E mpowering your mine operations with Roto’s high pressure flexible shaft series pumps. Unleash the solution that challenges excess wate r, ensuring safe and efficient operations ; the Underground Maintena n ce Engineers’ Choice for ground water control.
Features:
•Robust construction for prolonged life and reliable performance
• Adaptable for challenging underground environments, available in fixed station configurations for single lift or staging along with portable packaged solutions
• Forge a direct connection with the manufacturer, ensuring personalised support,
Ebara Pumps
Michael Wooley – Councillor Tsurumi Pumps
Luke Biermann – Councillor Mechanical Seal Engineering Pty Ltd
Tim Yakup – Councillor Regent Pumps
Alex Calodoukas – Councillor Pump Strategy
Keith Bowen – Councillor Xtron Pumps Australia
Vice President’ s welcome
Hello and welcome.
As Vice President of Pump Industry Australia (PIA), I am delighted to welcome you to the 2024 Winter edition of Pump Industry This edition comes at a pivotal time for our industry, with many significant developments and exciting opportunities on the horizon.
Over the years I have taken great pleasure in meeting many of you as part of the association and throughout my career. But for those who I have not met, I have a few years of knowledge (21 years to be exact) and have grown up in the industry around many great mentors and knowledgeable people, which has led me to where I am today as the owner of TDA Pumps.
I would like to extend my warmest congratulations to Tracey Guida, who has been appointed as the new Secretary of the PIA. Tracey brings a wealth of experience and a fresh perspective to our team. Her dedication and passion for our industry is evident, and we look forward to the positive impact she will undoubtedly have in her new role.
The current economic landscape presents both challenges and opportunities for our industry. While we face pressures such as rising costs and fluctuating market demand, it is also a time of innovation and resilience. Companies within our sector are finding creative ways to adapt and thrive,
demonstrating the robustness and versatility of our industry.
In keeping with our tradition of fostering community and knowledgesharing, I am pleased to announce our upcoming breakfast meeting in Melbourne. This event will provide an excellent opportunity for networking, discussing industry trends and sharing insights. We encourage all members to attend and participate in what promises to be a valuable and engaging gathering. More details will be shared shortly, so please mark your calendars and plan to join us.
The PIA continues to liaise with Queensland Building and Construction Commission (QBCC) and Services Trade Council as part of ongoing discussions. This is a very lengthy process and time consuming but integral to our industry to understand what all our members will have to adhere to for compliance.
As we navigate the cooler months, let us continue to focus on innovation, sustainability and collaboration. Our industry has always excelled in the face of challenges, and together we can ensure a bright and prosperous future for the pump industry in Australia.
Thank you for your continued support and commitment.
Joel Neideck
Pump Industry Australia Vice President
Cover image: Funfields’ Supanova attraction overlooks the heated
CONTRACT AWARDED FOR NSW WASTEWATER PIPELINE PROJECT
Sydney Water announced that it awarded the construction contract for its Kemps Creek Dual Pressure Mains project.
The two 6.8km wastewater pipelines, estimated to be completed in 2025, will be delivered by Quickway Constructions.
Sydney Water said the pipelines will be essential for the commissioning of the Upper South Creek (USC) Advanced Water Recycling Centre (AWRC) at Kemps Creek.
The new pressure mains are designed to improve wastewater services and allow for development in Sydney’s South West Growth Area, improving reliability and connection opportunities for homes and
businesses in Austral, Leppington North, Rossmore, Kemps Creek and parts of Leppington and Catherine Field North when the AWRC goes live in 2026.
Sydney Water’s Head of Major Projects, Emma Pryor, said the Kemps Creek Dual Pressure Mains and USC AWRC projects are significant infrastructure investments for Sydney Water in Western Sydney.
“We’re planning ahead to ensure we continue to provide reliable wastewater services for the forecasted growth of more than 400,000 people for the area.
“Building the USC AWRC is just one part of the puzzle. We also need pipelines, like the Kemps Creek Dual Pressure Mains, to collect wastewater
from the surrounding region for recycling and reuse.”
Ms Pryor said that the Kemps Creek Dual Pressure Mains will be the first of many pipelines to be constructed across Western Sydney that will transport wastewater to the USC AWRC for recycling and reuse for a number of non-drinking water purposes.
“The USC AWRC will use reverse osmosis – the same technology used by the desalination plant – to treat water to a high-quality and produce recycled water, renewable energy and bioresources.”
The USC AWRC is currently being constructed and is expected to become operational in 2026.
Underground sewer tunnel.
Image: Vladimir Mulder/shutterstock.com
A $23M INVESTMENT
IN NEW WATER TANK
Greater Western Water announced that it will build a new water tank to increase the drinking water storage capacity for one of Victoria’s fastest growing regions.
The $23 million investment is expected to secure a reliable water supply for the wider Melton region for the next 100 years.
Construction is underway on Minns Road, with the tank expected to hold 30ML of water, when completed later in 2024.
The new tank will be 10m high and 70m in diameter and its elevated position is designed to allow water to flow downhill naturally to supply water to the area, in a bid to be more costeffective and energy efficient.
Greater Western Water’s Acting General Manager of Growth and Infrastructure, Bri George, said the investment highlights the utility’s commitment to providing reliable water services for its communities.
“It also shows how we’re improving our resilience to changing populations and climate,” Ms George said.
Construction of the new water tank in Melton.
“Melbourne’s west is rapidly growing and it’s essential we prepare for future water demand by investing in infrastructure so we can continue to supply safe and clean water.”
The new tank will replace the 20ML water tank that was demolished on the same site in 2023 as it was reaching the end of its operational life.
Design and construction of the new tank is being delivered in partnership with Aqua Metro.
Leading fluid path solutions provider expands Australian presence with new Perth office
Watson-Marlow Fluid Technology Solutions (WMFTS) is celebrating the opening of its new Perth office, the company’s second in Australia.
Previously operating solely out of its Sydney office, WMFTS has been a leading provider of fluid path solutions for the past 13 years. This new Perth office brings the Watson-Marlow team closer to its Western Australia-based customers so that it can further enhance its quality of service.
This new Perth base is located in Belmont, and is focused on directly supporting, selling, servicing and repairing WMFTS solutions.
Elie Elazar, Country Manager at Watson-Marlow Australia, said, “We’re delighted to strengthen our presence in the market with the opening of our second office in Perth. We put the customer at the heart of everything we do and with our Perth site, we are making sure that we can truly partner with them on their fluid path challenges.”
KELAIR - BLIVET Package Sewage Treatment Plant
The Kelair-Blivet is a stand-alone packaged sewage treatment plant, designed to accept raw (unsettled) sewage and produce a high quality final effluent without the need for ancillary tankage or equipment.
Compact, flexible, modular system suitable for:
- Environmentally sensitive sites
- Townships and villages
- Construction and remote sites
- Areas not connected to mains
We know the importance of choosing the right equipment to match your process. With our extensive range of pumps, first class customer service and ongoing comprehensive support, Kelair Pumps are second to none when it comes to your pumping requirements.
$595M UPGRADE WATER TREATMENT GROWTH PROGRAM DELIVERING
Two water resource recovery facilities (WRRF) – Rouse Hill and Riverstone – are set to receive a $595 million upgrade as part of the first stage of Sydney Water’s North West Treatment Hub Growth Program.
The ten-year program, to be delivered by Sydney Water in partnership with John Holland, Stantec and KBR, will increase wastewater treatment capacity across three of Sydney Water’s Water Resource Recovery Facilities as Sydney’s northwest continues to grow, creating opportunity for an additional 200,000 new house connections.
Sydney Water Project Director, Bernard Clancy, said the first stage of the Growth Program will cater for an additional 110,0000 households in the Rouse Hill and Riverstone WRRF catchment areas.
“Increasing the capacity at Rouse Hill Water Resource Recovery Facility is critical to allow for growth and handle the increased wastewater flows generated with the expanding population,” Mr Clancy said.
“Treatment upgrades will also be undertaken to improve the reliability of recycled water supply for the Rouse Hill Recycled Water Scheme and to
maintain the health of local waterways and the Hawkesbury Nepean River.
“Sydney Water is focused on getting the best environmental outcomes. This project will make sure the water we put back into local waterways is healthy, safe and protects the environment.”
The first stage of the Growth Program also includes upgrades to Riverstone Water Resource Recovery Facility, with a new biosolids handling plant being built to ensure the ongoing beneficial reuse of product generated from the facility.
Design and procurement of critical pieces of equipment is now progressing and construction is expected to start in late 2024.
FLOATING SOLAR SYSTEM INSTALLED AT VIC WTP
The Drouin wastewater treatment plant in West Gippsland is now home to the largest floating solar array in Australia.
Gippsland Water announced that the 350kW system features 644 individual solar panels and floats on one of the plant’s treatment lagoons.
Acting Managing Director, Simon Aquilina, said that the solar panels were part of the organisation’s commitment to renewable energy targets.
“These solar panels will help us reach our renewable energy target of 100 per cent by 2025 and contribute to achieving our target of net zero greenhouse emissions by 2030. They also positively impact the wastewater treatment process by reducing evaporation.
“Solar energy helps reduce our operating costs and puts downward pressure on customer water bills. It also helps reduce our emissions.
“At peak capacity, the solar array can fully power the treatment plant, producing enough kilowatts to power nearly 90 homes per day.”
Gippsland Water is undertaking several projects on the path to net zero, with solar power a major focus.
In 2023, a 1200kW solar array was switched on at the Gippsland Water Factory in Maryvale.
Gippsland Water said that Drouin is its eighth facility to be partially powered by solar energy.
The floating solar panels are part of a $55 million upgrade to Drouin wastewater treatment plant.
While the upgraded plant became operational in 2022, Gippsland Water said the floating solar panels are one of the finishing touches.
Driving the world
When quality and innovation combine
How can we help you achieve your KPIs?
At SEW-EURODRIVE, we understand the operational needs and demands that pump a pplications require. We provide efficient and sustainable solutions using the latest in drive system technology from our vast range of products.
Worrying about failure rates and operational costs is a thing of the past; it’s time to shift your focus to exceeding productivity and sustainability.
Want to learn more about how we can support you? Get in touch today!
Scan QR code to view our website
Floating solar panels at Gippsland Water’s Drouin wastewater treatment plant.
Image: Gippsland Water
Four ways to identify the right vertical pump motor
Specifying the right motor for your pump system is crucial for ensuring optimal reliability, but with so many options beyond the applicable ratings, the task may seem overwhelming. If you keep in mind a few key things, you will open a discussion about selecting a motor that best fits your application.
1. Advanced engineering
Most applications now also utilise VFDs or drives to increase system energy efficiency so it is important to ensure that your motors are inverter-duty. Class H winding insulation is proven to withstand demanding variable frequency driven applications. To avoid surprises, ensure the rated Reed Critical Frequency (RCF) is accurate within five per cent.
2. Cooling
Efficient cooling is essential for motor longevity and it is crucial to choose the correct totally enclosed or open frame for your application. Then, favour motors with innovative heat exchange designs to reduce the running temperatures of bearing and windings and enhance their overall reliability.
3. Rugged construction
Pump motors operate in some of the harshest conditions and motor frames for these extreme conditions are
typically cast iron in construction. To further protect your equipment, ask for motors with a non-reversing ratchet – these assemblies will prevent fluid from reversing during a shut-off period, power loss or fault.
4. Thrust capability
The pump thrust load (from the pump manufacturer) will help you choose the motor with the correct thrust bearing. Large loads will require motor bearings rated for high or even super high thrust to withstand the stresses from differing load pressures while running. Not all motors are built the same. When specifying a pump system, challenge your supplier to pay attention to those technical details that will eventually be critical to the future of your operations.
$95 each
Order online at pumps.org.au/product-category/publications.
Member and bulk, five or more copies discounts available, to enquire and order email pumpsaustralia@bigpond.com.
PUMP TECHNICAL HANDBOOK
6TH
EDITION Member Custom Editions Available
Complete review & update
• Three new chapters – Installation, Commissioning and Operations
• Completely rewritten Slurry Pumping and Energy Efficiency chapters
• 80 additional pages
Publisher of Australian Pump Technical Handbook & Australian Pipe Friction Handbook www.pumps.org.au
RARE BIRD SIGHTING AT VIC WTP
An adult male American Gold Plover.
Melbourne Water’s Western Treatment Plant (WTP) in Werribee temporarily became home to an American Gold Plover, the first to ever be recorded in Victoria.
A long way from its usual breeding ground of the Alaskan tundra, the shorebird’s breeding plumage caught the attention of bird-watching enthusiasts who visited the site to see the bird.
It is the first time the American Golden Plover has been recorded in Victoria and only the sixth time it’s been officially sighted in Australia.
Melbourne Water’s Western Treatment Plant Conservation and Land Officer, Cody McCormack, said, “Every year the WTP plays host to a variety of shorebirds that migrate from their breeding grounds in the Northern Hemisphere, like Siberia and Alaska and journey down the ‘East-Asian Australasian Flyway’ to spend the spring and summer feeding and roosting at WTP.
“Occasionally a bird on a separate migratory path, such as this American Golden Plover, will become lost and make its way down to Australia.
“It’s hard to determine exactly how it made its way to WTP, but the most plausible theory is that the bird moved from western Alaska into Siberia and then made its journey southwards – eventually arriving at WTP.”
Mr McCormack said that given the bird looked healthy and was in its full breeding colours, it seemed to be gearing up to attempt a migration back up north to begin the breeding season.
“Although in a foreign country, given the migratory route is of about the same length and trajectory as its normal migration through the Americas, there is hope the bird will be able to make its way back home.”
INVESTMENT IN NSW DRINKING WATER
Three new water treatment plants are part of a $21.5 million jointly funded project by the Federal and New South Wales Governments to improve the long-term water quality infrastructure in three Far West New South Wales communities.
The Central Darling Shire Clean Water, Healthy Community and River project aims to provide safer, more reliable drinking water to Wilcannia, Ivanhoe and White Cliffs.
One new water treatment plant will be constructed in each location to replace the old infrastructure which has passed its design life.
In addition, the project includes construction of a new reticulation system, drinking water reservoir, raw water mains and increased water storage in White Cliffs.
The new infrastructure is expected to create a more robust and sustainable water network to ensure the remote communities, including First Nations communities, have access to clean drinking water.
It is also expected to help build drought resilience and reduce the need for boil water alerts and bottled water when quality is compromised.
The New South Wales Government said that improved water security will also unlock social and economic development opportunities and allow for the growth of services in these communities.
This project is part of the Federal Government’s $150 million commitment to Closing the Gap for water security through the National Water Grid Fund.
Federal Minister for the Environment and Water, Tanya Plibersek, said, “Across Australia, about 600,000 people live in places without access to clean drinking water. It’s unacceptable that some of our communities need to buy bottled water to ensure what they are consuming is safe.
“That’s why we are committed to projects that will provide safe, sustainable and reliable water in remote communities in New South Wales.”
Cape Hardy Industrial Port Precinct selected for new desal plant
The South Australian Government selected part of the Cape Hardy Port Precinct as the location for a new desalination plant.
This decision will form a key part of the Northern Water Project and is a significant component of the State Prosperity Project, to provide more sources of water across northern and regional South Australia for critical mining operations.
The Association of Mining and Exploration Companies (AMEC) member, Iron Road, has agreed to sell land for the project.
AMEC welcomed the decision and congratulated Iron Road on its agreement with the South Australian Government.
AMEC CEO, Warren Pearce, said that this project is another step forward in opening up the Eyre Peninsula for greater development and new economic opportunities.
“AMEC has long been a strong supporter of the Northern Water project and Cape Hardy is the obvious choice for its location at Iron Road’s future multi-user port facility site,” Mr Pearce said.
The project is set to unlock critical water supply required for several mines in the region and over time, to future hydrogen projects and the community at large.
“Access to water is a baseline requirement for the mineral and exploration and mining sector. To see the long-term commitment from the State Government is reassuring. The development of a new port on the Eyre Peninsula has been AMEC’s number one infrastructure priority for many years and Cape Hardy has always been the standout choice for its location.
“Securing water for the mines of today and the future is more important than ever, with demand set to increase as critical minerals and renewable energy projects come online and governments seek to transition to decarbonised economies and industries.”
With this announcement complete, work will continue on further developments, including a proposed multi-user port facility to facilitate iron ore and other potential bulk commodities, as well as AMP Energy’s green hydrogen and Advanced Fuels Precinct.
“Well done to Iron Road’s CEO Larry Ingle and his commercially innovative, hard-working team, in staying the course and demonstrating their keen desire to develop the region into one that can support increased capacity for South Australias major growth ambitions.”
MOVING WATER, MOVING FORWARD
The water and energy industries are
New pumps saving costs and energy
Adapting to system requirements and operations is a key priority for pump users, but this should not have to mean sacrificing energy cost savings and contributions to a more sustainable society.
Understanding the bespoke needs of operators, Ebara Pumps has introduced energy-saving pumps to the Australian market – the K series, equipped with a new variable frequency drive, E-SPD+ (plus).
With rising energy costs and concerns about climate change, energy efficiency and environmental conservation have become increasingly significant topics worldwide.
Pumps are everywhere and sustain our lives and industries by supplying water and other mediums. Surprisingly, pumps account for over ten per cent of the world’s energy consumption. Due to this, the Ebara Group aims to achieve net zero greenhouse gas emissions by 2050 and contribute to the creation of a sustainable society.
Thus, Ebara Pumps Australia has introduced a new variable frequency drive E-SPD+ to provide energy-saving solutions to the pump market.
The E-SPD+ is mounted on the terminal board of electric motors from 2.2kW up to 11kW, and can be used with
horizontal and vertical Ebara centrifugal pumps. Its capable of varying the speed of pumps continuously and operating on any duty points, consequently optimising performances and energy consumption according to the system’s requirements.
The model ranges of E-SPD+ are as follows:
• E-SPD+2200MT: 230V single-phase input/three-phase output with up to 2.2kW nominal power
• E-SPD+4000TT: 400V three-phase pumps input/three-phase output with up to 4kW nominal power
• E-SPD+11000TT: 400V three-phase pumps input/three-phase output with up to 11kW nominal power
The special features of the new solutions are:
• Innovative LCD display: allows for viewing and changing operating parameters and for keeping track of the history of the key parameters, faults and alarms. Its cover can be rotated 180° for easier reading
• System protection: guards against overcurrents, input voltage fluctuations, dry running and losses in the system
• Easy installation and programming: thanks to the highly-intuitive and user-friendly software
• Connectivity: provided by four configurable digital inputs, two ports for configurable digital outputs, two ports for analogue 4-20mA inputs, one port for 0-10V input, and one port for motor thermistor PTC input
• Two RS485 ports: allow for communication and parallel operation of up to eight pumps
• Modbus connection: enables connection to monitoring systems Finally, E-SPD+ is available as energysaving pumps K series, including vertical multi-stage inline pumps EVMS-K, horizontal multi-stage electric pumps MATRIX-K and self-priming pumps JEX-K. The K series enables application to different types of systems and use in various applications.
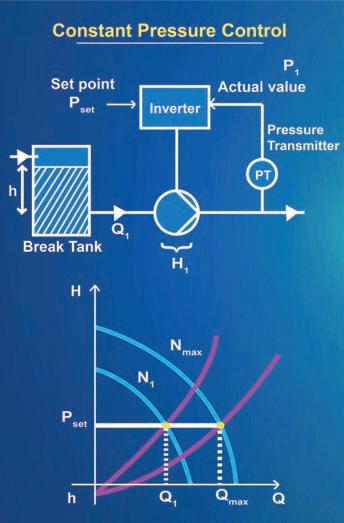
Pump control systems:
• Fixed speed
• Constant pressure for pressure boosting systems
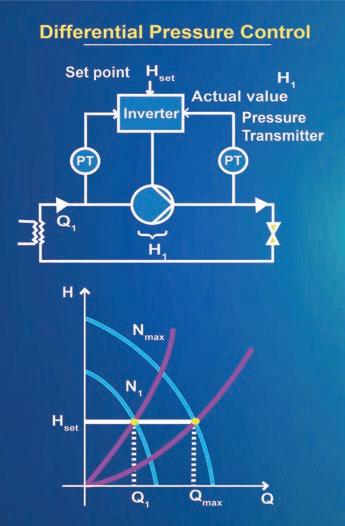
• Differential pressure for circulation systems
Applications:
• Water supply
• Pressure boosting
• Irrigation systems
• Filtration and reverse osmosis
• Industrial cooling or heating systems
• Fountains
Thanks to the cutting-edge technology of E-SPD+ and a new variety of energy-saving pumps, the K series enables Ebara to move toward reaching carbon neutrality goals and contributing to a sustainable society.
For more information, visit https://www.ebara.com.au
Graph drawing constant pressure control.
Graph drawing differential pressure control.
Images: Ebara Pumps
HIGHLY-INTUITIVE AND USER-FRIENDLY INVERTER SOLUTIONS
New generation inverter with air cooling, installable on the motor terminal board, which can be used with horizontal and vertical EBARA centrifugal pumps, and mounted on motors from 2.2kW up to 11kW. Inclusive of two RS485 ports for communication and parallel operation of up to eight pumps, and for connecting to monitoring systems with ModBus connection. Versatility of this solution can be applied to di�erent types of systems and applications.
Features
Simplicity
Assisted set-up, thanks to particularly user friendly software
Innovation
Ebara Pumps Australia Pty Ltd
sales.epa@ebara.com www.ebara.com.au
LCD display for ease of set-up, fault identification and alarm monitoring
Safety
Integrated protections for major common issues
Flexibility
Installable on horizontal, vertical
THE FUTURE OF MOTOR TECHNOLOGY
The parts driving WEG’s W23 Sync+ motor technology.
With the increasing demand for a greener, cleaner environment, the need for higher efficiency motors has never been more important.
Traditional squirrel cage induction motors are reaching their maximum efficiency design capabilities and new motor technology is required for growing industries.
After much dedication to research and development since 2021, WEG’s latest motor technology has blossomed into a full-grown product line: the W23 Sync+ (IE5) and W23 Sync+ ULTRA (IE6). This new line perfectly aligns with WEG’s global commitment to ‘Driving efficiency and sustainability’.
Delivering the latest technology
In contrast to the traditional squirrel cage induction motors, the W23 platform combines permanent magnet (PM) and synchronous reluctance (SynRM) technologies to deliver optimum efficiency through strategically placed magnets on the rotor, creating its own magnetic field without the need of induced currents.
This results in reduced electrical losses and increased motor efficiency and power factor. An important advantage to consider is the high-power factor which allows for lower installation costs and can reduce the size of the VFD required. In addition, with no joule losses in the rotor, the bearing temperature is reduced, increasing bearing life and consequently reducing overall maintenance.
With the biggest range on the market, the W23 Sync+ is available from 0.75kW to 650kW in frames IEC 80 to 450 (and NEMA equivalents). But it doesn’t stop there – for special applications, the W23 Sync+ design can be extended up to 1250kW and is also available for hazardous area Exec.
While induction motors present an increase of losses by 20 per cent when subjected to speed and load variations, the W23 Sync+ under the same conditions maintains its high performance and can operate with constant torque at low speeds without the need for forced ventilation or oversizing. Furthermore, the W23 Sync+ comes in the same frame as the IE3 making it easily interchangeable with existing installations
and ideal for a range of applications including pumps, compressors, fans and conveyors.
In conjunction with the product, WEG has provided supplementary software tools that can calculate the total reduction of the CO2 emissions of the W23 Sync+ when compared to IE3 squirrel cage and energy cost saving calculator.
Driving efficiency and sustainability
WEG is committed to developing more efficient and sustainable solutions, reducing the consumption of raw materials and creating high-technology products that minimise environmental impacts and help lower greenhouse gas emissions. It is estimated around 40 per cent of global energy demand is from industrial motors and the conversion to the W23 Sync+ IE5 and W23 Sync+ ULTRA is a start to a brighter future.
W23 Sync+ backing WEG’s commitment to drive efficiency and sustainability.
SAVE ENERGY AND OPTIMISE
INDUSTRIAL TEMPERATURE
CONTROL SYSTEM PERFORMANCE
Precise and fast temperature control is vital for many industrial processes, but to ensure optimal temperature control at all times while saving energy, you need efficient and smart temperature control.
Grundfos iSOLUTIONS is a holistic systems approach, which uses intelligent technology to adapt precisely to deliver optimal performance, total energy efficiency and ultimate reliability.
Unlike other pump manufacturers, Grundfos develops all technology and components specifically for pumping. This way, Grundfos iSOLUTIONS can offer solutions tailored perfectly to the pump task at hand, leading to less downtime and failure rates. In other words, ultimate reliability.
Grundfos’ innovative controllers, integrated frequency converters and silent-running variable-speed pumps help increase the reliability, comfort and energy efficiency of heating, cooling and refrigeration systems – while reducing complexity and saving operational costs.
With Grundfos iSOLUTIONS, operators get a solution that looks beyond individual components and optimises the entire cooling system. By combining intelligent pumps, cloud connectivity and digital services, users get plug-and-play solutions that connect to almost any monitoring system and deliver actionable data insights.
Explore industrial temperature control benefits
Grundfos’ intelligent e-pumps and solutions help optimise industrial temperature control. Users can expect:
• Optimised system performance – intelligent monitoring solution delivering actionable insights to help optimise system performance
• Reduced costs – by optimising temperature control systems users can ensure consistent operations and reduce costs
• Improve energy efficiency – variable frequency-controlled pumps automatically adjust to demand and improve energy efficiency
Whisky producer saves 40 per cent energy
At William Grant & Sons’ Girvan whisky distillery in Scotland, there’s a high demand for steam. Due to poor control of the boiler feed valves, Grant’s was having maintenance problems and varying steam quality. The control issues not only created huge inefficiencies but also headaches for the plant operators who were trimming and maintaining the boilers.
After attending a Grundfos event, the solution was clear: Grundfos iSOLUTIONS.
The new solution has helped the company increase energy efficiency and reduce gas usage. At the same time, steam quality and control of level are better and Grant’s experiences reduced failure rates.
The new pump can deliver more than the boiler needs and Grant’s no longer has flooding and cooling issues of the boiler.
On boiler gas usage alone, initial analyses showed savings of 1.4 per cent on low-fire, all the way up to six per cent. The company has also seen 40 per cent energy savings on one pump alone, which equates to approximately AUD$9,155 a year.
A positive knock-on effect is that the new pump is smaller than the old pump – meaning spares are cheaper.
Ready to start saving?
You can start saving energy and reducing costs today with tailored services and solutions. Contact Grundfos today at www.grundfos.com/au
Engineers in PPE monitor energy data at an industrial control panel.
Components specifically for pumping. Image: Grundfos
How validated carbon reduction targets can safeguard your business
Grundfos is the first water solutions company to receive validation of its long-term 2050 net-zero target and near-term 2030 emission reduction targets from the Science-Based Targets initiative (SBTi). As your trusted partner you
Get immediate savings from lower energy consumption and optimised processes
Achieve emissions reduction without compromising reliability an essential requirement in many sensitive factory processes
Benefit with a partner who helps developing energy-efficient solutions for the future
Optimise processes at the factory with a recognised partner offering a range of energy optimisation tools and service
WATER SUPPLY
Australia is a dry climate and dealing with water scarcity has always been part of the country’s history, making water sustainability a key priority for governments and councils across the country.
Projected population growth in Australia, coupled with the potential temperature increases that could be part of the nation’s climate future have made it more critical than ever to develop innovative ways to recycle water and further secure drinking water supply.
This has led to a recent uptick in projects and facilities that recycle and treat raw water, both for non-drinking purposes and to reduce the country’s use of drinking water for these applications.
A method of securing additional water supply that is emerging as a priority is stormwater harvesting, which involves the collection, treatment, storage and subsequent usage of stormwater runoff from urban areas. The key difference between stormwater harvesting and rainwater harvesting is that stormwater harvesting includes water runoff from driveways, carparks and roads, as opposed to the cleaner rainwater runoff from roofs only.
Securing water supply
Once rainwater touches the ground, it becomes known as stormwater, which, if treated, can be collected and reused for several applications that would ordinarily use potable water. These include watering parks, golf courses and other irrigation of public recreation areas.
As well as limiting the usage of drinking water, stormwater harvesting can reduce the billions of litres of stormwater that enters Australia’s creeks, rivers and bays, as often this stormwater contains litter and other pollutants.
There are three main types of stormwater pollution and each comes with its own impacts on the environment:
• Natural pollution – leaves, animal waste and garden clippings
• Chemical pollution – oils, detergents and fertilisers
As well as potential contamination, the additional volume of water can lead to scouring and erosion in streams and creeks.
With Australia’s population growing, urban areas continue to expand, meaning an increase in hard, impenetrable surfaces – such as concrete, roads and roofs – and less water being soaked into the earth when it rains via natural, undeveloped surfaces like grass and dirt. Unmanaged stormwater runoff can cause flooding and can impact or damage properties, even potentially jeopardising the safety of the public in extreme cases.
As such, collecting this stormwater and developing systems for mitigating stormwater pollution, as well as reducing drinking water usage for non-drinking applications, is a key priority in Australia.
Natural pollution build-up around stormwater drain during heavy rainfall events.
In a bid to develop alternative water supplies and improve the health of waterways, the Victorian Government, Melbourne Water and councils across the state are working together to improve stormwater management.
The State Government has co-funded several stormwater harvesting projects in the Yarra Catchment through the Integrated Water Management (IWM) Forums. The IWM Forums identify, prioritise and supervise the execution of water opportunities across the state of Victoria.
A key priority project for the Yarra IWM Forum was the Monbulk stormwater harvesting project, which saw the installation of a new stormwater harvesting system at Monbulk Recreation Reserve.
As well as the Monbulk stormwater harvesting system, multiple similar projects have been identified for the Yarra IWM Forum Catchment, including the detailed design of the Curtain Square stormwater harvesting system, re-purposing old rubber tyres as permeable pavers to filter stormwater at Ramsden St Reserve in Clifton Hill and a Coburg stormwater harvesting system for irrigation of Coburg City Oval.
The Monbulk system
The Monbulk stormwater harvesting system was delivered by Melbourne Water, in partnership with Yarra Ranges Council and the State Government, in March 2024.
The Monbulk stormwater harvesting system captures, treats and uses stormwater collected from a council drain in McAlister Road, next to Monbulk Recreation Reserve, draining a 17ha catchment including Mt Pleasant Road, Moores Road, Main Road and David Hill Road in Monbulk.
It is expected to harvest approximately four million litres of stormwater every year and is anticipated to mitigate reliance on drinking water supplies and reduce stormwater pollution in Woori Yallock Creek, Emerald Creek, the Yarra River and Port Phillip Bay.
As well as potential contamination, the additional volume of water can lead to scouring and erosion in streams and creeks.
reducing stormwater levels and using it more effectively.”
Image: Tamara Iva/shutterstock.com
Powerful Partnership
Robust, fuel-efficient industrial diesel engines
Engines that keep running even in the toughest conditions. Easy to install, operate and maintain. A powerful partnership you can trust all the way from the drawing board throughout the operational life of your engine. Competitively priced complete power-pack units ready for delivery Australia wide with a local support team on hand 24/7.
To find your nearest dealer visit volvopenta.com/industrial
BARWON PARK PIPELINE A WIN-WIN FOR CONSERVATION
Barwon Park Mansion remains one of the most significant examples of 19th century architecture in Victoria.
Earlier this year, Barwon Water announced the completion of a recycled water pipeline connecting Winchelsea Water Reclamation Plant (WRP) to Barwon Park. Delivered in partnership with the National Trust, the project demonstrates the power of pump technology in helping to conserve both Australia’s heritage properties and earth’s most precious resource.
The word ‘conservation’ carries a double meaning, embodying both the preservation of natural resources and the protection of cultural heritage. A partnership between Barwon Water and the National Trust has delivered a project that meets both these definitions.
The 1.8km water pipeline connecting Winchelsea Water Reclamation Plant (WRP) to Barwon Park began construction in August 2023 and was completed in March 2024. Once fully operational, it is expected to deliver an allocated 80 million litres of recycled water from the plant for agricultural use.
Situated not far from Geelong, Barwon Park remains one of the most significant examples of 19th century architecture in Victoria. Today, the heritage-listed blue-stone Italianate mansion is open on a seasonal basis, allowing visitors to explore its rich history and picturesque surrounds on select days.
Preserving history sustainably
Heritage properties like Barwon Park offer a tangible connection to the past and allow beautiful spaces to be enjoyed by generations to come. Maintaining these sites, however, comes with its own set of sustainability challenges. Balancing historical preservation with energy efficiency, water management and waste reduction can be complex and costly, especially in regions prone to drought and other environmental pressures.
Through the construction of a new irrigation system, the Barwon Park project is harnessing existing recycled water to support preservation efforts in a more sustainable way. By helping to keep the mansion grounds green and healthy, the recycled water pipeline will help make the site more attractive to visitors.
But the benefits of the project extend beyond aesthetics. Most of the recycled water delivered from the reclamation plant will be used to irrigate some of the 48 acres of land that surrounds the site, which is primarily dedicated to growing crop fodder. Barwon Park farmer, Ewan Peel, said proceeds from the sale of these crops will also contribute to maintaining the mansion and grounds.
Water will be distributed around Barwon Park via a new pivot irrigator installed onsite, which boasts a 235m arm length. To supply water to the irrigator, a new pump station was constructed at Winchelsea WRP, encompassing a threeinch centrifugal self-priming pump. The pump has a maximum operating pressure of 958kPa and PN16 flanges, a 22kW four pole motor and is mounted on a proprietary galvanised base. It also features an automatic air release valve and high temperature shutdown thermostat.
Barwon Water’s General Manager Planning, Delivery and Environment, Seamus Butcher, said pump selection was determined by considering the system and priming requirements, the recycled water properties and operational and running aspects.
Pipeline construction and challenges
The pipeline was constructed through a range of land including Barwon Water Land and private properties.
Mr Butcher said some of the main challenges faced during the project were developing key relations with private property owners and crossing over other service networks, including an existing gas transmission main.
“A temporary pipeline was in place before construction began and a previously bored section was able to be used under a road.
“The pipeline had two scour locations into an existing dam and pit before the irrigator, as well as a number of air valves and off takes for future connections to tanks.”
Images: Barwon Water
Mr Butcher said the pump station was constructed on the bank of the storage lagoon with a structurally designed slab with cast in plinth for the pump.
“An auto backwash filter, air valves and flow meter were installed as part of the system and HDPE was the selected material for most of the internal pipework due to its ability to be prefabricated and brought to site.
“The suction pipe to the pump was fitted with a screen. A local control station, flow meter transmitter and monitoring gauges were also a part of the station as well as other electrical infrastructure.”
Numerous local and specialist suppliers and contractors as well as Barwon Water’s maintenance subsidiary, Barwon Asset Solutions, contributed to construction.
“Commissioning testing involved running the system in conjunction with the telemetry programming developed by Barwon Water engineers. This included flushing, monitoring the system outputs relative to the control philosophy and recording performance/checking integral components.”
Maintaining system performance
Mr Butcher said the site is physically inspected on a weekly basis with seals and bearings lubricated weekly to monthly.
“The performance of the system is monitored via SCADA (Supervisory Control and Data Acquisition) and will send out automated alarms if flow or pressure readings sit outside the normal range. If pipeline flows/pressures drop excessively, the pipeline and pivot can be scoured at high flows to strip build-up of slimes from the pipeline.”
(L-R) Barwon Park Farmer Ewan Peel, National Trust Interim CEO, Philip Martin, Barwon Water Project Manager, Gurvinder Kaur, who led the project, and Barwon Water General Manager, Seamus Butcher, outside the Barwon Park Mansion.
While initial testing and operation of the pivot irrigator has been successful, the system is not running at full capacity just yet.
“The system is still in the early phase of post-construction use with expected running to increase in frequency after the winter period.”
Benefits for all
The project is one of many that is seeing Barwon Water put its recycled water to productive re-use.
“Similar projects are happening across Barwon Water’s service region, particularly on the Bellarine Peninsula, where extensions and improvement in recycled water infrastructure and quality are supporting the region’s vineyards increase production and maintain their vines year-round while saving potable water.”
Mr Butcher said the pipeline is a win-win for both Barwon Water and the National Trust.
“The system supports Barwon Water with managing the generation of recycled water at the water reclamation plant in association with the growing Winchelsea community, while assisting the local farming community with providing recycled water for agricultural use.
“This project will help Barwon Water achieve our Strategy 2030 aim to reuse 100 per cent of the recycled water produced at our water reclamation plants.”
National Trust of Australia’s (Victoria) Interim CEO, Philip Martins, welcomed the initiative to assist the National Trust preserve heritage sites sustainably.
“At the National Trust, our vision for preserving the past also gives us an understanding of what we need to do to improve the future.
“The National Trust is a strong advocate for conservation and sustainability in our built and natural environments and this recycled water project is a creative and innovative planning and design solution to save water at the Barwon Park Mansion while keeping our grounds green year-round.”
The new irrigator installed at Barwon Park.
HOW AUTOMATIC IRRIGATION CAN
IMPROVE OPERATIONS
Irrigation is a primary aspect of agriculture and has been employed by humans for thousands of years. Innovative technology is allowing farmers to enhance this practice by using automation to boost efficiency.
Historically, irrigation has been vital for increasing productivity, compensating for drought and water scarcity, and increasing the area of cultivable land. Technological innovations have given rise to more efficient means of irrigation, such as automatic systems, which allow the flow of water to start, stop or be redirected, without the need for manual interference – resulting in many benefits for farmers and other landowners.
Automation in an irrigation system can occur at several points and can be used to start and stop irrigation through channels (the tracts through which water flows across an irrigation network), to start and stop the pumps involved in transporting the water, and to cut off and redirect water from one area to another.
With an automated system in place, these changes occur without any direct manual effort, but farmers will need to spend time preparing the system at the start of irrigation and maintaining the various components so that operation occurs consistently.
Benefits of automatic irrigation
By automating irrigation functions, irrigators can not only reduce the necessary labour to run the system but can increase system efficiency by lowering the risk of delays or miscalculations. Automatic systems can ensure timely irrigation, providing water precisely when, and as much is, needed.
Intelligently designed systems can provide more accurate water cut-off than manual checking and can also deliver savings by reducing the need for vehicles to check and maintain irrigation across a property.
Automatic irrigation saves time, and therefore, money. Depending on the number of pumps a farm owner has and the hours of operation, significant savings can also be made on water and power bills.
Disadvantages of automatic irrigation
Automatic systems are more costly to purchase, install and maintain than traditional systems and it is up to individual irrigators to determine whether an automatic set up will provide enough savings in the long term to be worth the investment.
While automatic irrigation is generally more consistent than its manual alternative, that does not necessarily equate to reliability. Improperly installed systems can lead to major errors, so care must be taken when setting up schedules and sensors.
Installing automatic irrigation
Before making the decision to install automated irrigation systems, it is recommended that farmers construct a comprehensive property map, including details on soil type fencing, areas of vegetation and vegetation type, land classes and water supply.
An exhaustive farm plan with details on land characteristics can better equip farmers with the knowledge required to incorporate automation features early in the farm planning process.
When planning to install an automated system, farmers must consider the different types of automation available and determine which system will suit the irrigation layout for their property.
There is a variety of systems to choose from, each with different capabilities in terms of their portability, installation and hardware costs and the backups and software that are required to support and maintain them. As such, as well as
having an in-depth understanding of their property and irrigation needs, farmers should also clearly determine their budget when selecting a suitable system.
Devices for automatic irrigation systems
There are a variety of devices used to create an automated irrigation system. Irrigators will need to carefully consider which device, or combination of devices, works best for their operation.
Some automation devices include:
Pneumatic sensor system
A pneumatic system is a permanent installation that is activated by a sensor located at a specific height, or cutoff point, in a channel. Upon reaching the sensor, the water pressurises the air, which is then directed to a mechanism that activates opening and closing.
Electronic sensor system
This system works similarly to its pneumatic counterpart but relies on a digital sensor to detect when water has reached the cut-off point. When the sensor encounters water, it transmits radio signals to the devices at the outlets to stop the flow of water. It can then send a radio message to a receiver to let the farmer or irrigator know that water has stopped flowing.
Timer system
A timer system uses electronic clocks to activate the opening and closing of the irrigation structures. Timer systems tend to be easily movable and adaptable, allowing multiple units to be used and moved around the whole property.
Timer/sensor hybrid
This system is a combination of timer and sensor systems, and, like a timer, uses an electronic gadget to activate the opening and closing irrigation structures but does so in concert with sensors (typically electronic) to allow for more complex irrigation schedules.
Supervisory Control and Data Acquisition (SCADA)
Automation systems that use SCADA facilitate complex scheduling and control of the irrigation network via a radio link. This type of system requires a computer and software package to function. When the control modules in the paddocks receive signals from the computer, they can alter water flow by opening and closing outlets. Unlike other systems, SCADA-based systems are also able to start and stop pumps and motors, further reducing the labour required to operate the irrigation system.
The importance of irrigation
Water is a limited resource, with agriculture accounting for approximately 70 per cent of global water usage. As new technologies become available to the industry, it is critically important to utilise them to help manage, regulate and optimise water usage, so that as little water as possible is wasted.
Whatever type of automatic irrigation system farmers and irrigators choose, time and money will always need to be invested in the initial setup and in the ongoing maintenance to ensure the system works properly and keeps running efficiently.
Properly installed and maintained systems can help provide significant returns on investment, with greater efficiency resulting in lower water and power bills, and reduced labour requirements alongside the higher yields brought about by quality irrigation.
DATA-DRIVEN TECH YIELDS
SMARTER IRRIGATION SYSTEMS
A four-year trial focused on horticulture production in the Great Barrier Reef catchment area has demonstrated how digital remote monitoring can lead to more sustainable and productive irrigation management practices.
Australia’s water supply is declining while demand continues to rise, making it critical to find ways to do more with less. With the agriculture sector accounting for around three quarters of total water use, optimising irrigation with the help of innovative technologies is a key focus area.
In a recent project funded by the Federal Government’s National Landcare Program as well as Hort Innovation, digital remote monitoring was found to deliver significant environmental and productivity gains across selected horticulture farms within the Great Barrier Reef catchment area.
The project involved participation and co-investment from several industry partners, including:
• Applied Hor ticultural Research
• Greenlife Industry Australia
• AusVeg
• Freshcare
• Growcom
• Australian Banana Growers Council
• Hitachi Australia
• Hitachi Digital Services
Laying the groundwork
Following their nomination by their respective sponsoring peak bodies, Bartle Frere Bananas, Austchilli Group (vegetable farm) and Golden Grove Nurseries were chosen to take part in the four-year trial. Hitachi Digital Services was engaged to provide the required tech platform and sensing equipment.
Hitachi Digital Services Senior Director, Dr Owen Keates, said the trial was tailored to each farm, with a discovery workshop onsite to understand both the unique environmental considerations, as well as productivity drivers.
“While fully committed to improving environmental outcomes, each farm also requested that the pilot also support productivity improvements wherever possible. The consensus was that improved environmental outcomes coupled with productivity improvements would drive greater adoption of these technologies in the broader sectors.”
Some common technologies were used in the project – the data platform and connectivity systems, weather stations and soil moisture sensors – as well as additional technologies dependent on the specific requirements of each farm.
“The banana farm sensor package included an inline nitrate monitor to measure any residual nitrate in the ground water
The weather station at Golden Grove Nursery.
and the chilli farm included dendrometers to monitor chilli growth. The citrus nursery utilised extensive water quality sensors as well as modified media moisture sensors and instrumentation to measure volume of leachate.”
Selecting an appropriate communication system posed a challenge early on, as the Hitachi team sought to have a common system across all farms. Dr Keates said this was resolved by utilising Category M1 communication protocols, which are specifically designed for low-power, wide-area Internet of Things (IoT) devices.
“The nursery required the co-creation of new instrumentation to provide key data regarding amount of leachate passing through the pots which indicated that irrigation could be turned off.”
Harvesting the data
Once data was collected from the various sensors, it was then uploaded to the Hitachi Control Tower every 15 to 30 minutes.
Dr Keates said while real-time data uploads are possible when required, it’s more cost-effective to space them out at intervals.
The data was then passed through algorithms which process data from all sensors, correlate it with preprogrammed alert and trigger points and provide decision support such as:
a. When to irrigate and how much
b. Volume of recycled water available
c. Fertigation requirements
d. Runoff quality
Ensuring the smooth operation of any newly adopted technology often requires ongoing maintenance and support. The Hitachi Control Tower’s continuous monitoring of sensor and system health simplifies the process by altering when maintenance is required.
“While the sensors do require maintenance, much of this can be done by farm staff,” Dr Keates said.
“However, the next phase will engage local sensor/ instrumentation service providers that can offer additional maintenance services including the provision of required spares.
“The next version of the Hitachi Control Tower will have additional functionality as well, including a mobile-friendly application.”
Sensor success
The implementation of advanced sensor technology has led to tangible benefits for all participating farms.
“Across the farms the data-driven approach arising from the effective use of sensors has optimised irrigation practices and minimised nitrate runoff, leading to both productivity improvements and improved environmental outcomes.”
Amidst these successes, Golden Grove Nursery shines as a standout example, reporting an impressive 30 per cent reduction in water consumption thanks to the trial. In addition, they have also seen the following benefits:
a. Shor tened intervals for water sampling and testing through automation (every 15 minutes as opposed to twice per week manually)
b. Adjusted irrigation to avoid root damage and improve nutrient mix
c. Simplified data capture for accreditation reporting
d. Reduced operational costs with optimised fertilisation and irrigation
The citrus nursery also reaped wider recognition for its efforts, winning the 2023 iTNews Benchmark Awards Best Sustainability Project.
“Golden Grove Nursery have indicated they would like to continue after the trial and managed services are being established to support this,” Dr Keates said.
Bright future ahead
It’s clear that digital remote monitoring and data-driven tech has significant potential to transform irrigation practices, but what does this mean for pumps?
As sensor technology enables more precise irrigation, this may drive demand for more advanced pump systems that can deliver precise volumes of water to specific areas of a farm. Automation could streamline this process further, allowing pumps to adjust flow rates and timings automatically based on real-time sensor data.
“At this stage the Hitachi Control Tower does not automatically switch the irrigation systems on and off,” Dr Keates said.
“But potential automation of the irrigation systems is being considered for the next phase.”
Golden Grove Nursery reported a 30 per cent reduction in water consumption thanks to the trial.
Image: Golden Grove Nursery
IRRIGATION AUSTRALIA CONFERENCE AND EXHIBITION – THE COUNTDOWN IS ON
With less than four months to go, the countdown is on to the Southern Hemisphere’s biggest irrigation event. Irrigation Australia is pleased to announce that early bird registrations are now open. Attendees are invited to connect with global experts, leaders and industry professionals and celebrate the industry’s achievements at this leading water event.
Interactive panel sessions
An important feature of the conference is the panel sessions, which offer an opportunity for lively discussion and interaction with expert speakers.
In these sessions, visitors will get to discuss the big questions, such as ‘What has irrigated agriculture ever done for us, and what is its role into the future?’
Australians live in a dry environment, and climate change will continue to place pressure on water availability. In Australia and many other developed countries, the reputation of irrigation practices has taken many hits, despite its essential role in food and fibre production. What can be done to promote a balanced and rational policy approach into the future and how is the irrigation industry participating?
This facilitated panel session will include an engaging discussion with representatives across a range of water users and an opportunity for audience participation, in an attempt to elevate the debate towards sustainable management of this most valuable resource.
Irrigation Australia is thrilled to invite attendees to the Southern Hemisphere’s premier water event, the Irrigation Australia Conference and Exhibition, in conjunction with the 9th Asian Regional Conference of Irrigation & Drainage and the 75th International Executive Council (IEC) Meeting.
Showcase at the exhibition
There is still time to secure an exhibition space for businesses to showcase their products or services to a large audience of industry professionals.
The exhibition will be open to both conference delegates and the public. It is an unparalleled opportunity for organisations to come face-to-face with customers to increase visibility and to showcase and demonstrate products and services.
This will be the last opportunity to participate in an irrigation industry event of this scale in Australia for some time, so don’t miss out!
Information: Contact Abdul Khan 0433 159 345 and irrigationpartnerships@theeventgap.com.au or visit the event website on https://irrigationconference2024.com.au/ exhibition-opportunities/
There is still time to be part of this event as a sponsor, an exhibitor, or a delegate. Here’s a sneak preview of what attendees can look forward to.
Major conference, exhibition, and international event – all under one roof
At least 1000 delegates and around 100 exhibitors are expected to attend the event from 1 to 7 September. The venue is at the spectacular Sydney International Convention Centre in the heart of Darling Harbour.
A unique aspect of this combined event is its size and scope. It brings together world-renowned researchers and policy makers, leading manufacturers, retailers, suppliers, water managers, installers, designers and others from Australia and further afield all under the one roof.
Learn about cutting-edge practices, science, policy and technology
The preliminary conference program is available online now. Take the opportunity to review the program and see what is planned.
The conference promises a rich program, with presenters from around the globe, based around the theme ‘Irrigation’s role in delivering economically viable food security and sustainable urban spaces in an increasingly unpredictable climate’.
The conference themes and sub-themes promote inclusion but also celebrate the significant skills and expertise Australia’s own irrigation industry offers, along with the benefits of international collaboration.
This year’s exhibition will be different
In 2024, Irrigation Australia has taken a fresh approach to the exhibition, making some big changes to ensure it is as interactive, fun and productive as possible for both delegates and exhibitors.
Visitors can look forward to:
• More space, with all meals incorporated into the exhibition hall
• Two-hour lunch breaks with plenty of activities, including promotions and competitions. Be sure to check out the ‘Gary’ building time challenge – which may be familiar to past Irrigation Australia trainees
• Poster presentations, including a seating area
• An interactive zone with a stage and seating area where exhibitors can demonstrate their products
• A networking lounge in the centre of the exhibition hall
• Exhibitor competitions, including best stand, best ‘gimmick’, and sustainability prizes
Inspiring keynote speakers
Get set for a great line-up of entertaining, inspiring and educational keynote speeches.
In 2024, Irrigation Australia is bringing together some of the most influential minds in their respective fields, each ready to share groundbreaking insights and transformative strategies.
Visitors in the business of selling should be sure to attend the keynote by Founder and CEO of the Retail Doctor Group, Brian Walker, who will explore industry trends and the steps to maximising business value in retail.
Event attendees can also expect to hear from Co-CEO of This Is a Conversation Starter (TIACS), Jason Banks,
CEO of the Mekong River Commission for Sustainable Development, Dr Anoulak Kittikhoun, and Commonwealth Scientific Industrial Research Organisation’s (CSIRO’s) Katherine Wynn, all with discussions that promise to enlighten, engage, and empower all delegates.
Sponsorship opportunities
Irrigation Australia welcomes Franklin Electric as the event’s principal partner and other major sponsors Brown Brothers Engineers Australia, Davey Water Australia and Rain Bird Australia.
It is not too late to get involved as a sponsor and there are a range of packages available.
Find out more at https://irrigationconference2024.com. au/sponsorship-opportunities/ or contact Abdul Khan on 0433 159 345 or irrigationpartnerships@theeventgap.com. au to discuss options.
A rare chance for the industry to come together
As always, attendees can look forward to informative, fun and action-packed side-events, workshops, technical tours, social and networking events. Among these is the Women Working in Water Breakfast, which was one of the highlights of the 2022 event.
There will be plenty of time to catch up with old friends and colleagues and forge new connections at the welcome ceremony and the conference dinner, which will feature entertainment by Australian rock band, Classic Oz.
Don’t miss this invaluable opportunity for practitioners, academics, manufacturers, and service providers to come together, exchange knowledge and celebrate the achievements of the industry.
ADDRESSING WATER MANAGEMENT CHALLENGES IN MINING
Within the rugged and expansive landscapes of mining operations, a multitude of challenges exist, particularly in the domain of water management. There are diverse applications of pumps in mining and each confronts specific challenges.
Various types of pumps play crucial roles in addressing the specific challenges of remote mining operations, ranging from controlling water ingress in underground environments to ensuring safety through fire suppression and dust control measures.
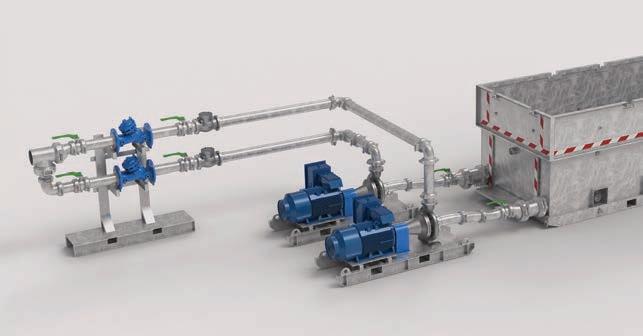
Water cart filling pump station
In mining operations, dust suppression is a critical concern for both operational efficiency and environmental compliance. Water carts, which are essential for controlling dust on haul roads and other areas, rely on efficient pump stations for filling.
Water cart filling pump stations ensure that water carts are quickly and efficiently filled, minimising downtime and maximising dust control efforts. High-capacity pumps, often equipped with automation features, allow for rapid filling and reduce the time water carts spend at the filling station.
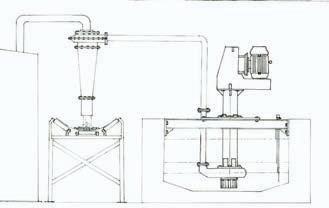
Solids separation in a coal washery
Coal washeries are facilities where raw coal is cleaned and processed to remove impurities and one of the critical steps in this process is the separation of solids from liquids.
Pumps are used to transport slurry through hydrocyclones or centrifuges, where solids are separated from the water. Efficient separation ensures that
clean coal is recovered, while waste products are properly managed and disposed of.
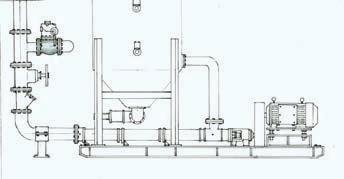
Helical rotor dirty water transfer pump
Mining operations generate dirty water, which contains sediments, slurry and other contaminants. Helical rotor pumps, also known as progressive cavity pumps, are particularly suited for transferring this dirty water due to their design and capabilities.
Helical rotor pumps can handle water with high solid content without clogging, making them ideal for transferring dirty water. These pumps provide a consistent and smooth flow, which is crucial for downstream processes that rely on steady water supply.
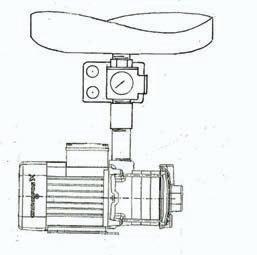
Eyewash station
Safety is paramount in mining operations and the presence of hazardous materials makes eyewash stations an essential component of the safety infrastructure.
In case of exposure to hazardous substances, quick access to an eyewash station can prevent serious injuries. Regulatory compliance requires the presence of functional eyewash stations in areas where workers are at risk of chemical exposure.
Hand drawn concept sketch of a custom designed eyewash station pump using 3-phase power.
The importance of having a reliable components supplier and technical pumping expert partner cannot be overstated. A dependable components supplier, such as Southern Pumping, ensures access to high-quality pump equipment, spare parts and accessories tailored to the specific needs of mining operations.
Additionally, a technical pumping expert partner like Southern Pumping brings invaluable expertise and support, offering comprehensive solutions, from pump selection and installation to ongoing maintenance and troubleshooting.
Southern Pumping’s understanding of pump technologies coupled with its experience in the field, enables it to optimise pump performance, enhance efficiency and address any challenges that arise swiftly.
Hand drawn concept sketch of a helical rotor dirty water transfer pump with solids settlement tank.
Hand drawn concept sketch of a solids separation in a coal washery.
Hand drawn concept sketch of a water cart filling pump station.
Images: Ben Wallace, Southern Pumping
Southern Pumping leads the mining pump field with comprehensive services.
System design and consulting
Workshop repairs and fabrication
Mobile onsite service
Pump hire
Sales of any brand of pump
Large parts/components inventory
FROM A FOSSIL FUEL PAST TO A CLEAN ENERGY FUTURE
By Paul Sheridan, Head of Strategic Communications and Public Affairs, ZEN Energy
A city should be able to keep its own lights on. If Australia is to successfully transition to a reliable supply of renewable energy, large-scale energy storage is essential.
Solar and wind can produce vast quantities of cheap power, but not all the time. Pumped hydro is critical for storing abundant renewable energy when it’s being generated and releasing it when needed.
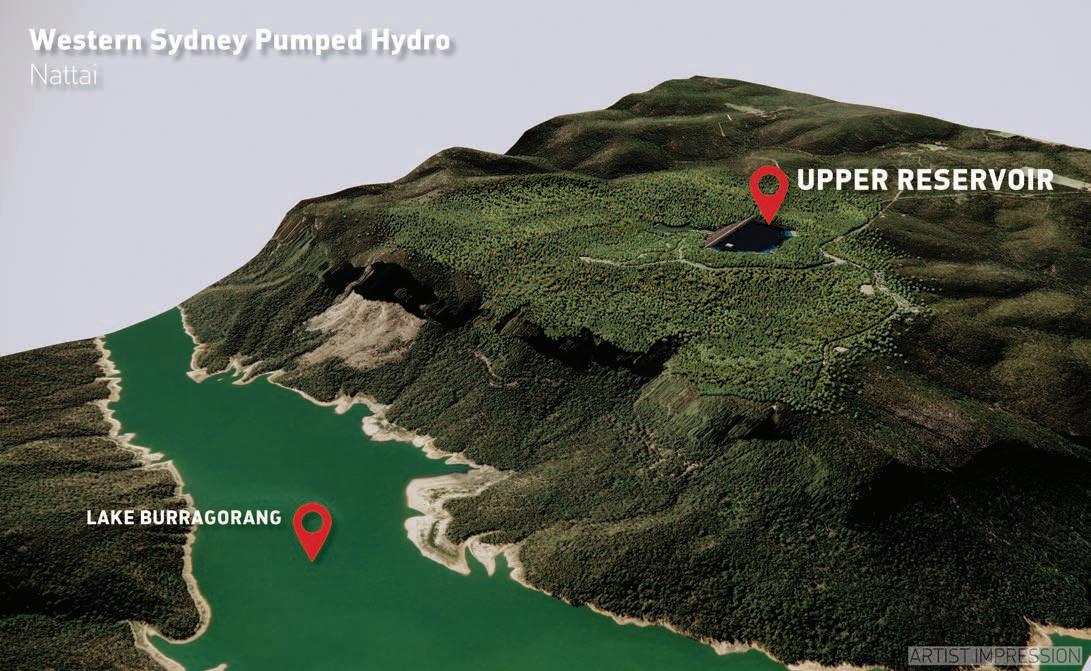
An existing and large water reservoir that is close to electricity transmission centres, such as Lake Burragorang, is the ideal location for a pumped hydro project. In this kind of project, Lake Burragorang can serve the role of lower reservoir from which water is cycled uphill and underground to an upper reservoir to then drive water downhill to turbines to generate and supply renewable energy.
Repurposing old coal industry land
ZEN Energy’s proposed 1GW Western Sydney Pumped Hydro (WSPH) project aims to use Lake Burragorang in this way, as well as re-purposing heavily disturbed land at a former coal washery for the upper reservoir. Utilising this site will minimise impact on native vegetation, biodiversity and cultural heritage.
Coal was mined from the Burragorang Valley from 1930 to 2000 and was delivered to the washery on the escarpment above. Since that time, rehabilitation work and reprocessing of materials has been carried out at the site. The Dunbier family own Burragorang Valley Coal – the company that has operated the site – and are partnering with ZEN Energy to turn the site’s fossil fuel past into being the state’s clean energy future.
The Enabling mine closure transitions: Opportunities for Australian industry report1 released by CSIRO in November 2023 estimates that 240 existing mines in Australia will close by 2040, joining the thousands of retired, unrehabilitated mines across the country. As such, there is increased pressure on the Australian mining industry to develop solutions to improve social, environmental and economic outcomes of mine closures.
A range of different approaches are being explored to tackle this challenge, including rehabilitation that transforms former mine sites into tourist locations. Using former mine sites for pumped hydro projects is not a new idea, with the upper and lower pits of the decommissioned Kidston Gold Mine housing a 250MW pumped storage hydro electric power generation facility.
Finding innovative ways to reuse existing infrastructure like decommissioned mining industry sites for clean energy projects can not only help the country progress towards a clean energy future, but also tackle the thousands of mine sites across Australia awaiting rehabilitation.
Site-specific features
The project site at Nattai, on the escarpment above Lake Burragorang, has many favourable and beneficial characteristics for a pumped hydro project, including:
• It makes best use of land already disturbed – the project will be built on an old coal mining industry site,
avoiding substantial clearing of bushland and impacts on biodiversity
• It is steep – the site has a large 400m elevation change over 3.1km supporting the requirements to efficiently generate electricity from hydro power
• A reliable water supply already exists – Lake Burragorang exists to supply Sydneysiders with drinking water and it will also be able to act as the necessary lower reservoir for the project. The upper reservoir will be constructed on the disturbed land at the former coal washery site. Water quality will be safeguarded throughout the process
• It is close to transmission – the site is close to existing electricity transmission lines for Sydney. Cables would go underground, along existing roads
• It will have a low impact – preliminary investigations have shown that there will be minimal impacts on the environment, culture and the local community compared to other projects
A $1 million per year Community Benefit Scheme will be created and the project is expected to generate 1500 jobs during construction and 80 operations jobs.
Early community engagement
ZEN Energy has begun engaging with First Nations groups, before a formal announcement, in the interests of prior and informed consent. ZEN Energy will engage
Mountains of coal dust and spoil have been removed from the former Wollondilly Coal Washery as part of remediation that will be completed as part of ZEN Energy's pumped hydro project.
and
parties on the cultural significance of the site and work with them to better understand traditional storylines, potential impacts and benefits to inform the project design.
Formal cultural studies and management plans with Registered Aboriginal Parties will also be undertaken as part of the state planning process.
Water
quality as the first priority
Water will be drawn from and returned into Lake Burragorang – as such, there is no net loss of water, ensuring its role as a drinking water supply for Sydney remains the number one priority. The amount of water cycled between the reservoirs will be less than 0.5 per cent of the volume of Lake Burragorang.
The project is designed to not alter dam levels, cause flooding or inundation of the shoreline and surrounding natural environment. Even though the project will pump 20GL of water through its closed loop system, only a faint ripple on the surface of the lake will indicate the project is underway.
Located 30km from where the scheme is proposed to connect, Warragamba Dam was first constructed in the 1960s. Since then, the lowest the water volume has dropped during drought is 37 per cent of its full capacity. The project has been modelled at this low level and can continue to operate with no impact on water supplies or dam levels.
Traditional Owners
key First Nations
Images:
A formal review by consultants BMT using 3D modelling found that the project will not impact the quality of Sydney’s drinking water. The review also found that the project will be able to operate at full capacity during extreme flood and drought conditions without impacting Sydney’s water supply.
Importantly, WSPH does not increase the risk of algal growth in Lake Burragorang. In fact, due to cooling of the surface water and weakening of stratification at the lower intake, algal growth may be discouraged.
Construction of the upper reservoir at the old coal washery site will include an impermeable liner to prevent contact between the water and underlying ground.
A water quality monitoring plan will be developed in conjunction with WaterNSW to guarantee water quality. The project will also be subject to rigorous planning assessments, regulations and management plans for water quality and security.
Pumped hydro’s role in the transition
While wind and solar are expected to make up the bulk of electricity generation in the future, a portfolio of dispatchable storage technologies is essential to ensure the lights are kept on during still and dark periods.
It is also important to invest in a diversified portfolio of storage technologies. While short duration batteries will play an important role in firming wind and solar, technology and operating duty risks should be spread across a range of dispatchable storage types and durations. These long duration storage projects are critical to allow the National Electricity Market (NEM) to deal with those dark, still times when there is short supply of both sunshine and wind –sometimes for days or weeks at a time.
Pumped hydro is the cheapest form of long duration storage. Analysis from the CSIRO shows that in 2025, the levelised cost of storage of an eight-hour pumped hydro project is forecast to be about 30 per cent cheaper per megawatt hour than an eighthour lithium-ion battery project.2
While long duration batteries are coming down the cost curve, the cost reductions are yet to be realised and are not guaranteed. Future battery costs will be driven by a range of factors, including critical mineral availability and supply chain constraints.
Furthermore, pumped hydro has a lifespan of about 80-100 years3 and when properly maintained, civil infrastructure such as dams and tunnels have an indefinite economic life. The degradation of pumped hydro is negligible. In contrast, the technical life of a utility-scale battery is roughly 15-20 years, as the plant degrades to approximately 60-65 per cent of its initial capacity over this time (based on one cycle per day).4
As a result, batteries need to be refurbished or replaced on a rolling basis, involving additional waste, cost and administrative burden to run ongoing dispatchable CIS tenders. Utility-scale batteries also need to ‘overbuild’ in order to meet their 2030 capacity commitments to account for the degradation.
A select portfolio of well-maintained pumped hydro schemes across the NEM can underpin the reliability of a decarbonised NEM for decades, operating alongside wind, solar and other forms of short term and emerging storage technologies.
Large-scale energy storage projects like the WSPH project are key to keeping the lights on and energy prices in check in New South Wales as coal-fired power stations age and retire over the next decade.
1 Enabling mine closure transitions: Opportunities for Australian industry report: https://www.csiro.au/en/work-with-us/services/consultancy-strategic-advice-services/csirofutures/energy-and-resources/mine-closure-and-transitions
2 CSIRO, Renewable Energy Storage Roadmap, March 2023, 54.
3 Aurecon, 2023 Cost and Technical Parameters Review prepared for AEMO, 15 December 2023, 138-139.
4 Aurecon, 2023 Cost and Technical Parameters Review prepared for AEMO, 15 December 2023, 144-145.
The 1GW Western Sydney Pumped Hydro project will pump water from Lake Burragorang through tunnels to an upper reservoir contained within an old coal washery, which will be revegetated.
A CASE OF SUCCESS
A Pilbara mine site embarked on a significant project to establish a new runof-mine pad and primary crushing facility.
This initiative required extensive water management solutions to sustain high-grade iron ore processing and Pinnacle Hire was selected to tackle this challenge.
Mine site background
Western Range (WR) is a part of the Paraburdoo operations, which process 25 million tonnes per annum (Mtpa) of highgrade iron ore. To sustain and enhance operations and support its bulk earthworks and other construction activities, WR required a reliable and efficient water management system.
The challenge
The primary challenge for the WR project was ensuring a consistent and adequate water supply for construction purposes, particularly for bulk earthworks. The project required approximately 1.9 million kilolitres of water over its duration, with peak daily demands reaching 7-8 million litres.
The solution
Pinnacle Hire provided a comprehensive water management solution, including state-of-the-art equipment and expertise. Key components of the solution included bore pumps, diesel centrifugal pumps, a HDPE Pipeline and automated pump controls.
MINE DEWATERING EXPERTS
Upon mobilisation, Pinnacle Hire established temporary water infrastructure and integration into existing overhead tanks and turkey’s nests for water storage. The Pinnacle team installed bore pumps and tied them into existing water bore infrastructure, ensuring seamless water extraction and distribution.
Results
Implementation of Pinnacle Hire's solutions led to significant improvements, including:
• Reliable water supply meeting peak demand
• Enhanced water quality suitable for various construction purposes
• Efficient distribution and usage tracking through installed flow meters
• Automated pump operations based on turkey’s nest water levels
WR's Project Construction Manager said,"The expertise and rapid response from Pinnacle Hire were crucial to the success of our project. Their advanced equipment and seamless implementation ensured we met our water management needs efficiently. The collaboration and support from Pinnacle Hire's team were outstanding."
BOTTOMS UP DOWN UNDER
After a rapid decline in beer consumption in Australia, many breweries are looking to modernise and improve their bottom line. A proven system from a well-known pump manufacturer is helping save energy in beer production and could make breweries Down Under more sustainable.
Bottoms up’ is a casual way to toast an ice-cold lager, ale, stout or craft beer Down Under, but recently there have been less and less people uttering this phrase Down Under.
Australian breweries face similar challenges to those experienced by the traditional brewing industry in Europe, including high energy and raw material prices, as well as the drive for greater sustainability.
German technology could help Australian brewers in this transformation process – not with a new beer recipe, but with special pumps. This can be demonstrated by a Scottish brewery case study.
A long history
Australia's strong historical ties to Scotland are not coincidental. James Cook, who first landed on Australia's east coast in the 18th century, was the son of a Scottish ploughman and brought beer on his ship Endeavour as early as 1770. With around two million Australians claiming Scottish ancestry, ties to Scotland are still strong.
Fittingly, the long-established Scottish brewery, Tennent's, is eager to show how its technological upgrade, with the proven SEEPEX Smart Air Injection (SAI) system, could benefit its beer-loving ‘cousins’ Down Under.
SEEPEX Australia’s Managing Director, Peter Vila, said, "The latest example of our collaboration with Tennent's demonstrates the efficiency of our SAI system. Compared to conventional methods, the high-tech system significantly reduces compressed air consumption when conveying brewing by-products. It is good for the business and the environment.”
Modernising Scotland's oldest brewery
As with many major breweries, Scotland's oldest one was looking to enhance the transport of spent grain: an energyintensive process to sustainably recycle the hop and malt residue. Typically, the viscous by-products from the brewing process are transported over long distances – sometimes spanning hundreds of metres – to silos. The stored nutrientrich waste materials are later repurposed, such as in the production of animal feed or bakery ingredients.
In Europe alone, approximately 400,000t of spent grain are produced annually. However, conventional pneumatic wet spent grain handling systems consume a lot of energy by using continuous compressed air.
Tennent's Lager, part of the leading beverage manufacturer and C&C Group distributor, committed to a solid sustainability strategy that included investment in reduction projects.
A frothy beer freshly poured from the tap in a pub.
“With improved efficiency, significant energy savings and a focus on seamless maintenance, Tennent's continues to set the standard for excellence in the brewing industry. The Scottish industry leader's commitment to innovation, efficiency and sustainability is demonstrated through its partnership with SEEPEX."
Inner workings of the SAI system
SEEPEX’s SAI system has already been successfully used in other applications and is considered a patented solution in the environmental sector. Highly viscous products, with medium to high solids content, are reliably conveyed over distances of up to 1km.
The SEEPEX system sis a combination of pumping with a progressive cavity pump and pneumatic dense phase conveying. This eliminates the blockages that often occur with low pressure pneumatic conveying systems. SAI provides a high degree of process flexibility, since it easily handles media with a variable moisture content from 60 to 85 per cent without sacrificing efficiency. Process efficiency is increased by reducing the time required to empty the system, resulting in faster throughput times.
With SAI, the potential for compressed air reduction and higher efficiency lies in the discontinuous conveying method. This is made possible by so-called pneumatic dense phase
Smart Air Injection integrates seamlessly with existing equipment and delivers consistently low compressed air consumption.
Image: SEEPEX UK
conveying, i.e. the compressed air conveying of spent grain plugs in the pipeline.
In addition, pipeline wear is significantly reduced; the flow velocities caused by plug conveying are up to five times lower than with conventional methods. The system can be easily integrated into other existing automation and control systems. This makes SAI a clean solution for breweries and many large breweries are now benefitting from it.
Pump Monitoring – small box with smart features In addition to the PlannedCARE program used at Tennent's, the SAI system was completed with SEEPEX Pump Monitoring. Connected to the pump and its sensors, the monitoring system measures live data such as temperature, pressure and flow. This allows the user to continuously monitor the pump and perform a live data inspection.
Users can also set alarms and trends and log all data for later performance analysis. All of this helps to prevent unplanned downtime by showing how the pump is performing and responding to changes quickly. The good news is that the pump only alerts when it detects that it is not working properly.
Connected Services and the CARE service program SEEPEX has long been a pioneer in the field of digital solutions for progressive cavity pumps. Connected Services goes hand in hand with SEEPEX Pump Monitoring as part of the Digital Solutions portfolio.
The cloud platform is the interface between intelligent pumps, services and processes. This enables targeted evaluations and analyses that can be used for process optimisation. All collected data is reliably stored in the cloud under the highest security standards and the gathered data allows conclusions to be drawn about wear or indications that spare parts need to be ordered soon. In addition, SEEPEX algorithms analyse incoming data sets from various sensors, such as vibration, temperature and pressure. The results are ideal for predictive maintenance.
Finally, with SEEPEX CARE , the company and its highly qualified experts use the many years of pump and application knowledge for individual maintenance strategies. With the premium service program Planned CARE , the pump manufacturer takes care of all maintenance work itself and keeps a trained eye on the entire operation. Unplanned and costly downtime and production interruptions are a thing of the past and users can benefit from an extended warranty on the pump and short guaranteed lead times for original spare parts.
Create your own success story and join Tennent’s in improving efficiency. Contact SEEPEX today to explore innovative pump solutions for the brewing industry and distilleries.
IT ’S NOT EASY BEING GREEN
Public spaces such as parks and reserves are an important facet of community life, but taking care of them in a sustainable and economical way can be challenging. A new smart irrigation trial is using innovative technology to help councils keep their green spaces green while reducing water consumption.
Ranked the fourth greenest city in the world, Sydney has over 155m² of green space available per person.1
Maintaining these green spaces requires comprehensive irrigation schedules, which can consume significant amounts of water.
Sydney Water’s Segment Manager Circular Economy, Greg Ingleton, said that Sydney Water's smart irrigation trial has been designed to address this challenge, with estimates that it can help councils reduce their water use at parks and ovals by up to 20 per cent.
The trial includes a smart irrigation system that uses soil moisture probes and smart meters to measure water consumption, which can be analysed via an online dashboard.
Four councils are participating in the trial, with 22 parks and reserves involved and approximately 160 sensors installed across them.
Maintaining green spaces
Mr Ingleton said that the software in the trial can be tailored in a variety of ways; for example, the irrigation schedule can be changed within minutes in response to a council’s budget, or reductions due to water restrictions in dry periods. Irrigation budget adjustments mean that irrigation levels can be reduced from 100 per cent down to 80 per cent, which still allows for green parks and ovals.
“You might not be getting as lush of a green as you were hoping for, but you’re still getting some greening.”
Mr Ingleton highlighted that this is particularly impressive when compared to the alternative.
“When you go from 100 per cent to zero due to water restrictions, you don’t get any of that greening.
“That’s the beauty of it – it’s incrementally applicable and incredibly flexible for councils.”
Saving water on a rainy day
One of the benefits of the software used in the trial is its connection to the Bureau of Meteorology, which enables the software to produce an irrigation schedule based on upcoming weather events.
“The software incorporates the weather for the next seven days – if there’s a big rain event coming up, you can turn the irrigation off. If there’s a dry period approaching, then it’ll tell you to put the water on.”
Mr Ingleton said that this is one of the best features for councils as it eliminates ‘set it and forget it’ water wastage.
“A lot of councils will set their irrigators to come on twice a week. It will then turn on regardless of the weather and this is where the water wastage occurs because the irrigators will continue to turn on, even when large rain events are forecast.”
Water needs vary greatly depending on the weather conditions, and cloudy weather will require less water than when it’s a hot, sunny day. Having an irrigation schedule that is not easily adjustable to account for weather conditions may result in too much water being used in cloudier weeks and not enough in hot, dry weeks.
“Once your grass dies, watering it again the following week won’t bring it back to life,” Mr Ingleton said.
Images: Emma James, Sydney Water
Probe installation underway in a local park.
Customisable irrigation schedules
Developed for the agricultural sector, the software used in the smart irrigation trial allows users to enter information about the size of the area, soil type, the kind of crop being grown or turf being used, the amount of water used previously and the desired level of green.
The system uses this information in combination with weather data from the Bureau of Meteorology and input from a flow meter to determine irrigation schedules. Soil moisture probes also communicate how much water is being used and what the response has been within the soil.
“When it comes time for irrigation the next week, the soil
“The process is as simple as getting a drill with a large bit to dig a hole into the dirt before creating another small hole for the communication system. After that, you put the probe and the communication system in their respective holes, cover them up and walk away.”
Mr Ingleton said the software setup process is also easy and takes councils approximately 20 minutes to enter all the required information.
The systems themselves are robust and require limited maintenance.
“If a system fails after several years, it can easily be taken out and replaced.”
Mr Ingleton said the low cost of the smart irrigation
“Though we haven’t had the ideal summers for the trial, we are still seeing some good results. As the system was designed, there have been instances in which irrigation was stopped because of an upcoming rain event.
“We have also seen some water overuse, but nothing too drastic.”
Mr Ingleton said that although the team is hoping for some more varied summer conditions to fully test the program, participating councils have still seen savings in both water and money.
In conjunction with the smart irrigation data from the parks and ovals, Mr Ingleton said that the smart irrigation software provider has recently introduced Planet Data – a satellite that can assist with measuring the soil moisture and vegetation health at the participating parks and reserves.
“The satellite imagery can identify some issues with the irrigation systems before there’s any evidence on the field –it gives councils another avenue to remotely manage their parks and reserves.
“Councils are often taking care of a lot of parks, so anything we can do to reduce their workload is a bonus,” Mr Ingleton said.
Looking to the future
In addition to Sydney Water exploring different commercial models to attract more councils to get on board, Mr Ingleton said the utility is also looking to maximise the benefits delivered to the community.
Another technology being trialled as part of the project is air temperature sensors. Mr Ingleton said that there are approximately 160 located in parks and reserves around Greater Sydney, with plans to install even more. The sensors feed their information to a live data map, with Sydney Water working on making this information available to the community on the Sydney Water website.
“When you’ve got young children, it can be hard to know what activities are safe to do in the summer heat. If you can jump onto a website and find out what the temperature is at your favourite park, it makes the decision a lot easier.”
It is hoped that the smart irrigation trial will have more far-reaching impacts than reduced water consumption and
One of the ovals where smart irrigation is helping to keep it green and reduce water use.
PUMPS MAKING A SPLASH
With its mild weather and love of water, Australia is home to an abundance of water and theme parks boasting towering water slides and expansive wave pools. However, when being buffeted by waves or catapulted down a waterslide, it’s unlikely that thoughts turn to the equipment behind the scenes keeping things running.
Funfields’ Supanova attraction overlooks the heated wave pool.
Images: Funfields.
Water and theme parks are complex operations and require an intricate network of systems and equipment to keep things running smoothly. When water rides are involved, pumps account for a sizeable chunk of this equipment – from pumps as small as the chemical dosing units maintaining water quality to the giant pumps that carry water to the top of a water slide and send it cascading down.
These pumps, along with a range of other equipment and, most importantly, the team who maintain and service them, are the powerhouse keeping the everyday operations of water and theme parks running smoothly.
Funfields is no exception.
Located in Whittlesea, Victoria, Funfields has been in operation for almost four decades. Among its offerings, the 15.7ha theme park offers a collection of rides, water slides and a heated wave pool.
Keeping a theme park operating is a formidable task. Funfields’ Managing Director, Angelo Dinardo, said that the many pumps in use across the theme park serve a range of purposes.
“As a theme park with aquatic attractions and waterslides, our predominant uses involve maintaining water quality and operation of the slides.”
Pumps of all sizes
The park’s latest offering is the $8 million dollar 27m-high, 250m-long hybrid waterslide Supanova, which Mr Dinardo said uses two of the park’s newest and largest 75kW pumps, which are operated alongside 37kW and 11kW pumps to keep the waterslide running smoothly.
“Along with our pumps, we have VSDs to accompany them, ensuring they are working efficiently and consistently at our desired flow rates of up to 6000L/min.”
Not all the waterslides at the park have the same size and flow requirements and Mr Dinardo said that to operate the theme park’s waterslides, the team typically runs between two and four pumps that range from 35-75kW.
“The pumps on the larger end of the spectrum range between 45-75kW and will most commonly be responsible for feeding the starter trough and therefore the main flow of the slide.
“On our latest slide – the Supanova – there are two 75kW pumps that each supply a flow rate of about 6000L/min at our VSD setting. These 75kW pumps are also rated to a maximum pressure of 1600kPA.”
Mr Dinardo said that slightly smaller pumps will then be used as ‘flume injector’ pumps, but these can still be as large as 37kW.
“These are typically required to create some amount of turbulence in the flow of water which acts as a braking mechanism to slow rafts down. These might be seen at the end of features, such as the ‘tornado’ section of our Supanova slide, or at the end of the slide to slow rafts before they exit the ride.
“In the case of our Supanova, our injector pump supplies a flow rate of about 5500L/min,” Mr Dinardo said.
“Even smaller again will be ‘sprinkler’ pumps, ranging from about 4-11kW, which aim to supply a small amount of water to ensure features remain wet and will be found in areas such as
One of the two wave generators making waves at Funfields.
The chlorine dosing pumps ensuring water quality in the wave pool.
the ‘bowl’ of our Typhoon, the ‘wave’ of our Gravity Wave and the ‘tornado’ of our Supanova.
“Again using Supanova as an example, the sprinkler flow rate is about 400L/min as far less water is required to maintain the ideal condition.
“To maintain water quality, we use small ProMinent dosing pumps from 0.13kW with a flow rate of 65L/hour to 15kw pumps working in conjunction to power the filtration of more than one million litres of water.”
Making waves
In addition to its attractions, Funfields has a 1.5 million litre wave pool, which requires its own special equipment and systems to maintain effective function.
“Our wave pool is supplied by three heat pumps each with a maximum power input of 42.5kW and a heating capacity of 190kW,” Mr Dinardo said.
“Interestingly, the waves are created by two large blowers, powered by 74A motors. These wave generators are supplied by ADG and create several different wave formations in conjunction with four air directional valves.”
While it was designed and constructed to resemble a beach, the Funfields wave pool lacks the sand that can be found at some other wave pools. The theme park cites advice from other theme parks as the reason behind this decision. Through
discussion with other theme parks that included wave pools with sand, Mr Dinardo said the team learned that sand disrupts the efficiencies of the filters, causing significant problems and extensive unnecessary maintenance and wear and tear.
“Being a relatively niche industry, it is important that we develop strong networks with one another. We have all experienced different things and therefore have something to offer each other in terms of wisdom or solutions to unique problems.
“When we were in the process of constructing our wave pool, the engineer informed us that sand sometimes causes damage to the pumps and wave generators. This made it a relatively simple decision to exclude sand from our beach.”
Buying local
Mr Dinardo said that even with such a wide variety of pumps in use across the expanse of the park, most of the slide pumps come from Australian brands Davey or Southern Cross.
“Most of our smaller pumps used to run sand filters in our pools are from Waterco, another Australian company. "Our dosing pumps for water quality are all sourced from ProMinent, a company based in Germany.
“The wave generators that power our wave pool are sourced by the Aquatic Development Group (ADG) in the US and the pool’s heat pumps are from EvoHeat, an Australian company.”
Funfields has been in operation in Whittlesea for almost four decades.
Safety as a top priority
Mr Dinardo said that other than the initial commissioning of the pumps in use across the park, the only testing that is carried out are the routine inspections that form part of the Funfields team’s maintenance schedules.
“In accordance with manufacturer guidelines and engineer recommendations, our maintenance team undertakes regular preventative maintenance checks. These include daily, weekly, monthly and annual inspections.
“The aim here is to stay on top of our operational equipment and ensure that everything we have is safe and ready to go when we require. Safety is paramount in the theme park industry, so it is essential that we remain diligent and confident that the condition of our equipment is up to the highest standard.”
Additionally, Mr Dinardo said that a key driver behind the regular checks is to ensure that no guest misses out on attractions due to downtime or faults.
“Regular maintenance inspections allows our equipment to be functional when our guests need it to be, ensuring nobody misses out on the attractions they came for.”
As well as maximising the guest experience, regular monitoring and maintenance can also prevent equipment and system complications or faults.
“In the past we have had some complications with smaller pumps due simply to burning out. This has typically happened as a result of systems losing prime.”
Keeping with the times
Mr Dinardo said that as technology improves, Funfields has been committed to operating as efficiently and safely as possible.
“Our larger pumps are typically very reliable and continue to operate as we need and the only real upgrade has been the installation of new and improved VSDs. These allow us to better control the flow of energy to the pumps and therefore control our power usage and the outputs of our pumps.
“We have put large emphasis and effort into upgrading our dosing pumps over the years to ensure our water quality stays at the highest standard, not only lying within safety requirements, but also at a level that is most comfortable for our bathers.”
The pumps behind the Gravity Wave and Supanova slide attractions.
The VSDs in operation for the Gravity Wave attraction.
FEELING
HOT HOT HOT
Despite being part of Japanese culture for centuries, the practice of hot spring bathing has only just begun to heat up in Australia. Bore rehabilitation efforts across Queensland over the last few years have seen the re-emergence of natural springs and with that, an opportunity has also arisen.
The Great Artesian Basin is one of the largest underground freshwater resources in the world and is located beneath parts of Queensland, the Northern Territory, South Australia and New South Wales. It’s also a vital water source for more than 80 Queensland communities, with the water used for livestock and other domestic applications.
However, in recent years, uncapped bores and uncontrolled water flows have resulted in significant water loss, prompting the Queensland Government, in conjunction with the Federal Government, landholders and other stakeholders, to launch a rehabilitation program in the hopes of making the Basin watertight by 2032. The program involves rehabilitating or replacing bores, as well as substituting open bore drains with tanks, troughs and pipes.
So far, these efforts have seen almost 770 bores rehabilitated and 450 bores piped.
This has led to an increase in groundwater pressure, resulting in the re-emergence of Great Artesian Basin water and natural springs across outback Queensland. When this occurred in Cunnamulla, Paroo Shire Council saw an opportunity and seized it.
“The Paroo Shire Council team, mayor and councillors had a vision some years back to create a hot springs pool to take advantage of the wellness properties of the geothermicallyheated water from Great Artesian Basin,” a spokesperson for Paroo Shire Council said.
“With funding from the State and Federal Government, this single pool developed, expanded and came to life as the seven-pool complex we have today.”
An outback hot springs experience
Although initially announced in 2023, Cunnamulla Hot Springs officially opened on 1 February 2024. Situated near the Warrego River, the Cunnamulla Hot Springs facility offers multiple mineral-rich geothermal pools and a cold plunge pool, as well as a sauna and steam room, all nestled under eucalyptus trees.
Owned by Paroo Shire Council and managed by Peninsula Hot Springs Group, the wellness facility provides guests with an opportunity to immerse themselves in the famous Australian bush, all while enjoying the geothermal water that comes from below.
It is hoped that the new wellness facility, which cost $11.7 million to establish, will provide a welcome boost to the tourism industry as hot springs enthusiasts leap at the opportunity to experience one of Australia’s most rural hot springs facilities.
Bringing the heat
Building a hot springs facility in rural Queensland is an enormous undertaking and involved the cooperation and coordination of several teams. Aquatic Projects were responsible for the plant room and reticulation construction and installment.
With several pools boasting varying temperatures, the behind-the-scenes operation of the facility is complex and involves an intricate system of pumps and equipment.
A spokesperson for Aquatic Projects shared some insight into the different pools at the facility and their bespoke filtering, heating and operation requirements.
“Pools A and F work under the same body of water and have two modes of operation. The pool system may utilise ultra fine filtration with chlorine and acid, or have direct bore water supply at 25 per cent of the filtration flow. When filtration mode is used, bore water supply is only used to heat the pools at a desired temperature. Direct bore water mode will have pools at bore water temperature supplied and available at
that time. Excess water by use of bore water into the pools is diverted to the lagoon.”
Pools B and C work under the same body of water and operate as per pools A and F. Pool D is a chilled water plunge pool utilising sand filtration with salt chlorination and acid for chemical control. Chilling is achieved via an electric chiller. Pool E has a constant bore water supply.
“Pool G is a spa-type pool utilising sand filtration with salt chlorination and acid for chemical control. This process includes a UV system to assist in keeping the reacted chlorine (combined chlorine) at an acceptable level, and heating of pool G is facilitated via an electric heat pump.”
Across such a large-scale operation, and with pools providing an assortment of different temperatures and experiences, it can be difficult to oversee and regulate the differing temperatures.
“Pools D and G are mechanically controlled via a chiller and heat pump. Pool E is straight bore water and cannot be controlled. Under filtration mode, pools A and F, as well as pools B and C utilise bore water via a temperature sensor that regulates bore water with a low voltage solenoid valve from the bore water supply.”
The Aquatic Projects spokesperson said that across the wellness facility, the biggest challenge in operations is presented by the combined pools.
“Any changes to flow need to be such that they are not excessive, as this will create an imbalance between the common line to the floor drains. The drainage system via the skimmer box arrangement also limits heating capacity as excess water created when heating is required is gravity fed into the lagoon at only 0.5 per cent fall.”
In addition to this, the spokesperson said that future projects at the facility would benefit from, and thus should investigate, maintaining dedicated systems for each pool, or using a common balancing tank.
“This would allow the supplementary heating via the bore system to be more aggressive in reaching the temperature set point, as you can discharge the excess water to the lagoon via the balance tank using a pump without impacting the pool operating level.”
Paroo Shire Council had a vision to harness the wellness properties of the geothermically-heated water from Great Artesian Basin.
Visitors can enjoy mineral-rich geothermal pools under a canopy of native trees.
Construction and installation challenges
The Aquatic Projects spokesperson said that construction of the wellness facility was complex as there was a need for an effective reticulation layout to all five of the pool systems.
“Plant room space was limited and connection points within the plant room required detailed coordination to also allow the equipment to be accessible for operation and maintenance.”
According to the spokesperson, the pumps that were used in the Cunnamulla Hot Springs facility were sourced from Australian distributors Waterco and Pentair. The pumps involved are mainly constructed from ABS/polyethylene and underwent stringent checks to ensure they were suitable for site conditions.
Between construction of the site and it being open to the public, rigorous testing of the facility overall was conducted.
“The pools have been tested for water flows, backwashing and chemical control. The main complications have been with the combined pools (A-F and B-C) in trying to maintain heating and water levels with skimmer box design.”
The spokesperson said that the constant pressure changes in bore water supply require the operators to make adjustments. As well as this, a photometer kit was supplied to the Cunnamulla Hot Springs team to enable them to monitor and maintain water quality.
Keeping things running
At Cunnamulla Hot Springs, preventative maintenance is a crucial method to avoid sudden breakdowns or equipment fault or failure.
Preventative maintenance measures undertaken by the facility’s team include:
• Cleaning dust filters to the pool switchboard
• Cleaning chemical injectors
• Removing any spilt acid to avoid corrosion of equipment
• Backwashing of filters as required
• Calibration of chemical controllers
• Servicing of chiller and heat pump
• Desludging of back wash tank
Due to limitations relating to the inability to install balance tanks, as well as the new reticulation pipework, the Aquatic Projects spokesperson recommended that some additional work in the future would be able to mitigate the issues:
• Connecting a dedicated water level control pump to floor drain/skimmer box reticulation that can operate via the existing level sensor to the pools
• Adding a pressure regulating valve to the bore water supply for each pool, so any deviation in bore water supply does not alter the flow to the pools
• Installing a pressure regulating valve can also ensure bore water supply does not exceed pump capacity, as this allowing the pump to cycle and mitigating the risk of pool flood With the bore rehabilitation ongoing, it’s not unlikely that more natural springs will re-emerge across Queensland, allowing more rural communities to capitalise on the environmental phenomenon and putting more towns on the map.
Bore rehabilitation efforts across Queensland over the last few years have seen the re-emergence of natural springs.
UNDERSTANDING PUMP CURVES
Seals under pressure: Understanding seal chamber pressures – Part
1
By Ron Astall FIEAust CPEng NER RPEV, United Pumps Australia
Exploring the pressures inside pumps and how these pressures act on the seals.
Often seal people and pump people are not clear about each other’s expectations. For mechanical seal reliability, we need to understand the conditions in the seal chamber. The starting point: what is the pressure in the seal chamber?
To demonstrate basic principles, for now, we will discuss single stage end suction centrifugal pumps.
1. Compare the pair. Images: United Pumps
Aren’t seals always at suction pressure?
The most common assumption is that the mechanical seal (or gland packing) will see suction pressure. In the absence of any other data, that’s usually a good assumption, but not always.
Figure 1 shows a pair of single stage end suction overhung pumps. They look similar; both pumps have close clearance sealing rings between the impeller and casing. The pump on the right has these close clearance sealing rings on both sides of the impeller – called front and back rings. The pump on the left only has front rings. The pump on the right also has ‘Balance Holes’ through the impeller hub.
How do these differences affect seal chamber pressure? Let’s look at each design in turn.
Pumps without back rings
The typical pressure distribution is shown in Figure 2. Because there are no impeller/case rings at the non-suction (back) side of the impeller, discharge pressure will fill the entire casing. Due to centrifugal whirling effects the pressure at the seal chamber will be slightly less than discharge pressure. If the actual seal chamber pressure cannot be measured, a good rule of thumb is to use suction pressure plus 75 per cent of the differential pressure.
This design is common for smaller pumps and avoids the internal recirculation path of back ring leakage. The downside is that higher pressures on the back side of the impeller create an axial loading on the pump bearings. This thrust issue is the reason larger pumps will have both front and back rings with impeller balance holes.
For difficult sealing conditions, however, construction without back rings may be deliberately used to increase the seal chamber pressure. On end suction pumps, this construction (without back rings) may also be used deliberately to create an opposing axial load when there is a high suction pressure pushing the shaft in the other direction.
A common variation is the semi-open impeller design, where the front shroud of the impeller is open, and the impeller vanes run closely against the casing to form a dynamic seal. Semi-open impellers also commonly have clearing vanes at the rear of the impeller. Clearing vanes will reduce the pressure at the seal chamber significantly and will also reduce the axial thrust. See Figure 3.
The pump shown here has full diameter clearing vanes. This will theoretically reduce the pressure at the seal chamber to suction pressure. As wear occurs and the gap between the rear of the impeller and the back cover increases, the pressure reduction will become less effective but still significant.
Figure
Figure 2. No back rings
Smaller, partial clearing vanes will provide a smaller reduction in seal chamber pressure. The only certain way to know the exact seal chamber pressure where clearing vanes are used will be by measurement during normal operation. Nevertheless, the pressure will be certainly less than discharge pressure. The worst-case assumption would be to use the values as per Figure 2.
Pumps with front rings, back rings and balance holes
For medium to large pumps, this is the most common construction. The typical pressure distribution is shown
in Figure 4. The balance holes in the impeller hub theoretically equalises the pressure on both sides of the impeller, whilst allowing the back ring leakage flow to return to suction. Hence the seal chamber will be at (or just slightly above) suction pressure.
For difficult, engineered applications the pump designer may deliberately reduce the size of the balance holes to provide a slightly elevated seal chamber pressure. Normally, we can assume we are close to or slightly above suction pressure with this configuration.
What’s the pressure in the seal chamber?
We’ve covered the basic principles – now we need to look at a pump’s internal construction and understand how the pressure is distributed within the pump casing. We have focussed on single stage end suction pumps, but the logic can be extended to other configurations.
As a starting point, most single stage conventional pumps, usually have front rings, back rings and balance holes. For these, the seal chamber will be at or slightly above suction pressure.
For smaller pumps there may not be back rings and the seal chamber will be closer to discharge pressure. Remember to use the full operating range of differential heads from the pump curve for your pressure calculations. For semi-open impellers and impellers fitted with back clearing vanes, the advice of the pump manufacturer should be sought if accurate values are needed.
The above logic is a good starting point. Things become more interesting when we have more adventurous applications involving difficult liquid properties. It may be necessary to manage the conditions in the seal chamber to ensure seal reliability. Then we will need to consider the role and the effects of seal flush systems and auxiliary piping plans.
Effects of seal flush piping
Will flush piping change the pressure in the seal chamber? It might indeed.
That’s a topic for another time.
Figure 3. Semi-open impeller with clearing vanes
Figure 4. Front and back rings with balance holes
TRI-PARTISAN PROJECT BOOSTING WATER SECURITY
The state-of-the-art water treatment plant near Quipolly Dam.
Drought anticipation and preparation, along with the need to cater to growing populations and expanding regions, has spurred a flurry of water security projects across Australia.
One of the largest water security projects ever undertaken in the North West region of New South Wales has been completed, with the 8000ML Quipolly Dam now connected to the taps of residents in Quirindi and Werris Creek through a new $36.9 million water treatment plant and pipeline.
The Quipolly Water Project was delivered within budget thanks to tri-partisan funding of $15 million funding from the Federal Government, $10 million from the New South Wales Government and $11.9 million funding from Liverpool Plains Shire Council.
The infrastructure involved in the project includes:
• A new water treatment plant near Quipolly Dam
• 20km of DICL and PVC water pipelines (varying 200mm, 250mm, 300mm and 375mm in diameter) from Quipolly Dam to Werris Creek and Quirindi to transfer treated water
• A new 0.4ML water reservoir in Werris Creek for better supply storage
• A compressed air destratification system in Quipolly Dam
• Upgraded Dam Intake valves to improve raw water quality selection at the source
• Generator backup for the Raw Water Pumps Station and the Water Treatment Plant electrical systems
Upgrading ageing infrastructure
New South Wales Department of Climate Change, Energy, the Environment and Water Executive (DCCEEW) Director of Infrastructure Development, Lisa Hingerty, said crossing the finishing line is a huge achievement for everyone involved in the project over the long period of time, from early design to planning, to construction.
“The original pipe that runs from Quipolly Dam to the treatment plant at Werris Creek was built at the start of the last century, while the plant itself dates back to the 1930s and had reached its use-by date, which is why all three levels of government made replacing them a key priority,” Ms Hingerty said.
Pumping technology
The centrepiece of the new infrastructure is the state-ofthe-art water treatment plant near Quipolly Dam which can produce up to six million litres of high-quality water every day to cater for population growth and tourism.
The treatment facility has seven primary treatment processes, including powder activated carbon, coagulation/ flocculation, dissolved air flotation, ozone, BAC filtration, UV light and chlorination to address the massive and sustained blue green algae blooms experienced in Quipolly Dam for much of the year.
There are a total of 37 pumps involved in the project and all systems are monitored and controlled by a sophisticated Supervisory Control and Data Acquisition (SCADA) system which uses abnormal situation management protocols for displaying alarms.
Image: NSW Department of Climate Change, Energy, the Environment and Water
pumps (175L/s at 9.4m) flexible coupled with 22kW WEG motors are utilised for backwashing the two filters in the WTP. The pumps operate on duty/standby and provide both low (50L/s) and high (170L/s) rate backwash flows.
Various sludge pumps
Horizontal progressive cavity pumps (6L/s at 50m) for thickened sludge transfer and submersible guide rail mounted pumps (9.6L/s at 6m) for sludge feed to the sludge thickener manage sludge transfer.
Process and dosing pumps
Various vertical multi-stage centrifugal pumps supply water for the treatment process, wash down, recycling and cooling purposes. Outputs range from 0.9L/s to 17.5L/s. Additionally, numerous Prominent chemical dosing pumps form part of the system.
Most of the pumps are single stage horizontal centrifugal pumps flexible coupled with WEG motors and constructed from cast iron casing. The multistage pumps are stainless steel construction and have integral VSD controllers mounted on them. The dose pumps were part of integral dose cabinets constructed offsite by Prominent and then installed to external pipework and electricity onsite.
All the pumps sit on a concrete plinth and were aligned onsite as part of their installations. Installation of the larger pumps involved a monorail and crane for easy pump and motor removal/installation.
Project challenges
Liverpool Plains Shire Council Water Services Manager, Rod Batterham, said that one of the biggest challenges the project faced was the effects of COVID-19 on the supply chain.
To overcome this, the project contractor was proactive in procuring items, such as pumps, early to make some allowance for the long lead in times.
“Pump selection in the design phase was also a challenge due to the large variance in flow rates required to fulfill the performance capacity currently, with consideration for future capacities. In most cases, pipework and other civil components was sized to suit the future capacity of 9ML/ day, but operational requirements currently needed to be between 2-6ML/day when servicing various combinations of supply to either, or both, Quirindi and Werris Creek water supplies,” Mr Batterham said.
Prior to construction and installation, Mr Batterham said commissioning of the pumps involved extensive Inspection Test Plans (ITP) for each individual pump, including mechanical, electrical and flow verification testing.
Boosting drought resilience
An official opening event for the project was held on Tuesday 21 May 2024 with local, state and federal dignitaries in attendance. Ms Hingerty said with construction now over, locals and visitors in Quirindi and Werris Creek can enjoy improved drought resilience, water quality and reliability for decades to come.
“The new water treatment plant and transfer pipeline are equipped with all the latest bells and whistles to ensure the community has access to better quality water and more of it to meet the additional demand pressures caused by population growth and climate change.”
Liverpool Plains Shire Council is one of the first water utilities in regional New South Wales to use the cutting-edge Hydroplus Fuse Gate spillway system that helps safeguard water infrastructure during flood events and enables the plant to capture and store flood water.
Despite construction of the new plant commencing in late 2021, the entire project has been almost two decades in the making. The completion of the Quipolly Water Project marks the final stage of Liverpool Plains Shire Council’s long-term water vision, known as the Regional Water Supply Strategy.
Funding facilitating future projects
The Quipolly Water Project was funded with the help of the New South Wales Government's Safe and Secure Water Program which is supporting more than $1 billion worth of projects across the state, with over 260 in various stages of delivery.
This program replaces and upgrades at-risk water and sewerage infrastructure to improve town water quality, reliability and wastewater services right across the state ensuring regional communities are ready for the future.
In a changing climate and with another drought already on the doorstep for parts of the state, investing in clean drinking water has never been more important and the New South Wales Government is continuing to work with local councils and communities to deliver the infrastructure that is needed.
he PIA’s Australian Pump Technical Handbook is a cornerstone text for the Australian pump industry. In this ongoing series, we feature chapters to showcase the various areas covered in the book and to reacquaint readers with the technical aspects of pumps.
In this issue we look at the Wastewater Pump Station chapter – previously known as Sewage Pumps Stations.
Wet and dry well wastewater pump stations
General
Since trouble free operation of wastewater pumping stations is paramount, the selection of pumping equipment for performance and construction is a critical factor when planning and designing.
It is important that sumps are designed to collect and pump raw sewage. Topics such as inflow, pumping rates, system pressure and storage times are all considered in designing a correct well – topics which have been covered in the series of articles on Intake Design in previous Pump Industry editions. In practice the number of pumps and the arrangement thereof is decisive in dimensioning a sump.
In central municipal wastewater pumping stations, where several incoming sewers are brought together to discharge into a common large station, wet well/separate dry pit installations (Figure 2) are more commonly used because they are more easily controlled and maintained. Wet well pump stations are commonly called transfer stations or low lift stations where mostly the wet wells contain the pumping equipment (Figure 1).
Figure 1 Figure 2
Occupational health and safety
Occupational health and safety play an important role for operating and maintenance staff due to contact with microbiological organisms and gasses from the sewage and the dangers of working from heights and potential falls into the various designs of pump stations. Operators and maintenance staff should be trained for working in confined spaces, working at heights and in fall prevention as a normal part of training.
Pumps
In modern wastewater pump stations, both for wet and dry well pump stations, pumps are normally submersible. These pumps have centrifugal liquid ends with the appropriate impeller design connected to an electric motor, designed to run either partially or fully submerged in fluid which cools the motor.
For smaller stations, cutter (shredder or grinder) pumps can be used, which cut the sewage into small particles to pass through the impeller and down small-bore discharge pipes.
In the case of submersible pumps used in dry well stations, the fluid pumped is circulated around the motor for cooling. Modern submersible sewage pumps incorporate double mechanical seals with alarms to detect seal failure for motor protection.
Selection of pumps for efficient reliable operation should ensure that blockages are avoided by the correct selection of impeller design. There are various designs available including:
• Single vane
• Dual vane
• Vortex (semi vortex)
• Screw
• Macerator
• Propeller
• Cutter (shredder, grinder)
Australian plumbing standard AS 3500.2 refers to the requirements for submersible pumps for both small domestic and municipal pumping stations, including pump
flow rate determination, number of pumps, levels and alarms, pit sizes etc.
The inlet to a pump station should be designed to avoid backflow into the incoming sewer pipe (settling of solids is prevented in this way) and to ensure that correct baffles are installed to prevent the formation of bubbles and to avoid air entrapment in the pump suction. Consideration should be given to the elimination of dead zones in the wet well. Adequate benching/profiles needs to be formed on the walls with a slant of 45-60 degrees depending on the solids loading. For smaller pump stations operating intermittently, the base of the well should be kept to a minimum.
Level controls
Pumps are switched on using either float switches, level probes or hydrostatic transmitters. Hydrostatic transmitters are considered the most accurate and serviceable. The pressure applied minutely deflects the diaphragm in a hydrostatic transmitter (as little as 10 microns), which is highly stable to pressure and temperature shocks. The expansion of metal due to temperature can be as much as the deflection of the diaphragm. This deflection is then converted into an output signal which provides for a very accurate instrument.
The ‘switch off’ level should be in such a position that the pump volute is flooded at a position that prevents vortexing at the pump suction. The ‘switch on’ level should be determined according to the pump/motor design and incoming flows, therefore variable time trialling should be carried out prior to setting the optimum level for switching pumps into operating mode.
Pipe selection
Pipe sizing in pump station design is important to avoid the settling of solids in the pipe and to prevent blockages.
The recommended maximum flow rates for lengths of pipelines of up to 500m depends on the diameter of the pipelines as shown in following table:
V m/s-ft/s2m/s or 6.56ft/s 2m/s or 6.56ft/s 2.2m/s or 7.22ft/s 2.4m/s or 7.87ft/s
Sewage pipes should be positioned to feed into the main from the side and not from below. Larger pump stations or longer rising mains to the eventual point of discharge should be engineered to suit the application.
Valves
Valves are generally only installed in small sewage pump stations and in cases where access into the well is not prohibited for safety reasons. It is recommended that a separate valve chamber be constructed with due consideration to correct pipeline velocities and an air release valve installed for evacuation of gases from the flow. Valves should have an internal full pipe size bore to avoid clogging or an area for the settling of foreign particles when the pumps are not in operation.
VFD operation of sewage pumps
During start-up of systems that include variable frequency drives (VFDs), a pump should be run up to full speed and then adjusted downwards to the required operating speed. If pumps have been operated at low speeds for long periods of time, a regular increase to full speed for a short time is recommended to flush the system/rising main of solids that may have settled
in a pump well or pipeline. Shortly before a pump switches off, the pump should be allowed to return to full speed by means of the programmable logic controller.
Packaged wastewater pump
stations
Pre-packaged pump stations offer a convenient and safe alternative to stations poured and assembled onsite.
Packaged pump stations are a cost-effective solution when compared with higher cost cast in-situ pump stations. In some cases, these can be installed within a day because labour onsite is limited to placing them into excavated holes with connections only to the necessary electrical connections, incoming sewage pipes and to sewer rising mains to pump from the station.
Packaged pump station sizes can be designed to individual system requirements from 1200mm to 4000mm diameter in concrete, fibreglass or polyethylene construction.
Packaged pump stations can be a single chamber including pipework and valves, or there are options to have the pumps and pipework in one well and a separate valve chamber.
All packaged wastewater pump stations can be equipped with optional additional equipment, as follows:
• Switchboard
• Light or heavy-duty access covers to suit foot or vehicular traffic
• Well washers
• Odour control filters
• Flow metering
• Lifting gantry
• Access ladders
Packaged wastewater stations mainly come with dual pumps, sometimes more, however they can be provided with only one pump installed in the pit thus allowing for smaller pits catering for lower system demands.
Pressure wastewater pump stations
Pressure sewer systems are networks of sealed pipes and below ground pump stations and are designed for domestic and commercial applications, particularly in rural areas where the use of gravity fed sewer pump stations may be uneconomical to install. Pressure sewer systems utilise either helical rotor or centrifugal grinder pumps designed for low flows to suit smaller dwellings.
Pressure sewer systems are best suited for the following applications:
• Hilly or difficult terrain
• Areas and municipalities with low population
• Sites with high water tables
• Remote and environmentally sensitive locations
Pressure sewer systems commonly pump into a gravity sewer which takes the sewage either to a treatment plant or gravity pump station for onward pumping.
Pressure wastewater pump stations are equipped with pump well for underground installation with ground level access lids, pump level controls for operation according to liquid levels and a control box with an alarm in the event of a system failure.
Summary
This chapter provides general information on specific fundamentals and other important information for the planning of wastewater pumping stations, however it is not possible to include all recommendations for individual cases, as engineering would be specific to each application. DN mm/inch 80mm/3” 100mm/4”150mm/6”200mm/8”
The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.
The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian sector has to offer, Pump Industry has established a panel of experts to answer all your questions.
This edition of Ask an Expert will look at...
In this edition of Ask an Expert, we are covering progressive cavity (PC) pumps for waste management in the food and beverage industry. The pumps move a wide range of by-products and waste more efficiently and without odours, contributing to a better health, safety and environmental record.
Q: How do PC pumps simplify food and beverage waste management?
A: Manufacturers specialising in PC pumps for the food and beverage industry offer comprehensive products that seamlessly chop, pump and move food waste. This includes a wide range of by-products – from whole chickens and fish to vegetable peels and fruit cores.
Q: What are the benefits of using PC pumps for food waste disposal compared to traditional methods?
A: Firstly, PC pumps improve hygiene standards by transferring waste through a closed piping system, eliminating the need for dedicated cleaning of waste containers. This reduces the risk of cross-contamination, which is particularly important in high care areas. Secondly, these pumps improve health and safety by minimising manual handling and reducing the potential for accidents such as slipping on waste. Finally, PC pumps offer significant cost savings by reducing water consumption, transportation costs and
Specialised food waste pump with integrated knives and grinders. Images: SEEPEX
operating and energy costs when compared to traditional methods such as vacuum or compressed air systems.
Q: How do PC pumps contribute to the environmental sustainability of food waste management?
A: Custom PC pumps play an important role in environmental sustainability by reducing food waste by up to 60 per cent. This not only allows for easier transportation, but also supports efforts to minimise waste and maximise resource utilisation. In addition to this, PC pumps operate efficiently without requiring additional water, promoting responsible water use. By offering custom options for challenging waste streams and integrating dewatering devices, they help to further reduce waste volume and improve overall sustainability.
Q: What are the safety features of PC pumps when handling food waste?
A: Safety is paramount when handling food waste and various PC pump manufacturers have made this a priority. By automating the waste disposal process and minimising manual intervention, these pumps significantly reduce the risk of accidents and injuries on the factory floor. Additionally, the
FOOD
pumps streamline operation, minimising traffic and hazards in high-risk areas. This includes reducing the number of forklifts and workers, which improves the overall safety and efficiency.
Q: How are different types of food waste, including challenging waste streams handled?
A: Specialised PC pump solutions can effectively handle diverse food waste streams. For example, the SEEPEX BTM pump range includes features such as feed augers, macerating knives and grinders to handle large, highly viscous or nonflowable foods.
Q: What industries can benefit from PC pumps for food waste handling?
A: PC pumps serve a wide range of industries within the food and beverage sector – from fruit and vegetable processing to seafood, poultry and meat processing. The versatile pumping solutions address the unique challenges of each industry, providing efficient and hygienic food waste disposal options tailored to specific needs.
For more information on PC pumps and their applications in food waste handling, please contact SEEPEX directly to discuss your specific needs.
Peter Vila, Managing Director of SEEPEX Australia, is a progressive cavity pump expert. He has been involved with pumps for over 40 years. Peter spent the first five years repairing pumps and the following 35 years in technical sales, 20 of which have been with SEEPEX progressive cavity pumps.
Peter Vila, Managing Director of SEEPEX Australia, is a progressive cavity pump expert. He has been involved with pumps for over 40 years. Peter spent the first five years repairing pumps and the following 35 years in technical sales, 20 of which have been with SEEPEX progressive cavity pumps.
For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or at info.au@seepex.com
For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or at info.au@seepex.com
WASTE, NOT ROCKET SCIENCE BTM RANGE
The BTM range – an open hopper progressive cavity pump – is equipped with a feed auger and macerating knives to chop and pump food waste in a single operation. Challenging products such as whole fruit and vegetables, poultry and even ready meal packaging are hygienically removed through enclosed pipework from high care to low risk areas.
y Eliminates manual handling, crosscontamination and additional cleaning
y Reduced waste volume results in lower transportation costs
y Lower energy requirements compared to blown or vacuum systems
y Produces ideal feedstock for biogas and pet food production
WHAT IS A PUMP CURVE?
Understanding a pump curve is essential when it comes to choosing the best pump for a specific application. By selecting the right pump from the beginning, you can maximise efficiency and extend the pump’s operational life.
A pump curve is a graph that shows the performance characteristics of a pump, usually based on manufacturer standards and testing. It primarily illustrates the relationship between the flow rate and the head with one pump often having several different curves, each usually corresponding to a different impeller size or pump speed.
To understand how a pump curve works, we must first define two key concepts: flow/capacity and head.
Flow refers to the rate at which a pump can move fluid, often measured in litres per minute (lpm) or cubic metres per hour (m³/h). It represents how much fluid is being moved by the pump over a certain period. As viscosity varies with different liquids, it is important to know what the flow rate is.
Head is defined as the height to which a pump can raise liquid. It's a measure of the pressure generated by the pump and is normally measured in metres. The head represents the energy imparted to the fluid by the pump to overcome gravity, friction and any other resistance in the system.
On a pump curve, flow rate is usually plotted on the horizontal axis while the head is plotted on the vertical axis. The curve usually starts at the highest point on the left, representing the maximum head (pressure) the pump
can achieve when there is no flow. As the flow increases, the head the pump can generate decreases.
The point on the curve where the pump operates most efficiently is called the Best Efficiency Point (BEP). Operating at, or as close to, the BEP as possible is ideal for the longevity and energy efficiency of the pump.
A curve can also include additional information such as efficiency, power consumption and required Net Positive Suction Head (NPSH):
• Efficiency curves: these are often plotted on the graph as contours or separate lines that peak at the pump's BEP
• Power consumption: alongside the main curve, there may be lines indicating the power the pump uses at different flow rates (usually measured in kW or HP)
• NPSH required: this line shows the minimum pressure required at the suction port of the pump to keep the liquid from vaporising, which can cause cavitation and pump damage
Understanding a pump curve is crucial for selecting the right pump for a specific application. It shows how the pump will perform throughout its range and is useful for troubleshooting pump performance issues.
Ensuring you have the right pump for the right application involves a thorough set of considerations. Consult a knowledgeable pump supplier like Kelair Pumps to discuss your pumping requirements.
A graph displaying pump curves.
Image: Kelair Pumps
Flowrox™ pumps for transferring, dosing and metering
Unmatched pumping reliability
The world’s toughest pumps are all about ensuring your productivity and profitability even in the most demanding applications and conditions.
Flowrox industrial pumps serve a wide range of industries, performing especially well in processes involving abrasive, corrosive, highly viscous or crystallizing media with high solid content, up to 80%.
We provide solid performance around the world for the most heavy-duty pumping applications.
PUMP PROJECTS IN THE PIPELINE
Population growth, climate change, water scarcity, floods and drought – all signs point to the need for Australia to develop and maintain robust, effective water and wastewater networks across the country.
The need for future planning, coupled with necessary upgrades of existing systems, have seen Federal and State Governments pumping an abundance of funding into projects to accomplish these goals.
The states and territories are all focused on achieving their own water and wastewater goals and here we take a quick look at what’s happening around the country.
Victoria
Water and sewer network upgrades to deliver safe and reliable services for current and future customers across the Mornington Peninsula are well underway, with the project’s expected completion in November 2024.
South Australia
The remote community of Pipalyatjara received a new sewer pump station to help support the increased demand from more local housing and to boost environmental performance.
Western Australia
New wastewater infrastructure at Glenfield Beach, including a new wastewater pump station, is helping deliver about 1000 new homes in the area. In addition to the new pump station, the $7.5 million project included the construction of a 2.2km pipeline to safely convey wastewater to a nearby treatment plant.
Northern Territory
The contract for the Manton Dam Return to Service project, which includes a new 20ML per day pumping station, was awarded to a Northern Territory company. This project forms part of the first stage of the Darwin Region Water Supply Program. Construction is set to commence in late 2024.
Queensland
Coming in at one of the biggest spending announcements of recent months, Unitywater signed contracts for the delivery of $1.8 billion of capital investment works, designed to provide reliable water services to one of the fastest growing regions in South East Queensland.
The project deliveries are set to occur over the next five years and will include upgrades to a series of wastewater pump stations in the northern catchment.
New South Wales
Joint funding from the New South Wales Government and local councils will see three projects underway in the Snowy Valleys region, including water treatment facility upgrades. These projects form part of an options study and concept design looking at ways to secure Tumbarumba’s water supply.
The joint funding has brought the projects one step closer towards being tender-ready.
Australian Capital Territory
Although not a project, the Australian Capital Territory Government’s recent announcement that it has opened consultation for the ten-year review of the ACT Water Strategy 2014-2044: Striking the Balance is a key step in improving water security and waterway health. It is hoped that the community consultation will enable the Australian Capital Territory Government to refresh the strategy.
Australia is looking to develop and maintain robust, effective water and wastewater networks across the country.
INTELLIGENT WASTEWATER POWERTRAIN SOLUTIONS
Purposefully designed gear motors from Bauer for fully submersible applications in wastewater treatment and other water or sludge type applications.
• German Engineered IP68 gearmotors that incorporate the latest in epoxy coatings, seal design, electrical connection and stainless-steel shafting
• Power classes from 0.37 to 11kW
• Submersible to 5m
• Application specific seals available
• Epoxy Coating to 400um
Epoxy Coated to 400um and Stainless Steel shafting to ensure complete corrosion protection, even when fully submerged