AÑO X.-VOL. X.-NÚM. 119. Madrid, noviembre 1933i


AÑO X.-VOL. X.-NÚM. 119. Madrid, noviembre 1933i
APLICACIONES EN EL PUERTO DEL MUSEL.
Generalmente, no son de cemento, sino de mortero Pero no es impropia la palabra "cemento" Porque él es lo esencial; la arena es lo accesorio, el vehículo, lo que se añade para que la obra salga más barata.
He dicho también que "generalmente" no son de cemento A veces sí lo son Bn fangos muy fluidos de consolidación difícil se suprime la arena, porque toda actividad es poca y no hay que amortiguarla con un cuerpo inerte
No pretendo explicar una lección acerca de esta interesante materia de la ingeniería. Lo que me propongo es más modesto Voy solamente a presentar unos cuantos ejemplos de inyecciones que me han dado buen resultado
Lo que yo no he hecho no tengo para qué explicarlo Cada uno debe decir lo suyo, que es lo que conoce bien, como ha hecho Gómez Navarro en un artículo muy interesante recién publicado en la "Revista de Obras Púbhcas"
Siempre me dieron buen resultado las inyecciones de cemento, y por eso acude a ellas siempre mi pensamiento ante muchos de los problemas que se nos presentan al construir La más importante que he hecho ha sido la del dique del Norte, del puerto del Musel. Y ella es la primera que voy a explicar.
Este dique de abrigo, en la mayor parte de su longitud, es del tipo Wick Es decir, que está formado por dos muros paralelos, que forman los paramentos, o mejor dicho, los costados del dique; por otros muros transversales cada 40 ó 50 metros, y por un relleno de piedra suelta en los espacios que quedan entre losmuros Los muros aisladamente no son bastante para resistir el empuje del mar; necesitan el peso del relleno para tener la estabilidad debida; y el relleno, por su parte, sólo vale como elemento de resistencia mientras está encerrado entre los muros Cada elemento aislado no es nada; hace falta que los dos se unan y se presten mutua ayuda.
Casi siempre dió mal resultado este tipo de dique, ^as olas que caen sobre él después de haber saltado sobre el parapeto, arrastran primero el relleno y gol-
Ei^l^i^fS^-'niero de Caminos Profesor de Puertos en la Escuela jj-speclal del Cuerpo
pean luego el muro interior, que acaba por ceder No es esto solo Si algunos bloques faltan, por avería química o porque la mar los arrastró, y dejan un hueco por el que pueda salir el relleno, todo se vacía y el dique queda reducido a unos muros sin enlace y sin condiciones para resistir. A veces sobreviene un temporal antes de haberse echado el relleno; suele esto ocurrir al final de las campañas de verano Entre los dos muros longitudinales y los dos últimos transversales queda un estanque de agua tranquila que viene a hacer de morro del dique Al caer en ese estanque las olas se producen lo que en muchos libros ingleses, con frase muy gráfica, se llama "bursting effect" Es como una caldera a punto de estallar. Cada golpe de mar echa de repente en el estaque unos cientos de metros cúbicos de agua y produce una conmoción en los muros que se dislocan y quedan expuestos a que cualquier temporal de mediana violencia los destruya por completo
Para salir al paso de estas amenazas, en casi todos los puertos, Wick, Musel, Kilsruhe y otros, se ha acudido al mismo remedio. Siempre el mismo, a pesar del mal resultado que siempre dió Parece como si no quisiéramos escarmentar en cabeza ajena y no aprendiéramos a hacer las cosas bien más que a fuerza de hacerlas mal No es eso; es que, excepto las inyecciones, los demás remedios son tan costosos que nos resistimos a emplearlos y no echamos mano de ellos hasta el último extremo.
Primero se eleva el parapeto para que las olas no salten sobre él, y luego se hace un piso firmísimo para proteger el relleno y para que si alguna ola salta a pesar de la gran altura del parapeto, se encuentre al caer con un piso resistente que no pueda destruir con facilidad
Desde el punto de vista de la construcción es posible que por ese camino se llegara a la solución; a fuerza de subir el parapeto y de robustecer el piso del dique se puede hacer que todo forme un macizo indestructible en el que el relleno no pueda de ningún modo saUr Pero las cosas no ocurren así, y antes de conseguir lo que pretendemos se nos presenta el enemigo por otro lado. En el Musel como en todos los puertos en los que las crestas de la olas son sensiblemente normales al muro de abrigo, la elevación del parapeto trae como consecuencia el que la
longitud de las olas disminuya y que crezca, en cambio, su altura; y al crecer esta altura aximenta la profundidad a la que ellas hacen sentir su acción Estas olas altas son causa de resacas al pie del muro y de corrientes en el fondo que arrastran el suelo en que la obra se asienta, o los sacos o la escollera del cimiento Al huir de la ola que ataca al muro efl iü más alto, nos encoríramos con la corriente quí socava
La destrucción a veces ha sido completa, y yo he paseado en una embarcación sobre los restos de un puerto del que, cuando la mar estaba bella, se vislumbraban en el fondo unos montones de bloques sumergidos que era todo lo que de él quedaba Quisieron defenderse de las olas poniéndoles una barrera muy alta, y cuando las marejadas no pudieron asaltar el muro de frente, socavaron su base y lo derrumbaron
El problema del Musel era aún más grave Los bloques de los muros del dique sufrían el ataque químico del agua del mar Si ellos empezasen a faltar se desmoronaría toda la obra Una avería de esa clase, que afortunadamente pudo ser reparada, nos dió la señal de alarma y nos avisó para que buscásemos una solución pronta y segura que evitase la total desaparición del dique de abrigo y, con él, la de todo el puerto
Al plantear el problema se ve claro cuál es el remedio Convertir el relleno suelto en algo que no esté suelto, sino unido; consolidarlo, transformarlo en hormigón para que no se mueva de su sitio, aunque los costados del muro se derrumben Convertir el tipo Wick en tipo Dover
No se le dió tanta importancia a la reparación La parte más expuesta era la parte alta del muro hasta un par de metros por debajo de la bajamar Y esa parte alta fué la única que se consohdó
Se hizo una instalación de aire comprimido; una perforadora hacía unos agujeros verticales de unos seis metros de profundidad; un tubo metálico de seis centímetros de diámetro se metía en cada agujero, hasta llegar al fondo, cosa que dió bastante que hacer, hasta que se encontró el modo de hacerlo fácilmente y sin tropiezos; una inyectadora se unía al tubo, y un mortero de un volumen de cemento por dos de arena se introducía con una presión de siete kilogramos por centímetro cuadrado por los huecos del relleno y lo convertía en hormigón
Cada inyección conglomeraba en el extremo inferior del tubo un volumen que podemos representarnos por una esfera de tres metros de radio, aproximadamente Cuando no podía inyectarse más, se subía el tubo un metro o metro y medio, y así se seguía la inyección de abajo arriba, y se formaba un cilindro de unos seis metros de diámetro Ya se comprende lo que esa dimensión cambiaba de un sitio a otro y la licencia que hay que tomarse para dar el nombre de figuras geométricas regulares a las masas informes del relleno consolidado
A los cinco metros de una inyección se hacía otra, y otras más, para formar ima fila Otros agujeros al tresbolillo formaban otra fila paralela a la anterior Y así se iba llevando adelante la inyección y se convertía en hormigón todo el macizo
De cuando en cuando se comprobaba si el mortero había macizado bien el terreno; bastaba con intentar una inyección equidistante de otras tres ya hechas; si no se podía inyectar nada, se podía tener la seguridad de que todo iba bien
En la parte alta, casi siempre sin agua, no había ninguna precaución que tomar. En la parte baja, bañada por el mar, se empleaba una mezcla más rica, se variaba la presión de la inyección y se vigilaban cuidadosamente para ver si salía mortero por las juntas de los bloques. Lo normal era que no ocurriese nada que llamase nuestra atención; el agua dentro del macizo de piedra partida está tranquila, aunque no lo esté fuera, y se mueve con mucha lentitud, y aun con un mar algo movida la consolidación se hacía sin dificultad, como si de un hormigón colado se tratase
Se forma así un hormigón bastante bueno, porque está bien apisonado Ya sabemos que el hormigón necesita que se le amase y se le apisone Recuerdo que una vez se hizo la prueba de mezclar en seco cemento, piedra y arena, con lo que se llenó un saco, que se dejó en la playa para que la mar, al subir, se encargase de convertir aquella mezcla en hormigón El resultado no pudo ser peor. Era de esperar. Pero la realidad fué peor que lo que esperábamos Aquel aglomerado lleno de huecos se desmoronaban casi sin esfuerzo En cambio, con la inyección el hormigón es aceptable, porque se apisona bien. Aun la presión de dos o tres atmósferas, débil en la práctica corriente de las inyecciones, es muy enérgica si se la compara con la que es corriente emplear para apisonar el hormigón
La obra ha dado el resultado que de ella esperábamos Aquel Musel que se dió a conocer y adquirió triste renombre por sus derrumbamientos repetidos todos los inviernos con desesperante persistencia, lleva ya varios años sin haber sufrido la menor avería. A las inyecciones de cemento se lo debe, en primer término
El buen resultado que en el puerto del Musel se consiguió me animó a emplear las inyecciones, no para reparar o prevenir una avería, sino como procedimiento de construcción
Fué también en una obra de mar En el dique de abrigo de un puertecito pesquero El dique está formado por unos gabarrones de hormigón armado, comprados en buenas condiciones después de la guerra. Claro es que en vez de gabarrones, que en aquel caso concreto fueron convenientes, podían haberse empleado cajones de hierro o de hormigón armado, que tantas veces son la solución cuando en el puerto no se dispone de medios auxiliares poderosos. Cuando faltan Titanes y talleres de bloques y hay. en cambio, en las inmediaciones del puerto grada, o dique seco, o paraje tranquilo, en donde se pueda coastruir un cajón, suele ser éste la mejor solución, cuando no la única. Se construye, se bota en agua, se le lleva remolcado a las inmediaciones de la obra, se le echa a pique en el sitio debido y se le rellena. Nuestros gabarrones de cincuenta y tantos metros de eslora vinieron remolcados hasta el puerto en donde se habían de emplear, y con ellos se hicieron todas las faenas, como si de un monolito de los corrientes se tratase, con la ventaja de que las maniobras eran más sencillas por la forma más marinera de los cascos.
Cuanto a las calidades del relleno y del material que forma el cajón, ha habido muy diferentes opi-
 OTROS CASOS DE APLICACIÓN DE LAS INYECCIONES.
OTROS CASOS DE APLICACIÓN DE LAS INYECCIONES.
niones Hacer un exterior resistente e indefinidamente duradero y emplear como relleno un material de poco valor: piedra o arena La avería de lo de fuera lleva inevitablemente consigo la ruina de toda la obra Avería química, o abordaje, o algo que rompa el cajón, es cosa siempre grave, porque el elemento que por su peso da la resistencia, que es el relleno, desaparece rápidamente Esta es la amenaza que hay que tener siempre presente en este sistema de construir

También se ha hecho lo contrario: que la envolvente no sea más que el molde de un hormigón rico que forma el relleno, y que cuando aquélla desaparezca, quede éste con toda su resistencia Si fuese posible que este relleno quedase formando un solo cuerpo, la solución sería inmejorable; pero no ocurre así Los arriostramientos que el cajón necesita dividen el macizo interior, y cuando el exterior de hierro o de madera desaparece, no queda un solo macizo, sino unos cuantos trozos sin enlace entre sí, que no ofrecen garantía de estabilidad
A una tercera solución se acude muchas veces Que el exterior sea resistente, y que lo sea también el interior A mi parecer, esto es lo mejor; y siempre es conveniente que el interior no quede suelto; poco cemento basta para conglomerarlo y se tiene así una confianza que, de otro modo, no puede tenerse Como antes hemos dicho, estos sistemas no requieren medios auxiliares potentes Sólo hace falta una hormigonera poderosa para hacer rápidamente el relleno de hormigón Siempre hay que hacerlo deprisa, porque todo apremia; la marea que va a subir y a poner el cajón en riesgo de flotar, y el temporal, siempre temible en faenas de esta clase, aun con la mar tranquila del verano
El procedimiento que seguí y que me dio buen resultado es el siguiente Una vez echado a pique el monolito, se le llena de agua para que, con su peso, nos ponga a cubierto de los riesgos de la marea y del oleaje Se echa piedra partida dentro del cajón en la cantidad necesaria para poder achicar el agua sin temor a la pérdida de peso Se echa encima de este lastre de piedra el hormigón Y se inyecta, por último, el cemento para convertir en hormigón el lastre de piedra que primeramente habíamos echado
Todas estas operaciones pueden hacerse con toda calma, y, por lo tanto, bien En vez de hacerlas probablemente mal ante el acoso de la mar que crece, o del oleaje que nos hace presagiar cambio de tiempo
Una precaución hay que tener Si el cajón no está calculado para aguantar esfuerzos de dentro afuera, hay que manejar con prudencia el compresor Debe emplearse una presión moderada de tres a cuatro atmósferas solamente; deben dejarse tubos que sirvan para la salida del aire, o de la lechada, si el caso llegase; hay que repetir las inyecciones y hacer muchas pequeñas, en vez de pocas grandes, y hay que suspender la inyección en cuanto se note una resistencia anormal En la mayor parte de los casos nada hay que temer con los tres o cuatro kilos antes citados, que son muy suficientes para hacer una buena inyección La obra resultó bien
Y así como las inyecciones en el relleno del dique nos sugirieron la idea de sustituir el hormigón del relleno de los monoUtos por un relleno de piedra partida y consolidarla después con las inyecciones, así también este sistema de construir nos lleva como de la mano a otra aplicación, que puede ser muy in-
teresante. Convertir la escollera menuda en escollera gruesa, o en hormigón, que aunque sea pobre siempre será mucho mejor que la escollera suelta, en la que tan difícilmente se consigue que cada canto sea estable por sí mismo.
He aquí lo que una vez hice Para que no se moviesela escollera bastaba con consohdar eltalud frente al mar, que estaba formado por los cantos más gruesos Ya se comprende la importancia que esto puede tener en muchos casos parecidos, que no faltan Para consohdar ese talud, muy expuesto a la marejada, se comenzó por echar encima de él piedra menuda Todo tamaño de piedra era aceptado, hasta el más pequeño Con esa piedra se trataba de llenar los huecos grandes del lado de fuera, de hacer una consolidación provisional; se buscaba el modo de quitar la corriente violenta del oleaje Y al abrigo de esta corteza, y dentro de su propia masa, se hizo la inyección con mortero rico y con presiones bajas Se ha conseguido que la escollera sea estable Debe ocurrir así Calculemos las condiciones de estabilidad de un canto en un talud muy rígido de los de cuatro o cinco de base por uno de altura, y las del mismo canto en otro talud muy batido por los temporales y que ya es estable después de haber llegado a la inclinación de nueve o diez de base por uno de altura Y se verá cuánto se ha conseguido para la estabilidad a poco que un hormigón haya enlazado unos bloques con otros
Siempre se consigue la ventaja con las inyecciones de que el material suelto que fácilmente se desmorona y es arrastrado y acaba por desaparecer, se convierte en cosa firme y duradera. De ahí la aplicación a los cimientos, en los que hace falta que el suelo resista una presión mayor, o en los que hay corrientes de agua que van poco a poco llevándose el terreno. Así nos ocurrió en un edificio en el que durante la construcción aparecieron unas grietas casi imperceptibles, pero que eran anuncio de un movimiento de toda la obra, que podía llegar a ser temible. Después de las inyecciones que rodearon el edificio, hicieron el papel de un tablestacado, las grietas no siguieron adelante y se terminó la obra sin ninguna preocupación.
Otra vez teníamos un muro de costa cimentado en una playa Se había cometido la falta de cimentar en un sitio en donde las corrientes habían acumulado la arena y de donde meses después otras corrientes de sentido contrario se la llevarían para volverla a traer más tarde en el constante ir y venir producido por los vientos dominantes. El muro se descalzaba rápidamente y era necesario recalzarlo de modo que el plano de cimentación bajase hasta donde la arena no tuviese ya movimiento. Con inyecciones se hizo un nuevo cimiento, o, mejor dicho, una pantalla que encerrase la arena, y cuando elnivel de la playa bajó, se vio que el muro estaba sobre un cimiento tosco y desigual, pero firme.
Otras veces hay que luchar contra las corrientes' subterráneas muy intensas a veces para ponerse contra ellas frente a frente Recuerdo el caso de un pozo que había que perforar en pizarra atravesada por innumerables capas de agua, que llegaban a tener tanta importancia que ya una vez, al intentar abrir el pozo, no pudieron ser dominadas de ningún modo y obligaron a abandonar la obra En el eje del pozo se hizo la inyección y la lechada de cemento entró por todas las fisuras de la roca Con una presión muy enérgica de 20 kilos, que es, a mi parecer, la 591
indicada en este caso, se llegan a macizar grietas casi imperceptibles Se formó así un macizo vertical impermeable; las corrientes subterráneas lo rodeaban y quedaban apartadas de la zona en que había que trabajar La perforación se hizo completamente en seco
Otros muchos casos podríamos citar. Cada uno de ellos, aisladamente, tiene poco valor. Casi no vale la pena de sacar al público cosa de tan poca importancia Pero, mirados en conjunto, se ve un nuevo sistema de construcción y nos encontramos ante un
procedimiento llamado a tener innumerables aphcaciones
No es propio de un artículo como este ningún detalle acerca de cómo se hace la inyección Cada caso concreto es un caso distinto, y en cada uno hay que variar la presión y la consistencia y la riqueza de la lechada y aplicar un procedimiento un poco diferente Esto que varía y que hace que no se presenten dos casos iguales, nos hace pensar una vez más en lo acertado de llamar arte de construir a la técnica de la construcción

Por ENRIQUE GALVE (1)
La práctica moderna del alumbrado eléctrico ha establecido nuevos sistemas que suponen un gran progreso desde todos los puntos de vista. El alumbrado eléctrico constituye uno de los medios más potentes de que dispone toda la industria en general para seguir su marcha progresiva, mejorando las condiciones de trabajo y seguridad y contribuyendo al aumento de la producción
Cuando se trata de iluminar grandes zonas de trabajo al aire libre, la experiencia ha demostrado que el sistema de realizarlo en las mejores condiciones
El problema ha sido resuelto perfectamente, habiéndose efectuado ya muchas instalaciones con excelentes resultados, muy superiores a los antiguos métodos
Se fabrican para ello proyectores especiales, construidos en aleación inoxidable, herméticamente cerrados, para servicio continuo al exterior; llevan dos espejos reflectores combinados de cristal con baño de plata y secciones parabólicas y esféricas, que permiten obtener un elevado rendimiento lumínico Suelen emplearse lámparas de 1.000 y 1.500 watios
consiste en emplear proyectores, con lámparas de alto wataje, montadas en torres metálicas de altura elevada.
Para estos proyectores se fabrican varios tipos de lentes, con diferentes ángulos de apertura del haz luminoso, con los cuales se pueden reaUzar diferentes distribuciones de la luz, según las características propias de las zonas que han de alumbrarse
A continuación exponemos una tabla donde se de-
Figura 1.' Proyector especial para alumbrado de zonas de trabajo. Figura 2.» Proyector con la lente separada, mostrando la disposición de la lámpara y los espejos reflectores. (1) Ingeniero del I C A I., jefe de la Oficina de Luminotecnia de Geathom, S, A 592tallan las características principales de estos proyectores

Representamos en la figura 1." una fotografía de un tipo de proyector de 600 mm, de diámetro, construido especialmente para el alumbrado de grandes zonas, y en la figura 2.", el mismo proyector con la lente separada, pudiendo verse la lámpara y los dos espejos reflectores, y la figura 3."muestra su curva fotométrica con lente de cristal difusor rizado y lámpara de 1.000 viratios.
El montaje de estos proyectores a una altura apropiada es un factor rmiy importante para obtener una buena distribución de la luz y evitar el deslumbramiento de focos intensos.
Los proyectores a,nteriormente descritos suelen montarse en torres metálicas de celosía, de alturas comprendidas entre 20 y 30 metros. En la figura 4.» se ve una torre de 30 meti'os con dos proyectores como los anteriormente detallados, que realiza el alumbrado en una estación de clasificación (M Z A Sevilla-San Jerónimo). Esta torre tiene 30 metros de altura y lleva montados reflectores con lámparas de 1.000 watios
Un detalle de la plataforma superior de estas torres mostrando la disposición de los proyectores se ve en la figura 5.="
Se siguen dos sistemas en esta forma de realizar el alumbrado: el sistema agrupado y el sistema distribuido
El primero consiste en montar los reflectores en batería en una o dos torres e iluminar así todo el área; el segundo realiza el alumbrado, situando di-
Torre
versas torres en varios puntos de la zona que se trata de iluminar
Cada uno de estos dos sistemas tiene su propia aplicación, según los casos; así, por ejemplo, el sistema distribuido seusa conpreferencia para el alumbrado de estaciones de clasificación (véase fig 8.^), con objeto de evitar a los maquinistas un posible deslumbramiento que produciría el conjunto de muchos reflectores, según el sistema agrupado; empleándose este último con preferencia en los campos de sport (véase figura 6."), donde siendo necesaria una iluminación elevada, puede realizarse perfectamente con baterías de proyectores en sistema agrupado
A continuación exponemos un cuadro, donde se detallan los sitios en que tiene aplicación este nuevo sistema de alumbrado y los coeficientes de iluminación a que se recomiendan:
Los excelentes resultados obtenidos en las numerosas instalaciones realizadas han demostrado la superioridad de este sistema sobre los antiguos méto593
número de obstáculos, característica muy importante en algunos casos, como las estaciones de clasificación; y gastos de entretenimiento muy inferiores como consecuencia natural de la reducción al míni-
Transformador aatomaticq 6,6amperes intensidad consta nte ca el secaadano
dos, obteniéndose las siguientes ventajas: más bajo coste de la instalación, especialmente cuando se trata de iluminar grandes superficies; reducción considerables del número de unidades luminosas por el empleo de lámparas de alto wataje, con reflexión directa y como consecuencia de un rendimiento luminoso más elevado; mucha mayor simplicidad y sencillez de la instalación con la reducción a^mínimo del
mo del número de focos y sencillez de la instalación Téngase en cuenta que cuando era necesario iluminar una gran superficie, siguiendo los antiguos procedimientos, había que instalar en muchos casos cientos de focos, montados sobre postes o columnas con una complicada red de distribución, y que, siguiendo los nuevos métodos, con una o un número muy reducido de torres y proyectores, se obtiene
 Figura 5.»
Torre metálica, mostrando la plataforma superior y la disposición de los proyectores
/VWW\
I ampara
Transformador sene-maUiple
Figura 7.'
Ksquema elemental de un sistema de distribución en serle con alimentación de lámparas con Intermedio de transformadores individuales.
Figura 6."
Figura 5.»
Torre metálica, mostrando la plataforma superior y la disposición de los proyectores
/VWW\
I ampara
Transformador sene-maUiple
Figura 7.'
Ksquema elemental de un sistema de distribución en serle con alimentación de lámparas con Intermedio de transformadores individuales.
Figura 6."
una iluminación que reúne las ventajas anteriornaente enumeradas
Cuando se trata de alumbrar grandes zonas, que requieren una red de distribución de grandes dimensiones, se emplea con mucho éxito y en las mejores condiciones eléctricas y económicas el sistema de distribución en serie íl), a intensidad constante, con transformador autoregulador y transformadores individuales de lámparas en cada proyector.
En la figura 7.^representamos el esquema elemental del sistema de distribución en serie a intensidad
Otra instalación también muy interesante fué la realizada en la Exposición Iberoamericana de Sevilla para efectuar el alumbrado de la glorieta de San Diego. Es un caso particular de alumbrado, empleando el sistema agrupado, según puede verse en la figura 9."
Además de estas instalaciones, podemos citar tam-
constante, con alimentación de lámparas por medio de transformadores individuales
En España se han realizado varias instalaciones muy interesantes, algunas de verdadera importancia, como la efectuada por la Compañía de los Ferrocarriles de M Z A en la estación de clasificación de San Jerónimo (Sevilla), la cual constituye un caso práctico de alumbrado con sistema distribuido (figura 8.^), habiéndose efectuado la instalación de la línea de alimentación de los proyectores empleando el sistema de distribución en serie a la intensidad constante de 6,6 amperios, con intermedio de transformadores
Se emplean proyectores análogos a los anteriormente descritos con lámparas de 1.000 watios, montados sobre torres de 30 metros de altura
C11 Para la descripción de este sistema véase INGENIERÍA í CONSTRUCCIÓN, núm. 113, de mayo 1932.

bien otras muy interesantes que están realizando actualmente la Compañía Nacional de los Ferrocarriles del Oeste y la Compañía Arrendataria del Monopolio de Petróleos
Los estudios comparativos efectuados entre este nuevo sistema y el antiguo han demostrado la gran superioridad del primero, el cual se proyecta y se emplea ya casi exclusivamente en las instalaciones modernas
Los neumáticos presentan una resistencia al rodamiento que excede a la de las ruedas de acero sobre carriles en un 30 o 40 por 100, y, en consecuencia, eg necesario dotar de una fuente de energía mayor a un trolebús que a un tranvía Esto ha conducido a proyectar un motor eléctrico cuyo peso sea 6,8 kg por CV para motores de una potencia comprendida entre 35 y 50 CV., cuando los motores de la misma potencia que se emplean hoy día en tranvías tienen un peso de 20 kg por CV Esta reducción de peso se ha conseguido aumentando la velocidad del motor, proporcio-
nándole más ventilación, eliminando algunas piezas pesadas que emplean en los motores suspendidos por el eje y disminuyendo el peso de los engranajes Se emplean motores de 600 V., conectados en serie-paralelo, aunque la conmutación es más fácil con dos motores de 300 V., conectados en serie de un modo permanente, especialmente cuando se emplea el freno dinámico, disminuyendo la tendencia a formarse el arco de retomo Si no se emplea frenado eléctrico, un solo motor de 600 V simplificará el problema del mando más que si se emplean dos motores de 300 V
Figura 8.» Instalación de alumbrado, con torres metálicas, en una estación de clasificación, según el sistema distribuido. Figura 9." Instalación de alumbrado con torre metálica y batería de proyectores, según el sistema agrupadoParecía haberse llegado a la perfecta realización práctica del motor de explosión, cuando,^ después de múltiples vicisitudes, llegó a verse en loséteres de petróleo el carburante ideal, al que hubieron de amoldarse en lo sucesivo la casi totalidad de los tipos de carburadores. Pero no bastaba, sin embargo, la realización en el terreno de la mecánica; el factor económico había de dejar sentir su decisiva influencia cuando el motor de petróleo se generalizó de tal modo, que este carburante llegó a ser un producto precioso cuya posesión desató las ambiciones de todos los países, ya que, por existir sólo en unos cuantos, obligaba a la mayoría de los demás a vivir en una peligrosa dependencia de los pueblos poseedores de yacimientos del producto universalmente codiciado y perseguido, por la enorme trascendencia e impor-i tancia decisiva que para todos los países tiene el disponer de un carburante nacional.
Los técnicos, que tan sucesivos perfeccionamientos habían conseguido para el motor de explosión, se vieron precisados a emprender nuevos derroteros de : investigación, y mientras unos encaminaban su actividad a la busca o preparación de nuevos combustibles, otros hubieron de volver sobre sus pasos y es-• tudiar nuevas posibilidades en los tipos de los motores de gas, que habían abandonado al adoptar como carburante el petróleo y sus éteres, para introducir en ellos las modificaciones que fuesen necesarias para utilizar otros combustibles genuinamente nacionales y cuya falta no fuese de temer Volvió a pensarse en el alcohol, desechando por caros los productos en que se pensara en otro tiempo; y ante la imposibilidad de prescindir en absoluto del petróleo, se pensó en restringir su aplicación hasta lo estrictamente indispensable, sustituyéndole en lo posible ya por mezcla con otros hidrocarburos, ya por diferentes carburantes nuevos, cuya obtención pudiera lograrse con materias de los reinos vegetal, animal o mineral, pero genuinamente nacionales
El de explosión, cuya idea se debe a Hautefeuille, que en 1689 demostró la posibilidad de elevar agua utilizando la fuerza expansiva de la pólvora, no tuvo realización práctica hasta el año 1799, en que Felipe Lebon patentó un motor que fué base de otros varios que, ideados para utilizar el gas del alumbrado, el licopodio, éter, sulfuro de carbono, amoníaco y otros productos, no permitieron lograr un perfecto y regular funcionamiento, hasta que Lenoir ideó en 1860 el primer motor susceptible ya de aphcación industrial para potencias menores de cuatro CV Pero aplicado a potencias mayores, era caro, y esto indujo a nuestro compatriota Jaime Arbós a crear un nuevo modelo, más económico y de tamaño más reducido, ideando el primer gasógeno_de

(1) Ingeniero electroquímico.
aspiración, que si bien de momento no alcanzó el éxito merecido, es el tipo adoptado hoy para los motores de los automóviles accionados por el llamado gas de los bosques o forestal Posteriormente se crearon nuevos tipo, a base todos ellos de gas Lebon; pero hacía falta un motor que pudiera funcionar en todas partes, ya que este gas no le había fuera de las grandes poblaciones, y se idearon distintos gasógenos a base de antracita, lignitos, carbón vegetal, madera, etc., y, finalmente, petróleo, siendo patentado en Viena, el año 1873, un motor de este sistema por G Hock, y tres años después otro más perfeccionado por el norteamericano Bra5d;on Desde entonces fué iniciándose la especialización de cada uno de estos sistemas
Los motores de petróleo, por su reducido volumen y fácil y cómodo manejo, fueron adoptados con preferencia para los autos, camiones, etc., y luego para las locomotoras y distintos usos industriales, mientras los demás motores de gas se aplicaban casi exclusivamente a producirle para el alumbrado y otros l usos domésticos y muy poco para los motores de aplicaciones industriales. Por eso al tratarse de restringir el uso del petróleo y sus éteres se pensó con preferencia en los motores grandes, fijos o semifijos, dedicados a distintas industrias, ya que los tipos de gasógenos conocidos hasta entonces eran de difícil o imposible adaptación a los vehículos a causa de su volumen extraordinario y la incomodidad de su alimentación, debido al escaso poder calorífico del i gas con respecto a la gasolina, a ía que aventaja tan • notablemente en economía Podía prescindirse de mo-i mentó del petróleo y sustituirle con el gas en los motores empleados en talleres mecánicos, serrerías y pequeñas centrales hidroeléctricas que, por no poder funcionar en buenas condiciones durante el estiaje, necesitan, al igual que multitud de molinos harineros, contar con motores auxiliares, en los que está indicada la aplicación del gas obtenido aprovechando recursos de la localidad, puesto que suelen radicar, casi siempre, en zonas eminentemente forestales, retiradas de las vías de comunicación, que reciben la gasolina inevitablemente encarecida por los transportes Pero apenas sería apreciable el resultado perseguido hasta que no fuese posible emplear también el gas forestal en los tractores, camiones, autos de turismo, etc., consumidores de la mayor parte de la esencia, y en los cuales el problema del rendimiento térmico se agravaba por la necesidad de reducir extraordinariamente el tamaño de los gasógenos y aparatos accesorios
Siendo el poder calorífico del petróleo de unas 8.000 calorías por litro y sólo 1.100 a 1.500 el del
metro cúbico de gas, evidentemente había de dejarse sentir en la potencia de los motores calculados para gasolina un descenso que llega casi a un 20 por 100 Por otra parte, la perfecta depuración del gas, que llegó a ser innecesaria para el del alumbrado cuando ©1doctor Auer von Welsbach inventó los manguitos incandescentes, se hacía indispensable en los rnotores de explosión, puesto que la llegada a los cilindros de la más insignificante partícula de carbón los rayaría y estropearía en poco tiempo Esto, además de complicar y agrandar los gasógenos, representaba una nueva pérdida de rendimiento, pues con la depuración se separan del gas algunos hidrocarburos que, según demostró Witz, le hacen perder del 4 al 5 por 100 de su poder calorífico, todo lo cual estaba casi salvado, como veremos, en el primer motor ideado y patentado por Jaime Arbós
Este utilizaba un gas obtenido con carbón incandescente, a través del cual se hacía pasar vapor de agua, previamente calentada y evaporada, aprovechando las calorías producidas al encender el carbón Este carbón era conducido debajo del cenicero, donde se mezclaba con aire antes "de atravesar el combustible, obteniéndose así un gas pobre de un poder térmico de 1.350 calorías por metro cúbico a 0° y 760 mm de presión, según la reacción siguiente:
3C ^- 2 O + 2 H2 O = C O2 + 2 C O + 2 Ha
es decir, que en la composición entran 57 por 100 de hidrógeno y 28 por 100 de óxido de carbono, lo cual no es una gran riqueza. Y es que esa reacción es endotérmica y necesita para producirse 450 grados de temperatura, a fin de que se forme óxido de carbono, en lugar de formarse anhídrido carbónico que, por su carácter incomburente, merma el poder calorífico del gas. La formación del anhídrido carbónico es inevitable; pero a medida que se aumenta la temperatura, la cantidad formada es menor, habiéndose comprobado experimentalmente que a 674 grados se forma un 29 por 100 de este gas y sólo un 5por 100deóxido de carbono, y en cambio a 1.250 grados las cantidades formadas son 48,5 por 100 de carbono y solamente 0,6 de anhídrido carbónico.
Para conseguir una mayor riqueza en óxido de carbono el procedimiento más generalizado consiste en dividir la operación en dos partes, repetidas alternativamente En la primera se inyecta aire sobre el carbón para avivar la combustión, produciendo una temperatura elevada, y después se inyecta el vapor que, al descomponerse sobre el carbón incandescente, hace descender la temperatura, por lo que es preciso inyectar de nuevo aire y después vapor, repitiéndose este proceso La inyección de aire da lugar a la formación del llamado "gas Siemens" e impropiamente "gas de aire" y la de vapor a la for«lación del "gas de agua", constituyendo la mezcla de ambos el denominado "gas pobre"
Las reacciones son:
[1] 2 C + 3 O = C O2 .+ C O
[2] H2 O + C = C O + H2
Mediante este proceso se obtienen, con 36 kilos de vapor y 24 de carbono, unos 89 metros cúbicos de gas, que lleva, sin embargo, algunas impurezas de nitrógeno, procedente del aire, y anhídrido carbó-
nico, que disminuyen su poder calorífico El doctor Strache inventó im aparato para obtener este gas utilizando cualquier combustible, pero resultaba un conjunto gigantesco sólo aplicable a las grandes fábricas, y este inconveniente fué salvado por Arbós con su ya citado motor, que forma un sologrupo con el gasógeno encargado de producir, a medida que va siendo necesitado por el motor, el gas que ha de formar la mezcla detonante
La necesidad de extremar la depuración evitando los peligros que hemos señalado anteriormente, impulsó a Ebelmen a crear el primer gasógeno de los
Gasógeno Biché
llamados de combustión invertida, el cual, alimentándose por la parte superior con aire y vapoi', logra una depuración térmica bastante perfecta al ser arrastrados por la corriente los alquitranes y demás productos de la destilación, los cuales se descomponen a través de carbón incandescente, dando hidrógeno, óxido de carbono y metano y eliminándose así el alquitrán Sin embargo, esta idea no tuvo adecuada realización en la práctica hasta Riché, autor de varios gasógenos de este tipo, quien consiguió triplicar el rendimiento haciendo que los productos que salen del gasógeno atraviesen una columna de carbón al rojo procedente de una operación anterior El gas así obtenido está compuesto de hidrógeno, óxido de carbono, anhídrido carbónico, metano y
 Figura 1.»
Figura 1.»
otros hidrocarbonados, y tiene un poder térmico de 3.000 calorías, siendo su temperatura de combustión unos 2.000 grados Después simplificó el aparato, haciéndolo, como se ve en la figura de una sola retorta vertical, calentada por un hogar especial, y en la que se introduce, por su parte superior, la leña que destila, se carboniza y va descendiendo poco a poco, produciendo ascuas a cuya contacto el vapor, hidrocarburos y alquitrantes se disocian, dando lugar a un gas que contiene 20 por 100 de óxido de carbono, 42por100dehidrógeno, 10por100de otros hidrocarburos combustibles y 20 por 100 de anhídrido carbónico, nitrógeno, oxígeno y otros gases inertes Este aparato fué modiñcado nuevamente por su autor, estableciendo, para eldescenso del combustible, una rejilla escalonada, y también han construido gasógenos del mismo tipo Twaite, Loonis, Duff, Dechamps, etc
EL GAS FORESTAL.
No siempre es factible ni económica la inyección de vapor, que debe desecharse totalmente cuando se trata de gasógenos para vehículos, y por eso se ha tendido a enriquecer en lo posible, facilitando la formación de óxido de carbono, el gas Siemens, quehemos visto que, mezclado con el de agua, constituye el gas pobre, utilizando para ello todos los progre-\ sos logrados en la técnica de la combustión En la Exposición celebrada en octubre de 1931en Madrid, con ocasión del II Congreso Nacional de la Madera, e Industrias derivadas, fué presentado por el señor marqués de Orellana un gasógeno Gohin-Poulenc, de; fabricación española, que, por funcionar a una temperatura superior a 1.000grados, daun gasmuyrico: en óxido de carbono y apenas produce cenizas ni escorias, siendo en él tan rápida la producción degas, que no se invierte más de dos minutos en ponerlo en marcha Con carbón mineral se logra un rendimiento de 86 por 100,y puede emplearse cisco, que permite producir el CV a un precio nueve o diez veces menor que con la esencia
Este gas llamado "forestal" o "de los bosques", por los combustibles que le producen, tiene, según análisis dellaboratorio delOffice Central de Chauffe Rationelle de París, la composición siguiente:
sin detonar, compresiones mayores que la esencia, puede lograrse, sobrecomprimiendo, mejorar el rendimiento de los motores, si bien éstos, cuando son modificados con tal objeto, dejan de ser aptos para funcionar conesencia, pues a causa delmismo exceso de compresión la mezcla gaseosa se inflama antes de tiempo, con peligro de roturas de órganos y otras averías, por lo cual no se puede llegar a la compresión máxima que el gas admitiría, siendo también la compresión excesiva un obstáculo para arrancar el motor a mano, lo que constituye grave inconveniente en los vehículos
Todo esto indica la conveniencia de que los motores sean aptos para funcionar indistintamente, con gas o con esencia, usando ésta para el arranque en frío del motor Con este objeto el ejército francés ha adoptado para sus autocamiones un carburador doble denominado Hidrocarburador, que fué expuesto en el verano de 1931, con ocasión de el Día Militar, celebrado en la Exposición Colonial de París, donde también se presentaron otros dispositivos parecidos con las marcas Carbauxi y Ferdel, y Mr Griffon presentó igualmente en elCongreso de los Carburantes Nacionales de la mencionada Exposición el carburador-mezclador representado en la figura 2.^, y cuya descripción extractamos de la revista "L'Echo Forestier":
"Este aparato va colocado en la canalización que conduce el gas desde el depurador al motor, y consta dedoselementos: elcarburador deesencia o combustible análogo y el mezclador, destinado a llevar al gas del gasógeno el aire necesario para su combustión, asegurando lamezcla íntima delosdosconstituyentes Este mezclador está constituido por un cuerpo cilindrico A adaptable a la tubería de admisión del motor, que lleva una mariposa B destinada a regular la cantidad de mezcla admisible en elmotor, otra para controlar la comunicación con el gasógeno, y otra D, colocada en una toma de aire E situada entre ambas, y que tiene por objeto regular la entrada de éste Para arrancar con esencia y motor frío se cierran las mariposas C y D, abriendo ligeramente la B; se hace girar el motor, y la depresión que se ejerce en la tubería provoca la salida del combustible y elinmediato arranque, estableciéndose la posición de marcha con esencia, abriendo la toma de aire E. Para pasar a la marcha con gas se abre, poco a poco, la mariposa G, que interrumpía la comunicación con el gasógeno, con lo cual penetra el gas en cantidades crecientes en el carburador, cerrándose al mismo tiempo, poco a poco, el conducto F de esencia por el eje G, que,por medio del orificio H, venía permitiendo el paso de la misma, de tal modo, que la total interrupción del paso de la esencia coincide con el momento en que la mariposa queda abierta en su totalidad, pasándose así insensiblemente de la marcha con esencia a la marcha congas."
La potencia calorífica que se pierde por la necesidad de extremar la pureza del gas y su menor rendimiento con respecto a la esencia, ha sido compensada en este gasógeno por medio de un aparato compresor del gas antes de la inflamación, empleándose también este sistema en otros gasógenos e ideándose asimismo a este efecto otros motores de mayor cihndrada, pues como el gas pobre soporta,
Dumenois, observando que la detonación que se produce por inflamarse prematuramente la mezcla gaseosa comprimida en exceso depende del valor absoluto de la presión al final de la carrera, dedujo que bastaría interponer entre el carburador y el cilindro un regulador automático de presión, limitando ésta losuficiente para quenosea peligrosa al final de la carrera, e ideó un aparato, que luego fué adaptado por Griffon al carburador-mezclador, de que hemos hablado, y que tiene por objeto limi-

tar la presión Consta (fig 2.") de un cuerpo cilindrico / con dos bridas que permiten adaptarle al carburador y a la tubería de admisión Una mariposa J, entreabierta, tiende a cerrarse pormedio de un resorte K regulable Cuando elmotor funciona se establece en la parte de tubería posterior a lamariposa una fuerte depresión queda lugar, cuando la fuerza resultante de la diferencia de presiones que reinan delante y detrás de aquélla llega a ser superior a la acción delresorte, a queporacción de éste se abra la mariposa, hasta queserestablece el equilibrio entre lasdospresiones antagónicas Esto permite conservar enlatubería deadmisión unadepresión, sensiblemente constante, cuyo valor puede regularizarse, según el modo de quevaya a utilizarse

die, Benier, Crossley y otros habían simplificado notablemente los gasógenos reduciendo su tamaño; Trebouillet, Riché, Loomis, Zahan y otros idearon también aparatos susceptibles deseralimentadoscon carbón vegetal, aglomerados, leña, serrín, desperdicios orgánicos, etc.,y todos estos progresos, completados con los que anteriormente hemos mencionado, hicieron posible la adaptación de los motores de gasalostractores primero y aloscamiones yautos deturismo después
Del gasógeno deArbós sehanderivado diferentes modelos, cada vezmásreducidos enpeso y volumen, habiéndose logrado construirlos conun peso de200 a 300kilos y capaces de mover camiones de tres a cinco toneladas, reduciéndose también el volumen y colocando los aparatos purificadores formando un todo reducido, a lavezqueseaumenta el rendimiento térmico La incomodidad y molestia que constituye en autos de turismo manejar con frecuencia el carbón, leña o aglomerados, se ha atenuado perfeccionando la fabricación de éstos, queya se venden con un diámetro de dos o tres centímetros a precio capaz de obtener el C V enormemente más barato queconla esencia, quede ningún modo podrían sustituir de otro modo
En Francia, donde tanta atención sepresta al carburante que nos ocupa, había en circulación el año 1929másde milvehículos de este género, y el Estado estimula la fabricación de ellos reduciendo los impuestos sobre loscamiones accionados porgas forestal, y organiza con frecuencia concursos que ponen de manifiesto los rápidos progresos quevan alcanzándose enla aplicación deeste gasa vehículos cada vezmásligeros, habiéndose celebrado, con ocasión de la citada Exposición Colonial de París, diferentes demostraciones, constituyéndose definitivamente el "Comité du Carbone Carburant", que ha montado unaoficina enParís, y organizándose Con- ; gresos y Jomadas donde presentaron interesantísi-, mas comunicaciones los señores Deffy, Martin,^ Jouanno, Caldier, Guilhon y otros, disertando elseñor Lena acerca de un viaje transsahariano reali- | zado porél conayuda de camiones provistos dega-1 sógeno
Carburador-mezclador de Griffon, con aparato limitador de presión de üumanois
el motor Así,para marchar con gas,debe aislarse el limitador, lo cual se realiza automáticamente, de una manera sencillísima, al establecer comunicación con el gasógeno, en cuyo momento queda abierta la mariposa J por medio de las palancas L y M y la biela N.
Para la sustitución delpetróleo por el gas enlos vehículos se tropezaba también conel inconveniente del tamaño extraordinario de los g9,sógenos pesadísimos y voluminosos, quepensando en otras bien distintas aplicaciones, venían construyéndose a partir delgigantesco motor queAugusto Otto presentó en la Exposición de París el año1867, llamando la atención por su descomunal tamaño y el estrépito formidable de susexplosiones Arbós, Dówson,Gar-
En las numerosas pruebas celebradas, las distintas casas constructoras presentaron diferentes modelos de autos y gasógenos, donde de día en díase advierten notables progresos, recorriendo con ellos, sin incidentes, un circuito durísimo, conxma rampa de 12por 100
La casa Renault ha creado un gasógeno de combustión invertida, para carbón demadera, queconsta de un hogar rodeado de una camisa refractaria envuelta a su vezporuna chapa quedeja un espacio hueco para que pase el aire que,entrando por unos orificios situados en la parte inferior, se calienta, penetrando luego por la parte superior del hogar y atravesando el combustible encendido, con lo quese carga degases y sale porla parrilla para ser aspirado hacia losdepuradores y pasar luego al mezclador y carburador Este gasógeno lleva un ventilador para avivar el fuego, y permite aprovechar el máximo de las calorías del combustible, si bien resulta incómodo para la puesta en marcha, evacua'ción de cenizas y tiene otros inconvenientes quevan siendo resueltos en nuevos modelos adaptables a camiones decinco ysiete ymedia toneladas y cochesde turismo, en los cuales, resuelto ya el problema me-
Figrura 2.'cánico, empieza a tenerse en cuenta el aspecto estético
La casa Berliet ha adaptado a sus camiones de una y media, dos y media, cinco y siete y media toneladas gasógenos del modelo Imbert-De Dietrich, que apenas difiere del anterior sino en detalles, como el hogar y cenicero, que han de ser más grandes, puesto que funciona no sólo con carbón, sino con madera o leña
Los gasógenos Sagan, alimentados con madera
Habiéndose obtenido resultados negativos en cuantos estudios y sondeos se han efectuado en nuestro país para encontrar yacimientos petrolíferos, parece llegado el momento de cambiar de rumbo y encaminar los esfuerzos que en tal sentido venían haciéndose sin éxito hacia la obtención de carburantes a base de la utilización de nuestros propios recursos, y especialmente los de origen forestal, ya suficientes para satisfacer racionalmente el consumo nacional de combustibles sin comprometer la riqueza de nuestros bosques, que habrán de intensificarse también en lo sucesivo por exigirlo así imperativamente el equilibrio que debe hacer entre agricultura y selvicultura.
han sido adoptados por Delahaye para modelos de una y media y dos y media toneladas; por Dewald, para los de cinco y siete, y por Rochet-Schneider, para los de dos y media. Latil construye un modelo de cinco toneladas, con gasógeno Rex. La casa Panhard-Levaásor fabrica modelos (fig. 3.") de dos y media y cinco toneladas, con gasógeno Panhard, de carbón vegetal, accionados por motores de 10 CV., que van colocados en un depósito cilindrico a la izquierda del conductor, según se indica en la figura, lavándose el gas en un depurador de cok que va situado a la derecha, habiéndose ideado también distintas disposiciones para disimular y hacer menos visibles tan voluminosos aparatos que, en los autos de turismo Renault, van en una caja situada detrás del coche, y también han sido adaptados a camiones y camionetas de las casas Ford, Aries, etc., gasóge-

No hay que soñar desde luego con una total substitución de la gasolina, a lo que no podrá llegarse sin una perfección (que parece hoy todavía lejana) de los actuales motores de gas, pero puede reducirse su consumo prescindiendo de ella en los usos donde no sea indispensable y haya, como hemos dicho anteriormente, grandes ventajas económicas y no muy sensibles molestias, como sucede en motores fijos, pequeños molinos harineros, centrales eléctricas, tractores, etc., y empleándola exclusivamente en los vehículos, donde hasta hoy no hay manera de sustituirla con ventaja. Está comprobado que un litro de gasolina puede ser reemplazado con kilo y medio de carbón o dos y medio de madera, y bastan veinticinco kilos de carbón o cuarenta de leña para recorrer cien kilómetros a una velocidad de 50 a 60 kilómetros por hora, recargando de combustible cada setenta kilómetros con una pérdida insignificante de tiempo. Esto se traduce en una economía de más del 50 por 100, que compensa la molestia de las manipulaciones, y puede así, con esta sustitución parcial, atenuarse la necesidad de importar las enormes cantidades que se consumen de gasolina, haciendo que salgan anualmente de España muchos millones de pesetas y haciéndonos tributarios del Extranjero en un producto esencialísimo para la defensa nacional.
El ilustre ingeniero de Montes señor Carranza, en su obra "Carburantes de reemplazo" (Zaragoza 1929) ha calculado que, aplicando el "gas forestal" sólo a 15.000 de los 50.000 vehículos industriales que hoy circulan por España, se ahorrarían unas 40.000 toneladas de gasolina, que podrían ser substituidas por el gas obtenido de 60.000 toneladas de carbón o 120.000 de leña Para ello sería necesario carbonear un millón de etéreos más de lo que hoy se carbonea, lo cual representa una cantidad exigua que en nada comprometería nuestro patrimonio forestal, pues la casi totalidad de esa cifra se cubriría utilizando las leñas y residuos que hoy se pierden sin aprovechamiento adecuado, con lo cual se daría vida a pueblos hoy sumidos en la pobreza y se haría llegar a ellos las ventajas de la civilización.
nos Valet, de tipo pequeño y económico, para quemar madera, y Rex, P A V A (fig 4."), Belley, Ardens y otros, de carbón vegetal o aglomerados
EL PROBLEMA DEL CARBURANTE EN ESPAÑA.
El año 1927 se importaron 356.854 toneladas de esencia, y en 1928 la importación fué de 511.308 toneladas, habiéndose aumentado después hasta costar el año 1930 unos trescientos millones de pesetas. Son cifras que invitan a la meditación
El Instituto Forestal de Investigaciones y Experiencias y el Instittuto del Carbón de la Universidad de Oviedo, vienen haciendo importantes estudios en este sentido, habiéndose efectuado en algunas provincias norteñas experimentos empleando el brezo; en Toledo y Ciudad Real, las especies forestales más abundantes, y con preferencia el eucalipto, que tanto abunda en España, y que carecía hasta ahora de aplicaciones adecuadas
Con ocasión de la Semana Eucaliptera montañesa, celebrada en Torrelavega en 1929, se ensayó la car-
Figura 3.» Camioneta Panliard, con gasógeno Figura 4." Camión equipado con gasógeno P. A. V. A.bonización en hornos portátiles y la utilización del carbón de eucalipto así obtenido como carburante para motores fijos y automóviles La Compañía Minera y Metalúrgica, de Peñarroya, que tiene grandes plantaciones de eucaliptos en terrenos de su propiedad, obtiene de su madera carbón y "gas de los bosques", que emplea, como carburante, en los motores de sus camiones, y con ocasión del Congreso llamado Semana Forestal, celebrado en Barcelona el año 1929, se hicieron en el mismo sentido pruebas y demostraciones interesantísimas en un amplio campo de experimentación preparado en Padralbes, al final de la Diagonal, donde los congresista fueron conducidos en un camión Penhard, de dos toneladas, congasógeno decarbón vegetal que accionaba un motor de 10 C V., y con el cual se había hecho anteriormente el recorrido de París a Madrid y Madrid a Barcelona El señor Sanguino hizo importantes observaciones referentes al porvenir de estos gasógenos, que permitirán transportar maderas, carbones y otros productos forestales alimentando los motore^ con el gas obtenido de los residuos de los propios productos transportados en condiciones excepcionales de economía, y expuso también un modelo que, consumiendo medio kilo escaso de carbón por caballo-hora, puede servir para la calefacción, alumbrado o fuerza motriz, y lleva, para aumentar el rendimiento, un aparato inyector de aire que aumenta la fuerza de cinco a doce CV También fué presentada por el señor Sanguino al mencionado Congreso una interesantísima comunicación sobre el tema "Utilización de los productos forestales como sustitutivos de los carburantes líquidos en los motores de explosión aplicables a camiones, tractores y motores fijos auxiliares de los trabajos agrícolas"
en la que, con un esquema del gasógeno, explicaba f su funcionamiento y economía, haciendo destacar el hecho de que en las explotaciones agrícolas y fores- " tales pueda producirse, sin grandes gastos ni complicaciones, la energía necesaria para industrializarlas, haciendo explotables bosques que hoy no pueden serlo por dificultad de transportar sus productos hasta los centros de consumo tan alejados de ellos
En la misma sesión el señor Carranza indicó la conveniencia de que sean dictadas disposiciones ofi-• cíales encaminadas a estimular el uso de estos gasógenos, siendo grande el interés que se mostró en este sentido, sin que, por desgracia, haya seguido el entusiasmo ascendente que cabía esperar, pues es muy poco o nada lo que se ha hecho desde entonces en nuestro país, donde en el Congreso Nacional de la Madera, antes citado, quedó patente la indiferencia con que se mira este problema, del que apenas se habló en las deliberaciones, ni fué posible encontrar en la Exposición aneja al Congreso más aparatos que el gasógeno Gohin-Poulenc, a que nos hemos referido anteriormente, a pesar de los muchos y muy notables progresos que vienen haciéndose en la construcción de este género de gasógenos y la grandísima importancia que para España tiene la obtención de un carburante nacional que nos redima de importar cantidades tan enormes de petróleo, iniciándose a la vez la utilización de muchos recursos genuinamente "nacionales cuya industrialización se traduciría en una importante fuente de riqueza quellevaría a losrincones más apartados de nuestras zonas forestales los medios de emplear y valorizar su actividad y sus energías redimiéndose de la pobreza
En las instalaciones de altos hornos de los países productores de hierro se han ido creando en los últimos diez años condiciones nuevas de trabajo, no sólo por las grandes cantidades a que alcanza la producción de estas instalaciones, sino porque las condiciones que se exigen hoy día sobre calidades de material son mucho más severas que¡antaño. Como consecuencia, y correspondiendo a ©ste desarrollo de los altos hornos, se han mejorado considerablemente los procedimientos de controlar la producción de los productos principales y de los subsiguientes.
En la obtención de las primeras materias existen una seriede procesos individuales estrechamente hgados unos con otros; por ejemplo, ©1recalentamiento del cowper, que puede dar lugar a un excesivo aumento de la temperatura y por consiguiente a la rápida destrucción delaspartes interiores expuestas al calor, a presiones elevadas o excesivamente bajas, a desfavorables descomposiciones de los gases y a otros fenómenos, cada uno de los cuales puede repercutir en los demás La consecuencia de todo ha sido que en los últimos años se ha llegado a la conclusión de la

necesidad de establecer en cada uno de los puntos de la instalación puestos de vigilancia que queden a cargo de personal encargado del control general de la instalación
No es de ahora el convencimiento de los directores de instalaciones, de la necesidad de una vigilancia y una regulación centralizada, aplicada a diversos aspectos de la fabricación, como por ejemplo a la distribución de aire comprimido y a la conducción de los gases, pero estos intentos no han podido tener desarrollo adecuado y ser aplicados al conjunto de las instalaciones hasta la aparición de aparatos eléctricos aptos para la transmisión a distancia; es decir, hasta la aparición en ei mercado de instrumentos que permitan transformar en valores de medida eléctrica, factores mecánicos, como presiones, tracciones, diferencias de éstas, etc
Una de las instalaciones en que la regulación últimamente citada ha tenido una amplia aplicación, ha sido la de altos homoo Essen Berge-Borbeck de la Casa Federico Krupp A. G. En esta instalación se aplica por primera vez el procedimiento de transmi601
J, Ciantidad de gas de calefacción para cada calentador de aire (Indicador registrador); 2, Cantidad del aire de combustión para cada calentador de aire (ind.); 3, Temperatura de los gases de escape de los calentadores de aire (ind., reg.); 4, CO2 contenido en los gases de escape de los calentadores de aire (ind., reg.); 5, Temperatura en la cúpula de los calentadores de aire (Ind., reg.); 6, Temperatura del aire caliente en el conducto de salida de los calentadores de aire (ind., reg.); 7, Cantidad de aire frío total para cada lalto horno (ind., reg. y cont.); 8, Cantidad de aire frío para cada horno (reg.); 9, Temperatura del aire callente en las tuberías circulares (alto homo) (ind., reg.,i; 10, Temperatura del gas bruto en el tragante (ind., reg.); 11, Presión aire frío en tubería principal (reg.); 12, Presión aire caliente en las tuberías circulares de los hornos (ind., reg.); IS, Presión del gas bruto en el tragante (ind., reg.); 14, CO2 y H2 del gas bruto (ind., reg); 15, Posición ambas sondas de cada alto horno (ind., reg.)

misión de todos losvalores demedida necesarios para el control delamarcha delafábrica, aunpuesto central de vigilancia, desde él cual pueden intevenirse, regulándose losprocesos observados
Pasamos a describir esta instalación, quees única en elmundo hasta elmomento actual, nosólo porel interés quetiene su aplicaci(5ii a casos anáiogos, sino por la posibilidad de utilizar susprocedimientos en instaiaciones para laproducción deotros metales.
La instalación objeto de la reseña (ñg 1.^') está compuesta de dosaltos hornos y seis cowpers, para una producción diaria de1.200toneladas Él sistema empleado para la medida a dijtancia afecta al control delgasydelaire entodas laspartes importantes de la instalación
La sala de medida (ñg 2.") constituye lo quepu-
diéramos llamar el cerebro dela instalación de altos homos Dealli parten lasórdenes a todos lospuntos de la fábrica
Dentro de la sala existen los cuadros de control dispuestos en forma de herradura y una batería de acumuladores para elsuministro dela corriente necesaria para los instrumentos
En elpiedelañgura 1."seindican lasdistintas medidas queinteresa efectuar enlosaltos homos Además de lospuntos de medida señalados en la ñgura existen otros deimportancia análoga quepuedenobservarse enla ñgura 3.".
Todos losinstrumentos registradores sondd tipo ide arco impreso, desde elsencillo hasta el séxtuple, diferenciándose lascurvas trazadas porel color.
Los instmmentos indicadores sondeltipo de perfil o circulares Loscolores correspondientes alas curvas se hallan marcados conpuntos enelinstrumento El color amarillo significa presión; elrojo, temperatura; el azul, cantidad, y el verde, análisis El avance del
16, Sucesión de cargas (registrador, contador) ; n Cantidad total de gas puro (ind., reg., cont.); 18, Cantidad de gas puro para los calentadores de aire (ind., reg.); 19, Cantidad de gas puro para la calefacción de las calderas (ind., reg., cont.); 30, Cantidad de ga.s puro para la fábrica de acero (ind., reg., cont.); 2i, Cantidad de gas perdido por falsas maniobras (reg.); 22, Suma de 18, 19 y 20 (indicador) ; 23, Temperatura del gas puro en ta tuberia principal, en las que conducen a los calentadores de aire, a las calderas y a la fábrica de acero, así como del aire frió en ambas tuberías principales (ind.); 24, Temperatura del gas de oscilación (pérdida) (reg.); 25, Presión del gas en la tubería principal (gas bruto) (reg.); 26, Presión del gas en la tubería principal (gas puro) (reg.); 2", Presión regulada del gas puro para los calentadores de aire (ind., reg.); 28, Presión del gas puro para calderas (reg.); 29, Nivel del gasómetro (ind., reg.) a) depósito de minerales, b) sala de máquinas, c) montacargas inclinado, d) recolector de polvo, e) carbonera, f) sala de medidas, 171 y ^2) altos homos, h) lecho de colada, i) calentadores de aire, k) sala de calderas, 1) rampa de cock, TO) granulación, n) purificación eléctrica de gas, o) tubería de gas bruto, p) tubería de gas puro, q) talleres de reparación, r) hacia la fábrica de acero, s) recipiente de gas, t) sala de sopladores, u) tuberías de aceite frío, V) gas de oscilación (pérdida)
En los cuadros para calentadores de aire existen instmmentos para la determinación decantidades de gas, dela cantidad deaire decombustión, dela temperatura de los gases de escape, de la cantidad de CO2 quecontienen estos gases, dela temperatura de ia cúpula y de la temperatura del aire caliente
enlastoberas de salida; valores suficientes para comprobar en todo momento el estado de un calentador de aire Todos los valores citados, excepto el referente a la cantidad de aire de combustión, se registran separadamente para cada imo de ios seis calentadores
A cada alto homo corresponden tres calentadores de aire, que tienen tres registradores séxtuplos: uno para registrar la temperatura y contenido de CO2 en los gases de escape; otro para la temperatura de cúpula y del aire caliente, y el tercero para registrar ila cantidad de gas de combustión de los tres calentadores de aire. Para diferenciar las tres curvas de un registrador, se marcan con tres tintas, existiendo para cada calentador un cuadro propio y apareciendo los valores correspondientes en ima sola curva para economizar instrumentosregistradores. El funcionamiento de los registradores se realiza únicamente cuando es necesario, con lo cual se economiza alguna cantidad de gas de calefacción. La temperatura de la cúpula, la delosgases de escape y ei CO^que contienen, se registran durante el período de calefacción, mientras que la temperatura del aire caliente se registra sólo durante el período de aire.
Las cantidades se miden generalmente por diafragmas, que son baratos, ocupan pocositio y pueden desmontarse fácilmente Únicamente para la determinación del consumo de aire de los calentadores, se emplean tubos Pitot, por no existir tuberías suficiente-
de ver ladisposición de un puesto de medida para gases de calefacción Puede hacerse constar que para la conexión de tuberías se han elegido tomas de anillo
Losaparatos para elanálisis delos gases de escape
presión del gias de combustión de un recalentador de aire
mente rectas para el montaje de un diafragma Las presiones son registradas por balanzas de tubo anular, equipadas con teletransmisores, que transmiten eléctricamente los valores a los instrumentos instalados en la central de vigilancia En la figura 4."se pue-
Analizador del gas de escape en un calentador de aire son analizadores Siemens de gases de combustión, existiendo uno en cada calentador de aire (fig. 5.''). Estos analizadores funcionan sólo durante &l período; de calefacción, quedan cerrados mediante un grifo• durante el periododel aire. •

Para medir la temperatura dela cúpula se emplean pares termoeléctricos de platino-platino rodio Los brazos de estos pares están protegidos con cuarzo y se encuentran en un tubo de porcelana, siendo el tubo protector exterior de acero especial Los pares tienen una longitud de 1,50 m., pero penetran pooo en el interior de los calentadores de aire
La calefacción de los cowpers se regula de acuerdo con ia cantidad de CO2 de los gases de escape y con la temperatura en la cúpula, disminuyéndose cuando la última alcanza los máximos valores admisibles. Los gráficos sirven para dar a posteriori una idea exacta de cómo han sido observadas las prescripciones
En las figuras 2:-' y 3."se observan los instrumentos con ios valores registrados para ios dos altos hornos, que acusan al propio tiempo el consumo de aire de cada homo y la sucesión de lascargas, puesto que los instrumentos de los altos hornos funcionan sin interrupción
El tiempo de marcha y la cantidad de vagones basculantes se registran por un mecanismo de contacto eléctricosituado en el montacargas inclinado. De este modo se controla con facilidad la sucesión de las cargas y el número de vagones
En el cuadro de distribución de los gases se obtienen las siguientes indicaciones (fig 3."): 17 la canti-
Figura 4.' Medida de la corriente en las tuberías de Figura 5.»dad de gas puro; 18 cantidad de gas puro para los calentadores de aire; 19 ídem para las calderas; 20 ídem para la fábrica de acero; 21pérdidas por falsas maniobras; 22 indicación de las sumas 18, 19 y 20; 23 la temperatura del gas puro en la tubería princi-
hasta la fecha un gran resultado También funcionan con toda seguridad las instalaciones de regulación de la cantidad de aire para los altos hornos; regulación de la temperatura del aire caliente y las comunicaciones entre la central de medida y los ventiladores, casa de calderas, cámara de purificación del gas y cabina del maquinista para el montacargas inclinado
En los altos hornos la cantidad de aire se regula en la plataforma de trabajo por medio de un transmisor de mandos, existiendo también un indicador. En el centro de medida, las cantidades de aire se regulan a distancia Los instrumentos citados tienen una segunda aguja que indica la cantidad
pal detrás de la purificación eléctrica en la tubería de acero,ttsí como en las dos tuberías de aire frío de los altos hornos; 24 la temperatura del gas de oscilación (pérdida); 25 la presión del gas bruto en ia tubería principal; 26 presión del gas puro en la misma; 27 la presión regulada para el gas de los calentadores de aire; 28 la presión para el gas de las calderas, y 29 estado del gasómetro

Los val'ores 17, 18, 19, 20, 22, 23,27 y 29 son indicados, los de 17 a 22 y 24 a 29 son registrados, y los 17 a 20 son contados
Basta, pues, dirigir una mirada al cuadro para darse una idea exacta de toda ia producción del gas, de la distribución del mismo y del estado del gasómetro Los diagramas pueden dar una idea exacta de la cantidad de gas consumida en cada sitio.
La medida de la corriente de gas se verifica detrás de los purificadores eléctricos en los puntos de derivación de los calentadores de aire y de las calderas, midiéndose también la cantidad que se suministra a la fábrica de acero. La figura 6." representa ia pequeña estación de medida del gas que va a la central de calderas; en ella se obí,ervan las tuberías de medida que conducen a la central. Los valores indicados en la estación son transmitidos a la sala de medida por medio de teletransmisores En ei lugar del emplazamiento del diafragma existen instalaciones de desagüe para evitar perturbaciones durante la medición Las temperaturas dei gas puro son controladas únicamente a intervalos, puesto queno están sometidas a grandes variaciones.
La finalidad de la central de vigilancia no es exclusivamente registrar todos los valores, sino efectuar también desde ella las conexiones, maniobras' y regulaciones de los hornos altos A este fin, se han adaptado exactamente los mecanismos proyectados hasta el día de mando automático, para los calentadores de aire Los calentadores de aire de los altos hornos se maniobran a distancia y en este funcionamiento desempeña im papel primordial ios interruptores automáticos de aire comprimido que han dado
De las sangrías y paradas del homo se da aviso a todos ios lugares del servicio y especialmente al horno vecino, por medio de señales adecuadas, pues ninguna de estas operaciones pueden sobrevenir simultáneamente en ios dos hornos para no interrumpir el suministro continuo del gas. La regulación de la temperatura del aire caliente es transmitida a la sala de medida por el jefe del servicio, efectuándola desde la central En el alto homo número 1, la regulación se efectúa valiéndose de un mecanismo automático déctrioo-hidráuiico montado en la tubería del aire La temperatura teórica deseada se regiüa a mano. El regulador regula entonces automáticamente la válvula de estrangulación en la tubería de ah-e-mixto, hasta alcanzar la temperatura requerida
El alto horno número 2 tiene otra regulación, consistente en dos válvulas de estrangulación mandadas a distancia eléctricamente y montadas en la tu-
bería principai. Las válvulas se regulan según la temperatura, y su posición queda perfectamente indicada en ios cuadros o instrumentos adecuados para poder reconocer en todo momento la posición de la compuerta.
Figura 6/' Estación de medida en la tubería de gas de los altos hornos Figura 7." Cuadro de medidas en la plataforma de los hornos altos.Los aparatos caüentadores de aire están provistos de una serie de mecanismos de regulación y maniobra para las operaciones siguientes:
a) Conmutación normal de los calentadores de aire para pasar de aire a gas o viceversa
b) Interrupción de los calentadores del período de gas a aire
c) Regulación de la cantidad de gas de combustión
d) Regulación de la cantidad de aire de combustión
e) Regulación de las válvulas de estrangulación de los gaseo de escape.
En las regulaciones a) y b) hay que actuar en una serie de válvulas de compuerta una tras otra, y esto se efectúa por medio de cilindros de aire comprimido de manera que al terminar el movimiento de una de ellas se inicie el del siguiente En el alto horno número 1 estos mecanismos se mueven a mano, mientras que en el número 2 se actúan por medio de electromotores maniobrados desde la central de medida
En los cuadros de medida para los calentadores existen lámparas de señales roja y verde, que se encienden: ia primera, cuando se abre el mecanismo, y la segunda, cuando queda cerrado. Los indicadores de temperatura de los calentadores de aire permiten determinar cuándo hay necesidad de una •conmutación. La cantidad de gas de combustión se regula a distancia, según la cantidad de aire caliente y la temperatura de la cúpula La cantidad de gas de combustión se regula variando el número de revoluciones de los motores de accionamiento de los sopladores, sirviendo la cantidad de CO2 contenida en los gases de encape para controlar esta regulación
lefónicos para la comunicación entre los diferentes puntos del servicio
Además de los instrumentos situados en la central de medida existen otros para las vigilancias locales, correspondientes con los instalados en la central Se
Todos los órganos de mando se encuentran en sitios accesible de los cuadros de medida Los cuadros deloscalentadores de airetienen para elloun saliente fíi forma de pupitre Huelga decir que, además de las instalaciones de señales normales, hay aparatos te-
Cu.idro
encuentran situados en las plataformas de trabajo en ios altos hornos (fig 7.''), y marcan los valores siguientes (véase fig. 1.=^):
7 la cantidad total de aire; 9 la temperatura dei aire caliente en la tubería circular; 10 temperatura de los gases de los altos hornos; 12 la presión del aire caliente en la tubería circular; 13presión del gas de ios altos hornos; 14 cantidad de CO2 y Ha que contiene el gas bruto, y 15 la posición de las sondas en los altos hornos Este último instrumento es un cuadro luminoso que marca de cinco en cinco minutos. Hay instrumentos análogos en las garitas de los montacargas inclinados
Los demás lugares de servicio, es decir, ia estación de bombas soplantes, la sala de calderas, la instaJlación purificadora de gas y las diferentes cabinas de máquinas, poseen además de los instrumentos ya citados otros especiales destinados a necesidades del servicio.
Merece especial mención la instalación de vigilancia de la purificación de gas Las medidas de temperatura de gas tienen por objeto comprobar si detrás de los filtros se rebasa el punto de condensación del gas de los altos hornos De acuerdo con la temperatura se regula también elfuncionamiento de las toberas de pulverización, las cuales enfrían el gas bruto que fluye hacia los filtros Con este procedimiento, el gas bruto saliente puede mantenerse a 60" La presión del gas se regula a distancia automáticamente, variando el número de revoluciones de ios motores de las bombas aspiradoras dd gas bruto Cuando la presión excede de un límite determinado, entra en acción un regulador encargado de quemar el gas excedente
La instalación de vigilancia descrita demuestra cómo puede simplificarse el complicado problema de la regulación en una factoría siderúrgica
El coste de una instalación de instrumentos de medida es muy pequeño comparado con las ventajas obtenidas y se traduce en una mejora del proceso de trabajo y en una más perfecía homogeneidad del material obtenido
(Fotüf debidas a la amabilidad de Siemens Halske.)
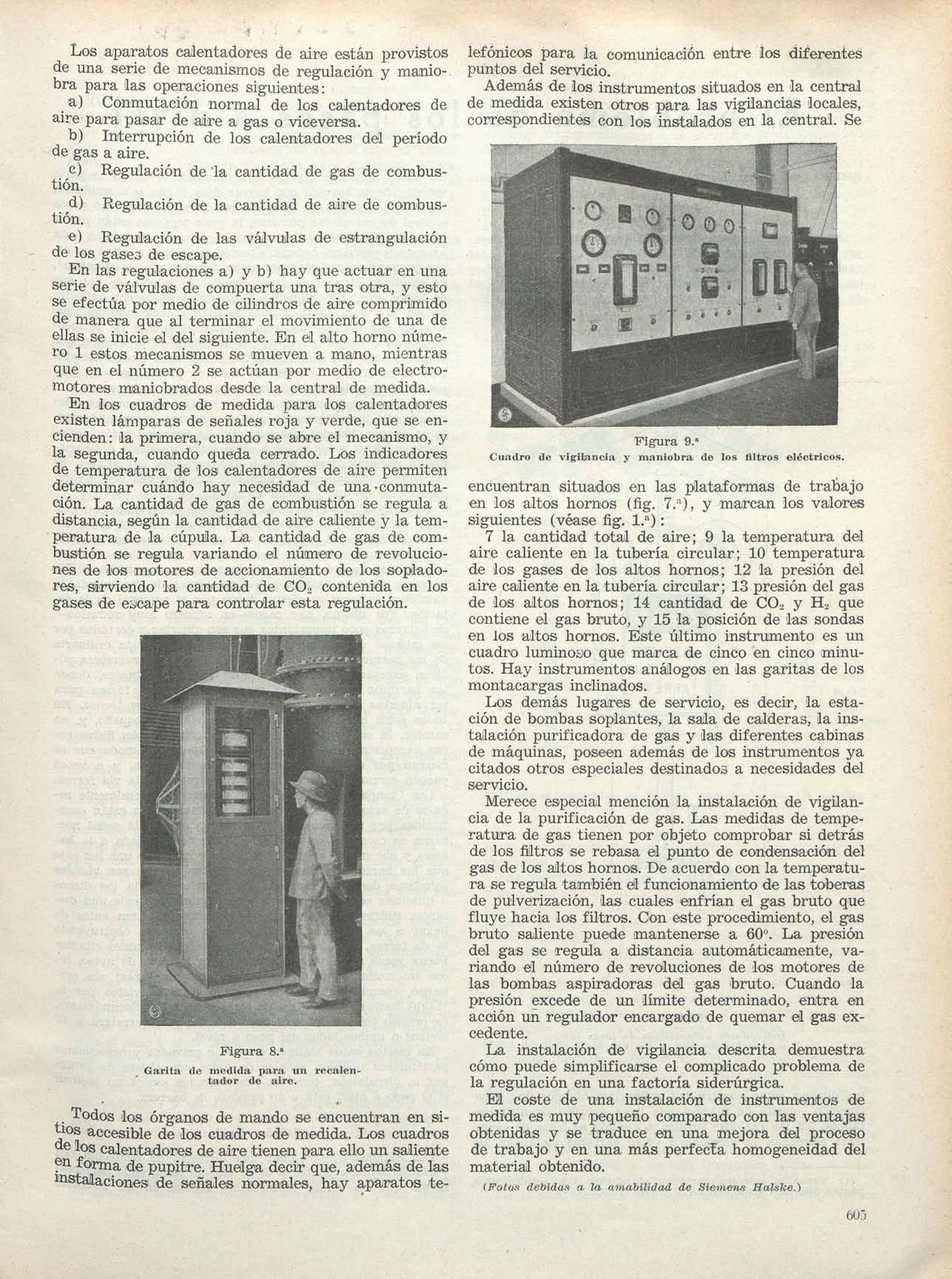 Figura 8.»
Garita de medida para un recalentador de aire.
Figura 9."
de vigilancia y maniobra de los filtros eléctricos
Figura 8.»
Garita de medida para un recalentador de aire.
Figura 9."
de vigilancia y maniobra de los filtros eléctricos
SISTEMAS DE PROTECCIÓN QUE SE KMPLEAN EN LA ACTUALIDAD Inglaterra.
Desde la construcción de los primeros ferrocarriles, siempre que se han establecido pasos a nivel en Inglaterra, los gastos producidos por las instalaciones han recaído sobre las Compañías de Ferrocarriles, asi como la responsabilidad de su conservación y funcionamiento de las barreras Es-
SONNERIE MCULTATIVE
los pasos muy concurridos se acostumbra a cubrir la parte inferior de la barrera con barras fijas a ella o a recubrirla también por medio de una tela metálica De los 5.816 pasos a nivel de carreteras públicas, la gran mayoría están protegidos de esta manera, pero en algunos la protección está asegurada por una cadena Cuando los pasos a nivel no están protegidos (casi siempre en los ferrocarriles económicos), se emplean letreros de aviso visibles lo mismo de día que de noche (que generalmente están combinados con reflectores de "ojo de gato"); además se fijan a cada lado del paso a nivel letreros que ordenan utilizar el silbato de la locomotora. La mayor parte de los sistemas de protección que emplean sólo una cadena existen desde hace mucho tiempo Datan, en efecto, de antes de haberse promulgado las disposiciones legislativas que exigen el empleo de barreras
Las barreras de los pasos a nivel están maniobradas eléctricamente, mecánicamente o bien a mano AproximadEumente el 49 por 100 del número total de barreras están accionadas a mano, y los pasos a nivel están provistos ordinariamente de indicadores solos o acompañados de señales El personal empleado en la guarda de las barreras dispone generalmente'de una pequeña vivienda
ABSENC E FEU BLANCli ARRE T
o O)
Indlcadoreis a.ut«má1icos de luces Intermitentes colocadas a log dos lados del poste
tas últimas están construidas ordinariamente por una construcción robusta de madera que lleva algunos tirantes metálicos En las regiones rurales, o cuando se trata de carreteras estrechas, se emplean a veces barreras metálicas En
(1) Véase la primera parte en el número 118, octubre 1932, página 560, de INGENIERÍA Y CONSTRUCCIÓN.

Sólo hay algunas barreras accionadas eléctricamente; casi todas las demás, constituyendo el 51 por 100 del total, están maniobradas a mano Las barreras pueden ser accionadas desde una cabina de mando, que a veces tiene también los mandos de las señales próximas al paso a nivel Si las barreras están próximas a las estaciones de ferrocarril, la maniobra se hace en ciertos casos por el personal de la estación Por último, hay casos—en número muy reducido— de barreras poco importantes que son abiertas y cerradas por los mismos que utilizan la carretera La posición ordinaria de las barreras es normal a la dirección de la carretera pública, excepto en los ferrocarriles poco importantes, donde las barreras pueden estar obstruyendo la vía férrea para ser abiertas o cerradas por el personal de los trenes En todos estos casos, el tráfico por las vias es pequeño, y, en cambio, la circulación por carretera considerable Salvo raras excepciones, las barreras están fijadas de modo que se cierran por completo a través de la carretera, y a veces pueden cerrar alternativamente la carretera y la vía férrea , Las Compañías de Ferrocarriles colocan generalmente se-• nales de aviso sobre las barreras Estas señales están cons-\ tituidas por un círculo o im cuadrado rojo, y la señal noc-\ turna se compone de una linterna de aceite fijada a la ba- \ rrera y que indica al automovilista por medio de una luz roja que las barreras están cerradas Estas señales son visibles asimismo desde el lado del ferrocarril Cuando los discos o linternas son visibles para los maquinistas desde una distancia suficiente para que puedan detener al tren antes de llegar a las barreras, si éstas están cerradas obstruyendo la vía férrea, no son necesarias las señales fijas antes citadas Pocas veces se emplean en Inglaterra letreros de aviso, luces intermitentes u otras disposiciones análogas; sin embargo, cuando se trata de pasos a nivel previstos por la "Light Railway Act" (Ley de los Ferrocarriles Secimdarios), es preciso colocar letreros de aviso sobre la carretera a 45 metros a ambos lados del paso a nivel
En ciertos casos algunas empresas privadas y organismos particulares instalan señales de aviso con objeto de proteger la circulación; pero en este caso los avisos no indican si el paso a nivel está o no provisto de barrera
Estados Unidos.
Los Estados Unidos tiene una densidad de población tan variable de unos puntos a otros que se comprende perfectamente que no exista uniformidad alguna en los sistemas^
Figura 3."adoptados Sin embargo, algunas organizaciones, como la "American Railway Engineering Association", la "American Railway Association" y la "Interstate Commerce Commission", realizan continuamente trabajos para conseg^uir una mayor uniformidad de los sistemas de protección
De un modo general, puede decirse que la señal colocada en la carretera a cierta distancia del paso a nivel es actualmente la única tentativa realizada para conseguir alguna uniformidad Todavia existen grandes diferencias entre los sistemas de señalización adoptados en los diferentes Estados, desde el punto de vista de la instalación, conservación y emplazamiento
Los sistemas de protección empleados actualmente para los pasos a nivel situados en las ciudades consisten generalmente en hacer uso de las barreras Pero es raro encontrar barreras fuere de las ciudades En ciertos casos se empleají, además de las barreras, vigilantes, avisadores acústicos, como im gong o una campana análoga a la que emplean las locomotoras, wig-wags automático, señales de luces intermitentes, una combinación de señales acústicas y de vigilantes y a veces se emplean a la vez avisadores acústicos y ópticos
La instalación de uno o varios de los aparatos citados depende de cierto número de factores variables, entre los que mencionaremos la densidad del tráfico por carretera, las condiciones físicas del paso a nivel (es decir, la visibilidad mayor o menor de los trenes y la categoría de la carretera)
El empleo de vigilantes está reducido por completo a los pasos a nivel de las calles en el interior de las ciudades
Las señales acústicas no se emplean mucho en los pasos a nivel muy frecuentados que estén en la proximidad de algún barrio algo poblado, a causa de la molestia que supone el funcionamiento frecuente de las señales citadas
El wig-wag es una señal óptica que puede ser imida a ima campana o a im gong El disco o brazo oscilante está accionado por un motor al aproximarse un tren al paso a nivel (fig 2.»)
La señal de luces intermitentes consiste en ima luz roja que se enciende y apaga alternativamente y que puede ser unida a una señal de la carretera o instalada independientemente Como la luz roja intermitente hiere la vista de un modo intenso, constituye ima protección mejor que el tipo corriente de señal óptica La luz se enciende unas 30 veces por minuto como minimo y 40 como máximo, y las lámparas están colocadas generalmente a una distancia de 6 a 12 metros del paso a nivel
A medida que la cuestión de los pasos a nivel ha ido tomando en América una importancia cada vez mayor, los tipos de aparatos de protección estudiados y lanzados al mercado se han multiplicado en una proporción enorme Todas las entidades están de acuerdo al reconocer que la uniformidad de los sistemas de señalización es de una importancia primordial, pero a menudo se pierde de vista este objetivo con el entusiasmo producido por un nuevo aparato A este propósito es interesante citar sólo algunos tipos especiales de sistemas de protección de los pasos a nivel examinados en 1930:
1) Barrera automática de paso a nivel, llamada "Safe-TBar" del "Highway Guardian" Se parece al tipo de aparato de protección compuesto de barreras y linternas; consiste en una barra que puede ser maniobrada a mano, automáticamente o de ambas maneras.
2) Aparato de seguridad Foard Lleva linternas, barreras y un mamdo automático de los trenes Es un sistema que detiene los trenes automáticamente si existe algún obstáculo sobre el paso a nivel después de bajadas las barreras
3) Barrera de flexión. Barrera automática que sube y baja verticalmente

4) Método Max Friedlan Se compone de barreras, linternas, campanas y un aparato de paradíd automática de los trenes, accionado por la posición de las barreras, que una vez que han bajado, no pueden volver a subir hasta que el tren haya pasado
5) Señal de humos, Hubbard Se conoce también con el nombre "Auto Higway Signal" Consiste en un poste tubular colocado sobre una base de hormigón El poste lleva el
mecanismo de maniobra, que consiste en un recipiente que contiene cierta provisión de sustancias químicas destinadas a producir humo Una cantidad dada de estas materias se enciende por medio de una chispa eléctrica cuando algún tren entra en la zona del paso a nivel. El humo producido se dirige transversalmente a la carretera desde ambos lados del paso a nivel
6) Sistema de barreras y señales "Minor Super-Safety" Este sistema funciona automáücamente al acercarse un tren Bl aviso se consigue con ayuda de ima sirena y va seguido inmediatamente de una señal óptica visible para el viajero que viene por carretera, el cual, además, no puede entrar en la zona pelig^rosa del paso a mvel por impedírselo una barrera Además, el personal de los trenes está avisado, por la aparición de una señal roja, visible hasta el momento en que la proximidad del tren pone en acción la señal descrita más arriba, que a su vez abre la vía por una señal que indica al maquinista que puede avanzar libremente
Con todo esto puede apreciarse el ardor con que la iniciativa privada ha trabajado en América para inventar sistemas convenientes de protección; sin embargo, no es proLtGENOEi H = ROUGt I I 'BLANC ^ =GR1S GRIS CLAIR
Indicadores utilizados en Polonia para pasos de vía sencilla y doble via
bable que muchos de estos aparatos puedan alcanzar otra aplicación que la puramente local
Las barreras no gozan de gran estimación en América, y cada vez se van suprimiendo más La "American Railway Engineering Association", en una encuesta que ha realizado acerca de todos los sistemas de protección de los pasos a nivel, hace notar que es un hecho reconocido que aún para los pasos a nivel guardados es preciso que el guardabarrera se fie de sus ojos y sus oídos para decir cusmdo se acerca un tren y de su discernimiento para la maniobra de las barreras Esto exige que su atención esté constantemente alerta, y a veces la situación resulta muy crítica, pues si el maquinista olvida hacer funcionar el silbato, el guardabarrera no dispone la mayoría de las veces más que de un campo visual limitado Además, los vehículos que circulan por la carretera pretenden muy a menudo pasar cuando están bajando las barreras, encontrándose encerrados por la barrera de salida, lo que causa con frecuencia roturas y desperfectos en las barreras y los coches Por estas razones, y de un modo general, en América se tiene la idea de que este sistema de protección no es satisfactorio, y que da un falso sentido de seguridad a los que franquean el paso a nivel, pudiendo haber por consiguiente serios accidentes
La misma Memoria de dicha Asociación, hablando de los 607
Figura 4.«vigilantes en los pasos a nivel, dice que, sobre más o menos, provienen todos ellos de la época de los vehiculos de caballos, en quedichos puestos estaban ocupados, en general, por agentes inexpertos Con el advenimiento del automóvil, resulta que,para queun vigilante pueda cumplir bien sumisión, debe estar mental y físicamente alerta y dotado de autoridad para poder regular la circulación y corregir debidamente cualquier imprudencia de los conductores que quisieran atravesar las vías delante de un tren, habiendo sido avisados del peligro que corrían al hacerlo
En consecuencia, la Asociación ha llegado a la conclusión de que la señal que asegura la protección más eficaz es la señal óptica-automática del tipo Wag-wag (fig 2.°) o intermitente, porlas.siguientes razones:

1." Es automática y no depende dela vista ni deloído de vigilante alguno para dar el aviso
2." El hecho de queun maquinista olvide hacer funcionar el silbato, no ejerce efecto alguno sobre la señal, que entra en acción desde que un tren ocupa el trayecto de vía que acciona esta señal
3." Escasiperfecta suinmunidad contra lasperturbaciones atmosféricas
4." Las séllales son fácilmente visibles, y resulta difícil
CJ RAI L EXTERIEU B
DIRECTION DE MARCHE DU TRAIN
"Look ou for Locomotive" (Precaución a la locomotora), según los casos En los que se refiere a los wig-wags automáticos y las señales de luces intermitentes, las opiniones son distintas acerca de la mayor o menor eficacia de estos dos modos de protección Ambos parecen responder a las condiciones necesarias, y la indicación denoche es tan buena en uno como en otro Parece queelríoMississíppi marca la limitación entre los partidarios de cada tipo: al Este del río predominan las señales de luces intermitentes, mientras que al Oeste se emplean más los wig-wags Se ha insistido mucho acerca del Comité para que reconozca y recomiende como práctica normal que los ferrocarriles situados al Este y al Oeste del río adopten la luz intermitente y el wig-wag, respectivamente; pero el Comité ha encontrado que esta no es una buena solución del problema, y sin duda alguna la decisión adoptada por el "Board of Railway Commissioners", del Canadá, de adoptar el wig-wag como tipo normal de señal en todo el pais, ha tenido gran influencia sobre la decisión del Comité, estando persuadido todo el mundo de la utilidad de un sistema de protección uniforme en todo el continente norteamericano
El emplazamiento dela señal esotra cuestión sobre la cual las opiniones son también diversas: unos preconizan su colocación sobre el lado derecho de la calzada, cerca de la parte pavimentada de la carretera; otros prefieren colocar las señales en el eje de la calzada Las ventajas que se hacen valer en favor de la posición central, a saber, que encauza la circulación, obliga a disminuir la marcha y elimina toda posibilidad de pasar inapercibida al automovilista, han convencido a muchos ingenieros Los principales adversarios son los comisarios de las carreteras de los diferentes Estados, queopinan que,colocadas en el centro, las señales constituyen un gran estorbo en las carreteras contráfico de gran velocidad
En ciertos Estados, la ley prescribe el empleo de un poste que ordene "Silbar", colocado a unos 400m delpaso a nivel; entonces es preciso que el maquinista accione el silbato de la locomotora a esta distancia Resulta que con un tren que marche a 96 km por hora (60 millas), se oye el silbato unos quince segundos antes de que la máquina llegue al paso a nivel No se puede confiar demasiado en este sistema de protección suplementaria, pues en caso de tempestad con un viento fuerte soplando en sentido contrario al movimiento del tren, tal vez el silbato no se oyera en absoluto
Figura 5.»
Condiciones de visibilidad l>roi>uesta/s en el proyecto de reglamento
equivocarse sobre la indicación dada, como sucede a veces con las señales quehacen los vigilantes
5." En los pasos a nivel protegidos por barreras o vigilantes, si la protección es intermitente o si las disposiciones de protección no están en funciones durante las veinticuatro horas, se hace uso ordinariamente de un aviso escrito que indica las horas en que la protección no funciona o durante las cuales el vigilante no está de servicio; las señales wigwag o las intermitentes funcionan continuamente y no necesitan ningún aviso de este género
Aparte de algunas disposiciones ingeniosas, pero complicadas, lasseñales empleadas enAmérica comprenden en consecuencia:
a) El aviso avanzado colocado a una distancia que puede llegar a ser 180 m del paso a nivel, repetido generalmente en el mismo paso a nivel, y formado por un disco metálico que lleva lasletras "R R."
b) Señales wig-wag o luces intermitentes en los pasos a nivel importantes
c) Si se trata de pasos a nivel poco importantes, dospaletas en cruz de unas dimensiones de 1,80 a 2,40m de longitud yformando un ángulo de50a 90",montadas sobre postes metálicos y conlaspalabras "Railway Crossing" (Paso a nivel), "Look out for cars" (Precaución a los coches) o
Las señales intermitentes funcionan generalmente veinte segundos antes de la llegada del tren más rápido al paso a nivel Un tiempo más largo de funcionamiento está considerado como desventajoso, sin duda a causa de la tentación de pasar que da al automovilista
En cuanto a los wig-wags, la oscilación del disco es de 76 cm entre los puntos extremos de su trayectoria, y la velocidad es de unas 30 a 49 vaivenes por minuto Los discos están provistos en el centro de una lámpara tan potente como la de las señales intermitentes, y esta lámpara se enciende automáticamente cuando oscila el disco
En cuanto a la disposición acústica de campana, tiene un valor muy relativo En tiempo de niebla, la señal acústica es de gran utilidad, pero por lo general el sonido no alcanza tan lejos como la luz; por otra parte, algunos vehículos son muy ruidosos, y si se añade elefecto deun viento fuerte, la señal acústica es poco perceptible Hoy día se admite que las señales acústicas sólo son útiles como auxiliares delasseñales ópticas
PROYECTO DE REGLAMENTOS UNIFORMES SOBRE LA PROTECCIÓN DE LOS PASOS A NIVEL, TIPOS DE SEÑALES Y CONDICIONES DE VISIBILIDAD
El ponente señor Míszke propone las siguientes normas como base para establecer un reglamento único:
Disposiciones para la protección de los pasos a nivel.
En los pasos a nivel en que la velocidad de los trenes no exceda de 15km.,se considera suficiente una señal triagular copforqac conla Convención de 1926
En los casos en que los pasos sobre las líneas en cuestión no tuvieran una visibilidad suficiente, sería preciso instalar a una distancia de 75 m del paso en la vía férrea señales que ordenen silbar al maquinista y una señal análoga en la carretera a una distancia ¿ = 3 y = 45 m
En los pasos con buena visibilidad, y en el caso de que la velocidad de los trenes sea más elevada, hay que colocar a los dos lados de la via señales fijas en forma de cruz de San Andrés ffig 4."'), precedidas, en caso de tráfico automóvil, de señales triangulares como las establecidas por la Convención de 1926
En caso de visibilidad insuficiente, es preciso colocar, en lugar de la señal fija en cruz de San Andrés, una señal óptica automática montada sobre una cruz análoga (fig 3.»)
Estos dos sistemas de protección de los pasos a nivel bastan cuando el producto de número de vehículos por el número de trenes en veinticuatro horas no exceda de 70.000, con la condición que el número de trenes no sea superior a 100
Cuando la circulación por carretera es más intensa que la que acabamos de citar (> 70.000), es preciso adoptar barreras pintadas de blanco y rojo bien iluminadas y provistas en ciertos casos de lentes reflectores, si es difícil obtener de otro modo un alumbrado suficiente Estas bairreras deben cerrarse dos minutos antes de la llegada del tren Se recomienda una instalación automática de sonido para advertir al guardabarrera la proximidad del tren La distancia entre la barrera y eleje dela vía más próxima puede fijarse en 3m., por regla general, y en 8m para las barreras maniobradas a distancia
En casos excepcionales es admisible sustituir la señalización automática, aun en caso de ausencia de visibilidad, por señales fijas, cuando la velocidad de los trenes no exceda de 50 km por hora y si el número de vehículos es menor de 150 por veinticuatro horas, siendo muy escaso el número de autobuses En este caso será preciso ordenar la parada obligatoria de los vehículos e instalar a una distancia Z/= 3VyL = 5y señales que obliguen al maquinista a hacer silbar la locomotora
Las barreras deberán ser sustituidas por pasos inferiores o superiores, si el producto del número de trenes por el número de vehículos'en veinticuatro horas es superior a 800.000, o si el número de trenes excede de 400 por veinticuatro boros, exceptuando las líneas tranviarias
En los pasos que exigen un cuidado parcial de los guardas durante el día, es preciso instalar señales fijas, o si las condiciones de visibilidad lo aconsejan, señales automáticas y suprimir las barreras Estás, levantadas a las horas en que no está el guarda inducen a error a los conductores de automóviles
Proyecto de tipos de señales y normas para su instalación.
Adoptar uniformemente la forma de cruz de San Andrés, según la figura 4."izq.,o la de la figura 4.»dra en el caso de pasode varias vías La señal debe estar colocada auna distancia de 5m del carril más próximo y a ambos lados de la vía El poste debe estar pintado de gris, los brazos de la cruz de blanco y rojo, alternados Sobre el poste de esta señal debe ir un cuadro de 30 X 60 cm., con una inscripción, por ejemplo "25 km.", en letras blancas sobre fondo negro Es recomendable aplicar a la letras lentes que reflejen los faros de los coches
En los pasos en que la parada de los vehículos sea obligatoria, estos cuadros deben tener una dimensión de 55 centímetros X 60 cm., con la inscripción "Alto" en el idioma del país y debajo la inscripción "O km." para el tráfico internacional
Es preciso dar preferencia a las señales automáticas de luces intermitentes con dos luces colocadas horizontalmente a ami)os lados del poste a una distancia de 76 cm entre vidrios y a 2,49 m como mínimo por encima de la carretera, como indica la figura 3.«
En los pasos en que el tráfico por cari'etera es más reducido, se pueden instalar señales de una sola luz del lado de la carretera a una distancia de 38 cm del eje del poste
La luz blanca de las señales automáticas debe centellear constantemente 40 veces por minuto Durante un lapso de tiempo de treinta segundos como mínimo antes de la llegada del tren se debe ver centellear una luz roja 80 veces por minuto
El centelleo de la luz roja debe durar hasta que el último vagón del tren haya salido del paso a nivel Para el encendido de las señales se emplea la electricidad, y si no existe, el acetileno La señal óptica debe llevar encima una cruz de San Andrés, cuyos brazos no deben ser más largos que las extremidades de la luces intermitentes
No es obligatorio emplear una señal acústica suplementaria Sobre el poste de la señal automática se colocarán cuadros que lleven la señal "25 km." (por ejemplo), según el modelo antes citado para señales fijas, y también un aviso ordenando la parada, en caso de ausencia de luz blanca
El tipo de señal más aproximado al descrito es el que ha adoptado la "American Railway Engineering .A.ssociatíon" Este tipo, modificado con arreglo a los principios menciocíonados, está presentado én la figura 3."

La señal fija o automática para carretera debe estar precedida de una señal de acuerdo con la Convención de 1926, pintada en blanco y rojo, colocada a una distancia minima
50 m. lOOm 200 m
de 69 m (en las ciudades se reducirá a 30 m por lo menos), pero que no exceda de 135 m., como se hace en los Estados Unidos En el caso de que esta señal se fijara a mayor distancia del paso (hasta 250 m.), sería preciso colocar entre dicha señal y elpaso postes indicadores de distancia con arreglo a la figura 6.»
Proyecto de reglamento sobre visibilidad en los pasos a nivel.
Se admite que las condiciones de visibilidad son suficientes si el conductor del vehículo que avanza por carretera a una velocidad moderada ve el tren a una distancia aTc= 8m sobre la sección kd = L = 5 V, donde V es el máximo posible de velocidad que el tren pueda alcanzar en el sitio y dirección citados; en general, es el máximo de velocidad admitida sobre la línea en cuestión (fig 5.')
Si la carretera está destinada al tráfico automóvil, el conductor de un coche rápido ha de ver el tren a una distancia bk — 20 m sobre la sección kc — L — 3 V.
Cuando se trata de pasos de más de una vía, es preciso aumentar la distancia de visibilidad citada como sigue:
fcd= L = (5 + 0,25 d) V.
kc = L = {3 + 0,075 d) V. a y b se encuentran a 1,30 m por encima de la carretera <íy cse encuentran a 1,50 m por encima del carril
Figura 6." Postes indicadores de distancia al paso a nivel.La experiencia adquirida desde el Congreso de Londres demuestra que las decisiones adoptadas con el fin de limitar el número de guardas en los pasos a nivel, se encuentran justificadas La práctica de los últimos años nos permite fijar las reglas de protección de una manera más detallada
Como gracias al empleo de automóviles el tráfico local por carretera no solamente se transforma en tráfico de gran velocidad, sino que cada vez existe más tráfico internacional, es necesario establecer una legislación y reglamentos uniformes en todos los paises acerca de la protección de los pasos a nivel Asimismo, es urgente establecer tipos uniformes de señales automáticas, señales fijas de aviso y otras instalaciones en los pasos
Cuando el tráfico por carretera se hacia a velocidad reducida, el paso a nivel era el sitio peligroso En la actualidad, la estadística del tráfico por carretera nos demuestra que los accidentes en los pasos sólo constituyen un tanto por ciento reducido del número total de accidentes
En principio, la supresión de los pasos a nivel por pasos inferiores o superiores no puede tomarse en consideración como regla general, dados los gastos exorbitantes que supone
Como el crecimiento de las dificultades en los pasos ha sido producido por la intensidad insospechada de la circulación por carretera, es la carretera la que debe asumir los gastos de construcción de pasos inferiores o superiores, así como los de protección reforzada de los mismos
Desde el punto de vista de la economía general, y teniendo en cuenta los gastos muy considerables que ocasionan, sería preciso ver la manera de reducir todo lo posible el número de cruces de carreteras con vías férreas, suprimiendo los pasos poco concurridos y encauzando el tráfico hacia aquellos que por tener una circulación más intensa por carretera están provistos de una señalización suficiente, y además construyendo pasos inferiores o superiores en los sitios en
que se encuentre el movimiento más intenso por carretera. Al hacer proyectos de construcción o reconstrucción de carreteras, habrá que tener en cuenta estas circunstancias
Es preciso reconocer que en los "pasos donde la visibilidad es buena, las señales fijas pueden bastar en general, y que si la visibilidad es escasa, el mejor sistema de protección sería una señalización automática que indicara la proximidad del tren por medio de luces intermitentes
Teniendo en cuenta que la mayoría de los accidentes en los pasos a nivel con guardabarreras sobrevienen por obstrucción de las barreras por los coches o por choque de éstos contra aquéllas (suele suceder que los mismos guardas sean arrollados por los automóviles), ,seria preciso buscar, teniendo en cuenta las posibilidades financieras en cada caso, la sustitución de las barreras por señales fijas o automáticas, a medida que vaya creciendo el tráfico automóvil y conservando las barreras sólo en los pasos con tráfico por carretera muy intenso, cuando no basta la señalización automática y se hacen necesarios los guardabarreras y la regulación del tráfico
Es preciso admitir que pueden colocarse igualmente señales fijas en los pasos de visibilidad insuficiente si el tráfico ferroviario es limitado en cuanto a la velocidad y el tráfico por carretera poco Intenso
Hay que reconocer que la realización y conservación de las condiciones de visibilidad reguladas por prescripciones uniformes para los pasos a nivel en todos los países son de gran importancia Por esta razón seria preciso editar los reglamentos necesarios para ellos
En los pasos no guardados, bien visibles oque posean señalización automática, la velocidad del tráfico por carretera debe ser limitada; en los pasos con visibilidad insuficiente y faltos de señalización automática, debería ser obligatoria la panada absoluta de los vehículos
En los dos casos estas disposiciones deben ponerse en conocimiento del público por avisos ad hoc colocados sobre las señales

En el mes de septiembre último, se ha celebrado en Paris el Congreso Internacional de Fundición, con el concurso de la Assocciation Tecnique de Fonderie. Al mismo tiempo, se celebró una Exposición Internacional de Fundición, en la qus él Jurado otorgó una medalla de oro a INGENIERÍA Y CONSTRUCCIÓN, única revista técnica española oficialmente representada -en el Congreso.
A conütinuación publicamos un resumen de las ponencias presentadas a este Congreso, que más interés ofrecen para nuestros lectores.
Los ÚLTIMOS PROGRESOS DE LA FUNDICIÓN EN ALEMANIA
Ponencia presentada por G. Meyersbeerg.
Generalmente, cuando las empresas de fundición anuncian sus productos, citan sólo las mejores cifras en lo que se refiere a las características de las piezas que fabrican Esto tiene el inconveniente de que muchos clientes, al recibir el pedido, comprueban que las piezas recibidas no presentan las características esperadas, y rechazan algunas de ellas La Sociedad de Construcciones Mecánicas de Mulhouse (Alto Rhin), para evitar estas equivocaciones, expone los resultados de sus fundiciones en una serie de curvas que facilita a sus clientes Para establecer estas curvas se ensayan las diferentes clases de fundición haciendo 15 ensayos de resistiencia por tracción, por flexión y de resistencia de los materiales, y de este modo el-cliente puede apreciar de una
sola ojeada los valores que alcanzan cada una de las citadas propiedades físicas
Otro método que proporciona una idea del conjunto de las propiedades de una producción entera consiste en el empleo de la llamada "curva de frecuencia" Durante un período de tiempo suficientemente largo se reúnen todos los valores observados en una misma fundición; por ejemplo, para la resistencia a la tracción En seguida se agrupan las cifras iguales o comprendidas en un mismo intervalo poniendo todas ellas en orden asciendente. Se anota entonces la cantidad de cifras iguales (o comprendidas en un mismo intervalo de 1 kg por mm.^), y se lleva esta cantidad sobre el eje de ordenadas, mientras que en el eje de abscisas van los valores de la resistencia a la tracción La forma de la curva es muy reigular y se aproxima a la curva teórica de Gauss
Para juzgar una calidad determinada de fundición se estima a veces necesario conocer no sólo la resistencia a la rotura, sino también un "factor de deformación" (índice de
tenacidad) El autor expone su idea de que para ello resulta conveniente la reunión de dos magnitudes características que resultan del ensayo de flexión. Es el cociente de la flecha en milímetros en el momento de la rotura por la resistencia a la flexión en kg por mm.^ Este "índice de flexión" se considera que expresa una cualidad de la fundición llamada "flexibilidad" Para ciertas aplicaciones se puede demostrar que una resistencia a la tracción menor y un índice de flexión más elevado pueden estimarse entre ciertos límites como equivalentes a una resistencia más etevada y un índice de flexión menor. El producto "resistencia a la tracción índice de flexión" representa una característica del material que indica que la calidad de éste será tanto mejor cuanto más elevado sea aquel producto Siguiendo estos principios sé puede establecer un diagrama para obtener una representación de ciertas fundiciones Se lleva sobre las abscisas la resistencia a la tracción y sobre ordenadas los índice de flexión Cada punto representa una fundición determinada
El autor describe después algunas investigaciones realizadas sobre la marcha del cubilote, con objeto de regular el contenido de carbón Piwowarsky afirma que el contenido final de carbono para una carga determinada depende de los fenómenos que se verifican en el crisol, especialmente de la duración del contacto entre el hierro fundido y el cok contenido en el crisol Sipp ha demostrado que existe una relación directa entre la temperatura de reacción del cok empleado y el contenido de carbono, suponiendo tavaríables los otros factores
El aumento de resistencia o cualquier otra ventaja conseguida por los procedimientos modernos no tendría valor alguno si fuera unido a desventajas en lo que se refiere a la "trabajabilidad" de las piezas XJS, base de la mejora de las diferentes calidades obtenidas por cualquier procedimiento moderno consiste en primer lugar en el afinado del grano y en la obtención de una gran homogeneidad Como con estas modificaciones la dureza no alcanza valores elevados, no es extraño que se obtenga también fácil trabajabilidad De todos modos conviene ir al fondo de esta cuestión y establecer ante todo qué es lo que se entiende con la palabra trabajabilidad, ya que en primer lugar es preciso considerar separadamente las diferentes operaciones mecánicas desde que se ha demostrado que las propiedades dé un material en cuanto a su fácil taladrado no convienen al torneado del mismo
El autor cita lostrabajos delprofesor Wallichs, que han aclarado mucho estas cuestiones Wallichs confirma la relación entre la trabajabilidad y la dureza La trabajabilidad disminuye en general al crecer la dureza; pero existe también otro factor que desempeña un papel importante, que son las desigualdades de dureza dentro de una misma pieza Estas desigualdades son en general mucho más considerables en fundiciones de baja calidad que en fundiciones superiores, lo que representa gran ventaja para el trabajo de éstas últimas
Un problema que hoy día se puede considerar como resuelto prácticamente es el de la inestabilidad de la fundición a temperaturas elevadas En la actualidad se dominan por completo los factores que permiten elevar la temperatura dé grafltizaclón Se sabe cómo alcanzar las condiciones favorables por la estructura, y sobre todo por el análisis A pesar de esto, todavía se sigue estudiando la cuestión, investigando el papel de los elementos especiales, tales como el níquel, el cromo y otros
Al final de la Memoria se mencionan algunas investigaciones de laboratorio relativas al problema del nacimiento del grafito durante el enfriamiento de la fundición líquida, y al estudio de los fenómenos de retracción y algunas anomalías producidas por oclusiones de gases en la fundición
Ponencia presentada por L. Guillet y M. Ballay.
j^^^ición de elementos especiales a las fundiciones tiene P r objeto mejorar algunas propiedades de las mismas, como ^ la resistencia mecánica a la temperatura 'ordinaria o en
caliente, resistencia a la corrosión en medios líquidos o gaseosos, resistencia a la oxidación y estabilidad a altas temperaturas, dilatabilidad y propiedades eléctricas (resistibidad, magnetismo) En una aleación tan compleja como es la fundición, el estudio de la influencia de elementos especiales es muy delicada y exige mucha prudencia La acción de un elemento sólo se puede conocer comparando fundiciones del mismo contenido de grafito; si se comparan fundiciones que tengan la misma proporción total de carbono, los elementos estabilizadores del carburo de hierro disminuyen la cantidad de grafito, producirán indirectamente el afino de este último elemento. Hoy día se conocen métodos que permiten afinar el grafito de las fundiciones ordmarias (sobrecalentamiento, época de la grafitización por adición de silicio, etc.) Es posible que estos métodos deban ser modificados cuando se trate de aplicarlos a fundiciones especiales; pero todavía no se conoce a fondo esta cuestión

En cambio se sabe que varios cuerpos modifican notablemente las propiedades de la perlita: cromo, níquel, molibdeno y vanadio La influencia de estos elementos en los aceros es de gran utilidad para conseguir las propiedades deseadas Se clasifican los elementos según su acción sobre la posición de los puntos de transformación y la histéresis, que puede servir para medir la separación entre la temperatura final de transformación durante el calentamiento y la temperatura del principio de la transformación durante el enfriamiento para ciclos térmicos determinados
Los elementos especiales que favorecen el templado martensítico mejoran el conjunto de las propiedades mecánicas y elevan la dureza máxima compatible con un trabajado fácil, por lo menos en ausencia de carburos libres Si se pretende obtener elevados valores de resistencia por cortadura y fiexión, las adiciones especiales se han de hacer sobre fundiciones escogidas para dar un grafito fino, poco abundante y repartido de un modo regular Esta última condición no es necesaria si lo que se persigue es sólo que las piezas tengan gran dureza En este último caso, sobre todo cuando se trata de piezas que deban resistir al desgaste, es posible que sea conveniente un grafito, sin llegar, sin embargo, a un exceso, que debilitaría la pieza
Para las piezas mecánicas trabajables, que en general deben ser obtenidas grises después de la colada, los elementos de adición más interesantes son los que actúan favorablemente sobre el templado martensitico y son grafitizantes o estabilizadores débiles de los carburos El níquel ocupa un lugar muy particular como agente grafltizante, teniendo una acción enérgica sobre el templado martensitico: puede añadirse en gran cantidad a una fundición sin que ésta deje de ser gris Después del níquel está el molibdeno, antigrafitizante mucho menos enérgico que elcromo, pero que hace descender más rápidamente los puntos de transformación durante el enfriamiento El manganeso solo, no es una adición eficaz, pero puede ser bueno elevar su proporción a las proximidades del 1 por 100 para favorecer la acción de otros elementos, especialmente del níquel El cromo, antigrafitlzante poderoso, raramente se añade sólo a las fundiciones grises mecánicas; su acción debe ser compensada por la de un grafltizante: silicio, níquel o aluminio
La Memoria detalla después las principales causas de la pérdida de resistencia mecánica a temperaturas elevadas La resistencia a la corrosión es un problema de los más complejos, dada la gran cantidad de agentes corrosivos que hay que estudiar Una adición que aumente la resistencia a la corrosión por un reactivo determinado no tiene efecto alguno sobre las demás condiciones de las piezas ensayadas, y se puede acelerar el ataque a voluntad Según su estructura, las fundiciones se clasifican en dos categorías: fundiciones perlíticas y austeníticas Cualquiera que sea el elemento añadido a una fundición, si su estructura permanece perlítica, se comprueba que la resistencia a la corrosión no aumenta gran cosa En cambio, como sucede en los aceros, la estructura austenítica es muy favorable a la resistencia a la corrosión en muchos casos, y de ahí el reciente desarrollo de las fundiciones austeníticas al níquel-cobre-cromo
En cuanto a la resistencia a la oxidación a elevadas temperaturas, la adición de elementos especiales debe contribuir
a dar a la fundición un óxido adlierente y homogéneo El cromo, el silicio y el aluminio poseen esta propiedad La resistencia a la oxidación a elevadas temperaturas está unida a la resistencia mecánica én caliente, y de aquí el interés que presenta el cromo que se opone a la grafitización La estructura austenítica es favorable a la resistencia a la oxidación a elevadas temperaturas, por lo menos cuando aquella estructura se ha obtenido con ayuda de elementos como el níquel y el cromo, que resisten bien la oxidación
El autor pasa después a estudiar la acción de los diversos elementos especiales sobre las fundiciones, empezando por el silicio Aunque el silicio está siempre presente en las fundiciones, es interesante señalar las propiedades particulares de algunas fundiciones de elevado contenido en silicio estudiadas sobre todo en Inglaterra por la^British Cast Iron Research Association, que pueden ser consideradas hasta cierto punto como fundiciones especíales Estas fundiciones, llamadas "silal", contienen de 5 a 10 por 100 de sUicio, lo que produce una disminución importante del carbono combinado, es decir, la supresión casi absoluta del peligro de grafitización, la elevación del punto crítico y la formación superficial, por oxidación de una capa rica en silíce que desempeña un papel protector Según los descubridores de estas fundiciones, que están patentadas, un tratamiento particular permitiría obtener un grafito fino, condición necesaria para fundiciones que deban ser empleadas en caliente

Los aceros al cromo han tomado durante estos diez últimos años una importancia considerable; el cromo es, en efecto, el principal componente de la mayor parte de los aceros inoxidables; su importancia en las fundiciones especiales es niucho menor, pues actúa como antigrafitizante poderoso y tiende a blanquear la fundición Por esta razón, la adición de cromo es uno de los medios más eficaces de que se dispone para elevar la proporción de carbono combinado
En una fundición determinada, la adición de cromo, .aumentando la proporción de carbono combinado (y disminuyendo, por tanto, la cantidad de grafito), endurecerá la fundición y afinará el grafito Las repercusiones sobre el conjunto de las propiedades mecánicas dependerá de la naturaleza de la fundición primitiva Partiendo de una fundición de elevado contenido en carbono y silicio, ferrítica en su totalidad o en parte, la adición de cromo la convertirá en perlítica, aumentando notablemente la dureza, la resistencia a la flexión y a la cortadura Si la adición de cromo se hace sobre ima fundición perlítica, se podrá comprobar también un aumento de las características de resistencia mecánica, pero mucho menor que en el caso anterior En cuanto a las fundiciones grises, el cromo facilita el templado martensítico Sin enibargo, las fundiciones al cromo solo se emplean poco, y su utilización se limita a las piezas que pueden ser templadas en aceite
En lo que se refiere a la resistencia en caliente, el cromo estabilizando fuertemente la cementita, constituye una adición útil en las fundiciones que deben trabajar en caliente Añadiendo pequeñas proporciones, menores del 3 por 100, influye mucho sobre la estabilidad, pero sólo aumenta un poco la resistencia a la oxidación No sucede así para proporciones de cromo más elevadas, que pueden llegar a ser hasta del 20 por 100
La resistencia a la corrosión de las fundiciones grises no se modifica por adición de pequeñas cantidades de cromo
Las fundiciones blancas con 20 por 100 de cromo son poco atacadas por el ácido nítrico Las aleaciones con gran proporción de cromo (34 por 100), poco empleadas hasta ahora, presentan notables características de inoxídabilidad a la temperatura ordinaria y de resistencia a diversos reactivos químicos
El níquel actúa como grafitizante, pero con menos intensidad que el silicio En la mayor parte de las fundiciones mecánicas puede decirse que la influencia de una parte de silicio equivale a la de dos a tres partes de níquel Al mismo tiempo que actúa sobre la grafitización, el níquel reduce la temperatura de fin de transformación durante el calentamiento y disminuye la velocidad critica de temple
En las fundiciones al níquel-molibdeno, este último elemen-
to eleva la temperatura de transformación en el calentamiento y disminuye la de transformación en el enfriamiento Desde este punto de vista actúa como el cromo, pero más enérgicamente
El efecto homogenizador del níquel sobre las fundiciones se ha reconocido hace ya tiempo Recientemente, Piwowarsky ha comparado el efecto homogenizador del niquel con la acción del cromo, del aluminio y del silicio Ha llegado a la conclusión de que el níquel es el único elemento que aumenta la "casi isotropía" de las fundiciones.
El níquel no actúa sensiblemente sobre la dimensión, la forma y la repartición del grafito. Aumenta, sin embargo, la resistencia mecánica, por su acción sobre la perlita, a la que afina e incluso llega a transformar en martensita si el contenido en níqviel es suficiente Esta acción favorable sobre la resistencia mecánica se encuentra en todas las fundiciones, cualquiera que sea su calidad Las adiciones especiales de níquel, en particular cuidadosamente efectuadas, permiten a veces un aumento del 10 al 20 por 100 del conjunto de las propiedades mecánicas: corí.ci.'.ara y flexión El alimento es, en general, mucho más considerable sobre la dureza Con fundiciones que contidneo de 2,5 a 3,5 por luü de níquel es posible obtener durezas Brinell de 300, que permiten el trabajo mecánico de las piezas La experiencia ha demostrado que se puede regular esta dureza con bastante precisión Cuando se quieren obtener durezas mayores sobre piezas que deban ser trabajadas, es necesario recurrir a un tratamiento térmico Se puedi?n obtener piezas duras en estado bruto, de una colada que contenga 3,5 a 6 por 100 de níquel, y por medio de un revenido se puede conseguir una dureza más o menos elevada, a voluntad, según las condiciones de trabajo mecánico que la pieza deba sufrir Un revenido moderado permitirá en ciertos casos trabajar sobre fundiciones que tengan un-j dureza de 320 a 330 Brinell De esta manera se construyen cilindros para motores de aviación
Sobre las fimdiciones perlítícas, el níquel tiene poca influencia para modificar la resistencia a la corrosión En los ácidos y soluciones salinas diluidas, el aumento sobre la resistencia a la corrosión es muy pequeño En cambio se utilizan mucho fundiciones que contienen de 1 a 1,5 por 100 de níquel para la fabricación de cubas destinadas a contener álcalis, pues la presencia de níquel disminuye notablemente la atacabilidad Mencionemos también la utilización de fundiciones con pequeñas proporciones de níquel y molibdeno para cuba? que contienen ácido sulfúrico concentrado y caliente
Las fundiciones austeníticas se encuentran entre las más notables por su resistencia a la corrosión El contenido de níquel debe ser suficiente para obtener la estructura austenítica y la presencia de un poco de cobre disminuye el ataque por ciertos reactivos, especialmente los ácidos clorhídrico y sulfúrico La fabricación de estas fundiciones no ofrece grandes dificultades: basta tomar las precauciones necesarias para que el contenido de carbono no sea demasiado reducido y las cantidades de níquel, cromo y manganeso sean suficientes para obtener la estructura austenítica
Las fundiciones austeníticas alníquel-cromo presentan también interesantes propiedades de rtesistencia a temperaturas elevadas Pueden utilizarse hasta una temperatura de 800° sin que se oxiden mucho Cuando contienen suficiente proporción de níquel y cromo son muy estables en caliente y no sufren la transformación austenita-martensita Además, su dureza en caliente es mucho más elevada que la de las fundiciones perlítícas ordinarias
Estas fundiciones son magnéticas, y su resistividad puede llegar a ser de cerca de 180 microhms para composiciones convenientes, lo que tiene irnportancia para la construcción de máquinas eléctricas
En bastantes ocasiones se ha asegurado que la adición de molibdeno a las fundiciones afinaba considerablemente el grafito Sin embargo, estos resultados no han sido confirmados por todos los autores, y los de esta Memoria afirman que nunca han podido comprobar un afino notable de grafito añadiendo a una fundición ordinaria una fundición al molibdeno
El molibdeno es un estabilizador de carburos; su acción es
menos rápida que la del cromo, y depende del contenido de silicio; en las fundiciones con escasa proporción de este elemento, la acción antigra:'.tizante del molibdeno se deja sentir rápidamente El molibdeno favorece el templado martensitico; afina la perlita, lo que se traduce por un aumento de las cargas de rotura por cortadura y flexión Se han propuesto y empleado adiciones de molibdeno para la fabricación de cilindros y émbolos de motores de explosión y tambores de frenos
La acción del cobre sobre la grafitización es muy poco intensa; aumenta un poco la dureza; pero de un modo general puede decirse que la adición de cobre con objeto de mejorar las propiedades mecánicas de las fundiciones no tiene interés alguno Como en los aceros, el cobre aumenta la resistencia a la corrosión por los ácidos diluidos El ataque de las fundiciones por ciertas aguas queda reducido a la mitad por la presencia del cobre La acción protectora no es proporcional al contenido de cobre en la fundición, y parece que no es ventajoso pasar de 1,5 por 100 para reducir el ataque por los ácidos; en cuanto al ataque por el agua, la resistencia ,a la corrosión es máxima yla misma, cualquiera que sea el contenido en cobre, siempre que esté comprendido entre 0,18 y 1,26 por 100
En las fundiciones ordinarias ellimite de solubilidad del cobre es de un 4 por 100 La adición de ciertos elementos, como por ejemplo el níquel, aumenta la solubilidad
La acción del aluminio sobre las fundiciones se parece bastante a la del silicio Ambos elementos actúan como grafitizantes El aluminio, como el cromo y el silicio, da un óxido compacto y muy adherente, y por esta razón aumenta la resistencia a la oxidación Sin embargo, su acción parece menos enérgica que la del cromo
Ya es sabido que ciertos aceros especiales adquieren gran dureza superficial cuando se calientan hasta unos 500°en una corriente de amoníaco (procedimiento de nitruración debido a Fry) Las fundiciones que contienen aluminio y cronio absorben del mismo modo el nitrógeno del amoníaco y la capa superficial adquiere gran dureza La presencia de grafito complica algo el fenómeno Las capas nitruradas son siempre más frágiles que el metal no modificado, y el grafito contribuye evidentemente a aumentar la fragilidad, y parece retrasar también la penetración del nitrógeno El autor expone una serie de ensayos que han demostrado la necesidad de obtener el grafito finamente dividido
Estudia después la ponencia las fundiciones blancas Se emplean para el moldeo de piezas que deben resistir por desgaste o sufrir grandes presiones unitarias Algunas piezas se obtienen en coquilla para conseguir solamente la textura blanca en la zona próiám.a a la coquilla Otras piezas se cuelan en arena, con pequeño contenido de silicio, para evitar la formación de grafito La gran dureza de la fundición blanca se debe a la cementita, que debe ser abundante Como la cementita es frágil, las piezas de gran dureza coladas en fundición blanca ordinaria también son necesariamente muy frágiles Se ha pretendido obtener también grandes durezas por medio de adiciones especiales, pero con fragilidades menores Se puede disminuir la cantidad de cementita para una dureza dada, a condición de endurecer la fundición que contiene a la cementita Basta para ello transformar la perlita en martensita, lo que se obtiene fácilmente, añadiendo elementos que disminuyen la velocidad crítica de temple: níquel, cromo y molibdeno Se han obtenido notables resultados con cilindros de laminadoras de fundición al níquel-cromo, templada en coquilla Resulta difícil utilizar elníquel solo para esta aplicación, pues grafitiza muy enérgicamente; pero se compensa la acción grafltizante del níquel por la adición de cromo El autor acompaña algunas micrografias que permiten comparar diversas fundiciones TamÍDíén se pueden utilizar adiciones de molibdeno ya solo, ya en presencia de níquel y de cr.imo

En las fundiciones maleables, los únicos elementos empleados hasta ahora para mejorar sus propiedades son el níquel solo o con cromo y el molibdeno En una fundición maleable la adición de níquel debe hacerse disminuyendo simultaneadiente la proporción de silicio para obtener después de la
colada un moldeo con textura blanca Si no se quiere disminuir el contenido de silicio o por razones particulares se necesita una adición de níquel muy importante, hay que añadir al mismo tiempo cromo Piwowarsky recomienda proporciones de cromo que llegan hasta 0,4 por 100, con una cantidad de níquel comprendida entre 2,5 y 4 veces la proporción de níquel
Las fundiciones maleables al molibdeno no se han estudiado seriamente hasta ahora Las adiciones simultáneas de níquel y molibdeno merecerían un estudio especial, por lo menos para las fundiciones maleables americanas, pues el molibdeno se oxida fácilmente y podria ser eliminado en la fabricación de la fundición maleable por oxidación
CAUSAS DE LOS DEFECTOS EN LAS ALEACIONES DE ALUMINIO ¡ Pononcia presentada por C. E. Hanson. '
A pesar de que el empleo del aluminio está ya hoy día muy extendido y que sus aleaciones se utilizan para la fabricación de gran número de productos, es muy difícil de emplear en fundición Además de los defectos debidos a una mala concepción de las piezas o a un control defectuoso de las condi- ' cíones especiales, debidas sobre todo a la facultad que tiene de absorber gases, a su importante contracción durante la solidificación, y al hecho de que se oxida con gran rapidez formando una película de óxido La ponencia trata de las condiciones que producen la absorción de gases, los efectos de esta absorción sobro las piezas y los diferentes métodos propuestos para reducir en lo posible estos defectos
Es un hecho bien conocido hoy día que las aleaciones de aluminio contienen con frecuencia muchos gases al ser fundidas En los casos más desfavorables se puede apreciar el desprendimiento de burbujas de gas en la superficie del metal mientras éste se solidifica en el molde, y como consecuencia las piezas resultan defectuosas por producirse huecos en el interior de la masa del metal En otros casos el desprendimiento de gases no se produce del mismo modo o no se hace en cantidad suficiente para formar burbujas en la superficie; pero el aspecto del metal al examinar una sección del mismo indica claramente que el proceso de formación de los huecos interiores ha sido el mismo que en el otro caso Las experiencias de Claus y las del autor, en colaboración con Slater, indican que el hidrógeno debe ser considerado como el principal de los gases que producen los citados defectos Los mismos autores han demostrado que la presencia del vapor de agua en contacto con el aluminio fundido en el horno de fusión favorece la formación de los huecos internos Algunas experiencias consistentes en introducir en la atmósfera del horno vapor de agua producido por una pequeña caldera han demostrado que el efecto del vapor de agua es extremadamente perjudicial Se forman rápidamente huecos en el metal y disminuye la densidad de las piezas También se forma mucho óxido, sobre todo después de una acción prolongada del vapor La reacción que se produce entre el vapor y el aluminio fundido es muy enérgica, especialmente cuando elvapor pasa a través del metal, y se supone que una parte del hidróg'eno que se forma entra en solución en el baño, mientras que el óxido formado queda retenido mecánicamente La liberación de este hidrógeno durante la solidificación es la causa de la formación dé defectos en las piezas Comprobado que el vapor de agua es una causa principal de la formación de defectos en las aleaciones de aluminio, se ha podido explicar perfectamente el comportamiento del metal en fundición La humedad puede provenir de diferentes orígenes: puede, por ejemplo, provenir del crisol o del revestimiento del horno, y algunas experiencias han demostrado que el aluminio fundido en un crisol nuevo puede presentar defectos, que se deben precisamente a las materias contenidas en las paredes del crisol Por esta razón es preciso calentar al rojo, durante varias horas, todo crisol nuevo antes de que pueda utilizarse con seguridad
En muchos hornos industriales existe un origen importante de vapor de agua en los productos de la combustión El
gas y el aceite contienen grandes cantidades de hidrógeno libre o combinado Este hidrógeno arde, dando vapor de agua que entra en los productos de la combustión Desde este punto de vista, el cok es el combustible menos perjudicial, si bien en la práctica no sucede así, porque generalmente se le utiliza más o menos humedecido La fusión en el horno eléctrico es desde luego la que da mayor satisfacción a este respecto: del combustible no puede venir humedad alguna, y si se toman las precauciones debidas, la única fuente de humedad es el aire
Se han publicado numerosos datos acerca de la absorción de gases durante las operaciones de fundición. Muchos fundidores opinan que el metal sólido contiene algunas veces cantidades apreciables de gases antes de ser fundido, y la práctica justifica ampliamente esta opinión Por ejemplo, en condiciones idénticas, ciertos lotes de metal producen piezas sanas, mientras que otros dan constantemente piezas con porosidades y desigualdades interiores Slater y el autor han ' demostrado que en la mayoría de los casos el origen de los defectos está en las reacciones entre el aluminio sólido o sus aleaciones y el vapor de agua <
Sobre estas cuestiones se han realizado diversos experimentos utilizando aluminio nuevo y aleaciones de aluminio de composición determinada, dando a los lingotes un peso de 1,5 kilog^ramos Después de someter el lingote a diferentes tratamientos y exposiciones, se le funde en un horno eléctrico y se le cuela al alcanzar la temperatura de 700° en un molde construido de arena verde, que produce una probeta de forma puntiaguda Con objeto de examinar la naturaleza y la importojicia de los huecos internos se corta la probeta longitudinalmente en dos parte iguales Se somete la superficie recién cortada de una de las dos mitades de la probeta a un fresado y pulimentado para conseguir una superficie perfectamente plana, y a esta superficie se la somete a la acción del ácido fluorhídrico diluido Se puede apreciar la importancia y tamaño de los huecos formados en el metal examinando la impresión que deja sobre un papel esta superficie Impregnada de tinta También se puede medir la densidad de las diferentes probetas obtenidas.
Para determinar la corrosión del aluminio y de sus aleaciones por algunos agentes exteriores se hacen otros ensayos preparando probetas de 1,5 kg de las diferentes aleaciones que se trata de estudiar Por medio de diversos tratamientos se consigue que los lingotes producidos estén exentos en absoluto de huecos internos Después se somete a las probetas a los diferentes agentes que han de producir la corrosión También se guardan probetas no sometidas al ataque de estos agentes para compararlas después con las otras Para ello se almacenan "en seco" en el interior de recipientes galvanizados herméticamente cerrados por una junta de caucho, empleando como desecador un óxido de fósforo Los tratamientos a que se someten las diferentes probetas son: conservación en condiciones corrientes, exposición a la atmósfera exterior (terrestre y marina), inmersión en el agua, acción del ácido clorhídrico y acción de una atmósfera salina Este último tratamiento tiene por objeto sustituir la acción de los agentes atmosféricos durante gran período de tiempo, por un ensayo de corrosión más rápido. Después de una exposición conveniente, se funden las muestras en un homo eléctrico y se hacen nuevas probetas que se examinan como hemos indicado para ensayos anteriores La Memoria lleva gran número de cuadros donde están anotados los resultados de muchos de estos ensayos La importancia de la acción corrosiva nodepende sólodel agentey delas condiciones en quese haga la corrosión, sino también de la composición de la aleación La conservación en seco no produce prácticamente deterioro alguno La conservación en condiciones corrientes produce un ligero efecto sobre alguna de las aleaciones ensayadas después de una exposición de tres meses La exposición a la atmósfera exterior es causa de defectos en todas las aleaciones, de manera que después de una exposición de seis meses se forman numerosos huecos internos en todas las probetas La exposición a la atmósfera marina tiene un efecto ligeramente menor La acción del ácido y el ensayo en atmósfera salina producen algunos defectos, pero en ciertos casos se compren-
de que sü acción es insuficiente para sustituir a los ensayos de corrosión por los ag'entes atmosféricos exteriores durante gran período de tiempo
De todo esto se deduce la necesidad de que los lingotes de aluminio y sus aleaciones se almacenen en mejores condiciones que como se hace corrientemente en la mayoría de las fundiciones, especialmente cuando se guardan mucho tiempo las reservas de estos metales Puede decirse que gran parte de los gases que perjudican a las aleaciones de aluminio en la industria provienen de la exposición del metal sólido a la humedad antes de verificarse la fundición, es decir, durante el transporte y estancia en^el almacén El gas introducido puede quedar en el metal líquido en cantidades suficientes para producir defectos en las piezas, aunque la fusión se efectúa en las mejores condiciones, por ejemplo, en el horno eléctrico
También es importante tratar del empleo de los residuos de metal Los residuos que se producen en cualquier fundición pueden seleccionarse y almacenarse convenientemente en esta fundición antes de ser empleados Pero muchas fábricas se ven obligadas a emplear residuos de diferentes orígenes, que en su mayor parte han estado sometidos a condiciones perjudiciales y están, por consiguiente, más o menos corroídos Tales residuos son susceptibles de contener gran cantidad de gases y deben ser sometidos a algún tratamiento para extraer estos gases, o bien se deben reservar para la fabricación de piezas en las cuales haya poca probabilidad de que se produzcan defectos, como por ejemplo, en las piezas coladas en coquilla o las que tengan pequeñas secciones
Los métodos que permiten impedir la absorción de gases se pueden separar en dos grupos:
a) Tratamiento del metal antes de la colada
b) Regulación de las condiciones de fusión y colada
a) Resulta difícil obtener piezas buenas con un metal que haya sido atacado intensamente antes de ser fundido Las operaciones necesarias para la fundición no disminuyen la cantidad de gases que contiene el metal, sino que tienden a aumentarla Por esto es muy importante asegurarse de que las existencias de metal que tiene una fundición se conservan en las mejores condiciones Se deben almacenar en el interior de mi edificio seco o donde se pueda impedir las condensaciones de vapor sobre el metal En segundo lugar se debe reducir todo lo posible el empleo de residuos, especialmente cuando no proceden dé la misma fundición
b) Numerosos factores pueden contribuir a deteriorar el metal El tipo de homo empleado en la fusión desempeña un papel importante; los hornos de gas, de carbón o de aceite pueden producir una absorción de gases, particularmente cuando las llamas y los productos de la combustión están en contacto directo con el metal, como sucede en los hornos de reverbero o cuando se utilizan crisoles húmedos El cok constituye un combustible mejor que los demás; pero debe ser empleado seco La ventaja de los hornos eléctricos sobre los dé cok consiste probablemente en que hay menos contacto entre el metal fundido y la humedad del aire Cuando se quiere aquilatar todo lo posible las condiciones de fabricación para obtener resultados óptimos se puede Ver la posibilidad de secar el aire que se introduce en el homo Esta operación es relativamente sencilla en un homo eléctrico y posible desde el punto de vista técnico en un homo de cok, aunque en este último caso seria más difícil de realizar económicamente a causa del mayor volumen de aire necesario
Es preciso también conceder mucha atención al secado de los crisoles y a la preparación de los revestimientos de hornos y hogares, especialmente cuando se trata de la puesta en servicio de los mismos Tampoco hay que olvidar el hecho de que es posible que el metal absorba gases al estar en contacto con sustancias orgánicas, tales como el aceite y la grasa, y es preciso tomar precauciones para que el metal no esté en ningún momento en contacto con aquellas sustancias Para reducir en lo posible la absorción y el efecto de los gases conviene evitar toda agitación inútil de la masa líquida que forma el metal, pues esta agitación favorecería las reacciones que llevan consigo la absorción de gases: además

la capa de óxido que recubre las aleaciones de aluminio protege el baño
Se han propuesto diferentes métodos que permiten extraer los gases del metal antes del colado del mismo Si se deja solidificar lentamente el metal, la mayor parte de los gases se desprenden, y si entonces se le refunde rápidamente y se cuela de nuevo, es fácil obtener piezas perfectas Este método ha dado buenos resultados, sobre todo cuando se trata de pequeñas cantidades de metal Cuando no es asi, resulta difícilmente utilizable, a causa de la posibilidad de que reabsorba gases durante la segunda fusión Rosenhaen y Archbutt han demostrado que haciendo pasar una corriente de nitrógeno a través del baño de metal liquido, se obtienen a menudo piezas perfectas Tullís ha recomendado el empleo del cloro y del tricloruro de boro en las mismas condiciones Otros autores proponen el empleo de algunos cloruros volátiles, en particular el tetracioruro de titano Slater y el autor han utilizado con éxito un tratamiento que consiste en hacer pasar por el liquido una mezcla a partes iguales de cloro y nitrógeno
Desde el punto de vista práctico, la principal objeción que se puede hacer a todos los métodos de extracción de gases del metal liquido es que su eficacia es pequeña cuando no se aplican con una temperatura relativamente baja En la mayor parte de los casos para que el tratamiento tenga máximo efecto es necesario que el metal esté a una temperatura que exceda en pocos grados de la de fusión, y ningún tratamiento es enteramente eficaz a más de 750° C Sin embargo, el procedimiento de presolidificación y los tratamientos por gases son muy útiles cuando se trata de obtener piezas de alta calidad destinadas a empleos especiales y cuando el precio de venta tiene una importancia menor que la calidad de los productos Estos tratamientos tienen también gran valor cuando se trata de hacer utilizable un metal que haya sido inutilizado por la acción de cualquier agente exterior, y resultan muy aplicables en la recuperación de los residuos
LA CBMENTACIÓN METALICA Y SUS RECIENTES PROGRESOS.
Ponencia presentada por J. Laissus.
La carburación superficial del hierro o de los aceros dulces por vía de difusión intersólida con objeto de obtener un endurecimiento externo, no es en realidad más que un caso particular de los procedimientos fisicoquímicos designados con el nombre general de "cementación". Este procedimiento permite obtener aceros con notables propiedades desde el punto de vista dfela inoxídabilidad a alta temperatura, resistencia a la corrosión por el aire, por el agua, por diversos agentes químicos, etc
El problema de la cementación metálica, poco estudiado tovia en muchos países, parece ser, en los numerosos casos en que ha podido emplearse, el tratamiento ideal para dar a las piezas de fundición propiedades determinadas; pero la cementación metálica no siempre es realizable, a veces por dificultades puramente técnicas (dimensiones de las piezas), temperaturas excesivamente elevadas que producen deformaciones de importancia, etc.) La Memoria tiene por objeto exponer detalladamente los trabajos de cementación que se han realizado hasta hoy día
Empieza por hacer una historia de la evolución y desarrollo dé la cementación metálica en el mundo entero, y después se estudia la cementación metálica del hierro y sus aleaciones La cementación metálica de los productos siderúrgicos se puede conseguir por tres procedimientos diferentes, que el autor describe en detalle Puede hacerse a baja tmperatura (menos de 500"), a temperatura media (de 500 a 1.000°) y a temperatura elevada (más de 1.000°)
Pasa después a exponer los resultados obtenidos por la cementación, haciendo un estudio micrográfico de las capas suP rticiales más o menos espesas, cuya composición está en relación directa con los diagramas de equilibrio Algunas microfotografías muestran la capa externa cementada por cromo
Indica después la dureza obtenida en la superficie de algunas muestras de acero dulce (O= 0,15 por 100) A título de comparación indica también la dureza de dos tipos de acero duro {C = 0,85 por 100) y semiduro (C = 0,35 por 100) La dureza se ha medido por varios métodos, especialmente por el sistema Rockwell traduciendo las cifras a Brinell

DUREZA SUPERFICIAL Acero bruto. Acero templado. Cementado por Cementado por
duro (0,8) (no Acero duro (0,8) (no cementado)
El autor indica después los resultados obtenidos en cuanto a la oxidación a alta temperatura, que se determina disponiendo muestras de acero dulce cementadas en copelas de porcelana que pasan al interior de un horno eléctrico Con diferentes intervalos se pesan cuidadosamente las muestras para determinar el aumento de peso Refiriendo este aumento de peso a la unidad de superficie de la muestra, se obtiene el número de milímetros de oxigeno fijado por unidad de superficie Este es el índice de oxidación que se indica por la letra a en el cuadro de resultados
También se exponen los resultados de la corrosión producida por el agua, el ácido clorhídrico al 50 por 100, el sulfúrico de 33° B y el nítrido de 18° B. Después, adoptando el mismo plan de estudios desarrollado para las aleaciones de hierro, se trata la cementación del cobre y sus aleaciones, que está todavía poco estudiada
En cuanto a la cementación de metales y aleaciones diversas, se cita que los señores J Cournot y E Erot han estudiado la cementación de las aleaciones ligeras y ultraligeras para conseguir su protección contra el ataque del agua del mar Los autores indican que es notable la facilidad de cementación del aluminio por el cobre, así como la posibilidad Je obtener una gama muy extensa de valores de dureza superficial Se puede alcanzar por cementación después del templado una cifra Brinell de 92, siendo la dureza natural del aluminio 32 El revenido puede todavía elevar aquella cifra
Los mismos autores han estudiado la cementación por diferentes elementos en forma de polvo o de depósitos electrolíticos sobre la superficie de las probetas de aluminio, duroaluminio y aleaciones de magnesio.
Refiriéndose a la cementación en general, el autor de esta Memoria indica que ya en la actualidad existe gran número de procedimientos en vía de desarrollo industrial y, por tanto, es de esperar que pronto la cementación metálica constituirá uno de los sistemas más eficaces de protección de los productos metalúrgicos
La galería de presión de la central de Mezzocorona. — (Riccabona, rEnergía Elcitrica, abril 1932, pág. ;Í24.)

La galería de presión de la instalación Mollaro-Mezzocorona, la más baja de las varías grandes instalaciones previstas para el aprovechamiento integral del torrente Noce, afluente del Adigio, representa por su longitud y sección, así como por algunas particularidades constructivas y por el terreno atravesado, un notable ejemplo en su género
El torrente Noce va profundamente encajado en una zona cuya estructura geológica está esquemáticamente representada por grussos bancos, supuerpuestos, de dolomía de los varios pisos, marga parda, marga roja y aluviones preglaciares Los torrentes laterales están también profundamente encajados, dividiendo la primera mitad de la galería en dos tramos; en la segunda mitad se hají abierto ventanas de ataque
La galería tiene una longitud de 9085,10 m y una sección libre de 20 m.= En 7 km su sección es policéntríca, estando
En los tramos más delicados la armadura ha sido calculada para resistir toda la presión hidrostática interior trabajando a 10 kg : mm.=; en otros se atribuyó a la roca una parte de la resistencia, calculando la armadura de modo que resista toda la presión interior con una carga de trabajo máxima de 20 kg :mm.=
La pendiente en los tramos extremos es del 2 por i.OOO, y en el central del 1,5 por 1.000 La carga sobre la solera varía de 14 m en la embocadura a 30 m en la cámara de presión
La tubería forzada comienza conun anillo de 5m de diámetro, dividiéndose en tres tubos de 2,60 m de diámetro, calculados para un caudal de 30m.' : seg cada uno;deellos, sólo dos están en servicio por ahora
CRUCE DEL ANTIGUO CAUCE DEL NOCE
Aunque la galería se desarrolla a unos 150 m de profundidad bajo la altiplanicie aluvional del Mollaro, y tiene sus bocas en roca, los estudios geológicos habían previsto el cruce con uno de los antiguos cauces del torrente formados en la época glaciar y preglaciar y rellenados posteriormente
revestida con hormigón en masa con un espesor mínimo de 20 cm., y medio de 30 cm.; se ha adoptado la sección circular en todos aquellos trozos en que lo exigían las condiciones del trazado o de la roca Estos tramos de sección circular llevan en toda su longitud un anillo exterior de hormigón en masa del espesor normal y un diámetro interíor de 5,20 m.; dentro de este anillo, en una longitud de unos 800 m.,seha construido un segundo anillo armado de 10 centímetros de espesoí'; sólo en un breve tramo el anillo exterior alcanza un diámetro interior de 5,40 m., llevando un anillo interior de 20 cm de espesor con ariaadura doble
por los aluviones de las altas terrazas; en efecto, se cruzó un antiguo cauce en unos 80 m., pasando rasante al fondo en otros 600m
Sorprendió, en cambio, la cantidad de agua encontrada en el cruce del colchón pedregoso de relleno del antiguo cauce, agua que no afluye a la desembocadura en el álveo actual del Noce; ello es dfebido a que aguas abajo de la galería el colchón pedregoso ha alcanzado tal impermeabilidad que embalsa en cantidad extraordinaria toda el agua delluvia recogida por elantiguo cauce La apertura de la galería de avance en la parte inferior
de la sección, con materiales sólo en pequeña parte agióme- tática de 19y 23 m., respectivamente, mas las posibles sobrerados y ricos en agua, ha resultado costosa y erizada de di- presiones, sobre puentes en arco íicultades Se intentó, antes de pasar a los ensanches, la Para tener en cuenta las distintas solicitaciones posibles cementación con inyecciones de lechada de cemento a pre- y evitar la formación de grietas se ha dado al tubo un es-
a)
b) Figura 2." Secciones normales
1) Sección Dolicéntrica, con revestimiento de hormigón en masa; b) Sección circular con revestimiento de hora) ^<''''^"^^^^°2vmado- c) Sección circular con reveltimiento de hormigón armado con doble armadura
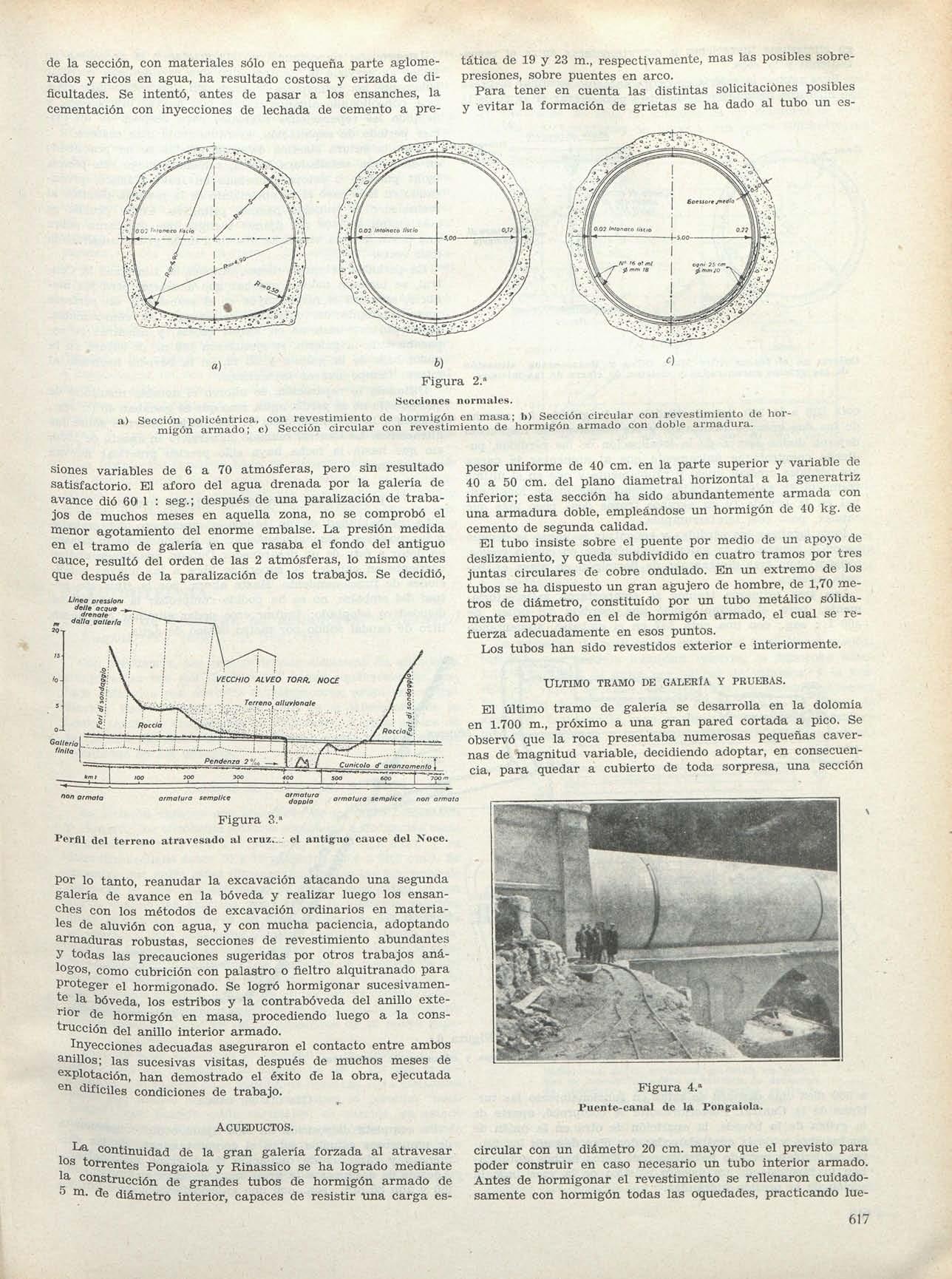
Sienes variables de 6 a 70 atmósferas, pero sin resultado satisfactorio El aforo del agua drenada por la galería de avance dió 60 1 : seg.; después de una paralización de trabaJos de muchos meses en aquella zona, no se comprobó el menor agotamiento del enorme embalse La presión medida en el tramo de galería en que rasaba el fondo del antiguo cauce, resultó del orden de las 2 atmósferas, lo mismo antes lue después de la paralización de los trabajos Se decidió,
LInso oressíoni , , ^ rfe«» ocuut • drenóte „ lolla gallería
pesor uniforme de 40 cm en la parte superior y variable de 40 a 50 cm del plano diametral horizontal a la generatriz inferior; esta sección ha sido abundantemente armada con una armadura doble, empleándose un hormigón de 40 kg de cemento de segunda calidad
El tubo insiste sobre el puente por medio de un apoyo de deslizamiento, y queda subdividido en cuatro tramos por tres juntas circulares de cobre ondulado En un extremo de los tubos se ha dispuesto un gran agujero de hombre, de 1,70 metros de diámetro, constituido por un tubo metálico sólidamente empotrado en el de hormigón armado, el cual se refuerza adecuadamente en esos puntos Los tubos han sido revestidos exterior e interiormente
El último tramo de galería se desarrolla en la dolomía en 1.700 m., próximo a una gran pared cortada a pico Se observó que la roca presentaba numerosas pequeñas cavernas de magnitud variable, decidiendo adoptar, en consecuencia, para quedar a cubierto de toda sorpresa, una sección
armalura semolice armaturo semp/íce non ármala
Figura 3."
I'erfll del terreno atravesado al cruz- el antiguo cauce del Noce
por lo tanto, reanudar la excavación atacando una segunda galería de avance en la bóveda y realizar luego los ensanches con los métodos de excavación ordinarios en materiales de aluvión con agua, y con mucha paciencia, adoptando armaduras robustas, secciones de revestimiento abundantes y todas las precauciones sugeridas por otros trabajos análogos, como cubrición con palastro o fieltro alquitranado para proteger el hormigonado Se logró hormigonar sucesivamente la bóveda, los estribos y la contrabóveda del anillo exterior de hormigón en masa, procediendo luego a la construcción del anillo interior armado
Inyecciones adecuadas aseguraron el contacto entre ambos anillos; las sucesivas visitas, después de muchos meses de explotación, han demostrado el éxito de la obra, ejecutada en difíciles condiciones de trabajo
^ continuidad de la gran galería forzada al atravesar los torrentes Pongaiola y Rinassico se ha logrado mediante la construcción de grandes tubos de hormigón armado de 5 m de diámetro interior, capaces de resistir una carga es-
circular con un diámetro 20 cm mayor que el previsto para poder construir en caso necesario un tubo interior armado Antes de hormigonar el revestimiento se rellenaron cuidadosamente con hormigón todas las oquedades, practicando lue-
Figura 4.» Puente-canal de la Pongaiolago numerosas inyecciones a 6-7 atmósferas entre el revestimiento y la roca.
Para probar la galería en carga antes determinar la presa se hizo una instalación de bombas para elevar el agua de la o) Mallo di cemento Crepa
Corda di cánapaj; imt>evula di .'•. IsolitN.'^l, O 3 : á ^Caiceslruzío di . rivestimento
Figura 5."
Roccíd
Oaleria en el tramo entre Maso Oliva y Mezzocorona, situación de las grietas encontradas y sistema de cierre de las mismas
cota 335 a la 349,introduciéndola en la galería La marcha de los dos ensayos realizados y las sucesivas de inspección dejaron dudas acerca de la localización de las pérdidas, pudiendo comprobarse únicamente que al aumentar la carga las pérdidas crecían lineal y rápidamente y que en el último tramo de la galería se había formado una grieta longitudinal en la bóveda (y en algunos trozos dos) poco más que capilar, pero casi ininterrumpida
Para localizar las pérdidas y encontrar su causa se decidió hacer la prueba de la galería dividiéndola en cuatro trozos, construyendo tres diafragmas de Eormigón en masa en bóveda esférica
LíOS tres primeros tramos se comportaron satisfactoriamente, pero el último acusó una pérdida del orden de 400 1 : seg., con una cota 347 en el embalse, aumentando
La pequeña importancia de las grietas y la necesidad de poner en servicio la Central hizo que se intentara corregir solamente las principales lesiones con una estucadura elástica, consolidando algunos tramos con nuevas inyecciones, y dejando las reparaciones radicales para después de un primer período de explotación, eventualmente más costosa
Para la sutura elástica de estas grietas se ha practicado ] en ellas una entalladura cónica, rellenada luego con plomo, Isoht plástico o estopa embebida en Isolit plástico, procurando en todo caso el recubrimiento dela materia plástica al restablecer el enlucido normal primitivo. Como prueba se corrigieron asi 100 m., fijando testigos que marcaran sobre una placa de cera virgen la abertura dela grieta amplificada diez veces
En períodos de varios meses, después de funcionar la Central, se hicieron nuevas pruebas que acusaron pérdidas menores, aun con el nivel mayor en el embalse, y un perfecto comporteimiento del calafateo de ensayo En consecuencia, se adoptó este si.stema en mayor escala, y mientras se repasaba toda la galería, se ejecutaron 460m de sutura en la parte baja de la galería y 50 m en la bóveda, haciendo al mismo tiempo nuevas inyecciones
Ultimada la reparación, se obtuvo el notable resultado de que nosólonoseperdía agua, sino queseganaban 401:seg., debidos a la preponderancia de los aflujos internos sobre las filtraciones. La Central reanudó suservicio enagosto de1930, sin que hasta la fecha haya sido preciso practicar nuevas reparaciones
DESABENADOR DAFOUR EN GALERÍA FORZADA
La probabilidad de un rápido aterramiento del embalse y las posibles sedimentaciones en la galería hicieron pensar en dotar a ésta de un desarenador Dufour, adaptando el tipo corriente en canales de superficie libre a las nuevas condiciones de funcionamiento Hasta ahora, por la situación actual del embalse, no se ha podido comprobar la eficacia del dispositivo adoptado; Dufour cree poder eliminar con él un litro de caudal sólido por metro cúbico de agua
Pozos plezométricos y cámaras de oscilación

a 500 diez dias después de estar en funcionamiento las turbinas de la Central Posteriormente se comprobó, aparte de la grieta de la bóveda, la aparición de otra en la unión de los estribos y de la contrabóveda; dos días después las fisuras se hablan cerrado notablemente Estos hechos autorizaban la hipótesis de un asiento elástico de la roca bajo la acción de la presión hidráulica
CÁMARA DE CARGA.
Su completa disposición ha sido fijada como consecuencia de numerosos estudios sobre el comportamiento de las chimeneas y cámaras de oscilación de diversas instalaciones Además de asegurar a la gran masa de agua en movimiento (60 y aun 80m.' : seg.,conuna galería forzada de9 km de
Figura 6.'longitud y 20 m.^de sección) una capacidad suficiente para expanderse en una parada brusca sinuna sobreelevación excesiva, amortigua y anula lasoscilaciones dela masa producidas al variar la carga de la Central
La instalación consiste esencialmente en una chimenea principal de 6 m de diámetro, situada al extremo de la galería, que desagua en su parte superior en una cámara de 1.300 m.' de capacidad (destinada a contener las expansiones provocadas porvariaciones bruscas delaCentral; y otra, más internada enla roca, de7,50m dediámetro, quedesemboca por medio de una estrangulación (capaz de evacuar 20 m.' : seg., con una carga de 7 a 8 atmósferas) en un sistema decámaras de unacapacidad total de 3.400 m.''', dispuestas en dos planos distintos, que corresponden a losniveles máximo y minimo del embalse, y capaces de absorber las oscilaciones de la masa
La disposición de las cámaras intermedias se ha adoptado porque dado elsalto medio relativamente reducido (125m.)de la instalación, la gran masa en movimiento y la relación de secciones de la galería y las chimeneas, las oscilaciones debidas a las variaciones de carga hubieran tenido tendencia a amplificarse, en vezde amortiguarse, como ocurre normalmente en saltos elevados y con caudales pequeños. Este fenómeno es producido porlosreguladores delas turbinas, reduciéndose bastante cuando la Central está en paralelo con otras, y pudiendo evitarse maniobrando debidamente loscitados reguladores
La instalación funciona hace ya algunos años, aunque sólo con dos máquinas de las cuatro ya previstas, no habiendo podido, por lo tanto, comprobarse hasta ahora la acción integral de la cámara de carga Sin embargo, por las observaciones realizadas, puede afirmarse que las oscilaciones de la masa de agua en la galería no producirán ningún inconveniente.—J. S
Ensayos de descarga en aisladores.—{Electrical Engineering, julio 19.32, pág 505.)

Con frecuencia, las características eléctricas de aisladores comparables por sus dimensiones o sus condiciones de trabajo obtenidas por distintos investigadores, están en contradicción Estos ensayos, hechos unos en el laboratorio de la Locke Insulator Corporation de Baltimore, y otros en losde la General Electric, tienden a buscar cierta unidad en los resultados de los ensayos
Se hicieron ensayos con aisladores de los tipos cementado y Hewlett; loselementos estaban separados a distancias comprendidas entre 4 3/4 a 7 pulgadas (12 a 17,8 cm.), y su diámetro oscUaba entre 10y 12pulgadas (25,4a 30,2cm.) Se encontró queentre estas dimensiones límites lastensiones de descarga de todos losaisladores en estado seco caían enuna curva cuando las abscisas representan la distancia máxima entre electrodos, a través del aire En cambio las tensiones de descarga para aisladores húmedos muestran algpuna variación quedepende deltipo delaislador Lascurvas dela figura 1.»expresan loexpuesto Lastensiones dedescarga de aisladores secos están bajo lainfluencia delaproximidad deobjetos puestos a tierra Esto seveenlascurvas correspondientes a aisladores secos; la superior seha obtenido dejando algunos espacios libres entre los aisladores de la mitad superior de la cadena
Dos tipos de aisladores se ensayan en la posición de anclaje; esto es, formando un ángulo de unos 10° con la horizontal. Los valores delatensión dedescarga para aisladores secos son mucho menores cuando ocupan la posición "horizontal", que cuando están verticales; en cambio, en estado húmedo, ocurre lo contrario Esto se explica porque cuando la superficie del aislador está humedecida unifórmente se obtiene una mejor subdivisión de tensión entre los elementos de la cadena, necesitándose una mayor tensión para producir la descarga
TIPOS DE AISLADORES.
Los aisladores deposte muestran, deunamanera casi uniforme, tensiones dedescarga proporcionales a la distancia entre electrodos El área de contacto de los alambres de sujeción de los conductores da lugar a una densa concentración
MEASUREDAR
S Figura 1.'
Xensiñn de descaiga de diferentes cadenas de suspensión en función de la distancia máxima entre electrodos.
de flujo eléctrico, conloqueseactiva laformación del efecto corona a tensiones cercanas a la de descarga; este efecto no se nota tanto en los aisladores de los aparatos montados a la intemperie
EFECTOS DE LA HUMEDAD
La humedad delaire puede expresarse dedistintos modos: tomando por base la humedad relativa, la humedad absoluta a cantidad de agua por unidad de volumen, y la tensión del vapor de agua Mientras Frey y Hawley expresan la tensión de arco en función de la tensión del vapor de agua, W L Lloyd lo hace en función dé la humedad absoluta Sin embargo, a las temperaturas corrientes en losen-
Figura 2.'
Influencia de la humedad (medida en pulgadas de mercurio) sobre la tensión de descarga de aisladores En la parte superior se da la curva de variaciones procentuales
sayos, las diferencias que se obtienen por los dos métodos son tan exiguas, que los resultados que arrojen ambos pueden ser perfectamente comparables Los primeros investigadores han obteiüdo las curvas de la figura 2.« Empleando
papel semilogarítmico, se consigue que a segmentos de ordenadas iguales correspondan iguales variaciones de porcentaje, lo cual facilita la comparación de los porcentajes de corrección para las diferentes cadenas, y las desviaciones del valor medio obtenido para cada una de éstas Conviniendo en que la tensión de ruptura sea del ciento por ciento a la tensión normal del vapor de agua (0,608 pulgadas de columna de mercurio = 15,5 mm. a 18°C), se tendrá que la corrección que hay que introducir en la primera, al bajar la tensión del vapor de agua a 0,2 pulgadas ( = 5,1 mm.) de mercurio, será del — 8 por 100 En la figura 2." se ve también que los puntos de observación a través de los que se han dibujado las curvas medias se apartan de ellas hasta en un 5 por 100; por consígnente, se deberá esperar esta variación en las tensiones de ruptura En los aisladores de posto se han obtenido variaciones del 12 por 100 en la tensión de ruptura, correspondientes a un cambio de tensión del vapor de agua de 0,2 a 0,608 pulgadas
ESTADO DE LA SUPERFICIE.
Para observar el efecto del estado de la superficie del aislador sobre la tensión disruptiva, se colocaron una serie de ellos bajo la caja de humos de una batería de hornos de colmena durante un periodo de varios meses, al cabo de los cuales se recubrieron de una capa de productos carbonosos, arcilla y polvo bastante gruesa y endurecida por efecto del calor Otra serie compuesta de los mismos elementos que la anterior se recubrió de una capa salina Se hicieron ensayos con los aisladores limpios y secos, recubiertos de la capa salina y secos, y recubiertos de la capa de productos carbonosos y secos En los dos últimos casos la tensión de arco fué algo menor que en el primero Ciertas condiciones de humedad dan lugar a una reducción considerable de la tensión de arco, especialmente en los aisladores recubiertos de la capa salina, lo cual se debe indudablemente a la absorción de agua por la sal
CONCLUSIONES:
H A Frey y Hawley establecen las siguientes conclusiones :
1." Con una humedad relativa alta hay en algunos casos una menor uniformidad en los resultados de los ensayos con puntos muy inferiores a las curvas de humedad Es probable que esto sea debido a la precipitación de una delgada capa de humedad sobre la superficie de los aisladores
2." Las desviaciones del valor medio de algunas tensiones de descarga-no se explican por completo recurriendo a las variaciones de la humedad. Después de hecha la corrección debida a la humedad, hay algunos casos en que aún quedan desviaciones de ± 5 por 100 con relación a la tensión media
3." Se pueden aplicar las mismas correcciones de humedad a los aisladores secos, ya estén sucios o limpios
4." Una capa de suciedad seca sobre la superficie de los aisladores reduce muy poco la tensión de descarga; en cambio, una pequeña cantidad de humedad en un aislador sucio hace bajar aquélla en gran escala, especialmente si la capa de suciedad es de naturaleza salina
5." Con humedades relativas elevadas, la tensión de descarga de los aisladores recubiertos de una capa salina se reduce notablemente, debido a la absorción de agua por la sal
Por otra parte, Lloyd llega a las que transcribimos a continuación :
1." La capa de suciedad depositada sobre el aislador seco no tiene prácticamente influencia sobre la tensión de descarga
2." Las tensiones de descarga de los aisladores sucios con la cabeza húmeda son muy poco inferiores a la de los aisladores limpios con la cabeza y la base húmedas
3." Los aisladores limpios y sucios muestran aproximadamente las mismas tensiones de descarga cuando se someten a los efectos de una lluvia artificial de 0,2 pulgadas por minuto, a 45 grados, como se específica por la A I E E
4.» Los aisladores sucios, con la cabeza y la base húmedas, tíenen una tensión de descarga muy baja
5." En las mismas condiciones de la conclusión anterior, y estando el aislador en una atmósfera de vapor muy denso y humo de locomotora, las tensiones de descarga han sido las más bajas observadas en esta serie de ensayos.—R. M.
Automotor ligero Eenault.—{Bulletin 'technique de ¡a Suisse Romande, 6agosto 1932, pág. 197.)

Los ferrocarriles del Estado francés han hecho un pedido a la fábrica Renault de diez automotores ligeros con motor de explosión y tipo autocar Sus características son las siguientes :
El motor Diesel de cuatro tiempos con inyección mecánica por bomba e inyector del sistema Bosch ha dado en el banco de prueba los siguientes resultados:
Ensayos con carga variable y velocidad constante.
En sobrecarga puede llegar a desarrollar 89,7 CV a 1.300 revoluciones por minuto Ensayo de marcha durante cincuenta horas consecutivas.
A pesar de que estos vehículos alcanzein una velocidad máxima de 90 km por hora, los ferrocarriles del Estado han efectuado ensayos con objeto de mejorar esta cifra: por un lado, sobre maquetas i)erfiladas en el lal)oratorio de Aeronáutica y, por otra parte, sobre la línea, con un automotor provisto delante y detrás de un perfilado especial Con el vehículo así modificado se han llegado a alcanzar velocidades de 100 a 116 km por hora.—li J
Las últimas tendencias alemanas en la construcción de calderas y turbinas de vapor.— {Poiver, 16febrero 1932,pág. 251.)

Las mayores calderas instaladas en Alemania son las de la Central del Oeste de la Compañía de Electricidad de Berlín, que producen normalmente 117.000 kg de vapor por hora, siendo la producción máxima de 150.000 kg La superficie de calefacción es de 2.340 m.= por unidad
En la Central térmica de Langerbrugge (Bélgica) se emplea una turbina de alta presión, con ima caldera Benson La turbina acciona la bomba de alimentación de la caldera Esta bomba de alimentación puede ser movida también por un motor eléctrico que suministra la energía necesaria cuando la producida por la turbina sea insuficiente, o bien puede producir energía eléctrica utilizando la energía mecánica de que se disponga en la turbina
La producción normal de la caldera Benson de esta instalación es de 100.000 kg de vapor por hora La central se puso en servicio a fines de 1930
La casa Blohm y Voss, de Hamburgo, ha construido una caldera Benson, tipo marino, con una producción de 20.000 kilogramos de vapor por hora, que está prestando servicio en las lineas de la Hamburg American Line La característica más notable de esta instalación consiste en que la caldera produce una cantidad de vapor cuatro veces mayor que cualquier otro tipo de caldera que ocupe el mismo espacio, y pesa tan sólo 100 ton., siendo el paso de las calderas antiguas
160 ton
Todavía hay en Alemania pocas instalaciones de vapor de alta presión, lo que se debe sin duda a las condiciones económicas por que atraviesa el país Si estas últimas mejorasen, seria considerable el aumento en el número de estas instalaciones; dados los proyectos que tienen las empresas
Se utilizan temperaturas de supercalefacción hasta 253° C, empleándose las más elevadas en las calderas Loeffler, cuyas condiciones de funcionamiento son más ventajosas con temperaturas de supercalefacción Aun con temperaturas iniciales de supercalefacción de 253° C no se puede conseguir el recalentado, a causa de la humedad del vapor en determinadas partes de la turbina Con los generadores de vapor Benson no es necesario alcanzar tan elevadas temperaturas, y se emplean temperaturas iniciales y de recalentado hasta de 235° C
Para las válvulas y sus asientos se emplea acero de una resistencia a la tracción de 2.590 a 4.900 kg por centímetro cuadrado, con un alargamiento del 20 por 100 Los tubos están construidos de acero de 4.500 a 5.500 kg de resistencia a la tracción y un alargamiento del 18por 100
Las temperaturas a que se hace entrar el aire de combustión son bastante variables, dependiendo del tipo de combustible empleado en cada caso; en general, se considera excesivamente elevada la temperatura de 230° C Si se emplea combustible pulverizado en una cámara de combustión bien refrigerada, la temperatura del aire de combustión sólo está limitada por la naturaleza del material de que esté construido el precalentador de aire Con las calderas Benson se emplean normalmente temperaturas de 400° C
Las juntas longitudinales de los cilindros de las calderas, que alcanzan una presión de 35 kg por centímetro cuadrado, van casi todas soldadas En la central del Oeste antes citada los cilindros alcanzan una longitud de 1? m. y están soldados. También la soldadura en las tuberías de calderas va ganando terreno
La Siemens-Schuckert ha construido la mayor turbina que funciona a 3.000 r p m., para una central,belga Desarrolla
una potencia de 64.000 kW u 80.000 kVA Hoy día se proyectan ya turbinas a 3.000 r p m de 100.000 kVA El desarrollo de las turbinas Ljunstrom lleva el mismo camino; parece que no se tardará en construir turbiiías Ljunstrom de más de 30.000 kW a 3.000 r p m.—L López Jamar
Solidificación y cristalización de los lingotes de acero.— Iro n and Coal Trades Review, 2 octubre, pág 485.)
Bn estos últimos años se ha prestado especial interés a los procedimíentoe encaminados a perfeccionar el acero, con el fin de hacerlo más homogéneo, llegando a descubrir las investigaciones la relación que existe entre la estructura microscópica de una pieza de este metal y sus aplicaciones Asimismo, se ha descubierto que el grado de homogeneidad se determina principalmente por la estructura del lingote, que son muy importantes la cristalización y la segregación y que
la influencia que ambas ejercen pueden modificarse por el forjado en caliente; pero que nunca podrá ser enteramente eliminada Respecto al fenómeno de solidificación, desde el momento en que el acero fundido se vierte en un molde, ya no puede sier influenciado a voluntad; pero queda sujeto a las leyes de enfriamiento de los metales líquidos Las condiciones que determinan la solidificación y cristalización pueden clasificarse en extemas e internas; son externas las que inician y controlan el enfriamiento del acero y están determinadas por la masa y las condiciones del molde; las internas son las que gobiernan el efecto de enfriamiento en elseno de la masa misma del lingote; estas condiciones internas se determinan por las propiedades físicas y metalográficas del acero
El enfriamiento del acero por la acción del molde produce en las paredes de éste una elevación de temperatura; las investigaciones recientes hechas con aparatos de medida, muy perfeccionados, han dado resultados de ima exactitud extrema, al mismo tiempo que descubrían numerosos fenómenos hasta entonces desconocidos
En la figura 1.' se ven las curvas características de la temperatura para un molde de 250 mnn de diámetro interíor con paredes de 80mm de espesor, en el cual se ha fundido acero de herramientas con 0,7 por 100 de carbono, a una temperatura de 1.360° C, siendo de 40° C la temperatura inicial del molde La curva (I) muestra el cambio de temperatura a 5 milímetros de distancia de la cara interna del molde; la (H) 621
está tomada a 25 mm.; la (III) a 15 mm., y la (IV) a 30 milímetros de la cara interna, y, por lo tanto, más cerca de la cara externa; el punto en el cual está tomada la curva (IV) queda, por consiguiente, a 50 mm de la cara extema Todas las curvas de temperaturas-tiempos están trazadas a la misma escala; pero los orígenes de coordenadas de las distintas curvas han sido desplazados a la derecha, para que correspondieran a la distancia horizontal que existe entre los pun-
minado, que es We"', que es la integral de la curva We' Las curvas siguen la elevación de temperatura en las paredes del molde y son, aproximadamente, parabólicas Las curvas de la figura 2.» representan la relación cantidad de calor-tiempo para dos aceros ytemperaturas demoldeo de 1.360°y 1.345°C No obstante la pequeña diferencia de temperatura, la curva del metal más caliente se conserva sviperior a la otra, aunque la diferencia seamuy pequeña La influencia de la temperatura de moldeo en la cantidad de calor perdido por radiación es de 1,2 a 1,5 por 100 por cada 10° de diferencia de temperatura que corresponde aproximadamente a la relación de las cantidades de calor contenidas en ios metales

4 S 12 16 20 Zá 28 J2 36 40
Curvas de cantidad de calor-tiempo
tos de medida, pudiéndose mostrar de este modo en el mismo diagrama las condiciones de temperatura en un tiempo determinado sólo con unir los puntos de las curvas de temperatura correspondientes al mismo período Las curvas (I) a (IV) muestran la elevación de temperatura con el tiempo en los diferentes puntos, y las líneas punteadas el descenso de temperatura en las paredes del molde; las cuatro curvas de temperaturas-tiempos, y sobre todo la primera de ellas, presentan una discontinuidad debida a la separación del lingote de la pared del nnolde, que tiene lugar aproximadamente después de im minuto El descenso de la temperatura en las paredes del molde es muy brusco al principio; pero va decreciendo a medida que progresa el fenómeno, hasta el completo calentamiento de aquéllas Este descenso, indicado por las líneas de puntos, representa en un momento dado las diferentes temperaturas observadas en los distintos puntos del espesor de las paredes Cuando éstas se han calentado lo suficiente, las lineas de puntos se hacen casi horizontales y el molde y el lingote se enfrían juntos con toda regularidad Las curvas indicadas representan con mucha aproximación las temperaturas calculadas por Salto y Lightfoot
Es más importante, sin embargo, conocer la cantidad de calor cedida por el lingote al molde y pérdida en éste por radiación Las condiciones externas de solidificación se determiinan con toda exactitud por la cantidad de calor cedido al molde por centímetro cuadrado de la pared interíor o de la pared exterior del molde por minuto, cantidad que se represer.ta con la expresión We' ^
La figura 2.» muestra We' trazada en sentido contrarío al crecimiento del tiempo Vemos que la curva se eleva muy bruscamente al principio, para caer luego rápidamente, y hacia el fin del período de calentamiento alcanza un valor bajo constante; la curva es aproximadamente hiperbólica Hay una marcada solución de continuidad en estas curvas, que representan cantidad de calor-tiempo, hacía la región comprendida entre el cuarto y el octavo minuto La cantidad de calor perdido por radiación en la unidad de tiempo no decrece, sino que, por el contrario, aumenta ligeramente durante un corto tiempo, y como el lingote para entonces ha sido separado del molde, la causa debe buscarse en el acero líquido
El seg:undo gmpo de curvas representa la cantidad total de calor que se pierde desde el principio hasta un tiempo deter-
El enfriamiento del molde inicia la solidificación y cristalización del acero líquido e influye materialmente sobre ellas, y la marcha progresiva de esta solidificación puede verse en las figuras 5.» y 6.°, que representan lingotes del mismo acero fundidos em moldes similares y extraídos de ellos al cabo de uno, tres y siete minutos; las "conchas" solidificadas corresponden a la forma de la superficie radiadora interna del molde Después del primer minuto de moldeo, la "concha" alcanza 25 mm de espesor en la parte más alta y 35 num en la base del lingote; pero debe tenerse en cuenta que la solidificación en la parte alta comienza cuarenta y cinco segundos más tarde que en la base, y esto es muy importante, porque la capa solidificada es,invariablemente, más espesa en la base; de este modo, la solidificación no progresa paralelamente a las paredes del molde, sino que forma con el eje del lingote tm ángulo, que aumenta con el tiempo de moldeo En el caso a que se refieren las figuras, el apuntamiento aumenta 1,6 por 100, por la más rápida solidificación en la base; la lentitud en el moldeo es, pues, conveniente, porque favorece el apuntamiento; de este modo, la solidificación lateral de fuera adentro se verifica regularmente, de acuerdo con la pérdida de calor a través del molde, hasta que el diájmetro queda tan reducido y el acero llega a un grado de enfriamiento tal, que el centro del lingote se solidifica bruscamente Al mismo tiempo, empieza a retardarse la solidificación en la parte más alta, debido al calentamiento del molde y la inclinación de la superficie de solidificación sobre el eje del lingote aumenta La figura 6 c representa las condiciones en que se encuentra ellingote alos doce minutos demoldeo En ellapuede verse que la inclinación de las paredes de este cuerpo en forma de emtoudo que contiene el acero aun no solidificado es cons;4 S n 16 zo
Figura 3."
Curvas de acero al carbono.^
derable, por efecto de la acción retardalriz causada por calor que desciende de la parte alta Incrementando artificialmente este calor en la parte alta del lingote, ya sea por la adición de compuestos térmicos, como la "Lunkerita", opor medio de la electricidad, las condiciones pueden hacerse aun más favorables Sin embargo, la infiuencía de estas fuentes artificíales de calor en el progreso de la solidificación alcanza solo hasta tm cierto espesor
Una delascosas queseha investigado conestas experiencias eslainfluencia queejerce latemperatura demoldeado en lasolidificación progresiva La figura 5bycmuestra ia "concha" de immismo molde vaciado a lostres minutos, las cuales fueron coladas a 1.420° y a 1.370», después de dejar la cuchara en reposo durante veinte minutos La solidificación ha progresado másen ellingote másfrío; esto seveaxmmás palpablemente en los lingotes que nos muestran las figuras 6 a y b,quefueron vaciados después de siete minutos Ladiferencia en el espesor de las paredes es de 4 mm.,o sea de 8 por 100al cabo de lostres minutos, es decir, da 1,2 a 1,5 por 100por cada diez grados de diferencia de temperatura; después desiete minutos, ladiferencia sigue siendo la misma Si sereduce latemperatura demoldeo, lasolidificación severificará al principio más rápidamente, y esto se explica por el hecho de que el lingote más caliente es el que cede más calor antes de empezar a solidificarse, de manera que lasolidificación del lingote más caliente al principio va más retrasada queladellingote más frío
Es moxy interesante el agregado de cristales libres que se presenta enellingote másfrío alcabo desiete minutos (ñgura 6b),y queapareció entodas laspruebas; ello demuestra la exaotitud de la teoría quesostienen varias autoridades en la materia: que en adición al crecimiento coliminario de los cristales seforman enla región central dellingote agregados de cristales libres de CEintidades variables, que descienden, ocasionando una segregación negativa
Como ya hemos dicho, las condiciones internas determinan elmodo como la solidificación seefectúa porla acción enfriadora delmolde Esta solidificación progresiva sedeterminapor los factores Ve', solidificación volumétrica, o seavolumen de lingote solidificado porcentímetro cuadrado desuperficie ypor minuto, y E,solidificación lineal, o sea la proigresión lateral de lasolidificación hacia elcentro, considerada enuna sección plana por minuto. En la figura 3."se representan los valores deFe' y de ehallados enelejemiplo quese considera La solidificación volumétrica decrece rápidamente alprincipio,debido alcalor disipadoporradiación, y luego continúa gradualmente hasta quela solidificación se termina Entre el cuarto y el octavo minuto, en que se advierte alguna irregularidad
zación tendrá también un valor constante durante este período La sobrefusión intensa producida por la acción enfriadora delmolde al principio dela solidificación decrece ipor efecto delretraso quesufre laradiación Latemperatura desobrefusión permanece constante durante miucho tiempo, estable-
16
Figura 4."
Curvas de acero al cromo-níquel
en la pérdida de calor, la pendiente de la curva de solidificación se hace menos acentuada Esta irregularidad es más notable enla curvaE
Este factor, quees solamente la velocidad radial de lasolidificación, decrece rápidamente hasta elcuarto minuto, para asumir luego elvalor prácticamente constante de0,8porminuto entre el cuarto y el séptimo Hay que suponer que la temperatura de sobrefusión a la cual tiene lugar la cristali-

Enfriamiento
ciéndose un equilibrio térmico de solidificación, o seaque la pérdida de calor al exterior por radiación es igual a la cantidad decalor desprendido porminuto y ejerce ima influencia muy importante en la forma de cristalización elquese establezca eseequilibrio y elmomento en quetiene lugar Elvolumen de acero quese solidifica por minuto decrece constantemente; pero la velocidad de la solidificación tal como la muestra la curva E", aumenta hacia elfindela solidificación, cuando decrece el diámetro del centro líquido La solidificación sehace entonces más lenta, hasta queelcuerpo central \ empieza a cristalizar, y, a partir de este momento, el resto | del acero líquido se solidifica convelocidad creciente (E") j Vemos enla figura 3."losvalores delespesortotal delacero \ y elvolumen deéste solidificado enrelación coneltiempo invertido A fin de poder establecer una comparación entre los fenómenos de una solidificación regular, todos los valores se refieren al comienzo de la solidificación que,como ya queda dicho, tiene lugar antes enla base dellingote El espesor de la concha, S,y la velocidad de solidificación, E,son mayores en este punto, a causa delmenor diámetro de la base Como consecuencia de ello, la reducción deldiámetro dellingote en la base, porelapuntamiento, favorece lainclinación delasuperficie de solidificación, según unafunción exponencial. Este fenómeno puede llegar a tener en la segregación una influencia másdecisiva quecualquier aumento de espesor enlasparedes del molde
Mientras quela solidificación lineal progresa de este modo más rápidamente enla base dellingote, la solidificación volumétrica, como indican las curvas Ve""'y Ve',progresa uniformemenete, lomismo en la base que en la parte más alta. Los valores de estas funciones para la base y para la parte superior del lingote están situados casi sobre la misma curva Solamente hacia el fin de la solidificación, cuando disminuye el residuo líquido enlaba;se dellingote, unadelas curvas se vequesedesvía marcadamente, quedándose retrasada con respecto a la otra
La solidificación deloslingotes es,pues, unfenómeno físico que tiene lugar con regularidad matemática La cantidad de calor queelmolde irradia porminuto y elvolumen de acero solidificado sonlosdosfactores de lascondiciones extemas e
internas del fenómeno, que se corresponden exactamente uno a otro La relación de estos dos factores:
que se representa en la figura 3.»,muestra una variación apenas perceptible que le es inherente, debida a la razón creciente del calor cedido por elmolde al calor total perdido por radiación A fin de poner de relieve la influencia de la temperatura de moldeo se han representado gráficamente los volúmenes solidificados para temperaturas de 1.420° y 1.360" C La curva que resulta para el acero más frió es más elevada, según ya queda expuesto
La figura 4.»nos da análogas curvas para im acero "austenitico" al cromo-níquel; la velocidad de solidificación, E,aquí no es constante entre el cuarto y el sexto minuto; no puede mantenerse el equilibrio térmico; elévase lenta, pero constantemente, la temperatura de sobrefusión, lo que produce la formación de una estructura de cristalización columnaria; las curvas de solidificación calculadas por Lightfoot para el mismo lingote están incluidas en el diagrama (curvas h) y son en sus comrienzos un poco más elevadas, por no haber tenido

cima de su punto de fusión se pierda por radiación y el interior del lingote haya alcanzado su temperatura de solidificaciónantesdeque lacristalización haya llegado alcentro Cuanto más baja sea la temperatura de moldeo, es decir, cuanto menor sea la cantidad de calor sobrante por encima de la temperatura de fusión, miás pronto alcanzará ésta el centro del lingote y más pronto cesará la cristalización columnaria Por el contrario, cuanto más elevada sea la temperatura del acero fundido, mayor y más rápido será el desprendimiento de calor, y ello, unido a que la conductividad calorífica del acero líquido es menor, da por resultado un aumento de la cristalización columnaria Los experimentos que detallamos a continuación demuestran las consecuencias prácticas de esta ley.
Las investigaciones de la cristalización en los lingotes de acero que sólo contenga carbono presentan grandes dificultades, porque el atacado con ácidos por los métodos de Oberhoffer yde Rosemhain permite descubrir la estructura dendrítica; pero rara vez la estructura cristalítica, y, sin embargo, las notables investigaciones de Hultgren demuestran que los fenómenos de cristalización en esta clase de aceros se verifican siguiendo las mismas leyes (1)
Mientras que en los aceros al níquel antes mencionados, que contienen gran proporción de cromo, y lo mismo en los que tienen una ley más baja en este metal, la estructura es perfectamente visible en fractura fría, rara vez presentan indicios de cristalización columnaria en frió los aceros que sólo contienen carbono: en cambio, cuando sesecciona unode estos aceros a temperatura comprendida entre 250° y 350°, se observa una marcada cristalización columnaria y la estructura es equiáxica en el centro
Enfriamiento de un lingote de 350 Kg y 250 mm de diámetro en cuenta el calentamiento del acero por encima de su punto de fusión, que siempre tiene lugar en casos análogos, ni la irregularidad en la corriente de calor ocasionada al separarse el lingote del molde
Vamos a considerar ahora la infiuencia que ejercen estos fenómenos de la solidificación en la cristalización En todos los metales, la solidificación se rige por leyes cristalográficas; la cristalización comienza por la formación espontánea de núcleos a medida que el metal fundido se va enfriando, y, según la teoria de Tammann, el número de estos núcleos y la velocidad con que crecen los cristales (velocidad de cristalización) son funciones de la sobrefusión del metal y de su punto de su fusión Baste decir que la cristalización columnaria típica (que también se llama transcristalización) es principalmente una función del descenso de la temperatura en el acero líquido
Cuando por efecto del descenso de la temperatura de moldeo se aminora la cristalización columnaria, puede darse por sentado que ladiscontinuidad observada en la corriente de calor y en la solidificación progresiva se debesimplemente a que se ha reducido notablemente la radiación de calor procedente del interior del lingote Este será, por ejemplo, el caso que ocurrirá cuando todo el calor suministrado al metal por en-
A fin de investigar los fenómenos de la cristalización, los moldes que habían sido vaciados para estudiar la solidificación fueron seccionados a la temperatura de 300° Las dos mitades de un n~t3ldeen que se había vertido acero a 1.425°C y vaciado al cabo de un minuto, mostraron una zona de finos cristales, y, adyacente a ella, otra zona de cristalización columnaria típica La fractura del lingote de .1.420°, a tres minutos, aparecía lustrosa e intercristalina, mientras que la obtenida al cabo del primer minuto presentaba largos cristales, en los que sólo se observaban tma o dos bandas La fractura después del tercer minuto mostraba múltiples bandas y subdivisión de la cristalización columnaria Al cabo del séptimo minuto presentaba la estructura columnaria típica: se mostraba transcristalina y era mate en lugar de lustrosa La exfoliación de los cristales era también muy acentuada, y hacia el centro del lingote determinaba un camibio en la disposición de aquéllos que desvirtuaba por completo la estructura columnaria Hay dos fenómenos que se suceden uno a otro yi que deben tenerse en cuenta al estudiar las fracturas de con-J cha que estamos considerando: el primero es la estructura ' granular primaria o cristalítica que ya hemos definido, y el,j segundo es la modificación de dicha estructura por la forma- i ción de planos de crucero hasta que la estructura columnaria ha sido destruida Es evidente que la fractura de discos procedentes de cualquier lingote de acero al carbono no presentará la estructura primaria, sino otra, que habrá sido desvirtuada hasta un cierto punto por los fenómenos indicados
Consideraremos ahora !a infiuencia de la temperatura de moldeo Los lingotes en que el acero es vertido a 1.360° y vaciados a los tres minutos muestran fracturas azules que, si se las compara con las de lingotes miás calientes, resultan mates, es decir, transcristalinas; también parece que la transcristalización ha sido más fina al iniciarse y que !a exfolia-
(1) Cuando la fluidez de una sustancia y todas las demás condiciones requeridas son tales que la formación y el crecimiento de los cristales se desarrolla con entera libertad, se producen cristales perfectos, a veces muy grandes, que se llaman "cristales idiomórficos" Cuando las condiciones no son tan favorables, como por ejemplo, cuando el crecimiento de unos cristales está impedido por el desarrollo de otros que van al encuentro de aquéllos:, los cristales imperfectos así formados se denominan "alotriomórflcos". Estos, lo mismo que los idiomórficos, están compuestos de .sustancia cristalina y pueden considerarse como cristales mutilados; pero sólo en lo que afecta a su forma externa. Los grupos cristalinos o agregados de cristales alotriomórflcos pe llaman "cristalitos" en general y dendritas cuando afectan la forma de ramas de árboles De aquí las designaciones de estructura cristalítica y dendrítica.—N del T
a) Colado a 1.420" C Vaciado a los siete minutos b) Colado a 1.370° C c) Vaciado a IosVaciado a los siete ¿loce minutos. i minutos 5 Figura 6."ciónde los cristales está mucho más desarrollada; la fractura de un lingote moldeado a la misma temperatura y vaciado a los siete minutos muestra la misma cristalización fina, pero completamente destruida, excepto en ima pequeña zona, cerca de los bordes del lingote; de aqui se sigue que una temperatura baja en el moldeado determina una más fina cristalización primaria, si que también una más rápida y completa exfoliación de los cristales cuando ellingote se enfria
Esta influencia constante de la temperatura de colada se muestra muy claramente en las fracturas azules que corresponden a temperaturas de moldeo de 1.430"y 1.360» C, en los cuales una cristalización columnaria de grano grueso se extiende hasta elcentro mismo del lingote A temperaturas más bajas, la cristalización en el centro del lingote se hace más fina y la deformación de los cristales por la exfoliación continúa La fractura que correspondía a la temperatura más baja de moldeo (1.350" C) mostraba im grano finísimo y completa desaparición de la estructura colurtunaria
Como ya queda dicho, la estructura de la fractura azul y la estructura cristalina se presentan cuando no ha habido destrucción de la estructura granular primaria. La estructura del lingote se altera por la destrucción de la estructura granular primaría (recrístalízacíón secundaria), pero no por segregación ocurrida durante el enfriamiento, la cual se pone de manifiesto por diferencias locales que acusan concentraciones de diversos elementos (carbono, fósforo, cromo, tungsteno, etcétera) y sehacen visibles atacando las dentritas primarias con ácidos diluidos
Estas observaciones pueden hacerse también extensivas a las estructuras de fracturas obtenidas en frío de aleaciones del acero que sufren la recristalización Bn este caso, la fractura de un lingote sólo puede servir para determinar la solidificación primaria y el proceso de cristalización, sí hemos de creer que en él elgrano de moldeo no ha sido destruido
Otro factor importante es la pureza del acero, es decir, el grado de desoxidación, la ausencia de gases y la expulsión de la escoria EIn los fenómenos de solidificación y cri.gtalízación, la pureza del acero es la que determina su capacidad de sobrefusión, es decir, de mantenerse líquido por debajo de su punto de fusión sin cristalizar Ya se ha dicho que a medida que la solidificación progresa puede establecerse un balance térmico, siempre que el calor puesto en libertad pueda perderse integramente por radiación Es bien sabido que no todos los metales y aleaciones fundidas pueden soportar un descenso considerable de temperatura En particular, con baños que han sido completamente refinados, suele emplearse bajas temperaturas y largos períodos demoldeo, mientras que con otras fundiciones, la fluidez se pierde rápidamente, con una ligera disminución de la temperatura Existe una relación muy marcada entre la pureza y la capacidad de sobrefusión; un gran porcentaje de impurezas producirá solidificación y cristalización por la acción nuclear a temperaturas más altas, es decir, dentro de los límites de temperatura de fusión en que elnúmero de núcleos granulares es pequeño (Tammann) y el efecto de la velocidad de cristalización prevalece sobre la escasez del número de granulos Una capacidad de sobrefusión muy exigua, y, consiguientemente, una pronta cristalización, produce una estructura columnaria más marcada y de gruesos cristales Baños que han sido refinados con todo esmero pueden moldearse sin dificultad a ^a temperatura deseada; únicamente se obtendrá para la mif.ma temperatura de moldeo que distintas aleaciones darán en la cristalización, granos de diferente finura.
La influencia de la desoxidación y degasíficacíón se observa particulai-mente en aquellos aceros que son malos conductores del calor, y, según Houdremout, tienen una marcada tendencia a la cristalización columnaria
La solidificación y cristalización delos lingotes de acero son fenómenos absolutamente regulares Las condiciones extemas que las inician y las hacen progresar están determinadas por el enfriamiento del molde Las condiciones internas de solidificación determinan la solidificación y cristalización en el seno del lingote, bajo condiciones dadas de radiación de calor
por el molde Están determinadas principalmente por la temperatura de moldeo y por la capacidad de sobrefusión del acero La importancia preponderante de uno de los factores está determinada por la composición y por las propiedades físicas y cristalográficas del acero En general, una baja temperatura de moldeo y una máxima pureza del acero contribuyen a una cristalización primaria más fina y a una menor segregación,loquerepresenta mejor calidad del acero,porque aumenta la homogeneidad.—T. Hevia
Datos para el cálculo y selección de cables de acero. (a s Rairden, Engineering A^ews-Record, 25febrero 1932, pág 287.)

No abunda mucho la literatura acerca de los cables en general, y el autor quiere proporcionar a los compradores de cables algunas ideas sobre las características físicas de los mismos, su fabricación y, sobre todo, los factores que influyen en la selección de un tipo de cable determinado para cada clase de servicio
Fabricación de los cables.
Las operaciones necesarias para la fabricación de cables son tres: Primera, devanado; segunda, formación de los cordones, y tercera, entrelazado de los cordones para formar el cable
La primera operación consiste en hacer pasar el alambre, que está formando un rollo, a una bobina que ha de pasar después a alimentar la máquina que forma los cordones La devanadera es una máquina que consigue que el cable se arrolle uniformemente sobre la bobina por medio de un mecanismo de distribución Este mecanismo hace que a cada vuelta de la bobina el alambre que se arrolla sobre la misma se desplace en dirección paralela al eje de la bobina en una longitud igual al diámetro del alambre De esta manera se consigue que el alambre quede perfectamente arrollado sobre la bobina
La segunda operación tiene por objeto el trenzado de ciertonúmero de alambres dediferentes tamaños, que previamente han sido devanados sobre bobinas Estos alambres van guiados hacia el extremo de la máquina trenzadera (fig 1.") a través de unos orificios que forman círculos concéntricos
Bobbín for
Máquina trenzadera para la formación de los cordones (segunda operación), con alambres previamente devanados en bobinas
practicados en una plaza de acero de un espesor de unos 12 mm., y cuyo diámetro varía en general desde 15 hasta 30 cm Pasada esta pieza, las diferentes capas de alambres convergen en un punto, formando superficies cónicas entre la placa y el punto, que se llama generalmente "punto de 625
Figura 1.»trenzado" En este punto de convergencia, los alambres pasan juntos a través de un orificio redondo practicado en una pieza de acero especial Como la placa agujereada que da paso a los alambres está dotada de un movimiento giratorio cuya velocidad guarda una relación determinada con la velocidad de paso de los alambres, la combinación de ambos movimientos produce el entrelazado por torsión de las sucesivas capas de alambres sobre el alambre central o "alma" formando cada alambre una hélice
La máquina que hace esta operación lleva las bobinas de donde salen los alambres montadas sobre canillas, las cuales, por medios mecánicos o por contrapesos adecuados, se mantienen en una posición fija con relación al eje general de la máquina Esto es necesario para reducir al mínimo las fuerzas de torsión acumuladas en los alambres durante el trenzado de los mismos Las bobinas se colocan en las canillas de modo que puedan girar libremente y que sus ejes formen un ángulo de 90° con los ejes de giro de las canillas
Terminado el cordón, pasa arrollado varias veces sobre uno o dos tambores, cuyo'objeto es mantener uniforme la velocidad de paso de los alambres Después, el cordón pasa por un mecanismo análogo al de la devanadera, cuya finalidad es distribuir uniformemente el cordón sobre un gran carrete de
cáñamo con un paso de hélice uniforme de manera que cada uno de los alambres ocupa la misma posición con relación al eje
Existen dos tipos de arrollamiento: tipo ordinario y tipo "lang" Los arrollamientos "ordinarios" tienen siempre los cordones arrollados en sentido contrario al de los alambres que los componen L.osarrollamientos "lang" tienen los alambres en los cordones arrollados en el mismo sentido que los cordones en el cable
Estas dos clases de arrollamientos pueden estar torcidos "a derecha" o "a izquierda" En elarrollamiento "a derecha", un observador que mire un cable verá, siguiendo con la vista a uno de los cordones de abajo a arriba, que dicho cordón gira en el sentido de las agujas de un reloj En el arrollamiento "a izquierda", el mismo observador vería girar el cordón en sentido contrario
Comparando el arrollamiento ordinario y el arrollamiento "lang", se observan las siguientes características:
1.° En el arrollamiento ordinario los ejes de los alambres exteriores de los cordones están paralelos al eje del cable
2.° En el arrollamiento "lang" los ejes de los alambres exteriores de los cordones forman un ángulo de unos 37° con el eje del cable
3.° La longitud do los alambres exteriores expuesta al roce durante el servicio es en el arrollamiento ordinario un tercio de la del arrollamiento "lang"
Resistencia y duración.
Comportamiento relativo de los arrollamientos 'Hang" (curva superior) y ordinario (curva inferior), ensayados en una máquina cuyo esquema se reproduce en la parte inferior de la figura

hierro, que ha de ser más tarde montado sobre la máquina que forma el cable
La tercera operación, es decir, el entrelazado de los cordones para formar el cable es semejante a la formación de los cordones que acabamos de describir, con la única diferencia de que se unen cordones en vez de cables Generalmente el número de cordones es de seis u ocho; pero el alma suele ser de cáñamo o bien un alambre independiente
Recientemente se ha mejorado esta última operación por medio de lo que los americanos llaman "preformación" del cable, haciendo pasar los cordones sobre rodillos de un diámetro apropiado y colocados de tal modo que dan a los cordones la forma helicoidal exacta que han de tener en el cable terminado Esta operación consigue eliminar prácticamente todas las fuerzas de torsión o destrenzado que existen ordinariamente en los cables, como puede demostrarse fácilmente cortando un cable "preformado" y viendo que los alambres y cordones permanecen en su posición normal En cambio si se corta un cable que durante su fabricación no haya sido sometido a la citada operación, los alambres que lo componen obedecen a las fuerzas de torsión almacenadas durante el trenzado y se separan violentamente de su posición
Diferentes tipos de cables.
Puede decirse que un "cable" posee una sección transversal perfectamente simétrica, formada por 6 ú 8 cordones entrelazados helicoidalmente sobre un alma de cáñamo o de alambre, y con un paso de hélice uniforme, de modo que los cordones que rodean al eje están igualmente dispuestos con relación a él
Un "cordón" se compone de capas concéntricas de alambres trenzados helicoidalmente sobre un alma de acero o de
Supuesto un cable curvado sobre la garganta de una polea se desarrollan en los alambres que lo forman esfuerzos de flexión En el arrollamiento ordinario el momento flector actúa directamente a lo largo del eje de los alambres exteriores, mientras que en el arrollamiento "lang" el momento flector que actúa sobre los alambres exteriores está disminuido, por formar estos alambres un ángulo de 37° con el eje del cable Como el momento flector actúa en el arrollamiento "lang" sobre una longitud de los alambres tres veces mayor que la de un arrollamiento ordinario, la fatiga de las fibras exteriores será menor en el cable "lang", lo que hace que la duración de este tipo de cables sea mayor cuando prestan servicio sobre una polea
La figura 2."indica el comportamiento relativo de los arrollamientos "lang" y ordinario, habiendo ensayado ambos tipos de cables en una máquina que sometía a los mismos a repetidos esfuerzos de flexión, haciéndolos pasar por tres poleas de 30 cm de diámetro Puede observarse en la figura que la duración del arrollamiento "lang" es mucho mayor Antes de estos últimos años el arrollamiento "lang" no gozaba de gran estimación a causa de que conserva muchos esfuerzos de torsión El cable se retuerce y enrosca sobre sí mismo con facilidad, y resulta muy difícil de manejar durante su instalación Empleando el procedimiento de "preformación", que anula las fuerzas intrínsecas de torsión, el cable no tiene tendencia alguna a curvarse o torcerse De este modo la instalación de los cables "lang" resulta tan fácil como la de los cables ordinarios, y puede decirse que el procedimiento de "preformación" ha hecho posible el aprovechamiento de las ventajas del tipo "lang" y, por consiguiente, la mayor duración del mismo
Sin embargo, el arrollamiento "lang" presenta algunas desventajas En primer lugar su resistencia por aplastamiento de los alambres exteriores es menor que la del arrollamiento ordinario, y por esta razón el cable "lang" no se debe usar en aquellas instalaciones que no permitan un arrollado uniforme del cable sobre el tambor elevador Tampoco es muy apropiado si el cable se debe arrollar sobre el tambor formando más de dos capas Además, siendo del mismo sentido el arrollamiento de los alambres sobre los cordones que el de los cordones^sobre el alma, resulta que las fuerzas que tienden adestrenzar alcable actúan también en elmismo sentido, y, por consiguiente, la tendencia del cable a destrenzarse es mucho mayor que la de un arrollamiento ordinario Por consiguiente, sólo se recomienda el empleo del cable "lang" en aquellas instalaciones en que los extremos del ca-
Numbcr of Brok«nWiresWí+hin4FtLengt ho fRope Figura 2."ble deban estar fijados de un modo permanente durante el servicio
Los esfuerzos que se desarrollan en un cable pueden ser de tres clases: esfuerzo de tracción, de flexión y de torsión
El resultado que dan en servicio los cables que han sido sometidos a la "preformación" es mucho mejor que el de los cables ordinarios, lo que se debe sin duda a la disminución de las fatigas intrínsecas de torsión
Selección de cables.
La figura 3.» indica la composición de los tipos de cables más corrientes Las secciones representan tres cables con alma de cáñamo y de 6 y 8 cordones Para poder comparar fácilmente los distintos cordones se han dispuesto, dentro de un mismo cable, los tipos de cordones más corrientes El tamaño de los alambres está dibujado a la misma escala en las tres figuras.
Los factores que influyen en la elección del tamaño y tipo
Cuando un cable trabaja por flexión alrededor de una polea de diámetro corriente, el cable pierde aproximadamente un 5 por 100 de su resistencia Esto se debe a la combinación de las fatigas de tracción y flexión en la parte exterior del cable Al elegir un tipo de cable determinado será preciso, por consiguiente, tener en cuenta esta pequeña pérdida de resistencia
Los coeficientes de seguridad usuales para la elección de cables son los siguientes:
Para cargas estáticas 4
Elevación de cargas 6

Elevación de viajeros 10 Grúas para metalurgia 10
Una vez determinada la resistencia que ha de detener el cable, se elije el tipo y tamaño de cable más apropiado en los catálogos que proporcionan los fabricantes
Comparación de diferentes tipos de cables más corrientes: A y B, de seis cordones, y C, de ocho cordones, indicando en cada uno de estos su más frecuente composición
de un cable se pueden resumir en los siguientes: a), carga que actúa sobre el cable; b), resistencia a los esfuerzos de flexión; c), resistencia al desgaste, y d), resistencia a destorcerse
Carga.—La carga que actúa sobre un cable utilizado, por ejemplo en un aparato elevador, puede determinarse fácilmente conociendo el peso de la carga a elevar, el ángulo que forma la trayectoria que describe la carga con la vertical, la velocidad máxima que llevará la carga, el grado de aceleración o deceleración del movimiento y la tensión que comunica al cable el rozamiento del mismo
Los esfuerzos estáticos de tracción se determinan fácilmente por la fórmula 2" W son a, en la cual:
T = tensión estática del cable (kg.)
a := ángulo que forma la trayectoria de la carga con la vertical
W = peso de la carga (kg.).
La tensión adicional que a causa de la celeración actúa sobre el cable puede calcularse por la fórmula F = m a, en la cual:
í*"= tensión (kg.)
m = peso de la carga (kg.) dividido por 9,8
Resistencia a la flexión.—Depende, naturalmente, de la resistencia a la tracción del acero que forma el cable y del tamaño de las capas exteriores de alambres que forman los cordones La resistencia a la tracción de algunas clases de aceros que forman los cables son las siguientes:
Para determinar el tamaño normal de las poleas apropiado para qUe la fatiga por flexión de los cables no sea excesiva, se puede utilizar la tabla siguiente El diámetro de la polea viene dado por el producto de la constante que da la tabla siguiente por el diámetro del cable:
Tabla de constantes para determinar eldiámetro delas poleas
V
a = aceleración en metros por segundo: a = —. í
V = velocidad lineal máxima (metros por segundo)
t = tiempo (segundos) necesario para llevar la carga desde el estado de reposo a la velocidad máxima
La tensión debida al rozamiento (r) se puede determinar de un modo muj' aproximado empleando fórmulas empíricas, y la tensión total en el cable (1) será igual a T F r kg
•r.a}'^ ^- la R.: Para cables de gran longitud será preciso tener en cuenta el peso propio del cable
Resistencia al desgaste.—La resistencia al desgaste es directamente proporcional a la resistencia a la tracción y al tamaño de los alambres exteriores de cada cordón La dure-
8x/9 Sea/e pcrtenf Three sfrancf hemp censen ~-8x/9 Warr/noffon 6x19 WarrmgforKZ, ^- 8x25 Figura 3."za de los aceros empleados en los cables más corrientes es la siguiente:
Cables planos.—Están formados por cables de cuatro cordones trenzado.'! en forma especial y cosidos con alambre Cables antigi:atorios.—Tienen por objeto evitar la tendencia a destorcerse de los cables corrientes Se consigue esto arrollando alternativamente los alambres en los cordones en sentidos contrapuestos.
Cables guardines.—Son los "cables de cables" formados arrollando seis u ocho cables, formado cada uno de seis cordones Tiene gran flexibilidad, pero poca resistencia
La tabla adjunta indica los tipos de cables más corrientemente empleados y el uso más apropiado de cada uno Están agrupados de manera que va disminuyendo la resistencia al desgaste de los mismos
TIPOS CORRIENTES DE CABLES (1)
(ORDl'JNADOS SEQIW SU KBSISTENCIA AL LESGASTEJ
Cables. Aplicaciones más indicadas.
6X 7 (máxima resistencia al desgaste)
6X 7 "lang"
Perforadoras Tracción arrastrando sobre arena
Sistemas de tracción con tambores o poleas de gran diámetro; cables para funiculares aéreos
6 X 17, arrollamientos or- , Sistemas de tracción; planos diñarlo y "lang" j mclinados en las minas
6 X 19 Seale, arrollamiento t Transportes de maderas; plaordinario | nos mclinados
6 X 19 Seale, arrollamiento ( Sistemas de tracción; tranvías "lang" I aéreos
6 X 21,arrollamiento ordi- [ Sistemas de tracción; elevadonario ^ res en las minas
6 X 21,arrolla miento Sistemas de tracción; planos "lang" incimados
6 X 19, arrollamiento ordinario
Elevadores en general Ascensores, gríias derrick, poleas con aparejos
6 X 19,arro 11amiento! Ascensores para minas Palas "lang" i excavadoras
6 X 19 Warrington, arrollamiento ordinario
8 X 19 Seale, arrollamiento ordinario
6 X 29, arrollamiento ordinario
Ascensores para minas Cables
para equipos de perforadoras
Ascensores y elevadores
Ascensores Grúas para fábricas Elevadores de canjilones
6 X 29,arro 11amiento ( Ascensores para minas Palas "lang" I excavadoras.
8 X 19, arrollamiento ordi- Elevadores de poca carga, nano
8 X 19 Warrington, arro- elevadores de poca carga, llamiento ordmario í
6 X 33,arrollamiento ordi- | Montacargas para fábricas, nano j
6 X 33 arro11amiento p^j^^ excavadoras, lang" j
6 X 37, arrollamiento ordi- ) .c-i
j Montacargas para fabricas
6 X 37, arroUemientO/ "lang" (mínima resisten- | Palas excavadoras, cía al desgaste) |
(1) N. de la R.: Los fabricantes españoles construyen además algunos tipos de cables especiales, como los siguientes
Resistencia a destorcerse.—Esta resistencia es inversamente proporcional al número de cordones que componen un cable y al número de alambres en cada cordón
Comparando las secciones de los cables de 6 y 8 cordones (figura 3.°), se observa que el alma ocupa un espacio mucho mayor en este último La experiencia indica que el cable de 8 cordones tiene mayor tendencia a destorcerse que el cable de 6 cordones Al destorcerse un cable se destruye su simetría haciéndose desiguales las distancias entre los centros de los cordones y distribuyéndose la carga entre los mismos de una manera irregular
En los elevadores y montacargas es corriente que los cables pierdan su simetría a causa de que, al arrollarse el cable sobre el cilindro elevador, lo haga en forma irregular entrecruzándose sobre sí mismo Por esta razón es preferible que el cilindro elevador lleve sobre su superficie una muesca en espiral que guie al cable mientras se está arrollando La profundidad de la muesca debe ser igual al 40 por 100 del diámetro del cable, y el contorno de la misma debe tener la misma curvatura que el cable
Cuanto mayor sea el número de alambres que forma un cordón, mayor es la tendencia de dichos alambres a deslizar unos sobre otros bajo la acción de una fuerza que tienda a destorcerlos por compresión Por esta razón, los tipos extremadamente flexibles, como son los 6 X 33 y 6 X 37,no son aptos para trabajar arrollados sobre un tambor
Los esfuerzos de torsión creados en el interior de un cable por la aplicación de una carga pueden llegar a ser tan grandes que destruyan las fibras de cáñamo que componen el alma, quedando los cordones desprovistos de soporte Para que esto suceda, es necesario que las fatigas por flexión en la periferia del cable sean enormes, y puede decirse queen todos los casos esto se debe a que el cable ha sido sometido a una sobrecarga excesiva Frecuentemente sobreviene la destrucción del cáñamo antes de que el acero del cable haya alcanzado su limite elástico En estos casos conviene sustituir el alma de cáñamo por un cable menor, que formará el alma del cable total Conociendo losfactores que intervienen en la elección apropiada de un cable y los resultados que dan en servicio, se pueden deducir las causas de las averias que se produzcan en los mismos Mediante una selección cuidadosa y siguiendo paso a paso el comportamiento de los cables, es fácil conseguir la máxima economía en este capitulo de gastos.—L López Jamar
Easayos acerca de la rueda libre en los automóviles.—(E. Spiégel, Automol>iltechni.sche Zeitschrift, vol VIH, pág 200.)
El Instituto de Investigación del Automóvil, perteneciente a la Escuela Superior de Stuttgart, ha realizado algunos ensayos en el campo de pruebas de Nürburgrind sobre un coche Adler de ocho cilindros en línea, provisto del sistema de rueda libre de la Friedrichshafen Co El coche recorrió el circuito a la velocidad media de 62,2 km. por hora con rueda libre y a la de 62,7 km por hora sin rueda libre El consumo de combustible fué un 10,6 por 100 menor con rueda libre A una velocidad media de 32,5 km por hora, la economía en el consumo de combustible fué del 11,5 por 100 El número total de revoluciones del motor, con y sin rueda libre, fué de 33.670 y 50.0000, respectivamente Y el número de veces que hubo que cambiar de velocidad fué de 248 y 286, respectivamente El artículo lleva diagramas, que indican el perfil del circuito donde se hizo el ensayo y las correspondientes velocidades del vehículo.—L J

AñoX—VolX.-Núm 119

Adherida a la Asociación Española de la Prensa Técnica
I-arra , 6 Apartado de Correos 4.003 MADRI D
Precios de suscripción (año): España y América, 30 pesetas. Demás paises, 40 pesetas o su equivalente en moned? nacional.
Número suelto: España y América, 3 pesetas Demás países, 4 pesetas o su equivalente en^moneda nacioaal
Agentes exclusivos para la publicidad en Alemania y países sucesores de la Monarquía austrohún^ara: A L A A NZEIGE N A KTIENGESELLSCHAF T Auslands-Abteilun; BERLÍN W 35, Potsdamer Strasse 27 A
Direcciones: Telegráfica, J OSUR- M ADRI D ; Telefónica, J OSUR- M ADRI D : Teléfono 30906
Comité directivo: FRANCISC O BUSTELO , Ingeniero de Caminos; FÉLIX CIFUENTES, Ingeniero de Minas; RICARDO URGOITI, Ingeniero de Caminos
Sumarios z^Fii
Inyecciones de cemento, por Eduardo J de Castro 589
El alumbrado con proyectores, por Enrique Galve 592
Bl gas de los bosques ante el problema del carburante nacional, por Julián Gil Montero 596
Vigilancia y regulación a distancia en instalaciones de altos hornos 601
La Conferencia Nacional de Transportes.—^Hace unos días terminó sus reuniones esta Conferencia, y en otro lugar de este niímero verán nuestros lectores el resumen de las proposiciones que como resultado de sus trabajos eleva a los Poderes públicos, y particularmente al ministro de Obras Públicas
Es digno de elogio el esfuerzo de la Conferencia buscando y proponiendo soluciones para reducir la competencia entre servicios de transporte, de la que sólo se deducen daño para alguno o todos de aquellos, con una ventaja sólo aparente del usuario, que con el tiempo también vendría perjudicado Esto explica el sentido de las seis primeras proposiciones sobre equiparación de impuestos entre los servicios de automóviles y líneas férreas, equiparación pedida concretamente y de un modo explícito para el caso Ide servicios paralelos en la primera proposición, pero mostrando la tendencia a la misma en las restantes al pedir la creación del impuesto por asiento y año para autotaxis que hagan servicio extraurbano, la extensión del seguro obligatorio de viajeros a ios transportes automóviles y la distribución del
Madrid,noviembre1932
cupo total de los impuestos generales de transportes entre toda clase de servicios
Dos proposiciones de carácter francamente ordenador y que de ser llevadas a la práctica terminarán con la incierta situación actual y permitirán a los concesionarios de servicios de transporte la determinación previa más exacta posible de los impuestos o gravámenes a que deberán en el futuro hacer frente, son las que solicitan la prohibición a las Regiones, Provincias y Municipios de establecer nuevas tasas e impuestos sobre los servicios en general y la diferenciación de tributación entre los servicios de automóviles, según hagan o no la competencia al ferrocarril. Ambas proposiciones tienden a unificar la situación de todos los servicios transportistas ante el Estado, evitando la diversidad de condiciones en que podían enfrentarse servicios de carácter general y los regionales, provinciales o locales, valiéndose de la pecuuar situación politica o administrativa en que pudiera estar colocada la Región, la Provincia o el iviunicipio.
Se pide la regulación de los servicios automóviles hoy día concedidos, proponiendo plazos mínimos de concesión de diez años, prorrogable de dos en dos, en lugar del plazo máximo de veinte años; los servicios discrecionales, en lugar de ser de duración indefinida, lo serán por seis meses, prorrogables de tres en tres; se deberán restringir los servicios de romerías, ferias, mercados, etc.; se dará un plazo de seis meses a las concesiones existentes para optar por el nuevo servicio propuesto o reforzar el actual, y, en fin, otra serie de proposiciones conducentes a terminar con el estado hoy anárquico de los servicios de transporte por carretera
Otras proposiciones de carácter general tienden a proteger la naciente industria nacional constructora de vehículos automóviles o sus accesorios; a la limitación de las dimensiones y peso de los vehículos, como consecuencia de los máximos desgastes tolerables en los firmes; la modificación y refundición de los varios reglamentos de circulación en un código único, y, sobre todo, la urgente y absolutamente necesaria reforma de la arcaica legislación ferroviaria española, pues es realmente asombroso que puedan ser explotadas líneas con medios y servicios modernísimos, según reglamentos de circulación y leyes de policía de ferrocarriles, dictadas en los años 1848, 1877 y 1890; es decir, con más de cuarenta años de vejez el más moderno
La Conferencia no ha tenido la pretensión imposible de resolver un problema de tan compleja solución como el de la coordinación de los transportes, pero propone la adopción de una serie de medidas cuya entrada en vigor pondría en orden una situación realmente insostenible. Deseamos vivamente ver convertidas la mayor parte de las proposiciones comentadas en disposiciones y leyes, convencidos de que su aplicación habrá de repercutir favorablemente en, el interés público. )
El proyecto de presupuesto que presenta el señor Prieto para su departamento, en lo que se refiere a obras hidráulicas, ofrece importantes innovaciones
Desde luego, son fundamentales las diferencias que se introducen en relación con las obras hidráulicas Su confección es resultado de un escrupuloso análisis de gastos, tanto los que se realizan por la Administración Central como de aquellos otros que verificaban las mancomunidades hidrográficas que funcionaban con carácter autónomo
La primera innovación que presentan es la supresión de esos presupuestos autónomos, y los presupuestos de las Mancomunidades se agrupan dentro de cada uno de los distintos conceptos del presupuesto general del Estado La primera ventaja es de orden moral, ya que proporciona una mayor claridad en el conocimiento del empleo de las cifras globales, una mejor distribución de los servicios, supresión de gastos impropios, uniformidad en las dotaciones de cada servicio y economía en los mismos Esto da lugar a que al parecer haya un aumento en el presupuesto de la Dirección General de Obras Hidráulicas; pero no sucede efectivamente asi más que en las partidas de obras y creación de nuevos servicios En general, sucede, por el contrario, que hay fuertes bajas por la disminución que representa la cifra presupuesta en relación con las que se invertían para análogas atenciones por las Mancomunidades Hidrográficas

El personal de éstas, que figuraba como supernumerario y cobraba con cargo a la subvención, hoy se hace figurar en el presupuesto con separación de las plantillas del personal de los Cuerpos técnicos afectos a los servicios de Obras Públicas.
Las economías introducidas, comparadas con los gastos de los distintos servicios autónomos, acusan una reducción en el presupuesto que se propone con relación al gasto que hacian las Mancomunidades de un 62 por 100
Las Mancomunidades Hidrográficas tenían también personal de otros Cuerpos técnicos de la Administración (Ingenieros Agrónomos, de Minas, de Montes e Industriales) El gasto del personal de esta clase, reducido al estrictamente indispensable, se cifra en 650.000 pesetas, con la consiguiente distribución: Agrónomos, 337.000; Montes, 169.000; Industriales, 14.000; Minas, 23.000; Cartografía, 108.000 Todo lo cual significa una distribución en los gastos de servicios en 1 de enero en la siguiente proporción: en Agrónomos, el 61 por 100;
Montes, 50; Industriales, 39,2, y Minas, 79,5
Igualmente existia en las Mancomunidades numerosísimo personal de carácter administrativo retribuido con cargo a las consignaciones presupuestarias de las mismas Este personal administrativo habrá de percibir con cargo a los presupuestos generales su retribución, sin que por ello adquiera categoria de funcionario con permanencia especial en sus puestos Este gasto era tan excesivo que en muchos casos importaba más del doble que el del personal facultativo La cifra ha quedado reducida a 1.800.000 pesetas
Para el Consejo de Obras Hidráulicas de nueva creación se consignan pesetas 160.000
Es importantísima la reducción que se observa en los gastos, que pudiéramos llamar locales, de las Delegaciones de Servicios Hidráulicos, o sea Delegaciones de servicios Juntas de usuarios y gastos de material
Si se comparan las cifras invertidas en material y alquiler, la reducción que se obtiene por todos conceptos en lo que a Mancomunidades se refiere, alcanza a un 41 por 100
La cifra de gastos de los estudios de que disponen las Divisiones Hidráulicas,asi como aquellos que se realizaban por las Mancomunidades Hidrográficas, con cargo a su presupuesto, se refunden en el presupuesto general, consignados con la oportuna separación entre jornales, materiales ydietas Sehan desglosado de estas partidas los gastos correspondientes a los obreros Con ello se llega a una mayor seguridad en la disposición y claridad en el gasto
La parte principal del presupuesto se inicia con la cifra de 154 millones, destinados a obras de riego, que resulta de cálculo aproximado de las cantidades que pueden ser invertidas durante el año en las obras siguientes y sobre las cifras de tanteo que a continuación se expresan:
Tajo: Jarama, un millón de pesetas; Vado, dos millones; Rosarito, 500.000; Borbollón, 500.000; Palmaces, dos millones; Alberche, un millón; cabecera del Tajo, dos millones; Portiña y Bárrago, 500.000; Arganda, 500.000 Total División Tajo, diez millones de pesetas
Sur de España: Varias obras, tres millones de pesetas Total División Sur de España, tres millones de pesetas
Júcar: Blasco Ibáñez, cuatro millones de pesetas (anualidad media, 10 millones); otras obras, dos millones; Alarcón (anualidad media, 15 millones), dos millones Total División Júcar, ocho millones de pesetas.
Guadiana: Cijara, siete millones de pesetas; canales, 10 millones (anualidad media, 20 millones); pequeñas obras, un millón; otros proyectos, dos millones Total División Guadiana, 20 millones de pesetas
Miño: 500.000 pesetas Total División Miño, 500.000 pesetas
Total general para estas cinco Divisiones, 41.500.000 pesetas
Juntas de pantanos: Pantano de Guadalcacm, 4.500.000 pesetas paia obras; ídem del Chorro, 3.000.000; ídem del Henares, 2.000.000
Total, 9.500.000 pesetas para obras
Viene luego la partida correspondiente a obras de defensa y encauzamiento, que se incrementa también Se consignan las siguientes cantidades:
División del Tajo (encauzamiento del río Manzanares, en Madrid), 160.000 pesetas
División del Sur de España, 4.800.000 pesetas; idem del Júcar, 380.000; ídem del Guadiana, 1.500.000; ídem del Miño, 1.949.000; idem del Ebro, 2.000.000; ídem del Segura, 1.100.000; ídem del Guadalquivir, 2.000.000; ídem del Pirineo Oriental, 3.500.000 Total, 17.389.000 pesetas
Estas obras de defensa y encauzamiento experimentan una alteración de pesetas 14.575.000, puesto que la consignación del presupuesto del año 1932 alcanza solamente la cifra de 2.814.000 pesetas
Se consignan también para el abastecimiento de poblaciones un aumento de nueve millones de pesetas y una partida de 1.500.000 pesetas por si el Estado continúa sustentando el criterio de subvencionar obras de regulación, así como posibles expropiaciones de agua por razones de utilidad pública Se consigna aparte una subvención de tres millones de pesetas para un servicio de abastecimiento que está acordado que haga la Mancomunidad de los Canales de Taivilla, con una subvención del Estado; 200.000 pesetas para la campaña antipalúdica, 8.500.000 pesetas para atender a las obligaciones de deuda contraída por la Mancomunidad del Ebro, 1.350.000pesetas para aplicaciones agronómicas y 2.750.000 pesetas para aplicaciones forestales, que pasarían, si asi se acordaba, como subvención a la Dirección de Montes, para que ésta hiciera los servicios convenientes en las cuencas de los rios Por último, está dispuesto por la ley de obras complementarias de riego el que, tanto los estudios como las obras de esta clase se hagan con cargo a los créditos que se consignan en la ley de 28 de agosto de 1931,o sea con cargo al capítulo adicional II, y siendo así, habría de tenerse en cuenta que se presupuesta para el año el gasto probable de 25 millones de pesetas
En el raes deseptiembre último seha celebrado en París un Congreso Internacional deFundición, en el Parque de Exposiciones Fuéorganizado porelSindicato General de Fundidores de Francia, bajo elpatronato delGobierno francés, y conelconcurso dela Asociación Técnica de Fundición Dentro de este Congreso se celebró unaExposición InternacionaldeFundición,queacogió toda clase de materias relacionadas con la fundición, primeras materias, productos en curso de fabricación o terminados, máquinas, aparatos y herramientas de fundición enfuncionamiento oinmóviles, cuadros estadísticos, planos ordinarios o enrelieve, etc., etc
INGENIERÍ A Y CONSTRUCCIÓN designó para su representación en este Congreso alingeniero-consultor D Juan
Manuel España, miembro dela Asociación Internacional de Fundición Elseñor España presentó nuestra revista a la Exposición, y el Jurado de la clase correspondiente ha otorgado a INGENIERÍ A Y CONSTRUCCIÓN una me- \ dalla deoro
En otro lugar deeste número encontrarán nuestros lectores unresumen de las principales ponencias presentadas al Congreso
El señor España presentó al Congreso unaMemoria informativa del estado enqueseencuentraactualmente el"Diccionario Intemacional de Fundición"
La Memoria empieza haciendo unahistoria deldesarrollo delostrabajos para disponer deundiccionario internacional
de fundición enlosprincipales idiomas
La idea primera dela creación de este diccionario partió delCongreso celebrado en París el año1913porla Asociación Técnica de Fundición de París
En la actualidad, la Comisión encargada deldiccionario ha tenido la satisfacción de ver que el Comité Internacional de las Asociaciones Técnicas de Fundición ha aprobado el programa trazado pordicho Comisión y lasreglas para la compilación, definición y representación gráfica ocientífica delostérminos defundición yapublicados y pendientes de pubhcación (1)
La Comisión actual del "Diccionario Internacional de Fundición" está integrada porlosseñores Brizon, Descroix, España, Girardet, Lamoureaux, Marteil, Mellier, Ramas y Strukc
La Memoria va acompañada de algunos modelos de fichas, que formarán parte delDiccionario técnico Cada palabra está aclarada con el dibujo, que explica susignificado, y a cada término le corresponde unnúmero de matrícula único para todos losidiomas en quese formará el Diccionario técnico
El autor hace alfinal dela Memoria una llamada a los técnicos del mundo entero, esperando que no se limitarán a utilizar elDiccionario en preparación, sino que contribuirán a su formación con su experiencia para conseguir que el Diccionario pueda beneficiar a los fundidores detodo el mundo
(1) Véanse las Memorias del Congreso Español de Fundición celebrado en Barcelona en 1929

Con gran actividad han continuado en elmesdeoctubre lostrabajos deesta Conferencia
Las Comisiones y Subcomisiones han estudiado losasuntos más interesantes, confiándose en queeste periodo depositiva actividad proporcione un avance extraordinario en los varios aspectos técnicos y administrativos La Subcomisión encargada delaredacción delConvenio Único, unodelosprincipalesmotivos de esta reunión internacional, ha ultimado las disposiciones relativas a dicho Convenio, modificaciones que se han dehacer enel texto del reglamento en el intervalo de las Conferencias, como también la organización deIosComités consultivos de Telegrafía, Telefonía y Radio
En cuanto al reglamento, las Subcomisiones han estudiado las proposiciones referentes a la onda de llamada y deescucha quehandeutilizar losser-
vicios especiales de meteorología, señales horarias, radiofaros, radiogoniometría y la concesión y control de laslicencias de explotación
La Subcomisión hacontinuado el examen de la organización de losComités: consultivos internacionales, haexamina-] do las cuestiones relativas a la ejecu-i ción del Convenio de los reglamentos,i con susratificaciones, y lasituación jurídica de las Administraciones queno ratifiquen losConvenios
Desde el punto de vista técnico, la cuestión delreparto de frecuencias entre losdiversos servicios ha sido objeto de varias sesiones; tres Comités, encargados de establecer el proyecto dereparto, han sido creados y han comenzado sustrabajos; la cuestión de lalimitación de potencia de las estaciones de "radio" también es objeto de estudios, y otro Comité, por fin, se ocupa de la propagación de las ondas radio-
eléctricas; esté ha dado iminforme documentadísimo después de diez y ocho reuniones deintensa labor
También se ha tratado de lascondi-: clones delasestaciones móviles, delas estaciones deensayo y delprocedimien-i to a seguir ante la notificación de la: frecuencia deuna estación
La cuestión de la supresión de emisoras de chispas ha sido objeto de unj detenido examen; pero porrazón dela situación económica actual dela Marina mercante parece quenosetomará acuerdo alguno de momento
La Subcomisión deTarifas y Tráfico ha hecho un detallado examen acerca de la publicación de los nomenclátor, hora de depósito de los radiotelegramas, dirección de los mismos, reexpedición deestos radiotelegramas porvia postal ordinaria o aérea, destinos múltiples de los mensajes, abreviaturas a emplear y otros aspectos de este problema
La Comisión de"derecho devoto" ha discutido una fórmula presentada por los Estados Unidos, solicitando en ella que sólo tengan voto algunas colonias de autonomía telegráfica: Indias Británicas, elCanadá, la Federación Australiana, Nueva Zelanda, laUnión de África delSury el Estado Libre de Irlanda Las demás colonias no deben participar delvoto en la Conferencia, según la propuesta de la Delegación inglesa
Checoeslovaquia, Suiza y Hungría desean queel voto se amplíe a Marruecos, Túnez, Canadá, Indias Británicas y otras colonias
Las discusiones sonmuyapasionadas, porque entorno a este punto deia Conferencia giran importantes intereses de Empresas, y, por tanto, de la solución que sedéalvoto plural dependen otros problemas que afectan directamente a la estructura económica dedichas entidades
Otra Subcomisión, también de técnicos, haexaminado lascuestiones relativas a la elección de losaparatos, a su calidad, su clasificación y suempleo en emisiones radioeléctricas
La Comisión del derecho de voto ha proseguido el delicado estudio de esta cuestión y de la fórmula quese ha de adoptar para lasvotaciones enlasasambleas plenarias
La Comisión deTeléfonos terminó su tarea, que se encontraba muy facilitada por la revisión del reglamento del pasado año 1930
El día 2 de octubre realizaron sus anunciadas excursiones losdelegadosdel Congreso Internacional de Telegrafía y Radiotelegrafía, acudiendo entotal unos seiscientos, quedistribuidos entres grupos, visitaron Toledo, Aranjuez y El Escorial, por iniciativa del Comité español
Todos los congresistas fueron obsequiados conun banquete y en las primeras horas de la noche emprendieron su regreso a Madrid
La información sobre un naodelo de póliza única para el suministro de energía
La Cámara Oficiai de Productores de Electricidad ha presentado a la Dirección General de Industria un extenso escrito, en el que expone el criterio general de los miembros de la citada Cámara Manifiesta que este escrito será ampliado si se otorgase la prórroga en el plazo de admisión, solicitada por esta entidad
Después de exponer que la Cámara cree haber acreditado siempre ante los Poderes públicos su deseo de colaborar para cuanto pueda contribuir a fomentar la economía patria, sostiene la imposibilidad de que la póliza única de suministro sea unificada, teniendo en cuenta la infinidad de casos que pueden presentarse y las distintas características de las empresas y de las regiones en • que el servicio se presta; pero sugiere que ello no es obstáculo para que pudiesen aceptarse unas cuantas bases o cláusulas de carácter general, que figurasen forzosamente en todas las pólizas, quedando los industriales en libertad de fijar las restantes, siempre y cuando no se opongan a los preceptos legales A este fin, tampoco podía ser un inconveniente que en esta clase de documentos figurase, con carácter obligatorio, un extracto de la vigente legislación, facilitado por la Dirección de Industria, en el que se hiciese constar todas aquellas órdenes que el Estado, en su misión tutelar, se ha creído en el caso de dictar para garantizar el derecho del consumidor y el del productor o distribuidor
Por último, opina la Cámara que, en el caso de ser admitida su propuesta, sea una Comisión mixta, en la que, además delpersonal administrativo, figuren técnicos industriales que representen a la producción y distribución de electricidad, la que se encargue de redactar las cláusulas generales y el extracto de legislación antes citado
La Sociedad Hispano Portuguesa de Transportes Eléctricos "Saltos del Duero" ha efectuado recientemente, con muy buen éxito, ima emisión de valores por un total de 30 millones de pesetas. Los títulos fueron bonos al portador de 500 pesetas de valor nominal, con el 6,5 de interés, libre de impuestos El reembolso de estos bonos se hará el 31 de diciembre de 1938 La Sociedad se reserva la facultad de reembolsar total o parcialmente estos bonos a partir de 1 de enero de 1936
Los portadores de bonos a los efectos de reembolso podrán optar en aquel momento por cualquiera de las tres formas siguientes: a) enmetálico alapar; b) en una acción liberada a la par de la Sociedad "Saltos del Duero" por cada cuatro bonos, y el resto em metálico; c) en las primeras obligaciones hipotecarias
que pueda crear la Sociedad, computándoselosbonos a lapar como metálico
Coano garantía de la emisión la Sociedad se obliga a no hipotecar la presa y central del Esla, para cuya terminaciónse hace esta emisiónj en tantono se reembolsen totalmente los bonos emitidos
La Sociedad "SaltosdelDuero" es propietaria de seis concesiones de las que proyecta obtener anualmente 4.000 millones de kW/hora, y controla empresas distribuidoras de electricidad en nueve provincias distintas, entre las cuales figuran: Madrid, Zamora, Valladolid, Salamanca, Burgos y Vizcaya
Como primera ejecución figura el salto del Esla, cuyo embalse tiene una capacidad de 1.100 millones de m' y permitirá obtener cerca de 450 millones de kW/h al año
"Saltos del Duero" sepropone abrir al consumo de energía nuevas perspectivas, pues espera disponer de energía a un precio reducido La realización de los planes de "Saltos del Duero" supondria que España, en xm plazo relativamisnte breve, elevara el promedio de consumo doméstico que hoy apenas alcanza a los 100 kW/h por abonado, hasta aproximarlo a la cifra de 600 kW/h anuales que,por término medio, consimie el abonado doméstico norteamericano
En España el costo de instalación de los grandes saltos con sus lineas y subestaciones asciende, por término medio, a 60 céntimos de peseta por kW/h Cuando desarrolle su plan completo, "Saltos del Duero" cree que llegará a elevar la producción esipañolade energía eléctrica de los 3.000 millones de kW/h por año que ya alcanza a 8.000 millones de kW/h, y que estolohará con un coste específico de 10 céntimos de peseta por kW/h
Si se llegara a disponer de energía abundante a ese precio, habría posibilidad de aimaentar apreciablemente la producción española actual de amoniaco sintético, instalar grandes industrias electroquínmcas, electrificar el campo y ofrecer al público la posibilidad de que goce de las comodidades domésticas que ofrece la electricidad: cocina eléctrica, agua caliente, refrigeración, calefacción, ventilación, purificación del aire, etc
Circulan rumores de quelos Saltos del Carrión, queparecían abandonados, vuelven a tener actualidad para la fijación del nitrógeno del aire, de cuyo producto, como se sabe, se importan cantidades que representan muchos millones de pesetas
Para este nuevo negocio se han entablado conversaciones con algunas Empresas extranjeras y nacionales, figurando entre ellas la Imperial Chemical y Saltos del Duero
Si esta noticia se confirmara, supondría para la economía nacional ©1dejar de ser tributarios del extranjero en la parte correspondiente a esta industria tan poco extendida en nuestro país
Se están realizando gestiones con objeto de construir en Chamartin (Madrid) una Cooperativa Eléctrica aprovechando el ofrecimiento de un salto de agua en Somosierra
energía
Según manifestaciones del nuevo director general de Industria, señor Feced, uno de los asuntos que es preciso resolver con urgencia consiste en la revisión de toda la obra legislativa que se refiere a las concesiones de energía eléctrica, con objeto de corregir deficiencias y acabar con muchos abusos, como con los que suponen aprovecharse de saltos de agua y corrientes subterráneas para producir energía y explotar determinadas fincas, sin que de ello tenga noticias ni reciba compensación el Estado
También se propone estudiar con detalle la concesión de auxilios para proteger la industria nacional
El pago de los Ayimtamientos a las empresas eléctricas
La Cámara Oficial de Productores de Electricidad ha elevado al Ministerio de la Gobernación una instancia solicitando que se dicten las disposiciones oportunas para que los Ayuntamientos no puedan demorar el pago de las cantidades que adeudan a las empresas e industriales por suministro de energía eléctrica
Nueva empresa eléctrica
El dia 1 de octubre quedó constituida en La Coruña la Sociedad Anónima "Electra Popular Coruñesa", cuyo objeto será suministrar energía eléctrica .para alumbrado y energía para la industria
Constituyen el Consejo de Administración los siguientes señores: Presidente, don José Méndez Vigo; vicepresidentes, don Ramón Vilas González y don Jesús Fernández Vitorio; consejero-delegado, don José Miñones Bernárdez; vocales, don José Amonedo Villademoros, don Ambrosio Ramos Rodríguez, don Constantino Fernández Pérez, don Ángel Saavedra Ponte, don Antonio Domínguez Lámelas, y secretario, don Javier Núñez Fernández

Uno de los propósitos de la nueva entidad es el de establecer tarifas especíales que faciliten al consumidor la utilización de las energía eléctrica para usos domésticos
La legislación ferroviaria yla competencia de los transportes
En una de las reuniones de la Conferencia Nacional de Transportes, recientemente clausurada, el representante de la Compañía del Norte e ingeniero in-
dustrial don Juan Antonio Bravo, hizo algunas interesantes manifestaciones, que recogemos a continuación
Según el señor Bravo, nuestro país es el único del mundo en que están vigentes leyes de policía de ferrocarriles y Reglamentosdecirculacióndetrenes que llevan las fechas 1848, 1877, 1890; en fin, de unas épocas que, naturalmente, dados los perfeccionamientos técnicos del momento, los hacen resultar hoy totalmente inadecuados Por ejemplo, los frenos que se han calculado necesarios para un tren en una rampa, ¿son los mismos cuando llevaban una locomotora de 200 CV de potencia que cuando llevan una de 2.500? Los frenos de vacío, ¿son los mismos que los frenos de husillo? La seguridad que da el teléfono selectivo, ¿es igual que la que ofrecía el telégrafo Breguet? En una palabra, son tales las variaciones que se han introducido en los elementos técnicos de la explotación, que es un axioma, en el que todo el mundo está de acuerdo, que hay que reformar esa legislación Lo mismo sucede en el aspecto administrativo
Hablando después de la competencia que hacen al ferrocarril los otros sistemas de transporte, cree que no hay nadie que pueda pensar que el tráfico de un país pueda realizarse con motor mecánico y por carretera Pensemos en cualquier tráfico, el de grandes masas, por ejemplo, y medite cualquiera lo aue ocurriría en la zona minera asturiana si tuviera que transportarse el carbón, que sale directamente, sea en dirección al mar o hacia Castilla, en automóvil, trepando por aquellos cerros Eso es absolutamente imposible Lo mismo puede decirse del servicio de viajeros Para viajes de pequeña distancia, probablemente el automóvil superará, por esta razón de ir de puerta en puerta, al tráfico del ferrocarril; pero nadie puede pensar en que las grandes líneas de viajeros pueden ser sustituidas por autobuses Por eso en este momento intermedio es cuando hace más daño a la economía del ferrocarril la competencia Por otra parte, como decía muy bien el señor ministro de Obras Públicas, el ferrocarril es hoy el sustento de la industria nacional El automóvil, por desgracia para nuestra economía, tiene que nutrirse de elementos de importación, que tanto están afectando a nuestra divisa; y si se pudiese decidir que todo el tráfico fuese transportado por motor mecánico, piénsese adonde iría nuestra moneda, y si así sería posible siquiera la subsistencia económica de España
En las modificaciones que se preparan en la técnica del ferrocarril presenta un aspecto esplendoroso el problema de la aplicación del motor Diesel a la tracción La relación del peso útil al peso muerto es la principal ventaja que tiene el automóvil Esta ventaja, en el' estado actual de la técnica, también parece inclinarse a favor del ferrocarril,
en cuanto se ha conseguido adaptar alas necesidades de tracción el motor j Diesel sea de transmisión mecánica, sea i de transmisión eléctrica Verdad es que' el motor Diesel, por ser de rendimiento] superior al de explosión, también será j aplicable a la tracción mecánica por ca- i rretera—se estáhaciendoya—^ynospon-; drá en este aspecto en igualdad de con-¡ diciones, con la ventaja de que el roda- i miento de las llantas de acero sobre el\ ferrocarril es el mínimo conocido hasta ahora; pero este aspecto de los automotores determina en nuestra legislación comercial la necesidad de modificarla en el sentido depoder suprimir servicios de i trenes de viajeros y sustituirlos por los; tractores, hacer en ciertas líneas de ex-• plotación económica defectuosa incluso; cesación del servicio del ferrocarril y\ servicio por automóvil, crear centros de i tráfico; en una palabra, dar a esto ima j orientación, tanto en la explotación in-; tema de los ferrocarriles, técnica y comercial, como en la coordinación de los i servicios de autobuses al servicio de la; economía nacional, que es el que a todos i nos conviene, porque hay que convencerse: los únicos intereses privados que han de prevalecer y que deben prevale-^ cer son aquellos que están identificados con los intereses públicos y en un grado; de subordinación absoluta a éstos \
Las conclusiones de la Conferencia Na-! cional de Transportes •
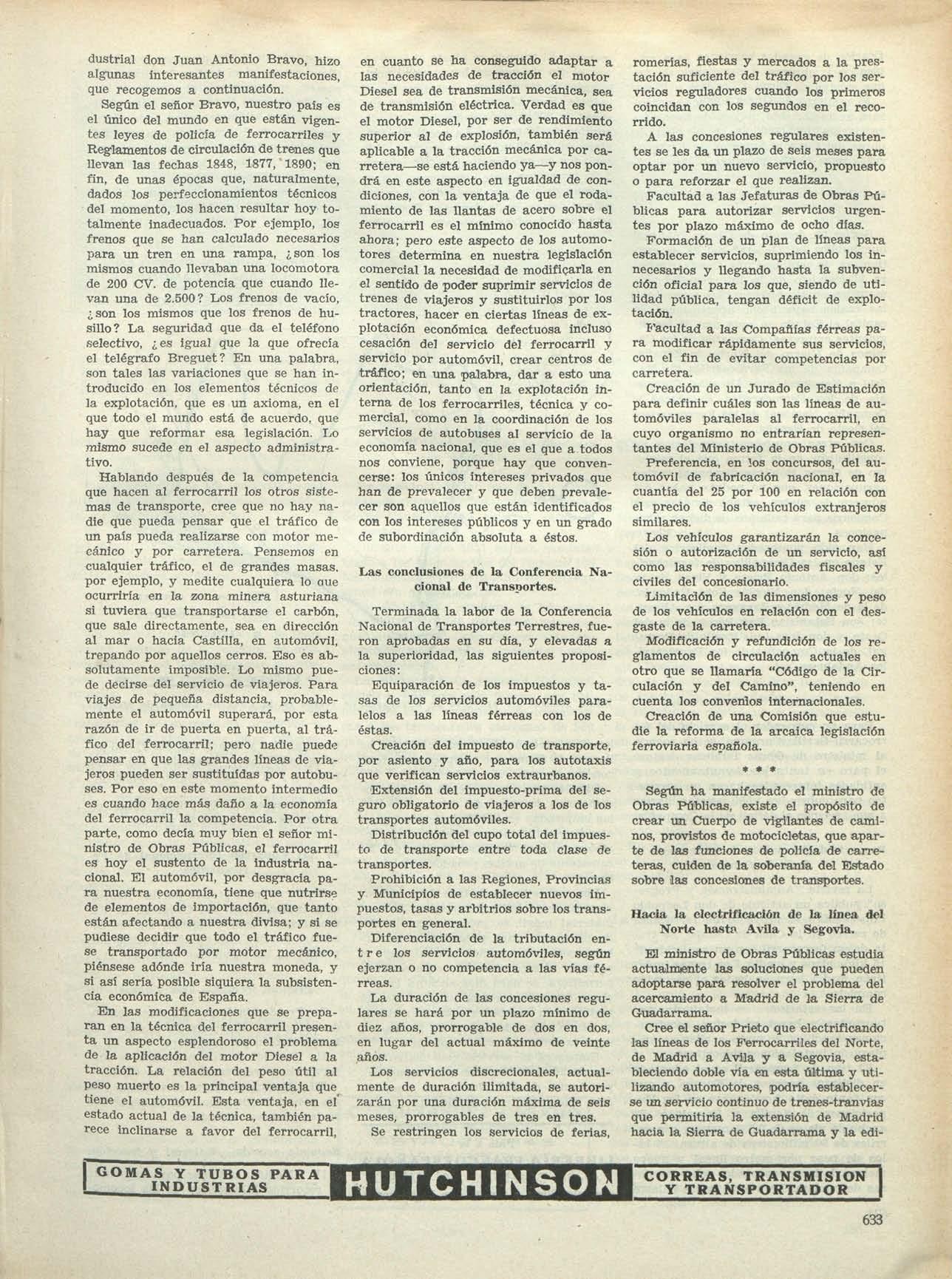
Terminada la labor de la Conferencia Nacional deTransportes Terrestres, fue-\ ron aprobadas en su día, y elevadas a1 la superioridad, las siguientes proposi-( cíones: i
Equiparación de los impuestos y ta- ' sas de los servicios automóviles para- ; lelos a las líneas férreas con los de• éstas '
Creación del impuesto de transporte, por asiento y año, para los autotaxis''•^ que verifican servicios extraurbanos :
Extensión del impuesto-prima del se-; guro obligatorio de viajeros a los de los^ transportes automóviles
Distribución del cupototal delimpues- ' to de transporte entre toda clase de ; transportes ^
Prohibición a las Regiones, Provincias j y Municipios de establecer nuevos im- | puestos,tasasyarbitrios sobrelostrans- j portes en general
Diferenciación de la tributación en- | tre los servicios automóviles, según í ejerzan o no competencia a las vías fé-I rreas 1
La duración de las concesiones regu- • lares se hará por un plazo mínimo de ¡ diez años, prorrogable de dos en dos,1 en lugar del actual máximo de veinte í años i
Los servicios discrecionales, actualmente de duración ilimitada, se autori- : zarán por una duración máxima de seis meses, prorrogables de tres en tres i
Se restringen los servicios de ferias, i
romerías, fiestas y mercados a la prestación suficiente del tráfico por los servicios reguladores cuando los primeros coincidan con los segundos en el recorrido
A las concesiones regulares existentes seles da un plazodeseis meses para optar por un nuevo servicio, propuesto o para reforzar el que realizan
Facultad a las Jefaturas deObras Públicas para autorizar servicios urgentes por plazo máximo de ocho días
Formación de un plan de líneas para establecer servicios, suprimiendo los innecesarios y llegando hasta la subvención oficial para los que, siendo de utilidad pública, tengan déficit de explotación
Facultad a las Compañías férreas para modificar rápidamente sus servicios, con el fin de evitar competencias por carretera
Creación de un Jurado de Estimación para definir cuáles son las líneas de automóviles paralelas al ferrocarril, en cuyo organismo no entrarían representantes del Ministerio de Obras Públicas
Preferencia, en los concursos, del automóvil de fabricación nacional, en la cuantía del 25 por 100 en relación con el precio de los vehículos extranjeros similares
Los vehículos garantizarán la concesión o autorización de un servicio, así como las responsabilidades fiscales y civiles del concesionario
Limitación de las dimensiones y peso de los vehículos en relación con el desgaste de la carretera
Modificación y refundición de los reglamentos de circulación actuales en otro que se llamarla "Código de la Circulación y del Camino", teniendo en cuenta los convenios internacionales Creación de una Comisión que estudie la reforma de la arcaica legislación ferroviaria esnafiola
Según ha manifestado el ministro de Obras Públicas, existe el propósito de crear un Cuerpo de vigilantes de caminos, provistos de motocicletas, que aparte de las fimciones de policía de carreteras, cuiden de la soberanía del Estado sobre las concesiones de transportes
Hacialaelectrificación de lalineadel Nortehast»Avila y Segovia.
Bl ministro de Obras Públicas estudia actuaJmiente las soluciones que pueden adoptarse para resolver el problema del acercamiento a Madrid de la Sierra de Guadarrama.
Cree elseñor Prieto que electrificando las líneas de los Ferrocarriles del Norte, de Madrid a AvUa y a Segovia, estableciendo doble vía en esta última y utilizando automotores, podría establecerseunserviciocontinuode trenes-tranvías que permitiría la extensión de Madrid hacia la Sierra de Guadarrama y la edi-
ficacidn de grandes barriadas para empleados yobreros, asemejanza de las que existen en tomo aLondres y París
El ministro de Obras Públicas procurará acometer esta mejora de lineas ferroviarias, incluyéndola en el plan de obras del Consejo Superior de Ferrocarriles para el año próximo
Las Oomisarías para la intervención del Estado
Según un decreto de Obras Públicas, que publica la "Gaceta" del 28 de septiembre, se establece una Comisaria para el ejercicio de la intervención permanente en los ferrocarriles respectoa las cuales haya hecho aportaciones de capital el Estado en cada una de las siguientes empresas: Compañia de los Caminos de Hierro del Norte de España, Compañia de los Ferrocarriles de Madrid aZaragoza yaAlicante, Compañía de los Ferrocarriles Andaluces y Compañía Nacional de los Ferrocarriles del Oeste de España
Con otras empresas ferroviarias se constituirán, en la forma que el ministro de Obras Públicas disponga, varias agrupaciones, que no podrán pasar del número de cuatro, estableciéndose una Comisaría para cada una de dichas agrupaciones
Han sido nombrados comisarios del• Estado en las Compañías de ferrocarriles: don Antonio Prieto yVives, de la del Norte: don Nicolás Soto Redondo, de la de Madrid aZaragoza y aAlicante: don Estanislao Pan Pérez, de la del Oeste, y don José Luis Coello de Portugal, de la Compañía de los Ferrocarriles Andaluces
El ferrocarril Sevilla-Carmona
Para no suspender el servicio del ferrocarril Sevilla-Carmona, se ha rogado al ministro de Obras Públicas demore el paro en tanto los Ayuntamientos y entidades interesadas hacen un prorrateo para cubrir las 1.500 pesetas diarias a que asciende el déficit de la Compañía
Proyecto de ferrocarril de recreo para la Casa de Campo
La revista "Administración y Progreso" publica un artículo de don Leopoldo López sobre el proyecto de ferrocarril de recreo en la Casa de Campo Se trata de un ferrocarril con un recorrido de 15 kilómetros y medio Los trenes invertirán media hora en hacer el recorrido completo

En las estaciones se instalarán restaurantes ybares modestos, construcciones sencillas, yjunto aellas se emplazarán instalaciones deportivas
El tipo de ferrocarril es el adoptado en distintos parques de Europa yque con tanto éxito funcionaron en las Exposiciones de Sevilla yBarcelona El ancho de vía es de 0,581 metros, con carriles de 80 milímetros de altura, 15 kilos de peso por metro lineal ynueve metros de largo, asentados sobre traviesas de madera La vía va sobre balasto
menudo El trazado se ajusta al terreno, con el fin de que no haya gran movimiento de tierras que desontone en el paisaje Hay 17 curvas con radios mayores de 200 metros ydos con el radio mínimo de 35 metros La pendiente máxima es de 20 milésimas en una sola rampa y en una longitud de 345 metros
Se proyectan siete estaciones: dos en la zona de parques, tres en la de campiña y dos en la de deportes Todas las estaciones tendrán dofjle vía, con seña-
transporte de 1.200 personas por hora Claro es que si el tráfico lo hiciera necesario, se aumentaría elnúmero de trenes Se aplicará la tarifa de siete céntimos viajero-kilómetro para todo el recorrido, yde 10 céntimos viajero-kilómetro para trayectos parciales yotras tarifas reducidas en los días festivosy para excursiones escolares
El presupuesto de ejecución material es de 1.595.352 pesetas, importando las obras de infraestructura 176.913,57
FERROCARRIL DE RfcCREO EN LACASA DECArÁPO
PLAM O GENERA L
^121 ZONA Ot PARQUES, ZONA DE DEPORTES • aSTACIOMES
tscolo gráfica j } S ; 8e >w lOM
Plano general del proyecto de ferrocarril de recreo en la Casa de Campo de Madrid.
les de protección La línea telefónica se llevará de forma que tampoco desentone con sus apoyos
Para la tracción se pensó emplear locomotoras de vapor del mismo tipo que las empleadas en las Exposiciones; pero atendiendo indicaciones del Comité técnico municipal, serán sustituidas por locomotoras de aceites pesados o de gasoUna
Los coches serán de tres tipos: descubiertos, con toldilla ycerrados Todo el material móvil se proyecta con ancho de un metro para pasar entre los árboles con su separación normal; pero si al hacer el replanteo esta separación lo permitiera, se dará más ancho alos coches; éstos tienen una longitud de 5,5 metros, van montados sobre carretones y tienen capacidad para 16 plazas, en departamentos de cuatro plazas
Empezará el servicio con cuatro trenes de 10 unidades, con una capacidad, por tanto, de 160 plazas por composición, que permite, en tráfico intenso, un
Pidaala librerí a francoespañol a AvenidaEduardoDato, 10 -MADRID cualquier libro y revista que le interesen
pesetas Vías y estaciones, 693.217,53 pesetas; edificios yaccesorios, 145.220,90 pesetas, y el material móvil, 580.000 pesetas
El presupuesto de primer establecimiento es de 1.850.608,32 pesetas
El XII Congreso Internacional de Ferrocarriles
Según se ha acordado por la "Asociación Internacional del Congreso de Ferrocarriles", este Congreso, que se celebrará en El Cairo en 1933, se descompondrá en las siguientes secciones:
Primera sección.—Vias y obraos.
I Protección depasos a nivel, teniendo en cuenta el desarrollo moderno de la circulación por carretera
II Procedimientos mecánicos de conservación yrenovación de las lineas
III Relaciones entre el vehículo y la via con el fin de conservar la seguridad en las grandes velocidades
Segunda sección.—Material y tradición.
IV Medidas atomar para aumentar el recorrido kilométrico de las locóme-
Desde que en 1893 el ingeniero Koechlin concibió la idea deutilizar el Rhin para suministrar energía en laregión del nordeste de Francia, se entablaron negociaciones con los países interesados. Se llegó a un acuerdo deprincipio en 1910, y el resultado de la guerra aceleró el comienzo delas obras enfavor de Francia Bl9 de octubre pasado se ha inaugurado oficialmente el primer trozo del Gran Canal de Alsacia, que alimenta la central de Kembs El grabado aclara la situación del canal y de la central

toras entre dos reparaciones con levante
V Electrificación de los ferrocarriles desde el punto devista económico
Emplazamiento de las centrales generatrices, elección del sistema de corriente, medidas de seguridad, etc
VI Construcción metálica del material móvil: coches y vagones Empleo de metales y aleaciones ligeras Utilización de la soldadura autógena
Tei-c&ra sección.—Explotación.
VII Reparto del material de mercancías Estudio de la rotación de éste Selección de los elementos que le componen Medios de reducir la amplitud de rotación
Vm. Organización del servicio de transportes de mercancías pequeñas y medidas más apropiadas para obtener su envío enel más breve plazo Utilización y selección de instalaciones fijas y mecánicas de transbordo
IX Mando automático de marcha o parada de trenes; aparatos de vía, aparatos colocados en la locomotora Medios utilizados para la transmisión de señales a la locomotora Disposiciones utilizables para mantener lavigilancia del maquinista.
Cuarta sección.—General.
X Casos de aplicación de la organización científica del trabajo en los servicios de ferrocarril Participación del personal enel rendimiento y los beneficios
XI Competencia o transportes combinados por vía férrea y vía aérea o por vía férrea y por automóvil
Quinta sección.—Ferrocarriles económicos y coloniales.
Xn. Coordinación en la explotación de las grandes redes y los ferrocarriles económicos
XIII Empleo de automotores en las líneas secundarias
La crisis de la industria de locomotoras en Alemania.
En la actualidad no hay en Alemania más que nueve fábricas de locomotoras de las veintidós que existían antes de la guerra
Durante el año 1931 se han suministrado a los ferrocarriles del Imperio 109 locomotoras, y el promedio de entrega anual era antes de 1.200
La explotación alemana se ha reducido en1931 a 266 máquinas, mientras que antes dela Gran Guerra esta explotación representaba cincuenta millones de marcos
La Memoria de laSociedad Heuschell registra para esta sola fábrica una disminución en elsuministro de locomotoras a los ferrocarriles alemanes de 500 que era la entrega anual, a 41, y una baja de 570, que era elnúmero de máquinas y calderas que exportaba al año, a 130 que ha exportado solamente en en año 1931
El número de obreros de esta gran fábrica era de 7.000, y enfines de diciembre pasado sólo quedaban 2.000 número que posteriormente se ha reducido
En cambio, los impuestos, que eran de 150.000 reichsmark, se elevaron en 1931 nada menos que a 1.400.000 reichsmark
Para dar Idea de las enormes pérdidas que la crisis de esta industria ha ocasionado en Alemania, consignemos que en el balance de la Heuschell resulta para esta sola Sociedad una pérdida en 1931 de cuatro millones ciento sesenta mil reichsmark, después de haber realizado amortizaciones por valor de ocho millones y medio demarcos, que equivalen a 25 millones de pesetas , 4
metálica s -hormigó n armad o Estudioi.—Proyectos.—Presupuestos Alonso Martínez, 5-MADRID-Teléfono 36255
Minas y metalurgia.
Don Serafín Orueta.
El día 11 deoctubre hafallecido en Madrid el ingeniero jefe deMinas don Serafín Orueta
Al salir de la Escuela de Minas el señor Orueta comenzó sus trabajos en la Sociedad Duro Felguera, donde pronto destacó por las mejoras realizadas en las instalaciones siderúrgicas Pasó después a la Escuela de Minas como auxiliar, y en ella explicó con extraordinaria competencia la cátedra de Siderurgia Posteriormente sucedió en la cátedra de Electrotecnia a don José María de Madariaga Fué director técnico de la Hidráulica Santillana, y actualmente lo era de la Hidroeléctrica Española, y en ambas entidades demostró extraordinaria competencia y completo conocimiento de la electrotecnia
Tanto porsus conocimientos, como por sus dotes sociales, el señor Orueta contaba con las simpatías de cuantos le conocían Enviamos nuestro sincero pésame a su familia, y especialmente a su hijo don Luis
Una comisión del Sindicato Metalúrgico de Vizcaya, afecto a la Unión General de Trabajadores, hadado cuenta al Gobierno de lanueva agravación del conflicto obrero, pues la mayor parte de las empresas industriales anuncian importantes despidos de personal La Babcock Wilcox, que tenía una plantilla de 3.000 obreros, la ha dejado reducida a 1.300, de los cuales piensa despedir a 450 En la Naval ocurre lo mismo En los astilleros del Nervión se teme asimismo el despido de 300 obreros Y Altos Hornos, que ha despedido 1.500 obreros, piensa también despedir a varios centenares más, a pesar de estar restringida la jornada de trabajo a dos, tres y cuatro días por semana
La central de Kembs. Arranque del canal de navegación y alimentación de la central de Kembs A la de- ' recha se ve la presa de compuertas sobre el Rhin. :

Para el día 17 de octubre se había ¡ fijado la declaración de huelga en las minas de Asturias Reunidos el 'día 14 ; loa representantes de patronos y obreros con el ministro de Agricultura e Industria, se llegó a una solución que per- i mitió suspender la huelga Como el pro- ! blema inmediato, creado principalmente ! por el acopio de mineral, determinaba la \ interrupción del trabajo en unas minas y \ por solidaridad con los obreros sin trabajo, la declaración de huelga, el ministro se dirig^ió a las principales entidades ) consumidoras requiriéndolas para que, ; retirando entre todas una cantidad de ^ 100.000 toneladas, pudiera disminuir el • "stock" existente y descongestionar los ^ depósitos ,^
Las 100.000 toneladas fueron adquiridas por diversos industriales y compa- j nías de ferrocarriles, el Ministerio de • Marina para la Escuadra y fábricas de j Gas y Cemento Y con ello quedó, de mo- ' mentó, el conflicto salvado
Para dar una solución estable al pro- j blema del carbón nacional, se retmirá el'] Consejo Ordenador de la Economía Na- | cional, el cual, con la asistencia, aseso- j ramiento o colaboración de aquellos re- | presentantes de la producción hullera, que juzgue convenientes, articulará un^ plan que se someterá a la aprobación del Consejo de Ministros y a la resolu-J ción de las Cortes ;
En las dos primeras sesiones celebradas por el Consejo Ordenador de la Economía Nacional, se ha ocupado el Pleno del estudio de un programa de trabajo, presentado por la Comisión de Estudio
respectiva, que abarca todos los aspectos del problema En la discusión del programa han intervenido principalmente los señores Ruiz Valiente, González Peña, Gual Villalvi y Rodriguez Mata Con objeto de adquirir los datos necesarios, se ha nombrado una Comisión de técnicos y expertos, que harán diversas investigaciones sobre el terreno Mientras esta Comisión actúa, se interrumpirán las sesiones, que se reanudarán, pasados siete u ocho días, y no volverán a suspenderse, pues existe el propósito de continuar los trabajos hasta que se llegue a una solución definitiva Durante los siete u ocho días en que esté interrumpida la labor del Pleno, tma Comisión permanente seguirá ocupándose intensamente del problema, para facilitar la futura labor del Pleno
Nueva batería de hornos de gas en Bilbao.
Recientemente la Fábrica Municipal de Gas, de BUbao, ha estado estudiando la
renovación de su antig o batería de hornos de gas, habiendo anunciado un concurso al que concurrieron 11 casas especializadas
Celebrado el concurso el Consejo municipal acordó encargar la construcción a la entidad alemana C Otto & Corap., especializada en este género de construcciones, habiendo efectuado también las instalaciones de 23 hornos de cok de la Duro-Felguera y de 60 hornos de Altos Hornos de Vizcaya
La instalación consiste en una batería de 11 cámaras verticales para una producción diaria de 12.000 m^ de gas, de una potencia calorífica de 4.650 calorías, en marcha húmeda de trece horas
Según nuestras noticias, la casa Otto, al igual que ha efectuado en otras instalaciones en España, se limitará a traer de Alemania el material refractario de alta calidad y aquello que considere imprescindible, adjudicando a la industria española la mayor parte de la instalación
Los derechos de pertenencias de minas. El Ministerío de Agricultura e Industria ha dispuesto, de acuerdo con los informes de la Dirección General de Minas y Combustibles y del Ministerio de Hacienda, que los derechos de pertenencias a que se refiere el artículo 53 del Reglamento de 18 de junio de 1905 sean en lo sucesivo los siguientes:
Primero En los expedientes de registro de hulla, lignito o antracita se abonarán 15 pesetas por cada registro cuando la superficie demarcada no exceda de 15 hectáreas, y una peseta por hectárea en caso contrario
Segundo En el caso de que se trate de piedras preciosas o sustancias metalíferas distintas del hierro, se abonarán 15 pesetas por hectárea, cuando la superficie no exceda de cuatro hectáreas, y 3,75 pesetas por hectárea en otro caso
Tercero Cuando se trate de hierro o demás sustancias de la segunda y tercera Sección, se abonarán 15 pesetas si la superficie no excede de 10 hectáreas, y 1,50 pesetas por hectárea si fuese mayor
La organización del Consejo de las Minas de Almadén y Arrayanes
La ley reorganizando el Consejo de Administración de las minas de Almadén y Arrayanes ha sido publicada en la "Gaceta" el 18 de septiembre Apenas ha sido modificado el proyecto que presentó el ministro de Hacienda, y en su virtud dicho Consejo, que actuará en representación del Estado, como organismo autónomo, bajo la dependencia exclusiva del Ministerio de Hacienda, constará de un presidente, libremente nombrado por el Gobierno, y los vocales que siguen, nombrados, como aquél, por Decreto del ministro de Hacienda: dos ingenieros de Minas del Estado, un jefe de Administración del Cuerpo Pericial de Contabilidad, como interventor; un médico higienista del Cuerpo de Sanidad
Nacional, un ingeniero industrial del Estado, un representante de la Federación Nacional de Obreros Mineros y un abogado del Estado, secretario Habrá un Comité de gerencia, integrado por el vicepresidente, que será ingeniero de Minas; el vocal interventor y el secretario
En la mencionada ley se detallan las funciones que ejercerá el Consejo como organismo rector de las minas de Almadén y Arrayanes
Exportación demineraldehierropor elpuertodeBilbao.
En los ocho primeros meses del año en curso se exportaron por el puerto de Bilbao 539.453.567 kilos de mineral de hierro; de ellos, 44.550.630 al cabotaje y 494.902.937 al Extranjero
La Sociedad Anónima Felgueroso, de Gijón, ha solicitado del Banco de Crédito Industrial un préstamo de dos millones de pesetas como auxilio para su industria de explotación de minas carboníferas en los concejos de Gijón y de Siero (Asturias)
La Sociedad Felgueroso lleva invertidos unos siete millones de pesetas en sus trabajos En el nuevo coto, descubierto no hace mucho tiempo, y que dista seis kilómetros de Gijón y nueve del puerto del Musel, parece que posee 130 millones de toneladas de carbón, en capas de 1,60 metros de potencia
La Sociedad Anónima Fábrica de Mieres ha solicitado del Banco de Crédito Industrial un préstamo de cuatro millones de pesetas como auxilio para su industria de explotación de minas de hulla y de hierro, fábrica siderúrgica y buques para el tráfico de carbones
Nombramientos y traslados.
Nombramientosdeconsejerosdeobras hidráulicas.
Se han dispuesto los siguientes nombramientos de consejeros:
Inspectores generales del Cuerpo de Ingenieros de Caminos: don Carlos Santamaría García, don Víctor Martín Gil, don Federico Keller y Mezquiriz y don Pedro Montaner López
Ingenieros de Caminos: don Diego Mayoral y Estrimiana, don Pedro González Quijano, don Francisco Parrella Miota
Ingeniero de Montes: don Florentino Azpeitia y Flórez; ingeniero agrónomo, don Demetrio Delgado Torres; ingeniero de Minas, don Primitivo Hemández Sampelayo; ingeniero industrial, don Luis Bago Lecosais
Secretario letrado, don Vicente Alvarez Buylla
Como consecuencia de la ley estableciendo determinadas incompatibilidades con el cargo de consejeros de empresas ferroviarias auxiliadas por el Estado, han dimitido sus cargos en el Consejo de Administración de la Compañía de Madrid a Zaragoza y a Alicante don Juan Manuel de Urquijo, don José Luis de Ussía, don Enrique Ocharán, don César de la Mora, don Ignacio Herrero de CoUantes y don Carlos Maristany, este último del Comité de Barcelona
En el Consejo delNorte, y por la misma causa y en idéntica forma, han cesado don Estanislao de Urquijo, don Tomás de Urquijo, don Ignacio CoU, don Juan Antonio Gamazo, don Enrique de Zarate, don'Ramón de la Sota y Aburto, don Julio de Arteche, don Valentín Ruiz Senén, don Venancio de Echeverría, don Juan Antonio Güell, don Juan T de Gandarias y don Luis de Briñas
El ministro de Obras Públicas se ha dirigido a ambas Compañías indicándoles la conveniencia de que se amortice el mayor número posible de puestos de consejeros con motivo de estas vacantes que en aplicación de la reciente ley se han producido
Las Compañías de Madrid a Zaragoza y a Alicante y del Oeste han amortizado sus vacantes de consejeros seis y nueve, respectivamente La Compañía del Norte cubre sólo tres de las once renuncias, llevando al puesto dicho a don Pedro Galíndez, arquitecto; don Ramón Grande, catedrático de Economía, y don Ramón Madariaga, abogado, representando a los accionistas bilbaínos del Norte

Han sido designados los siguientes señores para prestar servicio, a las órdenes de los comisarios del Estado en las Compañías de ferrocarriles: Comisaria dela Compañía del Norte.—• Ingeniero de Caminos, don Eugenio Díaz del Castillo Cuerpo Pericial de ContabUidad, don Pedro Seijas Guerra y don Asdrúbal Ferreiro Cid Interventores del Estado, don Eugenio Imiedio Díaz y don Miguel Iturrioz Bajo Comisaría de la Compañía M Z A.— Ingeniero de Caminos, don Alejandro Mendizábal Peña Cuerpo Pericial de Contabilidad, don Manuel Pastor Berciatúa y don Pedro Sanz López Interventores del Estado, don Joaquín Vara Benavente y don Jesús Parada Barros Comisaría de la Compañía de Andaluces.—Ingeniero de Caminos, don Pedro Ibarra Granen Cuerpo Pericial de Contabilidad, don Francisco Canga-Argüelles y don Miguel Sánchez Imar Interventores del Estado, don Juan José Cabían Fernández de Córdoba y don Alberto Herrera Malats
Se ha dispuesto que cuando los ingenieros jefes de las antiguas Divisiones Hidráulicas tengan encomendada la delegación, se denominen Delegados de los Servicios Hidráulicos del Ebro, Duero, Segura, Guadalquivir, Pirineo Oriental, Miño, Tajo, Júcar, Guadiana y Sur de España
Cuando no sean delegados se denominarán Ingenieros Jefes de Aguas
Los ingenieros directores de las Mancomunidades Hidrográficas adoptarán la denominación más general de Ingenieros
La central de KembsLa central de Kembs Vista de aguas abajo de la central Su potencia es de 220.000 CV., calculándose que podrá producirse energia de 800 millones de H:Wh al año Para dar salida a esta energía la sociedad productora está construyendo una linea a 220 kV. a Troyes y Paris.
Directores de Obras Hidráulicas del Ebro, Duero, Segura, Guadalquivir y Pirineo Oriental
Ha sido nombrado director general de Industria don Ramón Feced Gresa
Ha sido nombrado secretario general del Consejo de la Compañía de los Ferrocarriles delNorte el ingeniero de Caminos y profesor de la Escuela Especial del Cuerpo don Federico Reparaz,
Han sido nombrados: Jefe de Obras públicas de Alicante, don Miguel RomerodeTejada; jefe de laDivisión HidráulicadelGuadiana, donManuel Díaz Ronda; director del puerto de Cádiz, don Francisco Castellón; director del puerto de Ceuta,don José Núñez Casquete; jefe de Obras públicas de Albacete, don Federico Olmedilla
Ha ^do jubilado el profesor de Geometría descriptica y sus aplicaciones, de la Escuela Central de Ingenieros Industriales, don Emilio Colomina
Para asistir a la XV Reunión de la Conferencia Aeronáutica del Mediterráneo, celebrada en Argel en el mes de octubre último, fueron designados los señores siguientes: Don Arturo Alvarez Buylla, director general de Aeronáutica Civil; don Nicolás Sama y Pérez, director del Observatorio Meteorológico; don Carlos Bordons y Gómez, jefe de la Sección de Aeropuertos de la Dirección General de Aeronáutica Civil, y don José Galán Guerra, jefe de la Sección de Tráfico y Líneas Aéreas (Explotación), de
la Dirección General de Aeronáutica Civil.
Seha designado a don Bienvenido Oliver Román como representante del Consejo de Obras Públicas en la Junta de Gobierno de la Escuela de Ingenieros de Caminos
Ha empezado a prestar sus servicios en la Eléctrica de Carabanchel el ingeniero industrial don Lorenzo Gervás
Se ha nombrado a don Pedro Puig Adam profesor de Prácticas y auxiliar de la asignatura de Análisis Algebraico con Cálculo Diferencial de la Escuela de Ingenieros Industriales de Madrid
Han sido nombrados ingenieros agrónomos temporeros, con destino en los Servicios de Reforma Agraria, los señores siguientes: Don Jesús Navarro de Palencia, don Jesús Aguirre Andrés, don Ángel Cruz García, don José López Palazón, don Jorge Montojo Sureda, don Luis Escrivá de Romaní, don Rafael Cavestany deAnduaga, donLuísCuní Mercader, don Antonio Moreno Martínez, don Bonifacio Fernández Terral, don Francisco dé la Fuente de la Cámara, don José Vergara Doncel, don Manuel Maduefio Box y don Julio Alonso Meras

INGENIERO DE CAMINO S INGENIERÍA HIDROELÉCTRIC A Organización y explotación de empresas Proyectos — Construcción- — Peritajes Goya, 34.-MADRID.-Teléf. 13.256
Se ha nombrado a don Enrique de Francisco presidente del Consejo de Administración de las minas de Almadén y Arrayanes
El ingeniero del I C A I., don Alfonso Carvajal, ha sido nombrado ingeniero de la Sociedad Cinematográfica A S E (Actualidades Sonoras Españolas)
SERVICIOS DEL ESTADO 1 í
Ingenieros agrónomos.—Por fallecí- ; miento delingeniero jefe de primera cía- • se don Antonio Aznar y Aznar y del in- ; geniero primero don Jesús Barroso i Aguilera, asciende a ingeniero jefe de I primera clase don Carmelo Benaiges de1 Aris; reingresa en su categoría de in- i genierojefe desegunda clasedonEduar- ' do García Montesoro; asciende a inge- ' niero primero don Juan Calmarza Félez, ; que se halla supernumerario, cubriendo , enefectivo dicha vacante donCarlos Casado de la Fuente; asciende a ingeniero j segundo don Juan Vemiere Vicat, y re- j ingresa como ingeniero tercero don | Francisco Domínguez García Tejero '
Se concede el pase a situación de supernumerario a su instancia al ingemero tercero don José María Sánchez Gar- ' cía, que se halla afecto a la Granja Es-¡ cuela de Capataces Agrícolas de Valla- > dolíd l
Don Miguel Fernández-Pintado, Inge-] niero segundo, afecto a la Estación Se-i ricícola y Pimentonera de Murcia, pasa ' a prestar sus servicios como ingeniero{ director a la Estación de Agricultura\ General y de Aplicación de Albacete ]
Don Francisco Díaz Aguilar, ingenie-^ ro de primera clase, que desempeña la i Jefatura de la Sección Agronómica de | Logroño, pasa a prestar sus servicios i como ingeniero del Cuerpo a la Sección\ Agronómica de Huesca i
Se nombra vocal representante de lai Dirección General de Agricultura en eli Comité Meteorológico Nacional, a don\ José Andrés Oteyza y de la Loma, in-' geniero tercero del Cuerpo de Agróno-J mos i
Ha sido jubilado don Ramón Casta-' fier y Soy, ingeniero de primera clase ¡ \
Ingenieros deCaminos.—^Han sidodes-; tinados, a las órdenes de la Direcciónj de Obras Hidráulicas, para estudios en; las cuencas del Tajo, Júcar, Guadiana y"i Sur de España, don Félix Casaús, don; Rafael Cortado, don Femando Suárez Sánchez y don Manuel Díaz Mata Pi-< nilla
Ha fallecido donJuan Romero Carras-¡ co, que desempeñaba la Dirección de las i obras del puerto de Cádiz
Han sido dejados sin efecto los nom-' bramientos de don Federico Tomé La-'• guna y de don José Martin Elvira, he-] chos para los estudios de obras hidráu-^ licas, con destino a la División del Gua-1 diana '
Asimismo han sido nombrados: Jefe; de la Sección de Aguas, don Eugenio; Diaz del Castillo; de la de Planes y\
Obras, don Manuel Lorenzo Pardo; del Negociado de Trabajos Hidráulicos, don, Federico Olmedilla; del de Planes y Obras, don Emilio Kowalski; delde Concesiones, don Manuel Martínez Pérez; del de Estudios, don José María Hernández Delás; del de Mancomunidades, don Félix Alonso Misol.
Ha sido separado definitivamente del servicio el tercero don Francisco Carreras, que servía en la Junta de Obras del puerto de Santa Cruz de Tenerife
Han sido trasladados: de la División Hidráulica del Duero a la Sección de Planes y Obras, don Roberto Dublang; dela División delDuero a la citada Sección, don José Cruz López, y del Ministerio a la indicada Sección, donJosé Calabrús
Se separa definitivamente del servicio al Ingeniero director del puerto de Sevilla, don José Delgado Brackenbury
Ingenieros industriales.—Se nombra ingeniero tercero delCuerpo de IngenierosIndustriales a donPedroPuig Adam
Ingenieros deMinas.—Asciende a ayudante mayor de cuarta clase don Enrique Rodríguez Martínez, y a ayudantes principales losseñores donValeriano Ramón Palomo Ozores, quien queda en situación de supernumerario, y don Manuel María de la O Navarro
Ha sido nombrado vocal del Consejo deObras Hidráulicas don Primitivo Hernández Sampelayo
Se nombra jefe del distrito minero de Salamanca a don Manuel Maldonado
Se destina a la Sección de Estudios
Geológicos a don Luis Sánchez Blanco.
Se nombra ingeniero jefe del distrito minero de Huelva a don Rafael María
Prieto Carrasco
Se destina a la Sección de Estudios
Geológicos al Ingeniero primero don Enrique Conde Diez
Ingenieros de Montes.—^Se traslada al ingeniero don Alejandro Larroca del distrito forestal de Granada al de Lérida
Obras públicas y municipales. • ;
PlanprovisionalparalasobrasdepuestaenriegodelvalleinferiordelGuadalquivir.

El ministro de Obras Públicas ha aprobado el plan de obras de puesta en '•'ego delvalle inferior del Guadalquivir
En la resolución se dispone que se Conceda un plazo de quince días, a partir del 1 de noviembre, para que se for"^ulen las observaciones pertinentes a dicho plan
Provisionalmente se aprueba el plan presentado por el delegado del Ministerio don Leopoldo Rfdruejo
Una vez oídos los propietarios y Sindicatos y aprobado definitivamente el plan por el Ministerio, se redactarán proyectos parciales comprensivos de to-
das las obras a realizar en las parte,", o secciones de la zona a que se refieran En ellos figurará como anejo un estado de valoraciones unitarias para las distintas clases de tierras en secano e inmediatamente después determinadas las obras
Después se especifican las prescripciones con sujeción a las cuales se acuerdan provisionalmente las obras que se proponen en el plan
Al elevarse el plan a la aprobación definitiva, el Servicio de Obras de Puesta en Riego se unirá a aquél xm anejo con la distribución de la zona en secciones o partes a cada una de las cuales se referirá el respectivo proyecto parcial
Dentro del plazo de un mes siguiente a la publicación del plan aprobado definitivamente, podrán los propietarios o Sindicatos solicitar permiso para ejecutar las obras a que se refiere la primera disposición adicional a la ley de 13 de abril
Las solicitudes en este sentido deben abarcar a todas las obras que se comprendan en el plan, o sea vías rurales, desagües, acequias y preparación de te-
En los primeros días del mes de octubre ha quedado constituido el Conse-i jo de Obras Hidráulicas, de reciente^' creación j AI posesionarse los nuevos consejeros, el señor Prieto expuso ante ellos el criterio que ha inspirado la creación del nuevo organismo, que sustraerá del conocimiento del Consejo de Obras Públicas todos los asuntos que se refieren a los servicios hidráulicos
El Consejo de Obras Hidráulicas ha- ; brá de vivir de continuo y estrecho con- i tacto con la Dirección General correspondiente para que la tramitación de los problemas que hayan de someterse j a su estudio tenga una celeridad que j contraste con la lentitud habitual en la j marcha de los expedientes en el Minis- í terio El nuevo Consejo, añadió el se-\ ñor Prieto, ha de ser un organismo pura , y exclusivamente técnico, desprovisto \ del carácter burocrático que con desvio] de su función esencial ha llegado a ad-• quirir el Consejo de Obras Públicas,¡ complicando aún más la ya enmarañada organización oficinesca del Ministerio Dando la preponderancia correspondien-] te al Cuerpo de Caminos, ha procurado; que en elnuevo Consejo figuren también; ingenieros de otras especialidades, por; locualha dado accesoa ingenieros agro-'. nomos, industriales, de minas y de mon-j tes, cuya tecnicismo tiene también aco-1 plamiento en la vastedad de las obras\ hidráulicas
El proyecto del pantano de Cijara
El ministro deObras Públicasha apro-; bado el proyecto del pantano de Cijara,I en el río Guadiana, obra de gran impor-'\ tancia, en los límites de las provinciasi de Toledo, Ciudad Real, Cáceres y Ba-i dajoz, y que permitirá elriego en su dia; de una superficie que se calcula apro- í ximadamente en 250.000 hectáreas, en' el centro de la provincia de Badajoz, 'i La capacidad de embalse del pantano] deCijara es de 1.088 millones de metros' cúbicos. ' ;
La presa tendrá 59,50 metros de al-: tura sobre cimientos y 260 de longitud! en la coronación El volumen total de1 la presa alcanzará la cifra de 270.000 j metros cúbicos
Automotor rápido de los Ferrocarriles Alemanes
Motor trifásico de 500 HP., 4.800 voltios, accionando en paralelo cofi otro igual un tren de laminación en la Fábrica de Astepe, Vizcaya
PARA CADA SERVICIO TERRESTRE O MARINO HAY UN MOTOR ESPECIAL METRO-VIC K
CON UN A GARANTÍ A D E TREINT A AÑO S D E EXPERIENCI A
POTENCIA hasta 25.000 HP. TENSIÓN hasta 11.000 voltios
AGE : ÍN T E: S
NORT E DE ESPAÑA : CATALUÑA Y ESTE DE ESPAÑA:
Anglo-Espanolade Electricidad,S.A.
Cortes, 525 — Pelayo, 12 BARCELON A
EGUIDAZU Y LANDECHO
Alameda de Recalde, 46. B I LBA O
En Santa Cruz de Retamar (provincia de Toledo), se ha celebrado una importante Asamblea de ayuntamientos y sociedades obreras de los pueblos de la ribera del Alberche, interesados en la utilización de sus aguas para riegos, constituyendo la Agrupación de Municipios pro riegos del Alberche y aprobando las siguientes conclusiones:
Que la presa de derivación de la corriente del Alberche para regar no se construya en Cazalegas Que,por el contrario, se emplacen dos: una, para los regadíos de la margen derecha, a la salida de la proyectada central eléctrica de San Juan de los "Saltos del Alberche", a la cota 520 metros sobre el mar, y para los del lado izquierdo, en el desagüe de la actual central de Puente Nuevo, que es la del grupo "Charco del Cura", de la expresada Sociedad, al nivel de unos 580 metros
Que el desarrollo de los correspondientes caudales se estudie de manera que alcancen la mayor extensión de tierra para el regadío, principalmente en la parte de la derecha, que es donde cabe más
Que, a la vez, se construya uno de los mayores embalses delTajo y consiguiente conducción para Talavera
Y que se nombre una Junta de aprovechamientos hidráulicos del río Alberche, con intervención de los pueblos interesados
El día 19 de octubre los comisionados de los regantes de la provincia de Toledo visitaron al ministro de Obras Públicas para entregarle sus conclusiones El ministro les manifestó que presentaran un proyecto técnico en oposición a lo que en principio tiene acordado, el que estudiaría con interés y resolvería en justicia
Las obras del pantano dela Fuensanta
Según ha manifestado el director de la Mancomunidad del Segura, continúan ejecutándose las obras de la presa de este pantano con gran intensidad, hasta el punto que durante el mes de septiembre último se habían colocado en la presa 10.788 metros cúbicos de hormigón que, con el ya existente, hacen un total de 154.519 metros cúbicos
Cuando estén terminadas las compuertas y tuberías (seguramente a primeros de noviembre corriente), se podrán embalsar 77 millones de metros cúbicos
La construcción de grupos escolares en Madrid
La "Gaceta" del 20 de septiembre último publica una ley del Ministerio de Instrucción Pública y Bellas Artes ampliando en tres millones de pesetas el crédito de diez millones que el Estado destina a la construcción de grupos escolares en Madrid, con la cooperación del Ayuntamiento
LasobrasdelCanaldelasBárdenas
Recientemente se ha celebrado la subasta de las obras del trozo del Canal de las Bárdenas, comprendido entre los perfiles 65 al 80 El tipo de subasta fué de 6.146.316 pesetas
He aquí los licitadores que acudieron a la subasta:
Arregui Constructores, Sociedad Anónima, de Bilbao, 5.895.000 pesetas; Em-
pañía, S. L., de Zaragoza, 4.590.000 pesetas
La apertura de pliegos tuvo lugar el día 27 de octubre último ante el notario don Eduardo Jesús Taboada
La adjudicación se hizo, provisionalmente, a Portóles y Compañía, S L., por la cantidad de 4.590.000 pesetas, que supone una baja en el presupuesto de contrate de 25,3211 por 100
Se ha adjudicado el suministro de dos grúas de seis toneladas para el puerto de San Sebastián, a la Sociedad Gortázar Hermanos, de Bilbao.
Varios.
El paro forzoso en España Como consecuencia de datos pedidos por el Consejo Superior de las Cámaras de Comercio de España a estos organismos, ha redactado aquél un informe sobre el problema del paro forzoso en nuestro país En el informe se acusa una cifra de parados de 400.000, distribuidos por regiones así:
Automotor rápido de los Ferrocarriles Alemanes
Vista frontal del automotor. Nótese la coraza inferior construida, como todas las líneas del vehículo, para reducir la resistencia del aire. Por la misma razón los faros están empotrados y los topes se han sustituido por barras con líneas de .... ., ...«-...jeaMma^l^^^^
presa de Obras Públicas de España y Colonias, S A., de Madrid, 5.805.000 pesetas; don Bernardo Bovio, de Huesca, 5.255.100,18 pesetas;, don Andrés Ereño, de Bilbao, 5.205.929,66 pesetas; Ferrocarriles y Construcciones, A B S., de Madrid, 5.101.442,28 pesetas; Constructora Fierro, S A., de Madrid, pesetas 5.090.993,54; Construcciones y Pavimentos, S A., de Barcelona, 5.062.793,65 pesetas; Sociedad Anónima Lezama de Obras y Pavimentos, de Bilbao, pesetas 5.035.000; don Carlos Ollden, de Zaragoza, 4.993.881,75 pesetas; Obras y Construcciones Hormaeche, S A., de Bilbao, 4.947.785,38 pesetas; Ingeniería y Construcciones "Marcor", S. A., de Madrid, 4.787.989,72 pesetas; don José Orriols Roda, de Barcelona, 4.723.444 pesetas; don Ángel García Arenal, de Madrid, 4.666.316 pesetas; Portóles y Com-
Patente de invención n.° 107.448. Sobre pisos continuos, aceras y pavimentos urbanos. Se ofrece licencia de explotación Dirigirse al concesionario PAULINO A LAVIADA, en el Registro de la Propiedad Industrial.

Hay que tener presente que en la zona segunda se desconoce la cifra de parados de Valladolid; que en la zona tercera se desconoce la de Teruel; en la zona séptima se ignora cuántos parados hay en Almería y en Jaén, y que en la zona octava se desconocen los de Albacete, haciendo esta falta de datos de las provincias citadas y los probables aumentos en los últimos meses, que el total en España arroje una suma aproximada, como antes dijimos, de 400.000
A continuación muestra el informe los sectores más afectados por el paro, siendo los de siderurgia, metalurgia, minas, industrias textiles, maderas y corcho, transportes, confecciones, tejidos, pieles, vidrio, industrias químicas, dependientes de comercio y comercio marítimo
Las causas a que obedece son, según la opinión de las Cámaras consultadas, la falta de confianza ante las frecuentes perturbaciones sociales, que lleva retraimiento de capitales, y paralización de los negocios e iniciativas.
Del mismo modo también contribuye a agudizar este problema la paralización de obras públicas, la menor demanda y las restricciones de consumo y el crédito
Como remedios y soluciones contra esta crisis de trabajo, las Cámaras consideran imprescindible el término de los
Más d e 30.00 0 kilovatio s instalados .
Temperatur a regulad a automáticamente , co n garantí a d e + 5° C.
La fusión del aluminio y de las aleaciones ligeras en horno eléctrico asegura la pureza del producto fundido y la perfección de las piezas resultantes del moldeo.—El grabado representa un horno eléctrico FERRÉ, tipo de reverbero, visto por el lado de carga del metal, para fusión de aluminio puro.—Los hornos eléctricos FERRÉ para fusión de aluminio pueden ser de reverbero (oscilantes o fijos) o bien de crisol, sea ésta de grafito o de hierro colado.

lllllllllllllllllllllllllllllllllllll
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiliillllllllllllllllllllllllllllllllllllllllllllilllllillllllllllllllllllillllllllllilillin
REFERENCIAS, PROYECTOS Y PRESUPUESTOS GRATIS
Illllllllillllllllllllllllllll
.SUMINISTROS Y
Hom o eléctrico FERRÉ para fundir aluminio Tipo de reverbero Capacidad:-unoa 450 Kg,conflictos sociales, la implantación y mantenimiento de una política que estimule al capital y haga renacer el crédito, la confianza y la tranquilidad necesaria para toda iniciativa y para todo desenvolvimiento de las actividades y la realización de obras públicas
En el artículo titulado "El nuevo generador de vapor tipo Velox", publicado en nuestro número de agosto último, se deslizó un error que conviene rectificar
El verdadero resultadodela expresión
2.000 + 9.975 — 1.900
9.975
es 101 por 100 y no 108 por 100 como, por error, apareció en el citado artículo
Memoria sobre el proyecto de una línea aérea Madrid-Valencia, cuya distancia —295 kilómetros—podria ser cubierta en una hora
El precio del viaje está calculado en 135 pesetas por pasajero, con derecho a 15 kilos de equipaje El avión tendrá las siguientes características:
Monoplano con cabina para, siete.viajeros
Monomotor de 575 CV Kadio de acción, 950 kilómetros Velocidad máxima, 330 kilómetros por hora, y de crucero, 290a 300 Este tipo de avión se emplea en los Estados Unidos, transportando diariamente de 90 a 100 viajeros, por término medio, y su perfecta construcción permite tomar tierra con el tren plegado, bajando de este modo el centro de gravedad y evitando el capotaje o vuelta de campana en tierra SilosAyuntamientos deMadrid y Valencia llegan a un acuerdo con la Española de Aviación respecto a las bases financieras del proyecto, podría inaugurarse la linea en un plazo de seis meses Legislación sobre accidentes del trabajo en la industria
ferrocarriles de Bilbao a San Sebastián y Bilbao a Santander La nueva fábrica dará colocación, al empezar la fabricación, a 400 obreros, propoméndose para más adelante duplicar el personal
En Bilbao, donde tiene su domicilio social, se ha reunido el primer Consejo de la Firestone, habiéndose nombrado presidente a don Manuel de Taramona, y vicepresidente, a don Alfonso de Aguilar y Pereira Forman parte del Consejo, como se sabe, los señores Ortiz de Zarate, don Andrés Moreno, don José Candarías y don Restituto Azqueta
El capital con que se desenvolverá la Firestone será de diez millones de pesetas
La Compañía ha encontrado por parte
El día primero de este mes habrá dado comienzo la construcción de la torre proyectada por el ingeniero Frank A Randall, que deberá estar terminada para la época de la Exposición Internacional de Chicago, de 1933. Su altura es de 629 m, es decir, 300 m más alta que la torre Eiffel, de París Se calcula que costará unos 30 millones de pesetas

de lo que seguramente se habrán apercibido nuestros lectores subsanándolo en la forma debida
La revista "Peñalara" ha publicado recientenuente irnos artículos originales de N Casteret, acerca de la determinación del nacimiento del río Esera, y del Garona occidental Han sido traducidos del Bulletin de la Société d'Histoire Natwelle, de Toulouse, tomo LVI, primer trimestre de 1931
La Compañía Española de Aviación ha entregado al alcalde de Valencia una
La "Gaceta" del 12 de octubre publica un Decreto del Ministerio de Trabajo y Previsión relativo al texto refundido de la legislación de accidentes del trabajo en la industrial Define el Decreto cuáles son estos accidentes y señala la responsabilidad que a consecuencia de los mismos contraen los patronos A los efectos jurídicos de la responsabilidad e indemnización, se entienden comprendidos como operarios los agentes de la autoridad, cualquiera que sea su clase; delEstado, región, provincia, cabildo insular, municipio o Mancomunidades, por los accidentes sufridos en el ejercicio de su cargo, siempre que, por disposiciones especiales, no gocen del debido auxilio La legislación de accidentes del trabajo será aplicable al servicio doméstico
El decreto clasifica las incapacidades y establece im cuadro de valoración para las indemnizaciones
Entre otras materias, se regula en el decreto lo relativo a la readaptación funcional y a la prevención y seguro de accidentes
En nuestro próximo número publicaremos íntegro el texto de esta disposición
La fábrica de la Firestone Española se establecerá en San Miguel de Basaurl (Vizcaya), ocupando una extensión de terreno de 350.000 pies, próximo a las líneas ferroviarias delNorte y de los
Nuevo invento para gramófonos
Patent e 97.637
Se concede Ucencia para su explotación. Informes! JOSE HERVAS.-Murcia
Una pala gigante. En una mina próxima a Chicago se ha puesto en servicio la pala sobre orugas más grande del mundo Tiene un alcance de 40 m., y su cuchara tiene una capacidad de 12 metros cúbicos de la Diputación de Vizcaya las mayores facilidades para el desarrollo de la nueva industria que crea en España y que redundará en beneficio de la economía nacional, concediéndola, entre otras cosas, exacciones tributarias
Inauguración de la estación radiomarftima de San Sebastián
Se ha inaugurado la estación radiomarítima de San Sebastián, emplazada en el monte Igueldo Está unida telefónicamente conlas redes provincial y municipal En el acto de la inauguración oficial, celebrado el 12 del actual, el Presidente de la República comunicó desde el palacio de la Diputación con los patrones de algunos barcos pesqueros que se encontraban en la costa cantábrica, y entre ellos con una embarcación situada a 25 millas de Gijón y otra francesa en aguas de Arcachon

£1empleode!aguapurificada,osea,libredecaly magnesia,seimponecadadíamásenlasindustrias modernas.Lagrancompetenciaenlosdistintosremos delamanufacturación,obligaacadaindustrialamejorarsusproductosyarebajarsusgastosaunmínimum conelfindeabaratarlaproducciónyaumentarlas ventasconelbeneficiocorrespondiente.
Enlasindustriasqueempleanelaguacomomedio deconduccióndecalorías,laintroduccióndelagua purificadaaOgradossuponeeconomíasimportantes.
Elaguapurificadaeselidealcomoaguaderefrige' raciónparalosmotoresDiesel,suprimiendoreparacionesyrecambiosdetuberías.
Enlaindustriatextilyentodaindustriaqueempleen elaguaparalasdistintasfasesdelaproducción,la c«l yla magnesiA sonlosmayores enemigos del productor
Lacal yla magnesia sonelparásitodelasfábricas quecadaañomermanunaparteimportantedela cuentade«pérdidasyganancias».Introduciendoel aguapurificadaseeliminaparasiempreesteparásito.
VuviUcader CleciroZux. instaladoenlaimportanteFábricadecalzadode los Kñores HijosdeVenancioRiera.-Cocenfaina Rendimiento:160liirosporminuto.
Pídanse presupuestos de los purificadores ELECTROLUX de máxima eficacia.
El descenso de la producción mundial
El Instituto Alemán de la Coyuntura realiza investigaciones relativas al desarrollo y fases de la crisis actual En la última comunicación da cuenta de la reducción que ha experimentado la producción global de la industria del mundo, datos que por su sintetismo recogemos a continuación Abarcan los años 19291932, por meses, y son los siguientes:
MESES 1929 1939 1931 1932
en sacos de papel de color verde, no permitiéndose el empleo de este color en sacos destinados a otros cementos
En caso de no haber acuerdo en cuanto a resistencia de un cemento, los resultados a tres o siete días y después a veintiocho días en conservación combinada, son definitivos Los resultados a veintiocho días de conservación en agua son solamente admitidos en casos especiales de mutuo acuerdo
Las condiciones de resistencia al ensayo de ebullición se han hecho más severas
Si el cemento no resistiera esta prueba, puede ser repetida con cemento que haya sido expuesto al aire durante tres días en una capa de cinco centímetros de grueso
Las ventas de gasolina del Monopolio de Petróleos
Durante los cinco últimos años, las ventas de gasolina de la Carapsa han sido las siguientes:
Se advierte con toda claridad la enorme depresión producida, que ha llegado a reducir a la mitad, aproximadamente, la producción industrial del mundo Las cifras que anteceden son una justificación más de la enorme crisis de trabajo que existe en todos los países, especialmente en Inglaterra y Estados Unidos, aunque a los efectos de la baja de la producción los países que más la han acusado han sido Francia y los Estados Unidos En Rusia la producción industrial acusa en los últimos meses cierta depresión a consecuencia de las imperfecciones de la dirección técnica
Nuevas normas alemanas para cementos
Recientemente han sido aprobadas por el Ministerio de Comercio del Reich las nuevas normas para la recepción de cementos
En el número de diciembre de 1930 de "Cement & Cement Manufacture", se publicó el proyecto de normas Desde entonces han sufrido algunas modificaciones y ampliaciones

En las normas se estipula la inspección de las fábricas que las adopten y las prescripciones para la construcción de hormigón de 1932, de la Comisión Alemana de Hormigón Armado, exigen el empleo de cemento procedente de fábricas controladas Los sacos de cemento llevan una marca especial del control La inspección y el uso de la citada marca ha entrado en vigor en octubre pasado
En el decreto correspondiente se regulan los trámites de la inspección Toda fábrica cuyos productos dejen de cumplir repetidamente con las especificaciones, perderá el derecho a ostentar la marca del control que garantiza el cemento como "standard"
Los cementos de alta resistencia (llamados en España supercementos), se ensacarán a partir de octubre próximo
El consumo de gasolina ha ido, pues, en aumento; su promedio mensual es, en el último cuatrienio, 29.319, 36.809, 42.327 y 42.851 millones de litros, respectivamente Este aumento ha decaído en el mes de mayo último a causa de la elevación de impuestos a los auto-
móviles y del precio de la gasolina Por estas razones, la recaudación de la Campsa ha disminuido en un 12 por 100 A esto contribuy e el que en lo s motores industriales y agricolas está reemplazado el "gas oil" a la gasolina
SUMINISTRA PARA LA
CONSTRUCCIÓN NAVAL:
CODASTES , SOPORTE S
PARA ÁRBOL DE HÉLICE, TIMONES COMPLETOS DE TODOS LOS SITEMAS (OERTZ, FLETTNER, ETC.), EJES CIGÜEÑALES
FABRICACIÓN DE:
TODA CLASE DE CALDERAS DE VAPOR, EN COLABORACIÓN CON LA INDUSTRIA
NACIONAL, CAJAS DE FUEGO DE TODOS LOS TIPOS Y TAMAÑOS, MATERIAL REFRACTARIO, CORRIENTE Y ESPECIAL, DE LAS MÁS ALTAS RESISTENCIAS, ETC.
Riprssentaiite Geoerai para España y Portagal: J J
CASTELLANA , 51.-TEL 43-6-18

Han aparecido en el mes de octubre dos nuevas revistas técnicas Una, titulada "Orbe", dedicada a telecomunicación, que abarca todas las cuestiones referentes a esta amplia rama de la electrotecnia, incluyéndose notas de divulgación, de humorismo y de política de comunicaciones La aparición de esta revista en los días en que se celebra en Madrid la Conferencia de Telegrafía y Radiotelegrafía, ha de contribuir poderosamente a que los delegados extranjeros que actualmente visitan nuestro pais lleven una grata impresión de la potencialidad técnica española

La otra publicación a que nos referimos lleva el nombre de "Revista española de óptica", y ve la luz con el deseo de fomentar la industria y el comercio de óptica en España Sus artículos, referentes a cuestiones de alto interés científico y técnico, están redactados en forma clara, fácilmente comprensible para los iniciados en la materia
La presentación de estas publicaciones es excelente Deseamos a ambos colegas una vida próspera y el logro de sus ideales
Pórticos simples y marcos, por A Kleinlogel.—455 págmas, 1.387 figuras —
Editorial Labor, Barcelona y Madrid
Precio: 44 pesetas
Esta obra de Klelnlogel, perfeccionada a lo largo de seis ediciones alemanas, es un manual indispensable ijara todos los ingenieros que se ocupen más o menos directamente de problemas de estructuras
Los casos tratados, pórticos y marcos, son elementos estructurales que se presentan muy frecuentemente en las construcciones, tantü metálicas como de hormigón armado Lo mismo para el especialista por el ahorro de trabajo que representa que para el no especialista, por presentarle de un modo accesible y claro la resolución del problema, este tratado tiene un extraordinario valor
El libro consta de unos capítulos breves de introducción, donde se presentan las notaciones empleadas, hipótesis de cálculo, significación de los elementos de cálculo que intervienen, y se hacen las observaciones precisas para el uso correcto de las tablas
A continuación se exponen los valores de los denominados "términos de carga" para 67 casos, que comprenden todos los que pueden presentarse en la práctica, estudiándose especialmente los casos particulares de más frecuente aplicación.
Después se entra ya en la resolución de -tipos de pórticos, exponiendo las ecuaciones de las líneas de influencia de las reacciones y elementos de cálculo en todas las barras de la estructura, y los valores de éstas para el caso de una carga cualquiera actuando en cada una de las barras
La aplicación de estas últimas a cada caso particular se hace mediante el empleo de los "términos de carga"; sin embargo, se estudian siempre los casos de carga uniformemente repartida, por ser de muy frecuente aplicación. También se exponen las fórmulas correspondientes a electos de temperatura Al final se reúnen ejemplos de aplicación para perfecta inteleeibihdad de las tablas
En total, se consideran 72 tipos de pórticos, 117 líneas de influencia 689 hipótesis de carga y cinco ejemplos de aplicación pórticos considerados son: dnu H '^í' octogonal, oblicuo y abuhardillado; pórtico ortogonal, oblicuo, irregu-
lar, abuhardillado, trapecial, cuadrilátero, a dos vertientes, de viga parabólica, triangular; célula triangular y marco rectangular en distintos casos de sustentación: articulaciones, libre dilatación, empotramientos y para rigidez igual o diferente de las barras y cuando existen tirantes elásticos de enlace.
La Editorial Labor ha traducido con verdadero acierto esta obra; aparecen las cosas di.3puestas con la misma sobriedad, elegancia y precisión que en el original; la labor de los traductores no deja nada que desear y la labor tipográfica, tan importante en un manual, es realmente admirable.—C Fernández Casado
CalcoU per Grandi Ponti ad Arco, por E Miozzi.—271 páginas y 74 figuras.— Ulrico Hoepli, Milano, 1932. Precio: 38 liras
La estructura arco es una de las más interesantes para el ingeniero, especialmente en su aplicación a los puentes Mediante su empleo se han salvado luces de hasta 187 metros en hormigón armado y 506 metros en acero.
Se comprende que cuando la luz a salvar sea de alguna consideración, el cálculo del arco es un problema delicado, pues esta estructura se caracteriza principalmente por su dependencia
El libro de Miozzi refleja las orientaciones italianas en el problema de los grandes arcos. Consta de ocho capítulos, en los que se expone sucesivamente: esfuerzos actuantes, elementos de cálculo, determinación de la directriz, método de cálculo por pesos elásticos, método de cálculo por el teorema de Castigliano, método abreviado del autor, deformación en clave y un capítulo final, donde se exponen consideraciones sobre comparación de resultados obtenidos e importancia de los efectos de cambios de temperatura y retención de fraguado.
El autor determina la directriz del arco empotrado por el procedimiento de "Tolkmitt", exponiendo el cálculo de las reacciones, bien sea por el método de los pesos elásticos o del teorema de Castigliano, mediante procedimientos analíticos de sumas algébricas, utilizando el método de las líneas de influencia para la determinación de máximas tensiones. Aunque se emplean procedimientos analíticos, el arco se define por sus características geométricas, que son, en definitiva, expresión de las características mecánicas.
Se exponen ejemplos de aplicación de los métodos a una misma estructura, comparando los resultados.
Una extensa bibliografía, distribuida en el texto, avalora extraordinariamente el libro.—C Fernández Casado
Guide pour l'électrification domestique, por H Courteix y H Thésio.—^Un volumen de 367 págs., con 175 figs.—Editor, Ch Béranger París
Se trata, como el título de la obra lo indica, de una guía para las diferentes aplicaciones de la electricidad en las casas particulares. Los autores estudian las diferentes aplicaciones para el alumbrado, las aplicaciones mecánicas, la calefacción del agua y de los locales, las cocinas eléctricas, refrigeración, etc La experiencia de los autores, les permite adoptar un punto de vista absolutamente práctico y exponer una serie de ejemplos concretos de gran utilidad para el lector.—L J
L'utilisation de l'energie des marees, por G Moreau.—102 páginas y 30 figuras
Editor: Delagrave, rué Souflot, 15, Paris
Contiene este volumen todo lo tratado en una serie de conferencias que el autor, decano de la Facultad de Ciencias de Rennes, ha dado ante un auditorio, compuesto en su mayor parte de estudiantes Resume las soluciones principales que hasta ahora se ha pretendido dar al problema de la utilización de la energía de las mareas
Es un tratado teórico, que deja al dominio de la ingeniería, la realización práctica La cuestión económica del problema sólo está esquematizada La utilización de la energía de los mares, aparece en esta obra como realizable. El autor desea que su obra contribuya a facilitar las investigaciones que han de conducir a hacer de este problema una realidad.—!.. C.
Exploitation technique des chemins de fer, por M Ferdinand Maison.—372 páginas y 270 figuras.—^Editor: Ch Béranger, rué des Saints-Péres, 15, Paris
La industria de los transportes por ferrocarril está dividida en tres grandes servicios o divisiones, que son: Vías y obras, Material y tracción y Explotación La obra estudia solo una parte del servicio de Explotación, que se llama explotación técnica de ferrocarriles, esto es, el conjunto de las disposiciones adoptadas para organizar los trenes y lograr la seguridad Después de estudiar la reglamentación técnica de explotación trata de las normas relativas a circulación de trenes, señales, el frenado a mano, el block-system, la explotación de líneas de vía sencilla, la organización de los servicios de los trenes y la reglamentación del trabajo de los agentes ferroviarios.—H. J.
Introducción a la física matemática, por Enrique Butty.—^Vol I, 427 págs y figuras.—Buenos Aires 1931
Reúne el autor en esta obra, y en otras complementarias que seguirán a ella, parte del curso de "Introducción a la Física Matemática", que ha dado en la Facultad de Ciencias Exactas de Buenos Aires, en estos últimos años. Antes de entrar en el estudio de la Física Matemática, trata de un con,unto de teorías que el autor juzga venta;oso tratar de antemano El libro se divide en tres partes. En la primera se estudia el cálculo vectorial. La segunda trata del cálculo tensorial frente a transformaciones lineales ortogonales y la tercera parte se ocupa de los tensores de segundo rango.—L. J.
Manual del fundidor de metales, por J Duponchelle.—297 páginas, con 218 figuras y tablas.—Editor: Gustavo Gili, calle de Enrique Granados, 45, Barcelona.—Precio: 10 pesetas
Manual esencialmente práctico destinado a los fundidores profesionales, en el cual hallarán minuciosamente descritos los procedimientos de trabajo actualmente en uso en los talleres de fundición mejor organizados, además de un gran número de fórmulas para componer aleaciones metálicas para usos determmados, como latones, bronces, metales blancos, aleaciones para monedas, cañones, campanas, cojinetes, etc.—
C EGil acciai comuni e speciali, por G Guzzoni.—450 páginas, con 234 figuras y 19 tablas.—Editor: Ulrico Hoepli, Milán.—Precio: 60 liras
El desarrollo actual de las industrias mecánicas y de construcción en general se debe sin duda a la aparición de toda una gama de aceros, cada uno de los cuales tiene propiedades que lo hacen especialmente apto para una finalidad determinada. Muchos de estos aceros no darían los resultados que rinden si no fueran sometidos a tratamientos técnicos y mecánicos muy delicados El autor de la obra que nos ocupa ha reunido en este volumen un gran conjunto de datos diseminados en muchas publicaciones. Para la explicación de los fenómenos se ha hecho uso de los últimos descubrimientos científicos, refiriéndose frecuentemente a trabajos y revistas publicados durante el año último.—L. J.
quimo a
Enciclopedia de Química industrial, por Xí^ritz Ullmaim Sección IV Metalurgia, Minería, Cerámica, Electroquímica, Explosivos, H-Pl.—Tomo VII — Versión del alemán bajo la dirección del doctor José Estalella.—Gustavo Gili, editor
BarcelonaEl articulo más importante de este nuevo tomo de la enciclopedia Ullmann es el que estudia el hierro y sus aleaciones. Está tratado con tal detalle que ocupa cerca de la mitad del libro Siguiendo el plan metódico que caracteriza toda la obra, deteniéndose, como corresponde, en las cuestiones de máxima importancia para el mejor estudio químico industrial de este elemento, el referido articulo viene a ser un estudio completo de las propiedades del metal y sus diversas formas industriales (hierro dulce, aceros y fundiciones), influencia de los componentes más importantes de sus aleaciones, primeras materias, principios generales de la producción de hierros y aceros: estudio detallado del alto horno, aparatos accesorios y proceso químico que en el mismo se realiza; productos obtenidos, métodos de afino, balance de materiales y balance térmico; procedimientos de fusión en crisoles, procedimientos eléctricos, obtención de aceros especiales y hierro electrolítico, etc.
Entre los artículos siguientes, destacan los dedic a dos al manganeso, mercurio, magnesio, molibdeno, níquel, oro, platino, etcétera Cada artículo es un estudio completo de estas materias y sus compuestos, empezando por estudiar sus propiedades (juimicas, características físicas, obtención industrial y de laboratorio, aplicaciones y análisis Nunca falta una estadística detallada de los principales países productores del metal de que se trate, asi como una reseña de los libros que estudian estas materias.
El estudio de los minerales en general, diversas operaciones a que suelen someterse para su beneficio, máquinas empleadas en los diferentes casos, merece también ser destacado entre las materias tratadas
Asimismo el relativo a los morteros y argamasas, fabricaciones del yeso, cales aéreas e hidráulicas, cementos ordinarios y cementos especiales Lo mismo que el artículo dedicado a las piedras artificiales y masas pétreas de importancia creciente en las construcciones.
Merecen citarse también los datos sobre obtención de piedras preciosas artificiales, y, finalmente, sobre pirotecnia.—L J
Aide-mémoire de l'architecte et du constructeur, por E Barberot.—Tercera edición Un-volumen de 1.086 páginas, con 943 figuras.—^Editor, Ch Béranger París
Los cuarenta capítulos de este volumen, agrupados metódicamente, contienen todos los datos indispensables para el arquitecto y el constructor La obra está puesta al día con los últimos progresos de la ciencia aplicada a la construcción; es fácil de consultar y su edición ha sido especialmente cuidada por los editores Será muy apreciada por los arquitectos y los interesados en construcción.—•!< J
Nouveau lexique technique, por L Demand.—308 págs.—Editor, Ch Béranger París
Contiene este libro la traducción alemánfrancés, y viceversa, de vocablos técnicos de toda clase, especialmente los referentes a minas y metalurgia y a la industria textil.—1 C
Aide memoire Martinenq des constructions navales, por Paul Cheron.—Dos tomos, 1.834 páginas, con figuras — Editor: Société d'Editions Géographiques, Boulevard Saint Germain, 184, París, 1932
Resume esta obra en dos volúmenes y en la forma más compacta que ha sido posible, los principios, reglas, fórmulas, ta-
blas y toda clase de datos teóricos y prácticos, publicados o sin publicar, referentes a la marina, tanto de guerra como mercante. Se trata de la tercera edición de un manual que se publicó en 1891, puesta al día con toda clase de datos modernos
El primer tomo contiene las materias siguientes: matemáticas, mecánica, física, estudio del casco de los buques, aforos y propulsión El segundo tomo trata de máquinas marinas, calderas, motores, instalaciones frigoríficas, electricidad y telefonía sin hilos y navegación.—C. E.
Fotografía aérea negli usi civili e militari, por F Volla y F Porro.—454 páginas y 481 figuras.—Editor, Ulrico Hoepli. Milán.—Precio: 60 liras.
Constituye esta obra un manual de divulgación general de los métodos fotogramétricos aéreos, en cuyo prefacio advierten los autores, que no han pretendido darle un carácter excesivamente científico. El libro está dividido en tres grandes partes, más un apéndice En la primera, se estudian los problemas fundamentales de la fotografía aérea, y en la segunda, trata de Estereoscopia, fotogrametria y sus aplicaciones a la fotografía aérea En la tercera parte se estudian las aplicaciones militares de esta rama de la técnica La obra está impecablemente editada.—1<. J.
Manual del hojalatero y plomero, por C. y H. Schneider. Versión del alemán por Ricardo Ferrer.—424 páginas, con 375 grabados y 26 tablas.—• Barcelona, 1932 Gustavo Gili, editor Calle de Enrique Granados, 45.—Precio: 28 pesetas.
Los oficios de hojalatero y plomero no están en general muy bien delimitados, por lo que los autores de este importante manual han considerado conveniente agrupar en el mismo el estudio de todas las cuestiones relativas a ambos oficios.
En este libro hallarán los profesionales la solución a cuantas dudas se les presenten en el curso de sus trabajos, tanto por lo que se refiere al arte de la construcción como al trabajo del hojalatero en el taller. Los grabados abundantes y perfectos prestan a la obra especial utilidad, pues oon sólo aplicar el tamaño pueden obtenerse un gran número de patrones o plantillas para cortar las piezas constitutivas de los objetos de hojalata y vasijas más usuales.—L. J.
El hecho de que una obra aparezca en esta sección no impide que posteriormente nos ocupemos de ella con más detalle.
m b H., Berlín, N W 7.—Precio: 0,90 RM.
La Micheline entre dans l'indicateur des Chemins de fer—366.500 lím parcourus par les Michelines au 15 Juillet 1932.— La Micheline, Michelin & Cíe ClermontFerrand.
Zerspanbarkeitsuntersuchungen mit .Spiralbohrcrn, por el profesor A Wallichs, infeniero diplomado H Beutet e W Menelson, Ing Dipl.—32 páginas, 71 figuras y siete cuadros.—VDI-Verlag, G m b H Berlín, N. W. 7. (Alemania).—Precio: 5,20 RM.
Producción de carbones, tráfico en Asturias e importación por las Aduanas Tráfico de carbones en los depósitos flotantes, importación total de carbones. Año 1930.—Ministerio de Agricultura, Industria y Comercio
Oil Engine Traction, por Alan E L Chorlton, C. B. E., M. Inst. C. E. M. I. Mech E.—Royal Society of Arts, John Street, Adelphi, London, W C 2 (Inglaterra) Mitteilungen aus den Forschungsanstalten des Gutehoffnugskütte-konzerns.—22 páginas, 22 figuras y cuadros.—VDI-Verlag, G m b H., Berlín N W 7 (Alemania) Precio: 2,50 RM
Bl problema de evacuación de aire en tuberías forzadas. Soluciones prácticas. Cálculo de secciones.—16 páginas.—^Maquinista y Fundiciones del Ebro, S A., Zaragoza
Reclamos luminosos, por W Kirchner, ingeniero diplomado. Versión española por M. Arrúe, ingeniero.—59 páginas, 24 figuras
La técnica del alumbrado de escaparates (segunda parte), por el doctor ingeniero Putnoky. Versión española de M. Arrúe, ingeniero.—87 páginas y 40 figuras.
Consumo de carbones por las industrias minera, sidero-metalúrgica y naviera Año 1931.—Producción de carbones, tráfico en Asturias e Importación por las Aduanas. Mayo, junio y julio 1932.—Producción y distribución de aglomerados de carbón mineral. Año 1931.—Dirección General de Minas y Combustibles Sección de Combustibles, Ministerio de Agricultura, Industria y Comercio
Comparación del emparrillado "Stelnmüller" provisto de divisiones por zonas separadas, con el emparrillado cargado por debajo.—49 páginas y láminas. Alfredo Türkel, ingeniero Ríos Rosas, 30, Madrid
Hydraulic flow characteristics of a square-edged intake, por Charles William Harris.—24 páginas, seis figuras y tablas.—Straiht Une treatment of hydraulic duration curves, por Roy Monte Harris.—48 páginas, 11 figuras y 10 tablas Prellminary teste of Tliirteen Washington, por George Samuel Wilson, Harry Fagan y Joseph Daniels.—27 páginas, seis figuras y ocho tablas.—Publicaciones de la University of Washington, Engineering Experiment Station, Washington (U S A.)
LIBROS
Costriizionl, idrauliche e Idrauliea técnica, por Eugenio Campini.—710 páginas, 300 figuras y cuadros.—Editor: U. Hoepli, Gallería Cristóforis, 59-65, Milano (Italia).—Precio: 60 liras
La conservazione ed i trasporti frigorlferl delle frutta e rtegli ortagírl, por Alberto Stradelli.—115 páginas, 16 figuras y 12 fotografías.—Editor: U. Hoepli, Galleria de Cristóforis, 59-65, Milano (Italia). — Precio: 12 liras
Keparación de automóviles. Manual práctico, por José Puig Batet.—^172 páginas y 93 figuras.—Editor: Luis Gili, Córcega, 415, Barcelona.—Precio: 6 pesetas
Estática, teoría y práctica (primera edición), por Isidoro Rubio Sanjuán.—279 páginas y 201 figuras.—Nuevas Gráficas, Rodríguez San Pedro, 51, Madrid.—Precio: 15 pesetas.
Dispositivos de seguridad y aparatos de obturación para tuberias de conducción de aguas.—11 páginas y 16 figuras.—Publicación por Maqumista y Fundiciones del Ebro, S. A., Avenida Cataluña, 242, Zaragoza
Deutsches museum. Abhandlungen und Berichte Alfred Krupp, por Wilhelm Berdrow.—45 páginas.—VDI-Verlag, G.
Technical data on fuel, por H. M. Spiers. Tercera edición, publicada por The British National Committee World Power Conference
Bibliograpliy on Standardization.—Bureau of Standards Miscellaneous Publication número 136.—Publicaciones del U S Department of Commerce, Bureau of Standards, Washington.
Pitman's TecTinlcal Dictionary of Engineering and Industrial Science, por Ernest Slater.—Publicado por sir Isaac Pitman & Sons, Ltd
Calderas sistema Borslg.—La Maquinista Terrestre y Marítima, S A., apartado 94, Barcelona.
Lista trimestral (abril-junio 1932) de los nuevos libros publicados por Editorial Labor, S A., Provenza, 84-88, Barcelona

Bulletin des Publications nouveiles, primero y segundo trimestres 1932.—Editions Gauthier-Villars & Cíe., 55, Quai des Grands-Augustins, París
La construcción de caminos con el "Carterpillar", por Alberto Ma^no-Rodríguez, calle Almirante Lobo, Sevilla
Bulletin bibliographique de l'Ingénieur de rindustriel du Commercant, de l'Agriculteur.—Libraire Céntrale des Sciences, Desforges, Girardot et Cié., 27-29, Quai des Grands Agustins, Paris (Francia) Interruptores y material para instalaciones de primera calidad. Nuevos modelos Gloritone, 1933.—Anglo Española de Electricidad, S A., Cortes, 525, y Pelayo, 12, Ba-rcelona