supporto alla transizione dei nostri fornitori e clienti verso pratiche sostenibili e tracciabili: copre infatti catene di fornitura e approvvigionamento per tutti i tipi di biomassa, tra cui quella agricola e forestale, rifiuti e residui biogenici, materiali rinnovabili non biologici e materiali riciclati a base di carbonio. Aumentando le nostre certificazioni di materiali con attributi sostenibili, stiamo aiutando a migliorare la sostenibilità dell’industria chimica”.
Per maggiori informazioni: www.univarsolutions.com
MULTI-CHANNEL
GLOBAL ACCURATE ORIGINAL UP-TO-DATE UNIQUE
AUTHORITATIVE
ANIMA Confindustria: un nuovo ufficio a Bruxelles per rafforzare la presenza dell’industria meccanica italiana in Europa
Manuela Casali
UCIF – Unione Costruttori Impianti di Finitura, Milano, Italia info@ucif.net
Nel 2024, ANIMA Confindustria ha inaugurato un proprio ufficio a Bruxelles, all’interno della sede di Confindustria, con l’obiettivo di rappresentare, promuovere e difendere gli interessi dell’industria meccanica italiana presso le principali istituzioni europee. Questo passo strategico risponde alla necessità di avere una presenza fisica nel cuore dell’Unione Europea, un punto cruciale per lo sviluppo legislativo e per la definizione delle linee strategiche che guideranno l’innovazione e la crescita del tessuto industriale europeo e nazionale. L’ufficio ANIMA a Bruxelles non è solo un presidio istituzionale, ma un vero e proprio punto di osservazione e di coordinamento sui principali dossier europei di interesse per il settore della meccanica varia. In un contesto geopolitico ed economico in continua evoluzione, l’apertura di questa sede permette ad ANIMA di monitorare da vicino le dinamiche legislative e di essere al centro dei processi decisionali che influenzeranno il futuro dell’industria.
La missione dell’ufficio è anche quella di fungere da ponte tra le imprese italiane e le istituzioni europee, creando un dialogo diretto e costante
con i principali attori coinvolti nella definizione delle politiche industriali e normative. ANIMA Bruxelles si propone, quindi, di stimolare una maggiore collaborazione e di rafforzare la voce del comparto meccanico italiano all’interno delle dinamiche europee.
L’ufficio ANIMA Bruxelles diventa così uno strumento fondamentale per garantire una rappresentanza attiva e propositiva dell’industria meccanica italiana in Europa, accompagnandola nelle sfide del futuro con una presenza costante e un impegno concreto.
Attraverso la rappresentanza a Bruxelles, UCIF - Unione Costruttori Impianti di Finitura e le aziende che la compongono potranno trarre beneficio dall’essere presenti sul campo, grazie ad una figura dedicata che potrà fare da sentinella sulle dinamiche politiche, sulle sfide e sulle opportunità offerte dall’insediamento delle nuove cariche politiche presso il Parlamento europeo.
Si tratta di un’occasione unica per le imprese italiane di essere protagoniste nel processo di definizione delle future politiche industriali europee e di rafforzare il proprio ruolo nel contesto internazionale.
Join thousands of professionals from across the A&D sector & be inspired by 180 exhibitors at SDS25.
Secure your free pass to attend
Il viola: un colore ricco di simbolismi e storia
Considerato uno dei colori più rari in natura, il viola è sempre stato sinonimo di unicità. La sua dualità – nata dalla fusione tra il blu, simbolo di calma, e il rosso, simbolo di passione – gli conferisce un potere evocativo unico. Che si tratti di rappresentare fortuna e prosperità in oriente o potere e magia nera nella tradizione occidentale, il viola rimane un colore intriso di storia e di mistero, capace di ispirare e affascinare ancora oggi.
Il viola è un colore che ha attraversato i secoli, evocando emozioni complesse e veicolando significati profondi. Dalle delicate tonalità del lilla alle intense sfumature del porpora, il viola si manifesta in numerosi ambiti, dall’arte alla moda, diventando simbolo di spiritualità, mistero e nobiltà. Questo colore, raramente scelto dai bambini nei loro disegni, cela una storia ricca di complessità e ambiguità, che spesso riusciamo a comprendere appieno solo in età adulta. Simbolo di lusso e regalità in molte culture, il viola ha anche assunto connotazioni più cupe, venendo associato alla sfortuna, alla morte e al lutto. La sua rarità in natura lo rende un colore esclusivo, intriso di un’aura di preziosità. Nato dalla fusione tra la calma rasserenante del blu e la forza vibrante del rosso, il viola è capace di richiamare sensazioni diverse a seconda delle sue sfumature: dalla spiritualità e la meditazione, fino a un senso di magia e trasformazione.
Oltre al suo significato simbolico, il viola ha avuto un ruolo importante anche nella storia dei pigmenti. Anticamente, ottenere questa tinta richiedeva processi complessi e costosi, come l’estrazione della porpora dagli organismi marini, il che contribuiva a consolidarne l’associazione con le classi sociali elevate. Ancora oggi, la sua complessità cromatica lo rende un colore affascinante, capace di stimolare l’immaginazione e di affermarsi come una scelta distintiva in ogni contesto.
L’origine della parola “viola”
Il termine “viola”, così come nelle lingue straniere (inglese “purple”, francese “violet”, spagnolo “morado”), proviene dal latino “viola”, nome di un fiore che cresce spontaneo nei climi temperati. La sua etimologia, che risale alla radice indoeuropea “wi-” (che significa “piegare” o “girare”), richiama l’idea di transizione tra il rosso e il blu, simbolo della sua natura elusiva e misteriosa.
Il viola nella storia: da simbolo esclusivo a colore popolare
La storia del viola è tanto affascinante quanto ricca di significati e trasformazioni. Questo colore, associato a regalità, spiritualità e mistero, ha attraversato millenni, legandosi a culture, religioni e movimenti artistici.
Ilaria Paolomelo ipcm®
La sua storia affonda le radici nell’antichità, quando la porpora di Tiro, una tinta ricavata da migliaia di molluschi, rappresentava il massimo simbolo di lusso, potere e regalità. Occorrevano circa 12.000 molluschi per ottenere appena 1,5 grammi di tintura, rendendo il colore viola esclusivo delle élite. Imperatori romani come Eliogabalo ne fecero un emblema del loro potere, mentre il fondatore dell’Impero Persiano, Ciro il Grande, adottò il viola come simbolo personale nel VI secolo a.C.. Nel cristianesimo, il viola acquisì connotazioni profonde.
Papa Innocenzo III lo designò, intorno al 1200, come simbolo di penitenza, e divenne il colore ufficiale del clero durante i periodi liturgici dell’Avvento e della Quaresima. I vescovi cattolici e anglicani continuano a indossare
il viola nei loro paramenti liturgici. Anche nell’età moderna il viola ha continuato ad avere un ruolo importante in tal senso, venendo indossato da studiosi e professori universitari per comunicare autorità e saggezza. Per secoli, la produzione del viola rimase complessa e costosa, fino a una svolta nel 1856: William Henry Perkin, un giovane chimico britannico, tentò di sintetizzare il chinino, ma scoprì accidentalmente un colorante viola intenso, che chiamò mauveine. Questo evento segnò la nascita del primo colorante sintetico e rivoluzionò il mondo della chimica. Perkin industrializzò il processo, rendendo il viola accessibile a tutti, trasformando tale colore da simbolo esclusivo di lusso a un colore di massa.
Il ruolo del viola nell’arte e nella comunicazione di impresa
Il viola ha sempre affascinato gli artisti, grazie alla sua capacità di evocare emozioni complesse. Nelle arti visive, il viola scuro è spesso legato all’eleganza e al lusso, mentre il lilla e il lavanda sono associati a tranquillità e calma.
Nel XIX secolo, l’introduzione del viola di cobalto arricchì la tavolozza dei pittori, aprendo nuove possibilità espressive: questo pigmento, inizialmente tossico, fu successivamente migliorato, diventando un elemento chiave per artisti come Paul Signac, il maestro del puntinismo, che utilizzava i toni del viola per creare armonie cromatiche nei suoi paesaggi.
Per produrre 1,5 grammi di porpora di Tiro occorrevano circa 12.000 molluschi.
Da sinistra a destra:
Nymphéas bleus 1916-1919. Claude Monet.
Il viola è uno dei protagonisti anche dei celebri cieli stellati di Van Gogh.
Il provider di servizi Yahoo! lo usa per trasmettere forza e mistero.
ll brand svizzero di cioccolato Milka, dal 1901 utilizza il colore viola per trasmettere ai consumatori dolcezza e qualità.
Claude Monet, padre dell’impressionismo, utilizzò il viola per conferire profondità e mistero alle sue iconiche ninfee - la serie Les Nymphéas, esposta in importanti mostre a Parigi e New York, ne è una testimonianza. Il viola si ritrova anche nei capolavori di Vincent van Gogh, tra cui le sue celebri iris o i cieli stellati, dove lo combinava con il giallo complementare per creare contrasti emozionanti e vibranti.
Noto per la sua capacità di attrarre l’attenzione e trasmettere emozioni profonde, questo colore è stato utilizzato non solo nel mondo dell’arte ma anche in quello del design per comunicare sofisticazione e originalità. Non sorprende, quindi, che molti marchi di successo abbiano scelto il viola come elemento distintivo delle loro visual identity, sfruttandone il potere evocativo per creare un forte legame con il pubblico. Nella comunicazione di impresa, il viola è protagonista di numerosi marchi. Il provider di servizi Yahoo! lo usa per trasmettere forza e mistero; il brand svizzero di cioccolato Milka, dal 1901 utilizza il colore viola per trasmettere ai consumatori dolcezza e qualità; mentre la società di trasporti FedEx vanta un logo che combina il viola con l’arancione per enfatizzare innovazione e professionalità, mentre la sua iconica freccia bianca rappresenta un vero e proprio capolavoro di graphic design. Anche Taco Bell si distingue nel settore fast food con il viola, evocando comfort e originalità, così come i LA Lakers, che lo affiancano al giallo come simbolo di coraggio. Infine la compagnia aerea Wizz Air punta su questo colore per comunicare lusso accessibile anche sui voli low-cost.
Il viola nella moda
Il viola, con la sua dualità tra raffinatezza ed eccentricità, è da sempre una scelta distintiva nel mondo della moda. Sin dall’epoca vittoriana, quando i coloranti sintetici come il “mauve” permisero una diffusione più ampia di questo colore, il viola si è imposto come simbolo di lusso e status sociale. Stilisti di fama internazionale, come
Valentino, Versace e Alexander McQueen, hanno utilizzato il viola in collezioni iconiche per evocare eleganza e un’aura di mistero. Mentre sfumature profonde come il porpora e il melanzana esprimono regalità e opulenza, toni più chiari come il lavanda o il lilla comunicano romanticismo e delicatezza. Al tempo stesso, il viola è stato associato a un’estetica di ribellione e anticonformismo: negli anni ‘70, era un elemento centrale dello stile glam rock, adottato da artisti come David Bowie e gruppi come i Queen.
Negli anni più recenti, è diventato un colore emblematico per sfilate che vogliono rompere le convenzioni e sorprendere, portando con sé una sensazione di avanguardia e innovazione. Il viola, dunque, si pone come una scelta versatile per i designer, capace di comunicare lusso sofisticato o ribellione creativa a seconda del contesto, mantenendo sempre un forte impatto visivo. Questo colore continua a essere protagonista di passerelle e red carpet, rappresentando uno stile che unisce tradizione e modernità.
Viola nella cultura popolare
Oltre alle arti visive, il viola ha influenzato profondamente la cultura popolare, assumendo significati diversi a seconda del contesto. Nella musica, è divenuto un emblema di sensualità, ribellione e sperimentazione grazie a icone come Prince, il cui Purple Rain non è solo un manifesto di stile ma anche un simbolo di introspezione e passione, e Jimi Hendrix, che con Purple Haze ha trasformato il colore in un simbolo psichedelico e visionario della controcultura degli anni ’60. Nel cinema e nella letteratura, il viola è associato al mistero, alla magia
e a una certa introspezione emotiva. Nei paesaggi onirici di Alice nel
Paese delle Meraviglie, il viola incarna il surreale e il fantastico, mentre in ambientazioni futuristiche di opere di fantascienza, come Blade Runner o Dune, rappresenta tecnologia avanzata, alienazione e una bellezza enigmatica. Il viola compare frequentemente anche nei film fantasy, come la saga di Harry Potter, dove è spesso legato a pozioni magiche, incantesimi e ambienti legati all’ignoto.
Il viola è un colore che ha trovato spazio anche nell’animazione: pensiamo a personaggi iconici come Malefica de "La Bella Addormentata", il cui viola sottolinea potere, oscurità e mistero, o al Gatto del Cheshire, il cui sorriso enigmatico e le tinte viola accentuano la sua natura imprevedibile e magica.
Infine, nel mondo dei videogiochi, il viola è spesso utilizzato per rappresentare poteri magici, energia cosmica o personaggi particolarmente carismatici, come Mewtwo in Pokémon o Thanos nell’universo Marvel, che unisce forza sovrumana e una complessità psicologica. Questo colore, dunque, si conferma un elemento trasversale, capace di rappresentare sensualità, ribellione, mistero e immaginazione in tutte le forme di cultura popolare.
Il viola nella cultura occidentale e orientale
In Europa e nella cultura occidentale, il viola ha avuto significati contrastanti, sia positivi che negativi. Per secoli, è stato associato alla regalità e alla nobiltà, simbolo di ricchezza e prestigio, soprattutto durante il Medioevo, quando i pigmenti viola erano costosi e difficili da ottenere. Tuttavia, il viola ha anche avuto connotazioni più oscure. In alcune
tradizioni, il suo utilizzo in particolari occasioni, come nei periodi di lutto, era visto come portatore di sfortuna. Inoltre, nella cultura popolare, il viola veniva talvolta associato al diavolo e alla magia nera, alimentando la sua connessione con l’ignoto e il misterioso. Nella simbologia cristiana, il viola veniva indossato dai sacerdoti durante la Quaresima e l’Avvento, in un contesto di penitenza e meditazione spirituale. In alcune culture occidentali, inoltre, il viola è uno dei colori evitati durante i matrimoni, insieme al bianco e al nero, perché considerato simbolo di tristezza o infedeltà. Nella moda e nella televisione, il viola è stato talvolta percepito come un colore che portava sfortuna, sebbene oggi venga usato con eleganza e originalità.
In Cina, il viola ha avuto una percezione particolare. Durante la dinastia Han, il viola non era un colore di uso comune e veniva considerato relativamente raro. Tuttavia, nelle ceramiche e nei dipinti dell’epoca, il viola compariva come simbolo di un’arte in evoluzione e di un particolare senso estetico. La sua rarità e bellezza lo rendevano affascinante, ma non godeva della stessa diffusione dei colori tradizionali come il rosso o il giallo, che avevano connotazioni più forti di prosperità e fortuna. Il viola in Cina, pur essendo apprezzato, non era visto con lo stesso grado di venerazione di altri colori, ma piuttosto come una sfumatura che indicava un certo distacco dalle tradizioni consolidate.
In Giappone, durante il periodo Heian (794-1185), il viola acquisì un significato di grande raffinatezza e status sociale. Il pigmento “murasaki”, estratto dalla pianta di Alkanet, era usato per tingere tessuti e dipingere e divenne un simbolo della nobiltà giapponese. La sua associazione con l’alta classe sociale lo rese uno dei colori preferiti nelle corti imperiali, e anche nei classici della letteratura giapponese, come nel Genji Monogatari, il viola simboleggiava eleganza e prestigio.
In Thailandia, tuttavia, il viola ha un significato molto diverso. È un colore strettamente legato al lutto, usato dalle vedove e dalle persone in segno di rispetto verso i defunti. Il viola in Thailandia, infatti, rappresenta il dolore e il ricordo, e viene scelto durante i periodi di lutto come simbolo di tristezza e rispetto per la morte. In questo contesto, il colore assume un significato di riflessione e commemorazione, lontano dalla sua associazione con la regalità o il lusso, tipica di altre culture.
La società di trasporti FedEx vanta un logo che combina il viola con l’arancione per enfatizzare innovazione e professionalità, mentre la sua iconica freccia bianca rappresenta un vero e proprio capolavoro di graphic design.
Malefica, l’antagonista de "La Bella Addormentata", è rappresentata con il colore viola per sottolineare potere, oscurità e mistero.
In Giappone, dal fiore della pianta Alkanet (Alkanna tinctoria), veniva estratto il pigmento "murasaki” usato per tingere tessuti e dipingere.
Global Industrie sarà il luogo d’incontro per l’intero ecosistema industriale
La nuova edizione di Global Industrie si svolgerà dall’11 al 14 marzo 2025 presso l’Eurexpo di Lione (Francia).
Riunendo coloro che compongono l’industria di oggi e del domani, Global Industrie è l’indicatore annuale dei risultati, dei progressi, della visione e delle prospettive future del settore. Attraverso momenti salienti specifici, questo incontro è un territorio di espressione, in cui tutti possono presentare le proprie innovazioni, scambiare idee, sfidarsi a vicenda e trarre ispirazione dalle tendenze industriali e dagli eventi attuali.
La rinnovata presidenza di Nicolas Dufourcq, AD di Bpifrance, conferma anche lo status ufficiale di Global Industrie come espressione dell’industria francese. Insieme, riuniscono tutti coloro che sono coinvolti nella spinta per riabilitare e rinnovare l’industria.
Dall’11 al 14 marzo 2025, presso l’Eurexpo di Lione (Francia), Global Industrie sarà la voce del settore e la vetrina delle soluzioni per tutta l’industria. Si prevede la partecipazione di 50.000 professionisti.
Mettere le persone al centro dell’industria
In quanto forza trainante dell’innovazione e della crescita, il fattore umano sarà il tema principale dell’edizione 2025. Che rappresenterà un’opportunità per riportare in primo piano le persone che sono all’origine della trasformazione industriale, digitale, ambientale e sociale, nonché gli inventori delle professioni del futuro.
Per illustrare questo tema, Global Industrie accoglierà personalità ispiratrici come i migliori business leader, evidenziando le iniziative intraprese da uomini e donne nelle regioni e nelle fabbriche, offrendo spazi di condivisione con le giovani generazioni e consolidando l’industria di domani. Si prevede che nel 2025 prenderanno parte oltre 800 relatori.
Sul palco principale saranno dibattute le questioni, le problematiche, le competenze e le innovazioni che plasmeranno l’industria di oggi e di domani.
La piattaforma Global Industrie TV metterà in mostra le competenze, i talenti e l’unicità di tutti i produttori presenti;
Lo spazio GI Avenir contribuirà a sensibilizzare i futuri attori del settore, facendo loro conoscere il tessuto industriale, i settori e le professioni.
Con oltre 6.000 giovani e persone in cerca di lavoro presenti nel 2024, Global Industrie confermerà ancora una volta il suo ruolo di piattaforma fondamentale per promuovere l’attrattività delle professioni industriali.
Un’immersione esperienziale nell’industria francese
Global Industrie è l’unico evento in Francia che riunisce l’intero settore industriale, il suo ecosistema, la sua catena del valore e i mercati degli utenti finali.
Vetrina delle competenze ed espressione del talento, il salone presenta le innovazioni di 2.500 espositori raggruppati in 14 aree per offrire ai visitatori soluzioni concrete e rispondere alle sfide del rinascimento industriale – siano esse economiche, ecologiche o legate alla sovranità. Global Industrie è quindi un ingranaggio importante e un punto di ancoraggio per questa dinamica, offrendo un’opportunità unica per monitorare le tendenze e i segnali emergenti in un’unica sede, al fine di anticipare meglio le trasformazioni dell’industria. Nel 2025, i visitatori scopriranno, tra le altre cose:
Area 5G/IA/cybersicurezza
Oggi, i dati sono al centro della strategia industriale, consentendo di gestire, ottimizzare e rendere l’industria ancora più competitiva e resiliente. Per la prima volta, un’area riunirà i tre attori principali: 5G, che fornisce una maggiore connettività per facilitare la trasmissione e la condivisione dei dati; AI, che consente di analizzare i dati e di utilizzarli al meglio; e cybersicurezza, che protegge tutte queste informazioni. Quest’area aiuterà ad acculturare le aziende a questa trasformazione digitale, aumentando la loro consapevolezza dei nuovi utilizzi del 5G privato, delle nuove tecnologie e delle leggi legate alla cybersicurezza all’intelligenza artificiale.
Area movimentazione, stoccaggio, logistica e sollevamento
Il quartetto composto da movimentazione, stoccaggio, logistica e sollevamento è uno strumento essenziale per la reindustrializzazione. Ottimizzando queste aree chiave, si generano significativi guadagni nella gestione automatizzata dell’inventario, nella produzione automatizzata, nella preparazione degli ordini, nelle molteplici applicazioni robotizzate e in tutte le attrezzature e gli strumenti necessari per queste funzioni. Per la prima volta, Global Industrie presenterà una sezione specifica dedicata alle soluzioni di miglioramento della supply chain che aiutano a ridurre i costi e ad aumentare la produttività, ad anticipare le fluttuazioni del mercato e a migliorare la catena del valore. Area sicurezza e benessere sul lavoro
Questioni cruciali per qualsiasi azienda industriale moderna, la sicurezza e il benessere sul lavoro proteggono la salute mentale e fisica dei dipendenti e migliorano la produttività e la reputazione dell’azienda. Questa nuova area riunirà le aziende che lavorano per migliorare le condizioni di lavoro attraverso soluzioni e consigli che rafforzano la cultura della sicurezza dell’azienda. Saranno affrontati temi come stress, ergonomia, formazione, standard e tecnologie per combattere i disturbi muscoloscheletrici (DMS).
Oltre a queste prime novità, le altre quattordici aree della fiera copriranno tutti i processi di costruzione, fabbricazione e produzione industriale.
Per maggiori informazioni: https://global-industrie.com
ALUMINIUM 2024: ottimismo e fiducia nel settore internazionale dell’alluminio
Grandi sfide attuali, ma prospettive ancora più promettenti per il futuro: l’alluminio continua a essere un elemento chiave in diversi settori industriali. Il sentimento positivo nell’industria internazionale dell’alluminio è emerso chiaramente nell’edizione 2024 di ALUMINIUM Düsseldorf.
Con 20.904 visitatori provenienti da 99 Paesi (rispetto ai 18.600 del 2022) e 819 espositori e partner da 50 nazioni, ALUMINIUM ha riunito, dall’8 al 10 ottobre 2024, i principali attori del settore lungo l’intera catena del valore, dai fornitori di materie prime ai produttori, trasformatori e esperti di riciclaggio. “Ottimismo e fiducia hanno prevalso a ALUMINIUM 2024, nonostante le difficoltà dei vari mercati. L’alluminio resta un elemento chiave per il futuro di molte industrie globali, soprattutto nel contesto della decarbonizzazione. Come evento internazionale di riferimento, non siamo solo una piattaforma, ma un motore di innovazione e progresso,” ha dichiarato Michael Köhler, Amministratore Delegato di RX Deutschland GmbH, organizzatore dell’evento.
Nonostante le preoccupazioni riguardo l’approvvigionamento energetico, le catene di fornitura e la concorrenza globale, ALUMINIUM 2024 ha dimostrato che il settore si trova in una posizione solida. “Nonostante le sfide attuali, restiamo ottimisti. Se si creano le giuste condizioni, l’industria dell’alluminio in Germania e in Europa ha un futuro luminoso. Le condizioni concorrenziali e la sicurezza della pianificazione, in particolare per quanto riguarda l’approvvigionamento energetico, sono fondamentali. È urgente un accordo industriale europeo per garantire la competitività delle imprese europee,” ha affermato Rob van Gils, Presidente dell’associazione Aluminium Deutschland.
Paul Voss, Direttore Generale dell’Associazione Europea dell’Alluminio, ha sottolineato come la politica industriale dell’UE rappresenti uno strumento fondamentale per promuovere innovazione e decarbonizzazione: “La buona notizia è che il quadro politico sta già cambiando. L’industria dell’alluminio ha le soluzioni necessarie per guidare attivamente questa transizione,” ha dichiarato Voss durante la conferenza stampa di ALUMINIUM.
L’alluminio come pilastro della trasformazione industriale
Il governo tedesco ha riconosciuto l’importanza cruciale dell’industria dell’alluminio e del materiale stesso. “L’industria dell’alluminio rappresenta un elemento fondamentale per il futuro della Germania e dell’Europa. L’alluminio è perfetto per la trasformazione industriale, la costruzione leggera, la competitività e la decarbonizzazione. Stiamo lavorando con impegno per rafforzare ulteriormente la nostra posizione, in particolare
per quanto riguarda i costi energetici, la riduzione degli oneri burocratici e il rafforzamento della concorrenza leale,” ha affermato il Dott. Robert Habeck, Ministro Federale per gli Affari Economici e l’Azione per il Clima, nel suo videomessaggio di apertura dell’evento.
Opportunità di crescita globale
Gli espositori hanno confermato l’ottimismo del settore: “L’atmosfera è straordinaria, l’energia è tangibile. È essenziale che il settore si unisca per celebrare questo materiale straordinario,” ha dichiarato Antti Laakkonen di Constellium.
Anche se potrebbe essere necessario del tempo prima che questa carica positiva si diffonda tra tutti i mercati e settori, le prospettive future restano favorevoli. “I mercati stanno rallentando leggermente a causa
MEETING THE INDUSTRY
della crisi globale e delle recessioni in alcune aree, ma la crescita è inevitabile nei prossimi anni, anche se probabilmente sarà più contenuta e più lenta di quanto previsto in precedenza,” ha spiegato Michael Schaefer del gruppo SMS.
Questa tendenza riguarda anche il settore automotive, un mercato cruciale che al momento non sta rispondendo pienamente alle aspettative degli anni passati. “L’industria automotive sta affrontando diverse sfide, soprattutto riguardo la mobilità elettrica. I consumatori sono ancora indecisi, non sanno se acquistare o meno un veicolo elettrico.
Tuttavia, la mobilità elettrica è in arrivo, e questo è certo. L’unica incognita è quando. Ha già guadagnato importanza e continuerà a crescere, sebbene con un leggero ritardo rispetto alle previsioni di qualche anno fa. Ma arriverà e rappresenta un enorme potenziale di crescita per l’alluminio,” ha affermato Pascal Wagner di Speira. Al di là dell’automotive, le aspettative di ripresa per altri settori rimangono elevate. “Sono certo che i mercati dei veicoli e dell’edilizia torneranno a crescere,” ha dichiarato con ottimismo Michael Zint del gruppo apt.
La sostenibilità guida la domanda
La domanda di alluminio è alimentata dagli sforzi per la sostenibilità che coinvolgono quasi tutti i settori industriali internazionali. “Stiamo
assistendo a una sostituzione significativa di rame e acciaio con l’alluminio. Le prospettive a lungo termine sono molto promettenti, poiché l’alluminio gioca un ruolo fondamentale nella trasformazione verde e sostenibile,” ha dichiarato Marijn Rietveld di Norsk Hydro.
Un fattore determinante in questo processo è la riciclabilità dell’alluminio, che trae enormi vantaggi dal suo potenziale circolare. “Più l’industria si orienta verso la circolarità, maggiore sarà il progresso. Inoltre, l’Europa è in prima linea nel rafforzare l’economia circolare. Ritengo che questo sia uno sviluppo cruciale per l’industria dell’alluminio nel suo insieme,” ha aggiunto Derin Akersoy di Assan Alüminyum.
Le catene di approvvigionamento continuano a essere un tema centrale nel contesto della globalizzazione: “Osservo una crescita a livello globale, sostenuta da due principali driver macroeconomici, di cui il primo è la sostenibilità. Inoltre, si sta consolidando una tendenza chiara: è fondamentale fornire a livello globale, ma attraverso catene di approvvigionamento locali e regionali,” ha osservato Frederik Spens di Gränges.
ALUMINIUM come catalizzatore per il progresso aziendale e sociale
ALUMINIUM 2024 non è stata solo una piattaforma di scambio professionale, ma anche un’opportunità di networking e business. “La fiera ci ha permesso di incontrare clienti, fornitori e partner commerciali. Stamattina abbiamo firmato un contratto ambizioso con il nostro partner: ALUMINIUM è il luogo ideale per farlo,” ha dichiarato Alexandre Gellert di Novelis, al termine di una giornata di successo.
L’evento ha avuto un impatto anche oltre il business, fornendo spunti rilevanti per lo sviluppo economico e sociale del settore. Temi come la carenza di lavoratori qualificati e il reclutamento di giovani talenti sono stati al centro del dibattito per attrarre la nuova generazione nell’industria dell’alluminio. Inoltre, la prima edizione di “Women With Metal – the ALUMINIUM Awards” ha dato un forte segnale per una maggiore visibilità e riconoscimento delle donne, contribuendo a promuovere la diversità all’interno del settore.
“Quest’anno l’evento ha dimostrato quanto l’industria dell’alluminio sia cruciale per affrontare le sfide globali. Lo scambio di idee durante ALUMINIUM 2024 era fondamentale. L’industria ha molto di cui discutere e continueremo a supportare questo dialogo, con il prossimo incontro previsto per il 2026,” ha concluso Michael Köhler.
Per maggiori informazioni: www.aluminium-exhibition.com/en-gb.html#/
Istantanee da ALUMINIUM 2024
La coscienza creativa sarà il tema di Surface Design Show 2025
Surface Design Show è l’evento preferito da architetti e designer. La mostra si svolge annualmente e l’anno prossimo si terrà dal 4 al 6 febbraio 2025 presso il Business Design Centre di Londra.
Surface Design Show svela il tema del 2025: Creative Conscience (coscienza creativa). In programma dal 4 al 6 febbraio al Business Design Centre di Londra, l’evento metterà in risalto il futuro dei materiali per l’ambiente costruito, concentrandosi su sostenibilità, progresso tecnologico ed esperienza umana.
La coscienza creativa incarna una spinta e un impegno verso un design sostenibile, etico e innovativo. Questo atteggiamento lungimirante esplora la fusione armoniosa di colore, sostenibilità e ingegnosità nel design delle superfici per l’architettura e gli interni. Sfruttando la creatività e incoraggiando connessioni significative con il mondo che ci circonda, i designer possono offrire soluzioni più sofisticate, adattabili e incentrate sull’utente. La coscienza creativa non solo migliora la funzionalità e l’estetica, ma promuove anche una connessione più profonda con una vita sostenibile.
“L’intersezione tra tendenze di design, progressi tecnologici e sostenibilità sarà celebrata nella nostra edizione 2025. Il tema si concentra sul futuro dei materiali per l’ambiente costruito guidato dagli sviluppi della tecnologia, da una maggiore attenzione alla sostenibilità e da una più profonda comprensione delle esigenze umane”, ha affermato Nickie West, direttore del Surface Design Show.
Il Surface Spotlight Live (SSL) presenterà materiali innovativi che i visitatori potranno toccare e sentire, offrendo un’esperienza veramente ‘pratica’ per architetti e designer. Curato dall’esperta di tendenze Sally Angharad, SSL includerà una selezione di superfici, finiture e materiali che celebrano il potere del pensiero creativo, dimostrando come l’innovazione etica stia fornendo soluzioni di design positive. Nel corso dell’evento, il tema sarà presente sul palco principale come parte del programma di conferenze. Con oltre 50 oratori che faranno la loro apparizione, le diverse sessioni, tra cui l’Opening Night Debate, si concentreranno sul tema della coscienza creativa, offrendo spunti sul futuro dei materiali nell’ambiente costruito.
Per maggiori informazioni: www.surfacedesignshow.com
Deburring, surface nishing and industrial parts cleaning becomes
www.parts- nishing.com
+ AGTOS Gesellscha für technische Ober ächensysteme mbH + BOUS RENZMANN Cleantech GmbH + C. Hilzinger-Thum GmbH & Co. KG + plasotec GmbH + Karl Roll GmbH & Co. KG + MAFRA MAILE GMBH + OTEC Präzisions nish GmbH + PERO AG P. Erbel Maschinen- und
Apparatebau + Rösler Ober ächentechnik GmbH ... When do you register?
November 12-13, 2025 · Messe Karlsruhe
Kyzen ha presentato una linea completa di prodotti chimici per il lavaggio dei metalli a Fabtech Orlando
Kyzen ha presentato i suoi prodotti chimici innovativi e sostenibili per la pulizia e il lavaggio dei metalli – come detergenti a base acqua e solventi sgrassanti sotto vuoto – all'ultima edizione di Fabtech, la fiera internazionale dedicata alla formatura, lavorazione, saldatura e finitura dei metalli che si è svolta dal 15 al 17 ottobre 2024 presso l’Orange County Convention Centre di Orlando (Florida, Stati Uniti d’America).
Fondata nel 1990, l’azienda è un produttore e distributore globale di prodotti chimici per il lavaggio di precisione ecosostenibili e conformi alla direttiva RoHS, impiegati in numerosi settori industriali, dall’elettronica al packaging avanzato, fino alla finitura dei metalli e alle applicazioni aerospaziali.
Durante l’evento, Kyzen ha presentato le sue tecnologie di lavaggio e pulizia e fornito assistenza tecnica ai clienti, offrendo spunti e soluzioni per diverse sfide, come il lavaggio e la protezione dei componenti dalla corrosione con un’unica sostanza chimica, il miglioramento dei processi di rigenerazione e sgrassaggio sottovuoto o la sostituzione di solventi che potrebbero presto essere completamente vietati, alla luce
delle recenti restrizioni dell’EPA e dell’attuale riduzione graduale della produzione di materiali contenenti PFAS e HFC.
I suoi prodotti pluripremiati sono infatti progettati per rimuovere efficacemente una varietà di oli, refrigeranti, fuliggine, trucioli e ossidi da molti substrati in applicazioni di pulizia di precisione dei metalli. Durante Fabtech, i visitatori hanno potuto scoprire le sostanze chimiche per il lavaggio e la lucidatura dell’ottone, la protezione dell’alluminio e la rimozione dei contaminanti dall’acciaio trafilato.
Per maggiori informazioni: www.kyzen.com
Lavaggio industriale su misura: la filosofia di Fismet Service
Da anni Fismet Service è un punto di riferimento nel settore del lavaggio industriale, proponendosi come partner sia per la progettazione di impianti sia come fornitore di servizi conto terzi. Al centro di questa azienda ci sono innovazione e sostenibilità, con un approccio unico al lavaggio industriale, come ci racconta Sabino di Pierro, fondatore e titolare di Fismet Service.
L’importanza della pulizia dei componenti industriali non può essere sottovalutata, poiché rappresenta un elemento chiave per il successo di qualsiasi ciclo produttivo. Un processo di lavaggio efficace influisce direttamente sulla qualità dei prodotti finali, specialmente durante fasi critiche come l’applicazione di prodotti vernicianti, trattamenti PVD o sputtering. Ogni componente presenta contaminanti specifici che richiedono un approccio personalizzato per garantire risultati ottimali. Un ciclo di lavaggio studiato ad hoc è essenziale non solo per rimuovere i residui in modo efficace, ma anche per assicurare standard qualitativi superiori, riducendo al minimo il rischio di difetti e ottimizzando l’intero processo produttivo.
Per approfondire queste tematiche, abbiamo intervistato
Sabino di Pierro, fondatore e titolare di Fismet Service Srl di Cornaredo (MI), che condividerà la sua visione sull’importanza della personalizzazione nel lavaggio industriale e i progetti innovativi dell’azienda.
ipcm®: Fismet è nota per la sua filosofia unica, quasi “medica”, che prevede un trattamento specifico per ogni componente. Può spiegarci da dove nasce questa visione e come la applicate?
Sabino di Pierro: “La nostra filosofia nasce dalla consapevolezza che ogni componente ha caratteristiche uniche, così come ogni contaminante richiede un trattamento specifico. In Fismet, abbiamo sempre affrontato ogni progetto di lavaggio come se fosse un ‘caso clinico’ e l’oggetto contaminato, una sorta di ‘paziente’. Per noi, ogni componente, ogni superficie e ogni contaminante richiedono un intervento su misura. È come se ciascun oggetto avesse una sua ‘patologia’ da trattare con la massima cura e precisione. Questo approccio si traduce nella volontà di offrire un servizio altamente personalizzato: non utilizziamo mai processi standardizzati, perché riteniamo che, per ottenere un risultato impeccabile, sia indispensabile un’analisi attenta del singolo caso. Dopo aver identificato il tipo di superficie e il contaminante, progettiamo un ciclo di lavaggio ad hoc. In più, eseguiamo rigorose analisi e controlli al termine del processo per validarne l’efficacia e garantire che siano rispettati
Da anni Fismet Service è un punto di riferimento nel settore del lavaggio industriale, proponendosi come partner sia per la progettazione di impianti sia come fornitore di servizi conto terzi.
i parametri di qualità richiesti. Questo ci permette non solo di raggiungere un livello qualitativo molto elevato ma anche di ridurre al minimo gli scarti e l’impatto ambientale.”
ipcm®: La divisione di lavaggio conto terzi è uno dei vostri servizi più richiesti. Quali vantaggi porta alle aziende e perché è così innovativo?
Sabino di Pierro: “Questa divisione è nata dall’esigenza dei clienti di delegare il processo di lavaggio senza preoccuparsi di gestione impianti, manutenzione o smaltimenti. Offriamo loro un parco macchine avanzato e un servizio chiavi in mano, completo di camera bianca e laboratori per i test, dove i cicli di lavaggio sono personalizzati e monitorati attentamente. Così facendo, il cliente riceve un servizio costante e di qualità a costi fissi, con tempi di consegna garantiti e senza imprevisti. Il nostro obiettivo è di sollevare le aziende da ogni problematica, fornendo una qualità di pulizia superiore e sicura.”
ipcm®: L’attenzione alla sostenibilità è un valore fondamentale per Fismet. Come viene messo in pratica nel vostro lavoro quotidiano?
Sabino di Pierro: “La sostenibilità non è solo una scelta per Fismet, è un dovere che abbracciamo con convinzione. Da anni ci impegniamo per ridurre il consumo di risorse e migliorare l’efficienza dei nostri processi, utilizzando tecnologie che rispettano l’ambiente e la salute dei nostri operatori. In linea con l’economia circolare, che sta finalmente prendendo piede anche nel settore industriale, il nostro obiettivo è quello di trasformare quello che prima veniva considerato ‘rifiuto’ in una risorsa utile. Per esempio, abbiamo sviluppato soluzioni per lavare non solo i prodotti industriali, ma anche strumenti e accessori di produzione, come stampi e contenitori, che spesso finiscono per essere considerati scarti una volta sporchi. Recuperando e riutilizzando questi strumenti, allunghiamo il ciclo di vita
Panoramica dello stabilimento di Fismet, situato a Cornaredo (MI).
Un impianto di lavaggio prodotto da Fismet.
Uno degli obiettivi di Fismet è quello di ridurre al minimo gli scarti derivanti dal processo di lavaggio e il conseguente impatto ambientale, creando nuovi prodotti.
degli oggetti e riduciamo i rifiuti da smaltire. Un approccio che consente sia di ridurre i costi per i nostri clienti sia al tempo stesso di utilizzare meno acqua e meno prodotti chimici, rendendo il nostro processo di lavaggio più sostenibile. E non ci fermiamo qui: il nostro team di ricerca lavora costantemente per trovare nuovi modi di ridurre al minimo l’impatto ambientale e ottimizzare l’efficienza. Insomma, ogni decisione che prendiamo in Fismet mira a ridurre gli sprechi, minimizzare i consumi e abbassare l’impatto inquinante dei processi industriali.”
ipcm®: Il vostro ultimo progetto riguarda la verifica dei processi sia su macchine datate sia su impianti nuovi. Come nasce questa iniziativa, da voi denominata come “prevenzione”, e quali benefici offre alle aziende?
Sabino di Pierro: “Attraverso questo check-up, offriamo alle aziende la possibilità di acquisire maggiori elementi per ottimizzare la scelta dei processi, garantendo non solo il rispetto degli standard qualitativi richiesti dai vari capitolati, ma anche la conformità alle normative di sicurezza, riducendo l’inquinamento e minimizzando la produzione e lo smaltimento dei rifiuti. È un servizio che risponde all’esigenza di un’industria più sostenibile e che contribuisce a limitare gli sprechi di risorse.
ipcm®: Come vede il futuro di Fismet Service e quali sono le vostre prossime sfide?
Sabino di Pierro: “Il futuro di Fismet si concentra sull’innovazione continua e sulla riduzione dell’impatto ambientale dei processi industriali. Siamo costantemente alla ricerca di nuove tecnologie di pulizia più sostenibili e ci stiamo impegnando a studiare sistemi che possano riutilizzare i materiali di scarto. Le sfide sono tante, ma il nostro obiettivo è di essere sempre al passo con l’evoluzione industriale, offrendo ai nostri clienti un partner che non solo risponde alle loro esigenze ma anticipa anche le tendenze di un mercato sempre più consapevole e attento alla sostenibilità.
Inoltre, stiamo realizzando una nuova camera bianca progettata per eseguire i lavaggi direttamente al suo interno, a differenza di quella già attualmente in uso che è utilizzata solo per i test di pulizia. Nel primo trimestre del prossimo anno, questa camera bianca sarà operativa e collegata a diverse macchine di lavaggio, garantendo risultati di pulizia di qualità superiore”.
Sabino Di Pierro, titolare di Fismet Service, insieme alla redazione di ipcm®.
SCHULZ. PRESSE. TEXT. - Korntal, Germania ds@pressetextschulz.de
Processo di lavaggio automatico per moduli fotovoltaici stampati prodotti con la tecnologia roll-to-roll
Le linee di produzione roll-to-roll consentono di produrre moduli fotovoltaici stampati in modo molto economico. Per evitare cortocircuiti, tuttavia, le bave conduttive formatesi con la strutturazione laser dell’elettrodo anteriore devono essere rimosse manualmente, in un modo non compatibile con il processo industriale. In un progetto congiunto è stata sviluppata una soluzione di lavaggio completamente automatica a getto di neve di CO2, che può essere integrata nella linea produttiva, eliminando così questo problema.
Con uno spessore del singolo strato compreso tra 0,5 e 1 µm e un’elevata efficienza anche quando la radiazione solare è bassa, le celle fotovoltaiche flessibili stampate consentono un’ampia gamma di applicazioni nel settore dell’energia solare. Nel campo dei pannelli fotovoltaici stampati, il processo roll-to-roll offre molti vantaggi in termini di velocità, volume e costi produttivi. I cinque strati dei moduli, composti da semiconduttori organici e in perovskite, possono essere lavorati singolarmente. Lo strato inferiore - un elettrodo IMI trasparente (struttura: ossido di indio stagno, argento, ossido di indio stagno) – viene strutturato con il laser. Lungo i bordi strutturati si formano delle bave conduttive che sporgono di alcuni µm dalla superficie. Se non rimosse, causano danni e cortocircuiti per via della sottigliezza dei moduli. La
pratica attuale è quella di rimuovere le bave meccanicamente a velocità molto ridotta. Tuttavia c’è il rischio che gli strati strutturati subiscano danni dovuti all’impatto meccanico.
Sviluppo di una soluzione di lavaggio in linea e automatica Per risolvere questo problema legato alla produzione di moduli fotovoltaici stampati in linee produttive roll-to-roll, l’Institute Materials for Electronics and Energy Technology (I-MEET) insieme a Solar Factory of the Future presso la Friedrich-Alexander-Universität Erlangen di Norimberga, Sciprios GmbH1 e acp systems AG, ha dato il via al progetto
1 www.sciprios.de
di ricerca “PV-CO2”, finanziato dal Ministero Federale per gli affari economici e l’azione per il clima (BMWK). Lo scopo è quello di sviluppare un sistema di lavaggio a getto di neve di CO2 completamente automatico per uso industriale, basato sulla tecnologia quattroClean di acp. Si tratta di un processo a secco per il lavaggio selettivo o di intere superfici. Il prodotto di lavaggio è l’anidride carbonica liquida riciclata dai processi produttivi chimici e dalla produzione di energia dalla biomassa. La CO2 fluisce attraverso un ugello circolare doppio antiusura e si espande in uscita formando fini cristalli di neve. Questi sono aggregati da un getto di aria compressa e accelerati a velocità supersonica. Quando il getto direzionabile di neve e aria compressa impatta la superficie, si verifica una combinazione pulente tra effetto termico, meccanico, solvente e di sublimazione. La CO2 cristallina sublima completamente durante il processo, lasciando la superficie completamente asciutta.
Rimozione efficiente e comprovata delle bave e maggiore efficienza
Per il lavaggio degli elettrodi strutturati con il laser è stata allestita una linea roll-to-roll pilota, dotata di numerosi ugelli quattroClean disposti sopra la rete di elettrodi. Il primo passo è stato ottimizzare i parametri del getto in modo da ridurre notevolmente l’altezza delle bave senza danneggiare l’elettrodo. Oltre al diametro capillare, che determina la portata di CO2 liquida, e la pressione del getto di aria compressa, è stato necessario regolare la distanza tra l’ugello e il substrato, nonché la velocità della rete e l’inclinazione degli ugelli rispetto alla superficie. Dopo ogni fase di lavaggio è stata misurata l’altezza massima della bava con un microscopio confocale. Questa procedura è stata ripetuta con numerose combinazioni di parametri, fino all’ottenimento del livello di pulizia ottimale.
Per valutare il modo in cui la sbavatura influisce sull’efficienza fotovoltaica, sono stati prodotti moduli fotovoltaici organici larghi 8 cm su
sistema automatico a getto di neve di CO2 garantisce un’affidabile rimozione delle bave con un processo adatto all’uso industriale. L’effetto pulente si basa su una combinazione di effetti termici, meccanici, solventi e di sublimazione.
effetti della sbavatura sono stati dimostrati misurando la IV curva dei moduli prodotti su substrati non trattati (d), puliti manualmente (e) e puliti con getto di neve di CO2 (f). b e c mostrano le curve chiare e scure di tre moduli trattati in modo diverso. Nelle immagini DLIT dei moduli (d, e, f), le aree chiare indicano spot caldi localizzati, particolarmente visibili nelle zone di interconnessione dei moduli non lavati.
Il
Gli
Lo spessore della pila di strati (escluso lo strato PET che funge solo da supporto) di una cella solare stampata (ETL strato di trasporto elettroni, AL strato attivo, HTL strato di trasporto dei fori, AgNW elettrodo in nanofilo di argento, IMI elettrodo laser-strutturato) è ben al di sotto del micrometro.
substrati puliti con il processo a getto di neve di CO confrontati con moduli delle stesse dimensioni prodotti su substrati non trattati e su substrati puliti manualmente. Come previsto, i moduli con substrati non lavati presentavano un’elevata corrente di dispersione e un’efficienza della cella fotovoltaica (PCE) ridotta al 2,3%. Per i moduli puliti manualmente la PCE era del 4,8% e per i moduli lavati con neve di CO era addirittura del 5,3%. Tali differenze nell’efficienza sono spiegate dal fatto che la pulizia manuale provoca graffi sull’elettrodo, che ne riducono notevolmente l’area attiva. Questo perché le aree graffiate non generano corrente e sono escluse dall’estrazione della carica a causa del graffio. La termografia dark lock-in è stata utilizzata per confermare che la sbavatura è responsabile della differenza di efficienza tra substrati trattati in modo diverso.
La piattaforma R&D 300R2RCompact, nella quale la soluzione di lavaggio può essere facilmente integrata, consente di effettuare un’ampia gamma di esperimenti di rivestimento e stampa roll-to-roll. Può essere utilizzata anche per perfezionare test di laboratorio per piccole produzioni in serie.
Advanex Europe ottimizza il lavaggio dei componenti con il sistema
MecWash MWX400
Advanex ha ampliato la gamma di impianti di lavaggio MecWash con l’integrazione del modello MWX400, una nuova macchina progettata per componenti in metallo e plastica, inserti filettati, molle e assemblaggi. Questo sistema innovativo è pensato per i settori ingegneristici che richiedono standard di pulizia estremamente elevati.
Advanex Europe compie un ulteriore passo avanti nel lavaggio dei componenti con l’acquisto del MecWash MWX400. Dal 2012, anno in cui è iniziata la collaborazione con il team MecWash durante la fiera MACH, l’azienda ha acquisito tre impianti di lavaggio. Questi aggiornamenti sono stati necessari per rispondere all’aumento della capacità produttiva e ai rigorosi requisiti dei suoi clienti.
“Ogni macchina acquistata da MecWash ha rappresentato un importante progresso in termini di efficienza. MWX400 ha avuto un impatto significativo sul volume e sulla velocità del lavaggio dei componenti presso Advanex. Le macchine MecWash precedenti hanno già superato le nostre aspettative, e MWX400 non è da meno,” dichiara Rob Newham, Operations Manager di Advanex.
“Siamo lieti di essere stati scelti per fornire un impianto di lavaggio per pezzi d’alta gamma e capacità. La collaborazione con Advanex negli ultimi 12 anni ci ha permesso di comprendere appieno le loro esigenze di pulizia. Selezionare l’impianto giusto è stato fondamentale per garantire una pulizia costante dei componenti, molti dei quali particolarmente delicati ed è quindi essenziale che il processo di lavaggio e finitura non causi danni. In passato, abbiamo sviluppato insieme ad Advanex una formulazione chimica su misura per pulire e proteggere i componenti sensibili per ottenere una finitura brillante. Le nostre macchine sono tra le più avanzate e interconnesse al mondo,
L’impianto di lavaggio
MecWash MWX400 e il sito produttivo di Advanex Southwell.
infatti MWX400 offre funzionalità di assistenza remota, diagnosi dei guasti, manutenzione e gestione. Il team di Advanex apprezza l’affidabilità e la capacità di pulizia delle lavatrici MecWash. MWX400 è ideale per affrontare l’aumento dei carichi di lavoro, trattando anche le parti più complesse, che richiedono i massimi standard di pulizia, finitura e asciugatura,” ha dichiarato Alan Atkinson, Sales Manager di MecWash.
Advanex Europe è la sede europea del gruppo Advanex, che conta più di 20 sedi operative in tutto il mondo. L’azienda, specializzata in componenti in metallo e plastica, inserti filettati, molle e assemblaggi, serve una vasta gamma di settori, tra cui medicale, aerospaziale e automotive.
La società di ingegneria di precisione ha acquistato il suo primo impianto MecWash AVD 300 per sostituire un sistema con vasca ad ultrasuoni. Nel 2018, Advanex ha acquistato un Duo da MecWash per garantire che i crescenti livelli di domanda e i rigorosi standard di pulizia e asciugatura dei suoi pezzi complessi e intricati, avvolti o stampati per applicazioni mediche, fossero mantenuti. Da allora, l’azienda è cresciuta notevolmente in risposta alla domanda in aumento per i suoi prodotti medicali di alta qualità, il che ha reso necessaria una costante evoluzione della produttività nei processi di pulizia.
La capacità di lavaggio di tutti gli impianti MecWash ha impressionato Rob Newham, che comprende l’importanza della conformità normativa per i suoi clienti: “MWX400 è la macchina MecWash più avanzata e, come cliente di lunga data, era la scelta migliore per soddisfare le nostre esigenze di produzione ad alto volume. La macchina soddisfa e supera i nostri requisiti, garantendo un risultato controllato e validato a ogni ciclo,” spiega Rob Newham. “L’acquisto di MWX400 e la continua collaborazione con un cliente fedele come Advanex rappresentano un’ulteriore prova dell’efficacia delle macchine MecWash. Abbiamo una lunga storia di clienti fidelizzati, grazie agli eccellenti standard di pulizia forniti dai nostri impianti di lavaggio industriale. I nostri ingegneri progettano e costruiscono i sistemi per affrontare le sfide più difficili nel settore del lavaggio industriale. Collaboriamo strettamente con i nostri clienti in tutte le fasi del processo produttivo per garantire i migliori risultati possibili, evitando un approccio standardizzato. Ciò ha portato a numerose relazioni a lungo termine con i nostri clienti, che si fidano di noi perché dedichiamo il tempo necessario per comprendere le loro esigenze e forniamo supporto per l’intero ciclo di vita del prodotto. Investire in un sistema MecWash genera benefici significativi per i produttori, con miglioramenti misurabili in termini di pulizia e produttività,” conclude John Pattison, Managing Director di MecWash.
Per maggiori informazioni: www.mecwash.com e https://advanex.co.uk
ICT | RESEARCH BREAKTHROUGH
giornalista specializzato in tecnologia ed economia - per conto di HÖCKH Metall-Reinigungsanlagen GmbH – Neuenbürg, Germania david.bartels@hoeckh.com
Nell’ambito del progetto di ricerca SySPOT, il sensore di nuova concezione analizza la pulizia dei componenti. Questi dati sono poi utilizzati per addestrare l’intelligenza artificiale.
Migliorare il lavaggio dei pezzi con l’intelligenza artificiale
Il progetto di ricerca SySPOT, che coinvolge 14 partner del consorzio, tra cui HÖCKH Parts Cleaning Technology, mira a sviluppare un sistema di assistenza che fornisca agli utenti informazioni in tempo reale sulle proprietà delle particelle e sulla loro formazione, unitamente all’autoconfigurazione dell’impianto di lavaggio.
Il lavaggio dei componenti industriali è sempre più complesso e necessita di soluzioni innovative ed economiche. In questo contesto, il progetto di ricerca SySPOT sfrutta l’intelligenza artificiale (IA) per ottimizzare i processi e migliorare l’efficienza nell’uso delle risorse. L’obiettivo è creare un impianto di lavaggio autonomo, in grado di adattare automaticamente il processo di pulizia.
Un totale di 14 partner del consorzio, tra cui HÖCKH Parts Cleaning Technology, sono coinvolti nel progetto di ricerca SySPOT, che mira a sviluppare un sistema per il controllo adattivo delle superfici fotoniche con valutazione delle immagini in combinazione con un impianto di lavaggio. Come primo passo, le aziende e gli istituti di ricerca coinvolti nel progetto hanno identificato i requisiti di base del sistema complessivo
Utilizzando i dati dei sensori e l’intelligenza artificiale, l’impianto di lavaggio sarà in grado di configurarsi da solo.
e sviluppato algoritmi per l’acquisizione automatica delle immagini e l’autoconfigurazione del sensore. Prima del processo di pulizia, un sensore di nuova concezione analizza il pezzo in lavorazione utilizzando la videoispezione e l’analisi del particolato per determinare il grado di sporco e selezionare il programma di pulizia appropriato.
Il sensore rileva anche graffi e impronte digitali
Il sensore è dotato di luci disposte in diversi anelli concentrici che consentono di illuminare i pezzi da diverse angolazioni. In questo modo non viene rilevato solo lo sporco, ma anche graffi e impronte digitali, che spesso diventano visibili solo durante il processo di lavaggio dei pezzi. In base al tipo di contaminazione e ai requisiti specifici del cliente, i pezzi sono classificati come OK o NOK.
Nel corso del progetto, i partner del consorzio hanno sviluppato ulteriormente l’idea iniziale di lasciare che il sensore prenda decisioni autonome. Una scala di valutazione basata sui voti scolastici tedeschi da 1 (Molto buono) a 6 (Insufficiente) funge da aiuto per l’apprendimento dell’IA. Il sistema rileva l’input umano e regola di conseguenza i suoi
algoritmi per ottenere una pulizia ottimale. L’obiettivo è che l’intelligenza artificiale raggiunga il grado 1 di qualità della pulizia e ne migliori continuamente il processo.
Il microcomputer Raspberry Pi elabora i dati a livello locale
Un progresso significativo è stato fatto integrando i dispositivi edge per controllare l’impianto di lavaggio. Il progetto SySPOT utilizza microcomputer Raspberry Pi per elaborare i dati localmente prima di trasferirli al cloud. I dispositivi edge locali garantiscono un’elaborazione dei dati rapida ed efficiente e costituiscono un’interfaccia con il cloud, dove i dati sono utilizzati per addestrare ulteriormente l’intelligenza artificiale. Allo stesso tempo, i partner del consorzio migliorano continuamente i modelli di IA e le integrazioni di sensori che le forniscono dati. Il sistema complessivo è arrivato al punto in cui gli utenti possono definire istruzioni specifiche per la pulizia e l’IA può suggerire uno dei quattro programmi attualmente disponibili: Pulizia perfetta, Pulizia buona, Pulizia standard e Pulizia intermedia. Inoltre, l’intelligenza artificiale è in grado di
fornire suggerimenti predittivi, come ad esempio quando cambiare il bagno, nonché segnalare i potenziali guasti. Ad esempio, se i filtri devono essere sostituiti troppo spesso, ciò potrebbe indicare un problema più grave.
HÖCKH fornisce i dati per l’addestramento dell’IA
HÖCKH Parts Cleaning Technology ha fornito ampi dati in tempo reale e un database di parametri e risultati di lavaggio per il progetto, comprese le modifiche che hanno condotto ai risultati desiderati. Il database è utilizzato per addestrare l’IA ed è integrato dall’ampia esperienza e dalle conoscenze degli esperti di HÖCKH, che contribuiscono significativamente allo sviluppo e all’ottimizzazione dei processi di pulizia. Nonostante i significativi progressi del progetto, lo sviluppo di una completa autoconfigurazione e regolazione del processo per l’impianto di lavaggio si è rivelato più complesso di quanto inizialmente previsto. Quindi, i partner del consorzio stanno pianificando di richiedere ulteriori fondi di ricerca per continuare lo sviluppo e portare a termine il progetto. Una tappa importante sarà l’integrazione degli algoritmi di intelligenza artificiale nel flusso di lavoro quotidiano, per fornire un processo di lavaggio dei pezzi automatizzato e adattivo.
Il lavaggio dei pezzi diventa più economico e sostenibile con l’IA
Sebbene una valutazione definitiva dell’efficacia dell’IA nel flusso di lavoro quotidiano sarà possibile solo al termine del progetto di follow-up, gli utenti possono già essere ottimisti riguardo ai miglioramenti attesi nei processi di lavaggio dei pezzi. L’intelligenza artificiale promette vantaggi come un uso più efficiente delle risorse e una significativa riduzione dei costi, mantenendo elevati standard di pulizia. Anche i processi più complessi potrebbero essere eseguiti con un minimo impiego di risorse grazie alle continue ottimizzazioni apportate dall’IA.
Il progetto SySPOT dimostra il potenziale dell’IA nel migliorare il lavaggio dei componenti. Sebbene restino ancora delle sfide e siano necessari ulteriori sviluppi, è evidente che in futuro l’IA giocherà un ruolo cruciale nell’ottimizzazione di questi processi. Gli esperti attendono con interesse i prossimi sviluppi e i miglioramenti specifici che saranno implementati nella pratica. Un impianto di lavaggio autonomo e autoregolante potrebbe rivoluzionare la pulizia dei componenti industriali, stabilendo nuovi standard di efficienza e sostenibilità.
HÖCKH ha dotato un impianto di lavaggio di numerosi sensori per il progetto di ricerca SySPOT.
Lavare le superfici interne di componenti complessi con la tecnologia snow jet
Il produttore era alla ricerca di un metodo adeguato a pulire le superfici interne di una linea di pressione dell’olio contenente una parte in elastomero rivestita da una rete metallica. Il fattore decisivo a favore della tecnologia snow jet a secco quattroClean è stato il rispetto costante della specifica di pulizia “nessuna particella di dimensioni superiori a 400 micrometri” e il fatto che il processo di lavaggio a secco non produce acqua di scarico.
Il primo tubo metallico fu inventato a Pforzheim nel 1885 dal gioielliere
Heinrich Witzenmann, insieme all’ingegnere francese Eugène Levavassèur. Questo prodotto robusto e flessibile si basava sul modello della collana a collo d’oca. Witzenmann continuò a sviluppare tutti i profili degni di nota per la produzione di tubi flessibili, che sono ancora oggi di importanza tecnica. Seguirono ulteriori sviluppi, come il tubo metallico ondulato meccanicamente, i soffietti metallici e i giunti di espansione assiale. Oggi, l’azienda a conduzione familiare è il produttore leader mondiale di queste parti metalliche flessibili per la conduzione
sicura di prodotti chimici ed energia per la mobilità e l’industria. Sono in grado di assorbire i movimenti e di disaccoppiare le vibrazioni e sono utilizzati nella costruzione di veicoli, nell’industria, nelle attrezzature tecniche per l’edilizia e nel settore aerospaziale. In qualità di partner di sviluppo dei propri clienti, Witzenmann lavora a soluzioni innovative per un’ampia gamma di applicazioni e mercati. Tra questi, i prodotti nel campo della nuova mobilità e per le applicazioni dell’idrogeno nell’industria e nel settore energetico, nonché i componenti ad alta purezza per la microelettronica e la produzione di semiconduttori.
Per garantire un funzionamento impeccabile, i componenti devono soddisfare requisiti precisi di pulizia dal particolato.
Gli elevati limiti di lavaggio richiedono una nuova soluzione
I vantaggi dei tubi flessibili metallici nei circuiti dell’olio, della benzina o di raffreddamento sono l’assoluta tenuta ai gas e alla diffusione, la durata e la resistenza alle alte temperature. Si tratta di criteri fondamentali, soprattutto se installati in prossimità di collettori, turbocompressori o sistemi di scarico. “Inoltre, i tubi flessibili devono avere un livello di pulizia del particolato molto elevato,” spiega Andrea Krause, esperto di pulizia tecnica presso Witzenmann. Questo è stato anche il caso di una linea di pressione dell’olio, per la quale il costruttore ha specificato ‘nessuna particella più grande di 400 µm’. Questo non sarebbe normalmente una sfida per l’azienda, se non fosse per la presenza di un pezzo in elastomero lungo 100 mm integrato nella linea, che ha un diametro interno di 8 mm ed è rivestito da una rete metallica per stabilizzare la pressione. Durante l’assemblaggio, si generano particelle che possono penetrare nel pezzo. “La linea deve quindi essere sottoposta a una pulizia finale. Raggiungere la specifica di 400 µm in un processo affidabile è una sfida, soprattutto perché l’interno dei pezzi deve essere pulito. Nei siti di produzione non c’erano attrezzature
adatte a gestire questo compito, quindi abbiamo dovuto investire in nuovi impianti di lavaggio,” continua Andrea Krause.
Il lavaggio snow jet a secco prevale su quella a umido
Le soluzioni alternative prese in considerazione erano gli impianti di lavaggio a umido con varie tecnologie di processo che lavorano in capillari stretti e la tecnologia snow jet a secco quattroClean di acp systems AG. Il fattore decisivo a favore della soluzione di lavaggio a secco è stato che ha risolto diversi problemi. “In primo luogo, ci evita di dover bagnare, risciacquare e asciugare di nuovo completamente i pezzi. In secondo luogo, questo processo di pulizia non produce acque di scarico, che sarebbero state un problema in uno dei due siti di produzione, poiché non le avremmo potute smaltire per motivi ambientali,” spiega Andrea Krause.
La tecnologia snow jet utilizza come mezzo di pulizia l’anidride carbonica liquida riciclata, guidata attraverso un ugello ad anello per due sostanze esente da usura. All’uscita dall’ugello, l’anidride carbonica si espande formando una fine neve di CO2, che è poi impacchettata da un getto d’aria compressa separato e accelerata a velocità supersonica. Quando
Per pulire l’interno della linea, è stato sviluppato un capillare con la relativa tecnologia degli ugelli, che viene inserito nella parte fissa.
La soluzione a secco per la pulizia finale della linea di pressione dell’olio è stata integrata in una cella standard, che offre anche il vantaggio di non produrre acque di scarico da smaltire.
In qualità di partner di sviluppo per OEM e clienti Tier 1, Witzenmann sviluppa linee per il trasporto fluidi destinati alla mobilità.
impatta sulla superficie da pulire, il getto di neve e aria compressa sviluppa una combinazione di effetti termici, meccanici, solventi e di sublimazione. L’interazione di questi quattro meccanismi d’azione rimuove la contaminazione particellare fino all’intervallo submicrometrico e anche quella filmica in modo affidabile e riproducibile. Poiché l’anidride carbonica cristallina sublima completamente durante il processo, le superfici pulite sono asciutte e prive di residui.
Il concetto di sistema coordinato garantisce un’elevata affidabilità del processo
La decisione è stata preceduta da approfonditi test di pulizia nel centro tecnico del produttore del sistema, che hanno dimostrato che la pulizia richiesta era raggiungibile con un processo affidabile. Sulla base dei risultati, acp ha poi sviluppato il concetto di impianto di lavaggio delle superfici interne dei pezzi. “Lavorare con acp è stato un grande piacere, non da ultimo per la loro vicinanza a noi”, aggiunge Andrea Krause. L’impianto di lavaggio consiste in una cella standard contenente un
capillare a movimento lineare con una tecnologia di ugelli adattata. Per la fase di pulizia, l’estremità aperta inferiore del pezzo è fissata nella camera di processo. Quindi, il capillare è inserito nella linea a una velocità definita con precisione, dove applica un getto di anidride carbonica e aria compressa. La velocità e la pressione di entrambi i mezzi sono monitorate da sensori. In questo modo è possibile verificare che ogni componente sia pulito secondo i parametri definiti. Nel ‘percorso di ritorno’, l’ugello applica un getto di aria compressa riscaldata per contrastare la formazione di condensa sull’esterno del pezzo. Le particelle staccate sono rimosse da un’unità di aspirazione posizionata sopra l’estremità superiore del pezzo, evitando così la ricontaminazione in modo affidabile. “Monitorando i pezzi puliti, abbiamo scoperto che il 90% di essi ha raggiunto una pulizia del particolato di massimo 300 µm. Ritengo che il processo abbia un potenziale anche per il lavaggio dei pezzi per la nuova mobilità. Soprattutto se, oltre a quelle metalliche, vengono rimosse in modo affidabile anche particelle di altro tipo,” conclude l’esperto di lavaggio.
1 1 - 1 4
100,000 m 2 ofexhibitionspace
50,000industrialists
2,500exhibitors
84countries +3,000machinesin operation
L’Industria 5.0 sarà al centro della 23ª edizione di MECSPE
Dopo il successo della precedente edizione, che si è chiusa con quasi 70.000 visitatori e più di 2.000 aziende espositrici presenti, la fiera MECSPE dedicata all’industria manifatturiera ha annunciato che il prossimo evento si terrà dal 5 al 7 marzo 2025 a Bologna.
Nella sua 23ª edizione, MECSPE si concentrerà sui temi più rilevanti e attuali per il settore, come nuove tecnologie a supporto dell’industria e la formazione dei talenti. L’alba dell’era 5.0 sta confermando un’importante trasformazione dell’industria manifatturiera italiana: la continua evoluzione tecnologica che le aziende stanno sperimentando rappresenta una grossa sfida per mantenere la competitività di un mercato che rappresenta la colonna portante dell’economia italiana.
Il nuovo Piano Transizione 5.0 del Ministero delle Imprese e del Made in Italy per supportare le imprese della filiera con incentivi per la transizione green e digitale è ormai alle porte, grazie a risorse del PNRR stanziate per 6,3 miliardi di euro. Incentivi senza i quali la maggior parte delle aziende sarebbe più riluttante a investire – ben 6 su 10, secondo l’ultimo Osservatorio MECSPE. Un dato che è stato recentemente presentato all’inaugurazione di MECSPE, la fiera di riferimento per l’industria manifatturiera organizzata da Senaf, che ha concluso la sua 22ª edizione, tenutasi dal 6 all’8 marzo a Bologna.
In un periodo così cruciale per la manifattura, MECSPE, forte dei risultati raggiunti, con 66.906 visitatori (+12% sul 2023) e più di 2.000 aziende presenti, rinnova l’appuntamento anche per l’anno prossimo a BolognaFiere dal 5 al 7 marzo 2025.
In un clima di costante movimento per il comparto, la manifestazione si presenterà come un’occasione per tirare le somme dei recenti sviluppi in ambito 5.0 e degli incentivi statali introdotti dalle aziende. L’obiettivo di MECSPE è quello di orientare e supportare le imprese accompagnandole verso soluzioni più efficienti e innovative per il loro business, e lo fa da oltre 20 anni offrendo una piattaforma dinamica e diversificata che mette in relazione gli attori del settore sulle tre direttrici portanti della fiera: innovazione, formazione e sostenibilità.
Durante la tre giorni si alterneranno momenti didattici e interattivi volti a illustrare nuove tecnologie innovative, convegni partecipati dai massimi esponenti del settore, oltre che appuntamenti con le istituzioni più rilevanti e diverse occasioni di networking, il tutto distribuito in 13 saloni espositivi su una superficie di 92.000 m2
Ogni azienda espositrice trarrà vantaggio dal ricco programma di MECSPE che con impegno si dedica a creare un palcoscenico per imprese, giovani e istituzioni, perché convergano nell’obiettivo comune di dare vita a una nuova industria manifatturiera più consapevole, responsabile e umanocentrica.
L’anima innovativa e digitale di MECSPE troverà la sua massima espressione nelle aree speciali con focus sulle nuove tecnologie a supporto dell’industria manifatturiera, per testimoniare come le imprese possano accelerare la propria trasformazione e diventare più efficienti. Le piazze saranno strutturate con un’area espositiva/dimostrativa e una seconda area divulgativa e di networking dove si alterneranno momenti informativi e formativi.
“Siamo molto orgogliosi del successo dell’edizione di MECSPE 2024 e stiamo affrontando la programmazione della prossima edizione con rinnovato entusiasmo. In particolare, il prossimo anno dedicheremo ampio spazio al tema dei giovani e alla loro formazione, da sempre rilevante per MECSPE. Grazie a iniziative ed eventi dedicati, creeremo un terreno fertile per favorire l’incontro tra i giovani pronti ad entrare nel mondo del lavoro, e le aziende del manifatturiero, sempre alla ricerca di risorse con competenze nuove e specializzate. Il fine primario sarà infatti quello di ridurre il mismatch tra domanda e offerta, obiettivo che
MECSPE si impegna a perseguire in ogni edizione cercando di stimolare la vivacità del mercato e la curiosità dei giovani specializzati”, afferma
Maruska Sabato, Project Manager di MECSPE.
L’edizione 2025 si aprirà, come da tradizione, con l’evento inaugurale durante il quale verranno presentati i dati del nuovo Osservatorio MECSPE sull’industria manifatturiera relativi al 3° quadrimestre 2024. Tornano e si sviluppano anche le novità introdotte quest’anno, a cominciare da MECSPE LAB – Spazio Innovazione, l’area centrale della fiera che ogni anno si sviluppa attorno a un focus diverso offrendo momenti di incontro e dimostrazioni ad alto contenuto tecnologico.
Non mancheranno gli storici appuntamenti di MECSPE come il Percorso Obiettivo Sostenibilità, la Startup Factory, MECSPE Young&Career, e tante altre iniziative che negli anni hanno contribuito a consacrare la manifestazione come faro di tutte le più recenti innovazioni in ambito industriale.
Per maggiori informazioni: www.mecspe.com
Eos Mktg&Communication srl www.eosmarketing.it - info@eosmarketing.it www.myipcm.com - info@ipcm.it
Redazione - Sede Legale: Via Pietro Mascagni, 8 - 20811 - Cesano Maderno (MB) - Italy Tel. +39.0362.503215 - Fax. +39.0362.1794768
EDITOR IN CHIEF / DIRETTORE RESPONSABILE
ALESSIA VENTURI venturi@ipcm.it
EDITORIAL DIRECTOR / DIRETTORE EDITORIALE
FRANCESCO STUCCHI stucchi@ipcm.it
EDITORIAL OFFICE / REDAZIONE
PAOLA GIRALDO giraldo@ipcm.it
MONICA FUMAGALLI fumagalli@ipcm.it
NICOLE KRAUS kraus@ipcm.it
MATTEO SOTTI sotti@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
GABRIELE LAZZARI redazione@ipcm.it
FEDERICO MELIDEO melideo@ipcm.it
GIULIA GENTILE gentile@eosmarketing.it
EDITORIAL OFFICE AND GRAPHICS
ELISABETTA VENTURI grafico@ipcm.it
MEDIA SALES
FRANCESCO STUCCHI stucchi@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
NICOLE KRAUS kraus@ipcm.it
EDITORIAL BOARD
Prof. Massimiliano Bestetti: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Section of Applied Chemistry and Physics
Prof. Paolo Gronchi: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Chemical Engineering Section
Kevin Biller: ChemQuest Powder Coating Research
Prof. Stefano Rossi: Material Engineering and Industrial Technologies, University of Trento - Product Design
Dr. Fulvio Zocco: Environment and quality
LAYOUT/ IMPAGINAZIONE
ELISABETTA VENTURI grafico@ipcm.it
The smart journal for surface treatments
This magazine is wrapped with a biodegradable and compostable film. Questa rivista è confezionata con un film biodegradabile e compostabile.
PRINT/ STAMPA
SEBEGRAF SRL info@sebegraf.eu
SUBSCRIPTION SERVICE - SERVIZIO ABBONAMENTI:
Sale only on subscription - Vendita solo su abbonamento E.mail info@ipcm.it
Rest of world 350,00 € (fast airmail shipping included)
Abbonamento annuale cartaceo + digitale:
EMEA 110,00 € (spese postali incluse)
Resto del mondo 350,00 € (spedizione via aerea inclusa)
Single copy: 15,00 € EMEA (postage included) - Rest of world (postage excluded)
Back issues: 30,00 € EMEA (postage included) - Rest of world (postage excluded)
Fascicolo singolo: 15,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Arretrati: 30,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Subscriptions can be made via payment online at: www.myipcm.com
Subscription and the sale of individual issues are exempt from VAT under Italian law: Article 74.1, letter C of DPR 633/72, DM 29/12/1989.
Gli abbonamenti possono essere sottoscritti con carta di credito sul sito: www.myipcm.com L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Registrazione al Tribunale di Monza N° 1970 del 10 Dicembre 2009Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE S.P.A. – SPEDIZIONE IN ABBONAMENTO POSTALE –D.L. 353/2003 (CONV. IN L. 27/02/2004 N.46) ART. 1, COMMA 1 LOM/MI/4351
It is forbidden to reproduce articles and illustrations of “ipcm®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves. È vietata la riproduzione di articoli e illustrazioni di “ipcm®” senza autorizzazione e senza citarne la fonte. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.