Subscriptions: Jack Homewood subscriptions@quartzltd.com
Managing Director: Tony Crinion
Published by: Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey RH1 1QX, UK. Tel: +44 (0)1737 855000. Email: furnaces@quartzltd.com www.furnaces-international.com
www.furnaces-international.com
Front cover: Granco Clark
Welcome to the December issue of Furnaces International.
This was an interesting issue to piece together.
So far, Q4 has been an eventful quarter. From new political leaders to COP29, we saw a number of key events take place. Many of which have or will have an impact on our industry.
With global uncertainties and disruptions, developments and adaptations; it is my opinion that the we have come to a point where change is necessary. An opinion that is evidently shared.
In this edition, we take a deep dive into the Foundation Industries Sustainability Consortium (FISC), which aims to bring together global leaders in innovation, research, and technology from across the cement, metal, glass, ceramic, paper, polymer and chemical industries!
As well as this, we take look into the latest investments, and developments from across the globe, and how these will develop our industry for a better future!
Tata Steel has begun the process of winding down operations at blast furnace 4 at Port Talbot and engineers have already started altering the raw materials poured into the top of the furnace to prepare for decommissioning. Blast furnace 5 was closed in July.
The closure is part of Tata’s transition towards greener steelmaking as it plans to build a £1.25 billion electric arc furnace for the Port Talbot site by 2027, which produces steel by melting scrap metal.
The new Labour government agreed a taxpayer-backed deal earlier this month for the Port Talbot plant in which it will provide £500 million towards the construc-
tion of the new electric arc furnace at the site, Tata Steel, paying £750 million.
Roy Rickhuss, the general secretary of Community Union, which represents steelworkers, said: “Today marks an incredibly sad and poignant day for the British steel industry and for the communities
in and around Port Talbot which are so intricately connected to blast furnace steelmaking. It’s also a moment of huge frustration – it simply didn’t have to be this way.
Last year, Community and GMB published a credible alternative plan for Port Talbot which would have ensured a fair transition to green steelmaking and prevented compulsory redundancies. Tata’s decision to reject that plan will go down as an historic missed opportunity. The closure of blast furnace 4 marks the end of an era, but this is not the end for Port Talbot. We will never stop fighting for our steel industry and our communities in south Wales.”
O-I: Glass Furnace Closure Discussions
O-I Glass has started talks about permanently closing some of its European furnaces.
It initiated talks with its European Works Councils to permanently close several furnaces and to lay off several senior members of staff, at discussions which started last month.
The discussions are likely to conclude at the end of this year or in early 2025.
In a quarterly report it said: “The company initiated discussions with its Europe -
an Works Councils to permanently close several furnaces and eliminate a number of selling, general and administrative positions within the European segment.”
The discussions come amid a decline in its European profit by 41% compared to the year before. It has temporarily stopped production at 21% of its European capacity.
“The company will continue to monitor business trends and consider whether any indefinite or permanent capacity closures
in Europe will be necessary in the future to align its business with demand trends.”
Ardagh Glass to close Seattle facility
Ardagh is to permanently close its Seattle glass manufacturing facility with the loss of 245 jobs.
It has filed an official notice with the state of Washington, USA informing of the decision.
The permanent layoffs began on November 7. This follows the temporary stoppage of the facility in July.
At the time Ardagh said its existing and prospective wine customers will still be serviced by its remaining glass production network across the USA.
The company had previously said it would consider restarting production if market conditions changed.
But the nail in the coffin was a recent ‘disappointing’ ruling by the US International Trade Commission regarding glass wine bottle imports from China, the company said.
The ITC recently determined US industry was not materially injured or threatened by such products that are being subsidised by China’s government. No countervailing duty order was imposed as a result.
Meeting Temperature Uniformity Surveying challenges of Furnaces to AMS2750
Dr Steve Offley “Dr O”*
In today’s heat treatment industry, we all face the daily challenge of complying to regulatory standards, relevant to our specific markets and products. Whether manufacturing automotive parts governed by CQI-9 or aerospace parts AMS2750H (Issued 07/24 NADCAP AC7102/8), pyrometry requirements are accepted as being demanding and require careful interpretation and implementation. As we all know “the devil is in the detail.” Careful preparation and planning as to how pyrometry requirements should be implemented is essential from a practical perspective, especially for ever increasing automated, complex multi-stage, semi-continuous or continuous heat treatment processes.
Temperature Uniformity Survey (TUS) – Requirements Summary
A major challenge with any standard is fully understanding the meaning or definition of the terms and language used. In the AMS2750H specification, TUS is defined as “A test, or series of tests, where calibrated field test instrumentation and sensors are used to measure temperature variation within the qualified furnace work zone prior to and after thermal stabilisation.”
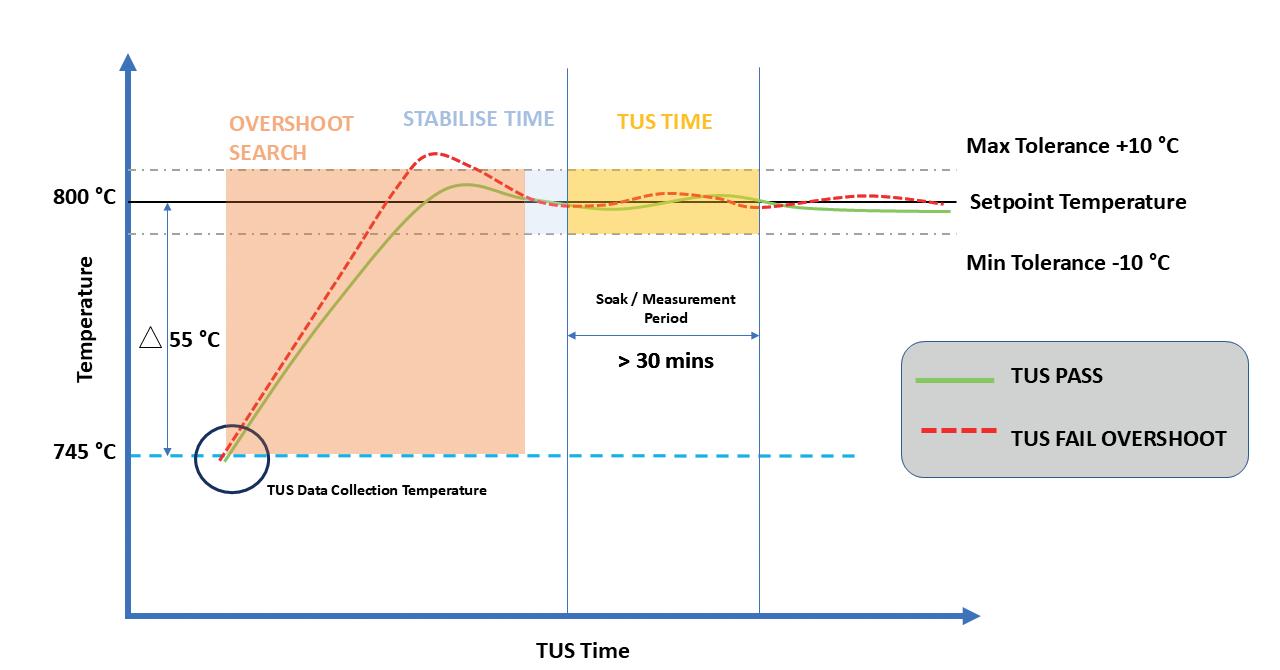
This definition itself contains important terms which we will investigate and discuss later as they apply to continuous furnaces. A schematic of the basic TUS principle is shown in Figure 1
*Product Marketing Manager, PhoenixTM
The following article will discuss the challenges of performing the Temperature Uniformity Survey (TUS) with particular reference to employing the ‘Thru-Process’ TUS principle applied to continuous and/ or semi-continuous processes. A focus will be made on the AMS2750H specification, but similar principles apply to CQI-9 with minor specification adaptations.
TUS tolerances (± X°C) needed are defined in AMS2750H from a furnace Class perspective (AMS2750H Table 8, 15 & 16). Returning to the TUS definition, care must be taken when contemplating the meaning behind: ‘Prior to and after Stabilisation.’ Overshoot failure due to thermal inertia effects, as shown in Figure 1 (Red Trace), will override any successful result in the TUS minimum soak period. As defined in AMS2750H, if an overshoot occurs above the upper tolerance level
in either approach or TUS soak, a Fail will be generated. It is important that the approach is clearly defined by TUS minimum data collection requirements (AMS2750H 3.5.10) when all TUS and furnace sensors are no less than 55 °C below each target survey temperature.
An initial survey is performed at furnace installation, or after modifications and repairs (AMS2750H 3.5.4). The Initial survey temperatures shall be the minimum and maximum temperatures of the furnaces qualified operating temperature range(s). Note, however, that intermediate TUS levels are required so that no two adjacent survey temperatures are greater than 335 °C apart.
Periodic TUS’s are performed at a frequency clearly defined for the furnace class by Tables 16 & 17. For single operating temperature ranges greater than 335 °C, during each periodic TUS, temperatures shall be selected so that one temperature is within 170 °C of the maximum and another temperature is within 170 °C of the minimum qualified operating temperature range(s), there must also be no more than 335°C increments in-between adjacent TUS
temperatures.
Going back to our initial definition, we now need to address the term “qualified furnace work zone.” It is important to differentiate this from the furnace dimensions and even control zone. The definition provided (AMS2750H 2.2.48) is: “The portion of a thermal processing equipment volume where temperature variation conforms to the required uniformity tolerance within the qualified operating temperature range as defined by the placement of sensors during the most recent temperature uniformity survey.”
From a simplistic practical perspective, the need is for placement of temperature sensors over a defined volume, reflected by the process, to prove uniformity of heating within that volume against specification requirements. The accurate and reproducible placement of such sensors is critical to the success of the initial and subsequent periodic TUS runs.
TUS Solutions for Batch & Continuous
Furnace Processes
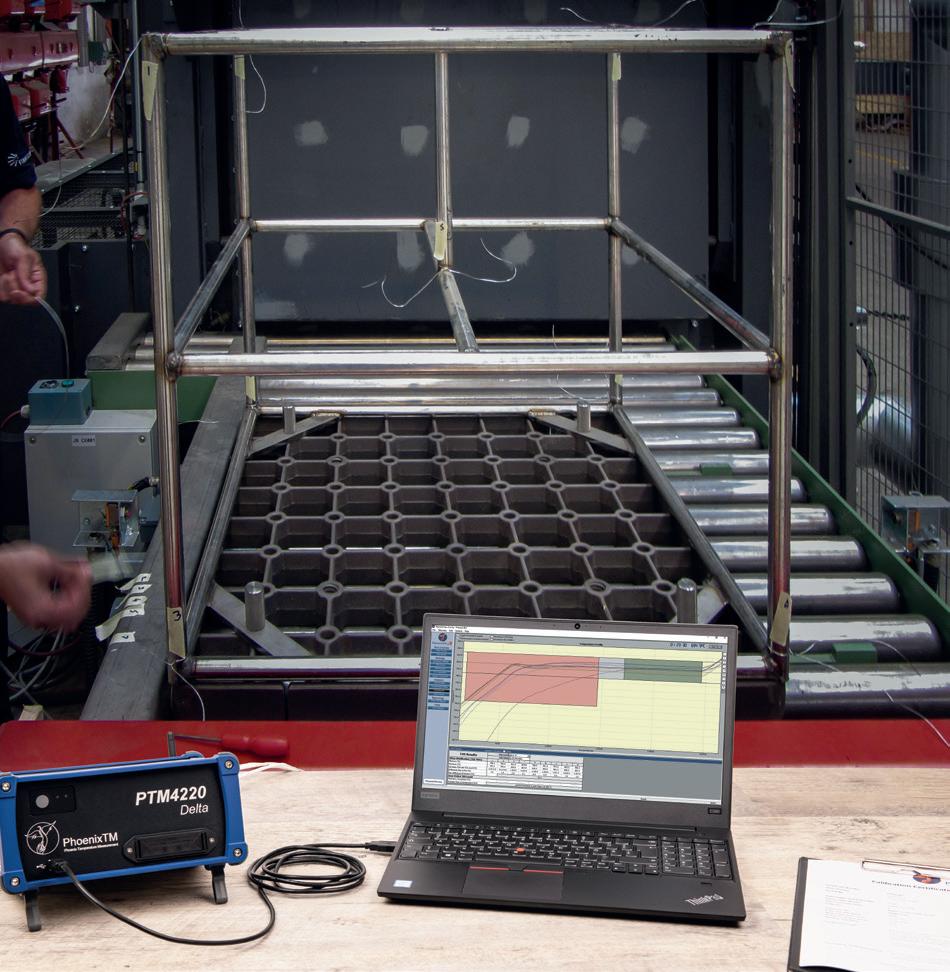
Traditionally Temperature Uniformity Surveys (TUS) are performed using a field test instrument (chart recorder or static data logger), external to the furnace, with thermocouples trailing into the furnace heating chamber Figure 2
Trailing thermocouples have limitations, especially when the product transfer is continuous. The trailing thermocouples method is often labour intensive, potentially unsafe and can create compromises to the TUS data being collected.
For a semi-continuous (pusher) or continuous (belt) furnaces, the ‘Thru-process’ TUS principle overcomes the problems of trailing thermocouples. A multi-channel Data Logger (field test instrument)
Figure 2. Typical TUS survey set-up for a static batch furnace. PhoenixTM PTM1-420
External data logger connected directly to a nine point TUS frame used to measures the temperature uniformity over the volumetric working volume of the furnace.
travels into and through the heat treat process protected by a Thermal Barrier. Thermal Barrier design and specification is customised to suit the process being monitored (Time/Temperature/Pressure etc). Available with an RF Telemetery option, the TUS temperature data can be transmitted directly from the furnace to an external monitoring PC during the survey. Running Survey software the live data can then be visually checked to be within toleranace. Following data collection the TUS can be fully analysed and reported, complying fully to AMS2750H or CQI9, with efficiency and confidence. Figure 3
Figure 1: Schematic of typical TUS result using hypothetical AMS270H parameters. Green Trace (PASS) Red Trace (FAIL) due to overshoot.
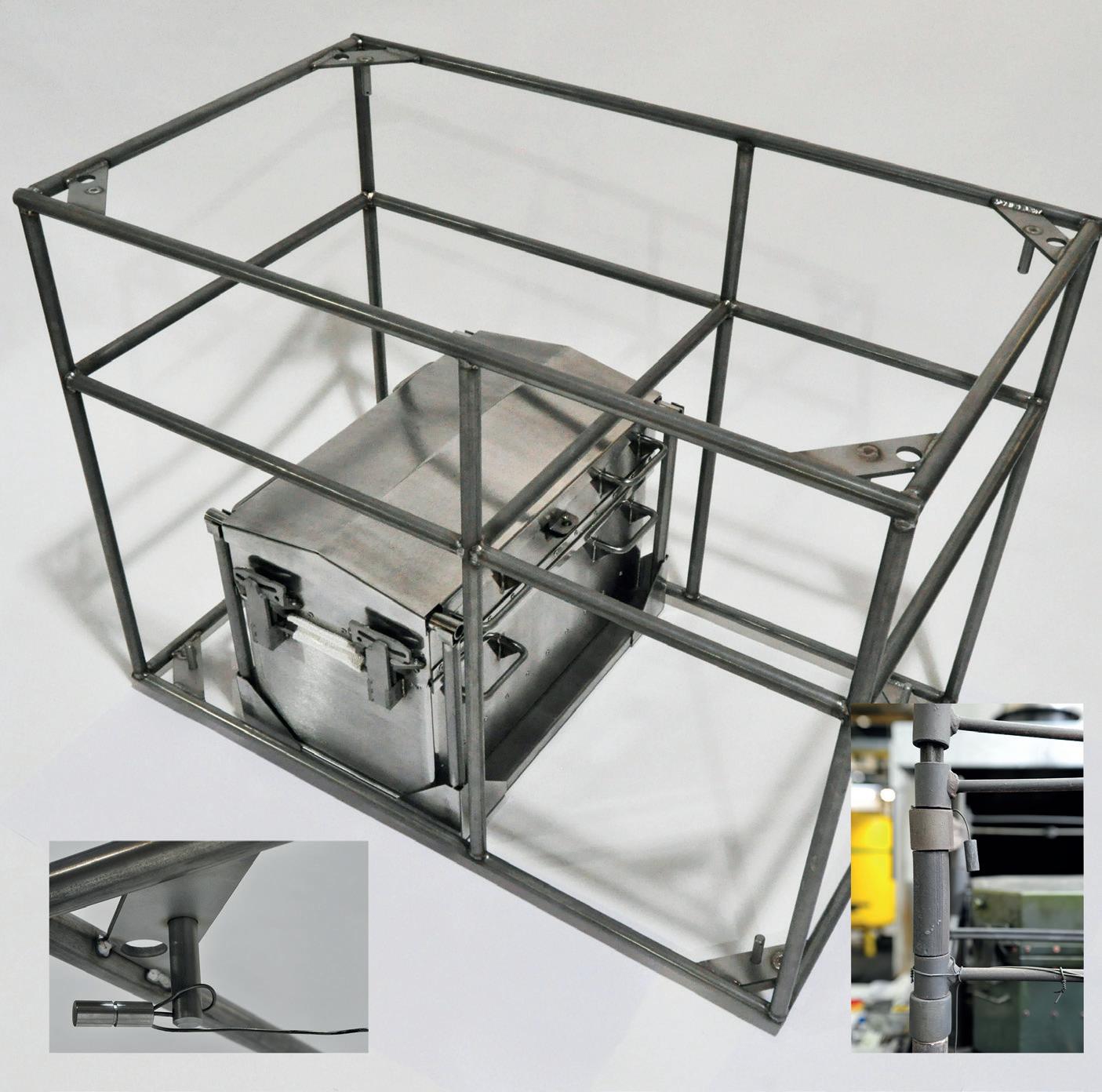
Figure 3: PhoenixTM ‘Thru-process’ TUS system installed in TUS Frame allowing independent travel through the furnace. The Thermal Barrier (1) protects internal multi-channel Data Logger (2) “Field Test Instrument”. Short nonexpendable mineral insulated thermocouples (3) measure temperature over the qualified work zone. TUS data transmitted from furnace to monitoring PC via RF Telemetry (4) where analysis and reporting can be performed to AMS2750H with Thermal View Survey Software (5).
TUS Thermocouple Choices and Restrictions
The choice of thermocouple type used for the TUS is significantly influenced by whether trailing thermocouples or thru-process monitoring is applied. For batch or continuous furnaces the choice of trailing thermocouples may be limited to an expendable (AMS2750H 2.2.21, Table 3) exposed junction thermocouple type, requiring the flexibility of glass braid / ceramic fibre exposed juction to allow transfer of long lengths into or through the furnace. The use of such expendable sensors compromises durability and limits reuse (AMS2750H Table 5). The insulation is obviously prone to dam-
age from snagging in the furnace which would restrict use further as defined by AMS2750H section 3.1.6. Inspection and testing of thermocouples to avoid failed TUS runs is critical, but time consuming. It is important that uses, operational life, and temperature history of the expendable thermocouple is carefully monitored and recorded. Section3.1.7 and Table 5 in AMS2750H clearly states the strict conditions of use for different sensor types and materials which need to be adhered to.
In contrast, for Thru-Process monitoring, only short thermocouple lengths are required to connect the Data Logger within the Thermal Barrier and the
4. TUS thermocouple Definitions
TUS Frame. As such, nonexpendable (AMS2750H 2.2.36, Table 3) thermocouples can be employed with ease. Robust mineral insulated thermocouples (MIMS), typically type K or N, can be permanently fixed to the TUS frame. This both reduces set-up time, and guarantees that thermocouple postions are consistent for periodic TUS work as defined (AMS2750H 3.1.7 Table 5).
Baring physical damage the MI thermocouples can be used, unrestricted, for up to three months (Type K) and threemonths (Type N) or longer if recalibration is successful, at three months anniversary. It is important as for expendable thermocouples that uses, opertational life and temperture history of the nonexpendable thermocouple is carefully monitored and recorded to complement the pyrometry work and reporting requirements.
TUS Measurement Accuracy – Data
Logger and Thermocouple Correction
Working to AMS2750H the accuracy of the temperature measurement is strictly controlled. Data Loggers and thermocouples provided by PhoenixTM comply fully with accuracy and calibration criteria as defined in Table 1 and Table 7 and give full 0.1 °C / 0.1 °F measurement resolution as required (AMS2750H 3.2.2.2). The field test instrument “data logger” needs to have a calibration accuracy of ±0.6 °C or ±0.1% of temperature reading, whichever is greater. Base metal thermocouples need to have a calibration accuracy ±1.1 °C or ±0.4%* (*Percent of reading or correction factor °C, whichever is greater).
4.1 (left) Expendable Thermocouple - Sensors where any portion of the thermoelements are exposed to the thermal process equipment environment. Glass Fibre exposed junction thermocouple.
4.2 (right) Non-expendable Thermocouple - Sensors having no portion of the thermoelements exposed to the thermal process equipment environment. Mineral insulated metal sheathed (MIMS).
Figure
To maximise measurement accuracy the PhoenixTM system provides both Data Logger and thermocouple correction factors to be applied automatically to the raw TUS data. The Data Logger correction factors can be read directly from the onboard digital Data Logger calibration file. For both Data Logger and thermocouples correction factors are interpolated across the complete calibration range using the linear method as permitted (AMS2750H 3.1.4.8). This approach means that the accuracy of entire TUS data set is guaranteed compared with applying a single correction factor calculated at a single nominated temperature which may not truly reflect the complete temperature range.
Volumetric Method (AMS2750H
3.5.11.6)
For semi-continuous furnaces where there may be multiple independent control zones, the volumetric method is employed. A three-dimensional TUS frame (Figure 5) is transferred to each sequential qualified work zone. It may be necessary to perform multiple surveys to cover the entire work zone. TUS sensors are located in three dimensions to represent a portion, e.g. basket, tray, or the entire qualified work zone volume. The number of thermocouples and positions on the TUS Frame are, as for a batch TUS (AMS2750H Figure 1 and Tables 17 and 18), based on the volume of the TUS basket or tray(s) used.
Plane Method (AMS2750H
3.5.11.7)
For continuous conveyorised (belt) furnaces it is recommended that an alternative thermocouple test rig is employed called the ‘plane method.’ Since the system travels through the furnace, it is only necessary to monitor the temperature uniformity over a two-dimensional plane/ slice of the furnace (Figure 6).
All parameters used during the TUS shall reflect the normal operation of the equipment used during production as detailed in AMS2750H 3.5.6. The initial TUS shall be performed at the minimum and maximum temperatures of the qualified operating temperature range(s) at the highest and lowest traverse speeds used during production. The periodic TUS may be performed at any traverse speed used during production if at least one TUS per annum includes highest and lowest trans-
5: PhoenixTM Thru-process TUS system installed in Volumetric TUS Frame. Thermocouples mounted on fixed mounts at the eight vertices of the frame and centre point as shown with heat sink fixed to sensor hot junction.
6: Temperature Uniformity Survey (TUS) of a continuous furnace using the plane method applying the PhoenixTM thru-process motoring system. Data logger travels protected in a thermal barrier mounted on the TUS frame performing a safe TUS at 5 points across the width, impossible by trailing thermocouples. (Photograph courtesy of Raba Axle, Györ, Hungary).
verse speeds (AMS2750H 3.5.11.5).
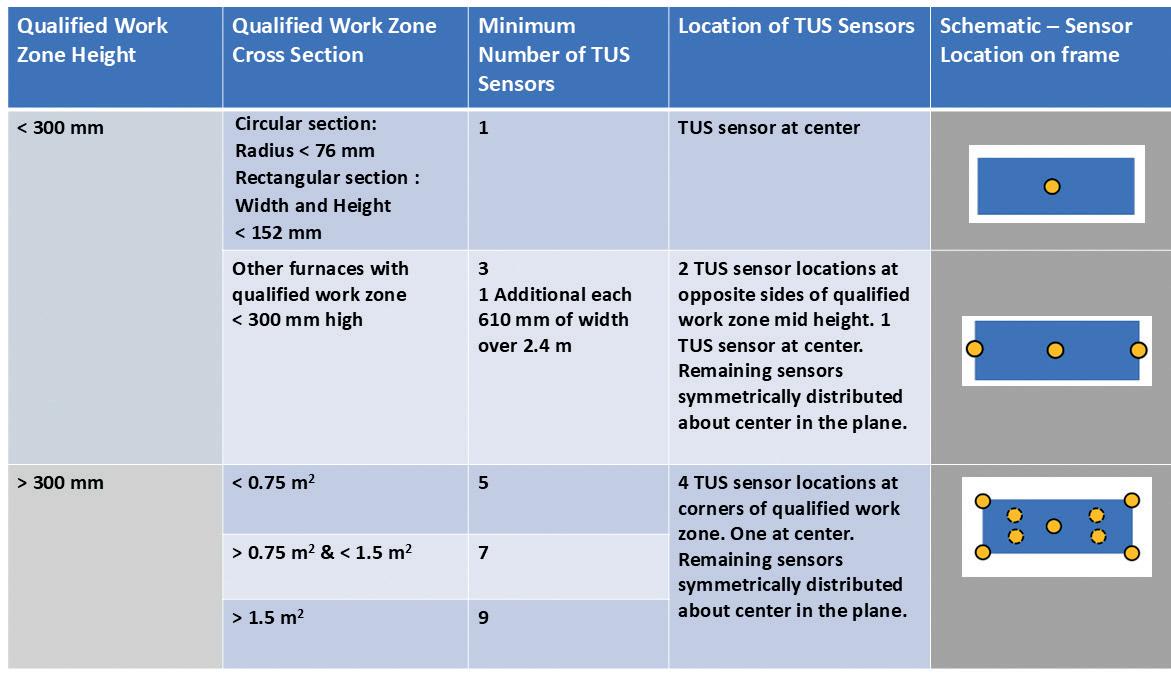
The number and location of thermocouples required in the plane method is determined by the work zone height and width as defined in AMS2750H Table 19 as detailed below Table 1. Temperature readings from all TUS sensors shall be recorded at least every 2 minutes, with a
minimum of ten sets of readings recorded for each qualified work zone. The traverse may be repeated as many times as necessary to ensure that any recurrent temperature pattern is identified at all locations through each qualified work zone.
For TUS monitoring it is acceptable to use either exposed junction thermocou-
Figure
Figure
TABLE 19)
ples or thermocouples fitted with a heat sink (AMS2750H 2.2.27). The heat sink (Figure 5 & 6) diameter should not be >13 mm and not exceed the thickness of the thinnest material being processed. The material should have a room temperature thermal conductivity consistent with heat treat material.
Thermocouple set-up needs to be consistent for initial and subsequent periodic TUS runs which is achieved by using of permanently rigged TUS frames. Table 1
For continuous TUS operations the transverse speed monitoring and recording is important as it is used to calculate the qualified zone length (AMS2750H 3.5.11.9). Each qualified work zone length is the sum of the elapsed time during which the TUS sensors were within the required TUS tolerance at the traverse speed used.
In most TUS situations (sensors <10) no TUS sensor failures are accepted. If above 10, some limited failures are permitted (AMS2750H Table 20/21), but it is important to note no failures are accepted for corner sensors or adjacent sensors.
TUS Analysis and Reporting
Obviously collecting TUS data from the process is only a part of the process. The data needs to be reviewed, analysed, and reported to meet Pass and Fail criteria (AMS2750H 3.5.14) and report content (AMS2750H 3.5.16). This can be done manually but is complicated and labour intensive, possibly taking hours.
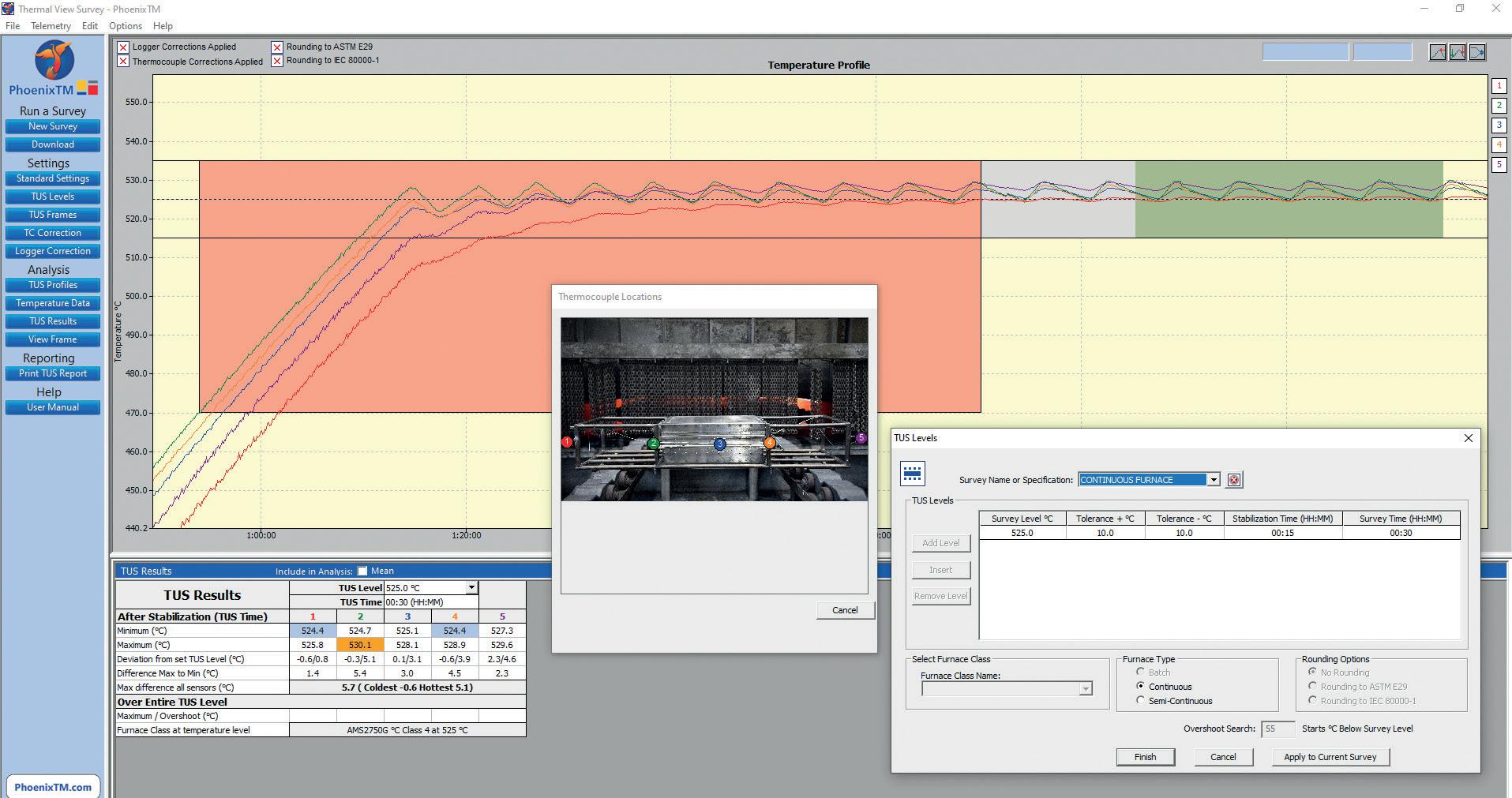
Commercial software packages such as the PhoenixTM Thermal View Survey provides an automated alternative processing of the RF telemetry data sent from the TUS data logger. Using customised TUS template files including (TUS Levels, Furnace Class, TUS Frame, Thermocouple & Data Logger Correction Factors) the analysis of each TUS level can be performed accurately and efficiently each TUS run.
A report template allows comprehensive yet clear reporting of all test criteria and parameters. TUS Reports can be quickly generated stored and shared in hard copy or digital formats.
Overview
The PhoenixTM ‘Thru-process’ Temperature Monitoring System provides a versatile solution for performing Furnace Surveying TUS with particular value to monitoring semi-continuous or continuous heat treatment process to satisfy AMS270H or CQI-9 specifications. Providing the means to fully Understand, Control, Optimise and Certify your Heat Treatment Furnace. �
data analysis of a specific TUS level using the plane method applied to a continuous belt furnace.
Dr Steve Offley aka “Dr O”
Product Marketing Manager PhoenixTM Ltd Cambridgeshire UK E: steve.offley@phoenixtm.com
“Over 25 years’ experience in the industrial furnace temperature monitoring / surveying market.” www.phoenixtm.com Tel: 01353223100
Table 1. Number and locations of TUS sensors for continuous and semi-continuous furnaces using the plane method. (AMS2750H
Figure 7: PhoenixTM Thermal View Survey Software showing the visual and
SPOT+ AL
ALUMINIUM PRODUCTION AND PROCESSING APPLICATION PYROMETER
ADVANCED NON-CONTACT INFRARED SPOT PYROMETER
SPECIFICALLY DESIGNED FOR ALUMINIUM PRODUCTION AND PROCESSING INDUSTRIES
SPOT+ AL uses AMETEK Land’s cutting-edge SPOT technology and unique, advanced data-processing algorithms to measure aluminium temperature in extrusion (E), quench (Q), strip (S), forming/forging (F), forming/forging of higher magnesium alloys (F Mg) and liquid (L) applications.
Dedicated pre-set algorithms provide the most accurate digital temperature readings of low and variable emissivity aluminium. This ensures optimised press speed and high-quality products with minimal scrap.
The SPOT+ AL integrates easily with control systems to enable optimisation of the press or mill with data also made immediately available via the rear display on the instrument or via a web server. A video camera within the pyrometer, the focus distance and other features can be accessed and configured locally or remotely.
GET THE BENEFITS:
ACCURATE AND FAST MEASUREMENTTemperature readings accurate to 0.25 % (K) output every 15 ms
AUTO ALIGNMENT AND TRACKING - SPOT Actuator automatically tracks and aligns to the tapping stream
Combining Ethernet, Modbus TCP, video, analogue, and alarm outputs in a single device, the SPOT+ AL is designed specifically to measure the temperature of aluminium in a range of processing applications.
REMOTE ACCESS AND INTEGRATED CAMERAFull process control through digital interfacing and live video view
MULTIPLE INTERFACES - Analogue and digital inputs and outputs, Modbus ethernet protocol
Hydrogen in the US, and its Role in the Heat Treat/ Furnaces Industry
By David Wolff*
Hydrogen is the world’s most used chemical by volume. Hydrogen plays a key role in refining the liquid fuels that power the world, and in creating synthetic fertilisers that enable farmers to feed us. 90% of the hydrogen generated worldwide goes to these two uses. The remaining 10% of hydrogen produced is used as a processing aid in dozens of other industrial applications including chemical production, food processing, semiconductor fabrication, and metal thermal processing. Hydrogen is used primarily for its very powerful chemical reducing properties, which enable it to be used to create beneficial chemical reactions. Additionally, hydrogen is unique for its low density and extraordinarily high thermal conductivity for a gas.
Hydrogen was identified as an element over 250 years ago by scientist Henry Cavendish in England. In early years, hydrogen was primarily studied as a curiosity for its unusual properties, but starting in the early 1900’s, hydrogen began to be used in large volumes for oil refining.
Industry worldwide used 95 million tons of hydrogen in 2022, of which about 70% was used in refining and 20% was used for ammonia production, leaving just 10% to be used other purposes. The hydrogen for refining and ammonia are invariably generated onsite, generally from natural gas in the US and Europe, and from coal in China and India. Because of the specifics of the production process, refineries often have extra hydrogen to sell, while fertiliser plants rarely do. Some other industrial processes, such as chlorine/caustic manufacturing, create smaller hydrogen waste streams which become available for sale to others. The 10% of hydrogen used for other uses is often shipped from the refineries and other industrial hydrogen sources where it is made to where it is needed via trucks hauling compressed or liquified gas. 10% doesn’t sound like much, but that 10%
represents over 9MM tons of hydrogen –equivalent to the capacity of 32,000,000 jumbo tube trailer trips!
In oil refining, hydrogen is used to “reform” the many different constituents in crude oil into a smaller variety of standard-length linear molecules. By controlling the makeup of the gasoline, diesel, jet fuel, lubricating oils and gaseous fractions made from crude oil, the refiner assures that the properties of the products will be suitable for the particular purpose. As crude oil composition has changed over time, vehicle performance requirements have increased, and environmental regulations have become more challenging to meet, the amount of hydrogen used to refine each barrel of crude oil has increased. Interestingly, refiners do not have to buy all of the hydrogen that they use in refining, because some refinery operations are net producers of hydrogen, while others are net hydrogen users – so a significant amount of refinery hydrogen is actually internally recycled within the plant. Also, because hydrogen production at refineries is cheap at scale, many refineries generate excess hydrogen which they can sell to others for other uses. Refineries are the largest current source
*Industrial Sales Director, Nel Hydrogen
of hydrogen available for truck shipment/ delivery to customers.
Chlorine/caustic plants are large electrolysis plants that electrolyze brine (salt water) to generate chlorine gas and liquid sodium hydroxide solution. These plants make the raw materials for the bleach industry and for papermaking. Chlorine/ caustic plants are considerably smaller sources of hydrogen for truck delivery than refineries, but there are more of them, often closer to customers.
Hydrogen shipped from the site where it is made to where it is used is called “merchant” or “delivered” hydrogen in the US. In almost all cases, the hydrogen delivered to customers by truck originates as excess hydrogen which is purchased under contract as a raw or relatively impure gas by major industrial gas companies such as Air Products, Linde, Air Liquide or Messer. These major industrial gas companies then purify the captured hydrogen and make it ready for transport, either by compression or by liquefaction.
The four major industrial gas companies are not the only providers of hydrogen to industry. The majors often resell purified compressed or liquid hydrogen to smaller regional and local distributors who buy
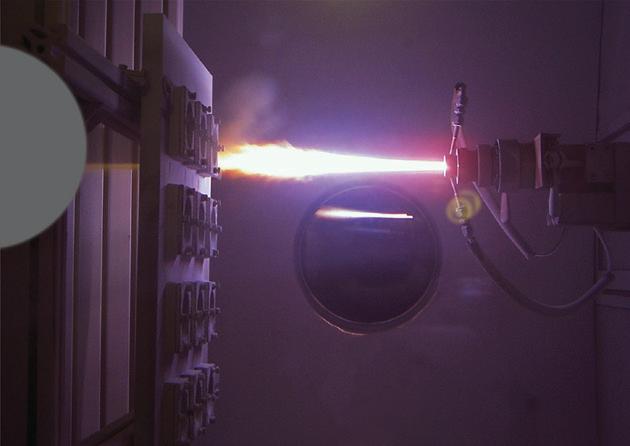
Thermal spray applying coating to improve part performance in service.
from the majors for local resale to smaller customers within a regional area of service. The hydrogen delivered by truck to customers is then stored temporarily by the customers as a liquid or gas and then used in their processes.
Major industrial hydrogen consumers often arrange to buy full truckloads of hydrogen (called “bulk hydrogen”), either in liquefied or in compressed gaseous form, generally from one of the four major suppliers. Customers pay for both the product and transportation, and also pay a monthly rental fee for any storage vessels located on their site. Delivered bulk hydrogen is priced in units of “hundred standard cubic feet” in the US, often abbreviated as CCF, or CSCF, or 100 scf. Markets outside the US use a similar metric term of “Normal cubic meters” or Nm3. The units of measure are temperature-adjusted units of volume, chosen because hydrogen and similar gases are difficult or impossible to meter accurately by weight. Most large-scale delivered hydrogen users in the US pay a total of between $2.50 to $8.00 per CCF for their hydrogen, with the largest users paying lower unit prices and smaller users paying more. Prices are higher for special quality requirements or other factors affecting the product or delivery.
ards-writing organisation that creates standards concerned with fire, electrical and related hazards. NFPA has several relevant codes for users of hydrogen, and operators of industrial processing furnaces:
� NFPA 86 is the primary standard for operators of industrial atmosphere furnaces
� NFPA 2, the hydrogen technologies code, and NFPA 55, the cryogenic fluids and compressed gases code, relate to the production and storage of hydrogen. Because of its high flammability risk, hydrogen users should be familiar with these codes.
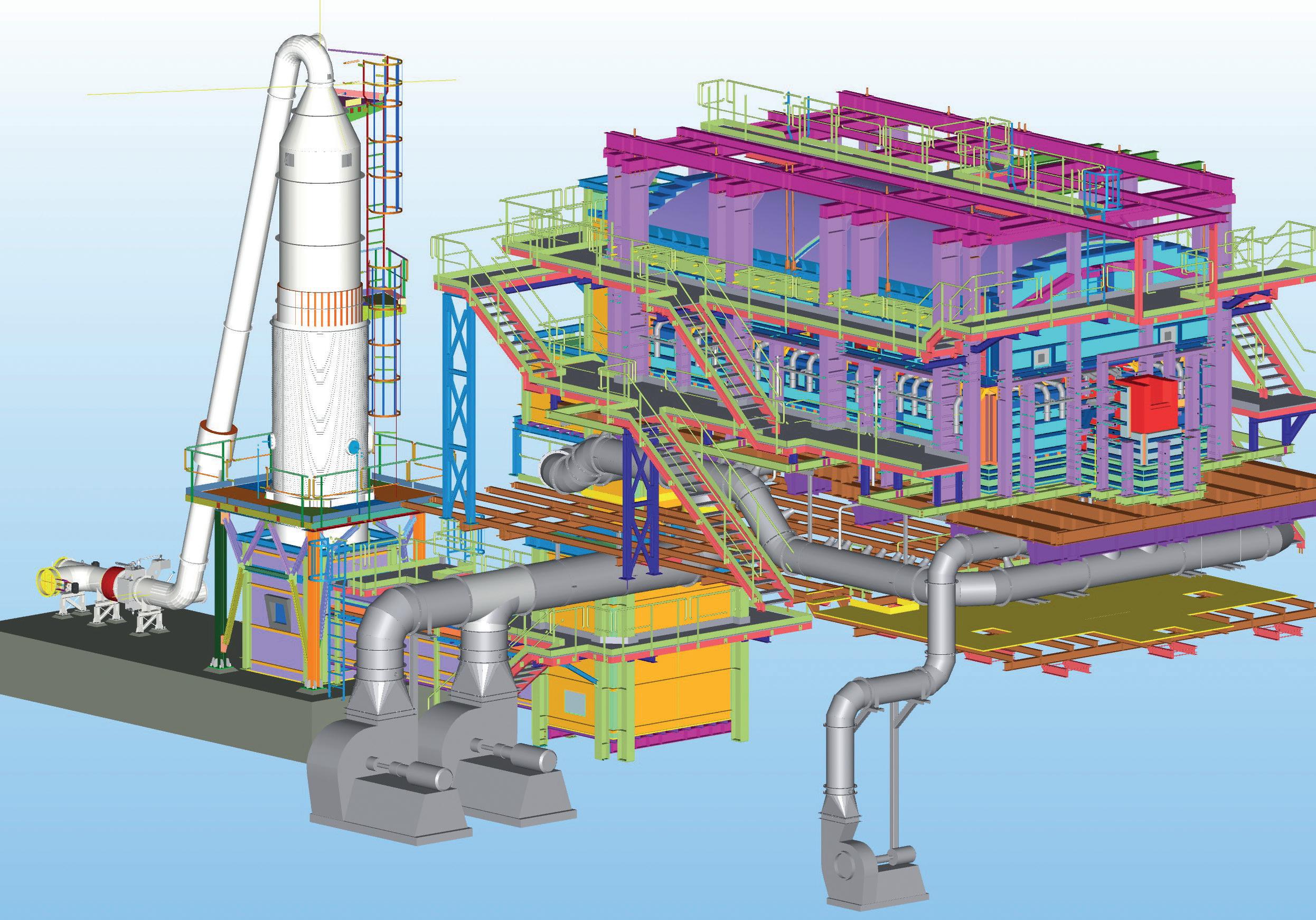
Metal thermal processors doing operations such as heat treating, sintering, metal thermal spray, glass-to-metal sealing and other operations are using hydrogen to clean and protect metal surfaces during processing. Functionally, at the elevated temperatures of the processes being performed, the hydrogen reacts with oxides and other surface coatings and reduces them chemically to pure metals, enabling successful thermal processing and enhancing the appearance and performance of the manufactured parts. In most cases, thermal processors are medium-sized users of bulk delivered hydrogen. They use smaller tanks than the largest users, and get deliveries less often, and they pay an intermediate price for their hydrogen, generally in the range of $3.50 to $6.00/100 scf.
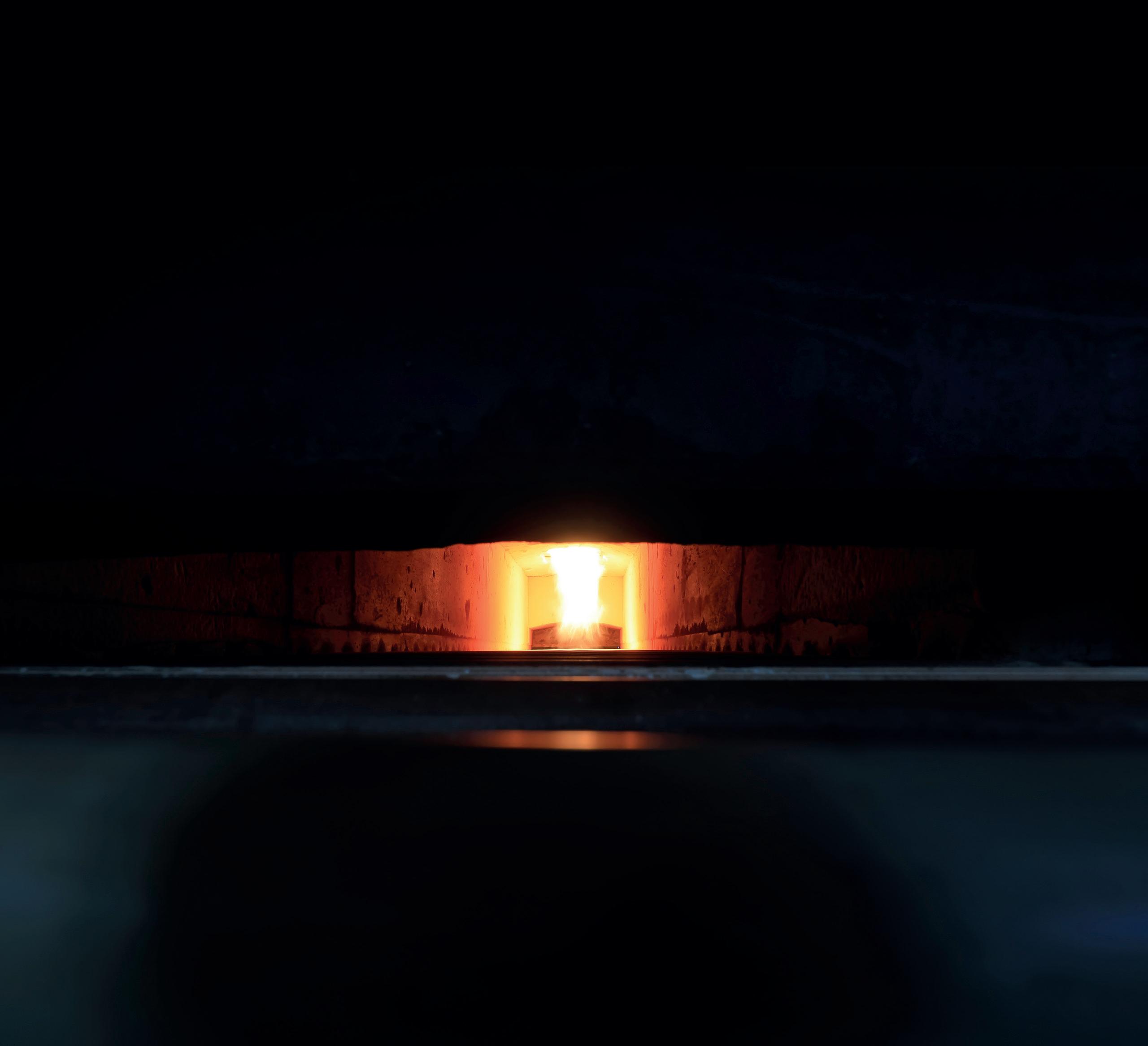
Hydrogen cleans part surfaces during sintering operations to enhance processing results.
Thermal spray applying coating to improve part performance in service.
Hydrogen storage and use is heavily regulated. In the US, National Fire Protection Association is a non-profit stand-
In addition to the relevant NFPA codes, hydrogen users should be aware of the Compressed Gas Association (CGA) code 5.5, which is specifically focused on vent stack design. As the best way to ensure hydrogen safety is to allow it to rise into the atmosphere where it eventually will turn back into harmless water, stack design is critical.
Besides delivered/stored pure hydrogen, there are other approaches can be used by thermal processors to get the hydrogen molecules they need to process their product without the need to store hydrogen. For some metal heat treatment, metallurgical grade ammonia can be dissociated (“DA” or “cracked ammonia”) into a hydrogen and nitrogen blend that can serve as a furnace atmosphere for many, but not all, metals processed in hydrogen. Other processors looking for metal hardening as part of their processing can use endothermic or exothermic-processed methane or propane to use the resulting blend of hydrogen, CO, CO2 and water vapour as a processing atmosphere. Endo and exo approaches yield a gas blend, rather than pure hydrogen, and the gas blend is neither pure nor dry, leading to some part quality compromises. The primary benefit
Compact water electrolysers are easy to site, generate hydrogen on-demand and eliminate the costs and complications associated with delivered hydrogen.
of the ammonia or hydrocarbon onsite generators for thermal processors is that the atmosphere is cheap, usable for many relatively simple processes, and historically well understood.
While the traditional DA, exo or endo blends can be used for many metal thermal processing applications, they are not suitable for all. Pure hydrogen, used alone or in engineered blends with nitrogen or other gases, is the most versatile atmosphere, and provides the best processed part quality. Pure hydrogen can be produced today onsite at flow rates suitable for thermal processors using scalable water electrolysis equipment. Pure hydrogen has the widest process flexibility, since it doesn’t have nitrogen or carbon impurities, and it is as dry as delivered hydrogen.
The newest generation of compact industrial Proton Exchange Membrane water electrolysers compete favourably with delivered hydrogen costs while delivering additional benefits not available with delivered hydrogen:
� Zero-inventory generated hydrogen avoids compliance risks and costs associated with flammable hydrogen storage.
� Onsite hydrogen generated by water electrolysis can have low or zero carbon footprint, enhancing ESG efforts pursued by many firms and their customers.
� Onsite hydrogen eliminates the many steps required in the delivered hydrogen process, every one of which introduces some risk of non-delivery – gas source, hydrogen processing, compression or liquefaction, loading, traffic or driver availability issues
The future is unknown, but a future with hydrogen could be one filled with groundbreaking potential.
Compact water electrolysers are easy to site, generate hydrogen on-demand and eliminate the costs and complications associated delivered hydrogen. �
Tenova to Supply Three ACL’s to China
Tenova LOI Thermprocess and Tenova Technologies (Tianjin) signed three contracts for the supply of three Annealing and Coating Lines (ACL) for non-grain oriented (NGO) silicon steel with the Sanbao Group.
These contracts represent the beginning of Sanbao Group’s entry into the field of silicon steel production and are part of the “Cold rolled Silicon Steel and Metal Products Deep Processing Project”, Sanbao’s new ambitious greenfield project for electrical steel that aims to obtain the highest surface quality and best magnetic properties in NGO electrical steel for Southeast China.
The contracts cover the design and supply of the advanced process equipment including commissioning and underline the effective cooperation between
Tenova and the Sanbao Group. Two electric arc furnaces (EAF) contracted by Tenova Group have been put into operation and are running smoothly.
“Tenova and Sanbao have already collaborated successfully establishing Tenova’s Consteel® technology and
the successful references of Tenova LOI Thermprocess in the heat treatment of electrical steel and great efforts in the research & development in this sector fully convinced us to this investment,” stated Mr. Wang Guangwen, Chairman of Sanbao Group.
Rath and Refratechnik alliance
RATH and REFRATECHNIK announced the launch of a long-term technology alliance. The goal of the ambitious partnership is close collaboration in the development and manufacture of refractory products for glass melting plants in the glass industry.
As part of the technology alliance, both companies will contribute their respective know-how in glass manufacturing and refractory production to combine it into a unique technology solution. The two companies will be operating under the name “R² – The glass furnace alliance.”
The alliance enables RATH to expand its technological expertise, as products manufactured by REFRATECHNIK will be developed in close collaboration with the research and development departments of both companies.
“I am pleased that with this technology alliance for the glass industry, we and REFRATECHNIK have created a real alternative to existing mass manufacturers. Our two companies combine innovative strength and economic stability with uncompromising quality standards – and in future, this will be coupled with even more flexibility,” says Andreas Pfneiszl, Speaker of the Executive Board, RATH Group.
“REFRATECHNIK and RATH complement each other perfectly, and together we are bringing a breath of fresh air to the refractory industry. For the first time, two industry giants have joined forces to incorporate technology and industry know-how into a
concept that is both proven and state-ofthe- art,” says Rainer Gaebel, Managing Director of REFRATECHNIK Holding
Japanese government subsidy to go green
Nippon Steel and JFE Steel have applied for government funding to advance R&D in decarbonising operations.
JFE Steel is seeking funds to build a new large electric arc furnace (EAF) to replace blast furnace No. 2 at West Japan Works (Kurashiki). The company expects the EAF to be commissioned between 2027-2028.
Nippon Steel has applied for a government subsidy to build new electric arc furnaces. The steelmaker plans to use the state support to switch from blast furnace smelting to large-scale EAF production at its Kyushu Works Yawata Area plant. In addition, the company plans to expand EAF production at Setouchi Works Hirohata Area.
Stara Glass Installs Furnace for
South
Korean Glass Manufacturer
Italian engineering company Stara Glass recently installed an oxy-fuel furnace at SooSeok’s glass plant in Dangjin, South Korea. Moreno Destro* outlines how the furnace will reduce CO2 emissions and fuel consumption at the site.
*Sales Manager, Stara Glass, Genova, Italy https://www.staraglass.com/en/
The oxy-fuel furnace at SooSeok’s Dangjin glass plant.
Stara Glass recently installed an oxy-fuel furnace at SooSeok’s glass plant in Dangjin, South Korea, as part of the plant’s overall construction.
SooSeok decided to move its operations from its Gyeonggi-do plant to a new site due to its growth over the last ten years.
The construction of the production plant created several objectives for SooSeok, such as the reduction of CO2 emissions, reduction in fuel consumption, and the introduction of new technologies for sustainable and high quality production.
This was the basis for its collaboration with Italian engineering company Stara Glass. In accordance with the technical requirements defined by SooSeok, Stara Glass focused on oxygen combustion technology for the project.
Stara Glass was entrusted with the task of supplying the melting furnace to the Dangjin site, which was successfully installed in May 2024.
The company also provided engineering services and refractory materials, and supervised the construction and commissioning stages.
The 220 tpd furnace will produce amber glass containers for the pharmaceutical market.
Production will be obtained through oxy-combustion burners and a significant contribution of electricity distributed through a boosting system.
The design, developed by Stara Glass, included preparing the furnace to receive the upcoming technology SU.G.A.R.
If installed, the technology will allow the SooSeok furnace to self-produce hydrogen fuel.
This will be achieved through a steam reforming technique that will recover part of the exhaust gas to the chimney, consequently reducing energy consumption.
All the equipment supplied, from the raw material loading system, to the fuel distribution ramps, to the temperature, pressure and oxygen measurement instrumentation, comply with the plant’s regulations.
The process control system is based on advanced automation technology in terms of its controllers and supervision system (SCADA).
The system is based on redundant
computers and is connected to a remote network that can provide all the necessary assistance and maintenance services.
The project has involved, side by side, the engineers of SooSeok and Stara Glass. It was also supported by the Stara Glass’ local agent Trevis Corp, which managed the project’s logistics. Both parties said they were extremely satisfied with the results of the furnace installation.
The SooSeok Group has a long history in the glass industry.
It started its operations under the name Yonhap Glass Industry in 1972, before becoming SooSeok in 2003 as a subsidiary of the South Korean company Dong-A Pharmaceutical.
Dong-A Pharmaceutical produces food supplements, general medicine and overthe-counter pharmaceuticals, with plans for future growth.
At present, this includes a range of glass containers, PET bottles, various material closure systems and laminated corrugated cardboard boxes for packaging. �
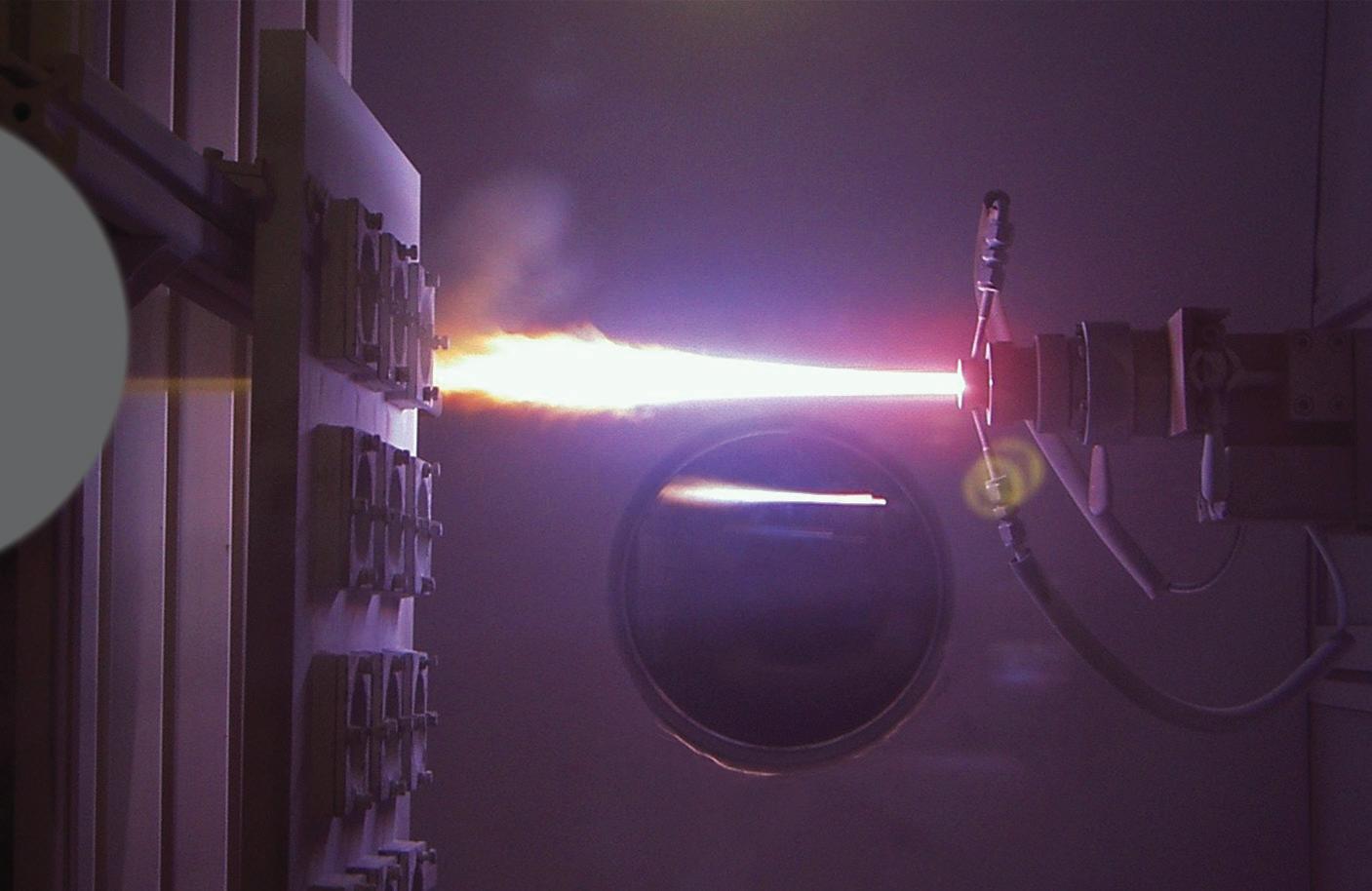
GLOBAL FURNACES
3D furnace layout including heat recovery system.
FNA 24 breaks attendee record
Furnaces North America (FNA) 2024 took place October 14-16 in Columbus, Ohio, with a full house at the opening night reception, the following two days of technical sessions, and the trade show.
FNA Show Producer and CEO of the Metal Treating Institute, Tom Morrison stated, “Each Furnaces North America provides an amazing opportunity for the industry to come together to see the latest trends, technology, and best practices. With change happening so fast, and with the on-going labor shortage, FNA gives attendees the solutions they need to maximize their success in their operations.”
On the opening night, attendees and exhibitors gathered to network, discuss key industry issues, operational challenges, and emerging business opportunities. MTI 2024 President, Ryan Fussell, from Southwest Metal Treating, welcomed the crowd, expressing excitement over the record number of exhibitors and pre-registered attendees. He highlighted how the event serves as a platform to showcase cutting-edge technologies and innovations driving success in the heat treating industry.
On day two and three, 1,358 attendees participated in 35 technical sessions across ten tracks, while 174 exhibitors
Furnaces North America 2026
displayed a wide array of equipment, accessories, and services, offering a comprehensive look at every aspect of the heat-treating sector.
In talking with attendees about their experience, they shared how informative the technical sessions were, and how much energy there was on the show floor with heat treaters and suppliers discussing new products and technologies.
Exhibitors shared that the vast majority of heat treaters they spoke to were very optimistic about the future and were looking at new equipment for expansion projects starting in 2025. �
Trial: Net Zero Fuel Operated Cement Kiln
The results of an academic research study have confirmed the success of the net zero fuel trial carried out at Heidelberg Materials Ribblesdale cement works in Clitheroe.
The trial used a mix of 100 per cent net zero fuels, including hydrogen, to successfully operate a cement kiln.
During the demonstration, the proportion of fuels in the cement kiln’s main burner was gradually increased to a wholly net zero mix, which included tanker delivered hydrogen, demonstrating a pathway to moving away from using fossil fuels in cement and concrete production.
The study analysed the quality of the clinker and performance of cement produced during the trial and concluded that the investigated net zero fuel-produced clinker meets compositional and strength requirements for plain and blended cement, providing a feasible pathway for the cement industry to lower its operational carbon significantly.
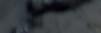
Successful Hydrogen Burner Test
Fives has successfully completed prototype testing of a new reheating burner capable of injecting a mix of hydrogen and natural gas up to 100% hydrogen.
The new AdvanTek® burner development began 18 months ago as part of the TWINGHY project. The consortium, co-funded by the European Union, brings together academic and industrial partners to reduce CO2 emissions from reheating furnaces using hybrid burners and digital twin technology.
The burner can run on a mix of natural gas and hydrogen and is designed to maintain the same productivity even when hydrogen content is reduced.
“These tests have shown that it is pos-
sible to use hydrogen burners to decarbonize the steel industry. Thanks to our expertise in thermal reheating, we were able to design and develop a new hybrid burner that uses multiple energy sources to reduce CO2 and NO x emissions. This burner will help steelmakers achieve environmentally friendly performance,” says Sébastien Caillat, R&D Combustion Chief Expert at Fives Stein, a Fives subsidiary specialised in thermal technology.
The next step of the project includes revising the existing furnace design to accommodate the newly validated AdvanTek® burners in Celsa’s furnace no. 3 in Barcelona, Spain. In the summer of 2025, eight full-size hybrid burners will
be installed in an existing walking beam furnace with a capacity of 180 tonnes per hour. They will be the first of their kind to be installed on an industrial scale.
“Over the next few months, we will be involved in a challenging project: we have to ensure that the new, larger burners and their electrical and piping systems are correctly installed in the limited furnace footprint. This is the final step before the industrial integration of the burners, which will be a world first in the steel industry,” says Oiane Gerrikagoitia, Calculation and R&D Manager at Fives Steel Spain, a Fives subsidiary.
Alumetal Completes EPD of Recycled Foundry Alloy Products
Alumetal has completed an Environmental Product Declaration (EPD) to document the environmental footprint of its recycled foundry alloy aluminium products.
“By applying industry leading practices, Alumetal is able to turn trash into treasure. The product declaration not only validates Hydro’s and Alumetal’s commitment to drive sustainability and responsibility in the aluminium industry, but also provides our customers and partners with exact knowledge of the environmental impact of their supply chain,” says Hanne Simensen, Executive Vice President in Hydro Aluminium Metal.
Aluminium recycling requires only five percent of the energy used to produce primary metal in a smelter.
Drzyżdżyk, CEO of Alumetal.
“Our customers are becoming more conscious about where and how materials are produced. The completion of this EPD marks an important step as it gives a clear picture of the environmental impact and carbon footprint of our aluminium products. We are proud to provide our customers with the data they need to make informed choices, which ultimately will help them reach their sustainability goals,” says Agnieszka 19
“With the Environmental Product Declaration, Alumetal’s customers will now know exactly what they get and avoid the risk of greenwashing,” says Simensen.
FISC: A Dive into the Sustainability Consortium
This
feature has been brought together by Zahra Awan* in collaboration with Dave Fordham**.
The Foundation Industries
FISC brings together the global leaders in innovation, research, and technology from across the cement, metal, glass, ceramic, paper, and chemical industries.
These vital materials are an invisible part of everyday life. Everything from the cement and metal in buildings, the glass in mobile phones to the ceramic cups we drink from, the shampoo we wash our hair with and the greeting cards we send only exist because of the foundation industries.
The products made from these materials are essential to our everyday lives, but together, they are responsible for 10% of the world’s CO2 emissions. We cannot do without the products of the foundation industries, so it is essential that we work to make the products more sustainable and reduce their carbon footprint.
“By working together FISC can leverage the deep understanding and capabilities of its partners to help the companies operating in the foundation industries and the supply chains that use their materials improve.”
Said Graham Hillier, FISC and EconoMISER Project Chair
Sustainability Consortium (FISC)
The UK foundation industries face a set of challenges that are common to all foundation industry manufacturers across the globe, these major challenges are to:
� Use more scrap materials as feedstocks to reduce virgin raw material demand through a more circular approach to manufacturing,
� Develop more sustainable, lower carbon and more resource efficient manufacturing routes for the future of the world,
� Develop more innovative products making materials in the integrated supply chain more efficient thereby increasing the economic and social value of these supply chains,
� Continuously improve the efficiency of manufacturing to reduce costs, increase yields and reduce emissions,
� Develop a new generation of low carbon sustainable and resource efficient processes, products and manufacturing plants to ensure the UK has manufacturing assets and products that are fit for the future,
� Increase UK production so it’s less reliant on imports.
FISC has brought together partners in CPI, Glass Futures, Lucideon, Materials Processing Institute and the Henry Royce Institute. Calling for change, the group aims to deliver global innovation in low carbon resource efficient sustainable solutions that will help to transform these essential industries.
“The depth of expertise across a wide range of innovation activities means that FISC can bring together unparalleled expertise that can help its partners reach practical solutions more quickly and at lower cost than if each partner worked independently.” - Dr Ben Walsh, Deputy Director - Transforming Foundation Industries, Innovate UK said.
The consortium is leading projects based on six themes; alternative fuels, digital sensing, process optimisation, sustainable materials, circular economy and training and skills.
Furnaces International speaks with the members of the partnership to find out more about the decarbonisation and optimisation of furnaces.
* Editor, Furnaces International** Global Engagement Lead, Glass Futures
EconoMISER
FISC’s first project is known as EconoMISER (Economic Materials Innovation for the Sustainable and Efficient Use of Resources).
EconoMISER is the first major project of FISC, representing a £19.5m investment by UK Research and Innovation.
The EconoMISER project started in October 2022 and has since employed three Fellows with experience in the foundation industry. They are working across industry, academia and the Innovation centres to understand their needs and link industry partners with the centres to address common challenges.
The EconoMISER programme is developing a network of scale-up centres across the FISC partnership to align with the consortium’s themes. The programme provides dedicated support for the foundation industries through experienced teams of industry fellows and application scientists who are now initiating projects across the foundation industry innovation network.
“All of the centres are well established in their own right and support innovation in their own industries. We felt that by working together on cross cutting themes that affect the whole of the foundation industries there was an opportunity to combine our capabilities in ways that can identify and transfer best practice between the centres and, more importantly, into manufacturing plants and supply chains to enhance the UK’s position economically, environmentally and socially,” said Graham Hillier, FISC and EconoMISER Project Chair.
INFO: EconoMISER Public Report.pdf (ukfisc.org)
The Members
CPI
Theme: Digital Sensing CPI aims to develop process monitoring and data capture practices to support remote and real-time decision making within manufacturing processes. Informing modelling, prediction and simulation and tracking through the make, use and end-of-life cycle.
Who are CPI?
CPI connects the dots within the innovation ecosystem to make great ideas and inventions a reality. It is pioneering social enterprise that accelerates the development, scale-up and commercialisation of deep tech and sustainable manufacturing solutions. As a trusted partner of industry, academia, government, and the investment community, it’s a catalyst that delivers sustainability and healthcare innovations to benefit people, places, and our planet.
Glass Futures
Theme: Alternative Fuels
Glass Futures aim to support the adoption of green energy solutions, including lower carbon and less polluting fuels such as hydrogen and biofuels.
Who are Glass Futures?
Glass Futures is a global research and technology organisation with a vision for a sustainable future enabled by glass. Working across its membership and partners it connects the glass industry with academia to demonstrate disruptive technologies that will make glass and other materials zero carbon and sustainable. It’s Global Centre of Excellence is a world-first allowing trials and demonstrations of disruptive technologies to generate ideas that will support the foundation industries to decarbonise and become more sustainable, faster.
Henry Royce Institute
Theme: Circular economy
The Henry Royce Institute aims to ensure that FI resources are used as effectively and efficiently as possible to adopt a zero waste, recirculating system which will improve security of supply and reduce environmental impact.
Who are the Henry Royce Institute?
The Henry Royce Institute is the UK’s national institute for advanced materials research and innovation. Royce was established to ensure that the UK remains at the forefront of materials research and exploitation through collaborations with industry and academia, and by providing access for the UK materials community to state-of-the-art equipment and facilities. Research undertaken at Royce tackles some of the most pressing challenges facing today’s society, from providing energy for future cities to decarbonisation and new recyclable materials. Its materials research facilities and expertise are available to academia and industry alike.
Materials Processing Institute
Theme: Sustainable Materials
The Materials Processing Institute aims to improve the recyclability of materials to ensure recovered materials are fit for purpose and developing new manufacturing processes which adopt recycled raw materials. The theme will also identify alternative materials from sustainable sources to reduce reliance on mined raw materials.
Who are Materials Processing Institute?
The Materials Processing Institute (MPI) is a Research Technology Organisation with an 80-year track record in developing new materials, processes, and technologies. MPI is a globally recognised centre for the innovation, development and commercialisation of technology for advanced materials, industrial decarbonisation and the circular economy. This is delivered by scientists, engineers and project teams with expertise in materials science and advanced processing, utilising state-of-the-art equipment, laboratories, workshops, demonstration, scale-up and production facilities to develop technology, enhance materials and improve processes.
Further information:
Lucideon
Theme: Process Optimisation
Lucideon’s goal is to design and improve systems to minimise process variability, maximise resource utilisation and identify best practice. Ensuring companies make the most of their manufacturing ecosystems to reduce waste and energy consumption, boosting cost competitiveness in the UK.
Who are Lucideon?
Lucideon specialises in materials technology, processes, and testing. Its application of cross-industry insight, materials science expertise, and innovative thinking allows industry to develop and implement disruptive technology platforms, providing cost and/or product performance benefits. It utilises its many years of experience in development, analysis, and assurance to provide technical consultancy to accelerate its clients’ R&D activities.
The Foundation Industries Sustainability Consortium (FISC): https://ukfisc.org/ CPI: www.uk-cpi.com
Glass Futures: www.glass-futures.org Henry Royce Institute: www.royce.ac.uk/economiser-project/ Lucideon: www.lucideon.com
Materials Processing Institute: www.mpiuk.com
www.furnaces-international.com
Why did you join FISC?
Henry Royce Institute
Royce joined FISC to support the UK’s foundation industries with the essential tools needed to decarbonise. Royce is uniquely positioned to support the scale-up of sustainable technologies, and can accelerate technology translation for FISC collaborators by enabling access to the leading research facilities and expertise across universities in the UK. Royce has also recruited a number of new solutions-focused positions to support foundation industry projects. These include Industry Fellows, who are experienced industrial leaders responsible for brokering collaborations and connecting R&D requirements to solution providers, and Application Scientists who are able to deliver agile research at short notice through ‘sprint’ projects.
Royce also is at the forefront of developing a National Materials Innovation Strategy, adopting a demand-driven approach to harness and optimise the UK’s vibrant and foundational material capabilities. These ubiquitous materials are essential to our modern built environment, infrastructure and mission for growth. From the homes and offices where we live and work to the infrastructure supplying water and energy, as well as the roads, bridges, and transport systems that move us, the foundation industries play a pivotal role.
Reducing the carbon footprint of the carbon-intensive foundation industries is a major priority if we are to achieve net zero. To address this challenge, reduce
CO2 emissions and energy consumption, producers must focus on developing new materials and processes.
There is a significant opportunity to decarbonise these industries at pace, thanks to a range of promising technologies which would align with current supply chains. These include advancements in smart and additive manufacturing. While substantial progress has been made in, for example, cement decarbonisation, achieving truly low-carbon products— and, importantly, increasing supply chain’s willingness to adopt them—will require focused and coordinated efforts from numerous stakeholders within these industries’ research and innovation ecosystem.
Materials Processing Institute
FISC has brought together global leaders in innovation to achieve a common goal, whilst MPI predominantly work in the metals and cement sectors (two of the six foundation industries), we have expertise in decarbonisation, the circular economy, advanced materials, and digitalisation that can be applied across all six foundation industries. Therefore, being a part of FISC allows us to support the wider community with our existing expertise and capabilities.
Terry Walsh, CEO of MPI said: ‘FISC is central to us being able to achieve our strategic goals in the foundation industries namely; driving decarbonisation in steel and cement production; developing technologies for the recovery of Critical Raw Materials and developing novel alloys. The ongoing support of FISC is central to delivering these goals’.
Themes and Targets
As noted previous, the consortium will lead projects based on six themes; alternative fuels, digital sensing, process optimisation, sustainable materials, circular economy and training and skills.
CPI: Digital Sensing
CPI lead the Digital Sensing theme of the EconoMISER programme. The goal of the investment is to look at the capability of software and hardware to accurately measure and control processes to make higher quality and higher value products with less waste.
Glass Futures: Alternative Fuels
Glass Futures lead the Alternative Fuels theme of the programme. The partner-
ship has identified significant shared areas of research and innovation interest, including hydrogen for heat reduction, electric melting, oxyfuel, sintering and CO2 capture deployment.
Henry Royce Institute: Circular economy
The Henry Royce Institute lead the Circular Economy theme of the programme. This involved;
� Identifying the current position of the foundation industries against the development of a more circular economy.
� Delivering Foundation Industry focused projects using Application Scientist resources.
� Coordinating efficient and effective utilisation of the EconoMISER CAPEX to enable foundation industries to move toward a more circular economy.
� Developing a long-term (10 year) plan for the circular economy theme that could form the development plan for the FISC consortium in the future. This will identify actions that the UK-FIs can take to improve their resource efficiencies whilst aligning resource streams, to move towards the goal of a Circular Economy.
Potential future Circular Economy projects might focus on improving facilities to manufacture cements at a range of scales from 5kg to 1000kg, including milling or pre-processing equipment; development of a Circular Economy Centre for testing and pre-processing of metals at high and low temperatures.
The Materials Processing Institute lead the Sustainable Materials theme of the programme.
The Institute’s work is centred around accelerating materials development, increasing the circularity of current materials and scaling up to a meaningful size. The focus to date has been on sustainably developing next generation alloys driven by AI, chemical feedstocks replacement and the development/testing to standards of novel low carbon cement and concrete. Consequently, helping to facilitate the
commercialisation of sustainable or low carbon materials.
Current projects include the Innovate UK funded SBRI: Decarbonising Concrete challenge which the Materials Processing Institute (Lead partner) and other partners MPA, Aston University and Mott McDonald submitted and won a grant to investigate treated recycled concrete fines (RCF) substitution in concrete. The project’s main objective being to revise BS 8500 standard to allow CEM 1 substitution with RCF. This project is currently ongoing, and a new sustainable cement and concrete laboratory is being put in place to help deliver on project objectives.
Other proposal includes working with the Royal Mint to recover valuable metals from waste printed circuit boards (e –waste). Consequently, reducing pollution, increasing circularity, energy saving, improved economic outcomes by using domestic materials and creating more job opportunities among others. Preliminary waste material characterisation and detailed project scoping is currently being planned.
Lucideon: Process Optimisation
Lucideon lead the Process Optimisation theme of the EconoMISER programme. Lucideon focused on the application of sensoring, time series manufacturing data collection, and machine learning analysis to improve operational efficiency. They provided further details on what the theme, Process Optimisation, means to them:
Understanding Hydrogen as a potential alternative fuel
� Testing and trialling of old kilns (intermittent and roller kiln) with up to 100% Hydrogen
� So the foundation industries (FIs) can see if it is possible to use Hydrogen (and thus start the journey to Net Zero) without investing in new kilns and with no adverse consequences for kilns and fired products
Enabling Process Optimisation with data collection & machine learning
� Continuous Improvement via ap-
plication of sensors to collect time-series data and apply machine learning to drive systematic process optimisation
� So the FIs can improve operational efficiency, improve product quality, and reduce costs
Exploring Geopolymers for non-heat / low heat formulation for functional performance
� An ability to formulate, mix, test, and characterise batches at industry-relevant scale
� So the FIs can explore potential for high-quality scalable alternative cement development
National UK Refractories testing centre
� An ability to perform all tests necessary to ensure optimal performance
� So the FIs can test refractories for use in novel applications for reliable performance, at one single UK location
Testing Novel Cements & Concretes
� An ability to comprehensively test novel formulations & products, including load bearing and accelerated environmental exposure
� So the FIs can access comprehensive testing capability for novel cements & concretes performed with the same rigour as conventional products Optimising sintering via a Thermodynamic kiln “testbed”
� Ability to better understand the sintering process via an advanced, dual-fuel, heavily sensored kiln
� So the FIs can monitor kiln conditions, firing schedules, and product characteristics and thus optimise the variables for enhanced performance
Projects and Proposals
What projects and proposals have been made, and what stage are we at with these?
Henry Royce Institute: Discussions are afoot around a joint Industry-Government Challenge Programme aimed at drastically reducing the carbon footprint of cement and concrete over the coming decade. This initiative would encompass the development of new types of low-carbon cement and concrete, new materials
sources, process enhancement, application of digital methods, development of technical skills, and the incorporation of enabling factors, such as government procurement policies that mandate the use of lower-carbon concrete in national construction projects.
This wide-scale initiative is expected to exploit the opportunities afforded by digital methods and systems and re-position an industry as a leader in delivering economic growth with minimal impact on the environment, grounded by attracting and growing a new demographic skills base. Further it will yield significant Environmental, Social, and Governance (ESG) and financial benefits, including:
� The development of low-carbon concrete suitable for use across the Built Environment
� Concrete that is repurposed at the end of its lifecycle, contributing to a sustainable economy
� Enhanced resilience of the UK supply chain from diversification of resources
� Lower energy consumption
� Decreased reliance on virgin materials within the industry
� Waste minimisation
� An improved reputation for the Cement, Concrete, and Infrastructure (CCI) sector
Could you provide details on your supporting role, looking at Alternative Fuels with Glass Futures and Henry Royce. The Henry Royce Institute is organised around 10 Research Areas, all with a material focus and providing the capability to investigate a breadth of material service requirements and applications. Exemplar projects conducted by the Modelling and Simulation Research Group include prediction of the effect of furnace atmosphere on refractory materials, and simulation of a plasma torch electrode.
What projects and proposals have been made, and what stage are we at with these?
Materials Processing Institute: Future projects could include electrification and
hybridisation of furnaces in steel making and chemical industries; sustainable composites development (leather) which would involve materials characterisation of leather composites, as well as upcycling and recycling of leather waste scrap. The present stage is ideation and project scoping.
What advice would you give to the furnaces industry (across the foundation industries) as it looks to decarbonise and innovate?
To effectively decarbonise and innovate, the furnaces industry across the foundation industries should focus on a multi-faceted approach. First, energy efficiency improvements are paramount. This can be achieved by upgrading to state-ofthe-art, high-efficiency furnace designs, such as regenerative burners or oxy-fuel combustion systems, which significantly reduce fuel consumption and emissions.
Retrofitting existing furnaces with advanced insulation materials and integrating waste heat recovery technologies, such as recuperators or regenerators, can further reduce energy demand. Process optimisation through digital tools, such as advanced sensors, AI-driven monitoring systems, and predictive maintenance, will also enhance operational efficiency, lower emissions, and reduce downtime.
In addition, the adoption of alternative low-carbon fuels such as hydrogen, synthetic fuels, or biofuels is crucial, as they offer significant potential to replace traditional fossil fuels. Where feasible, electrification of heat through electric arc furnaces (EAF) or induction furnaces can further reduce reliance on carbon-intensive fuels, especially when paired with renewable energy sources.
Collaboration with research and technology organisations (RTOs), universities, and industrial partners will be essential to accelerate innovation. Exploring carbon capture and storage (CCS) technologies, as well as emerging carbon utilisation solutions, can help mitigate residual emissions. Furthermore, material innovations such as refractory materials with higher thermal stability and durability can extend furnace life cycles, reduce waste, and improve energy performance. By integrating these strategies, the furnaces industry can achieve significant progress in its decarbonisation efforts while driving innovation and remaining competitive in a low-carbon economy. �
BURNING PASSION
INNOVATE METALS. INNOVATE YOURSELF.
SMS ZEROFlame HY 2
BENEFITS
FLAMELESS BURNER FOR EXTRA LOW NOx EMISSIONS
›Fuels: Natural Gas, Coke Oven Gas, Hydrogen at any percentage in the mix
›Three different working modes: Flame, ameless, booster
›Constant and uniform ame pattern at any % of H2 in the fuel blend
›Extra Low NOx emissions ≤80 mg/Nm3 at any % of H2 in the fuel blend
›Optionally available in REGEN conguration for maximizing fuel saving www.sms-group.com