
In this issue: Conveyor components fetaure The need for a revised AS 3774 3D-printed engineering www.bulkhandlingreview.com VOLUME 29, ISSUE 2 | MARCH/APRIL 2024


The Australian Bulk Handling Expo is designed for businesses who are bulk commodity producers and require the use of equipment for the movement of bulk goods, either domestically or internationally. The exhibition will feature suppliers showcasing innovative technology, equipment or services to bulk commodity manufacturers and producers. bulkhandlingexpo.com.au The Australian Bulk Handling Expo is returning 18-19 September 2024 Melbourne Convention and Exhibition Centre AU BU HA E X MEDIA PARTNERS MHD Supply Chain Solutions

ASSOCIATION PARTNER STRALIAN LK NDLING PO BOOK YOUR STAND TODAY IN CONJUNCTION WITH AUSTRALIAN BULK HANDLING EXPO


8 Industry news
18 Tools to feed the world
20 Are humans the right machine for the job?
22 Accurate to 0.1 per cent
24 It’s not the size that matters
26 Service fit for a king
28 Kinder backs bulk awards


30 Picking the right suspended magnet
32 Phoenix emerges with renewed output
34 Pulling in performance pulleys
40 The use of 3D printing in structural design
42 Recyclability tack paying dividends
48 Advanced test methods for predicting wear resistance of conveyor belt covers
52 Total discharge: Clean belt, clear chute
56 The need for a revised AS 3774
Safety
44 Breaking down WHS terminology
Rollers and idlers
36 Roller reward
38 Support and more with K-Sure

TOOLS TO FEED THE WORLD
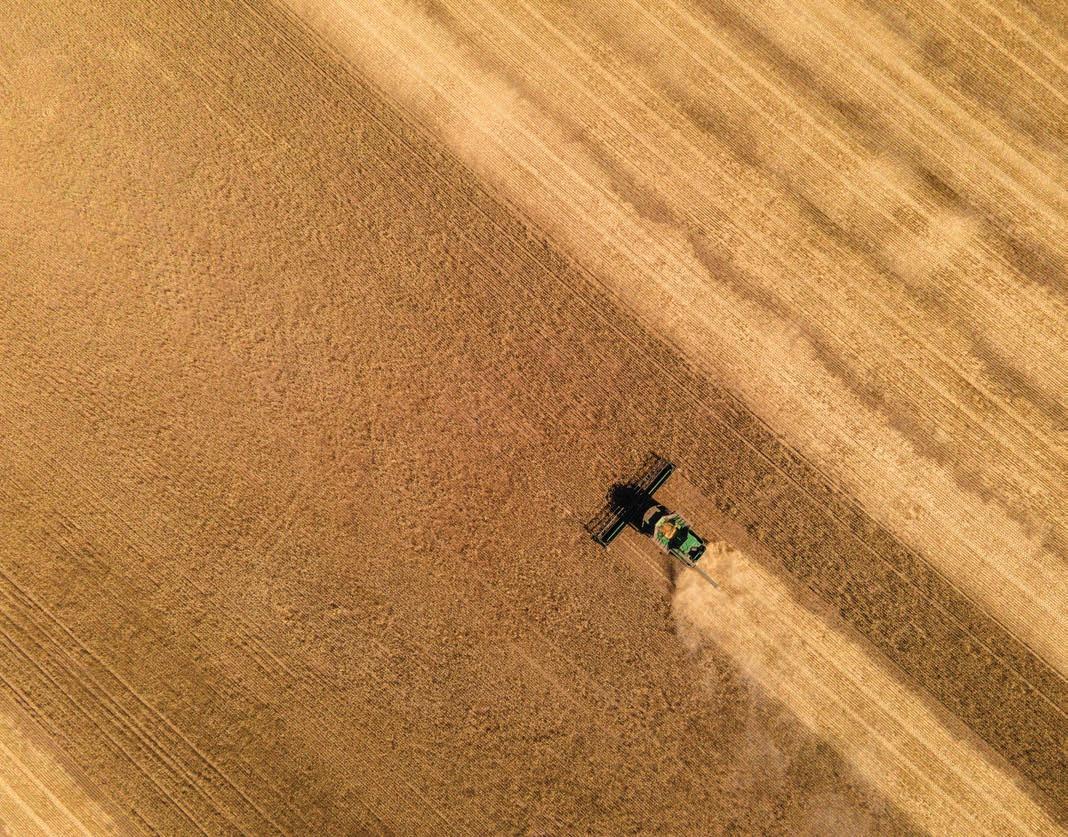
The team at HE Silos Forbes have travelled the world and seen first-hand the heartbreaking effects of famine. The company’s ultimate goal is to create a world without hunger. ABHR learns about the vision and how the company’s roadmap is helping achieve this mission.

For the full story, see page 18
FEATURE 4 І Australian Bulk Handling Review: March/April 2024 CONTENTS MARCH/APRIL 2024 52 42 34 18 In this issue: Conveyor components fetaure The need for a revised AS 3774 3D printed engineering VOLUME 29, ISSUE MARCH/APRIL 2024
When





sales.australia@regalrexnord.com 1300 258 726 S AL ES | SERVICE | ENG IN EE RIN G Service Support line is available 24/7/365. Our technicians are available for scheduled preventative maintenance and emergency situations. Stieber RDBK NRT Backstop END-TO-END POWERTRAIN SOLUTIONS FOR BULK HANDLING CONVEYORS
it comes to
Rexnord provides the bulk
end-to-end
solutions and market
service and renewal
So contact us today and discover how we provide
and
outcomes that enhance efficiency and reliability.
optimising powertrain performance, Regal
handling industry with
engineered
leading
support.
complete
fully integrated
Published by:
379 Docklands Drive
Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO
Christine Clancy
E: christine.clancy@primecreative.com.au
Editor
William Arnott
E: william.arnott@primecreative.com.au
Journalist
Adam Daunt
E: adam.daunt@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Design Production Manager
Michelle Weston
E: michelle.weston@primecreative.com.au
Art Director
Blake Storey
Design
Michelle Weston
Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
© Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any means electronic, mechanical, photocopying, recording or otherwise without the permission of the publisher.
EDITORIAL

Keep on rolling
In many cases, the conveyor belt is one of the most expensive components on a bulk handling site. They need to be built tough to handle the harsh Australian sun and the constant throughput of often heavy and abrasive materials.
If a belt breaks, conveying stops. That unplanned downtime can stack up quickly, causing potentially millions of dollars in lost productivity damage.
Supporting the conveyor belt is the humble roller. Dozens (if not hundreds) of rollers bear the weight of the belt and ensure it can do its job, moving bulk materials from point A to point B.
However, if the roller isn’t up to the task the results can be calamitous. If a weld fails or a bearing seizes, rollers can turn into the dreaded ‘potato peelers’ or ‘pizza cutters’. These can cut the belt to shreds and create major headaches for all involved.
The technology included in rollers is helping stop this. The Internet of Things and sensor systems can detect when something has gone wrong before it starts to snowball into something harder to fix. Thse sensors can also help minimise manual inspection of rollers, a time-consuming endeavour that involves getting up close and personal with heavy industrial equipment.
Some manufacturers have also started designing rollers with high density polyethylene (HDPE) instead of plastic. This cuts down significatly on the weight of the rollers and can even be recycled.
In this edition of Australian Bulk Handling Review, we highlight articles featuring belts, rollers and pulleys – three key aspects of conveying.
We speak to manufacturers about the latest technology and service offring and take a look at the latest news in the industry.
Looking ahead, next month’s edition of the magazine will feature articles that dive deep into the world of silos, along with a deeper look at motors, gears and drives. If you’d like to get involved, please get in touch.
 William Arnott Editor - ABHR
William Arnott Editor - ABHR
6 І Australian Bulk Handling Review: March/April 2024
C M Y CM MY CY CMY K


Control Wandering Belts, Reduce Belt Damage and Eliminate Fugitive Material Problems.
By assuring belts track correctly, you can retain material in the flow stream and reduce dust. Martin Engineering’s belt alignment products deliver immediate, continuous precision adjustment that keeps conveyor belts centered, even withstanding the stress caused by wide belts carrying heavy loads at high speeds.
Our belt tracking products help prevent edge damage, extend belt life, reduce spillage and minimize wear and tear on equipment. Plus, we manufacture trackers that can sense the direction of the belt travel and make the adjustments needed to keep reversing conveyors correctly in line.
Tracker™HD Tracker™Reversing Tracker™Lower Unit
ABHR’s publisher first o use paper-wrapping mailing machine
PRIME CREATIVE
MEDIA IS Australia’s first publishr to send paper wrapped magazines at scale, in partnership with its printing and mailing supplier FSG.
Based in Bayswater, Victoria, FSG purchased the country’s first ver paperwrapping mailing machine in January this year. Imported from UK supplier Norpak, the machine’s ability to wrap publications in paper will eliminate plastic wrapping for ABHR
“It’s the evolution of the mailing industry to abolish the use of singleuse plastics in mailing magazines,” Michael Murphy, owner and director of FSG Mailing said. “This follows the government’s move to get disposable plastics out of our Australian systems.”
Up until this technology was in place, the only alternative option to plastics for publishers was paper envelopes. Murphy notes this was cost prohibitive for many clients, because the price of producing and printing the envelopes was high, in addition to the labour of either hand inserting magazines into the envelopes, or using very expensive equipment to insert into the envelopes and seal them. This added a significant icrease to mailing costs.
Mailing houses like FSG have experimented over the years with bioplastics, and recyclable plastics, but Murphy said the technology never quite worked out.
“We tried to use bioplastics but the settings on the machines – which use heat to seal them – make it very difficult,” he said. “En for those companies who worked out how to mail them, it was a challenge for consumers to separate the plastics at the end of the process, or find appropriat disposal. Eventually, we saw that the only real option was paper.”
Murphy came across this technology through his supplier Norpak, who had supplied a plastic wrapping machine.
“They introduced us to the idea because they saw what was happening in the European Union with the phase out of single-used plastics,” Murphy said. “With the Australian government making similar moves towards a full phase out of singleuse plastics, we think that this machine will be the catalyst to push the movement along in the mailing industry.”
Murphy notes that in Europe, where it was put into commercial use 18 months ago, it has already taken off
“The first prson to use the machine really took a leap in the dark. Now he has 13 of these machines, and those plastic wrapping machines are sitting there not being used – they are becoming museum pieces,” Murphy said. “That will be the future in Australia now that this machine has arrived.”
An additional environmental benefi to the machine is that because the addresses are printed directly onto the paper wrapping, it eliminates the need for flyshets – the paper that lists the addresses and is placed onto a magazine. This improves efficncy, as it limits the printing and transportation of flyshets. It also means that only a small amount of more paper is being used in with the new system, once you take into account the paper used in flyshet printing. And of course, this opens up a vast
array of options in using recycled and sustainable paper products.
The only drawback, Murphy notes, is that the paper is less weather-proof. In Europe many people live in apartments instead of houses, and magazines are delivered in post boxes or through slits in doors. He said it’ll be interesting to see how the paper stands up to Australia’s climate, but confidet it will work well. e notes the price of an occasional damp magazine is one worth paying to save thousands of tonnes of plastic wrapping from going to landfill very year.
Prime Creative Media COO Christine Clancy was on site at FSG in Bayswater to witness the first publications bing sent out in paper-wrapping.
“It’s such an honour to watch history in the making, to see our publications make this first stp in reducing single use plastics in our environment,” Clancy said.
She notes that the company has long been involved in supporting the growth of the waste management industry through its publications.
“After years of reporting on the challenges of single-use plastics in the waste industry, it’s so wonderful for us to play a proactive part in it by reducing our own use,” Clancy said. “We’re fortunate to have FSG as a partner to help make this happen.”


NEWS 8 І Australian Bulk Handling Review: March/April 2024
Michael Murphy, owner and director of FSG Mailing and Christine Clancy, Prime Creative Media COO.
Image: Prime Creative Media
LBEB Elevator
- Height: up to 70m
- Capacity: up to 430 t/h

Bühler's State-of-the-art elevator technology is engineered to meet stringent quality criterias for efficient, quick and reliable bulk material handling, featuring key components such as precise belt tracking, speed monitoring, durable wear protection, and hygienic round boots.
Learn more: buhlergroup.com
Contact Bühler Australia: Adam Williamson – Sales Manager adam.williamson@buhlergroup.com
Phone: +61 3987 27906
Vertical conveying made easy.
Elevators.
Innovations for a better world.
European engineers contracted to deliver $95M recycling facility

RINO RECYCLING HAS ENGAGED
recycling solutions company Turmec and wet solutions provider CDE Group to design and install a $95 million facility at Pinkenba, Brisbane.
The facility incorporates a jig, which is a wet density aggregates separator system on the aggregate line that removes lightweight impurities like tiles, masonry, and heavy plastics.
The higher quality heavy aggregates can then be used in construction applications like concrete.
Rino Recycling general manager Dan Blaser said in a world-first, th facility can sort and process many types of both wet and dry waste under one roof.
“Rino Recycling has brought together the best engineers in the world to successfully collaborate with us to deliver a leading plant that underpins a strong sustainable recycling industry for Australia,” Blaser said.
Blaser said with a waste recovery rate of 97 per cent, the Rino facility supports a circular economy. The facility is expected to be able to process 1.5 million
tonnes of mixed construction waste each year, producing a range of recycled materials for use on construction sites, including aggregates, road base, and washed sand, minimising the need for landfill
Turmec chief executive offir, Geoff Baily, said while his company has a long history in the supply and installation of mechanical treatment plants worldwide, this is the largest by scale.
“Our expertise and knowledge made us the ideal candidate for this project, which is the biggest mixed construction and demolition plant in the world by volume. Turmec specialises in dry waste separation techniques and CDE with wash plant delivery, and we have collaborated with Rino to deliver a turnkey facility offring wet and dry plant options,” Bailey said.
A major challenge for the engineering team was the integration of four feeder points for construction waste, skip bin waste, raw dirty fill/xcavation waste, and liquid waste which includes non-
destructive digging and street sweepings.
“The varied waste types had to be integrated into an automated production line comprising effctive material separation with the express purpose of producing a number of high-quality products like aggregates and road base, while the leftover residual waste is of significat quality to be used as fuel for industrial boilers,” Bailey said.
CDE general manager for Australasia, Daniel Webber, said his company was responsible for the design, construction, and commissioning of the wet processing section of the Rino Recycling facility.
“We delivered the plant’s HydroVac and wet waste retrieval system along with aggregate scrubbing, benefication, and sand washing. CDE also provided a water recovery and recycling system which recycles over 90 per cent of the plant’s water needs,” Webber said.
Construction of the plant began in January 2023, with performance testing now complete, and the plant operational.
10 І Australian Bulk Handling Review: March/April 2024 NEWS
Construction of the plant began in January 2023.
Image: Adoni Media
PCS2-2 Precision Centrally Suspended Belt Weigher

PFS 4-4 Precision Fully Suspended Belt Weigher
Fully suspended four load cell weigh frame design series



E: sales@controlsystems.com.au T: +61 1 300 784 449 controlsystems.com.au CST Belt Weighers are trusted on more mine sites than any other brand. /controlsystems.com.au /company/control-systems-technology /controlsystemstechnologyptyltd bit.ly/cstemailform
suspended two load cell weigh frame design series
cost but very robust weighframe No pivots which reduce reliable accuracy 2, 3,or 4 idler weigher Dimensions and idler spacing to suit site See our web site for a full list of CST model replacements for the obsolete Ramsey™ belt weigher range
Fully
Lower
Very robust weighframe typically 20-30+ year life 2, 3,4, 5 or 6 idler weigher
Dimensions and idler spacing to suit site
requirements
MaVIS-ARM Most advanced belt weigher controller in the world, made in Australia
Intelligent Cargo Scale is one of the most advanced multifunctional weighing electronics in the world Optional scanner available
Large range of steel and load cell sizes to suit client site specific
NMI, NTEP, OIML trade certified
The
Investigations into Australia’s first electric smelting furnace
RIO TINTO AND BHP WILL PARTNER with BlueScope as part of an investigation into the development of Australia’s firs ironmaking electric smelting furnace (ESF) pilot plant.
The technology is designed specifically to us Pilbara iron ore as a feedstock, potentially providing a unique selling point for Western Australia’s iron ore products in future.
Use of an electric smelter is enhanced using processed ores including pellets, beneficiatd concentrates, and direct reduced iron.
Further opportunities to reduce emissions across the steel-making supply chain are applicable if plants can be located near renewable energy precincts.
Several precincts are currently being developed across regional WA where colocation of an electric steel furnace pilot plant would be possible.
The WA Government has welcomed the announcement of the partnership. WA Premier Roger Cook said the state is in the box seat in the global energy transition.
“WA is best positioned to support a low-carbon steel project, given our vast reserves of high- grade iron ore, mature and advanced iron ore industry, local technological know-how, and significan renewable energy opportunities,” he said.
“We look forward to engaging with Rio Tinto, BHP and BlueScope on how we can support this project.”
WA Mines and Petroleum Minister David Michael said the global push to a low-carbon economy provides Western Australia with a unique opportunity to play a key role in efforts to dcarbonise the steel-making supply chain.
“The support of new technologies by Western Australian iron ore companies demonstrates the commitment and foresight of a responsible and sustainable industry,” Michael said.
“I look forward to the development and progression in Western Australia of this and other low- carbon steel technologies that can be supported by our renewable energy opportunities and world class mineral reserves.”


12 І Australian Bulk Handling Review: March/April 2024 NEWS
The technology is designed specifically to use Pilbara iron ore as a feedstock.
Image: Scanrail/stock.adobe.com
COMPLETE CONVEYOR SOLUTIONS ONE SUPPLIER FOR THE LIFE OF YOUR CONVEYOR Conveyor Belt Conveyor Components Conveyor Engineering & Design Conveyor Systems Conveyor Technology Conveyor Services Phone 1800 Fenner (336 637) fenner.com.au | sales@fenner.com.au
Funding available to reduce Queensland coal emissions

EXPRESSIONS OF INTEREST
ARE
now open for the Queensland Government’s Low Emissions Investment Partnerships (LEIP) program.
The $520 million program aims to drive down emissions in Queensland’s metallurgical coal industry.
The LEIP program aims to help scale up investment in innovations such as the use of alternative fuels and capturing fugitive emissions from coal mines for power generation.
The state’s coal royalties will be invested into the regions to help accelerate the decarbonisation of the industry.
Queensland Deputy Premier, Treasurer and Trade and Investment Minister Cameron Dick said this is an investment that will ensure the state stays on track for its emissions reduction target of 75 by 2035.
“Our major regional employers are already looking for ways to
decarbonise and now with our support, implementation can be fast tracked,” he said.
“Queensland’s progressive coal royalty tiers are delivering for the people of Queensland, and now they will give us the opportunity to help deliver faster emissions reductions.
“This is beneficial to the logterm sustainability of Queensland’s coal mines.
The program will preference projects that can be delivered by 2030 and that exceed the Australian Government’s Safeguard Mechanism requirements.
Dick said Queensland’s metallurgical coal is the best quality in the world, and for decades to come, it will have a critical role in producing steel.
“By investing in infrastructure and technology now, Queensland’s coal industry can stay competitive, keep creating new jobs, and keep our regions strong,” he said.
“The new investment partnerships program builds on the Queensland Energy and Jobs Plan which is a robust roadmap to deliver clean, reliable and affordabl energy to households and businesses.
“The program will develop lowemissions knowledge and implement low-emissions technology in Queensland.”
Queensland Resources and Critical Minerals Minister Scott Stewart the state’s mining industry has always been on the cutting edge of technology and though this program it will be able to help coal mines cut emissions through innovative ways.
“It is good for those mine operators as well as the thousands of people that work in the industry,” Stewart said.
“It’s through our progressive coal royalties that we can invest back into the industry and the communities they operate in.”

14 І Australian Bulk Handling Review: March/April 2024 NEWS
The LEIP program aims to help scale up investment in innovations such as the use of alternative fuels.
Image: Andrii/stock.adobe.com


Safeguard your operations
& reduce washdown splashback
HDPE Conveyor Guards
ROBUST ✓ LIGHTWEIGHT ✓ ECONOMICAL ✓
DYNA Engineering has developed a “chamfered mesh pattern”, designed to reduce washdown splash back and increase visibility through the guard panels.
This design feature is a major “point of difference” compared to standard HDPE mesh and will improve inspection and cleaning operations.
Washdown Mesh
• Up to 50% additional spray-through for washdown.
Increased Visibility
• Up to 25% additional viewing angle and see-through visability.
1800 801 558
dynaeng.com.au
Washdown Mesh Standard Mesh
Agriculture export traceability grant funding available
APPLICATION ARE OPEN FOR THE
third round of the Australian Government’s Traceability Grants Program to modernise and enhance digital agricultural traceability systems.
Acting Deputy Secretary for Agricultural Trade, Matt Koval, said the program provides the opportunity for successful applicants to enhance their existing traceability systems, technologies and approaches to meet current and future challenges.
“As emerging market access opportunities occur, more farmers, producers and processors are expanding
their businesses to meet these and help grow the value of the sector,” Koval said.
“These grants aim to address priority areas, including adoption of agricultural traceability and improving return on investment.
“The grant round will also support projects designed to improve two-way, producer-consumer information flow to identify distribution opportunities and drive business development.
“Enhancements to our agricultural traceability systems will allow exporters, especially those involved in high-
value commodities, to maintain their competitive market edge.”
The program supports collaborative projects to drive the implementation of the National Agricultural Traceability Strategy 2023 to 2033 in its first 5 yars.
“The strategy identifis a priority for national agricultural traceability research and development,” Koval said.
“This includes translating research design into practical solutions and findin pathways for these while sharing the latest developments and leveraging collaborative relationships to achieve outcomes.”
16 І Australian Bulk Handling Review: March/April 2024 NEWS
The program provides the opportunity for successful applicants to enhance their existing traceability systems
Image: Drew Davies/stock.adobe.com
NSW tackles freight reform
THE NSW GOVERNMENT HAS INTRODUCED a policy reform program to address key issues facing the freight industry.
It aims to deliver prioritised and practical policy reform focused on the key current and emerging challenges facing the NSW freight task.
This policy reform will focus on the diffrent parts of the supply chain, with ports, rail, road and intermodal facilities all considered as part of a coordinated supply chain to determine the right policy framework to optimise safety, sustainability and productivity.
Transport for NSW will lead the program, under the leadership of an Independent Advisory Panel of eminent experts all who have deep experience in the freight and logistics sector reporting to NSW Transport Minister Jo Haylen, who will assist in the development of a new freight strategy for the state.
The panel will consist of Kerry Schott, Lucio Di Bartolomeo, and Hermione Parsons.
Haylen said NSW’s freight network is still too disjointed and inefficit with policy and infrastructure bottlenecks right across the supply chain.
“Safe, sustainable, and productive freight transport is critical to support the people, businesses and industries of NSW. A more productive freight sector can deliver reduced costs for businesses and lower retail prices for ordinary people right across NSW,” she said.
“I am pleased to be able to announce the beginning of this significant rform agenda to inform government policy and provide an evidence-based action plan that will optimise the freight transport network in NSW.
“The appointment of the Independent Advisory Panel will work with my department and provide independent and expert advice on the Program.
Immediate priorities for the panel will include consideration of the determination of compensation to be paid by the Port of Newcastle for increasing container operations as part of NSW port policy.
The panel will also review and consult with industry on the recommendations made by Ed Willett’s review of the port regulatory framework and the regulation of the movement of containers at Port Botany.
The program will identify short, medium and longterm actions for Government to support the ongoing improvement of freight transport across NSW.
There will be comprehensive stakeholder consultation undertaken as part of this program.





Follow us on LinkedIn 08 6240 6900 info@haveraustralia.com.au Request a proposal today Download our packing technology brochure PACK YOUR POWDER OPTIMUM BAG FILLING FOR POWDERY MATERIALS • Increase profits – with clean and weight-accurate processing and perfect presentation • Maximise benefits – with improved product protection
Reduce costs – with a cleaner packing environment and less waste Valve | FFS | Big Bags
•
Tools to feed the world

Creating a world without hunger is HE Silo’s Forbes’ ultimate goal. ABHR learns more about the company’s vision and how its roadmap is helping achieve this mission.
THE TEAM AT HE SILOS FORBES have travelled the world and what they found was heartbreaking. While visiting developing nations, they saw first-had the heartbreaking effcts of famine.
Stevie-Leigh Morrison, executive director and third generation member of the family business, told ABHR about entire countries that lose as much grain as Australia produces every year.
“We have extensively travelled and have seen people go without basic needs – needs that would be taken for granted in Australia,” she said.
“A lot of why people go hungry isn’t due to a lack of grain being grown, but improper storage. They don’t have the knowledge, or the infrastructure required, which causes millions of tonnes of food to be spoiled by pests and mould.”
The Forbes, NSW, company has made its mission to ensure nobody
needs to go hungry again. To do that, it wants to see thousands of grain growers equipped with the technology, infrastructure, and knowledge to store their grain correctly.
This vision has led HE Silos Forbes to manufacture premium quality silos that are designed to store grain for long periods of time. For Australian famers, this means product can be stored during harvest and reliably sold with minimal degradation at a later date, when the cost of grain rises.
If grain is damaged during this storage period, it is not worth as much, which can affct that grower’s profitability and limit thir growth. External factors like the cost of fertiliser, pesticide, and freight can also lead higher input costs, less yields, and less returns, especially with global fluctuatios due to interest rates, fuel shortages and war.
Morrison said its harder to make a dollar now than it was 10 years ago with all the variables at play, which is why HE Silos Forbes manufactures its systems to a high quality for product longevity.
“Some manufacturers may only do and provide the bare minimum – we want to go above and beyond,” she said.
“We use the strongest and thickest materials on all our products from local suppliers, built to all Australian Standards. This means our customers can rely on our equipment so they can focus on other parts of their business.”
The company is celebrating is 55th year of business in 2024. The company’s founders – Ivan and Patricia Morrison – began by building whatever their local customers needed, from silos to sheds as Hillston Engineering.
Larry Storm, the company’s general manager, said the company
18 І Australian Bulk Handling Review: March/April 2024 COVER STORY
HE Silos Forbes manufacture premium silos that are designed to store grain for long periods of time.
Images: HE Silos
has continued to grow thanks to constant innovation.
“We’re a family run business that has been built up to meet ever evolving industry needs,” he said.
“Growers, farmers, grain storage companies, processors and producers have all asked us to engineer products to suit their needs and that can help solve their problems. That’s grown from diffrent types of silos and adapting all kinds of new technologies to those silos.
Currently, HE Silos’ development team is focusing its effort o the growing agricultural technology sector. Advances in technology now allow silo owners to use the Internet of Things to access detailed information about their operations in much more convenient ways.
One of the problems with the available technology is that while it is extremely helpful, it can also be too expensive for the small to medium enterprises.
Storm said providing a costeffctive method of accessing this data is crucial, which is why the company has partnered with researchers at the University of Wollongong’s Smart Infrastructure Facility.
As part of the CSIRO’s Innovation Connections grant program, the university has worked closely with HE Silo’s to design and test a new type of silo venting system, the standalone unit aims to suit all applications and fit o any silo system.
“Gone are the days of putting grain in a silo, sealing it, and hoping it’s alright when it comes time to sell, plant or feed to livestock,” Storm said.
“We have developed a working prototype, which has been rigorously tested in a controlled laboratory, proving functionality and that it is “fi for purpose”, with field tsting to begin in the near future, once we are satisfid with the performance in the fild, then it will be introduced to the market”.
“There is nothing like this system on the market globally, it is a first and our intention is to keep the pricing where it is affordabl and offrs a great return on investment for customers.”
As part of the company’s continued growth, Morrison Industries –
the parent company of HE Silos Forbes – has recently acquired the Toowoomba-based drying and aeration manufacturer Agridry.
The company, founded in 1976, focuses on developing products for the grain, almonds, pulses, nuts, and wood chip markets. Its brands include Predator, Goliath, Tundra, Kinetic and Tanami.
Dryers and coolers play a key part in grain storage, as they allow a silo owner to manage the moisture level. Morrison said the two companies have worked
closely with each other for more than 20 years.
“The purchase allows us to expand further into the agricultural technology space, design better products, and support our clients,” she said.
“We have a lot of plans to keep growing, especially in our South Australian site. There are so many amazing growers around the country with unique products and we want to help them with our high-quality, Aussiemade silos.”

Australian Bulk Handling Review: March/April 2024 І 19
HE Silos Forbes is a three-generation family business.

Are humans the right machine for the job?
The start of a new year provides plenty of opportunities for reflection. Braden Goddin, marketing, and sales manager at Aurora Process Solutions, tells ABHR about how its customers are reconsidering manual labour.
BULK HANDLING PROCESSES
are filld with repetitive tasks that need to be performed efficntly, safely and with minimal wastage. Unfortunately, humans aren’t wired for those kinds of jobs.
Sickness, injury, annual leave, family emergencies, and human error are a fact of life and introduce variables into the production process.
Braden Goddin, marketing and sales manager at Aurora Process Solutions said for many small and medium sized businesses, it’s not an ideal situation to stake their companies on.
“A process line needs to run with high reliability, consistency, accuracy and repeatability under time pressure… not an ideal match for us humans,” he told ABHR
“We’re better off usig our talent
on more value-add work that makes better use of our social intelligence, critical thinking, ability to empathise and adapt our knowledge.
“As a simple example, this may see a staff member shift from liftig heavy bags of product onto pallets all day to checking and correcting quality on outgoing product, providing clients with delivery updates and reporting to operations.”
This is where Aurora comes in. They help clients free-up their valued sta� from the dull, dirty, and dangerous tasks and guide them through implementing packaging automation.
The company specialises in bagfillig, closing, conveying, palletising, and wrapping/hooding equipment. In particular, the business works with industries dealing with heavy bags,
such as the grain, stockfeed, fertiliser, sand, and cement industries.
Goddin said companies of all sizes have been investing in automation for years now, and there has been a rapid positive impact on the bottom line, often in unexpected ways.
“There’s the practical outcomes such as reduced product giveaway from more accurate fillig, faster production, ability to accurately forecast production (the palletising machine will certainly be ready to go first thin Monday), better and more consistent packaging quality and presentation,” he said.
“And then there’s the intangibles like the relief of staff not havin to do the dreaded bag stacking tasks, managers not having to worry about absences or staff ijury claims, the positive feedback from clients on
AUTOMATION 20 І Australian Bulk Handling Review: March/April 2024
Images: Aurora
Aurora specialises in bag-filling, closing, conveying, palletising, and wrapping/hooding equipment.
the improved delivery times and package presentation.
“All this adds up to a game changing experience for business looking to break the status quo, boost the morale of the team and get ahead.”
Aurora understands that automation can seem complex, especially for smaller businesses. That’s why it provides education for its customers both on-site and through mixed reality presentations.
Its team will work with the client and their accountants to model a return on investment, providing them with the confidece they need to move forward.
Goddin said one benefit of th technology is it can scale to fit th purposes of an operation, and that businesses can start small and take it one step at a time.
“The new equipment can also benefit your ability to wi new contracts,” he said.
“Increased capacity, more accurate production forecasting, increased production reliability
can all increase your brand value and give you an edge over the competition.
Even the fact that you have invested in new equipment provides a positive signal to potential customers about your company’s competence,
management, and direction.
“If you do invest in new plant and equipment you need to let it be known, put it on your website and social media.
You’ll be surprised at the diffrence it makes to your sales.”
 Aurora educates its customers on how to get the most out of the equipment.
Aurora educates its customers on how to get the most out of the equipment.
Accurate to 0.1 per cent
Control Systems Technology has recently achieved certification for its belt weighing system with a 0.1 per cent margin of error. ABHR learns why this number is so important.
ATTAINING CERTIFICATION FROM from the International Organisation for Legal Metrology (OIML) helps open doors to Australian manufacturers. It enables organisations to export measuring instruments around the world.
For Control Systems Technology (CST) attaining this coveted certificatio took a lot of work. The company, in collaboration with the Australian National Measurement Institute (NMI), spent months testing its PFS4-X-CSRR belt weighing system using WIM3.0 and 3.1 electronics system.
In December 2023, the OIML awarded the system Class 0.2 certificat number R50/2014-A-AU1-2023.01.
Ian Burrell, managing director of CST, told ABHR the company prides itself on its highly accurate equipment.
“It is the nature of the OIML system that a 0.1 per cent belt weigher is termed a ‘Class 0.2’ instrument because according to the OIML errors are permitted to stretch to 0.2 per cent in service,” he said.
“Actually, CST does not accept that results may stretch to 0.2 per cent in service.
“As an example, CST has a system installed in Callao Port, Peru, which has tested with errors within 0.1 per cent without adjustment for more than 18 months.”
“This particular system, used to load copper concentrates onto ships, is live load tested according to OIML rules every 3 months, and to restate the main point, it is not adjusted every three months, it has not been adjusted since its initial verificatio.”
CST is an Australian manufacturer, based in Revesby, NSW. It manufactures all types of belt weighers, from highend 0.1 per cent and 0.25 per cent accuracy systems, through to process scales, including the IntelliRoll belt weigher roller. The company focuses

on research and development, and as a result has delivered innovations in the belt weighing sector, such as the snail cam for idler adjustment.
One of its most recent developments is its calibration dashboard (MaVIS-ARM WIM3), which allows operators to view the calibration status of a belt weigher at a glance. The Remote Calibration Service is another feature that allows CST to remotely perform maintenance procedures at connected to sites anywhere in the world.
Burrell said the calibration dashboard’s traffic lht system identifies th status of the fiv main belt weigher subsystems, including weigh frame calibration, tachometer calibration and weigh length.
“Each subsystem is compared to a sanity check number and historical data,” he said.
The company also manufactures the
close spaced roller rack, a system that provides extra belt support for precision weigh frames which use extended idler spacing
Burrell said the certificat is a testament to cooperation between the Australian Government and private industry.
“We are grateful to the NMI for the assistance they provided in helping to bring our 100 per cent Australian product to world markets,” he said.
“We can work with customers across the spectrum of belt weighing needs, whether it’s choosing appropriate technology or maintenance support.
“CST has a large service team in Australia and has offis in Canada, Peru and Chile.
“Through our offis, other representatives and partners, we have a worldwide reach for service and product installations.”

WEIGHING 22 І Australian Bulk Handling Review: March/April 2024
CST in house test facility used to validate its new Class 0.2 OIML Certificate.
Images: CST
DO YOU KNOW A DRIVER OF CHANGE?
WOMEN IN INDUSTRY NOMINATIONS ARE NOW OPEN.
Now is your chance to nominate an industry leader who you believe is advocating for positive change and deserves to be recognised.
PROUDLY PRESENTED BY
MHD
Thurs 20 June, 2024
The Women in Industry Awards recognise outstanding women leaders from across Australia’s industrials sector.
womeninindustry.com.au PROUDLY SUPPORTED BY Australia
upply
It’s not the size that matters
With so many to choose from, finding the right vibrator for a bulk handling application can be a daunting task. NetterVibration Australia’s team helps make it easy.

WHEN IT COMES TO SELECTING A vibrator,
one size does not fit all The same equipment needed to pack coffe pods will not work when used to compact concrete walls for dam con struction.
This is why WA-based NetterVibration Australia works closely with its customers to fid the right tool for the job.
John Isherwood, managing director at NetterVibration Australia, said the company has more than 3000 models to choose from, which is why it’s important to fid out exactly what it will be used for.
“Anybody who has a storage bin –whether its flour, uranium or iron or – will have to deal with hang-ups and blockages,” he said.
“The material properties can also change if there’s a change in moisture, or particle size.
“If something doesn’t come out the bottom of the bin when it should, you could bang it with a stick, but that’s not safe or effective.
NetterVibration manufactures its equipment to an extremely high
quality in Europe, with ATEX rating as standard on most electric models, and rating 1 and 2 available to order on all models. Stainless steel versions are available for food industries and for aggressive atmospheres.
It can provide electric, pneumatic, and hydraulic vibrators, with force outputs from 14N to in excess of 170,000N.
Isherwood said the company supplies its vibrators around the world and has developed a strong reputation internationally.
“NetterVibration has been manufacturing vibrators for almost 70 years, and you can rely on the European standards of quality,” he said.
“Over that time, the business has only focused on vibration and improving its products. It’s developed specialist expertise and understands what works and what doesn’t.
“It’s a global company, with seven branches and about 40 agents located around the world that share knowledge and support.”
NetterVibration has been supplying the Australian market since the 1970s.

Isherwood had worked with the global company for more than 20 years as the original import agent.
In 2019, the company launched the Australian branch through a joint venture called NetterVibration Australia.
Isherwood said this means the company can now sell directly to the customer.
“We set up an offi and a warehouse in Mandurah, south of Perth, and have more than doubled our turnover since then.”
The company plans to continue its growth in the local market, targeting Australian manufacturers with the equipment designed to meet their needs.
NetterVibration’s technology can be used for:
• filling / emptying truck and hoppers
• levelling filled containers
• feeding product to processes
• settling chocolate in moulds
• conveying raw materials without belts
• helping flow from hoppers
• cleaning silos
• screening fine material.
VIBRATION 24 І Australian Bulk Handling Review: March/April 2024
The company can supply vibrators for almost any industry.
Images: NetterVibration Australia
NetterVibration can provide vibrators with force outputs from 14N to in excess of 170,000N.




Recognising the outstanding achievements and successes of companies across the bulk solids handling industry. SPONSORSHIPS NOW AVAILABLE AUSTRALIAN BULK HANDLING EXPO Sponsorship opportunities now available for 2024. 18 SEPT 2024 Melbourne bulkhandlingawards.com.au HELD IN CONJUCTION WITH PROUDLY SPONSORED BY
Service fit or a king
It has been almost a year since Regal Rexnord acquired industrial power transmission giant Altra Industrial Motion. ABHR finds out how the integration is progressing and what it means for the company’s customers.
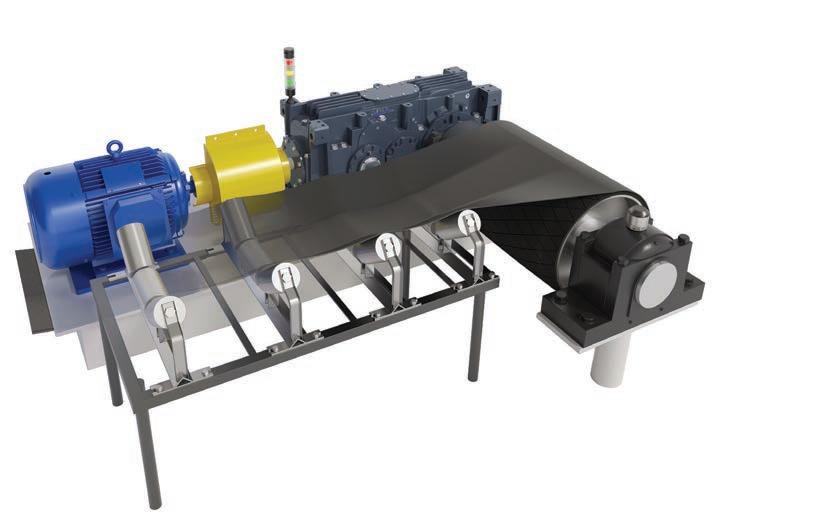
FOR MANY DECADES NOW,
Regal Rexnord brands have designed, manufactured and supplied the bulk handling industry with heavy powertrain components. Falk V Class gear boxes, Falk Steelflex ad Lifelign couplings, NRT Backstops, Rexnord Autogard torque limiters, Tollok shaft locking assemblies and many others.
In short, driving bulk handling conveyors has been its core business. Bringing heavy machinery, carrying tonnes of material, to a safe stop requires diffrent yet complimentary equipment. Ensuring this happens every
time, without fail, is vital to ensure the safety of everyone nearby.
Rex Sinclair, national product manager at Regal Rexnord, said bulk handling operators need to know backstops and brakes can maintain this high level of reliability.
“Companies need that peace of mind that you have with a trusted brand,” he told ABHR
Regal Rexnord’s Svendborg brand has a history dating back to the 1800s and has been developing solutions for the mining industry for more than 30 years.
“Svendborg’s brakes are a key component for any major drivelines,” Sinclair said.
Svendborg’s brakes can bring machinery to a controlled stop at a predetermined rate, while also monitoring and regulating the braking system to enhance its efficicy and prolong the lifespan of other components.
The brand is just one of the many that now make up Regal Rexnord’s portfolio following last year’s major acquisition.
The company acquired Altra Industrial Motion which unlocked the

DRIVES 26 І Australian Bulk Handling Review: March/April 2024
The company can use brand synergies to support existing conveyor infrastructure.
Images: Regal Rexnord
ability to engineer and support entire conveyor drive packages.
Both companies are heavily invested in the mining industry. New brands like Svendborg, Stieber, and Marland could be used to complement Regal Rexnord’s offring of Falk, Tollok and Rexnord Autogard components.
The company has already begun supplying gearboxes, backstops, and entire drive systems worldwide, using the brand synergies to support existing conveyor infrastructure.
When Regal Rexnord needed to supply a complete package offring in the past, it would need to search around for components from other suppliers. After the acquisition, everything became internal, with Regal Rexnord taking advantage of the vast range of brands it now owns.
Sinclair said the company can provide an engineered complete package, acting as a one-stop shop for anything related to conveyor drive systems.
“We manufacture all of the components, including brakes, gears, drives, and more,” he said.
“In particular, we’ve seen our Stieber backstops increase in popularity over the past year. Our customers have been taking advantage of the reliable backstops and are looking to include them in more systems.”
Stieber backstops are designed to meet tough conveyor applications
Its RDBK high-speed backstops were developed with an internal torque limiter for use on equipment like large-incline and overland conveyors where two or more backstops share the reverse load. The RDBK unit features an internal hydraulic system and bearings
supporting the backstop, enabling it to perform as many reverse rotations as required up to 150 RPM.
Sinclair said this is a crucial feature if a conveyor has a blockage, belt jam or overload, which needs to be fixd promptly to negate the impact of downtime.
“Unlike other backstop designs that offr limited reverse rotation after being engaged, the Stieber design allows for a controlled release under load while providing virtually unlimited backward rotation for maintenance and clearing work,” he said.
“The RDBR-E features an internal torque limiter which is specially designed for use on the low-speed shaft, such as on large, inclined conveyors, where two or more backstops share the reverse load.
“The Stieber backstops were chosen to meet the tough conveyor application requirements due to their superior release functionality.”
Regal Rexnord has set up support teams across the country to support its equipment. Many of its technicians

are trained in the factories where the product is manufactured to provide greater insight on how best to service them in the fild or the workshop.
The company also has in-house service and renewal sites located in Newcastle, Perth, and Mackay. Sta� can repair and renew its gearboxes, brake systems, hydraulic power units, backstops and more at these sites.
“We’ve got locations near key bulk handling locations, the Bowen Basin, the Hunter Valley and Western Australia,” Sinclair said.
“We’re also heavily involved in the Bundaberg sugar industry and have equipment in many of the major mining ports as well.
“Keeping our support locations close to our customers helps reduce freight costs and gives us a deeper connection to the industry.”
In addition to its workshops, the company has several service teams that can install, commission and service Regal Rexnord components on site.
As the two major businesses integrate, Regal Rexnord plans to continue improving its services and logistics.
Sinclair said customers appreciate being able to call on the original equipment manufacturer for such a high level of support and expertise.
“That’s one of the main things our customers are looking for – not just a good product but the service to go alongside it,” he said.
“We want to see better synergies and are working on developing efficncies to fid new ways to benefi the customer.”
Australian Bulk Handling Review: March/April 2024 І 27
Reliability is important for bulk handling backstops and brakes.
Regal Rexnord has support teams across the country to support its equipment.

Kinder backs bulk awards
ABHR finds out why the company has decided to support the best dust control technology, application, or practice award.
KINDER
AUSTRALIA
HAS announced it will support the 2024 Australian Bulk Handling Awards to help give back to the industry.
The company has more than 40 years of experience in the industry and has long been a supporter of the Australian Bulk Handling Expo.
Kinder Australia is an engineered solutions supplier for the bulk handling industry, specialising in transfer points, material flo, and dust protection. In 2022, the company won the award for Supplier of the Year.
Now, it will support the upcoming awards by sponsoring the outstanding dust control technology, application, or practice award.
Sam Veal, sales and marketing manager at Kinder Australia, said the award highlights a fild that resonates deeply with the company and reflcts its core value of innovation.

28 І Australian Bulk Handling Review: March/April 2024
EVENTS
Nominations for the 2024 Australian Bulk Handling Awards are open.
Neil Kinder founded Kinder Australia more than 40 years ago.
Images: James Thomas Photography/ Prime Creative Media
“Dust is a by-product for almost all bulk material handling industries,” he said.
“Kinder eagerly look forward to supporting and embracing dust containment and preventative solutions that will further elevate this remarkable industry that they are proud to be a part of.”
The team at Kinder Australia understands there are significant issus that arise if dust is mismanaged. The consequences of poor containment of dust can be detrimental on every level – whether it be risk to personal safety, the environment, and to the conveyor equipment itself.
Identifying the areas where dust is most likely to escape is the key to understanding how to contain it. Kinder has a team of field applicatio specialists and engineers, visiting sites
in person to gain a firsthad experience of the site conditions and a deeper understanding of the key productivity issues that operators face.
Kinder’s engineering team have developed specialised dust-prevention products including managing impact load zones with belt support technology, as well as skirting and sealing solutions, and belt covers. It’s Essential Seal range comprises of a selection of top-performing products, chosen for their combined effctiveness.
Veal said Kinder’s commitment to dust management is ingrained in its values, serving as the driving force behind their innovative solutions.
“With a focus on safety, reliability, and performance, Kinder Australia has become a trusted partner to many of the leading players in the bulk materials handling industry,” he said.
“The industry holds immense potential for the emergence of exciting new technologies that can drive positive change in the bulk materials handling industry.”
Nominations for the 2024 Australian Bulk Handling Awards are open until Friday 5 July, 2024. The award winners will be announced at a gala dinner on 18 September, in Melbourne. It will run in conjunction with the MHD Mercury Awards Gala dinner, which highlights best practices in Australia’s logistics industry, and the Australian Bulk Handling Expo (BULK2024).
The Australian Society of Bulk Solids Handling (ASBSH) has partnered with the event and will present two awards on the night, the AW Roberts Award and the ASBSH Award.

Australian Bulk Handling Review: March/April 2024 І 29
Kinder Australia was named Supplier of the Year at the 2022 Australian Bulk Handling Awards.
Picking the right suspended magnet
One of the most commonly installed magnetic separators in heavy industry applications is the suspended magnet. Magnet specialist Eriez explains how they work.
SUSPENDED MAGNETS ARE installed above belt conveyors, apron feeders, and vibratory pan feeders to reliably remove large and potentially damaging tramp metal from the material flo.
The first stp when selecting a suspended magnet is to determine the required suspension height of the magnet, or the distance from the bottom of the magnet to the bottom of the material-carrying conveyor. To determine the magnet suspension height, first cosider the material burden depth. This can be calculated by looking at data such as throughput capacity, material bulk density, material particle size range, conveyor belt speed, and conveyor belt width. Once the burden depth has been established, you can determine the required magnet suspension height that will provide for maximum efficncy of tramp removal.
Suspended permanent magnets vs suspended electromagnets
Suspended magnets are available in permanent and electromagnetic designs, each serving distinct purposes. The
magnetic filds produced by permanent and electromagnetic magnets diffr in shape and depth, which is a key consideration when selecting the most suitable magnet design for the specifi application.
Permanent suspended magnets use a permanently charged magnetic circuit that provides a continuous and uniform magnetic fild across the magnet’s face. This can prove useful when dealing with wider conveyor belts carrying relatively low burdens of material.
Aside from its powerful, uninterrupted magnetic fild, there are many other advantages to using a permanent suspended magnet. Since the magnet is permanent, it requires no power connection and is relatively light and installed easily. As a result, suspended permanent magnets have a lower operating cost compared to suspended electromagnets that require constant power.
While they do not offr the same depth of magnetic fild as their electromagnetic counterparts, suspended permanent magnets are a reliable and cost-effective ay to remove tramp iron
at lower suspension heights. Suspended permanent magnets are most effctive when installed at suspension heights of 30.5cm or lower and are suitable for applications like rock quarries, recycling facilities, and mobile crushers/shredders.
For applications that require magnet suspension heights greater than 30.5cm, the use of suspended electromagnets is recommended. Suspended electromagnets employ insulated wire coils installed around a solid steel core, topped with a steel backbar, and enclosed in a steel box to create a powerful U-shaped magnetic field. This parabolic manetic fild shape makes suspended electromagnets ideal for installations above troughed belt conveyors.
Suspended electromagnets offr a greater depth of magnetic fild than permanent magnets and certain models can be installed at higher suspension heights of up to 76.2cm. This makes them the best option for installations in high-tonnage applications, such as mining operations. Electromagnets require a constant direct current power source from a rectifier cotrol that converts AC plant power to DC


MAGNETS 30 І Australian Bulk Handling Review: March/April 2024
Image: Eriez
Suspended magnets are available in permanent and electromagnetic designs.
power to the magnet. This allows the electromagnet to be easily turned off fo cleaning and maintenance.
Suspended magnet features
Both suspended permanent magnet and electromagnet designs are available in either manual cleaning or self-cleaning confiurations. If tramp iron is infrequent in the product flow, th manual clean design is often sufficnt. Manual-clean magnets require an operator to physically clean them of ferrous debris. Manualclean permanent magnets can also be fittd with drawer-style stripper plates that can be pulled open to separate the recovered ferrous contaminants from the magnet face. With manual-clean electromagnets, the magnet is simply turned off for claning.
If the magnet is expected to regularly encounter tramp iron, a self-cleaning design is better suited. Self-cleaning magnets use a small, low-voltage motor and pulleys to rotate a belt around the
magnet which automatically cleans the face of the magnet without interrupting the material flo. These self-cleaning units can be supplied with zero speed switches and pulley guards for improved long-term maintenance and safety purposes.
Depending on the application, several diffrent styles of self-cleaning belts can be installed on these magnets, including:
• Standard two-ply rubber belts with bolted stainless-steel cleats, which are suitable for most applications from aggregates to light recycling applications.
• Armor-clad belts with bolted stainlesssteel plates along the entire belt length, which are suitable for large, heavy pieces of ferrous metal to prevent damage to self-cleaning belts.
• Urethane belts with molded cleats, which offer superior pucture resistance and are suitable for applications with sharp ferrous objects.
Hazardous duty applications
Suspended magnets are often installed in classified hazardou areas where combustible dust may be present, such as coal mines, chemical plants, and grain processing facilities. For these installations, certain features are recommended, including:
• high fir point transformer oil or air-cooled electromagnet
• dust proof / ignition proof (NEMA 9) junction boxes
• hazardous duty motors (for selfcleaning models)
• anti-static self-cleaning belts (for self-cleaning models)
Suspended magnets are generally utilised to recover large and infrequent pieces of damaging tramp iron. In situations where a large volume of ferrous metals is expected, a magnetic drum separator may be the more suitable option.
The WeighPoint™Series7200 integratorisdesignedforusewithThayerScale’sversatile rangeofRFbeltscalesforoptimalweighingaccuracyandperformance.TheWeighPoint™ integratorreceivessignalsthataretransmittedfromthebeltscalespeedsensorand weighingsubsystem.Theintegratormeasuresbeltloading,materialflowrate,andoverall weightfromthesignalstooptimizeplantmanagement,blendingoperationsandinventory control.TheWeighPointisadual-processor,touchscreen-enabledsolutiondesignedfor continuousoperationinharshenvironments.


caleCertifiedBeltScalewith NewWeighPoint™integrator
ThayerS
+1781-826-8101 Thayerscale.com
Phoenix emerges with renewed output
Munson Machinery has helped a dietary supplement manufacturer improve its output fivefold and halve its labour requirement.
IN 2020 US-BASED PHOENIX
Custom Manufacturing brought on Eric Manfull, an 18-year veteran of the food industry, to expand production and develop the firm into contract manufacturer.
The business makes and packages protein powders, amino acids, functional foods and encapsulated dietary supplements. As part of its processes, it blends, encapsulates, fills sachts, bottles, and packages dietary supplements.
Manfull, the new general manager, said the main bottleneck was the mixing operation.
“We needed to blend 150,000 kg a month, but we couldn’t even scratch at volumes like that with the equipment we had,” he said.
His predecessor tried to solve the problem with a used V-blender, but its shaft cracked. Manfull then reached out to Munson Machinery which offred a factory-refurbished Rotary Batch Mixer.
“I had used a Munson before and I knew how good they were, so I wrote a check that night. It’s been key to our success,” he said.
Since installing the mixer, volume is up fivfold, labour is down by half, airborne dust is down 90 percent, blends are more homogenous, and nine-month production backlogs were cleared within 60 days, according to Manfull.
Faster blending with less dust
The 2549L mixer has no agitators or internal shafts or bearings that contact the product. Instead, the horizontal vessel rotates on external trunnion rings located at each end. Within the vessel, mixing flihts, or lifters, create a gentle four-way tumble-turn-cut-fold action that does not generate heat or degrade the product.
FOOD 32 І Australian Bulk Handling Review: March/April 2024
are homogenous and volume is up fivefold.
Blends
Images: Flexicon
Phoenix installed the mixer in a dedicated room that also houses a bag dump station and vibratory sifter. To load the mixer, an operator empties 25kg bags of ingredients into the bag dump station which feeds the material to the sifter. Fitted with a 2mm or 0.84mm screen, the sifter breaks apart clumps and prevents foreign objects such as bag pieces from entering the vessel.
On-size material passing through the sifter flos past rare earth magnets and into a chute connected to the mixer’s inlet, which remains stationary as the vessel rotates.
With a batch capacity of 1500 kg, the mixer is larger than Phoenix Custom’s other units: a conical blender with a 600kg batch capacity and a smaller multi-axis tumble blender. The new mixer has proven easier and faster to load and discharge, while producing homogenous blends more quickly and with less dust.
The company manufactures about 30 products, some having just two ingredients and others as many as 50. The Rotary Batch Mixer handles protein and amino acid powder applications, while the conical and tumble blenders mix smaller-volume products.
“It takes us an hour on each end to load and unload the conical blender of a 600 kg batch,” Manfull said.


“We can charge the Rotary Batch Mixer with twice as many ingredients in 15 to 20 minutes and discharge in 10 minutes.”
With faster throughput, the company overcame a nine-month backlog while also meeting current demand.
“We do more in one shift with this mixer than we could in two shifts with other the blenders,” he said. “Instead of blending four days a week, 20 hours a day, we’re blending four days a week over one 10-hour shift.”
Production up fivefold
Production has jumped from 2000 to 5000kg a week to between 17,000 and 25,000kg
Blends discharge from the mixer through a stationary outlet equipped with a pneumatically actuated discharge door that allows the operator to control flo. Protein powder blends flow ito bulk bags holding up to 450kg. These are transferred in-house to packaging lines that fill pr-formed poly bags and pouches of various sizes. Other products are transferred to a capsule-fillig machine and packaged in bottles. Some protein powder blends are shipped out for packaging elsewhere.
The company fully cleans and testswabs the equipment, including the fillrs, taking about three hours.
“Drying takes longer than cleaning,” Manfull said. “We are back into production with minimal downtime.”
Minimal dust
Better dust control has also improved the operation, with a flxible coupling sealing the sifter outlet to the mixer’s inlet. In addition, ports on the mixer’s inlet and outlet chutes connect to a dust collector, and a single radial seal prevents dust from escaping from the drum.
“The room stays much cleaner,” Manfull said. “We have 10 per cent of the dust that was present before.”
The internal flihts that blend the material also serve to direct it toward and through the mixer’s outlet until the rotating vessel is fully evacuated, preventing segregation.
“The mixing flihts inside automatically discharge the batch until the vessel is clean,” Manfull said.
“We’re getting 100 per cent of the product out of the mixer, and blend homogeneity has gotten much better, zero problems.”
Phoenix Custom Manufacturing is working toward obtaining ISO standard compliance and organic, kosher, halal, and gluten-free approvals.
Manfull said he feels fortunate.
“I expected to be using a 1,982 to 2,549 L paddle blender. I didn’t know that you could fi d a good used Rotary Batch Mixer. For the wide range of things that we do as a contract manufacturer, this fit the bill and it’s the perfect size,” he said.
Australian Bulk Handling Review: March/April 2024 І 33
Blends discharge with no residual through the stationary outlet into bulk bags that are transferred to the packaging lines.
Ingredients are introduced into the Rotary Batch Mixer intake from a bag dump station.
Pulling in performance pulleys
Fenner Conveyors started the year by unveiling a new pulley and engineering facility, just down the road from its existing Wollongong premises.

REPLACING A PULLEY CAN BE AN expensive and time-consuming exercise. It requires stopping the conveyor, slacking the belt to remove the pulley, and re-tensioning and checking the belt is operational and tracking correctly.
All of that usually entails a minimum of one day of downtime, which can be a significat cost in the mining and industrial space.
The benefits from ulley manufacturing and refurbishment being performed in a controlled environment are widely recognised within the industry. It reduces the risk of containments impacting pulleys while the dedicated maintenance helps expand their lifecycle.
These factors give the best opportunity to create high-quality, wellengineered pulleys that customers can
trust for reliability and productivity.
Demand for Fenner Conveyors’ pulley manufacturing and refurbishing was high. Fenner Conveyors pulley refurbishment coordinator for Wollongong, Thomas O’Rourke, explained how this demand prompted the strategic investment in manufacturing facilities in the Illawarra region.
“Prior to the new facility, we had set up in the back corner of our existing Wollongong service centre.
O’Rourke and his team quickly outgrew this spot as the company waited to unveil the new pulley facility, which was opened in January of this year.
He said a key benefit of th new centre is that Fenner Conveyors have increased capacity to meet customer demands.
“We found with most of our customers that their biggest requirement was quick lead times and turnarounds,” he said.
“It was a key component of the work we started doing; we could turn a pulley around in a week, and we have done it in a day for customers who have had a failure on-site.
“Being able to enter the quick response market has been a nobrainer for us.”
Fenner Conveyors’ Wollongong branch manager, Cameron Clark, said there was an opportunity to bring an enhanced level of service to the Illawarra region.
The 2,200sqm facility, located in Port Kembla only 300m away from Fenner Conveyors’ original service location, is

CONVEYOR COMPONENTS 34 І Australian Bulk Handling Review: March/April 2024
Fenner Conveyors has opened a new pulley and engineering facility for the Illawarra region.
Image: Fenner Conveyors
the business’ newest addition following the opening of a state-of-the-art pulley facility in Mackay recently to great success. Fenner Conveyors and ACE moved into the 21,500 sqm Mackay hub in 2022 to bring shared capabilities under one roof.
“From a lot of customer feedback, we found that there wasn’t much competition around for pulleys in the Illawarra region,” Clark said.
“Based on Mackay’s success, they were in a similar situation a few years ago when they opened a pulley workshop. They were new and didn’t have much competition in the market.
“(We felt) we could replicate that success and that it was a really good opportunity.”
One of Fenner Conveyors’ main clients lies across the road from its Wollongong base in BlueScope Steel.
As one of the country’s biggest suppliers and manufacturers of steel, BlueScope’s conveyor and pulley set-
up is significat. It has more than 500 conveyors with multiple pulleys that all take high-load.
BlueScope entrusts Fenner Conveyors’ highly-trained Wollongong team to deliver high-quality solutions to keep refurbishing its pulleys and supply new ones. Fenner Conveyors was recently contracted for more than 100 refurbishments and new pulleys altogether.
“As one of our biggest customers service-wise, it’s been invaluable for both parties being right next door to scope, discuss and deliver pulleys,” Clark said.
Yet, it is not just Fenner Conveyors’ Illawarra customers who benefit fro the new Wollongong addition. The enhanced capabilities of the workshop will also bolster the company’s national service model.
Clark said customers will benefi from the ability to work with a supplier across multiple conveyor product and services ranges.
“If it is supported by the same company, I think that is an advantage,” he said.
“It is a benefit for th customer being able to go back to the one supplier for solutions throughout the life of a conveyor system.”
Further to engineered pulleys and conveyor components, Fenner Conveyors’ newly established national service model enables customers to benefit from Fnner Conveyors’ nationwide labour resourcing.
“When diffrent areas may need support, we’re able to share resources and support that capability nationally,” Clark said.
“It’s about having the right products, installed and maintained by the right people, to ensure the best operational outcomes for our customers.”
Fenner Conveyors is allowing customers to contact the Wollongong site to tour the new facilities and see how it could benefi their business.
Walla Walla, NSW Toowoomba, QLD Perth, WA (02)6029 4700 info@kotzur.com kotzur.com (07)4634 4622 (08)9495 3000 Australian designed, engineered and manufactured bulk solids storage and handling solutions for Australian conditions
Roller reward
RKM Roller Company’s Perth premises have bolstered its service for clients seeking fast turnarounds and custom-made rollers.

OPENING A MANUFACTURING AND
warehouse facility in Perth has proven to be a prudent plan for the RKM International Roller Company.
The facility emerged as Australia and the world dealt with the COVID-19 pandemic. It blew out shipping deadlines and made importing a headache for most in the bulk-handling industry, including RKM.
“There was always an idea to have a Perth factory. We used to miss out on some work because customers couldn’t wait and needed quick delivers to service applications,” RKM International Roller Company director Brett Maiden said.
“When COVID came, it gave us an opportunity to start up the factory and better support our customers as well as target those other customers who needed a quick turnaround.”
“It has helped immensely especially in being able to offer short turarounds and quick deliveries.”
RKM’s Perth facility, located on Orchard Road in Maddington, enabled the company to tackle the long lead
times and shipping turnarounds plaguing many bulk-handling operators during the pandemic.
RKM also has a manufacturing site in DongGuan, China, which also manufactures RKM’s portfolio of steel and composite rollers and accessories.
Maiden said the two manufacturing sites, one in Western Australia and one in China, enabled greater choice for customers.
“Sometimes you haven’t calculated enough rollers for a shutdown, or you’ll realise you’re short on rollers and need a fast turnaround for rollers, which is why we started manufacturing in Perth,” Maiden said.
“Having both factories gives us the opportunity to offr flxible pricing. It is a bit more economical from our China factory due to the scale they produce at, but if the client can’t wait, Perth can deliver it faster.
“It allows us to assist with the customer’s needs with either a quick manufacturing option or the cheaper option pricing wise.”
RKM Roller’s Perth manufacturing base can make and deliver parts within two weeks while the delivery from the company’s Chinese headquarters is around eight weeks.
From full-length shafts, steel tubing and composite tubing (up to 2.3 metres), RKM Roller Company can manufacture for all applications from lightweight grain and quarrying mix through to iron ore and gold mining.
RKM uses fully automatic milling machines for shaft slots, and semiautomatic machines for shaft and Tube cutting, while CNC machines are used for bearing housings, shaft journals and circlips. Purpose built press machines are used for the fittig of housing to tube, seal kits and cover caps toallow for precision fitmnt.
“The factory is fully equipped to make anything from scratch,” Maiden said.
“Customers can provide a basic sketch or drawing and then our drafting team will provide a detailed drawing, We can also do a full design review on the roller from a profil and data sheet, we can design a roller and bearing solution for the customer.
“This helps limit failures because it has been under-designed and ensures the customer is receiving a quality product.”
RKM stocks a wide range of conveyor components at its Perth warehouse, including off-th-shelf rollers and stock for its supply contracts. The company stocks from 600 belt widths up to 1500 for stock standard roller solutions but also stocks an array of shafts, tubing, seal kits, bearings, and housings to make application-specific solutions
Maiden said this lets a customer receive a replacement parts quickly.
“If it isn’t on the shelf, or they need more than the stock provided, or it’s a special design part, we will make it,” Maiden said.

ROLLERS 36 І Australian Bulk Handling Review: March/April 2024
RKM Roller’s Perth manufacturing base can make and deliver parts within two weeks.
Images: RKM Rollers.
“We have a wide range to be able to meet what everyone wants.”
The heavy-duty composite roller and low-noise steel rollers are among RKM Rollers’ most popular products and can be manufactured in Perth.
The heavy-duty composite roller was created in collaboration with Wagners. Together, they developed a heavy-duty, lightweight composite tube suitable for handling some of the highestduty cycles.
It weighs around half as much as a traditional steel roller but maintains the strength and durability to handle heavyduty applications like iron ore mining.
The roller uses the company’s RS seal package and is also equipped with a primary heavy-duty nylon protective outer dual labyrinth shield. The shield provides additional protection against contaminant ingress and eliminates rock jamming
Dynamic balancing machines are used by RKM to ensure the rollers meet AS3709 G16 and achieve the best possible total indicated rollout (TIR) and maximum instantaneous slope (MIS).
The company has also witnessed uptake for its heavy-duty cast poly disc return rollers.
The cast-poly disc returns reduce the risk of belt damage due to carryback on belts. Compared to a steel return,

which can rip expensive belting when worn away, the poly disc roller can be made with a hollow shaft to make a lighter alternative.
“The steel roller or return roller, if it is allowed to be worn through, can damage the belting which is expensive,” Maiden said.
“The composite roller is able to stay there until maintenance can be performed, and it will just wear itself down rather than damage the belt.”
The composite tube can handle extreme heat when it becomes worn down and will not melt or dissipate the heat from the wearing area, unlike plastic type rollers.
RKM Rollers’ success in recent years has opened a possible move to larger new Perth premises to handle customer demand. The level of demand has seen RKM effectively opn a second warehouse for stock recently.
Maiden said the company estimated the move would occur in the next 12 to 18 months.
“What we’ll probably be looking at in the future is amalgamating those two warehouse premises and the factory into one larger premises,” Maiden said.
“We want to service our customers and we want to make sure we’re servicing the clients we’ve got and other potential customers as best we can.”
RKM’s Perth facility, located in Maddington.
Support and more with K-Sure
Kinder Australia’s belt support system is helping bulk handlers avoid dust emissions and spillage by eliminating belt sag.
ROLLERS ALONG DON’T ALWAYS provide the support a conveyor belt needs, especially at transfer points.
If support is not provided adequately, belt sag can occur – along with material spillage and excessive dust.
This was the problem that a Geraldton Port grain handler was dealing with.
The company’s core business revolved around export terminal shipping, predominantly grain and agricultural products.
Standard idler rollers had been installed on the site, but gaps present in the system had led to costly product wastage and the potential exposure to pest contaminations.
As an agricultural port operator, hygiene, cleaning, and spillage were one of the highest priority pain points. Maintenance time and resources were being allocated to ensure the site’s hygiene was always kept at a high standard, but this brought with it significant costs
The company reached out to Kinder Australia, which sent one of its fiel application engineers to conduct a thorough inspection of the customer’s spillagel challenges.

The solution Kinder provided was its K-Sure belt support system.
Jacob Kerr, mechanical engineer at Kinder Australia, said the K-Sure system is designed to provide a consistent and stable support by reducing the number of rotating components. This helps to eliminate any belt edge sag and increase the effctiveness of any skirting seal, especially AirScrape, which works best with a consistent skirt gap.
“The K-Sure system is a simple solution for belt sag,” he told ABHR “It doesn’t require pre-engineering, adjustments or special tools.”
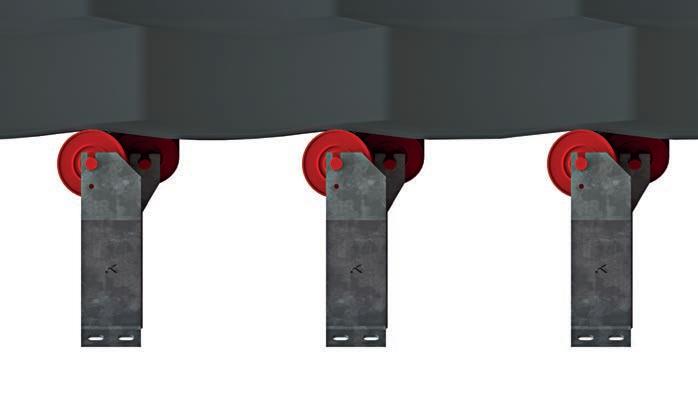
“It’s made up of two parts: the bracket and the support rail. The bracket is very adaptable and can easily be retrofittd and customised to fi any application
“It utilises the existing conveyor idler frames and centre rollers. The wing rollers are then replaced by the K-Sure belt support system’s universal adaptor brackets and low friction polymer belt support rails. We also have other rail options such as K-Glideshield which can be used for high-speed applications.”
To ensure a precise fit, Kider Australia has engineered a specialised universal adaptor stud which allows for adjustment to suit three differet size roller diameters, offst/inline frames, and manufacturing tolerance in trough frames.
Belt sag was eliminated after installing the K-Sure system at the Geraldton site.
The K-Sure provided a flat profi that allowed the skirting to uniformly seal within the transfer point.
The maintenance team saw immediate results after the installation. The grain operation significantl reduced material spillage at the transfer point and the associated hygiene and dust emission problems were
CONVEYOR COMPONENTS 38 І Australian Bulk Handling Review: March/April 2024
The K-Sure system doesn’t require preengineering, adjustments or special tools.
A conveyor belt without K-Sure support.
Images: Kinder Australia
greatly minimised as a result. It also led to improved material flo and reduced downtime.
In addition to supporting the conveyor belt and containing dust, Kerr explains that the system can also help to reduce belt wear.
“The addition of the K-Sure belt support helps to eliminate pinch-points in which material can get caught and create wear lines in the belt.”
“It’s a set and forget system that looks after itself. We’re always looking to improve on the design, and in the future, we plan to laser etch wear lines onto the slider rails so you can see when it needs to be replaced,” he said.
“It also comes with a QR code with install instructions, wrapped in recyclable packaging materials.”
When Kinder returned to inspect the K-Sure belt support system installed at the Geraldton site six years later for a follow up inspection, the team found minimal wear. The site has

since implemented this and other belt support products, such as the K-Shield Impact Belt Support System, which is suited to harsher impact environments.
World leaders with 50 years’ experience in Bulk Materials Handling Research and Consulting
develops custom solutions to suit the individual needs of our clients.
Services:
Flow Properties and Materials Testing
Dust (environmental) Testing
Wear Testing (Impact, Abrasion and Erosion)
Conveyor Belt, Idler Roll and Pulley Testing
Computational and Scale Modelling
Discrete Element Method (DEM) Modelling
DEM Calibration Testing
Materials Handling Consultancy and Contracted Research
Bin and Stockpile Design
Pneumatic and Hydraulic Conveying
Site Visits
Professional Development Courses

+61 2 4033 9055
www.bulksolids.com.au
This product achieves the same results as the K-Sure Support whilst withstanding greater lump sizes in the transfer.

Short Course: Storage, Feeding, Transfer and Belt Conveying
2024 Dates: 14-16 May (Brisbane), 13-15 August (Newcastle), 19 - 21 November (Perth)
TUNRA Bulk Solids
Kinder Australia has engineered a specialised universal adaptor for the K-Sure system.
Enquiries to Danielle.Harris@newcastle.edu.au
The use of 3D printing in structural design
Edwin Ovalle, a structural engineer at Aspec Engineering’s Perth office, writes about how the company has used 3D printing to represent intricate designs, assembly processes and challenging repairs during the design process.
THE INTRODUCTION OF 3D PRINTED models has opened a whole new world for designers to visualise complex structures, bridging the gap between 3D digital models and tactile models, and providing a new complete approach and understanding of the challenges of a project and its proce sses.
Aspec Engineering uses 3D printing when the visualisation of complex models is essential for comprehending the task. Here are a few illustrative examples.
Investigative replacement design
Aspec Engineering was tasked with the analysis and upgrade of a complex design for a series of impellers that had failed due to fatigue cracking on the trailing edges of the aerofoil fan blades.
By utilising 3D printed models, engineers and fabricators were able to collaborate and identify challenges in the manufacturing process, resulting in the development of a highly efficnt impeller design that could withstand the centrifugal forces these impellers are
subject to during operation.The feasibility of constructing the new impellers can be assessed with the use of the 3D print models prior to the proceeding to the production stage, effctively minimising production costs.
Accurate welding details are crucial for fatigue design, as incorrect details can result in significat failures. The use of 3D printed models allows for the precise replication of the required weld details for this project, facilitating their presentation in meetings with welders.

ENGINEERING 40 І Australian Bulk Handling Review: March/April 2024
Upgrade of a complex impeller design that had failed due to fatigue cracking on the trailing edges of the aerofoil fan blades.
Images: Edwin Ovalle
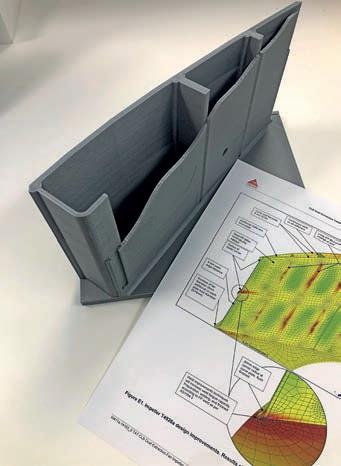
This enables better communication and ensures that the intended weld details are clearly understood and implemented, reducing time, cost, and the risk of potential failures.
New engineering concepts
A new engineering concept for the jacket design to be installed as part of the new shipping berth at Port Hedland in WA had unique challenges.
These challenges were able to be visualised with the help 3D printed models and effctively communicated to the participants in site meetings.
The 3D printed model can be combined with a computer 3D model presentation and give a new approach to the project and easily identify conflict or better strategies for the engineering process.
Repair design
General 3D prints can significatly improve visualisation for site teams and fabricators of challenging repairs, resulting in improved planning and execution of critical repair works.
The use of this tool allows designers, engineers, and workers to effctively
Bagging & Palletizing Systems
Aurora is making bagging & palletizing automation easy and accessible. We provide machines to replace people you can’t find anyway.
Give us a call, we come to you.
1800 318 019
0800 55 77 33
•Increase accuracy
•Reduce
•Increase
•Filling, Closing, Conveying, Palletizing, Service and Consumables.
About the author
Edwin Ovalle is a structural engineer with more than 10 years of experience in structural design, inspections and manufacturing across several roles. He has been mobilised to work onsite within the mining and heavy industries sectors since 2005.
interact and share their ideas into the next design stages.
Overall, 3D printing is a revolutionising tool that Aspec Engineering is actively incorporating into the design process, offerin exciting possibilities for innovation and collaboration.
Its continued use is expected to increase and then pave the way for new applications and transformative approaches to engineering development in the future.
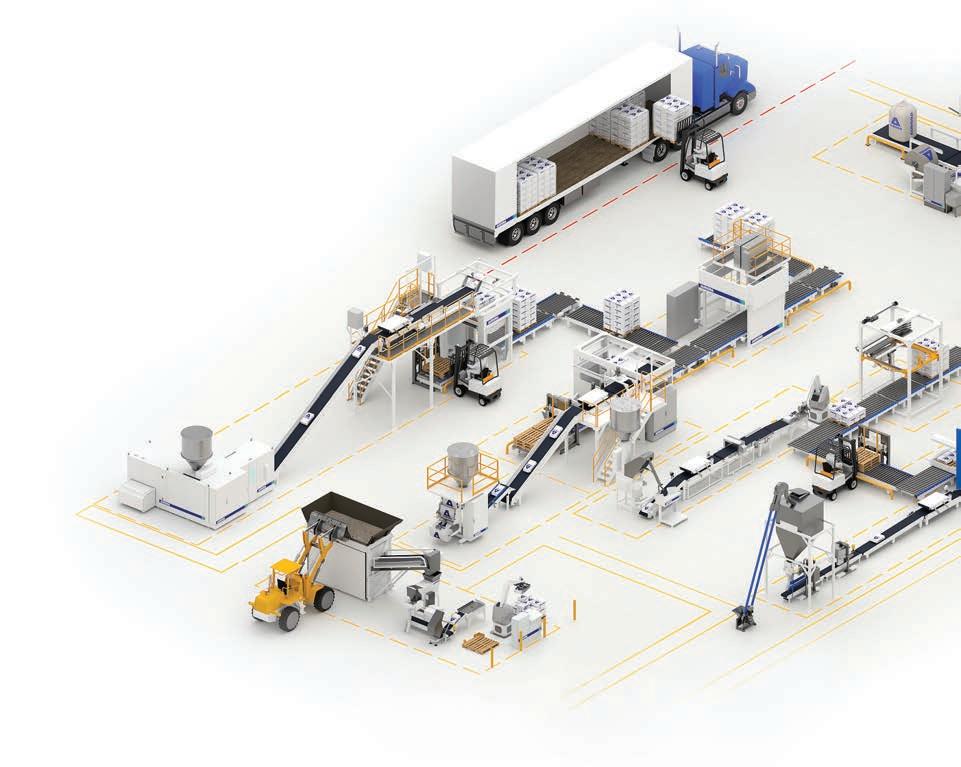
health and safety risk
performance and reliability
production
Recyclability tack paying dividends
It has been six years since DYNA Engineering planned to replace steel conveyor guards with recyclable high-density polyethylene. ABHR learns how the swap has affected the company.
MAKING A REVOLUTIONARY
to a main ‘bread and butter’ product rarely comes cheap for any organisation. But that is exactly what DYNA Engineering did in 2018.
The company was one of Australia’s first conveyig equipment engineering specialists to begin using high-density polyethylene (HDPE) for its conveyor guards.
The logic behind this was to help prevent unnecessary environmental damage and unsustainable issues inherent with steel.
However, Thomas Greaves, DYNA Engineering’s general manager said the company never doubted its commitment and confidnce.
“It was definitely th right way to go,” he told ABHR
The move was far from straightforward.
Greaves said research, development and testing tied up weeks and months
for the entire team, with significat costs and zero income.
“Then you can be faced with unexpected costs from procedures and systems that you might not have expected or underestimated in terms of expenses.”
“We also had to make the decision to invest heavily in new, dedicated facilities to make our own HDPE. And we had to purchase the associated tooling and componentry to allow us to fabricate our guards for a viable finacial return.
“And on top of all this, the costs and risks of findin customers who would buy the product, as well as hiring people to make and install them, often at remote sites, contributed to some pretty nailbiting times in those early HDPE days,” he said.
Major customer benefits
The benefits of thse fully-recycled-andrecyclable HDPE guards over traditional
steel fall into three separate categories –environmental, safety, and productivity.
Steel conveyor guards were heavy and awkward to move. Site staff oftn needed to remove and re-install guards to maintain the conveyor, which would add repetitive stress and safety risks. HDPE conveyor guards can be up to 40 per cent lighter and can be removed in a matter of minutes, all without the need for special tooling. The guards simply slide into place and are fastened with two bolts, requiring no special skills.
During maintenance shutdowns, HDPE guards can be safely and easily secured on the conveyor handrail. This conveniently ensures they are out of harm’s way and reduces the likelihood of them being misplaced, which sometimes occurs amid the pressures of a maintenance shutdown.
Conventional steel guards also require a considerable amount of painting to maintain the safety yellow colour. The size of the mesh makes this a costly and often wasteful process – a lot of paint is used, and a significat amount is lost in the process. Operators often resort to hand painting, which is time-consuming and expensive. No painting is required with HDPE guards, which greatly reduces conveying system maintenance hours and cost. They can even be made in a special corporate or specific colour if prferred, not just in safety yellow.
HDPE guards will not rust and are themselves recyclable, which Greaves said is a major benefit for a industry that is always wanting to be looking to continue building its environmental, social and governance (ESG) credentials.
“The mining industry wants to become cleaner and greener. So do we. We all know how important our reputations are, and how important sustainability is.”
Because HDPE guards are easier to manufacture, DYNA Engineering can
CONVEYOR GUARDS 42 І Australian Bulk Handling Review: March/April 2024
Dyna Engineering can usually scale production at its Perth-based facility based on its clients’ needs.
Image: DYNA Engineering.
usually scale its production at its Perthbased facility based on the clients’ needs.
“Replacement guards can be built in a couple of days and delivered directly to the customer, providing faster turnarounds when compared with international markets.
Always improving
Customers are increasingly impressed with both the design improvements and the product’s sustainability credentials.
2022 saw the company release its improved mesh design guards which give better visibility of the conveyor in operation due to a diffrent triangular shape of the mesh. This is also better for high-pressure hosing operations. The reduction in flat frontal surfacs and the triangular shape of the mesh helps direct water through the mesh rather than bouncing the water back creating interference and dispersion. They can also be confiured for access platforms, conveyor pull wires, retractable idler
roller frames, metal detectors, and belt change stations, while maintaining strong chemical resistance.
Positive outlook ahead
The number of sites operating with DYNA Engineering’s HDPE conveyor guards now comprises all major mining areas and bulk handling terminals throughout Australia.
Greaves said most iron ore miners are consistently adding new HDPE guards.
“Our biggest difficulty at psent is findin enough suitable people to employ to help us keep up with the everincreasing demand for HDPE guards,” he said.
“But in some ways, this is maybe one of the ‘better’ problems you could have, when you consider the environmental and sustainable benefits ach guard is providing compared to the damage and dangers caused by the old steel ones.
“They are fundamentally sustainable, assisting the mining
industry establish more and more sound environmental outcomes.”
DYNA Engineering’s customers are looking for products made from recycled material, which can go on to be recycled again, reducing the amount of material that goes to landfill
Greaves said the company has several other products in the pipeline its considering as candidates for conversion.
“The more we succeed in converting, the better for our customers and the environment. As my Dad said in an interview with ABHR a couple of years ago: ‘If you can build something that is well designed, meets the client criteria and operates effctively, you will always be successful.’
“Good engineering sets us apart, which is why we are always looking at new inventions and ways of doing things.
“Our current business growth and increases in installation sites seems to be proof that he was pretty well spot on!” Greaves said.



NetterVibration supplies world-wide industries with quality, German designed, industrial vibrators from their own factory close to Frankfurt. NetterVibration Australia Pty Ltd 08 9582 9531 2/19 Rafferty Rd Greenfields Western Australia 6210 Germany France Switzerland Spain Poland UK Australia Over 70 years serving industry with vibration since 1953 www.nettervibration.com.au info@nettervibration.com.au From Coffee to Concrete Helping pack coffee pods to compacting concrete walls for dams. Over 3000 models in hydraulic, electric and pneumatic drives • Filling / emptying truck and hoppers • Levelling filled containers • Feeding product to processes • Settling chocolate in moulds • Conveying raw materials without belts • Helping flow from hoppers • Cleaning silos • Screening fine material
talk


Steve Davis discusses Australia’s bulk handling sector, highlighting the advancements the industry has made and the organisations that are providing local innovations and expertise.
Steve has worked in bulk handling for 30 years, for both resource companies and professional engineering firms, in Australia, South Africa, the Middle East and Canada. His experience encompasses such commodities as iron ore, coal, potash, phosphates, petcoke, sulphur, sands and grain.
Steve Davis explains some of the key work health and safety terms the bulk handling industry should know.
IN 2011, SAFE WORK Australia published the model Work Health and Safety (WHS) laws to be implemented across Australia.
Including the term “model” in the title implies that these are the basis for use, and they can be modifid. Safe Work Australia does not implement the laws on a federal basis. Most Commonwealth states and territories have separately implemented the laws as their own laws. Safe Work Australia is responsible for maintaining the model WHS laws but does not regulate or enforce them in the jurisdictions. This leads to the potential for variations between jurisdictions.
A key aspect of the WHS legislation is the use of the term PCBU; Person Conducting a Business or Undertaking. All jurisdictions except Victoria have included this definition i WHS laws. PCBUs are responsible for implementing the WHS codes and other legal requirements. There are several defiitions of PCBU,
but few of us in the bulk handling industry would be able to avoid being PCBUs as an individual or organisation or both. Some definitios for PCBU include:
• an employer an officer, su as a business owner or CEO worker or other person in the workplace.
• A person with a primary duty of care under the model WHS laws. People who have specific dsign duties relating to the design of plant, substances and structures including the buildings in which people wor
People responsible for designing organisational structures, staffi rosters and systems of work
Professionals who provide expert advice to organisations on work health and safety matters. Designers, manufacturers, importers, suppliers and installers of plant, substances, or structures.
A person can have more than one duty under the model
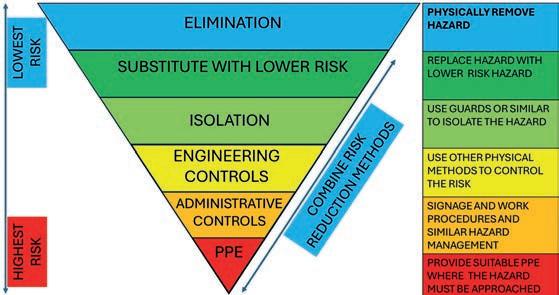
WHS laws. For example, a self-employed person may be simultaneously a PCBU and a worker. A person is not a PCBU where they are engaged solely as a worker or offir of a business or undertaking.
A PCBU has a primary duty of care to ensure the health and safety of workers while they are at work in the business or undertaking and others who may be affcted by the carrying out of work, such as visitors and off-sit interfaces.
The primary duty of care requires PCBUs to ensure so far as is reasonably practicable the:
• provision and maintenance of a safe work environment. provision and maintenance of safe plant and structures.
• provision and maintenance of safe systems of work. safe use, handling and storage of plant, structures, and substances.

provision of accessible and adequate facilities (for example access to washrooms, lockers, and dining areas).
provision of any instruction, training, information, and supervision.
• monitoring of workers health and conditions at the workplace. maintenance of any accommodation owned or under their management and control to ensure the health and safety of workers occupying the premises.

Health is defied in the model WHS Act as both physical and psychological health. As part of
SAFETY 44 І Australian Bulk Handling Review: March/April 2024
STEVE DAVIS
If a risk cannot be removed, it must be minimised (in order of precedence).
Images: Steve Davis
its primary duty a PCBU must manage the risks to a worker’s psychological health, so far as is reasonably practicable.
The defi ition of PCBU and responsibilities covers a wide range of attributes. Fortunately, most of us have been engaged on this safe work path for a long time, making adaptation straightforward.
The model laws have been implemented in all jurisdictions except Victoria. WorkSafe Victoria has its own legislation for OHS and does not include PCBU. Victorian laws appear to have similar goals and expectations in achieving safe outcomes. All other states and territories adhere to the WHS model legislation in general, but there are some diff rences.
Current websites indicate that the WHS Codes of Practice are not consistent across the jurisdictions and may diffe slightly even where the titles are the same. The table summarises the number
Codes of practices with similar titles appear to be similar in content for all states and territories. Codes of Practice are not the only documents listed as having legal consequences
on jurisdictional websites, and there is significat variation in applicable legislation between jurisdictions.
Each jurisdiction has a WHS regulator that enforces WHS laws, inspects
JurisdictionWHS RegulatorNumber of Codes of Practice listed (February 2024)
SWA SafeWork Australia28 Codes
ACT WorkSafe ACT30 Codes
NSW SafeWork NSW28 Codes and 20 pre-WHS Codes
NT NT WorkSafe26 Codes
QLD WorkSafe QLD53 Codes
SA SafeWork SA21 Codes and one Code under review
Tasmania WorkSafe Tasmania30 Codes and 4 preserved Codes
WA DMIRS (WorkSafe WA)



27 Codes and 15 transitional Codes for general use
26 Codes and 11 transitional Codes for mining use






Scan me on your Phone for more information PHONE: 1300 400 MPS WWW.MPSAUS.COM.AU AVAILABLE IN: WA NT SA QLD NSW TAS VIC sales@mps.com.au ONE OF THE WORLD’S LARGEST STOCKS OF PREMIUM, TELESTACK BULK MATERIALS HANDLING EQUIPMENT
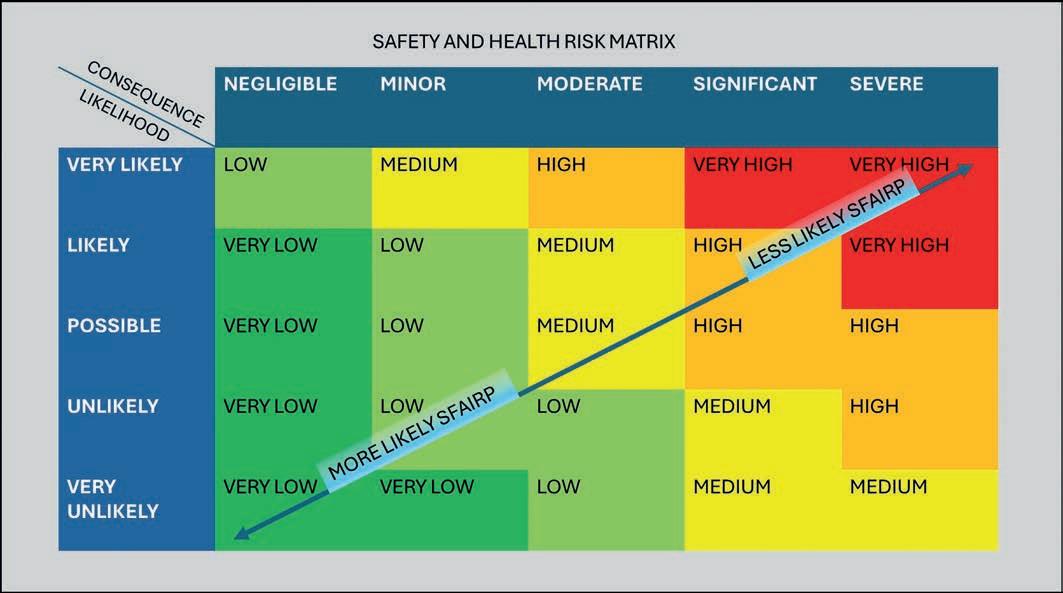
workplaces, and gives advice for the jurisdiction in which the laws apply. It is not clear whether the laws of the jurisdiction of use have precedence over the laws of the jurisdiction of supply.
For example, a conveyor designed and fabricated in NSW for erection and use in WA. In this case I assume that the design, erection, and use would fall under WA Law, but the fabrication would fall under NSW law. As a PCBU it would be wise to consider both NSW and WA, as there are potentially diffrences between WHS jurisdictions.
Responsibilities broadly have two categories. The first oes are relatively easy to manage and are mandates such as Australian Standard and other Agency specific requirments. The second ones are less easy to defie and manage and fall into the ‘So Far As Is Reasonably Practical’ (SFAIRP) category, which is used widely in the WHS legislation, and ‘As Low as Reasonably Practical’ (ALARP).
There are many definitions ad discussions of the meaning and implications of these two terms and how they are used together. The following is a good definition and assums a Risk
Management Plan is in place.
Reasonably Practicable is a narrower term than physically possible and implies that a trade-off must b made between the residual risk and the measures necessary for reducing or removing the residual risk (money, time, or resources). If the residual risk is zero or has been reduced to a point where unreasonable additional measures would be required to reduce it further, a Reasonably Practical status has been achieved. The trade-off i unique to each situation.
WHS Duty of Care require that risks to safety are eliminated SFAIRP and where it is not reasonably practicable to eliminate safety and health risks, to minimise those risks.
Risk management records must demonstrate that further measures (time, money, resources, etc) that would be required to reduce the residual risk of the business venture further would be grossly disproportionate to further risk reduction. Justification of rossly disproportionate should be recorded.
Sometimes the residual risks are too high, resulting in a safety incident, and a PCBU will be in court defending the decisions taken to get to SFAIRP
on a project or work package where an incident has occurred. Codes of practice are admissible in court proceedings as evidence of what is known about a hazard, risk, or control, and may be used to determine what is ‘reasonably practicable’ in the circumstances that the code relates to.
I recommend maintaining a fully documented record of the Risk Management Plan and process taken to get to SFAIRP, as this will be a key resource in any proceedings. Motherhood statements and partial or vague records and records where the path from initially identification of a risk throuh analysis of mitigation and definition o residual risk being SFAIRP is unclear, or incomplete are unhelpful in law.
Many of us are involved with design, be this equipment or complete bulk handling projects. Safe Work Australia provides guidance in a downloadable handbook “Principles of Good Work Design | A work health and safety handbook” that should be used by those with a role in designing work and work processes.
Some jurisdictions have additional guidance. Following clauses


46 І Australian Bulk Handling Review: March/April 2024 SAFETY
Safety and health risk matrix
indicate expectations expressed from various sources:
• As a PCBU, you have a duty to consider safe design in a workplace. Safe design means the integration of control measures early in the design process to eliminate or, if this is not reasonable practicable, minimise risks to health and safety throughout the lifecycle of the product being designed.
• Buildings, structures, machinery and equipment, tools and vehicles all need safe design to protect the people who use them from getting sick or injured.
• Safe design starts at the concept phase, when a PCBU is deciding and identifying design and intended purpose, materials, how someone will build, maintain, operate, demolish, dismantle or dispose of it, legislation, codes of practice and standards it’ll need to comply
• As a PCBU, you must, SFAIRP, ensure the health and safety of workers and others at your workplace, consult
with workers, and health and safety representatives, who are (or are likely to be) directly affcted by a health and safety matter, and consult, cooperate and coordinate activities with all other relevant duty holders.
As a summary, PCBUs have a duty of care to eliminate, SFAIRP, all health and safety risks in the workplace and other places impacted by the workplace. SafeWork Australia and Australian jurisdictions provide and manage the WHS legislation applicable. Assure yourself that you work to the laws of the jurisdiction(s) where the work applies.
If a risk cannot be removed, it must be minimised by; substituting (wholly or partly) the hazard with something having a lesser risk, isolating the hazard from persons exposed to it, implementing engineering controls to restrict access to the hazard, implementing administrative controls to restrict access to the hazard, using personal protective equipment and procedures where access to a hazard
cannot be prevented. A combination of controls may be used to minimise a risk if a single control is not sufficit.
In determining control measures, everything that may be relevant to the hazards and risks and the means of eliminating or minimising the risks must be identifid and considered and should be recorded.
In determining what is reasonably practicable, you must consider; the likelihood of the hazard or risk occurring, the degree of harm from the hazard or risk, knowledge about ways of eliminating or minimising the hazard or risk, the availability and suitability of ways to eliminate or minimise the risk.
Involve as many people with knowledge of design, construction, operation and maintenance as possible, and refer to previous incidents. Record the risk management process and the SFAIRP outcomes.
Advanced test methods for predicting wear resistance of conveyor belt covers
Dr Tiago Cousseau and Peter Robinson, from the University of Newcastle, and Shaun Reid and Jayne O`Shea from TUNRA Bulk Solids, discuss the challenges of assessing conveyor belt wear and current testing techniques, as well as the best practices to optimise belt wear resistance performance.
CONVERYOR BELTS, VITAL IN
transporting bulk materials across diverse industries, undergo continuous operation that exposes their covers to various wear mechanisms, ultimately leading to degradation. The evaluation and prediction of wear resistance are pivotal for optimising belt performance, reducing maintenance costs, and enhancing overall operational efficncy.
Tailoring test methods to belt applications
The prevailing notion of a “one-sizefits-all” solution for valuating belt wear resistance is flaed. Wear is not an intrinsic property but a response within a tribosystem and specifi operating conditions. Hence, diffrent

wear tests yield varying material performance rankings, emphasising the need for careful consideration of operating conditions and wear mechanisms in the fild when selecting test methods.
Belt conveyor wear is a result of a complex combination of mechanisms influnced by the installation’s nature. For instance, overland belts with well-designed transfer chutes may experience wear due to abrasive interactions caused by belt flxure. In contrast, short plant belts may be more affectd by loading conditions and ancillary equipment setup.
Diverse testing protocols at TUNRA Bulk Solids
TUNRA Bulk Solids employs a range of standard test methods like ASTM G65 and AS 1332 / DIN 53516 (Figure 1), alongside specialised tests such as the Circular Wear Tester (CWT), Impact Wear Tester (IWT), and Cut and Gouge Test (Figure 2). These tests simulate wear mechanisms under conditions representative of industrial

bulk materials handling processes, as detailed in [1].
Surface analysis, as demonstrated by Lins [2] for a heavy-loaded overland conveyor belt used for iron ore transportation and by Molnar [3] for a low-load conveyor belt transporting coal, reveals four main wear mechanisms observed through visual inspection, optical microscopy, scanning electron microscopy, and/ or topographical analysis [4]. These mechanisms are summarised below and depicted in Figure 3 [2,3]:
1. Macro indentation (cut and gouge),
2. Micro-cutting (highlighted in yellow),

BELTS 48 І Australian Bulk Handling Review: March/April 2024
Figure 1: Standard Tests: Test rigs to perform wear tests according to ASTM G65 (left) and S 1332 / DIN 53516 (right).
Figure 2: Specialises Tests: a) Circular Wear Tester.
Images: TUNRA Bulk Solids

3. Small indentation/pits due to rolling contact fatigue (highlighted in red), and
4. Schallamach waves and cracks.
Table 1 provides a detailed comparison of the usual and prominent wear mechanisms and wear rates of conveyor belts evaluated using
standard tests, specialised tests, and those observed in the fild. The distinctions in wear patterns based on test type and operating conditions are further discussed in the subsequent text.
These tests, operating under diffrent conditions, result in varied
GLOBAL LEADERS IN CONVEYOR IDLER MANUFACTURING & SUPPLY
WE
belt wear resistance rankings when comparing diffrent belts. This variability is exemplified in Fiures 4 and 5, which illustrate the wear values of four distinct belt covers (A, B, C, and D) subjected to the impact (IWT) and circular (CWT) wear tests.
Figure 4 depicts wear values as a function of the impingement angle from the Impact Wear Tester (IWT). Notably, sample
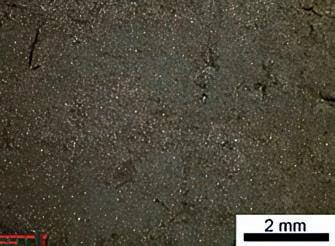

ARE MANUFACTURING LOCALLY IN WA
RKM are now manufacturing right here in Perth to enable shorte quick deliveries for all non-standard and special orders

www.rkmrollers.com.au
RKM Heavy Duty Lightweight Composite Roller
Figure 3: Optical and scanning electron microscopy images of a used high (left) and lw (right) loaded conveyor belt cover [2,3].
Figure 2: Specialises Tests: b) Impact Wear Tester.
BELTS
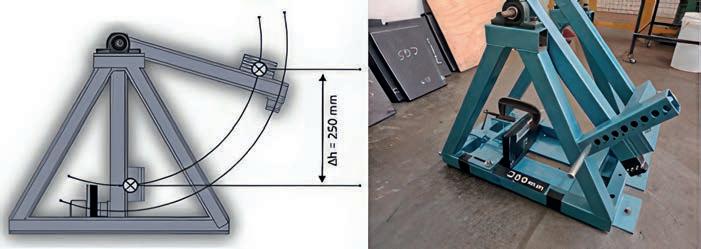
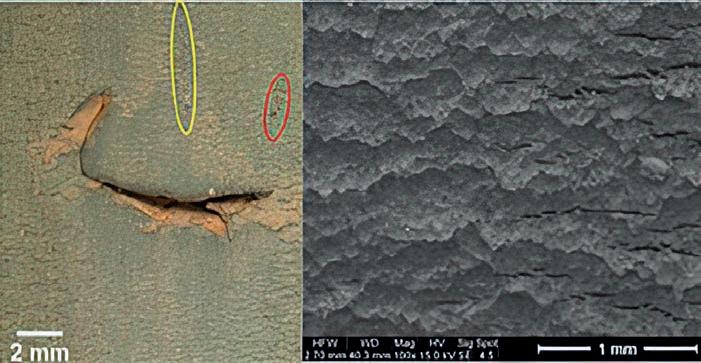
B exhibits the best performance for most impingement angles, while sample D shows the least favourable performance. Samples A and C fall in between, with the diffrences diminishing as the impingement angle increases, reaching a point (around 30-35°) where their statistical diffrences become insignificant
Figure 5 illustrates wear values as a function of test duration for the Circular Wear Tester (CWT). The ranking of belts diffrs from the results obtained from the IWT. Here, sample B again demonstrates the best performance; however, the highest wear is observed for sample C, while samples A and D exhibit intermediate wear.
These distinctions in wear patterns based on the type of test and its operating conditions underscore the need for a nuanced approach to wear testing.
Guiding material selection through comprehensive evaluation
TUNRA Bulk Solids utilises an array of technologies to evaluate the wear rate and mechanisms of in-service conveyor belts, including Scanning Electron Microscopy (SEM) and 3D profilomters. Based on the fidings and the definition of th dominant wear mode, a recommendation is made
for one or more wear tests aiming to replicate the behaviour.
Data from advanced test methods play a pivotal role in predicting conveyor belt cover wear resistance. By correlating test results with realworld wear patterns and operational conditions, researchers offr valuable recommendations for improving belt performance, reducing downtime, and minimising maintenance costs.
Application-based test selection
Experience has shown that for long, heavily loaded conveyor belts with mild wear due to relative motion between the conveyor belt and feed material, tests like ASTM G65 might be suitable. In cases where abrasive particles are partially constrained on the surface, or evidence of microploughing and microcutting exists, AS 1332 is applicable. Small to medium-length conveyor belts experiencing wear under transfer chutes benefit fro the impact and circular wear tests. Installations prone to cutting or gouging may utilise cut and gouge tests to identify suitable cover compounds. However, as mentioned before, an initial wear evaluation of a fild-worn belt (if available) is the best practice for selecting proper wear tests.
Conclusion
In conclusion, advanced test methods are indispensable tools for enhancing the reliability and longevity of conveyor systems across diverse industrial settings.
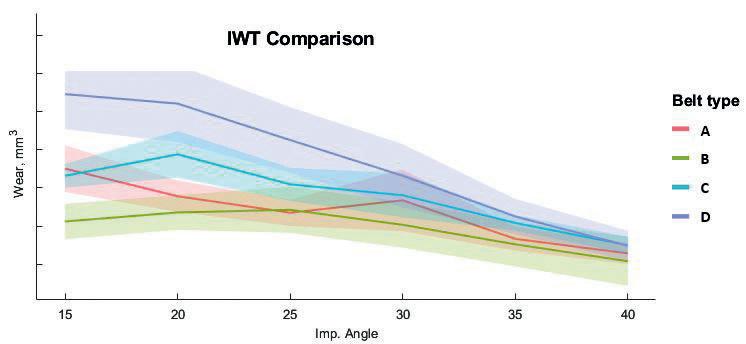
50 І Australian Bulk Handling Review: March/April 2024
Figure 3: Optical and scanning electron microscopy images of a used high (left) and lw (right) loaded conveyor belt cover [2,3].
Figure 4: Impact Wear Tester: Wear as a function of impingement angle for different belt cover grades.
Figure 2: Specialises Tests: c) Cut & Gauge Tester.
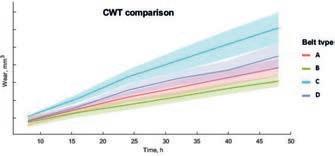
Utilising specialised test facilities, conducting comprehensive wear evaluations, and analysing wear mechanisms under field an simulated conditions provide invaluable insights to industries seeking to optimise conveyor performance and manufacturers to improve their products. In addition to standardised tests, considering specifi operating conditions and wear mechanisms is crucial for making informed decisions to prolong equipment service life and enhance overall efficncy.
Particle motion Wear rate [mm3/m]b
Wear mechanism
AS 1332Constrained10-2 Schallamach waves & micro-cutting
ASTM G65Non or partially-constrained
Circular Abrasive Wear Test
10-3 Schallamach waves & rolling contact wear
Wear severity
Severe
Mild/Severe
Non-constrained 10-6 - 10-7Schallamach waves Mild
Impact Wear Test Non or partially-constrained
10-7 Schallamach waves & indentation
Cut and Gouge Test Impact single contact test N/Aa
Conveyor Belt [2,3]
Non or partially-constrained
Mild
Cut and gaugeN/Aa
10-7 - 10-8Schallamach waves, cracks, indentation, cuts and gouges
Mild



 Figure 5: Circular Wear Tester: Wear as a function of time for different belt cover grades.
Figure 5: Circular Wear Tester: Wear as a function of time for different belt cover grades.

Total discharge: Clean belt, clear chute
Dan Marshall, a process engineer at Martin Engineering, explores how conveyor components can mitigate the spillage, dust, and flow issues associated with material discharge and belt cleaning.
SUGGESTING THE
“total discharge” of cargo from a conveyor belt in any bulk handling application is enough to make operators and maintenance staff chuckl. In the dirty and punishing atmosphere of bulk handling, there are no absolutes.
Spillage, carryback, chute clogging and fugitive dust emissions obstruct walkways, foul rolling components, cause unscheduled downtime and degrade air quality, but they don’t have to. Manufacturers of innovative equipment solutions are always striving to improve workplace safety and production efficncy by eliminating the causes as much as possible.
Following the installation of modern belt cleaning technology, operators realise that the volume of material entering the transfer chute grows exponentially, rather than piling around the discharge zone. This greater volume can lead to blockages in the transfer chute followed by downtime to unclog it. However, designers can take a holistic approach and engineer an efficnt discharge transfer point with components that work together. This approach strives to make equipment last between scheduled closures, improves safety by minimising maintenance, and addresses the causes of inefficncy.
Signs of inefficiency at a discharge zone
The discharge zone starts at the last troughed idler before the conveyor belt flattns and encounters the head pulley. Cargo falls from the conveyor into a transfer ‘drop’ chute that can lead to several places including another conveyor, a storage silo/pile, or a transport vehicle. The primary cleaner is located after the discharge stream to clear any adhered material caused by the weight or characteristics of the cargo (moisture, cohesion, or heat). A secondary cleaner clears dust and fins from divots and cracks in the belt. Material cleared from the secondary
52 І Australian Bulk Handling Review: March/April 2024
CONVEYOR COMPONENTS
This quarry hopper directs material to a conveyor while the air cannons support flow and prevent clogging.
Image: Martin Engineering
cleaner is generally directed to a sloped surface connected to the transfer chute.
Obvious signs of discharge inefficncy are spillage, carryback, chute clogging and dust. Alone, each can lead to a workplace safety violation, together they result in unscheduled downtime and an increased cost of operation. From an operational standpoint, three of the most expensive consequences are workplace injuries, belt damage from friction and fouled equipment replacement.
Spillage and safety
Primary cleaners or ‘scrapers’ can fail in several ways, causing adhered coarse aggregate and caked fins to pass by the blade and spill around the discharge area. This fugitive material can build up quickly and encapsulate the belt, fouling rolling components and causing the belt to ride on top of the course pile, leading to serious belt damage and increased belt temperatures from friction.
Fugitive material spills into walkways, obstructs access for maintenance and creates a trip and fall hazard. When course grit fouls rollers it causes them to freeze, leading to friction and high-heat damage to the vulnerable return side of the belt, lowering the equipment’s life. To avoid belt firs and dust explosions, seized idlers/rollers should be maintained and changed right away, which makes clear access to the system imperative.
Cleaning spillage can be costly, divert staff from othr essential duties, and become a workplace safety issue if workers are clearing material around a running belt. What may seem like a routine job in the beginning, clearing spillage by either shoveling it back into the cargo stream or into bins, requires more labour as time goes on and the problem worsens. Clearing material using machinery (front loaders, industrial vacuums, etc.) can result in accidental contact with the stringer or supports, potentially leading to belt mistracking.
Mistracking can be a major cause of spillage, not just along the belt path, but at the discharge point as well. The blade is centered on the head pulley, but if the belt is not, adhered material becomes spillage.
Recommendation: Install a belt tracker three to four times the width of the belt prior to the head pulley the head pulley as the trough angle flattns to ensure the belt hits the head pulley in the centre.
Over-/under-tensioning and/or extending blade changes for too long can also cause spillage. Over-tensioning causes rapid wear on the belt/splice and lower blade life. Under-tensioning allows material to pass without being removed. Allowing primary cleaners to go too long can result in pull-through, where the force of the belt causes the blade to face the opposite direction and, in some cases, break off
Recommendation: Enter a service agreement with the blade manufacturer to regularly monitor, tension, and change the blades as needed. Consider installing a modern assembly that allows workers to slide units from the stringer for fast and easy one-person blade changes. There is also the option of innovative cleaner technology with four times the life of the normal primary blade and needs no tensioning.
Reducing carryback
Anything that clings onto the return side of the belt and travels with it
is considered carryback, which can seriously damage a system. Not only is it a major source of fugitive dust and fies, but it migrates easily into return rollers and takeup pulleys, fouling the bearings, drives and the face of the roller. The grit grinds down roller bearings and leads to excessive friction heat, causing them to misshapen and seize.
Like spillage, carryback can migrate to the non-carrying underside of the belt. These chunks travel all the way to the tail pulley. The intense pressure between the pulley and the belt causes the hard sharp mass to damage the vulnerable side of the belt and the pulley face, cycling over and over, delivering more damage as it does. Along with lowering the life of the belt, dust and fins can get into these blemishes and foul the pulley face.
When a roller or pulley face becomes fouled, it is caked with abrasive grit that can degrade and damage the belting over time. In some cases, fouling causes slippage which can disrupt the smooth operation of the belt and promote mistracking.
Recommendation: If there is adequate space, install secondary and tertiary cleaners to ensure the belt is absolutely clean on the return. To improve safety,
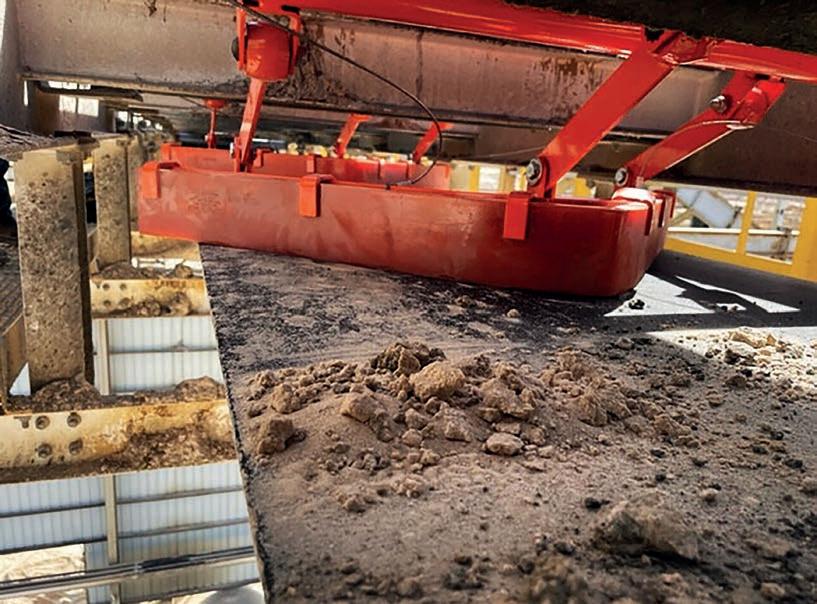
Australian Bulk Handling Review: March/April 2024 І 53
The plow diverts fugitive carryback to either side of the system, ensuring tail pulley health. Image: Martin Engineering

consider units that allow a single worker to pull them away from the stringer for faster external servicing. Consider a diagonal or V-shaped plow placed underneath the loading zone right before the tail pulley that rides on the underside of the belt removing any loose traveling material. For more effctive cleaning and reduced friction damage, consider a plow with torsion arms rather than one held in place by chains. Install belt trackers or crown rollers along the upper and low belt path to ensure alignment.
Safely addressing bulk handling clogs
A clogged transfer chute or hopper is one of the most dangerous situations in bulk handling. Untrained and uncertifid (enclosed chute entry certification) prsonnel should never enter a clogged chute or bin under any circumstances. A sudden discharge can be deadly as an unknown void engulfs and crushes a worker. Material adhered vertically to the sides can loosen and send a sheet of debris falling on anyone occupying the vessel.
Buildup points in chutes include: Rockboxes – shelves, even if they’re sloped, can experience buildup.
• Exit gates or doors – as these help control flow, thy are also prone to clogging.
Sloped points – under the secondary cleaner, chute grades, or located at choke points.
Metal surface grain – the metal grain of chute plating should match the flo of cargo.
• Exposed surfaces – surfaces where moisture can collect and cause buildup.
• Damaged surfaces – surfaces that have scratching, denting, creasing, or divots.
Misguided practices for addressing buildup are banging on the sides of the hopper with a mallet or to loosen the obstruction by poking at it from below. In some operations, clogs are so frequent that spots for pounding are marked and mallets are left in the area for convenience. This is hazardous because it reduces the structural integrity
of the vessel or chute, causing it to buckle. Ripple damage from pounding creates a situation where it is easier for material to build, shortening periods between clogs and leading to more unscheduled downtime. Poking from below is even more dangerous, since a sudden discharge sends tons of material in a surge that can injure anyone in the vicinity and break equipment below.
Recommendation: Air cannons strategically installed around the chute have nozzles pointed in the direction of the material flo. Powerful shots of air are distributed across the surface inside the vessel, dislodging material and preventing buildup. The air cannons are supported by vibration units that ensure gates and narrow spouts on hoppers and chutes retain proper flo before bridging starts. In many cases, vibration alone can handle most dry material flow but chanes in humidity raising the stickiness of cargo and chute surfaces, along with fluctuatios in production volumes, are much better handled by air cannons.





54 І Australian Bulk Handling Review: March/April 2024 CONVEYOR COMPONENTS
Innovative cleaner designs require less monitoring and no tensioning. Image: Martin Engineering
Discharge dust
Emissions at the discharge zone can be found billowing out of the chute against the direction of the cargo stream or exiting the sides and bottom as it loosens from the belt’s return side. Dust has become a highly regulated workplace and environmental concern which can lead to stiff �es and potential forced downtime if high volumes of respirable crystalline silica (RCS) is detected.
RCS is found in nearly every substance pulled from the earth, but is prevalent in limestone, coal, clay, etc. Regulators measure fugitive particulate matter (PM) at the size of <10 microns mass (μm) in volumes of >50 micrograms (μg) per cubic meter (m3) over an eight-hour time weighted average (TWA). This is the volume and size determined to cause serious chronic lung issues in workers and it doesn’t just apply to RCS, it is any PM.
Dust emissions returning from the chute can derive from uncontrolled airflo at the exit point. The emissions can also be caused by hitting rock boxes meant to slow the flo of material or an unobstructed impact causing turbulence.
Dust from carryback can permeate the area and spread emissions down the entire length of the belt return. If the belt reaches into a tower or is exposed to the outdoors, this causes dust to be carried long distances on air currents into nearby communities leading to possible violations. Studies have shown that dust can be controlled by adequate cleaning at the discharge using Levels 1-3. One is a primary cleaner, two a secondary cleaner, and level three a tertiary cleaner.
Recommendation: By reconfiuring the chute’s exit into a sloping scoop, material can be slowed and loaded onto the next belt in a controlled and centered manner with less turbulence.
Air cannons installed along the chute are pointed with the material stream and can help direct air flo.
Conclusion
Modern bulk handling industries are changing and growing every day. Demand for raw and processed materials for construction and manufacturing keep rising. Production increases can change throughput volumes and belt speeds, which have a direct effect on spillae, carryback, clogging and dust.
Retroactively installing equipment that improves both safety and efficncy should be a priority of any operator. Although the initial capital investment might be slightly higher, the benefit are not just in fewer injuries, but reduced labour costs for maintenance, less equipment replacements, greater compliance and an overall lower cost of operation.





ERIEZ Metal Detectors • Superior Technology • Reliable & Easy-to-Use • Protect Downstream Equipment www.eriez.com.au | 613 8401 7400 Eriez_MetalarmAd_HalfPg_ABHR_3_24.qxp_Layout
1 2/20/24 3:55 PM Page 1
The need for a revised AS 3774
Daniel Ausling and Mark Todd of BG&E Resources write on the importance of engagement between industry and academia for the continual development of fit-for-purpose, novel designs, and design practices.
AS IT IS NOW WIDELY KNOWN
within the industry, AS 3774 was withdrawn recently as it had not been revised by an active technical committee for an extended period. Since that withdrawal, the bulk solids community has been having the discussion regarding revising AS 3774 – updating with recent developments in the bulk solids handling fild and bringing into line with related standards – or adopting EN 1991.4 (commonly referred to as “the Eurocode”). The authors note the recent article in a previous ABHR edition as well as the discussions held at the 14th International Conference on Bulk Materials Storage, Handling & Transportation (ICBMH) 2023 conference and statement released by the Australian Society for Bulk Solids Handling (ASBSH).
For the reasons discussed below, it is the firmbelief of the authors that industry would be best served by the revision of the Australian Standard as opposed to the adoption of the Eurocode.
Non-standard applications in industry
Over the course of 2023, two bulk solids related projects being undertaken by BGER highlighted the limitations and possibly incongruent approaches regarding the current design standards

and specificatios used in industry. The two projects were related to:
1. Truck load out (TLO) bin: Treatment of non-standard bin geometries with regards to loads imposed by bulk materials.
2. Lateral stockpile pressures: Lateral stresses imparted at stockpile bases from the perspective of bulk solids, and alternative theories including geotechnical approaches and the design methods used by structural engineers for retaining walls.
The first issu presented itself via a truck load out for rejects material (Figure 1). This load out was essentially a squat
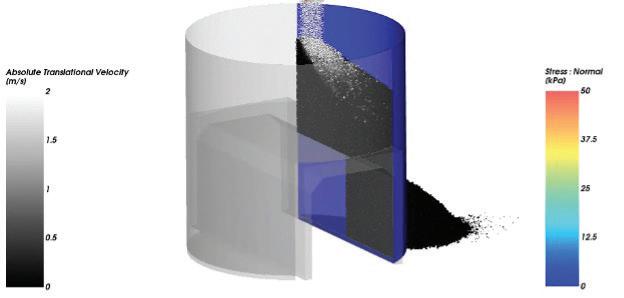
container with a tunnel passing through and an open door proposed on the side for material clean out when needed (Figure 2). Basic interpretation of AS 3774 and EN 1991.4 would dictate that the stresses be treated as hydrostatic in the lower bin sections. This leads to large separation forces between the concrete tunnel and bin walls. Intuitively, this approach, for anything other than a Newtonian fluid does not yield a sensible solution. BGER performed enough background work with DEM modelling (Figure 3) to provide an indication that indeed the forces expected should not be hydrostatic but rather decreasing as the junction between bin wall and tunnel is approached (Figure 4). However, preliminary investigations do not suffi in circumventing an approach taken by a standard.
The second issue regards the commentary provided by bulk solids handling theories on the lateral pressures created at the base of stockpiles and how that compares to established geotechnical theories. The practical outcome of such theories is the stresses endured in the concrete structures at the base and edge of a stockpile, and which approach should govern the resulting design parameters. Bulk solids handling theories present a shortfall of information and approaches whereas, BGER would argue,

ENGINEERING 56 І Australian Bulk Handling Review: March/April 2024
Figure 1 – Truck load out.
Figure 2 – Truck load out sans bulk material.
Figure 3 – TLO – DEM representation.
Images: BG&E Resources
the static theoretical approach dictated by geotechnical theory presents an overly conservative design envelope (Figure 5).
Both these problems give rise to the potential of a collaboration with a tertiary institution to review the existing theories, conduct relatively simple testing, determining if existing theories are appropriate or further study defiing a more complex scope that can lead to improvements of industry practice.
Need for an Australian-focused bulk materials loading standard (AS3774)
In a related consideration, the authors wish to bring to focus either of two realistic outcomes regarding the withdrawal of AS 3774. The first is th adoption of the Eurocode – this is a more modern standard written within a suite of standards all aimed at use within the Eurozone. Naturally, it follows that the application of the Eurocode to Australian
settings may expose gaps with the approaches taken within the standard. One such gap is highlighted with the truck load out case discussed briefly abov – the Eurocode does not treat this application with any custom consideration and, as such, would dictate the continued use of a hydrostatic pressure development within the bulk material and transferred into the container structures.
Hence, it would seem to the authors that an opportunity exists in the potential revision of AS 3774 to address current shortfalls (such as the TLO treatment) as well as updating methodologies in line with research conducted over the last 20 years (example, vertical gate load pressures imposed over time by a bulk material). The best outcome for Australian industry is the revision of AS 3774, with the Eurocode only being adopted, if necessary, in the interim period.
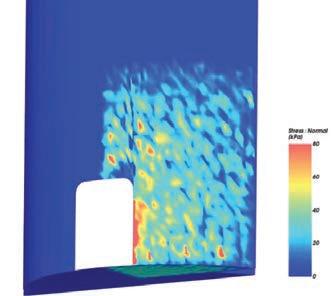
Collaboration with the University of Newcastle
Given the University of Newcastle’s history in applied research in the fild of bulk solids handling, a natural recourse was to refer these non-standard
• materials handling • asset life extension • infrastructure ASPEC Engineering provides high quality technical engineering support to mines and ports www.aspec.com.au
Figure 4 – TLO – DEM Normal Wall pressures.
applications into the research space in the hope that meaningful developments result, and design practices are eventually improved – in reality, this is a minimum 5-year process.
TBS and the University of Newcastle (UoN) has a long history of industry engagement. This approach has been developed and championed by the founding director of TBS, Emeritus Professor Alan Roberts, and is carried forward by several members of the team including Dr Bin Chen (Technical Director, TBS), Professor Craig Wheeler (Dean of Something, UoN) and Dr Peter Robinson (Researcher and Senior Lecturer at the Centre for Bulk Solids and Particulate Technologies, UoN).
Through the industry engagement process, each of the two problems discussed above were put forward to the university as areas potentially worthy of research. The first stp is defiing a scope of work for an engineering fial year project (or embedded honours project) that are a part of all engineering undergraduate degrees. BGER and UoN combined in this effort to crate a scope suitable for an honours project that,
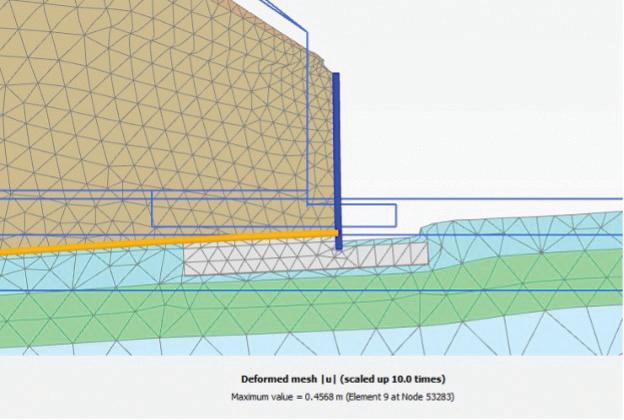
although simplifid, was still relevant to the original industry problems. Industry (BGER) and academia (UoN) can then collaborate to supervise the direction of the work of the undergraduate student over the course of the project (typically 1 year). Where an honours project identifis opportunity for further progress in a study area that may have benefits o
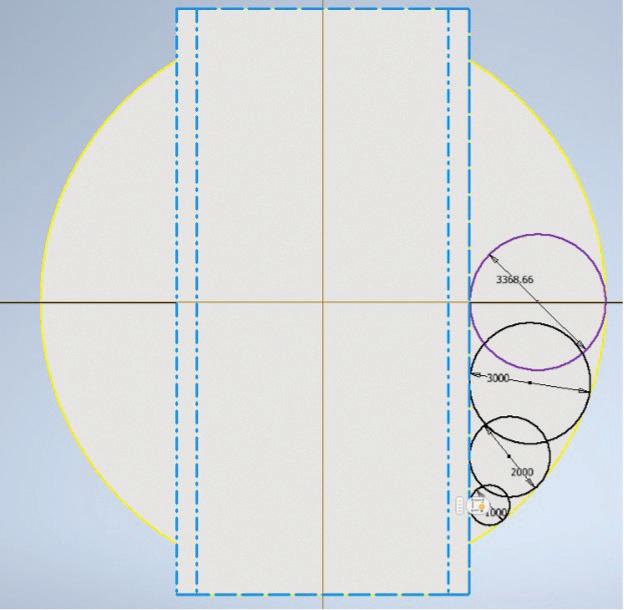
applicability to industry, the natural progression is to a doctoral thesis (PhD), which, with its wider, more detailed and more defied scope, has the opportunity to drive forward fundamental knowledge and design practices.
The continued involvement of industry in all stages of the process is critical in directing research efforts t remain practically relevant. Industry has a very real opportunity and responsibility to drive research in a way beneficial t the wider sector. Recognising that this process is a lengthy one only serves to highlight the importance of a continual engagement between industry and academia so that gradual industry progress may be realised over time.
Conclusion
Through the practice of engineering within any Australian sector, cases will inevitably arise that highlight a current shortcoming of a standard design methodology. It is through continuous engagement with the academic sector that these shortcomings are addressed, and progress is made for the industry as a whole. BGER prides itself on its emphasis on technical excellence for its staff, as ell as engagement and contributions into the tertiary education and research sector to help drive sector growth and help develop the next generation of engineers.
58 І Australian Bulk Handling Review: March/April 2024 ENGINEERING
Figure 5 – Lateral pressures at stockpile base – existing geotechnical theory.
Figure 6 – TLO
– Theoretical consideration of container as series of reducing radius silos.
1 year $99.00 (inc GST) 6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide 2 years $179.00 (inc GST) 12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide Subscribe today: www.bulkhandlingreview.com/subscribe ASSOCIATION PARTNER STRALIAN LK NDLING PO BOOK YOUR STAND TODAY IN CONJUNCTION WITH AUSTRALIAN BULK HANDLING EXPO
GUARANTEED SOLUTIONS
To Your Specific Bulk Material Conveying Problem


FLEXICON®
Flexible Screw Conveyors
Convey free- and non-free-flowing bulk materials at low cost
• Convey free-flowing and difficult-to-handle materials that pack, cake, seize or smear
• Prevent separation of blends
• Convey short to medium distances
• Conveyor routing at any angle, through small holes in walls or ceilings
• Only one moving part contacts material
• Fast disassembly, thorough cleaning
• Stationary or mobile units, including tilt-down models
• Economical to purchase, install, operate and maintain
• Single or multiple discharge points
• Minimal power usage
• Sanitary or industrial models

FLEXI-DISC®
Tubular Cable Conveyors
Convey fragile bulk foods and non-foods gently
• Slide fragile materials gently through smooth stainless steel tubing using low-friction polymer discs attached to stainless or polymer-coated stainless cable
• Prevent separation of blends
• Short to long distances
• Durable discs in 100 and 150 mm diameters
• Single or multiple inlets/outlets can be removed/relocated and the cable-disc circuit lengthened/shortened/re-routed
• Minimal power usage
• Evacuates material, minimising waste and cleaning time
PNEUMATI-CON®
Pneumatic Conveying Systems
Convey free-flowing materials short to long distances
• Single-point “up-and-in” installations to crossplant systems with multiple pick-up and discharge points and automated controls
• Positive pressure and vacuum dilute phase systems complete with blowers, rotary airlock valves, pick-up adapters, filter receivers, cyclones, fill/pass valves, wands and weigh batching controls
• Short to long distances
• Wide capacity range—feed small packaging lines to silos and railcars
• Single or multiple inlet and discharge points
• Total evacuation of supply vessel and the conveyor line for accurate weighments, minimal waste and easy cleaning


MM-0377
Stand-alone units to weigh batching configurations to automated plant-wide systems backed by Flexicon’s Lifetime Performance Guarantee*
See the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems ©2024 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. *See complete Guarantee for details. AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICA UK SPAIN FRANCE GERMANY +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 SEE DETAILS
First
GENERAL INFORMATION REGISTRATION FORM
Early Bird Delegate Registration: $2,950+ GST (Before 14 April 2024)
Delegate Registration: $3,420 + GST 5 or more delegates receive a 10% discount. All fees are in Australian dollars and must be paid prior to the event. Fees include electronic program notes, lunches, refreshments.

Hyatt Regency, Brisbane
33 Burnett Lane, Brisbane City, Qld 4000 (07) 5647 1234
brisbane.regency@hyatt.com
3-Day Course
8:30 am - 5:00 pm 14th May 2024
9:00 am - 5:00 pm 15th May 2024
9:00 am - 4:00 pm 16th May 2024
All face-to-face courses are subject to current COVID government regulations. If you are unable to attend the event a substitute delegate is welcomed at no extra charge. If notification of withdrawal is received no less than 14 days prior to the event, 80% of the fee will be refunded. No refunds will be made if notification of cancellation is received less than 13 days prior to the date of the event. The organisers reserve the right to alter or cancel the course due to unforeseen circumstances. In the event of cancellation, a full refund of fees will be made.




AN INTENSIVE SHORT COURSE IN...
registration form should be forwarded to:
Bulk Solids Newcastle Institute for Energy and Resources, The University of Newcastle, Callaghan NSW 2308, Australia Tel: +61 2 4033 9055
danielle.harris@newcastle.edu.au Brisbane, Queensland Bulk Solids Handling Storage, Feeding, Transfer, Belt Conveying Hyatt Regency Brisbane
Solids Handling Storage, Feeding, Transfer, Belt Conveying FEES SESSION SCHEDULE CANCELLATIONS VENUE PAYMENT OPTIONS: Credit Card Visa Mastercard For credit card payments please email Danielle.Harris@newcastle.edu.au to obtain a link to an online payment portal (please note we do not accept AMEX). Purchase Order
This
TUNRA
Email:
Bulk
3-Day Course 14th - 16th May 2024 Title:
Name:
Position: Organisation: Address: Telephone: Email: Dietary Requirement: Presented in
Surname:
OVERVIEW
The storage, handling and transportation of bulk solid materials are major activities for a vast number and variety of industries throughout the world. These range from the gentle handling of very small quantities of material in the pharmaceutical and chemical industries to the large quantities handled and processed by the mining and mineral companies. This diversity is particularly evident in Australia where the wide-ranging nature and scale of operations is somewhat unique.
Considerable advances continue to be made in research, development, application and implementation of the technologies associated with various aspects of bulk solids handling. This course will be of particular interest to a wide range of industries including:
• Mining and mineral production and processing
• Power generation
• Energy and environment
• Chemical and petrochemical process industries
• Agriculture processing and production
• Manufacturing
• Pharmaceuticals
• Food industry
3-DAY COURSE OUTLINE
FLOW PROPERTIES TESTING
• Description of test equipment and procedures
• Influence of storage time and environmental factors such as temperature and moisture
• Evaluation of hopper and chute lining materials for friction and wear
• Application specific testing (inc. Dust and TML)
• Analysis and application
MASS FLOW & FUNNEL FLOW
STOCKPILE DESIGN
• Mass-flow and funnel-flow design procedures
• Basic hopper geometry
• Interpretation of flow property reports in relation to bin design
• Case studies
• Dynamic modelling of bulk solids systems
• Influence of flow properties and geometry on draw-down and live capacity
• Selection and positioning of hoppers and feeders for optimising gravity reclaim
• Stockpile base pressures and loads on reclaim tunnels, hoppers and feeders
ABOUT TUNRA BULK SOLIDS
TUNRA Bulk Solids are world leaders in applied and fundamental bulk solids handling research and have been in business for more than 40 years. TUNRA has built a strong reputation in industry for its professional services and world class research in materials handling and flow properties. TUNRA have completed more than 4,000 projects for over 1,000 companies across Australia and more than 40 countries internationally.
Comprehensive laboratory test facilities which are ISO 9001, ISO45001 and ISO14001 certified, are available at TUNRA to aid research and consulting activities at the University of Newcastle. TUNRA is committed to forming long term partnerships with businesses to help them overcome existing handling problems and assist with planning projects to ensure trouble-free plant operation.
The Centre for Bulk Solids and Particulate Technologies (CBSPT) is actively involved in both fundamental and applied research on a range of problems associated with bulk solids and particulate technology. Research areas include storage, flow, processing and transportation of bulk solids.
It was established in 1995 and supported by the Australian Research Council (ARC) as one of a prestigious handful of national Key Centres of Teaching and Research between the University of Newcastle and the University of Wollongong. The Centre’s Newcastle Node is strongly linked with TUNRA Bulk Solids and the Faculty of Engineering & Built Environment at the University of Newcastle.

3-DAY COURSE INFORMATION
WHY ATTEND THIS COURSE
• Diversify your expertise and further knowledge of materials handling concepts
• Professional Development (CPD hours)
• Increase awareness of material phenomena occurring on site
• Learn methods for troubleshooting, optimisation and best practice design
• Develop skills in fundamental and numerical analysis approaches
• Learn how to apply flow properties test results to benefit your operation or designs
• Stay up to date with the latest developments in industry and bulk solids research
COURSE PRESENTERS
D.E.M. ANALYSIS
• Introduction to the Discrete Element Method
• Modelling approaches and limitations
• Overview of critical model parameters including particle size and shape
• Considerations and best practices for industrial application
WALL LOADS
• Application of AS3774 for static and flow load cases
• Gate Loads
• Symmetric versus Eccentric Discharge
• Silo Quaking and Shock Loads
• Loads on Buried Structural Elements
FEEDERS
• Importance of hopper and feeder interfacing
• Review of basic feeder types
• Determination of optimum hopper and feeder interfacing for uniform draw-down
• Determination of feeder loads, torque and power for initial and running conditions
• Controlling feeder loads and start-up torque
THE CENTRE FOR BULK SOLIDS
TRANSFER CHUTES
• Basic principles of chute design
• Application of flow properties in the design process
• Chute flow problems due to adhesion and wear
• Dynamic modelling of hood and spoon for optimum accelerated flow
• Optimising chute profiles for feeding and transfer
• Optimising chute geometry for controlled wear in the flow zone and at the belt feed point
• Dust control in transfer chutes
• Application of DEM and CFD in chute design and performance evaluation
BELT CONVEYING

• Overview of open and closed systems. Special belt conveyors and conveyor selection recommendations
• Review of basic design procedures
• Economic and technical considerations in optimising conveyor design
• Analysis of main resistances – idler indentation, idler spacing, bearings and seals, stress states in bulk solids and contribution to drag.
• Specialised testing
FURTHER INFORMATION
Emeritus Professor Alan Roberts founded TUNRA Bulk Solids in 1975 to facilitate research and consulting services in bulk materials handling. Following Alan’s long standing commitment to the bulk handling industry, he developed, guided and led a team of experts at TUNRA Bulk Solid who continue to be at the forefront of the materials handling industry. Following in Alan’s footsteps, TUNRA continues to offer professional training courses to industry as a part of our commitment to continuous improvement of the materials handling field. These training courses are run by a minimum of 3 experts from our engineering group who are specialists in their fields.
Should you require any further information regarding the course, please contact:
TUNRA Bulk Solids
The University of Newcastle
Callaghan NSW 2308, Australia
Tel: +61 2 4033 9039
Email: danielle.harris@newcastle.edu.au
www.bulksolids.com.au

