
AÑO VI.-VOL. VI.—NÚM. 70. Madrid, octubre 1928
El horno de inducción a alta frecuencia
Por CYRAN O TAM A 0)
En un número anterior esta revista (^) se describieron en términos generales los hornos eléctricos de inducción para fundir metales y aleaciones técnicas Se hizo mención del horno de inducción Ajax-Wyatt y del horno de alta frecuencia AjaxNothrup, eficaz el primero en la fimdición- de latón, tumbaga, alpaca, bronces, etc., y el segundo, en la de niquel, cromo, hierro, cromo-níquel, aceros, etcétera

Originarias de Norteamérica, las patentes y construcciones de la Ajax Electrothermic Company, de Trenton, N. J., fueron compradas en Europa, independientes una de otra, por la Electric Furnaces Company, de Londres, y la Hirsch-Kupfer u Messingwerke, de Berlín-Éberswalde Ambas casas construyen en la actualidad los equipos más diversos en el ramo electrotérmico, habiendo perfeccionado el horno de inducción hasta cl punto de constituir hoy un dispositivo técnico de mérito innegable Durante los últimos cinco años se han instalado en Alemania, Francia, Inglaterra, Italia, Suiza, España, Austria-Hungría y Checoeslovaquia nada menos que 246 equipos Ájax-Wyatt, de 60 y 120 kilovatios cada uno, mientras que la Ayax Electrothqrmic Co. tiene en servicio en América más de 375 instalaciones, lo que, sumando en conjunto, equivale a un total de 38.660 kilovatios de energía efectiva.
La unánime aceptación que la industria metalúrgica ha dispensado al horno Ayax-Wyatt queda justificada por la gran economía que significa su i empleo. El cuadro siguiente es un cálculo comparativo de rentabilidad, en el que se demuestra cl ahorro obtenido con la fundición eléctrica: í
Como se ve, una partida de rentabilidad importante es la del coste <le crisoles Porque los de plombagina o tórreos nunca llegan a fundir más de seis toneladas de metal, mientras que las piedras de fondo del horno de inducción resisten hasta fundir, por término medio, más de 600 toneladas Esto, y la sencillez del manejo, el control preciso de las temperaturas de fundición, la homogeneidad del metal obtenido por la acción de las corrientes elec-
tromagnéticas que agitan el baño, y muchas otras ventajas, aseguran la superioridad del horno de inducción Como una novedad en el campo electro-metalúrgico, puede anunciarse, además, que actualmente se han construido en Alemania hornos de inducción para fundir tres metales im))ortantísimos, esto es: cobre, níquel y hierro, con un consumo de energía de 285, 450 y 480 kilovatios por tonelada de metal, respectivamente
mmm
Consumo de enersría o combustible Coste en pesetas de una tonelada de latón fundida en TIPO S D E HOKNO S Coque Aceite Inducción enersrí 30,0 40,0 8,0 39,0 36,0 40,T) 8,0 42,0 18,23 0,55 8,0 21,0 Crisoles o revestimiento refractario Jornales Pérdidas de fundición TOTALES 117,0 126,0 47,78 (21 5?'^'-°'' Ingeniero. Berlín. senHa™í;''°°?S°® electrometalúrgicos modernos", por Manuel Tama, septiembre 1926, pág 385
Figura 1."
Horno Ayax-Wyatt de inducción para fundir cobre y latón.
505
La figura 1." muestra el horno Ajax-Wyatt, para cobre, en su aspecto exterior; la fig. 2% su corte vertival con los canales de fundición en V vertical, y la figura 3.% esquemáticamente, el acoplamiento eléctrico a la red de fuerza
Para no alargar este artículo, vamos a deternos ahora preferentemente a tratar el horno Ayax-
habiendo sido precisamente las exigencias de los nuevos procesos metalúrgicos, imperativo inmediato para sus progresos.
MATERIALES REFRACTARIOS US.\DOS EN LOS HORNOS DE INDUCCIÓN
La clasificación de refractarios en básicos y ácidos no es del todo exacta. Sin embargo, puede con-
Nothrup a alta frecuencia, sobre cuyas características electrotécnicas, metalúrgicas y cerámicas no se encuentra noticia detallada en la literatura técnica española. El autor de este artículo ha tenido oportunidad de estudiar los diversos problemas tecnológicos del horno a alta frecuencia, y a continuación pueden anotarse algunos resultados obtenidos
El horno de inducción a alta frecuencia (fig 4.=") consta de las partes siguientes (fig 5.'^): bobina de cobre, a, refrigerada por agua; zona aisladora de calor, b; revestimiento refractario, c, y armazón de fulgurita, / El horno en que se verifican los experimentos tiene las siguientes características: Capacidad de 350 kilogramos de carga (también se construyen hornos de 1.000 kg de carga), generador de 150 kilovatios, siete condensadores de 1,4 microfaradios. Su funcionamiento es así: Por los cables, h y h', llega corriente alterna de 500 períodos desde el generador hasta la bobina de inducción del horno, donde la tensión es de 1.800 voltios, a los 400 amperios (El acoplamiento eléctrico puede verse en la fig. 6.") La secundaria del solenoide o bobina la forma el metal a fundir, que necesariamente debe encontrarse en el crisol del horno, es decir, en el interior de los campos electromagnéticos de la bobina Al inducirse energía en el metal a fundir, prodúcese, en virtud de las llamadas corrientes de torbellino, calor de Joule, cuya intensidad crece proporcionalmente al cuadrado de la intensidad de la corriente empleada. Este calor verifica la fusión del metal De aquí se deduce que, teóricamente, no existen límites al tratar de obtener por este método las más altas temperaturas, como lo prueba el hecho de haberse podido fimdir en hornos de esta clase metales como el molibdeno, el iridio, el tungsteno y otros, cuyos puntos de fusión oscilan entre los 2.300° y los 3.300° C

El límite práctico de las temperaturas de fundición usual es desde luego menor, lo cual es importante en la elaboración de los revestimientos refractarios del horno A este respecto, puede decirse que la cerámica de altas temperaturas ha conseguido en la actualidad un grado de avance decisivo,
servársela por la divulgación que tiene En efecto, materiales hay, como la magnesita, llamados básicos, y que no siempre reaccionan como bases; por ejemplo, en contacto con la cal y los óxidos de
Figura 2.° Corte vertical a través del horno Ayax-Wyatt.Z
Figura 3.* i Esquema del acoplamiento eléctrico del horno Ayax-Wyatt a la red de fuerza
506
cromo o níquel Además la reacción básica o acid a depende en mucho de la temperatura; la sílice reacciona, por ejemplo, con los óxidos de hierro, de diferente modo a la temperatura de 1.200 "C, que a la de 1.750 "C En general, no significan los conceptos ácido y básico, en la Cerámica refractaria, lo mis-
la industria del latón, la alpaca, hierro colado, etcétera, en el horno de inducción, es relativamente sencillo Se trata aquí solamente de preparar un material refractario cuya porosidad sea proporcional al coeficiente de viscosidad del metal a fundir, cuyo punto de reblandecimiento sea por lo menos 200 "C más alto que la temperatura de vaciado del metal fundido; cuyos módulos de dilatación, conductibilidad térmica y eléctrica no sobrepasen el límite lijado por el balance energético del horno, y,

mo que en la Química de soluciones; habiendo, por otra parte, casos análogos, como el del corindón o la bauxita, que son anfotéricos, es decir, reaccionan como ácidos y bases El estudio sucinto de estos
problemas es imprescindible al construir el revestimiento refractario del horno para fundir un metal dado Para ello hay que distinguir también dos casos generales, según'la fundición se verifique con o sin escorias
El caso de simplemente fundir metales, como en
en fin, cuya reacción química con el metal líquido sea más o menos nula La figura 7." muestra las curvas características de dilatación y estabilidad de tres materiales refractarios: B representa la sílice, C la magnesita y A el caolín Al construir los revestimientos del horno de inducción hay que obtener un material que tenga pequeña conductibilidad calórica y eléctrica y la menor dilatación posible, a causa de las rajaduras que pudieran producirse por cambios bruscos de temperaturas, pero que tenga al mismo tiempo gran estabilidad al
Pi ^ ^ m
.tu.
I . 'ser- „ » •
Figura 4."
Horno Ayax-Nothrup, de alta frecuencia, para fundir níquel y aceros especiales
Figura 5."
Corte vertical del horno de alta frecuencia
Figura 6.°
Esquema del acoplamiento eléctrico dei horno de alta frecuencia a la red de fuerza.
.^x^..,.,^^,..,.^^....^...- ^ - 5íffi
punto de fusión del metal. La curva, A , del caolin, por ejemplo, tiene pequeña dilatación; pero, sin embargo, no puede usarse este material en las piedras por comenzar su reblandecimiento ya antes de las temperaturas de fusión del cobre y el latón Por el contrario, otros refractarios, como la mag-
cimiento entre los 1.650 "C y 1.750°. Hemos ensayado detenidamente la fundición y refinación del hierro y aceros especiales, tanto al cromo-níquel, como al molibdeno, titanio, etc., y podemos asegurar su eficacia
Según nuestros procedimientos patentados, se pueden reparar los desgastes del crisol antes de que se enfríe, prolongando así su duración de servicio. El i'inico inconveniente de la magnesita es que conduce la electricidad a altas temperaturas Sin embargo, contra esta cualidad pueden tomarse precauciones especiales
Corindón.—Como revestimiento neutral, pero inclinado a combinarse a altas temperaturas, tanto con escorias básicas como acidas, no se usa muy comunmente este material en la fundición del hierro, por atacarlo su óxido enérgicamente Revestimientos de corindón se usan con éxito en la fundición de latón, alpaca, cobre-níquel y otras aleaciones de mayor viscosidad Su punto de reblandecimiento oscila entre los 1.300 a 1.400 °C
Curvas dilatométricas de refractarios: A = caolin B = sílice C = magnesita

nesita, tienen la estabilidad neéesaria, pero adolecen de otras cualidades poco ventajosas, como la conductibilidad calórica, etc Ha sido, pues, preciso, en minucioso trabajo de laboratorio, estudiar detalladamente las mezclas de los componentes refractarios, estableciendo sistemas de cuerpos ternarios, como los de la figura 8.", de los que se deduzcan las proporciones óptimas para cada caso Así, se ha llegado a construir últimamente en Alemania crisoles y revestimientos para los hornos de inducción que resisten hasta fundir, por término medio, de 1.000 a 1.200 toneladas de latón, y aun más
En el caso de fundir con escorias, al refinar metales en el horno de alta frecuencia, es además necesario atender a las condiciones metalúrgicas del proceso Tratándose, por ejemplo, de separar el azufre, fósforo, manganeso o carbono del hierro, se escogerá, naturalmente, tm refractario que resista al ataque de la cal y a la acción eminentemente básica del oxydulato de hierro con que se efectúa el proceso. Imposible sería, por ejemplo, usar arcilla refractaria o sílice cn este caso
En el horno de inducción a alta frecuencia se han usado los siguientes refractarios:
Sílice.—El óxido de silicio, SÍO2, tiene, como es sabido, tres modificaciones alotrópicas de cristalización, a saber: la cuarcita, la tridimita y la cristobalita De las tres, la que posee el menor coeficiente de dilatación es la cristobalita Un material refractario que hemos empleado con éxito contiene en la mezcla 7,5 por 100 de tridimita y 35 por 100 de cristobalita Con él se han construido crisoles que resisten hasta fundir, por término medio, de 80 a 100 cargas de níquel piu'o, de a 350 kg cada una La estabilidad del material está por encima de los 1.500 °C
Magnesita.—Las magnesitas naturales (óxidos de magnesio e impurezas) son también mu y apreciadas en el proceso básico del horno a alta frecuencia Las imptirezas son gcneíalmente óxidos de calcio, silicio, hierro, aluminio, sodio, etc.; pero, en conjunto, no deben exceder de los 2 a 3 por 100 Con esta graduación oscila la temperatura de reblande-
Zirconita.—El óxido de zirconio es, reconocidamente, un refractario importante Tiene pequeños sus coeficientes de dilatación y conductibilidad térmica y un punto elevado de reblandecimiento (1.790 °C) En crisoles de zirconio se han fundido, con éxito, metales como el platino, iridio, rutenio y molibdeno, sin que la plasticidad que muestra el refractario a la temperatura de fusión de esos metales haya impedido obtener perfectos régulos Cromitas.—Los óxidos de cromo tienen gran valor refractario, especialmente en la fundición y afinación de aceros La temperattira de reblandecimiento es, en materiales escogidos, mayor que 1.800 °C., pudiendo rebajársela a voluntad con aditamentos de bicromatos de potasio
Todos los materiales aquí anotados han sido objeto de análisis especiales y se ha constatado su dilatación en las diversas mezclas, conductibilidad térmica y eléctrica, porosidad media, estabilidad, etcétera. Últimamente se ha aplicado también el
rnétodo radiofotográfico de von Laue, para estudiar las modificaciones alotrópicas de los cristales La figura 9.'' rejiresenta dos esquemas de una radiografía sistema Debye-Scherrer, en la que se aprecia la estructura centriatómica de la magnesia a través de los rayos Rontgen
Tempíraturas tn "C Figura 7.' Figura 8.' Sistema ternario de cuerpos refractarios Los puntos señalan las proporciones óptimas de un revestimiento de magnesita para aceros.Respecto a los procedimientos metalúrgicos, puede decirse que lo esencialmente característico del horno de alta frecuencia es el movimiento de que está dotado el metal líquido durante la fusión En virtud de fuerzas electromagnéticas, está el baño, efectivamente, dotado de un movimiento circular constante y regularizable, formándose un menisco (figura 10) en su superficie, cuya altitud depende de la intensidad de la corriente y la resistencia específica del metal en el estado líquido Esta corriente, que impele en un movimiento de rotación a la fundición, constituye, en verdad, una novedad en el campo metalúrgico
Hasta ahora se ha contentado el fundidor de acero con hacer reacciones en el baño de metal, que podrían llamarse reacciones de superficie. Porque al introducir los diferentes materiales de oxidación o reducción en la fundición flotan las escorias sobre la misma, no pudiendo decirse que reaccionan directamente, sino con sus zonas superiores. Esta particularidad, que ya hizo notar Beardley, puede probarse prácticamente al hacer el análisis de un baño de acero a diferentes profundidades, constatando por'la diferencia que ellos muestran la falta de homogeneidad de la fundición Por el contrario, en el horno de alta frecuencia queda garantizada la reacción en la totalidad de la masa Es decir, en virtud del movimiento, entra en contacto necesariamente toda la escoria y sus partes activas con el metal líquido La importancia que tiene este hecho ha sido hoy plenamente reconocida por los autores de Metalurgia Además, cabe recordar que también existe la posibilidad de fundir en el horno metales bajo atmósferas de gases, como el oxígeno, nitrógeno, óxido de carbono, etc., con objeto de obtener determinadas reacciones; como también trabajar a distintas presiones de la atmósfera o al vacío
Hemos ensayado en el horno de alta frecuencia la fundición, de los siguientes metales de importancia técnica:
Cobre.—Electrolítico o refinado, j)uedo fundirse cobre en el horno de inducción Ajax-Wyatt, que por su coste actual trabaja más económicamente que el de alta frecuencia Sin embargo, para demostrar la posibilidad de fundir en trabajo continuo
oxidándolas con óxido de cobre y aprovechando el movimiento del baño, que en contacto con el aire del horno realiza también una oxidación enérgica del material. La reducción del oxidulo de cobre se hizo en parte por carburación, usando de un método nuevo, inyectando vapor de agua y aceite
a alta frecuencia se hicieron diez cargas de a 350 cada una Empleamos desperdicios y virutas de cobre, conteniendo estaño, plomo, hierro, antimonio, bismuto, arsénico, fósforo y otras impurezas. Todas las impurezas fueron separadas sin necesidad de inyectar aire u oxígeno en la fundición, sino sólo
Corte teórico al circular iafundición por causa de fuerzas eiectrodi-
en el metal líquido Al final se desoxidó con magnalio, obteniendo bloques de inmejorable calidad Niquel.—El Alemania se funde regularmente en el horno de alta frecuencia níquel puro para las monedas del Estado La pureza del metal está garantizada por la ausencia completa del carbono, lo cual sólo es posible fundiendo en el horno de inducción, que no trabaja ni con crisoles de grafito ni está el metal líquido en contacto con gases carburantes, como sucede en los hornos de llama La gran afinidad que tiene el níquel para el carbono queda demostrada en el proceso de Mond para la extracción del níquel, en que se trabaja a base de los carbonilos de este metal La presencia de carbono en el níquel lo desintegra de tal modo que pierde completamente su maleabilidad. Otra impureza que también afecta notablemente las cualidades mecánicas del níquel es el azufre, que contienen los gases combustibles del coque o el aceite En el horno de alta frecuencia no sólo no hay contaminación con el azufre, sino que puede extraérsele por medio de escorias, fundiendo materiales de níquel que lo contengan
Hierro.—Sobre la fundición del hierro-en el horno de alta frecuencia han escrito varios autores, especialmente en las publicaciones del Instituto Siderúrgico de Dusseldorf Trescientos cincuenta kilogramos de hierro colado pueden fundirse en el horno de 100 kilovatios, aproximadamente, en cuarenta minutos Al comenzar a circular el metal, en virtud de las fuerzas electromagnéticas, se inicia la oxidación espontánea del hierro, es decir, se verifica de antemano la combustión del fósforo, azufre, manganeso, silicio, carbono y demás impurezas, que se escapan de la fundición, bien en la forma de escorias o en el estado de óxidos volátiles Apenas después de treinta minutos se ha refinado suficientemente el baño, usando escorias adecuadas y obteniendo acero al grado que se desee Tanto en Inglaterra como en Alemania se instalan actualmente nuevos equipos de alta frecuencia que, sumados a los que ya funcionan, demuestran, por su número, que la industria siderúrgica prefiere la fundición eléctrica a los antiguos hornos de crisoles.
 Figura9."
Esquema deradiografías Debye-Scherer de la magnesia.
Figura 10.
Figura9."
Esquema deradiografías Debye-Scherer de la magnesia.
Figura 10.
509
Los procedimientos geofísicos de prospección El procedimient o gravimétric o
Por VICENTE INGLADA ORS (2)
INVESTIGACIONES ESPAÑOLAS EN LA CUENCA POTÁSICA DE CATALUÑA
E n el último Congreso geológico internacional, celebrado en Madrid en mayo de 1926, el Instituto Geológico Español presentó trabajos de prospección geofísica que por su gran interés e importancia llamaron justamente la atención de los congresistas Como consecuencia de estas notables investigaciones, el
dirigir y unificar la aplicación de los procedimientos geofísicos a los problemas geológicos y mineros que se estudien en los futuros Congresos
Vamos ahora a dar cuenta de los resultados obtenidos en los trabajos gravimétricos que fueron efectuados en la cuenca potásica de Cataluña por los ingenieros de Minas don José García Siñeriz y don Javier Miláns del Bosch, y por el ingeniero geógrafo don Guillermo Sans Huelín, de cuya nota "Dos campañas de ensayo con la balanza de torsión Eotvos-Schweydar", publicada en el tomo X V de las Memorias del Instituto Geográfico y Catastral, tomamos los datos y el mapa (fig 21), en que se representan los gradientes de las diversas estaciones
Conocidas perfectamente las características geológicas de la región, que han sido descritas en la notable obra del distinguido ingeniero don Agustín Marín, "Investigaciones en la cuenca potásica de Cataluña", se escogió, previo un reconocimiento del terreno, para el estudio prospectivo, un perfil transversal de ésta, que principia en el pueblo de Puigreig (donde un sondeo practicado anteriormente no había acusado la existencia de sal potásica), y siguiendo el curso del Llobregat, de N a S., termina cerca de Manresa, en el límite del oligoceno, formación en que se presenta la potasa ; Esta, según resulta de los trabajos del Instituto ¡ Geológico, se encontraba, alternando con la sal co-i mún, a unos dos kilómetros al N de Balsareny, por • donde pasa el eje de un anticlinal AA', muy visible en los cortes de la carretera, y donde un sondeo practicado en el punto que indica el mapa (fig 21) había descubierto la sal potásica a pequeña profundidad, i Como en Puigreig no existe la sal, según ya hemos dicho, el borde septentrional del yacimiento debía hallarse entre este pueblo y el anticlinal de Balsareny, y las observaciones con la balanza de torsión podrían determinarlo, pues como el gradiente se dirige hacia las masas de mayor densidad, efectuando una serie de estaciones de N a S., la más próxima al borde del yacimiento daría el gradiente máximo; éste disminuiría al acercarse al eje del anticlinal, en el punto más próximo a éste alcanzaría su valor mínimo, y después crecería y marcaría dirección contraria; es decir, hacia las masas más densas, que ahora estarían al S

Distribución delosgradientes enlacuencapotásicadeCataluña. Escalaaproximadadelplano,1:248.000 Escalaaproximadadelosgradientes,1X10^^=0.2mm.
Congreso tomó el acuerdo, muy honroso para nuestra nación, de crear una Comisión internacional en el Instituto Geológico Español, encargada de organizar,
(1) Véanse los artículos anteriores en nuestros números de febrero, mayo, junio y julio de 1928,págs 57, 225,287y361
(2) Teniente coronel de Estado Mayor
A unos dos kilómetros al S de Sallént se presenta otro anticlinal, BB', paralelo al anterior AA', en dirección ENE-SWS, cuya posición podría fijarse por medio de las observaciones, ya que el gradiente alcanzaría el valor mínimo en el punto más próximo a su eje y cambiaría de dirección al rebasarlo
Entre este segundo anticlinal y el pueblo de San Fructuoso de Pagés, que marca aproximadamente el límite del oligoceno, habría de estar el borde S. de la cuenca que se trataba de determinar, valiéndose de la propiedad ya mencionada de ser máximo el gradiente en los puntos correspondientes a la proyección de dicho borde sobre el terreno
E n el perfil que estamos estudiando se,hicieron
(1) V
^,(*..<,ra,í„«íí,..ÍWf^
Figura21
510
estaciones con la balanza de torsión, cuyos gradientes, debidos a las perturbaciones subterráneas, se calcularon (excepto el de las 4, 10, 16 y 21), y se representan en el mapa por una flecha, cuya longitud corresponde a la escala que en él se indica

La marcha de los gradientes se ajusta a las ca-
yacimiento, que su borde tiene la posición NN', y en él disminuye el espesor del yacimiento, o sea que éste termina en forma lenticular
La disminución, muy acentuada, del gradiente en el punto 6 indica que nos aproximamos al eje del anticlinal y que éste se halla entre las estaciones
racterísticas geológicas de la región, pues los tres primeros, 1, 2 y 3 (las estaciones van numeradas de N. a S.) son decrecientes y de dirección variable; pero los 5 y 11 que siguen, indican, por sus direcciones opuestas, la interposición de una masa más ligera, que forma un entrante hacia ellas. Este entrante, que es probablemente el borde septentrional del yacimiento potásico, está confirmado, en lo que cabe, dada la distribución lineal de las estaciones, por los gradientes 12 y 9, el último de los cuales tiene dirección N
La casi igualdad de los gradientes 5 y 12, por una
6 y 8, cuyos gradientes están en dirección contraria El pequeñísimo valor del gradiente en los puntos 7 y 8, muestra que el eje del anticlinal está muy próximo a ellos El señor Sans Huelín lo sitúa en AA', pues, como hemos dicho, pasa a unos dos kilómetros al N de Balsareny, según se observa en los cortes de la carretera De no tenerse esta preciosa indicación del terreno sería difícil marcar exactamente la posición de dicho eje con las estaciones observadas, pues el pequeñísimo valor del gradiente en los puntos 7 y 8 sólo indica que el eje del anticlinal se halla próximo a ellos, y de no intercalar
parte, y de los 9 y 11, por otra, parece indicar que el borde del yacimiento está próximamente equidistante de cada una de dichas parejas de estaciones
El señor Sans Huelín interpreta, a la vista de los cuatro gradientes últimamente citados, que los puntos 5 y 11 son exteriores y los 9 y 12 interiores al
algunas estaciones podría cometerse un error de 300 a 400 metros al fijar la proyección de tan importante línea Claro está que ello no es un defecto de las observaciones con la balanza de torsión, pues en casos como este no hay más que intercalar algunas estaciones para deducir por la distribución de
21
Figura 22
Figura23.
Figura 24.
Figura25.
: m.
los gradientes la situación muy aproximada del eje buscado
La dirección opuesta de los dos gradientes 15 y 17 muestra que el segundo anticlinal, que el señor Marín fija en BB'^ ha de pasar entre ellos Como di-
densa red de estaciones que cubrieran una amplia zona circular o rectangular, se hubiera efectuado el trazado de las isógamas, y por su distribución y la de los gradientes se habría determinado la configuración de la cuenca, en tanto que el perfil menciona-
chos gradientes son sensiblemente iguales, de haber trazado el eje del anticlinal equidistante de ellos, el error cometido no hubiera llegado a 100 metros Como la magnitud de estos gradientes excede del triplo de los 7 y 8, esto es indicio de un menor espesor del yacimiento en esta parte o de una mayor profundidad
El gran valor del gradiente en el punto 18 indica la proximidad a él del borde S de la cuenca, q::Z en el mapa se ha representado por la línea SS'. La disminución gradual de los gradientes 19 y 20 y la dirección de este último, paralela a la del punto 18, son indicios, según el señor Sans Huelín, de que el yacimiento acaba aquí con espesor considerable, lo contrario de lo que pasa en el borde septentrional de la cuenca Como se ve, los resultados de esta investigación son de gran interés y muestran el perfecto acuerdo de las observaciones geológicas y gravimétricas
do sólo permitió fijar el cruce de sus dos bordes meridional y septentrional y la posición de los anticlinales intermedios
LOCALIZACIÓN DE LAS MASAS PERTURBADORAS SUBTERRÁNEAS
Las observaciones con la balanza de torsión permiten determinar aproximadamente la configuración, dimensiones y profundidad de las masas subterráneas perturbadoras. El problema no puede abordarse de un modo general, sino en casos sencillos y particulares, para los cuales son de gran auxilio los resultados de los reconocimientos geológicos, que hacen saber previamente la causa de la perturbación; es decir, si se trata, por ejemplo, de una falla o de una masa de diferente densidad, en forma de manto, dique, filón, bolsada, etc

Generalmente se recurre a un método indirecto, que consiste en elegir un número suficiente de casos sencillos, en que la forma de la masa perturbadora se adapte a las condiciones corrientes del subsuelo y determinar por el cálculo o gráficamente, e incluso por observación directa, en un yacimiento explotado, la distribución de los gradientes y curvaturas De este modo se obtienen una serie de esquemas correspondientes a configuraciones y profundidades conocidas de las masas subterráneas, y comparándolos con los resultados obtenidos por la observación en la zona explorada, se tendrá una idea de la forma de la masa que se busca; adquirida ya esta noción, es fácil, como veremos más adelante, deducir más pormenores acerca de las dimensiones de aquélla, y especialmente de su profundidad, la que interesa especialmente a las aplicaciones, ya que de su valor depende la expíotabilidad del criadero
Añadamos que el estudio de la cuenca potásica de Cataluña hubo de efectuarse con suma rapidez, por apremios de tiempo, ya que se tenía el propósito de presentar los resultados al Congreso geológico de Madrid No hubo tiempo más que de efectuar el perfil meridiano; de haberse podido establecer una
Este método indirecto se ha aplicado en casi todos los trabajos de prospección; así, por ejemplo, Meisser ha ideado un procedimiento para determinar la profundidad del centro de una masa esférica, y Nikiforov se ha ocupado en el problema de la localización de masas subterráneas, una de cuyas dimensio-
Figura 26. Figura 28 Figura 27512
b)
Gl \
-fl -fi - LW /0 6 8 V
-}-4 -3 -2 -1 imimmimmwrtfí, a-15 t'0.3

f)
e;
rigura 2V.
Variación de los gradientes y curvaturas en el caso de masas bidimensionales homogéneas, según el doctor Karl Jung
•S -5 -t -3 -2 -r
a)
'iiiiminmiiimii. a-30° i'iT'2
Jf
•»
T'1.5
513
nes horizontales se extiende indefinidamente en ambos sentidos.
Ambos geofísicos han utilizado solamente en estas investigaciones la distribución de los gradientes
El empleo de las magnitudes de curvatura exige un cálculo muy preciso de la acción topográfica, lo que ha hecho huir de ellas a muchos investigadores, aparte el inconveniente que ofrecen de no prestarse
que se le confirió en el último Congreso geológico, al encargarle de la organización y dirección internacional de los trabajos geofísicos.
Sin perjuicio de dar cuenta a nuestros lectores de los resultados de estos trabajos, cuando se hayan descrito todos los procedimientos geofísicos de prospección, vamos a hacer un rápido resumen de la investigación en la zona de la provincia de Sevilla, efectuada por el señor García Siñeriz, que permite una interpretación sencilla y práctica de la marcha y distribución de los gradientes y curvaturas en casos sencillos de accidentes tectónicos.
l
a una representación gráfica tan perfecta como los gradientes
Para abreviar la exposición, en lo que sigue estudiaremos la aplicación combinada de la distribución de los gradientes y curvaturas, ateniéndonos a las últimas investigaciones, algunas tan recientes, que han llegado a nuestro poder en los días en que escribimos estos artículos Admitiremos siempre algunas simplificaciones del problema, ya que el caso de una forma cualquiera de masa perturbadora con densidad variable en cada punto ofrece tan grandes dificultades, que lo hace inabordable al cálculo
Supondremos siempre que las medidas de la balanza de torsión han sido ya corregidas de la acción normal y topográfica, de modo que quede la producida por las masas perturbadoras subterráneas, y de este modo podrá admitirse que la superficie del suelo es plana, pues tratándose de extensiones tan pequeñas como las que son objeto de la prospección, no hay error alguno en admitir dicha hipótesis
Estudiaremos solamente el caso de formas geométricas muy sencillas de masas perturbadoras; además supondremos que éstas y el medio circundante son homogéneos, de modo que no habrá que considerar más que una diferencia de densidad entre ambos, conocida previamente por los reconocimientos geológicos
Por iniciativa de nuestro Instituto Geológico se han efectuado en estos últimos meses' trabajos de prospección en diversas zonas mineras españolas, donde se han aplicado los métodos gravimétrico, sísmico, eléctrico y magnético, con objeto de juzgar de su eficacia y decidir si son de verdadera utilidad práctica Estos trabajos revisten extraordinaria importancia, no sólo en lo que atañe a la explotación minera, sino en la resolución de grandes problemas geológico-tectónicos, como el de la existencia de la falla del Guadalquivir, para no citar más que un ejemplo. Al efectuarlos de un modo oficial y sistemático, nuestro Instituto Geológico no sólo muestra su gran iniciativa y extraordinaria competencia en estas cuestiones de palpitante actualidad y que han de contribuir a aumentar la riqueza minera de España, sino que corresponde dignamente al honor
Dicha zona, reservada para el Estado, ocupa una extensión de 24 kilómetros cuadrados (6X4 km.), y está situada en la provincia de Sevilla, localidad: Villanueva de las Mina.s Atraviésala de E a W el Guadalquivir, y comprende las poblaciones de Villanueva del Río, Tocina y Alcolea
Los trabajos de prospección por los métodos sísmico, eléctrico, gravimétrico y magnético fueron llevados a cabo por la sociedad alemana "Exploration" y la española "Geos", bajo la inspección del distinguido ingeniero de Minas y geógrafo don José García Siñeriz,vocal geofísico del Instituto Geológico Conocedor profundo dicho ingeniero de los procedimientos de prospección, de los instrumentos empleados y de los resultados de las observaciones, ha podido deducir de sus estudios unas reglas prácticas: acerca de la distribución de los gradientes y curva- i turas en el caso de un sinclinal, anticlinal o falla,! y que por su gran interés vamos a exponer a núes- i tros lectores

Presentamos tan sólo los esquemas, pues son suficientes, y además porque la teoría y fórmulas se exponen en un trabajo que ha de publicar en breve el señor García Siñeriz en el boletín del Instituto Geológico Damos las gracias más expresivas a su ilustre director, excelentísimo señor don Luis de la Peña, a cuya iniciativa se debe la realización de los trabajos de prospección, que dirige personalmente con gran celo e interés, por habernos autorizado a publicar estos informes en bien del progreso científico y de la prosperidad minera de nuestra patria Lejos de oponerse a la difusión de estos conocimientos, como es norma general en algunas sociedades y constructores, los señores de la Peña y García Siñeriz prestan el gran servicio científico, que nunca
se agradecerá bastante, de publicar tan útiles investigaciones
Agradecemos también en lo que vale a nuestro querido compañero señor García Siñeriz la amabilidad extrema en facilitarnos el resultado de sus trabajos y los esquemas, que vamos a reproducir, de la distribución de los gradientes y curvaturas
E n el caso de un sinclinal simétrico de eje hori-
7
>
O
T W)Wlh
»))IU wiwrnmnnnmM Figura 30.
O T
^
Figura31.
514
zontal (figs 22 y 23), cuya densidad a es mayor que la de los estratos suprayacentes o-, si se hacen una serie de estaciones en una alineación normal al eje, los gradientes van dirigidos en sentido contrario en los dos flancos y son nulos en el fondo del sinclinal; a partir de éste van aumentando a uno y otro lado, hasta llegar a un máximo cerca de los bordes, en los que disminuye rápidamente, como indica la curva inferior de la figura 22, que representa la variación del gradiente E n cuanto a la magnitud R (fórmula 53), que vamos a denominar simplemente curvatura, para abreviar, y porque no da lugar a confusión alguna, presenta un máximo (figura 23) en el fondo del sinclinal, decrece a uno y otro lado, hasta llegar a un valor nulo, cerca de los bordes, y después vuelve a crecer al mismo tiempo que su dirección pasa a ser perpendicular a la anterior La curva inferior de la figura 23 indica la variación de R.
En el caso de un anticlinal (fig 24 y 25) la distribución del gradiente sigue la misma marcha que en el anticlinal; pero las flechas de los puntos situados en distinto flanco van al encuentro unas de otras Las curvaturas R (fig 25) siguen la misma variación que en el caso anterior, pero sus direcciones son perpendiculares a las del sinclinal
E n el caso de una falla normal con salto (figuras 26 y 27), los gradientes van dirigidos en el mismo sentido y decrecen gradualmente a uno y otro lado del escalón vertical, donde alcanzan su máximo valor En cuanto a las curvaturas R, a partir del escalón, en que son nulas, crecen hasta llegar a su máximo, para disminuir luego de un modo continuo, y ofrecen direcciones perpendiculares a ambos lados del escalón
E n estos casos, que corresponden a formas muy sencillas y simétricas de los elementos tectónicos, es fácil en el mapa que da la distribución de los gradientes y curvaturas, buscar la posición de los sinclinales, anticlinales y fallas Cuando tales accidentes no son simétricos, la distribución de dichas magnitudes gravíficas se aleja de la que se indica en
unos interesantes trabajos del Dr K Jung (1), efectuados en el Instituto Geodésico de Postdam, bajo la iniciativa del ilustre profesor Angenheister, que han servido de base para confeccionar su tesis doctoarl, aprobada por la Universidad de Gottingen
En la primera parte de dicha tesis, el señor Jung estudia el importante problema de la determinación de la distancia mínima entre dos estaciones A y B
los esquemas precedentes, como veremos al hacer el estudio general que corresponde a masas perturbadoras bidimensionales
LAS INVESTIGACIONES DE K JUNG
Para terminar con el estudio de la distribución de Jo s gradientes y curvaturas vamos a dar cuenta de
Figura 33
para que la variación de la gravedad en el intervalo AB no sea mayor que la apreciación con que se obtiene g por las observaciones pendulares De este modo se evitan estaciones inútiles y se tiene un criterio racional para distribuirlas e intercalarlas en los intervalos que lo exijan
E n la segunda parte de su tesis doctoral el señor Jung presenta diagramas para calcular la acción topográfica en las observaciones con el péndulo y balanza de torsión, así como la acción de masas subterráneas bidimensionales, entendiendo por tales aquellas en que una de las dimensiones horizontales se extienden indefinidamente en ambos sentidos
NumeroV (1) ha ideado un procedimiento para el cálculo de la acción topográfica, que consiste en dividir el terreno en segmentos tales que la masa contenida en cada uno ejerza una acción proporcional a su densidad, y si ésta es constante, dicha acción resulta invariable No hay más que contar el número de segmentos para obtener la acción total topográfica.
Jung se vale de un procedimiento análogo y da diagramas que permiten fácilmente dividir el terreno en los correspondientes segmentos La forma y extensión de éstos depende de la distancia horizontal p (fig 28) y del azimut <p de los puntos M considerados, pues la altitud h de éstos se tiene en cuenta al considerar el ángulo s de elevación Mom y asignar un peso a cada segmento, según el valor del ángulo £

Si se trazan en el mapa las líneas que unen los puntos M cuyo ángulo de elevación es el mismo, resulta fácil dividir el terreno en segmentos bastante pequeños para que dentro de cada uno la variación de £ se pueda considerar despreciable o s cons-
(1) K.JUNG. Ueber die grosste mogliclie Schwankung der Schwereintenstun und die Dícittc eines cngmaschigen Ncizes von Pendelstationen.— ID ID Diagramme sur BesHmmung der Terrainmrkung fúr Pendel und Drehwage und sur Bestinimung der Wirkung .sweidiwensionaler' Massennrdnunger.—\n. ID Die Befíimtnung von Lage und Ausdehnung ein/achtr Massenformen unter Verwendung von Cradient nnd Krümmungsgrosse. ZeitschriftfürGeophysik,Jahrg:.3,pá?.137-56,201-12y257-80.
(2) B NuMKEov Grapische MctJiode sur BerücksicMigung des topographifchen Einjhissrs und des Ein/lus-es der unterirdischen Massen auf die gravinietrischen Biobachtungen. Zeitschriftfür Geophysik,Jarhg 1,página367-71(1925).
O
515
tante Las fórmulas correspondientes a cada uno de estos segmentos son:
8 Jf 8-3
82 IT o 82 JF
§2 IVO
8.vS_>
82 W 8.r 8z
82 n\ fiy Sz
dp dtp dp d<í
1 r rsen2(D jfnK{z) / / ^dpd<(> 'ff '
= -/aG(£ ) cos 9 P sen cp dp d<í>
[59]
tiende indefinidamente en una cierta dirección, no hay que olvidar que la acción atractiva de las masas decrece muy rápidamente con la distancia, de modo que en el caso de tener una gran longitud se puede suponer está indefinida, pues lo que habría que prolongarla para que fuera infinita corresponde a una masa cuya acción sobre la balanza, a causa de su gran distancia, es menor que la apreciación de dicho instrumento, por lo cual la aplicación de la fórmula teórica de la dimensión infinita da un error menor que los de observación
en que o es la densidad del terreno considerado, / la constante de la gravitación y P(E) = 1 —COS E , 7i:(E)=3sen£-sen'^E , G(£)= 1 — cos'^'e [60]
Las integrales dobles en [59] se extienden al área limitada por la curva que en el mapa recorta cada uno de los segmentos de ángulo s constante
La acción correspondiente a cada segmento es el producto de dos factores: el primero, que es el que precede a las integrales en [59], se halla fácilmente por medio de un diagrama trazado por Jung, ya que /y a son constantes, y las funciones [60] se obtienen rápidamente y se prestan a una representación gráfica análoga a la de un transportador, que en este caso abarca sólo un ángulo recto
El terreno se divide en segmentos por medio de círculos concéntricos y radios, como en los procedimientos de Eotvos y Schweydar, ya descritos, y para que sea constante la acción de un segmento comprendido entre los arcos de radios pp y ppj^i y los radios de azimutes cp^ y 9^4.] es necesario que:
J 9P J 9G m(p) «((p) dp df = a- = constante 9 [61]
(A 7 = 0,1, 2, 3,... )
en que m(p) y //(qj) igual a cos 2q3, sen 2cp, cos 9 y sen 9 , según la fórmula del grupo [59] que se considere Efectuando la integración en [61] se obtiene una ecuación de la forma:
[M{PP + !) ^ M{PP)] \N{<?G + I) - N(<FG)] = a^ [62] y la condición [61] queda satisfecha haciendo:
^(P/--!-/) - ^(P/-) = «1 = constante i ^ ^ ^.^
iV(<p,-p/)TV(9,) = «2 = constante!''^''^ "
Jung da los diagramas correspondientes a cada caso, y de este modo se efectúa el cálculo preciso de la acción topográfica
CALCULO DE LA POSICIÓN Y EXTENSIÓN DE LAS MASAS BIDIMENSIONALES.
En la tercera parte de su tesis doctoral, Jung estudia la distribución de los gradientes y curvaturas de masas subterráneas bidimensionales, que, como ya hemos dicho, tienen la forma general de un cilindro de eje indefinido y cuya sección puede ser una curva cualquiera Aunque en la práctica no se ' presenta este caso teórico de una masa que se ex-
En el caso de una masa bidimensional, la acción de ésta sobre la balanza depende solamente de su sección, de modo que si suponemos, por ejemplo, que la dimensión que se extiende indefinidamente es paralela al eje de las y, las derivadas del potencial con relación a y serán nulas, y las fórmulas que dan las magnitudes de curvatura y los gradientes se simplifican y reducen a un solo término Eligiendo por eje de las x una horizontal que pase por el punto Estación, perpendicular a la dimensión indefinida de la masa, por eje de las z la vertical del origen, y designando por X la abscisa de la estación y por ^ y ^ la a; y 2; de un punto de la masa, se tiene:
en que las integrales dobles se extienden a la sección de la masa perturbadora y «j es la diferencia de densidad entre ésta y el medio circundante Jung estudia la distribución de los gradientes y curvaturas en los casos de masas bidimensionales que más puedan interesar a las aplicaciones: cilindro horizontal indefinido de sección circular (fig 29, a), escalón vertical (fig., 29, b), escalón oblicuo (figura 29, e y f) dique vertical de infinita profundidad (fig 29, c), ídem oblicuo en igualdad de condiciones (fig 29, g, i, h) y prisma horizontal rectangular (fig 29, d)
En la imposibilidad de dar la teoría detallada y fórmulas correspondientes a cada caso, que pueden verse en la investigación de Jung, nos limitamos a reproducir su figura 29, en que se da la distribución de los gradientes y curvaturas y a hacer algunas indicaciones prácticas acerca de los resultados más salientes

E n la figura 29 emplea Jung las siguientes notaciones :
K = 1 S^W^
•Ifa 8A:2 G = 1 MVC. 2/c S xSz
de modo que las curvas de la figura 29 indican la variación de K y G, respectivamente, o sea de las magnitudes d e curvaturas o gradientes divididos por 2/ a.
Kmn, Kmu 'ima, GmC máximos y míulmos dc X y G isTe, Ge', valores extremos de íf y cuando no haya que distinguir los máximos y mínimos Ko, Go'. valores de K y G en el origen de coordenadas, si éstos no son valores extremos abscisas de isTma,
Kt, Gm&, Gmi, Ge .
X: la abscisa del valor cero de K, siempre que éste no corresponda al origen ______
log nep dS.dZ 8.vS r( 2 (.V -^=2/.G=-2 /.jj ^ [64] 2{x 2 _j ^212
516 1
[ (?x valor áe'G para x = X.
Los valores absolutos de estas cantidades se indican superrayando las letras respectivas t y T: las profundidades a que empieza y llega la masa subterránea perturbadora rm'. en el caso de una sección rectangular la distancia de la estación a los vértices de aquélla cp n: el ángulo bajo el cual se ve un lado de la sección, cuando ésta se halla limitada por líneas rectas R, O: valores especiales de r y O a: ángulo de la inclinación del escalón o dique oblicuo
Las masas bidimensionales se caracterizan por la propiedad fundamental de que los gradientes son rectas paralelas dirigidas en el mismo, o en sentido contrario, y las rectas que representan las magnitudes de curvaturas son paralelas o perpendiculares a los gradientes (Esta propiedad puede observarse en las figuras 22 a 27, que corresponden a masas bidimensionales) Dada esta propiedad, las curvas dan la variación .de los valores de K o pues su dirección es invariable. Si se elige, pues, el eje de las x paralelo a la dirección de los gradientes, éstos nos darán el valor de:
8HV, SxSs = 2/<TG O de — S2 JV„ '=-2/aG ,
según que las flechas vayan en la dirección de las x positivas o negativas; de igual modo las rectas que representan las magnitudes de curvatura nos darán el valor de = 2/aK ode §2 IF, 8x^ » = -2/aAr ,
según que dichas rectas sean paralelas o perpendiculares a los gradientes
CILINDRO CIRCULAR HORIZONTAL INDEFINIDO (FIG 29, a)
Si suponemos que el eje de las z pasa por el centro de la sección circular, que está a la profundidad í y el radio de aquélla es H, se tiene:
ESCALÓN RECTO (FIG 29, b)
Si se toma el origen en el plano vertical del escalón y se emplean las notaciones de la figura 30, se tiene:
K=9 G = log nep: [69]
Para la determinación de las dos profundidades t y T, que corresponden a las dos bases del escalón, se emplean las fórmulas:
\Xe\-'=tT y 6ma = lognep-^
ESCALÓN OBLICUO (FIG 29, e y f)
Tomando por eje de las z la vertical que pasa por el punto medio de AB (fig 31) y con las notaciones en ella empleadas, se tiene:
K= sen a
G = sen a
r.>. sen a — (log nep —=-) cos ai (log nep—) sena + 9 cos a
Í711
Las abscisas de los valores extremos de K y G son:
T- t Am a = —;3 cot a [72] [73]
Por la fórmula [73] se saca la posición del origen, que es el punto equidistante de los que correspon
En el origen G es nulo y K pasa por un mínimo. Además resulta:
1^1= / !^ma| = 1/3./=1,73-'./
|xe l =^ = 0,578. / 1/3
H = 0,d64. V I ATmil ./=1,5 % ]ilc^.t =
= 0,700 V I 6' e I . /
Empleando una de las fórmulas [66] se determina el valor de t, y conocido éste se halla el de H por una cualquiera de las [67] Para que la masa tenga la forma de cilindro circular indefinido se han de verificar las proporciones:
|X|:|X™a|:|^ e 1 = 1: 1,732:0,578 loo]
\Kmi\:K,na: I Ge 1 = 1:0,125 : 0,650 I9 que permite, a la simple inspección de la variación de los gradientes o curvaturas, saber,si la masa tiene o no dicha forma
den a las abscisas X„u, y Xmi, en que las curvaturas toman los valores extremos Conocida la posición del punto O, faltan determinar las profundidades í y T y el ángulo a. Para ello Jung se vale de unos diagramas, tomando por base el punto x — X, en que la curvatura K es nula
DIQUE VERTICAL QUE ALCANZA UNA PROFUNDIDAD INFINITA (FIG 29, c)

Tomando por eje de las z la vertical que coincide con el eje de simetría de la sección y empleando las notaciones de la figura 32, se tiene:
K= — <f G = log nep — [74]
[66] [67]
517
E n el origen O G = O y K pasa por un mínimo. Para determinar la profundidad t a que empieza el dique y su anchura 2b^ se hallan primero:
y después se aplican las fórmulas:
t = Reos 2 6 = 27? sen—: 2 i
[75] [76]
Jung considera también en su importante trabajo, cuyos resultados principales estamos transcribiendo, el caso de un dique oblicuo que alcanza una profundidad indefinida (fig 29, g, i, h) y el de un?, masa horizontal indefinida en forma de prisma de sección rectangular (fig 29, d) Por no disponer de espacio suficiente nos limitamos a dar los valores de K y G en ambos casos, porque la determinación de O 00
Las magnitudes K y G se deducen fácilmente de la fórmula [79] por derivación:
K = 2-KHÍ G = -2-KH^ xt
y con igual facilidad se halla:
1^1 = \X,„i\=Q
\X,„a\=0M1t
\Xe\ =0,5/ 3 á
[82]
relaciones que permiten determinar el radio i í y la profundidad í del centro de la esfera en función de ^m«'|, I I , Kma v \G'e\, quc rcsultan de los datos de observación
Valiéndose de las fórmulas [81] es fácil construir las curvas que dan la variación de Ky G para estaciones situadas en el eje de las x.
Por último, si el cuerpo homogéneo perturbador es un elipsoide de ejes a, h, c (este último vertical), las componentes horizontales del gradiente para un punto de coordenadas a, ¡5, y , con relación al centro de aquél, tomado como origen, son:
ay
las secciones exige diagramas especiales, que pueden verse en la memoria de Jung, tantas veces citada
E n el caso del dique oblicuo (fig 33), se tiene:
K = — sen a
G= sen a
9 sen a — (log nep cos a log nep I sen a -f 9 cos a [77]
y en el de la masa prismática rectangular (figura 34) :
75^=91 — 9 2 G = log nep [78]
En el origen G = O y K es mínimo.
Por lo demás, en la figura 29 puede verse la variación de los gradientes y curvaturas en estos dos casos
LOCALIZACIÓN DE MASAS ESFÉRICAS O ELIPSOIDALES
Muchas veces las masas perturbadoras tienen forma redonda y pueden sustituirse aproximadamente por cuerpos homogéneos esféricos o elipsoidales.
En el caso de una esfera (fig. 35), si se toma por eje de las z la vertical OC que pasa por su centro C y se supone que la estación P está en el eje de las x y tiene por abscisa x, se halla:

^0 = -^ ^H^f^ ~ [79]
en que H es el radio de la esfera, t la profundidad de su centro C y r la distancia CP determinada por la relación:
518
da. dg
9(S)(a2 + 8)(c2 + 8) ^'{8)
9(8) (¿2+ 8)(c2 + S)f (8) [83]
en que como siempre c es la diferencia de densidades
9(8) = 1/(«2 + S ) (62 + S ) (c2 + 8)[84]I
y S es la raíz positiva de la ecuación de tercer grado:
«2 + 8 ¿2 _| 8 c2 + 8 = - 1
Por otra parte:
[85] [86]
f(8)=- P2 \(«2 + 8)2 (¿'2 + 8)2 (c2 + S)2J
El azimut o dirección del gradiente se determina por su tangente, que es, en este caso:
8(3 8a " a (¿2 + 8) [87]
Disponiendo en las expresiones [83] de los valores a, b y c de los ejes, en los casos de aplicación se podrá adaptar, aproximadamente, la forma de la masa perturbadora a un cierto elipsoide Si se trata, por ejemplo, de un filón lenticular que se extiende horizontalmente, podrá sustituirse por un elipsoide de revolución, cuyo eje c sea mu y pequeño Para una veta horizontal podrá recurrirse a un elipsoide en que 6 = x y los ejes a y c se adapten a las condiciones de ésta
La profundidad aproximada del centro del elipsoide se hallará comparando los gradientes observados con los que dé el cálculo para una serie de valores arbitrarios de la misma, elegidos convenientemente según las condiciones geológicas de la zona explorada
Figura 35.r2=;r2 4 /2
[80]
H=. 0,949 ^K,„a t = 0,823 ^\Ge\t, I
Con estas consideraciones acerca de la prospección de masas elipsoidales damos por terminada la exposición del procedimiento gravimétrico, que, como
se ve por lo que acaba de explicarse, es de resultados muy precisos, aunque las observaciones son muy delicadas y exigen una gran habilidad en el operador, hasta el punto de que los trabajos de campo más parecen dedicados a una campaña geodésica que a una exploración geológica
Si el terreno en que se opera es muy quebrado, las correcciones que han de sufrir los datos de observación para deducir las perturbaciones subterráneas exigen cálculos muy laboriosos y un conocimiento bastante aproximado de la densidad de las capas superficiales
A pesar de estos inconvenientes, el procedimiento
gravimétrico debe elegirse sin vacilaciones cuando la clave del problema estribe en la diferencia de densidades de dos masas contiguas de dimensiones apreciables, pues la marcha general de la distribución de gradientes y curvaturas en los casos más frecuentes de prospección (sinclinales, anticlinales, fallas, etc.) no suele variar esencialmente, ni mucho menos invertirse, a causa de otras anomalías locales, y esta observación, que nos ha comunicado el señor García Siñeriz, como resultado experimental de los trabajos ya citados, es de un alcance práctico extraordinario
La producción de cemento Portland en España
Por PATRICI O PALOMA R (i)
La amable acogida que tuvo nuestro anterior trabajo (2) sobre la producción de cemento portland en España, por parte de los elementos interesados en la industria y aun por personas ajenas a ella (3), pero que aprecian el valor de las estadísticas verídicas, nos anima a renovar los datos que en el mismo citábamos, recogidos puramente en el terreno particular y con el máximo de garantías de veracidad que puedan tener, dentro de la discreción que nuestra posición en la industria del cemento nos impone
AGRUPACIÓN DE FABRICANTES
Lamentábamos en el artículo a que nos hemos referido que no existiera una Asociación de fabricantes de cemento que se preocupara del progreso de la fabricación y de la difusión de las aplicaciones del cemento, como hacen la "Portland Cement Association" (dedicada exclusivamente al estudio y propaganda del hormigón de cemento portland), la "Verein Deutscher Portland Zement Fabrikanten", etc., etc.
Como primera novedad desde aquellas fechas, debemos comentar la creación de la "Agrupación de Fabricantes de Cemento Portland", integrada por la mayoría de los fabricantes de España ycreada principalmente con miras de defensa económica, como resultado de las ruinosas competencias a que se había llegado en 1925
Esta Agrupación ha estudiado la repartición de mercados y unificación de precios por regiones, en relación con los precios de transporte desde los centros de producción a los de consumo Muy interesante sería profundizar este tema; pero no queremos apartarnos de nuestro punto de vista, que es el técnico de producción
Es de suponer que la naciente Agrupación, logrado en principio el fin primordial para que fué creada, extienda su campo de acción a los estudios técnicos, en pos del progreso de la fabricación y utilización del cemento portland en todos
(1) InfrenieroIndustrial,E.B.
m X^'se iNGENiEEfA Y CONSTRUCCIÓN,
sus aspectos Ante el interés del asunto, no resistimos a exponer algunas ideas sobre este particular
Debiera ante todo crearse un Laboratorio de la Agrupación, con el principal objeto de hacer ensayos unificados de los materiales producidos por los asociados, vigilando que todos sean dignos de llamarse fabricantes de portland y manteniendo así el prestigio de los cementos españoles Un pequeño canon por tonelada producida, bastaría para poder disponer de personal competente y de las debidas instalaciones para que los trabajos del citado Laboratorio fueran dignos de la Agrupación y estimados de la mayor garantía en las esferas oficiales
También debieran merecer la atención del Laboratorio los cementos extranjeros, para tener una idea sobre la orientación general a seguir en la industria y evitar con ello que se desvirtúen las verdaderas cualidades de nuevos productos, a los que a veces se ha dado acogida por los fabricantes, con perjuicio propio y del crédito general de la clase
El estudio de las modernas teorías sobre dosificación racional de morteros y hormigones es de la mayor importancia para fomentar el consumo en gran escala de cemento portland
Como modelo de organización, en el sentido expuesto en el párrafo precedente, transcribimos a continuación los datos recogidos sobre la organización del laboratorio de la "Cement Portland Association", de los Estados Unidos de América Fundado en 1902, su objeto es estudiar y difundir los perfeccionamientos de la fabricación del hormigón y divulgar su empleo, sin inmiscuirse en la fabricación del cemento En poco tiempo esta Asociación fué la más importante organización científica de los Estados Unidos de América y sorprendía al mund o entero con la enorme cantidad de estudios y el alto valor de sus trabajos sobre cemento y hormigón
Los recursos de esta Asociación, a base de un pequeño canon por barril de cemento fabricado, son enormes; no debe esto sorprender si se tiene en cuenta que en 1926 se produjeron en los Estados Unidos 165.000.000 de barriles (28.000.000 de toneladas) y que el 93 por 100 de esta cantidad corresponde a los asociados

(Continuará.)
afloIII,vol.III, páff 533,nov.1925. W) Dichotrabajofuétraducidoporel agregadocomercial,delaEmbajada aelosEstadosUnidosdeAméricaenMadrid,Mr C H Cunninhgan,ypublicadoenlarevista Concrete deChicagoenagostode1926
519
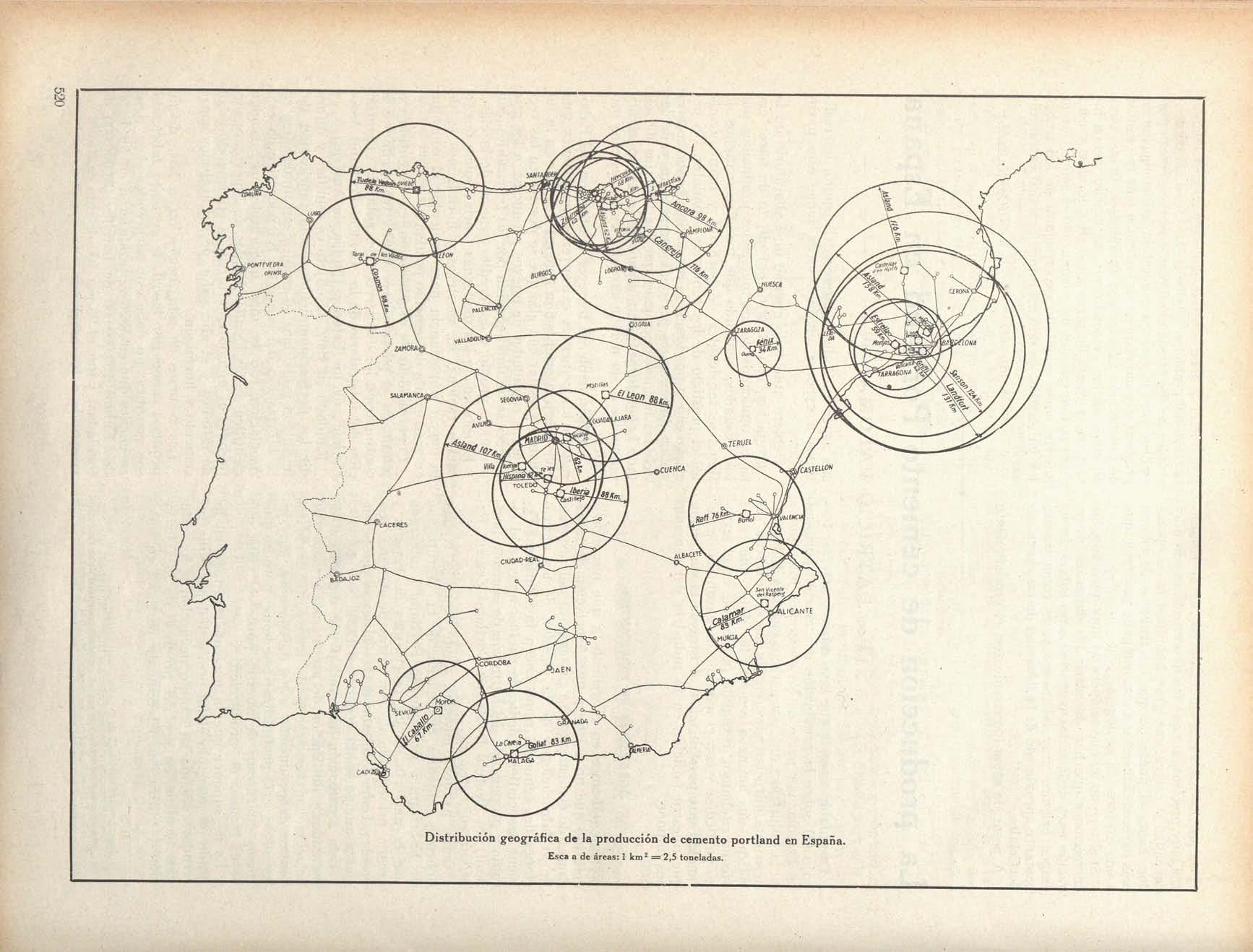
Distribución geográfica de la producción de cemento portland en España. Esca a de áreas: 1 km^ = 2,5 toneladas.
La sede de la Sociedad es Chicago, así como la del laboratorio central, que lleva el nombre de "Structural Materials Research Laboratory", el cual cuenta con 28 sucursales dispersas en todo el territorio de Estados Unidos de América y Canadá occidental El personal de estos laboratorios se eleva a 430 empleados Solamente en el laboratorio de Chicago trabajan 35 ingenieros, químicos y técnicos, bajo la dirección del eminente profesor Duff A. Abrams, cuya alta competencia en materia de investigación científica es universalmente reconocida. Se estima en 30.000 el número de probetas ensayadas anualmente en dichos laboratorios. En el de Chicago el trabajo se clasifica por secciones, según a lo que se refiere, encontrándose el "Cement Products Bureau" (Departamento de Productos de Cemento), el "Highways Bureau" (ídem de Carreteras), "Railways Bureau" (ídem de Ferrocarriles), "Structural Bureau" (ídem de Construcciones de Edificios), "Advertising and Publications• Bureau" (ídem de Publicaciones y Anuncios), "General Education" (Enseñanza general)
Entre todos se examinan anualmente unas 20.000 consultas, algunas incluso evacuadas por teléfono, mientras otras dan lugar a los más profundos estudios de investigación
El laboratorio central dispone de una rica biblioteca, a disposición de todos los asociados.
La idea que rige los trabajos de la Asociación puede resumirse en que el mejor medio de vulgarización del cemento es el empleo juicioso y económico del hormigón en los trabajos, lo cual significa que no es la cantidad, sino la calidad del hormigón lo que debe multiplicar su empleo
El colosal desarrollo que ha tomado en los úl-
CALIDAD DEL CEMENTO PORTLAND ESPAÑOL
Durante los tres últimos años, puede asegurarse que la calidad media del cemento portland ha mejorado en España Consecuencia de la instalación
7 ?i í 01112I31í; 6 /71Bl920212Zí324251
Aumento de la capacidad productiva de cemento portland en España durante los últimos veintisiete años.
timos años la industria del cemento en los Estados Unidos no se manifiesta solamente en la cantidad producida, sino en la calidad, lo cual se debe principalmente a los trabajos de la mencionada Asociación
Ventas de cemento portland por meses durante el año 1927.

de fábricas nuevas con maquinaria (de molinería principalmente) perfeccionada, empezó a extremarse el grano de finura del cemento, con la correspondiente mejora de las resistencias, que ya eran mu y buenas para el portland normal Las fábricas antiguas no se quedaron a la zaga, y de aquí vino una competencia, falta de base racional, ya que encarecía la fabricación sin una utilidad directa para el consumidor en general, por falta de la correspondiente "educación" del mismo en cuanto al aprovechamiento de las mejores calidades de los cementos que se le suministran Podemos asegurar que la calidad del cemento portland español (de marcas acreditadas) corresponde a la de muchos cementos que en cl extranjero se clasifican como "supercementos" y se hacen pagar un 50 por 100 má s caros que el cemento portland normal Estimamos como deber perentorio de la Agru)ación de Fabricantes solicitar con insistencia de as esferas oficiales la revisión de las normas a que debe atenerse el cemento portland, no solamente en las obras del Estado, sino también en las particulares, al igual que han hecho o están haciendo todos los países adelantados
Puesto que es notorio que la calidad del cemento portland ha mejorado extraordinariamente en los últimos años, debido al perfeccionamiento técnico de la industria, y con ello se ha dilatado el campo de acción de las aplicaciones constructivas del cemento, es natural que las garantías que al mismo se exijan estén en parangón con las citadas aplicaciones, verdaderos alardes de ingeniería en muchos casos, aumentando el tipo de resistencia, aun a los plazos ordinarios hasta ahora, ya que la confianza que el consumidor ha ido depositando en las
Tonelaáai 4 / 1 } 1 • 1 / i 1 M/ / / r* / / / JO )-<>-l t 1 5 5
•f00.000 90.000 80.000 70.000 60.000 50.000 ¿,0.000 20.000 to.ooo }/ / / / •A i i ^ ^ I I 11 1 11 I 'í'' ^ ^ ^
5213
buenas cualidades del cemento portland no debe verse fallida en ningún caso, Al renovarse el pliego de Obras públicas (y darle la extensión antes citada) debiera recabarse la clasificación de los cementos portland, dando principalmente normas para el "cemento portland supernormal" Ello sería en beneficio mutuo de fabricantes y consumidores
De la actuación de la Agrupación, haciendo pro-paganda de las aplicaciones del cemento portland, esperan mucho los fabricantes Recientemente se ha publicado el primer folleto destinado a este objeto, y esperamos que no se interrumpa esta labor ya iniciada, en forma tal vez demasiado modesta
NUEVAS FÁBRICAS
Después de reseñar lo que es y el futuro que sin duda nos reserva la Ag^-upación, pasemos a describir los progresos de la fabricación durante los años 1926 y 1927

La crisis del mercado durante el segundo semestre del año 1295 hizo restringir la fabricación en la mayoría de las fábricas, si bien los más avisados aprovecharon la ocasión para llevar a cabo importantes reformas en las fábricas que les permitieran aprovechar la reacción que se preveía en cuanto el Gobierno, afianzada su situación, lograra resolver el problema de Marruecos y con ello poder dar el anunciado impulso a las Obras públicas En esta situación transcurrió el año 1926, durante el cual no creemos aumentara la producción de cemento portland con relación a la del año anterior, pues a las causas citadas debe añadirse la influencia que la huelga de mineros ingleses tuvo en nuestra producción, por la escasez de carbón que se notó en el último trimestre del citado año, principalmente en las fábricas que lo reciben por vía marítima, ya que lo que escaseaba eran ios fletes.
Durante el año 1926 se pusieron en marcha tres nuevas fábricas La "Portland Valderrivas, C M A.", de Madrid, lanzó al mercado el cemento fabricado en su fábrica de Vicálvaro, junto a la vía del ferrocarril de M Z A., línea de Barcelona La maquinaria instalada es de la casa Smidth, de Copenhague, a base de un solo horno rotatorio, de unas 100 toneladas de producción diarias, trabajando por vía húmeda
La antigua Sociedad "Cementos y Cales Freixa", de Barcelona, montó en su fábrica de los Mon jos (Villafranca del Panadés) dos hornos verticales de descarga automática, destinados a la fabricación de portland, en cantidad de unas 90 toneladas diarias Con destino a la molienda del clinker, se montó un molino combinado alemán, sirviéndose para las demás operaciones de la maquinaria instalada desde hace muchos años para la fabricación de cal hidráulica, cemento de grappiers, etc., etc.
En enero del mismo año 1926 se inauguró la importante fábrica que la antigua "Compañía General de Asfaltos y Portland Asland", de Barcelona, levantó en el término de Villaluenga de la Sagra, provincia de Toledo, a 50 kilómetros de Madrid Esta fábrica, montada con maquinaria de la más moderna concepción americana de la casa "AllisChalmers", llama particularmente la atención del visitante técnico, por la simplicidad de su instalación y por su central de generación de energía
eléctrica a base de la recuperación del calor de los gases procedentes del horno, los cuales permiten generar toda la energía necesaria en la fabricación, para el accionamiento de la maquinaria
La producción del horno de esta fábrica (igual a los de la fábrica de Moneada, de la misma Compañía) es de 300 toneladas diarias
Par a el servicio de la fábrica ha construido la Compañía Asland 12 kilómetros de ferrocarril de vía normal española, formando un enlace entre las vías de M Z A., línea de Badajoz, y M C P., línea general, que permite la llegada del carbón a fábrica y las salidas del cemento destinado a las líneas de Andalucía y Portugal, sin necesidad de pasar por Madrid La utilidad general de este ferrocarril para el tráfico de mercancías entre ambas líneas, sin necesidad de entrar en Madrid, es evidente Una vez más la industria del portland moderniza la vida de varios pueblos hasta ahora casi desconocidos
El principal campo de acción de esta fábrica es la región central, que desde hace veinticuatro años venía surtiendo la "Compañía Asland" desde su fábrica de Castellar d'en Huch El cemento que produce es de características similares al tan conocido de Pobla
Durante el mismo año se empezó la instalación de dos nuevas fábricas, una en San Vicente del Raspeig (Alicante) y otra en Villanueva y Geltrú, provincia de Barcelona
La primera trabaja con cuatro hornos verticales, sistema alemán, con descarga automática Su capacidad productiva es de 150 toneladas diarias Ha empezado a lanzar su cemento al mercado, durante el año 1927, con el nombre de "Calamar", respondiendo sus características a la de un portland corriente
La fábrica de Villanueva y Geltrú, montada por la casa Smidth, de Copenhague, tiene como objeto la producción del cemento portland blanco, para lo cual se han tomado en la instalación toda clase de precauciones.
Posee un solo horno, capaz para una producción de 100 toneladas diarias, trabajando por vía húmeda
Tenemos noticias de que la "Compañía Aragonesa de Cementos Portland de Zaragoza", productora del cemento "Fénix" en su fábrica de Quinto (Zaragoza), de acuerdo con la importante Sociedad "Ferrocarril y Minas de Utrillas, S A.", tiene terminado su proyecto de instalación de una fábrica de cemento portland en Zaragoza, junto a la estación del mencionado ferrocarril. Parece que se ha contratado la maquinaria a la casa Smidth para una fábrica del tipo de la de Morón (Sevilla), o sea un horno de 100 toneladas diarias.
A base del mercado de Zaragoza y de la estratégica situación de esta plaza se dará vida a un ferrocarril y unas minas de lignito que atravesaban honda crisis después de la guerra mundial Las minas de Utrillas distan 126 km de Zaragoza y producen uno de los mejores lignitos de España
Dada la actual animación del mercado de cemento, se nota una general tendencia a aumentar la capacidad productiva de las fábricas ya instaladas, siendo varias las empresas que tienen solí- . citado permiso para instalar nuevos hornos
Las grandes empresas españolas de cementos prosiguen su actuación en el sentido de mejorar
522
Estadístic a d e la s Fábrica s d e Cement o Portlan d d e España.—192 8
NOMBRE DE LA SOCIEDAD Y RESIDENCIA
Sociedad Anónima Tudela-Veguín. Oviedo
Sociedad Aragonesa de Portland Artificial Zaragoza
Hijos dej M Rezóla y C", S en C San Sebastián
C G de A y P Asland Barcelona
Cementos Portland, S. A. Pamplona.
S E de Cementos Portland Híspanla Madrid
C.^ Anglo Española de Cementos Portland. Madrid
Sociedad G. de Cementos Portland de Sestao. BUbao
José Pradera (antes Pradera, Butsems y C.'^) Barcelona
Portland Iberia, S. A. Castillejo. Toledo...
C. G. de A. y P. Asland. Barcelona
Sociedad Financiera y Minera. Málaga La Auxiliar de la Construcción. Barcelona
Valenciana de Cementos Portland. Valencia
Ziurrena, S.A . Bilbao
S. A. de Cementos Portland de Lemona. Bilbao. Sociedad Andaluza de Cementos Portland Sevilla
Cemento Asland, S. A. Bilbao
Cementos Cosmos, S. A. Madrid
Portland Valderrivas C M A Madrid
C G. de A. y P. Asland. Barcelona....
Cementos y Cales Fretxa, S.A . Barcelona
Cementos Griffi, S. A. Villanueva y Geltrü. (Barcelona)
Compañía Anónima Alicantina de Cementos Porland. Alicante
MARC A Tudela-Veguín Porland extra..
Fénix..
SITUACIÓN DE LA FÁBRICA
VÍAS DE COMUNICACIÓN
HORNOS Y SISTEMA DE FA BRICACIÓN j
OBSER^;ACIONES í
Oviedo
Quinto (Zaragoza)
Añorga- Chiki (G ui p ú zcoa)
Castellar d'en Huch (Barcelona)
Olazagulia (Navarra)
Yeles-Esquivias (Toledo)
Malillas (Guadalajara)..
Sestao (Vizcaya)
Vallcarca (Barcelona)...
Castillejo (Toledo)
Moneada (Barcelona)
La Caleta (Málaga)
San Justo Desvern (Barcelona)
Buñol (Valencia)
Sestao (Vizcaya)
Lemona (Vizcaya)
Morón de la Frontera (Sevilla)
Basurto (Vizcaya)
Toral de los Vados (León)
Vicálvaro (Madrid)
Villaluenga de la Sagra (Toledo)
Mon os. Villafranca (Barcelona)
Villanuev a y Geltrü (Barcelona)
San Vicente del Raspeig (Alicante)
F C del Norte linea de Soto del Rey a Ciaño Santana
Línea de Madrid-Barcelona M Z A
Linea de San Sebastián-Bilbao.
F C secundario de Guardiola-Castellar d'en Huch (propiedad de la C")
Linea de Madrid-Irún (cerca de Alsasua)
Linea de Madrid-Ciudad Real.
Línea de Madrid-Barcelona. M. Z. A.
F. C. Bilbao-Portugalete (B. P.)
Linea de Madrid Barcelona. M. Z. A.
Línea de Madrid-Alicante. M. Z. A.
Lineas de Barcelona a Port-Bou.
M. Z. A. a San Juan de las Abadesas-Puigcerdá y Norte-Bilbao..
Suburbanos de Málaga. F. C. de Málaga-Vé ez-Málaga
Barcelona-Pica-noixons M Z A y
F. C. Catalanes
F. C. Norte Valencia-Utiel
F. C. Bilbao-Portugalete (B. P.)....
F C Bilbao-Arrulla (B D A.)...
F. C. .Andaluces Utrera-Morón.
F. C. Santander-Bilbao (S. D.).
Norte linea de Galicia
Linea de Madrid-Barcelona M Z A
F. C. secundario de Villaluenga a Villaseca (propiedad de la C.^)...
Barcelona-Picamoixons. M. Z. A...
Carretera de Villafranca a Villanueva
F. C. Alicante La Encina-Madrid...
Cuatro hornos rotatorios. Via seca
Cuatro hornos verticales (dos en| reserva)
Seis honos verticales
Tres hornos rotatorios. Vía seca..
Cinco hornos rotatorios (primitivamente vía seca)
Un horno rotatorio. Via seca
Dos hornos rotatorios. Vía seca...!
Diez hornos verticales. Candlot...
Tres hornos rotatorios Vía hvimeda
Dos hornos rotatorios. Vía hú' meda
Tres hornos rotatorios Vía seca.
Tres hornos verticales automálicof j
Oos hornos rotatorios Vía seca. ^
Cuatro hornos verticales automá-' ticos .1
Un horno rotatorio. Vía húmeda..
Un horno rotatorio Vía húmeda.
Un horno rotatorio. Via húmeda..
Un horno rotatorio. Via seca
Un horno rotatorio. Barro espeso. Un horno rotatorio Vía húmeda.
Un horno rotatorio Vía seca
Dos hornos verticales tipo alemán
Un horno rotatorio. Vía húmeda..
Cuatro hornos verticales Mann-| staedt
Uno de los hornos en montaje.
Produce cemento natural semilento, cemento rápido natural marca «3 y 2 áncoras».
fábrica española que ha producido cemento portland blanco.
los hornos en moni' je.
Fabrica cal hidráulica cemento de grapíers.

Fabrica el cemento puzoláníco marca «Volcán».
Fabrica cal hidráulica y PuzoRaff.
Fabrica cal hidráulica, cemento de grapíers.
Solamente fabrica cemento blanco, .
Ancora.. Asland,. Cangrejo Hispania León Hércules Landfort Iberia .... Asland... Goliat Sansón Raff¿ Ziurrena El Caballo.; Asland, antes) Fama .. Cosmos Asland.. Estrella. Grifíi.... Calamar 1898 1900 1901 1904 1905 1910 1911 1912 1913 1914 1917 1921 1921 1922 1923 1923 1923 1926( 1923 1924 1926 1926 1926 1926 1927
Capacidad productiva en toneladas 200 30 250 350 350 180 200 120 450 200 650 180 400 150 100 100 115 100 200 100 300 90 100 180 > 3 3 3o. 60.000 9.000 75.000 105.000 105.000 30.000 60.000 86.000 135.000 60.000 195.000 54.000 120.000 45.000 30.000 30.000 34.500 30.000 60.000 30.000 90.000 27.000 30.000 54.000 24.000 3.60(^ 30.000 42.000 42.000 12.000 24.000 14.400 54.000 24.000 78.000 21.600 48.000 18.000 12.000 12.000 13.800 12.000 24.000 12.000 36.000 10.800 12.000 21.600 88 34 98 116 116 62 88 68 131 88 158 83 124 76 62 62 67 62 88 62 107 59 62 83
Uno
Primera
de
ES (1) Se consideran trescientos días de trabajo.
la situación de sus fábricas respecto a los mercados naturales, suprimiendo transportes que gravan grandemente el precio del cemento, el cual llega a hacer prohibitivo el empleo del mismo en algunas regiones
Así vemos que la "Compañía General de Asfaltos y Portland Asland", después de montar la fábrica de Villaluenga, en la provincia de Toledo, y a pocos kilómetros de Madrid, para el abastecimien del mercado central, adquirió el año 1926 la fábrica que la Compañía General de Comercio había puesto en marcha el año 1923 en Basurto (Bilbao) El cemento marca "Fama", que en ella se producía, pasó a ser cemento Asland, fabricado por los técnicos de esta última marca En la fábrica de Basurto se están llevando a cabo importantes reformas, que harán de ella sin duda una de las fábricas de tipo pequeño más interesantes de España. La producción actual es de unas 100 toncadas dianas de cemento portland tipo claro

Otra antigua y acreditada empresa, "Cementos Portland de Pamplona", productora del cemento "Cangrejo", adquirió recientemente la fábrica que la "Ziurrena, S A.", de Bilbao, poseía desde el año 1923 en Ziurrena
ESTADÍSTICA
En el cuadro y mapa adjuntos quedan consignadas las nuevas fábricas de que nos hemos ocupado en párrafos anteriores, habiendo introducido en los datos relativos a la estadística publicada en 1925 las modificaciones que el mejor conocimiento de las fábricas en el tiempo transcurrido nos ha sugerido
El número total de fábricas aumenta a 24, sin que se alteren los núcleos principales, ya consignados en dicha estadística anterior
Solamente se ha aumentado un horno rotatorio en trabajo, es decir, que hay actualmente en España 33 de estos hornos y dos más en curso de montaje
Los hornos verticales destinados a la producción de cemento portland de marca son también 33
La capacidad productiva total de España es actualmente de cerca de un millón y medio de toneladas anuales (1.458.500 toneladas)
Debemos a la Agrupación de Fabricantes los datos referentes a las ventas globales de cemento portland, por meses, los cuales se representan en el gráfico adjunto. En estos datos faltan únicamente los de la "Sociedad Portland Iberia" y los de la "Compañía Anglo-Española de Cementos Portland" Sumando los datos de la Agrupación se alcanza un total de venta de 1.010.495 toneladas, y como quiera que entre las dos Sociedades citadas habrán vendido, sin duda, unas 90.000 toneladas, llegamos a la conclusión de que las ventas en 1927 habrán alcanzado la cifra de 1.100.000 toneladas
Si tenemos en cuenta que el "stock" en fábrica aumento en general durante el citado año, puede estimarse la producción durante el mismo en toneladas 1.200.000, lo cual representa un 80 por 100 exacto de la capacidad productiva
Esta proporcionalidad corresponde exactamente a la obtenida en los Estados Unidos de América durante el año 1927, ya que las 140 fábricas allí exi.stentes representaban una capacidad de 204.400.000 barriles, o sean 36.000.000 de toneladas y las salidas de fábricas fueron de 27.500.000 toneladas (datos del U S Department of Commerce)
En Alemania la capacidad productiva era en 1927 de 12.000.000 de toneladas y las ventas solamente alcanzaron a ser de 7.000.000 de toneladas, es decir, el 60 por 100 de la citada capacidad
Como consecuencia del intenso plan de Obras públicas que desarrolla el ministerio de Fomento, el momento actual es de gran actividad en las fábricas de cemento portland Hacemos votos para que esta situación se consolide y permita ver a nuestra industria en uno de los primeros lugares de las nacionales, como ocurre en la mayor parte de los países que van a la cabeza de la civilización.
Los supercementos y el cemento aluminoso
Por M. RENGADE y G. E. DE LA REGUERA (D
Con el título "Nota sobre la fabricación y los empleos de los cementos hidráulicos", don Patricio Palomar, director de la Sociedad "Asland", ha publicado en los números de la Revista INGENIERÍA Y CONSTRUCCIÓN de abril y mayo últimos un artículo muy documentado, donde están expuestos en forma muy interesante los procedimientos de fabricación, propiedades y empleos de los diversos tipos de cementos especiales de alta resistencia, o supercementos, que desde hace algunos años han revolucionado la industria de la construcción
Tal vez el señor Palomar encuentre muy fuerte esta palabra de revolución, puesto que en su artículo aparece como defensor del antiguo cemento Portland, y, sin embargo, él mismo reconoce que "se puede decir sin exageración que los supercementos representan en el campo de los aglomerantes hi-
dráulicos lo que los aceros especiales son en la siderurgia" ¿No es éste un soberbio título de gloria para los supercementos?
Desde luego, la rehabilitación de los antiguos Portlands que intenta el señor Palomar, se explica muy bien cuando se les compara a los superartificiales actuales, porque en el fondo no hay, como lo reconoce el citado señor, ninguna diferencia esencial entre el artificial normal y el superartificial La composición química es muy sensiblemente la misma; los métodos de fabricación, idénticos Los superartificiales, cualesquiera que sean, no son más que artificiales mejorados, obtenidos por una preparación más cuidadosa y mejor vigilada No hay separación netc entre los unos y los otros Y como, impulsados por la concurrencia, la mayor parte de las fábricas que producen portland normal han perfeccionado su fabricación, resulta a veces que cementos vendidos hoy con la simple marca de Portland o artificial son
(1) Ingenieros de la Sté Anón, des Chaux et Ciments de Lafarge et du Teil 524equivalentes a muy buenos superartificiales y muy superiores a productos que no tienen de superartificiales más que la etiqueta
Resulta también que, aparte del endurecimiento más rápido, todas las otras propiedades del cemento portland: sensibilidad al frío, ataque por las aguas muy puras y por las aguas sulfatadas o del mar, se encuentran idénticamente en los superartificiales
Por el contrario, el cemento aluminoso o cemento fundido ps completamente diferente, por su composición química y por su preparación, de los cementos portland y supercementos; así se explica que posea resistencias notablemente superiores a las de los supercementos y que goce, además, de cualidades completamente especiales en lo referente a la acción de las aguas puras y sulfatadas
Ahora bien, el artículo del señor Palomar encierra, en lo que se refiere al cemento fundido, muy numerosas alegaciones inexactas, que le conducen, en el paralelo que intenta entre este cemento y los superartificiales, a una comparación muy favorable a estos últimos Esperamos que el lector nos permitirá analizar y rectificar a la vez estas inexactitudes
E n primer lugar, la constitución atribuida por el autor al cemento fundido (p 196) está en contradicción (debido tal vez a un error de impresión) con la fórmula que da un poco más adelante (p 197) Además, ni una ni otra corresponde a la constitución admitida por Jules Bied y, más recientemente, por Lafuma:

X SiO' , 2CaO = y Al' 0^ CaO
Estamos de acuerdo con el señor Palomar en que la mezcla al cemento fundido de cal o de cemento portland puede dar resultados muy variables Pero precisamente ía Sté de Lafarge ha puesto siempre en guardia al público contra el empleo de mezclas parecidas
Una acusación más grave es la de que una baja de resistencias se producirá de ordinario en el cemento fundido, mientras que esta disminución no será más que accidental sobre los otros cementos Pues bien, la media de los ensayos efectuados en número considerable por la Sté de Lafarge hasta gl día, demuestra que la resistencia del cemento fundido en mortero 1/3 crece de una manera continua con el tiempo, tanto a la tracción como a la compresión. Lo mismo ocurre, desde luego, en los ensayos de hormigones.
Concedemos, sin embargo, que sobre una serie individual de ensayos de cemento fundido se comprueba con frecuencia, sobre todo a la tracción, caídas de resistencia que, desde luego, no son más que pasajeras y son seguidas de crecidas más considerables E s fácil darse cuenta de que estas caídas no representan un fenómeno real, sino que son únicamente causadas por los errores inevitables de los ensayos.
Se sabe, en efecto, que los ensayos de resistencia de los cementos son poco precisos, y que, de un ensayo a otro, sobre la misma muestra de cemento, los mejores laboratorios comprueban frecuentemente (a la tracción) diferencias de varios kilogramos, que pueden fácilmente llegar y pasar dé 5 kgs. para los cementos de altas resistencias
Ahora bien, la curva de endurecimiento de los morteros, que afecta una forma parabólica y se eleva lenta y progresivamente en los cementos de medianas resistencias, toma netamente, con los cemen-
tos de altas resistencias, la forma de una hipérbola que se aproxima rápidamente a sus asíntotas y puede ser sensiblemente confundida con dos rectas, la una que se eleva muy rápidamente en los primeros días de endurecimiento, y la otra al contrario, levemente inclinada sobre la horizontal a partir del séptimo día La asimilación es tanto mayor cuanto que el cemento es de endurecimiento más rápido, de modo que el cemento aluminoso, tipo extremo de los supercementos, posee una resistencia que se eleva muy lentamente a partir del tercer día
Consecuencia de lo anterior es que los resultados individuales de los ensayos se distribuyen fatalmen- ' te a un lado y otro de esta recta poco inclinada, y • todo error, aun siendo de poca importancia, en uno > de ellos, se traduce por una caída aparente de re- i sistencia
Estas caídas son mucho menos frecuentes a la compresión, porque la curva representativa crece más rápidamente que a la tracción Además, se sabe ^ que las diferencias individuales de los ensayos son 1 proporcionalmente menores, a la compresión que a la tracción
La mejor comprobación de lo que acabamos dé decir la proporcionan las cifras dadas por el mismo ^ señor Palomar; hay que observar que las resis'^^cn- i cías a la compresión, encontradas por los diversos laboratorios que cita, todas se elevan regularmente E n el cuadro de los resultados obtenidos por el Laboratorio de la Compañía Asland, en particular, puede verse que el cemento fundido da a las veinticuatro horas 350 kgs., contra 230 kgs. para el cemento Asland, y a tres meses 600 kgs, contra 490 kgs. para el cemento Asland. Estas observaciones habrán sin duda sido ya hechas espontáneamente por todo lector imparcial.
Por otra parte, es sabido que el valor práctico de los ensayos a la compresión es superior al de los ensayos a la tracción
A propósito de los ensayos de descomponibilidad por los sulfatos, según Anstett, admitimos gustosos que ciertos cementos de tipo portland, fuertemente adicionados de puzolanas, resisten a esta prueba Pero desearíamos saber las "resistencias muy elevadas" a las cuales hace alusión el autor, y mucho dudamos que sean comparables a las del cemento fundido.
E n el mismo orden de ideas es sensible que el autor no haya precisado más, cuáles son las experiencias que han permitido poner en duda la indescomponibilidad a largo plazo del cemento aluminoso y cuál era la procedencia de este cemento. Ha y que hacer presente, por el contrario, que todos los ensayos oficiales efectuados en Francia con el cemento fundido Lafarge concuerdan en atestiguar su absoluta indescomponibilidad. E n particular, los ensayos muy duros efectuados en ma r libre para la Administración de Puentes y Calzadas por Mr Feret, el distinguido director del Laboratorio de Boulogne, comprueban que, después de seis años de permanen- • cia, todas las probetas estaban absolutamente intactas También el autor afirma que "los cementos aluminosos son, de todos los cementos, los que deben inspirar más confianza referente a las descomposiciones" (Revue des Matériaux de Construction, septiembre, 1926 Pág 260.)
El señor Palomar trata de demostrar lo poco interesante del cemento fundido, diciendo que en Suiza se han dictado normas oficiales para los super-
525
artificiales, y no para los ceinentos aluminosos Pero es fácil objetarle que en Francia existe un pliego de condiciones para estos últimos desde 1924, mientras que no lo hay todavía para los superartificiales
Y, sin embargo, no sostendremos que éstos no tienen interés
Hay todavía otro punto sobre el que tenemos que llamar la atención, especialmente porque crea una confusión a favor de los superartificiales y en detrimento del cemento fundido
El autor ha reconocido, con relación a este último, la ventaja que posee de ser casi insensible al frío, y cita en su apoyo (pág 197) los ensayos de un laboratorio oficial extranjero, demostrando que la exposición de cubos de ensayo a una temperatura comprendida entre 2 y 13° no reduce más que en el 15 por 100 las resistencias con relación a los cubos testigos conservados en condiciones normales
Pero, a propósito de los superartificiales (página 250), el autor dice que otra ventaja de estos cementos es su resistencia a las bajas temperaturas
Todos los cementos, dice, aun los superartificiales, tienen su fraguado y endurecimiento retardado por el frío Pero con los superartificiales la resistencia adquirida en los plazos normales de desencofrado permite desencofrar sin accidente, al contrario de lo que ocurre con los artificiales ordinarios Y cita en su apoyo cifras obtenidas por los profesores Gessner y Nowak, en ensayos comparativos entre cemento de alto valor y portland normal, a las temperaturas de O" y 15", que demuestran que el superartificial conservado al frío posee una resistencia todavía mayor que el artificial normal conservado a la temperatura ordinaria
Todo esto es muy exacto Pero resulta, precisamente de las cifras citadas, que las resistencias adquiridas al frío por el superartificial no son más que el tercio o la mitad de las resistencias normales de este mismo cemento La reducción relativa de las resistencias para el portland normal no es más elevada.
La conclusión verdaderamente científica es, pues, que se puede emplear al frío un superartificial tratándole como un portland ordinario; es decir renunciando a los desencofrados rápidos y a las resistencias elevadas que permite normalmente obtener, pero que, al contrario, si el frío sobreviene al principio del endurecimiento, en una obra con superartificial calculado como tal, los riesgos son tan grandes como si se hubiese calculado y construido la obra con simple portland
Si, pues, al lado de estas comprobaciones, se pone la propiedad citada anteriormente del cemento fundido de no perder por el frío más que el 15 por 100 de sus resistencias, se está obligado a deducir que el cemento fundido se conduce en tiempo frío de un modo completamente diferente que los superartificiales y presenta sobre ellos, desde este punto de vista, una ventaja considerable.
Tal es la conclusión a la cual es conducido todo espíritu imparcial, y es sensible que no haya sido puesta explícitamente en evidencia en el artículo comentado
En fin, el señor Palomar termina el capítulo de los supercementos dando los gráficos de las resistencias comparativas de un cierto número de superartificiales procedentes de diversos países extranjeros y del cemento fundido
Estos gráficos se prestan a observaciones interesantes :
Primero De los cinco superartificiales ensayados, dos dan caídas de resistencias a la tracción, de las que la mayor llega a 7 kgs., y tres caídas a la compresión, que llegan a 80 kgs La caídas de resistencia no son, pues, patrimonio exclusivo del cemento fundido, y, por otra parte, no deben tampoco ser interpretadas en detrimento de los superartificiales Hemos dado antes la verdadera interpretación.
Segundo Es cierto que, sobre los mismos gráficos, el cemento fundido acusa a la tracción una caída formidable de 15 kgs entre los tres y siete días No se trata aquí más que de un error de ensayo mayor que los precedentes, y la prueba es que a la compresión la misma muestra de cemento no dá ninguna caída (1).
Tercero En los mismos gráficos, las resistencias del cemento fundido son, poco más o menos, las mismas que las de los superartificiales.
Esta aparente identidad es debida al empleo de las normas de ensayo españolas, con mortero batido Mientras que la compresión más o menos grande del mortero hace variar considerablemente las resistencias de los portlands y superportlands, como lo indica el mismo señor Palomar, el cemento fundido no gana nada a la compresión La razón es que los aluminatos exigen, para su hidratación, mucho más agua que los silicatos, y el mortero batido no encierre ya bastante agua para la hidratación completa del cemento fundido que contiene Se calcula, en efecto, como lo he demostrado Mr Le Chatelier, que el fundido exige, cuando menos, 40 por 100 de agua; ahora bien, el mortero apisonado contiene apenas, con relación al cemento fundido, de 32 a 35 por 100 de agua.
Con el empleo del mortero plástico, siguiendo las normas de ensayo francesas o de los Estados Unidos, la superioridad del cemento fundido sobre los superartificiales resulta manifiesta Y hay que tener bien presente que en la práctica se emplea siempre más agua que para el mortero batido
Esto es, por otra parte, lo que demuestran las comparaciones de las resistencias sobre cubos de hormigón A este respecto, el señor Palomar cita los ensayos de Mr Magnel, profesor de hormigón armado en Gand. Ahora bien, de estos ensayos se deduce claramente que, a igualdad de dosificación y de agua de amasado, las resistencias dadas por el cemento fundido son muy superiores a las obtenidas con el superartificial ensayado
Para terminar, el señor Palomar vuelve a la cuestión tan importante de las descomposiciones en el mar, y expone las ideas de los americanos Mrs Rudoolph, M Wig y Lewis Ferguson, según los que el portland ordinario resiste indefinidamente en el mar, con tal de que se tenga cuidado de evitar la disgregación de la capa exterior carbonatada del hormigón.

(1) En apoyo de lo anterior, véanse los resultados oficiales obtenido."? sobre una muestra de cemento fivndido Lafarge por el Laboratorio del Material y Centro Electrotécnico de Ingenieros Militares, de Madrid (según las normas de ensayos españolas) Estos re.sultados corresponden a resistencias continuamente crecientes. Resistencias a la tracción sobre probetas en R
la compresión sobre cubos de 7 cm de arista
1 dia 2 dias 7 días 28días 84 dias 25.0 375 29,5 416 36,0 483 37,6 532 39,5 548 Resistencias a
526 í
Pero aun admitiendo esta teoría, ¿quién no juzgará que es muy peligroso el estar a la merced de una disgregación mecánica de esta famosa capa protectriz? Porque, según confesión del mismo autor, una vez esta capa destruida, el hormigón se disgrega rápidamente

El solo medio seguro de estar protegido contra los ataques es, pues, utilizar un cemento que sea
por su propia naturaleza, indescomponible por el agua del mar Este cemento existe, según todos reconocen; es el cemento fundido Cuando se considera la gravedad de los accidentes que hay que lamentar a consecuencia de las descomposiciones, la objeción de un precio de coste un poco superior se elimina por sí mism.a La seguridad debe imponerse sobre todas las otras consideraciones
Comparación del motor Diesel marino de dos tiempos y simple efecto con otros motores marinos
Por MARIAN O BASTO S d)
Durante el pasado año 1927 se han efectuado ensayos de gran trascendencia con un motor Diesel de un solo cilindro, de dos tiempos y de doble efecto en el banco de pruebas de la Casa Sulzer, de Winterthur Est e motor Diesel monocilíndrico, construido para una potencia normal de 2.000 caballos efectivos, con 900 mm de diámetro y 1.400 de carrera, girando a 100 vueltas por minuto, ha llegado a desarrollar en marcha continua hasta 3.000 caballos indicados; con una sobrealimentación racional, se ha alcanzado la potencia de 3.500 caballos indicados durante un funcionamiento de bastante duración Esta potencia es la más grande que se ha obtenido en un solo cilindro Diesel Los resultados obtenidos deben ponerse en paralelo con los que la misma casa había alcanzado en 1912 con un motor de 2.000 caballos efectivos, de dos tiempos, pero de simple efecto, con 1.000 mm . de diámetro y 1.100 de carrera, girando a 150 r p m
Todos los ensayos realizados de esta manera no tienen interés sino para ios motores de gran potencia; es decir, desde 10.000 caballos para arriba por unidad Por el contrario, cuando se trata de motores marinos par.a potencias de 10.000 caballos y menos, se sigue dando la preferencia al motor de dos tiempos y simple efecto
El buen renombre del motor Diesel ha estado varias veces a punto de quedar seriamente comprometido durante el curso de los últimos años, por haberse lanzado al mercado nuevas construcciones insuficientemente ensayadas
Un barco rápido con motores Diesel debe poder navegar durante muchos años con la velocidad reglamentaria, y la mejor manera de que el personal tenga los descansos indispensables durante las escalas, es que el trabajo de revisión exigido por las Compañías de Seguros pueda realizarse en un mínimo de tiempo Las máquinas deben de ser estudiadas de manera que permitan en el menor tiempo posible el desmontaje de todos sus órganos sujetos a la revisión Además de esto, el equilibrado <le las masas y las velocidades críticas deben ser objeto de un estudio mu y especial, a fin de que el barco esté exento de molestas vibraciones Así ha ocurrido con los motores del M. S. Holandesa "Christiaan Huygens", de una potencia normal de 5.800 caballos ef cada uno, a 115 revoluciones por nrniuto, que han marchado en los ensayos oficiales
(1) Ingeniero Industrial
dur-antc veintiséis horas a 118 r p m., desarrollando 6.300 caballos efectivos En ninguno de los barcos previstos, con motores Sulzer, se han producido vibraciones molestas, aunque las máquinas hayan girado permanentemente a la velocidad descrita
Si para establecer la comparación examinamos los resultados obtenidos en barcos equipados con motores de doble efecto, desde luego se ve que, hasta ahora, solamente un pequeño número han alcanzado la velocidad de marcha prevista; en varios se producen vibraciones molestas, siguiendo éstas aun después de haberse reducido sensil3lemente la velocidad de los motores.
Teniendo en cuenta los resultados obtenidos, así como las ventajas e inconvenientes de los diferentes tipos de motores, y los procedimientos de transmisión de la fuerza, se puede afirmar que en el estado actual de la técnica, para los barcos de pasajeros hasta una potencia total de 40.000 caballos sobre el eje, el motor de dos tiempos y simple efecto, acoplado directamente al árbol de hélice, es cl tipo que presenta más garantías de un funciona- ! miento perfecto Cuando la potencia pasa de 20.000 : caballos, debe ser transmitida más bien por cuatro hélices que por dos; esto no quiere decir que la potencia de 10.000 caballos se considere como el extremo límite de un motor de dos tiempos y simple efecto En el momento actual, no hay bastante base para poder decidir si para potencias superiores a 10.000 CV el máximu n de seguridad puede ser obtenido sirviéndose de motores de dos tiempos y simple o doble efecto, y hasta, evcntualmcnte, con motores de gran velocidad y engranajes reductores Naturalmente, el motor de cuatro tiempos, a partir de 500 CV. por cilindro, no tiene razón de ser, y, por consiguiente, no debe tenerse en cuenia en el caso que estamos estudiando
Especificaremos después las razones por las que Sulzer ha preferido, entre todos, el motor de dos tiempos y simple efecto para la propulsión de los barcos
Para los barcos de cierta importancia, Sulzer propone generalmente motores de seis, ocho o diez cilindros Estos tres tipos se distinguen por la uniformidad del par de rotación, el equilibrado perfecto de las masas en movimiento y la supresión de toda oscilación crítica, tanto de torsión en los árboles transmisores, como la lateral en las bancadas Para los motores de ocho y diez cilindros, el aire de barrido frecuentemente es suministrado por
turbosoplantes independientes, de accionamiento eléctrico, mientras que en los motores de seis cilindros se puede emplear todavía una bomba de barrido acoplada directamente al motor El accionamiento de los compresores de aire para la insuflación del combustible se hace directamente desde
a agarrotarse, aun en las condiciones de marcha más duras
Si se desea comparar, desde el punto de vista de la longitud, del peso y del precio, estos motores con los de otros constructores, no debe perderse de vista que los primeros van provistos de un cojinete de empuje del mejor y más moderno sistema, mientras que la mayor parte de los otros motores exigen generalmente la instalación de un cojinete de empuje separado, que resulta a un precio considerable, necesitando una fundación especial y costosa Además, en este último caso es difícil conseguir una alineación rigurosamente perfecta, produciendo las deformaciones del barco ciertos desplazamientos del cojinete de empuje con relación a la fundación del motor, que pueden provocar calentamientos de los cojinetes y aun rozaduras del eje
La subdivisión del compresor de insuflación lleva como consecuencia un aumento de la longitud, del peso y del precio de la máquina; pero estos inconvenientes están ampliamente compensados por cl aumento de seguridad, por disponer de mejor reserva y por una mejora en el equilibrado Es interesante señalar también que la reciente construcción de la chumacera de empuje montada entre el motor y el volante, así como la nueva disposición del compresor doble, permiten reducir la longitud total para el motor de ocho cilindros, de 680 mm de diámetro, de 18,375 m a 17,177 m.; o sea un 60 por 100.
el árbol cigüeñal Con el fin de suprimir las fuerzas de inercia de primer orden, que provienen del compresor, éste se subdivide en dos cilindros en los barcos de pasajeros
Como puede verse en las figuras 1.% 2." y 3^, estos motores dan una gran sensación de solidez, sin perder al mismo tiempo su aspecto estético El cárter y la bancada constituyen un conjunto rígido, de manera que todos los órganos en movimiento y el árbol cigüeñal quedan preservados de toda deformación perjudicial independientemente de la fundación de la máquina Debido precisamente a esta solidez en la construcción, ningiin motor marino de los que nos ocupan ha experimentado la menor avería en la placa de fundación, ni en el car ter, ni en el árbol cigüeñal
El cárter está herméticamente cerrado, lo que impide completamente las proyecciones de aceite en la cámara de las máquinas, así como la formación de pequeños depósitos de suciedad, como ocurre con los motores abiertos Para poder inspeccionar fácilmente los órganos en movimiento, se ha previsto en los lugares donde no hay proyecciones de aceite registros fácilmente accesibles Cuando hay que efectuar algún trabajo de revisión se abren las puertas del cárter por ambos lados, lo que facilita enormemente la accesibilidad del mecanismo, mucho mejor que en todos los casos que en los motores de cruceta simple, que no son accesible más que del lado del casco.
La chumacera de empuje sistema Sulzer, de un solo anillo, está montada en la placa de fundación, constituyendo un órgano del motor Esto permite un ajuste perfectamente exacto con los cojinetes del árbol cigüeñal, siendo unánimes las alabanzas que los constructores de barcos y armadores han prodigado a esta construcción, que la consideran como excelente
La chumacera de empuje está conectada al sistem a de engrase a presión, como los demás cojinetes; nunca ha tenido la menor tendencia a calentarse o
La longitud y altura totales, y particularmente la altura requerida para el desmontaje, juegan lui papel completamente diferente, según se trate de un barco de pasajeros o de un buque mercante En este último caso la longitud de la máquina deberá reducirse tanto cuanto sea posible, a fin de disponer del mayor espacio para las bodegas Para barcos de carga y buques cisternas de dos hélices, se elegirán, pues, preferentemente, motores de cuatro cilindros con turbosoplantes, siendo evidentemente más ventajoso en este caso que los motores de cuatro tiempos de seis ú ocho cilindros Por el contrario, para el buque de pasajeros moderno se reducirá lo posible la altura, fin de ganar superficie en los puentes La longitud del motor no tiene en este caso gran importancia; por consiguiente, con el fin de conseguir cilindros de pequeña dimensión, ganando en consecuencia en altura, será conveniente prever ocho ó diez cilindros El espacio necesario para el desmontaje del émbolo es aproximadamente 50 por 100 mayor para un motor de cuatro tiempos de doble efecto que para un motor de dos tiempos de simple efecto, suponiendo la misma potencia y el mismo número de cilindros; esto equivale a decir que en un trasatlántico de 20.000 toneladas se han de sacrificar uno o dos puentes. Igualmente el motor de doble efecto es en este caso inferior al motor de simple efecto, y la pequeña economía en el coste que se cree realizar al adoptar el doble efecto no pasa de ser más que una ilusión, por la consiguiente pérdida de una preciosa superficie de puente
Los cilindros de construcción reciente están montados sobre una "linterna"; es decir, sobre una pieza intermedia horadada, intercalada entre el cilindro y el cárter, provista de anillos separadores de aceite para recoger el aceite sucio del cilindro e impedir se mezcle al aceite de la bancada Esta ventaja justifica el iJequeño aumento de altura total que resulta con esta modificación.
 Figura 1."
Motor marino Sulzer de diez cilindros, dos tiempos y simple efecto, de un diámetro de 680 mm., carrera de 1.200 mm. y 7.700 caballos indicado.s a 115 r p m
Figura 1."
Motor marino Sulzer de diez cilindros, dos tiempos y simple efecto, de un diámetro de 680 mm., carrera de 1.200 mm. y 7.700 caballos indicado.s a 115 r p m
528
La forma y construcción de la culata del ciliu-, dro es el resultado de una larga experiencia Esta i constituida por un cuerpo de revolución simple, con abertura central, que recibe la válvula combinada; de insuflación y de arranque Exenta de tensiones: iniciales y refrigerada de una manera ideal, puedes dilatarse libremente en todos los sentidos, sin que! experimente en ningún caso tensiones peligrosas,, por lo que el número de culatas agrietadas hasta^ el presente no llega ni al 1 por 100 de esta clase < de piezas en servicio '
La válvula de combustible, que es la única que permanece expuesta a las altas presiones y temperaturas de la combustión, no ha sufrido nunca ave- j rias, aun trabajando durante meses sin interrup-' ción El pulverizador de placas, mu y sencillo por cierto, se regula con facilidad para toda clase de combustibles
La comparación con una máquina a cuatro tiempos, de la misma potencia, sobre todo si es de doble efecto, que lleva a lo menos seis veces más de válvulas en funcionamiento, permite apreciar en todo su valor la sencillez y la seguridad del motor a dos tiempos de simple efecto con lumbreras de escape Principalmente las válvulas de escape, de gran diámetro, del motor a cuatro tiempos, son una fuente permanente de molestias y dan mucho que hacer; es casi imposible mantenerlas estancas por cierto tiempo, a causa de la desigual dilatación de la culata bajo la acción de las altas presiones y de las tensiones de origen térmico Los combustibles con gran proporción en azufre y en cenizas, favorecen especialmente la incrustación de las válvulas y su rápida corrosión producida por los gases que pasan a su través a gran presión Todos estos inconvenientes no existen en el motor que estudiamos
El barrido, consistente en una doble hilera de lumbreras, es tan perfecto, que se puede trabajar continuamente a una presión media relativamente elevada y soportar, además, sobrecargas del 20 por 100 con una combustión perfecta.
La distribución es sencillisima y de una inspección fácil, siendo de ésta el único órgano en acción la aguja de combustible
El mecanismo de inversión de marcha es también de una gran sencillez; aun para las máquinas más potentes esta inversión se realiza a mano, sin ayuda del servomotor; el arranque se hace por grupo de cilindros, mediante un servomotor; el accionamiento de las bombas de combustible, asi como la abertura, cierre y vaciado de la tubería de arranque, se hace automáticamente

Los mecanismos de arranque y de inversión van provistos de un aparato de enclavamiento que imposibilita toda falsa maniobra Las bombas de comíustible están construidas de tal manera, que es materialmente imposible se produzcan desarreglos en las mismas Habiendo sido ajustados perfectamente los émbolos buzos en sus casquillos, queda suprimido todo prensa-estopa
Un regulador de bolas, de construcción experimentada, que pone fuera de servicio las bombas de combustible una tras otra, preserva al motor de velocidades peligrosas en caso de pérdidas de la hélice o cuando ésta emerje La experiencia ha comprobado que aun con las más fuertes olas, los motores continúan girando normalmente sin fluctuaciones apreciables en su velocidad y sin que sea necesario actuar sobre la regulación a mano j,
La forma de los émbolos motores ha ido evolucionando lentamente, sin cambios bruscos, hasta la que hoy en dia presentan, con la ventaja de que es imposible la formación de grietas, aunque falte momentáneamente la refrigeración El empleo de una fundición especial para los fondos de émbolo, asi como el sistema de refrigeración adoptado, basado sobre la proyección del agua en el émbolo, permiten el empleo del agua de ma r como agentt; refrigerante, sin que sean de temer la formación de depósitos perjudiciales o de corrosiones Asi, no hay necesidad de aprovisionarse de agua dulce, ni de aceite para la refrigeración, ni de refrigerantes especiales con bombas de circulación; el liquiíio refrigerante se encuentra siempre disiJonible en cantidad ilimitada y a la temperatura más baja posible Al funcionar la refrigeración sin presión interior, pudiendo salir el agua libremente por el ancho tubo de desagüe, el tubo telescópico no tiene necesidad de ser perfectamente estanco; el agua que evcntualmcnte pierde es recogida en un colector y conducida al depósito En lugar del surtidor central empleado antes y que a la menor falsa posición se estropeaba, se han provisto ahora dos cortas toberas, una fija y la otra móvil, lo que evita el reemplazamiento y ajuste minucioso de los surtidores
Durante la marcha pueden inspeccionarse las tres cuartas partes de la longitud del émbolo, constituyendo esto una gran ventaja Por el contrario, en el motor de doble efecto, este órgano, que es el más importante de todos, queda completamente encerrado en el cilindro, de manera que el personal encargado de su vigilancia está en la más compleja ignorancia respecto a su buen funcionamiento Las irregularidades que pueden presentarse, como, per ejemplo, un émbolo insuficientemente engrasado o incrustado, una fuga de gases de combustión a través de los segmentos, fugas de agua de refrigeiación, etc., pasan desapercibidas hasta el momento
Sala de montaje de motores Diesel de !a Casa Sulzer Fréres de Wintertiiur A la izquierda, un motor de diez cilindros de dos tiempos en montaje en el que aparecen las válvulas de barrido.
en que tienen lugar los más graves trastornos Además, no es mu y fácil realizar una revisión frecuente de los émbolos, visto el tiempo que exige Los vastagos de émbolo, crucetas y bielas, son (!e gran solidez; las crucetas son de acero fundido al crisol, de primera calidad; los pies de biela son en-
Figura2."529
grasados a presión, y sus superficies calculadas para una presión especifica moderada En las construcciones más recientes el metal blanco se ha c»ilado directamente en los pies y cabezas de biela
Los árboles cigüeñales de los motores de gran potencia son del tipo "semi-compuesto"; cada gorrón de manivela, con sus dos brazos, está forjado de una
genciales del motor Sulzer a dos tiempos y simple efecto, con el motor a cuatro tiempos (fig 4."), y considerando que la reacción del par se transmite por la cruceta al armazón y de ésta, por la bancada del motor, al barco, se comprenderá fácilmente por qué esta máquina debe dar por estas circunstancias una marcha mucho más tranquila que el motor a cuatro tiempos del mismo número de cilindros y de la misma potencia En un motor de seis cilindros las variaciones del par motor son casi las mismas que en una máquin a de vapor de triple o cuádruple expansión; el diagrama del motor de seis u ocho cilindros se aproxima al de la turbina de vapor La variación de ± A ^ para los motores a cuatro tiempos de seis, ocho o diez cilindros, se eleva, respectivamente, a 160 por 100, 124 por lOU y 91 por 100 del esfuerzo tangencial medio T^, mientras que para las máquiíaas a dos tiempos estas cifras son de 40 por 100, 10 por 100 y 7 por 100 Por consiguiente, para las máquinas de ocho y diez cilindros, son más de doce veces más favorable
El equilibrado de las masas en los motores a dos tiempos de seis, ocho y diez cilindros, es casi absoluto El conjunto de los cilindros motores sin las bombas de barrido ni los compresores no presen*^a fuerzas de inercia, ni de primero ni de segundo orden Un compresor monocilindrico conectado a la máquina engendra fuerzas de inercia de primero y de segundo orden, ya sea el motor de dos o cuatro tiempos; pero en los motores Sulzer de seis, ocho y diez cilindros, las fuerzas de inercia de primer grado quedan eliminadas con la subdivisión del com- ; presor en dos cilindros, con manivelas decaladas ; 180°, que se equilibran Igualmente los pares de inercia son numéricamente pequeños; el ángulo de calaje del compresor doble, con relación a los cilindros motores, se elije de tal manera, que los momentos de inercia se equilibran en parte Ademá.í, se sabe que los momentos de inercia moderados, obrando sobre el plano vertical del árbol, no engendran casi vibraciones en el barco La teoría de estos pares de inercia no es exacta sino cuando el armazón de la máquina es suficientemente rígido En las construcciones elásticas preconizadas por ciertas casas, los pares de inercia de las dos mitades de la máquina, obrando el uno contra el otro, pueden provocar vibraciones peligrosas, que se transmiten a la fundación y al casco del barco
suiZÉ?
Corte transversal de un motor Sulzer marino de dos tiempos, de reciente construcción; diámetro de los cilindros: 680 mm.; carrera de los émbolos, 1.200 mm.

sólida pieza, y los extremos del árbol están embutidos en caliente en estos últimos Generalmente las dimensiones de los árboles son superiores a las prescritas por las Compañías de Clasificación. Los cojinetes del árbol están lubricados por el sistema normal de engrase a presión
Comparando el diagrama de los esfuerzos tan-
Por lo que respecta a las velocidades críticas de los árboles cigüeñales y de las lineas de ejes, esta cuestión se presenta bajo un aspecto favorable en los motores Sulzer de seis, ocho y diez cilindros. A continuación se da un resumen de los números de vueltas críticas de primer grado (curva de oscilación con un solo nudo), las cuales amenazan principalmente la línea de ejes transmisores, y la de segundo grado (curva con dos nudos), que son peligrosas para el árbol cigüeñal
Las cifras se refieren a máquinas de 680 mm de diámetro interior de cilindro y 1.200 mm de carrera, desarrollando 500 caballos efectivos por cilindro a la velocidad de 100 r p m
Figura 3.'6 cilindros • velocidad crítica de l.er grado, 6.° orden 32 rev. 2." . 9.° > = 114 » 2." » 12 = 85 8 cilindros velocidad crítica de l.er grado, 8.° orden = 27 rev » » 2.° » 8." - — 125 »
» 2.° » 12 = 84 » 10 cilindros velocidad crítica de l.ergrado, 10 orden — 22 rev. » » 2.° » — 160 » » 2.° » 10 = 80 530
»
El cuadro demuestra que para los motores de seis, ocho y diez cilindros, las velocidades críticas de primer grado están por debajo de la velocidad mínima, mientras que las velocidades peligrosas de segundo grado se encuentran con un margen que ofrece una seguridad por encima de la velocidad normal En cuanto a la velocidad crítica, 11/12, de las máquinas de seis y ocho cilindros, no es peligrosa. E n la máquina de diez cilindros, el nudo de oscilación de segundo grado ha sido colocado cerca del centro de la máquina; el décimo orden resultante se encuentra, por consiguiente, mu y reducido, y las tensiones adicionales son de pequeña importancia
Abstracción hecha de la velocidad crítica resultante de la fluctuación rítmica por la resistencia de la hélice, velocidad cuyo orden depende del número de alas, puede decirse que los tres tipos de motores Sulzer de dos tiempos y simple efecto men-
dicular al eje Este balanceo se presenta si el ritmo de las presiones de la cruceta contra la vía es síncrona con la frecuencia propia del sistema fijo, en el sentido transversal Los motores de simple efecto que describimos tienen una armazón suficientemente rígida, con un centro de gravedad suficientemente bajo, para que la frecuencia propia esté mu y por encima del número de revoluciones normales Por consiguiente, tampoco esta oscilación ha sido nunca observada en un barco con estos motores. En ellos, la zona de las oscilaciones críticas está mu y por encima de la velocidad máxim a de rotación; el motor, ya sea de seis, ocho o diez cilindros, queda perfectamente fijo, no habiéndose nunca producido juegos anormales en la fundación
Las máquinas a dos tiempos y simple efecto son las únicas en que la presión de las articulaciones no cambia de sentido Esta es una de las razones principales en que marchen sin trepidaciones Í
A A
Di Figura4."
^-"agramascomparativos delas fuerzas tangenciales en los motores de simple efecto a cuatroy dostiempos de seis, ocho y diez cilindros, del mismo diámetro y de lamisma carrera deémbolo (para lamisma carga lasvariaciones de las fuerzas tangenciales pueden ser en elmotor decuatro tiempos hasta trece veces superiores alas del motor adostiempos).
clonados más arriba, instalados como máquinas de propulsión en barcos de pasajeros, están prácticamente exentos de oscilaciones para todas las velocidades de navegación y de maniobra.
En los motores de cuatro tiempos, ya sean de simple o doble efecto, la frecuencia propia de segundo grado del sistema móvil es mucho más pequeña, por ser los ejes relativamente más ligeros, y de mayor peso los órganos en movimiento y el volante Resulta que cl sexto orden, mu y peligroso de los motores de seis cilindros, así como el cuarto orden, todavía más peligroso, de los motores de ocho cilindros, se aproximan a la velocidad de régimen, relativamente elevada
Otro fenómeno peligroso, independiente en todo o en parte de las oscilaciones de torsión en la línea de ejes, ha sido observado generalmente en los motores de doble efecto construidos hasta aquí Es el balanceo transversal del motor en un plano perpen-
En el cuatro tiempos a simple efecto, la inercia de las masas provoca a cada carrera de aspiración y de escape una inversión de la presión en las articulaciones de la biela, lo que se manifiesta por un choque de los gorrones en sus cojinetes. En los motores de doble efecto se produce a cada final de carrera un cambio completo del sentido del esfuerzo, que llega hasta levantar el árbol cigüeñal en sus cojinetes Los choques de todas estas masas pesadas proyectados continuamente sobre las dos caras de los cojinetes producen un ruido que se propaga al casco metálico, buen conductor del so-; nido, llegando hasta las cabinas má s alejadas En interés de la seguridad de marcha, no se pueden ajusfar los cojinetes hasta suprimir todo e juego y eliminar así el ruido Esta es una de las principales razones de por qué Sulzer no se decidirá sino difícilmente a adoptar el motor de doble efecto como máquina de propulsión para los grandes

AT=16 0 Vo AT'40 % AT=12|4.VO
Tm\ . AT = 9¡ Vo
A
531
trasatlánticos Con el motor de simple efecto se evitan todos estos inconvenientes; las articulaciones funcionan sin ruido, puesto que la presión no cambia nunca de sentido, excepto el corto período del arranque Esta es una ventaja capital, sobre todo para los trasatlánticos de lujo
Las roturas de los pernos de la cabeza de biela, una de las más peligrosas averías que ocurren, no pueden producirse má s que en las máquinas de esfuerzo alternativo, y nunca en los motores a dos tiempos de simple efecto

Un detalle que tiene su importancia para la salud del personal de servicio, es la ausencia completa de gases de combustión en el departamento de máquinas E n efecto, por debajo de las lumbreras de escape la estanqueidad entre la pared dei
revisión es mu y reducido. El desmontaje y montaje de una aguja de combustible con su pulverizador se hace fácilmente en un cuarto de hora.
En el barco de motores "Aorangí" se ha reemplazado en alta ma r el émbolo averiado de un motor, tardando cinco horas en esa operación; los otros tres motores continuaron marchando a plena carga Cinco horas después de haberse parado la cuarta máquina, marchaba de nuevo, como las otras, a plena carga E n los motores de cuatro tiempos el número de órganos sujetos a revisión es mucho mayor; las válvulas de escape, principalmente, deben ser reemplazadas con frecuencia En los motores de cuatro tiempos a doble efecto, los órganos que ha y que revisar son todavía mucho más numerosos y la sustitución de un émbolo o de una culata inferior exige cuarenta y ocho horas de > trabajo Todas las piezas son mucho má s pesadas y su manejo mucho má s complicado que en el motor a dos tiempos y simple efecto. Si en ruta se produce una avería en una culata inferior, un émbolo o un vastago de émbolo, no ha y ni que pensar en Doner la máquina en condiciones de marcha por os medios de que se dispone a bordo
Los peligros de avería son todavía mucho mayores en el de doble efecto, má s complicado y má s difícil de inspeccionar que el simple efecto En los barcos equipados con motores Sulzer, todos los trabajos de revisión pueden hacerse por el personal de a bordo; por el contrario, se ha comprobado que en oís barcos provistos de motores a cuatro tiempos y doble efecto estos trabajos ha n exigido el empleo de equipos reclutados especialmente para este objeto, siendo siempre peligroso que personas extrañas al barco, y que, por consiguiente, no tienen el interés de personal de a bordo en el buen funcionamiento de las máquinas, se ocupen de realizar estos trabajos.
Por lo que respecta a primeras materias y a su trabajo, hay que mirar, ante todo, la calidad Sería fácil realizar ciertas economías; pero éstas no quedarían compensadas, pues se perdería en calidad y en seguridad de marcha. El menor entorpecimiento que obligue a prolongar una escala, aunque sea por poco tiempo, puede ser lo suficiente para anular completamente la ventaja que se haya creído realizar al comprar una máquina má s barata En los modernos trasatlánticos, cuyos gastos generales se elevan diariamente a sumas enormes, los gastos de primera instalación quedan en segundo lugar ante el factor de las seguridad de servicio
Ensayos de recepción de un motor marino a dos tiempos, de simple efecto, de 700 caballos efectivos
cilindro y del émbolo es absoluta por el empleo de segmentos elásticos alojados en la pared del cilindro; de manera que de haber fuga de gases a través de los segmentos de émbolo, no tienen otra salida que por los canales de escape Además, el estrecho espacio existente entre el émbolo y la camisa del cilindro está continuamente atravesado por una corriente de aire de barrido Por el contrario, en los motores a cuatro tiempos los émbolos motores y los émbolos-guía de las válvulas de escape permiten el paso de los gases de combustión, cuyo efecto perjudicial sobre ía salud del personal que presta el servicio se ha observado ya en algunos barcos
Los trabajos de revisión se efectiián en un mínimu n de tiempo El número de piezas sometidas a
Desde hace algún tiempo se estudian y comparan las diferentes maneras de trabajar las máquinas potentes y ultrapotentes sobre dos o cuatro ejes de hélice. Como se dijo anteriormente, se ha llegado a la conclusión de que para potencias hasta 10.000 caballos por hélice el accionamiento directo por motores reversibles a dos tiempos y simple efecto ofrece hasta el presente el máximu n de seguridad cuando no se estipulen condiciones especiales
Las velocidades de los motores de tipo normal que tienen 1,75 como relación entre la carrera y diámetro, son mu y prácticas desde el punto de vista del diámetro y del rendimiento de las hélices; para los barcos con cuatro hélices, en las que el diámetro de éstas es má s pequeño, se preconiza un tipo de motor de carrera ligeramente reducida y cuyo número de revoluciones, por consiguiente, se aumenta. Si la potencia es considerable, es, sin ninguna duda, má s ventajoso repartirla sobre cua- ^
•'dOO '200 •ooo\ HOC 600 200 "O so 50 'O so 90. .5 —¡ ' / / / V \ 'i- í—• / /y i i ; -i .rr---- - V — T — 1 • .4-—- 1 4 ^ i i SO yo 80 3000 \8000 7000 \6000 sooo—wo 4000—80 3000—BO 2000 woo 0.1 \0¿ 90 m m
5.'
Figura
532
tro unidades La seguridad así es mayor y la velocidad del barco y sus condiciones de march a apenas sufren cuando uno de los motores queda fuera de servicio La altura necesaria para el desmontaje de los émbolos es menor que en el barco a dos hélices, y la superficie de puente, que tiene gran valor, queda aumentada E n las máquinas a gran velocidad no se consigue ninguna ventaja con el empleo de engranajes reductores, pues aparece un nuevo elemento susceptible de desgaste y sujeto algunas veces a averías, que es la rueda grande del engranaje Cierto que esta disposición permite acoplar dos o cuatro motores a un solo eje de hélice
y desembragar un motor averiado para revisarle mientras los demás continúan marchando
Los defensores del motor a cuatro tiempos ha n recurrido al sistema de doble efecto, vista la dificultad de alcanzar en un cilindro potencias superiores a 500 caballos Sin tener en cuenta la complicación que suponía la aplicación del doble efecto, creyeron poder oponer al dos tiempos algo equivalente Esta tentativa necesariamente tenía que fracasar, pues la ventaja de duplicar la potencia del cilindro no ha podido obtenerse más que al precio de todos los inconvenientes que acaban de exponerse.
La fabricación del cok
III.—Estudió de los hornos de cok
Por LUIS TORO N Y VILLEGA S 0)
IN.—Horno "Koppers".
Varios son los tipos de hornos Koppers actualmente en servicio, todos los cuales merecen una descripción especial
El horno normal, que desde 1905 se ha extendido considerablemente en Europa y América, pertenece al tipo de regeneradores individuales, estando representado en la figura 7.^
El caldeo del pie derecho se realiza mediante treinta canales verticales, que se agrupan en dos secciones, cada una de 15 canales Todos ellos estan comunicados con un canal horizontal superior G, colocado al nivel que, aproximadamente, alcanza la carga de hulla en el interior del horno Los orificios de comunicación de los canales verticales con el horizontal son de pequeño diámetro, y su sección puede ser modificada mediante discos de refractario, manipulados desde la parte superior de la batería, gracias a la prolongación hasta ella de los canales verticales de caldeo, por las cuales se introduce una varilla, tal como se ve en el esquema de la figura 7.^
El gas llega a la batería por las conducciones B, de las cuales parte una derivación para cada extremo de pie derecho, derivaciones que se acoplan con una canal de refractario E, que se extiende a todo lo largo de medio pie derecho y que comunica, mediante pequeños quemadores F, con los 15 canales que lo constituyen
El aire entra por una de las galerías U, de las cuales, por los codos B provistos de válvulas de aislamiento y de mariposas de regulación, pasa al e a n a 1 inferior del regenerador correspondiente, atravesándolo y pasando al canal superior del mis"^o, que por 15 orificios inclinados C lo distribuyen en los canales de caldeo, en los que desembocan a la misma altura y al lado de los quemadores de gas Tantos estos como los orificios de C pueden ser limpiados desde lo alto de la batería mediante
(1) Véanse los artículos anteriores en nuestros números de mayo y septiembre 1928, págs 242 y 466 Wl Ingeniero de Minas

varillas introducidas a lo largo de los canales de caldeo
La combustión se realiza en estos canales pasando los gases quemados al canal superior, del cual descienden por el grupo de 15 canales de la otra mitad del pie derecho, pasando después por los orificios C correspondiente al otro regenerador, que atraviesan, y del cual salen por el canal inferior y el correspondiente codo B, pasando a la galería U, que desempeña el papel de colectora de humos y que los conduce a la chimenea
Cada media hora se cambia el régimen mediante la maniobra de una válvula, que, como en otros hornos, al mismo tiempo y mediante cables, cierra las llaves de entrada de gas y aire de un frente de la batería y abre las del otro frente
En algunos hornos de este tipo existe un canal vertical T, situado en la línea media del pie dere- \ cho, y que pone en comunicación el canal colector ; superior con una pequeña galería V, situada en otro ¡ de los regeneradores; su objeto es recoger una cier- i ta porción de los gases quemados y emplearlos en I el caldeo de calderas, ya que el volumen y tempe- i ratura de la masa tatal de gases quemados es mayor de la necesaria para eí caldeo del aire en los regeneradores.
Los hornos de este tipo tienen un largo de 10 m., un alto de 2,30 m y un ancho de 540 mm., cargando 10 ton y teniendo un período de cokización de veintiséis horas
Otro tipo de horno Koppers es el horno compuesto, que puede ser calentado indistintamente por gas rico o pobre La disposición de los canales de caldeo y de los regeneradores es la misma que en el horno precedentemente descrito, diferenciándose sólo de éste en las disposiciones existentes para el caldeo del gas pobre si se emplea este elemento Para ello, y como se ve en la figura 8.% los regeneradores están divididos en dos mitades por un múrete longitudinal, comunicando cada una de las secciones, mediante canales inclinados, con el pie derecho que le es adyacente Con el fin de evitar las explosiones que podrían ocurrir si hubiese un a
533
comunicación entre ambas secciones y una de ellas sirviese para calentar el gas y la otra el aire, se hace que las dos estén recorridas por gas o por aire, con lo cual la separación entre una cámara de gas y otra de aire será el grueso muro de soporte del pie derecho, en el cual es más difícil que se produzcan fugas
Para poder emplear el caldeo por gas rico, llevan los hornos en los.citados muros los canales G de distribución de gas, que dan paso a éste, a través de los quemadores N, a los canales de caldeo; en este caso las dos secciones de cada regenerador se emplean para calentar el aire
Tanto éste como el gas pobre entran en los regeneradores por canales inferiores, a los que están acoplados los tubos exteriores de distribución, cuyas llaves están hechas solidarias, como se ve en la
el horno compuesto del mismo constructor que acabamos de describir
Los regeneradores son, como en aquel, dobles, y el aire y el gas que salen de ellos van por dos canales inclinados B a desembocar casi juntos en cada uno de los canales del pie derecho; la entrada de aire a los regeneradores se realiza mediante registros regulables, practicados en los codos de hierro A que sirven de paso a los gases quemados, desde los regeneradores hasta los canales de humos H; la entrada de gas pobre se realiza mediante codos análogos, no visibles en el dibujo, que ponen en comunicación los regeneradores con las tuberías A, que conducen el gas desde el gasógeno; por último, el gas rico, caso de querer emplear este elemento de caldeo, se distribuye, como en los otros tipos de hornos Koppers, mediante las tuberías generales C,
flgura 9.", que es una vista frontal de la parte inferior de la batería
Tanto en este tipo como en el anterior, los canales de caldeo son más anchos en su parte superior que en la inferior, con el fin de que la resistencia mecánica de la construcción sea mayor en la región donde reina mayor temperatura.
Los hornos compuestos de este tipo alcanzan en muchos casos un alto de tres metros y un ancho de 500 milímetros
Por último, el tipo más reciente que construye Koppers es el llamado por los ingleses tapper oven u horno de sección trapecial, que representamos en la figura 10.^

Este horno, que es del tipo compuesto, o sea que puede ser calentado indistintamente por gas pobre o gas rico, tiene grandes puntos de semejanza con
provistas de derivaciones D, que llevan el gas a los canales E, que se extienden desde cada frente al punto medio del pie derecho y que distribuyen el gas a los orificios quemadores F, correspondientes a los diversos canales de caldeo.
Los productos de la combustión de un grupo de 15 canales se reúnen en un canal superior G, pudiéndose, como en los tipos anteriores, regular los orificios mediante los discos de refractario O, maniobrables a través de los canales P
Como en el horno compuesto antes descrito, las dos mitades de un regenerador reciben gas por los canales inferiores L, y las del regenerador adyacente, aire por los mismos canales que designamos por K.
La característica distintiva del tipo que nos ocupa es la de que las cámaras de cokización tienen
Figura 7." Horno Koppers.534
una sección vertical trapecial, siendo más anchas por su parte inferior que por la superior y presentando la desigualdad inversa los canales de caldeo, con lo cual las paredes de las cámaras son de grue-

cual resulta que la primera sufrirá un exceso de cocción Si se hace que el espesor de la carga sea mayor en la región de mayor temperatura, fijando este exceso de espesor de acuerdo con la naturaleza de la hulla y las temperaturas reinantes en el pie derecho, se comprende que se podrá llegar a conseguir que toda la carga cokice al mismo tiempo Los hornos del tipo que nos ocupan tienen un largo de 11,15 mm., un alto de 3,50 m y un ancho de medio de 405 mm., con un exceso de ancho en la base de 44,5 mm., cargando 10,5 ton de hulla seca
Horno compuesto Koppers. De los grupos de flechas, las dos inferiores señalan los regeneradores de gas y las dos que están inmediatamente encima, los regeneradores de aire
SO uniforme El objeto de esta disposición es procurar un caldeo uniforme de la carga de hulla, pues se observa en todos los hornos que la temperatura es más alta en la región inferior de los canales de
y realizando la cokización en quince a diez y ocho horas
Basados en los fundamentos y en bastantes características de los hornos Koppers, han aparecido numerosos tipos de hornos, de los cuales merecen especial mención los tipos Wilputte y Becker, que vamos a describir
Disposición de las entradas de aireygas del horno Koppers compuesto
caldeo que en la superior, debido a que en ella es donde se verifica la combustión y, por tanto, si la cámara es de sección rectangular, se cokizará antes la parte inferior de la carga que la superior, de lo
\.~Horno "Wilputte".Este horno, que en la disposición de los canales de caldeo y en la llegada a éstos del gas y del aire presenta grandes analogías con el Koppers, presenta una característica especial que lo distingue de,
Figura8." Figura9." R_.L K K
B—f—
Corte transversal.
Corte longitudinal por el pie derecho.
Figu a 10
Horno Koppers, tipo trapecial.
535
todos los tipos descritos y que consiste (fig 11) en la disposición de los regeneradores, que, a más da ser individuales para cada horno, están divididos transversalmente en tantas secciones como canales de caldeo hay en el pie derecho, de modo que hay un regenerador independiente para cada canal

El pie derecho está constituido por 28 canales verticales, agrupados en dos secciones; pero éstas, en lugar de estar compuestas de igual número de canales como en los otros tipos descritos, constan de: 13 canales la sección correspondiente al lado de la deshornadora y de 15 canales la sección correspondiente al lado de la plaza de deshornado. Esta desigualdad responde a la práctica americana, y su
te, para la salida de los gases quemados; pero el paso de aire de éstos a los regeneradores no se hace por el mismo conducto que los gases quemados, sino que hay dos conductos diferentes: uno, 3, que da )aso al aire, y otro, 2, que sirve para la salida de os gases quemados; ambos están provistos de válvulas de aislamiento, acopladas de manera que cuando una se abre la otra queda cerrada necesariamente. De estas llaves el aire y los gases quemados pasan a los canales B y S, respectivamente El canal B es metálico y amovible, estando provisto de tantas aberturas circulares como regeneradores; la sección de estos orificios puede ser modificada, por lo tanto, hasta lograr una perfecta repartición del
objeto no es otro que compensar el mayor ancho de los hornos y, por tanto, el mayor espesor de la carga del lado de la plaza de deshornado
El gas pasa de las conducciones generales í a las derivaciones E, que lo llevan a los canales F, existentes en número de uno por cada sección de pie derecho, y mediante tantas derivaciones como canales de caldeo componen la sección correspondiente, pasa a estos últimos a través de los quemadores G, que son móviles y que pueden ser retirados y sustituidos a través de los canales y de sus prolongaciones superiores
El aire es distribuido a los regeneradores por los canales T y A , que sirven también, alternativamen-
aire entre los diversos regeneradores El canal S es de refractario, partiendo de él también tantas derivaciones como regeneradores y cuyas secciones están modificadas por pequeñas piezas de refractario, que se colocan cuando se construye el horno, cuyos orificios están calculados para que los gases quemados salgan en igual proporción de todos los regeneradores
Los regeneradores, que, como se ve, están colocados entre los muros de sostenimiento de los hornos y, por tanto, debajo de las cámaras de cokización, se comunican con los canales de caldeo mediante conductos inclinados, que se dirigen todos al pie derecho de uno de los lados del horno
I N -N - Hora» ; GHF^^-^IGJH C a r A ^ j A t • n A o / e •5 5> I
Figura 11 Horno Wilputte
536

r* 0 i 12 _ I Tüberiadega^ \ UU < A A yi Car/e- ^s/n&./'tíi/ c/ ^ A^^/c^^o
Figura 12. Horno Wilputte calentado por gas pobre.
Como se ve por lo dicho, este horno permite la regulación del caldeo, por la modificación de las secciones de salida del gas, aire y gases quemados de cada canal de caldeo, pudiéndose también regu-
Este horno es uno de los más recientes, ya que su introducción data solo de 1922, y no'es, en realidad, sino una modificación del horno Koppers, hecha para salvar un grave inconveniente, con el que se ha tropezado al tratar de aumentar el largo y alto de las cámaras, para compensar la reducción de carga que ocasiona la disminución del ancho
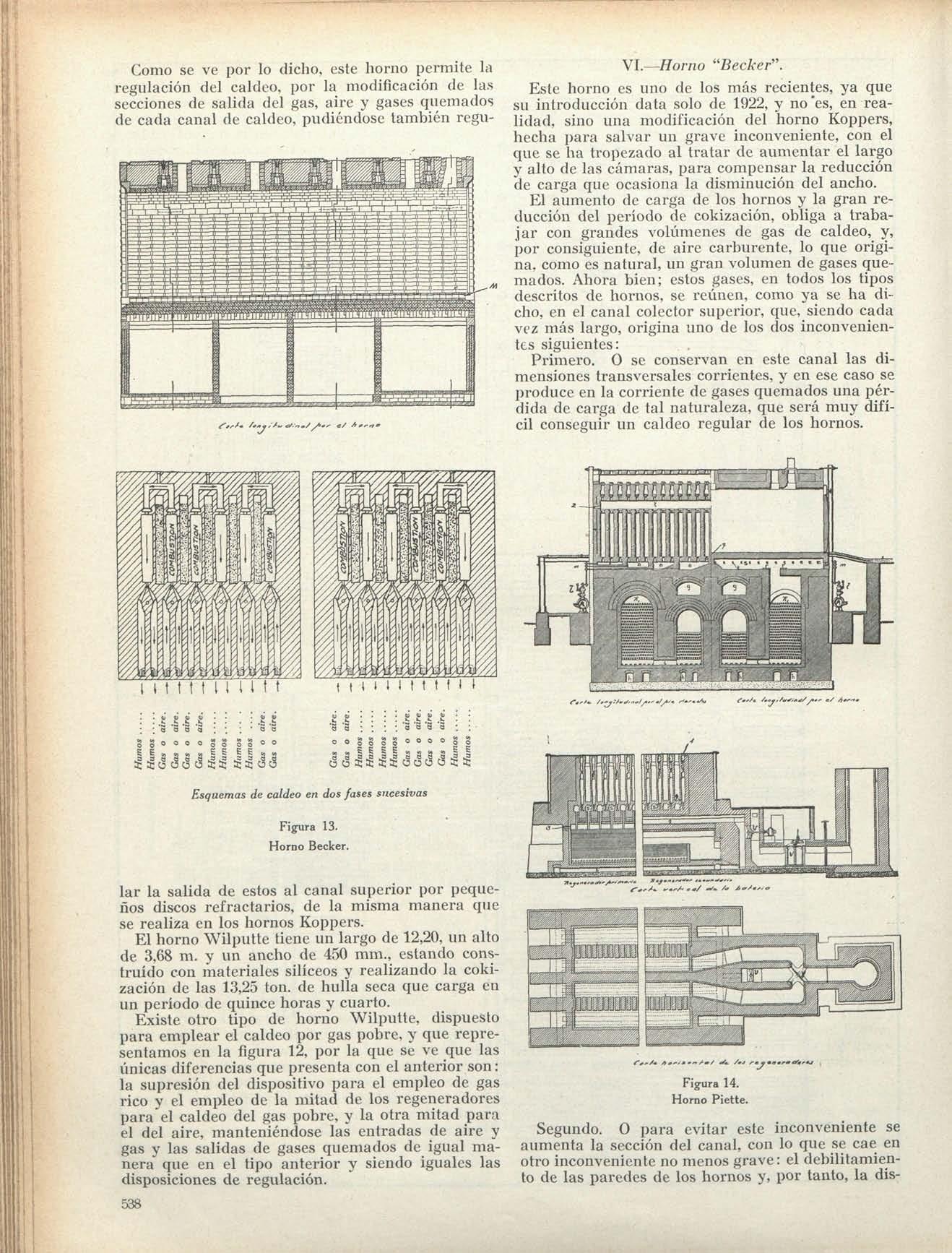
El aumento de carga de los hornos y la gran reducción del período de cokización, obliga a trabajar con grandes volúmenes de gas de caldeo, y, por consiguiente, de aire carbúrente, lo que origina, como es natural, un gran volumen de gases quemados Ahora bien; estos gases, en todos los tipos descritos de hornos, se reúnen, como ya se ha dicho, en el canal colector superior, que, siendo cada vez más largo, origina uno de los dos inconvenientes siguientes:
Primero O se conservan en este canal las dimensiones transversales corrientes, y en ese caso se produce en la corriente de gases quemados una pérdida de carga de tal naturaleza, que será muy difícil conseguir un caldeo regular de los hornos
Esquemas de caldeo en dos fases sucesivas
lar la salida de estos al canal superior por pequeños discos refractarios, de la misma manera que se realiza en los hornos Koppers
El horno Wilputte tiene un largo de 12,20, un alto de 3,68 m y un ancho de 450 mm., estando construido con materiales silíceos y realizando la cokización de las 13,25 ton de hulla seca que carga en un período de quince horas y cuarto
Existe otro tipo de horno Wilputte, dispuesto para emplear el caldco por gas pobre, y que representamos en la figura 12, por la que se ve que las únicas diferencias que presenta con el anterior son: la supresión del dispositivo para el empleo de gas rico y el empleo de la mitad de los regeneradores para el caldeo del gas pobre, y la otra mitad para el del aire, manteniéndose las entradas de aire y gas y las salidas de gases quemados de igual manera que en el tipo anterior y siendo iguales las disposiciones de regulación
Segundo O para evitar este inconveniente se aumenta la sección del canal, con lo que se cae en otro inconveniente no menos grave: el debilitamiento de las paredes de los hornos y, por tanto, la dis-
W.—Horno "Beckef\t t •• S S s s : O a a a S o o o o 3 3 , t t t t ( l t I M t I I t E E '33 5 00SSS50000S S „„EEEE„¡,„«E E
Figura 13.
HornoBecicer
Figura14. Horno Piette.
538
minución de la resistencia y estabilidad general de la batería
Para resolver este grave problema y salvar los inconvenientes descritos, Becker ha modificado el horno Koppers, fraccionando el canal superior en seis secciones independientes, a las que se hace comunicar mediante canales transversales, que pasan por encima de la bóveda del horno, con las secciones análogas del canal del otro pie derecho, tal como se ve en la figura 13, que da un corte longitudinal según el eje de la cámara de cokización y dos esquemas de circulación de gases De esta form a todos los canales de uno de los pies derechos se emplean para la combustión pasando los gases quemados con un corto recorrido, y, por tanto, con una pérdida mínima de carga, a los canales del otro pie derecho por los cuales descienden
El horno es del tipo compuesto, con regeneradores dobles individuales, siendo, en la disposición de éstos y en la distribución de gas rico, igual al horno compuesto de Koppers, como se ve en los cortes esquemáticos, en los cuales se aprecia también la distribución de aire y gas y de gases quemados en cuatro grupos de regeneradores y la inversión del régimen de caldeo en dos períodos sucesivos.
Como otra característica notable del horno Becker, citaremos la disposición que tiene para la inyección de vapor de agua en la carga, durante los últimos períodos de la cokización, operación que, como ha n aprobado los notables estudios del Fuel Research Board inglés, influye considerablemente en el aumento del volumen de gas producido Para ello llevan los hornos un canal de solera M, provisto de una serie de pequeños orificios espaciados 0,60 m.; por este canal se puede inyectar vapor a baja presión, procedente de una tubería situada paralelamente a una de las distribuidoras de gas rico y no representada en la figura
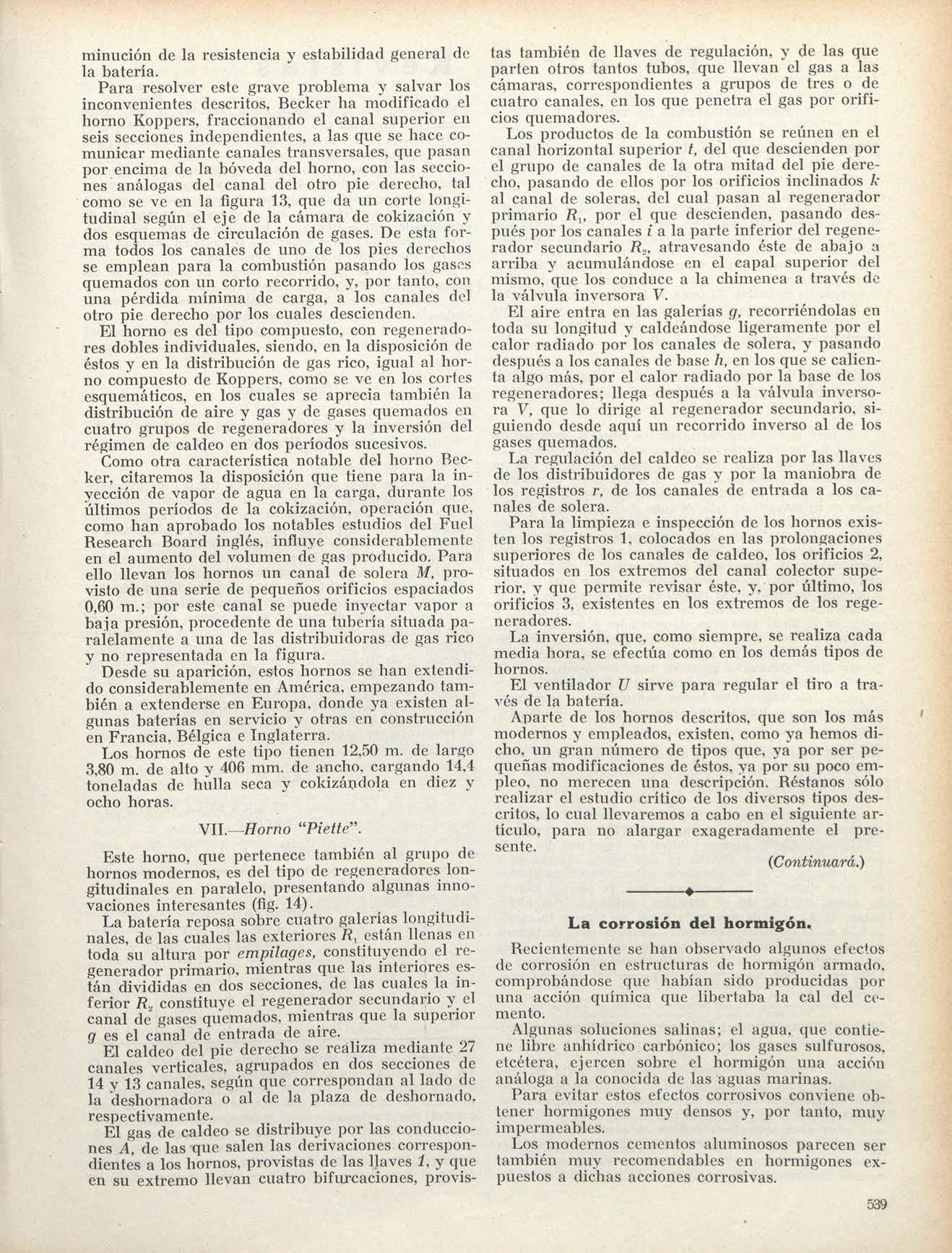
Desde su aparición, estos hornos se han extendido considerablemente en América, empezando también a extenderse en Europa, donde ya existen algunas baterías en servicio y otras cn construcción en Francia, Bélgica e Inglaterra.
Los hornos de este tipo tienen 12,50 m de largo 3,80 m de alto y 406 mm de ancho, cargando 14,4 toneladas de hulla seca y cokizándola en diez y ocho horas
VIL—Horno "Piette".
Este horno, que pertenece también al grupo de hornos modernos, es del tipo de regeneradores longitudinales en paralelo, presentando algunas innovaciones interesantes (fig 14)
La batería reposa sobre cuatro galerías longitudinales, de las cuales las exteriores R, están llenas en toda su altura por empilages, constituyendo el regenerador primario, mientras que las interiores están divididas en dos secciones, de las cuales la inferior R., constituye el regenerador secundario y el canal de gases quemados, mientras que la superior g es el canal de entrada de aire.
El caldeo del pie derecho se realiza mediante 27 canales verticales, agrupados en dos secciones de 14 y 13 canales, según que correspondan al lado de la deshornadora o al de la plaza de deshornado, respectivamente
El gas de caldeo se distribuye por las conducciones Á, de las que salen las derivaciones correspondientes a los hornos, provistas de las llaves í, y que en su extremo llevan cuatro bifurcaciones, provis-
tas también de llaves de regulación, y de las que parten otros tantos tubos, que llevan el gas a las cámaras, correspondientes a grupos de tres o de cuatro canales, en los que penetra el gas por orificios quemadores
Los productos de la combustión se reúnen en el canal horizontal superior t, del que descienden por el grupo de canales de la otra mitad del pie derecho, pasando de ellos por los orificios inclinados A' al canal de soleras, del cual pasan al regenerador primario fíj, por el que descienden, pasando después por los canales i a la parte inferior del regenerador secundario R,,, atravesando éste de abajo a arriba y acumulándose en el capal superior del mismo, que los conduce a la chimenea a través de la válvula inversora V.
El aire entra en las galerías g, recorriéndolas en toda su longitud y caldeándose ligeramente por el calor radiado por los canales de solera, y pasando después a los canales de base h, en los que se calienta algo más, por el calor radiado por la base de los regeneradores; llega después a la válvula inversora V, que lo dirige al regenerador secundario, siguiendo desde aquí un recorrido inverso al de los gases quemados
La regulación del caldeo se realiza por las llaves de los distribuidores de gas y por la maniobra de los registros r, de los canales de entrada a los canales de solera
Para la limpieza e inspección de los hornos existen los registros 1, colocados en las prolongaciones superiores de los canales de caldeo, los orificios 2,, situados en los extremos del canal colector supe-! rior, y que permite revisar éste, y, por último, losi orificios 3, existentes en los extremos de los rege- ] neradores 1
La inversión, que, como siempre, se realiza cada; media hora, se efectúa como en los demás tipos de • hornos
El ventilador U sirve para regular el tiro a través de la batería
Aparte de los hornos descritos, que son los má s modernos y empleados, existen, como ya hemos dicho, un gran número de tipos que, ya por ser pequeñas modificaciones de éstos, ya por su poco empleo, no merecen una descripción Réstanos sólo realizar el estudio crítico de los diversos tipos descritos, lo cual llevaremos a cabo en el siguiente artículo, para no alargar exageradamente el presente
(Continuará.)La corrosión del hormigón.
Recientemente se han observado algunos efectos de corrosión en estructuras de hormigón armado, comprobándose que habían sido producidas por una acción química que libertaba la cal del cemento
Algunas soluciones salinas; el agua, que contiene libre anhídrico carbónico; los gases sulfurosos, etcétera, ejercen sobre el hormigón una acción análoga a la conocida de las aguas marinas
Para evitar estos efectos corrosivos conviene obtener hormigones muy densos y, por tanto, mu y impermeables.
Los modernos cementos aluminosos parecen ser también mu y recomendables en hormigones expuestos a dichas acciones corrosivas
539
De otra s Revista s
Abastecimientos de aguas.
Nuevo abastecimiento de agnas para Atenas y El Píreo. (Adolph G Wulff, The American City Magasine, vol 34, pág 607.)
Hasta ahora Atenas y El Pireo recibían agua por medio de acueductos construidos hace muchos siglos En breve dispondrán de un excelente abastecimiento de aguas, construido por una empresa americana Las obras consistirán en un nuevo gran depósito, un sistema de distribución de agua dulce potable y otro de agua salada para riego de calles y servicio de incendios. El coste de las obras será del orden de los 65 millones de pesetas La actual dotación de agua por habitante y día es de 20 litros, que se elevará, unavez terminadas las obras, a 170.—F. B.
Influencia de la conservación del agua en depósitos, sobre su purificación. (Schaefer, Revue d'Hygiéne, vol 47, pág 1.167.)
Son muy encontradas las opiniones sobre la duración de la vida de las bacterias patógenas en el agua almacenada en depósitos. El autor llega a la consecuencia de que en condiciones normales de temperatura, contenido de materia orgánica y grado de acidez, las bacterias patógenas desaparecen en su mayoría al cabo de ocho días, y el resto quedan de tal modo atenuadas y dispersas que resultan inofensivas. En la construcción dedepósitos y embalses es necesario tomar ciertas precauciones que contribuyen a reducir el desarrollo y crecimiento de organismos en las aguas en ellos almacenadas; entre estas.precauciones figuran: el dara las paredes o procurar que las laderas tengan fuertes inclinaciones, afin de dificultar el crecimiento de hierbas y otras plantas, y evitar en el fondo toda clase de cavidades y depresiones en las que se pueda depositar materia orgánica, pues ésta favorece el crecimiento de algas que comunican al agua olor desagradable Cuando, a pesar de todo, se presentan crecimientos de algas, éstas se pueden destruir aplicando sulfato de cobre (de 0,25 a 1,25 partes por millón) o permanganato potásico (de 0,25 a 0,50partes por millón).—F. B.
El abastecimiento de agua de San Pablo. (Public Works, vol 58, pág 451, y Water Works, vol 66, página 489.)
Para el abastecimiento de Sao Paulo (Brasil) se está construyendo una conducción de agua de 77 km. de longitud, que tomará 200.000 metros cúbicos de ag:ua por dia en la cuenca del río Clara, situada en una región montañosa y poco poblada, a fin de abastecer a los 800.000 habitantes de dicha ciudad En la conducción hay 24 km de tubería en carga, de 1,80 m. de diámetro, construida con hierro Armco de 11 mmi de espesor, y 8 km de tubería en carga, de 2,50m. de diámetro, también de hierro Armco, de 13 mm. de espesor El resto de la conducción se hace por tubería de hormigón armado. Hay unos 50 túneles, el más largo de 1.500 metros Para las curvas se haproyectado unradio único de 100 m.—F. B.
Mal sabor accidental del agua de Chicago. (Engineering News Record, vol 100, pág 115.)
El abastecimiento de aguas de Chicago se surte del lago Michigan, y para cortar el peligro de contaminación porlas aguas negras quese vierten en el mismo lago, el agua seesteriliza por el cloro. Es sabido que la cloracíón produce un mal sabor si el agua lleva indicios de alquitrán En el extremo Sur del lago, a unos 32 km. de Chicago, hay algunas ciudades industriales cuyas aguas negras llevan residuos de algunas instalaciones de obtención de subproductos de la fa-
bricación del cok. Poco antes de la Navidad de 1927, unos vientos, de dirección poco frecuente en aquella región, produjeron en el lago corrientes que llevaron estos residuos hacia las tomas de agua de Chicago.
Como consecuencia, se comunicó a las aguas potables un sabor muy desagradable, debido a la presencia de compuestos de fenol y cresol con el cloro, formados por la reacción de los ácidos alquitranados con el cloro del tratamiento ds esterilización El contenido de fenol era de 60 : 10»,, o sea unas cuatro o diez veces superior a la cantidad capaz de producir el característico sabor a yodoformo
El sabor no se pudo evitar, porque la presencia de las aguas negras obligaba a aumentar la dosis de cloro hasta 1,64 partes por millón. Los análisis demostraron que la contaminación bacteriológica era muy grave; pero el agua tratada por el cloro no era ya perjudicial, a pesar delmal sabor, queduró una semana.
Construcción.
Cómo se proyectan los firmes de hormigón. Q H Chubb, Engineering News Record, 5 enero 1928, página 19.)

La industria de la pavimentación es, tomada aisladamente, el mayor consumidor de cemento de los Estados Unidos. En el año 1926,de los 162 millones de barriles producidos (20.000.000 ton.), una cuarta parte se dedicó a pavimentos de hormigón o bien a la cimentación de otros tipos con capa de rodadura diferente. Esto no obstante, la pavimentación ha sido, entre todos los consumiidores de cemento, el que más ^ lentamente ha adoptado los principios fundamentales que rigen enla elaboración de los hormigones modernos ^ Durante los diez últimos años, los pliegos de condiciones para hormigones destinados a pavimentación se esforzaban en prescribir calidad de los materiales, proporciones de éstos, elección y clasificación de áridos y, finalmente, mezcla, colocación, acabado y cura del hormigón La cláusula que se refiere a la proporción de agua empleada es, como en eldía, una excepción, a pesar de que este concepto, en lo que a la resistencia del hormigón se refiere, es tan importante como la proporción de cemento y más que la clasificación y finura de los áridos.
TABLA I
EFECTO DELA CANTIDAD DEAGUA ENLA RESISTENCIA DEL HORMIGÓN.
Proporción 1:2:4
El efecto del agua en la resistencia del hormigón se ve en los datos de la tabla I, representada gráficamente en la figura 1."y obtenidos con ocho mezclas idénticas, excepto en lo que al agua se refiere. La máxima resistencia a la compresión, tanto a los siete como a los veintiocho días, corresponde a una cierta cantidad de agua y cualquier otra cantidad da una resistencia menor a igualdad de cemento, arena y grava. Una cantidad lo bastante pequeña de agua para no hacer ima mezcla trabajable es tan perjudicial como un
Mezcla A B C D. E F G. H. Galones de agua por saco. 5 6 6,5 7 7,5 8 9 10 Asiento en pulgadas O O 1 V2 4 6. , 7 RESISTENCIAS A LA COMPRESIÓN EN LIBRAS POR PULGADA CUADRADA 3dias 990 2.100 1.840 1.630 1.290 980 620 440 7dias. 1.460 2.820 2.850 2.370 2.150 1.560 l.tOO 770 28días. 1.630 4.160 4.640 4.180 3.560 3.180 2.250 1.910
540
exceso, quedesdosifica elhormigón al manejarlo y colocarlo. • Entendemos pormezcla trabajable la que daenunaprueba de aplastamiento oasiento ("slump test"), un valor deéste no inferior a 13 mm.ni tangrande que resulte demasiado húmeda para manejar, segiín acabamos de ver.Lasmezclas C a G inclusive son trabajables, las A y B son demasiado secas, y la H tiene demasiado agua. • Una regla segura para proyectar unamezcla destinada a pavimentación es emplear la proporción de agua quedala resistencia necesaria a unacierta edad determinada con los materiales aprovechables, empleando una proporción de estos que dé un aplastamiento inferior a 25 mm., empleandomáquinas, o a 76mm., cuando sehace a mano el acabado de la superficie.
EJEMPLO
Como ejemplo de las anteriores consideraciones, vamos a proyectar un pavimento de 20 pies de ancho con una carga máxima porrueda de12.000 libras, y que debe abrirse al tráfico a los siete días. Conhormigón 1-a, el espesor enel borde será 10 pulgadas, y a los cuatro pies de siete, y el coste de los materiales 292,34 $ por 100pies lineales.Con el 1-b,quelleva 20 por100másde agua, las cifras serían, respectivamente, 11,2 y 8 pulgadas, con uncoste de320,03 $. el 1-cobligaría aemplear 13 y9pulgadas y agastar 356,06$. El coste de acabado de superficie es aproximadamente el mismo, aunque el 1-c resultaría demasiado húmedo si nose empleaba con escaso bombeo El 1-a daría el mejor pavi-
TABLA I I
RESISTENCIAS,COSTESYTRABAJABILIDADDEDIFERENTESMEZCLASDEHORMIGÓN
RESISTENCIASALACOMPRESIÓN! IENLIBRASPORPULGADACUADRADA Agregado lino Pies cúbicos. 12,14 H,74 11,34 11,34 10,98 11,04 10,64 10,48 10.13 9,07 6,84
Agregado] grueso Pies cn-\ bicos. 18,21 17,61 17,01 19,85 19,22 18,40 17,73 17,46 16,88 21,12 23,90
No es la resistencia a la compresión la única característica interesante de los hormigones destinados a pavimentos
Si comparamos el hormigón 1-a, de la tabla II, con el G-a, parece preferible éste, por sumayor resistencia; sinembargo, no debe elegirse, pues por supequeña proporción dearena es prácticamente imposible dejar bien terminada susuperficie, y aun después deunacuidadosa mano deobra, siempre resultará poroso, granular y lleno dehuecos depiedras.
En resumen: para proyectar unamezcla para pavimentación, debe comenzarse porunaserie deensayos como los del cuadro I, conobjeto de determinar, "antes de comenzar el trabajo", el hormigón mejor y máseconómico quese puede obtener conlos materiales de quese disponga Después de deducir la resistencia que proporciona el hormigón proyectado, a las distintas edades, es fácil determinar la sección transversal delpavimento enfunción dela carga porrueda admisible
El espesor deunpavimento quehadesoportar unacarga de P libras por rueda, quepuede pasar a unadistancia de dos pies delextremo libre, empleando unhormigón cuya carga de rotura a la tracción es 2 F, determinado por experimentos previos, es enpulgadas:
£2 = 3P F
A unadistancia de cuatro pies del borde, el espesor podría reducirse a 0,7 E, lo quesupone unasección formada por dosfajas laterales de cuatro pies, deE pulgadas de espesor, y una zona central de0,7E degrueso.
La tabla II muestra una serie de experimentos sobre la mezcla más empleada en pavimentos y carreteras (1:.-2:3%) y otras algo diferentes, para poder comparar lasventajas de cada una y ver, como ocurre conlas5-ay 6-a,queungran coeficiente derotura nosignifica excelente calidad delhormigón. Figuran también algunos datos económicos degran interés enproyectos
3días 1.890 1.190 760 1.840 1.270 2.930 1.820 3.730 2.330 1.900 2.140
5dias 2.790 1.760 1.100 2.790 1.710 3.780 2.420 4.320 3,210
7días 3.280 1.920 1.350 3100 1.930 4.220 2.690 5.090 3540 3.250 3.430
5dias. 660 490 370 670 490 730 610 860 690
7dias. 730 570 430 700 550 830 710 950 7.50 760 910
RESISTEN-CIASALATRACCIÓN ENLIBRASPORPULGADACUADRADA 3días. 510 350 240 480 380 680 520 760 660 450 600
Costede osmate-' 'ríalespor lyardacúbica Dólares. 6,04 5,84 5,65 5,86 5,66 6,78 6,54 7,52 7,28 5,81 6,06
Costede cada1,000 libraspor pulgada cuadrada deresistenciaala compresiónalos sietedías Dólares. i,''4; 3,04; 4,19i 4,%] 2,94] 1,60i 2,42: 1,48; 2,05 1,80i 1,76;
mentó de todos, pues resistiría mejor el desgaste y requeriría menores gastos de conservación, puesto queel hormigón es máscompacto quelosotros. Lomismo podría decirsedel 1-b respecto del 1-c.
°?. '°° "° "° '*° 'TO jao J90 to o
Figura
Efecto de la cantidad de agua en la resistencia del hormigón
Percent OF Máximum Strengíh=tantos porcientodelamáximare.si.stenc'a; Wafer UsedFigures are percent Quantity giving Máximum Strength. Plotled from strengths given in tablc N." /—La.sabscisa.srepresentanla t-antidaddeaguaempleadaentantosporcíente deladosisqueproporcionalamáximaresistenciaCorrespondenalosdatosdelatabla /; Concrete too dry-not tí'orA:a6/e=hormigóndemasiadoseco,notrabajable; The máximum strength CAN be o6íaineí/=re8ÍstencÍamáximaquepuedeserobtenida; Proper CONsistencg FOR concrete pavemtnts—coT\s\si^x\'\tí adecuadaparafirmes; Wilth this consistency about 30 percent the strength is Zosí=cones-aconsistenciasepierdepróximamente P\ 30porcientodelaposibleresistencia;One half - lamtad; Concrete too wet-not TVORkable due to segregation—Uormigón demasiadohúmedo,notrabajableporsufácil desagregación
541;

Galones Módulo deaguaAsiento de MezclaProporciónporsacoenpul-finura de gadas del cemento. árido. 1—a 1:2:3 5,83 1 5,42 1-b 1:2:3 7,00 6 5,42 1-c 1:2:3 8,18 8V 2 1 5,42 2—a ):2:3'A 5.93 5,58 2-b 1:2:3V2 7,12 6 5,58 3-a l.l'k:2 'A 4,80 1 5,54 3-b 1:1V2:2';2 5,88 Th 5,54 4 a 1:1,2:2 4,24 1 5,50 4-b 1:1,2:2 5.08 8 5,50 5 a 1:1,6:3,7 5,83 1 5,81 6-a 1:1,1:3,9 5,16 1 6,13
CANTIDADESDKI.OSCO.MPONENTESPORYARDACÚBICADEHORMIGÓN Cemento Sacos. 6,07 5,87 5,67 5,67 5,49 7,36 7,09 8,73 8,44
*
1.*
Debe hacerse notar que los costes Indicados sólo se refieren a los materiales, y que el coste de mezclado, manejo y colocación viene a ser proporcional al volumen; es decir, a 48, 55, 63 yardas cúbicas, respectivamente. Es cosa demostrada actualmente que se puede obtener un hormigón de resistencia determinada para pavimentación con una edad también determinada. Esto ha permitido reducir mucho el período queun camino hormigonado ha de estar cerrado al tráfico en Duluth, Mínn Antes de 1926 los pliegos de condiciones exigían catorce días de interrupción si la temperatura no bajaba de 50" P, aumentándose un día por cada grado por debajo de esa cifra. Modernamente sólo se exige que la apertura sea subordinada a que cilindros de prueba, tomados de la mezcla en el momento de su empleo, alcancen una resistencia superio.- a 2.000 libras por pulgada cuadrada. La resistencia medía obtenida a los cuatro días fué de 2.130, lo que permitió reducir en diez días la interrupción del tráfico El hormigón empleado tenía un saco más por yarda cúbica que el empleado cuando el plazo era de catorce días, agua para producir un aplastamiento de 1 pulgadas, en vez de 2, y un tiempo de mezcla de uno y medio minutos, en lugar de uno El ligero aumento de coste está ampliamente compensado por el ahorro de tiempo en los que debían usar el pavimento.—J. Abollado.
Combustibles.
La petrografia del carbón y sus aplicaciones. (R. van Aubel, Revue de l'Industrie Minérale, año 1928, página 69

El artículo es un sumario de la situación actual de lapetrografía del carbón, dando resúmenes de los métodos petrográficos empleados en el examen del carbón
En la preparación de secciones microtómicas, Mr. Jeffrey trata el carbón con una solución alcohólica de potasa o sosa y con ácido fluorhídrico concentrado, y, después, con fenol, benzol u otra sustancia similar. Mr. Thíessen usa en primer término ácido fluorhídrico y prefiere tratar pedazos pequeños solamente. Con ambos métodos el carbón se ablanda lo suficiente para cortar secciones con el microtomo.
Mr. Loma obtiene las probetas con adelgazamiento por frotación, del mismo modo que se obtienen las preparaciones de rocas, pero con algunas modificaciones particulares que se descrihen.
Los métodos metalográficos, o sean los que usan luz reflejada, se hanempleado porvarios investigadores, queadop-
tan diversos procedimientos para atacar la superficie pulimentada con objeto de destacar su estructura
El autor describe algunos procedimientos micro-químicos, en los que usa diversos reactivos para colorear o hacer destacar de otra manera los constituyentes de la sustancia carbonosa y clasificar así los carbones.
El conocimiento de la microestructura del carbón es también muy importante para decidir la manera más ventajosa de utilizarlo.
Normas alemanas para el empleo del carbón pulverizado. (F .Schulte, Archiv für Warmevoirtschaft und Dampfkesselwessen, vol 9, pág 107.)
El autor cita las normas para instalaciones de sistemas de combustibles pulverizados preconizados por la United States National Fire Protection Association en 1916, y señala el hecho de que el número y consecuencia de los incendios y explosiones producidas no sean tan importantes en Alemania como en América. Alrededor de 200 instalaciones emplean en Alemania combustible pulverizado, en general lignito, y también se emplea aquél en otros fines industriales Las 28 asociaciones alemanas de inspección de calderas han proporcionado todos los datos necesarios de sus sectores respectivos, y de ellos se deduce que se produjeron cinco casos de combustión espontánea, achacables principalmente a un almacenamiento demasiado prolongado. También se produjo en un vagón que se cargó con polvo muy caliente Tres accidentes tuvieron por causa la ignición del combustible por llamas producidas en los ceniceros de las calderas. Una explosión se produjo al cambiar la combustión de petróleo por la de carbón pulverizado. Dos accidentes tuvieron por causa la ignición del polvo que salía por las juntas de un depósito. Por lo que parece, en todos estos accidentes, excepto, quizás, en uno, el combustible era lignito. El polvo del carbón ordinario es mucho menos peligroso.
Electrotecnia.
Relaciones económicas entre la energía hidroeléctrica y la termoeléctrica (A H Markwart, Power, 3 enero 1928, pág 39.)
Como quiera que las centrales hidroeléctricas están alcanzando el máximo de rendimiento y su coste va en aumento, mientras que en las centrales termoeléctricas hay un mar-
FCRCENT PEAK 100 95 90 85 80 75 70 65 60 55 50 45 +0 35 30 2b ¿O 15 10 FROM BASE FROMPEAK LF PERCENLKW.M LF FTRCENTMR 45.0 100.00 47.3 9196 49.8 9981 52.6 99.59 55.7 99.26 59.2 9A77 62.8 9807 67.0 9696 71.3 95.43 763 9339 O 0.04 0.19 041 0.74 1.23 193 304 457 6.61 toa 9Q09 83 9.91 837 8370 133 1630 86.0 76.61 17.5 2339 88.7 69.12 213 30JB8 91.7 61.21 24.9 3979 94.7 52.75 283 47.25 96.2 4-3J3 ÍLI 56.27 100 100 100. ao Q4 os 1.3 17 2.2 29 39 5.1 6£ 3341 35.2 6659 22.27 38B 7773 11.15 42jO 12 2 j \ \ 1 f / f1 1 // / \ / / 300 00 200 100 4 6 8 10 12 2 4 6 e A.M P.M Figura 1.°
542
Factores de carga y porcentajes de potencia hidráulica y térmica ptira dos curvas de carga.
cado aumento en las economías obtenidas, parece ser probable que un sistema combinado de generación de electricidad será más económico que seguir empleando el vapor o la energía hidráulica aisladamente. Esto se debe a que las centrales termoeléctricas no han llegado todavía al límite mínimo de consumo de combustible, y el coste final del kilovatio va
porcentajes de potencia, de tal modo, que para cada ordenada se ve en el cuadro (fig. 1.') el porcentaje de potencia que se puede producir hidráulicamente y con qué factor de carga, al mismo tiempo que el factor de carga que tendría una central térmica que suministrase el resto del pico.
En este mismo estudio se han construido otros dos gráfi-
V 1 1 1 r iHYDDO & Miarte "IT
CA P TA L COS Í / SttamCantal • Í33 ptr KW for 100%
ilo«n to'lOO pir KW (or 50% and btlon
Encrw Conten í 0.1 -6,250.000 6TU t" W Enirgy M l»r 450 K« Hrs ibbl
-Enmu Contm t Coal• 12.500 6T U ptrIb ........... 1600 K« Hrj-1 Ton íAA.
-*nnual Chsrjt on Hi|dro Insfallation inil Tranjimsiw i 105/j^
Annva l Charoton SUam Inslallalion 14% ' libblí
Olí ptr KWlorno load (utl • ^7^
Entrjij Conlent Oil-6,250000 61U ptr bb l Eníroo futí for 450 K« Hrs - Ibbl
EntrM Conttnt Coa l • 12500 11U ptr Ib Entrou futí forlíOOK.Hrs -|Ion
Annua l Char^ t on H<jdro InstallationindTransmiuion 109%
iCharoion SlciniInslilItlun 14%•IUbis
ANNUAL
Figura 2."
Familias de curvas que para unas abscisas que representan el tanto por ciento del pico suministrado con vapor, muestran el capital necesita- : do, las cargas anuales, el coste del kilovatio y el factor de carga, para cuatro tipos de centrales. ;
disminuyendo por la tendencia a construir cada vez centrales mayores.
' Una de las condiciones fundamentales en la producción de energía es el factor de carga, o sea la relación entre la potencia media suministrada y la máxima que se puede desarrollar; para un factor de carga bajo es más económica la energía térmica, siendo preferible la energía hidráulica cuando hay un gran factor de carga
El capital invertido por kilovatio suministrado varía en América del Norte entre 150 y 400 dólares en las centrales hidroeléctricas, mientras que en las térmicas sólo oscila entre 8 5 y 125, siendo así que se puede tomar como término medio 100 dólares.
Ha de tenerse en cuenta que al aumentar anualmente el consumo de energía, si ésta es hidroeléctrica, mantiene su mismo precio de coste, mientras que al aumentar el factor de carga en el caso de la energía termoeléctrica, también aumenta su precio de coste al aumentar el consumo de combustible
Se ha hecho un estudio económico para encontrar el capital invertido por kilovatio, suministrando 400.00 0 kw. en el pico, bajo dos factores de carga, en un caso de 6 5 % y en el otro de 4 5 %. Para ello se partió de dos curvas de carga diaria y se determinaron los factores de carga, L. F. y los
cos (fig 2.*!, en los que unas familias de curvas que tienen como abscisas el tanto por ciento de pico que se puede suministrar con vapor, muestran el capital necesitado, las cargas anuales, el coste del kilovatio y el factor de carga, para cuatro tipos de centrales hidroeléctricas que hubiesen invertido 150, 200, 300 y 400 dólares por kilovatio suministrado, y para 2, 3, 4r 8 y 1 2 dólares de precio del carbón.
Estas últimas curvas, a más de señalar el mínimo del coste por kilovatio y la proporción del pico a que corresponden, señalan también cuándo se debe usar únicamente una sola clase de energía o cuándo es indiferente el usar dos y hasta qué límite. Así es que este estudio señala el camino para encontrar la máxima economía en la generación de energía por la combinación de los dos sistemas empleados.—E. R.
La influencia de la frecuencia en el peligro de electrocución. (P Bunet, Revue Genérale de l'Electricité, vol 23, pág 221.)
Se han dado dos explicaciones sobre la inocuidad de las corrientes de alta frecuencia para el organismo humano La primera es que la corriente no afecta a los órganos vitales,

l i ±: ^ S cSi 160 140 120 100? sd 60 40 24 ZZ 20
14 12
Per Cení- of Peak on S-heam 10 20 30 40 50 60 70 80 90 100
18 16
1}
1 1 11 1 1 ••
»l2Coal -A
; b 'o 10 20 30 40 50 60 70 80 90 100 Per Cent of Peak on S+eam 2 o o C-JQ Mc o 6-1 Per Cent of Peak on S+eam O 10 20 30 40 50 60 70 80 90 100 !60 140 120 100 80 60 40 ? o -Cu., D c C O C — 1= o a IZO 16.01 14.0 12.0 10.0 8.0 6.0 100 80 60 20 O tfWOHYDRO CAPITAL COS T (SItam ««lOOptr KW )
_jV^5ttam
-4 A55UMPTI0NS »3 04or
or
ASSUMPTIONS
r KW for •l2Coalkii
Annua
COST 1 L DS lOAD . m n* 0 l0 20 30 4 0 50 60 70 80 90 10( Per Cení of Peak on S+eam
543
por quedar confinada en la superficie de la piel La segunda es que el organismo presenta a las frecuencias una insensibilidad análoga a la que tiene a vibraciones luminosas o acústicas que pasan de un cierto límite.
El autor demuestra que ninguna de estas hipótesis ofrece una explicación satisfactoria. Sugiere que la acción sobre el organismo es electrolítica, y que la rapidez de los cambios de sentido de la corriente producen descomposiciones parciales temporales que se reparan en la siguiente onda. Las extremadamente rápidas variaciones de voltaje a que queda sometido el organismo durante la descarga de grandes condensadores o por la acción del rayo, producen una rotura de los tejidos análoga a la de los dieléctricos, debido a la gran resistencia del cuerpo en el primer instante de su aplicación.
Pruebas de aisladores. (H Bechdolt, Elektrotedittische Zeitschrift, vol 49, pág 331.)

En Hermsdorf se han llevado a cabo unas investigaciones para determinar el efecto de varias clases de depósitos sobre los aisladores de alta tensión. En general, se encontró que la tensión de ruptura de todos los aisladores se reduela considerablemente con la humedad.
La clase de depósito tenía una influencia muy importante El polvillo metálico procedente de una fábrica inmediata de productos químicos bajó la tensión de ruptura hasta el 3 ó 4 por 100 de su valor de prueba. Los depósitos salinos o sulfurosos la redujeron a un 10 ó 15 por 100. Los vapores ácidos también causaron una sensible reducción. El ácido y los humos la redujeron hasta el 31 por 100. El polvo de cemento, hasta el 20 por 100. En cambio, el polvo de una carretera sólo la redujo hasta el 80 por 100. Un punto muyimportante es la forma conveniente para proporcionar un fácil escape al agua de lluvia, evitando así la formación de caminos de menor resistencia
Presas de embalse.
Subpresiones en las presas. Experimentos realizados por Bureau of Reclamation de los Estados Unidos. (Julián Hinds, Proceedings of the American Society of Civil Engineers, vol 54, pág, 686.)
El Bureau of Reclamation ha medido las subpresiones en tres presas de derivación y una de embalse, las cuatro del tipo de gravedad Los materiales depositados aguas arriba de una presa cimentada sobre terreno poroso actúan en cierto modo com|o un filtro, reduciendo la subpresión y ofreciendo resistencia considerable al paso del agua. Cuando, como ocurre durante las avenidas, se remueve la superficie de este filtro, la subpresión aumenta. En una de las presas, cimentada sobre pizarra, no se encontró subpresión aprecíable. En otras, cimentadas sobre areniscas, la subpresión aumentaba de aguas abajo a aginas arriba según una ley próximamente lineal En el paramento de aguas abajo la subpresión medida era igual a la carga de agua existente en aquel punto, y en el de aguas arriba la subpresión eri igual a la anterior más un cuarto de la diferencia del nivel del agua en ambos paramentos.—F B
Tuberías.
Esfuerzos y deformaciones en una tubería metálica. (Engineering News Record, vol 99, página 184.)
La tubería de Mokelumme (Estados Unidos), de palastro, con 1,65 m. de diámetro y 11 a 13 mn». de espesor, tendrá una longitud de145km Está constituida portrozos de9m de
longitud conunasoldadura longitudinal hecha entaller, cuyas juntas transversales se había proyectado realizar en obra con soldadura de acetileno Las numerosas roturas que ocurrieron al empezar el montaje obligaron a sustituir la soldadura por roblonado.
Los ingenieros L. T. Jones y W. S. Weeks realizaron un estudio detenido de las deformaciones y esfuerzos que se podían presentar en esta tubería, estudio del cual es un resumen el artículo que extractamos. Una de las causas más importantes de esfuerzos es la gran diferencia de temperatura (22" C) que existe durante el día entre la parte alta y la parte baja de la tubería. Otras dos causas de importantes esfuerzos longitudinales que no se suelen considerar al proyectar tuberías metálicas son: la contracción de Poisson que da lugar a esfuerzos del orden de un cuarto de los esfuerzos transversales debidos a la presión del agua, y la diferencia de temperatura entre la tubería, durante su montaje, y el agua que ha de circular por ella, generalmente m)ucho más fría El procedimiento ideal de construcción consistiría en hacer las juntas durante la noche y cubrirlas antes de que empezara la elevación de temperatura del día siguiente. El montaje en los trozos inclinados debe hacerse siempre procediendo de abajo hacia arriba, a fin de que la componente de la gravedad sea de sentido opuesto a la de la tensión residual inherente.—F. B.
Revestimientos interiores para tuberías de fundición. (Chas. W. Sherman, Engineering News-Record, vol 98, pág 872.)
Durante los últimos cuatro o cinco años, han dado excelentes resultados los revestimientos de cemento. En Estados Unidos se suelen emplear revestimientos demasiado delgados, que resultan poco duraderos. En Inglaterra se utilizan revestimientos de unos 12 mm de espesor El revestimiento Talbot, también muy empleado en Inglaterra, consiste en una mezcla de asfalto y roca molida aplicada en caliente por centrifugación. El espesor de este revestimiento, que queda con una superficie interior muy lisa y que se adhiere fuertemente a la fundición, es de unos 6 mm. Para resistir a la acción del agua del mar s€ han empleado algunas veces revestimientos vitreos tratados químicamente; algunos de estos revestimientos llevan diez años en servicio
Cómo se ha evitado la corrosión en una tubería de palastro de 560 km. de longitud. (W Kirkwood Weller, Water Works, vol 66, pág 342.)
Para abastecer de agua la población de Kalgoorlie (Australia Occidental) se ha construido una tubería de palastro de 560km. de longitud y 75 cm. de diámetro, que arranca de un embalse situado en Muñdaring Para evitar la corrosión que pudiera producir el oxígeno disuelto en el agua, se ha establecido en Muñdaring un extractor de aire quepuede tratar 23.000 metros cúbicos de agua por día.
El extractor de aire consiste esencialmente en una cámara en la que el agua cae sobre dos placas perforadas distantes entre sí 1,40 m.; la más alta tiene 2.760 agujeros de 20 milímetros de diámetro, y la más baja, 7.500 agujeros de 3 mm. de diámetro. En la parte superior de esta cámara se mantiene, mediante una bomba movida por vapor, un vacío de 650 mm. de mercurio. La relación entre el volumen desplazado por el émbolo de la bomba y el volumen de agua tratada, cuando éste es de 15.000 metros cúbicos diarios y la bomba gira a 120 vueltas por minuto, es de 1,3. El oxígeno disuelto se reduce de 8 a 10 partes por millón, antes del tratamiento, a 0'7 a 1 p p m., después del tratamiento; a los 50 km. del origen de la tubería, el oxígeno disuelto ha desaparecido por completo
En el recorrido de la tubería existen siete estaciones elevadoras. La mitad del agua se consume en Kalgoorlie; la otra mitad, entomas realizadas a lo largo dela tubería. Estas i tomas se han dispuesto de modo que el agua de la tubería no se ponga en contacto con el aire y pueda disolver oxígeno.—F. B.
544 -
£7 ,
SECCIÓ N D E EDITORIALE S E INFORMACIÓ N GENERA L
Año VI."Vol. VI.-Núm. 70.: Madrid, octubre 1928

INGENIERÍ A Y CONSTRUCCIÓ N
REVISTA MENSUAL HISPANO-AMERIC ANA
Adherida a la Asociación Española de la Prensa Técnica
Larra , 6 Apartado de Correos 4.003 MADRI D
Precios de suscripción (año): España y Ar.iérica, 30 pesetas Demás países, 40 pesetas o su equivalente en moneda nacional
Número suelto: España y América, 3 pesetas Demás países, 4 pesetas o su equivalente en moneda nacional
Agentes exclusivos para la publicidad en Alemania y paises sucesores de la Monarquía
austrohúngara: ALA ANEZIGEN -AKTIENGESELLSCHAFT Auslands-AbteilungBERLÍN N W 6 Am Zirkus 9
Direcciones: Telegráfica, JOSUR-MADRID; Telefónica, JOSUR-MADRID ; Teléfono 30.906, Director, VICENTE OLMO, Ingreniero de Caminos
Comité directivo: FRANCISCO BUSTELO, Ingeniero de Caminos; FÉLIX CIFUENTES, Ingeniero de Minas; RICARDO URGOITI, Ing-eniero de Caminos
Sumario: Págs
El horno de inducción a alia frecuencia, porCyrano Tama
Los procedimientos geofísicos de prospección. El procedimiento gravimétrico, por Vicente Inglada
Ors
La producción del cemento portland en España, por Patricio Palomar Los supercementos y el cemento aluminoso, por M, Rengade y G E de.ia Reguera 524
Comparación del motor Diesel marino de dos tiempos y simple efecto con otros motores marinos, por Mariano Bastos
La fabricación del cok. III. Estudio de los hornos de cok, por Luis I orón y Villegas 533 La corrosión del hormigón 539 DE OTRAS RBVlSTAS: Nuevo abastecimiento de aguas para Atenas y El Píreo Influencia de la conservación del a^ua en depósitos, sobre su purificación El
Págs
Cómo se proyectan los firmes de hormigón 540
La petrografíadel carbón y sus apUciones ¡342 Normas alemanas para el empleo del carbón pulverizado 542 Relaciones económicas entre la energía hidroeléctrica y la termoeléctrica 542
La influencia de la frecuencia en el peligro de electrocución 543
Pruebas de aisladores 544 Subpresiones fn las presas. Experimentos realizados por Burean of Reclamation de los Estados Unidos 544
Esfuerzos y deformaciones en una tubería metálica 544 Revestimientos interiores para tuberías de fundición 544 Cómo se ha evitado la corrosión en una tubería de palastro de 560 kilómetros de longitud 544
EDITORIALES E INFORMACIÓN GENÍRAL: Las presas en arco 545
La recogida de basuras urbanas, por Víclorjover 546 Noticias varias 548 Bibliografía 55 J
INGENIERÍA Y CONSTRUCIÓN examinará detenidamente cuantos artículos originales reciba y, en caso de juzgar oportuna su publicación, concederá una remuneración al autor , , ,
Aunque no puede garantizarlo, procurará devolver los originales no publicados
Editoriales
L.\s PKESA S E N ARCO.—Recientemente ha publicado la American Society of Civil Engineers en sus Proccedings la memoria del Engineering Foundation Committee, que registra las conclusiones de las investigaciones realizadas para el esttidio de las presas en arco
Parte de estos ensayos se ha n ejecutado en la presa experimental de Stevenson Creek Esta presa es de dimensiones normales, y se h a ubicado en Un arroyo de gran pendiente, que da una capacidad de embalse mu y reducida. El arroyo tiene, aguas arriba, una derivación para llenar el embalse o desviar el paso de las aguas a voluntad
La construcción de la presa h a sido costeada por la Engineering Foudation y por suscripción entre
particulares y diversas entidades de ingeniei'ía Este desprendimiento generoso ha permitido obtener enseñanzas interesantísimas en el fin jjerseguido
Las experiencias demostraron la gran resistencia de una presa en arco de hormigón en masa, cuando está bien construida y sólidamente cimentada
La presa ha resistido sin deterioro las avenidas a que artificialmente fué sometida Se ha n sacado también interesantes informaciones relativas a la repartición de las cargas.
Las pruebas ha n proporcionado datos útiles para concretar métodos racionales de cálculo de presas en arco y para comprobar la resistencia de las construidas
Otras investigaciones realizadas en la Universidad de Princeton con modelos reducidos proporcionan los mismos resultados que los obtenidos en la presa de Stevenson Creek De aquí se deduce la posibilidad de obtener resultados reales experimentando sobre modelos que cuestan menos que lo que ha costado la espléndida experiencia de la Engineering Foundation
Se deduce de estas experiencias que las presas en arco pueden construirse de menores espesores que los que se consideraban necesarios hasta ahora, teniendo en cuenta, por supuesto, que la cimentación sea segura y que la construcción responda a las exigencias de la moderna técnica de la construcción en hormigón. Esta consecuencia tiene un gran interés industrial, ya que permitirá la construcción de algunos embalses que, económicamente, no eran realizables
El volumen publicado por la Sociedad Americana de Ingenieros Civiles reúne otros trabajos, constituyendo la recopilación má s completa relativa a presas en arco, a la que se añade una extensa bibliografía
En otros capítulos se estudian la naturaleza del problema y la interpretación teórica de los resultados obtenidos. La describen la construcción de la presa, la organización de los ensayos y los aparatos empleados Los resultados de los experimentos realizados en la Universidad de California para determinar las propiedades físicas del hormigón Los experimentos realizados con un modelo reducido de la presa de Stevenson Creek, construido de celuloide y cargado con mercurio
El interés científico de los experimentos realizados es bien evidente Pero de ellos se deducen también unas consecuencias que no queremos dejar sin comentario. Se refieren a la utilidad de las asociaciones de ingenieros cuando éstos dedican su actividad a fines científicos y no a cuestiones de carácter corporativo
Las asociaciones americanas poseen recursos espléndidos, es cierto Pero, modestamente, también es posible hacer una labor útil Nuestras asociaciones de ingenieros tienen medios suficientes para llevar a cabo algo de lo que constituye la razón de ser muchas asociaciones extranjeras
de anua de
Pablo 540
sabor accidental del agua de Chicago 540 505 510 519 527 540 540
abastecimiento
San
Mal
La recogida de basuras urbanas
Po r VÍCTO R JOVE RLos vecinos, al echar en el cubo de basura los restos de la comida, frutas, papeles y demás desperdicios, no se dan
solución La eliminación de los residuos sólidos, comprendidos bajo el nombre de basuras caseras, es un problema cuya adecuada solución técnica ha causado muchos quebraderos de cabeza en estos últimos tiempos a los técnicos, sobre todo por ser también un problema higiénico de indiscutible importancia.
Las investigaciones hechas en Alemania sobre la vitalidad de gérmenes patógenos han demostrado que éstos conservan su vitalidad en las basuras por más de tres meses.
De aquí resulta que la eliminación de los residuos sólidos tiene mucha importancia, puesto que existe el peligro de la transmisión de enfermedades contagiosas por las basuras. No hay que olvidar que los insectos, y los roedores en especial, tienen preferencia por anidar en la basura, desempeñando así el papel de intermediarios en la propagación de enfermedades contagiosas Los animales domésticos, que hozan en las basuras buscando alimentos, también actúan con frecuencia de propagadores.
mos presente que una ciudad de 250.000 habitantes produce al año, por término medio, 4.700 vagones de 15 toneladas, debasuras, conla agravante deque, enla práctica, esta importante masa debe re-
cuenta de que intervienen en un asunto que para la Administración de su ciudad constituye un problema de difícil
En Alemianía, donde primeramente se habían dado cuenta de la importancia que tiene la eliminación de los peligros de las-basuras para la conservación de la salud pública, se ha conseguido también el mayor progreso en lo concerniente a la orientación técnica de la recogida de las mismas. Culmina todo esto en un problema de transporte Tenga-
Recipiente de patio para recogida de ba-^
cogerse mediante penosos viajes de casa en casa
La aspiración de resolver de un /nodo completo y perfecto el problema de las basuras, tanto en su parte higiénica corra en la económico-técnica, se manifestó ya en Alemania al terminar ,°1 siglo pasado, y desde entonces (en el curso de los años) nacieron instalaciones que constantemente se mejoran 5' que en la actualidad pueden considerarse ya como perfectas. La casa Schmidt & Melmer, domiciliada en Weidenau s/el Sieg, es a quien especíaimante se debe el desarrollo de este progreso, que permite considerar solucionado este problema de transporte en su aspecto tanto técnico como económico.
Actualmente, en Alemania, hasta los municipios más pequeños adoptan métodos para la recogida de basuras que evitan la producción y difusión de polvo, siendo el objeto de estos renglones colaborar en beneficio de la introducción en nuestro pais de semejantes principios
La experiencia ha producido en Alemania dos tipos de cubos modelos, que en la terminología técnica figuran baio los nombres de recipientes de pisos y recipientes de patios. Los primeros son unos pequeños cubos o baldes, con una capacidad de 25-35 litros (fig. l.«). Cada vivienda está dotada con uno de éstos. Los recipientes de patio o toneles de¿

Informació n genera l
Figura 1.°
Recipiente de pisos para recogida de basuras
Figura 3."
Recogida de basuras por el sistema de baldes vaciables
Figura 2.'
546
Figura 4."
Recogida de toneles de intercambio. basura, de una capacidad de 60-110 litros, sirven para depositar las basuras que se producen en un edificio (fig. 2.»).
Incumbe a los inquilinos el hacer bajar los baldes a la hora de la recogida de las basuras y su colocación en la calle; su vaciamiento en el carro de la basura se hace sin producir polvo. Este modo de recoger las basuras se designa con el nombre de sistema de baldes vaciables (fig 3.")
Es este el sistema más apropiado para la mayoría de las ciudades españolas. En Alemania hay en todas las casas acceso libre al patio, donde los inquilinos pueden verter las basuras en los toneles allí colocados No ocurre así en España, pues sólo en casos raros los inquilinos tienen acceso al patio
Es, pues, muy comprensible que en Alemania haya sido adoptado, particularmente en las grandes ciudades y en las de regular importancia, casi exclusivamente el uso de toneles de patio.
El personal municipal está encargado de sacarlos a la calle. Estos recipientes son del sistema de toneles vaciables o del de toneles de intercambio. Los primeros, lo mismo que los baldes vaciables, se vierten en el carro de la basura sin que se produzca polvo (fig. 3.").
Tratándose de toneles de iritercambio, el personal del servicio de limpieza sustituye los toneles llenos por vacíos Los primeros son colocados en un carro plataforma y llevados al lugar de vaciamiento, donde se limpian a máquina después de vaciados (figs 4.» y 5.»)
Antes de la guerra se daba preferencia en Alemania al sistema de toneles de intercambio, por satisfacer éste las más refinadas exigencias de la estética y de la higiene, ofreciendo además la ventaja de limitarse la operación de la recogida a una sola entrada en el patio.
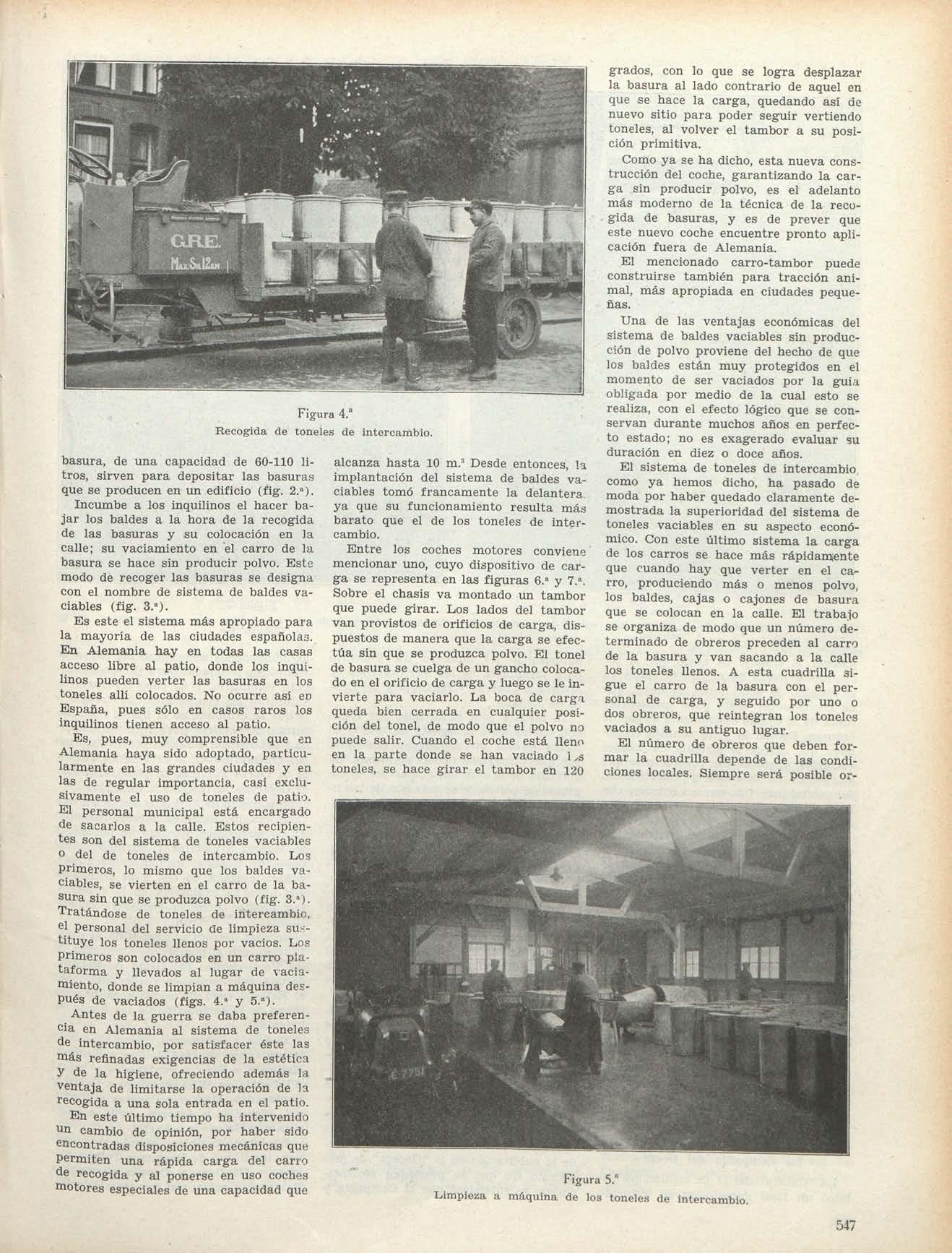
En este último tiempo ha intervenido un cambio de opinión, por haber sido encontradas disposiciones mecánicas que permiten una rápida carga del carro de recogida y al ponerse en uso coches motores especiales de una capacidad que
alcanza hasta 10 m.= Desde entonces, la implantación del sistema de baldes vaciables tomó francamente la delantera., ya que su funcionamiento resulta más barato que el de los toneles de intercambio.
Entre los coches motores conviene' mencionar uno, cuyo dispositivo de carga se representa en las figuras 6.» y 7.". Sobre el chasis va montado un tambor que puede girar. Los lados del tambor van provistos de orificios de carga, dispuestos de manera que la carga se efectúa sin que se produzca polvo El tonel de basura se cuelga de un gancho colocadoen el orificio de carga y luego se leinvierte para vaciarlo. La boca de carga queda bien cerrada en cualquier posición del tonel, de modo que el polvo no puede salir. Cuando el coche está lleno en la parte donde se han vaciado 1 yS toneles, se hace girar el tambor en 120^
grados, con lo que se logra desplazar la basura al lado contrario de aquel en que se hace la carga, quedando así de nuevo sitio para poder seguir vertiendo toneles, al volver el tambor a su posición primitiva.
Como ya se ha dicho, esta nueva construcción del coche, garantizando la carga sin producir polvo, es el adelanto más moderno de la técnica de la reco.gida de basuras, y es de prever que este nuevo coche encuentre pronto aplicación fuera de Alemania.
El mencionado carro-tambor puede construirse también para tracción animal, más apropiada en ciudades pequeñas
Una de las ventajas económicas del sistema de baldes vaciables sin producción de polvo proviene del hecho de que los baldes están muy protegidos en el momento de ser vaciados por la guia obligada por medio de la cual esto se realiza, con el efecto lógico que se conservan durante muchos años en perfecto estado; no es exagerado evaluar su duración en diez o doce años.
El sistema de toneles de intercambio, como ya hemos dicho, ha pasado de moda por haber quedado claramente demostrada la superioridad del sistema de toneles vaciables en su aspecto económico. Con este último sistema la carga de los carros se hace más rápidamente que cuando hay que verter en el carro, produciendo más o menos polvo, los baldes, cajas o cajones de basura que se colocan en la calle El trabajo se organiza de modo que un número determinado de obreros preceden al carro de la basura y van sacando a la calle los toneles llenos. A esta cuadrilla sigue el carro de la basura con el personal de carga, y seguido por uno o dos obreros, que reintegran los toneles vaciados a su antiguo lugar.
El número de obreros que deben formar la cuadrilla depende de las condiciones locales. Siempre será posible or-
Figura547
Limpieza a máquina de los^ 5.toneles de intercambio
ganizar el trabajo de modo que el coche-motor pueda hacer cuatro viajes en el término de ocho horas, es decir, que un coche-motor baste para transportar fuera dela ciudad diariamente 40m.^ de basuras. De ahí la gran ventaja económica que ofrece el sistema de toneles vaciables, y quees tanconsiderable que los gastos de intereses y amortización del capital invertido pueden cubrirsecon las economías obtenidas en los gastos de la explotación
En el sistema de baldes vaciables los vecinos deben estar acostumbrados abajar los recipientes de la basura a la calle. Para avisar al vecindario, unobrero municipal precede al carro de labasura, y llamándole la atención tocando los timbres de los pisos, método que se sigue hoy día en muchas ciudades de España. Asíse evita el espectáculo poco estético queproducen loscubos llenosde basuras enlasaceras delascalles, puesto queel personal doméstico los recoge inmediatamente después deservaciados.
Como se ve,y como lo ha demostrado la práctica, se pueden establecer fácilmente condiciones higiénicas en la recogida de basuras que pronto redunden en bien de la salud pública general sin constituir una sensible carga económica pEira el vecindario
Ferrocarriles
La Compañía del Oeste
La "Gaceta" del11deseptiembrepublicó un Real decreto-ley de Fomento
autorizando a1 ministro de Fomento para incautarse de los Ferrocarriles de Madrid a Cáceres y Portugal y delOeste de España.
El rescate está autorizado por Realdecreto-ley de 8 deagosto de 1926 y se funda en las circunstancias especiales por que atraviesan dichas empresas. La longitud de la red,las quejas por elrégimen de policía y explotación delaslíneas, su complicada organización industrial que dificulta el desenvolvimiento económico, la orientación, muydifícil de coordinar, del tráfico de dichas líneas, son las causas que se exponen en el preámbulo delReal decreto-ley comodeterminante de la medida adoptada.
A los efectos delrescate voluntario se fija en 36.263.569 pesetas elvalor quetenían las concesiones correspondientes a la línea de Madrid, Cáceres y Portugal en 31 de diciembre 1926 y en 36.716.226 pesetas el valor análogo de la concesión de la línea Plasencía-Astorga.
Estos valores se rectificarán oportunamente sobre la base de los aumentos o disminuciones quese hayan producido en el importe de los acopios y materiales en el período de tiempo comprendido entre 31dediciembre de1926 y 31 de octubre de 1928.

La parte dispositiva del decreto detalla la manera de llevarse a cabo la operación Transcurridos tres meses desde la publicación enla "Gaceta" de esta decreto sin que se presenten reclamaciones, se entenderá quela Compañía y
los obligacionistas aceptan las cifras de valoración señaladas para el caso derescate voluntario, y en caso contrario se valorarán las concesiones con arreglo a lo quese establece enla base 14del Estatuto ferroviario para fijar la anualidad del rescate forzoso, previo informe del Consejo Superior de Ferrocarriles y el de Obras Públicas en pleno, dictando el Gobierno la resolución definitiva.
El ministro deFomento designaráuna Comisión quehabrá dehacerse cargo en 1." de noviembre próximo de las líneas de Madrid a Cáceres y Portugal y del Oeste de España, mediante inventaría, y hará entrega de ella a la Compañía que haya de explotarla en lo sucesivo., tan pronto como se encuentre constitituída.
En otro decreto se preceptúa la constitución, con el nombre de Compañía de los Ferrocarriles del Oeste de España, de una,subvencionada e intervenidapor el Estado, cuyo fin social será hacerse cargo de la explotación de las líneas siguientes:
Medina a Salamanca, Salamanca a la frontera portuguesa, Medina a Zamora, Monforte a Vigo y Pontevedra y ramal a Valencia de Miño, Santiago a Carril y Pontevedra, Madrid a Cáceres y Portugal, Plasencia a Astorga, Avila a Salamlanca y Betanzos a Ferrol.
Explotará también, cuando se terminen, las líneas de Bargas a Toledo, Zamora a Santiago y Coruña y ramal a Betanzos y enlace del ferrocarril deBe-
Fig-ura 6.' Detalle del dispositivo de carga de los coches de recogida de basuras Figura 7.° Momento de vaciado de los baldes con el dispositivo de la figura 6.'tanzos al Ferrol con la base naval del Ferrol, en construcción por el Estado, así como cualquiera otra que el Gobierno estime conveniente incorporar a esta red
La Compañía del Oeste será concesionoria de las citadas líneas durante setenta años.
Se constituirá con un capital de 104.100.000 pesetas, representado por 55.000 acciones de 500 nominales y 1.532 bonos de aportación de 50.000 Las acciones se entregarán: 27.500 a la Compañía de Salamanca a la Frontera; 27.500 a la de Medina a Zamora y Orense a Vigo. Los bonos de aportación, que representan el valor de las líneas que pertenecen al Estado y el importe de las obras de mejora realizadas por éste se depositarán en la Caja Ferroviaria.
Dicho capital social se incrementará en el número de bonos necesario para representar los cinco octavos del coste de las líneas en construcción y de las cantidades que invierta el Estado en mejoras.
La nueva Compañía se administrará por un Consejo de administración y una Junta general de accionistas. Se integrará aquél por tres vocales representantes del Estado y diez en representación del capital en acciones Presidirá el Consejo uno de los vocales de la representación del Estado, nombrado por el ministro de Fomento. Podrá, sin embargo, recaer la presidencia en un vocal de otra representación, por acuerdo unánime del Consejo. El primer director de la Compañía será designado por el ministro de Fomento.
El nombramiento y separación del personal, incluso del director, corresponderá al Consejo, con arreglo a los estatutos y reglamentos que rijan.
La Caja Ferroviaria,
El Consejo Superior de Ferrocarriles ha publicado la Memoria y balance de su Caja ferroviaria correspondiente al pasado año de 1927.

Según ella, las aportaciones del Estado a la red nacional en los dos últimos años sumaron 261.836.186,81 pesetas.
También habla del plan de nuevos ferrocarriles aprobado en 7 de enero anterior y de las modiñcaciones introducidas posteriormente en él por la necesidad urgente de adquirir material móvil para la línea Avila-Salamanca y para prolongar la de Madrid a San Martín de Valdeiglesias por el Valle del Tiétar hasta Arenas de San Pedro Fué preciso, además, habi1 ít ar un crédito de 47.700.000 pesetas para satisfacer a la Compañía Santander -Mediterráneo el valor de las obras ejecutadas en la sección Burgos, Cabezón de la Sierra, del ferrocarril Ontaneda-Burgos-Calatayud, y quedaron así ñjados los créditos definitivos del plan en pesetas 196.400.000. De las liquidaciones provisionales han resultado clasificadas las Compañías en tres grupos: forman el primero once Compañías, que, por sus circunstancias dentro del sistema establecido, no deben recibir auxilio; integran el segundo nueve Compañías, que no lo necesitan porque su situación económica es igual o
mejor que la del trienio 1923-1925, y comprende el tercero veintiséis Compañías que precisan auxilios. Importaban, según cálculos, pesetas 6.832.477,03, siendo la cifra global disponible 14.149.263,67 pesetas, y se debe tan notable diferencia a que dos grcindes Empresas—Norte y Mediodía—no los necesitaron.
Para la electrificación de la rampa de Pajares y obras de ampliación de las lineas de León a Gijón y de Venta de
de viajeros, midiendo este vestíbulo más de 40 metros de largo por unos 20 de ancho; llevará una hermosa cristalera central y galerías altas para oficinas.
De este vestíbulo arrancará una gran escalera salvando el desnivel de siete metros que existe entre la calle de Hurtado de Amézaga y los andenes; a los costados de la escalera irán dos ascensores para facilitar el servicio.
Otros departamentos contiguos al vestíbulo serán el restaurante, taquillas, ac-
La refinería de petróleos de Port Arthur (Texas). Aspecto de la refinería de gasolina de Port Arthur (Texas), propiedad de la Gult Reflning Company
Baños a León fueron satisfechas en 1925 5.629.501,70 pesetas. Se han otorgado anticipos para renovación de vía en el ferrocarril de Santiago a Carril y Pontevedra, a la Compañía Madrld-CáceresPortugal y al ferrocarril de Villacañas a Quintanar de la Orden, que al renovar la vía deberá transformarla al ancho normal.
Los gastos del Consejo a reintegrar por las Compañías adheridas al régimen suman 1.109.544,39 pesetas.
La nueva estación de BUbao
La Compañía del Norte ha terminado el proyecto de la estación que se va a construir en Bilbao, y de cuya ejecución han sido encargados el ingeniero don Luís Echano y el arquitecto don José Enrique Marrero.
Esta estación, que servirá para las líneas de Bilbao a Abando y Bilbao a Portugalete, será de las más importantes de la Compañía, y su presupuesto pasa del millón y medio de pesetas. De esta manera vendrán a quedar reunidas ambas líneas, una de las cuales fué adquirida recientemente por la Compañía.
El nuevo edificio tendrá acceso por la plaza Circular al vestíbulo de salida
cesos a facturación de equipajes, etcétera.
Habrá otro vestíbulo semejante, con la entrada por Hurtado de Amézaga, pero será de menos cabida que el anterior.
En la estación irá, además, un paso inferior atravesando todos los andenes y que constituirá una nueva calle a disposición del Ayuntamiento. En forma de rotonda con este edificio se hallará el de la nueva estación de Portugalete al mismo nivel de la calle de Hurtado de Amézaga.
La cubierta total del edificio se hará con armadura única, como todas las grandes estaciones modernas, prestando al conjunto un aire de grandeza monumental. La línea de fachada sobre la calle Hurtado de Amézaga excederá de los 200 metros. En ese conjunto irán incluidos los almacenes, mjontacargas, oficinas, viviendas, servicios en general. Sanidad e Higiene, salas de espera, etcétera.
Zuera-Turañana.
Han comenzado los trabajos de acortamiento de la línea internacional del Canfranc en la sección de Zuera a Turañana.
549
Han circulado desde Zuera trenes de trabajo transportando traviesas y carriles para el proyecto indicado.
Hay tendidos de seis a siete kilóme.tros de vía en dicho tramo, que una vez terminado acortará la línea del Canfranc unos 40 kilómetros
El cruce de la ría del Eo. Se ha dispuesto que una Comisión, compuesta por el inspector general del
cinc por los modernos sistemas de flotación, cuyo estudio técnico, asi como el de la agrupación más conveniente de las múltiples minas en ella enclavadas está ya iniciado, se ha dispuesto quo subsista para las entidades y particulares que integran el Sindicato minero de Cartagena-Mazarrón, la obligación de entregar al Sindicato todas sus producciones de mineral de cinc, el cual las adquirirá con arreglo a las normas establecidas. Se ha dispuesto asimismo
5.836,639 y 4.454,548; arsénico blanco, 9.017,920 y 6.458,224 kilos; antimonio, 1.924,115 y 2.614,444, y mercurio, 61,115 kilos en 1927 y 45,416 en 1926.
El mercurio español.
Leemos en la revista "Bilbao":

Italia y España han llegado a un completo acuerdo para la constitución de uri Cartel de su mercurio. En él participará nuestra nación con un 60 por 100 e Italia con el resto. Para la mejor marcha de este negocio, se ha creado una oñcina central de ventas que, al parecer, comenzará a funcionar desde primeros de año.
Con ello pierde la Sociedad Mercurio, ñnanciada por el Banco Español de Crédito el control de este producto en España. Esto venía a representarle un ingreso anual de cinco millones de pesetas, aproximadamente.
Las investigaciones petrolíferas en Cuenca.
El ingeniero del Instituto Geológico, señor Dupuy de Lome, después de estudiar los terrenos petrolíferos descubiertos en la provincia de Cuenca, ha hecho constar que las señales de nafta se multiplican entre Santander y Valencia, pero que no podía llegar a conclusiones seguras sobre su importancia hasta que las investigaciones sean más metódicas.
Nombramientos y traslados
La arquitectura moderna Casa del maiqués de Villora, en Madrid, obra del arquitecto don Rafael Bergamin. Responde a las tendencias modernas de la arquitectura, suprimiendo elementos mal llamados arquitectónicos Los muros llevan un aislamiento Interior, formado con uu aglomerado de corcho de 38 milímetros de espesor, colocado contra el trasdós de la fábrica, después de haberla cubierto con una capa de alquitrán en caliente. Por el interior el corcho va cubierto con un tabique sencillo de ladrillo hueco
Cuerpo de Caminos, vocal del Consejo de Obras Públicas, don Agustín Sáenz de Jubera, y por el ingeniero jefe del mismo Cuerpo, presidente del Comité ejecutivo del Consejo Superior de Ferrocarriles, don Luis Morales, estudie sobre el terreno y proponga la solución más conveniente para el cruce de la ría Eo, del ferrocarril de Ferrol a Gijón
Adquisición de nuevos coches.
La Compañía de Tranvías de la Coruña, acaba de adquirir nuevos coches, provistos de puerta central, con una capacidad aproximada de 100 viajeros
Minas y metalurgia
Protección a los minerales de cinc de Cartagena-La Unión.
ínterin se implanta en la zona minera de Cartagena-La Unión la preparación mecánica de sus minerales de
que, con objeto de compensar al Sindicato de las pérdidas que pudiera originarle la compra-venta de los minerales de cinc, se pongan a disposición del mífimo y en concepto de anticipo reintegrable las cantidades que le sean precisas hasta un máximum de 250.000 pesetas, sin perjuicio de los préstamos que está autorizado a concertar con el Banco de Crédito Industrial.
La minería en Méjico en los últimos años.
Según el Departamento de Minas de la Secretaría de Industria, Comercio y Trabajo de la República de Méjico, la producción minera del país en el año próximo pasado, en comparación con el anterior, ha sido la siguiente: oro, 22,556 kilos en 1927 y 24,033 kilos en 1926; plata, 3.252,688 y 3.057,268; cobre, 58.733,724 y 53.763,192; plomo, 243.346,147 y 210.794,394 kilos; cinc, 136.477,888 y 105.366,568; grafito.
Se ha dispuesto que el ingeniero jefe de segunda clase, del Cuerpo de Caminos, Canales y Puertos, afecto a la Jofactura de Sondeos, don Gumersindo Gutiérrez Gándara, en unión del ayudante primero de Obras públicas, afecto a la misma, don José Berges Usón, se trasladen al extranjero, en comisión ordinaria, para visitar los más importantes centros productores de material de sondeos, así como las escuelas de sondistas.
Don Raimundo Herráiz, ingeniero militar, forma parte de la Delegación de Sevilla de la S. A. Construcciones Hormaeche.
Don Isidro Calvo Arnáiz, ingeniero militar, ha sido nombrado ingeniero auxiliar de Via y Obras de la Diputación de Teruel.
Don Antonio Baraibar, ingeniero militar, ha sido nombrado ingeniero Director de Vías y Obras de la Diputación de Álava.
El ingeniero militar don Antonio Sánchez Sacristán, presta sus servicios a la Sociedad Aragonesa del Hormigón Armado.
El ingeniero militar don Luis Castroverde, presta sus servicios a la contrata de las obras del puerto de La Luz.
Se ha dispuesto que el presidente del Comité Nacional de Sondeos y profe-^,
.550
sor de Geología de la Escuela de Minas don Pablo Fábrega, se traslade al extranjero en comisión ordinaria para entrevistarse con el Comité Internacional de-Sondeos, residente en Bucarest y vi-
de Combustibles, don Maximino' de la Peña Regoyas.
Ingenieros de Montes.—Don Manuel de la Arena, reingresado, es destinado a la Dirección general de Acción Social Agraria
Obras públicas y municipales.
Las obras públicas en los Estados Unidos de Venezuela.
guruza, ha sido descrito en nuestro número de abril de 1927.
La longitud de la obra es de 450 metros y el presupuesto de 1.500.000 pesetas.
La autopista Jaén-AIgeciras
La arquitectura moderna. Detalle de la fachada Norte de la casa construida por el arquitecto-ingeniero don Rafael Bergamín
sitar aquellos centros y sondeos que juzgue conveniente, a fin de poder fijar las normas de actuación del Comité español, y en su caso, proponer la adquisición de los aparatos necesarios para el desempeño de su cometido.
Don José Trevijano de Montenegro, ingeniero industrial, ha sido nombrado ingeniero municipal de Calahorra.
Servicios del Estado.
Ingenieros agrónomos.—Don Vicente García, primero, reingresado, es destinado a la Estación de Arboricultura de Palma de Mallorca, y don Rodolfo Assas Uriarte, segundo, es destinado por concurso a la Sección Agronómica de Navarra
Ingenieros de Caminos.—Han sido destinados: al Consejo de Obras públicas, el segundo, don Juan Menéndez Campillo, recientemente reingresado, y a la División Hidráulica del Guadalquivir, el de reciente ingreso don Luis Mármol.
Han sido trasladados: de la Jefatura de Sondeos a la primera División de Ferrocarriles, don Juan Pérez San Míllán, marqués de Benicarló; de la Dirección general a la Jefatura de Obras públicas de Madrid, don Rafael Silvela Tordesillas, y de la División Hidráulica del Sur de España a la Jefatura de Santa Cruz de Tenerife, don José Luis de Orduña Fernández
Ingenieros de Minas.—Ha sido nombrado ingeniero del Consejo Nacional
Las sumas que el Gobierno de la República de los Estados Unidos de Venezuela gastó en la construcción de obras públicas en el año 1927 alcanzaron un total de 37.376,916 volívares, de los cuales 17.334,204 se invirtieron en el primer semestre y 20.042,712 en los últimos seis meses. Las sumas gastadas de julio a diciembre del año pasado fueron las siguientes: carreteras de concreto, 5.155,785 bolívares; carreteras de piso natural con granza. 3.202,283; conservación de carreteras, 1.154,568; puentes de carreteras, 1.124,646; construcción de calles y avenidas, 1.167,415; edificios, 6.600,726 bo; lívares; acueductos y cloacas, 494,499; reparaciones a edificios, 357,351; varias, 36,613, y contribución en efectivo y material para diversas obras públicas de los Estados, 1.748,820 bolívares.
El puente de Fuenterrabía.
El 6 del actual, con asistencia de autoridades francesas y españolas Su Majestad el Rey colocó la primera piedra del puente internacional que llevará su nombre, y que ha de unir España,^
Se ha autorizado a don Emilio Valdés y Craviot para que, en el plazo de un año, efectúe el estudio y redacción del proyecto de autopista de Jaén a Algeciras por Granada, y al expirar éste, un nuevo plazo de seis meses para el estudio y redacción de los dos ramales, uno de Algeciras a Cádiz, y otro de Málaga a Cartagena por Almería.
Subastas, concesiones y autorizaciones
Se concede a la Sociedad anónima "Solvay y Compañía" el aprovechamiento de 58 centilitros de agua por segundo durante todas las horas del día, derivados del manantial" Fuente del Gato", sito en el lugar del mismo nombre de la parroquia de Lieres, Ayuntamiento de Siero, con destino al abastecimiento de obreros y empleados de dichas minas, llamado "Barrio Salvay" Las obras se ejecutarán con sujeción al proyecto de don Aquiles Partenotte
Se han adjudicado las obras de explanación, fábrica y túneles de los trozos quinto, sexto y séptimo de la sección de Los Cabos a Ribadeo del ferrocarril de Ferrol a Gijón, a don Antonio Mochales García, en 4.331.019 pesetas, 4.654.738 ptas., y 2.559.128 pesetas, respectivamente, produciéndose por

Una central automática de 100.000 kilovatios en el rio Oliio (Estados Unidos) ha. sido puesta en servicio, por la Louisville Hydroelectric Co., esta central de 100 000 kilovatios, que es la mayor entre las de funcionamiento automático Se han montado ocho generadores de 12.550 kilovoltamperios y 14.000 voltios y queda sitio previsto para otros dos más Todo el equipo eléctrico es de la General Electric Company (Fuenterrabía) con Francia (playa de Ondarraitz).
El proyecto, estudiado por los ingenieros de Caminos don José Entrecanales. y don Rene Petit y los arquitectos don Pedro y don José María Mu-
tanto en los presupuestos de contrata unas bajas de considerable importancia
Se autoriza al Ayuntamiento de Falces, de la provincia de Navarra, para derivar aguas del río Arga, destinadas al
5511
UNMETAL másimjLorbmle que ¡aplatayel oro
Conocer el hierro es más útil que conocer la plata o el oro
Es en la compra de hierro que usted gasta mayores cantidades, porque el hierro es una primera materia esenciah'sima, pero ¿qué sabe usted referente a este metal?
¿Usted sabe que la pureza de la chapa de hierro determina su duración? ¿Que el hierro puro resiste al óxido?

• La plata es maciza o chapeada El oro se aprecia en quilates El hierro puede apreciarse por su pureza. El hierro Armco está verdaderamente libre de las impurezas que determinan la oxidación del acero. Es el hierro más puro que existe, ningún otro posee duración mayor, ni es de tan reconocida eficacia. Su empleo disminuye el precio de coste a causa de su excepcional duración. Galvanizado, ofrece una protección doble Industriales: para todos los objetos de hierro, cualquiera que sea su importancia y naturaleza, utilizad el hierro puro Armco, el hierro de mayor duración.
THE ARMCO INTERNATIONAL CORPORATION
Oficina Central para el Continente Earopeoí 1?3 Avenue de Villiers.—PARÍS
Agente ST^^^c^l para España: ROBERT O MUL S
Plaza de Letamendi, 35.-BARCELONA
Teléfon o 10.24 5
ALGUNOS E.MPLEOS CAR.ACTRRISTICOS DEL HIERRO PURO ARMCO: Gasómeiros.-Tuberias para canalizaciones de ga.s.—Ciiimeneas metálicas.—Recalentadures de aire-—Tubos de calderas — Tubos para cámaras de humo.—Tuberías de vapor.—Canalizaciones de agua.—Acueductos.—Tubería forzada.—Tubería para traída de aRuas.—Conductos para la industria del petróleo.—Aparato? de distribución de gasolina.—Aparatos de destilación.—Se/peniines de refrigeración. —Construcciones a la orilla del mar.—Estufas de evapcración para salinas.—Valónelas de minas.—Má.stiles metálicos—Alambre para soldadura autógena.—Electrodos para soldadura eléctrica.—Hierros antimagnéticos.—Techumbres galvanizadas en tollos (Roll Roofing).—Cables conductores de electricidad
El mayor productor de chapas especiales del mundo entero.
ELPURHIERRO. O
La central de Ohio River. Vista general de la sala de máquinas Vista del cuadro indicador de la central abastecimiento del pueblo, con arreglo al proyecto suscrito por el ingeniero don Miguel Gotardo. El volumen máximo que podrá derivar será de tres litros por segundo. .
Se otorga a don Marcelino Suárez González la concesión de un caudal de 10.000 litros de agua por segundo de tiempo, derivados del río Bibey, en ol sitio denominado "Viduerina", Ayuntamiento de Manzaneda, para dedicarlo a la producción de energía eléctrica con aplicación a diversos usos industríales.
Se autoriza a doña María Margenat y don Francico Ullar, como herederos de don Francisco Ullar Roca, y propietarios de la fábrica de tintes y blanqueos sita en término de San Felíu de Codinas, para aprovechar aguas subálveas del torrente del Tura, con destino a usos industriales, con arreglo al proyecto presentado suscrito por el ingeniero don José Mirabet El volumen máximo que se podrá derivar será de 220 metros cúbicos diarios
Se autoriza a don Lorenzo Más Cadars para aprovechar aguas subálveas
de la riera del Santo Cristo, en término de Canet de Mar, con destino a riego de su finca, mjediante la apertura de un pozo en dicha finca, con sujeción al proyecto suscrito por el ingeniero don Pedro Abizanda El volumen máximo que podrá aprovechar será de 6.000 litros por hora, sin exceder de 39 metros cúbicos diarios.
Se concede a don Severo García Alvarez, vecino de Proaza (Oviedo), el aprovechamiento de 38 centilitros de agua por segundo, procedentes de la fuente o manantial que nace en la finca de don José Alvarez, vecino de Villamejín, en la margen izquierda del arroyo Aciera, Ayuntamiento de Proaza, con destino al abastecimiento de la plaza de Proaza. Las obras de abastecimiento se ejecutarán con arreglo al proyecto suscrito por el ingeniero de Caminos don José María González del Valle.
Se autoriza a don Manuel Coira García para aprovechar agua del río Mandeo, en término municipal de Aranga, de la provincia de La Coruña, para usos industríales, con arreglo al proyecto sus-
crito por el ingeniero de Caminos don José F. España Vigil. El volumen máximo que podrá derivar será de l.l/OO litros por segundo.
Se autoriza a la Sociedad anónim.a "Rubí Industrial" para elevar 1.400 metros cúbicos diarios de agua mediante las obras ejecutadas con arreglo al proyecto del ingeniero Industrial don E. Escrich
Se autoriza a don Ensebio Marcos Pérez para aprovechar las aguas de la Garganta de Michones, en término de Villanueva de Vera (Cáceres), para usos industríales. El volumen máximo que se podrá derivar será de 400 litros por segundo
Varios
La Hidroeléctrica del Guadiaro. Se ha autorizado la concesión del préstamo de quinientas mil pesetas a la S. A. "Hidroeléctrica del Guadiaro", domiciliada en Madrid, acordado por el Banco de Crédito IndustriaL.
 Conjunto de aparatos de protección y regulación automática de los generadores.
Conjunto de aparatos de protección y regulación automática de los generadores.
Í53
La central de Oiiio River. Detalle de las conexiones de los aparatos de protección y regula- ción automática de los generadores.
SOCIEDAD ESPAÑOLA DE ELECTRICIDAD
Locomotor a eléctrica "Metrovick " de 2.340 GV., 3,000 voltios 100 toneladas de peso para el Ferrocarri l Paulista del Brasil
Referencias en
EUROPA ASIA :: ÁFRICA
AMERICA y OCEANIA
de los ferrocarriles electrificados con material sum nistrado
POR LA
METROPOLITAN-VIGKERS

Ferrocarril de Londres - F C Metropolitano de Londres - F C SOUTHERN - F C
MERSEY - F. C. del Gobierno de Nueva Gales del Sur - F. C. del Gobierno Holandés - F 0 del Estado de Italia - F C del Estado de CHECOESLOVAQUIA - F C de( Norte de España: Barcelona Manresa-Vich e Irún-Alsasua - F. C. del Oeste de Aus-| tralla - F. C. GREAT INDIAN PENINSULAR - F C. del Gobierno Imperial Japonés
F C del África del Sur - Ferrocarril Central Argentino - F C OESTE de Minas
Brasileño - Ferrocarril del Oeste de Buenos Aires - Ferrocarril Paulista de Brasi etc. etc.
Oficina Central en España:
MADRI D - Príncipe , 1
BILBA O
Eguidaz u y Landech o
Alameda Recalde, 46
SOCIEDAD ESPAÑOLA DE ELECTRICIDAD BARCELON A
Electri c Supplie s Co .
Fontanella, 14
FABRICA Y TALLERES
Manchester y'Sheffield (Inglaterra) , Ingeniería v Construcción í,
Exposición de Fotogrametria aérea.
La Exposición Internacional de Aeronáutica que se celebrará en Berlin-Charlottenburg del 7 al 28 de octubre, comprenderá una división organizada por la Deutsche Gesellschaft für Photogrammetrie. La dirección de la oficina es Reichsverband der Deutschen Luftschiffahrt Industrie, Berlin W 35, Blumeshof, 17
La Hidroeléctrica del Urederra
Por Real orden de Hacienda se ha concedido un préstamo de 300.000 pesetas a la S. A. Hidráulica del Urederra, domiciliada en Pamplona, para la terminación de las obras hidroeléctricas que suministrarán el fluido que requiere la explotación del ferrocarril de Estella a Vitoria.
La industria del nitrógeno.
En la "Gaceta" del 16 de septiembre apareció un decreto de la Presidencia de1 Gobierno disponiendo la constitución, en el Consejo de la Economía Nacional, de una Comisión mixta del Nitrógeno, para entender en cuanto concierne a la implantación, conservación y desarrollo en España de la industria de fijación de nitrógeno como esencial para la defensa militar y la independencia nacional razonable en materia de fertilizantes nitrogenados.
El consorcio resinero.
Por decreto ley de Fomento, aparecido el día 16 en la "Gaceta", se ha dispuesto que el Estado, Municipios, Diputaciones provinciales, Comunidades y establecimientos públicos dueños de montes, productorse de resinas, formen una Mancomunidad, que tendrá por objeto el aprovechamiento ordenado y • científico del conjunto de aquellas masas forestales y la explotación industrial y comercial de los productos resinosos que se obtengan de las mismas y de las que en el porvenir pudieran adquirirse o arrendarse
El autogiro atraviesa el canal de la Mancha
El 18 de septiembre ha realizado el autogiro del ingeniero La Cierva una travesía desde Croydon hasta Le Bourget. Iba pilotado por su inventor. De nuestros lectores era conocido el actual estado de progreso del autogiro por los artículos que en estas páginas ha publicado el señor La Cierva.
La Prensa extranjera se ha ocupado de la hazaña, que para nosotros no es una sorpresa, pero que ha tenido una gran resonancia entre los que no estaban al tanto de la evolución del aparato.
trar los esfuerzos del mundo arquitectural actual.
Se trata de situar a la arquitectura en su papel verdadero, que es de orden técnico, económico y social, y demostrar
TRADUCCIONES TÉCNICAS
DÍL
ALEMÁ N E INGLÉ S
Spanische Technische Übersetzungen por B PONLEÓN, ingeniero (Veinte años de práctica Especialidad en patentes y en Quimica.)
MADRID —Preciadas , 40 , 3.°
Motores Diesel-M A N de 11.700 CV de potencia
Cada día tiene más importancia para las fábricas de electricidad el problema de cubrir las puntas de cargo. El gran consumo de corriente eléctrica durante las horas de la noche, especialmente en invierno, al cual contribuye el alumbrado de tiendas, reclamos, etc., en las grandes ooblaciones, exige la disponibilidad de grandes instalaciones de energía, que se utilizan al año durante relativamente pocas horas Para esto el motor Diesel es la máquina más adecuada, debido a que puede ser puesta en marcha inmediatamente en estado frió, produciendo fuerza sin pérdida de tiempo. Una vez parado el motor, no gasta combustible de ninguna clase, mientras que las instalaciones a vapor traen consigo sensibles pérdidas de combustible durante la calefacción de las calderas y el empuje del fuego También hay que considerar e! motor Diesel como la máquina de reserva más apropiada, pues en todo instante está lista para funcionar Además de una serie de importantes máquinas de electricidad, entre las cuales figura también Hamburgo, donde desde hace varios años funciona con gran éxito un motor Diesel de 15.000 CV., del sistema y tipo M A N., montará también ahora la fábrica Markisches Elektrizitátswerk, Berhn, para su Central de Hennigsdorf, dos motores Dielas puntas de carga y como reserva Cada una de estas máquinas tienen 10 cilindros sel de gran potencia, de dos tiempos y 11.700 CV. cada uno, que van a servir para cubrir las puntas de carga y como reserva Cada una de estas máquinas tiene 10 cilindros de 600 mm de diámetro y 900 mm de carrera del émbolo, v girando a 215 r p m desarrollan la potencia arriba citada de 11.700 CV Estos motores que han sido construidos por la Maschinenfabrik Augsburg-Nuenberg, A. G., Talleres de Augsburgo, son de 2 tiempos y doble efecto, y llevan el conocido sistema de barrido M. A. N. (barrido de retorno) Hay que tener en cuenta que dichas máquinas son sin compresor, es decir, que están construidas con inyección del combustible, sin aire comprimido, y representan los motores Diesel más garandes que en su clase se han construido hasta la fecha Cada uno de los motores irá acoplado con un generador de corriente alterna para una tensión de 6.000 voltios. Estos generadores serán construidos por la Ca.sa Siemens Schuckert Dispositivos especiales permiten la puesta en marcha y la conexión con la red en muy poco tiempo
Actualmente prosigue el autogiro su vuelo por Bélgica y Alemania
Nuestra enhorabuena al señor La Cierva.
El puerto franco de Barcelona
Acaba de publicarse la Memoria de los trabajos realizados durante los años 1926 y 1927 por el Consorcio del Puerto Franco de Barcelona, a la que acompaña una síntesis de la actuación anterior del mismo Consorcio.
El Congreso de Arquitectura de La Sarraz.
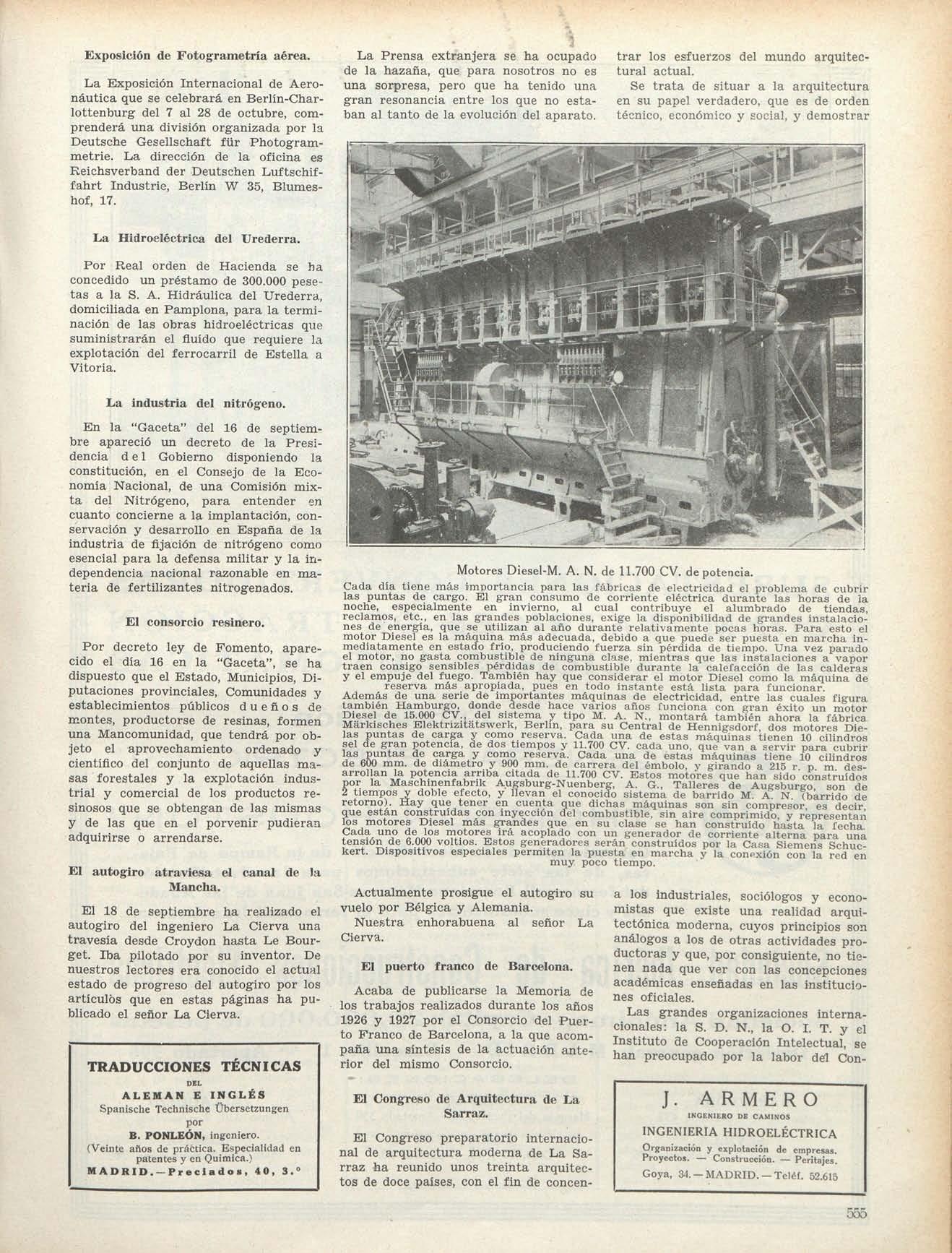
El Congreso preparatorio internacional de arquitectura moderna de La Sarraz ha reunido unos treinta arquitectos de doce países, con el fin de concen-
a los industriales, sociólogos y economistas que existe una realidad arquitectónica moderna, cuyos principios son análogos a los de otras actividades productoras y que, por consiguiente, no tienen nada que ver con las concepciones académicas enseñadas en las instituciones oficíales
Las grandes organizaciones internacionales: la S D N., la O I T y el Instituto de Cooperación Intelectual, se han preocupado por la labor del Con-
J. ARMER O INGENIERO DE CAMINOS INGENIERÍA HIDROELÉCTRICA
Organización y explotación de empresas Proyectos — Construcción — Peritajes Goya, 34 —MADRID.-Teléf 52.615
555
SUBESTACIONE S CONVERTIDORA S CONMUTATRICE S D E TRACCIÓ N SUBESTACIONE S AUTOMÁTICA S
ce
Fabricación GENERA L ELECTRI C CO."

c c
Y THOMSO N HOUSTON' '
Concesionaria de la Electrifícación de la Rampa de Pajares, de las siete subestaciones para la electrifícación del ferrocarril Barcelona-Manresa-San Juan de las Abadesas y cinco subestaciones para el ferrocarril Irún-Alsasua.
Sociedad Ibérica de Eléctricas
Sociedad Anónima. — Capital: 20.000.00 0 de pesetas
Dirección general: MADRI D - Barquillo, 1. - Apartado 990
BARCELONA
8.—Apartado 432
22.—Apartado
BILBAO Marqués del Puerto, 16.—Apartado 330. ZARAGOZA Coso, 10 y 12.—Apartado 33 VALLADOLID Alfonso XIII,
77. LISBOA Plaza Dos Restauradores, 78. Ingetiieria y Construcción |
Fontanella,
SEVILLA San Gregorio,
176. DE:i_E:GAOIOr M E:S :
2.—Apartado
greso de La Sarraz, enviando allí sus representantes.
Los temas que figuraban en el programa eran: La consecuencia arquitectural de las técnicas modernas; Laestandardización; Economía general; Urbanismo; Educación doméstica enlaescuela primaria; Relaciones entre elEstado y la Arquitectura.
Consecuencia del Congreso de LaSarraz han sido: La creación de un organismo central de concentración y difusión de invenciones arquitecturales; los acuerdos conlos organismos internacionales de la Sociedad de Naciones, y la organización de unComité internacional para la realización de los problemas arquitecturales contemporáneos. Este Comité comprende dos miembros de cada pais Se iniciará la publicación deuna revista
La red eléctrica nacional.
Para estudiar los proyectos presentados para realización de la Real Eléctrica Nacional, se ha acordado formaruna comisión, formada por ocho ingenieros, cuatro nombrados por el ministro de Trabajo y otros cuatro por el de Fomento.
Creación de la Escuela Superior deAeronáutica.
La "Gaceta" del día 2 de octubre publicó el Real decreto constitutivo de la Escuela Superior de Aeronáutica, del que extractamos lo siguiente:
Se crea la Escuela Superior Aeronáutica en España para adquirir en ella los conocimientos teóricos y prácticos de especialización que sean necesarios para capacitar en la dirección técnica de todos aquellos servicios públicos o industriales, delEstado o entidades particulares que conla construcción y navegación aeronáutica o inspección desu material tengan relación.
Los cursos comenzarán el 1 de enero de 1929, ajustándose a un reglamento, que deberá redactarse en el plazo de dos meses, contados a partir de lapublicación de este Real decreto.

Los títulos queacreditarán el máximo aprovechamiento de los estudios seguidos serán dos: especialista en aeromotores y especialista en aeronaves. El título deingeniero aeronáutico reunirálos anteriores, cuya consecución se logrará encursos anuales altemos Anualmente habrá también en la misma Escuela cursos de aeronavegación querespondan a la concesión del título denavegante aéreo
Los españoles ingenieros aeronáuticos en el extranjero podrán nacionalizar su título mediante unexamen ante una comisión, compuesta por ingenieros especializados y de relevante y notoria autoridad en aerotecnia y cuyos vocales procedan de las actividades civil, militar y naval.
Aquellos otros ingenieros españoles que hayan realizado estudios de aerotecnia que les capaciten para la consecución del título y para tomar parte en
el concurso de profesorado de la Escuela, podrán por una sola vez legalizar sus conocimientos ante la comisión citada.
La revalidación deberá realizarse antes de que comience el curso, excepto para aquellos que en la actualidad verifiquen estudios análogos en escuelas extranjeras, los que podrán a su terminación solicitarla.
Los alumnos de la Escuela Superior Aeronáutica podrán ser españoles y extranjeros. Las plazas de alumnos serán.
limitadas y se proveerán por concurso, siendo* condición indispensable, a más de un examen ante el profesorado dela Escuela, de los conocimientos señalados en materias designadas, la posesión del título de piloto observador de Aviación o Aerostación en cualquiera de las ramas, civil, militar o naval.
El profesorado se proveerá igualmente porconcurso, y se preferirán aquellos que, a más de la condición anterior y demostrada suficiencia en Aerotecnia, posean los títulos de ingeniero Industrial, de Caminos, militar, naval y artillero del Ejército o la Armada.
Congreso del Hierro y Acero.
lía tenido lugar en Bilbao, en losúltimos días de septiembre, el Congreso del Hierro y Acero que organiza "The Iron & Steel Institute". Sondoslasreuniones queanualmente celebran los adheridos: una en Londres y otra en diferentes poblaciones europeas, entre las que fueron designadas, en 1926y1927, Estocolmo y Glasgow.
El Comité de recepción español loha presidido el conde de Zubiría, y en él ha actuado como secretario don Luis Barreiro.
Los congresistas han tratado en las diferentes sesiones habidas de interesantes cuestiones de metalurgia y minas.
Premio Arturo Elizalde.
Tablero Westinghouse para central automática
Tablero de acero Westinghouse, con panoles montados sobre bisagras de manera tal, que se pueden abrir del mismo modo que la puerta de un armario, quedando accesible su parte posterior para limpieza, reparaciones, etc. Gracias a esta disposición, se puede reducir considerablemente la distancia entre el tablero y la pared situada detrás de él El tablero de la fotografía, para una subestación automática, se ha montado a 30 cm. de la pared.
La Confederación Sindical Hidrográfica delEbro acaba de adjudicar la obra de construcción y montaje de las compuertas para desagüe de fondo del Pantano de Barasona a la Sociedad Anónima Maquinista y Fundiciones del Ebro, de Zaragoza Este suministro comprende 12 compuertas para vano de 2.400 alto y 1.200 mm ancho, con 47 metros de carga de agua. Estas compuertas van movidas por cries hidráulicos Además de dichas compuertas, este suministro comprende todos los elemento» auxiliares: bombas de inyección, tubería de puesta en carga, tuberías de salida de aire, puentes grúa de 10 toneladas e incluso el revestimiento metálico de las galerías. El peso de toda la instalación es de unas 500 toneladas, y excede su importe de 1.000.000 pesetas.
La Sociedad Anónima Maquinista y Fundiciones del Ebro haconseguido este importante suministro en concurso libre de proyectos, al que concurrieron cuatro firmas nacionales
Ha sido aprobado el fallo de! Jurado encargado deexaminar lostrabajos presentados al concurso de "Proyectos de motor para aviación", instituido porElizalde (S A.), bajo el nombre queencabeza estas líneas.
En virtud del citado fallo, las 20.000 pesetas ofrecidas corresponden a don Salvador Elizalde Biada, y las menciones honoríficas a don Francisco Lozano, donManuel Bada, donRafael Calvo, don Juan A.Kindelán y donCarlos González.
Liquidación de una sociedad.
La "Gaceta" del 15de septiembre publicó un anuncio de la Dirección General de C. T. e I., en el que se advertía la facultad de aquellos que se considerasen perjudicados para oponerse, en el plazo de dos meses, a la extinción de la sociedad "Garantía Agraria", compañía de seguros de ganados, de liquidación oficialmente aprobada.
Más autopistas.
Leemos en "ElNoticiero", de Zaragoza:
"Por don Juan Claudio Güell, conde de Ruiseñada, ha sido presentada alseñor ministro de Fomento una instancia solicitando la correspondiente concesión para poder construir una autovía que, partiendo de Barcelona y pasando por Lérida y Zaragoza, enlace conlaproyectada de Madrid a Irún."
5571
PRODUCTOS DE ^ OILLIKEN-BL^WKNO

^^^^ Seenvían gratuitamente cátalo- ^^""^ gos ilustrados de cualquiera de ^^^^''''^e^^ estos productos, a quien ^^^^^^^ /^^^^^^ ^^^V
Moldes BlawKno x par a maros , para construir cimientos So n ajustables y sirven para paredes de cua'q u i er espesor y largo El equipo se compone enteramente de piezas normales, demanejo fácil y económico, adecuado para tareas grandes y chicas
Pala» BlawKnox para excavar, maniobrar y dragar. Penetran a gran profundidad, sacan cargas completas y esrápida la descarga. Disponemos de todos los tipos de dragas incliiso los de cable de arrastre y de cable sencillo
Otros productos Blaw Knox y productos Milliken son: Plataformas giratorias para autocamiones.—Torres para Radio.—Moldes para caminos.—Medidores de cargas.—Inundadores.—Purificadores dj vapor.—Recalentadores de aire.—Equipo refrigerada con agua para hornos de alta temperatura.—Equipo soldado al martillo en caliente —Emparrillados para pisos
2.119, Canadian Pacific Building :: NewYork, U. S. A.
Distribuidor en España: Gumersindo García, Bárbara de Braganza, 10, Madrid
^)^LL1KE^) BR0S.-BL^W Kt^OX Corr
Anuarios.
Anuario de Minería, Metalurgia, Electricidad y demás Industrias de España, pulslicado por la Revista Minera, Metalúrgica y de Ingenieria, bajo la dirección de D. Adriano Contreras y D. Román Oriol. - Tomo XXVIII, año 1928, un volumen de 1.100 páginas; Revista Minera, Villalar, 3.— Precio, 9,50 pesetas

Se ha puesto a la venta el tomo XXVIII de este importante y conocido Anuario, que con éxito creciente viene publicando la "Revista Minera" hace años Contiene, cuidadosamente rectificados, todos los datos que puedan interesar a ingenieros, mineros e industriales, entre otros; todas las minas, sociedades mineras, metalúrgicas, eléctricas y químicas establecidas en España, con su domicilio, capital. Consejo de Administración, directores, etc.; las fábricas metalúrgicas y de industrias químicas, las Compañías de Ferrocarriles de interés general y minero, las leyes y disposiciones oficiales referentes a la industria, promulgadas con posterioridad al tomo anterior del Anuario, y una reseña alfabética de las industrias de España
Por último, inserta las listas de todos los ingenieros españoles y extranjeros domiciliados en España, con sus domicilios y destinos, y el Escalafón del Cuerpo de Ingenieros de Minas
Es, en suma, este libro, el antiguo Anuario de la industria española, y su larga vida es la mejor señal del favor que el público le dispensa
Arquitectura
Architecture, por A. Hébrard—Un volumen de 564 páginas con 371 figuras y 16 láminas; Dunod, 92, rué Bonaparte, París, VI".—Precio, 58 francos
Esta obra forma parte de la conocida
Bibliothéque de l'Ingénieur de s Travaux Publics, y tiene el propósito de contribuir a una reacción contra ciertas tendencias de la construcción moderna.
Razona que lo bello, lo útil y lo sencillo no son cosas incompatibles, y consagra la mayor atención al análisis de los elementos de la construcción y de la decoración y a sus aplicaciones en los edificios de cualquier género
Las partes descubiertas de los edificios (patios, jardines, terrazas), así como la distribución y la decoración de interiores, son también tratados por el autor.
Completan la obra un estudio de los estilos arquitectónicos; indicaciones útiles sobre la organización de las obras y sobre su administración
Cálculo de estructuras
Strain Energy methods of Stress Analysis, por A. J. Sutton Pippard. - Un volumen de 143 páginas con 70 figuras; Longmans, Cireen and Co., 39, Paternóster Row, London E C 4.—
Precio, 14 chelines
La obra está hecha con el propósito de proporcionar al estudiante de ingeniería y a los ingenieros interesados en el cálculo de estructuras, un conocimiento exacto de los métodos de análisis de los esfuerzos, fundados en los teoremas de Castigliano Estos métodos permiten determinar los esfuerzos en estructuras hiperestáticas Con ellos se convierten en fáciles algunos problemas que, en otro caso, ofrecen dificultad considerable.
La obra áe divide en dos partes: la priniera estudia la teoría del método y su aplicación al cálculo de diversos elemenAi segunda presenta ejemplos de calculo desarrollados con detalle, para dejnostrar la manera de enfocar algunos problemas con los métodos elásticos
Merece citarse la particular atención que destina el autor a algunos problemas de estructuras que se presentan en el cálculo de elementos del esqueleto de aeroplanos.
Electrotecnia
Protection centre les effets nuisibles de l'électricité, por F. G. de Nerville y A. Hardy.—\]n volumen de 850 páginas con 282 figuras, de la Encyclopédie d'Electricité industrielle editada por J B Bailliéie, 19, rué Hautefeuille, París (6 e).—Precio, 125 francos.
El tema tratado en esta obra ha sido objeto de numerosas publicaciones diseminadas, como se deduce de la numerosa bibliografía citada por los autores Sin embargo, esta obra no es una simple recopilación, sino el resultado de una larga práctica de los autores.
La cuestión tratada es cada dia más interesante como consecuencia de las tensiones crecientes, de las potencias transmitidas y de la multiplicación de las aplicaciones de la electricidad Algunos fenómenos, antes casi despreciados, han tomado, en este aspecto, una gran importancia, como, por ejemplo, la influencia de las lineas de alta tensión sobre las próximas de débil voltaje. Por otra parte, las perturbaciones atmosféricas y otros fenómenos, llegado a ser una fuente continua de interrupciones y daños inadmisibles
En fin, los casos de electrocución por corriente de débil tensión, consideradas como inofensivas, han conducido a estudios fisiológicos para aclarar los procesos de los fenómenos causados por la acción de la electricidad sobre los organismos y dictar, en consecuencia, las medidas que reclame la seguridad pública.
Los peligros de la electricidad son, afortunadamente, fáciles de evitar, y el fin que persiguen los autores es divulgar los procedimientos que para ello aconseja la técnica.
La obra se divide en siete capítulos: Efectos fisiológicos de la electricidad; propiedades generales de las tomas de tierra; efectos del rayo y pararrayos; accidentes producidos en las instalaciones eléctricas industriales; perturbaciones y estragos debidos a las corrientes eléctricas derivadas a través del suelo; perturbaciones causadas en las líneas de comunicaciones por las instalaciones eléctricas industriales; control de las instalaciones industriales En los apéndices publican los autores las leyes, decretos y circulares francesas que se refieren a la seguridad de las instalaciones eléctricas
Telefonía
Telephone and Power Transmisión, por R. Bradfield y IV. J. Jo/in.-\Jn volumen de 2;58 páginas con 113 figuras; Chapmann and Hall, 11, Henrietta Street, Londres.—Precio, 21 chelines.
La intención principal de los autores es gresentar en forma sencilla los principios e la teoría de los fenómenos que se producen en las lineas telefónicas y de transmisión de energía Para su propósito hacen uso intenso de las funciones hiperbólicas complejas que constituyen un precioso auxiliar a la resolución de los prob 1 e m a s delicados característicos en la cuestión tratada
La obra comienza con una introducción matemática que permite a los lectores adquirir, o recordar, el conocimiento de las funciones hiperbólicas y del uso de los vectores
Después se estudian los problemas relativos a las transmisiones telefónicas sobre líneas de gran longitud Estos problemas presentan una importancia capital y su resolución ha transformado completamente la técnica de Jas transmisiones telefónicas a larga distancia, permitiendo, gracias al empleo de bobinas Pupin, la adopción de cables subterráneos en los que, además de una gran seguridad de explotación y de una economía sensible
en el peso de los conductores, se obtiene una notable pureza en la transmisión
La segunda parte de la obra estudia la aplicación de la teoría a las líneas de transmisión de energía, monofásicas y trifásicas, con objeto de obtener el cálculo preciso de las caídas de tensión, que tanta influencia tiene en las posibilidades de crecimiento de las distancias de transmisión y en la determinación de las tensiones de servicio.
La extrema complejidad de los fenómenos de formación y de propag:ación de ondas en las líneas de transmisión han inducido a los autores a consagrar a esta cuestión una parte importante de la obra
Varios.
Publicaciones del United States Department of Commerce, Bureau of Foreing and Domestic Commerce.
ELECTRIC-VL STANDARDS —Edición espai"\ola
Reconociendo la importancia para el desarrollo de la ingeniería eléctrica, de la normalización en el campo de la electricidad, el American Institute of Electrical Engineers, en 1898 nombró una Comisión de Normalización, compuest a de siete miembros de mérito y experiencia, desde los puntos de vista de los proyectos, de la fabricación y del funcionamiento El informe de esta Comisión fué aceptado en una junta del Instituto en junio de 1899
La experiencia adquirida en las aplicaciones de las normas y los adelantos en los aparatos y métodos eléctricos, hicieron ver la necesidad de una revisión, y fué nombrada una comisión que, después de consultar con ingenieros constructores y de servicio, presentó el primer informe revisado sobre las Reglas de Normalización del American Institute of Electrical Engineers en junio de 1902
La revisión siguiente fué emprendida por una comisión, que presentó su informe en mayo de 1906
En septiembre de 1906 fué nombrada una comisión de Normas para una nueva revisión, y ésta presentó su informe en junio de 1907.
La apreciación de la importancia y el valor de la normalización cristalizó en la formación de una comisión permanente, con el título de Comisión de Normas del American Institute of Electrical Engineers
A esto se le dio efecto en la constitución de junio de 1907 El objeto y la cantidad de trabajo hicieron necesario ir aumentando el número de miembros, hasta que en 1922 había 37 miembros divididos en un número de subcomisiones especializadas en varios asuntos
Las Normas del American Institute ot Electrical Engineers, publicadas en un solo tomo a medida que se adoptaba cada revisión, han sido generalmente aceptadas como las normas de la industria eléctrica de los Estados Unidos desde la aprobación del primer informe en 1899 Posteriormente se han hecho y aceptado otros informes sobre normas, habiéndose publicado en algunos casos varias ediciones.
El 29 de junio de 1922, en vista de la creciente complejidad del trabajo, se llevó a cabo una reorganización de la Comisión de Normas, creándose una organización de trabajo que permitía aumentar la labor de normalización y el nombramiento de miembros extraños al Instituto en las subcomisiones de trabajo de la Comisión de Normas. El plan actual bajo el cual se están pubhcando las Normas del American Instituto of Electrical Engineers exige que se divida el conjunto de las normas en 40—o más—folletos, cada uno de ellos publicado como una obra separada y tratando de un asunto determinado Cada folleto de las normas ha sido preparado por una subcomisión de trabajo de la Comisión de Normas, formada por especialistas. La división de las normas en un número de publicaciones separadas simplifica el procedimiento de tener las normas revisadas para que estén de acuerdo con los últimos adelantos, y permite a los que se interesen en un ramo particular conseguir en forma concisa los datos relativos a ese ramo. Al redactar las normas del Instituto, el objeto principal ha sido el de definir los términos y condiciones que caracterizan la designación y el funcionamiento de las máquinas y aparatos eléctricos, especialmente en lo que se refiere a las condiciones para las pruebas de aceptación
La Comisión de Normas aprovecha la
Bibliografí a
559
ocasión para llamar la atención de todos respecto a la importancia que tiene el proponer modificaciones fundadas en la experiencia adquirida en la aplicación de las normas a la práctica general. Toda sugestión que tenga por fin mejorar las normas será recibida con gusto para ser utilizada por la Comisión al preparar futuras ediciones, ydebe serdirigidaal"Secretaryof the, American Institute of Electrical Engineers Standars Committee, 33 West 39th Street, Nueva York, Estados Unidos de América".
Los folletos recibidos en nuestra Redacción, y de los que damos cuenta a continuación, corresponden a una serie de especificaciones normales de maquinaria, equipo y aparatos eléctricos, y su publicación en español tiene por objeto, el desarrollo del conocimiento de dichas normas y su más amplio uso en el fomento de comercio en tales materias entre los Estados Unidos y países de habla española
Folletos recibidos:
1.—Normas sobre Principios Generales en que se basan los limites de temperatura para la designación de las máquinas de producción en general
5.—Normas para máquinas rotativas, motores y generadores de corriente continua
7.—Normas del American Institute of Electrical Engineers. Alternadores, motores sincrónicos y máquinas sincrónicas en general
8.—Normas paraconvertidores sincrónicos
9.—Normas para motores de inducción y máquinas de inducción general.
10.—Normas para motores de fracción de caballo, de corrientes continua y alterna
11.—Normas para motores de ferrocarril
13.—Normas para transformadores reguladores por inducción y reactores
14.—Normas para transformadores de medida
15.—Normas para aparatos de gobierno industrial.
16.—Normas para aparatos de gobierno para ferrocarriles y para locomotoras de mina
19.—Normas para disyuntores en baño de aceite.
22.—Normas parainterruptores desconectadores y de cuernos
30.—Normas para alambres y cables
37.—Normas para nomenclaturas de la ingeniería de iluminación y Normas fotométricas
41.—Normas para pruebas de aisladores
INDUSTRIAL STANDARDS.—Edición espapa^ola-Inglesa.
Estos folletos corresponden a una serle de especificaciones normales industriales que comprende material de varias clases cuya publicación en lenguas extranjeras tiene el objeto de facilitar el desarrollo del comercio entre los Estados Unidos y países extranjeros La Inclusión de una especificación en esta serie indica que es norma activa, comercialmente aceptable y representativa de los mejores procedimientos corrientes americanos, sujeta, sin embargo, a revisión conforme se vayan descubriendo nuevos datos científicos
Las especificaciones impresas en esta publicación fueron preparadas por la American Society for Testing Materials (Sociedad Americana de Ensayos de Materiales), cuyas oficinas principales están radicadas en Filadelfia, Pensilvania El objeto de esta sociedad, según los términos generales expuestos en su escritura, es "el fomento del conocimiento de los materiales de la ingeniería, la normalización de especificaciones y los métodos de ensayo" Esta organización pone de relieve la importancia de establecer la nomenclatura normal, así como los métodos de ensayo normales, antes de determinar las propiedades de los materiales en una especificación cualquiera Las especificaciones de la sociedad se emplean extensamente en todas partes de los Estados

Unidos Además del tomo anual de "Proceedings", cada tres años la sociedad publica un volumen de "Normas de la Sociedad Americana de Ensayos de Materiales" (A. S. T. M. Standards), el cual, en su mayor parte, se dedica a la publicación de las normas de la sociedad
Las normas de dicha organización se preparan por comités, en los cuales los intereses productores, consumidores e independientes están representados Sin embargo, los intereses productores no pueden predominar en ningún comité. Las normas
nuevas, o reformas a las normas existentes, tienen su origen en el comité particular de la sociedad, al cual le corresponda, y dicho comité las someterá a la aprobación de la mayoría de los socios en asambleas celebradas con ese fin, y por votos enviados por correo por la mayoría de los socios votantes. Si son aceptadas se publicarán por un periodo no menor de un año como normas provisionales, con el objeto de recoger opiniones, las cuales tomará en cuenta el comité antes de recomendar su adopción como norma definitiva por medio de votos enviados por correo Para que la sociedad la adopte como norma definitiva se necesitarán las dos terceras partes de los votos de los votantes.
Están redactadas en inglés y en español Ha sido preparada la edición en colaboración con el Bureau of Standards y la sección de los Estados Unidos de la Alta Comisión Interamericana
Folletos recibidos:
Edición corregida de 1918:
26.—Pliego de condiciones normales para barras de hierro dulce de calidad.
27.—ídemid paraplanchas dehierro dulce
28.—ídem id para tubos de fundición para abastecimiento de agua.
30.—ídem id. para bridas de acero extraduro
38.—ídem id para armaduras para hormigón hechas de acero de Bíllets.
39.—ídem id para ídem id de carriles de acero.
49.—ídem id. para piezas vaciadas de fundición gris
51.—ídem id para alambre de cobre semiduro.
53.—ídem id para cobre del Michigan en barras para alambre y en tortas, glanchas, barras redondas para tuos, lingotes y barras de lingotes
54.—ídem id. para cobre electrolítico en barras para alambre y en tortas, Elanchas, barras redondas para tuos, lingotes y barras de lingotes.
55.—ídem id para Peltre o cinc del comercio.
57.—ídem id para la pureza del aceite de linaza crudo de semilla norteamericana
58.—ídem id. para la pureza del aceite de linaza hervido de semilla norteamericana.
Edición corregida de 1924:
N.o
2.—Pliego de condiciones normales para carriles de acero
3.—ídem id para carriles de tranvías simples y de ranura, de acero Siemens-Martín.
4.—ídem id. para eclisas de acero dulce.
7.—ídem id para acero de construcción para puentes
8.—ídem id para acero de construcción de edificios.
9.^—ídem id. para acero de construcción de locomotoras
11.—ídem id para piezas forjadas de aceroal carbono y deaceros de aleación
12.—ídem id. para ejes, barras y otras piezas forjadas de acero común apagado y templado para locomotoras y vagones
13.—ídem id. para piezas forjadas de acero común para locomotoras.
15.—ídem id. para ruedas macizas forjadas de acero al carbono para ferrocarriles de vapor
17.—ídem id para piezas fundidas de acero
21.—ídem id para acero de pestaña y hogares de locomotora
22.—ídem id. para acero de remaches para calderas
31.—ídem id para eclisas de acero duro apagado
32.—ídem id. para pernos de acero apagado para carriles.
34.—ídem id para acero al níquel de construcción.
36.—ídem id. para acero de construcción para buques.
63.—ídem id para tubos de acero soldados a solapa o sin costura y tubos de hierro soldados a solapa para calderas.
64.—Ide míd. para hierro de virotillos, pernos para máquinas de vapor y barras de hierro forjado de calidad extra-refinado
Libros recientemente publicados.
Datos suministrados por la Casa del Libro, Avenida de Pi y Margall, 7 — Madrid.
Alemania
"Behre", Chemische Laboratorien. Ihre neuzeitliche Einrichtung und Leitung.— Con 34 láminas.—Rústica, precio: 10,25 pesetas.—Tela, precio: 12 pesetas, tablas.—Precio: 19,50 pesetas.
"Semenoff y Walther", Doe physikalischen Grundiagen der elektrischen Festigkeitslehre.—Con 116 figuras —Tela: precio: 26,50 pesetas
"Kleinlogel", Einfluesse auf Betón. Die cheraischen, mechanischen und sonstigen Einfluesse von Luft, Waessern, Sauren, Laugen, Celen, Daempfen, Erden, Lagerguetern unddergl. auf Zement, Moertel, Betón und Eisenbeton, sowie die Massnahmen zur Verringerung und Verhuetung der Einfluesse.—Nueva edición.—Con 124 figuras y una lámina.— Tela, precio: 34,75 pesetas.
"Koegler", Gewoelbetabellen Vereinfachgn of Entwurf u Berechng statisch bestimmter und unbestimmter Gewoelbe.— Segunda edición.—Con 29 figuras.—Precio: 12 pesetas
Estados Unidos.
"Creighton", Principies and application of electrochemistry.—Segunda edición.—Precio:36 pesetas
"Morrison", Power's practical refrigeration. Segunda edición —Con ilustraciones.— Precio: 18,25 pesetas.
Francia.
"Bonnal", Exploitation commerciale des chemins de fer.—Segunda edición.—Con 16 figuras.—Rústica, precio:19,25 pesetas
Tela, precio: 21,75
"Danguy", Constructions rurales.—Principes généraux dela construction.—Con 100 figuras.—Precio: 5,50 pesetas
"Fourcault", Manuel de l'éclairage et applications pratiques aux ateliers, magasins, habitations, voies publiques, etc.— Con 237 figuras.—Precio rústica, 13 ptas
"Keghel", Manuel dufabricant d'encres, clrages, colles (Bibliothéque professionnelle.—Con 47 figuras.—Precio, 6,75 ptas.
"Larchevéque", Fabrication índustrielle des porcelaines Matiéres premieres et leurs traitements (Grandes Encyclopédies industrielles).—Con 194 figuras. —Precio: 24 pesetas
"Moureu", Notions fundamentales de chimie organique.—Novena edición.—Precio: 19,75 pesetas
"Nerville y Hardy", Protection contre les effets nuisibles de l'électricité.—Con 282 figuras.—Precio: 37,50 pesetas
"Fardé", La restauration des chemins de fer frangais depuis Tarmlstice.—Precio: 5,75 pesetas.
Inglaterra.
"Fleming", The propetgation of electric currents, in telephone and telegraph conductors.—Con ilustraciones.—Precio: 58 pesetas.
"Wood", Sanitary engineering: a practical manual of town drainage and sewage and refuse disposal.—Con ilustraciones.— Cuarta edición.—Precio: 29,75 pesetas
Italia.
"Aliverti", Esercitazioni di fisica pratica.— Con 89 figuras.—Precio: 5,25 pesetas
"Memoriale pratico di elettrotecnica ed illuminazione" (Manuale enciclopédico), Leggl fondamentaU Pile ed accumulatorl Generatori e motori elettrici. Trasformatori statici e rotanti; raddrizzatori di corrente Misure elettriche Prova delle macchine elettriche Impiantl di produzione edistribuzione Correzione del fatto redipotenza. Lineeditrasmissione. Elettrotermotecnica Fotometría Sorgentl luminoso Impiantl diilluminazione Estratto dalla Huette.—Segunda edición Itallana.—Con 262figuras.—Precio: 12 pesetas. "Ponzano", Le industrie del freddo.—Precio: unas 3,75 pesetas.
DIANA. Artes Gráficas. Larra, 6.—Madrid.
N.»
560