The strength of Europolveri products does not derive from the sole mixture of carefully selected raw materials, but rather from the people who study, model and formulate powder coatings thanks to more than 40 years of experience, and provide customers with the best solutions on the market A clear corporate philosophy and a shared vision have allowed to supply a vast range of products for three generations With more than 1000 products available in stock and over 40,000 already formulated, Europolveri offers infinite solutions to customer requests
Abbinare le vernici in polvere alle applicazioni finali: una guida pratica
14 MARKET CLOSE UP
La nuova Presidente di Assovernici: il futuro del settore tra nuovi obiettivi, responsabilità ambientale e lo sviluppo del mercato
18 ADVANCEMENTS
Lesta PAINT STUDIO 3.0: la nuova frontiera della verniciatura industriale offline con la modifica delle traiettorie acquisite 20
BASF Coatings utilizza energia elettrica rinnovabile al 100% in due siti statunitensi
24 HIGHLIGHT OF THE MONTH
Tecnologia firmata da 75 anni. Innovazione, internazionalizzazione e attenzione alla persona dal 1985: l’anniversario di Tecnofirma
30 FOCUS ON TECHNOLOGY
Festina Lente adotta l’automazione avanzata per la verniciatura a telaio di bottoni e accessori moda
38 HIGHLIGHT OF THE MONTH
Personalizzare la produzione di ganci e bilancelle per rendere il processo di verniciatura ancora più efficiente
FOCUS ON TECHNOLOGY
Migliorare la flessibilità produttiva e la sostenibilità ambientale: le sfide della nuova linea di verniciatura di Galv.Ar 50
La nuova tecnologia Dürr consente di cambiare colore in assenza di COV con vernici trasparenti 2K
i.dek: innovazione, personalizzazione e sostenibilità nella produzione di film in poliestere per effetti estetici su alluminio e metalli preverniciati
HIGHLIGHT OF THE MONTH
“The way of Living Emotions”: Color Design® Lechler
ON TECHNOLOGY
Un mercato con requisiti diversi, ma con le stesse necessità ingegneristiche: l’americana PTF Industrial Coatings si affida al Made in Italy
IT'S COATED
La durabilità della vernice gialla di HEROair per una partita a ping pong che può durare per sempre
FOCUS ON TECHNOLOGY
La rivoluzione green di Fit Out: neutralità carbonica con pretrattamento e verniciatura a polvere a zero emissioni
MARCH/APRIL 2025
88 SUCCESS STORIES
La qualità premium incontra l’ispirazione cromatica: trasformare gli spazi lavorativi smart con Interpon
90 FOCUS ON TECHNOLOGY
Una nuova cabina per la verniciatura dei serramenti in alluminio di AluK: più velocità, più efficienza e più cambi colore
98 FOCUS ON TECHNOLOGY
L’importanza di una solida formulazione nella scelta delle vernici per soluzioni architettoniche outdoor
106 ADVANCEMENTS
Analisi approfondita di SurTec 313: innovazione nel processo di anodizzazione dell’alluminio, ora approvato Qualanod
110 FOCUS ON TECHNOLOGY
L’automazione rivoluziona la linea di verniciatura di High Technology Italia
116 SUCCESS STORIES
MAZU ridefinisce la bellezza delle sue ceramiche con le vernici Powdura ECO
120 FOCUS ON TECHNOLOGY
La rivoluzione produttiva di Alcom: verniciare a polvere sia lamiere che profili di oltre 9 metri con un unico impianto verticale
128 HIGHLIGHT OF THE MONTH
ST Powder Coatings presenta la sua ‘oasi ecosostenibile’ del futuro al Fuorisalone
130 FOCUS ON TECHNOLOGY
Decoral® Group entra nel mondo del coil coating e installa uno degli impianti a polvere più grandi al mondo
138 FOCUS ON TECHNOLOGY
Il nuovo impianto di verniciatura a polvere di Ponte Giulio rende distintivo un ambiente bagno inclusivo ed age-friendly
146 HIGHLIGHT OF THE MONTH
Sherwin-Williams: dare profondità al mondo attraverso il colore
148 FOCUS ON TECHNOLOGY
Carrduci: quando i piccoli dettagli fanno la differenza
152 FOCUS ON TECHNOLOGY
L’evaporatore sottovuoto rivoluziona la gestione delle acque reflue di Pintarelli Verniciature
158 HIGHLIGHT OF THE MONTH
Promuovere la sostenibilità nelle vernici in polvere: innovazione, normative e sfide di mercato
162 HIGHLIGHT OF THE MONTH
Phoenix compie 15 anni
166 HIGHLIGHT OF THE MONTH
Spruzzatura robotizzata: gli standard automotive diverranno la norma in tutti i settori?
168 SPECIALIZED TRAINING
ipcm® Academy amplia la sua offerta formativa con due nuovi corsi: Industrial PVD Coating e Normativa ISO 12944:2018
172
UCIF INFORMS
Il futuro dell’occupazione giovanile nel settore meccanico: focus sul trattamento delle superfici
174 COLOUR STUDY
Il potere del pacifico azzurro
180
MEETING THE INDUSTRY
EDITOR’S LETTER
Alessia Venturi
Editor-in-chief
Direttore Responsabile
Il massimalismo – l’arte di esagerare, di celebrare la sovrabbondanza di stili, colori, finiture, texture – si sta imponendo sul minimalismo che ha dominato negli ultimi anni, non solo nella moda ma anche nel mercato del design, dell’arredo, dell’auto.
Laddove vi era una predominanza di colori neutri, la tendenza alla riduzione e a una semplicità ricercata, oggi vi sono il colore, la ricchezza dei dettagli, la vivacità delle forme.
Il massimalismo non è solo un’estetica o una tendenza, ma è una filosofia che valorizza l’individualità e la libertà espressiva: immaginate un mondo in cui ogni prodotto che possedete è una tela per esprimere voi stessi1
Il concetto di massimalismo va a braccetto con quello di chaotic customization - o iperpersonalizzazione, un vero e proprio cambiamento culturale, sostenuto dalla Generazione Z e alimentato da un desiderio collettivo di individualità ed esclusività.
Questo concetto si riferisce a un modello produttivo in cui la personalizzazione di massa avviene in un ambiente altamente dinamico e imprevedibile. Ogni prodotto può essere personalizzato su molteplici parametri senza una rigida sequenza produttiva. Il cliente può intervenire attivamente nel design e nella configurazione del prodotto. Si basa sull’integrazione di tecnologie avanzate, come l’intelligenza artificiale, la produzione additiva, la robotica flessibile e i sistemi di produzione digitalizzati, per soddisfare richieste di personalizzazione estrema senza compromettere efficienza, scalabilità e rapidità di consegna.
Esempi di applicazione dell’iper-personalizzazione sono il settore dell’auto, con una configurazione altamente personalizzata dei veicoli con componenti prodotti su richiesta; della moda, con capi di abbigliamento su misura con materiali e design scelti dal cliente; del manufacturing, con componenti industriali personalizzati, prodotti attraverso stampa 3D o processi flessibili.
Il settore dell’architettura, dell’alluminio e del design, cui questa edizione di ipcm® è dedicata, come sta reagendo a questa tendenza?
Qui, il concetto di “chaotic customization” si riferisce a un approccio progettuale che combina personalizzazione estrema, complessità formale e un’estetica apparentemente disordinata. L’uso di tecnologie avanzate di progettazione e produzione permette di creare strutture uniche derivate da modelli generativi, di adattare forme e texture a esigenze estetiche e funzionali specifiche. L’impiego di un design organico e non lineare, con geometrie complesse e irregolari, spesso ispirate alla natura o a pattern caotici, consente di progettare e installare strutture che sfidano le convenzioni simmetriche e modulari tradizionali.
Tutto ciò è possibile grazie all’uso del design parametrico2 e, ancora una volta, dell’intelligenza artificiale, di tecnologie di produzione avanzate e digitali, di assemblaggio modulare e robotico per gestire elementi unici in modo efficiente, di materiali innovativi, come leghe di alluminio avanzate con finiture personalizzabili (trattamenti superficiali ibridi, per esempio, come anodizzazione e verniciatura a polvere, anodizzazione e nano-coating, PEO-Plasma Electrolytic Oxidation e rivestimenti ceramici).
In sintesi, la chaotic customization nel settore dell’architettura metallica e del design rappresenta una fusione tra artigianato digitale, progettazione algoritmica e produzione avanzata, in grado di dare vita a strutture uniche e futuristiche, con esigenze di finitura sempre più tecniche, severe e sfidanti. Riuscirà il settore dei trattamenti superficiali a tenere il passo?
2 Il design parametrico è un approccio alla progettazione in cui forme e strutture vengono generate e controllate attraverso algoritmi matematici e regole parametriche. Questo metodo consente di creare geometrie complesse e altamente personalizzabili, difficili da ottenere con le tecniche tradizionali.
Dürr fornisce con successo otto impianti di verniciatura per elettrodi a FIB S.p.A.
Il nuovo impianto giga-coating per le batterie agli ioni di litio fornito da Dürr rafforzerà la posizione di FIB nel settore, riflettendo la crescente domanda di tecnologie avanzate per la produzione di batterie in Europa.
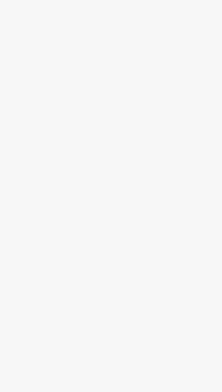
Dürr Systems AG si è aggiudicata un importante contratto con il produttore italiano di batterie FIB S.p.A., parte del Gruppo Seri Industrial. L’ordine, siglato a dicembre, comprende la fornitura di un impianto giga-coating con quattro linee anodiche e quattro catodiche, oltre alle necessarie calandre, taglierine e sistemi di recupero solventi. Le apparecchiature fornite da Dürr comprendono il tandem coater, un sistema affidabile che vernicia la lamina in sequenza su entrambi i lati. Gli altri componenti dell’impianto sono la linea di bobina, il forno, la calandra, la taglierina e il recupero solventi. La capacità dell’impianto, basata sul progetto della cella FIB, dovrebbe raggiungere gli 8 GWh/a, a pieno carico.
Questo ordine segna un passo significativo nella strategia di Dürr di rafforzare la propria presenza nel settore della produzione di batterie, iniziata nel 2018 con l’acquisizione della statunitense Megtec/Universal. Megtec ha apportato soluzioni chiave per la verniciatura, l’asciugatura e il recupero dei solventi nella produzione di batterie agli ioni di litio. Nel 2020, Dürr ha ulteriormente ampliato le proprie capacità con una collaborazione con il produttore giapponese di apparecchiature di verniciatura Techno Smart Corp. L’acquisizione di Ingecal nel 2023 ha aggiunto competenze nella tecnologia di calandratura.
“Particolarmente degno di nota è il breve tempo trascorso dall’acquisizione dell’ordine all’avvio dell’installazione delle prime linee, pari a soli 10 mesi – l’inchiostro delle firme si era appena asciugato”, ha commentato scherzosamente Bernhard Bruhn, vice-presidente dell’unità aziendale
Lithium-Ion Battery di Dürr.
A partire da gennaio 2025, la divisione ‘Coatings’ di Dürr è parte della nuova unità aziendale Lithium-Ion Battery. Il contratto con FIB è una pietra miliare per questa unità, che riflette le decisioni strategiche di Dürr degli ultimi anni. In mezzo alle incertezze globali, FIB sta investendo in una struttura europea all’avanguardia, concentrandosi su una tecnologia innovativa, prevalentemente occidentale, per le batterie al litio-ferro-fosfato.
Per maggiori informazioni: www.durr.com/it
Nell’unità di rivestimento in tandem, un lato della lamina viene rivestito dopo l’altro. La fornitura per FIB S.p.A. comprende anche la calandratura (immagine a sinistra).
AGTOS è stata acquisita da SINTOKOGIO LTD
Il punto di partenza per la strategia futura di AGTOS è quello di proseguire ed espandere le proprie attività con la dirigenza e i dipendenti attuali.
Lo sviluppatore e produttore tedesco di granigliatrici a turbina AGTOS ha recentemente annunciato che i suoi azionisti hanno deciso di vendere la società a Sintokogio LTD, un produttore mondiale di apparecchiature e attrezzature per le fonderie con sede a Nagoya (Giappone) e con oltre settanta filiali in tutto il mondo. L’acquisto è stato effettuato dal gruppo Winoa SA, un produttore internazionale di abrasivi per la granigliatura di alta qualità e di altri prodotti, soluzioni e servizi innovativi e rispettosi dell’ambiente per la preparazione delle superfici, che fa anch’esso parte di Sintokogio e ha sede in Francia.
‘AGTOS Gesellschaft für technische Oberflächensysteme GmbH’ è stata quindi rinominata ‘Sinto AGTOS GmbH’, per sottolineare la nuova affiliazione. Con l’acquisizione, il gruppo giapponese mira a rafforzare ulteriormente la propria attività per il trattamento delle superfici in Europa
attraverso la buona posizione di mercato e l’elevata reputazione di AGTOS, al fine di fornire ai clienti di vari settori industriali soluzioni per il trattamento delle superfici, la protezione ambientale, la movimentazione dei materiali, la meccatronica e i materiali di consumo. Fondata nel 2001 a Emsdetten (Germania), AGTOS ha un totale complessivo di oltre 160 dipendenti presso il suo stabilimento di Konin (Polonia) e nella sua sede centrale e serve clienti di tutte le dimensioni, operanti in particolare nel settore automobilistico e degli elementi di fissaggio, oltre che nella fonderia e nell’ingegneria meccanica. Il punto di partenza per la strategia futura di AGTOS è continuare ad espandere le sue attività con la dirigenza e i dipendenti esistenti in entrambe le sedi.
Per maggiori informazioni: www.agtos.com
Da sinistra: Andreas Bügener, Managing Director di Sinto AGTOS GmbH, con Atchi Nagai, Presidente di SINTOKOGIO LTD.
Da oggi i frequenti cambi colore nella verniciatura liquida
sono più semplici
La nuova versione del blocco di cambio colore di WAGNER può essere configurata in vari modi ed è adatta a diverse applicazioni a bassa pressione in sistemi robotici e automatici.
Iblocchi di cambio colore sono indispensabili se in un sistema automatico di verniciatura a liquido vengono utilizzati diversi colori e, quindi, sono necessari frequenti cambi colore. Le aree di applicazione tipiche sono i rivestimenti nell’industria del legno e dei mobili, per esempio nelle macchine a piani, dove la varietà dei colori è molto elevata. Oppure presso i fornitori automotive per il rivestimento di componenti interni ed esterni.
Rapido cambio colore e basso consumo di detergente
I sistemi di verniciatura automatizzati devono essere in grado di garantire elevate velocità di ciclo. Per ridurre al minimo i fermi produttivi sono fondamentali cambi colore rapidi e affidabili. Il blocco di cambio colore WAGNER offre un contributo fondamentale a questo scopo. La selezione del prodotto di applicazione desiderato avviene semplicemente tramite la rispettiva valvola a comando pneumatico. Il tempo necessario per il lavaggio e il consumo di detergente sono molto ridotti grazie alla geometria interna del blocco, priva di spazi morti, che riduce il tempo necessario per il cambio colore. La configurazione con due o più canali di uscita offre un ulteriore risparmio di tempo: durante l’applicazione del colore attivo, è possibile lavare l’altro canale e applicare un secondo colore.
Grandi vantaggi, installazione compatta
Il blocco di cambio colore WAGNER si distingue anche per le sue opzioni di configurazione individuale: per esempio, come blocco compatto a due valvole
con un canale di uscita e fino a 24 valvole, come blocco multicanale con fino a 8 canali di uscita e 24 di ingresso o come blocco di miscelazione 2K. Grazie al principio modulare, che consente di disporre in modo flessibile diversi blocchi di valvole in fila, e alle numerose opzioni di connessione (per esempio per pompe a ingranaggi, regolatori di pressione del materiale), può essere adattato a un’ampia varietà di requisiti. Offre quindi una flessibilità significativamente maggiore rispetto ai prodotti analoghi presenti sul mercato. A seconda del materiale applicato, è possibile installare valvole a spillo o a membrana per aumentare la durata di vita anche per i materiali abrasivi. Grazie alle sue dimensioni e al design modulare, il blocco di cambio colore può essere perfettamente integrato in vari sistemi automatizzati, per esempio su un braccio robotico, in installazioni con assi lineari o sistemi 2K. Inoltre, è facilmente accessibile in caso di manutenzione, come, per esempio, la sostituzione del tubo flessibile. È inoltre molto facile sostituire le valvole o i blocchi di valvole ed estendere il blocco di cambio colore senza bisogno di attrezzi speciali. WAGNER offre ai propri clienti un servizio speciale nel proprio webshop WAGNER365: i clienti possono utilizzare un configuratore online per comporre in proprio il blocco di cambio colore secondo le loro esigenze e ordinarlo direttamente dal portale.
Per maggiori informazioni: www.wagner-group.com
Eisenmann GmbH costituisce la filiale italiana
Eisenmann Italy S.r.l.
La nascita di Eisenmann Italia rispecchia gli sforzi dell’azienda nell’espandere le attività di post-vendita e nell’offrire servizi locali più mirati.
Lo scorso settembre Eisenmann GmbH ha fondato
Eisenmann Italy S.r.l., con sede a Milano e guidata dall’amministratore delegato Luca Bracchitta. La nuova filiale supporterà il personale esistente di Saronno (VA) e Modena e gestirà in futuro progetti di nuova costruzione e ammodernamento di impianti di verniciatura di piccole e medie dimensioni.
Eisenmann è un produttore tedesco di impianti di verniciatura che sviluppa soluzioni ingegneristiche economicamente ed ecologicamente sostenibili specificamente rivolte al settore automobilistico.
La costituzione di una filiale italiana riflette gli sforzi dell’azienda nell’espandere le sue attività post-vendita
e fornire servizi più mirati relativi alla manutenzione, alla gestione dei pezzi di ricambio e alle piccole ricostruzioni.
“I nostri clienti in Italia trarranno vantaggio da un dialogo ancora più stretto, da brevi distanze e da un servizio migliorato da un’unica fonte. Insieme ai nostri colleghi in Germania, faremo tutto il possibile per garantire la qualità, l’affidabilità e la competenza per cui è noto il Gruppo Eisenmann”, ha affermato Bracchitta.
Per maggiori informazioni: www.eisenmannitalia.com
Hello, who are you? You look like me... Sustainable? How is it?
we
in the same way?
What’s
ISOFAN ESS&RE!
Luca Bracchitta
Abbinare le vernici in polvere alle applicazioni finali: una guida pratica
Eric Casebolt Vice Presidente, The ChemQuest Group, Inc. ecasebolt@chemquest.com
La scelta della vernice in polvere corretta per una specifica applicazione finale è fondamentale, ma può risultare un’incognita per applicatori, sviluppatori di prodotti e utenti finali, a causa della varietà di chimiche disponibili e della terminologia del settore. Per essere chiari, il modo migliore per garantire l’utilizzo della polvere corretta è comprendere a fondo i requisiti dell’applicazione e consultare il proprio fornitore.
Detto ciò, acquisire una comprensione di base del motivo per cui determinate vernici in polvere sono utilizzate per applicazioni specifiche può aiutare a prendere decisioni più consapevoli. Questo articolo serve come una guida generale alle diverse tipologie di vernici in polvere, nonché alle proprietà prestazionali che influenzano la loro selezione per l’uso in diverse categorie di applicazioni finali (Tabella 1).
Prima di addentrarci nelle applicazioni specifiche, è necessario affrontare due punti importanti:
1. Le vernici in polvere sono tipicamente classificate in base alla chimica della loro resina principale, quindi è necessario fare una discussione di base sulla chimica per ogni sezione. Tuttavia, in questo articolo, le spiegazioni saranno mantenute a un livello meno approfondito.
2. Sebbene ogni tipologia di vernice in polvere presenti caratteristiche prestazionali generiche, queste proprietà possono variare notevolmente all’interno di ciascuna categoria. Per questo motivo, è fondamentale discutere con il fornitore la propria applicazione finale specifica, per garantire la scelta migliore.
Tenendo a mente questi punti, esploriamo come sono selezionate le diverse vernici in polvere in base ai requisiti di applicazione.
Applicazioni per interni
Elettrodomestici, mobili in metallo e articoli per la casa
Le applicazioni per interni si riferiscono a prodotti finiti che non saranno esposti a condizioni esterne. Sebbene possa sembrare semplice, è importante distinguere tra applicazioni che saranno utilizzate all’aperto ma protette dalla luce solare e quelle che sono strettamente interne e non richiedono un elevato livello di resistenza anticorrosiva.
Per le applicazioni interne, le vernici in polvere ibride sono la scelta dominante, poiché questi rivestimenti sono generalmente basati su gruppi funzionali dell’acido poliestere reticolati con epossidici al bisfenolo-A. Nei casi in cui è richiesta una maggiore durezza o
resistenza chimica, si possono utilizzare gruppi funzionali dell’acido acrilico al posto dei poliesteri. In termini di prestazioni, le vernici in polvere ibride offrono una resistenza sufficiente alla corrosione e ai raggi UV per le applicazioni per interni e possono essere formulate in una vasta gamma di colori, finiture e texture. Questi rivestimenti offrono anche un elevato livello di resistenza chimica, proteggendo gli elettrodomestici da agenti di pulizia come la candeggina e presentano eccellente durezza e resistenza ai graffi e alle macchie per applicazioni come i mobili da ufficio in metallo. Inoltre, sono economici e ben bilanciati in termini di prestazioni.
Applicazioni funzionali
Condotte, armature e sottoscocca di automobili Le vernici in polvere funzionali si riferiscono ad applicazioni in cui l’esposizione ai raggi UV è minima, ma è richiesto un alto livello di resistenza alla corrosione, chimica o ad altre “funzioni”. Questi rivestimenti devono resistere a condizioni difficili, come l’esposizione chimica, l’umidità e l’abrasione, ma non è necessaria la resistenza ai raggi UV. Per queste applicazioni esigenti, le vernici in polvere epossidiche sono la scelta preferita. Sebbene non possano essere esposte alla luce diretta del sole a causa della scarsa resistenza ai raggi UV, i rivestimenti epossidici offrono livelli senza pari di resistenza alla corrosione e agli agenti chimici, nonché eccellenti proprietà meccaniche, come resistenza agli urti, duttilità e durezza. I tipi più comuni di vernici in polvere epossidiche includono:
Epossidici al bisfenolo-A: la resina epossidica più comune, offrono eccellente adesione, protezione dalla corrosione e resistenza chimica.
Epossidici Novolac: offrono una maggiore densità di reticoli per una resistenza chimica superiore, ideali per ambienti estremamente aggressivi.
Applicazioni per esterno
Profili per architettura, attrezzature per il giardinaggio e il verde, finiture per auto e telai di biciclette
Le applicazioni per esterno richiedono vernici in polvere con vari livelli di resistenza ai raggi UV, a seconda dell’esposizione del prodotto alla luce solare e alle condizioni atmosferiche. Sebbene la resistenza ai raggi UV non sia l’unica proprietà richiesta per i rivestimenti esterni, di solito è il primo “filtro” utilizzato per restringere la scelta al tipo (chimica) di vernice in polvere da utilizzare in una determinata applicazione finale. I tre principali tipi di vernici in polvere utilizzati per le applicazioni per esterno sono i poliesteri con durabilità standard, i poliesteri super durabili e i fluoropolimeri (FEVE).
Poliesteri a durabilità standard
Queste vernici in polvere, che generalmente garantiscono una durabilità di 1-3 anni ai raggi UV, sono basate su gruppi funzionali dell’acido poliestere reticolati con triglicidil isocianurato (TGIC) o idrossi alchilammide (HAA, noto anche come TGIC-free). Gli impieghi più comuni includono le attrezzature per prato e giardino, oltre ai mobili metallici per esterni in generale.
Poliesteri super-resistenti
Sebbene simili ai poliesteri con durabilità standard, i poliesteri super resistenti si basano su resine poliestere composte da monomeri più resistenti ai raggi UV, per una maggiore longevità. In genere, offrono una durabilità
MASK PRINTING
• Without tooling costs
• Perfect for fitting tests
• No minimum order quantities
di 3-7 anni ai raggi UV in applicazioni più severe, come le finiture per autoveicoli e le vernici per architettura.
Vernici in polvere a base di fluoropolimeri (FEVE)
Le vernici in polvere FEVE si basano su resine di fluoroetilene vinil etere (FEVE), reticolate con isocianati bloccati per creare una rete altamente resistente ai raggi UV. Questi prodotti hanno una durabilità di 10 anni all’aperto, rendendoli ideali come rivestimenti per architettura ad alte prestazioni e applicazioni esterne di lunga durata.
In generale, i poliesteri offrono un buon equilibrio tra costi e prestazioni per esposizioni moderate all’esterno, mentre i fluoropolimeri garantiscono il massimo livello di resistenza ai raggi UV e agli agenti atmosferici (ma a un costo più elevato). Sebbene i rivestimenti per esterni menzionati offrano buone prestazioni in termini di resistenza alla corrosione, si consiglia l’uso di un primer epossidico per aumentare la resistenza alla corrosione dei rivestimenti che saranno utilizzati in ambienti estremamente gravosi.
Tipi meno comuni di vernici in polvere
Sebbene questo articolo si concentri sulle vernici in polvere più utilizzate per le principali categorie di applicazione, questi prodotti offrono vantaggi significativi anche in diverse applicazioni specializzate:
Applicazioni ad alte temperature: le vernici in polvere siliconiche sono ampiamente utilizzate per applicazioni come le griglie per barbecue, grazie alla loro eccezionale resistenza al calore.
Vernici trasparenti e ad alta trasparenza: le vernici in polvere acriliche a base di glicidilmetacrilato (GMA) sono comunemente impiegate per la finitura di ruote, ferramenta per mobili e altre applicazioni che richiedono film lisci e trasparenti con un’elevata nitidezza.
Applicazioni antigraffiti: le vernici in polvere uretaniche sono spesso scelte per la loro eccellente resistenza chimica e ai raggi UV, che le rende ideali per superfici soggette ad atti di vandalismo e pulizia con detergenti aggressivi.
Scegliere con consapevolezza
La selezione della vernice in polvere più idonea richiede una chiara comprensione dei requisiti specifici dell’applicazione, tra cui l’esposizione ambientale, la durata necessaria e la resistenza chimica. Sebbene questo articolo fornisca una panoramica generale, consultare il proprio fornitore è fondamentale per garantire la scelta ottimale in base alle proprie esigenze. Conoscere le diverse formulazioni chimiche delle vernici in polvere e le loro applicazioni consente di prendere decisioni più informate e di migliorare la durata e le prestazioni dei prodotti verniciati.
industrial coating plants impianti di verniciatura industriale
spray booths for car body shop cabine di spruzzatura per carrozzeria
sandblasting booths cabine di sabbiatura
all the load-bearing structures of our coating plants are realised in aluminium tutte le strutture portanti dei nostri impianti di verniciatura sono in alluminio
industrial coating booths cabine di verniciatura
YOU CAN SEE MORE THAN 1000 PHOTOS AND VIDEOS
La nuova Presidente di Assovernici: il futuro del settore tra nuovi obiettivi, responsabilità ambientale e lo sviluppo del mercato
A cura di Assovernici
Milano, Italia
Benedetta Masi, architetto specializzato in bioarchitettura e comunicazione, già vice-presidente di Assovernici e dal 2018 amministratore delegato del Colorificio Sammarinese S.p.A., a febbraio è stata eletta Presidente dell’associazione che rappresenta il settore italiano delle pitture e delle vernici per industria ed edilizia. Qui di seguito la sua prima intervista in questo nuovo ruolo che ricoprirà per un triennio.
Il suo mandato come Presidente di Assovernici si concentra su tre obiettivi chiave: rafforzare le relazioni con la filiera, consolidare la rendicontazione di sostenibilità e potenziare la comunicazione. Da quale di questi aspetti intende partire e con quali azioni concrete? Abbiamo già avviato un importante lavoro sulla rendicontazione di sostenibilità tramite una partnership strategica: un’aggregazione riservata dei dati ci permetterà di rafforzare il Comitato Sostenibilità, che monitorerà la normativa europea e fornirà agli associati strumenti concreti per far fronte ai cambiamenti. In un mercato sempre più complesso, Assovernici punta ad ampliare la propria rappresentatività e a intensificare il dialogo con la filiera per anticipare e, dove possibile, influenzare i trend del settore. Il nostro obiettivo è supportare i produttori nell’adattarsi al cambiamento per competere con successo. Lavoreremo, infine, per potenziare le attività di comunicazione e ridisegnare l’agenda del Comitato dedicato per dare maggiore visibilità alle nostre attività e rafforzare il valore della proposta associativa verso il mercato, con l’obiettivo di contraddistinguere i marchi che rappresentiamo.
Quali sono le principali sfide e opportunità che il settore delle vernici si trova ad affrontare in questo momento storico, caratterizzato da cambiamenti climatici, transizione ecologica e nuove tecnologie?
Il settore delle vernici è in forte rinnovamento, come conseguenza delle normative ambientali e delle innovazioni tecnologiche. Le aziende devono ridurre il loro impatto sull’ambiente, rivedere le formulazioni e adottare processi produttivi più rigorosi investendo in ricerca e sviluppo e sulla gestione dei magazzini, con ricadute significative tanto per i produttori quanto per i rivenditori.
Le tensioni geopolitiche e le difficoltà di approvvigionamento delle materie prime potrebbero tornare a influire su reperibilità e costi delle materie prime, spingendo verso la diversificazione delle fonti e l’ottimizzazione della supply chain. L’automazione e la digitalizzazione diventano cruciali per affrontare la carenza di manodopera e gestire i costi, ma richiedono investimenti in infrastrutture e formazione. Nonostante le sfide, emergono opportunità legate alla sostenibilità. I produttori italiani possono sfruttare le linee guida europee per sviluppare pitture ecocompatibili e soluzioni intelligenti.
La digitalizzazione consente una gestione più efficiente e l’offerta di soluzioni personalizzate. L’implementazione di strumenti digitali consente inoltre una gestione più efficiente della logistica e della qualità, permettendo al contempo di monitorare e analizzare i dati per offrire soluzioni su misura.
La collaborazione tra aziende, centri di ricerca e istituzioni può accelerare l’innovazione e la crescita del settore. La capacità di adeguarsi in modo dinamico a questo scenario, investendo in tecnologie e nuovi modelli di business, sarà un fattore di successo determinante.
Assovernici come intende supportare le aziende associate nel processo di transizione ecologica, promuovendo l’innovazione e l’adozione di soluzioni rispettose dell’ambiente lungo tutta la filiera?
Il vantaggio strategico di Assovernici è la possibilità di generare networking tra aziende, esperti e istituzioni: potrà dunque svolgere un ruolo catalizzatore nella transizione ecologica delle imprese associate, facendo leva sui dati a disposizione. Agiremo, in particolare, nell’ambito dell’aggiornamento normativo, dell’informazione sulle best practice e del dialogo con le istituzioni. Questo ultimo aspetto è cruciale per influenzare le politiche future, favorendo l’adozione di normative che incentivino tecnologie sostenibili e snelliscano i processi burocratici. Valuteremo l’impatto del recente pacchetto europeo Omnibus sulla semplificazione delle iniziative di sostenibilità che le aziende saranno chiamate a intraprendere, e gli effetti di questo riorientamento delle politiche europee.
Infine sono convinta che anche una buona comunicazione sia un potente strumento per valorizzare e incentivare la ricerca e posizionarci come punto di riferimento per il settore.
Con quali modalità pensa possa essere più utile e proficuo collaborare con enti e istituzioni competenti per promuovere politiche industriali lungimiranti, in grado di sostenere la crescita del settore e, al contempo, tutelare ambiente e consumatori?
La collaborazione più proficua con enti e istituzioni nasce da un confronto partecipativo e strutturato. Assovernici partecipa attivamente ai tavoli di lavoro e alle consultazioni promosse dalle istituzioni o da altre associazioni, portando una visione condivisa e approfondita su temi cruciali.
Auspichiamo che enti e istituzioni adottino posizioni più decise nel tradurre le linee politiche europee in strumenti normativi concreti, in grado di premiare chi investe in soluzioni sostenibili e di innalzare gli standard di qualità. I Criteri Ambientali Minimi dovrebbero rappresentare un riferimento efficace per garantire formulati di alto livello, performance ambientali adeguate e durabilità degli interventi, soprattutto negli appalti pubblici. È essenziale che ogni politica di incentivazione abbia una prospettiva di medio termine, per un cambiamento strutturale, duraturo e vantaggioso.
Powering the Industrial Future
Come immagina il futuro del settore delle vernici nei prossimi anni, considerando le nuove tendenze del mercato, le evoluzioni normative e le aspettative dei consumatori? Dobbiamo aspettarci grandi differenze fra comparto edilizio e industriale?
Il futuro sarà segnato dalla crescente importanza della sostenibilità: ma ci vorrà tempo perché le politiche europee, volte a rendere il continente più autonomo e a mantenerne il primato culturale, si armonizzino con le politiche nazionali, spesso orientate a sostenere nel presente un’economia in cerca di stabilità.
Non esiste, però, un’alternativa credibile a un percorso virtuoso che comprenda prodotti, processi e consumi sempre più responsabili: ridurre l’impiego di risorse primarie (MP, energia, lavoro), chiudere i cicli (reimpiego degli scarti, minimizzare i rifiuti) ed estendere la tutela alle comunità. L’adozione di formulazioni a basso impatto, la riduzione dei COV, l’utilizzo di materie prime rinnovabili e la progettazione di vernici intelligenti rappresentano le principali direttrici di sviluppo. Parallelamente, l’integrazione di tecnologie digitali nei processi produttivi consentirà di migliorare efficienza e controllo qualità.
Le differenze tra comparto edilizio e industriale emergeranno soprattutto nelle applicazioni. Nell’edilizia, si cercherà di soddisfare requisiti ambientali sempre più severi, contribuendo al comfort abitativo e alla certificazione energetica degli edifici. Nel comparto industriale resteranno centrali le prestazioni tecniche, insieme a personalizzazione e flessibilità.
In entrambi i casi, il settore dovrà puntare su strategie di resilienza, come la diversificazione delle fonti di approvvigionamento, una gestione flessibile dei costi e una pianificazione strategica che consideri vari scenari di rischio.
Presidente Masi, la sua formazione multidisciplinare combinata con la sua esperienza come CEO le offre una prospettiva unica sul settore delle vernici. Come pensa che questi diversi ambiti di conoscenza si integrino nel suo nuovo ruolo, in particolare per quanto riguarda la promozione della sostenibilità e dell’innovazione nel settore?
La mia formazione da architetto, unita alla specializzazione in bioarchitettura, mi ha sempre portato a considerare i progetti in modo olistico, tenendo conto dell’impatto dei materiali e insieme del benessere delle persone. L’esperienza sul campo come CEO di un’azienda come Colorificio Sammarinese mi ha insegnato il valore di decisioni ponderate e informate per navigare la complessità del mercato contemporaneo. Eppure, so bene che ogni prospettiva rimane parziale e può arricchirsi solo attraverso il confronto: per questo conto sul supporto del Consiglio Direttivo. Credo anche nell’importanza della comunicazione trasparente. Ogni idea o progetto, se non opportunamente trasmesso e diffuso, rischia di restare inespresso: e in un contesto sempre più sensibile alle tematiche di sostenibilità, essere chiari è ormai un imperativo etico. Per quanto riguarda il mio ruolo, mi considero innanzitutto un facilitatore e desidero mettere la mia esperienza al servizio dell’Associazione e delle sue aziende per esprimere al meglio il nostro potenziale.
Su quali terreni si gioca, in particolare, quest’ultima: nelle materie prime, nella formulazione?
Materie prime e formulazione sono fondamentali, ma altrettanto determinante è il servizio offerto, che comprende consulenza e formazione. I produttori e i distributori specializzati risulteranno indispensabili se sapranno guidare i clienti verso le soluzioni più adatte a ciascun progetto, garantendo efficienza, sicurezza e performance. La trasparenza e la personalizzazione dell’offerta si riveleranno vincenti: il servizio stesso può, quindi, diventare un campo di innovazione ancora inesplorato, dove competenze e prossimità al cliente assumono un ruolo decisivo.
In che modo, invece, l’esperienza maturata alla guida di un’azienda dalla forte tradizione e radicamento nel territorio confluirà nel suo approccio alla presidenza di Assovernici, che rappresenta un settore a livello nazionale?
La guida di Colorificio Sammarinese, fortemente radicata nel territorio, mi ha insegnato l’importanza di relazioni autentiche, di una visione inclusiva e di un costante dialogo con la comunità di riferimento. Penso che questo approccio risulti rilevante anche in un contesto associativo nazionale, dove la pluralità di esperienze e competenze va canalizzata e valorizzata per far crescere l’intero settore: l’obiettivo è creare un ecosistema in cui ogni associato si senta parte di un progetto comune e possa beneficiare di un confronto costruttivo.
Lesta PAINT STUDIO 3.0: la nuova frontiera della verniciatura industriale offline con la modifica delle traiettorie acquisite
A cura
di Lesta
Srl Dairago (Milano), Italia sales@lesta.it
Lesta, leader nell’automazione della verniciatura industriale, ha lanciato la nuova versione del suo software innovativo Lesta PAINT STUDIO 3.0, un sistema di programmazione offline avanzato per robot antropomorfi di verniciatura. La grande novità di questa versione è la possibilità di modificare le traiettorie acquisite, una funzione che garantisce una flessibilità senza precedenti per ottimizzare il processo di verniciatura, riducendo tempi e costi di produzione.
La soluzione per la verniciatura automatizzata e di alta qualità Nel panorama industriale moderno, la verniciatura di oggetti di grandi dimensioni, come barche, mezzi agricoli, trattori e strutture metalliche, costituisce una sfida significativa. La difficoltà di trovare manodopera qualificata e l’esigenza di ottimizzare i processi spingono le aziende verso l’automazione. Lesta PAINT STUDIO offre una risposta efficace a queste problematiche, consentendo alle aziende di programmare i percorsi di verniciatura direttamente dall’ufficio tecnico, senza la necessità di un operatore specializzato. Questo software CAD CAM avanzato, progettato per la verniciatura robotizzata, consente una programmazione precisa ed efficiente, creando i percorsi di verniciatura tramite un ambiente interattivo 3D che simula l’intero processo. Le aziende possono così ottenere una qualità elevata senza compromettere la flessibilità operativa.
La novità di Lesta PAINT STUDIO 3.0: modifica delle traiettorie acquisite
Una delle caratteristiche distintive dell’ultima versione di Lesta PAINT STUDIO, la 3.0, è la possibilità di intervenire sui percorsi registrati dal robot in autoapprendimento. Lesta PAINT STUDIO offre una novità fondamentale che soddisfa una crescente richiesta del mercato: una volta che il robot ha registrato un percorso grazie al suo sistema di autoapprendimento, è possibile intervenire su di esso per modificarne alcuni parametri (come la distanza della pistola dalla superficie o l’angolo di applicazione), senza alterare le traiettorie registrate originariamente. Questo permette un’ottimizzazione continua e una personalizzazione del processo di verniciatura anche dopo che il percorso è stato acquisito, il che offre alle aziende una flessibilità senza precedenti. Questa capacità di modificare le traiettorie acquisite, tramite parametri, rappresenta un grande vantaggio in quanto consente di migliorare la qualità e l’efficienza della verniciatura, senza dover riprogrammare l’intero ciclo o effettuare registrazioni manuali aggiuntive. Inoltre, la possibilità di fare modifiche rapide e precise migliora notevolmente i tempi di produzione e riduce gli errori operativi.
Caratteristiche principali di Lesta PAINT STUDIO 3.0
Lesta PAINT STUDIO 3.0 offre una serie di funzionalità avanzate per ottimizzare il processo di verniciatura:
Ambiente 3D interattivo: consente di visualizzare l’intero processo in un ambiente simulato, ottimizzando ogni fase della verniciatura.
Importazione di modelli 3D: facile importazione dei modelli dei pezzi da verniciare e acquisizione dei punti chiave tramite il movimento del robot.
Creazione e personalizzazione dei percorsi: possibilità di modificare parametri come velocità, accelerazione, distanza della pistola e angolo di applicazione.
Simulazione della verniciatura: verifica della deposizione della vernice sui pezzi e simulazione del ciclo del robot.
Rilevamento delle collisioni: controllo di eventuali collisioni durante il ciclo di verniciatura, per evitare errori e danni ai componenti.
Vantaggi per le aziende di verniciatura industriale
Lesta PAINT STUDIO 3.0 risponde alle esigenze di aziende che lavorano con oggetti voluminosi o che desiderano aumentare l’automazione e la precisione del processo di verniciatura. I principali vantaggi includono:
Verniciatura senza operatore: riduzione dei costi di manodopera grazie alla programmazione dei percorsi direttamente dall’ufficio tecnico.
Adatto per oggetti di grandi dimensioni: ideale per la verniciatura di pezzi voluminosi come barche e trattori, riducendo le difficoltà legate alla registrazione manuale dei percorsi.
Controllo totale della qualità: la personalizzazione dei parametri assicura una verniciatura uniforme e precisa anche su superfici complesse.
Flessibilità e ottimizzazione continua: la possibilità di modificare i percorsi in tempo reale consente un’ottimizzazione costante del processo produttivo.
Perché scegliere Lesta PAINT STUDIO?
Lesta PAINT STUDIO 3.0 è la scelta ideale per le aziende che desiderano automatizzare la verniciatura di grandi dimensioni, migliorare la qualità del processo e ridurre i costi operativi. Con la sua interfaccia 3D interattiva, la possibilità di modificare le traiettorie acquisite e l’accurata simulazione del ciclo del robot, rappresenta la soluzione perfetta per le esigenze di verniciatura industriale moderne.
Una delle caratteristiche distintive di Lesta PAINT STUDIO 3.0 è la possibilità di intervenire sui percorsi registrati dal robot in autoapprendimento.
Frank Gläser entra nel CdA del Gruppo KANSAI HELIOS
KANSAI HELIOS ha annunciato la nomina di Frank Gläser come nuovo membro del Consiglio di Amministrazione del Gruppo, con effetto dal 1° febbraio 2025. Con quasi 40 anni di esperienza nell’industria delle vernici, Frank ha ricoperto ruoli manageriali presso WEILBURGER Coatings e Grebe Holding, società madre del gruppo globale WEILBURGER, contribuendo in modo significativo all’innovazione e alla sostenibilità del settore. Questa nomina conferma l’impegno di KANSAI HELIOS nel rafforzare il proprio team di leadership per favorire una crescita sostenibile e consolidare la propria posizione di mercato.
Il 2024 è stato un anno di trasformazione per il Gruppo KANSAI HELIOS, segnato dall’acquisizione strategica di WEILBURGER Coatings e delle sue filiali. Questa operazione non solo ha ampliato il portfolio prodotti del gruppo, ma ha anche consolidato la sua posizione di fornitore di sistemi leader nel settore delle vernici, con un focus particolare sulle vernici liquide industriali. Frank Gläser, figura chiave nella direzione strategica e nel successo operativo di WEILBURGER, ha avuto un ruolo determinante nel processo di acquisizione da parte di KANSAI HELIOS. “Con la significativa crescita di KANSAI HELIOS, l’ingresso di Frank Gläser nel Consiglio di Amministrazione del Gruppo rafforza il nostro team manageriale e sostiene la nostra visione di espansione sostenibile. La profonda conoscenza del settore, le eccellenti capacità di leadership e la comprovata esperienza di Frank ci aiuteranno a raggiungere i nostri obiettivi strategici, tra cui l’innovazione continua e la leadership di mercato,” afferma Dietmar Jost, Presidente del Gruppo KANSAI HELIOS.
La carriera di Frank Gläser abbraccia quasi 40 anni nel settore delle vernici, durante i quali ha sviluppato una vasta esperienza nei rivestimenti speciali, nell’innovazione in ambito R&S e nello sviluppo strategico del mercato. Gran parte del suo percorso professionale si è svolto in WEILBURGER Coatings, dove ha ampiamente contribuito alla crescita dell’azienda, trasformandola in un leader riconosciuto nel settore. Nel corso della sua carriera, ha ricoperto ruoli di leadership di primo piano, tra cui Amministratore Delegato di WEILBURGER Coatings GmbH, nonché Presidente e CEO di Grebe Holding, la società madre del Gruppo WEILBURGER a livello globale. Grazie alla sua visione strategica e al suo impegno per l’innovazione, ha guidato la crescita operativa del gruppo e consolidato la sua reputazione nel settore delle vernici liquide industriali. Il suo approccio lungimirante si allinea perfettamente alla missione di KANSAI HELIOS di offrire soluzioni innovative e sostenibili.
Con l’ingresso di Frank Gläser, il Consiglio di Amministrazione del Gruppo KANSAI HELIOS è ora composto da cinque membri:
“Sono onorato di entrare a far parte del Consiglio di Amministrazione del Gruppo KANSAI HELIOS e di contribuire al continuo successo del Gruppo KANSAI HELIOS e dell’intero Gruppo KANSAI PAINT. Questa è un’opportunità entusiasmante per consolidare i nostri successi, unire le nostre forze e offrire un valore ancora maggiore ai nostri clienti in tutto il mondo,” afferma Frank Gläser
Con l’ingresso di Frank Gläser, il Consiglio di Amministrazione del Gruppo si rafforza ulteriormente, acquisendo nuovo slancio per guidare KANSAI
HELIOS verso i suoi ambiziosi obiettivi, migliorando al contempo la sua reattività in un mercato globale in continua evoluzione. Con una visione condivisa, il nuovo Consiglio è determinato a condurre l’azienda nella sua prossima fase di crescita, attraverso acquisizioni strategiche, l’espansione della presenza internazionale e il rafforzamento del suo ruolo di fornitore leader di sistemi per l’industria.
alla tecnologia di verniciatura digitale per l’automotive
Axalta Coating Systems, azienda leader a livello mondiale nel settore dei rivestimenti e Dürr Systems AG, azienda leader nel settore dell’ingegneria meccanica e dell’impiantistica, hanno stretto una partnership per fornire una soluzione di verniciatura digitale, che combini la tecnologia Axalta NextJet™ con la tecnologia di integrazione robotica di Dürr.
La verniciatura digitale, detta anche “applicazione senza overspray”, è un’applicazione avanzata di vernici che ne consente un posizionamento preciso. Ai sensi dei termini dell’accordo, Dürr sarà l’integratore robotico di Axalta NextJet™ per il mercato degli OEM (Original Equipment Manufacturer) di veicoli leggeri.
“L’applicazione senza mascheratura di vernici bicolore e grafiche richiede collaborazione”, ha dichiarato Hadi Awada, Presidente di Global Mobility Coatings di Axalta. “Grazie alla nostra partnership con Dürr possiamo servire meglio i clienti OEM, sfruttando il know-how di Axalta nel settore dei rivestimenti e l’integrazione di Dürr nella robotica. Insieme stiamo guidando il futuro della tecnologia di verniciatura digitale”.
Lars Friedrich, CEO di Dürr Systems AG, ha aggiunto: “Siamo entusiasti di collaborare con Axalta alla prossima generazione di vernici digitali.
In qualità di pionieri nel settore dell’applicazione senza overspray, Dürr comprende i requisiti richiesti dagli OEM per la realizzazione di progetti personalizzati sui loro veicoli. Questo accordo consentirà alla nostra tecnologia congiunta di arrivare più rapidamente sul mercato e di soddisfare le esigenze dei nostri clienti”.
La presente partnership sfrutta le competenze in materia di verniciatura digitale che Axalta e Dürr hanno sviluppato negli ultimi anni. Nel 2023 Axalta e Xaar hanno annunciato la loro partnership per la verniciatura digitale1 che ha unito le loro capacità uniche per offrire soluzioni agli OEM di veicoli leggeri. Xaar continuerà ad essere parte integrante delle soluzioni di verniciatura digitale che Axalta e Dürr offriranno al mercato OEM. Le dimostrazioni con Axalta NextJet™ su robotica Dürr sono già iniziate presso il centro tecnologico Dürr di Bietigheim-Bissingen, in Germania. Gli OEM sono invitati a contattare il loro rappresentante Dürr o Axalta per ulteriori informazioni.
Per maggiori informazioni: www.axalta.com e www.durr.com
Consulting for the professional and productive world.
Germedia addresses both the professional and productive sectors. Thanks to its cross-disciplinary expertise, it collaborates not only with professionals such as architects, engineers, and law firms, but also with builders, paint manufacturers, and craftsmen.
ROAD TO 2050
BASF Coatings utilizza energia elettrica rinnovabile al 100% in due siti statunitensi
Si prevede che l’utilizzo di energia elettrica rinnovabile al 100% consentirà a BASF Coatings di ridurre le emissioni di CO2 di 11.000 tonnellate all’anno.
La divisione Coatings del produttore internazionale di prodotti chimici speciali BASF ha effettuato con successo la transizione al 100% di elettricità rinnovabile nei suoi siti statunitensi di Greenville (Ohio) e Blackman Township (Michigan). Si prevede che il passaggio a fonti di energia rinnovabile ridurrà di oltre 11.000 t le emissioni di CO2 all’anno. “L’utilizzo di energia elettrica rinnovabile è un passaggio fondamentale, che sta potenziando il cambiamento per un presente e un futuro sostenibili. La trasformazione nelle operazioni è un’altra azione che guida il nostro impegno nel raggiungere i nostri obiettivi di protezione del clima e fare la differenza. Inoltre, innoviamo costantemente le soluzioni di riduzione della CO2 per supportare ulteriormente la transizione verde dei nostri clienti, come le tecnologie a film sottile o l’utilizzo dell’approccio a bilancio di massa”, ha affermato Markus Piepenbrink, il responsabile della sostenibilità di BASF Coatings. Nella sua struttura di Greenville, BASF Coatings produce resine, vernici per la cataforesi e vernici trasparenti, mentre il sito di Blackman Township è specializzato in soluzioni per il trattamento delle superfici. Investendo in elettricità rinnovabile, l’azienda mira a ridurre al minimo il suo impatto ambientale, supportando al contempo i clienti nel raggiungimento dei loro obiettivi di sostenibilità. Attualmente, 17 stabilimenti gestiti da BASF a livello globale si affidano all’elettricità verde generata da fonti rinnovabili. Per i clienti che si riforniscono di prodotti da queste strutture, ciò significa che anche la loro impronta climatica complessiva è ridotta. “La transizione verde per sfruttare tutta la potenza dell’elettricità rinnovabile
per i nostri prodotti non solo migliora la sostenibilità delle nostre soluzioni, ma supporta anche i nostri clienti nel raggiungimento dei loro obiettivi ambientali. Oltre a ciò, stiamo dando potere all’industria automobilistica, per ridurre ulteriormente il suo impatto ambientale”, ha aggiunto anche Jeffrey Jones, vicepresidente di BASF Coatings in Nord America.
Per maggiori informazioni: www.basf-coatings.com/sustainability
Magnify your efficiency with our automation solutions
Since it was founded in 1988, HUBO Automation has always focused the attention to the market needs and to the technological evolution. This allowed the company to establish itself as a leader for the industrial automation and painting. Thanks to the experience of the technical staff and to the continuous investment in new technologies, HUBO is able to satisfy dynamically the requests of a wide range of industries.
HUBO core business is the painting division. The wide range of automation solutions fully meets any need of automatic painting; in addition, the combination of special systems can satisfy particular requests and can guarantee a flexible and reliable painting system from all points of view.
Tecnologia firmata da 75 anni. Innovazione, internazionalizzazione e attenzione alla persona dal 1985: l’anniversario di Tecnofirma
Da un’intervista con Alessandro, Francesco e Giovanna Goi, Tecnofirma - Monza, Italia
Tecnofirma, il cui marchio compare sul mercato nei primi mesi del 1985, celebra 75 anni di esperienza nel campo del trattamento delle superfici. L’azienda si è evoluta con tecnologie all’avanguardia, è cresciuta internazionalmente grazie all’apertura di sedi in Europa, USA e Cina, che garantiscono assistenza locale ai clienti, e ha valorizzato il proprio capitale umano favorendone la crescita. Per celebrare il 75° anniversario, la famiglia Goi ripercorre la propria storia e presenta innovazioni e iniziative che onorano il passato, rafforzando la sua identità per il futuro.
“Per tracciare le origini di Tecnofirma” racconta Alessandro Goi, suo presidente, “occorre risalire alla fine dell’anno 1949, data in cui viene fondata Rotofinish Italiana, azienda che introduce sul mercato, su licenza americana, le prime macchine per la finitura in massa delle superfici. Dopo pochi anni, accanto alle macchine di sbavatura in massa compaiono i primi impianti di lavaggio costruiti su licenza americana Ranschoff e, subito dopo, i primi impianti di verniciatura. Visto il loro successo, la società decide di cambiare nome da Rotofinish in Tecnofinish. Artefice della divisione impianti è l’ing. Giorgio Nironi che, per molti decenni, sarà uno degli esperti italiani più quotati e conosciuti. Nel 1983, Tecnofinish viene acquistata dalla tedesca Metallgesellschaft e, dopo un anno, viene scorporata la divisione impianti che è acquistata da me e da Carlo Morone, rispettivamente direttore generale e presidente di Tecnofinish. Tutti i 30 dipendenti della divisione passano nella nuova società, che prende il nome di Tecnofirma, firmando l’atto di accettazione dopo uno storico viaggio in treno a Milano per raggiungere lo studio del notaio in via Torino: era il 15 febbraio del 1985”.
Con questo passaggio, Tecnofirma eredita da Tecnofinish il know-how, un team di dipendenti affiatati e consolidati, e un portafoglio ordini già avviato, ponendo le basi per una nuova avventura imprenditoriale, che si rivelerà brillante.
Nel 1990, l’azienda trasferisce la sua sede a Monza, in Viale Elvezia 35, all’interno di un edificio iconico progettato dall’architetto Angelo Mangiarotti. Questo passaggio segna un momento di svolta per Tecnofirma, permettendo all’azienda di espandere le proprie capacità produttive e di ricerca. L’edificio di Viale Elvezia non solo offre ampi spazi per la progettazione e la realizzazione degli impianti, ma è anche un simbolo dell’approccio visionario dell’azienda, che ha sempre puntato su soluzioni innovative e tecnologiche all’avanguardia. Oggi, la sede di Monza rappresenta il cuore operativo dell’azienda nonché un punto di riferimento per clienti e partner provenienti da tutto il mondo. Qui vengono sviluppate nuove tecnologie, testati prototipi e messe a punto soluzioni personalizzate per soddisfare le esigenze di un mercato in continua evoluzione.
Un susseguirsi di innovazioni strategiche per la finitura delle superfici
Nella storia della società, ha avuto un ruolo fondamentale la diversificazione del portafoglio di impianti. Inizialmente specializzata nelle macchine per il lavaggio industriale dei pezzi, Tecnofirma si espande anche nella verniciatura. Alla fine degli anni ‘90, lancia alcune innovazioni rivoluzionarie come la sbavatura ad alta pressione, che ebbe un notevole successo di mercato, e il prototipo di una macchina di lavaggio che utilizzava anidride carbonica liquida al posto dell’acqua.
“Presentammo quel prototipo alla Fiera Campionaria di Milano, con l’ambizioso obiettivo di scalare la tecnologia anche per uso domestico,
sostituendo le tradizionali lavatrici ad acqua” ricorda Alessandro Goi. “Fu un tentativo molto avveniristico, probabilmente troppo, perché non ebbe successo di mercato, a differenza della sbavatura ad alta pressione”. Si sa, la ricerca e lo sviluppo non sempre centrano gli obiettivi di mercato, talvolta precorrono troppo i tempi ma di certo gettano il seme per l’avanzamento di un settore industriale.
Negli anni 2000 Tecnofirma continua il suo percorso di innovazione.
Utilizzando le sue conoscenze nell’impiantistica di lavaggio e verniciatura, dopo un’intensa attività di ricerca che prosegue ancora oggi, perfeziona la tecnologia di impregnazione per il motore e il generatore dei veicoli elettrici. Sempre all’inizio del nuovo secolo, l’azienda si concentra sullo sviluppo della verniciatura con polimerizzazione UV, applicata soprattutto nel settore del lighting automobilistico.
“L’industria dell’auto è sempre stata il nostro core business”, interviene Francesco Goi, General Manager di Tecnofirma. “Con la tecnologia di impregnazione siamo stati lungimiranti perché l’abbiamo sviluppata nel momento in cui abbiamo fiutato che il motore termico stava entrando in difficoltà a vantaggio del motore elettrico, e continuiamo ad investirci, avendo depositato numerosi brevetti con valenza internazionale”.
Una tappa importante della storia di Tecnofirma è stata l’introduzione, nella sede di Monza, di un laboratorio di prove, prototipazione, ricerca e test industriali, dove collaborare con tutte le case automobilistiche allo sviluppo delle nuove tecnologie a loro destinate. Oggi, ogni sede di Tecnofirma nel mondo possiede un laboratorio di prova e di R&D a supporto dei clienti locali.
Da sinistra: Carlo Morone, Giancarlo Mamone, Alessandro Goi, Alessandro Giussani, Giorgio Nironi e Danilo Malavolti.
Foto d’epoca degli uffici tecnici Tecnofirma negli anni ’80.
Il prototipo del dispositivo per il dispensing sviluppato in occasione dell’anniversario dell’azienda.
Gli anni dell’internazionalizzazione
Negli anni ‘90 entra in azienda la nuova generazione, composta dai figli di Alessandro Goi, Francesco e Giovanna, che danno un ulteriore impulso allo sviluppo dell’azienda, avviando un progetto di internazionalizzazione, nonché trasformando la conduzione della stessa da famigliare a manageriale.
Nel 2011 Tecnofirma apre la sede in Cina, nel 2021 in Germania, nel 2022 negli Stati Uniti.
“In Cina è un’avventura importante” spiega Francesco Goi, “perché non si tratta di una semplice società commerciale, bensì progetta e produce localmente. Dopo 14 anni, possiamo dire che è una realtà consolidata, guidata da personale locale giovane, di età compresa tra i 30 e 40 anni”.
“Dopo la pandemia da Covid, la sensazione è che sia ancora più importante essere vicini ai clienti nei propri mercati di riferimento” sottolinea Giovanna Goi, Marketing & Communication Manager, “in modo da fornire assistenza pre e post-vendita in maniera rapida ed efficiente perché la squadra di tecnici è già sul posto. Questa esigenza, prima della pandemia, era meno avvertita perché non ci eravamo mai scontrati con l’impossibilità, o l’estrema difficoltà, di viaggiare. Oggi Tecnofirma si trova là dove si trova il suo cliente”.
“Il passo successivo che stiamo compiendo con le sedi internazionali è quello di allestire in ognuna di esse un laboratorio, in modo da fornire gli impianti ma anche tutta la fase di assistenza nella definizione dei processi” prosegue Francesco. “In questi laboratori i clienti possono fare prove e campionature. Per le tecnologie innovative, queste piccole produzioni stanno diventando una necessità strategica e noi vogliamo offrirla ai nostri clienti dove loro si trovano, senza costringerli a venire in Italia”.
Focus sugli USA
“Aprire una sede negli Stati Uniti si sta rivelando una scelta lungimirante, per compensare il calo oggettivo del mercato europeo nel corso dell’ultimo anno” commenta Francesco Goi. “Anche in America l’incertezza sul futuro
del mondo automotive sta rallentando i nuovi investimenti, ma, ciononostante, alcuni importanti nuovi programmi vengono avviati. Per essere credibili, il mercato richiede una concreta presenza locale. Nel settore della metalmeccanica e dell’automazione il prodotto italiano, così come quello tedesco, è molto apprezzato e spesso concorrenziale. Almeno in questi settori, l’Europa può vantare una riconosciuta eccellenza tecnologica”.
“Sebbene l’industria dell’auto, che - come abbiamo già sottolineato - è il nostro core business, abbia sede a Detroit e dintorni, noi abbiamo scelto di aprire Tecnofirma USA a Charlotte, in Nord Carolina. É uno stato ricco di nuovi insediamenti di aziende internazionali e, per certi versi, ricorda la nostra Brianza: clima mite e spesso soleggiato e un contesto tranquillo, dove vivere in sicurezza” interviene Giovanna Goi. “Ciò ha semplificato il trasferimento e l’adattamento dei nostri collaboratori al nuovo contesto di vita e di lavoro. Quando apriamo sedi all’estero, sappiamo che il supporto dei nostri connazionali sarà importante perché la professionalità italiana è spesso difficile da trovare altrove. Per questo cerchiamo contesti sicuri e piacevoli, in modo da favorire il nostro staff”.
Un’azienda fatta di persone
Questo focus sul benessere e sulla crescita professionale dei propri collaboratori dice molto dell’attenzione alla persona in Tecnofirma. “Abbiamo una elevata fidelizzazione del personale con una rotazione molto scarsa, sia delle figure senior sia di quelle junior. La maggior parte dei nostri collaboratori compie il proprio percorso di carriera completamente all’interno di Tecnofirma. Ciò è vero sia per l’Italia sia per la Cina. Vedremo se lo sarà anche nelle altre sedi estere” spiega Alessandro Goi. “Siamo consapevoli che l’azienda ha un certo appeal nei confronti dei propri collaboratori, tale da trattenerli per molto tempo, molti fino alla pensione. Per me, come imprenditore, seguire i collaboratori, farli sentire a loro agio, remunerarli in maniera adeguata è sempre stato un obiettivo importante. Le porte del mio ufficio sono sempre aperte e chiunque può entrare a chiedere o a scambiare due parole”.
“In Tecnofirma i collaboratori apportano un valore aggiunto: non facciamo macchine standard, siamo sempre in evoluzione, in crescita, in trasformazione e dediti alla ricerca. Ciò che chiediamo a tutti è di portare in azienda quel quid in più che ogni singola persona a seconda del suo percorso e delle sue caratteristiche può trasferire nel suo lavoro” aggiunge Francesco. “Non abbiamo fidelizzato i collaboratori con politiche sociali particolari, anche se chiaramente sono disponibili. Il motivo per cui la gente resta qui è che ha l’occasione di esprimersi e di crescere in un ambiente stimolante, contribuendo ciascuno al successo dell’azienda”.
“Mi piace sottolineare anche che l’età media dei nostri collaboratori è calata progressivamente, un processo naturale rispetto a 20 anni fa” interviene Giovanna. “Si cerca di dare sempre più spazio ai giovani,
GLOBAL SOLUTIONS
FOR WATER TREATMENT
with a complete service that includes system design manufacturing, installation, technical support and chemicals
SPRAY BOOTHS WATER SLUDGE REMOVAL
RESIN DEMINERALIZATION SYSTEMS
REMEDIATION OF CONTAMINATED SITES
BIOLOGICAL SYSTEMS
BATCH TREATMENTS
PHYSICAL-CHEMICAL SYSTEMS
ADSORPTION FILTRATION
REVERSE OSMOSIS
MEMBRANE SYSTEMS
EVAPORATORS
BIOGAS BIOMASS SYSTEMS
OIL SEPARATORS
DESANDERS
DESALINATION SYSTEMS
MULTIDISC SCREW PRESS
OTHER SYSTEMS
CHEMICALS
Il laboratorio di Tecnofirma nella storica sede di Monza.
consapevoli del fatto che i giovani hanno l’energia necessaria per concepire prodotti nuovi, per aprire e coltivare mercati nuovi, hanno una forza propulsiva impareggiabile quando sono motivati”.
La sostenibilità: un approccio condiviso con i clienti
“La sostenibilità è nel DNA dell’evoluzione tecnologica dall’azienda” afferma Giovanna Goi. “Il nostro mercato principale, quello della mobilità elettrica, è rivolto alla sostenibilità. Siamo anche noi impegnati a ridurre i consumi con un programma di sostenibilità interna che ha previsto l’installazione dei pannelli solari, la sostituzione dell’intera illuminazione dell’azienda, l’eliminazione della plastica e la riduzione dei consumi. Fra gli obiettivi ancora da raggiungere c’è il bilancio di sostenibilità, anche se siamo già impegnati su questo fronte da anni, spinti soprattutto dai clienti del settore automotive, che da tempo ci portano a riflettere sul tema”.
Le celebrazioni per i 75 anni
“Il modo migliore per celebrare i nostri 75 anni è, ancora una volta, l’innovazione di prodotto” conclude Alessandro Goi. “Abbiamo sviluppato in laboratorio un prototipo per il dispensing (o potting), che è un processo alternativo all’impregnazione ma che va oltre alla sola applicazione nel settore elettrico, abbraccia anche altri segmenti industriali. Possiamo definirlo come una evoluzione dell’impregnazione”.
Dal punto di vista aziendale, Tecnofirma festeggerà lo storico anniversario con una serie di eventi nel corso dell’anno, nonché con diverse iniziative di comunicazione, a partire dal logo appositamente disegnato.
“Questo logo, che ci accompagnerà fino alla fine del 2025, valorizza il recupero del passato come parte integrante dell’identità presente e futura, sottolinea la sua solidità e rinnova il ringraziamento a tutti coloro che hanno lavorato per l’azienda e con l’azienda in questi 75 anni” conclude Giovanna Goi.
“Per comunicare l’importanza del contributo che ciascuno dà e ha dato all’interno dell’azienda, un’altra iniziativa che metteremo in pratica sarà la creazione di un corridoio costellato di targhe che riportano le firme di tutte le persone che hanno lavorato in Tecnofirma sin dal 1985. Una sorta di “Walk of Fame”, che recupererà le firme da vecchi documenti del lavoro. Il modo migliore per descrivere la storia di un’azienda che porta la firma nel proprio slogan originale: Tecnofirma, tecnologia firmata”.
Festina Lente adotta l’automazione avanzata per la verniciatura a telaio di bottoni e accessori moda
Monica Fumagalli ipcm®
Nel distretto bergamasco dei bottoni, Festina Lente sta creando una nuova realtà produttiva basata su lavorazioni che coniugano la tradizione artigiana tipica della zona con le tecnologie più avanzate presenti sul mercato. È in quest’ottica che l’azienda ha recentemente installato due impianti gemelli progettati e realizzati da DBM Tecnologie per la verniciatura a telaio automatica di bottoni e accessori moda.
‘Festina lente’, il motto latino attribuito per la prima volta all’imperatore romano Augusto, significa ‘Affrettati lentamente’ ed evoca la spinta a muoversi con decisione per raggiungere i propri obiettivi, ma con prudenza. Non fu un caso che nel XVI secolo Cosimo de’ Medici lo associò al simbolo della tartaruga, l’emblema della sua flotta, come monito alla ponderazione nell’affrontare le imprese perché avessero successo1. Un motto che è diventato non solo il nome di un’azienda, Festina Lente Srl appunto, fondata nell’ottobre del 2022 nella zona della bergamasca nota come ‘button valley’, ma anche simbolo di una strategia di crescita per lo sviluppo di una realtà imprenditoriale che affronta le sfide di un mercato altalenante.
1 https://it.wikipedia.org/wiki/Festina_lente
“In un settore come quello del lusso associato all’abbigliamento e agli accessori di moda – ci spiega Marco Faustini, CEO di Festina Lente Srl - che sta attraversando una fase di riassestamento dopo un periodo di crisi, questa strategia permette non solo di evitare rallentamenti produttivi lesivi, ma anche di porre basi solide per i nostri progetti futuri”. Oltre 10 anni fa per il distretto dei bottoni ubicato tra Bergamo e Brescia con centro nevralgico a Grumello del Monte (Bergamo), che negli anni Trenta del secolo scorso era arrivato ad esportare fino a 27mila quintali di bottoni in tutto il mondo2, iniziava un periodo di crisi che spinse molte aziende del territorio a diversificare la propria produzione specializzandosi in fibbie per cinture, chiusure lampo e altri accessori e puntando sul fashion, in particolare, su quello di lusso. Un mercato che oggi però, secondo il nuovo rapporto di Business of Fashion e McKinsey, sta subendo una fase di rallentamento che dovrebbe mantenersi invariata anche per il prossimo anno. Si legge, infatti, nel rapporto della società di consulenza: “Valutate esclusivamente sulla base delle cifre d’affari, le prospettive dell’industria della moda per il 2025 sembrano essere una continuazione della lentezza rilevata nel 2024: si prevede che la crescita dei ricavi si stabilizzi su valori bassi a singola cifra. Sebbene il settore del lusso abbia guidato la creazione del valore negli ultimi anni, l’Indice Globale della Moda McKinsey prevede che nel 2024 sarà il settore del non-lusso a guidare l’aumento totale del profitto economico per la prima volta dal 2010 (escludendo la pandemia di COVID-19)”3 Con una strategia aziendale basata sulla verticalizzazione dei processi produttivi caratterizzati dal binomio artigianalitàinnovazione, Festina Lente presenta ottime prospettive di crescita in controtendenza con la situazione del mercato attuale.
Alcune lavorazioni, come quelle di fibbie o altri accessori, sono effettuate tramite macchinari robotizzati.
Uno degli impianti per la vibrofinitura in massa a secco di bottoni e accessori.
Gli abrasivi in resina utilizzati per la vibrofinitura delle superfici.
Uno dei due impianti gemelli a velo d’acqua installati da DBM Tecnologie. Queste cabine sono progettate nel pieno rispetto della normativa ATEX.
“Nel 2024, nonostante un mercato volatile – sottolinea Faustini - l’azienda ha dimostrato resilienza e flessibilità mantenendo tutte le fasi produttive rigorosamente interne. Questo ci ha permesso di garantire consegne puntuali, mantenendo al contempo una relazione di completa trasparenza con i nostri clienti. Nell’ultimo periodo abbiamo investito in un nuovo stabilimento in cui abbiamo spostato due lavorazioni per noi fondamentali: la fonderia e la verniciatura, caratterizzate da un profondo know-how che, una volta trasferito nella nuova realtà produttiva, ci ha consentito di scegliere le migliori tecnologie presenti sul mercato da affiancare a quelle già esistenti. In questo modo siamo entrati in contatto con DBM Tecnologie Srl di Casale sul Sile (Treviso) per l’installazione di due impianti di verniciatura a telaio volti ad automatizzare e, quindi, accelerare il processo produttivo di bottoni, principalmente in zama, fibbie e altri accessori metallici”.
Il dispositivo automatico che permette la rotazione e la traslazione delle due pistole di spruzzatura.
L’origine di Festina Lente: da artigiani a leader nella produzione di accessori in metallo e finiture
“Nel 2019 e 2020 – prosegue Faustini - due aziende artigianali vicine, Villa&Villa e MTV, specializzate rispettivamente in pressofusione e verniciatura di bottoni e accessori moda, si sono unite per diventare Festina Lente Srl. Nel 2021 a loro si è aggiunta Plating Gold di Vicenza, che si occupa da oltre 30 anni di trattamenti galvanici, lavorazioni e finiture su metalli preziosi e comuni e, nel 2024, Italyart di Trissino (Vicenza), operante nel settore delle microfusioni e S&A, una torneria in ottone di Calenzano (Firenze). Nel 2022 abbiamo avviato la ricerca di un nuovo capannone per Festina Lente Srl, nata a ottobre 2022 dalla fusione della fonderia e della verniciatura. Abbiamo individuato l’area adatta per la costruzione del nuovo stabilimento nella zona di Grumello del Monte, che rimane ancora il cuore del distretto dei bottoni”.
Due nuovi reparti tra artigianalità e innovazione
Nel nuovo stabilimento di Grumello del Monte la fonderia produce bottoni e accessori in zama su due linee, una dedicata alla fusione con stampi in gomma e l’altra alla pressofusione con stampi in acciaio. “Questa diversificazione è dovuta al fatto che gli stampi in gomma, essendo più malleabili, ci permettono di realizzare manufatti più complessi, come quelli che presentano numerosi sottosquadra, oppure di avviare la produzione di piccoli lotti o di prodotti che resteranno sul mercato per una sola stagione, in modo che possiamo ridurre i costi per il cliente. Mentre per articoli standard e grandi lotti, lo stampo in acciaio è sempre preferibile”.
La preparazione degli stampi in gomma richiede una manualità artigianale non comune, in quanto i canali lungo cui scorre il metallo iniettato vengono intagliati con i bisturi, mentre gli stampi di pressofusione sono realizzati da una ditta esterna. “Dopo lo stampaggio, i pezzi sono prima puliti a secco manualmente o tramite
vibrofinitura automatica con abrasivi in resina e, poi, sottoposti al lavaggio, che prima era affidato in esterno ma che oggi, grazie all’integrazione di un impianto in azienda, possiamo effettuare internamente. Una volta che i pezzi sono pronti, possono essere consegnati al cliente, nel caso questi voglia effettuare personalmente la verniciatura, oppure sottoposti ai trattamenti di finitura superficiale interni al gruppo. Questi includono i rivestimenti galvanici, a rotobarile oppure la verniciatura a liquido manuale e automatica che effettuiamo presso la nostra sede. La verniciatura automatica viene effettuata nei due impianti gemelli recentemente installati da DBM Tecnologie e in una cabina robotizzata recuperata dalla vecchia fabbrica”.
“Anche la preparazione dei telai o dei vassoi per la verniciatura a telaio richiede una professionalità e un’esperienza non comune” – interviene Alessandro Costa Laia, Sales Technical Department di DBM Tecnologie. “Ecco il motivo per cui anche in questo reparto l’artigianalità incontra l’innovazione, rispecchiando il binomio vincente dell’azienda”.
Dettaglio delle due pistole per l’erogazione della vernice.
Il PLC di controllo dove l’operatore può impostare le ricette in base al tipo di applicazione da effettuare.
La stazione di appassimento con 12 postazioni.
L’apertura del forno è situata all’interno della camera bianca.
La verniciatura a telaio avanzata “I due sistemi di verniciatura a velo d’acqua della serie DAV qui installati – continua Costa Laia – sono integrati con dispositivi di automazione sofisticati che consentono di ottenere una perfetta verniciatura anche di componenti particolarmente complessi. Progettata nel pieno rispetto della normativa ATEX, questa serie di impianti si caratterizza per il carico dall’alto dei telai portapezzi, per il sistema automatico di protezione dei punti di presa del telaio, per le limitate dimensioni d’ingombro – il telaio ha una lunghezza pari a 1 m – e per il sistema automatico di verniciatura. L’intervento di spruzzatura dura 40 sec e avviene tramite due pistole agganciate a un supporto che consente la rotazione e la traslazione lungo l’asse orizzontale dei due sistemi di erogazione, in modo da raggiungere anche le parti più nascoste dei piccoli pezzi da verniciare. Grazie al controllo tramite PLC e ai regolatori elettronici collegati agli inverter, l’operatore può selezionare il ciclo di verniciatura più adatto, impostare la velocità di traslazione del gruppo verniciante e il numero di giri del telaio. Infine, è possibile pre-caricare e impostare ricette di verniciatura personalizzate, secondo le esigenze del cliente”. Le cabine a velo d’acqua sfruttano un sottile strato d’acqua presente sulla parete posteriore per catturare le particelle di vernice raccolte in una vasca dotata di un sistema di filtrazione a 3 stadi, riducendo al minimo l’emissione di vapori e solventi nell’ambiente circostante.
“All’interno delle cabine di verniciatura sono in funzione sistemi di abbattimento fumi per ridurre le emissioni in atmosfera, tutelare la salute degli operatori e contribuire in questo modo alla sostenibilità ambientale. Ciascuna cabina è suddivisa in due parti: la sezione frontale con il pannello operatore e il quadro elettrico e le barriere di protezione fotoelettriche e la sezione retrostante che consente un accesso facilitato per gli interventi di manutenzione su pompe, motori e filtri, che includono il filtro a labirinto per favorire l’abbattimento delle gocce e la filtrazione meccanica e il filtro in fibra di vetro per l’ultima fase di filtrazione. Ciascun impianto è collegato
a un ventilatore di estrazione e al sistema di aspirazione centralizzato dello stabilimento”.
L’impianto è completato da due stazioni di appassimento con 12 posizioni ciascuna in cui i telai stazionano per 30 min e dal forno compartimentato in due zone per impostare temperature diverse (max 160 °C), sulla base delle esigenze di produzione. Dopo l’asciugatura, i pezzi sono inviati al confezionamento.
Quando il know how dell’operatore fa la differenza
“Per politica aziendale, nel percorso di crescita di Festina Lente, quando si acquisisce o internalizza una nuova impresa, vengono integrati nel proprio management i vecchi proprietari – afferma Faustini. “Lo stesso avviene per i dipendenti, così da garantire quella continuità produttiva che è una garanzia di qualità per i nostri clienti. Succede a volte però che siano gli stessi operatori a scegliere altre strade e, soprattutto in un reparto con processi complessi come
Let‘s talk about powder coating.
A technology that is proven since decades and actually, it‘s just getting started with FLOWSENSE. FLOWSENSE? It‘s a software masterpiece and a bunch of small sensors that do big things: Consistent powder output from the rst to the last workpiece. Reliability, measured in real time. Put quality on repeat!
Esterno della camera bianca con il forno da cui sono estratti i telai.
La parte retrostante delle due cabine. Ciascuna cabina è collegata ad un ventilatore di estrazione e al sistema di aspirazione centralizzato dello stabilimento.
I bottoni al termine del processo produttivo.
quello di verniciatura, trovare personale specializzato non è semplice. Dopo un periodo di rodaggio, siamo riusciti a trovare un responsabile di reparto con un’esperienza di 15 anni. È stato lui a consigliarci l’acquisto delle cabine di DBM Tecnologie con cui aveva già avuto occasione di lavorare”. I due impianti sono in funzione da pochi mesi ma già il CEO di Festina Lente si può ritenere soddisfatto dell’investimento: “volevamo una soluzione che fosse compatta, pulita e rispettosa dell’ambiente di lavoro e di quello circostante. L’automazione che caratterizza questi dispositivi impedisce all’impianto di avviarsi se il sistema di pressurizzazione della cabina non è partito. Questo comporta due vantaggi: da un lato il benessere dell’operatore che può lavorare in un locale con aria purificata e, dall’altro, la garanzia che il rivestimento non presenti difetti e abbia il livello qualitativo che il cliente si aspetta da noi”.
‘Affrettati lentamente’
Festina Lente si rivolge totalmente al mercato B2B, costituito da clienti di piccole e medie dimensioni e da un paio di grandi gruppi manifatturieri.
“L’anno scorso – conclude Faustini - è stato un anno complesso per 2
aziende del gruppo che lavorano con il settore del lusso e le prospettive future, come abbiamo visto, non sono positive. Per fare in modo che non fermassero la produzione, abbiamo esternalizzato presso di loro alcune lavorazioni che di solito effettuiamo qui da noi, un’altra dimostrazione che essere parte di un gruppo dinamico come il nostro è una risorsa. Attualmente, nonostante Festina Lente lavori per il comparto moda, stiamo cercando di diversificare i mercati di riferimento; abbiamo iniziato a lavorare per i settori dell’arredamento, dell’occhialeria, della profumeria e della cosmetica. La vera sfida è trovare i prodotti che meglio si adattino alla verniciatura a telaio, come quelli con geometrie tridimensionali. Dal punto di vista dello sviluppo di Festina Lente, continueremo a portare avanti la nostra strategia di internalizzazione delle lavorazioni per verticalizzare il processo produttivo dei nostri stabilimenti e continueremo ad affidarci alle aziende più innovative ed avanzate, come DBM Tecnologie, per sostituire i dispositivi più obsoleti in modo da essere sempre pronti a qualsiasi richiesta e a non fermarci fino a che non saremo completamente soddisfatti del risultato: questo significa per noi aver fatto propri i valori espressi nel motto ‘Affrettati lentamente’, procedendo a vele spiegate, ma con prudenza”.
Personalizzare la produzione di ganci e bilancelle per rendere il processo di verniciatura ancora più efficiente
Da un’intervista con Claudia Guerra, responsabile della qualità, e Matteo Cuman, responsabile commerciale di Guerra
La corretta gestione dell’appensione dei manufatti su una linea di verniciatura riveste un ruolo cruciale per garantire risultati di finitura ottimali. Guerra S.r.l., azienda specializzata nella produzione e fornitura di una vasta gamma di soluzioni per la verniciatura industriale, ha investito nell’ampliamento del proprio reparto dedicato alla realizzazione di ganci e bilancelle su misura. Oggi, con una produzione che supera i 30.000 ganci al giorno, l’azienda offre un servizio altamente personalizzato e rapido, in grado di soddisfare le richieste sempre più specifiche del mercato.
Nel settore della verniciatura industriale, ogni dettaglio del processo produttivo incide sulla qualità del risultato finale. Tra questi, la scelta dei supporti per la movimentazione dei pezzi riveste un ruolo cruciale. I ganci, in particolare, non sono semplici accessori, ma elementi fondamentali per garantire un ancoraggio stabile, una distribuzione uniforme del carico e un’applicazione della vernice priva di imperfezioni.
Le esigenze delle aziende sono molteplici e variano a seconda del tipo di impianto, della natura dei manufatti da trattare e del ciclo produttivo adottato. Alcuni componenti da verniciare sono leggeri e poco ingombranti, altri voluminosi e pesanti; alcuni presentano geometrie complesse che richiedono punti di aggancio specifici per evitare accumuli di vernice o zone di ombra. Inoltre, è fondamentale considerare i vincoli imposti dai trasportatori aerei o dalle catene di movimentazione, affinché i supporti di appensione non interferiscano con il flusso operativo.
Per rispondere a queste sfide, Guerra S.r.l., azienda di Zelo Buon Persico (LO) specializzata nella produzione e fornitura di prodotti e tecnologie per la verniciatura industriale, ha recentemente potenziato il proprio reparto di progettazione e realizzazione di ganci di appensione e bilancelle con l’obiettivo di sviluppare soluzioni su misura in grado di adattarsi perfettamente alle esigenze dei clienti. Ogni articolo è studiato in funzione delle dimensioni e del peso dei pezzi da trattare, così come degli spazi disponibili lungo la linea di verniciatura. Questo approccio su misura
Guerra produce ganci di appensione di svariate misure, diametri e portata al fine di soddisfare le esigenze del mercato.
consente di ottimizzare il carico degli impianti, migliorare l’efficienza produttiva e assicurare un’applicazione della vernice precisa e uniforme.
Una produzione interna per un servizio più efficiente e personalizzato
Da anni, Guerra è un punto di riferimento nella rivendita di prodotti per la verniciatura industriale, tra cui ganci e bilancelle per il trasporto dei manufatti da trattare lungo la linea di verniciatura. Con il tempo, l’azienda ha constatato che le esigenze dei clienti sono sempre più specifiche e diversificate e che dunque è necessaria una risposta più flessibile e tempestiva.
“Di frequente i clienti ci chiedono pochi pezzi e altamente personalizzati. Per questo motivo, qualche anno fa abbiamo deciso di avviare una produzione interna di ganci e bilancelle. Questo passo strategico, insieme ad un ampliamento graduale dell’intero reparto, ci ha permesso di ridurre i tempi di attesa, garantire una maggiore personalizzazione e offrire un servizio rapido ed efficiente”, spiega Matteo Cuman, responsabile commerciale dall’azienda.
Oggi, Guerra si distingue per la produzione di ganci su misura, studiati per adattarsi perfettamente alle richieste
specifiche di ogni cliente. Grazie alla produzione interna, l’azienda è in grado di realizzare ganci con diametri da 1,5 a 25 mm e lunghezze interne da 50 a 1.000 mm.
“Sebbene disponiamo di un catalogo con modelli standard, il valore aggiunto della nostra azienda risiede proprio nella capacità di progettare e realizzare ganci su misura”, spiega Claudia Guerra, responsabile della qualità dell’azienda.
Un reparto produttivo ampliato “Ogni supporto di appensione nasce da un’idea e da una progettazione accurata. In alcuni casi, il cliente ci fornisce un modello che deve essere replicato fedelmente; in altri, invece, presenta un’esigenza specifica, e il nostro team tecnico sviluppa la soluzione più adatta per garantire una verniciatura ottimale”, spiega Guerra. La progettazione avviene internamente, con tempistiche rapide e un approccio altamente personalizzato. Una volta definita la soluzione ideale, viene realizzato un prototipo che il cliente può testare. Se soddisfa le aspettative, la produzione entra nel vivo e si avvia la collaborazione. Per assicurare precisione ed efficienza, Guerra dispone di un reparto produttivo all’avanguardia, dotato di quattro macchine automatiche
Panoramica del reparto di produzione di ganci e bilancelle.
e una manuale. “Le macchine automatiche sono specializzate nella lavorazione dei ganci di diametri più piccoli, suddivise per fasce di spessore: due sono dedicate esclusivamente al filo di acciaio da 1,5 e 2 mm, mentre le altre due lavorano su diametri da 3 a 6 mm. Una di queste è equipaggiata con una testa rotante, che consente di realizzare pieghe e angolazioni complesse. Inoltre, alcune di queste macchine operano in 3D e ciò permette di ottenere ganci con curvature fino a 45° e 90°, nonché con geometrie più articolate”, afferma Cuman. “Per i diametri più grandi, invece, da 8 a 25 mm, si passa a una lavorazione manuale, essenziale per garantire la massima precisione”. Lo stesso approccio viene applicato anche alla progettazione e alla produzione delle bilancelle, studiate affinché ogni modello sia sempre replicabile con precisione. Inoltre, per garantire la massima sicurezza e affidabilità, Guerra si avvale della collaborazione di uno studio specializzato in certificazioni, che esegue prove di trazione sulle bilancelle per certificarne la resistenza e la conformità agli standard di settore.
Il
ciclo produttivo
Il processo produttivo ha inizio con la selezione di materie prime certificate, accuratamente stoccate in magazzino prima della lavorazione. L’operatore carica il filo d’acciaio sulle macchine, regolando i parametri in base alle specifiche richieste per ottenere la forma desiderata. Al termine della produzione, ogni lotto viene etichettato con tutte le caratteristiche tecniche del prodotto, assicurando massima tracciabilità. “Attualmente, produciamo circa 30.000 ganci al giorno, un volume che riflette la crescente domanda di soluzioni su misura”, spiega Cuman.
Particolare attenzione viene dedicata anche al packaging: Guerra sta ottimizzando le soluzioni di imballaggio per evitare che i ganci si aggroviglino durante il trasporto e per agevolarne la gestione da parte del cliente. “In futuro, ci piacerebbe automatizzare ulteriormente questo reparto al fine di rendere più veloci ed efficienti le operazioni di preparazione della merce prima della spedizione”, continua Claudia Guerra.
Una rete commerciale capillare e un e-commerce per un servizio ancora più efficiente
Guerra opera attraverso un ampio network di rivenditori distribuiti in diverse regioni italiane, tra cui Piemonte, Emilia-Romagna, Toscana e Sud Italia. In Lombardia, l’azienda gestisce direttamente i rapporti con gli utilizzatori finali, mentre nel resto del Paese si affida a partner locali per garantire una presenza più capillare e un servizio di assistenza sempre puntuale. Sempre attenta alle esigenze del mercato, Guerra S.r.l. è aperta a nuove collaborazioni con potenziali rivenditori interessati a distribuire i suoi prodotti. Inoltre, per offrire un’esperienza d’acquisto ancora più immediata e accessibile, l’azienda ha sviluppato un progetto di e-commerce integrato nel proprio sito web: qui le aziende possono consultare il catalogo e ordinare direttamente ganci e bilancelle online. “Alla ricezione dell’ordine, il nostro team tecnico contatta il cliente per una verifica finale, offrendo così la possibilità di personalizzare i prodotti in base alle specifiche esigenze. Questo modello ci permette di unire la comodità dell’acquisto online alla flessibilità della produzione su misura, garantendo sempre un servizio rapido ed efficiente”, conclude il responsabile commerciale.
La realizzazione di un gancio su una delle macchine automatiche.
Una bilancella realizzata su misura da Guerra.
FOCUS ON TECHNOLOGY
Migliorare la flessibilità produttiva e la sostenibilità ambientale: le sfide della nuova linea di verniciatura di Galv.Ar
Ilaria Paolomelo ipcm®
Galv.Ar, storica azienda aretina specializzata in trattamenti superficiali, ha scelto Visa Impianti per la progettazione e l’installazione di un nuovo impianto di verniciatura a polvere. L’obiettivo? Garantire una maggiore flessibilità operativa rispetto al sistema precedente e ridurre l’impatto ambientale, un impegno che l’azienda porta avanti da anni per una produzione sempre più sostenibile. In Visa Impianti, Galv.Ar ha trovato il partner ideale per trasformare questa visione in realtà.
Nel settore dei trattamenti superficiali, la sostenibilità rappresenta oggi un fattore strategico di primaria importanza. La crescente attenzione alle tematiche ambientali e le normative sempre più stringenti impongono alle aziende di adottare soluzioni tecnologiche in grado di ridurre l’impatto ecologico senza compromettere l’efficienza produttiva. Tra le sfide principali delle aziende attive nel settore della verniciatura industriale vi è la gestione delle acque reflue, un aspetto cruciale per limitare l’inquinamento e preservare le risorse idriche. A tale scopo, le aziende adottano sistemi di depurazione che consentono di trattare e riutilizzare le acque all’interno del ciclo produttivo o, nei casi in cui ciò non sia possibile, di smaltirle correttamente nel pieno rispetto delle normative ambientali. Un altro elemento determinante è l’ottimizzazione del consumo energetico tramite tecnologie che permettono il recupero del calore generato dalle differenti apparecchiature, tra cui forni progettati per la fase di asciugatura dei componenti a seguito del pretrattamento o di cottura dei prodotti vernicianti. Invece di disperderlo nell’ambiente, questi sistemi consentono di riutilizzare il calore in altre fasi del processo produttivo. Infine, l’adozione di energie rinnovabili, come l’installazione di pannelli fotovoltaici, rappresenta una scelta sempre più diffusa per ridurre la dipendenza da fonti energetiche tradizionali e limitare le emissioni di CO2
Panoramica del reparto di verniciatura.
La zona di carico.
Quelle appena citate non sono soltanto best practice che le aziende specializzate in verniciatura, e non, dovrebbero tenere in considerazione, ma rappresentano le tecnologie su cui si basa il nuovo impianto di verniciatura di Galv.Ar.
Specializzata in una vasta gamma di trattamenti superficiali, l’azienda aretina ha sempre posto grande attenzione alla sostenibilità e quando è stato necessario installare un nuovo impianto di verniciatura, Galv.Ar ha trovato in Visa Impianti (Triuggio, MB) il partner ideale per soddisfare le proprie esigenze. La collaborazione ha infatti portato alla progettazione di una linea di verniciatura a polvere, capace non solo di garantire la massima flessibilità operativa ma anche di minimizzare l’impatto ambientale, ridurre i consumi energetici e migliorare la qualità delle finiture.
Galv.Ar: una storia di evoluzione e innovazione nella finitura dei metalli
Con sede a Pieve al Toppo, in provincia di Arezzo, Galv.Ar nasce nell’anno 2000, ma le origini risalgono al 1973 quando venne fondata Galvanica Aretina, un’azienda specializzata nei trattamenti di zincatura elettrolitica. Fin dall’inizio, la qualità del prodotto finale e la tempestività nelle consegne hanno permesso all’azienda di affermarsi nel settore della finitura,
consolidando un’esperienza che oggi rappresenta il suo valore più grande. Con il passare degli anni, la realtà produttiva è cresciuta ed è stata in grado di adattarsi alle evoluzioni del mercato: nel 1984 l’azienda si trasforma in Galvanica Aretina Snc e investe in nuovi impianti nella zona artigianale di S. Lazzaro (AR), per poi ampliare ulteriormente le proprie capacità produttive nel 1994 con l’introduzione di un impianto semi-automatico per fosfosgrassaggio e verniciatura a polvere termoindurente. “Abbiamo sempre guardato avanti, senza paura di innovare e migliorare i nostri processi. La nostra filosofia è stata chiara fin dall’inizio: offrire trattamenti di alta qualità e adattarci alle richieste del mercato con la massima flessibilità,” racconta Marco Montini, uno dei soci dell’azienda. Nel 1999, in risposta a una domanda sempre più esigente e alla volontà di espandere ulteriormente l’attività, nasce Galv.Ar Srl, con un moderno stabilimento di 1.400 m² e impianti automatizzati per zincatura e verniciatura a polvere. Il nuovo assetto permette all’azienda di migliorare ulteriormente i propri standard produttivi, tanto che nel 2003 ottiene la
certificazione ISO 9001:2000. Il percorso di crescita continua negli anni successivi: oggi Galv.Ar si estende su un’area di 15.000 m² e offre un’ampia gamma di trattamenti superficiali. “Lavoriamo con aziende di settori diversi, dal singolo particolare per l’arredamento fino ai manufatti di carpenteria pesante, dall’automotive alla meccanica di precisione. Per scelta non ci siamo specializzati in un’unica nicchia: questa è la nostra forza. Il nostro cliente più grande non supera l’8% del fatturato annuo, e questo ci permette di essere estremamente flessibili e di adattarci rapidamente alle esigenze del mercato,” spiega Montini.
Il ciclo di verniciatura
Con decenni di esperienza, l’azienda è in grado di offrire svariati trattamenti superficiali tra cui galvanica, zincatura statica e a rotobarile, granigliatura con macchina automatica e graniglia in ferro, verniciatura in cataforesi e a polvere. “Abbiamo fatto della flessibilità operativa il nostro punto di forza. Ciò ci permette di adattare i trattamenti alle specifiche tecniche, ai materiali
L’ingresso dei componenti nel tunnel e le vasche di pretrattamento.
da lavorare e alla destinazione finale dei manufatti, offrendo soluzioni personalizzate che combinano diversi processi o ne impiegano solo uno in base alle necessità del cliente”. “Spesso verniciamo esclusivamente con polveri poliesteri o epossipoliestere, altre volte invece i componenti possono essere zincati o galvanizzati prima della verniciatura,” spiega Marco Montini. Nel processo di verniciatura a polvere, il ciclo inizia con un pretrattamento adattato al materiale da lavorare. Questo può essere prima meccanico – mediante granigliatura fuori linea – e poi chimico, oppure esclusivamente chimico nei casi in cui sia necessario un trattamento meno invasivo. “I componenti, appesi manualmente dall’operatore al trasportatore birotaia fornito da Futura Srl (Rebecco Pavese, PV), sono convogliati all’interno del tunnel di pretrattamento, dove sono sottoposti a una fase di fosfosgrassaggio, seguita da tre risciacqui: due con acqua di rete e uno con acqua demineralizzata”, spiega Paolo Massari, titolare di Visa Impianti.
Al termine del pretrattamento, i pezzi passano nel forno di asciugatura,
I componenti nel forno di asciugatura.
dove sono mantenuti a temperatura controllata per 15 minuti, prima di essere inviati in una delle due cabine automatiche di verniciatura, equipaggiate con pistole fornite da Nordson.
Le cabine sono dotate di una barra di lettura con visore ottico che scansiona le sagome dei pezzi da verniciare e ottimizza in tempo reale i parametri operativi delle pistole per garantire una copertura uniforme e ridurre al minimo gli sprechi di prodotto. “Abbiamo due cabine identiche e, a seconda del volume di lavoro, possiamo lavorare con una sola o con entrambe contemporaneamente. Abbiamo effettuato anche oltre 16 cambi colore al giorno – un numero che varia in base ai componenti da verniciare, quindi è fondamentale che questa operazione sia rapida. Lavorare con entrambe le cabine ci permette di soddisfare tutte le richieste dei nostri clienti in tempi rapidi,” spiega Montini.
Le cabine dispongono anche di postazioni per il ritocco manuale che assicurano un controllo qualità accurato. La nuova cabina è inoltre dotata di
un PLC con software interfacciato con il sistema gestionale aziendale, che consente un monitoraggio costante delle operazioni e un’analisi accurata dei dati di produzione.
Un impianto concepito per soddisfare le esigenze di sostenibilità
“Quando abbiamo deciso di installare una nuova linea di verniciatura, avevamo chiari gli obiettivi che volevamo raggiungere, e uno di questi era sicuramente l’adozione di tecnologie in grado di garantire il massimo rispetto per l’ambiente e la sostenibilità. Galv.Ar ha sempre prestato molta attenzione a queste tematiche; infatti, già quando ci siamo trasferiti nel nuovo stabilimento qualche anno fa, abbiamo immediatamente installato un impianto fotovoltaico sul tetto, dotato di batterie di accumulo da 65 kW e 165 kW, in grado di coprire una parte significativa del fabbisogno energetico dello stabilimento”, afferma Montini.
Dettaglio del trasportatore fornito da Futura.
La fase di applicazione dei prodotti vernicianti nella cabina.
Quando l’azienda aretina si è rivolta a Visa Impianti per la realizzazione del nuovo impianto, ha richiesto soluzioni tecnologiche che potessero supportare ulteriormente i loro sforzi in questo ambito, concentrandosi sia sul trattamento e riutilizzo delle acque, che sull’ottimizzazione dei consumi dei forni. “Per tale motivo, abbiamo scelto di progettare un sistema di pretrattamento a circuito chiuso, che consente il trattamento delle acque tramite apposito impianto fornito da Ecoteam (Scandicci, FI) e il loro successivo ricircolo e riutilizzo nel tunnel. Questo approccio ha permesso all’azienda di ottimizzare l’uso di una risorsa preziosa come l’acqua ed eliminare al contempo la necessità di scarichi esterni. I reflui generati dall’impianto di trattamento acque vengono compattati e trasformati in fanghi e raccolti in specifiche big-bag per essere smaltiti secondo le normative ambientali vigenti”, continua Paolo Massari. Come anticipato nell’introduzione, anche il forno di polimerizzazione dell’impianto è stato progettato per garantire la massima efficienza
energetica e ottimizzare il consumo, grazie a un innovativo sistema di recupero del calore residuo. Un condotto dedicato convoglia il calore in eccesso generato dai bruciatori del forno – che può raggiungere i 190 °C – verso uno scambiatore di calore aria-aria. Questo calore viene poi trasferito al forno di asciugatura, che mantiene una temperatura media di 60 °C sfruttando esclusivamente l’energia che altrimenti verrebbe dispersa in atmosfera. Se il calore recuperato non è sufficiente a mantenere la temperatura desiderata, un bruciatore si attiva automaticamente per compensare eventuali perdite. Per quanto riguarda la movimentazione dei manufatti si è optato per un convogliatore aereo birotaia e discensori automatici, forniti da Futura Srl, così da rendere ergonomiche le postazioni di carico e scarico.
Infine, l’integrazione con le tecnologie Industry 4.0 garantisce un controllo totale su ogni fase del processo produttivo. “Grazie a un sistema di monitoraggio avanzato e alla completa tracciabilità dei dati, è possibile
Il ciclone della cabina di verniciatura a polveri.
ottimizzare l’efficienza operativa e prevenire eventuali criticità, intervenendo tempestivamente per garantire una produzione continua e senza intoppi. Il risultato è un evidente miglioramento della qualità del prodotto finale”, continua Montini.
Una collaborazione di successo che proseguirà anche in futuro
L’installazione del nuovo impianto, in funzione dall’estate 2023, ha rappresentato per Galv.Ar un passo strategico fondamentale, che ha permesso all’azienda di migliorare significativamente l’efficienza produttiva, ridurre i consumi energetici e garantire una gestione più sostenibile dell’intero processo.
Marco Montini, titolare di Galv.Ar, esprime piena soddisfazione per il risultato ottenuto: “Siamo assolutamente soddisfatti dell’impianto, non cambierei nulla di quello che abbiamo fatto e non è scontato quando si affrontano investimenti di questa portata. Abbiamo studiato nel dettaglio ogni aspetto insieme ai tecnici e progettisti di Visa Impianti, e grazie a questa sinergia siamo riusciti a ottenere la flessibilità che per noi è indispensabile. Il nuovo impianto ci ha permesso di superare tutte le limitazioni tecnologiche del precedente, portandoci a un livello di produttività e qualità superiore.”
“Il progetto per Galv.Ar è stato una sfida entusiasmante. Il nostro obiettivo era realizzare un impianto altamente performante, flessibile e attento all’ambiente. Grazie a un lavoro di analisi approfondito e a un costante confronto con Marco Montini e il suo team, siamo riusciti a sviluppare una soluzione all’avanguardia, capace di rispondere alle loro necessità produttive e ai più elevati standard tecnologici”, conclude Massari.
Guardando al futuro, Galv.Ar prosegue nella sua strategia di crescita con nuovi investimenti mirati. “Abbiamo già pianificato un ampliamento,” prosegue Montini, “e abbiamo acquistato da Visa Impianti un nuovo impianto di verniciatura semiautomatico per pezzi fino a nove metri, con due cabine – una per la verniciatura a liquido e una a polvere”.
I sacchi big bag in cui viene raccolto il fango prima di essere smaltito.
La nuova tecnologia Dürr consente di cambiare colore in assenza di COV con vernici trasparenti 2K
Carina Lachnit Dürr Systems AG - Bietigheim-Bissingen, Germania carina.lachnit@durr.com
L’ultimo sviluppo di Dürr consente per la prima volta di alimentare sistemi di vernici bicomponenti miscelate direttamente nel sistema di ritorno all’interno dell’atomizzatore. In questo modo si eliminano le emissioni di COV nella cabina di verniciatura durante i processi di lavaggio e i cambi colore. La nuova soluzione è stata impiegata per oltre un anno con successo in due linee per la mano a finire.
Finora, quantità significative di composti organici volatili (COV) venivano rilasciate nella cabina di verniciatura durante il lavaggio e il cambio di colore con sistemi di verniciatura bicomponenti (2K) miscelati. Nei processi convenzionali, la vernice residua è scaricata in un imbuto o direttamente nel lavaggio, con conseguente inquinamento da COV di oltre il 70% dell’aria della cabina. Il sistema di raccolta EcoBell PurgeBox con speciali tappeti filtranti riduce già le emissioni fino al 60%. Il nuovo sviluppo di Dürr riduce ulteriormente il carico di COV consentendo un sistema di ritorno per le vernici trasparenti bicomponenti, simile al classico processo monocomponente (1K). In precedenza, ciò era impensabile per i sistemi di vernici trasparenti miscelate costituiti da catalizzatore e resina. Grazie a una sequenza di processo brevettata con parametri coordinati in modo preciso, i materiali bicomponenti miscelati possono essere ripuliti attraverso un sistema di ritorno integrato
La vernice verde viene miscelata nell’atomizzatore ed applicata (le vernici trasparenti sono riportate in verde e blu per fini dimostrativi).
Una volta completata la verniciatura, la vernice verde bicomponente miscelata viene riportata nell’atomizzatore. Durante tale processo, la vernice blu è già miscelata e può essere applicata senza alcuna perdita di tempo ciclo.
nell’atomizzatore, senza indurimento. Questa tecnologia comprende fino a due aghi principali nell’atomizzatore e la consolidata tecnologia della valvola a membrana, che garantisce un’elevata qualità di miscelazione con un volume minimo. Le basse emissioni di COV, pari solo al 5%, si verificano esclusivamente durante la pulizia della tazza nell’EcoBell Cleaner D2, senza rilascio durante il lavaggio o il cambio di colore.
Finiture a effetto entro i normali tempi ciclo
Il sistema di ritorno dei materiali bicomponenti miscelati non solo rispetta l’ambiente, ma fa anche risparmiare tempo. Durante la pulizia della tazza e dell’alloggiamento dell’atomizzatore nell’EcoBell Cleaner D2, il lavaggio e il carico del nuovo prodotto possono avvenire in parallelo. Tali fasi, precedentemente eseguite in sequenza, vengono ora completate in parallelo in soli 15 secondi, dimezzando i tempi di cambio colore, aumentando la capacità del sistema e lasciando più tempo per la verniciatura. Le vernici trasparenti pigmentate possono ora essere applicate senza perdite di tempo ciclo, consentendo alle case automobilistiche di fare un uso molto più ampio delle finiture ad effetto, che, in precedenza, erano limitate a segmenti esclusivi. In combinazione con l’EcoBell4 Pro, questa configurazione offre la massima flessibilità. In ogni braccio robot sono quindi integrate due linee di ritorno per materiale bicomponente (2x2K). Ciò significa che mentre una scocca viene verniciata, la resina e il catalizzatore per quella successiva possono essere preparati in parallelo su un secondo canale. Anche se i produttori utilizzano più resine e catalizzatori chimicamente incompatibili, questi possono essere applicati attraverso canali separati. Dürr verifica la compatibilità dei sistemi di rivestimento trasparente dei clienti presso il suo centro di prova. Finora tutte le vernici trasparenti bicomponenti sono state compatibili con questa nuova tecnologia e possono tornare ad essere raccolte tramite gli atomizzatori.
Il sistema di ritorno riduce i costi per i dispositivi e gli accessori
L’atomizzatore rotativo ad alta velocità EcoBell4 Pro è disponibile con il sistema di ritorno nelle varianti 2x2K e 1x2K, mentre l’EcoBell3 può essere potenziato successivamente in una variante 1x2K. Un altro sistema che utilizza questa nuova tecnologia è attualmente in fase di messa in servizio. Oltre ad eliminare le emissioni di COV durante il lavaggio e il cambio colore e a ridurre significativamente il consumo di agenti di lavaggio, questa soluzione offre altresì bassi costi di investimento eliminando la necessità di imbuti, unità EcoBell PurgeBox e altri dispositivi e accessori nella cabina di verniciatura.
Per oltre un anno, il sistema di ritorno dei materiali bicomponenti miscelati ha dimostrato la sua efficacia presso un’azienda leader nella costruzione di auto elettriche, operando in due linee per la mano a finire con 42 atomizzatori ad alta velocità.
Get more from water
Turn key solutions for industrial wastewater treatment
Design and manufacturing of plants and chemicals for industrial wastewater treatment
Chemical-physical plants
Sludge treatment and compactor systems
Ion exchange demineralization systems and reverse osmosis systems
Oil separators
Filtering systems
Batch type systems
Flotation units
Chemicals and spare parts for water treatment
Technical service, support and maintenance of wastewater treatment plants
Beware of imitations, buy the original!
Chemtec ha acquisito Olivari Srl per sviluppare soluzioni innovative per il settore dei trattamenti superficiali
Questa operazione strategica rappresenta un importante passo avanti nella crescita di Chemtec, consolidando la sua posizione di riferimento nel mercato nazionale.
L’azienda internazionale specializzata nella formulazione, produzione e commercializzazione di tecnologie innovative per la finitura industriale Chemtec ha acquisito Olivari Srl, storica realtà italiana nel settore dei trattamenti superficiali pre-verniciatura. Per Chemtec, l’acquisizione della Olivari S.r.l. porterà una serie di vantaggi competitivi significativi, tra cui:
Ampliamento del portfolio prodotti: l’unione delle competenze e delle tecnologie delle due aziende consentirà di offrire ai clienti una gamma ancora più vasta di prodotti e soluzioni personalizzate, in grado di soddisfare le esigenze più specifiche dei diversi settori industriali.
Innovazione tecnologica: grazie all’investimento continuo in ricerca e sviluppo, Chemtec offrirà soluzioni all’avanguardia, capaci di migliorare la qualità dei prodotti finiti e ridurre l’impatto ambientale.
Consolidamento della presenza sul mercato: la rete commerciale unificata consentirà a Chemtec di rafforzare la propria presenza sul mercato nazionale
Assistenza tecnica qualificata: un team di esperti sarà a disposizione dei clienti per fornire supporto tecnico e consulenza personalizzata.
“L’acquisizione di Olivari rappresenta un momento fondamentale nella storia della nostra azienda. Siamo convinti che questa operazione ci permetterà di accelerare la nostra crescita e di consolidare la nostra presenza nel mercato nazionale. L’unione delle nostre competenze ci consentirà di offrire ai nostri clienti soluzioni sempre più innovative e sostenibili. Siamo contenti di poter inserire nel nostro team l’esperienza e le competenze di Olivari, non solo per facilitare la transizione di questa acquisizione ma per un percorso di crescita comune per la soddisfazione dei nostri clienti,” ha dichiarato
Carlo Enrico Guidetti, Amministratore Delegato di Chemtec.
Entrambi i gruppi hanno sempre posto al centro della propria attività la sostenibilità ambientale e un’assistenza tecnica basata sulla qualità e sulla centralità del cliente. Con questa acquisizione, Chemtec si conferma un partner affidabile per le aziende che operano nel settore della finitura industriale, offrendo soluzioni chimiche innovative e sostenibili.
“Ringrazio Chemtec perché darà continuità allo sviluppo del marchio Olivari nel mercato italiano.
I valori comuni tra Chemtec e Olivari sono gli stessi: qualità dei prodotti, attenzione ai clienti e controllo costante dei processi. Sono convinto che i clienti finali potranno trarre benefici da questa acquisizione che offrirà un ampliamento dei prodotti e servizi senza rinunciare al contatto e alla collaborazione con la clientela,” ha aggiunto Paolo Olivari.
Per maggiori informazioni: www.chemtec.it
Lechler lancia il rivestimento ISOFAN ess&re
ISOFAN ess&re di Lechler si distingue per la sua capacità di combinare protezione, durabilità e un impatto ambientale ridotto, senza compromettere le prestazioni.
Lechler ha lanciato ISOFAN ess&re, che segna una vera e propria rivoluzione nel mondo delle finiture industriali, poiché unisce innovazione, sostenibilità e prestazioni tecniche superiori.
ISOFAN ess&re è un topcoat ultra alto solido, a basso contenuto di Composti Organici Volatili (COV), che offre una protezione duratura anche nelle condizioni più estreme. Grazie alla sua resistenza, soddisfa perfettamente le richieste dei professionisti più esigenti. Un’altra caratteristica distintiva di ISOFAN ess&re è la sua facilità di applicazione, che lo rende adatto a tutti i sistemi, dalle applicazioni tradizionali a spruzzo fino a quelle HVLP e Air-Assisted, garantendo allo stesso tempo un risultato estetico impeccabile, con una brillantezza uniforme che valorizza ogni manufatto. Il contributo di ISOFAN ess&re alla sostenibilità si riflette anche nella scelta delle materie prime, con oltre il 25% della sua composizione proveniente da fonti rinnovabili. Questo impegno ecologico si estende anche ai catalizzatori e diluenti, progettati per essere sicuri e rispettosi dell’ambiente.
L’assenza totale di DBTL (dibutilstagno dilaurato) è un ulteriore segno dell’attenzione di Lechler alla salute degli operatori e alla qualità dell’aria. Inoltre, ISOFAN ess&re offre una straordinaria flessibilità grazie alla sua integrazione con il sistema tintometrico Lechsys, che consente di riprodurre oltre 3.000 colori pastello tramite la collezione Master Chroma Advanced. Il sistema modulare, con i leganti neutro (44310) e bianco (44311), ottimizza il rapporto costo/prestazioni, garantendo una copertura eccellente per tutta la gamma di colori. Infine, per garantire prestazioni ottimali, ISOFAN ess&re è combinato con due induritori (13800 e 13801) e due diluenti (01160 e 01161), progettati per rispondere alle esigenze specifiche di ogni applicazione. Questa versatilità rende ISOFAN ess&re la scelta ideale per le aziende che cercano alte prestazioni con un’attenzione crescente alla sostenibilità e all’ambiente.
Per maggiori informazioni: www.lechler.eu/en
WHERE WE HAVE BEEN
58 BRAND NEW
60 HIGHLIGHT OF THE MONTH
I.dek: innovazione, personalizzazione e sostenibilità
nella produzione di film in poliestere per effetti estetici su alluminio e metalli preverniciati
64 HIGHLIGHT OF THE MONTH
“The way of Living Emotions”: Color Design® Lechler
66 FOCUS ON TECHNOLOGY
Un mercato con requisiti diversi, ma con le stesse necessità ingegneristiche: l’americana
PTF Industrial Coatings si affida al Made in Italy
74 HOW IT'S COATED
La durabilità della vernice gialla di HEROair per una partita a ping pong che può durare per sempre
78 FOCUS ON TECHNOLOGY
La rivoluzione green di Fit Out: neutralità carbonica con pretrattamento e verniciatura a polvere a zero emissioni
86 BRAND NEW
88 SUCCESS STORIES
La qualità premium incontra l’ispirazione cromatica: trasformare gli spazi lavorativi smart con Interpon
90 FOCUS ON TECHNOLOGY
Una nuova cabina per la verniciatura dei serramenti in alluminio di AluK: più velocità, più efficienza e più cambi colore
98 FOCUS ON TECHNOLOGY
L’importanza di una solida formulazione nella scelta delle vernici per soluzioni architettoniche outdoor
106 ADVANCEMENTS
Analisi approfondita di SurTec 313: innovazione nel processo di anodizzazione dell’alluminio, ora approvato Qualanod
110 FOCUS ON TECHNOLOGY
L’automazione rivoluziona la linea di verniciatura di High Technology Italia
116 SUCCESS STORIES
MAZU ridefinisce la bellezza delle sue ceramiche con le vernici Powdura ECO
120 FOCUS ON TECHNOLOGY
La rivoluzione produttiva di Alcom: verniciare a polvere sia lamiere che profili di oltre 9 metri con un unico impianto verticale
128 HIGHLIGHT OF THE MONTH
ST Powder Coatings presenta la sua ‘oasi ecosostenibile’ del futuro al Fuorisalone
130 FOCUS ON TECHNOLOGY
Decoral® Group entra nel mondo del coil coating e installa uno degli impianti a polvere più grandi al mondo
138 FOCUS ON TECHNOLOGY
Il nuovo impianto di verniciatura a polvere di Ponte Giulio rende distintivo un ambiente bagno inclusivo ed age-friendly
146 HIGHLIGHT OF THE MONTH
Sherwin-Williams: dare profondità al mondo attraverso il colore
AkzoNobel ha introdotto la collezione Interpon D Futura in Australia e Nuova Zelanda
La collezione Interpon D Futura aiuta gli architetti e i designer australiani e neozelandesi a realizzare rivestimenti in polvere che uniscano bellezza, sostenibilità e stile.
Il produttore internazionale di vernici e rivestimenti AkzoNobel ha annunciato il lancio della sua collezione Interpon D Futura 2024-2025 in Australia e Nuova Zelanda. La gamma di rivestimenti in polvere è stata sviluppata specificamente per consentire ad architetti e progettisti nell’ambiente costruito di immaginare e realizzare una nuova visione del colore e consentire alle creazioni di riconnettersi con la natura.
La collezione Interpon D Futura è il risultato di rigorosi test e ricerche scientifiche condotte dagli specialisti di tendenze e colori di AkzoNobel, particolarmente coinvolti nel settore dell’edilizia e delle costruzioni. Comprende tre nuove palette di colori, che abbinano qualità estetica a comprovate prestazioni di sostenibilità:
Merging Worlds;
Healing Nature;
Soft Abstraction.
“La collezione Interpon D Futura è stata creata pensando al futuro: offre agli architetti colori che consentono loro di dare vita alla propria immaginazione, oltre a una scelta sostenibile di rivestimenti in polvere che proteggono gli edifici e riducono l’impatto ambientale rispetto ad
altre soluzioni di verniciatura”, ha affermato Şirvan Canıtez, direttore commerciale per l’Asia meridionale di AkzoNobel Powder Coatings. Poiché è composta da vernici in polvere, la collezione è priva di solventi, non emette composti organici volatili e qualsiasi overspray può anche essere recuperato e riutilizzato per ridurre al minimo gli sprechi, offrendo al contempo prestazioni durature – con una garanzia fino a 25 anni. Inoltre, ha già ottenuto una Dichiarazione ambientale di prodotto (EPD), una valutazione verificata in modo indipendente del suo impatto ambientale durante l’intero ciclo di vita.
“La gamma dimostra l’impegno di Interpon nel fornire colori, texture e finiture della massima qualità per consentire agli architetti di migliorare il loro mondo e il nostro. Ecco perché siamo costantemente innovativi, collaborando con il nostro Global Aesthetic Center per utilizzare approfondimenti e ricerche scientifiche per prevedere le tendenze future e garantire che siano sempre un passo avanti”, ha aggiunto Canıtez.
Keymark Corporation si espande con un nuovo reparto di verniciatura
Keymark Corporation, leader nell’estrusione dell’alluminio, ha completato l’installazione di una nuova linea di verniciatura a polvere verticale, fornita dall’azienda italiana SAT, presso la sua struttura di Lakeland, in Florida. Questa implementazione aumenta la capacità produttiva e rafforza ulteriormente la sua reputazione come partner affidabile nel settore dell’estrusione dell’alluminio.
Keymark Corporation è una delle più importanti aziende americane di estrusione dell’alluminio in grado di offrire un servizio completo. Con due sedi a Fonda, New York, e Lakeland, Florida, l’azienda, che è attiva dal 1964, offre servizi interni di finitura, tra cui anodizzazione, fusione, estrusione, costruzione di matrici per estrusione, verniciatura (acrilica, kynar e a polvere), protezione e supporti termici e packaging personalizzato. Produce estrusi/profili su misura e a stock per diversi settori, tra cui automotive, architettura ed edilizia (facciate continue, serramenti commerciali e vetrine), beni di consumo durevoli, distribuzione, elettrico, macchinari e apparecchiature, e trasporti. Nel settembre del 2024, Keymark Corp. ha completato l’installazione di un’innovativa linea di verniciatura a polvere verticale, chrome-free, lunga più di 7,5 metri presso il suo stabilimento di estrusione a Lakeland. La linea è stata fornita dall’impiantista italiano SAT, in collaborazione con Gema. Questa nuova integrazione rafforza l’impegno dell’azienda nel soddisfare le esigenze del mercato nei settori della serramentistica architettonica e residenziale.
Il nuovo stabilimento di circa 7.000 m² completa la già esistente linea orizzontale di verniciatura a polvere e a liquido di 12 metri, portando la superficie produttiva totale della sede di Lakeland a oltre 31.000 m² e creando più di 40 nuovi posti di lavoro per la comunità.
“La nuova divisione offrirà rivestimenti superiori con una durata eccezionale”, ha affermato l’azienda. “Soddisferà i rigidi standard richiesti da settori che spaziano dall’architettura ai beni di consumo durevoli. Le caratteristiche principali della nuova linea di verniciatura a polvere includono avanzati sistemi di pretrattamento privi di cromo, cabine di verniciatura a polvere automatiche, forni di polimerizzazione a basso consumo energetico, una capacità di verniciatura di pezzi fino a quasi 8 metri di lunghezza e vernici conformi agli standard AAMA-2603, 2604 e 2605. Il reparto include anche rigorosi sistemi di prova e controllo qualità. Inoltre, nel processo di applicazione non vengono utilizzati solventi, garantendo zero emissioni e inquinanti, il che significa il 100% di sostenibilità. La capacità annuale supera le 18.000 tonnellate circa di polveri, tutte prodotte interamente negli Stati Uniti.”
Investendo in tecnologie all’avanguardia e nell’eccellenza operativa, Keymark Corporation continua a confermare la propria reputazione come partner affidabile nell’estrusione dell’alluminio, stabilendo nuovi standard per il settore.
Per maggiori informazioni: www.keymarkcorp.com e www.sataluminium.com
Scansiona il QR Code per vedere il nuovo impianto di verniciatura verticale di Keymark Corp.
HIGHLIGHT OF THE MONTH
i.dek: innovazione, personalizzazione e sostenibilità nella produzione di film in poliestere per effetti estetici su alluminio e metalli preverniciati
A cura di ipcm®
Una delle tendenze più rilevanti e pervasive del mercato odierno, a tutti i livelli, è senza dubbio quella della personalizzazione. Oggi, qualsiasi prodotto può essere personalizzato, poiché i consumatori sono sempre più orientati verso la ricerca di soluzioni uniche, che riflettano le loro idee, esigenze e preferenze.
Questo fenomeno è particolarmente evidente nei settori dell’arredamento, del design e dell’edilizia, dove l’attenzione alla personalizzazione si combina con una crescente consapevolezza ambientale. In questo contesto, i.dek, azienda specializzata nella produzione di film in poliestere trasferibili su alluminio e metalli preverniciati per la creazione di sofisticati effetti estetici simili al legno, ha saputo inserirsi in modo strategico, rispondendo in maniera proattiva a queste due tendenze.
Il viaggio di i.dek, da Legnano a orizzonti globali
Con sede a Legnano (MI), i.dek srl è stata fondata nel 2008 ed è riuscita, in poco tempo, a ritagliarsi un’importante nicchia nel mercato della produzione di film in poliestere sublimatici per la decorazione di superfici in alluminio e metalli preverniciati. Con un approccio orientato all’innovazione e alla sostenibilità, ha contribuito a trasformare il settore offrendo prodotti di alta qualità in grado di ottenere effetti estetici raffinati, come quelli che simulano il legno, che si pongono come un’alternativa ecologica e durevole ai materiali tradizionali.
Dal suo esordio, i.dek ha deciso di crescere tramite investimenti in ricerca e sviluppo che le hanno permesso di differenziarsi dai competitor con una proposta caratterizzata da soluzioni ecocompatibili e con basso impatto ambientale, come gli inchiostri ad acqua. L’azienda ha integrato tecnologie avanzate nella sublimazione e si è distinta come pioniera di innovazioni in grado di espandere la propria offerta e di affermarsi come un leader nel settore, sia in Italia che all’estero, con una solida rete di distribuzione che copre l’Europa, il Medio Oriente e il Centro e Sud America. Attualmente l’azienda si sta espandendo anche in nuovi mercati come in Asia e negli Stati Uniti.
“Grazie all’ampia gamma di effetti ottenibili attraverso i processi di sublimazione, i prodotti i.dek sono particolarmente apprezzati nel settore architettonico, in particolare in quello dei serramenti, che richiede soluzioni estetiche originali e alte prestazioni funzionali”, ha affermato Ambrogio Cacia, titolare e socio fondatore di i.dek. “I nostri prodotti trovano applicazione soprattutto nel rivestimento di estrusi in alluminio, ma sono
anche utilizzati nel rinnovamento estetico delle facciate di edifici e palazzi”. L’azienda ha conquistato una posizione di rilievo nel settore del design industriale e dell’arredamento, con oltre 500 prodotti a catalogo che offrono un’ampia gamma di finiture e colori e che rispondono alle più svariate richieste del mercato.
Tre linee di prodotto per soddisfare il mercato
“La sublimazione è una tecnica che consente di ottenere decorazioni durature, resistenti all’usura e agli agenti atmosferici e visivamente impeccabili, con un’ampia varietà di effetti e personalizzazioni. Inoltre, è estremamente flessibile in quanto permette di decorare superfici complesse e applicare i film sublimatici anche su materiali diversi e in piccoli lotti”, continua Cacia.
i.dek propone tre diverse linee di prodotto che, con le loro peculiarità, soddisfano perfettamente le esigenze di differenti settori.
Progettata per superfici piane bidimensionali, la linea i.Cover comprende film plastici decorativi caratterizzati da una finitura soft touch antigraffio, anti impronta e antigraffiti idonei all’utilizzo interno ed esterno. I film i.Cover sono disponibili in una gamma di colori pastello, metallizzati e brushed, pensati per applicazioni verticali e laminazioni di profili impiegati per cucine
e porte, complementi per il settore ospitalità ed healthcare, trasporti, bagni, elettrodomestici ed elementi di arredo. Inoltre, grazie allo sviluppo di un front-sheet flessibile, la linea i.Cover è adatta ad applicazioni anche su pannelli fotovoltaici.
I film sublimatici i.Transfer sono disponibili in circa 500 varianti di essenze di legno e sono stati studiati per nobilitare il materiale sul quale sono applicati e per donargli un effetto raffinato ed elegante. Questo tipo di prodotto è adatto sia a superfici d’interni, che da esterni, grazie alla grandissima resistenza del prodotto e alla ridotta manutenzione necessaria. Inoltre, i film i.Transfer sono certificati AAMA 2605 e 2604, oltre che Qualideco FS-005. La linea i.Powder, per la quale l'azienda possiede il certificato Powder Supplier PS-033 rilasciato da Qualideco, include polveri termoindurenti per la sublimazione, certificate secondo i più alti standard, che offrono una durata eccellente. Fra questi vi sono Qualicoat Classe 1, Qualicoat Classe 2, AAMA 2605 e 2604.
i.dek tra test di qualità, certificazioni e impegno per la sostenibilità
“La nostra azienda si distingue per l’elevata attenzione alla qualità dei propri prodotti. Per questo motivo, disponiamo di un laboratorio interno
Lo stabilimento produttivo situato a Monticello d’Alba (CN).
i.dek è leader nella produzione di film in poliestere sublimatici per la decorazione di superfici in alluminio e metalli preverniciati.
dove effettuare rigorosi test sui nostri film. Tra i test svolti, ci sono prove di adesione, impatto, resistenza ai raggi UV e abrasione, per garantire che ogni prodotto soddisfi gli standard più elevati. L’azienda è certificata Qualideco, a testimonianza della sua costante ricerca dell’eccellenza”, afferma Cacia. Un altro fattore estremamente importante per i.dek è la sostenibilità: per questo motivo l’azienda adotta pratiche di produzione responsabili a basso impatto ambientale e promuove l’uso di inchiostri ecologicamente certificati e materiali ecocompatibili. “Infine, le decorazioni ad imitazione di materiali naturali rappresentano un’alternativa ecologica ai materiali tradizionali, che permettono di strizzare un occhio all’ambiente senza rinunciare ad alti standard estetici e prestazionali”, prosegue il titolare dell’azienda.
L’innovazione per i.dek: giorno dopo giorno verso il cambiamento i.dek è costantemente impegnata nella ricerca di soluzioni innovative nel settore della sublimazione. Nel corso degli anni, l’azienda ha sviluppato nuove tecnologie avanzate, tra cui il No Manipulation System. “Questa innovativa soluzione prevede l’uso di film e polveri progettati appositamente per eliminare la necessità di manipolazione del film sui profilati di alluminio. “Normalmente, il profilo viene verniciato con una base omogenea verde o marrone, sulla quale il film è stampato prevalentemente a campo pieno.
I nostri inchiostri, essendo coloranti e non pigmenti, si sovrappongono in trasparenza, penetrando nella base verniciata a polvere. Il colore finale ottenuto dopo il processo deriva dalla somma colorimetrica tra la base e il film”, prosegue Cacia. Il risultato finale è un effetto legno ottenuto grazie al colore della vernice in polvere, di classe 1.5, composta da un mix di quattro tonalità in granulometrie differenti.
"Questo permette di simulare una base effetto legno, mentre il film dona esclusivamente la venatura”, approfondisce Cacia. La tecnologia garantisce un profilato ultra resistente all’invecchiamento, privo di difetti produttivi, con numerosi vantaggi, tra cui: riduzione della necessità di manodopera specializzata, raddoppio della capacità produttiva, uniformità del colore lungo tutta la lunghezza del profilo e, soprattutto, un notevole abbattimento degli scarti. Un’altra innovazione di punta di i.dek è l’EM System, una linea di film decorativi brevettata che utilizza sia inchiostri sublimatici che termoadesivi, applicati a registro, combinati con una vernice in polvere appositamente sviluppata. Questa soluzione consente di ampliare la gamma cromatica degli effetti decorativi, includendo anche effetti metallizzati. Infine, i.dek ha introdotto la linea di inchiostri SD (superdurable), caratterizzati da un altissimo peso molecolare. Questi inchiostri sono stati progettati per garantire la massima resistenza e durata, rispettando le specifiche Qualideco anche su decori trasferiti su basi chiare.
La rotativa in funzione.
Grazie all’ampia gamma di effetti ottenibili attraverso i processi di sublimazione, i prodotti i.dek sono particolarmente apprezzati nel settore dei serramenti.
La collezione “The way of Living Emotions” presentata da Lechler. Gli schemi cromatici della collezione sono stati studiati per valorizzare la dimensione emozionale del colore, progettando ambienti che esaltano le sensazioni più genuine e profonde.
HIGHLIGHT OF THE MONTH
“The way of Living Emotions”: Color Design® Lechler
A cura di Lechler Spa
Como (CO) – Italia communication@lechler.eu
SPECIAL ISSUE ON ARCHITECTURE & DESIGN
Un viaggio cromatico che intreccia emozioni e valori, una narrazione che abbraccia il passato e guarda al futuro, traducendo le sfumature interiori in esperienza collettiva.
“The way of Living Emotions”, il progetto Color Design Lechler per il 2025, si propone di trasmettere emozioni autentiche e durature, andando oltre il semplice concetto di armonizzazione cromatica. Un percorso interiore fatto di passi progressivi e significativi che portano a un cambiamento stabile e consapevole.
La collezione supera la mera progettazione armonica del colore per focalizzarsi sulla progettazione emozionale degli ambienti. L’obiettivo è suscitare emozioni a lento rilascio, capaci di stimolare sentimenti altruistici,
un senso di responsabilità condivisa e una connessione profonda con il contesto sociale e relazionale.
L’intento è quello di tracciare una chiara distinzione tra la felicità effimera, momentanea e superficiale, e la gioia o letizia, profonde e durature, promuovendo un approccio autentico e aperto verso gli altri e il mondo. Gli schemi cromatici della collezione sono stati studiati per valorizzare la dimensione emozionale del colore, progettando ambienti che esaltano le sensazioni più genuine e profonde.
Questa attenzione coinvolge l’intero universo habitat: dai manufatti industriali del mondo Lechler Tech, all’arredamento con i prodotti IVE, fino alle pareti caratterizzate dai prodotti e colori del nuovo progetto Chrèon “Color Trainer, Guida Interni, Inspiring Matrix”.
Sono i colori a guidare nel percorso di introspezione che evolve nel tempo, lasciando un segno indelebile.
La collezione
La collezione è costituita da cinque armonie tematiche, caratterizzate dalla capacità di abbracciare diverse forme sensoriali. Ogni tema rappresenta una tappa di un viaggio emozionale profondo:
Thoughtful Serenity: spazi che invitano alla riflessione, grazie a una palette cromatica senza contrasti evidenti, creando un’atmosfera di tranquillità, serenità e introspezione. Questa armonia è pensata per chi desidera ritrovare, attraverso un contesto visivo che incoraggia, una profonda riflessività.
Natural Balance: colori ispirati alla natura, come verdi e tonalità desaturate, che evocano equilibrio, bilanciamento naturale e armonia tra ambiente e individuo, riscoprendo il legame con il contesto naturale.
Comfort: ambienti accoglienti che trasmettono un senso di protezione, sicurezza e stabilità emotiva, offrendo rifugio e supporto.
Enthusiasm: una celebrazione dell’entusiasmo e della gioia di vivere, caratterizzata da dinamismo e leggerezza, ispirando spontaneità e vitalità.
Fresh Desire: una rappresentazione del desiderio di rinnovamento, che accenna alla voglia di novità, di qualcosa di fresco e vivace, invitando a esplorare nuove possibilità e abbracciare il cambiamento.
Il percorso emozionale proposto si articola in cinque tappe principali: riflessione interiore, connessione con l’universo, apertura e calore emotivo, trasformazione e rinnovamento. Ogni armonia contribuisce a costruire un racconto unico, ispirando e accompagnando le persone in un viaggio che supera l’estetica per abbracciare i valori più profondi e universali dell’animo umano.
"The Way of Living Emotions" di Lechler sarà accessibile al pubblico dal 7 al 13 aprile in zona Tortona presso l’Antica Fabbrica 14 a Milano.
Un mercato con requisiti diversi, ma con le stesse necessità ingegneristiche: l’americana PTF Industrial Coatings si affida al Made in Italy
Alessia Venturi e Gabriele Lazzari, ipcm®
Una delle fasi critiche nella lavorazione dell’alluminio è la verniciatura, un processo che non solo migliora l’estetica del prodotto finale, ma ne garantisce anche la durabilità e la resistenza agli agenti atmosferici. Tuttavia, esistono significative differenze tra gli approcci adottati negli Stati Uniti e in Europa per quanto riguarda la tipologia di verniciatura utilizzata. PTF Industrial Coatings di Hialeah, Florida, ha accumulato negli anni una grande esperienza nella verniciatura conto terzi dell’alluminio, sperimentando svariate tecnologie, puntando per molto tempo sulla verniciatura a polvere e affidandosi ad impiantisti europei come Avin di Pordenone e Futura di Pavia per ottimizzare i propri impianti e dotarsi di convogliatori compatti ma altamente efficienti.
Le Surf Club Four Seasons Private Residences a Miami. PTF Industrial Coatings ha verniciato i profili utilizzati per l'edificio.
Il settore statunitense dei profili di alluminio è profondamente diverso da quello europeo in merito alle tecnologie impiegate per la loro finitura. Il settore dell’edilizia residenziale è ampiamente caratterizzato dall’utilizzo di estrusi in PVC o di legno, mentre l’alluminio è il materiale di elezione per i progetti architettonici cosiddetti “monumentali”, come stadi, arene, spazi commerciali e collettivi, e grattacieli: per la finitura degli estrusi di alluminio e delle soluzioni per il cladding esterno di questi edifici, il mercato USA preferisce la verniciatura con prodotti liquidi a base PVDF, un polimero termoplastico parzialmente fluorurato ad elevate prestazioni di resistenza chimica agli acidi forti e agli ossidanti, ai raggi ultravioletti e con una finestra di applicabilità termica molto ampia, da −40 °C / 150 °C.
Per l’industria dell’alluminio americana, saldamente ancorata alle severe specifiche emesse dall’AAMA - American Architectural Manufacturers Association in tema di prestazioni in esterno del sistema pretrattamento+finitura per gli estrusi e i pannelli in alluminio, le vernici liquide PVDF rappresentano la via più versatile e popolare per soddisfare i requisiti di resistenza. Per fare un esempio, la specifica per esterni ad alte prestazioni AAMA 2605 impone una finitura in grado di garantire una resistenza eccezionale all’umidità (oltre 4.000 ore di resistenza in nebbia salina), allo sbiadimento del colore (5 ΔE dopo dieci anni), alla perdita di brillantezza (50% dopo dieci anni), alle sostanze chimiche e all’erosione, oltre ad uno spessore minimo del film secco di 30 micron. Sebbene la ricerca e lo sviluppo di vernici in polvere poliestere per esterni si concentri sulla formulazione di prodotti sempre più performanti e vicini alle prestazioni dei PVDF, il settore statunitense dell’alluminio continua ad essere molto conservatore e a prediligere la strada conosciuta, ossia le vernici liquide, anche in virtù di una scarsa pressione legislativa e sociale in tema di impatto ambientale, emissioni in atmosfera e sostenibilità, driver che in Europa – e nei mercati strettamente legati alle tecnologie europee, come il Medio Oriente e il Nord Africa – hanno invece determinato l’adozione della
Esempi di effetti ottenuti tramite sublimazione.
Le vasche di immersione.
Il compatto trasportatore aereo birotaia di Futura Srl.
verniciatura a polvere come tecnologia esclusiva di finitura degli estrusi in alluminio.
Con Jerry Cabrera, CEO di PTF Coatings di Hialeah, cittadina poco fuori Miami, Florida, abbiamo avuto modo di approfondire questo argomento, in virtù della sua ampia esperienza nel settore della verniciatura dell’alluminio e del suo essere uno dei pionieri dell’introduzione delle tecnologie di verniciatura a polvere e di sublimazione con fondo a polvere degli estrusi. “I rivestimenti in polvere, nonostante i loro indubbi benefici ambientali e la loro maggiore facilità di applicazione, incontrano ancora tanto scetticismo all’interno dell’industria americana dell’alluminio, poiché sono spesso percepiti come meno duraturi, affidabili ed efficienti per applicazioni architettoniche monumentali. Inoltre, a differenza dell’Europa, dove esistono dei marchi di qualità per certificare gli applicatori delle vernici in polvere sull’alluminio, emessi da associazioni di settore, come Qualicoat, che stabiliscono lo standard, il mercato statunitense non dispone di associazioni equivalenti e l’industria delle verniciatura a polvere è stata in parte penalizzata da superficialità e scarsa competenza dei verniciatori, che hanno minato la credibilità e l’efficacia di questa tecnologia, a favore delle vernici liquide”, esordisce Jerry Cabrera.
Qualità italiana al servizio dei requisiti statunitensi
Fondata nel 1992 a Hialeah (Florida), l’azienda fu tra le prime a introdurre le finiture a polvere e la sublimazione effetto legno con fondo a polvere nel settore dell’alluminio, affidandosi esclusivamente a tecnologia europea, nello specifico italiana. “Negli Stati Uniti, la maggior parte degli estrusori di profili di alluminio dispone di impianti di verniciatura ad alta produttività per i grandi lotti di colore e si rivolge ai terzisti solamente per la verniciatura di piccoli lotti o di finiture speciali” commenta Cabrera. “Decisi quindi di focalizzare il servizio offerto da PTF Coatings sulla verniciatura a polvere, una tecnologia nuova per il mercato americano e che offriva grandi benefici ambientali e operativi. A chi rivolgermi, se non a impiantisti italiani per l’installazione dei miei impianti di verniciatura a polvere, prima, e di sublimazione poi? Il mercato europeo dell’alluminio è fortemente dominato dalle polveri e l’Italia è stata la culla dei principali impiantisti di verniciatura degli estrusi in alluminio. Per questo motivo mi rivolsi a un impiantista italiano per l’installazione dei primi due impianti di verniciatura a polvere, poi entrai in contatto con Avin per la loro ottimizzazione e messa a punto, e con Futura per l’installazione di convogliatori affidabili, ad alte prestazioni ma compatti, in grado di massimizzare lo spazio
Superstudio Più, Via Tortona 27, Milano
stpowdercoatings.com
nello stabilimento produttivo di PTF Coatings, progettando percorsi per la finitura dei pezzi a più mani senza continui giri a vuoto lungo la linea. Soddisfatto dei risultati ottenuti con gli impianti italiani, abbiamo scelto di dare nuovamente fiducia ad Avin e Futura per l’installazione di un impianto ibrido che combinasse verniciatura a liquido e a polvere. L’affidabilità, le competenze e la flessibilità degli impiantisti europei, e più specificamente italiani, sono molto apprezzate negli USA. La nostra collaborazione con Futura e Avin è paradigmatica: grazie all’impianto ibrido progettato da loro, abbiamo incrementato i nostri ricavi del 30% su base annua. Anche i materiali per la sublimazione sono italiani: i film sublimatici in poliestere che conferiscono all’alluminio l’effetto legno sono sviluppati e prodotti da i.dek di Milano”. “Abbiamo una struttura produttiva di circa 10.000 metri suddivisi in due edifici che contengono due impianti di verniciatura a polvere; il primo sistema di sublimazione ad alta produzione degli USA; la nostra linea di verniciatura liquida Kynar® monostrato gestita dal nostro team qualificato. Inoltre, disponiamo di una linea di verniciatura ibrida liquido-polvere ad alta produttività,” afferma Cabrera.
Il meglio dei due mondi: l’impianto ibrido di verniciatura liquida e a polvere
“Lavoriamo con la verniciatura a polvere da oltre trent’anni. L’innovazione tecnologica è fondamentale per la qualità del nostro lavoro, che è a sua volta essenziale per raggiungere nuovi clienti. Quindi, ci siamo sempre impegnati a espandere i processi da offrire al mercato”, prosegue Cabrera.
PTF Industrial Coatings dispone di tutte le tecnologie necessarie per soddisfare le esigenze del vasto mercato americano ma anche per specializzarsi in settori di nicchia. Nel corso degli anni, l’azienda ha affiancato alla verniciatura a polvere e alla sublimazione processi di finitura con vernici liquide, fra cui il PVDF Kynar® Riconoscendo la necessità di diversificare le proprie capacità produttive, PTF ha scelto di investire in una linea ibrida in grado di gestire
I profili di alluminio davanti alla prima cabina di verniciatura.
L'interno di un'altra cabina di verniciatura.
sia le finiture liquide che quelle in polvere. Questa decisione è stata guidata dalla crescente domanda di finiture che possano soddisfare le specifiche inerenti alla durata, alla ritenzione della brillantezza e alla resistenza ai graffi, agli agenti atmosferici e allo sfarinamento imposti dagli standard AAMA per il mercato statunitense dei profili destinati a edifici commerciali, industriali, governativi, residenziali, storici e istituzionali. Il tutto però senza sacrificare le potenzialità offerte dai rivestimenti in polvere e le trentennali competenze sviluppate utilizzando questa tecnologia. Il nuovissimo impianto prevede un tunnel di pretrattamento a immersione in otto fasi (decapaggio, risciacquo, disossidazione, risciacquo, trattamento di cromatazione e doppio risciacquo con acqua demineralizzata, seguito dall’asciugatura in forno) per conferire al rivestimento un’adesione e una resistenza alla corrosione superiori; tre cabine automatiche per l’applicazione di vernici liquide (primer, topcoat e clearcoat) e un’ulteriore cabina per l’eventuale applicazione di uno strato a polvere. Le tecnologie a sostegno dell’impianto includono un sistema di trattamento delle acque reflue di pretrattamento e un sistema RTO per l’abbattimento dei composti organici volatili che tratta i fumi, riducendo le emissioni e permettendo all’azienda di soddisfare tutte le normative ambientali degli Stati Uniti d’America.
“Qui, lo spazio è un lusso”: l’importanza di un trasportatore compatto
Durante la fase iniziale di progettazione dell’impianto, PTF ha incontrato diversi problemi: “Quando abbiamo deciso di investire in una nuova soluzione, abbiamo analizzato il mercato. Nella maggior parte del territorio degli Stati Uniti, se un sistema di rivestimento richiede un tunnel di pretrattamento lungo 30 m e un forno di essiccazione lungo 15 m, l’impianto è sviluppato per il lungo su un intero edificio di 20.000 m2. Ma nel sud della Florida, lo spazio è un lusso. Abbiamo infatti notato che molti dei nostri concorrenti locali erano soliti applicare tre strati (primer, finitura e trasparente) tutti in un’unica cabina, quindi i componenti dovevano attraversare l’intera linea più volte. A livello logistico, non sembravano esserci alternative. Ma dal punto di vista della produttività, questa non è una soluzione molto efficiente”, aggiunge Cabrera. “Anche unendo un’area di 2.350 m2 disponibile al nostro stabilimento non ci avrebbe permesso di sviluppare un impianto con tutte le cabine in successione. Quindi, avevamo bisogno che il trasportatore fosse un birotaia compatto che consentisse di movimentare i pezzi in spazi estremamente ristretti, al fine di creare dei polmoni di accumulo antistanti le cabine per consentire loro di lavorare in parallelo. Avin ci ha suggerito di affidarci a Futura per la fornitura del
Il reparto per la formulazione dei colori e il controllo qualità.
convogliatore e per la progettazione di un percorso efficiente e flessibile dei pezzi lungo l’area di verniciatura a liquido e/o polvere: riteniamo che Futura sia in grado di fornire le soluzioni migliori in tutta Europa."
L’assistenza diretta di Avin, anche con l’oceano in mezzo
Al centro dell’elevata produttività dell’impianto c’è quindi il trasportatore aereo birotaia di Futura. Questa tecnologia avanzata conferisce la flessibilità necessaria all’azienda per movimentare efficientemente profili ingombranti anche in spazi angusti, consentendo a PTF di ottimizzare i flussi di lavoro all’interno della sua area produttiva. A differenza dei trasportatori convenzionali, il sistema di Futura è progettato per il funzionamento stopand-go, che facilita il movimento efficiente dei componenti attraverso le diverse fasi di verniciatura, appassimento, essiccazione e raffreddamento. “Installare e mettere a punto una linea così compatta e con molteplici parti che si muovono in modo indipendente è stato un compito impegnativo, durato circa due anni. Grazie al team di Avin – guidato dal General Manager Morgan Infanti, che è arrivato personalmente dall’Italia in più occasioni –siamo stati in grado di montare, avviare e collaudare la linea senza intoppi. Tutti i partner coinvolti hanno collaborato strettamente con noi, fornendo una strabiliante competenza tecnica e prestando una meticolosa attenzione ai dettagli”, dichiara Cabrera. “Il loro aiuto è stato ed è tutt’ora prezioso,
perché cerchiamo sempre di perfezionare l’impianto e il trasportatore per raggiungere la massima efficienza. Attualmente impieghiamo infatti una squadra di manutenzione dedicata per garantire che il sistema funzioni sempre al massimo delle sue potenzialità. Quando, per esempio, necessitiamo di ricambi, questi ci sono spediti direttamente dall’Italia in tempi record”.
Prodotti di alta qualità per mercati di fascia alta
Per soddisfare tutte le richieste dei suoi clienti di fascia alta, PTF a volte ha anche la necessità di applicare due o più colori diversi sugli stessi componenti: oltre alle proprietà meccaniche e chimiche, come resistenza alla corrosione, ai graffi e agli agenti atmosferici, un elemento fondamentale dei prodotti PTF è il colore stesso e la sua texture. “I profili che trattiamo sono destinati alla costruzione di edifici multimilionari, per cui non basta la qualità della finitura, dobbiamo anche essere versatili: produciamo spesso un profilo estruso bicolore, ad esempio bianco da un lato, perché il regolamento urbano lo impone sulle facciate esterne, ma marrone o effetto legno sull’altro, perché vogliono calore all’interno delle loro case. In PTF Coatings siamo in grado di applicare il colore primario sulle nostre linee automatiche, mascherare un lato del profilo e finire l’altro con il colore secondario o l’effetto richiesto”, sottolinea Cabrera.
Exceptional Versatility and Control
All-digital controller
Venturi or HDLV Pumps
Maneuverable Design
Formulazione dei colori interna
PTF Industrial Coatings ha un laboratorio colori interno: studia le formulazioni, crea i campioni e poi il tintometro produce le quantità esatte di vernice richiesta. Tutte le schede campione sono poi registrate, per garantire che PTF possa tracciare ogni attività eseguita e i relativi risultati per fornire la garanzia di durata di 20 anni come richiesto dalle specifiche. “Inoltre, abbiamo stilato un manuale di controllo e manutenzione che ogni nuovo dipendente è tenuto a studiare accuratamente, per apprendere come svolgere al meglio i controlli di qualità che eseguiamo”, continua Cabrera.
Rigorosi controlli qualità
Per raggiungere questi livelli di qualità e oltre 3.000 ore di resistenza nella camera di prova in nebbia salina, PTF attribuisce la massima importanza al controllo qualità. L’azienda impiega rigorose misure per garantire che ogni componente soddisfi anche gli standard più elevati. Infatti, oltre al pezzo stesso, per ogni processo pretratta anche pannelli campione che sono tagliati e sottoposti a raggi X per approvare i risultati e consentire ai pezzi di procedere verso le operazioni di rivestimento. In questo modo, l’azienda può essere certa che i profili soddisfino tutte le specifiche imposte da AAMA. Esegue inoltre test di adesione, test di ebollizione e letture del colore con un master gloss, per ottenere un’eccezionale riproducibilità.
Colori vivaci per un futuro più che luminoso
PTF Industrial Coatings è da tempo un leader nel trattamento e nella finitura delle superfici in Florida, perché è in grado di soddisfare diversi requisiti prestazionali, offrendo finiture eccezionali che uniscono la qualità estetica alle proprietà meccaniche. Nel corso degli anni, l’azienda ha dimostrato il proprio impegno per la flessibilità e l’innovazione, superando costantemente le aspettative dei clienti. Tuttavia, non aveva mai utilizzato vernici liquide prima, poiché proveniva dal settore della verniciatura a polvere e poi si era specializzata nella sublimazione. Quindi, aveva bisogno di capire come sfruttare in modo efficiente questa tecnologia affidandosi a partner esperti. “La verniciatura a polvere è sempre stata il nostro punto di forza, ma abbiamo dovuto includere anche la verniciatura a liquido per soddisfare i requisiti di progetto tipicamente americani. Fortunatamente, la collaborazione con Avin e Futura è stata un successo. Con il nuovo impianto di verniciatura ibrido, che consente di applicare tre strati di vernice liquida e un’eventuale finitura finale a polvere, i nostri ricavi sono aumentati di circa il 30% ogni anno. Non potremmo essere più soddisfatti. Infatti, abbiamo anche installato una seconda linea per il trattamento di pezzi più piccoli e stiamo valutando di espandere ulteriormente la collaborazione, con un nuovo impianto con una capacità produttiva ancora maggiore”, conclude Cabrera.
Gli uffici per l'analisi e il collaudo dei campioni.
La durabilità della vernice gialla di HEROair per una partita a ping pong che può durare per sempre
Edited by ipcm®
L’azienda di design australiana POPP ha lanciato HEROair, un tavolo da ping pong per esterni progettato per durare a lungo e adattarsi agli spazi pubblici, con uno speciale rivestimento che garantisce protezione di lunga durata, riduce il riverbero e migliora la complessiva giocabilità del tavolo.
Fondata nel 2009 da tre amici di Perth, nell’Australia Occidentale, POPP è nata da un’idea semplice racchiusa nel motto ‘ping pong per tutti’. L’azienda è focalizzata sul dare vita agli spazi pubblici con l’installazione di tavoli da ping pong accessibili a chiunque. Dopo la crescita raggiunta con il secondo stabilimento produttivo a Los Angeles, California, l’azienda ha resistito alla prova del tempo come leader e innovatore nella produzione di tavoli da ping pong per esterno colorati, permanenti e resistenti alle intemperie.
La mission di POPP
L’azienda trae ispirazione ed energia dal design e dal capitale sociale generato dal gioco del ping pong all’aperto e su questa base si è prefissata l'obiettivo di rendere il più accessibile possibile uno dei giochi più giocati al mondo. Ad oggi l’azienda ha installato i suoi tavoli da ping pong da esterno permanenti e di design in oltre 3.000 comunità (e il numero è in continua crescita).
Il lancio del primo modello POPP è avvenuto in Australia nel 2010 con il tavolo da ping pong per esterni HERO, coloratissimo e indiscutibilmente resistente. Con 700 kg di acciaio saldato, HERO è progettato per essere una colorata e resistente opera d’arte per esterni. Letteralmente qualsiasi cosa può essere scagliata contro questo tavolo, anche cicloni e inondazioni. I tavoli HERO sono apparsi ovunque, dalle spiagge di Sidney, ai giochi olimpici, fino alla sede centrale di Nike. Al modello HERO è seguito l’iconico e robusto tavolo ICON – lanciato in Australia prima di essere prodotto a livello locale a Los Angeles e distribuito in Nord America. Realizzato in acciaio, ICON ha seguito l’esempio di HERO: colorato, robusto e divertente. POPP ha quindi iniziato a sviluppare un modello ricorrente di design e produzione, concentrandosi sulla creazione di tavoli resistenti, durevoli e adatti all’esterno. I tavoli ICON sono stati presentati in molti luoghi diversi: nelle sedi centrali di Dropbox, Waymo e Hewlett Packard, nei grattacieli di Harry Seidler a Sidney e sulle rive del fiume Yarra.
L’ultimo nato in casa POPP: HEROair
Per soddisfare la richiesta dei clienti interessati al design di HERO in Nord America, Medio Oriente ed Europa, POPP ha lanciato nel 2024 HEROair, il suo primo tavolo in alluminio realizzato con saldatura robotizzata e disponibile nel colore aziendale più popolare: il giallo oro. Con un innovativo imballaggio “piatto”, un trasporto conveniente e un montaggio semplice, HEROair sta aiutando POPP a realizzare la sua vision: rendere il più accessibile possibile uno dei giochi più giocati al mondo. Resistente e durevole grazie alla realizzazione in alluminio, il nuovo tavolo è accattivante, resistente alle intemperie e certificato da parte di ingegneri.
La scelta dell’alluminio è dovuta alla sua resistenza, leggerezza e infinita riciclabilità. La saldatura robotizzata garantisce precisione e omogeneità nella produzione, migliorando la durata complessiva.
La Yellow Edition è rivestita con una vernice in polvere giallo opaco per esterni, personalizzata con effetto sabbia.
Assemblato con viti in acciaio inossidabile di grado marino (antimanomissione opzionale), HEROair include piedini di ancoraggio sicuri, come garanzia di sicurezza aggiuntiva.
Le caratteristiche di HEROair in breve
210 kg di alluminio rinforzato di grado marino, con canali di supporto saldati e piedini di ancoraggio sicuri
Resistente alle intemperie per un’installazione permanente in esterno
Consegna in imballaggi piatti e assemblaggio semplice in 2 ore
Verniciatura a polvere per esterni di tipo industriale
Opera d’arte fai da te
Costruzione robusta secondo gli standard POPP
Garanzia di 5+2 anni.
Il colore
Il design segue la forma del modello originale HERO, ma con caratteristiche che conferiscono una migliore usabilità. La superficie di gioco è sabbiata e verniciata con vernice in polvere per esterni con texture sabbia. La finitura opaca combinata con la leggera texture sabbia è progettata per ridurre il riverbero e migliorare la giocabilità nelle aree molto soleggiate, nonché per ottimizzare la rotazione della pallina. Il colore giallo è RAL 1003, mentre tutte le viti hanno una finitura nera satinata. Porta-palline e porta-racchette integrati riducono le barriere di gioco, incoraggiando l’utilizzo spontaneo negli spazi pubblici.
Il design dei tavoli POPP si concentra su forme audaci e colori vivaci, per creare un impatto visivo e favorire l’interazione. HEROair dà continuità a questo approccio, fungendo sia da elemento ricreativo, sia da elemento di design urbanistico. In collaborazione con gli artisti locali, alcuni modelli includono elementi di “arte giocabile”, migliorando il senso di appartenenza e l’identità della comunità. Progettato per l’utilizzo a lungo termine in parchi, piazze, scuole, università e aree commerciali, promuove una ricreazione accessibile e inclusiva negli spazi pubblici.
Ping pong per tutti
“Con un quinto tavolo POPP in fase di sviluppo – e alcune collaborazioni attive per altri prodotti ricreativi da esterno – POPP è entusiasta delle opportunità e delle partnership sviluppate in Australia, USA ed Europa. L’azienda è incredibilmente orgogliosa di lavorare con alcuni dei migliori architetti – paesaggistici e non - e designer in tutto il mondo e siamo ancora più orgogliosi di creare migliaia (e migliaia) di momenti di gioco e socialità gratuiti e attivi ogni giorno in tutto il mondo”, afferma la società.
Un allestimento interno per il settore retail prodotto e verniciato a polvere da Fit Out (Londra, Regno Unito).
FOCUS ON TECHNOLOGY
SPECIAL ISSUE ON ARCHITECTURE & DESIGN
La rivoluzione green di Fit Out: neutralità carbonica con pretrattamento e verniciatura a polvere a zero emissioni
Alessia Venturi, ipcm®
Fit Out, leader nel Regno Unito nell’allestimento di interni, si è impegnata a diventare un’azienda a zero emissioni di carbonio entro il 2050. Per raggiungere questo obiettivo, ha integrato la sostenibilità nelle sue operazioni, internalizzando la verniciatura a polvere con la tecnologia Toran 3® sviluppata da Chemtec. Questo processo di pretrattamento multi-metal elimina il consumo di acqua, rifiuti ed energia, portando vantaggi sia ambientali che economici. L’utilizzo di Toran 3® permette a Fit Out di rinnovare fino al 75% degli allestimenti esistenti, favorendo un’economia circolare.
“Il nostro obiettivo è diventare un’impresa a zero emissioni di carbonio entro il 2050.” Con questa dichiarazione, Steve McWeeney, Managing Director di Fit Out (UK) Ltd, espone il programma di sostenibilità della sua azienda. Il Regno Unito ha un ruolo importante da svolgere nel guidare gli sforzi globali nella transizione verso l’azzeramento delle emissioni entro il 2050. Man mano che gli impatti del cambiamento climatico diventano sempre più evidenti, cresce l’urgenza di rimanere entro 1,5 °C di riscaldamento globale, come indicato nell'Accordo di Parigi. Il governo, il settore pubblico e quello privato devono intraprendere azioni coraggiose e progressive. Fit Out (Londra, Regno Unito), azienda leader nell’allestimento di interni e nei servizi logistici per i settori della vendita al dettaglio, del tempo libero, commerciale e residenziale, riconosce che il benessere
del pianeta è una responsabilità condivisa. Per questo motivo, l’azienda ha inserito la sostenibilità nel tessuto stesso dei suoi valori, delle sue attività quotidiane e delle sue scelte. Da tempo, Fit Out ha intrapreso un percorso di riduzione delle emissioni di carbonio per aumentare l’efficienza e ridurre l’impatto ecologico, monitorando attentamente le proprie performance in termini di sostenibilità, passando sia all’energia che alle tecnologie green. Tra queste, gli investimenti nella fabbricazione dei metalli e nella verniciatura a polvere, fase produttiva strategica per Fit Out, nonché una forte attenzione alla ristrutturazione degli asset, che si allinea agli obiettivi di sviluppo sostenibile promuovendo una gestione responsabile delle risorse e riducendo al minimo l’onere ambientale associato alla produzione e allo smaltimento continuo.
La strategia di sostenibilità di Fit Out si allinea ai 17 Obiettivi di Sviluppo Sostenibile (SDG) stabiliti dalle Nazioni Unite, individuandone sette che meglio si adattano all’impatto delle sue attività su cui concentrarsi: Salute e benessere; Educazione di qualità; Lavoro dignitoso e crescita economica; Città e comunità sostenibili; Imprese, innovazione e infrastrutture; Consumo e produzione responsabile; Cambiamenti climatici.
Questi ultimi tre obiettivi, dei 7 individuati, sono alla base di alcune scelte tecnologiche compiute da Fit Out nel 2021, quando l’azienda londinese decise di internalizzare la verniciatura a polvere dei propri prodotti in acciaio. L’azienda ha installato un impianto di verniciatura a polvere ad alta efficienza energetica, progettato per integrare l’innovativa ed ecologica tecnologia di pretrattamento monostadio Toran 3®, sviluppata dalla società italiana Chemtec (Milano, Italia) e fornita dal suo distributore in Irlanda e UK, Metavate Ltd., per preparare le superfici in metallo alla verniciatura.
“Toran 3® è un pretrattamento alternativo ai processi di fosfosgrassaggio o passivazione, che non richiede risciacquo o sgrassaggio, né fanghi o sottoprodotti di scarto da smaltire. È un processo anidro, basato su fluidi organici ad alto punto di ebollizione per uno sgrassaggio
Vista dell’impianto di verniciatura a polvere progettato da Eurotherm (Torino, Italia) e installato da PFS Paint Finishing Systems.
Fit Out ha intrapreso un percorso di riduzione delle emissioni di anidride carbonica per aumentare l'efficienza e ridurre l'impatto ecologico.
Spruzzatura della tecnologia di pretrattamento Toran 3 e i pezzi in uscita dal forno di asciugatura.
Scansiona il codice per vedere il processo di produzione e verniciatura a polvere.
efficace e una protezione immediata contro l’ossidazione. Essendo applicato a spruzzo a temperatura ambiente, il consumo di energia e di acqua è nullo. Toran 3® può essere considerato una tecnologia a ridotto impatto ambientale, in quanto riduce l’impronta di carbonio nel processo di verniciatura a polvere,” spiega Beatrice Turri, marketing manager di Chemtec. La scelta ideale per Fit Out per raggiungere i suoi SDG di azione per il clima, consumo responsabile e innovazione.
Fit Out - progetti integrati per l’allestimento di interni
Fondata nel 2000, Fit Out (UK) Ltd opera in tutto il Regno Unito con uffici a Londra, dove si è trasferita nel 2007, e a Sheffield. Nata come produttore di falegnameria, cinque anni fa l’azienda ampliò la sua attività alla produzione di scaffalature e alla lavorazione metallica per l’allestimento di negozi nel settore commerciale e vendita al dettaglio. Quattro anni fa, Fit Out decise di acquistare un impianto di verniciatura a polvere, dopo aver esternalizzato la finitura dei suoi prodotti per oltre un anno. L’impianto fu progettato per l’utilizzo della tecnologia di pretrattamento Toran 3® e il risultato è una linea a zero emissioni: niente acqua, niente rifiuti, niente inquinamento atmosferico, con l’utilizzo di energia green generata dal parco solare fotovoltaico dell’azienda con batteria di accumulo. La struttura di progettazione, produzione, finitura e preassemblaggio di
Fit Out a Londra, con i suoi 7400 m2, aiuta a ridurre le restrizioni di stoccaggio e di consegna, fornendo al contempo un comodo spazio di prototipazione per lo sviluppo del design e l’approvazione delle attrezzature. Il delivery model interno di Fit Out offre programmazione, progettazione e produzione semplificate per consentire ai team di progetto di massimizzare l’efficienza dell’installazione senza mai compromettere la qualità e sostenendo allo stesso tempo gli obiettivi di zero emissioni dei clienti. “Abbiamo una vasta esperienza nella produzione di mobili e arredi per la vendita al dettaglio d’alta qualità. Le nostre operazioni di produzione trasformano i metodi di costruzione tradizionali in processi moderni di assemblaggio dei componenti utilizzando l’automazione e i sistemi di garanzia della qualità, riducendo l’attività in loco, gli scarti di costruzione e riducendo al minimo le interruzioni delle operazioni commerciali dei nostri clienti. Offriamo una soluzione produttiva completa per tutti i tipi di progetti di allestimento di interni, compresa la falegnameria e la lavorazione dei metalli. Grazie all’investimento nel più recente sistema di pretrattamento e verniciatura a polvere, abbiamo ridotto il consumo di gas del 65% e sostenuto la strategia di riutilizzo dei beni dei nostri clienti,” afferma Jamie Mason, direttore commerciale di Fit Out.
“La sostenibilità è in primo piano nelle nostre operazioni commerciali, dando priorità a pratiche ambientali consapevoli per garantire un futuro
migliore alle nuove generazioni e favorendo il ripristino e il riutilizzo delle attrezzature usate piuttosto che la loro sostituzione. Tra i principali risultati di questo approccio vi sono l’azzeramento dei rifiuti in discarica, l’utilizzo del 100% di elettricità rinnovabile, la riduzione del 10% del consumo di gasolio, la riduzione del 68% dei viaggi di lavoro, la riduzione del 26% degli imballaggi e la riduzione del 65% del consumo di gas. La nostra strategia di ripristino delle strutture di allestimento è economica sostenibile, un approccio che consente alle imprese di estendere la durata dei loro investimenti attuali e ridurre la necessità di grandi spese in conto capitale. La ristrutturazione delle strutture contribuisce alla sostenibilità, riducendo il consumo di materie prime e d’energia necessarie per produrre e verniciare a polvere i nuovi beni, promuovendo così un’economia più circolare.”
La verniciatura: una caratteristica strategica per i prodotti di Fit Out “Il 100% dei nostri prodotti è verniciato a polvere, ad eccezione di quelli in acciaio inox. La maggior parte dei nostri clienti sceglie la verniciatura a polvere rispetto
all’acciaio inox per i colori, le texture e gli effetti che essa può offrire per completare e rafforzare l’identità del marchio o per differenziare i reparti all’interno di uno stesso negozio. Inoltre, la verniciatura a polvere è più economica dell’acciaio inossidabile,” spiega Jamie Mason.
“La qualità delle finiture è fondamentale per Fit Out. Lavoriamo con clienti che hanno colori specifici per il loro marchio e hanno bisogno che quel colore sia coerente ogni volta che inseriscono uno scaffale in un supermercato, in un punto vendita al dettaglio o in uno spazio contract in tutto il Regno Unito. In aggiunta, l’abbinamento dei colori è assolutamente cruciale, perché è legato all’identità e al riconoscimento del marchio sul mercato. Abbiamo avuto problemi di corrispondenza dei colori quando abbiamo esternalizzato la verniciatura a polvere e questo è stato uno dei motivi che ci ha spinto a internalizzare questo processo nel 2021.
Il colore che applichiamo sulle attrezzature deve prolungare la durabilità degli scaffali: in media sono riverniciati ogni 10-15 anni e durante la loro vita utile il rivestimento deve resistere agli attacchi chimici,
Vista della cabina di verniciatura a polvere fornita da Wagner.
La finitura a polvere deve essere duratura, perché la vita degli scaffali è piuttosto lunga e devono resistere agli attacchi chimici, agli impatti meccanici e ai graffi derivanti dall'uso intensivo.
Il centro polveri.
agli impatti meccanici e ai graffi derivanti dall’uso intensivo. La resistenza alla corrosione non è una caratteristica fondamentale, dal momento che la maggior parte della nostra produzione è destinata ad uso interno, anche se gli scaffali refrigerati devono resistere all’ambiente freddo, con una temperatura di 2 °C che può produrre un'atmosfera più corrosiva.
Il pretrattamento Toran 3® garantisce il livello di qualità richiesto ai nostri prodotti. L’impianto di verniciatura a polvere è stato progettato tenendo conto di questo prodotto come tecnologia di pretrattamento. Abbiamo effettuato test approfonditi con Metavate Ltd., prima di scegliere questo prodotto e siamo soddisfatti della scelta perché si è dimostrata una tecnologia affidabile.”
La fase di verniciatura
L’impianto di verniciatura a polvere installato da Fit Out nel 2021 e fornito da PFS Paint Finishing Systems, partner britannico dell’azienda italiana Eurotherm, comprende:
Tunnel Ecojet per l’applicazione del prodotto Toran 3® di Chemtec
Tunnel di asciugatura
Cabina di verniciatura a polvere Wagner
Tunnel di polimerizzazione
Convogliatore aereo monorotaia.
“La maggior parte delle nostre attrezzature, dei kit e delle scaffalature sono in
acciaio dolce, solo una piccola parte è in alluminio o in acciaio inox. In ogni caso, il pretrattamento chimico è lo stesso per tutti i metalli, perché Toran 3® è una tecnologia multi-metal,” continua Alex Hender, Production Manager di Fit Out. “Per le attrezzature che devono essere rimesse a nuovo, prima del pretrattamento chimico effettuiamo una levigatura manuale per rimuovere la polvere o i residui di cibo essiccati presenti su di esse. I kit nuovi sono pretrattati solo con Toran 3®, perché presentano fondamentalmente una pellicola d’olio sulla superficie a causa della lavorazione meccanica. Questa deve essere eliminata prima della verniciatura a polvere per migliorare l’adesione e garantire elevate prestazioni chimiche e meccaniche del film di rivestimento.
Toran 3® è fornito pronto all’uso, spruzzato puro a temperatura ambiente sui pezzi per 90 secondi. Dopo la spruzzatura, i pezzi vengono lasciati sgocciolare per 5 minuti e poi asciugati in forno per 8-10 minuti a 130-140 °C. Non è necessario risciacquare e la soluzione sgocciolata viene riciclata attraverso il sistema e spruzzata nuovamente, in modo da non generare acque reflue o fanghi dal tunnel di pretrattamento.
Dopo l’asciugatura, i pezzi sono verniciati a polvere in una cabina di applicazione Wagner e, quindi, polimerizzati. Abbiamo sei colori standard e ne applichiamo in media 15-16, compresi alcuni effetti speciali, come quello metallizzato o similpelle, ma possiamo personalizzare qualsiasi cosa su richiesta. La cabina di verniciatura a polvere è dotata di un sistema
di cambio rapido del colore che richiede solo 10 minuti per passare da un colore all’altro. Tutta la vernice spruzzata in eccesso è riciclata per garantire sostenibilità e risparmio.”
I motivi di una scelta green
“Abbiamo scelto il Toran 3® come pretrattamento perché è estremamente sostenibile, efficiente e ad alte prestazioni. È autonomo, si applica a temperatura ambiente, quindi non richiede energia e acqua, non crea sprechi, non ha costi di smaltimento ed è facile da usare,” continua Alex Hender.
“Chiamiamo la tecnologia di pretrattamento chimico Chemtec Toran 3® ‘lo standard’ perché è la più facile da usare: basta spruzzare, drenare e asciugare. Un unico stadio, autonomo, che non richiede calore, non scarica, non spreca ed è continuamente riutilizzabile, rabboccandolo con prodotto fresco quando necessario. L’unico requisito rigoroso è l’analisi del bagno ogni tre mesi, per garantire che il prodotto chimico funzioni sempre al meglio,” interviene Judith Bailey, General Manager di Metavate (Warwick, Regno Unito), distributore Chemtec per il Regno Unito. “Se confrontiamo la tecnologia Toran 3® con il processo convenzionale di fosfatazione del ferro, gli utilizzatori di quest’ultimo devono effettuare analisi giornaliere del bagno per garantire un pretrattamento della superficie adeguato e costante, mentre gli utilizzatori di Toran 3® possono analizzare un solo campione ogni tre mesi, il che rende la vita molto semplice. Tuttavia, questa analisi deve essere fatta regolarmente per avere risultati coerenti,” aggiunge Carlo Guidetti, CEO di Chemtec. “Esiste una forte collaborazione tra Chemtec e Metavate per fornire il supporto tecnico necessario ai nostri clienti nel Regno Unito. Metavate fornisce il servizio sul campo, mentre Chemtec svolge il lavoro di laboratorio presso la nostra sede di Milano, dove possiamo contare su un laboratorio all’avanguardia.” “I pezzi trattati con Toran 3® e verniciati forniscono una resistenza
Da sinistra Alex Hender di Fit Out, Judith Bailey, Jane Egan e Rachel Stevens di Metavate, Carlo Guidetti e Beatrice Turri di Chemtec.
chimica, meccanica e ai graffi molto elevata. Dal momento che non utilizza acqua, non fa ossidare la superficie in metallo e fornisce una protezione temporanea (fino a 6 mesi) da H2O e O2. L’adesione della vernice è elevata, la flessibilità del film di vernice è eccellente e la resistenza agli urti è migliorata. Inoltre, Toran 3® garantisce un’elevata flessibilità all’impianto di verniciatura perché non è necessario attendere il riscaldamento del prodotto, anche quando la linea è ferma i pezzi non si ossidano. Non è necessario pianificare lo spegnimento alla fine della giornata, poiché non ci sarà flash rust sui pezzi quando si spegne la linea. L’ingombro ridotto comporta una riduzione dell’investimento iniziale tra il 30% e il 70% e non ci sono costi fissi di processo da ammortizzare,” afferma Carlo Guidetti. “Il tema della riduzione delle emissioni di anidride carbonica, della protezione del clima e della sostenibilità è molto sentito in Fit Out. Tuttavia, anche i clienti stanno spingendo l’agenda della sostenibilità. Toran 3® è allineato con i nostri e i loro obiettivi net-zero, mentre Metavate e Chemtec condividono con Fit Out la stessa filosofia di sostenibilità,” aggiunge Jamie Mason.
Una tecnologia robusta
“Un altro vantaggio che ci ha portato l’uso di Toran 3® è la capacità di ottenere la stessa qualità di finitura anche su metallo rilavorato,” conclude Mason. “Prima di internalizzare la verniciatura a polvere e introdurre il pretrattamento Toran 3®, buttavamo via almeno il 50% delle vecchie attrezzature recuperate dai negozi poiché troppo danneggiate e arrugginite per essere verniciate correttamente senza una precedente preparazione meccanica della superficie. Ora abbiamo aumentato il tasso di recupero al 75% grazie alla capacità di lavaggio della nuova tecnologia di Chemtec, che si è dimostrata molto robusta anche sulle superfici arrugginite. Se consideriamo che probabilmente recuperiamo da 1 a 2 milioni di sterline di infissi all’anno, questo è un vantaggio enorme.”
“Vorrei aggiungere che, sebbene la resistenza alla corrosione di Toran 3® non sia la sua principale caratteristica, si è dimostrato efficace anche per le scaffalature refrigerate, che richiedono un test in nebbia salina di mille ore. Pertanto, per Fit Out è stato un grande successo introdurre questo prodotto chimico speciale nel nostro processo di verniciatura a polvere.”
Rapporti dei test di corrosione accelerata in nebbia salina: confronto tra un pezzo con sola vernice in polvere e un pezzo pretrattato con Toran 3® + vernice in polvere.
CURE
Chemtec ottiene la certificazione QUALICOAT per il suo innovativo prodotto PRONORTEC
Chemtec, azienda leader nelle tecnologie per la finitura industriale, è lieta di annunciare l’ottenimento della prestigiosa certificazione QUALICOAT per il suo innovativo prodotto PRONORTEC. Questo importante riconoscimento conferma l’eccellenza e l’affidabilità di PRONORTEC nel settore dei pretrattamenti per l’alluminio.
CERTIFICATE
for a CHEMICAL MANUFACTURER
hereby authorises
Chemtec Srl
Via Alberto da Giussano 36/O Corbetta 20011 Milano
Italy
to use the quality label in conformity with the QUALICOAT 2025 Specifications, applicable from 1 January 2025 and only when used with QUALICOAT approved powder coating systems
Cos’è PRONORTEC?
Approval Status:Provisional
Outdoor Exposure:In progress
Approval No.: PreTreatment Material: No Rinse Rinse Process:
System Name: A-162
PRONORTEC AL-02 (No Rinse)
PRONORTEC rappresenta una soluzione all’avanguardia nel campo dei pretrattamenti per le superfici metalliche, utilizzando la nanotecnologia per ottenere prestazioni superiori rispetto alle tradizionali tecniche di fosfatazione, come la fosfatazione tricationica/microcristallina, in particolare quella ai Sali di zinco. PRONORTEC è una soluzione senza risciacquo e si distingue per essere ecocompatibile e conveniente, poiché riduce significativamente l’uso di sostanze chimiche e il relativo impatto ambientale. Il processo chimico alla base di PRONORTEC è basato su composti organici del fosforo, che creano un rivestimento nanometrico altamente idrofobo e aderente. Questo trattamento si traduce in un nanocoating con uno spessore di circa 50 nanometri in grado di migliorare in modo significativo la protezione delle superfici metalliche. La struttura nanometrica di PRONORTEC conferisce infatti prestazioni superiori in termini di resistenza alla corrosione e adesione della vernice, facendolo emergere rispetto ad altre soluzioni nanotecnologiche sul mercato.
Il
funzionamento
di PRONORTEC
Il trattamento con PRONORTEC crea un rivestimento uniforme a base di Carbonio, Fosforo e Ossigeno sulla superficie del metallo trattato. La composizione di questo rivestimento lo rende:
Idrofobo: estremamente resistente alla corrosione, proteggendo efficacemente il metallo sottostante dagli agenti atmosferici.
Reattivo: favorisce un’adesione ottimale della vernice al metallo, migliorando la durabilità e l’aspetto estetico delle superfici trattate.
PRONORTEC può essere applicato su metalli che
siano stati precedentemente sgrassati, disossidati e risciacquati. Il trattamento può essere effettuato mediante diverse tecniche, come spruzzatura, immersione o nebulizzazione, adattandosi così a diverse necessità industriali.
La certificazione QUALICOAT
La certificazione QUALICOAT, riconosciuta a livello internazionale, attesta la conformità di PRONORTEC ai più elevati standard di qualità del processo di verniciatura dell’alluminio, un traguardo che sottolinea l’impegno costante di Chemtec nella ricerca e nello sviluppo di soluzioni all’avanguardia.
PRONORTEC offre numerosi vantaggi, garantendo prestazioni superiori e durature in ambito industriale. Tra i principali benefici, si evidenziano:
Elevata resistenza alla corrosione: il prodotto garantisce una protezione superiore contro gli agenti atmosferici e la corrosione, prolungando la vita utile dei manufatti in alluminio.
Eccellente adesione del rivestimento: PRONORTEC assicura un’adesione ottimale dei rivestimenti organici, migliorando l’aspetto estetico e la durabilità delle superfici.
Sostenibilità ambientale: formulato con tecnologie all’avanguardia, PRONORTEC rispetta l’ambiente e contribuisce alla riduzione dell’impatto ambientale dei processi di finitura.
Efficienza e facilità di applicazione: semplifica i processi di pretrattamento, riducendo i tempi e i costi di produzione, senza compromettere la qualità.
Con questo riconoscimento, Chemtec rafforza il suo ruolo di punto di riferimento nel settore delle tecnologie per la finitura industriale, offrendo ai propri clienti soluzioni che uniscono innovazione, qualità e sostenibilità.
Per maggiori informazioni: www.chemtec.it
&
La qualità premium incontra l’ispirazione cromatica: trasformare gli spazi lavorativi smart con Interpon
AkzoNobel sta facendo la differenza nel settore emergente degli spazi lavorativi smart, offrendo finiture di qualità superiore e soluzioni cromatiche innovative a Telebooth, tra i leader di mercato in Cina.
Nel 2019, Telebooth si è riposizionata come produttore di cabine per telefonare, sale per videoconferenze e cabine per uffici condivisi, per affrontare una sfida globale in crescita: come mantenere la privacy e ridurre il rumore in ambienti di lavoro aperti. Siccome le aziende di grandi dimensioni devono affrontare questa sfida e attribuire un valore elevato alla qualità e all’estetica, Telebooth aveva bisogno di un fornitore di vernici che fosse in grado di fornire una qualità superiore e colori personalizzati per soddisfare queste esigenze.
“Inizialmente avevamo affidato la verniciatura a polvere ad un terzista australiano, ma la finitura era spesso poco uniforme, con superfici irregolari e deviazioni di colore. In particolare, le vernici di colore bianco ingiallivano rapidamente, non rispettando i nostri standard,” spiega Qinhua Hou, General Manager di Telebooth. Questa scarsa costanza qualitativa ha spinto Telebooth a costruire una propria linea di produzione e a cercare un nuovo fornitore di vernici in polvere.
Telebooth ha invitato diverse aziende a eseguire test di verniciatura a spruzzo sui suoi prodotti e le vernici in polvere Interpon di AkzoNobel si sono subito distinte, superando le difettosità della verniciatura precedente e offrendo una finitura liscia con un’eccellente ritenzione del colore.
“Abbiamo contattato il team AkzoNobel per le vernici in polvere e la loro esperienza tecnica è stata preziosa. Ci hanno consigliato la pistola a spruzzo ideale, aiutato a ottimizzare la nostra linea di produzione e messo a punto le impostazioni della temperatura, garantendo quella qualità e uniformità di cui avevamo bisogno. Questa guida esperta e l’impegno per la qualità hanno giocato un ruolo fondamentale nella nostra decisione di collaborare con AkzoNobel,” continua Hou. Da allora le soluzioni di Interpon hanno ricevuto un riscontro estremamente positivo, assicurando a Telebooth la posizione di leader nel settore degli spazi lavorativi smart in Cina.
Un futuro colorato e più sostenibile
Nonostante le sfide economiche dell’era post-pandemia, l’attività di Telebooth è cresciuta del 50% rispetto all’anno precedente e l’azienda intende ora espandersi in Europa e Nord America per sostenere la sua rapida crescita. “I nostri clienti sono interessati soprattutto all’estetica piuttosto che alla funzionalità. Riceviamo molte richieste di colori diversi. Il team tecnico di AkzoNobel è stato estremamente utile a questo proposito, supportandoci nelle ispirazioni cromatiche. In questo modo, possiamo dare ai nostri clienti ciò che desiderano e a un prezzo competitivo,” spiega Hou. Attualmente Telebooth offre una selezione di colori audaci e accattivanti per
il mercato cinese, ma sta valutando di aggiungere una gamma di colori metallizzati per il mercato europeo per allargare la sua palette cromatica e soddisfare la richiesta dei clienti per estetiche innovative.“Il cuore della nostra collaborazione è la capacità di creare design vivaci e colorati che definiscono l’esperienza Telebooth. Unendo funzionalità e fascino visivo, le selezioni cromatiche di Telebooth trasformano gli spazi lavorativi smart in ambienti stimolanti che promuovono produttività e creatività. La collaborazione con AkzoNobel ci offre un vantaggio competitivo grazie a caratteristiche quali una maggiore ritenzione della brillantezza, protezione dell’ambiente e durabilità. “Siamo fiduciosi di continuare a ricevere consulenza professionale da AkzoNobel, soprattutto sulle innovazioni cromatiche, così da stare al passo con i trend,” conclude Hou. “Puntiamo anche a sfruttare le loro polveri sostenibili per migliorare le prestazioni ambientali dei nostri prodotti. La sostenibilità è un pilastro fondamentale della nostra strategia a lungo termine, soprattutto nel momento in cui ci prepariamo ad entrare nel mercato europeo. Collaborando con il team di Interpon, cerchiamo di ridurre le emissioni di CO2 e il consumo di energia, migliorando ancora il profilo ambientale e rafforzando la nostra leadership nei prodotti d’alta gamma.”
Per ulteriori informazioni: www.interpon.com/gl/en/insights/telebooth-testimonial
Engineering specialized in the supply of systems for surface treatment, painting and coating
E-COAT SYSTEMS
LIQUID PAINTING SYSTEMS
POWDER COATING SYSTEMS
SELF-LEARNING ROBOTS FOR AUTOMATED PAINTING
SYSTEMS FOR THE TREATMENT OF VOCs EMISSIONS
Una nuova cabina per la verniciatura dei serramenti in alluminio di AluK: più velocità, più efficienza e più cambi colore
Gabriele Lazzari, ipcm®
Impegnandosi costantemente per migliorare la qualità delle finiture dei suoi profili in alluminio per applicazioni architettoniche, AluK ha proseguito nel revamping del suo storico impianto di verniciatura a polvere dotandolo di una nuova cabina di applicazione con tecnologia Gema di ultima generazione. Il cambio colore rapido e l’avanzato sistema Smart Inline Technology per l’alimentazione delle polveri consentono ora all’azienda di applicare, con un processo efficiente, una vasta gamma cromatica, che tocca fino a 500 colori, garantendo serramenti sempre più performanti, resistenti ed esteticamente impeccabili.
Poco più di 10 anni fa, l’industria manifatturiera dovette scontrarsi, prima, e confrontarsi, poi, con una tendenza di mercato che conduceva a una personalizzazione sempre più marcata dei prodotti per soddisfare la crescente domanda di esclusività, unicità e voglia di distinguersi proveniente dai consumatori. Se 10 anni fa la filosofia del “lotto uguale a 1” era agli albori, oggi è uno standard,
Regus Cassala
soprattutto nel settore dei beni di consumo più legati alla vita quotidiana, come l’arredamento, le auto o le case stesse. Per produrre beni personalizzati in condizioni di produzione industriale di massa, quindi in modo efficiente e sostenibile senza perdere capacità produttiva, le aziende devono investire in tecnologie altamente flessibili, intelligenti e interconnesse ma senza essere troppo complesse, per adattarsi anche a linee e impianti produttivi non più recenti.
Nel settore dell’alluminio, la finitura giusta è una dichiarazione di stile che può determinare il successo o il fallimento di un progetto. Per questo, fra i principali investimenti dei sistemisti, quelle aziende che progettano il disegno dei profili in alluminio necessari a creare un sistema per serramenti e che quindi possiedono matrici di estrusione proprie ed esclusive, vi sono quelli negli impianti di finitura. Che si tratti di verniciatura, ossidazione o sublimazione per effetti materici, l’adozione delle tecnologie più recenti consente di soddisfare ogni piccolo desiderio – o capriccio –del cliente finale.
Questa è stato il percorso intrapreso anche da AluK Group S.p.a., azienda del Gruppo Valfidus specializzata nella progettazione, produzione e commercializzazione di sistemi in alluminio per serramenti battenti,
facciate continue e ventilate, persiane oscuranti e frangisole e pergole bioclimatiche, oltre che per portoncini e porte interne, a libro, scorrevoli e scorrevoli alzanti adatte per l’edilizia residenziale, commerciale e industriale – sia per le nuove costruzioni che per le ristrutturazioni.
In poco tempo, l’azienda è diventata un leader nel settore architettonico, anticipando le tendenze e posizionandosi come partner di riferimento a 360° per architetti, contractor e società di costruzione. Grazie ai continui aggiornamenti tecnologici, è stata infatti in grado di incrementare costantemente il proprio portfolio di prodotti, specializzandosi nella verniciatura e ottimizzando il processo al fine di rispondere rapidamente alle mutevoli esigenze del mercato in termini di funzionalità ed estetica. AluK ha recentemente installato una cabina Magic Compact® EquiFlow BA04 con sistema di alimentazione polveri Smart Inline Tecnology di Gema Europe, l’ultimo investimento in ordine cronologico nella strategia di revamping dell’impianto di verniciatura orizzontale pre-esistente. Attraverso questa soluzione, AluK può ora applicare in modo veloce, efficiente e con una qualità garantita oltre 500 colori diversi, quelli compresi nelle proprie cartelle colore ma soprattutto quelli personalizzati ed esclusivi richiesti dai propri clienti.
Il trasportatore aereo birotaia che movimenta i profili di alluminio e l’ingresso dei profili nel tunnel di pretrattamento chimico a spruzzo.
AluK: un pioniere nei profili di alluminio per serramenti
Fondata a Verona nel 1969, AluK fu una delle prime aziende all’intero del settore italiano dei sistemi per serramenti a introdurre il taglio termico in continuo per i profili di alluminio, che all’epoca erano impiegati solamente come elemento complementare delle controfinestre o per schermare i serramenti in legno. I sistemi più comuni erano infatti principalmente composti da barre in PVC, che non potevano essere verniciate, limitando quindi l’offerta di finiture ed effetti da proporre ai clienti. Gli aggiornamenti continui nella tecnologia del taglio termico permisero però all’azienda di sfruttare sempre di più l’alluminio, conquistando considerevoli quote di mercato.
Grazie a questo approccio, la crescita di AluK è sempre stata costante e volta al miglioramento continuo: dopo un’iniziale espansione dei magazzini, nel corso degli anni l’azienda istituì anche una società di ingegneria per lo sviluppo interno dei sistemi per l’involucro leggero con annessi accessori e aprì un nuovo stabilimento produttivo a Isola della Scala (VR), dove effettuare il taglio termico dei profili, le lavorazioni meccaniche, le operazioni di verniciatura e ossidazione anodica (oggi demandata a terzi) nonché l’assemblaggio finale. Gli anni seguenti furono dedicati alle acquisizioni
in Europa, Medio Oriente e Asia per consolidare la propria posizione sul mercato internazionale, mantenendo però le competenze produttive ben radicate in Italia, attraverso uno stabilimento con laboratorio multipiano accreditato per effettuare test su serramenti e facciate continue in alluminio, anche per conto dei clienti.
Il “sistema chiuso” di AluK: profilo, accessori e complementi originali
AluK Group S.p.a. è oggi un gruppo internazionale da oltre €220 milioni di fatturato, capace di servire oltre cinquanta Paesi attraverso stabilimenti produttivi in dieci nazioni, tra cui Regno Unito, Belgio, Francia, Brasile, Cina e Stati Uniti d’America. La divisione italiana si avvale della collaborazione di oltre 150 professionisti, suddivisi tra gli uffici a San Giovanni Lupatoto (VR), che includono anche un magazzino di consolidamento, lo stabilimento di Isola della Scala – che produce più di 50.000 serramenti finiti ogni anno – e il Design Studio di Milano, per un totale di 27.000 m2 coperti.
L’azienda ha accentrato tutte le tecnologie e le competenze di produzione e trattamento superficiale dei profili di alluminio – caratterizzati da un notevole tasso tecnologico e qualitativo e di cui la finitura è l’elemento
strategico preponderante – in un unico sito produttivo in Italia. Partendo dall’estruso fornito da estrusori italiani selezionati con matrici di proprietà di AluK, l’azienda effettua il taglio termico e le lavorazioni meccaniche sui profili prima di inviarli alla verniciatura a polvere o, più raramente, alla sublimazione effetto legno o effetto materico eseguita internamente, piuttosto che in ossidazione.
“AluK ha un’impronta glocal, perché seguiamo le logiche di una multinazionale da cui si diramano tutti gli approcci della strategia aziendale, che è però calata nella realtà di ciascun territorio in cui operiamo”, esordisce Miro Giordano, COO di AluK Group S.p.A. “Ciò che distingue AluK da altri competitor è che il nostro prodotto si fonda su un sistema chiuso per mantenere un controllo totale sulla nostra offerta.
“Sistema chiuso” significa che AluK produce tutti i profili, gli accessori e i complementi necessari alla realizzazione dei propri sistemi di serramenti su propria progettazione. I clienti scelgono AluK perché ricevono un prodotto originale e certificato a 360°, dall’estruso alla finitura”.
“Verniciamo internamente da oltre trent’anni, aggiornando costantemente le nostre tecnologie per garantire sempre più flessibilità e sfruttare soluzioni innovative. L’investimento più recente in quest’ottica è la nuova cabina automatica Gema e il centro polveri OptiCenter® All-in-One OC10 con Smart Inline Technology. L’obiettivo è la volontà di migliorare
l’efficienza operativa, ridurre i tempi di cambio colore e garantire una distensione della polvere superiore, al fine di fronteggiare con successo la crescente frammentazione dei desideri dei clienti, sia in termini di dimensioni dei profili da trattare sia di colori da applicare”, chiarisce Luca Cappellaro, responsabile del reparto di verniciatura di AluK Italia.
Revamping tecnologico e controllo dei parametri: il cuore della verniciatura AluK
L’impianto automatico di verniciatura a polvere, recentemente oggetto di revamping con una nuova cabina di applicazione di Gema, fu costruito da Trasmetal trent’anni fa con un concept innovativo, trattandosi del primo impianto con pretrattamento a celle, ed è tutt’ora operativo su tre turni lavorativi, garantendo alta affidabilità e la qualità del manufatto. La linea di tipo orizzontale per profili fino a 7,2 metri di lunghezza prevede un’area di carico divisa in due buffer, dove gli operatori hanno la possibilità di ottimizzare l’operazione di agganciamento in funzione dei pezzi da trattare e appenderli a un trasportatore aereo birotaia che conduce le bilancelle nel tunnel di pretrattamento chimico a spruzzo. Il ciclo prevede sgrassaggio alcalino, primo risciacquo con acqua osmotizzata, sgrassaggio acido, secondo risciacquo con acqua osmotizzata e una conversione nanotecnologica no-rinse applicata tramite nebulizzazione
con la tecnologia PNR di Henkel, prima del forno di asciugatura. La linea comprende tre cabine di applicazione della vernice: una cabina automatica fornita da Trasmetal e già parte dell’impianto originale attrezzata con pistole e centro polveri Gema, la nuova cabina automatica Gema MagicCompact EquiFlow BA04 di ultima generazione, completa di centro polveri OptiCenter® All-in-One OC10 con Smart Inline Technology ed erogatori OptiGun® GA04 110KV, e una cabina manuale per i ritocchi, i piccoli lotti o l’applicazione di colori speciali. Il layout dell’impianto prevede un polmone di accumulo antecedente la nuova cabina Gema, equipaggiata con un sistema di scansione bidimensionale all’ingresso con lo scopo di ottimizzare la produttività per i cambi colore, e un secondo polmone prima del forno di polimerizzazione a convezione d’aria. Un altro investimento effettuato da AluK per rendere il processo di verniciatura più adeguato al moltiplicarsi dei colori richiesti dal mercato fu l’introduzione, qualche anno fa, di un tunnel con pannelli IR di Infragas per la gelificazione della polvere, prima dell’ingresso dei profili nel forno di polimerizzazione finale. Questa scelta tecnologica consente ad AluK di verniciare colori chiari e scuri in sequenza, senza timore di contaminazione fra le bilancelle. Inoltre, il forno a convezione di Trasmetal garantisce una perfetta curva di cottura e un sensibile risparmio energetico.
Quando i componenti giungono nell’area di scarico, dopo un ciclo che dura circa tre ore, gli operatori effettuano un controllo visivo sulla qualità della finitura e rilevano lo spessore del rivestimento e l’adesione attraverso una prova di quadrettatura. I controlli qualità non si limitano però solamente alla superficie dei pezzi verniciati: nel corso degli anni, Trasmetal ha inserito all’interno dell’impianto una stazione per il controllo automatico ogni ora della concentrazione dei bagni di pretrattamento, delle pompe per il rabbocco automatico delle vasche in base ai parametri prestabiliti, e infine delle sonde di misurazione della temperatura dei forni. Tutti questi dati sono inviati al sistema gestionale di AluK, per analizzare eventuali deviazioni dei parametri operativi e tracciare ogni singolo profilo verniciato.
Una nuova evoluzione con l’inserimento di una cabina e centro polveri di ultima generazione
La cabina Magic Compact EquiFlow BA04 di Gema è equipaggiata con sette pistole di erogazione OptiGun® GA04 110KV per lato e due pistole manuali per le postazioni di pre- e post-ritocco, oltre che con il centro polveri OptiCenter® All-in-One OC10 con alimentazione in fase densa Smart Inline Technology. Questa soluzione permette ad AluK di verniciare circa il 75% della produzione, mentre le altre due cabine sono generalmente
La cabina Magic Compact EquiFlow BA04 di Gema e l’applicazione della vernice in polvere sui profili di AluK.
utilizzate durante le operazioni di pulizia e cambio colore, per velocizzare il più possibile il ciclo produttivo, oltre a fungere da polmoni di accumulo. In funzione da settembre 2024, la nuova cabina ha già dimostrato le sue potenzialità.
“Il cuore del sistema è il centro polveri OptiCenter® All-in-One OC10, che integra la più recente tecnologia Gema: questo centro polveri offre massima efficienza con il minimo ingombro, eliminando i moduli di comando delle pistole grazie alle tecnologie di erogazione e carica della polvere in fase densa completamente integrate in un unico dispositivo – un requisito essenziale per poterlo installare all’interno di un impianto pre-esistente. Un altro elemento chiave è il serbatoio OptiSpeeder, progettato per fluidificare in modo ottimale la vernice. La sua ampia apertura inclinata consente un accesso rapido e semplice al contenitore della polvere”, afferma Gianluigi Baroni, direttore tecnico-commerciale di Gema. “Inoltre, la struttura della cabina in materiale plastico non-conduttivo, in combinazione con la tecnologia di aspirazione EquiFlow, evita l’accumulo della polvere sul fondo e l’adesione della stessa alle pareti, mentre la conformazione a forma di lettera ‘H’ del pavimento garantisce una distribuzione intelligente dell’aria e un’aspirazione equilibrata: le tre fessure presenti sul fondo della cabina assicurano, infatti, il contenimento della polvere e una ventilazione ottimale
nella zona di applicazione. Si crea così un flusso d’aria uniforme, che permette di controllare facilmente il processo di applicazione e ottenere eccellenti risultati di rivestimento”.
Applicazione di oltre 500 colori
I nuovi investimenti nelle tecnologie applicative di Gema hanno quindi permesso ad AluK di migliorare la qualità dei profili verniciati, ridurre i consumi di polvere e ottimizzare il flusso produttivo grazie al cambio colore rapido, posizionando l’azienda in prima linea nel settore dell’architettura, pronta a esaudire qualsiasi visione progettuale dei clienti.
“Il mercato è in costante mutamento e richiede sempre nuovi colori, ma anche la domanda riguardante la sublimazione sta crescendo. Disponiamo di molteplici cartelle colori, ma i clienti richiedono spesso tonalità personalizzate, effetti speciali, colori che seguono standard tipici dell’edilizia, come Pantone o NCS, e soluzioni fuori standard, che noi campioniamo e inseriamo in produzione anche per lotti molto piccoli. In un anno, possiamo applicare oltre 500 colori diversi, la maggior parte in qualità QUALICOAT Classe 2, con alcuni rivestimenti specificamente formulati per noi dai nostri fornitori,” spiega Cappellaro.
“Negli anni, le tendenze architettoniche per l’alluminio hanno richiesto una
La postazione per l’eventuale post-ritocco manuale.
La sublimazione effetto legno proposta da AluK.
nuovo centro polveri OptiCenter All-in-One
crescita del ventaglio di colori: attualmente assistiamo a una prevalenza di finiture opache e grigie, con il grigio scuro 7016 che è popolare quasi quanto il colore bianco in tutte le sue declinazioni. Dovete pensare che queste due tonalità rappresentano rispettivamente il 10% e il 15% (bianco semilucido) delle nostre commesse. La metà del nostro volume produttivo è costituita da circa cinquanta colori. Infine, la parte restante è frazionata in una miriade di tonalità ed effetti diversi. Di conseguenza, disporre di apparecchiature in grado di effettuare un cambio colore rapido è fondamentale per ottimizzare la nostra produzione”, interviene Giordano. “Per questo motivo, abbiamo più volte revampato il nostro impianto di verniciatura, per esempio inserendo il forno di gelificazione con pre-riscaldamento a energia elettrica – che è attivato quando applichiamo in sequenza ravvicinata colori chiari e poi tonalità più scure – e la nuova cabina di Gema”.
Finitura migliorata e produzione ottimizzata con la Smart Inline Technology
L’impianto era inizialmente strutturato per effettuare operazioni di verniciatura con gamme di colori più ristrette, con una delle due cabine utilizzata solamente per applicare la base per la sublimazione, oppure per i colori ad alta rotazione. AluK voleva però aumentare la velocità produttiva e uniformare gli spessori, anche con partite più piccole o che contengono profili di dimensioni diverse. Quando sono emerse queste esigenze, si è rivolta immediatamente a Gema.
“L’azienda ci aveva già fornito le pistole per equipaggiare le altre due cabine pre-esistenti, e noi riteniamo che la sua competenza aziendale nella verniciatura a polvere sia impareggiabile,” chiarisce Roberto Silvestroni, responsabile dello stabilimento di Isola della Scala. “Gema segue i suoi clienti in tutte le fasi del progetto di investimento, dallo studio impiantistico fino al collaudo, e ci tiene informati sulle nuove tecnologie a disposizione, conoscendo bene i nostri requisiti. La Smart Inline Technology, per esempio, ci permette di essere molto più flessibili per i cambi colore e di utilizzare meno prodotto verniciante, oltre a rendere la copertura dei manufatti più regolare. Possiamo anche selezionare la quantità di polvere da recuperare impostando manualmente la pompa sotto al ciclone. Questo è un notevole vantaggio specialmente quando applichiamo le vernici metallizzate, perché possiamo regolare il rapporto di miscelazione tra vernice fresca e recuperata, al fine di ottenere l’effetto desiderato senza compromessi”. “Collaboriamo con Gema da oltre trent’anni: ci ha sempre accompagnati in ogni aggiornamento dell’impianto. Anche per la nuova cabina ci hanno seguito passo dopo passo, studiandone la progettazione nei minimi dettagli al fine di poterla inserire all’interno di uno spazio ristretto. Inoltre, l’installazione è avvenuta in tempi rapidissimi durante un periodo dell’anno costellato da una mole ingente di commesse da evadere. Senza interrompere la produzione, siamo riusciti ad installare una soluzione tecnologica che ha migliorato la qualità della finitura e la produttività del nostro impianto: un grande successo”, conclude soddisfatto Giordano.
Il
OC10 e le pompe in fase densa.
L’importanza di una solida formulazione nella scelta delle vernici per soluzioni architettoniche outdoor
Monica Fumagalli, ipcm®
Sunroom, azienda romagnola specializzata da oltre 50 anni nella progettazione e realizzazione di sistemi architettonici per esterno, ha instaurato una partnership con il produttore di polveri TIGER Coatings per ottimizzare la resistenza e l’estetica delle finiture dei suoi profili in alluminio che, grazie alla formulazione stabile e alla qualità costante da lotto a lotto, sono in grado di garantire un’elevata resistenza ai graffi e alle impronte, due caratteristiche imprescindibili per un’installazione senza difetti.
Nel settore dell’arredamento e dei sistemi architettonici per esterno, l’”outdoor feeling” — ovvero la sensazione di connessione con l’ambiente esterno — sta diventando una tendenza sempre più consolidata. Questa evoluzione sta ridisegnando il concetto di outdoor design, che ora punta a superare la tradizionale divisione tra spazi interni ed esterni, trasformando cortili, terrazzi e giardini in vere e proprie estensioni naturali della casa, dove è possibile creare ambienti accoglienti e armoniosi che invitano a godere la vita all’aperto anche nelle stagioni più fredde1
Un settore questo che, dopo anni di crescita straordinaria sull’onda emotiva del periodo post-pandemia, sta attraversando una fase di normalizzazione, comunque trainata dai dati positivi del settore contract2. É proprio in questo mercato che, quasi 60 anni fa, Sunroom Spa, azienda di Cattolica (Rimini) specializzata in soluzioni architettoniche outdoor in metallo e vetro, ha mosso i suoi primi passi.
“Nel 1969 mio padre fu il primo a realizzare in modo artigianale vetrate pieghevoli a libro per proteggere dalle intemperie i turisti che si godevano il mare seduti ai tavolini dei bar della costa romagnola” – racconta Michele Leardini, CEO della società che ha recentemente cambiato ragione sociale in Sunroom Spa, ripresentandosi al mercato con il nome del brand più conosciuto della propria gamma. “Questa sua intuizione, concretizzatasi in una struttura architettonica leggera e funzionale, grazie al sapiente accostamento di metallo e vetro, ha ottenuto il brevetto europeo e ancora oggi, dopo oltre 50 anni, Sunroom è il marchio di garanzia per prodotti che si caratterizzano per funzionalità, qualità estetica e design innovativo. La grande esperienza e la continua ricerca di nuove soluzioni permettono ai nostri prodotti di fornire un’ampia gamma di possibilità nel realizzare grandi superfici vetrate che si adattino alle esigenze dei clienti. Le nostre strutture, che includono vetrate pieghevoli e scorrevoli, coperture fisse e mobili per giardini d’inverno, sistemi tuttovetro pieghevoli e scorrevoli e pergole bioclimatiche, permettono di godere appieno della propria casa, aumentandone il valore e il pregio. La flessibilità della nostra produzione consente inoltre di realizzare giardini d’inverno completi, verande e serre solari su misura per destinazioni che vanno dall’abitazione privata ai locali pubblici, nel rispetto delle normative vigenti in materia di risparmio energetico”.
Nell’industria delle vernici in polvere per manufatti da esterno, siano essi in acciaio o in alluminio, i progressi in ricerca e sviluppo hanno condotto i produttori di rivestimenti ad equipararsi. Sottolinea infatti Leardini che “le polveri che utilizziamo devono offrire risultati dalle performance elevate non solo dal punto di vista estetico ma anche in termini di resistenza della vernice agli agenti atmosferici, ai graffi, all’abrasione e agli agenti chimici, di protezione anticorrosiva e uniformità di distensione. Oggi la maggior parte dei produttori di polveri ha raggiunto gli elevati standard richiesti: lavoriamo con un mercato di alto livello e un rivestimento non conforme è per noi inaccettabile. Quello che fa la differenza è la solidità della formulazione della vernice, che ne determina la costanza qualitativa da lotto a lotto e facilita sia il processo produttivo sia l’installazione: grazie alla
Il rivestimento dei sistemi Sunroom non si limita a garantire la perfezione estetica, ma punta ad offrire resistenza e durabilità superiori, grazie a processi applicativi personalizzati in base alla destinazione finale delle strutture.
L’innovativa pergola bioclimatica completamente apribile e con lame retraibili Oskura installata presso una residenza privata a Crescent Beach (Canada).
consolidata presenza dei prodotti Sunroom sui mercati di lingua tedesca, siamo entrati in contatto con le polveri prodotte dalla società austriaca TIGER Coatings GmbH & Co. KG, che compaiono nelle specifiche di molti contractor di questa area. Dopo averle testate sui nostri manufatti e averne verificato la stabilità e le proprietà antigraffio e anti-impronta, le abbiamo immediatamente inserite nel nostro catalogo”.
La natura in casa in ogni stagione
“Che si tratti dell’abitazione principale o di quella dove si trascorrono momenti di vacanza e relax, lontano dallo stress quotidiano, il nostro primo pensiero è quello di valorizzarne gli spazi, interni ed esterni, rendendoli vivibili in ogni stagione” – spiega Leardini. “Nel corso della nostra storia abbiamo sviluppato e brevettato coperture fisse e mobili, sistemi scorrevoli e vetrate a taglio termico che costituiscono un vero e proprio ecosistema dedicato alla casa. Lavoriamo con impianti
moderni e tecnologicamente avanzati, ma non dimentichiamo il nostro retaggio artigianale, che coniughiamo con la creatività, presente nel nostro DNA da quel lontano 1969, e la ricerca della perfezione estetica che sono alla base della nostra produzione Made in Italy, di cui andiamo orgogliosi. I nostri progetti sono finalizzati a far sì che i clienti possano godere lo spazio esterno anche nelle stagioni più fredde e piovose, sfruttando i benefit della luce naturale e apprezzando i colori della natura che li circonda. La stessa attenzione e cura dei dettagli, a partire dalla fase di progettazione fino all’installazione dei nostri sistemi, è riposta nei progetti per spazi contract: proteggere gli ospiti di bar, ristoranti e alberghi con soluzioni personalizzate grazie a sistemi vetrati flessibili, a pergole bioclimatiche o coperture in alluminio e vetro, è la nostra specialità. In particolare, la serie Oskura di pergole bioclimatiche, caratterizzate da una copertura con lamelle frangisole orientabili che crea ombra e permette all’aria di passare, rappresenta uno dei nostri prodotti di punta”.
L’azienda di Cattolica sviluppa e brevetta coperture fisse e mobili, sistemi scorrevoli e vetrate a taglio termico che costituiscono un vero e proprio ecosistema dedicato alla casa.
electrostatic systems and spraying booths for powder coating
Sunroom investe sul futuro con le nuove generazioni
L’azienda romagnola esporta il 45% della produzione all’estero: “Già negli anni Novanta ci siamo affermati nei Paesi DACH, anche se mio padre ama ricordare di essere stato lui ad aprire per primo questo mercato all’inizio degli anni Settanta: esportò le sue prime vetrate pieghevoli a libro artigianali nelle abitazioni dei turisti tedeschi, che, apprezzandone la funzionalità nei bar della riviera romagnola, diventarono i suoi primi clienti esteri” – ricorda sorridendo Leardini. “Oggi questi mercati riscontrano un rallentamento causato dall’incertezza della situazione economica contingente. Abbiamo quindi iniziato a sondare se ci fosse terreno fertile per la distribuzione dei nostri prodotti nei Paesi orientali, in Medio Oriente e in India, in particolare, e la risposta è stata molto positiva”. La crescita delle esportazioni è stata possibile grazie all’adesione al progetto ELITE del Gruppo Euronext, che aiuta le PMI italiane a penetrare nei diversi
pneumatic systems for high-, medium-, and low-pressure painting robot and reciprocators IR and UV drying systems
I progetti Sunroom puntano a valorizzare gli spazi interni ed esterni, rendendoli vivibili in ogni stagione.
mercati accelerando la procedura di accesso a capitali, competenze e networking3. “Questa è la risposta di Sunroom alla tendenza attuale del settore che vede le più importanti realtà italiane acquistate da fondi di investimento o gruppi stranieri. Anche la nostra, che è un’azienda a conduzione famigliare, ha ricevuto importanti offerte da fondi esteri, che abbiamo deciso di declinare perché crediamo nelle prospettive di crescita in Italia e nel piano di sviluppo che abbiamo studiato e che, da società con 60 dipendenti e 12 milioni di fatturato, dovrebbe portarci tra qualche anno a raggiungere i 20 milioni. Questo piano industriale punta moltissimo sulle competenze che i giovani della nostra famiglia stanno acquisendo e che contribuiranno a far crescere la nostra impresa quando avverrà il loro ingresso nel management aziendale”.
Requisiti elevati per l’outdoor design
L’attività progettuale di architetti e designer prevede scelte cromatiche specifiche che vengono sottoposte a rivenditori, installatori o direttamente all’azienda che produce, come in questo caso, sistemi architettonici per esterno. “Per la maggior parte dei nostri progetti, lavoriamo direttamente con gli architetti coinvolgendoli nel processo di realizzazione dei nostri sistemi e rispondendo a tutte le loro richieste in termini di materiali e finiture, che devono rispettare standard qualitativi molto elevati: utilizziamo l’alluminio per i profili e l’acciaio inox per gli accessori, come le guide di scorrimento e le coperture. Questo offre caratteristiche di resistenza e durabilità ai nostri prodotti, ulteriormente garantite dai rivestimenti superficiali che applichiamo con cicli personalizzati in base alla destinazione d’uso finale della struttura: per esempio, il pretrattamento Qualicoat Seaside o il flash di ossidazione nel caso di strutture in alluminio che saranno sottoposte a condizioni gravose e aggressive, come l’esposizione ad ambienti altamente salini, sbalzi di temperatura o l’azione meccanica di precipitazioni intense”.
3 https://www.elite-network.com/it
TIGER Coatings fornisce a Sunroom tre tipologie di polveri della serie Metallics & Special Effects.
Nonostante la verniciatura sia affidata in esterno, è una delle fasi del processo di lavorazione più controllate, per l’importanza che l’impatto estetico riveste per i prodotti Sunroom. “La correttezza dei processi effettuati e la puntualità delle consegne dei fornitori che abbiamo selezionato accuratamente è determinante non solo per le performance di prodotto, ma anche per rispettare le tempistiche degli ordini che è nostra policy comunicare subito al cliente, in caso sia di piccoli sia di grandi lotti”.
Le proprietà delle vernici TIGER Coatings
La cartella colori di Sunroom include 12 tinte standard e 12 tinte premium, tra cui metallizzati e simil-anodizzati. “Nel settore dell’arredamento outdoor le richieste tendono sempre più verso effetti cromatici scuri, il nero su tutti, ed è proprio qui che le polveri TIGER Coatings fanno la differenza. Questo produttore ha una forte presenza nei mercati DACH, dove i sistemi Sunroom riscontrano, come abbiamo visto, un notevole successo. La collaborazione con il loro team è iniziata nel 2007 per soddisfare un cliente austriaco che aveva specificato nel proprio capitolato una vernice TIGER. Una volta applicate ci siamo accorti che, a parità di prestazioni estetiche con le altre polveri, le vernici TIGER presentano migliori proprietà antigraffio e
MADE IN ITALY
Da sinistra: Marzia Brambilla, COO di TIGER Coatings Italy con Michele Leardini, CEO di Sunroom, Alessia Venturi di ipcm®, Lorenzo Ottaviani e Francesco Gencarelli, rispettivamente dell’ufficio marketing e ufficio tecnico di Sunroom.
La crescente tendenza all'“outdoor feeling” sta trasformando gli spazi esterni in estensioni naturali della casa.
soprattutto anti-impronta, che le rendono più facili da utilizzare nel processo di lavorazione e, soprattutto, in fase di montaggio. In particolare, nel caso dei colori nero o grigio scuro, oggi particolarmente richiesti, si rivelano la soluzione ideale poiché diminuiscono il rischio di impronte indelebili durante l’installazione, nonostante si prendano tutte le precauzioni possibili”. “Attualmente forniamo a Sunroom tre tipologie di polveri della serie Metallics & Special Effects” – dichiara Marzia Brambilla, Direzione Operativa TIGER Coatings Italy. “Si tratta di prodotti bonderizzati ed effetti speciali certificati Qualicoat e GSB, di serie e disponibili in pronta consegna, dove spiccano finiture ad effetto micaceo e anodico. Oltre ai ben noti vantaggi delle vernici in polvere, tra cui un’applicazione pulita ed ecologica, priva di solventi e ad alto grado di efficientamento, queste polveri offrono effetti metallizzati dalle svariate prestazioni, che aprono diverse possibilità per far risaltare il proprio progetto in modo innovativo. Le vernici TIGER offrono una finitura dalla straordinaria qualità estetica oltre che tecnica, creando un valore aggiunto per ogni prodotto. Questo è il motivo per cui la richiesta di effetti metallizzati TIGER Coatings è in costante aumento, sia per le polveri standard che per i prodotti customizzati, come quelli che stiamo studiando per Sunroom, a dimostrazione che la solidità delle nostre formulazioni contribuisce a porre le basi per una proficua collaborazione”.
Un partner strategico e allineato
“Se nei prossimi anni non solo i mercati esteri, ma anche quello europeo, riprenderanno con la stessa vitalità e l’entusiasmo dei tempi passati, Sunroom avrà sempre più bisogno di partner affidabili come TIGER Coatings – afferma Leardini – con cui puntiamo ad ampliare progressivamente la nostra offerta”.
La gamma di colori ed effetti TIGER è praticamente illimitata e, come dimostra l’analisi delle tendenze cromatiche per il 2025, si orienta sempre più verso toni ispirati alla natura, una direzione che architetti e designer sembrano aver intrapreso con il nuovo concept di ‘outdoor feeling’, che sta guadagnando sempre più popolarità.
“Con la continua evoluzione del mercato e l’affermarsi di queste nuove tendenze, la collaborazione con TIGER Coatings si conferma fondamentale per Sunroom, non solo in termini di servizio, ma anche per quanto riguarda la varietà di proposte cromatiche che possiamo presentare ai nostri interlocutori” – conclude il CEO di Sunroom.
Analisi approfondita di SurTec 313: innovazione nel processo di anodizzazione dell’alluminio, ora approvato Qualanod
Fabio Vincenzi
SurTec International GmbH, Bensheim – Germania fabio.vincenzi@surtec.com
L’anodizzazione, un processo elettrochimico ampiamente utilizzato nell’industria, forma uno strato di ossido protettivo sulle superfici di alluminio, migliorando la resistenza alla corrosione, la durezza della superficie e l’aspetto estetico. Tra gli additivi per bagni di anodizzazione, SurTec 313 emerge come soluzione all’avanguardia, è approvato Qualanod (nr. di approvazione QND-020) e offre vantaggi significativi rispetto ai processi tradizionali.
Risparmio energetico: un obiettivo raggiungibile
In un contesto industriale dove l’efficienza energetica è cruciale, SurTec 313 si distingue per la sua capacità di ridurre il consumo energetico. L’additivo consente di operare a temperature e concentrazioni di acido solforico più elevate rispetto ai metodi tradizionali. Questo, per contro, aumenta la conduttività elettrica del bagno, diminuendo il voltaggio richiesto dal processo di anodizzazione. L’utilizzo di SurTec 313 può portare ad un risparmio energetico diretto fino al 25%. Oltre al risparmio energetico diretto, SurTec 313 consente di ridurre i costi energetici relativi al raffreddamento del bagno. La capacità di lavorare a temperature più alte riduce la necessità di sistemi di raffreddamento, generando ulteriori risparmi e rendendo il processo più sostenibile (Tabella 1 e Fig. 1, Tabella 2 e Fig. 2).
Riduzione delle crepe: un rivestimento più resistente
Un problema comune nei processi di anodizzazione è la formazione di crepe nello strato di ossido, che può comprometterne integrità e funzionalità. SurTec 313 affronta in modo efficace questa sfida, offrendo una maggiore resistenza alle crepe, in particolare quando l’alluminio è esposto alla luce solare o ad alte temperature. L’additivo agisce durante il processo di anodizzazione, creando una barriera protettiva attorno all’ossido
anodico in formazione, impedendo all’elettrolita di attaccare l’ossido e prevenendo la formazione di ossidi deboli o bruciature. La resistenza alle crepe è stata validata attraverso test condotti secondo gli standard del settore automotive TL212 e TL182. I risultati mostrano che in condizioni di stress termico fino a 160 °C per 24 ore, i campioni trattati con SurTec 313 non presentano crepe, al contrario dei campioni sottoposti a processi di anodizzazione tradizionali (Tabella 3 e Fig. 3).
Riduzione della dissoluzione dell’alluminio: efficienza e longevità del bagno
Un altro aspetto cruciale nell’anodizzazione è la dissoluzione dell’alluminio nel bagno durante il processo. Questo fenomeno non solo riduce l’efficienza del processo, ma aumenta anche i costi di gestione e riduce la vita utile del bagno. SurTec 313 si dimostra efficace nell’attenuare questo problema, riducendo notevolmente la quantità di alluminio che si dissolve
Tabella 1 e figura 1 - Risparmio energetico in funzione della temperatura del bagno a 1.5 A/dm2 a 180 g/l H₂SO₄.
2 e figura 2 - Risparmio energetico in funzione della concentrazione di acido solforico a 1.5 A/dm2 a 18 °C.
Oven at 160 °C for 24 hours (TL 182)
Option 1
Option 2
Anodising: 0.96 dm2/part Load = 6 parts 5.76 dm2/load
H2SO4 = 60 g/l
ST 313 = 100 g/l
21 °C - 1.5 A/dm2 - About 20.3 V 15 min - 6 microns
H2SO4 = 60 g/l
ST 313 = 100 g/l
21 °C - 1.5 A/dm2 - About 20.3 V 15 min - 6 microns
H2SO4 = 190 g/l
Option 3
19 °C – 1.5 A/dm2 - About 14.2 V 15 min - 6 microns
Sealing:
2 steps:
ST 359 Hardwall at 50 g/l at RT for 5 min.
ST 345 Hardwall at 90 g/l at 90 °C for 15 min.
3 steps:
ST 358 Hardwall at 5 g/l at 28 °C for 5 min.
ST 359 Hardwall at 50 g/l at RT for 3 min.
ST 345 Hardwall at 90 g/l at 90 °C for 15 min.
2 steps:
ST 359 Hardwall at 50 g/l at RT for 5 min.
ST 345 Hardwall at 90 g/l at 90 °C for 15 min.
Tabella 3 - Formazione di crepe dopo l’esposizione in forno a 160 °C per 24 ore (TL 182).
3 - I risultati mostrano che in condizioni di stress termico fino a 160 °C per 24 ore, i campioni trattati con SurTec 313 non presentano crepe, al contrario dei campioni sottoposti a processi di anodizzazione tradizionali.
Tabella
Figura
nell’elettrolita. La riduzione della dissoluzione dell’alluminio si traduce in due vantaggi principali:
aumento della vita utile del bagno: SurTec 313 accresce la durata del bagno di 3-4 volte, riducendone la sostituzione frequente e i costi associati.
capacità di lavorare a concentrazioni di alluminio più elevate: grazie alla sua capacità di limitare la dissoluzione dell’alluminio, SurTec 313 permette di operare con concentrazioni di alluminio nel bagno più elevate, fino a 26 g/l, senza compromettere la qualità de rivestimento anodico (Tabella 4 e Fig. 4).
Ossido anodico superiore: durezza e compattezza
Lo scopo finale di ogni processo di anodizzazione è ottenere un rivestimento anodico di alta qualità, che offra la proprietà desiderate in termini di resistenza alla corrosione, durezza e aspetto. SurTec 313 si distingue per la sua capacità di produrre un ossido anodico più duro e compatto rispetto ai processi tradizionali, anche in condizioni operative non ideali. L’additivo consente di ottenere una qualità del rivestimento superiore, anche in presenza di fluttuazioni della temperatura del bagno o sistemi di raffreddamento non ottimali. La sua capacità di formare un ossido duro e compatto permane anche a temperature elevate, garantendo un risultato finale affidabile e di elevata qualità (Fig. 5).
Compatibilità e approvazione: affidabilità e conformità Oltre ai benefici tecnici, SurTec 313 offre vantaggi in termini di compatibilità e conformità agli standard qualitativi. L’additivo è compatibile con i sistemi di purificazione del bagno di anodizzazione (unità di purificazione acido). Questo facilita la gestione del bagno, riducendo l’impatto ambientale del processo di anodizzazione.
Un’ulteriore conferma dell’affidabilità e qualità di SurTec 313 è la sua recente approvazione da parte di Qualanod, l’organizzazione internazionale che certifica la qualità dei processi di anodizzazione, la quale ha riconosciuto SurTec 313 come additivo conforme ai suoi rigorosi standard in termini di qualità e prestazioni. Questa approvazione dà ai produttori la garanzia di utilizzare un prodotto che soddisfa i più elevati standard industriali.
Caso di studio industriale: risparmio energetico con SurTec 313
Numerose aziende del settore dell’anodizzazione utilizzano già SurTec 313 nei loro processi per migliorare l’efficienza energetica e ridurre i costi operativi.
Tra i tanti casi di successo, ne esaminiamo uno: un cliente ha richiesto dei miglioramenti per ottenere risparmi di corrente elettrica durante il processo di anodizzazione ed ha così implementato l’additivo SurTec 313, modificando notevolmente il suo processo. Prima di introdurre l’additivo, l’azienda utilizzava un bagno di acido solforico a 190 g/l, mantenuto a
Tabella 4 e figura 4 - Dissoluzione dell’alluminio, anodizzazione a 1.5 A/dm2 in 190 g/l di acido solforico a 19 °C in funzione del tempo con e senza ST 313 (30 g/l).
Figura 5 - Immagini SEM di strati anodici ottenuti a diverse temperature con e senza ST 313.
20 °C senza additivi. Con l’aggiunta di SurTec 313 è stato possibile apportare diverse modifiche operative tra cui:
aumentare la concentrazione di acido solforico a 240 g/l
raggiungere una temperatura del bagno di 24 °C. Questi adattamenti, resi possibili da SurTec 313, hanno permesso di ridurre il voltaggio del processo da 17 a 13 volt, con un risparmio di energia elettrica del 25% circa. Benefici ottenuti:
migliore conduttività: l’aumento della concentrazione di acido solforico e della temperatura del bagno ha migliorato la conduttività della soluzione, riducendo la resistenza al flusso di corrente.
voltaggio e consumo energetico ridotti: il ridotto voltaggio necessario per mantenere la stessa densità di corrente si traduce in un consumo energetico ridotto, con conseguente diminuzione dei costi operativi (Fig. 6).
Conclusioni: un passo avanti nell’anodizzazione
In conclusione, SurTec 313 rappresenta una significativa innovazione nell’anodizzazione dell’alluminio. I suoi molteplici vantaggi, dal risparmio energetico alla riduzione delle crepe, dalla più lunga vita utile del bagno alla formazione di un ossido anodico di qualità superiore, lo rendono la soluzione ideale per i moderni processi di anodizzazione.
La compatibilità con i sistemi di purificazione e l’approvazione Qualanod danno ancora più valore a questo additivo, confermando la sua affidabilità e conformità con i più elevati standard di qualità.
L’adozione di SurTec 313 rappresenta un passo avanti verso un processo di anodizzazione più efficiente, sostenibile e di alta qualità.
AUTOMOTIVE PAINTING LINE
Figura 6 - Caso studio industriale: riduzione del voltaggio e risparmio di energia elettrica con e senza SurTec 313 (dati effettivi forniti dal cliente).
L’automazione rivoluziona la linea di verniciatura di High Technology Italia
Per CAT Automation, trasformare un impianto di verniciatura manuale in una soluzione “ibrida” automatica/manuale è stata una sfida stimolante. Grazie all’integrazione di un robot antropomorfo completo di tutti i sistemi di asservimento vernici gestiti con un software dedicato easy-to-use, tutto fornito da quest’ultima, HT Italia – specializzata in un’ampia gamma di trattamenti superficiali conto terzi per svariati settori industriali tra cui design, illuminotecnica, automotive e domotica – è riuscita a ottimizzare le tempistiche e la flessibilità produttiva e a ottenere risultati ripetibili e di elevata qualità.
Iprincipi di Economia Civile e di Comunione, che in Italia trovano particolare incarnazione nell’AIPEC (Associazione Italiana Imprenditori per un’Economia Civile e di Comunione), traggono origine dall’economista Antonio Genovesi che, nella seconda metà del XVIII secolo, si proponeva di portare reciprocità, fraternità e cultura del dare nell’impresa e tra le imprese, sottolineando l’importanza della gratuità, della fiducia e della reciprocità all’interno dell’agire economico e quindi di come l’economia possa cambiare mettendo al centro la persona e concependo il profitto come mezzo e non come fine. AIPEC si propone quindi di portare la testimonianza
Ilaria Paolomelo, ipcm®
vissuta di chi si è già impegnato a portare la cultura del dare e di mettere a disposizione strumenti concreti, buone pratiche e nuovi linguaggi per costruire fraternità nell’impresa, promuovendo una cultura basata sulla condivisione. Per High Technology Italia (HT Italia), che ha scelto di fondare il proprio operato su questi valori, significa quindi creare, vivere e custodire la comunità dentro e fuori l’azienda, concependola soprattutto come un bene comune che produce ricchezza, ‘beni relazionali’, lavoro e felicità pubblica.
Con sede a Cherasco, in provincia di Cuneo, HT Italia è specializzata in una vasta gamma di trattamenti superficiali per svariati settori come design, illuminotecnica, automotive, macchine movimento terra e domotica. Per ottimizzare la propria linea di verniciatura manuale e renderla automatica senza perdere la possibilità di operare manualmente quando necessario, HT Italia si è recentemente affidata a CAT Automation (Val della Torre, TO) per un importante intervento di revamping. L’installazione di un robot antropomorfo su settimo asse ha consentito all’azienda cuneese di automatizzare una parte del processo produttivo, garantendo al contempo la flessibilità operativa che da sempre la distingue sul mercato.
HT Italia: dall’applicazione anti-fog al processo di verniciatura Piano Black
HT Italia nasce nel 2017 come evoluzione della lunga tradizione industriale di Bertola Srl, un’azienda storica leader nel settore della galvanica e primo fornitore di marchi prestigiosi. “Forte di un’esperienza di oltre 70 anni nel trattamento dei metalli, la terza generazione della famiglia Bertola decise sette anni fa di ampliare il proprio raggio d’azione con la fondazione di HT Italia. L’obiettivo era diversificare il core business e aprire nuove opportunità nel campo dei trattamenti superficiali su materiali come
plastica, alluminio e altri metalli”, spiega Alberto Airaldi, responsabile dello stabilimento produttivo.
Sotto la guida di Livio Bertola, Presidente delle due aziende del gruppo, HT Italia ha implementato all’interno del proprio stabilimento processi innovativi come il PVD sputtering e la metallizzazione in alto vuoto come proposte alternative ed ecologiche alla cromatura tradizionale. Negli ultimi anni, l’azienda, oltre a fornire un servizio di verniciatura conto terzi tradizionale, ha consolidato la sua esperienza in trattamenti di nicchia, come la verniciatura anti-fog – che attraverso un rivestimento trasparente con spessori e tempi di applicazione ridotti impedisce la condensazione dell’acqua sulle superfici plastiche, garantendo eccellenti proprietà anti appannamento; e quella anti-scratch, realizzata con speciali vernici (incluse quelle UV) che riducono la formazione di graffi, rendono i particolari più resistenti e durevoli e li proteggono dai raggi UV e da altri agenti atmosferici.
“Infine, abbiamo brevettato il processo di verniciatura Piano Black, che prevede l’applicazione di una vernice nera lucida, principalmente su prodotti primo montaggio automotive e motociclo, che richiedono un alto valore di gloss e elevata resistenza alla corrosione. Oggi, infatti, collaboriamo con produttori leader a livello mondiale, i quali ci richiedono trattamenti superficiali ad elevate prestazioni per fanali e cruscotti”, prosegue Airaldi. “Ma il nostro lavoro non si limita al mondo dei motori: siamo attivi anche nel settore della domotica di lusso, del design, della moda e dell’illuminotecnica. Un esempio significativo è il recente progetto per alcune lampade, in cui abbiamo sviluppato cicli combinati verniciatura + metallizzazione, creando effetti esclusivi grazie all’abbinamento tra riporti in titanio e prodotti vernicianti a base liquida”.
Panoramica delle cabine di verniciatura.
CAT Automation ha fornito un robot antropomorfo a 7 assi.
A seconda delle esigenze produttive, il robot può operare in entrambe le cabine di verniciatura oppure lavorare solo in una, consentendo all’operatore di verniciare manualmente nell’altra.
La fase di verniciatura manuale.
Il convogliatore rovesciato.
Il reparto di verniciatura
HT Italia offre un’ampia gamma di trattamenti superficiali su materiali plastici e metallici, con una prevalenza del 70-80% dedicata alla plastica e il restante riservato ai metalli. “Riceviamo i pezzi grezzi, stampati e lavorati, e li sottoponiamo a una serie di processi di finitura per ottenere il risultato tecnico-estetico richiesto dal cliente”, spiega Alberto Airaldi. L’azienda dispone di tre linee complete di verniciatura e sei postazioni di verniciatura, sia automatiche che manuali, distribuite lungo i vari impianti e in postazioni fuori linea. Una di queste linee è stata recentemente sottoposta all’intervento di revamping da parte di CAT Automation. “Lavoriamo sempre su componenti di piccole dimensioni, generalmente non superiori a 40x40 cm. Per questo motivo, il pretrattamento alla verniciatura prevede sempre un lavaggio manuale con solventi o detergenti. Successivamente, i componenti vengono trasportati lungo una delle linee o nelle cabine stand-alone per l’applicazione dei prodotti vernicianti”, continua il responsabile della produzione.
HT Italia è in grado di gestire fino a sette cicli di verniciatura differenti contemporaneamente, una caratteristica che le consente di essere estremamente versatile e flessibile e rispondere con rapidità alle richieste dei clienti. “Pur non essendo un’azienda di grandi dimensioni, riusciamo a lavorare sia su piccoli lotti, a partire da 50 pezzi, sia su volumi più consistenti, con una capacità produttiva che può raggiungere circa 4.000 pezzi per turno”.
L’esigenza di trasformare la linea manuale in automatica Nel 2020, è emersa l’esigenza di trasformare una delle linee di verniciatura manuale in automatica, in risposta a una commessa considerevole da parte di un importante produttore di motocicli, che richiedeva la verniciatura di 1000 kit al mese, costituiti da particolari di grandi dimensioni. Il progetto implicava l’applicazione di una vernice triplo strato su alluminio, con
specifiche di qualità molto elevate.
In un primo momento, il ciclo di verniciatura veniva eseguito manualmente, ma ben presto HT Italia si è resa conto che il processo presentava delle problematiche legate all’incostanza della qualità della finitura finale.
Inoltre, basarsi esclusivamente sulla manodopera comportava il rischio di interruzioni produttive, ad esempio in caso di assenze degli operatori, che potevano compromettere la continuità del processo e la puntualità delle consegne.
“Per risolvere questi problemi, abbiamo dovuto trovare una soluzione che garantisse ripetibilità dei risultati e affidabilità di processo. Abbiamo iniziato così ad esplorare le varie tecnologie offerte dal mercato e, entrando in contatto con CAT, abbiamo potuto valutare da subito i vantaggi determinati dalla vicinanza a livello geografico e dalle competenze specifiche presenti all’interno della società. Sebbene avessimo già implementato diverse soluzioni automatizzate, questa sarebbe stata la nostra prima esperienza con un robot antropomorfo, una tecnologia che non conoscevamo a fondo. Avevamo bisogno di un partner esperto che ci guidasse in questa nuova sfida, e fortunatamente abbiamo trovato l’azienda giusta per noi”, afferma con entusiasmo Airaldi.
La necessità di automatizzare il processo si è concretizzata nel 2022, e il robot è operativo dal 2023. Da allora, l’impianto dispone di due cabine di verniciatura adiacenti, utilizzabili sia in modalità automatica con robot sia manualmente dall’operatore, oltre a un forno di essiccazione, un’area di metallizzazione e una zona dedicata al collaudo e al controllo visivo. Il carico e lo scarico dei componenti sulla linea sono manuali.
“Dopo un’attenta analisi, abbiamo proposto a HT Italia l’installazione di un robot antropomorfo a 7 assi, capace di operare in entrambe le cabine di verniciatura oppure di lavorare solo in una, consentendo all’operatore di verniciare manualmente nell’altra, a seconda delle esigenze produttive”. “La
Da sinistra a destra:
linea è gestita da un pulpito esterno che assicura il corretto svolgimento dei cicli di verniciatura e il mantenimento di standard qualitativi elevati. Il PLC monitora attentamente la miscelazione dei prodotti vernicianti e la gestione dei parametri applicativi, che vengono inviati poi al robot per un’applicazione precisa sui pezzi. Il robot opera in modalità punto a punto, garantendo il massimo controllo e una precisione impeccabile”, spiega Ivan Conti, titolare di CAT Automation. È dotato di un software di programmazione off-line che consente di sviluppare e verificare il programma di verniciatura destinato al robot. Partendo da un modello 3D del pezzo, il programma definisce i punti delle traiettorie di verniciatura, determinando con precisione i movimenti che il robot eseguirà durante il processo.
Le sfide del progetto
“In qualità di problem solver, le sfide di questo progetto ci hanno appassionato sin dal primo momento. L’impianto di verniciatura di HT Italia era stato concepito per un utilizzo esclusivamente manuale, ma l’azienda necessitava di un’automazione in grado di garantire risultati costanti e ripetibili, senza rinunciare alla flessibilità della verniciatura manuale. La vera sfida è stata far coesistere le due modalità di lavoro in un impianto nato per l’operatività manuale. L’introduzione di un robot di grandi dimensioni ha rappresentato un passaggio complesso, ma grazie alla stretta collaborazione con HT Italia, siamo riusciti a integrare perfettamente la nostra soluzione”, afferma Conti. Inoltre, la verniciatura non era statica, poiché avveniva su telai in rotazione continua. Questa situazione non consentiva una reale ottimizzazione applicativa in termini di efficienza di trasferimento. Per questo motivo, è stato necessario ripensare completamente il processo di verniciatura, sviluppando una logica di programmazione che
consentisse al robot di identificare con precisione i punti da verniciare, variando in modo preciso i parametri applicativi così da consentire un rivestimento più uniforme oltre che un contenimento dei consumi. Infine, un’altra sfida cruciale ha riguardato la necessità di integrare il robot senza interrompere il ciclo produttivo. “Poiché la linea era già in funzione, abbiamo dovuto pianificare ogni fase dell’installazione nei minimi dettagli, coordinando le attività di fermo linea per consentire il montaggio del robot, il collaudo e l’avvio della produzione senza compromettere la continuità operativa e consentire ad HT Italia di consegnare i prodotti nelle tempistiche previste”, spiega il titolare di CAT Automation.
I vantaggi dell’installazione e della collaborazione
L’introduzione del robot ha portato notevoli miglioramenti, in particolare nella costanza della produzione e dei risultati di finitura ottenuti. “Abbiamo eliminato molte variabili che, in precedenza, potevano causare difetti o problemi durante il processo. Non siamo più legati alla presenza di un operatore formato, il che significa che non dipendiamo più dalla persona, ma possiamo garantire una qualità costante e continua nel tempo. Questo ci ha permesso di esplorare nuove opportunità, come nel caso di articoli per lampade, per i quali abbiamo realizzato delle lastre di 2 x 1,5 metri con un effetto oro”, continua Airaldi. L’applicazione di un rivestimento semi-trasparente unito alla metallizzazione ha dato vita a un effetto oro a specchio che, senza l’ausilio del robot, sarebbe stato difficile ottenere con il solo lavoro manuale.
Inoltre, il robot ha permesso di ridistribuire il personale dedicato alla verniciatura verso altre attività, dove l’aspetto umano rimane ancora fondamentale, come il controllo della qualità della verniciatura finale dei manufatti. “L’ambiente lavorativo è migliorato significativamente, poiché l’automazione ha ridotto il carico di lavoro manuale e ha reso il processo più efficiente e meno gravoso per gli operatori”, spiega Airaldi. “Siamo arrivati a un punto in cui la crescita e l’evoluzione dell’azienda hanno reso imprescindibile l’introduzione dell’automazione per ottimizzare la produzione e garantire una qualità costante. L’integrazione di un sistema di tracciabilità collegato al robot ha rappresentato un ulteriore passo avanti, che ci ha permesso di monitorare e documentare ogni fase del processo produttivo. In questo modo, possiamo identificare rapidamente eventuali anomalie, analizzare possibili errori e assicurare ai nostri clienti il massimo livello di qualità”. “L’obiettivo non era solo integrare l’automazione nel nostro impianto di verniciatura, ma farlo senza compromettere la flessibilità che da sempre ci contraddistingue. In CAT Automation abbiamo trovato un vero e proprio partner, che ci ha supportato in ogni fase del percorso: dall’analisi del nostro ciclo produttivo all’installazione del robot, fino alla formazione del nostro team tecnico, che ci ha permesso di operare in piena autonomia”, conclude soddisfatto il responsabile della produzione di HT Italia.
Alcuni componenti dedicati al settore dell’illuminotecnica e della domotica verniciati da HT Italia.
La centrale vernici.
INNOVATION THAT STANDS THE TEST OF TIME, PRECISION BEYOND BOUNDARIES. We do not merely treat surfaces: we transform them into symbols of efficiency and beauty. For 75 years, Tecnofirma has been a global partner, enhancing your products with customized solutions and state-of-the-art technologies in the fields of washing, coating, and impregnation. From Italy to the world, we shape excellence with the meticulous craftsmanship of the past and the technological precision of the future.
“Tecnofirma: where technology meets beauty, for 75 years.”
MAZU ridefinisce la bellezza delle sue ceramiche con le vernici Powdura ECO
MAZU utilizza alluminio riciclato europeo di alta qualità per i suoi arredi da esterno, verniciandolo con le polveri di Sherwin-Williams per creare un prodotto davvero unico che unisce la necessità di rivestimenti contenenti materiali riciclati con una finitura ad alte prestazioni e duratura.
MAZU, azienda con sede ad Anversa (Belgio) e specializzata in arredi per esterni, ridefinisce la ceramica attraverso una lavorazione artigianale avanzata, l’impiego di materiali diversi e l’integrazione di sistemi di illuminazione, creando pezzi che non solo decorano, ma illuminano anche gli spazi abitativi, sia interni che esterni. L’azienda combina la bellezza senza tempo della ceramica con l’eleganza dell’illuminazione ambientale, offrendo una gamma di prodotti davvero unica. Il suo concetto innovativo
consente ai clienti di unire armoniosamente decorazione e funzionalità, aggiungendo delicati accenti luminosi alle piante o agli alberi collocati nelle fioriere MAZU. Questa fusione tra ceramica e illuminazione conferisce una nuova dimensione all’arredamento, trasformando spazi ordinari in ambienti suggestivi. MAZU è orgogliosa di proporre questo concetto unico nel suo genere, ridefinendo il mondo della ceramica e introducendo una nuova prospettiva che unisce design e funzionalità.
Una nuova frontiera della ceramica: eleganza e illuminazione ambientale
MAZU ha affrontato una sfida specifica: elevare la qualità estetica delle sue ceramiche senza rinunciare alla sostenibilità. Questo obiettivo è stato raggiunto grazie alla scelta delle vernici di ultima generazione Powdura® ECO FTX HD di Sherwin-Williams1, applicate alle sue ceramiche in alluminio riciclato d’alta gamma. Questa gamma offre ai clienti una soluzione trasformativa per la protezione, il colore e le prestazioni dei prodotti.
Creare
lo stile inconfondibile delle ceramiche MAZU
Sherwin-Williams e MAZU hanno collaborato per applicare le vernici Powdura ECO e migliorare l’aspetto visivo delle ceramiche. Il processo ha comportato:
Procurare l’alluminio riciclato: raccogliere l’alluminio riciclato e pulirlo accuratamente per rimuovere sporco, olio o altre impurità.
Piegare l’alluminio nella forma desiderata: utilizzando gli strumenti appropriati, modellare l’alluminio nelle forme MAZU per il design delle ceramiche con illuminazione ambientale.
Preparare la superficie: lucidare meccanicamente l’alluminio piegato per ottenere una superficie liscia e omogenea, garantendo una migliore adesione della vernice in polvere.
Applicare la vernice in polvere: utilizzare una pistola a spruzzo per applicare uniformemente la vernice di Sherwin-Williams sull’alluminio piegato, selezionando il colore e la finitura desiderati.
Ritocchi finali: se necessario, eseguire eventuali ritocchi e un controllo qualità prima che i pezzi di ceramica finiti siano pronti per l’uso o la vendita.
Unire illuminazione e design
Sherwin-Williams ha introdotto l’esclusiva linea di vernici in polvere Powdura ECO FTX HD per offrire una selezione di polveri innovativa. I principali vantaggi risiedono nella capacità di fornire soluzioni durevoli ed esteticamente accattivanti, rendendole ideali per aziende impegnate nella sostenibilità, come MAZU, che utilizza alluminio riciclato europeo di alta qualità verniciato con le vernici in polvere di Sherwin-Williams, garantendo una finitura ad alte prestazioni e durevole per qualsiasi progetto decorativo.
La collezione Powdura ECO di Sherwin-Williams Powdura ECO è una linea specifica di vernici in polvere sviluppata da Sherwin-Williams per diverse applicazioni industriali e commerciali. La verniciatura a polvere in generale è un processo di finitura che prevede l’applicazione di una polvere asciutta, caricata elettrostaticamente, su una superficie e la sua successiva polimerizzazione termica. Powdura ECO si distingue per la sua elevata durabilità, tecnologie innovative e conformità agli standard di settore.
La collezione Powdura ECO di Sherwin-Williams comprende vernici in polvere che presentano l’alta qualità dei prodotti progettati per il mercato dell’architettura. Questa linea di prodotti porta la sostenibilità a un livello superiore, offrendo ai clienti una soluzione ecologica per la protezione, il colore e le prestazioni del prodotto.
“L’innovazione alla base delle vernici in polvere Powdura® ECO è straordinaria. I rifiuti plastici sono trasformati in una resina poliestere ultraresistente e ad alte prestazioni, con un contenuto fino al 10% di plastica riciclata post-consumo (rPET). Ogni chilogrammo di rivestimento equivale
a 17 bottiglie di plastica riciclata e garantisce le stesse prestazioni delle vernici in polvere poliestere convenzionali,” afferma l’azienda.
Powdura® ECO FTX HD è un rivestimento altamente durevole e di qualità superiore, certificato Qualicoat Classe 2 e GSB Florida 3, a conferma della sua elevata qualità e idoneità per applicazioni per architettura.
Come approccio trasformativo alle vernici in polvere per il mercato dell’architettura, Powdura® ECO FTX HD offre una gamma completa di 21 colori ed effetti di tendenza che durano nel tempo, che include la serie di colori RAL nonché effetti e colori metallizzati e bonderizzati.
“Contenendo materiali riciclati, offrendo una finestra di polimerizzazione ampia e a bassa temperatura e garantendo una maggiore resistenza ai raggi UV, Powdura® ECO FTX HD è la risposta perfetta alle esigenze uniche del mercato e per aziende come MAZU che hanno fatto della responsabilità ambientale la loro missione” – conclude l’azienda.
Powdura® ECO FTX HD metallizzati e bonderizzati. Da sinistra a destra: Grigio chiaro C31 - VDL1E0R01; Marrone C34 - VDL1E0R02; Bronzo C33 - VDL1E0R05; Marrone - RAL 8022 HR - VNT1E0R02.
& Spray Scan
Dynamic Contour Detection
Programming-free coating of any shape!
The second generation of Dynamic Contour Detection detects the object contour fully automatic and positions the guns individually even for thin objects and at high conveyor speeds. In combination with the NEW Vertical Module ZA17 targeted positioning of the gun on the coating object was never that efficient and will complete your high level of automation. So you can achieve perfect coating results even with complex application requirements and difficult part geometries.
La rivoluzione produttiva di Alcom: verniciare a polvere sia lamiere che profili di oltre 9 metri con un unico impianto verticale
Gabriele Lazzari, ipcm®
Il nuovo impianto verticale di verniciatura a polvere realizzato da Euroimpianti rappresenta una svolta per Alcom Alluminio: progettato per verniciare sia profili fino a 9.200 mm sia lamiere con lo stesso ciclo, il sistema garantisce finiture di alta qualità, maggiore flessibilità applicativa ed elevata produttività. Questa soluzione risponde alle esigenze di progetti architettonici sempre più ambiziosi, con dimensioni e design che richiedono soluzioni all’avanguardia per garantire delivery lead time brevi, rafforzando al contempo l’impegno per una produzione eco-sostenibile attraverso un ciclo chiuso per il recupero del calore nei forni, in linea con i principi dell’Industria 5.0.
L’alluminio è da tempo uno dei materiali più apprezzati nell’architettura moderna, grazie alla sua leggerezza, resistenza alla corrosione e versatilità estetica. Il settore è in continua espansione, spinto dalla crescente domanda di soluzioni sostenibili e durature per edifici residenziali e commerciali. Dai serramenti alle facciate continue, passando per pergole e strutture per l’outdoor, i profili di alluminio rappresentano la scelta ideale per coniugare design e prestazioni tecniche. Tuttavia, l’evoluzione dell’architettura contemporanea ha reso sempre più necessaria l’integrazione tra profili e lamiere, utilizzate come complemento strutturale o estetico, ponendo nuove sfide per la loro finitura superficiale, sia in termini di produttività che di colour matching.
Un punto di svolta per il settore: Alcom Alluminio può verniciare in verticale sia profili extra-lunghi sia lamiere con la linea progettata da Euroimpianti.
Tradizionalmente, gli impianti verticali di verniciatura a polvere sono progettati esclusivamente per trattare profili, con una lunghezza media compresa tra i 7.000 e gli 8.000 mm. Per molte aziende è quindi necessario gestire separatamente la finitura delle lamiere, con processi e impianti distinti che allungano i tempi di produzione e aumentano i costi operativi.
Alcom Alluminio, azienda italiana con una solida esperienza nella produzione e commercializzazione di profilati e laminati in alluminio, ha sempre puntato sull’innovazione per ampliare la propria offerta e rispondere con efficienza e tempestività alle esigenze di un mercato in continua evoluzione. L’ultimo investimento in questa direzione è stato l’installazione di un nuovo impianto verticale di verniciatura a polvere realizzato da Euroimpianti di Valeggio sul Mincio (VR) che segna un punto di svolta per il settore: la possibilità di verniciare non solo profili di alluminio extra-lunghi – fino a 9.200 mm, ben oltre lo standard di mercato – ma anche lamiere. Una sfida impiantistica senza precedenti per Euroimpianti, che ha anche sviluppato un innovativo sistema per recuperare calore ed autoalimentare i forni e il tunnel di pretrattamento in un ciclo chiuso, risparmiando energia e soddisfacendo i criteri di sostenibilità del paradigma Industria 5.0.
La verniciatura di entrambi i manufatti nello stesso impianto, con un ciclo produttivo integrato, rappresenta una soluzione strategica per ottimizzare efficienza, qualità e tempi di consegna, grazie anche alla possibilità di utilizzare le due cabine con forma a diamante in parallelo per applicare colori scuri e chiari contemporaneamente oppure per applicare un doppio strato polvere su polvere sui lotti che lo richiedono. Con questa nuova installazione più performante e produttiva, ma al contempo molto flessibile, Alcom Alluminio rafforza la propria posizione di riferimento nel settore, offrendo un servizio ancora più competitivo, capace di abbreviare il delivery lead time e rispondere così alle crescenti esigenze dell’architettura metallica e dell’industria.
L’evoluzione di Alcom Alluminio: da commerciante a sistemista a tutto tondo
Fondata nel 1985 a Castel Mella (BS), Alcom Alluminio si specializzò inizialmente nella commercializzazione di profili per sistemi in alluminio per la serramentistica. Ben presto l’azienda avviò un processo di evoluzione e divenne essa stessa un sistemista, con una propria linea orizzontale di verniciatura a polvere. Negli anni seguenti, per fronteggiare la crisi economica globale, Alcom si affacciò anche su nuovi mercati, introducendo il processo di sublimazione per gli effetti legno e materici e specializzandosi su applicazioni industriali dei profilati. Questa strategia si rivelò vincente e, da allora, Alcom non ha mai smesso di espandere i servizi offerti. Nel 2021 ha infatti avviato anche le operazioni di ossidazione anodica, con un impianto in grado di trattare prodotti lunghi fino a 14 metri: un’ulteriore svolta, che ha aperto molti nuovi canali in precedenza non presidiati. “La crisi del mercato dell’edilizia ci spinse ad esplorare nuovi settori di utilizzo dei profili.
Il 2025 è iniziato con l’avviamento di un impianto che ci permette di specializzarci maggiormente nella produzione e finitura delle extra-lunghezze, fino a 9.200 millimetri. Per incrementare la velocità produttiva senza sacrificare la flessibilità operativa o ricorrere a due linee distinte, abbiamo deciso di sostituire il nostro impianto di verniciatura in orizzontale con uno nuovo in verticale che ci permette di applicare i rivestimenti in polvere non solo alle barre extra-lunghe, ma anche alle lamiere –differenziandoci ulteriormente dallo standard del mercato. Oggi Alcom Alluminio è un leader nella produzione e commercializzazione di profilati e laminati certificati QUALICOAT e QUALIDECO per serramenti, facciate e applicazioni industriali”, esordisce Luca Crescini, titolare dell’azienda. “Incarniamo la modernità e l’efficienza dei più raffinati sistemi in alluminio, con finiture adatte a tutte le zone climatiche e ai progetti architettonici d’avanguardia in tema di isolamento acustico e termico degli edifici anche in contesti dove la sicurezza sulle vie di fuga e l’abbattimento acustico sono indispensabili, come gli edifici
Da sinistra a destra:
Il tunnel di pretrattamento realizzato con pannelli termoisolanti Fusion
EcoPanel derivati dal recupero di vernici in polvere esauste.
Vista delle due cabine di verniciatura a polvere in camera bianca. La seconda è in fase di realizzazione.
Applicazione della vernice in polvere con tecnologia Smart Inline Technology di Gema.
L’ingresso del forno di asciugatura in secondo piano, e l’uscita del forno di polimerizzazione in primo piano.
scolastici, gli ospedali e gli aeroporti, rispettando i più stringenti requisiti di legge in materia di efficienza energetica”, prosegue Crescini. “Tramite un’attenta ricerca sui materiali e l’introduzione di innovazioni tecniche maturate in anni di esperienza a diretto contatto con i professionisti del settore, produciamo e commercializziamo sistemi dalla grande versatilità con un perfetto equilibrio fra leggerezza e robustezza, offrendo molteplici varianti estetiche grazie ad innovativi impianti automatici per i trattamenti superficiali, che assicurano la perfetta replicabilità dei lotti di produzione, tempi ridotti e costi contenuti”.
Tris d’assi! Ossidazione anodica, sublimazione e verniciatura a polvere per extra-lunghezze
Nel suo stabilimento produttivo di 21.000 m2 con magazzino per lo stoccaggio di profilati e laminati di varie misure e colorazioni, Alcom Alluminio riceve il materiale grezzo dai fornitori, che estrudono il profilo attraverso matrici sviluppate internamente dall’azienda. Dopo aver effettuato il taglio termico, l’azienda applica la finitura desiderata attraverso tre innovativi sistemi.
L’impianto completamente automatico di ossidazione anodica è costituito da vasche idonee per trattare contemporaneamente barre di differenti
lunghezze, permettendo all’azienda di ridurre i tempi di lavorazione concentrando i lotti: è infatti possibile anodizzare più profili corti montati assialmente sulle bilancelle di carico, ottimizzare il trattamento di due profilati lunghi fino a 7 metri oppure caricare singole barre fino a 14 m.
Inoltre, per soddisfare anche la richiesta di finiture a effetto legno, Alcom Alluminio esegue la sublimazione post verniciatura su profili di alluminio, archi e lamiere piane con dimensioni massime di 7.000 x 1.600 mm. Infine, per offrire un servizio a 360° ai clienti, l’azienda ha installato un nuovo impianto verticale di verniciatura a polvere di Euroimpianti, in grado di trattare sia profili dalle dimensioni massime di 9.200 x 500 mm sia le lamiere – fino a un massimo di 1.500 x 4.000 mm.
Doppia capacità, massima efficienza: l’impianto di verniciatura su misura per Alcom
Il nuovo impianto consente quindi ad Alcom di verniciare a polvere sia i profili di alluminio sia le lamiere utilizzate come complemento al serramento oppure come cladding per facciate, con un unico processo. Per facilitare le operazioni di carico, Euroimpianti ha strutturato la linea in modo che possa ospitare una prima baia di carico per le barre e, successivamente, una seconda area con una piattaforma per il carico automatico delle lamiere.
Il trasportatore aereo monorotaia conduce poi le bilancelle all’interno del tunnel di pretrattamento ibrido spruzzo + cascata che prevede: sgrassaggio alcalino, due risciacqui, attacco acido, altri due risciacqui, un risciacquo con acqua demineralizzata ricircolata, un risciacquo con acqua demineralizzata pura e la passivazione con il prodotto PNR di Henkel, applicato tramite nebulizzazione. Successivamente, i componenti sono condotti nel forno di asciugatura, collegato al forno di polimerizzazione. Questa speciale configurazione dall’ingombro ridotto nonché il sistema di recupero del calore emesso dalle barre in raffreddamento consentono di diminuire i consumi energetici necessari per scaldare i forni e le emissioni ad essi associate, eliminando però il rischio di contaminazione, poiché i due forni presentano un ingresso e un’uscita separati in modo tale che, nonostante il flusso d’aria sia maggiore per contenere il calore all’interno del forno stesso, non avvenga alcuna contaminazione di colore tra diversi lotti di produzione. Euroimpianti ha poi installato due cabine di verniciatura Diamond in camera bianca equipaggiate con il centro polveri Gema di nuova generazione OptiCenter® All-in-One OC10 con sistema di alimentazione in fase densa Smart Inline Technology. Queste due cabine possono essere utilizzate sia in parallelo (per l’applicazione dei colori più chiari in una e delle tonalità più scure nell’altra) sia in successione, perché alcuni dei prodotti di Alcom
richiedono l’applicazione di un doppio strato polvere su polvere per garantire una maggiore penetrazione su cavità molto profonde e una distensione ottimale anche su profili dalle geometrie speciali. L’impianto è strutturato per poter ospitare in futuro un forno IR di gelificazione posto tra le due cabine.
A fine ciclo è stata inserita una sverniciatrice laser, per pulire i ganci di appensione tra un ciclo di verniciatura e l’altro senza utilizzare prodotti chimici.
Le cabine di verniciatura Diamond
“Ciò che contraddistingue la nostra cabina di applicazione Diamond è, appunto, la sua forma a diamante: grazie alla perfetta simmetria dei componenti di cui è composta, ai quattro reciprocatori contrapposti, agli speciali corpi pistola angolari e al percorso lineare del trasportatore, è possibile verniciare profili e lamiere di qualsiasi forma e sezione con le massime prestazioni e a ritmi elevati, senza però sacrificare la flessibilità operativa. È infatti possibile utilizzare le pistole di erogazione in modalità contrapposta, quando è necessario sfruttare al meglio l’energia elettrostatica per ottenere un rendimento più alto, oppure in modo alternato, per incrementare la penetrazione della vernice anche su geometrie
Le tecnologie applicative di Gema
Il centro polveri OptiCenter All-in-One OC10, come tutte le altre tecnologie di questa serie, unisce l'elettrostatica e la tecnologia di alimentazione della polvere in un unico dispositivo molto compatto, il cui design è stato ulteriormente ridotto grazie all'assenza dei moduli di comando delle pistole, consentendo così di inserire facilmente il centro polveri in qualsiasi layout impiantistico. La particolare costruzione del setaccio permette inoltre di massimizzare le vibrazioni generate dagli ultrasuoni, assicurando altissime prestazioni di setacciatura, mentre il serbatoio OptiSpeeder fluidifica in modo ottimale la polvere. Il circuito chiuso della polvere è così controllato in modo completamente automatico e garantisce un ambiente di lavoro pulito e una maggiore efficienza. Il sistema Smart Inline Technology consente di erogare una quantità di polvere, variabile in base alle reali necessità di applicazione, garantendo un'eccezionale qualità del rivestimento con notevoli risparmi. Questa tecnologia utilizza infatti un circuito a singolo canale che offre un flusso di polvere più omogeneo e una migliore gestione del getto. Questo controllo offre la più elevata qualità di finitura per tutti i tipi di polveri, anche quelle più difficili, incluse quelle metallizzate.
complesse”, spiega Nicola Del Grande, project manager di Euroimpianti.
Sverniciatura tramite laser
L’impianto di sverniciatura laser, dotato di un sistema di aspirazione, è in grado di eliminare la vernice residua sui ganci utilizzati per il trasporto dei profili durante la fase di verniciatura, garantendo la messa a terra futura del pezzo da verniciare. Il sistema prevede l’utilizzo di due sorgenti laser CO2 ad alta potenza raffreddate ad acqua e due teste ottiche di scansione che consentono la sverniciatura del gancio in movimento. Costituita da un corpo unico, la sua struttura avvolge la testa del laser e l’area di lavoro, in modo da rendere il sistema intrinsecamente sicuro.
“La sverniciatura tramite laser apporta innumerevoli vantaggi: è possibile rimuovere qualsiasi tipologia di vernice senza utilizzare prodotti chimici quali solventi e altri materiali da smaltire, evitando anche il rischio di alterare il substrato metallico”, prosegue Del Grande. “La stazione di sverniciatura prevede la possibilità di interagire con i parametri del laser direttamente a bordo macchina, con l’effetto dell’ablazione che può essere modificato mediante il pannello di controllo”.
L’innovativo sistema per il recupero del calore dei forni a ciclo chiuso
“Oltre a un nuovo impianto di verniciatura a polvere che ci permettesse non solo di trattare le extra-lunghezze, in modo da poter attrarre nuovi clienti, ma che ci garantisse la possibilità di applicare la vernice anche sulle lamiere, in modo da fornire un servizio completo ed efficiente in tempi rapidi”, continua Crescini, “esigevamo anche un impianto in linea con i paradigmi dell’industria 5.0 in termini di sostenibilità”.
Euroimpianti ha pertanto implementato numerose soluzioni volte a minimizzare il consumo di gas ed energia elettrica e il dispendio di energia termica: il lavaggio a cascata nel tunnel di pretrattamento avviene con un sistema a bassa pressione, le vasche sono coibentate e i forni sono dotati di tenute ermetiche per impedire la fuoriuscita di calore e mantenere stabile la temperatura al loro interno. L’impianto è inoltre dotato di un innovativo sistema di recupero termico che ottimizza i consumi energetici. Il bruciatore del forno di asciugatura entra in funzione solo durante l’avvio dell’impianto, mentre il mantenimento della temperatura avviene grazie al calore recuperato dal raffreddamento delle barre in uscita dal
forno di polimerizzazione, che possono raggiungere i 180 °C. In aggiunta, il calore generato dalle barre in uscita dal forno di asciugatura è riutilizzato per alimentare le vasche di pretrattamento, creando un ciclo chiuso.
“Anche questa sfida è stata superata con successo. Grazie al recupero termico, abbiamo ridotto drasticamente il consumo di gas ed elettricità e potuto eliminare la caldaia dedicata al tunnel di pretrattamento, diminuendo così l’impatto ambientale delle emissioni,” spiega Crescini.
“Ogni scelta tecnologica è stata attentamente pianificata in collaborazione con Euroimpianti, per garantire la massima efficienza su un impianto così unico”.
Una sfida impiantistica superata con successo
“Ogni nostro impianto verticale è configurato e personalizzato in base alla quantità di profili di alluminio che si devono verniciare e alle esigenze particolari del flusso dei materiali all’interno del processo produttivo. La principale sfida che abbiamo dovuto superare durante
La sverniciatrice laser di Euroimpianti.
la progettazione di questo impianto, il primo in Italia in grado di trattare componenti di tali dimensioni, è stato proprio lo sviluppo di un sistema di trasporto che consentisse di movimentare agevolmente i profili e le lamiere e, allo stesso tempo, di incrementare il più possibile la densità di appensione, al fine di ottimizzare la produzione”, chiarisce Guido Bergamini, R&D Manager di Euroimpianti. In quest’ottica, il sistema di switch del trasportatore monorotaia semplifica la suddivisione dei manufatti all’interno delle due cabine e velocizza l’applicazione di due mani di vernice, mentre le differenti aree di carico e scarico per i profili e le lamiere consentono di ottimizzare la logistica e ridurre l’intervento degli operatori.
“Ciò ha ovviamente richiesto anche l’implementazione di un sistema di sicurezza adatto a trattare componenti con geometrie e sagome differenti e dalle lunghezze elevate. Inoltre, la doppia modalità di lavaggio per le fasi di sgrassaggio è stata specificamente richiesta da Alcom, al fine di soddisfare le direttive QUALICOAT e QUALIDECO: l’applicazione tramite spruzzo consente di penetrare in profondità anche su profili con geometrie complesse e particolari con un’azione meccanica maggiormente incisiva, mentre il lavaggio a cascata agisce in modo uniforme su tutta la lunghezza dei profilati appesi in verticale, rimuovendo eventuali segni di pick-up presenti sulla superficie ed evitando quindi le operazioni di spazzolatura a valle – che potrebbero rallentare la produttività” aggiunge Del Grande.
Consumi di vernice dimezzati
L’impianto è operativo dal 20 gennaio 2025 e Alcom Alluminio ha già riscontrato notevoli vantaggi: non solo la sostenibilità ambientale e la produttività sono aumentate, ma sono anche diminuiti i consumi energetici e di vernici, dimezzando questi ultimi.
“I cambi colore sono decisamente più rapidi e le attività degli operatori sono state semplificate, con nastri trasportatori automatizzati che gestiscono i carichi pesanti. Siamo completamente soddisfatti. Sapevamo che sarebbe stato un progetto decisamente impegnativo, perché è uno dei pochi impianti verticali in tutta l’Europa in grado di verniciare profili di 9.200 mm, oltre che le lamiere. Ma Euroimpianti ci ha da subito rassicurato sulla fattibilità di installare un sistema così all’avanguardia anche all’interno di uno stabilimento pre-esistente, dimostrandosi estremamente disponibile nell’ascoltare tutte le nostre necessità e proporci le tecnologie più adeguate in merito ai nostri requisiti di produttività, flessibilità e sostenibilità. Inoltre, visitando la sede aziendale di Valeggio sul Mincio, abbiamo potuto conoscere approfonditamente la loro officina meccanica e gli strumenti all’avanguardia che avrebbero utilizzato per produrre l’impianto, oltre al magazzino con ricambi in pronto servizio – un aspetto a volte sottovalutato, ma a cui noi attribuiamo molta importanza. Anche le tecnologie di applicazione di Gema sono state scelte perché già impiegate sul precedente impianto: ne conoscevamo bene sia vantaggi in termini di qualità sia l’affidabilità dell’assistenza tecnica”, conclude Crescini.
Engineered for maximum flexibility, our system adapts to diverse automotive and industrial needs with unparalleled efficiency
SOLUTIONS
▪ State-of-the-Art Industrial Painting Line
▪ Built in 2020 and fully operational since 2021
▪ Utilizes 4 cabins equipped with Fanuc 6+1 axis painting robots, designed for handling complex 3D geometries and 2 transfer robots, providing unmatched operational flexibility
▪ Features WAGNER paint feeding system with gear pumps, ensuring high efficiency, versatility, and rapid color changes across 3 primers, 7 basecoats, and 2 clear coat circulations
▪ Designed with a large painting window and double-sided jigs to optimize maximum production output
▪ Employs RFID tracking for complete and reliable process traceability
Our robotic painting solutions deliver unmatched precision, reduced waste, and increased throughput for automotive and industrial applications
Discover our advanced solutions at motor-classic-solutions.com
ST Powder Coatings presenta la sua ‘oasi ecosostenibile’ del futuro al Fuorisalone
A cura di ipcm®
Estetica e funzionalità sono sempre state al centro della ricerca di ST Powder Coatings, orientata a sviluppare soluzioni di rivestimento che uniscano perfettamente queste due caratteristiche. Con il lancio della nuova serie di vernici in polvere Green Oasis, l’azienda aggiunge a queste prestazioni anche un importante valore ecosostenibile, in linea con il progetto che Materially presenterà al Fuorisalone di Milano, attraverso la mostra ‘The Scale of Commitment’, un’installazione digitale interattiva per approfondire i dati tecnici e comprendere meglio le scelte progettuali che portano alla realizzazione e alla finitura di un prodotto.
Uno dei periodi di maggiore fermento per la città di Milano è quello della Design Week, la settimana di aprile in cui si svolgono contemporaneamente il Salone del Mobile, punto di riferimento mondiale per il settore dell’arredo e del design, e il Fuorisalone, l’evento nato spontaneamente negli anni Ottanta in concomitanza con il primo e che, con il tempo, si è trasformato in una vetrina internazionale per gli studi di progettazione e di architettura sia emergenti che affermati, in grado di attirare visitatori da tutto il mondo. Una di queste aziende è Materially, che da oltre vent’anni
rappresenta il punto di riferimento in Italia nella ricerca di materiali innovativi e sostenibili per l’industria manifatturiera e per ogni applicazione design-driven, partendo dall’idea che il materiale sia l’elemento attorno al quale costruire una strategia di prodotto e di sostenibilità, che coinvolga design, R&D, produzione - sia in termini di manufatti che di rivestimentimarketing e CSR.
In occasione della Milano Design Week 2025, Materially presenta ‘The Scale of Commitment’, una mostra dedicata all’impegno concreto nella ricerca e nello sviluppo di materiali innovativi, performanti e sostenibili, a cui partecipa ST Powder Coatings, l’azienda con sede a Montecchio Maggiore (Vicenza) specializzata in soluzioni innovative di verniciatura a polvere per substrati metallici. “Offriamo una vasta gamma di sistemi vernicianti, tra cui polveri poliesteri, epossi-poliesteri, epossidiche, poliuretaniche e
siliconiche, che combinano estetica e durabilità” – afferma Enrico Dall’Igna, Marketing & Communication Manager di ST Powder Coatings. “A ‘The Scale of Commitment’, presenteremo Green Oasis, la nuova linea sostenibile di vernici in polvere realizzate con materie prime riciclate e/o con una parte dei componenti derivanti da fonti rinnovabili. Queste finiture innovative offrono una soluzione ecologica per le superfici metalliche”.
“L’oasi ecosostenibile” presentata da ST Powder Coatings “Il nostro laboratorio di ricerca e sviluppo” –prosegue Dall’Igna – “si è sempre concentrato su innovazioni tecniche che non sono solamente belle da vedere, ma che portano benefici alle persone e all’ambiente, offrendo un valore aggiunto basato sull’obiettivo di ottimizzare i processi produttivi e ridurre l’impatto ambientale,
mantenendo o migliorando la qualità e riducendo allo stesso tempo l’impronta di carbonio. Questi sforzi hanno portato alla creazione di una prima serie di vernici in polvere con materie prime con componenti derivanti da fonti rinnovabili già nel 2012, che all’epoca ha rappresentato una novità assoluta. Sulla base dell’esperienza acquisita, abbiamo sviluppato la nuova serie di vernici in polvere Green Oasis, disponibile in tre configurazioni:
SERIE P: a base di resine poliesteri contenenti materiali riciclati;
SERIE R: a base di resine poliesteri con parte dei componenti derivanti da fonti rinnovabili, certificati mediante schema ISCC Plus (mass balance);
SERIE PLUS: a base di resine poliesteri contenenti una combinazione di materie prime riciclate e con una parte dei componenti derivanti da fonti rinnovabili, certificati mediante schema ISCC Plus (mass balance).
Alcune varianti di queste vernici in polvere sono disponibili a bassa temperatura di polimerizzazione, per ridurre ulteriormente l‘impatto ambientale diminuendo il consumo energetico. Lo sviluppo della nostra “oasi ecosostenibile” è risultato perfettamente in linea con le istanze promosse da Materially e trova una vetrina mondiale di alto livello nella mostra che sarà presentata durante il Fuorisalone”.
The Scale of Commitment: l’impegno concreto dell’industria
“Con The Scale of Commitment” – si legge nel comunicato stampa di Materially – “intendiamo presentare il contributo dei materiali alla definizione di prodotti e ambienti attraverso soluzioni trasparenti e misurabili. Il progetto sottolinea il ruolo centrale degli indicatori di sostenibilità nel dibattito contemporaneo, un tema che Materially ha sostenuto e approfondito fin dalla sua nascita, affermandosi come soggetto facilitatore tra produttori di materiali, aziende manifatturiere e
progettisti. L’evento offre una panoramica esclusiva su materiali e aziende che si distinguono per il loro impegno concreto e strategico alla luce delle recenti normative su greenwashing ed ecodesign. Accanto a installazioni sensoriali dove i materiali possono essere toccati ed esplorati nelle loro caratteristiche fisiche e prestazionali, un’installazione interattiva permetterà di approfondire dati e informazioni tecniche sfruttando strumenti digitali immersivi. L’obiettivo di Materially, insieme alle aziende espositrici, è quello di trasferire in modo semplice, preciso e coinvolgente, concetti e processi complessi legati alla misurazione di sostenibilità e/o alle performance. Attraverso panel di approfondimento si intende inoltre fare chiarezza, smontare credenze e avvicinare progettisti e addetti ai lavori dei settori manifatturieri alle scelte con cui oggi sono tenuti a confrontarsi i produttori di materiali.
The Scale of Commitment avrà inoltre una presenza simbolica e simbiotica all’interno della galleria Rossana Orlandi di Milano, luogo di eccellenza che da anni coltiva una particolare sensibilità sui temi della sostenibilità applicata al progetto. Il piccolo spazio espositivo ospiterà una selezione di prodotti di design, realizzati con alcuni dei materiali presentati a Superdesign Show, nel cuore del Tortona district, un punto di riferimento per la comunità creativa internazionale e milanese”.
“Per non svelare troppo e togliere la sorpresa” – conclude Dall’Igna –“sono lieto di comunicare che quest’anno il format della mostra è stato particolarmente ben studiato, dando uniformità ai materiali esposti e creando una piattaforma multimediale centrale per poter ‘navigare’ tra i contenuti presentati”.
The Scale of Commitment sarà aperta al pubblico dal 7 al 13 aprile presso Superstudio Più in via Tortona 27 a Milano.
Scansiona il codice per avere informazioni sul progetto ‘The Scale of Commitment’
Decoral® Group entra nel mondo del coil coating e installa uno degli impianti a polvere più grandi al mondo
Monica Fumagalli, ipcm®
Costanza nei risultati e una soluzione al problema del colour matching: il nuovo impianto di verniciatura a polvere di coil in alluminio e ferro di Decoral Coil, la nuova divisione di Decoral® Group, che chiude il cerchio dei trattamenti superficiali del gruppo, risponde alle richieste sempre più rigide del settore architettonico grazie alla possibilità di verniciare superfici fino a 4 mm di spessore con polveri prodotte internamente.
Per il progetto Green Island a Roma, Decoral® Group ha fornito lamiere in alluminio verniciate a polvere e sublimate per la decorazione delle partizioni metalliche.
Il coil coating, il processo con cui si applica un rivestimento organico su un metallo laminato piano con la duplice finalità di protezione e decorazione, trae origine dal concetto secondo cui è molto più efficace ed economico lavare, pretrattare chimicamente e verniciare una superficie piana continua piuttosto che un semilavorato di forma irregolare. Il laminato così rivestito, che prende il nome di preverniciato, ha rappresentato a suo tempo un’importante innovazione nei processi produttivi perché in questa tipologia di impianto la fase di verniciatura, che generalmente chiude il ciclo di produzione, è anticipata a prima dell’intervento di formatura del pezzo finito. “Proprio perché il manufatto che esce dall’impianto di coil coating non prevede ulteriori trattamenti ed è quindi lo stesso che vedrà l’utilizzatore finale, – ci spiega Andrea Piva, titolare & Board of Directors di Decoral® System Srl - il preverniciato richiede opportuna cura e attenzione in tutti gli step del processo e in quelli di movimentazione e stoccaggio”.
Decoral® Group, una delle più importanti aziende italiane specializzate nel settore dei trattamenti superficiali, ha una storia di oltre cinquant’anni nella nobilitazione dell’alluminio. “La recente costituzione della nostra divisione Decoral Coil con sede ad Arcole (Verona) che ospita il nuovo impianto, ci ha permesso di chiudere il cerchio dei trattamenti che le aziende del gruppo offrono. Tra gli aspetti distintivi che caratterizzano il coil coating vi sono la qualità garantita dalla continuità dei controlli in termini applicativi, la costanza dei risultati e l’evoluzione nell’efficientamento della tecnologia impiantistica, che permette oggi di raggiungere elevate velocità di processo insieme a tempi di cottura della vernice sempre più ridotti”.
Con un tunnel di pretrattamento a 9 stadi, due cabine di verniciatura Gema e un forno di polimerizzazione con pannelli catalitici lungo quasi 50 m, l’impianto di coil coating a polvere installato presso Decoral Coil è uno dei più grandi al mondo. “In particolare nel settore architettonico – prosegue Piva – una delle richieste più diffuse e difficili da soddisfare è quella del perfetto colour matching tra tutti gli elementi architettonici verniciati: il nostro gruppo, fondato su una struttura completamente integrata che spazia dalla produzione di vernici in polvere all’anodizzazione e alla verniciatura con impianti orizzontali e verticali, alla sublimazione ed ora anche al coil coating, è in grado di dare una risposta concreta a questa criticità, che rappresenta uno dei principali grattacapi del terzista. Forniamo manufatti diversi che presentano un’uniformità di rivestimento ineguagliabile, perché garantita dalla stessa azienda che produce le vernici e le applica sul supporto e possiamo fornire le stesse materie prime anche agli altri applicatori”.
Decoral® Group, l’azienda che ha rivoluzionato il mondo delle finiture su metallo
Decoral® Group è uno dei maggiori operatori italiani nel settore del trattamento superficiale di metalli. Fondato nel 1974, il gruppo si occupa della realizzazione di finiture verniciate e
L’impianto di coil coating a polvere di Decoral Coil è uno dei più grandi a livello mondiale.
Uno dei due aspi svolgitori nella sezione di entrata.
decorate per l’edilizia e l’architettura, tramite anodizzazione o verniciatura a polvere, con garanzia di qualità certificata da marchi internazionali. “Nel settore il nome di Viv Decoral®1, la capostipite del gruppo, è indissolubilmente legato al primo brevetto della tecnologia di sublimazione per ottenere l’effetto legno sull’alluminio: correva l’anno 1995”, racconta Piva. “Dieci anni dopo abbiamo aperto la nostra sede in America e da qui abbiamo esportato le nostre competenze in tutto il mondo. Negli ultimi dieci anni il nostro obiettivo è stato quello di armonizzare sempre più il mondo del colore, eliminando le differenze tra manufatti architettonici diversi e l’inaugurazione avvenuta lo scorso anno di Decoral Coil ha rappresentato una pietra miliare in questa direzione. Forti della solidità della nostra storia basata sulla ricerca continua di soluzioni innovative e sulla fiducia indiscussa da parte dei nostri clienti, che ci siamo guadagnati con la qualità e la serietà nel nostro lavoro, siamo oggi l’unica azienda al mondo che possiede l’intero ciclo produttivo in-house per la finitura dell’alluminio e altri metalli, dalla produzione delle materie prime (come polveri per verniciatura, film e impianti per sublimazione) all’arte della verniciatura, della decorazione effetto legno e dell’ossidazione anodica. Ci distinguiamo per finiture di qualità superiore, certificate attraverso rigorosi test eseguiti nei nostri laboratori interni e da soggetti terzi. In breve, siamo l’innovazione che rivoluziona il mondo delle finiture sui metalli”.
1 https://www.ipcm.it/it/open/ipcm/2015/36/74-80.aspx e https://www.ipcm.it/en/ open/ipcm/2017/44/120-124.aspx
La soluzione al problema del colour matching
Il nuovo impianto di coil coating a polvere installato dal gruppo è in grado di verniciare superfici fino a 2 m di altezza e da 0,6 mm a 4 mm di spessore, un valore che rende questa installazione unica nel suo genere. “Questa verniciatura in continuo su rotoli di lamiera metallica a spessori così elevati e su cui possiamo riprodurre una gamma di cromie pressoché illimitata, grazie alle nostre vernici in polvere, rappresenta una rarità nel settore. Siamo in grado di garantire una produzione rapida ed efficiente di un numero elevato di lotti e con prodotti disponibili in breve tempo e in pronta consegna. I nostri coil preverniciati sono idonei alla piega e la nostra offerta si completa con il servizio di spianatura e taglio della lamiera”. L’aspetto più innovativo di questa proposta - e quello più apprezzato da architetti e progettisti - consiste proprio nella garanzia che tutti gli elementi architettonici in alluminio, dai profili agli imbotti, dai serramenti alle facciate, presentino lo stesso identico tono cromatico. “Il colour matching è l’annoso problema con cui tutti gli architetti e progettisti si scontrano, indipendentemente dal settore a cui è destinato il manufatto verniciato.
Le condizioni variabili, non solo nel caso di lotti verniciati da terzisti diversi, ma anche – e spesso - nelle lavorazioni effettuate nello stesso turno di lavoro, sono davvero innumerevoli. Non trovando una soluzione efficace a livello di tecnologia, la nostra idea risolutiva è stata quella di verticalizzare
ancora di più la nostra offerta: i nostri coil sono verniciati con la stessa finitura applicata dalle diverse aziende del gruppo su altri prodotti metallici, come profili e rivestimenti di facciata, in modo da offrire un risultato superficiale omogeneo e fornire così un pacchetto di strutture architettoniche totalmente coordinato”.
Un nuovo impianto che rompe gli schemi con il passato L’esperienza di un’azienda storica come VIV Decoral® nell’ambito dei trattamenti superficiali è stata fondamentale nello sviluppo del progetto per la nuova linea di coil coating. “Il ciclo di lavorazione è ovviamente lo stesso, ma il coil coating presenta sfide ingegneristiche e di processo non banali rispetto alla verniciatura tradizionale a polvere: solo per citare un esempio, il riavvolgimento della bobina di alluminio alla fine del processo di verniciatura.”
Da sinistra a destra:
Il tunnel di pretrattamento a 9 stadi.
Passivazione chrome-free del coil.
Uno dei due powder centre di Gema.
La lungimiranza del team di Decoral Coil è stata evidente già in fase di progettazione. Spiega infatti Piva: “l’idea da cui siamo partiti era quella di riuscire a verniciare entrambe le facce del nastro così che risultasse possibile non solo applicare due colori diversi, ma anche, anticipando eventuali future richieste del mercato, giocare sulla bivalenza di qualità estetica e funzionale del coil, verniciando il retro con un rivestimento in grado di aumentarne la resistenza alla corrosione e/o allo scivolamento, e non solo”. Questa nuova produzione ha portato nuovi stimoli anche nelle aziende del gruppo specializzate nella produzione delle polveri, Gi Color e Decoral® System. “Il nuovo impianto ci permette di sperimentare nuove formulazioni di polveri da lanciare poi sul mercato per i nostri clienti distribuiti in tutto il mondo e di proporre soluzioni di rivestimento innovative e fuori dallo standard abituale. Per esempio, possiamo fornire coils o lamiere verniciati a polvere che i nostri clienti possono poi sublimare, o che noi sublimiamo in base alle loro specifiche”.
Il processo di coil coating a polvere
L’impianto installato presso Decoral Coil è distribuito su tre piani: al piano inferiore si trova l’accumulatore con due aspi svolgitori, il tunnel di pretrattamento a 9 stadi che includono lo sgrassaggio acido e la mordenzatura, seguito dalla fase di passivazione chrome-free. Dopo l’asciugatura, si passa alla fase applicativa qui effettuata da due cabine fornite da Gema con erogazione dal basso e tecnologia applicativa in fase densa. Segue quindi il passaggio nel forno, dotato di pannelli catalitici per la polimerizzazione del rivestimento, posizionato al piano superiore.
Dall'alto:
Il forno di polimerizzazione.
Il centratore.
“Considerando che la velocità attuale corrisponde a 10 metri al min, possiamo polimerizzare le polveri in meno di 5 min” –spiega Marco Perin, responsabile di produzione presso Decoral Coil. Segue il raffreddamento dei coil, da cui viene recuperato il calore per alimentare il riscaldamento all’interno dello stabilimento, e il passaggio del nastro nel dispositivo di centratura dotato di 16 schede elettriche che verificano il minimo scansamento del nastro nell’ordine dei decimi di mm. Al piano inferiore si trova la sezione di uscita dell’impianto con un aspo avvolgitore, le due torri di accumulo e la stazione per il controllo qualità, dopo il quale il coil viene validato e poi protetto tramite l’applicazione di un foglio protettivo. Il coil è quindi pronto per essere inviato al cliente o sottoposto a spianatura, taglio ed eventuale sublimazione.
La scelta della tecnologia in fase densa per la fase applicativa
Nelle altre aziende di Decoral® Group, la scelta della tecnologia applicativa prevalente è quella con alimentazione in fase densa. “Ne apprezziamo la migliore distensione del film di vernice durante l’applicazione e la gestione del consumo di polvere ottimizzato”, conferma Piva. “In Decoral Coil abbiamo installato due cabine MagicCompact in una versione studiata ad hoc per la verniciatura dei coil – spiega Mario Ferro, Managing Director di Gema Europe Srl. “Ciascuna cabina è dotata di un centro polveri OptiCenter OC07 con pompe di applicazione OptiSpray AP01.1 e pistole OptiGun GA03 montate su un reciprocatore orizzontale che corre trasversalmente lungo il nastro spruzzando la polvere dal basso verso l’altro. Entrambe le cabine sono gestite da
Dall'alto in senso orario:
L’aspo avvolgitore nella sezione di uscita. La stazione dedicata al controllo qualità.
L’incisione dei lamierini per i test di controllo qualità.
un pannello Master modello MagicControl 4.0 che si interfaccia e comunica con il resto della linea per la gestione automatica dell’applicazione e lo scambio dei dati di produzione, che includono il consumo della vernice, dal momento che ogni centro polvere è dotato di una bilancia per la pesatura del prodotto immesso nel serbatoio”.
Il colore che verrà, fuori dagli schemi
Nonostante Decoral Coil sia presente da poco tempo sul mercato, i feedback da parte dei clienti sono molto positivi: “siamo gli ultimi arrivati in questo settore – conclude Piva - ma stiamo crescendo molto rapidamente grazie ai clienti che già si affidavano a noi in precedenza e che hanno confermato la loro fiducia, soddisfatti dei risultati ottenuti. Per noi questo investimento è una sfida molto entusiasmante perché in questo settore c’è ampio margine per crescere sia a livello tecnologico che commerciale. L’impianto di coil coating di Decoral Coil è un esempio delle migliori tecnologie presenti sul mercato. Il settore dell’architettura ha recepito subito la qualità superiore del manufatto e il vantaggio dell’omogeneità cromatica che permette di ottenere un risultato armonico tra tutte le parti che costituiscono un edificio: due perfetti esempi ne sono il progetto innovativo e sostenibile di Green Island nel quartiere EUR di Roma, per cui abbiamo fornito lamiere in alluminio verniciate e sublimate con un effetto oro molto particolare, e lo sviluppo di una polvere con un effetto materico uniforme simile alla terracotta per l’intera facciata del Palazzo Pirelli 35 a Milano, non ancora ultimato. Tutti i prodotti che realizziamo soddisfano le normative di resistenza al fuoco e anche i maggiori protocolli di sostenibilità.
Altri settori stanno recependo ora i vantaggi che questa linea comporta, aprendo un nuovo mondo di possibili scenari applicativi per l’utilizzo delle polveri e anticipando le tendenze cromatiche del futuro, nel pieno spirito del nostro slogan, il colore che verrà, ma sempre ragionando fuori dagli schemi, come è consuetudine ormai storica del nostro gruppo”.
Andrea (a sinistra) e Alberto Piva, titolari & Board of Directors con Ivana Giacomello, titolare & General Manager di Decoral® Group.
FOCUS ON TECHNOLOGY
SPECIAL ISSUE ON ARCHITECTURE & DESIGN
Il nuovo impianto di verniciatura a polvere di Ponte Giulio rende distintivo un ambiente bagno inclusivo ed age-friendly
Ilaria Paolomelo e Gabriele Lazzari, ipcm®
L’approccio inclusivo ed age-friendly degli ambienti bagno progettati da Ponte Giulio coniuga lo stile di componenti e accessori di design con il comfort necessario per rendere ogni soluzione fruibile e accogliente, indipendentemente da età e abilità. La collaborazione con Linea Eco Air è stata fondamentale per incrementare la qualità della finitura e ottimizzare il ciclo produttivo, rendendo Ponte Giulio una realtà in grado di rispondere rapidamente alle esigenze dei clienti.
Il design è molto più di una semplice questione estetica: è la capacità di migliorare la qualità della vita attraverso soluzioni che rispondano ai bisogni reali delle persone. Progettare uno spazio, un prodotto o un servizio significa creare un’esperienza d’uso intuitiva, confortevole e funzionale per tutti, senza distinzioni. In questo contesto, i principi dell’Inclusive design e dell’Age-Friendly design stanno ridefinendo il concetto di abitabilità, spingendo la ricerca verso soluzioni che combinano bellezza, ergonomia e accessibilità.
L’Inclusive design non è solo un approccio progettuale, ma una filosofia che mira a eliminare le barriere, rendendo ogni ambiente fruibile e accogliente, indipendentemente da età e abilità motorie o sensoriali. Un bagno progettato in modo inclusivo, ad esempio, non è solo accessibile alle persone con disabilità, ma è pensato per chiunque: dai bambini che muovono i primi passi agli anziani che cercano sicurezza e autonomia. L’Age-Friendly design, invece, si focalizza sull’evoluzione delle esigenze nel tempo, garantendo che gli ambienti possano adattarsi ai cambiamenti della vita senza sacrificare lo stile o il comfort. Una casa, un hotel, un ambiente pubblico age-friendly sono spazi in cui chiunque può muoversi con naturalezza, sentendosi sicuro e a proprio agio. Ma perché questi concetti stanno diventando sempre più centrali nel mondo del design? Perché l’estetica e la funzionalità non devono escludersi a vicenda. La ricerca sui materiali, lo studio delle finiture e l’attenzione ai dettagli giocano un ruolo cruciale nel trasformare un ambiente inclusivo in uno spazio raffinato, moderno e armonioso. Dall’arredamento agli spazi urbani, dagli oggetti di uso quotidiano fino agli edifici, il futuro del design guarda sempre più verso questa direzione: luoghi e prodotti che non si limitano a rispondere a necessità specifiche, ma che nascono già pensati per essere accoglienti, intelligenti e senza barriere. Da oltre cinquant’anni, Ponte Giulio, Orvieto (TR), traduce questi principi in soluzioni concrete, progettando ambienti bagno completamente Made
in Italy che uniscono design, benessere e sicurezza. Per incrementare ulteriormente la qualità della sua offerta e offrire al mercato soluzioni pragmatiche ma al tempo stesso funzionali e con un aspetto estetico impeccabile, l’azienda si è recentemente rivolta a Linea Eco Air (Sona, VR) per la progettazione e l’installazione di un nuovo impianto di verniciatura a polvere.
Ponte Giulio: cinquant’anni di innovazione per un bagno sicuro e
inclusivo
“La storia di Ponte Giulio iniziò nel 1956, quando Emidio Carloni aprì un negozio dedito alla vendita di complementi d’arredo per il bagno. Fu però nel 1973 che avviò il suo nuovo percorso con un obiettivo chiaro: non una semplice rivendita, ma un’azienda in grado di progettare e realizzare soluzioni per il bagno che garantissero sicurezza, comfort ed estetica e che rispondessero alle esigenze di ogni utente”, afferma Enrico Carloni, figlio del fondatore e amministratore delegato di Ponte Giulio. Una visione che, nel corso degli anni, si trasformò in una missione, guidata dalla volontà di innovare e di rendere accessibili a tutti ambienti bagno funzionali, sicuri e dal design curato.
Negli anni ’80, l’azienda si distinse per la produzione di cellule bagno prefabbricate che racchiudono tutti i sanitari dedicati ad alberghi e strutture ricettive, segnando un primo passo verso un’offerta orientata
al settore dell’ospitalità alberghiera, completa di componenti come maniglie, impugnature e sedute. Ma fu tra il 1985 e il 1990 che Ponte Giulio fece una scelta decisiva: specializzarsi nella progettazione di bagni accessibili per persone diversamente abili.
La continua ricerca portò, tra il 1996 e il 2000, alla nascita del concetto di “Bagno Sicuro”, una filosofia progettuale che non si limitava a rispondere alle esigenze specifiche di utenti con mobilità ridotta, ma che diventò un vero e proprio standard per garantire sicurezza a chiunque, senza compromessi sullo stile. L’ambizione di Ponte Giulio non conobbe confini: dal 2001 iniziò la distribuzione dei prodotti sui mercati esteri, con particolare attenzione a Europa e Stati Uniti, dove nel 2004 nacque la filiale Ponte Giulio U.S.A. L’impegno di Ponte Giulio per la qualità e l’innovazione si rifletté anche nello sviluppo continuo di nuovi materiali e tecnologie. Negli ultimi anni, l’azienda ha introdotto soluzioni all’avanguardia, dall’impiego della pietra acrilica all’adozione di apparecchiature antropomorfe per la lucidatura dei metalli, fino all’installazione, nel 2021, di una linea di produzione interna completamente automatizzata. L’ultima novità riguarda un avanzato impianto di verniciatura a polvere, progettato e installato da Linea Eco Air.
Un ciclo produttivo interno con tecnologie Made in Italy
L’azienda si occupa internamente della produzione di tutti i componenti che andranno a comporre gli ambienti bagno – come vasche, maniglie, sedute e accessoristica di sicurezza – attraverso torni laser a cinque assi e centri di lavoro completamente automatizzati, mentre il 30% della componentistica è affidata a fornitori esterni che sviluppano i prodotti sulla base dei disegni di Ponte Giulio, che effettua quindi lavorazioni meccaniche di taglio, piegatura e foratura su lamiere e tubi in acciaio zincato e acciaio inossidabile AISI austenitico amagnetico.
Una panoramica dell’impianto di verniciatura a polvere progettato da Linea Eco Air.
Il trasportatore aereo di Se.Po.
I prodotti in acciaio zincato, come le maniglie, sono rivestiti con vinile antibatterico biocompatibile, mentre i pezzi in acciaio inossidabile 304 sono lucidati e satinati per mezzo di innovative macchine automatiche. Questi componenti e quelli realizzati in acciaio inossidabile 409 sono successivamente verniciati a polvere e assemblati. In passato, queste operazioni erano demandate a un terzista ospitato all’interno del parco immobiliare dell’azienda.
Ponte Giulio dispone infatti di un sito produttivo di 30.000 m2 a Orvieto (TR) che ospita un magazzino, il reparto per il montaggio e il collaudo dei prodotti, la divisione dedita alle spedizioni e alla rivendita e la linea di verniciatura utilizzata in precedenza.
“Avendo introdotto l’acciaio inossidabile 409, che ci garantisce una maggiore flessibilità produttiva, volevamo ottimizzare maggiormente tutto il nostro ciclo produttivo, senza dipendere da collaboratori esterni. Presso il nostro stabilimento abbiamo voluto aggiungere un nuovo impianto di verniciatura a polvere, perché la qualità che possiamo ottenere con questo trattamento superficiale è un vantaggio competitivo imprescindibile”, continua Carloni. “Le macchine per le lavorazioni meccaniche sono sviluppate da BLM e Penta: aziende italiane rinomate per l’affidabilità delle loro tecnologie. Per la nuova linea di verniciatura volevamo perciò
proseguire con questa filosofia, affidandoci a una società che fa del Made in Italy la propria impronta distintiva, Linea Eco Air”, prosegue l’amministratore delegato di Ponte Giulio.
Un impianto di verniciatura a polvere dalla massima flessibilità, anche in spazi ristretti
L’impianto di verniciatura a polvere realizzato da Linea Eco Air è strutturato per garantire un’elevata produttività. Il sistema prevede una postazione per il carico e lo scarico manuale. Da qui, il trasportatore aereo monorotaia fornito da Se.Po. (Olginate, LC) trasporta le bilancelle con un movimento a scatti. I componenti sono convogliati lungo un tunnel di pretrattamento chimico a spruzzo e sottoposti prima a una fase di fosfosgrassaggio seguito da due risciacqui e poi a quella di asciugatura. “Una delle principali sfide impiantistiche che Linea Eco Air ha dovuto superare è stata quella di adattare l’impianto al ridotto spazio a disposizione. L’azienda veronese ha quindi studiato diverse soluzioni e apportato varie modifiche alle proprie tecnologie, per poterle compattare sempre di più senza però sacrificare la velocità produttiva. A tal proposito, il forno di asciugatura è stato inserito all’interno dell’ultimo stadio di risciacquo in modo tale da occupare meno spazio”, spiega Gianfranco Soliani, titolare e fondatore di Linea Eco Air.
Successivamente, le bilancelle attraversano la cabina di verniciatura manuale, allestita per agevolare il movimento degli operatori che applicano le vernici antibatteriche di AkzoNobel e Kansai Helios attraverso il gruppo OptiFlex 2 di Gema. “Tuttavia, la cabina è stata predisposta anche per ospitare una cremagliera e poter includere in futuro un robot antropomorfo qualora ne sorga la necessità”, continua Carloni.
A seguito della fase di applicazione dei prodotti vernicianti, i componenti vengono introdotti nel forno di polimerizzazione, dotato di porte automatizzate, che garantiscono un adeguato isolamento termico dell’impianto, contribuendo dunque alla riduzione dei consumi energetici.
Verniciatura di migliaia di componenti al giorno
L’azienda ha quindi deciso di investire in un nuovo impianto di verniciatura a polvere che le permette di trattare migliaia di componenti per turno in funzione della tipologia di prodotto, attraverso un ciclo che dura 21 scatti di 10’ ciascuno. “La particolarità produttiva sta nel fatto che ciascun scatto
prevede lo spostamento di tre bilancelle alle quali possono essere appesi tanti pezzi quanti le dimensioni stesse del pezzo permettono. Sono stati fatti diversi studi e siamo riusciti ad appendere su una singola bilancella fino a venti particolari di un articolo specifico”, afferma Soliani. “In precedenza, per rivestire tubi e maniglie, utilizzavamo ingenti quantità di guaina vinilica. Si trattava di un processo molto lungo e complesso, perché era necessario che i colori dei materiali plastici utilizzati fossero sempre gli stessi. La verniciatura a polvere consente invece di applicare facilmente una tonalità uniforme sui pezzi, mantenendo le proprietà antibatteriche. Per molti anni questa fase è stata affidata a un terzista. Tuttavia è recentemente emersa l’esigenza di internalizzare tale operazione per avere un maggiore controllo sulla qualità finale del rivestimento e per rispondere tempestivamente alle richieste dei nostri clienti”, aggiunge Carloni.
In questo modo, Ponte Giulio ha ottenuto non solo un miglioramento della qualità estetica e funzionale dei manufatti, ma ha anche ottimizzato la gestione del magazzino, aumentato la velocità produttiva e ridotto i costi.
L’interno e l’esterno del tunnel di pretrattamento chimico a spruzzo.
L’azienda, inoltre, dimostra una forte attenzione verso la sostenibilità e l’efficienza energetica. In quest’ottica, ha in programma l’installazione di un impianto fotovoltaico da 400 kilowatt sul tetto dello stabilimento, che alimenterà l’intero impianto produttivo – attualmente alimentato da energia elettrica per motori, ventilatori e pompe – e in parte quello di verniciatura, in particolar modo per la fase di riscaldamento del forno di asciugatura, di polimerizzazione e di pretrattamento.
Linea Eco Air: consulenza personalizzata per un impianto su misura
“Per ottenere questi risultati, la collaborazione con Linea Eco Air è stata e sarà fondamentale. Le motivazioni dietro alla scelta di affidarci all’azienda veneta sono state l’affidabilità e la competenza di tutto il personale tecnico, che ci ha fornito una vera e propria consulenza diretta e personalizzata. La verniciatura era un’operazione che non avevamo mai effettuato internamente, quindi le nostre incertezze tecniche erano numerose. I nostri reparti di ricerca & sviluppo e produzione si sono confrontanti costantemente con il team di tecnici di Linea Eco Air, al fine di sviluppare un ciclo di finitura in linea con i nostri requisiti,” spiega Carloni. “Questo è
l’esempio di partnership che desideriamo instaurare con le aziende che collaborano con noi. La filosofia aziendale di Ponte Giulio è quella di creare una filiera composta da collaboratori che discutono, si confrontano e si consigliano a vicenda – crescendo insieme e superando il classico rapporto cliente-fornitore. Riteniamo infatti che il Made in Italy non dovrebbe esclusivamente riguardare la produzione sul suolo italiano, ma anche la condivisione di competenze, idee e soluzioni. I tecnici di Linea Eco Air sono da sempre un punto di riferimento sotto questo aspetto”.
“Siamo stati costantemente in contatto con Ponte Giulio, per capire come progettare e successivamente installare una linea di verniciatura compatta. L’idea iniziale di realizzare l’impianto adiacente al muro dello stabilimento è stata ad esempio rimodulata, perché non avrebbe consentito di includere due postazioni manuali per l’applicazione dei prodotti vernicianti. È stato quindi necessario modificare alcune nostre tecnologie impiantistiche standard e spostare alcune strutture pre-esistenti nello stabilimento ternano, in modo da garantire l’efficienza della linea e la sicurezza di tutti gli operatori, oltre che per facilitare le operazioni di manutenzione”, interviene Gianfranco Soliani.
Il gruppo OptiFlex 2 di Gema per l’applicazione della vernice e la verniciatura manuale nella nuova cabina.
Una collaborazione di successo e già orientata al futuro
La storia di Ponte Giulio è stata sempre caratterizzata dalla ricerca di soluzioni innovative e funzionali, che le permettono di offrire un prodotto completo e in grado di coniugare funzionalità, qualità dei materiali e finitura di pregio. Da piccolo negozio di quartiere, l’azienda si è infatti rapidamente evoluta in un gruppo globale con oltre quindici rappresentanti in Italia e più di 1.000 rivenditori internazionali. Ponte Giulio però non vuole fermarsi: sta già integrando la terza generazione, con Edoardo (figlio di Enrico) che mira ad allargare ulteriormente l’offerta attraverso prodotti e servizi per centri commerciali, aeroporti e ferrovie: settori in cui spesso l’estetica è sacrificata, ma che Ponte Giulio vuole rivoluzionare.
“La finitura dei componenti, la cura dei servizi offerti e il packaging stanno assumendo un ruolo sempre più preponderante all’interno del nostro settore. La missione di Ponte Giulio è quella di normalizzare un prodotto per renderlo inclusivo, in modo da aiutare le aziende a raggiungere un pubblico più ampio. Per esempio, un bagno sicuro e inclusivo per il settore alberghiero allarga il bacino di utenza di un hotel che sceglie di installarlo nelle sue camere. Superfici pulite e antibatteriche sono quindi essenziali, ma anche la resa estetica dei nostri prodotti è diventata imprescindibile. Applichiamo principalmente due tonalità di bianco RAL 9010 e 9016, ma il nostro portfolio prevede molteplici altri colori standard e offriamo la possibilità di richiedere prodotti personalizzati. L’ottimizzazione dei flussi produttivi ha quindi reso necessario internalizzare anche il processo di verniciatura. Non è stato facile, perché lo spazio a disposizione all’interno del nostro stabilimento era poco e frammentato. Linea Eco Air è però riuscita a progettare un impianto compatto ma altamente performante, soddisfacendo tutti i nostri requisiti in termini di qualità del rivestimento, produttività, consumi energetici e impatto ambientale. E, cosa forse più importante, continuerà a stare al nostro fianco anche in futuro”, conclude soddisfatto Carloni.
L’interno del forno di polimerizzazione.
L’area di controllo qualità, collaudo e spedizione.
HIGHLIGHT OF THE MONTH
Sherwin-Williams: dare profondità al mondo attraverso il colore
A cura di Robyn Ommen, The Sherwin-Williams Company robyn.ommen@sherwin.com
Il colore può raccontare una storia, trasformare grattacieli e definire l’identità dei marchi. Può trarre ispirazione dal mondo che ci circonda – nel presente – e, al tempo stesso, plasmare attivamente una nuova visione del futuro. Il team di esperti del colore di Sherwin-Williams DesignHouse ha canalizzato questi livelli di ispirazione cromatica per creare FUSE, la previsione dei colori per architetture metalliche, adatti sia ai coil sia agli estrusori (spruzzatura).
Sostenuta da dati reali, la previsione FUSE, curata dal team di esperti del colore di Sherwin-Williams DesignHouse, identifica come il colore sia influenzato dal mondo che ci circonda e cosa ciò significhi per il futuro del design. Fornisce un’ispirazione strategica per il presente, con un potere duraturo che continuerà a influenzare le vernici per architetture metalliche, adatte sia ai coil sia agli estrusori (spruzzatura) negli anni a venire.Presentate in tre collezioni curate di colori, AccountabilityCentered Technology (ACT), Building Fulfilling Futures (BFF) e Chief Empathy Officer (CEO), le previsioni non solo esplorano l’evoluzione del colore in relazione all’architettura e alla manifattura, ma considerano anche come gli effetti possano essere implementati per potenziare le prestazioni estetiche in un settore specifico. ACT, BFF e CEO presentano ciascuna un’estetica e una storia uniche, offrendo un punto di partenza per le
potenzialità dei diciotto colori inclusi. Tuttavia, le reali potenzialità di questi colori vanno ben oltre come essi si presentano in queste tre cartelle. La flessibilità di questi colori ne consente l’impiego in vari settori, tra cui quello commerciale, residenziale, agricolo, dell’edilizia e altri ancora. Le seguenti selezioni di colori offrono uno spunto sulle possibilità di applicazione delle previsioni cromatiche FUSE a diversi segmenti dell’edilizia e della lavorazione dei metalli.
Commerciale
Façade: Questo approccio di alto livello nell’imitazione del calcestruzzo è una scelta affascinante per molteplici usi nel segmento commerciale. Caratterizzato da una texture micacea e tattile, insieme a toni più caldi e scintillanti, Façade si adatta perfettamente a facciate continue, rifiniture intorno alle finestre di grandi edifici e altro ancora.
Rediscovery: Questo bianco argento perlato con finitura micacea mostra l’evoluzione dal beige verso una finitura metallizzata satinata scintillante. Questo colore aggiunge eleganza a edifici residenziali multifamiliari, uffici e molto altro.
Awe: Questo audace colore d’accento aggiunge un tocco di interesse ed è perfetto come colore del marchio per la segnaletica in ambienti commerciali, come ospedali o biblioteche. Altri usi di questo colore rossoroseo includono destinazioni vivaci come gli zoo.
Symbiotic: I toni metallizzati continuano a evolversi e rimangono molto importanti nel settore commerciale. Symbiotic offre un punto d’incontro tra l’ottone e l’oro, colmando il divario tra queste due tonalità senza essere troppo giallo-verde. Questo colore lascia un forte impatto in stadi, grattacieli e altre strutture commerciali.
Residenziale
Focal: Questo colore bianco sporco ha un’estetica invitante e pulita, utilizzabile in molti stili residenziali differenti. Particolarmente indicato per i rivestimenti, Focal è un eccellente colore di base che può essere arricchito con una gamma di altri colori.
Untethered: Questa impronta nera e acciaio aggiunge una texture visiva e fresca a qualsiasi ambiente. Caratterizzata da un effetto micaceo, Untethered valorizza l’aspetto di un tetto in metallo, offrendo al contempo i vantaggi e le elevate prestazioni dei nostri prodotti.
Reflection: Nel segmento residenziale, questa tonalità scura è la scelta ideale per riflettere come le sfumature di nero stiano passando dal nero puro a un nero più chiaro e opaco. È perfetto per rivestimenti, rifiniture o coperture, offrendo un equilibrio deciso di oscurità senza risultare eccessiva.
Compassionate
Questo navy puro continua a sostenere il movimento del navy classico. Pulito e semplice, ma allo stesso tempo abbastanza versatile da essere utilizzato in molti contesti, Compassionate è perfetto come colore d’accento o principale ed è ideale per rivestimenti o rifiniture.
Agricolo
Vital: Un’evoluzione del navy, Vital fonde le tendenze separate del verde e del navy, in un navy più scuro con tonalità verdi. Questo colore rappresenta un movimento all’avanguardia all’interno dei colori tradizionali utilizzati nelle fattorie.
Procure: Questa stampa noce offre una scelta invitante e rustica per i rivestimenti, imitando i materiali naturali che si integrano perfettamente nel segmento agricolo.
Placemaking: Un’evoluzione naturale per le tonalità di verde, Placemaking introduce una versione delicata per l’industria. Più chiaro e in sintonia con i verdi presenti in natura, si armonizza con il paesaggio tipico degli ambienti agricoli.
Fair Trade: Evocando la familiarità vitale del suolo, Fair Trade è una tonalità marrone con una finitura fresca. Un effetto micaceo aggiunge texture al risultato finale.
Queste selezioni cromatiche sono solo l’inizio dell’ispirazione che gli utenti possono trovare nelle previsioni di colore delle vernici per architettura metallica FUSE. Sia che li utilizzino all’interno dei loro schemi o che li sovrappongano ad altri colori Sherwin-Williams, le possibilità lungimiranti di questa collezione dureranno per gli anni a venire.
Carrduci: quando i piccoli dettagli fanno la differenza
Alessia Venturi ipcm®
La verniciatura dei bottoni è un settore in evoluzione, trainato dall’innovazione tecnologica e dalla crescente attenzione alla sostenibilità. L’azienda messicana Carrduci, dotata di tecnologia italiana per la finitura di bottoni e componenti plastici per l’industria della moda e della cosmetica, si distingue per l’adozione di processi avanzati come la verniciatura UV e la metallizzazione sputtering, rispondendo alle nuove esigenze di mercato con qualità e soluzioni all’avanguardia.
Nel settore della moda e dell’accessoristica, i bottoni non sono più semplici elementi funzionali, ma veri e propri dettagli di stile che riflettono le tendenze del momento. La verniciatura dei bottoni, in particolare, è un processo in continua evoluzione, trainato dall’innovazione tecnologica e dalle richieste del mercato di soluzioni con elevato livello estetico, durature e oggi anche sostenibili.
Negli ultimi anni, il mercato della verniciatura dei bottoni ha registrato una crescente domanda di finiture sofisticate e personalizzate, con un’attenzione particolare alla sostenibilità e alla riduzione dell’impatto ambientale dei processi produttivi. Le aziende del settore stanno investendo in tecnologie avanzate per migliorare la resa cromatica, l’adesione delle vernici e la resistenza all’usura, rispondendo alle esigenze di brand e designer sempre più attenti alla qualità e alla durabilità dei loro prodotti.
Parallelamente, le tendenze cromatiche influenzano profondamente la scelta delle finiture: tonalità metallizzate e iridescenti, superfici opache e texture soft-touch stanno guadagnando popolarità, spingendo i produttori ad adottare nuove formulazioni di vernici e nuove metodologie di applicazione.
A livello globale, il mercato dei bottoni per abbigliamento è stato valutato a 3,202 miliardi di dollari nel 2023 e si prevede che raggiungerà 6,102 miliardi di dollari entro il 2030, con un tasso di crescita annuale composto (CAGR) del 7,4% nel periodo 2024-20301. La produzione mondiale di bottoni è concentrata in diversi paesi chiave. L’Italia è riconosciuta a livello mondiale per la produzione di bottoni di alta qualità, con circa l’80% di questi prodotti nel Paese. Anche il Portogallo è uno dei maggiori produttori mondiali, mentre sta emergendo il Messico come nuovo fornitore chiave.
Proprio in Messico, più precisamente a Zapotlanejo (Jalisco), ha sede Carrduci, una delle fabbriche con il più alto tasso di tecnologia in impianti, materiali e processi produttivi per la finitura di bottoni, accessori moda e tappi per il settore cosmetico.
Carrduci: tecnologia italiana in mani messicane 100% messicana, l’azienda Carrduci indica il percorso di nuovi stili e tendenze da oltre 35 anni.
“Utilizziamo tecnologia italiana gestita da mani messicane per garantire ai clienti prodotti e servizi della più alta qualità, cosí come i migliori tempi di consegna” spiega Isaac Carrillo, direttore generale dell’azienda di Jalisco.
1 Fonte: https://www.verifiedmarketreports.com/
“Iniziammo nel 1988 a Zapotlanejo distribuendo bottoni in questa regione, nella quale l’attività principale era la confezione di abiti. Anni dopo, con l’intenzione di offrire una qualità migliore, innovazioni e tempi di consegna più brevi, l’azienda scommette sulla produzione di bottoni, diventando in breve tempo uno dei principali fabbricanti. Negli anni l'azienda negozia l’acquisto di tecnologia italiana per implementare il proprio processo produttivo, fino a che nel 2002 nasce Carrduci, che offre al mercato un’ampia gamma di bottoni con modelli, tipologie e finiture diversificate e accattivanti con un ottimo rapporto qualità prezzo. Grazie a questa propensione all’innovazione, oggi Carrduci non si limita a fabbricare bottoni ma si è lanciata nel settore del taglio laser e della metallizzazione sputtering, espandendosi nei mercati dei tappi per packaging cosmetico e degli accessori moda e diventando fornitore di vari gruppi messicani che forniscono il packaging cosmetico e alimentare a tutto il mondo. “La metallizzazione dei supporti plastici sta guadagnando quote di mercato rispetto alla galvanica” commenta Isaac Carrillo. “In Messico esistono numerose galvaniche, anche trasferite dagli U.S.A. ma le nuove restrizioni ambientali introdotte dal nostro governo impongono alla galvanica di effettuare ingenti investimenti in tecnologie di depurazione delle acque di processo, e non tutte le aziende possono permettersi di affrontare questi costi. Pertanto il mercato sta iniziando a spostarsi verso tecnologie diverse come il PVD e lo sputtering per conferire l’aspetto metallizzato ai pezzi”.
Due linee di verniciatura gemelle
Il primo impianto per la verniciatura a liquido a base solvente, che ha trasformato la realtà produttiva industriale di Carrduci, fu progettato e
Isaac Carrillo, direttore generale di Carrduci e il trasportatore che asserve la linea, del tipo a catena rovesciata con barre portapezzi.
installato dall’italiana M.I. Due Srl di Besana Brianza, Monza (Italia), nel 2017, ed era completato da una macchina di metallizzazione MK63 di Kolzer. In quegli anni Carrduci si fa pioniera della metallizzazione sputtering di bottoni e altri particolari in plastica in Messico.
“Grazie all’utilizzo di questa prima macchina di sputtering, capimmo che era possibile fare molte altre cose, quindi iniziammo ad espandere la nostra gamma di prodotti, abbracciando il settore dei tappi per le industrie alimentare e cosmetica e diventando fornitori di Albea, uno dei colossi mondiali di produzione packaging cosmetico” racconta Isaac Carrillo. “Ora l’azienda punta sulla metallizzazione e verniciatura di bottoni, accessori per moda, tappi e packaging in materiale plastico e nel 2022, per aumentare la capacità produttiva, abbiamo installato una nuova linea, sempre fornita da M.I. Due”.
La nuova linea di finitura, gemella della precedente, lavora 24/7 e ha una capacità di produzione di 170.000 tappi standard al giorno con diametro di 20 millimetri. La linea è composta da due cabine di verniciatura a velo d’acqua per l’applicazione della base e del trasparente, ognuna con 4 pistole di spruzzatura per lato, due forni IR di appassimento e un forno UV di polimerizzazione finale.
Il trasportatore è rovesciato con 107 barre di caricamento dei pezzi. La macchina di metallizzazione sputtering è fuori linea e lavora a lotti.
Dopo la fase di carico, i pezzi subiscono una preparazione superficiale composta da depolverazione, soffiaggio e flammatura, applicazione del primer e appassimento IR. A questo punto del ciclo, le barre con i pezzi da metallizzare sono scaricate e trasferite nella macchina di sputtering, per poi rientrare sulla linea per l’applicazione del topcoat. Quindi su entrambe le linee è possibile fare un ciclo di verniciatura a due mani base + topcoat oppure un ciclo di finitura che comprende la metallizzazione. L’impianto è equipaggiato con un post-combustore per il trattamento dell’aria e di un sistema di trattamento delle acque per la depurazione e il ricircolo dei veli d’acqua delle cabine di verniciatura.
Il reparto di verniciatura di Carrduci è completato da una cabina manuale con due gruppi di spruzzatura Sames destinata alle campionature, ai piccoli lotti di materiale verniciato o alla verniciatura di pezzi in vetro.
Conclusioni
Tra le opportunità di sviluppo futuro, oltre a quella dell’apertura di nuovi mercati sulla scia di un lento abbandono della galvanica, vi è anche una collaborazione con un grosso gruppo italiano specializzato nella verniciatura del packaging, con il quale Carrduci sta avviando una jointventure. L’azienda è pronta a soddisfare le esigenze di delocalizzazione delle aziende internazionali. Qualità e tecnologia italiana, ma in Messico.
L’area di sputtering per la metallizzazione dei pezzi plastici e tappi metallizzati e verniciati alla fine del processo di finitura.
COMMITTED TO INDUSTRIAL PAINTING SINCE MORE THAN 60 YEARS
The ELETTROSPRAY® manual and automatic painting equipment both for liquid and powder paints application are fully designed and made by RAVARINI CASTOLDI & C. S.r.l. and are on the market since 60 years.
ELETTROSPRAY® electrostatic generators in particular represent a “unicum” in the solvent and water based painting equipment market.
The ELETTROSPRAY® are compliant with CEI/CENELEC standards to guarantee the maximum working safety.
dive@ravarinicastoldi.it
www.ravarinicastoldi.it
Ravarini Castoldi & C. S.r.l. ELETTROSPRAY ®
L’evaporatore sottovuoto rivoluziona la gestione delle acque reflue di Pintarelli Verniciature
Ilaria Paolomelo ipcm®
Pintarelli Verniciature ha avviato un percorso di sostenibilità che l’ha portata a investire in soluzioni innovative per minimizzare il consumo di energia e ridurre la produzione di rifiuti. Tra queste, un ruolo chiave è svolto dal nuovo impianto di evaporazione, fornito da Saita, che ha rivoluzionato la gestione delle acque reflue provenienti dal tunnel di pretrattamento e ha permesso di recuperare fino al 95% delle stesse.
L’acqua è una delle risorse più preziose per il pianeta, ma anche una delle più a rischio a causa dell’incremento della domanda, dovuto a fattori come la crescita demografica, l’urbanizzazione e l’industrializzazione, unitamente alla diminuzione delle riserve disponibili, aggravata dai cambiamenti climatici. In ambito industriale, dove il consumo idrico è spesso elevato, la gestione responsabile dell’acqua diventa una priorità imprescindibile. Questo non significa solo ridurre gli sprechi e ottimizzare l’uso, ma anche minimizzare l’impatto ambientale derivante dal trattamento e dallo smaltimento dei reflui.
In questo contesto, Pintarelli Verniciature di Lavis (TN), storica azienda specializzata nella verniciatura a polvere conto terzi e già protagonista di un reportage su ipcm®_International Paint&Coating Magazine n. 87 (maggio/giugno 2024)1, ha intrapreso un percorso di sostenibilità che integra innovazione tecnologica e pratiche eco-efficienti attraverso l’investimento in soluzioni all’avanguardia finalizzate a ridurre il consumo energetico e la produzione di rifiuti. Un esempio emblematico di questo approccio è rappresentato dal nuovo evaporatore fornito da Saita, Limena (PD), che ha permesso all’azienda trentina di
trattare le acque provenienti dal tunnel di pretrattamento alla verniciatura, recuperandone il 95%.
La strategia di sostenibilità di Pintarelli Verniciature
Pintarelli Verniciature è un’azienda specializzata nella verniciatura a polvere conto terzi che ha fatto della sostenibilità e dell’efficienza energetica due pilastri fondamentali della propria crescita. Da sempre attenta a ridurre il proprio impatto ambientale, l’azienda ha intrapreso un percorso di innovazione volto a migliorare le prestazioni produttive e a ottimizzare il
consumo delle risorse attraverso investimenti mirati in tecnologie avanzate. “Negli ultimi anni abbiamo avviato una trasformazione significativa, implementando una serie di soluzioni volte a incrementare l’efficienza energetica del nostro stabilimento”, spiega Alessandro Vettori, Operations Manager di Pintarelli Verniciature. “Abbiamo installato un impianto fotovoltaico da 236 kW, ristrutturato e coibentato la palazzina uffici e adottato un innovativo sistema di riscaldamento che sfrutta il calore recuperato dal forno di polimerizzazione installato lungo la linea di verniciatura”.
Tali interventi hanno contribuito a ridurre significativamente le emissioni di CO2, grazie anche all’adozione di una moderna unità di trattamento aria (U.T.A.) e di termoconvettori ad inverter ad alta efficienza, supportati da una pompa di calore a doppio compressore che, sfruttando l’acqua del sottosuolo in estate e il calore recuperato in inverno, abbassa ulteriormente i consumi elettrici. L’ultimo passo sul percorso della sostenibilità è stato l’investimento in un nuovo impianto di trattamento delle acque, che rappresenta un’evoluzione cruciale nella gestione sostenibile dei rifiuti generati dal processo produttivo. “Fino a poche settimane fa, le acque reflue venivano inviate direttamente al depuratore, che ne garantiva il trattamento
nel rispetto dei limiti di legge per lo scarico industriale,” spiega Alessandro Vettori. “Oggi, con l’evaporatore fornito da Saita, non solo assicuriamo il pieno rispetto delle normative, ma riusciamo anche a recuperare fino al 95% dell’acqua di scarico sotto forma di distillato, reimmettendola nel ciclo produttivo. Questo ci ha permesso di ridurre drasticamente il volume dei rifiuti e di ottenere un risparmio significativo delle risorse idriche,” aggiunge Vettori.
La scelta dell’evaporatore
“Per individuare la soluzione tecnologica più adatta alle esigenze produttive di Pintarelli, abbiamo innanzitutto analizzato la composizione dei reflui generati dal loro ciclo di verniciatura”, spiega Alessandro Tonolli, responsabile tecnico-commerciale di Saita. “Parliamo di acque reflue provenienti dalla fase di pretrattamento alla verniciatura, caratterizzate dalla presenza di agenti sgrassanti e di eluati di rigenerazione prodotti dal demineralizzatore”.
Durante il sopralluogo iniziale, il team di Saita ha prelevato alcuni campioni di acque reflue e li ha sottoposti a test di evaporazione presso il proprio laboratorio, il Saita Lab2
L’obiettivo era duplice: verificare la qualità del distillato, per accertarne l’idoneità al riutilizzo nel tunnel di pretrattamento di Pintarelli, e determinare la quantità di concentrato residuo che avrebbe dovuto essere smaltito presso i centri specializzati. In base alla composizione dei reflui, è stato selezionato un evaporatore specifico in grado di gestire la presenza degli eluati di rigenerazione delle resine del demineralizzatore. “Quando queste resine esauriscono la loro capacità di scambio ionico, vengono rigenerate attraverso l’impiego di acido cloridrico e soda caustica. La presenza di acido cloridrico, noto per la sua elevata corrosività, ha reso necessario l’utilizzo di materiali altamente resistenti”, continua Tonolli. Per questo motivo, la soluzione proposta da Saita prevede l’impiego di componenti a contatto con il liquido, come il bollitore e le serpentine di riscaldamento, realizzati in lega superduplex SAF2507, un materiale speciale selezionato per la sua eccezionale resistenza alla corrosione.
Il funzionamento dell’evaporatore sottovuoto della serie EV
Presso Pintarelli è stato installato un evaporatore sottovuoto della serie EV di Saita, progettato per operare a bassa pressione, garantire un’elevata efficienza nella separazione tra acqua e inquinanti, e al contempo, una riduzione dei consumi energetici.
“Il ciclo di evaporazione si sviluppa attraverso diverse fasi. Il refluo viene inizialmente prelevato dall’unità di stoccaggio già presente nell’impianto di Pintarelli e introdotto nell’unità di evaporazione, dove avviene il trattamento per separare l’acqua dagli inquinanti. Al termine del processo, il distillato viene raccolto in un serbatoio dedicato per essere riutilizzato nel processo produttivo, mentre il concentrato di scarto viene stoccato separatamente per essere smaltito”, spiega Tonolli.
L’evaporatore utilizza la tecnologia a pompa di calore con gas freon per gestire il riscaldamento e la condensazione del vapore acqueo. Operando
Le vasche del tunnel di pretrattamento e il PLC dell’impianto dell’evaporatore.
sottovuoto spinto, il sistema abbassa la temperatura di evaporazione del refluo a circa 35 °C, riducendo il consumo energetico e preservando la qualità del distillato.
“Il processo avviene in modo automatico e senza l’ausilio di pompe per il caricamento del refluo: l’acqua è aspirata tramite il vuoto dal serbatoio di stoccaggio ed entra nell’evaporatore attraverso una valvola pneumatica, che si apre all’avvio del ciclo fino al raggiungimento del livello ottimale”, continua il responsabile tecnicocommerciale di Saita.
Avviato il ciclo di evaporazione, l’acqua presente nel refluo si trasforma in vapore, che viene convogliato nel duomo di condensazione. Qui il vapore viene ricondensato e genera un distillato di alta qualità che viene successivamente inviato al serbatoio di stoccaggio per essere riutilizzato nel processo produttivo.
“Il vuoto all’interno dell’evaporatore viene mantenuto da un circuito chiuso costituito da un anello liquido in acciaio inox, una pompa centrifuga e un eiettore Venturi, che crea la depressione necessaria per aspirare prima l’aria e poi il distillato. Conclusa la fase di evaporazione, il sistema avvia la fase di concentrazione, durante la quale il volume del liquido residuo viene ridotto al minimo, aumentando la concentrazione degli inquinanti”, spiega Tonolli.
Terminato il processo, l’apertura della valvola interrompe il vuoto e il concentrato di scarto viene scaricato nel serbatoio dedicato per lo
smaltimento. Grazie a questa configurazione, il sistema permette di recuperare tra il 90% e il 95% dell’acqua trattata, abbattendo significativamente sia il consumo di acqua utilizzata per la fase di pretrattamento sia i costi di smaltimento.
“Infine, per garantire il controllo della qualità
dell’acqua distillata prodotta, l’impianto è dotato di un conduttimetro, che monitora costantemente la conducibilità. Questo consente agli operatori di supervisionare in tempo reale il funzionamento dell’impianto e di intervenire tempestivamente in caso di anomalie”, conclude Alessandro Tonolli.
Il serbatoio di stoccaggio del distillato e il sistema di distribuzione delle tubazioni.
L’evaporatore è stato progettato per sfruttare appieno l’energia prodotta dai pannelli fotovoltaici nei momenti di minore attività produttiva.
I vantaggi della nuova tecnologia
“Grazie all’impianto di evaporazione fornito da Saita siamo in grado di recuperare tra il 90% e il 95% dell’acqua impiegata nei processi di verniciatura a polvere. Questo ha consentito non solo di ottenere benefici in termini di impatto ambientale, ma anche ridurre i costi dedicati allo smaltimento delle acque reflue”, sottolinea Vettori. L’efficienza energetica è un altro grande vantaggio di questo dispositivo. Operando sottovuoto, l’evaporatore abbassa sensibilmente il consumo energetico rispetto ai sistemi tradizionali; il che contribuisce a rendere il processo più sostenibile e a ridurre i costi operativi. “Inoltre, l’impianto è stato progettato per sfruttare appieno l’energia prodotta dai pannelli fotovoltaici. Di conseguenza è in funzione prevalentemente nel weekend o nei momenti di minore attività produttiva”, continua l’Operation Manager di Pintarelli.
“Siamo molto soddisfatti dei risultati ottenuti: la qualità dell’acqua recuperata è elevata e il sistema sta rispondendo perfettamente alle nostre esigenze produttive”, afferma Alessandro Vettori. “Nei prossimi mesi ci concentreremo ulteriormente sull’ottimizzazione dei cicli di lavoro, così da sfruttare al massimo il potenziale di questa tecnologia e renderla ancora più performante all’interno del nostro stabilimento”. Sebbene sia ancora in fase di start-up, avendo completato l’installazione a fine gennaio, ha già dimostrato prestazioni eccellenti, assicurando un distillato conforme agli standard richiesti e consolidando ulteriormente la strategia di sostenibilità di Pintarelli Verniciature.
Una collaborazione vincente per l’innovazione sostenibile
“La scelta di affidarci a Saita è stata il frutto di un’attenta analisi di mercato e di una rigorosa valutazione dei player specializzati nella progettazione di impianti di trattamento delle acque reflue. Il nostro obiettivo era quello di individuare la soluzione più efficiente e affidabile per le nostre esigenze,” spiega Vettori. “Oltre all’elevata qualità della tecnologia, ciò che ha fatto la differenza è stata la garanzia di prestazioni ottimali e di efficienza energetica. Parliamo di un impianto da 200 litri/ora con una pompa di calore con un impatto energetico rilevante, che tuttavia, grazie alla sua progettazione avanzata, consente un risparmio concreto nell’intero ciclo di gestione del rifiuto.”
Oltre agli aspetti tecnici, un altro elemento chiave nella scelta di Saita è stata la solidità della sua rete di assistenza, il supporto tempestivo e il personale altamente qualificato. Guardando al futuro, l’azienda trentina sta già valutando l’opportunità di ampliare l’utilizzo dell’evaporatore, estendendone l’applicazione ad altri liquidi attualmente trattati conferendoli in impianti di depurazione esterni.
“La flessibilità della macchina rappresenta un valore aggiunto straordinario, poiché consente il trattamento di un’ampia gamma di reflui acquosi e ci permetterà di ottimizzare ulteriormente la gestione dei rifiuti industriali,” sottolinea Tonolli. “L’impegno di Saita, però, non si esaurisce con la fornitura dell’impianto: ci siamo infatti resi disponibili ad analizzare anche altri reflui prodotti da Pintarelli, così da verificare la loro compatibilità con l’evaporatore e garantire un trattamento sempre più efficace e sostenibile,” conclude Tonolli.
HIGHLIGHT OF THE MONTH
Promuovere la sostenibilità nelle vernici in polvere: innovazione, normative e sfide di mercato
Da un’intervista con Björn Greiff, Direttore dell’unità vernici in polvere di KANSAI HELIOS
L’efficienza delle vernici in polvere e del loro processo di applicazione è uno degli aspetti chiave dell’industria delle vernici industriali a livello globale. L’innovazione richiesta in questo campo, sia in termini di prodotto che di processo, deve tenere il passo con l’evoluzione del registro REACH e del regolamento ESPR. Per affrontare queste sfide, la divisione vernici in polvere di KANSAI HELIOS ha sviluppato la soluzione “Green Powder”, basata su materie prime riciclate, compiendo un ulteriore passo verso la sostenibilità. Abbiamo trattato questi argomenti in un’intervista con Björn Greiff, Direttore dell’unità vernici in polvere di KANSAI HELIOS, durante la quale abbiamo parlato anche di come sfruttare il tasso di innovazione delle vernici in polvere in un mercato orientato ai prezzi, di come comunicare il valore aggiunto delle vernici in polvere al mercato e del problema, comune a vari settori industriali, della carenza di manodopera qualificata.
ipcm®: Come possiamo migliorare l’efficienza delle vernici in polvere e dei loro processi di applicazione industriale, per massimizzare la sostenibilità?
BG: Si tratta di una domanda molto ampia. Un fornitore di vernici in polvere non può farlo da solo, ma deve collaborare con l’intero settore. L’efficienza è un obiettivo che dobbiamo raggiungere insieme agli altri operatori del mercato. Oggi c’è molta innovazione nel settore della verniciatura a polvere, basti pensare ai sistemi a bassa temperatura di polimerizzazione. Questo è solo uno dei modi per rendere più efficiente l’intero processo. Si può essere sostenibili o guidare la sostenibilità, creando risultati commerciali positivi per l’intera catena di fornitura, fino al cliente finale. Noi di KANSAI HELIOS vogliamo fornire vernici in polvere adatte al futuro, per offrire l’efficienza che il mercato richiede, collaborando con i nostri clienti per raggiungere insieme l’obiettivo dell’efficienza: ciò significa tempi di produzione più brevi, temperature più basse nei forni e minore generazione di rifiuti. Come produttore di vernici in polvere, per KANSAI HELIOS è più facile guidare la sostenibilità, perché possiamo lavorare su diverse vernici, materie prime in formulazione e processi. I prodotti a bassi tempi di polimerizzazione sono uno degli esempi più emblematici di sviluppo sostenibile nelle vernici in polvere. Stiamo lavorando in modo sostenibile insieme ai nostri clienti, perché anche loro devono fare uno sforzo: il produttore di vernici in polvere è solo una parte della catena, è qualcosa di cui bisogna essere consapevoli.
ipcm®: Cos’è la tecnologia “Green Powder” di Kansai Helios e in che modo il ricircolo delle materie prime contribuisce a un processo di verniciatura più sostenibile?
BG: “Green Powder” è una delle ultime innovazioni di KANSAI HELIOS e si
Björn Greiff
riferisce a una nuova generazione di vernici in polvere formulate con resine e additivi derivati da materie prime rinnovabili e riciclate. Siamo molto orgogliosi di questo progetto, che rende la nostra offerta di prodotti più sostenibile e ci aiuta a raggiungere i nostri obiettivi di sostenibilità. Mentre le cariche contenute nelle vernici Green Powder sono già di origine naturale, le resine poliestere nella loro formulazione sono ottenute da monomeri rinnovabili a base biologica e PET riciclato. Ciò significa che si può fare a meno dell’uso di combustibili fossili nuovi, a parte il processo di produzione e il trasporto dei prodotti.
La sfida di queste tecnologie basate sull’economia circolare non è tanto lo sviluppo e l’industrializzazione del prodotto di rivestimento in sé, quanto piuttosto l’apertura del mercato, che significa trovare utenti disposti a introdurre queste soluzioni green nella loro produzione, accettando un costo leggermente superiore. Questi prodotti circolari possono essere utilizzati solo da clienti che comprendono e condividono il nostro approccio sostenibile. Dobbiamo comunicare il valore aggiunto di queste vernici nel modo giusto per coinvolgere un numero maggiore di clienti e aprire nuovi mercati alle vernici in polvere. Si tratta di un obiettivo a lungo termine per KANSAI HELIOS, ma intendiamo raggiungerlo passo dopo passo.
ipcm®: In che modo le attuali e future normative REACH e ESPR impattano sulla formulazione e sull’applicazione di vernici in polvere innovative? BG: Tutto va di pari passo. In un certo senso, le normative ci obbligano a innovare, a passare a tecnologie più ecologiche, a porci obiettivi ambiziosi in termini di sostenibilità e riduzione dell’impatto ambientale. È proprio questa serie di normative e standard che ci costringe a cambiare le materie prime
nelle nostre formulazioni, ma ciò comporta due ostacoli. Il primo è la nuova definizione dei prezzi di alcuni prodotti derivante dall’uso di nuove materie prime. Per il cliente è spesso difficile comprendere che deve pagare un prezzo per l’innovazione e per la sostenibilità. Il secondo ostacolo riguarda le prestazioni e le superfici modificate di un prodotto riformulato, che è un aspetto che deve essere trasferito e accettato anche dal cliente del nostro cliente. Questo rappresenta la parte più difficile della questione, quella che dobbiamo comunicare meglio.
ipcm®: Quali strategie si possono utilizzare per comunicare meglio i vantaggi della sostenibilità delle vernici in polvere rispetto a quelle liquide?
BG: C’è un vecchio detto che dice: “è tutta una questione di comunicazione”. In qualità di fornitore di vernici, KANSAI HELIOS offre i prodotti più sostenibili sia nelle vernici liquide che in quelle in polvere. Convincere le aziende che, in molti settori, le vernici in polvere apportano maggiori vantaggi in termini di efficienza, sostenibilità e semplicità dei processi è un percorso lungo, che si basa su una comunicazione precisa delle prestazioni, dei risparmi e dei tassi di efficienza ottenibili e sulla semplificazione di alcune fasi del processo. Inoltre, si tratta anche di rassicurare il cliente finale che la qualità
della finitura non cambierà nel passaggio da una vernice liquida a una vernice in polvere. Pensiamo a quei clienti con una lunga storia di utilizzo di vernici liquide, una vasta esperienza acquisita e magari un recente investimento per aggiornare la loro gamma di vernici liquide. Non si può pensare che passino dalle vernici liquide a quelle in polvere da un giorno all’altro.
Penso che dobbiamo essere trasparenti sui costi degli investimenti nelle vernici in polvere, ma anche sulla loro sostenibilità, che sarà presto il principale fattore di investimento per gli utenti finali. Noi di KANSAI HELIOS abbiamo una grande responsabilità: informare correttamente i nostri clienti sulle opzioni di sostenibilità offerte dalle vernici liquide e in polvere. Si tratta di un equilibrio delicato nel presentare le vernici in polvere alla comunità delle vernici liquide.
ipcm®: Ritiene che il segmento delle vernici in polvere sia guidato dai volumi e dai prezzi in calo? Se sì, come può il settore cogliere meglio il valore dell’innovazione?
BG: Si tratta di un aspetto che mi riguarda da vicino, dato che è nella mia esperienza. Da quando ho memoria, il settore delle vernici in polvere ha cercato di vendere basandosi sul prezzo, a volte svendendo i vantaggi
e i punti di forza delle vernici in polvere. Il prezzo delle vernici in polvere dovrebbe riflettere maggiormente il valore. Per me, in qualità di Direttore dell’unità vernici in polvere di KANSAI HELIOS, è estremamente importante trovare punti di forza innovativi e comunicare il loro valore. È importante avere il coraggio di sostenere il tasso di innovazione delle vernici in polvere, che offrono agli utenti finali un valore molto più elevato rispetto ad altre tecnologie di sistema.
Oggi i prodotti di base sono acquistati sotto la pressione del prezzo, ma quando si tratta di rivestimenti speciali, come quelli in polvere a bassa temperatura, gli utenti finali non devono guardare solo al prezzo di vendita: devono considerare il valore aggiunto che un rivestimento speciale fornisce e l’efficienza del processo complessivo. Alcuni utenti finali sembrano ignorare che, se si riduce il costo dell’intero processo di verniciatura del 5%, ad esempio, grazie all’uso di vernici speciali, i benefici alla fine dell’anno saranno enormi. La questione interessante, quindi, non è il prezzo di vendita delle vernici in polvere, ma il valore aggiunto che esse offrono al cliente. Dobbiamo fare in modo che il cliente ottenga un valore maggiore utilizzando i nostri prodotti. KANSAI HELIOS sta passando a un portfolio prodotti più orientato al futuro, dove il valore è l’aspetto più importante per il cliente.
ipcm®: La mancanza di personale qualificato è un problema comune a molti settori industriali. Quali iniziative possono essere messe in atto per affrontare la mancanza di personale qualificato nelle aziende di verniciatura e come può l’industria attrarre nuovi talenti?
BG: A mio parere, questo aspetto è comune a tutta la società. Dobbiamo promuovere una cultura dell’ascolto piuttosto che una cultura della richiesta, se vogliamo coinvolgere le persone nel nostro lavoro. Inoltre, credo
che la reputazione di un’azienda sia fondamentale per attrarre talenti. Oggi è facile trovare siti web ben progettati e pieni di informazioni su innovazione, sostenibilità e benessere. Tuttavia, la realtà è spesso diversa. L’industria della verniciatura è un mondo piccolo, dove tutti conoscono tutti, quindi è essenziale avere una reputazione solida e veritiera per attrarre talenti. Le aziende devono allinearsi meglio con la cultura delle nuove generazioni, con il loro approccio al lavoro, che è fondamentalmente diverso dal passato. Per me, si tratta di coinvolgimento, fiducia, valorizzazione delle persone e attribuzione di uno status maggiore al loro lavoro. Questo vale in particolare per le persone che lavorano sugli impianti di verniciatura: devono essere considerate e formate come specialisti, persone che sanno effettivamente cosa fare, come farlo e quando.
ipcm®: In che modo la digitalizzazione e l’automazione possono contribuire a colmare il divario di conoscenze e a migliorare l’efficienza nelle applicazioni di verniciatura a polvere?
BG: Oggi si tratta tutto di efficienza e ottimizzazione, dobbiamo automatizzare il più possibile i processi produttivi. Tutto ciò che può essere automatizzato dovrebbe esserlo. Temo che l’industria delle vernici abbia trascurato per qualche anno l’innovazione e ora sia il momento di reagire. Allo stesso modo, la digitalizzazione è il passo successivo. Attualmente, nella produzione di vernici, l’intero processo può essere automatizzato e digitalizzato: dall’inserimento delle ricette alla selezione, pesatura e dosaggio delle materie prime, fino al prodotto finito. Credo che questa sia una necessità per tutti i segmenti dell’industria, ma in particolare per il settore delle vernici in polvere, se si vuole rimanere competitivi sui mercati occidentali.
CUSTOMIZED SOLUTIONS
CIRCULAR ECONOMY & GREEN APPROACH
ECO-FRIENDLY CHEMICALS
CHEMTEC’S technologies are designed to have a very limited environmental impact, to reduce consumption of resources and for a greater operational simplicity.
CHEMTEC develops customized solutions that aim to maximize the customer’s satisfaction.
NANOTECHNOLOGICAL CONVERSION COATING
WATER PURIFICATION AND RECIRCULATION
ONE STEP METAL PRETREATMENT
PAINT STRIPPERS
DISCOVER MORE ON WWW.CHEMTEC.IT
Phoenix compie 15 anni
Carola Konitzer
PhoenixTM GmbH - Bad Oeynhausen, Germania carola.konitzer@phoenixtm.de
PhoenixTM, specializzata nella progettazione e nella produzione di sistemi di monitoraggio “thru-process” (temperatura e ottica) per l’industria del trattamento termico, festeggia il suo 15° anniversario.
Da 15 anni PhoenixTM ha cambiato il mercato delle tecnologie di misurazione della temperatura nei forni industriali. Con know-how, servizio, velocità, flessibilità e fascino, l’azienda è riuscita a costruire da un’idea una piccola ma ambiziosa società con due sedi, in Germania e nel Regno Unito.
Uno sguardo alla storia di PhoenixTM Nel 2010, i fondatori Michael Taake, Ian Budden e Dave Plester (†2017)
hanno sviluppato l’idea di ripensare la misurazione della temperatura nei forni industriali. Con anni di esperienza nel settore, volevano mettere a frutto le loro competenze in modo indipendente. La fondazione di PhoenixTM Ltd. a Ely, nel Cambridgeshire, nel gennaio 2010 ha posto le basi per la produzione e la distribuzione a livello mondiale. Oggi, la sede inglese si trova nel parco industriale di Earith, a Huntingdon. Nell’aprile 2010 è stata inaugurata PhoenixTM GmbH a Bad Oeynhausen, da cui vengono servite le regioni europee, i Paesi del Nord Africa e il Medio Oriente. Inizialmente, l’azienda operava da un piccolo ufficio nel quartiere di Wulferdingsen con solo due persone: Michael Taake e un’impiegata. A metà del 2011, la crescita dell’attività ha reso necessario il trasferimento in una nuova sede a Bad Oeynhausen-Rehme, con spazi più ampi per accogliere nuovi collaboratori. Oltre a un secondo dipendente, si sono aggiunti altri due membri al team commerciale sul campo. Tra il 2016 e il 2017, con l’ingresso di altri tre dipendenti, tra cui un addetto al servizio clienti, anche questa
Il data logger PTM1-010-K-HT, con numero di serie 1005 (il quinto mai costruito), è ancora perfettamente funzionante e ha trovato posto nella 'Board of Fame‘ di PhoenixTM.
sede è diventata insufficiente. Così, nell’ottobre 2017, l’azienda si è trasferita nel quartiere di Dehme, dove opera ancora oggi.
PhoenixTM oggi
Il trasferimento in Dehmer Str. 48 ha permesso un’ulteriore espansione e ottimizzazione, compreso l’accreditamento DAkkS, l’ente nazionale tedesco responsabile della certificazione della competenza delle organizzazioni in vari settori, ottenuto nel 2018. I nuovi spazi di Dehme hanno reso possibile l’allestimento di un laboratorio completo, conforme ai rigorosi standard richiesti dalle specifiche DAkkS. Da allora, qui sono calibrati i data logger dei nostri clienti in tutta l’area di vendita, inclusi quelli del nostro partner SolderStar.
Oggi, un team di otto dipendenti si occupa di tutte le esigenze dei clienti. Michael Taake e Bastian
Sulinski sono sempre disponibili per consigliare e supportare i clienti nella scelta del miglior sistema di misurazione della temperatura per ogni applicazione, accompagnandoli dalla prima richiesta fino all’utilizzo effettivo dei sistemi. Ad affiancarli c’è il personale d’ufficio: Dagmar Taake, Larissa Seiler e Carola Konitzer. Julia Kerber gestisce tutto ciò che riguarda le calibrazioni, mentre Manfred von Prondzinski si occupa delle calibrazioni in laboratorio. Ben White è responsabile del servizio clienti e del supporto tecnico. Inoltre, Carola cura il marketing e l’organizzazione delle fiere, mentre Julia si occupa della gestione dei social media. Oltre alla sede di Bad Oeynhausen, PhoenixTM può contare su una vasta rete di agenzie e partner in tutti i principali Paesi industrializzati, con i quali ha costruito rapporti di fiducia di lunga data. “Siamo molto orgogliosi dei nostri processi decisionali rapidi e dei nostri partner affidabili, che ci permettono di offrire un servizio
eccellente direttamente sul posto, dall’offerta iniziale all’installazione e oltre,” afferma l’azienda.
Tra le innovazioni più significative rilasciate da PhoenixTM negli ultimi 15 anni, spiccano le barriere di protezione termica della serie TS12, le prime a poter attraversare l’intero processo di carburazione, incluso il bagno di spegnimento dell’olio. Ciò consente non solo di monitorare la curva di temperatura all’interno del forno, ma anche il trasferimento di calore nel bagno di spegnimento. Un’altra innovazione di rilievo è il sistema ATEX a sicurezza intrinseca (FIS04-Epsilon-x), sviluppato per soddisfare i più elevati standard di sicurezza nelle aree a rischio di esplosione, come le linee di verniciatura (in particolare per la verniciatura a polvere). Questo sistema è certificato secondo la direttiva 99/92/CE (ATEX 137-Zona 2). Infine, merita una menzione speciale il sistema ottico, che per la prima volta consente di osservare il forno di trattamento termico in condizioni di processo reali.
“Tra le curiosità che hanno segnato la nostra storia, una delle più interessanti riguarda uno dei nostri primi clienti, che nel 2010 acquistò il data logger PTM1-010-K-HT con numero di serie 1005 (il quinto logger mai costruito). Solo nel 2022 ha deciso di sostituirlo con il nuovo modello
PTM1210, attratto dalle nuove funzionalità. Nonostante le migliaia di ore di utilizzo, il data logger originale continua a funzionare perfettamente e potrebbe ancora svolgere il suo lavoro. Tuttavia, ora ha trovato posto nella nostra ‘Board of Fame’, un riconoscimento della straordinaria affidabilità e robustezza dei nostri prodotti.”
Prospettive future
Tra i prossimi progetti, PhoenixTM prevede di potenziare ulteriormente il sistema ottico, rendendolo adatto a temperature superiori ai 600°C, nonché sviluppare un data logger con sensore di movimento capace di rilevare la posizione del prodotto all’interno del forno. Questa innovazione permetterà di ottimizzare i tempi di spinta in base alle curve di temperatura misurate, garantendo un controllo ancora più preciso del processo.
“Il futuro si prospetta entusiasmante”, afferma l’azienda. “Noi di PhoenixTM guardiamo con fiducia ai prossimi anni, pronti ad affrontare nuove sfide e a rafforzare il legame con i nostri clienti. Continueremo a sviluppare soluzioni all’avanguardia, portando sul mercato dispositivi sempre più innovativi.”
Da sinistra a destra: Julia Kerber, Carola Konitzer, Michael Taake, Bastian Sulinski, Dagmar Taake, Ben White, Manfred von Prondzinski e Larissa Seiler.
FILTRO ALVEOLARE MAX PAINT
L’esclusivo design alveolare permette di trattenere quantità di overspray notevolmente superiori rispetto ai filtri oggi in commercio
minori costi di smaltimento
minori costi di manutenzione
massima efficienza
massimo accumulo di vernice
massima durata
FILTRAZIONE PER IMPIANTI DI VERNICIATURA E SABBIATURA
Spruzzatura robotizzata: gli standard automotive diverranno la norma in tutti i settori?
A cura di Sames
Meylan – Francia info@sames.com
Sames estende la sua competenza di spruzzatura per il settore automotive ad altri settori con la gamma Nanocoat, che comprende Nanobell 801, 803 e 805. Questi atomizzatori offrono prestazioni elevate, risparmi di vernice fino al 30% e una facile manutenzione grazie al sistema di montaggio magnetico brevettato, che riduce notevolmente i tempi di inattività per la pulizia.
Per decenni, l’industria automotive è stata il punto di riferimento per la spruzzatura robotizzata, esigendo qualità senza compromessi e massima efficienza. Questo settore ha sempre guidato l’innovazione tecnologica, con Sames in prima linea. Oggi, con l’ampliamento della gamma Sames Nanocoat, che include i modelli Nanobell 801, 803 e 805, l’azienda estende questa competenza a nuovi settori e apre la strada a standard senza precedenti in termini di prestazioni e redditività.
Competenza riconosciuta nel settore automotive, ora al servizio di altre industrie
Grazie a anni di esperienza nella collaborazione con gli OEM settore automotive e i loro fornitori, Sames ha risposto alle crescenti esigenze di precisione, ripetibilità e risparmio di vernice. Questa esperienza ha guidato lo sviluppo di tecnologie all’avanguardia, come atomizzatori rotanti ad alta velocità e sistemi di spruzzatura elettrostatica. Oggi, queste innovazioni sono adattate alle necessità di altri settori industriali, garantendo un livello di qualità di finitura un tempo esclusivo delle linee di produzione automobilistiche.
Prestazioni migliorate senza compromettere la facilità di manutenzione
Gli atomizzatori Nanobell 801, 803 e 805 sono dotati di campane rotanti che raggiungono velocità fino a 65.000 giri/min e portate fino a 800 cc/min, che li rendono ideali per le produzioni industriali più esigenti. Equipaggiati con un sistema a doppio flusso d’aria, questi atomizzatori regolano automaticamente l’ampiezza del getto per garantire una qualità di applicazione ottimale, anche in caso di portate variabili.
La manutenzione è uno degli aspetti distintivi di questa gamma: tutti e tre i modelli consentono di rimuovere rapidamente la campana in pochi secondi grazie a un sistema di montaggio magnetico brevettato, riducendo significativamente i tempi di inattività per la pulizia. Il design semplice e le proprietà di bassa contaminazione riducono al minimo i rischi di contaminazione, mentre i componenti, come le turbine senza necessità di manutenzione e le valvole progettate per resistere a tre milioni di cicli, assicurano una durabilità eccezionale.
Nanobell 805: maggiore flessibilità per i robot a polso cavo
A completamento dei Nanobell 801 e 803, Nanobell 805 arricchisce la gamma con una versione specificamente progettata per i robot a polso cavo. Questo modello, pensato per i robot di dimensioni più grandi, fa passare tutti i cavi e i tubi flessibili attraverso l’interno del robot, offrendo una maggiore mobilità. Questa configurazione consente ai robot di verniciare pezzi dalle forme complesse e di accedere ad aree difficili da raggiungere, aumentando così la produttività.
Finiture perfette e risparmio di vernice
In risposta alle crescenti richieste dei produttori di finiture superiori e processi complessi, le pistole Nanobell 801, 803 e 805 superano già le più elevate aspettative. Che si tratti di parti complesse o di aree difficili da raggiungere, queste pistole a spruzzo garantiscono un’applicazione precisa e riducono il consumo di vernice dal 15 al 30% rispetto alle apparecchiature di spruzzatura tradizionali.
Una gamma per ogni mercato
Nanobell 801, progettato per applicazioni senza alta tensione, semplifica l’installazione e riduce i costi di investimento senza compromettere la qualità della finitura. Nanobell 803, che integra l’alta tensione, offre una maggiore produttività e un ulteriore risparmio di vernice. Infine, Nanobell 805, progettato per i robot a polso cavo, completa la gamma offrendo una flessibilità senza precedenti per le applicazioni robotiche.
Questi tre modelli si stanno già affermando come strumenti essenziali per i produttori che desiderano ottimizzare le proprie linee di produzione. I primi feedback dei beta-test sono stati estremamente promettenti e fanno presagire un successo clamoroso al momento del lancio ufficiale.
The most important industry events at your fingertips
myFAIR is a free web app that can be accessed from both desktop and mobile devices, which allows you to stay up-to-date with the leading events of the surface treatment sector.
an ipcm® app
ipcm® Academy amplia la sua offerta formativa con due nuovi corsi: Industrial PVD Coating e Normativa ISO 12944:2018
A cura di ipcm® Academy
ipcm® Academy, la divisione formativa della rivista ipcm®_International Paint&Coating Magazine, quest’anno ha ampliato la propria offerta formativa con due nuovi moduli, studiati per rispondere alle crescenti esigenze di aggiornamento tecnico e normativo nel settore.
Nel settore della finitura industriale delle superfici, innovazione tecnologica e conformità agli standard normativi rappresentano le fondamenta per garantire qualità, efficienza e sostenibilità. Per rispondere alle crescenti richieste di aggiornamento tecnico, ipcm® Academy, da oltre un decennio punto di riferimento nella formazione nel settore dei trattamenti superficiali, ha arricchito la propria offerta con due nuovi corsi pensati per i professionisti che ambiscono a distinguersi, con due nuovi moduli specializzati:
Industrial PVD Coating: dalla teoria alla pratica - un approccio produttivo ai trattamenti superficiali a film sottile: dedicato alla tecnologia PVD, un processo all’avanguardia e sostenibile che consente di migliorare prestazioni ed estetica dei prodotti.
Normativa ISO 12944: 2018 - protezione dalla corrosione di strutture di acciaio mediante verniciatura: un approfondimento completo sull’applicazione dello standard internazionale per la protezione anticorrosiva delle strutture in acciaio.
Questi percorsi formativi combinano teoria e pratica, offrendo competenze immediatamente applicabili per affrontare le sfide di un settore in continua evoluzione e garantire il successo professionale.
L’importanza della formazione continua nel settore della finitura industriale
Nel settore della finitura industriale, il rispetto delle normative e l’adozione di tecnologie innovative sono fattori chiave per garantire qualità, efficienza e sostenibilità. Le aziende che investono nella formazione dei propri dipendenti migliorano infatti la competitività e mantengono alti gli standard produttivi.
academy
In un mercato sempre più competitivo e tecnologicamente avanzato, la richiesta di professionisti con competenze specializzate nel settore della verniciatura industriale e della protezione anticorrosiva è in costante crescita. Le aziende cercano esperti capaci di applicare le tecnologie più innovative e garantire standard elevati di qualità e durabilità.
Per rispondere a questa esigenza, l’offerta formativa di ipcm® Academy è concepita per fornire corsi aggiornati che coprono sia aspetti normativi che tecnologici, permettendo ai partecipanti di applicare immediatamente le conoscenze acquisite, migliorare le performance produttive e garantire una maggiore conformità alle regolamentazioni vigenti. Investire nella formazione in questi ambiti non solo amplia le opportunità di carriera, ma offre un vantaggio strategico per rimanere competitivi nel settore.
Industrial PVD Coating: dalla teoria alla pratica, un approccio produttivo ai trattamenti superficiali a film sottile
Il corso tratta la tecnologia di deposizione fisica da vapore (PVD), un processo in vuoto che consente di applicare film sottili su superfici solide mediante evaporazione o distacco di materiali da un target. Rinomata per la sua precisione e versatilità, la tecnologia PVD è fondamentale per migliorare le prestazioni e l’estetica dei prodotti in vari settori, dalla ricerca all’industria. Il programma è articolato in due parti: la prima giornata è dedicata alla formazione teorica online e introduce i principi base del PVD, le tecniche di deposizione e i suoi vantaggi applicativi. La seconda giornata è la sessione pratica, che si svolge presso l’azienda Kenosistec Srl di Casarile (Milano), per esplorare dal vivo i sistemi di deposizione in azione attraverso un tour del centro di coating.
Argomenti trattati
Introduzione al PVD e alle tecniche di deposizione
Vantaggi e applicazioni industriali
Struttura e gestione di un sistema PVD
Rivestimenti funzionali, decorativi e per la metallizzazione
Fasi operative del processo PVD
Strategie per massimizzare la produttività e il controllo qualità
Case study e rivestimenti con proprietà speciali
Benefici per i partecipanti
Approfondimento teorico e pratico sulla tecnologia PVD
Applicazione immediata delle conoscenze acquisite in ambito industriale
Normativa ISO 12944:2018 - protezione dalla corrosione di strutture di acciaio mediante verniciatura
Le normative, come la ISO 12944, rappresentano le fondamenta della qualità e dell’eccellenza nel settore della protezione anticorrosiva. Esse
derivano da un processo di collaborazione tecnica e sono progettate per garantire uniformità, sicurezza e durabilità. Tuttavia, il loro vero valore risiede nella capacità di essere interpretate, comprese e applicate in modo critico e consapevole, tenendo conto dei contesti attuali e delle innovazioni tecnologiche. Il corso si pone quindi l’obiettivo di formare professionisti capaci non solo di applicare la norma, ma anche di diventare promotori della sua corretta implementazione e del suo adattamento alle esigenze moderne. Il modulo si focalizza su un’analisi approfondita della normativa ISO 12944:2018, con particolare attenzione agli aspetti pratici di implementazione, fornendo strumenti teorici e pratici ai professionisti del settore per comprendere, applicare e rispettare i requisiti previsti dalla norma.
Argomenti trattati
ISO 12944-1 - Introduzione e classi di durabilità
ISO 12944-2 - Classificazione degli ambienti
ISO 12944-3 - Considerazioni sulla progettazione
ISO 12944-4 - Tipi di superficie e loro preparazione
ISO 12944-5 - Sistemi di verniciatura
ISO 12944-7 - Esecuzione e sorveglianza dei lavori di verniciatura
ISO 12944-8 - Stesura di specifiche per lavori nuovi e di manutenzione
ISO 12944-9 - Sistemi protettivi e metodi di test per strutture off-shore
Benefici per i partecipanti
Approfondita conoscenza della normativa ISO 12944:2018
Capacità di interpretare e applicare correttamente i requisiti normativi
Possibilità di migliorare la conformità e la durabilità dei sistemi protettivi adottati
Opportunità di carriera e applicazioni professionali
La partecipazione a questi corsi non solo fornisce conoscenze teoriche e pratiche, ma rappresenta anche un’opportunità di crescita professionale. Le competenze acquisite possono essere applicate in vari settori, tra cui:
Industria manifatturiera e ingegneria
Automotive e aerospaziale
Settore energetico e infrastrutturale
Protezione e manutenzione delle strutture
Ricerca e sviluppo sui materiali avanzati
Conclusioni
Con l’introduzione di questi nuovi corsi, ipcm® Academy conferma il proprio ruolo di riferimento nella formazione tecnica e normativa nel settore dei trattamenti superficiali. Grazie a un approccio pratico e interattivo, i professionisti avranno accesso a strumenti essenziali per affrontare le sfide del mercato e migliorare le proprie competenze.
Per maggiori informazioni e per iscriversi ai corsi, visita il sito ufficiale di ipcm® Academy: https://ipcmacademy.com/
Il futuro dell’occupazione giovanile nel settore meccanico: focus sul trattamento delle superfici
Manuela Casali
UCIF – Unione Costruttori Impianti di Finitura - Milano, Italia info@ucif.net
Negli ultimi anni, il settore meccanico ha vissuto un’evoluzione significativa, spinta dall’innovazione tecnologica e da nuove esigenze di mercato. In particolare, il trattamento delle superfici sta attraversando un periodo di forte trasformazione, grazie all’automazione, alla digitalizzazione e alla crescente attenzione alla sostenibilità. Ma cosa significa tutto questo per i giovani che si affacciano a questo settore? Quali opportunità li aspettano nei prossimi cinque anni?
Un settore in piena trasformazione
Il trattamento delle superfici è un passaggio fondamentale per garantire
la qualità, la resistenza e l’estetica dei componenti meccanici. Ma come sta cambiando questo ambito? Le nuove tecnologie stanno ridefinendo il modo in cui le aziende operano, introducendo nuove competenze e ruoli professionali.
Automazione e Industria 4.0: l’introduzione di robot, intelligenza artificiale e sistemi di controllo avanzati sta riducendo il lavoro manuale. Questo significa che i giovani professionisti dovranno sviluppare competenze nella programmazione e nella gestione di macchine automatizzate.
Nuove tecnologie di finitura: i trattamenti superficiali stanno diventando
sempre più efficienti ed ecologici. Ad esempio, l’uso di rivestimenti nanotecnologici o di finiture a basso impatto ambientale richiede conoscenze più avanzate in chimica e ingegneria.
Sostenibilità e normative ambientali: la crescente attenzione all’ecosostenibilità sta portando a una maggiore richiesta di esperti in processi green e materiali innovativi. Le aziende sono alla ricerca di figure capaci di integrare soluzioni sostenibili nei processi produttivi.
Le prospettive occupazionali per i giovani
Nei prossimi anni, il settore del trattamento delle superfici offrirà nuove opportunità lavorative, ma con requisiti professionali diversi rispetto al passato.
Cresce la domanda di tecnici specializzati: gli operatori tradizionali saranno sempre più affiancati (o sostituiti) da specialisti in manutenzione e programmazione di impianti automatizzati.
Formazione sempre più mirata: per entrare nel settore sarà fondamentale seguire percorsi formativi specifici in ambito meccanico, chimico e digitale. Sempre più aziende collaborano con istituti tecnici e università per formare le nuove generazioni di professionisti. Esempi ne sono Poliefun, l’associazione che opera all’interno del Politecnico di Milano e che fa da ponte tra l’Università e le aziende della finitura di cui
UCIF è socio fondatore, e ipcm®Academy, che da 15 anni organizza corsi di formazione professionali per i tecnici del settore (vedi pag. 168).
Opportunità nella ricerca e sviluppo: la costante innovazione nelle tecnologie di trattamento superficiale apre le porte a giovani ingegneri e ricercatori, pronti a sviluppare nuove soluzioni per l’industria.
Più spazio per le startup e l’imprenditoria giovanile: con incentivi e nuove tecnologie accessibili, molti giovani potrebbero scegliere di avviare imprese innovative nel settore.
Come prepararsi al futuro?
Di fronte a questi cambiamenti, come possono i giovani rendersi competitivi nel mercato del lavoro? Grazie a suggerimenti trovati in previsioni occupazionali e analisi di mercato e ad un’osservazione delle normative e regolamenti europei in materia di sostenibilità ambientale abbiamo stilato un elenco di 4 suggerimenti fondamentali:
Puntare sulla formazione tecnica: acquisire competenze in meccatronica, chimica dei materiali e programmazione di macchinari sarà essenziale.
Sviluppare competenze digitali: sempre più aziende richiedono conoscenze di software per il controllo qualità e l’analisi dei dati.
Adottare un approccio sostenibile: conoscere le normative ambientali e le soluzioni eco-friendly darà un vantaggio competitivo.
Sfruttare stage e apprendistati: le aziende stanno investendo in programmi di formazione per giovani talenti, offrendo concrete opportunità di inserimento lavorativo.
Uno sguardo al domani
L’occupazione giovanile nel trattamento delle superfici sta cambiando profondamente. Nei prossimi anni, chi saprà adattarsi ai nuovi paradigmi tecnologici e ambientali avrà le migliori opportunità di carriera. Investire oggi nella formazione e nello sviluppo delle giuste competenze significa costruire un futuro solido in un settore che continuerà a essere strategico per l’industria meccanica italiana.
Principali fonti:
- UCIMU-Sistemi per Produrre: per dati sull’industria meccanica italiana.
- MECSPE: per le ultime tendenze sulle tecnologie per il trattamento delle superfici.
- Osservatori Digital Innovation del Politecnico di Milano: per approfondimenti su Industria 4.0.
- Unioncamere e Anpal: per previsioni occupazionali e analisi sul mercato del lavoro.
- Normative e regolamenti europei in materia di sostenibilità ambientale.
COLOUR STUDY
Il potere del pacifico azzurro
Monica Fumagalli ipcm®
Abbiamo iniziato questo viaggio di approfondimento sulla storia dei colori, i loro significati, le applicazioni più comuni e le curiosità analizzando uno dei colori in genere più apprezzati: il blu. In questo articolo esploreremo una tonalità della sua stessa scala cromatica, l’azzurro, e come la storia di questi due colori si intrecci inevitabilmente, tanto che in alcune lingue esiste un unico vocabolo per indicare entrambe le tinte.
L’azzurro è un tono che addolcisce l’intensità del blu per affrontare il mondo più serenamente. In psicologia è infatti simbolo di spiritualità, trascendenza, pacatezza, idealismo e sensibilità: tutti significati che lo collegano all’intangibilità del cielo. Simboleggia anche la ricerca, e, quindi, anche l’eterna insoddisfazione nei confronti di ciò che si vede intorno a sé. Porta alla riflessione e quindi all’interiorizzazione: utilizzarlo o indossarlo dona grande fiducia in quello che si sta svolgendo e nelle proprie capacità. In molte culture, l’azzurro rappresenta la pace e l’armonia: per esempio, in alcune tradizioni orientali, è considerato un colore che favorisce la meditazione e la contemplazione. Questo colore è anche associato al chakra della gola e richiama la creatività attraverso la comunicazione, trovando la sua massima realizzazione nell’espressione artistica e psichica. Nell’arredo per interni, l’azzurro è utilizzato negli uffici perché si pensa che favorisca la produttività e la risoluzione creativa dei problemi. É il colore dell’acqua, del cielo, dei blue jeans, degli abiti di Maria nella cultura cristiana e della pelle del dio Krishna nella religione induista, del pianeta Urano e delle maglie di diverse nazionali sportive, tra cui quella italiana. Gli occhi di colore azzurro sono più rari di quello che si possa pensare: solo l’8% della popolazione mondiale li possiede, ma la percentuale può raggiungere il 40% nei Paesi nord-europei. Secondo uno studio dell’Università di Copenaghen1, tra 6.000 e 10.000 anni fa in Europa nacque un bambino con un piccolo difetto del DNA, una mutazione genetica innocua rappresentata dagli occhi azzurri: fu la prima persona ad averli e lo studio conclude che tutti coloro che oggi li hanno discendono da questo lontano antenato.
La Cappella Sistina affrescata da Michelangelo: nel Rinascimento il pigmento azzurro era difficile da reperire e, quindi, costoso.
Pablo Picasso, La tragedia (nota anche come Poveri in riva al mare), 1903, olio su tavola, National Gallery of Art, Washington.
Anche in natura questo colore non è così diffuso, con qualche sorprendente eccezione, che vedremo più avanti.
Origine del termine “azzurro”
L’origine del termine “azzurro” (in inglese ‘light blue’, in francese ‘bleu clair’, in spagnolo e in portoghese ‘azul’ e in tedesco ‘azurblau’) deriva dall’arabo lāzuward (letteralmente, lapislazzulo, la pietra caratterizzata proprio da questo colore), a sua volta derivata dal persiano lāz̆ward, che costituiva un adattamento del sanscrito rājāvarta. In latino medievale, divenne lazur o lazulum. Successivamente, la “l” iniziale cadde, probabilmente perché scambiata per l’articolo arabo al-. Sopravvive invece proprio nel nome delle pietre da cui è partito questo viaggio etimologico.
Nella maggior parte delle culture, come quella inglese e francese, non esiste un termine specifico per indicare la tonalità più chiara di blu, l’azzurro:
l’italiano, lo spagnolo e il portoghese sono tra le poche lingue europee a distinguere con due cromonimi diversi questi due colori della stessa scala cromatica.
Una storia condivisa
La storia del colore “azzurro” è indissolubilmente legata a quella del colore blu, che abbiamo trattato nel primo articolo dedicato al significato dei colori2. Qui vogliamo ricordare la montagna dal cuore azzurro scoperta più di 8 mila anni fa dai popoli stanziati lungo la valle dell’Indo nell’attuale Afghanistan: da qui il colore dei lapislazzuli invase il mondo conosciuto, a partire dagli ornamenti egizi fino ad arrivare alla veste di Maria nella religione cristiana, i cui abiti – e, in particolare, il mantello – variano dal blu intenso all’azzurro chiaro negli affreschi che la rappresentano. Attraverso la macinazione dei lapislazzuli i pittori ottenevano il pregiato colore utilizzato negli affreschi medievali, ma, a causa della provenienza lontana, il costo di questa materia prima era paragonabile a quello dell’oro, e quindi il suo utilizzo è sempre stato molto parsimonioso. Si racconta che Michelangelo ne fece ampio utilizzo per affrescare la Cappella Sistina perché, da contratto, le spese dei materiali non erano a carico suo, ma
del Papa committente. I pigmenti nelle varie sfumature di blu e azzurro rimasero invariati fino al Settecento, quando lo sviluppo della chimica permise la formulazione e la creazione di altre soluzioni più semplici ed economiche.
L’azzurro nella storia dell’arte
Tra le opere pittoriche in cui è stato fatto maggior uso dell’azzurro vogliamo ricordare i dipinti del ‘Periodo Azul’ di Pablo Picasso e della corrente dell’espressionismo tedesco che prese il nome proprio da questo colore, Il Cavaliere Azzurro.
Il periodo azzurro di Picasso si fa risalire agli anni dal 1901 al 1904, uno dei momenti più difficili nella vita dell’artista spagnolo che si affida a questo colore per esprimere i sentimenti di malinconia e tristezza, conseguenti –secondo quanto da lui stesso dichiarato - alla tragica morte per suicidio del suo amico Carlos Casagemas. Secondo la critica, è da qui che ebbe inizio un periodo di depressione in cui Picasso iniziò a dipingere soggetti poveri con toni azzurro-blu, in cui il rigido monocromatismo serve a trasportare i protagonisti delle tele in una dimensione interiore separata dalla realtà. Un gruppo di artisti formatosi a Monaco di Baviera nel 1911 scelse il nome di Der Blaue Reiter (letteralmente “il cavaliere azzurro” o “il cavaliere blu”) per celebrare la passione di Vasilij Kandinskij per questo colore e l’amore
di Franz Marc per i cavalli. Per Kandinskij, il blu è il colore della spiritualità, più è scuro e più risveglia l’umano desiderio per l’eterno. Nel 1903 l’artista russo aveva inoltre creato un’opera d’arte con lo stesso nome (Der Blaue Reiter), in cui un cavaliere dal mantello blu avanza al galoppo in primo piano in un paesaggio collinare. Il soggetto di questo celebre dipinto, tratto dalla tradizione russa e del medioevo tedesco, rappresenta la figura eroica del cavaliere simbolo della lotta fra bene e male e il blu del suo mantello richiama la forza della spiritualità che lo pervade.
L’azzurro in architettura
In architettura questo colore consente di far risaltare un edificio nel contesto urbano o naturale in cui è inserito e, contemporaneamente, infondere un’idea di calma e serenità, in contrasto, a volte, con l’ambiente circostante. Vediamo alcuni esempi.
La sala concerti Luciole di Alençon, in Francia, progettata dallo studio Moussafir Architectes è composta da due cilindri inclinati la cui intersezione forma un arco ellittico tra il pubblico e il palco. Di giorno, la serie di pannelli metallici in azzurro e blu utilizzati per rivestire la facciata riflette le nuvole che attraversano il cielo della Normandia. Di notte, una tela stesa sul soffitto circolare e inclinato della sala funge da schermo di proiezione per le immagini generate dalle pulsazioni della musica prodotta all’interno della Luciole.
Il progetto BIG di Ginevra, realizzato per ospitare la biennale d’arte indipendente, è stato pensato dallo studio Bureau A come un omaggio formale a Stonehenge: è infatti costituito da una serie di container azzurro
brillante posizionati in modo da richiamare il celebre cromlech bretone. Il colore di questi container ha la capacità di diffondere un’atmosfera tranquilla, ma fornisce anche un forte contrasto con l’ambiente circostante color terra.
Il progetto cromatico sviluppato dall’architetto-artista austriaco Jorrit Tornquist per il termoutilizzatore di Brescia è meno recente rispetto ai due esempi precedenti, tuttavia mantiene tutto il suo fascino iniziale: entrato in funzione nel 2000, ha ottenuto nel 2006 il 1° Premio Industry Award della Columbia University. Il progetto architettonico dell'impianto e il suo inserimento nel paesaggio sono stati sviluppati congiuntamente fin dalle fasi iniziali per ottenere un armonico inserimento nel contesto ambientale e per creare un landmark lungo il percorso autostradale Verona-Milano. A ciò ha contribuito la torre di 120 metri di altezza dalla forma inusuale, uno slanciato parallelepipedo di cemento, del tutto diverso da quello delle ciminiere che contraddistinguono strutture di questo genere. La torre vuole entrare in rapporto con la mutevolezza coloristica delle pareti vetrate del Crystal Palace, il grattacielo emblema del polo del terziario di Brescia. Il nucleo portante in cemento è completamente rivestito con lamiere metalliche, oggetto di un raffinato trattamento cromatico volto a limitare il distacco tra l’edificio e il contesto circostante; tuttavia, considerate le dimensioni dell’impianto, il rapporto che più è stato studiato è quello con il cielo. “Per questa ragione le tonalità più impiegate sono quelle dell’azzurro, che sfiorano il grigio e quasi il bianco per riprendere tonalità lombarde, mentre il verde pallido caratterizza i blocchi a ridosso della campagna” (Alberto Ferlenga).
In natura il colore azzurro è più raro di quanto si possa pensare.
L’azzurro nelle diverse culture
Nella cultura greca il colore azzurro è considerato capace di allontanare il malocchio. A causa della rarità degli occhi azzurri nella regione dell’Egeo e in altre zone, si credeva che le persone con gli occhi di questo colore potessero maledire gli altri, intenzionalmente o meno. Per proteggersi dalla maledizione, venivano realizzati amuleti (nazar) che somigliavano a occhi azzurri e venivano appesi nelle case, nei negozi e sugli alberi, oltre a essere indossati sul corpo. Anche In Tailandia l’azzurro favorisce la buona sorte, ma solo di venerdì: in questo giorno della settimana indossare abiti azzurri porta fortuna, mentre di domenica sfortuna. In tedesco l’espressione “blau sein” (‘essere blu o azzurro’) significa essere ubriachi, mentre in russo il termine “голубой” (goluboy, letteralmente “azzurro chiaro”) viene utilizzato come eufemismo per “omosessuale”. La connessione tra il colore azzurro chiaro e l’omosessualità è legata a un gioco di parole e a stereotipi sociali che si sono sviluppati nel corso del tempo.
Un principe azzurro che azzurro non è…
Il principe azzurro è un personaggio ricorrente nella narrativa popolare e, in particolare, nelle fiabe ed è generalmente identificato con un giovane di bell’aspetto, figlio del re, che aiuta la protagonista della favola a liberarsi dai malefici che la perseguitano. La curiosità legata a questo nome è che il principe, in genere raffigurato con abiti o mantello azzurro in sella a un destriero bianco, è ‘azzurro’ solo nella narrativa italiana e spagnola. In inglese, per esempio, viene indicato come ‘prince charming’, mentre in francese come ‘prince charmant’ e in portoghese ‘príncipe encantado’. La ragione di questa discordanza ha due ipotesi: una, meno suggestiva, in cui si fa derivare la versione italiana e spagnola da un termine francese ‘prince Azur’, che viene documentato in un periodo antecedente la versione italiana. L’altra ipotesi è che questa espressione fosse associata al colore tradizionale di Casa Savoia, tanto che ne è rimasta traccia nel nastrino delle ricompense al valor militare, nella sciarpa degli ufficiali in alta tenuta (o di picchetto) e, in modo oggi forse più noto, nella maglia degli atleti che rappresentano la nazionale nelle competizioni internazionali.
Dettaglio dei pannelli azzurri e blu che rivestono la facciata della Luciole di Alençon, in Francia.
Il fungo Xylaria Polymorpha, soprannominato “dita di morto”.
L’azzurro dalla terra al cielo
Nonostante questa cromia sia presente in elementi che abbiamo costantemente sotto gli occhi, come cielo e acqua, è molto più raro in natura, perché la maggior parte degli animali non è in grado di produrre pigmenti azzurri o blu.
É più frequente riscontrare questo colore in farfalle e uccelli, come la farfalla Morpho, la ghiandaia azzurra e il Martin Pescatore, piuttosto che in rettili, anfibi o altri animali, come l’iguana blu, il granchio azzurro, il gambero della Florida, la tarantola blu o il pesce chirurgo. In botanica, il fungo Xylaria Polymorpha, soprannominato “dita di morto” perché si sviluppa in piccoli gruppi di 3 o 6 funghi che somigliano a dita che spuntano dal terreno, durante la fase di produzione delle spore assume un colore azzurro pallido. Con il tempo queste dita diventano nere. Ma se dalla terra stacchiamo gli occhi per proiettarli verso l’alto, troviamo due pianeti, Urano e Nettuno, permeati rispettivamente dai colori azzurro e blu dovuti, secondo studi recenti, alla presenza nelle rispettive atmosfere di metano, che assorbe il rosso della luce solare. Urano appare più pallido di Nettuno a causa della presenza di uno strato di foschia più spesso, che ha un aspetto quasi bianco. L’ultima curiosità che riportiamo qui ci proietta nelle scelte cromatiche dei brand, per cui l’azzurro viene scelto per la sensazione di tranquillità e affidabilità che emana. Ma sapevate che anche McDonald’s ha dovuto
abbandonare gli iconici ‘Golden Arches’ gialli del suo ormai storico logo per convertirli in azzurro? Ebbene sì, è successo nel suo store di Sedona, in Arizona. Qui, nel 1993, la costruzione del fast food fu causa di numerosi dibattiti riguardo la possibile alterazione del paesaggio circostante da parte di un simbolo dai colori così vivaci. I funzionari della città, in accordo con l’azienda, optarono così per un turchese più tenue, che si andava a integrare in maniera più naturale con lo scenario che circonda la località, famosa per le sue montagne rossastre.
Come abbiamo visto, l’azzurro, pur essendo talvolta considerato il ‘fratello minore’ del blu, ha una storia affascinante e ricca di curiosità, con applicazioni sorprendenti: anche nella sua pacatezza questo colore può rivelarsi capace di effetti dirompenti.
7 AMERICAN CONGRESS TH 11 & 12 JUNE 2025 THE HENRY FORD MUSEUM DEARBORN (MI)
HOTEL PULLMAN
CANNES MANDELIEU
DRIVE THE FUTURE OF PAINT SHOPS JOIN THE GLOBAL DIALOGUE
SCAN ME
Chemtec Lab Experience: un evento di grande
partecipazione e interesse sul metodo ACET
Il 20 febbraio 2025 si è svolto con grande successo l’evento Chemtec Lab Experience. L’incontro, dedicato ai professionisti del settore, ha avuto come protagonista l’innovativo metodo ACET, una tecnica avanzata per la misurazione della resistenza alla corrosione dei rivestimenti.
Durante la mattinata, presso l’Italiana Hotels di Rho (Milano), i partecipanti hanno avuto modo di approfondire teoricamente i vantaggi del metodo ACET, un sistema di prova accelerata che consente di ottenere risultati precisi in sole ventiquattro ore, riducendo sensibilmente i tempi rispetto al tradizionale test in nebbia salina e garantendo risultati scientifici. La presentazione ha messo in luce le potenzialità di questa metodologia elettrochimica regolata dalla normativa ISO 17463, che si sta affermando come una soluzione innovativa per rispondere alle crescenti esigenze di qualità nel settore industriale. La mattina è iniziata con l’introduzione del moderatore che ha salutato i partecipanti e presentato l’evento. Beatrice Turri, responsabile comunicazione e marketing e supporto alla vendita in Chemtec, ha introdotto l’azienda e la sua mission, sottolineando la centralità della sostenibilità ambientale in ogni scelta e innovazione aziendale. Successivamente, Carlo Guidetti, CEO di Chemtec, ha portato i suoi saluti, sottolineando l’innovazione che il metodo ACET rappresenta per il settore. Gianmaria Guidi di Germedia Srl ha aperto la serie di interventi con una dettagliata analisi dei rapporti contrattuali secondo la norma ISO 12944, approfondendo aspetti cruciali per gli operatori del settore. Carlo De Alessandri di Chemtec ha quindi presentato la norma ISO 17463 e ha spiegato come il metodo ACET funzioni, offrendo ai partecipanti una visione completa della sua applicazione pratica. La presentazione è proseguita con Daniele Bottacci di METROHM, che ha
illustrato la strumentazione utilizzata per il metodo ACET, fondamentale per garantire la precisione delle misurazioni. Successivamente, Tommaso Giovenzana di Chemtec ha condiviso dei case histories, mettendo a confronto l’ACET con il tradizionale test della nebbia salina e dimostrando l’efficacia del nuovo metodo. Nicolò Trevisan di Metalplast ha presentato un’applicazione industriale concreta dell’ACET, testimoniando la sua utilità nell’ambito della protezione dei rivestimenti. Infine, Stefania Muto di Chemtec ha illustrato le attività del laboratorio aziendale, mettendo in evidenza le risorse tecnologiche a disposizione per l’analisi della corrosione. Nel pomeriggio, i partecipanti si sono recati presso la sede di Chemtec a Corbetta (Milano) dove hanno potuto visitare il laboratorio e lo stabilimento produttivo dell’azienda, nonché verificare la metodologia di preparazione dei campioni. A completamento dell’esperienza, è stato offerto un voucher che consentirà a ciascun partecipante di effettuare una serie di prove comparative entro dodici mesi dall’evento, favorendo una valutazione approfondita della resistenza alla corrosione dei propri campioni.
“Vogliamo ringraziare tutti i partecipanti per l’interesse e l’entusiasmo dimostrato,” ha dichiarato Carlo Guidetti, CEO di Chemtec. “L’evento Chemtec Lab Experience è stato un’opportunità unica per dare importanza al metodo ACET, mostrando agli addetti ai lavori le sue potenzialità. Continueremo a perseguire il nostro obiettivo di unire le forze all’interno del settore dei trattamenti superficiali per favorire il progresso tecnologico, puntando su soluzioni che siano sempre più sostenibili e in grado di rispondere alle sfide del futuro.”
L’evento ha rappresentato un momento di networking e scambio di idee tra esperti del settore, confermando Chemtec come punto di riferimento nell’innovazione delle tecnologie per la finitura industriale.
Per maggiori informazioni: https://chemtec.it
Carlo Guidetti, CEO di Chetmec.
La visita al laboratorio di Chemtech.
Kenosistec inaugura il nuovo centro di coating PVD con un Open House di successo
Con un evento Open House di grande successo, Kenosistec ha ufficialmente inaugurato il suo nuovo centro di coating PVD, attirando l’attenzione di istituzioni, aziende e professionisti del settore. Questa occasione ha permesso ai partecipanti di esplorare da vicino le potenzialità della tecnologia PVD e le soluzioni innovative proposte dall’azienda.
Dal 27 al 31 gennaio 2025, Kenosistec, azienda specializzata nella progettazione e produzione di apparecchiature sottovuoto e sputtering per rivestimenti PVD e PECVD, ha aperto le porte del suo nuovo centro di coating con un evento che ha saputo coniugare innovazione e networking. Durante i cinque giorni di Open House, i visitatori hanno potuto approfondire il mondo del Physical Vapour Deposition (PVD), una tecnologia avanzata per la finitura superficiale con applicazioni che spaziano dall’automotive all’elettronica, dal design d’interni al fotovoltaico. “Il nuovo centro di coating si pone l’obiettivo di offrire alle aziende la possibilità di testare le tecnologie PVD o di fare delle prove al fine di ottenere un risultato superficiale eccellente”, ha dichiarato Mauro Margherita, CEO di Kenosistec.
“Il nuovo centro di coating nasce con l’intento di offrire alle aziende l’opportunità di testare le tecnologie PVD e sperimentare soluzioni per ottenere finiture superficiali di altissima qualità”, ha dichiarato Mauro Margherita, CEO di Kenosistec.
Le attività dell’Open House Il programma dell’evento ha incluso:
Presentazioni tecniche sulle soluzioni di coating PVD brevettate da Kenosistec, come la tecnologia Chrome+, Hi.P.Po e BioK.
Visite guidate al nuovo centro di coating per mostrare le avanzate capacità operative.
Sessioni di networking, che hanno favorito lo scambio di idee e la nascita di nuove collaborazioni tra aziende, professionisti e istituzioni.
L’evento, della durata di cinque giorni, ha avuto inizio il 27 gennaio con una cerimonia inaugurale, durante la quale è avvenuto il tradizionale taglio del nastro. Tra i presenti, spiccavano figure di rilievo come il dott. Giorgio Mantoan, consigliere delegato a sviluppo economico, politiche giovanili, rapporti con il sistema delle università, forestazione urbana e progetti Forestami del Comune di Milano, e il cavaliere del lavoro Gianluigi Angelantoni, proprietario della capogruppo Angelantoni Technologies. La partecipazione delle sindache di Binasco e Casarile, Liana Castaldo e Silvana Cantoro, ha sottolineato l’impatto positivo che il nuovo centro avrà sul territorio in termini di innovazione e sviluppo economico.
L’inaugurazione del centro di coating PVD consolida la posizione di Kenosistec come leader nell’innovazione e nella sostenibilità nel settore delle finiture superficiali. Oltre a sostenere il progresso tecnologico, il nuovo centro promette di essere un volano per l’economia locale, creando nuove opportunità di lavoro e attirando l’interesse di aziende a livello nazionale e internazionale.
“L’apertura del nuovo centro di coating rappresenta una pietra miliare per Kenosistec, che amplia la propria offerta includendo un servizio di finitura completo. Questo passo permette alle aziende sprovviste di impianti interni di accedere facilmente alle avanzate soluzioni di rivestimento PVD, beneficiando di standard qualitativi elevati e su misura”, ha concluso il CEO di Kenosistec.
Per maggiori informazioni: www.kenosistec.com
Da sinistra a destra: Mauro Margherita, CEO di Kenosistec, durante la cerimonia di inaugurazione.; il taglio del nastro durante l’inaugurazione del centro di coating; Alcune delle tecnologie ospitate nel centro di coating di Kenosistec.
L’associazione Poliefun organizza per il prossimo giugno il convegno RISE – Research and Innovation in Surface Engineering, che sarà focalizzato sul progresso delle tecnologie di trattamento delle superfici e delle prestazioni dei materiali attraverso ricerca e innovazione.
Il 19 e 20 giugno 2025, il Politecnico di Milano ospiterà RISE – Research and Innovation in Surface Engineering, il convegno organizzato da Poliefun, l’associazione che riunisce il mondo accademico e le aziende del settore del trattamento delle superfici.
L’evento, che si terrà presso il Politecnico di Milano nella sede storica di Piazza Leonardo da Vinci 32, rappresenta un’occasione unica per esplorare i più recenti progressi nelle tecnologie di trattamento delle superfici e nelle prestazioni dei materiali. RISE punta a favorire la collaborazione interdisciplinare, unendo esperti di scienza dei materiali, chimica, fisica e ingegneria per sviluppare soluzioni sostenibili e ad alte prestazioni. RISE 2025 metterà in luce nuovi approcci per migliorare le proprietà, la durabilità e la funzionalità delle superfici in diversi settori industriali. Tra i temi principali spiccano l’integrazione di tecniche avanzate come la nanotecnologia, l’innovazione nei rivestimenti e l’automazione dei processi produttivi.
Il convegno sarà un’importante opportunità di networking, grazie alla possibilità offerta ai partecipanti di confrontarsi con professionisti,
ricercatori e rappresentanti delle aziende del settore. Le sessioni si svolgeranno in italiano e inglese, garantendo un ampio coinvolgimento della comunità scientifica e industriale.
RISE 2025 rappresenta un’occasione unica per assistere all’incontro tra ricerca e innovazione per l’ingegneria delle superfici del futuro.
Chi è Poliefun Poliefun è un’associazione che, sotto la guida tecnico-scientifica del Politecnico di Milano, crea un ponte concreto tra il mondo del lavoro e quello accademico. Operando all’interno dei Dipartimenti di Chimica, Materiali e Ingegneria Chimica “Giulio Natta” e di Meccanica, Poliefun facilita lo scambio di competenze tra università e aziende del settore della finitura delle superfici.
Per informazioni e iscrizioni: www.poliefun.com e segreteria@poliefun.com
Surface & Coating Expo 2025: il principale evento indiano per vernici, rivestimenti e trattamenti superficiali torna a Chennai
La quinta edizione di Surface & Coating Expo si terrà dal 17 al 19 luglio di quest’anno a Chennai (India), riunendo un ampio pubblico di decision-maker e professionisti del settore per scambiare idee, promuovere collaborazioni commerciali e sviluppare innovazioni tecnologiche nel settore delle vernici e dei rivestimenti che daranno forma al futuro dei trattamenti superficiali.
La Confederazione dell’Industria Indiana - CII è orgogliosa di presentare la quinta edizione di Surface & Coating Expo (SCE2025), che si terrà dal 17 al 19 luglio 2025 presso il Chennai Trade Centre di Chennai (India). Dalla sua istituzione nel 2014, l’evento è diventato una delle fiere più grandi e specializzate del continente asiatico dedicate alla verniciatura industriale, ai trattamenti superficiali e alle tecnologie di rivestimento. Questa edizione riunirà i leader del settore, gli innovatori e i professionisti di tutto il mondo per presentare i progressi più avanzati e discutere le ultime tendenze del settore. SCE2025 sarà caratterizzata da un’ampia area espositiva di oltre 10.000 m², con più di 350 espositori che presenteranno le loro ultime soluzioni per vernici, rivestimenti, trattamenti superficiali e tecnologie di finitura. L’evento accoglierà oltre 20.000 visitatori commerciali, offrendo una piattaforma dinamica per il networking, lo sviluppo del business e la condivisione delle conoscenze.
L’evento sarà ulteriormente arricchito da un ampio programma di conferenze, con oltre 150 relatori esperti che affronteranno temi chiave del settore come la galvanica, la gestione della corrosione, gli adesivi e i sigillanti, i materiali per autoveicoli e la fabbricazione.
I partecipanti avranno anche l’opportunità di partecipare a un corso di
formazione specializzato su vernici e rivestimenti, progettato per migliorare lo sviluppo delle competenze e aprire nuove opportunità professionali.
Per gli espositori, la fiera rappresenta un’opportunità unica per entrare in contatto con un vasto pubblico di decision-maker, professionisti del settore e potenziali clienti. Le aziende potranno presentare le loro soluzioni più innovative, effettuare dimostrazioni dal vivo per mostrare le capacità dei prodotti e partecipare a discussioni che le posizionano come leader di pensiero nel settore. Inoltre, le opportunità di networking offerte dall’evento consentiranno alle aziende di creare connessioni preziose, esplorare collaborazioni strategiche ed espandere la propria presenza sui mercati nazionali e internazionali.
Organizzata dalla Confederazione dell’Industria Indiana, un’organizzazione leader con oltre 125 anni di esperienza nel sostenere lo sviluppo industriale locale, Surface & Coating Expo continua a fungere da catalizzatore per l’innovazione e la crescita del settore. Più che una semplice fiera, l’evento promuove un ambiente in cui idee, partnership e scoperte tecnologiche prendono forma.
Più di 2.500 espositori industriali e oltre 45.000 visitatori
hanno
confermato il successo di Global Industrie 2025
Dopo quattro giorni di incontri, scambi e dimostrazioni, Global Industrie chiude un anno caratterizzato da un’affluenza record e un sostegno politico al settore senza precedenti.
L’edizione annuale di Global Industrie, che si è svolta dall’11 al 14 marzo a Lione (Francia), ha consolidato il suo ruolo centrale nell’ecosistema industriale, attirando un pubblico sempre più numeroso e diversificato. Nel corso di quattro giorni, l’evento ha ospitato 2.500 espositori industriali e ha registrato oltre 45.000 visitatori, un incremento del 20% rispetto alla precedente edizione, a dimostrazione del crescente appeal della fiera.
L’evento è stato ancora una volta una vetrina eccezionale per l’innovazione, la tecnologia e il know-how produttivo, coinvolgendo le persone nel cuore dell’industria e fornendo un luogo di incontro strategico per esprimere idee e proporre soluzioni. Questa edizione ha anche rafforzato il suo impegno per la formazione e l’occupazione, accogliendo 8.000 giovani e persone in cerca di lavoro per esplorare le carriere all’interno del settore attraverso il concorso Golden Tech e il villaggio GI Avenir, sottolineando l’importanza dell’evento nel trasmettere le conoscenze e promuovere le carriere per le giovani generazioni. “Ancora una volta, Global Industrie ha dimostrato il suo ruolo centrale nel settore. Il successo dimostra la nostra esperienza nell’organizzazione di eventi industriali su larga scala, con una comprensione unica delle sfide del mercato e delle aspettative di espositori e visitatori. Con i dodici eventi industriali distribuiti in tutta la Francia, continuiamo a impegnarci per riunire, ispirare e sostenere gli operatori industriali nel loro cammino verso il futuro,” ha dichiarato Sébastien Gillet, CEO di GL Events, gli organizzatori di Global Industrie. Per tutta la durata dell’evento, gli espositori hanno potuto contare anche sul sostegno di numerosi funzionari eletti a livello locale, nazionale ed europeo, venuti a dimostrare il loro
impegno nei confronti dell’industria francese. Infatti, davanti a un’arena della Grande Scène gremita di oltre 500 persone, il Primo Ministro francese François Bayrou ha reso omaggio agli industriali nel suo discorso: “In questo mondo, chi sono i combattenti in prima linea, a parte i soldati? Voi! Ed è per questo che volevo ringraziarvi [...] Vorrei solo dire che non siete soli”. Accompagnato da Astrid PanosyanBouvet, Ministro del Lavoro e dell’Occupazione, e da Marc Ferracci, Ministro dell’Industria e dell’Energia, ha inoltre esortato i produttori a prendere l’iniziativa per semplificare le procedure amministrative. Un chiaro invito a liberare l’economia dagli ostacoli burocratici per promuovere la competitività industriale internazionale.
“Global Industrie 2025 è un successo collettivo: l’evento si è confermato come la più grande fiera di fabbrica in Francia, rappresentando la voce e le soluzioni dell’industria. Ci auguriamo di rivedervi a Parigi dal 30 marzo al 2 aprile 2026,” ha concluso Julie Voyer, direttrice di Global Industrie 2025.
Per maggiori informazioni: www.global-industrie.com
Guidiamo il futuro - tecnologie che cambiano il mondo!
La conferenza Chemistry and Automotive si terrà a Varsavia (Polonia) il 13 e 14 maggio 2025.
In un mondo in rapida evoluzione come quello odierno, stare al passo con le innovazioni tecnologiche sta diventando fondamentale per il successo professionale e personale. Probabilmente, poche persone amano apparire completamente al di fuori della realtà che cambia. Se dovessimo porre una domanda del genere a chiunque sia attivo nella forza lavoro, soprattutto in una posizione manageriale, la risposta sembrerebbe ovvia. Essere fuori dal mondo del lavoro non è un’opzione, vogliamo invece essere moderni, conoscere le cose e sapere cosa succede intorno a noi. E in effetti, negli ultimi anni sono successe molte cose.
I nuovi sviluppi degli ultimi anni
Quasi ogni giorno notiamo come tutto si evolva e come appaiano sempre nuove innovazioni tecnologiche, una dopo l’altra. Solo negli ultimi 100 anni abbiamo assistito all’avvento di computer, Internet, smartphone, stampanti 3D, antibiotici, motori a reazione e molto altro ancora. Oltre ai grandi cambiamenti, ci imbattiamo in oggetti di uso quotidiano a cui non facciamo quasi più caso, come i carrelli della spesa, i foglietti adesivi, le chiusure per i vestiti, le penne a sfera e molto altro ancora. Si potrebbe continuare a elencarli all’infinito.
Cosa vediamo già all’orizzonte?
Eppure, i cambiamenti e le innovazioni non si fermano qui e altre soluzioni stanno già comparendo, che si tratti di intelligenza artificiale, robot di nuova generazione o veicoli a idrogeno, e probabilmente questi sono solo gli inizi. Ad esempio, wpbeginner.com riporta che, in media, il 42% delle aziende che utilizzano l’intelligenza artificiale ha già registrato riduzioni dei costi fino al 20%. Il 52% registra anche un aumento dei ricavi fino al 10%! Cosa succederà ora?
Come affrontare questi cambiamenti?
Certo, potremmo dire che non ci interessa e lasciare che siano altri, i diretti interessati, a occuparsene. Ma non sarebbe forse un restare indietro come in un’epoca precedente? Forse è meglio cercare di tenersi al passo con le novità per non essere costretti a colmare il divario con il mondo più tardi? Questo è certamente il modo di agire dei professionisti e dei moderni individui.
Chemistry and Automotive e il suo gruppo target
La conferenza Chemistry and Automotive di quest’anno, in programma a Varsavia il 13 e il 14 maggio, si rivolge a persone curiose della vita e attente alla propria immagine e conoscenza. Considerando la grande versatilità dell’argomento, è probabile che si rivolga a un’ampia gamma di professionisti di vari settori e industrie, compresi quelli non legati al settore automotive.
Oggetto
Le presentazioni e le discussioni sull’uso dell’IA nel mondo degli affari, anche su come aumentare la redditività e la produttività dell’azienda e migliorare le competenze dei collaboratori, sono destinate a suscitare l’interesse dei dirigenti a tutti i livelli e dei dipendenti più ambiziosi. Le informazioni sull’uso potenziale dei robot, compresi quelli simili all’uomo, interesseranno sicuramente molte aziende, mentre il futuro dei combustibili a idrogeno risulterà sicuramente interessante per un pubblico più ampio, non solo per gli specialisti. Inoltre, saranno discussi anche i temi tradizionali legati ai nuovi sviluppi dell’industria chimica, tra cui le vernici, i rivestimenti e gli adesivi. In altre parole, solo temi intriganti.
I relatori
Questa vasta gamma di argomenti sarà presentata dai migliori specialisti del mondo scientifico e da professionisti di spicco provenienti da molti paesi.
Nel complesso, si tratta di un evento che aiuterà i partecipanti a entrare nel mondo delle nuove tecnologie, a prepararsi a nuove sfide e aspettative e a evitare gli errori e le trappole in cui è facile cadere in tempi di grandi e rapidi cambiamenti tecnologici.
Per maggiori informazioni: www.chemiaimotoryzacja.pl/en
Material Engineering and Industrial Technologies, University of Trento - Product Design
Kevin Biller ChemQuest Powder Coating Research
Gianmaria Guidi Consultant for industrial and anticorrosive coating processes
Gianmaria Gasperini
Head of the Paint&Coatings Laboratory of Innovhub SSI Divisione Oli e Grassi
Paolo Rami Director of ipcm®Academy, expert in anticorrosion, coating defects analysis, and process optimization
SUBSCRIPTION SERVICE / SERVIZIO ABBONAMENTI
Sale only on subscription - Vendita solo su abbonamento E-mail: info@ipcm.it
Subscription Rates 2025
Annual subscription print + digital:
EMEA €110,00 (postage included)
Rest of world €350,00 (fast airmail shipping included)
Single copy: €15,00
EMEA (postage included) - Rest of world (postage excluded)
Back issues: €30,00
EMEA (postage included) - Rest of world (postage excluded)
Subscriptions can be made via payment online at www.myipcm.com. Subscription and the sale of individual issues are exempt from VAT under Italian law: Article 74.1, letter C of DPR 633/72, DM 29/12/1989.
Tariffe Abbonamento 2025
Abbonamento annuale cartaceo + digitale:
EMEA €110,00 (spese postali incluse)
Rest of world €350,00 (spedizione via aerea inclusa)
Fascicolo singolo €15,00
EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Arretrati €30,00
EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Gli abbonamenti possono essere sottoscritti con carta di credito sul sito: www.myipcm.com. L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Imagine metal differently
Have you ever imagined a metal surface but think it is too expensive, too heavy, and not sustainable? Imagine again. With the Interpon D Natural Metals range of powder coatings, you can create the look and quality of copper, nickel, silver and other metals with all of the advantages in comparison with the real thing: being cost effective, product is easier to handle, and surfaces are warrantied for 25 years, when coated by an approved applicator.
With innovative solutions respected by architects around the world that push the boundaries of what’s possible, your imagination starts with our finish.