EZAutomation.net EZ is Better!
Look inside
Pg. 9
HMIs, PLCs, Marquees, Panel PC, Software & more
Exceptionally Innovative Top Quality PROUDLY
MADE
IN THE
Factory
USA Direct SINCE 1968
Great Prices
Since
1968
www.controleng.com
MAKER IN - INDUSTRIAL OUT Industry-tough control solutions for the DIY’er Industrial-Grade CPU (Arduino-Compatible)
$49
3rd party open-source MKR shields
Productivity
Productivity1000 industrial I/O
Open
The Productivity®Open UL/CE-certified open-source CPU mimics the Arduino® MKRZero microcontroller, seamlessly supporting both standard 3rd-party MKR shields and industrial PLC I/O. Use the Arduino IDE (C++) or the ProductivityBlocks graphical programming interface (below) to quickly code the P1AM-100 controller for your application.
What can it do?
With the ProductivityOpen platform you get all the features of a standard Arduino plus the power and reliability of an industrial controller for only $49!
The P1AM-100 CPU is a blank canvas and with the right know-how, you can make it do almost anything.
Productivity Blocks
2
YEAR
• • • • • •
Simple data logging IIoT functions Pick and place Greenhouse automation HVAC control Water treatment processes
• Package/material handling • Generator switchgear • Lighting control • The possibilities are ENDLESS!
Research, price, buy at:
www.automationdirect.com/P1AM
Order Today, Ships Fast! * See our Web site for details and restrictions. © Copyright 2020 AutomationDirect, Cumming, GA USA. All rights reserved.
1-800-633-0405
input #1 at www.controleng.com/information
the #1 value in automation
Need Pneumatic Components? Everything you need at great prices, in stock and ready to ship same day AIR PREP COMPONENTS STARTING AT
$21.00 (AF2-223) PNEUMATIC CYLINDERS STARTING AT
$11.50 (A07005SN) SOLENOID VALVES
ALL COMPONENTS AS SHOWN TOGETHER
STARTING AT
$21.00 (AVS-3111-24D)
$316.00
Pneumatic Air Preparation
Solenoid Valves
Pneumatic Cylinders
All pneumatic motion requires clean and dry air with enough flow to provide the required pressure. The process of filtering, regulating and lubricating compressed air is known as air prep. The NITRA family of air preparation components include:
Solenoid valves are electrically controlled to direct air flow to sequence operations in pneumatic systems. Solenoid valves are used to control cylinders, rotary actuators, grippers and other pneumatic devices. Use a manifold to simplify plumbing for a bank of valves. Modular systems even allow networked control of valve group.
The most popular style of pneumatic actuator uses compressed air acting on a piston inside a cylinder to move a load along a linear path.
• Filters with 40 micron filter element (5 micron option) in sizes from 1/8” to 1” NPT port sizes • Regulators with adjustment from 20-130 PSI and 4-57 PSI • Combination filter/regulators available with same options in one unit • Lubricators in 1/8” to 1” port sizes • Total air prep units that combine all air preparation functions in one compact unit
• Available as stand-alone units or as part of a compact modular valve system • Stand-alone units can be used with optional manifolds to make system configuration simpler • Available in 3-port/3-way, and 5-port/4-way styles • 4-way valves come in 2-position or 3-position styles with center closed or center open
Also Available Modular Solenoid Valves
NFPA Tie-Rod Cylinders
• Round body cylinders available in single-acting or double-acting styles, with up to an 18-inch stroke and 2-inch bore. Also available in stainless steel. Magnetic pistons are optional. • NFPA tie rod air cylinders come in double-acting style, with up to a 24-inch stroke and 4-inch bore. All include a magnetic piston. Adjustable air cushions are an option. • ISO 15552 air cylinders are doubleacting cylinders with up to a 600mm stroke and 100mm bore. All include magnetic pistons and adjustable air cushions. • Metric and Inch compact air cylinders as well as dual rod guided air cylinders also available.
Coalescing Filters
Research, price, buy at:
www.automationdirect.com/ pneumatics
Order Today, Ships Fast! * See our Web site for details and restrictions. © Copyright 2020 AutomationDirect, Cumming, GA USA. All rights reserved.
input #2 at www.controleng.com/information
1-800-633-0405
the #1 value in automation
Mounting
Are you into belts and chains..? No..? Then you need our patented TorqLOC®. Its keyless hollow shaft and taper bushing eliminate inefficient belts, chains, and sprockets to reduce costs and to enhance system safety. TorqLOC® contains a large air gap for easy mounting.
Removal
So, no more keys, tight tolerances, or fretting! Plus, the same bolts used for tightening are also used for easy removal. Need retrofit? No problem. TorqLOC® even mounts onto an existing shaft that has a keyway.
TorqLOC® Mounting System
seweurodrive.com / 864-439-7537
input #3 at www.controleng.com/information
Vol. 67 Number 9
®
SEPTEMBER 2020
ANSWERS 19 | Shuttle system gets smart to meet e-commerce demands 22 | Feedforward: Not as popular as expected, again 24 | Assessing cybersecurity today to improve tomorrow’s manufacturing operations 27 | Internet of vulnerable things: New industrial attack vectors
19
COVER: TwinCAT 3 automation software from Beckhoff Automation allowed Swisslog to easily import multiple IEC 61131-3 function blocks for the CycloneCarrier and other systems. Courtesy: Swisslog
p.22
INSIGHTS Technology Updates 6 | Bridging the artificial intelligence skills gap 11 | Robotics help a post-pandemic world 14 | Engineer’s perspective: future applications NEWS
17 | Motor repair answers at Virtual Training Day; More online training; Control and automation programming languages: View from the field; Headlines online 16 | Think Again: Cybersecurity tips
28 | Four tips on cybersecurity risk assessments 30 | How COVID-19 is affecting manufacturing cybersecurity 33 | Three ways to avoid motion-related safety pitfalls 34 | Safety-certified and diverse-redundant encoders for motion control
p.33
36 | Ensure software updates protect motion control 38 | Three tips for designing a trouble-free pneumatics system 39 | Engineering Leaders Under 40 winners INSIDE MACHINES
P1 | Automation at the Industrial IoT edge P4 | Analyzing energy consumption using flow sensors
CONTROL ENGINEERING (ISSN 0010-8049, Vol. 67, No. 9, GST #123397457) is published 12x per year, Monthly by CFE Media and Technology, LLC, 3010 Highland Parkway, Suite #325 Downers Grove, IL 60515. Jim Langhenry, Group Publisher/Co-Founder; Steve Rourke CEO/COO/Co-Founder. CONTROL ENGINEERING copyright 2020 by CFE Media and Technology, LLC. All rights reserved. CONTROL ENGINEERING is a registered trademark of CFE Media and Technology, LLC used under license. Periodicals postage paid at Downers Grove, IL 60515 and additional mailing offices. Circulation records are maintained at 3010 Highland Parkway, Suite #325 Downers Grove, IL 60515. Telephone: 630/571-4070. E-mail: ctle@omeda.com. Postmaster: send address changes to CONTROL ENGINEERING, PO Box 348, Lincolnshire, IL 60069. Publications Mail Agreement No. 40685520. Return undeliverable Canadian addresses to: PO Box 348, Lincolnshire, IL 60069. Email: ctle@omeda.com. Rates for nonqualified subscriptions, including all issues: USA, $165/yr; Canada/Mexico, $200/yr (includes 7% GST, GST#123397457); International air delivery $350/yr. Except for special issues where price changes are indicated, single copies are available for $30 US and $35 foreign. Please address all subscription mail to CONTROL ENGINEERING, PO Box 348, Lincolnshire, IL 60069. Printed in the USA. CFE Media and Technology, LLC does not assume and hereby disclaims any liability to any person for any loss or damage caused by errors or omissions in the material contained herein, regardless of whether such errors result from negligence, accident or any other cause whatsoever.
www.controleng.com
control engineering
September 2020
•
3
input #4 at www.controleng.com/information
SEPTEMBER 2020
®
INNOVATIONS NEW PRODUCTS FOR ENGINEERS
52 | Unmanaged Ethernet switch, End-of-arm-tool
robot, Temperature controller series, Remote access alarm dialer, External digital sensor links for ultrasonic flow system, Cybersecurity compliance management software, Overspeed detection system, Integrated servo motors See more New Products for Engineers at www.controleng.com/NPE.
BACK TO BASICS
Control Engineering eBook series: IIoT Cloud Fall Edition Learn how the Industrial Internet of Things (IIoT) and the cloud are changing manufacturing. This helpful eBook includes articles on introducing analytics into industrial environments, data flow, IIoT sensors and more. Learn more and register to download: www.controleng.com/ebooks/.
54 | Safety: Learning to think the right way
NEWSLETTER: Machine Control • Which IEC 61131-3 Programming Language is best? Part 2 • Cost-effective position control boosts stepper motor performance • Researchers giving robots human-like perception of their physical environments • Lidar advances could improve safety, security for vehicles, smartphones • Robotic software improves robot health Keep up with emerging trends: subscribe. www.controleng.com/newsletters.
CFE EDU: Courses on motors, drives; more on the way Register for the course, “Introduction to Motors and Drives,” to learn how motor sizing impacts efficiency and maintenance, understand motor repair processes, review repair best practices to maintain and improve efficiency, and more. See other motor courses in Virtual Training Day. Watch for Virtual Training Week in October! Learn more at www.controleng.com/online-courses
Oil & Gas Engineering August issue Oil & Gas Engineering helps maximize uptime and increase productivity through the use of industry best practices and new innovations, increase efficiency from the wellhead to the refinery by implementing automation and monitoring strategies, and maintain and improve safety for workers and the work environment. Read the digital edition at www.oilandgaseng.com.
controleng.com provides new, relevant automation, controls, and instrumentation content daily, access to databases for new products and system integrators, and online training.
www.controleng.com
control engineering
September 2020
•
5
INSIGHTS
TECHNOLOGY UPDATE Antti Karjaluoto, Arto Peltomaa, Risto Lehtinen, Dimecc Ltd., an Industrial Internet Consortium (IIC) member
Bridging the AI skills gap for machine manufacturers More knowledge is needed for use of artificial intelligence (AI) for machine learning (ML) applications. See four ways to improve artificial intelligence, machine learning education.
A
rtificial intelligence (AI) talent is difficult to find; few industrial companies have enough in-house AI talent. AI will transform many jobs, and companies should give every employee the knowledge they need to adapt to new AI-enhanced roles. AI resources help implement new business models and better services. User acceptance is required. During the last decade, AI design, development and implementation has expanded in many sectors. Organizations are struggling with AI business potential understanding and with finding AI talent. A growing number of countries have recognized the opportunities provided by artificial intelligence and have prepared a national artificial intelligence strategy. In 2017, Finland was among the first countries to launch an artificial intelligence program. The objective of the program was to make Finland a leader in the application of artificial intelligence. The Finnish Artificial Intelligence ProKEYWORDS: Artificial intelligence, machine gramme identified a small portion of compalearning nies as forerunners in AI implementation; a An AI skills gap exists for majority of companies are at the early stages of ML applications. using data and AI in operations.
M More INSIGHTS
For Industry 4.0, more AI and ML knowledge is needed. Education needs to change to help AI and ML.
How to address the AI skills gap
From the digital edition, click on the headline for more details, including footnotes. www.controleng.com/ magazine IIC Journal of Innovation at www.iiconsortium.org has more articles and past editions. www.controleng.com/ webcasts
A way to address the AI skills gap is to increase resources for digital, math and technical education in general. In addition, the current education system in Finland does not yet pay enough attention to applying AI in different fields. Academic and training programs are unable to keep up with the rapid pace of innovation with AI. AI education should start early and take place for every education stage. Academia, companies and public sector officials must work together and ensure comprehensive AI curriculums will be available. Massive open online courses (MOOCs) show the way and are a good example of a modern way to educate masses with basic AI knowledge. However, deeper understanding often requires tailored education modules. The manufacturing sector is currently lag-
6
control engineering
CONSIDER THIS Attracting the next generation to manufacturing requires advancing policies and procedures on AI for ML.
ONLINE
•
September 2020
ging behind in AI and ML use compared to many other industries. Adopting new technologies, especially in process industries, requires pedantic planning, which is time consuming. Companies have long histories in optimizing production, and as the life span of investments can last for decades, changes cannot be made rapidly. In addition, the safety and environmental regulations require strict governance. Drawing from the sector estimates of the PwC AI impact index, PwC [formerly known as PricewaterhouseCoopers, a professional services firm] estimates that by 2023, individual industry sectors may increase operating margins (how much of each euro of revenues is left over after both costs of goods sold and operating expenses are considered) by 60 to 100%. The difference in the industry specific “AI boost curve” shapes reflect the impact of two factors: 1) the speed the industries are capable of adopting different AI applications and 2) the AI solution development to address the industry-specific business issues.
AI manufacturing benefits, barriers
In manufacturing, short-term benefits are expected to mostly come from process automation and productivity-based solutions. In the mid-term, more complex processes can be automated as intelligent automation offers considerable potential, and predictive maintenance and optimization applications further boost performance. Productivity gains from AI and ML are not only dependent on the introduction of the technology itself. There also is a need to change the organization of work and increase employees’ knowledge. Research shows the biggest barrier to AI and machine learning adoption is the skills gap. Most of the time, surveys refer to the technical skills needed to develop AI and ML solutions. However, the biggest skill gap in AI and ML spans the organization. The Finnish Artificial Intelligence Programme end report pointed out that based on its survey, Finland has high quality education for those aiming to be AI professionals (information technology, mathematics), but there is a gap in the AI applier field. In these fields, the effects of AI would be seen fastest. The working group stated that to achieve the ambitious AI targets, www.controleng.com
Epicor® Cloud ERP for Manufacturing Gain visibility, collaboration and efficiency today: X See your data anytime, anywhere X Collaborate virtually with staff using in-app messaging and ERP data X Improve manufacturing productivity and efficiency Whether at the shop floor or working virtually, Epicor Software equips businesses with enterprise solutions that shape the exceptional. Realize yours today with manufacturing solutions that give you visibility, collaboration and efficiency.
Contact us today
info@epicor.com
www.epicor.com
“Being further from a major city, Epicor’s remote consulting and project management helped us effectively implement and helps us continually improve our business efficiency.” —Krysten Westrum, TEAM Industries
The contents of this document are for informational purposes only and are subject to change without notice. Epicor Software Corporation makes no guarantee, representations, or warranties with regard to the enclosed information and specifically disclaims, to the full extent of the law, any applicable implied warranties, such as fitness for a particular purpose, merchantability, satisfactory quality, or reasonable skill and care. The results represented in this testimonial may be unique to the particular customer as each user’s experience will vary. This document and its contents, including the viewpoints, testimonials, dates, and functional content expressed herein are believed to be accurate as of its date of publication, May 5, 2020. Use of Epicor products and services are subject to a master customer or similar agreement. Usage of the solution(s) described in this document with other Epicor software or third-party products may require the purchase of licenses for such other products. Epicor, and the Epicor logo are trademarks or registered trademarks of Epicor Software Corporation in the United States, and in certain other countries and/or the EU. Copyright © 2020 Epicor Software Corporation. All rights reserved.
input #5 at www.controleng.com/information
INSIGHTS
TECHNOLOGY UPDATE
Figure: The cyclic nature of artificial intelligence and machine learning (AI/ML) projects, as presented in Dimecc’s Machine Learning Academy. Courtesy: Dimecc Ltd.
8
•
the most important things are to ensure versatile education will be available, investments are made in new education methods and programs are created to attract talent to Finland. Continuous education of employees is a challenge, and different operations and mechanisms can address the concerns. A critical factor is to increase management awareness and knowledge regarding the AI opportunities, to secure enough input for new flexible education methods.
AI employee competence requirements
Employee competence requirements are affected by the changes in the work demand in the job markets. The need for new talent is increasing at a rapid pace in tasks where AI will be developed and applied. This demand cannot be addressed by the usual education path. New operations and mechanisms are needed to help improve existing employee skills efficiently. Much of the employee competencies are based on the on-the-job learning, so companies have more responsibility for competence development. Companies actively seek ways to re-educate employees internally or in co-operation with other companies. There are numerous approaches exist to educate, but little workplace learning in Industry 4.0 contexts exist. Organizations need an adequate performance appraisal strategy and adequate workforce training with self-regulated, reflective, collaborative and blended learning to lower risk of excluding workers from Industry 4.0 environments. Organizations without adequate training risk impacts on production efficiency, product diversity and quality. Companies need to equip existing professionals with the AI skills to apply their knowledge in the AIdriven world. This is supported by a 2018 study of Future Workplace and The Learning House, which highlights that training the workforce for AI and ML skills could be the efficient way to fill the skills gap. Letmathe & Schinner (2017) state the success of workers will depend on flexibility and problem-solving competencies as well as willingness to engage in lifelong learning; otherwise workers will be unable to keep up with the required changes in their workplaces and work procedures. This challenge also might explain why many companies are reluctant to invest in cyber-physical systems (CPS), which often includes AI. Competence management on the organizational level, as well as the reform of public education, are important factors for introducing CPS.
September 2020
control engineering
Case study: Machine learning classes
Free and general-level online training on AI and ML is available from major technology providers (such as IBM, Microsoft, Amazon and Google) or from MOOCs organized by prominent universities. An example is “Elements of AI,” a 6-module online course created in co-operation by the Finnish technology company Reaktor Ltd. and the University of Helsinki. Typically, the aim of this type of training is “to demystify AI” to encourage a broad group of people to learn what AI is, what is it good for and what are its limitations. Machine Learning Academy (MLA) from Dimecc Ltd. in co-operation with Futurice Ltd., is a focused and industry-tailored approach for closing or at least narrowing the AI competence gap. The first course focused on the Finnish machine manufacturing industry in fall 2018. The second course closed at the end of April 2019. This initiative was also highlighted in the final report of Finland’s National AI Programme as an innovative example of AI-related education. MLA’s primary target audience consists of research and development (R&D) supervisors and engineers as well as business and product owners who are managing and/or participating in AI/ML development projects. To succeed in these tasks, they need to understand how to specify, plan, evaluate and manage development or insourcing of sub-entities that contain elements of AI and ML. For example, for R&D engineers, it is important to understand how introduction of these new technologies will change the capabilities, boundaries, schedules and interfaces of their product development processes. After the course, participants will have an understanding of the fundamentals of AI and ML as well as an ability to recognize and manage development tasks that aim to benefit from use of these new methodologies. MLA consists of seven full-day training modules with supporting pre-reading materials, handson exercises and homework. The training starts with high-level topics, such as reviewing typical business drivers and examples of ML applications. In the more technical modules, ML methodologies are covered (supervised learning, unsupervised learning and deep learning), followed by data understanding and ethics of AI. The sixth module helps the participants understand how real-life AI/ML projects are executed. The last module reviews course projects. Throughout the course various types of business and technical canvases are introduced and used as learning tools. Their main purpose is to help the participants understand where they need to focus and which stakeholders they need to engage with during the different phases of data science projects. For example, the “Business Objective and Context” canvas used in the first module directs its users to work together with business owners and those who fund the project when answering questions such as: www.controleng.com
Unpredictable Supply and Price
o to Say N China
Did you know AutomationDirect.com sells products that are mostly manufactured in China, home of Corona pandemic
re mINoCHINA C-MADE
It is high time to switch to...
®
LED backlight 400 nits, 75K hrs. @ 55°C
EZTouch is Better and Made in America
Supply Chain Security Same day Shipping Exceptionally Innovative FactoryDirect @Great Prices
Predictable & Stable Product Supply No Virus!
PROUDLY
MADE
IN THE
USA SINCE 1968
Great Prices
Top Quality Products
Design & Mfg. of Automation Products Since 1968
Top Quality Free Tech/App Support
Free Factory Support from Machine Development to Mass Production HMIs, PLCs, HMI+PLC Combo, Remote Industrial I/O, Industrial message displays, DIN mount power supplies, Soft HMIs, SCADA, Panel PCs, Software Products, Time Delay Relays, Proximity Switches and many more input #6 at www.controleng.com/information
Check out our Great Starter Kits
1-877-774-3279
* All product names, and registered trademarks are the property of their respective manufacturers or legal holders. EZAutomation disclaims any proprietary interest in the marks or names of others.
EZ is Better!
INSIGHTS
TECHNOLOGY UPDATE “What is the business objective [of this project]?” and “How does it fit with our business strategy?” Cross-disciplinary project team expertise is often used in a typical data science project. Given MLA’s primary target group, it is not surprising in their feedback the participants appreciated getting more understanding on how ML projects can drive and shape actual business impacts. Also, topics related to preparing and running practical ML projects were valued, such as data preparation (collecting, cleaning, pre-processing, filtering, analyzing, etc.) and comparison of different ML methods. According to one participant, “Often we do a lot of work just to see that we are stuck with insufficient data.”
‘
AI training should encourage concrete pilots and use cases.
’
Students plan and specify a ML project
During the MLA course, the participants are expected to plan and specify a real machine learning project. The course modules are arranged in such a way that their content follows the flow of a typical ML project (see Figure). The course arrangements also provide the participants with several opportunities to discuss their projects with lecturers and the other students and share and compare their approaches. To complete the project assignment, the participants also need to get contributions from various internal stakeholders, such as business and process owners, technology developers and product managers. As topics related to the course project are introduced and addressed throughout the course, the participants are encouraged to engage with these stakeholders and get their commitment to the new approach. The aim is by the end of the course, each participant has a project specification which key stakeholders are already familiar with and which is detailed enough for starting an in-house development project or sourcing it from an external supplier. Each participant presents a course project in the last module. Although first MLA course participants came mainly from R&D, project topics covered a variety of internal functions: finance (smart cash forecasting, customer risk analysis), sales (pricing and tool, automated offer generation), manufacturing (intelligent scheduling, process control for quality optimization), customer care (predictive and preventive maintenance) and human resources (improved competence development through job market analysis).
AI field project for machine learning
A concrete example was Ponsse Plc’s field project, which focused on after-sales services, especially field maintenance of the harvesting equipment where ML
10
•
September 2020
control engineering
was used to recognize the needed oil change interval. Hydraulic oil and filters are currently changed at fixed intervals, approximately every 1,800 hours, and optimized change interval would mean remarkable savings. MLA lasts about three calendar months, and the planned total effort for participants, including the project work, is 100 working hours. Feedback and experience from the first two MLA courses suggest this is enough to achieve the planned learning targets, depending on the participants’ ability to study on top of their daily duties. Also, the course project seems to be a good way to make the learning more concrete and get commitment from various stakeholders. The skills gap in ML adoption and training has implications for the manufacturing and machine building industries. Although the skills gap is likely to remain for the foreseeable future, there is clear need for tailored AI/ML training programs to help companies develop employees and encourage them to start experimenting with AI.
Four ways to improve AI/ML learning
Recommendations to help companies, academia and governments companies with AI and ML training: 1. Develop a customized curriculum for your industry. Instead of trying to compete generally in AI with leading tech companies such as Google, we recommend becoming a leading AI company in your industry sector where developing unique AI capabilities will allow you to gain a competitive advantage. How AI affects your company’s strategy will be industry, company and situation-specific. 2. Focus on educating the whole company personnel. Rather than establishing separate AI units within the organization, we recommend that AI competencies and understanding should be increased at all levels – from the management level to the shop floor. The same principle applies on the society level. 3. AI training should encourage concrete pilots and use cases. Build AI training curriculums that encourage concrete pilots and use cases. This helps to turn AI concepts into practical value. 4. Reform existing public education. Explore opportunities to establish an AI education voucher or an education account which would stimulate functioning adult education markets. Increase the amount of web-based training courses and open university courses for all. Integrate AI education also with vocational school curriculums. ce
Antti Karjaluoto is disruptive renewal officer; Arto Peltomaa is program manager; and Risto Lehtinen is head of co-creation at Dimecc Ltd., a member of Industrial Internet Consortium, a CFE Media and Technology content partner. Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com. www.controleng.com
INSIGHTS
TECHNOLOGY UPDATE Jeff Burnstein, Association for Advancing Automation (A3)
Robotics help a post-pandemic world Despite death and economic destruction from COVID-19, robots are effective tools to create social distancing, reduce touches, disinfect the workplace, safeguard hospital staff and keep companies running when workers are unavailable.
T
he COVID-19 pandemic has resulted in the deaths of hundreds of thousands of people, the unemployment of tens of millions and nearly every industry has been disrupted. This includes the robotics industry, but the long-term future still looks bright as companies change their tactics. First-half new orders in North America were down 18% according to the Robotic Industries Association (RIA) and a noticeable downturn is expected globally. However, optimism about the robotics industry in a post-pandemic world is at an all-time high, in part because of what the pandemic has revealed about the way work has always been done in factories, warehouses, food processing plants and other key sectors of the economy. Large numbers of people working in close proximity to meet production levels, items ordered online being touched dozens of times before they reach their destination, technicians required to go to a facility to diagnose problems – these “normal” ways of conducting business have revealed potential health risks for people that require new solutions.
Robotics help with social distancing
Robots are now seen as effective tools to create social distancing. They reduce touches on items and packages, disinfect the workplace, safeguard hospital staff and keep companies up and running when large segments of the workforce are required to stay home. Remote diagnostic tools can often help make sure robots perform at a high level without technical staff being required to visit a work site. As a result, studies indicate more companies in every industry are considering expanding their use of robotics and automation. A recent study of 1,000 American manufacturing companies by Thomas showed one in four plan to expand use of industrial automation in the wake of COVID-19. A study from Robotic Industries Association found similar trends. Other studies have shown an even higher percentage of companies expect to accelerate their use of automation as the pandemic continues.
www.controleng.com
Additionally, the Thomas study showed 64% of the companies plan to bring some of their manufacturing production and sourcing back to North America, creating new opportunities for increased adoption of robotics and automation. The e-commerce boom also has expanded the use of autonomous mobile robots (AMRs), robotic forklifts, and related technologies not captured in robotics statistics. The same is true of collaborative robots, a rapidly-growing segment of the market that is likely underreported in publicly available numbers about the size and growth of the robotics market.
‘
Robots have proven they can help companies become more competitive, creating more business, and opening up better, safer and
’
higher-paying jobs.
In retail, we’re now seeing robots counting inventory, cleaning floors, delivering groceries and fast food – many of these service tasks aren’t counted in robot totals yet, either. While new robot tasks continue to emerge, wellestablished tasks such as welding and painting cars, assembling consumer electronics products and packaging consumer products will continue growing. There also are still tasks robots could be doing such as picking and packing that aren’t being done at scale yet. Improved enabling technologies such as machine vision, machine learning, cloud computing and other automation are opening new opportunities for robots.
Skilled worker gap: Help wanted
One of the barriers to an even more rapid adoption of robotics is the shortage of skilled workers needed to take advantage of these new opportunicontrol engineering
September 2020
•
11
INSIGHTS
TECHNOLOGY UPDATE
ties. According to a National Association of Manufacturing (NAM) and Deloitte report, the United States will have to fill 3.5 million science, technology, engineering, and math (STEM) jobs by 2025, with more than 2 million going unfilled because of the lack of highly skilled candidates. Will the accelerated use of robots mean massive job losses, as some studies claim? I think the answer is no. If you look at the pre-pandemic period over the past decade with U.S. robot use at its highest level ever, unemployment had fallen from near 10% to around 3.5%. This is similar to global trends, where the International Federation of Robotics (IFR) reports that in countries with the greatest adoption of robots, unemployment is lower than in countries with low adoption of robots. Why?
Robots add efficiencies, save jobs
The real threat to jobs is when companies can no longer compete – that’s when all the jobs at risk. Robots have
proven they can help companies become more competitive, creating more business, and opening up better, safer and higher-paying jobs. The future I envision is people and automation working together rather than automation replacing people. Robots will augment people and perform jobs people don’t want to do or aren’t as good at. This will allow people will do jobs they are better at and want to do. To benefit from more robots in life, we need to ensure they are making the world better. This will allow us to do more meaningful work and make us safer while lowering the cost of goods and services, and helping us live longer and healthier lives. Based on current innovations, I expect us to accomplish all these goals in the future. ce Jeff Burnstein is president, Association for Advancing Automation (A3), a CFE Media and Technology content partner, Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com.
Unlock Even More Potential Field-unlockable software enables you to add powerful capabilities via software alone, eliminating the need to purchase or add more equipment. Learn more at
www.flexedge.net
input #7 at www.controleng.com/information
M More INSIGHTS KEYWORDS: Robotics, manufacturing efficiency, robots protect jobs Robotics help with social distancing. Skilled worker gap: Help wanted with robotics, automation. Robots add efficiencies, save jobs. CONSIDER THIS Are robots advancing your company or your competitors?
ONLINE If reading from the digital edition, click on the headline for more resources, including www.controleng.com/robotics. www.a3automate.org www.robotics.org Information on how to get started with robots or to expand current usage is available online at RIA Robotics Week conference, Sept. 8-11 (if you miss it live, view it archived later). Automate 2021, North America’s largest robotics and automation trade show, with about 500 company exhibits, is planned for Detroit, May 17-20, 2021. Association for Advancing Automation helps apply robots, machine vision, AI, motion control and motors and related automation technologies.
webcasts Control Engineering’s webcasts cover the latest engineering topics that affect your industry and operations. Join the expert panelists and attend our webcasts at your desktop or mobile device of your choice. Discover the latest on topics like:
• Arc flash
• Compressed air
• Electrical safety
• Power distribution
• Plant safety
• Energy management
• Maintenance
• Asset management
• IIoT
• Safety management
Sign up today:
www.controleng.com/webcasts
INSIGHTS
TECHNOLOGY UPDATE Narayanan Ramanathan, L&T Technology Services
Engineer’s perspective of the future of engineering applications What’s next for industrialization as the industry begins to prepare for Industry 5.0?
E
ngineers play a critical role in integrating legacy systems into the digital landscape of today’s businesses. The new-age enterprises thrive on technologies such as artificial intelligence (AI) and machine learning (ML), Big Data and analytics, and robotic process automation (RPA). To optimize these technologies, organizations need to either overhaul their operations completely or make use of the existing setup and intelligently transform them to meet business needs. This makes strategizing a very important gamut of the digital transformation exercise. A complete overhaul is not only cost-intensive but also risks compromising business continuity. As a result, organizations generally opt for the latter option and gradually transition legacy systems while keeping a close look at the lifecycle.
More
Progress of industrialization
M INSIGHTS KEYWORDS: Engineering future, digital transformation Digital transformation provides manufacturing benefits. Legacy systems can give way to smart systems. Human-machine synergies help with size, scale and scope of digital transformation. CONSIDER THIS How’s your digital transformation going? Do you see increasing synergy between humans and machines?
ONLINE If reading from the digital edition, click on the headline for more resources. www.controleng.com/ magazine www.controleng.com/ webcasts
14
•
September 2020
Industrialization has seen various remarkable and future-defining changes over the past few centuries. Going from swift mechanization to electrification to seamless use of information technology (IT), the first three phases of industrialization ensured rapid evolution of businesses. With the advent of the fourth industrial revolution, more commonly known as Industry 4.0, operations started getting digitized and organizations across the spectrum felt the need for digital transformation. Industry 5.0 is on the horizon. The success of digital transformation, coupled with the advancements in the Internet of Things (IoT) and high-speed, low-latency connectivity will define the future of work. With digitization taking center stage, engineering solutions have grown in impetus and scope. The prospects for engineering services look especially promising as the global market for Industry 4.0 sees an upsurge. The projected value of the market is $21.7 billion by 2023, up from $7.7 billion in 2018. Rapid advancements of engineering applications and solutions will drive the market to grow almost threefold and at control engineering
a compound annual growth rate (CAGR) of 23.1% between 2018 and 2023.
Keeping pace with evolution
There is an increase in investment, especially in the industrial, logistic and commercial infrastructure. While Industry 4.0 is the undercurrent of this expected rise in demand for engineering, 91% of businesses are struggling to achieve the digital transformation essential to survive and thrive in this era. One of the main contemporary challenges being faced by organizations in their digital transformation pursuit is the integration of legacy systems. However, it is important to find opportunities in every challenge, and legacy systems are no exceptions.
Legacy systems to smart systems
Engineering applications are vital because legacy systems don’t possess the required capabilities for a smart process. The use of sensors is critical to vitalizing legacy systems and integrating them into the digital ecosystem. Given the significance of data and real-time analysis, these sensors help in channelizing important information on performance, productivity and the legacy machines’ health. In a smart paradigm that depends on immediate communication across multiple devices, sensors provide visibility to all relevant stakeholders at any given time. Real-time insights derived from the data transmitted by the sensors also enable spontaneous and informed decision making. Finally, thanks to these engineering applications, predictive maintenance of the legacy systems is made possible on the basis of health diagnoses.
Collaboration with agile machines
Matured technologies have laid the foundation for digital transformation of operations, and emergent technologies are expediting the process with the aim of digitizing operations at scale. Progress at a breakneck pace is driven by intelligent machines. These machines will rely less on human interventions and will be free from the shortcomings of their predecessors. At the bottom of this endeavor lies the ambition of a collaborative, agile future of work will thrive on human-machine synergy, and www.controleng.com
Manufacturing analytics transition organization from barriers to benefits and from lack of expertise to real-time actionable insights, among other benefits. Courtesy: L&T Technology Services Ltd.
new-age, future-facing engineering applications will be key enablers. Making legacy systems future ready depends on key decisions. First and foremost, a thorough understanding of the needs will dictate the most appropriate digital strategy. As the business plan will rely on the digital strategy, it is important to align it with short-, medium-, and long-term goals. Once the strategy is in place, the right engineering applications will determine the success of the overall digital transformation experience.
Size digital transformation to fit
Digital transformation initiatives across industries have shown that one size doesn’t fit all, and instead, the approach has to be horses-for-courses. For instance, enterprise resource planning (ERP) systems can help integrate machines and processes, but they are not the best bet when it comes to long-term, future-proof changes. Organizations embarking on digital transformation often end up biting more than they can chew by entrusting IT teams with the responsibility of writing, testing and deploying in-house integration solutions. While such decisions are brave, the cost, time and risk they entail make them not worth making. This hastiness is detrimental as it can completely derail the initiative before it is initiated. In the end, the most important aspect of digital transformation is ensuring timely changes in small installments. Data plays a crucial role in bringing every element of the process up to pace, and it is therefore paramount for organizations to create a robust and holistic database, accumulating data from every single end point. In a digital landscape strewn with smart devices, every bit of data collected by engineering applications from various ERP, customer relationship
www.controleng.com
‘
The most important aspect of digital transformation is to ensure timely changes
’
in small installments.
management (CRM), product lifecycle management (PLM), and supply chain management (SCM) systems is critical. The idea should lead to making incremental changes without putting massive pressure on either IT or operations technology (OT).
Agile automation, human involvement
For the process to be agile, humans too have a crucial role to play. Radical changes are bound to attract resistance and cynicism, especially when machines tend to become more autonomous. However, it is important that company leaderships take the onus of making the human workforce aware of the purpose of digitization and how it can benefit everyone. In essence, digital transformation is as much about business progress as it is about easing human lives. The cultural change has to be the bedrock for initiatives such as size, scale and scope. Digital transformation will make machines smarter and vitalize human skills by using them in more critical and perspective-driven jobs. Human-machine synergy is pivotal to the scoping of tasks and thereby increasing overall productivity across enterprises. The future has arrived. Are we ready for digital transformation? ce
Narayanan Ramanathan is global head of digital engineering, L&T Technology Services Ltd., a Control Engineering content partner. Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com. control engineering
September 2020
•
15
INSIGHTS
THINK AGAIN: CYBERSECURITY
Cybersecurity tips Cybersecurity advice about process, technologies, people (internal) and external threat resulted from the Control Engineering 2020 Cybersecurity Research Report.
T
hose answering the 2020 Con- cybersecurity at the beginning of the trol Engineering cybersecuri- project. ty survey provided advice to Think about cybersecurity early in the peers based on knowledge and design process. It is much harder to impleexperiences. A summary folment later. lows. Data was collected Feb. Tips on technology 7 through March 5. Answers ALWAYS UPDATE. are lightly edited for grammar; Be proactive and start tips covering multiple categoimplementing new appliance/ ries generally fall in the group software to protect your/the matching the first tip. A catecustomers assets. gorical tally of 48 cybersecurity Do not allow any mobile or tips showed: 20 cybersecurity Mark T. Hoske, related to processes; 17 cyber- Content Manager external device to have read/ write privileges. Some remote security related to technoloobservation might be allowed. gies; 9 cybersecurity related to people (internal) and 2 cybersecurity Do timeout detection and recovery (TDR) related to external threats. A sampling for all hardware connections to detect the impedance change caused by any connecfollows. See twice the advice online. tion. On detection connect to sandbox Cybersecurity tips: process and attempt to back trace source of intruAlways be active and vigilant to stay sion. Sandbox runs simulation program, ahead of the threats. but has no actual access to control system. Be prepared for the unthinkable. Secure you equipment now; don’t wait Being aware of deficiencies in your for an attack. cyber defenses only brings to light Use a random password generator. opportunities you have to improve. Don’t be afraid of audits. They should only Cybersecurity tips: people Cybersecurity is real and has to be help provide knowledge, understanding and management support allowing for treated seriously. Don’t let IT fool senior management change for the better to happen. Closely follow the updates and trends. into thinking they can secure the process control domain! Be aware of vulnerability and incidents. User education is the biggest threat Follow security basic industry best to security. No matter how advanced or practices. Have the proper governance and expensive something is, we need users to resources in place, for both engineering be educated. and operational technology (OT). Make sure a project incorporates the Cybersecurity tips: External It is helpful to look beyond national borders and English language dominated sources. Kindly don’t allow external devices to See more tips and bar graph of be plugged to your controls without concybersecurity products and services with sidering the consequences. this online article: Click the head in the digital Think again about opportunities for edition: www.controleng.com/magazine. cybersecurity improvements as a process See also a prior article online based on rather than event and see three articles this research: Cybersecurity requires asset updates at www.controleng.com/research on cybersecurity in this issue. ce
M More INSIGHTS
16
•
September 2020
control engineering
®
3010 Highland Parkway, Suite 325, Downers Grove, IL 60515. 630-571-4070, Fax 630-214-4504
Content Specialists/Editorial Mark T. Hoske, Content Manager 630-571-4070, x2227, MHoske@CFEMedia.com Jack Smith, Content Manager 630-571-4070, x2230, JSmith@CFEMedia.com Kevin Parker, Senior Contributing Editor, IIoT, OGE 630-571-4070, x2228, KParker@CFEMedia.com Emily Guenther, Director of Interactive Media 630-571-4070, x2229, eguenther@CFEMedia.com Amanda Pelliccione, Director of Research 978-302-3463, APelliccione@CFEMedia.com Chris Vavra, Associate Editor CVavra@CFEMedia.com
Contributing Content Specialists Suzanne Gill, Control Engineering Europe suzanne.gill@imlgroup.co.uk Ekaterina Kosareva, Control Engineering Russia ekaterina.kosareva@fsmedia.ru Agata Abramczyk, Control Engineering Poland agata.abramczyk@trademedia.pl Lukáš Smelík, Control Engineering Czech Republic lukas.smelik@trademedia.cz Aileen Jin, Control Engineering China aileenjin@cechina.cn
Editorial Advisory Board
www.controleng.com/EAB Doug Bell, president, InterConnecting Automation, www.interconnectingautomation.com David Bishop, president and a founder Matrix Technologies, www.matrixti.com Daniel E. Capano, senior project manager, Gannett Fleming Engineers and Architects, www.gannettfleming.com Frank Lamb, founder and owner Automation Consulting LLC, www.automationllc.com Joe Martin, president and founder Martin Control Systems, www.martincsi.com Rick Pierro, president and co-founder Superior Controls, www.superiorcontrols.com Mark Voigtmann, partner, automation practice lead Faegre Baker Daniels, www.FaegreBD.com
CFE Media and Technology Contributor Guidelines Overview Content For Engineers. That’s what CFE Media stands for, and what CFE Media is all about – engineers sharing with their peers. We welcome content submissions for all interested parties in engineering. We will use those materials online, on our website, in print and in newsletters to keep engineers informed about the products, solutions and industry trends. www.controleng.com/contribute explains how to submit press releases, products, images and graphics, bylined feature articles, case studies, white papers, and other media. * Content should focus on helping engineers solve problems. Articles that are commercial or are critical of other products or organizations will be rejected. (Technology discussions and comparative tables may be accepted if non-promotional and if contributor corroborates information with sources cited.) * If the content meets criteria noted in guidelines, expect to see it first on our Websites. Content for our e-newsletters comes from content already available on our Websites. All content for print also will be online. All content that appears in our print magazines will appear as space permits, and we will indicate in print if more content from that article is available online. * Deadlines for feature articles intended for the print magazines are at least two months in advance of the publication date. Again, it is best to discuss all feature articles with the appropriate content manager prior to submission. Learn more at: www.controleng.com/contribute
www.controleng.com
dŽƚĂůůLJ /ŶƚĞŐƌĂƚĞĚ ƵƚŽŵĂƟŽŶ
ŽŵƉůĞƚĞ ƐŽůƵƟŽŶƐ ƚŽ ƐƚƌĞĂŵůŝŶĞ LJŽƵƌ ƉƌŽĐĞƐƐ ĂǀĂŝůĂďůĞ Ăƚ ĂƵƚŽŵĂƟŽŶ24͘ĐŽŵ͊
EŽǁ ŝŶƚƌŽĚƵĐŝŶŐ͗
^/D d/ S7-1200
ĂƵƚŽŵĂƟŽŶ24͘ĐŽŵͬs7-1200
ŶŐŝŶĞĞƌĞĚ ǁŝƚŚ d/ WŽƌƚĂů
YƵĞƐƟŽŶƐ͍ tĞ ĂƌĞ ŚĂƉƉLJ ƚŽ ŚĞůƉ͊ 800-250-6772 ;ĨƌĞĞͿ Žƌ 610-981-2900
ŵĂŝůΛĂƵƚŽŵĂƟŽŶ24͘ĐŽŵ
ǁǁǁ͘ĂƵƚŽŵĂƟŽŶ24͘ĐŽŵ
dŽƚĂůůLJ /ŶƚĞŐƌĂƚĞĚ ƵƚŽŵĂƟŽŶ
ZĞůŝĂďůĞ ĐŽŶŶĞĐƚŝǀŝƚLJ Seamlessly integrate and communicate with all of your components with the ^ > E ƐĞƌŝĞƐ ŽĨ ƚŚĞƌŶĞƚ ƐǁŝƚĐŚĞƐ with PROFINET capability.
&ůĞdžŝďůĞ ĂŶĚ ŝŶƚĞůůŝŐĞŶƚ ĂƵƚŽŵĂƚŝŽŶ ĐŽŶƚƌŽů Whether communicating via an integrated PROFINET interface, or wirelessly through the TIA Portal, the ^/D d/ ^ϳͲϭϮϬϬ provides superior control in most any automation application. Available communication modules also allow for direct communication to several devices.
^ŝŵƉůĞ ĂŶĚ ƌƵŐŐĞĚ ŵŽƚŝŽŶ ĐŽŶƚƌŽů The ^/E D/ ^ sϮϬ ůŝŶĞ ŽĨ ĚƌŝǀĞƐ can be easily commissioned and continually monitored/controlled via TIA Portal with the addition of the ^ŵĂƌƚ ĐĐĞƐƐ DŽĚƵůĞ͘
EĞĞĚ ŝƚ ĨĂƐƚ͍ tĞΖǀĞ ŐŽƚ LJŽƵ ĐŽǀĞƌĞĚ͊ ůů ŝƚĞŵƐ ƐŚŽǁŶ ŝŶ ƐƚŽĐŬ ŽŶ ŽƵƌ ǁĞďƐŚŽƉ ƐŚŝƉ ƚŚĞ ƐĂŵĞ ĚĂLJ LJŽƵ ƉůĂĐĞ LJŽƵƌ ŽƌĚĞƌ͊
/ŶƚĞŐƌĂƚĞĚ ĞŶŐŝŶĞĞƌŝŶŐ Commission devices, control processes, and monitor critical diagnostic data anywhere, anytime via your computer and mobile device with the d/ WŽƌƚĂů͘
ĨĨŝĐŝĞŶƚ ŽƉĞƌĂƚŝŽŶƐ ŵŽŶŝƚŽƌŝŶŐ ^/D d/ ,D/ ĂƐŝĐ WĂŶĞůƐ allow you to Interface with any number of PLCs with integrated PROFINET and Ethernet capabilities. Real-time remote access is possible providing instant visibility no matter where you are.
YƵŝĐŬ ĂŶĚ ĞĂƐLJ ŝŶƐƚĂůůĂƚŝŽŶ Superior control is at your fingertips with the sleek and rugged ^/Z/h^ d ůŝŶĞ ŽĨ ƉƵƐŚďƵƚƚŽŶƐ, including available PROFINET enabled modules.
>ĞĂƌŶ ŵŽƌĞ ĂďŽƵƚ dŽƚĂůůLJ /ŶƚĞŐƌĂƚĞĚ ƵƚŽŵĂƟŽŶ Ăƚ͗ ĂƵƚŽŵĂƟŽŶ24͘ĐŽŵͬƟĂ
YƵĞƐƟŽŶƐ ĂďŽƵƚ LJŽƵƌ ĂƉƉůŝĐĂƟŽŶ͍ ZĞƋƵŝƌĞ ƐƵƉƉŽƌƚ ďĞĨŽƌĞ͕ ĚƵƌŝŶŐ ĂŶĚ ĂŌĞƌ LJŽƵƌ ŽƌĚĞƌ͍ tĞ ĐĂŶ ŚĞůƉ͊ zŽƵ ĐĂŶ ƌĞĂĐŚ ŽƵƌ ƐƵƉƉŽƌƚ ƚĞĂŵ DŽŶĚĂLJ ƚŚƌŽƵŐŚ &ƌŝĚĂLJ ĨƌŽŵ ϴ Ăŵരʹരϲ Ɖŵ ^d͘ LIVECHAT 800-250-6772 ;ĨƌĞĞͿ Žƌ 610-981-2900
ŵĂŝůΛĂƵƚŽŵĂƟŽŶ24͘ĐŽŵ
ǁǁǁ͘ĂƵƚŽŵĂƟŽŶ24͘ĐŽŵ
,Žǁ ĚŽĞƐ ƚŚĞ d/ WŽƌƚĂů ĐŽŵƉĂƌĞ ƚŽ ŽƚŚĞƌ ƉůĂƞŽƌŵƐ͍ The d/ WŽƌƚĂů ĨƌŽŵ ^ŝĞŵĞŶƐ provides ƐĞǀĞƌĂů ĂĚǀĂŶƚĂŐĞƐ ǁŚĞŶ ĐŽŵƉĂƌĞĚ ƚŽ ŽƚŚĞƌ ƉůĂƞŽƌŵƐ͕ ŵĂŬŝŶŐ ŝƚ the ƉĞƌĨĞĐƚ ƐŽůƵƟŽŶ for dŽƚĂůůLJ /ŶƚĞŐƌĂƚĞĚ ƵƚŽŵĂƟŽŶ͊
KƚŚĞƌ ƉůĂƞŽƌŵƐ ůů ĚĞǀŝĐĞƐ ǁŝƚŚŝŶ ŽŶĞ
DƵůƟƉůĞ ƉůĂƞŽƌŵƐ ƌĞƋƵŝƌĞĚ
/ŶƚĞŐƌĂƚĞ ŵƵůƟƉůĞ W> Ɛ ĂŶĚ ,D/Ɛ
EŽ ƐƚĂŶĚĂƌĚ ĂĐƌŽƐƐ ĚĞǀŝĐĞƐ
hŶŝǀĞƌƐĂůůLJ ĂǀĂŝůĂďůĞ
^ĞůĞĐƚ ĚĞǀŝĐĞƐ
ĂƐŝĐ ƚŽ ĚǀĂŶĐĞĚ ƚŽ ŽŵƉůĞdž
>ŝŵŝƚĞĚ
^ƵƉƉŽƌƚ
ůů ŽŶ d/ ƉůĂƞŽƌŵ
^ƵďƐĐƌŝƉƟŽŶͲďĂƐĞĚ ƐĞƌǀŝĐĞ ĐŽŶƚƌĂĐƚ
DƵůƟͲƵƐĞƌ ƉƌŽũĞĐƚƐ
ůů ŽŶ d/ ƉůĂƞŽƌŵ
^ĞůĞĐƚ ĚĞǀŝĐĞƐ
ŝĂŐŶŽƐƟĐƐ
ůů ŽŶ d/ ƉůĂƞŽƌŵ
DĂŶƵĂů ƉƌŽŐƌĂŵŵŝŶŐ
ŶĞƌŐLJ ŵĂŶĂŐĞŵĞŶƚ
ůů ŽŶ d/ ƉůĂƞŽƌŵ
^ĞůĞĐƚ ĚĞǀŝĐĞƐ
/ŶƚĞŐƌĂƚĞĚ
EŽ ƐƚĂŶĚĂƌĚƐ ĂƉƉůŝĞĚ
ŽŶĮŐƵƌĂƟŽŶ WƌŽŐƌĂŵŵŝŶŐ ůĂŶŐƵĂŐĞ DƵůƟͲĚĞǀŝĐĞ ƉƌŽũĞĐƚƐ ^ĐĂůĂďŝůŝƚLJ
hƐĞƌ džƉĞƌŝĞŶĐĞ
ƵƚŽŵĂƟŽŶ24 ʹ zŽƵƌ ŽŶůŝŶĞ ƐŚŽƉ ĨŽƌ ĂƵƚŽŵĂƟŽŶ ƚĞĐŚŶŽůŽŐLJ ǁŝƚŚ ƐƚƌŽŶŐ ďƌĂŶĚƐ
zŽƵƌ ĂĚǀĂŶƚĂŐĞƐ ǁŝƚŚ ƵƚŽŵĂƟŽŶ24
PRI N G CI
M 100 %
FRE
E
ϴϬϬͲϮϱϬͲϲϳϳϮ ;ĨƌĞĞͿ Žƌ ϲϭϬͲϵϴϭͲϮϵϬϬ
SU
EY BAC ON
90 DAYS
GU
P P O RT
ŵĂŝůΛĂƵƚŽŵĂƟŽŶ24͘ĐŽŵ
A R A NTE
100 %
O D UC TS
2 YEAR
K
PR
$
PPLICATI EA
ON
IN STOCK
EPTIONA XC
L
H QUALIT IG
Y
H
,ŝŐŚͲƋƵĂůŝƚLJ ƉƌŽĚƵĐƚƐ Ăƚ ƚŚĞ ďĞƐƚ ƉƌŝĐĞƐ ǁŝƚŚ ŐƵĂƌĂŶƚĞĞĚ ƐĞƌǀŝĐĞ ĂŶĚ ƐƵƉƉŽƌƚ LJŽƵ ĐĂŶ ƌĞůLJ ŽŶ͊
E
SHIPP
OV
ING
ER $ 50
ǁǁǁ͘ĂƵƚŽŵĂƟŽŶ24͘ĐŽŵ
INSIGHTS
Digital edition? Click on headlines for more details. See news daily at www.controleng.com
NEWS
Motor repair answers: Virtual Training Trends on motors and drives were covered in the CFE Media & Technology Virtual Training Day on Aug. 19, providing online training; the instructor for one of the courses answered additional questions about motor repairs. Four courses offer potential for four approved learning units:
a popular misconception is that motor design life has also increased. However, the factors that affect motor thermal life, such as winding temperature, for the most part haven’t changed; and the bearings and mechanical systems are still the same.
Can you share a useful “detective story” about motor repairs?
• What to know when repairing electric motors • How to specify motors for more efficient HVAC systems • Introduction to motors and drives • How to design hospital, health care facility HVAC systems.
Motor repair application, motor designs, motor detective stories
Thomas Bishop, PE, senior technical support specialist, EASA, gave 45 minutes of instruction on motor repairs followed by more than 15 minutes of questions and answers. The information will be available at www.controleng.com/online-courses until Nov. 30, 2020. Answers to unanswered questions follow.
Are there certain applications that have particular motor repair concerns?
Applications with higher than normal mechanical stress or in harsh environments may require additional repair steps. For applications with higher stress, such as a rock crusher, mechanical components such as the shaft need closer inspection to check for bending or cracks. Harsh environments such as outdoors near the ocean with its salt water can lead to extensive corrosion damage. Applying overcoating with epoxy materials would probably be called for to reduce the effects of corrosion.
Do more recent motor designs extend motor life over earlier generations? How?
The short answer is “no.” As energy efficiency of motors has increased,
www.controleng.com
Thomas Bishop, PE, is senior technical support specialist, EASA. He offered information about motor repairs in a Aug. 19 one-hour course available for viewing until end of November 2020. Courtesy: CFE Media and Technology and EASA
An end user had a motor in a centrifugal pump application and when it required service center repairs, it was found the shaft had a crack in it. The pump application would not have caused a mechanical shock that could explain the cracked shaft, and the next suspicion was the shaft material had an inherent flaw in it. A root cause analysis (RCA) was performed and what was found was the motor had been used in a severe mechanical shock application, a shredder subject to overload, and that the crack occurred in that prior application. ce
IIoT platform built on battery-free sensors
M
any analysts have predicted an explosion in the number of Industrial Internet of Things (IIoT) devices that will come online over the next decade. Sensors play a big role in those forecasts. Unfortunately, sensors come with their own drawbacks, many of which are due to the limited energy supply and finite lifetime of their batteries. A sensor to monitor Everactive, a startup company founded rotating machinery, like by MIT graduates, has developed industrial sensors that run around the clock, motors and pumps, runs require minimal maintenance, and can last on second-generation over 20 years. The company created the battery-free chips. sensors not by redesigning its batteries, but by eliminating them altogether. Everactive builds finished products on top of its chips that customers can quickly deploy in large numbers. Its first product monitors steam traps, which release condensate out of steam systems. Such systems are used in a variety of industries, and Everactive’s customers include companies in sectors like oil and gas, paper, and food production. Everactive has also developed a sensor to monitor rotating machinery, like motors and pumps, that runs on the second generation of its battery-free chips. - Zach Winn, Massachusetts Institute of Technology (MIT).
‘
’
control engineering
September 2020
•
17
INSIGHTS
Digital edition? Click on headlines for more details. See news daily at www.controleng.com
NEWS
Control and automation programming languages: A view from the field I read the article on “Which programming language is best.” Control Engineering, July 2020 had Which IEC 61131-3 programming language is best? Part 1, and August 2020 has Which IEC 61131-3 programming language is best? Part 2. I would like to give you some info I realized working as an electrician and control engineer. During program design, the engineer only sees it once. In the field, the electrician or controls engineer sees it thousands of times.
Company standards for programming
Each company I worked for (U.S. Steel and Ford Motor Co.) have standard forms of programming which should be followed so the those in the trades are familiar with the scheme. Also, it’s easier to program control loops in ladder logic, but very hard to troubleshoot this program. Not all control engineers or those in the trades are created equal so some pickup on things differently. I like sequential function charts (SFCs) and
Online training for continuing education credits: Virtual Training Week
F
ive days of online training are planned for Oct. 5 to 9 for 30 continuing education credits from CFE Meda and Technology, owner of Control Engineering, Plant Engineering, Consulting-Specifying Engineer and other recognized industry educational resources. Five consecutive days of training include industry experts, videos, research and panel discussions and question and answer opportunities. Topics are digital transformation, motors and drives, predictive maintenance, critical power, and innovative automation. A best practices session will start at 10 a.m., research or roundtable panel will be at noon, and an application will be at 2 p.m., central time. Daily details follow. Oct. 5, Monday: Disruptive Digital Transformation: Why and How Attendees will hear from industry experts, leading manufacturers and research analysts to learn how to scale a digital transformation strategy. Oct. 6, Tuesday: Motors and Drives Training Hear from experts in the industry to learn about best practices for motors, drives, and applications related to energy management. Oct. 7, Wednesday: Preventive and Predictive Maintenance Thought leaders in manufacturing and construction will discuss how software can reduce mistakes and increase productivity. Oct. 8, Thursday: Critical Power: Electrical Safety and Standby Power Experts in the electrical engineering field cover best practices for designing electrical rooms and standby power requirements. Oct. 9, Friday: Innovative Automation: Control Systems, Drives and Motors Leading manufacturers, distributors, and those involved in applying innovative motors, drives and control systems cover advancements in product design and features. Learn more and register at www.controleng.com/online-courses.
18
•
September 2020
control engineering
function block diagram (FBD) programming but it was not used in some facilities because those in the trades didn’t understand it. When you see it for the first time when the equipment is down you are confused, and on-the-job training (OJT) is very expensive.
Programmer should communicate with operations
The programmer should contact the control engineers and those in the trades at the facility where the equipment is going to see what they are comfortable with. I know that isn’t always possible. Writing logic and troubleshooting it are very different. In the field you have to get into the programmer’s head to understand the programming technique used, which can be difficult at times. Just a few thoughts on the article. Thanks. ce
John Damasiewicz is a retired controls engineer with Ford Motor Co. Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com.
Headlines online Top 5 Control Engineering articles August 10-16, 2020 Featured articles included edge computing and IIoT, automation helping the COVID19 pandemic response, system integration, and message queuing telemetry transport (MQTT). How a COVID-19 testing trailer was built for a university MIT engineers and medical staff built a 60-foot trailer for COVID-19 testing that can test up to 1,500 people a day and is now operating as the main test site for asymptomatic members of the MIT community. Global AI market projected to have strong growth The AI is expected to show strong growth in all world regions in spite of the COVID-19 pandemic according to ARC Advisory Group research. www.controleng.com
ANSWERS
COVER STORY: ADVANCED CONTROL James Figy, Beckhoff Automation
Shuttle system gets smart to meet e-commerce demands Control system case study: Using EtherCAT and PC control, Swisslog’s shuttle system delivers a data-driven distribution center solution that cuts hardware costs 25% in warehouses.
W
ith growing e-commerce demands and tight labor market pressures, today’s smart warehouses and distribution centers require increasingly data-driven technologies, including for automated motion control. For intralogistics specialist Swisslog, addressing this challenge requires machines with greater intelligence, such as the company’s CycloneCarrier shuttle system. “E-commerce is the fastest growing segment of the U.S. economy,” said Tom Rentschler, head of marketing for Swisslog Warehouse and Distribution Solutions – Americas. “Intralogistics operations need much more flexible, scalable, adaptable and user-friendly solutions. These technologies can augment, rather than replace, human beings, helping workers increase throughput in the distribution center while no longer requiring them to walk 15 miles each day to pick items.” Swisslog uses many logistics solutions including warehouse management system (WMS) software, robot-based item picking, case palletizing, mobile robots that move shelves to picking stations and many others. Swisslog also provides traditional warehousing systems, such as palletizers, pallet cranes and pallet conveying technologies.
Intralogistics motion controls applications, PC-based control
The compact shuttle vehicles for cartons and totes travel at speeds up to 4 m/s across the shelving, which can reach up to 150 m long and 25 m high. The vehicles’ load-handling arms extend to either side and can adjust the space between arms to safely handle items of varying widths. The shuttles unload items onto transfer conveyors that serve as buffers to dynamic single- or double-deck vertical lifts. Depending on the shelving size and number of shuttles, the system can achieve a throughput of tens of thousands of items per hour. Each shuttle must frequently communicate with the WMS to
www.controleng.com
A dynamic double-deck lift transfers cartons and totes pulled by CycloneCarrier shuttles to pick stations or palletizing robots. Courtesy: Swisslog
log item locations in the constantly rotating inventory. “It must react quickly if, for example, an order changes or there is a change in the SKU sequencing requirements,” Douglas said. Swisslog recognized the need for a controls platform that could handle increased quantities of data and communicate horizontally and vertically, even up to the cloud, if needed. This realization coincided with the development of their WMS and the need for greater connectivity across the company’s systems. As a result, Swisslog began to transition its portfolio to PC-based control technology, standardizing on hardware and software solutions from a new automation vendor. “We made this strategic decision because the vendor had, at the time, the most complete and cost-effective portfolio available,” Douglas said. “Swisslog’s intention is that it will transition every control engineering
September 2020
•
19
ANSWERS
COVER STORY: ADVANCED CONTROL Motion control programming languages, industrial Ethernet
The shuttle vehicles’ load-handling arms extend and adjust to handle cartons and totes of varying widths. Courtesy: Swisslog
product offering to include PC-based control in the near future, including the more traditional pallet cranes and conveyors. So far, we have installed more than 1,000 machines worldwide that are equipped with the new controls.”
Automation, shuttle system, machine controller
Among the automation technologies, the shuttle system relies on embedded PCs for controller hardware. The specific DIN rail-mounted machine controller measures only 124 x 100 x 92 mm. With just a single-core processor, the mid-range controller handles all machine logic and data acquisition processes with fast cycle times, according to Douglas. “The controller provides us with the processing power needed to reliably handle all machine functions. Form factor was also a concern, but the compact embedded PC fits inside the shuttles without issue,” he said. “The controller hardware offers the universality and extendibility that we need to continue developing the shuttle system.” As the universal runtime and engineering environment for machine programming, flexible automation software provides similar benefits, in part through the extreme portability of code to new projects. While the automation software’s integration into Microsoft Visual Studio enables programming in computer science languages, it is also ideal for all IEC 61131-3 programming languages, including object-oriented extensions.
20
•
September 2020
control engineering
Swisslog engineers appreciated this capability because, prior to standardizing on the new automation vendor, they wrote most of their code using IEC 61131-3 languages such as structured text (ST) and function block diagram (FBD). Douglas said, “Because the function blocks were so foundational, we didn’t want to lose development work when moving to other projects, and the new vendor made code reuse possible and uncomplicated.” For networking, the shuttle system uses the EtherCAT industrial Ethernet system, which provides flexibility in topologies and supports up to 65,535 devices on a single network. EtherCAT helps with crossvendor communication, allowing Swisslog to connect to third-party Profinet or EtherNet/IP devices as needed. However, the company strongly prefers to select devices such as barcode scanners that specifically support EtherCAT. For hardware, the shuttle system uses compact yet expandable I/O modules, which connect directly to the controller via a shared backplane and can be widely distributed across applications via EtherCAT Couplers and junction terminals. Programmable safety terminals are integrated in the same segment as non-safety I/O in the shuttles. The “black channel” approach of [functional] Safety over EtherCAT (FSoE) provides TÜV-certified communication over the EtherCAT network. “Using integrated safety components allows us to reliably and safely control each CycloneCarrier according to the latest safety standards without the need to stop the entire system. Because of these benefits, we use programmable safety on every project,” Douglas said. “Of course, safety is a requirement for every application by default, but having it integrated to this extent really answers our overall design requirements.”
Control cycle times, motion control costs, e-commerce
By leveraging automation technologies from a new vendor, Swisslog created a flexible, scalable and adaptable shuttle system for distribution centers. A recent project for a major U.S. retailer, for example, involved 65 shuttles working round-the-clock to process 650,000 SKUs per day. Implementing the shuttle system boosted throughput for the company while saving workers significant physical exertion. “The adoption of goods-to-person technology with reliable automation technology is really www.controleng.com
COVER image, right: TwinCAT 3 automation software from Beckhoff Automation allowed Swisslog to easily import multiple IEC 611313 function blocks for the CycloneCarrier and other systems. Courtesy: Swisslog
A CX5120 Embedded PC onboard each CycloneCarrier shuttle provides robust machine control and communication to higher-level systems. Courtesy: Beckhoff Automation
‘
Flexible automation software provides benefits, such as extensibility, in part through
’
the portability of code to new projects.
M More ANSWERS
Each CycloneCarrier has multiple EtherCAT I/O modules from Beckhoff Automation, which enable fast and reliable communication to Swisslog’s SynQ WMS software. Courtesy: Beckhoff Automation
important to our customers, since they can no longer scale up their labor force seasonally, for example,” Rentschler said. By consolidating machine control and communication on one embedded PC and using compact EtherCAT I/O, Swisslog also experienced significant savings. “Overall hardware costs are roughly 25% lower by using the new vendor’s solutions compared to what would be required to accomplish the same tasks with another vendor’s components,” Douglas said. The shuttle system achieved these capabilities through high-speed EtherCAT communication and the processing power of PC-based control. With the embedded PCs and automation software, the Swisslog machines achieve cycle times in microsecwww.controleng.com
onds, rather than the milliseconds they needed with previous solutions. The smart machines also can acquire critiKEYWORDS: industrial PC, cal data beyond performance data, such advanced process control, as temperature irregularities in facilities EtherCAT that handle perishable products, and Swisslog’s shuttle system display this information via dashboards cuts hardware costs 25% in built into the company’s WMS. warehouses using EtherCAT While traditional palletizing equipand PC-based control systems. ment usually remains in the same locaConsolidating machine control and communication on a single tion, unchanged for a decade or more, embedded PC and using new e-commerce solutions need to offer compact EtherCAT I/O helped greater flexibility to meet changing the company realize significant consumer or corporate requirements. savings. The modular controls platform SwissONLINE log implemented enables customizaRead more stories from the tion to shelf and shuttle setups, whether author at www.controleng.com. to modify slightly or disassemble and CONSIDER THIS rebuild the system in a different configHow is your company handling uration, in an different warehouse. logistics and operations and “Through our standard platform what are they doing to make it based on PC-based control, we could better? use a CycloneCarrier shuttle in a small system targeted to a specific application and then use the same machine in a much bigger facility doing a completely different job,” Douglas said. “To accomplish these feats, all of that flexibility must be built into the automation system from the beginning.” ce James Figy, senior content specialist, Beckhoff Automation LLC. Edited by Chris Vavra, associate editor, Control Engineering, CFE Media and Technology, cvavra@cfemedia.com. control engineering
September 2020
•
21
ANSWERS
COVER TOPIC: ADVANCED CONTROL Allan Kern, APC Performance LLC
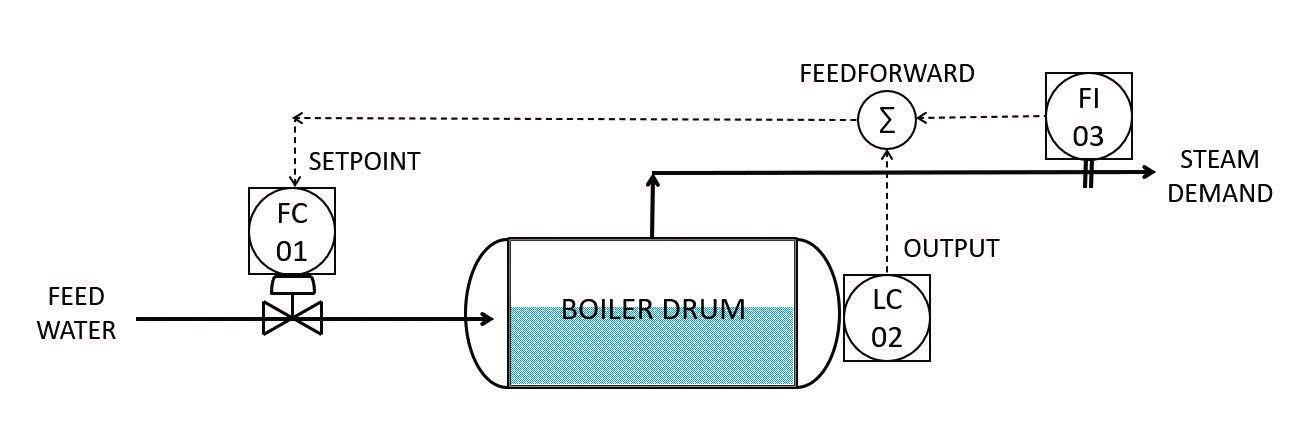
Feedforward: Not as popular as expected, again Feedforward and feedback: Multivariable control, like single-loop control, can be accomplished primarily with feedback control and selective (not wholesale) use of feedforward.
A
ll control engineers learn about feedforward early in their education and careers. It is not complicated and has the potential to reject process disturbances seamlessly, such that there is no impact on the controlled variable. Not even the best-tuned feedback controllers can do that. In feedforward control, a process disturbance is measured and translated into a change in controller output, which is implemented in phase with the disturbance, so the output rejects the disturbance, and the controlled variable continues on unaffected, essentially oblivious to this behind-the-scenes help. Without feedforward, the same process disturbance would upset the controlled variable, resulting in a process deviation (error) from setpoint, and requiring feedback control action to reject the disturbance over time, usually using the well-known proportional-integralderivative (PID) algorithm. This is the inherent limitation of feedback: It KEYWORDS: Feedforward, requires process error to work; feedforfeedback, multivariable control ward has the potential to prevent error Less than 5% of all installed in the first place. control loops throughout industry Feedforward is a powerful tool and take advantage of feedforward capability. a fundamental process control concept Feedforward, for all its virtue, that almost every process controller in adds cost, risk and maintenance the process industry supports. However, to a control loop. less than 5% of all installed control loops Model-based multivariable take advantage of feedforward capabilicontrol (MPC) can be thought ty. Why is such a powerful and available of as feedforward control on tool used so sparingly? steroids – it employs feedforward
M More ANSWERS
models for every matrix location.
CONSIDER THIS What are your control loops doing right now?
ONLINE If reading from the digital edition, click on the headline for more resources. www.controleng.com/magazine
22
•
September 2020
Process industry values reliability: Feedforward adds risk
The experience of feedforward in industry over the past 50 to 75 years tells us that industrial process operation places very high value on reliability. Feedforward, for all its virtue, adds cost, risk and maintenance to a control loop. It adds
control engineering
cost because feedforward inputs and models (output translations) have to be provided. It adds risk because performance becomes dependent on the reliability of the additional inputs and models, with models in particular having proven to be generally problematic and unreliable. Feedforward adds maintenance of the inputs and the models, and performance issues become more difficult to troubleshoot and diagnose, compared to a PID loop by itself. Meanwhile, PID feedback control performance, without feedforward, is almost always considered satisfactory despite inherent transient error. The balance of these trade-offs over time has meant feedforward has been adopted sparingly and with great discrimination by industry. To qualify for feedforward, the inputs must be reliable, the models must be reliable and it must add significant value. In the whole process industry, one application routinely meets these criteria: The textbook case of three-element boiler drum level control. In this application, the input is a routine steam flow measurement; the model is eminently robust (it has a fixed gain of 1.0 and instantaneous dynamics, so there is no potential for either gain or dynamic error); and the added value is high, especially as it mitigates the difficult boiler drum “shrink and swell” effects in this critical loop. With feedforward control, the potential risk exists, if the feedforward model dynamics are not correct, to double the disturbance, rather than to cancel it – or worse if the model gain is also not accurate. People often use a reduced feedforward gain to hedge this concern, however, there is no substitute for accurate and reliable model dynamics.
History repeats itself: Model-based multivariable control
The experience of model-based multivariable control (MPC) since the 1980s has emphasized these historical lessons of single-loop feedforward. www.controleng.com
Figure 1: In classic 3-element drum level control, steam flow serves as feedforward to the level control, so that feedwater flow immediately compensates for changes in steam demand. This is a common/popular use of feedforward in industry, especially due to its simple feedforward model, which has a gain of 1.0 and instantaneous dynamics. Graphics courtesy: APC Performance LLC
‘
With feedforward control, the potential risk exists, if the feedforward model dynamics are not correct, to double the disturbance, rather than to cancel it – or worse....
’
MPC can be thought of as feedforward control on steroids – it employs feedforward models for every matrix location. Where process industry experience traditionally uses less than 5% feedforward models, MPC uses 100%. Like single-loop feedforward before it, expectations were initially high that MPC would solve process control performance reliability once and for all. Instead, it took support and maintenance to levels not previously dreamed of. The process industry continues to struggle with this today, finding MPC support and maintenance levels nearly unsustainable, but unwilling to give up on the promise of closed loop multivariable control. Fortunately, the process industry is realizing that multivariable control, just like single-loop control, can be reliably accomplished primarily with feedback control and selective (not wholesale) use of feedforward. ce www.controleng.com
Figure 2: Fired heater temperature control, with feedforward based on inlet flow and temperature, is a good example of feedforward in principle, but it is rarely used due to the difficulty of knowing the feedforward models (first-order plus deadtime (FOPDT)) reliably, and introducing additional transmitters into a critical control loop. People generally would rather accept the additional transient temperature error when inlet conditions change, than accept the additional risk and maintenance of the feedforwards.
Allan Kern, P.E., is owner, APC Performance LLC. Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com. control engineering
September 2020
•
23
ANSWERS
CYBERSECURITY
Alexandre Peixoto and Rick Gorskie, Emerson
Assessing cybersecurity today to improve tomorrow’s manufacturing operations Simple strategies to achieve the most value from cyber risk assessments. Three strategies for operations technology (OT) teams to avoid while performing assessments are highlighted.
M Figure 1: Cybersecurity is an ongoing process, with constant updates required based on new solutions and improvements. All graphics courtesy: Emerson
24
•
ost process plant automation systems are engineered over a long period to ensure operations are repeatable, reliable, available and safe. However, increased connectivity to business systems has increased exposure of control systems to the internet. Organizations must now consider the cybersecurity implications so industrial automation and control systems remain secure and stable. A good starting point is a cybersecurity risk assessment to evaluate gaps in currently implemented strategies and technologies, and to provide a roadmap for identifying, prioritizing, and eliminating vulnerabilities. There are three common missteps operations technology (OT) teams should be aware of when performing or requesting assessments:
September 2020
control engineering
• Assuming their own team already knows and understands all the risks • Pursuing “magic pill” solutions, and then not acting due to the considerable number of issues • A lack of prioritization and limited funding. Organizations that arm themselves against these potential roadblocks can reap the full benefits of a risk assessment. They can drive toward more cybersecure operations and providing the business justification most security-oriented projects lack and asset owners struggle with.
1. Identifying unknown cybersecurity risks, solutions
Cybersecurity is an evolving arms race that may seem overwhelming to an OT team, or even some cyber-experienced information technology (IT) teams. Learning that anti-virus software and a firewall is no longer sufficient protection can be intimidating. A cyber risk assessment removes the need for an OT team to determine every potential cyber vulnerability in the plant. The assessment can help teams identify, document, prioritize and build a roadmap around the highest threat vulnerabilities. This roadmap provides a guide for creating solutions to quickly provide sufficient security. Once the assessment is complete, resources created and shared by expert partners can expand knowledge of cybersecurity tactics and techniques directly related to the leading vulnerabilities. Automation providers (as well as other technology providers) typically offer a wide variety of security manuals, secure architecture guidelines, cybersecuwww.controleng.com
‘
Document, share and regularly update cybersecurity policies and procedures; training
’
should follow.
rity webinars, and continuing education to help OT teams learn, develop, and improve the strategies used to secure critical systems. In addition, teams must not assume their operators know all there is to know about cybersecurity. Policies and procedures should be documented, shared, and regularly updated (Figure 1). Personnel need to be trained to operate under new guidelines established after an assessment. New policies will often upset tried-and-true methods operators have become accustomed to. Instead of relying on users’ inherent cybersecurity knowledge, the cybersecurity team should teach them how to perform actions under the new guidelines. Once the new guidelines have been put in place, the cybersecurity team should evaluate their implementation for success and relevance. The best way to create secure systems and procedures is by periodically review implementations and ensure proper and appropriate practices are in place.
2. Technology alone cannot fix cybersecurity
For every known cybersecurity risk, there is at least one company with the latest and greatest solution, an all-in-one piece of astounding technology. However, when one cuts through the hype, it becomes clear they have varying levels of effectiveness. What’s more: few of these devices or software solutions are designed with control system technology in mind. Even the best all-in-one solution is not a substitute for a cyber assessment. Regardless of the assessment’s results, a holistic approach supported by a roadmap will always be the best path forward. Technology solutions alone will never remove the need for understanding what’s important to each organization, along with a flexible strategy reflecting operational and business needs. Though a hot new product might provide a quick fix to an existing or emergent vulnerability, if it interrupts one of the control system core functions, it is unlikely to deliver value over the lifecycle of the automation system, and the organization may face more serious difficulties. Automation vendors can provide selected cybersecurity solutions certified to work with
www.controleng.com
Figure 2: A comprehensive risk assessment will provide a roadmap wfor continual assessment and improvement.
M More ANSWERS
their systems, and these are the solutions most suited for eliminating vulnerabilities discovered in a cyber KEYWORDS: cybersecurity, risk assessment. Automation vendors control system, operations develop and test layered cybersecutechnology rity solutions using third-party secuA cybersecurity risk rity technologies and accompanying assessment can help architectures to ascertain which work organizations determine where best with their products. In addition, they need to invest additional measures. these approved products are constantly Companies should have a wellretested and reevaluated to ensure confunded cybersecurity team that tinuing successful operation. As a secuis disciplined and follows best rity posture is reassessed, automation practices consistently. vendors suppliers are also realigning Increased connectivity to their products to meet new needs. business systems has raised cybersecurity protection needs Some third-party solutions are intefor control systems. grated into industrial control systems (ICSs) so they become part of the autoONLINE mation solution, which allows automaRead more about cybersecurity prevention at tion vendors to provide full support in www.controleng.com. an OT-centric context. In some cases, the third-party provider becomes a CONSIDER THIS strategic partner for the control system What cybersecurity challenges does your company face and supplier so the reference architecture how are they being addressed? does not impact the core values of the automation system (Figure 2). Automation system support teams are already well-versed in the security technologies surrounding the control system. This means OT teams can rely on the automation vendor’s single support network to keep any potential downtime to a minimum. control engineering
September 2020
•
25
ANSWERS
CYBERSECURITY
‘
A defense-in-depth strategy starts with a good context definition so each protection layer can be properly designed and
’
and prioritized.
Figure 3: A properly implemented cybersecurity strategy will serve multiple purposes and become an integral part of the organization’s operations.
3. Overwhelmed and underfunded cybersecurity departments
The simplest example of inaction is a small department handling information technology (IT) and OT on a limited budget. It is easy for such a team to become overwhelmed because there are so many vulnerabilities that need to be addressed, and there’s never enough time, resources or overall funding. Even large, well-funded organizations need to start with individual solutions and build toward a comprehensive defense-in-depth strategy. Not every problem needs to be fixed at once. A good cybersecurity risk assessment will create a prioritized roadmap to build the defense layers that will close gaps over time and at a reasonable cost. Another important strategy is reliance on a trusted partner to perform or help with assessments. Partner organizations have strategies and tools to help make the case for cybersecurity enhancements to management, justifying the investment by examining information regarding the cost of cybersecurity breaches.
How to begin with a cyber risk assessment
Taking concrete steps in response to a cyber risk assessment is not as daunting as it may seem. While it is true new cybersecurity risks may appear in the future, these risks are not as well known or as likely to be exploited as old risks that are covered by security patches, hotfixes and upgrades. An organization is more likely to be targeted using an old exploit they never patched than by a new, freshly discovered vulnerability simply
26
•
September 2020
control engineering
because more attackers will have tools to attack older vulnerabilities in their arsenal. These are the vulnerabilities most likely to be discovered with an assessment and deterred by basic defense layers. A defense-in-depth strategy starts with a good context definition so each protection layer can be properly designed and then prioritized against available resources. A cyber risk assessment helps build a good context definition appropriate for the organization’s unique needs. Being proactive with a cyber risk assessment also can help OT teams ensure any security measures don’t impact operations. If OT waits too long to identify and pursue solutions suited to operations, IT may step in and provide its own solutions without understanding the operations’ team unique needs. When risks are assessed and solutions are deployed appropriately, cybersecurity becomes a bridge between IT and OT that mutually benefits both groups. This is particularly valuable at a time when organizations are forced to operate leaner and remotely to ensure operations and business continuity.
Invest in a cyber assessment to secure automation systems
Increased connectivity to business systems has raised cybersecurity protection needs for control systems. Starting with a cybersecurity assessment to identify where your organization is in its journey prepares personnel to write policies and procedures to better secure automation systems. The time invested in defining your specific context will help you establish defense layers to meet the today’s needs (Figure 3). A comprehensive cyber risk assessment also will help build the roadmap that – as evidenced by recent events – is essential to preparing for the unexpected needs of the future. ce
Alexandre Peixoto, DeltaV product marketing manager; Rick Gorskie, global sales manager for cybersecurity, Emerson. Edited by Chris Vavra, associate editor, Control Engineering, CFE Media and Technology, cvavra@cfemedia.com. www.controleng.com
ANSWERS
CYBERSECURITY Michael Rothschild, Tenable
Internet of vulnerable things: New industrial attack vectors The Fourth Industrial Revolution has brought innovation and advanced technology, but it has also made these systems increasingly vulnerable. Industrial-grade cybersecurity is recommended.
T
he Fourth Industrial Revolution has brought innovation and advanced technology, but it has also made these systems increasingly vulnerable. Before Industry 4.0, operating industrial devices required manual interference. In the example of critical infrastructure such as an oil pipeline, pumping stations with sensors were sprinkled across thousands of miles, keeping a read on operational health, including pressure and temperature monitoring. Previously, a staff member would be required to physically visit the sites to check data and make any critical adjustments. With information technology (IT) and operations technology (OT) environments converging and the interconnection of Industrial Internet of Things (IIoT) and supervisory control and data acquisition (SCADA) systems, these sensors transmit data for real-time analysis and remote changes. This has brought efficiency and efficacy, with some cyber risks. This transmission of data exposes these converged IT and OT environments to a multitude of attack vectors from all directions. Even those choosing to “air gap” – or virtually separate IT and OT environments – still face cyber risks. It is imperative organizations understand the modern attack vectors threatening the industrial sector – especially those with critical infrastructure – and move to secure these environments.
External threats manifest in OT
Now that IT infrastructure, such as servers, routers, PCs and switches are connected through IIoT to OT infrastructure, such as programmable logic controllers (PLCs), distributed control systems (DCSs) and human-machine interfaces (HMIs), the attack surface has expanded. An attacker can now enter from IT and traverse to OT, often wreaking havoc in industrial environments including expensive and dangerous impacts to critical infrastructure. Once an attacker is inside an OT environment,
www.controleng.com
exploitation is easier because OT device commands are unencrypted. Even though industrial controllers are built for rugged environments, they don’t provide built-in security. The results can be disastrous if an attacker gains control of an industrial controller. Examples include creating dangerous pressure levels in oil or gas lines, power outages or damaged products from a production line. Downtime in the aftermath of an attack can result in hefty costs. Organizations need to be aware of blind spots and ensure their security teams have holistic visibility into assets and devices in converged environments.
Analyzing insider threats
An organization’s own employees, subcontractors or partners also can cause an attack – whether intentionally or not. Many employees are granted elevated credentials to access sensitive assets and devices. With this level of authorization, a disgruntled employee can make catastrophic changes to interconnected devices. And this can have a domino effect as damages can quickly spread across internet-connected devices. Although organizations should trust their employees and partners, it’s important to account for worst case scenarios, as well as accidents. In moments of oversight, employees can make small mishaps that lead to large consequences. It is essential that security teams monitor any changes and anomalies in these environments, and then act to remediate when needed.
Three ways to secure industrial environments
Securing the attack vectors created by IIoT and digital transformation is possible. Modern, converged industrial environments require purpose-built Continued on page 32 control engineering
M More ANSWERS
KEYWORDS: Industrial cybersecurity, securing industrial environments Industry 4.0 and IIoT have brought newfound efficiency and efficacy to industrial environments, but also an expanded attack surface. With IT and OT convergence, attacks can expose an environment in more ways than ever before. Industrial organizations require industrial-grade security, purposebuilt to secure modern, converged environments. CONSIDER THIS Are your cybersecurity efforts staying ahead of others in your industry? Is most vulnerable least desirable?
ONLINE If reading from the digital edition, click on the headline for more resources including a large graphic on the 7 most unsafe gaps for industrial cybersecurity from Tenable. www.controleng.com/magazine www.controleng.com/ networking-and-security/ cybersecurity
September 2020
•
27
ANSWERS
CYBERSECURITY
Erez Ravina and Atanu Niyogi, L&T Technology Services
Four tips on cybersecurity risk assessments It’s hard to know how much cybersecurity spending is enough to lower risk to an acceptable level. What is enough, and what else is needed? A cybersecurity risk assessment (CRA) can help. Four tips are highlighted.
A
cybersecurity risk assessment (CRA) is a process in which an organization identifies, analyzes and evaluates the risks it may be exposed to in case of a cyberattack or data breach. Manufacturers and process facilities risk cybersecurity damages in revenue and reputation; cybersecurity risk assessments should be part of any organization’s risk management process. Cybersecurity and related concerns continue to plague the business continuity objectives of enterprises. It can be considered mirroring that of safety requirements of organizations. Like safety, it’s hard to know how much cybersecurity spending is enough to lower risk to an acceptable level. How many upgrades, how many changes in architecture and how much training is enough? To address such apprehensions, a cybersecurity risk assessment can be a big help. While there are numerous frameworks for a CRA, these steps can help those starting out.
‘
To lower risk of human error, companies need to train and educate
’
personnel on cyberattacks.
1. Do not panic.
While businesses may not be aware, there is a high possibility of them being affected by a latent cyberattack even without their knowledge. However, the last thing to do under such a circumstance is to panic. Adequate CRA systems will help one take the right decisions including on pri-
28
•
September 2020
control engineering
oritizing the efforts to focus on and thereby making use of the required resources.
2. Making judicious use of resources:
Upon identifying the areas of prioritization, the next step is to optimally use resources. Towards this, one needs to formulate goals based on nature of business and its unique requirements. An ideal cybersecurity risk assessment framework calls for classifying the potential risks into levels as follows: • Basic level – This should include considerations for most basic and easy to prevent security risks • Intermediate level – This involves implementing risk preventions from most common attacks • Advanced level – It includes protection from all threats pointed in the organizations’ threat model Continuous risk management – This takes care of continuously monitor the threat landscape and prevent as and when new risks are discovered. Apart from the above, other complementing steps include: • Get rid of all low-hanging fruits – This ensures the best return on investment (ROI) as it is simpler to address without much requirement of resources. Low hangings fruits include items like security patches and update, malware protection, and authentication methods of publicly accessible resources and internal services, among others. www.controleng.com
• Risks should be analyzed and normalized to reflect the “real” exposure to the organization and the overall industry. “Real,” which can be the default value of any vulnerability (CVE) you may have discovered, is usually either higher or lower. • Investing in detection: It is imperative companies know the effectiveness and end results of the security measures deployed. The events and attacks that earlier seemed irrelevant may now need reassessment. • Build a respond and recovery procedure to cyberattacks and data breaches: Prepare a comprehensive yet compact list of actions that staff can remember and act on when urgently required. A 500-page policy compliance document will not help in case of emergency. • Training employees on IT/cybersecurity awareness programs: Hackers get the best ROI on phishing and social engineering attacks. To prevent the possibility of humanled error, companies need to train and educate their personnel on cyberattacks.
3. Getting it right, every time: Continuous cycle
Typically, a cybersecurity risk assessment report has a very short lifespan, and it may even be obsolete by the time it is prepared. That said, the report is still valid and probably the only way to ensure the best methods adopted to protect an organization from cyberattacks. To make this process operative and valuable it needs to be done in segments that are autonomous as much as possible. A common mistake is when organizations only have an annual comprehensive end-to-end cybersecurity risk assessment that covers the entire business. The best approach is to form a continuous cycle of cybersecurity risk assessment that includes a vulnerability assessment and security penetration testing of publicly or externally exposed resources and internal ones. As mentioned previously, its aim is to identify the various information assets that could be affected by a cyber-attack, assign the appropriate risk levels, and apply security measures and controls to minimize and contain the results of a successful cyberattack.
www.controleng.com
‘
Cybersecurity risk assessment helps companies make informed decisions on where to spend money to balance risk
’
vs. the spend on protection. 4. Seek cybersecurity help
when necessary
While users can do it on their own, it’s better partnering with a company that has the expertise with cybersecurity risk assessments. It’s also good if the cybersecurity advisor has knowledge and work experience within appropriate market segments because it provides advantages such as: • Help in selecting the right cybersecurity framework • Provide guidance in regulatory standards • Inform of the benchmark score expected • A bonus is if the partnering company aids in implementing the process and controls resulting from the cybersecurity risk assessment. It’s never too late or too early to conduct a cybersecurity risk assessment or to change your methodology of approach to the problem. The bitter truth is companies will end up spending a lot on cybersecurity – or if asking an expert, too little compared to the potential risk the company may be facing. A cybersecurity risk assessment helps companies make informed decisions on where to spend money. You will need to make smart decisions balancing risk vs. the spend on protection from cyber threats. Deciding how much to spend is more an art than science. ce
Erez Ravina is senior security architect at L&T Technology Services, Israel. Atanu Niyogi is practice head - cybersecurity at L&T Technology Services. L&T Technology Services is a CFE Media content partner. Edited by Chris Vavra, associate editor, Control Engineering, CFE Media and Technology, cvavra@cfemedia.com. control engineering
M More ANSWERS
KEYWORDS: cybersecurity, cybersecurity risk assessment, CRA A cybersecurity risk assessment (CRA) helps companies determine where they need to focus their efforts and improve company safety. Using resources judiciously and getting help from experts can help reduce and uncertainty during the CRA process. ONLINE Learn more about cybersecurity at www.controleng.com/ networking-and-security/ cybersecurity/
CONSIDER THIS What are the biggest challenges or obstacles you’ve faced after performing a cybersecurity risk assessment?
September 2020
•
29
ANSWERS
COVID-19 AND CYBERSECURITY John Livingston, Verve Industrial Protection
How COVID-19 is affecting manufacturing cybersecurity Forward-looking organizations realize they need the same level of aggressiveness to protect assets as they have done for COVID-19 risk reduction. A three-pronged strategy on securing essential infrastructure is highlighted.
C
OVID-19 created the greatest disruption to manufacturing since World War II, and its implications on control system cybersecurity will be as dramatic. Forward-looking organizations now realize they need the same level of aggressiveness to protect their assets as they have used to lower risk from COVID-19. A three-pronged strategy helps close the cybersecurity gap to ensure essential infrastructure continues to operate in the new normal. COVID-19 is one of those “exogenous shocks” that accelerates the pace of change overnight. For the past 15 to 20 years, control systems have evolved to greater connectivity and use of commercial off-the-shelf components, more recently referred to by brands such as “Industry 4.0” and “IIoT.” The change of pace, however, is evolutionary rather than revolutionary. These initiatives require organizational change, technical proof of concepts, capital investments, upgrades to control systems, etc. All of this takes time.
‘
Remote access into industrial facilities has grown more in the past six months than
’
in the past six years.
Then COVID-19 happened. Suddenly, within the course of four to six weeks, organizations found remote management of facilities became a necessity. To maintain safe operations, on-site staff has been reduced to essential employees, delaying or remotely conducting cybersecurity tasks. Remote access into industrial facilities has grown more in the past six months than in the past six years as travel and onsite access was restricted. While organizations had discussed the benefits of remote access and monitoring for years, the COVID-19 crisis forced their hands, whether ready or not.
30
•
September 2020
control engineering
It will be difficult, if not impossible, to put the genie back in the bottle. Because the economic disruption has lasted longer than anticipated, new business processes become more ingrained, leaders become invested in new approaches, test cases and proofs of concept now exist and the status quo shifts. What was seen as a short-term fix has become a permanent change. COVID-19 also is driving a long-term shift in strategy of where production will happen. Long, complex, global supply chains are giving way incrementally towards onshoring critical components. As the economy recovers, industrial organizations must invest in new capacity to manufacture domestically. These facilities will likely push the boundaries of “connected industry” or “Industry 4.0” using the model of the pandemic operations as a guide.
ICS/OT cybersecurity: Promise, peril
Some may argue COVID-19 was a necessary catalyst to achieve the promise of a more efficient industrial base with digital manufacturing, with McKinsey and others estimate the $1 trillion opportunity of digital and connected manufacturing. However, this pandemic also highlights the industrial control system and operations technology (ICS/OT) security perils shifting to digitalization without the proper infrastructure in place. Control systems are normally “insecure by design.” They are not designed, as modern information technology (IT) systems are, with an assumption that they will connect with the outside world and the cyber threats that exist. They often do not receive the same rigor of security management as IT systems such as regular patching, system hardening, configuration management, backup requirements or anti-malware. As more commercial off-the-shelf components are introduced into control systems, the vulnerabilities present in these systems now extend into www.controleng.com
industrial facilities. A planned shift to greater connectivity would have balanced the promise of these initiatives while making necessary changes to protect companies against cybersecurity risks. COVID-19 also forced many organizations to shift to remote management with limited onsite staff. In the immediate term, the explosion of remote access opened these systems to threats from targeted attacks and collateral damage from ransomware. Reducing onsite staff also limits the bandwidth to manage these devices securely. To the extent that control systems are managed for security, it often is done by onsite personnel who manually patch or update anti-virus or conduct backups. These security maintenance tasks often are de-prioritized in a world of limited onsite resources. In many cases, industrial cybersecurity was approached as building very high walls between IT and OT systems to limit the possibility of accessing these “insecure by design” systems. Now, due to COVID-19, a gate was created and more organizations have been allowed through that gate. At the same time, it reduced the protection of the assets within the gate, which is not a great security recipe.
Use a three-pronged approach to protect critical infrastructure assets
To secure these connected systems, it is not enough to just monitor the network access; we must manage the endpoints inside the walls as well. As connectivity expands and remote access increases, endpoints are now more accessible than ever and, unfortunately, the onsite capacity to manage and secure these assets has declined. To ensure the security of critical infrastructure, a new approach to OT systems management is needed, mirroring IT systems that have been exposed for years. A three-pronged approach to control system endpoint management is a good starting point.
1. Develop real-time visibility into the risks and security status of all operational assets. While it’s true you can’t protect what you can’t see, securing an asset requires a different mindset. Users need to go beyond knowledge of its existence to determine whether the asset is at risk and if the security deployed is active and up to date. This includes knowing all of the underlying software and firmware of the device, the criticality of that device to the process, the patch levels and vulnerabilities present, the status of key security controls such as anti-virus or whitelisting, backups, the configuration security, whether the device is protected by a well-configured firewall, etc. Successful organizations take this 360-degree view of their asset risk to manage endpoints. 2. Think global: Scale security analysis globally. ICSs cannot be protected by leaving securiwww.controleng.com
Gain asset visibility and improve vulnerability prioritization and remediation with a 360-degree risk assessment. Courtesy: Verve Industrial
ty to site-level resources when fewer resources will be onsite. By the same token, prioritization requires controls system knowledge to understand potential risks to operations. A centralized database is necessary across all sites and assets need to enable cross-vendor analysis of risks and potential remediation strategies. This insight enables risk remediation playbooks to be distributed for deployment, producing efficiency and consistency in risk prioritization and remediation planning.
M More ANSWERS
KEYWORDS: cybersecurity,
COVID-19 and manufacturing, operations technology (OT) COVID-19 has changed how companies operate and there is a greater emphasis on remote operations. Increased remote work also means greater cybersecurity risks. Managing cybersecurity onsite, scaling security analysis and effective management are ways to reduce cybersecurity risks.
3. Manage security onsite. EffecONLINE tive industrial security requires manRead this article at agement, not just monitoring, and that www.controleng.com for more engages the knowledgeable experts stories about cybersecurity. onsite. As stated above, many of the CONSIDER THIS risks to control systems are due to a What challenges is your company lack of security systems management. facing from a cybersecurity Too often, organizations stop at monistandpoint, and how are they being addressed? toring because the alternatives for endpoint management are either inefficient (manual) or risky (IT systems management automation tools). Organizations now have a third option: OT systems management tools built for control systems offer the same automation capabilities, but within the control of the local control engineers. These control engineering
September 2020
•
31
ANSWERS
COVID-19 AND CYBERSECURITY tools automate processes such as patching, configuration and software management, user and account management, and backups, but are locally-controlled so they are deployed at the appropriate time and within the proper testing sequence to ensure reliable operations. COVID-19’s disruption created shockwaves through life and presented an existential threat to many individual businesses. Critical infrastructure faces unfamiliar territory and new risks brought on
by a sudden shift to remote work and greater cybersecurity threats. Organizations must accelerate their OT systems management efforts to keep pace. The three-pronged approach can help protect critical infrastructure. ce John Livingston is CEO of Verve Industrial Protection. Edited by Chris Vavra, associate editor, Control Engineering, CFE Media and Technology, cvavra@cfemedia.com.
Continued from page 27
Vulnerable things: attack vectors solutions to secure complex, distributed and dynamic industrial architectures. Organizations should be able to: 1. Achieve holistic visibility for converged environments – Capture visibility across IT and OT environments, including in-depth knowledge of each asset and its health. Support this with strong asset inventory that provides deep situational analysis on every device, including information such as patch levels, firmware down to the ladder logic and backplane. This makes it possible to prevent blind spots, monitor the environment in one place and even schedule key maintenance.
‘
Organizations need to be aware of blind spots and ensure their security teams have holistic visibility into assets and devices in
’
converged environments.
2. Create risk-based vulnerability management – With deep knowledge on each and every asset, identify the vulnerabilities and set a triaged risk score based on the type of vulnerability and criticality of the asset. This helps ensure the most severe and dangerous vulnerabilities get dealt with first. 3. Ensure employee security awareness – Ensure regular cybersecurity trainings are completed by employees to educate on best practices as well as inform of warning signs (avoiding impacts from the use of phishing emails, suspicious links or unknown files or devices, such as a USB). It’s crucial organizations continue strengthening the security posture of the industrial environments modern society relies on. With the proper solutions in place, organizations can help prevent breaches, downtime and damages while focusing on continued innovation. ce
Figure excerpt shows two of “7 most unsafe gaps for industrial cybersecurity.” See five more unsafe gaps with this Tenable article at www.controleng.com. Courtesy: Tenable
32
•
September 2020
control engineering
Michael Rothschild is senior director of OT solutions at Tenable. Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com. www.controleng.com
ANSWERS
MACHINE SAFETY
Todd Mason-Darnell and Pamela Horbacovsky, Omron Automation Americas
Three ways to avoid motion-related safety pitfalls Machine builders can help end users avoid motion-related safety incidents by performing risk assessments and ensuring proper equipment is installed.
B
y proactively designing safety into motion products, machine builders and engineers can ensure regulatory compliance. They also can protect future operators and strengthen relationships with end users. Any automated motion inside a machine, such as a motor or servo, could potentially cause a serious accident. Following three strategies can help reduce the risk of serious injury to users.
As the only controller to support two safety networks simultaneously, Omron’s NX-SL5 makes it easy to connect servos via FailSafe over Ethernet (FSoE) and enable safety control with fast cycle times for motion applications. Courtesy: Omron Automation Americas
1. Have risk assessments performed
3. Install safety control effectors into the power line, not the control circuit
at all phases of development
Risk assessments are essential for understanding a machine’s safety needs. Perform a risk assessment as necessary, with at least one at each of the following phases: the conceptual phase, the design phase, and upon the machine’s completion. It’s much easier and cheaper to design safety measures into a machine than it is to retrofit them in. End users will take note of this. It’s a best practice to have risk assessments performed by an independent expert. This reduces the likelihood that anything could be left up to discretion or interpretation. An independent risk assessment provider can reduce the temptation to cut corners or judge risks to be less serious than they are.
2. Have a stop time measurement performed or calculated
Some safety devices, like light curtains, are designed to stop hazardous motion if a person crosses a certain threshold. However, it always takes time for machine motion to cease. To prevent injury, the safety device must be positioned far enough away that the person won’t reach the hazard source until the machine stops moving. Stop time measurements, which ensure the mounting of safety devices at the minimum allowable distance to protect operators, should be done annually. If equipment limitations or application complexity get in the way of measurement, stop time should be calculated by adding up original equipment manufacturer (OEM)-provided info for each equipment piece along with an additional 10-15% to account for equipment variances and performance degradation.
www.controleng.com
There’s often a temptation to install a motor or servo’s safety control into its control circuit rather than into the power line. Unfortunately, if the safety system is activated, it will only shut off the logic to the motion device, not the power. If the control circuit were to fail, the motor or servo could still run and possibly endanger people nearby. The reason people sometimes use the control circuit is it’s cheaper and easier. Safety devices are often rated by the amount of power that can go through them. It takes more power to install these devices on the KEYWORDS: machine safety, power line as opposed to the control line. motion control But it’s never a good idea to save money Machine builders and engineers by sacrificing safety. can ensure regulatory compliance Machine builders can help end users by adding safety features to motion devices. avoid penalties by regulatory agencies as Risk assessments should well as serious accidents caused by their be performed at all phases of machines by following these three recomdevelopment for a motion control mendation. This, in turn, will improve the product. machine builders’ reputation and solidify Installing safety control effectors a trusted relationship with customers. ce into the power line is another good
M More ANSWERS
Todd Mason-Darnell, Ph.D., marketing manager-services & safety; Pamela Horbacovsky, FS engineer (TÜV Rheinland) and product manager – safety, Omron Automation Americas. Edited by Chris Vavra, associate editor, Control Engineering, CFE Media and Technology, cvavra@cfemedia.com. control engineering
method to ensure safety.
ONLINE Read this article online at www.controleng.com for additional stories about machine safety.
CONSIDER THIS What additional methods does your company use to ensure machine safety?
September 2020
•
33
ANSWERS
MACHINE SAFETY Klaus Matzker, Posital-Fraba
Safety-certified and diverse-redundant encoders for motion control For motion control systems, a key to improving operational safety is ensuring the sensors the system relies on to maintain control are trustworthy.
S
afety should always be an important design objective. This is especially true for machinery such as lifts and elevators, industrial robots or construction machinery where equipment malfunction or loss of control could result in serious injuries or damage. In some jurisdictions, formal safety analyses to reduce the risk of serious accidents are legally required. For motion control systems, a key to improving operational safety is ensuring the sensors the system relies on to maintain control are trustworthy. Sensors such as encoders, inclinometers, and others must provide dependable feedback on the motion/ position of the mechanical components being controlled. In the event of a sensor malfunction, these devices must provide the control system with a clear message the feedback loop has failed and actions should be taken to limit or halt operations. A widely-used method of ensuring motion control systems are reliable and fail-safe is to incorporate a degree of redundancy into the feedback loops. If the control system receives similar signals from two different sensors set up to measure the same KEYWORDS: machine safety, machine encoders, motion mechanical property, it is reasonable to control assume that both are functioning propSafety should be a major facet erly. Discrepancies between the readings of any heavy machinery design. would indicate a fault.
M More ANSWERS
Safety-certified encoders can help streamline the development of safety-critical systems. Magnetic and optical encoders also can help improve safety.
ONLINE See additional stories about motion control and machine safety at www.controleng.com.
CONSIDER THIS How could motion sensors help your machine safety and motion control challenges?
34
•
September 2020
Safety-certified encoders
Encoders are available from several sensor manufacturers that feature builtin redundancy in the form of two separate rotation measurement modules installed in one housing, sharing one shaft. A special verification chip monitors outputs from these two modules to check for consistent measurements. If a discrepancy is detected, this chip will block the transmission questionable
control engineering
data to the controller, indicating a fault. With this fail-safe feature, these encoders can be certified to Performance Level PL d, Cat. 3 (according to the safety standard ISO 13849) or SIL 3 (according to IEC 61508). Certification is carried out by special licensed agencies. Safety-certified encoders can be used to streamline the development of safety-critical systems since they are guaranteed to provide the control system with either verified position data or a clear indication it has developed a fault. However, there are drawbacks. This approach can be inflexible when handling failure situations: since these sensors simply switch off, they provide no guidance on how to transition the machinery to a safe state. Certified devices also can be more expensive than ordinary encoders because of the cost of certification by an independent lab. Moreover, they are only available in a limited number of mechanical configurations, so the machine builder may be obliged to use adaptors to make them fit into a design.
Selecting diverseredundant encoders
Diverse-redundant sensors provide a less expensive, more flexible alternative to certified encoders for safety-related motion control systems. Like their certified counterparts, these devices have two measurement modules built into a shared housing (redundancy). However, in this case, signals from both measurement systems are transmitted to the controller (such as a programmable logic controller or industrial computer) via a CANopen network. The supervising controller is responsible for comparing the output of the two semi-independent measurement systems to verify both are functioning correctly. To reduce the danger of common cause faults, these devices are built with magnetic and optical measurement technologies. These measurement www.controleng.com
Figure 1: The optical and magnetic sensor elements are absolute encoders that measure the position value in single and in multi-turn mode – battery- and maintenance-free.
systems are mounted in tandem on a shared shaft and installed in common housing. Resolution is 16 bits per revolution. The list of available options includes robust housings designed for protection levels up to IP67, different connector types, and many flange and shaft variants (hollow or solid shaft). This range of choice make it possible to select a configuration that can be integrated into new or existing machines. Communications are handled through the CANopen interface. Safety-ready encoders are suitable for harsh environments and a wide range of operating temperatures. Magnetic encoder technology is robust and the optical components have been specially protected against condensation by the addition of an extra membrane. The optical and magnetic sensor elements are absolute encoders that measure the position value in single and in multi-turn mode – battery- and maintenance-free. These devices can be less expensive and more versatile than specialty safety-certified encoders, while often being effective in terms of improving functional safety. To assist in safety certification of a motion control system mean time to dangerous failure (MTTFd) data is provided by the manufacturer. The wide range of applications for safety encoders include heavy construction equipment, mobile machines, crane technology, elevators and complex stage technology for complex productions.
Selecting safety encoders
For one-off or low volume products developed under tight time constraints, the convenience of working with SIL or PL-certified encoders (reduced development times, less safety knowledge required) might outweigh the extra cost and limited availability of these devices. For many projects, diverse-redundant encoders can provide an effective and cost-efficient solution. The two independent measurement channels provide a sound basis for building machines that
www.controleng.com
‘
Diverse-redundant encoders have two independent measurement channels to help build machines that can be certified to Performance
’
Level PL d, Cat. 3, according to ISO 13849. Figure 2: Safety encoders safety can be used in applications such as heavy construction equipment, mobile machines, crane technology, elevators and complex stage technology for complex productions. Graphic and image courtesy: Posital Fraba
can be certified to Performance Level PL d, Cat. 3, according to ISO 13849. Diverse-redundant encoders also offer flexibility in handling malfunction conditions. In some cases, the control system might be able to use other system knowledge to make a reasonable assessment as to which redundant measurement module is malfunctioning and if the surviving module can provide useful position data. In this case, the designer might be able to implement a restricted operating mode to extend the availability of the machine until the defective device can be replaced. ce Klaus Matzker, product manager, PositalFraba. Edited by Chris Vavra, associate editor, Control Engineering, CFE Media and Technology, cvavra@cfemedia.com. control engineering
September 2020
•
35
ANSWERS
MOTION CONTROL SAFETY Dr. Rolf Zöllner, TÜV SÜD Industrie Service GmbH
Ensure software updates protect motion control Product safety and operational safety of elevators require that software updates are under control. Standards help lower motion-control application risks.
T
he number of modern lifts [elevators] that are monitored and controlled by software systems is on the rise, making firmware and parameter configuration crucial for safe lift operation until the next periodic inspection. Lift owners and operators must verify that completed software updates do not adversely affect product safety and operational safety. Advice follows for managing safety and motion control software. Lift systems in Germany are classified as installations subject to monitoring under Germany’s Ordinance on Industrial Safety and Health (Betriebssicherheitsverordnung, BetrSichV), which implements 2009/104/EC Use of Work Equipment Directive and, as such, are subject to periodic technical inspections (PTIs). In the past, PTIs mostly focused on purely mechanical or mechatronic components. Take speed governors, for example. They are mechanically tripped when the lift car exceeds a certain speed
and will ensure controlled deceleration of the lift car by means of the safety gear. To confirm safety components function reliably and fulfil all relevant requirements, manufacturers commission notified bodies to verify functions before placing the products on the market. Notified bodies examine criteria such as materials, design, construction, manufacturing and load limits. Parts that have passed type examination may be used as safety components by lift manufacturers according to EN 81-20 safety rules for construction and installation of passenger and goods-passenger lifts.
Safety test of hardware, software
Hardware and software systems are increasingly used to control, monitor or replace purely mechanical safety functions. To do this, purely operational functions establish independent “protective circuits,” generally comprising hardware such as sensors, control systems and actuators, including software for processing and evaluating digital data. However, the fact that parts have hardware and software components does not change tested approval procedures: Hardware and software must be assessed within the scope of type examination. In regular lift operation, a shaft coding system controls and monitors the lift’s position while it is ascending or descending. The software installed in modern shaft information systems also can control acceleration, speed and braking processes. The data can be used for identifying safety-related malfunctions, initiate suitable countermeasures and bring the lift into a safe state. This requires the hardware and software system to identify critical operating conditions and trigger the appropriate function, yet not “overreact” in any way; safety gear must not engage during regular lift operation.
IEC 61508-3 relevant for software Transparency is important to ensure hardware and software in critical motion control applications, such as elevators, to lower risk for all involved. Images courtesy: TÜV SÜD Industrie Service GmbH
36
•
September 2020
control engineering
The technical and procedural requirements for safety-relevant electrical, electronic and programmable electronic systems (known as E/E/EP systems) are defined in the IEC 61508 international series of standards on safety-related systems. Part 3 www.controleng.com
of this series of standards specifies aspects for safety-relevant software including requirements for the safety lifecycle, tools used and quality of documentation, and is relevant for software. The software installed in a lift also must be configured exactly to the lift’s specific operation environment and to the shaft information system’s hardware. Parameters such as lift weight, tripping speeds and shaft coding must be correctly reflected and processed by the software. Steps must be taken to ensure the software cannot be manipulated by unauthorized third parties. This requirement is not limited to smart systems connected to the internet or other networks; this applies to all lifts.
Don’t fall for inferior practices when testing hardware and software for critical motion control applications, such as lifts [elevators]. Standards can help.
Software updates, changes, networks
Even software changes by authorized parties, such as changes in parameter configuration, may prove challenging in inspections unless they are directly and immediately identifiable on the basis of a performance test or clear software information. Information about the software version installed in a system is often provided on a sticker. It may not be easy to verify whether the information is still up to date or whether the software has been updated in the meantime and, if so, by whom. Inspectors may be unable to ascertain the consequences for safety functions with complete reliability or verify if the control system of the lift still uses the same software as in the type examination. This is documented as a non-conformity in a PTI. To make matters more complex, lifts are turning increasingly “smart.” Digitalization, interconnectivity and the Industrial Internet of Things (IIoT) are opening up new opportunities in servicing and maintenance. Centralized evaluation of lift data, for example, enables precise predictions of user behavior, wear or malfunctions and may help increase the availability of lift systems and also optimize maintenance practices for predictive maintenance. On the other hand, these opportunities also raise new issues in areas such as data integrity and cybersecurity, which are not covered by the IEC 61508 standard. What if, for example, updates are sent over the air? Can we exclude faults and manipulations during data transmission with certainty? Have precautions been taken to prevent accidental changes being made to the software by service technicians or external servicing staff, or to ward off hacker attacks? These issues are addressed by other standards, such as the IEC 62443 series for security capabilities of control system components, and the ISO 27001 on managing information security. If applied correctly, these safety standards ensure unambiguous verification during periodic technical inspection. Critical aspects in this context are the submission of the relevant information, codes and reports by manufacturers and thorough and traceable documentation of the system’s configuration. The methods requested in IEC 61508 include a suit-
www.controleng.com
able safety lifecycle in software development, operation of configuration and release management and the creation of a safety manual. In practice, identification of the current software version is realized by methods such as a QR code, provided either on a sticker or as an annotation in the lift documentation. Inspectors scan this code using their tablets or smart phone and log into the system with their protected password. They can then access the documentation of the equipment, including all safety-relevant information about the software release (CRC value) used for the lift control system.
M More ANSWERS
Functional safety, IT security
The IEC 61508 standard is pointing the way on how to prevent systematic errors and error entries in software and software updates. Quality-assurance systems and management systems in the field of functional safety make valuable contributions. However, as the interconnectivity of lift systems increases, so do the cybersecurity requirements. The IEC 62443 standard provides a relevant normative basis. In the inspection of safety-related functions, both standards need to be applied together, with functional safety always taking the lead. This allows manufacturers, operators, maintenance service providers and testing organizations to effectively prove lift systems meet safe requirements. ce
Dr. Rolf Zöllner is head of business development in handling technology, TÜV SÜD Industrie Service GmbH; Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com. control engineering
KEYWORDS: Motion control safety, elevator safety, lift safety Hardware and software systems are increasingly used to control, monitor or replace purely mechanical safety functions of motion control. Critical motion control applications are turning increasingly “smart” incorporating hardware, software, and connecting to other systems. Various standards help reduce risk for critical motion control applications, such as lifts. CONSIDER THIS What standards are you using to help with motion control safety designs, tests and inspections?
ONLINE If reading from the digital edition, click on the headline for more resources, photos. www.controleng.com/magazine www.controleng.com/international www.tuvsud.com/en/ industries/real-estate/ lifts-cranes-and-conveyors www.tuvsud.com/en/ industries/manufacturing/ machinery-and-robotics
September 2020
•
37
ANSWERS
PNEUMATIC SYSTEM EVALUATION Darren O’Driscoll, Festo
Three tips for pneumatics Consider speed, force and size, external and internal factors, and safety.
I
f designing pneumatic systems were about incorporating size and flow to control an actuator’s speed and force, then every new or retrofitted pneumatic system would be perfect every time. Controlling pneumatic systems is more complex, with external, internal, and safety factors affecting performance. Three tips can help guide the pneumatic system design process for users.
TIP #1: Understand external factors one can control
Control engineers always should consider two external focus areas during the design process. The first external area of design consideration involves the industry in which the machine will be used. Most industries have standards the designer must adhere to. The food industry requires conformance to various food safety guidelines. The automobile industry has performance standards. The mining, battery, medical, and lab automation markets all differ. Research industry standards and norms where the machine will operate and design accordingly. The second external area the control engineer has no control over, but must account for, is the physical environment. Heat, cold, humidity, dryness, dustiness, corrosive atmosphere, harsh chemical washdown, KEYWORDS: machine inside versus outside location and food pneumatics, machine safety contact are among the environmental Pneumatic design has external factors that may impact performance. and internal design factors the Understand the factors that contribute user must consider. to the physical environment of the new External considerations can’t be controlled, but internal ones or retrofit pneumatic system and do so can. In both cases, the user and recognizing these conditions may vary designer must adjust to their depending on the time of year. surroundings.
M More ANSWERS
Perform a risk assessment and design for safety.
ONLINE Read more about pneumatic systems at www.controleng.com. See more on compressed air purity at www.iso.org/standard/46418.html.
CONSIDER THIS What methods do you use for ensuring pneumatic systems work properly?
38
•
September 2020
TIP #2: Design for internal
factors the designer can control
Considerations of the pneumatic system under the engineer’s control include air quality, tubing material, routing, size, component accessibility and availability. Compressed air contains moisture, dirt particles, and oil. Any one or combination of these contaminants can degrade pneumatic system performance. Building in air filtration – referred to as air prepcontrol engineering
The Festo MPA-C valve terminals are rated IP69K for a washdown environment. Courtesy: Festo
aration systems – that meets the performance specifications of the components in the system. Refer to ISO 8573-1 Compressed Air –Part 1: Contaminants and Purity Classes as an important design standard. Once the desired air purity for the components is determined in terms of concentration of dirt, water, and oil in the air. There are software programs that can identify the specific air preparation filters required to reach those levels. Tubing is just as important in design consideration. For example, harsh chemicals or corrosive compounds in the environment can cause tubing to crack and leak. Specify the best material for the environment. Long runs of tubing reduces air flow. The goal is to create the shortest, straightest runs from air preparation unit to valve. If it is impossible to shorten a run, increase tube diameter to compensate. Kinks and bends reduces the internal crosssectional dimension and reduces flow. Increase diameter as appropriate to achieve desired flow. End users depend on the control engineer to consider components that will have to be serviced or replaced. 1) Ensure components are easy to access and replace. 2) Specify standard off-the-shelf components, components that can be quickly delivered from the supplier. This will minimized downtime. 3) Consider applying smart sensors to warn of future failure and reduce unplanned shutdown risk.
TIP #3: Perform a risk assessment and design for safety
Research industry and environmental standards for the machine and perform a thorough risk analysis to determine the required performance level and specify components that meet the requirements. Enlist help from safety specialists working for the components’ supplier to assist in safety component specification. When a new machine or retrofit process begins, consider external, internal and safety factors when designing a trouble-free pneumatic system. ce
Darren O’Driscoll is a Festo product market manager. Edited by Chris Vavra, associate editor, Control Engineering, CFE Media and Technology, cvavra@cfemedia.com. www.controleng.com
C LASS OF 2020
Younger workforce leads the way for manufacturing Amanda Pelliccione, Project Manager
2020 has certainly been a challenging year, to say the least. The global
impact of COVID-19 on health and safety, the economy, education, manufacturing and distribution – among many other affected areas – is devastating, humbling even. It is among these uncertain times that Control Engineering and Plant Engineering are incredibly honored to introduce 34 manufacturing professionals under the age of 40 who have and continue to make significant contributions to their industries. The Class of 2020 Engineering Leaders Under 40 is a unique group of young individuals who jump at the chance to solve a problem, however big or small. They are each dedicated to their profession, driven by passions to learn, tinker, design and make a positive impact on their community and beyond. Asa Burke at Porex, for example, worked
day and night to develop for mass production a porous, liquid/aerosol barrier for the pipette tips used in automated testing equipment, which has been instrumental with COVID-19. Then there’s Camila Jarrin, who works at Elite Spice to prevent common food-borne illnesses such as salmonella and E. coli. Read about the contributions from each of the Engineering Leaders Under 40, Class of 2020, in the following section and online at www.controleng.com, and CFE Media and Technology aims to honor these individuals at the annual Engineering Awards in Manufacturing dinner in spring 2021, in downtown Chicago (in-person event is tentative at this time). • For information on how to nominate for 2021, visit: www.controleng.com/EngineeringLeaders.
Mohamed Abuali, 38
Jayashri Aja, 28
Managing Partner
Customer Success Manager
IoTco LLC Cincinnati, Ohio BS Systems Engineering, University of Arizona MS Industrial Engineering, American University, Cairo, Egypt PhD Industrial Engineering, University of Cincinnati
In his 18 years of working in manufacturing, Mohamed has learned extensively about plant connectivity, data acquisition, manufacturing execution, planning, predictive analytics and artificial intelligence. His resume includes big company names, such as IBM, Procter & Gamble (P&G) and Toyota, and Mohamed has co-founded two companies, FORCAM and IoTco, to serve manufacturers with the latest technologies and training for the Internet of Things (IoT)/manufacturing execution systems (MES), connectivity solutions and a training academy to drive manufacturing productivity. FUN FACT: Mohamed was 15 years old when he attended his first day of undergraduate school at the University of Arizona. www.controleng.com
Rockwell Automation Eagleville, Pa. BS Industrial Engineering, Pennsylvania State University
J
ayashri is a passionate leader for female representation and cultural diversity in automation and manufacturing. She has lobbied in Washington, D.C., on behalf of Women in Manufacturing, for which she is a local chapter chair, for programs meant to provide opportunities for women to pursue STEM careers. Jayashri was co-lead for Rockwell Automation Women in The Field, a prestigious position held for 2 years. She has mentored dozens of Rockwell Automation employees helping them craft their unique leadership styles and career paths. FUN FACT: As an ASA 101-certified sailor, Jayashri loves being able to pilot a vessel that relies entirely on renewable energy sources and physics.
control engineering
September 2020
•
39
Oladeji Andrew, 23
Eric Angulo, 28
Manufacturing Technology Project Engineer
Project Manager/ Automation Engineer
Niagara Bottling LLC Diamond Bar, Calif. BS General Engineering, Harvey Mudd College
Plus Groups Cincinnati, Ohio BS Chemical Engineering, Rensselaer Polytechnic Institute
W
hile working on a research project sponsored by Sandia National Laboratories, Oladeji made an original contribution in developing a centrifuge curing method to fabricate epoxy composites with nanoparticles less than 200 nm in diameter. Oladeji’s work with plastic materials fabrication has continued into his career at Niagara Bottling, where he specializes in line management systems (LMS) integration, testing and implementation. As a Lead Project Engineer, he is responsible for an LMS-commissioning project at a 4-line plant in Houston, as well as supporting many of the company’s 35 plants across the country.
FUN FACT: An avid baseball fan, Oladeji launched a daily baseball podcast, Baseball Connection, and played Division III baseball in college.
E
ric has successfully delivered solutions for multinational clients through design, programming, construction oversight and startup implementation spanning a variety of industries and system platforms. His expertise ranges from designing and programming complete facilities process automation system to first in its industry OEM skid-based systems. Eric is clientfocused, detail-oriented and always working to provide his customers, internal and external, the best overall solution regardless of platform or product.
FUN FACT: Eric volunteers locally throughout the year to assist his community with tasks such as delivering Christmas presents to underprivileged children and distributing face masks amid the COVID-19 pandemic.
Tiffany Barnes, 35
Ameet Bathiya, 31
Technical Solutions Consultant
Plant Engineer Protech Powder Coatings Inc. Strongsville, Ohio BS Mechanical Engineering, Modern College of Engineering, India MS Mechanical Engineering, Cleveland State University
Honeywell Houston, Texas BS Mechanical Engineering, California State University at Long Beach
T
A
FUN FACT: Prior to joining Honeywell, Tiffany applied her passions for science and problem solving as an engineer for the Walt Disney Company.
FUN FACT: Ameet’s interest in engineering stems from his father, and he began with touring local manufacturing companies in the 6th grade.
iffany has quickly become a key contributor to the global Technical Solution Consultant organization, which provides Honeywell Sales and Operations organizations with comprehensive and holistic technical and business expertise for automation customers. She regularly interfaces oneon-one with customers and has most recently focused her expertise on the Life Sciences industry (Specialty Chemical and Pharmaceutical processes) and batch processing solutions. Tiffany often researches the regulatory needs of her customers, speaks with regulators and other experts, and actively seeks ways to incorporate solutions to these needs into our products.
40
•
September 2020
control engineering
meet has played a vital role in maintenance strategy at Protech Powder Coatings by managing the company’s preventive maintenance program and reducing annual maintenance costs by 25% in 2018 and by an additional 5% in 2019. The program has reduced downtime, reduced energy costs, increased production efficiencies from 67 to 75%, and reduced material movement by 50%. Ameet has been working closely with the Ohio EPA to obtain air permits and water discharge permits to reduce pollutants released into the environment. He also has implemented new safety devices and designed an NFPA-compliant warehousing racking system to accommodate more than 3,000 skids for storage.
www.controleng.com
®
®
Mostafa Bayati, 32
Ron Brash, 31
Senior Controls Engineer
Director of Cyber Security Insights
Siemens Saint-Laurent, Québec, Canada MS Mechatronics & Automation, University of Saskatchewan
M
ostafa recently finished a project as SCADA lead in a major Canadian airport and is currently preparing to start a new challenge at Siemens as a Senior Controls Engineer. As a young engineer, he has extensive knowledge and experience in all aspects of control systems including design, programming, commissioning and troubleshooting. He is a lifelong learner and always stays current with the latest technologies. Mostafa has published three textbooks and several articles in international journals.
FUN FACT: Mostafa enjoys mentoring prospective engineers and helping them to understand career opportunities in automation and electrical engineering.
Verve Industrial Protection Florissant, Mo. BS Technology, Security & Network Administration, British Columbia Institute of Technology MS Computer Science, Concordia University
R
on is an experienced technology consultant and seasoned cybersecurity specialist with deep expertise in critical systems, network security, deep packet inspection, IoT/cloud dashboard, data analytics and secure embedded software development. He leads Verve’s research on vulnerabilities, cyber risk and firmware in OT/critical infrastructure. Ron’s insights and analysis help inform the company’s technology and product direction, and provide valuable guidance in client engagements. His experience in the industrial industry has led to his recent nomination as Vice President of the International Society of Automation (ISA) Montreal, a nonprofit group setting the standard for automation globally. FUN FACT: Prior to pursuing a career in industrial cybersecurity, Ron was a professional wakeboarder.
Asa Burke, 27
Joe Carson, 33
Product Development Engineering Manager
Owner
Porex Fairburn, Ga. BS Mechanical Engineering, Georgia Institute of Technology
A
sa has quickly risen within Porex as top engineering talent, and in the 3 years since being hired, he has been promoted three times and is now responsible for half of the New Product Development department, managing the hourly technicians and the salaried engineers on his team. In 2020, upon the onset of the COVID-19 pandemic, he urgently developed for mass production a porous, liquid/aerosol barrier for the pipette tips used in automated testing equipment. It was a fast-paced project that required a lot of late nights, but he pushed through and was able to satisfy the customer’s very strict requirements.
FUN FACT: Asa competes in volleyball tournaments around the Southeast and volunteers his time to build houses in impoverished communities. www.controleng.com
Pacific Blue Engineering Signal Hill, Calif. BS Mechanical Engineering, Ohio State University
I
n 2015, after working in the automation industry for 5 years, Joe founded Pacific Blue Engineering, a control system integration company that provides turn-key automation solutions to Fortune 500 companies in seven industries. Prior to 2015, Joe worked for Rockwell Automation running the safety services business in the Pacific Southwest region. He has earned TÜV Rheinland Functional Safety Engineer certification and developed a company initiative to partner with a local STEM student program to promote careers in the math, science and automation industry for future generations.
FUN FACT: Joe started his company without the help of a partner or financial investor, building from the ground up in just a few short years.
control engineering
September 2020
•
41
Eric Chapman, 36
Brendon Cordon, 31
Engineering Director
Mechanical Engineer
Continuous Engineering Solutions Inc. (Contensol) Knoxville, Tenn. BS Nuclear Engineering, University of Tennessee
Hine Automation St. Petersburg, Fla. BS Industrial Technology, Iowa State University
E
ric started his career working for the U.S. Navy’s nuclear energy department building training programs for battle-time field repairs of critical systems on submarines and carrier ships. He also worked with Westinghouse on critical Fukushima Nuclear Plant Safety Systems to upgrade the fleets during meltdowns after lessons learned from Japan. Later, Eric founded Contensol and aims to change the valve and hardware industry with his inventions and patents. His valve patent revolutionized valves for slurry applications and elastomer valve automation. Eric’s contributions to powder metallurgy with process patents completely change the way fasteners are used and how they function.
A
t Hine Automation, Brendon has been recognized several times through a program that encourages team members to identify when they feel a colleague has gone out of their way to assist them in their daily tasks. He was once recognized from the purchasing department for finding replacement parts that normally had a very long lead time. The company was scheduled to ship a product quickly and had it not been for Brendon’s diligence, research and determination to find replacement parts solving the issue, the shipment would not have made it on time. Brendon focuses on integrations and system testing. Brendon also holds a Six Sigma Lean Professional Certificate.
FUN FACT: Eric has obtained five U.S. patents and founded three industrial manufacturing companies in just 5 years.
FUN FACT: Brendon designs and builds various projects in his personal time with his own 3D printer, which includes an expanded monitor stand and a custom keyboard.
Vince DiMascio, 28
Philip Fenimore, 25
Manufacturing Engineer
Lead Automation Engineer
The Raymond Corporation Greene, N.Y. BS Mechanical Engineering, Binghamton University
Panacea Technologies Inc. East Greenbush, N.Y. BS Electrical & Computer Engineering, University of Rochester
S
O
FUN FACT: Vince often enjoys long hikes – recently tackled Angels Landing and The Narrows at Zion National Park – and is an avid, year-round fisherman.
FUN FACT: Philip is classically trained in piano and has been actively playing for more than 10 years.
ince joining The Raymond Corporation 6 years ago at the Greene, New York, location, Vince has grown into a subject matter expert in the capital projects process. Vince is an experienced project manager who is able to deliver any size capital project and has taken on a key leadership role not only within Greene’s capital projects team but also within the larger manufacturing engineering department. Vince is a technical mentor to multiple engineers, and through helping them to develop their skills at a more rapid rate, he’s helping set up the business for long-term success.
42
•
September 2020
control engineering
ne of Philip’s first tasks at Panacea involved video graphic data recorders, which he saw an opportunity to standardize the way clients deploy, test and configure the data loggers and created an entire process workflow from intake to deployment centered around technology deployment. He created project tracking tools from scratch and analyzed standard operating procedures to look for ways to streamline deployment and usage while maintaining clear work instructions for error proof usage. Philip did this while training a team to execute projects on the technology, and he created an effective technology team in the New York office.
www.controleng.com
®
®
Will Healy III, 38
Justin Hudgens, 39
Industry Strategy Manager
Engineering Manager
Balluff Worldwide Florence, Ky. BS Mechanical Engineering, Purdue University
Automationnth LaVergne, Tenn. BS Engineering Technology, Electro-Mechanical Systems, Middle Tennessee State University
W
J
ill brings together the unique combination of engineering expertise and marketing know-how. In his current role he develops strategies to help customers and raise brand awareness. By motivating cross-functional and global teams, Will actively works to improve the customer experience. Additionally, Will takes a hands-on approach to inspiring youth to explore manufacturing careers and speaks regularly with enthusiasm on the topics of smart manufacturing and STEM. He is an active member of multiple organizations, board member of the Advanced Manufacturing Industry Partnership in Cincinnati and works toward helping students gain the skills needed for employment.
ustin provides technical leadership and project management, and guides and mentors Level I Controls Engineers at Automation NTH. Justin has been involved with all facets of controls system integration including design, panel build, programming, commissioning and debug, applications, project management and employee management. Under his leadership, entry-level engineers quickly flourish personally and professionally. Justin has worked on small to large automation projects in a variety of market segments including life sciences and automotive. Justin also plays an important role in customer relationships, which are built on a foundation of trust and confidence.
FUN FACT: Will is a proud father of three with a love/hate relationship with running – he’s participated in multiple half marathons and 5K races, plus one full marathon in 2012.
FUN FACT: Justin’s love of good food has earned him the nickname “Lunch Box,” and he can always be counted on for grilling, smoking or other outdoor cooking opportunities.
Preston Hullen, 30
Davis Jacob, 24
Mechanical Design Engineer
HSE, Quality, OPEX Manager
Quality Transformer & Electronics Milpitas, Calif. BS Mechanical Engineering, San Jose State University
Voith Paper Springfield, Ore. BS Chemical Engineering, Oregon State University
P
reston started at Quality Transformer & Electronics while pursuing his bachelor’s degree at San Jose State University. He immediately contributed to design and documentation capabilities, increasing AutoCAD offerings and using his skills to improve product construction and provide thermal simulations on electrical designs. He has spearheaded internal projects to develop new manufacturing systems and techniques involving robotics and automation technologies. Preston has also taken the lead on drawing up plans for construction and layout of multiple buildings on a new manufacturing site, in addition to other significant contributions.
FUN FACT: One of Preston’s latest hobbies includes flying drones to obtain aerial footage of the company’s current and upcoming manufacturing facilities. www.controleng.com
I
n the short amount of time that Davis has worked with Voith Paper, he has shown advanced abilities in project management, effective communication, analytical analysis and process improvement. He effectively completed many projects and process improvements affecting and improving all levels of the organization, one of which included a solution to torque measurement and torque tracking. Davis also has taken the initiative to evaluate the needs and potential solutions, followed by purchasing and implemented a more accurate, reliable and safer torqueing solution.
FUN FACT: In his spare time, Davis can be found at the beach, camping with family and friends, or playing soccer or ultimate Frisbee.
control engineering
September 2020
•
43
Camila Jarrin, 26
Kevin Lord Josue, 25
Sterilization Engineer
Field Services Engineer
Elite Spice Jessup, Md. AS Arts & Science, PascoHernando Community College BS Chemical Engineering, University of South Florida
Control Station Inc. Manchester, Conn. BS Electrical & Computer Engineering Technology, Pennsylvania State University
H
aving only been working at Elite Spice for 3 years, Camila has created and managed the thermal treatment process for low moisture food products to be later used in seasoning blends manufactured at the Jessup facility. She also manages the internal documentation, regulatory guidelines and inventory of all irradiated material for the entire company. Camila works on ongoing validation work conducted at Elite Spice on spices and other seasoning ingredients to prevent food-borne illnesses such as salmonella and E. coli via treatment processes.
K
evin joined Control Station in 2018 as an Associate Field Services Engineer. In under a year, he was promoted to Field Services Engineer, having contributed to numerous successful process diagnostic and optimization initiatives. Since then, he has led projects at sites, including basic materials, food and beverage, oil and gas and power and utilities. Kevin has contributed to numerous internal and external publications. In 2019 he provided the core content for a technical report published by the Electric Power Research Institute entitled: “Improving Unit Startups to Reduce Cost and Improve Heat Rate.”
FUN FACT: Born in Ecuador, Camila emigrated to the U.S. with her family at the age of 9. She was the first person in her immediate family to obtain a bachelor’s degree and looks forward to voting in her first election, as she became an American citizen in 2019.
FUN FACT: Kevin possesses an ability to apply his engineering skills and artfully blend music that’s written in different keys and characterized by distinct melodies, a hobby that began in high school.
Brian Mathews, 36
Justin Modglin, 26
Engineering Manager
Project Engineer
Scientific Dust Collectors Alsip, Ill. BS Engineering, Dordt College
Cresline Plastic Pipe Co. Inc. Henderson, Ky. BS Mechanical Engineering, University of Evansville
B
rian recently undertook a special project at Scientific Dust Collectors that will advance product efficiency and improve how the product is viewed in the industry. On his own initiative, Brian read and applied a related ASHRAE standard to design and build a complicated test lab that conducts newly conceptualized tests on dust collectors – a large effort that will have long-term benefits for the company. Brian also has written and published a technical book and numerous technical engineering papers about various industry-related topics. FUN FACT: Brian and his wife love to travel with their two young children around the U.S. and compile special memory books about the trips as family keepsakes.
44
•
September 2020
control engineering
S
ince beginning his career at Cresline, Justin has improved processes throughout several facilities. When new equipment is implemented, he looks for ways he can take advantage of the new technology to improve existing processes. He is not afraid to try new avenues to show his organization improvements in efficiencies, uptime, productivity, quality and performance. Justin is responsible for projects at six manufacturing facilities. Projects range from design and replacement of equipment, to entire systems replacement. He also manages quality control for all six locations. FUN FACT: For his college senior project, Justin built a rocket for a NASA-hosted student launch competition.
www.controleng.com
®
®
Krista Novstrup, 38
Nojan Nowakhtar, 34
Manager of Analytics Engineering
Controls & Energy Engineer
Seeq Corp. Seattle, Wash. BS Chemical Engineering, University of Washington PhD Chemical Engineering, Purdue University
Matern Professional Engineering Inc. Maitland, Fla. BS Mechanical Engineering, University of Central Florida
U
pon graduating with her doctorate, Krista was hired by ExxonMobil where she managed a global team responsible for developing, deploying and supporting model validation software applications for refineries. She established long-term technology development and deployment plans, ensuring technical quality of applications, and consulting and implementation of a 5-year technology deployment plan. Krista joined Seeq in 2018 as a senior leader who has published multiple articles in the oil and gas sector, presented at industry events, and won enthusiastic support based on presentations and customer engagements.
N
ojan is responsible for the comprehensive design of a complete controls retrofit at One Orlando Centre, a 20-story high-rise in downtown Orlando, where he developed a custom sequence of operation that allows operation of a central energy plant in the most efficient configuration based on seasonal weather changes. He also worked on the development of a controls system upgrade at Coleman Federal Prison, which required forming a plan to execute extensive installation and repair work in an active prison facility along with integration between multiple building automation platforms to comply with multiple energy conservation measures.
FUN FACT: Krista’s deliberate, thoughtful way of solving analytics challenges comes in handy when playing cooperative board games and has earned her the nickname of “the professor” at Seeq.
FUN FACT: Nojan is a fan of Formula One racing, with his favorite team being Scuderia Ferrari. Recently, he completed the first level of Mercedes AMG Racing Academy at Road Atlanta racecourse.
William Phippen, 28
Brandon Purificacion, 31
Project Engineer
Deputy Program Manager and ILS Project Manager
Parmalat Canada Belleville, Ontario, Canada BS Mechanical Engineering, Queen’s University MS Mechanical Engineering, Royal Military College of Canada
W
ill became the manager of a remote engineering team while maintaining his responsibilities as a process engineer for a manufacturing line, and developing and launching two products to market. Somewhere between the travel, his work and his home life he studied for his master’s degree and his professional engineering designation. His career trajectory towards the space industry was kicked off in university where he was the captain of the space engineering team. The team entered rover competitions and placed first in Canada, second in North America and sixth worldwide.
FUN FACT: Will is a dedicated family man and an avid hockey player, playing in games at least twice a week.
www.controleng.com
General Dynamics Mission Systems San Jose, Calif. BS Industrial & Systems Engineering, University of Southern California MS Engineering Management, Johns Hopkins University
B
randon is currently working dual roles at GDMS as a Deputy Program Manager and an Integrated Logistics Support Project Manager. Over the past 10 years, he has worked for three of the top six defense contracting companies in the world. Brandon’s efforts for workplace efficiency were acknowledged by Northrop Grumman Mission Systems, which presented him with the Honor Roll of Inventors Award for automating and improving the company’s timecard processing and reporting. This process enhancement provides accurate time recording that helps the company with future proposal bids and correct billing to the U.S. Navy.
FUN FACT: Brandon enjoys the physical challenge of obstacle course races, such as Tough Mudder and Spartan Races.
control engineering
September 2020
•
45
Eric Reisz, 33
Josh Ruiz, 35
Lead Engineer/Project Manager
Maintenance Manager, Instrument & Electrical
Panacea Technologies Inc. Montgomeryville, Pa. BS Chemical Engineering, Widener University
Dow Chemical Freeport, Texas BS Electrical Engineering, Texas A&M MBA, University of Houston
E
ric observed that within the life science industry is an inability to connect thirdparty pieces of equipment into a cohesive and standardized data model. He gathered client feedback, spoke with SMEs, and helped craft the framework for a new product that puts disparate data systems into a single stream harnessing the Industrial Internet of Things. At Panacea, Eric helped develop standards for a skills tracking software that helps sharpen the engineering skills of their team and provides training opportunities for engineers to better their skill-sets and push their career forward.
FUN FACT: In his spare time, Eric moves away from engineering and into the world of art – oil painting and playing the drums.
J
osh has received more than 10 awards from NASA for his projects and eight Dow Chemical awards for his contributions. He is involved with his local chapter of the International Society of Automation, where he is a frequent presenter. Josh created the Instrumentation & Electrical Reliability Program that has enabled Dow to increase reliability by 10% year over year. With this program, Josh has propelled Dow Chemical with innovation in distributed control systems and process instrumentation. Josh customized software programs to read over 10,000 HART instruments continuously from a central location, optimizing costs and reducing unplanned events. FUN FACT: Two years ago, Josh built a remote-control lawnmower with a camera attached, allowing him to mow his lawn without breaking a sweat.
Matt Shewan, 37
Raj Subramanya, 35
Technical Manager
Engineering Manager
Chemtrade Logistics North Vancouver, British Columbia, Canada BS Mechanical Engineering, Queens University
Hine Automation St. Petersburg, Fla. BS Mechanical Engineering, University of South Florida
I
n his 10 years with Chemtrade Logistics, Matt has demonstrated technical expertise in many areas of the manufacturing process along with exceptional leadership skills. In his current role, he manages an annual capital plan of $10 to $15 million, and he provides technical/operational support to the plant as well as technical guidance within the company on pipe and materials specifications. Matt led a group of engineers and plant employees in major troubleshooting, plant operations and debottlenecking improvements, including effluent treatment, brine treatment operation and waste chlorine neutralization operations.
FUN FACT: Matt enjoys camping, hiking, skiing, golfing and introducing new sports to his two young boys.
B
eyond developing significant leadership skills in the engineering field, and being extremely adept in general machine design, Raj has invested a great deal of time and energy working with maskless microlithography, atomic layer deposition, rapid thermal processing, chemical vapor dispositioning, and plasma enhanced vapor dispositioning. Raj has been with Hine Automation for 5 years and serves as a key leader on the team. His leadership style allows his team to explore solutions and prove their knowledge through realworld experience, while providing a safety net of help.
FUN FACT: Raj has a passion for mountain biking and hiking; the highest he has climbed so far is 11,700 ft in Colorado.
• See more details in images and profiles at www.plantengineering.com/EngineeringLeaders
46
•
September 2020
control engineering
www.controleng.com
®
®
Keyi Sun, 34
Donald Van Raalte, 38
Director of Industrial AI and Lighthouse Academy
Division Manager
Foxconn Industrial Internet Milwaukee, Wis. PhD Chemical Engineering, North Carolina State University
K
eyi leads the training and development of Foxconn Industrial Internet’s “Lights-Out Factory,” which has been selected among the World Economic Forum Global Lighthouse Network, a community of state-of-the-art facilities that serve as world leaders in Industry 4.0 manufacturing. She also founded the Fii Lighthouse Academy to provide industrial artificial intelligence training to Foxconn employees. In addition, she established Lighthouse Academy’s “data foundry,” which provides real-world industrial Big Data to train engineers with practical analytics skills.
Interstates Sioux Center, Iowa BS Computer Science, Information Systems & System Administration, Dordt University
D
onald is the Division Manager of the software development group at Interstates. His team plays a critical role in automating projects as clients often have custom manufacturing execution systems or software requirements that he and his team build solutions for to connect the controls layer to the enterprise resource planning layer. Donald has played a key role in Interstates’ transition to an agile development methodology, leveraging agile scrum and Kanban on projects. This has led to efficiency gains and increased client involvement throughout the projects.
FUN FACT: Keyi volunteers with One-School, where she is part of a small team of teachers who educate underprivileged children in rural areas.
FUN FACT: Donald enjoys hobby software development on single-board computers to automate household activities like running sprinklers and security monitoring.
Sandeep Kumar Raju Vysyaraju, 29
Zheng Yi, 29
I&C Project Engineering Manager Samsung Austin Semiconductor LLC Austin, Texas BS Electronics & Instrumentation, GITAM University MS Electrical & Control Systems, Oklahoma State University
S
andeep has been instrumental in implementing (and bringing the industry he works for to) the standards that are key to success. He worked in several brown field and green field projects related to instrumentation and controls and has upgraded several retrofit and archive projects that helped in saving costs and improve the efficiency of systems. Sandeep volunteers with the International Society of Automation, helping run the divisions and participating in several panel discussions held at symposia to share knowledge about industry standards related to automation.
FUN FACT: Sandeep has mentored and prepared several school teams to participate in robotics competitions. www.controleng.com
Senior Control System Engineer Suez North America Paramus, N.J. MS Electrical Engineering, Stevens Institute of Technology
Z
heng is highly motivated and experienced in project management, data analytics and visualization, design and development of process automation, SCADA and control system architecture. He has introduced and facilitated convergence of Suez IT and OT, and the development of an enterprise SCADA data center. The Smart SCADA system he designed transforms traditional operation. For plant operators, the Smart SCADA embedded distribution system automation program removes the burden of managing small tasks and allows them to focus on the mission-critical objective: consistently providing safe, quality water to the community. FUN FACT: Zheng loves to explore new technologies and thrilling sports, such as skydiving, snowboarding and scuba diving. control engineering
September 2020
•
47
ANSWERS
INSIDE PROCESS
Chantal Polsonetti, ARC Advisory Group
Automation at the Industrial IoT edge Leverage edge technologies in good times and bad by using remote visualization, monitoring, access and management, as well as artificial intelligence (AI), machine learning (ML) and analytical applications.
I
ndustrial Internet of Things (IIoT) edge solutions have risen in prominence not only to pre-process data for consumption by cloudbased applications, but also to overcome real deficiencies when extending their reach to target endpoint devices. IIoT edge solutions can solve real problems related to both the latency of edge-to-cloud communications and security and operational concerns regarding sending data to and from off-premise components of the infrastructure. They also provide support for the automation environment in areas such as protocol support, visualization, and support for vertical architectures.
Industrial IoT edge software platforms
Emerging IIoT edge software platforms can help manufacturers and other industrial organizations in good times and bad. Many end users are looking for remote access solutions to reduce or
eliminate personnel both on-premise and in the field as a result of their organizational responses to the COVID-19 pandemic. As the global macroeconomic situation improves, ARC Advisory Group expects manufacturers will continue moving beyond basic remote access and visualization to more robust edge compute, particularly for artificial intelligence (AI), machine learning (ML), and analytics in pursuit of digitally transformed business improvement strategies. The breadth of the industrial IoT edge value proposition extends from basic remote visualization, monitoring, access, and management to sophisticated AI, ML and analytical applications. Many solutions either currently embody or are evolving to deliver this breadth of capability, but end users can start now by leveraging these solutions to address the economic challenges of the COVID-19 pandemic. Firms are leveraging edge solutions to reduce the number of personnel in facilities and traveling to remote sites. This trend is expected to continue as industry goes forward with the lessons learned during this difficult time. Adopting
The Industrial IoT Edge: A wide range of Industrial Internet of Things technologies and applications help many industries with visualization, management and security, from edge to cloud integration to sensing, control and data acquisition. Courtesy: ARC Advisory Group
P1
•
September 2020
control engineering
www.controleng.com
HE
ST THING
PREROSUP2PLY
POW
DO: T O N CAN
DOESN’T GROW ON TREES – BUT SAVES ENERGY COSTS DUE TO ITS HIGH EFFICIENCY! Discover how much energy you can save: www.wago.com/us/ www.wago.com/us/sustainability-pro2 input #8 at www.controleng.com/information
ANSWERS
INSIDE PROCESS
the entry-tier remote access capabilities will further position installations for future adoption of the more sophisticated solutions. The expanding number of edge software solutions also necessitates taking a strong look at buying, rather than internally developing, an edge solution. ARC research shows many end users
who started by building their own internal solutions encountered issues with managing, updating, scaling and overall maintenance. Internal development also entails significant activities in non-value-add areas, such as connectivity and infrastructure, when easy-to-use solutions are available and are often more cost-efficient.
Cloud providers influence edge technologies
As cloud-based enterprise applications have become the norm, and cloud solutions themselves extend to the edge to access their source data, the edge solutions from the cloud providers are becoming part of the selection process. IT organizations involved in the selection process also bring the cloud providers into the discussion. End users evaluating edge solutions from the enterprise cloud players should take several factors into account. First is enterprise cloud-based solutions tend to represent more of a toolset vs. solution approach at the edge. This can require significant investments in time and development to tailor these more horizontal solutions to an installation, typically by the IT organization and data scientists. There is also the issue of cloud lock-in all the way to the edge, which some end users seek to avoid. Using standard IT and OT tools and incorporating open-source solutions can offset this potential. ce
Chantal Polsonetti is vice president, ARC Advisory Group; Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com.
M More ANSWERS
KEYWORDS: Automation, IIoT, edge computing, cloud Industrial Internet of Things (IIoT) edge software platforms help automation. Enabling technologies include remote visualization, monitoring, access, and management for artificial intelligence, machine learning and analytical applications. ARC Advisory Group used material from its “Industrial IoT Edge Software Platforms” market analysis report for this article. CONSIDER THIS Is your organization getting a healthy dose of acronym innovation to power its way to the next level of productivity?
ONLINE If reading from the digital edition, click on the headline for more resources. www.controleng.com/magazine ARC Advisory Group provides more on IIoT Edge at www.arcweb.com/technologies/ industrial-iot-edge. Get training at www.controleng.com/online-courses input #9 at www.controleng.com/information
P3
•
September 2020
ANSWERS
INSIDE PROCESS: FLOW SENSORS Control Engineering Europe and Baumer UK
Analyzing energy consumption Arla Foods achieved energy transparency during cottage cheese production at a factory in Sweden monitoring with flow sensors.
U
sing flow and temperature sensor measurements helps a food processor monitor energy consumption. At its Falkenberg factory in Sweden, dairy cooperative Arla Foods produces 20,000 tons of cottage cheese annually and is working toward making its products CO2-neutral by 2050. Mattias Abrahamsson, production system manager at Arla Falkenberg, explained: “In recent years, we have placed an increasingly strong focus on monitoring the energy consumption of our plants. In certain areas, however, we simply didn’t know where exactly the energy was being used.” Arla installed calorimetric flow sensors at the neuralgic points in the cooling and heating system and used the measurement results to obtain a clear image of energy consumption helping to find areas for reducing energy use.
The food manufacturer reduced the energy balance when the plant was designed by using low external temperatures of the Swedish climate to achieve a cooling temperature of 0.5°C for the cooling circuit, which cools the produced cheese from 60 to 30°C. Arla installed 15 flow sensors in the cooling circuit and heating system and plans to integrate sensors into the clean-in-place (CIP) return line to monitor and optimize energy use. Abrahamsson said about the project, “This has proven to be a cost-efficient solution. And because the sensors installed so far are reliably returning the results we need, we will now install more.” ce This Baumer UK article originally appeared on Control Engineering Europe’s website; Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, mhoske@cfemedia.com.
Baumer FlexFlow sensor for flow rate and temperature meets the requirements for protection class IP68, appropriate hygienic applications. It has maximum temperature of 150 degrees Celsius, making suitable for sterilization-in-process (SIP) applications. Courtesy: Baumer See more, online.
PROTECT PUMPS
DRY RUNNING • CAVITATION • BEARING FAILURE • OVERLOAD MONITOR PUMP POWER • Best Sensitivity • Digital Display
COMPACT EASY MOUNTING Only 3.25" x 6.25" x 2" • Starter Door • Panel • Raceway • Wall
TWO ADJUSTABLE SET POINTS • Relay Outputs • Adjustable Delay Timers
UNIQUE RANGE FINDER SENSOR • Works on Wide-range of Motors • Simplifies Installation
4-20 MILLIAMP ANALOG OUTPUT
WHY MONITOR POWER INSTEAD OF JUST AMPS?
PUMP POWER
Power is Linear-Equal Sensitivity at Both Low and High Loads NO LOAD
PUMPING
AMPS
POWER
VALVE CLOSING
FULL LOAD
No Sensitivity For Low Loads NO LOAD
VALVE OPENING
NO FLUID
FULL LOAD
CALL NOW FOR YOUR FREE 30-DAY TRIAL 888-600-3247 WWW.LOADCONTROLS.COM input #10 at www.controleng.com/information
INNOVATIONS
NEW PRODUCTS FOR ENGINEERS Unmanaged Ethernet switch has LED for status, DIN mounting Phoenix Contact’s FL Switch 1000 unmanaged Ethernet switch series is suitable for many automation applications and features different transmission speeds and installation options. The 1000 series switches are plug-and-play capable and do not need to be configured. Status LEDs on the front and side of the switches provide basic information on the connection status at a glance. This means an interrupted connection can be diagnosed quickly. A mounting accessory enables users to mount the FL Switch 1000 and 1100 series devices flat on the DIN rail. As a result, the switches also can be used in small or flat control cabinets where space is at a premium. You are free to choose the outlet direction of the connections. Phoenix Contact, www.phoenixcontact.com
Input #200 at www.controleng.com/information
End-of-arm-tool robot lifts up to 15.4 lb, has online configuration
Piab’s piCobot is an end-of-arm-tool (EOAT) robot and is available with a generic electrical interface as well as several options for mechanical mounting plate dimensions in accordance with the ISO 9409-1 standard, enabling it to be configured to work with any collaborative robot and smaller industrial robots. Through an online configuration tool, users can choose between a generic electrical interface including a standard cable or a specified one. Users also can choose various different mechanical interfaces, configuring tools that precisely meet specific requirements and/or applications. Offering plug-and-play extensions to collaborative robots, the robot is designed to ensure safe and effective human-robot interaction. It also features proprietary and highly efficient COAX vacuum technology, which comprises a vacuum pump unit and a gripper unit fitted with suction cups. The EOAT can lift objects weighing up to 15.4 lb. Piab USA Inc., www.piab.com Input #201 at www.controleng.com/information
Remote access alarm dialer
Temperature controllers: PC configuration, free software
Watlow’s Legacy Series of panel-mount temperature controllers offer simple control without complex features making these controllers ideally suited for basic applications and usage levels. Standard bus communications are available on the controllers, allowing for easy product configuration via PC communications protocol and free software. This saves time, simplifies programming and improves setup reliability. The controllers offer other benefits including proportional-integrative-derivative (PID) auto-tune for fast and efficient startup, a touch-safe package for increased operator safety, a keypad eliminating contamination points on the front of the controller.
Reonix’s SCADADroid R2A+ alarm dialer, a remote access alarm dialer. It is versatile as a standalone unit, or in conjunction with existing supervisory control and data acquisition (SCADA) solutions. No additional software is required - all devices are accessible through a web interface and an Android/Apple iOS smartphone app. All units can cover an operator network of any size – Unlimited phonebook (contact) entries, groups, shifts, email/SMS text/voice notifications, and Modbus TCP/IP connections. Each unit is unlocked and is designed for most North American LTE networks, with Ethernet available on all models. Reonix Inc., www.reonix.com
Input #203 at www.controleng.com/information
External digital sensor links for ultrasonic flow system
Watlow Inc., www.watlow.com
Siemens’ digital sensor link (DSL) is an external digital module for the Sitrans FST030 flow transmitter installed near the measurement pipe. The DSL processes analog signals from the sensors and immediately digitizes the measured values into flow data, which is sent to the transmitter via a Siemens sensor link (SSL) cable for further processing. The external DSL module is an alternative to the built-in internal DSL previously standard in the FST030 transmitter. There are two variants of the DSL, one configured for liquid fluid flow and the other for gas flow.
Input #202 at www.controleng.com/information
Siemens Industry Inc. www.siemens.com
52
•
September 2020
control engineering
Input #204 at www.controleng.com/information
www.controleng.com
See more New Products for Engineers. www.controleng.com/NPE
PE
Cybersecurity compliance management software includes deficiency list
NUDG is a program management software tool used to manage and maintain National Institute of Standards Technology (NIST) and Cybersecurity Maturity Model Certification (CMMC) compliance. It provides one location to document processes and procedures with an easy-to-navigate dashboard showing the implementation status for each policy. The program is loaded with the most up-to-date cybersecurity policies published by the federal government. Each policy has a process list for an information technology (IT) leader to document their cybersecurity processes and procedures and delegate compliance tasks. Additionally, there also is a deficiency list to record any gaps in compliance and remediate to prove compliance. NUDG Systems, www.nudgsystems.com
Input #205 at www.controleng.com/information
Overspeed detection system is SIL rated
Integrated servo motors: high torque density, low intertia
Istec, www.istec.com
Applied Motion Products, www.appliedmotion.com
Input #206 at www.controleng.com/information
Input #207 at www.controleng.com/information
Istec’s SpeedSys 200 safety integrity level (SIL)-rated overspeed protection system is designed to broaden the range of rotating machinery that is eligible for high integrity overspeed detection, and to suit a growing demand for SIL-certified solutions. It is modular and scalable to fit any application; from low impact stand alone configurations to multiple module voting structures for increased safety or availability. The design also suits the technical and economical environment of large and small rotating machinery.
Applied Motion Products’ MDX integrated servo motors are designed for industrial motion control applications and have UL recognition. The MDX Integrated Servo Motors combine a high torque density, low inertia servo motor with an on-board drive and controller. No cables are required to connect the servo drive to the motor; the servo drive is integrated in the motor housing. That contributes to reduction in size of control cabinets and easier installation of servo axes in machinery and equipment. Ten models provide 200 or 400 W continuous rated output power and up to 26.6 in-lb (3.0 N-m) peak torque. Multiple communication options include Ethernet, RS-485 and CANopen.
PRODUCT & LITERATURE SHOWCASE Signal Conditioning & Remote I/O Solutions We have the experience to help you solve your monitoring and control challenges.
Get your new product guide today
4-20mA Isolators & Splitters Ethernet, Modbus, Profibus I/O
Input #100 at www.controleng.com/information
eNewsletters Subscribe today by visiting: www.controleng.com/newsletters
877-295-7057 Acromag.com/CE Input #101 at controlengineering.hotims.com
INNOVATIONS
BACK TO BASICS: SAFETY Gregory Hale, ISSSource
SAFETY: Thinking the right way See five stages of post-incident behavior-based discussion and five ways to improve process safety.
D
uring the course of any day at a chemical process plant, workers have to make decisions that are often small and seemingly mundane, but in a rare occurrence an incident breaks out and the right response has to happen. And it has to happen now. How can those involved make the right decision? “We must invest in allowing our workers to make better decisions,” said Jennifer McDonald, EHS – process safety at W.R. Grace during a session at the 2020 Virtual AIChE Spring Meeting & 16th Global Conference on Process Safety entitled “I Just Didn’t Think” – Improving Situational Awareness. “We must invest in teaching employees to make safer decisions.” McDonald, who gave one of three presentations on the topic, pointed out the National Safety Council (NSC) said a worker is injured on the job every seven seconds. The lack of hazard recognition and poor decision making are some reasons why that happens. McDonald emphasized this with an analogy about a person walking up the stairs. One case is when someone walks up the stairs without an issue and doesn’t notice a loose stair near the top. That’s lucky. In another instance, a person walks up the stairs and notices one stair is loose near the top. That is a near miss. In another, a person walks up the stairs and trips on the loose stair near the top, breaking an ankle. That is a recordable injury. A final scenario is a person walks up the stairs, trips on the loose stair and falls down the stairs causing a fatality. All those cases point to a need for corrective behavior where the person preserves the scene, collects information, determines root cause and implements correct action.
M More INNOVATIONS
KEYWORDS: behavior-based
discussion, safety best practices, mind mapping Companies need to invest in workers making better decisions. A post incident behavior-based (PIBB) discussion can help companies learn from past incidents.
ONLINE With this article online, see “Mind mapping and process safety.”
CONSIDER THIS What techniques has your company employed to improve safety?
54
•
September 2020
Five stages of a PIBB talk
When a near miss occurs, the person must investigate to find the root cause and then implement a corrective action. That where McDonald said a post incident behavior-based (PIBB) discussion comes in. At that point, McDonald said, engage employees involved in a conversation rooted in hazard recognition to promote changed behavior in a neutral location. There are five phases of PIBB discussion: 1. Invest in employees 2. Realize leadership
control engineering
3. Understand sensory experience 4. Revealing vulnerabilities 5. Foster motivation.
Promote hazard recognition
The goal with PIBB is to engage the employee in a conversation rooted in hazard recognition to promote changed behavior and a safer environment. Meanwhile, promoting changed behavior works, but understanding the psychology behind decision also helps. There is the conscious awareness, but the more dominant subconscious making most of our decisions without being consciously aware of it. “Our subconscious is making more decisions which is where 95% of judgement and decision making comes from,” said Dave Grattan, process safety engineer at aeSolutions, during his portion of the session. In any safety-critical task, it can always be broken down into three questions: What? So what? And what now? The what is to become aware of a problem dependent on the external issue. We see with our brains and not with our eyes. Our brain has picked up from the stored library created over the years.
Five ways to improve process safety
So what needs to be interpreted and diagnosed, depending on the worker, affects how they make decisions as well as their psychology. They need to call on these skills and use inductive reasoning to make better choices to improve industrial process safety. What can we do to become more aware of what is occurring in front of our very eyes and not rely on the subconscious include these five techniques : 1. Create strong cues from the environment 2. Design for the principle of least effort 3. Develop good habits related to task execution 4. Drill skill-based intuition 5. Use framing and loss aversion. Applying these methods can improve procedures and training when undertaking hazardous tasks. ce
Gregory Hale is the editor and founder of Industrial Safety and Security Source (ISSSource.com), a CFE Media content partner. This article originally appeared on ISSSource’s website. Edited by Chris Vavra, associate editor, Control Engineering, CFE Media and Technology, cvavra@cfemedia.com. www.controleng.com
EDUCATION for ENGINEERS September 17, 2020 11AM PT | 1PM CT | 2PM ET
Arc flash mitigation 1 AIA CES approved LU|HSW available for attendees upon successful completion of an exam
E B O O K | FA L L E D I T I O N
Motors & Drives Sponsored by
Sponsored by
Big thinking on miniature circuit breakers Sponsored by
www.controleng.com/webcasts | www.controleng.com/research | www.controleng.com/ebooks | cfeedu.cfemedia.com September 23, 2020 11AM PT | 1PM CT | 2PM ET
ONLINE COURSE: IIoT Series: Part 4: Machine Learning
One (1) certified professional development hour (PDH) available for all attendees.
How cobots can be leveraged in the COVID-19 age Attendees are eligible for a certificate of completion.
EBOOK | SUMMER EDITION
ROBOTICS Sponsored by
Sponsored by
Course runs until January 27, 2021 www.controleng.com
CONTROL ENGINEERING
September 2020
•
55
Advertising Sales Offices ContentStream
Patrick Lynch, Director of Content Marketing Solutions 630-571-4070 x2210 PLynch@CFEMedia.com ®
Company
Page#
RSN
Web
ad index
AR, IL, IN, IA, KS, KY, LA, MN, MO, MS, NE, ND, OK, OH, SD, TX, WI, Central Canada
Robert Levinger 630-571-4070 x2218 RLevinger@cfetechnology.com
Automation24 . . . . . . . . . . . . . . . . .32A-32D . . . . . . . . . . . . .www .automation24 .com
AutomationDirect . . . . . . . . . . . . . .C2, 1 . . . . . . 1, 2 . . . . . . .www .automationdirect .com
AK, AZ, CA, CO, HI, ID, MT, NV, NM, OR, UT, WA, WY, Western Canada
Aaron Maassen 816-797-9969 AMaassen@CFEMedia.com
Beckhoff Automation LLC . . . . . . . .C3 . . . . . . . . .11 . . . . . . .www .beckhoff .com
Control Engineering Webcasts . . . .13 . . . . . . . . . . . . . . . . . .www .controleng .com/webcasts
CT, DE, MD, ME, MA, NC, NH, NY, NJ, PA, RI, SC, VA, VT, WV, DC, Eastern Canada
Digi-Key ELECTRONICS . . . . . . . . .4 . . . . . . . . . . 4 . . . . . . . .WWW .DIGIKEY .COM
Julie Timbol (978) 929-9495 JTimbol@CFEMedia.com
EPICOR . . . . . . . . . . . . . . . . . . . . . . .7 . . . . . . . . . . 5 . . . . . . . .www .epicor .com
Publication Services Jim Langhenry, Co-Founder/Publisher, CFE Media JLanghenry@CFEMedia.com
EZAutomation . . . . . . . . . . . . . . . . .C1, 9 . . . . . . . 6 . . . . . . . .www .EZAutomation .net
RADWELL INTERNATIONAL, INC . . . . . . . . . .Bellyband . . . . . . . . . . .www .Radwell .com
Red Lion Controls . . . . . . . . . . . . . .12 . . . . . . . . . 7 . . . . . . . .www .redlion .net
Steve Rourke, Co-Founder, CFE Media SRourke@CFEMedia.com Courtney Murphy, Marketing Services Manager 630-229-3057 CMurphy@cfemedia.com McKenzie Burns, Marketing and Events Manager mburns@cfemedia.com Brian Gross, Marketing Consultant, Global SI Database 630-571-4070, x2217, BGross@CFEMedia.com Michael Smith, Creative Director 630-779-8910, MSmith@CFEMedia.com
SEW-EURODRIVE, Inc . . . . . . . . . . .2, C4 . . . . . 3, 12 . . . . . .www .seweurodrive .com
Paul Brouch, Director of Operations PBrouch@CFEMedia.com Michael Rotz, Print Production Manager 717-766-0211 x4207, Fax: 717-506-7238 mike.rotz@frycomm.com
Inside Process
Maria Bartell, Account Director, Infogroup Targeting Solutions 847-378-2275, maria.bartell@infogroup.com
Load Controls Inc . . . . . . . . . . . . . . .P4 . . . . . . . . 10 . . . . . . .WWW .LOADCONTROLS .COM
TDK-Lambda Americas Inc . . . . . . .P3 . . . . . . . . . 9 . . . . . . . .www .us .tdk-lambda .com
Rick Ellis, Audience Management Director 303-246-1250, REllis@CFEMedia.com Letters to the editor: Please e-mail us your opinions to MHoske@CFEMedia.com or fax 630-214-4504. Letters should include name, company, and address, and may be edited. Information: For a Media Kit or Editorial Calendar, go to www.controleng.com/mediainfo.
WAGO Corp . . . . . . . . . . . . . . . . . . .P2 . . . . . . . . . 8 . . . . . . . .www .wago .us
Marketing consultants: See ad index. Custom reprints, electronic: Shelby Pelon, Wright’s Media, 281-419-5725 x138, cfemedia@wrightsmedia.com
REQUEST MORE INFORMATION about products and advertisers in this issue by using the http://controleng.com/information link and reader service number located near each. If you’re reading the digital edition, the link will be live. When you contact a company directly, please let them know you read about them in Control Engineering.
56
•
September 2020
control engineering
and
Technology
TM
| FB11-14USA |
Slash cabling costs with EtherCAT P Ultra-fast communication and power on one cable
www.beckhoff.us/EtherCAT-P-Box EtherCAT P integrates EtherCAT communication with system and peripheral voltage supply in one 4-wire standard Ethernet cable. The I/O system for EtherCAT P with IP 67 protection takes full advantage of One Cable Automation: material and installation costs, as well as the required installation space in drag chains, cable trays and control cabinets are significantly reduced. The compact and robust I/O modules cover a wide signal range, from standard digital I/Os to complex analog signals and measurement technology. More than 100 additional EtherCAT P components are available. Find out more now! input #11 at www.controleng.com/information
Working late again? Tired of working nights and weekends on motion control projects? It’s time to contact an automation specialist at SEW-EURODRIVE for help. Using the latest innovation, we provide a complete package from start to finish, including expertise, project planning, software, components, commissioning, and worldwide support. Go home and relax . . . we got this!
seweurodrive.com / 864-439-7537 input #12 at www.controleng.com/information