Manufacturing & Production Engineering Magazine - March 2025
INTERVIEW
PROFESSOR ROBERT HAIRSTANS
MANUFACTURING PRODUCTION
SHOW PREVIEW THREE CO-LOCATED TRADESHOWS
ENGINEERING
Editor
Paul Attwood editor@mpemagazine.co.uk
Senior Editorial Assistant
Sophie Weir editorial@mpemagazine.co.uk
Features Editor
Harry Peters editorial@mpemagazine.co.uk
Production/Design
Laura Whitehead laura@lapthornmedia.co.uk
Megan Carley megan@lapthornmedia.co.uk
Sales Manager
Charlotte Chapman charlotte@mpemagazine.co.uk
Accounts
Richard Lapthorn accounts@mpemagazine.co.uk
Circulation Manager
Leo Phillips
subs@mpemagazine.co.uk
Publishing Director
Maria Lapthorn maria@lapthornmedia.co.uk
Lapthorn Media Ltd
5-7 Ozengell Place, Eurokent Business Park, Ramsgate, Kent, CT12 6PB
Tel: 01843 808 102
Interview with Professor Robert Hairstans
Revolutionising produtivity and transparency in plastics
The simplicity of prefab smoke solutions
Three co-located tradeshows
Surface acoustic wave: flow measurement and prevention of biofilm
Editors Note
Welcome to the March issue of Manufacturing & Production Engineering Magazine.
In this issue we preview three trade shows all under the same roof. The NEC in Birmingham plays host on 25th & 26th March to IntraLogisteX, Robotics and Automation and the Sustainable Supply Chain Exhibition.
With expert speakers, latest innovations and networking opportunities, the shows will provide excellent chances for companies and individuals to find solutions to their manufacturing and production problems.
We also have an interview with Professor Robert Hairstans, Director of the Centre for Advanced Timber Technology at NMITE and a Professor at Edinburgh Napier University, who has recently been recognised for his contributions to engineering by being awarded the Pioneer of the Year for 2024 at the Offsite Awards.
We hope you enjoy this issue and like always, if you have any contributions you would like to feature, please email details to editorial@mpemagazine.co.uk.
Every
mpemagazine.co.uk
@mpemaguk
Paul Attwood Editor
Goodfellow set to embark on acquisition trail in 2025
Goodfellow, supplier of advanced materials and metals, has set its sights on increasing group sales to more than £30m through a combination of new material ranges, organic growth and
targeting potential companies that add new capabilities, additional products or geographic reach.
CEO Simon Kenney believes last year’s investment in a cuttingedge ERP system and the launch of
Goodfellow was named in the ‘Best Places to Work 2024 list by The Sunday Times.
a new intuitive website will be key to achieving these aims, not to mention tapping into significant demand from customers in medical devices, battery development, space exploration and electrification and fusion technology globally.
He also outlined his firm’s ability to provide 98% of materials in 48 hours as a major differential and something he wants to build on.
Goodfellow was named in the ‘Best Places to Work 2024 list by The Sunday Times.
For further information, visit www.goodfellow.com
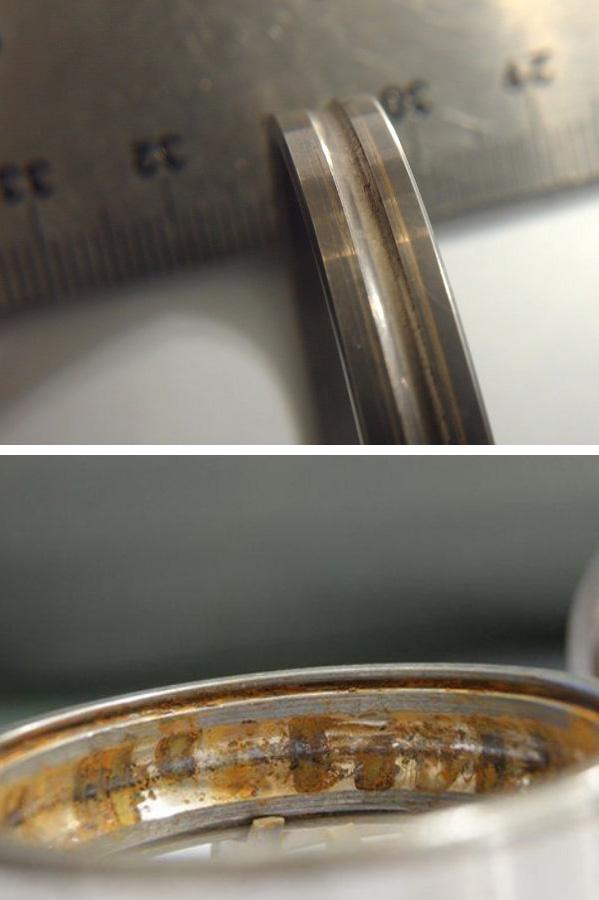
Bearing Failure Analysis Is Critical -
Even In the ‘Smart’ Bearing Era
The transition to ‘smarter’ technologies is gathering pace across all sectors of industry and wherever motion control applications require smooth and efficient movement ‘smart’ bearings have emerged as a revolutionary innovation.
Thanks to embedded sensors, these bearings enable real-time monitoring of critical parameters, such as; temperature, vibration and load, offering unprecedented insights into operational performance. However, as advanced and beneficial smart bearings are, they are not immune to challenges making bearing failure analysis even more crucial than ever.
Failure of bearings, whether traditional or smart, can lead to
expensive downtime, equipment damage, compromised safety and in extreme cases, could result in catastrophic system failure. Identifying the root causes of these failures is essential to prevent recurrence and optimise system reliability.
While smart bearings provide invaluable additional data, they require a human touch to translate insights into action helping to fully exploit their benefits. This is where precision bearing and tooling specialists, like Carter Manufacturing, make a big difference offering a meticulous approach to uncovering the exact reasons behind bearing issues. By leveraging state-of-the-art diagnostic tools combined with decades of
Making bearing failure analysis even more crucial than ever.
experience, the Carter team provides comprehensive reports and actionable recommendations to extend bearing life.
The importance of timely and accurate assessment of bearing failure is critical in industries like aerospace, energy and manufacturing where bearing reliability underpins system security. With support businesses can confidently address operational challenges and optimise maintenance schedules, whilst protecting their investments, even in the age of smart technology.
More at: www.carterbearings.co.uk/ services/bearing-failureanalysis
University of Huddersfield and TWI Partner on Strategic R&D
A mutual aspiration to generate engineering and artificial intelligence-driven solutions that deliver real-world, industrial impact has led to the formation of two new Innovation Centres by first-time partners the University of Huddersfield and global research and technology organisation TWI Ltd, namely the Precision Engineering Innovation Centre and the Applied Artificial Intelligence Innovation Centre.
The purpose of the new Innovation Centres is to create research and technology capability, and develop technicalfuture research strategy, in their respective areas of interest. Each Centre’s research plan will be supported by the securing of grant funding from public sources such as Horizon Europe and UK
Research & Innovation. This will enable them to generate a portfolio of collaborative projects aligned with their research areas, providing long term sustainability as well as access to new skills.
The Precision Engineering Innovation Centre will focus on machine tool technologies, the design and control of manufacturing machines, dimensional metrology and surface metrology, and precision manufacturing at different scales.
The Applied Artificial Intelligence Innovation Centre will target the development of new technologies in relation to autonomous systems, planning and decision making, machine learning (ML), visualisation and the application of artificial intelligence (AI).
Left to right: James Kern, Business Development Manager at TWI, Professor Andrew Longstaff, Director in the Centre for Precision Technologies and Professor Parik Goswami, Director of RIKE, both of the University of Huddersfield, Warren Bath, Associate Director at TWI, Professor Tim Thornton, Deputy Vice-Chancellor, University of Huddersfield, Chris Milligan, Section Manager, Research & Innovation Operations at TWI and Professor Simon Parkinson, Director, Centre for Cybersecurity at the University.
Funding boost to help digital transformation of SME manufacturers
Made Smarter Adoption North West, the digital technology adoption programme, has secured an additional £230,000 to help more SME manufacturers access transformational technology.
The allocation from the Department for Business and Trade (DBT) will fund at least 10 new companies to adopt technologies such as sensors, robotics and 3D printers to increase productivity, growth, create new high value jobs and support decarbonisation.
This cash boost is more good news for the business support initiative that
will continue from April 2025 as part of the Government’s £16M commitment to expand into all English regions.
Made Smarter offers SME manufacturing and engineering companies access to technology advice, leadership and skills training, as well as grant funding for digital internships and technology projects.
The programme was created to accelerate technology adoption in SME manufacturing and engineering businesses lacking in-house resources and know-how, run by a team of 16 with expertise in manufacturing, technology and organisational development.
So far, the programme has engaged with 2,500 companies and offered technology advice to over 500 individual businesses. 330 of those have secured over £7m in grants to invest in 379 technology projects backed by £18m of their own money.
This £25m investment is forecast to create over 1,700 new jobs, upskill
3,200 existing roles, and add £267m GVA to the economy over the next three years.
Over 200 businesses have embedded new digital skills into their operations through Made Smarter leadership programmes, internships and other training opportunities. Half of the 75 digital internships placed with businesses resulted in permanent job offers.
For more information, visit www.madesmarter.uk
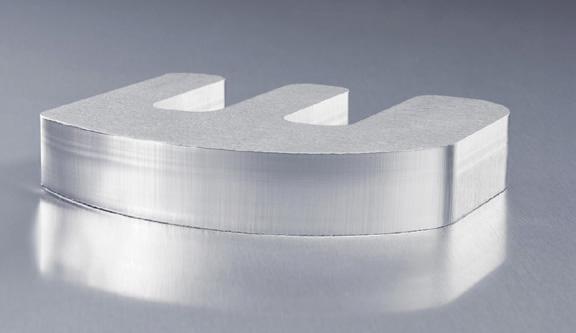
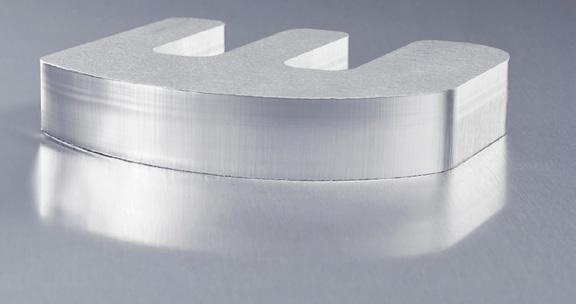
A South Tyrolean company chooses Swabian ultrasonic deburring technology
Since May 2024 Intercable Tools GmbH, manufacturer of connection technology and tools, has been using ultrasonic deburring technology from Swabian company ultraTEC Innovation GmbH to remove burrs from hydraulic units in a contactfree manner automatically.
For some time, Intercable Tools had been looking for an automated solution to replace manually deburring hydraulic units of batterypowered hydraulic cutting tools made of aluminium and steel. Such hydraulic units are used in battery-powered perforators, which the company manufactures and distributes. These sheet metal punches are suitable for punching round, square and rectangular holes up to 3mm thick. The complex task for the ultraTEC was to remove all detachable burrs from the inside and outside of the components.
Ultrasonic deburring means that the results remain the same, there is no damage to the drill holes, and uncontrolled material removal is generally avoided, also guaranteeing that no holes are
forgotten. The ultrasonic deburring process also has the advantage of cross bores being deburred and rinsed out simultaneously.
From the deburring tests in Laupheim to commissioning in South Tyrol, numerous automated deburring tests were carried out with components from Intercable Tools at ultraTEC’s premises in Laupheim.
Manufacturing Insurance Designed Around Your Business
Trusted by over 3,500 manufacturers across the UK
Gallagher offers the strength and positioning of a global insurance group, combined with the personalised care and attention of a local UK broker. With a rich history dating back to 1927, we believe we have the expertise and experience to meet your manufacturing insurance and risk management needs. For further information, please scan the QR code. CONNECT WITH A
The Gallagher Way. Since 1927.
Interview with Professor Robert Hairstans
We interviewed Professor Robert Hairstans, Director of the Centre for Advanced Timber Technology (CATT) at NMITE and Professor at Edinburgh Napier University, about the role of manufacturing in sustainable construction. Named 2024 Offsite Awards Pioneer of the Year, Professor Hairstans focuses on integrating advanced timber technologies, precision manufacturing, and digital innovation to revolutionise offsite construction. His work emphasises collaboration across the supply chain to deliver scalable, eco-friendly building solutions aligned with net-zero goals.
Congratulations on being named Pioneer of the Year at the 2024 Offsite Awards! How has this recognition impacted your work, and what message does it send about the importance of sustainable construction in manufacturing and production engineering?
The purpose of the research, innovation and education work undertaken is to have positive impact into the sector. Being recognised for this by the industry is of huge significance as it is an endorsement of what we have been doing and the collaborative approach that has been taken. It’s all about collaborating for impact, and this success is only made possible with strong partnerships and collective endeavour. I’m extremely fortunate to have worked with brilliant people with the unwavering backing of the organisations I work for and with. It stands to reason that if you are going to go from seed to building and create a more sustainable built environment that collaboration both vertically and horizontally through the supply chain is necessary.
The messaging is therefore clear, and the challenge couldn’t be more stark given construction, and the Built Environment is a significant contributor to the climate crisis accounting for approximately 40% of carbon emissions globally, we therefore need to change how we deliver and upgrade it. To do this productively a factorybased approach is required, from precision engineered sub-assemblies
through to full volumetric turnkey solutions. The clear message here is that academia can work effectively with industry to accelerate novel technical solutions into practice and that timber as a material is of particular importance given its sustainability credentials in a net zero carbon context.
What role do you see advanced timber technologies playing in the evolution of manufacturing processes and production systems for the housing industry?
We are seeing a shift by major house builders towards timber as the material of choice either through acquiring timber frame manufactures or investing in their own timber frame manufacturing in recent years.
Barratt Homes acquired Oregon Timber Frame (commencing a £24m upgrade in 2024); Vistry Group acquired Countryside Partnerships; Cala acquired Taylor Lane; and Taylor Wimpey committed to 25% of its homes being built in timber frame. However, given the housing needs and the targets set by Government there will be a push to increase capacity requiring higher levels of digital integration for design for manufacture and assembly and automation with particular reference to the skills deficit.
Your leadership at the Centre for Advanced Timber Technology and Edinburgh Napier University places you at the intersection of education and innovation. How are you incorporating manufacturing and production engineering principles into the development of future sustainable building practices?
The timber technologies we research and educate on are manufactured. Take the Transforming Timber ‘TT’ research project that ran concurrently with the set-up phases of NMITE CATT. TT was a collaborative project of Built Environment – Smarter Transformation, Edinburgh Napier University and EcoSystems Technologies with Fire Engineering support from the University of Edinburgh.
The emphasis of the UKRI funded project was to commercialise UK sourced mass timber products drawing upon the track record of research effort at ENU utilising the BE-ST manufacturing facility via a
commercial accelerator EcoSystems technologies. Outputs from this project are being used to deliver into live construction projects of varying typology and scale. To achieve this, principles of manufacturing and production engineering have to be incorporated to ensure product has quality assurance by being produced in controlled environment, is rigorously performance tested and then measured and monitored in-situ to demonstrate full viability.
This content has been captured and disseminated via the Transforming Timber web platform and has been integrated into educational content for the purposes of upskilling and reskilling.
Collaboration between academia and industry is crucial for innovation. How do you see manufacturing and production engineers contributing to the adoption of modern construction methods, particularly in offsite and timber-based solutions?
The approach TT applied to deliver these innovative sustainable building products into practice is being reapplied to a series of existing projects via the ENU and NMITE collaboration in the form of “Building from Englands Woodland” and “Homegrown Wood Fibre Insulation”.
The emphasis of these Forestry Commission England funded projects is to identify scalable offsite and modern methods of construction products that can best utilise English Forest resource which is predominately hardwoods as compared to the TT project which focusses on Scottish softwood resource. Consequently it is envisioned that outputs from the research will also help inform future forest management strategies, all of this is particularly relevant given the Timber in construction roadmapGOV.UK.
These projects have expanded further the TT collaborative partnership working with dRMM Architects and others within the timber supply chain. A critical aspect to all these projects is the ability to manufacture the products and because they are innovative the facilities often don’t exist in one place or there are challenges with respect to raw material compatibility. For example, creating longer more consistent lengths of timber for
engineered timber products requires defect cutting and finger jointing or producing the raw material for wood fibre insulation requires fiberisation of wood chip materials prior to manufacturing.
Manufacturing and production engineers with the knowledge and ability to work through these supply chain, logistical and compatibility challenges is key to the development of these innovative solutions and getting them ready for market acceptance. Once the market is stimulated and a secure pipeline emerges there is then need to implement the correct set-up that is capable of responding.
With the UK Government’s commitment to building 1.5 million sustainable homes, what do you envision as the biggest manufacturing and production challenges, and how can the industry address them effectively?
The experiences we have had in the R&D and innovation space will also be true for the market as we look to scale up offsite MMC to meet demand, talented production and manufacturing engineers will have a key role to play for the reasons set out but also when considering the digital interoperability challenges and the need to coordinate production processes relative to the market dynamics. Construction and house building is after all variable and relative to demand, specifics of the site and changes in regulation particularly as we push towards net zero will have to be accounted for.
With respect to timber specifically a critical aspect is an understanding of it as a material and the potential it has to offer. Designing for manufacture and assembly and indeed disassembly is also central to success if we are to realise a more circularity. Having the talent necessary to meet with these challenges ultimately requires talented individuals with the associated skill set so investing in education will be an obvious key to success.
Building Resilient Supply Chains: An Insurer’s Perspective
Supply chain disruptions, driven by factors like natural disasters, geopolitical conflicts, and economic uncertainties, pose significant challenges for manufacturers. These disruptions highlight the need for robust risk management strategies that protect production timelines, minimise downtime, and ensure access to critical materials.
Proactive supply chain management has evolved from a strategic advantage to a critical necessity. It ensures customer satisfaction, meets delivery commitments, and supports long-term profitability.
“By integrating risk management at every level, manufacturers can achieve consistent performance and resilience across procurement, production, and distribution.” Steve Fletcher, Gallagher’s Joint Head of Office, Birmingham.
Key Strategies for Supply Chain Resilience
Resilient supply chains are essential not just for managing risks but as a driver of business success. Here are strategies to enhance resilience:
1. Reshoring Supply Chains
Relocating operations closer to home improves security and reduces costs associated with long supply chains. Investments in automation, AI tracking, and data-driven risk tools help mitigate higher local labour costs while streamlining processes.
2. Diversifying Suppliers
Overreliance on a single supplier increases vulnerability to disruptions. A comprehensive supplier network analysis helps identify dependencies and alternatives. Building partnerships across geographies ensures flexibility during crises.
3. Investing in Technology
Advanced technologies like IoT and real-time monitoring provide visibility into supply chain operations, enabling proactive risk management. Blockchain systems enhance transparency by tracking product origins and journeys.
4. Adopting Flexible Logistics Strategies
Static logistics frameworks often fail under changing market conditions. Contingency planning for transportation delays and flexible inventory management help businesses respond quickly to disruptions.
5. Strengthening Supplier Relationships
Collaborating with suppliers as strategic partners reduces risks like material shortages. Transparent
contracts and open communication foster trust and enable effective crisis collaboration.
How
Gallagher
Can Help
Partnering with a specialised risk management firm like Gallagher delivers benefits such as proactive risk identification, tailored mitigation strategies, and greater operational resilience. Gallagher’s Business Continuity Planning (BCP) and Disaster Recovery (DR) processes include Business Impact Assessments (BIAs) to evaluate risks and create effective mitigation plans.
Additionally, Gallagher’s Business Interruption insurance offers financial protection against critical supplier or customer dependencies, providing a safety net during disruptions. Proactive risk management safeguards profitability, supports operational continuity, and unlocks growth opportunities. Partnering with Gallagher equips businesses to build future-proof supply chains that remain resilient and competitive in an everchanging environment.
Scan the QR code to contact us and explore how Gallagher can help secure your supply chain.
Cloud and On-Premise install options
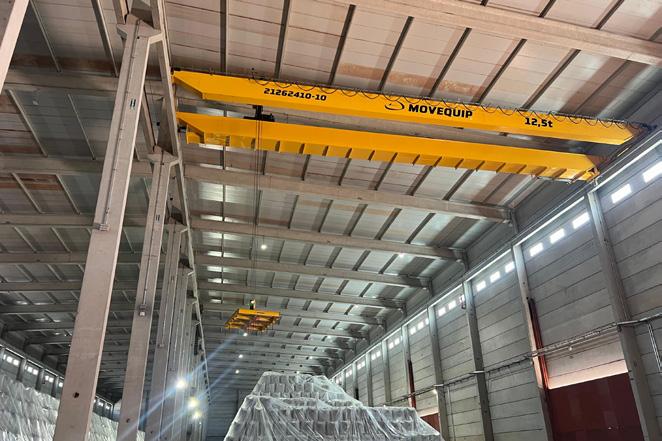
Movequip solutions and Verlinde equipment optimise handling in Brazil’s sugar industry
Movequip offers its customers a complete portfolio of intelligent material flow solutions using hightech lifting and handling systems.
As a specialist of Big Bags loading and storage optimisation, Movequip markets lifting equipment that is extremely safe and fast to operate, thereby boosting performance while reducing operating costs. Convinced by this expertise, a major player in the sugar industry called on Movequip for a large-scale project within the constantly modernising industry to continue initiating best practice throughout the value chain with sustainable practises.
In this context of massive production, efficient storage and handling is becoming crucial.
The specific need was to maximise the storage of sugar Big Bags while
reducing handling time, thereby increasing productivity.
Movequip is renowned for its advanced industrial handling solutions, which meet the most stringent performance and safety requirements. For this project, four overhead travelling cranes were installed in a 200 metres long warehouse, with a span of 30 metres and a height of 20 metres. Each crane can lift six Big Bags simultaneously, each bag weighing 1250 kg with a diameter of 1100 mm and a height of 1200 mm.
The use of Verlinde VT4 electric hoist, with its 3M FEM workgroup, proved to be a major asset. This hoist stands out for its robustness and its ability to withstand high work cycles, a necessity in this high-speed environment. The overhead travelling cranes, equipped with motors capable of travelling at speeds of up to 60 m/ min, ensure fast, efficient handling of the Big Bags.
The trolley’s reach (3100 mm) has also been customised to optimise storage at height. This specific adaptation made it possible to increase total storage capacity by 8%, in line with the customer’s expectations.
The use of Verlinde VT4 electric hoist, with its 3M FEM workgroup, proved to be a major asset.
The installation, carried out in a recently refurbished warehouse, required 1.6 km of rails to be laid. A team of six professionals was mobilised to erect the overhead travelling cranes using cranes and lifting platforms. Movequip’s expertise in managing this type of complex project enabled the project to be completed on time and commissioned quickly.
When Movequip was selected, the preventive maintenance contract was part of the specification to ensure that the equipment was inspected regularly to avoid unplanned downtime. In addition, strategic spare parts are stocked at the customer’s premises to ensure that repairs can be carried out quickly should the need arise. Furthermore, Movequip provides a 24-hour service with a technical team located less than 80 km from the end customer’s site, enabling rapid assistance to be provided when needed.
Due to the quality of the equipment and the responsive after-sales service, the customer continues to invest in Movequip and Verlinde solutions, and now has more than 20 cranes for various sectors of its business.
The collaboration between Movequip, Verlinde and this customer is not limited to this installation. Further orders are planned, as the positive impact on the productivity and efficiency of the handling process has been highly significant.
Revolutionising Productivity and Transparency in Plastics Specialist Equipment & Tools
Sumitomo (SHI) Demag UK explores the question on every plastics processor’s mind as we enter this new age of connectivity and transparency: how to get multiple technologies and periphery equipment from different sources to communicate, form a cohesive data set and offer meaningful insight into a factory’s processes?
Working with a small consortium of premium machinery and automation partners, Sumitomo (SHI) Demag UK recently delivered a factory-tested, CE marked machine that connected an IntElect injection moulding machine to all of the periphery moulding equipment, including four existing and very much functional boxing and packing systems. Then, using locally built software and hardware, successfully got everything interacting with each other through a single NC5 controller. The project has made the finalist list in this year’s Plastics Industry Awards.
Data holds intrinsic value with the ability to optimise productivity and increase profitability, but only if it is collected and handled correctly. Big data, in its simplest terms, is a large, complex, proliferating data set that comes variety of sources in diverse forms.
Through the newest digital technologies, this data can be collected, processed and analysed to
help manufacturers gain the greatest possible value from it. The amount and availability of data a factory can collect is accelerating rapidly, propelled by advancements in digital technology, from deep learning data analytics to cross-platform, open-source communication.
Industry 4.0 introduced the term “Smart Manufacturing”, whereby Industrial Control Systems (ICS) monitor the physical processes of the factory and make decentralised decisions. These cyber physical systems become an Internet of Things, communicating and cooperating both with each other and with humans in real time.
At the very core of Industry 4.0 technology is cross-platform communication and big data analytics. In today’s modern market, plastics manufacturers need to meet higher demands for productive, energy efficient, sustainable processes, in order to achieve ambitious growth targets and meet stricter government standards.
The momentum and move towards smart manufacturing and Open Platform Communications Unified Architecture (OPC-UA) interoperability continues at pace. Facilitating scalable and extendible communication between the injection moulding machines, periphery equipment and automation aligned to the recommended standards is imperative to adopting a smart manufacturing approach.
The OPC-UA standard was created in 2006 by the OPC Foundation. This proposed a standardisation of communications between ICS machines, integrating technology to ensure the security of these communications. It can be implemented on most current ICS device, running a compatible operating system (e.g. Windows, Linux, IIOT).
OPC-UA is the communication technology which allows equipment and machines to talk to each other; it does not however define what they are going to talk about. For real information to be exchanged, there needs to be a “conversation” layer –what the equipment is going to talk to each other about and what data is going to be collected. With the help of the OPC Foundation, Euromap has created this cross- platform, universal reporting language.
Despite the talk about smart technology solutions such as big data and OPC-UA, these systems are still in their infancy. Although many approaches and technologies have been developed, it still remains difficult to carry out machine learning with big data.
The over complexity and issues with enabling interoperability of ICS are only just being addressed. Few have been able to push the boundaries and mastered total integration, seamless communication, data collection and valuable analysis between devices. Furthermore, many plastics companies are struggling to capture the full transformative efforts that deliver a satisfactory return on investment.
To deliver the productivity, process and people improvements these new digital tools boast about, companies have to be strategic in their approach, even the best technologies are compromised by a lack of long-term planning and reactive piecemeal purchases.
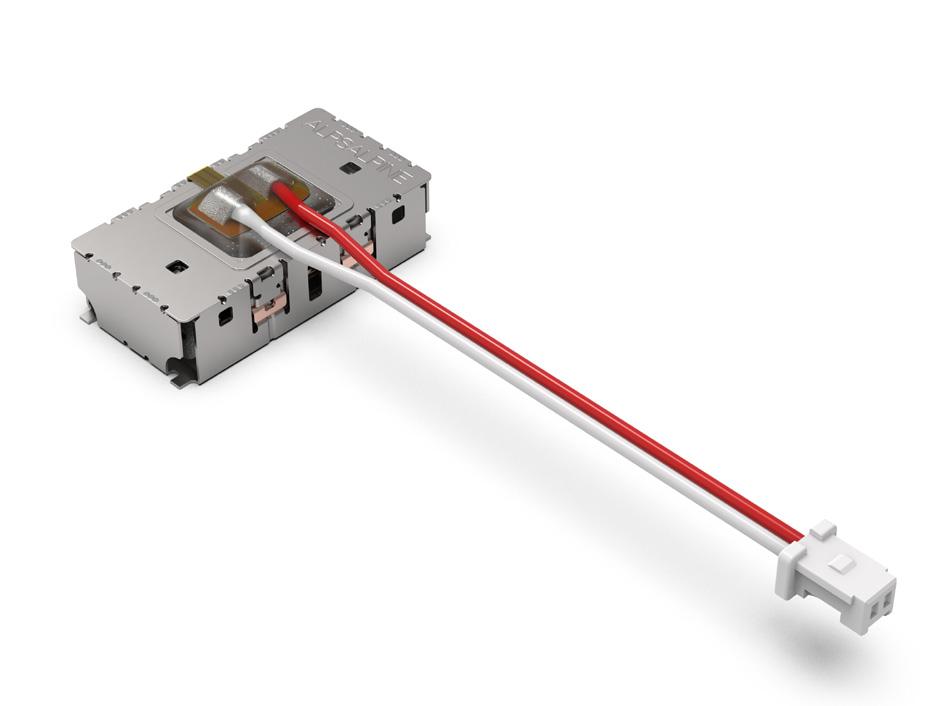
Alps Alpine have launched the compact Haptic Reactor “U-Type,” that achieves approximately 90% size reduction (by volume) compared to its predecessors. Maintaining high vibration performance, this new model can be installed in tight spaces that were previously challenging. Mass production began in November 2024.
This product was developed primarily for installation in automotive steering wheels and air-conditioning control units. Currently, push switches are commonly used in automotive control units. However, driven by the trend toward higher-quality interior design, touch panels are increasingly replacing traditional switches. While electronic sounds are often employed to confirm operations on touch panels, there is growing demand for vibrationbased feedback as an alternative. This approach ensures intuitive usability while maintaining cabin quietness.
Alps Alpine have been providing haptic reactors as tactile feedback devices to meet such needs. However, conventional models, due to their larger size, were difficult to integrate into space-constrained areas like touch panel-based steering wheels and air-conditioning controls. To address this challenge, Alps
Alpine developed the “U-Type,” which significantly reduces size while maintaining high vibration performance.
The demand for vibration devices is expected to expand beyond the automotive market into consumer and industrial equipment markets.
ROCOL Launches ‘Next-
Generation Cutting Fluid’ That Will Boost Productivity and
Industrial lubricants
manufacturer ROCOL has launched a new metalworking cutting fluid product to help customers improve efficiency and cut costs.
TRI-Logic ATi has eliminated all previous rework and scrap incurred due to corrosion and staining on complex automotive components when cutting sensitive aluminium grades even after 100 hours of continuous machining.
With ATi, the removal of staining has saved machine shops expensive man hours from having to rework parts, or worse case scrappage and missed delivery deadlines.
Cut Costs
Furthermore, the optimised chemistry means that end-users can cut aluminium, titanium and stainless steel from one single sump.
Tri-Logic ATi achieves this without using the traditional boron, chlorine and secondary amine chemistries, and it is completely free from petroleum oils.
ROCOL chemists place this product under its next generation of fluids and Tri-Logic ATi is a clear step change in technology and performance compared to what is available on the market today.
Find out more here.
Latest Product Launches
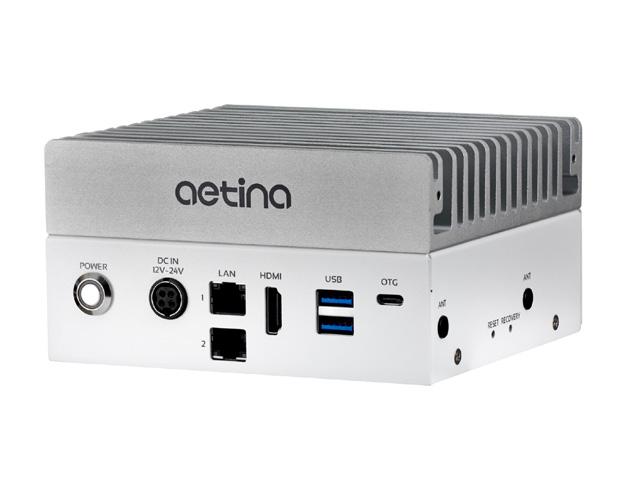
Aetina Embarks on Revolutionary Edge AI Enhancements
Aetina, provider of edge AI solutions, has announced its comprehensive support for Super Mode, a feature introduced in the latest NVIDIA® Jetson Orin™ NX and Jetson Orin™ Nano modules.
This enhancement, set to be enabled by the NVIDIA JetPack™ software development kit’s 6.2 release, delivers up to 2x boost in generative AI inference performance, reinforcing powerful applications in computer vision, robotics, and local AI deployment.
Super Mode transforms the operational capabilities of the Jetson Orin platforms by enhancing their processing performance and efficiency, making them ideal for demanding AI applications at the edge.
With Super Mode, Jetson Orin NX and Orin Nano modules deliver up to a 70% increase in AI TOPS, allowing a wide spectrum of AI models to run, including LLMs, VLMs, and Vision Transformers (ViTs).
With the NVIDIA JetPack 6.2 release, Aetina is poised to propel its clients into a new era of AI with enhanced capabilities that promise to revolutionize industrial and enterprise applications.
STIEBEL ELTRON Unveils New EnergyEfficient Ventilation Product – VRC
STIEBEL ELTRON UK has launched a new innovative ventilation system range which will bolster heat recovery efficiency in homes and supply clean air throughout a building.
The new VRC ventilation system range can dramatically improve a home’s heat retention, delivering up to 92% heat recovery in a property. The range was designed with an emphasis on providing consumers
with a flexible, affordable, and energy efficient ventilation system which can be adopted in all manner of domestic and light commercial buildings.
As well as providing strong heat recovery in the winter, the VRC system range is designed to maintain comfortable temperatures in warmer months, coming equipped with a heat exchanger bypass mode to provide cooler, well-ventilated rooms in hotter temperatures.
The Enthalpy models also come equipped with active moisture control features to regulate indoor humidity, helping to reduce the build-up of damp and mould in a dwelling.
Coinciding with the launch of the new range, STIEBEL ELTRON UK is offering a free service to size ventilation units and design integrated heat pump systems, helping to streamline the installation process for customers and installers by providing tailored solutions for optimal performance and efficiency.
The VRC range is the latest development in STIEBEL ELTRON UK’s ongoing commitment to advancing sustainable energy solutions in the heating and ventilation sector across the country, providing an innovative step forward in supporting more energy-efficient living environments.
The VRC range is available now, for more information, visit: www. stiebel-eltron.co.uk.
Diagnostics & Risk Management
AI Diagnostics Could Allow for Lower Insurance Premiums for BESS
By Daniel Parr is a Technology Analyst at IDTechEx, Daniel Parr
Battery diagnostics are a necessary tool in the battery energy storage system (BESS) and mobility markets. Over the course of a lifetime, battery degradation can lead to unexpected early failures or even safety concerns, which can be catastrophic in larger battery deployments.
To counteract these concerns, battery health (SoH) and degradation must be tracked. To do this, measurements of basic electrochemical properties (voltage, current, resistance) are required, ideally over a large time period. The battery management system (BMS) can provide this data, but the system itself has limited analytic capacity. External diagnostics, in which analysis is performed after uploading to a cloud, allow for more efficient use of BMS data. Machine learning methods are some of the most promising for this form of battery diagnostics.
Supervised learning methods are the primary algorithms employed in AI-assisted battery diagnostics. They are used to solve two distinct problem classes: regression and classification. In regression problems, the aim is to estimate the true value of a continuous property, e.g. state of charge (SoC), remaining useful lifetime (RUL) or state of health (SoH). In classification problems, the aim is to sort candidates into distinct groups, e.g. ‘good’ and ‘bad’ cells, or ‘highly degraded’ and ‘less degraded’. For both problem classes, traditional methods involve physics-based calculation and modeling, which presents challenges, as battery degradation modes are complex processes with many dependencies. However, data-driven
machine learning techniques, such as artificial neural network (ANN), decision tree methods and k-means clustering, can be used in conjunction with or in place of physics-based modelling, to better assess cell degradation.
Machine learning methods are some of the most promising for this form of battery diagnostics.
Usually, specific degradation modes are identified through classification. Several flags are used, each corresponding to indicative behaviors during charging and usage. This identifies degradation early, allowing cell charging profiles and usage strategies to be modified to limit degradation growth. In this way, AI-assisted diagnostics have proven battery lifetime and increase the overall safety of the deployment. AI-assisted diagnostics have proven to offer improved battery lifetime of 10-20%.
Improvements in lifetime and reductions in risk are vital to insurers, who seek to minimize the cost and number of payouts. As such, ensuring that a suitable diagnostic service is provided for insured battery deployments can be advantageous. Already, the market has seen arrangements whereby an insurer will offer better premiums
for fleet and BESS owners should they use machine-learning-assisted diagnostics services.
This has been seen especially in the European market, which has many active players in the cloud-based diagnostics space. Two of the larger third-party cloud-based players are ACCURE and TWAICE, with ACCURE currently the market leader in the BESS space. HDI insurance has clarified that it will offer better premiums for clients using ACCURE’s diagnostics services, for the reasons listed above. Meanwhile, TWAICE announced an insurance partnership with NARDAC in June 2024, publishing a whitepaper supporting the benefits of a diagnostics-based approach to risk management.
The AI-assisted diagnostics market, specifically the third-party market for cloud-based services, is set to reach a global capacity of 190 GWh by 2035, with a CAGR of 23.4%. This growth will be fuelled in part by arrangements between insurance providers and diagnostics players. By reducing premiums, a tangible value proposition even beyond lifetime increase can be provided, further incentivizing BESS and mobility players to utilize these services. IDTechEx predicts that AI-assisted battery diagnostics will become the norm across much of the BESS industry. To find out more, see IDTechEx’s recent report, www.IDTechEx.com/AIBattTech. Downloadable sample pages are available for this report.
For the full portfolio of batteries and energy storage market research available from IDTechEx, please see www.IDTechEx.com/Research/ES
ATEX CERTIFIED SAFETY LIGHT CURTAINS FOR EXPLOSION PROTECTION
Production areas of the chemical industry, refineries, paint shops, bulk material processing, sawmills and grain processing companies have increased risk of explosion. For these applications, Schmersal has developed the ATEX certified SLC/SLG440 safety light curtains and grids.
The Ex-SLC440 for finger, hand and body detection are available in variants with a resolution of 14 and 30mm and ranges from 0.3 to 20m. The Ex-SLG440 safety light curtains are suitable for access control in hazardous areas. The waterproof and dustproof devices achieve IP66 and IP67 protection and can also be used outdoors.
The devices can be installed in potentially explosive gas and dust atmospheres, they are used to protect hazardous areas and access points for machinery. If one or more beams are interrupted, the dangerous movement is brought to a standstill.
SCHMERSAL | Enigma Business Park Malvern, Worcestershire, WR14 1GL
www.schmersal.co.uk
uksupport@schmersal.com
People On The Move
Rainbow Dynamics announces key appointment as it targets US and Canadian logistics robotics markets
Rainbow Dynamics, the UK-based developer and manufacturer of robotic and automated materials handling solutions, has announced the appointment of Keith Gallant as its General Manager for the USA and Canada.
In his new role Keith will be responsible for identifying growth opportunities and fostering the strategic partnerships that will enable Rainbow Dynamics to expand its presence within the US and Canadian intralogistics markets.
Prior to joining Rainbow Dynamics Keith Gallant held a senior sales and marketing position with Dorabot - a robotics systems integrator. His CV also features Arobotic X, a company that represents manufacturers of a broad range of automation and robotics technology. The time spent at these two organisations has given Keith a unique insight into the logistics robotics sales process and the interplay between system integrators and OEMs.
His extensive experience and expertise includes the design and implementation of pallet- and case-
In his new role Keith will be responsible for identifying growth opportunities and fostering the strategic partnerships...
level AS/RS solutions, automated guided vehicles and robotic pick, pack and palletising applications for clients operating within diverse industry sectors.
Keith Gallant’s appointment comes at an exciting time for Rainbow Dynamics as the company continues to enhance its technology and product offerings and grow its global presence.
Locit appoints new CFO to drive 20% growth in 2025
Locit, a leading manufacturer of steel lockers and innovative storage solutions, has appointed a new Chief Financial Officer (CFO). Richard Jones, a seasoned finance professional with over 30 years of experience in the manufacturing industry, joins the Deeside-headquartered company to strengthen its leadership team.
His appointment comes at a pivotal time as Locit sets ambitious targets following a strong 23% increase in sales orders during Q1.
A CIMA-qualified finance expert, Jones has previously held senior roles at manufacturing leaders such as Kronospan, Magellan Aerospace, and Tata Chemicals,
His appointment comes at a pivotal time as Locit sets ambitious targets following a strong 23% increase in sales orders during Q1.
where he honed his expertise in cost optimisation, strategic planning, and operational excellence. He will leverage this experience to support Locit’s aggressive growth target, as the company is poised to surpass £7m in sales by the end of its third year, in September 2025.
Locit, the world’s only carbonneutral steel locker manufacturer, is committed to investing in employee training and development in 2025, further reinforcing its commitment to providing exceptional value to customers and maintaining a competitive edge in the everevolving market.
Long-Standing Engineering Firm Makes Senior Appointment to Accelerate Product Roadmap
Global engineering firm, BGB, has bolstered its offering by welcoming back Dr. Ben Murphy as head of product development.
Joining the team as head of product development, Ben will lead the advancement of the business’ Fibre Optic Rotary Joint (FORJ) product range while also overseeing the firm’s ambitious product roadmap.
Ben first joined the business in 2018 as a research and development engineer, specialising in FORJ; a device that allows for the high-speed data transfer of optical
signals in a variety of applications, from wind turbines and cable reels to manufacturing equipment and drones.
Returning to the firm and bringing experience in automotive, yellow goods and agri-tech as well as academic and commercial research, Ben aims to help address the possible future market challenges faced by BGB’s customers. He also seeks to extend BGB’s technological capabilities to deliver robust industrial solutions across a range of sectors from energy and construction to utilities and transport.
To find out more about BGB’s rotary solutions, visit: www.bgbinnovation.com/
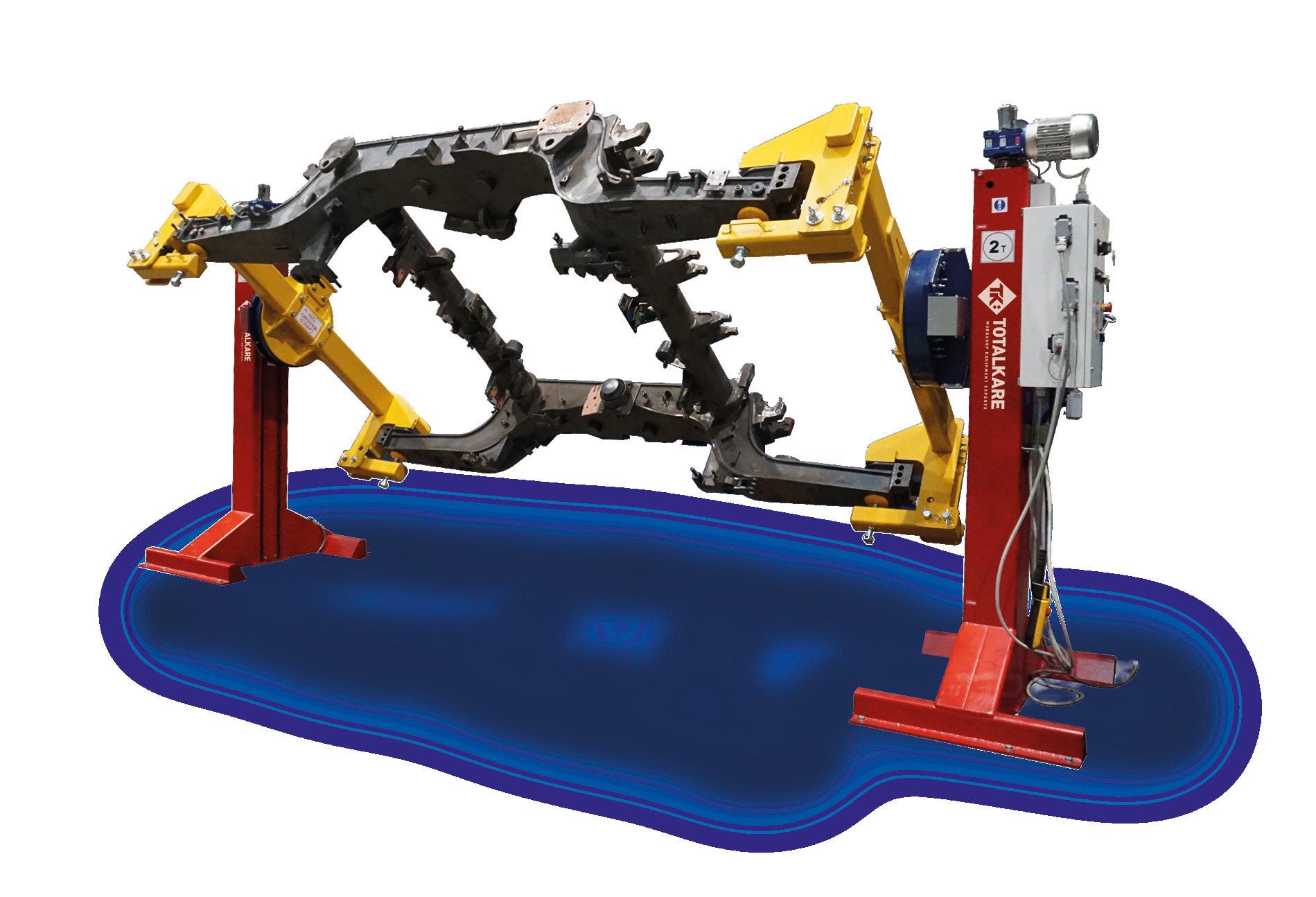
Totalkare’s ergonomic positioners are single or double column devices that enable the lifting and rotation of a product during welding and assembly operations.
With overall capacity from 2,000 - 90,000kg to suit, they are both compact and flexible.
Compressed Air, Pumps & Valves
The Simplicity of Prefab Smoke Solutions
The twin priorities of compliance and compatibility have ushered a rise in demand for prefabricated building services, including ventilation and smoke fans. Here, Colin Moss, Car Park and Smoke Control Manager at Elta discusses why building and environment engineers should consider prefabricated ventilation solutions.
In any industry, it can be easy to do things the same way simply because that’s how they’ve always been done. Established practises become almost traditional, and breaking out of routines can be difficult, or even thought of as ‘risky’.
This is certainly the case for building services and ventilation. Traditionally, designers in construction projects have tended to select products for systems in isolation, and not necessarily considering downstream site practicalities. This common practise is widely regarded as a norm for the industry, despite many facing problems with this method.
Using prefabricated solutions early in the project design can be the key to resolve downstream complications before they arise.
Compatibility and compliance
One problem that often occurs includes the miscommunication that can easily happen when ordering from multiple suppliers. This has resulted in fans, controls, or other ancillaries arriving only to be found to be incompatible and leaving project managers having to rethink schedules while re-ordering and awaiting the delivery of the correct part. Even
worse is that systems can be site assembled incorrectly, potentially resulting in non-compliance or poor performance.
The above scenarios paved the way for prefabricated solutions that prevent incompatibility and compliance problems, improve building site safety, and speak to the environmental obligations that are now part of building site management.
The future is prefab
For smoke fans to be compliant for use in buildings, they must meet the requirements of EN 12101-3, including performance and testing requirements, materials, and installation compliance.
Construction projects can benefit from working with suppliers that not only meet the above regulations but are also able to provide prefabricated solutions. Recognising this, Elta has launched its ‘Prefabricated Solutions’ range, which helps avoid the incompatibility issues and the increased risks that come with ordering components from multiple sources that require unnecessary site deliveries, storage, and lifting operations.
Prefabricated smoke ventilation systems from a reputable manufacturer such as Elta meet or exceed building regulations. Decision makers in construction projects should look for prefabricated solutions that offer the highest standards of fire safety coupled with world-class performance.
Advantages of Elta
Electing to go with prefabricated ventilation means that construction projects can benefit from a simplified installation process and reduced project timelines. To help with the selection of prefabricated solutions, Elta’s own selection software can help provide both acoustic and air flow performance data, streamlining the decision-making process. This allows for solutions to be engineered from the early stages of a project and
delivered on schedule, as opposed to the traditional method of ordering components for engineering on site, with the inherent risks associated with this course of action.
Elta is accredited to ISO 9001, and with its ‘Prefabricated Solutions’ range, building services engineers can access a wide range of standard duty fans and smoke fans, with over 150,000 customisations available to suit all different types of application. This industry-leading service helps enhance site safety and efficiency, reduce delays and expenses, while making improved quality accessible to all building services engineers and managers.
The Fire Safety Event 2025
Elta will be exhibiting at The Fire Safety Event at the NEC Birmingham on 8th-10th April 2025, showcasing the latest Prefabricated Solutions for smoke ventilation and fire safety compliance. Visit them at Stand 4/D95 to explore how engineered solutions can enhance your next project.
For more on Elta’s Prefabricated Solutions, see EltaUK.com.
Training & Education News
Make a safe investment in training
When it comes to making difficult decisions on where to make cuts, training too often tops the list. Ross Moloney, CEO of the Lifting Equipment Engineers Association (LEEA), and his team feel strongly that reallocating investment away from this essential part of our industry would be bad news.
The Lifting Industry is essential for the smooth running of the UK economy yet skills shortages remain a major impediment. To continue growing successfully requires a sustained supply of skills – and the right kind of skills. Our industry continually innovates and moves forward with improvements to practices through investment in technology and new techniques. Appropriate training will maximise the return on this investment.
But even more critical for the inherently hazardous Lifting Industry, is that training nurtures best practice when it comes to working in safety. It is estimated that over 90% of all accidents result from human error, with the major contributors
being carelessness, ignorance and incompetence. So the question is: can you afford not to train?
LEEA’s developing training offer provides a choice of training delivery channels, either digital or in-person, to suit priorities and make it easier and more cost effective for more people to train, continuing to develop in other languages to meet the needs of their global membership and tailoring to
their members’ needs, flexible in its learning modes and readily accessible.
Training is vital for working in safety. Overcoming bad practice to achieve a safer industry is a perpetual battle that can be won; but it needs the support of training, and this must be prominent in the mind of companies looking at how to deal with additional costs.
British Engines Group launches its 2025 apprenticeship programme to attract top engineering talent
British Engines Group has launched its 2025 apprenticeship programme to provide vital career opportunities to the next generation of North East engineering talent.
The firm has 35 live apprenticeship vacancies available on its 2025 programme, representing a 59% increase on the previous year. The apprenticeships will span engineering and business disciplines across its group of eight North East companies, including Michell Bearings in South Shields, BEL Engineering in Newcastle and CMP Products in Cramlington.
Around one in ten factory employees across the group are currently an apprentice, with the business having provided over 1,000 apprenticeships since the programme was first introduced in 1966.
One apprentice to have benefited greatly from the British Engines Group apprenticeship programme is Kacper Konarski from Gateshead. He joined BEL Engineering as a machining apprentice in 2022 and has since scooped two major group awards in recognition of his many apprenticeship achievements.
The 2025 apprenticeship programme will be delivered in partnership with training providers, including Newcastle-based TDR Training, South Tyneside College Marine School and CQM Training.
Budding apprentices can apply on the company’s website: www.britishengines.com
Leicester College to open new Green Technology Hub
Leicester College is set to open a new Green Technology Hub at its Freemen’s Park Campus in March 2025.
The Hub will feature state-of-the-art green tech equipment including air source heat pumps, solar panels, battery storage systems and EV charging stations. This will enable students, staff and employers to gain hands-on, practical experience with the latest green technology.
The Green Technology Hub will support a range of Leicester College courses from Level 2 to Level 4, focused on renewables and green technology.
The Hub is funded by the Government’s Local Skills Improvement Fund and will be fitted out by Quantum Training, a UK renewable training provider, which will also train Leicester College staff on the equipment. The College has successfully been awarded funds to develop training programmes to meet local employers’ skills needs in key industries including the green sector.
These programmes support four key aims: decarbonising transportation; green leadership skills; digital upskilling; and employer skills training.
Mech a nical Integrity Training with reality built
in…
Developed and verified ‘for industry, by industry’, EEMUA 231 Mechanical Integrity courses are for industrial engineers at every career stage. Aiding efficient hands-on work with primary containment (including pressure systems) – to prevent loss of hazardous substances.
Satisfy industry requirements at each competency level –Awareness, Basic application, Practitioner, Leader.
Certificated for up to 5 years.
CPD-approved.
Flexible for learners and companies – Blended, Live online, Classroom, E-learning, or In-house.
Available to all – free or discounted to EEMUAMembers.
Courses throughout each year:
This will enable students, staff and employers to gain hands-on, practical experience with the latest green technology.
Asset Integrity Leadership Certificate –Blended, online learning – Leadership level – with a flexible 3 hours of learning per week for 16 weeks – 55 hours' CPD – certificated via exam – tailored to each Learner, company and site/s via a 2-hour induction – next course starts 31 March 2025.
Mechanical Integrity Practitioner
Certificate (MIPC®) – blended, live online learning – on-site or on-call –1:1s and Mentor Support – workbook builds from day-1 for immediate use in on-site application of EEMUA 177, 231 and 232 guidance, and the PSSR ACOP – certificated for 5 years via exam and portfolio assessment – in-depth learning for 27 weeks, flexible 4 hours per week – CPD of 110 hours. The MIPC course adapts to engineering needs of each Learner their company and site/s via a 2-hour induction (made to fit work schedules ahead of the course) –learning starts 3 March 2025.
EEMUA 231 Mechanical Integrity Basics –Blended, online learning – Basic application competency level – with a flexible 4 hours of learning each week for 3 weeks – 15 hours' CPD – certificated via exam –next course starts 1 September 2025.
EEMUA 231 Mechanical Integrity e-learning –Awareness level – with 1 hour of CPD – immediately available – on-demand
EEMUA 231 Mechanical Integrity In-house training – at the Awareness level – CPD – 1 day or 2 half-days – by arrangement – for your choice of time, location, and method of learning – certificated
Also... EEMUA Conference 2025 Cheshire, UK – 26-27 March 2025
When The Expanded Metal Company recognised its costs for external subcontract laser cutting services were escalating in line with output, the Hartlepool manufacturer investigated the market for a fiber laser machine to help manage costs and enhance process control. The solution was a Lincoln Electric® Linc-Cut™ 1530A 6kW fiber laser machine from Kerf Developments, and the benefits are nothing short of remarkable.
The Expanded Metal Company Groups products range from mild steel and aluminium mesh to pre-galvanised steel and specialist equipment. The diversity of applications covers everything from balustrading, cladding, ramps, walkways, and insect guarding in the construction industry to air and liquid filtration, security fencing, crop drying and animal flooring, acoustic applications, and even speaker and car grilles for the automotive projects.
For the last four years, the fabrication department has been buying laser-
cut parts to complete fabricated assemblies that, as a finished product, are disability access ramps. Initially, the customer requirement was for four or five different ramp variations, but this has expanded to over 25 variations. With ramps ranging from 900 by 300mm to 1.5 by 1.5m and a host of dimensional variations in between, the production volume now stands at 200 to 250 ramps a week. This increased volume created several issues for the North East manufacturer. Firstly, subcontract laser cutting costs had escalated to become a major monthly cost, and secondly, Expanded Metal had to schedule its production and lead times around its supply chain.
Despite looking at many vendors, a demonstration at the Kerf showroom in Rochdale sealed the deal.
The Linc-Cut™ 1530 A has a 3 by 1.5m bed and incorporates an automated double shuttle table with a 1-tonne capacity for loading and unloading sheets when the machine is cutting. The fiber laser cutting head has
a 75μm compact laser source to enhance cut quality. Furthermore, it incorporates an autofocus function with automatic gas calibration and cutting height for optimised cut quality and repeatability.
Kerf conducted cutting trials and invited the ExMesh production team to trial the machine. At the same time, the ExMesh Health & Safety Manager reviewed the safety attributes of the Linc-Cut™ 1530 A. With a two-camera safety system, protective enclosure, security windows, light safety barrier, high-grade laser, CE certification, a fume extraction system with DIGIFILTER and a 2-year warranty, the Linc-Cut™ 1530 A passed the stringent health and safety requirements of ExMesh. Demonstrating its astounding ease of use, the large-screen CNC interface integrates two monitoring cameras and automated drawing, nesting, and database parameters with advanced functions like Flycut, Fast Cutting, Smooth Microjoint, Frame Border and Circle Centering, sealing the deal for the ExMesh operators.
Delivered in August, the Linc-Cut™ 1530 A has hit the ground running, operating for 8 to 16 hours a day. The impact of the machine has been far-reaching. The subcontract supply of laser-cut components ended immediately, saving the 95+ employee business significant costs monthly. This will ensure the Linc-Cut™ 1530 A has a staggeringly short payback period.
The ISO:9001, 14001, and ISO:45001 certified manufacturer has started moving work from punching and pressing machines to the laser as it also streamlined lead times and inventory management.
Looking to the future, ExMesh purchased the 6kW Linc-Cut 1530 A to open opportunities beyond its current scope – and this is already reaping rewards.
MORE THAN 20.000 MOTORS AVAILABLE FROM STOCK!
Motors up to 25 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW
• Direct current motors up to 2,000 kW
• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions
• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors
Martin Rooney | Tel.: +44 1664 500 844 | Mobil: +44 7957 618046 martin.rooney@menzelgb.co.uk NEW ELECTRIC MOTOR PLANT FROM JANUARY 2024
MENZEL Elektromotoren GmbH
German Headquarters
Am Alten Walzwerk 2 | 16761 Hennigsdorf | Germany
menzel-motors.com info@menzel-motors.com
24,000 m 2
Strohm to supply 33km of Thermoplastic Composite Pipe for Saudi Aramco’s Fadhili gas plant
Strohm, the world’s first and leading thermoplastic composite pipe (TCP) company, has been awarded a medium sized contract to supply 33 km of its TCP flowline for Saudi Aramco’s Fadhili gas plant in Saudi Arabia.
Following a successful pilot with Saudi Aramco, this is Strohm’s first commercial contract for onshore application in the region. The project
also marks the first time the company uses its newly offered electrofusion coupler (EFC), a completely nonmetallic, welded and fully bonded joint that is corrosion free and enables buried application as it requires no seals. The EFC is a cost-effective solution, easier and faster to install on site than steel connectors.
The six-inch glass fibre polyethylene composite pipe will
be used for rich mono ethylene glycol (MEG) transport and is due to be delivered in September 2025. It will be produced in the company’s manufacturing plant in the Netherlands and terminated in the field using local workforce. The low weight solid pipe structure is immune to corrosion and has a smooth liner ensuring enhanced flow.
The contract was awarded following Saudi Aramco’s and its engineering partner KBR’s material selection studies, which showed that TCP was the most suitable solution for the flowline, due to its demonstrated fluid compatibility, high qualification standards, lack of corrosion, and low carbon footprint.
The Fadhili Gas Plant in Saudi Arabia is undergoing a significant expansion to enhance its role in the country’s energy strategy. The $7.7 billion project aims to increase the plant’s processing capacity to four billion standard cubic feet per day and to support the future development of low-carbon hydrogen.
BITO UK, the UK subsidiary of the international BITO Lagertechnik GmbH, will be exhibiting at Southern Man¬u¬fac¬tur¬ing & Elec¬tron¬ics 2025 on 4th to 6th Feb¬ru¬ary 2025 at the Farn¬bor¬ough Inter¬na¬tion¬al Ex¬hib¬i¬tion Centre, Hampshire. They will be on Stand G270,
where visitors can dis¬cov¬er the latest stor¬age solu¬tions and re¬ceive tail¬ored ad¬vice from the company’s ex¬per¬ts, designed to boost efficiency and productivity in warehouse operations. There will also be a chance to see how products can enhance a company’s logistics and storage processes and to discuss techniques that
can play a crucial role in assisting manufacturers and logistics service providers in boosting productivity. Many companies today are challenged by increasing order volumes, labour availability and cost pressures. BITO works with clients on projects to turn their ideas into reality through innovative, high quality and reliable solutions that address these challenges and can also contribute to the increasingly important task of helping companies to demonstrate their sustainability credentials.
BITO’s experts will be pleased to discuss techniques playing a crucial role in assisting manufacturers and logistics service providers in boosting productivity.
For more visit www.southernmanufacturing-electronics.com.
Multi-Site Milling Company Advocates Automatic Testing
Ardent Mills has an expansive national footprint, comprising over 40 locations, recognising the importance of embracing the newest digital technologies to ensure that every aspect of its operations remain true to quality standards.
Over the last 12 months Packaging Engineer Manvine Bharj and her team have set up Halo Automatic Testing on six inline conveyor packaging lines.
At the mills that ship packed product direct to retailers and commercial bakeries, Ardent implements an end-of-line HACCP testing point, just before palletising.
The resulting operational savings have been equally rapid;
Manvine estimates the ROI on the original Stealth Metal Detector investment has been achieved in six months or less.
Halo Automatic Testing independently tests all three metals in the exact geometric centre of each Stealth metal detector aperture. The technology then mimics the disturbance caused by a test contaminant calibrated to the precise size, metal type and speed of each product bag as it passes through the metal detector aperture.
With many sites moving towards paper-lite processes, automating QA documentation has been a crucial step in maximising both equipment and operator efficiency, reports the milling business.
Titan Enterprises Expands Reach in North America
For nearly 20 years, Titan Enterprises’ trusted North American distribution has been expertly handled by its long-term partner, JLC International. This successful collaboration has laid a strong foundation for further growth in the region.
A UK-based manufacturer of small-bore liquid flowmeters, Titan Enterprises has built a robust global network of partners and distributors in Europe, the Americas, Australia, and East Asia. This strong international presence enables its flow measuring products to reach markets that might otherwise be restricted, easing import access and providing local support and technical expertise.
When Basecamp Process Components (BPC Valves) approached Titan and showed strong interest in becoming a key distributor
for the USA and Canada, discussions began. With a rich legacy itself as a leading provider of industrial valves, BPC not only understand the process and flow measurement industries, but their long-established market also provides a clear synergy with Titan’s flow meters and flow measuring instruments.
Titan’s dependable flowmeter technologies play a vital role in the development of innovative products aimed at promoting sustainability, reducing waste, supporting alternative energy use, and driving both environmental and financial savings. The versatile range of Titan flowmeters offers advanced features such as chemical resistance, long lifespan, clean bore design, and precise lowflow measurement.
Over the next few years, Titan will be seeking established international
distributors in the Middle East / UAE and Southern African regions to develop a more coordinated approach to these markets.
For more visit Titan’s website.
Process Technology & Engineering
SAFE : technology, practicality and global vision to support decarbonization
SAFE is a leading company on the international scene producing compressors and advanced technologies for natural gas, biomethane and hydrogen processing, specialising in innovative technologies in piston compressors and gas processing equipment.
The use of both mechanical and hydraulic technologies, as well as their combination, has enabled the development and production of a portfolio of products and integrated solutions which are capable of covering the entire value chain: from post-generation, to transportation, up to distribution, with pressures ranging from 0.3 bar to 950 bar – also through the launch of new compression systems aimed at fostering the development of hydrogen from renewable sources.
Its activities range from the design and manufacture of high-efficiency compressors to maintenance services and technical support. The company also offers its expertise as a ‘system integrator’ with compressors from other OEMs.
From gas recompression in wells to turbine feeding, from underground gas storage to gas recovery and collection, up to distribution for industrial, private and mobility applications, this offers a customised response. There are also compression solutions consisting of compact single or double skid designs with the compressor coupled to an electric or gas engine as well as all auxiliaries including cooling, filtration systems and pulsation dampers.
Safety standards are guaranteed through soundproofed enclosures equipped with gas and fire detection systems.
SAFE offers customers remote monitoring and diagnostics of all plant parameters in real time via a secure connection system. It is also possible to vary all the operating parameters of the installation, as well as display data in real-time mode. In addition, there are notifications on the status of the plant, based on both past and current data, and
automatic notifications in the event of a maintenance request or alarm. Multiple configurations are available for displaying data with the possibility of easily downloading and exporting them to files and consulting them from mobile or desktop. Finally, both active and past alarms can be viewed even when the system is offline. The zeroemission future needs hydrogen.
In the MDE/H, DDE and TDE/H range, the compressors are designed with self-lubricating seals, manufactured from PTFE material, with an average life cycle of more than 5,000 operating hours. The wide pressure range and low energy consumption - achieved through reduced speed – allows them to offer the market high efficiency at a reduced TCO.
In addition, the oil-free configuration guarantees the purity of the gas, and the Distance Piece (DP) isolates the hydraulic drive from the gas system, thus guaranteeing the generation of 100% pure compressed hydrogen at all times. The distance piece B-type also protects the hydrogen from any contamination during the compression phase, which allows for high hydrogen quality and purity to be achieved.
Presently, SAFE is recognised as a benchmark in the energy sector, particularly in natural gas and hydrogen pressure management systems, and together with its ability to innovate, is also able to keep up with the constant evolution of the market. With a solid background and a strong commitment to sustainability, the brand makes a real contribution to energy transition for a cleaner and more sustainable future, where the hydrogen carrier plays a leading role in the decarbonisation journey.
For further information, visit https://safegas.it/ .
Valves for Hydrogen, Carbon Capture, Topside, Subsea, and Pipeline Applications.
Instrument & DBB Valves
• Manifolds, Needle, Check and DBB Valves to 22.5K psi
• Cryogenic
• Severe Service 650ºC, 10K psi
• Forged & Bolted Construction
Hydrogen & Carbon Capture Valves
• Instrumentation, Ball, Needle and DBB Valves for Hydrogen and Carbon Capture Applications
Checking the Health of your Machine Machines & Machinery
If errors occur in the production process or unclear damage situations arise, these must be analysed as quickly as possible. Starrag’s Fingerprint Online technology determines the condition of spindles, axes and other wear parts within minutes –without a service technician on site and with a meaningful evaluation in less than 24 hours.
In 10 to 15 minutes, the software program installed on the Starrag machine carries out frequency response and vibration analyses and a circularity test. It also records the current consumption of all processing axes and determines the degree of contamination and wear of the linear measuring systems, counter readings and temperature data. After 24 hours at the latest, the user finds out how their machine is doing.
After automated data analysis, they receive a meaningful report with detailed information on the wear status of the primary assemblies,
such as the axes, drives, bearings and, of course, the spindle.The user can now do what previously had to be determined manually on-site by a service technician with the Fingerprint Online software.
All Heckert machines delivered since 2021 are already equipped with the program. Older machines built from 2013 onwards can be retrofitted accordingly, provided a Siemens 840D SL Operate CNC controls them. Fingerprint Online has also been available for FANUC controllers since 2024. Furthermore, the software was rolled out to the Starrag machines at the Rorschacherberg, Vuadens and Bielefeld sites.They deliver data that is only a few megabytes in size at the end of the measurement process. The package must be sent to Starrag for evaluation via remote access, e-mail, or USB stick.
The assessment is automated. Developer Leon Madalschek explains: “We assess the recorded values and compare them with previous
measurement results. We have developed algorithms to analyse the data and fed them with knowledge from our experts. This gives us a consistently high evaluation quality.”
On the one hand, the customer benefits from the rapid assessment of the machine’s condition. On the other hand, regular fingerprint measurements reveal increasing wear, so unplanned machine downtime can be avoided by implementing predictive maintenance measures at an early stage.
The results report, which the customer receives no later than the next working day, is informative yet easy to understand. It displays the results – sorted by measurements –in various forms. A diagram provides the experienced technician with indepth information. The status of the respective module is described in plain text, and if necessary, a suggestion for rectifying faults or maintenance work is provided. Finally, the display in the traffic light colours green, yellow and red helps customers understand the situation at a glance.
However, before the report is sent to the customer, a service employee checks the results to make personal contact if necessary - if urgent work needs to be carried out or if it is advisable to keep a spare part in stock.
The advantages of Fingerprint Online are considerable. The customer receives a quick and meaningful analysis of the wear condition of the primary assemblies of their machine at a low cost and quickly. It can save costs for maintenance and resources and prevent unplanned machine downtime due to wear.
Events & Awards News
Toyota’s Carolyn Bundey wins Automotive 30% Club Inspiring Women Award
Carolyn Bundey, Senior Manager, Strategic Projects, the Academy, Toyota (GB), has been honoured as a winner in the Inspiring Automotive Women Awards 2025, presented by the Automotive 30% Club. Winners will be presented with their awards at the IMI (Institute of the Motor Industry) annual awards dinner on 12 March.
Since Bundey joined Toyota 18 months ago with a retail background, she has made a positive impact as a role model and ambassador for females at both Toyota and its retail network.
She has invested time in coaching and mentoring and has led significant projects, including the development of a programme designed to attract and retain diverse talent including more females.
As a result of her initiatives, such as introduction of a modern apprenticeship scheme and encouraging retailers to widen their
recruitment pool, there have been more applications from women, with broader skills and from more diverse backgrounds. The result has been a 20 per cent increase in females joining the Toyota and Lexus Academy early development career pathways.
Bundey established a DE&I Network which is helping women with career progression and resulted in a 15 per cent increase in female participation in an Emerging Managers programme. She was also a trail blazer in introducing a Reverse Mentoring programme which encouraged women to be confident in providing insight and feedback to senior male leaders in the business.
She also led Toyota’s support for the Institute of the Motor Industry (IMI) More to Motor campaign, creating engaging and dynamic real-life stories of female experiences in the industry through a series of short films.
The Automotive 30% Club brings together business leaders to
promote greater opportunities and representation for women at senior management level in the automotive industry. The annual Inspiring Women in Automotive Awards celebrate those who help women to join progress and remain in the sector. They celebrate the role women can play in helping companies to build inclusive cultures, increase female representation and reap the benefits of a genderbalanced business.
UK SMEs called to apply for major government export awards
The Department for Business and Trade’s (DBT) Made in the UK, Sold to the World Awards are open for SMEs to enter until 9 March, with the addition of two new categories and an expanded prize package to honour exceptional accomplishments in global trading.
The awards celebrate the international sales success of
SMEs across the UK and provide a stepping stone for further growth and opportunity. This year, two new categories have been added: Digital & Technology and Export Services – the latter aiming to recognise the contribution of businesses that facilitate UK exports.
Lloyds Bank has joined as a partner for the 2025 awards, in addition to the founding partner, the Chartered Institute of Export & International Trade. The winners’ package has been updated to include a year’s free business membership to the Chartered Institute; a working capital masterclass with a Lloyds Bank trade expert; professional photos of their business; and an invitation to the winners’ reception in London. They will also receive
a trophy, certificate and digital badge, and bespoke promotion on DBT’s channels. Those that are highly commended will also receive a year’s free membership to the Chartered Institute.
Information can be found at: great.gov.uk/campaign-site/ made-in-the-uk-awards
online-learning@eemua.org
+44 (0) 20 7488 0801 www.eemua.org
26 -27 March Managing Engineering Excellence...
Expert-led, 'how to' sessions cover:
*Ageing Plant
*Process safety leadership
*AI in Non-Destructive Testing
*Alarm management
*Managing defined life Repairs
*Hydrogen Safety
*Electrical infrastructure
*Regulator expectations of Leaders
*Battery Energy Storage Systems
*Dead legs
*Human factors in system performance
*Action beyond compliance
*Maximising team engagement
*Bolted joints
*Structural integrity management
*Leaders for Energy Transitions
*Electrical distribution
*and More
All with Professional Networking.
Discount for EEMUA Members
Registration at www.eemua.org or ask@eemua.org to make EEMUA’s practical resources work best for you and your team
Show Preview
Three co-located tradeshows –IntraLogisteX, Robotics & Automation, and the Sustainable Supply Chain Exhibition
IntraLogisteX, Robotics & Automation, and the Sustainable Supply Chain Exhibition – at the NEC Birmingham on March 25th and 26th, 2025, offer manufacturing and logistics professionals a great opportunity to find solutions to automation, robotics, logistics, supply chain, handling and packaging issues.
IntraLogisteX is all about what goes on in warehouses and distribution centres, Robotics & Automation focusses on the use of robotic and automated systems in production and manufacturing, and the Sustainable Supply Chain Exhibition showcases a range of ways you can make your supply chain and logistics operations more sustainable.
At the events, the UK’s largest manufacturing, logistics & supply chain event in the UK, visitors will see demonstrations of the latest innovations and be able to speak to experts about their various applications.
Expert Conference Speakers
Over both days, there is a dedicated conference programme which will see 60+ expert speakers present their
unique view on a wide range of topics from their position of expertise and experience within a specific field.
The programme will allow attendees to hear directly from people implementing projects using the latest technology. Experts will share their insights and give real world examples of how they have improved their own, and their customers’, operations.
For example, Robbie Cato, Group automation manager, Myton Food Group, will explain how you can enhance human-robot interaction, bridging the gap between humans and machines. He’ll cover advancements in natural language processing and gesture recognition, ethical considerations, and future trends.
As well as individual speakers, there will be dynamic and interesting panel sessions, like one entitled “The customer is always right” focussed on how changing consumer attitudes influence the supply chain, how they are shifting, and what this means for the future, with speakers including Chris Warn, Supply Chain Director at A.S Watson UK, and Maria Pia Ciano, Assistant Professor in Operations Management at Nottingham University Business School.
Live Product Demonstrations
The show’s exhibitors showcase technology with applications in a wide range of industries. Exhibitors range from materials handling equipment, packaging, to robotic systems, and industrial automation as well as software, IT, barcoding, labelling, storage, and consultancy.
Products and services on show at the three exhibitions include Robots & Robotic Systems, Automated Assembly Machines & Systems, Parts Handling Equipment, Conveyors and materials, Industrial Automation Control, Consultancy, IT & Software, Materials Handling equipment, Packaging & Packaging Automation, and more. There are also live demonstrations of the latest solutions taking place throughout the exhibition, so visitors can get first-hand insight into how they work in practice.
Visiting the show will let you condense weeks of online research into just a few hours - all the companies you need to talk to are gathered together in one venue. There’s no better way of doing business than meeting face-toface - you get more value from your interactions with potential suppliers and ensure they really understand your organisation’s complex needs.
To register, visit www. roboticsandautomation.co.uk, www.intralogistex.co.uk, or www. sustainablesupplychainexhibition. co.uk
the uk’s largest & leading warehousing & logistics EVENT
11,000+ aTTENDEES
60+ speakers
350+ EXHIBITORS
aFTER THE INCREDIBLE SUCCESS OF the 2024 event, Intralogistex will be back at the nec next year with more visitors & exhibitors expected than even before!
featuring all THE LATEST innovations in MATERIALS HANDLING, PACKAGING, ROBOTICS, STORAGE, WAREHOUSE management, BARCODE & labelling, picking & sortation, Mobile scanning, warehouse automation, transport management, safety solutions, and much more
FREE REGISTRATION IS NOW OPEN VISIT OUR SITE TO GET YOUR TICKET!
Measurements, Monitoring & Sensors
Surface Acoustic Wave : flow measurement and prevention of biofilm in WFI loops
Flow control specialist, Bürkert, has developed a flowmeter that uses Surface Acoustic Wave (SAW) technology that also helps to prevent the formation of biofilms in Water for Injection (WFI) loops. Designed for the pharmaceutical sector, Bürkert’s Type 8098 FLOWave flowmeter achieves high precision flow measurement by using contactless technology that also minimises the risk of contamination caused by poor flow characteristics.
The flow meter generates surface acoustic waves (SAW) that travel through the fluid. Calculating the time differences of the waves proportional to the flow, FLOWave can measure real time volume flow rate, cumulative volume, and flow velocity, as well as temperature, and all measurements are achieved irrespective of fluid conductivity or entrained bubbles.
Performance and precision
The technology optimises precision measurement, which is essential to closely monitor flow velocity and temperature in WFI systems to prevent the formation of biofilms. FLOWave achieves the required performance
with accuracy as close as 0.4% of the measurement, repeatable to just 0.2% deviation. This ensures that a minimum flow rate and sufficient turbulence can be maintained at all times, avoiding biofilm development.
Precision flow management also maximises pump efficiency by preventing unnecessarily high pump speeds that would require greater energy consumption and increased pump wear.
FLOWave’s contactless flow measurement technology is also highly reliable and maintains repeatable accuracy as it doesn’t rely on sensors that depend on media contact and can degrade over time. As SAW technology is less susceptible to faults, minimising maintenance requirements, FLOWave also requires less calibration compared to other sensor technologies.
Better by design
The contactless design also removes the potential of contamination through bacteria accumulation that can occur on sensors positioned within the flow. FLOWave relies on a straight-through measuring tube that also removes
any dead zones, which can lead to the accumulation of particles and microorganisms. To prevent corrosion, the flowmeter is constructed from 316L stainless steel and the design is also CIP/SIP compatible.
The compact flowmeter, which is light enough for a single engineer to install without lifting apparatus, also simplifies installation and maintenance. FLOWave is also configured for all modern digital communication protocols, simplifying integration with existing infrastructure.
Thanks to its performance, hygienic design, and durability, FLOWave conforms with the highest grades of pharmaceutical standards, including an FDA certificate of conformity, and certification of compliance ASME BPE.
Bürkert also provides all the components required to implement a WFI distribution system, including diaphragm valves, point of use (POU) valves, control valves and POU batching systems.
Find out more about FLOWave for WFI loops.
Global lubricants manufacturer chooses new Borger pump
A new jet-mixing pump system has significantly reduced capital, installation, maintenance and energy costs at Moove, the leading global lubricants manufacturer and distributor, in the UK.
For a closed-top 50m³ tank used in the manufacturing process of quality lubricating, engine, hydraulic and gear oils, Moove wanted to trial a set-up that would not only be better economically, but also provide more redundancy.
Ian Lowe, Moove’s Manufacturing General Manager, explained; “A motor failure on a blender could mean as much as four days impact on production, so it was important for us to take the opportunity to prove a different technology.”
‘A better option’
He added: “The performance of our existing paddle mixers has been good, but Borger were recommended as a company that would work with us to provide a better option; one that could be easily replicated.”
The team at Moove drew up a logic for Borger to examine, outlining their objectives, which ultimately resulted in a pump (plus two nozzles), for a 3-bar application with a flow-rate of up to 60m3/hr. To meet the space requirement at the Gravesend site in Kent, Borger also provided the system as a skid-mounted unit, working closely with Moove to supply a customised control panel with a specially written program.
At Moove, Borger carried out a full site test, running different configurations to determine the best operating modes.
“The fact that Borger were able to deliver a complete, all-in-one package was a real bonus,” continued Ian.
“It was also a big advantage to go to Borger for a site test, running different configurations to determine the best operating modes for us. This clearly worked very well, because apart from one very minor tweak, we haven’t had to make any changes since the pump was installed.
The fact that Borger were able to deliver a complete, all-in-one package was a real bonus.
- Ian Lowe
‘So simple to look after’
“With a 9kW motor (compared to 12kW for the paddle mixers), we are automatically saving on energy, but one of the other main benefits is that the Borger equipment is so simple to look after. There’s easy access to the pump-head, and no special tools required. Retrofit to an existing tank is also very straightforward.
“We’re very pleased with solutions provided by Borger that allowed us to achieve the goals of our project.”
Borger UK
01902 798 977 www.boerger.com uk@boerger.com
The new Borger pump at
which is for a 3-bar application.
Moove,
Trinasolar awarded TÜV Rheinland’s top AA Rating for supply chain traceability
Trinasolar has received the prestigious AA rating from TÜV Rheinland for PV supply chain traceability, covering all stages, from polysilicon to modules. This is the highest possible rating available and highlights the company’s commitment to enhancing the transparency and reliability of its supply chains. The certification provides important
reassurances to customers and investors that Trinasolar considers strong and trustworthy supply chain management as essential.
As a renowned independent third-party inspection, testing, and certification body, TÜV Rheinland conducted an on-site audit of Trinasolar’s supply chain traceability mechanisms. The evaluation included
a rigorous assessment of the company’s supply chain management policies, system capabilities, and on-site execution. The audit aimed to verify that the raw materials used at every stage of production meet the required consistency standards. The rating system consists of five levels, with Trinasolar receiving the top AA rating across all key segments: polysilicon, ingots, wafers, cells and modules.
Trinasolar is driving supply chain empowerment initiatives, offering training courses to help relevant employees upgrade their supply chain management skills.
A robust supply chain traceability system ensures stringent quality control, facilitating project access to bank financing. Trinasolar will continue to strengthen its supply chain traceability system following this rating, ensuring the company continues to deliver trustworthy and responsible products to its customers.
UrbanChain ranks 3rd in The Sunday Times 100 Tech
Manchester-based UrbanChain has been named as the third fastest-growing private technology company in Britain by The Sunday Times.
UrbanChain is one of 17 companies in the league table led, founded or co-founded by a woman.
The company ranked third out of the 50 software companies with an annual growth rate of 334.39% and fourth in the overall 100.
UrbanChain - whose marketplace matches generators of renewable energy and consumers on a half hourly basis, including private companies, office buildings, industrial sites, local government organisations, hospitals and many more - recorded 10x revenue growth to £25m in 2024.
The Sunday Times 100 Tech reported that UrbanChain was only one of four companies to be profitable in the software top 10.
UrbanChain founders and
directors will be attending the awards and an invitation-only networking dinner on Thursday, April 3 at The Londoner, Leicester Square, and central London.
Somayeh Taheri, Founder, CEO, UrbanChain
Du Qingguo, Vice President of Trinasolar and Head of the Quality Process Digitalization (Left) and Xia Bo, Senior Vice President of TÜV Rheinland’s Products Division for Greater China (Right) attending the awarding ceremony.
Optimising Production Efficiency Strategies for Testing High-Volume Low Complexity Printed Circuit Board
Attributed to Choon-Hin Chang, Product Manager, Keysight Technologies
The rapid evolution of technology has triggered a surge in the demand for cost-effective electronic products, creating an unprecedented need for highvolume manufacturing. In response to this shifting landscape, manufacturers find themselves at the nexus of a transformative journey.
The imperative is to produce electronics at a lower cost and achieve operational efficiency and agility, encompassing streamlining manufacturing processes, trimming operational costs, and accelerating production cycles optimising the incircuit testing procedures needed for ensuring the quality and functionality of electronic products.
One way to overcome testing challenges for high-volume manufacturing of low-complexity boards is to adopt the PCB panelisation manufacturing technique. Using highly panelised boards has become a common technique in manufacturing, improving throughput and increasing production volumes. Low-cost electronics are also usually smaller and lower in complexity, so multiples of these types of boards can fit into a panel of manageable size.
In PCB panelisation, manufacturers create one board from several boards and assemble them to form a single array. The boards that make up the panel enable operators to load just one panel to test all boards simultaneously. Panelising PCBs not only assists smaller boards in conforming to standard production procedures but also enhances production efficiency.
High-volume, low-complexity PCBA testing requires a test system that can conduct ICT, flash programming, and
functional testing to keep up with high production volumes. Massively parallel board testing can test multiple boards at the same time using multiple testing cores.
In high-volume manufacturing scenarios, where efficiency and throughput are paramount, the demand rises for the ability to test a larger quantity of boards in parallel. In-circuit testers must be capable of testing 10 to 20 boards in parallel to meet these demands.
Given their simpler and smaller board designs, low-complexity products can accommodate 20 boards on a single manageable-sized panel. In-circuit testers capable of massively parallel testing are with test cores to execute tests for all boards in the panel in parallel, integrating multiple testers into one unified system.
Furthermore, massively parallel testing can lead to an increase in the density of panel testing. Consequently, there is a reduction in the requirement for additional fixtures, test operators, and floor space, resulting in cost savings and enhanced production scalability. Overall, massively parallel testing provides advantages over standard parallel testing, especially in the realm of high-volume manufacturing.
In contrast, sequential testing, which evaluates one unit at a time, inherently operates at a slower pace due to the necessity of finishing each test before initiating the next. This sequential approach leads to bottlenecks within the testing process, consequently impeding the overall testing rate. However, by implementing parallel testing, where we assess multiple units simultaneously, we reduce the time needed to test each unit. This advancement significantly boosts
testing throughput and efficiency across the board, optimising the testing process.
To optimise the testing process for high-volume, low-complexity manufacturing of PCBs, a panelisation technique is employed alongside a parallel test system. This method facilitates the integration of smaller, less intricate boards into manageable panel sizes, enhancing costeffectiveness while notably reducing loading and test times.
Moreover, the implementation of massively parallel testing allows operators to simultaneously test multiple boards, ensuring swift test throughput, streamlined functional test measurements, and a costeffective approach to overcoming the challenges associated with highvolume manufacturing of less complex boards.
Massively parallel testing emerges as the quintessential solution for high-volume board test production environments, delivering prompt and dependable test results.
FPT Industrial Engines Sweep the Podium at The Dakar 2025, Securing Nine Out Of Ten Of The Final Standings’ Top Positions
FPT Industrial is once again on the podium at the Dakar Rally: the 47th edition of the world’s most challenging rally raid, the Dakar 2025, has seen another remarkable achievement added to the brand’s legacy.
Indeed, IVECO vehicles – powered by FPT Industrial’s engines – swept the podium and secured nine out of ten of the top final places in the truck standings. Aleš Loprais, from InstaTrade Loprais Team de Rooy FPT, took 3rd place with the well-known IVECO Powerstar model 2024/2025 equipped with FPT Industrial’s CURSOR 13 engines, designed to deliver unmatched power, efficiency, reliability, and sustainability in the toughest conditions.
Driving through one dune after another, the Dakar route highlighted all the qualities of the CURSOR 13 engines, designed to supply the
Teledyne FLIR and VSI Labs Testing Shows How Thermal Imaging Helps Vehicle Makers Meet Nighttime AEB Federal Safety Standards
Teledyne FLIR OEM, part of Teledyne Technologies Incorporated (NYSE: TDY), in collaboration with VSI Labs issued test results utilising the new Federal Motor Vehicle Safety Standard (FMVSS) No. 127 pedestrian automatic emergency braking (PAEB) testing scenarios.
VSI Labs’ research vehicle, which included the latest automatic emergency braking (AEB) thermal camera from Teledyne FLIR OEM, successfully passed all tests, while three new 2024 vehicles failed two or more nighttime test scenarios.
FMVSS No. 127 mandates the inclusion of PAEB systems in all passenger cars and light trucks with a gross vehicle weight of 10,000 pounds or less by September 2029. The new regulation requires that PAEB systems must detect pedestrians in various lighting conditions and at increased vehicle speeds.
VSI Labs tested the performance of a thermal-fused PAEB system on a Ford Fusion Hybrid research vehicle
and three current state-of-the-art 2024 COTS PAEB systems.
The thermal-fused AEB sensor suite featured Teledyne FLIR’s latest longwave infrared (LWIR) automotive thermal camera, an automotive HD radar, and an automotive visible camera. All three 2024 COTS vehicles use a combination of radar and/
The test results revealed both thermal fused and COTS PAEB systems passed all daytime tests.
Designed to supply the highest levels of power, efficiency, reliability, and sustainability...
highest levels of power, efficiency, reliability, and sustainability in the toughest applications.
Even for everyday challenges, they represent the best solution for long-distance and heavy-duty trucks of over 16 tonnes Gross Vehicle Weight (GVW), thanks to best-in-class performance and transient response with low fuel consumption.
FPT Industrial’s patented HI-eSCR technology – an EGR-free solution –ensures low Total Cost of Ownership (TCO), thanks also to the DPF with passive regeneration and best-in-class oil change intervals of up to 150,000 km. DPF cleaning at up to 600,000 km and reduced oil consumption provide significant advantages in terms of uptime and reduced costs.
or visible camera(s) and do not include a thermal camera.
The test results revealed both thermal fused and COTS PAEB systems passed all daytime tests; however only the thermal-fused PAEB system passed all nighttime tests demonstrating superior detection capabilities independent of headlight performance. Lastly, thermal active pedestrian test mannequins, (PTM), provide a realistic representation of a human thermal signature, and are recommended for future PAEB testing protocols using thermal cameras.
VSI conducted all tests at the American Center for Mobility (ACM) in Ypsilanti, Michigan, on September 10 and 11, 2024, during the day and the night. A COTS thermally active (heated) adult pedestrian test mannequin (APTM), produced by 4activeSystems, was used to provide a thermal signature representative of an adult human.
ModuleWorks Successfully Tests CAM Engine on Windows ARM with Snapdragon X
ModuleWorks announces the successful testing of its digital manufacturing software components on a Snapdragon ARM (Advanced RISC Machines) processor running Windows. The results confirm the stability and performance of the software on the ARM architecture, opening the prospect of running highend CAM solutions on energy efficient platforms.
As CAM vendors keep an eye on advances in computer hardware, the performance of ARM processors is attracting attention. These processors have the potential to offer fast toolpath calculations and advanced 3D simulations with a low energy footprint. This opens the door to a wide range of high-performance CAM solutions for mobile,
lightweight and cloud-connected devices.
ModuleWorks tested its CAM Engine on the latest ARM (Snapdragon X Elite) and x86 (AMD Ryzen 7 and 9) processors. The ModuleWorks Engine ran reliably and consistently on both, generating identical toolpath results.
The results show that CAM vendors can expect the ModuleWorks native ARM software to deliver a processing performance similar to the x86 version, especially on 12 threads; although not as fast as the x86 version, the performance is high for a laptop.
The ModuleWorks CAM Engine is available as native ARM software libraries in addition to the x86 libraries for Windows and MAC OS systems.
Health & Safety
Navigating Upcoming Changes to Cobot Safety Regulations
Any changes to the regulatory landscape can seem daunting to a manufacturer. It is not only a finished product that needs to meet required safety standards, but also the components which form part of the application. Now that the area of cobot safety is being improved to align it with industrial robot safety standards, end users need to be aware of the potential implications. Once the standard is released, it will provide integrators and end users with the information they require to ensure a safe application. Once the standard is harmonised to the Machinery Directive, it will support the requirements for CE/UKCA marking.
As with any area of machine safety, it is always best to seek advice from your cobot supplier or an independent safety consultant if you are in any doubt as to your cobot or application’s compliance with the proposed new
safety standard. This is relevant not just from a CE/UKCA Marking point of view, but also because the end user or cobot system integrator has a legal responsibility to show compliance to PUWER (Provision and Use of Work Equipment Regulations). If your cobot or associated processes do not meet the new safety standard, then you will not be PUWER-compliant, either.
While cobots may continue to be seen as the ‘friendly face’ of robotics, increasing in popularity across a variety of manufacturing sectors, it is important to remember that they are
still industrial robots. The upcoming alignment of the cobot safety technical specification with those pertaining to industrial robots reflects this, and end users and integrators are advised to take their safety responsibilities seriously.
For more information visit cobotsmachinerysafety.co.uk
Blackline Safety Announces Shipping of EXO 8 Area Monitor
Blackline Safety Corp. (TSX: BLN) together with Total Safety have announced a new $1.6 million deal that sees Total Safety purchasing more than 100 of Blackline’s next-generation EXO 8 portable area monitors.
The EXO 8s will become part of Total Safety’s rental fleet, contracted by some of the world’s largest energy companies for critical monitoring and maintenance activities, including turnarounds. A turnaround is a scheduled event where an entire part of an industrial plant is shut down to perform inspections, maintenance and upgrades.
Portable area monitors continuously check the air around them to detect dangerous gases or radiation that humans can’t see
or smell on their own. EXO 8 is the only direct-to-cloud area monitor capable of detecting up to eight gases and gamma radiation.
Now in volume production and shipping globally, EXO 8 has already secured major orders, including Total Safety’s recent purchase for its rental fleet. Ideally suited to large
industrial organisations in the oil and gas, petrochemical, mining, and water and wastewater sectors, alongside fire-hazmat and homeland security association, EXO 8 helps teams rapidly respond to incidents involving hazardous substances and ensure the safety of workers, first responders, the public and the environment during these events.
Matt Androsiuk of Cobots and Machinery Safety
At OPC Assessment, we are more than test publishers; we’re experts in our field with more than 25 years’ experience supporting our global clients in the rail and transport sector, engineering industry and beyond.
Our psychometric tools help to: recruit top-tier talent develop high-performing employees support career-long growth
Hosted on our user-friendly Candela™ platform, clients can explore our extensive range of innovative assessment tools. Guided by our expert psychologists, we can advise on bespoke recruitment solutions tailored to your specific needs.