

On-site diensten wereldwijd chemisch technisch reinigen op locatie
klant en proces specifieke oplossingen voor complexe vervuilingen

Workshop diensten conditioneren en chemisch reinigen van roestvast staal en andere metalen meerdere locaties in Nederland, België en het Verenigd Koninkrijk

Expert op het gebied van chemisch technisch reinigen en metaal oppervlaktebehandeling. Neem contact op met onze specialisten voor een advies op maat.
The Vecom way - deskundig en veilig voor mens, metaal en milieu
www.vecom.nl

5 Ontwikkelingen in de energietransitie
9 “De route naar duurzaamheid is een totaalplaatje”
12 Een zinkbad als balansbron voor het stroomnet
15 Wordt water het volgende stikstofdossier?
19 Een kleinere water footprint als onderdeel van duurzaam ondernemen
23 “Een gezamenlijke aanpak en gestructureerde beheersing van Corrosie onder Isolatie is nodig”
28 ...stralen tegen straling!
30 De toekomst van additieve productie: het belang van elektrochemische technieken
32 Upgrade uw ijzerfosfateer- en/of reinigingsproces met PreCoat CPF op lage temperatuur
35 Verschijnselen, oorzaken en oplossingen voor schade van filiforme corrosie
38 Als het niet door de tests komt, komt het zeker niet door de test van de natuur
40 Meten blijft de basis voor oppervlaktebehandeling
42 De voor- en nadelen van laserreinigen
46 Fytinezuur als veelbelovend groen alternatief corrosiebestrijding
48 Kleurkennisniveau van de coater moet omhoog
51 Energie is de rode draad
57 Trend in oppervlaktereiniging: haaienhuid en lotusplant
65 Branchespecifieke kwaliteitssystemen
60 Preferred partners brancheregister
69 Wanneer welke oppervlaktebehandeling
77 Agenda
79 Bedrijvenregister
82 Mipa-Coatings beschermen ‘s werelds grootste telescoop
86 Speciale coating voor China’s eerste grote cruiseschip
90 Groot onderhoud Erasmusbrug in 2024
94 Liander Westoort Kantoorgebouw van het jaar
98 Raketverf voor grootste ferry’s ter wereld








Vereniging ION is dé Nederlandse brancheorganisatie voor professionals in de oppervlakte behandelende industrie. Het lijfblad van de sector is vakblad OT. We hebben de beste verhalen uit OT, aangevuld met nieuwe items, belangrijke adressen en extra vakinformatie gebundeld in deze jaargids. Via de jaargids bereiken we meer dan 11.000 personen binnen leveranciers en afnemers in de keten.
Uitgever
HandelsCourant b.v. T: +31(0)70 319 80 02 www.handelscourant.nl info@handelscourant.nl
Redactie
Vakblad Oppervlaktetechnieken De HandelsCourant
Vormgeving MSU
Nikkelstraat 1 C 8211 AJ LELYSTAD
Advertenties
Jetvertising b.v.
Tiendweg 12
2671 SB NAALDWIJK Tel. +31(0)70 399 00 00 rob@jetvertising.nl
Niets uit deze uitgave mag worden overgenomen, gekopieerd of hergebruikt zonder uitdrukkelijke toestemming van de uitgever.
| Passivering | Anodisatie | Alle metalen
Duurzaam & toekomstbestendig
Bespaar gemiddeld €2500 p.m.
Werk op lagere temperaturen
Sludge nihil, minder onderhoud
Verbeter algehele kwaliteit

Metaalreiniging
Ontlakkingsmiddelen | voor iedere chemische proceslijn

ontvetten, corrosiebescherming & lakhechting in 1 eenvoudige stap






Tegen 2050 willen we klimaatneutraal kunnen verwarmen. Elektrificatie zal daarbij een grote rol spelen naast andere verduurzamingstechnologieën. “Om met elkaar de ambities waar te maken hebben we consistente langetermijnplannen van de overheid nodig”, stelt Frank Wiersma, senior-adviseur corporate strategist bij TenneT. Hij geeft zijn visie op de ontwikkelingen in de energietransitie.



Zeekabel op een schip Foto: TenneT
“Energie-efficiency, duurzame energieopwekking via zon en wind, carbon capture and storage (CCS), waterstofproductie, warmtebuffers, batterijopslagsystemen en elektrificatie zijn een aantal technologieën die essentieel zijn in de energietransitie. We verwachten dat elektrificatie daarbij een vrij grote rol zal spelen. Duurzame elektriciteit is een betaalbare en betrouwbare bron van energie en bovendien niet onderhevig aan politieke ontwikkelingen. Nederland heeft met de Noordzee een mooi potentieel aan duurzame opwek in handen. Het zal op allerlei manieren een van de meest kostenefficiënte energiebronnen worden en een grote rol spelen voor de opwekking van duurzame elektriciteit. Maar een groeiende elektriciteitsbehoefte vraagt ook om de nodige investeringen en opschaling om het beschikbaar te maken.”
Opschaling is geen evidentie. “We doen er alles aan om de versnelling van de realisatie door te zetten, maar we lopen ook tegen allerlei begrenzingen aan, denk aan langdurige vergunningstrajecten, de beschikbare supply chain, het aantrekken van goede technici om die versnelling waar te kunnen maken enzovoort. Ons motto is ‘bouwen, bouwen, bouwen’ en daarvoor hebben we ‘Ruimte, ruimte, ruimte’ nodig. Maar het is daarbij belangrijk dat we in Nederland zorgvuldig met de beschikbare ruimte omspringen aangezien ruimte ook voor de gebouwde omgeving, zonneparken en batterijopslagsystemen belangrijk is. Het kost tijd om de goede ruimte op de juiste locatie de juiste bestemming te geven.”
Daarom is regie en een langetermijnvisie vanuit de overheid cruciaal. “We moeten met z’n allen plannen kunnen maken met betrekking tot de infrastructuren die nodig zijn voor alle technologieën die in de toekomst verschil kunnen maken. Dat is heel belangrijk gezien de behoorlijk lange realisatietijd waarmee we te maken hebben. We (overheden, stakeholders, ondernemers, energiesector) moeten de werkaannames waar we nu vanuit gaan voor de toekomst scherp hebben met elkaar, zodat we ons daarop kunnen voorbereiden en ervoor kunnen zorgen dat de vergunningentrajecten tijdig starten. Aangezien we te maken hebben met veel jonge technologieën zullen we daarnaast veel moeten leren en wellicht ook moeten bijstellen, maar we moeten vooral vooruit. Daarvoor is een consistent langjarig regeringsbeleid nodig zodat iedereen weet waar hij aan toe.”
Ondernemerschap en het implementeren van innovatieve technologieën betekent risico nemen. “We moeten voorkomen dat men dit risico niet durft aan te gaan omdat het beleid te veel of te vaak verandert. Als andere landen om ons heen veel meer subsidies geven of het ondernemersklimaat aantrekkelijker maken, hebben we daar met z’n allen last van. We hebben lange, consistente plannen nodig van de overheid, op alle gebied. Alles hangt met alles samen. We kunnen ons geen kip-ei-discussie meer veroorloven.”
“Er wordt momenteel hard gewerkt aan het oplossen van netcongestie door onder meer netverzwaring. Onze investeringen en die van de regionale netbeheerders lopen jaar na jaar op. Daarnaast volgen we de andere ontwikkelingen op de voet. De komende tijd zal blijken welke technologieen voor welke toepassing op de langere termijn het meest kosteneffectief zal zijn.”
Maar ook de industrie zelf kan alvast een bijdrage leveren. Het begint met het nemen van energiebesparing maatregelen. Vaak is het door aanpassing van processen nog mogelijk om dezelfde prestaties te leveren, met minder energie. “Daarnaast wordt flexibiliteit steeds belangrijker. Bedrijven kunnen ons helpen door hun bestaande contract om te zetten. Vaak zijn langdurige contracten afgesloten waarbij bedrijven nooit aan hun limiet komen. Maar ze kunnen ook hun contract aanpassen en hiermee andere bedrijven helpen. Bedrijven zijn voordeliger uit als ze aangeven dat ze de piekperiodes zullen mijden door ’s ochtends tussen 7 en 9 uur of ’s avonds tussen 16 en 19 uur een beperkte hoeveelheid elektriciteit af te nemen. Voor andere partijen is het dan weer interessant om te handelen op de onbalansmarkt. Ook hiermee kunnen ze helpen de pieken op te vangen.”
Flexibiliteit wordt in meerdere opzichten steeds relevanter. “Het draagt enerzijds zoals gezegd bij om pieken op het net op te vangen. Anderzijds wordt het aanbod van duurzame wind en zon steeds sterker voelbaar op de elektriciteitsmarkt. Het is nuttig om gebruik te maken van elektriciteit wanneer deze overvloedig beschikbaar is, en dus goedkoper is. Het terugregelen of beperken zal nodig zijn op momenten dat duurzame energie schaars is. Daarom is het voor de industrie bij het verduurzamen van de processen belangrijk om na te denken welke mate van flexibiliteit in de processen kan worden geïmplementeerd.”

Naar verwachting zullen er in de toekomst periodes zijn met een hoge mate van schaarste – denk aan de zogenoemde Dunkelflautes in de koude, donkere windstille winterperiodes. “Als onderdeel van het integrale langetermijnplannen moeten we met elkaar een beeld hebben hoe we met die periodes om kunnen gaan. Ik verwacht dat we in de overgangsperiode naar klimaatneutraliteit steeds minder gas zul-
FLEXIBILITEIT IN DE GEBOUWDE OMGEVING
Niet alleen in de industrie is flexibiliteit van belang. Ook in de gebouwde omgeving kan het bijdragen aan het voorkomen van netcongestie.
Wiersma: “De elektrificatie in de gebouwde omgeving leidt tot een toename van elektrische auto’s en warmtepompen. Aandacht voor een slim gebruik ervan is nodig om pieken in het elektriciteitsnet te voorkomen. Zo is het vaak niet nodig om een auto ’s avonds tussen 16 en 19u - dus in de piekperiode – te laden, maar kan dit ook ’s nachts plaatsvin -
len gebruiken. Op de momenten dat er weinig duurzaam opgewekte energie beschikbaar is, zullen we in eerste instantie nog beroep doen op aardgas. Naarmate de technologieën om energie op te slaan (warmte- en batterijopslag, waterstofproductie) verder zijn opgeschaald wordt het aandeel gas steeds kleiner. En zo zetten we steeds meer stappen richting klimaatneutraliteit.”
den wanneer het landelijke elektriciteitsverbruik lager ligt. Daarnaast is het gebruik van een warmtepomp vooral zinvol als er een goede isolatie is van de woningschil, waardoor er sprake is van een efficiënt gebruik. Sommige warmtepomptechnologieën maken bovendien gebruik van bodemwarmte waardoor de piekvraag in koude periodes veel minder snel oploopt in vergelijking met een lucht/lucht warmtempomp. Ook dat is een aspect waarmee men rekening kan houden.”
Hybride warmtepompen kunnen eveneens bijdragen aan een soepele energietransitie, stelt Wiersma.
“Hybride varianten zullen eerst nog beroep doen op aardgas, maar op de langere termijn kan aardgas mogelijk worden vervangen door waterstof.”
Maar hoe je het ook wendt of keert, de energietransitie blijft een ingewikkeld economisch en planningsvraagstuk. “Naast individuele oplossingen kunnen gemeentes ook kiezen voor warmtenetten of warmtebuffering. Daarom is het belangrijk dat ook de langetermijnplannen op gemeentelijk en wijkniveau duidelijk zijn zodat op alle niveaus de juiste beslissingen en investeringen kunnen worden gedaan.”
Eigenlijk is het geen keuze of je je bedrijf duurzaam inricht. Wet- en regelgeving, maar ook de economische realiteit, eisen dat elk bedrijf zich verdiept in maatregelen om klimaatneutraal, circulair en gifvrij te zijn. Dat is een meerjarentraject, stelt Quintus van Grol van KWA. “Zet je doelen als een stip op de horizon.”
Het stoort Quintus van Grol, adviseur energietransitie bij KWA, dat er een papieren werkelijkheid is als het gaatom duurzaamheidsmaatregelen. Eenpaar voorbeelden? Voor de industriekleine oplossingen zoals ledverlichting toepassen, of aanwezigheidsdetectie in de lift. Of de verplichting om van efficiency-norm IE3 naar IE4 te gaan bij bijvoorbeeld elektromotoren. Sommige transportbanden hebben daardoor meerslip, en dat kost dus alleen maar meer energie. “Er liggen grote opgaven in 2030 en 2050als het gaat om duurzaam ondernemen”, zegt Van Grol, adviseur energie en procestechniek bij KWA. KWA geeft advies en ondersteunt bedrijven op veel aspecten, zoals energie, water, arbo, milieu, veiligheid en kwaliteitsvraagstukken. De klimaatdoelstelling van de EU voor 2030 is om de netto-uitstoot van broeikasgassen met ten minste 55 procent te verminderen ten opzichte van 1990. En in 2050 wilde EU volledig klimaatneutraal, circulair en gifvrij zijn. “Hoe ga je daarmee om, als je daar als bedrijf aan moet voldoen?”
Wat is duurzaam ondernemen? Van Grol herkent de vraag van ondernemers die zeker bereid zijn om stappen te maken. Maar er is een discrepantie. Normaliter kijkt een onderneming slechts een jaar of drie vooruit. Maar met de ambitieuze Green Deal-plannen is duurzaamheidmeer dan een zonnepaneel op het dak. Het is een integrale aanpak met als doel niet alleen klimaatneutraal te zijn, maar ook 100

procent circulair en zonderschadelijke emissies. En vergeet niet de CSRD-richtlijn die aangeeft dat bedrijven behalve over omzet, winst en andere financiele resultaten ook gaan rapporteren over de effecten van hun activiteiten op milieu en samenleving.
“De route naar duurzaamheid is een totaalplaatje. En dat houdt in dat je niet zomaar wat maatregelen oplegt in je bedrijf. Het komt erop neer dat je je bedrijf echt doorlicht en je de vraag stelt welke weg je met je bedrijf in wilt slaan.
De uitdagingen zijn duidelijk: van gas naar elektra, water zal aan banden worden gelegd, en chemiegebruik ingeperkt. Maar het ene thema druist in tegen het andere thema. CO2-reductie kan bijvoorbeeld leiden tot meer veiligheidsmaatregelen. Maar thema’s kunnen elkaar ook versterken. Bijvoorbeeld de inzet van restwarmte van natte koeltorens zorgt voor water en CO2-reductie.”
Van Grol wil vooral zeggen dat duurzaamheid om een integrale blik vraagt. “Zet je doelen als een stip op de horizon. Maar zorg ook voor een plan met slagingskans. Want als je een goed idee hebt op energiegebied en het staat haaks op watergebruik of veiligheid, dan weet je dat je plan niet goed genoeg is.”
TEAMLEIDER
“Wil je dat je duurzame bedrijfsplan slaagt? Dan is cultuur een belangrijk onderdeel”, zegt Van Grol. Hij geeft een voorbeeld uit de praktijk. “We waren bij een bedrijf waarQuintus van Grol

Vereniging ‘Industrieel Oppervlaktebehandelend Nederland’ (Vereniging ION) is dé brancheorganisatie voor ieder bedrijf dat actief werkzaam of betrokken is in de oppervlaktebehandeling. Van loonbedrijven, (toe-)leveranciers tot geïntegreerde bedrijven.
Wij zijn een uniek kennisintensief platform dat alle aspecten van oppervlaktebehandelingen omvat Van chemisch/mechanisch voorbehandeling, galvaniseren, emailleren, poedercoaten, (nat)lakken, anodiseren, thermisch verzinken, metaalconservering, PVD/CVD, tot aan nano-coatings, laser cleaning en nog veel meer.
Lid worden van ION kent vele voordelen:
• Een ruim aanbod van onafhankelijk branchegericht gecertificeerde opleidingen, leden ontvangen een aanzienlijke korting
• Gratis abonnement op het vakblad Oppervlaktetechnieken
• Digitale Nieuwsbrief 2x per maand (Informat.ION)
• Gratis technisch advies via onze helpdesk
• Opname in het veelvuldig bezochte bedrijvenregister en Tech2B
• Gratis toegang tot MakeOnline tool – een tool over op ùw bedrijf van toepassing zijnde wet- en regelgeving. Met een ‘update’ bij wijzigingen.
• Gratis deelname aan onze congressen, kennis- en netwerkevents en webinars
• Aparte vakgroep bijeenkomsten
• Deelname aan de ION-kennisteams ‘Normeringen*’
• Korting op de kwaliteitslabels Qualicoat, Qualisteelcoat en Qualanod
• Deelname Young Surface voor (aanstaande) bedrijfseigenaren, directeuren, Mt-leden, bedrijfsleiders, engineers, operators, etc.(t/m 40 jaar)
• Belangenbehartiging op landelijk en Europees niveau
• Vacaturebank voor leden en stagiaires
• En nog veel meer, zie www.vereniging-ion.nl
Naast de vele voordelen die het lidmaatschap bij Vereniging ION biedt, draagt u ook bij aan de maatschappelijke verantwoordelijkheid om de oppervlaktebehandelende branche in Nederland vooruit te helpen. Wij doen namelijk voor alle oppervlaktebehandelende bedrijven het nodige lobbywerk op maatschappelijk, Arbo-, milieu- en technisch gebied.
Geïnteresseerd geraakt wat wij voor uw bedrijf kunnen betekenen?
Vraag een vrijblijvend kennismakingsgesprek aan, schrijf u in voor de Informat.ION en volg ons via LinkedIn https://www.linkedin.com/company/5056968/
*Vereniging ION zit in de NEN-commissies “Verfwaren, metallieke deklagen en corrosie”.

Bezoekadres Einsteinbaan 1 3439 NJ Nieuwegein
Postadres Postbus 2600
3430 GA Nieuwegein +31(0)30 - 6300390 www.vereniging-ion.nl
van het management heel enthousiast was geworden om duurzaamheidseisen te gaan halen. Een eerste stap was inventariseren wat allemaal mogelijk zou kunnen zijn. Op de werkvloer lagen nog veel kansen. En ondanks het enthousiasme van het MT was daar niets gebeurd op het gebied van duurzaamheid. Waarom niet? Op de werkvloer was men al vijf of zes keer naar een teamleider gegaan om hem erop te wijzen dat er kansen waren. Maar die manager was helemaal niet meegenomen in het proces. Omdat die de potentie van de kansen onderschatte, gaf hij aan dat er geen budget was, en dus gebeurde er niets op het gebied van duurzaamheid”. Dat had niets met de kwaliteit van de teamleider te maken. Dat was een prima vent. Maar hij wist niet hoe hij sommige vragen moest interpreteren en communiceren naar de directie. Eigenlijk was het idee van het management omgetoverd naar een probleem voor de teamleider.
AD HOC-KOSTEN
Hoe krijg je wel verandering? Bij KWA hebben ze een stappenplan bedacht, onder de naam Triple-C-methode. Er zijn zeven stappen. Het eerste onderdeel is het maken van een praktische inventarisatie van waar een bedrijf staat ten opzichte van de omgeving, stakeholders en trends.
Van daaruit volgt: welke missie, visie en ambitie zijn er? “Daarbij mag je je ook afvragen welke aspecten belangrijk zijn voor je bedrijf. Wat is je visie op het gebied van duurzaamheid? Wat is direct belangrijk en wat mag wat langer duren? Met de triple C methode kijken we vanuit het proces, omzetting en opwekking wel.ke integrale maatregelen uitgewerkt kunnen worden tot een business case. ”Tot slot is er de uitvoering, met een integraal plan van aanpak om heldere doelen te behalen. “Doelen en KPI’s. Door integratie van verduurzaming in bedrijfsprocessen is dit niet een ‘eenmalig kunstje’ maar een onderdeel van de bedrijfsvoering.”
Daar hamert Van Grol op: dat echte verduurzaming niet iets eenmaligs is, maar een integraal proces binnen je bedrijfsvoering. “Projecten en vervangingsinvesteringen van processen komen mogelijk nog maar één a twee keer voor tot 2050. Het moet dus in één keer goed. Dan is de keuze voor een nieuwe installatie van cruciaal belang voor de hele bedrijfsvoering. En zelfs voor de bestaanszekerheid van een onderneming op de lange termijn.”
Duurzaamheid is namelijk geen trend die voorbijgaat. “Op dit moment is er een Europese wetgeving in de maak voor een netto-reductie van 90 procent in 2040
ten opzichte van 1990. Dat gaat gebeuren. Het is vreemd als je nu een installatie koopt en straks verrast bent als het ineens niet meer mag van de overheid. Wij als maatschappij hebben grenzen gesteld. Als we de doelstellingen niet halen, zal er nog harder worden gesneden. Het is dus nu al een keuze of je een stap kan maken richting het behalen van de duurzaamheidseisen, of dat je later ineens grotere stappen moet maken om ze te halen. Ik denk niet dat men zich realiseert welke ad hoc-kosten er dan op je afkomen. En die kosten zullen alleen maar gaan stijgen.”
Voor de oppervlaktetechnologie-branche is energie een belangrijke voorwaarde om een goede coating aan te brengen. Zo worden er baden verwarmd, straal- en spuitinstallaties gebruikt, en moeten ovens op temperatuur worden gehouden. Ook zijn voor de (omgevings)veiligheid waterzuiveringen en luchtbehandelingsinstallaties aangebracht. En er is licht en transport nodig. Al met al vormt energie - afhankelijk van het type oppervlaktetechniek dat wordt toegepast - 10 tot 30 procent van de kostprijs van het coaten van een product. Een flinke stijging van de energieprijs heeft dus ook nog eens direct impact op de concurrentiepositie.
Het merendeel van de bedrijven (82 procent) heeft volgens het CBS vorig jaar maatregelen genomen om hun bedrijfsvoering duurzamer te maken. In 2022 ging het om 79 procent van de bedrijven. Bijna 23 procent van de bedrijven heeft vooral verduurzaamd op het gebied van energie. Maatregelen omtrent circulaire economie - milieubewust omgaan met grondstoffen en afval - werden door 15 procent genoemd. 8 procent van de bedrijven was bezig met het verminderen van de uitstoot. Bijna 36 procent van de bedrijven zegt een combinatie van maatregelen te hebben genomen rond energie, uitstoot of de circulaire economie. Bijna 18 procent van de bedrijven heeft dit jaar niet verder verduurzaamd.
Voor een kwart van de ondernemers is de afhankelijkheid van derden de belangrijkste belemmering bij het verduurzamen van het bedrijf. Ruim 14 procent noemt een tekort aan financiële middelen als belangrijkste belemmering. Een iets kleinere groep (11 procent) ziet te weinig voordelen in verduurzaming. Daar staat tegenover dat bijna 32 procent van de bedrijven geen belemmeringen bij het verduurzamen ervaart.
Energie-intensieve industrieën kunnen zich aanpassen om het elektriciteitsnet te helpen balanceren. Een verzinkerij in Denemarken heeft met een bescheiden investering in de stroomregeling van de oven aangepast. Daardoor kon de verzinkerij geld terugverdienen.
Het stroomnet staat onder spanning, ook figuurlijk. Een van de uitdagingen is een disbalans tussen vraag en aanbod van stroom. Want er zijn al heel veel duurzame manieren om stroom op te wekken, zoals pv-cellen of (kleinere) windturbines, maar dat levert een sterke fluctuatie op het stroomnet op. Een disbalans. Hernieuwbare energiebronnen zorgen eigenlijk voor stress op het net. Ook in de energie-intensieve wereld van oppervlaktetechniek ligt hier een uitdaging. Het kan echter ook aantrekkelijk zijn om bestaande infrastructuur juist te gebruiken, als een
balansbron. IBM heeft een platform gecreëerd, het zogenoemde Flex Platform, dat vraagzijde-flexibiliteit benut om aangeboden te worden in verschillende ondersteunende dienstenmarkten. Uit Deens onderzoek blijkt het interessant te zijn om met een bescheiden investering industriële installaties enigszins flexibel te maken en daarmee financieel er beter uit te komen. En het is vooral interessant voor industrieën met enkelvoudige processen.
Enkelvoudige processen worden gekenmerkt door het uitsluitend sequentieel zijn, dat wil zeggen, de volgende stap


vindt plaats nadat de vorige stap is voltooid. Ze zijn ook repetitief en ongecompliceerd. Hun toestand is vaak een temperatuurpeil. Ze komen overal voor: ijzer- en staalgieterijen, koelhuizen en een zinkgalvanisatieoperatie.
Wat als je een zinkoven aanpast, zodat je meer flexibiliteit hebt in je stroomvoorziening? Daarmee kan je twee veelvoorkomende soorten ondersteunende diensten leveren, namelijk frequentiecontainmentreserve (FCR) en handmatige frequentieherstelreserve (mFRR). Nieuwe investeringen in apparatuur en verbeteringen in het industrieel proces kunnen worden afgestemd om stroomflexibiliteit te vergemakkelijken. Bijvoorbeeld, in plaats van te vertrouwen op mechanische relais schakelaars voor stroomlijnen, kunnen frequentieomvormers of thyristors worden gebruikt. De terugverdientijd voor een dergelijke investering zou idealiter binnen een paar jaar moeten zijn, en andere voordelen kunnen mogelijk ook worden benut, zoals betere planning. Stroomverbruik om zink op te warmen kan worden gecontroleerd, zolang het temperatuurniveau van het zink binnen enkele voorgeschreven grenzen blijft. Dit bepaalt de mate van
vrijheid in de werking. Voor de zinkoven leidt het bereiken van de lagere temperatuurgrens tot de solidificatie van gesmolten zink, wat een schadelijke impact kan hebben omdat het de ovenwand kan laten barsten. De mogelijkheid om af te wijken van het basale stroomverbruik kan worden gemonetariseerd door deel te nemen aan FCR- en mFRR-markten.
Energie-intensieve chemische processen kunnen profiteren van investeringen in elektrificatie. De terugverdientijd van de investeringen kan aanzienlijk worden verkort door de mogelijkheden van vermogenselektronica te benutten om ondersteunende diensten aan het net te leveren. Evenzo wordt in aangetoond hoe een chemisch proces FCR aan het net kan leveren terwijl dezelfde operationele kwaliteit behouden blijft.
Bij het vergelijken van FCR en mFRR is het zeker niet realistisch om een volledige opwaartse regulering van vijf opeenvolgende uren voor mFRR voor een zinkoven te verwachten. De FCR-voorziening lijkt een aantrekkelijkere mogelijkheid voor een zinkoveneigenaar, omdat het een stabiele en passieve bron van inkomsten biedt zodra investeringen in continue vermogensregeling zijn gedaan.

CLEAN & PROFILE IN A SINGLE STEP

NEAR WHITE/ WHITE METAL CLEANLINESS
“Nederland moet aan de bak”, zegt Klaas de Jong van KWA Bedrijfsadviseurs. Nederland moet uiterlijk in 2027 de waterkwaliteit op orde hebben. Een schier onmogelijke taak, want
Nederland scoort op dit moment het slechtst van de hele EU. Wat betekent het voor de bedrijven in de industrie?
Heel kort door de bocht zijn er twee ontwikkelingen. Ten eerste is de kwantiteit van het Nederlandse drinkwater onder druk vanwege de verdroging in Nederland. Dus heeft de overheid in de kamerbrief ‘Water en Bodem Sturend’ en het onlangs verschenen ‘Nationaal plan van aanpak drinkwaterbesparing’ aangegeven dat grootverbruikers (>100.000 m3/ jaar) uiterlijk 2035 20 procent drinkwater moeten besparen ten opzichte van het gemiddeld verbruik tussen 2016-2019.
De tweede uitdaging is de Kaderrichtlijn Water (KRW). Dit gaat om de kwaliteit van het oppervlakte water. Sinds
2009 moeten alle EU-lidstaten namelijk ervoor zorgen dat de kwaliteit van hun wateren niet verder achteruitgaat. Bij deze Europese waterrichtlijn horen strenge doelen om mens en milieu te beschermen. Na twee keer uitstel moet de waterkwaliteit in Nederland uiterlijk 2027 op orde zijn. Dat gaat volgens deskundigen niet meer lukken, want Nederland scoort het slechtst van de hele EU. Na de deadline dreigen er boetes voor Nederland, oplopend tot 80 miljoen euro per jaar.
De overheid erkent het probleem. Demissionair minister Mark Harbers (Infrastructuur en Waterstaat) naar de Kamer


hierover: “Het tempo waarmee de drinkwatervraag groeit en dat waarmee de productiecapaciteit zich ontwikkelt, lopen niet synchroon. Naast technische vraagstukken zoals de impact van een winning op de omgeving maar ook de beschikbaarheid van voldoende energie voor de productielocatie, is het ook nodig dat het bevoegd gezag scherpe keuzes maakt over het gebruik van de boven- en ondergrond. Ingrijpen door het Rijk sluit ik niet uit.”
Klaas de Jong, senior adviseur Water en Procestechniek bij KWA: “Alle lidstaten moeten maatregelen nemen. Bedrijven worden aan de innamekant en aan de achterkant van het bedrijf geknepen inde mogelijkheden. Dit wordt een uitdaging voor de industrie. De Kaderrichtlijn Water gaat uit van duurzaam grondwatergebruik. De kwaliteit en kwantiteit mogen niet verder afnemen dan het nu is. Dus mag er minder water worden onttrokken aan het grondwater in
verband met schaarste. En je ziet dat provincies dit meer gaan handhaven.”
Minder grondwater onttrekken. Dat is makkelijker gezegd dan gedaan. Want Nederland is helemaal niet zo droog. Sterker: het is natter dan ooit, volgens het Compendium voor de Leefomgeving. Per vierkante meter valt er volgens de trendwaarde in 2022 gemiddeld 875 liter. Dat is bijna 6 keer het volledige IJsselmeer wat op het vaste land van Nederland valt als regenwater. Hoe komt het dan dat toch wordt geclaimd dat Nederland droog is? Bedrijven zitten op het drinkwaternetwerk. Dit is vaak grondwater dat gezuiverd wordt. Oppervlaktewater vergt veel werk om zuiver genoeg te krijgen. Daarnaast is Nederland ook eigenlijk iets te goed in het afvoeren van water. We pompen het allemaal vrijwel direct de zee in. Er zal voor de bedrijven dus meer beperkt gezuiverd oppervlaktewater in Nederland gebufferd moeten worden om te gebruiken. Voor het gros van de waterbehoefte kunnen Nederlandse oppervlaktebe-
handelingsbedrijven namelijk ook af met oppervlaktewater. Ze moeten dit dan voor sommige toepassingen nog wel verder zuiveren naar demiwater (gedemineraliseerd water) om er verder iets mee te kunnen. Veel bedrijven zijn al sterk in hun waterbehoefte omlaaggegaan door het beter intern te recyclen. Door hun ook nog een stabiele toevoer aan te bieden van beperkt gezuiverd oppervlaktewater, hebben ze een stabiele en betrouwbare toevoer en kunnen we de economische motor goed draaiende houden. Nu zijn er bedrijven die al industriewater krijgen, alleen is dit lang nog niet voor alle bedrijven mogelijk om te krijgen. Kunnen bedrijven dan niet gewoon het water van het dak opvangen om te gebruiken? Neem het dak van Alumet als voorbeeld. Deze is namelijk mooi vierkant en zo’n 100 x 100 m = 10.000 m² groot. Op dit dak zal gemiddeld per jaar zo’n 8750 m³ regen vallen, dit terwijl een gemiddeld anodiseerbedrijf zo’n 100.000 m³ nodig heeft per jaar. Er zijn veel particuliere subsidies, echter geen zakelijke. Zolang er geen zakelijke subsidie voor komt zal het voor veel bedrijven dus slecht matig interessant zijn in de opvang van water te investeren, water is daarvoor nog te goedkoop.
De tweede uitdaging is de afvoer van water, de uitgaande kant. Hier komt de Kaderrichtlijn Water (KRW) in beeld. Het betekent dat alle lidstaten maatregelen moeten nemen om de emissies van deze stoffen te stoppen. Bij deze Europese waterrichtlijn horen strenge doelen om mens en milieu te beschermen. Hoe staat het daarmee in Nederland? De eerste ‘actielijn’ van het ministerie is een zogenoemd dashboard KRW-maatregelen 2023 dat is vastgesteld in juli 2023. Het dashboard geeft de stand van zaken weer op basis van de uitgevoerde inventarisatie begin 2023. Harbers: “In het dashboard is voor de gebiedsgerichte KRW-maatregelen door de betrokken partijen aangegeven dat 30 procent van de maatregelen een risico loopt in 2027 niet te zijn uitgevoerd. Er is dus een reëel risico dat niet alle maatregelen in december 2027 gereed zijn. Hiervoor zijn diverse redenen opgegeven door de partijen, variërend van onder meer gebrek aan draagvlak, moeizame grondverwerving en langdurige gebiedsprocessen, tot moeizame vergunningverlening vanwege stikstof, of risico’s met betrekking tot capaciteit of financiering.”
Het beleid gericht op het terugdringen van de belasting van het water met stoffen staat onder meer beschreven in de Stroomgebiedbeheerplannen, het Nationaal Water Programma en het 7e Actieprogramma Nitraatrichtlijn. Voortgangsrapportages laten zien dat de KRW doelen nog niet overal tijdig behaald gaan worden.
Vewin, de vereniging van waterbedrijven in Nederland, maakt zich dan ook ernstige zorgen of de waterkwaliteit nog wel kan worden gegarandeerd. “Zeer Zorgwekkende Stoffen (ZZS) zijn een risico voor de volksgezondheid en bronnen van drinkwater. In 2020 is afgesproken dat het bevoegde gezag in beeld brengt welke ZZS in Nederland worden gebruikt en geloosd. Tegelijk zou in beeld worden gebracht hoe deze ZZS in vergunningen zijn opgenomen en wat bedrijven hebben gedaan om te voldoen aan hun verplichting om de emissies te minimaliseren. Einddatum voor oplevering was begin 2022. Nu is dit nog steeds niet afgerond. Met name de (indirecte) lozingen van ZZS stoffen inclusief PFAS op het afvalwatersysteem zijn nog steeds niet in beeld, laat staan dat daar adequate maatregelen zijn genomen”, schrijft de belangenbehartiger in een statement. En veel vertrouwen in de toekomst lijkt Vewin met het aanstaande kabinet niet te hebben. De herziening van vergunningen voor industriële lozingen, waaronder PFAS, verloopt te traag. Overheden voldoen nauwelijks aan hun wettelijke zorgplicht voor de bescherming van drinkwaterbronnen. Juist in deze tijd zijn daarom extra maatregelen nodig om bijvoorbeeld de KRW-doelen bij drinkwaterbronnen te halen. Niet alleen om te voldoen aan Europese afspraken, maar vooral omdat dit nodig is voor volksgezondheid, milieu, landbouw en natuur.
“Vewin maakt zich zorgen over de ambities die het hoofdlijnenakkoord op dit vlak heeft. Dat terwijl de beschikbaarheid en benutbaarheid van drinkwaterbronnen ook beperkt worden door de toenemende druk op de kwaliteit van de bronnen. Deze kwaliteit verslechtert door vervuiling vanuit landbouw (nitraat, bestrijdingsmiddelen), industrie en huishoudens. Het huidige beleid en maatregelenpakket zijn onvoldoende om de doelen van de Kaderrichtlijn Water in 2027 te halen. De herziening van vergunningen voor industriële lozingen, waaronder PFAS, verloopt te traag. Overheden voldoen nauwelijks aan hun wettelijke zorgplicht voor de bescherming van drinkwaterbronnen. Juist in deze tijd zijn daarom extra maatregelen nodig om bijvoorbeeld de KRW-doelen bij drinkwaterbronnen te halen. Niet alleen om te voldoen aan Europese afspraken, maar vooral omdat dit nodig is voor volksgezondheid, milieu, landbouw en natuur.”
De overheid is gestart met het KRW-impulsprogramma. De insteek is dat als alle afgesproken maatregelen tijdig worden uitgevoerd, als de transitie in het landelijk gebied en de overige aanvullende maatregelen tijdig gerealiseerd worden, en als we in staat zijn afwijkingen te motiveren binnen de ruimte die de KRW biedt, Neder -

land naar verwachting in 2027 toch aan de KRW voldoen. Onderdeel van het KRW-impulsprogramma is een extra inspanning voor de aanpak van chemische stoffen waarvan de normen in oppervlaktewater of grondwater worden overschreden. De stoffen komen direct of indirect in het watersysteem via diverse bronnen, waaronder de emissie van chemische stoffen door bedrijven. Het bedrijfsleven heeft samen met het ministerie van I&W het landelijk ‘KRW Actieprogramma chemische stoffen bedrijfsleven’ opgesteld. In dit actieprogramma wordt het accent gelegd op 42 KRW-probleemstoffen. Bedrijven kunnen aan de hand van een duidelijke (snel op te stellen) handleiding KRW-stoffenlijst zelf bepalen welke door hun geloosde stoffen behoren tot de KRW-kritieke stoffen, of die stoffen zijn vergund en hoe men bepaalt of eventueel aanvullende maatregelen nodig zijn. Hierbij worden ook de eventueel aanvullende maatregelen in beeld gebracht met meer nadruk dan tot nu toe op preventie en reductie. Bij alle KRW-relevante branches wordt een ‘Waterscan’ uitgevoerd, waarin wordt nagegaan welke processen tot KRW-kritieke emissies leiden. Op basis daarvan wordt een ‘Plan van Aanpak’ voor elke KRW-relevante branche opgesteld, waarbij eerst wordt
gekeken naar preventie-, dan minimalisatie- en ten slotte zuiveringsmaatregelen die moeten worden getroffen. Op basis daarvan kunnen bedrijven zelf tot hun eigen ‘Uitvoeringsplan’ komen. Bedrijven die niet binnen een bedrijfstak vallen kunnen op basis van lokale gegevens, in samenwerking met de regionale organisatie en het waterschap (en de betreffende omgevingsdienst) ook een ‘Uitvoeringsplan’ maken.
Naast de lozingsvergunningplichtige bedrijven worden ook de circa 20.000 meldingsplichtige (vooral mkb-)bedrijven via hun branches geïnformeerd en geholpen met voorlichtingsmateriaal en hulpmiddelen om de KRW-risico’s zo beperkt mogelijk te houden. Maar ook zal de overheid meer handhaven. “Vanuit de Kaderrichtlijn worden meer bedrijven benaderd”, geeft Klaas de Jong van KWA aan. “Maar of de bedrijven er klaar voor zijn? Ze weten dat ze iets moeten doen en willen dat ook. Maar wat er precies van ze gevraagd wordt, is in het bedrijfsleven vaak nog onduidelijk. En dan blijft het vooral bij aankijken van de situatie. Ondanks dat houden bedrijven die in compliance willen blijven goed bij wat er van hen verwacht wordt en onderzoeken ze de risico’s en mogelijkheden.”
“Veel industriële bedrijven willen hun water footprint verkleinen. Dat is een goede zaak. Het is daarbij belangrijk om duurzaamheid in de volle breedte aan te pakken. Zo kunnen mobiele en modulaire waterzuiveringsinstallaties meegroeien met bedrijven naargelang de behoefte terwijl een ontwerp met het oog op besparing van chemicaliën en energieverbruik eveneens essentieel is”, stelt Pieter van Staveren, business developer bij Logisticon Water Treatment.
“Industriële bedrijven die hun water footprint willen verkleinen, doen dit niet zozeer om kosten te besparen. Drinkwater is vooralsnog relatief goedkoop”, begint Pieter van Staveren. Als business developer bij Logisticon Water Treatment en Logisticon Verhuur, gespecialiseerd in slimme en duurzame wateroplossingen is hij voortdurend op zoek naar nieuwe technieken en product-marktcombinaties. “De beschikbaarheid van water wordt vaker een issue”, stelt hij. “Door de klimaatverandering worden periodes van droogte extremer waardoor zuinig omgaan met het kostbare drinkwater steeds urgenter wordt. Een industriële watertransitie is nodig waarbij industriële bedrijven geleidelijk aan zelfvoorzienend worden door het hergebruik van hun proceswater, effluent of afvalwater uit riool- of afvalwaterzuiveringsinstallaties in plaats van het kostbare gebruik van drink- en oppervlaktewater.”
Het waterverbruik in de bedrijfsprocessen reduceren is in principe de beste oplossing, stelt van Staveren. “Maar dit is niet altijd eenvoudig of mogelijk. Het vergt vaak veel validaties van processen terwijl het ook invloed kan hebben op de bedrijfsprocessen of de kwaliteit van het eindproduct.” Ook het hergebruik van gezuiverd afvalwater zorgt in bepaalde sectoren voor een uitdaging. Gezuiverd afvalwater kan 99,999 procent vervuiling tegenhouden, maar voor sommige gebruikers, bijvoorbeeld voedingsmiddelenbedrijven, kan die 0,001% nog een probleem opleveren

of staat de overheid met wetgeving hergebruik nog niet toe. Kortom, bedrijven moeten goed onderzoeken wat de mogelijkheden zijn in hun bedrijfssituatie en wij helpen hen daarbij. Soms door eerst een pilot-installatie neer te zetten om de gewenste kwaliteit aan te tonen.”

Een waterscan kan inzicht bieden. “Belangrijk is om te komen tot een heldere business case. Wat heb je als bedrijf al gerealiseerd? Wat is het doel? Gaat het veeleer om een kostenoverweging, uitbreiding of beschikbaarheidsgarantie? Zijn er te behalen doelstellingen op milieugebied? Eenmaal het doel helder is, ga je vervolgens kijken naar de mogelijkheden, het kostenplaatje en wat het op korte en langere termijn oplevert. Daarbij kijk je altijd eerst naar de eenvoudigste zaken om te realiseren – cherry picking – en zo ga je steeds verder verdiepen. Er zijn veel methodes om de water footprint te verbeteren, maar dat is vaak heel bedrijfsspecifiek. Sommige waterstromen zijn bijvoorbeeld nog erg schoon zodat ze met een eenvoudige behandeling al in een ander proces kunnen worden hergebruikt. In andere situaties bevat het afvalwaterproduct nog voldoende energie die een bedrijf zou kunnen vergisten om er biogas van te maken waarmee ze weer processen kunnen verwarmen.”
Van Staveren geeft een voorbeeld van een succesvolle business case. “Een bedrijf uit de chemische sector pompte veel grondwater op wat normaal gesproken ook voor drinkwater zou kunnen worden gebruikt. Het bedrijf beschikte al over een biologische afvalwaterzuivering. Hieraan hebben we ultrafiltratie en omgekeerde osmose toegevoegd waardoor het water een hogere kwaliteit kreeg zodat ze geen grondwater meer hoefden te onttrekken. Dit leverde een besparing op van 500.000 m3 per jaar. Daarnaast leidde de oplossing tot een besparing van 400 ton/ jaar aan kalkmelk, 630 ton loog- en zuurbesparing en 1000 ton/ jaar minder zoutlozing. Om nog maar niet te spreken van de CO2-footprint verlaging hierdoor”
Bij een ander bedrijf kon het afvalwater worden hergebruikt door een membraan bioreactor te installeren in combinatie met omgekeerde osmose. “Dit leidde tot een aanzienlijke besparing van drinkwater. Daarnaast moest het drinkwater
niet langer eerst worden onthard om er calcium en magnesium uit te halen. De oplossing leidde dus ook tot een zoutreductie wat het milieu ten goede komt. Vaak gaan we verder dan alleen de water footprint. We bekijken duurzaamheid in de volle breedte.”
Dit is soms ook een eis van klanten. “Een voorbeeld van een bedrijf uit de sustainability top 100 lijst. Het bedrijf pakt duurzaamheid aan als geïntegreerd deel van de bedrijfsvoering waarbij alle processen tegen het licht worden gehouden. Aangezien bij waterzuivering ook chemicaliën nodig zijn, zullen ze nagaan of bedrijfsprocessen kunnen worden aangepast zodat de water footprint kleiner wordt. Daardoor zijn er minder chemicaliën nodig bij de zuivering en is er vaak ook minder energie nodig. Productie van deze installaties moet ook zo duurzaam mogelijk zijn. Zo houden we ook onze eigen processen tegen het licht. Als wij kunststof leidingwerk toepassen, produceren we bijvoorbeeld restafval. Dit verzamelen we in overleg met de toeleverancier zodat het afval eenvoudig kan worden gerecycled. Zo kunnen we installaties leveren die zo duurzaam mogelijk zijn gebouwd. Plaatsen van 1000 zonnepanelen, batterijen voor opslag van elektriciteit en gebruik van warmtepompen en volledige afschakeling van het gasverbruik, zijn zo nog en paar voorbeelden van duurzaam werken en produceren bij ons.”
Als je naar duurzaamheid in de volle breedte kijkt, dan komt het ontwerp van de waterzuiveringsinstallatie zelf ook in beeld, stelt van Staveren. “Mobiel en modulair bouwen draagt bij aan duurzaamheid. Als een bedrijf na een paar jaar zijn business wil uitbreiden, downscalen of aanpassen, dan is het eenvoudig om dit te realiseren met een mobiele en modulaire opzet. Er worden geen onnodige investeringen gedaan en we kunnen installaties uitbreiden of terugnemen. Daardoor krijgen installaties een langere levensduur aangezien ze kunnen meegroeien met het bedrijf of juist met een ander bedrijf.”
TOEKOMSTVISIE
Logisticon onderzoekt voortdurend nieuwe technologieën die nog meer water kunnen besparen, minder chemicaliën nodig hebben of minder energie behoeven. “We zijn
onder meer bezig met technologieën als B-free, een door Dupont ontwikkelde technologie die membraanvervuiling kan verlagen of voorkomen zodat je de membranen niet frequent moet reinigen of versneld moet afschrijven. Dit leidt tot een langere levensduur van het geheel. Ook naar technologieën om katalysatoren te verwijderen en liefst volledig te recyclen, doen we onderzoek evenals betere recovery technieken zoals CCRO.”
Daarnaast is het belangrijk dat zodra producten of stoffen op de markt komen, er ook technologieën beschikbaar zijn om deze producten weer af te breken of te verwijderen. “We verwachten dat dit in de toekomst nog veel belangrijker zal worden. Dat de milieueisen strenger worden is in dat opzicht een goede zaak. Een kleinere water footprint is meer dan waterreductie. Het is op een slimme manier naar je waterhuishouding én je bedrijfsvoering kijken.”
Logisticon biedt al 35 jaar antwoord op waterbehandelingsvraagstukken. Dat geldt zowel bij de bereiding van drink- en proceswater als bij de zuivering van communaal en industrieel afvalwater. Waarbij bedrijven de keuze hebben uit een (semi)permanente, mobiele dan wel pilot-oplossing, in de vorm van koop, lease, huur of outsourcing voor een volledige ontzorging. Daarbij wordt zowel het ontwerp, de engineering als de bouw geheel vanuit de eigen locatie gerealiseerd.










Paintchecker

www.naumetrics.nl
+31(0)743490022




DECORRDAL 900-serie
dunnelaagtechnologie
Fosfaatvrij
Vanaf kamertemperatuur toepasbaar
Goede lakhechting
Minimale slibvorming
Nano keramisch
Mini-Scuid, meet- en regelapparaat
Constante monitoring van de procesparameters
Data log via SD kaart
Moeiteloos in te stellen grenswaarden
Diverse alarmsignalen mogelijk
Instellingen van doseringen online te volgen en aan te passen
Duurzame Grip op COI is een door de Rijksoverheid gesubsidieerd tweejarig project dat deel uitmaakt van het Corrosie onder Isolatie innovatie-programma van World Class Maintenance dat sinds 2018 actief is. Geert Henk Wijnants, principal consultant bij Stork Asset Management, gespecialiseerd in risico gebaseerde inspectie en Ferry Visser, projectleider bij World Class Maintenance lichten de aanpak en ontwikkelingen toe.
“Corrosie onder Isolatie (COI) is zo oud als de industrie zelf”, begint Geert Henk Wijnants. “Leidingen worden in de (proces)industrie voor- zien van een coating en isolerend materiaal. Enerzijds om warmte- of koudeverlies te voorkomen en ter bescherming tegen fysiek contact, anderzijds om de leidingen te beschermen tegen corrosie en lekkages. Toch treedt er in veel gevallen corrosie onder isolatie op. Het is een degradatiemechanisme dat optreedt bij geïsoleerde leidingen en apparaten in het temperatuurbereik van ongeveer nul tot 150 graden Celsius.
Het is een moeilijk te beheersen probleem aangezien het niet eenvoudig is te detecteren, vandaar dat het ook wel de sluipmoordenaar van de procesindustrie wordt genoemd.”
Om COI te voorkomen en/of beter op te sporen heeft World Class Maintenance (WCM) sinds 2018 samen met een aantal bedrijven een platform opgericht om het probleem industriebreed en gestructureerd aan te pakken. Ferry Visser, projectleider bij WCM hierover: “WCM faciliteert en coordineert diverse deelprojecten.
Samen met de industrie en kennisorganisaties hebben we binnen het programma inmiddels een flink aantal breed toegepaste ‘tools’ ontwikkeld die bedrijven helpen om het risicovolle fenomeen gestructureerd te beheersen.”
Wijnants gaat hier dieper op in. “Bij de start van het project hebben we een aantal basisvragen gesteld: Hoe kan een COI-beheerprogramma een individueel bedrijf helpen? Waar is de kennis met betrekking tot COI-beheer namens de industrie geconcentreerd? En hoe kunnen we krachten bundelen voor de implementatie van een onafhankelijk


COI-platform? Al snel haakten een aantal geïnteresseerde bedrijven aan om de gemeen- schappelijke belangen te definiëren. Een belangrijk aandachtspunt daarbij was om een trial & error aanpak te voorkomen. We willen niet hebben dat bedrijven steeds opnieuw het wiel moeten uitvinden en lessen leren op basis van incidenten die ontstaan zijn aangezien dit leidt tot kostbare maatregelen en verlies van vertrouwen in de industrie.”
“In de beginperiode, rond 2018, is daarom gestart met een awareness-programma om de industrie bewust te maken van het probleem en de consequenties waartoe een verkeerde aanpak kan leiden”, gaat hij verder. “Belangrijk was dat zoveel mogelijk bedrijven industriebreed inzicht zouden krijgen in de complexiteit van COI. Hoe kun je COI voorkomen en beheersen? Onder welke omstandigheden ontstaat COI en hoe snel leidt dit tot welke gevolgen?” Visser vult aan: “De gevolgen kunnen catastrofaal zijn. Er zijn voorbeelden bekend waarbij leidingen met gevaarlijke vloeistoffen zijn gaan lekken wat heeft geleid tot brand of explosie. Dat wil je te allen tijde voorkomen als eigenaar van een installatie. We hebben in de begin- fase gemerkt dat in de praktijk het probleem te weinig- en vaak zelf ongestructureerd wordt aangepakt. Het bewustzijn laten landen was daarom een belangrijk aspect. Het hoeft niet veel te kosten, maar het vraagt wel om bewustwording en een gestructureerde aanpak.”
Wijnants: “Vervolgens hebben we een managementmethode ontwikkeld door gebruik te maken van best practices. Deze best practices volgen een risico gebaseerde aanpak en zijn uitgewerkt volgens de ISO HLS structuur wat ervoor zorgt dat de op- zet herkenbaar is. Ze zijn bovendien modulair opgebouwd zodat ze breed toepasbaar zijn. Ieder bedrijf dat zelf al een methode heeft ontwikkeld of in het verleden al samen met een isolatiebedrijf of adviseur de nodige stappen heeft ondernomen, hoeft daardoor niet volledig opnieuw te beginnen. Ze kunnen op basis van het modulaire model nagaan welke onderdelen ze mogelijk nog verder kunnen verbeteren. Als ze bijvoorbeeld de corrosiesnelheid willen bepalen, kunnen ze inzoomen op dit deelaspect. Het modulaire systeem zorgt ervoor dat alle bedrijven ermee aan de slag kunnen.”
Het platform nam ook een aantal innovaties onder de loep die kunnen bijdragen aan het verbeteren van de aanpak van COI. Visser noemt er een aantal op: “We hebben een


beslissingstool ontwikkeld op basis van inspectiekosten, dat laat zien hoe inspecties kosteneffectief kunnen worden ingericht. Ook hebben we een standaardisatie qua conditiebepaling opgesteld wat van belang is in zowel de commissioning- als de ge- bruikers-fase. En om te kunnen leren van fouten stelden we een database samen met COI-gerelateerde fouten.”
Wijnants vult aan. “We proberen bedrijven te stimuleren om hun lessons learned te delen, maar in de praktijk blijkt dit vaak nog erg lastig te zijn.
Het gezegde “every failure is a treasure” wordt niet algemeen gedeeld. Onze ambitie is echter om partijen te blijven aanmoedigen om transparant te zijn en hun use cases te delen.” Tot slot onderzocht het projectteam of met behulp van vochtsensoren COI beter is te monitoren in een vochtmonitoringsprogramma. “Maar hier stopt het niet”, stelt Wijnants: “We willen ook in de toekomst nieuwe innovaties –zoals nieuwe coatings en inspectietechnieken - die op de markt komen blijven beoordelen.”
De afgelopen jaren is de bewustwording rond COI, evenals de aanpak gelukkig en zeker bij de grote bedrijven verbeterd. Dit valt samen met de groeiende interesse in het behouden van een goede isolatiewaarde om energieverlies te voorkomen. Dankzij de energietransitie staat dit nu bij veel bedrijven hoog op de agenda. Visser: “Het is logisch om deze twee zaken met elkaar te combineren om te komen tot één beheerssysteem voor isolatie. Dat is iets waar we ons de komende tijd nog verder op zullen richten. We hebben daarom het Platform voor Effectief Isolatiebheer in de Industrie (PEIBI) opgericht. De belangrijkste thema’s zijn wettelijke verplichtingen, risico-reductie, kostenbesparing, energiebesparing en besparing in werkplannen. Dit willen we bereiken door te werken aan oplossingen op vier gebieden: COI, Corrosie On -

der Pipe Supports (CUPS), het voorkomen van isolatiedegradatie en via digitalisering door te werken met drones en digital twins. De gemeenschappelijke factor in deze thema’s is dat het gaat om het beheer van isolatie én dat door gebruik te maken van een geïntegreerde aanpak, er fors kan worden bespaard op de hoeveelheid werk én kosten.” Visser geeft een voorbeeld. “In de verplichting tot conditiebepaling vanuit de EED (Energy Efficiency Directive), kunnen bedrijven gebruik maken van camera’s (zowel vaste als via drones). Hiermee kunnen bedrijven op steigerbouw en manuren besparen. De gegenereerde beelden kunnen vervolgens gebruikt worden om een digital twin van de fabriek te maken die kan worden toegepast bij o.a. de werkvoorbereiding voor zowel isolatiewerkzaamheden als andere activiteiten. Met dit soort maatre- gelen kan de terugverdientijd van investeringen tot wel veertig procent worden verkort.”
De roadmap van PEIBI voor de komende jaren is inmiddels gereed. Visser: “We hebben een stappen- plan ontwikkeld tot en met 2027.
In 2024 zullen we best practices verzamelen. Een deel hiervan (COI) is al ontwikkeld, maar dit willen we verder uitbreiden met best practices rond digitalisering, isolatiedegradatie en CUPS. Daarna volgt de integratie- fase waarin de activiteiten gecombineerd worden tot werkpakketten met specificaties. Hiermee kunnen asset owners en serviceproviders aan de slag. Hun betrokkenheid bij de ontwikkeling ervan is daarom erg belangrijk.” Terugkijkend op de afgelopen zeven jaar is er ontzettend veel veranderd, in positieve zin. Wijnants: “Met een integrale en gestructureerde aanpak hebben we flinke stappen voorwaarts gemaakt. Nu tillen we het geheel, met PEIBI naar een nog hoger niveau”, besluit hij.
De sinds 2017 ontmantelde fabriek van RWE Nuclear GmbH in Biblis en de straalmachine-producent Rump Strahlanlagen GmbH & Co. KG, in Nederland en België vertegenwoordigd door HEVAMI oppervlaktetechniek uit Veghel, hebben samen een uitdagende taak op zich genomen.

Na het ongeval met de kerncentrale in Fukushima in maart 2011 werd besloten tot de uitfasering van kernenergie in Duitsland en deze geleidelijk ten uitvoer gelegd. De laatste drie systemen stopten met werken in april 2023. De ingenieurs en wetenschappers die verantwoordelijk zijn voor de ontmanteling van kerncentrales moeten grote uitdagingen aanpakken en oplossen. Eisen als kosten, tijd, impact op het milieu en natuurlijk de veiligheid moeten op één lijn worden gebracht en op geen van deze punten mogen fouten ontstaan.
Hier kwam het bedrijf Rump Strahlanlagen GmbH & Co. KG in beeld. Met jarenlange ervaring in de bouw van straalmachines werd een gemeenschappelijke oplossing gevonden om problemen op te lossen die zich voordoen bij de ontmanteling van kerncentrales. Eén van de hoofdtaken is het ‘ontsmetten’ van gedemonteerde stalen onderdelen die ontstaan bij de ontmanteling om het aandeel radioactief afval zo laag mogelijk te houden. Het daadwerkelijke radioactieve afval wordt dienovereenkomstig verpakt en ter plaatse voorbereid voor tussentijdse en definitieve opslag. Om een duurzame oplossing te creëren is ervoor gekozen om deze onderdelen te stralen met een gietstalen straalmiddel.
In de basis is het een abrasief mechanisch proces waarbij de buitenste laag van de gestraalde stalen delen verwijdered wordt en gelijktijdig gescheiden wordt van de reststoffen, met inachtneming van alle veiligheidsmaatregelen waarmee rekening moet worden gehouden. Hierdoor zijn de werkstukken vrij van verontreinigingen en kunnen ze terug in de recyclingcyclus. Alleen de kleine hoeveelheid restmateriaal valt dan onder de bijzondere afvoervoorschriften. Tot zover alles goed: nu was het tijd om deze taak in de praktijk te brengen, rekening houdend met de bovengenoemde parameters. In eerste instantie moest er een geschikt type straalsysteem worden gevonden. Het eerste belangrijke criterium waarmee rekening werd gehouden, was de doorvoer van de te stralen onderdelen, die enkele duizenden tonnen per jaar bedroeg. De uiteindelijke oplossing was het gebruik van twee op maat gemaakte CAPSOR eco 8 hangbaan-straalmachines, die via een ovale bovenleiding met elkaar zijn verbonden en de aansluiting op twee zeer effectieve filtersystemen met starre filterelementen welke de hoogste scheidingskwaliteit H14 hebben. Normaal gesproken worden CAPSOR eco straalmachines als standaard machine verkocht en worden ze vooral gebruikt voor eenvoudige toepassingen of voor die bedrijven die incidenteel stralen. Doorslaggevend bij de beslissing om dit type straalmachine te gebruiken was de installatie van de systeemcomponenten in de zeer beperkte ruimte binnen de kerncentrale, waar de beoogde installatielocatie zich op

Standaard Capsor eco 8 zoals deze normaal gebouwd en verkocht wordt. Bron: Hevami.
een diepte van -6 meter onder de grond bevond. De toegang was hier alleen mogelijk via een smalle schacht waar de compacte machines met millimeterprecisie doorheen moesten worden gestoken. Een andere uitdaging was het zelf in elkaar zetten van de machines.
Vanwege de krappe ruimte en de uiteraard hoge veiligheidseisen was het monteren van de systeemcomponenten niet eenvoudig. Kranen of vorkheftrucks waren ook niet beschikbaar, dus moesten er innovatieve oplossingen worden ontwikkeld. Een lange en intensieve pre-planningsfase en een hoog niveau van prefabricage in de eigen productiefaciliteit in Salzkotten waren enorm belangrijk, omdat de moeilijke exacte positionering van alle componenten essentieel was voor het optimaal functioneren van het hele systeem. Om deze reden werden beide machines volledig voorgeïnstalleerd in de fabriek van de Rump. Op basis hiervan kon het ervaren montageteam van Rump Strahlanlagen het gehele systeem binnen het gestelde tijdsbestek succesvol installeren en uiteindelijk in bedrijf stellen. De twee machines zijn al enkele jaren in bedrijf en tot nu toe hebben zich geen noemenswaardige complicaties voorgedaan. Dit staat voor de kwaliteit en vooral de lange levensduur van de Rump straalmachines. Zo zijn RUMP straalmachine met een levensduur van ruim 30 jaar niet ongewoon, waarbij de oudste nog in bedrijf zijnde Rump straalmachine al meer dan 50 jaar met succes in gebruik is en nog steeds wordt voorzien van reserveonderdelen en service.
Voor meer informatie zie: www.rump.de www.hevami.nl
In de productiewereld heeft de versnelde groei van additive manufacturing (AM) aanzienlijk bijgedragen aan schaalvergroting van de bijbehorende maakindustrie, resulterend in kostenbesparingen op het gebied van arbeid, materialen en tijd. Ondanks deze vooruitgang wordt het scala aan mogelijke toepassingen van AM-componenten nog altijd beperkt door productiefouten.
Technieken bieden de mogelijkheid om de oppervlakteruwheid, mechanische eigenschappen, corrosiebestendigheid en biocompatibiliteit van met AM-vervaardigde onderdelen te verbeteren Binnen de verschillende oppervlaktebehandelingen die er voor met AM vervaardigde onderdelen zijn, worden elektrochemische technieken beschouwd als een veelbelovende manier om de oppervlakteruwheid, mechanische eigenschappen, corrosiebestendigheid en biocompatibiliteit van gefabriceerde onderdelen te verbeteren. De toepassing van elektrochemische technieken in AM trekt geleidelijk aan meer aandacht. Dit artikel richt zich voornamelijk op metalen die zijn vervaardigd door middel van directed energy deposition (DED) of laser powder bed fusion (L-PBF) en evalueert op basis van de oploscurve systematisch de bestaande kennis op het gebied van elektrochemische toepassingen voor metalen AM-onderdelen.
ZOEKTOCHT
De productiewereld ondergaat een revolutie met de opkomst van additieve productietechnologieën (AM) zoals 3Dprinten. Deze technologieën hebben de productieprocessen radicaal veranderd. Een van de belangrijkste voordelen van AM is de mogelijkheid om complexe onderdelen te vervaardigen met aanzienlijke kostenbesparingen op het gebied van arbeid, materialen en tijd. Ondanks deze voordelen worden AM-componenten nog steeds geconfronteerd met uitdagingen, vooral op het gebied van oppervlaktekwaliteit en mechanische eigenschappen. Productiefouten en onvolkomenheden beperken de toepassingsmogelijkheden van deze technologieën in kritieke industrieën zoals die voor lucht- en ruimtevaart, medische apparaten en automotive. In de zoektocht naar oplossingen om de kwaliteit van AM-on-

derdelen te verbeteren, hebben wetenschappers en technici elektrochemische technieken omarmd als benadering. Met deze technieken kunnen de oppervlakteruwheid, mechanische eigenschappen, corrosiebestendigheid en biocompatibiliteit van met AM-vervaardigde onderdelen worden verbeterd. Polijsten is een essentieel aspect van oppervlaktebehandeling om een glad oppervlak te bereiken. Elektrochemische polijsttechnieken worden gebruikt om ruwheid te verminderen en de esthetische en functionele eigenschappen van AM-componenten te verbeteren. Putcorrosie is een ernstig probleem dat kan optreden bij AM-gefabriceerde metalen onderdelen. Dit deel van de oploscurve omvat het voorkomen en behandelen van putcorrosie door middel van elektrochemische methoden, waardoor de duurzaamheid en levensduur van de onderdelen worden vergroot.
In het gebied van passivering worden beschermende oxidefilms gecreëerd, wat de corrosiebestendigheid van AM-pro-
ducten aanzienlijk verhoogt. De vorming en vernietiging van deze passieve films spelen een cruciale rol bij het bepalen van de mate van corrosie en de bijbehorende ontwikkeling. Het is belangrijk op te merken dat AM-metalen, waaronder titaniumlegeringen, aluminiumlegeringen, roestvrij staal en chroom-kobalt-legeringen (Cr-Co) aanzienlijk variëren in corrosiebestendigheid. Het verbeteren van de eigenschappen van de passieve films is essentieel om de oplossingssnelheid van AM-producten te verminderen door externe passivatievoorwaarden aan te passen.
Binnen het domein van conventionele elektrochemie wordt het polijsten van AM-producten bereikt in het gebied van de zogenaamde ‘limiting current plateau’-zone. Hierbij blijft de stroom nagenoeg constant over een groot spanningsbereik, terwijl de spanning toeneemt. Dit proces maakt gebruik van het principe van de ‘viscous film theory’ waarbij het oppervlak van het werkstuk wordt gepolijst door de verschillende oplossingssnelheden van materiaal op verhoogde en verzonken delen.
De ontwikkeling van technieken zoals electrochemical jet machining (EJM) en plasma electrolytic polishing (PEP) heeft de efficiëntie van het polijsten aanzienlijk verbeterd. Bij voortgezet gebruik van hogere spanning kan de passieve oxidelaag echter worden vernietigd, wat leidt tot putcorrosie. Een innovatieve polijsttechniek genaamd isotropisch etspolijsten (IEP) maakt gebruik van het fenomeen van het samenvoegen van isotrope etsgaten, wat leidt tot een initiële toename en vervolgens een afname in oppervlakteruwheid van AM-producten.
De gewenste eigenschappen van AM-metalen worden beïnvloed door verschillende factoren, zoals het type elektrolyt, elektrochemische parameters, materiaalkenmerken en verwerkingsmethoden. Voor elektrochemische toepassingen worden steeds schonere, groenere en veiligere elektrolyten gebruikt, met behoud van een uniforme polijstkwaliteit en verwerkingsnauwkeurigheid. Stroom, spanning, temperatuur, elektrolytconcentratie en verwerkingstijd blijven de belangrijkste elektrochemische parameters voor AM-producten. AM-metalen vertonen vaak significante textuureffecten, grovere primaire fasen, fijnere intragranulaire microstructuur en microscopische anisotropie, wat leidt tot verschillende karakteristieken en elektrochemisch gedrag. De complexe vormen van smeltbadgrenzen zijn vaak bronnen van selectieve corrosie vanwege aanwezige porositeit en insluitsels op het oppervlak. Daarom is een optimalisatieproces, inclusief scantoewijzing en geschikte warmtebehandelingen, van vitaal belang om een relatief dichte structuur en homogeen verdeelde textuur in AM-producten te verkrijgen.

Om de polijstefficiëntie verder te verbeteren en de voordelen van het polijsten van complexe AM-structuren te maximaliseren, zijn geavanceerde elektrochemische processen voorgesteld. Hybride productie heeft veel potentie om uniform polijsten en verbeterde materiaalverwijderingsefficiëntie te bereiken. De combinatie van elektrochemische technieken en andere processen, zoals ultrasone caviteitschuurbestrating, slijpen en magnetisme, draagt bij aan het verkrijgen van AM-producten met betere prestaties, een hoogwaardige oppervlakteafwerking en nauwkeurigheid. De huidige elektrochemische toepassingen voor AM-producten richten zich voornamelijk op toepassingen zoals cardiovasculaire stents, botachtige structuren, interne kanalen en roosterstructuren. AM kan hier de traditionele productiemethoden vervangen.
Hoewel er vooruitgang is geboekt in de combinatie van elektrochemische technieken en AM-technologieën, zijn er nog steeds enkele beperkingen en uitdagingen bij het ontwerpen en toepassen van elektrochemische technieken voor AM-metalen. AM-technologieën vereisen een combinatie van elektrische, fysieke en chemische reacties, en het proces wordt beïnvloed door complexe en onderling beïnvloedende factoren.
Er is behoefte aan het vaststellen van relaties tussen additieve en subtractieve parameters, restspanning, anisotropie, oppervlaktekwaliteit en resulterende eigenschappen, zodat hybride productie kan worden overwogen voor industriële toepassingen. In de toekomst zal de productie van producten sneller, flexibeler, gepersonaliseerde en gevarieerder zijn, terwijl de vereiste nauwkeurigheid wordt bereikt.
In de industrie is fosfateren nog steeds één van de meeste gebruikte voorbehandelings- en reinigingsprocessen voor metalen oppervlakken. Deze traditionele processen worden veelal toegepast op hoge temperaturen van circa 50ºC. Een ander belangrijk nadeel zijn de hoge onderhoudskosten als gevolg van slibvorming in baden.
Met PreCoat CPF komen al deze nadelen te vervallen en maakt uw proces een stap naar een future-proof systeem. PreCoat CPF is een chromaat-, fosfaat en silicaatvrije voorbehandeling waarmee traditionele fosfateer- en reinigingsprocessen 1-op-1 vervangen kunnen worden. Het product ontvet en brengt een conversie/passiveringslaag aan in 1 stap.
De voordelen op een rij:
Werken op lage temperatuur: 15- 35C°
Multi-metal: geschikt voor staal, aluminium, verzinkt staal & RVS
Installatie: dompel, sproei of wasmachine
Verbeterde reiniging: reinigt beter dan conventionele processen; door toepassing van nieuwe detergenten worden vervuilingen zoals vet, olie & werkplaatsvuil effectief verwijderd
Geen slibvorming: vormt geen slib wat resulteert in minder machineonderhoud
Afvalwaterverwerking: fosfaatvrij product, eenvoudig te verwerken en kostenbesparend
Corrosiebescherming:
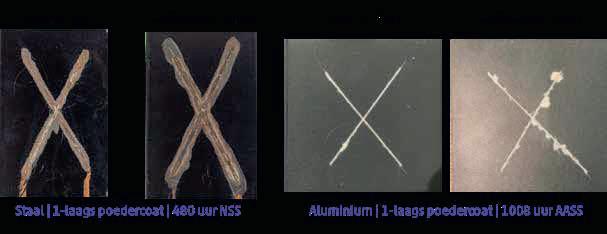
| Aluminium: tot 1008 uur AASS met 1-laags poedercoating en tot 1440 uur AASS met 2-laags poedercoating
| Staal: 480 tot 720 uur NSS met 1-laags poedercoating en tot 1008 uur NSS met 2-laags poedercoating
| Vergelijkbare resultaten met natlak
Lakhechting: sterk verbeterd t.o.v. traditionele ijzerfosfatering voor zowel poedercoat- als natlakproces
Inkoop chemie: het verbruik van chemie zal sterk verminderen
Markten: Landbouw, bouw, trailerproductie en andere algemene industrieën (kantoormeubelen, keukenapparatuur, fitnessapparatuur etc. Van Maren Coating B.V. over besparen met PreCoat CPF
Van Maren Coating B.V. is een multi-metal poedercoat bedrijf. Of het nou gaat om staal, aluminium, Zink etc., geen klus is te groot of klein. Zo coat het bedrijf bijvoorbeeld scharniertjes voor brillen, autoframes of informatiezuilen. Het motto van het bedrijf is “alles wat van metaal is, kunnen wij een kleurtje geven” aldus Nick van Maren (Manager). Vaak kan het coatingwerk al binnen diverse dagen gerealiseerd worden.
AD is een servicegericht bedrijf met doelgericht oplossingen. Nick licht toe: “Als wij een vraag hebben krijgen wij altijd snel antwoord en bij twijfel over een bad staan de AD Chemicals Experts vaak dezelfde dag nog het bad te bemeten. Om deze reden is AD voor ons dé leverancier voor chemische producten”.
Van Maren coating stond voor een investeringsvraagstuk. Nick legt uit: “Het vorige chemische proces had onze baden en leidingwerk aangetast. We moesten dus investeren om verder te kunnen. Dan ga je op zoek naar nieuwe technieken, deze vonden we in PreCoat CPF. De leidingen zijn vervangen de baden schoongemaakt om een goede opstart met het product te kunnen realiseren.
Het belangrijkste voordeel is dat we PreCoat CPF kunnen gebruiken bij ongeveer 35ºC, terwijl ons vorige chemische proces (traditionele ijzerfosfatering) pas optimaal werkte tussen de 60ºC en 65ºC. Aangezien de temperatuur in onze productiehal vaak al rond de 34ºC ligt, hoeven we nauwelijks extra te verwarmen om het bad op de juiste temperatuur te houden. Dit levert ons een besparing van ongeveer 1500 euro per maand”.
Nick vervolgt zijn ervaringen met AD: “Omdat PreCoat CPF multi-metal is kunnen we het proces inzetten voor bijna alles dat we coaten, zoals staal, aluminium en rvs. Hierdoor hebben we minder baden nodig en kunnen we sneller produceren. Een bijkomend voordeel is dat PreCoat CPF uitstekend ontvet, waardoor we erop kunnen vertrouwen dat producten altijd goed schoon zijn na behandeling. Daarnaast merken we op dat de baden en het leidingwerk veel schoner blijven, en vuil gemakkelijk te verwijderen is. De badenreeks is ook veel stabieler, waardoor we nu vaak visueel al kunnen zien dat het nog in orde is. Uiteraard controleren we het bad ook regelmatig door badcontroles uit te voeren, maar de parameters zijn zeer stabiel.”


Nick van Maren (links) en eigenaresse Lyane van Maren (rechts) in productiehal van Maren Coating.
Ook op het gebied van waterverbruik ziet Van Maren diverse voordelen: “Voor de overstap naar PreCoat CPF gebruikten we demiwater voor zowel het spoelen als het naspoelen in ons proces, wat zorgde voor een beter resultaat qua voorbehandelen. Na de overstap naar PreCoat CPF ontdekten we echter dat naspoelen met kraanwater in plaats van demiwater een vergelijkbaar of zelfs beter resultaat oplevert. Door over te schakelen van naspoelen met demiwater naar kraanwater besparen we tot 800 euro per maand.”
Kortom, na de overstap op PreCoat CPF heeft Van Maren Coating kunnen besparen op energiekosten, reinigingskosten, productiekosten en waterkosten. PreCoat CPF is een product waarmee zij op lange termijn verwachten nog veel meer te besparen en duurzamer te opereren.
INDUSTRIEEL REINIGEN OP LAGE TEMPERATUUR; NET ZO EFFECTIEF
Voor de meeste reguliere voorbehandelings- en reinigingsprocessen biedt AD alternatieven die inzetbaar zijn op kamertemperatuur, net zo effectief en efficiënt. Door te kiezen voor een voorbehandeling of reiniging op lagere temperatuur kan veel energie worden bespaard.
OVER AD CHEMICALS
Opgericht in 1974 en gevestigd in Nederland heeft AD Chemicals ruim vijf decennia aan productie-ervaring op het gebied van chemische voorbehandelingsproducten voor dompelbaden, cascade- en sproeilijnen. Deze expertise staat garant voor de meest kosteneffectieve voorbehandeling in combinatie met ongeëvenaarde kwaliteit op de markt. Met ISO 9001 en ISO 14001 certificeringen strekt onze wereldwijde aanwezigheid zich uit tot o.a. de EU, Turkije, China, Zuid-Afrika en de Verenigde Staten. Onze voorbehandelingen dragen met trots o.a. Qualicoat, GSB en Qualanod certificeringen.


No matter what the industry – we have the right solution





In de wereld van de oppervlakte behandeling staat functionaliteit en design centraal. Hierin hoeft het één niet onder te doen voor het ander en daarom is het onze missie om ervoor te zorgen dat onze afnemers het beste van beiden krijgen.
Voor elke processtap in de oppervlakte behandeling biedt MKS een scala aan secuur op elkaar afgestemde processen aan. Van voorbehandeling tot en met de nabehandeling. Ook bevat ons assortiment diverse strippers voor coatings, zodat het basismateriaal niet aangetast wordt en (dure)onderdelen herbruikt kunnen worden.
Al meer dan 100 jaar ontwikkelen wij technologieën voor diverse industrieën die oppervlakte behandeling mogelijk maken en hebben aangetoond dat wij een betrouwbare partner zijn voor duizenden afnemers wereldwijd.
Atotech an MKS Brand
Sinds de invoering van de ‘Praktijkaanbevelingen ter vermindering van de kans op filiforme corrosie’ door het Aluminium Centrum in de jaren negentig - en tegenwoordig uitgegeven door ION - is het aantal schadegevallen van filiforme corrosie substantieel gereduceerd. Helaas is het echter niet geheel uitgebannen. Uit praktijkvoorbeelden blijkt dat ‘deskundigen’ een oordeel vellen waarbij het coatingbedrijf vrijwel altijd de Zwarte Piet krijgt toegeschoven. Deze ‘deskundigen’ baseren hun deskundigheid vaak op wat in de wandelgangen opgevangen wordt, terwijl feitelijke kennis op het gebied van oppervlaktebehandeling geheel ontbreekt. Daarom delen we in dit artikel nogmaals een opsomming van verschijnselen, oorzaken en oplossingen.
Corrosie op gelakt aluminium is in twee groepen te onderscheiden: corrosie als gevolg van onthechting van de laklaag (A), en onthechting als gevolg van fila.mentvormige corrosie (B). Bij de eerste variant vindt eerst onthechting plaats waarna corrosie ontstaat; bij de tweede ontstaat eerst corrosie die onder de laklaag kruipt waardoor de lak van het substraat wordt gedrukt.
OORZAKEN
De volgende oorzaken kunnen ten grondslag liggen aan onthechting:
• Geen of volstrekt onvoldoende voorbehandeling. Vooral onder vochtbelasting buiten vindt hierbij snel onthechting plaats. Het bedrieglijke is dat na een aantal uren expositie in een droge ruimte de hechting zich weer kan herstellen.
Onvoldoende uitharding van de lak.laag. Dit geldt vooral voor poedercoa.tings en moffellakken. Bij deze lakken houdt het uithardingsproces op zodra de temperatuur onder de minimale moffeltemperatuur komt. Bij 2K-lakken gaat het uithardingsproces gewoon door tot de reactie voltooid is. Dit kan wat lang duren, tot wel twee weken.
Chroomvrije conversie op basis van Zr, Ti of een combinatie van die twee met een polymeer. Hierbij kunnen res.tanten van het polymeer die niet met het aluminium hebben gereageerd achterblijven en indrogen. Dit kan het gevolg zijn van onvoldoende fluoride-activiteit in het conversiebad. Ervan uitgaande dat profielen altijd schuin c.q. verticaal opgehangen worden voor het laten uitlopen van vloeistoffen, vindt dit probleem plaats op de laagst hangende uiteinden van de profielen, in de praktijk over een lengte van 5-15 cm.


Gesloten profielverbinding: geen FFC FFC uit open profielverbinding

De onthechting als genoemd onder A vindt plaats in de vorm van min of meer ronde blazen die een doorsnede van enkele centimeters kunnen hebben. Onder de laklaag ontwikkelt zich aluminiumoxide, in de vorm van een dun laagje wit poeder. Onthechting door indrogen van polymeer onderscheidt zich van onthechting door geen voorbehandeling of onvoldoende uitharding, doordat dit probleem zich lokaal en op kleine schaal voor doet. Dit kan bevestigd worden door versnelde corrosietesten en een hechtingtest na vochtbelasting op ruime afstand van het uiteinde van het profiel, direct na het coaten.
HERKENNEN
Filiforme corrosie c.q. FFC is in de beginfase makkelijk te herkennen aan de draadvormige ‘kruipgangen’ onder de coatinglaag. FFC ontstaat altijd op plaatsen waar geen of onvoldoende coating aanwezig is. Hierbij valt te denken
aan Filiforme corrosie is een draadvormige vorm van corrosie dat zich hoofdzakelijk voordoet op gelakt aluminium. Het fenomeen begint vanuit plaatsen waar geen, dan wel onvoldoende, lak aanwezig is zoals zaagkanten, stansgaten, beschadigingen en vanuit scherpe randen met onvoldoende kantendekking. Door met grote nauwkeurigheid de verschillende processtappen, genoemd in onderstaande aandachtspunten, uit te voeren, kan men de kans op het ontstaan van filiforme corrosie tot een minimum bepreken. niet waterdicht afgesloten profielverbindingen, boorgaten, stansgaten, beschadigingen in de coating en onvoldoende bedekking c.q. bescherming van scherpe kanten. Als je de ontwikkeling hiervan op zijn beloop laat, kan dit na jaren leiden tot blazen waarin de oorspronkelijke filamenten in de regel – maar niet altijd - nog herkenbaar zijn. Het niet of onvoldoende reinigen zal vooral in kustgebieden een sterke negatieve invloed hebben op de ontwikkeling van FFC. Onder de coatinglaag zal zich een dikke laag aluminiumoxide voordoen, in de vorm van een wit poeder - vergelijkbaar
met corrosie door onthechting, maar dan in veel grotere mate.
FFC kan meerdere oorzaken hebben. De meest voorkomende aspecten die invloed hebben op de vorming van FFC dan wel het voorkomen daarvan, zijn op volgorde van importantie: ontwerp/ design, materiaalkeuze, constructie, oppervlaktebehandeling, en onderhoud. Het is een groot en bijna onuitroeibaar misverstand dat FFC altijd terug te voeren is naar oppervlaktebehandeling. Sterker nog, de oppervlaktebehandeling speelt in de regel een ondergeschikte rol. Als de voorbehandeling zou falen, zou er eerder corrosie ontstaan dan onder A genoemd. We schreven eerder al: FFC begint altijd op plaatsen waar geen of onvoldoende coating aanwezig is. Met betrekking tot de zojuist genoemde aspecten wordt het volgende bedoeld:
• Bij ontwerp/design gaat het onder andere over goede afwatering, profiel-verbindingen in verstek of verticaal, voldoende afrondingsstraal voor laagdikte op de scherpe kanten.
• Met materiaalkeuze wordt bedoeld de juiste legering. Voor geperst aluminium geldt AA6060 of AA6063, met inachtneming van de beperkingen zoals genoemd in de ‘Qualicoat Recommendations’ of de praktijkaanbevelingen van ION. Voor plaatwerk geldt AA5005 AlMg1 of 1050 AL 99,5%.
Met constructie wordt bedoeld: vrij van beschadigingen en waterdicht afsluiten van profielverbindingen met een anticorrosieve kit, en het afronden/afbramen van knipen zaagkanten.
• De oppervlaktebehandeling dient te voldoen aan de vigerende Qualicoat.eisen. Hierbij speelt vooral het beitsen een cruciale rol. Qualicoat heeft het over een beitsafname van 1 gram/m., en onder maritieme omstandigheden van 2 gram/m., seaside. Beargumenteerd kan worden dat de beitsafname altijd 2 gram/ m. moet zijn: De dikte van de oxide- c.q. extrusiehuid is 0,2 - 0,5 micrometer. Het soortelijk gewicht van aluminiumoxide = 3,7 (niet te verwarren met het s.g. van alu, dat 2,7 is). Uitgaande van het slechtste scenario ziet de berekening er als volgt uit: 0,5 mu x 3,75 = 1,85 = 2, afgerond op hele grammen. Alleen daarmee is het zeker dat de gehele oxide- c.q. extrusiehuid is verwijderd.
In maritieme gebieden C4 en C5 is het aanbrengen van voldoende laagdikte op de scherpe kanten noodzakelijk. Bij een afrondingsstraal van 0,5 mm, standaard op profielen in de architectuur, bedraagt de laagdikte niet meer dan 15 - 20 procent van de laagdikte op de vlakke delen. Dat wil
zeggen: bij een laagdikte van 60 - 80 micron op de vlakke delen zal de laagdikte op de scherpe kanten niet meer bedragen dan 10 - 16 micron, wat volstrekt onvoldoende is. Er zijn meerdere praktijkvoorbeelden bekend van FFC vanuit die scherpe kanten. Om voldoende laagdikte te realiseren, kan een tweelagen-systeem worden aangebracht. De eerste laag zorgt voor een grotere afronding, waardoor bij een twee laag zo’n 60 procent of meer laagdikte op de scherpe kanten wordt bereikt. Dit betekent een laagdikte van 3550 micron. Tel hierbij de laagdikte van de eerste laag op, en de totale laagdikte op de kanten zal 50 - 60 micron bedragen. Er zijn geen corrosiegevallen bekend vanuit de scherpe kanten die voorzien zijn van een tweelagen-systeem.
Er is een alternatief dat FFC kan voorkomen, namelijk pre-anodiseren. Het toepassen van pre-anodiseren, met een laagdikte van 5 - 8 micron op de vlakke delen en hooguit 1-2 micron op de scherpe kanten, ontslaat je niet van de plicht om je te houden aan het waterdicht afsluiten van profielverbindingen, het voorkomen van beschadigingen en het aanbrengen van voldoende laagdikte op de scherpe kanten middels een tweelagen-systeem. Het is naïef om te denken dat 1 - 2 micron anodiseerlaag plus 10 - 15 micron coatinglaag vooral in C4- en C5-gebieden voldoende zal zijn om de scherpe kanten tegen corrosie te beschermen. FFC wordt er weliswaar mee voorkomen, maar in plaats daarvan kan contact- c.q. putcorrosie ontstaan. Deze vorm van corrosie gaat altijd door en kan op den duur gevolgen hebben voor de kwaliteit van de constructie. Het proces zal alleen minder snel verlopen dan de vorming van FFC. Er zijn inmiddels schadegevallen bekend van deze vorm van corrosie op de scherpe kanten.

Een test is eigenlijk nooit goed genoeg. Het hoeft namelijk weinig correlatie met wat er in een normale omgeving gebeurt. “Het kan een goede tool zijn”, zeggen Randy Israel en Wilfred Versteeg van Benelux Scientific. Maar de realiteit echt nabootsen? Dat ligt genuanceerd. Een gesprek over testen.

Heeft een zoutsproeitest nut? Natuurlijk, het is een simpele test: een plaatje wordt besproeid met een 5% zoutoplossing op 35°C. Voordelen zijn de relatief lage kosten en snelle vergelijkende resultaten. Er is echter een groot nadeel. En dat is dat er geen echte correlatie bestaat tussen de resultaten van deze test en de levensduur van een product in de praktijk.
“Het is niet zinloos”, zegt Randy Israel. Hij is general manager bij Benelux Scientific, leverancier van laboratoriumapparatuur. “Een zoutsproeitest kan een goede tool zijn, voornamelijk als kwaliteitscontrole. Het is een benadering en als het resultaat bij een zoutsproeitest niet goed is, weet ik zeker dat het in de werkelijkheid ook fout gaat. Een cyclische corrosietest is echter beter. Dan ga je iets nabootsen wat lijkt op wat buiten gebeurt. Zo zijn er natte en droge omstandigheden, net als in de echte wereld. De zoutkristallen drogen op en komen weer in oplossing, zoals ook in de buitenlucht gebeurt, in een cyclus. Cyclische tests geven een betere correlatie met de buitenlucht dan conventionele zoutsproeitesten.”
Wilfred Versteeg (product specialist): “De belangrijkste vraag van klanten is vaak: ‘Hoe lang gaat mijn product dan mee, welke garantie kan ik afgeven?’ Iedereen wil een magic number. Maar dat krijg je niet voor elkaar zonder het in
“Cyclische tests geven een betere correlatie met de buitenlucht”
de service-omgeving te testen. Want elk product gedraagt zich anders. Het gaat niet alleen om de coating, maar ook om de voorbehandeling, primer, substraat en de interactie. De beste en goedkoopste manier om te testen? Leg het gewoon op je dak. In de open lucht hoef je niets na te bootsen. Dat testen in de open lucht gebeurt ook al decennia op grote schaal.”
Hij verwijst naar de verouderingstesten in de open lucht in Florida. Daar ligt een terrein van 120.000 m. voor veroudering in de open lucht en een laboratorium van 900 m. voor versnelde proeven. Het testveld bestaat uit rekken met venster-glaasjes, dozen met automotive interieur, warmtepompen, helmen, platen van auto’s. De plek in het zuiden is niet voor niets zo gekozen. Dat is de enige echt subtropische streek van de Verenigde Staten. De blootstelling aan dat klimaat is niet alleen realistisch maar ook versneld. Een jaar
Niet testen is niet weten wat je op de markt zet”
zonneschijn in Florida kan overeenkomen met ettelijke jaren veroudering op andere plaatsen. Vijf jaar Florida is acht jaar Europa.
Het belangrijkste is de vraag: wat is het doel van je test. Dat moet je definiëren, vinden Israel en Versteeg. Israel: “Er zijn heel wat klanten die gewoon een certificaat willen afgeven, maar dat zegt niet veel over de werkelijke kwaliteit van het product. En toch: niet testen is niet weten wat je op de markt zet”, vervolgt Israel. “Behalve in de houtindustrie ben je wettelijk niet verplicht om te testen. Maar je mag een minimale kwaliteit van een coating verwachten. Niet-Qualicoat coatings zijn goedkoper. Dat is logisch. Maar we vinden dat je in een circulaire economie er naar moet streven om materialen zo duurzaam mogelijk te maken. Dat mag je best eisen.”
Een belangrijke trend in kwaliteitsonderzoek zijn hun QUV en Q-Sun-meetkasten. 85 Tot 90 procent van de schade aan een product komt door UV. De Q-Sun testkamer met xenonlampen bootst de condities na van de schade die door volspectrum zonlicht en regen wordt veroorzaakt. In enkele dagen of weken (afhankelijk van het product) kan de Q-Sun tester de schade reproduceren die in de open lucht na maanden of jaren optreedt. De Q-Sun tester heeft alle functies voor de beproeving van de lichtechtheid, de kleurechtheid en de lichtstabiliteit.
“De QUV versnelde verweringstester simuleert de schade die door zonlicht, regen en dauw wordt veroorzaakt. In enkele dagen of weken kan de QUV-tester de schade reproduceren die in de open lucht na maanden of jaren optreedt”, weet Israel. Om verwering in de open lucht te simuleren, stelt de QUV-tester de materialen bloot aan afwisselende cyclussen UV-licht en vocht op gecontroleerde hoge temperaturen. Speciale UV-fluorescentielampen simuleren het effect van zonlicht. Dauw en regen worden gesimuleerd door middel van condenserend vocht en/of waterbesproeiing.
Versteeg: “Met onze testapparatuur wil je een worstcase-scenario simuleren. Want uiteindelijk wil je dat de klant zo veel mogelijk zekerheid heeft over zijn product. Nogmaals: nabootsen en versnellen van álle klimatologische effecten is onmogelijk in het laboratorium. Maar ik garandeer dat als het niet door onze tests komt, het zeker niet door de test van de natuur komt.”
Meten is een fundamenteel aspect van oppervlaktetechnologie. Het meten van verschillende parameters, zoals dikte, ruwheid, hardheid en porositeit, helpt bij het waarborgen van de kwaliteit van het behandelde oppervlak. Daarnaast stelt het fabrikanten in staat om de prestaties van de materialen te evalueren. Door regelmatig metingen uit te voeren tijdens oppervlaktebehandelingsprocessen kunnen fabrikanten deze processen optimaliseren en afstemmen om consistente resultaten te bereiken. Dit kan voor kostenbesparingen en een verbeterde efficiëntie zorgen.
Daarnaast is het meten van de relevante eigenschappen nodig om te controleren of aan normen wordt voldaan. Tot slot speelt het meten van oppervlakte-eigenschappen een belangrijke rol in onderzoek en ontwikkeling van nieuwe materialen, coatings en behandelingstechnologieën. Een mooi voorbeeld dat aantoont hoe relevant meten kan zijn, zijn de imaging-systemen van LaVision. Die zijn ontworpen om afwijkingen in re-al-time te detecteren en directe feedback over materiaalgebruik en reproduceerbaarheid te geven, zonder de productie te onderbreken. De systemen zijn digitaal geïntegreerd in de procesomgeving en hebben een intuïtieve en op maat gemaakte gebruikersinterface.

De Spray Master Inspex meet radiale of axiale sproeipatronen bij een diversiteit van systemen; van complexe multiholesproeiers tot eenvoudige huishoudelijke sprays. De Particle Master Inspex visualiseert en meet de grootte, vorm en
snelheid van individuele deeltjes met behulp van schaduwbeelden, zonder voorafgaande monsterbereiding. Zowel vaste deeltjes en druppels als gasbellen vanaf 4 .m kunnen op deze manier worden gedetecteerd. Om de productkwaliteit te verbeteren en de efficiëntie van het onderliggende proces te vergroten, beschikt het apparaat over in-situ beeldvormingscontrole.
Het besparen van hulpbronnen en energie speelt een sleutelrol in de coatingindustrie. De oppervlaktebehandeling van producten vereist veel energie voor de productie. Dit veroorzaakt aanzienlijke kosten en lasten voor bedrijven. PhoenixTM (Phoenix Temperatuurmeting) heeft een systeem ontwikkeld dat is ontworpen om de energie-efficiëntie van verfovens te vergroten.
Door gerichte warmtemonitoring kan daarbij worden bespaard op hulpbronnen. Om het energiegebruik te reduceren zonder afbreuk te doen aan de kwaliteit en verwerkbaarheid van de producten, is het noodzakelijk om de oventemperaturen en het effect daarvan nauwkeurig te kennen. Het FIS04-systeem, speciaal ontwikkeld voor de coatingindustrie, beweegt door de oven met de componenten en registreert de product- en omgevingstemperaturen op tot twintig meetpunten. Dit stelt de gebruiker in staat om op elk moment te zien of de oventemperatuur in evenwicht is met de energie-input en productkwaliteit.
De meetapparaten uit de DMP-productfamilie die in 2023 zijn gelanceerd door Helmut Fischer GmbH, zijn ontwikkeld voor
tactiele en niet-destructieve meting van de laagdikte van coatings op ferro- en non-ferromaterialen. De Dualscope-, Deltascope- en Isoscope-modellen voldoen aan de speciale meetvereisten van verschillende toepassingen in de verf- en coatingindustrie, en tal van andere industriële sectoren. Ze leveren nauwkeurige en betrouwbare meetresultaten, zelfs bij zeer dunne coatings, op locaties met zeer uitgebreide toegankelijkheid of op oneffen oppervlakken. Bovendien zijn alle DMP-apparaten beschikbaar met de nieuwe digitale probes van de fabrikant. Met de analoge probes, die nog steeds kunnen worden gebruikt, hebben gebruikers een uitgebreid probe-portfolio tot hun beschikking. De DMP-apparaten van Fischer zijn uitgerust met een robuuste, volledig aluminium behuizing met IP64-bescherming, krasbestendig Gorilla-glas en zachte bumpers. Ze bieden live feedback via licht, geluid of trillingen voor limietwaardebewaking, en maken gegevensoverdracht mogelijk via USB-C en bluetooth. Andere specifieke kenmerken zijn onder meer de Cal Check-functie voor het controleren van de huidige gebruikte kalibratie, en de nieuwe Tactile Suite-software voor uitgebreide rapportage en analyse. De vervangbare Li-ionbatterij is goed voor een gebruiksduur van 24 uur. De eenvoudig te gebruiken apparaten hebben een meetwaardengeheugen van 250.000 gemeten waarden in 2.500 batches (DMP 30/40), of 10.000 gemeten waarden in één batch (DMP 10/20).
Er is een nieuwe update beschikbaar voor het Coatmaster Flex-meetinstrument op het gebied van contactloze coatingdiktemeting. De nieuwste verbeteringen aan de cloud-infrastructuur van de fabrikant zorgen voor een versnelde meetsnelheid. De tijd tussen twee metingen is aanzienlijk verkort. Dit is met name gunstig in situaties waarin het belangrijk is om meerdere meetpunten in korte tijd vast te leggen. Meer dan tien metingen kunnen nu worden voltooid in minder dan 20 seconden. Ook de meetbereik en nauwkeurigheid zijn verbeterd. In zowel de bovenste als de onderste coatingdiktebereiken is de precisie toegenomen. De nauwkeurigheid is met maximaal 250 procent verbeterd voor lagen binnen het bereik van meer dan 300 .m tot onder de 10.m. De update kan naadloos worden geïntegreerd omdat hij via de cloud verloopt. Omdat de verbeteringen volledig in de cloud zijn aangebracht, is er geen handmatige interventie op het apparaat zelf vereist.
Kluthe streeft naar milieuvriendelijke en duurzame voorbehandeling met dunnefilmtechnologie van Decorrdal. Het
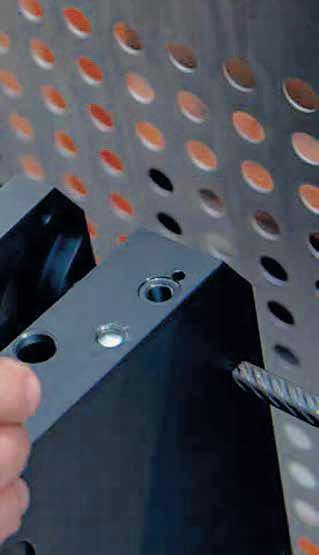
maakt kosteneffectieve, fosfaatvrije processen mogelijk op basis van zirkonium, ter vervanging van conventionele ijzeren zinkfosfatering. Deze technologie is ontwikkeld om bijzonder dunne, hoogwaardige oxide- en zirkonium-titaniumcoatings te produceren op ijzer-, zink- en aluminium-substraten. Dunne-filmprocessen worden al gebruikt in sectoren zoals de auto- en landbouwmachine-industrie, zowel voor passivatie als voor verfvoorbehandeling. De productseries 900 en 600 zijn ontworpen om het gebruik van chemicaliën, het energiegebruik en de bedrijfskosten te reduceren. Met producten zoals Cyclosol, een spoelmedium dat wordt gekenmerkt door zijn efficiënte circulatie- en recyclagemogelijkheden, wil de fabrikant afval en verspilling van hulpbronnen verminderen. De Controx-verfverwijderaars voldoen ook aan dit doel. Ze zijn VOC-vrij en kunnen spaarzaam worden gebruikt, wat helpt om schadelijke emissies te verminderen. Kluthe biedt ook het op water gebaseerde reinigingsmiddel Nikutex aan, dat eveneens is ontwikkeld als een economisch en milieuvriendelijk product.
Lasers worden steeds vaker gebruikt voor het reinigen van metalen oppervlakken vanwege hun precisie en efficiëntie. Ze komen langzaam maar vaker ook bij steeds meer leden van ION voor. Vanuit de ISO wordt er ook gewerkt aan een nieuwe norm hiervoor, de NEN-EN.ISO 8504-6. Maar wat is het nu precies en wat zijn de voor- en nadelen hiervan?
Bij laserreiniging wordt een krachtige laserstraal gericht op het metaaloppervlak. De energie van de laser verdampt of verbrandt de verontreinigingen, coatings, oxidatie of andere ongewenste materialen op het oppervlak. Dit proces staat bekend als ablatie, het gedeeltelijk verwijderen van dunne deklagen. Een van de belangrijkste kenmerken van laserreiniging is dat het een contactloos proces is. Dit betekent dat het metalen oppervlak niet wordt beschadigd door schurende materialen of chemicaliën die vaak worden gebruikt bij traditionele reinigingsmethoden. Lasers kunnen zeer nauwkeurig worden gericht, waardoor selectieve reiniging mogelijk is. Dit is vooral handig bij het verwijderen van verontreinigingen op specifieke delen van
een metalen oppervlak, zonder de rest van het materiaal te beïnvloeden. In vergelijking met sommige chemische reinigingsprocessen is laserreiniging milieuvriendelijker omdat er geen schadelijke middelen worden gebruikt. Het produceert ook minder afval, aangezien de verontreinigingen worden verdampt in plaats van dat er afvalstoffen ontstaan. Laserreiniging wordt gebruikt in verschillende sectoren, waaronder de luchtvaart, auto-industrie, bouw, infra en elektronica, met name in de revisie en reparatie. Het wordt gebruikt om organische coatings, roest, olie, vet, conversielagen en andere verontreinigingen van metalen oppervlakken te verwijderen. Bij laserreiniging moeten de veiligheidsvoorschriften in acht worden genomen vanwege de


krachtige en geconcentreerde energie van de laserstraal. Dit omvat het dragen van beschermende brillen, het zorgen voor een veilige afstand tussen de operator en de laserbron en voorkomen van inademen van de dampen.
Al met al biedt laserreiniging een snelle, precieze en milieuvriendelijke manier om metalen oppervlakken te reinigen, wat het tot een populaire keuze maakt in verschillende industrieën. Laserreiniging vereist geen gebruik van gevaarlijke middelen, zoals oplosmiddelen, sterke zuren of basen. Hierdoor is het een reinigingsmethode welke geen gevaarlijke vloeibare of vaste afvalstoffen produceert. Laserreiniging is een contactloos proces, wat betekent dat het oppervlak niet wordt beschadigd door wrijving of slijta.ge die vaak voorkomen bij mechanische reinigingsmethoden. Dit is vooral gunstig voor delicate materialen of oppervlakken die gevoelig zijn voor krassen. Laserreiniging kan worden toegepast op een breed scala aan materialen, naast metalen ook kunststoffen, keramiek, glas, hout en nog veel meer. Het is effectief voor het verwijderen van verschillende verontreinigingen zoals roest, verf, coatings, oxide lagen, vet en zelfs biologische vervuilingen. Laserreiniging is over het algemeen een snel proces en kan op grote schaal worden toegepast. Het vereist vaak minder arbeidstijd dan traditionele mechanische reinigingsmethoden voor kleine oppervlakken. De benodigde tijd is wel sterk afhankelijk van de type vervuilingen. Laserreiniging genereert doorgaans minder warmte dan bijvoorbeeld la-
sersnijden of lassen. Hierdoor blijft het thermische effect op het oppervlak minimaal, waardoor vervorming of beschadiging van het materiaal wordt voorkomen. Met name geen vervorming is ook een sterk voordeel ten opzichte van grit stralen, echter geeft het wel een minder ruw oppervlak.
Hoewel laserreiniging veel voordelen biedt, zijn er ook enkele nadelen en beperkingen waar rekening mee moet worden gehouden. De initiële investeringskosten voor laserreinigingsapparatuur kunnen hoog zijn. Dit kan een drempel vormen voor kleinere bedrijven of organisaties die niet over het budget beschikken om een laserreinigingssysteem aan te schaffen.
De meeste lasers worden handmatig toegepast, hierdoor is een goede training erg belangrijk. Maar net als bij alle andere handmatige processen blijft de eindkwaliteit erg operator-afhankelijk. Zo zal iemand als moe is minder nauwkeurig werken dan wanneer hij zich goed en fit voelt. Er zijn ook robots die dit kunnen doen, maar vooralsnog vergt dit veel voorprogrammeren. Sommige vervuilingen zijn erg lastig te verwijderen, hierdoor kan het ontstaan dat een operator te lang blijft hangen op hetzelfde punt met de laser. Dit kan in een te hoge temperatuur resulteren wat alsnog vervorming kan veroorzaken of op andere manier schadelijk is voor de ondergrond. Laserreiniging is het meest effectief op vlakke of licht gebogen oppervlakken. Het kan moeilijk zijn om complexe of zeer gestructureerde oppervlakken grondig te reinigen met lasers. Holle delen als de binnenzijde van
Lagere energie – Hogere winst
Probeer onze nieuwe rekentool en zorg voor een revolutie en inzicht in de prestaties van uw coatinglijn





profielen of buizen zijn nagenoeg niet mogelijk om te reinigen met lasers. Daar waar laser-cleanen ideaal is voor kleine oppervlaktes, zal dit nog niet de snelheid behalen die bijvoorbeeld chemische reinigers kunnen behalen voor grote aantallen en grote oppervlaktes. Het robotiseren van het laser reinigen zal hierbij helpen, maar haalt het nu nog niet.
Net als bij andere geavanceerde technologieën kunnen laserreinigingssystemen onderhoudsintensief zijn en kunnen er kosten verbonden zijn aan het onderhoud en de reparatie van de apparatuur. Laserreiniging vereist strikte veiligheidsmaatregelen vanwege de intense laserstraling die wordt gebruikt. Dit omvat het dragen van beschermende brillen, het naleven van veilige werkafstanden en het vermijden van blootstelling aan laser-dampen. Deze dampen zijn onder andere verbrande organische stoffen vanuit het verwijderen van oliën, verven en andere organische coatings, int resten en andere organische vervuilingen. Deze dampen kunnen carcinogeen zijn.
Inademen van schadelijke metalen bij het reinigen van onder andere nikkel en chroom houdende metalen blijft een risico. Uit een onderzoek van de EU bleek in 2004 al dat er chroom(VI) kan ontstaan bij lassen of lasersnijden van chroomhoudende metalen en legeringen. Er wordt
verwacht dat dit ook geldt voor het laserreinigen van metalen die chroom, nikkel en/of andere zware metalen kunnen bevatten. Denk hierbij aan RVS. Dit risico is er met name als de reinigingsparameters niet goed worden beheerst; hogere temperaturen kunnen de kans op chroom(VI)-vorming vergroten.
Daarom is het adequaat afzuigen, en soms ook het filteren, van de laserdampen zeer belangrijk. Met name als hierin de nieuwe omgevingswet in acht wordt genomen. Deze benoemt immers dat als er een emissiegrenswaarde geldt, dat het bedrijf de emissie ook moet monitoren. Daarbij moet het bedrijf corrigeren voor mogelijke extra verdunning door toevoegen van luchtstromen. De emissiegrenswaarden en monitoring staan in paragraaf 5.4.4 van het Bal of bij de activiteit in hoofdstuk 4 van het Bal. Om de kwaliteit van de laserreiniging voor het aanbrengen van een verflaag op staal te waarborgen wordt op moment van schrijven de NEN-EN-ISO 8504-6 geschreven. Deze norm heeft de titel: “Preparation of steel substrates before application of paints and related products — Surface Preparation Me.thods — Part 6: Laser Cleaning”. Deze norm biedt informatie over hoe efficiënt individuele laser reinigingsmethodes zijn in hun applicatiegebied. Wil je hier meer informatie over ontvangen, neem dan gerust contact op met vereniging ION.
Onderzoek richt zich op de ontwikkeling van innovatieve en milieuvriendelijke corrosiebestendige coatings. ‘Groene’ corrosiebescherming staat op het punt een belangrijk industrieel aandachtspunt te worden. De energie-intensieve productie van metaalcoatings draagt aanzienlijk bij aan CO2 -uitstoot.
Moderne anticorrosiesystemen bestaan doorgaans uit twee lagen: een anorganische conversielaag en een organische coating, vaak in de vorm van E-coats. Hoewel de doeltreffendheid van fosfaatcoatings op het gebied van corrosieweerstand goed is, zijn er zorgen over het gebruik van fosforbronnen en de nadelige effecten van conventionele conversielagen op de menselijke gezondheid en het milieu. Die zijn toe te schrijven aan de soms carcinogene eigenschappen, zoals van nikkelkationen, en het resulterende afval.
=Innovatieve benaderingen van corrosiebeschermingssystemen zijn uitvoerig onderzocht, waarbij fytinezuur (PA) naar voren komt als een veelbelovend ‘groen’ alternatief. Diverse methoden om PA-conversielagen op verschillende substraten te realiseren, waaronder magnesiumlegeringen en stalen oppervlakken, zijn beschreven. Er blijven echter uitdagingen bestaan, met name met betrekking tot de compatibiliteit van PA-lagen met organische coatings, vanwege hun inherent hydrofiele aard.
Om dit probleem aan te pakken, hebben onderzoekers nieuwe strategieën bedacht, waaronder de modificatie van PA door chemische processen, om hydrofo.be eigenschappen aan de conversielagen toe te kennen. Door covalente bindingen te vormen tussen PA en alcoholen zijn onderzoekers erin geslaagd de hydrofiliciteit van PA te verminderen, waardoor hydrofobe PA-lagen op oppervlakken worden geproduceerd. Bovendien zijn aanpassingen aan de samenstelling van baden, zoals de toevoeging van molybdaat en metaaloxiden, gebruikt om het corrosiebestendig gedrag van PA-conversielagen te verbeteren. =Het uiteindelijke doel is het ontwikkelen van duurzame conversielagen op basis van PA, die uitstekende corrosie-
bescherming vertonen wanneer ze worden gecombineerd met industrieel gebruikte E-coatings. Spectroscopische en elektrochemische analyses zullen de corrosiebeschermende mechanismen en structuur van deze conversielagen verduidelijken, terwijl zoutsproeitesten hun prestaties onder zware omstandigheden zullen beoordelen.
De noodzaak van groene alternatieven voor conventionele corrosiebeschermingstechnologieën is nog nooit zo groot geweest. Hoewel eerdere studies het potentieel van PA-gebaseerde conversielagen hebben belicht, blijven uitdagingen met betrekking tot hun compatibiliteit met organische coatings en anticorrosie-eigenschappen bestaan. Recente vooruitgang in PA-modificatie heeft echter veelbelovende resultaten opgeleverd, waarbij PA-alcohol- en a mineproducten een verhoogde contact-hoek, verbeterde corrosiebescherming en uitstekende coateigenschappen met organische coatings vertonen.
=Deze bevindingen onderstrepen het potentieel van hydrofobe PA-gebaseerde conversielagen als een groen alternatief voor conventionele fosfaatcorrosiebeschermingsvoorbehandelingen voor staal, zonder de noodzaak van zirkonium- of titaniumverbindingen. Bovendien he eft de toevoeging van ijzeroxide aangetoond dat het de prestaties van deze conversielagen verder verbetert, waardoor effectievere corrosiebeschermingsstrategieën mogelijk worden.
=Door een combinatie van spectroscopische, elektrochemische en technische beoordelingen verkrijgen onderzoekers waardevolle inzichten in de corrosiebeschermende mechanismen van conversielagen, wat mogelijk een nieuw tijdperk van duurzame en effectieve corrosiebeschermingsoplossingen inluidt.

Fytinezuur (of fytaat, het anion van fytinezuur in zouten), is de fosfaatester van myo-inositol. De stof is een vrijwel kleurloze en zeer stroperige vloeistof en is oplosbaar in water. Fytinezuur is voor het eerst uit tarwezaad geïsoleerd in 1872 door W. Pfeffer. Fytaat komt voor in alle plantenzaden en vooral in granen en groenten. Het is een bioactieve stof die verschillende functies vervult, waaronder die van zaadkieming.
Binnen de poedercoatindustrie zou er meer kennis over kleuren en een betere kleurkwaliteitscontrole moeten zijn. Dat
vindt Mark Kotterink. Hij is kleurexpert bij de Stichting Nederlands Kleur Instituut (SNKI). “Het is van belang dat een coater zijn proces kent”.
“Kleur is zo belangrijk. Het heeft directe impact op ons welbevinden”, betoogt Mark Kotterink, kleurexpert bij de Stichting Nederlands Kleur Instituut (SNKI). Als iets de juiste kleur heeft, worden mensen als vanzelf blijer. Dat werkt dus ook de andere kant op. Als er iets niet goed zit met een kleur, dan irriteert dat. Stel dat er een gevel is met de gevelplaten in dezelfde kleur. Maar een paar gevelplaten wijken een heel klein beetje af. Die kleine kleurverschillen tasten het welzijn van mensen aan, vindt Kotterink. Ook als het maar een heel klein verschil betreft.
Het Nederlands Kleuren Instituut (SNKI) is het kennis- en adviesplatform voor kleur. Het SNKI heeft als doel de Neder-

landse samenleving te dienen door het beschikbaar maken van kennis en vaardigheden, producten (zoals, RAL, NCS, VeriVide) voor wie Nederland wil versterken op het gebied van kleur, kleurtoepassing en kleurtechniek. Dat toont zich onder an.dere in de bestendiging van de lopende samenwerking met RAL. Al enige jaren is de SNKI actief als wederverkoper van RAL, en sinds eind vorig jaar het er ook een distributeursovereenkomst mee.
Kotterink: “Goed gebruik van kleur betekent ook kleurkwaliteitscontroles uitvoeren. Dat kan je veel kosten besparen. Als iets fout gecoat is en het is al gemonteerd, kan het een

enorme schadepost zijn voor een coater. Zo heb ik weleens meegemaakt dat een gevel opnieuw moest worden uitgevoerd. Het was een zaak waarbij een particulier aluminium kozijnen had besteld in een RAL uit de 7000-serie. Ze vond het niet de juiste kleur en had daar gelijk in. Het was een verkeerde poedercoating. Alles moest worden gedemonteerd en opnieuw gedaan. Kosten? 40.000 euro.”
Een vervelende situatie, zowel voor de klant als voor de coater. Kotterink hoopt dan ook dat dit soort situaties zoveel mogelijk kan worden voorkomen. Maar dan moet het kennisniveau van de coater omhoog. Daarnaast moet er meer worden gedaan aan kleurkwaliteitscontrole en -meting. “Ik vraag me af hoeveel bedrijven daadwerkelijk de kwaliteit van hun werk controleren. Er is namelijk een lopende discussie over wie verantwoordelijk is voor wat. De poedercoater zegt dat de leverancier van de coating verantwoordelijk is voor de kleur. Daar zit wel wat in, maar dat neemt niet weg dat de coater zelf ook verantwoordelijk is. Want de kleur van een coating van een leverancier is de kleur die je onder bepaalde omstandigheden krijgt. Maar als de luchtvochtigheid anders is, of de temperatuur buiten de door de leverancier aangegeven marges valt, dan heb je een andere kleur. Daarom is het van belang dat een coater zijn proces kent.”

Kotterink: “Hou vooral rekening met licht. Vaak beoordelen mensen een kleur in het daglicht. Dan stappen ze naar buiten en vergelijken ze hun kleur met een kleurstandaard.
Kennis dus. Alles gaat erom dat je weet waarover je praat, zegt Kotterink. “Je kan aan de slag met een kleurmeter en dan kom je op een getal uit. Wat betekenen die getallen? Hoe moet je die getallen interpreteren? Als een apparaat ‘pass’ aangeeft, dan is het goed. En als het apparaat ‘fail’ zegt, dan is het fout. Maar juist de interpretatie van waarom iets fout is, dat is essentieel. Van de fouten kan je leren.”
Kleurkwaliteitscontrole is dus belangrijk als je verder wilt professionaliseren. En dat hoeft niet meteen de jackpot te kosten. Sterker: de ogen zijn de beste kleur-meters. Want de mens kan interpreteren wat hij ziet, en een apparaat kan dat niet. De eerste stap is daarom altijd een visuele kleurcontrole. Het gezichtsvermogen is een nuttige eerste indruk van kleur. Deze observaties moeten worden aangevuld met objectieve metingen en gestandaardiseerde processen, vooral in situaties waarin kleurnauwkeurigheid van cruciaal belang is. Dit zorgt ervoor dat kleuren consistent en zoals bedoeld worden gereproduceerd.
Maar daglicht verandert continu. ‘s Ochtends is het anders dan in de middag en de zomer geeft ander licht dan de winter. Om met lichtkasten of kleurbeoordelingkasten te werken, is het daarom essentieel om de juiste lichtcondities te creëren. Het Commission International de l’Eclarage is de internationale autoriteit op het gebied van licht, lichtbronnen, kleur en kleurruimte. Zij hebben een aantal lichtbronnen gestandaardiseerd.”
Kotterink roept daarom coaters en andere professionals in de sector op om veel beter te kijken naar de kwaliteit van kleur. Volgens hem is dat minimaal zo belangrijk als de controle of een laag goed hecht, of de dichtheid afdoende is en of een coating brandveilig is. “Ben je professional? Zorg dan voor een goede kleurmeter. Het is ook nog eens rendabel. Want je hebt minder faalkosten en tevredener klanten. Zeker architecten zijn erg gevoelig voor kleur. Als je je coating op kwaliteit kan testen en kan garanderen dat je binnen bepaalde toleranties blijft, dan kan je je als coatingindustrie onderscheiden.”
ONDERDELEN
Precisie reinigen Interoperationele reiniging Mengsels van oppervlakte-actieve stoffen Ttijdelijke corrosiebescherming


Precote®: Coatings voor borging, sealing en klemming Droge smeermiddelen met antifrictie coatings Geleidende coatings

DECORATIEVE GALVANOTECHNIEKEN
Koper, nikkel- en chroom
Plating on plastics Tin- en tinlegeringen Cr(VI)-vrije voorbehandeling op kunststof
SurTec Benelux B.V
Molenweg 17 A 5953 JR Reuver
VOORBEHANDELING

Voorbehandelingen

Phone: +31 773081590
Web: www.SurTec.com
Email: administratie.nl@SurTec.com
Wat zijn de trends voor dit jaar? Een overzicht maakt duidelijk dat energiegebruik de rode draad is. De industriële droging van lakken, verven en coatings vereist vanouds veel energie. Producenten over de hele linie zetten in op energiezuiniger en duurzamer. Van coatings naar lijnen en van automatisering naar drogen.
Naar energiegebruik gaat overal in de industrie volop aandacht uit. Zo heeft oppervlaktespecialist Rippert zich tot doel gesteld om energie, verf en bedrijfsmaterialen spaarzaam te gebruiken en afval te verminderen. De aanbieder heeft zijn systemen verder ontwikkeld op gebieden zoals controle- en automatiseringssoftware, slimme oplossingen, automatische robotverf, filterloze verfnevelafscheiding, zelfcoating dipoxy-verf (VIANT) en groene energie-oventechnologie.
De fabrikant heeft systemen ontworpen om zowel de kleinste hoeveelheden voor contractcoaters als het brede scala aan varianten voor de industriële coater te bestrijken. Het Rippert-Mes-besturingssysteem is ontwikkeld als software
die bovenliggend is aan het daadwerkelijke besturingssysteem van de spuitcabine en taken op zich neemt op het gebied van monitoring, controle, optimalisatie, visualisatie en ondersteuning van de operator. Dit betekent dat het niet alleen algemeen kan worden aangepast aan coatinglijnen, maar ook individueel aan de eisen van de klant.
Verffabrikant Mankiewicz richt zich op anti-reflecterende coatings. Correcte scherpstelling en helder zicht zijn niet alleen essentieel voor mensen, maar ook voor optische apparaten. Als essentiële elementen van een geautomatiseerde wereld vinden die steeds meer hun weg, op verschillende terreinen, van microscopen tot sensoren voor autonoom rijden.


Om soepel en nauwkeurig te functioneren, moeten behuizingen van camera’s en hulpsystemen vrij zijn van strooilicht. Het portfolio van anti-reflecterende coatings biedt verschillende niveaus van reflectievrije oppervlakken, afhankelijk van de eisen en het beoogde gebruik. Met zijn chroomvervanger-verven, verkrijgbaar in een breed scala aan kleuren, biedt Mankiewicz een alternatief voor milieuschadelijk chroomplateren. Chroomoppervlakken zijn in veel toepassingsgebieden in trek als tijdloos ontwerpreglement. Aangezien chromateren niet alleen giftig maar ook kostbaar is, verlaagt het efficiëntere verfproces met standaardapparatuur ook de proceskosten.
Voor de toenemende vraag naar hoogglanzende oppervlakken in landbouwtechnologie heeft de fabrikant Freilacke zijn formules in de natteverfstructuur herzien. De verlaging van de dichtheid leidde tot een vermindering van emissies en een versnelling van de droogtijden. Voor Horsch, een leverancier van hoogglanzende oppervlakken, had de fabrikant uit het Zwarte Woud zijn ultrahoog
vaste systemen voor landbouwtechnologie al herontwerpen, waardoor VOC-emissies werden verminderd. Door de formuleringen van de PU-primer UR1933HRU735 en de PU.topcoat UR1447NH3307 voortdurend te verbeteren, kon de oplosmiddeluitstoot verder worden gereduceerd en de vloei verbeterd.
De nieuwe verfsamenstelling is geschikt voor industriële goederen en bouwmachines. Zowel de verfcomponenten als de primer als toplaag bevatten oplosmiddelen en zijn gebaseerd op polyurethaan of isocyanaat-crosslinkende polyacrylaathars als bindmiddel. De toplaag is verkrijgbaar in hoogglanskwaliteit. Naast een hoge corrosiebescherming biedt de op oplosmiddelen gebaseerde primer goede hechting aan verschillende substraten, zoals staal, inclusief gestraald of ijzerfosfaterend staal, en roestvrij staal. De bijpassende UHS-topcoat UR1447N kenmerkt zich door goede vloei- en eveneens goede toepassingseigenschappen.
De verwerkingstijd bedraagt maximaal twee uur bij 20 °C, na toevoeging van verharder. Het vaste volume na toevoeging van verharder is 455 ml/kg (±10).
Efficiënt gebruik van energie en het verbeteren van werkstromen in verfoperaties staat bovenaan bij Höcker Polytechnik. Deze fabrikant ontwikkelt verfcentra die zijn afgestemd op de individuele werkstroom van de operator. De besturingstechnologie is geautomatiseerd, voor energiebesparende processen. Dankzij geavanceerde transporttechnologie kunnen de te coaten items eenvoudig worden verplaatst. Bovendien hebben de systeemingenieurs ervoor gezorgd dat de verdampings- en droogprocessen goed zijn afgestemd op de eisen van de verven en materialen. In de werktuigbouwkunde kunnen grote aantallen objecten met hoge snelheid worden geverfd. Dit biedt vele mogelijkheden om kosten te besparen met betrekking tot personeel, energie en hulpbronnen, zowel voor het aanpassen van bestaande systemen als bij het plannen van nieuwe verfcentra. De Aabo-Ideal Groep heeft zijn Go Greener energie-efficiëntieconcept, dat in 2022 werd gelanceerd, uitgebreid met het gebruik van warmtepompen. De vraag naar groene productie groeit en een van de maatregelen die zijn doorgevoerd om het energiegebruik in oppervlaktebehandelingsinstallaties te verminderen, is de toepassing van 300 mm dikke ovenisolatie. “Dit zorgt ervoor dat de oven slechts een minimum aan warmte naar de omgeving afgeeft, en garandeert optimaal intern gebruik van de warmte”, legt Claus A. Andersen, productmanager voor poedercoatsystemen bij de Aabo-Ideal Groep, uit.
Bovendien zorgt een geoptimaliseerde verdeling van de circulerende warmte ervoor dat het uitharden van de onderdelen - en dus de kwaliteit van de gecoate oppervlakken - wordt verbeterd. Luchtgordijnen en verstelbare deuren minimaliseren het verlies van verwarmde lucht naar de omgeving. Dit vermindert de noodzaak om de ruimte te koelen. Een efficiënt besturingssysteem maakt het mogelijk om de oven zo in te stellen dat hij bij optimale temperaturen voor elk poedercoatingproces werkt.
Luchtbehandeling is een sleutelfactor in het coatingproces, omdat onevenwichtigheden in de luchtvolumes en onjuiste ventilatie kunnen leiden tot ongewenste deeltjes op de gecoate oppervlakken. Warmtepompen worden bijvoorbeeld gebruikt om het warmteverlies van het systeem terug te voeren naar het verwarmingssysteem van de verfinstallatie voor voorbehandeling en ventilatie. Een neveneffect hiervan is actieve koeling, wat voordelen biedt zoals een lagere CO2-voetafdruk en een betere werkomgeving. Venjakob Maschinenbau biedt holistische concepten van slechts één leverancier over het brede scala aan oppervlakte-technologie. Het bedrijf herziet voortdurend zijn processen, om te voldoen aan de eisen van zijn industriële klanten met betrekking tot het besparen van hulpbronnen en energie.
Venjakob streeft ernaar zijn expertise te demonstreren op het gebied van een breed scala aan vereisten voor individuele en flexibele systeemoplossingen, en eindgebruikers te inspireren om na te denken over coatingprocessen. Onder andere gaat het daarbij om manieren waarop IoT (Internet of Things), kunstmatige intelligentie (AI) en innovatieve besluitvormingsmodellen kunnen worden gebruikt om productieprocessen intuïtiever en soepeler te maken.
Voor het coatingproces biedt Wagner een uitgebreid portfolio voor diverse toepassingen, van individuele onderdelen tot volledig automatische coatingsystemen. Een van de speerpunten hierbij is het besparen van oplosmiddelen, materialen en energie. Volgens de fabrikant worden de handmatige en automatische natlakpistolen gekenmerkt door een hoge toepassingsefficiëntie en zuinig gebruik van materialen. De nieuwe hoogrotatieverstuivers voor oplosmiddelhoudende en watergedragen verven zijn bedoeld om bij te dragen aan de implementatie van sterk geautomatiseerde natlak- en robotsystemen. Het bedrijf heeft de intentie deze ontwikkeling te ondersteunen met updates van de besturingstechnologie.
De spoelcapaciteit van de natlakpompen is verbeterd; zo is volgens de fabrikant bijvoorbeeld het benodigde volume spoelmiddel en de tijd voor kleurwissel van de Cobra hogedruk-dubbele membraanpomp aanzienlijk verminderd. Dochteronderneming Walther Spritz- und Lackiersysteme zet in op materiaalvoorbereiding en toepassingstechnologie. In het poedercoatingsegment ligt de focus op efficiëntie en automatisering. Bij handmatig coaten zal de focus liggen op hulpfuncties die zelfs onervaren personeel helpen bij het uitvoeren van coatingtaken volgens de vereisten. Met betrekking tot automatisering is het bedrijf van plan om de weg naar volledig geautomatiseerd coaten te beheersen met as- en robottechnologie.
GUN
Gema heeft een nieuwe serie automatische pistolen ontwikkeld. De OptiGun GA04 is uitgerust met Power Boost-technologie voor maximale laadkracht, en ontworpen voor gebruikers die hoogwaardige toepassingsapparatuur zoeken voor algemene industriële toepassingen en hoogwaardige coatings.
Het nieuwe product kenmerkt zich door een robuust pistoolontwerp. Met een 110 kV high-performance cascade en geïntegreerde Power Boost-technologie biedt het de hoogste laadkracht in de poedercoatingindustrie bij strikte naleving van veiligheidsvoorschriften, volgens de fabrikant.

Met bewezen resultaten stelt deze speciale technologie een standaard voor hogere productiviteit, verhoogde processnelheden en uitzonderlijke toepassingsprestaties. Het geoptimaliseerde pistoolontwerp, het gebruik van antikleefmateriaal en het rechte, depositovrije poederpad zorgen voor snelle en eenvoudige kleurwisselingen. De nieuw ontworpen SuperCorona met zijn vereenvoudigde aansluiting verbetert de toepassingskwaliteit en biedt coaters be.tere controle over het toepassingsproces van bijvoorbeeld dikke poederlagen.
De nieuwe serie is beschikbaar in verschillende versies voor verschillende toepassingen. Deze omvatten standaard automatische pistolen voor injector- of pomptechnologie, snelkleurwisselpistolen, een robuust en slijtvast emailpistool, en een versie die is geoptimaliseerd voor robottoepassingen. Het nieuwe robot-pistool verbetert de integratievrijheid op de robotkop, dankzij een flexibele beugel die in stappen van 15° kan worden geroteerd van -90° tot +90°, en maakt prestaties van dichtbij liggende contouren mogelijk.
Het assortiment omvat een breed scala aan spuitmonden, inclusief voor power boost-technologie en robottoepassingen, evenals verlengstukken en hoekspuitmonden. Hierdoor is een optimaal spuitpatroon voor verschillende objecten mogelijk.
Het ontwerpteam van Blastman Robotics heeft een straalrobot gebouwd met speciale afmetingen om het straalreinigingsproces voor offshore componenten van 20.48.15 meter te automatiseren. De telescooparmen zijn 10 meter lang en volgens de fabrikant gaat het om de grootste straalrobot ter wereld. Vanwege de beperkte ruimte die beschikbaar was, vereiste de productie en het testen een buitengewone inspanning. Voor de acceptatietest in de fabriek werden zowel het dak als de vloer van de productiehal geopend, zodat de robot inclusief de besturingscabine door het dak van de hal kon worden geïnstalleerd en de twee telescooparmen ver in de vloer konden worden uitgeschoven. Het robotsysteem omvat ook een hefplatform dat is verbonden met de telescooparmen. Het systeem is ontwikkeld in overeenstemming met de ATEX-regelgeving, zodat het hefplatform kan worden gebruikt voor schilderwerk. Hierdoor wordt een 2-in.1-oplossing voor oppervlaktebehandeling geboden.
De droge Quattro-Clean technologie van ACP Systems verbetert de efficiëntie en energiebalans van reiniging vóór het schilderen of coaten. Het proces maakt gebruik van gerecycled, vloeibaar koolstofdioxide als reinigingsmedium, dat een bijproduct is van chemische processen en energieopwekking uit biomassa. Het wordt met een verhoogde snelheid op het te reinigen oppervlak geblazen, met behulp van samengeperste lucht. Bij het verwijderen van losjes aanhechtende, deeltjesachtige verontreinigingen maakt het nieuw ontwikkelde roterende twee-stoffen ringmondstuk een hoge oppervlakteprestatie mogelijk, met geminimaliseerd koolstofdioxide- en samengeperste luchtverbruik. De roterende eenheid kan worden uitgerust met meerdere messen, waarvan de diameter en straalhoek kunnen worden aangepast aan de specifieke toepassing. Dit betekent dat zelfs complexe interne contouren kunnen worden gereinigd. Als naast de deeltjesverontreiniging ook filmverontreiniging betrouwbaar moet worden verwijderd, van het gehele oppervlak of in delen, is de Quattro-Clean sneeuwstraaltechnologie de ideale oplossing. Met deze alternatieve methode wordt het vloeibare koolstofdioxide ook door een slijtvrij twee-stoffen ring-mondstuk gevoerd, en zet het bij het verlaten ervan uit in fijne sneeuw. Dit wordt geconcentreerd door een mantel-straal van samengeperste lucht en met nauwkeurige focus met supersonische snelheid gericht op de te verwijderen verontreiniging. De gebruikelijke externe pelletproductie die nodig is voor klassiek droogijsstralen is niet langer nodig, wat betekent dat een volledig geautomatiseerd, ononderbroken reinigingsproces kan worden gerealiseerd.
Met de Fluid Board heeft Dürr een koppeling ontwikkeld tussen de besturingseenheid en applicator voor de industriële verfsector, waarmee het zijn Ready2inte.grate-pakket uitbreidt. Het voorgemonteerde verfdosering- en kleurwisselsysteem maakt snelle montage mogelijk. De toepassing wordt volledig beheerd door de EcoAUC-besturingseenheid. Het dekt de meest voorkomende 1K- en 2K-processen, zowel in het lage- als hoge drukbereik, en levert verf en spelmateriaal aan de EcoBell2-verstuiver of het EcoGun-spuitpistool. Hierdoor is het product geschikt voor werkzaamheden in industriële verftechnologie, zoals in de hout- of bouwindustrie, of bij leveranciers aan de auto-industrie. Het nieuwe product vermindert de engineering- en assemblagewerkzaamheden aanzienlijk. “De Fluid Board wordt volledig gemonteerd geleverd; alleen slangen en kabels hoeven te worden aangesloten”, aldus Stephan Voigt, Product Engineer bij Dürr.
De fluid board is voorzien van de EcoMCC3-kleurwisselaar die kan worden gebruikt voor maximaal tien kleuren. Ook zijn de EcoValve7-serie ventielen met maximaal drie verharders geïnstalleerd. De EcoPump9 voor nauwkeurige dosering en de compacte EcoFlow-regelaar voor het aanpassen van de bedrijfsdruk worden ook gebruikt. Tijdens de ontwikkeling van het nieuwe product lag de focus op een compact ontwerp, zodat het ook in kleine ruimtes kan worden geïnstalleerd. Het is verder uitgerust met de EcoDocu digitale technische documentatie om de inbedrijfstelling, bediening en onderhoud van het kleurdoseer- en kleurwisselsysteem te vereenvoudigen. Omdat het nieuwe kleurdoseer- en kleur.wisselsysteem een samenstelling is van verschillende componenten, ontvangt de integrator een algehele documentatie die deze beschrijft. Procesdiagrammen zijn ook opgenomen als voorbeelden.
Heimer Lackieranlagen und Industrieluft.technik GmbH & Co. KG heeft zich tot doel gesteld om efficiëntere en zuinigere procestechnologie te realiseren. De geavanceerde verbrandingskamers behalen nu verbrandingsefficiënties van meer dan 93 procent. Op het gebied van toe- en afvoertechnologie voor verfcabines heeft de fabrikant zijn resultaten verbeterd in efficiënte warmteterugwinning met roterende warmtewisselaars. De warmteterugwinningspercentages liggen momenteel boven de 70 proces; een hoogwaardige waarde voor luchtstromen van met deeltjes beladen afvoerlucht. De industrie richt zich steeds sterker op duurzame, energie-efficiënte en vooral ook materiaalbesparende verfprocessen. Grote besparingsmogelijkheden
kunnen worden gerealiseerd door het gebruik van een pigging-systeem, vooral bij frequente kleurwisselingen. Naast een effectief, dynamisch spoelproces biedt het MQS-1200 pigging-systeem van Oltrogge voordelen zoals mobiel uitwisselbare deksels inclusief agitator, reinigingsconcept en hobbock-lift. Het bespaart ook aantoonbaar verf, spoelmiddel en arbeidstijd tijdens kleurwisselingen. Het Oltrogge Regular meng- en doseersysteem is ontworpen voor snelle kleurwisselingen en eenvoudig spoelen. De kwantiteitgestuurde dosering van alle componenten is ontworpen om een perfecte mengverhouding te garanderen en daardoor een hoge oppervlaktekwaliteit met minimale onderhoudseisen te bieden. Met interfaces voor ethernet, automatisering en robots biedt dit modulaire systeem goede voorwaarden voor het automatiseren van de productie. Om concurrerend te blijven, moeten verfleveranciers oog houden voor mogelijke foutbronnen die van invloed zijn op het schilderresultaat.

Het gebruik van stikstof als dragend medium in natte verfprocessen kan tot 20 procent materiaal besparen en daarmee de kosten verlagen. Het verwarmen van het verstuivergas verbetert de viscositeit van de verf. Bovendien zorgt de ionisatie van de stikstof voor een hogere toepassingsefficiëntie en dus een vermindering van overspray. Schilderen met stikstof levert een hoogwaardig resultaat op, met een zeer gelijkmatig, fijn spuitpatroon, wat de vorming van verfdefecten zoals sinaasappelhuid of lopers vermindert. Fabrikant van installaties Afotek heeft een biologisch afvalluchtzuiveringssysteem ontwikkeld. “Thermische naverbrandingssystemen, die meestal worden verwarmd met gas, domineren momenteel de markt”, legt Kai Sinning, lid van de directie van het bedrijf, uit. “Ons gepatenteerde pro-

duct biedt een tegenhanger die nauwelijks energie nodig heeft om verontreinigende stoffen zoals met oplosmiddel verontreinigde afvallucht af te breken. Met Afotek Clean vindt de afbraak uitsluitend plaats door biologische oxidatie.”
De belangrijkste componenten van het biologische afvalluchtzuiveringssysteem zijn twee cilindrische reactortorens, gevuld met een speciaal dragermateriaal. Dit wordt blootgesteld aan een bevochtigingsmiddel dat is verrijkt met voedingsstoffen. De werking is gebaseerd op het gebruik van aërobe micro-organismen die de gasvormige, organische verontreinigingen biochemisch omzetten in geurloze producten, door ze te oxideren tot kooldioxide en water.
In tegenstelling tot conventionele oplossingen voor het reinigen van de uitlaatlucht vereist dit puur biologisch-chemische proces slechts een kleine hoeveelheid externe warmte of verwarmingsenergie. Uitlaatluchtstromen die verontreinigd zijn met oplosmiddelen kunnen zo kosteneffectief worden gereinigd, zonder concentratie. In hete uitlaatluchtstromen is het mogelijk om warmteterugwinningssystemen stroomopwaarts van het proces aan te sluiten. De overtollige warmte kan vervolgens worden gebruikt en naar andere processen worden geleid.
De industriële droging van lakken, verven en coatings vereist veel energie. Met verouderde droogsystemen kan dit de benodigde tijd verlengen en een bottleneck in de productie veroorzaken, evenals hoge kosten. Infraroodtechnologie wordt daar.om gebruikt in veel industriële processen. Deze technologie draagt warmte over in de vorm van elektromagnetische straling, zonder een tussenliggend me-
dium. De fabrikant Excelitas Noblelight verwijst naar tests waaruit blijkt dat koolstofemitters wateroplosbare verf efficiënter drogen dan kortegolf-infraroodemitters. Zo heeft bijvoorbeeld een koolstofinfra.roodverwarmer tot 30 procent minder energie nodig voor het droogproces dan een conventionele halogeenverwarmer.
In veel gevallen is infraroodtechnologie ook een nuttige toevoeging aan bestaande ovens. Zo verhoogt bijvoorbeeld de installatie van een infraroodbooster voor een heteluchtoven vaak de efficiëntie van het droogproces. Met name complexe componenten profiteren van de interactie van de twee technologieën. Infraroodstraling brengt producten snel op de gewenste temperatuur, terwijl elektrische heteluchtovens zorgen voor een gelijkmatige verwarming van de onderdelen.
Excelitas Noblelight voerde een testlijn uit met een infraroodbooster voor de Vötschoven elektrische heteluchtoven van Weiss Technik, in het applicatiecen.trum in Kleinostheim (Duitsland). De combinatie van infrarood en hete lucht werd getest met een reeks verschillende producten. Thermokoppels controleerden de verwarming, zowel met alleen de heteluchtoven als in combinatie met de infraroodbooster. In de meeste gevallen toonde de vergelijking een aanzienlijke vermindering van de verwarmingstijd - tot wel 80 procent - zodra de infraroodverwarmer werd gebruikt.
Afvalwater dat wordt geproduceerd in de verftechnologie vormt steeds meer een economische uitdaging voor bedrijven.
De behandeling van spoelwater met Vacudest van H2O zou bedrijven in staat moeten stellen de hoeveelheid afvalwater die ze produceren te verminderen en de verwijderingskosten te verlagen. Het restwatergehalte van het residu kan volledige verwijdering echter bemoeilijken. Hier komt de Vacudest ZLD-nabeverdichter om de hoek kijken. Hij kan worden gebruikt om het restwatergehalte van het residu in een nageschakelde verdampingsfase te verminderen en de resthoeveelheid met nog eens 50 procent te verminderen.
De efficiëntie is gebaseerd op intelligent energiehergebruik: de concentrator gebruikt de warmte van de stoom uit de spoelwaterbehandeling voor verdamping. In dit verband wijst de fabrikant op de waardevolle grondstoffen die vaak in de resten zitten, bijvoorbeeld in de vorm van oliën, waarvan het recyclen extra economisch potentieel biedt. De secundaire concentrator is b eschikbaar voor afvalwaterhoeveelheden van 2.100 tot 16.000 m./jaar.
Natuurlijke processen hebben altijd als inspiratiebron gediend voor menselijke innovatie, en dit geldt zeker voor de wereld van oppervlaktereiniging. Met de opkomst van biomimetische oppervlakken is er een groeiende behoefte ontstaan aan gespecialiseerde industriële reinigingstechnieken. Deze oppervlakken, die geïnspireerd zijn op de natuurlijke eigenschappen van planten, dieren en micro-organismen, worden steeds vaker toegepast, in verschillende industrieën. Van de medische wereld tot de lucht- en ruimtevaart.
Biomimetische oppervlakken onderscheiden zich door hun unieke eigenschappen, zoals zelfreiniging, waterafstotendheid, antiaanhechting en antibacteriële werking. Deze eigenschappen worden vaak nagebootst door de microstructuur van natuurlijke oppervlakken te imiteren. Een bekend voorbeeld hiervan is de lotusplant, waarvan de bladeren dankzij hun microscopische structuur vuil en water afstoten. Door deze principes toe te passen, kunnen biomimetische oppervlakken worden ontwikkeld die gemakkelijker zijn te reinigen en minder gevoelig zijn voor vervuiling. Een van de uitdagingen bij het reinigen van biomimetische oppervlakken is het behoud van hun specifieke eigenschappen tijdens het reinigingsproces. Traditionele reinigingsmethoden kunnen schadelijk zijn voor deze oppervlakken, en hun functionaliteit aantasten. Daarom is er een groeiende vraag naar gespecialiseerde industriële reinigingstechnieken die effectief zijn zonder de integriteit van biomimetische oppervlakken aan te tasten.
Een voorbeeld van een biomimetisch oppervlak dat speciale reiniging vereist, is een oppervlak dat geïnspireerd is door haaienhuid. Haaienhuid heeft een speciale microstructuur die turbulentie vermindert en weerstand tegen water verhoogt. Dit resulteert in minder hechting van vuil en organismen, waardoor het oppervlak zelfreinigend is. Bij het reinigen van een oppervlak dat deze eigenschappen nabootst, moeten reinigingsmethoden worden gebruikt die het delicate oppervlak niet beschadigen, maar wel effectief zijn in het verwijderen van vuil en bacteriën.
Een toepassing van biomimetische oppervlakken is te vinden in de medische industrie, waar anti-
bacteriële oppervlakken steeds belangrijker worden vanwege de toenemende antibioticaresistentie. Biomimetische oppervlakken die zijn geïnspireerd door de antibacteriële eigenschappen van bijvoorbeeld het lotusblad of vleesetende planten, kunnen helpen bij het voorkomen van de groei van bacteriën op medische apparaten en oppervlakken. Bij het reinigen van dergelijke oppervlakken is het essentieel om reinigingsmethoden te gebruiken die effectief zijn tegen bacteriën en tegelijkertijd de antibacteriële eigenschappen van het oppervlak behouden.
Wat de beste industriële reinigingstechniek voor een biomimetische oppervlak is, hangt af van het type oppervlak en de mate van vervuiling. Zachte reinigingsmethoden zoals stoomreiniging, ultrasoon reinigen en CO.-reiniging kunnen worden gebruikt om vuil en bacteriën te verwijderen zonder het oppervlak te beschadigen. Daarnaast kunnen speciale coatings en behandelingen worden toegepast om
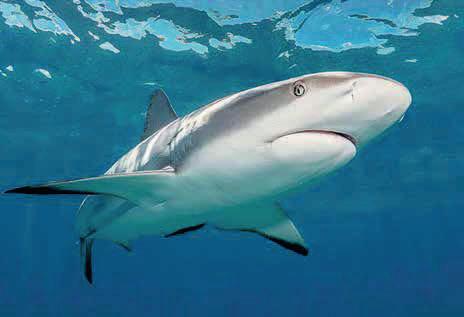




Airblast Straal en -Metallisatie installaties www.airblast.com sales@airblast.com Driven
Bij Mavom Chemicals begrijpen we dat perfectie in jouw oppervlaktebehandeling alleen kan worden bereikt met de juiste chemische oplossingen en expertise. Daarom bieden wij al 85 jaar maatwerk en diepgaand technisch advies, alles voor een optimale hechting.
Meer weten?





de functionaliteit van biomimetische oppervlakken te verbeteren en hun reinigbaarheid te vergroten.
Het belang van industriële reiniging van biomimetische oppervlakken zal naar verwachting alleen maar toenemen. Het belang van industriële reiniging van biomimetische oppervlakken zal naar verwachting alleen maar toenemen naarmate deze technologieën zich verder ontwikkelen en breder worden toegepast in verschillende industrieën. Door gebruik te maken van gespecialiseerde reinigingstechnieken kunnen de unieke eigenschappen van biomimetische oppervlakken worden behouden, waardoor ze optimaal presteren en hun potentieel als innovatieve oplossing voor tal van toepassingen kunnen verwezenlijken.

Oppervlaktetechnologie en industriële reinigingsmiddelen zijn nauw met elkaar verbonden. De effectiviteit van reinigingsprocessen is immers vaak afhankelijk van de kenmerken van de behandelde oppervlakken. We benoemen zes trends.
1 Geavanceerde oppervlaktecoatings: innovaties in oppervlaktecoatings maken de ontwikkeling mogelijk van materialen die beter bestand zijn tegen corrosie, slijtage en vervuiling. Deze coatings kunnen ervoor zorgen dat oppervlakken gemakkelijker zijn schoon te maken en te onderhouden, waardoor de noodzaak van agressieve reinigingsmiddelen wordt verminderd en de algehele duurzaamheid wordt verbeterd. Er worden industriële reinigingsmiddelen ontwikkeld die compatibel zijn met specifieke coatingmaterialen, om optimale reinigingsresultaten te garanderen zonder de opper vlakteafwerking te beschadigen.
2. Na nogestructureerde oppervlakken: het nanostructure ren van oppervlakken houdt in dat oppervlaktekenmerken op nanoschaal worden ontworpen om ze gewenste eigenschappen zoals hydrofobiciteit, oleofobiciteit of zelfreinigende capaciteiten te geven. Nanogestructureerde oppervlakken kunnen verontreinigingen effectiever afstoten of laten verwijderen, wat leidt tot een verminderde afhankelijkheid van agressieve reinigingsmiddelen en verbeterde reinheidsnormen.
3 Antimicrobiële oppervlakken: met een grotere focus op hygiëne en infectiebestrijding is er groeiende interesse in antimicrobiële oppervlakken die de groei van bacteriën, virussen en andere micro organismen kunnen remmen. Industriële reinigingsmiddelen geformuleerd met antimicrobiële middelen worden samen met deze oppervlakken gebruikt om verbeterde desinfectie en sanitatie te bieden in kritieke omgevingen, zoals gezondheidszorgfaciliteiten, voedselverwerkingsfabrieken en cleanrooms.
4 Slimme opp ervlakken: slimme oppervlakken bevatten sensoren, actuatoren of aanpassingsvermogen om te reageren op veranderingen in omgevingsomstandigheden of gebruikersvereisten. Zo kunnen zelfherstellende oppervlakken kleine krassen of beschadigingen repareren, terwijl responsieve oppervlakken hun eigenschappen kunnen veranderen als reactie op externe stimuli. Industriële reinigingsmiddelen die compatibel zijn met slimme oppervlakken worden ontwikkeld om compatibiliteit te garanderen en reinigingsprestaties te optimaliseren, terwijl de functionaliteit van het oppervlak behouden blijft.
5. Biomimetische oppervlakken: biomimetische oppervlak ken zijn geïnspireerd op natuurlijke fenomenen en biologische structuren, waarbij kenmerken zoals lotusbladeren (voor waterafstoting) of haaienhuid (voor vermindering van weerstand) worden nagebootst. Deze oppervlakken kunnen unieke reinigingsuitdagingen en -mogelijkheden bieden, aangezien niet alle traditionele reinigingsmethoden geschikt zijn voor reinigen met behoud van de gespecialiseerde eigen scha ppen. Gespecialiseerde industriële reinigingsmiddelen die compatibel zijn met biomimetische oppervlakken zijn daarom mogelijk vereist om effectief te reinigen zonder de oppervlaktefunctionaliteit in gevaar te brengen.
6. Multifunctionele oppervlakken: multifunctionele oppervlakken integreren meerdere eigenschappen of functionaliteiten in een enkel materiaal, zoals het combineren van antifouling, zelfreinigende en antimicrobiële eigenschappen. Industriële reinigingsmiddelen die zijn afgestemd op multi functionele oppervlakken moeten voldoen aan de specifieke reinigingseisen die gepaard gaan met elke functionaliteit, terwijl de integriteit en prestaties van de oppervlaktecoating behouden blijven.
ADVIES PROJECTBUREAU / OPPERVLAKTEBEHANDELING- / COATING-INDUSTRIE

Chemetall b.v.
T. Oss (NL): +31 (0)412 68 18 88
T. Bornem (BE): +32 (03) 740 38 50 www.chemetall.com chemetallbnl.info@basf.com
Hermelijnvlinder 57
4904 ZD Oosterhout
T. +31 (0) 6 2549 2279 www.coatingsystemenvanderlans.nl info@coatingsystemvanderlans.nl
AFVALVERWERKING

NEDWASTE B.V.
T. +31 85 023 22 39 info@nedwaste.nl / www.nedwaste.nl
AFVALWATERBEHANDELINGINSTALLATIES

Enviro Chemie b.v. T. 023-5345405 sales-benelux@envirochemie.com www.envirochemie.nl
Rösler Benelux b.v.
Reggestraat 18 5347 JG OSS
T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
AFZUIGINSTALLATIES
Holland Mineraal b.v.
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
ANODISEER INSTALLATIES
www.drenttechniek.nl
Drent Techniek BV Mon Plaisir 53 4879 AL Etten-Leur T. +31(0)76 501 72 70 info@drenttechniek.nl www.drenttechniek.nl
BEITSEN/PASSIVEREN
Chemetall b.v.
T. Oss (NL): +31 (0)412 68 18 88
T. Bornem (BE): +32 (03) 740 38 50 www.chemetall.com chemetallbnl.info@basf.com
Sir John b.v.
T. 0182-396931 info@sir-john.nl / www.sir-john.nl

Vecom Group b.v. T. +31 10 593 02 99 info@vecom-group.com / www.vecom-group.com
BESCHERMKAPJES, PLUGGEN, TAPE

Alards Masking Solutions
Mommesstraat 4, 5975 NG Sevenum
T. +31(0)6 482 22 181 info@alards-masking.nl / www.alards-masking.nl

HangOn b.v.
T. +31(0)77 399 96 30 info@hangon.nl / www.hangon.nl
CHEMICALIËN/ OPP. BEHANDELING


AD Chemicals
Heijningen | The Netherlands
T. +31 (0) 167-52 69 00 contact@adinternationalbv.com www.admetalsurfacetreatment.com

Handelsweg 6 2404 CD Alphen a/d Rijn
The Netherlands
T . +31 (0)172 436 361 www.mavom-chemicals.com
Atotech B.V.
T. +31 (0)30 240 90 10 sales.nl@atotech.com / www.atotech.com

Kluthe Benelux b.v.
T. +31 (0)172-516 000 / F. +31 (0)172-439 494 info@kluthe.nl / www.kluthe.nl
CHEMISCH NIKKEL
Atotech B.V.
T. +31 (0)30 240 90 10 sales.nl@atotech.com / www.atotech.com
COATINGINSTALLATIES SERVICE & ONDERHOUD

Emotech b.v. T. +31(0)53 430 15 00 info@emotech.nl / www.emotech.nl
DROOGAPPARATUUR

IST Benelux b.v. T. +31(0)55 505 00 14 www.ist-uv.nl / info@bnl.ist-uv.com
Jac. de Vries Infraroodtechniek b.v. Aambeeld 19 1671 NT Medemblik
The Netherlands T. +31(0)299-689020 info@infraroodtechniek.nl www.infraroodtechniek.nl
ELEKTROSTATISCH NATLAKKEN
Rasco Verfspuitapparatuur
T. 010-437 0166 info@rasco-clemco.nl / www.rasco-clemco.nl
ELEKTROSTATISCH POEDERSPUITEN, INSTALLATIES

MSP Systems b.v. T. +31(0)53 430 39 37 www.mspsystems.nl
FILTERS (ANDREAE, COLUMBUS INDUSTRIES, PAINTSTOP)
Wiltec b.v. T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
FILTERS & POMPEN
Apeq Wiwa b.v.
T. +31(0)78 613 96 10 info@apeqwiwa.nl / www.apeqwiwa.nl
Mefiag Filters & Pumps b.v. Heerenveen
T. +31(0)513-630230 mefiagbv@onececo.com / www.mefiag.com

Airblast b.v.
T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
Handelsweg 6 2404 CD Alphen a/d Rijn
The Netherlands
T. +31 (0)172 436 361 www.mavom-chemicals.com
Hendor Pumps & Filters
T. +31(0)497 339 389 info@hendor.com / www.hendor.com
GALVANO AUTOMATEN
www.drenttechniek.nl
Drent Techniek BV
Mon Plaisir 53 4879 AL Etten-Leur
T. +31(0)76 501 72 70 info@drenttechniek.nl www.drenttechniek.nl
GALVANOTECHNIEK, GLANSMIDDELEN
Atotech B.V.
T. +31 (0)30 240 90 10 sales.nl@atotech.com / www.atotech.com
Rösler Benelux b.v.
Reggestraat 18 5347 JG OSS
T. +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
Holland Mineraal b.v.
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
Alards Masking Solutions
Mommesstraat 4, 5975 NG Sevenum
T. +31(0)6 482 22 181 info@alards-masking.nl / www.alards-masking.nl
Surtec Benelux b.v.
T. +31(0)77 308 15 90 administratie.nl@surtec.com / www.surtec.com
GALVANOTECHNIEK, INSTALLATIES
Atotech B.V.
T +31 (0)30 240 90 10 sales.nl@atotech.com / www.atotech.com
GELIJKRICHTER SYSTEMEN EN BESTURINGEN
La Maire Technology
T. +31(0)499 219 900 / F. +33(0)499 219 905 info@la-maire-technology.com www.la-maire-technology.com
HangOn b.v.
T. +31(0)77 399 96 30 info@hangon.nl / www.hangon.nl
INDUSTRIAL COATINGS

Hempel Industrial b.v.
Gildestraat 9, 8263 AH Kampen
T.+31 38 421 1345 /Dir: +31 38 423 0209
M. +31 65 118 2166 /F. +31 38 422 1080 www.hempel.nl
INDUSTRIËLE REINIGING
Kluthe Benelux b.v.
T. +31 (0)172-516 000 / F. +31 (0)172-439 494 info@kluthe.nl / www.kluthe.nl
Vecom Group b.v. T. +31 10 593 02 99 info@vecom-group.com www.vecom-group.com
Chemetall b.v.
T. Oss (NL): +31 (0)412 68 18 88
T. Bornem (BE): +32 (03) 740 38 50 www.chemetall.com chemetallbnl.info@basf.com
INDUSTRIËLE PRODUCTREINIGING
INFRAROOD VERWARMINGSAPPARATUUR
Jac. de Vries Infraroodtechniek b.v. Aambeeld 19 1671 NT Medemblik The Netherlands T. +31(0)299-689020 info@infraroodtechniek.nl www.infraroodtechniek.nl
KLEUR- EN OPPERVLAKTEMETING

Konica Minolta Sensing Europe b.v T. +31(0)30 248 11 93 info.benelux@seu.konicaminolta.eu / www.konicaminolta.eu/measuring-instruments
LAAGDIKTEMETERS
Oude Reimer B.V. Totaalleverancier voor de maakindustrie Machines - Gereedschappen - SmeermiddelenReiniging - Trillingsioslatie - Service
Willem Barentszweg 1216 1212 BR Hilversum
T. +31(0)35 646 08 30 www.oudereimer.nl / www.oudereimer.shop info@oudereimer.nl / sales@oudereimer.nl
Elcometer Ravenswade 150 G & H, 3439 LD Nieuwegein, T. +31(0)30 259 18 18 nl_info@elcometer.com www.@elcometer.com/nl

NauMetrics PMI
T. +31(0)74 349 00 22 info@naumetrics.nl / www.naumetrics.nl
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS T. +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
Vecom Group b.v. T. +31(0)10 593 02 99 info@vecom-group.com / www.vecom-group.com
Verlab-Hitachi Instruments T. +31(0)162 320 633 info@verlab.nl / www.verlab.nl
MEET- EN TESTAPPARATUUR
Benelux Scientific b.v. Bonnetstraat 3 • 6718 XN • Ede The Netherlands T. +31 (0) 85 081 1100 www.benelux-scientific.nl
OPPERVLAKTEBEHANDELING
AVA Luchttechniek b.v.
T. 0546-577430
Atotech B.V.
www.ava-luchttechniek.nl
info@ava-luchttechniek.nl
T. +31 (0)30 240 90 10 sales.nl@atotech.com / www.atotech.com
Emotech b.v.
Holland Mineraal b.v.
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
OPPERVLAKTEBEHANDELING VAN METALEN
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T. +31(0)53 430 15 00 info@emotech.nl / www.emotech.nl
AVA Luchttechniek b.v. T. 0546-577430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl

Vecom Group b.v. T. +31(0)10 593 02 99 info@vecom-group.com / www.vecom-group.com
Rösler Benelux b.v. Reggestraat 18
5347 JG OSS
T +31(0)412 64 66 00 rosler-nl@rosler.com www.rosler.com
Handelsweg 6 2404 CD Alphen a/d Rijn
The Netherlands
STRAALINSTALLATIES
T. +31 (0)172 436 361 www.mavom-chemicals.com
Rösler Benelux b.v.
T. +32 5083 1183 www.belmeko.be
Reggestraat 18
5347 JG OSS
T. +31(0)412 64 66 00
POEDERLAKKEN/ POEDERCOATINGS
rosler-nl@rosler.com www.rosler.com
EUROLACKE Tiel
T. +31(0)344 620 662 info@eurolacke.nl / www.eurolacke.nl
Rotocoat Kampen B.V. Veldoven 11
8271 RT IJsselmuiden Nederland +31 383 768 600 www.rorocoat.nl
Oxyplast Belgium n.v. T.+32(0)9 326 79 20 info.be@theprotechgroup.com www.theprotechgroup.com
Vecom Group b.v.
T. +31 10 593 02 99 info@vecom-group.com www.vecom-group.com
POEDERSPUITAPPARATUUR
METALLISEREN/SCHOOPEREN
MSP Systems b.v.
T. +31(0)53 430 39 37 www.mspsystems.nl
Holland Mineraal b.v.
T. 0570-621161 www.hollandmineraal.nl info@hollandmineraal.nl
Technospray Spuitapparatuur
T. +31(0)168 382 111 info@technospray.nl / technosprayw.ww.nl
Rösler Benelux b.v.
Reggestraat 18
5347 JG OSS
T. +32(0)50 831 183 www.belmeko.be
MSP Systems b.v. T. 053-4303937 www.mspsystems.nl
NATLAK
POMPEN (MAGNETISCH AANGEDREVEN)
technis
Hempel Industrial b.v.
Gildestraat 9, 8263 AH Kampen
T.+31 38 421 1345 /Dir: +31 38 423 0209
M. +31 65 118 2166 /F. +31 38 422 1080 www.hempel.nl
Hendor Pumps & Filters
NATLAKSPUITAPPARATUUR
T. +31(0)497 339 389 info@hendor.com / www.hendor.com
Apeq Wiwa b.v.
T. +31(0)78 613 96 10 www.apeqwiwa.nl / info@apeqwiwa.nl
Rasco Verfspuitapparatuur
Nelco BV
T. +31(0)412 64 66 00 rosler-nl@rosler.com www.rosler.com
ONTBRAMEN / ONTBRAAMMACHINES
AVA Luchttechniek b.v. T. 0546-577430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T. +31(0)412 64 66 00 rosler-nl@rosler.com www.rosler.com
T. +32(0)50 831 183 www.belmeko.be
Hevami Oppervlaktetechniek
T. +31(0)413 376 602 www.straalinstallaties.nl www.ontbraammachines.nl
Wiltec b.v. T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
STRAALAPPARATUUR
ONTVETTINGSMIDDELEN
OPPERVLAKTEBEHANDELING VOORBEHANDELING
Airblast b.v. T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com

MontiPower B.V.
Tjariet 3 9909 BZ Spijk info@montipower.com www.montipower.com
KALTENBACH B.V. | GIETART Pruisische Veldweg 20 7552 AC Hengelo T. +31 (0)74 2452 452 info-nl@kaltenbach.com / www.kaltenbach.com

AVA Luchttechniek b.v. T. +31(0)546-577430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl
Hevami Oppervlaktetechniek T. +31(0)413 376 602 www.straalinstallaties.nl
Durmakker 16, Havennummer 8836A
T. 010-437 0166 info@rasco-clemco.nl / www.rasco-clemco.nl
B-9940 Evergem T. +32(0)9 237 05 66 info@nelco.be www.nelco.be
Wiltec b.v.
RVS
T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl

Atotech B.V.

Holland Mineraal b.v. T. +310570-621161 www.hollandmineraal.nl info@hollandmineraal.nl
T. +32(0)50 831 183 www.belmeko.be
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T. +31 (0)30 240 90 10 sales.nl@atotech.com / www.atotech.com
T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
OPHANGHAKEN VOOR LAKSTRATEN/POEDERCOATEN
STRAALCABINES
POEDERCOATING (AFDEKMATERIALEN)
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
HangOn b.v.
Wagner Systemen Nederland
T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
T. +31(0)30 241 06 88 info@wagnersystemen.nl www.wagnersystemen.nl
Rotocoat Kampen B.V. Veldoven 11
8271 RT IJsselmuiden Nederland +31 383 768 600 www.rorocoat.nl
Technospray Spuitapparatuur
Handelsweg 6 2404 CD Alphen a/d Rijn
The Netherlands
T. +31(0)168 382 111 info@technospray.nl / technosprayw.ww.nl
T. +31 (0)172 436 361 www.mavom-chemicals.com
ONDERHOUD AAN STRAALINSTALLATIES EN WERPSTRALERS
Airblast b.v.
T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
Alards Masking Solutions
Airblast b.v.
Mommesstraat 4, 5975 NG Sevenum
T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
T. +31(0)6 482 22 181 info@alards-masking.nl / www.alards-masking.nl
HangOn b.v.
Holland Mineraal b.v. T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
T. +31(0)77 399 96 30 info@hangon.nl / www.hangon.nl
STRAALKASTEN
T. +31(0)77 399 96 30 info@hangon.nl / www.hangon.nl
POEDERCOATINSTALLATIES
Airblast b.v. T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
Emotech b.v.
T. +31(0)53 430 15 00 info@emotech.nl / www.emotech.nl
Rasco Verfspuitapparatuur T. 010-437 0166 info@rasco-clemco.nl / www.rasco-clemco.nl
AVA Luchttechniek b.v.
T. 0546-577430
www.ava-luchttechniek.nl info@ava-luchttechniek.nl
T. +32 5083 1183 www.belmeko.be
POEDERLAKKEN/ POEDERCOATINGS

EUROLACKE Tiel
T. +31(0)344 620 662 info@eurolacke.nl / www.eurolacke.nl

Oxyplast Belgium n.v.
T.+32(0)9 326 79 20 info.be@theprotechgroup.com www.theprotechgroup.com
POEDERSPUITAPPARATUUR
MSP Systems b.v.
T. +31(0)53 430 39 37 www.mspsystems.nl
Technospray Spuitapparatuur
T. +31(0)168 382 111
info@technospray.nl / technosprayw.ww.nl

Wagner Systemen Nederland
T. +31(0)30 241 06 88 info@wagnersystemen.nl www.wagnersystemen.nl
AVA Luchttechniek b.v. T. 0546-577430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl
MSP Systems b.v. T. 053-4303937 www.mspsystems.nl
POMPEN (MAGNETISCH AANGEDREVEN)
Hendor Pumps & Filters
T. +31(0)497 339 389 info@hendor.com / www.hendor.com

Nelco BV
Durmakker 16, Havennummer 8836A
B-9940 Evergem
T. +32(0)9 237 05 66 info@nelco.be www.nelco.be
RVS
Handelsweg 6 2404 CD Alphen a/d Rijn
The Netherlands
T. +31 (0)172 436 361 www.mavom-chemicals.com SITE
Vecom Group b.v.
T. +31(0)10 593 02 99 info@vecom-group.com / www.vecom-group.com
AVA Luchttechniek b.v. T. 0546-577430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl
T. +32(0)50 831 183 www.belmeko.be
Wiltec b.v. T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
STRAALAPPARATUUR
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
Airblast b.v. T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
Holland Mineraal b.v. T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T +31(0)412 64 66 00 rosler-nl@rosler.com www.rosler.com
STRAALINSTALLATIES
Airblast b.v.
T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
KALTENBACH B.V. | GIETART Pruisische Veldweg 20 7552 AC Hengelo T. +31 (0)74 2452 452 info-nl@kaltenbach.com / www.kaltenbach.com
Hevami Oppervlaktetechniek
T. +31(0)413 376 602 www.straalinstallaties.nl
Holland Mineraal b.v. T. +310570-621161 www.hollandmineraal.nl info@hollandmineraal.nl
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
Airblast b.v.
T. +31 (0)72 571 80 02
info@airblast.com / www.airblast.com
Rasco Verfspuitapparatuur
T. 010-437 0166
info@rasco-clemco.nl / www.rasco-clemco.nl
Hevami Oppervlaktetechniek
T. +31(0)413 376 602 www.straalinstallaties.nl
AVA Luchttechniek b.v.
T. 0546-577430
www.ava-luchttechniek.nl info@ava-luchttechniek.nl
Holland Mineraal b.v.
T. +31(0)570-621161 www.hollandmineraal.nl info@hollandmineraal.nl
T. +32 5083 1183 www.belmeko.be
POEDERLAKKEN/ POEDERCOATINGS
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
EUROLACKE Tiel

AVA Luchttechniek b.v. T. 0546-577430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl
NTS Finish
Stökskesweg 20 5571 TJ Bergeijk
T. +31(0)49 755 25 81 info.finish@nts-group.nl www.nts-finish.nl
Oxyplast Belgium n.v. T.+32 9 3267920 info_be@theprotechgroup.com www.theprotechgroup.com
Vecom Group b.v. T. +31(0)10 593 02 99 info@vecom-group.com / www.vecom-group.com
VERFSPUITAPPARATUUR
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T. +32(0)50 831 183 www.belmeko.be
T +31(0)412 64 66 00 rosler-nl@rosler.com www.rosler.com
STRAALINSTALLATIES
Atotech B.V. T +31 (0)30 240 90 10 sales.nl@atotech.com / www.atotech.com
Airblast b.v.
T. +31(0)344 620 662 info@eurolacke.nl / www.eurolacke.nl
Airblast b.v.
T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
Oxyplast Belgium n.v. T.+32(0)9 326 79 20 info.be@theprotechgroup.com www.theprotechgroup.com
POEDERSPUITAPPARATUUR
Holland Mineraal b.v.
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl

MSP Systems b.v. T. +31(0)53 430 39 37 www.mspsystems.nl
Kuhmichel Abrasiv b.v.
T. +31(0)548 366 322 centrale@kuhmichel.com www.kuhmichel.com
Technospray Spuitapparatuur
T. +31(0)168 382 111 info@technospray.nl / technosprayw.ww.nl
www.drenttechniek.nl
Drent Techniek BV
Mon Plaisir 53
4879 AL Etten-Leur
Wagner Systemen Nederland
T. +31(0)76 501 72 70 info@drenttechniek.nl www.drenttechniek.nl
T. +31(0)30 241 06 88 info@wagnersystemen.nl www.wagnersystemen.nl
TRANSPORTSYSTEMEN
MSP Systems b.v. T. 053-4303937 www.mspsystems.nl
POMPEN (MAGNETISCH AANGEDREVEN)
Apeq Wiwa b.v. T. +31(0)78 613 96 10 www.apeqwiwa.nl / info@apeqwiwa.nl
T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
technis
Emotech b.v.
T. +31(0)53 430 15 00 info@emotech.nl / www.emotech.nl
TWEE-COMPONENTEN
AVA Luchttechniek b.v. T. 0546-577430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl
Rasco Verfspuitapparatuur
T. 010-437 0166 info@rasco-clemco.nl / www.rasco-clemco.nl
Emotech b.v. T. +31(0)53 430 15 00 info@emotech.nl / www.emotech.nl
WATERBEHANDELING
APPARATUUR
Hendor Pumps & Filters
T. +31(0)497 339 389 info@hendor.com / www.hendor.com
Apeq Wiwa b.v.
T. +31(0)78 613 96 10 www.apeqwiwa.nl / info@apeqwiwa.nl
T. +32(0)50 831 183 www.belmeko.be
Technospray Spuitapparatuur T. +31(0)168 382 111 info@technospray.nl / technosprayw.ww.nl
Wiltec b.v. T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
Wiltec b.v.
STRAALAPPARATUUR
KALTENBACH B.V. | GIETART Pruisische Veldweg 20 7552 AC Hengelo T. +31 (0)74 2452 452 info-nl@kaltenbach.com / www.kaltenbach.com
Enviro Chemie b.v. T. 023-5345405 sales-benelux@envirochemie.com www.envirochemie.nl
WERPSTRALERS
Hevami Oppervlaktetechniek T. +31(0)413 376 602 www.straalinstallaties.nl
Holland Mineraal b.v.
Nelco BV
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
Durmakker 16, Havennummer 8836A
B-9940 Evergem T. +32(0)9 237 05 66 info@nelco.be www.nelco.be
Rasco Verfspuitapparatuur
Airblast b.v. T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
Holland Mineraal b.v. T. +310570-621161 www.hollandmineraal.nl info@hollandmineraal.nl
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
RVS
T. 010-437 0166 info@rasco-clemco.nl / www.rasco-clemco.nl
Technospray Spuitapparatuur
Handelsweg 6 2404 CD Alphen a/d Rijn
T. +31(0)168 382 111 info@technospray.nl / technosprayw.ww.nl
The Netherlands
T. +31 (0)172 436 361 www.mavom-chemicals.com
Wiltec b.v.
T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl

T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
Waardsedijk-Oost 8 3417 XJ Montfoort T: +31 (0) 348 712 514 W: www.profipack.nl
STRAALCABINES
Airblast b.v. T. +31 (0)72 571 80 02 info@airblast.com / www.airblast.com
Vecom Group b.v. T. +31 10 593 02 99 info@vecom-group.com www.vecom-group.com
Holland Mineraal b.v. T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
Hevami Oppervlaktetechniek T. +31(0)413-376602 www.straalinstallaties.nl
Rösler Benelux b.v. Reggestraat 18 5347 JG OSS
T +31(0)412 64 66 00 rosler-nl@rosler.com / www.rosler.com
STRAALKASTEN
Holland Mineraal b.v. T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
Airblast b.v. T. +31 (0)72 571 80 02
info@airblast.com / www.airblast.com
Rasco Verfspuitapparatuur
T. 010-437 0166
info@rasco-clemco.nl / www.rasco-clemco.nl

Betrouwbaarheid en kwaliteit zijn nauw met elkaar verbonden en voor iedere oppervlaktebehandelaar is het leveren volgens klantspecificatie natuurlijk vanzelfsprekend. Daarnaast zijn ook de invoering en het hanteren van een goed kwaliteitssysteem belangrijke voorwaarden voor continuïteit. Vereniging Qual.ION voert hiervoor verschillende branchespecifieke kwaliteitssystemen.
Steeds vaker wordt tegenwoordig om een waarborg gevraagd. Klanten willen zekerheid en het werken met gekwalificeerde mensen alleen is niet meer voldoende. De organisatie zal specifieke werkprocedures moeten hanteren en zal alle stappen van het productieproces nauwgezet moeten vastleggen (track &trace). Om te voldoen aan de kwaliteitsnorm NEN EN 1090 (conformiteitsverklaring) is een FPC (Factory Process Control) noodzakelijk.
Een logische stap in het streven naar optimale kwaliteitsbeheersing is de invoering van een ‘High-End’ kwaliteitssysteem waarvan FPC, PPC (Production Process Control) en PQC (Product Quality Control) de hoofdonderdelen zijn. Vereniging Qual.ION is een speciaal hiervoor opgerichte organisatie, die de juiste bouwstenen aandraagt voor de invoering van op maat gesneden, praktijkgerichte kwaliteitssystemen voor de oppervlaktebehandelde industrie.

Belangrijk om te weten is dat Vereniging Qual.ION separaat staat van Vereniging ION, waarmee de wezenlijk belangrijke onafhankelijkheid en integriteit zijn gewaarborgd. De door Vereniging Qual. ION gevoerde kwaliteitssystemen zijn Qualicoat, Qualisteelcoat en Qualanod. Bij de eerste twee is sprake van (multiplex) organische deklagen op respectievelijk aluminium en staal, terwijl Qualanod betrekking heeft op het anodiseren van aluminium. Op de website van Vereniging ION wordt een register bijgehouden van lidbedrijven die een conformiteitverklaring NEN EN 1090 hebben en/of houder zijn van een Qualicoat-, Qualisteelcoat- en/of Qualanod licentie. Vanwege het feit dat Vereniging Qual.ION de masterlicentiehouder in Nederland is, kan en zal Vereniging ION bedrijven ondersteunen bij de invoering van de kwaliteitssystemen Qualicoat, Qualisteelcoat en Qualanod. De audits dienen vervolgens door een externe partij (notified body) uitgevoerd te worden. Vereniging ION bemiddelt en adviseert hierin en heeft collectieve prijsafspraken gemaakt met certificerende instanties, waardoor leden van Vereniging ION korting krijgen op de auditkosten.
Qualanod is hét kwaliteitslabel voor het anodiseren van aluminium. Het is een internationaal kwaliteitslabel dat gebaseerd is op een uitgebreide specificatie voor zowel procesals producteisen.
In Nederland is Vereniging Qual.ION de masterlicentiehouder en daar kan het coatingbedrijf een formele aanvraag doen voor een Qualanod-licentie. Vervolgens zal Vereniging Qual.ION het inspectiebureau informeren dat er gestart kan worden met de inspecties/keuringen. Als het coatingbedrijf de aanvraag wil indienen bij Vereniging Qual.ION moet het bedrijf van tevoren bepalen voor welk type (architectuur, industrieel, decoratief of hard anodiseren) hij gecertificeerd wil worden.
Het Qualanod-label voegt waarde toe aan producten: vergunde installaties hebben een duidelijk concurrentievoordeel ten opzichte van hun concurrenten. Klanten en bestekschrijvers hebben vertrouwen omdat de anodiseur deel uitmaakt van een geaccrediteerd productcertificatieschema, de geanodiseerde producten voldoen aan duidelijk
gedefinieerde kwaliteits- en prestatiecriteria en de naleving wordt onafhankelijk gecontroleerd door onaangekondigde inspecties. Het winnen van contracten in sommige Europese laden zonder een Qualanod-licentie kan moeilijk zijn.
Qualicoat is hét kwaliteitslabel voor het coaten van aluminium in de architectuur. Het is een internationaal kwaliteitslabel dat gebaseerd is op een uitgebreide specificatie voor zowel proces- als producteisen.
In Nederland is Vereniging Qual.ION de masterlicentiehouder en daar kan het coatingbedrijf een formele aanvraag doen voor een Qualicoat-licentie. Vervolgens zal Vereniging Qual.ION het inspectiebureau informeren dat er gestart kan worden met de inspecties/keuringen. Als het coatingbedrijf de aanvraag wil indienen bij Vereniging Qual.ION moet het bedrijf van tevoren bepalen voor welke corrosieklasse hij de aanvraag wil doen.
Om te bepalen of een coating wel of niet voldoet aan de eisen van de klant, moeten de resultaten worden gemeten volgens een technische specificatie. Qualicoat defineert uitgebreide kwaliteitseisen en controleert gelicentieerde installaties wereldwijd. Dit geeft de kopers van gecoat aluminium de zekerheid dat zij een premium gegradeerd product ontvangen die een lange termijn waarde en constante kwaliteit heeft.
Qualisteelcoat: coaten van staal met organische coatings
Qualisteelcoat is een internationaal kwaliteitslabel voor het coaten van staal met organische coatings. Als het meest gebruikte bouwmateriaal op architectonisch en industrieel gebied, moet staal worden beschermd tegen corrosie. Als corrosiebescherming wordt bereikt door organische coatings, dan valt dit in het toepassingsgebied van Qualisteelcoat. De vereisten van Qualisteelcoat gaan verder dan corrosiebescherming en omvatten eisen voor mechanische eigenschappen, weersbestendigheid en decoratief uiterlijk. In de specificatie definieert Qualisteelcoat het kwaliteitsniveau en de vereisten waaraan een coatingbedrijf intern moet voldoen om zijn producten als een door Qualisteelcoat gelicentieerd bedrijf op de markt te kunnen aanbieden. Het omvat de definitie van kwaliteitseisen voor coatingbedrijven, coatingsystemen en de goedkeuring van coatingmateriaal, evenals de reguliere externe kwaliteitscontrole van coatingbedrijven die een Qualisteelcoat-kwaliteitslabel dragen. Alleen coatingsystemen die in overeenstemming zijn met deze specificatie moeten worden gebruikt. Het coatingbedrijf gebruikt alleen coatingmateriaal waarvoor de leverancier van het materiaal een goedkeuring heeft
verkregen van Qualisteelcoat. Het bijbehorende licentiedocument (certificaat met bijlage) geeft aan voor welke coatingsystemen en corrosiviteitscategorieën een coatingbedrijf met een Qualisteelcoat-licentie is gekwalificeerd. In Nederland is de Vereniging Qual.ION licentiebeheerder en daar kan het coatingbedrijf een formele aanvraag doen voor een Qualisteelcoat-licentie. Vervolgens zal Vereniging Qual.ION het inspectiebureau informeren dat er gestart kan worden met de inspecties/keuringen. Als het coatingbedrijf de aanvraag wil indienen bij Vereniging Qual.ION moet het bedrijf van tevoren bepalen voor welke corrosieklasse hij de aanvraag wil doen.
Een Qualisteelcoat-coatingsysteem wordt gedefinieerd door het basismateriaal, de voorbehandelingsmethode en het type organische coating. De licentie die wordt toegekend aan een coater of een goedkeuring voor een coatingsysteem is altijd gerelateerd aan een Qualisteelcoat-coatingsysteem. Alle coatingmaterialen die worden gebruikt voor de Qualisteelcoat-coatingsystemen moeten
Qualisteelcoat zijn, goedgekeurd door hun leveranciers. Qualisteelcoat-coaters kunnen ze gebruiken om de Qualisteelcoat-coatingsystemen te produceren die op hun licentie staan vermeld.
Qualisteelcoat-coatingsystemen zijn gegroepeerd op basis van het type basismateriaal, het type voorbehandeling en het type organische coating. Poedercoatings en vloeibare coatings hebben speciale vereisten zoals gedefinieerd in de specificatie.
Wilt u weten of een bedrijf gecertificeerd is? Check dan www.vereniging-qualion.nl/gecertificeerde-bedrijven

Foto: door Maria Maltseva op Pixabay.


















Holland Mineraal is al ruim 35 jaar een begrip op het gebied van oppervlakte behandelingsapparatuur en producent en leverancier van straalmiddelen en straalinstallaties.
Wat we maken en hoe het werkt, laten we u graag zien, in het filmpje op onze website of door de QR code te scannen met uw smartphone of tablet.



Functionele & esthetische poedercoatings voor elke velg


•Primers, metallic basecoats & clearcoats
•Speciaal ontwikkeld voor opknappen velgen
•Garandeert feilloze afwerking
•Verhoogt kwaliteit & levensduur
• Voldoet & overschrijdt OEM specificaties
•Gamma in-stock producten
https://www.theprotechgroup.com/wheel-refurbishment-brochure-pdf/
Oppervlaktebehandelingen van materialen is een zeer divers vakgebied. Via onderstaande beschrijvingen helpen we u op weg naar het kiezen van een juiste oppervlaktebehandeling.
Bron: Vereniging ION
VOORBEHANDELING
Onder voorbehandelen wordt verstaan alle handelingen voorafgaand aan het aanbrengen van deklagen. Het oppervlak moet voldoen aan bepaalde functionele eisen (b.v. ruwheid, hardheid, afrondingen, maatvoering) en er moet gezorgd worden voor een goede hechting van de deklaag. Bij het onderstaande overzicht maken we daarom onderscheid in voorbehandelingen, die de oppervlaktegesteldheid betreffen en voorbehandelingen ten behoeve van het verkrijgen van een goede hechting van deklagen.
De keuze van de voorbehandeling hangt onder meer af van de gewenste deklaag, de vereiste reinheidsgraad, de aard/ vorm/dimensionering/seriegrootte van de te behandelen objecten en de gevraagde oppervlaktegesteldheid.
VOORBEHANDELING VOOR DE OPPERVLAKTEGESTELDHEID VAN HET BASISMATERIAAL
Ontbramen, verwijderen van lasspetters, scherpe randen enzovoort.
Slijpen
Borstelen
Mechanisch polijsten
Chemisch polijsten
Elektrolytisch polijsten
Thermische behandeling
VOORBEHANDELING VOOR
HECHTING VAN DEKLAGEN
Reinigen en ontvetten
Het verwijderen van vet, smeer, oliën enz. dient als eerste reiniging uitgevoerd te wor-
den. Ten eerste omdat deze verontreinigingen direct een slechte hechting veroorzaken en ten tweede kunnen ze volgende processen vervuilen en/of verstoren (b.v. vet vervuilt het straalmiddel, dat op zijn beurt weer het te stralen oppervlak verontreinigt). Er zijn vele manieren om te ontvetten, waarvan we er hier een aantal noemen:
Solventreinigen
Dampontvetten
Alkalisch reinigen
Zuur reinigen
Elektrolytisch ontvetten
Ultrasoon reinigen
Emulsie reinigen

De uitvoering kan afhankelijk van het proces handmatig, m.b.v. (hoge)drukspuit, d.m.v. sproeien of in een bad plaatsvinden. Combinaties van deze technieken zijn ook mogelijk. Reinigen en ontvetten is veelal de eerste stap in de totale voorbehandelingsreeks. Faktoren die de kwaliteit van de reiniging beïnvloeden zijn: reinigingsmiddel, temperatuur, agitatie (badbeweging) en behandelingsduur.
Chemische voorbehandeling
Chemische voorbehandeling is een proces dat tot doel heeft het metaaloppervlak geschikt te maken voor de applicatie van een (organische) deklaag. Afhankelijk van het gekozen proces bestaat een chemische voorbehandeling uit een aantal stappen:
Ontvetten
Spoelen
Beitsen
Spoelen
Aanbrengen conversielaag
Spoelen
Chemische voorbehandeling kan worden uitgevoerd in een badenreeks of in een sproeitunnel. Al naar gelang de gewenste kwaliteit kan worden gekozen voor meerdere-
re spoelstappen, spoelen met gedemineraliseerd water (meestal als laatste spoeling), een combinatie van ontvetten èn aanbrengen van de conversielaag in dezelfde processtap, het type conversielaag (ijzerfosfateren, zinkfosfateren, chromateren, zirkoniseren, silaneren) enz.
Mechanische voorbehandeling
Hieronder vallen bewerkingen als stralen, schuren, slijpen en borstelen. Het metaal wordt ontdaan van oxides, eventuele wals- en gloeihuid en het oppervlak wordt opgeruwd. De reinheidsgraad en de mate van opruwing zijn afhankelijk van de toegepaste methode en materialen. Zo is met stralen een hogere reinheid te verkrijgen dan met schuren, slijpen en borstelen. Stralen wordt veelal gebruikt bij de voorbehandeling van staal.
Zink, aluminium en roestvast staal kunnen ook gestraald worden. Dit wordt uitgevoerd met aangepaste druk en met niet-metallische, fijnkorrelige straalmiddelen. Men noemt dit veelal aanstralen.

Aluminium is een licht metaal, relatief zacht en in zuivere toestand zilverwit. Hoewel het een onedel metaal is corrodeert het zeer langzaam aan de lucht. Dit komt omdat het van nature bedekt wordt met een zeer dunne en gesloten oxidefilm, die zo dun is (ongeveer 0,05 µm) dat hij onzichtbaar is. Om deze natuurlijke oxidefilm langs kunstmatige weg dikker en sterker te maken (verbetering van de corrosieweerstand van aluminium) wordt het materiaal geanodiseerd. Bij het anodiseren wordt het aluminium als anode geschakeld in een bad met verdund zwavelzuur of chroomzuur gehangen. Aan de anode (het werkstuk, vandaar de naam anodiseren) ontwikkelt zich atomaire zuurstof, die zeer reactief is en op het aluminium inwerkt. Daarbij wordt een oxidelaag gevormd die dikker is dan de natuurlijke oxidefilm. Deze oxidelaag geeft verfraaiing en bescherming van het aluminium. Afhankelijk van het gewenste uiterlijk wordt mechanisch- (gepolijst) of chemisch (geglansd) voorbehandeld. Hiermee wordt de glans van de anodiseerlaag beïnvloed. Naast blank (kleurloos) anodiseren zijn er een aantal mogelijkheden om een gekleurde anodiseerlaag
te verkrijgen. Naast aluminium zijn er ook anodiseerprocessen voor zink, magnesium, titaan en tantaal.
Hardanodiseren
Hardanodiseren wordt voor technische doeleinden gebruikt. Hierbij verkrijgt men dikke en zeer slijtvaste lagen op het oppervlak van aluminium werkstukken. Vroeger was het verkrijgen van slijtvaste lagen op aluminium alléén mogelijk door hardverchromen en in beperkte mate door vlamspuiten. De hardanodiseerprocessen hebben echter deze andere mogelijkheden voor een groot deel verdrongen. Voor bewegende machinedelen kunnen hardanodiseerlagen bovendien worden gecombineerd met een glijlak of een droog smeermiddel, zoals PTFE (Teflon).

Emailleren is het opsmelten van een glasachtige deklaag op materialen, waarvan de belangrijkste zijn: plaatstaal, aluminium, gietijzer, roestvast staal, koper en glas. In Engeland heet emailleren “vitrious enamelling”, de Amerikanen zeggen “porcelain enamelling”, de Fransen noemen het “émaillage” en in Duitsland “Emaillierung”.
De Nederlandse norm omschrijft email (en niet emaille) als volgt: “Een door smelten of fritten (zie onder) ontstane glasachtige massa met een anorganische, in hoofdzaak oxidische samenstelling, die in 1 of meerdere lagen, met verschillende toevoegingen op voorwerpen van metaal of glas is aangebracht en daarna bij temperaturen boven 450 ºC kan worden of is gesmolten”. Eigenschappen van email:
hard slijtvast een goede hechting niet stootvast een hoge chemicaliënresistentie zeer corrosievast glad en daardoor gemakkelijk te reinigen in vele kleuren en strukturen aan te brengen langdurig kleur- en glansbehoud hittebestendig (afhankelijk van de verwerkingstemperatuur) tot ca 800 ºC (speciale keramische soorten tot ca 1350 ºC)
onbrandbaar
De eigenschappen kunnen door middel van de samenstelling van de frit ingesteld worden op de specifieke toepassing van het te emailleren object. De stoffen waaruit email wordt opgebouwd zijn: oxiden (van o.a. silicium, borium, fosfor, kobalt, nikkel, koper) dekkinggevende verbindingen (fluorhoudende producten, antimoon-, zirkoon- en titaanoxide) pigmenten (voornamelijk onedele metaaloxiden)
Voor de bereiding worden deze grondstoffen in een bepaalde verhouding met elkaar gemengd en gesmolten. Vervolgens wordt deze smelt snel afgekoeld door het in water uit te gieten (het zgn. schrikken). De hierdoor ontstane korrelvorm noemt men “frit”. Men kan de smelt ook tussen gekoelde, stalen rollen laten lopen. Hierbij ontstaat een brede band, die wordt gebroken in vlokken of flakes. Daarna worden deze korrels of flakes gemalen om ze te kunnen gebruiken voor het aanbrengen van een emaillaag.
Galvanotechniek is het langs elektrolytische weg aanbrengen van een hechtende metaallaag op een elektrode (substraat) met het doel het oppervlak daarvan eigenschappen of afmetingen te geven, afwijkend van die van het ondergrondmetaal.
In de elektrolyt-oplossing bevindt zich het metaalzout van het aan te brengen metaal (bijv. nikkel, tin, goud, zink, zilver enz.).
In het procesbad hangen anoden van het aan te brengen metaal, het te behandelen voorwerp wordt in het bad gehangen en als kathode geschakeld. Vanuit een gelijkstroombron wordt stroom doorgevoerd en het metaal slaat neer op het vorwerp (de kathode). Aan de anode gaat het aan te brengen metaal in oplossing. Een uitzondering is chroom, dat vanuit chroomzuur wordt neergeslagen.
Er worden vaak verschillende metaallagen op elkaar aangebracht om optimale eigenschappen te verkrijgen. Of een metaal wordt gelegeerd (bijv. goud, messing en brons) of er worden stoffen aan het bad toegevoegd (bijv. nikkelcomposieten). De toepassingen zijn legio:
Verfraaiing van het oppervlak
Verbetering van hardheid, slijtvastheid
Glij- en smeereigenschappen
Elektrische geleidbaarheid, contactweerstand, warmtegeleidbaarheid
Chemische bestendigheid
Op maat brengen van versleten onderdelen
De processen anodiseren en elektroforetisch lakken behoren ook tot de techniek van het galvaniseren maar worden afzonderlijk beschreven.
Naast het elektrolytisch neerslaan van metalen is er ook de stroomloze methode voor het neerslaan van metalen. Dat wordt ook “autokatalytisch” genoemd en wordt uitgevoerd met o.a. koper, nikkel en goud. Bij de stroomloze metaalneerslag ontstaat over het gehele opppervlak (ook inwendige oppervlakken) een gelijkmatige metaallaag.
Onder (nat)lakken wordt verstaan het aanbrengen van verf, lak of coating. Verf is opgebouwd uit het bindmiddel (de basis, het belangrijkste bestanddeel en veelal wordt de naam van een verf daaraan ontleend), pigmenten, vulstoffen, additieven, verharder (bij 2-componentverven) en oplos- en verdunningsmiddelen. Verf dient ter bescherming en/of verfraaiing van een scala aan ondergronden (zoals metaal, hout, kunststof, steen, beton, glas en zelfs op asfalt) en toepassingsgebieden (automotive, industrie, (interieur)bouw, vliegtuigbouw, scheepvaart, off-shore enz.).
Het bindmiddel geeft samenhang aan de verf, houdt de verschillende bestanddelen bij elkaar, zorgt voor filmvorming en hechting. Veel toegepast bindmiddelen zijn alkydhars, epoxy, polyurethaan en acrylaat.
Pigmenten en vulstoffen geven de verf bepaalde eigenschappen zoals kleur, dekking, corrosiewering, sterkte, effect (bijv. metallic), reflecterend, antifouling enz.
Hulpstoffen (additieven) worden toegevoegd om de verf eigenschappen als elasticiteit, hardheid, krasvastheid, corrosiewering, buitenduurzaamheid te geven en kunnen bijv. de droging beïnvloeden.
Oplos- en verdunningsmiddelen dienen om de verf verwerkbaar (geschikt voor applicatie) te maken. Tijdens de droging en uitharding moeten deze (liefst zo snel mogelijk) verdampen. Er zijn verschillende groepen oplosmiddelen: Alifatischeen aromatische oplosmiddelen, alcoholen, esters, alkanonen en water.
Het aanbrengen van verf kan op veel verschillende manieren. Spuitapplicatie, kwasten, rollen, borstelen, gieten, dompelen, walsen. Elke methode heeft zijn eigen voor- en nadelen en de keuze ervan wordt afgestemd op het te behandelen object, de grootte, het aantal en ook de locatie waar de appicatie moet worden uitgevoerd.
Een bijzondere vorm van natlakken is Elektroforese. Elektroforese lak wordt ook wel elektrodepositielak of electrocoating genoemd. Het is een speciale uitvoering van het dompelprocedé, waarbij gebruik gemaakt wordt van speciale watergedragen lakken, die onder invloed van een opgelegd spanningsverschil neerslaan op het metalen object (het proces is verwant aan galvanotechniek). Zijn verfdeeltjes negatief geladen, dan bewegen ze naar de anode en spreken we van “anaforese”. Worden de verfdeeltjes positief geladen, dan noemen we het proces “kataforese”, ook wel “KTL” genoemd. Elektroforetisch lakken geeft een uniforme laag, ook op de binnenzijde van holle produkten. Deze lakken hebben goede corrosiewerende eigenschappen. De dikte van de lak varieert van 15 – 50 micrometer.
Een poedercoating is een laklaag die als poeder wordt opgebracht en die door verwarmen uitvloeit tot een gesloten laag. In het begin van de ontwikkeling van poedercoatings werd veel geëxperimenteerd met epoxies. Het proces werd daarom epoxeren genoemd, een naam die nog steeds gebruikt wordt. Tegenwoordig zijn er verschillende bindmiddelen voor poedercoatings zoals polyesters, acrylaten, polyurethanen en epoxy-polyesters. Naast het bindmiddel bevat een poedercoating pigmenten, verharders, additieven en vulstoffen (vergelijkbaar met de samenstelling van verf, maar zònder oplosmiddelen). Er zijn vele toepassingsgebieden:
staalconstructies
aluminium kozijnen, -ramen en - deuren
kantoormeubilair
stalen hekwerken
verlichtingsarmaturen radiatoren
auto-onderdelen
landbouwmachines fietsen
ER ZIJN TWEE
BELANGRIJKE
APPLICATIEMETHODEN
OM TE POEDERCOATEN
Elektrostatisch spuiten
Bij elektrostatische applicatie gebruikt men hoofdzakelijk thermohardende poeders. Dat zijn poeders, die na het smelten bij de hoge temperatuur in de moffeloven uitharden en door een volgende verhitting niet meer zacht of vloeibaar kunnen worden gemaakt (thermoharders). Het poeder wordt pneumatisch naar het spuitpistool getransporteerd en bij de spuitopening m.b.v. hoogspanning elektrostatisch opgeladen. Het te spuiten object wordt geaard, is daardoor tegengesteld geladen en trekt de poederdeeltjes naar zich toe. Vervolgens wordt het poeder in de moffeloven gesmolten en uitgehard.
Wervelsinteren
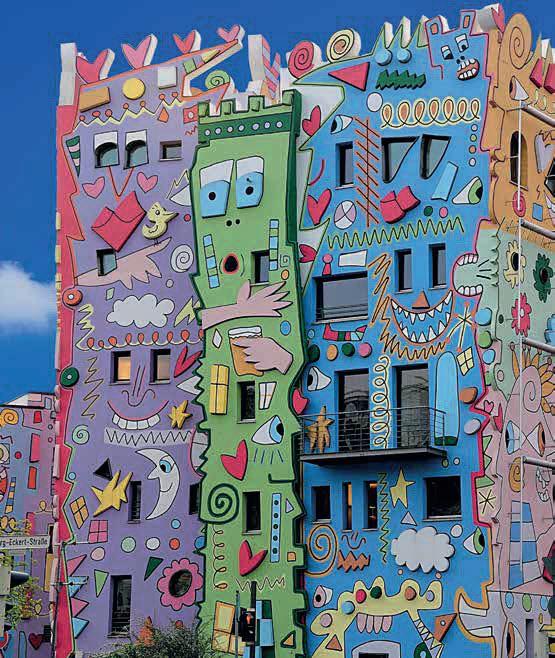
Bij wervelsinteren gebruikt men thermoplastische poeders. Deze smelten bij verhitting, maar daarbij treedt geen chemische reactie op (verharding). Als ze na afkoeling zijn verhard, kan men ze door opnieuw verwarmen weer zacht maken (thermoplasten). Het poeder bevindt zich in een bak met poreuse bodem waardoor lucht wordt ingeblazen. Het poeder gaat zich als een vloeistof gedragen. Het te behandelen voorwerp wordt verhit en vervolgens in het “poederbad” gedompeld. Daarbij smelt het poeder op het voorwerp en na afkoeling is de coating hard geworden.
Onder thermisch spuiten vallen een aantal technieken, waarmee een gesmolten metaal of kunststof op een substraat wordt gespoten, met het doel om dat substraat bepaalde eigenschappen mee te geven, zoals:
Corrosiebestendigheid
Slijtvastheid
Hittebestendigheid
Verbeteren van elektrische- of warmtegeleiding
Repareren van versleten onderdelen
Er zijn diverse applicatietechnieken waaronder vlamboogspuiten, plasmaspuiten, autogeen draad of -poederspuiten,
HVOF (High Velocity Oxygen Fuel = hogesnelheid-spuiten), detonatiespuiten e.a.
Één techniek ervan echter willen we kort nader belichten nl. het zinkspuiten. Zinkspuiten is uitgevonden door dr. M.U. Schoop en wordt daarom ook wel schooperen genoemd.
Het zinkspuiten wordt vrijwel altijd toegepast (op staal) vanwege de goede corrosiewerende eigenschap.
Een schoopeerlaag wordt aangebracht in laagdiktes van ca. 25 – 80 µm, is stoot- en slijtvast en enigszins ruw en poreus.
Vanwege deze porositeit wordt er meestal aanvullend een organische deklaag aangebracht. De poreuse struktuur van de schoopeerlaag geeft hiervoor een zeer goede hechting. In plaats van zink worden, vanwege de hogere weerstand tegen corrosie, ook aluminium en zink-aluminium legeringen toegepast. Hierbij worden meestal hogere laagdiktes (150 µm en meer) aangebracht dan bij het schooperen. Ook deze lagen kunnen aansluitend van een organische deklaag of impregneer worden voorzien.
Bij het thermische verzinken wordt het te behandelen voorwerp (staal), na een voorbehandeling te hebben ondergaan, in zijn geheel ondergedompeld in vloeibaar zink. Verzinken wordt doorgaans uitgevoerd bij temperaturen van 450 ºC. Het staal gaat daarbij een reactie aan met het zink, waarbij zink-ijzer legeringslagen gevormd worden. De bovenste laag bestaat meestal uit vrijwel zuiver zink (de samenstelling hiervan is dezelfde als die van het zinkbad), hetgeen een fraai glanzend uiterlijk heeft. Op de zuivere zinklaag wordt door invloed van de atmosfeer een stabiele en beschermende patina laag gevormd. Daardoor verdwijnt het glanzende uiterlijk na verloop van tijd. Vanwege het onedele karakter van zink ten opzichte van staal offert zink zich in bepaalde omstandigheden op en beschermt daarmee plekken waar de zink ontbreekt door bijvoorbeeld beschadiging of bewerking achteraf.
De zinklaagdikte is o.a. afhankelijk van de samenstelling van het staal, de verblijftijd in het bad, de temperatuur en de samenstelling van het zinkbad.
Diverse technieken voor het aanbrengen van metalen, legeringen, metaalverbindingen en niet-metalen in een meer of minder diep vacuüm vallen onder de noemer Vacuümtechnieken. De benamingen voor deze processen overlappen elkaar gedeeltelijk:
Opdampen
Sputteren
Ion-plating
Physical Vapour Deposition (PVD)
Chemical Vapour Deposition (CVD)
Ionimplantatie
Opdampen
Opdampen van metaal is het in het vacuüm bij hoge temperatuur verdampen van het op te brengen metaal (evaporant), waarna dit neerslaat op een koud of vrijwel koud substraat.
Sputteren
In een niet al te diep vacuüm, 10-1 Pa voor diodesputteren en 1,0-0,01 Pa voor triodesputteren, veroorzaakt een elektrisch veld van 1-5 kV ionisatie van het aanwezige gas. Er ontstaat een glimontlading, waarbij de (negatieve) elektronen zich naar de anode begeven en de positieve ionen naar de kathode. Deze gasionen zijn de sputterionen, die de kathode, welke bestaat uit het te eroderen materiaal, bombarderen. De uit de kathode vrijgemaakte metaalatomen slaan vervolgens neer op het soms verwarmde substraat.
Ionplating is een proces, dat een aantal karakteristieken van opdampen en sputteren in zich verenigt. De verhitting van het te verdampen materiaal kan op dezelfde manieren plaatsvinden als bij opdampen: door weerstandverhitting, door elektronenstraalverhitting en door hoogfrequentverhitting. In principe kunnen alle metalen door ion plating worden opgebracht, die ook in vacuüm kunnen worden opgedampt. De methode is jonger dan de andere genoemde processen, zodat daar nog niet zoveel ervaring mee is opgedaan.
De term PVD wordt gegeven aan een aantal processen, waarbij een metaal of een legering door een zuiver fysisch proces op een substraat wordt aangebracht vanuit de gasfase. PVD is dus geen afzonderlijk proces op zich. Opdampen van metalen, sputteren en ion plating zijn alle PVD-processen.
Het karakteristieke van CVD is dat er tijdens het aanbrengen van een deklaag op het substraat chemische reacties plaatsvinden van gassen, die aan de vorming van de deklaag bijdragen. Het is een thermochemisch proces dat gebaseerd is op chemische reacties van gassen, die vluchtige chemische bestanddelen bevatten van het materiaal dat moet worden neergeslagen op het substraat. De chemische reactie kan ook met het substraat zelf plaatsvinden. Het aantal mogelijke
chemische reacties in de gasfase is tamelijk groot, vandaar dat CVD een ruim toepassingsgebied kent. Men kan metalen en legeringen neerslaan, maar ook chemische verbindingen.
Ionenimplantatie
Ionenimplantatie vindt plaats door een amorfe of gekristalliseerde vaste stof te bombarderen met versnelde ionen, waardoor deze in het oppervlak worden ingebracht. Het proces vindt plaats in vacuüm, 1-0,01 Pa, met sterk uiteenlopende energieën, die gemeten worden in keV of MeV. De dikte van de laag, die chemisch wordt veranderd door er vreemde ionen in te brengen, bedraagt meestal niet meer dan enige micrometers, maar bij sommige substraten kan de in samenstelling veranderde laag wel 100-200 μm dik zijn.
Het combineren van verschillende typen deklagen wordt regelmatig toegepast. De reden daarvoor kan zijn, dat de eigenschappen van de deklagen elkaar aanvullen (bijv. meer corrosiewering, meer kleurmogelijkheden). Maar het wordt ook gedaan voor een efficiëntere en/of milieuvriendelijker procesvoering (bijv. minder organisch oplosmiddelgebruik).
Hieronder worden de meest voorkomende combinaties toegelicht.
Verzinken + organische deklagen
Deze samenvoeging van deklage wordt vaak aangeduid als “duplex-systeem”. De zinklaag geeft een uitstekende bescherming tegen corrosie, de organische deklaag geeft extra bescherming (het zgn. “synergetisch effect”: het zink beschermt de organische laag tegen onderroest en de organische deklaag beschermt de zinklaag tegen atmosferische aantasting) en kan een verfraaiende en/of signalerende functie hebben.
De zinklaag kan thermisch, maar ook elektrolytisch zijn aangebracht, batchgewijs of continu (Sendzimir- of Zincorplaat) of door middel van thermisch spuiten. De organische deklagen zijn natlakken of poedercoatings, die na een geschikte voorbehandeling hechten op de zinklaag. Vooral bij hekwerken, leuningen en wegmeubilair wordt het duplex-systeem veel toegepast.
Natlak + poedercoating
Bij deze combinatie zijn ook diverse mogelijkheden. De eerste laag kan een natlak of moffellak zijn, waarbij wordt afgewerkt met een poederlak. Omgekeerd kan de poederlak als primer dienen en wordt vervolgens een natlak aangebracht. De coatingprodukten moeten wel aan speciale eisen voldoen in verband met moffelcondities en onderlinge hechting.

Foto: door Mastars op Unsplash.
De eigenschappen van het totale systeem zijn vaak een optelsom van die van de afzonderlijke lagen (b.v. de strakheid van een natlak en de taaiheid van een poederlak). Voorbeeld een fietsframe, dat eerst in een “natte” primer wordt gezet, daarna wordt bestickerd en vervolgens van een blanke poedercoating wordt voorzien.
Elektroforese lakken + poederlakken
De elektroforese lak moet als eerste worden aangebracht, omdat voor het proces elektrische geleiding nodig is. Vanwege de beperking in kleurmogelijkheden, maar ook voor een goede buitenduurzaamheid, wordt deze grondlaag van een poederlak voorzien. De eigenschappen van dit coatingsysteem zijn vergelijkbaar met een systeem van natlak of dat van poederlak. In de automotive industrie worden veel onderdelen op deze wijze behandeld.
Naast de bovengenoemde oppervlaktetechnieken zijn er tal van processen die hiervan variaties zijn (door bepaalde badtoevoegingen, toepassen van legeringen enz), maar ook geheel andere zoals autoforese, keramische coatings, diffusietechnieken, chemisch zwarten, bruineren, patineren, beitsen en passiveren van roestvaststaal, etsen, elektroformeren enzovoort.












IST Benelux BV
Hommel 63, 7317 BL Apeldoorn
Tel. +31 55 505 00 14 www.ist-uv.nl

OP ZOEK NAAR DUURZAME OPLOSSINGEN

Kom voor het voetlicht met de INFORMATION nieuwsbrief!
Totale ontzorging van afvalstoffen.
Eigen verwerkingsmogelijkheden van o.a. ontvettings- en beitsvloeistoffen.
Reiniging en onderhoud van sproeitunnels en dompellijnen.
Het geven van veiligheidsadviezen.
NEDWASTE
B.V. | Stadslaan 3 | 8051 ND Hattem Tel.+31 85 023 22 39 | M.+31 610 287 434
Email: info@nedwaste.nl Internet: www.nedwaste.nl
Kom via de digitale nieuwsbrief van Vereniging ION in contact met meer dan 2.000 beslissers die werkzaam zijn binnen de oppervlaktebehandelende industrie. 21 keer per jaar ontvangen zij de belangrijkste nieuwsitems uit de sector.
Interesse? Vraag de mediakaart aan.
Bel met Robbin Hofman (070) 399 00 00 of stuur een e-mail naar robbin@jetvertising.nl.
08 - 10 OKTOBER 2024
Exhibition Centre Düsseldorf
Daar waar spelers en pioniers samenkomen op vakbeurs Aluminium, is Düsseldorf het centrum van de aluminiumindustrie. Als toonaangevende internationale vakbeurs voor het materiaal aluminium en voor de belangrijkste toepassingsgebieden, is Aluminium het belangrijkste platform van de industrie. Je treft er de belangrijkste ontwikkelingen, trends en showcases van exposanten. Plus een uitgebreid programma met deskundige presentaties en discussiepanels. Met speciale shows, themapaviljoens en formats zoals de ALUMINIUM Conference of de Speakers Corner “Sustainability & Recycling” staan persoonlijke uitwisseling en netwerken op alle drie de beursdagen onder het motto “Sharing a Vision” naast kennisoverdracht bovenaan de agenda.
Meer informatie: https://www.aluminium-exhibition.com/
15 OKTOBER 2024
AFAS Theater Leusden
De Staalbouwdag is hét jaarlijkse vakevenement voor iedereen die betrokken is bij het opdrachtgeven, ontwerpen en bouwen met staal. Het is de dag voor kennis en kennissen: bekenden treffen, nieuwe relaties aanknopen én kennisnemen van belangrijke, actuele ontwikkelingen trends in de (staal) bouw.
Meer informatie: https://www.staalbouwdag.nl/
16 OKTOBER 2024
Duurzaamheidsfabriek Dordrecht
Op woensdag 16 oktober 2024 vindt de Dag van de Oppervlaktetechnologie plaats in de Duurzaamheidsfabriek in Dordrecht. Het programma wordt op de website van vereniging ION geplaatst. Naast het congrespro-
gramma zal ook de ION Borghardt Award uitgereikt worden.
Meer informatie: https://vereniging-ion.nl/dagoppervlaktetechnologie-uitreiking-ion-borghardt-award
17 OKTOBER 2024
Mikrocentrum, Veldhoven
Hoe kom je tot de keuze voor juiste materiaalbewerking en/ of verwerking, rekening houdend met de omstandigheden waarin het materiaal zich uiteindelijk gaat bevinden? Materials Engineering gaat niet alleen over het vormen en de fysieke of chemische verwerking van materialen, maar ook over het creëren van specifieke microstructuren en texturen. Materials Engineering legt op zowel de expo als in het congres de focus op de praktische en technische toepassing van materialen, onder andere rondom de volgende onderwerpen: Samenstelling van materialen, materiaaleigenschappen, corrosie- en oppervlakteanalyse en oppervlaktebehandeling en functionele lagen.
Materials Engineering 2024 is een kennis- en netwerkevenement georganiseerd door Mikrocentrum.
Meer informatie: https://mikrocentrum.nl/nl/ materiaalkunde-materiaalkennis/materials-event/
13 - 14 NOVEMBER 2024
Brabanthallen, Den Bosch
De Precisiebeurs is dé vakbeurs waar je de topspelers en oplossingen op het gebied van high en ultra precisietechnologie ontmoet en ontdekt! Meer dan 350 exposanten: ontmoet internationale bedrijven, organisaties, onderwijs- en kennisinstellingen die zich bezighouden met productie, onderzoek en ontwikkeling in het hoog nauwkeurige bereik.
50 inspiratiesessies: hoor de laatste ontwikkelingen en insights door vakexperts, exposanten en jonge talenten. Met lezingentracks van onder andere EUSPEN en de Big Science projecten. Netwerkarena: ontmoet hier laagdrempelig branche- en netwerkorganisaties, onderwijs- en wetenschapsinstellingen, studententeams en de Big Science projecten. DSPE Awarduitreikingen: ook dit jaar reikt de Dutch Society for Precision Engineering de Ir. A. Davidson Award en de Wim van der Hoek Award uit.
Internationale Meet & Match: plan vooraf afspraken in met potentiële klanten of partners via de online afsprakentool en ontmoet elkaar laagdrempelig op de beursvloer in de Meet & Matchtruimte!
Nieuw: International Precision Conference: duik in de wereld van toegepaste precisietechnologie op 12 november. Sprekers als Martin van den Brink (voormalig CTO, ASML), Erik Loopstra (Zeiss) en Gary Widdowson (VP en General Product Manager, Advanced Packaging ASMPT, Singapore) praten je bij!
Meer informatie: https://precisiebeurs.nl/
05 - 07 FEBRUARI 2025
Jaarbeurs Utrecht
Vakbeurs voor ontwerp en engineering van de gebouwschil. Een bezoek aan GEVEL laat jou de nieuwste ontwikkelingen, materialen, systemen en processen beleven. Een bron van inspiratie voor iedereen die beroepsmatig bezig is met alles wat gevels te bieden hebben. Deze editie wordt tegelijkertijd met BouwBeurs 2025 georganiseerd, die van 03 – 07 februari 2025 in hallen 7 – 12 bij Jaarbeurs plaatsvindt. Zo komt alles dat met bouwen te maken heeft bij elkaar.
Meer informatie: https://future-facade.com/
25 - 26 FEBRUARI 2025
Messezentrum Nürnberg
Esthetisch, duurzaam, functioneel, procesbestendig. De eisen die aan verf en coatings worden gesteld, worden steeds hoger. Beslissers en opinieleiders in de coatingindustrie staan voor grote uitdagingen. De European Coatings Show – afgekort tot ECS 2025 – geeft hen de kans om de innovatieleiders te ontmoeten en de nieuwste ontwikkelingen op het gebied van pigmenten, additieven, lijmen en grondstoffen, tussenproducten
voor bouwchemicaliën en laboratorium- en productieapparatuur, test- en meetapparatuur te bespreken.
Meer informatie: https://www.european-coatings-show.com/
08 - 10 APRIL 2025
Het opbouwen en versterken van relaties, intensieve samenwerking, kennis opdoen en kennis delen, dat is waar het om draait bij Maintenance NEXT. De grootste technologie- en onderhoudsexpo van de Benelux. Want alleen samen kunnen we de wereld van industrieel onderhoud vormgeven!
In 2023 organiseerden de NVDO, de EFNMS en Rotterdam Ahoy tegelijkertijd EuroMaintenance, het grootste Europese maintenancecongres. Hierdoor kwamen alle lagen uit de onderhoudswereld samen, deze krachtige combinatie maakte Rotterdam in die periode dé Europese ontmoetingsplek voor maintenanceprofessionals. In 2025 keert Maintenance NEXT terug op 8, 9 en 10 april.
Meer informatie: https://www.maintenancenext.nl/
21 - 23 MEI 2025 Brabanthallen, Den Bosch
Op De Nederlandse Metaal Dagen staat Smart Manufacturing centraal.
Je treft op de beursvloer de nieuwste productietechnologie en slimme toeleveranciers aan die naast toeleveren, door jarenlange ervaring, met jou mee kunnen denken en jou kunnen adviseren. Of een deel van jouw productie uit handen kunnen nemen. Naast de toeleveranciers vind je op de beursvloer innovaties en slimme oplossingen om de productie te optimaliseren. Of het nu gaat om de eerste stappen naar digitalisering of om een complete industrie 4.0 oplossing, voor elke stap vind je een oplossing.
Meer informatie: https://denederlandsemetaaldagen.nl/
Alfabetisch bedrijvenregister met specialismen
Vereniging ION is de branchevereniging voor professionals die werken in de oppervlaktebehandelende industrie. Technieken die vaak worden toegepast zijn anodiseren, combinatie van deklagen, emailleren, galvaniseren, (nat)lakken, poedercoaten, thermisch spuiten, thermisch verzinken, vacuümtechnieken en voorbehandelen.
Naast de bovengenoemde veel voorkomende oppervlaktetechnieken zijn er diverse varianten en ook minder vaak toegepaste technieken zoals autoforese, beitsen, bruineren, chemisch zwarten, diffusietechnieken, elektroformeren, etsen, keramisch coaten, passiveren van roestvaststaal en patineren. In het onderstaande bedrijvenregister van Vereniging ION, vindt u bedrijven gekoppeld aan de technieken waarin men gespecialiseerd is.
Aalberts Surface Technologies
Deurne B.V.
Vuurijzer 1 5753 SV DEURNE
Nederland +31493352820 deurne@aalberts-st.com https://www.aalberts-st.com/nl/deurne
Sector Applicateurs Organische Deklagen Verzinken (hanglijn), Tefloniseren, Stralen
Aalberts Surface Treatment
Beuningen B.V. Nikkelwerf 5 6641 TM BEUNINGEN GLD Nederland +31246777911 beuningen@aalberts-st.com https://www.aalberts-st.com
Sector Applicateurs Organische Deklagen Tefloniseren, Stralen (keramisch), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten (thermisch), Spuiten (plasma), Spuiten (natlak), Spuiten, Schooperen, Ontvetten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (kunststof), Metalliseren (draadspuiten)
Aalderink Poedercoaten en KTL B.V. Garstweg 10 7676 ST WESTERHAARVRIEZENVEENSEWIJK Nederland +31546659125
info@aalderink-coating.nl https://www.aalderink-coating.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (chemisch), Verzinken (hanglijn), Qualisteelcoat gecertificeerd, Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Elektroforetisch lakken (kataforese en anaforese), Chromateren van aluminium, Beitsen, Qualisteelcoat
Accell Nederland B.V. Industrieweg 4 8440 AR HEERENVEEN Nederland +31513638703 info@accell.nl
https://www.accellnederland.nl
Sector Applicateurs Organische Deklagen
Verzinken (hanglijn), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Beitsen van (constructie) staal, Beitsen
AD Chemicals B.V.
Markweg Zuid 27 4794 SN HEIJNINGEN
Nederland +31167526900 contact@adinternationalbv.com https://www.adinternationalbv.com
Sector Toeleveranciers
Reinigingsmiddelen/producten, Oplosmiddelen, Ontvettingsmiddelen, Metaalbewerkingsvloeistoffen, Laboratoriumbenodigdheden, Galvaniseer producten/middelen, Chemische producten/middelen (chemicaliën), Beitsmiddelen, Anodiseer producten/ middelen, Qualanod
Adruu B.V.
Ekkersrijt 7302 5692 HH SON EN BREUGEL Nederland +31499474830 info@adruu.nl http://www.adruu.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zeefdrukken en Tamponeren, Voorbehandelen (reiniging), Ultrasoon reinigen, Stralen, Slijpen, Pre-anodiseren van aluminium, Polijsten (elektrolytisch), Polijsten, Passiveren van RVS, Passiveren van aluminium, Passiveren, Ontvetten, Nabehandelen van oppervlakten, Deanodiseren, Chromateren van aluminium blank, Chromateren van aluminium, Beitsen van RVS, Beitsen, Assembleren en klantgericht verpakken, Anodiseren kleurdruk, Anodiseren kleur (organisch), Anodiseren hard, Anodiseren
Aeronamic B.V.
Planthofsweg 79 7601 PJ ALMELO
Nederland +31546545570 info@aeronamic.com https://www.aeronamic.com
Voorbehandelen (chemisch), Anodiseren
Airblast Abrasives B.V. Fluorietweg 23 E 1812 RR ALKMAAR
Nederland +31725715569 info@airblast-abrasives.com http://www.airblast-abrasives.com
Sector Toeleveranciers Straalapparatuur/middelen
Airblast B.V. Nijverheidsplein 2 A 1704 RB HEERHUGOWAARD Nederland +31725718002 info@airblast.com http://www.airblast.com
Sector Toeleveranciers Straalinstallaties, Straalapparatuur/middelen, Spuitinstallaties, Reinigingsinstallaties en apparatuur, Poedercoatinstallaties, Persoonlijke beschermingsmiddelen, Luchtzuiverings- en behandelingssystemen, Filtersystemen en -materialen, Analyse-, meet- en controleapparatuur
Alucol
Soerendonck 3 6086 BW NEER Nederland +31475260200 info@alucol.nl https://www.alucol.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen Voorbehandelen (reiniging), Voorbehandelen (chemisch), Qualanod gecertificeerd, Polijsten (mechanisch), Polijsten (handmatig), Polijsten, Eloxeren, Deanodiseren, Assembleren en klantgericht verpakken, Anodiseren kleur (electrolytisch), Anodiseren, Qualanod
Alufinish GmbH & Co. KG
Otto Wolf Strasse 5 - 15 D-56626 ANDERNACH Duitsland +49263292970 info@alufinish.de
https://www.alufinish.de
Sector Toeleveranciers Ontvettingsmiddelen, Laboratoriumbenodigheden, Chemische producten/middelen (chemicaliën), Beitsmiddelen, Anodiseer producten / middelen
Alulox Oppervlaktechniek B.V. Calandstraat 73 3125 BA SCHIEDAM Nederland +31102308341 info@alulox.nl https://www.alulox.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Stralen (glasparel), Stralen, Anodiseren
Alumet B.V. Mon Plaisir 32 4879 AN ETTEN-LEUR Nederland +31765043130
info@alumet.nl
https://www.alumet.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Slijpen (mechanisch), Slijpen, Qualanod gecertificeerd, Polijsten (mechanisch), Polijsten, Ontvetten, Beitsen, Anodiseren kleur (electrolytisch), Anodiseren, Qualanod
Amitech B.V. Braillestraat 13 3846 CP HARDERWIJK
Nederland +31341429059 info@amitech.nl
https://www.amitech.nl
Sector Toeleveranciers
Thermisch spuitinstallaties en apparatuur, Straalapparatuur / middelen
apt Extrusions B.V. Industrieweg 8 6045 JG ROERMOND
Nederland +31475370555
info.roermond@apt-alu-products.com https://www.apt-alu-products.com/nl/
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Voorbehandelen (chemisch), Qualanod gecertificeerd, Ontvetten, Eloxeren, Deanodiseren, Beitsen, Anodiseren, Qualanod
Astra-Stramon B.V. ‘t Hoogvelt 6 5721 VW ASTEN
Nederland +31493691837 info@astrastramon.nl
https://www.astrastramon.nl
Sector Applicateurs Organische Deklagen Stralen van RVS, Stralen (korund), Stralen (glasparel), Stralen, Spuiten (natlak), Spuiten, Schooperen, Qualisteelcoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Qualisteelcoat
ATM Heerhugowaard B.V. Celsiusstraat 1 1704 RX HEERHUGOWAARD Nederland +31725740030
info@atmheerhugowaard.nl
https://www.atmheerhugowaard.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Passiveren van RVS, Passiveren, Chromateren van aluminium, Anodiseren
ATM Oirschot B.V. De Scheper 406 5688 HP OIRSCHOT Nederland +31499573457
info@atmoirschot.nl
https://www.atmoirschot.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Voorbehandelen (reiniging), Passiveren, Chromateren van aluminium, Anodiseren hard, Anodiseren
Atotech B.V.
Strijkviertel 35-2 3454 PJ DE MEERN
Nederland +31302409010
sales.nl@atotech.com
https://www.atotech.com/ Sector Toeleveranciers
Reinigingsmiddelen/producten, Reinigingsinstallaties en apparatuur, Ontvettingsmiddelen, Metaalbewerkingsvloeistoffen, Kuipwerk/baden, Chemische producten/ middelen (chemicaliën), Beitsmiddelen
AVA Luchttechniek B.V. Bedrijvenpark Twente 57 7602 KC ALMELO Nederland +31546577430
info@ava-luchttechniek.nl
https://www.ava-luchttechniek.nl
Sector Toeleveranciers
Luchtzuiverings- en behandelingssystemen
B.V. Vacumetal
Gouden Rijderstraat 5 - 7 4903 RD OOSTERHOUT Nederland +31162453893
info@vacumetal.com
https://www.vacumetal.com
Sputteren, Spuiten (natlak), Metalliseren (kunststof)
Baril Coatings B.V. Zilverenberg 9 5234 GL ‘S-HERTOGENBOSCH Nederland +31736419890 info@barilcoatings.nl https://www.barilcoatings.com Sector Toeleveranciers Leverancier van natlakken en verven, Leverancier van corrosie werende verven, lakken en poeders
Benjamin Coating Industries B.V. Nijverheidsweg 15 4879 AP ETTEN-LEUR Nederland +31765033288 info@benjaminbv.nl https://www.benjaminbv.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (reiniging), Voorbehandelen (chemisch), Stralen (korund), Stralen (grit), Stralen (fijn), Stralen, Slijpen (handmatig), Slijpen (band), Slijpen, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Nabehandelen van oppervlakten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten), Fosfateren (ijzerfosfaat), Duplexsysteem op zink
Black Oxyde Nederland B.V. Binnenhavenstraat 4 7553 GJ HENGELO
Nederland +31747676547
info@blackoxyde.nl
https://www.blackoxyde.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zwarten van staal, Stralen (zand), Stralen (korund), Stralen (glasparel), Stralen, Ontvetten
Boma Coatings B.V.
Quinten Matsyslaan 59 5642 JC EINDHOVEN
Nederland +31402818189 info@bomacoating.nl https://www.bomacoating.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (reiniging), Voorbehandelen (chemisch), Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Chromateren van aluminium geel, Chromateren van aluminium, Beitsen, Qualicoat
Boon Edam B.V.
Ambachtstraat 4 1135 GG EDAM Nederland +31299380808 info@boonedam.nl https://www.boonedam.com
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Spuiten (elektrostatisch), Spuiten, Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Beitsen, Qualicoat
Braker Spuittechniek B.V.
Aquamarijnstraat 106 7554 NT HENGELO
Nederland +31742569569 info@brakerspuittechniek.nl https://www.brakerspuittechniek.nl
Sector Toeleveranciers Spuitinstallaties, Spuitapparatuur/middelen, Poedercoatinstallaties
Braxo Sterappelgaarde 1 3824 BJ AMERSFOORT +31615418379 info@braxo.nl https://www.braxo.nl Analyse-, meet- en controleapparatuur
Bregil B.V.
Lange Wagenstraat 57 5126 BB GILZE
Nederland +31161455551 verkoop@bregil.nl https://www.bregil.nl
Zeefdrukken en Tamponeren, Vermessing (trommel), Verchromen, Sublimeren, Spuiten (stationair), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Brüning Flexible Finishes B.V.
Poort van Midden Gelderland Groen 13 6666 LP HETEREN
Nederland
+31264743733
info@bruning-coatings.nl https://www.bruning-coatings.nl
Spuiten (stationair), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Brüning Technische Coatings B.V. Poort van Midden Gelderland Groen 15 6666 LP HETEREN
Nederland +31264743733 info@bruning-coatings.nl https://www.bruning-coatings.nl Spuiten (stationair), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Bruns en Broekhuis Color Coating B.V. De Mors 65 7631 BA OOTMARSUM Nederland +31541292422 info@bruns-broekhuis.nl https://www.bruns-broekhuis.nl
Sector Applicateurs Organische Deklagen Verzinken (hanglijn), Stralen van RVS, Stralen (glasparel), Stralen, Spuiten (pneumatisch), Spuiten (natlak), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van ijzer/staal, Passiveren van aluminium, Passiveren, Ontvetten
BYK - Gardner GmbH
Lausitzer Strasse 8 D-82538 GERETSRIED Duitsland +31612740468 info.byk.gardner@altana.com https://www.byk-instruments.com
Sector Toeleveranciers Laboratoriumbenodigheden, Analyse-, meet- en controleapparatuur
Chemetall B.V. IJsselstraat 41 5347 KG OSS Nederland +31412681888 chemetallbnl.info@basf.com https://www.chemetall.com
Sector Toeleveranciers Reinigingsmiddelen/producten, Ontvettingsmiddelen, Metaalbewerkingsvloeistoffen, Laboratoriumbenodigheden, Chemische producten/middelen (chemicaliën), Beitsmiddelen
Chromalloy Holland B.V. Siriusstraat 55 5015 BT TILBURG Nederland +31135328400 https://www.chromalloy.com
Coatinc Alblasserdam B.V. Edisonweg 5 2952 AD ALBLASSERDAM Nederland +31786913733
alblasserdam@coatinc.com https://www.coatinc.com Verzinken (thermisch)
Coatinc Anox B.V. Industrielaan 17 3925 BD SCHERPENZEEL Nederland +31332771669 anox@coatinc.com https://www.coatinc.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen Tefloniseren, Polijsten (mechanisch), Polijsten (handmatig), Polijsten (elektrolytisch), Polijsten (chemisch), Polijsten, Eloxeren, Deanodiseren, Assembleren en klantgericht verpakken, Anodiseren kleur (organisch), Anodiseren kleur (electrolytisch), Anodiseren hard, Anodiseren
Coatinc De Meern B.V. Strijkviertel 39 B 3454 PJ DE MEERN Nederland +31306664395 demeern@coatinc.com https://www.coatinc.com Voorbehandelen (chemisch), Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Chromateren van verzinkt staal, Beitsen van (constructie)staal, Beitsen
Coatinc Groningen B.V. Rouaanstraat 49 9723 CC GRONINGEN Nederland +31503176630 groningen@coatinc.com https://www.coatinc.com Verzinken (thermisch)
Coatinc Mook B.V. Bovensteweg 56 6585 KD MOOK Nederland +31246962041 mook@coatinc.com https://www.coatinc.com Verzinken (thermisch)
Coatinc Nederland B.V. Koningsbergenweg 17 3771 NS BARNEVELD Nederland +31342419910 nederland@coatinc.com https://www.coatinc.com
Coatinc PreGa NL B.V. Bovensteweg 58 6585 KD MOOK +31247630060 prega.nl@coatinc.com https://www.coatincprega.com Verzinken (thermisch)
Coatinc Roermond B.V. Randweg 13 6045 JK ROERMOND Nederland +31475345555
roermond@coatinc.com
https://www.coatinc.com
Stralen (stationair), Stralen (machinaal), Stralen (handmatig), Stralen, Spuiten (natlak), Spuiten
Coatinc West-Brabant B.V. Blauwe Hoefweg 11 4731 DK OUDENBOSCH
Nederland +31165313450 info@verzinkerijwestbrabant.nl https://www.verzinkerijwestbrabant.nl Verzinken (thermisch)
Coatingsystemen van der Lans Hermelijnvlinder 57 4904 ZD OOSTERHOUT Nederland +31625492279 info@coatingsystemenvanderlans.nl https://www.coatingsystemenvanderlans.nl Adviesbureau
CoatR B.V. Newtonstraat 10 1704 SB HEERHUGOWAARD
Nederland +31850070509 info@coatr.eu https://www.coatr.eu Voorbehandelen (chemisch), Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Qualicoat
Coes Metaalbescherming B.V. Daarlerveenseweg 7 7671 SJ VRIEZENVEEN
Nederland +31546561313 info@coes.nl https://www.coes.nl
Sector Applicateurs Organische Deklagen Tankcoating, Stralen (werpstraalmachine), Stralen (steelshot), Stralen (stationair), Stralen (machinaal), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen, Spuiten (natlak), Spuiten (airless), Spuiten
Container Service C. Groenenboom B.V. Rederijweg 8 4906 CX OOSTERHOUT Nederland +31162433900 info@groenenboomcs.nl https://www.groenenboomcs.nl Stralen, Spuiten (natlak), Spuiten
Cornet Service B.V. Velsenstraat 6 4251 LJ WERKENDAM
Nederland +31183505475 info@cornetservice.nl https://www.cornetservice.nl
Sector Applicateurs Organische Deklagen Stralen (mobiel), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen, Spuiten (natlak), Spuiten (mobiel), Spuiten (airless), Spuiten
CP Phenolics B.V.
Noordbaan 860 - 870 2841 MG MOORDRECHT
Nederland +31182308030 info@cpphenolics.nl https://www.cpphenolics.nl
Sector Applicateurs Organische Deklagen Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (fijn), Stralen, Spuiten (airless), Spuiten, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten), Duplexsysteem op zink, Qualisteelcoat
Cuijpers Services B.V.
Business Park Stein 408 6181 MD ELSLOO
Nederland +31464288181 info@cuijpers.nl https://www.cuijpers.nl
Sector Applicateurs Organische Deklagen Stralen van RVS, Stralen (zand), Stralen (werpstraalmachine), Stralen (stationair), Stralen (mobiel), Stralen (machinaal), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten (natlak), Spuiten (mobiel), Spuiten, Conserveren
CWS Powder Coatings B.V.
Katharinenstrasse 61
D-52353 DÜREN (DUITSLAND)
Duitsland +31653924628 powder@cws.de https://www.cws-powder.de
Sector Toeleveranciers
Poedercoatings, Corrosie werende verven, lakken en poeders
CZL Tilburg B.V.
Boterberg 30
5047 ST TILBURG
Nederland +31135703370 info@czltilburg.nl https://www.czltilburg.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zwarten van staal, Zwarten van RVS, Vernikkelen van RVS, Vernikkelen elektrolytisch trommel, Vernikkelen (zwart), Vernikkelen (mat), Vernikkelen (glans), Vernikkelen (chemisch stroomloos), Verchromen (mat), Verchromen (hard), Verchromen (glans), Verchromen, Spuiten (thermisch), Spuiten (HVOF, High-Velocity Oxy-Fuel), Slijpen (handmatig), Slijpen, Shotpeenen, Nabehandelen van oppervlakten, Lasercladden/ Oplassen, Honen, Assembleren en klantgericht verpakken
De Buren Coating B.V.
Energieweg 10 4691 SG THOLEN
Nederland +31166607111 info@deburencoating.nl https://www.deburencoating.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (chemisch), Stralen (korund), Stralen (handmatig), Stralen (fijn), Stralen, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van zink, Passiveren van aluminium, Passiveren, Ontvetten, Chromateren van verzinkt staal, Chromateren van aluminium, Beitsen
De Coatery B.V. Hertzstraat 13 A 6716 BS EDE Nederland +31629474675 info@coatery.nl https://www.coatery.nl Poedercoaten (elektrostatisch), Poedercoaten
De Greef Coatings B.V. Merwedeweg 13 3621 LP BREUKELEN Nederland +31346261135 info@degreefcoatings.nl https://www.degreefcoatings.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten
De Lange Technische Installaties B.V. Koperweg 11 L 2401 LH ALPHEN AAN DEN RIJN Nederland +31172462444 info@ltibv.nl http://www.ltibv.nl
Sector Toeleveranciers Spuitinstallaties, Reinigingsinstallaties en apparatuur, Railsystemen, Poedercoatinstallaties, Poedercoatapparatuur/middelen, Ovens, Luchtzuiverings- en behandelingssystemen
De Ploeg Techniek B.V. Waterbeemd 11 5705 DN HELMOND Nederland +31492539812 info@deploegtechniek.nl https://www.deploegtechniek.nl
Sector Toeleveranciers Trommels, Straalinstallaties, Straalapparatuur/middelen, Reinigingsmiddelen/ producten, Reinigingsinstallaties en apparatuur, Polijstinstallaties en apparatuur/middelen, Ontvettingsmiddelen, Chemische producten/middelen (chemicaliën)
De Run Metaalcoating B.V. De Run 5118 5503 LV VELDHOVEN Nederland +31402553858 info@derunmetaalcoating.nl https://www.derunmetaalcoating.nl Sector Applicateurs Organische Deklagen Verzinken (thermisch), Verzinken (thermisch centrifugaal), Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch
hangwerk), Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Ontlakken/ Pyroliseren, Nabehandelen van oppervlakten, Metalliseren (zink, zink-aluminium en aluminium), Duplexsysteem op zink, Beitsen van RVS, Beitsen van (constructie) staal, Beitsen
De Staalmeesters Toelevering B.V. Protonweg 24 1627 LD HOORN Nederland +31229284747
info@heldenvanstaal.nl https://www.heldenvanstaal.nl
De Vries Surface Technologies B.V. Aalbosweg 29-31 8171 MA VAASSEN Nederland +31578573430 info@devries-st.nl
https://www.devries-st.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch hangwerk), Vermessing (trommel), Passiveren, Beitsen van RVS, Beitsen
DecoCoat B.V. Hermes 12 8448 CK HEERENVEEN Nederland +31513682875 info@decocoat.nl http://www.decocoat.nl
Sector Applicateurs Organische Deklagen Zeefdrukken en Tamponeren, Voorbehandelen (reiniging), Sublimeren, Stralen (grit), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Assembleren en klantgericht verpakken
Dekracoat B.V. De Maas 22 G 5684 PL BEST Nederland +31880235320 info@dekracoat.nl http://www.dekracoat.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
PVD (Physical Vapour Deposition), Opdampen, Ontvetten, Nabehandelen van oppervlakten
DH-pro B.V. Stoffels 214 5403 NE UDEN Nederland +31243661003 info@dh-pro.nl https://www.dh-pro.nl Onderzoek, controle en analyse, Adviesbureau
In Chili wordt de Extreme Large Telescope (ELT) gebouwd; de grootste optische/infraroodtelescoop ter wereld. Hij verrijst bovenop Cerro Armazones, een berg van 3.046 meter hoog in de Chileense Atacama-woestijn. De koepel van de telescoop is gemaakt van staal en moet stabiel zijn, zelfs tijdens aardbevingen, zodat de spiegels niet uitlijnen.
De ELT maakt gebruik van vijf spiegels, waaronder een hoofdspiegel van 39 meter, bestaande uit 798 hexagonale segmenten. Deskundigen zeggen dat de ELT afbeeldingen zal kunnen maken die zestien keer scherper zijn dan die van de Hubble-telescoop. De bouw begon negen jaar geleden; de eerste beelden worden verwacht tegen 2027.
Een van de interessante facetten van de ELT is de coatings die nodig zijn om de telescoop te beschermen tegen corrosie. De coatings mogen geen reflecties veroorzaken, daarom was de keuze voor een diepzwarte verf met een matte afwerking essentieel. Het European Southern Observatory (ESO), opdrachtgever en toekomstig eigenaar van de ELT, koos hierbij voor samenwerking met WB Coatings. Dat was destijds onderdeel van Warnecke & Böhm GmbH, dat inmiddels is overgenomen door de Mipa Group.
WB Coatings werd meer dan vijf jaar geleden benaderd door het hoofdkantoor van ESO in Garching, vlakbij München, dat op dat moment op zoek was naar een geschikte verfleverancier. Na een succesvolle bijeenkomst in Garching startten ESO en WB Coatings met de ontwikkeling van een concept voor de te leveren coatings. Sindsdien is de succesvolle samenwerking voortgezet.
De eerste testpanelen werden naar een instituut in Neder-
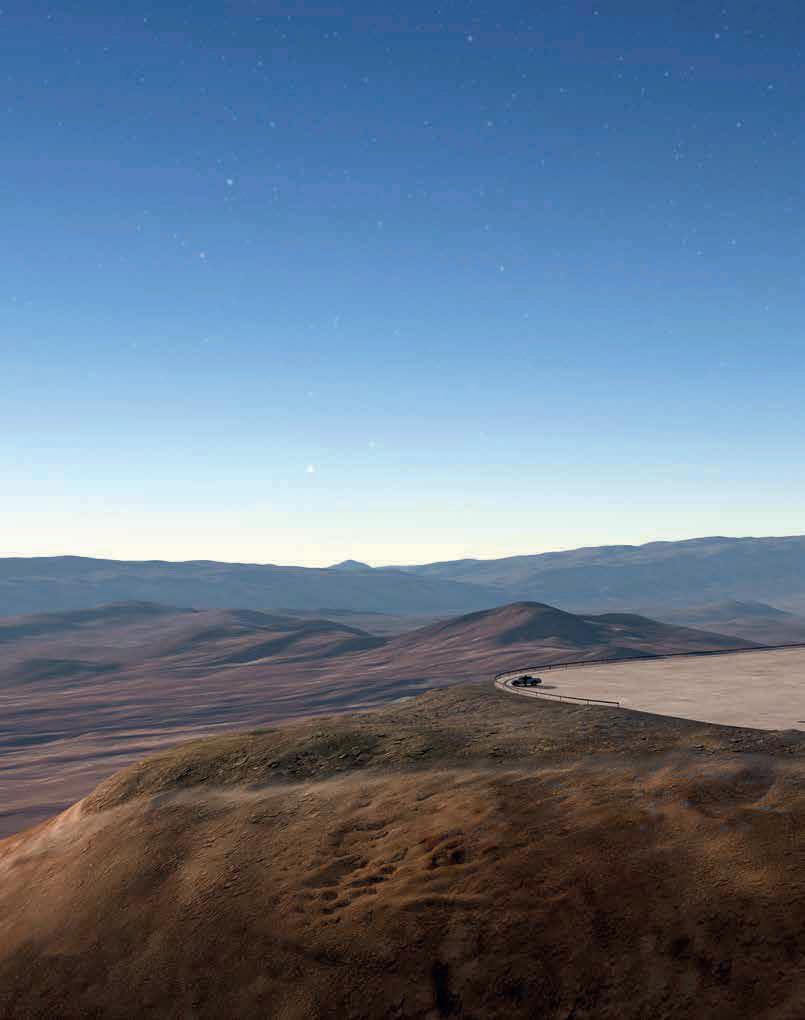
land gestuurd, om alle criteria te controleren waar de coatings volgens ESO aan moesten voldoen. De tests omvatten corrosiebescherming volgens corrosiviteitscategorie C3 op basis van DIN EN ISO 12944-5, en een hoge verwachte beschermingsduur. De UV-bestendigheid werd in kaart gebracht middels xenon-test die 1.000 uur duurde. Ook de chemische bestendigheid tegen verschillende reinigingsmiddelen, desinfectiemiddelen, koelvloeistoffen en smeermiddelen werd tot in detail gecontroleerd. Natuurlijk waren er daarnaast de hoge kwaliteitsnormen en testmechanismen van de Mipa Group zelf, om een optimaal product te garanderen.
Aangezien de constructie werd uitgevoerd door een internationaal consortium, werden de producten geleverd aan twee deelnemende bedrijven in Spanje en Italië, waar de afzonderlijke stalen onderdelen werden gecoat voordat ze naar Chili werden verzonden voor assemblage. Voor de coating van de ELT moesten producten worden gevonden met een uitstekende corrosiebescherming; daarom werd een systeem dat bestaat uit een EP-primer, een PU-toplaag en een PU-blanklaklaag als optimale keuze geïdentificeerd. Het oppervlak moest zwart zijn, met een glansniveau van 5 glanseenheden onder een hoek van 60 graden om de reflectie tot een minimum te beperken. Op het gebied van matte afwerkingen heeft MIPA uitgebreide ervaring opgedaan in de auto-refinishingsector en de defensie- en beveiligingsindustrie.

Dijkman Oppervlaktebehandeling B.V.
Handelsweg 7 7041 GX ‘S-HEERENBERG Nederland +31314370410
info@dijkmancoating.nl
https://www.dijkmancoating.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (chemisch), Qualisteelcoat gecertificeerd, Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Duplexsysteem op zink Qualisteelcoat, Qualicoat
Disselhorst Metaal B.V.
Overkampsweg 26 8102 PH RAALTE Nederland +31572362600
info@disselhorstmetaal.nl
https://www.disselhorstmetaal.nl
Sector Applicateurs Organische Deklagen Stralen (glasparel), Stralen, Slijpen, Polijsten, Poedercoaten (elektrostatisch), Poedercoaten, Beitsen van RVS, Beitsen
Doornenbal Poedercoatings B.V. Kruisboog 33 3905 TE VEENENDAAL Nederland +31318629871
info@poedercoaters.nl
http://www.poedercoaters.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten
Drent Techniek B.V.
Mon Plaisir 53
4879 AL ETTEN-LEUR Nederland +31765017270
info@drenttechniek.nl https://www.drenttechniek.nl
Sector Toeleveranciers Trommels, Reinigingsmiddelen/producten, Reinigingsinstallaties en apparatuur, Railsystemen, Pompen, filters en kleppen, Ovens, Ontvettingsmiddelen, Luchtzuiverings- en behandelingssystemen, Kuipwerk/baden, Identificatiesystemen/ barcodes, Filtersystemen en -materialen, Chemische producten/middelen (chemicaliën), Beitsmiddelen, Analyse-, meet- en controleapparatuur, Afvalwaterzuiveringsen behandelingssystemen, Afdekmiddelen/maskeermiddelen
Dutch Coating Company
Industriepark 17 A 5374 CM SCHAIJK Nederland +31629117188
dutchcoatingcompany@gmail.com
https://www.dutchcoatingcompany.nl
Spuiten (stationair), Spuiten (mobiel), Spuiten
DutchAero B.V. Zwaanstraat 1 5651 CA EINDHOVEN
Nederland +31402578484
info@kmwe.com
https://www.kmwe.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verzinken (thermisch), Verzilveren, Vertinnen trommellijn, Vernikkelen elektrolytisch trommel, Verkoperen, Vergulden, Stralen (stationair), Stralen (machinaal), Stralen (keramisch), Stralen (handmatig), Stralen (grit), Stralen, Spuiten (thermisch), Spuiten (HVOF, High-Velocity Oxy-Fuel), Schooperen, Polijsten (trommel), Polijsten (elektrolytisch), Polijsten (chemisch), Polijsten, Plasma Atmosferisch Spraying (APS), Ontvetten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (kunststof), Metalliseren (draadspuiten)
Edco Las/Snij & Vlamspuittechniek B.V.
Charles Petitweg 17 4827 HJ BREDA
Nederland +31765430828
info@edco-benelux.com
https://www.edco-benelux.com
Sector Toeleveranciers
Thermisch spuitinstallaties en apparatuur, Luchtzuiverings- en behandelingssystemen, Filtersystemen en -materialen, Corrosie werende verven, lakken en poeders, Afdekmiddelen/maskeermiddelen
Efté Coating B.V.
Park Forum 1304 5657 HM EINDHOVEN
Nederland +31402380880 info@eftecoating.nl https://www.kampcoating.nl
Sector Applicateurs Organische Deklagen
Zirkoniseren van aluminium, Verzinken (hanglijn), Stralen (machinaal), Stralen (handmatig), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren, Fosfateren (ijzerfosfaat), Elektroforetisch lakken (kataforese en anaforese), Chromateren van aluminium, Beitsen, Qualisteelcoat
EK Coating B.V. Krekenburg 19 3417 MH MONTFOORT
Nederland +31348471977 info@ekcoatings.nl https://ekcoatngs.nl/
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Verzinken (hanglijn), Stralen, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten), Duplexsysteem op zink, Beitsen
Elcometer B.V.
Ravenswade 150 G&H 3439 LD NIEUWEGEIN Nederland +31302591818 nl_info@elcometer.com https://www.elcometer.com
Sector Toeleveranciers Laboratoriumbenodigheden, Analyse-, meet- en controleapparatuur Electrocoat Stramproy B.V. Industrieweg 35 6039 AP STRAMPROY Nederland +31495566666 info@weertgroep.net https://www.wecoat.net
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten, Duplexsysteem op zink
Element Materials Technology Amsterdam B.V. Zekeringstraat 33 1014 BV AMSTERDAM Nederland +31205563555 info@element.com http://www.element.com
Sector Toeleveranciers Onderzoek, controle en analyse
Elox B.V. Concordiastraat 63 1951 AS VELSEN-NOORD Nederland +31251730461 info@elox.nl https://www.elox.nl Zwarten van staal, Voorbehandelen (chemisch), Chromateren van aluminium, Anodiseren
Enviro-Chemie B.V. Waarderweg 52 C 2031 BP HAARLEM Nederland +31235345405 sales-benelux@envirochemie.com https://www.envirochemie.nl
Sector Toeleveranciers Afvalwaterzuiverings- en behandelingssystemen
EP Power Grit B.V. Noordhoek 7 3351 LD PAPENDRECHT Nederland +31787990040 p.vanginneken@eppowergrit.com https://www.eppowergrit.com Straalapparatuur/middelen
Epoxy B.V. Hanepoel 20 - 34 2136 NK ZWAANSHOEK Nederland +31235846218 info@epoxybv.nl https://www.epoxybv.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poeder-
coaten, Passiveren van RVS, Passiveren van ijzer / staal, Passiveren, Fosfateren (ijzerfosfaat)
Euramax Coated Products B.V. Industrieweg 6 6044 JG ROERMOND Nederland +31475370303 info@euramax.nl https://www.euramax.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Coilcoaten van staal, Coilcoaten van aluminium
Euro-Bis Poedercoating B.V. Industrieweg 7 4731 SB OUDENBOSCH Nederland +31165318961 info@eurobis.nl https://www.eurobis.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (reiniging), Stralen (zand), Stralen (handmatig), Stralen (grit), Stralen, Spuiten (natlak), Spuiten, Slijpen (handmatig), Slijpen, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren, Ontvetten, Nabehandelen van oppervlakten, Metalliseren (zink, zink-aluminium en aluminium), Duplexsysteem op zink, Chromateren van verzinkt staal, Chromateren van aluminium blank, Chromateren van aluminium, Beitsen
Euro-Lacke B.V. De Riemsdijk 4 4004 LC TIEL Nederland +31344620662 info@eurolacke.nl
https://www.eurolacke.nl
Sector Toeleveranciers Poedercoatings, Corrosie werende verven, lakken en poeders
Eurotherm Benelux 35 Square de Meeûs 1000 BRUSSEL +33787317455 info@eurotherm.eu
https://www.eurotherm.eu
Straalinstallaties, Spuitinstallaties, Spuitapparatuur/middelen, Reinigingsinstallaties en apparatuur, Railsystemen, Poedercoatinstallaties, Poedercoatapparatuur/ middelen, Ovens
Fa. Koppers & Van der Hulst V.O.F.
Bovendijk 24 3648 NM WILNIS Nederland +31297281223 info@kopperscoating.nl
http://www.kopperscoating.nl
Sector Applicateurs Organische Deklagen Stralen van RVS, Stralen (korund), Stralen (handmatig), Stralen, Spuiten (natlak), Spuiten (airless), Spuiten, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Metalliseren (zink, zink-aluminium
en aluminium), Metalliseren (draadspuiten), Conserveren
Fokker Aerostructures B.V. Industrieweg 4
3351 LB PAPENDRECHT
Nederland +31786419911
info.aerostructures@fokker.com
https://www.gknaerospace.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Galvamé Oppervlaktetechnieken
B.V.
Waalhaven Noordzijde 53 3087 BJ ROTTERDAM
Nederland +31107509770
info@galvame.nl
https://www.galvame.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zinkfosfateren trommel, Verzinken (elektrolytisch), Verzilveren, Vernikkelen elektrolytisch trommel, Vernikkelen (mat), Vernikkelen (glans), Vernikkelen (elektrolytisch), Vernikkelen (duplex), Vernikkelen (chemisch stroomloos), Vermessing (trommel), Vergulden (chemisch), Vergulden, Verchromen, Slijpen van RVS, Slijpen (mechanisch), Slijpen (handmatig), Slijpen, Polijsten (mechanisch), Polijsten (handmatig), Polijsten (elektrolytisch), Polijsten, Passiveren van RVS, Passiveren, Beitsen van RVS, Beitsen
Galvanisch Bedrijf Wilbo B.V.
Deurningerstraat 380 7522 CR ENSCHEDE
Nederland +31534357246
info@wilbo.nl
https://www.wilbo.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch hangwerk), Verzinken (bouten en moeren), Vermessing (trommel)
Galvano Hengelo B.V. Scandinaviëlaan 21 7559 SJ HENGELO
Nederland +31743030090
info@galvanohengelo.nl
https://www.galvanohengelo.nl Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verzinken (zink-nikkel galvanisch), Verzilveren (trommel), Verzilveren, Vertinnen (hang en trommel), Vertinnen (elektrolytisch zuur), Vernikkelen (chemisch stroomloos), Tampongalvaniseren
Galvano van Wolferen B.V. Westrak 230 1771 SV WIERINGERWERF Nederland +31227600033 info@galvanovanwolferen.nl
https://www.galvanovanwolferen.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zwarten van koper/messing, Zinkfosfateren trommel, Voorbehandelen (reiniging), Voorbehandelen (magnesium), Voorbehandelen (chemisch), Verzinken (zink-ijzer galvanisch), Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch hangwerk), Verzilveren (trommel), Verzilveren, Vertinnen trommellijn, Vertinnen (elektrolytisch zuur), Vertinnen (elektrolytisch stanaat), Vernikkelen van RVS, Vernikkelen elektrolytisch trommel, Vernikkelen (mat), Vernikkelen (glans), Vernikkelen (elektrolytisch), Vermessing (trommel), Verkoperen, Passiveren van zink
Galvin B.V. Souvereinstraat 8 4903 RH OOSTERHOUT
Nederland +31162458880 info@galvin.nl https://www.galvin.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch hangwerk), Vermessing (trommel)
Galvo Service Nederland B.V. Olivier van Noortstraat 17 7825 VD EMMEN
Nederland +31591238103 info@galvoservice.nl https://www.galvoservice.nl Trommels, Reinigingsmiddelen/producten, Reinigingsinstallaties en apparatuur, Railsystemen, Pompen, filters en kleppen, Poedercoatinstallaties, Poedercoatapparatuur/middelen, Ovens, Luchtzuiverings- en behandelingssystemen, Kuipwerk/baden, Identificatiesystemen/barcodes, Filtersystemen en -materialen, Elektronische voedingen/gelijkrichters, Afvalwaterzuiverings- en behandelingssystemen
Geerlox Poeder Coatings B.V. Industrieweg 24 3133 EE VLAARDINGEN
Nederland +31102480700 geerlox@live.nl https://www.geerlox.com
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten
Georg Fischer N.V. Lange Veenteweg 19 8161 PA EPE
Nederland +31578678222 nl.ps@georgfischer.com https://www.georgfischer.nl
Sector Toeleveranciers
Geuze Metaalconserveren B.V. Nijverheidsweg 15 4695 RC SINT-MAARTENSDIJK Nederland +31166662470 lgeuze@straalbedrijfgeuze.nl https://www.geuzemetaalconserveren.nl/ Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Glasbeek Finish B.V. Noordkade 20 2741 EV WADDINXVEEN Nederland +31182322422 info@glasbeekfinish.nl https://www.glasbeekfinish.nl
Sector Toeleveranciers Spuitinstallaties, Railsystemen, Poedercoatinstallaties, Poedercoatapparatuur/ middelen, Ovens, Luchtzuiverings- en behandelingssystemen, Kuipwerk/baden, Filtersystemen en -materialen, Afvalwaterzuiverings- en behandelingssystemen
Global Coating B.V. Loperweg 34 6101 AE ECHT Nederland +31475747243 info@global-coating.nl http://www.global-coating.nl
Sector Applicateurs Organische Deklagen Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten)
Greif Nederland B.V. Closure Systems
Asterweg 25 1031 HL AMSTERDAM Nederland +31206347700 https://www.tri-sure.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen Verzinken (elektrolytisch), Vermessing (trommel), Spuiten (natlak), Spuiten, Passiveren van zink, Passiveren, Ontvetten, Ontbramen, Beitsen
Gritstra Metaalconservering B.V. Galvaniweg 7 5482 TN SCHIJNDEL Nederland +31735477553 info@gritstra.nl https://www.gritstra.nl
Sector Applicateurs Organische Deklagen Stralen van RVS, Stralen (zand), Stralen (werpstraalmachine), Stralen (steelshot), Stralen (stationair), Stralen (machinaal), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten (thermisch), Spuiten (natlak), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Shotpeenen, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Duplexsysteem op zink
GTB Finish
Burgemeester Mollaan 48 5582 CK WAALRE Nederland +31402217816 info@gtbfinish.com http://www.gtbfinish.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen Zwarten van staal, Voorbehandelen (reiniging), Verzinken (zink-nikkel galvanisch), Verzinken (zink-ijzer galvanisch), Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch hangwerk), Verzinken (bouten en moeren), Verzilveren, Vernikkelen van RVS, Vernikkelen elektrolytisch trommel, Vernikkelen (glans), Vernikkelen (elektrolytisch), Vernikkelen (chemisch stroomloos), Vermessing (trommel), Verchromen (sier), Verchromen (hard), Verchromen, Polijsten (elektrolytisch), Polijsten, Passiveren van zink, Passiveren van RVS, Passiveren van koper, Passiveren, Ontbramen, Nabehandelen van oppervlakten, Beitsen van RVS, Beitsen van koper/koperlegeringen, Beitsen
GTO Plating B.V. Rietveldenweg 32 B 5222 AR ‘S-HERTOGENBOSCH Nederland +31736217784 info@gtoplating.nl https://www.gtoplating.nl Sector Applicateurs Elektrochemische en Metallieke Deklagen Voorbehandelen (reiniging), Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch hangwerk), Verzinken (bouten en moeren), Vermessing (trommel), Passiveren, Ontvetten, Ontlaten van waterstofbrosheid, Beitsen van (constructie)staal, Beitsen
Handicare Stairlifts B.V. Newtonstraat 35 1704 SB HEERHUGOWAARD Nederland +31725768888 traplift@handicare.com https://www.handicare-trapliften.nl Poedercoaten (elektrostatisch), Poedercoaten
HangOn B.V. Songertweg 16 5961 NG HORST Nederland +31773999630 info@hangon.nl https://www.hangon.nl Sector Toeleveranciers Ophangrekken en haken, Afdekmiddelen/ maskeermiddelen
Het eerste grote cruiseschip dat ooit in China is gebouwd is vertrokken voor zijn eerste reis, nadat het was ge coat met International verf geleverd door AkzoNobel’s Marine, Protective and Yacht Coatings business.
De 5.246 passagiers tellende Adora Magic City is gebouwd over een periode van meer dan drie jaar en is voorzien van de Intersmooth fouling control technologie van het bedrijf. Het high-performance merk werd gespecificeerd voor de romp van het mijlpaalschip vanwege de hoge duurzaamheid, het lage VOC-gehalte en de uitstekende applicatie eigenschappen. Het schip - dat 323,6 meter lang is en een bemanningscapaciteit heeft van 1.292 personen - werd gebouwd door Shanghai Waigaoqiao Shipbuilding Co, Ltd en de tewaterlating luidt een nieuw begin in voor de Chinese nieuwbouwsector van cruiseschepen.
“We zijn er trots op dat onze ver trouwde coatingtechnologie en expertise een belangrijke rol hebben gespeeld en waren zeer onder de indruk tijdens een recent bezoek om de eindafwerking van dit monumentale schip te zien”, zegt Simon Parker, directeur van AkzoNobel’s Marine, Protective and Yacht Coatings business, die eraan toevoegt dat de onderneming ook bijdraagt aan de nieuwbouw van het zusterschip van Adora Magic City.
“We hopen in de toekomst betrokken te zijn bij soortgelijke projecten en blijven toegewijd aan het ondersteunen van de toepassing en ontwikkeling van geavanceerde coatings die onze klanten en de industrie naar een duurzamere toekomst helpen.”


Hardchroom Wever B.V. Industrieweg 4 A 1566 JP ASSENDELFT
Nederland +31756215206
info@hardchroomwever.nl
https://www.hardchroomwever.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verchromen (hard), Verchromen, Slijpen (hardchroom), Slijpen
HaTwee B.V. Koolskampstraat 63
B-8810 LICHTERVELDE
België +3251637420
info@hatwee.be
https://www.hatwee.be
Sector Toeleveranciers Poedercoatings
Haveman Edelmetaal B.V. Populierendreef 321 2272 RH VOORBURG
Nederland +31703873633
info@haveman-edelmetaal.nl
http://www.haveman-edelmetaal.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zwarten van koper/messing, Zinkfosfateren trommel, Verzilveren, Vernikkelen elektrolytisch trommel, Verkoperen, Vergulden, Verchromen, Verbronzen/Bruineren, Rodineren, Polijsten, Passiveren van RVS, Passiveren van aluminium, Passiveren, Chromateren van aluminium, Anodiseren
Hegin Metalfinishing B.V. Europaweg 1 8181 BG HEERDE
Nederland +31578691288
info@hegin.nl
https://www.hegin.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zinkfosfateren trommel, Voorbehandelen (reiniging), Verzilveren (trommel), Verzilveren, Vernikkelen elektrolytisch trommel, Vernikkelen (chemisch stroomloos), Stralen van RVS, Stralen (glasparel), Stralen, Slijpen, Polijsten (elektrolytisch), Polijsten, Passiveren van zink, Passiveren van RVS, Nifloneren, Honen, Fosfateren (mangaanfosfaat), Eloxeren, Beitsen van RVS, Anodiseren kleur (electrolytisch), Anodiseren hard, Anodiseren
Helmut Fischer Meettechniek B.V. Tarasconweg 10 5627 GB EINDHOVEN
Nederland +31402482255 info@helmutfischer.nl
https://www.helmutfischer.nl
Sector Toeleveranciers
Analyse-, meet- en controleapparatuur
Hendor Pompen B.V.
Leemskuilen 15 5531 NK BLADEL
Nederland +31497339389 info@hendor.com https://www.hendor.com
Sector Toeleveranciers
Pompen, filters en kleppen, Filtersystemen en -materialen
Heras B.V.
Hekdam 1 5688 JE OIRSCHOT
Nederland +31499551255 info@heras.nl https://www.heras.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (reiniging), Voorbehandelen (chemisch), Spuiten (elektrostatisch), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Ontbramen, Nabehandelen van oppervlakten, Duplexsysteem op zink, Chromateren van verzinkt staal, Chromateren van aluminium blank, Chromateren van aluminium, Beitsen
Hieselaar Nederland B.V.
Broeikweg 23 2871 RM SCHOONHOVEN
Nederland +31182389999 algemeen@hieselaarbv.nl https://www.hieselaarbv.nl
Sector Applicateurs Organische Deklagen
Slijpen (handmatig), Slijpen, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Ontbramen, Assembleren en klantgericht verpakken
Hoco RST
Wenckenbachstraat 1
1951 JZ VELSEN-NOORD
Nederland +31251211070
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verchromen (hard), Verchromen, Slijpen (hardchroom), Slijpen (band), Slijpen
Holland Mineraal B.V.
Tielstraat 8
7418 CS DEVENTER
Nederland +31570621161 info@hollandmineraal.nl https://www.hollandmineraal.nl
Sector Toeleveranciers
Straalinstallaties, Straalapparatuur/middelen
Holland Poedercoat B.V. De Factorij 21 1689 AK ZWAAG Nederland +31229240444
info@hollandpoedercoat.nl
https://www.hollandpoedercoat.nl
Sector Applicateurs Organische Deklagen
Stralen (werpstraalmachine), Stralen (steelshot), Stralen (machinaal), Stralen,
Poedercoaten (elektrostatisch), Poedercoaten, Duplexsysteem op zink
HST Europe Nederland B.V. Edyweg 24-28 6956 BB SPANKEREN Nederland +31313421777 info@hst-europe.com https://www.hst-europe.com
Sector Applicateurs Organische Deklagen Spuiten (natlak), Spuiten, Qualisteelcoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten
Hydro Extrusion Hoogezand B.V. Nijverheidsweg 9 9601 LX HOOGEZAND Nederland +31598319911 info.hgz@hydro.com https://www.hydro.com/nl-nl
Sector Applicateurs Organische Deklagen Qualicoat gecertificeerd, Qualanod gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Anodiseren Qualicoat, Qualanod
IFO inspection and testing B.V. Rosandepolder 15 6812 DS ARNHEM Nederland +31345745090 elderman@ifo-netherlands.nl https://nederland.ifo-gmbh.de/home/ Onderzoek, controle en analyse, Adviesbureau
IGP Benelux B.V. Dokter Klinkertweg 10 8025 BS ZWOLLE Nederland +31384600695 info.benelux@igp-powder.com https://www.igp-powder.com
Sector Toeleveranciers Poedercoatings, Corrosie werende verven, lakken en poeders, Anodiseer producten / middelen
IJdema Poedercoating B.V. Harlingerstraat 2 1704 BT HEERHUGOWAARD Nederland +31725713457 info@ijdema.nl https://www.ijdema.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten
Qualicoat Indufinish B.V. Willem Barentszstraat 5 7825 VZ EMMEN Nederland +31591630003 info@indufinish.com https://www.indufinish.com
Sector Toeleveranciers Spuitapparatuur middelen, Reinigingsinstallaties en apparatuur, Railsystemen,
Pompen, filters en kleppen, Poedercoatinstallaties, Poedercoatapparatuur/middelen, Ovens, Luchtzuiverings- en behandelingssystemen, Kuipwerk/baden, Identificatiesystemen/barcodes, Filtersystemen en -materialen, Elektronische voedingen/ gelijkrichters, Afvalwaterzuiverings- en behandelingssystemen
Industrial Physics Inks & Coatings B.V. Molenbaan 19 2908 LL CAPELLE AAN DEN IJSSEL Nederland +31107900100 info-ic@industrialphysics.com https://www.industrialphysics.com/ic Sector Toeleveranciers Analyse-, meet- en controleapparatuur
Industrie Coating Harderwijk V.O.F.
Industrieweg 5 3846 BA HARDERWIJK Nederland +31341422210 ich@industriecoating.nl https://www.industriecoating.nl
Sector Applicateurs Organische Deklagen Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Industriele Moffellakspuiterij P.C. Breedveld B.V. Schelluinsestraat 38 4203 NM GORINCHEM Nederland +31183632214 info@breedveldcoatings.nl https://www.breedveldcoatings.nl
Sector Applicateurs Organische Deklagen Stralen van RVS, Stralen (korund), Stralen (glasparel), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten (band), Ontvetten, Fosfateren (ijzerfosfaat)
Industriële Spuiterij en Poedercoating Gebr. Slegers B.V. Korte Dijk 8 5705 CV HELMOND Nederland +31492552285 info@slegersbv.nl https://www.slegersbv.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Zeefdrukken en Tamponeren, Stralen (werpstraalmachine), Stralen, Spuiten (natlak), Spuiten (airless), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren, Ontvetten, Fosfateren (ijzerfosfaat), Beitsen van (constructie)staal, Beitsen
Iris N.V.
Winkelomseheide 219 BE-2440 GEEL België +3214867421 iris.noordoost@iris.be https://www.iris.be
Sector Applicateurs Organische Deklagen
Voorbehandelen (reiniging), Tankcoating, Stralen van RVS, Stralen (zand), Stralen (vacuum), Stralen (turbo), Stralen (steelshot), Stralen (stationair), Stralen (nat), Stralen (mobiel), Stralen (machinaal), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen, Spuiten (thermisch), Spuiten (pneumatisch), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Nabehandelen van oppervlakten, Metalliseren (zink, zink-aluminium en aluminium)
Jacobs NCI
Spikweien 8 5943 AD LOMM
Nederland +31774737900
info@jacobs-nci.com
https://www.jacobs-nci.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Vernikkelen van RVS, Vernikkelen elektrolytisch trommel, Vernikkelen (mat), Vernikkelen (glans), Verkoperen, Verchromen (sier), Verchromen (mat), Verchromen (glans), Verchromen
Jansen Chroom B.V.
Oosterstraat 202 7531 TN ENSCHEDE
Nederland +31534354065
info@jansenchroom.nl https://www.jansenchroom.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zwarten van staal, Zwarten van koper/ messing, Zinkfosfateren trommel, Voorbehandelen (reiniging), Verzilveren, Vertinnen trommellijn, Vertinnen (hang en trommel), Vertinnen (elektrolytisch zuur), Vernikkelen elektrolytisch trommel, Vernikkelen (mat), Vernikkelen (glans), Vernikkelen (elektrolytisch), Vernikkelen (chemisch stroomloos), Verchromen (sier), Verchromen (mat), Verchromen (hard), Verchromen (glans), Verchromen, Verbronzen / Bruineren, Stralen (handmatig), Stralen (glasparel), Stralen (fijn), Stralen, Slijpen (mechanisch), Slijpen (handmatig), Slijpen (band), Slijpen, Polijsten (mechanisch), Polijsten, Passiveren van RVS, Passiveren, Ontvetten, Nifloneren, Eloxeren, Deanodiseren, Chromateren van aluminium geel, Chromateren van aluminium blank, Chromateren van aluminium, Beitsen van RVS, Beitsen, Anodiseren kleur (organisch), Anodiseren hard, Anodiseren
Janus Metaal B.V.
Nieuwe Atelierstraat 15 5056 DZ BERKEL-ENSCHOT Nederland +31135434279 info@janusmetaal.nl https://www.janusmetaal.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten, Assembleren en klantgericht verpakken
JC Straaltechniek Werkendam B.V.
Velsenstraat 6 4251 LJ WERKENDAM
+31183505758
info@jcstraaltechniek.nl
https://jcstraaltechniek.nl
Jonkman Coating B.V.
Lemerij 11 7555 PX HENGELO
Nederland +31742916875 info@jonkman-coating.nl
https://www.jonkman-coating.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Sublimeren, Spuiten (natlak), Spuiten (airless), Spuiten, Qualisteelcoat gecertificeerd, Qualicoat gecertificeerd, Pre-anodiseren van aluminium, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van zink, Passiveren van ijzer/staal, Passiveren, Ontvetten, Duplexsysteem op zink, Conserveren, Chromateren van aluminium blank, Chromateren van aluminium, Beitsen, Qualisteelcoat, Qualicoat
Kamp Coating Apeldoorn B.V.
Curacao 15 7332 BL APELDOORN
Nederland +31555333432
info@kampcoating.nl
https://www.kampcoating.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Verzinken (hanglijn), Stralen (werpstraalmachine), Stralen (machinaal), Stralen (handmatig), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren, Fosfateren (ijzerfosfaat), Elektroforetisch lakken (kataforese en anaforese), Chromateren van aluminium, Beitsen van RVS, Beitsen van (constructie) staal, Beitsen, Qualisteelcoat
Kamp Coating Emmen B.V.
Kapitein Nemostraat 14 A 7821 AC EMMEN
Nederland +31591658566 info@kampcoating.nl
https://www.kampcoating.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Verzinken (hanglijn), Stralen (machinaal), Stralen (handmatig), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren, Fosfateren (ijzerfosfaat), Elektroforetisch lakken (kataforese en anaforese), Chromateren van aluminium, Beitsen van RVS, Beitsen van (constructie)staal, Beitsen
Kamp Coating Vianen B.V.
Korte Dreef 10 4131 PM VIANEN
Nederland +31347373201 info@kampcoating.nl https://www.kampcoating.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Verzinken (hanglijn), Stralen (machinaal), Stralen (handmatig), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren, Fosfateren (ijzerfosfaat), Elektroforetisch lakken (kataforese en anaforese), Chromateren van aluminium, Beitsen van RVS, Beitsen van (constructie)staal, Beitsen
Kamphuis Nijverdal B.V. Bedrijvenweg 44-46 7442 CW NIJVERDAL Nederland +31548622733 info@kamphuisnijverdal.nl https://www.kamphuisnijverdal.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (reiniging), Tankcoating, Stralen (korund), Stralen, Spuiten (natlak), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Schooperen, Ontvetten, Ontlakken/Pyroliseren
KLM Engineering & Maintenance Manassenweg 1117 ZL SCHIPHOL Nederland +31206495788 https://www.klm-engineeringmaintenance.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen Verzilveren, Vernikkelen elektrolytisch trommel, Vernikkelen (elektrolytisch), Vernikkelen (chemisch stroomloos), Verloden (elektrolytisch), Verloden, Verchromen (hard), Verchromen, Tampongalvaniseren, Stralen (korund), Stralen (kersepitten), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen, Spuiten (thermisch), Spuiten (plasma), Spuiten (natlak), Spuiten (HVOF, High-Velocity Oxy-Fuel), Spuiten, Slijpen (hardchroom), Slijpen, Shotpeenen, Ontvetten, Ontlakken / Pyroliseren, Lasercladden / Oplassen, Honen, Gloeien (waterstofvrij), Chromateren van aluminium geel, Chromateren van aluminium, Cadmeren / Vercadmiummen (galvanisch), Beitsen van RVS, Beitsen, Anodiseren hard, Anodiseren chroomzuur, Anodiseren
Kluthe Benelux B.V. Produktieweg 8 2404 CC ALPHEN AAN DEN RIJN Nederland +31172516000 info.nl@kluthe.com https://www.kluthe.nl Sector Toeleveranciers Reinigingsmiddelen/producten, Reinigingsinstallaties en apparatuur, Oplosmiddelen, Ontvettingsmiddelen, Natlakken en verven, Metaalbewerkingsvloeistoffen, Producten/ middelen (chemicaliën), Beitsmiddelen
Koninklijke Bammens B.V. Straatweg 7 3604 BA MAARSSEN Nederland +31346592411
info@bammens.com http://www.bammens.com
Kooistra Poedercoating B.V. Loswal 4 A 9206 AH DRACHTEN
Nederland +31512524574
info@kooistrapoedercoating.nl https://www.kooistrapoedercoating.nl
Sector Applicateurs Organische Deklagen Zeefdrukken en Tamponeren, Voorbehandelen (chemisch), Ultrasoon reinigen, Spuiten (elektrostatisch), Spuiten, Slijpen (band), Slijpen, Polijsten (trommel), Polijsten (mechanisch), Polijsten, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Ontbramen, Nabehandelen van oppervlakten, Harden, Fosfateren (ijzerfosfaat)
Kriek Poedercoaten B.V.
Bedrijfsweg 11
2404 CB ALPHEN AAN DEN RIJN
Nederland +31172434934
info@kriek.nl
https://www.kriekbv.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van verzinkt staal, Zirkoniseren van aluminium, Voorbehandelen (reiniging), Voorbehandelen (chemisch), Stralen (zand), Stralen (handmatig), Stralen, Schooperen, Qualisteelcoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van zink, Passiveren van ijzer/staal, Passiveren, Ontvetten, Nabehandelen van oppervlakten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten), Duplexsysteem op zink, Chromateren van verzinkt staal, Chromateren van aluminium, Beitsen, Qualisteelcoat
Kunststof Coatings Nederland B.V.
Noordeinde 57 J 2761 BR ZEVENHUIZEN Nederland +31795931234 verkoop@kunststofcoatings.nl https://www.kunststofcoatings.nl
Kverneland Group Nieuw-Vennep B.V.
Hoofdweg 1278 2153 LR NIEUW-VENNEP Nederland +31252662244 kverneland.nieuw.vennep@ kvernelandgroup.com https://nl.kvernelandgroup.com
Sector Applicateurs Organische Deklagen Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
De Erasmusbrug krijgt 28 jaar na de opening groot onderhoud. Een van de mooiste iconen van Rotterdam wordt schoongemaakt en krijgt een nieuwe verflaag. Tijdens de renovatie is er een tijdelijk steigerwoud bij de Erasmusbrug.
Veel mensen gaven aan graag meer groen te willen zien tijdens hun oversteek. Echte planten zullen het niet redden op de brug, maar de tijdelijke steigerconstructie is een unieke gelegenheid om op een andere manier een ‘groene’ beleving mee te geven. Met gekleurde spanbanden in de steigers boven het fietspad en het trottoir veranderen we de wirwar van steigerbuizen in een steigerwoud.
Wanneer men door de steigerconstructie heen fietst of loopt, zijn er felgekleurde takken, en je kan zelfs vogels horen fluiten. Speciaal voor deze gelegenheid liet een Rotterdamse geluidsartiest zich inspireren door verschillende fluitconcerten van bosvogels in de ochtend, middag, avond en nacht. Zijn muzikale klanken zijn in het steigerwoud subtiel verweven met het vogelengezang. Op de kopse kanten van de steiger is het speciaal voor het steigerwoud geschreven gedicht te lezen, getiteld ‘Welkom in mijn steigerwoud’.
Ook kwam naar voren dat mensen tijdens hun oversteek graag meer te weten wilden komen over de geschiedenis van de brug, de werkzaamheden en over de (natuurlijke) omgeving. Aan de voet van de brug komen daarom QR-codes die verwijzen naar een aantal korte podcasts over verschillende thema’s.
Elke aflevering duurt ongeveer 10 minuten, net zolang als de gemiddelde oversteektijd te voet.
Het groot onderhoud van de Erasmusbrug wordt uitgevoerd door Van der Ende. Het conserveringsbedrijf krijgt een aanneemsom van bijna tien miljoen euro om delen van de brug te reinigen, over te schilderen en te herstellen. De brug wordt onder andere schoongemaakt en overgeschilderd. Dat is volgens de gemeente nodig om roestvorming tegen te gaan. Oppervlakken die reeds zijn geroest, moeten worden hersteld. Ook is de aannemer verantwoordelijk voor diverse aanvullende werkzaamheden, zoals het reinigen en herstellen van oppervlakken met beton.
Het bouwen van en werken op steigers is een van de vaardigheden waar inschrijvende bedrijven op zijn beoordeeld, valt te lezen in de aanbestedingsdocumenten. De pyloon van de Erasmusbrug is immers 139 meter hoog. Van der Ende zal werken aan de oppervlakken van alle delen van het kunstwerk, dat verder bestaat uit een 284 meter lange tuibrug en een 89 meter lange basculebrug. De basculebrug is volgens de gemeente de grootste en zwaarste in West-Europa.


KWA Bedrijfsadviseurs B.V.
Regentesselaan 2
3818 HJ AMERSFOORT
Nederland +31334221300
desk@kwa.nl
http://www.kwa.nl Adviesbureau
L.F.T. Coating Industrie
Randweg 21
5683 CL BEST
Nederland +31499393346
info@lft.nl
https://www.lft.nl
Sector Applicateurs Organische Deklagen Zeefdrukken en Tamponeren, Voorbehandelen (chemisch), Verzinken (hanglijn), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Assembleren en klantgericht verpakken
La Maire Technology De Scheper 314 A 5688 HP OIRSCHOT
Nederland +31499219900
info@la-maire-technology.com
http://www.la-maire-technology.com
Sector Toeleveranciers Elektronische voedingen/gelijkrichters
Lakspuiterij De Uitkomst B.V. Vlier 13
5662 TM GELDROP
Nederland +31402858013
info@deuitkomst.nl
https://www.deuitkomst.nl
Sector Applicateurs Organische Deklagen Verzinken (hanglijn), Stralen van RVS, Stralen (korund), Stralen (grit), Stralen, Spuiten (natlak), Spuiten, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van RVS, Passiveren, Ontvetten, Fosfateren (ijzerfosfaat), Beitsen van RVS, Beitsen van (constructie)staal, Beitsen
Lakspuiterij Wijen Franklinstraat 13 6003 DK WEERT Nederland +31495547175 info@delakspuiterij.nl http://www.delakspuiterij.nl
Sector Applicateurs Organische Deklagen Spuiten (natlak), Spuiten
Langterm Risicobeheer B.V. Parklaan 3 3016 BA ROTTERDAM Nederland +31104479090
info@langeterm.nl
https://www.langterm.nl
Adviesbureau
Leering Hengelo B.V.
Barnsteenstraat 1 7554 TC HENGELO
Nederland
+31742558282
info@leering.nl https://www.leering.nl
Sector Toeleveranciers Straalinstallaties, Straalapparatuur/middelen, Reinigingsmiddelen/producten, Reinigingsinstallaties en apparatuur, Persoonlijke beschermingsmiddelen, Ovens, Ontvettingsmiddelen
Lely Industries N.V.
Cornelis van der Lelylaan 1 3147 PB MAASSLUIS
Nederland +31881228221 info@lely.com https://www.lely.com
Sector Applicateurs Organische Deklagen
Lens Technische Handelsonderneming Plaatwerkerij en Coating B.V.
Plompertstraat 24
3087 BD ROTTERDAM
Nederland +31102839900 info@lensbv.nl
https://www.lensbv.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van verzinkt staal, Zirkoniseren van aluminium, Voorbehandelen (chemisch), Verzinken (hanglijn), Stralen van RVS, Stralen (zand), Stralen (handmatig), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Duplexsysteem op zink, Beitsen van (constructie)staal, Beitsen, Assembleren en klantgericht verpakken
Lieftink Geveltechniek B.V.
Produktieweg 17
2404 CC ALPHEN AAN DEN RIJN
Nederland +31172469670 info@lieftink.nl https://www.lieftink.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van verzinkt staal, Voorbehandelen (reiniging), Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Qualicoat
Limburgia Bouwbeslag B.V. De Flammert 1006 5854 NA BERGEN L Nederland +31485341218 info@limburgia.info https://www.limburgia.info
Sector Applicateurs Elektrochemische en Metallieke Deklagen Anodiseren
LOA Aldor B.V.
Wetering 21 6002 SM WEERT Nederland +31495457913 info@loa.nl https://www.loa.nl
Voorbehandelen (reiniging), Voorbehande-
len (chemisch), Ultrasoon reinigen, Stralen (fijn), Stralen, Slijpen (handmatig), Slijpen, Qualanod gecertificeerd, Polijsten (mechanisch), Polijsten (handmatig), Polijsten (chemisch), Polijsten, Passiveren van RVS, Passiveren, Eloxeren, Deanodiseren, Chromateren van aluminium blank, Chromateren van aluminium, Assembleren en klantgericht verpakken, Anodiseren kleur (organisch), Anodiseren kleur (electrolytisch), Anodiseren hard, Anodiseren (Opaliseren), Anodiseren, Qualanod
LOA Automotive B.V. Siriusstraat 11 5015 BT TILBURG
Nederland +31135427627 info@loa.nl
https://www.loa.nl
Poedercoaten (elektrostatisch), Poedercoaten, Elektroforetisch lakken (kataforese en anaforese)
LOA Coating B.V.
Siriusstraat 11 5015 BT TILBURG
Nederland
+31135841539 info@loa.nl https://www.loa.nl
Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Elektroforetisch lakken (kataforese en anaforese)
LOA Deege B.V. Kievitweg 2 4791 RW KLUNDERT
Nederland
+31168389300
info@loa.nl
https://www.loa.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van verzinkt staal, Zirkoniseren van aluminium, Voorbehandelen (chemisch), Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Duplexsysteem op zink, Qualicoat
LOA Group B.V. Siriusstraat 11 5015 BT TILBURG Nederland +31135427627 info@loa.nl https://www.loa.nl
LOA Hessels B.V. Baarschot 48 4817 ZZ BREDA Nederland +31765302440 info@loa-hessels.nl https://www.hesselscoating.nl
Sector Applicateurs Organische Deklagen Verzinken (thermisch), Verzinken (thermisch centrifugaal), Vermessing (trommel), Spuiten (natlak), Spuiten, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Duplexsysteem op zink
LOA Janssen B.V. Loonseweg 12 A 5527 AC HAPERT Nederland +31497381766 info@loa-janssen.nl https://www.loa.nl Voorbehandelen (chemisch), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Chromateren van aluminium
LOA MTRC B.V. Leenderweg 184 5555 CJ VALKENSWAARD Nederland +31492523795 info@loa-mtrc.nl https://www.loa.nl Vernikkelen elektrolytisch trommel, Vergulden, Passiveren, Beitsen
LOA VT B.V. Edisonstraat 7 7601 PS ALMELO Nederland +31546851436 info@loa-vt.nl https://www.loa.nl Sector Applicateurs Elektrochemische en Metallieke Deklagen Verzinken (zink-nikkel galvanisch), Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch hangwerk), Verzinken (bouten en moeren), Vermessing (trommel), Passiveren van zink, Passiveren, Ontvetten, Beitsen van (constructie)staal, Beitsen
LOA Wilmink B.V. Leenderweg 184 5555 CJ VALKENSWAARD Nederland
+31402084000 bedrijfsbureau@loa-wilmink.nl https://www.loa.nl Voorbehandelen (reiniging), Voorbehandelen (chemisch), Stralen van RVS, Stralen (werpstraalmachine), Stralen (machinaal), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen, Spuiten (natlak), Spuiten (airless), Spuiten, Slijpen (mechanisch), Slijpen (handmatig), Slijpen, Qualisteelcoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van ijzer/staal, Passiveren, Ontvetten, Ontlakken/Pyroliseren, Nabehandelen van oppervlakten, Fosfateren (ijzerfosfaat), Chromateren van aluminium, Beitsen, Assembleren en klantgericht verpakken, Qualisteelcoat
Loko Gramsbergen B.V. Hoge Holt 4 A 7783 BH GRAMSBERGEN Nederland +31524562320 info@lokogalvano.nl https://www.lokogalvano.nl Sector Applicateurs Elektrochemische en Metallieke Deklagen Verzinken (elektrolytisch), Verzinken
(elektrolytisch trommel), Verzinken (bouten en moeren), Vermessing (trommel), Passiveren
M.B.S. Range B.V. Industrieweg 10 4541 HJ SLUISKIL Nederland +31115648383 info@mbsrange.com https://www.mbsrange.com
Sector Applicateurs Organische Deklagen Stralen (grit), Stralen (glasparel), Stralen
M.T.C. Poeder Coating B.V. Buitenhavenweg 70 3113 BD SCHIEDAM Nederland +31104267644 info@mtcpoedercoating.nl http://www.mtcpoedercoating.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (chemisch), Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Duplexsysteem op zink, Chromateren van verzinkt staal, Chromateren van aluminium geel, Chromateren van aluminium, Beitsen, Assembleren en klantgericht verpakken, Qualicoat
M.T.C. Poeder Coating Zuid B.V.
Heliumstraat 5 6422 PK HEERLEN Nederland +31452078110 contact@mtczuid.nl
M2lab B.V.
Magazijnweg 17 - 02 5071 NW UDENHOUT Nederland +31134630688 info@m2lab.nl
https://www.m2lab.nl Onderzoek, controle en analyse, Adviesbureau
MacDermid Enthone B.V. Energiestraat 21 1411 AR NAARDEN
Nederland +31736280111
https://industrial.macdermidenthone.com
Sector Toeleveranciers Ontvettingsmiddelen, Metaalbewerkingsvloeistoffen, Chemische producten/middelen (chemicaliën), Beitsmiddelen
Magistor B.V.
Ambachtsstraat 14 7461 TP RIJSSEN
Nederland +31548519401 info@magistor.nl
https://www.magistor.nl
Sector Toeleveranciers Straalinstallaties, Straalapparatuur/middelen
Mavom Chemicals B.V. Handelsweg 6 2404 CD ALPHEN AAN DEN RIJN
Nederland +31172436361 info@mavom-chemicals.com https://mavom-chemicals.com
Sector Toeleveranciers
Reinigingsmiddelen/producten, Oplosmiddelen, Ontvettingsmiddelen, Metaalbewerkingsvloeistoffen, Laboratoriumbenodigheden, Chemische producten/middelen (chemicaliën), Beitsmiddelen, Afdekmiddelen/maskeermiddelen
Mefiag B.V.
Magnesiumweg 2 8445 PJ HEERENVEEN
Nederland +31513630230 info@mefiag.com https://www.mefiag.com
Sector Toeleveranciers
Pompen, filters en kleppen, Filtersystemen en -materialen
Meijers Pan-Glaze V.O.F.
Ambachtsstraat 27 7102 DW WINTERSWIJK
Nederland +31543512301 info@bakvormen.nl http://www.bakvormen.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zwarten van staal, Zwarten van RVS
Meijn Coatings
Poedercoatsystemen B.V. Almereweg 38 1671 ND MEDEMBLIK
Nederland +31852083487 info@meijncoatings.nl https://meijncoatings.nl
Poedercoaten (elektrostatisch), Poedercoaten
Meilof Riks B.V.
De Zwaaikom 23 9641 KW VEENDAM
Nederland +31598636040 info@meilofriks.nl https://www.meilofriks.nl
Poedercoaten (elektrostatisch), Poedercoaten, Qualicoat
Metaalwerken Bergen op Zoom
B.V.
Bongaertsweg 8 4612 PL BERGEN OP ZOOM
Nederland +31164240910 boz@bozgroup.eu https://www.bozgroup.eu
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten
MetaCoatings B.V. Muiderspark 12 9351 NR LEEK +31620063470 info@metacoatings.nl https://www.metacoatings.nl/ Poedercoaten (elektrostatisch), Poedercoaten
Metagro Special Coatings B.V. Rietweg 5 4209 DA SCHELLUINEN Nederland +31854843970 info@metagrosc.nl https://www.metagrosc.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (chemisch), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van ijzer/ staal, Passiveren, Ontvetten, Elektroforetisch lakken (kataforese en anaforese), Conserveren
Metalak B.V. De Geer 14 4004 LT TIEL Nederland +31885262200 info@metalak.nl https://www.metalak.nl
Sector Toeleveranciers Spuitapparatuur/middelen, Natlakken en verven, Afdekmiddelen/maskeermiddelen
MHB B.V. Onderstalstraat 3 6674 ME HERVELD Nederland +31488451951 info@mhb.nl https://www.mhb.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten, Qualisteelcoat
Micron Precision Visseringweg 5 1112 AS DIEMEN Nederland +31657992749 loekman@micronprecision.nl https://micronprecision.nl
Mifa surface treatment Rijnaakkade 6 5928 PT VENLO Nederland +31773898777 info@mifa-st.eu https://www.mifa-st.eu Passiveren van aluminium, Passiveren, Ontvetten, Deanodiseren, Beitsen, Anodiseren kleur (organisch), Anodiseren kleur (electrolytisch), Anodiseren hard, Anodiseren
Moffel- en Spuitinrichting G. van Rijn B.V.
Elektronweg 18 3542 AC UTRECHT Nederland +31302410642
info@vanrijncoating.nl https://www.vanrijncoating.nl
Sector Applicateurs Organische Deklagen Stralen, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Fosfateren (ijzerfosfaat), Duplexsysteem op zink, Chromateren van aluminium
Moffelindustrie H. van Egmond B.V.
Bellstraat 11 3133 KE VLAARDINGEN Nederland +31104346091
moffel@egmond-bv.nl https://www.moffelindustrie.nl
Sector Applicateurs Organische Deklagen Zeefdrukken en Tamponeren, Voorbehandelen (reiniging), Voorbehandelen (chemisch), Stralen van RVS, Stralen (korund), Stralen (kersepitten), Stralen (handmatig), Stralen (glasparel), Stralen (fijn), Stralen, Sputteren, Spuiten (pneumatisch), Spuiten (natlak), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Polijsten (handmatig), Polijsten, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Ontlaten van waterstofbrosheid, Nabehandelen van oppervlakten, Magnesium, behandeling van, Gloeien (waterstofvrij), Chromateren van aluminium geel, Chromateren van aluminium blank, Chromateren van aluminium, Beitsen, Assembleren en klantgericht verpakken
MSP Systems B.V. Het Lentfert 1 7547 SN ENSCHEDE Nederland +31534303937 info@mspsystems.nl https://www.mspsystems.nl Sector Toeleveranciers Spuitinstallaties, Spuitapparatuur/middelen, Luchtzuiverings- en behandelingssystemen, Filtersystemen en -materialen
Multinal Alphen aan den Rijn (CW)
Curieweg 2 B 2408 BZ ALPHEN AAN DEN RIJN Nederland +31882055300 info@multinal.com
https://www.multinal.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen Polijsten (elektrolytisch), Polijsten, Beitsen van RVS, Beitsen
Multinal Alphen aan den Rijn (OW)
Ondernemingsweg 1 2404 HM ALPHEN AAN DEN RIJN Nederland +31882055300 info@multinal.com
https://www.multinal.com
Voorbehandelen (reiniging), Voorbehandelen (chemisch), Verzinken (elektrolytisch), Verzinken (elektrolytisch hangwerk), Vermessing (trommel), Poedercoaten


Liander Westpoort, ontworpen door De Zwarte Hond, is bekroond met de prijs voor Kantoorgebouw van het Jaar 2023. In het pand, gelegen in Amsterdam Sloterdijk, zullen naast Liander ook technisch specialist Qirion en meetbedrijf Kenter zijn gehuisvest.
Samen met opdrachtgever Alliander, IMd Raadgevende Ingenieurs, Copper8 en DGMR, heeft De Zwarte Hond de duurzaamheidsambities geformuleerd die tot uiting komen in hoge mate van flexibiliteit, schaalbaarheid en modulariteit. Er is zoveel mogelijk gebruik gemaakt van circulaire materialen, zoals hout. En zo min mogelijk van schadelijke stoffen als lijm, pur of kit. Voor het kantoorgebouw en de opleidingsfaciliteiten is een volledig houten constructie ontworpen die flexi bel is en een gezonde werkomgeving creëert. Het parkeergebouw kan groeien of krimpen dankzij een demontabele constructieopzet. De gevels zijn van weervast cortenstaal.
Het gebouw is een voorbeeld qua duurzaamheid. Het is aardgasvrij én energie neutraal dankzij 3.435 m2 zonnepanelen en warmte-koude opslag (WKO). In dit gebouw is 1195 ton CO2 opgeslagen en 1434 ton CO2 vermeden door niet te bouwen met beton en staal. Opgeteld staat dit gelijk aan het energieverbruik van 5600 huishoudens in een jaar of 33 miljoen km van een gemiddelde auto. Daarnaast is er veel aandacht besteed aan kostenbesparing en het hergebruik van materialen, wat bijdraagt aan een circulaire economie.
(elektrostatisch), Poedercoaten, Passiveren van zink, Passiveren, Ontlaten van waterstofbrosheid, Beitsen van RVS, Beitsen
Multinal Coevorden
Modem 32 7741 MJ COEVORDEN
Nederland
+31882055300
info@multinal.com
https://www.multinal.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Vernikkelen van RVS, Vernikkelen elektrolytisch trommel, Vernikkelen (mat), Vernikkelen (glans), Vernikkelen (elektrolytisch), Vernikkelen (duplex), Verchromen (sier), Verchromen (mat), Verchromen (glans), Verchromen, Beitsen van RVS, Beitsen
Multinal Group B.V.
Ondernemingsweg 1
2404 HM ALPHEN AAN DEN RIJN
Nederland
+31882055300 info@multinal.com
https://www.multinal.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Multinal Vlaardingen
Edisonstraat 7 3133 KG VLAARDINGEN
Nederland +31882055300 info@multinal.com https://www.multinal.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Beitsen van RVS, Beitsen
Nederlandse Anodising Maatschappij B.V. Hoefsmid 3 2292 JJ WATERINGEN
Nederland +31174225120 info@anodising.nl https://www.anodising.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Stralen (glasparel), Stralen, Slijpen (handmatig), Slijpen, Polijsten (handmatig), Polijsten, Ontvetten, Deanodiseren, Chromateren van aluminium geel, Chromateren van aluminium blank, Chromateren van aluminium, Anodiseren kleur (organisch), Anodiseren kleur (electrolytisch), Anodiseren hard, Anodiseren
Nedwaste B.V.
De Sikkel 45 8181 WD HEERDE
Nederland +31578695393
info@nedwaste.nl
https://www.nedwaste.nl
Afvalverwerker (poeder/verf, chemicaliën, straalgrit, etc.)
NESTcoat Repair B.V.
Uilenkade 38 3336 LP ZWIJNDRECHT
Nederland +31786473950 info@nestcoat.nl https://www.nestcoat.nl
Sector Applicateurs Organische Deklagen
NFB Coating B.V.
De Dieze 21 5684 PR BEST
Nederland +31499335500 info@nfb.nl https://www.nfb.nl
Sector Applicateurs Organische Deklagen Verzinken (hanglijn), Stralen, Spuiten (pneumatisch), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Elektroforetisch lakken (kataforese en anaforese)
Nooteboom Trailers B.V. Nieuweweg 190 6603 BV WIJCHEN
Nederland +31246488864 info@nooteboom.com http://www.nooteboom.com
Nordson Benelux B.V. Bergerstraat 10 6226 BD MAASTRICHT
Nederland +31433526000 ics.eu@nordson.com
https://www.nordson.com/ics
Sector Toeleveranciers
Spuitinstallaties, Spuitapparatuur/middelen, Poedercoatinstallaties, Poedercoatapparatuur/middelen
NTS Finish B.V. Stökskesweg 20 5571 TJ BERGEIJK
Nederland +31497552581 info.finish@nts-group.nl https://www.nts-finish.nl
Sector Applicateurs Organische Deklagen Zeefdrukken en Tamponeren, Voorbehandelen (reiniging), Voorbehandelen (chemisch), Verzinken (hanglijn), Stralen (handmatig), Stralen (fijn), Stralen, Spuiten (natlak), Spuiten (mobiel), Spuiten (HVOF, High-Velocity Oxy-Fuel), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Slijpen (handmatig), Slijpen, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van zink, Passiveren van ijzer/staal, Passiveren, Opdampen, Ontvetten (band), Ontvetten, Ontbramen, Fosfateren (ijzerfosfaat), Chromateren van aluminium blank, Chromateren van aluminium, Beitsen van (constructie)staal, Beitsen, Assembleren en klantgericht verpakken
OCAS N.V.
President John F. Kennedylaan 3 BE-9060 ZELZATE België
+3293451211
contactus@ocas.technology https://www.ocas.be
Sector Toeleveranciers Onderzoek, controle en analyse, Adviesbureau
Oppervlakte Techniek Benelux B.V. (OTB) Petunialaan 17 5582 HA WAALRE Nederland +31402223121 info@otbbv.eu http://www.otbbv.eu Sector Toeleveranciers Trommels, Reinigingsmiddelen/producten, Reinigingsinstallaties en apparatuur, Pompen, filters en kleppen, Ontvettingsmiddelen, Metaalbewerkingsvloeistoffen, Luchtzuiverings- en behandelingssystemen, laboratoriumbenodigheden, Kuipwerk/ baden, Kataforese en anaforese lakken, Filtersystemen en -materialen, Elektronische voedingen/gelijkrichters, Chemische producten/middelen (chemicaliën), Beitsmiddelen, Analyse-, meet- en controleapparatuur, Afvalwaterzuiverings- en behandelingssystemen
Overveld Coating B.V. Edisonweg 3 4631 SN HOOGERHEIDE Nederland +31164612676 info@overveldcoating.com https://www.overveldcoating.com
Sector Applicateurs Organische Deklagen Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Oxyplast Belgium N.V. Hulsdonk 35 BE-9042 GENT-MENDONK België +3293267920 info@oxyplast.be https://www.protechpowder.com Sector Toeleveranciers Poedercoatings, Corrosie werende verven, lakken en poeders
Paint It! B.V.
Da Vincilaan 25 6716 WC EDE Nederland +31318643260 info@paintit.nl https://www.paintit.nl
Sector Toeleveranciers Spuitinstallaties, Spuitapparatuur/middelen, Pompen, filters en kleppen, Persoonlijke beschermingsmiddelen
Paul Warmerdam Straal- en Coating Service
Oude Weerlaan 35 A 2181 HX HILLEGOM Nederland +31252521346 info@straalencoatingservice.nl https://www.straalencoatingservice.nl
Sector Applicateurs Organische Deklagen Stralen, Spuiten (natlak), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Schooperen
Perfect Coat B.V. Slootsekuilen 26 - 28 5986 PG BERINGE Nederland +31773060985 info@perfectcoat.nl https://www.perfectcoat.nl
Sector Applicateurs Organische Deklagen Spuiten (natlak), Spuiten
Poeder Coat Westland B.V. De Hondert Margen 2 A 2678 AC DE LIER Nederland +31174510291 info@poedercoatwestland.nl https://www.poedercoatwestland.nl
Sector Applicateurs Organische Deklagen Stralen, Spuiten (natlak), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Poedercoating Apeldoorn B.V. Wilmersdorf 17 7327 AD APELDOORN
Nederland +31555994433 werkvoorbereiding@p-c-a.nl
https://www.p-c-a.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten
Poedercoating Emmen B.V.
Kapitein Grantstraat 9 7821 AP EMMEN
Nederland +31625176731
info@poedercoatingemmen.nl https://www.poedercoatingemmen.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Fosfateren (ijzerfosfaat)
Polindus B.V. Nijverheidsstraat 36 3371 XE HARDINXVELD-GIESSENDAM Nederland +31184615709
info@polindus.nl
https://www.polindus.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (chemisch), Verzinken (elektrolytisch), Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van ijzer/ staal, Passiveren, Chromateren van aluminium groen, Chromateren van aluminium geel, Chromateren van aluminium
Possehl Electronics Nederland
B.V. De Beverspijken 3 5221 EE ‘S-HERTOGENBOSCH Nederland +31736393939
info@possehlelectronics.nl
https://www.possehlelectronics.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verzilveren, Vergulden, Reel to reel galvaniseren
Powercoat B.V. Wendakker 5 7761 PX SCHOONEBEEK
Nederland +31524531555
info@powercoat.nl
https://www.powercoat.nl
Sector Applicateurs Organische Deklagen Stralen (machinaal), Stralen (handmatig), Stralen, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Fosfateren (ijzerfosfaat)
Prisma Coatings Zoetermeer B.V. Koperstraat 27 2718 RG ZOETERMEER Nederland +31793621475
info@prismacoatings.nl https://www.prismacoatings.nl
Sector Applicateurs Organische Deklagen Zirkoniseren van aluminium, Stralen (korund), Stralen (grit), Stralen, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Fosfateren (ijzerfosfaat)
Railtechniek van Herwijnen B.V. Koelenhofstraat 13 4004 JR TIEL
Nederland +31344616363 info@railtechniek.nl
https://www.railtechniek.nl
Sector Toeleveranciers
Railsystemen, Identificatiesystemen/barcodes
Revamo B.V.
Pieter Mastebroekweg 2 A 7942 JZ MEPPEL
Nederland +31522251941
info@revamo.nl
https://www.revamo.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Spuiten (thermisch), Schooperen, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten), Lasercladden / Oplassen
Riano Eindhoven B.V.
Rooijakkerstraat 5 5652 BA EINDHOVEN
Nederland +31402661010 info@riano.nl
https://www.riano.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Voorbehandelen (chemisch), Slijpen (handmatig), Slijpen, Polijsten (handmatig), Polijsten, Anodiseren kleurdruk, Anodiseren kleur (organisch), Anodiseren
RIPOL Poedercoatings B.V.
Evert van de Beekstraat 1 Unit 104 1118 CN SCHIPHOL
Nederland +31207991567 info-NL@ripol.com https://www.ripol.com
Sector Toeleveranciers Poedercoatings, Corrosie werende verven, lakken en poeders
Robwelding B.V.
Edisonring 12 6669 NB DODEWAARD
Nederland +31488410405 info@robwelding.nl https://www.robwelding.com Straalinstallaties, Spuitinstallaties, Poedercoatinstallaties
Rocon B.V.
Quarantaineweg 10 3089 KP ROTTERDAM
Nederland +31103164640 info@roconbv.nl https://www.roconbv.nl
Sector Applicateurs Organische Deklagen
Stralen, Spuiten (natlak), Spuiten, Schooperen, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten)
Rogal B.V.
Handelskade West 5 7547 AW ENSCHEDE
Nederland +31534316159 rogal@rogal.nl https://www.rogal.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zinkfosfateren trommel, Verzinken (hanglijn), Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Vertinnen trommellijn, Vernikkelen elektrolytisch trommel, Vermessing (trommel), Passiveren van zink
Rosler Benelux B.V.
Reggestraat 18 5347 JG OSS
Nederland +31412646600 rosler-nl@rosler.com https://www.rosler.com
Sector Toeleveranciers
Trommels, Straalinstallaties, Straalapparatuur/middelen, Reinigingsmiddelen/ producten, Reinigingsinstallaties en apparatuur, Polijstinstallaties en apparatuur / middelen, Afvalwaterzuiverings- en behandelingssystemen
Rotocoat Heerhugowaard B.V. Edisonstraat 2 1704 RL HEERHUGOWAARD
Nederland +31725762150 heerhugowaard@rotocoat.nl https://rotocoat.nl
Sector Applicateurs Organische Deklagen Verzinken (thermisch), Verzinken (ther-
misch centrifugaal), Vermessing (trommel), Qualisteelcoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Qualisteelcoat
Rotocoat Wolvega B.V. Ambachtsstraat 3 8471 AA WOLVEGA Nederland +31561691691 wolvega@rotocoat.nl https://www.rotocoat.nl
Sector Applicateurs Organische Deklagen Verzinken (thermisch), Verzinken (thermisch centrifugaal), Vermessing (trommel), Stralen (zand), Stralen, Qualisteelcoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Fosfateren (ijzerfosfaat), Duplexsysteem op zink, Chromateren van verzinkt staal, Qualisteelcoat
Rotterdam Coatings B.V.
Waalhaven Noordzijde 59 3087 BJ ROTTERDAM Nederland +31104299200 info@rotterdam-coatings.com https://www.rotterdam-coatings.com
Sector Applicateurs Organische Deklagen Stralen van RVS, Stralen (handmatig), Stralen, Poedercoaten (elektrostatisch), Poedercoaten
Royal van Lent Shipyard B.V.
Julianalaan 3 2159 LA KAAG Nederland +31252547123 lentyard@feadship.nl https://www.feadship.nl
Sector Applicateurs Organische Deklagen Spuiten (natlak), Spuiten, Conserveren
RSS NanoCoatings
Bolderweg 39 A 1332 AZ ALMERE Nederland +310363030153 sabine.schijff@rss-nanocoatings.nl https://www.rss-nanocoatings.nl
Schildersbedrijf Midden Nederland B.V. Sportlaan 255 3364 DK SLIEDRECHT Nederland +31184412703 info@breejen.com https://www.smnbv.nl
Sector Applicateurs Organische Deklagen Stralen (stationair), Stralen (mobiel), Stralen, Spuiten (natlak), Spuiten (mobiel), Spuiten (airless), Spuiten, Conserveren
Schrauwen Corrosietechniek Einsteinstraat 24 3281 NJ NUMANSDORP Nederland +31851301454 info@schrauwencorrosietechniek.nl https://www.schrauwencorrosietechniek.nl
Sector Applicateurs Organische Deklagen
Stralen (grit), Stralen (glasparel), Stralen, Spuiten (natlak), Spuiten
SHERART B.V. Zuiddijk 27 5705 CS HELMOND Nederland +31492590303 info@sherart.com https://www.sherart.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen Stralen (werpstraalmachine), Stralen, Sherardiseren (diffusie verzinken)
Shipcoat B.V.
Industrieweg 17 2995 BE HEERJANSDAM Nederland +31786771188 info@shipcoat.nl https://www.shipcoat.nl
Sector Toeleveranciers Natlakken en verven, Corrosie werende verven, lakken en poeders
Smolders SSO B.V. Nieuwstraat 64 A 4921 CX MADE Nederland +31162683654 info@smolderssso.nl https://www.smolderssso.nl
Sector Toeleveranciers
Onderzoek, controle en analyse, Adviesbureau
Span Finishing B.V.
Matjeskolk 13 7037 DZ BEEK
Nederland +31316531265 info@spanbv.nl https://www.spanbv.nl
Sector Applicateurs Organische Deklagen Zeefdrukken en Tamponeren, Verzinken (hanglijn), Stralen (nat), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Fosfateren (ijzerfosfaat)
SPG Prints B.V. Raamstraat 1 - 3 5831 AT BOXMEER
Nederland +31485599555 info@spgprints.com https://www.spgprints.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zinkfosfateren trommel, Voorbehandelen (chemisch), Vernikkelen elektrolytisch trommel, Verkoperen, Vergulden, Verchromen, Sputteren, PVD (Physical Vapour Deposition), Passiveren, Ontvetten, Etsen precisie, Elektroformeren
De Stena Hollandica en tweelingschip Stena Brittanica werden de afgelopen weken flink onder handen genomen, in Schiedam. De grootste verandering: raketverf op de boeg. 360 Werklui hebben een maand gewerkt aan een monsterklus. Ze moesten bij de twee vlaggenschepen van het Scandinavische Stena Line de boeg schilderen, de schroeven polijsten en het interieur verbouwen en opfrissen.
De hutten waren redelijk in orde. Vooral de boeg moest het droogdok van Damen Shiprepair in Schiedam kreeg een fikse opknapbeurt. De boeg van het schip de Stena Hollandica - 242 meter lang, 32 meter breed - is inmiddels gespoten met een speciale coating. Die coating is extra glad, waardoor algen en mosselen - slecht voor de aerodynamica - zich niet meer aan de boeg kunnen hechten. De schilderklus kost 600.000 euro per dag per schip (in totaal dus ruim 8 miljoen voor de twee schepen samen), maar daar staat een jaarlijkse besparing van 774.000 liter stookolie tegenover.
Jaarlijks brengen de schepen 700.000 passagiers naar van Hoek van Holland naar Groot-Brittannië en terug. Verdeeld over de dekken ligt 5,4 kilometer aan rijbaan. De helft van het meubilair wordt vervangen, de andere helft krijgt een tweede leven. De voorheen verspreidde ruimtes voor kinderen worden samengevoegd op één plek, er komt een selfiecamera waar gezinnen zichzelf kunnen fotograferen, en op het voordek komt een lounge met 110 plekken.
De urinoirs gebruiken straks geen water meer, en plastic en karton voor eenmalig gebruik worden verbannen. Wijn komt uit een tap en in het restaurant wordt het eten opgeschept, zodat er geen voedsel wordt verspild doordat mensen hun bord veel te vol scheppen. Een opvallende keuze is dat de bioscoop verdwijnt. Veel mensen gebruiken tijdens de overtocht hun telefoon om film te kijken.


Sponge-Jet Benelux Spadesteek 6 4131 MB VIANEN
Nederland +31113251869
info@spongeblasting.com
https://www.spongeblasting.com
Sector Toeleveranciers Straalinstallaties, Straalapparatuur/middelen
Spuiterij Elburg
Industriestraat 7 8081 HH ELBURG
Nederland +31525216022
info@spuiterij-elburg.nl
https://www.spuiterijelburg.nl
Steur Spuiterij Nijverheidsweg 9 4731 CZ OUDENBOSCH
Nederland +31165315350
info@steur.com
https://www.steur.com
Sector Applicateurs Organische Deklagen Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Straal en Coating Bakhuizen B.V. De Burde 17 8574 TG BAKHUIZEN
Nederland +31514581770
info@straalencoatingsbedrijf.nl
https://www.straalencoatingsbedrijf.nl
Sector Applicateurs Organische Deklagen Stralen (werpstraalmachine), Stralen (stationair), Stralen (machinaal), Stralen (korund), Stralen (handmatig), Stralen, Spuiten (natlak), Spuiten
Straal- en Conserveringsbedrijf Meulendijks Helmond B.V. Ringdijk 4 5705 CT HELMOND Nederland +31492524390
info@stralenpoedercoaten.nl https://www.stralenpoedercoaten.nl
Sector Applicateurs Organische Deklagen Stralen (glasparel), Stralen, Spuiten (natlak), Spuiten, Slijpen, Schooperen, Poedercoaten (wervelsinteren), Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Nabehandelen van oppervlakten, Metalliseren (draadspuiten), Duplexsysteem op zink, Conserveren
Straalbedrijf Asten B.V. Moleneind 6 5721 WP ASTEN
Nederland +31493689702
info@straalbedrijfasten.nl
https://www.straalbedrijfasten.nl
Sector Applicateurs Organische Deklagen Verzinken (hanglijn), Stralen van RVS, Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten (natlak), Spuiten, Schooperen,
Qualisteelcoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren, Ontvetten, Metalliseren (zink, zink-aluminium en aluminium), Beitsen, Qualisteelcoat
Straalbedrijf Boxtel B.V.
Van Salmstraat 50 5281 RS BOXTEL
Nederland +31411677693
info@straalbedrijfboxtel.nl https://www.straalbedrijfboxtel.nl
Sector Applicateurs Organische Deklagen
Stralen van RVS, Stralen (werpstraalmachine), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten (natlak), Spuiten, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Duplexsysteem op zink
Straalbedrijf Catseman B.V.
Buys Ballotstraat 20 4507 DA SCHOONDIJKE
Nederland +31117308340
info@straalbedrijfcatseman.nl https://www.straalbedrijfcatseman.nl
Sector Applicateurs Organische Deklagen
Stralen (handmatig), Stralen (grit), Stralen, Spuiten (natlak), Spuiten, Conserveren
Straalbedrijf Colijn B.V.
Hoogewaard 225 F
2396 AS KOUDEKERK AAN DEN RIJN
Nederland +31713414915
info@colijnbv.com
http://www.colijnbv.com
Voorbehandelen (reiniging), Tankcoating, Stralen van RVS, Stralen (vacuum), Stralen (steelshot), Stralen (mobiel), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten (pneumatisch), Spuiten (natlak), Spuiten (mobiel), Spuiten (airless), Spuiten, Schooperen, Ontvetten, Nabehandelen van oppervlakten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten), Conserveren
Straalbedrijf Giessen B.V. Eisterweg 7 6422 PN HEERLEN
Nederland +31455355670 info@giessen-bv.nl
https://www.giessen-bv.nl
Sector Applicateurs Organische Deklagen Stralen van RVS, Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen (fijn), Stralen, Spuiten (natlak), Spuiten (airless), Spuiten, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Micropeen-behandeling, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten), Duplexsysteem op zink, Qualisteelcoat
Straalbedrijf Holland-West B.V.
Zeppelinstraat 8 1704 SH HEERHUGOWAARD
Nederland +31725728850
info@shwbv.nl https://www.shwbv.nl
Sector Applicateurs Organische Deklagen Tankcoating, Stralen (stationair), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen, Spuiten (stationair), Spuiten (natlak), Spuiten (airless), Spuiten, Schooperen, Metalliseren (zink, zink-aluminium en aluminium), Duplexsysteem op zink, Conserveren
Straalbedrijf Van der Griend B.V. 3e Industrieweg 2 3411 MD LOPIK Nederland +31348552336 info@griend.nl https://www.griend.nl
Sector Applicateurs Organische Deklagen Stralen, Spuiten (natlak), Spuiten, Schooperen
Straaltechniek International B.V. Lovense Kanaaldijk 61 5013 BJ TILBURG
Nederland
+31162748010 info@straaltechniek.net https://www.straaltechniek.net
Sector Toeleveranciers Thermisch spuitinstallaties en apparatuur, Straalinstallaties, Straalapparatuur/ middelen, Spuitapparatuur/middelen, Persoonlijke beschermingsmiddelen, Luchtzuiverings- en behandelingssystemen, Filtersystemen en -materialen
Strabeko B.V. Albionstraat 24 5047 SJ TILBURG
Nederland +31135700837 mail@strabeko.nl https://www.strabeko.nl
Sector Applicateurs Organische Deklagen Stralen van RVS, Stralen (werpstraalmachine), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen, Spuiten (natlak), Spuiten (elektrostatisch), Spuiten (airless), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Ontlakken / Pyroliseren, Nabehandelen van oppervlakten, Metalliseren (zink, zink-aluminium en aluminium)
Straco Heerenveen B.V. It Dok 4 8447 GL HEERENVEEN Nederland +31513646111 gvgulik@steelprotection.nl https://www.steelprotection.nl
Stralen (machinaal), Stralen (handmatig), Stralen, Spuiten (thermisch), Spuiten (stationair), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Sulzer Turbo Services Venlo B.V. Spikweien 36 5943 AD LOMM
Nederland +31774738666 sulzerscvenlo@sulzer.com https://www.sulzer.com
Spuiten (plasma), Spuiten (HVOF, High-Velocity Oxy-Fuel), Plasma Low Pressure Spraying (LPPS), Plasma Atmosferisch Spraying (APS), CVD (Chemical Vapour Deposition)
Surface Treatment Nederland B.V.
Hazenspoor 16 6051 AV MAASBRACHT
Nederland +31475463835
info@surfacetreatment.nl https://www.surfacetreatment.nl Sector Applicateurs Elektrochemische en Metallieke Deklagen
Chromateren van aluminium groen, Chromateren van aluminium geel, Chromateren van aluminium blank, Chromateren van aluminium, Anodiseren hard, Anodiseren chroomzuur, Anodiseren (Opaliseren), Anodiseren
SurTec Benelux B.V. Molenweg 17 A 5953 JR REUVER
Nederland +31773081590 administratie.nl@surtec.com https://www.surtec.com/landingpages/ bx/nl/
Sector Toeleveranciers
Reinigingsmiddelen/producten, Ontvettingsmiddelen, Metaalbewerkingsvloeistoffen, Chemische producten/middelen (chemicaliën), Beitsmiddelen
Sybrandy B.V. Spaceshuttle 18 3824 ML AMERSFOORT Nederland +31334545666
info@sybrandy.nl
https://www.sybrandy.nl
Sector Toeleveranciers
Straalinstallaties, Straalapparatuur/middelen, Spuitinstallaties, Reinigingsinstallaties en apparatuur, Poedercoatinstallaties, Luchtzuiverings- en behandelingssystemen, Filtersystemen en -materialen
Tata Steel Nederland Technology B.V. Wenkebachstraat 1 1951 JZ VELSEN-NOORD Nederland +31251499111 benelux@tatasteel.com
http://www.tatasteel.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Zinkfosfateren trommel, Voorbehandelen (chemisch), Verzinken (thermisch), Verzinken (hanglijn), Vertinnen trommellijn, Vertinnen (band), Vernikkelen elektrolytisch
trommel, Vernikkelen (glans), Vernikkelen (elektrolytisch), Vernikkelen (chemisch stroomloos), Vermessing (trommel), Verchromen, Reel to reel galvaniseren, Passiveren van zink, Passiveren van ijzer/staal, Passiveren, Opdampen, Ontvetten (band), Ontvetten, Nabehandelen van oppervlakten, Lasercladden/Oplassen, Interferentiekleuren, Harden, Gloeien (waterstofvrij), Fosfateren (mangaanfosfaat), Emailleren van staal, Emailleren, Coilcoaten van staal, Chromateren van verzinkt staal, Beitsen van (constructie)staal, Beitsen
TCI Cleaning
Centaurusweg 67 5015 TC TILBURG
Nederland +31134563966
info@tci-cleaning.com https://www.tci-cleaning.com
Ultrasoon reinigen, Stralen (handmatig), Stralen (grit), Stralen (glasparel), Stralen, Polijsten (handmatig), Polijsten, Ontvetten, Ontlakken / Pyroliseren, Nabehandelen van oppervlakten, Industrieel reinigen, Beitsen van RVS, Beitsen van (constructie)staal, Beitsen
Technische Handelmaatschappij
Rasco B.V. Celsiusstraat 16 2652 XT BERKEL EN RODENRIJS
Nederland +31104370166
info@rasco-clemco.nl
https://www.rasco-clemco.nl
Sector Toeleveranciers
Straalapparatuur/middelen, Spuitapparatuur/middelen
Technoflon Coating Systems B.V. Edisonstraat 85 7006 RB DOETINCHEM Nederland +31314394201
info@technoflon.nl
https://www.technoflon.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (reiniging), Stralen (machinaal), Stralen (handmatig), Stralen, Poedercoaten (elektrostatisch), Poedercoaten, Ontlakken / Pyroliseren
Technoplating Nijkerk B.V. Gildenstraat 10 3861 RG NIJKERK Nederland +31333030610
info@tpnbv.nl
https://www.technoplatingnijkerk.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Vernikkelen elektrolytisch trommel, Verchromen (hard), Verchromen (glans), Verchromen, Stralen, Slijpen, Polijsten, Honen
Technospray B.V.
Plaza 23 4782 SL MOERDIJK
Nederland +31168382111
info@technospray.nl
https://www.technospray.nl
Sector Toeleveranciers
Spuitapparatuur/middelen, Pompen, filters en kleppen
The Coat Factory B.V. Industrieweg 2 5256 PN HEUSDEN
Nederland +31613147298
ben@thecoatfactory.nl
https://www.thecoatfactory.nl
Sector Applicateurs Organische Deklagen Stralen (handmatig), Stralen, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Ontvetten, Ontbramen, Duplexsysteem op zink, Conserveren, Chromateren van verzinkt staal, Chromateren van aluminium geel, Chromateren van aluminium, Beitsen van RVS, Beitsen van (constructie) staal, Beitsen, Assembleren en klantgericht verpakken, Qualisteelcoat, Qualicoat
The Coatinc Company Holding B.V.
Edisonweg 5 2952 AD ALBLASSERDAM
Nederland +31786992283 info-nl@coatinc.com https://www.coatinc.com
Sector Applicateurs Organische Deklagen Verzinken (thermisch), Vermessing (trommel), Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Anodiseren
The Sandman Coatings B.V. Beneluxweg 2 F 4538 AL TERNEUZEN +31115785038
administratie@the-sandman.nl https://www.the-sandman.nl
Stralen (zand), Stralen (glasparel), Stralen, Spuiten (natlak), Spuiten (airless), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten
Thomas Regout International B.V. Industrieweg 40 6219 NR MAASTRICHT
Nederland +31433516666
sales@thomasregout.com https://www.thomasregout.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verzinken (elektrolytisch), Verzinken (elektrolytisch hangwerk), Vermessing (trommel)
Tiger Coatings Belgium B.V.B.A. Leuerbroek 1019 BE-3640 KINROOI België +3289700016
office.nl@tiger-coatings.com https://www.tiger-coatings.com Sector Toeleveranciers Poedercoatings, Corrosiewerende verven, lakken en poeders
Tilcoating B.V. Andromedastraat 9 5015 AV TILBURG Nederland +31135446617 info@tilcoating.nl https://www.tilcoating.nl
Sector Applicateurs Organische Deklagen Qualisteelcoat gecertificeerd, Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Qualisteelcoat, Qualicoat
TMP Coatings B.V. Vijzelweg 15 E 5145 NK WAALWIJK Nederland +31416747007 info@tmpcoatings.nl https://www.tmpgroep.nl Poedercoaten (elektrostatisch), Poedercoaten
Tol Coating B.V. Voltastraat 6 1446 VC PURMEREND Nederland +31299223910 info@tolcoating.nl https://www.tolcoating.nl Poedercoaten (elektrostatisch), Poedercoaten
Ulamo Coating B.V.
Riezenweg 1 7071 PR ULFT
Nederland +31315688688 info@ulamo.nl https://www.ulamo.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (chemisch), Stralen (stationair), Stralen (grit), Stralen, Spuiten (natlak), Spuiten, Schooperen, Qualisteelcoat gecertificeerd, Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten) Qualisteelcoat, Qualicoat
Van Beurden Hardchroom B.V. Bossekamp 5 5301 LZ ZALTBOMMEL Nederland +31418512808 info@van-beurden.nl https://www.van-beurden.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen Verchromen (hard), Verchromen, Slijpen, Honen
Van der Meer Oppervlakte Techniek B.V.
Nieuw-Zeelandweg 14 1045 AL AMSTERDAM Nederland +31204470245 kantoor@meercoat.nl https://www.meercoat.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (reiniging), Qualicoat gecertificeerd, Poedercoaten (elektrostatisch), Poedercoaten, Chromateren van aluminium geel, Chromateren van aluminium, Qualicoat
Van Wakeren Coating Mercatorstraat 36 B 7131 PX LICHTENVOORDE
Nederland +31544353098 info@vanwakerencoating.nl https://www.vanwakerencoating.nl Poedercoaten (elektrostatisch), Poedercoaten
VConsyst Metaalwerken B.V. De Klok 3 8401 CM GORREDIJK
Nederland +31513461241
metaalwerken@vconsyst.nl
https://www.vconsyst.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten
VDL Laktechniek B.V. Meerenakkerweg 20 5652 AV EINDHOVEN
Nederland +31402501900
info@vdllaktechniek.nl
https://www.vdllaktechniek.nl
Sector Applicateurs Organische Deklagen Stralen (werpstraalmachine), Stralen (handmatig), Stralen, Spuiten (natlak), Spuiten, Poedercoaten (elektrostatisch), Poedercoaten, Elektroforetisch lakken (kataforese en anaforese)
VDL Postma B.V. Leeuwarderstraatweg 121 D 8441 PK HEERENVEEN
Nederland +31513622536 info@vdlpostma.nl https://www.vdlpostma.nl
Sector Applicateurs Organische Deklagen Voorbehandelen (chemisch), Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van ijzer/staal, Passiveren, Ontvetten, Beitsen van (constructie)staal, Beitsen, Assembleren en klantgericht verpakken
Veco B.V.
Karel van Gelreweg 22 6961 LB EERBEEK
Nederland +31313672911
info.veco@spgprints.com
https://www.vecoprecision.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Vernikkelen elektrolytisch trommel, Vernikkelen (zwart), Vernikkelen (chemisch stroomloos), Verkoperen, Vergulden, Verchromen (hard), Verchromen, Ultrasoon reinigen, Etsen precisie, Elektroformeren
Vecomach Poedercoating B.V.
Dukaat 5 8305 BC EMMELOORD
Nederland +31527638530
info@vecomach.nl
https://www.vecomach.nl
Sector Applicateurs Organische Deklagen Poedercoaten (elektrostatisch), Poedercoaten
Verano B.V.
Costerweg 2 5466 AM VEGHEL
Nederland +31499330335
verkoop@verano.nl
https://www.verano.nl
Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van aluminium, Passiveren, Beitsen, Assembleren en klantgericht verpakken
Verzinkerij Schippers B.V.
Reitsmastrjitte 56 C 9281 LE HARKEMA Nederland +31512361518 info@schippersbv.nl
https://www.schippersbv.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Verzinken (elektrolytisch), Verzinken (elektrolytisch trommel), Verzinken (elektrolytisch hangwerk), Vermessing (trommel)
Verzinkerij van Aert B.V. Winnerstraat 101 6031 NK NEDERWEERT Nederland +31495461700
info@vanaert.nl
https://www.vanaert.nl
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Voorbehandelen (chemisch), Verzinken (thermisch), Verzinken (thermisch centrifugaal), Vermessing (trommel)
Vision Coatings
De Wijmerts 17
8701 WT BOLSWARD
Nederland +31611453192
info@visioncoatings.nl
https://www.visioncoatings.nl
Sector Applicateurs Organische Deklagen
Stralen, Poedercoaten (elektrostatisch), Poedercoaten
Vitrite Middelburg B.V. Elektraweg 1 4338 PK MIDDELBURG
Nederland +31118680911
https://www.vitrite.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Voortman Kantoormeubelen B.V. Edisonweg 3 1446 TM PURMEREND
Nederland +31299646611
info@voortmanmeubel.nl https://www.voortmanmeubel.nl
Sector Applicateurs Organische Deklagen
Waaijenberg Coatings B.V. De Landweer 11 3771 LN BARNEVELD
Nederland +31342450125 info@waayenbergcoatings.nl https://www.waayenbergcoatings.nl
Sector Applicateurs Organische Deklagen
Stralen (werpstraalmachine), Stralen (machinaal), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen, Schooperen, Poedercoaten (elektrostatisch), Poedercoaten, Fosfateren (ijzerfosfaat), Chromateren van aluminium geel, Chromateren van aluminium
Wagner Systemen Nederland B.V.
Proostwetering 105 C 3543 AC UTRECHT
Nederland +31302410688 info@wagnersystemen.nl https://www.wagnersystemen.nl
Sector Toeleveranciers
Poedercoatinstallaties, Poedercoatapparatuur/middelen, Persoonlijke beschermingsmiddelen, Filtersystemen en -materialen
Weiss Technik Nederland B.V.
Newtonstraat 5 4004 KD TIEL
Nederland +31344670400 info.nl@weiss-technik.com https://www.weiss-technik.nl
Sector Toeleveranciers
Ovens, Laboratoriumbenodigheden, Klimaatsimulatie apparatuur, Analyse-, meet- en controleapparatuur
Wijcosy B.V.
Hallenstraat 21 D 5531 AB BLADEL
Nederland +31497382638 info@wijcosy.nl https://www.wijcosy.nl
Stralen (stationair), Stralen (korund), Stralen (handmatig), Stralen (grit), Stralen, Spuiten (natlak), Spuiten, Schooperen, Poedercoa-
ten (elektrostatisch), Poedercoaten, Metalliseren (zink, zink-aluminium en aluminium), Metalliseren (draadspuiten), Assembleren en klantgericht verpakken
WSB Finishing Equipment B.V.
De Heldinnenlaan 200 3543 MB UTRECHT
Nederland +31302414155 info@wsb-benelux.nl https://www.wsb-benelux.eu Sector Toeleveranciers Spuitinstallaties, Spuitapparatuur/middelen, Reinigingsinstallaties en apparatuur, Pompen, filters en kleppen, Persoonlijke beschermingsmiddelen
Zincoat B.V. Boerdijk 32 7844 TC VEENOORD
Nederland +31591551323 zincoat@zinq.com https://www.zinq.com
Sector Applicateurs Elektrochemische en Metallieke Deklagen
Voorbehandelen (chemisch), Verzinken (thermisch), Vermessing (trommel), Stralen (zand), Stralen (handmatig), Stralen, Poedercoaten (elektrostatisch), Poedercoaten, Passiveren van zink, Passiveren, Ontvetten, Duplexsysteem op zink, Beitsen van (constructie)staal, Beitsen








Ons Zinculair ® zink is Cradle to Cradle Certified ® op niveau Brons. De Cradle to Cradle Certified ® productenstandaard is een streng en uitgebreid certificerings-programma dat producten en materialen beoordeelt op veiligheid, recyclebaarheid en verantwoorde productie.