
www.bulksolids.com.au www.bulkhandlingreview.com VOLUME 28, ISSUE 5 | NOVEMBER/DECEMBER 2022 In this issue: Industry outlook Conveyor maintenance The future of packaging










©2022 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the UNLOAD Condition, de-lump, batch, combine as you discharge, performance-guaranteed, discharger system. units for loading and trolley, split areas, economical frames. All pneumatic devices, bag weigh batching Save time, money Bulk Bag Dischargers Weigh Batching Stand-aloneunitstocomplete,automatedsystemsintegrated +33 (0)7 61 35 YEARS OF TRUSTED SOLUTIONS E: info@transmin.com.au | T: +61 (0)8 9270 8555 FOLLOW US ON: With highly innovative bulk materials handling solutions in over 60 countries, Transmin is a market leader providing quality equipment to the mining and processing industries. From plant to port, we service our diverse worldwide client base across mining operations handling Iron Ore, Gold, Copper, Lithium, Rare Earths and many other commodities. www.transmin.com.au WINNE R INNOVATION EXCELLENCE AWARD 2012 WINNE R C.Y O'CONNOR AWARD FOR EXCELLENCE IN 2012 OUR AWARDS





Australian Bulk Handling Review: November/December 2022 І 3 CONTENTS NOVEMBER/DECEMBER 2022 20 44 34 28 www.bulksolids.com.au www.bulkhandlingreview.com In this issue: Industry outlook Conveyor maintenance The future of packaging
YOUR
Tunra’s engineers often get asked
types of tests are recommended for a particular project.
bulk
handling,
shelf
Engineers
sampling. For the
14. 6 Industry news 14 TUNRA’s tips for developing a materials testing program that fits your project 18 Embracing automated packaging 20 AGI dryers help keep farmers flexible 22 Taking gear units to the next level 24 DELKOR delivers decisive dewatering 26 Controlling the flow 28 Taking the guesswork out of bulk handling 30 Australian innovation helps unload wagons 32 Martin Engineering goes pink for breast cancer campaign 34 Altra Motion targets Bowen Basin with Twiflex brakes 36 Bulk handling system triples production at seed lubricant plant 38 Laser focused accuracy for wagon deliveries 40 Silos provide salvation during supply chain chaos 42 VEGA’s simple radar formula for better bulk processes 60 Life study modelling Industry Outlook 44 Conveying a better way forward 46 Tracking Transmin’s 35-year success story 48 Checking the pulse of port industry 50 Feeling the industry buzz Maintenance 52 One night in Vegas leads to Minprovise innovation 54 Appropriate aligning
COVER STORY: TUNRA’S TIPS FOR DEVELOPING A MATERIALS TESTING PROGRAM THAT FITS
PROJECT
about what
As with everything else in
solids
there is no easy, off the
answer.
Shaun Reid and Priscilla Freire explain the typical project phases and testing requirements, including considerations on
full story, see page
Published by:
379 Docklands Drive
Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO Christine Clancy
E: christine.clancy@primecreative.com.au
Editor William Arnott
E: william.arnott@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager

Janine Clements
E: janine.clements@primecreative.com.au
Design Production Manager
Michelle Weston
E: michelle.weston@primecreative.com.au
Art Director
Blake Storey
Design
Louis Romero, Kerry Pert
Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
© Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any means electronic, mechanical, photocopying, recording or otherwise without the permission of the publisher.
Looking ahead to 2023
As COVID-19 restrictions around the country begin to relax, businesses have begun returning to normal.
However, this return has been anything but predictable. The ongoing conflict in Europe, torrential rain in Australia’s growing regions, and a rising cost of living has made for a tumultuous market.
It has required bulk handling businesses to change up their strategies to provide as much flexibility as possible for their customers.
In this edition of Australian Bulk Handling Review (ABHR), we speak to key decision makers in the bulk handling sector to find out how they have navigated 2022, and what their plans are for the future.
Fenner Conveyors has adopted a new, three-pillar strategy that puts focus onto people, the planet, and its customers profits. The business is targeting carbon neutrality by 2050, and has taken several steps to reduce its emissions, and the environmental impact of its products.
Part of this effort has seen the company embrace digitalisation and led to modernisation of the company’s manufacturing facilities. You can read the interview of Fenner managing director, Graham Lenz on page 44.
This edition also features a look back at Western Australian-based family business Transmin, and how it has grown over the past 35 years. ABHR spoke with the company’s management team to find out about its latest innovations and its plans for the future.
The next edition of the magazine will highlight bulk packaging, grain handling, and bet cleaners. If you would like to get involved and increase your business’ exposure in 2023, please contact Rob O’Bryan at rob.obryan@ primecreative.com.au.
XXX 4 І Australian Bulk Handling Review: November/December 2022
EDITORIAL
William Arnott
Editor - ABHR
Filling, Closing, Conveying, Palletizing, Service & Consumables • Increase production performance & reliability • Reduce manual labour issues • Increase accuracy • Reduce health & safety risk
Eriez appoints new chief operating officer

ERIEZ HAS APPOINTED
Jaisen Kohmuench to the newly created position of chief operating officer (COO), where he will manage the company’s major operations, including EriezUSA, Eriez Global Flotation and Eriez international businesses.
Kohmuench will continue to work closely with corporate executives and functional leaders to ensure Eriez’ sustained strategic growth.
Kohmuench has spent the entirety of his career with Eriez, joining the company in 2000 as a Process Engineer.
Over the past two decades, he has made significant contributions to Eriez, ascending in the organisation across multiple business areas and geographies. He most recently served as vice president-international, a position he held for three years before accepting this latest promotion to COO.
“From his earliest days in research
and development, through his role managing the U.S. Flotation group and later in an overseas assignment as managing director for Eriez-Australia, Jaisen has distinguished himself as a talented leader with tremendous financial and operational acumen,” Eriez president and CEO Lukas Guenthardt said.
“He has developed and directed immediate and long-term business plans and profitable growth initiatives across Eriez’ global magnetic, flotation and service operations sectors.”
Kohmuench is credited as an inventor on more than a dozen patents and has authored several technical papers for prominent scientific and technical journals.
“With Jaisen’s guidance and the support of his highly skilled worldwide team, Eriez is well-poised to successfully propel our business into the future,” Guenthardt said.
Eriez is a specialist in separation technologies, including magnetic separation, flotation, metal detection and material handling equipment.
Headquartered in Erie, Pennsylvania, USA, Eriez designs, manufactures, and markets on six continents through 12 wholly owned international subsidiaries and its sales representative network.
BHP to build 140 new iron ore cars in Perth
BHP HAS COMMITTED TO THE construction of more than 140 iron ore cars over the next four years at UGL’s Bassendean facility in Perth.
The initiative to assemble, weld, and commission the ore cars will help to develop Western Australia’s capability for establishing an iron ore car industry.
The news follows an independent report commissioned by the WA Government which found a strong case for establishing an iron ore railcar component part manufacturing industry.
WA Premier Mark McGowan said the state government is committed to boosting local manufacturing, local content, and local jobs.
“The key findings of the full feasibility study show that we have the capability and expertise right here in WA to manufacture iron ore railcar wagons and components,” he said.
“Making wagons locally is not only a job creator, it’s about supporting our WA businesses and ensures we continue to keep a long-term pipeline of work. It will also reduce our reliance on overseas suppliers and lower risks associated with global supply chains.”
The WA Government has also established a $15 million Local Manufacturing Investment Fund to help existing businesses build iron ore wagons locally, as part of the WA Jobs plan.
State Development, Jobs and Trade Minister Roger Cook said the WA Government is working closely with the mining industry and suppliers to create local manufacturing capability for iron ore railcar wagons at sites across the state.
“This new industry will create local jobs and establish manufacturing capability that diversifies our economy,” he said.
“We have moved a step closer in our long-term plan to bring an important element of the resources supply chain onto WA soil for the benefit of mining companies and successive generations of Western Australians.”
6 І Australian Bulk Handling Review: November/December 2022
NEWS
Jaisen Kohmuench, Eriez chief operating officer.







THREE INTRINSIC VALUES: ACCURACY, RELIABILITY AND EASE OF USE. THE 6X ®. OUT NOW! Admittedly, at first glance, you can’t tell what’s inside the new VEGAPULS 6X radar sensor: A high-precision level instrument that doesn’t care if its measuring liquids or bulk solids. Only its colour gives you a hint that it’s going to be great to use. VEGA. HOME OF VALUES. www.vega.com/radar
Joint Rhodes Ridge project gets state approval
THE WESTERN AUSTRALIAN
Government has given the green light to a joint venture between Rio Tinto and Wright Prospecting to develop the Rhodes Ridge deposits in the Pilbara region.

Rhodes Ridge is home to one of the world’s largest and highest quality undeveloped iron ore deposits, with a total resource of 6.7 billion tonnes.







The project is expected to create thousands of jobs and has the potential to underpin production of Rio Tinto’s iron ore in years to come.
“We welcome the Rhodes Ridge project and the opportunities it will bring to Western Australia,” WA Premier Mark McGowan said.
“This again reinforces our State’s
strength as an ideal location for business and investment which will grow our economy, further contributing to record sales in our resources sector and investment in infrastructure.”
The project will focus on climate, biodiversity, and heritage, with existing rail, port and power infrastructure to be used. It also includes the planned instalment of one gigawatt of renewable power assets in the Pilbara.
Rio Tinto and Wright Prospecting will work closely with Traditional Owners, the Nyiyaparli and Ngarlawangga People, to ensure sites of significant cultural, environmental, and biodiversity value are protected
The project is expected to create thousands of jobs.
as part of any future development at Rhodes Ridge.
State Development, Jobs and Trade Minister Roger Cook said the benefits of this project will extend beyond the Pilbara region in creating thousands of jobs.
“We’re committed to ensuring we continue to position ourselves as a secure and attractive destination for investment and employment,” he said.
Pilbara MLA Kevin Michel said the region is the beating heart of WA’s resources industry.
“This announcement follows the recent Western Range joint venture and shows the welcomed opportunities for workers and businesses,” Michel said.

8 І Australian Bulk Handling Review: November/December 2022 NEWS











































Women in Industry Award winners for 2022 announced

The Women in Industry Awards recognise outstanding women from across a range of industrials sectors, including in mining, transport, manufacturing, engineering, logistics, bulk handling, waste management, rail and construction and infrastructure.
WINNERS FOR THIS YEAR’S
Women in Industry Awards were announced at a gala dinner in Sydney. They are women whose achievements have inspired others within the industry and have provided invaluable guidance and support.
The event is sponsored by Atlas Copco, Weir Minerals and Komatsu.
The 2022 Women in Industry Award winners are:
SOCIAL LEADER OF THE YEAR
Recognising an individual who has significantly affected positive change within their local or regional community.
Winner: Joanne Jeffs – Fulton Hogan
Jo has quickly built the trust and respect of the community, through her authentic engagement approach, and passion for kick-starting and developing the careers of underrepresented groups in the construction industry.
During her time with Fulton Hogan, Jo has championed multiple strategies to develop and deliver best practice processes in diversity and inclusion, social procurement, Aboriginal workforce participation, workforce development and community engagement. Including, a bespoke coaching and mentoring program for the projects First Nations employees known as the ‘Kicking Goals Program’. Jo’s professional purpose is to use her industry and community connections to change lives, by creating genuine opportunities for people to thrive.
RISING STAR OF THE YEAR
Recognising an individual who has shown significant promise within their chosen industry or who has reached new goals at the start of their career.
Winner: Helen Tower – CSL Seqirus Helen Tower is a validation specialist
in the analytical science and technology function at Seqirus, the vaccinemanufacturing business of global biotechnology company CSL.
BUSINESS DEVELOPMENT SUCCESS OF THE YEAR
Recognising an individual who has created new growth opportunities that has allowed their organisation to expand and generate greater revenue.
Winner: Sage Hahn – Bio Gro Sage is the Victorian State Manager for Bio Gro, a family-owned business that is at the forefront of the circular economy. When she was promoted into the role in 2020, she identified three streams of new business opportunities. During 2021, Sage worked on creating visibility of the capability of the Bio Gro business as well as building solid customer relationships with existing and potential customers. At the end of

the 2021 financial year, the business had taken in 60,000 tonnes of product, representing a 50 per cent increase. Going in to FY22, Sage was confident that she could bring through additional volumes from metropolitan councils. At the end of the 2022 financial year, 112,000 tonnes of product was processed through the Dandenong South facility, representing an 85 per cent increase over the prior year.
INDUSTRY ADVOCACY AWARD
Recognising an individual who has helped shape a positive view of their industry and/or helped to create a policy change that benefits those working in the sector.
Winners: Nina McHardy – Fulton Hogan
Serving a purpose greater than herself, Nina is passionate about breaking down barriers for women by addressing bias and identifying opportunities for
10 І Australian Bulk Handling Review: November/December 2022 NEWS
The Women in Industry Awards celebrate excellence across several industry sectors
AUSTRALIAN FARMERS TRUST AGI
aggrowth.com | @AgGrowthIntl
Partnering with dealers and customers across Australia, AGI delivers the right combination of equipment to suit your needs: bins, augers, dryers, conveyors, and temperature monitoring.
CONTACT apac@aggrowth.com
greater female participation in the construction industry. Nina led the development of the first women’s white night-time PPE on the Australian market and was a key conduit in building partnerships between Fulton Hogan, AFLW and amateur football clubs. She is furthering Fulton Hogan’s commitment to reconciliation by driving meaningful engagement with Aboriginal and Torres Strait Islander people and businesses, advocating for positive and lasting change at both a company and industry level.
MENTOR OF THE YEAR
Recognising an individual who has demonstrated a commitment to developing female talent within their organisation or wider industry.
Winner: Danielle Bull – WesTrac
Danielle has taken on several official and unofficial mentoring arrangements with women in the business and in industry. Danielle’s mentoring is always very down to earth, relatable and honest. She wants to see others around her rise up and succeed but she doesn’t beat around the bush with saying what needs to be said, rather than what you may want to hear. Not only that, but Danielle also actively pairs up new mentor/mentee relationships within the business between people who have relatable experience they can share. Always looking for new avenues to promote success for women, Danielle Bull is driven to foster positive environments, not just at WesTrac but across the industry.
SAFETY ADVOCACY AWARD
Recognising an individual working actively to improve safety for their industry.
Winner: Barbara Pitsos – Fulton Hogan
Barbara Pitsos has been with Fulton Hogan in safety roles since 2016 and has over 11 years of experience in the civil construction industry. She currently manages a team that is committed to protecting the safety of staff and contractors, whilst working to promote and maintain the strong safety culture at Fulton Hogan. Working closely with her team, Barbara created the Stay Safe Not Silent safety campaign, a threevideo campaign that has made an
enormous impact across the business. The campaign’s objective was to start the sometimes-difficult conversations between workers about safety and worksite culture while also promoting safety in the workplace and challenging workers to think about how things can be improved. The evolving campaign has been praised by Worksafe, the wider Fulton Hogan business and workers on site for its hard hitting but relatable approach.
EXCELLENCE IN MANUFACTURING
Recognising an individual who has thought ‘outside the box’ to implement an outstanding personal contribution to their manufacturing business and the wider manufacturing community.
Winner: Rebecca Healy – Boxhead Plastics
Rebecca Healy (Bec), founder and CEO of Boxhead Plastics is a qualified Injection Mould Operator and experienced recycled polymers technician. Bec is a strong commercial leader with a personality and approach that brings people together to achieve great outcomes. The company pioneered an innovative process that successfully repurposes polypropylene car bumper bars into clever, useful, and relevant products from Australia’s growing pile of automotive plastic waste.
EXCELLENCE IN TRANSPORT
Recognising an individual who has gone above and beyond to improve and positively impact the Australian transport industry.
Winner: Frances Ross – Ross Transport
Frances Ross founded Ross Transport in 1975 with her late ex-husband Reg. Frances took over the business in 1989 with her son Alan and has always been at the helm steering an extremely successful business doing all jobs within the company operations. Still involved in the business today, Frances oversees office staff while training her granddaughter to take over the family business. Frances has always been heavily involved in the business even now at the ripe age of 81. She has taken part in the i98fm Illawarra Convoy since 2005, helping raise over $15million for
the local community and has donated almost $915,000 on behalf of the Ross Transport family until 2021.
EXCELLENCE IN ENGINEERING
Recognising an individual who has shown leadership in engineering, technological excellence and innovation.
Winner: Louise Adams – Aurecon

As Aurecon’s Group Chief Operating Officer and former CEO for Australia and New Zealand, Louise Adams is one of Australia’s highest profile female engineers. With more than 20 years’ experience as a Chartered Civil Engineer, Louise became the first female Executive Director on Aurecon’s Board in 2013. Under her leadership, which focused on inclusion and wellbeing, Aurecon continued to grow and deliver outstanding financial results during the turbulence of the pandemic. Her track record as a well-respected, empathetic and effective leader makes her a valued keynote speaker at engineering industry conferences. Louise is a passionate advocate for female leadership and equality within STEM. In 2018, she was awarded a Chief Executive Women (CEW) Scholarship to attend the Wharton Business School and is a member of Australia’s CEW group.
EXCELLENCE IN MINING
Recognising an individual who has made a positive contribution to one of the many facets of the mining industry.
Winner: Sarah Coleman – idoba Sarah Coleman is the Chief Executive Officer of idoba; a new digital transformation service business for the mining industry and beyond. Sarah is an experienced mining and management consulting executive with an impressive background spanning operations, improvement, innovation, technology, and asset management. Under Sarah’s leadership as the CEO, idoba has grown through the strategic acquisitions of Optika Solutions, Orelogy, and Atomorphis. idoba is now a leading innovation ecosystem. Sarah has been recognised for her excellence including being named as a WA Business News Top 40 Under 40, a CME Most Outstanding Young Professional female finalist and AIM WA State Owner Manager of
12 І Australian Bulk Handling Review: November/December 2022 NEWS
the Year. Sarah is passionate about challenging the traditional thinking and barriers and is driven to forge a new path for her own children and future generations in the mining industry and beyond.
EXCELLENCE IN CONSTRUCTION

Recognising an individual who has made a positive contribution to one of the many facets of the construction industry.
Winner: Sarah Marshall – Fulton Hogan
Sarah has spent her professional career spearheading positive change in the construction sector.



This includes driving infrastructure sustainability, improving the culture, reducing the stigma of mental health issues, increasing Indigenous engagement and procurement, workforce employment, skilling and training and driving improvements in gender diversity. Sarah is also a Board member of the Australian Constructors



Association (ACA) and Executive Sponsor of ACA’s Capability and Capacity Board Committee, Deputy Chair and Board Director at the Infrastructure Sustainability Council (ISC), Co-Chair of the Diversity and Inclusion committee
WOMAN OF THE YEAR
Winner: Sarah Marshall –Fulton Hogan
in
Walla, NSW Toowoomba, QLD
WA (07) 4634 4622 info@kotzur.com www.kotzur.com (02) 6029 4700 (02) 6029 4700
Bulk solids storage and handling solutions made
Australia for Australian Conditions Walla
Perth,
at Roads Australia and Chair of the CILF Capability and Capacity Group.
Sarah Marshall won the Excellence in Construction and Woman of the Year awards.
TUNRA’s tips for developing a materials testing program that fits your project
Shaun Reid and Priscilla Freire, engineers with TUNRA Bulk Solids, discuss typical project phases and testing requirements, including considerations on sampling.
TUNRA’S ENGINEERS OFTEN GET asked about what types of tests are recommended for a particular project.
As with everything else in bulk solids handling, there is no easy, off the shelf answer.
Designing effective equipment for new plant or remediation relies on the correct application of materials handling inputs. Materials testing underpins the design of a handling chain that has been optimised to address the many competing criteria involved in the system. However, the nature and extent of testing needs to be carefully considered with respect to the project or study phase and the availability of test samples as a project progresses through conceptual,
feasibility and definitive study milestones.
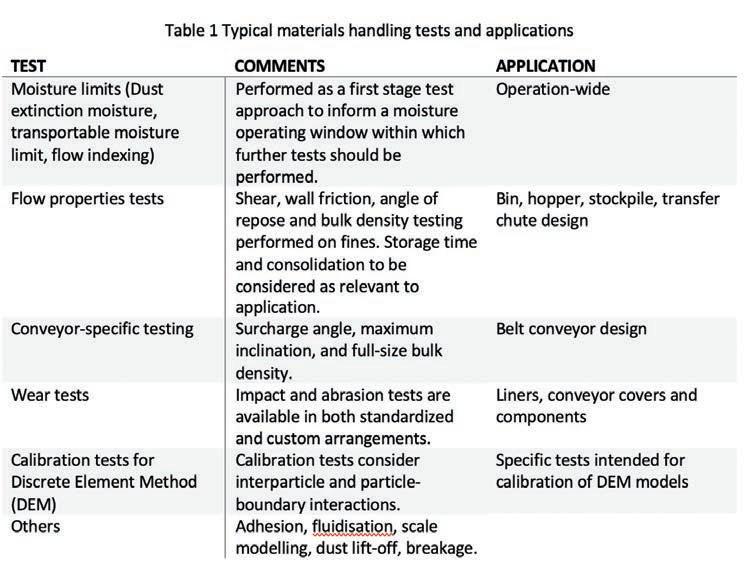
Flow properties testing has a multitude of applications within materials handling, from informing design parameters for coarse ore plant and crushing, through processing equipment and finally for the storage and transport of both product and waste fractions. These tests include mechanical tests of bulk material strength which inform chute and hopper design, particle and density characterisation, and operational tests such as those required to inform moisture limits. Table 1 shows a non-exhaustive summary of testing and applications.
Designing a testing scope without
firstly understanding the handling systems can result in unnecessary expense in budget and time. For example, high-consolidation flow properties testing may not be necessary if the data is only intended for application to low consolidation equipment such as transfer chutes. On the other hand, failing to include tests that are essential for the design of certain pieces of equipment can lead to inadequate designs prone to operational difficulties.
It is also important to assess the nature of the bulk material samples that are available to test at the given project stage. For example, if only indicative samples are available that do not closely meet the expected characteristics of the final handling fractions, then a limited testing regime may be developed to provide general guidance, with an eye to developing more detailed test data once more refined pilot samples become available
Sampling considerations
Flow properties testing is typically conducted on the ‘fines’ fraction, which stems from Andrew Jenike’s pioneering work in the 60s, where it became clear that the cohesion of bulk solids, which determines the material behaviour from a flow point of view, is dictated by the ‘fines’. It is worth noting that different testing providers may have varying definitions of ‘fines’. For reference, TUNRA Bulk Solids conducts most flow properties testing in the -4 mm size fraction.
In practice, when an engineering company wishes to undertake flow
14 І Australian Bulk Handling Review: November/December 2022 COVER STORY
properties testing to assist in either remediation of brownfield plants or in the design of greenfield plants, the first point to consider is the purpose and application of the testing results. Considerations such as: ‘what are the characteristics of the material that is handled?’ and ‘what handling conditions are developed?’ are a good starting point in understanding the need for testing and scoping out which
tests are recommended.
In terms of ‘what material is handled’, understanding the type of ore, concentrate or bulk material is not sufficient. It is also important to understand the material’s particle size distribution (PSD), how it changes throughout the plant, and the expected range of moisture contents. It is important to note that information on top-size only is insufficient, as

different materials with the same top-size may behave very differently depending on the percentage of fines they contain.
A question that often arises from the particle size distribution discussion is: ‘what percentage of fines is significant?’. The answer is not straightforward, nor can it be generalised. Factors like moisture content and the material’s ability to hold moisture are at play, as well as mineralogy. As a rule of thumb, 20 percent of -4 mm particles in the material is likely going to demonstrate sufficient cohesion such that flow properties testing is required. This percentage may be lower for materials that are naturally more cohesive and/ or are handled at higher moistures. For particularly low fines content materials, many of the traditional flow properties tests may not provide value and alternate testing approaches may need to be considered.

For brownfield projects, obtaining an appropriate sample requires consideration of time variance in

Australian Bulk Handling Review: November/December 2022 І 15
Examples of two coal samples with similar top-sizes and different fines content. The second sample is likely to show more difficult handleability.
Flow Properties Testing Laboratory at TUNRA Bulk Solids.
material properties and whether a specific material type should be targeted for testing, i.e a known troublesome ore. Sample collection opportunities within the plant must also be considered. For instance, sampling off the base of a stockpile is often inappropriate due to segregation or moisture migration. Where possible, it is recommended that sampling is undertaken from a belt or transfer with a cross-cut sampler (or similar device). Composite sample generation from multiple collections across a period of time is able to address variance in material conditions.

For greenfield projects it becomes significantly more difficult to obtain a representative sample given that the material has not yet been mined or produced. The following section includes some considerations for designing a materials handling testing scope in greenfield projects.
Flow property testing for greenfield projects
There are several nomenclatures for project phases according to different project management methodologies. However, a project delivery may be broadly categorized by conceptual, pre feasibility, feasibility, and definitive type studies.
Scoping or conceptual studies are
typically the earliest phase where basic samples may become available and preliminary materials handling testing programs can be designed. Assumptions for the plant design at this stage are based on very limited metallurgical testwork and prior knowledge of similar materials from the same geological setting. Consequently, and unsurprisingly, the level of accuracy is fairly low at this stage. Given the basic nature of available test samples, perhaps from core drilling programs, highly detailed testing may not be suitable at this point.
Pre-feasibility studies, on the other hand, are usually considerably more comprehensive, and metallurgical testwork is conducted on core samples taken from several ore types in the deposit, with the objective of aiding in the development of preliminary engineering and the flowsheet. It is also during the pre-feasibility study phase that the definition of processing parameters for equipment selection commences, and only after these initial process definitions does the handling plant start to take shape.
With a preliminary plant design available, bulk samples will ideally undergo a specifically designed pilot processing campaign to generate test samples that are good representations
of the fractions being handled in practice and upon which detailed testing and design parameters may be developed. It is also during the prefeasibility stage that the overall project viability is assessed, with capital and operating cost estimates being derived from a combination of preliminary testwork, assumptions, and vendor quotes.
From a materials handling perspective, once the preliminary flowsheet has been defined and the main processing equipment selected, details such as throughputs and size fractions can be determined. An overall idea of plant dimensions also becomes available, so that parameters for the design of belt conveyors can be defined, such as lengths, inclination angles and widths. The need for stockpiles or bins for storage or surge capacity is also defined. With the progression of the flow sheet comes the need for more detailed definition of design parameters such as critical opening dimensions and hopper halfangles. That is when detailed handling testwork should come into play, given that such design parameters are required to inform preliminary mechanical general arrangement drawings, which will be further detailed in the feasibility stage.
Final remarks
The design of effective materials handling systems requires a thorough characterisation of the bulk solid being handled and how its properties vary throughout processing. Flow properties testing techniques have been developed specifically to inform the design of critical materials handling equipment. However, the testing program should be designed with careful consideration of the project phase and sample availability.
When designing flow properties test programs for a given application, TUNRA takes the time to first review the purpose of the testing program and how it fits into the larger project picture, with its engineering team involved from project scoping and throughout delivery to ensure that materials handling needs are met.
16 І Australian Bulk Handling Review: November/December 2022 COVER STORY
Segregation at the base of the stockpile.



www.minprovise.com.au Contact Minprovise today Tel: 08 9359 6800 Email: sales@minprovise.com.au Shore Hardness 70A Fast, clean process cures in 60 minutes Bonds to fabric and steel cord belts Compatible with most scrapers and rollers Covers mechanical fasteners Immediate on-site repairs Shore compatible with most rubber belts Minimum conveyor downtime Restores stressed areas evenly Flexible and ush nish Multiple application capability No need for o site belt repairers Key Features Include: Key Benefits Include: QUICK,EASY,STRONGREPAIRSTOCONVEYORBELTS The Luwirep 70 range turns anybody into an on site belt repair specialist. Matching the Shore Hardness of most conveyor belts, repair areas retain flexibility and stay flush.
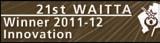
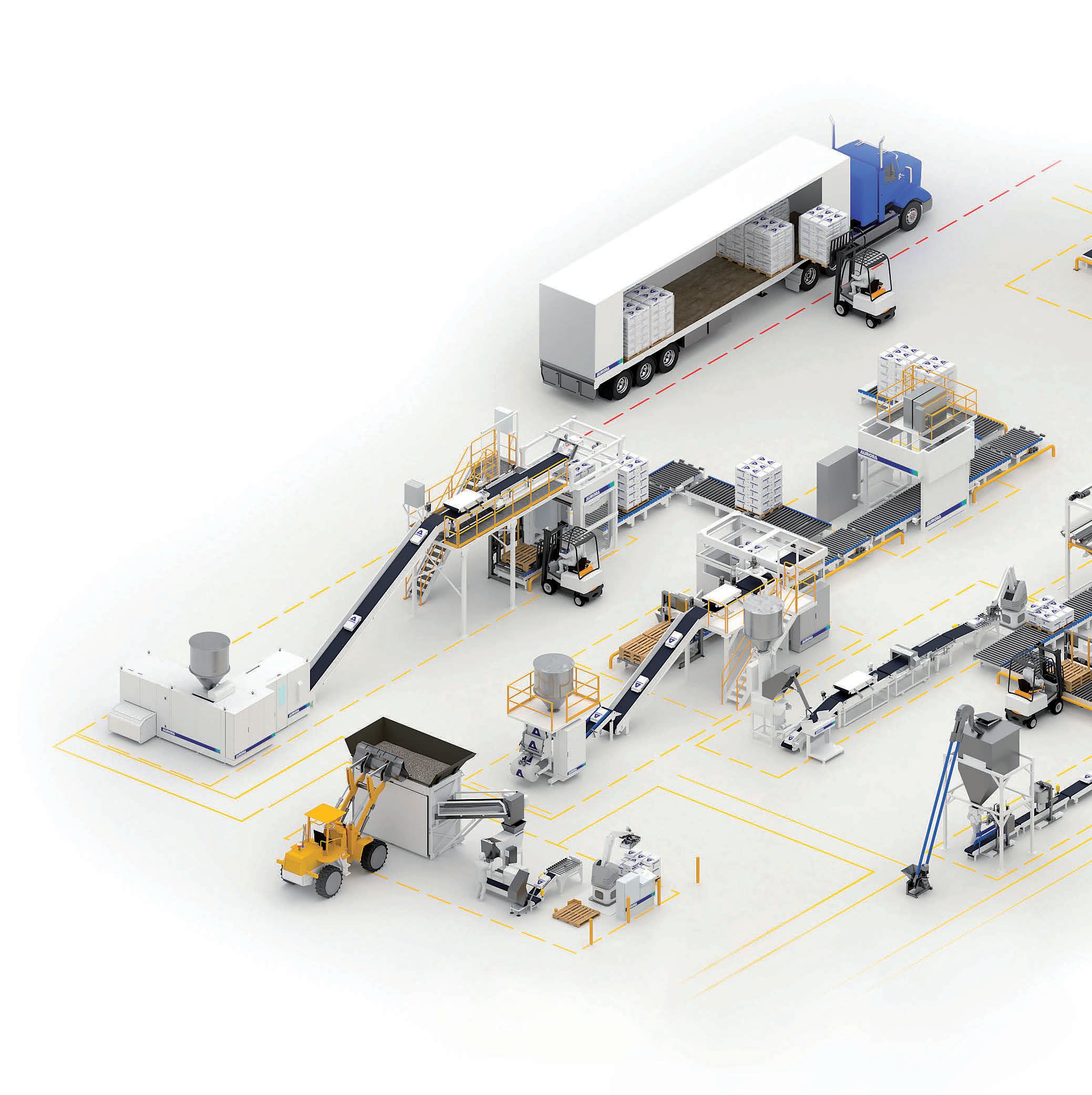
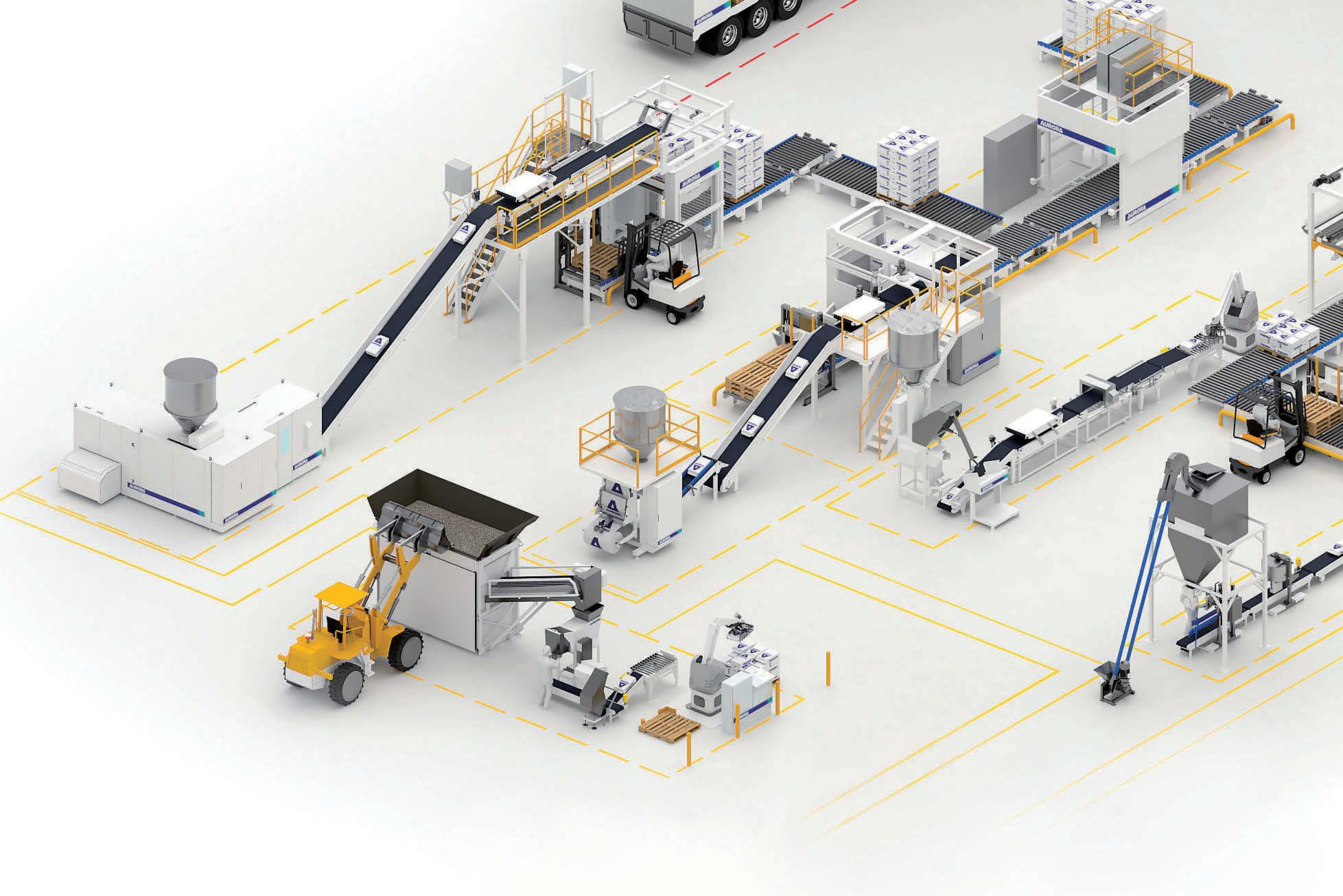
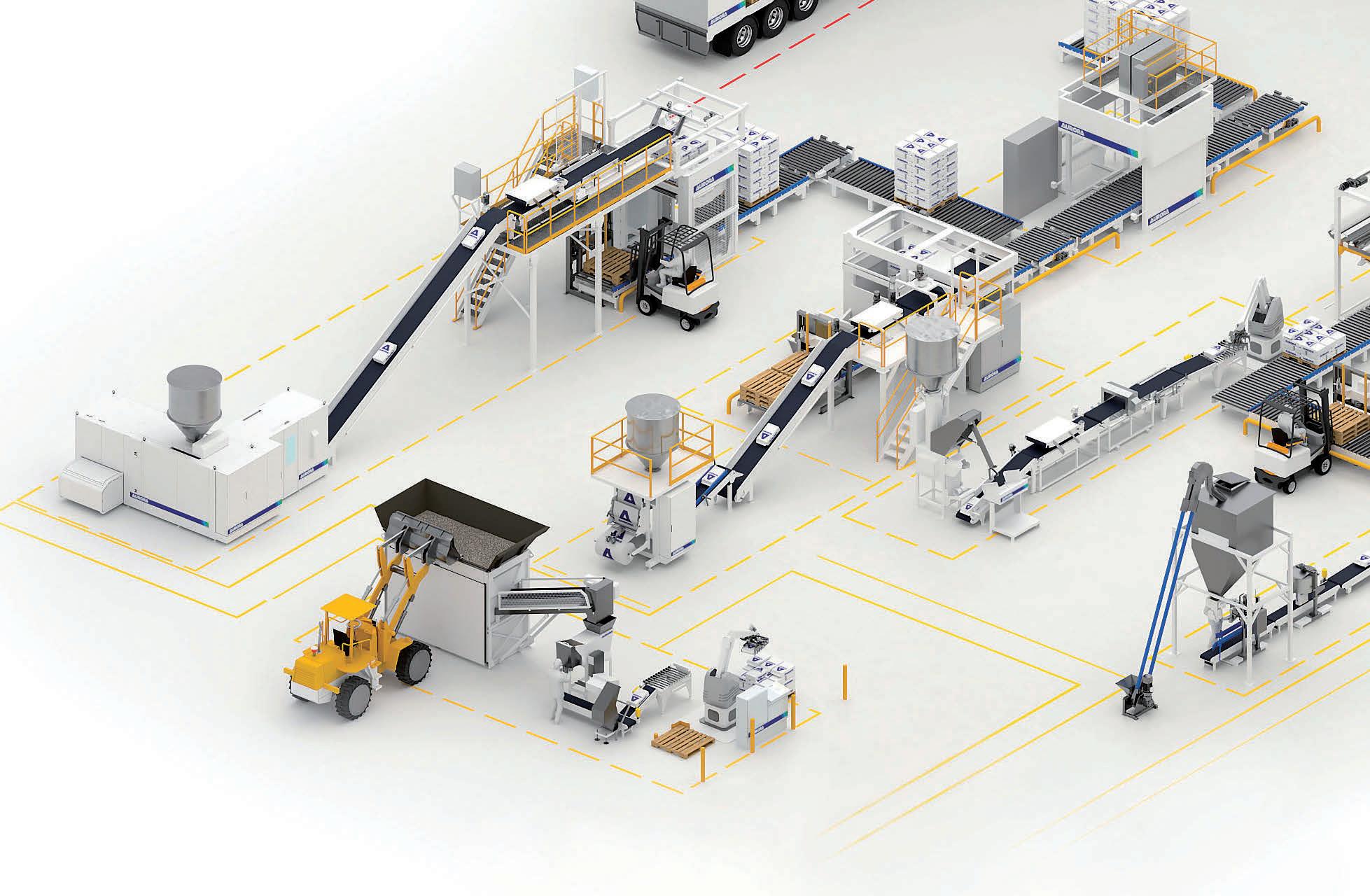
Embracing automated packaging
ABHR investigates the world of automated packaging and finds out why small-to-medium sized businesses are adopting this growing technology.
RECRUITING AND MAINTAINING
Recruiting and maintaining staff in the current labour market is a challenge, even for larger companies.
The workforce is ageing, seasonal workers are scarce and for many smallto-medium businesses it is difficult to entice new staff with highly repetitive and physically demanding work.
Braden Goddin, sales and marketing manager at Aurora Process Solutions, told ABHR that there is a need for these companies to embrace automation now, especially as demand for their products increases.

“Now is not the time for businesses to hold off on automating until the market settles down. Current shocks to the global economy are going to be in effect for a while yet and things are not going to revert to how they were,” he said.
“The sooner you integrate automation into your operation, the faster you will see a return and the easier it will be for future development.
“Making that decision requires some courage and confidence, though; but it’s better to do that now than wait until it is too late.”
Aurora works closely with small-tomedium bulk product manufacturers, particularly in rural areas. Its products include semi- and fully-automated machinery to automate the packaging, conveying, conditioning, and palletising of powder and granular materials.
The business has specific skill in in working alongside first-time automators that might have concerns about how the new equipment will affect the day-today operations. Aurora’s team will work with its clients to determine the return on investment and provide detailed insights about the benefits.
Goddin said one of the hidden advantages of automated processes is the amount of time business owners can save.
“People underestimate how much time is spent managing labour units that
are undertaking risky and repetitive tasks. Imagine if you didn’t have to manage the small micro-interruptions – the phone calls, the check-ins, etcetera,” he said.
“You also spend less time hiring, training, managing, or dealing with absences.
“That time-saving is gold for the business owner, who can now spend it growing their company, improving relationships with customers or finding new customers.
“We are certainly not advocating replacing trusted key staff or ‘doing people out of a job’. Rather, we are talking about automating repetitive and mundane
jobs that humans are not best suited for.”
Aurora has developed a network of clients across a range of industries, including grain, flour, cement, fertiliser, landscape products and stockfeed. New automators can go to see the machines in action and ask questions to better understand how automation will look in their own situation and what they can expect in the installation, training, and operation phases.
As more companies adopt automated packaging, Aurora is also looking for new methods and technologies that can make life easier for bulk handlers.
Goddin said the company uses the

18 І Australian Bulk Handling Review: November/December 2022 PACKAGING
Pallet hooding has several benefits, including improved load containment, aesthetics and protection.
feedback from its customers and lessons from industry associations to find the pain points across the sector.
“We’re in contact with leading industrial packaging companies in Europe and the United States,” he said.


“We can see what kinds of developments are happening in those
markets and start to bring them to Australia and New Zealand.”
One example is pallet hooding. A onepiece plastic hood that rapidly stretches over a pallet to secure the load in place, instead of wrapping a roll of plastic film around the pallet.
There are several benefits, including
improved load containment, aesthetics and protecting the load from water, dust, and ultra-violet light.
Aurora is also increasingly utilising cobots – robotic assistants that work in tandem with a human to improve efficiency.

Goddin said the new technologies are making packaging systems more flexible and accessible than ever before.
“Yes, this includes advances in data collection, analytics and control but it’s also improvements mechanically with new and improved materials that are now available and access to powerful engineering software,” he said.
“All combining to provide an easier, safer, and more efficient means for bulk materials processers to prepare their product for market.
“It all starts with a conversation, which is why we prioritise having an open, frank and free talk with anyone considering automating their process or part of their process,” he said.
Engineering and Design Finite Element Analysis and Advanced Structural Analysis Asset Life Extension Scan the QR-code to learn more about our range of services. info@takraf.com www.takraf.com Innovation out of tradition - It pays to talk to a specialist! Asset Management Complex Structural Repairs, Upgrades and Maintenance Total Life Cycle Engineering Support Services Spare Parts, Wear Parts and Special Tools Bulk Materials Handling Machinery
Aurora works closely with small-to-medium bulk product manufacturers, particularly in rural areas.
AGI dryers help keep farmers flexible
As Australia enters into another rainy summer, AGI NECO is helping farmers keep their grain dry during the harvest.
AUSTRALIA’S WEATHER IS influenced by many climate drivers, chief among them El Niño and La Niña.
The El Niño-Southern Oscillation (ENSO) is a natural cycle that operates loosely over timeframes from one to eight years, according to the Bureau of Meteorology.
The Bureau has declared the third La Niña event in as many years is underway – which has led to increased rainfall across the country, particularly in the east and north.
“Agricultural planning and decision making is often focused around the current crop or pasture growing season, as well as for periods out to one year,” the Bureau reports on its website.
“These timescales are exactly those impacted by the extremes of ENSOLa Niña and El Niño - both of which often last for about 10-12 months, and typically have biggest impact in the Australian winter and spring; key times agriculturally.”
Drying the harvest
Jeff Cruzen is a business development manager at Ag Growth International (AGI). Based in the United States, Cruzen recently made several trips to Australia to meet with dealers and to learn more about the local market.
He told ABHR that the recent rainfall has provided an opportunity for local famers and grain handlers to invest in agricultural dryers.
“Due to the current climate conditions and wet weather during harvest, the farming world is beginning to evaluate the benefits of having a grain dryer to properly condition the grain for storage,” he said.
“Farmers can’t afford to lose valuable time during harvest because of the increased moisture levels in their crops, they need the flexibility keep harvesting their crop when mother nature just won’t cooperate.”
AGI’s NECO mixed flow dryers give farmers more control over the quality of their harvest. It allows farmers to continue the harvest no matter the weather or allows them to start collecting their grain earlier than they usually could.
The flexibility means the grain can potentially sell at a premium, as it is delivered earlier or at a higher quality.
Cruzen said the AGI NECO mixed flow dryer has been around for decades and has undergone significant improvements.

“It is one of the most efficient dryers on the market,” he said. “Each dryer section is factory tested with comprehensive quality inspections, so you know you will have a quality product from day one.”
“There are no screens to clean, clog or change, and the forward curved
blower means there is substantially improved air flow and less noise.
“Modular designs mean it is easy to install and has the capability to be expanded and customised to suit a customer’s needs as their business grows.”
Automation has become a major factor for many farmers, which is why the AGI NECO dryers have a touch screen programmable logic controller with dual moisture sensing, tracking and graphing capabilities.
This computerised moisture control prevents over drying and can be monitored through a desktop or mobile phone application.
Cruzen said that dryers aren’t always intended to be used 100 per cent of the time during harvest, instead acting as a helpful investment.
“Dryers are a capital investment, and unlike a tractor, it won’t be in use every day,” he said.
“You buy a dryer as a long term investment and insurance policy for harvest season. It will last up to 20 to 30 years and will unlock opportunities to maximise your harvest profits.
“There’s an opportunity for grain handlers across the country to invest in the latest dryer technology and the improve electronics, fans, and burners available.”

20 І Australian Bulk Handling Review: November/December 2022 DRYERS
AGI’s NECO mixed flow dryers give farmers more control over the quality of their harvest.

Taking gear units to the next level
Flender has reimagined its single-stage helical gear unit to meet precise project requirements and provide a fast return on investment through its high efficiency and thermal capacity.
ORIGINALLY DESIGNED 30 YEARS ago, Flender’s single-stage FZG helical gear units have withstood the test of time.
Many of those units remain in operation to this day, remaining as reliable as when they were first installed.
However, Joe Bruford, head of sales at Flender, told ABHR that in the digital age, equipment needs to be more than just reliable.
“Imagine a gear unit that meets your project requirements precisely. That offers quick amortisation due to its extraordinary thermal capacity and high efficiency. With minimum downtime due to its quality and digital intelligence. With simple, quick, and smart configuration options.” he said.
“We’re now in the generation where almost everything is available online,” he said. “Harnessing the Internet of Things allows our customers to increase efficiency, reduce emissions and eliminate downtime.”
“Reducing the total cost of ownership is vital for us, which is one of the reasons we designed the next generation of singlestage gear units.”
The Flender One features significantly increased thermal capacity and surface area, without changing the footprint from the previous series. This eliminates the need for overdimensioning to increase the gear unit’s own cooling capacity, while also reducing the need for additional cooling measures.

This is made possible through the ribbed design of the housing, which improves airflow around it. A shaft mounted fan is installed on the drive side, between the motor and the gear unit and is the most reliable of all cooling options. A thermostat-controlled electric motor fan – mounted on the end – can be activated dynamically, keeping energy costs low.
In addition, a cooling coil can be included to provide reliable and effective cooling. In this process, cooling water
absorbs the heat via pipes in the gear unit’s oil sump and leads it away from the gear unit. If this still isn’t enough, additional cooling equipment such as a coolant lubricant system or a central lubrication system can be installed.
Bruford said Flender’s Metaperform gearing is one factor that has led to significantly increased efficiency.
“The gearing was calculated according to state-of-the art methods and represents an important step in the development of industrial gear units,” he said.
“Thanks to its improved roll-off characteristics and even more uniform path of contact, the power dissipation of the gear unit has been reduced by 50 per cent in comparison with the previous model.
“You also benefit from the new AIQ gear unit intelligence with integrated sensor technology straight
from the factory, which optimises your specific process.”
The AIQ gear unit intelligence plays an important role in minimising downtime with its integrated sensor technology and analysis functionality. It allows operators to monitor things like vibration, temperature, and oil condition from a smartphone application. This condition monitoring provides reliability and predictability at a glance and can help to increase plant availability as well.
Flender has also designed the gear unit to have simpler assembly and maintenance processes. While it has a greater capacity and fits the same footprint, the Flender one is lighter than its predecessor and takes up relatively little space.
Bruford said the company’s Australian facilities are set up to support the entire lifecycle of the product, with a team that can provide everything from

22 І Australian Bulk Handling Review: November/December 2022 GEARBOXES
A shaft mounted fan can be installed on the drive side, between the motor and the gear unit.
installation to decommissioning.
“Flender’s gearboxes have a proven track record and are an industry benchmark when it comes to reliability,” he said.
“Our products have some of the largest install bases in Australia, which is why we have invested in growing our local operations – opening facilities in Rockhampton and Perth.
“We also plan to have our new Sydney facility up and running by the end of the year to support our customers in New South Wales, and through our recent acquisition of Moventas we now also have a presence in Melbourne.”
The facility will be just over 1,800 square metres and has the structural capacity for a 50-tonne crane. Like all of Flender’s facilities, it can operate 24 hours a day if needed.


Being close to its customers means Flender can provide more agile support and respond to customer requests as fast as possible.
Bruford said Flender can also also provide proactive support, using our OEM knowledge, vibration analysis and condition-monitoring expertise to help customers avoid unplanned shutdowns.
“We want to continue supporting our customers with the latest technologies
and products, like the Flender One,” he said.
“Our team is excited to help our customers embrace digitisation and condition monitoring, which will ensure they’re getting the most out of their equipment.”
THOR TOWERSTACKER™ Telescopic Cable Mast Conveyor • Versatile, affordable conveyor solution • Quick and cost-effective installation • It can be lowered to the ground to provide easy access for maintenance • No head or tail undercarriage provides greater clearance under the conveyor • Complies with all relevant Australian Standards, AS1170, AS4324.1 and RPEQ requirements SALES | HIRE | SERVICE | PARTS 1800 182 888 | www.lincom.com.au | sales@lincom.com.au | OFFICE LOCATIONS | QLD | N QLD | HUNTER REGION | NSW | VIC | WA | NZ We bring the world’s best material handling equipment to you. REDUCE DOWNTIME. INCREASE PRODUCTIVITY.
Flender has invested heavily in growing its local operations.
DELKOR delivers decisive dewatering


TAKRAF Group has developed equipment, systems, and services that can
of dewatering bulk materials.
WET PROCESSING PLANTS AT mine sites are harsh environments, requiring extremely robust and reliable equipment.
Vibration, heat, pressure, and the sheer amount of material that needs to be handled puts significant strain on each part of the process.
Mark Taylor, sales and process support at the TAKRAF group, said DELKOR has proven its reliability in this area through thousands of successful installations.
“DELKOR dewatering and process equipment are specifically designed for the needs of the mining industry,” he said.

“We offer a unique combination of application experience and productbased knowledge that comes from leveraging our global organisation and aggregating our extensive expertise,” he said.
“Clients benefit from direct technical discussions with our local specialists, who can draw upon this expertise and provide the most suitable local solution that enhances safety, improves sustainability, decreases costs and increases efficiency.”
Taylor said the company is most well-known for its horizontal vacuum belt filters, used in the mining industry for dewatering applications.
The horizontal belt filter uses vacuum filtration to reliably dewater various commodities, such as iron ore, mineral sands, lead zinc concentrates, and phosphate.
They can be used as standalone machines or in combination with
other filtration purposes. Sizes range from one square metre to 162 square metres as a single machine but can be designed for up to 300 square metres.
The belt filters are manufactured in standard rolled and pressed metal sections, from materials including mild, painted, and stainless steels. The large filters are typically site erected, with smaller units fully assembled in the workshop to save on installation
24 І Australian Bulk Handling Review: November/December 2022 DEWATERING
The
handle the difficult task
DELKOR has proven its reliability through thousands of successful installations.
DELKOR works closely with engineering companies and clients to ensure the solution will work for the application.
time. All major components of the filter are test assembled and dismantled before dispatch to ensure easy assembly at site.
DELKOR also are a market leader in the supply of thickeners with installed units ranging from 1m to 100m diameter with elevated steel tanks up to 62m in diameter. Similar to the belt filter these units are typically manufactured in the largest sizes possible to minimise site installation time.


DELKOR works closely with engineering companies and clients to ensure the solution will work for the application. Taylor said the company has a dedicated aftermarket team that ensures the equipment is running properly.
“We have a large installed base of equipment, so our aftermarket team is available to answer any questions a mine site might have,” he said.


“A huge part of our business
is sales and support and as mines get larger, this is becoming even more vital. Mines are now less specialised and rely on the vendor to ensure the equipment is operating at peak efficiency
“Most of our business is from repeat customers, who are impressed by our offering and appreciate the support on offer. We aim to continue providing and supporting high quality products as the market evolves.”
WEIGH BELT FEEDERS Mild Steel Powder Coated for Quarry and Mine installations or Stainless Steel construction for the Food Industry or the Harshest Environments. Throughput up to 1,000 TPH CONVEYER BELT SCALES For Belt Widths between 450mm and 2,000 mm accuracies of +-0.5% for a single idler and +-0.25% for a dual idler VOLUMETRIC FEEDERS For Volumetric or Gravimetric Loss in Weight Applications. Auger Sizes up to 152mm diameter and 20,000 Litres per Hour Contact Tecweigh Website www.tecweigh.com.au Email sales@tecweigh.com.au VIC: 03 9775 0266 | NSW: 02 9159 9160 | QLD: 07 3184 0980 | WA: 08 6558 1936 CUSTOM ENGINEERED WEIGHTOMETERS & WEIGHING SOLUTIONS Manufacturer of conveyer belt scales (weightometers), weigh belt feeders and volumetric and gravimetric auger feeders all manufactured in australia
DELKOR also are a market leader in the supply of thickeners.
Controlling the flow
Clouds of dust that escape during the material handling process pose extreme risk. To keep workers and the environment safe, Mideco has designed several solutions that harness engineering principles.
WHEN IS THE HOPPER FULL?
This is a question that Melton White, managing director of industrial dust collection specialists Mideco, has asked dozens of senior engineers.
And the answer always manages to surprise those engineers.
“A hopper is always full,” White told ABHR “Even when it’s empty, it’s full of air.
“When product goes into the hopper, the air is pushed out as the material goes in. Dust is liberated when this happens, which is the first step to understanding how to best manage it.
“You study the air, why and how it is being liberated and at what speed. Once you control these things, you have control of the dust.”
Mideco aims to give its clients a lightbulb moment and change the way they think about dust. When its team starts working with a client, a common request will be to collect the dust.
Instead, Mideco’s specialists will ask if the client wants to collect the dust or wants to stop fugitive dust. For most customers, the dust has a weight that is part of the main product’s value, which is just being blown away or collected and disposed of.
White said if Mideco can manage
the fugitive dust – it can remain part of the process, maintaining value to the operation.



“Our Burnley Baffles are a great example of how we can manage fugitive dust instead of merely collecting it,” he said.
When applied alone to a hopper, Burnley Baffles can eliminate up to 80 per cent of the dust. They can work in conjunction with an additional dust collector attached directly to a hopper to manage the rest.

The Baffles use simple, yet highly effective, principles of gravity and air movement. They consist of a set of modules that fill the open inlet face of a hopper, with each module containing a set of blades that pivot to allow the material to flow into the hopper.
Because the blades are heavier than air this process strips the air from travelling with the grain or ore as it falls into the hopper, due to the air pressure on all sides of the baffles being all but constant. As the air is not heavy enough to open the blades, only the product enters the hopper, while the dust travels with the product. This means only the product enters the hopper.
The product still displaces the air in the hopper, and it still must escape one way or another. The baffles put a mechanical resistance on this displaced air flow, which results in the air being dispersed across the whole hopper surface. This means the air travels slower and doesn’t have the energy to pick up the dust. These two principles eliminate the 80 per cent.
White said another fact to remember when it comes to managing airflow is that there is no such thing as suction, or at least suction can’t be directed.

“If you put a straw in your mouth and blow through it onto your finger, you will feel your breath,” he said. “If you instead suck air in, you won’t feel much at all, if anything.”
That’s because when the air is leaving the straw, it’s moving in one direction
towards your finger.
“When you suck, air is pushing into the below atmospheric (negative) pressure area you are creating from every direction equally.”
When total dust management is required, the baffles both resist atmosphere’s ability to push into the negative pressure area equally and resist the air in the hoppers ability to flow up and out. The introduction of a controlled path of least resistance for the air in the hopper, gives you control of the dust. This can be created by means of a small fan and dust collector. Then the dust is stripped from the air before it is released back to atmosphere. Intelligent dust collector connections can mean the dust never leaves the hopper environment.
White said every Burnley Baffle application starts off with a question: what is your actual objective? Every project is different and can require a unique approach.
“A couple of years ago, we worked with an iron ore exporter in Whyalla (South Australia). Our objective there was to get the air in a shed clean enough so that front end loaders could get back into the shed quickly to feed the ship loading conveyors,” White said.
“By understanding that the objective was not to collect the dust, but manage what it was doing to the rest of the process, we were able to help them improve their operation.”
Going into 2023, Mideco is looking to move further into the silica space. They also want to focus more heavily on bulk handling applications. To that end they are both culling some offerings and developing new products in that direction.
White said one of the key lessons from this year was to push everything.
“That means you need to push your ideas forward – learn new production techniques, look at how your product line flows, how you handle spare parts, and more,” he said.
26 І Australian Bulk Handling Review: November/December 2022
DUST CONTROL
Burnley Baffles use simple, yet highly effective, principles of gravity and air movement.
Is a hidden hazard smouldering in your screen house?
















Our industry has witnessed some crippling fires originating from the ignition of screening media. The source of these fires is linked to maintenance hot works and even equipment failure during normal operation. As well as posing a serious hazard to personnel, the cost of equipment damage and lost production can border on the incalculable.
Screen house fires can’t be prevented by operating procedures alone. The good news is that we can help you permanently eliminate this risk with our innovative Fire Resistant screening media.
See for yourself how easily these fires can occur and how our Fire Resistant screening media can help to eliminate this hidden hazard
www.schenckprocess.com.au
Taking the guesswork out of bulk handling
Melbourne-based manufacturer Tecweigh is helping bulk handlers manage their materials through accurate and reliable weighing equipment.

BARRY GAMBLE, BUSINESS development manager at Tecweigh, said that companies are increasingly looking for more control over their processes.
“Whether it’s in a mine, quarry or food manufacturing facility, businesses want real-time information about how many tonnes per hour are being handled,” he told ABHR
“That information takes the guesswork out of many processes and improves the overall efficiency of a plant.
“It can also highlight if something has gone wrong along the process, or simply help find ways to improve the plant.”
Tecweigh designs and manufactures
equipment to help bulk material handlers improve their operations with accurate weight measurement.
Founded in 1973, the company specialises in three product ranges – belt scales, weigh belt feeders and volumetric feeders.
Gamble said these products can significantly assist the bulk handling process.
“Weigh belt feeders in the grain industry can make truck loading easier or control the conveying of potatoes such as in in a French fries manufacturing process,” he said.
“In addition, a volumetric feeder can control the addition of either salt or seasoning to the finished
consumer product.”
Tecweigh can build weigh belt feeders for almost any application, with throughputs from 100kg per hour to more than 1000 tonnes per hour. Models range from medium to ultra-heavy duty for blending, loading or truck filling.
The single or dual weigh idler systems have also been designed so they are easy to calibrate and to provide consistent accuracy. Stainless steel, hermetically sealed IP68 load cells provide accuracies of ± 0.5 or ± 0.25 per cent for the company’s belt scales and feeders.
Tecweigh’s volumetric feeders can accurately accommodate feed rates of up to 30,000 litres per hour.
Gamble said the belt scales are
28 І Australian Bulk Handling Review: November/December 2022 WEIGHING
Tecweigh manufactures its equipment in Carrum Downs, Melbourne.
manufactured to match the existing conveyor and material throughput.
“Our team will work with a client to prepare a weighing solution

that is custom-tailored to the site’s requirements,” he said.
“They can guide clients through our range of high-quality
weighing-in-motion equipment and metering products.”

The products are manufactured in Melbourne, with materials such as powder-coated mild steel or stainless steel chosen to suit the food industry.
Gamble said the equipment has stood the test of time, with some customers looking to refurbish belt feeders that have been in the market for more than 25 years.






“The powder-coated protection of the frame and exceptional manufacturing quality has allowed our equipment to withstand harsh industrial environments,” he said.
“Tecweigh offers local after-sales support and maintains a significant stock inventory for its conveyor belt scales, volumetric feeders, and weigh belt feeders.
“Our team has more than 100 years of combined experience in providing bespoke bulk weighing solutions, and we’re aiming to maintain our growth to support the industry.”
The products are manufactured from materials such as powder-coated mild steel or stainless steel. sales@mpsaus.com.au
Comprehensive Processing & Handling Solutions TRACKED & TRACKED RADIAL STACKERS Efficient Bulk Material Handling Solutions for your application 200 to 3,000 tonne per hour Fully extended lengths up to 58 metres Units available for sale, dry hire and with hire to buy option TELESCOPIC RADIAL STACKERS ADELAIDE BRISBANEDARWIN MELBOURNEPERTHSYDNEY 1300 400 MPS WHEELED STACKERS FIXED BOOM STACKERS
www.mpsaus.com.au
Australian innovation helps unload wagons
NetterVibration Australia has designed a new portable tool that can quickly get material flowing.
HOT DAYS AND COLD NIGHTS causes condensation to form inside transport vessels. This moisture can bind together bulk solids, while vibrations from transport packs the material together.
When it reaches the destination, the material won’t flow properly. A common method to promote flow is to use a handheld jackhammer.
John Isherwood, managing director of NetterVibration Australia, said this isn’t good for the wagon, and is certainly unsafe for the operator.
“Using a jackhammer can make a mess and puts the operator at risk,” he told ABHR. “I’ve also seen sites that had a piece of wood they would use to beat the side of the hoppers.”
“Anything that hits a plate of metal will bend it inwards, creating more catch points for material to get hung up on and compounding the problem.”
NetterVibration Australia has developed a new system that uses vacuum holding and vibrators to provide a safe, economical method of unloading belly dump units.

The Netter Vac 800-4 unit is held against the wagon by vacuum suction, and also has several new features to increase strength and
The vacuum system ensures the unloading vibrators are used properly and safely.


The Netter Vac 800-4 unit is held against the wagon by vacuum suction.
A fabricated beam is used to give a deeper central section to take the force from the vibrator, while also giving more internal room for the control valves. Individual vacuum generators for each of the suction cups gives maximum holding power when the vibrator is working. Only one air supply line is needed and operates the vacuum and the vibrator independently, with no need for separate supply lines.
Model 800-4t has a one button operation and incorporates a delay so that the vibrator will not start unless the vacuum is operation, while model 800-4ms has two independent operating switches but the vibrator will not operate unless it detects the vacuum is being held against a wagon.
Isherwood said the vacuum system ensures the unloading vibrators are used properly and safely.
“The vacuum fixing devices are designed for quick attachment of vibrators to surfaces, fastening to them without the need for welding or screw connections,” he said.

“Because the vibrator won’t activate until the vacuum is attached,
the operators are always in control.”
Netter helps customers provide the right product for the application. With more than 4000 different models of vibrators, the company select the best product to suit the specific needs of an operation.
The Vac 800-4 unloaders have been designed for flexibility, and can be used on almost any bulk commodity, from coal to flour.
“If it’s a standard railway wagon, the vibrator will work to quickly and safely unload the vessel,” he said.
“For trucks and static hoppers, we can provide more customised models that take into account the different sizes.
“It’s also a portable system, so it can be used across multiple sites and applications.”
The first of the unloaders have been sold into the Australian market, with Netter gearing up to supply more across the country.
“There’s been a lot of interest, so we’re looking to share this innovation with bulk handlers everywhere.”
30 І Australian Bulk Handling Review: November/December 2022 UNLOADER
AUSTRALIAN MADE SOLUTIONS FOR AUSTRALIAN CONDITIONS
With the latest in belt cover compound innovations, Fenner is the local Australian manufacturer you need to keep your operations moving. Field-tested in the harshest environments, our conveyor belts are made for mining, processing, ports, power generation, quarries, agriculture, and industrial applications.
Phone 1800 Fenner (336 637)

Whether you need steel cord, fabric ply or solid woven conveyor belt, you can rely on Fenner to supply precisely the right belt for your application.
Contact Fenner for engineered conveyor solutions, designed specifically for your site’s conditions.
OUR BRANDS
fenner.com.au | sales@fenner.com.au
Martin Engineering goes pink for breast cancer campaign
Martin Engineering has invited its customers to ‘Go Pink’ as part of the National Breast Cancer Awareness Month in the US.
breakthrough research and provide help for the women and men facing breast cancer.”
Since its formation in 1982, the Susan G. Komen foundation has raised over $3 billion in more than 60 countries. With a mission of supporting those with the fewest resources, it has helped to reduce breast cancer-related deaths by an estimated 40 per cent. The organisation has played a critical role in virtually every major advance to combat breast cancer – transforming how the world talks about and treats the disease and helping millions of breast cancer patients become cancer survivors.
According to the US National Breast Cancer Foundation, about one in every eight women will be diagnosed with breast cancer in her lifetime, along with thousands of men.
FOR THE MONTH OF OCTOBER, along with replacing the traditional Martin orange paint scheme on truck vibrators, the company will add the option of conveyor guarding, twist tensioners and inspection doors to Go Pink as well.

The company will also donate a portion of its sales revenue on the purchase of pink Cougar DC truck vibrators or Cougar THD hydraulic vibrators to support the Susan G. Komen Foundation.
Susie Orlandi, vibration business development manager, said the campaign has allowed Martin Engineering to donate almost $50,000 to the Susan G. Komen organisation since 2017.
“Every contribution supports those in need today, while the researchers continue their work for a cure,” she said.
“With over 900 employees worldwide,
we’re a family-owned company that is all too familiar with the impact breast cancer has on individuals, families, friends, colleagues, and communities.
“It affects such a large number of people that just about all of us have been touched by it in some way.”
That’s why this program also garners huge support from the staff. In addition to its donations, Martin Engineering hosts a team in the Komen Peoria’s More Than Pink Walk to raise awareness and encourage individual contributions to this worthy cause.
“Every step is one step closer to a cure,” Orlandi said.
“Whether it’s with the helpline, financial support or assisting patients in navigating their care journey, we trust the Komen Foundation to support patients and families. Funds go directly to support

The organisation has contributed to several breakthroughs including the identification of genetic links, less-invasive surgical techniques, and advanced drug therapies, as well as advocating for more federal funding of additional research and early detection programs.
“Every year, our customers generously join us in this fight, placing orders to contribute to its success,” Orlandi said.
“Programs like this allow the pink colour scheme to represent the cause year-round, generating awareness and getting people talking.”
Along with the colour change, the equipment retains the same high-quality standards. Discharging heavy and often compacted material from dump trucks, hopper rail cars, and other vehicles can require a lot of vibration power in a punishing environment putting high demands on equipment. Operators choose Cougar DC truck vibrators and Cougar THD Hydraulic Vibrators to
32 І Australian Bulk Handling Review: November/December 2022 CONVEYOR PRODUCTS
Inspection doors allow safe vieing of critical systems during operations.
replace original equipment manufacturer vibrators that tend to have a limited service life. Reliable and durable truck vibrators like the DC and THD reduce manual labour and downtime while ensuring the safe evacuation of cargo. Faster unloading increases the number of trips by operators, improves efficiency and reduces the cost of operation.
To further boost awareness, all the Cougar DC truck vibrators or Cougar THD hydraulic vibrators ordered in October will be painted pink unless orange is requested.

In addition, conveyor guarding, twist tensioners and inspection doors will also be included as items customers can choose to order in the pink colour scheme.
The conveyor guards protect workers from the hazards of a working conveyor. Twist tensioners ensure that conveyor cleaner blades stay in proper contact with the belt to adequately discharge and
clean adhered material from the surface. Inspection doors are attached to sealed chutes and enclosures that contain dust and spillage, allowing workers to safely view bulk handling operations.
These items are prominent exterior components that, when made pink, commemorate lost loved ones and remind people of the ongoing battle against breast cancer.

“Like us, the Komen family has roots

in the Peoria, Illinois area,” added Ed Peterson, Martin Engineering chairman.
“It’s a tight-knit community that supports each other, so we’ve always felt a special connection to the cause. I’d like to think that the midwestern spirit of generosity and community contributed to the success of the cause.”
Grain Sealable Silos | Fertiliser Silos | Pellet & Mash Silos | Field Bins | Livestock Feeders Bulk Storage Silos | Kit Silos | Thermal Insect Control System | Aeration | Custom Design Storing the Nations’ Grains since 1969 www.hesilos.com 1800 046 046
The Cougar truck vibrator is the goto replacement unit because of its long equipment life.
Altra Motion targets Bowen Basin with Twiflex brakes
transmission specialist Altra Industrial Motion has developed the next generation of its Twiflex brake package.
DUE TO HOW DRAGLINE BUCKET excavators are designed, there are few brakes that will work. Spring-applied, air-release caliper brakes are among the select few that can handle the challenging task.
Altra Industrial Motion, in conjunction with a large original equipment manufacturer (OEM), designed a range of these brakes for use on the mining industry’s dragline excavators around 20 years ago. More than 8000 Twiflex brakes have since been installed in mines across the world.
Daemon Flack, Altra Motion Australia’s Twiflex product specialist, said the company has updated the Twiflex range to make them more environmentally friendly and even easier to maintain.

“We have included the next evolution of brake pads, using organic material that are completely asbestos free and have better braking coefficients out of the box,” he said.
“The compositions of the diaphragms in the thrusters have been upgraded to make them even more reliable, and the overall simple design makes it easy and effective to install and maintain.”
The complete package includes
brake callipers, thrusters, mounting frames, mounting bolts, brake discs, hubs, air-pressure regulators, local piping, and guards.
The brakes are also designed to be modular, allowing for quick changeout. The only part that needs to be changed out in its normal life cycle is the brake pad itself, which features a wear indicator to let staff know when replacements are needed.
Flack said the ease of maintenance and changeouts is significant for draglines, as it reduces downtime considerably.
“A typical shut for a dragline used to be two weeks,” he said. “Now it’s around five days – that’s more than halved.”
“Our Twiflex package allows mines to move quickly during these critical planned shuts. The brakes have minimal moving parts and are easy to reach on the machine.”
The fact Altra Motion Australia is an original equipment manufacturer (OEM) means the company can provide detailed service and support. This includes adjustments to the brakes, installation services, and access to indepth repair refurbishment facilities.
Gavin Ellis, Altra’s area sales manager for Queensland, has worked
in the Bowen Basin’s mining region for more than 12 years. He said the three main parameters that matter to miners are reliability, ease of maintenance, and total cost of ownership.
“We’ve worked with the Twiflex brakes for more than 20 years now, and they tick all three of the boxes,” he said.
“With our service team, we can go to site, check the pad wear, and provide preventive maintenance.
“If necessary, we can get the brake units into our workshop for refurbishment and provide a replacement to minimise any downtime.”
Altra’s workshops are located all around the country, including the Bowen Basin.
One of the major coal mines in the area recently came to Altra because it needed to replace the brakes on its dragline, which had been in constant operation since 2011. With a working weight of 6950 tonnes and a bucket capacity of around 116 cubic metres, the massive machine can move 240 tonnes of overburden in a single pass.
Twiflex was selected to provide spring-applied, air-released replacement caliper brakes for all of the dragline’s motors:

34 І Australian Bulk Handling Review: November/December 2022 BRAKES
Power
Twiflex brakes can be found in mines across the world.
•
Eight hoist and eight drag 1450HP motors, each with multiple GMR-SD 15.6 caliper brakes operating on discs that provide a combined braking force of 72kN
Four propel 1045HP motors, each with multiple GMR-SD 15.6 caliper brakes operating on discs that provide a combined braking force of 72kN
The GMR-SD calliper brake’s modular design allows for the use of multiple units to meet specific installation requirements. The lowmaintenance brakes feature easy toreplace brake pads and low-cost spares.
Gregg Booyens, area sales manager for the Hunter Valley, Newcastle, said customers liked working with businesses that support the local industry.
“Altra employs local people and invests into the community,” he said. “The staff here have extensive experience in the area and with the

several brands we represent.

“It was a strategic move to open up the Newcastle facility (in New South Wales), as we have a large market share in the region. We can also lean heavily on the Mackay branch (in Queensland) and the staff there.
“We also welcome mining customers into our facility to see the units get repairs, and form relationships with area sales managers and technical service teams to make sure they feel as supported as possible.”
Innovation is our Motivation... find out more @ kinder.com.au
Altra’s workshops are located all around the country.
Bulk handling system triples production at seed lubricant plant

High-speed planting methods have fuelled demand for seed-flow lubricants. Van Sickle Paint Manufacturing reached out to Flexicon for equipment that could help it keep up with the market.
SEED-FLOW LUBRICANTS
Improve seed planting by reducing static electricity and/or moisture that causes the seeds to bridge.
Tom Hubers, a project engineer at Van Sickle Paint Manufacturing, said it makes everything plant better.
“Farmers pour this material in with their seeds to coat them so that they don’t clump,” he said.
Van Sickle entered the lubricant business 10 years ago. The products come in three versions: a graphite powder, a talc powder, and a talcgraphite blend.
Hubers said it was a manual operation, with workers dumping 23 kg sacks of graphite and talc into a blender.
“They would pre-label containers of various sizes in one room, and then bring them into another room to fill
one by one. They’d put the container under the filler, step on a pedal to start the cycle, fill it, screw on the cap, and put it in a box. It was a labourintensive operation,” he said.
Converting to bulk bag discharging
To automate and expand its packaging operation, Van Sickle leased a new warehouse and distribution centre in 2020, dedicating half of it to packaging the seed lubricants. In addition to the efficiency gains achieved by automation, the new system enables the company to purchase talc and graphite in one tonne bulk bags at lower cost than in 23 kg bags.
Materials are now handled, from unloading of the bulk bags through blending and final packaging, using three Bulk-Out model BFC bulk bag dischargers and five flexible
screw conveyors, all supplied by Flexicon Corp.
One discharger feeds a packaging line that fills graphite into 0.6 kg and 2.3 kg containers. The other two dischargers––one for graphite and one for talc––deliver material to a blender that empties into a surge hopper. From there, the mixture is conveyed to two packaging lines, one filling 3.5 kg jugs and the other filling nine kg and 18 kg boxes.
Bulk bags of graphite and talc are stored near the production floor for quick delivery to the dischargers, each of which is equipped with a bag lifting frame and an electric hoist and trolley that rides on a cantilevered I-beam, allowing bulk bags to be hoisted from the plant floor into the frame without using a forklift.
Once the bag straps are hooked
36 І Australian Bulk Handling Review: November/December 2022 DISCHARGING
Graphite and talc powders are transferred from twin cantilevered bulk bag dischargers through two flexible screw conveyors to the blender mounted on load cells.
onto the lifting frame, the operator uses a pendant to hoist the assembly, roll it into the frame, and lower it into position. A Spout-Lock clamp ring atop a pneumatically actuated TeleTube telescoping tube connects the bag spout securely, after which the telescoping tube exerts continuous downward tension on the clamp ring and bag spout as the bag empties and elongates, promoting flow and evacuation.
Although the graphite and talc powder flow freely, they tend to pack and bridge during storage. Each discharger includes three mechanisms to promote flow: Flow-Flexer bag activators that raise and lower opposite bottom edges of the bag into a V shape, a vibrator mounted on the exterior wall of the hopper beneath the discharger, and an in-hopper agitator. All start and stop automatically in sync with the operation of the dischargers and conveyors.
Hands-off discharging and conveying
The unloader dedicated to feeding a graphite filling line discharges into a 566 L hopper that charges a 4.5 m long, 115 mm diameter flexible screw conveyor, which is routed to the packaging line’s feed hopper at a 45-degree incline.
The screw is the only moving part contacting material and is driven by an electric motor above the discharge point, preventing material contact with seals.
A high-level sensor on the hopper triggers an audible alarm indicating when to replace the bag, while a low-level sensor prevents the conveyor from operating in a ‘starved’ condition.
The two dischargers dedicated to the talc and talc-graphite products share the same features as the graphite-only discharger, but they utilise 7.6 m long, 210 mm diameter flexible screw conveyors, also inclined at 45-degrees, that discharge into a blender mounted on load cells. The dischargers and conveyors operate alternately to attain the desired talc or talc-graphite ratio and target weight,
typically 340 kg.
“We can pick whatever batch size and blend ratio we want, and the control system dispenses automatically,” Hubers said. The high-throughput of the large-diameter conveyors shortens batch cycle times.
Under gain-in-weight control, the load cells supporting the blender interface with the discharger’s programmable logic controller (PLC) to run and stop the conveyor. Once the weight gain of talc or graphitetalc mixture approaches 23 kg of the target weight, the conveyor slows to dribble speed, stopping immediately prior to reaching the target weight to account for material still inflight, which results in accurate and repeatable batches.
At the end of the blending cycle, the talc or talc-graphite mixture gravity feeds into a 2265 L surge hopper equipped with a bin activator that promotes flow into two 4.5 m long, 114 mm diameter flexible screw conveyors. Oriented opposite one another, they transfer the powder to the packaging lines for 3.5 kg jugs and nine and 18 kg boxes. Because the weigh-batching and blending cycles repeat back-to-back, the surge hopper is never empty, and operation is continuous.
Talc and graphite are both highly aeratable and prone to dusting,
so each discharger is vented to an optional Bag-Vac dust collector to contain airborne dust displaced from the hopper during discharge. It also collapses empty bags prior to tie off and removal, eliminating dust generated when empty bags are flattened manually.

Jason Vore, manager of process engineering, said as soon as the system is done filling one batch, it gets the next batch ready.
“We fire up the vacuum system, suck everything out of the bulk bag, collapse it, tie it off, swap out bags, and hit ‘go’ again. Running full out, we might change a bag every 25 or 30 minutes,” Vore said.
Overall system throughput is three to four times higher than it was at the old facility.
“We can produce as many 1 lb containers in a day as we used to in a 40-hour work week,” he said, “Our output per worker-hour has about tripled.”
Only two or three people run the packaging operation now, and the heaviest thing they lift is a 14.5 kg carton of finished product.
“The level of comfort, the amount of physical labour, and the cleanliness in the new facility is so much better,” Hubers said. “It’s not even comparable to what we had.”
As the bag empties and elongates, the Tele-Tube telescoping tube exerts continuous downward tension on the Spout-Lock clamp ring and bag spout.
Australian Bulk Handling Review: November/December 2022 І 37
Laser focused accuracy for wagon deliveries
LASE Australia has developed a system that uses lasers to accurately determine how much product is being delivered by train.
WHEN A MINE OR QUARRY transports its bulk material by truck or train, the weight of the material can be significantly different by the time it arrives at its destination.
Often, this is due to excess water weight, either from dust suppression systems, nearby sources of water or rain. This water could evaporate in transit, or the product could collect even more water throughout the journey.
Michael Jeffrey, LASE Australia’s sales manager, said the resulting inaccuracies incurred through measuring the weight can have a profound effect on what the product should or should not be sold for.
“That’s where LASE Australia comes in. We can install Light and Detection Ranging Sensors (LiDAR) together with our patented software to accurately measure volume of the material. If we know the density of the product, we can also present the weight of that product.”
LiDAR scanners measure the topography of a product, such as iron ore on trucks, gold on a conveyor belt or coal in a train wagon, to determine how much material is being shipped.
For truck measurement, a scanner is positioned on a swivelling platform above the vehicle that measures the vehicle when empty and when it is filled with product. The system then compares the two to calculate the volumetric measurement of the truck.
When it comes to train shipments, however, a different method is required.

LASE Australia’s Wagon Volume Measurement tool harnesses the same LiDAR scanner technology but has been specifically designed for trains and wagon measurement.

“Coal trains can be kilometres long, and unlike trucks, the wagons just keep coming. The sensors need to be able to detect the differences between the wagons to ensure an accurate reading is obtained,” he said.
“Much of the accuracy comes down on what the scanner doesn’t measure and LASE is an expert when it comes to this.
“The Wagon Volume Measurement scanner differentiates between each wagon and can detect locomotives to avoid inaccuracies or false readings.”
The devices are contactless and requires little calibration. Variants of the technology can be installed on larger vessels, such as train cars or above ships, where mounting a weightometer could be difficult.
The sensors are designed to handle conditions over 50°C and are resilient when it comes to dust.
It can also detect hangups – where material has built up within a wagon and is not unloaded. By doing so, it helps avoid paying for material that isn’t being delivered.
Jeffrey said the system benefits from
LASE’s 30 years of experience designing specific sensors and software.
focuses its expertise on production, transportation, and processing of saleable products. However, LASE is always excited to bring on new challenges and welcome any applications that warrant our experience,” he said.
have evolved and will continue to do so with cutting edge software and robust hardware that can fit client needs for accurate throughput data and improved technology systems to halt moving machinery before it can cause damage.

support Australia’s bulk handling sector and is developing new products that target the industry’s pain points.
volumetric scanner that can be easily set up,” he said. “In the longer term, we are looking to expand into further industries and materials.”
other smart individuals based in Germany we can call on for commissioning and after sales support, and we’re looking to continue growing in Australia.”
38 І Australian Bulk Handling Review: November/December 2022 MEASUREMENT
The devices are contactless and requires little calibration.
The sensors are designed to handle conditions over 50°C and are resilient when it comes to dust.



Self Operating Energy Free lmproved Environment Maintenance Free Customizable Ease of Installation Suppressing Dust Escape Burnley® Baffles can eliminate up to 80% of dust alone, and if you apply an additional dust collector directly to a hopper, 100% of dust can be eliminated. BURNLEY BAFFLES ® Factory 2/63-71 Bayfield Rd E, Bayswater North Victoria 3153, Australia +61 3 8873 0200 sales@midecoHSE.com CONTACT US www.midecoHSE.com
Silos provide salvation during supply chain chaos
HE Silos is helping Australian farmers store their grain to better manoeuvre through supply chain disruptions and tumultuous international markets.
AUSTRALIAN AGRICULTURE RELIES on international markets and supply chains for several inputs.
Substantial and prolonged disruptions to these supply chains are unlikely, ongoing conflicts in Europe and the global pandemic has the potential to cause significant chaos across the globe.
Karen Jolly, sales manager at HE Silos, said the interruption of these supply chains, the lack of labour to harvest crops and the uncertainty over the availability for inputs like chemicals and fertiliser have been major challenges for the Australian industry.
“There has been a shift to on-farm storage driven by the need to reduce downtime, freight costs, and respond to
improvements in harvest efficiency,” Jolly told ABHR.
“Successful storage on farm, needs to consider the storage and handling equipment, the capital costs, the ability to undertake and perform preventative maintenance, and monitoring for insects and mould.
“HE Silos is a leading silo manufacturer for the Australian and international markets. We focus our designs on safety, efficient operation and protecting the stored products to minimise losses occurred during postharvest storage.”


The four main types of grain storage are gas tight sealed silos, non-sealed silos, grain bags and grain sheds. HE Silos
specialises in gas tight sealable grain silos and can install them within an hour of arriving at the property.
The company works with its customers to recommend position of the silo to optimise traffic flow, and generally to assist with improving on farm safety and efficiency.
Jolly said HE Silos collaborates to design a customer’s ideal grain storage facility that suits their business now and into the future.
“HE Silos can provide site visits, to commence the process of design, site flow and other site-specific aspects of the project to help maximise on farm safety and efficiencies” she said.
“We can provide segregation
40 І Australian Bulk Handling Review: November/December 2022 SILOS
HE Silos collaborates to design a customer’s ideal grain storage facility.
options to ensure all grain is kept at an optimum quality, including feedlot systems that incorporate the latest designs, or even custom design a silo to suit specific needs.”

HE Silos also works with its customers to determine how soon the Silo will provide a return on investment (ROI). The ROI of each silo depends on several factors, including seasonal price variations, harvest logistics, market trends, freight, and more.
As a permanent fixture on farm, silos are initially one of the most expensive options for grain storage, but in the long term, they can be one of the cheaper forms of on-farm grain storage, if managed and maintained correctly.
Jolly said the best time to plan for future grain storage requirements is at harvest, as it can help identify any issues, bottlenecks, and placement for future storage that can be easily forgotten once the next season’s crop gets underway.
“The other factor to take into consideration is weather – having a
silo foundation completed well ahead of time can assist in mitigating issues arising from wet weather, which enables delivery of your silo at the first opportunity,” she said.
The company recognises that there are many areas in Australia where grain storage is required, but the area itself is not accessible through standard delivery methods.
We have developed a range of KIT silos that can be delivered directly to site,
then assembled on site, including ladders, cages, and remote opening lids.
“Our KIT Silos are packed on skids, with all fittings necessary to construct the silo,” she said.
“This can also reduce freight costs, particularly for remote areas or internationally”
“We continually review our designs, introducing the latest technologies with our focus on preserving food security,” she said.
Designed for industrial sectors INDUSTRIAL VIBRATORS OLI is the world’s top selling manufacturer of electric and pneumatic vibrators. The high level of customer service, guaranteed by 18 trading subsidiaries worldwide, and long-lasting and performing products make us always ahead. Our vibrators are designed for industrial applications in all sectors, from the most extreme environments such as quarries, mines and foundries to the food and pharmaceutical. OLI Vibrators Pty Ltd. 7 Jellico Drive, Scoresby Vic 3179, Australia - Phone: +61 3 9764 9988 - Mail: info@olivibrators.com.au - www.olivibrators.com.au THE WORLDWIDE LEADER IN VIBRATION TECHNOLOGY
In the long term, silos can be one of the cheaper forms of on-farm grain storage if managed and maintained correctly.
VEGA’s simple radar formula for better bulk processes
VEGA began development on its new generation of radar sensors to further optimise their performance. When using the resulting VEGAPULS 6X, it’s not just the sensor that counts, but what can be achieved with them.
TRADITIONALLY, THE SEARCH FOR a suitable radar sensor begins with the question, which frequency would work best for this particular application? 26 GHz, 80 GHz? Or perhaps 6 GHz would be better for the particular media and installation environment.
The temperature range or the presence of aggressive chemicals may give cause for concern. Will a standard process fitting be sufficient, or would special materials that meet the highest requirements be the right choice, if only because the user is not completely sure and wants to be on the safe side? And what else should be considered if the sensor is to measure great distances or be exposed to wind and weather all year round?
Because the areas of application are often multi-faceted and complex, the customer needs a good understanding and overview of what’s on offer on the market – which takes experience and time to avoid making poor investments.
VEGA aims to turn the selection process inside out with its new VEGAPULS 6X. Florian Burgert, one of the product managers who has been closely involved in the development from the very beginning, said ultimately, it’s not the sensor that counts, but what the users can achieve with it in their individual applications.
“Just knowing that they’ve chosen the best possible instrument solution, and that they’ll reach their goal faster with it,
makes a big difference in their everyday operations,” Burgert said.
VEGA now offers one sensor for all applications: VEGAPULS 6X. Selecting the right frequency or determining the DK value of the medium has become much easier. The new configurator asks for the type of application and then quickly determines which sensor version is required. The entire procedure now consists of just a few mouse clicks.
A VEGA radar specialist can also provide advice to ensure users get the best measurement solution for the application.
Over 1 million instruments in use worldwide
VEGA’s radar story began 30 years ago. It includes milestones such as the world’s first two-wire radar instrument and the first 80-GHz radar sensor for liquids on the market. In total, there are now well over one million radar instruments from VEGA in use worldwide – in industries such as chemical, energy, food, oil and gas and many others.
With each new instrument generation, the company has been able to set new standards and develop new features that have made the products even more reliable, accurate, robust, and flexible.

Four-stage, all-round protection VEGAPULS 6X is equipped with a comprehensive safety concept.
Functional safety is guaranteed, as it conforms with all the requirements of safety integrity level (SIL). The certified sensor has exceptional SIL characteristics and provides the necessary operational safety to minimise risks in safety-related applications.
Another increasingly important focus is cybersecurity. The VEGAPULS 6X conforms to IEC 61511, which fulfils the strictest requirements for security of system access and communication control. It guarantees comprehensive process security, right through to the control system.
An important third aspect of its safety features is its self-diagnosis system. It continuously monitors the function of the sensor and recognises if it has been impaired in any way, contributing significantly to higher plant availability and sensor performance.
Central to these important features is a new, second-generation radar chip. There was no chip available on the market that would have met all requirements, so the research and development team set to work to design one themselves, from scratch.
Jürgen Skowaisa, VEGA product manager, said the result consolidates the company’s entire radar experience from three decades.
“In its scope and functionality, the chip is unique in the whole world,” Skowaisa said.
42 І Australian Bulk Handling Review: November/December 2022 SENSORS
The VEGAPULS 6X is one sensor for all applications.
It is especially characterised by its low energy consumption, high sensitivity, scalable architecture, and universal applicability. The radar antenna system and the chip are connected directly to each other, without any cable, for maximum performance.
Innovation of values
The VEGA radar team took a new approach to the VEGAPULS 6X. It aimed to improve and simplify the long-term impacts of the technology for its users. By carefully considering the users and the process conditions of their applications, other
points came into focus. These include the challenges in using measuring instruments, such as complicated adjustment procedures, the constant pressure to increase efficiency, and time constraints in general.
The actual task of level sensors is to help users and make it easier for them to monitor their industrial processes. They often make processes more controllable and efficient, but even if they are basically easy to use, the process of selecting the right one for an application can still be difficult.
Jürgen Skowaisa sums up in two words the strategy VEGA is pursuing with VEGAPULS 6X: “Maximum simplification.”
“Until now, there were many different sensors that could be used for an application, but today, with VEGAPULS 6X, there is one sensor for all applications,” Skowaisa said.
“Even setup and commissioning has been reduced to a minimum, requiring now just a few clicks and the input of basic data.
“Our customers can even order a sensor that has been factory calibrated,



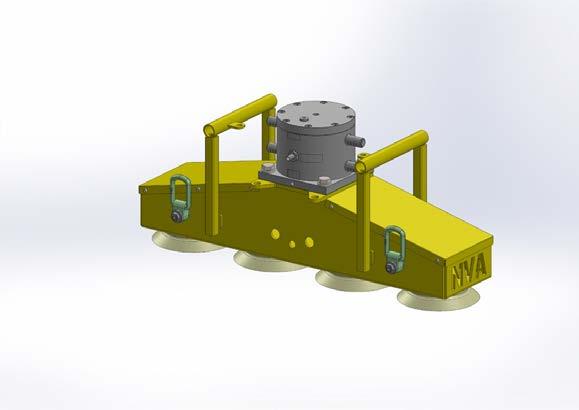
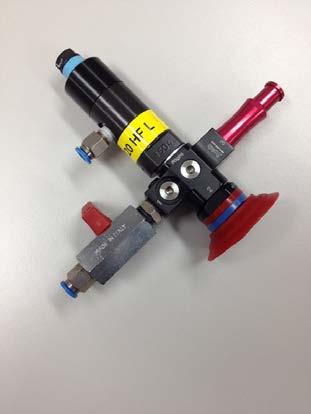

customer-specific down to the last detail, that only has to be installed and connected. It doesn’t get any easier than that.”
Radar made for people
With VEGAPULS 6X, VEGA has rounded out its radar measurement technology with four important innovations: more safety and self-diagnosis, new radar chip technology, new application possibilities and simpler adjustment.
“Furthermore”, Skowaisa said, “our technology has reached such a high level today that reliable function is no longer the issue. The only risk now is choosing the wrong sensor.”
Thanks to the new approach with VEGAPULS 6X, VEGA now provides the tools to get right sensor version for the application in most cases, while keeping experienced application engineers on standby to help with the special, more difficult applications.
“In the future, the user will no longer have to worry about the technology, frequency or instrument version – the
The VEGAPULS 6X includes more safety and self-diagnosis, new radar chip technology, new application possibilities and simpler adjustment. From small to not so small, NetterVibration have the largest range of vibrators, electric, pneumatic and hydraulic, to handle any product flow and compaction issues. All with German design and manufacturing quality. NetterVibration Australia Pty Ltd 08 9582 9531 2/19 Rafferty Rd Greenfields Western Australia 6210 Germany France Switzerland Spain Poland UK Australia www.nettervibration.com.au info@nettervibration.com.au
Conveying a better way forward
ABHR spoke with the Fenner Conveyors’ managing director to learn more about company’s strategy moving forward.
THE PAST FEW YEARS HAVE been critical for Fenner Conveyors. The COVID-19 pandemic put extreme strain on global supply chains and demanded new ways of doing business, highlighting the value of local manufacturing.
Fenner managing director Graham Lenz told ABHR that, after a milestone year, the business assessed what needed to be done to ensure it could continue growing in the long term.
Key to this goal is Fenner adopting an ‘all-sustainable’ approach, as part of the Michelin Group’s overall commitment to finding the best balance between people, the planet and economic and financial performance.

Planet Lenz said Fenner is working to achieve carbon neutrality across the entire business by 2050 and has support from the Michelin Group to make that goal a reality.
“The first step we’ve taken is to measure our emissions,” he said. “Now that we know that, we can benchmark it and take strategies into account across all of our business units, including our supply chains.
“We want to take an approach that builds a circular economy, which provides benefits for both ourselves and our customers.
“Integrating sustainable materials and providing energy efficient products helps lower emissions.”
Fenner is also modernising its facilities into future factories, while investing into green energy to help achieve carbon neutrality ahead of schedule.
The company’s engineering facilities in New South Wales are already mostly powered by solar energy, and after years of success the company is ready to bring that technology to its manufacturing locations, investing a further $25 million into its Western Australian facility.

New processes and equipment will allow the company to recycle parts of its belts, reverting the chemistry into that of the parent belts.
Lenz said the facility also uses state-of-the-art Siempelkamp presses, providing world-class manufacturing that uses relatively little energy.
“We’re looking across all parts of the manufacturing process to find ways of reducing emissions,” he said. “A great example is using Michelin’s natural rubber sources that they have made available to us.
“There are also parts that underpin the development of more efficient products, like our next generation of compounds that are abrasion-, cut- and gouge-resistant.
“Tougher belts that are higher
44 І Australian Bulk Handling Review: November/December 2022 INDUSTRY OUTLOOK
Fenner’s staff are central to its success.
Fenner is working to achieve carbon neutrality across the entire business by 2050.
quality need to be replaced less. If the bottom cover has a low rolling resistant compound, then less power is needed to drive the conveyor.”
Profit
Digitalisation plays a large part in Fenner’s sustainability ambitions. In addition to its aim of becoming a data driven business, the company uses the Internet of Things to improve its technological offering through its “iBelt Intelligent Conveying” monitoring systems.
Its online thickness testing, known as ‘BeltGauge’, allows Fenner to monitor the thickness of a customer’s belt in real-time without stopping the conveyor, helping with preventive maintenance and early intervention. This led to the creation of the ‘BeltTag’ system.
Lenz said the sheer size of overland conveyor belts makes it difficult to return a belt to a certain position.
“BeltTag is a digital solution to maximise an operation’s value,” he said. “It ensures the conveyor stops at the right position for maintenance, saving time and energy.
“All of this data goes through our DigitalHub portal, allowing customers to access and implement real time conveyor monitoring and solutions.

“The world is changing fast, just look at everything that has happened since the end of 2019. If you’re not innovating, you’re going backwards.”
People
Fenner’s people are a huge part of its
plays a large part in Fenner’s sustainability ambitions.
success and central to its ability to deliver to our customer’s needs. Lenz said one of the major lessons the company has learnt in recent few years is that people are transportable, and there is an expectation on all companies to have a comfortable landing area for them.
“We need to understand the needs of our people and tailor our business around them,” he said. “The world is changing fast, so to be an employer of choice we have to recognise the talents within our business while tracking those outside it.”
“We make sure our team are trained and have access to the best equipment and technology out there. We also want to make sure we’re creating a workspace that’s positive and embraces inclusion.
“There has been a lot of hard work across the past two years to create opportunities for women and more diverse range of team members.”
Fenner’s Registered Training Organisation has helped recruit and develop more than 1000 new trainees from around the country. The business provides training for local communities and then offers them opportunities across Australia and the world.

The company’s national branch network has led the way, consulting with locals to make sure Fenner is giving back to the community. It has also taken active steps on its reconciliation journey for Aboriginal and Torres Strait Islander communities.
Lenz said Fenner has learned a lot from 2022 and wants to realign itself to make clear career pathways to grow and develop talent through the diverse engineering, service and manufacturing organisation.
“Bring on 2023,” he said. “We’re going to take our allsustainable strategy for the Group and use it to empower our team and drive results for our customers. “Open communication is key to that, and we need to provide the tools to enable this to happen.
“The world is changing fast –sometimes that can be scary. As it changes, agile and sustainable companies can really make a difference.”
Australian Bulk Handling Review: November/December 2022 І 45
Digitalisation
The company has taken active steps on its reconciliation journey for Aboriginal and Torres Strait Islander communities.
Tracking Transmin’s 35-year success story
Bulk handling equipment manufacturer Transmin has celebrated its 35th anniversary. ABHR spoke to the company’s management to learn how it has managed to thrive as a family business and what its future looks like.
lifecycle to get true end to end gains.”
The company is working on improvements to its core products – its LPFs, Rockbreakers, lime and flocculant systems. These include easier and quicker maintenance, standardisation, and modularisation to reduce costs and delivery. Technology initiatives also aim to improve connectivity of its equipment for the purposes of data acquisition.
Carter said one of the ways Transmin has improved its LPFs through new modular belt, chain, and slat assemblies. These allow the client to replace sections that can be returned to Transmin for complete overhaul and refurbishment, reducing production downtime.
Another key concern for the industry is stock availability, which is why Transmin has overhauled its warehouse to create more space.
THE JOURNEY BEGAN IN 1987, when Transmin established itself in Perth as a lime equipment solution provider.

Small businesses face challenging odds, with most failing within a few years. Transmin was different.
Bhavesh Kotecha, the chief executive at the company, said the secret to Transmin’s success was its focus on innovation.
“Innovation is the backbone of the company,” he told ABHR. “We are always looking at what we can do next and trying to find out what challenges our customers are facing, and how we can assist.”
“Taking this approach is what has led to the development of our automated rockbreaker technology and our lowprofile feeders (LPF).”
“Our drive to innovate is why we have also recently launched our Conveyor Pro guarding solutions. They are made from
HDPE, so they are recyclable, lighter and more cost effective than steel.”
The innovations have proven popular with Transmin’s customers, who are looking for ways to make their operations greener.
In addition, the industry is looking to further increase the reliability of equipment. Many of Transmin’s customers are wanting more information to power preventative maintenance, robotics, or condition monitoring.
Karl Carter, Transmin’s director of technical operations, said the industry focus has moved towards smart technology and data driven performance.
“The industry sees the benefits of removing people from unsafe situations and improving the efficiency of machines and maintenance,” he said.

“Transmin is looking to incorporate new technologies, methods, and principles into every aspect of the project
Adam Dodson, the company’s director of aftermarket, said the minimum and maximum levels of stock have been significantly increased across the board.
“Customer Service is key, from the very beginning of the project through the build process, to commissioning and the support offered by the aftermarket team,” Dodson said.
“It ensures our customers remain loyal and allows us to be the first choice when clients are considering new projects.”
Transmin has employed industry specialists to support the products and grow its aftermarket capacity. It has also widened its offering to include products that complement its equipment through its agency lines ConveyorPro and Berco.
This improves its ability to sell its capital equipment along with some of the more common required parts and components.
Dodson said the industry has shifted
46 І Australian Bulk Handling Review: November/December 2022 INDUSTRY OUTLOOK
The company is working on improvements to its rockbreakers.
through COVID, with site access often restricted to essential personnel for shutdown purposes.
“As restrictions lift, our team of key account managers and product specialists are now more active than ever in the Goldfields, Pilbara, East Coast regions as well as international with a recent visit to Africa, Canada and Panama,” he said.

Expanding into new markets, including ones overseas, has been a major target for Transmin. Its equipment has been deployed in more than 60 countries, and there are opportunities to continue growing its aftermarket business to support this.
Phil Gilbert, Transmin’s director of capital sales and business development, has been with the company for more than 20 years. He said there have been many changes to the procurement process during that time there was a more personal approach to buying equipment, which isn’t so prominent today.


“Today the procurement process is
a lot more ‘detached’ which sometimes doesn’t allow for innovative equipment designers to properly engage with the customer to explain the benefits of their proposition,” Gilbert said.
“Expectations from the client side haven’t changed radically, most clients are focused on value for money and tight timelines of course but there are still plenty of opportunities for innovative solutions such as those offered by Transmin. Of course, communication channels have changed significantly, the use of tender portals has increased substantially along with sharing platforms such as SharePoint and One Drive.
“A lot of consolidation has taken place within mining equipment suppliers, a few of the major companies have been aggressive with acquisitions and become huge organisations, which we see as an opportunity for us because companies like Transmin are a lot more agile and can provide a far better customer service experience generally.”
Building the business
A key milestone for the company in 2022 was the opening of a full-service office in India, which provides support for the local market and Australia.
Kotecha said 2023 is looking promising for the business, with a record order book.
“We’re continuing on our journey of innovation and working on a lot of projects that will launch in the next few months,” Kotecha said.
“One important thing that has driven this is the family atmosphere we cultivate. We want to see our staff succeed in their personal lives and provide attractive remuneration as well as incentives that shares our success with them. Our approach to maintaining a healthy work life balance is also one reason that Transmin is recognised in the industry.
“Without our fantastic team of people, there would be no company and we want to see this team grow.”
Checking the pulse of port industry
ABHR sat down with Peter Swan from Page Macrae Engineering to find out what the business learned from BULK2022 and the Ports Australia conference.
PAGE MACRAE ENGINEERING
believes face-to-face communication is one of the most important aspects of doing business.
Unfortunately for the New Zealand-based business, the numerous lockdowns and social-distancing requirements made this all but impossible for two years.
Peter Swan, GM sales and marketing at Page Macrae Engineering, said that while Zoom calls help customers stay in communication, this pales in comparison to being there in person.
“There’s nothing like sitting down with someone, laying down documents on a table and explaining the engineering behind a product,” Swan told ABHR. “You can gauge the physical reactions much better than over a video call.
“There’s also a human factor as well; it shows you care enough to make the effort to be there, building a connection and strengthening the purpose.”
This is one of the main reasons Page Macrae’s team found the recent BULK2022 show in Melbourne so powerful – everyone who attended had a reason to be there.
Swan and his colleague, Bruce Ennis, flew to Australia to meet with the company’s clients – primarily stevedores, port operators and suppliers – and to showcase its expanded range of equipment.

The event meant current and potential customers could see the entire range, including minimum viable product concepts.
Swan said by the second day, everyone in the team was run off their feet with meetings and inquisitive attendees that they had never met before.
“During our conversations, we wanted to make sure we understood the challenges the industry was facing,” he said.
“Understanding the challenges our customers face feeds into the solutions we can provide.
“Just about every client said dust emissions were a major pain point for them, which was validating for us as we have made it a focus for our upcoming developments.”
Regulatory compliance and sustainability are two other common pain points that Page Macrae’s customers shared.
As more people begin living near
ports, less dust and fewer noise emissions are tolerated. This leads to regulators clamping down, with strict penalties for operations that do not comply.
But ports still need to maintain throughput and efficiency, and supply-chain disruptions across the world have had a flow-on effect, causing delays and increasing the necessity to process shipments as soon as possible.
Maintaining biosecurity measures is also a key issue, with ports preferring equipment and technology that is easy to clean when swapping between different materials.
Swan said Page Macrae’s range of bulk grabs proved popular among conference attendees.
“You can swap out and interchange the different grabs and bucket sizes, which reduces the amount of capital expenditure required to handle different materials,” he said. The development of grab dust covers to minimise wind carry off of product was also seen as a key feature.
“Big ports often have a massive mixture of cargos coming and going, but smaller ports might not be able to justify capital
48 І Australian Bulk Handling Review: November/December 2022 INDUSTRY OUTLOOK
Page Macrae’s range of bulk grabs proved popular among conference attendees.
expenditure for dedicated cranes.
“Being able to move more tonnes of cargo faster also improves productivity, which ports around the world are looking to improve.”
The Ports Australia conference reinforced the theme of risk and resilience where all that attended, be it shipping lines, ports, or stevedores, seemed aligned in forging forward with more sustainable practises whilst engaging in technology to maximise efficient throughput and improve the working environment from a safety aspect.
Following on from the trade show, Page Macrae is engaging closely with its clients to improve how its products fit the industry’s challenges.
Page Macrae plans to keep its finger on the pulse its core market in 2023 and expand further into Australia.
“Change happens fast, and if you’re not in touch with what your customers need, you could go down
a path that’s not fit for purpose,” Swan said.



“We want to take our support for our stevedoring and port clients to
the next level and will be expanding our range and services – especially in the environmental, sustainability and compliance space”

CYCLO Unmatched Reliability ✔ 500% momentary shock load, over 3 times greater than similar gearboxes ✔ Ratio Range 3:1 up to 658,503:1 ✔ Power rating up to 132kw ✔ Torque rating up to 68,130Nm BBB4 Advanced Componentry ✔ Hollow Bore, Solid Shaft, Keyless Taper Grip Bush & Output Flange available ✔ Ratio Range 11:1 up to 26,000:1 and greater ✔ Power rating up to 55kw ✔ IEC motor input adaptors available HSM Maximised Strength ✔ 100% compatible with SMSR. No need to modify guards, pulleys or belt sizes ✔ Ratio range 5:1, 13:1 or 20:1 ✔ Power rating up to 224kw ✔ Local stock availability for same day shipment The key to your business success is to keep your product moving. Sumitomo gearboxes are engineered tough to maximise your throughput.
stock guarantees fast delivery. Supported by a 2 year warranty. sumitomodrive.com | 13 000 DRIVE | shau.sales@shi-g.com
Local
Page Macrae is engaging closely with its clients to improve its products.
Feeling the industry buzz
ABHR spoke with Mark Thompson, general manager at Oli Vibrators, to find out how the company navigated global supply chain disruptions
2022 HAS BEEN A TURBULENT year for Oli Vibrators. The Australian company, which represents one of Europe’s largest manufacturers of electric and pneumatic vibrators, has had to navigate global supply chain disruptions.
Mark Thompson, general manager at Oli Vibrators, said the supply lines for material in Europe were strained, which had flow on effects across the globe.
“Because we’re on the other side of the planet, we needed to take on more stock than we’d normally carry,” he told ABHR
“We had to be much more diligent with our forecasting and consciously make decisions to place larger orders from our European manufacturing divisions.
“This was a trend that happened
with Oli distributors all around the world, which saw the company heavily invest into its manufacturing centres to keep up with the demands of the supply chain.”
The entire company is already beginning to see the benefits of this decision. The company was able to keep its pricing stable during periods of high inflation and fluctuation between currencies.
This is vital for the Oli’s customers, who rely on the company to provide stable prices – particularly its resellers.
Thompson said it is important for the business to work as a partner with its customers, so that both parties have a mutual understanding about expectations.
“Oli is also involved with several industry associations, which helps us keep in touch with trends in the
market,” he said.
“At the moment, it’s all about energy efficiency and new materials. We have recently introduced foodgrade vibrators and flow aids that are easy to clean in place, made from stainless steel, and lack areas for bacteria to grow,” he said.
Oli’s products are used across dozens of different industries to move hundreds of different materials. To ensure the customer gets the right tool for the job, the company works closely with its customers to learn as much as it can about the application.

The customer will often provide a checklist of important information, along with some technical drawings to get started.
Oli Vibrators’ team will work with customers to determine the characteristics of the product, such
50 І Australian Bulk Handling Review: November/December 2022 INDUSTRY OUTLOOK
Oli Vibrators’ engineers will usually find a solution that works within 24 to 48 hours.
C M Y CM MY CY CMY K
as bulk density, explosive risk, hygiene requirements, whether it is hydroscopic, the vessel it is being stored in, and more.

With that information, the company’s engineers will usually find a solution that will work for the customer within 24 to 48 hours.
“If a customer of ours is manufacturing lollypops and decides on a new design for the product, they might start having problems occur during the processing procedure,” Thompson said.

“We’ll go out, see what problems are occurring and work with them to find an innovative solution to the problem. A lot of people underestimate how many applications industrial vibrators can be used in.”
Thompson said the team at Oli Vibrators is excited for 2023.
“We’re well stocked, which means we can keep servicing our customers in a fashion that makes everyone happy,” he said.
“There are also several innovative new products that we will be launching next year.
“We’re constantly evolving with our products, especially when it comes to supporting the growing food and concrete industries.”
Foundations™ LEARNING CENTER
The many training options within the Foundations Learning Center bridge the theoretical and the practical. This expertise gives you the fundamental, realworld knowledge needed to identify, understand, anticipate and resolve specific bulk handling issues. Proper training is essential to reducing losses related to injuries, component failures, fugitive material, and so much more.
When your unplanned downtime is minimized, productivity and profitability are maximized.
Learn why. Know how
Vibrators are used much across the bulk materials handling industry.
Martin Engineering offers you and your team a wide variety of virtual or in-person training and education alternatives, easily accessible via the online Foundations Learning Center found on our website.
For service, training and sales call 1300 627 364, or email mea@martin-eng.com. To access our professional development options visit martin-eng.com. Martin Engineering Australia Pty Ltd, 20 Em Harley Drive, Burleigh Heads, QLD, 4220. Martin Engineering Perth, 50 Vigilant Terrace, Ocean Reef, WA, 6027 ABHR11-1ad_insertV2.pdf 1 10/17/22 12:19 PM
One night in Vegas leads to Minprovise innovation
Minprovise backed a winner after a business meeting in Las Vegas. ABHR learns more about the surprise solution the company found and how it’s being used in Australia.
raised points and shore hardness above the actual belt level.
Luwirep 70 so impressed Townsend and Sutton that Minprovise became Australian distribution partners with Lutze.
Luwirep 70 enables anybody on-site to fix a hole, damaged splice, or tear as soon as it is discovered. It turns maintenance personnel already working on the conveyor system into repair specialists, removing the need to call in an off-site entity.

Sutton explains that nothing more is required than a few products easily kept on hand, plus a brief training session.
While in Vegas, Townsend and Sutton hit the jackpot when they discovered the Luwirep belt repair product range from Lutze Group.
Townsend and Tony Sutton, the company’s general manager, were on the lookout for innovative solutions to solve some issues they had flagged in the Australian mining industry, specifically faster, stronger, and easier conveyor belt repair.
Mining conveyor belt damage is caused by numerous and varied issues that have cumulative impacts. A hole or damaged splice, for example, that is not dealt with quickly grows into bigger problems.
These wear-and-tear issues are often left unaddressed in a bid to avoid stopping production for hours, if not days, for a seemingly ‘minor’ repair.
But this is a gamble that seldom pays off. It usually leads to a chain of events that can be avoided through understanding the importance of conveyor belt shore hardness.
The Lutze Group specialises in conveyor and plastics technologies. Its Luwirep 70 is named after the shore hardness factor of rubber (the average conveyor belt hardness ranges between 55–75 shore A).
When a hole, fraying or splice tear is ignored, scrapers are adjusted to accommodate. This means they stop working efficiently, causing increased carry back and significant spillage under the conveyor – possibly damaging the rollers. The belt stops running evenly over the rollers and starts cutting into the conveyor structure, splices become tears, skirts get damaged, spillage increases.
When the belt repair company is finally called in, production stops –possibly for only a few hours, but most likely for days.

Traditional fixes use staples, patches, and hot vulcanising methods, all with the potential of increased cover thickness,
“Production is stopped for just one hour before resuming with a fully functional and repaired belt of the same shore hardness, as good as new,” he said.
“No scraper, cleaner, roller, carry back or spillage issues. No patches. No more small repairs growing into huge ones.
“It’s all about ongoing and on time maintenance. An innovative solution.”
Luwirep 70 comes in three sizes, but the process remains the same.
Mining conveyor belt damage is caused by numerous and varied issues that have cumulative impacts.

52 І Australian Bulk Handling Review: November/December 2022 BELT REPAIR
IN 2016, MINPROVISE FOUNDER and executive director Graham Townsend headed to MINExpo International in Las Vegas – the world’s largest mining equipment, products, and services exhibition.
Luwirep 70 enables anybody on-site to fix a hole, damaged splice, or tear as soon as it is discovered.
Luwirep 70–50ml is a pocket-size pouch requiring a small dispensing gun and specialised nozzle, while Luwirep 70–400ml is a larger cartridge used for significant repairs, and the 70–1500ml drum, like the 70–400ml cartridge, requires a hydraulic dispensing gun to
ensure correct viscosity pressure when pushed through the specialised mixing nozzle. Sutton described the method of applying Luwirep 70 as a simple process.
“First, you clean the area with CF4 cleaning fluid and grind if needed, then you apply a thin layer of

Luwirep rubber primer,” he said.
“You fill the damaged area in one smooth squeeze then, after curing and grinding, the belt is ready to resume with shore hardness 70A in just one hour.”
Sutton said when it comes to conveyor belt repair, matching the belt’s shore hardness in any repair affected is playing the trump card.
“We knew in 2016 that we needed to bring this market-leading product to Australia,” he said. “Having a belt repair solution that is convenient, accessible and effective, with the same integrity and flexibility as the actual belt, is the safest bet when it comes to keeping conveyor production flowing at an optimal rate.”
Minprovise’s sales team offers detailed product information and can provide demonstrations or training sessions.
• materials handling • asset life extension • infrastructure ASPEC Engineering provides high quality technical engineering support to mines and ports www.aspec.com.au
The method of applying Luwirep 70 as a simple process.
Appropriate aligning
Kinder Australia’s senior mechanical engineer, Cameron Portelli, explains how to get the best belt alignment.
EVEN THE MOST HOLISTIC approach to belt conveyor system design and construction rarely results in good belt alignment. Is the structure rigid and installed level? Check! Are the pulleys and idlers concentric and installed square? Check! No worries then, right? Wrong!
The conveyor belt is widely considered to be the most cost intensive component on the conveyor belt system over the equipment life and given mis-tracking damage can be fatal to the belt, maintaining sufficient alignment should be a high priority.

Site conditions change, so even the best laid out plans ruin the best of intentions in seeking sufficient belt alignment. All conditions out of the control of site personnel, such as weather conditions (e.g.: temperature and rain), ground movement and changes to material conveyed, contribute to a change in the belt path and the way the burden interacts with the belt. These changes often contribute to poor belt alignment on a system that was performing well the previous day.
There are now many ways belt alignment can be achieved, however, an alignment device should only be sought to counter changing conditions, or where a simpler root cause fix does not exist. For example, wind forces often cause belt conveyors to mistrack, this can be countered by simply covering the belt using belt covers or using wind guards. Another example is the build-up on rollers that causes a mis-tracking belt, by way of varying diameters and friction factors. This should be countered using a belt cleaning or spillage reduction solution such as better skirting.
Machinery designers have long implemented equipment that naturally aid in good belt tracking. Such equipment includes the crowning of pulleys and offset idlers. These simple
solutions may be all that is required to track simple systems. Even the troughing of a belt will allow for better belt alignment, when compared with a flat carry belt conveyor system.
Crowned drums work by placing more tension on the side that is tracking to the centre. This creates a curve in the belt which allows the
belt to “climb” the pulley drum taper, centring itself. This principle has been used for many years in power transmission as well as conveyor belt systems.
Offset idlers generally have a lead in the wing rollers (around 2° max) and can also be created using inline rollers by leaning them forward on
54 І Australian Bulk Handling Review: November/December 2022 MAINTENANCE
Severe wind induced mistracking.
taper shims. If the belt tracks over to one side, more of the belt is contacting one wing roller than the other. This force imbalance allows the belt to selfcentre. As this is not a symmetrical design, this cannot be implemented on reversible belts. Doing so would worsen the mis-tracking of a mistracked belt.

Active and passive trackers
When all simple fixes are not getting the job done, belt tracking devices should be utilised. The oldest solution is the centre pivoting tracking frame and there are some options when it comes to pivot activation. Most commonly a trailing side guide roller is used, such that when the belt drifts over, offset pressure on the frame
creates a torque about the centre pivot, allowing the rollers to steer the belt back to the centre. These are a well understood reliable item, however the drawbacks are that they are not for reversible belts, and they require belt edge contact to activate. Some conveyor belts in the field have a less than perfect belt edge, usually due to a previous mis-tracking incident, and so may not be suitably solved using the side guide activated centre pivot tracker.
The side guide activated tracker is also considered a passive tracker; it waits for some level of mis- tracking to occur before acting. This may be suitable for certain applications that drift within limits naturally and use the tracker rarely when conditions
change. On some heavier applications or where conditions are constantly changing, it may not be suitable to utilise this tracker.
As all three rollers (for a trough side design) on this type of tracker perform the belt realigning, they thrive on friction and pressure. These trackers should be supplied at least 6mm higher than the preceding and post idler frames to ensure suitable pressure is maintained. Further friction can be applied to the belt by shimming the frame up to 18mm higher or the use of rubber lagged rollers, which significantly increase the belt to roller friction force. Given rollers in tracking frames tend to wear faster than plain roller sets due to the constant “scuffing” of the roller face, rubber lagged rollers also have a greater serviceable life. Due to the added pressure and the want of extra friction, low friction HDPE rollers should not be used in these types of frames. Generally, an RDRT roller also shouldn’t be used in a return training frame as there is less contact with the belt, even if a marginal increase in friction results due to the use of rubber.
The alternative to side guide activated trackers is the taper roller. These use variation in tangential speed across the roller face to incite a “braking” effect, which drags the tracker forward on the side that the belt is mis-tracking toward. The advantage is the design is inherently suitable for reversible belts, there is no belt edge contact, and it is an active tracker, i.e. it is always tracking as
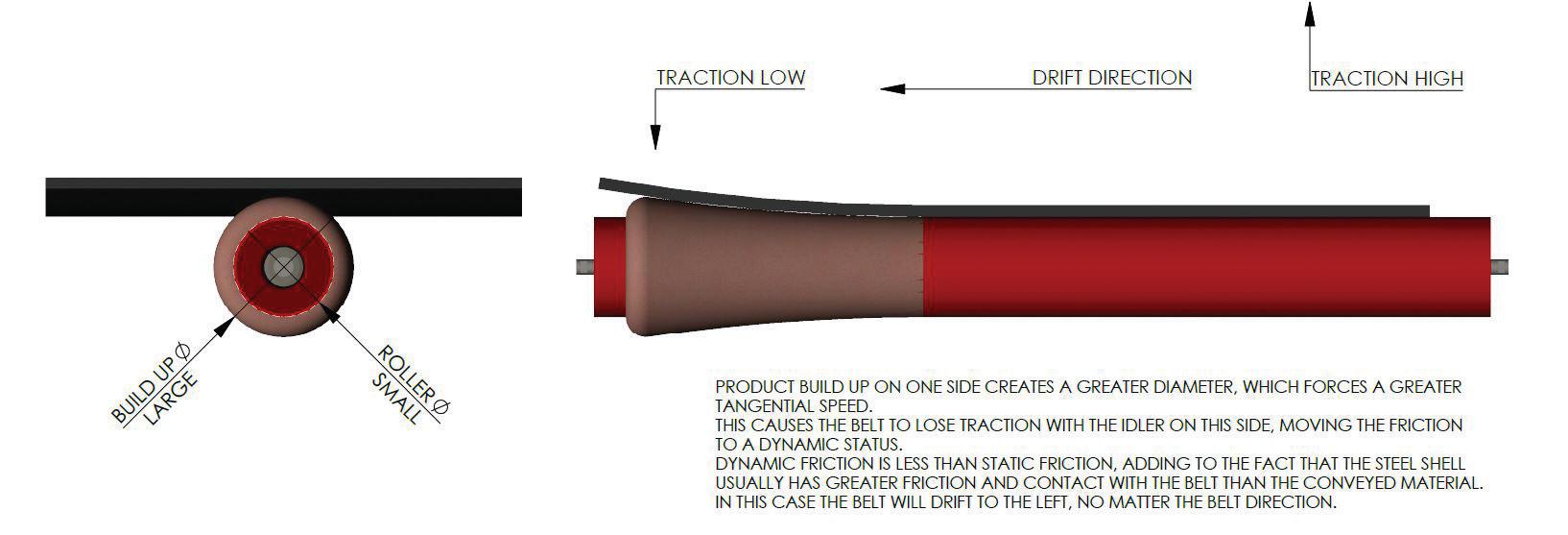
Australian Bulk Handling Review: November/December 2022 І 55
Poor belt edge condition is common in the industry.
Roller build up induced mis-tracking.
opposed to the side guide activated tracker which relies on contact with the side guide roller before reacting.
The fact that the taper roller tracker is an active tracker, is a double-edged sword. Yes, you will have a quicker response before a mis-track situation becomes a major issue, however the lagging is constantly in a wear state, even during perfect belt alignment. This can lead the lagging taper shape to wear to a point of ineffectiveness. The Kinder field service team have seen multiple occasions of customers having the

lagging replaced without the taper feature and wondering why the tracker no longer performed following this, so a misunderstanding of this tracker is common.
In trough side applications of the taper roller, the centre roller is less important, hence them being plain steel rather than a high friction rubber or grooved polyurethane. The intention of the dual centre rollers is to offset them from the centre, opening space for the large end of the taper wing roller to be placed, if required for steep trough angle systems. Setting
of the wing roller angle depends on the trough angle of the conveyor, and is partly the reason for it being adjustable, however the greatest reason for the adjustment is so the training response can be increased. Usually, the wing rollers should be set 2-3° higher than the standard carry frames on the system, however this can be further increased in situations where the trainer is slow at responding. Placing shims under these trainers to increase pressure actually makes the trainer less responsive, as this places more pressure on the centre rollers, taking vital pressure away from the wing rollers.

Other tracking units that exist are primarily for the return side of the belt. These use a belt mass difference across the face of a central bearing supported roller to pivot the trainer and correct the belt. Most use a pivot shaft that run at 45° toward the belt direction through the stationary support shaft to an inner bearing drum. When the belt tracks over, a mass imbalance about the centre of the roller causes the outer drum to move down and forward. This steers the belt back centrally. This design is not suitable for reversible belts, though the addition of external bearings can flip the shaft when the belt moves in the opposite direction. The external bearings being smaller and having less friction than the internal bearings allow the shaft to flip and come to a stop using a positioning lever before the outer drum starts to turn.

56 І Australian Bulk Handling Review: November/December 2022 MAINTENANCE
Taper rollers are available for the trough and return side of the belt.
Reversible design mass imbalance activated return tracker.
New technologies developed have allowed for a much simpler example of a mass imbalance activated tracker. This design uses a flexible coupling in the centre pivot, rather than a fixed axis shaft at 45°. This allows for completely 360° free motion about the centre of the tracker, which has created an inherently reversible design. The steering of the roller is activated by additional mass and friction to one side of the roller, which drags the roller drum forward and steers the
belt back to centre. Results in the field have shown there is no downside to this design compared with the fixed axis design, and it has been found that the rubber coupling is a more reliable unit, due to its simplicity and given it is not affected by contamination like a conventional greased bearing.

All previously mentioned pivoting trackers limit the angle of pivot to avoid losing static friction with the belt. This can be likened to understeer in a vehicle, where more steering angle

past the limit of adhesion results in no extra steerability and likely, further wear on the tyres. The actual limit angle is when the theoretical force pushing the belt across exceeds the static friction available between the two surfaces. This belt push force is dependent on the tension in the belt, and the friction available depends on the mass of the belt, product and any additional tension forces that are induced via additional pressure of the installation. This is obviously very
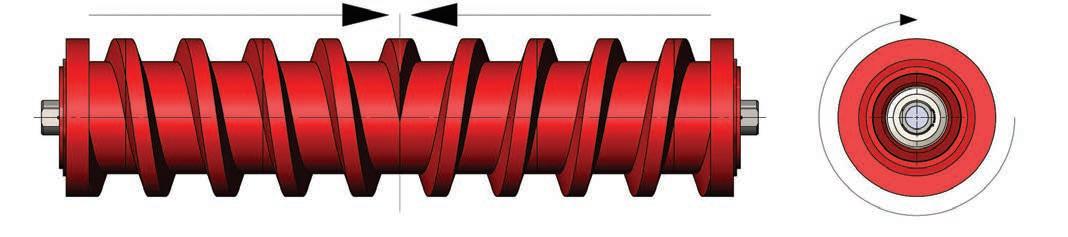
Engineering a better tomorrow enquiries@page-macrae.co.nz www.page-macrae.co.nz
Spirals converge towards the centre when rotated as shown.
dependent on the system specifications and running conditions at any one time, however it has been shown that no more than 6° of pivot either way should be allowed. Higher tension systems should be further limited as the push force generated by a given angle is so much greater, therefore reaching the friction limit earlier.
Tracker placement
The placement of a tracker is to solve an issue in the area where mis-tracking occurs. There are also recommended locations for tracker placement as a risk prevention measure, such as prior to pulleys where occurrence of mis-tracking would result in dire consequences for the belt. A risk-free system is one that has the following trackers installed:
• Prior to every pulley
• After the head pulley (and drive pulley where these are separate)
After the gravity take-up (or any other series of non-drive pulleys, such as a tripper)
After the loading point to counter the possibility of off-centre loading
• Every 30-50 meters of continuous belt
Obviously, the practicalities of capital and ongoing maintenance costs may not allow for this many trackers to be installed, especially for shorter systems. However, particularly on long overland systems and critical single line systems with zero redundancy, it may be some very cheap insurance and something that is only realised after kilometres of belt have been destroyed.
The minimum distance of 3.5 times the belt width of distance between pulleys and the tracker is to allow the tracker to influence the belt, lessening the need to “fight” the pulley with its greater wrap and therefore greater hold on the belt. A tracker is limited by the amount of friction it can apply and therefore the amount of sideways force it can transmit to correct the belt. Placing the tracker sufficiently far away from pulleys allows greater torque to be applied about the centre of the belt at the pulley for a given tracker applied force, which induces a greater angle difference, allowing
the belt to climb the drum after some pulley revolutions, much like how a crowned drum works.
A balance between the practicality of install and the perfect location for tracking performance must be sought. A tracker at 2 times the belt width from a pulley is better than no tracker at all. Short feeder conveyors have had trackers placed in the centre of the return strand at around 1 belt width from each pulley and in order to get them to have a sufficient effect, the pressure on the tracker must be so much greater, that it warrants a design check of the tracker’s capabilities. Other options for short centre belts are inverted vee guide rollers or fixed side guide rollers. These are a crude last resort. The inverted vee rollers train the belt via constant pressure and go against a belt manufacturers’ concerns for transitioning belt profiles from troughed to flat over a given distance. Side guide rollers are a hard stop on a belt edge that may be inconsistent and sometimes the mis- tracking situation is so bad the belt folds against the side guide roller.
Return trackers offer more freedom for installation as they can be placed above or below the belt. Above the belt is the clean side of the belt so more friction may be seen resulting in greater tracker response, however, it may be easier to replace a return roller with a return tracker in a more conventional way, due to
Wind guards prevent wind induced mis-tracking.

space constraints. A return tracker is beneficial compared with a trough tracker as it only needs to correct the belt, not the belt and burden. Return trackers also typically maintain a greater contact area with the belt as the troughed profile lifts at the idler junctions.
Other tracking options
Spiral rollers were soon discovered to generate a tracking force as customers started to fit them in the direction that cleans to the outside of the belt with threads working away from the centre. This can make sense from a cleaning perspective but had an adverse belt tracking response. Hence now they are used for their tracking ability as well as cleaning. They are also easy to fit, replacing any conventional steel roller without the need to change brackets.
Disc trackers are also available and recommended for light to medium duty conveyors. These are made of polyurethane to reduce the severity of belt edge contact. They are also a simply installed solution that can be installed on both the trough and return side of the belt.
This article is by no means an exhaustive list of tracker design options. Features such as pivot and tilt, even hydraulically steered units are available. Whatever additions are on offer, it is usually the simplest of solutions that look after the belt which offer the best long-term outcome.

COVER STORY 58 І Australian Bulk Handling Review: November/December 2022
MAINTENANCE
READY-MADE











SUBSCRIBE TODAY Australia’s only publication 100%-focused on bulk solids handling. Australian Bulk Handling Review covers conveyors, silos, engineering, dust control, powder handling, weighing, pneumatics and much more, in industries such as mining and metals, ports and terminals, grain, fertiliser, sugar, salt, foods, milling, resins, cement and woodchips. 1 year $99.00 (inc GST) 6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide 2 years $179.00 (inc GST) 12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide Subscribe today: www.bulkhandlingreview.com/subscribe www.bulkhandlingreview.com VOLUME28,ISSUE3 KK-0435 READY-MADE SOLUTIONS See the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems ©2022 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. FILL CONDITION UNLOAD Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements. Patented TWIN-CENTREPOST™ models maximise strength, accessibility to bag loops and economy. Cantilevered REAR-POST models allow pass-through roller conveyors. SWING-DOWN® models pivot the fill-head to the operator at floor level for quick, easy and safe spout connections. Optional mechanical and pneumatic conveyors. Opposing hydraulic rams drive contoured conditioning plates to crush and loosen solidified bulk material safely and easily. Bulk bags can be raised, lowered and rotated to allow complete conditioning of the entire bag through the use of automated turntables and scissor lifts, or electric hoist and trolley assemblies. Offered as standalone units for loading with forklift or electric hoist and trolley, or integrated with bulk bag dischargers for reduced cost, footprint and loading time. Condition, de-lump, screen, feed, weigh batch, combine with liquids, and convey as you discharge, with a custom-integrated, performance-guaranteed, dust-free discharger system. Offered as stand-alone units for loading with forklift or electric hoist and trolley, split frames for low headroom areas, economical half frames and mobile frames. All available with mechanical and pneumatic conveyors, flow promotion devices, bag dump access, automated weigh batching packages, and much more. Fill one bulk bag per week or 20 per hour with REAR-POST, TWIN-CENTREPOST™, and SWING-DOWN® Bulk Bag Fillers Loosen material solidified in bulk bags during storage and shipment with BLOCK-BUSTER® Bulk Bag Conditioners Save time, money and space with BULK-OUT Multi-Function Bulk Bag Dischargers and Weigh Batching Stations Stand-aloneunitstocomplete,automatedsystemsintegrated withmechanicalandpneumaticconveyors ToYourSpecificBulkBagHandlingProblem AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICAUK SPAIN FRANCE GERMANY +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 KK-0435_ReadyMade_20220408_1540.indd 1 4/8/22 3:39 PM BLOCK-BUSTER® Bulk Bag Conditioners loosen bulk materials that have solidified duringstorageandshipment.Variableheight withturntablepositionsbagforhydraulicrams contouredconditioningplatestopressbagonallsidesatallheights. TIP-TITE dumpbulkmaterialfromdrums into(shown),boxesorothercontainers Dust-tightvesselsupto3metreshigh. (shown)oropenchutemodelsimprove safetyefficiencyand age-oldofantask. PNEUMATI-CON Pneumatic Conveying Systems move a broadoverrangeofbulkmaterials distances,shortorlongbetweensingleormultipleinlet and highdischargepointsinlowto capacities.Available asdilute-phasevacuumor fullypositivepressuresystems, process.integratedwithyour FLEXI-DISC® Tubular Cable Conveyors gentlyslidefragilefoodsandnon-foodsthrough smoothstainlesssteeltubing orroutedhorizontally,vertically atanyangle,overshort Singleorlongdistances,dust-free. ormultiple inlets outlets.andCONVEYDUMPUNLOAD CONDITION CONVEY ©2022FlexiconCorporation.FlexiconCorporationhasregistrationsandpendingapplicationsforthetrademarkFLEXICONthrougho *SeecompleteGuaranteefordetails. SINGAPOREUSA INDONESIA SOUTHMALAYSIA AFRICA GERMANYFRANCESPAINUK +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 KK-0361_ConveyDump_20220215.indd 1 www.bulksolids.com.au www.bulkhandlingreview.com VOLUME 28, ISSUE 5 NOVEMBER/DECEMBER 2022 In this issue: Industry outlook Conveyor maintenance The future of packaging
Life study modelling
During both the design and manufacturing phases of a project, it is important to consider the method used to position large components. Should this positioning involve the use of mobile cranes, the ability to rapidly evaluate the suitability of a variety of cranes can inform design decisions and simplify initial lift studies. To achieve this, ASPEC has developed 3D modelling and calculation tools capable of assessing suitability with minimal user input.
ASPEC HAS FOCUSED ON TWO
main crane types: all-terrain cranes and crawler cranes. All-terrain cranes (demonstrated in Figure 1 below) can be driven on roads and are supported by outriggers when lifting. Conversely, crawler cranes (Figure 2) require transport to lift sites and are supported by a set of tracks.
3D Modelling
To determine the placement of cranes, 3D models have been developed in Autodesk Inventor. These feature all key dimensions, including:
• Body length and width
Outrigger width (for all-terrain cranes)
• Track width, length and spacing (for crawler cranes)

Counterweight swing radius
Slew point
The assembly of the crane allows full range of motion in slewing and lifting for all boom lengths. Key geometry such as the lifting axis, ground and boom pivot point are represented by included work features. These allow for the positioning of the crane and simple measurement of the lift radius. The
can then be used to determine the crane’s lifting capacity for the given scenario. Figure 3 demonstrates the crane 3D model showing two capacities and radii for a proposed lift.
In addition to determining the lift radius, the availability of a parametric 3D model allows engineers to assess the suitability of pick points and component placement. Furthermore, the lift sequence can be animated using CAD software to accurately track the lift path.
Lifting capacity
To assess a crane’s suitability for the specified lift, its chart capacity must be calculated. This is achieved by using Microsoft Excel, where the user enters the crane type, crane model, counterweight mass, boom length and lift radius. Lift charts for all cranes are stored within the sheet, and the lifting capacity is calculated by linearly interpolating between chart capacities at specified lift radii.
The spreadsheet also has the capability of determining gross lifting loads. The net load, deductions and rigging can be entered, with typical items including the hook, rope, slings, de-rated
chart capacity and gross load. Provided that the utilisation is below the specified target and all values have been correctly assumed, the crane has sufficient capacity to perform the lift.
Ground bearing capacity – all terrain cranes

While load charts specify the maximum load that can be lifted without crane overturn or structural failure, the operating surface must also be able to support the crane and its load. Ground bearing capacity is the surface’s resistance to shear forces caused by the applied ground bearing pressure of the crane. Should this capacity be less than the applied pressure, the resultant instability may cause overturn.
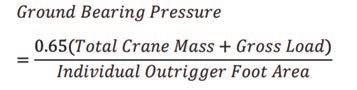
For all terrain cranes, pressure is applied by the outrigger feet. This pressure can be calculated by finding the vertical reactions forces at each of the feet, however Queensland regulations specify that this value should be calculated as 65 per cent of the total load divided by outrigger foot area:
If this value exceeds the ground bearing capacity of the surface, mats must be used to increase the foot area. In the spreadsheet, capacities are listed for varying soils, while the pressure calculation is automatically performed based on entered loads and crane selection. This allows the user to easily assess the requirement of matting.
Ground bearing pressure – crawler cranes
When considering crawler cranes, calculating ground bearing pressure is
60 І Australian Bulk Handling Review: November/December 2022 CRANES
An all terrain crane.
much more complicated. Rather than featuring four discrete reactions applied at each outrigger, crawler cranes will apply a continuous support that varies along the length of each track. This pressure distribution can be either trapezoidal or triangular depending on the load magnitude and position. An estimate of the applied pressure can be calculated from pressures caused by the load, ��, the moment about the transverse axis, ����, and the moment about the longitudinal axis, ����. With a gross load of �� at a lift radius of ��, these values are given by:

This gives resultant ground bearing pressures at each corner of:
GBP=
The pressure distribution becomes triangular when any of the bearing pressures become negative. This reduces the effective support length of the tracks from �� to ����ri. This new length is given by:
relative to the slew axis. �� is the slew angle of the crane (positive anticlockwise from travel direction), �� is the track length, �� is track width and �� is the distance between track centrelines. These dimensions are demonstrated in figure 5.
Values of centroid locations and masses for each crane are stored within the spreadsheet to automate this
A crawler crane.

If the distribution is triangular towards the front, the front left and right bearing pressures are given by:

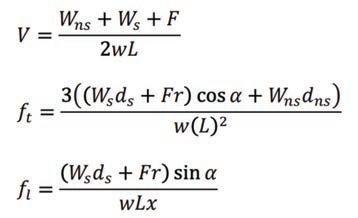
In these calculations ���� and ����s denote the weights (in Newtons) of the crane’s slewing (boom, counterweight, cab, etc.) and non-slewing (tracks, carbody, etc) masses, while ���� and ����s denote respective centroid positions

�� ± ���� ± ����
West Coast Conveyor Services (WCCS) is part of the Reliable Conveyor Belt Group and we have expanded on its already industry leading services and capability. WCCS has the capability to supply a full range of conveyor components including Belt, Rollers, Pulleys, Belt Cleaners and Skirting Systems. Our capabilities now mean we can provide complete asset management of your conveyor systems and
the
stop shop through trouble shooting, component supply, conveyor maintenance, engineering and QA services. PROFESSIONAL | EXPERIENCED | RELIABLE | HONEST | INDEPENDENT SPECIALISTS IN CONVEYOR SYSTEMS CONVEYOR SERVICES 90 Kurnall Road, Welshpool, WA 6106 Phone: 08 7009 4585 Email: sales@wcconveyors.com.au We have an experienced team that will provide a safe and reliable service to your organisation. westcoastconveyors.com.au
be
one
calculation based on the selected crane and inputted load. Available cranes have been tested against each company’s ground bearing calculation software to ensure that the entered data is correct,

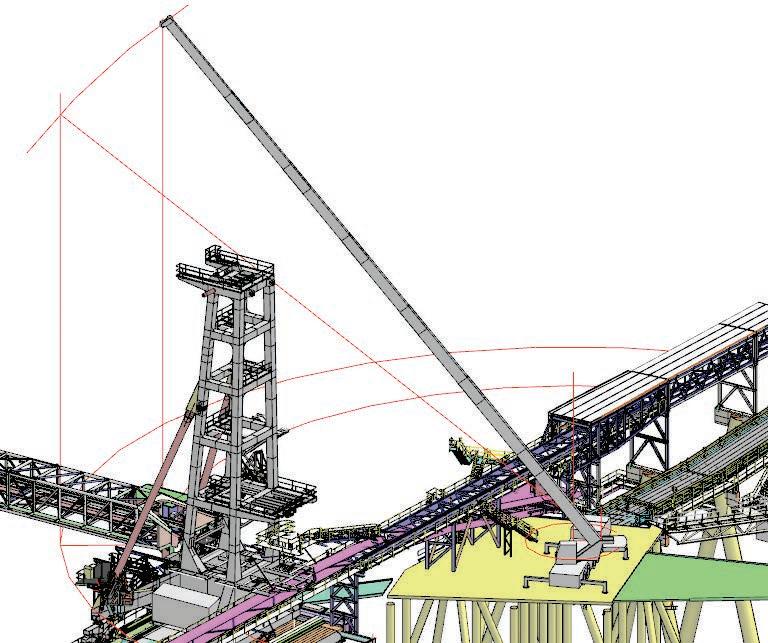
allowing the user to be confident in the generated results. Typically, the results from the spreadsheet were found to be conservative, however the maximum underestimate of ground
Crane
bearing pressure was within 11 per cent of the value obtained from manufacturer software. To account for this, a 10 per cent contingency is added to the maximum bearing pressure.
All calculations by the spreadsheet should be checked against manufacturer software for any published lift study. However, automatic calculations allow for rapid initial crane selection and negates the requirement for all users to have every manufacturer’s software installed.
Lift study report
Using the 3D modelling tools and spreadsheet calculation, a user can easily generate the core of a lift study report. The Inventor files allow simple placement in lift scenarios, which can be used to create lift diagrams and determine lift radius. The spreadsheet then outputs all results in a report template that can be printed to a PDF. While this does not replace a lift study conducted by an authorised person, simple crane selection early in the design process can improve design and manufacturing decisions.
62 І Australian Bulk Handling Review: November/December 2022 CRANES
Outrigger matting.
positioned in construction location.











www.bulkhandlingreview.com VOLUME28,ISSUE3 KK-0435 onveying Systems, Bulk Bag Unloaders, and Automated Plant-Wide Bulk Handling Systems trademark FLEXICON throughout the world. UNLOAD de-lump, screen, feed, weigh with liquids, and convey discharge, with a custom-integrated, performance-guaranteed, dust-free system. Offered as stand-alone loading with forklift or electric hoist split frames for low headroom economical half frames and mobile available with mechanical and conveyors, flow promotion bag dump access, automated batching packages, and much more. money and space Multi-Function Dischargers and Batching Stations integrated 61 36 56 12 4/8/22 3:39 PM Bulk Bag Fillers one bulk bag per week or 20 per hour at the lowest cost per bag. Numerous performance options. Available to industrial or standards.sanitary BLOCK-BUSTER® Bulk Bag Conditioners loosen bulk materials that have solidified during storage and shipment. Variable height turntable positions bag for hydraulic rams with contoured conditioning plates to press bag on all sides at all heights. TIP-TITE Container Tippers dump bulk material from drums (shown), boxes or other containers into vessels up to 3 metres high. Dust-tight (shown) or open chute models efficiencyimprove and safety of an age-old task. PNEUMATI-CON® Pneumatic Conveying Systems move a broad range of bulk materials over short or long ordistances,betweensingle multiple inlet and highdischargepointsinlowto capacities.Available asdilute-phasevacuumor fullypositivepressuresystems, integrated with your process. FLEXI-DISC Tubular Cable Conveyors gently slide fragile foods and non-foods through smooth stainless steel tubing routed horizontally, vertically or at any angle, over short or long distances, dust-free. Single or multiple inlets outlets.andCONVEYDUMPUNLOAD CONDITION CONVEY TIP ©2022FlexiconCorporation.FlexiconCorporationhasregistrationsandpendingapplicationsforthetrademarkFLEXICONthrougho *SeecompleteGuaranteefordetails. SINGAPOREUSA INDONESIA SOUTHMALAYSIA AFRICA GERMANYFRANCESPAINUK +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 KK-0361_ConveyDump_20220215.indd 1 ADVERTISERS INDEX SUBSCRIBE To Australia’s only publication 100%-focused on bulk solids handling. It covers conveyors, silos, engineering, dust control, powder handling, weighing, pneumatics and much more, in industries such as mining and metals, ports and terminals, grain, fertiliser, sugar, salt, foods, milling, resins, cement and woodchips. 1 year $99.00 (inc GST) 6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide 2 years $179.00 (inc GST) 12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide Advertiser Page AGI 11 Altra Industrial Motion Australia 9 Apsec Engineering 53 Astec Australia 29 Aurora ............................................................................... 5 Fenner Conveyors 31 Flender 21 HE Silos 33 Kinder Australia .............................................................35 Kotzur Bulk Solids Handling 13 LASE Industrielle Lasertechnik 47 Lincom Group ................................................................23 Martin Engineering 51 Mideco 39 Minprovise 17 Netter Vibration 43 Oli Vibrators 41 Page Macrae Engineering 57 Schenck Process 27 Netter Vibration 27 Sumitomo Drive Technologies ..................................... 49 TAKRAF Australia 19 Techweigh 25 Transmin IFC VEGA Australia 7 West Coast Conveyor Services 61 AD INDEX www.bulksolids.com.au www.bulkhandlingreview.com VOLUME 28, ISSUE 5 | NOVEMBER/DECEMBER 2022 In this issue: Industry outlook Conveyor maintenance The future of packaging Subscribe today: www.bulkhandlingreview.com/subscribe
Reduce and Distance Plant Personnel while Boosting Output and Preventing Contamination
Automated, sealed BULK-OUT® Discharger-Conveyor Systems replace multiple workers dumping hand-held bags manually, while preventing contamination.

Enclosed Bulk Bag Weigh Batch Systems feed a central weigh hopper mechanically, and remove weighed batches pneumatically, requiring labour only to attach/detach bulk bags.




Bulk Bag Discharging Systems can loosen solidified material and meter it into liquid streams (shown), screeners, size reduction equipment and continuous blenders—automatically.


Dual SWING-DOWN® Bulk Bag Fillers fed by weigh hoppers fill up to 40 bags per hour with only one operator connecting empty bags and one forklift removing full bags.
Flexicon Bulk Bag Filling Lines automatically dispense pallets, fill bulk bags, and disconnect/accumulate filled bags, minimising operator involvement.
Flexicon automated equipment and systems can move your bulk materials at higher capacities with fewer personnel, cutting costs while distancing operators from one another.
TIP-TITE® Drum/Box Tippers seal, tip and mate a discharge cone to a gasketted hopper lid, open a slide gate and feed downstream processes— automatically and dust-free.
See the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems JJ-1041
with automated, enclosed bulk equipment and systems from Flexicon
©2021 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICA UK SPAIN FRANCE GERMANY +1
+65
+62
+60
+27
610 814 2400
6778 9225
81 1103 2400
10 282 2400
(0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76
