

THE 6X® - The radar level sensor that can handle any application, no matter if the medium to be measured is liquid, solid, hot, cold, hazardous or corrosive. www.vega.com/radar www.bulkhandlingreview.com VOLUME 29, ISSUE 3 | MAY/JUNE 2024
Bühler cutting-edge cleaning machine offers unparalleled uptime, user-friendly operation, and fully optimized yields for various grains.
Maintenance is a breeze, ensuring your operations maintain peak performance without interruption.
The sleek, accessible design streamlines cleaning processes and sieve replacement, significantly reducing downtime.


The TAS series boasts a diverse range of nine installation sizes to accommodate an extensive capacity spectrum:
Impressive throughput from 60t/h up to a commanding 250t/h. Screen area up to 48m
Contact Bühler Australia:


Phone: +61 3987 27906
Website: www.buhlergroup.com
Innovations for a better world.
Discover the pinnacle of grain cleaning technology with the Bühler TAS series.
Sales Manager adam.williamson@buhlergroup.com
Adam Williamson –




Satake buys WA silo business
Tylden silos stand the test of time
A silo’s best friend 62 Supporting farmers for more than 120 years


Australian Bulk Handling Review: May/June 2024 І 3 CONTENTS MAY/JUNE 2024 44 26 20 16 bulk bag per week or 20 per hour the lowest cost per bag model range, patented innovations and performance enhancements exact-match filler to your specific cost and capacity requirements length forklifting tubes positioning of this TWINby weight without in load cells and Every Flexicon filler offered with pneumatic (shown) or mechanical to interface with optional overhead Patented SWING-DOWN filler and swing-arm-mounted chute for automated filling and indexing REAR-POST FILLER with performance options retractable bag hooks, inflatable bag seal, dust containment vent, TIGHTEST BUDGETS lighter-duty version of the further still, yet has an inflatable bag spout seal and feed chute dust vent TWIN-CENTREPOST™ FILLER Two heavy-gauge, on-centre posts manual fill head height adjustment, and feed chute vent for displaced USDA acceptance. +61 (0)7 3879 4180 flexicon.com.au: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic onveying Systems, Bulk Bag Unloaders, THE 6X The radar level application, no matter if the medium to be measured is www.vega.com/radar www.bulkhandlingreview.com VOLUME 29, ISSUE MAY/JUNE 2024 COVER STORY: MEASUREMENT THAT WON’T FLAKE How do you measure a material too light, dry, and fluffy for ultrasonic sensors? Install a VEGA radar sensor. Find out how the VEGAPULS 6X can help with measurement. For the full story, see page 12 6 Industry news 12 Measurement that won’t flake 14 Critical performance 16 Pneumatically conveying wet, abrasive material 18 Covers kept simple 20 Remote transfer points: Monitoring and servicing long conveyors 24 European technology to revolutionise wrapping 26 Sugar hits the spot 28 Organic success 30 Turnkey triumph for Conveyor Industries 32 A better world 34 Powered up by POWERCELL® 36 Bonfiglioli’s gearbox growth 38 Redefining bulk handling efficiency 40 The Italian job 42 Australian tech for international trade 64 The wear of mining equipment Bucket elevators 44 Rise up with Alimark 46 Investing locally reaps Reliable rewards 48 Achieving maximum capacity for bucket elevators Silos 50 Reap
benefits 52
field 54
56
58
60
the
Stand out in the
Achieving effective fumigation
64 Ask an Engineer: How can I build a better silo?
Published by:
379 Docklands Drive
Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO
Christine Clancy
E: christine.clancy@primecreative.com.au
Editor
William Arnott
E: william.arnott@primecreative.com.au
Journalist
Adam Daunt
E: adam.daunt@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Design Production Manager
Michelle Weston
E: michelle.weston@primecreative.com.au
Art Director
Blake Storey
Design
Michelle Weston
Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
© Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any means electronic, mechanical, photocopying, recording or otherwise without the permission of the publisher.

Siloed solutions
Agriculture has been around for more than 10,000 years, ever since the first nomadic hunter gatherer humans decided to put down roots.
However, an age-old problem that farmers are still asking today is, ‘Where should I put all this grain?’
Grain storage is a vital part of the process for the agricultural industry – it doesn’t matter how big the harvest is if the crop spoils waiting to be processed or sold. Grain needs to be protected, not just from the elements, but from infestation. Leaving large piles of food around is also just ringing the dinner bell for rats and insects.
Silos are one solution to this problem, but not all are designed equally. Each farm or bulk handling site will have their own requirements and needs from their silo. For example, a farmer might be looking to expand their storage capacity to sell grain later when its more profitable. A grain port, on the other hand, will need much larger industrial silos that can handle hundreds of thousands of tonnes moving through its systems.
Silos also need to be properly filled and emptied. The first part is relatively straightforward – either through augurs, conveyors, or some other means of handling bulk grain. Getting the grain out is another story entirely.
Once inside a silo, some materials may become clogged, and not easily flow out. This could be due to moisture causing it to cake. The friction from the inner walls of the silo may slow the flow and cause particles to bind together, forming an arch or bridge above the outlet area, stopping flow entirely.
There is a simple way of fixing this – bang the side of the silo with a hammer. This puts someone at risk – swinging a heavy object is dangerous. The loud clangs aren’t good for the ears and the ergonomic concerns can do a number on a person’s back.
Not only that, but it could damage the silo, creating dents that material can get stuck on. Now, the flow issues are even worse.
This edition of ABHR highlights the vast range of organisations designing silos and the equipment that supports them. Read on to see how the industry is responding to the latest trends, technologies, and techniques.

4 І Australian Bulk Handling Review: May/June 2024
EDITORIAL
William Arnott Editor - ABHR





















4B Australia Building 1, 41 Bellrick Street, Acacia Ridge, 4110, Queensland, Australia Tel: +61 (0)7 3216 9365 Email: 4b-australia@go4b.com www.go4b.com 4B DESIGNS AND MANUFACTURES COMPONENTS FOR BUCKET ELEVATORS AND CONVEYORS Engineering Solutions Since 1888 A Worldwide Manufacturer ELEVATOR BUCKETS ELEVATOR BOLTS BELTING & SPLICES PREVENTATIVE MAINTENANCE & HAZARD MONITORING SYSTEMS CONVEYOR CHAIN BEARING TEMPERATURE SENSORS SPEED SWITCHES BELT MISALIGNMENT SENSORS LEVEL & PLUG SWITCHES BULK2024: 18-19 September Melbourne Convention and Exhibition Centre - Booth 2332
Mining means business at BULK2024
Experts and decision makers in the mining sector are set to attend the upcoming Bulk Handling Expo. ABHR explains how the bulk handling industry can benefit.
AS AUSTRALIA GROWS, ITS DEMAND for minerals grows too. The country’s metals are needed to create vital infrastructure and manufacturing
Changes to technology are also having a major impact on mining and mining methods. The Minerals Council of Australia claims that by 2030, to meet the world’s demand for storage alone will require 50 new lithium mines, 60 new nickel mines and 17 new cobalt mines.
The council also expects mining investment is expected to increase by US$100 billion annually from current levels to produce the mineral commodities required for the world to achieve net-zero emissions by 2050.
It’s an important time for the industry, bringing about new challenges and lessons to be learned.
For this reason, the resources industry will play a major role at the upcoming Australian Bulk Handling Expo (BULK2024).
Located at the Melbourne Exhibition and Convention Centre, the event aims to help spread industrial knowledge, showcase the latest technologies and innovations, and provide an opportunity to network with like-minded peers.
BULK2024 show director Lauren Chartres said that while the event will bring all producers of bulk commodities together, there will be a special focus on how other sectors can learn from the resources industry.
“There is so much happening in the mining industry, and the scale of the technology that is used creates engineering challenges and solutions that could help other industries,” she said.
“Tapping into that wealth of knowledge and expertise can help businesses find an edge.”
BULK2024 is aimed at bulk commodity producers who are looking
to run their businesses more efficiently and keep one step ahead of the competition.
To ensure they can do that, the latest in equipment will be on display, including conveyors, silos, motors and drives, belt scrapers, container tipplers, dust control systems, and weighing or level measuring products.
“The mining industry is also embracing innovative new technology. Industry 4.0, automation, and artificial intelligence have the potential to radically change the way businesses operate,” Chartres said.
Attendees will have the chance to connect with industry leaders and innovators on the show floor and at various networking opportunities at the show.
It will also offer the opportunity to meet with new clients, learn about new markets and connect with customers
you might never have met elsewhere.
The expo will be held in conjunction with one of Australia’s biggest transport, logistics and supply chain events, MEGATRANS2020. The two events will be hosted over 30,000 square metres at the Melbourne Convention and Exhibition Centre, with one ticket entry for access to both exhibitions.
“We’re inviting everyone to be a part of this game-changing expo –from hands-on decision makers in the bulk handling industry to CEOs, COOs, regulatory bodies, and government at all levels,” Chartres said.
“We’ve seen how impactful bringing the industry together was at BULK2022 and are excited to see the industry continue to grow.”
BULK2024 will take place at the Melbourne Convention and Exhibition Centre from 18–19 September, 2024.

BULK2024 6 І Australian Bulk Handling Review: May/June 2024
C M Y CM MY CY CMY K
The resources industry will play a major role at the upcoming Australian Bulk Handling Expo.


artin manufactures energy-efficient electric vibrators that are ideal for screening, emptying hoppers and keeping material flowing. These rugged designs require minimal maintenance and are less expensive to operate than other power options.
Martin® Screen Vibrators are designed to serve as a direct retrofit for Derrick® shaker screens and require no modifications or adapters. Our sturdy construction delivers a long service life, easy maintenance and carries an industry-leading 3-year warranty.
Like our Screen Vibrators, the MM Series vibrators are constructed with only highest quality housings and internal components. They incorporate O-ring seals and precision machined surfaces for dust-tight, water-tight IP66 protection. Drives are interchangeable with other major manufacturers. Get shakin’ with Martin.
®
Electric Screen Vibrator
Thayer Scale low-profile cable scale for bucket elevators
THAYER SCALE’S LOW-PROFILE
Cable Scale is designed to work with conveyors used throughout the processing industry that cannot easily accommodate a conventional conveyor belt scale.
The mass-counterbalanced scale fits securely under a bucket elevator, a hinged plate conveyor, a cleated belt conveyor or another piece of material handling equipment and senses the load being transported providing realtime rate and totalisation information.
In addition, the low-profile cable scale requires little additional vertical headroom.
This unique solution will effectively convert your existing conveying equipment into a highly accurate weighing solution.
The low profile, masscounterbalanced scale has unique proportions to support entire conveyor structures. Dead loading of up to 2250kg can be accommodated on standard configurations without loss of net loading sensitivity.
The weigh platform effectively converts these conveyors into highly sensitive, mass-counterbalanced weighing platforms that allow you to manage and control weighingspecific process variables such as rate of flow, totalised material conveyed, and other variables.
Used in combination with Thayer Scale’s S52 line of instrumentation, the measurement of loading and speed can produce an accurate measurement of the totalised throughput and gravimetric flow rate. The precision instrument package facilitates reporting on conveying-specific metrics like flow rate in buckets/minute.


CSIRO launches survey into mining industry
AUSTRALIA’S NATIONAL SCIENCE agency, CSIRO, has invited Australians to participate in a survey that aims to shape the future of mining research.
CSIRO engaged Voconiq to conduct the survey that aims to explore the attitudes of Australians towards the mining industry today.
It follows previous surveys in 2014 and 2017, which produced insights on
Australians’ expectations for how mining is conducted.
“Mining plays a crucial role in producing the materials necessary for the transition to low emission technologies, global electrification and global development in general, and conversations generated from surveys like this will help shape the industry’s future, balancing its growth with community
expectations,” Rob Hough, CSIRO’s Director of Mineral Resources, said.
“Your insights will be instrumental in guiding our ongoing research.”
CSIRO will use the results from the survey to inform future mining related research initiatives that lead to public reports and academic publications.
The survey was conducted in March and April of 2024, and has now closed.
NEWS 8 І Australian Bulk Handling Review: May/June 2024
C M Y CM MY CY CMY K
Low-profile cable scale.
Image: Thayer Scale
PROVIDING SOLUTIONS
For over 45 years, Vortex has supplied dry material handling components to a global network of Original Equipment Manufacturers, Fortune 500 companies, and process engineering firms. Throughout the world, over 15,000 companies have utilized Vortex’s innovative slide gates, diverters, iris valves, loading solutions and custom engineered products to improve process efficiency.
With sales and service offices located in North America, Europe, Asia and Latin America, Vortex’s success comes from a philosophy, which includes focus on quality, timely customer service and dedication to adding value to our clients’ processes.
PROVIDING SOLUTIONS
Each Vortex component is appropriately selected to meet the demands in every application. With an in-house team of engineers, Vortex product designs can be completely customized for individual applications or special installations. Vortex understands the value of your process. Our team of application engineers have more than 150 years of combined dry material handling experience. Vortex’s knowledge of handling dry material characteristics in pneumatic, vacuum and gravity flow applications is unsurpassed. Vortex delivers intelligent, cost effective solutions for all dry bulk materials. No application is too large, too small or too difficult to handle.
INDUSTRIES SERVED
IN YOUR WORLD There’s no time for down time. That's why we make solids & bulk handling components that are made to perform. www.vortexglobal.com Learn more about Vortex Slide Gates, Diverters, Iris Valves & Loading Solutions at: Heavy Duty Slide Gates Aerated Conveying Engineered for handling everything from fine powder to abrasive aggregate Heav Duty Diverter Valves Loading Spouts
• Chemicals • Cement • Food & Grain • Fibers • Minerals • Petrochem • Pharmaceutical • Plastics • Rubber • Mining • Minerals • & Much more...

Fremantle Ports unveils unique storage dome
FREMANTLE PORTS HAS
revealed a new clinker circuit project that features a storage dome set to deliver ‘significant benefit’ to clinker users and importers.
The 40-metre-high storage dome and covered conveyor network will link directly to the adjacent Cockburn Cement Ltd plant and support BGC.
“The clinker dome holds the same amount of product as a conventional shed but has a much smaller ground footprint,” Fremantle Ports chief executive Michael Parker said.
“This is of significant benefit to future-proofing the Kwinana Bulk Terminal, as we can make space for other trades, sheds, and systems as we continue to develop and grow in the years to come.”

The dome storage solution was chosen instead of a conventional shed but has a much smaller footprint then the shed which is critical at the Kwinana Bulk Terminal.
The dome was constructed using a concrete ring beam, and then an airform membrane was inflated. A layer of foam was applied before steel and shotcrete were used to reinforce the structure.
“The instalment of the dome and the clinker import circuit facility is a very exciting investment, providing our customers faster cargo-handling, quicker ship turnaround times and more efficient landside operations,” Parker said.
“This project supports the construction industry in Western
Australia and is a key part of our long-term planning to facilitate trade through the Port of Fremantle.”
Parker said that clinker held an important place in the state’s resources and aggregates sector.
The Kwinana Bulk Terminal receives more than 1.1 million tonnes of imported clinker per year, which is used in domestic, commercial, and industrial projects. Indonesia accounts for around half of the annual amount, while Japan, Malaysia, the Philippines, and the United Arab Emirates make up the remainder.
“Without clinker, industry stops, and every tonne of the commodity entering Western Australia comes through the Kwinana Bulk Terminal,” he said.
10 І Australian Bulk Handling Review: May/June 2024 NEWS
The new storage dome at Kwinana Bulk Terminal.
Image:
Fremantle Ports
Bellevue Gold reopens WA gold mine
BELLEVUE GOLD HAS OFFICIALLY OPENED ITS $252 million gold project, which sees its mine reopen after sitting dormant for more than 20 years.
Located 35 kilometres north-west of Leinster, Bellevue Gold will employ about 230 workers, who will be housed in rooms 20 per cent larger than the industry standard.
The earliest production at the mine site dates back to the early 1900s. Operations restarted in 1986 before closing in 1996, at a time of historically low gold prices. The project lay dormant until Bellevue Gold recommenced exploration activities in 2017.
The company expects to produce more than 1.8 million ounces of gold over an initial 10-year mine life. With a mineral resource of 3.1 million ounces at 9.9 grams per tonne, the mine will be one of Australia’s highest-grade gold mines.
Bellevue Gold aims to be a net-zero emission site by 2026, with the lowest greenhouse gas intensity of any major Australian gold project. This will allow the company to market ‘green gold’, a product which has the potential to attract a price premium.
Wind and solar are expected to provide up to 80 per cent of the facility’s overall power needs.
WA Mines and Petroleum Minister David Michael congratulated Bellevue Gold on opening the gold mining project.
“I commend Bellevue Gold for working closely with the Tjiwarl Aboriginal Corporation to deliver mutually beneficial outcomes, and for committing to ongoing engagement,” he said.
“It is also encouraging to see the Bellevue Gold Project aim for net zero emissions as Western Australia’s resources sector will play a key role in the State’s transition to a low carbon economy.”
The WA Government’s Exploration Incentive Scheme (EIS) co-funded Bellevue Gold’s drilling activities in 2017 and 2019, and these results underpinned the mine’s reopening.
“The Exploration Incentive Scheme continues to encourage exploration in remote regions of WA, and it’s always pleasing to see the scheme deliver such outstanding outcomes,” Michael said.
“With record sales of $18.6 billion in 2022-23, gold will continue to play a significant role in WA’s economic future.”

Image: Phawat/stock.adobe.com
Measurement that won’t flake

wood core of the material, while the fines are used to create the surface.
As part of its production process, D&R Henderson, a particleboard producer, stored the very light, very dry powder in a 21-metre silo.
However, there was a problem. Because wood flour is so light, fluffy, and dry the traditional methods of measuring the level just simply didn’t work.
Sheeshendra Deo, Electrical Manager at D&R Henderson said finding a sensor fit for the job was a process of trial and error.
The company first tried using an ultrasonic sensor, which emits acoustic pulses to detect the level in a vessel. The light nature of the wood flour meant the pulse was being absorbed, which made the readings unreliable. On top of this,
“We tried a lot of sensors that just didn’t work,” he said. “The material had an extremely low dielectric, which meant it was a poor conductor of electric current.”
“Our product is also very dry. Normally these sensors depend on having some moisture there to find an accurate reading.”
Jim Curnow, a business development manager at VEGA Australia said radar systems need at least some conductivity to work.
“The wood flour had such a low dielectric, it was basically invisible to the sensor,” he said.
The company tried several sensors, but none of them were able to accurately detect the material. One potential solution was to install load cells, but that would be prohibitively expensive
the silo was vital for D&R Henderson. If the company didn’t know how much wood flour it had, it could lead to lost production while refilling the silo. Since the product supplements natural gas in the burners (which run the wood dryers), the gas cost can be huge.
Eventually, the manufacturer began testing the VEGAPULS 69, one of VEGA’s most advanced radar sensors. Wood flour was one of the materials VEGA claimed it could accurately measure.
Curnow said the 80 gigahertz radar was different to the others the customer had tried, as it has a much higher dynamic range, meaning that it was a lot more sensitive, enabling the unit to receive and process very small echoes from this type of material.
“The VEGAPULS69 has a dynamic range of 120 decibels. All of the other
COVER STORY 12 І Australian Bulk Handling Review: May/June 2024
Attaining an accurate reading in the silo was vital for D&R Henderson.


radars at the time were using around 85 decibels for measurement,” he said.
“The decibel scale is logarithmic. That means going from 85 to 120 isn’t just a 25 per cent increase – it’s over 1000 times more sensitive.
“That means the sensor can get a much better return signal from a low dielectric material and makes it for all intents and purposes immune to dust and buildup.”
One feature that helps protect the system from dust and buildup is the lack of a horn. Traditional Radar sensors often use a horn to focus the microwave beam into the right direction. The VEGAPULS 69 uses a lens antenna rather than a horn, removing an area where material could gather.
The sensors require no maintenance and can be set up and left alone. Integrated Bluetooth technology means the VEGAPULS69 can be programmed and integrated from the ground by site staff using their mobile phones, without the need to climb a 21-metre ladder with a laptop to make a program change.
Deo said VEGA made sure to take samples of the wood flour from the site to see if the sensors would work.
“They took various samples, and we were confident that it would work after seeing the results,” he said.
“We then began to replace all of the other sensors across the site with ones from VEGA and have close to 10 now installed.”
Curnow said the consistency of VEGA’s products is key to its success. This is why the company has released the VEGAPULS 6X, a radar sensor that can handle almost any application, no matter the medium.
This new radar level sensor VEGAPULS 6X now combines the best of the previous 80 GHz, 26 GHz and 6 GHz sensors VEGAPULS 61, 62, 63, 64, 65, 66, 67, 68 and VEGAPULS 69, in one device.
“They’re all German made to very high standards. I’ve been to the factory and seen the level of quality control that goes into every single step of the process,” Curnow said.
“It’s really high tech and impressive, and it means that everything we produce will operate as it should.”
Australian Bulk Handling Review: May/June 2024 І 13
Images: Vega
Wood flour is so light, fluffy, and dry that traditional methods of measuring the level didn’t work.
The VEGAPULS 69 uses a lens antenna rather than a horn.
Critical performance
Critical minerals capabilities are in high demand in Australia and abroad. ABHR learns how Bulk Handling Technologies play a key role in this transition.
CRITICAL MINERALS ARE REQUIRED
to make the products of the future, but given its challenging handling characteristics, the sector requires specialised bulk material handling equipment, Bulk Handling Technologies (BHT) manager Paul Ingleson told ABHR
The Perth-based company, established in 2012, has developed a global client base for its specialised, heavy-duty screw feeders.
Syrah Resources, which operates the Balama Graphite Project, approached Bulk Handling Technologies to design and supply multiple heavy-duty twin-screw feeders due to its reputation for creating solutions for the critical minerals sector.
Located in the Cabo Delgado Province, the Balama Graphite Project is considered a ‘globally significant’ graphite project. The mine can produce 350 kilotonnes per annum and has an expected lifespan of 50-plus years. It has seen major industrial giants, including Korea’s Posco Future M, sign long-term contracts for graphite supply.
The investment has come because the growing demand needs to be

supported by specialised machinery, like the solutions created by Bulk Handling Technologies.
“Graphite filter cake, like many filter cakes, poses some difficult challenges for materials handling engineers and plant designers,” Ingleson said.
“With proper design, screw feeders can be one of the cleanest and most

reliable solutions for controlled feeding and discharge of filter cakes from storage hoppers.”
BHT designed the three heavyduty twin-screw feeders with specialty steels and surface treatments to handle graphite’s high nobility. The company carried out specialist material testing using a representative graphite sample to determine the flow properties and best solution for the client.
The testing determined the critical hopper dimensions, outlet size, and head load condition, which led to BHT recommending ribbon flight twin screw feeders.
The company manufactured, assembled, and tested the twin-screw feeders at its Perth headquarters.
VANADIUM ADVANCES
Each critical mineral presents a different logistical problem. For example, graphite filter cake is cohesive, whereas vanadium is highly abrasive.
A WA vanadium producer approached the BHT to support its operations with a tailored solution. The consultation process between the two saw BHT

MACHINERY 14 І Australian Bulk Handling Review: May/June 2024
Testing the design in a scale test rig with a sample of graphite filter cake.
The kiln feed screw installed on location.
Images:
Bulk Handling Technologies
construct a high-capacity cantilevered kiln feed screw which can feed abrasive magnetite to extract vanadium.
“High-capacity rotary kilns are often fed using screw feeders as the circular casing allows for a smaller kiln opening and optimum sealing at the inlet,” Ingleson said.
“The particular challenge with kiln feed screws is that you need to handle cohesive, moist product at the feed end while dealing with extreme temperatures and hard, baked product on the inside of the casing at the discharge end.”
Recently, BHT employed the flow material property data to determine the best solution for an operator working with betaa-spodumene, which is used to create lithium.
Like the graphite and vanadium contracts, alpha and beta-spodumene presents a unique challenge.
The material is extremely fine and highly abrasive, which can present problems for equipment.
BHT used the flow property data from the beta-spodumene testing to design and manufacture a storage feed bin as
screws to combat product aeration and reduce wear.
Ingleson said this testing helped assess important criteria that determined the best equipment for the graphite, vanadium and spodumene solutions.
“An important criterion for screw feeders is often the need to ensure uniform draw-down from the storage hopper above,” he said.
“Bridging, hang-up on sloped walls or ledges and insufficient extraction along the length of the outlet need
the first 50 orders
GET PREPARED FOR THIS YEAR AND INVEST IN YOUR ON-FARM STORAGE HESILOS.COM 1800 046 046 1-12 JONES STREET, FORBES NSW 2871 SILOS, FIELD BINS & FEEDERS 10 *For
delivery this harvest
for
Pneumatically conveying wet, abrasive material
A UK-based mica, also known as muscovite, producer has turned Flexicon to replace its pneumatic conveying system.
LKAB MINERALS HAS BEEN processing mica – a material used as a mineral filler in the agricultural, construction, polymers, and paint industries – at its Derby location since the 1950s.
One process involves moving large volumes of wet, abrasive mica powder from a wet process to a drying system on the floor above. To improve worker safety in the vicinity of the heated material and overcome abrasive wear, the company replaced mechanical conveyors with a pneumatic conveying system from Flexicon.
Processing muscovite
Mica received at the Derby Works as a fine powder in bulk bags undergoes one of six size reduction processes, depending on its end use. One of these is a wet process, in which water is added to create a hot, sand-like material with high moisture content ideal for use in paints and coatings.
The material was originally transported to a drying system on the floor above using a forklift and bucket elevator, and subsequently by a
mechanical conveyor and bucket elevator to distance workers from the material. However, components of both systems suffered abrasive wear.
Most alternate equipment evaluated either could not be routed as needed, move the moist material efficiently and/ or resist abrasive wear.
“We looked at a number of conveying systems, but most suppliers considered the material and the restricted routing as too much of a challenge,” Samantha Bucknall, UK group performance manager at LKAB said.
“Ultimately, only Flexicon was willing to take on the project and offer a viable solution.”
Pneumatic conveying of wet, abrasive material
“It was a new material for them,” Bucknall said. “We supplied a batch to the company’s test lab and worked with them to find the best solution.”
The resulting automated system is comprised of a 560l capacity floor hopper, which receives the mica from the wet process via mechanical conveyor. Pneumatic rather than mechanical


conveying permitted the most direct material transfer path.
A 30m long, 75mm diameter Pneumati-Con vacuum line propels the muscovite vertically 11m to the floor above and around two 90° bends to a 1220mm diameter filter receiver. The filter receiver separates the muscovite from the conveying air and is sized to hold 800l of material.
The dilute phase vacuum system is powered by a 15kW positive displacement vacuum pump, at 500 mbar pressure differential.
The filter receiver is sized to hold an entire wet mill batch, and includes a level sensor to signal the PLC when the full batch is accumulated and the next batch should be fed to the mill.
The filter receiver includes an automatic reverse-pulse jet cleaning

PNEUMATIC CONVEYING 16 І Australian Bulk Handling Review: May/June 2024
The hopper below the filter receiver receives the wet mica and discharges it to a drying system followed by separation by particle size.
LKAB Minerals have processed mica at their Derby facility since the 1950s.
Images: Flexicon
system, which dislodges material accumulated on the filter elements to maintain optimal conveying performance, and returns it to the batch to eliminate waste. Bag filters were selected over cartridge filters for more effective release of the sticky material.
Material is then transferred from the filter receiver to a drying system, then to any of three sieving stations for separating the product in two particle sizes. Due to greater customer demand for finer mica, two of the three sieving stations produce a 90 µm particle size, while the third produces a coarser 125 µm particle size.
LKAB supplies Mica under the trade name MicaFort in 25kg bags, 1 tonne bulk bags, or in bulk tankers.
Overcoming conveying challenges
“Installation of the new pneumatic system was difficult as it is located in a very tight space,” Bucknall said. “We
experienced a number of challenges during early operations, but Flexicon stayed with us to find solutions.”
One challenge stemmed from mica’s abrasiveness, which ate through one of the elbows within six weeks of operation.
“Flexicon suggested we replace the worn bend with a Smart Elbow deflection elbow from HammerTek Corporation. This gave us 12 months of operation, almost nine times longer, which we are very pleased with,” Bucknall said.
The deflection elbows are designed to minimise wear of the elbow wall. Unlike conventional elbows, which rely on material impact to change direction of material flow, the deflection elbow features a spherical chamber that protrudes just beyond the pathway of the material. A ball of suspended material rotates in the chamber, gently deflecting incoming material around the bend and preventing it from impacting the elbow wall.
Air-cushion
Air-cushion
Overall, the project represented a “leap of faith for us as we had not used a pneumatic transfer before and we were not sure how it would handle the wet mica,” Bucknall said. “We overcame

BELT CONVEYOR
CONVEYOR
Both belt and product are carried on a cushion of air
MONEY SAVING FEATURES:
• Low power consumption • Reliability
• Low wear and tear • Low maintenance
• High capacity • Light weight belt
• Steep angles of inclination • High belt speeds
• Dust tight • True belt tracking
• Complete settling of materials on belt
• Simple conversion from open to closed conveyor




Both belt and product are carried on a cushion of air BELT
CONTACT US FOR MORE INFORMATION Aerobelt Australia Pty Ltd Ph: 02 4631 2919 | Mob: 0419 279 566 | Fax: 02 4631 2915 info@aerobelt.com.au | aerobelt.com.au
Final milled muscovite material has gone through size reduction, pneumatic conveying, drying and sieving steps.
CONTACT US FOR MORE INFORMATION Aerobelt Australia Pty Ltd Ph: 02 4631 2919 | Mob: 0419 279 566 | Fax: 02 4631 2915 info@aerobelt.com.au | aerobelt.com.au
Covers kept simple
Kinder Australia’s K-MotorShield is a simple solution for keeping motors running in dusty environments.
MOTORS ARE PROBLEMATIC
places for dust to gather on a busy bulk handling site. They’re often close to the action and have plenty of places for dirt, debris, and dust to build up.
This can have disastrous effects on the motor’s lifespan. The fins that draw heat away from the internal components are not designed to be clogged with foreign material. Without proper airflow, temperatures can rise beyond a point that is safe for the motor and can damage the insulation in the motor windings.
This can result in short-circuiting, arcing, and other electrical faults, potentially causing serious damage to the motor.
Sean Kinder, business development manager at Kinder Australia, said protection is key to reducing the likelihood of failure.
“Covering the motor is an easy way to stop dust and debris from accumulating,” he told ABHR
“But sometimes sites will cover the motor with whatever they have lying around.
“Often, this is a piece of rubber –which helps stop the dust from getting into the motor but also acts as an insulator. Now you have a different problem, as the heat continues to build up and the same issues start occurring again.

“Kinder Australia provides a noninsulating cover that allows heat to escape and protects the motor from dust.”
The K-MotorShield motor cover is a durable, lightweight solution that can be quickly and easily installed on a motor.
Dirt and dust particles are pushed through the fins while heavy contaminants settle on top of the cover, not in the cooling fins.
This can improve airflow by 140 per cent and keep bearings, windings, and brushes on drive motors clean and dust free.
It is constructed from a corrosionresistant composite material, providing a long service life.

Kinder said the K-MotorShield is popular in Australian paper mills to protect the motors.
“There is a lot of water involved in paper processing and the resulting pulp is a sticky material. It can build up and turn into a large block for cooling fins if it reaches a motor,” he said.
“Mine sites also use the K-MotorShield, especially in areas where material spillage is a possibility.”
The K-MotorShield has a ‘snapon’ design, allowing it to fit easily on top of most motors. It is standardised for any NEMA and IEC frame size and can be customised to accommodate unique situations.
Kinder said the cover is a simple solution that keeps motors clean and extends their life.
“In bulk material handling operations, motors serve as the driving force behind essential machinery, making them invaluable assets. Protecting these assets from environmental debris ensures their prolonged lifespan, reduced downtime, and enhanced safety and compliance,” he said.
“It’s an effective and innovative solution. You can see the benefits immediately. Kinder staff will also visit the site to see the equipment after installation to ensure everything is working to our standards.”


FEATURE
18 І Australian Bulk Handling Review: May/June 2024
MOTORS
Dust that gathers on a motor can result in short-circuiting, arcing, and other electrical faults.
The K-MotorShield motor cover is a durable, lightweight solution that can be quickly and easily installed.
Images:
Kinder Australia
Remote transfer points: Monitoring and servicing long conveyors
John Barickman, senior product development engineer at Martin Engineering, explains the logistical and maintenance considerations required for kilometre-long conveyors.
WESTERN AUSTRALIA IS HOME to one of the longest continuous belt conveyor in the world, running between the Mount Saddleback mine and the Worsley refinery near Collie.
Travelling more than 50 kilometres during its winding journey through 22 tunnels and 10 bridges, the system transports around 2700 tonnes of bauxite ore for aluminium extraction.
Monitoring and servicing a system like this can be onerous, but the alternative is trucking. The reduction in cost for labour, fuel, vehicle maintenance, and road upkeep to retain that volume of production, including greatly improving workplace safety, justifies an extensive conveyor system.
However, since its construction in 1983, operators have found that one continuous belt may not be the greatest design decision.
Andrew Timmerman, engineering supervisor at Martin Engineering said a
drivers, trained mechanics, safe roads, and a lot of fuel.
“Long conveyor systems are designed to reduce some of the cost and safety issues. But like any solution, they have their challenges, too,” he said.
More and more, belt conveyors are being built that are kilometres long. They descend mountains and cross vast stretches of plains, forests, or jungles.
Built to compensate for expensive, slow, and potentially dangerous haulage by trucks, long conveyors travel at high speeds regardless of the weather.
Intersecting conveyors and system accessibility
Access to a transfer point by vehicle is recommended, if not critical, because of the nature of the most common maintenance tasks which could involve heavy lifting and work with power tools such as cutters and grinders.
Discharge and loading zones
quickly pile up and encapsulate the belt, causing dust emissions and idler fouling. Maintenance staff needs to access the area to make adjustments to remedy causes of carryback and spillage and clear away accumulation.
Properly engineered material transfer includes belt cleaning, sealing, chute clog prevention, impact management, tracking and monitoring to control the need for maintenance and unscheduled downtime. A goal should be to minimise the number of trips and address all issues in a single visit.
Transfer point maintenance
Transfer points can take some care to maintain. The most common ongoing transfer point maintenance tasks are:
• Primary and secondary belt cleaner blade replacement
Cleaner performance monitoring and tensioner adjustments
• Spillage cleanup sfer chute maintenance and clog mitigation

Having to frequently maintain a basic belt cleaner to make sure it is adequately tensioned and cleaning properly is costlier in labour over the long run than installing quality belt cleaning equipment upfront. This is known as Return on Performance (ROP), which differs from Return on Investment (ROI) in that it calculates the savings in labour for maintenance and equipment life over the long term, instead of merely the period in which the initial capital investment is recovered regardless of increased costs and replacements afterward. At a transfer point located miles away, having a reliable belt cleaner tensioning system that is self-adjusting and/or low maintenance drastically reduces the cost of operation.

CONVEYORS 20 І Australian Bulk Handling Review: May/June 2024
A long conveyor can transport bulk material faster and more consistently than vehicles. Images: Martin Engineering
Images: Martin Engineering
buildup due to material properties, lump/particle size, moisture content, temperature, abrasiveness and corrosiveness. When clogs happen, production stops and backflow fouls components in the discharge zone and spills over the edges of the system. Due to the distance and equipment needed on extended conveyor lengths, the
so calculating the ROP on low maintenance equipment may be a better metric than ROI.”
Equipment geared toward mitigating common transfer chute issues can include service-friendly primary and secondary cleaners, autonomous tensioners, belt alignment devices, self-adjusting skirting, vibration, and localised power generation.
Service-friendly primary and secondary cleaners are track-mounted components that pull away from the stringer for safe service outside of the system. After performing the proper lock-out/tag-out/block-out/test-out procedures, a single worker has easy access to safely service the blades using basic tools.
“Quality and durability are key elements for a sustainable remote transfer point,”


Low maintenance primary and secondary cleaners are tensioned upon installation and with no need for further adjustment. Positioned at an angle across the discharge pulley, it has a rubber strip constructed with tungsten carbide tips, requiring less maintenance
FOR EVERYTHING BELOW THE BELT At Kinder, we understand productivity. Our engineers
the
Increase
we
Unlock your productivity potential. Visit kinder.com.au
Safety and accessibility rules may require hand rails and grated walkways.
are experts in innovation with
ability to design bespoke solutions and provide products to suit all applications.
efficiency and reduce downtimeIf it’s above, around or below the belt,
have the answer.

the belt and the cargo remain centred, which is especially critical in loading and discharge zones. Standard OEM belt training devices impede the belt from drifting into the stringer but it is up to the operator to adjust the belt path through slight adjustments of the idlers down the system. On long conveyors, automatic belt training is essential both on the carrying side and the return side to mitigate mistracking from wind, shifting cargo, and various other causes.
Self-adjusting skirting rides the belt to create an effective seal automatically. Historically, skirting had to be adjusted when excessive dust and spillage escaped from the loading zone. Self-adjusting designs prevent spillage and equipment breakdown caused by fugitive material, creating a constant tight seal to the belt. The unit self-adjusts to rubber skirt wear, regardless of material volume and size diversity, delivering an adaptable and low-maintenance solution.
Monitoring and sensors
In addition to cameras that provide an overall view of conditions, sensors monitor operations and flow, delivering important data. One thing to keep in mind is the need to relay the information to a central control centre via Global System for Mobile Communications (GSM), which requires the proper equipment and power.
blade position and remaining service life, notifying operators when retensioning or blade replacement is required. A position indicator can be mounted anywhere from three to 800 metres from the cellular gateway, and the robust, sealed construction means it is virtually immune from damage.
Up to 50 units can be monitored by a single gateway connecting to the Internet, usually located at the highest point in the plant, where the cell signal is strongest. The system communicates via radio frequency from each sensor to the gateway.
Load sensors are specifically geared to communicate with automated tensioning systems so the unit can pull the blade away from the belt when there is no cargo. Running a cleaner on an empty belt can reduce blade life, degrade the belt face, and create potentially dangerous friction heat and static.
Flow indicators or “plugged chute detectors” can either alert operators to the need for maintenance or automatically activate flow devices like vibrators or air cannons to disrupt stuck material and commence flow without worker intervention.
Service and safety
Each piece of equipment requires a knowledgeable and trained technician for safe service. As a result, performing maintenance on a remote transfer point might involve
the most experienced technicians in the facility for long periods to inspect and maintain it. Additionally, it could require a fully equipped service truck with lifts and onboard power.
Many operators have turned to specialty service contractors who are trained and equipped to safely conduct regular inspections, provide maintenance, and offer recommendations. These highly trained and certified technicians can reduce replacement equipment lead times and perform maintenance tasks faster, minimising downtime.
To improve response time, many systems can be set up so technicians can be alerted through the GSM to issues at the same time as operators. Some service contractors can even maintain data logs on customers’ conveyors, recording system specifications, status details and service procedures performed. The collected information is helpful in scheduling preventive maintenance activities and in determining when outside resources should be utilised. This data can be used to better manage an operation’s equipment and budget.
Improving efficiency and operating costs
Due to power and logistical issues, not every conveyor is going to be as ambitious as the Mount Saddleback mine. Most, if not all, will have several transitions. Well-monitored autonomous equipment can make a remote transfer point much more cost-effective to operate. ROP-minded design and maintenance performed by trained service technicians can mitigate many of the disruptive issues and downtime associated with transfer points in general.
“Long conveyors with multiple transfer points have been around for several decades, and equipment designs for this unique environment have evolved in recent years,” Timmerman said.
“By focusing on safety, ease of service and reduced risk exposure, operators are realising that many of the most troubling issues can be effectively resolved.”

22 І Australian Bulk Handling Review: May/June 2024 CONVEYORS
A non-tensioning belt cleaner takes a unique approach to how the devices are designed.
CUSTOMISED APPLICATIONS SOLUTIONS FOR ALL Talk to a member of our team today 1800 810 420 | ahrensrural.com.au
European technology to revolutionise wrapping
Aurora Process Solutions has partnered with Robopac to supply high-end automated pallet wrapping technology in Australia and New Zealand.
WRAPPING PALLETS IS
indispensable to most companies that dispatch product as it protects and promotes the product during shipping. Manually wrapping pallets, however, isn’t ideal. Not only is it expensive, it puts workers in positions where they’re up close and personal with heavy machinery, day in and day out, it also depends on that person to get it right every time.
It’s a mundane task better suited to machinery than humans.
Any small slip up could lead to time, product and wrap going to waste. Braden Goddin, sales and marketing manager at Aurora Process Solutions, told ABHR that this wasteage is getting more focus now as companies are looking to become more productive and sustainable.
“We’re looking to lift the game
To do that, Aurora conducted a worldwide search to find new technologies to bring down under. Europe has been a particular market of interest for the company.
“European countries tend to use a lot of automation in their logistics sector,” Goddin said. “Their supply chains mean pallets could be handled multiple times across different types of freight, from trucks to, trains, ships and planes.”
“They need a high degree of load containment, and a lot of regulations have come into effect that require reductions in the amount of polyethylene used.
“They need technology that can deliver a more secure load while using less plastic film and less manual labour. That’s what Robopac delivers.”

Robopac is based in Bologna, which is known as the heart of the Italian packaging valley. From there, the company manufactures its advanced automated packaging systems to be used in systems around the world.
Aurora saw a lot of potential in helping to bring Robopac’s machinery to Australia. The country is large, and exports travel far and wide. Plus, Goddin said the Italian manufacturer has been taking the lead in pallet containment systems for decades.
Goddin said the agreement between the two companies allows Aurora to access a broader market than it has in the past, taking packaging technology to entirely new market segments.
“Pallet wrapping is used in all sorts of industries, from food and pharmaceuticals to the building industry,” he said.
“European companies are some of the first to innovate to meet new regulatory requirements, which takes a while to filter down to Australia and New Zealand.
“Robopac also has a niche capability in packaging system design. There are some innovative pallet wrapping methods and developments that are not used down in Australasia yet. So, we’re excited to let the locals take advantage of it.”
Aurora Process Solutions provides scaling technologies and processes to meet the needs of growing businesses. The company’s products help to semi and fully automate the packaging, conveying, conditioning, palletising, and hooding processes.
Aurora also provides technology that can quickly and easily scale up,


PACKAGING
Robopac also has a niche capability in packaging system design.
allowing curious customers to test the technology at a base level and see how it impacts their processes.
Goddin said one of the common concerns businesses have about installing automated technology is the technical expertise required.
“This may be the case with some highly complex, high-speed process applications but is not the case for general filling, closing, palletising operations,” he said.
“Product development has come a long way in regard to user experience and intuitive operation.
“Ease of use and simplicity has developed to the point where many of the machines can be considered plug-and-play. In a lot of applications, if you can operate a smartphone, then you have the capability.”
Robopac’s technology has been designed with this simplicity in mind. Goddin praised the company’s
engineering skills in simplifying the complex, as the product range remains easy to use and repair.
The company’s wide range means a tool can be found for almost any problem – whether it’s irregular loads with sharp edges, fragile and instable materials, or temperature concerns. This range also means options are available for sole traders, multinationals, and all businesses in between.
“Due to the sheer volume of equipment Robopac produces, spare parts and efficient service and support is easily available.”
Aurora plans to showcase the technology across the country, visiting clients and trade shows as well as working in conjunction with Robopac to build awareness.



ENJOY A BULK HANDLING REVIEW DISCOUNT OF 10% OFF ALL DRYERS FOCUSED ON THE FUTURE, CONTROL YOUR HARVEST! P: (07) 4631 4300 | E: sales@agridry.com.au W: www.agridry.com.au Mobile Grain Dryers: Predator & Kinetic Mixed Flow Grain Dryer: Tundra & Goliath Direct Silo Dryer: Tanami Aeration Systems for Drying & Cooling
Solutions
Images: Aurora Process
Sugar hits the spot
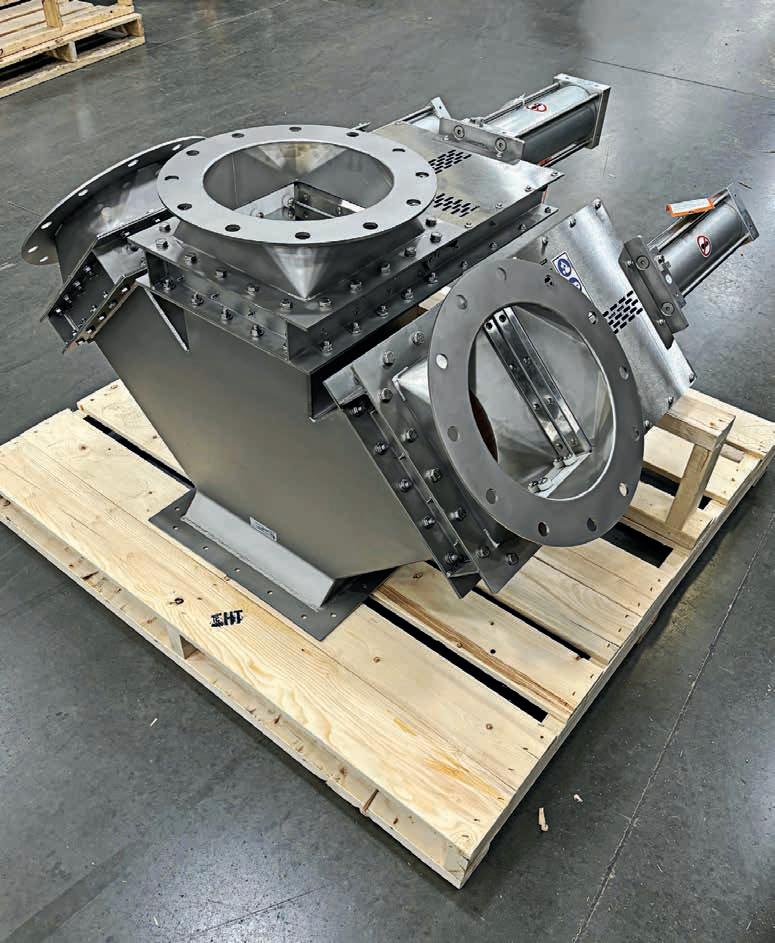
Vortex Global had partnered with a European company to keep its sugar high rolling.
WHEN A FRENCH SUGAR PRODUCER
engaged Vortex Global to upgrade their site, the European company was clear two aspects were required.
The first was assurance that the new set-up would have a high level of dust tightness, while the second was a seamless material flow.
This led Vortex Global to design a customised solution that addressed these concerns.
“The customer’s requirement for dust tightness and the ability to feed any divert leg at will presented a unique challenge that called for a customised solution,” Vortex Global managing director Laurence Millington told ABHR
“Traditional gravity vee diverters were considered initially, but due to height constraints, an alternative approach was needed.”
France, especially Northern France, is one of Europe’s most critical sugarproducing regions, alongside the Netherlands, Belgium and Poland.
While the European Union is traditionally a net sugar importer, the region still produces around 18 million tonnes of sugar annually. According to recent data, it is the world’s leading producer of beet sugar.
The high production load meant the French site would be outfitted with a customised set-up and one that could handle significant volume.
After a thorough process, Vortex Global settled on using a tri-verter, which would use Vortex Roller Gates to divert the sugar.
Vortex had previously used the roller gates with its electropolished blades in another sugar-producing set-up successfully. The company incorporated three roller gates onto an inlet design

smoothly with minimal residual build up.
The three-way roller gate solution eliminated the need for a separate diverter, which reduced the French producer’s installation and maintenance costs. The roller gates will also minimise downtime and potential production loss by eliminating the extra machinery and transfer section.
Vortex Global designed the roller gate for material handling in gravityflow applications.
The company offers various customisable material options for rollers, end seals, bonnet seals, and side seals to suit the customer’s application.
The roller gate is available in various configurations, from rectangular sizes to custom hole patterns. The versatility of the roller gate enables Vortex Global to develop a tailored solution suited to the site and application of the customer.
Vortex’s bonnet and side seals, made from hard polymer, provide a strong dust-tight seal across the gate, reducing product dusting in the atmosphere.
Vortex Global’s roller gate seals have
Other additional features on the Vortex roller gate include no pinch points or exposed moving points and no internal cavities, which prevent material from being wedged and wasted.
This feature reduces the chance for material wedging in the machine, which has been shown to contribute to seal wear and material degradation.
Vortex has built the roller gate to ‘self-clean’ with the machine’s bonnet seals acting as a scraper to help remove material from the blade on the opening stroke and keep the material in the process line instead of the bonnet area.
Millington said the roller gate had various uses, from light applications to more abrasive powders, while modifications could be made for sticky and corrosive materials.
“Roller gates are renowned for their reliability and efficiency in handling bulk materials such as sugar,” he said.
“These gates are ideal for applications where a material like sugar may leave you in a sticky situation with a different piece of equipment.”
EQUIPMENT 26 І Australian Bulk Handling Review: May/June 2024
The three-way roller gate solution pixtured upside down.
Image: Vortex Global
Reliable - the specialist for all your Bucket Elevator needs
We have access to over 700 different bucket sizes, shapes and materials designed to give clients longer life, better reliability, and a lower total cost of ownership. We stock a range of Elevator buckets, conveyor belts, bolts, and Maxi Splice joiners.
As well as these key components, Reliable can offer new pulleys and a refurbishment service. With these offerings along with our expertise in new installations or existing system change outs, we are well positioned to offer a complete turnkey solution in Bucket Elevators.

ELEVATOR BUNDLES
• Buckets, Belting, Splices & Bolts
• Design and engineering support
• Single Solution: all-in-one order
• Pre-punched Belt matched to your Buckets
• Belt supplied to specifications
• Save time & money
• After sales support

TIGER TUFF BUCKET
Maxi-Lift revolutionised the industry with the release of the Tiger-Tuff, the first Maximum Duty Bucket. Today the success of the Tiger-Tuff guides the design for every bucket made. Tough, long lasting elevator buckets.

With 8 branches across Australia we offer our clients the support they require throughout the lifecycle of the system.
Locations:
• Reliable Conveyor Belt (NSW) – Newcastle, Gunnedah, Lithgow, Mudgee, Muswellbrook, Parkes
• Alliance Conveyor (QLD) – Mackay
• West Coast Conveyor Services (WA) – Perth
Contact details: 02 4928 5600 sales@reliable.com.au www.reliable.com.au
CONVEYOR SERVICES
Organic success
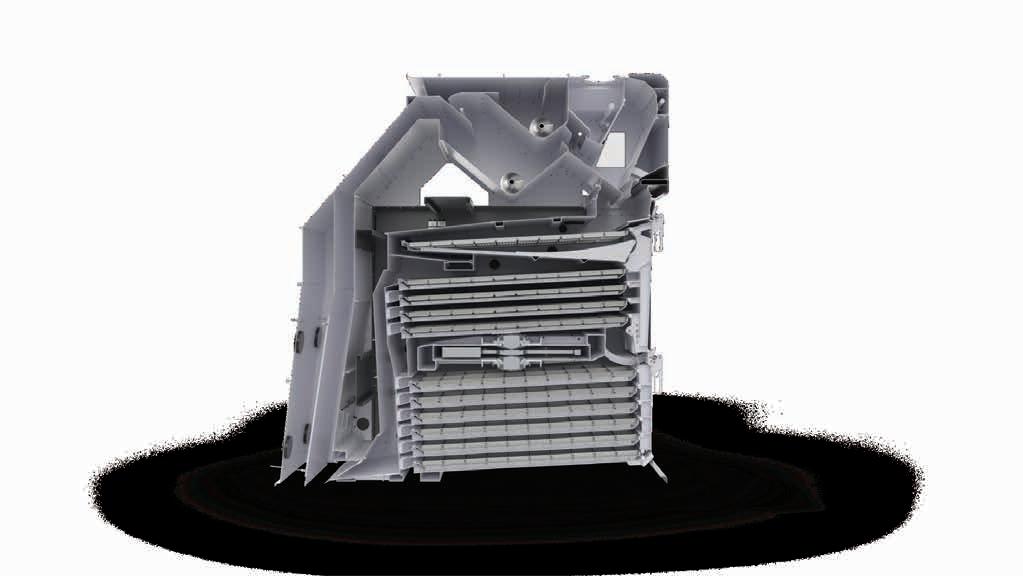
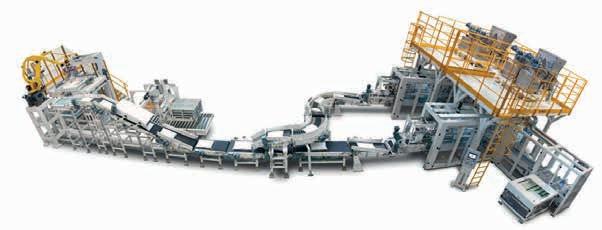
ABHR learns how Bühler supports the organic food sector in Germany through its partnership with Bio-regionale Genossenschaft Oberpfalz.
WHEN THE BIO-REGIONALE
Genossenschaft Oberpfalz, or BIregO eG for short, formed in 2014, its members shared a vision to promote organic food in the region.
The simple premise gained traction and grew from 60 members to more than 200, including producers, processors, and retailers in a cooperative.
“We want to expand organic farming and strengthen value chains here in the region,” BIregO eG board chairman Markus Schenk told ABHR
“Our project is already known far beyond the state’s borders.
“It’s unique and a beacon project for all those who aspire to a similar concept.”
The cooperative faced a major challenge in finding suitable grain storage, as the rules for organic food differ greatly from conventional storage.
The cooperative rented a warehouse nearby Thalmässing to house its wheat, barley, rye, spelt, oats, soybeans, sunflowers, millet and malting barley. It became apparent to everyone involved, including Schenk, that a new solution was needed.
The large disparity between the grain types, combined with BIregO eG’s work with smaller yield sizes and higher stocking requirements, necessitated a tailored storage solution.
BIregO eG required a reliable solution that met FDI standards and would require less maintenance than its rented set-up in Thalmässing. The new grain storage facility would need to be able to handle preparation and drying as well as possessing enough silo cells to store different crops in line with FDI standards.
After a thorough search, the cooperative engaged Bühler, the renowned grain storage manufacturer, to design its new solution. Schenk said Bühler’s pitch to be involved in the project was unique.
“We realised that Bühler wanted to do this project with us,” he said.
“We presented our plan, and they used their expertise to help develop it into a well-rounded concept.
“A company is only as good as its people – and you could feel that the project team was on fire for our plant project.”
Bühler took on the project and designed a grain storage solution from scratch, which included long-life wear parts and high-quality steel for less maintenance. The construction phase began in August 2019, and the plant was completed in 2022.
The storage solution was made up of four steel silo bins with a capacity of 6,900 tonnes and 52 silo cells in a cell block for differentiated storage.
The drying set-up included an STKL6-05/02 dryer with a capacity of 12 tonnes per hour based on its material handling of wheat and capable of eliminating 20 to 15 per cent moisture from the product.
Bühler designed the conveyor set-up as the backbone of the processing plant. The company has complete control over its conveyors as it designs and
builds chain conveyors, belt and bucket elevators, belt, and screw conveyors, as well as tubular push conveyors.
Bühler builds its conveyor solutions precisely to meet stringent requirements, including FDI standards.
It installed 24 chain and eight bucket elevator conveyors as part of BIregO eG’s conveyor set-up. The chain conveyors, comprised of three different models, could handle a capacity of 10-120 tonnes per hour, while the bucket elevator, consisting of two models, could handle 40-120 tonnes per hour.
The set-up enabled BIregO eG to increase its production efficiency and maximise the value and profit of its organic grain production.
“Bühler conveying systems are designed to meet the demanding requirements of material handling across a variety of industries,” Bühler grain quality sales manager Adam Williamson said.
“With a focus on innovation, efficiency, and sustainability, we have developed conveying solutions that facilitate the seamless transfer of goods, particularly in the processing of grains and other bulk materials.
Bühler consulted
MACHINERY 28 І Australian Bulk Handling Review: May/June 2024
BIregO eG on its grain-storage set-up.
Image: Bühler
“Bühler conveyors can handle any type of grain, feed or seed safely and gently.”
In the bulk handling industry, it is no secret that operator efficiency is linked to equipment uptime. When conveyor set-ups reliably provide uninterrupted service, they become indispensable to a bulk handling business.
Bühler understands the needs of its bulk handling customers, which is why it develops its conveyor systems with low maintenance requirements. Using this ethos, Bühler’s conveyor systems can achieve continuous productivity without impacting operators through downtime.
To achieve this, Bühler uses state-of-the-art technology with predictive maintenance capabilities. This enables operators to spot problems and address problems before they occur and create unscheduled maintenance or downtime.
Combined with Bühler’s high-quality products used during the manufacturing process, the conveyor systems can run with minimal maintenance and operator interference.
“This proactive approach to maintenance facilitates smoother operations and less unexpected intervention, allowing personnel to focus on productivity rather than troubleshooting,” Williamson said.
“This attention to maintenance efficiency underscores Bühler’s commitment to pushing the boundaries of what is possible in material handling and processing industries.”
When Bühler designs all its conveyor and grain silo solutions, including the one for BIregO eG, it uses premium parts and materials to manufacture the equipment. The materials are chosen in part for their resistance to corrosion and ability to clean.
The impact of the materials is two-fold: they reduce maintenance and address food safety and hygiene concerns. In Germany and worldwide, the grain processing industry has stringent standards for handling grain in accordance with food safety and hygiene standards.
“Bühler designs its equipment with safety and hygiene in mind, utilising high-quality steels that are not only durable but also less likely to harbour bacteria or contaminants,” Williamson said.
“This ensures that the grains handled by Bühler equipment are protected from contamination risks, enabling processors to maintain the highest levels of hygiene throughout their operations.”
After Schenk experienced the three-year project with Bühler, he was convinced that the cooperative could not have executed it without its partner.
“It’s important for us to develop the project together with Bühler in the future. I’m convinced that we are on the right track here – we can only pursue it together,” he said.

CONCETTI AUSTRALIA
HAVE YOU HEARD THE NEWS?
& NEW
IS NOW OPEN! AU.CONCETTI.COM COMPLETE BAG PACKAGING LINES FOR DRY POWDERS AND BULK SOLIDS
ZEALAND
Turnkey triumph for Conveyor Industries
Many businesses are looking for a one-stop shop for their silo manufacturing needs. ABHR learns how Conveyor Industries developed its reputation in this space.
NEW ZEALAND-BASED COMPANY
Conveyor Industries has developed a strong reputation for bulk material handling equipment and turnkey systems across both sides of the Tasman.
After many successful projects, especially in New Zealand, Conveyor Industries has become one of the leading deliverers of turnkey solutions for the bulk handling sector.
Simon Berkett, a business development manager for Conveyor Industries, told ABHR the key to the company’s approach was to work closely with the customer to tailor the solution as closely as possible.
This enables Conveyor Industries to ensure the equipment is the best fit for the customer’s application and increases the longevity of the equipment and its ability to fulfil the project requirements.
Berkett said that a one-stop shop for turnkey solutions provided peace of mind to customers as they dealt with them exclusively from conception to commissioning of the system.
Conveyor Industries was approached by a NZ-based mineral processor that wanted to increase its plant’s throughput and upgrade its intake system.
However, it would be a difficult upgrade as they would have to work around existing plants and buildings and ensure the new equipment worked perfectly with the existing set-up.
The mineral processor understood their project had technical difficulties that required a skilled approach. Conveyor Industries jumped at the challenge to provide a turnkey solution from project design to delivery and address the preexisting difficulties.
“We successfully delivered a comprehensive solution that exceeded
the client’s expectations by leveraging our expertise in bulk material handling and turnkey project management,” Berkett said.
“Despite the project’s complexities, our meticulous planning, collaborative approach, and attention to detail enabled us to overcome challenges and deliver the project on time and within budget.”
The Conveyor Industries team conducted a 3D scan and 3D modelling during the initial stages of the engineering and design phase. The intensive work enabled the team to understand the project’s scope and potential risks, saving time and mitigating them.
The 3D modelling encompassed the existing plant and equipment and the new equipment. This was a targeted plan from Conveyor Industries to meet the project requirements of a seamless integration between the old and new equipment. They had regular client meetings throughout the initial process to provide the customer with up-to-date project information.

handling sector. The team’s knowledge enables them to advise the best solutions for the customer’s application, including mineral processing.
“Regular meetings with the client ensured alignment and integration of their requirements throughout the design process and allowed for a more precise pricing estimation and reducing project uncertainties,” Berkett said.
The client was impressed by Conveyor Industries’ comprehensive approach to the design phase that it engaged them for the entire project delivery.
The large-scale project saw the Conveyor Industries team fully engage in its capability to conduct everything from below-ground, civils, mechanical supply, site installation and electrical works to project commissioning.
The company has been around for 25 years and has an experienced team
Mineral processing can be complex due to every different minerals’ unique characteristics, which can cause each material to handle and perform differently.
The NZ-based company used its in-house knowledge and international network of suppliers to design a new solution for the mineral processor.
Conveyor Industries designed and supplied a bucket elevator, belt conveyors, silos, hammer mill, product conditioner, vibrating tube feeder as well as associated walkways, support structures, and chutes designed to the customer’s specifications.
Its specialised installing team was able to install all of the equipment on time while adhering to safety standards.

TURNKEY SOLUTIONS 30 І Australian Bulk Handling Review: May/June 2024
Conveyor Industries is a New Zealand-based company.
Image: Conveyor Industries.
After installation, Conveyor Industries tested and fine-tweaked all the equipment to ensure it was operational and suited the customer’s requirements.
Using Conveyor Industries’ project documentation system, the New Zealand company can supply spare parts and provide further technical support.
Berkett told ABHR that using one operator for a turnkey solution had distinct customer benefits.
“It’s easier for the client; instead of having to manage the entire process themselves and engaging multiple contractors, we can take care of it,” Berkett said.
“Instead of multiple parties on site, it’s the one supplier they know they can trust. Some businesses don’t have the internal resources to manage large projects and would need to hire an external project team.”
The company has found customers across several industries have approached
A major New Zealand fertiliser company, which operates regional dispatch plants for trucks and spreaders, wanted to upgrade its blending equipment.
Conveyor Industries successfully designed, engineered, and carried out the civil work, structural work and mechanical supply as well as the installation and commissioning of the equipment.
In another project, Conveyor Industries worked with a New Zealand rendering company to for a set-up using raw material storage hoppers and mechanical conveying equipment across several sites. Conveyor Industries delivered the initial layouts, civil design and supply and well as the mechanical supply phase. The company also successfully installed and commissioned the project.
Recently, a specialist fertiliser coating company was seeking to create the highly specialised NZ-based batch plants.
Conveyor Industries advised on a set-up using mechanical conveying and storage equipment as well as belt conveyors, elevators, hoppers.
Following a consult, Conveyor Industries was engaged to conduct the initial plant engineering and design as well as the detailed design and engineering.
The company also carried out the civil design phase, mechanical supply and completed the installation and commissioning.
Berkett said the company was proud of its ability to offer turnkey solutions to a wide range of industries.
“It highlights our ability to tackle complex projects and deliver tailored solutions that meet our clients’ needs,” he said.
“From initial concept to final commissioning, we remain committed to excellence, innovation, and customer satisfaction.”
For high output torque, robust reliability and long operating life, choose Bonfiglioli

Our innovative mining portfolio - developed over more than 60 years, in collaboration with leading industry partners includes solutions for conveying, bulk materials handling, crushing, grinding, slurry
www.bonfiglioli.com/australia/en
www.bonfiglioli.com/new-zealand/en
A better world
For Haver & Boecker, sustainability is crucial to its day-to-day operations. ABHR examines how the concept defines the company’s technology, packing solutions, and dedicated Australian division.
SUSTAINABILITY IS THE NAME OF the game for many in the bulk handling industry, but for Haver & Boecker, the concept drives everything from product development to technical support.
When the company launched its Planet Blue campaign, it had a simple mission: offer smart solutions and technology to improve its clients’ sustainability and overall business efficiency and productivity.
“Whether you’re a producer of cement or other building products, chemicals or food, you will be looking for more sustainable solutions,” Haver & Boecker Australia sales engineer Alexandre Santi told ABHR
“We’re trying to improve the living conditions of humanity through our technologies and services as much as we can. This way of thinking is good for our customers as well if they want to become more efficient in their processes and help the environment.”
The company has made its reputation in developing tailored packing, storage, and palletising solutions for manufacturers of bulk handling powders globally. It also
creates dry mix solutions, including full dry mix plants. In Australia, Haver & Boecker’s dedicated local operations have been partnering with local businesses for more than ten years.
Its Planet Blue campaign has put an ongoing focus on key areas of Haver & Boecker’s product design. Minimising product loss by ensuring customers can process, pack, store and deliver goods safely, efficiently, and effectively minimises CO2 emissions and waste throughout the supply chain.
ADAMS technology
The company’s ADAMS originated from a Haver & Boecker client who needed a packing bag that could handle the UK’s weather conditions.
The resulting PE bag, designed by Haver & Boecker for durability and weather resistance, ensures that if the bagged product is stored in an unprotected area, it remains safe. By reducing loss and wastage, the product’s carbon footprint is minimised.
ADAMS technology combines form-fill-seal (FFS) technology with conventional filling technology. Tubular PE bags are fed via a roll into the
machine. The machine cuts, welds, and shapes the bag for maximum fill before feeding it to the filling spout. The clean filling process uses a vibrating lance and vibrating table to extract air from the bag before welding, delivering a completely sealed bag ready for compact transport and storage.
The bag’s corner seals and gusset design are easier to open and ensure all of the product can be removed from the bag.
Santi said ADAMS is ideal for bulkhandling companies working with dry-mix products. Research from Haver & Boecker revealed customers who used the ADAMS bags had up to four times better shelf life compared to other products. Company data also showed that ADAMS bags had the highest filling degree compared to competitors on the market.
Working to improve the circular economy, the Haver & Boecker Institute plays an important role towards more sustainable solutions. The world’s largest and most comprehensive technical institute for filling in the world works closely with bag manufacturers to develop more


SUSTAINABILITY 32 І Australian Bulk Handling Review: May/June 2024
The PE bag is designed for durability and weather resistance.
Image: Haver & Boecker
sustainable PE film, focusing on the use of recycled materials as much as possible. The bags themselves can also be recycled.
“We’re heavily invested in research and development and collaborate closely with bag manufacturers around the world to design and make the best, most eco-friendly bag we can,” Santi said.
SEAL technology
In bulk handling, your bag can effectively be your business card. It needs to look good, be compact, clean, and fully enclosed to ensure bulk material is handled safely with no loss of product.
These factors and feedback from the industry led to Haver & Boecker creating its SEAL technology, another enhancement to the sustainability of the supply chain. After the bag is automatically or manually placed on the filling tube, the bag holder fixes
the bag and a pneumatic sensor checks whether the bag is correctly placed, and in the correct position. The activation of the inflatable sleeve seals the bag valve during filling and ensures that no product escapes between the bag valve and the filling tube during the filling process. After filling, the upright bag is pushed from the filling tube into the sealing position. This process ensures that no product escapes from the stillopen bag valve.
The bag valve is then closed via ultrasonic sealing by pressing the anvil against the sonotrode, heating and closing the valve with a high frequency of 20,000 Hz in around 0.5 seconds. After the sealing process, the ultrasonic sealing unit opens, returns to the initial position and releases the bag for discharge and a new cycle can begin.
The result is clean, well-presented bags, with no product loss and high weight accuracy, with data showing
the technology reduces dust by 30 per cent. This translates to better health and safety for customers and staff, protecting them from issues like silica. It also ensures the packaging is safe from contaminants during filling, transport, and storage.
Santi said companies in the bulkhandling powder sectors, including cement and building materials, chemicals and food would benefit from this approach.
“Our SEAL kit, which can be retrofitted, means much cleaner filling, which reduces the spillage of product and increases product protection,” he said.
“Ultimately, no matter the scale of your operation or budget, we are here to help our customers find the very best packing solution for their product and chosen bag type – whether that be valve, FFS or big bags,” Santi said.
• materials handling • asset life extension • infrastructure ASPEC Engineering provides high quality technical engineering support to mines and ports www.aspec.com.au
Powered up by POWERCELL®
ABHR learns how customer-centric weighing solutions are helping Australian bulk handling businesses reduce product and profit loss at the weighbridge.
SWISS AND AMERICAN GLOBAL
company, METTLER TOLEDO has spent more than 80 years as a subject matter expert, advising Australian bulk handling companies nationwide. With a significant number of installed weighbridges and service contracts within this segment, it is well positioned to analyse and recommend tested solutions that provide accurate and reliable data to assist in making well informed business decisions.
The METTLER TOLEDO weighbridge team based in Australia, specialise in the design, manufacturing, distribution and installation of global and Australian manufactured weighbridge solutions. It has more than 200 years of collective experience offering simple solutions, all the way up to complex turnkey projects.
“We’re a solutions-based company, so we discuss and collaborate with our customers about what their needs are as we can customise and tailor our solutions across the whole value chain to easily integrate into the customer’s current processes,” METTLER TOLEDO business area manager John Beard told ABHR
“We let our customers talk to us about their challenges, pain points and what they envision their business process or operations will look like in the next five to ten years. We can then discuss our possible range of tailored recommendations that best fits their business.”
The company’s Australian head office works closely with their global manufacturing plants (including Melbourne) to create a wide variety of weighbridges to suit the Australian market demand and expectations. These range from simple four-metrelong axle weighers all the way up to 60 metres road train weighbridges. Other solutions include train weighing and a full range of automated solutions (unmanned weighbridges). METTLER TOLEDO has an expert team with

offices and technicians in most states and a dealer network across Australia. This team can use their experience to provide proven and practical solutions to bulk handling operations, catering to businesses of various sizes and complexities.
The company specialises in manufacturing and installing its own weighbridge solutions but also has the capacity to service, repair and carry out conversions and upgrades to other weighbridge brands.
John Beard, who leads METTLER TOLEDO’s Australian team of weighbridge experts, said the company’s services are well-regarded.
“The team who work here at METTLER TOLEDO have been handpicked, well trained and are highly motivated to satisfy every customer, every time,” he said.
“We’re very much about running the business, including inhouse engineering and project management that best support our customers.”
“With such a team in place, it gives customers confidence that they are getting the most appropriate advice, options and solutions for their applications. We understand most of our bulk handling customers see a
many transact millions of dollars over such weighbridges; hence they have significant interest in obtaining the most accurate and reliable weighbridge available.”
“We have a wide range of product offerings, some are standard and off the shelf, whilst others are bespoke enabling us to help our customers to select the best possible solution without compromise. We listen and then create the most appropriate solution making sure we deliver the agreed outcomes.”
According to the company’s data, some customers’ weighbridge decks often last for 15 to 20 years. To maximise the longevity and reliability of their weighbridge decks, METTLER TOLEDO uses a unique module masher to rigorously simulate over 20 years of robust use, allowing a high level of confidence that their designs will outlast the industry average. Weighbridge deck types include fully steel, concrete infilled and portable, depending on the application.
Fundamental to METTLER TOLEDO’s long-lasting solutions is that they are underpinned by POWERCELL® technology. The company developed POWERCELL technology three decades

34 І Australian Bulk Handling Review: May/June 2024
The METTLER TOLEDO weighbridge team based in Australia has more than 200 years of collective experience.
Image:
WEIGHBRIDGES
Mettler Toledo
ago, resulting in best-in-class accuracy and uptime.
Beard said the load cell is the heart of any weighbridge and POWERCELL provides several key benefits to bulk handlers, when installed on a weighbridge over a traditional analogue or digital cell. The main benefits relate to improved accuracy and reliability.
Weighbridges must be able to contend with natural events, such as heavy rains, floods, and lightning strikes, which are increasingly part of Australia’s seasons year-round. The company set about designing its higher-end POWERCELL to match the industry’s requirements, and the GDD and PDX are evidence of this evolution.
Beard said lightning strikes are the killer of weighbridges.
“An estimate of 2000 thunderstorms occur globally at any one time, which is almost 10,000,000 lightning strikes a day. An average lightning strike is around 30,000 Amperes. An average repair bill
due to lightning strikes is around the ten thousand dollar mark (not to mention the disruption of your cash register not working). Our POWERCELL technology is lightning tested at up to 80,000 Amperes. We can now guarantee no weighbridge failure due to lightning strikes,” he said.
The weighbridges have been tested to withstand extreme conditions, including sub-zero temperatures and up to 55°C. All POWERCELL receive an ingress protection (IP67 and IP69k) rating allowing pressure cleaning or submersion, with no effect to performance.
The company’s internal data focused on the bulk food industry shows the premium PDX POWERCELL solution is three times more accurate than analogue load cells.
Beard said, “if your weighbridge is inaccurate, there is a good chance you are flushing away profits out of your front gate.”
“In an analogue system, if your weighbridge breaks down, the only
way you know is when someone complains but with a true POWERCELL system you get notified before something goes wrong.
“You can proactively fix it before it gets inaccurate, you can fix it before customers complain and you can fix it before a catastrophic and unplanned failure occurs because the POWERCELL is regularly checking itself internally.”
METTLER TOLEDO’s new GDD POWERCELL was created in response to customers’ desire to have a high-level solution at an affordable price point. In effect, the GDD POWERCELL bridges the gap between the common analogue load cell and METTLER TOLEDO’s PDX POWERCELL, which Beard said is considered among the best in its class.
METTLER TOLEDO Australia with its large product and service offering, has reliable, accurate and practical solutions for bulk handling operations, whatever the budget or challenge may be.

Your trusted, local providers of conveying equipment, silos, and turnkey solutions for the bulk materials handling industry in Australasia since 1999. DESIGN MANUFACTURE INSTALL PROJECT MANAGEMENT cil.co.nz silosystems.com.au AU Ph: 1800 572 433
Bonfiglioli’s gearbox growth
Italian company Bonfiglioli is providing bulk handling operations with simple, sustainable and reliable gearboxes.
IT’S NO SURPRISE THAT THE Australian bulk handling sector is experiencing a skills shortage. According to Jobs and Skills Australia, the country has a national shortage of key professions across the entire resources sector.
Part of this is due to an increasingly challenging and competitive labour market. The Organisation for Economic Co-operation and Development found in 2022 that labour markets had globally tightened across all countries and sectors.
Martin Broglia, managing director at Bonfiglioli Australia, told ABHR that the labour shortage is prompting organisations to improve their equipment maintenance and plant performance.
“Customers are increasingly seeking out standardised, modular solutions that are easily customised, installed and maintained, and which offer a long service life,” he said.
“Bonfiglioli has invested in research and development at a group level to meet the needs of our customers in the bulk handling space.
“Part of that is keeping the design simple.”

The company’s unique design offering helps set its gearboxes apart. Bonfiglioli can provide hybrid helical bevel and planetary gearboxes as a combination unit.
Suitable for any heavy-duty applications that require slow, controlled movements, the combination unit can provide the best of both worlds while having a significantly reduced weight, lead time and cost. This provides an economical and lightweight solution, providing the same power output as two separate devices.
Another part of the company’s focus on simple designs is ensuring they are long-lasting with low maintenance requirements. This not only helps to keep the total cost of ownership down, but it also reduces the amount of time required for intensive servicing and repairs.
Broglia said Bonfiglioli’s collaboration with original equipment manufacturer brands and customers lets it design equipment that meets the sector demands, as well as the application requirements.
“For example, our solutions for bulk handling applications are designed to be extremely resilient, ensuring high performance in harsh environments where extreme temperatures, sandstorms, humidity and salty air are commonplace,” he said.
“Through our worldwide network of branches, distributors, and service companies, we are able to extend technical support and comprehensive after-sales service to customers, ensuring they achieve optimal productivity, uptime and profitability,” he said.
Sustainability is also important to the company, which has adopted a
new mindset at the highest level. The company headquarters in Italy meets the latest in energy efficiency standards. It was awarded ISO 50001:2018 certification for its energy management system.
The company has also designed its new headquarters to be a nearly zeroenergy building. It features geothermal heat pumps and radiant ceilings to save energy, as well as a green garden to promotes natural ventilation of the building. To make the best use of natural light, the roof of the building is slanted to enlarge the north-facing side of the building, while the roof and south-facing façade are cladded in a customised, pleated aluminium mesh inspired by Bonfiglioli gears.
Broglia said the company continues to develop new products with a special focus on energy efficiency, recovery, as well as lower fuel consumption.
GEARBOXES 36 І Australian Bulk Handling Review: May/June 2024
Bonfiglioli has expanded across Australia as part of its aim to decentralise its operations.
“In the wind turbine industry – a sector that’s crucial to the renewable energy industry - we are a global leader, with market share of over 30 per cent,” he said.
“The gearbox systems we deliver to local industries offer exceptional power and torque, compactness, are easily customised and robust. With low maintenance requirements, these offer a low cost of ownership. We also offer a wide range of gearbox customisation options and accessories, to meet a diverse range of application requirements.”
Bonfiglioli’s gearboxes have proven to be popular throughout the quarrying sector, with the company’s HD solutions in high demand.
This high demand has led to local investment into the company’s local manufacturing capabilities. Bonfiglioli opened a new warehouse in Melbourne last year as part of its aim to decentralise its operations in Australia. The new facility spans 1800 square metres and generates 40 kW of solar power. It is currently producing several gearbox ranges, with plans to expand further.
The company’s Sydney assembly plant had, until recently, processed several gearboxes each week. Broglia said the company plans to expand its Sydney facility with a new HD assembly machine from the group’s headquarters in Italy, allowing it to almost double production.
“Our New Zealand branch is also planning a relocation to larger facilities, which will facilitate greater stock holding, faster delivery, etc. This is in response to market growth in the region,” he said.
“We plan to grow our market share locally, through the consistent supply of top-quality products, coupled with expertise, extensive local stock holding, as well as prompt service and support. The expansion of the Sydney and New Zealand facilities will facilitate this.”




• Increase profits – with clean and weight-accurate processing and perfect presentation
• Maximise benefits – with improved product protection
• Reduce costs – with a cleaner packing environment and less waste
 Martin Broglia, managing director at Bonfiglioli Australia.
Images:
Martin Broglia, managing director at Bonfiglioli Australia.
Images:
Follow us on LinkedIn 08 6240 6900 info@haveraustralia.com.au Request a proposal today Discover our packing technologies PACK YOUR POWDER OPTIMUM BAG FILLING FOR POWDERY MATERIALS Valve | FFS | Big Bags
Bonfiglioli
Redefining bulk handling efficiency
Jonathan Schulberg, business development manager – heavy industry, Eriez-Australia, explains how the company is driving innovation in magnetic separation.
THE DEMAND FOR GREATER
operational efficiency is a key driving force behind innovation within bulk handling industries, where transporting a high volume of materials is central to operations. To remain competitive while meeting evolving industry needs, many organisations are increasingly recognising the importance of streamlining their processes through the integration of innovative technologies.
Spearheading this charge is Eriez, a global leader in magnetic separation technology, that introduced products that are specifically designed to optimise bulk material separation and handling processes.
Whether it’s for mining, recycling or manufacturing, Eriez’s extensive line of magnetic separation equipment allows businesses to maximise their throughput while minimising downtime and operational costs.
With a focus on sustainability, these solutions also help to reduce landfill waste by facilitating the efficient recovery of valuable materials.
Here are some of Eriez’s latest efficiency-enhancing innovations for bulk handling industries:
P-Rex drum magnet
The Permanent Rare Earth Xtreme (P-Rex) drum magnet is designed with a powerful permanent magnetic circuit that is up to 40 per cent stronger than an electromagnetic drum—meaning it is capable of moving large spherical objects twice the distance. Featuring a constant strength profile with a significantly wider pick-up zone for maximum ferrous recovery, the P-Rex effectively agitates and flips ferrous metals between magnetic poles—resulting in a more efficient separation, cleaner product, and higher profits.

to sustain a deep enough magnetic field to attract heavy spherical ferrous objects such as meatballs and knuckles, which are notoriously difficult to capture magnetically and often contain valuable nonferrous metals. In addition, electromagnetic drums are subject to significant strength loss induced by heat. This typically results in a massive 30 per cent strength loss within just three hours of operation.
Featuring a deep-recessed pattern and shorter cleat height, Eriez’s new Traction Plate drum wrap significantly improves cleaning action by capturing ferrous metals to the face of the drum, where it agitates and releases debris. Constructed of durable magalloy, the Traction Plate prevents ferrous from sliding down and “clumping” on the cleat, which leads to buildup.
Permanent magnet axial interpole pulley
Featuring an axial interpole circuit that provides a uniform magnetic field, Eriez’s permanent magnet axial interpole pulley (AIP) is designed to automatically remove unwanted tramp iron from material
contamination. Constructed of heavyduty steel centre tubes with welded dividers to securely hold magnet stacks in place, this magnetic pulley is ideal for use in applications that involve extralong conveyors, heavy loads and start–stop operations.
Offered in both permanent and electromagnetic designs, Eriez’s selfcleaning axial interpole pulley is available in 80 different combinations—including diameters ranging from 203 to 914mm and belt widths ranging from 203 to 1524mm. The pulley itself is finishpainted with the hub bore holes coated to prevent corrosion. Options available in the magnetic pulley line include custom pulley face widths, shafts, and lagging.
Designed with a powerful, agitating magnetic field, Eriez’s Model AA pulleys are built with Alnico magnet material for use in high-temperature applications that exceed 121°C.
Drum in-housing separator
Built with a powerful permanent magnet enabling more efficient separation on volumes up to 725 cubic metres per hour, Eriez’s drum in-housing separator
MAGNETS 38 І Australian Bulk Handling Review: May/June 2024
Eriez’s permanent magnet axial interpole pulley is designed to automatically remove unwanted tramp iron from material streams.
Images: Eriez
automatically removes unwanted tramp iron from material processing lines—including heavy material streams that contain large and highly abrasive ferrous materials. As material reaches the drum, the magnetic field removes the ferrous metals from the nonmagnetic material by holding it to the drum shell as it rotates. Tramp iron is then released once it has exited the magnetic field.
A total of three drum in-housing separators are available from Eriez:
• Type CC – Criss-Cross Circuit Drum: features a cross-cross magnetic circuit covering the entire drum width to ensure minimal product carryover on powdery materials

• Type RE – Rare Earth Drum: ideal for applications where a high degree of product purity is required given its effectiveness in removing extremely fine ferrous particles
• Type A – Agitator-Type Drum: specially designed with an agitating
magnetic element, which physically shakes nonmagnetic materials from ferrous even when entangled. Eriez’ line of drum in-housing separators includes standard models ranging in diameter from 305 to 915mm and width from 305 to 1525mm. By embracing innovation
and tailoring its solutions to emerging customer needs, Eriez continues to shape the future of the bulk handling industry—ultimately empowering businesses to gain a more competitive advantage by achieving new levels of efficiency and sustainability in their operations.
The Permanent Rare Earth Xtreme drum magnet is designed with a powerful permanent magnetic circuit.
The Italian job
Concetti has recently opened a new Australian branch. ABHR speaks with Daniel and Trevor Mitford, the father and son duo who have helped launch the new branch.
DANIEL MITFORD ALWAYS planned to return to the United Kingdom after he left for Concetti’s Italian headquarters. After six years and falling in love with Australia along the way, he is now the key technician in the company’s expansion.
The Italian company has opened a new branch in Newcastle, NSW, to strengthen its local presence.
He will head up the local technical support centre in Newcastle, which will provide professional technical support to customers in Australia and New Zealand.
Trevor Mitford, who serves as Concetti’s sales manager and Daniel’s father, said the UK’s loss was Australia’s gain with Daniel as a technician.
“He is the perfect technician for Australia because of his character but also living in Italy for six years. At Concetti, we don’t just take on technicians and throw them straight out in front of customers,” Trevor told ABHR
“We like to have them in the factory for a significant amount of time, and now we’re in a strong position to look after customers in Australia, New Zealand, and probably further afield.”
Before establishing himself in Australia, Daniel studied for six years at Concetti’s headquarters in Italy, where he learned his trade.
Being far from home and away from the comfort of friends and family, Daniel said Concetti invested heavily in him as a person and employee to make the Italian job work.
“You’ve gone from living at home and where you grew up, where your friends were and the comfort of home, [but] it is exciting, and it’s not an opportunity everyone gets; you’ve got to embrace it,” Daniel told ABHR
“I can’t give enough credit to the guys at Concetti because I was a 21-year-old lad. I didn’t speak any Italian, and they could have easily

took me in.
“They took me out for dinners and to football matches, and it was a good experience. I loved living there. It’s become my second home out of the many I have now. I’ll always look back and think it was the best thing I’ve ever done.”
Daniel’s experience, in part, led to Concetti creating a program to take young technicians to its Italian factory and teach them the company’s methods before they went on to other destinations. After his time in Italy and a stint doing installations for Concetti in the UK, Daniel was part of the team that established Concetti Australia and New Zealand in 2023.
The company created a headquarters and spare parts warehouse in Sydney, strategically located to support its Australian and New Zealand customers. The spare parts warehouse is expected to house parts requiring a longer lead time and everything customers need to keep operations running. Concetti has expanded its presence further with the technical support centre in Newcastle.
product. We look after our customers really well and have a very good reputation, but I think the feedback we were getting from Australia was that we needed to be more present here,” Trevor said.
“So, it was important that we took that next step and supported our customers and grew more into the market. Step by step we look to the Australian market to be looked upon as almost as an Australian company.
“We have embraced that as early as we possibly could with the right skilled technician, the right character of technician and one that can integrate into the Australian market seamlessly.”
Daniel’s presence as the Australian technician for Concetti will provide customers with a link between Australia and the Italian headquarters.
He will provide that first level of technical support to Concetti’s Australian and New Zealand customers for technical issues, reports, or maintenance schedules.
The company also plans to have Daniel train new operators on Concetti

PACKAGING 40 І Australian Bulk Handling Review: May/June 2024
Concetti has expanded its presence in Australia.
equipment and support customers during the equipment testing process in Italy and the installation process in Australia.
Daniel said he plans to visit as many sites as possible to understand their key areas and build on existing customer relationships.
As part of his new role, Daniel will support customers’ internal maintenance teams to ensure contracts are kept to standard.
He will also support customers without maintenance teams who need assistance and recommendations on best practices.
“It will provide continuity to the customer working with a small group of people within a larger organisation,” Trevor said.
“[Daniel] can be that first level of the hotline, and where further support may be needed, Daniel can be the link to the head office and make it seamless and professional.”

further technicians and sales support as its regional operations grow.
“The office is here mainly as a support mechanism, but as we move into the future, the office may grow with more technicians office,” Trevor said.
“It already encompasses New Zealand so that may grow into further areas as well. For us, it is a small step on a much longer journey.”
Walla Walla, NSW Toowoomba, QLD Perth, WA (02) 6029 4700 info@kotzur.com kotzur.com (07) 4634 4622 (08) 9495 3000 Australian designed, engineered and manufactured bulk solids storage and handling solutions for Australian conditions New Toowoomba Facility Now Open! Images: Concetti
Concetti has expanded its presence in Australia.
Australian tech for international trade
Control Systems Technology, an Australian manufacturer of trade certified belt weighers, is providing the local industry with accurate belt weighing systems.
A FEW DECADES AGO, IT WAS unusual to find sophisticated industrial instrumentation made in Australia.
The local bulk handling industry depended upon American and European manufacturers for anything sophisticated and Australian users of technology were ‘on their own’, having to solve application problems as they arose.
Control Systems Technology (CST) sought to change this, joining several Australian brands of instrumentation which are finding world markets. The CST Wim3 Belt Scale Controller is one such product.
CST has been building its own belt scale controllers for 40 years and the product has passed through several generations as technology has evolved. Ian Burrell, managing director of CST describes its products as “living products”.
“Products are not frozen when introduced to the market, but continue to evolve as new innovations are introduced. Customers often have a particular need and CST is pleased to find an innovative solution and to roll it out to all its customers, both in new production and as retrofits to existing installation,” he said.
and CST now offers a new much brighter display capable of 1000 lumen. We


have also introduced display features to further improve readability in bright sunlight.”
The display can be set to indoor or a ‘high contrast’ outdoor format and the brightness is programmable. The latest innovation is the ability to choose brightness and display format according to time of day. If the installation is outdoors, it might need more brightness in the afternoon, and reduced brightness at night.
Specialised technology such as the CST Wim3 are in demand world-wide, particularly for 0.1 per cent accurate belt

The CST Wim3 electronics system has CSA and CE approval and is trade certified in Australia, the USA and Europe. Recently CST was granted an OIML Certificate as a Class 0.2 system, Certificate Number R50/2014-AAU1-2023.01 Revision 0.
CST received an order for a 0.1 per cent trade certifiable belt scale for the port of Matarani in Peru. The new belt scale will replace a belt scale of lesser accuracy which has recently become obsolete.
“The installation in Peru has tested with errors within 0.1 per cent without adjustment for more than 18 months,” Burrell said.
“This particular system, used to load copper concentrates onto ships, is live load tested according to OIML rules every 3 months, and to restate the main point, it is not adjusted every three months, it has not been adjusted since its initial verification.”
“CST has a large service team in Australia and has offices in Canada, Peru and Chile. Through our offices, other representatives and partners, we have a worldwide reach for service and product installations.”
MEASUREMENT 42 І Australian Bulk Handling Review: May/June 2024
CST now offers a new much brighter display capable of 1000 lumen.
CST received an order for a belt scale for the Port of Matarani.
CST
Images:
SEW-EURODRIVE
Bucket Elevator Drives
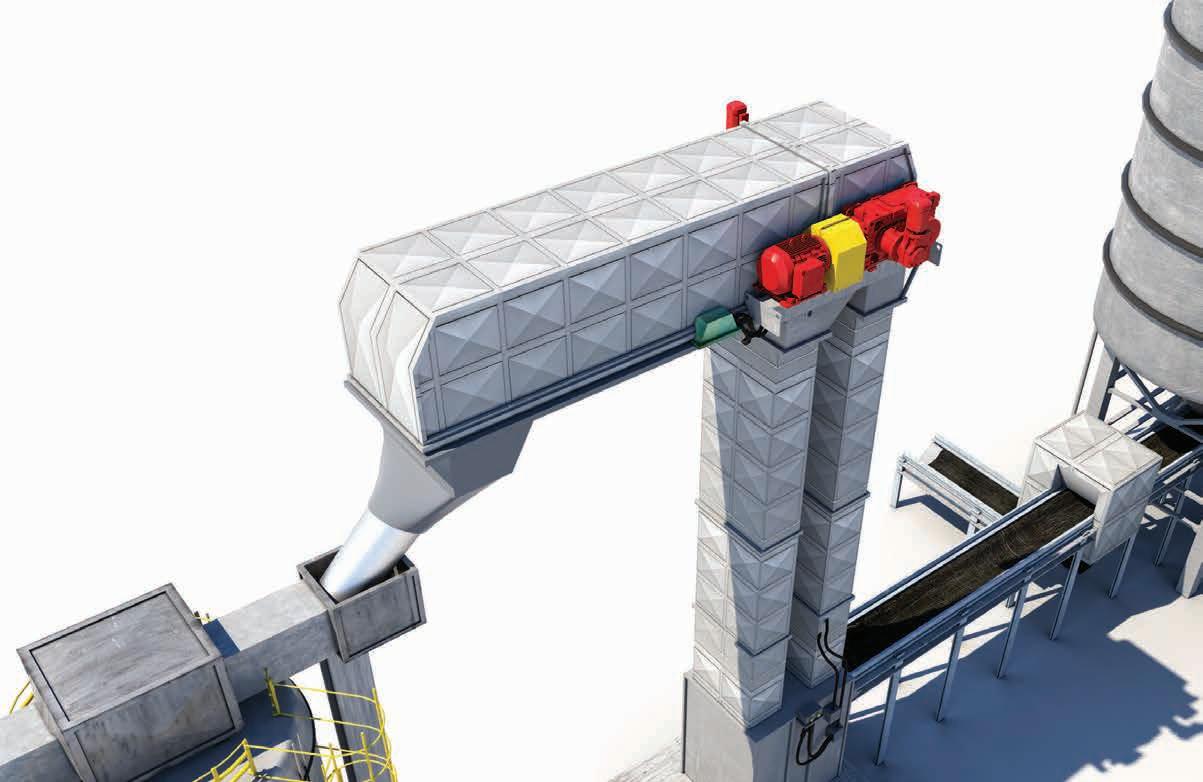
Bucket elevators require high drive power depending on the bulk material and the conveyor height.
Our standardised drive solution ensures that you have the power you need.
Your benefits include:
• Accurate drive selection, thanks to a large and finely refined torque range
• Highest reliability for harsh operating conditions, proven in the field
• Flexibility with various, bucket elevator-typical additional equipment and options
• Directly mounted freewheeling Auxiliary Drive for maintenance
• Comprehensive supporting documentation and selection tools available

Driving the world Check us out online for more information. sew-eurodrive.com.au
Rise up with Alimak
ABHR learns why an elevator can lift a bulk handling operation to new heights.
STAIRS AND LADDERS ARE standard on worksites, yet they can be a common denominator in workplace injuries. Slips, trips, and falls may sound like innocuous workplace incidents, yet in the worst-case scenarios, they can lead to serious injuries, including fractured skulls and head trauma.
Nine workers in Victoria last year died following a fall from height. According to the regulator’s data, more than 400 claims were accepted for workers injured after a fall from height in that period.
That number included 160 falling from ladders, 46 from steps and stairways, 31 from buildings or structures, 27 from scaffolding, and 13 from openings in floors, walls, or ceilings.
“A fall can happen in just seconds, but the consequences can last a lifetime, including devastating injuries and loss of life,” WorkSafe executive director for health and safety Narelle Beer said.
“It might be easy to think that a tragic incident will never happen on your site, but if safety is not the top priority every day, then the chances are high that it will.”
Many states have introduced safety measures to include ‘three points of contact’ when working from heights or on equipment such as stairs. This can raise some difficulties for workers who often juggle tools and other equipment on the descent or ascent. These factors have meant material and transport elevators have become a viable alternative on job sites, including bulk handling operations, as companies focus on safety prevention.
Alimak sales manager Andrew Mercieca and industrial business area manager Peter Thompson spoke with ABHR about what an elevator could bring to a bulk handling operation.
The Alimak team specialises in helping customers solve their vertical access problems, boost operational efficiency, improve health and safety performance, and reduce maintenance costs.
Alimak uses a rigorous design and manufacturing process across its elevators.
To achieve this, the company uses durable and wear-resistant components while the manufacturing process is overseen by quality control to ensure it meets the company’s standards. This includes a testing and verification process, which ensures that all products are function-tested before delivery to the customer.
Mercieca said the company’s reputation for quality has seen its elevators used in demanding environments, including marine and cement industries.
“For anything that is in a harsh environment, we supply really reliable, robust machines, and we’ve got a really good reputation in that area,” he said.
The company has installed more than 22,000 rack and pinion elevators globally, with some operating for more than three decades.
The company began manufacturing rack-and-pinion elevators in 1957. It builds its elevator solutions with a robust modular design that has been refined over the past 66 years.
It designs and manufactures its SE elevators at its manufacturing facility in Skelleftea, Sweden, using a highly automated set-up equipped with laser cutting and robotic welding for precision.
In addition to manufacturing, Alimak can carry out complete refurbishment programs for its existing elevators, which ensures customers get complete support over the product lifecycle.
“In the remote and harsh environments where our elevators normally operate, they typically last 25 years. As the lifespan of the plant continues, we typically serve as the sole supplier to replace old Alimak elevators with new, modern ones,” Thompson said.
“We’ve been there when they need us, and we keep supporting them no matter what happens.”
Elevators are becoming practical alternatives for workers working at heights.
Mercieca said he would recommend an elevator for any bulk handling plant that requires working above 20 metres.
“As far as safety for workers goes, fatigue, injuries and carrying equipment to the top of the silo, it can be quite hazardous,” he said.
44 І Australian Bulk Handling Review: May/June 2024
Alimak specialises in helping customers solve their vertical access problems.
ELEVATORS
Images: Alimak
“The elevator will make that a lot safer and create an environment that people will want to work in, too.”
The rack and pinion technology, which Alimak developed in the 1950s, is fundamental to the elevator’s safe operation. The technology eliminates the need for Alimak’s elevators to require a shaft or machine room.
The rack and pinion elevators climb on a mast tower, attached to the structure by ties, which ensures a slim installation profile. The conventional machine room has been replaced by an electric drive unit mounted on the elevator car. These two features enable easy installation or retrofitting on bulk handling set-ups.
Alimak issues each elevator with a safety device that can stop the car if normal driving speed is exceeded.
Each elevator solution has an overload sensing device, phase failure relay, automatic stopping capability, electronically and mechanically interlocked doors, and buffer springs below the bottom landing.
Alimak conducts remote monitoring across its equipment to maximise uptime and plant outage support packages. It can use its worldwide service network, including its Australian service technicians, to support the customer in situations where parts are required.
According to Mercieca, the company’s commitment to safety separated it from the competition.
“It does definitely, and we’ve got the coverage, experience, and reputation we’ve built over the years for reliability and safety,” he said.
Thompson told ABHR that the company’s Australian-based technicians offered customers an advantage when it comes to service.
“We see ourselves as much as a service business, as we are a product business, as we are the only industrial elevator suppliers with a national service team. Our service technicians average over ten years experience with Alimak and with many of our customers,” he said.

“We have parts support in Melbourne but we also stock parts in our Sydney, Brisbane, Perth and Gladstone centres.
“We have got very good coverage of very skilled people with a lot of experience and quick access to parts.”

Experiencing ANOTHER weighbridge breakdown? Are you tired of dealing with the costs and headaches of a broken down weighbridge? Don’t let it drive you and your customers mad any longer! Upgrade to more accurate and reliable technology today at a fraction of the price of a new weighbridge. Call 1300 659 761 today to discuss our solutions and recieve up to 10 years warranty (parts, labour and test truck warranty inclusive) To find out more go to mt.com/vehicle
Alimak uses a rigorous design and manufacturing process.
Investing locally reaps
Reliable rewards
Reliable Conveyor Belt has invested in local people and local communities to build its successful business. ABHR learns how this paid off.
WHEN IT COMES TO SERVICE AND support, Reliable Conveyor Belt is a “bit old-fashioned”.
Shane Burley, the chief executive officer for Reliable Conveyor Belt, said the business is focused on providing a localised service, employing people on the doorstep of its customers.
“We’re probably a bit old-fashioned in that sense. We think it is really important to invest in the local communities and those areas,” he said.
“We employ local people; we buy locally in those areas, and we think that is really important.”
This methodology has seen the company develop six branches in New South Wales, a specialised service branch named Alliance Conveyor in Mackay and a Western Australian branch called West Coast Conveyor Services.
Reliable Conveyor Belt is a distributor of Maxi-Lift Bucket Elevators and accessories. Alongside stocking key components, new pulleys and a refurbishment service, the company can deliver a complete turnkey solution for bucket elevators.
Burley told ABHR that Reliable’s versatile product offering was enhanced by the company’s well-known customer service. Staff are trained internally to ensure each worker understands the company’s “unwavering” commitment to health, safety and quality.
There can be significant risk to the plant and workers during the installation or replacement of the bucket elevator if it is not handled correctly.
Employees have been engaged in customer problems ranging from evaluating existing bucket elevator design, upgrading design to meet new capacity demands and verifying existing bucket elevator designs.

Across a wide range of industries, Reliable’s employees have performed engineering upgrades, system capacity checks, and component supply for bucket elevators, conveyor belts, and Maxi Splice for joining.
Burley said the company was positioned to offer customers support across the lifecycle of their bulk handling set-up through its eight branches.
“We think that is one of our competitive advantages; a lot of our management team are conveyor people, and we’ve cut our teeth in the conveyor industry,” he said.
“We’re really focused on ensuring that knowledge flows down through the business and helping develop others within the business.
“Because we have many branches, we have a large management team, but we see that as an advantage because we have a lot of expertise within that team.”
The partnership between Reliable Conveyor Belt and Maxi-Lift began after the former acquired a business in Gunnedah. While it was new to Reliable, they were impressed by Maxi-Lift’s offering and how it could help customers.
The US-based manufacturer offers full-scale support to Reliable Conveyor Belt and its Australian customers. As a result, the company has access to more than 700 different bucket sizes, shapes, and materials to help create the best setup for a customer’s application.
Burley said Maxi-Lift’s commitment to products with a longer life and better reliability resulted in a lower total cost of ownership for customers.
“We think it is a world-class product, and they certainly pride themselves on that. We have a lot of confidence in the product,” Burley said.
“The support they give us in terms regarding engineering support and product information is excellent as well.”
While bucket elevators are popular in the grain handling and agricultural sectors, they are versatile enough to work in other applications. Reliable services bucket elevators for customers nationwide and clients in the beef industry.
In working with customers across different industries, Reliable Conveyor Belt takes a specified approach to understanding their needs. The company’s team conducts an audit of the customer’s set-up and operational goals to advise on the best strategy and can then service the customer through to project commissioning.
Reliable Conveyor Belt’s sales manager Patrick Darwen said this is why customers treat the company as a trusted advisor.
“When you’re looking for a one-stop shop, that is the attitude we have towards it, and I know that a lot of our customers really value that,” Darwen said.
BUCKET ELEVATORS 46 І Australian Bulk Handling Review: May/June 2024
Reliable Conveyor Belt is a distributor of Maxi-Lift Bucket Elevators.
Image: Reliable Conveyor Belt
PCS2-2
Precision Centrally Suspended Belt Weigher
Fully suspended two load cell weigh frame design series
Lower cost but very robust weighframe
No pivots which reduce reliable accuracy
2, 3,or 4 idler weigher
Dimensions and idler spacing to suit site

PFS 4-4
Precision Fully Suspended Belt Weigher
Fully suspended four load cell weigh frame design
series
Very robust weighframe typically 20-30+ year life
2, 3,4, 5 or 6 idler weigher
Dimensions and idler spacing to suit site
Large range of steel and load cell sizes to suit client site specific requirements NMI, NTEP, OIML trade certified

MaVIS-ARM
The Intelligent Cargo Scale is one of the most advanced multifunctional weighing electronics in the world Optional scanner available


See our web site for a full list of CST model replacements for the obsolete Ramsey™ belt weigher range
E: sales@controlsystems.com.au T: +61 1 300 784 449 controlsystems.com.au CST Belt Weighers are trusted on more mine sites than any other brand. /controlsystems.com.au /company/control-systems-technology /controlsystemstechnologyptyltd bit.ly/cstemailform
Most advanced belt weigher controller in the world, made in Australia
Achieving maximum capacity for bucket elevators
Grain handlers are looking for ways to increase the capacity of old and new bucket elevators. 4B is helping them achieve their goal.
PULLEY SIZE, MATERIAL
characteristics, and terminal velocity are all factors that influence a bucket elevator’s capacity. However, bucket discharge is one of the most common causes of capacity loss.
This can be caused by incorrect belt speed in relation to the pulley diameter, the wrong elevator bucket for the material, or the wrong head shape.
Centrifugal discharge is normally used for grain and other materials which are handled at medium to high belt speeds. The material starts discharging from the bucket at about 10 o’clock from the horizontal and continues discharging around the pulley in arcs towards the head cover and outlet until empty.
It is necessary to design the head cover so that the material slides smoothly along the cover to the outlet, minimising the amount of dust created and material damage. A flat top cover design and any break in the head cover, such as explosion vents or gaps, will make the material rebound the pulley.

There is a minimum and maximum centrifugal belt speed for each different bucket size and pulley diameter.
4B recommends using a range of bucket types for this application, including bottomless and lowprofile buckets.
Ray-Carroll County Grain Growers, 2.8-million-bushel country elevator in Missouri, USA needed to increase receiving capacity in order to better accommodate its growing customer
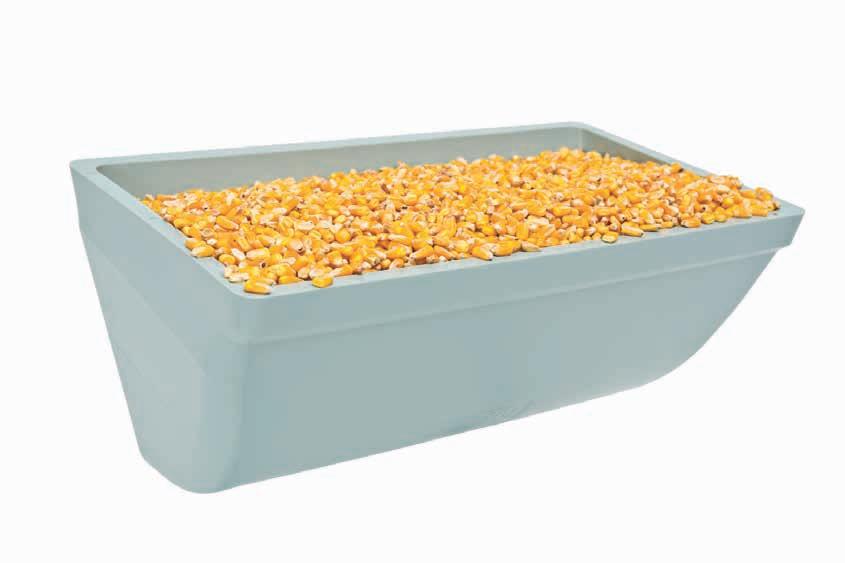
operations. Twenty million bushels of corn are received at this facility every year.
4B Components engineering group analysed the existing elevator legs and designed an improved solution. The company installed 4B Jumbo CC-S 16x8 low-profile buckets were installed that were spaced around 20cm apart. The low-profile design allowed Ray-Carroll to install the buckets closer together resulting in the ability to add 224 additional buckets per leg. To handle the increased load of the additional buckets, rubber belting was installed with 4B BC belt splice clamps, designed for heavyweight belts.
The millwright team installed the new buckets on the two legs in two days. By working on one leg at a time, the other remained operational, and the elevator was able to receive grain throughout the process. Before the upgrades, the two legs each ran at 8,500 bph capacity. Now, each leg can handle 15,000 bph, an increase of approximately 75 per cent throughput.
There are two other types of discharge: centri-gravity, and gravity. Centri-gravity discharge is normally
BUCKET ELEVATORS 48 І Australian Bulk Handling Review: May/June 2024
4B installed Jumbo CC-S 16x8 low-profile buckets for Ray-Carroll, resulting in the ability to add 224 additional buckets per leg.
4B
Material starts discharging from the bucket at about 10 o’clock from the horizontal and continues discharging around the pulley in arcs.
Images:
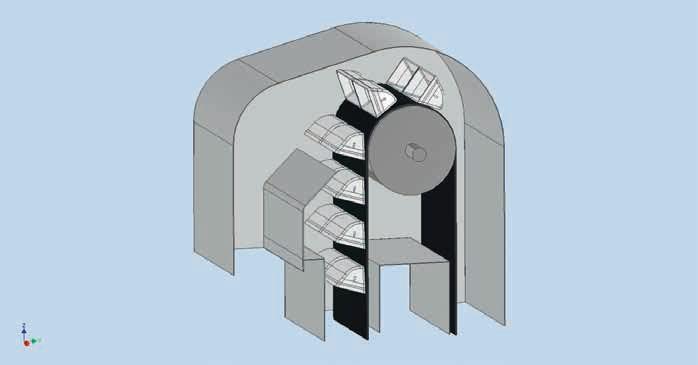
used for discharging powders, pellets, cement, and fragile materials at slow speeds. The elevator buckets start to discharge at top dead centre (12 o’clock) and continue until approximately 50° afterwards.
Gravity discharge is typically used for discharging sluggish, aerated materials which basically fall out of the buckets at around the 2 o’clock position. Slow running continuous elevator buckets can be used for gentle handling of fragile materials.
While bucket discharge is an important part of the process, there are other factors to consider that can also affect a bucket elevator’s capacity.
To facilitate the discharge of material from the elevator head, the outlet should be large enough for the required capacity and should be at minimum 45° from the head shaft for grain and low-friction particles. For other products such as meals, cement, sticky materials, and wood chips, the outlet should be at 50° to 55°.
Proper belt tension also helps to avoid belt slippage on the drive pulley. A lagged head pulley will help reduce slip and wear on the belt. 4B recommends installing belt slip, belt misalignment and bearing temperature monitoring systems to help with safety and maintenance requirements.
Most boot pulleys for grain are smooth surfaced, but for sticky meals which build up on the inside of the belt and cause belt stretch as well as other belt issues. A wing type pulley allows the surplus material to fall through the wings instead of building up between the pulley and the belt. A wing type pulley also reduces damage to pellets.
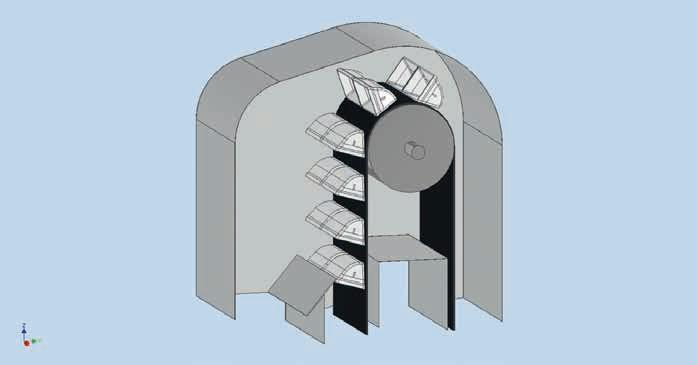
If the bucket elevator isn’t designed to handle the specific application requirements, it can cause issues. 4B found this when a malting company wanted to utilise an existing grain elevator to transport green malt.
After installation, it was apparent the elevator was problematic and not functioning as expected. The installed buckets were CCS127 buckets, which replaced the obsolete J127 HDP buckets that were originally installed.
After some discussion with 4B, the prognosis was the pulley may be too small for the projection of the CCS12x7 bucket. This was expected to be cured by installing CCS 12x6, but the problem persisted, although not as bad.
After a site visit, it was apparent the elevator was set up to transport freeflowing grain. This setup was incorrect
for handling green malt, which, by nature, is wet and sticky and does not flow well. The product was not fully discharging into the outlet but was in fact falling down the return leg back into the boot.
4B recommended two minor alterations to solve this problem: modify the outlet by lowering it into a suitable position to ensure complete discharge of the product from the bucket into the outlet and reduce the rotation per minute of the pulley to give the correct discharge stream.
After implementing both these modifications, the problem completely disappeared. The feedback was positive and the elevator ran smoother with less loading on the motor. The batch time was reduced to the point where it is now the most efficient part of the process.

49
Before and after 4B modified the outlet for the malting company.
4B installed Jumbo CC-S 16x8 low-profile buckets for Ray-Carroll, resulting in the ability to add 224 additional buckets per leg.
Reap the benefits
Traditionally, grain dryers have been used to manage silos reactively. Agridry plans to change this.
WHEN IT COMES TO FARMING, THE
days of growing crops and hoping for the best are gone. To ensure a farmer gets the best return on investment for their grain, they need to control for dozens of variables.
The moisture level in grain is one variable that can significantly impact a crop’s quality. While there’s not much a farmer can do to prevent inclement weather, they can control moisture through drying systems.
Agridry’s general manager Rob Broughton told ABHR that most people only think about using dryers if it is raining during the harvest.
“If you start to think about dryers as part of a management program, they turn into a tool that lets you begin harvesting earlier,” he said.
“It gives you an insurance window, letting you get good quality grain that can be dried down to the right moisture level. If something does go wrong during the harvest, as it invariably does, you might have most of the process done already.
“That means you can start and finish your harvest earlier, letting you reap the benefits of flexibility.”
Agridry is an Australian-made and owned business based in Toowoomba, Queensland. It designs and manufactures dryers for a range of applications and can manage operations,

raw material processing, fabrication, assembly, and electrical design.
The company has a wide range of dryers that are specifically designed for Australian conditions. Agridry’s Predator Mobile Dryer has proven to be popular among Australian farmers. This is, in part, thanks to the grain dryer’s ability to be moved from field to field or property to property. Unlike other dryers, the Predator series can dry using only one section, even if there is less than a full load of grain.
Agridry’s Kinetic series are cascading mixed flow dryers for higher capacity drying. These use a diesel burner system with its own three-phase power, air compressor, and fuel supply. It also

features a high-capacity swing-out auger, air bag suspension for ease of transport and a second under-silo short auger.
Broughton said Agridry’s local perspective influences the end product significantly.
“From a manufacturing perspective, being local means our quality controls are much better. It also allows us to test our products in the same environments, which helps improve the overall design,” he said.
“Australia has a variety of environments too – drying grain in central Queensland is very different to Tasmania due to the different climates. Overseas dryers won’t be finely tuned for these different conditions.
“We have also built relationships with the agricultural industry and know when certain dryers will be needed. For example, the almond harvest might be gearing up in summer while winter crops will most likely want dryers from October through to January.”
All of Agridry’s products are individually calibrated for the client. The company makes sure to run the client’s material through the dryer to ensure they can handle it properly. Connecting closely with customers is an important part of the business.




SILOS 50 І Australian Bulk Handling Review: May/June 2024
Agridry’s Kinetic series are cascading mixed flow dryers for higher capacity drying.
Agridry’s Predator Mobile Dryer has proven to be popular among Australian farmers.
Images: Agridry
Agridry has been trying to change the outlook on dryers from reactive to proactive when it comes to managing the harvest.
Broughton said word of mouth was also vital, as when peers see the benefits, they start thinking of installing dryers as well.
“A dryer’s benefit is not always immediately seen. If everything turns out fine, it is out of mind,” he said.
“We’re looking to provide additional education, attend seminars, and talk to people in key regions about their benefits.”
Agridry is also investing in research and development to find new ways of improving the dryers.
It has also begun working with the CSIRO and several universities to find ways of using hydrogen as a heat source. There are also several emerging markets with new opportunities for drying including food, recyclable and organic fertilisers.
Every dryer Agridry supply comes with a 12-month warranty and is accessible for remote maintenance. This allows the company to diagnose any issues quickly and inform site staff about what the problem is. Its service teams also visit certain regions, connecting with local industry and ensuring everything is working as it should.
Stevie Morrison, executive director of Agridry said that she and the whole Agridry team are committed to reducing the losses that are inflected by harvest and providing our customers with the best possible outcome.
Broughton said the future is looking bright for the company.
“We’re excited for the future of agriculture and the technology that is being introduced,” he said.
“We have an amazing opportunity to be part of the broader picture. Keeping up to date with how quickly things are changing does keep us on our toes.”





















Value for money guaranteed A German-Swiss Group company 30+ years of experience Sourcing & supplying globally Your one-stop wholesale partner for conveyor belts & components. vasco-global.com
Conveyor BeltsComponentsWear ProtectionRepair Kits & GlueSpecial Belts& more
Falco Meuser, CEO
Agridry has a wide range of dryers that are specifically designed for Australian conditions.

Stand out in the field
ABHR learns how HE Silos Forbes manufactures its equipment to stand out from the crowd.
WHEN AN AUSTRALIAN SEED CORN producer needed a new silo for their processing facility, it became clear a custom solution was necessary.
As part of the process, whole cobs of corn were dried and then shucked or stripped before being stored in a silo with forced air.
This is done in batches of about 80 tonnes at a time.
The market for this kind of corn is very specific, but it offers a highvalue return. Finding the right silo was the tricky part.
HE Silos Forbes’ general manager Larry Storm told ABHR the customer had an idea in mind for what the silo should be.
“The customer had seen these kinds of silos in America and asked us if we could design one that would meet Australian standards,” he said.
“We did some 3D modelling and design, manufactured it, erected it, and had created another happy customer.”
HE Silos can design a silo for almost any kind of operation, from a small four-tonne storage silo to a massive 10,000-tonne flat-bottom industrial silo. Its standard cone elevated silos
can be built with cone angles 30°, 40°, 45° or 60°. The company has built equipment for use in the food and beverage, chemical, plastics, stock feed, agriculture and even the bean bag industries.
All the design and manufacturing work happens in Australia. Almost everything is made to order, as each facility and farm is unique and will have specifications to ensure the silos work with established infrastructure.
The HE Silos Forbes’ factory, is equipped with advanced manufacturing equipment to keep up with the demand. Each silo goes through two quality assurance tests – one in the factory and one in the field – to ensure they are fit for purpose.
Stevie Morrison, executive director of HE Silos Forbes said the company uses high-quality steel, which ensures the silos are built to last and that they endeavour to meet and exceed industrial Australian Standards.
“The ideal life cycle of our silos is 30 years,” he said. “We spend a lot of money, time, and effort to ensure our silos are certified by third-party engineers as well.”
“We make sure they look over every silo to make sure they meet or exceed all of the standards for bulk storage.
“Often, they let us know the silos are much sturdier than the requirements.”
This focus on customisation means the company can manufacture a broad range of silos. It also allows HE Silos to quickly adapt to changing trends in the market. For example, grain segregation has become a common request for the company’s engineers.
The demand is due to farmers growing grain to contractor specific processes. HE Silos can design and build transportable silos, which are low capital expenditure items and can scale easily. Segregating the grain in these silos means that if there is any degradation in the grain quality or from infestation, they will only lose a small amount.
In addition, the company has developed the Thermal Insect Control System (TICS), a thermal syphon used to activate and distribute phosphine gas, operated at ground level.
The system eliminates the need to climb onto a silo to fumigate it, significantly reducing the risk of falls.
SILOS 52 І Australian Bulk Handling Review: May/June 2024
All HE Silo’s design and manufacturing work happens in Australia.
Images: HE Silos
“We are now providing the TICS on most of our silos, with the farmers adding the system as part of their order, knowing and understanding the TICS solves a safety issue and provides a simple, fast, effective and consistent way to fumigate their silos, helping to manage and maintain their grain quality without insect damage, which increases their return on investment,” Storm said.
The award-winning TICS design has received international acclaim. A scientist from Charles Sturt University, who has been using and validating the system’s for over three years, has been invited to showcase how it works at the 12th Conference on Controlled Atmospheres and Fumigation in Stored Products in Winnipeg, USA.
Storm said the company plans to continue growing, especially in South Australia. Earlier this year, HE Silos began operating in SA’s Yorke Peninsula to support the local growers in the region.

manager is meeting all sorts of new people and we’re getting involved in the local community.”
To help support the region, HE Silos is working closely with its sister company GST, which focuses on research and development. GST works with industry and universities to find new
World leaders with 50 years’ experience in Bulk Materials Handling Research and Consulting
Morrison said 2024 is a milestone year for HE Silos and thanked the company’s customers for their support over 55 years.
“We have a lot planned for this year and are excited to share it with our customers, both returning and new,” she said.

Professional Development Courses Services:
Flow Properties and Materials Testing
Dust (environmental) Testing
Wear Testing (Impact, Abrasion and Erosion)
Conveyor Belt, Idler Roll and Pulley Testing
Discrete Element Method (DEM) Modelling
DEM Calibration Testing
Materials Handling Consultancy and Contracted Research
Bin and Stockpile Design
Pneumatic and Hydraulic Conveying
Computational and Scale Modelling
Site Visits


Short Course: Storage, Feeding, Transfer and Belt Conveying 2024 Dates: 14-16 May (Brisbane), 13-15 August (Newcastle), 19-21 November (Perth)
HE Silos is working closely with its sister company GST, which focuses on research and development.
TUNRA Bulk Solids develops custom solutions to suit the individual needs of our clients.
www.bulksolids.com.au +61 2 4033 9055
Enquiries to Danielle.Harris@newcastle.edu.au Please use code QLD-05 to receive a 10% discount off the full delegate rate for the TUNRA Brisbane course
Achieving effective fumigation
With last year’s grain safely stored in silos, helping grain handler best protect its value when it comes time to market it.
AUSTRALIA HAS ONE OF THE strictest standards for insect infestation, with zero tolerance for live insects in stored grain.
Meeting these strict guidelines is vital to avoiding load downgrades and rejections and ensuring the best value for your grain is achieved. Having a load rejected or downgraded can be a costly exercise when additional freight and fumigation are factored in.
Australian ports are held to this same standard and finding one live insect in grain waiting to be exported can have costly ramifications. Grain that needs to be quarantined will delay a ship’s departure and, in some cases, may result in a vessel being sent to another port to finish loading, which is a costly outcome.
Controlling insect infestation is an area of expertise for Kotzur Pty Ltd, which for has more than 70 years of experience in grain storage and handling efficiency, and technology.
The company’s managing director, Andrew Kotzur, has a long history in the industry. Through research with the Stored Grains Research Laboratory (a division of CSIRO), Kotzur was able to validate the required levels of silo sealing, fumigation dispensing and recirculation to achieve full fumigation in stored grain.
Previous trials concluded that fumigant does not naturally distribute well in larger silos, thus requiring longer fumigation times, very good sealing, and will result in higher absorption of gas.
However, the 2008 trials conducted by Kotzur and CSIRO proved that with suitable recirculation, the fumigant gas can be fully distributed at or above minimum concentrations within about 18 hours from starting fumigation.
A Kotzur GP18-10 (which holds approximately 1500T of wheat) was used for the trials and while the trials were based on using phosphine, the principles apply for any gaseous fumigant.

weeks) in silos without recirculation.
“Further trials with controlled leakage (i.e. a compromised silo seal) showed a high probability of failed fumigation, even with a relatively small leakage. Regular pressure tests and achieving a complete seal are essential to effective fumigation,” Andrew Kotzur said.
“It is also essential to reach the threshold concentration for a set period of time and maintain it there to ensure all the insects die.
“Sealed silos are paramount to maintaining the threshold concentration and any compromises to the seal can lose fumigant, let in new air and dilute the fumigant,” Kotzur said.
before harvest and storing a new crop is an essential step in preventing insect resilience to fumigants.
According to Plant Health Australia, one tonne of infested grain can produce more than one million insects during a year, which can walk and fly to other grain storages to start new infestations.
Ben Kotzur is the third generation of Kotzurs to devote a career to silo design and manufacture and as the chief technical officer, is passionate about the role silo design plays in achieving effective fumigation.
Phosphine is the most commonly used fumigant in Australia, so Kotzur fumigation boxes have been specifically designed for using the phosphine tablets;






SILOS 54 І Australian Bulk Handling Review: May/June 2024
Thermosiphon and oil bath come standard with Kotzur’s transportable silo for successful fumigation.
ERIEZ_FeederConvAd_HalfPg_ABHR_5_24.qxp_Layout
Images: Kotzur
fumigation boxes then distribute the gas evenly throughout the silo.
Designed following research conducted with the CSIRO, the fumigation box allows farmers to easily insert phosphine tablets into the box, which then interact with the moisture in the air inside the silo.
Ben Kotzur said during fumigation it is important that air is turned over in a closed-circuit system to ensure the gas is evenly distributed throughout the entire silo to reach the kill target (insects).
Finally, Kotzur recommends these tips to keep grain clean and pest free: Check / monitor your stored grain for infestation at regular intervals – use insect traps
• Remember the value of your grain in silo and make sure you protect that value
• Thoroughly clean out your silo and harvest equipment for good hygiene and ensure there is no residual grain

• Ensure you carry out an effective fumigation. Kotzur takes pride in working with customers
to design a system that works with the client’s needs for successful grain storage.
Feeders & Conveyors for Every Challenge



• Energy efficient electromagnetic drives
• High Speed models for rapid On/Off cycling
• High Deflection models for difficult powders, leafy, and sticky products






Mechanical & Electromagnetic Conveyors
• Low profile models
• Wide range of screener options
• Models for every application
The two tray fumigation box comes as an optional extra with Kotzur’s elevated silo range and significantly increases fumigant concentration and exposure time.
www.eriez.com.au | 613 8401 7400 GLOBAL LEADER IN SEPARATION TECHNOLOGIES ERIEZ_FeederConvAd_HalfPg_ABHR_5_24.qxp_Layout 1 4/19/24 10:53 AM Page 1
Satake buys WA silo business
In a strategic move, the Satake Corporation has acquired the silo division of WA-based DE Engineers. ABHR finds out more.
DE ENGINEERS, UNDER KEVIN Prater’s stewardship, is a wellestablished player in Western Australia’s agricultural infrastructure.
The company was founded in 1965 and has evolved from a humble machining workshop to one of the region’s key manufacturers of grain storage solutions. Recently, it confirmed its silo division was acquired by Satake Corporation.
Craig Doorey, director of Satake Australia, said the acquisition is part of the company’s plan to expand.
“About six months ago, we started investigating the WA market. We wanted to establish a foothold, but to start from nothing is quite difficult,” he said.
“The DE premises is even bigger than our existing Queensland-based manufacturing facilities. We went to a field day, and it stood out to us. You could tell Prater is passionate about his silos and knew what he was talking about – you could see it in the
innovation and quality of the silos.”

Before the acquisition, Satake Australia sold silos into WA through its Denny’s brand, via a non-exclusive agent. The company wanted to increase its presence significantly and needed local manufacturing capabilities.
Shipping large silos interstate adds to
important niche.
“Denny’s silos are some of the best on the market, using the highest quality materials to ensure they are the strongest they can be. They’re well-


SILOS 56 І Australian Bulk Handling Review: May/June 2024
The move also means DE Silos brand coast. Doorey said the new silos would complement Denny’s offering and fill an
The Satake Corporation recently acquired DE Engineers.
DE Engineers invited the Satake Corporation to a field day at its WA premises.
Images: Satake Australia
“Not every customer needs that strong a silo. The DE silos are much better for these customers, as they’re still a high-quality silo at a reduced cost.”
The company has plans to develop a new range of silos, that combines DE Engineers’ innovation and specialised knowledge with Satake’s global resources and manufacturing capacity.
In addition to silos, Satake can provide its customers with a full turnkey solution, providing additional elements such as catwalks, loading equipment, cleaning systems and more.
Kazuhisa Matsumoto, president and CEO of Satake, said in an announcement that the acquisition heralds the dawn of a symbiotic partnership poised to redefine industry standards.
“By marrying Satake’s technological prowess with the esteemed legacy of DE Engineers, Satake Oceania is poised to unleash a wave of innovation unparalleled
 Kevin Prater (L) and Kazuhisa Matsumoto (R).
Kevin Prater (L) and Kazuhisa Matsumoto (R).
Tylden silos stand the test of time
Victorian-based manufacturer Tylden Equipment Sales has been supplying silos for more than 30 years. ABHR finds out how.
FILLING A SILO IS THE EASY PART
– getting the material out is where it can become tricky.
If there’s a blockage or the material catches, the material inside can refuse to flow. That means downstream processing equipment slows or falters, and productivity withers to a halt.
Paul Martin, managing director of Tylden Equipment Sales, told ABHR silos need to be reliably engineered for the material being stored and to withstand the pressures placed on them.
Tylden Equipment Sales, a Victorian business, has been designing and supplying silos for the Australian industry for more than 40 years. The company specialises in providing fixed and transportable silos for the cement, fly ash, and concrete industries.
Martin said Tylden Equipment Sales is one of the only Australian companies that can build silos that can store up to 400 tonnes for powder storage applications.
“The difference between our silos and the ones you might find on a farm are the materials. Farm silos are around one to two mm thick and normally filled with a grain augur. Grain flows very easily and doesn’t need additional air to fluidise the product,” he said.
“Ours are manufactured to be a minimum of five mm thick and are, designed to meet all Australian standards for pressure. They are pneumatically filled from pressure tankers so there is a need to protect from overpressure situations that could potentially blow the silo apart.
“We shotblast and paint our equipment in-house, using our own paint booths. That lets us apply industrial coatings, epoxies, and polyurethane paints to give a topquality finish.
Tylden Equipment Sales can design silos for particular environments and

can include alternate paint systems for silos that will be exposed to chemicals or the ocean.
This manufacturing process means a typical system will last for around 15 years, if not longer. Some of the company’s silos are still in use almost 30 years after being installed.
Martin said there’s not much maintenance required to keep the silos working – some of the equipment, such as filter bags, will need to be replaced, but the silos themselves don’t deteriorate.
One of the company’s most popular ranges is its transportable silos. These are designed to be delivered to the site and are popular among contractors working in the mining industry.
These silos are most often used for shotcrete and can store up to 90 tonnes of cement.
Screw conveyors help extract the materials and are designed by
Tylden’s team to ensure the product reliably flows.
The company also offers smaller models that can be put on load cells to help accurately measure the material used in concrete batching.
Martin said customers are very happy with their transportable silos, leading to plenty of repeat business.
“One of our customers has about 20 of them,” he said. “Word of mouth is important in this industry, and it’s clear among our customers that we’re producing quality products.”
“We’ve been selling a lot of silos into the large infrastructure projects across the country, and with new mines being opened all the time, the business has continued to grow and develop.
“The company provides amazing support. We keep stock of all the critical spare parts that might be required and can distribute to people within 24 hours.”

58 І Australian Bulk Handling Review: May/June 2024
SILOS
The transportable silos are often used to store shotcrete.
Images: Tylden Equipment

Correctly matching a bulk material feeder with the design of the hopper is critical for reliable operation. This is especially true for screw feeders.
To ensure proper mass flow and uniform draw-down, the flight shaft design must correctly encourage progressive discharge along the length of the hopper outlet and it must have sufficient torque for start-up under first fill head loads.
BHT can assist with design and supply the storage hopper if required.

BHT Screw Feeders
Engineered for Challenging Applications
Screw Feeders are often buried beneath many tonnes of product. Poor feeding performance, excessive wear or component failure can be extremely expensive and lead to significant downtime. Our experienced engineering team design and manufacture customised large screw feeders which are tailored specifically to suit the material to be handled in demanding mining and heavy-duty
In the planning phase, abrasiveness, temperature, particle size and many other, commonly overlooked properties are assessed and accommodated in the design. Some of these properties include the tendency for the product to fluidise, adhesion to the shaft and casing and even the risk of the product particles interlocking or bridging
BHT Screw Feeders are designed to meet the demands of the material to be handled. Materials are selected to provide long life in abrasive or corrosive environments and our materials handling experience assures reliable service in the most difficult of installations.
As a full-service engineering and manufacturing company, BHT custom designs and manufactures specialised heavy duty screw feeders offering a cost effective and reliable solution for feeding a range of materials - from free flowing grain or medium sized lumps ores, to cohesive filter cakes.
Visit our website for more details

TECHNO LO GIES BULKHANDLING Engineered and Built in Australia
bulk
engineering equipment
bulkhandlingtechnologies.com.au
Design and manufacture of
materials handling and mechanical
and systems.
Special flights suitable for high pressure abrasion
BHT custom screw feeders offer a reliable solution for critical minerals facilities that operate in the harshest of enviroments.
A silo’s best friend
Mark Thompson, managing director of Oli Vibrators, tells ABHR about a simple device that can get material moving again.
THERE ARE PLENTY OF WAYS THAT moisture can find its way into a silo. As the temperatures change, dew can form on the interior walls. A leak could let in rainwater. The material could have taken on more moisture than it should have during transport, loading or manufacture.
However, it happens, moisture can cause problems when it gets into a silo. Certain materials like cement and flour due to their very nature will begin to form blockages or restrict flow.
Mark Thompson, managing director of Oli Vibrators, said bridging, ratholing, caking, arching and more can lead to poor product flow.
“Unrestricted flow of materials is important to maximising productivity,” he told ABHR. “It’s also important for safety. If you’ve got bridging high up in a 30-tonne silo and then it’s suddenly let go, the forces could jeopardise the structural integrity of the silo, potentially leading to a collapse.”
Unfortunately, one practice to get material flowing again is to strike the
silo or hopper with a hammer or heavy piece of wood, to shake up the blockages. However, this not only does damage to the asset but can also increase the chances of flow problems by creating misshaped areas in the silo.
“Every time you hit a vessel with a hammer, it creates a potential hang-up point for the material. I’ve seen silos with ‘hammer rash’ where people have been constantly belting it. Seeing a bin or hopper with hammer rash is a sure sign there is an area in the process that needs addressing,” Thompson said.
Oli Vibrators has been involved in the industry for more than 55 years, providing a range of specialist vibrators and flow aids for the mining, quarrying, mineral processing, grain, animal feed, food processing, waste management and construction sectors.
Installing the right vibrator on a silo can return the correct flow, without putting workers or equipment at risk.
There is no ‘one-size-fits-all’ solution when it comes selecting the right vibrator for the job, as specific

materials respond differently to different amplitudes and frequencies.
Thompson said this is why the company works closely with its customers to learn as much as they can about their processes. The customer will often provide a checklist of important information, along with some technical drawings to get started.
Oli Vibrators’ team will work with customers to determine the characteristics of the product, such as bulk density, explosive risk, hygiene requirements, whether it is hydroscopic, the vessel it is being stored in, and more.
With that information, the company’s engineers will usually find a solution that will work for the customer within 24 to 48 hours.
“Our objective is to establish a mutually beneficial relationship with their customers, who are a key influence in shaping the company’s business model. Meeting the customers’ needs is a priority, achieving a trustful partnership is the reward,” he said.
“Excellent customer service is critical at OLI. The company guarantees order processing within 24 hours, as customers worldwide can enjoy access to the same high-quality products and services.
“With its skilled competence and valuable knowledge of the industry, OLI is a credible expert when it comes to the assistance in finding the most suitable solution to each individual customer’s request.”
Oli Vibrators are built with heavyduty ductile cast iron with high quality bearings and are IP66 rated to international standards. The company’s ‘Greased for Life’ option and extra heavy-duty range, ensure its equipment lasts for decades.
The business doesn’t just provide vibrators though. It has a range of bin and silo aerators that have been developed for the bulk storage of dry, fine, and granular powders. The VBS

60 І Australian Bulk Handling Review: May/June 2024
SILOS
Oli Vibrators providing a range of specialist vibrators and flow aids.
Images: Oli Vibrators
Aerator is used extensively throughout the food, chemical and grain processing industries worldwide.
The VBS and VBSI aerator range are low air consumption, require no maintenance and are compact in design. The advanced one-way directional air flow boosts powder discharge from internal or external silo’s, hoppers, or bins. Its Tramontana design maximises unloading efficiency thanks to its unique shape.
Thompson said the company is a keen advocate for innovative research and development in a highly competitive global market.
“The company’s research and development department focuses on the development of cuttingedge technologies towards advanced solutions,” he said.
“Products smaller in size and lighter in weight — yet higher in performance and lower in energy consumption — are the tangible result of OLI’s constant

commitment to offering the best deal on the market.”
Oli Vibrators has supported Australian industry for over 20 years.
Thompson said the company’s staff have worked with silos for years and have evolved their expertise to quickly find the right tool for the job.
The team also prides itself on its after sales support. Oli Vibrator’s mission statement is ‘when you need it, where you need it’, so it keeps a large stock
of spares on hand. Each product also comes with a two-year warranty, which includes full replacement or repair of the product.
“Our customers work in industries where minutes matter. That’s why we offer around the clock support,” Thompson said.
“If a process fails in a production line in the middle of the night, we can get a solution sent over to get everything working again by morning.”
TYLDEN EQUIPMENT SALES

Turnkey Design, Manufacture and Installation of Concrete Batch Plants and Large Storage Silos.
We have a large range, 29m3 to 290m3 volume, of fixed and portable silos suitable for all types of dry powders. Cement, fly ash, ground slag, lime.

Silos are fully welded in our Kyneton, Vic. factory and are fully transportable by road.
A hopper with “hammer rash”.
THE COMPANY THAT IS ACTIVE IN
HANDLING
MATERIALS
Office and Factory 1906 Trentham Rd Kyneton, Vic 3444 Contact: Paul Martin 0419 207 762; David Barry 0418 509 375 | E: tylden@tyldenequipment.com.au CALL 03 5422 3122

Supporting farmers for more than 120 years
ABHR talks to Mirela Vuckic, Ahrens Group general manager for silos, to learn how the family business is supporting Australian bulk handling with its flat bottom silos.
THE YEAR 1902 WAS A HISTORIC one. Brisbane was officially declared a city, most women were given the right to vote, and the Federation Drought was coming to an end.
It was also the year in which Wilhelm Ahrens, a blacksmith in the Barossa Valley, established his family business. A lot has changed in the past 120 years, as the business flourished into a fullservice construction, manufacturing, rural infrastructure, mining, and engineering company.
Mirela Vuckic, Ahrens Group general manager for silos, told ABHR that at the end of the day, the family-owned business is solely focused on supporting and creating value for rural communities across Australia through their product offering and community engagement.
To do that, the company prides itself on its in-depth consulting and “genuine listening”.
“We need to be actively listening to what clients need throughout their journey as it helps inform us in ensuring we achieve optimal results for them in what we do,” she said.
“That information feeds and encompasses all facets of what we do from product operation and features, innovation in design and process, as well as overall project outcomes.
“We want to nail the brief in every interaction we have and have clients which trust us to get this right, every time.”
Ahrens works to ensure its customers have a seamless experience from the first enquiry point through to the delivery and installation process. Due to the diversification of Ahrens, they have the capability to quickly mobilise its teams across the country to ensure all clients have a consistent service experience.
Ahrens’ silo division is supported by other branches of the business, giving Ahrens access to a broad set of skills and varying knowledge specialisations which ensure each project is scoped and delivered to the client’s expectations.
When combined with the company’s localised manufacturing capabilities, it provides versatility that allows Ahrens to support a broader scope of work with varying requirements.
Vuckic said Ahrens’ specific efforts in optimising process, product design, and service delivery means that clients are truly working with a partner who is looking to support them with the most optimal product outcomes for their requirements.
“We genuinely love to see farmers thriving and our solutions helping them get there,” she said.
“Our silos are designed in-house with the end user in mind and allow
62 І Australian Bulk Handling Review: May/June 2024
Images: Ahrens
SILOS
Ahrens silos are built with Australian made steel to suit local conditions.
for ease and versatility in use. From being built with Australian made steel to suit our conditions, a GasLock system to control pests and ground operated controls making them safe and easy to use. We offer varying aeration options to suit the specifics of the project, and pride ourselves on a shorter lead time vs our competitors in getting silos installed before key harvest windows.
“We guarantee our silo workmanship with an industry-leading five-year warranty and are backed by experienced local teams. Additionally, Ahrens staff are available to help with longterm planning for grain storage to ensure that any initial installations allow for expansion to meet future needs as required.”
Flat bottom silos
One of the more popular types of silos that Ahrens provides is its range of flat bottom silos. Ranging in size from 700 to more than 2000 tonnes, the silos are ideal for farmers that are looking to scale up their on-farm storage.
Vuckic said on average, the dollar per tonne investment is more efficient than smaller, transportable silos, and allows for larger bulk storage in a controlled environment.

Ahrens service a large range of clients from broadacre farmers and feed mills, through to varying commercial applications. The silos have also been installed as part of a wider grain handling equipment solution in supporting specific handling processes required around their storage.
“Flat bottom silos allow clients to store larger volumes of their grain and market it for sale when the pricing for their commodity is at an optimum range,” Vuckic said.
“This means they can realise more revenue for their crop and farm as it eliminates middlemen and offsite storage costs, as well as achieving healthy return on investment on their silos year on year.”
All Ahrens flat bottom silos are gas-tight sealed to AS2628 standards, which allows for effective fumigation of insect pests. This means that grain can be stored for longer periods of time while supporting maintain the original
grain quality. The silos are also designed to include aeration and fumigation systems which allow clients to control the conditions their grain is being stored in, maintain their quality during this time, and ultimately facilitate the selling or use of their commodity when the timing suits.
Every silo across the company’s entire range is manufactured in Australia. Vuckic said this has been extremely important to ensure the company can control all areas from materials, fabrication, quality assurance and delivery.
“It means our clients are getting the right product for Australian conditions, and we are meeting expectations in our market. We have gone above and beyond to ensure our design considerations are optimal across varying consideration points including longevity, function, product performance and ease of operation,” she said.
After sales support is one of the key pillars for the company. Ahrens
has a national footprint, so it can quickly service and support rural clients across various remote locations. It also maintains dedicated sales, installation, and service teams to help with the handover post sale, ad-hoc queries, as well as being available for preventative maintenance advice and service in ensuring Ahrens silos continue to provide value over their long product lifespan.
Vuckic said the core focus for Ahrens going forward is to continue supporting Australian farmers.
“We are focused on continuing to create value, whether that be through new value adds to market, or continuous improvement on our existing products and services,” she said.
“We are striving to always improve our efficiencies, design, cost base and service and pass on those benefits to our clients. We are a company with a proud history and will continue to support our local communities and industry long into the future.”
Australian Bulk Handling Review: May/June 2024 І 63
All Ahrens flat bottom silos are gastight sealed to AS2628 standards.
Ask an engineer: How can I build a better silo?
The causes of many silo failures are incorrect design, poor construction or installation, improper operation, or lack of maintenance. Corin Holmes, general manager for Jenike & Johanson, explains.
BINS AND SILOS ARE A COMMON
sight at most industrial plants around the world. The smallest of these, may contain only a few kilograms of material while the largest may have a capacity of tens of thousands of tons.
A common function of bins and silos is to provide storage or surge capacity for the material being handled. Failures of silo is not an uncommon occurrence in the bulk solids industry. Failures can range from a small deformation in the silo shell to catastrophic rupture and complete collapse of the structure. Indications of structural damage should not be ignored, and proper design and construction practices must be enforced.
Design for flow
To predict and therefore control how a material will flow in a given container, you must determine the material’s flow properties. These can be measured in a bulk solids testing lab under conditions that accurately simulate the handling process and environment.
Observe the images in Figure 1 showing what we term “hammer rash”. This is always a result of operators “encouraging” flow with some sort of mechanical aid and is a direct result of a mismatch between hopper/silo geometry and the materials being handled.
A key aspect of silo design is understanding how the material’s flow properties and the resulting flow pattern affect the silo structure itself.
Matching test work to silo design
Reliable feed of bulk solids into and out of the silo can be achieved by considering “flowability”. Defined as the ability of a bulk solid to flow through a given piece of equipment reliably. It considers the relationship

of the material itself to the equipment in which it is to be handled. A poorflowing, difficult-to-handle material may be reliably handled in properly designed equipment while an easyflowing material may exhibit flow problems in incorrectly designed equipment. The most critical flow properties to aid assessing a material’s flowability in relation to the handling equipment are:
Bulk density (changes in density as a function of consolidation).
• Cohesive strength (the ability of particles to pack together and form arches and ratholes),
• Wall friction (measure of friction between particles and flow surfaces), Chute angle (critical angles in a chute to maintain flow), and
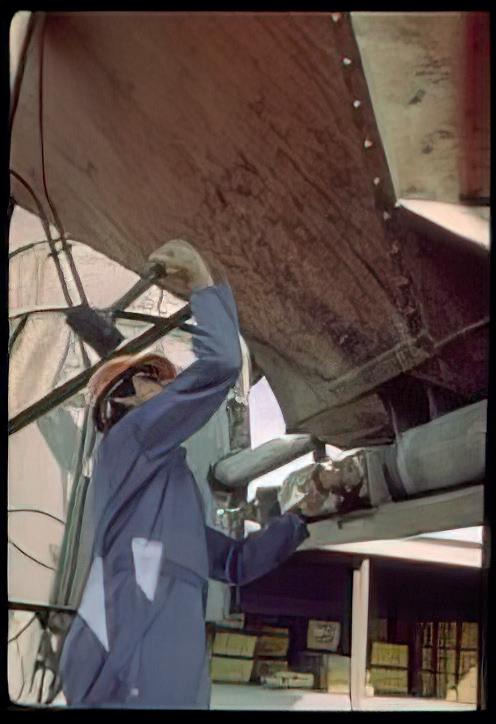
SILOS
64 І Australian Bulk Handling Review: May/June 2024
Hammer rash can occur when operators attempt to encourage flow with a mechanical aid.
Observed hammer rash.
Images: Jenike and Johanson
Abrasive wear (progressive loss of a solid surface caused by sliding contact)
Cohesive strength, wall friction, and compressibility are commonly measured at bench scale using a Jenike direct shear tester. These flow properties are affected by many material and operational characteristics and parameters so it is critical to incorporate these into the test program. Reliable flow is contingent upon the equipment design being matched to the bulk material(s) it will handle over the full range of conditions (moisture content, temperature, chemical composition and particle size, shape, and distribution).
Consider the following case study:
Corrosion and flow problems in a potash bin
A 50-year-old potash product bin had been plagued with flow problems, wear and corrosion issues for its entire working life. The hopper had been
replaced five times over a ten-year period. When the hopper again reached the end of its life, the owner decided it was time to investigate ways to improve the bin’s operation and extend the hopper’s life.
The old bin consisted of a circular cylinder with a cone-shaped hopper that had not been designed with the potash’s flow characteristics in mind. Potash from an upstream dryer entered this bin at between 140ºC and 165ºC, but because the flow pattern in the bin was funnel flow, the potash outside the active flow channel was able to cool down. This caused moisture to migrate toward the outer regions and condense on the walls, which resulted in corrosion of the walls particularly in the structurally critical region near the bottom of the cylinder and top of the hopper. It also reduced the live capacity of the bin because the potash in this area hardened and built up on the walls over time. The bin experienced product hang-ups,
Bagging & Palletizing Systems
Aurora is making bagging & palletizing automation easy and accessible. We provide machines to replace people you can’t find anyway.
Give us a call, we come to you.
1800 318 019
0800 55 77 33
•Increase accuracy
•Reduce health and safety risk
•Increase production performance and reliability
•Filling, Closing, Conveying, Palletizing, Service and Consumables.
clumping on the walls and plugging at the hopper outlet. The flow issues in the bin also contributed to a number of mill shutdowns. These problems increased maintenance costs, limited production capacity and degraded product quality.
The first step to solution in this example was to measure and determine the Potash material’s flow properties. Selecting the appropriate flow pattern was the next step. Funnel flow bins have stagnant material along hopper walls that extends into some portion of the cylinder or vertical sided portion of the bin. Mass flow occurs when all the material is in motion whenever any is withdrawn. Thus, selection of geometry, and materials of construction, to not only provide for a specific flow pattern but also to ensure that the silo can withstand the material-induced loads is of paramount importance.
The pressure distribution for mass flow is different than that for funnel flow. If a silo designed structurally for
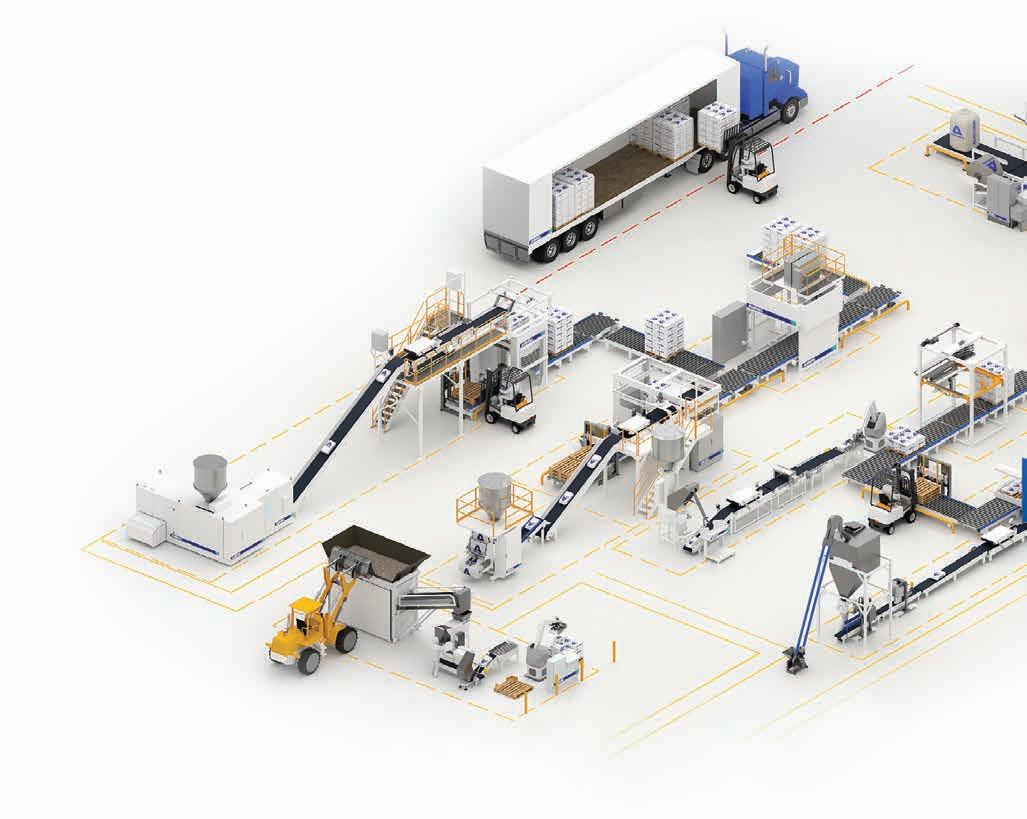
funnel flow experiences mass flow, there will be a local pressure peak near the top of the hopper section. This significant increase in pressure can cause a radial tear to develop in the hopper section, resulting in failure of the silo.
A common cause for structural problems in circular silos is bending of the walls due to eccentric discharge of material. This occurs when the outlet is not located along the vertical centerline of the silo. It is commonly found in silos with multiple outlets when only one outlet is active at a time. It can also occur in silos with elongated outlets when part of the outlet is blocked, perhaps because of interlocking of large agglomerates because the feeder interface has not been designed to allow uniform withdrawal of material across the entire outlet length. In this situation, an eccentric flow channel develops over the active region of the outlet and intersects the silo wall. Nonuniform pressures develop around the circumference of the silo resulting in horizontal and vertical bending moments on the walls.
Whenever possible, a silo should be center-filled and center-discharged. If eccentric discharge is required or has the potential to occur, a structural analysis should always be performed to ensure that the silo can withstand the non-uniform loading and resulting bending moments.
In our case study, converting the bin’s flow pattern to mass flow was the ideal solution as it eliminated ratholes and stagnant material. The existing cone and the bottom portion of the cylinder were replaced with four stacked hopper sections (Figure 2), and the entire bin was thermally insulated.
Since the changes were implemented, bin operation and maintenance issues have been nearly eliminated. The new hopper is predicted to last over 30 years virtually free of maintenance and product-loss problems, thereby paying for itself many times over.
Conclusions
It is critical, for successful design of material handling systems, to consider the flow properties of the
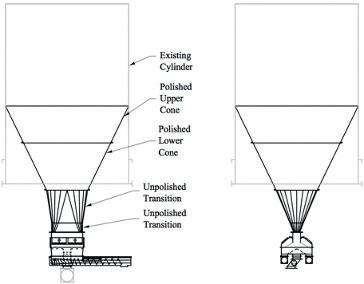
bulk material(s) to be stored, under the conditions that will be present in the system. Standards exist for measuring these properties and design methods exist that provide guidelines for their use in the design of storage systems to prevent flow problems and ensure reliable discharge.
Silos can have a long life span and operate reliably if they are properly designed, constructed, and maintained. The designer is responsible for complying with silo design codes at a minimum, but must also ensure that the design meets all the probable loading combinations.
To do this, the properties of the bulk solids to be stored, the potential flow patterns, and the silo’s intended purpose must be fully understood. The designer, builder, and owner must agree that the construction and intended performance are satisfactory. Once it is fully operational, it is the owner’s responsibility to properly maintain and service the silo as required.
References
Jenike, A.W. 1964. Storage and Flow of Solids, Bulletin No. 123, Salt Lake City: University of Utah Engineering Experiment Station.
ASTM D6128-16. 2016. Standard test method for shear testing of bulk solids using the Jenike shear cell. West Conshohocken, PA: ASTM International. Available from www. astm.org.
Carson J. W., and Marinelli J., 1994. Characterize Bulk Solids to Ensure Smooth Flow, Chemical Engineering, Vol. 101, no. 4, April, pp 78-90. Carson, J.W. and T. Holmes: Why Silos Fail, Powder and Bulk Engineering, November 2001, pp. 31- 43.
Barnum R.A., (2009). Ebb and Flow – Understanding Powder Flow Behavior. Pharmaceutical Processing. pp. 18-21. Los Gatos, CA: Netline Corporation.
Schulze, D. (2007). “Powders and Bulk Solids - Behavior, Characterization, Storage, and Flow”, Berlin: Springer.
Note: The advice here is of a general nature. Specific solutions are very sensitive to their circumstances; therefore, you should consult with a specialist in the area before proceeding.

66 І Australian Bulk Handling Review: May/June 2024 SILOS
Bin modifications
IntroducIng the AlImAk SILO LIFT
ELEVATORS FOR SILOS & PLANT
The introduction of the Alimak Silo Lift industrial elevator marks a significant advancement in vertical access solutions. Specifically designed for installation on silos, storage vessels, and plant, this innovative elevator sets new benchmarks for safety, efficiency, and durability. The cost-efficient model effectively streamlines operations by eliminating the necessity for a dedicated machine room or supporting elevator shaft.
Engineered with a focus on reliability, durability, and robustness, the Alimak Silo Lift ensures a dependable means to access, monitor, and service critical processes within industrial facilities. By enhancing operational safety, productivity, efficiency, and facility uptime, it paves the way for elevated performance in industrial settings.
Visit our website for further information. www.alimak.com
Email: andrew.merceica@alimakgroup.com
DON’T cLIMB. ELEVATE.
The wear of mining equipment
Dr Daniel Grasser, a consulting engineer with TUNRA Bulk Solids, explains to ABHR the influence of wear on mining equipment and modern modelling techniques to understand wear mechanisms.
MINING PLAYS A MAJOR ROLE IN society by providing raw materials. In evitably, this requires the processing of solid particles which cause severe wear on mining equipment. On a global scale, economic losses resulting from wear in mineral mining are $340 billion AUD annually [1].
The energy consumption of global mining activities is 6.2 per cent of the total global energy consumption, where 17.4 per cent of the consumed energy in mineral mining is used to remanufacture and replace parts needed due to wear failures[1]. In Australia, the mining industry is an industrial sector contributing multi-billions of dollars to the economy every year. Materials transport and handling of the solid minerals is one of the main operational categories in mining, beside extraction and processing.
For example, chute wear is a critical issue that affects cost and productivity in materials transport and handling. Most importantly, the costs of the wear liner and development of a good design are often relatively low, while the economical loses due to chute downtime caused by the replacement of worn chute liners can be significantly higher.
An
introduction to wear
Wear resistance is an important property in the mining industry. Firstly, wear resistance of a material is not a mechanical property. Unlike material properties, for example the hardness of a wear liner, wear resistance depends on the occurring mechanisms caused by the system it is exposed to.
It is commonly agreed that wear is a system property rather than a material property. Wear can be described as the “progressive loss of substance from the operating surface of a body occurring as a result of relative motion at the surface” [2].
Interestingly, the wear process of many applications can be distinguished into three separate stages: Break-in, steady state and critical wear. Increased wear rates are often observed in the initial break-in period, followed by a constant wear rate at steady state [3]. This is eventually followed by the critical wear stage where wear liners require replacement.
Abrasive wear is an important wear mechanism occurring, for example, in chutes. Here, solid particles shear onto the wear liner surface, causing a progressive loss of wear liner. Abrasive wear can be sub-divided into highstress abrasion and low-stress abrasion. In high-stress abrasion, the abrasive particles fracture into smaller subparticles. In low-stress abrasion, the abrasive particles do not fracture.
Increasing the hardness of a wear liner often leads to increasing abrasion wear resistance. However, high hardness generally leads to lower impact toughness. This can be interpreted as a trade-off and optimum wear liners depend on the targeted application. Related to this, the hardness of the abrasive particles is important. Generally, the hardness of the abrasive medium needs to be higher than the abraded surface to create significant abrasive wear.
It was stated that the wear loss significantly increases when the ratio between the hardness of the abrasive particle and the hardness of the wearing material increases from 1.0 to 1.2 [4]. In general, harder abrasives cause more wear than relatively soft abrasives. Moreover, the impact angle of the abrasive particles on the wear surface is important, and the amount of wear depends on the type of impacted material. Ductile and brittle materials possess different relationships between the angle of attack of the solid particle
and the wear of the material (Figure 1). For ductile materials, most wear occurs at 30�. For brittle materials, the lowest amount of wear is found at this angle, and the maximum wear is found at 90� (Figure 1) [5]
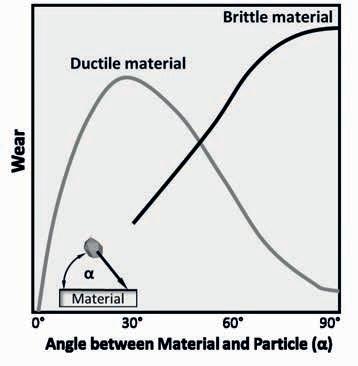
Additionally, another contributor to wear is the particle motion, such as sliding or rolling (Figure 2). The relationship between the wear volume (w) of a liner and the sliding velocity (v) can be described by a power law (w~vn) [4]. For ductile materials, the power law exponent is reported between to be 2<n<3, while for brittle materials it is 3<n<4. Hence, an equipment design allowing a reduction of the particle sliding velocity, while increasing the rolling motion, is favourable especially when hard and brittle wear liners are used.
Wear testing
Predicting wear of liners is important, especially when comparing wear liners for different applications. To achieve this, the working conditions must be simulated as close as possible. These conditions should be well controlled and close to reality.

WEAR 68 І Australian Bulk Handling Review: May/June 2024
Figure 1: Wear depends on the impact angle and type of material.
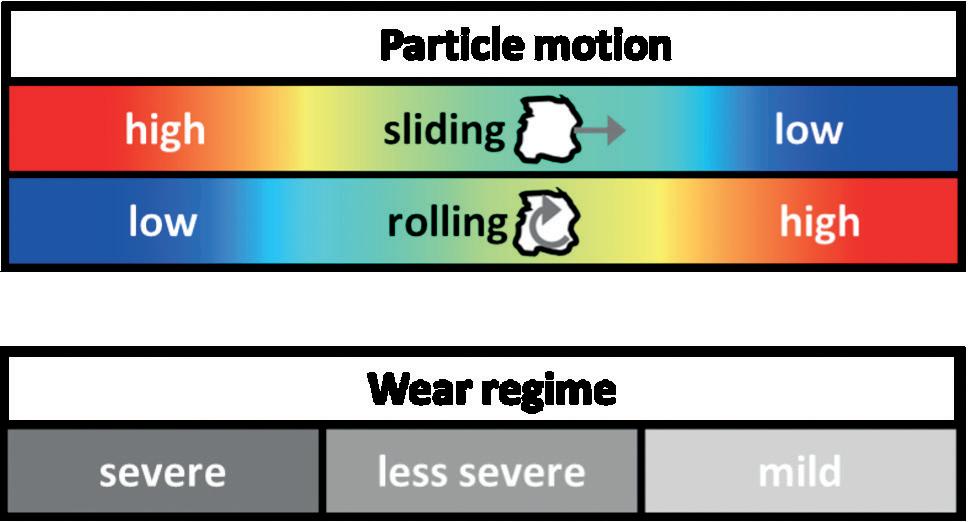
Field tests possess realistic test scenarios; however, these are costly, and the conditions are difficult to control. In contrast, for over-simplified wear tests, the acting wear mechanism can be different from the ones occurring in the industry application. Additionally, to speed up the development process, accelerated wear
rates on a lab scale test compared to the industry application are desirable.
For example, Archard’s wear model is commonly applied to predict abrasive wear of liner [6] Archard’s wear law considers the sliding distance, load induced by the abrading particles and the hardness of the wearing material to estimate the
amount of wear. Additionally, all other effects of the complex wear system are represented by an empirical constant, sometimes referred to as the Volume/ Shear work ratio, i.e. wear volume per induced shear work.
This empirical constant can be difficult to determine and scaling it from laboratory scale tests to industry scale applications can be a challenge. For example, the Dry Sand Rubber Wheel (DSRW) test can be utilised to apply Archard’s wear law on a laboratory scale.
The DSRW test can be used to compare and rank the wear performance of different wear liners using small abrasive particles (<0.5 mm) [7]. In addition to the experimental DSRW, the test can be implemented as a numerical simulation (Figure 3) using Discrete Element Method (DEM) modelling [8]
The DEM model is often calibrated using particle flow tests, such as the Angle of Repose (AOR) test (Figure
THE WORLDWIDE LEADER IN VIBRATION TECHNOLOGY
Designed for industrial sectors INDUSTRIAL VIBRATORS
OLI is the world’s top selling manufacturer of electric and pneumatic vibrators. The high level of customer service, guaranteed by 18 trading subsidiaries worldwide, and long-lasting and performing products make us always ahead.
Our vibrators are designed for industrial applications in all sectors, from the most extreme environments such as quarries, mines and foundries to the food and pharmaceutical.
Figure 2: Types of particle motion and corresponding wear regime.
OLI Vibrators Pty Ltd. 7 Jellico Drive, Scoresby Vic 3179, Australia - Phone: +61 3 9764 9988 - Mail: info@olivibrators.com.au - www.olivibrators.com.au
4) and calibrated Volume/ Shear work ratios.
Even widely used, the DSRW test is mainly used for a relative comparison between different liners. However, this laboratory wear test can make it difficult to predict the service life of a liner. To tackle this, wear tests using abrasive particles similar to these occurring in the industry application can be applied. For example, the TUNRA abrasive wear test utilises particle sizes up to approximately 15 mm (Figure 5). This increased realism is important when estimations regarding the service life of wear liners is required.
Concluding remarks
Wear is a complex system, where multiple factors affect each other. There seldom is a one-fits-all solution. Advanced laboratory scale wear tests and numerical techniques, such as DEM modelling, can provide important insights and predictions of the service life. To achieve an optimum design, combined with a good choice of wear liner, a good understanding of the complex system wear is required.
References
[1] K. Holmberg, P. KivikytöReponen, P. Härkisaari, K. Valtonen, A. Erdemir, Global energy consumption due to friction and wear in the mining industry, Tribology International 115 (2017) 116-139.
[2] K.-H. Zum Gahr, Microstructure and wear of materials, Elsevier, Germany, 1987.
[3] R.D. Wilson, J.A. Hawk, Impeller wear impact-abrasive wear test, Wear 225-229 (1999) 1248-1257.
[4] K.-H. Zum Gahr, Wear by hard particles, Tribology International 31(10) (1998) 587-596.
[5] B. Bhushan, Principles and Applications of Tribology, John Wiley & Sons, Ltd.2013.
[6] J.F. Archard, W. Hirst, The Wear of Metals under Unlubricated Conditions, Proceedings of the Royal Society of London. Series A, Mathematical and Physical Sciences 236 (1206) (1956) 397.
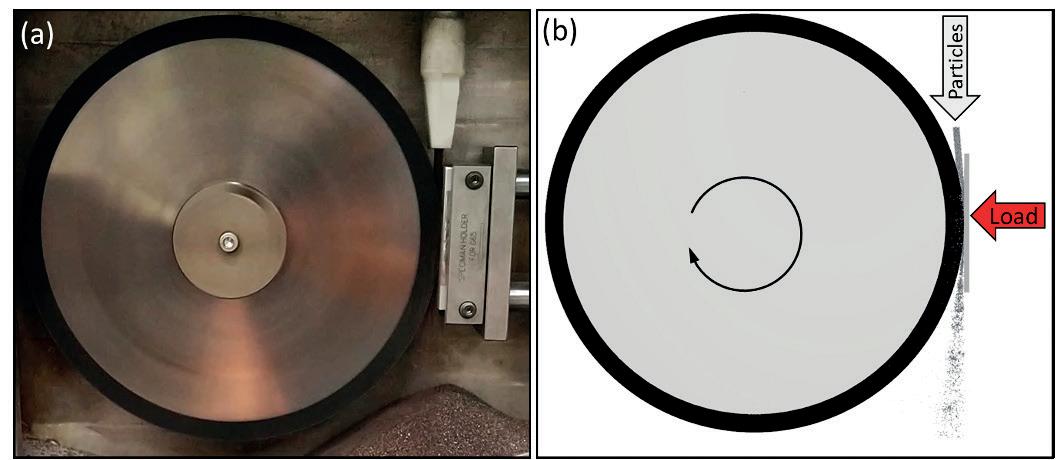
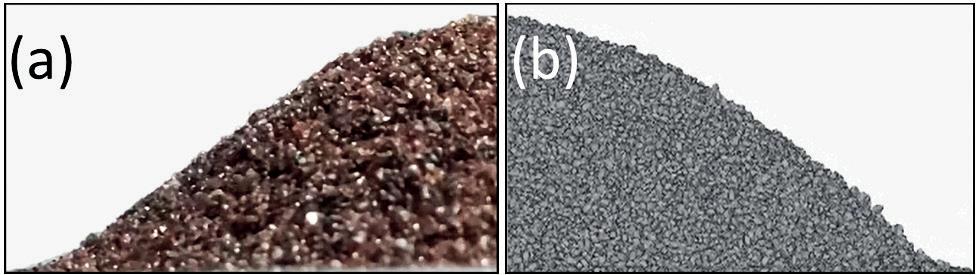
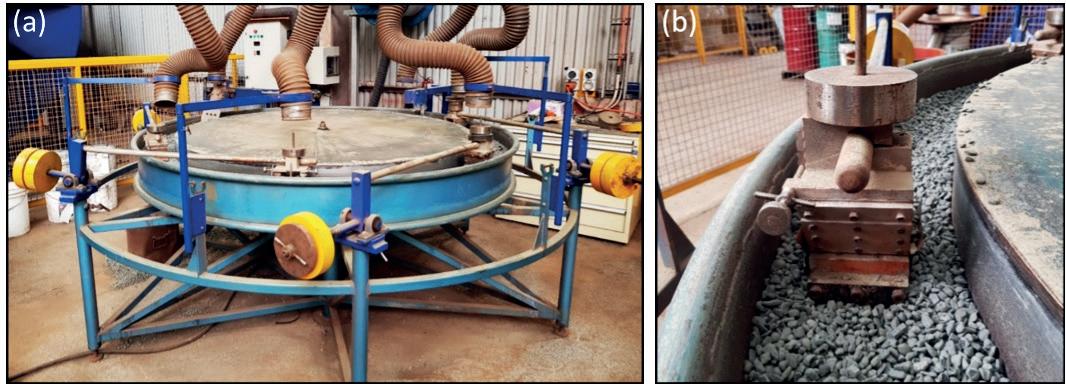
70 І Australian Bulk Handling Review: May/June 2024 WEAR
Figure 3: Dry Sand Rubber Wheel (DSRW) test. (a) Experiment, (b) Discrete Element Method (DEM).
Figure 4: Angle of Repose (AOR). (a) Experiment, (b) Discrete Element Method (DEM).
Figure 5: TUNRA abrasive wear test. (a) Test rig, (b) wear plate sliding on abrasive particles.



SUBSCRIBE TODAY Australia’s only publication 100%-focused on bulk solids handling. Australian Bulk Handling Review covers conveyors, silos, engineering, dust control, powder handling, weighing, pneumatics and much more, in industries such as mining and metals, ports and terminals, grain, fertiliser, sugar, salt, foods, milling, resins, cement and woodchips. 1 year $99.00 (inc GST) 6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide 2 years $179.00 (inc GST) 12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide Subscribe today: www.bulkhandlingreview.com/subscribe www.bulkhandlingreview.com VOLUME29,ISSUE1 | MARCH/APRIL2024 In this issue: Silo spotlight Bucket elevator feature BULK2024 www.bulkhandlingreview.com VOLUME 29, ISSUE 3 | MAY/JUNE 2024
Fill one bulk bag per week or 20 per hour at
the lowest cost per bag
Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements
FILLER FOR PALLET JACK BAG REMOVAL
Low profile version of patented TWIN-CENTREPOST™ filler allows removal of filled bags using a pallet jack, eliminating the need for a forklift or roller conveyor. Low cost standard models offered with many performance options.
BULK BAG FILLER USES PLANT SCALE
Full length forklifting tubes allow positioning of this TWINCENTREPOST™ filler model on a plant scale as needed, allowing you to fill by weight without investing in load cells and automated controls.
FILLERS WITH AUTOMATED FEEDING SYSTEMS
Every Flexicon filler is offered with pneumatic (shown) or mechanical (bottom right) feeding/weighing systems, as well as inlet adapters to interface with optional overhead storage vessels.
COMBINATION
BULK
BAG/DRUM FILLER
Patented SWING-DOWN® filler features a fill head that lowers and pivots down for safe, easy bag spout connections at floor level, and a swing-arm-mounted chute for automated filling and indexing of drums.
PATENTED

SWING-DOWN® FILLER
Fill head lowers, pivots and stops in a vertically-oriented position, allowing operator to safely and quickly connect empty bags at floor level and resume automated filling and spout-cinching operations.
CANTILEVERED
REAR-POST FILLER
Offered with performance options including: powered fill head height adjustment, pneumatically retractable bag hooks, inflatable bag spout seal, dust containment vent, roller conveyor, and vibratory bag densification/deaeration system.
BASIC FILLER FOR TIGHTEST BUDGETS
A lighter-duty version of the economical TWIN-CENTREPOST™ filler, the BASIC FILLER reduces cost further still, yet has an inflatable bag spout seal and feed chute dust vent as standard, and a limited list of performance options.
PATENTED TWIN-CENTREPOST™ FILLER
Two heavy-gauge, on-centre posts boost strength and access to bag hooks while reducing cost. Standard manual fill head height adjustment, and feed chute vent for displaced dust. Numerous performance options. First filler to receive USDA acceptance.


LL-0894
©2023 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICA UK SPAIN FRANCE GERMANY +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 See the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems SEE DETAILS
