

MAY 2023 PLUS: Industrial Hoses | Liquid Nitrogen Applications | Product Recalls Packaging for the future
CEO: John Murphy
COO: Christine Clancy
Managing Editor: Syed Shah
Editor: Adam McCleery
Ph: (02) 9439 7227
adam.mccleery@primecreative.com.au
Design Production Manager: Michelle Weston michelle.weston@primecreative.com.au
Art Director: Blake Storey
Design: Michelle Weston
Sales/Advertising: Stephanie Suzuki
Ph: +61 422 046 711 stephanie.suzuki@primecreative.com.au
Production Coordinator: Janine Clements
Ph: (02) 9439 7227 janine.clements@primecreative.com.au
Subscriptions AUS NZ O/S
1 year subscription 99 109 119
2 year subscription 189 199 209
For subscriptions enquiries please email subscriptions@primecreative.com.au
Packaging innovations are critical for the future

Copyright
Food & Beverage Industry News is owned by Prime Creative Media and published by John Murphy. All material in Food & Beverage Industry News is copyright and no part may be reproduced or copied in any form or by any means (graphic, electronic or mechanical including information and retrieval systems) without written permission of the publisher. The Editor welcomes contributions but reserves the right to accept or reject any material. While every effort has been made to ensure the accuracy of information, Prime Creative Media will not accept responsibility for errors or omissions or for any consequences arising from reliance on information published.
The opinions expressed in Food & Beverage Industry News are not necessarily the opinions of, or endorsed by the publisher unless otherwise stated.
© Copyright Prime Creative Media, 2019
Articles
All articles submitted for publication become the property of the publisher. The Editor reserves the right to adjust any article to conform with the magazine format.
Head Office
379 Docklands Drive Docklands VIC 3008
Ph: +61 3 9690 8766 enquiries@primecreative.com.au http://www.primecreative.com.au
Sydney Office Suite 303, 1-9 Chandos Street
Saint Leonards NSW 2065, Australia
Ph: (02) 9439 7227
Printed by: Manark Printing
28 Dingley Ave Dandenong VIC 3175
Ph: (03) 9794
Editor: Adam McCleery

Iused to give little thought to the packaging used in food and beverage manufacturing, beyond the cosmetic that is, until I started working within the industry.
Now, as I continue to cover the food and beverage packaging space, I have begun to look at things differently when I walk the supermarket aisles and I also start to wonder whether my brand loyalty to certain items was born from the look of the packaging or not. I do know that it had nothing to do with the make-up of the packaging.
However, I now consider these things and have realised, due in no small part to speaking with experts in the field, the massive impact overhauling the use of particular materials in packaging can have on the wider world.
Society continues to move towards a more sustainable future off the back of scientific data and the continued push from stakeholder groups, and governing bodies, around the need to reduce things like single use plastics.
Supermarkets getting rid of plastic bags is also an indicator of how consumer demands are helping to drive the change, the move would not appear wise if the companies didn’t think customers would support it, and they have.
As consumers we are seeing the changes in packaging happen, we are aware of the reasons why, but until recently many gave little thought to the machinations behind the changes and the positive impacts it will have going forward.
Advancements in packaging have several
advantages for the industry including mitigating the risk of food spoilage, breakage, and wastage, which goes a long way to helping reduce the millions of tonnes of food that end up in Australian landfills every year. Stronger plastic alternatives, better recycling programs, and completely new forms of packaging, are all playing a role.
The role consumers have played in the evolution of the packaging space can’t be understated. The consumer has become increasingly product savvy and wants to play a part in helping create a sustainable economy moving forward and when it comes to the food and beverage industry, they do that with what they choose to spend their money on.
Brand loyalty, as mentioned at the top, can be created among the adult consumer base through more sustainable practices, just as my brand loyalty as a child was likely based on the colour scheme of the product, a product I no doubt still consume today.
T his new approach to packaging has also brought some alternative packaging companies, and technologies to the fore. Fibre based packaging appears to be winning out in the race for plastic substitutes, while other stakeholders are investing in better recycling programs to generate a circular economy.
T his edition of the magazine will detail some of these new technologies and packaging options, giving insight into what the future holds. Happy reading!
WELCOME
8337 2 Food &Beverage Industry News | May 2023 | www.foodmag.com.au

see wh y food & beverage prefer to partner with Bü rkert Melbourne Convention & Exhibition Centre 20 23 FOODPRO 23-26 JULY
18 MEET THE MANUFACTURER
VinZero drinks are capturing a strong segment of the nonalcoholic drinks sector in Australia.


22 TRACEABILITY
GS1 Australia’s Recall Platform presents a great software solution to strengthen a company’s recall process.
COMPRESSED AIR
Bürkert is helping the industry lessen its air which can have positive benefits.
PACKAGING
Tetra Pak’s partnership with saveBOARD has led to a first of its kind facility in Australia.


INDUSTRIAL GAS
Liquid Nitrogen Services, a subsidiary of Supagas, is set to expand its services further across Australia.
30 INDUSTRIAL MOTORS
Ifm moneo can help you protect your industrial motors with advanced vibration analysis.
32 PACKAGING
Favourite Packaging brings new packaging products to the market that are mono-structured and easier to recycle.

34 PACKAGING
COPAR is getting set to open the first wheat straw packaging facility in Australia, with prototypes ready for the market.
36 AIP
The winners of the Australasian Packaging Innovation & Design Awards have been announced.

CONTENTS 6 NEWS
38 NEW PRODUCTS 22 32 38 34 40





World Class Facility Construction | Call: (02) 9746 9555 | Visit: totalconstruction.com.au Looking to build or expand a Ready Meals facility? Call Total Construction to see how we can help from concept to completion of your project.
Dr Michele Allan, AO, has stepped down as Chair from the Food and Agribusiness Growth Centre (trading as FIAL) after serving four years as Chair and three years as a non-executive director on the Board.
One of Dr Allan’s legacies at FIAL is the inception and delivery of Project 2030 – the A$200 billion opportunity for the Australian food and agribusiness sector.
FIAL recognised the support, guidance, and leadership Dr Allan has offered FIAL and wishes her the very best in her future endeavours.
Dr Allan will be replaced by Emeritus Professor Roy Green, highly regarded for his leadership in innovation, manufacturing and regional growth and diversification.

With Professor Green’s strong track record in business-university
collaboration, particularly around science, technology and innovation, and the development of competitive and dynamic entrepreneurial ecosystems, he is well placed to support FIAL’s transition to the next phase of continuing to drive sector growth.
A particular focus will be on leveraging the cluster ecosystem to unlock the potential of Project 2030 for the Food and Agribusiness Sector.
“I am delighted to be appointed Chair of FIAL during the company’s transition into the next phase of growth,” said Professor Green.
“My background and understanding of competitive ecosystems will help support FIAL as they leverage the cluster ecosystem to unlock the potential of Project 2030, and drive export growth for the sector.” F
Change of Leadership for Food Innovation Australia Limited Metcash appoints Food Division CEO

Metcash announced the appointment of Grant Ramage as chief executive officer of the company’s Food pillar, with effect from 1 May 2023.
The appointment follows the completion of a global search due to the resignation of Scott Marshall early this year.
Ramage is currently executive general manager Merchandise in Metcash’s Food pillar, a position he has held for the past four years. Prior to this role he was State general manager, Supermarkets, Western Australia, after joining Metcash in 2015.
As leader of the Food merchandise team and a member of the Food leadership group, Ramage has been a key contributor to the very strong performance of both the Food pillar and the IGA network in recent years.
Ramage passionately believes that ‘independents are worth fighting for’ and has played a key role in supporting the significant improvement in the competitiveness of the IGA network.
In addition to increased value for shoppers, including competitive prices, he helped to navigate the prolonged and severe supply chain challenges of recent years, ensuring the IGA retail network continued to be well stocked and able to serve local communities.
In his previous state general manager role, Ramage delivered significant and sustained improvement in the state’s logistics operations and built the requisite resilience to help address increased competition, deregulation of trading hours, and recession.
Importantly, Ramage is highly regarded by both Metcash’s independent retailers and suppliers and has built
strong relationships and trust with these key partners.
Prior to joining Metcash, Ramage had a long and successful career at Coles
NEWS 6 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
Liquor, where he held several roles across merchandise, marketing, operational leadership, business development, critical projects, and exclusive brands.
F
Prior to joining Metcash, Ramage had a long and successful career at Coles Liquor.
Dr Michele Allan, AO, stepped down and is being replaced by Emeritus Professor Roy Green.


www.foodmag.com.au | May 2023 | Food &Beverage Industry News 7 environmental groups, sporting clubs in remote areas. F FOOD | FRESH PRODUCE | MEAT PACKAGING sales@copar.eco WWW.COPAR.ECO+61255656770 PROUDLY AUSTRALIAN-MADE & COMPOSTABLE. WHEAT STRAW PACKAGING WITH PURPOSE
CDS Vic will allow Victorians to return their used drink cans, bottles, and cartons for a 10-cent refund.
Woolworths to remove 15-cent shopping bags in final states
Woolworths stores in New South Wales, Victoria and Tasmania have begun to phase out their 15-cent reusable plastic shopping bags as part of the retailer’s commitment to stop selling the bags nationwide from June.
Over the coming weeks, the supermarket will gradually run down stock of the 15-cent reusable plastic shopping bags across New South Wales, Victoria and Tasmania, in a move that will see more than 9,000 tonnes of plastic removed from circulation annually across the country.
Eight in every ten Woolworths customers already bring their own bags when they shop, and the retailer is continuing to encourage customers to bring their own bags to boost sustainability, rather than buying them in store. Woolworths’ paper bags and other reusable bags will remain available to those who need them.

Woolworths has already removed these bags from stores across ACT, NT, SA, QLD and WA over the last 12 months, with customers responding well to the change.
Woolworths Supermarkets director of stores, Jeanette Fenske, said, “We’re
excited to have Victoria, New South Wales and Tasmania complete our national journey to remove the 15-cent
plastic shopping bag from all our stores nationwide.
“Having reusable bags on hand has become second nature for many shoppers, and so far we have seen our customers embrace this change with their usual eagerness to do good for the environment.
“Bringing your own bags is the very best outcome for the environment, and we encourage our customers to keep up the great work. Paper bags will continue to be available for those who forget to bring their own – but ultimately we want to sell less bags altogether.” F
$1M investment to find new citrus varieties
Hort Innovation is set to invest nearly $1M to assess new citrus varieties that are suited to Australian growing conditions.
Funded by Hort Innovation’s citrus levy, the $987,000 project will provide independent assessment of the horticultural performance of new citrus varieties under Australian conditions, as well as testing citrus varieties for ‘trueness-to-type’.
The assessments will take place in Dareton in New South Wales, as well as in Western Australia.
Hort Innovation CEO Brett Fifield said the project will build on previous citrus variety projects, with the aim of measuring tree attributes that are desirable for Australian growers and consumers both domestically and overseas.

“Independent assessment of new citrus varieties — under Australian conditions — means growers will be able to identify new varieties that might suit their production regions. It will also help growers be aware of key consumer and production traits of the varieties,” said Fifield.
The new project will build on the success of previous research in this area.
fruit size and sweetness, as well as assessing any issues producers might need to consider when growing the trees.”
and it will continue to benefit from valuable input from the Australian citrus industry along the way.
The new project is part of a suite
rootstock evaluation and breeding, that also complements biosecurityrelated projects to protect the citrus production base in Australia. F
NEWS 8 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
Woolworths has already removed these bags from stores across ACT, NT, SA, QLD and WA.

A Gas Partner that appreciates your craft MEAT & SEAFOOD PROCESSING au.airliquide.com Discover More.
Good Drinks awarded $750,000 in government funding
Good Drinks Australia (ASX: GDA) has been awarded $750,000 in State Government funding that will contribute toward improving the company’s operational efficiencies.
The grant will assist in funding civil works and site upgrades, including the installation of a new fermentation tank, and groundworks that will allow for the addition of seven additional tanks in the future.
This upgrade is a part of GDA’s existing continuous improvement program, maintaining our low-cost manufacturing advantage and improving production efficiencies.
“We welcome the WA State Government’s support and show of confidence in our business,” said Good Drinks Australia managing director John Hoedemaker.

“The grant helps fund the upgrade in our production capacity, with the
expansion delivering additional scale and production advantages to the business, preparing us for demand increases in the future.”
The current round of the Western Australian government’s Value Add Investment Grants have been awarded to ten dynamic local agrifood and beverage processing businesses.
With $6.3 million dollars granted, Good Drinks Australia received the highest tier of funding. WA State Government Agriculture and Food Minister Jackie Jarvis commented:
“This valuable grants program is supporting businesses to pursue goals and aspirations with confidence, creating jobs and flow-on benefits throughout the supply chain, and helping to diversify the WA economy,” said Hoedemaker.
Work on the brewery upgrades will begin immediately and is due to be completed in late 2024. F
Australian wineries bound for the US
Australian wineries seeking to enter the world’s largest wine market will have additional support following new investments from the South Australian Department for Trade and Investment, Wine Victoria and Wines of Western Australia into Wine Australia’s US Market Entry Program.
The US Market Entry Program is a highly effective business matching program for wineries, with Wine Australia’s team providing guidance on compliance, pricing, logistics and marketing, as well as assisting wineries in finding routes to market, either through importers, brokers or direct import orders with retailers.

Through the new investments, wineries in South Australia, Victoria and Western Australia may be able to recover 50 per cent of the
participation fee for the program. In the 2023–24 Market Entry Program, the Government of South Australia is funding 50 per cent of participation costs for 30 spots, Wine Victoria for 20 spots, and Wines of Western Australia for 5 spots.
Many former participants are now firmly established in the US and have used the program as a springboard to build their presence.
In 2022, Australian wine exports to the US increased by 13 per cent in volume to 140 million litres and it remains Australia’s largest export market by value, at AUD$390 million.
Wineries seeking to participate in the US Market Entry Program are encouraged to visit wineaustralia.com to review the costs and criteria and submit an expression of interest by 31 March 2023. F
NEWS 10 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
Good Drinks Australia received the highest tier of funding.
In 2022, Australian wine exports to the US increased by 13 per cent in volume.



Industrial Fluid Solutions Worldwide. World-class. World-changing. 1300 RUBBER aus.ep@continental.com Continental is a world leader in industrial rubber and plastic products and has the largest global footprint of any rubber products manufacturer. Our knowledge and expertise in hydraulic hose manufacturing and quality products on the market. Plus, our extensive problem-solving experience across multiple industries and applications enable us to share innovations over our entire product offering. Which means we can deliver unexpected solutions and advanced improvements in situations where others can’t. We push the boundaries of what is possible, and we are constantly solving tomorrow’s most challenging problems – today and every day. continental-industry.com Hydraulic Hose & Fittings Industrial Hose & Fittings
New managing director at Eriez-Europe

Eriez has announced the promotion of Gareth Meese to managing director of EriezEurope.
In this key leadership role within the company’s global group, Meese will be responsible for driving the growth and development of Eriez-Europe, ensuring that its plans align with the organisation’s worldwide corporate strategies.
Meese began his career with Eriez as an Export Sales Engineer at the company’s Cardiff operations. Over time, he progressed to various other roles within Eriez and served most recently as regional sales director—EMEA, where he led Eriez’ strategic sales efforts for Europe, the Middle East, India, and Northern Africa.
According to Eric Nelson, Eriez vice
president, International Operations and Business Development, Meese will take on many new challenges as managing director of Eriez-Europe.
“Gareth will focus on critical initiatives related to people development, process improvements, technology advancements, and the continued advancement of Eriez as a global solutions provider,” he said.
“Gareth’s exceptional ability to grow sales, combined with his proven expertise in motivating and mentoring his team, will be vital to the ongoing success of Eriez-Europe.”
Established in 1942, Eriez is a global leader in separation technologies.
Our commitment to innovation has positioned us as a driving market force in several key technology areas, including magnetic separation, flotation,
metal detection and material handling equipment.
The company’s 900+ employees provide trusted technical solutions to the mining, food, recycling, packaging, aggregate and other processing
industries.
Headquartered in Erie, Pennsylvania, USA, Eriez designs, manufactures, and markets on six continents through 12 owned international subsidiaries and an extensive sales representative network. F
Magic Valley introducing cultivated pork without harming animals
The global cultivated meat market is set to reach $630 billion by 2040.
ustralian agrifood startup Magic Valley today announces the launch of its cultivated pork
The milestone comes off the back of launching its cultivated lamb product last year, with both meats completely free of slaughter or any inhumane treatment of animals in the production process, making them ethical and sustainable
Cultivated pork is made from skin cells humanely taken from a living pig, which are then cultivated into stem cells using a mixture of amino acids and other nutrients used as food for cell growth.
Using its signature breakthrough technology, Magic Valley uses no further animal byproducts such as foetal bovine serum (FBS) in the production process.
The cells are able to grow infinitely,
The process means that the initial skin scraping is all that is required to continue making unlimited quantities of
the desired meat and is more stable and faster than competing technologies.
Magic Valley’s technology is scalable across all different types of meats, not just pork and lamb.
Magic Valley’s mission-driven founder and CEO, Paul Bevan, is eager to see more positive global change and views this milestone as a key driver in cementing Australia’s footprint in the alternative protein industry to support the UN with its goals.

“The global need for alternative proteins to meet the demands of the growing population is imperative as we take that journey to achieving net-zero, steering clear of traditional ways of consuming meat for ethical and environmental reasons,” said Bevan.
The global cultivated meat market is set to reach $630 billion by 2040, giving Australia enormous opportunity to contribute to this burgeoning industry that is aligned with the UN’s Sustainable Development Goals. F
NEWS 12 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
Eriez has announced the promotion of Gareth Meese to managing director of Eriez-Europe.
Asahi Beverages and NRL toast partnership renewal
The National Rugby League (NRL) today announced a multi-year extension of its partnership with Australia’s leading drinks company, Asahi Beverages.

The renewal consolidates existing sponsorships with Asahi Beverages’ business divisions – Carlton & United Breweries and Asahi Lifestyle Beverages – into one agreement.
The deal locks in Asahi Beverages as the official beer, cider and non-alcohol beverage sponsor of the NRL.
Asahi Beverages’ portfolio includes some of Australia’s most-loved drinks with something for every NRL fan to enjoy, whether they’re at the ground or cheering on their team at home with friends and family.
The lead brands for the partnership will be Victoria Bitter, as the official Beer of the NRL, and Solo, the official non-alcohol beverage of the league.
Both brands will leverage in-stadium activations, social and digital campaigns and retail footprint executions to engage fans, including with non-sugar option Solo Zero.
In addition, Asahi Beverages drinks, including Gatorade and Cool Ridge
Saputo set to sell two fresh milk processing facilities
Saputo Dairy Australia (SDA) has announced its intention to further optimise its operating model by entering into a definitive agreement with Coles Group Limited to sell its fresh milk manufacturing sites at Laverton North (Victoria) and Erskine Park (NSW).

The transaction is subject to customary conditions, including clearance from the Australian Competition and Consumer Commission (ACCC), and is expected to close in the second half of calendar 2023.
Fresh milk products remain an important part of SDA’s business and as part of the sale agreement with Coles
Group Limited, SDA will continue to have fresh milk products processed at these two manufacturing facilities.
SDA will work closely with its customers through the transition to ensure these changes have minimal impact and intends for its loyal consumers to continue enjoying its diverse range of dairy products.
There will also be no changes to its valued farmer relationships, with suppliers’ milk continuing to be collected and processed throughout Victoria, New South Wales and Tasmania.
“As the Australian dairy industry landscape continues to evolve, this proactive measure aims to further adapt
SDA’s manufacturing network and is designed to strengthen our market competitiveness,” said Leanne Cutts, Saputo Inc.’s President and COO (International and Europe).
“We’re continually working to
water, will be supplied to NRL Elite Teams such as the Kangaroos and Indigenous All Stars before, during and
“We are excited to bring together a long-term partner in Carlton & United Breweries and our more recent relationship with Asahi Lifestyle Beverages into one agreement under Asahi Beverages,” said NRL CEO Andrew Abdo.
“The renewal will enhance our existing partnership and continue to offer unique benefits and great product choice to fans during our major events.”
Asahi Beverages Group CEO Robert Iervasi said the company was thrilled with the announcement.
“Asahi Beverages is thrilled to continue our multi-beverage partnership with the NRL,” he said.
“The NRL is a major passion of so many of our consumers and through this partnership we will be able to reach people wherever they choose to enjoy our great range of beverages.’’ F
ensure we have the right manufacturing enhance our position as a high-quality, low-cost processor,” said Lino A. Saputo, Saputo Inc.’s Chair of the Board, president and CEO. F
NEWS www.foodmag.com.au | May 2023 | Food &Beverage Industry News 13
The lead brands for the partnership are Victoria Bitter and Solo.
The transaction is subject to customary conditions.
Aussie cherry industry sets 40 per cent of production export target

Australia’s cherry growers are redoubling their trade efforts through a new $1.2M export program that will boost support for existing and aspiring exporters amid plans to send 40 per cent of production overseas by 2025.
The initiative is being delivered through Hort Innovation using industry levies and funds from the Australian Government and led by Cherry Growers Australia with industry partners.
The initiative will include more than 50 activities that will build export capability among Australian cherry growers, minimise trade risks during supply chain disruptions and other challenges and grow Australia’s reputation for delivering quality cherries.
Cherry Growers Australia’s chief
operating officer, Andrea Magiafoglou said the nation’s cherry industry, made up of some 200 producers, is poised for growth as it enters a new phase of export development.
“Industry has set an ambitious target of exporting 40 per cent of production by 2025 and this dedicated export program, with support being tailored to each region, will help us reach that,” she said.
“With many cherry growers being export ready, we are now in a position where we can build on our success to be an export-focussed industry.”
Magiafoglou said there is a strong willingness for industry to work together to share data and intelligence to preserve premium export prices in the face of increasing global competition; and thereby manage this risk.
More than $26M in research and development activities, from pest and disease management efforts to
educational events to market access preparation work, underpins the Cherry Export Strategy. F
Allied Pinnacle announces exclusive rights to CSIRO developed High Fibre Wheat
Australia.
High Fibre Wheat is high in amylose, meaning the resulting flour contains 6 times more fibre than standard wheat flour, without any compromise on taste.
The natural alternative will enter the Australian market in 2023, available exclusively through Allied Pinnacle. Currently grown by wheat farmers across Australia, this innovative High Fibre Wheat is the result of 20 years of global research and development.

In a first of its kind, High Fibre Wheat delivers benefits for consumers relating to both the amount of fibre and also the type of fibre.
with a host of benefits to consumers.
Allied Pinnacle CEO David Pitt says,
“We are investing in the future of Australia by bringing the CSIROdeveloped High Fibre Wheat to Australians,” he said.
“Unlike other wheat flours, High Fibre Wheat and the resulting flour it yields, looks, tastes and bakes like regular flour, answering consumer demand for products that don’t require any new eating habits. It’s a true grain to table solution that we’re proud to provide.”
AHigh Fibre Wheat in Australia.
The Australian partnership is with Arista Cereals, a joint venture
cooperative, Limagrain.
High Fibre Wheat is a new natural grown wheat, developed and farmed in
The naturally high fibre content is delivered through conventional breeding to provide more resistant starch, a prebiotic fibre, than traditional wheat,
The Australian Dietary Guidelines recommend Australians enjoy a wide variety of nutritious foods from the five food groups including Grain (cereal) foods, mostly wholegrain and/or high cereal fibre varieties. F
NEWS 14 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
More than $26M in research and development underpins the Cherry Export Strategy.
High Fibre Wheat is a new natural grown wheat.
Mars Wrigley Asia appoints new general manager for Asia
Mars Wrigley, a global leader in the treats and snacks category and a business division of Mars Incorporated, has announced the appointment of Kalpesh Parmar as general manager (GM) for Mars Wrigley Asia.

Parmar succeeds Patrick Gantier who, following a 15-year career with Mars, has left the organisation to pursue other opportunities.
Parmar was most recently the GM of Mars Wrigley India and brings with him more than two decades of experience in the FMCG industry, working across multiple geographies in Asia, Middle East and Africa.
Since joining Mars Wrigley India in January 2020, Parmar has leveraged his experience in business strategy and brand building to drive growth while focusing on talent development and engagement.
In his new role, Parmar will oversee 20 diverse markets in the Mars Wrigley
Asia portfolio.

He will lead business operations of the chocolate, gum and fruity confections segments across all Asia markets, as well as the pet nutrition segment in South Korea, Taiwan and Hong Kong.
“I am humbled to take on this role and continue my career at a company that is truly purpose-led. We have an amazing team and we make fantastic products that are loved by many across Asia,” said Parmar.
Parmar has worked in both matured and emerging markets including South Korea, Singapore, Dubai, Turkey, Nigeria and India, holding senior positions across business development, brand building, distribution and e-commerce.
Prior to joining Mars Wrigley in 2020, Parmar was with Unilever for over 12 years where his last role was CEO for South Korea, Pacific Islands and Mongolia. F
NEWS www.foodmag.com.au | May 2023 | Food &Beverage Industry News 15
Prior to joining Mars Wrigley in 2020, Parmar was with Unilever for over 12 years.
Research pays off in India avocado trade deal
The Australian Government’s Hass avocado market access agreement with India is underpinned by a $3M investment into research to support the export of the fruit.

Delivered through Hort Innovation using industry levies and funds from the Australian Government, some of Australia’s top scientists partnered with the avocado industry to develop phytosanitary data that shows the health and safety of Australian Hass avocados is in line with India’s import requirements.
Hort Innovation chief executive Brett Fifield said in-market consumer insights gathering, inbound trade missions and strategic planning through a targeted export strategy have also been a focus for the industry.
“Getting to the point the Australian Government has with India today is no small feat,” he said.
“As well as significant work by the Government, this trade agreement, which is enacted after 10 successful shipments, has been informed by hundreds of hours of research.
“That includes developing novel phytosanitary measures for the fruit, with partners such as the Department of Agriculture and Fisheries QLD. That involves rigorously applying treatments to our avocados to prove they are pest and disease free with no impact on quality.”
Mr Fifield said the phytosanitary risk science Hort Innovation delivers with agencies, such as the CSIRO, contributes to international research in this field.
“As an isolated continent, Australia has a reputation for taking the risks of spreading pests and pathogens that harm crops and natural environments seriously. That is why our produce is considered premium-quality and is highly sought after all over the world.” F
STA welcomes National Reconstruction Fund
The nation’s peak body representing 115,000 Australian scientists and technologists welcomes Australia’s National Reconstruction Fund as a powerful new investment in the country’s future.
The $15 billion National Reconstruction Fund legislation passed the Senate last night, and secured final passage through the House of Representatives at lunchtime today.
The bill establishes the National Reconstruction Fund Corporation to administer the fund.
The NRF will invest in Australian next-generation materials development, value-adding and advanced manufacturing among its seven priority areas.
Its remit includes clean energy and green technologies, mining science technologies, medical manufacturing,
critical technologies, advanced manufacturing and value-adding in agriculture and food.
Science & Technology Australia
CEO Misha Schubert said it would give Australia a powerful new vehicle to “spur and scale” the nation’s economic development and diversification.
“The creation of the new National Reconstruction Fund will be a transformative investment in our country’s future economic security powered by home-grown science,” she said.
“It will help to deepen Australia’s scientific and technological innovation – which is key to strengthening our national prosperity, creating jobs and securing new income streams.
“This significantly boosts Australia’s pool of investment capital for nextgeneration materials development, value-




adding and advanced manufacturing – the foundations of a strong, modern economy. This will help turbo-charge sovereign capability and economic complexity.”

NEWS 16 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
On behalf of its 139 member organisations, Science & Technology Australia made a submission in February on the NRF’s design and implementation. F
The Government’s Hass avocado market access agreement with India is underpinned by a $3M investment into research.
C M Y CM MY CY CMY K
The bill establishes the National Reconstruction Fund Corporation to administer the fund.











Turning passion into a successful business
The founders of non-alcoholic drinks company VinZero are capitalising on the growth of the sector as consumers continue to seek out more non-alcoholic drinks options. Adam McCleery writes.

18 Food &Beverage Industry News | May 2023 | www.foodmag.com.au MEET THE MANUFACTURER
What started as a side hustle for Paul Legaz and Amanda Gabriel has turned into a successful business.
Paul Legaz and Amanda Gabriel founded VinZero, a non-alcoholic drinks company, shortly after Legaz decided to give up alcohol himself and it didn’t take long before they discovered they had stumbled upon a fast-growing sector.

“After the release of Heineken’s non-alcoholic beer, I realised you can have a full bodied beer and still do other things like pick up the kids from training or go for a surf,” said Legaz.
“There was, and still is to some extent, a stigma around going out and not socialising with a drink. But the non-alcoholic sector is really helping with that.”
Legaz was in Spain with Gabriel a short time later when he first stumbled across non-alcoholic wines and spirits, which again opened the pair’s eyes to the business possibilities of a product which was addressing an issue.
“We realised in Europe the non-alcoholic sector was really popular, the trend had already begun,” said Legaz.
But upon the pair’s return to
Australia, they were sadly disappointed with their options here.
“We found one, tasted it, and realised there was a gulf in quality between the European and the local product,” said Legaz.
“The brand from Spain turned out to be the pioneers. Of non-alcoholic. The first in the world to do it.

“From there we got excited about the existing market and started by tasting air freight samples, before discovering the wider world of non-alcoholic drinks.”
“From bringing in samples we realised there was a business here, so we pursued it as a side hustle before being introduced to key stakeholder who started showing interest. It was great timing.”
After some key lessons from stakeholders in the beverage and non-alcoholic beverage markets, Legaz and Gabriel had a business.
The pair started by importing international products, brands which were well established in the European market, with an eye towards manufacturing their own.
www.foodmag.com.au | May 2023 | Food &Beverage Industry News 19 MEET THE MANUFACTURER
Paul Legaz and Amanda Gabriel are helping supply Australians with non-alcoholic beverages.
VinZero produces its own product and imports other non-alcoholic beverages for the Australian market.
“At the time I learned there was another importer with one brand,” said Legaz.
“But we had done the research and realised this was a movement and it would be taken up in Australia we got excited and made the right business moves to land excellent brands with amazing reputations with many international awards.
“The timing was crucial.”
VinZero drinks made sure to source the highest quality brands it could, to help achieve its first main goal of educating the local market about the benefits, and quality, of non-alcoholic drinks.


By doing so, VinZero build a strong portfolio of high-quality overseas products to bring to the Australian market.
“We believe in our products, and they generally get good reviews and get well endorsed. It’s important that someone who hasn’t tried non-alcohol before try a good product first. First impressions are important,” said Legaz.
“You must invest in making them quality products.”
Legaz and Gabriel’s own product, Nocktail, non-alcoholic cocktails, was the pair’s first move into producing their own product on top of distributing.
“We bought Nocktail from the original owner and now we make it here in Australia,” said Gabriel.
“We work with amazing people that Paul and I have become close with that help with taste profiles and helping us to adapt and optimise our cocktails for the market.
“It’s important to adapt to the market trends and the flavours the consumers are seeking. We aim to get that flavour profile spot on.”
Helping VinZero perfect its own product, is working with the brands they distribute here in Australia.
we work with overseas are purely non-alcohol brands because the market is big over there, the technology overseas is on point. Recreating that here will make things much easier,” said Gabriel.
And with this partnership came the benefit of critical advice from key stakeholders in the sector.
“One of the things we were told when we were introduced to stakeholders was that if you get ranged you can’t run out of stock,” said Legaz.
“At times we’ve had excess stock or caught short, those were unknowns, and it was a challenge to work out, along with working out the shipping logistics.”
Australia when they started was more of an afterthought.
“Whereas here in Australia the market is sort of tacked on to the normal alcoholic beverages,” she said.
Both Gabriel and Legaz credit Dan Murphy’s with helping VinZero reach a position where it could continue to import and distribute, while also moving into producing its own local product.
“Dan Murphy’s contacted us to see what we were importing and after that our passion for this grew very quickly because we could see we were onto something. And on top of that, this is something that’s close to us, to be part of a movement about health and wellbeing,” said Legaz.
“It’s not about telling people not to drink alcohol. It’s mainly there for people who can’t drink, but it’s also about giving people options and allowing them to moderate and feel inclusive.
“If they decide they don’t want to drink that night they can still go to an establishment, socialise and grab their keys and go home safely.”
Gabriel said both her and Legaz felt lucky to have started the Dan Murphy’s partnership.
“To have them embrace the trend is great for the category itself, it has been amazing,” she said.
we face is availability and people understanding there is quality out there.
“It’s also a challenge for us going forward to help educate the consumer base about our quality products in the space and to give it a go.”
One of the next steps for VinZero is a strong focus on the hospitality sector before potentially moving into brewing its own non-alcoholic beer in Australia.
“This year is a big focus on hospitality for us too, we are looking at getting in restaurants and other venues. That is another great way to get the word out,” said Legaz.
And the support of some of its existing portfolio brands will play a key role in the roll out of a VinZero non-alcoholic beer of its own.
“The brands we already have are open to us doing local brewing too and that is something we are looking towards,” said Gabriel.
“We will look at brewing a beer here we just have to make sure the flavours and ingredients are here.
“We also aim to lower the costs by manufacturing locally.”
Key to everything Legaz and Gabriel do with VinZero can’t be overlooked, a company which desires to educate the market about health and wellbeing while also providing premium products to support that message. F
20 Food &Beverage Industry News | May 2023 | www.foodmag.com.au MEET THE MANUFACTURER
VinZero praised its partnership with Dan Murphy’s for its growth.
VinZero imports premium products from overseas markets with strong non-alcoholic beverage markets.
Melbourne International Coffee Expo 2023 17—19 August 2023 CELEBRATING 10 YEARS OF EVERYTHING COFFEE Discover the lastest innovations in sustainable packaging solutions Visit the Southern Hemisphere’s largest dedicated coffee trade show. Early bird tickets are currently available. Get yours now to save! internationalcoffeeexpo@primecreative.com.au Melbourne Convention and Exhibition Centre www.internationalcoffeeexpo.com
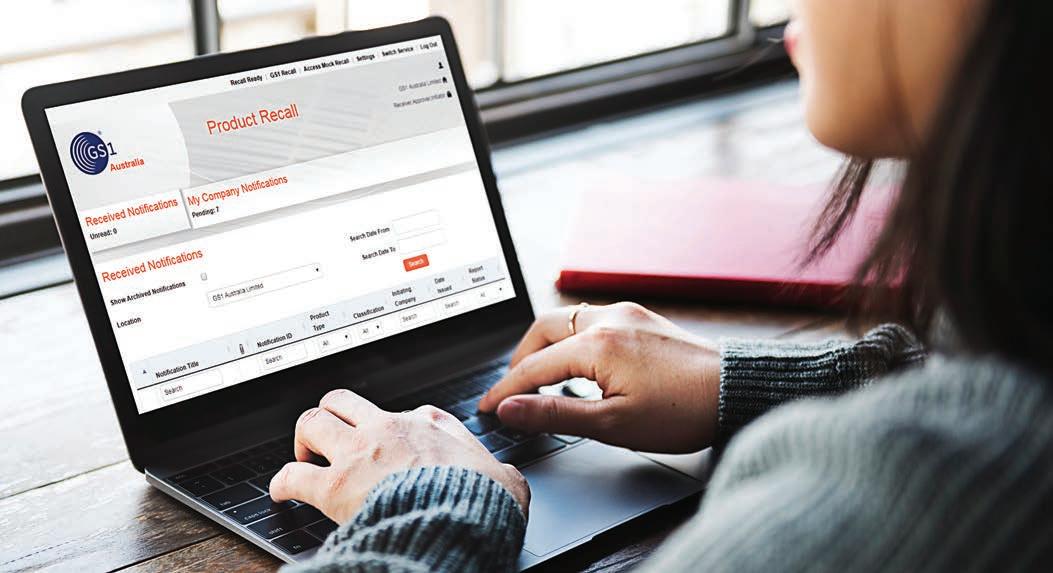
Better recalls through communication
Mark Blitenthall, manager of service engagement at GS1 Australia, speaks about the challenges still being faced by supply chain disruptions that continue to bring into focus the need for traceability and transparency, especially around product recalls.
“As careful as organisations are to prevent and avoid adverse events, there will, on occasion, be risks that ultimately require management through a product recall,” he said.
“Because of globalisation and the growing complexity of supply chains it is becoming increasingly necessary for organisations to be prepared so they can manage a product recall as a routine process.”
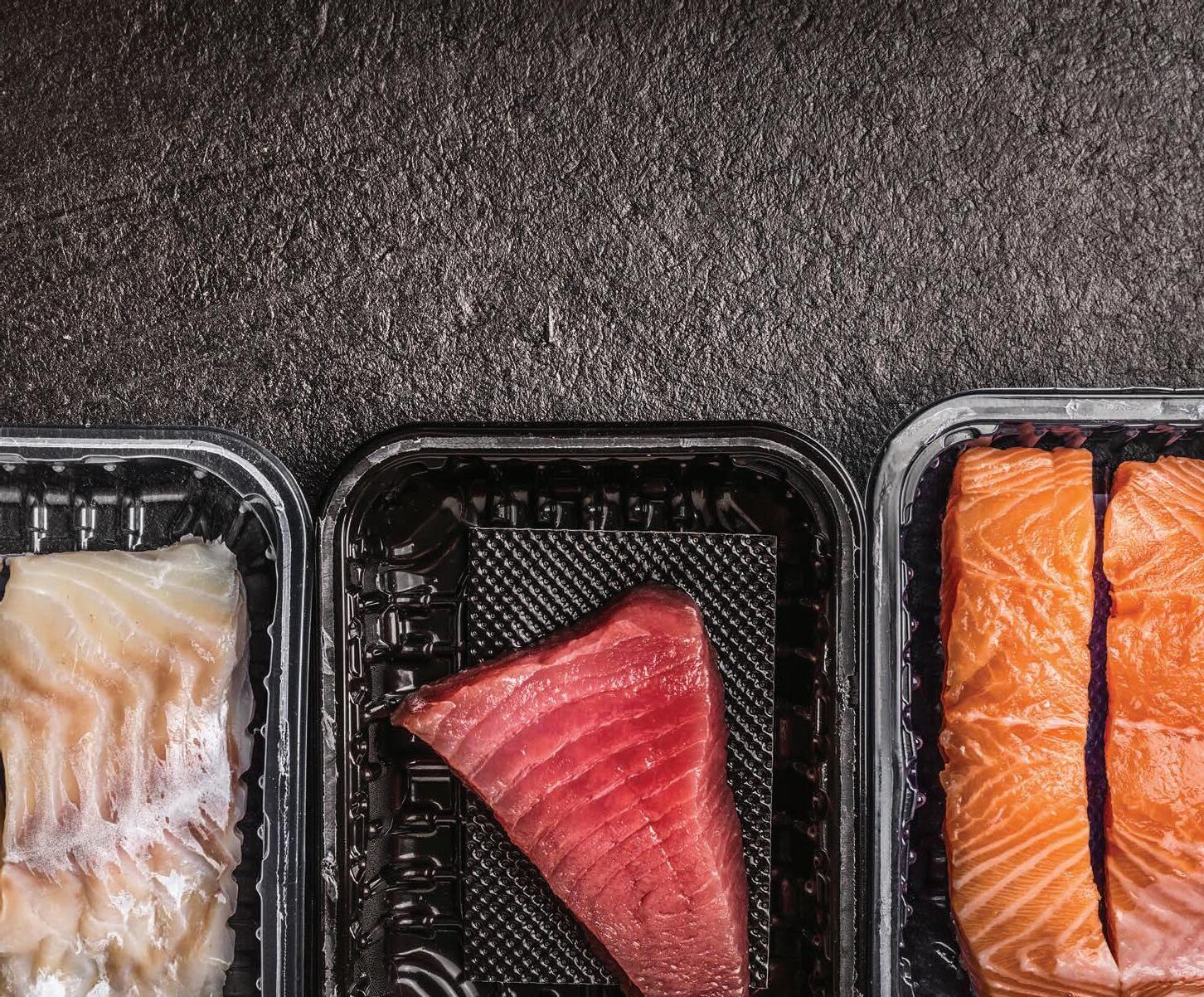
GS1 Australia’s Recall platform is an online system that is used by hundreds of companies across the country to enable the fast and efficient removal of unsafe products from the supply chain.
As with other services provided by GS1 Australia, the Recall system was
developed after close consultation with key stakeholders.
“It’s something we have developed in consultation with industry, like a lot of services we create and provide,” said Blitenthall.
“GS1 Australia Recall is a standardised industry driven communication tool that enables organisations of any size to efficiently share product recall and withdrawal notifications with regulators and their trading partners, enabling the fast and efficient removal of products throughout the supply chain to minimise the impact of these events.
“The platform supports them through the entire process from identifying a problem, alerting the relevant regulator, such as FSANZ, through to the notification of trading partners and reporting the withdrawal of product from the market.”
The platform integrates to other GS1 platforms like the National Product Catalogue product registry
and the Smart Media digital asset management solution, to make the process of managing recalls as efficiently as possible.
“If the user has their product information in the registry, Recall will pull the product data from there and automatically populate the product information, ensuring there are less keystrokes and fewer errors,” said Blitenthall.
“If they have images in Smart Media, Recall will pull them down to provide further, visual information about the product that is being recalled or withdrawn.
“Having a solid and well-rehearsed recall process and system is foundational for managing risk. GS1 Australia Recall supports and encourages that.”
The platform provides critical information from details about the product, why it was recalled, along with images of the product.
“This is so that the trading partner can easily identify the product to remove
it from their shelves,” said Blitenthall.
“And then there is a status reporting capability that displays the progress of all actions taken by receivers of the recall notice in real time, allowing the issuer of the notification to receive instant updates and monitor progress in the Recall system.
“Whilst the platform supports the management of the recall process, it’s also important that the user has a plan and process in place to manage product recalls.
“The platform provides a tool for enhancing this process through its communication and reporting workflow. It is also well supported,” said Blitenthall.
“We have a support team that provides assistance in the form of training and help with using the platform to conduct recalls and mock recalls, guiding users step-bystep through a recall, withdrawal or alert, from notice creation to communication and follow up
“We also encourage users to a current Recall Ready status in the system to assure their trading partners that they are ‘ready’ to submit a detailed recall notification, should the need arise. Initiators can maintain their Recall Ready status by issuing a mock or live notification every 12 months.
“A recall is a high-pressure situation, you want to be confident you can manage it internally, or have the option to reach out to someone who can support you in that,” said Blitenthall.
The Year in Review report is an extension of the Recall Bootcamps that have been run over the past couple of years. The Bootcamps aim to leverage the expertise of leading industry experts to share best practice with a community of like-minded individuals and organisations.” Participants are educated through a series of workshops to help users better understand the recall process.
“We did four boot camps in 2021
TRACEABILITY 22 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
GS1 Australia has released the 2022 Recall: Year in Review report. Key findings inform the reader of the continuing risks to product safety and the necessity to plan for the occurrence of product recalls in Australia and how to better prepare for, and even avoid, food safety incidents. Food & Beverage Industry News reports.
GS1 Australia’s Recall platform is already used by hundreds of companies to enable fast and efficient recalls from the supply chain.
and two in 2022,” said Blitenthall.
“It’s about creating a forum where people who are involved in the recall space can come and benefit from the knowledge and experience of industry experts who provide thought leadership and advice through a webinar.
“It’s about sharing insights with people in the recall space who are looking for advice and support.
“The boot camps facilitate this, and then we make information availablefrom recordings of the sessions to other take away points to implement within your own operations.”
The boot camps provide an important resource for users of the Recall platform. They also give rise to enhancements to the platform from feedback captured during discussions.
“It’s about creating the community to support anyone in the recall space to have access to training and informal learning in addition to a platform that supports their recall process,” said Blitenthall.
“We get a lot of insight from those sessions and that is where we came up with the idea for a Recall Year in Review report.
“We’ve collected a lot of useful information and being able to compile it into a report to share helps learning
occur as widely as we can get the information out.”
One new feature to come from the extensive consultation and feedback gathering is the introduction of an Action Centre, designed to consolidate outstanding actions. Another is the Recall Ready tab, which allows users to quickly view recall status. There is also a Feedback Button for users to share comments and findings along the way.
The community is the foundation for a lot of the work and development GS1 Australia does, seeing the benefits of collaboration around key areas such as recalls.
“It’s a foundation to everything we do as a not-for-profit organisation, and we see it as our role to help facilitate collaboration within industry and create forums to facilitate this,” said Blitenthall.
“We also provide advisory groups around the use of our standards and services, which allow us to develop and evolve tools in conjunction with industry.
“It’s critical we do everything we can to engage industry stakeholders and get feedback and facilitate information sharing between members of the user community.”
Blitenthall said recalls are an
THE FUTURE OF TASTE, FOOD & BEVERAGE BEGINS HERE

area which benefits greatly from the collaboration provided by a platform such as GS1 Australia’s.
“In support of knowledge-sharing and upskilling of all stakeholders in the quality management space, GS1 Australia continues to create a space where conversations about recall best practice can occur and be accessed by everyone,” he added.
Feedback from users also helps inform the continued evolution and development of the recall platform.
“We take feedback through the platform, suggestions of improvement for example. We are always collecting that and making changes where they are needed. This gives rise to new features which strengthens the platform even further,” said Blitenthall.
“It makes sense to collect this feedback and implement those changes that have the potential to improve the user experience for significant sections of the user community.
This point highlights the value of the community and collaboration created through GS1 platforms and services.
“Training is one of the primary ways in which we support the user community,” Blitenthall added.
“We talk users through the platform
and encourage users to reflect on their usage of the platform in the context of their own recall process to ensure that they understand what the steps are for a recall process.
“It’s a broader thing than just using the platform, which is where we try to use the boot camps to educate users around the broader considerations regarding preparing for and managing product recalls and withdrawals
GS1 Australia’s Recall platform is also HACCP certified as effective and suitable for businesses that operate a HACCP based food safety program, which adds yet another element to the benefits the service provides users.
GS1 Recall was first evaluated for HACCP International certification in 2016. The evaluation determined that GS1 Recall system meets the requirements and expectations of the food industry.
HACCP International certification of GS1 Recall gives their customers assurance they will meet the requirements of a recall system.
GS1 Australia Recall platform will continue to incorporate industry feedback to ensure it can meet the needs of its users and evolve with the technology. And 2023 is expected to be another great year for the service. F
Learn more: www.iff.com
TRACEABILITY www.foodmag.com.au | May 2023 | Food &Beverage Industry News 23
At IFF we are transforming our industry through the design of better products, building on our heritage of creating sense experiences with the addition of world changing scientific expertise and R&D.
We are your partner for essential solutions, guided by a customer-centric approach in everything we do. Applying science and creativity for a better world. It’s time to discover the IFF difference.
Copyright © 2023 by International Flavors & Fragrances Inc. IFF is a Registered Trademark. All Rights Reserved.
Time to move away from compressed air?
The food and beverage industry faces mounting pressures to meet new standards in line with embracing reports.
Bürkert’s high-precision electromotive drives provide highly intelligent and diverse opportunity for process optimisation and cost savings
To future proof their brands within the marketplace, conscientious manufacturers are addressing retailer and consumer demands for clear messaging and assurances that they’re keeping up their end of the bargain in securing a carbon zero future. In this instance, the cost of upgrading and evolving to ensure the manufacturing processes are optimised, addressing waste, and carbon emission reduction, all whilst maintaining safety, quality and consistency is the only way forward, whether you’re ready or not.
The use of compressed air in the food and beverage industry can present certain challenges and concerns due to potential issues related to air quality, contamination, food safety and energy usage.

According to Chicago Pneumatic, “compressed air is eight-times more expensive than electricity. It takes a large amount of energy to compress air and most of that energy disperses as heat.” If the heat produced isn’t repurposed via a heat recovery system, this just ends up being dead energy and emissions into the atmosphere.
Electromotive valves, also known as electrically operated valves, are often considered better than pneumatic valves in certain applications due to several advantages they offer:
Faster Response Time
Electromotive valves typically have faster response times compared to pneumatic valves. They can open and close quicker, allowing for more precise control and
faster actuation, which is particularly beneficial in applications where rapid response and precise control are critical.
Higher Precision
Electromotive valves can provide higher precision and accuracy in controlling flow rates and pressures. They are capable of fine-tuning and modulating the flow or pressure with greater precision, making them suitable for applications that require precise control, such as in medical equipment or industrial processes.
Lower Energy Consumption
Electromotive valves typically consume less energy compared to pneumatic valves. Pneumatic valves require compressed air, which can
be energy-intensive to generate, whereas electromotive valves operate on electricity, which can be more efficient and cost-effective, especially in applications where energy consumption is a concern.
Greater Flexibility
Electromotive valves offer greater flexibility in terms of control options. They can be controlled remotely using electrical signals, making them compatible with various control systems, including computer-based automation, PLCs (Programmable Logic Controllers), and IoT (Internet of Things) systems. This allows for seamless integration into modern automated systems for improved efficiency and control.
SUSTAINABILITY 24 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
associated costs.
Quieter Operation
Electromotive valves generally operate more quietly compared to pneumatic valves, which can produce noise due to the compressed air being released or vented. Quieter operation can be beneficial in applications where noise reduction is important, such as in medical or laboratory settings.
Cleaner Operation
Electromotive valves do not require compressed air, which can introduce contaminants into the system, whereas pneumatic valves require compressed air that may contain impurities or moisture. This makes electromotive valves more suitable for applications that require a clean environment, such as food processing, pharmaceuticals, or semiconductor manufacturing.
While electromotive valves have several advantages over pneumatic
intelligent and diverse opportunity for process optimisation and cost savings for the food and beverage industry. This on/off valve suite of electrically driven shut-off operations provide an advantage to manufacturers with their fully integrated automation, digitalised systems.
Bürkert’s process valve product range now makes it possible to switch systems entirely to electromotive actuators. The two on/off valve types feature convincing efficiency that is equal to that of pneumatic actuators.
And the electric actuator uses the same time-proven valves of the Bürkert ELEMENT product family.
This means that the actuators are also interchangeable. Electromotive
A mechanical position indicator with a 360° LED clearly indicates the position and status of the valve at all times.
I n addition, the possibility of a manual override also exists.
The closing speed is adjustable to protect field devices and pipes against pressure shocks. The electromotive on/ off valves respond instantaneously to process signals to guarantee fast shutoff of the flow within 3-4 seconds, if necessary.
Hygienic, high-quality and durable
The field bus capable shut-off valves consist entirely of high-quality components.
Reducing energy consumption benefits both the company and the environment.

closed design. This makes it ideal for use
Other uses include heating and cooling circuits for heat exchangers, mobile or decentralised drinking water treatment systems or large-scale systems in which the supply of compressed air is impractical due to the long distances. Electromotive valves are especially suitable for processes where compressed air is not desired.
Technological diversity –typical Bürkert
The Bürkert electromotive shut-off valves are offered as an angle seat valve (Type 3320) and as a globe valve (Type 3321), as well as the highly sought-after diaphragm valve for those hygienic or aggressive environmental conditions.
Each of the valves can be used for diverse media – including gases and water, alcohols, oils and alkaline solutions, saline solutions and steam –with temperatures from -10 to 185 °C, at ambient temperatures up to 65 °C. F
www.foodmag.com.au | May 2023 | Food &Beverage Industry News 25
Bürkert’s high-precision electromotive drives provide highly intelligent and diverse opportunity for process optimisation and cost savings for the food and beverage industry.
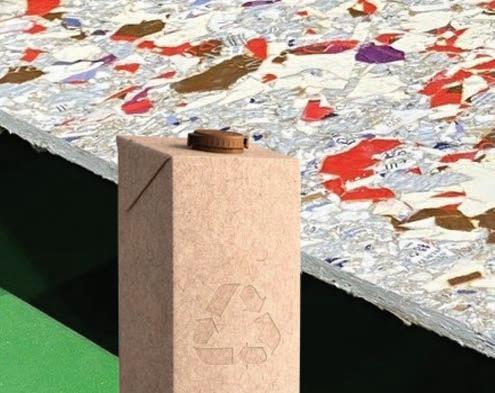
Beverage cartons find second life in construction
Apartnership between Tetra Pak, a food processing and packaging solutions company, and saveBOARD, manufacturers of sustainable building materials, is a prime example of how recycling packaging for a secondary use or market can help drive a circular economy.
Recently, the first saveBOARD facility in Australia was opened as a result of the collaboration. Located in Warragamba, Sydney’s southwest, the new $5.5 million facility has the capacity to process up to 4,000 tonnes of beverage cartons annually and employ up to twelve local staff to operate the plant.
The facility’s construction was supported by the Australian Government’s Recycling Modernisation Fund and the NSW Government’s ‘Waste Less, Recycle More’ initiative.
The facility is the first of its kind in Australia to manufacture construction panels from beverage cartons that would otherwise go overseas to paper recyclers in Asia.

The panels are a one-for-one alternative to conventional plywood, oriented strand board (OSB) or chipboard and are 100 per cent recyclable The fact that they use no chemicals or adhesives like formaldehyde, no water and have the lowest carbon footprint of comparable building products means they can be used for green star certified buildings, was a key factor behind Tetra Pak’s support.
The industry-led project is the first
collaboration in Australia under the umbrella of the Alliance for Beverage Cartons and the Environment (ACE) and is a joint initiative with saveBOARD and its partners Freightways and Closed Loop.
Vikas Ahuja, Tetra Pak’s sustainability director Oceania, said the work being done with saveBOARD aligns perfectly with the company’s sustainability goals.
“We commit to making food safe and available, everywhere. This is our purpose and why we come to work every day. We aim to provide safe nutrition as widely as possible,” he said.
“We believe a package should save more than its costs. An LCA study of food and beverage packaging in Australia and New Zealand conducted by thinkstep-ANZ showed that cartons have the lowest carbon footprint compared to other beverage packaging formats including glass, PET and recycled PET”
“If you think about carbon footprint of a milk carton, the packaging is about two per cent of that product’s total footprint. Based on some of those numbers, we are saving more than 50 times the environmental impact of the carton itself by preserving milk for more than two years without requiring refrigeration.
Ahuja said Tetra Pak launched its collaboration with saveBOARD after recognising that the Australian market was well suited to both a growth in paper-based packaging and demand for timber replacement construction
materials, much like it is in the United States and other large international markets.
“It fits very well with Australian market conditions,” he said.
“There are other ways of recycling beverage cartons in Europe and most of Asia, where the demand for fibre is high and cartons are already re-pulped back into paper.
“For Australia, it was important for us to find a market appropriate technology. We are already oversupplied with recovered paper, so finding a solution better suited to our market than re-pulping was important for us”
The success of saveBOARD technology, which has been in use in USA for more than 15 years, also meant the risks of applying it in Australia were minimised. In an interesting twist, the very origin of this technology was linked with liquids, and beverages, in a couple of ways.
“The originator of this technology was trying to make building products that were more water resistant, and he realised that milk comes in a paper carton and is water resistant, so why can’t a wall do the same,” said Ahuja.
“That is how this product started. Its origins are completely interlinked with beverage cartons.”
Knowing that Australia has a high demand for construction panels was another tick in the positive column for Tetra Pak.
“When looking for what to bring into the local market, they knew they were picking a successful product,” said Ahuja.
“It has a significantly lower carbon footprint because it is made from recycled materials, and it’s fit for purpose when you compare its performance to those existing materials.
“By delivering a one for one replacement into a large existing market, it was a simpler and safer commercial proposition.”
The booming demand for paperbased, renewable packaging, is another key driver behind the facilities construction.
“Demand for paper-based packaging is growing, and we don’t see that backing off,” said Ahuja.
“As the shift towards more paper-based packaging grows, the opportunities to reuse it again in different products becomes important. People looking at packaging made from natural, renewable, plant-based materials like paper are positioning themselves well for a growing market.”
The government funding from the Australian, NSW, QLD and VIC governments for all three saveBOARD plants was also another strong indication that the future of recycling, particularly paper-based packaging is expected to continue to grow in Australia, towards meeting the packaging and recycling targets.
PACKAGING 26 Food&Beverage Industry News | May 2023 | www.foodmag.com.au
The reality of a circular economy around packaging continues to strengthen as companies further improve, or adopt, emerging innovations. Adam McCleery writes.
Tetra Pak and saveBOARD are helping strengthen the circular economy.
to support these projects, means investors see a ratification of things like the technology, but also feedstock availability, and potential support for things like planning consents, that all help these projects land and succeed.
“The packaging targets have engendered a lot of cross-sector collaboration that includes not just the brands selling packaged products, but the collectors, sorters and recyclers and is a key reason why the targets and funding have helped drive work in this space.”
The first saveBOARD project came about because of a collaboration between Tetra Pak, a large local dairy company, two waste management companies and a large logistics and information management company.
In terms of processing saveBOARD, “it’s a simple process where beverage cartons are shredded and then pressed between two hot plates at a high temperature. That’s it,” said Ahuja.



This process also allows variations of the product which are well suited to different applications in construction.




“There is one with a layer of fibreglass that can be used for roofing,” said Ahuja.

“Another with a layer of craft paper so you can use it to replace interior plasterboard, skim it and paint it. “The one that gets the most interest, is the ‘exposed board’ because it tells its own story, you can see the pieces of recycled Tetra Pak cartons in the board, and people recognize the brands they buy.”
material which is a great replacement for plywood used for site hoardings, and boxing for pouring concrete. Thanks to the product’s history overseas, it had already proven to be up to building standards and certifications.
Ahuja, and Tetra Pak, expect the market for saveBOARD products to grow because of the sustainability and cost benefits of using saveBOARD’s products for future construction projects.
The demand for sustainable products with hefty premiums is relatively small. “Critically, for new recycling ventures to succeed, you must find something that is commercially viable in its own right, like the saveBOARD product,” he said.

“The great thing with saveBOARD is that it’s price competitive when compared to standard building materials like plywood and OSB.
“saveBOARD are giving builders a great choice, they can have a recycled, sustainable, almost zero carbon material, and save money with that choice. Some major Australian brands readying projects for launch, using saveBOARD products.
“It doesn’t end there. We are now investing in sorting equipment in Material Recovery Facilities (MRFs) across Australia. We have just invested in Australia’s first AI-robot for sorting beverage cartons for saveBOARD. And we are interested in partnering with other MRF operators, but also brands which have an interest in having their packaging sorted at MRFs for local recycling.” F
www.foodmag.com.au | May 2023 | Food &Beverage Industry News 27 PACKAGING
liquidnitrogenservices.com.au 03 9782 2646 1300 Nitrogen The Gas Professionals! For Your Liquid Nitrogen and Dry Ice Needs
The beverage cartons are broken down before being pressed into viable building materials akin to plywood.
Supagas’s future growth for LNS
Since the introduction of Liquid Nitrogen Services to the Supagas brand the combined offerings from both Adam McCleery writes.
“What we do with Liquid Nitrogen and Dry Ice is more about show. It’s something these businesses use to promote their food, for example, they might use Liquid Nitrogen on cocktails or Dry Ice to create a fog effect for desserts,” he said.


“And fine dining restaurants might use them in some of their dishes. It’s something that creates a wow factor.
“When we talk food and beverages, in terms of restaurants, that’s where Supagas and LNS align. Supagas were already working in the cylinder side of things, for example pub gas cylinders. And we, at LNS compliment that with our products, along with our strong presence in the hospitality sector.
their gas needs, whether small or large orders. Supagas and LNS work together, strengthening supplier and customer relations, with LNS as a key touch point in the Liquid Nitrogen space.
The services LNS provides vary from Liquid Nitrogen deliveries, cryogenic equipment, Dry Ice, accessories and more.
“It is a very niche business, the Liquid Nitrogen side, there aren’t a lot of people in this industry so to get the experience and knowledge from us, with an already established gas supplier in the market brings with it lots of advantages,” said Filliponi.
“At LNS, we retain that family business sense, at the same time LNS has grown and changed from where we initially began, which we really like. It is about remaining true to our customers to continue to provide them with quality products and exceptional service.
“Being a part of Supagas there have been few changes; in terms of the day to day running of LNS, things remain the same, which is a true testament of how well LNS continues to do, aligned with Supagas strategy.”
“And it has definitely extended our growth potential.”
“Supagas was largely involved with craft breweries, distilleries and more. Now, LNS has come together with the Supagas brand to deliver to the market, helping to cover the gas needs and requirements of businesses in the Food and Beverage industry.”
As a result, Filliponi said, Supagas and LNS provide the ‘whole package’.
“You won’t see many companies without LNS or Supagas involved in some shape or form,” he said.
The future of LNS and Supagas Supagas and LNS, as brands cater to various customer segments based on
“As a result, we are in and amongst it with the likes of head chefs, who rely on us. We take calls at all hours, happily. They can rely on us for a lot of stuff, and we take pride in that.”
LNS continues to grow with potential to further expand, building on the business foundation and striving to supply and service current and future customers.

LNS, the gas professionals are here to assist customers with their gas and equipment requirements’.
To find out more about Liquid Nitrogen Services products and services contact 03 9782 2646 or liquidnitrogenservices.com.au. F
started back in 1992. As the familyowned business continued to grow, in November 2018 Supagas and my parents saw great potential for LNS to join the Supagas family. And now LNS is a sub-division of Supagas,” he said.
“The company built up a strong name in Melbourne over more than two decades, and for its service especially. Supagas wanted to keep that name recognition and personal touch in providing exceptional service and quality products to customers in Melbourne.”
LNS and Supagas, two brands align LNS as a sub-division of Supagas, works closely with the hospitality sector, as the LNS team continues to grow the market.
Filliponi said the food and beverage scene in Melbourne assists in the growth potential of LNS immensely.
Liquid nitrogen is routinely being used in hospitality and food manufacturing.
INDUSTRIAL GAS 28 Food&Beverage Industry News | May 2023 | www.foodmag.com.au
Liquid Nitrogen Services are a subdivision of Supagas and will expand across Australia.




3 NOMINATIONS NOW! OPEN AUSTRALIA’S LEADING MANUFACTURING AWARDS endeavourawards.com.au IN PARTNERSHIP WITH
Motor protection made easy with moneo wizard
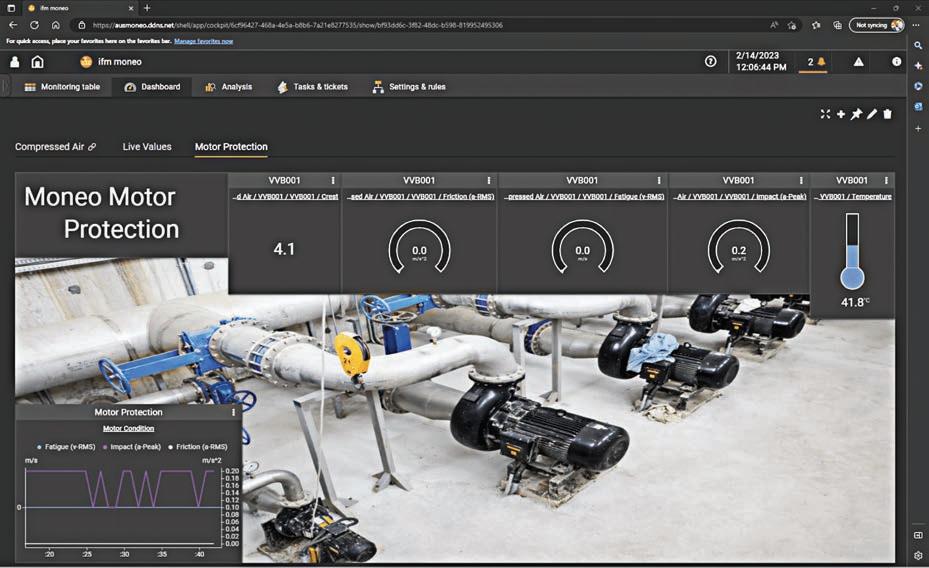
Protect your industrial motors with advanced vibration analysis from ifm moneo. Food and Beverage Industry News reports.

Imagine having Gandalf protect your industrial motors. It would be a formidable force to reckon with. Well, according to Freddie Coertze, the ifm moneo Data Science Toolbox has a wizard that can provide just that type of protection – by predicting motor issues through the use of advanced vibration analysis (AVA).
“A unique aspect of moneo is that this wizard can help users determine the vibration limits of their motor and predict failure well in advance, so there is enough time to act,” said Coertze, the national IoT business development manager for ifm Australia.
“It’s a great way for an industrial business of any size to start implementing a predictive maintenance plan – without the fuss and complexity that is often associated with this process. Because you’re starting just with the motor monitoring.”

Unlike other condition monitoring
solutions, moneo has been designed for ease-of-use. It is a self-service IIoT platform where the hardware, software, and smarts – which are predictive formulas created by artificial intelligence (AI) – come in the one package.
The AVA wizard is a tool that comes with moneo and can be used as a simple way to start monitoring and protecting motors.
“It’s very easy to set up. Basically, the wizard tool will talk you through the steps so you can do everything yourself without the need for an IT or analytics expert,” said Coertze.
“It’s a matter of connecting your sensor, dragging and dropping that into the moneo dashboard, selecting the motor configuration, and then moneo has an inbuilt AI tool that will create baselines for you in regard to what the acceptable limits of motor vibration will be for that configuration.”
Users can then start seeing the vibration levels of their motor installation on the dashboard.
The set limits suggested by moneo appear as red and yellow dots to indicate if the motor is running outside of its determined limits.
“If vibration levels exceed the yellow, you have early notification that your motor needs attention and if it reaches red, it goes into alarm,” explained Coertze.
“It’s the difference between having a warning that something is about to fail and having early notification that is predicting a failure later.
“Essentially, this wizard gives you time to fix motor issues before they become bigger problems. As we say, to protect, you need to predict, and this wizard helps you do that.”
Importantly, moneo has been designed to keep it simple for users, but also to expand as requirements change.

“You can extend on this form of motor protection by adding a device that provides a more intensive vibration and into other aspects of predictive maintenance as well,” said Coertze.
“But if we think about businesses just wanting a starting point, this is a great way to begin. You might have an asset such as a conveyor where if it breaks down due to a motor failure the whole production of a facility might come to a halt.
“So having this tool will let you know in advance if the motor has issues such as if it’s misaligned or it’s out of specification, and you can save it before any event like that occurs.” F
INDUSTRIAL MOTORS 30 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
The ifm moneo Data Science Toolbox helps to predict motor issues through the use of advanced vibration analysis.
ifm moneo are experts at helping companies protect industrial engines.



Recognising excellence across the waste, resource recovery and recycling sectors. 2023 NOMINATIONS ARE NOW OPEN www.wasteawards.com.au/nominations To nominate visit 25 OCTOBER 2023 SPONSORS HELD IN CONJUNCTION WITH
Recyclable pouches for food, coffee and other perishables
Research shows that consumers are now making purchasing decisions based on ethics and/or sustainability, which is impacting, among other aspects, packaging design
As the 2025 National Packaging Targets get ever closer, the move towards sustainable flexible packaging continues to intensify. Favourite Packaging, a company that specialises in food, pet food, and industrial flexible packaging, through their membership of APCO, have cooperatively sourced and now released new recyclable flexible packaging options, including Recyclable Pouches.

Favourite Packaging’s Pouches, over the last decade have become more and more popular for a wide variety of foods, perishables, coffee, powders, liquids, pet foods and now Favourite Packaging can supply a recyclable option that have the
same or improved features.
Favourite Packaging managing director Justin Yates said these innovative Pouches finally provide the right protection to preserve shelf life, meet the criteria for recyclable flexible packaging while contributing to improving your brand image.
“Our aim was to come up with something that fits in with the 2025 National Packaging Targets while meeting the technical requirements for food and perishables,” said Yates.
“The big thing was getting away from packaging using PET for its barrier. That’s been the go-to material for many years, and it has been easy to work with but not feasible to recycle.”
“We had to come up with something else that was a mono-polymer and fit in with APCO guidelines which would then allow it to be considered recyclable
in the new guidelines.”
Favourite Packaging has worked diligently to come up with its newest packaging offering, and it being in time for customers to adopt it before the 2025 National Packaging Targets is a bonus.
As has been well documented, recyclable packaging for food and perishables is a challenge because freshness and shelf life depends on packaging that has the appropriate inner layers of materials as an oxygen barrier and these traditional barrier materials prevent the packaging being recyclable.
“It’s now at the point where we can get as good a barrier if not better, than a standard PET while removing the difficulties around trying to recycle it,” said Yates.
“It’s a mono material with two layers so you still get the trap print to protect from scuffing on the outside of the pack.
While it is two layers, it is still a monostructure with the same shelf life as the PET it replaces.
The Guideline state that for a pouch to be considered recyclable it must be produced using an approved single material structure, a mono type of plastic.
“For example, when you have two of three materials of a different melt flow, it makes it difficult or unfeasible to turn it back into something that is usable,” said Yates.
“Whereas if it’s kept to less materials in the soft plastic, it is much easier to recycle. We have been recycling soft plastic for over fifty years and its only difficult when there are so many laminated varieties”.
And as demand for more recycling packaging grows from consumers, government and industry, the demand
PACKAGING
Food & Beverage Industry News reports.
Favourite Packaging’s pouches can now be provided in mono-structured material, making them recyclable.
for this single material structure will also grow significantly and so will the requirement for more recycling capacity.
According to APCO, the Supermarkets and the Australian Food and Grocery Council, there is a significant effort in 2023 to increase the downstream capacity (collection and processing) of soft plastics recycling.
“And a lot of the capacity coming later in the year is designed to work off the mono-structure material,” said Yates.
“This too will reinforce the push to mono-structured materials.
Yates said that Favourite Packaging anticipates an even greater focus on recyclable soft plastics throughout 2023 and 2024 and that Australia is following a lot of leads from Europe in downstream recycling processes and all the signs are showing that capacity in Australia is being accelerated in areas such as kerb side or in-store collection as well as soft plastics re-purposing technology.
A bonus for changing to these recyclable pouches is that the carbon footprint of your packaging can be reduced around 60 per cent, with the reduction trickling down the entire recycling process.
Favourite Packaging can customise the recyclable pouch into all styles,
and offer both regular and high barrier versions and apply customised design and full colour printing, including adding an ARL or customised insignia to indicate the packaging is recyclable.
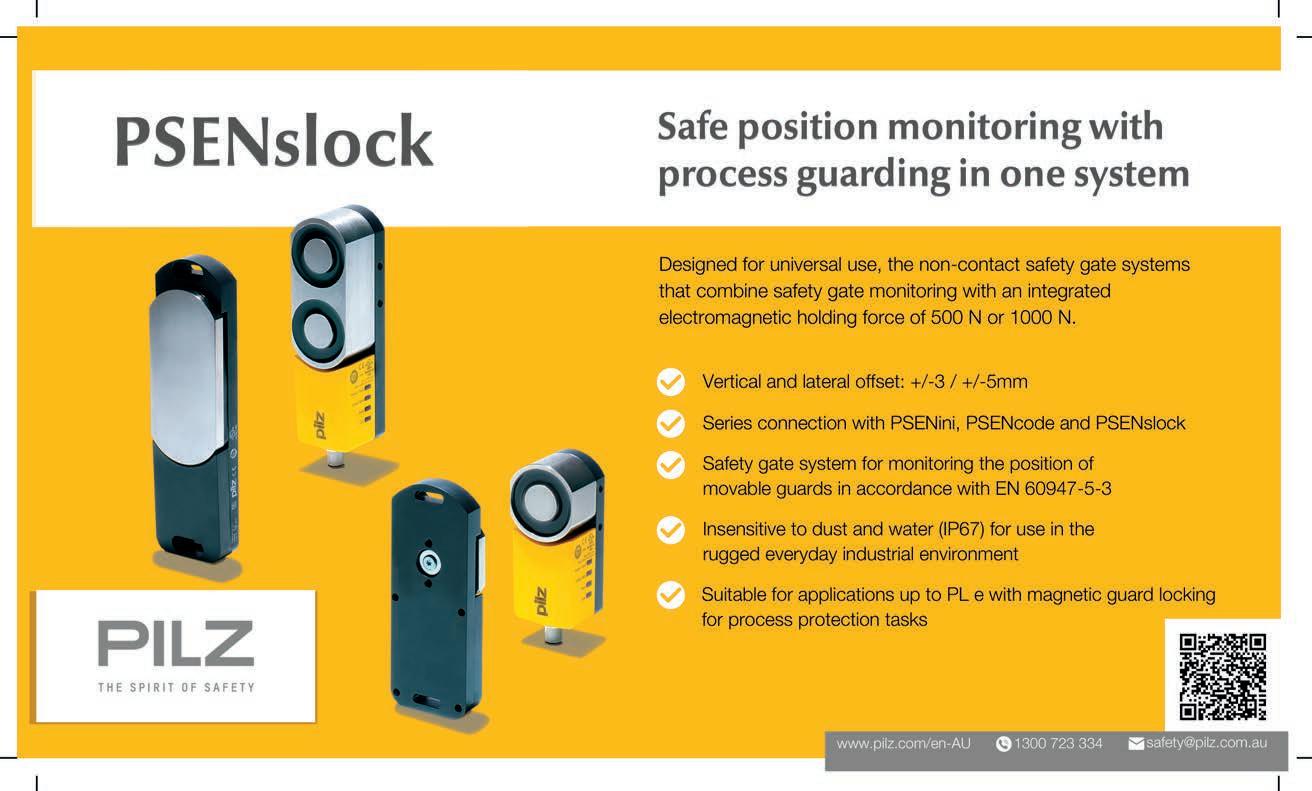
On top of this, mono-plastic recyclable pouches are being used more and more for coffee packaging, supplement packaging, a variety of foods, and even spout pouches for beverages.
show a growing trend in consumer demand based on environmental factors, including the circular economy around food and beverage packaging.
Relevant to this, consumers can discard the Favourite Packaging pouches through recycling processes, where they can be collected and enter a waste management flow to be reborn as raw material for a different application, thus contributing to the circular economy.
to store’, is expected to resume, and ‘curb side pick-up, will continue to expand on the back of the growing demand for an improved circular economy.
Meaning a transition to a monostructured packaging product like those provided by Favourite Packaging presents an opportunity to capitalise on the growing demand by consumers and the industry changes around recycling soft plastics. F

www.foodmag.com.au | May 2023 | &Beverage Industry News
The team at Favourite Packaging work tirelessly to provide the best flexible packaging options.
Wheat straw packaging coming to Australia

Sustainable packaging company, COPAR, is nearing completion on its development of Australia’s first wheat straw packaging facility. Food & Beverage Industry News reports.
The team at COPAR, experts in sustainable packaging, continue to work closely with research teams, and other packaging experts, to ensure the company provides the best possible wheat straw packaging to the Australian market.
Upon completion of its facility in regional New South Wales later this year, COPAR will provide Australia with its first wheat straw packaging products.
“The construction is coming along well, and we have reached the fit-out stage,” said Dean Lettfuss, project
few containers to arrive in May for the dry processing equipment.
“The first round of containers are also scheduled to leave India this month for the wheat straw pulp mill equipment.”
“With the first containers arriving from India, we will have prototype forming equipment, which mean we can start making prototypes here for customers and potential customers.”.”
Currently, COPAR has up to 13 prototype forming moulds on hand that have been developed in conjunction with its Indian partner.
hospitality products such as plates, bowls, takeaway clamshells, and even medical products,” he said.

“We have also been working on things like coffee cup holders and egg cartons. The range is broad and is just a question
in the development of Australian wheat straw packaging, finally possessing a tangible example of what the company can provide.
“Having the prototype forming machine is vitally important because it’s such a new industry that’s evolving, and we are discarding single use plastics,” added Lettfuss.
The moulded fibre products present a viable substitute for traditional packaging, but there are minor, but important, differences which require some ongoing research and development.
“Along with some testing and some engineering around things like shape and structural integrity to make sure they hold products correctly and they don’t absorb the moisture,” said Lettfuss.
“And for industries like meat, poultry, and fish, which are large industries here in Australia, there is a lot of interest for this particular type of product to replace plastics.”
One of the critical elements COPAR has discovered during its development of wheat straw-based packaging is transparency and traceability.
“One of the biggest unknowns for potential customers and industries is the transparency. That is, what materials are used in the product and are they responsibly sourced. Most of
PACKAGING
COPAR is bringing wheat straw packaging to Australia and prototypes are available for potential customers.
COPAR has built an extensive network of Australian farmers to supply wheat straw for its packaging.
the alternatives in Australia must be imported from overseas, which can limit this transparency to some degree,” said Lettfuss.
“Traceability around where those raw materials are coming from is non-existent and while it’s not an issue yet, there is a horizon issue that’s emerging around what raw materials go into these products, where does it originate from, are they reputable, and what is actually going into them.”
To its advantage, as a consumption product to begin with, the waste around cultivated wheat, the straw, is a viable packaging material for food stuffs.
“The biggest risk for producers is what is in that material and does it present a risk to customers,” said Lettfuss.
“I always say the wheat straw waste that we get, is the bottom 50 per cent of wheat that goes into our own consumption from Australian farmers. That means we can trace it right back to the farm, and if the wheat is perfect or good for human consumption then there is a high probability the wheat straw waste is viable as a food packaging material.”
COPAR’s Operations Manager, John Hansen, said the company continues to research all the elements around wheat straw viability, ticking the required boxes along the way.
“We are doing research with the University of Newcastle and companies that have developed non-PFAS based barrier coatings to optimise product performance and enhance its compostability in the post use phase,” he said.
Because of its porous nature, and the sustainability of the wheat straw packaging, part of the research and development is to find the right coating that won’t corrupt the wheat straw.
“The coating has to be safe and without any PFAS or other unsafe chemicals,” said Hansen.
“There is a bit of research we are doing to provide that solution. And those chemicals need to have traceability like the wheat straw.
“There is a big push for farm to plate and this is no different for trays or packaging. We can now go right from the farm to the manufacturing and give total traceability on it.”
Helping COPAR achieve these ends is a dedicated research team from the University of Newcastle, which houses experts in the required fields.
“They have some of the world’s leading experts in microplastics and microplastics research, but also alternatives to plastics,” said Lettfuss.
“The university team are able to do
a lot of testing on products already in the market, those coming from overseas, and the barrier coating that goes into the pulp to prevent against moisture and oil absorption.
“We have an accredited research body doing that for us, which is great.
“We’ve also partnered with suppliers from overseas that also provide coating barriers from natural products such as corn starch that breaks down with the wheat straw.
“That’s probably been the biggest challenge.”
Traditionally sugarcane waste has been use to make moulded fibre products and packaging, but as Lettfuss says, there are alternatives.
“As the first doing it with wheat straw biomass here there is quite a bit of R&D and testing around the right combinations of additives, how to process the wheat straw into a pulp so it still provides the qualities required, a fit for purpose use.”
The location of the new packaging facility also presents a positive for COPAR, being an existing facility on a main train line. Meaning not only is the facility closer to some wheat farmers, it’s also on a busy train line meaning getting products where they need to be is much easier.
“The huge advantage for us is we are close to a supply source. All of our farmers are located in central west New South Wales and Victoria,” said Lettfuss.
“We also don’t have the logistical cost of importing products from other countries, which is a cost advantage. And our facility is located next door to the grain force rail terminal. Which means we can load up forty-foot containers for export markets to countries with higher demand for traceability and products of a higher quality.”
With the transition from plastic to alternative packaging like wheat straw comes added costs, but thanks to facility positioning, and other factors, COPAR has a cost advantage that can be passed one.
“There are certain cost advantages and throughout the entire industry, plastic is a very cheap product to manufacture so all buyers and consumers, whether commercial or household, there will be a cost increase in the transition from plastic to home compostable products,” said Lettfuss.
The facility is expected to open before the end of 2023, and COPAR will continue to develop and perfect wheat straw processing as it emerges in the Australian market. F
PACKAGING www.foodmag.com.au | May 2023 | Food &Beverage Industry News 35
2023 Australasian Packaging Innovation & Design Awards

Winners for the 2023 round of the annual Australasian Packaging Innovation & Design (PIDA) Awards have
to recognise companies and individuals who are making a significant difference in their field across Australia and New Zealand.
The Packaging Innovation & Design of the Year company awards recognise organisations that have designed innovative packaging within six categories:
The PIDA Awards are also the exclusive feeder program for Australia and New Zealand for the prestigious WorldStar Packaging Awards run by the World Packaging Organisation. All 2023 PIDA winners will be automatically eligible for entry into the 2024 WorldStar Packaging Awards competition.
2023 Food Packaging Design of the Year
The Food Packaging Design of the Year award recognises organisations that have designed innovative packaging and/or materials, within food packaging and processing including fresh, frozen or other.
The GOLD winner was JBS Swift Lamb Cutlets CRYOVAC Darfesh
The bronze winner was Vitor Grapes ‘hippie punnet’ – (NAVI Co Global).
2023 Beverage Packaging Design of the Year
The Beverage Packaging Design of the Year award recognises organisations that have designed innovative packaging and/or materials, within packaging and processing for liquid or dry tea, coffee, water and soft drinks including wine, beer and spirits.
The GOLD winner was Banrock Station Eco Bottle (Accolade Wines)
The silver winner was Penley Sustainability Range (Cutler Brands).
The bronze winner was Wine Protector (Planet Protector Packaging).
2023 Health, Beauty & Wellness Packaging Design of the Year
The Health, Beauty & Wellness Packaging Design of the Year award recognises organisations that have designed innovative packaging and/or materials, within cosmetics, toiletries,
and 4 pk refillable handwash tablets (Coles Group)
The silver winner was Habitat Shipper Box (Production Packaging Innovations)
The Bronze winner was BioShield Caps & Closures)
2023 Domestic & Household Packaging Design of the Year
The Domestic & Household Packaging Design of the Year award recognises organisations that have designed innovative packaging and/or materials, packaging within domestic and household items, toys, stationary, gifts, clothing, garden equipment, decorating.
The GOLD winner was 10:PM Mattress Box (Production Packaging Innovations - Karl Joyce, Anjelo Tsoutsoulis and Vaughan Taplin)
The silver winner was Easy Pour (DuluxGroup – British Paints)
There were two Bronze winnersBioShield (Caps & Closures) and The Dirt Co Circular Refill Pouch Packaging (O F Packaging/Close the Loop Group)
the addition of content to a pack which creates a unique or innovative appearance, function or communication.
The GOLD winner was Christmas BioCups (OzHarvest & BioPak)
The Silver winner was Herma InNo Liner Labelling (Result Group & Hanes Australasia)
The Bronze winner was The Good Smoothie Milk Powder Composite Pack (Nutura Organic & Zipform Packaging).
2023 Outside of the Box Design of the Year
The Outside of the Box Design of the Year Award has been established for miscellaneous packs and materials that are not included in any other category.
The GOLD winner was Coola Box (Oji Fibre Solutions NZ)
The Silver winner was Snell Packaging – Mattress Corner Protector (Oji Fibre Solutions NZ)
The Bronze winner was Future Ecology – EmGuard (Oji Fibre Solutions NZ)
36 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
The awards recognise outstanding contributions to the industry.
2023 Marketing Design of the Year Award
Packaging can elicit emotional responses in consumers and should be seen as your best form of marketing. The right packaging design and eye-catching aesthetics can create emotional stimuli that ensures a brand is purchased.
The GOLD winner was Sustain OzHarvest Cups (Bunzl Australia and New Zealand)
The Silver winner was Dulux Jellybean Promotion Pack (Dulux Australia)
The Bronze winner was Keen’s Meal Bases (BrandOpus (Australia) & McCormick Foods Australia)
2023 Sustainable Packaging Design of the Year
The Sustainable Packaging Design of the Year award is designed to recognise companies that have developed innovative packaging or processing solutions that incorporates sustainability considerations. Elements include Social, Material, Source Reduction, Energy and Recovery.
Sustainable Packaging Design –Recycled Content
The GOLD winner was Coles Finest Carbon Neutral Steak Vacuum Packaging (Coles Group & Plantic Technologies)
The Silver winner was Banrock Station Eco Bottle (Accolade Wines).
The Bronze winner was Dulux 50% rPP Paint and Lid (Pact Group & Dulux Group).
Sustainable Packaging Design –Labelling
The GOLD winner was Herma InNo Liner Labelling (Result Group & Hanes Australasia)
The Silver winner was RafCycle by UPM Raflatac
Sustainable Packaging Design –Mono Material Advancements
The GOLD winner was Australian Organic Food Co. Minestrone Soup mono material retort pouch (Flavour Makers & Toppan Inc)
The Silver winner was JBS Swift Lamb Cutlets CRYOVAC Darfesh Mono-PET rollstock (Sealed Air)
The Bronze winner was Store Operations Fruit & Vegetable PE film (Woolworths Group Ltd)
Sustainable Packaging Design –Renewable Materials
The GOLD winner was Wine Protector (Planet Protector Packaging)
The Silver winner was Tempguard Gusset for HelloFresh (Sealed Air)
The bronze winner was Sustainable Fresh Produce Packaging (Detpak & Woolworths Supermarkets).
A High Commendation was awarded to Priestley’s Gourmet Delights Fibre tray insert (Opal).
Sustainable Packaging DesignCompostables
The GOLD winner was DualPakECO compostable food trays (Confoil & BASF)
The Silver winner was Aqueous BioCups (BioPak)
2023 Industry Packaging Professional of the Year Award
The Industry Packaging Professional of the Year award recognises the outstanding achievements and contribution by an individual currently working within the Packaging industry. The judges look for individuals who
have demonstrated vision and leadership, shows innovation and not afraid to take risks. This award is for significant and continued contribution of an Individual to the industry over a minimum period of 20 years.
The 2023 Industry Packaging
Professional of the Year is Michael Dossor MAIP, Group General Manager, Result Group.
2023 Young Packaging Professional of the Year

The purpose of the Young Packaging
Professional of the Year Award is to provide incentive and recognition to young professionals who are both currently working in and wish to continue their career path within the Packaging industry. This can be within any industries such as Food, Beverage, Health, Beauty & Wellness, Domestic & Household.

The 2023 Young Packaging
Professional of the Year winner is Lars M. Ljung, Sustainability Manager, Planet Protector Packaging
2023 ABA Scholarships
The Australasian Bioplastics Association (ABA), in partnership with the Australian Institute of Packaging (AIP), is pleased to offer an annual Scholarship program for Australia and New Zealand.
The Certificate in Packaging Scholarship goes to Jessica Ansell AAIP, Marketing Manager, Of Packaging & Close the Loop Group.
The Diploma in Packaging Technology scholarship goes to Tony Crowther AAIP, R&D Packaging Development Technologist, Lion Co. F
www.foodmag.com.au | May 2023 | Food &Beverage Industry News 37
The PIDA Awards are the exclusive feeder program for the WorldStar Packaging Awards.
Jessica Ansell was awarded an ABA Scholarship.
ICP Electronics Australia Presents ICP DAS ECAT-2094P
4-axis Pulse Output Module
ICP Electronics Australia introduces the ICP DAS ECAT-2094P. The ECAT2094P is a cost-effective pulse output module that is capable of controlling up to four pulse-type motor drivers. This device is designed to be a standard EtherCAT slave, requiring an EtherCAT master to operate. The ECAT-2094P supports two operation modes: Free-Run and Distributed Clock (DC).
Direct connection of pulse-type motor drivers to the ECAT-2094P device is possible. The EtherCAT master and the application program are responsible for the device’s configuration. The ECAT-2094P has four integrated incremental encoder interfaces, and each of them can count the input signal of external incremental encoders. These encoders can be used for homing purposes and consistency checks.
The ECAT-2094P offers three digital input channels for each motor, which include left and right hardware limit switches and a home switch. The hardware limit switch can automatically stop the motor when activated, while all three digital inputs can be utilized for home position search.
This device supports the CiA402 protocol, which allows for 4-axis independent control and pulse output up to 4MHz. The pulse output options are CW/CCW and Pulse/Direction. The ECAT-2094P supports daisy chain connection and allows for distance between stations up to 100m (100BASE-TX).
Overall, the ECAT-2094P pulse output module offers an efficient solution for easily controlling multiple pulse-type motor drivers. Its various features and compatibility with different encoders make it versatile for various applications.
• Intel® Celeron® Processor N6210
• Programmable LED light bar on both sides
• 10-point PCAP touch with optical bonding
• IEEE 802.3 PoE (optional)
• RFID (NFC) reader (optional)
ICP Electronics Australia (02) 9547 6011 www.icp-australia.com.au
Network appliance well suited for carrier or enterprise-level network security applications

Backplane Systems Technology’s iBase’s INA7600 network appliance is based on two 3rd Gen Intel Xeon Scalable processors (codenamed Ice Lake). The IBASE INA7600 utilises Intel server-class Xeon-SP CPUs to provide computing power, which is most suitable for carrier or enterpriselevel network security applications, such as next-generation firewalls, IPS, DDoS, and DPI. In addition, Intel’s QuickAssist Technology on the Intel Xeon-based platform greatly enhances Crypto and compression/ decompression calculations through hardware acceleration.
The system’s modular design allows flexibly to configure network ports to suit requirements. It supports up to eight network modules to accommodate up to 64 GbE ports (with or without bypass) in copper or optical fibre cable. To achieve high availability, the INA7600 is equipped with redundant power supplies and 4 hot-swappable fans. An optional IPMI 2.0 module provides direct access to server management functions and remote monitoring capabilities.
The INA7600 is available in two variants: INA7600-NIC and INA7600SHQ, supporting a maximum of 66GbE ports and 34 GbE ports respectively.
Key Features:
• Dual 3rd Gen Intel Xeon scalable processors (ICL-SP)
• 16x DDR4 RDIMM, Max. 512GB
• 8x or 4x NIC Modules, Max. 64 GbE Ports
• 1x PCI-E x16 expansion slot
• Optional IPMI 2.0 Module
• 1200-Watt redundant power supply

Backplane Systems Technology
(02) 9457 6400
www.backplane.com.au
NEW PRODUCTS 38 Food &Beverage Industry News | May 2023 | www.foodmag.com.au
Combining advanced functionality with ease-of-use
Beamex MC6 is an advanced, high-accuracy field calibrator and communicator. It offers calibration capabilities for pressure, temperature, and various electrical signals.

The MC6 also contains a fieldbus communicator for HART, FOUNDATION Fieldbus and Profibus PA instruments.
The usability and ease-of-use are among the main features of the MC6. It has a large 5.7” colour touchscreen with a multilingual user interface.
The robust IP65-rated dust- and water-proof casing, ergonomic design and light weight make it an ideal measurement device for field use in various industries, such as the pharmaceutical, energy, oil and gas, food and beverage, service as well as the petrochemical and chemical industries.
The MC6 is one device with five different operational modes, which means that it is fast and easy to use, and you can carry less equipment in the field.
The operation modes are: meter, calibrator, documenting calibrator, data logger and fieldbus communicator. In addition, the MC6 communicates with Beamex CMX calibration software, enabling fully automated and paperless calibration and documentation.
In conclusion, the MC6 is more than a calibrator.
Key Features:
• Accuracy
High-accuracy, advanced field calibrator and communicator.
• Usability
Combines advanced functionality with ease-of-use.
• Versatility
Versatile functionality beyond traditional calibration applications.
• Communicator
Multi-bus communicator for HART, FOUNDATION Fieldbus and Profibus
PA instruments
• Integration
Automates calibration procedures for paperless calibration management.
AMS Instrumentation & Calibration (03) 8577 8000 www.ams-ic.com.au
ADLINK Launches PanKonix HMI Panel PC
ADLINK Technology Inc. has launched the PanKonix Series HMI Panel PC, an industrial all-in-one panel PC that integrates control, gateway, and display functions. This innovative product offers cost-effective, easy integration with high extendibility through its software-defined motion controllers, SuperCAT and iFace Designer, enabling fast, reliable connections for mainstream PLC- and PC-based controllers, and I/O modules. The PanKonix Series also boasts an elegant and intuitive customizable user interface with powerful functions and features including network-enablement and visualization, cloud connectivity, push notifications, and simplified multi-IP management. With its hardware cost savings, simplified wiring, reduced integration time, and powerful yet elegant HMI software, the PanKonix Series is set to revolutionize the industry with its efficiency.

ADLINK’s SuperCAT is a software-defined EtherCAT motion controller that supports up to 128 synchronized axes and over 10,000 points simultaneously, with up to 125μs control cycle, enabling efficient production in semiconductor and electronics manufacturing. It generates multi-dimensional, synchronized motion and I/O control with the support of an APS function library, for a wide range of third-party EtherCAT slaves.
The PanKonix Series integrates iFace Designer and supports automation protocols such as Modbus and CANopen, ensuring smooth communication with over 90 per cent of PLC drivers. Furthermore, the integration provides an elegant, intuitive, and HMI vector graphic based customizable UI with smart operational functions. Together with a leading brand AUO panel, PanKonix provides a rugged design, outstanding visual
quality and excellent operating experience. Smart operational functions include network-enablement and visualization, cloud connectivity, and simplified multi-IP management.
Braemac (02) 8594 5666 www.braemac.com
NEW PRODUCTS www.foodmag.com.au | May 2023 | Food &Beverage Industry News 39
@xylemanz
WE SOLVE YOUR WATER CHALLENGES
XYLEM CLEAN WATER
TRANSFER SOLUTIONS
Xylem’s Lowara brand leads the way in providing energy efficient clean water transfer solutions across the food and beverage industry. Our pumps, monitors and controls are all developed prioritising low life cycle costs and ease of use. Whether it be for food processing or water transfer, Lowara has a reliable solution for you.


Scan the QR code below to find out more about our food and beverage solutions.

13 19 14 | xylem.com/au | solve@xylem.com

Sharing an appetite for success 25 Bet on blue – food-safe ball bearing housing 15 Bearings to help save on maintenance cost 22 Selecting the right hose is critical EDITION 3 FOOD & BEVERAGE & PACKAGING 04



Contents CONTENTS 2 EDITION 3 13 20 12 ENGINEERING EXCLUSIVE 08 Case Study: Engineers rescue food and beverage surface plant 10 Motion Engineering saves packaging plant 12 Motion Engineering solves fan bearing problem in SA shopping Centre 04 Sharing an appetite for success 06 Best in class conveyor chains 13 Motion solutions: Your ultimate one-stop shop 14 A LOCTITE Solution in the Food & Beverage Industry 15 Bearings to help save on maintenance cost 16 Refrigeration business benefits from Gates v-belt drives 18 Diamond chain linked to prime production 20 Lubricate profit margins with Alemlube 21 On track with cam follower bearings 22 Selecting the right hose is critical 24 Flagship coupling solutions improve performance 25 Bet on blue – food-safe ball bearing housing 26 Replacing roller chains with Poly Chain® in small goods bin lifters 28 Collaboration resolves render fan issue at abattoir 29 FOODLUBE® – Lube up equipment lifespan 30 Product showcase
Meet the Team
Leon Stefanec, National Business Development Manager – Food & Beverage. Over 35 Years at Motion.



Leon Stefanec is the National Business Development Manager – Food & Beverage at Motion. His main focus is to work with our national sales team to identify and capture new ongoing and sustainable business by utilising the entire Motion product offering. Since commencing his current role, Leon has developed a sound understanding of many of the processes from within the baking, dairy, abattoir and beverages industries, to name a few. Leon has an extensive knowledge of the bearing and power transmission market including product and application expertise coupled with a desire to provide outstanding service to this highly demanding and time critical industry. The skills and knowledge base that Leon possesses enable him to find the best solutions for customers in the food and beverage industry.
QUICK FIRE QUESTIONS
What’s your favourite word?
Fortuitous
If you could win an Olympic medal for any sport, real or fake, what would it be?
High jump
If you could change your name, what would it be?
McLovin
What was your favourite subject in school?
History
What’s your hidden talent?
Telling dad jokes
3 FOOD & BEVERAGE & PACKAGING MOTION 26
Sharing an appetite for success
“ There has never been so much to offer to our customers in the food and beverage segment than what we have right now,” says Leon Stefanec. “To be able to provide the spread of solutions and services we have, in addition to the breadth of expertise, means we can help our customers achieve success by extending the life of their equipment, increasing their productivity and reducing their energy consumption.”
As Leon enters his second year as the National Business Development Manager for Food and Beverage, he is enthusiastic about Motion’s customer value proposition.
“What has become more apparent to me is that customers in this market segment need a supplier to be extremely responsive and have an in-depth understanding of what they do,” he explains. “Suppliers then need to have solutions that tailor to those requirements, and they need to be able to supply or access these products quickly. All of which we provide. But it’s more than that, it’s about trust.”
According to Leon, Motion’s foundation in the food, beverage and packaging sector is solid – because it’s real people providing services.
“Reliability in this market is paramount. It’s not about processing requests from behind a desk, it’s about going out to site, understanding the needs of the business, and giving quality advice and information,” says Leon. “And this new magazine is an extension of our commitment to that. We want our customers to have access to information about new technologies or innovations our supplier partners have, or that we are offering.”
Importantly, Leon notes that the quality of service goes hand-in-hand with the product offering. He provides an example of a large commercial bakery on the outskirts of Melbourne who trust that Motion will be available to

4 MOTION EDITION 3
them when they need it most.
“What’s most important to this bakery? Getting their product onto the supermarket shelves on time. If they can’t bake, or lose batches, this jeopardises their ability to do that and that can mean that customers will choose competitors instead and the supermarket might even stop stocking their goods,” he stresses. “So, they need to be across every potential issue in the plant. And they rely on us for parts. In fact, they regularly message outside business hours, and we make sure the nearest store is ready to go with the parts they need at the start of the daily maintenance shift.”
Motion’s General Manager of National Sales, Grant Gray, says the commitment of the Motion team to helping customers achieve success is Motion’s defining point of difference.
‘We have experts in the field like Leon who are ensuring we’re bringing the best elements of our business to site. Whether it be labour hire, engineering design, a hydraulic specialist, oil and lubrication, vibration analysis or thermal imaging, we have an amazing level of competency that can close the loop on almost every food and beverage application,” he says. “We can provide a nose to tail solution. And when we say that, it’s not just about supplying or installing a piece of equipment. It’s the ongoing technical support that comes before, during and after that event.”
Whilst downtime is a major risk for any business, Grant argues that it’s particularly dangerous for those in the food and beverage industry.


“We know that demand is outstripping supply right now and with food and beverage the business risk associated with downtime is amplified by the expiry of goods, or shelf life,” he explains. “For us, it’s critical that we understand not only what the problem is so we can provide a solution, but understanding when the work can be done. Generally, this is done after hours or on weekend where the demand on the manufacturing side is at its lowest. And I’m proud to say we are very wellequipped to service this sector. We’ve got a huge amount of engineering and technical support available to customers in these timeframes, as well as best in class industrial parts.”
Moreover, having multiple businesses under the one roof serves those in the food and beverage sector well, says Grant.
“There’s less risk for the customer, particularly if you look at an event such as a major shutdown, which is a complex process that has to be achieved in a limited timeframe,” he elaborates. “We’re bringing a level of competency to the table that is unmatched, where we can project the whole job under one deliverable and increase the likelihood of a favourable outcome. As opposed to a less favourable outcome which is more likely when you’re dealing with a number of third party vendors – it only takes one to fail to deliver to compromise the success of a shutdown.”
To summarise on what Motion can offer to the food and beverage market, Grant reiterates on Leon’s earlier point about having real people with experience available to go out on site.
“It all comes back to one ongoing, key goal for businesses in this sector –achieving higher rates of production. Which comes with efficiency. Where do we make the difference? By understanding the customer needs and providing a raft of innovations. We’ve got a team of people with impressive experience, and they don’t help our customers achieve success from sitting behind a desk. They put their overalls on, they put their gumboots on, they don the appropriate PPE and go out to site to understand exactly what the dynamics are that are impacting those processes each day, and then discuss how we can work together to improve them.”
5 FOOD & BEVERAGE & PACKAGING COVER
Best in class conveyor chains
When it comes to choosing a conveyor chain and components, food and beverage businesses need products they can rely on to keep operations running smoothly. That’s where Rexnord comes in.

Backed by a team of experienced application engineers, the complete portfolio of MatTop® and TableTop® Conveyor Chain and Rexnord® Conveyor Components gives customers in this market segment a wide variety of products to suit all types of conveying applications.
Designed and selected specific to customer needs, the Rexnord solutions can prevent unscheduled downtime and ensure reliability. And with exclusive, high-performance materials that offer excellent wear characteristics and low-friction properties, customers can expect high durability, increased productivity, reduced product damage, and energy savings.
MatTop Conveyor Chain
Designed with versatility in mind, the MatTop Conveyor Chain comes in moulded-to-width (MTW) and assembled-to-width (ATW) configurations, making it perfect for applications with greater width requirements. The continuous conveying surface also provides stable product handling, making it ideal for a wide variety of industries.
In addition to its versatility, the MatTop Conveyor Chain offers a range of surface options for enhanced performance. The perforated top option allows for air and water rinsing, while the raised rib option provides a very smooth transfer. The friction surface option is perfect for inclines and declines, while the low backline pressure (LBP) option allows for accumulation.
Another great feature of the MatTop Conveyor Chain is the availability of straight-running and side-flexing options. This not only enhances its overall performance but also makes it easy to install and reduces floorspace requirements.
6 EDITION 3 REGAL REXNORD
The FlatTop
When it comes to brewery applications, the Rexnord FlatTop Conveyor Chain is the go-to solution for quality, durability, and performance, as Leon Stefanec, National Business Development Manager for Food & Beverage at Motion, explains.
“We have a number of brewery customers that use Rexnord,” he says. “When I think of a brewery, the biggest ticket items are the FlatTop chains; Rexnord are recognised for being one of the best in class for these applications.”
FlatTop chains are crucial in brewery operations as they are required in long lengths to transport cans and bottles around the plant. As these chains carry a lot of weight and undergo constant wear and tear, they need to be made of quality materials with a long life.
“The FlatTop Chains carry all the cans and bottles around the plant,” Leon says. “Once a can is filled, it will get conveyed along to the packaging plant. The reliability and increased uptime of Rexnord products are critical for breweries to avoid unscheduled downtime and optimize their operations.
“For breweries or soft drink
manufacturers – anyone that does canning or bottling – you’ll want to use these types of chains.”
TableTop Conveyor Chain
A key feature of the TableTop Conveyor Chain is its range of straight-running and side-flexing options, including Magnetflex®, LPC®, Tab and Bevel. This not only minimises floorspace requirements but also enhances its overall performance.
The TableTop Conveyor Chain is designed to satisfy a wide range of conveyor applications, with a flat lowfriction surface for container handling, a high-friction surface for inclines and declines, a low backline pressure (LBP) option for accumulation, and SideGrip™ options for ionized air or water rinsing.
According to Troy Markland, National Product Manager for Power Transmission at Motion, TableTop and FlatTop Chains play a crucial role in the process of producing and packaging cans, bottles, and other products in the food and beverage (F&B) industry.
“With a FlatTop chain or a TableTop Chain, they’re used all along the process in a bottling or packaging

plant,” Troy says.
Troy explains that they are designed to address a variety of needs in the F&B industry. “For instance, high friction chains with rubber pads on top are used in conveyor incline applications,” he says. “These chains are ideal for conveyors that run up a hill, preventing products from slipping back down.”
Troy emphasises the importance of understanding the different types of chains available – such as those with low back pressure and side-grip options – which are designed for specific applications.
“You have a very, very broad base across food and beverage industries using these chains,” he says. “They’re used in packaging lines, fillet lines, bottling. Whatever the variation or application – Rexnord chains have a solution.”
Additionally, all products are designed for optimised performance, delivering process-driven results and quality performance. And with fast delivery, most products ship in one to five days through Motion’s distribution channels.
7 FOOD & BEVERAGE & PACKAGING
FLATTOP
Case Study: Engineers rescue food and beverage surface plant

Various industries rely heavily on machines that work in unison to produce goods efficiently. When one machine malfunctions, it can bring the entire production line to a standstill. This is precisely what happened at a manufacturer of decorative surfaces, when their elephant stacker machine broke down. Harrison Hart, a WA-based Mechanical Engineer at Motion, was called in to troubleshoot the issue and provide a solution.
The business was initially hesitant at receiving engineering support, the customer had been using this specific machine for over forty years. Harrison outlined this was problematic because the machine had no up to date technical drawings and they had no knowledge about how to properly maintain it.
“The elephant stacker functioned as a rail-mounted carriage that was picking up stacks of particle boards, moving them around, and stacking them into piles” Harrison recounted. “The machine had multiple rail wheels with drives attached to them. On these drive systems were the gear sets that run the system.”
Harrison elaborated that the gear sets were getting destroyed every five or six weeks, forcing shutdown of the machine to replace the gears. This had a significant cost implication for the company, and halting production this frequently was having a huge impact on their production output. The company specialise in food and beverage preparation surfaces.
Upon investigating the issue, they discovered that the gear sets were not being maintained correctly. “The dry sawdust environment around the gearsets was not lubricated properly, leading to the constant destruction of the driveline.”
Lubricants are critical for keeping equipment running smoothly and efficiently in any industry, helping to reduce the impacts of wear and tear. Proper lubrication ultimately extends machine lifespan and improves the overall efficiency of machine operation.
With this in mind, Harrison and his team recommended appropriate spray-on gear lubricant, how to apply
8 MOTION ENGINEERING EDITION 3
it, and the frequency of use which had a massive impact on their production.
He elaborated “we also went through and redrew the whole system, and on top of just redrawing it, we redesigned parts of it as well. The technical understanding we have now compared to forty years ago is completely different.” The engineering team’s intervention was health and safety informed, as machinery as old as this specific stacker could have posed a huge risk to workers at the plant. Redesigning parts of this machine would ensure risk levels are greatly decreased and the machine was more maintainable.
“With the recommended changes in place, the gear sets went from lasting only five to six weeks to lasting up to a year and a half,” Harrison discussed. This result proved the engineers’ technical understanding was essential.
Harrison explained that the role of Motion is to provide technical advice to customers and to be a trusted advisor in supporting the customer with their various needs. The expertise of the Motion engineering team adds value to the customer by being a reliable and knowledgeable resource, providing advice that people can follow regardless of their experience levels.
Another advantage of having access to engineering support is businesses can take a preventive approach when it comes to their machinery. Before machines run into problems in the first place, the engineering team can offer preemptive guidance. This proves invaluable in helping improve the running of a business.


The collaboration between the customer and Motion demonstrates the importance of technical expertise in offering valuable solutions. Motion’s engineers were able to solve a complex problem that had been plaguing the company for months, leading to improved efficiency, a reduction in downtime and according to Harrison, thousands of dollars in cost savings.
Harrison’s engineering solution is just a microcosm of some of the work that is being done in various industries. Motion can provide lasting solutions to completely turn a business around. As Harrison emphasised, “Motion’s role as a trusted advisor to its customers adds real value to their operations.”
9 ENGINEERING EXCLUSIVE FOOD & BEVERAGE & PACKAGING
“With the recommended changes in place, the gear sets went from lasting only five to six weeks to lasting up to a year and a half.”
Motion Engineering saves packaging plant
Motion engineers in the food and beverage packaging industry are playing a critical role in ensuring that their customers’ businesses run smoothly and efficiently. Ryan Kendrigan, the Executive General Manager of Engineering and Services for Motion, has been with the company for 17 years and has an in-depth understanding of the industry and the challenges that it faces.
“The food and beverage packaging industry is highly competitive and operates on thin profit margins, therefore it is crucial for organisations in this industry to have minimal downtime when issues occur,” says Ryan. As a result, machinery needs to be running efficiently to keep disruptions to a minimum.
This became a reality when the Motion engineering team worked on a project for a Sydney based packaging company, who were facing consistent reliability issues with their four cooling towers used in injection moulding equipment. The towers were causing complete plant outages that stopped their moulding process, which led to “horrendous outcomes from the plant’s perspective.”


Cooling towers play a critical role

in the packaging industry by helping to maintain the ideal temperature of machinery and products. This is especially important in industries such as food and beverage packaging, where precise temperature control is necessary to ensure product quality and safety.
In the industry, machines generate significant amounts of heat. Cooling
towers help to dissipate this heat by using the natural process of evaporation, allowing for a controlled and efficient cooling process.
To address the issue, Ryan highlighted that “the team conducted a comprehensive analysis of the cooling towers and identified several root causes, including structural integrity issues,
10 MOTION ENGINEERING EDITION 3
electric motor problems, as well as bearing and lubrication issues.”

Structural problems in a cooling tower can pose safety risks to workers and the surrounding environment. For example, if the tower’s structural integrity is compromised, it may be at risk of toppling over or releasing harmful chemicals into the environment. This can result in serious injury or damage to property, as well as environmental contamination.

Electric motors also play a critical role in the operation of cooling towers, as they are responsible for driving the fan or impeller that creates the necessary air or water flow for the tower to function. Therefore, the combination of these issues required a lot of work from the team.

The team’s solution involved upgrading the drives, redesigning the structural cross members, refurbishing two towers, implementing an automatic rotational system, realigning, installing new guarding, and commissioning the towers. Ryan noted that the project required “a full analysis on the sources in the cross members to ensure that they were going to be able to withstand the weight of the fans of the motors.”
After completing the project, the engineering team provided a vibration testing report to ensure the long-term effectiveness of the solution. Ryan reported that the towers had been running without incident for the last year and a half, stating that “it was a complete success.” Overall, the solution offered by the engineering team eliminated the consistent unplanned shutdowns that occurred every three months, resulting in increased plant reliability and reduced downtime for the customer. As Ryan stated, “Payback for the client on this project was within 12 months, which demonstrated immediate cost of ownership value.”
Ryan emphasises, “Often businesses have to run their plants on modest budgets, which in turn drives maintenance departments to make cuts to preventative maintenance schedules. Therefore equipment doesn’t quite get the love and the uptake that it needs to maximise its productive output into the future.” This results in a critical need for proper assessment and maintenance of equipment, which is where Motion
Engineering comes in. “Motion engineering can make that assessment and review the plant and equipment from a criticality standpoint,” he says. Motion Engineering’s department comprises of over 250 skilled professionals who are proficient in delivering core competencies such as assessment, review, design, and analysis. They have the ability to repair,
refurbish, manufacture, and assemble new equipment, as well as offer site services for installation, commissioning, and testing. Ryan highlights, “it’s really a holistic approach that we offer, and we do that across the entire product suite.” By providing such comprehensive solutions, Motion engineers are making a significant impact on the food and beverage packaging industry.
11 ENGINEERING EXCLUSIVE FOOD & BEVERAGE & PACKAGING
Motion Engineering solves fan bearing problem in SA shopping centre
Industrial fan bearings are crucial components in various industries, especially in the food and beverage sector, where maintaining optimal air quality and ventilation is vital to ensure the safety and quality of the products produced. A large shopping centre in Noarlunga, South Australia, reached out to Todd Gates, a bearings specialist and a member of the Motion engineering team, to address a problem with their fan bearings. Recognising the urgency of the situation, the team had to find a fast and effective solution.
“The job was to supply fresh air to the shopping centre, through the use of Heating, Ventilation, and Air Conditioning (HVAC), so this was pretty important especially over the warmer months, with the avoidance of any lengthy downtime,” explained Todd. The problem with the fan bearings was due to a worn shaft located in a hard-to-reach area, which made maintenance challenging. This shopping centre also had a bustling food court with a variety of restaurants, as well as supermarkets that stocked fresh produce and other food items. As a result, the maintenance team had to work efficiently to come to a resolution.
Todd explained, “we took measurements, analysed the area,
and came up with a few options for the customer.” Todd and the Motion engineering team determined that the best solution was to pull out the entire shaft, which was approximately 3 metres long, and replace it with a new one made of high tensile steel. High tensile steel offers several benefits when used with bearing such as strength and durability, the ability to withstand extreme temperatures and high corrosion resistance.
Todd added there were various health and safety risks associated with access. “The access to one of the bearings was not ideal as you had to climb on a roof and down a hole and crouch down to get to it, which I don’t think anyone was really going to do that on a regular basis.”

Due to this inaccessibility and with longevity in mind, the engineers added an automatic lubricating system which would dispense a set amount of grease over a period of time. This was a significant upgrade from the previous manual lubrication system and would yield various potential benefits in improving equipment performance, reducing downtime, improved safety, and extended equipment life, according to Todd.
After the installation, they conducted vibration testing, a type of machine condition monitoring, to ensure that the fan was balanced correctly. The entire project was completed in under two weeks, showing they met the expectation of completing this job efficiently.


Todd highlighted the engineering team’s work saved the shopping centre thousands of dollars. “They were possibly looking at getting a new system altogether, which could cost up to $40,000,” said Todd. Therefore, the work Motion carried out made a significant impact.
Todd continues, “the benefit for the customer by working with Motion was it was all handled by the one supplier. The supplier for the parts needed, the lubrication system, the bearings/shaft plus the labour was all handled by the one company, and they didn’t have too many people doing too many things. It was a package solution. We completed the work in under two weeks, which was beneficial to the customer.”
The success of this project highlights the importance of having reliable and efficient fan bearings in the public domain, especially in busy areas like shopping centres, where it is crucial to maintain optimal conditions for food service. Effective HVAC solutions played a pivotal role in this case, underscoring the importance of working with a reliable organisation like Motion, who can provide comprehensive solutions and quick turnaround times.
12 EDITION 3 ENGINEERING EXCLUSIVE MOTION ENGINEERING
Motion solutions: Your ultimate one-stop shop
Motion is transforming the food and beverage and packaging industry with its extensive range of solutions available under a single banner. From fluid transfer and sealing to power transmission, bearings, belts, and engineering, Motion simplifies how customers do business with them, greatly improving their ability to meet industrial needs and stay ahead of the game.

Motion has several brands under its umbrella, including AIP, BSC, CBC, CRAM, Hardy Spicer, Seal Innovations, Sealing Solutions, Hose Supplies Pacific and many more, guaranteeing that customers have access to a broad range of high-quality products and services. This ensures that customers can find everything they require in one place, adding convenience and ease.
Bearings
Bearings keep the food and beverage packaging industry rolling, as the best quality ensures optimal performance and efficiency of machinery such as conveyor belts, bottling machines, and filling equipment. Motion boasts unparalleled expertise in this area, offering a vast selection of bearings to help reduce downtime, boost productivity, and achieve regulatory compliance, making them an invaluable partner for companies seeking to improve their operations. This knowledge also includes bearing maintenance, because
customers can have the best bearings in the world but need to know how to keep them in good shape.
Belts
Belts play a crucial role in the food and beverage packaging industry by transporting, sorting, and packaging a wide range of products. However, poor quality belts can lead to hygiene concerns, inefficiencies, compliance issues, and inferior product quality. This is where Motion’s belt solutions shine. Motion’s belt suppliers offer a range of options from good quality to gold standard, ensuring customers are spoiled for choice with their selection. Belts purchased from Motion are guaranteed to convey excellence.
Engineering
Motion’s team of skilled engineers offers an end-to-end service that ensures customers’ machine troubles are engineered out of existence. They have extensive knowledge and experience in various industries, enabling them to offer expert advice and support to customers at every stage of the process. From identifying problems to providing customised solutions and carrying out maintenance and repairs, Motion engineers are a one-stop-shop for customers. This approach ensures that customers can rely on Motion’s team to see the job through to completion,
Motion highlights
1. High-quality products: Motion offers excellent solutions across the board.
2. Engineering expertise: Motion’s skilled engineers provide expert support and can optimise equipment for peak performance.
3. Comprehensive services: Motion offers a full range of services from product selection to maintenance and repair.
4. Competitive pricing: Despite offering top-quality products and services, Motion’s pricing is competitive.
5. Trust and reliability: Motion is a trusted supplier known for its reliability and dedication to customer service.
streamlining the process and reducing downtime. Flick to Motion’s engineering articles to get a flavour of the excellent service they are offering.
Motion’s wide range of solutions stretches from the food and beverage packaging industry and beyond. From high-quality bearings and belts to expert engineering services, Motion’s team is well-equipped to meet the unique demands of various industries. With a focus on quality, reliability, and customer service, Motion prides itself on delivering effective solutions throughout. Whether it’s a complex engineering challenge or a simple replacement part, Motion’s team is committed to delivering the best possible service to its customers.
Don’t let machinery come to a grinding halt – Contact Motion today for excellent industrial solutions and unparalleled engineering expertise.
13 FOOD & BEVERAGE & PACKAGING MOTION ENGINEERING SOLUTIONS
A LOCTITE Solution in the Food & Beverage Industry
LOCTITE® thread sealant is the ultimate solution for users looking for a fast, reliable, and cost-effective method to seal threaded connections. This solution is a popular choice with engineers, mechanics, and technicians worldwide, especially in the food and beverage or packaging industry.
LOCTITE 577 thread sealant in particular comes with various unique selling points to the customer. This medium-strength, low pressure solution is specifically designed to provide a leak-proof seal that has excellent resistance to fuel, oil, and other common industrial fluids. In the food and beverage/packaging industry, this is indispensable, especially due to its food-safe qualities.
This ensures the solution will be completely safe if it comes into contact with food and beverage products in particular. Its excellent resistance is essential in the food and beverage industry as some of these chemicals may be acidic, alkaline, or contain water.
One of the key benefits of using LOCTITE 577 thread sealant is its fastcuring time, effectively working on active and inactive metals. Unlike other sealants that can take days to cure, this solution sets in under 24 hours, allowing the user to get back to work in no time. This makes LOCTITE 577 thread sealant a perfect solution for quick repairs where time is a factor.
This solution is also highly durable, withstanding temperatures up to 150 degrees. In the food and beverage/ packaging industry, many applications require high-temperature processing, which can cause traditional thread sealants to break down or fail.
LOCTITE’s special formulation ensures it is an effective solution to this type of industry.
It also has effective resistance to vibration, shock, and pressure, ensuring that connections stay locked in and leak free.
Another effective benefit is its ease of use. This sealant comes in a convenient tube that can be easily
applied to threads quickly, making it simple and straightforward to use.
One of the standout features of LOCTITE 577 thread sealant is its versatility. It can be used on a wide range of materials, including stainless steel, aluminium, and brass. This makes it ideal for fuel transport along various types of metal pipes, and the perfect choice for industries looking for an allencompassing reliable thread sealant.
Peace of mind is another huge plus with this solution. Knowing that the user’s connections are sealed and leak free can save time, money, and stress in the long run. The Loctite 577 thread sealant is AGA Gas & AS/NZS 4020 Water approved in Australia. Customers can rest assured that this thread sealant meets quality and safety standards in the gas and water sector.
Whether the user is working on a car engine, a plumbing system or on an industrial machine, this solution will tick all of these boxes.
Overall, LOCTITE 577 thread sealant’s key benefits make it ideal for a wide range of sealing applications, especially in the food and beverage/ packaging industry. Henkel’s full range of high-performance solutions are available to customers through their local Motion branch. Representatives
Key Benefits
• Highly durable, withstanding high temperatures
• Versatility in working on all metals
• Effective chemical resistance and food/beverage safe
• Fully DVGW approved for peace of mind
are available to conduct site inspections and assess the most appropriate products and applications for specific business needs.
14 EDITION 3
ADVERTORIAL – THREAD SEALANT LOCTITE
“Peace of mind is another huge plus with this solution.
Knowing that the user’s connections are sealed and leak free can save time, money, and stress in the long run.”
Bearings to help save on maintenance cost
All food and beverage operations need to clean their equipment on a regular basis. Likewise, processing or production lines in food and beverage tend to use high-speed belts, which require bearings that can handle regular chemical washdowns.

NSK developed Molded-Oil™ Bearings for this purpose. They offer high performance in water and dustcontaminated environments. The Molded-Oil™ Bearings are lubricated with NSK’s oil-impregnated material, called Molded-Oil™ . It’s a lubricating oil and polyolefin resin with an affinity for oil. As a result, oil slowly seeps from this material, which provides plenty of lubrication to the bearing for extended periods.

Why do customers prefer these products?
Leon Stefanec is the National Business Development Manager for Food and Beverage at Motion. He’s been involved in the bearings industry for decades and understands the importance of using the correct bearings in the right situation. This is particularly the case when it comes to the dairy industry.
“It’s for longevity reasons,” said Stefanec. “The Molded-Oil™ Bearings outperform standard bearings. The main reason they outperform traditional bearings is because of the constant washdown that takes place in food and beverage operations. Your typical food processing plant will have chemical washdowns within their production areas two to three times a day.”
Those chemical washdowns come about for a variety of reasons. It might be a change of shift, a change of product – any number of issues could justify the chemical washdown.
“However, the chemicals are very harsh on bearings. Often, the staff use high-pressure cleaners to eliminate as much detritus as possible from their equipment. The high-pressure cleaners will displace the grease from conventional bearings, which will then be replaced with water. Water will fill that cavity and push the rest of the grease out,” says Stefanec.
He pointed out that the grease is suspended in a polyolefin resin in the Molded-Oil™ Bearings. As a result, the lubricant cannot be dislodged, which means the bearings last significantly longer than conventional bearings.
Tony Tormey, the Category Manager of Industry Bearings at Motion, has been working with bearings and things that spin for nearly twenty years. Tormey gets the importance of keeping bearings properly lubricated to keep them in good condition.
“One of the biggest benefits of Molded-Oil™ Bearings is the continuous supply of lubrication oil as the bearing runs. That makes it a maintenance-free bearing. You generally get twice the lifespan compared to a standard greaselubricated bearing when working with a Molded-Oil™ Bearing,” said Tormey.
Tormey explained that this is because of the lack of contamination that would normally destroy or emulsify the grease.
“If you have a lot of water in your
manufacturing process, the water ingress will emulsify the grease,” he said. “The Molded-Oil™ Bearing eliminates the problem entirely.”
How do customers tend to use these bearings?
Leon explained that maintenance teams prefer the Molded-Oil™ Bearings for two broadly different reasons. One is their ability to handle washdowns. The other is because they don’t require maintenance – an attribute that is particularly helpful in context of where the bearings are located.
“Bearings in food and beverage applications may be tough to access,” he said. “The teams might need scissor lifts or other specialist equipment to get to that section of the plant. Maintenance teams dislike having to change the bearings on anything in those parts of the plant. It’s dangerous and timeconsuming. That’s another reason why they would choose the Molded-Oil™ Bearings in such applications.”
15 FOOD & BEVERAGE & PACKAGING
NSK MOLDED-OIL

16 EDITION 3 GATES Refrigeration
business benefits from Gates v-belt drives
As the original inventor of v-belts, Gates® is a recognised market leader of v-belt drive solutions – and one application these are particularly suitable for in the food and beverage space is refrigeration compressors.
“We have a number of customers that specifically use Gates® v-belts for refrigeration compressors,” says Leon Stefanec, National Business Development Manager for Food & Beverage at Motion. “In fact, one particular company we work with that specialises in industrial refrigerators exclusively uses Gates® v-belts because of their longevity, performance and the reduced costs associated with less maintenance and change outs.”
The company Leon is referring to is Hoctor Industrial Refrigeration. The Melbourne-based specialised company provides end-to-end refrigeration services to the food and beverage market segment including the design, manufacturing, installation and after-sales maintenance of refrigeration solutions.
Eujin Tan, Hoctor’s Senior Engineer, says he was first introduced to Motion’s services and capabilities as a supplier in 2021. Since then, the company has come to rely on Motion for a variety of industrial products including the Gates®’ v-belts.
“We like to use Gates®’ v-belts when servicing compressors as they are a premium and long-lasting type of belt,” says Tan. “During a routine service, our service technicians will source Gates® belts from Motion when a v-belt change is required because we know that we can rely on the team there to source the belts on time.”
Eujin explains the risks that low quality v-belts can pose to the refrigeration compressor and business as a whole.
“If a refrigeration compressor fails, it can result in the loss of expensive finished food products which must be written off and disposed of. Additionally, given that the service intervals for compressors are set many months apart, minimising the need for additional site visits between these
intervals to fix v-belt issues is key,” he elaborates. “The efficiency of Gates® v-belts helps to mitigate this issue. We regularly use the Gates raw edge cogged design, the Quad-Power™ 4 range as we find that they run cooler and last longer than conventional v-belts.”
Rob Michelson, National Product Manager for Belts at Motion, says that Gates® Quad-Power 4 v-belts are constructed with “the most advanced technology available today.” Namely, the new generation of ethylene propylene diene monomer (EPDM) belts are designed for longer service life, which eliminates costly downtime for re-tensioning, repair, and replacement.
“By using innovative minimalstretch cord technology, Gates® has designed the industry’s first raw edge zero-maintenance v-belt,” says Rob. “Unlike conventional belts, the QuadPower™ 4 raw edge v-belt does not suffer from severe tension decay in the first hours after installation. Ensuring no run-in period nor any re-tensioning are required.”
No re-tensioning means no machine or production downtime.
This latest generation of Gates® EPDM v-belts also boasts the widest temperature range on the market. The Quad-Power™ 4 belt has been tested to perform in extremely cold conditions as low as -50°C. Likewise, the newly formulated EPDM rubber material is resistant to hardening and cracking under temperatures exceeding 100°C. This makes the Quad-Power™ 4 belt an ideal solution for hot air heating, ventilation, and air conditioning applications or other high temperature environments.

“The high-grade construction provides the belt with a much higher power density than classical v-belts, allowing for a more compact drive design and resulting in reduced drive width, weight, and costs,” Rob furthers.
Additionally, the Gates® QuadPower™ 4 features a specially engineered moulded notch shape that reduces bending stresses. As a result, it shows improved flexibility and increased performance on small pulley diameters. The flexibility also gives the belt excellent reversed bending properties when backside idlers are used.
“In 2009, Gates® pioneered a Quad-Power™ v-belt range featuring advanced EPDM rubber which resulted in a new standard for v-belts as it gave a considerably longer service life compared with conventional belts,” Rob explains. “Now in 2023, Gates® has further optimised the EPDM rubber compound and is one of the first in the industry to add a new and innovative cord design which resists stretch better than ever before. Gates®’ Quad-Power™ 4 belt is the industry’s first service-free raw edge v-belt that guarantees greater efficiency and lower costs.”
To summarise, Rob says that Gates® has a solution for any and all client needs or belt drive problems. But the Quad-Power™ 4 family is popular for a reason.
“This service-free belt is not only available in every popular size as a single belt, but also in the sturdy PowerBand™ construction for extremely high shock-loaded or vibration-prone drives,” he says. “By equipping customers with greater levels of efficiency, less downtime, fewer replacement needs, higher performance and a wider temperature range, Gates® v-belts can be utilised to suit a range of client needs.”
17 FOOD & BEVERAGE & PACKAGING
V-BELT
“By using innovative minimal-stretch cord technology, Gates® has designed the industry’s first raw edge zeromaintenance v-belt.”
Diamond chain linked to prime production
When it comes to packing in high volumes, the accuracy of a plant’s equipment is essential to smooth operations.
Troy Markland, Motion’s National Product Manager for Power Transmission, says that this precision comes from high quality, reliable manufacturing and supply.
“With food and beverage operators, the degree of accuracy directly relates to wastage,” says Troy. “For example, the exact positioning of a bottle can determine whether there is any spillage or not.”
Which is why Timken’s high-quality attachment and stainless-steel Diamond brand chains are often preferred by the food and beverage industry. Available through Motion, these chains combine the benefits of reliability and leading edge technology with significant technical knowledge and expertise.
“Diamond is known globally as a
premium brand,” says Markland. “And its owning company, Timken, has a strong history of performance and reliability. Our partnership with Timken offers many benefits to customers in the food and beverage business as they get great product in addition to our combined expertise and support.”

Troy warns that cheap, poorer quality chains can result in higher operating costs from reduced production, but also from downtime and expenses related to maintenance and more regular replacement.
“You have to look at it over the long term,” he explains. “Diamond chains perform really well, requiring minimal
maintenance to continue to do so.”
He says that the benefits for the end user are there for the entire lifetime of the product.
“From the time we install the chain, until its planned maintenance is scheduled, that chain has got to do its best to deliver,” he says.
Each 10-foot section of its 40-pitch chain contains 1200 individual pieces. If a chain is only as strong as its weakest link, then each of these is a potential point of failure for the chain.
Accordingly, every element of Diamond’s chains is designed to the company’s dimensional standards and subject to a rigorous quality control system to ensure that only qualified pieces reach final assembly.
For plates, the company has designed a multi-stage process to create a straight-smooth, burr-free bearing area. Pins are precision ground to ensure consistent fit and smooth

18 EDITION 3
TIMKEN
travel. Rollers are designed with dimensional control allowing for nearperfect roundness, and bushings are extruded with uniform wall thickness and concentricity for smooth travel.
Diamond also strictly controls its heat treating and quenching process, using dedicated carburizing furnaces that results in increased strength, durability, and resistance to wear.
Its shot peen process is completed in custom-made machinery, highly controlled to maximise fatigue resistance.
The lubrication for the chains involves a hot dip process in Diamond’s proprietary lubricant, ensuring continued surface retention.
Finally, the company also preloads its chains to approximate the recommended maximum load during usage, meaning that, once in the customer’s hands, the chain will not elongate.
The requirements that operators
have for a chain vary, depending on each specific application.
“Whenever you order a chain, you’ve got to be talking to the people who now know what questions to ask and know exactly how to point the customer in the right direction,” he says.
As a supplier of Diamond chains Timken’s edge comes from its industryleading products, and its extensive
knowledge of their applications. The company’s engineers can offer practical, real-world insight so that customers are able to find the right product to solve the specific needs of their operations.
“Food and beverage operations need accuracy because they go so fast,” Troy concludes. “These chains are good for use any time anything needs to go into a bottle or be packed into a box.”

19 FOOD & BEVERAGE & PACKAGING
CHAINS
Lubricate profit margins with Alemlube
In the food and beverage and consumable goods packaging industry, chain applications are a common component of production lines. These applications are responsible for moving products along conveyor belts and through various stages of the packaging process. To keep these chains running smoothly, it’s essential to ensure that they are properly lubricated. This is where Alemlube’s Automatic Lubrication Systems (ALS) comes in.
In manual lubrication, operators apply lubricant by hand, which can be time-consuming and labourintensive and dangerous. Additionally, it’s challenging to apply the lubricant evenly and consistently across the desired contact points. Alemlube’s ALS is a game-changer in this regard, regularly distributing small quantities of grease lubricant to each lubrication point frequently. This guarantees hard working components are always perfectly lubricated, helping to reduce friction and wear on the chains. This will ultimately extend service life, reduce cost of ownership and improve
ALS Features
• Latest engineering polymer materials
• Available in 2kg, 4kg 8kg and larger sizes depending on requirements
• Maximum high pressure of 280Bar (4,200psi)
• Reservoir low level alarm standard and other monitoring options available
the overall efficiency while reducing labour and increasing safety of the production line.
Originally designed over a decade ago with a recent pump station upgrade, this boasts manufacturing from the latest engineering polymer materials. It’s lighter, stronger and more durable than ever. With its elimination of manual lubrication, no more time will be wasted on servicing grease points, improving work productivity.
Alemlube’s ALS is a highly versatile solution which makes it desirable addition to your mobile and fixed plant. As well as being used on food and beverage packaging chains, it can also be used on trucks, trailers, wheel loaders, excavators, mini skid steers, front, side and rear loaders, AG sprayers, hay bailers, waste recycling plants, conveyors and crushers, making it the perfect all-rounder.
As well as time saving factors, another benefit of using Alemlube’s ALS for chain applications is it helps to reduce maintenance costs. This ensures less money needs to be spent on maintenance and repairs, completely accelerating the potential profit margins of the user.
Additionally, Alemlube’s ALS can help to improve the safety and quality of products. By ensuring that chains are always properly lubricated, there is less risk of product contamination due to wear and tear or other issues. This helps to prevent costly recalls and maintain consumer trust in the products being produced.

These units can be engineered to many OEM manufacturers applications, this provides the user with the flexibility
in selecting the lubricant of their choosing. By adding flexibility, users can rest assured that that they can apply their opted food safe lubricant of choice.
The value of Alemlube’s ALS to the food and beverage packaging industry speaks for itself. By automating the lubrication process, companies can ensure that chains are always properly lubricated, reducing the risk of breakdowns and other issues, and improving the efficiency of production lines.

The icing is the solution’s versatility to be used in multiple different industries, making it a must-have. For more information on how Alemlube’s solutions can lubricate business productivity, customers can contact their local Motion branch, or visit https:// www.industryinmotion.com.au/partners/ alemlube/
Alemlube’s ALS benefits
• Extended application lifespan and improving the efficiency of production line
• Improve the safety and quality of products
• Time saving due to elimination of manual lubrication
• Improve staff safety
• Peace of mind that solution is providing trouble free operation
• Covered by 2-year warranty
20 EDITION 3
ADVERTORIAL – LUBRICATION ALEMLUBE
On track with cam follower bearings
Cam followers, or track followers are utilised everywhere –from washing machines and dishwashers to sewing machines and lawn sprinklers. They also often play a critical role in packaging and food processing. Cam follower bearings, therefore, are also an essential component in food processing and packaging operations.
Thanks to over a century’s worth of expertise, NTN manufactures cam followers of the highest calibre. This level of quality is why NTN’s cam followers are the product of choice for Motion, whose bearings business, CBC, has been working with NTN since the late 1960s.

This joint venture between CBC and NTN – two businesses committed to the bearing industry – has helped Motion strengthen its position as a supplier and distributor within Australia and given NTN an unmatched national footprint.
With more than 50 years behind the joint venture, Australia’s industries can rely on Motion and NTN to continue to provide world-class bearing products, along with outstanding technical expertise, for many more years to come.
Motion’s National Business Development Manager for Food and Beverage, Leon Stefanec, says that NTN’s cam followers are stud-type track roller assemblies, each comprising of a thickwalled outer ring which encompasses integral rollers.

Cam follower bearings are capable of handling intermittent shock and heavy loads, making them ideal for high

stress manufacturing facilities. Further, the bearings also feature a soft core, allowing the cams to undergo extreme shock loads without risk of fracture or fissure.
“NTN’s cam follower is designed to operate with its outer ring rolling on the track,” says Stefanec. “Because it’s run in direct contact with the track, the outer ring is designed with a thick wall capable of withstanding a high impact load.”
“The bearings are used in a wide variety of applications due to their ease of installation and reliable performance,” he says.
Renowned for its production of antifriction technology, NTN’s bearings are made to be smoother than the surface of a mirror.
The unique relationship between NTN and Motion through the joint venture agreement, bodes well for customers across all market segments in Australia – particularly within the food industry – providing access to the highest quality bearings, as well as NTN expertise.
Thanks to the high-quality standards across all levels of the Japanese food industry – from the processing to dining – NTN is prepared to live up to its reputation and ability to manufacture bearings which comfortably meet the
standards of the Australian food industry.
Therefore, NTN’s bearings are designed specifically to withstand high humidity and be resistant to corrosion caused by wet environments. The bearings are equipped to handle the impact of cleaning agents and regular washdowns as well as abrasive contaminants and the need for restrictive lubrication use – all of which are common in food processing facilities.
“NTN focuses highly on quality throughout the whole process, from design all the way through to manufacturing,” says Stefanec.
“Motion’s close relationship with not only NTN but our customers allow us to give a direct contact to the plant, shortening the lead time process from conception, design and delivery.”
21 FOOD & BEVERAGE & PACKAGING
NTN CAM FOLLOWERS
Selecting the right hose is critical
AIP, a Motion business, provides top of the line industrial hoses for the beverage industry, ensuring flexibility and robustness.
Selecting and using the right industrial hose during beverage production is supremely important, the wrong hose can lead to a host of issues including contamination, which in turn can cause loss of stock and production time.
The wrong hose can cause leaching of the components, which in turn can discolour and impact the flavour of the product. If the contamination is not spotted in time, it can also lead to the recall of an entire batch, or product or more.
Under Motion, Advanced Industrial Products (AIP) specialises in industrial hoses for the beverage sector, along with valves and fittings.
“We’ve got great relationships with businesses in the food and beverage industry, including breweries and wineries who are looking for quality hose solutions,” says Troy Giggins, Category Manager, Industrial Hoses, Motion. “Also, we have plenty of feet on the ground out there. And access to not only many suppliers from overseas, but local manufacturers who are making hoses for specific needs in this market segment. In short, we have an endless number of solutions we can offer.”
One such offering, which is perfect for alcoholic beverage producers, is the PVC Wine Suction Hose-WSR— Clear Red Helix. This hose solution is designed for medium duty wine, beer and spirits suction and delivery applications (wine and spirits up to 15 per cent alcohol).
The benefits of this hose is that it is lightweight and flexible, making it easy to use – particularly in wineries or breweries where hoses can pose occupational, health and safety (OHS) concerns through leakage, or breakage.
The Australian made PVC Wine Suction Hose-WSR—Clear Red Helix is
EU 2002-72-EC and AS2070 approved, which is related to plastic materials and articles intended to come into contact with foodstuffs.
“Having the proper certification is important,” reiterates Troy. “All our products have the proper certification such as FDA approval, which is critically important for this industry as it relates to products that will be consumed.
Additionally, by buying through Motion, you just have that peace of mind that you’re only going to have products that are safe to use and have been formally certified.”
Leon Stefanec, National Business Development Manager at Motion, says the PVC Wine Suction Hose has already been implemented at two wineries.
“One in particular was looking for a robust hose,” he adds. “So, we supplied them with the sample of the AIP product, a PVC wine suction hose.”
According to Leon, the customer had chosen the original hose based on a lower cost, and it was only able to withstand one season of production.
“The last time they went with a cheap hose and had to keep on repairing the hose until it split – then
once that happens, they have to cut it and throw it away,” Leon elaborates. “It’s important to understand that the winemakers themselves are very particular about which hose they use because it can impact the flavour of their product. So it was a great outcome that this hose was accepted by the winemakers – not just the maintenance staff – and performed well.”
Leon says he believes the AIP options will grow in popularity.
“There are seven popular sizes that the wineries use, ranging from 25 millimetres to 102 millimetres and we’ve definitely seen the sales of the product grow – it’s a great sign that the hoses have been accepted by winemakers. We also have the team expertise and knowledge to back up solid industrial hose product.

22 EDITION 3 AIP
“It’s important to understand that the winemakers themselves are very particular about which hose they use because it can impact the flavour of their product.”

23 FOOD & BEVERAGE & PACKAGING INDUSTRIAL HOSES
FENNER
Renowned for their ability to absorb shock load, allow for misalignment and transmit power, the Fenner FenaFlex tyre and HRC couplings are recognised as flagship coupling products for the food, beverage and packaging industries.
Couplings are commonly used in shaft arrangements where there is a need to connect two pieces of equipment. They see heavy use in food and beverage manufacturing, processing and packaging applications.
Couplings undergo heavy stress and vibrations as they transmit power between drive shafts, making it essential to pick the right one for the job.
Fenner’s coupling options combine the 150-year-old Fenner know-how with intelligent, modern engineering. Through Motion, customers can access Fenner’s range of coupling options, including the unique Fenaflex Tyre Couplings and the HRC couplings.
With Fenner under his belt, Troy Markland, Motion’s National Product Manager for Power Transmission, says the future of food and beverage manufacturing is looking better than ever with technological advancements.
“This includes solutions such as the Fenner couplings which are designed to perform and will increase the rate of productivity through highspeed applications,” he explains. “All the while maintaining the integrity of the connection, which is what makes the couplings suited to a variety of applications.”
Additionally, Troy says it’s the versatility and flexibility of the couplings for a variety of industrial applications which make Fenner a strong choice for food and beverage manufacturers.
“In this manufacturing segment,” The industry expert explains, “the greater the speed of an operation, the higher the productivity and the more profitable the gains.”
“Fenner’s couplings are reliable and easy to install,” Markland says. “If they’re selected, maintained and installed correctly, they’ll provide a very, very good service life.”
Fenner’s Fenaflex tyre couplings can withstand high-torquing, allowing them to match the manufacturing industry’s ever-quickening step.
Troy explains the key features of the Fenaflex design.
“The couplings have a donut-style rubber tire between the two flanges of the arrangement that has vibration dampening properties,” he says. “This does a good job of softening the impact of heavy manufacturing through shock absorption, which could otherwise crack and lead to equipment failure.”
The Fenaflex Tyre Coupling also allows for shaft misalignment of up to 4-degrees – which is above the industry standard.

It’s a feature which Troy says is made to accommodate the needs of the industry, as the most common cause of a coupling failure is improper installation.
Even with the misalignment allowance, Troy stresses the importance of referring to Fenner’s online training hubs to ensure proper installation.
“Fenner produces a lot of instructional videos and training resources,” he says. “My advice to operational managers would be to train up staff properly and ensure they have
access to these channels,” he says. “And of course all Motion customers can come to us for advice. We’re here to help.”
Fenner HRC couplings are designed for general purpose across a variety of industries, permitting quick and straight forward assembly. These couplings also have a power rating for use in machinery driven by standard electric motors.
“Quality-wise, they’re a premium product,” Troy says. “It has no other peers in the marketplace.”
Moreover, the Fenner HRC couplings range from highly resilient to rigid and offer ease of alignment thanks to their fully machined exterior.
“The HRC couplings are all precision manufactured using high quality cast iron or steel, and the latest in polymer and composite technology,” Troy explains.
The interacting dog design means the HRC couplings are also fail safe, and permit incidental misalignments, making for a high performance, lost cost product.
“The HRC couplings are a reliable and efficient product,” Markland says. “There’s minimal maintenance required, which helps increase uptime.”
24 EDITION 3
Flagship coupling solutions improve performance COUPLINGS
Bet on blue – food-safe ball bearing housing

With its blue hygienic ball bearing housed units, Timken has engineered one of the most food-safe and efficient industrial motion products on the market.
Ball bearings see wide use in the food and beverage processing industry, particularly in vital machinery, systems and equipment. Equally important are the bearing housing units which support the bearings, protect them from contaminants, and trap lubricant. The right ball bearing housed unit ensures food and beverage processors won’t be disrupted by breakages, maintenance, or intricate cleaning, which translates to greater up-time and higher profits.
Timken’s hygienic ball bearing housed units are designed to be smooth and easy to clean, ensuring the highest levels of sanitation. This, coupled with food-grade Solid Lube, makes Timken’s housed units a good fit for the food and beverage processing industry.
What sets the hygienic units apart from others on the market is the optional blue polymer housing material. Most bearing housing units come in stainless-steel or white thermo plastic, but the blue colour of these Timken units can make production operations safer, says bearings expert Tony Tormey.
“Being optically detectable is a big advantage in food and beverage because if you have a production line where something falls off or gets chipped, it’s easy to find and be picked up,” says Tony, who is the Category Manager for Industrial Bearings at Motion. “These can elevate food safety at a plant. And safety is paramount in these operations. You can’t afford to have anything compromise the product on the conveyor lines.”

Beyond the optically detectable design, the USDA accepted and also complying with NSF/ANSI/3 A SSI 14159-1 2014 approved ball bearing housed units are comprised of smooth, cleanable parts, making them just as easy to clean as they are to spot.
And another key feature? They’re maintenance free.
“This is another big point,” Mr Tormey explains, “particularly on the conveyor line as you don’t have to get up there and try and lubricate it.”
The thermoset housings are specially cast to eliminate voids and increase strength. Both blue polymer and stainless-steel housed options are made from corrosion-resistance materials, designed with minimal crevices and no reinforced bolt holes. This makes for fewer places for dirt and grime to hide, without sacrificing the integrity of the unit.
The sturdy design means the product can withstand aggressive washdowns and a variety of wet and dry contaminants.
Tony is confident in the strength of the product but also points out that customers can take advantage of the expertise the Motion team bring to the table when it comes to choosing the right bearing for their application. “If you’re in the food manufacturing sector and are experiencing premature bearing failure, come and talk to us.”
The Timken hygienic range is available with food-grade Solid Lube or in
a food-grade grease relubricable option.
Solid Lube prevents grease purge of the housed unit and eliminates the need for relubrication, which directly translates to greater up-time for production.
Motion National Business Development Manager for Food & Beverage, Leon Stefanec, says the Solid Lube feature is another that makes the Timken hygienic housed units a standout.
“The customers love the fact that these Timken bearings come with food grade grease in them. From a compliance standpoint, these stack up really well,” he says.
“They’re premium quality and specifically designed for the food and beverage segment. Customers trust the Timken brand for being reliable and robust.
These housing units are available in all the popular sizes and are that nice and easy-to-see blue colour.”
25 FOOD & BEVERAGE & PACKAGING TIMKEN
BLUE HOUSING UNITS
Replacing roller chains with Poly Chain® in small goods bin lifters
As the food and beverage industry demands safe, efficient, and hygienic power transmission solutions, Gates® has redefined power transmission by replacing the traditional roller chains with the Poly Chain® GT™ Carbon™ synchronous belt.
Gates®, a leading manufacturer of drive belt solutions and the inventor of the original V-belt, has a long history of innovation in power transmission. The Poly Chain® GT™ Carbon™ is a prime example of this innovation, providing the industry with a power transmission solution that is not only efficient and reliable, but also safe, hygienic and easy to maintain.
The Poly Chain® GT™ Carbon™ synchronous belt uses carbon fibre
tensile cords to provide an increased power carrying capacity and extended flex fatigue life. This makes it capable of withstanding shocks, surge loading and heavy abrasion, making it an ideal solution for food and beverage applications.
Unlike traditional roller chains, the Poly Chain® GT™ Carbon™ synchronous belt requires zero maintenance. It does not need any stretching, re-tensioning or lubrication, eliminating the risk of dangerous situations where employees can get pinched or crushed by performing maintenance on a heavy chain.
In addition to being safer, the Poly Chain® GT™ Carbon™ synchronous belt is also much lighter, weighing in at 97 per
cent lighter than roller chains. This makes installation and replacement much easier and less stressful on employees.
Moreover, since it does not require lubrication, there is less risk of fire or tripping injuries from slippery floors. Also, the belts are far quieter than chains, making the operating environment a much more pleasant place to work without the noise pollution of heavy chains.
From a food and beverage perspective, the Poly Chain® GT™ Carbon™ synchronous belt is a perfect fit, designed to work in wet environments and is inert to most acids and chemicals. As food handling and processing requires constant washdowns, roller chains require regular

26 EDITION 3
GATES
lubrication when the oil gets washed off and are also prone to rust. Conversely, Poly Chain® GT™ Carbon™ belts do not rust and are completely safe for food processing facilities.

The Poly Chain® GT™ Carbon™ synchronous belt offers three times the service life of a roller chain and 10 times that of sprocket life, providing an overall improvement of efficiency of 99 per cent when it comes to the life of the drive.

Leon Stefanec - National Business Development Manager for Food & Beverage at Motion -says a local smallgoods manufacturer changed out its roller chain for a Poly Chain® GT™ Carbon™ with great success.
“In this case, the lifters used to handle the hams were repeatedly
washed down, causing the roller chains to rust and require constant lubrication,” he says. “By switching to Poly Chain® GT™ Carbon™, the lifters are now much safer, as the belts do not require any maintenance, are rustresistant, and do not create metal-onmetal wear. This not only improves safety but also reduces downtime in the operation, as maintenance and replacement of the roller chains and sprockets is no longer necessary.”
Leon described the ‘bin lifters’ as manual handling aids to prevent people from picking up heavy items.
“The bins are forked into the production area by a forklift,” he begins to explain. “The chain-driven bin lifter bends and rotates the legs of the ham
onto the sorting table. It lifts up a 700 kilogram bin or tub.”
This same principle can be applied to other food and beverage operations, where the constant washdowns and exposure to moisture and chemicals make roller chains impractical. By switching to Poly Chain® GT™ Carbon™, food and beverage companies can benefit from a belt that is not only safer, more efficient, and longer-lasting, but also reduces the risk of contamination due to oil leaks or rust.
Once installed, the product does not require any maintenance, reducing downtime and eliminating the need to replace sprockets.
With extended lengths of up to 20,000mm, longer than any other manufacturer provides, the Poly Chain® GT™ Carbon™ can handle longer centre distances. Its extended length (19 metres) is suited to replacing larger roller chains and gears, making it an even more versatile solution for the food and beverage industry.
As a key partner of Motion, Gates® distributes its power transmission products, including the Poly Chain® GT™ Carbon™ synchronous belts, through Motion’s branches nationwide. The two companies work closely to support the Australian food and beverage sector with their technical expertise and solutionsdriven know-how.
Innovation at its finest, Gates® Poly Chain® GT™ Carbon™ synchronous belt is redefining power transmission, making it safer, more efficient and more reliable than ever before.
27 FOOD & BEVERAGE & PACKAGING
POLY CHAIN
Collaboration resolves render fan issue at abattoir
resolved the problem, and the render fan has now been running for 6 months without any issues.
Schaeffler’s technical solution and work with Motion not only extended the service life of the render plant fan, but also reduced the high amount of continued maintenance previously required. Through the use of vibration analysis and condition monitoring, the plant will now be alerted should the bearings begin to wear. After 6 months of running, there are no signs of bearing wear or failure, giving the abattoir peace of mind and reliable operation with their render fan.
Leon Stefanec, Motion’s National Business Development Manager for Food & Beverage, says Schaeffler and Motion’s collaborative approach to this issue highlights the importance of industry partnerships and knowledge sharing in solving complex problems.
Recently, a Tasmanian abattoir was experiencing significant problems with their render plant fan, which was originally supplied by a major fan designer and manufacturer. For reasons unknown, this was only achieving a 3-month service life before requiring a full replacement, resulting in expensive component fees, labour hours, and lost production costs.

In the meat processing industry, a render plant fan is a critical component used to process and recycle animal waste into useful products such as tallow, bone meal, and meat. The fan is responsible for drawing the waste material through the plant and into the rendering process, making it an essential piece of equipment.
After the fan’s initial bearings reached the end of their service life, the original manufacturer provided the abattoir with the part numbers and bearing types for replacement. Motion was chosen to supply the parts and conduct the installation, but
unfortunately, the fan failed on start-up due to incorrect information provided by the original manufacturer.
With the rendering part of the plant out of production, Motion was tasked with finding a solution to the problem. They teamed up with their partner Schaeffler – a company with a wealth of knowledge, technical expertise and understanding of bearings and fan applications.
Schaeffler ascertained that the fan was failing was due to the previous bearing design. They were able to rectify this with a new bearing arrangement.

As a resolution, the fan received custom-built one-piece housing, which is designed specifically for high-speed fan applications and the Motion team assisted in this change out. By running the spherical roller bearings in one piece, they achieved a constant oil level with labyrinth seals. This ensures the bearings will run reliably for their maximum design life.
Schaeffler’s new bearing unit
“Schaeffler and Motion’s collaboration successfully resolved a complex problem for the abattoir, providing a sound technical solution to ensure the rendering part of the plant can continue to operate effectively. The extended service life of the critical piece of equipment will also save the abattoir valuable time and money in the long run,” he expands. “This is just one example of the excellent work our organisations are doing in partnership to provide world class solutions to customers.”
Features of fan custom housing
• Constant level of lubrication
• Designed to provide slight interference fit on bearings
• Built to keep contaminants purged away
• Can be fitted to the fan pedestal as a completely sealed unit
28 EDITION 3 SCHAEFFLER
RENDER FAN
FOODLUBE® –
Lube up equipment lifespan
Lubricants are critical for keeping equipment running smoothly and efficiently in the food and beverage/packaging industry. One brand in particular, ROCOL FOODLUBE®, goes above and beyond in offering a range of food-grade and safe lubricants that have been specially formulated to effectively meet the high demands of this industry.

One of the key benefits of ROCOL FOODLUBE® is its ability to withstand high temperatures. Food processing equipment consistently operates at elevated temperatures and lubricants need to manage handling various levels of heat without breaking down or evaporating. FOODLUBE ®MultiPaste in particular can operate at extremely high temperatures, retaining its consistency even in the most humid of environments with the ability to operate in temperatures up to 450°C, extending component life, and saving valuable time and money.
Across the board, ROCOL FOODLUBE® has the ability to resist water washdown, chemicals, oil, and other substances. Food and beverage processing often involves exposure to liquids that can cause conventional lubricants to break down quickly. ROCOL Foodlube is designed to offer effective resistance to these, ensuring equipment continues to run smoothly without the need for constant maintenance. ROCOL Foodlube products provides effective defence against corrosion, reducing the need for costly repairs and equipment downtime longer term.
For added peace of mind, the ROCOL FOODLUBE® Range has globally recognised NSF accreditation and HACCP certification. FOODLUBE is also halal, kosher and vegan certified, with added safety assurance through their ISO 21469:2006 certification. This ensures the solution is credible and provides the additional security that FOODLUBE® is formulated, manufactured, stored, and supplied hygienically and safely.
Integrated alongside their
Product Snapshot
• ROCOL FOODLUBE ® Spray –Suitable for all-round light application on small bearings, pins, bushes, and slides
• ROCOL FOODLUBE® PREMIER Grease – A good all round grease that provides enhanced lubrication on a broad range of applications including high-speed and over a wide range of temperatures
• ROCOL FOODLUBE® Multi-Paste
– Food grade anti-seize that can be used as a drilling, tapping and cutting compound minimising the number of additional products required on site
collection of protective lubricants, ROCOL also provides a detectable plastic component technology called DETEX®. These high-grade plastic actuators and caps are easily captured by standard x-ray & metal detection equipment used in many food processing environments, with this imaging tool providing particular use
for tracing dislodged or missing small parts. This is invaluable to the food and beverage and related packaging industry by working to decrease the risk of contamination and batch recalls.
ROCOL is changing the game when it comes to lubricants. From previous audits conducted, they found that customers sometimes use many different lubricants from multiple different brands. This can sometimes heighten risk as many brands may not equal the standards of the FOODLUBE® range. However, by staying loyal to this particular brand, the customer has assurance that all FOODLUBE® solutions complement each other effectively, diminishing the need for sourcing solutions elsewhere.
Motion supplies the full range of ROCOL FOODLUBE® products to customers, offering detailed consultation from our industry experts. This includes attending site inspections to determine how the range of lubrication products can be best applied for various industrial machinery. Working with the team at ROCOL, Motion is pleased to assist every customer with inventory consolidation and maintenance processes.
29 FOOD & BEVERAGE & PACKAGING
ITW POLYMERS & FLUIDS ADVERTORIAL - FOODLUBE
Industry leading products
SCHAEFFLER FAG BLACK SERIES
Bearing and housing units in the Schaeffler FAG Black Series enable easy mounting, smooth running and high reliability for the food and beverage industry. The specially formulated black coating is Schaeffler’s Durotect BS surface treatment which is formulated to inhibit rust and withstand extreme temperatures.
Fenaflex™ Tyre Couplings are highly elastic, lubrication free couplings that tolerate large amounts of misalignment in all planes. They are designed to perform and are reliable and easy to install. Proven to increase productivity through highspeed applications.

Gates Poly Chain® GT™ Carbon™ synchronous belt uses carbon fibre tensile cords to provide an increased power carrying capacity and extended flex fatigue life. This makes it capable of withstanding shocks, surge loading and heavy abrasion, making it an ideal solution for food and beverage applications.

NTN CAM FOLLOWER BEARINGS

NTN cam follower bearings are capable of handling intermittent shock and heavy loads, making them ideal for high stress manufacturing facilities. The bearings are equipped to handle the impact of cleaning agents and regular washdowns which are essential for food processing applications.
LOCTITE® 577 THREAD SEALANT

Ideal for the food and beverage industry, LOCTITE® 577 thread sealant is a mediumstrength, low pressure solution specifically designed to provide a leak-proof seal. It has a fast-curing time and is highly durable, withstanding temperatures up to 150 degrees.
Timken Hygienic Ball Bearing Housed Units are made from corrosion-resistant materials and available with food-grade Solid Lube. Engineered to help maintain the highest standards in food safety, this product can withstand aggressive washdowns and a variety of wet and dry contaminants.


PRODUCT SHOWCASE 30 EDITION 3
TIMKEN® CORROSIONRESISTANT HYGIENIC BALL BEARING HOUSED UNITS
FENNER FENAFLEX™ TYRE COUPLING
GATES® POLY CHAIN® GT™ CARBON™
REXNORD MATTOP CONVEYOR CHAIN®


Designed with versatility in mind, the MatTop Conveyor Chain is perfect for applications with greater width requirements. The continuous conveying surface provides stable product handling, making it ideal for a wide range of industries.
ALEMLUBE AUTOMATIC LUBRICATION SYSTEMS (ALS)

The Alemlube’s ALS is a game-changer, regularly distributing small quantities of lubricant to each lubrication point frequently. This guarantees hard working components are always perfectly lubricated, helping to reduce friction and wear on the chains and extending service life in the long run.
NSK MOLDED-OILTM BEARINGS

NSK Molded-OilTM Bearings are lubricated with NSK’s oil-impregnated material and is designed to supply lubrication continuously as the bearing runs. It is maintenancefree and provides twice the lifespan of a standard bearing.
ROCOL FOODLUBE®
Specially designed for the food and beverage and packaging industry, ROCOL Foodlube is a food-grade and safe lubricant that has the ability to withstand high temperatures and provide defence against corrosion. It can withstand high temperatures and handle severe environments.
GATES® QUAD-POWER® 4 BANDLESS V-BELTS
Gates® Quad-Power™ 4 is the industry’s first zero-maintenance V-belt. It features a specially engineered moulded notch shape that reduces bending stresses and has the widest temperature range on the market. Suitable for food and beverage applications such as refrigeration compressors.
TIMKEN DIAMOND® CHAIN
Preferred by the food and beverage industry, Diamond® Chain boasts increased strength, durability, and resistance to wear. Its shot peen process is completed in custom-made machinery, highly controlled to maximise fatigue resistance.

PRODUCT SHOWCASE 31 FOOD & BEVERAGE & PACKAGING






Receive every edition delivered straight to your door, absolutely FREE SCAN QR CODE TO RECEIVE YOUR COPY NOW CHECK OUT OTHER EDITIONS: EDITION 2 SAFETY 04 18 Counterfeits – Don’t How to spot fake bearings 14 Safe storage of lubricants Improve health, safety and the environment Give belt injury the BIRD device to protect workers Safety in Motion Motion seeds prospects for a successful harvest season 04 EDITION SEEDING & SOWING 12 Stay in the black A tailored solution 18 Ground control: Cultivating the future of seeding and sowing 24 Seeding solutions for faster fields and stronger yields FOOD & BEVERAGE & PACKAGING
