
In this issue: Discussing dust Grain handling solutions New technologies www.bulkhandlingreview.com VOLUME 28, ISSUE 5 | SEPTEMBER/OCTOBER 2023 MATERIAL RECEPTION IN BULKTHE ORIGINAL LOW PROFILE FEEDER

Supplying equipment that meets legacy businesses’ needs while offering benefits for tomorrow’s industry is a tough task. Transmin has embraced this challenge, incorporating innovative concepts into its technological offering. ABHR sat down with the company’s director of capital sales and business development, Phil Gilbert, to discuss how its Low Profile Feeder (LPF)



modernised since it was first unveiled in 2009. For


Australian Bulk Handling Review: September/October 2023 І 3 CONTENTS SEPTEMBER/OCTOBER 2023 44 40 26 16 In this issue: Discussing dust Grain handling solutions New technologies VOLUME 28, ISSUE SEPTEMBER/OCTOBER 2023 MATERIAL RECEPTION IN BULKTHE ORIGINAL LOW PROFILE FEEDER
STORY: HYBRID HEROICS
COVER
been
the full story, see page 14 6 Industry news 14 Hybrid heroics 16 Netting 70 years of business 18 A royal exhibition 20 Collaboration delivers packaging success 22 Cushioned vibrators committed to quality 24 Tecweigh keeps bulk handling productive 26 Automated conveyors feed pharma powders 28 Family fights food shortages 30 Bulking up bags 32 No Croc: New belt cleaner technology unveiled 34 Smarter material handling through new technology 36 Keeping it clean pays off 40 Page Macrae Australia: Guiding industry 50 Rail clamp failure modes and maintenance 54 Leveraging unrealised value through characterisation 54 Industrial applications of numerical modelling in bulk materials handling 62 Member profile: Jacob Stecher Dust control 42 No longer gone with the wind 44 Don’t get lost in the fog 46 BULKtalk: Dealing with dust
has
Published by:
379 Docklands Drive Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO
Christine Clancy
E: christine.clancy@primecreative.com.au
Editor William Arnott
E: william.arnott@primecreative.com.au
Journalist
Adam Daunt
E: adam.daunt@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Design Production Manager
Michelle Weston
E: michelle.weston@primecreative.com.au
Art Director
Blake Storey
Design
Michelle Weston
Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
© Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any means electronic, mechanical, photocopying, recording or otherwise without the permission of the publisher.
Defeating dust
Dust is an unfortunate by-product of the bulk handling process. Whenever most bulk materials are moved, fine particulates are lifted into the air, escaping into the nearby surroundings.
Different materials lead to different types of dust, which bring with them their own headaches. Grain dust, for example, can be highly flammable. When in an enclosed space, such as a silo, all it can take is a spark to create a catastrophic explosion.
When inhaled, dust from coal and stone can lead to a person developing several lung diseases. Over time, inhaling these dusts can lead to inflammation, which leads to the scarring of lung tissue, which can then cause difficulty breathing, and in extreme cases long term damage or death.
Dust also presents a problem for the local environment. Not only can it create a mess on site, building up around equipment and creating hazards to site staff and equipment, but it can also pollute nearby waterways. Due to the potential harm dust can cause, environmental protection authorities around Australia monitor air quality and dust emissions.
For all of these reasons and more, leaders in the bulk handling sector are working towards minimising their dust emissions.
In this month’s edition of ABHR, we are shining the spotlight on the organisations and individuals that are helping cut down on dust.
There is no magic bullet to solving dust emissions, especially because every site has its own needs and specifications that change what might work. Steve Davis uses his BULKtalk column to detail the many different options available for sites to address the problem.
Kinder Australia also showcases its special dust suppression system, the Essential Air Seal. The company uses its specialised equipment and engineering know-how to keep dust contained within a conveyor section. The next edition of ABHR will focus on conveyor maintenance. If you are involved in this vital part of the industry, please get in touch.
William Arnott Editor - ABHR

4 І Australian Bulk Handling Review: September/October 2023
EDITORIAL





1300 258 726 Sales I Service I Engineering Phone: 1300 258 726 Email: sales-australia@regalrexnord.com Altra Industrial Motion Australia Pty Ltd ABN 82 000 780 941 Sydney NSW Perth WA Mackay QLD Newcastle NSW Unit 1 Unit 14 Unit 1 11 Penny Pl 271 Great Eastern Hwy 20-34 Caterpillar Dr 18 Kinta Dr Arndell Park, NSW 2148 Belmont, WA 6104 Paget, QLD 4740 Beresfield, NSW 2322 Ph. 1300 258 726 Ph. 1300 358 26 Melbourne VIC Unit 1 24 Canterbury Rd Braeside, VIC 3195 Ph. 1300 258 726 Ph. 1300 258 726 Ph. 1300 258 726 www.regalrexnord.com www.altramotionaustralia.com
CBH signs major agreements to expand rail fleet
THE CBH GROUP HAS ENTERED into agreements with CRRC Meishan and Wabtec Corporation to expand the co-operative’s rail fleet.
Based in Sichuan province, CRRC Meishan is one of China’s leading manufacturers of quality rail equipment, specialising in the building and distribution of rail cars and grain hopper wagons worldwide.
It will supply CBH with 200 standard-gauge and 450 narrow gauge grain hopper wagons.
Due to the size of the order, the wagons will be delivered to CBH in seven tranches, beginning in September quarter of 2024, with the last tranche expected to be supplied and accepted by the June quarter of 2025.
Wabtec, a leading global provider of equipment, systems and digital solutions for the freight and transit rail sectors, will build 17 CM20ACi dualcab, diesel-electric locomotives for CBH.
The first tranche of five locomotives will arrive in Australia in the March quarter of 2026 and will be operational soon after. The following second tranche of 12 locomotives will be arriving in the June quarter of 2026.
CBH opened three competitive Request for Proposal (RFP) processes in 2022 for the purchase of standardgauge locomotives, narrow-gauge locomotives and wagons, to expand and strengthen its current rail fleet, which consists of 25 locomotives and 572 wagons.
CBH Chief Executive Officer Ben Macnamara said all three RFP processes have now been completed, marking a step to significantly expand the cooperative’s rail fleet.
“We are pleased to partner with CRRC Meishan, which is recognised internationally as a global leader in the design, manufacture and supply of quality grain hopper


wagons,” Macnamara said.
“Our rail fleet is a key asset for the co-operative and expanding our existing train sets is a strategic priority that is critical for us to achieve CBH’s ‘Path to 2033’ strategy that aims to lift our monthly export capacity to 3 million tonnes by 2033 or sooner.
“Expanding our wagon rolling stock, in conjunction with the expansion of our standard-gauge and narrow-gauge locomotive fleets, is a significant step to improve our outloading capability.
“By investing in our supply chain network, we are ensuring we can deliver tonnes to customers when needed and therefore return sustained value to Western Australian growers.”
CRRC Meishan Chairman of the Board Pan Shuping said the company was excited CBH had selected CRRC
Meishan for the expansion.
“The new hopper wagons will incorporate innovative designs to allow low wagon tare weight and quick discharge rate,” Pan said.
“CRRC Meishan is committed to working with CBH to bring reliable products for highly efficient operations.”
Wabtec President of Freight Equipment Rogerio Mendonca said the company was excited to be selected for the expansion of CBH’s narrow-gauge locomotive fleet.
“The CM20ACi is a perfect addition to CBH’s growing fleet,” Mendonca said.
“These locomotives will provide CBH with low operational costs, high availability and proven reliability needed to succeed in today’s competitive market.”
NEWS 6 І Australian Bulk Handling Review: September/October 2023
CBH opened three competitive Request for Proposal (RFP) processes in 2022.
decentraliseddrivesystems,plusengineeredsolutionsandafter-salestechnical

TheAustraliandivisionofSEW-EURODRIVEisheadquarteredinMelbourneand issupportedby networkofsales,serviceandassemblycentresinSydney, Brisbane,Mackay,AdelaideandPerth.Backedbyindustryleadingstockholdingand comprehensive24houremergencybreakdownserviceourproductrangeiseasily integratedintoindustrialmachines,formingthebackboneforvertical,horizontalor rotatingsystems.Thecompany’scustomerbaseincludeslarge-scalecorporations
OEM Benefits
• Simple, cataloged selections
• Drawings and 3D Models readily available
• Standardised Interface dimensions
• Ready-to-go solutions assembled from stocked components
End User Benefits

• Modular concept - easy to upgrade - reduced spares
• SEW Australian stock holding of all components - short delivery times




- SEW local aftermarket support

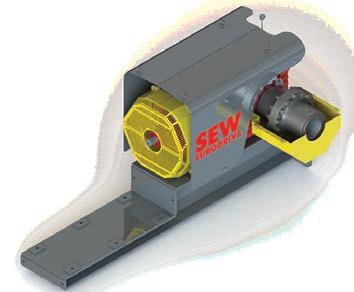
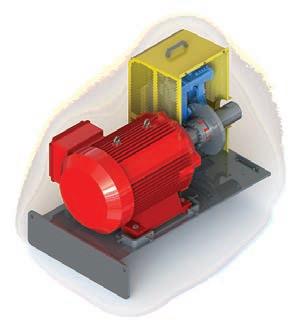
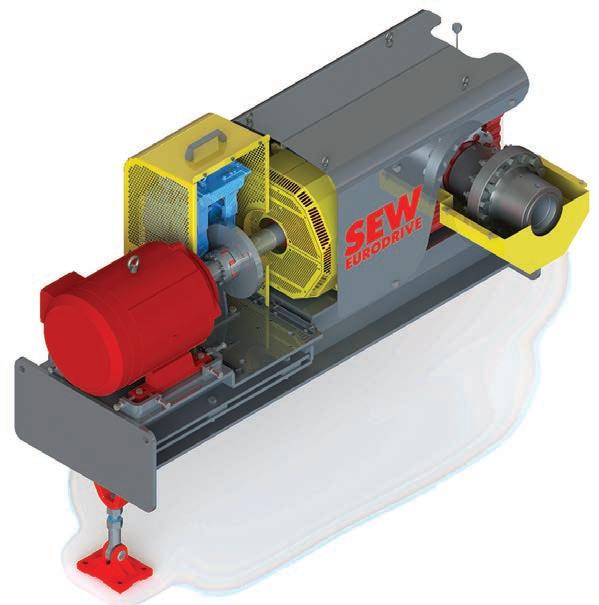
STANDARD DRIVE SOLUTION 5 Stocked Gearbox Base Sizes (Choose from 10 Gearbox Sizes) 72 FleXeDrive Configurations 6 Stocked Motor Platform Sizes (Choose from 17 Motor Sizes) Choose success - start a conversation for your future, today: MELBOURNE | SYDNEY | BRISBANE | MACKAY | NEWCASTLE | PERTH | ADELAIDE www.sew-eurodrive.com.au 1300 SEW AUS (1300 739 287) Scan the QR code to read the whitepaper or for more information: TECHNICAL ENQUIRIES: SEW-EURODRIVEPtyLtd 27BeverageDrive (POBox59) Tullamarine 3043 http://www.sew-eurodrive.com.au/ MrGuidoWagner National EngineeringandProjectsManagerPhone:+61(0)399331000 Fax:+61(0)399331067 guido.wagner@sew-eurodrive.com.au WWW.SEW-EURODRIVE.COM.AU Company background The SEW-EURODRIVEgroup aglobaldesigneranddeveloperof mechanical power transmission systems and motor control electronics, headquartered Bruchsal,Germany.Itsbroadspectrumofintegrated solutionsincludesgearedmotorsandgearunits,hightorqueindustrialgearunits, high-efficiencymotors,electronicfrequencyinvertersandservodrivesystems,
and smaller entrepreneurial enterprises acrossAustralia. Designed to be flexible Mounted a swing base, the FleXeDrive covers broad power range from 37 kW to 630 kW. gearbox base incorporates the gearbox itself, the gearbox cover, coupling, the guard and torque arm.The motor section has components such as coupling, brake discs and guards. However, there is flexibility around these configurations.Aside from the conventional options regarding size, power, speeds and ratios, users can also specify whether not to include a brake or coupling. With this flexibility comes simplicity. Wagner says that if users are familiar with traditional drive bases, they will certainly be able design solutions using FleXeDrive.“Everything at their fingertips, because parameters are standardised and predesigned.The dimensions and different models are all specified it’s easier to work with FleXeDrive than traditional drives, there’s no special training required,” he says. Nevertheless, SEW-EURODRIVE’s hotline support always available, around the clock, every day of year.“And of course, we are always open to having one-on-one discussions with customers to answer their questions and provide further information,” says Wagner. All the benefits of Generation X.e Included with FleXeDrive SEWEURODRIVE’s Generation X.e gearbox, which taken over from the series Tested and ready to go SEW-EURODRIVE has thoroughly tested the design elements and physical characteristics of the new drive solution. Using computer aided design and finite element analysis, the SEW-EURODRIVE has invested large stocks of FleXeDrive components. FleXeDrive is a new product, consisting robust, industrialscale motors and gearboxes available multitude of combinations. the name implies, FleXeDrive is all flexibility. Drawing from stock items, held for the purpose in Australia by SEW-EURODRIVE, OEMs end access to FleXeDrive solutions. The options cover: motor platform sizes; 17 motor sizes; stocked gearbox base sizes; and gearbox sizes. According to Guido Wagner, SEWEURODRIVE National IG, Engineering and Projects Manager, OEMs stand to benefit these simple, catalogued selections the wide range options to choose from. With drawings and 3D models readily available, standardised interface dimensions, is no waiting engineering design the work has already been Likewise, heavy-industry end in sectors such mining, bulk handling, and cement production enjoy short concept-to-production cycle. They receive benefits of EURODRIVE’s new-generation industrial gearbox, Generation X.e. Further, due to modular nature FleXeDrive, end users upgrade easily make savings reduced spares holdings. Stocked components The FleXeDrive range is backed short delivery, built-in quality and reliability, and support that SEW-EURODRIVE clients have expect, including helpline. “The main advantage FleXeDrive is time,” says Wagner. “Traditionally, 12 to 18 locally manufactured solution, with FleXeDrive, now looking delivery times of approximately four to six weeks.” addition to SEW-EURODRIVE’s investment Fast engineering Wagner says this saves customers a lot of time because they can engineer their solutions without having to for customised designs. “They only need from standard The components are ready he says. There also cost advantage because the components are manufactured and stocked in large quantities. added that users FleXeDrive need fewer spares. Because of the modularity and commonality of the new drive family, they can spare components between different FleXeDrive suitable for Australian conditions. saving time and setting new standards In a world that seems to be constantly speeding up, heavy industries like mining are subject to rapid fluctuations in commodity prices. When that happens, they need to quickly ramp up production to meet the changing demand. And that can mean acquiring new infrastructure to support their operations, just as fast. Responding to this kind of demand, SEW-EURODRIVE has introduced FleXeDrive, an industrial drive solution that sets new standards in drive technology, assembled and delivered in industry leading timeframes.
supportandtraining.
Schenck Process Mining to become Sandvik
THE NEXT STEP IN THE integration of SP Mining - the mining related business of Schenck Process acquired by global, high-tech engineering group Sandvik, will see SP mining entities change their names to reflect their new ownership.
On the 1st of October, Schenck Process Australia Pty Limited, which became a wholly owned subsidiary of Sandvik in November last year, will become Sandvik Rock Processing Australia Pty Limited.
The Australian entity is the largest part of SP Mining’s global
business, employing around 450 industry professionals.
Since the acquisition, Sandvik has been focussed on bringing together its expertise in crushing with the screening, feeding, weighing and loading know-how of Schenck Process Mining.

The company’s president of Asia Pacific, Terese Withington, said the move is part of an integration process which will eventually see SP Mining become a seamless part of Sandvik.
“In Australia, we are bringing together our sales and back-
office teams with those of Sandvik Rock Processing Solutions to allow our customers to access our combined expertise in crushing, screening, feeding, weighing and loading,” she said.

Together we aim to deliver even better digitalisation, sustainability, and productivity solutions to our industry.
“The end goal of our integration is to allow our customers to place combined crushing, screening, feeding, weighing and loading orders with our new legal entity.”
Withington said the scale of Sandvik’s operations and commercial reach will help to accelerate the combined innovation portfolio of Sandvik Rock Processing Solutions and SP Mining.
“We look forward to continuing to service the business needs of our customers and remain fully focused on the delivery of high-quality equipment, consumables, OEM spare parts and services to help them achieve their business objectives,” she said.
Frucor Suntory signs renewable energy deal
BEVERAGE MANUFACTURER
Frucor Suntory has signed an agreement with CleanCo to secure clean energy for its new beverage manufacturing facility at Swanbank, Queensland.
The facility will be powered by 11 GWh of publicly owned renewable energy as part of the deal.
Queensland Assistant Energy Minister Lance McCallum said the deal means more local jobs through clean energy as one of the world’s biggest companies delivers on their ambition for their new facility to be a
net zero operation.
“Frucor Suntory’s new factory at Swanbank will include beverage processing, packaging, warehousing, and distribution, and is expected to deliver around 450 construction and installation jobs while also creating 160 long-term roles when it starts operating in mid 2024.
“It’s Queensland’s clean energy that is enabling businesses to plan for future growth, and importantly, our investments are ensuring Queenslanders continue to own the energy assets that
will drive our renewable future.”
Frucor Suntory CEO Darren Fullerton said the company wants its new Swanbank facility to set a benchmark for sustainable investment.
“Working with partners like CleanCo is essential to helping us achieve that vision and will allow us to operate with 100 per cent Green Energy when the site goes live in mid-2024,” Fullerton said.
CleanCo CEO Tom Metcalfe said the publicly owned organisation is proud to provide its customers with sustainable retail products.
NEWS 8 І Australian Bulk Handling Review: September/October 2023
The move is part of an ongoing integration process.
Safeguard your operations
& reduce washdown splashback
HDPE Conveyor Guards


DYNA Engineering has developed a “chamfered mesh pattern”, designed to reduce washdown splash back and increase visibility through the guard panels.
This design feature is a major “point of difference” compared to standard HDPE mesh and will improve inspection and cleaning operations.
Washdown Mesh
• Up to 50% additional spray-through for washdown.
Increased Visibility
• Up to 25% additional viewing angle and see-through visability.
1800 801 558 dynaeng.com.au
ROBUST ✓ LIGHTWEIGHT ✓ ECONOMICAL ✓
Washdown Mesh Standard Mesh
A LANDMARK AGREEMENT
between the members of the Pilbara Industry Roundtable (PIR) has recognised the importance of increased use of renewable energy in the region.
“This agreement is a historic accord between Government and key industry players in the Pilbara, recognising that to reach our ambitious decarbonisation goals common use electrical infrastructure is key,” WA Energy Minister Bill Johnston said.
“This is a landmark agreement for our clean energy future and the economic development of the Pilbara and our State.
“The agreement recognises that electrical infrastructure development should empower local Aboriginal groups.”
Members of the Pilbara Industry Roundtable include Johnston and representatives from Rio Tinto, BHP, Fortescue, Roy Hill, Woodside Energy, Horizon Power, Alinta Energy, BP, TransAlta, Pilbara Independent System Operator Company, and the Chamber of Minerals and Energy of Western Australia.
The PIR met four times in the past year to oversee a works program modelling future electricity demand scenarios.
It assessed the current regulatory framework, examined land tenure arrangements, and explored social licence with a focus on empowering local Aboriginal people.
The PIR agreement recognises
Pilbara industry agrees to support renewable energy Preventing explosions with proactive maintenance
AT ONE OF LONDON’S LARGEST grain import/export terminals, there are more than 50 conveyors and elevators operating every day, running at high speeds.
The elevators are more than 65m above the ground and the largest conveyors run in both directions.
The grain terminal, which is more than a kilometre long, can store more than 250,000t of grain, and has more than 300 critical sensing points.
At this site, a collapsed bearing sparked a serious conveyor fire that spread to ancillary equipment and caused several hundred thousand pounds worth of damage.

Following the fire, the terminal needed a solution that was ATEX approved and industrial Internet of Things compliant to
ensure the investment was future proof and expandable.
The Port Authority began working with 4B’s in-house installation team, who delivered a full turnkey solution, training and ongoing support.
4B IoT solution Hazardmon.com was used as the framework of this project. The company’s proprietary HOTBUS communication platform was selected as a means of connecting all the sensors together and aggregating the data.
The sensors are continuously monitored, and the resulting data is analysed in the cloud enabling predictive analysis and smart reporting.
Management and operators quickly embraced the system benefits with information being readily available via web- enabled devices both on and off-site.
the challenges and opportunities that decarbonisation presents for industry and the region.
WA Climate Action Minister Reece Whitby said this is a significant step towards a clean energy future.
“It’s important we work together with major resources companies to reach our ambitious decarbonisation targets,” Whitby said.
“Our vision is for Western Australia to become a world leader in renewable energy. Our Government is committed to achieving net zero greenhouse gas emissions by 2050.
“Decarbonising WA’s economy to protect our environment for future generations is essential to the growth and diversification of our State.”
This solution was selected to be flexible, scalable and robust.
Since installing the system, it has prevented at least three explosive risk incidents. It has also reduced the number of belt misalignment conditions by a factor of 20 and improved operational safety by alerting staff of hazards immediately so that action can be taken.
NEWS 10 І Australian Bulk Handling Review: September/October 2023
A collapsed bearing sparked a serious conveyor fire that spread to ancillary equipment.
ESS CROC-LOCK
When carry-back is allowed to move past the transfer point and back along the return strand, it leads to decreased efficiency, increased maintenance costs, and potential environmental hazards.
Belt Cleaners are the standard solution to carry-back, ensuring smoother operations, reduced maintenance costs, and enhanced environmental responsibility. However, servicing belt cleaners pose their own challenges and manual handling safety risks.
ESS’ introduces its new generation of Secondary Belt cleaners - The ESS CROC-LOCK Secondary Cleaner!
With ESS’s 40 years of experience designing, manufacturing, installing and servicing belt cleaners, ESS’s new design seeks to improve the ability to service and lessen manual handling risk.
FEATURES AND BENEFITS OF ESS CROC-LOCK:
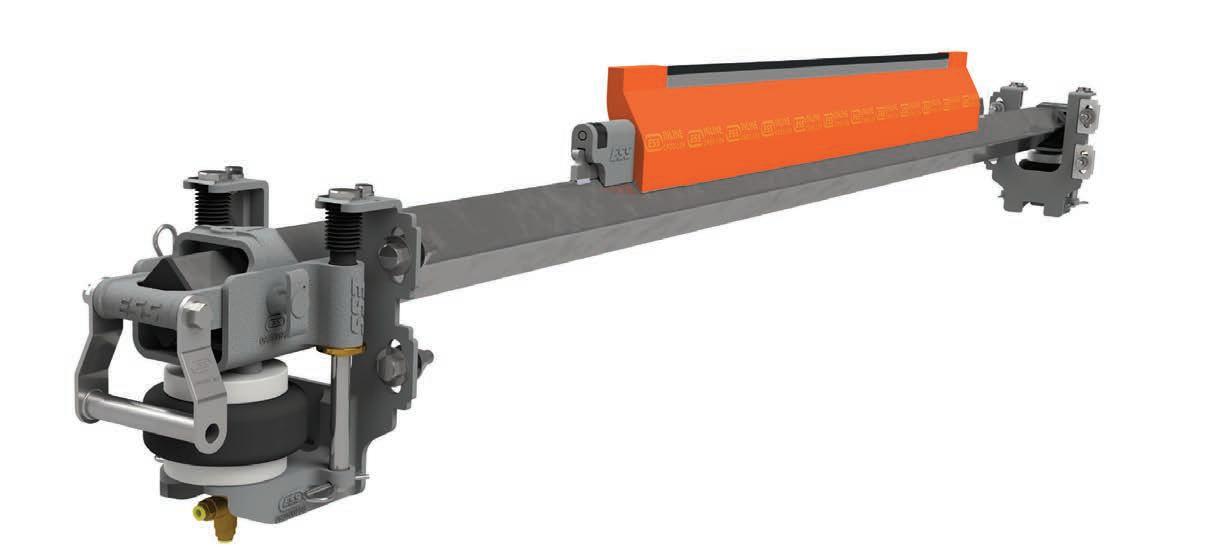
• Diamond Shaped Mainframe and Cartridge - Removes flat surfaces to minimise fines build up.
• Female blade covers the Male locking track - minimising the ingress of fines.
• Tapered Locking Mechanism - Makes it easier to disengage the blades from locking teeth for quicker maintenance.
• Blades self-lock together - Only one blade retaining lock is required.
• Blade has a curved profile - Minimises fines build-up
FOR MORE INFORMATION ABOUT ESS CROC-LOCK SECONDARY CLEANER VISIT: WWW.ESSENG.COM.AU
ENGINEERING SERVICES & SUPPLIES PTY LTD
Ph: 1800 074 446 www.esseng.com.au
Proudly Australian
Gala dinner to celebrate women in industry

The Women in Industry Awards will return in 2024, with winners to be announced on June 20 in Sydney.
FOLLOWING A RECORD-BREAKING event in 2023, the Women in Industry Awards are slated to return next year.
The awards recognise exceptional women who have achieved success through leadership and innovation across traditionally male-dominated industries like bulk handling.
It is an opportunity to highlight the women who are driving change in the industry, and to help break down barriers and create new possibilities. These may be women you work with, women whose achievements are inspiring you from afar, or women who are providing you with invaluable guidance and support.
The 2023 event had 160 nominations across 10 categories and a 95 per cent growth compared with 2022. The gala dinner sold out for the first time in the event’s history, with a 55 per cent increase in attendance on 2022.
Sponsorship opportunities for the 2024 Women in Industry edition are now available. The Women in Industry Awards provide a unique opportunity for progressive businesses to get
onboard and demonstrate their support of women in their workplace.
Four sponsors have already signed up to support the 2024 awards: Atlas Copco, SEW-Eurodrive, Fulton Hogan, and Paccar.
Nominations for the event will open close to the event. The categories are:
RISING STAR OF THE YEAR –Sponsored by Atlas Copco
Recognising an individual who has shown significant promise within their chosen industry or who has reached new goals at the start of their career.
BUSINESS DEVELOPMENT SUCCESS OF THE YEAR
Recognising an individual who has created new growth opportunities that has allowed their organisation to expand and generate greater revenue.
INDUSTRY ADVOCACY AWARD
Recognising an individual who has helped shape a positive view of their industry and/or helped to create a policy change that benefits those working in the sector.
MENTOR OF THE YEAR
Recognising an individual who has demonstrated a commitment to developing female talent within their organisation or wider industry.
SAFETY ADVOCACY AWARD
Recognising an individual working actively to improve safety for their industry.
EXCELLENCE IN MANUFACTURING –Sponsored
by PACCAR Australia
Recognising an individual who has thought ‘outside the box’ to implement an outstanding personal contribution to their manufacturing business and the wider manufacturing community.
EXCELLENCE IN TRANSPORT
Recognising an individual who has gone above and beyond to improve and positively impact the Australian transport industry.
EXCELLENCE IN ENGINEERING –Sponsored by SEW-EURODRIVE
Recognising an individual who has
12 І Australian Bulk Handling Review: September/October 2023
EVENTS
shown leadership in engineering, technological excellence and innovation.
EXCELLENCE IN MINING
Recognising an individual who has made a positive contribution to one of the many facets of the mining industry.
EXCELLENCE IN CONSTRUCTION
Recognising an individual who has made a positive contribution to one of the many facets of the construction industry.
WOMAN OF THE YEAR – Sponsored by Fulton Hogan
Woman of the Year is chosen from the winners of the other Awards categories.

THE WORLDWIDE LEADER IN VIBRATION TECHNOLOGY
FLOW AIDS
Any solution for your needs
OLI is the world’s top selling manufacturer of electric and pneumatic vibrators. The high level of customer service, guaranteed by 18 trading subsidiaries worldwide, and long-lasting and performing products make us always ahead.
The flow aids range of products offers any solution for your needs and helps you to increase the process efficiency and improve the plant safety.
OLI Vibrators Pty Ltd. 7 Jellico Drive, Scoresby Vic 3179, Australia - Phone: +61 3 9764 9988 - Mail: info@olivibrators.com.au - www.olivibrators.com.au
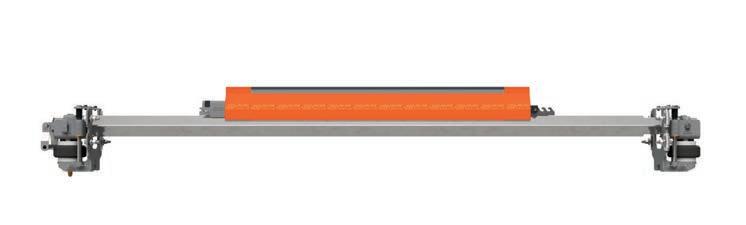
Hybrid heroics
Transmin has combined the best of apron and belt feeders to benefit businesses in legacy and emerging markets
SUPPLYING EQUIPMENT THAT
meets legacy businesses’ needs while offering benefits for tomorrow’s industry is a tough task.
Transmin has embraced this challenge, incorporating innovative concepts into its technological offering.
ABHR sat down with the company’s director of capital sales and business development, Phil Gilbert, to discuss how its Low Profile Feeder (LPF) has been modernised since it was first unveiled in 2009.
He said the LPF combines the best parts of an apron and belt feeder into a modern hybrid machine.
Slats secure the low-profile feeder belt, the whole assembly being positively driven by chains and sprockets, eliminating the issues of miss-tracking and wandering associated with wide belt feeders.
The belt of the low-profile feeder reduces spillage when compared
with an apron feeder, where the interlocking pans can be difficult to clean and lose valuable product as they return underneath.
“We have the benefits of both types of technology rolled into one design in the low-profile cleaner. It has proven extremely successful,” Gilbert said.
“The ability to change direction by the introduction of a special bend section is unique. Neither a belt nor apron cleaner can do that, but it is a benefit that has been attractive to our customers.
“So, while the feeder can do similar functions as an apron or belt feeder, it doesn’t come with some of the problems of those feeders and can save space, especially at the discharge end.”
The LPF can be made wider, units up to four metres wide and over 55m long have been installed. Customers can have trucks tip into the feeder without needing another service point, saving upfront costs.
The feeder’s ability to curve and change direction allows businesses to use the machine to move products to different areas on-site while saving on horizontal space.
“The ability to tip into the machine, have it go horizontal or extend upwards in one machine is unique to the feeder,” Gilbert said.
“In the case of rare earth operators, for instance, they’re bringing their product in on trucks so the low-profile feeder can be configured to suit a sidetipping truck or end-tipping truck to tip into the machine.”
The versatility of the Low Profile Feeder has proven popular in Australia and overseas. Transmin has developed successful partnerships with customers in over 60 countries, including Brazil, South Africa, and Canada.
In one case, an Australian opencut gold mine struggled to extract its stockpiled product sufficiently.

COVER STORY 14 І Australian Bulk Handling Review: September/October 2023
Transmin has supplied companies across the world including Brazil, South Africa and Canada.
A secondary tunnel was expensive, while a front-end loader was too labour intensive.
The LPF could be set at a low height and incline, which meant it could be a feeder and conveyor to extract and carry from the stockpile. This simple setup enabled the mine to save on civil costs and space and achieve proper stockpile extraction.

The span of the low-profile feeder’s success has seen it venture into several industries, including agriculture, iron ore mining and critical mineral mining operations specialising in rare earth batteries.
Innovation is a crucial tenant of Transmin’s business to ensure its customers receive progressive machines like the low-profile feeder. Recently, the company employed an innovation manager to bolster its success in this space.
The company has a proven track record of matching its designs to customers’ briefs to maximise its operations. An iron ore operation in Newman, Western Australia, benefitted from the wider low profile feeder belt which matched the new generation of super wide screens in its processing facility.
Transmin built the LPF with a low vertical envelope to save the customer space while it operated one of the largest feeders on the market specifically made to suit iron ore.
This part of the company’s objective is to help businesses in other sectors, like agriculture or dry tailings, to enhance their operations with Transmin technology.
“We’ve recognised from a strategic sense that we need to develop and innovate for our customers,” Gilbert said.
“That’s why we’ve set up the innovation department for Transmin products to help develop them for new markets and applications and help them boost their business.”
The development is set to usher in an exciting era for the company. Transmin believes the low-profile feeder can have broader applications in more mining sectors, including the dry tailings space.
The company is developing fivemetre-plus wide machines to fit beneath the filter presses in modern dry tailings plants.
This innovation has overseas companies interested in how the LPF can be converted to suit the sector.

Australian Bulk Handling Review: September/October 2023 І 15
The Low Profile Feeder has proved applicable to several bulk handling industries including mining and rare minerals.
The Low Profile Feeder combines the best technology of the apron and belt feeders into a hybrid.
Netting 70 years of business
NetterVibration Germany is celebrating its 70th anniversary of concentrating exclusively on producing vibration technology.
JEAN
NETTER FOUNDED
NetterVibration in 1953 with a goal: serve industry with vibration.

Since then, the company has grown significantly, now with 120 employees in head office, expanding across Germany, and building six subsidiaries across the globe.
One of these subsidiaries is NetterVibration Australia. The subsidiary’s managing director, John Isherwood, told ABHR that the business originally supplied its products to Australia through an agent, but decided to change its strategy around four years ago.
“NetterVibration approached me with a proposal: lead a new subsidiary through a joint venture called NetterVibration Australia,” he said.
“We set up an office and a warehouse in Mandurah, south of Perth, and now sell directly to the customer.”
Whether it is moving pills from a two-litre hopper, to compacting the thousands of cubic metres of concrete required in a dam wall, NetterVibration has the right vibrators for the job.

It has a range of more than 3000 models in electric, hydraulic, and pneumatic drives. Many are held in stock in Australia, with frequent deliveries from the factory, depending upon demand.
Isherwood said the company has developed a solid reputation for quality. Manufacturing is done in Germany, with a few specialised models made under licence in Italy to strict quality control by Netter.

The majority of vibrator parts are now made in the same factory as assembly, with their previous machining sub-contractor integrated into the NetterGroup.
“The business has only ever focused on vibration and improving its products. It’s developed specialist expertise and understands what works and what doesn’t,” Isherwood said.
“There is no compromise in selection of the best vibrator most suited to the project. Factory trained technicians with hundreds of hours of experience will help every step, starting with the calculations, through the choice of best vibrator, the best position for best results and the best method of installation.”
When it comes to selecting the right tool for the job, Isherwood’s team helps customers by analysing the application the device will be used in. There is no ‘one size fits all’ option when it comes to this, so the team will look at drawings and data to narrow it down.
The company’s vibrators have been used in a vast array of applications,
from rail car unloading, to packaging, to assisting with silo flow.
“Anybody who has a storage bin –whether its flour, uranium or iron ore – will have to deal with hang-ups and blockages,” Isherwood said.
“The material properties can also change if there’s a change in moisture, or particle size. Our vibrators can be installed to handle almost any potential combination.
Isherwood said the company plans to continue expanding in Australia, following its rapid early growth.
“We’re working closely with clients to help them achieve the best outcomes for their processes.”
VIBRATORS
16 І Australian Bulk Handling Review: September/October 2023
NetterVibration has 120 employees located at its head office.
The company can deliver vibrators, large or small.




















4B Australia Building 1, 41 Bellrick Street, Acacia Ridge, 4110, Queensland, Australia Tel: +61 (0)7 3216 9365 Email: 4b-australia@go4b.com www.go4b.com 4B DESIGNS AND MANUFACTURES COMPONENTS FOR BUCKET ELEVATORS AND CONVEYORS ELEVATOR BUCKETS ELEVATOR BOLTS BELTING & SPLICES PREVENTATIVE MAINTENANCE & HAZARD MONITORING SYSTEMS CONVEYOR CHAIN BEARING TEMPERATURE SENSORS SPEED SWITCHES BELT MISALIGNMENT SENSORS LEVEL & PLUG SWITCHES Engineering Solutions Since 1888 A Worldwide Manufacturer
A royal exhibition
Regal Rexnord showcased some of its newest technologies at this year’s AIMEX event. ABHR spoke to Rex Sinclair to find out what was on display.
THE ASIA-PACIFIC’S
International Mining Exhibition (AIMEX) is one of the country’s longest running mining trade shows. The event provides a platform for suppliers to highlight their latest technological developments.
Regal Rexnord featured a range of advanced power transmission solutions in its stand, including Stieber torque limiting, releasable backstops. Primarily used on large inclined conveyor applications, these backstops are designed to be mounted onto the conveyor’s gearbox or directly onto the pulley shaft. Because they can operate in the reverse direction, it allows mines to run a conveyor in reverse for maintenance purposes.
Rex Sinclair, Regal Rexnord’s national sales manager, explained this unique backstop offering has significant safety benefits.
“The design includes bearings installed to support the backstop – almost no other backstop has that kind of functionality,” he told ABHR. “With a fixed backstop, belt clamps and chain blocks are needed to release tension on the belt – that’s not necessary with the Stieber resealable design.”
“It makes belt or roller changeouts a lot safer, quicker and easier.”
The torque-limiting, releasable design was based on meeting customer’s needs. Sales have increased steadily increased as more mine operators
understand the benefits. Much of backstop’s popularity is due to the efforts of the Regal Rexnord sales team as they continue to educate design engineers and bulk handling facility operators on the benefits of the product.
EMBRACING IOT
Svendborg Brakes IIoT (Industrial Internet of Things) system was also showcased at the Regal Rexnord stand. The system is designed to support predictive maintenance by filtering and analysing component performance data. Sinclair said this allows operators to be alerted of an issue before it becomes a problem.
“The whole idea is to prevent downtime,” he said. “Across the wider company, Regal Rexnord has a platform called Perceptive. It’s an IIoT system that spans across our brands and products.”
Visitors at the Regal Rexnord stand were also able to learn about Svendborg Brakes’ Universal Control (UC) Case, a unique portable IIoT solution. The UC Case is used as a tool for remote support and data visualisation during commissioning or servicing of Svendborg Brakes conveyor braking systems.
The unique case allows Regal Rexnord technicians to perform remote diagnostics on a brake system’s behaviour. This performance information allows the Regal Rexnord team to provide advice on which actions the mine operator needs to take to prevent a malfunction.

The case can be easily connected to the specific conveyor braking system in question. This can be done by following simple instructions provided - no training is required. The case sends the captured performance data to the cloud, where specialists can troubleshoot for potential faults.
Additional functionalities are being developed to help the UC Case work in environments where internet connections are unreliable.
Sinclair said that AIMEX provided customers with the chance to speak directly to the team of highly experienced Regal Rexnord application engineers at the stand. “It was an opportunity for us to help expand our customers understanding of the wide range of power transmission solutions and technologies we offer that are all designed to help improve their operation’s performance,” he said.
EVENTS 18 І Australian Bulk Handling Review: September/October 2023
Regal Rexnord has a range of advanced power transmission solutions.
“It makes belt or roller changeouts a lot safer, quicker and easier.”
If you need a better way to store dry bulk solids, Nelson can deliver it. Nelson are totally committed to innovative design and product development, and are now engineering silos with a proven 4-leg base design mounted on load cells. This unique Nelson design development ensures accurate weight measurement. For grain, legumes, sugar and flour, and plastic granules, Nelson 4-leg design silos are available in pre-painted steel. For flour, sugar, plc and industrial powder, Nelson are building fully welded stainless steel silos, also with the proven 4-leg design, mounted on load-cells.
With the Nelson CAD programme, we have the capacity to develop a cost effective design package to meet the needs of the industry. We can then engineer your order in our own complex - with a fixed price that will save you up to 50% of the cost of on-site construction.

And Nelson can deliver, install and commission purpose-built silos, with an absolute minimum of lead time.




For all your bulk storage problems, please call Nelson Silos, Rochester Victoria Toll Free on: 1800 801 966 Nelson Silos Suppliers to Australian Industry nationwide T: 03 5484 1577 F: 03 5484 1593 T: 02 6862 3688 info@nelsonsilos.com.au www.nelsonsilos.com.au Head Office NSW Email Website We have technical consultants based in Melbourne, Sydney, Brisbane and Auckland (NZ) Australia’s largest manufacturer of transportable silos.
SUGAR/FLOUR STAINLESS STEEL SILO, INSULATED AND CLAD WITH COLORBOND.
Collaboration delivers packaging success
One of Australia’s leading fertiliser producers has reaped the benefits of adding Italian innovation to its automatic packaging and palletising systems.
FERTILIZER AUSTRALIA HAS
revealed that 5.4m tonnes of fertiliser are sold in Australia each year, with about half of this manufactured domestically. In addition to domestic use, Fertilizer Australia’s data shows Australia exports between 200,000 and 400,000 tonnes of fertiliser each year. This is primarily from fertiliser manufacturer and distributor Incitec Pivot Fertiliser’s (IPF) ammonium phosphate plant in North Queensland. Greater than 90 per cent of the fertiliser used in Australia is sold in loose bulk, which does not require packaging. The remainder of the fertiliser is packed into bags and drums made from various plastics. This packaging protects solid and liquid fertiliser forms for transport, storage and use in smaller volumes.
A fair amount of the fertiliser packed in bags and exported comes from IPF. Its quality fertilisers, plant nutrition and soil health solutions help Australian farmers maximise crop productivity and achieve sustainable plant nutrition outcomes for their soils and farms.
IPF decided to renew its automatic packaging and palletising systems for granulated products a few years ago as part of a broader strategic project. After evaluating a range of international suppliers, among the most important in the world for this type of technology, the choice fell on the Italian manufacturer Concetti.
Concetti has supplied more than 200 fertiliser plants worldwide and acquired expertise in packaging solutions for harsh industrial environments and corrosive products. Concetti manufactured two complete automatic bag weighing, filling, closing and palletising lines at IPF’s Gibson Island (Brisbane) and Kooragang Island (Newcastle) Primary Distribution Centres (PDC). Each consists of a
gravity-fed net weighing system NET/G, a Concetti STARPACK bagging machine and a high-level push-type palletiser.
In addition, the Gibson Island PDC has an end-of-line system for hooding and stabilising full pallets, also supplied by Concetti.
The bags used are the most common type for the fertiliser market, 20-25 kg in woven PP with gussets or pillow-type bags, depending on the needs. Still, the challenges concern the variable density of the various packaged fertilisers, traceability, and how to fight corrosion.
Customised solutions require knowledge of the industry and customer needs
“Concetti is an Italian company that has been operating in Australia for more than 10 years with sales and technical assistance activities and is recognised by the market as a reliable and experienced partner for the supply of systems tailored to customer needs,” said Concetti sales manager Trevor Mitford.
The IPF and Concetti technical teams have been working side by side to set up the full packaging line according to the specific production needs of Incitec
Pivot and the characteristics of the packaged fertilisers.
Fertiliser production plants are complicated structures that operate at various temperatures and pressures, with many subjected to some highly corrosive and abrasive substances. Phosphate and nitrogenous fertilisers are particularly corrosive to steel.

Moisture in any quantity, unavoidable in the world’s temperate zones and particularly prevalent in coastal areas in winter, presents considerable challenges to fertiliser operations due to this everpresent risk of corrosion. Without detailed attention to mitigate it, any exposed surfaces are soon little more than rust.
“The Concetti lines operated by Incitec Pivot Fertilisers are manufactured with anti-corrosive and anti-abrasive construction and with extensive use of stainless steel, with special paints and with a range of protection systems to reduce damage to a minimum,” Mitford said.
This packaging line configuration contributes to efficient and longlasting operation, protecting economic investment.
The plants are also easily accessible

PACKAGING 20 І Australian Bulk Handling Review: September/October 2023
Concetti bag packaging system for fertiliser.
for cleaning and maintenance. However, designing systems to resist corrosion is only part of the solution. Good housekeeping and maintenance are essential.
Implementing a preventative maintenance plan
A 2022 study put the global cost of corrosion at $2.2 trillion per year. It reduces the useful life of equipment, raises maintenance costs and can lead to excessive downtime and even

environmental issues. Control, prevention and ongoing corrosion management have become an engineering discipline.
An in-depth training of the client machine’s operators on the use of systems and maintenance personnel is certainly a starting point. A rigorous routine is also required to inspect, control and clean the product contact or retention zones.
Cleaning, including basic sweeping and brushing down, is a necessary discipline. Plenty of quick-release and electrically interlocked access doors
are provided at key transfer points to allow inspection and cleaning between products. This removes any residues and prevents product build-up.

Fertiliser traceability
Traceability enables manufacturers, trade partners, consumers, and authorities to identify, authenticate and track goods throughout the supply chain.
Many countries worldwide are providing guidelines on the labelling of fertilisers.
Since 2018 there has been a National Code of Practice for Fertiliser Description and Labelling in Australia.

Regulations are evolving, and therefore broad flexibility in integrating different printing and labelling solutions and technologies is required. The Concetti lines are equipped with or were supplied predisposed for the later fitting of label applicators or ink-jet coders to apply date/time or batch coding information. Additionally, loaded pallets can also have a label applied.

WEIGH BELT FEEDERS Mild Steel Powder Coated for Quarry and Mine installations or Stainless Steel construction for the Food Industry or the Harshest Environments. Throughput up to 1,000 TPH CONVEYER BELT SCALES For Belt Widths between 450mm and 2,000 mm accuracies of +-0.5% for a single idler and +-0.25% for a dual idler VOLUMETRIC FEEDERS For Volumetric or Gravimetric Loss in Weight Applications. Auger Sizes up to 152mm diameter and 20,000 Litres per Hour Contact Tecweigh Website www.tecweigh.com.au Email sales@tecweigh.com.au VIC: 03 9775 0266 | NSW: 02 9159 9160 | QLD: 07 3184 0980 | WA: 08 6558 1936 CUSTOM ENGINEERED WEIGHTOMETERS & WEIGHING SOLUTIONS Manufacturer of conveyer belt scales (weightometers), weigh belt feeders and volumetric and gravimetric auger feeders all manufactured in australia
Concetti high level palletiser.
Cushioned vibrators committed to quality
Oli Vibrators has designed a range of vibrators that can handle some of the worst conditions in bulk handling.

THE BULK HANDLING SECTOR puts equipment through its paces – whether it’s the harsh, corrosive outdoor environments in heavy industry, or the strict hygiene requirements and precision required in the food industry.
That’s why Oli Vibrator’s range of pneumatic and electric equipment are built.
Mark Thompson, general manager of Oli Vibrators, said poorly designed and manufactured industrial vibrators run the risk of having inferior lifespans that end up costing more in the long term.
“As inferior vibrators start to wear, consistency of performance will drop, which has a flow-on effect to the rest of the operation. Imagine you are producing 10,000 bags of material a day, and then you find that you can’t get your product into the bags properly,” he said.
“You might need to pull two to three people off the line to deal with this, not only affecting productivity, but also creating an inefficient use of labour.”
Oli Vibrators manufactures its range of robust vibrators to European standards, which are then distributed around the world to its local branches.
Thompson points to the K Type LF cushioned vibrators as an example of the company’s commitment to quality.
The range has been developed for use on hopper silos, vibrating feeders, compaction tables and channel lines. Its lightweight anodised aluminium body and lubrication-free design ensures longevity of performance in intense environments.
Its linear force gives comfort to detaching hygroscopic and granular materials as well as compaction

of the dustier products. With a working temperature range of -20°C up to 130 °C and an operating pressure of 2.0 Bar – 6.0 Bar, Thompson said the K Type linear vibrators are some of most versatile pneumatic vibrators.
“Whether its in a plastic, food, chemical or construction environment, the K Type linear vibrator will assist in getting your product moving,” he said.
“Its variable frequency and effective transference of the required fwworce together with its compact design and tight footprint make it suited to those often difficult and hard to get at applications.
“With efficient air consumption and five sizes to the range, the K type LF can be your answer to solving your compaction, flow or detaching problems while protecting your valuable asset.
Vibrators are tools that suit specific tasks and applications,
which is why Oli Vibrators Australia works closely with its customers to find the right one.
Its company mission of ‘when you need it, where you need it’ has led the business to focus on delivering the equipment to the client with minimal delay.
Each product also comes with a two-year warranty, which includes full replacement or repair of the product.
Thompson said fast after sales support is critical to many of its customers.
“The vibrator market is competitive, so we rely on our highquality products, technical expertise and the ability to provide all the specifications an engineer could possibly want,” Thompson said.
“We’ve got all that along with a global network to back us up and specialisation in vibratory equipment.”
VIBRATORS 22 І Australian Bulk Handling Review: September/October 2023
“As inferior vibrators start to wear, consistency of performance will drop, which has a flow-on effect to the rest of the operation.”
Oli Vibrators manufactures its range of robust vibrators to European standards.
The company works closely with its customers to find the right tool for the job.











Visit Melbourne’s leading construction and major infrastructure event Featuring: 15,000sqm of trade show, showcasing the latest innovations for the construction sector 150+ speakers across four stages discussing • health and safety • recruitment, careers and training • digital connectivity • construction productivity • sustainability • major projects insideconstructionexpo.com.au/register 20-21 SEPT 2023 | MELBOURNE CONVENTION AND EXHIBITION CENTRE GET YOUR FREE TICKET NOW SCAN HERE TO GET YOUR FREE TICKET CONFERENCE SPONSORS ASSOCIATION PARTNERS SUPPORTING SPONSOR
Tecweigh keeps bulk handling productive
Regarding bulk handling, nothing is more important than avoiding downtime.
WHILE MACHINERY CAN BREAK down in Australian conditions, the projects need to be able to continue, which depends on fast repairs, good after-hours service and highquality products.
The costs of downtime have been estimated at nearly $50 billion a year in the industrial manufacturing industry, according to Deloitte, which results in unhappy customers, lost revenue, and productivity.
To avoid these high costs, it can help to partner with a local company that makes its products for Australian conditions.
Tecweigh’s business development manager Barry Gamble said being a local manufacturer has allowed the company to keep costs down and ensure continued supply.
“We do all our manufacturing in Carrum Downs, Melbourne, which gives us a fast response time,” he said.
The Australian manufacturer has produced a range of conveyor belt scales, weigh belt feeders and
volumetric feeders for two decades from its Melbourne headquarters.
Being based in Australia means Tecweigh can also offer local aftersales support. The company maintains a significant stock inventory for its conveyor belt scales, volumetric feeders, and weigh belt feeders. It also provides field service support and spare parts supply.

This allows the company to offer strong support for clients after purchase.
Tecweigh works with its clients to maintain the custom weighing machinery and ensure it remains in top condition.
“Custom designs are our standard. Whether it is chemicals, crushed stone, sand, coal, or materials that are low density, sticky, or abrasive, we specialise in building the equipment needed to weigh it accurately,” Gamble said.
“Our products are also designed for heavy-duty work and have been proven over time to be accurate in some of the world’s harshest environments.”
With more than 100 years of industry experience collectively among
its employees, the company continues looking for innovations.
The team has been trained to deliver a tailored weighing solution and on-site service for complete support from the planning stages to project delivery.

From humble beginnings, Tecweigh has built its bespoke business to provide weighing-in-motion solutions for industries nationally.
To ensure its products are reliable in Australia’s rugged conditions and provide accurate information, Tecweigh uses stainless steel, hermetically sealed IP68 load cells designed to provide accuracies of ± 0.5 or ± 0.25 per cent with either Single idler or Dual Idler configuration for its weigh belt feeders and conveyer belt scales.
The weigh idler system has been designed to be easy to calibrate to provide consistent accuracy. Its volumetric feeders have a range of up to 32,000 litres per hour with single or dual drives for loss in weight or gain in weight applications.
The company has developed a presence in international markets, including China, the UK, Malaysia, Indonesia, and the Middle East, including Coal Loading Projects.
Gamble said the company is increasing its range with a new loss in weight/gain in weight controller alongside its leading range of products.
“It uses an Australian-designed and built signal conditioner circuit board, deployed at the heart of Tecweigh’s measuring and metering products,” he said.
“The loss in weight controller gives users greater accuracy for dispensing products and provides an extra layer of control over an ordinary volumetric feeder by using feedback from a scale.” Our aim is long-standing relationships,” Gamble said.
SENSORS 24 І Australian Bulk Handling Review: September/October 2023
Conveyer belt scales are designed for weighing in the quarry, mining, and food industries in all conditions.
DO YOU KNOW A DRIVER OF CHANGE?
WOMEN IN INDUSTRY NOMINATIONS ARE NOW OPEN. Now is your chance to nominate an industry leader who you believe is advocating for positive change and deserves to be recognised.

Thurs 20 June, 2024
The Women in Industry Awards recognise outstanding women leaders from across Australia’s industrials sector.

womeninindustry.com.au PROUDLY SUPPORTED BY Australia
MHD upply
PROUDLY PRESENTED BY
Automated conveyors feed pharma powders

When a pharmaceutical company needed to automate its packaging operations, it turned to Flexicon screw conveyors.

EPIC PHARMA DEVELOPS AND manufactures a range of generic pharmaceuticals for the treatment of pain, lipid disorders, hypertension, and infection. It also provides contract manufacturing services to some of the largest pharmaceutical companies in the world.
As part of this service, the company packages cholestyramine resin, a fine, dusty yellow powder that is hygroscopic and can be difficult to convey.
Originally, the company fed the resin to pouch filling machines by raising 100kg drums approximately 1.8m above the plant floor, requiring operators to manually scoop the material into each filler’s infeed hopper.

With three to four drums emptied per shift, the process proved awkward
and prone to dusting and product spillage, a problem that was rectified by installing four automated flexible screw conveyors from Flexicon Corporation.
The 396L capacity floor hopper of each conveyor fits within the limited space of the packaging suites and allows operators to dump the drums at floor level with less product spillage, dust, and risk of injury.
Frank Mellone, senior director packaging and distribution, said the flexible screw conveyors have brought a more efficient process as well as a cleaner and safer plant environment.
Each 114mm diameter polymer conveyor tube encloses a flexible stainless-steel screw that is driven by a 2.2Kw electric motor. As the screw rotates, it propels material through the
PACKAGING 26 І Australian Bulk Handling Review: September/October 2023
The flexible screw conveyor tube and spiral are disassembled and cleaned at regular intervals.
From the filling machine, operators assemble pouches of cholestyramine resin powder into cartons for shipment.
flexible downspouting into each pouch filler’s intake hopper. Each conveyor starts or stops in response to a signal from the pouch filler’s hopper, maintaining a consistent amount of product in the hopper.

“Each flexible screw conveyor is cleaned after five batches, which involves quickly disassembling the flexible screw and tube and washing each with water and an approved detergent,” Mellone said.
The pharmaceuticalgrade conveyors and hoppers have stainless steel product contact surfaces, are validated and comply with FDA Manufacturing Practices.
Mahboob Rahman, VP manufacturing and engineering, said, “The conveyor systems function problem-free, being engineered correct length, diameter and convey angle, and with a hopper that enables smooth flow.”
The conveyor screw is driven above the point of discharge, preventing material contact with bearings or seals.
FREECALL 1800 046 046 WWW.GRAINST.COM.AU 10 HIGH STREET BUTE, SA Friday 29th September From 11am GRAND OPENING IN SOUTH AUSTRALIA Specialising in Grain, Fertilsier and Feed storage OPEN DAY
Grain Storage Technology by HE Silos Forbes
Family fights food shortages
HE Silos Forbes is developing new grain technologies that aim to make Post Harvest grain storage easier and more accessible.

IMPROPER GRAIN STORAGE CAN wipe out vital crops. As the rates of droughts, floods and other unseasonable weather events increase, the threat of famine also increases.
HE Silos Forbes has made its mission to help fight this. StevieLeigh Morrison, the family business’s executive director, told ABHR that accessibility is the key.
“So many people go hungry around the world. If we were able to help save one per cent more grain through better storage practices, that means more people can be fed,” she said.
“India loses almost the same amount of grain from improper post harvest storage as Australia grows in a year.
“Most systems on the market that can monitor temperature and phosphine levels are between $5000 and $10,000. Smaller growers cannot afford that, so our contribution to food security needs to be accessible.”
To deliver on this, the company has partnered with the University of
Wollongong’s Smart Infrastructure Facility with Dr Cormac Fay heading the project as part of the CSIRO’s Innovation Connections grant program. The university is working closely with HE Silo’s Forbes development team to design and test a new type of silo venting system to improve grain quality.
The standalone unit will ideally suit all operations, adaptable to fit on any Silo storage system and work without requiring electricity. This will allow it to run all year round and ensure every grower can include it on their silos.
Morrison said that not everyone has access to power, but still need to protect their grain.
The concept was inspired by conversations between HE Silos Forbes and its customers, listening to the struggles they were facing when it comes to post-harvest storage.
“Being able to give farmers the ability to directly market their grain has never been more important,” Morrison said.
“Farmers with storage need to know the grain can be sold at the same level of quality when it was initially stored.
“The unit is still in the testing phases – the system is designed to reduce condensation, which is one of the causes of grain degradation during post harvest storage, and find ways to add value to the grain.
To support the development, HE Silos Forbes have provided the university with a miniature silo. The researchers have access to an atmosphere chamber enabling them to simulate any weather condition, to fine tune and ensure the system will work in any climatic condition.
“It’s important for us to continue supporting innovations through collaborations like these. We’ve seen the meteoric effect of what can happen when technology rapidly advances, and it’s a vital step to fight food shortages.”
The Morrison family has been involved in the agricultural industry
28 І Australian Bulk Handling Review: September/October 2023
GRAIN STORAGE
HE Silos manufactures its equipment in NSW.
for four generations and has plans to continue this growth. HE Silo’s Forbes sister company, Grain Storage Technology (GST), will begin distributing its products across South Australia’s Yorke Peninsula.

The silos will be manufactured in NSW and installed and serviced by GST’s staff locally.
Morrison said diversifying the markets HE Silos supports means it can enhance multiple regions.
“The moisture in the soil in the Yorke Peninsula is high right now, and its likely they’ll have a great growing season,” she said.
“In Southern NSW, it’s not looking as great – which is surprising due to the recent flooding. That means we can help take Grain Storage Technologies to the next level in other regions.”
To support its new distribution centre, the company will be hosting an open day.
Guests will be able to speak to industry leaders and get up close with the product.
HE Silos Forbes plans to have the whole family there, from the founder to the latest member – an 18-month year old.
Morrison said the day will be a great way to showcase the family values HE Silos Forbes holds.
“You can meet us and get to know the people who you’re buying from. You can get up close and touch, see and learn about our products.”
“We will be showcasing our current offering, along with a few new developments, built specifically for the South Australian market.”
“Family is everything for us. Nothing is more important than family, feeding the world, and sharing our passion for grain storage,” Morrison said.
World leaders with over 45 years’ experience in Bulk Materials Handling Research and Consulting

TUNRA Bulk Solids develops custom solutions to suit the individual needs of our clients.


Services:
Flow Properties and Materials Testing
Dust (environmental) Testing
Wear Testing (Impact, Abrasion and Erosion)
Conveyor Belt and Idler Roll Testing
Custom Numerical Simulation and Calibration Testing
Materials Handling Consultancy and Contracted Research

Bin and Stockpile Design
Pneumatic and Hydraulic Conveying
Technology and Knowledge Transfer
Site Visits
Professional Development Courses
www.bulksolids.com.au +61 2 4033 9055
Short Course: Storage, Feeding, Transfer and Belt Conveying 2023 Dates: 14th - 16th November (Perth)
2024 Dates: February (online), May (Brisbane) August (Newcastle) November (Perth) Enquiries to Danielle.Harris@newcastle.edu.au
To support the development, HE Silos Forbes have provided the university with a miniature silo.
Bulking up bags
Cost and time savings are making bulk bags an attractive packaging alternative. ABHR spoke with Packweigh to learn more.
OVER
THE PAST FEW YEARS, Packweigh Equipment has noticed a growing trend – more of its customers are looking to pack their product into bulk bags.
Rod Wilson, co-founder of the bagging equipment manufacturer, told ABHR there are several possible reasons for the upswing.
“There is an obvious cost savings when compared with filling 20kg to 25kg bags,” he said.
“Time is money, and it’s significantly faster to fill a one tonne bag instead of 50 20kg bags. The bags themselves also cost less in the long run.
“As with all products though, it depends on what exactly is being made. Bulk bags make sense when you’re selling to farms or other manufacturers – situations where the end users want to buy a one tonne bag.”
Packweigh has around five standard designs it uses for its bulk bagging systems and can customise them depending upon the situation.
The material being packaged plays a major role in this design process, along
with the type of bags the customer wants to use and the speed that is required.
A system was recently manufactured to fill 1000kg of lime and gypsum into bulk bags, including a pallet dispenser, automatic bag filling and release, plus full pallet accumulation. It used a different design to systems that mostly handle seed and grain, as powders are more complex to handle.
Wilson said due to the settling of the product, the surge hopper needed to be designed differently.
“You also need to account for bag inflation and an entirely different weighing system for powders,” he said.
“There is also the issue of product densification, to ensure the bag is stable when it is conveyed out. Dust can also become an issue which must be addressed.
“We will even program the system differently for certain powders to avoid potential issues those materials can create.”
Packweigh’s automatic bagging systems have also proven to be popular.

Wilson said even on smaller systems automation is becoming a common addition, due to the increasing cost and availability of labour. This is especially prominent in regional areas, which are feeling the sting when it comes to finding and retaining staff.
Because the company is an Australian manufacturer, it has the flexibility to design bulk bagging systems that can suit specific conditions and applications.
One customer had a requirement for no pallets to be involved in the bulk bagging system. Packweigh designed six systems that would release a bag onto a conveyor large enough to transport twotonne bags. From there, full bags were accumulated and then picked up from the straps by a forklift.
“Our equipment isn’t just being assembled in Australia – we use Australian suppliers wherever possible, designing the machines to use locally obtainable parts,” Wilson said.
“This means that if we ever don’t have something in stock, we can quickly get it from our supplier, minimising delays and downtime.
“When you rely on other stakeholders, there’s a chance there you can be let down. We didn’t want to let our customers down – so that meant having as much control over the manufacturing process as possible,” he said.
According to Wilson, Packweigh’s customers have been happy with the bulk bagging machines.
“They are getting the speeds they were looking for and have been reliable workhorses,” he said.
The company aims to create long term business partnerships instead of traditional customer relationships, which is why Packweigh values reliability. its machinery as reliable.
“We spend time with our customers, give them all the options up front,
30 І Australian Bulk Handling Review: September/October 2023
PACKAGING
Packweigh has around five standard designs it uses for its bulk bagging systems.
explain what everything does and don’t take anything for granted,” Wilson said.
“We discuss their needs and do all the layout, drawings, and planning to make sure they get the right tools for the job.”
The company manufactures its products at its Brisbane-based factory, where it can assemble an entire packaging line. Customers can even visit the factory to see the system in operation before it is installed.

Wilson said the Packweigh can also support its customers on site and over the phone.
“We can even provide remote diagnostics online, without needing to travel – cutting down on time and costs,” he said.
“Good quality service, reliable equipment and flexible designs are what the customer needs, and it’s what Packweigh delivers.”
Packweigh’s automatic bagging systems are popular among its customers.
No Croc: New belt cleaner technology unveiled
ESS has released the ESS Croc-Lock Secondary Cleaner, improving upon its previous designs to deliver increased efficiency and serviceability.
WHEN MATERIAL ADHERES TO THE belt beyond the discharge point of the head pulley, it becomes dislodged along the return run and builds up underneath the conveyor belt. In some cases, the build-up could be severe and look like an ant hill, which buries the conveyor belt structure and impacts a company’s bottom line and deadlines.
The time taken to rectify the issue can be expensive. Depending on the business, downtime can cost companies hundreds of thousands, if not close to millions, in overall expenses.
Belt Cleaners are integral to any bulk goods company’s maintenance strategy centred on long-term success in dealing with carry-back.
With an effective belt-cleaning strategy, companies can avoid increased downtime, maintenance, environmental contamination, and replacement purchases in the long term as machines break down from carryback. Given the high cost of downtime on a company’s bottom line, it’s essential to trust a knowledgeable operator when getting a belt-cleaning solution.
ESS Engineering has more than 40 years of experience designing, manufacturing, installing and maintaining belt cleaners nationwide, constantly aiming to improve both efficiency and serviceability of its products.
ESS’s accounts development manager, Ken Minch, has witnessed belt
cleaners evolve from a simple block of urethane bolted onto a carrier into cast polyurethane blades with cartridges. Now, ESS has released the ESS CrocLock Secondary Cleaner, improving the company’s previous designs to deliver increased efficiency and serviceability.
Minch says the new belt cleaner design delivers several upgrades to help solve several bulk handling headaches, including carry-back and downtime.
The Croc-Lock has a curved blade design and a diamond-shaped mainframe and cartridge. This removes flat surfaces from the belt cleaner, minimising fine build-up and carry-back that hamper cartridge removal during service.
“Previously, the cartridge was like a tray which we believed was increasing fines build-up,” Minch said, “The diamond design gives us nice, tapered edges everywhere, resulting in reduced material build-up.”
“We’ve changed the shape of
the blade, but we haven’t changed the pivot point or lost any of the flexibility of the blade.”
The new cleaner also features a high-level self-locking blade system. The tapered locking mechanism makes it easier to disengage blades from locking teeth, allowing for easier maintenance.
Minch said this was a vast improvement from the old ways of positioning workers underneath the conveyor belt to disengage blades or requiring a hammer and wedge to disengage hard-to-move blades.
The innovative tooth-locking design eliminates any ingress of fines, and each successive blade locks in place the former blade and only one blade retaining lock is required, the end stop, which holds everything in place for a secure secondary blade cleaner.
Minch states that the innovative locking mechanism reduces the time taken to perform maintenance of the blades.

“In typical servicing applications, we found that fines and moisture would work their way between the blades, and we’d have to hit it with a hammer to remove it,” he said.
“It’s not impossible, and we’re able to do a blade change in around 15 minutes with one person, but you’re
BELT CLEANERS 32 І Australian Bulk Handling Review: September/October 2023
The new design delivers increased efficiency and serviceability.
still swinging a hammer around and potentially using a wedge to break the binding of the fines.
“The testing we’ve done indicates this will be easier (with the Croc-Lock.)
“With the same installation as described above, only taking a time of around five minutes, and it is still possible to do while the belt is in operation”.
The new product will offer a choice of spring and air tensioning units. This will allow companies to retrofit the product to existing ESS IPS mounts and tensioners and service the belt cleaner while the belt is still running.


“It will also reduce the wear on the roller shell, which will increase the life of all the rolling stock. You’ll increase the life of the belt because it’s not being ground down around corners and bends,” Minch said.
For Minch, who has decades of experience in belt cleaning design, the Croc-Lock represents a significant step forward. “I helped build our first belt cleaner, and I’ve seen the changes, and we’ve been driven by the same question, ‘How can we do this better?” he said.
“We’re about making everything safer, faster without the need to climb underneath conveyors, and it’s been successful.”
BAG PACKAGING SYSTEMS FOR CORROSIVE PRODUCTS / HEAVY DUTY ENVIRONMENTS AU.CONCETTI.COM T. 04 1748 7367 sales@concetti.com FERTILIZER +200 lines SALT +50 lines CHEMICAL +100 lines CONCETTI
The Croc-Lock Secondary Cleaner can form part of an effective belt cleaning strategy.
Smarter material handling through new technology
A new, semi-portable side tip feeder could be a game changer for reducing costs across several bulk handling industries.
TRADITIONAL TECHNOLOGY
within the bulk handling sector has led to restricted choices for unloading site tipper trailers. However, OPS in collaboration with Telestack look to offer a new technology to give more options to material handlers.
Telestrack’s Side Tipper Unloader promises to offer an alternative solution allowing side tippers to discharge directly into conveying systems.
ABHR spoke to OPS’ capital sales manager Gerry McGuigan, to take an in-depth look at the wide-ranging benefits of the Telestack Bulk Material’s Titan side tipper.
OPS, the Australian dealer of Telestack’s products, has supplied Telestack equipment to meet the needs of the bulk handling industry. The pair collaborated to produce the HF24T, a relocatable reclaim feeder that could handle up to 3000TPH (tonnes per hour) and CAT 992 or larger loaders.
“Our goal is to remove inefficiencies in bulk material handling processes. We see opportunities anywhere where
we can eliminate loaders or haul trucks, reduce labour requirements, or save fuel,” he said.
“Given the increased number of side tipper road trains in our operation and feedback from haulage providers, it was quite a natural material handling challenge for us to approach next.”
OPS Group identified a need to eliminate excess handling as more material from mines was moved by roads. With its unique side tipping set-up, the Side Tipper Unloader proved an ideal fit.
The Side Tipper Unloader is a surface feeder that accepts material from sidetipping trucks or road trains.
However, the versatility of the design means it can also be fed by wheel loaders, grab cranes and excavators to transfer material and reclaim to other conveyors if needed.
At the heart of this versatility is the surface feeder design. While traditionally, the mining industry has favoured deep pits or underground tipping hoppers; these present several immediate headaches.
Companies must invest in high up-front costs and civil works to install, which are unmovable if the operation expands.
The Side Tipper Unloader is designed to be a semi-permanent installation that provides the best of both worlds. It can be fixed during operation and then moved to suit the needs of an expanding operation.
McGuigan said a primary consideration with the Side Tipper Unloader’s design was the low discharge height of material from the side tipper trailer.

“We aim to offer a modular solution requiring minimal civil works and infrastructure to support its operation. Existing solutions, such as those used at the Utah Point port facility, require very significant structures and earthworks,” McGuigan said.
“The Telestack truck unloader can be quickly assembled and will have multiple height options so we can run lower profiles and minimise ramps heights where required or higher volume tip area where possible.
TIPPERS 34 І Australian Bulk Handling Review: September/October 2023
Telestrack’s Side Tipper Unloader could be a game changer for the bulk handling industry.
“It is also designed so we can add additional sections to extend the length of the tip area if required. OPS will always aim to have a unit in stock or manufacture so that lead times will be significantly better than our competitors.”
The heavy-duty apron chain belt feeder is integral to the design. It offers the benefits of an apron feeder having a chain and sprocket drive with steel beams secured to the chains. A rubber belt is then fastened to these beams and joined with a splice. The heavy-duty and positive drive benefits from the sprocket and chain arrangement and the sealing properties of a belt and skirt arrangement in the same unit.
The design ensures that the Side Tipper Unloader has widely applicable across several bulk-handling applications.
McGuigan believes the Side Tipper Unloader could benefit most bulk handling operations.
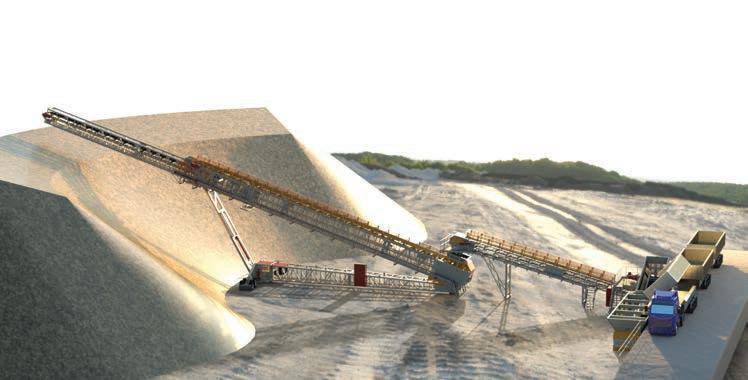
“The key applications and target markets will typically be at the destinations where material is moved by side tippers,” he said.
“These destinations are typically associated with smaller or more remote mine sites where rail is not available, including commodities such as iron ore, manganese ore, chromite ore and spodumene (lithium).
“It could be a stockyard on site, a storage shed at a port or on a wharf direct loading ships. Other applications could include introducing material from trucks directly onto conveyors within larger mining operations.”

A PWC report titled ‘Productivity and cost management in the mining industry’ highlighted Australian mining as a critical sector that would need to innovate to keep its profit margins in the face of surging costs.
One of the 2012 report’s key areas to save costs was eliminating excess handling and processing steps.
McGuigan said the Side Tipper Unloader could alleviate some of these concerns by streamlining the handling process.
“With the increasing number of smaller and more remote mining operations coming online and more material being moved by road from mine to ports, we see this as a real opportunity to remove some costs and complexity from that process,” he said.
“It could be as simple as having an unloading system in a port stockyard so the road train can tip into the side tipper unloader and directly build a stockpile to direct loading onto ship loading infrastructure from road trains.
“Every time you handle the material, it adds additional cost from the equipment, labour and fuel used. Our aim is to remove some of these rehandling processes and, therefore, the associated financial and environmental costs.”
Australian Bulk Handling Review: September/October 2023 І 35
The Side Tipper Unloader allows side tippers to discharge discretely into conveying systems.
The Side Tipper Unloader is a semiportable surface feeder which can match the required location.
Keeping it clean pays off
The key distribution system of any mineral processing plant is its conveyor network. Thomas Greaves, managing director of DYNA Engineering, explains how cleanliness keeps it running.
UNSCHEDULED STOPPAGES
and shutdowns of a conveying system will cause major losses of productivity and income. If it remains undetected, or is caused by a serious problem, it can mean a shutdown of the entire plant operation in a matter of moments.
It’s definitely better to be safer than sorry when dealing with conveyor belt cleaning and maintenance procedures.
The head culprit is carry-back
Material being transported on a conveyor belt is discharged at the head pulley. However, a small percentage of the material won’t be discharged – it will stick to the belt surface. Carryback is the term used for this residual material. It causes spillage along the return strand of the conveyor which, if left unchecked, will quickly build up and drop off causing a variety of increasingly expensive and extremely serious problems.
The amount of carry-back on a return conveyor belt can be affected by:

• The consistency of the materialwhether it is dry or wet
The characteristics of the material –whether its large lumps or fine dust
• The mechanical design of the
conveyor – e.g. the belt speed and pulley diameter
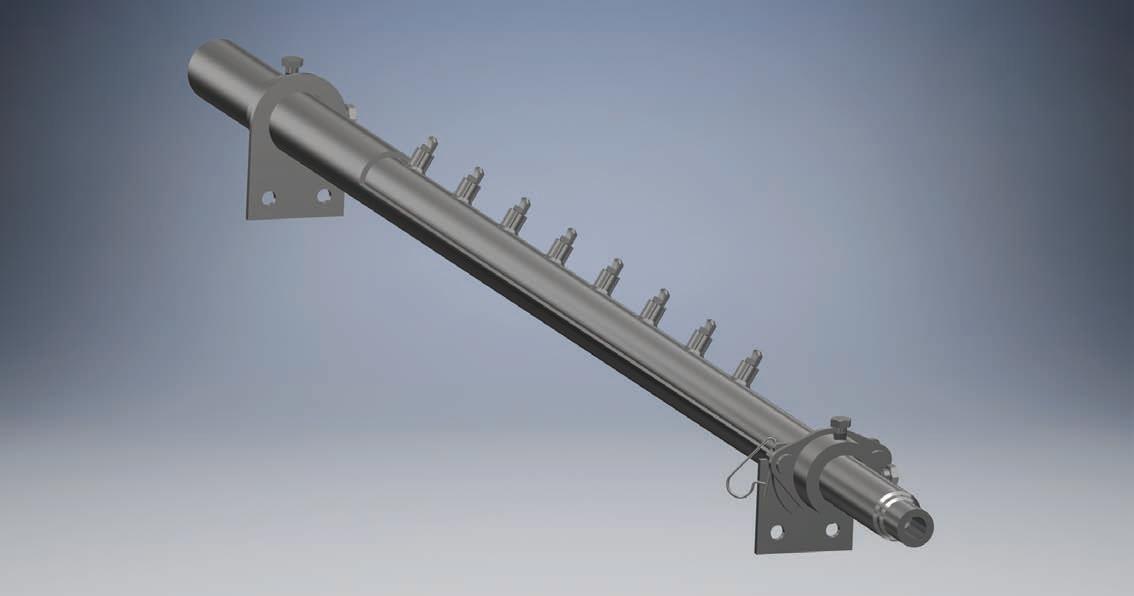
Cleaning equipment to remove carry-back
Most belt cleaning equipment is aimed at removing the greatest possible
BELT CLEANER 36 І Australian Bulk Handling Review: September/October 2023
A spray bar is a pipe arrangement with several evenly spaced spray nozzles fitted.
DYNA FastFit Spray Bars can be designed for a vast range of applications, flow rates and supply pressures.
percentage of carry-back at the head/ discharge pulley. This is broadly broken down into contact cleaners and noncontact cleaners. The most common types of contact cleaners are:
• Primary, secondary and tertiary scrapers
Brush cleaners
V-Plows or Return Ploughs
Non-contact cleaners used most often are:
Air knives
• Spray bars
A spray bar is a pipe arrangement with several evenly spaced spray nozzles fitted. The spray nozzles are used to disperse a liquid, usually water, in a desired pattern over an area, to increase the liquid’s surface area, or to create an impact force on a surface. Water is distributed
across the belt surface to clump materials together within the water, creating a mud or sludge, so it can be more effectively scraped from the surface. Or the water is used to impact the surface to dislodge

particles from the belt surface and flow away with the water during the scraping process.
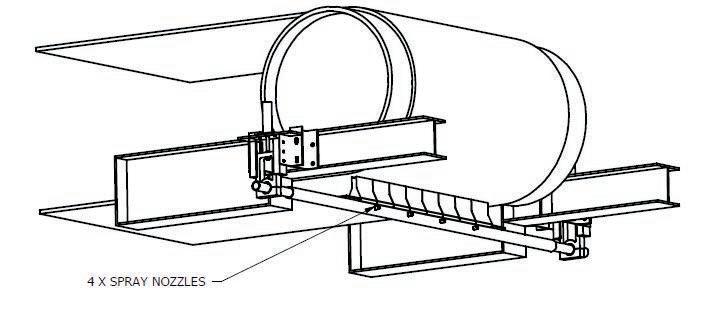
Depending on the characteristics of the materials being conveyed and the intended


NetterVibration Australia Pty Ltd 08 9582 9531 2/19 Rafferty Rd Greenfields Western Australia 6210 Germany France Switzerland Spain Poland UK Australia www.nettervibration.com.au info@nettervibration.com.au
From small to not so small, NetterVibration have the largest range of vibrators, electric, pneumatic and hydraulic, to handle any product flow and compaction issues.
All with German design and manufacturing quality.
Spray bars are normally located between the primary and secondary scraper.
application, spray pressure and pattern play an important role to achieve your best outcome.
Usual location of the spray bar
Normally located between the primary and secondary scraper, a spray bar is designed to position the spray nozzles in the most effective position in relation to the conveyor belt surface. Both distance and angle to the belt surface need to be optimised for the highest cleaning efficiency.
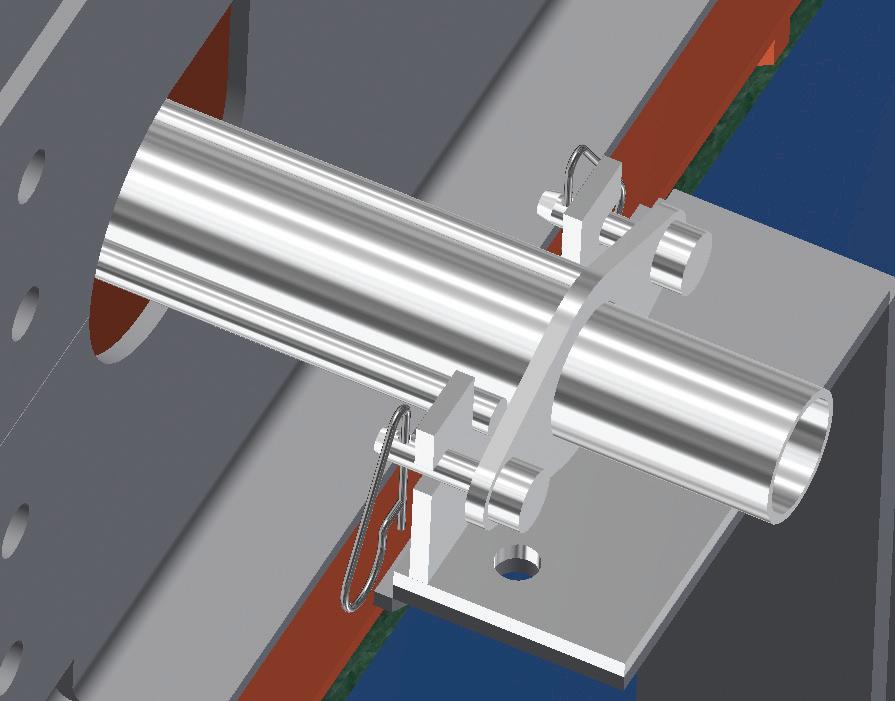
After the primary scraper has performed its initial cleaning function, some material may still be present. To further decrease carry-back, water is sprayed onto the belt surface. The water is used to soften the carry back and wash away particles into the chute to be re-combined with the material flow. In this configuration, the secondary scraper, located after the spray bar, finishes the cleaning of the conveyor belt, and also removes any remaining water from the conveyor belt.
Spray bars can be configured in many ways depending on the application, space, and surrounding structure. Some common examples include using the secondary scraper shaft as the spray bar as shown in the photo or mounting a separate spray bar between the scrapers.
Another common configuration is to install spray bars between the secondary and tertiary scraper. This adds an additional level of cleaning which will result in the best possible clean for the conveyor belt.
Dust suppression assistance
Spray bars can also be used in dust suppression applications. When dust forming materials are aerated
or exposed to moving air streams, particles can be separated and carried away in the air. In the case of the material being conveyed, the belt velocity or even a gust of wind can result in dust generation. In these cases, simply wetting the surface material can be an effective counter measure.
Another main dust generating location is where the material is disturbed. Well known locations can include loading points, chutes, crushers, and screens.


Spray bars can be effective in many of these locations to reduce the amount of dust that is allowed to escape into the surrounding environment. In this case, the liquid is atomised into the air as mist, forming water droplets that are used to capture dust particles. The droplets are either sprayed toward the source of the dust or redirected with a fan towards the dust generating location. Dust will be captured by the droplets and carried towards the ground by gravity.
Benefits of DYNA Engineering’s FastFit spray bars
DYNA FastFit spray bars are a unique design that employs a fully retractable spray bar mounted in a stationary shaft to form a two-part assembly.
BELT CLEANERS 38 І Australian Bulk Handling Review: September/October 2023
Spray nozzles are used to disperse a liquid, usually water, in a desired pattern over an area.
DYNA FastFit Spray Bars are a unique design that employs a fully retractable spray bar.
With the stationary shaft remaining in its location, the spray bar can simply and safely be removed by disconnecting from the water supply and removing two clips. Then the spray bar can be retracted from the stationary shaft in a matter of seconds. No need for stoppages. No need for highly skilled labour. There are no tools required to remove the spray bar, no need to remove guards, and the opening left when the spray bar is
removed complies with AS 4024 Safety of Machinery.
DYNA FastFit Spray Bars can be designed for a vast range of applications, flow rates and supply pressures. Configured to suit almost any application, they are made from stainless steel for a long-lasting solution. They will not rust or corrode and are suitable for non-potable water sources including high salinity water and recycled process water.
Safer maintenance
When the spray bar is removed from the stationary shaft, maintenance can be performed in a safe and ergonomic location. This allows maintenance personnel to quickly remove any sediment build up from the pipe and unblock any clogged nozzles from outside of the chute.

Blockages are a common point of failure when using water sourced from recycled process water or dam water. The spray bar can then be simply returned to its original position, water supply connected and returned to operation.

Because this can be done safely while the conveyor is running, there is no need to wait for the next shutdown. This ensures cleaning efficiency is maintained and carry-back is kept to a minimum throughout the production cycle.
Walla Walla, NSW Toowoomba, QLD Perth, WA (02) 6029 info@kotzur.com kotzur. (07) 4634 4622 (02) 6029
Australian designed, engineered and manufactured bulk solids storage and handling solutions for Australian conditions
“Another main dust generating location is where the material is disturbed. Well known locations can include loading points, chutes, crushers, and screens.”
Page Macrae Australia: Guiding industry
Page Macrae Engineering, now with a full-time presence in Australia to support its significant port products footprint, has been touring across the country, engaging with ports and stevedores. ABHR finds out what it has learned.
products with spares now stocked within Australia to minimise client’s downtime, but he is also the eyes and ears on the ground where the clients’ challenges and opportunities are concerned.
He told ABHR that every port has its own characteristics and needs.
“It’s important to understand the pain points they’re facing,” Hennessy said. “Within reason, we can tailor solutions for their specific circumstances.”
Some ports may specialise in specific materials, which is why Page Macrae has designed its equipment to service several sectors. Its equipment can be designed to handle soda ash, fertiliser, grains, coal, critical minerals like nickel and lead concentrates, and logs.
Material handling can carry safety risk and many ports are looking to improve safety as much as possible.
ENVIRONMENTAL PROTECTION
authorities across Australia are currently reviewing air quality and dust emission level regulations
For bulk handling ports, this puts a limiter on dust emissions. Not only does dust pose a risk to those within the industry, but it can also pollute the environment and lead to significant fines for non-compliance.
Peter Swan, general manager of sales and marketing at Page Macrae Engineering, said the industry is aware of the issue and are proactively seeking out best practice and the latest technology equipment to minimise the effects of handling dusty materials.
“It’s not just dust – the industry is also looking into the likes of non-transport diesel emission reduction,” he said.
Regular engagement with clients is the backbone of the company’s
development problem. Feedback from clients and regulatory authorities is incorporated into Page Macrae’s designs to ensure they are meeting the needs of industry.
Areas such as the National Heavy Vehicle Regulators ‘Chain of Responsibility’ legislation, has seen the need to use product innovation for client transport operations to stay within the weight regulations but ensure they are maximising load efficiency, both of which affect cost and risk.
“We already have products out there helping to reduce dust emissions, and we’re hearing more from our customers that there is pressure to improve efficiency, safety and sustainability,” Swan said.
Charles Hennessy, the company’s business development manager for Australia, is supporting this ambition. His role not only supports Page Macrae’s
Page Macrae was invited to help C3, a forestry-aligned logistics company, improve its log handling operations. The business wanted to take people away from a potentially dangerous location on site through automation.

Following the installation of automated log grapples, C3 would go on to be nominated for the NZ Workplace Health & Safety Awards.
Jan Augustyn, C3’s general manager for business performance improvement, said they are making a difference is in ship-side safety.
“They are removing additional people next to the vessel and thus providing a safer environment with less interaction of machines and personnel, also less risk of falling logs and reduction of Cranston related issues of hand and finger pinch points,” Augustyn said.
Swan said it was a great example of how Page Macrae can solve its client’s
PORTS 40 І Australian Bulk Handling Review: September/October 2023
Page Macrae equipment can service several sectors
challenges. It had also demonstrated the benefits of automation – a technology the company is looking to further incorporate into its designs.
“We are investing heavily into research and development, expanding our innovation team with a focus on innovation and automation,” he said.
“Clients are requesting it – they want smarter machinery that can let them know what’s going on to improve decision making.”
Page Macrae has also embraced technology and innovation in its own manufacturing, moving certain operations to robotic welding. The business is currently engaged in business improvement studies to optimise its range of processes.

Swan said that by changing the way the company thinks about its manufacturing, it can lead to faster, easier to handle and more sustainable machinery.

“It’s looking bright for us – it’s a fantastic landscape to be involved in and we’re engaging with customers on so many levels,” he said.
“Everyone is facing a changing landscape, but we are well-placed with our industry knowledge and experience to guide them.”
Every port has its own characteristics and needs.
No longer gone with the wind
To keep its customer’s profits from blowing away, Kotzur has designed specific products to keep dust contained and controlled within a typical grain handling system.

KOTZUR’S CUSTOMERS WANT TO make the most of their purchases – especially when they’re buying grain by the tonne.
As a result, the last thing they want to see is their product blowing away on the wind.
Bevan Austin, national sales manager at Kotzur, said this is one of the reasons the company provides enclosed equipment for grain processing.
“Controlling and capturing dust is typically a priority for product quality, occupational health and safety and handling efficiency,” he said.
“However, many of our customers are looking to capture and control the dust so they can either dispose of this by product or reintroduce into their system at a later point during the process.
“For us, when it comes to dust, we work with the customer to find out the issues they are facing, how the dust behaves in the process, and what we can do to ensure the client is getting what they need.”
Kotzur can incorporate several of their products into a project to help contain and capture dust. After grain is loaded into the grain handling system, it will usually flow up an elevator and then into an aspirator with an accompanying cyclone and then flow through a scalper to complete the cleaning process.
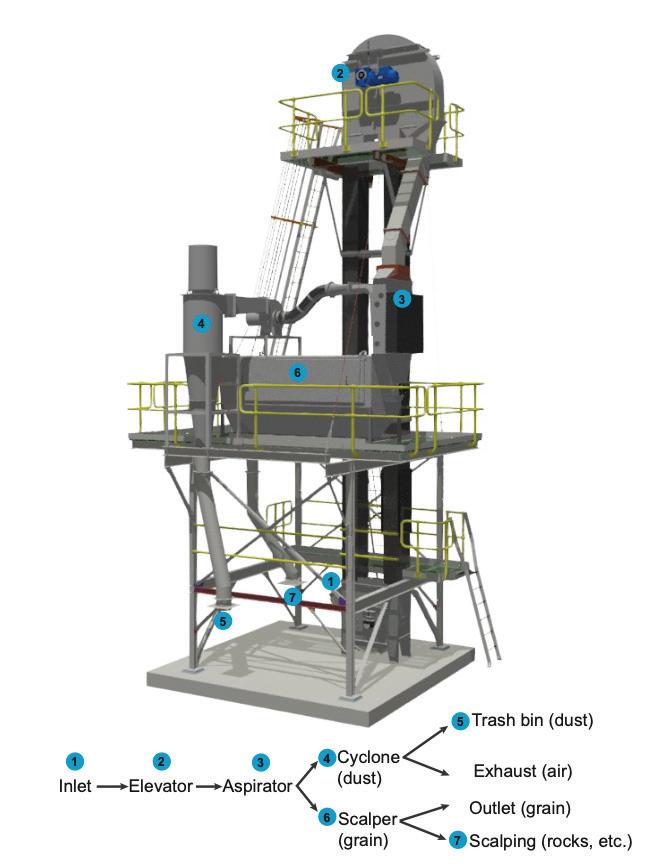
This described cleaning system is typically used in preparation of stock feed rations to clean grain prior to wetting, the aspirator divides the grain flow and cleans out the dust and husks from the grain, allowing for continuous flow through the system. Meanwhile, the dust is sent through to a cyclone. Here, solids are removed from the air and can be deposited for collection or disposal.
The grain will then be deposited
into a rotary scalper, which removes undersize or oversized material – such as twigs or stones. This protects the rest of the equipment, particularly the flaker mills, from potential blockages or damage.
Leigh Prior, Kotzur’s sales manager for Western Australia, said separating the dust at this part of the process removes headaches down the line.
“Generally, in a feedlot application when dust is sent into a tempering silo,
the addition of moisture causes it to cake up on screws and hang up in the silo. This can cause blockages in the mechanical handling system and can result in significant downtime,” he said.
“By using a cyclone system, the handler can reintroduce the collected organic material later, or dispose of it.”
Not all applications can be designed the same way, and because Kotzur is an Australian manufacturer, it can customise the products.
DUST
42 І Australian Bulk Handling Review: September/October 2023
CONTROL
Grain cleaning flow diagram.
Feedlot projects often go through several stages in the design phase as a business scales up. As it gets bigger, the ability to provide rolling, flaking and tempering becomes even more important.
Dust also becomes more of a problem as more grain is moved within the system.
Prior said the company relies on repeat business and keeps in close contact with customers to ensure the application fits the project and the client’s needs.
“We build and design our equipment in Queensland. That means that we can provide shorter lead times and quick service.”
Drag conveyors are the tool of choice for Kotzur’s grain handling projects. They use a chain to drag a series of paddles, which in turn, drags the material along the length of the conveyor.

A toothed sprocket is located in the head and tail sections, with the gearmotor installed on the head section. The specific design of the conveyor ensures the chain always runs on a track liner to maximise the life of the chain. Wipers are also attached to the panel to help clean out the conveyor.
Importantly, the drag conveyors themselves are totally enclosed, sealing potential dust away from the elements. Prior said technology is simple and proven.
“We’re not recreating the wheel, it’s a design that works,” he said.
Austin adds that all of the equipment Kotzur designs has a solid, robust construction.
“The quality of components is something we focus on,” he said. “We design things to last and be as simple as possible and easy to operate. This cuts down on maintenance and unnecessary downtime.”
“We can provide support if there is a breakdown, supply spare parts, and can assist with preventative maintenance where required.”
While on-farm storage is a big part of Kotzur’s business, the company is conscious of the changes occurring in the industry. The company has noted projects are increasing in size and has seen an increased demand for feedlot projects and commercial grain handling projects.
The company is gearing up to meet this new demand and focusing its effort all around the country.
“We think the storage and material handling industries are continuing to grow and we want to grow with them,” Austin said.
“Kotzur is looking for new opportunities with a mixture of private and commercial clients. It’s an exciting time.”

Packweigh Equipment is your trusted partner for advanced bagging solutions • Precise weighing • Versatile manual or automatic bagging • All types of bag closures info@packweigh.com.aupackweigh.com.au 21 Hook St, Capalaba 07 38231033 • Efficient palletising systems • Load securing by wrapping or hooding Contact us today to discover how Packweigh Equipment can elevate your bagging efficiency and take your operations to the next level
Don’t get lost in the fog
WHERE THERE IS DISTURBANCE
there is dust – and given that the bulk handling industry is focused on movement of material there is sure to be particles propelled into the surrounding environment if action is not taken to prevent it.
The consequences of poor containment of dust can be detrimental on every level – whether it be risk to personal safety, the environment, or to the conveyor equipment itself. On top of this being a morality issue, there is a direct blow to the financial bottom line as well.

‘Money talks’ and given that there can be legal ramifications for failure to keep workers safe on the site, it is in the employer’s best interest financially to keep dust at bay. A recent government announcement of health and safety legislation that ends employers’ ability to take out insurance against workers’ lung-injury can mean
big penalties for sites that do not comply with sufficient dust reduction/ containment.
Increasing the longevity of conveyor equipment and lessening of production downtime remains high priority when it comes to site KPIs. The accumulation of dust and its build-up to machinery can result in clogs, jams, corrosion, and burial of important operating components. The resulting cost can be staggering – part replacement, hours sunk in maintenance, and site shutdown.
A common method to reduce dust is to install a fogging system where water is expelled via a network of hoses and nozzles, binding to the dust particles to form a clump, sinking the material back down to join the flow.
While relatively inexpensive, it can be seen as more of a band-aid approach, and not necessarily reliable. There is a risk of over-saturation
of product which may tamper with material specification. Screens may experience blinding from dense/sticky material, and flow issues such as chute hang-up can occur. Again, we see conveyor component longevity in jeopardy and costs stacking up.
Identifying the areas where dust is most likely to escape is the key to understanding how to contain it. High impact load zones and poorly designed transfer points are notorious for the billowing of excessive airborne dust.
Kinder Australia’s team of field application engineers and specialists have developed the Essential Air Seal after visiting dust affected sites and noticing the same productivity issues arise time and time again.
With more than 35 years’ experience in the industry the company’s team are no strangers to dust and the problems that occur from mismanagement.
A complementing collection
DUST CONTROL 44 І Australian Bulk Handling Review: September/October 2023
Kinder Australia’s Tracey Wall clears the air when it comes to dust suppression systems.
Dust can be detrimental on every level.
of products make up the Essential Air Seal. It is a combination of innovative European technology as well as Kinder products that have been designed inhouse.
At the core of the Essential Air Seal is the AirScrape and TailScrape – both unique to the industry. The AirScrape acts as a side seal which suspends over the conveyor belt due to the arrangement of specialised lamellae. This, together with the movement of the material and belt results in a suction effect. Rather than contacting the conveyor belt, the ability to suspend over the top with zero contact has meant that there is no skirt friction and damage to the conveyor belt. The service life of the belt and conveyor components has been drastically extended.
Eliminating belt sag with correct support is vital to combat dust escape at transfer points. With frequent implementation of the AirScrape it was noted that 1mm air
gap is ideal for maximum suction. Kinder’s own K-Sure Belt Support System has been deemed best to provide consistent and stable support.
The Essential Seal’s final component is K-Containment Seal which provides a physical polyurethane barrier and further enhances the dust seal, trapping any fine dust particles within the conveyor section.

Poor control of airborne dust is a personal, environmental, and financial risk – a liability that can potentially bring a site to its knees, whether it’s constant replacement of clogged up components, repeated maintenance to problem areas, productivity loss and site shutdown. In the worstcase it could be a dreaded lawsuit on your hands.
The true insurance is stopping dust at the source with a high-quality and reliable solution. Don’t get lost in the fog – contain the dust for a clean, productive and safe site.
a Hand With Your Material Storage Design?
Your Source for:
• Storage systems: engineered to ensure reliable, consistent material flow
• Processing vessels: developed to purge resin volatiles or act as a dryer

• Feeders: optimized screw and belt feeders that maintain reliable flow
• Stockpiles: designed to maximize gravity reclaim and avoid ratholing
• Pneumatic conveyors: engineered for flow, prevention of wear & attrition
• Peer reviews: a review of proposed system design from material flow basis
Need
Solids \ Powders \ Conveying \ Processing \ Storage +61 8 9277 3303 \ info-australia@jenike.com \ jenike.com Innovating, modelling, and designing
We have been your bulk material solution provider from concept to commercialisation for 55 years.
Kinder Australia’s have developed the Essential Air Seal after visiting dust affected sites and noticing the same productivity issues.
55 YEARS
Steve Davis discusses Australia’s bulk handling sector, highlighting the advancements the industry has made and the organisations that are providing local innovations and expertise.
Steve has worked in bulk handling for 30 years, for both resource companies and professional engineering firms, in Australia, South Africa, the Middle East and Canada. His experience encompasses such commodities as iron ore, coal, potash, phosphates, petcoke, sulphur, sands and grain.


talk
Dust in bulk materials handling is a safety, environmental and cost problem. It is a problem that should be managed systematically to the best of our technical ability. Steve Davis explains.

DUST CAN KILL
DIRECTLY
directly or indirectly. Dust may not be visible. Breathing in dust can result in a range of occupational illnesses and diseases depending on the size and composition and concentration of dust particles, exposure time and its effect on the body, of dust particles.
Particles below 100 microns can be breathed in. These are visible to the naked eye and are caught in the nose, throat, and upper respiratory tract. Below 10 microns, respirable dust contains dust particles are so small they are invisible and reach deep into the lungs. Dust below 2.5 microns is considered a severe risk.
Different types of dust particles have different health effects. E.g., respirable crystalline silica dust scars the lungs, and
inhalable lead dust can damage the central nervous system. Several diseases are the result of long-term exposure to dust, and it may take years or decades before the disease develops. All dusts must be considered dangerous until data proves otherwise. All bulk materials must be considered dusty, either inherent in the material, through degradation in handling or from fugitive dust from spillage.
Health impact from dusts include blood toxicity, allergic reactions, bacterial and fungal infection, lung scarring and fibrosis, pulmonary diseases (pneumoconiosis and chronic obstructive pulmonary diseases such as bronchitis and emphysema).
We have a duty of care to prevent exposure to dust. Safe
Work Australia has a document “Workplace exposure standards for airborne contaminants” that provides guidance. There are many other guidelines available.
Poor dust management of explosive and combustible dusts results in injuries and fatalities (and consequential damage costs) globally. Dust explosions and fires are reported often around the world. An internet search shows some significant explosions have been recorded back to the 1800’s. The most recent being in August 2020, when ammonium nitrate stored at the Port of Beirut in Lebanon exploded, causing over 218 deaths, 7000 injuries, and US$15 billion in property damage, and leaving an estimated 300,000 people homeless.
I worked in a steelworks
DUST CONTROL 46 І Australian Bulk Handling Review: September/October 2023
STEVE DAVIS
where dust buildup over years was enough to bring the roof down from combined corrosive effect and structural overload. I have been in many storage areas where the dust buildup was cause for concern, and others where design and housecleaning has limited this problem. Dust build up that gets wet can cause localised corrosion.
Collapse of structures risks injury, death and cost of downtime and repair. A small explosion or a seismic event can bring the dust down and create a massive explosion.
Environmental impact is often a case of measuring and complying with legislation and specific site rules. Exceed the limits and likely a fine is paid. Accurate measurement of residual dust levels on a large site is not simple. It often takes a visual emission to raise a problem. Other aspects of environment can be expensive and protracted, such as when the local community complains of coal dust on washing or similar.
Cross contamination of products on stockpiles is another potential issue, either from discolouring or impact on the quality of the product. Dust shadows on stockpiles and open conveyors are highly visible from satellite maps.
Once an issue has been raised in the community, it may be difficult and expensive to mitigate in an acceptable manner and less efficient than designing an integrated system to manage dust from initiation.
What guidance is available to engineers and designers to design bulk materials handling plant to provide good dust management?
Realistically, I can find little practical guidance. Electrical standards give guidance on zoning to limit the chance of ignition and other Standards on test processes and levels. None appear to consider dust in a dynamic environment, where bulk material is in motion on conveyors and the like and in storage where we fill and empty. There is some guidance on air flow velocities in dust collection ducting to prevent settling and excess wear. Guidance on any form of suppression, water, fog, foam is supplier specific or perhaps from previous experience. Available
guidance assumes generally assumes dust is present and does not consider reducing dust generation.

As designers and engineers, we still have a duty to minimise risk. The first item on the design list is to define
the dust. As most materials handled are well known, we should be able to readily understand whether there are probable risks from toxicity, fire, or explosion. Any organic, or silica containing, or inherently toxic material
Australian Bulk Handling Review: September/October 2023 І 47
Ducting often resembles a large plumbing system with inappropriate bend radii and junctions.
is a definite risk, sodium salt probably not. Unless there is no proven risk from dust, we should dig deeper. We should also understand whether dust has value and should be returned to the process or be disposed. In some materials, high dust content reduces its value.
The next issue should be to determine which additional data is required and how to obtain this. Where will we obtain data to assess dust content, toxicity, flammability and explosivity for design purposes?
Material safety data sheets (MSDS) rarely have sufficient detail and are full of ‘not determined’ statements for these and other aspects. What else is needed; dust lift off and settling velocities? Web search? Possibly, but probably not the same as your material.
When searching for nut coke information, the only reference found was for a US petroleum coke from 1970s, a wholly different material. Does the supplier have data? Not often in my experience. Specialised laboratories can test for all required information, but time and cost are considerations.
A recent plant modification occasionally handled a material that was known to be virtually dust free through many years of operation. A dust specialist was involved and directed that all electrical equipment should be zoned against explosions. We accepted this to keep the project moving, knowing
that the specialist was unaware of how to test for explosivity or that five components are necessary to create explosion. We were unable to get data from the material supplier or end user, and the time (year waiting period) and cost to test for the data that could define the risk was too long.
What environmental restrictions have been imposed on the site by State and Local Authority environmental departments? These may be physical, such as full enclosures, or limiting local and perimeter dust levels. Off-site disposal of dust may be prohibited or only to high-cost landfill.
With information on dust properties and requirements, we can move on to design considerations. Start at the top, for example in a mining operation is it possible to change the blast pattern to reduce dust generation? Can water sprays alone contain dust from a 400-tonne haul truck dump? Further along, can conveyor speeds be reduced to limit dust lift off? Is transfer chute design dust generating / containing? We took belt cuts throughout a sulphur system and proved approximately 0.5 percent increase in fine particles and dust at each non flow controlled transfer point. Are conveyor covers as effective at containing dust and facilitating clean up as a full gallery? Is the belt cleaning system effective and maintainable? Can a boom stacker
be designed to follow the top of the stockpile to reduce drop height? Are telescopic chutes or DSH hoppers best for dust control for loading out? Is dust management integral to the design process, or an afterthought? The ANZ region includes many innovative suppliers of dust management equipment.


Dust suppression is a good system where the dust is amenable, and the best option is to keep the dust in the product stream. Choice of suppression medium and addition rate are important. Location where suppressant is added is more important still. Belt cleaning must accommodate the added suppressant. Poorly designed and operated systems may result in site spillage and clean up. Spillage dries out to form a major fugitive dust source.
Dust suppression water sprays can be anything from a perforated plastic drink bottle or a pipe on the end of a hose hanging over a conveyor to more sophisticated devices, but I cannot find any methodology to determine how much water to add where to get the best results. Should water be sprayed over the conveyor, in the transfer chute or elsewhere in the system? Should the suppressant be added before stockpiling or via sprays onto the surface? Can water addition be managed to suit requirements via online moisture monitoring or blackbelt monitor?
There are many industry “rules of thumb” regarding the percentage of water in the bulk to prevent dust emission, but few try to match water added to achieve this. Many suppressant systems do not function well because design does not consider maintenance. Randomly adding water is expensive and can have downstream handling, process, and shipping consequences.
Water containing suppressants and foaming agents can be much more effective than plain water. Water usage may be cut by 90 per cent and the suppression effect lasts longer. The only guidance is from experience and suppliers, and there may be some development cost. Fogging systems use much less water than sprays and are more effective on finer dusts.
Dust collection systems seem
48 І Australian Bulk Handling Review: September/October 2023 DUST CONTROL
Many suppressant systems do not function well because design does not consider maintenance.
obvious solutions for dust management. They can be used to collect and return dust to the transport system or to remove dust for retreatment or disposal. Dust collector selection should be determined to suit the dust. Explosive dusts and baghouses must be compatible, as these are a common source of explosions when incorrectly configured. Scrubbers offer a wet product that may be a better option for some plants and toxic materials. Electrostatic and cyclone collectors are less common for bulk materials.
The main problems I observe with dust collection systems is collector size, lack of maintenance access to the system and the random routes of ducting that are generally determined by available support on existing structures to facilitate installation, with little regard to functionality such as flow resistance and maintenance.

plumbing system with inappropriate bend radii and junctions, flanged connections, etc., even water valves, that provide significant pressure drops and low velocity zones where dust can settle. I recently saw a duct run with four 90-degree bends to match structure when a single 45-degree bend would have been appropriate. Another problem exists with systems that attempt to draw from many widely separated locations resulting in a spider web of lengthy, often horizontal, ductwork. These systems often have multiple blockages and no-flows because the air flow cannot be balanced. Dust collectors can only function if they have adequate capacity and dust laden air reaches the collector. Although two or more smaller systems will cost more, they are more likely to be functional. A final design point relates to dew point. In a dust collection
atmospheric, and the dew point is lower than ambient. Will condensed water run to low point discharge, or will it mix with dust to form paste which coats and eventually blocks the inside of the ducting?
Dust has more recognition as a bulk material problem than ever, and this focus will not disappear. We can manage dust well, but this does mean adapting better methods so that investment is in functional and
• materials handling • asset life extension • infrastructure ASPEC Engineering provides high quality technical
support to mines and ports www.aspec.com.au
Ducting often resembles a large plumbing system with inappropriate bend radii and junctions.
engineering
Rail clamp failure modes and maintenance
Rail clamp inspections carried out by Aspec Engineering have revealed that, on average, over half of the units inspected are not working properly. Paul Munzenberger reviews the types of failures that have been found and the routine inspections needed.

MODERN MOBILE MATERIAL
handling equipment such as stackers, reclaimers and ship loaders use rail clamps similar to the ones shown in Figure 1 on their long travel motion to provide additional holding capacity to the long travel service brakes.

Rail clamps are typically used to allow the machine to maintain its long travel position under the action of a wind speed greater than the maximum operating speed but less than the ultimate design storm wind speed.
Recent experience has highlighted that wind speeds can rise from safe operating speeds to near full storm wind speeds within minutes in severe thunderstorm events. This is compared to the 30 minutes or more that it would take for a machine to travel to and be secured in a dedicated storm park
location and to physically restrain the machine with pins or the like. As a result of several very serious incidents involving rail mounted machines, the role of rail clamps has changed to restraining the machine in much higher wind speeds or where possible under full wind conditions for an event where it is not possible to move the machine to the dedicated storm park.
Normally, there will be one or more rail clamps on each long travel rail. As the name suggests, rail clamps function by gripping the rail between clamping jaws that typically have a serrated pattern cut into the gripping face. Similar to the long travel high-speed motor brakes, rail clamps are fail-safe as the clamping force is created by a spring pack that acts on a linkage with a large mechanical advantage. The
clamping force is typically released by a hydraulic cylinder that compresses the springs to release the clamps.
Two different categories of rail clamp are available: the first, and most common, grips the sides of the railhead and the second type features a single serrated platen that is pushed onto the top of the railhead using the mass of the machine to generate the clamping force. The second type of clamp is used where some feature of the rail prevents the side clamping type from being used — a rail embedded in concrete for example. The push down type is less effective as they are limited by the mass available to provide the clamping force, and they reduce the braking effectiveness of the braked wheels because they remove mass from them.
Although the rail clamps assist the service brakes, their operation is very different. While a machine is operating, the rail clamps will typically stay released for periods of 10 to 15 minutes and every time a long travel movement is executed, the rail clamp timer will be reset. This means that for a period of operation, the rail clamps will not be applied until after the machine has completed its task.
For an emergency stop, the application of the rail clamps will be slowed by their hydraulic system to allow the long travel service brakes to bring the machine to a halt within eight to 10 seconds before the clamp jaws touch the rail. This is because, unlike service brakes which are designed to be applied on a moving machine, the rail clamp jaws will be damaged if they grip a rail while the machine is still moving.
ENGINEERING 50 І Australian Bulk Handling Review: September/October 2023
Typical rail clamp failures Over many mechanical inspections
Figure 1: Dual long travel rail clamps.
conducted by Aspec Engineering, it has been found that well over half, and

likely as much as three quarters, of all rail clamps have not been functioning correctly. Sites have been inspected where the entire fleet of rail clamps is not working properly.
Unfortunately, when a rail clamp is not working correctly, it most often means that the clamp will afford zero additional restraint to a machine and leave the machine vulnerable to a potential accident.

The most common failure type for rail clamps is that the jaw serrations have worn out, resulting in reduced clamping effort or no clamping effort at all. Worn jaws like those shown in Figure 3 can be a result of neglect, or the clamps being regularly applied while they are still moving.
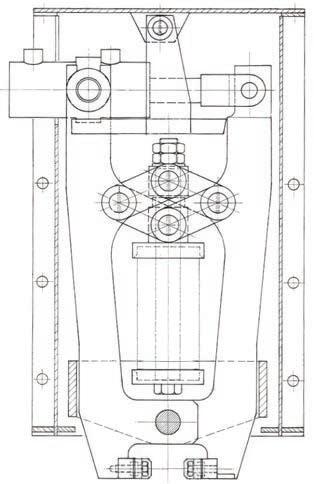

Poor rail alignment or wear in clamp guide wheels can also result in the jaws rubbing along the rail which wears away the serrations. Poor condition
of the rail can also result in reduced clamp effectiveness. The rail can be dirty or greasy which reduces friction and the available clamping resistance. The top edges of the rail head can be rolled over (mushroomed) by repeated passing of the machine which causes burs to form on the edge of the rail head. When the clamp grips the burr, the engagement of the jaw is poor and there is a risk that the burr will fail in shear. It is also likely that the clamp will slip on the burr which will wear a grove in the jaws that reduces the clamping area and increases wear rates on the remaining jaw surfaces.
Improper grinding of the rail, to remove the metal flow, can cause oversized radii on the corners of the rail head. Large radii can mimic the effects of a rail clamp that is installed too high above the rail where reduced clamping area becomes a problem and, in extreme

Both
air BELT CONVEYOR
MONEY SAVING FEATURES: • Low power consumption • Reliability • Low wear and tear • Low maintenance • High capacity • Light weight belt • Steep angles of inclination • High belt speeds • Dust tight • True belt tracking • Complete settling of materials on belt • Simple conversion from open to closed conveyor CONTACT US FOR MORE INFORMATION Aerobelt Australia Pty Ltd Ph: 02 4631 2919 | Mob: 0419 279 566 | Fax: 02 4631 2915 info@aerobelt.com.au | aerobelt.com.au
belt and product are carried on a cushion of
Air-cushion
Figure 2: A schematic of a rail clamp.
cases, the apparent misalignment can be bad enough that the rail clamp can pop up off the rail and not clamp at all. Misaligned rail, through subsidence or other mechanisms, can also result in the rail clamp forcing itself off the rail.


Inspections
The number of defective rail clamps that have been found over years of inspections indicates that they are not typically inspected as part of routine inspection or that the inspectors are not familiar enough with mechanical equipment to recognise when a rail clamp is defective.

Regular rail clamp checks should be carried out as part of routine maintenance. Weekly or monthly checks should include the following items: Make sure that the exterior and interior of the unit are clean and free of debris that can prevent the mechanism from operating. Ensure that the hydraulic unit and actuating cylinder are free from leaks as lubricant on the jaws and the rail will reduce the clamp’s effectiveness. Stray lubricant from the long travel wheels can also make its way onto the rails and reduce the clamp’s effectiveness as well. While checking for leaks, the rail clamp’s mechanism should be lubricated if required.
• Regular inspections should be carried out while the clamp is applied so that the resting configuration of the clamp can be checked for overtravel either through a mechanical indicator or by determining if the application

mechanism has reached the end of its travel as shown in Figure 4. A clamp mechanism that is travelling beyond its normal travel will have a reduced clamping effect due to the lower spring force at longer travels and possibly an additional loss of effectiveness due to the loss of mechanical advantage in the mechanism.
• Actuate the clamps locally to make sure that the rail clamp mechanism is moving freely and that the pressure of the hydraulic system is within its operating specifications.
• Check the released position of the mechanism while it is being actuated.
The emergency stop performance of the clamp should also be checked to ensure that that the clamp takes the required amount of time to apply. The release pressure of the rail clamp should be checked with a pump off test where the hydraulic pressure to lift the rail clamps is measured. The pressure required to release the rail clamps is an indicator of the clamping force and will also provide an idea of the condition of the rail clamps.
The condition of the clamp jaws should be checked every six months. This is the most critical step that is commonly not carried out. The check involves clamping cardboard or brass shim between the clamping faces and the rail to imprint the pattern of the serrations onto them as shown in Figure 5. The serration pattern thus developed will give an indication of the state of the serrations and whether the clamps are gripping the rail correctly.
The use of cardboard or brass will depend on the clamp manufacturer as will the analysis of the imprinted pattern to determine if the platens are to be replaced or not. This check should be carried out away from the storm park position on rail that is well used, and at multiple locations to properly
ENGINEERING 52 І Australian Bulk Handling Review: September/October 2023
Figure 4: A rail clamp mechanism that has reached the end of its travel.
Figure 3: A view of a rail clamp jaw that has minimal contact with its rail.
check the condition of the rail and alignment of the clamp.

Conclusion
Rail clamps are an important component of rail mounted material handling machine restraint especially with the increasingly common requirement that the rail clamps, working with the service brakes, can restrain a machine in higher winds even up to a full storm wind event without the need to move to a storm park location. Not only is this increased requirement being used in the design criteria of new machines, but existing machines are also being retrofitted with rail clamps and machines that already have rail clamps are being fitted with larger units to provide additional restraint.
Where it is available, the increased function of storm restraint capable rail clamps is being incorporated into site operations and they must be
expected to work when their assistance is required. It is critical that the rail clamp manufacturers maintenance instructions are adhered to, that rail clamp maintainers are well trained
to carry out the appropriate checks and that their findings are acted upon to ensure continued reliable operation of rail clamps and safety of the machine.
PROACTIVE TODAY PRODUCTIVE TOMORROW visit us at kinder.com.au
Figure 5: Four rail clamp platen test papers.
Leveraging unrealised value through characterisation
Engineered-in material handling problems are responsible for significant unrealised value in mineral processing plants. Corin Holmes explains why a shift in the way that designers undertake projects is necessary.

A LACK OF AWARENESS OF BULK material handling science and how important it is, especially in early design stages is at the root of many material handling problems. Mineral processes add value to mined raw feedstock through physical and chemical transformations in unit operations, but only if the material can flow.
To achieve design throughput requires quantification of flow properties to support the necessary customised equipment designs. Too often, assumptions of a material’s properties are used as the basis for conceptual and even detail design. This is especially true for hazardous materials like uranium ore, for which the additional precautions, costs, and time necessary for safe handling are often used to rationalise bypassing testing.
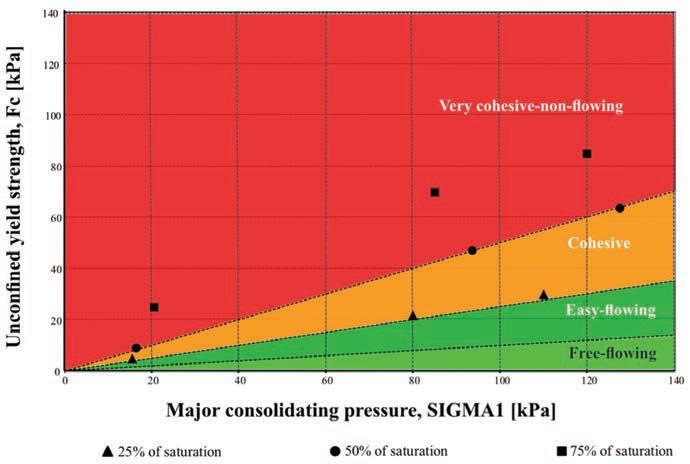
In a study preformed over 30 years ago, the Rand Corporation reported that in 80 per cent of projects involving raw (unrefined) bulk solids typical performance was 40 to 50 per cent of

design capacity without additional capital investment (Merrow, 1986). They reported that even with further investment, some solids processing facilities could not reach more than 80 per cent of design and those that did required 24 to 60 months. While it might be reasonable to expect that progress has been made over the decades and industry has improved its track-record, subsequent studies have shown that the issue persists (Merrow, 1995, 2000; McNulty, 2004; Imrie, 2006; Duinker, 2015; Nikolopoulos, 2019). Although there are some notorious examples of costly failures due to solids handling problems (on the order of $2B capital expenditure, less than 50 per cent of design throughput, sold for 15 per cent of investment), there are innumerable examples of processes that are limping along tolerating undesirably low production and whose investors are receiving lower than expected returns.
The studies conclude that the root cause of the projects’ inability to meet
Note:
The advice here is of a general nature. Specific solutions are very sensitive to their circumstances; therefore, you should consult with a specialist in the area before proceeding.
design capacity is problems associated with handling (storage and movement) of bulk solids. The flowsheet for a mineral process combines different unit operations, each designed to modify the product from the prior step either physically or chemically. The ore moves through the process and each progressively more valuable unique intermediate product is collected, transported, and fed into the next unit. But the carefully added value can be quickly destroyed if flow between operations is interrupted. In a recent article, Independent Project Analysis (IPA) (Nikolopoulos, 2019) studied 1500 projects that involve at least one physical or chemical process step that is new in commercial that fits most steps in process plant. They report that 40 per cent of the projects they looked at failed to meet their respective operational and business objectives, and less than 20 per cent met their key performance metrics. As an example of the study results, a plant with only three process steps featuring a raw (unrefined) solid a throughput rate of only 50 per cent of name-plate capacity. The result is idle or under-utilised capital, and ultimately reduced production and disappointing return on investment.
If technology to predict and design out handling problems were not available, it would be understandable that so many project teams seem to expect that material
ENGINEERING 54 І Australian Bulk Handling Review: September/October 2023
Figure 1: Example of continuous flow cohesive strength results at three moisture contents with Jenike flowability classifications
handling problems are inevitable in such processes. However, the technology does exist (and has existed for over a half a century) to prevent such problems. The challenge is not a technological one, but rather one that stems from lack of awareness and faulty assumptions.
Very few engineering curricula around the world include a study of bulk solids. Many early-career engineers do not have sufficient exposure or experience to recognise and implement proper bulk material handling science in the design process. Design decisions are made without considering the handling characteristics of the ore(s), intermediate products, additives, and waste products, but rather are based on other factors, such as space constraints, cost minimisation, etc. Fortunately, or unfortunately, most experience gained regarding bulk solids is through trial and error (school of hard knocks). While such experience might be better than no experience, rarely does it
provide a deep enough understanding to ensure trouble-free operations. Too often ‘standard’ or ‘library’ designs are used without giving consideration to the unique characteristics of the specific materials, or the handling conditions and problems that are engineered-in during the design phase are very difficult and costly to rectify.

Successful projects incorporate appropriate bulk solids handling considerations early in the project, thereby avoiding costly future problems. Measuring flow properties of an ore is typically the first step in this process.








A mineral processing project’s likelihood for success hinges on reliable feed of bulk solids into and out of the unit processes. Flowability is defined as the ability of a bulk solid to flow through a given equipment reliably. It considers the relationship of the material itself to the equipment in which it is to be handled. A poor-flowing, difficultto-handle material may be reliably
handled in properly designed equipment while an easy-flowing material may exhibit flow problems in incorrectly designed equipment (Pittenger, Carson, & Griffin, 2008).
The reliability of flow is contingent upon the equipment design being matched to all of the bulk materials it will handle over the full range of conditions to which they will be exposed (Khambekar, Rulff, & Cabrejos, 2009). It is therefore very important to select/prepare representative material samples for testing and to design a purposeful test program that represents the full range of conditions being considered. For example a number of samples containing a range of expected moisture contents might be tested. Storage time at rest (the time material will be stored without any movement) should be simulated in the tests. The measured data can be used in flow modelling and conceptual design at early project stages to improve the flowsheet if required.
Scan me on your Phone for more information PHONE: 1300 400 MPS WWW.MPSAUS.COM.AU AVAILABLE IN: WA NT SA QLD NSW TAS VIC sales@mps.com.au ONE OF THE WORLD’S LARGEST STOCKS OF PREMIUM, TELESTACK BULK MATERIALS HANDLING EQUIPMENT
Figure 1 illustrates the results of cohesive strength tests simulating continuous flow conducted on a material at 25, 50, and 75 per cent of its saturation moisture content. The figure indicates the original flowability classifications as proposed by Jenike (1964, revised 1976) and demonstrates that this material changes from being on the border between easy-flowing and cohesive to being very cohesive as moisture content increases.
The change in cohesive strength, resulting from moisture content variation alone, underlines the need to characterise the material across the full range of expected conditions to identify material flow risks and to properly design the material handling equipment.
Flow properties and design
Flow properties are a powerful asset that can be used in an iterative process to help define/refine the flow sheet and to keep future engineering decisions aligned with achieving reliable bulk solids flow.
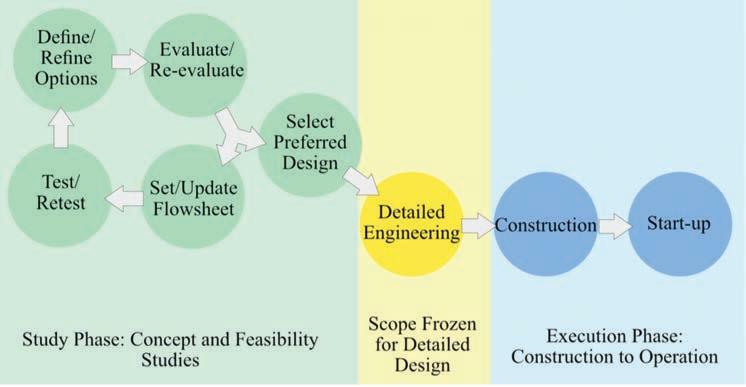
Designing materials handling systems in parallel with the processes they will support imitates most engineering project execution, which permits optimisation of the overall system by allowing integral units to impact each other. Early on, designers have a great deal of influence over the project with a very favourable cost ratio to implement changes. As the project progresses, plans become more locked in, until the scope is frozen in order to finalise the detailed design. Up until this point, the impact of bad design is only on paper and has not negatively affected the project.
Taking the design of a storage bin as an example, the iterative design process would be as described as follows. In the first step, we gather information regarding the objectives of the system and its requirements, design constraints, and operating conditions. Based on this information, we set the test program and measure the corresponding flow properties. The test results will inform the appropriate flow pattern and geometrical requirements of the bin. Design parameters include the outlet size (required to achieve the desired flow rate, prevent cohesive and interlocking arching, and rathole formation), the hopper wall slope (required to ensure
the appropriate flow pattern), and the overall bin size (required to achieve the desired capacity). These in turn will inform choices regarding potential feeder and liner types and requirements. Other considerations such as total system height, maintenance requirements, abrasive wear, liner attachment method and ease of replacement, robustness of design, need for further testing or modelling, plant preferences/standards, complication of design/operation, access to trained personnel, and other flow considerations e.g. multiple hopper interaction, compromises, etc. will play into the evaluation of options. If this iteration provides cost effective options that meet all requirements, the final steps of selecting the preferred option and conducting the detail design can be undertaken. This includes determination of loads, structural design, and deciding details for access doors, poke holes, instrumentation ports, and mating flanges. If none of the options prove favourable, it may be necessary to make some concessions in the flowsheet and commence a further round in the iterative design process. For example, perhaps we can add an additional process step such as a dryer or a pelletiser to alter the bulk solids’ conditions. Or perhaps we can reduce storage time at rest in the bin by moving to a continuous process instead of batch or by changing the frequency of the product shipment to daily instead of weekly. Perhaps gravity discharge from a bin is impractical and a mechanical method will be required to move the bulk
solid. Clearly, these types of decisions can have significant implications for the whole project.
Conclusion
It is critical, for successful design of material handling systems, to consider the flow properties of the bulk material(s) to be stored, under the conditions that will be present in the system. Standards exist for measuring these properties and design methods exist that provide guidelines for their use in the design of storage systems to prevent flow problems and ensure reliable discharge. If these guidelines are followed at the early stage of a new system (or modifications to an existing system), it can have a substantial positive effect on the economics of the project. It sounds simple, but a shift in the way that designers undertake projects is required. Designers need to view bulk material handling elements as part of the process itself instead of as an afterthought. The cost of change in the design phase is consistently less expensive than trying to rectify an issue later in the project timeline. All design considerations and decisions should be tested against the question: ‘What does this mean for flow?’ to reduce risk, start up on time, save capital, and achieve design rates.
Do you have a bulk solids handling question?
Jenike & Johanson has developed the science of bulk solids flow and specialises in applying it to solving the most challenging bulk solids handling problems. So why not put them to the test with your question? The harder, the better.

56 І Australian Bulk Handling Review: September/October 2023 ENGINEERING
READY-MADE
Figure 2: Iterative system design process related to overall project timeline.




SUBSCRIBE TODAY Australia’s only publication 100%-focused on bulk solids handling. Australian Bulk Handling Review covers conveyors, silos, engineering, dust control, powder handling, weighing, pneumatics and much more, in industries such as mining and metals, ports and terminals, grain, fertiliser, sugar, salt, foods, milling, resins, cement and woodchips. 1 year $99.00 (inc GST) 6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide 2 years $179.00 (inc GST) 12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide Subscribe today: www.bulkhandlingreview.com/subscribe www.bulkhandlingreview.com VOLUME28,ISSUE3 | MAY/JUNE2022 In this issue: Specialsilofeature ThayerScaleentersAUmarket Fendersandmooringsystems KK-0435 READY-MADE SOLUTIONS See the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems ©2022 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. FILL CONDITION UNLOAD Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements. Patented TWIN-CENTREPOST™ models maximise strength, accessibility to bag loops and economy. Cantilevered REAR-POST models allow pass-through roller conveyors. SWING-DOWN® models pivot the fill-head to the operator at floor level for quick, easy and safe spout connections. Optional mechanical and pneumatic conveyors. Opposing hydraulic rams drive contoured conditioning plates to crush and loosen solidified bulk material safely and easily. Bulk bags can be raised, lowered and rotated to allow complete conditioning of the entire bag through the use of automated turntables and scissor lifts, or electric hoist and trolley assemblies. Offered as standalone units for loading with forklift or electric hoist and trolley, or integrated with bulk bag dischargers for reduced cost, footprint and loading time. Condition, de-lump, screen, feed, weigh batch, combine with liquids, and convey as you discharge, with a custom-integrated, performance-guaranteed, dust-free discharger system. Offered as stand-alone units for loading with forklift or electric hoist and trolley, split frames for low headroom areas, economical half frames and mobile frames. All available with mechanical and pneumatic conveyors, flow promotion devices, bag dump access, automated weigh batching packages, and much more. Fill one bulk bag per week or 20 per hour with REAR-POST, TWIN-CENTREPOST™, and SWING-DOWN® Bulk Bag Fillers Loosen material solidified in bulk bags during storage and shipment with BLOCK-BUSTER® Bulk Bag Conditioners Save time, money and space with BULK-OUT Multi-Function Bulk Bag Dischargers and Weigh Batching Stations Stand-aloneunitstocomplete,automatedsystemsintegrated withmechanicalandpneumaticconveyors ToYourSpecificBulkBagHandlingProblem AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICAUK SPAIN FRANCE GERMANY +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 KK-0435_ReadyMade_20220408_1540.indd 1 4/8/22 3:39 PM www.bulkhandlingreview.com VOLUME 28, ISSUE 7 | MARCH/APRIL 2023 In this issue: Belts and idlers Safety feature Conveyor components
Industrial applications of numerical modelling in bulk materials handling
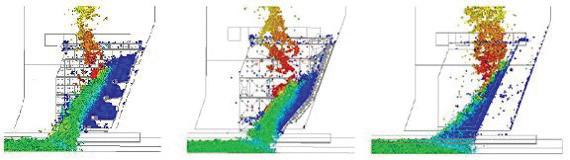
Dr Bin Chen, Engineering Manager of TUNRA Bulk Solids, discusses the use of numerical simulations to solve industrial problems.
BULK MATERIALS HANDLING operations perform a crucial function in the mining industry and port facilities. It is important that the storage and handling systems be designed and operated to achieve maximum efficiency and reliability. With the advancement of simulation techniques and computer power, Discrete Element Method (DEM) and Smoothed Particle Hydrodynamics (SPH) have been widely used across a range of applications to simulate increasingly complex processes and geometries. The utilisation of extensive numerical modelling has gained growing significance in addressing industrial challenges, particularly in enhancing the design and operational efficiency of bulk materials handling equipment A series of case studies of industrial applications of numerical simulations are presented, including analysis of transfer chute material hang-up and rhino horning, belt wear, hopper wall loads and scrubber chute flow.
Discrete Element Method (DEM) Modelling
DEM is a numerical method that can be used to simulate the flow of granular bulk solids, with the basic principle being to model each individual particle as a separate entity that can undergo a range of forces as observed in reality. These forces typically include gravity and contact forces with other particles and walls, as well as cohesive and adhesive forces if the bulk solid is cohesive in nature. Calculations of the forces, and resulting displacements, are made for every particle at very small time steps throughout the simulation. As a result, DEM simulations are often computationally intensive. Although DEM has seen a significant increase in usage over the past few decades,
undoubtedly, the accurate calibration and selection of DEM parameters represent crucial steps in the simulation procedure. The DEM modelling parameters can be selected based on an interpretation of the measured flow properties of the bulk material, calibration testing results, and/or site observation/feedback. These properties, which are commonly measured at TUNRA Bulk Solids’ laboratory, include loose poured bulk density, wall friction/adhesion, internal shear angle, particle size distribution, angle of repose, dynamic build-up among others.
DEM case study 1: Increasing the reliability of iron ore chutes
Two chutes, namely CVR123/023 and CVR223/023, experienced problems such as ore accumulation leading to unscheduled downtime and failure of impact idlers on the receiving conveyor due to unfavourable loading conditions. This project unfolded in two phases: Initially, TUNRA was engaged to review the new design already under implementation. Subsequently, Phase 2 involved proposed modifications to the inserted component installed in Phase 1.
Challenges
The new design aimed to transition
from a rock-box chute to a sliding chute to accommodate changes in material properties. TUNRA employed DEM simulations utilising parameters derived from flow properties data, field experience, and site feedback. Calibration, a crucial consideration, was undertaken in collaboration with field experts to accurately replicate material flow. The review showed that the proposed lower insert design exhibited reduced build-up, but the inclination angle of the lower wall was inadequate for the specific material. This would likely lead to buildup, resulting in additional maintenance and affecting loading onto the receiving conveyor for sticky materials. The concurrent implementation of the review and modifications due to project timeline constraints meant that the findings only served as risk mitigation in Phase 1, paving the way for Phase 2’s focus on further chute improvement.
Solution
Phase 2 yielded enhanced reliability through key modifications: Optimal selection of the rear wall slope angle to facilitate flow and minimise build-up.
• Enhanced convergence of insert side walls and higher loading on the insert to better control ore discharge.
MODELLING 58 І Australian Bulk Handling Review: September/October 2023
Figure 1: Section view showing the flow of sticky ore through the chute (a) initial Design (b) Phase 1 improvement (3rd party) (c) Phase 2 improvement (TUNRA).
Extending the lower insert to improve soft loading and loading symmetry, as the gap between the insert’s bottom and the receiving conveyor’s top was deemed excessive.
To illustrate these alterations, Figure 1 depicts the three chutes: the original design, the initial redesign proposal, and the improvements proposed in Phase 2.
Outcomes
The improved performance was subsequently verified on site, as shown in the graph below:
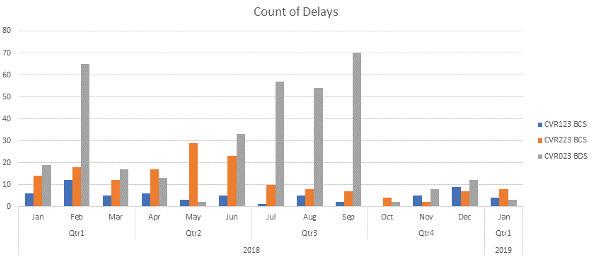
DEM case study 2: Reducing wear of a coal reclaimer
AIRFLOW P
SENSOR FOR VOLUME FLOW MEASUREMENT


• Powder
• Dust
• Granules
• Bins
belt feeder
Belts undergo various forms of damage during operation, with wear being a prominent cause of belt failure. Extensive research has demonstrated that wear resistance is contingent upon material properties and external wear conditions, including normal pressure. This case study focuses on analysing the wear of feeder belts within a coal reclaimer.
• Feeders
• Conveyers
• Mixers
MAXXFLOW HTC
FLOW MEASUREMENT FOR DRY BULK SOLIDS


• Powder
• Dust
• Granules
• High Temperature
• High Pressure
M-SENSE 3
ONLINE MOISTURE & PROCESS TEMPERATURE MEASUREMENT WITH FLOW DETECTION


• Powder
• Dust
• Granules
• Bins
AIRSAFE

• Feeders
• Conveyers
• Mixers
CONTINUOUS AMBIENT AIR DUST MONITORING

• Powder
• Dust
• Granules
• High Temperature
• High Pressure
• Non Contact
DETECTION OF SILICA DUST
 Figure 2: Number of events causing delays (specifically chutes CVR123/023 and CVR223/023).
Figure 2: Number of events causing delays (specifically chutes CVR123/023 and CVR223/023).
Original Design Impact Intensity Contour Shear Intensity Contour Redesign Feeder Direction Feeder Direction 1300 363
SOLUTIONS sales@bintech.com.au
Figure 3: Impact and Shear intensity contours for each feeder belt under the trouser legs of the transfer chute for the original design and the redesign.
163 DRY SOLID FLOW
www.bintech.com.au
SWR ENGINEERING BINTECH SYSTEMS
NEW
DEM simulations yielded diverse post-simulation results. Selected results closely aligned with the wear model, and decreasing these values was expected to mitigate feeder belt wear. Visual comparison through surface contours was also possible. Shear and impact intensity surface contours were compared between the original design and the redesign, highlighting wear reduction due to flow insert inclusion. Asymmetrical wear in the existing design was attributed to non-central loading, which was mitigated by the flow inserts.
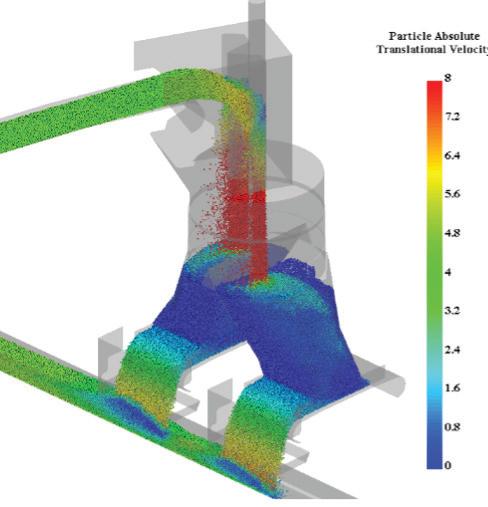
Recommended flow inserts were integrated into the reclaimer’s trouser legs, with wear data collected. Flow inserts perpendicular to the flow were not extended across the entire opening of the trouser leg due to preassembly requirements. Photos of preassembled and installed inserts are shown in Figure 4. On-site data for the original design indicated 5.3 mm top cover wear over 3.2 million tonnes of handled coal. Following flow insert installation, new data demonstrated 1.0 mm top cover wear over 3.0 million tonnes of coal. Feeder belt details remained constant. Wear rate comparison revealed 1.65 x 10-6 mm per million tonnes for the original design and 0.33 x 10-6 mm per million tonnes after insert installation, signifying an approximate 80% reduction in wear.
DEM case study 3: Hopper wall loads caused by eccentric discharge
In the context of a case study, Discrete Element Method (DEM) simulations were employed to forecast pressure distributions along the circumferential direction of a hopper during material discharge from a three-legged hopper configuration. In comparison to cylindrical sections where eccentric loads on vertical walls can be estimated via established standards, such as Australia Standard AS3774 (1996) and Eurocode EN 1991-4 (2006), assessing eccentric loads in hoppers poses increased complexity due to non-vertical walls.
One leg chute in operation
Wall loads were investigated during material discharge from only one leg chute, with DEM simulations conducted. The discharge occurred through an offset flow channel, forming stationary material on the opposite side of the hopper walls, away from the operational

chute. Near the hopper bottom, higher normal forces were observed on the far side compared to the near side. This phenomenon was reminiscent of findings in cylindrical sections and aligned with the asymmetric material flow patterns induced by eccentric discharge, affecting the structural integrity of the hopper. The upper section’s normal wall loads were relatively uniform, indicating diminished influence from eccentric discharge at the hopper’s upper periphery.
Two leg chutes in operation
Material discharge involved two leg chutes in the hopper, featuring a larger flow channel area than the singleleg chute scenario. Similar trends to the single-leg chute case were observed, with higher loads on the far side near the hopper bottom. The eccentric discharge effect was again evident, impacting normal pressure distributions around the hopper’s periphery. Notably, the extended flow
FEATURE 60 І Australian Bulk Handling Review: September/October 2023
Figure 4: Isometric view of the flow through the reclaimer using DEM modelling (left) and flow insert installed into the trouser legs of the transfer chute (right).
a) Side View 1 Figure 5: Configuration of the Simulated Hopper.
b) Side View 2 (c) Plan View
channel in this configuration reduced pressure over a larger circumferential range, owing to the doubled flow channel area resulting from dualleg discharge.
These DEM-based findings highlight the non-uniformity and eccentricity in wall load distributions during eccentric discharge scenarios in hoppers, particularly near the hopper bottom. These variations emphasise the necessity of accounting for eccentric discharge-induced stress non-uniformities when designing hoppers. These insights contribute to an enhanced understanding of eccentric load behaviour in hoppers.
Smoothed Particle Hydrodynamics (SPH) modelling
Smoothed Particle Hydrodynamics (SPH) is commonly utilised to simulate continuum media mechanics, employing the Navier-Stokes equations for viscous fluid motion. A two-phase model, encompassing water and sediments
based on the Herschel-BuckleyPapanastasiou model, was employed for flow behaviour modelling. The water phase utilised established macro parameters (density and viscosity), while the solids phase necessitated parameter calibration, including yield stress, power law index, density, and viscosity.
SPH case study: Optimisation of wet screening operation
A wet screening process required refinement due to observed loading bias of slurry onto one side of screens, potentially hindering the screening process and product moisture levels. Focus was on material flow from scrubber to screen deck, involving a wet scrubber followed by a chute discharging onto a wet screen.
Simulation illustrated biased solid flow towards the northern screen side, aligning with site observations. Comparisons between physical and simulated cases indicated analogous flow characteristics over the weir,
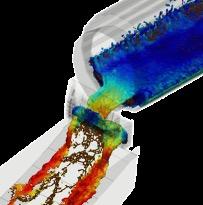
particularly in the turbulent region. Notably, discrepancies existed in the model’s representation of reverse flow and droplets compared to site images, attributed to computational limitations.
Given promising preliminary observations, the SPH model underwent additional analysis as a foundation for subsequent designs. Throughput control volumes were implemented for loading analysis, unveiling northern loading biases of 65 per cent through the weir, peaking at 85 per cent at the centre control position, and decreasing to 60 per cent at the chute exit.
Subsequent design improvements were pursued based on SPH model findings. A revised chute geometry showcased a significant reduction in biased loading throughout the chute and onto the screen. This optimised design is poised for installation on-site, following the assessment of SPH baseline model validity and the ensuing modifications.
Conclusion
The realm of bulk materials handling operations holds a pivotal role within the mining industry and port facilities. The design and operation of storage and handling systems bear profound implications for achieving optimal efficiency and reliability. As simulation techniques and computational capacities have advanced, DEM and SPH have emerged as instrumental tools, finding diverse applications to unravel complexities in processes and geometries. The escalating significance of extensive numerical modelling is evident in its capacity to tackle industrial challenges, thereby augmenting the design and operational efficiency of bulk materials handling equipment.
The three DEM case studies underline the method’s application in elevating the reliability of iron ore chutes, diminishing wear on coal reclaimer belt feeders, and eccentric discharge-induced hopper wall loads. The SPH case study spotlights its role in optimising wet screening operations. In synthesis, the comprehensive exploration of numerical simulations within the context of industrial materials handling reinforces their transformative potential.
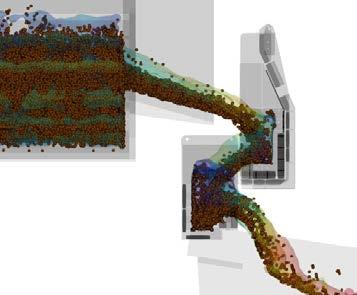
Australian Bulk Handling Review: September/October 2023 І 61
0 2 4 6 8 10 12 0 20406080 Height from hopper bottom (m) Normal pressure (kPa) Flow (Discharge) - Near Side Flow (Discharge) - Far Side 0 20 40 60 80 Near side Far side
Figure 6: Numerical Results for Normal Pressure during Eccentric Discharge (Left) and Pressure Distribution around Hopper Periphery at Hopper Bottom. (Right) - One Leg Chute Discharging
Figure 8: Baseline SPH scrubber model.
Figure 9: Location of throughput analysis boxes.
MEMBER PROFILE: Jacob Stecher
ABHR spoke to Jacob Stecher, principal engineer and director of Fraser-Lever consulting engineers and member of the Australian Society of Bulk Solids Handling (ASBSH).

I have been a member of ASBSH since… 2018.
I am a member of ASBSH because… I feel the industry needs a uniting entity to better share learnings, experience, mentor and promote innovation. The bulk materials handling industry and mining industry is typically conservative and as a result it is difficult to commercialise new concepts and products. As the ASBSH is part of Engineers Australia, it should be seen as a trusted society.
I got into bulk handling because... as a result of the demise of manufacturing in Australia, I felt I needed to transition to the predominate industry in the country – mining. I was fortunate to end up in a small engineering business that specialised in the design and construction of unique and bespoke materials handling solutions.
I am currently researching… with a company on modular conveyor systems, as well as redesigning the hydraulics on a SIL rated truck loading gate.
The ASBSH’s mission is to enhance the discipline of bulk solids handling through research, education and sound engineering practice. It aims to promote cooperation between universities, research establishments, consultants, equipment manufacturers & suppliers and industrial users.
The Society also aims to encourage research and development, technology transfer and training. It holds national and international conferences at regular intervals.
I love my current work because... it gives me the opportunity to shape my career. I enjoy the business development (sales and systems) as well as the engineering. In this position I am fortunate to be exposed to a large variety of engineering and business opportunities. I also love the fact that I have a built a strong network of colleagues that I can call upon to discuss problems and hopefully find the right solution. all aspects of project execution.
In my role it’s important to... understand the fundamentals of what is being designed in a practical sense. Understanding the real-world problem, comes from a career of getting your hands dirty on site or in the workshop. In the principal engineer role, it is
essential to convey this exposure to younger engineers as part of the mentoring process.
The project I am most proud of is... the Runway Upgrade Platform (RUP) that was designed and built for Boyne Smelters. Our small team started with a blank sheet of paper and ended up with a commissioned machine 8 months later. The RUP was a 135 tonne, two storey, construction platform that contained 35 drives, fold out and roll platforms, davits, monorails, HVAC systems, crib room, air scrubbers to create breathable air, 15T of fibreglass insulation and a dedicated truck with generators to power the platform. The RUP allowed a team of approximately 10 men to work above the live potline at Boyne Smelters. There are a huge number of challenges for designing equipment in a pot line that made the project so much more challenging.
The most valuable lesson I have learned is … to listen. Listening to clients, fellow engineers, mentors, etc. If you do not listen and understand what is being asked, then the brief is often misunderstood, or incorrect assumptions are made. This leads to unnecessary rework and cost.
My plans for the future are … to grow the bulk materials handling side of our business. We have significant experience in our team in both design and construction that we haven’t capitalised on yet. Our focus is to assist our clients in brownfield upgrades, modifications and to provide inventive solutions to unique problems.
When I am not working you will probably find me...
enjoying my family. I get out four or five times a week to swim with a masters squad and we get out and compete in oceans swims. I am also about to start restoring a Historic Formula 3 open wheel race car.
MEMBER PROFILE 62 І Australian Bulk Handling Review: September/October 2023
SUBSCRIBE
To Australia’s only publication 100%-focused on bulk solids handling. It covers conveyors, silos, engineering, dust control, powder handling, weighing, pneumatics and much more, in industries such as mining and metals, ports and terminals, grain, fertiliser, sugar, salt, foods, milling, resins, cement and woodchips.

1 year $99.00 (inc GST)
6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide
2 years $179.00 (inc GST)
12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide

www.bulkhandlingreview.com VOLUME28,ISSUE7 | MARCH/APRIL2023 In this issue: Belts and idlers Safetyfeature Conveyorcomponents Inthisissue: Australian2023ConveyorShowcase madebulkequipment Figuringoutfeedmanagement www.bulkhandlingreview.com VOLUME28,ISSUE4 | JULY/AUGUST2023 ADVERTISERS INDEX
Advertiser Page Transmin FC Continental IFC Regal Rexnord 5 SEW-Eurodrive 7 Dyna Engineering 9 ESS Engineering Services and Supplies 11 Oli Vibration .................................................................... 13 4B Australia 17 Nelson Silos 19 Tecweigh 21 HE Silos 27 TUNRA Bulk Solids Handling Research Associates 29 Page Macrae Engineering 31 Concetti ........................................................................... 35 Netter Vibration 37 Kotzur Bulk Solids 39 Flowforce Technologies 41 Packweigh Equipment 43 Jenike & Johanson 45 Aspec Engineering 49 Aerobelt Australia ........................................................... 51 Kinder Australia 53 Astec Engineering 55 Bintech Systems 59 Flexicon Corporation 64 AD INDEX Subscribe today: www.bulkhandlingreview.com/subscribe
Fill one bulk bag per week or 20 per hour at the lowest cost per bag
Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements
FILLER FOR PALLET
JACK BAG REMOVAL
Low profile version of patented TWIN-CENTREPOST™ filler allows removal of filled bags using a pallet jack, eliminating the need for a forklift or roller conveyor. Low cost standard models offered with many performance options.
BULK BAG FILLER USES PLANT SCALE
Full length forklifting tubes allow positioning of this TWINCENTREPOST™ filler model on a plant scale as needed, allowing you to fill by weight without investing in load cells and automated controls.
FILLERS WITH AUTOMATED FEEDING SYSTEMS
Every Flexicon filler is offered with pneumatic (shown) or mechanical (bottom right) feeding/weighing systems, as well as inlet adapters to interface with optional overhead storage vessels.
COMBINATION
BULK BAG/DRUM FILLER
Patented SWING-DOWN® filler features a fill head that lowers and pivots down for safe, easy bag spout connections at floor level, and a swing-arm-mounted chute for automated filling and indexing of drums.
PATENTED
SWING-DOWN® FILLER
Fill head lowers, pivots and stops in a vertically-oriented position, allowing operator to safely and quickly connect empty bags at floor level and resume automated filling and spout-cinching operations.
CANTILEVERED
REAR-POST FILLER
Offered with performance options including: powered fill head height adjustment, pneumatically retractable bag hooks, inflatable bag spout seal, dust containment vent, roller conveyor, and vibratory bag densification/deaeration system.


BASIC FILLER FOR TIGHTEST BUDGETS
A lighter-duty version of the economical TWIN-CENTREPOST™ filler, the BASIC FILLER reduces cost further still, yet has an inflatable bag spout seal and feed chute dust vent as standard, and a limited list of performance options.
PATENTED TWIN-CENTREPOST™ FILLER
Two heavy-gauge, on-centre posts boost strength and access to bag hooks while reducing cost. Standard manual fill head height adjustment, and feed chute vent for displaced dust. Numerous performance options. First filler to receive USDA acceptance.
LL-0721
©2023 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICA UK SPAIN FRANCE GERMANY +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76
SEE DETAILS
See
the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems
