ENDORSED BY SAPMA, SAPSDA, SAVAMA AND VAMCOSA NOV/DEC 2024
ENDORSED BY SAPMA, SAPSDA, SAVAMA AND VAMCOSA NOV/DEC 2024
Simple. Dependable. Value
.
Steel & Piping Supplies
Chrome Molly
Boiler Tubes
Structural Steel
Valves
Fire Hydrant &
Adaptors
UPVC & HDPE
V.J Couplings
Adaptors
Coils
Plates
Sheets
Round Bar
Square Bar
S/S Clamps
Water Meters
Jointing Material
We offer valves for precision processes - and demanding applications.
Our valves fulfill the highest of standards and are designed for many years of safe and reliable operation. Our service specialists regularly check, monitor and maintain all relevant system components - depending on what has been agreed. Our modular framework agreements offer you individual service and spare parts concepts. And we even go one step further. We additionally check systems for efficiency in order to reduce operating costs and increase productivity. For example, with the SES System Efficiency Service.
Since launching the HART range of slurry pumps in 2019, Total Pump Solutions Africa (TPSA) has cemented its reputation for delivering reliable value. Renowned for combining high-quality products with expert application engineering, TPSA solves complex process challenges while maintaining competitive, value-based pricing. With robust in-country support, HART has become a trusted partner in the slurry pump market. Pipes, Pumps, and Valves Africa finds out more.
“We recently celebrated our fifth year in business, underpinned by our engineering and service excellence in the slurry pump sector,” says CEO Mark Armand. “We have and will continue to expand our product range with several additions for various specialised applications. These include high-head pumps, Froth pumps, and Carbon transfer pumps, to name a few. “
According to Armand, TPSA’s manufacturing facilities and research and development centres demonstrate its commitment to advancing pump technology and proper design and engineering in the slurry pump market. “TPSA has grown progressively over the last five years and now has an expanding global network of distributors, thus ensuring we stay close to our valued customer base and our market-leading HART products are readily available in the shortest possible time,” he says.
The company has an African distribution network ensuring a local presence in Botswana, the Democratic Republic of Congo, Ethiopia, Kenya, Madagascar, Namibia, South Africa, Tanzania, Zambia and Zimbabwe. Due to its favourable
location and availability of specialised skills, its South African distributor, Africa Slurry Pump Solutions (ASPS), has been appointed as the regional pump assembly facility and is the current technical support office for the group.
“A specialist manufacturing team backs this up with decades of experience and time-honed production techniques that ensure our products are of consistently high quality. This results in fewer breakdowns and ensures scheduled maintenance intervals are adhered to,” he explains.
Armand says that thanks to its consistent approach, the HART team has established solid relationships in many African mining markets and is currently expanding into key mining areas outside of Africa. This expansion is driven by strong, personal relationships, both internal and external, in our business, which are the cornerstone of the HART way.
New developments
“Our standard HA range now extends to pumps up to the HA20/18 (500/450 with larger sizes currently under development,” says Armand. “To maintain our high standard of excellence, we are upgrading and expanding our manufacturing facilities, incorporating sustainable production technology and continually focusing on QA/QC in all our facilities. To demonstrate this, ASPS was recently awarded the ISO 9001:2015 certification, underscoring our commitment to quality management.”
The company is also excited about developing a new material to complement its current flagship, High Chrome M27. “This new material will enable us to offer solutions where many of our competitors cannot, and we expect
we will start the rollout in the first quarter of 2025,” says Armand. “In addition to our strong and rapid growth throughout Africa, we have also begun establishing inroads into the mining market in Australia and Central Asia. Our imminent launch of a global technical and projects office is worth noting. This launch is also scheduled for the first quarter of 2025.”
Market trends
According to Armand, there has been a dramatic increase in demand for HART slurry pumps across multiple sectors and geographies, primarily driven by the mining sector’s recovery and rising interest in battery metals and minerals.
“Our African market is showing remarkable resilience and growth. We believe this can be attributed to a fundamental shift in underlying demand in the industry, but also in recognition of HART’s simple, dependable value market offerings,” he says. “This has validated our value offering, as we have witnessed an increasing number of projects awarded to our South African distributor, ASPS, during this calendar year. There are also a few good-sized projects on the horizon for which we have been shortlisted. Lastly, there is an ever-increasing number of smaller projects that we have serviced well over the past 12 months as some of our competitors leave this market.”
Tackling the challenges
“One of the key challenges we are currently addressing include global supply chain complexities due to rising international political tensions,” he says. “To combat this, we have had to learn to be flexible in meeting our customers’ diverse and changing supply requirements. Additionally, whilst we offer real value, encouraging value over price can be difficult when procurement organisations are incentivised to promote the opposite, namely price over value.”
In the broader industry, he says a shortage of basic operating skills is affecting all aspects of mine operations. With this in mind, the company has had a strong drive in training to overcome such skill shortages.
Future outlook
While slurry pumping is often considered a mature industry with little room for technical innovation, several factors continue to drive innovation and development in this field, says Armand. “We actively seek opportunities to improve energy efficiency and material advancements to improve durability. TPSA is pro-actively preparing for these changes by investing in research and development to explore new materials and designs that improve energy efficiency and sustainability.”
According to Armand, another growing trend is the increasing role of technology. “Many players in the slurry pump market have developed digitalisation solutions, some quite sophisticated and potentially useful. These are currently not central to our business strategy, but certainly something that will demand increasing focus as our business and the broader industry evolves.”
He says in the future we will see an increase in integrating more advanced digital and automated technologies to enhance efficiency, reliability, and performance into the value offering. “This will allow us to remain adaptable and watchful about where the slurry pump market will move. This adaptability will be key to meeting our customers’ future demands whilst maintaining our competitive edge.”
The crucial role of Africa Piping Systems in the continent’s development
Africa Piping Systems (APS) specializes in providing essential pipe line supplies for a variety of industries across the continent. Our comprehensive range of products and services, including the supply of valves, fittings, related pipeline products, addresses the critical needs of industries such as water, oil and gas, mining, construction, power, nuclear and solar.
As Africa continues to experience rapid urbanization, industrial growth, and population expansion, infrastructure remains a fundamental pillar of the continent’s development. Among the many components of infrastructure, piping systems are indispensable to the functioning of cities, industries, and rural areas. From water distribution networks to powr,oil and gas pipelines, Africa’s reliance on robust, efficient, and reliable piping systems has never been greater. At Africa Piping Systems, we are proud to be at the forefront of this vital industry, delivering solutions that meet the continent’s growing infrastructure challenges.
Key features of Africa Piping Systems (APS)
1. Piping Products
We provide an extensive range of high-quality piping products tailored for various industrial needs, including:
• Steel and Stainless Steel Pipes
• Pipes, Fittings, and Flanges
• Plates and Extrusions
• Boiler Tubes and Chrome Moly Pipes
• Specialty Alloys, such as 16Mo3, 13CrMo4-5, and 10CrMo9-10
These materials are crucial for the construction of strong, durable piping systems that can withstand extreme conditions across industries. Additionally, we supply fittings, valves, and accessories to ensure the completeness of our solutions.
2. Industry Focus
APS’s solutions cater to a diverse array of industries, each with unique demands:
• Oil and Gas: We provide piping systems essential for the transportation of liquids, gases, and petroleum products, ensuring that the oil and gas industry can operate safely and efficiently.
• Water and Wastewater: We offer piping solutions for clean water distribution and sewage systems, addressing one of the continent’s most critical needs for sustainable living.
• Mining: Specialized piping is required to handle slurry, chemicals, and other mining materials. APS provides systems that can transport these substances securely and efficiently.
• Construction: We offer piping solutions for plumbing, HVAC systems, and other essential infrastructure in
construction projects, supporting the building of cities across Africa.
• Power : Also specializing in high pressure and boiler piping that’s crucial to keep our power on in the local space that’s in critical maintenance by government.
3. Services
In addition to supplying high-quality piping materials, APS provides comprehensive services that include:
• Engineering: working with expert engineers design and implement custom piping solutions for complex, large-scale projects, ensuring that each system is optimized for its specific environment and purpose.
• Installation and Maintenance: We assist with technical expertise on our products for contractors in the installation of piping systems and offer ongoing sales services to guarantee longevity, reliability, and optimal performance.
4. Geographic Presence
APS operates across several African countries, strengthening local economies by providing high-quality materials and professional services. Our ability to adapt to the varied needs of different regions allows us to support the diverse infrastructural demands of the continent.
Building a Resilient Future for Africa
At APS, we recognize the essential role we play in building
the infrastructure that will support Africa’s continued growth.
By offering innovative, sustainable, and locally empowered solutions, we contribute to the creation of a more resilient, efficient, and interconnected Africa.
As cities and industries evolve, the demand for reliable, advanced piping systems grows, and our commitment to meeting these needs helps ensure that Africa can continue to thrive.
The continent’s ability to overcome its infrastructure challenges and realize its economic potential will depend on the continued development of industries like ours.
The piping supply sector, driven by companies like APS, will be crucial in meeting the evolving demands of Africa’s dynamic and diverse markets.
As APS and similar companies expand their operations and leverage new technologies, we remain dedicated to playing a pivotal role in shaping Africa’s future—one pipe at a time.
Africa Piping Systems, +27 (0) 11 740 4688, enquiries@africapipingsystems.co.za www.africapipingsystems.co.za
N & C Maintenance: leaders in
and Spares.
Corporate Social Responsibility
N & C Maintenance and Spares has a clearly defined Corporate Social Responsibility which seeks to give back to the Local Community. In approach, the company seek to identify talent, utilize and reward it. In doing so, the company gives young black South Africans (both male and female) opportunities to work and gain experience which can be used for future reference and is essential for both
a practical and technical experience. After delivering the service, we will offer young South Africans a package. We feel we give our communities hope for a brighter future.
Officially B.E.E Rated
The company is a 100% Black owned. The company was founded to build a knowledge and skills base that will see Black South Africans acquiring the means of production in Engineering and the Technical field.
Through its BEE Policy, N & C Maintenance and Spares intends to empower the historically disadvantaged South Africans with information and knowledge which is key in quality service delivery.
IPR customises its SlurrySucker to treat acid mine drainage
Two treatment plants for Acid Mine Drainage (AMD) near Johannesburg have received a boost to their efficiency, thanks to IPR’s innovative SlurrySucker dredging unit.
The problem of AMD has beset historic mining areas around Johannesburg, where water in deep underground mining areas has become contaminated through its contact with broken rock containing sulphur-bearing minerals. As it rises and decants on surface, it poses a serious health risk – and contaminates other water resources.
As part of the treatment process, this highly acidic water is treated with lime and flows through two reactors at the AMD plant, where sediment settles and gradually fills up the concrete channels of each reactor. According to Ruaan Venter, Business Development Manager at IPR, this was causing extensive downtime for the plant, as each reactor had to be emptied of water before the acidic silt could be excavated.
“To allow one reactor to be cleaned, it had to be closed off – reducing plant throughput and placing extra strain on the other reactor,” Venter explains. “The customer needed a solution that would allow them to gain more uptime from the plant, as digging out the silt was disruptive and time consuming.”
IPR’s SlurrySucker is a dredging system that suspends a heavy duty submersible slurry pump from a specially designed flotation raft, allowing continuous dredging with minimal supervision. For the AMD plant, a customised solution was required due to the specific structure of the reactors. Initially, IPR had made a standard version of its smaller unit – the Mini SlurrySucker – available on rental to the plant. This proved itself in the application, and the plant chose to invest in its own unit, but required some special adaptations to be made – especially to improve mobility.
“Using our depth of in-house design and engineering expertise, we created a custom version of our Mini
SlurrySucker,” he explains. “A key aspect of the customer’s requirement was that the unit would not require any lifting by an on-site crane, from one part of the reactor to another.”
As a result, the custom-engineered Mini SlurrySucker was designed to pass under the walkways of the reactor, allowing it to manoeuvre through the channels. To resist the acidic water, the construction frame is stainless steel.
“We equipped the unit with a Toyo heavy duty GR20 submersible slurry pump, which is part of our range – as the official distributor in Southern Africa,” he says. “This heavy duty pump, with its solids handling capability of up to 30 mm particles, is ideally suited to this application, where the slurry comprises about 60% water and 40% solids.”
This 15 kW pump can deliver up to 190 m3 an hour at a maximum head of 30 metres, although the plant will be required to meet the volume limits of the downstream gold processing plant. This model was chosen due to its robust performance and low maintenance requirements, which deliver low total cost of ownership to the user.
In addition to this, the SlurrySucker is equipped with an Atlas Copco Weda D50 pump which will be used to force clean water to the main slurry pump assisting with agitating the slurry. This unit is capable of handling dirty water with a specific density of up to 1,1 and has a solids handling capability up to 12 mm particles.
• Pay only for the equipment and services you need
• Eliminate costs
Every day we solve water for our construction, mining, municipal, and industrial customers across Africa and around the world.
By partnering with Xylem, you can rent best-in-class pumping equipment, without capital expenditures. Plus, you gain access to our skilled engineers, product experts, and service technicians who will keep your operations running. Get fast access to regional engineering and application expertise, and our broad range of Godwin and Flygt pumps.
Get it right every time
Unlike most, we design, build, test, and rent our own equipment. Our deep knowledge of the product means we’ll always select and apply the right solution for your needs. With over 100 years of heritage behind both our Godwin and Flygt brands, you can trust us to solve your most complex and urgent dewatering needs.
Maximize productivity
Access to the world’s largest pump rental fleet means you will have equipment when you need it. 24/7 delivery and service keeps your operations running smoothly and efficiently.
Gain cost control
Get your application sized correctly the first time so you don’t pay for a job twice. Our experts will analyze your job’s operating conditions and select the most cost efficient solution from our broad range of diesel or electric driven pumps.
Pumped up to meet the demands of mining
By offering a wide variety of products from one source, Busch Africa has removed from mining companies the costly and onerous burden of sourcing vacuum pumps, blowers and compressors from multiple suppliers.
Mining companies have realised that sourcing products and services from one supplier is more cost effective and improves efficiency in their operations, as they seek practical ways of coping with a generally sluggish industry. And, as a worldwide provider of vacuum pumps (including liquid ring vacuum pumps), blowers and compressors, Busch Africa is addressing this demand through a commitment to meeting customers’ needs right along the value chain – from procurement through to after-sales service.
Busch Africa is part of the international Busch Group of companies established in Germany over 50 years ago, and one of the world’s leading providers of vacuum pumps and systems to a wide range of industries.
With its Africa head office in Johannesburg, supported by sales and service branches in Cape Town, Durban, Ghana, Egypt and Kenya and a network of representatives across the continent, Busch Africa has the local presence needed to meet the demands of the mining industry at all times, providing vacuum pumps and service in all African countries.
Fully-geared
Explaining how Busch Africa is always able to accommodate large order volumes from mining companies, Reeza Hoosen, Technical Director of Busch Africa, explains: “We are able to supply most vacuum pumps, blowers, compressors and spare part kits ex-stock, and are fully geared to service and overhaul pumps in our workshop, or to carry out service work and commissioning at the customer’s site. We pride ourselves on being able to offer service on our own products as well as on any competitor products.”
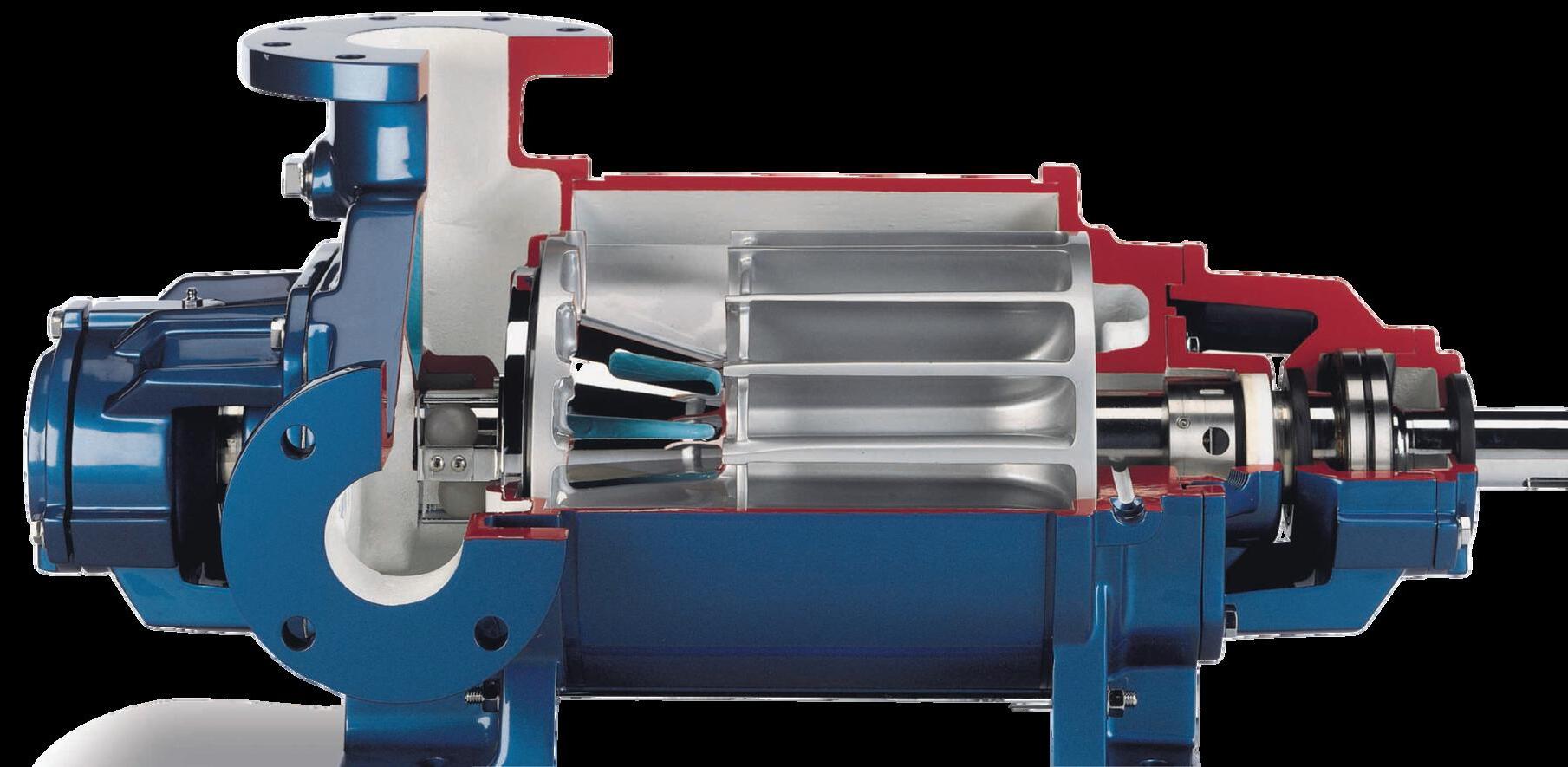
The new Dolphin LG/LR series of liquid ring vacuum pumps has now been released for sale.
Release of the new Dolphin LG/LR series expands the Dolphin portfolio to a pumping speed of 26,800 m3 /h. The Dolphin LG/LR range is a series of eight robust and reliable single -stage liquid ring vacuum pumps in a base plate design, for 160 mbar and 33 mbar end pressure respectively.
Dolphin LG/LR is a series of robust and reliable single-stage liquid ring vacuum pumps from Busch in a base plate design. Their proven operating principle enables these high-capacity vacuum pumps to be used in many industrial sectors, including power plants, sugar production as well as the pulp and paper industry. Even demanding applications, such as the discharge of particle-laden gases or highly saturated vapours, can easily be carried out. The Dolphin series encompasses decades of experience in the manufacture and use of liquid ring vacuum pumps, offering perfect vacuum generation in challenging environments.
The precisely dimensioned range of sizes, extensive range of accessories and choice of construction materials, including cast iron (EN-GJL-200) and 316 grade stainless steel, allow these vacuum pumps to be perfectly adapted to many different industrial processes. Due to their modular design, various assemblies are possible to suit many applications.
Figure 1: Dolphin LR 0580 A
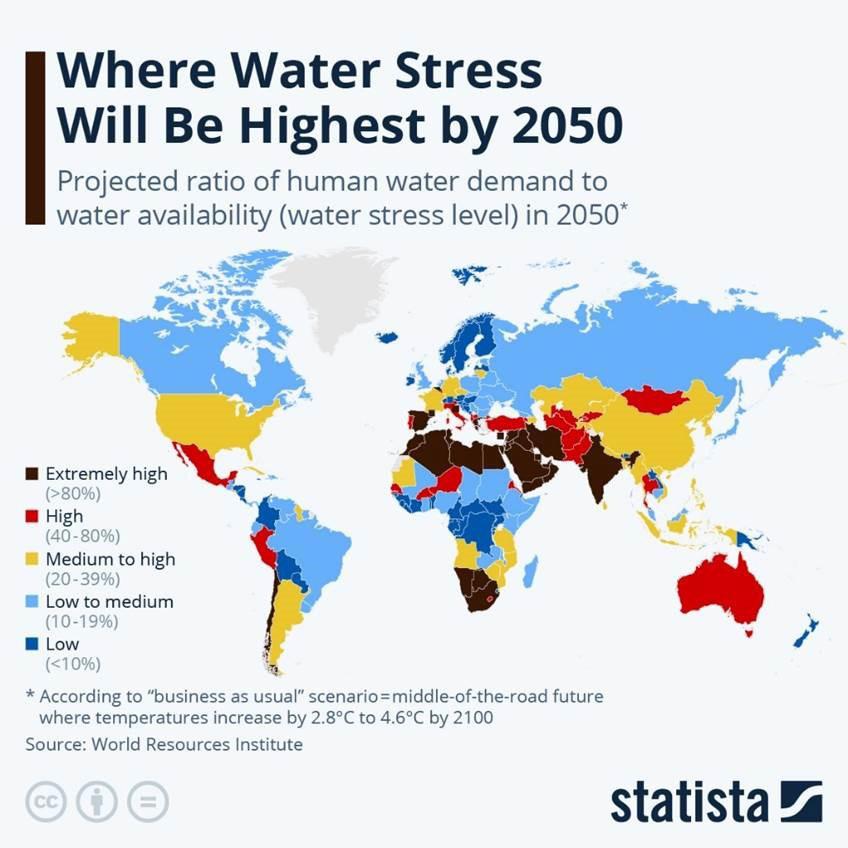
Securing our future: Pump innovations in wastewater treatment to ensure water security and sustainability
Wastewater treatment is a crucial step in the quest for global water security. Vast quantities of domestic, agricultural and industrial wastewater go untreated every day, compounding the scarcity of this precious resource.
As it currently stands wastewater treatment is not being fully leveraged. According to the UN, approximately 80% of wastewater is released into the environment without being recycled or adequately treated.
In low-income countries the problem is considerably worse - on average only 8% of domestic and industrial wastewater is treated.
This only increases the risk of contamination to potable and drinking water, which contributes to the spread of disease, stimulates the proliferation of toxic algae blooms and contributes to declining biodiversity.
Yet, effective and efficient wastewater treatment for reuse is achievable. As water scarcity continues to loom as a global challenge, investments in innovative pump solutions emerge as a critical imperative for ensuring water security and fostering socio-economic progress.
Not only can the right dosing pump solution go a long way to addressing environmental sustainability but can also spare us from the nightmare scenario of running out of the precious resource that is drinkable water. It is absolutely indispensable to our health, recreation and social and economic progress.
Innovative dosing pumping solutions for water security and sustainability
Verder’s dosing pump solutions are comprehensive, encompassing an array of solutions tailored to meet diverse dosing requirements which are further bolstered by the Microdos and ITC ranges.
From electromagnetic solenoid-powered diaphragm pumps to peristaltic pumps and motor-driven piston and diaphragm pumps, the portfolio encompasses a versatile suite of products designed to deliver precise and controlled
chemical dosing across various applications.
These pumps are necessary in industries such as municipal water treatment for wastewater and drinking water, industrial wastewater management, chemical manufacturing, laboratory research, the food industry, and agriculture where accurate dosing is imperative for operational efficiency and safety.
Hose pumps, a fundamental component of our dosing pump range, offer a simple yet effective pumping mechanism ideal for wastewater treatment applications.
By employing a re-enforced rubber hose subjected to compression and relaxation cycles, hose pumps ensure the contained medium, such as lime or flocculant, remains isolated from the pump’s moving parts.
This design minimises downtime and maintenance costs
associated with traditional pump types, offering a cost-effective and reliable solution for dosing applications. Moreover, hose pumps boast advantages such as compact size, energy efficiency, continuous operation, and reduced risk of leakages, contributing to enhanced operational efficiencies and environmental sustainability.
The integration of advanced dosing pump technology not only enhances industrial processes’ efficiency but also holds profound implications for environmental conservation and water resource management.
By facilitating precise chemical dosing and wastewater treatment, fit-for-purpose pump solutions play a pivotal role in safeguarding freshwater sources, mitigating pollution, and ensuring the sustainable use of water resources.
Regulations and standards drive the need for more efficient and reliable water treatment solutions, pushing companies to adopt advanced technologies to comply with environmental requirements. But it’s about more than compliance.
By implementing efficient pump systems and focusing on sustainable water management practices, companies can better balance costs by leveraging the long-term savings achieved through reduced water usage, maintenance, and downtime as well.
Considering this, investing in pump technologies to safeguard our water supply for future generations is nonnegotiable, don’t you think?
Darryl Macdougall, Managing Director, Verder Pumps South Africa
Verder Pumps South Africa, +27 (0) 11 704 7500, info@verder.co.za, www.verderliquids.com
Helping you improve operational and ergonomic conditions
Dewatering in an underground mine, tunnel or quarry is one of the toughest and most dangerous applications for miners and pumps. Blast debris and rockfalls are common, trailing cables are a necessary hazard, and putting personnel at the mine face is part of the job.
These tough operating conditions result in early failures, higher repair costs, reduced efficiency and increased workload for mine site personnel to replace and repair existing pumps.
The Godwin Rig Pump is designed to operate even in the harshest of conditions, complementing traditional dewatering methods while keeping safety, efficiency and reliability at the forefront.
Simplicity and Safety
Suction line and pan strainer
• Self-priming from the drill face
• Pump and people safely away from most hazardous areas
• Light and easy to move
Cabin operated
• Power on / off switch in cabin
• Air operated on / off valve on frame
• Operator controlling from safety of drill rig
Removes trailing cables at the mine face
• Self-priming from the drill face
• Pump and people safely away from the most hazardous areas
Godwin Rig Pump:
Key Features & Proven Technology
Flygt NC “non-clog” impeller
• Handles shotcrete fibers easily
• Increased pump efficiency
Godwin Dri-Prime® technology
• Self-priming from 8.5m
• Ability to prime and re-prime automatically
• Reduces wear caused by snoring
• Non-Return Valve
Dry-running capabilities
• Liquid oil bath mechanical seal
• Solid silicone carbide rotating and stationary elements
• High-abrasion resistant faces
Rig mounted installation
• No trailing power cables at mine face
• Can be operated from the safety of the rig
Rig Pump Dewatering
The Godwin Rig Pump is installed on the drilling rig, which eliminates the safety hazard of pump trailing power cables. Reduces operator and asset exposure at the mine face and allows operator to operate the pump from the safety of the drill rig.
Traditional Face Dewatering
Drilling rig operators and miners are forced to manually move submersible pumps around the face to dewater the area as well as avoid damage from drill rig movements and rock fall.
Benefits of the Godwin Rig Pump
• Keeping you drilling faster and longer without downtime.
• Reduced operating expenses for repairs, saving time and energy.
• Compact design for installation and operation from your rig.
• Delivers a safer working environment for your people.
A cutting-edge solution for tough pumping challenges
In the world of industrial and municipal pumping, performance isn’t just about moving fluids—it’s about overcoming the toughest challenges while maintaining efficiency and reliability. Enter the Vaughan Chopper Pump, a game-changing innovation designed to handle the most demanding applications with unparalleled precision.
For over six decades, Vaughan Company has been a pioneer in solving the problems caused by clogging, breakdowns, and inefficiencies.
The Vaughan Chopper Pump stands as a testament to this legacy, offering a combination of rugged durability and cutting-edge engineering that has set new standards in pumping technology.
The power of chopper technology
At the heart of the Vaughan Chopper Pump’s success is its unique chopping mechanism. Traditional pumps often struggle with debris-laden fluids, leading to frequent clogs, costly maintenance, and operational downtime.
The Vaughan Chopper Pump addresses this with a patented chopping action that preconditions the fluid by macerating solids before they reach the impeller.
This innovative design not only prevents clogging but also enhances the pump’s ability to handle high-solids content,
fibrous materials, and tough debris like rags, plastics, and hair.
It’s a solution perfectly suited for wastewater treatment, industrial processing, and agricultural applications where challenging fluids are the norm.
Reliability that stands the test of time
Vaughan Chopper Pumps are engineered for durability. Built with robust materials and precision machining, these pumps thrive in harsh environments, from wastewater treatment plants to food processing facilities.
Their ability to operate continuously with minimal maintenance has made them a trusted choice for municipalities and industries alike.
The modular design of Vaughan pumps also adds to their reliability. Easy access to critical components ensures that routine maintenance, when required, can be carried out quickly, reducing downtime and extending the lifespan of
the pump.
A commitment to efficiency
Efficiency isn’t just about saving energy—it’s about optimizing performance across the board. Vaughan Chopper Pumps are designed with this principle in mind.
By eliminating clogs and reducing the strain on downstream equipment, these pumps enhance overall system performance and lower operating costs.
The versatility of Vaughan pumps also contributes to their efficiency. Whether transferring sludge, managing stormwater, or processing industrial waste, these pumps adapt to varying conditions without compromising performance.
Sustainability in focus
As industries strive to reduce their environmental footprint, Vaughan Chopper Pumps offer a sustainable solution. By minimizing waste, energy consumption, and the need for frequent repairs, these pumps align with the growing demand for eco-friendly technologies.
Moreover, their ability to handle renewable energy applications, such as biogas production, underscores their role in supporting green initiatives.
Vaughan Chopper Pumps are not just tools for today—they are solutions designed with the future in mind.
Innovation for every application
From municipal wastewater systems to agricultural operations, Vaughan Chopper Pumps have proven their worth across a spectrum of challenging environments. Their ability to process even the most problematic materials with ease makes them indispensable in industries where reliability and performance are non-negotiable.
A partner in progress
The Vaughan Chopper Pump is more than just a pump—it’s a partner in tackling the challenges of modern pumping systems.
With a reputation built on trust, performance, and innovation, Vaughan continues to lead the way in delivering solutions that keep industries moving forward. By choosing Vaughan Chopper Pumps, businesses and municipalities are investing in a proven technology that delivers efficiency, reliability, and peace of mind. In a world where performance matters more than ever, Vaughan stands as a beacon of quality and innovation.
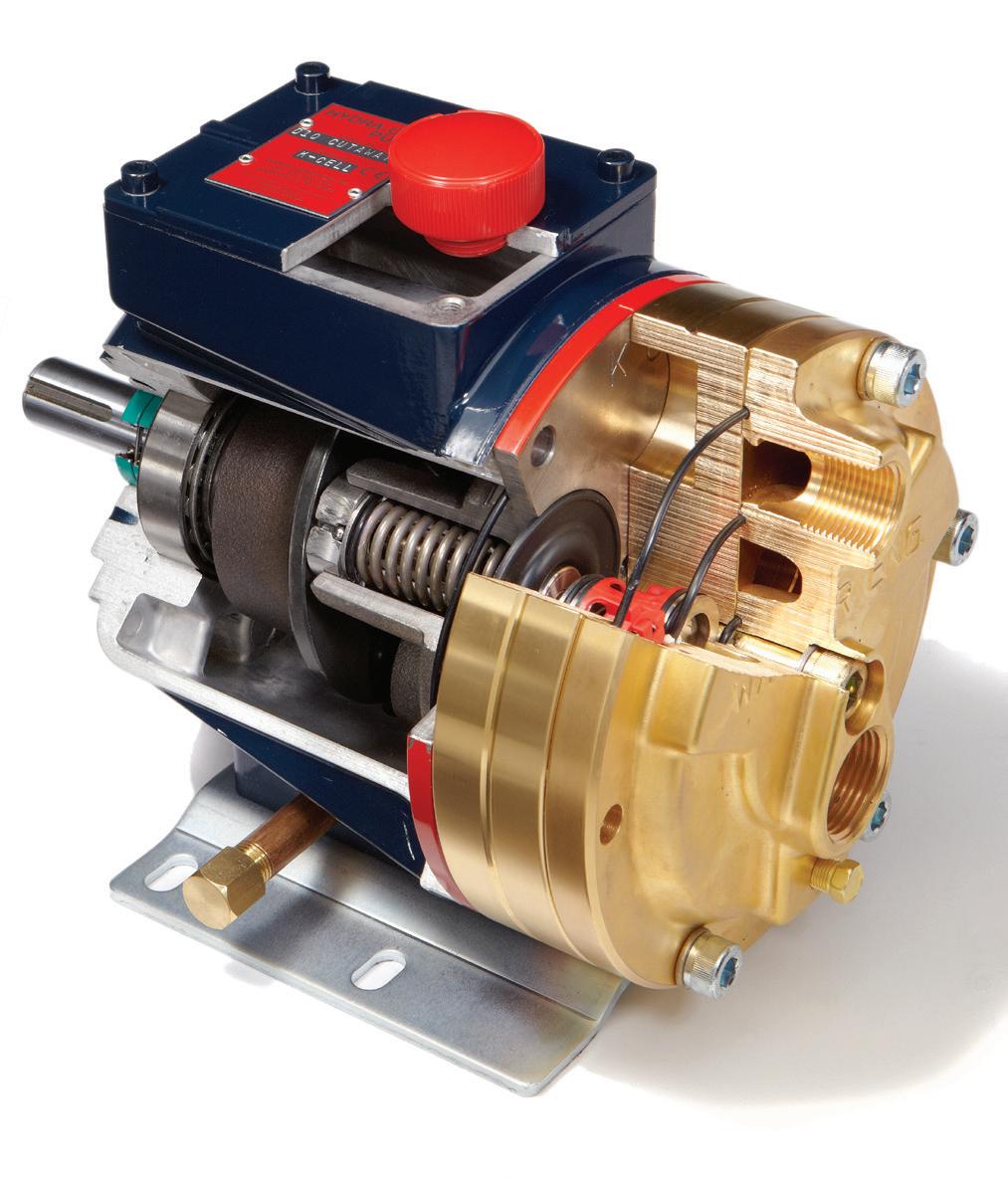
In the world of industrial furnaces, efficiency and reliability aren’t just desirable— they’re essential. At the heart of these systems, the pump plays a pivotal role, ensuring that fluids like fuel oil, water, and chemical solutions are delivered seamlessly.
One name that has been steadily gaining recognition in this domain is Hydra-Cell, a brand synonymous with precision and durability. Let’s explore why Hydra-Cell pumps are transforming furnace applications and setting new industry benchmarks.
Beyond traditional pumps
Traditional pumps often struggle in harsh furnace environments, where high temperatures, abrasive particulates, and corrosive fluids are commonplace. Over time, these challenges can lead to wear, downtime, and costly maintenance. Hydra-Cell pumps, with their innovative design, provide a robust alternative that addresses these pain points head-on.
Unlike conventional piston or gear pumps, Hydra-Cell pumps use a diaphragm-based system. This unique design eliminates the need for dynamic seals, a frequent point of failure in other pump types. The absence of seals not only reduces maintenance requirements but also enables Hydra-Cell pumps to handle a wide range of viscosities and pressures without compromising performance.
Superior efficiency
In furnace operations, energy efficiency is paramount. Hydra-Cell pumps excel in this regard, boasting an impressive volumetric efficiency that minimizes waste and optimizes energy use. Whether supplying fuel for
combustion or circulating cooling water, these pumps ensure consistent flow rates, contributing to stable furnace performance and lower operational costs.
Their ability to handle abrasive and corrosive fluids without degradation also means they can operate effectively for longer periods, further enhancing efficiency by reducing the frequency of replacements and repairs.
Versatility in action
Hydra-Cell pumps are not a one-size-fits-all solution— they shine in their adaptability. They can handle a wide variety of fluids, from heavy oils and slurries to delicate chemical solutions, making them ideal for diverse furnace applications. Their compact design and high-pressure capabilities allow them to fit seamlessly into existing systems without significant modifications.
Moreover, the precise control offered by Hydra-Cell pumps is invaluable in furnace applications, where maintaining consistent fuel delivery and temperature regulation is crucial for optimal operation.
Sustainability and cost savings
Industrial operations are increasingly under pressure to adopt sustainable practices, and Hydra-Cell pumps are a step in the right direction. Their efficiency and durability reduce energy consumption and material waste, aligning with sustainability goals. Furthermore, their low maintenance requirements translate to significant cost savings over their lifespan, making them a cost-effective choice for businesses.
A game-changer in furnace applications
Hydra-Cell pumps are more than just a tool—they’re an investment in performance, reliability, and sustainability. As industries continue to demand more from their equipment, these pumps stand out as a solution that not only meets but exceeds expectations.
For furnace operators seeking to enhance their systems, Hydra-Cell pumps offer a compelling combination of advanced technology, operational efficiency, and long-term value. With their proven track record and ever-expanding capabilities, they are poised to remain a cornerstone of industrial innovation for years to come.
By embracing Hydra-Cell pumps, the furnace industry is not just keeping the fire burning—it’s ensuring it burns brighter, cleaner, and more efficiently than ever before.
Only valves that require an overhaul need to be removed from plant.
Welded valves can be adjusted without costly removal from the line.
No need for temperature correction. No interruption to plant production.
Reduced time needed to commission plant after PRV Certification.
Can be used in explosive atmospheres.
‘In-Situ’ testing offers a lot of (cost saving) advantages, the Safety valve still needs periodical maintenance. Safety valves need to be subjected to a thorough visual inspected and depending on the application and standards, this needs to happen at least one time per 4 years. The Safety valve than needs to be readjusted and tested on a stationary test unit.
No loss of productivity! No loss of profitability!
BESPOKE ONLINE TESTING OF PRESSURE RELIEF VALVES
Our expert team (Certified by Ventil PreVenTest Advance ATEX The Netherlands) is specialised in maintenance interventions as well as in-situ testing. The work consists of testing the pressure relief valve to the full operating conditions to confirm setting pressure. Equipped with the Ventil Getac T800 PreVenTest machine, Bilfinger Intervalve Africa is able to test your pressure safety valves on site without interrupting the process operation. With this so called ‘hot testing’ the safety valve stays on-line and no dismantling of the valve or plant shut-down is required.
GET IN TOUCH WITH US:
Bilfinger Intervalve Africa (Pty) Ltd. Corner Mill & North Road Bethal 2310, South Africa Phone +27 17 624 5105 info.intervalve@bilfinger.com www.intervalve.bilfinger.com
A century of innovation: how Tsurumi Pumps Africa supports critical industries
Since its founding in 1924, Tsurumi Manufacturing Co., Ltd. has been a global leader in pumping solutions. Designed, engineered, and manufactured in Japan, Tsurumi products are celebrated for reliability, durability, and exceptional performance. Over the past century, the company has expanded its reach worldwide, with Tsurumi Pumps Africa playing a pivotal role in delivering tailored equipment to industries across the continent. From resource extraction to flood control, Tsurumi’s technology addresses the demands of Africa’s most challenging environments.
Advancing
Resource Extraction
Africa’s resource sector is vital to economic growth, requiring dependable solutions to manage extreme conditions. Submersible equipment from Tsurumi Pumps Africa is a trusted choice for handling water and sediment in activities where downtime must be minimized. The LH Series, renowned for high-head capability and robust construction, is essential for applications requiring consistent water removal. Engineered with abrasionresistant materials and advanced seals, it endures the toughest environments. Explosion-proof models, such as the KRDX and KTX Series, provide critical safety features in volatile settings like coal mines.
Complementing the LH Series, the KTZ Series is the premier solution for underground mining. Widely deployed across Africa, it is valued for its exceptional durability and performance under demanding conditions. The KTZ Series handles abrasive materials with ease, ensuring efficient groundwater and slurry control, making it indispensable for subterranean operations. The GPN Series, designed for slurry and mud handling, excels in open-pit mining and tailings oversight. Its rugged construction ensures reliable
performance even in dense mixtures of solids and liquids, addressing critical challenges in resource extraction.
In Zambia and the Democratic Republic of Congo, copper and cobalt facilities rely on Tsurumi for sediment control and groundwater handling, ensuring uninterrupted operations. Similarly, in Ghana, gold mines utilize Tsurumi’s high-volume units for tailings management, increasing productivity and minimizing delays. Tsurumi Pumps Africa’s expertise guarantees efficiency across the resource sector.
Addressing Industrial Challenges Beyond Mining
While mining remains a cornerstone of Tsurumi’s operations, its products are equally effective in other industries:
• Infrastructure Development: Construction projects require dependable dewatering solutions to keep worksites operational. Tsurumi’s equipment is critical for excavation and tunneling, helping contractors stay on schedule.
• Wastewater Handling: Urbanization has intensified the need for efficient systems to manage industrial and domestic waste. Tsurumi’s sewage pumps and related tools ensure compliance with environmental standards while
addressing these growing demands.
• Flood Control: Seasonal rainfall often causes disruption and infrastructure damage. Tsurumi’s drainage pumps offer rapid deployment and high-flow capabilities, providing essential protection for communities and infrastructure.
• Agricultural Productivity: Reliable irrigation systems are vital for food production. Tsurumi’s durable pumps deliver precise water flow, enhancing yields and supporting food security initiatives.
By diversifying its expertise, Tsurumi contributes significantly to industrial and environmental progress across Africa.
Enhancing Environmental Responsibility
Sustainability remains central to Tsurumi’s operations. Its innovative technologies promote water recycling, efficient irrigation, and eco-friendly waste handling, helping clients reduce their environmental footprints while complying with stringent regulations.
In agriculture, Tsurumi’s systems deliver precise amounts of water to crops, minimizing waste and conserving resources. Similarly, wastewater pumps enable the reuse of treated liquids, addressing resource scarcity. Across all sectors, Tsurumi supports the balance between operational demands and environmental stewardship.
Tailored Expertise for African Clients
Tsurumi Pumps Africa provides customized solutions that address the continent’s unique challenges. By combining global engineering standards with localized expertise, the company ensures products meet specific client needs.
Technical specialists work closely with businesses to
design bespoke systems, ensuring seamless integration with existing operations. Rapid access to spare parts and technical support reduces downtime and enhances overall efficiency. Tsurumi’s approach fosters long-term partnerships built on trust and reliability.
A Vision for Progress
As Tsurumi celebrates 100 years of innovation, its focus remains on advancing progress through sustainable practices and cutting-edge technologies. Across Africa, the company supports industries including mining, construction, flood control, and wastewater handling.
From delivering effective irrigation systems to protecting infrastructure from seasonal flooding, Tsurumi’s contributions are evident in both communities and industries. Combining global expertise with an understanding of local needs, Tsurumi Pumps Africa is more than a supplier—it is a trusted partner, shaping a sustainable future.
Global pumping giant ready to support hydrogen economy
With abundant sunshine and wind southern Africa is perfectly positioned to become a global powerhouse in green hydrogen production. As the world shifts towards cleaner energy sources Namibia and South Africa provide favourable conditions and are well situated upon one of the world’s central shipping routes to transport the commodity to all corners of the globe.
Not surprisingly, two key projects are already in advanced stages of development in Namibia with the Hyphen Hydrogen Energy and Daures projects well underway and gearing to transform southern Africa into a vital supplier of hydrogen to meet the energy demands of developed nations.
Global pumping solutions provider KSB has identified the vast potential of these types of projects in southern Africa and through its KSB Pumps and Valves subsidiaries in Namibia and South Africa is investing heavily in bringing the right skills to the region. This type of specialised planning is essential to ensure the success of the hydrogen economy as the process of creating green hydrogen is complex as is the generation of renewable electricity to split water molecules into oxygen and hydrogen through electrolysis.
According to KSB business strategist, Ulrich Stahl the
important enabler function of hydrogen is that it makes the transport of renewable energy over long distances possible. Furthermore, transporting Hydrogen as a gas or in liquid condition is challenging. Being a light gas it is difficult to contain and requires compressing and cryogenic freezing to convert it to liquid form. This is prohibitively difficult and has led to techniques where it is converted to ammonia which is a compound of nitrogen and hydrogen. The addition of nitrogen to create ammonia makes it easier to store and transport than pure hydrogen. Once shipped to its destination, it can be converted back into hydrogen, making it a practical and scalable solution for fulfilling global energy needs. In Namibia the Hyphen Hydrogen Project aims to build a massive 3 GW electrolyser facility near Lüderitz with production of green hydrogen set to begin by 2026. At full capacity, it will produce 3 million tonnes of green hydrogen annually This ambitious project will draw on 6 GW of renewable
energy generated from wind and solar power ensuring that the hydrogen it produces is entirely green and emissionsfree. The hydrogen will be exported primarily to Europe with Rotterdam allocated as a key destination for energy integration.
The Daures Project follows a similar path focusing on leveraging Namibia’s climate and space to develop large-scale hydrogen infrastructure. These projects will also require the expansion of towns to accommodate thousands of new jobs and the building of residential, industrial and port infrastructure. This is expected to create substantial economic growth and job opportunities in the region.
KSB Pumps and Valves Namibia managing director, DeWet Van Wyk, adds that with its local manufacturing ability and access to global supply chains, KSB is well poised to support the scale of the hydrogen economy where entire regions need to be transformed. “From residential housing to essential services, we need to ensure that the infrastructure is in place to sustain the thousands of people who will be working on these projects.”
“As a result KSB is planning for the full cycles of equipment and services needed as the scale of these hydrogen projects requires extensive infrastructure, both for the hydrogen production process and for supporting the influx of workers and services needed to sustain the operations.
“For hydrogen production, advanced electrolyser plants need to be built to separate hydrogen from water using renewable energy. Our technology will play a crucial role in supplying the specialised pumps needed to handle ultra-pure water in electrolysers, as well as those needed for pressurising hydrogen and convert it to ammonia to facilitate transport.
“Our pumps ensure the ultra-pure water used in electrolysis remains contaminant-free, which is crucial for maintaining the integrity of the electrolysers. Additionally, we pressurise the hydrogen, making it easier and cheaper to transport it as ammonia. Beyond the technical infrastructure, these projects will require significant investment in population amenities. The remote location of the hydrogen projects, particularly in sparsely populated areas like Lüderitz and the Northern Cape, necessitates the development of entire support ecosystems. Housing for thousands of workers will need to be built along with critical services such as wastewater treatment, food supply chains, schools and healthcare facilities among others. Small towns like Lüderitz, currently home to just a few hundred residents, are expected to grow significantly to
accommodate the workforce required for these projects.”
KSB Pumps and Valves market area manager, Dylan Mitchell, further explains that the conversion of hydrogen into ammonia presents an efficient solution to the logistical challenge of transporting energy across vast distances. Ammonia can be shipped using existing infrastructure allowing southern Africa to export energy to areas like Europe and Japan where clean energy demand is on the rise. Once at its destination, ammonia can be split back into hydrogen and fed into industries such as steel manufacturing, petrochemicals and power generation.
“We believe that with international collaboration, government support and private-sector investment the green hydrogen projects in Namibia and South Africa hold enormous promise. Southern Africa’s ability to produce and export clean green hydrogen positions the region as a strategic destination for global investment. The infrastructure needed to support these projects will also provide much-needed economic growth,” Ulrich concludes.
The importance of dewatering in the mining industry
Dewatering plays a crucial role in the mining industry, offering numerous advantages such as decreased hydrostatic pressure, minimized legal and environmental constraints, and cost-effective drainage solutions.
Over time, dewatering techniques have progressed from basic mechanical methods to sophisticated pumping systems that effectively transport water to designated containment areas. Modern dewatering practices are capable of managing water removal in mines located several kilometres underground. Both underground and open-pit mining operations that extend below the groundwater level necessitate dewatered conditions to ensure safety and improve production efficiency.
Furthermore, mining companies are increasing their capital investments to promote sustainable production, with the goal of reducing their carbon footprint and adhering to relevant standards. Consequently, initiatives focused on afforestation, water conservation, and waste management are gaining prominence.
Established in 1872, Wilo has over 150 years of experience in the water pumping sector. More recently, Wilo has concentrated on creating sustainable dewatering solutions for mining operations. As a prominent manufacturer of pumps and pump systems, Wilo acknowledges the vital importance of mine dewatering pumps and recognizes that each mining project has its own unique requirements, and we tailor our solutions to meet these specific needs. Our approach prioritizes intelligent, efficient, and sustainable performance, enhancing dewatering methods through
digital technology and automation for better management of pumps and pump systems, thereby ensuring safe working conditions.
Wilo Indonesia has demonstrated a strong dedication to delivering comprehensive solutions for the mining industry, making headlines in 2021 and 2023 after securing a significant contract with Adaro Mining Group.
The Adaro Mining Group operates one of the largest coal mines in Indonesia, situated in Tanjung Tabalong, approximately 200 kilometers from Banjarmasin, the capital of South Kalimantan. The contractor, PT Adaro Tirta Sarana, had specific requirements for the coal mine, which included the pumping of 17 million cubic meters of water annually from Hill 11 Pit and 19 million cubic meters of water from Pit 1 Wara, addressing the challenges posed by substantial volumes of mud and acidic water. To meet these demands, Wilo provided eight FD200EM c/w 355kW pumpsets with Siemens motors, eight priming systems sets with Atlas Copco vacuum pumps, eight Schneider VFD and automation monitoring systems all as floatable units.
The FD (Force Dewatering) pumps, part of Wilo’s extensive range of mine dewatering solutions, can be operated using either electric motors or engine drivers, providing flexibility to accommodate different site conditions. Utilizing an electric motor with a Variable Speed Drive (VSD) inverter, enables the adjustment of pump speed based on load, enhancing energy efficiency. A standout feature of the FD pump system is its integration of Internet of Things (IoT) technology, which allows for remote monitoring of pump performance. This capability offers a more cost-effective and time-efficient solution, along with comprehensive data recording compared to traditional monitoring methods.
Wilo has also introduced a pay-per-use business model for its customers, driven by the increasing demand for mine dewatering services in response to rising international coal prices. By implementing this model, Wilo Indonesia, along with Wilo South Africa, seeks to optimize resource utilization while providing affordable and efficient water management solutions to mining contractors.
Wilo is dedicated to advancing sustainability and innovation, positioning itself as a key contributor to the growth of the mining sector while upholding environmental stewardship. The company is focused on providing high-quality, sustainable solutions that addresses the changing demands of the mining industry.
Unplanned mine dewatering calls for Weir’s custom solutions
In both opencast and underground mines, unexpected water ingress can severely disrupt production unless an effective dewatering solution can be quickly applied; some forethought will go a long way in making this happen.
According to Marnus Koorts, General Manager Pump Products at Weir, one of the key challenges is that unplanned dewatering usually requires sizeable equipment to be retrofitted into locations where there is often no infrastructure to support it.
“In many open pits, for example, the voltage in the power network is different to normal motor voltages,” says Koorts. “This therefore calls for the application of transformers to achieve the right supply voltage.”
The underground environment may have its own restrictions, such as the need for any equipment and motors to be flameproofed. It quickly becomes apparent, he explains, that any solutions provider needs not only an in-depth knowledge of the pump duty requirement. They also need to understand the various peripheral equipment that will render the pump suitable for the application.
“Satisfying these elements will allow the challenge to be more effectively addressed, but what about similar incidents in the future?” he asks. “The next important step is to look ahead and ask what the mine will be doing – and where mining will be taking place – in a year from now.”
He highlights the risk that water might be pumped during an emergency to a nearby holding location, where it creates an obstacle for future operations on the mine. With a bit more planning, the dewatering process can ensure that water is removed further away at the outset. This, he suggests, could require the use of booster stations.
“There are not many pumps that can dewater a deep underground mine or open pit in a single lift,” says Koorts. “This means finding suitable places to install booster pumps, and ensuring that the appropriate power supply is available there. This may not always be easy, if certain levels of an operation have been mined out and no longer have active infrastructure.”
With a forward-looking approach, a mine can also identify the depths at which dewatering may be required in two to three years’ time, and when more booster pumps will need to be installed to cater for deeper operations.
“At this point, the situations can start becoming quite complex, and every site demands a highly customised solution,” he says. Among the more innovative solutions, he notes, is the use of pontoons for opencast mines – with technology to automate their operation. A pump mounted on a pontoon can be positioned in an open pit, and can float if the area starts to flood. Fitted with the relevant sensors, the pump will pick up the rising water levels and begin dewatering.
“The pontoon solution is also useful for emptying holding dams, especially since it can draw water from the middle of a dam, where it is cleaner and easier to pump,” Koorts explains. “Of course, the quality of the water will determine the pump type to be employed, as clean and dirty water present very different demands for a dewatering pump.”
“In the SADC region, a diamond producer procured a bespoke dewatering solution to facilitate the removal of accumulated water in the pits. This was achieved through a series of diesel-powered booster pumps, enabling uninterrupted operations throughout the rainy season” elaborates Koorts. “Another example is a copper producer in Central Africa that procured a bespoke solution to aid in the dewatering of surplus water accumulated during their operations. This measure not only complied with their environmental commitments but also ensured the safe and sustainable relocation of water away from operational areas.”
He concludes that customers can save considerably on finding the right solution in advance. With its well-known pumps such as Multiflo®, Warman®, Envirotech® and GEHO®, Weir can contribute in-house design capacity and niche expertise, even in less familiar fields such as buoyancy.
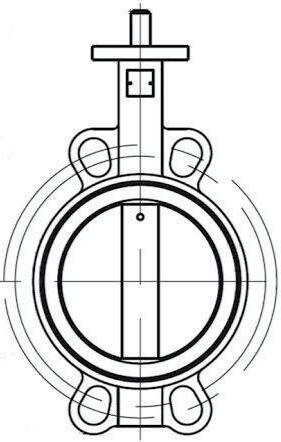
In the intricate network of wastewater management systems, every component plays a crucial role in ensuring smooth operations. Among these, wastewater air release valves stand out as unsung heroes, often overlooked but indispensable.
These valves serve a vital function in maintaining the efficiency and functionality of wastewater systems, preventing damage, and ensuring optimal performance.
Let’s delve into the reasons why these seemingly small components are of immense importance.
Preventing Air Locks:
Airlocks occur when air becomes trapped in pipelines, hindering the flow of wastewater. This phenomenon can lead to reduced system efficiency, increased energy consumption, and potential damage to equipment. Wastewater air release valves act as vents, releasing trapped air pockets, thereby preventing air locks and maintaining uninterrupted flow within the system.
Minimizing Pressure Build-up:
During the operation of wastewater systems, pressure fluctuations are common. Excessive pressure can damage pipes, fittings, and other components, leading to leaks and system failures. Air release valves help alleviate pressure build-up by releasing excess air, thus safeguarding the integrity of the entire system.
Enhancing System Performance:
Efficient wastewater management relies on the smooth and consistent movement of fluids through the system. Air release valves ensure that pipelines remain free from air pockets, allowing for optimal flow rates and reducing the risk of blockages. By maintaining steady hydraulic conditions, these valves contribute to the overall performance and effectiveness of wastewater treatment processes.
Protecting Against Corrosion:
The presence of air in wastewater pipelines can accelerate corrosion, particularly in metal pipes and fittings. Corrosion weakens the structural integrity of the system, leading to leaks, contamination, and costly repairs. Wastewater air release valves help mitigate corrosion by expelling air and minimizing contact between oxygen and metal surfaces, thereby extending the lifespan of the infrastructure.
Facilitating System Maintenance:
Regular maintenance is essential for the longevity and efficiency of wastewater systems. Air release valves play a crucial role in facilitating maintenance activities by allowing operators to purge air from the system easily. This simplifies tasks such as pipeline inspection, cleaning, and repair, enabling swift and effective maintenance procedures.
Ensuring Compliance and Environmental Protection:
Effective wastewater management is not only about operational efficiency but also about environmental responsibility. Air release valves contribute to compliance with regulatory standards by preventing system failures, leaks, and spills that could result in environmental contamination. By maintaining system integrity and preventing pollution incidents, these valves play a vital role in safeguarding ecosystems and public health.
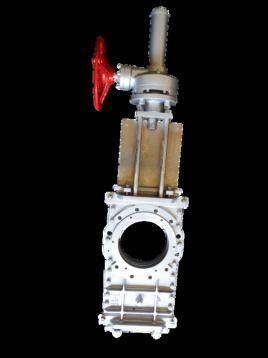
Fluid Power Group: powering mining excellence with precision and innovation
In the demanding world of mining, where every operation hinges on the reliability and performance of critical systems, Fluid Power Group stands as a trusted partner, delivering comprehensive solutions engineered for the toughest environments.
As a collective of specialized companies, Fluid Power combines years of expertise, a diverse product range, and an unwavering commitment to quality to ensure mining operations run smoothly, efficiently, and safely. From hydraulic systems to pneumatic solutions and precision-engineered valves, Fluid Power Group offers a broad portfolio of products and services that keep mining operations operating at their peak. Each company within the group specializes in a specific niche—ensuring expertise across every facet of mining infrastructure, positioning Fluid Power as a complete solutions provider in the industry.
Expertise Across Multiple Disciplines
Fluid Power Group operates with a focus on precision and reliability across five core divisions: Hydraulics, Pneumatics, Drifters, Actuators, and Valves.
Fluid Power Hydraulics is known for its high-performance hydraulic systems, including pumps, motors, cylinders, filters, and more. With a fully equipped repair facility and an electronic test bench for diagnostics, Fluid Power Hydraulics provides services that maximize efficiency and uptime. Whether for custom-designed hydraulic power packs or essential repairs, Fluid Power ensures that its hydraulic solutions meet the toughest standards.
Fluid Power Pneumatics specializes in high-quality pneumatic systems, featuring FLÜSS Poppet Valves, XCPC Pneumatics, SMC Pneumatics and Vane Air Motors and Mixers. Known for their durability, these systems are designed to operate in the harshest environments, providing reliability and performance for mining operations. Fluid Power Drifters offers repair and overhaul services for mining drifters, ensuring that each tool meets OEM standards. With a commitment to quality and precision, Fluid Power Drifters ensures that the mining sector can rely on its equipment for optimal performance, even in the most challenging conditions.
In the field of Fluid Power Actuators, the company manufactures double-acting pneumatic actuators, available in sizes from 50mm to 750mm. Designed for precision and fail-safe performance, Fluid Power’s actuators are crucial for automation systems and complex mining operations, delivering dependable control in the toughest
environments. Fluid Power Valve Technologies leads the industry with the manufacture of three key valve types: Flanged Knife Gate Valves (FGV/KGA), Polyurethane-lined Knife Gate Valves (SGV), and Wafer Knife Gate Valves (WGV/KGD). The SGV valve is uniquely designed by Fluid Power, while the FGV and WGV are manufactured to be fully interchangeable with the renowned Clarkson valves, offering exceptional performance in handling aggressive slurries and high-pressure environments.
Fluid Power’s valves provide an affordable, high-quality alternative with shorter lead times, ensuring reliable fluid management for mining operations.
In addition to our knife gate valves, our Pinch Valves are available in rubber/polyurethane versions and come in sizes ranging from 50mm to 400mm, designed to handle abrasive slurries and aggressive fluids. Our Diaphragm Valves, also available in rubber/polyurethane versions, are offered in sizes ranging from 50mm to 250mm and provide excellent isolation in harsh conditions, ensuring longlasting performance and ease of maintenance.
All original manufacturers’ names, part numbers, and descriptions are for reference purposes only and do not imply that any part is the product of these manufacturers.
Innovation, Durability, and Reliability
At the heart of Fluid Power’s offering is its commitment to innovation and durability. Every product, whether sourced or manufactured, is carefully selected or designed to meet the most stringent standards of quality. From custom hydraulic power packs to precision-engineered valves and actuators, Fluid Power delivers solutions that handle the harshest conditions and demanding applications.
The company’s dedication to reliability is evident in its customer service approach. Fluid Power offers comprehensive support, including technical assistance, product training, and ongoing maintenance services. This ensures that customers receive not just products, but long-term partnerships that contribute to the success and productivity of their operations.
A Legacy of Trust
Fluid Power Group’s diverse offerings allow it to cater to various needs across mining operations, with solutions that cover everything from mechanical systems to complex automation interfaces. This breadth of expertise has earned Fluid Power a reputation as a reliable partner for industries that require precision, durability, and performance.
The company’s extensive experience in equipment maintenance and repair further solidifies its standing as a trusted partner in the mining sector. Whether it’s hydraulic system repairs, drifter overhauls, or actuator solutions, Fluid Power keeps mining operations running smoothly with minimal downtime.
Looking to the Future
Fluid Power Group is continuously evolving to meet the future demands of the mining industry. As operations become more advanced, Fluid Power remains at the forefront of innovation, delivering cutting-edge technology, high-quality craftsmanship, and unparalleled customer service. With a focus on sustainable and efficient solutions, Fluid Power is committed to powering the future of mining.
Conclusion
Fluid Power Group is more than just a supplier; it is a trusted partner that understands the complexities and demands of the mining industry. With a full range of solutions— spanning hydraulics, pneumatics, drifters, actuators, and valves—Fluid Power ensures mining operations have access to the best products, services, and expertise. With a focus on innovation, quality, and customer satisfaction, Fluid Power continues to drive the mining sector forward, powering its future with precision and reliability.
InstruPump, a division of Air & Vacuum Technologies , are the SOLE agents for PeriBest in Africa. Manufactured in Spain, they make a HEAVY duty, XXL roller peristaltic pump for continuous use in the toughest African conditions. Used for dosing Sodium hypochlorite, Ferric chloride, Hydroc hloric acid, Sulphuric acid and other acids and transferri ng juices and sauces, dosing additives, colourings, flavours, enzymes, dairy products, yeast and oils, among others. info@vactech.co.za 011 318 3241 / 2 / 3 / 4 www.vactech.co.za
Valves for the changing chemical industry
To overcome the challenges that it is currently facing, the chemical industry needs increasingly efficient, sustainable and safe components. At the same time, these developments also open up enormous opportunities for the valve, actuator and automation sector – opportunities that the sector is glad to embrace, because once again, it is completely in its element.
The chemical industry is clearly feeling the effects of energy and raw material prices, supply chain risks, sustainability, increasing regulation, and digitalisation.
Many factors have to be addressed at the same time, and when it comes to this, dependable partners are indispensable.
Investments in fresh solutions
For example, chemical companies are finding dependable partners in the valves industry. This is because the sector has mastered the field, and is constantly investing in the development of new products and solutions for the chemical industry.
And also in new employees whenever appropriate. For example, Hartmann Valves: the chemical industry is a high priority for this company, which is also reflected in its investments. “In recent years, we have expanded our team in the area of valves for the chemical and petrochemical industries,” explains Hartmann Valves. Sales activities have been further increased.
The Research and Development department at Hartmann Valves is also increasingly focussing on solutions such as a ball valve with an integrated heating jacket. Basically,
the aim is “to achieve increased safety for our customers with our metallic gas-tight ball valve, especially in more demanding applications or those with special functions”. In the future, we want to continue to develop new, innovative solutions together with customers in the chemical industry, and to invest in these products.
Enhancing sustainability through digitalisation
The digitalisation of valves in the chemical sector is steadily gaining in importance – it is a key player in the shift towards sustainability and efficiency.
In addition to aspects such as digital type plates, digitalisation is playing an increasingly important role, especially in the automation of valves. “Automated valve readout data, for example, is in demand here,” according to Hartmann Valves.
Component development is characterised by a trend towards smart valves in order to further increase efficiency. The aim is to more precisely control and regulate how chemicals are processed and transported through plants. Quality valves reduce the risk of leaks through which hazardous or environmentally harmful substances could enter the environment.
There is an increasing demand for smart valves equipped with sensors, actuators, self-diagnosis and communication capabilities, Samson reports.
These smart valves enable remote control, predictive maintenance and real-time monitoring, which boosts operational efficiency significantly.
Maximum safety through automation
Valve automation has long proven itself in hazardous areas of the chemical industry. “Especially in difficult-to-access or large, complex installations, this saves working time,” explains Armaturen Vertrieb Alms (AVA). When used in hazardous areas, remote control also offers more safety for plant operators. “As our valves are mostly used in safetyrelevant applications in chemistry or petrochemistry, we primarily install actuators that immediately return to a predefined safety position in the event of a power failure,” explains AVA. It is crucial to have a safety system in place that safely interrupts the process in the event of a drop in control pressure or loss of electrical power supply. For example, the process of filling a boiler or reactor can be stopped automatically – “closed” safety position – or a pressure relief can be triggered – “open” safety position.
Short delivery times are becoming increasingly important in a changing market. The valves industry is responding: In 2023, for example AVA invested in expanding warehouse capacity at its German headquarters in Ratingen to 11,000 square meters – more than doubling the previous capacity. Users benefit from short delivery times, which can be achieved through holding large inventories of standard components.
Components for highly explosive media
In recent years, Bray Europe has also invested in the chemical and petrochemical markets in Europe. These investments include the development of the new Cx Line range. This line of products has been specifically tailored to the chemical and petrochemical market. All Cx Line
products feature a digital nameplate that allows easy access to the most important data. The focus is on the aspects of safety, reliability and sustainability.
Richter Chemie-Technik is also responding to the growing demands of the markets. This year, the company has continued to develop its KSE series. The plastic-lined safety angle valve KSE 3.0 aims to optimise flow and design in combination with simplified storage and installation. “This valve technology improves the system performance in the long term through efficiency and cost-effectiveness,” explains Richter. The KSE 3.0 safety valve has a thermally processed, homogeneous PFA lining with a defined thickness. The safety valve is suitable for highly explosive gases, vapours and liquids.
Hydrogen for the chemical industry
As well as efficient components and processes, the chemical industry also relies on the use of green hydrogen and the chemical recycling of plastics to further increase sustainability. In order to maintain its competitiveness, the chemical sector urgently needs hydrogen as a raw material, because it is the starting point for important chemical value chains. And also an energy source.
However, in order to transport enough hydrogen to satisfy the rapidly growing demand, suitable infrastructure is needed. This means that investments in pipeline construction are required. The bottom line is that efficient and safe valves are needed not only for chemical plants, but also for pipelines. The associated investments open up great opportunities for the chemical industry in terms of achieving sustainability goals and enhancing competitiveness – and the valves industry has the right technologies to implement them. Which ensures that everyone has the right chemistry.
How choosing a sliding gate valve could save money in steam applications
The unique design of the sliding gate seat technology is a hidden gem in the valve community that saves money in the long run. Steam pressure control is frequently used to control temperature in large industrial drying, sterilizing, and curing operations.
Steam temperature is directly related to its pressure, so precision steam pressure control will give consistent, accurate temperature control.
Sliding gate regulators and control valves have proven to be exceptional in steam pressure applications. The unique characteristics of the sliding gate technology provide several advantages over globe style valves in steam pressure control.
• Straight-thru flow path reduces turbulence and noise
• Self-cleaning design requires less maintenance
• Easy to rebuild, if required
• Larger sealing area results in longer service life
What is a sliding gate valve?
The Jordan Valve sliding gate seat is designed for use with
a wide range of liquid and gaseous media. The sliding gate technology results in higher accuracy, more efficient control, and lower maintenance costs. The unique valve seat design has multiple orifices, creating a straight through, non-turbulent fluid flow path.
The multiple orifice design allows multiple fluid flow streams, reducing energy and turbulence. The result is higher efficiency, longer service life, quieter operation and superior control, even in extreme conditions.
The Jordan Valve sliding gate technology is available in control valves, pressure regulators, back pressure regulators and temperature regulators.
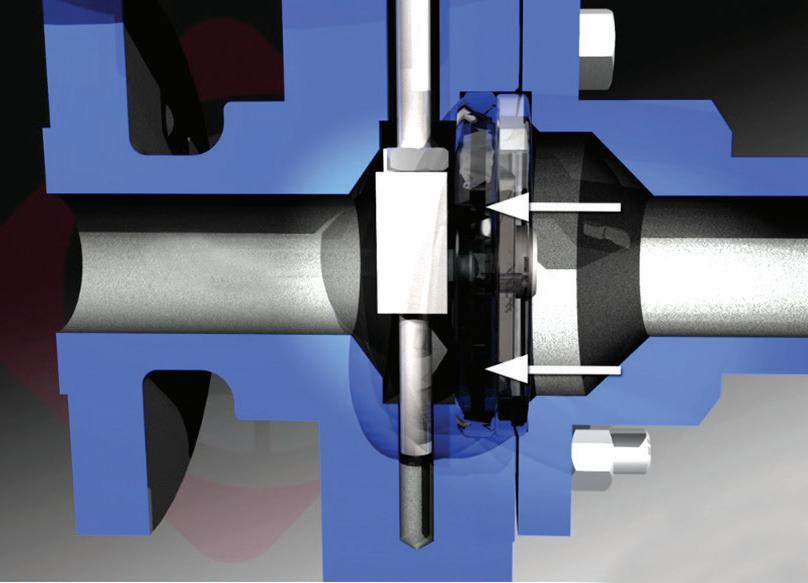
How does the sliding gate seat work?
The sliding gate seat is made up of a movable disc and
stationary plate each with matching multiple orifices. When the valve is fully closed, the disc and plate are aligned such that the orifices are covered, creating a tight Class IV shutoff. As the valve opens, the slots are gradually uncovered and fluid flows straight through until the desired set point is reached. The disc modulates its position to allow process fluid to flow and maintain the set point. This sliding gate seat set delivers levels of performance, reliability and accuracy that are hard to achieve in other designs.
Why the sliding gate technology outperforms in steam service
Jordan sliding gate valves and regulators are designed for industrial use where long term operation and lower overall cost of ownership are important.
Sliding gate valve lasts longer in steam applications
In a sliding gate design, the steam travels straight through the valve, minimizing turbulence and wear. Because steam flows through multiple orifices, the erosive exposure of steam is distributed across the surfaces of the valve seat. Moreover, the Jordan Valve sliding gate seats have an advanced Jorcote coating which has demonstrated minimal wear for over one million cycles in high-pressure steam service.
In a globe style valve, the steam flows through one large orifice and changes direction three times leading to higher velocity and flow turbulence, causing more wear on the seat components.
• Longer valve seat life results in less maintenance and more uptime
Sliding gate delivers more accurate regulation
The control element in a Jordan sliding gate valve or regulator is perpendicular to the process flow and has a short stroke length. This allows faster response and minimal droop. The steam flow path is into the disk, minimizing valve chatter and improving stability at the low end of stroke. Because they respond quickly to input signals, Jordan sliding gate valves and regulators reach pressure and temperature set point quicker.
• Minimal droop and faster response results in steam savings
Sliding gate valve operates with less energy
The stroke length of the sliding gate valve is a fraction of the stroke of a similarly sized globe valve. This not only results in faster reaction times, but the short operating path requires less force to operate. It also significantly
reduces the stresses on the packing and the valve actuator.
• Save with reduced energy consumption
Sliding gate design generates less noise
Compared to conventional globe and cage designs, the sliding gate seat generates between 5-10dB less noise.
The sliding gate valve is quieter than other traditional valves for several reasons: the disc and plate remain in constant contact, eliminating the chatter; the straightthrough flow passage minimizes turbulence, a significant cause of valve noise; and the multiple orifices in the plate and disc divide the flow into smaller flow streams, resulting in less noise.
• No need to pay for “low-noise trim”
Jordan valve overlapping seat design creates tight shut-off
The disc and plate are designed with a slight overlap of the openings to provide an ANSI Class IV shut-off rating. Each orifice is engineered with a 1/32” overlap creating an area of closure versus a line of closure as seen in globe valves.
This seat overlap in the Jordan sliding gate technology is an important design advantage. If the leading edge of the valve seat were to damage due to steam erosion or wire draw, the affected area would be concealed in the overlap. This overlap prevents leaking when the sliding gate closes and ensures full shut-off.
• Area of closure design has better long term shut-off. Class IV Shut off
Points to consider when sizing and positioning air valves – a 27 year review
27 years ago, the author wrote a booklet titled “Points to Consider When Sizing and Positioning Air Valves”, this was followed up with another book “Air Valve Technology Reviewed” in 1996 – both contained Air Valve Sizing and Positioning guides.
These two publications added to the many air valve design guides that have been developed before then and which, in the mid 1990’s, was incorporated together with other “rules of thumb” on air valve sizing into software programmes to assist the designer in simplifying the sizing and positioning of air valves.
The Problem with the use of Air Valve Sizing and Positioning Air Valve Software
By the early 2000’s, the popularity of the sizing software created the trend for many designers to accept the results without interrogation of the correct positioning and/or sizing of the Air Valves. This has resulted often in:
• Too many air valves being sized for a pipeline – more is not necessarily better when it comes to any pipeline component, specifically with air valves
• Air Valves being oversized – most the air valve sizing programme allows for standardizing the Air Valve size and/ or pressure rating. This is normally on the largest valve size selected.
The problem of too many, or too large an air valve size will result in some air valve designs not having sufficient air velocity to “switch” to the anti-shock mode and therefore behave like a Kinetic Air Valve creating Air Valve Slam upon closure. Too many air valves in addition, add to the initial capital cost as well as potentially, the future maintenance cost of the pipeline.
An important point to consider is that virtually all air valve sizing programme will size the Air Valve for only one of two conditions i.e., for burst and/or scour conditions and select the large valve if both conditions are analysed. Some software programmes have a
built in “nudge” in the form of a minimum flow to put an air valve on the change of a slope no matter how slight the change in slope may be.
Lastly most software programmes will insert an air valve every 500 to 600m as a default. This is done regardless of the length and/or diameter of the pipeline and is also positioned from the start of the pipeline. This indiscriminate positioning of the air valves may result in two to three air valves being positioned sometimes within metres of each other.
In designing the pipeline, the designer should utilise his/ her own discretion in checking the number and size of the air valves and eliminate those deemed no to be needed. The way in doing this is to visualize the pipeline under various operating conditions starting with pump trip conditions and the point from which the negative wave will be developed, Consideration should be taken for filling conditions – how will the pipeline be filled, size of the pipeline – i.e., is the spacing on a 1000mm diameter pipeline the same as that of a 200mm pipeline? Further, is the spacing required for pressurized air release or for adequate vacuum protection or, for surge protection etc.
The need to Link the Number and Sizes of the Selected Air Valve to a Surge Analysis
The assurance often given by the Air Valve manufacturer to the designer, is that if the Air Valve is sized adequately for Vacuum function, then the valve will be correctly sized to prevent Surge and Waterhammer. There are at least two points to consider with this statement namely:
• This statement is highly dependant on the design of the air valve – if the valve is of an Anti-Shock design, then, the valve may be too large to “switch” to the Anti-Shock mode as the air discharge velocity may not be sufficient across the large orifice – this valve will induce Waterhammer on closure. The statement will however be true for the AirFlo Variable Orifice Air Valve where the operation is such that the valve work in sync with the flow conditions in the pipeline and will always provide protection for the pipeline regardless of pipeline flow conditions.
• If the valve is oversized and/or there are too many Air Valves on the pipeline then, the Anti-Shock orifice may be too large to provide surge damping thereby still creating Waterhammer on closure.
This point can be adequately demonstrated in some Surge analysis software programmes. Designers have been aware of this problem with Anti-Shock air valves and have been guided by some so called experts to utilise the diameter of
the small orifice.
This has led to the term Three (3) stage Air Valves or Triple Orifice Air Valves to signify that the valve has three discharge ports under Surge conditions. The reality is that the small orifice float does not get lifted once the AntiShock float has sealed off the large orifice, distorting the Surge results by a factor of 1000.
The Need for Manufacturers to Substantiate the Published Performance Figures of Their Air Valves
There is a peculiar and disturbing phenomenon in the market where most manufacturers have either copied the performance curves of the more popular air valve brands. With many of the most popular brands themselves having only done partial performance testing. Or a growing trend where many manufacturers provide performance curves substantially higher than valves designs of which they are virtual clones of.
The reason why most manufacturers either copy published data or utilise theoretical data or, even embellish the data has to do with many factors including the cost of air valve testing, wishing to stand out in a congested market or, basing a complex device such as an air valve on the performance of an orifice.
This phenomenon has a severe impact on the designer accurately sizing air valves. If the manufacturer’s performance data is embellished to show higher than actual performance figures, then the end result is the Air Valves may be undersized. This may result in the failure of pipeline materials such as HDPE, GRP or PVC that cannot withstand low negative differential pressures. Often when welds on large diameter HDPE pipes fail, this may be an indication of undersized or inadequately sized air valves.
All AirFlo Variable Orifice Air Valves have undergone independent 3rd party performance testing ensuring that our published data can be confidently referenced.
The Need to Revise the Sizing and Positioning of Air Valves in the Pumphouse
Most Air Valve sizing software programmes automatically place the air valve at the start of a pumping main. This is done without determining the type of Check Valve utilised on the pipeline or, without considering the pipeline profile.
The logic behind sizing this Air Valve is based on one of the rules of thumb for Air Valve sizing namely that the Air Valve subsequent to the pump should be sized assuming full pump flow. It is assumed that the column will separate upon pump trip drawing in a large volume of air. When the column returns, the pipeline will act like an accumulator and the air valve (if one with an anti-shock mechanism) will discharge air through the anti-shock orifice slowing down the advancing water column and therefore reducing the surge pressure at the pump.
The consideration for the designer is what type of Check Valve is being utilised – If the type of Check Valve being utilised is a swing type such as Swing, Slanted or Tilting Disc then, the check valve will only close upon flow reversal and upon closure, may create Waterhammer commonly known as Check Valve slam. In addition, the Check Valve will allow damaging flow reversal through the pump. It is therefore the shortcoming of the Check Valve design
that would necessitate the need for an Air Valve at this location. By installing a Nozzle Check such as our CheckFlo design subsequent to the pump, the valve will respond in a low milli second time span prior to the column separating thus obviating the need for an Air Valve at this location. In addition, this will not only prevent damaging Waterhammer but will save on the cost of the Air Valve. In addition, a Nozzle Check Valve has a low headloss and is maintenance free thereby saving in both energy and future maintenance.
The insistence of locating an air valve at this point will result in water spillage upon the air valve closing. Thus, the Air Valve will often require a modification on the outlet to allow the water to drain into a sump. Often, the air valve located at this point is further modified by some manufacturers with a Bias Mechanism that will allow vacuum breaking but will control the air discharge through a static discharge port. Due to the often, low milli second times span in which flow reversal can occur, this valve will still create some spillage on closure.
Investing in the use of a Nozzle Check Valve will not only enhance the surge protection of the system but may result in savings in initial capital costs and in the life cycle costing of the pipeline.
AirFlo Variable Orifice Air Valves and CheckFlo Nozzle Check Valves work in harmony in effectively and comprehensively protecting a pipeline from Surge and Waterhammer. A well-designed pump suction arrangement will eliminate the need for an air valve on the suction side of the pipeline. There may depending on the size of the pumps, a need for an Air Release (Singe Orifice) air valve on the top of the pump volute.
The AirFlo Approach to Sizing and Positioning
We have, with the AirFlo Variable Orifice Air Valve design, taken special care to distinguish between the sizing regime for different type of pipeline materials based on the limitations for each material type including the installation method and the jointing. We also consider, as part of the Air Valve sizing and positioning, the use of other components on the pipeline such as Check Valves, Surge Anticipating Valves, the use of bypasses, the type of endline control valve utilised etc. This is all with the aim of ensuring that there is an optimum number of Air Valves used to protect the pipeline and that the Air Valves are working in harmony with other components on the pipeline through every possible operating cycle.
We have developed our own Sizing and Positioning software but emphasise that this should be a guide and that the designer should utilise his/her discretion when selecting Air Valves. To this end, we share our knowledge and insights gained over many years, free of charge. Please contact us for assistance with your Air Valve Sizing and Positioning or attend one of course on Air Valve Sizing and Positioning, Surge and Waterhammer or Pipeline Material selection.
Africa’s water imbalance challenges – is water wheeling the answer?
It wasn’t that long ago that Cape Town went through its Day Zero event, and Gauteng is currently facing a crisis and struggling to meet water demand. From a regional perspective, Zambia and Zimbabwe are facing the severe drought conditions affecting Lake Kariba, resulting in knock-on effects of major power cuts of up to 21hrs per day, as Zambia relies on 80% of its electricity from the hydro power station at Lake Kariba.
‘Water wheeling’ is a possible solution to the water shortages the continent faces, presented through the current imbalanced distribution system, whereby certain areas that have surplus water, like near large rivers or lakes, can help supply the drought-prone or water scarce regions.
Helgaard Muller, director at specialist project finance advisory company, Cresco, explains that “wheeling” in the context of electricity involves using a shared transmission network to transport electricity from a generator to a customer, often across large distances. “Adapting this concept for water distribution could offer innovative solutions for more flexible and efficient water management, especially in regions facing scarcity or distribution challenges,” says Muller.
The wheeling of energy allows third-party electricity to flow through an existing network owned by another party for the benefit of an off taker located at a remote location. This is generally accepted to result in increased efficiency, resource optimisation, and reduced reliance on central providers.
Examples where electricity wheeling of especially renewable energy is being applied can be found in Europe and closer to home in South Africa, as well as through the regional Southern Africa Power Pool or SAPP, as it is generally known. “Water stress is a reality and not a new concept; according to the World Resource Institute, medium to extremely high water stress conditions can be expected in regions such as East and Southern Africa by 2050. It is critical that we start doing something about it,” says Muller. Muller adds that water shortages will affect certain regions more than others and will require costly
solutions. Challenges such as infrastructure constraints will require complex and expensive developing of new pipelines and reservoirs.
“For example, Gauteng does not have sufficient natural occurring water sources to support demand and is already dependent on a “water wheeling” arrangement from the Lesotho Highlands Water Scheme. Population growth in the Gauteng area, as well as economic growth demands have resulted in the current situation. Apart from local distribution improved infrastructure maintenance and construction projects, it is clear that additional water wheeling solutions (such as creating increased storage capacity in the Lesotho Highlands Water Scheme) will need to be implemented,” he explains.
Exploring the concept of water wheeling
Like electricity wheeling, water wheeling would involve a system where entities such as governments, municipalities, and private suppliers could transport water across existing pipelines to supply-demand points.
Muller says that a potential deployment mechanism could be through the creation of a “common carrier” model, much like grid infrastructure in electricity. The infrastructure could be managed by a third party or the government.
Potential, Logistics and Limitations
There are many potential benefits of water wheeling, including the optimisation of resources from surplus regions to meet demand in deficit areas, and the environmental benefits resulting from the reduced need for new infrastructure, leading to less disruption of natural
ecosystems. In addition, water wheeling is a reliable solution, since diverse sourcing reduces the risk of supply failure, and it also reaches new markets without directly investing in extensive infrastructure, offering economic flexibility.
Muller notes that logistics and technology required would include infrastructure upgrades and retrofitting of current systems to support a wheeling framework, as well as advanced metering and sensor networks to track water quality and flow.
Like energy markets, a centralised data management system would be needed to monitor, regulate, and facilitate transactions. Importantly, legal, and regulatory frameworks would be required to establish water rights, pricing, and responsibilities in the wheeling context.
Challenges and limitations of water wheeling
“There are some potential obstacles that will have to be faced and overcome for water wheeling to be a feasible solution,” says Muller. “Water quality management is critical to ensure consistent water quality across sources and during transport, and infrastructure will need to be adapted to a standardised wheeling framework. Other considerations include the balancing of pricing for suppliers and end-users, and the negotiation of inter-jurisdictional agreements for shared regional resources.”
The Future Of Water Wheeling
“Water wheeling presents an innovative opportunity to address regional water shortages by optimising resources from areas of surplus and redistributing them to areas in need. While the concept faces challenges such as infrastructure constraints, water quality management, and regulatory frameworks, it offers promising solutions for efficient water management,” says Muller.
“By leveraging existing infrastructure and implementing a “common carrier” model, water wheeling could reduce the need for costly new pipelines, minimise environmental disruption, and create economic opportunities.”
“As the pressure on water resources intensifies, exploring these forward-looking mechanisms will be essential for fostering sustainable, reliable, and equitable access to water across regions”.
Examples and pilot programs
Muller concludes by noting projects and models around the world that resemble water wheeling or could be seen as steps toward it.
Australia’s Murray-Darling Basin Water Market represents one of the largest managed water markets, where water is traded between different users (farmers, towns, environmental groups) across states and regions whereby water is transferred using a shared river system and canals, with water rights allocated based on availability and user needs. Infrastructure managed by both state and federal bodies enables the “wheeling” of water across state lines.
Another example is China’s South-North Water Transfer Project. This is one of the world’s largest water diversion projects, aimed at transferring water from the Yangtze River in southern China to water-scarce regions in the north, including Beijing and Tianjin.
The project involves three major routes (eastern, central, and western) with canals, tunnels, and pipes transporting water over hundreds of miles. It can be viewed as a megascale version of water wheeling across different regions within China.
“By analysing both the successes and challenges of electricity wheeling and exploring its applications in water distribution, we can offer a fresh perspective on managing a precious resource in innovative ways,” concludes Muller.
Metso introduces water treatment skids for efficient particle and solids removal from industrial process water
Metso is launching Water Treatment Skids (WTS) for efficient and reliable water treatment in industrial settings, like mining, metallurgical and chemical processing.
Water Treatment Skids, which are part of the Metso Plus offering, use centrifugal separation and self-cleaning filtration to remove particles and solids. With automated controls and a compact, modular design, these skids provide plug-and-play installation with essential connections.
“The primary reason for developing Water Treatment Skids was to address the need for efficient water treatment solutions in industrial settings. WTS are primarily used to treat thickener overflow from solids and efficiently meet the clean water supply needs in thickening and dewatering areas, such as sealing water for pumps, chemical dilution and filter wash waters,” says Artem Makarov, Product Manager for Industrial Water Treatment Plants at Metso.
comprehensive functionalities, user-friendly operation and minimal maintenance downtime. In addition, WTS deliver improved and consistent water quality, increase process efficiency, and offer scalability and flexibility to grow with the customer’s needs. With streamlined and compact installation, this solution helps conserve valuable resources by promoting internal water reuse in the plants,” adds Makarov.
In minerals processing, Water Treatment Skids are an efficient alternative to discharging the thickener overflow to a pond and reclaiming it from there. WTS can also be installed in other industrial process water streams, such as cleaning and other areas of the plants, to enable safe and beneficial water reuse.
Metso South Africa (Pty) Ltd
Water Treatment Skids are designed to meet the key objectives that our customers value most. They offer
The Vectra XL vacuum pumps are designed for rigorous, nonstop demands of harsh industrial environments including: chemical, oil & gas, food and beverage and other demanding applications such as: poultry processing, paper converting, house vacuum and vapor recovery. The Vectra XL vacuum series is manufactured to deliver optimum, reliable performance and exclusive production efficiencies specific to customer application requirements.
Supplied and Service by:
Vac-Cent Services (Pty) Ltd.
Reg. 1987-000905-07
Greenco Side Channel Blower
www.vaccent.co.za
Our Side Channel Blowers are used where standard centrifugal blowers are not suitable and higher pressures are required. As there is no contact between the casing and the rotating parts there is no direct friction during operation. The blowers operate completely oil free, delivering clean oil-free air.
The Greenco range of side channel blowers are available in single stage as well as two stage units. The Greenco range of side channel blowers comes as a complete unit and is easy to install.
Inlet Vacuum Filters
Blowers - Side Channel & P.D Intake Suction Filters
Pneumatic Conveying Systems
Soil Venting/Remediation Leak Detection Systems
Nash Vectra XL Vacuum Pumps
“We aim to outclass all competitors on Total Cost of Ownership” “We aim to outclass all competitors on Total Cost of Ownership”
Since the introduction of the HART™ range of slurry pumps in 2019 it has earned an enviable reputation of simple, dependable value.
The combination of consistently superior quality and long wear life, expert application engineering with process problem solving capabilities, value-based pricing, and in-county support makes HART™ a very compelling proposition in the African slurry pump market.
The HART™ team has established solid relationships with regional distributors in most major African mining locales. Strong, personal relationships, both internal and external, are the cornerstone of the HART™ way.
HART™ has a specialist manufacturing team with decades experience and time-honed production techniques that en-sures HART™ products are of consistent high-quality. This results in fewer breakdowns, and ensures scheduled maintenance intervals are met.