

NOVEL FOOD A CHE PUNTO SONO LE PROTEINE ALTERNATIVE? BEVERAGE L’ANIMA GREEN DELL’INDUSTRIA DELLE BEVANDE www.alimentinews.it BIMESTRALE –EDITORE QUINE Srl –20141 MILANO –VIA G. SPADOLINI, 7 ISSN 1721-5366 Efficientamento energetico a tutto campo Produzione & Igiene N°1 FEBBRAIO 2023
Listeria monocytogenes è un batterio patogeno Gram-positivo, non sporigeno e mobile, ubiquitario, ampiamente di uso nell’ambiente, nel suolo, nell’acqua e nella vegetazione. La sua capacità di crescere e riprodursi a temperature molto variabili (da temperature di refrigerazione sino a 45°C), nonché la sua capacità di tollerare ambienti salati e pH acidi lo rendono un batterio molto resistente a varie condizioni ambientali, incluse quelle che si hanno nella produzione e nella lavorazione degli alimenti. In condizioni favorevoli, L. monocytogenes può crescere nell’alimento contaminato no a raggiungere concentrazioni tali da causare un’infezione nell’uomo. Per queste sue caratteristiche, L. monocytogenes rappresenta un pericolo per i prodotti pronti al consumo (chiamati ready-to-eat - RTE) e i prodotti con una lunga vita commerciale (shelf-life) mantenuti a temperature di refrigerazione.



Alitest Srl Via C. Fosse, 7 - 46019 Viadana -MN- Tel. 0375.780789 r.a. mail: info@alitest.it - www.alitest.it
La causa dell’infezione da Listeria è la contaminazione dei cibi ingeriti con il batterio. Un metodo e cace per la prevenzione è il Test Pocket Swab pronto in soli 5 secondi, che tramite la rilevazione dell’ATP consente di individuare l’eventuale presenza di bio lm direttamente nell’area di produzione. Inoltre consente di veri care la corretta pulizia dell’area di lavoro. Alitest Soluzioni di Qualità
LORENZO MARIA ASPESI Presidente Consiglio Ordine Nazionale Tecnologi Alimentari

COMPETENZE PROFESSIONALI PER IL RILANCIO DEL PAESE
Attivare tutte le necessarie sinergie per un’azione quanto più partecipata e coordinata in ambito agricolo e agroalimentare, nell’ottica di una sussidiarietà che assume così una portata centrale. È con questo obiettivo che il ministro Lollobrigida, titolare del Masaf, ha incontrato il nostro Ordine Professionale insieme all’associazione “Professioni Italiane”, che raggruppa i Consigli Nazionali degli Ordini, Collegi e Federazioni aderenti alla Rete Professioni Tecniche e al Comitato Unitario Professioni.
Le questioni al tavolo di condivisione sono state numerose.
La globalizzazione apre a continue nuove sfide geopolitiche per l’ampliamento del mercato di riferimento e l’ingresso di materie prime di varia provenienza.
La rapida evoluzione delle tecnologie e la digitalizzazione necessitano di aggiornamenti, adeguamenti e capacità di raccolta delle opportunità che l’innovazione porta. La sostenibilità delle produzioni, il risparmio energetico, la lotta al food waste e la ricerca in ambito MOCA sono sempre più strategici. E, infine, la compliance alla normativa e alle direttive comunitaria.
Tutti questi aspetti necessitano di controlli e conoscenze tecniche trasversali. I Tecnologi Alimentari sono interlocutori autorevoli che possono mettere in campo competenze professionali a disposizione del sistema di controllo agroalimentare con funzioni specifiche di gestione e controllo dei processi.
L’Ordine ha confermato la totale disponibilità al Ministro e alla struttura Ministeriale per intavolare una stretta collaborazione – di valore e strategica – focalizzando l’attenzione su tematiche specifiche che verranno affrontate nei prossimi mesi attraverso un tavolo di confronto aperto per lo scopo.
PROFESSIONE
Il TA mette in campo competenze di gestione e controllo dei processi professionali con funzioni specifiche
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 1



Produzione & Igiene PROFESSIONE Competenze professionali per il rilancio del Paese Lorenzo Maria Aspesi 1 INSIGHT 2023, che sia quello giusto! Massimo Artorige Giubilesi 5 INGRANDIMENTI Formaggi rock Benedetta Bottari 8 NEWS DAL MONDO a cura della Redazione 10 TECNOLOGIA APPLICATA Ricerca scientifica internazionale a cura della Redazione 12 INTERVISTA AL TECNOLOGO Molto più di una semplice “macchinetta” Silvia Monguzzi 16 MACCHINE E IMPIANTI Novità e soluzioni dalle Aziende a cura della Redazione 20 DIRITTO ALIMENTARE Riforma Cartabia, come cambia la tutela igienico sanitaria degli alimenti Avv. Sara Checchi 24 INCHIESTA Proteine alternativi e sostenibili, a che punto siamo? Francesca De Vecchi 28 IGIENE ALIMENTARE Gli ausiliari chimici nei cicli di produzione degli alimenti Giuseppe Brugali 34 IN QUESTO NUMERO... TRACCIABILITÀ La blockchain come strategia per la sicurezza alimentare Salvatore Velotto, Rosa Cinzia Borrelli, Giuseppe Coletti 40 SPECIALE EFFICIENZA ENERGETICA Efficientamento energetico a tutto campo Stefani Milanello 44 PACKAGING Le tecnologie emergenti nella transizione ecologica dell’industria alimentare Fabio Licciardello 50 BEST PRACTICE Il circolo virtuoso della sostenibilità Paolo Bersighelli 52 FOCUS BEVERAGE Filtrazione affidabile per l’industria delle bevande Stefania Milanello 54 PROTAGONISTI Fontanafredda, anima green Stefania Milanello 54 16 28 44 PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 2
MERCATI E TRENDS
Direttore Responsabile
Giorgio Albonetti
Direttore Scientifico
Massimo Artorige Giubilesi
Comitato tecnico scientifico
Giancarlo Belluzzi, Vincenzo Bozzetti, Francesco Fiorente, Gaetano Forte, Luciano Negri, Erasmo Neviani, Serena Pironi, Daniele Roseghini
Coordinamento editoriale Chiara Scelsi c.scelsi@lswr.it Cel. 3490099322
Redazione Diletta Gaggia d.gaggia@lswr.it redazione.food@quine.it
Produzione Antonio Iovene a.iovene@lswr.it Cel. 3491811231
Direttore Commerciale
Costantino Cialfi c.cialfi@lswr.it tel. 3466705086
Traffico Ornella Foletti ornella.foletti@quine.it Cel. 3427968897
ABBONAMENTI www.quine.it
abbonamenti.quine@lswr.it Tel. 02 864105 www.alimentinews.it
Costo copia singola: € 2,80
Abbonamento annuale Italia: € 40
Stampa
Aziende Grafiche Printing Srl Peschiera Borromeo (MI)

Quine Srl
Produzione & Igiene Alimenti - Bimestrale Rivista ufficiale del Consiglio dell’Ordine Nazionale dei Tecnologi Alimentari Autorizzazione del Tribunale di Milano n. 510 del 29-10-1983 Iscrizione al ROC n. 23531 dal 6 Maggio 2013
Tutti gli articoli pubblicati su Produzione & Igiene Alimenti sono redatti sotto la responsabilità degli Autori. La pubblicazione o la ristampa degli articoli deve essere autorizzata per iscritto dall’Editore. Ai sensi dell’art. 13 del Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti i lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dal GDPR. I dati potranno essere comunicati a soggetti con i quali Quine Srl intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Quine Srl, Via Spadolini 7 - 20141, Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui all’art. 7 D.Lgs. 196/03.

50
INSERZIONISTI ALITEST II Copertina BIOAGRO III Copertina CSB-SYSTEM pag. 11 KAIROSAFE pag. 7 VEGA IV Copertina Testata Associata
Gli italiani preferiscono bere acqua Stefania Milanello 62
Le attività di Pest Management e la gestione documentale Francesco Fiorente 66 PRODOTTI E SOLUZIONI 70 CONTROVENTO Quanti sono i sapori? Vincenzo Bozzetti 72 54 AYAMA pag. 20 www.ayamasoftware.it BORIN pag. 20 www.borinsrl.it CSB-SYSTEM pag.
www.csb.com ENERSEM pag.
www.enersem.eu FATTORIE CREMONA pag.
www.fattoriecremona.it FONTANAFREDDA pag.
www.fontanafredda.it GENERON SPA pag.
www.generon.it GRUPPO SCHMERSAL pag.
www.schmersal.com IPM ITALIA
www.ipmitalia.it NORD DRIVESYSTEMS
www.nord.com NORELEM
www.norelem.it SMC ITALIA
www.smc.eu
SPA
www.daispa.it
PEST MANAGEMENT
70
44
48
58
21
23
pag. 20
pag. 21
pag. 22
pag. 23
SOGEDAI
pag. 16
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 3
ABBIAMO PARLATO DI
II edizione
SAVE THE DATE
26-28 settembre 2023


La seconda edizione del convengo digitale di Scienza e Tecnologia Alimentare

Dal 26 al 28 settembre 2023 i protagonisti del settore si incontrano per discutere dei temi cruciali e delle principali sfide che attendono il mondo della produzione alimentare

Organizzato da www.alimentipiu.it
MASSIMO ARTORIGE GIUBILESI

Presidente Ordine dei Tecnologi Alimentari Lombardia e Liguria
2023, CHE SIA
QUELLO GIUSTO!
Raccontare l’anno appena trascorso e tirare le somme su ciò che abbiamo fatto e gli obiettivi che abbiamo raggiunto non è un compito facile soprattutto in questo momento storico.
Penso a tutti i buoni propositi che come da tradizione ci siamo augurati all’inizio del 2022, che sono poi sfumati negli imprevisti di una congiuntura globale sempre più complessa e incerta.
Dopo “l’annus horribilis”, come è stato definito il 2021, ci siamo lanciati con grande entusiasmo di ripresa nel 2022, che doveva essere “l’annus mirabilis”, ma ben presto lo schiaffo della guerra in Ucraina ha congelato sul nascere, già nei primi mesi dell’anno, il tanto atteso rilancio dell’economia. La corsa a ostacoli che ci ha accompagnati durante tutta l’estate è stata particolarmente dura per il settore Food&Hospitality, con la doccia fredda arrivata con le bollette energetiche, spegnendo il fuoco della speranza di una ripresa significativa a recupero di quanto perso durante il biennio della pandemia. Mentre è ancora presto per poter dire in termini statistici quale sarà il saldo del 2022, basta dare uno sguardo ai numeri del 2021 tra i quali spiccano i dati sulle nuove aperture di attività nel settore della ristorazione: 300 in meno rispetto al 2020 e meno della metà rispetto a 10 anni fa. Nel 2021 hanno avviato l’attività 8.942 imprese mentre poco meno di 23.000 l’hanno cessata (fonte Ristorazione 2021 – Rapporto annuale FIPE). Resta quindi elevato il turn over imprenditoriale nel settore e purtroppo le previsioni per il prossimo futuro non sono molto positive. In questo complesso scenario allora, che ne sarà del 2023?
INSIGHT
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 5
Parole chiave dell’agroalimentare: sostenibilità qualità, sicurezza, tracciabilità e
Non voglio essere pessimista, ma neanche indurre a un pensiero di falso ottimismo. Dobbiamo essere consapevoli che ci aspetta un lavoro duro e impegnativo, che deve permetterci di spezzare definitivamente il filo che ci sta tenendo legati a vecchi schemi e approcci che non funzionano più.
Dovremo essere abili e affrontare con lungimiranza e dinamismo le problematiche geopolitiche, sociali e ambientali per mettere sul tavolo soluzioni che da tempo dovevano trovare un’applicazione reale nei nostri modelli di business.
La sostenibilità così tanto acclamata negli ultimi anni, per lo più usata come slogan pubblicitario, come strategia d’impresa, deve trasmutarsi rapidamente in processi organizzativi e produttivi ordinari uscendo dalla zona d’ombra dalle cose fatte a metà.
I cambiamenti climatici ormai sono realtà e ci presentano il loro conto senza più l’opzione “pagherò”, ricordandoci che il tempo è una risorsa che appartiene alla categoria delle “energie non rinnovabili”.
E mentre stiamo cercando di riciclare le solite vecchie competenze in un mondo che cambia alla velocità della luce, introduciamo tecnologie 4.0 ma ci lamentiamo della mancanza di personale qualificato, scordandoci di investire nelle risorse umane. Perciò, come specialisti accreditati per le varie filiere, il nostro ruolo di Tecnologi Alimentari diventerà sempre più cruciale nei processi manageriali e organizzativi, ovvero nello sviluppo delle competenze nelle dinamiche gestionali e operative, senza abbandonare i percorsi della ricerca e lo sviluppo di nuovi prodotti a sostegno del futuro delle imprese alimentari. Esse dovranno non solo produrre qualitativamente meglio, ma anche quantitativamente di più per soddisfare le esigenze di cibo della popolazione mondiale destinata a crescere, con un occhio di estrema attenzione alla sostenibilità del sistema.
Qualità, sicurezza, tracciabilità e sostenibilità sono e saranno le parole chiave che accompagneranno il settore agroalimentare italiano per garantire reputazione e successo a tutte le imprese.
Noi Tecnologi Alimentari dovremo supportare soprattutto le micro e piccole-medio imprese che si trovano ad affrontare anche le sfida dell’innovazione in termini tecnologici e digitali, tutto ciò in un contesto di emergenza climatica, crisi energetica, scarsità e difficoltà di approvvigionamento di materie prime, mancanza di personale e mercati finanziari instabili sotto il segno della crescente inflazione.
Personalmente penso che gli avvenimenti degli anni scorsi ci hanno spinto a dover fare il primo passo, quello più difficile, verso il cambiamento del paradigma, costringendoci a dover fare una brusca svolta sulla strada delle innovazioni necessarie, purtroppo a lungo rimandate.
La pandemia e la guerra ci hanno mostrato le fragilità e la vita breve delle nostre “comfort zone” che ci ostinavamo a mantenere, perché illusi delle conquiste di un progresso crescente che risolvendo un problema ne creava altri mille.
Insomma, sarà difficile e complicato per tantissime aziende e imprenditori, ma sono sicuro e certo che sarà possibile uscirne a testa alta e sguardo rivolto verso nuovi orizzonti di sviluppo e crescita.
Perciò mi auguro che il 2023 non sia semplicemente l’anno più bello o più prospero rispetto gli altri. Auguro a tutti che quest’anno sia quello giusto: dove le cose vanno nella direzione giusta, con i tempi e i modi giusti, con lo spirito e l’entusiasmo coerente per affrontare le difficoltà che sicuramente non mancheranno, ma che supereremo consapevoli che stiamo camminando sulla strada giusta.
INSIGHT PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 6
Igiene delle superfici
Bioluminometro
Strumentino portatile che rileva in tempo reale la contaminazione da ATP+AMP+ADP, indicatori del grado di pulizia delle superfici.
Kairosafe propone il Lumitester Smart abbinato ai tamponi Lucipac A3, con i quali si preleva il campione dalle superfici. Il test, rapido e preciso, è utilizzabile per il controllo della sanificazione in tutti gli ambiti, alimentare, sanitario, HO.RE.CA, industriale ecc
Per ordinare:
codice 61324 - Lumitester Smart

codice 1702671-60361 - Lucipac A3 Surface, tamponi
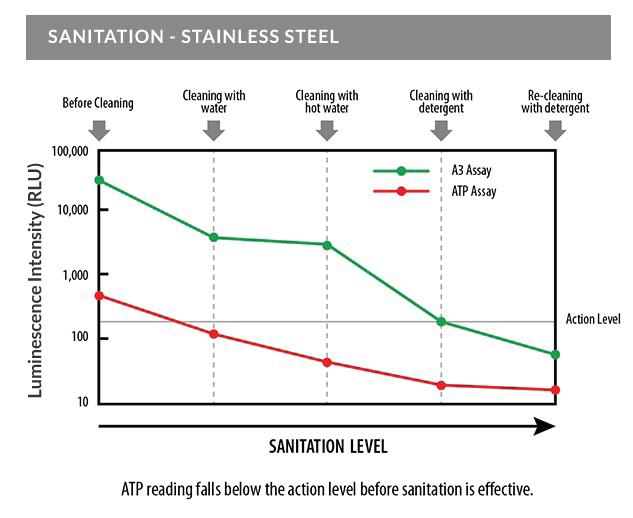
Il sistema evidenzia la presenza di sostanza organica e si rivela molto utile poichè garantisce una lettura immediata e un utilizzo semplice. Essenziale per il confronto prima e dopo la pulizia.
Il Lumitester rileva il segnale luminoso emesso dalla reazione tra il campione e il reagente presente nel tampone (luciferasi).
La luce prodotta è misurata e convertita in un valore numerico (RLU) visualizzato sul display. Il test offre una sensibilità più elevata tramite la tecnologia brevettata A3, che offre il vantaggio di rilevare l’ATP e i suoi prodotti didegradazione, distinguendosi dai test che invece rilevano solamente l’ATP con possibili falsi negativi.
Visita il nostro e-shop e scarica gli approfondimenti tecnici
KAIROSafe Srl Tel. 040 299502-2907149 info@kairosafe.it www.kairosafe.it SOLUZIONI PER IL CONTROLLO QUALITA’ KAIROSAFE
---------------------
---------------------
Benedetta Bottari Professore Associato Microbiologia degli Alimenti Università degli Studi di Parma

FORMAGGI ROCK
Chi non ha concluso i cenoni delle feste con una bella assiette de fromage alzi la mano! Quasi tutti… e forse ci siamo anche scervellati per proporre il vino con cui creare il perfetto abbinamento. Ma che al nostro food pairing mancasse la giusta colonna sonora non avevamo pensato. Ebbene sì, al formaggio piace il rock. O meglio l’hip-hop.
L’effetto delle onde sonore sulla fisiologia delle piante è da tempo oggetto di studio, mentre più recenti sono le ricerche che dimostrano un’influenza della stimolazione sonora sullo sviluppo e sulla resistenza agli stress dei microrganismi. Il meccanismo alla base di questi effetti non è ancora noto, ma è stato osservato che con una sonicazione a bassa intensità, le cellule subiscono una limitata sonoporazione, ovvero la membrana cellulare presenta piccoli pori che facilitano lo scambio di sostanze nutritive e di scarto tra interno ed esterno della cellula, migliorando la crescita cellulare.
Da qui l’idea di alcuni studenti della Bern University of the Arts di proporre alla Käsehaus K3 (casa del formaggio, della cultura e delle coccole) della città di Burgdorf, l’utilizzo della musica per influenzare la maturazione del formaggio. Le forme stagionate con l’esposizione a musica hip-hop sono risultate significativamente diverse dal punto di vista sensoriale e maggiormente gradite dal panel addestrato che le ha valutate. L’utilizzo di ultrasuoni per l’attenuazione di colture batteriche aggiuntive da impiegare nella produzione di formaggi era già stato descritto, come causa di un incremento dell’attività proteolitica di tali microrganismi con conseguenti maggiori quantità di aminoacidi liberi e aroma più intenso nei prodotti ottenuti. La giusta melodia potrebbe perciò portare a un miglioramento della qualità dei formaggi intervenendo sui microrganismi che in essi si sviluppano e sono, con i propri metabolismi, ritenuti i maggiori responsabili dell’ottenimento delle desiderate caratteristiche organolettiche.
La letteratura disponibile fino ad ora su questo tema è stata raccolta in un’interessante pubblicazione (in tedesco, https://doi.org/10.34776/afs13-168) di due ricercatori di Agroscope, ma i possibili campi di applicazione sono svariati.
Chissà che anche nelle vostre aziende non sia il caso di cambiare musica!
INGRANDIMENTI
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 8
La giusta melodia può intervenire delle caratteristiche organolettiche sui microrganismi responsabili
IL MINISTRO LOLLOBRIGIDA INCONTRA I TECNOLOGI ALIMENTARI
Nella mattinata di lunedì 16 gennaio, presso il Ministero dell’Agricoltura, della Sovranità alimentare e delle Foreste, il ministro Lollobrigida ha incontrato l’associazione “Professioni Italiane”, che raggruppa i Consigli Nazionali degli Ordini, Collegi e Federazioni aderenti al Comitato Unitario Professioni e alla Rete Professioni Tecniche. Al centro dell’incontro a cui erano presenti i rappresentanti dei Dottori agronomi e forestali, dei Periti agrari, dei Tecnologi alimentari e degli Agrotecnici, un focus sul mondo delle professioni tecniche e sul loro coinvolgimento nella definizione delle politiche di sviluppo del settore agroalimentare e dei territori, con supporto tecnico all’attività del Masaf.

LE PROPOSTE DELLE PROFESSIONITALIANE
Durante l’incontro è stato presentato il documento “La ripresa economica del Paese, proposte di policy delle Professioni”, allo scopo di proporre la loro visione per un’Italia più inclusiva, moderna, capace di incentivare l’innovazione e lo sviluppo sostenibile, nel campo
della filiera agroalimentare e della sicurezza dei consumi alimentari, nell’obiettivo della sostenibilità ambientale ed energetica. ProfessionItaliane chiede che il rilancio passi attraverso il miglioramento e la valorizzazione delle competenze professionali, la ripartenza degli investimenti pubblici e privati in infrastrutture materiali e immateriali e un sistema di regolamentazione delle attività produttive notevol-
MOCA, AGGIORNAMENTO DELLA LISTA DEGLI ACCIAI INOSSIDABILI
Il 19 gennaio u.s., sul numero 15 della Gazzetta Ufficiale della Repubblica, è stato pubblicato il testo del DM 25/11/2022 che aggiorna l’allegato II della sezione 6 relativa agli ACCIAI INOSSIDABILI ammessi al contatto alimentare, che come noto, è parte integrante del DM 21/3/1973.
Nella parte A di questa sezione, le diverse tipologie di acciaio vengono identificate con almeno una delle successive chiavi di identificazione secondo gli standard:
§ UNI EN 1008-1;
§ AISI/ASTM;
§ UNS.
Quelle che non ne posseggono nemmeno una, per essere considerate M.O.C.A. devono soddisfare i requisiti di composizione ricavabili dall’analisi chimica di colata (parte B).
La presente disposizione normativa nazionale entrerà in vigore il 3 febbraio prossimo. Si ricorda infine che il materiale ACCIAIO, sempre secondo il quadro normativo M.O.C.A. ma a livello UE, ad oggi non è armonizzato, per cui l’import/export impone la valutazione di conformità regolatoria nazionale.
mente semplificata. I Professionisti della filiera agroalimentare, unitamente alle altre professioni aderenti a ProfessionItaliane, si mettono a disposizione del Ministero in una logica di sussidiarietà con l’obiettivo di collocare al centro la soddisfazione delle esigenze alimentari delle persone, incoraggiando lo sviluppo delle realtà locali ed eliminando gli sprechi in un contesto di sicurezza alimentare.

NEWS DAL MONDO
Giuseppe Brugali Tecnologo alimentare OTALL
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
Il 23 novembre u.s. la Corte di giustizia dell’Unione Europea, in base all’articolo 263 del TFUE (Trattato sul Funzionamento dell’UE), ha dato ragione alle società che hanno chiesto l’annullamento del Reg. UE 217/2020 relativo alla classificazione e all’etichettatura armonizzate – come sostanza cancerogena – del biossido di titanio in polvere contenente particelle con diametro ≤ 10 μm in quantità ≥ 1%. L’iter normativo si era concluso col regolamento che lo cancellava anche come colorante per uso alimentare.
Le società che hanno presentato il ricorso sono operative lungo la specifica filiera composta dagli step di: fabbricazione, importazione, utilizzo a valle e fornitura della sostanza che notoriamente svolge un ruolo chiave come pigmento color bianco con buon effetto coprente.
In ambito alimentare era presente nella lista dei coloranti ammessi, identificato con la sigla E171, mentre nella produzione de-
gli imballi/oggetti M.O.C.A. poteva essere utilizzato come colorante (Dual-use) pur se, per taluni polimeri plastici è, ancora oggi, ammesso come sostanza attiva per la fase di polimerizzazione con valori LMS – Limiti di migrazione specifica, espressi in ppm, da rispettare (All. I del Reg. UE 10/2011), da dimostrare attraverso i test di migrazione. In sintesi, le società ricorrenti hanno sollevato dubbi sulla corretta applicazione dei criteri di classificazione che devono essere utilizzati per stabilire se una sostanza è o non è cancerogena ai sensi del regolamento CLP (Reg. CE 1272/2008).
Tuttavia, per quanto ci riguarda, la pericolosità relativa al consumo alimentare secondo il parere di EFSA è legata alla probabile genotossicità e non alla cancerogenicità per via inalatoria.
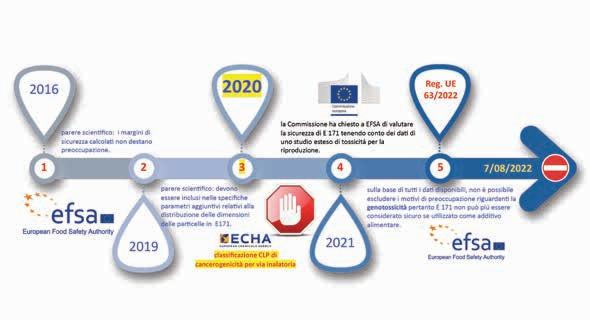
Questo vuol dire che la cancerogenicità per via inalatoria “era” un pericolo che avrebbe coinvolto gli operatori del settore che entravano quindi in contatto con la
polvere inalandola; viceversa i consumatori di alimenti “sono” invece esposti al potenziale pericolo di genotossicità.
Ad oggi, precisando che il documento ufficiale emesso dalla Nona sezione della Corte di giustizia è classificato come “edizione provvisoria”, rimane da chiarire questo aspetto poiché se il parere di EFSA non viene inficiato il contenuto del Reg. UE 63/2022 rimane valido in toto.
In sintesi la fase di produzione e dell’utilizzo del colorante E171 perde quella criticità identificata come cancerogenicità per via inalatoria ma a valle la criticità identificata come genotossicità, ad oggi, rimane confermata.
Secondo la IX° Corte di Giustizia UE il biossido di titanio (colorante E171) non è cancerogeno per via inalatoria. Ma rimane valido il parere di EFSA legato alla probabile genotossicità
NEWS DAL MONDO
LA NON CANCEROGENICITÀ DEL BIOSSIDO DI TITANIO SECONDO IL PARERE DELLA CORTE DI GIUSTIZIA DELL’UNIONE EUROPEA
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 10
Giuseppe Brugali TecnologoalimentareOTALL
MACCHINE PACKAGING STABILE IL FATTURATO 2022


Resta a quota 8 miliardi il fatturato totale dei costruttori italiani di macchine per packaging: nel 2022, secondo i dati preconsuntivi di MECS - Centro Studi di UCIMA, il fatturato complessivo del settore si attesta a 7 miliardi e 986 milioni di euro, in calo del 3% rispetto al risultato registrato nel 2021. Un dato che si attesta di poco sopra il risultato del 2020 (anno della pandemia) e di poco sotto quello del 2019. Nel dettaglio, il mercato dei costruttori italiani di macchine per il packaging è aumentato dell’1,3% in Italia, per un valore assoluto di 1 miliardo e 800 milioni di euro (+ 1% rispetto al 2021). L’export, che rappresenta la linfa vitale del settore, ha contribuito complessivamente per 6 miliardi e 186 milioni di euro, perdendo il 4,3% rispetto all’esercizio precedente. I numeri vanno inquadrati nel contesto geopolitico degli ultimi 12 mesi, con i ritardi di consegna della componentistica che hanno gravato sulle aziende italiane per tutto l’anno (e con avvisaglie concrete già a partire dall’estate 2021), col risultato di avere macchine ordinate, ma non consegnabili per la difficoltà nel completarle. Inoltre, hanno pesato il rincaro dei costi delle materie prime e dell’energia, oltre agli incrementi dei trasporti. Infine, lo scoppio, a febbraio, del conflitto tra Russia e Ucraina ha rappresentato un ulteriore motivo di criticità.
Fornisce gli indici migliori.
L’istinto aiuta, ma oggi contano i fatti. Che si tratti di margini di contribuzione, costi delle materie prime o semplicemente dei prezzi giusti. Con il CSB-System gestirete la vostra azienda alimentare sulla base degli indici. In questo modo avrete una visione chiara anche in situazioni non chiare.
Per saperne di più sulle nostre soluzioni per il settore alimentare: www.csb.com
Il mio ERP.
DOI: 10.1016/j.psj.2022.102170
Effetto del confezionamento aerobico e in atmosfera modificata sulle caratteristiche qualitative della carne di coscia di pollo in conservazione refrigerata Effect of aerobic and modified atmosphere packaging on quality characteristics of chicken leg meat at refrigerated storage. Poultry Science, Volume 101, Numero 12, Dicembre 2022
K. Gurunathan, A. Tahseen, S. Manyam
La domanda di carne di pollo è in continuo aumento. È necessario aumentare il tempo di conservazione di questa carne con la moderna tecnologia di confezionamento lungo la catena di approvvigionamento. È stato studiato l’effetto del confezionamento aerobico (AP) e di quello in atmosfera modificata (MAP) sulla qualità e sulla shelf life della carne di pollo. La carne di coscia di pollo (CLM) è stata

a cura della Redazione conservata in frigorifero (4 ± 1°C) in confezionamento aerobico e in atmosfera modificata (MAP20 = 20%O2 + 30%CO2 + 50%N2, MAP10 = 10%O2 + 40%CO2 + 50%N2, MAP0 = 0%O2 + 20%CO2 + 80%N2). I risultati hanno indicato che il confezionamento MAP ha aumentato significativamente l’anidride carbonica nello spazio di testa, il valore della forza di taglio Warner-Bratzler, il conteggio delle piastre standard, il colore e l’odore, ma ha ridotto il valore TBARS, l’ossigeno nello spazio di testa e l’azoto rispetto all’AP. Il pH, la mioglobina, il pigmento della carne, il ferro eme, lo spazio colore CIELAB (L*, a*, b*), il numero di lieviti e muffe, l’aspetto e la viscosità non sono stati influenzati in modo significativo da AP e MAP. Si conclude che in condizioni di conservazione refrigerata, MAP estende la durata di conservazione della carne in questione fino a 15 giorni rispetto ai soli 6 giorni per il confezionamento aerobico.
DOI: 10.1016/j.meatsci.2022.108904
L’applicazione dei sistemi di visione artificiale nella scienza e nell’industria della carne - Una rassegna

The application of computer vision systems in meat science and industry – A review. Meat Science, Volume 192, Ottobre 2022 M. Modzelewska-Kapituła, S. Jun
I sistemi di visione artificiale (CVS) vengono applicati a fotografie digitali macro e microscopiche acquisite utilizzando fotocamere digitali, scanner a ultrasuoni, tomografia computerizzata e fotocamere per immagini grandangolari. Diversi dispositivi di acquisizione delle immagini rendono tecnicamente fattibile ottenere informazioni sia sulle caratteristiche esterne che sulle strutture interne degli

12 TECNOLOGIA APPLICATA
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
oggetti presi in esame. Gli attributi misurati in CVS possono essere utilizzati per valutare la qualità della carne. I CVS sono utilizzati anche nella ricerca relativa alla valutazione della composizione delle carcasse di animali, che potrebbe aiutare a determinare l’impatto dei sistemi di incrocio o di allevamento sulla qualità della carne. I risultati ottenuti dalla tecnica CVS contribuiscono anche a valutare l’impatto dei trattamenti tecnologici sulla qualità delle carni crude e cotte. I CVS hanno molte qualità tra cui obiettività, non invasività, velocità e basso costo di analisi e i sistemi sono in costante sviluppo e miglioramento. La presente rassegna copre le tecniche del sistema di visione artificiale, le fasi delle misurazioni e le possibilità di utilizzarle per valutare la qualità della carcassa e della carne.

DOI: 10.1016/j.fpsl.2022.100920
Caratterizzazione di un nuovo materiale di confezionamento alimentare a base di proteine del sottoprodotto del pesce e pectina del frutto della passione
Characterization of a new food packaging material based on fish by-product proteins and passion fruit pectin. Food Packaging and Shelf Life, Volume 33, Settembre 2022
G. Ingrid Bizerra Florentino Darlinne, A. Soares, L. Miriane, M. Fernandes, Sa. Valquíria, C. da Silva, F. Cristiani, V. Brandão, M. Grisi, S. Madruga, F. Anderson Pereirada Silva
Lo sviluppo di bioplastiche biodegradabili basate su materie prime rinnovabili è un’opzione innovativa per ridurre al minimo gli effetti negativi dello smaltimento improprio degli imballaggi petrolchimici nell’ambiente. Questo studio mira a ottimizzare le condizioni per la produzione di film a base
di proteine del sottoprodotto dello sgombro spagnolo della Serra (Scomberomorus brasiliensis) (FBP) e pectina del frutto della passione dolce (Passiflora edulis Flavicarpa), valutando le caratteristiche fisiche, meccaniche e termiche della bioplastica. La concentrazione di FBP nella soluzione filmogenica ha influenzato le proprietà del film. In particolare, secondo i risultati, le condizioni ottimali per ottenere la bioplastica sono il 5,0% di concentrato proteico e il 3,0% di pectina. Il film ottimizzato è omogeneo, resistente, flessibile e biodegradabile, con bassa solubilità e permeabilità al vapore acqueo, indicando che i biopolimeri di proteine e pectina hanno una buona interazione e possono essere utilizzati per produrre bioplastiche. Pertanto, si è verificata una soddisfacente interazione tra i biopolimeri incorporati, indicando la loro applicazione nell’industria alimentare e determinando così una riduzione della produzione di sottoprodotti industriali.

13
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
DOI: 10.1016/j.foodchem.2022.133863
Le nuove varianti di Saccharomyces cerevisiae rallentano l’accumulo di aldeidi staling e migliorano la shelf life della birra
Novel Saccharomyces cerevisiae variants slow down the accumulation of staling aldehydes and improve beer shelf-life. Food Chemistry, Volume 398, 1 January 2023
R. Wauters, B. Herrera-Malaver, M. Schreurs, P. Bircham, C. Cautereels, J. Cortebeeck, P. M.Duffin, J. Steenels, K. J.Verstrepen
La qualità della birra generalmente diminuisce nel tempo, poiché i composti di invecchiamento si accumulano attraverso varie reazioni di ossidazione. Lo studio mostra che la rifermentazione, una pratica tradizionale in cui le cellule di Saccharomyces cerevisiae vengono aggiun-

te alla birra prima dell’imbottigliamento, diminuisce l’accumulo di aldeidi staling. Tuttavia, i lieviti di birra comunemente usati mostrano solo una durata limitata nella birra. Utilizzando screening e allevamento ad alto rendimento, gli autori sono stati in grado di generare nuovi ibridi di S. cerevisiae che sopravvivono per oltre un anno nella birra. Diverse analisi chimiche e sensoriali dei due ibridi più promettenti hanno mostrato che rallentano l’accumulo di aldeidi staling, come il furfurolo e il trans-2-nonenale e aumentano significativamente la stabilità del sapore della birra fino a 12 mesi. Inoltre, i ceppi non hanno modificato il sapore originale della birra, evidenziando il loro potenziale di integrazione nei prodotti esistenti. Insieme, questi risultati dimostrano la capacità di allevare nuovi microbi che funzionano come conservanti alimentari, antiossidanti naturali e sostenibili.
Fermentazioni bloccate o lente nelle birre fatte in casa: oltre la superficie Stuck or sluggish fermentations in homemade beers: Beyond the surface. International Journal of Food Microbiology, Volume 383, 16 dicembre 2022

M. Aponte, F. Esposito, G. Sequino, G. Blaiotta, F. De Filippis
Negli ultimi anni, la popolarità delle birre artigianali è salita alle stelle. Tuttavia, questo tipo di prodotto è estremamente vulnerabile al deterioramento microbico. Dodici birre fatte in casa, alcune caratterizzate da difetti o arresti di fermentazione, sono state analizzate utilizzando un approccio polifasico che comprende culturomica e tecniche indipendenti dalla cultura per comprendere meglio i meccanismi che guidano l’evoluzione del microbiota durante la produzione e per evidenziare i determinanti responsabili del coronamento del successo. Sono state campionate due birre acide, una ale al gusto di mela, due ale italiane di uva e sette ale standard. La caratterizzazione microbiologica è stata ottenuta mediante placcatura su nove diversi mezzi accoppiati con l’analisi di sequenziamento ad alto rendimento di comunità fungine e batteriche prendendo di mira rispettivamente le regioni ITS1–2 e V3–V4 dell’rRNA 16S.
La microflora totale su PCA variava ampiamente tra i campioni, da <102 CFU/mL fino a circa 107 CFU/mL, spesso riflettendo la conta dei lieviti su WL e LM. I livelli della popolazione LAB su MRS e SDBm non si sovrapponevano, con i conteggi su quest’ultimo anche di 5 Log CFU/mL maggiori. I batteri dell’acido acetico sono stati recuperati nelle birre Sour, così come in un
14
TECNOLOGIA APPLICATA
DOI: 10.1016/j.ijfoodmicro.2022.109956
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
IGA, anche se l’acido acetico non era rilevabile dall’HPLC in quest’ultimo campione. Brettanomyces spp. sono stati trovati solo nelle birre acide, come previsto, mentre le Enterobacteriaceae non sono mai state contate.
Un totale di 63 lieviti sono stati isolati casualmente da piastre numerabili. Saccharomyces cerevisiae e Wickerhamomyces anomalus sono state le specie isolate più frequentemente. In molti casi, la biotipizzazione dell’analisi Interdelta degli isolati di S. cerevisiae ha consentito in modo coerente il rilevamento del ceppo starter. Per HST S. cerevisiae ha dominato il microbiota in quattro campioni, anche se in uno di essi il contenuto residuo di maltosio ed etanolo suggeriva un arresto della fermentazione. W. anomalus è risultata essere la specie dominante in due birre. Cinquantacinque colture LAB sono state isolate e identificate. Pediococcus damnosus è stata l’unica specie rinvenuta in birre acide e due Ale, mentre Levilactobacillus brevis è stata trovata in due campioni di Ale. HTS non ha confermato questo risultato in un campione di Ale poiché il genere Panotea spp. rappresentava oltre il 90% del microbiota. Le Enterobacteriaceae che non sono mai state contate hanno dominato il microbioma di due birre Ale. Il contenuto di ammine biogene variava ampiamente con tre campioni di Ale fortemente contaminati. Sulla base degli esiti chimici e microbiologici solo una birra ASale su 12 potrebbe essere considerata accettabile. Inoltre, la diffusa presenza di LAB di culturomics e di Enterobacteriaceae di HTS solleva preoccupazioni sulla sicurezza dei prodotti finali. I consumatori dovrebbero essere avvisati dei rischi microbici potenzialmente correlati alla produzione di birra fatta in casa.
DOI: 10.1016/j.foodchem.2022.132696
Profili volatili della birra artigianale di frumento “Blanche” influenzati dall’origine del frumento: uno studio chemiometrico Volatiles profile of ‘Blanche’ wheat craft beer as affected by wheat origin: A chemometric study. Food Chemistry, Volume 385, 15 agosto 2022


R. De Flaviis, V. Santarelli, D. Mutarutwa, M. Giuliani, G. Sacchetti
L’aroma delle birre artigianali è riconosciuto per influenzare la loro accettabilità e bevibilità complessive. Le materie prime possono influenzare i composti organici volatili (VOC) delle birre e il loro aroma.
In questo studio è stato analizzato il profilo dei VOC delle birre artigianali di frumento prodotte con frumento (Triticum aestivum, L.) di diversa origine (varietà e sito di coltivazione) in concentrazione crescente. L’analisi PLS2 ha evidenziato che la concentrazione del frumento è il principale fattore che influenza il profilo dei VOC, mentre l’effetto della varietà (Vittorio e Solina) e dell’altitudine di coltivazione (70, 500 e 1.200 m s.l.m.) sulla varianza dei VOC è stato inferiore. PLSDA ha permesso di differenziare le birre ottenute con le due varietà per il loro profilo di VOC: 2-Ethylhexanol, un indicatore specifico della cultivar, è stato trovato nelle birre prodotte con Solina.
15
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
Silvia Monguzzi Esperta in Scienze e Tecnologie alimentari

MOLTO PIÙ DI UNA
SEMPLICE “MACCHINETTA”
Il Tecnologo Alimentare è una figura che si inserisce in ogni settore legato all’alimentare. Anche uno snack acquistato al distributore automatico ha bisogno

di una gestione responsabile e rispettosa di regolamenti atti a garantire la salute dei consumatori, evitare sprechi e ridurre l’impatto ambientale. È in questo ambito che
lavora con impegno la dott.ssa Roberta Bonomi, responsabile HACCP in SOGEDAI. Le abbiamo chiesto di presentarci questo ramo a volte poco conosciuto.
INTERVISTA AL TECNOLOGO
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 16
Il Vending ha chiuso l’anno 2021 con un fatturato di 1,435 miliardi di euro (+12,11%), con un aumento delle consumazioni del 10,5% (3,7 miliardi) e un parco macchine cresciuto del +2% rispetto al 2020
Srl con il ruolo di Responsabile Haccp, im plementazione e aggiornamenti del sistema di Gestione Integrato (ISO 9001 – 22000 –45001 -14001 – 50001 – FGAS e SA8000) e ASPP (sicurezza e prevenzione D.Lgs. 81/08).
Da un anno siamo entrati a far parte del “grande mondo SOGEDAI SPA”, a marchio DAI, attivo sul territorio nazionale, in un team di persone, che si occupa di varie competenze: dalla gestione del personale all’adempimento di tutti quegli obblighi in materia di sicurezza sul lavoro, alimentare e ambientale, oggi ricopro il mio ruolo in un contesto ancora più grande.
Dal 1995 partecipo inoltre a varie commissioni presso CONFIDA, l’associazione di categoria che rappresenta il settore della Distribuzione Automatica Italiana.
Quali sono i prodotti alimentari commercializzati nei vostri distributori?
Con il termine “Vending” si intende l’offerta di un servizio a un punto vendita non custodito, tramite l’utilizzo di apparecchiature attivate da un mezzo di pagamento. I distributori automatici sono soggetti a contratti di comodato d’uso legati alla fornitura e al rifornimento periodico degli alimenti al loro interno, da parte dei gestori, tramite un contratto di servizio che prevede l’installazione nella propria sede del macchinario e la sua gestione.
Il settore offre al cliente differenti apparecchiature automatiche a seconda delle sue esigenze e della sua ubicazione:
Distributori automatici di caffè espresso e bevande solubili;
Distributori automatici di prodotti alimentari preconfezionati monodose (bevande e snacks) e o “FOOD” (Piatti pronti, Panini/Yogurt/Frutta fresca);
Distributori Automatici di gelati, che sono apparecchiature dotate di gruppo frigorifero, che permette di mantenere una temperatura refrigerata negativa
Distributori Automatici di acqua, che sono erogatori allacciati o meno alla rete idrica, che possono essere dotati o meno di sistema di pagamento;
5. Distributori Automatici di spremute, in cui i frutti sono mantenuti refrigerati in un apposito scomparto-magazzino, per garantire una migliore conservazione e consentire l’erogazione di una spremuta fresca.
A quale normativa deve fare riferimento svolgendo il suo lavoro?
Le imprese del Vending, essendo alimentari, devono rispettare tutte le norme amministrative e sanitarie in materia di igiene e sicurezza alimentare, previste dalla normativa vigente.
In particolare la normativa considera il distributore di bevande, in luogo alla sua funzione e alle sue componenti di fabbricazione, come un elemento facente parte della filiera che concorre al mantenimento dell’igiene e della sicurezza dei prodotti e del consumatore.

Considerando che ogni distributore rappresenta prima di tutto il sito di conservazione degli alimenti e dei MOCA, devono essere consultate e applicate almeno due norme comunitarie:
§ Regolamento CE 852/2004 sull’igiene degli alimenti. È la norma di riferimento per quanto riguarda gli adempimenti sanitari, in base alla quale l’impresa deve garantire il rispetto delle norme di corretta prassi igienica relative a HACCP, autorizzazioni sanitarie/SCIA/DIAP e comunicazioni semestrali distributori automatici installati e ritirati; formazione del personale, rifornimento idrico, rifiuti, etc. Nello specifico il capitolo III dell’allegato II del Regolamento (CE) 852/2004 stabilisce i requisiti applicabili alle strutture mobili e/o temporanee (quali padiglioni, chioschi di vendita, banchi di vendita autotrasportati), ai locali utilizzati principalmente come abitazione privata ma dove gli alimenti sono regolarmente preparati per essere commercializzati e ai distributori automatici.
§ Regolamento CE 1935/2004 e s.m.i. riguardante i materiali e gli oggetti destinati a venire a contatto con i prodotti alimentari.
A cui si aggiungono tutte le altre norme collegate, tra cui:
§ D.Lgs. 31/2001: attuazione della direttiva 98/83/CE relativa alla qualità delle acque destinate al consumo umano [Direttiva Parlamento Europeo n. 2020/2184/UE sulla qualità delle acque destinate al consumo umano, che rifon-
17 PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
de e abroga la Direttiva 98/83/CE e le successive modifiche a partire dal 12 gennaio 2023].
§ Regolamento (CE) 178/2002 - principi e requisiti generali della legislazione alimentare, istituzione dell’Autorità europea per la sicurezza alimentare, indicazione delle procedure nel campo della sicurezza alimentare.
§ D.Lgs. 193/2007 - attuazione della direttiva 2004/41/CE relativa ai controlli in materia di sicurezza alimentare e applicazione dei regolamenti comunitari nel medesimo settore.
§ Regolamento (UE) n.1169/2011 del Parlamento europeo e del Consiglio del 25 ottobre 2011 relativo alla fornitura di informazioni sugli alimenti ai consumatori.
§ D.Lgs. 222/2016 recante individuazione di procedimenti oggetto di autorizzazione, segnalazione certificata di inizio attività (SCIA), silenzio assenso e comunicazione e di definizione dei regimi amministrativi applicabili a determinate attività e procedimenti ai sensi dell’articolo 5 della legge 7 agosto 2015, n. 124.
§ Regolamento (UE) 213/2018 relativo all’utilizzo del bisfenolo A in vernici e rivestimenti destinati a venire a contatto con i prodotti alimentari e che modifica il regolamento (UE) n. 10/2011 per quanto riguarda l’utilizzo di tale sostanza nei materiali di materia plastica destinati a venire a contatto con i prodotti alimentari.
§ Direttiva (UE) 2019/904 - definisce dei cambiamenti per ridurre l’incidenza di determinati prodotti di plastica sull’ambiente.
§ Regolamento di Esecuzione (UE) 2020/2151 - disposizioni relative a specifiche di marcatura armonizzate per i prodotti di plastica monouso.
Per quanto riguarda la progettazione e la costruzione dei distributori automatici, devono essere rispettati i requisiti previsti dalle vigenti norme (riassunte nella dichiarazione di conformità del costruttore, presente sul libretto d’uso di ogni DA).
Le moderne Vending machine sono dotate di schermi touch, telemetria e App per il pagamento. Oltre all’integrazione di servizi per agevolare il consumatore ci sono iniziative anche in termini di ecosostenibilità?
Assolutamente sì, nel settore della distribuzione automatica è da più di un decennio che si studiano e applicano progetti che hanno come tema primario la sostenibilità. Questo argomento infatti coinvolge varie fasi dell’attività: gestione dell’energia e dei magazzini, sostenibilità nei trasporti, scelta dei prodotti alimentari e gestione dei rifiuti nell’ottica di un’economia sempre più circolare.
L’associazione italiana CONFIDA, per esempio, è attiva dal 2014 con il marchio “Vending Sostenibile” e sul sito www.vendingsostenibile.com è possibile consultare i progetti green a cui collaborano tutte le aziende associate. Sul tema specifico del fine vita della plastica, insieme a Corepla e Unionplast, nel 2019 è nato RiVending, un progetto di economia circolare per il recupero e riciclo di bicchieri, palette e, dal 2020, bottigliette in plastica con il progetto RiVending PET. L’obiettivo è di contribuire alla raccolta degli imballaggi in plastica dopo il loro utilizzo e di reinserirli nel processo di produzione, dando vita, ad esempio, a nuove bottiglie in plastica rPET. La Direttiva UE sulla plastica monouso, infatti, impone agli Stati membri di riciclare entro il 2025 almeno il 77% di bottiglie in PET, che dovranno essere prodotte con un minimo del 25% in rPET. A oggi ben 70 gestori Vending hanno sottoscritto il disciplinare Rivending.
I dati pubblicati da CONAI – Consorzio Nazionale Imballaggi – nell’annuale report di sostenibilità, confermano che l’Italia è un
campione di riciclo e di utilizzo di materia prima seconda. Infatti, nel 2020 sono state riciclate 9 milioni di tonnellate di imballaggi, ossia il 73% degli imballaggi immessi al consumo, superando, con cinque anni di anticipo, l’obiettivo del 65% fissato per il 2025 [Fonte: Report_Sostenibilita_Conai_2022].
In ambito ambientale, SOGEDAI SPA si sta preoccupando di rendere il suo servizio sempre più sostenibile in vari processi:
§ rinnovo del parco distributori automatici: sta acquistando e installando apparecchiature con classificazione energetiche sempre più avanzate (energy saving), che consentono di ridurre i consumi e migliorare l’impatto ambientale.
§ dedica particolare attenzione all’utilizzo di accessori a basso impatto ambientale, ad esempio i bicchieri e le palette oppure, durante l’uso degli erogatori POU e Watercooler.
§ sta valutando di ridurre le emissioni di CO2, tramite investimenti in automezzi a basso impatto ambientale, in particolare ad alimentazione elettrica per parte della sua flotta aziendale.
§ inserimento nell’offerta del cliente la commercializzazione di prodotti derivati dal commercio “equo e solidale”, per sostenere concretamente i produttori dei paesi “svantaggiati” e le organizzazioni che in Italia promuovono il commercio di questa tipologia di prodotti.
§ riduzione dei rifiuti, tramite inserimento presso i clienti più sensibili, dei cestini del progetto RiVending.
Attraverso le migliorie tecnologiche (schermo con touch screen, pagamento con carta di credito, chiavette, pagamenti elettronici, app), il distributore è visto come uno strumento idoneo per fare formazione e dare informazione al consumatore. Può interagire con l’utente, dandogli più informazioni sul prodotto, sul distributore e puo’ essere utilizzato per messaggi sull’educazione alimentare, sulle nuove
INTERVISTA AL TECNOLOGO PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 18
tecnologie per la sostenibilità alimentare, sociale e ambientale.
Anche la lotta allo spreco alimentare è un tema rilevante per la ristorazione, secondo lei è possibile intervenire anche nella distribuzione automatica?
Il nostro settore è già intervenuto da tempo con varie iniziative atte alla riduzione dello spreco alimentare. A tal proposito sono a citare l’accordo nazionale tra CONFIDA e Fondazione Banco Alimentare, che prevede la raccolta e la donazione delle eccedenze alimentari del settore della distribuzione automatica da parte di Banco Alimentare a enti convenzionati, che offrono aiuto a famiglie e persone in difficoltà.

L’obiettivo è quello di ridurre lo spreco alimentare nel settore del Vending, utilizzando i prodotti (bibite, snack, caffè) prossimi al superamento del Termine Minimo di Conservazione o alla scadenza, presenti a magazzino o riportati in sede dagli operatori, che non sono più vendibili per cause differenti. A questo accordo stanno partecipando i vari associati CONFIDA, tra cui
SOGEDAI SPA.
SOGEDAI SPA, tramite Serim Srl, nel 2018 ha condiviso la collaborazione tra CONFIDA e il Banco Alimentare Piemonte, che ha portato a una “non trasformazione in CER”
(recupero) di circa 713 kg di eccedenze alimentari in Piemonte; in Lombardia invece si è sfruttata la vicinanza di allevamenti suinicoli per smaltire circa 140 kg di polveri alimentari (latte) non utilizzabili. Nel 2019 sono stati donati 671 kg, nel 2020 663 kg, dati influenzati dai vari lockdown. In questo modo raggiungiamo vari obiettivi: Sociale: Alimenti ancora buoni vengono salvati e non diventano rifiuti, ritrovando una “seconda vita” presso gli enti caritativi che li ricevono gratuitamente per i loro assistiti e che così possono destinare le risorse risparmiate migliorando la qualità dei propri servizi.
Economico: Donando le eccedenze, le aziende restituiscono loro un valore economico contenendo i propri costi di stoccaggio e di smaltimento.
Ambientale: Il recupero degli alimenti impedisce che questi diventino rifiuti, permettendo così da un lato un risparmio in risorse energetiche, quindi un abbattimento delle emissioni di CO2 nell’atmosfera, e dall’altro il riciclo delle confezioni.
Educativo: I consumatori sono più attenti rispetto a ciò che acquistano e vogliono essere sempre più informati. In questa direzione si prevede un ampio spazio per i distributori di nuova generazione con display interattivi e touch screen, nei quali poter
indicare molte più informazioni rispetto a quelle oggi disponibili relativamente ai prodotti offerti, quali le caratteristiche nutrizionali, la marca della miscela di caffè, modalità e tempistiche della manutenzione delle attrezzature e la data di inserimento del prodotto.
Il mio auspicio è che da questa intervista emerga che stiamo parlando di un settore ben organizzato e regolamentato. Il consumatore tende ancora a chiamare il distributore “Macchinetta”, ma in realtà non si rende conto che dietro questo vezzeggiativo si nasconde una complessa organizzazione imprenditoriale fatta di qualificate professionalità, organizzazione, tecnologia e innovazione. Se parliamo anche di numeri, sono molto pochi i consumatori che conoscono un servizio che interessa più di 20 milioni di utenti, con l’impiego di almeno 35 mila addetti. A integrazione di questi numeri, quelli riportati dallo “Studio sul settore della distribuzione automatica in Italia” (CONFIDA-Ipsos) indicano che il Vending ha chiuso l’anno 2021 con un fatturato di 1,435 miliardi di euro (segnando una crescita del 12,11%), con un aumento delle consumazioni del 10,5% (3,7 miliardi) e un parco macchine cresciuto del +2% rispetto al 2020, quando il settore, a causa del lockdown, aveva perso oltre il 30%.
19 PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
Attraverso le migliorie tecnologiche il distributore è visto come uno strumento idoneo per fare formazione e dare informazione al consumatore
Borin presenta Wave, il tappeto per locali interni specifico per la spazzolatura e la sanificazione di suole e di ruote di carrelli, soluzione per lo standard di certificazione BRCGS versione 9 del punto 4.6.6. Wave certifica il 99,94% di abbattimento della carica batterica. La disposizione a onda delle setole garantisce il massimo dell’igiene, indirizzando lo sporco in fessure di raccolta, grazie alle quali è possibile valutarne lo stato di pulizia. Grazie alle due chiavi di estrazione e alla struttura completamente sezionabile, i componenti vengono rimossi in sicurezza per agevolare la pulizia.

IPM ITALIA, SISTEMI DI PAVIMENTAZIONE IN RESINA INNOVATIVI E SOSTENIBILI
Know-how, innovazione, sostenibilità, soluzioni specifiche: sono i concetti che IPM




Italia ha onorato nella gamma completa di sistemi di pavimentazioni continue in resina dedicata al settore vitivinicolo, a cantine, birrifici, stabilimenti di produzione, imbottigliamento e ambienti esterni, ma anche oleifici e zone hospitality. Con particolare attenzione al tema della sostenibilità le pa-
Tradurre in operatività il piano di controllo delle materie prime, dei prodotti intermedi e finiti è uno dei momenti più importanti per chi gestisce gli aspetti del controllo qualità, al fine di minimizzare i rischi legati alla sicurezza alimentare, ai costi e ai tempi di rilascio dei lotti. Il software AYAMA agevola le attività di predisposizione dei piani di controllo e facilità le attività di raccolta e valutazione dei dati analitici fornendo una base sicura per la rivalutazione periodica del piano di controllo. AYAMA

www.ayamasoftware.it
BORIN www.borinsrl.it a cura della Redazione
TAPPETO PER LA SANIFICAZIONE DI SUOLE E DI RUOTE DI CARRELLI
LA GESTIONE DEI PIANI DI CONTROLLO
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 20 MACCHINE&IMPIANTI
IL MOTORIDUTTORE BREVETTATO DUODRIVE
Il motoriduttore DuoDrive, con il suo design igienico e lavabile, copre potenze fino a 3 kW e integra nella stessa carcassa un motore sincrono IE5+ e un riduttore a ingranaggi elicoidali coassiale monostadio. Calcolata a livello di intero sistema, il motoriduttore compatto permette di raggiungere un’efficienza del 92% – una delle più alte sul mercato per questa classe di potenza – ed è caratterizzato da un’elevata efficienza energetica.
NORD DRIVESYSTEMS


www.nord.com
Il gonfiore tardivo è un problema significativo nella produzione di formaggi a pasta dura o semidura, perché contribuisce allo spreco alimentare, diminuisce l’efficienza e genera gravi perdite economiche all’industria casearia. La causa sono i clostridi butirrici; FIL-IDF ha confrontato i metodi di rilevazione (https://tinyurl.com/mf9kc8pa) e quantificazione di questi batteri e il sistema AMP-6000 di SY-LAB, distribuita in esclusiva in Italia da Generon SpA, risulta di gran lunga più affidabile rispetto a quelli finora utilizzati. L’analisi è miniaturizzata, automatizzabile e richiede solo due giorni contro i tradizionali sette.
vimentazioni e le pareti sono realizzate con tecnologia traspirante, a basse o addirittura nulle emissioni VOC, che concorrono all’ottenimento della certificazione LEED, come la linea IPM Aquaperm®.



Resistenti all’azione del Ph acido di vino o detergenti aggressivi, igienici e semplici da manutenere, impermeabili, le soluzioni IPM Italia sono conformi alle normative vigenti e
offrono azione preventiva e antipolvere. Resistono all’usura, non temono né il tempo né il calpestio, sopportano gli sbalzi di temperatura, sono antisdrucciolo e assicurano sempre un’ottima resa estetica, grazie all’assenza di fughe e a una ricca varietà cromatica. IPM
 FACTSHEET SUI CLOSTRIDI BUTIRRICI
FACTSHEET SUI CLOSTRIDI BUTIRRICI
Generon SpA www.generon.it
Italia www.ipmitalia.it 21 PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
MACCHINE&IMPIANTI
ASSI LINEARI CON TRASMISSIONE A CINGHIA DENTATA
Dimensioni compatte, elevata resistenza e peso ridotto. Gli assi lineari con trasmissione a cinghia dentata garantiscono movimenti automatizzati con facilità e precisione, per soddisfare una vasta gamma di esigenze di progettazione e produzione.

Gli assi lineari di precisione di norelem rappresentano una soluzione standard disponibile a magazzino per automatizzare i movimenti lineari con facilità. Sono adatti all’impiego in linee di produzione, assemblaggio, imballaggio, logistica e stoccaggio o su macchine industriali speciali. La trasmissione a cinghia dentata assicura una trasmissione fluida e sincrona anche di carichi pesanti e costanti.


Gli assi lineari, talvolta chiamati anche attuatori lineari, con trasmissione a cinghia dentata e guida profilata, offrono ai clienti molti vantaggi: sono compatti e leggeri, ma allo stesso tempo garantiscono una rigidità molto elevata. La trasmissione a cinghia dentata permette di realizzare un azionamento fluido e sincrono.
Grazie ai cuscinetti sigillati, gli assi lineari di norelem richiedono poca manutenzione. Le cinghie stesse sono facilmente accessibili, per cui è possibile regolarne facilmente la tensione o sostituirle quando necessario. Le corse standard sono fino a 1960 mm, ma
su richiesta gli assi lineari sono disponibili anche in lunghezze speciali fino a 4000 mm.
SERIE H, UNITÀ DI COMANDO E SEGNALAZIONE PER IL SETTORE ALIMENTARE
Schmersal, azienda che sviluppa e commercializza sistemi e soluzioni di sicurezza dedicati all’industria, presenta sul mercato la nuova serie H, una famiglia di dispositivi di comando e segnalazione espressamente progettata per soddisfare i requisiti di hygienic design. La serie H comprende 147 dispositivi diversi, tra cui 26 pulsanti a fungo per l’arresto di emergenza, 24 selettori a due o tre posizioni e quattro potenziometri rotativi con interruttore.
La serie H soddisfa i requisiti della norma DIN EN ISO 14159 (“Sicurezza del macchinario - Requisiti relativi all’igiene per la progettazione del macchinario”) e della nuova versione della norma EN 1672-2 (“Macchine per l’industria alimentare - Concetti di base - Parte 2: Requisiti di igiene”), in cui sono normate in maniera puntuale le specifiche tecniche relative agli elementi di comando di cui devono essere dotate le interfacce
NORELEM www.norelem.it PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 22
MACCHINE&IMPIANTI
L’ARTE DELLA PRODUZIONE DEL CIOCCOLATO
La raffinazione è probabilmente il processo più importante nella produzione di cioccolato, in quanto determina la consistenza e la qualità del prodotto finale. Sappiamo per esperienza che solo utilizzando soluzioni di controllo e automazione industriale di alta qualità e ad alte prestazioni, i costruttori di macchine per la raffinazione del cioccolato riusciranno a guadagnare quote di mercato.


Il processo di raffinazione del cioccolato consiste tipicamente in 3-5 grandi rulli montati in orizzontale e asserviti da un sistema di circolazione dell’acqua fredda. Quest’acqua riduce il calore che si sviluppa a causa dell’attrito del movimento del rullo stesso. La regolazione della temperatura del rullo è necessaria anche per diminuire o aumentare l’adesione della pasta di cioccolato. Inoltre, è necessaria acqua fredda per raffreddare motori e altri elementi o componenti meccanici in movimento. Mantenere il fresco sotto pressione SMC ha una vasta e comprovata esperienza nell’ideazione di soluzioni che controllano il circuito dell’acqua nei macchinari per la raffinazione del cioccolato. Molti produttori di cioccolato eseguono il processo di raffinazione 24 ore su 24, 7 giorni su 7, quindi eventuali guasti ai compo-
nenti al di fuori del periodo di manutenzione programmata sono potenzialmente disastrosi. Un numero crescente di produttori di macchine per la raffinazione del cioccolato sta quindi sfruttando i vantaggi di componenti come l’elettrovalvola SMC JSXD a 2 porte. Offrendo un’eccellente resistenza ambientale, grazie al coperchio della bobina in acciaio inossidabile (protezione IP67) e alla costruzione dell’otturatore in acciaio
uomo-macchina (HMI) in ambito alimentare. E non solo. Si è infatti tenuto conto anche del Regolamento 10/2011/ UE, che concerne le caratteristiche dei materiali e degli oggetti di materia plastica destinati a venire a contatto con i prodotti alimentari.

La serie H si caratterizza per l’assenza di parti sporgenti e la presenza di raccordi senza fughe tra gli elementi di tenuta e le superfici. Gli elementi di comando risultano estremamente facili da pulire e, grazie all’alto grado di tenuta (IP 69), sono
inox e resina, la JSXD offre un’elevata durata. Nella raffinazione del cioccolato, la valvola JSXD chiude e apre il circuito dell’acqua di raffreddamento e resiste al colpo d’ariete, il tutto offrendo una riduzione del 14% del consumo energetico rispetto al prodotto della generazione precedente.
in grado di resistere ai lavaggi effettuati con detergenti aggressivi e getti ad alta pressione di idropulitrici.
Un plus della serie H è la modularità. I portacontatti a scatto e la possibilità di combinare tra loro i contatti, anche in modalità sovrapposta, semplificano e velocizzano il montaggio. La flessibilità è dunque elevata e offre anche il precablaggio.
 GRUPPO SCHMERSAL
GRUPPO SCHMERSAL
www.schmersal.com
Italia www.smc.eu 23 PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
SMC
Avv. Sara Checchi Studio
RIFORMA CARTABIA
Come cambia la tutela igienico sanitaria degli alimenti?
La cd. Riforma Cartabia (D.Lgs. 150/2022) ha introdotto alcune novità relative al processo penale al fine di implementarne l’efficienza e la celere definizione, nonché una rilevante modifica alla Legge n. 283 del 30 aprile 1962 con l’introduzione degli articoli da 12-ter a 12-nonies.
A partire dal 30 dicembre 2022[1], è stata infatti introdotta la possibilità di estinguere mediante condotte ripristinatorie o risarcitorie le contravvenzioni previste dalla Legge 283/62 nonché dalle altre disposizioni aventi forza di legge in materia di igiene, produzione, tracciabilità e vendita di alimenti e bevande commesse a partire dal 30.12.2022 a condizione che abbiano cagionato un danno o un pericolo suscettibile di elisione o di risarcimento.
Si tratta di un meccanismo estintivo che ha un impatto rivoluzionario per il settore alimentare e richiede uno sforzo di coordinamento, quantomeno nel periodo iniziale di applicazione, da parte degli organi accertatori coinvolti e della magistratura, ma che è già pienamente ed efficacemente operativo in altri settori: in materia di sicurezza sul lavoro (D.Lgs. 758/1994)

e in materia di illeciti ambientali ex art. 318bis D.Lgs. 152/2006, dai quali si potrà prendere spunto per risolvere le possibili difficoltà applicative.
Il nuovo meccanismo estintivo prevede specifici compiti in capo agli organi accertatori (NAS, aziende sanitarie, etc.) che saranno chiamati a prescrivere al contravventore apposite condotte ripristinatorie/ risarcitorie al fine di ottenere l’estinzione del reato. Come si ricava dalla relazione illustrativa al D.Lgs. 150/2022: “l’esistenza di organi accertatori specializzati è una premessa indispensabile per il successo della procedura”, tuttavia al fine di raggiungere gli obiettivi sottesi alla riforma (riduzione dei procedimenti che arrivano a giudizio, alleggerire il carico di lavoro delle procure ma al tempo stesso ripristinare la situazione di non conformità igienico sanitaria individuata) sarà necessario stabilire delle modalità di applicazione uniformi sul territorio nazionale, evitando di prescrivere condotte ripristinatorie/risarcitorie differenziate a livello locale o regionale. In ogni caso, sulle procedure, permane un potere di intervento e controllo da parte del pubblico ministero.
QUALI SONO GLI ELEMENTI DI NOVITÀ?
L’applicazione del nuovo procedimento è subordinata alla sussistenza dei seguenti requisiti:
§ deve trattarsi di contravvenzioni punite con la sola ammenda, ovvero con l’ammenda alternativa o congiunta all’arresto;
§ la violazione deve aver cagionato un danno o un pericolo suscettibile di elisione mediante condotte ripristinatorie o risarcitorie. Su questo aspetto è opportuno fare alcune osservazioni: la scelta del legislatore di allacciare l’operatività del meccanismo estintivo a un danno o pericolo eliminabile si discosta dal progetto di Riforma Caselli che esclude l’applicazione della causa estintiva nei casi di danno o pericolo concreto e attuale di danno alla salute pubblica e alla sicurezza alimentare.
A ciò si aggiunga che secondo la giurisprudenza [3] molte delle condotte previste dall’art. 5 della Legge 283/62 sono idonee a integrare fattispecie di reato a “tutela anticipata” ove non è necessario che si realizzi un danno o un pericolo concreto; di conseguenza
DIRITTO ALIMENTARE
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 24
Legale Gaetano Forte
agganciare la procedura estintiva alla presenza di un danno o un pericolo, pur non essendo questi elementi richiesti in concreto per la configurazione del reato, potrebbe essere scarsamente proficuo sul piano applicativo; § l’estinzione non opera in caso di concorso con delitti. La previsione di una siffatta clausola di salvezza può dar luogo a problemi interpretativi: in primis richiede che all’organo accertatore sia nota la distinzione tra le suddette fattispecie di reato[3]; inoltre non si può conferire all’autorità l’onere/potere di dare tale configurazione. La clausola di salvezza è da ritenere applicabile in presenza di una qualsiasi occasionale compresenza oppure viene richiesta una connessione intrinseca tra delitti e contravvenzioni? Pare difficile configurare un’applicazione in maniera automatica e sembra preferibile che per potersi configurare il concorso sia necessaria una connessione intrinseca tra la contravvenzione e il delitto in oggetto, sarà in ogni caso l’applicazione in concreto della procedura a chiarirne la portata stessa.
PROCEDURA APPLICATIVA
In caso di violazione, l’organo accertatore, ovvero la polizia giudiziaria, impartisce al contravventore un’apposita prescrizione (che può essere accompagnata da specifiche misure atte a far cessare situazioni di pericolo ovvero la prosecuzione di attività potenzialmente pericolose per la sicurezza, l’igiene alimentare e la salute pubblica in relazione al contesto produttivo, organizzativo, commerciale o comunque di lavoro) fissando per la regolarizzazione un termine non superiore a sei mesi, prorogabile una sola volta in presenza di specifiche e documentate circostanze non imputabili al contravventore, per un periodo non superiore a ulteriori sei mesi.
Sul punto si osserva che la previsione di un termine specifico, prorogabile una sola volta, entro il quale adempiere alle prescrizioni (es. igienizzazione dei locali, sostituzione dell’impianto termico di refrigerazione etc.) deve tener conto, in via anticipata, dei tempi tecnici necessari per l’attività di regolarizzazione che deve essere concretamente svolta dall’operatore del settore alimentare. Sarà quindi imprescindibile per l’organo accertatore cono-
scere anticipatamente le tempistiche operative degli adempimenti richiesti al fine di fissare termini compatibili con la realtà aziendale e al tempo stesso rispettosi dei termini di legge.
Di che cosa deve dar conto la prescrizione? L’azione correttiva impartita dall’organo accertatore è costituita da quattro componenti:
1 Trattamento della non conformità, es. individuazione degli alimenti contaminati da Listeria monocytogenes;
2 Identificazione e rimozione della causa che ha portato alla manifestazione della non conformità;
3 Verifica che il processo sia stato riportato sotto il controllo dell’operatore del settore alimentare attraverso la verifica dell’efficacia delle misure adottate (es. con tamponi ambientali per la ricerca di Listeria monocytogenes).
4 Attuazione delle misure atte a prevenire il ripetere della stessa non conformità o di non conformità diverse riferibili a cause della stessa natura (es. programmare tamponi ambientali di ricerca della Listeria monocytogenes con frequenza mensile).

PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 25
Obiettivi della riforma: e alleggerire il carico di lavoro degli uffici giudiziari riduzione dei procedimenti che arrivano a giudizio
Inoltre è previsto che copia della prescrizione venga notificata o comunicata anche al rappresentante legale dell’ente nell’ambito o al servizio del quale opera il contravventore. Si tratta di un aspetto assai rilevante in quanto per individuare correttamente l’effettivo soggetto responsabile della contravvenzione è richiesto all’organo accertatore un esame attento e preciso dell’organigramma aziendale e in particolare delle deleghe in materia di sicurezza alimentare. Ci possiamo infatti trovare di fronte a scenari aziendali strutturati in maniera complessa, si pensi alla GDO o alle multinazionali di settore, ove si rischia di perseguire soggetti che non sono i reali contravventori.
Come nei settori della sicurezza sul lavoro e di tutela dell’ambiente, anche in questo ambito vige in capo all’organo accertatore l’obbligo di riferire al pubblico ministero la notizia di reato relativa alla contravvenzione e di trasmettere il verbale con cui sono state impartite le prescrizioni in

CONCLUSIONI
quanto l’organo requirente, quando lo ritiene necessario, può disporre modifiche alle prescrizioni.
Inoltre in questa fase della procedura può porsi un problema rilevante: con quale soggetto (organo accertatore e/o pubblico ministero) può interloquire il legale dell’impresa per lamentare una prescrizione non corretta o inutilmente gravosa nei confronti del contravventore? Il dettato normativo nulla specifica in tal senso, sarà l’applicazione pratica della nuova procedura a fornire una risposta; tuttavia non si potrà prescindere dal confronto e dalla collaborazione tra tutti soggetti coinvolti. Se la prescrizione è adempiuta correttamente entro il termine stabilito, l’organo accertatore ammette il contravventore a pagare in sede amministrativa una somma pari a un sesto del massimo dell’ammenda stabilita per la contravvenzione commessa, ai fini dell’estinzione del reato.
In alternativa al pagamento, il contravventore che si trovi in condizioni econo-
miche sfavorevoli, può essere ammesso allo svolgimento dei lavori di pubblica utilità secondo le modalità previste dall’art. 12-quinquies. Per quanto riguarda i lavori di pubblica utilità la novità è costituita dal fatto che la procedura (determinazione della durata, del termine etc.) è interamente affidata al PM mentre ad oggi la procedura dei lavori di pubblica utilità è affidata al Giudice.
All’esito del pagamento ovvero della prestazione dei lavori di pubblica utilità, il pubblico ministero richiederà l’archiviazione del procedimento penale.
Invece in caso di adempimento tardivo della prescrizione impartita dall’organo accertatore è prevista una diminuzione della pena stabilita per la violazione contestata.
NOTE
[1] Con il D.L. 162/2022 è stata differita di 60 giorni (dal 1° novembre al 30 dicembre 2022) l’entrata in vigore della riforma Cartabia; come si legge nel preambolo del D.L. 31 ottobre 2022 n. 162, varato alla vigilia dell’entrata in vigore del D.Lgs. 150/2022, tale proroga si è resa necessaria: “per consentire una più razionale programmazione degli interventi organizzativi di supporto alla riforma”
[2] Cfr. ex multis Cassazione penale, sez. III, sentenza 24/04/2002 n° 15491
[3] Art. 39 c.p. “Reato: distinzione tra delitti e contravvenzioni - I reati si distinguono in delitti e contravvenzioni, secondo la diversa specie delle pene per essi rispettivamente stabilite da questo codice”
Il nuovo meccanismo estintivo rappresenta una novità assoluta per il settore alimentare e pone indubbiamente una serie di incombenze in capo ai soggetti coinvolti che, per dare piena e completa attuazione alla riforma, sono chiamati a mettere in pratica una profonda azione di collaborazione e coordinamento per garantire un’applicazione uniforme della nuova disciplina sul territorio nazionale.
DIRITTO ALIMENTARE
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 26
Il nuovo meccanismo estintivo prevede specifici compiti in capo agli organi accertatori













www.lattepiu.it II Edizione Organizzato da ISSN 0390-6361 Rivista dell’Associazione Italiana Tecnici del Latte Journal of the Italian Dairy Science Association Italian Journal of Dairy Science and Technology A.I.Te.L. Associazione Italiana Tecnici del Latte Le varianti A1 e A2 della β-caseina non hanno un effetto significativo sul microbiota del latte The A1 and A2 β-casein variants have not impact on milk microbiota Registro delle Indicazioni Geografiche: intervista a Massimo Vittori, direttore di oriGin Report Gira Food: COVID-19 colpisce la filiera mondiale del latte Il lattiero-caseario italiano alla prova dell’emergenza COVID-19: il parere dei protagonisti www.stlcjournal.com Mozzarella: dati del settore, produzione e prospettive Innovazione nel trattamento delle acque reflue Sicurezza e automazione per Igor Gorgonzola Dal 23 al 25 maggio 2023 una serie di eventi online sui trend tecnologici, economici, ambientali e nutrizionali della filiera lattiero - casearia Economia, produzione e innovazione SAVE THE DATE 23, 24 e 25 maggio 2023 Latte PIÙ Convegno digitale di Scienza e Tecnologia Lattiero - Casearia
PROTEINE ALTERNATIVE E SOSTENIBILI
a che punto siamo?
Secondo i dati e le elaborazioni dell’ONU, il 15 novembre scorso abbiamo raggiunto la soglia degli 8 miliardi di persone sul pianeta. Nel 2050 – sempre secondo le previsioni – saremo 10 miliardi. FAO avverte che per allora avremo bisogno del 50% di cibo in più, da ottenere riducendo contestualmente la produzione di gas serra e limitando l’aumento delle temperature entro 1,5°C. Dovremo cambiare modello produttivo per garantire cibo a sufficienza, perché i sistemi attuali, in cui le proteine animali rappresentano il principale contributo alle emissioni (in termini di CO2 per 100 g di proteine), non sono sostenibili.
Questo è il presupposto su cui si basa qualsiasi ragionamento sull’innovazione in campo agroalimentare. Dato l’impatto che già oggi sta avendo la filiera dell’allevamento intensivo, in particolare quello bovino, la ricerca sempre più sta cercando fonti proteiche alternative sostenibili per assecondare il crescente desiderio dei consumatori.

Una fonte alimentare è sostenibile quando concilia ambiente, costi e correttezza nutrizionale. Su quest’ultimo aspetto è da
INCHIESTA / NOVEL FOOD
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 28
Francesca De Vecchi Tecnologa alimentare OTALL e divulgatrice scientifica
tempo in atto una presa di coscienza sulla necessità di un bilanciamento della dieta a favore delle fonti vegetali. Le Linee Guida per una sana alimentazione (Crea) consigliano una riduzione dei consumi di carne di pari passo con l’aumento dei consumi di vegetali sia in quantità che in qualità, non solo per aumentare gli apporti di fibra ma anche come fonte proteica alternativa –da bilanciare ovviamente con alimenti che completino l’apporto complessivo. A livello di popolazione le rilevazioni di questi anni di fatto registrano un aumento delle preferenze verso i cosiddetti plant based food, alimenti vegetali, soprattutto se l’ingrediente vegetale (uno o più) è il costituente principale. In Europa, nel biennio 2018-2020, si è registrata una crescita del 49% nel consumo di prodotti alimentari di origine vegetale, con vendite pari a 3,6 miliardi di euro. Nella primavera del 2021 i dati di vendita dei prodotti a base vegetale, secondo Nielsen Market Track, hanno confermato questo trend nel retail che vede competere grandi multinazionali, da Nestlé a Starbucks, Unilever, Coca-Cola, per non parlare del gran numero di start up in tut-
UNA FONTE ALIMENTARE È SOSTENIBILE QUANDO CONCILIA AMBIENTE, COSTI E CORRETTEZZA NUTRIZIONALE
to il mondo che si occupano della ricerca e dello sviluppo di nuovi prodotti.
LE PREFERENZE DEI CONSUMATORI
I consumatori vogliono proteine alternative che siano convenienti, accessibili e buone come i prodotti convenzionali. Nel mese di giugno 2021, ProVeg International – partner insieme ad altri enti di ricerca, università e ONG del progetto europeo Smart Protein, che nell’ambito di Horizon 2020
finanzia la ricerca di fonti proteiche vegetali – ha condotto uno studio, in collaborazione con Innova Market Insights, su più di 7.500 persone in 10 Paesi europei (Austria, Danimarca, Francia, Germania, Italia, Paesi Bassi, Polonia, Romania, Spagna e Regno Unito) per indagare l’atteggiamento nei confronti del consumo di prodotti vegetali e le attuali abitudini. Il 7% degli intervistati aveva un’alimentazione vegetale, mentre il 30% si definiva flexitariano – seguiva cioè

+16% +28% +49% MAT Sep/Oct 2018 MAT Sep/Oct 2019 MAT Sep/Oct 2020 3.6b 2.8b 2.4b
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 29
Valore totale annuale delle vendite (MAT) in euro per gli alimenti plant-based in Europa (inclusi i discount)
una dieta preferibilmente a base di vegetali con il ricorso sporadico ad alimenti proteici di origine animale. La ricerca ha evidenziato due tendenze interessanti: poco meno del 40% dei consumatori europei sembra voglia ridurre il consumo di prodotti a base di carne nel prossimo futuro (mentre il 46% di quelli campionati lo aveva già fatto) e circa il 30% pensa di diminuire quello di latticini. Aumenta quindi la curiosità verso le alternative. Secondo la stessa ricerca, infatti, quasi il 30% degli europei è interessato a consumare più prodotti lattiero-caseari e carne a base vegetale (con buona pace delle dispute sulla denominazione legale per questi sostituti) per i quali quasi la metà dei flexitariani (45%) pensa che non ci sia abbastanza scelta nei supermercati, ristoranti, etc., mentre il 50% li percepisce troppo costosi e vorrebbe maggiori informazioni.
LA DIREZIONE DELLA RICERCA
È in questo scenario di cambiamento di abitudini alimentari e di necessità di una transizione verso sistemi di produzione e di consumo sostenibili che si inserisce il progetto Smart Protein (Smart Protein for a Changing World. Future-proof alterna-

tive terrestrial protein sources for human nutrition encouraging environment regeneration, processing feasibility and consumer trust and accepta), piano di ricerca finanziato dalla UE e coordinato dall’Università irlandese di Cork, che si prefigge, entro il 2024, di porre le basi per realizzare prodotti proteici innovativi con un impatto positivo su bioeconomia, ambiente, biodiversità, sicurezza alimentare e nutrizione, ma anche sulla fiducia dei consumatori.
Le fonti primariamente prese in esame sono derivate da fave, lenticchie, ceci e dallo pseudo-cereale quinoa: colture “dimenticate” ma che possono soddisfare molti dei requisiti di sostenibilità, secondo Emanuele Zannini, uno dei coordinatori del progetto. Sono adatte alla coltivazione su suolo europeo anche nelle attuali condizioni ambientali, nutrono il suolo migliorando la fertilità.
Sono state studiate e selezionate sulla base di un precedente progetto, Protein2food, ormai concluso, sempre finanziato dalla UE. Tra tutte le colture la quinoa è risultata la più adatta alla coltivazione in Europa. Ricca di vitamine del gruppo B, magnesio e fosforo, contiene i nove amminoacidi essenziali ed è resistente a condizioni ambientali avverse come la siccità e l’elevata concentrazione
di sale. Tutte queste colture sono in Europa sottoutilizzate. “Sono invece importanti fonti di proteine e possono avere un ruolo in una dieta sostenibile”, ha affermato Paloma Nosten, responsabile senior della comunicazione di ProVeg International, che prevede anche la produzione di proteine da biomasse microbiche derivate da funghi commestibili mediante “il riciclo creativo dei flussi di lavorazione laterali dei settori di pasta (residui di pasta), pane (crosta del pane) e birra (lievito esaurito e radichette di malto)”.
UNA FONTE SU TUTTE: I LEGUMI
Trovare proteine alternative a quelle animali è complesso perché sono una fonte eccellente di aminoacidi sia da un punto di vista di biodisponibilità, sia di composizione. Il problema di oggi è quindi come sostituirle, anche parzialmente, in modo da abbassare la pressione sugli ecosistemi mantenendo adeguato l’apporto nutrizionale della dieta. Per la loro diffusione i legumi, con un contenuto proteico tra il 21 e il 25%, sono ad oggi i più promettenti perché usati ampiamente in ogni parte del mondo. Il loro contributo in termini di CO2 equivalente per unità di massa proteica è di 50-100 volte inferiore, per esempio, a quello della carne vaccina.
INCHIESTA / NOVEL FOOD
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 30
Le tecnologie mettono alle proteine animali a disposizione numerose alternative
Per quanto riguarda la qualità nutrizionale delle proteine esiste una grande variabilità. Dal 2013 FAO indica la qualità proteica sulla base del DIAAS (Digestible Indispensable Amino Acids Score), un punteggio basato sulla digeribilità degli aminoacidi essenziali, che pone a 75 la soglia minima di qualità, valore di riferimento al di sotto del quale la proteina non può essere usata come unica fonte proteica.
Lupini e soia (come isolato e come farina), fagiolo azuki, fagiolo mungo verde e arachidi hanno un DIAAS superiore a 75; ceci e proteine concentrate di piselli circa 75; invece per piselli, fave, lenticchie l’indice è inferiore a 75.
Le proprietà tecnologico-funzionali dei legumi tal quali sono modeste ma per estrusione, partendo da isolati proteici per lo più di soia o piselli, si ottengono molecole proteiche vegetali con una struttura fibrosa.
Variando le condizioni di estrusione è possibile produrre texture diverse; addizionando ingredienti leganti, aromi e coloranti, si ottengono i cosiddetti “analoghi” della carne.
“In alcuni paesi europei, per esempio l’Olanda, questi alimenti rappresentano circa il 20% del mercato dei prodotti a base di proteine animali”, riferisce Edoardo Capua-
no della Wageningen University (vedi box). Sulla base di diversi indici (CO2 equivalente, consumo di acqua e suolo) l’impatto di questi prodotti sarebbe inferiore a quello della produzione di carne, ma non dei legumi tal quali (Front. Sust. Food Syst. 2020). Sulla qualità nutrizionale degli analoghi ad oggi sul mercato ci sono ancora pochi dati: i due più diffusi (Beyond Burger e Impossible Burger – il primo commercializzato solo in USA) hanno buoni valori di DIIAS (83 e 107 rispettivamente, in funzione della materia prima, piselli il primo soia il secondo).

Volendo ampliare lo sguardo sugli altri campi di ricerca, alternativa alle fonti vegetali, bisogna citare gli insetti e le proteine ottenute per fermentazione di microrganismi. Tutte queste nel loro insieme sono, per sviluppo tecnologico, conformità normativa e livello nutrizionale, le proposte più coerenti con gli obiettivi di sostenibilità, aggiunge Capuano.
INNOVAZIONE NELL’INNOVAZIONE
Per finire vanno citate quelle che possono essere definite le frontiere della ricerca e che guardano alla produzione di proteine vegetali da fonti non convenzionali. Per esempio le tecnologie che utilizzano batteri “idrogenotrofi”: microrganismi in grado di
usare l’anidride carbonica dispersa nell’aria che, combinata all’ossidazione dell’idrogeno molecolare, permette di ottenere una polvere di proteine da usare come ingrediente per prodotti estrusi. Il processo, già studiato dalla NASA per la produzione di alimenti durante le missioni spaziali, è stato ripreso da alcune start up innovative in USA. A queste si aggiungono le metodiche che permettono di modificare il genoma di organismi microbici (con inserimento di geni ad hoc) per produrre proteine analoghe a quelle animali (per esempio caseina). Promettono alte rese, ma ad oggi sono largamente sperimentali: mancano i dati in base ai quali valutare la reale sostenibilità economica e ambientale del processo, non si conoscono ancora le proprietà funzionali e, cosa fondamentale nel panorama europeo, non esiste una normativa a sostegno che possa costituire un riferimento. “Oggi,” conclude Capuano, “le tecnologie mettono a disposizione numerose alternative alle proteine animali. Occorre però portare la valutazione a un piano più elevato e soppesare, per ognuna delle fonti e in un’ottica di sostenibilità complessiva, anche gli aspetti di opportunità, di sostenibilità economica e di accettazione da parte del consumatore finale”.
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023
Il consumatore accessibili e buone come i prodotti convenzionali cerca proteine alternative che siano convenienti,
Nuove fonti proteiche è ora di concentrarsi su profilo nutrizionale e modalità di consumo
Nell’ambito di una giornata di studio e divulgazione sul tema delle fonti proteiche convenzionali, alternative e sostenibili organizzata da CREA, Centro di Ricerca Alimenti e Nutrizione, (Fonti proteiche 2050: quale futuro? Roma, 15 novembre 2022)
Edoardo Capuano, professore associato in Design of Healthy Foods presso l’Università di Wageningen, ha fatto il punto della ricerca di fonti proteiche alternative a quelle animali convenzionali, mettendo in evidenza gli aspetti più controversi e da approfondire.


Oltre ai legumi, quali sono le fonti alimentari ad oggi più studiate come alternativa?
Le fonti alimentari più indagate come proposta alternativa a quelle di stretta origine
vegetale sono gli insetti e le proteine ottenute per fermentazione di microrganismi. Queste sono per sviluppo tecnologico, conformità normativa e livello nutrizionale le soluzioni più coerenti – ad oggi – con gli obiettivi di sostenibilità. Efsa ha già dichiarato sicuri per il consumo Locusta migratoria, Tenebrio molitor (larve della tarma della farina) e Acheta domesticus (grillo) (approvato per la vendita sotto forma di polvere parzialmente sgrassata con il regolamento di esecuzione UE 2023/5 della Commissione, pubblicato in Gazzetta Ufficiale comunitaria il 3 gennaio 2023, ndr). Hanno un DIAAS superiore a 50 (determinato su farine di insetto intero) che potrebbe aumentare nel caso di isolati. La prospettiva (per paesi industrializzati) è di essiccarli e usarli come farine da addizionare, per disegnare prodotti con un adeguato profilo proteico. Anche da alcuni microrganismi (batteri, funghi, lieviti, microalghe), per via fermentativa, è possibile ottenere biomasse proteiche (fino al 70% del peso secco). Un esempio è il micelio del Fusarium Veneatum, che contiene anche beta glucani e chitina. Per estrusione delle proteine isolate si producono prodotti analoghi della carne (oggi presenti sul mercato con il brand QUORN).
E le alghe?
Per le microalghe non sono ancora disponibili dati robusti che indichino se la loro produzione è più sostenibile di quella delle proteine animali. Efsa indica come sicure per il consumo umano Spirulina (Arthrospira platensis), Chlorella (Chlorella protothecoides)
e Dunaliella bardawil: per ora sono usate per lo più tal quali perché l’estrazione delle
proteine contenute nella massa richiede trattamenti tecnologici severi.
Quali sono gli ostacoli principali di questo processo di sostituzione proteica?
La transizione verso proteine alternative a quelle della carne, sostenibili e di alta qualità, è fra i temi più studiati, ma la principale complessità risiede proprio nella scelta della fonte sulla base della sua impronta ecologica e della qualità nutrizionale. Oggi le tecnologie mettono a disposizione numerose alternative alle proteine animali. Vegetali e non. Le conoscenze ci sono. Occorre però portare la valutazione a un piano più elevato e soppesare, per ognuna delle fonti e in un’ottica di sostenibilità complessiva, anche gli aspetti di opportunità, di sostenibilità economica e di accettazione da parte del consumatore finale.
Il consumatore e il suo atteggiamento giocano un ruolo rilevante. Quali sono i limiti da superare?
La sostituzione delle proteine animali ha dei limiti nella tradizione alimentare, nell’abitudine a un sapore, a una modalità di preparazione e di consumo. C’è poi un aspetto nutrizionale da non sottovalutare. Bisogna infatti considerare che i “burger vegetali” sono alimenti che ricadono fra i prodotti cosiddetti “ultra-processati” perché hanno una lunga lista di ingredienti, tra i quali in molti casi compare lo zucchero. Nella valutazione complessiva di impatto ambientale andrebbe valutata anche l’eventuale aggiunta di altri nutrienti o micronutrienti che servono a migliorare il profilo nutrizionale complessivo.
INCHIESTA / NOVEL FOOD
Edoardo Capuano, professore associato in Design of Healthy Foods, Università di Wageningen
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 32
Produzione & Igiene
L’INFORMAZIONE DI QUALITÀ AL SERVIZIO DELLA SICUREZZA ALIMENTARE

• FOOD SAFETY • CONTROLLO QUALITÀ • TECNOLOGIE • DISINFESTAZIONE • PREVENZIONE • ANALISI DI LABORATORIO • HYGIENIC DESIGN • HACCP

NON PERDERE QUESTA OCCASIONE
COMPILA LA CARTOLINA QUI SOTTO E ATTIVA SUBITO IL TUO ABBONAMENT 40 €
abbonamento annuale
OPPURE ABBONATI ONLINE ALL’IND www.quine.it
RIVISTA UFFICIALE DELL’ORDINE DEI TECNOLOGI ALIMENTARI

PRODUZIONE TRASFORMAZIONE DISTRIBUZIONE RISTORAZIONE

Abbonati su www.quine.it o compila questo coupon e invialo a abbonamenti@quine.it
Editore: Quine Srl Via Spadolini, 7 20141 Milano - Italia Tel +39
Nome e Cognome
Azienda
Indirizzo
Cap Città
Telefono
E-mail
PEC (per fatturazione elettronica)
Codice fiscale (obbligatorio)
Partita IVA Codice destinatario (per fatturazione elettronica)
Desidero sottoscrivere il seguente abbonamento:
Abbonamento annuale Italia a € 40,00 (6 numeri).
Abbonamento annuale Europa a € 80,00 (6 numeri).
PAGAMENTO
Bonifico Bancario IBAN IT88U0521601631000000000855 (allego fotocopia)
Addebito su carta di credito Visa Carta Sì Mastercard
n. scadenza /
CVC (CVC: ultime 3 cifre del numero che si trova sul retro, nello spazio della firma)
Firma
CONSENSO AL TRATTAMENTO DEI DATI Ai sensi dell’art 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 (GDPR), il sottoscritto _______________________________ esprime il proprio espresso e specifico consenso al trattamento dei dati a fini di:
- Invio e-mail promozionali e/o comunicazioni di marketing, nonché effettuazione di ricerche di mercato, se autorizzato dal cliente, da parte di Quine Srl o di società da essa controllate collegate o partecipate; Esprimo il mio consenso Nego il mio consenso
- Invio e-mail promozionali e/o comunicazioni di marketing, se autorizzate dal cliente per finali à di profilazione (come ad es memorizzazione di abitudini di consumo) volte a migliorare le offerte nei confronti del cliente da parte di Quine Sr o di società da essa controllate collegate o partecipate; Esprimo il mio consenso Nego il mio consenso - Invio e-mail promozionali e/o comunicazioni di marketing, nonché effettuazione di ricerche di mercato, e di profilazione se autorizzato dal cliente, per conto di società terze (appartenenti alle categorie editoria, professionist della salute, case farmaceu che ecc), non facenti parte di Lswr Group
Esprimo il mio consenso Nego il mio consenso
Esprimo il mio consenso al trattamento in base all’informativa di cui sopra
Data Firma
CAMPAGNA ABBONAMENTI
GLI AUSILIARI CHIMICI NEI CICLI DI PRODUZIONE DEGLI ALIMENTI
Giuseppe Brugali Tecnologo alimentare OTALL

La produzione alimentare, così come quella di altre categorie merceologiche anche più complesse (farmaci, DM, cosmetici), poggia sulla progettazione e creazione di spazi dedicati nei quali vengono collocate sequenze di macchinari (linee o treni di produzione), che provvedono alla trasformazione delle materie prime in prodotti finiti.
Il metodo HACCP gestisce e governa questo flusso al fine di garantire sia la Food Safety, ovvero la sicurezza alimentare dell’alimento, che la prevenzione contro le possibili manipolazioni fraudolente, Food Fraud.
Tra i rischi da gestire, quello chimico assume una particolare importanza poiché i singoli step delle attività produttive devono affrontare costantemente le usure

IGIENE ALIMENTARE PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 34 34
meccaniche, i fenomeni di ossidazione delle componenti metalliche delle attrezzature e il mantenimento del corretto livello di igiene rapportato ai layout dei sistemi e alla numerosità del personale che opera su queste linee.
Chi tra di noi gestisce i treni di produzione conosce nei dettagli questi aspetti e certamente concorda sul fatto che essi assumono una rilevanza che è di natura sistematica e raramente accidentale.
Sia la manutenzione che la sanificazione passano attraverso l’impiego di specifici prodotti chimici per i quali le rispettive formulazioni spesso nulla hanno a che fare con gli ingredienti impiegati nel mondo food (Figura 1).
Dal punto di vista regolatorio, questa tipologia di prodotti è gestita dal REACH e prima di essere introdotti nei reparti d’azienda devono essere preventivamente valutati e approvati dal Tecnologo Alimentare. In particolare, per ognuno di essi deve essere acquisita la Scheda di sicurezza – se pericolosi – oppure la Scheda Informativa – se non pericolosi –, entrambe rilasciate in corretto stato di aggiornamento secondo il formato UE.
I PRODOTTI CHIMICI PER LA MANUTENZIONE
L’attrito generato dagli organi in movimento dei macchinari di produzione e confezionamento è la causa principale della loro usura e deterioramento.
L’impiego dei prodotti lubrificanti - oli e grassi – e degli sbloccanti (miscele di solventi) è praticamente inderogabile. Il loro uso è continuo grazie alla presenza, in diversi casi, di specifici circuiti di lubrificazione la cui filosofia di progettazione impone che il lubrificante sia destinato esclusivamente alle parti meccaniche e il contatto con gli alimenti avvenga solo accidentalmente.
Ma è proprio questo contatto accidentale che deve essere valutato tramite un’accu-
rata identificazione del pericolo chimico che lo caratterizza. L’esecuzione (obbligatoria in ambito HACCP) passa dunque attraverso la disamina preventiva della Scheda di sicurezza e a ricadere dell’etichettatura.
Ad oggi non esiste un quadro regolatorio UE specifico per la produzione e l’utilizzo di questi prodotti da destinare all’ambito food (grado alimentare), per cui a monte, come già affermato, è il regolamento REACH che ne governa la produzione e l’immissione sul mercato, mentre l’utilizzo a valle è disciplinato dal Reg. UE 852/2004.
Uno standard facoltativo
Diversi produttori, sulla base di una decisione interna e facoltativa, usano le sostanze presenti nell’elenco approvato dall’ente americano NSF, il quale si rifà al CFR.21 emesso da FDA, per le loro formulazioni/produzioni.
Secondo l’ente americano NSF, lo standard “food grade” classifica nelle seguenti tre categorie l’idoneità al contatto alimentare:
H1 Accettabile come lubrificante per le applicazioni di lubrificazione e contatto accidentale in zone di trasformazione alimentare. Deve essere insapore, inodore e fisiologicamente inerte. Il contatto accidentale con l’alimento deve risultare tecnicamente inevitabile e la sua concentrazione “cut-off” nell’alimento è di 10 ppm.
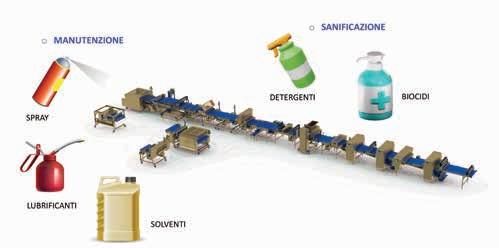
H2 Accettabile come lubrificante per le applicazioni di lubrificazione in zone di trasformazione alimentare dove però non c’è il contatto con gli alimenti (neanche accidentale). In sostanza non sono sicuri per gli alimenti perché, ad esempio, contengono sostanze classificate come CMR (cancerogene, mutagene, dannose per la riproduzione, esempi in Figura 2).
H3 Accettabile per l’uso come agente di rilascio su griglie, forni, pentole, aree di disossatura, taglieri e altre superfici dure a contatto con carni rosse e carni bianche o con prodotti per impedire l’adesione degli alimenti durante la lavorazione. I lubrificanti di questa categoria, sono additivi compatibili con la formulazione degli alimenti come, ad esempio, gli oli di mais, di girasole, di soia o olio di semi di cotone. Inoltre essi sono intrinsecamente biodegradabili (dichiarazione al punto 12 della SDS/SI) e soddi-
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 35 35
Figura 1. Gli step di utilizzo degli ausiliari chimici nelle produzioni alimentari
sfano le normative FDA 21 CFR 172.860 e 172.878. I lubrificanti H3 sono spesso usati per pulire e prevenire la formazione di ruggine su attrezzature come ganci, nastri trasportatori e carrelli.
Tuttavia, limitatamente a questo standard USA, le produzioni di queste miscele non hanno l’obbligo della tracciabilità degli ingredienti e quindi, in ambito HACCP, si genera una falla nei confronti degli adempimenti del Reg. CE 178/2002.
A tal riguardo, congiuntamente alla certificazione NSF, può essere acquisita anche quella di prodotto secondo lo standard ISO 21469, il quale risolve questo aspetto, poiché valuta le GMP del prodotto, la tracciabilità/rintracciabilità dei suoi ingredienti e il rispetto degli standard di sicurezza igienica lungo tutte le sue fasi di fabbricazione.
Oli minerali tra gli ingredienti
Si ricorda infine che, a causa di necessità prestazionali lubrificanti e/o antiossidanti, spesso tra gli ingredienti ci possono essere gli oli minerali; essi sono identificati con gli acronimi: MOAH (Mineral Oil
Aromatic Hydrocarbons) e MOSH (Mineral Oil Saturated Hydrocarbons). Queste sostanze sono idrocarburi principalmente di derivazione petrolifera e quelli con le componenti aromatiche sono particolarmente critici. La Raccomandazione UE 2017/84 ne ha predisposto il monitoraggio negli alimenti poiché un’altra significativa fonte contaminante è rappresentata dai prodotti MOCA e dagli inchiostri utilizzati per la stampa.
In Figura 2 sono stati posti a confronto le identificazioni dei pericoli, estratti dalle rispettive Schede di sicurezza, di due prodotti lubrificanti. Quello a base di olio minerale, contenendo sostanze CMR, presenta le frasi H350, H361f e H373. Entrambi presentano la frase H411 relativamente all’impatto ambientale.

I PRODOTTI CHIMICI PER LA SANIFICAZIONE
La sanificazione è il processo che mette in “sicurezza igienico-sanitaria” le superfici, le attrezzature e i recipienti utilizzati per la produzione e il confezionamento degli alimenti.
Sostanzialmente si tratta della rimozione dei residui di dette lavorazioni i quali, aderendo appunto alle superfici, innescano reazioni chimiche di trasformazione indotte dall’ossigeno dell’aria e contemporaneamente dall’attività metabolica dei microrganismi che li trasformano in un composto la cui adesività superficiale è destinata ad aumentare gradualmente nel tempo. Il prodotto di queste trasformazioni è banalmente noto come sporco.
Un’errata valutazione della frequenza applicativa della procedura di sanificazione comporta sempre una progressiva maggiore stabilizzazione dello sporco residuale per cui poi, rimuoverlo completamente, diventa sempre più difficoltoso.
Una conseguenza relativa alla persistenza ambientale dei residui di sporco è la concomitante formazione del biofilm, il quale, potenzialmente, porta allo sviluppo di ceppi di microrganismi atipici rispetto alle tipologie normalmente presenti negli alimenti prodotti.
Un esempio relativamente recente ha interessato dei dolci a base di cioccolato i quali, essendo risultati contaminati da Salmonella spp., sono stati oggetto di allerta RASFF e ritirati dal mercato.
Fatta questa premessa, la sanificazione viene condotta in due passaggi distinti di cui il primo corrisponde alla detersione delle superfici seguito da un risciacquo e il secondo corrisponde alla disinfezione. I prodotti chimici da utilizzare in questi due distinti passaggi sono i detergenti e i biocidi. Questi ultimi sono noti anche col nome di disinfettanti e, secondo il quadro normativo vigente, sono in grado di esplicare attività biocida che è correlata alla concentrazione d’uso e ai tempi di contatto (informazioni queste riportate in etichetta).
BPR – Biocidal Products Regulation
L’UE, nell’intento di superare le normative nazionali sui disinfettanti (in Italia noti come PMC), ha introdotto il quadro normativo armonizzato identificato
IGIENE ALIMENTARE PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 36 36
Figura 2 . Il rischio chimico dei lubrificanti (grassi e oli): 2 esempi
con l’acronimo BPR – Biocidal Products Regulation, che ha apportato modifiche sostanziali sia per chi li produce ma anche per chi li deve utilizzare.
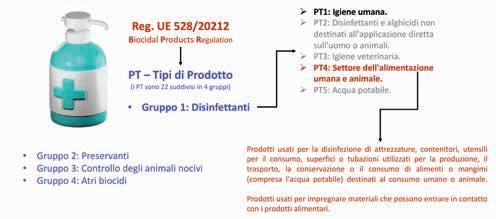
Senza entrare nel merito delle disposizioni imposte dal regolamento armonizzato, quello che per i Tecnologi Alimentari è importante sapere è quanto segue (Figura 3):
1 per la disinfezione delle mani degli operatori bisogna utilizzare biocidi/disinfettanti classificati come PT1;
2 per la disinfezione delle superfici, attrezzature destinate al contatto con gli alimenti bisogna utilizzare biocidi/disinfettanti classificati come PT4.
Le classificazioni PT implicano l’utilizzo di specifiche condizioni da applicare per l’esecuzione dei test da condurre per confermare le attività biocide vantate in etichetta e che prevedono, tra l’altro, l’uso di uno sporco interferente che è rappresentativo del settore in cui si applica.
Così, ad esempio, l’attività battericida di un biocida viene considerata vera solo se, in assenza e in presenza di sporco, raggiunge almeno 5 riduzioni logaritmiche (alle condizioni d’uso definite).
La scelta di un biocida classificato, ad esempio, come PT2, in ambito alimentare, è errata!
I test da superare per questa classe sono differenti e il suo impiego in ambito alimentare può non risultare efficace a causa del mancato raggiungimento del numero minimo di riduzioni logaritmiche richieste per le specifiche attività biocide per cui è stato selezionato.
Ad oggi i prodotti disinfettanti approvati secondo la legislazione nazionale (i PMC) sono ancora riconosciuti, ma verranno uniformati secondo gli standard del regolamento BPR con tutte le conseguenti modifiche (diventeranno biocidi con le relative classificazioni PT).

Molti applicano procedure di sanificazione che implicano l’impiego di prodot-
ti biocidi valutati secondo il quadro regolatorio nazionale dei PMC, a seguito però dell’impatto che il BPR sta generando, è necessario interagire coi fornitori per avere la certezza che il PMC in versione BPR soddisfi i requisiti previsti per la classe PT4 e quindi il suo impiego (concentrazione d’uso e tempo di contatto) possa essere riconfermato.
I detergenti
I prodotti detergenti sono in sintesi delle formulazioni chimiche, sempre governate dal REACH, finalizzate per la rimozione dello sporco dalle superfici. Dal punto di vista chimico-fisico essi agiscono sui legami chimici che fissano lo sporco alle superfici rompendoli e permettendone la disgregazione quindi la rimozione.
In base al valore del pH, essi possono essere distinti in: disincrostanti (pH acido), sgrassanti alcalini (pH basici) e sgrassanti neutri (pH neutro o leggermente acido/basico).
Figura 3. Il Regolamento BPR e i prodotti BIOCIDI/DISINFETTANTI (PMC)
Figura 4. Valutazione dell’impatto ambientale di un prodotto chimico.
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 37 37
Tra i vari ingredienti, in molti di questi prodotti, giocano un ruolo decisivo i tensioattivi, molecole organiche di sintesi, molto efficaci nel processo di rimozione dello sporco in acqua.
L’acqua di fatto è l’ingrediente principale nelle procedure di cleaning, le quali rappresentano una voce importante relativamente ai suoi consumi ma anche alla produzione dei reflui e alla loro biodegradabilità.
Lo sfruttamento idrico Puntando l’attenzione su quest’ultimo aspetto, tenuto conto dell’evoluzione degli scenari climatico-ambientali che impatteranno sulla disponibilità delle fonti di approvvigionamento di acqua potabile, risulta strategico assumere comportamenti decisionali che possano permettere:
§ una gestione più oculata dei prelievi idrici;
§ un miglioramento della funzionalità del depuratore chimico-fisico/biologico delle acque reflue;
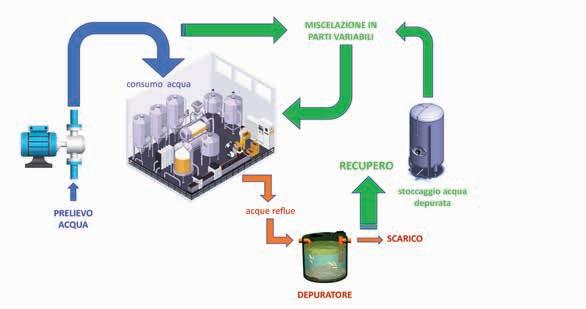
§ un inserimento (oppure miglioramento per chi già lo ha attivato) di un “loop gestionale” che preveda la creazione di uno stock di acqua reflua da riutilizzare, ad esempio, per le successive procedure di cleaning e/o per l’alimentazione dei servizi igienici (Figura 5).
Resta inteso che, in primis, il mantenimento del livello di sicurezza igienicosanitario sia dell’apparato produttivo che dei servizi accessori coinvolti dovrà essere garantito e ciò dovrà essere inserito come capitolo a sé stante nella RiskAnalysis del proprio piano HACCP.
È molto probabile che la specifica normativa UE preveda un aggiornamento sulla gestione della materia prima acqua proprio in previsione del concretizzarsi di uno scenario critico riguardante i suoi approvvigionamenti.
La scelta di un prodotto detergente da utilizzare in una procedura di cleaning dovrà partire da una base di confronto comparativo dei parametri di valutazione dell’impatto ambientale dichiarato al punto 12 della Scheda di sicurezza/
Scheda informativa (Figura 4). Il prodotto che presenta il miglior profilo di impatto ambientale è quello che dovrà essere selezionato per il successivo step di valutazione che è il test di efficacia. Un altro elemento di valutazione per la scelta del prodotto detergente col minor impatto ambientale è la disponibilità della certificazione ECOLABEL normata a livello UE. I fabbricanti di prodotti detergenti che volontariamente l’hanno ottenuta sono stati obbligati a sviluppare una formulazione attingendo a una lista di sostanze ingredienti approvate, riportate nell’apposito regolamento, a ciascuna delle quali sono stati assegnati dei valori a una serie di parametri che sono serviti per valutare se il prodotto risultante era o non era ECOLABEL. Premetto che anche per i prodotti biocidi/disinfettanti, secondo il citato regolamento BPR, per essere approvati oltre alla conferma delle attività biocide (riportate nel dossier Core-Data-Set) deve essere stato valutato anche l’impatto ambientale (riportato nel dossier AddedData-Set).
IGIENE ALIMENTARE
PRODUZIONE & IGIENE ALIMENTI /
2023 38 38
Figura 5. Recupero acque reflue
FEBBRAIO
 Salvatore Velotto1,Rosa Cinzia Borrelli2 e Giuseppe Coletti3
1Presidente Ordine dei Tecnologi Alimentari di Campania e Lazio
Salvatore Velotto1,Rosa Cinzia Borrelli2 e Giuseppe Coletti3
1Presidente Ordine dei Tecnologi Alimentari di Campania e Lazio

2Consigliere
3CEO
dell’Ordine dei Tecnologi Alimentari di Campania e Lazio
Authentico
LA BLOCKCHAIN come strategia per la sicurezza alimentare
La tracciabilità alimentare è diventata obbligatoria per tutti i Paesi dell’Unione Europea dal 1° gennaio 2005, in applicazione degli articoli 17, 18 e 19 del Regolamento Europeo 178/2002 in materia di sicurezza alimentare. A essere interessati sono tutti i protagonisti della filiera produttiva che hanno l’obbligo di tracciare ogni singola fase di vita del prodotto, dalle materie prime alla lavorazione fino alla distribuzione, e di conservarne la relativa documentazione. In precedenza, dovevano essere rintracciabili solo alcuni prodotti, quali carni, pesce e uova, quelli che rappresentano un rischio maggiore per la salute del consumatore. Dal 1° gennaio 2006, con l’entrata in vigore del “Pacchetto Igiene”, l’obbligo della rintracciabilità è stato esteso a tutti i prodotti agroalimentari, il che consente di individuare qualsiasi prodotto in ognuna delle fasi del ciclo produttivo.
SICUREZZA ALIMENTARE
Il tema della sicurezza alimentare è un argomento di grande importanza che pone
sempre più attenzione alla salute dei cittadini e a quello che mangiano. Gli italiani si sono rivelati, infatti, un popolo molto attento a ciò che mettono nel piatto, alla qualità degli ingredienti, alla freschezza dei cibi. Negli ultimi anni, in particolare, anche per effetto della pandemia, l’attenzione è cresciuta in modo smisurato per
la salubrità e la provenienza della materia prima, come testimoniato dai dati di una recente ricerca di The European HouseAmbrosetti (Figura 1).
In un mercato alimentare sempre più globalizzato, infatti, è ancora più importante per i consumatori avere conoscenza della filiera di ciò che mangiano, conoscere il
LA PIATTAFORMA DIGITALE IN CLOUD PERMETTE DI RINTRACCIARE ISTANTANEAMENTE L’ORIGINE DELLE MATERIE PRIME E VERIFICARE PROCESSI E PROCEDURE IN CASO DI NON CONFORMITÀ
TRACCIABILITÀ
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 40
Figura 1. Risultati ricerca di The European House - Ambrosetti, Settembre 2020
luogo di provenienza di un prodotto ma anche i vari step intermedi. Un prodotto alimentare sicuro è il risultato di una serie di processi e di attività di trasformazione condotte lungo l’intera filiera alimentare. Attraverso l’applicazione della tracciabilità alimentare è possibile recuperare velocemente tutte le informazioni specifiche di sicurezza e qualità dei prodotti e attuare, se necessario, piani di ritiro e richiamo dei prodotti alimentari, ma anche avere informazioni sull’origine e/o sulla freschezza degli ingredienti e del prodotto finito stesso. Quello che la legge però non dice è quali sono gli strumenti per eseguire la tracciabilità in azienda. Spesso la tracciabilità viene fatta a livello cartaceo, oppure utilizzando fogli Excel, limitando o rallentando la velocità di verifica e di risposta nei processi di controllo o monitoraggio. Alcuni utilizzano i database o il software gestionale, che ha però scopi contabili anziché di tracciabilità. Sono poche le aziende che hanno in dotazione un software specifico per la tracciabilità.
CASE STUDY: WALMART
Nella primavera del 2018, Walmart, la più grande GDO al mondo, si trova ad affrontare un’epidemia di Escherichia coli che colpì l’intera rete dei supermercati statunitensi, diffondendosi in oltre 36 Stati a causa di una fornitura di lattuga romana contaminata. Come riportato dal Centers for Diseases Control and Prevention (CDC), 210 persone furono ricoverate e 5 persone persero la vita. Sono state necessarie settimane per rintracciare i ceppi infetti.
Questo episodio ha messo in luce che, nonostante le leggi rigorose a garanzia della sicurezza alimentare, la tracciabilità è un adempimento che non è risolto
efficientemente con le risorse attuali. Oggi, infatti, questo importante processo informativo è organizzato e percepito imponendo alle aziende della catena di approvvigionamento alimentare informazioni atte a garantire una rintracciabilità “una contro l’altra”. Quando si verifica un incidente di intossicazione, infezione o avvelenamento da cibo, il problema non può essere risolto rapidamente perché bisogna seguire un processo seriale, Step-by-step, risalendo la catena in modo indipendente senza una visione olistica del sistema. Il problema è aggravato dal fatto che molti attori della supply chain devono cercare nei registri cartacei. Con la tecnologia Blockchain, applicata alla
Innovazione e digitalizzazione nelle filiere alimentari garantiscono qualità e sicurezza

PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 41
La tracciabilità digitale i ricavi del 14% rende più efficienti e aumenta
tracciabilità alimentare, si può rintracciare la fonte della contaminazione in 20 secondi, questa è l’importante conclusione a cui si è giunti dopo l’epidemia del 2018 e la soluzione adottata dal colosso. Tonnellate di lattuga romana furono mandate al macero, Walmart ripulì i suoi scaffali dalla verdura a foglia larga per essere sicura di aver eliminato la contaminazione. Un costo e uno spreco incredibile. La possibilità di tracciare la provenienza del cibo con la Blockchain permette , in caso di epidemie, di ridurre il food waste, perché si evita di ritirare dal mercato lotti di grandi dimensioni erroneamente associati alla crisi sanitaria.
IL TECNOLOGO ALIMENTARE E LA BLOCKCHAIN
In questo processo di trasformazione digitale il Tecnologo Alimentare riveste un ruolo strategico. Sia come consulente a supporto della fase di identificazione degli attori da includere, dei dati, dei documenti e dei processi/blocchi da tracciare sulla Blockchain, sia come garante dell’integrità dei dati caricati sulla piattaforma, contribuendo con il suo operato fattivamente alla sicurezza alimentare e al controllo della qualità delle procedure digitalizzate.
I VANTAGGI PER LE AZIENDE
La certificazione di rintracciabilità della filiera agroalimentare con la Blockchain rende i processi aziendali affidabili e maggiormente trasparenti anche all’esterno dell’azienda e consente di infondere fiducia ai consumatori.
Utilizzare una piattaforma per la tracciabilità in Blockchain, come quella realizzata da Authentico, fornisce all’azienda un quadro di riferimento per la costruzione
di un sistema di rintracciabilità flessibile ed efficace, con molteplici obiettivi quali:
§ supportare gli obiettivi generali di qualità e sicurezza del settore agroalimentare;
§ documentare la storia o la provenienza del prodotto;
§ facilitare il ritiro/richiamo dei prodotti dal mercato;
§ identificare le parti responsabili all’interno della filiera agroalimentare;
§ facilitare la verifica di informazioni specifiche riguardo ai prodotti;
§ comunicare informazioni sulla tracciabilità verso operatori business (es. grande distribuzione, anche nel caso di prodotti a marchio) e verso i consumatori.
I vantaggi per le aziende alimentari sono notevoli anche dal punto di vista commerciale. I dati dell’Osservatorio Smart Agrifood del Politecnico di Milano raccontano che i benefici della tracciabilità digitale per le aziende si traducono in una maggiore efficienza e soprattutto in un incremento dei ricavi del 14%. Questo perché si risponde a una crescente domanda di quel target di consumatori
che è alla ricerca della ricerca della trasparenza. La dimostrazione di questo fenomeno è data nel crescente segmento dei prodotti premium. Una ricerca del Food Marketing Institute ha evidenziato che il 44% dei consumatori premium esige informazioni dettagliate sulle modalità di produzione del cibo acquistato e il 75% non si fida di quanto riportato sulle etichette.
CASE STUDY: PASTIFICIO 28 PASTAI
DI GRAGNANO
Per la prima volta un pastificio di Gragnano ha applicato la tracciabilità in Blockchain alla sua filiera con il supporto di Authentico e di Newton Consulting srl. La filiera della pasta è generalmente composta da tre attori (aziende agricole, mulino e pastificio) come rappresentata nello schema della Grafico 1.
La filiera è stata costruita creando sulla piattaforma le identità delle tre imprese, che sono correlate tra loro da un rapporto fornitore-cliente, e a ognuno di essi è consentito accedere alla piattaforma cloud in autonomia e inserire dati,
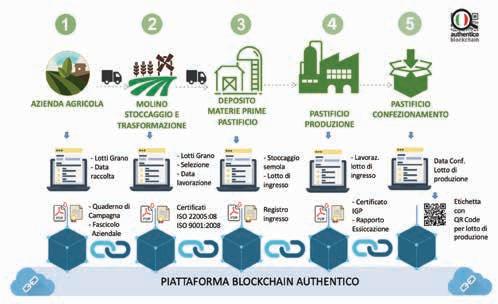
TRACCIABILITÀ
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 42
Grafico 1. Esempio di un processo per la tracciabilità della pasta con la blockchain con il coinvolgimento dell’intera filiera (Az. Agricola, Molino e Pastificio)
documenti e certificati. I lotti di materia prima o prodotto trasformato inseriti con il gestionale passano in automatico dal fornitore al cliente attraverso la piattaforma, corredati da documenti e analisi chimiche. Il cliente riceve la merce dal fornitore sulla piattaforma e se conforme a quanto ordinato l’accetta in ingresso nel suo magazzino. Il lotto ricevuto quindi passa in automatico dal magazzino del fornitore al magazzino dell’azienda. Da questo lotto di merce ricaverà i lotti di produzione, ognuno certificato in Blockchain. In campo agricolo sono stati coinvolti gli Agronomi mentre i Tecnologi Alimentari hanno seguito tutte le fasi di trasformazione. La digitalizzazione dei documenti, delle analisi e dei rapporti di qualità consente un veloce reperimento di tutte le informazioni che solitamente sono conservate in luoghi diversi.
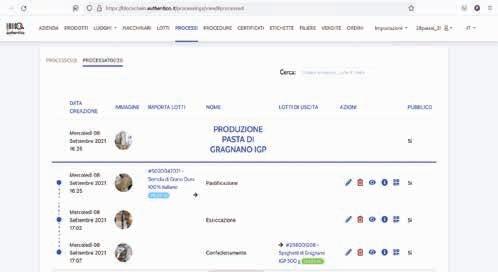
Ogni lotto genera un certificato della tracciabilità di filiera che è rappresentato da un QR code che viene stampato su un’etichetta o importato in un sistema di stampa.
Un elemento di grande novità, è stato quello di certificare il tempo e la temperatura con il quale viene essiccata la pasta, grazie al collegamento alla piattaforma delle celle statiche di essiccazione (tramite controllo PLC). Al termine del ciclo di essiccazione, le celle inviano il rapporto di essiccazione in automatico al nodo Blockchain collegato in rete il quale attraverso uno smart contract lo certifica in Blockchain allegandolo come documento pdf criptato al lotto di produzione. Con il risultato che il consumatore facendo la scansione del QR code che trova sull’etichetta posta sulla confezione ha la possibilità non solo di scoprire l’origine del grano ma di verificare se quanto dichiarato dal produttore – che spesso dichiarano di produrre pasta essiccata lentamente a basse temperature – corrisponde al vero.
CONCLUSIONI
La rivoluzione Blockchain trasformerà radicalmente la tracciabilità dell’industria alimentare globale. L’esempio di Walmart ha segnato l’inizio dell’adozione della Blockchain nella catena di approvvigionamento delle GDO di tutto il mondo. Restare indietro rispetto a questa innovazione potrebbe significare essere tagliati fuori da alcuni mercati, soprattutto quelli premium. Invece, quelle aziende che prima delle altre saranno pronte con questa tecnologia ne trarranno un notevole vantaggio competitivo che potrà garantirgli un ruolo di primo piano nel panorama alimentare italiano e internazionale.
Assicurare al consumatore filiere di qualità, sostenibili, sicure e tracciate in ogni fase è una sfida complessa per le aziende. Ancora una volta, il sostegno dei Tecnologi Alimentari, chiamati per assistere le aziende alimentari in questo delicato processo di trasformazione, è strategico in una fase di cambiamento così importante.
Le competenze dei Tecnologi Alimentari, infatti, in tutte le fasi della filiera, per tutti gli alimenti, ingredienti, additivi o coadiuvanti, nonché la visione olistica dei siste-
mi e processi, fanno sì che questa figura professionale possa dare un contributo concreto e incisivo al sistema alimentare del futuro, puntando all’innovazione e alla digitalizzazione per garantire qualità e sicurezza nelle filiere alimentari, prevendendo problematiche sanitarie e sociali e riducendo gli sprechi alimentari, preservando risorse e ottimizzando processi.
BIBLIOGRAFIA
https://eurlex.europa.eu/LexUriServ/LexUriServ.do?uri=CONSLEG:2002R0178:2006 0428:IT:PDF
https://www.cdc.gov/ecoli/2018/ o157h7-04-18/index.html
https://www.ambrosetti.eu/lo-scenario-dioggi-e-di-domani-per-le-strategie-competitive-2020/
https://corporate.walmart.com/newsroom/2018/09/24/in-wake-of-romaine-ecoli-scare-walmart-deploys-blockchain-totrack-leafy-greens
https://www.osservatori.net/it/ricerche/ osservatori-attivi/smart-agrifood
https://www.fmi.org/legal-conference
Grafico 2. Schermata del software gestionale Authentico Blockchain dove è definito il processo produttivo della pasta con la descrizione delle varie fasi
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 43
EFFICIENTAMENTO ENERGETICO A TUTTO CAMPO

IL MOMENTO MOLTO COMPLICATO HA SPINTO ALCUNE AZIENDE DEL SETTORE ALIMENTARE A MUOVERSI IN OTTICA DI RISPARMIO ED
Per efficientamento energetico si intendono tutte le operazioni utili a ottimizzare lo sfruttamento delle fonti energetiche. Gli interventi di efficientamento a disposizione delle aziende alimentari sono molteplici. Ne abbiamo parlato con Matteo Zanchi, amministratore delegato di Enersem.

Secondo la sua esperienza e percezione, come si stanno muovendo le aziende alimentari sul fronte dell’efficientamento energetico?
L’efficientamento energetico interessa da vicino le aziende alimentari, soprattutto negli ultimi mesi, visto l’aumento incontrollato dei prezzi di gas ed elettricità. Il caro energia si ripercuote lungo
tutta la filiera produttiva, dalle materie prime al prodotto finito e solo in parte si riflette sui prezzi al consumatore. Il momento molto complicato ha spinto alcune aziende del settore alimentare a muoversi in ottica di risparmio ed efficientamento energetico, anche perché al problema dell’aumento dei prezzi si teme possa aggiungersi anche un futuro razionamento delle forniture. Però, non ho percepito una “corsa agli investimenti” di efficientamento come mi sarei aspettato. Alcune aziende hanno ripescato progetti che avevano nel cassetto; altre aspettano di capire se queste dinamiche dei prezzi perdureranno; altre ancora sostituiscono generatori di vapore e centrali frigorifere più efficienti. L’incertezza non rende facile fare investimenti.
Quali sono i vantaggi per le aziende alimentari che decidono di implementare soluzioni di efficientamento energetico?
I vantaggi sono notevoli. Ci sono molti interventi per i quali i tempi di ritorno sono veloci, un paio di anni o meno, considerato che spesso sono anche incentivati dal meccanismo dei titoli di efficienza energetica. È evidente, poi, che in un momento in cui l’elettricità e il gas hanno prezzi che sono 3-4 volte quelli della primavera del 2021, gli investimenti hanno tempi di ritorno ancora inferiori, anche al netto dell’aumento dei prezzi degli investimenti stessi dovuti a costo delle materie prime e inflazione. Faccio l’esempio delle caldaie che, consumando gas, producono vapore e acqua calda. Sono macchi-
EFFICIENTAMENTO ENERGETICO, GRAZIE A INTERVENTI MIRATI CHE GARANTISCONO, TRA L’ALTRO, TEMPI DI RITORNO VELOCI
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 44 44
Stefania Milanello Esperta in tecnologie alimentari e divulgatrice scientifica
SPECIALE EFFICIENZA ENERGETICA PROTAGONISTI
ne presenti in tutte le realtà alimentari e hanno un costo di investimento che rappresenta pochi punti percentuali rispetto al costo di vita complessivo, sostanzialmente determinato dal prezzo del metano. Avere quindi un generatore di vapore efficiente conviene.

Quali soluzioni di efficientamento energetico possono essere adottate dalle aziende alimentari?
Innanzitutto occorre verificare se sia possibile ridurre la domanda di energia, in termini di energia elettrica e di calore/freddo; bisogna vedere se ci sono macchinari che consumano tanta energia elettrica e/o realizzare interventi semplici come l’installazione di lampade a LED al posto di un’illuminazione meno efficiente. Soprattutto, però, conviene ottimizzare l’uso del calore e del freddo. Molte aziende hanno flussi di calore a oggi non utilizzati che, invece, potrebbero essere utilizzati per produrre acqua calda da usare nel processo produttivo. È possibile, ad esempio, recuperare il calore di condensazione dei frigoriferi per mantenere alla giusta temperatura e umidità i ma-
gazzini di stagionatura di formaggi come il Grana Padano o il Parmigiano Reggiano. Il vantaggio è duplice: da una parte si scalda l’aria del magazzino e dall’altra si dissipa –riutilizzandolo – il calore del frigorifero. Così, è possibile azzerare completamente il fabbisogno di vapore all’interno di tali spazi con risparmi molto importanti. Un altro esempio di uso intelligente è il recupero di calore dal siero. A seconda del tipo di formaggio, esso ha una temperatura di 35-50°C e, per essere conservato, deve essere raffreddato al di sotto dei 10°C. Senza un intervento ad hoc, il calore in più viene dissipato e, anzi, l’operazione richiede freddo proveniente dai frigoriferi, con ulte-

PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 45 45
Digestore
riore consumo di energia. È invece possibile recuperare tale calore, ad esempio, per riscaldare acqua da utilizzare nel processo produttivo. Quando non ci dovesse essere contemporaneità tra il raffreddamento e l’utilizzo dell’acqua calda possono essere installati sistemi di accumulo. Gli schemi di recupero sono vari ed è fondamentale, prima di comprare un nuovo impianto, ridurre la domanda di calore o freddo, perché l’investimento è legato alla potenza del macchinario. Una riduzione del fabbisogno di caldo o freddo si riflette infatti sulla potenza del macchinario e sull’investimento.



Certo, macchine e impianti di nuova concezione fanno la differenza sul risparmio energetico, ma è importante installare impianti efficienti e anche correttamente dimensionati, nonché gestiti in modo efficiente nel tempo. Oltre a centrali di produzione di calore e freddo ad alta efficienza, le aziende alimentari dovrebbero investire sulla cogenerazione, cioè la possibilità di produrre calore ed energia elettrica contemporaneamente.
L’inserimento di soluzioni di efficientamento energetico in una linea produttiva esistente possono creare problematiche che rendano l’investimento non vantaggioso?
A volte è difficile adattare linee già esistenti ma, per la mia esperienza, non ci sono elementi vincolanti che non consentano l’adozione di soluzioni di efficientamento. Basta ovviamente progettarle e realizzarle con estrema attenzione, coinvolgendo le varie figure professionali di riferimento all’interno dell’azienda. Lo sguardo del consulente serve per verificare le opzioni non ancora sondate e per indagare la possibilità di migliorare i processi, naturalmente senza diminuire la qualità del prodotto finale. Il tema dell’efficientamento energetico non può essere però ridotto solo a una questione di risparmio e di costi, anche se
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 46 46
Impianto Biogas
Visione d’insieme Skid con gasometro a terra
PROTAGONISTI
Serra riscaldata dal recupero termico cogeneratore
molto importanti. A guidare le scelte delle aziende dev’essere anche l’etica di voler diminuire l’impatto ambientale delle attività produttive. Sempre più aziende alimentari sono sensibili a questo, così come lo sono i consumatori. Il driver della sostenibilità ambientale rappresenta anch’esso un incentivo al risparmio e all’efficientamento. L’agenda 2030 dell’ONU e gli obiettivi per il 2050 dell’UE erano e restano stringenti anche prima della crisi energetica.

Recupero del calore di condensazione dei gruppi frigoriferi
Per produrre “freddo” un gruppo frigorifero deve consumare energia elettrica e smaltire calore di condensazione, che viene comunemente dissipato in atmosfera tramite condensatori ad aria o in torri evaporative, perché considerato “poco prezioso”. In caseificio esistono però utenze che possono “accontentarsi” di calore a bassa temperatura, ad esempio, l’unità di trattamento aria a servizio del magazzino di stagionatura. La fase di stagionatura ha un costante bisogno di aria tra i 16 e i 20°C, tutto l’anno, anche in estate. Ciò è perfettamente compatibile con il livello termico del calore di condensazione del gruppo frigorifero, a patto che il dimensionamento delle batterie di scambio sia effettuato di conseguenza. L’impatto dei due interventi descritti può arrivare a rappresentare un risparmio anche superiore al 20% del consumo totale di energia primaria: oltre 1€ per ogni forma prodotta. Grazie al recupero di calore dal circuito di condensazione sono stati azzerati i consumi di vapore (prodotto dalla centrale termica alimentata a metano) con un risparmio di gas di circa 125.000 Sm3/anno ogni 100.000 forme di Grana Padano immagazzinate.
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 47 47
ESEMPI DI EFFICIENTAMENTO MESSI A PUNTO DA ENERSEM
Magazzino stagionatura grana padano
Magazzino di stagionatura del Grana Padano
PC supervisore gestione impianto
CHP (Combined Heat and Power): con un dimensionamento attento del cogeneratore si può limitare la dissipazione e sfruttare al meglio tutto il calore prodotto

Lo stabilimento di Persico Dosimo di PLAC - Fattorie Cremona ha tre cogeneratori: due alimentati a gas metano e uno con biogas prodotto dall’impianto di digestione anaerobica dei reflui. Quando ha sostituito le due macchine alimentate a metano, Fattorie Cremona ha valutato il dimensionamento ottimale del nuovo impianto di cogenerazione. Sono stati analizzati i consumi di energia elettrica e di gas, attuali e previsti. All’epoca dell’investimento erano in corso alcuni importanti cambiamenti sugli impianti produttivi e sui magazzini ed era prevista, a breve, l’installazione di una nuova centrale frigorifera. Tutti questi interventi avrebbero inciso sui profili di richiesta di calore ed energia elettrica e andavano attentamente modellizzati, per non ritrovarsi un cogeneratore sovra- o sottodimensionato e quindi meno efficace del previsto. ENERSEM ha suggerito la taglia ottimale delle macchine, anche considerando le altre misure di efficienza programmate. Avviato il sistema di cogenerazione, è stato integrato l’Energy Management System di ENERSEM, software in cloud che consente l’analisi automatizzata del funzionamento e delle prestazioni dei cogeneratori e la loro ottimizzazione, per massimizzare la redditività dell’impianto data dallo sfruttamento di energia elettrica, vapore e acqua calda autoprodotte e dei ricavi ottenibili dagli incentivi, i Titoli di Efficienza Energetica.


PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 48 48
PLAC – Fattorie Cremona
PROTAGONISTI
Sempre per Fattorie Cremona, Enersem ha suggerito che venisse predisposto l’impianto per il recupero di calore di condensazione dei gruppi frigo, per alimentare le macchine di trattamento aria del nuovo magazzino di stagionatura del Grana Padano. Anche in questo caso Fattorie Cremona ha scelto di adottare EMS, la soluzione software in cloud di Enersem per l’analisi e l’ottimizzazione degli impianti. Così, è stato possibile analizzare il fabbisogno frigorifero e i livelli di temperatura richiesti dalle diverse utenze e gestire sempre alla massima efficienza le macchine. L’obiettivo è di raggiungere un risparmio del 5-10% nella gestione ottimale degli impianti, con un risparmio di energia elettrica di 100/150 MWh all’anno. Poi c’è il gas che potrà essere risparmiato una volta avviato il sistema di recupero di calore dalla centrale frigorifera: nel caso del nuovo magazzino di Fattorie Cremona, circa 75.000 Sm3 potenziali ogni anno. I frigoriferi infatti sono condensati ad acqua: è quindi possibile recuperare calore a bassa temperatura (intorno
il fabbisogno di riscaldamento dell’aria dei magazzini di stagionatura.
Cogeneratore alimentato a biogas autoprodotto
La cogenerazione è una tecnologia efficiente di produzione di energia elettrica e calore. Lo scenario è ancora più interessante quando il cogeneratore viene alimentato con biogas (miscela composta 55% di CH4, 44% di CO2, 1% altre matrici) autoprodotto dalla fermentazione di materiale di scarto o dai reflui della produzione. Nell’agroalimentare ci sono, ad esempio, deiezioni bovine o suine, scarti della lavorazione della carne, scarti dell’industria ittica, siero del latte, frazione umida dei rifiuti, fanghi di depurazione, etc. Fra i casi di successo in questo settore ne raccontiamo due del nostro partner Biogas Engineering, con cui Enersem mette a punto studi di fattibilità per la realizzazione degli impianti.
a. Impresa trasformazione verdure –centro Italia
Nel 2012 l’azienda ha costruito un impianto di biogas alimentato da una mi-

scela di rifiuti vegetali provenienti dal confezionamento delle insalate (80%) e dalle colture energetiche (20%). Il biogas viene convogliato a un’unità di cogenerazione che eroga 250 kW elettrica e 300 kW di potenza termica. Questa, al netto dell’autoconsumo di processo, viene utilizzata per il riscaldamento di due serre dedicate alla coltivazione di ortaggi.
b. Coltivazione cerealicola e allevamento zootecnico – nord-ovest
Il sito produttivo è costituito da un impianto a biogas abbinato a un preesistente impianto di compostaggio, dove sono installati anche alcuni pannelli fotovoltaici. Da molti anni l’azienda ritira e smaltisce fanghi provenienti dall’industria agroalimentare della zona, oltre a materiale di tipo ligno-cellulosico e altri scarti organici. L’installazione dell’impianto a biogas ha ottimizzato il ciclo di trattamento dei rifiuti, consentendo un recupero di energia che si aggiunge alla produzione di compost e una possibilità di trattamento per i liquami zootecnici di alcuni soci della cooperativa. Il biogas viene convogliato a un’unità di cogenerazione da 1 MW elettrico.
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 49 49
Stabilimento Fattorie Cremona
Fabio Licciardello Università di Modena e Reggio Emilia
COLLABORAZIONE
LE TECNOLOGIE EMERGENTI nella transizione ecologica dell’industria alimentare
Il tema delle tecnologie emergenti ha animato una sessione del X Shelf Life International Meeting, da sempre promosso dal Gruppo Scientifico Italiano di Confezionamento Alimentare (GSICA) e ospitato, per questa edizione (28 Novembre-1 Dicembre 2022), a Bogotà dall’Università Nazionale della Colombia e dall’Università La Salle. Le emissioni di gas serra dei sistemi alimentari ammontano a circa il 35% del
totale di emissioni antropogeniche di gas serra (Xu et al., 2021): si tratta di impatti certamente “necessari”, ma la cui consistenza motiva e spinge verso la ricerca di strategie migliorative.

LE TECNOLOGIE NON TERMICHE
Il binomio “tecnologie emergenti” e “tecnologie green” è generalmente dato per assodato, in particolare la connotazione di sostenibilità ambientale viene attribuita
alle tecnologie non termiche, che si basano essenzialmente sull’impiego di energia elettrica per la stabilizzazione microbiologica dei prodotti alimentari. In realtà, il confronto delle performance ambientali e dell’efficienza energetica delle principali (per sviluppo commerciale) nuove tecnologie con quelle delle tecnologie termiche convenzionali (pastorizzazione e sterilizzazione) non permette sempre di dimostrare questa connotazione. L’argomento è di grande interesse nel contesto degli obiettivi di riduzione degli impatti delle filiere alimentari, ma anche alla luce dei recenti rincari delle forniture energetiche.
Il trattamento
HPP
Il trattamento con alte pressioni idrostatiche (HPP) è sicuramente la tecnologia nontermica maggiormente affermata nell’industria alimentare: si basa sull’applicazione di pressioni comprese tra 300 e 600 MPa per pochi minuti a prodotti già confezionati, consentendo di raggiungere un effetto paragonabile alla pastorizzazione, ma senza l’impiego di calore. La tecnologia utilizza acqua refrigerata, come mezzo di trasmissione

SPECIALE EFFICIENZA ENERGETICA PACKAGING
IN
CON GSICA Gruppo Scientifico Italiano di Confezionamento Alimentare
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 50
Riduzione di emissioni e impatti per i processi dell’industria alimentare che richiedono l’impiego di elettricità
della pressione, ed energia elettrica, essenzialmente nella fase di pressurizzazione. Diversi studi di Life Cycle Assessment (LCA) hanno valutato le performance ambientali della HPP rispetto alla pastorizzazione termica: è possibile registrare un prevalente accordo sulle migliori performance rispetto ai processi tradizionali, specialmente se si considerano studi su scala industriale. Secondo il recente studio dell’Università di Parma (Cacace et al., 2020) la tecnologia HPP ha performance ambientali migliori, rispetto a due configurazioni di trattamento di pastorizzazione termica, per 12 su 18 categorie di impatto considerate, ivi incluso il potenziale di riscaldamento globale (GWP). Dall’altra parte, alcuni studi (Sampedro et al., 2014) finiscono addirittura per dimostrare impatti decisamente più elevati per la tecnologia HPP, ma si tratta generalmente di ricerche condotte su impianti pilota o su scala di laboratorio.
La tecnologia PEF
Lo stesso vale per la tecnologia che sfrutta i campi elettrici pulsati (PEF), che risulta difficile da confrontare con la pastorizzazione termica proprio per la carenza di impianti industriali. La tecnologia si basa sull’applicazione di brevissimi impulsi di corrente elettrica (20-40 kW/cm) agli alimenti, con l’effetto di procurare danni irreversibili (elettroporazione) alle cellule microbiche. Trattamenti ad intensità minori trovano altri impieghi ausiliari, come ad esempio nel miglioramento delle rese di processi estrattivi. Alcuni studi, come quello già citato in precedenza (Sampedro et al., 2014) rilevano impatti fino a 7-8 volte più elevati per il trattamento PEF rispetto alla pastorizzazione convenzionale, tuttavia la carenza di dati su scala industriale rende il confronto poco affidabile.
L’uso di radiazioni ionizzanti
Il trattamento con radiazioni ionizzanti è una tecnologia non-termica che, a differenza delle due precedenti, è improprio definire “emergente”: si tratta di una tecnologia svi-
luppatasi nel secondo dopoguerra, ma che, a dispetto dei grandi sforzi compiuti per validare metodi per la determinazione dei prodotti irradiati, continua a suscitare scarso interesse commerciale in Italia e in Europa (si osserva in EU una diminuzione di oltre il 40% dei volumi di prodotti irradiati nel periodo 2010-2017), mentre altrove si osserva un trend di crescita (in Cina, ad esempio, i volumi di prodotti irradiati crescono del 20% ogni anno). L’irradiazione, regolata in UE dalla Direttiva 1999/2, offre vantaggi legati ai tempi di trattamento ridotti, alla possibilità di risanare alimenti già confezionati, evitando così il rischio di ricontaminazione, e alla modulazione dell’intensità del trattamento al fine di ottenere effetti paragonabili alla pastorizzazione o alla sterilizzazione. La letteratura scientifica è carente riguardo a studi sull’efficienza energetica di questa tecnologia, ma un vecchio rapporto tecnico della Marina statunitense (Brynjolfsson, 1978) propone la radappertizzazione come un metodo alternativo al congelamento per la carne, dimostrando consumi energetici quasi dimezzati, che scaturiscono dal fatto che la refrigerazione domestica non è necessaria. Tale studio, certamente non confrontabile a un moderno studio LCA ma che utilizzava comunque dati primari molto precisi, dimostrava un’incidenza minima della fase di irradiazione sui consumi energetici. L’efficienza energetica, dunque, potrebbe rappresentare, in un prossimo futuro, la chiave verso una rivalutazione di questa tecnologia e per una sua affermazione nei mercati europei.
I VANTAGGI
I possibili vantaggi ambientali e una migliore efficienza energetica delle tecnologie non-termiche andrebbero meglio dimostrati, sulla base di dati ottenuti su scala industriale. Ciò che, però, emerge con chiarezza dal panorama scientifico è il potenziale di miglioramento delle tecnologie basate sull’impiego di corrente elettrica. Tale potenziale risiede essenzialmente nel-
la tendenza alla decarbonizzazione della rete elettrica (Atuonwu et al. 2018) con l’aumento della quota di rinnovabili a cui si assiste a livello globale e, in particolare, in Europa. Ciò comporterà, nel brevemedio termine, la riduzione delle emissioni necessarie per produrre energia elettrica, con la conseguente riduzione degli impatti per i processi dell’industria alimentare esclusivamente basati sull’impiego di elettricità.
BIBLIOGRAFIA
Brynjolfsson A. 1978. NATICK/TR-7B/032
Technical report. US Army Natick Research & Development Command.
Atuonwu, J.C., Leadley, C., Bosman, A., Tassou, S.A., Lopez-Quiroga, E., Fryer, P.J. 2018. Comparative assessment of innovative and conventional food preservation technologies: Process energy performance and greenhouse gas emissions. Innovative Food Science & Emerging Technologies, 50, 174-187. https://doi.org/10.1016/j.ifset.2018.09.008. Cacace, F., Bottani, E., Rizzi, A., Vignali, G. 2020. Evaluation of the economic and environmental sustainability of high pressure processing of foods. Innovative Food Science & Emerging Technologies, 60, 102281. https:// doi.org/10.1016/j.ifset.2019.102281.
Sampedro, F., McAloon, A., Yee, W. , Fan X. & Geveke D. J. 2014. Cost analysis and environmental impact of pulsed electric fields and high pressure processing in comparison with thermal pasteurization. Food Bioprocess Technol 7, 1928–1937. https://doi. org/10.1007/s11947-014-1298-6.
Xu, X., Sharma, P., Shu, S., Lin, T., Ciais, P., Tubiello, F.N., Smith, P., Campbell, N., Jain, A.K. 2021. Global greenhouse gas emissions from animal-based foods are twice those of plant-based foods. Nature Food, 2, 724732. https://doi.org/10.1038/s43016-02100358-x.
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 51
IL CIRCOLO VIRTUOSO DELLA SOSTENIBILITÀ

CASE STUDY IN BRITISH SUGAR
L’attivismo proattivo verso la sostenibilità – tra cui il miglioramento del benessere, la responsabilità sociale delle imprese, la gestione etica della catena di approvvigionamento, l’uso prudente delle risorse naturali e la mitigazione del degrado ambientale – sta chiaramente guidando l’Agenda globale del 21° secolo, sollecitando le risposte adeguate da parte di individui, organizzazioni e società in generale.
Costruire la resilienza su scala individuale, organizzativa e sistemica è richiede un’attenzione marcata alla sostenibilità economica, sociale e ambientale e al suo contributo al mantenimento di una migliore qualità della vita.
Raggiungere una duratura resilienza organizzativa attraverso la sostenibilità ha il potenziale per essere una forza positiva mondiale. Contestualmente, può anche offrire
vantaggi commerciali immediati, far progredire l’economia circolare e aprire nuove opportunità di crescita a lungo termine.
Le organizzazioni che sono state le prime ad adottare iniziative di sostenibilità sono ben posizionate per beneficiare della leadership di mercato e dei vantaggi strategici che questa posizione può offrire. Che tu stia investendo nella ricerca e nello sviluppo di prodotti sostenibili, sfruttando la sostenibilità dei prodotti esistenti per raggiungere nuovi clienti e mercati o gestendo il tuo portafoglio per catturare le tendenze della sostenibilità, questo consentirà la crescita della tua organizzazione, migliorerà la brand equity e la quota di mercato.
IL CASO BRITISH SUGAR
Per esempio, British Sugar sta migliorando la propria resilienza organizzativa
attraverso l’introduzione di un’agenda aziendale votata alla sostenibile in collaborazione con BSI.
British Sugar è uno dei trasformatori di zucchero più efficienti al mondo nonostante si approvvigioni da circa 3.000 coltivatori di materia prima. In British Sugar, la sostenibilità si compone di tre pilastri: economico, sociale e ambientale. Questo è il modo in cui allineano le loro conoscenze e risorse per consentire un cambiamento positivo in tutte le loro strutture e lungo tutta la catena di fornitura.
Di seguito Phil McNaughton, responsabile ambiente di British Sugar, illustra le sfide dell’identificazione di soluzioni di sostenibilità economicamente vantaggiose, che supportino gli obiettivi dell’azienda e avvantaggino al contempo la loro catena di approvvigionamento.
 Paolo Bersighelli
Business Developer Manager Food sector, BSI
Paolo Bersighelli
Business Developer Manager Food sector, BSI
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 52 52 SPECIALE EFFICIENZA ENERGETICA BEST PRACTICE
“In qualità di azienda responsabile radicata nel settore alimentare e agricolo, gran parte dei nostri progressi è stata fatta dalla collaborazione in continua evoluzione con le aziende a monte e a valle della nostra catena di approvvigionamento. Fissiamo obiettivi chiari, e seguiamo chiaramente il modello metodologico: “Plan, Do, Check & Act” per mantenere una visibilità costante e un miglioramento continuo. Piccoli traguardi che portano a risultati di progetti più grandi sono fondamentali per mantenere lo slancio verso il raggiungimento dei nostri obiettivi.
La nostra attività è fondata nel mondo dell’alimentazione e dell’agricoltura e il nostro modello operativo dipende da economie agricole e rurali sostenibili all’interno della filiera dello zucchero. Ecco perché è così importante per noi ridurre il nostro impatto ambientale.
INVESTIRE NELLA
RICERCA E NELLO
SVILUPPO DI PRODOTTI
SOSTENIBILI MIGLIORA
LA BRAND EQUITY E LA
QUOTA DI MERCATO
BSI BRITISH STANDARDS INSTITUTION
BSI British Standards Institution – in qualità di ente di normazione – da oltre un secolo consolida best practice aiutando le organizzazioni in tutto il mondo a portare l’eccellenza al proprio interno e a costruire competenze e capacità per una crescita sostenibile. Fornisce servizi di certificazione, training e soluzioni di “customize assurance” a oltre 86.000 clienti in 193 paesi e diversi settori tra i quali il Food&Beverage. www.bsigroup.it
Le nostre ambizioni di sostenibilità sono incentrate sulla riduzione delle nostre emissioni di CO2 lungo tutta la nostra catena di fornitura. Stiamo anche cercando di garantire che tutti gli imballaggi nella nostra catena di approvvigionamento siano riutilizzabili, riciclabili, biodegradabili o compostabili e di ridurre il nostro consumo di acqua del 30%, il tutto entro il 2030. BSI ci sta aiutando a verificare la riduzione delle nostre emissioni di CO2, attraverso la verifica dei gas serra EU ETS. Per rispettare i nostri impegni di sostenibilità abbiamo costruito un impianto di digestione anaerobica che genera circa 5 MW di energia pulita e che successivamente viene immessa nella rete nazionale, ad esempio.
I nostri clienti, lungo tutta la catena della creazione del valore, sono sempre più interessati a ciò che stiamo facendo per ridurre la nostra impronta di carbonio. Essere in grado di rispondere alle domande dei clienti con il fatto che BSI verifica le nostre emissioni di CO2 ci aiuta a dimostrare il nostro impegno per la sostenibilità e costruire un rapporto fiduciario trasparente.”
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 53 53
Stefania Milanello Esperta in tecnologie alimentari e divulgatrice scientifica
FILTRAZIONE AFFIDABILE PER L’INDUSTRIA DELLE BEVANDE
I SISTEMI DI FILTRAZIONE ASSICURANO STABILITÀ MICROBIOLOGICA, LIMPIDEZZA, CORREZIONE
DEL COLORE ED ELIMINAZIONE DI EVENTUALI OFF-FLAVOUR PER TUTTA UNA SERIE DI BEVANDE QUALI VINO, OLIO, BIRRA E SUCCHI DI FRUTTA
Isistemi di filtrazione per l’industria delle bevande vengono utilizzati per stabilizzare le bevande dal punto di vista microbiologico, per correggere il colore, eliminare eventuali off-flavour in prodotti quali vino, olio, birra e succhi di frutta. La filtrazione rappresenta una fase molto importante che influenza la limpidezza delle bevande e la loro conservazione nel tempo.
Le aziende dell’industria delle bevande hanno a disposizione numerosi prodotti che rispondono alle diverse esigenze di filtrazione sgrossante, brillantante o sterilizzante. Si va dalla perlite al coadiuvante di filtrazione per la sgrossatura,
dalla cartuccia allo strato filtrante, fino alla membrana e ai filtri a strati sterili per l’imbottigliamento. Tutti devono essere conformi alle normative per il contatto con gli alimenti. Allo stesso modo c’è una vasta scelta di detergenti e prodotti per il lavaggio, la rigenerazione e la sterilizzazione degli elementi filtranti, per garantire la miglior resa possibile nel tempo. Per quanto riguarda il vino, le cartucce pre-filtranti sono utilizzate per assicurare la qualità microbiologica dell’acqua di ammostamento e per il trattamento delle acque di risciacquo. L’azione filtrante brillantante consente di ottenere un vino perfettamente limpido. Infine, in fase di
imbottigliamento, le cartucce di profondità servono invece a ridurre la torbidità e assicurano la stabilità microbiologica del prodotto finale. Allo stesso modo, subisce un processo di filtrazione la birra, qualora si desideri un aspetto brillante, per liberare il prodotto da eventuali depositi e renderlo stabile, sia chimicamente che biologicamente. I succhi di frutta vengono sottoposti a chiarificazione grazie a processi di ultra e micro-filtrazione. Per le cole e le bevande analcoliche aromatizzate si effettua la filtrazione del succo di frutta concentrato e degli sciroppi di zucchero utilizzati. Nella maggior parte dei casi viene eseguita solo
FOCUS BEVERAGE IMPIANTI PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 54
una filtrazione su strati, grazie a mezzi chiarificanti. Se la qualità dello zucchero non è molto elevata,è necessario aggiungere una fase di decolorazione con carbone attivo.
Anche gli oli d’oliva vengono sottoposti a un processo di filtrazione, per una maggiore stabilizzazione e per evitare eventuali fermentazioni e influenze negative sulle caratteristiche organolettiche dovute alla presenza di impurità.
SCELTA DEGLI ELEMENTI FILTRANTI
Esistono diversi elementi filtranti e prefiltranti a seconda delle necessità, in enologia, nell’industria delle bevande e nel trattamento delle acque, in grado di assicurare elevati standard di rendimento, ritenzione microbiologica ed efficienza della rimozione delle particelle. Tutti parametri importanti per la misura della qualità del processo di filtrazione. In particolare, la ritenzione microbiologica è
La filtrazione influenza e la loro conservazione nel tempo la limpidezza delle bevande
misurata come la riduzione logaritmica (LRV), calcolata come segue: LRV = Log 10 (Numero microrganismi a monte del filtro/ Numero microrganismi a valle del filtro). La Health Industry Manufacturers Association (HIMA), che comprende oltre 300 aziende che sviluppano o producono oltre il 90% dei dispositivi e dei prodotti diagnostici utilizzati negli Stati Uniti, considera sterilizzanti, per un dato microrganismo, i filtri che hanno LRV pari o superiore a 7. Altro parametro misurabile è l’efficienza di rimozione particellare, stabilita dal rapporto tra il numero di
particelle a monte del filtro e il numero di particelle a valle del filtro.
Per garantire l’integrità degli elementi filtranti, le aziende costruttrici li testano sia prima che dopo l’assemblaggio. Per la loro sanitizzazione può essere utilizzata acqua calda o vapore, nonché agenti chimici come il perossido. Le prestazioni dei filtri vengono mantenute costanti grazie alla rigenerazione e al lavaggio, che può essere effettuato, ad esempio, in controcorrente con acqua demineralizzata. Ciò consente di ridurre i costi della filtrazione. Dopo ogni rigenerazione dei filtri, le
 I succhi di frutta vengono sottoposti a chiarificazione grazie a processi di ultra e micro-filtrazione
I succhi di frutta vengono sottoposti a chiarificazione grazie a processi di ultra e micro-filtrazione
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 55
aziende raccomandano di verificare l’integrità delle membrane.
Tra i fattori da considerare nella scelta dei sistemi di filtrazione ci sono la superficie filtrante, la capacità di trattenimento colloidale e microbiologico, il non rilascio di fibre, la portata oraria dell’elemento filtrante, la resistenza alle sollecitazioni chimiche e meccaniche, la facilità di rigenerazione. I sistemi di filtrazione devono garantire ridotte perdite di prodotto per
TIPOLOGIE DI FILTRI
I filtri a farina fossile sono i più utilizzati per la filtrazione di liquidi che hanno pochi solidi in sospensione. Possono essere a scarico automatico o manuale nel caso di realtà produttive di dimensioni medio-piccole. I filtri a farina fossile a dischi sono adatti per la filtrazione di vini e fecce e servono per la brillantatura e finitura. L’efficienza di filtrazione è elevata e i tempi richiesti brevi.
sgocciolamento, basso assorbimento del colore, bassa cessione di calcio e ferro, soprattutto nella filtrazione dei distillati, alto rendimento della filtrazione.
Tra gli elementi filtranti ci sono anche i prefiltri che possono essere installati a protezione delle membrane, per rimuovere i contaminanti prima del filtro finale, contribuendo ad aumentarne la durata.
Le aziende del settore beverage possono contare anche su impianti automati -

I filtri tangenziali utilizzano membrane ceramiche e sono adatti a vini chiarificati e non chiarificati, birre, succhi di frutta, sidro, soluzioni zuccherine, concentrati e aromi, permettendo di ottenere un prodotto limpido. Sono disponibili membrane con diversi livelli di porosità per i diversi utilizzi. Rispetto alle membrane organiche, quelle ceramiche sono più durature, resistenti alle alte temperature, alla sterilizzazione e alla
ci, completi di plc per gestire in maniera automatizzata le fasi di filtrazione e lavaggio. I software sono in grado di ottimizzare i cicli di lavoro, minimizzando i tempi di filtrazione e di lavaggio per ridurre al minimo gli sprechi di tempo e le perdite di prodotto. Gli impianti automatizzati possono prevedere, se necessario, più stadi di filtrazione per garantire una maggiore qualità finale del prodotto.
pulizia anche con prodotti chimici aggressivi. La filtrazione avviene in atmosfera controllata senza ossigeno e senza coadiuvanti di filtrazione. La filtrazione tangenziale, o micro-filtrazione, permette di ottenere un prodotto brillante, lasciando inalterate le qualità organolettiche.
I filtri pressa a piastre sono pensati per la filtrazione di fecce e, con l’aggiunta di una pompa centrifuga, di vini, mosti e sottopro-
Vini e birre destinati all’imbottigliamento subiscono in molti casi una filtrazione sterilizzante o stabilizzazione a freddo, per avere una stabilità microbiologica
FOCUS BEVERAGE IMPIANTI PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 56
dotti di lavorazione del vino. Grazie a questi filtri si riesce a recuperare la parte liquida residua delle fecce. I filtri pressa a cartoni sono utilizzati per la filtrazione di numerosi prodotti alimentari, quali vino, birra, sciroppi, succhi di frutta, aceto, distillati, acqua,
STRATI FILTRANTI STERILIZZANTI
La filtrazione può servire alla sterilizzazione del prodotto. In particolare, vini e birre destinati all’imbottigliamento subiscono in molti casi una filtrazione sterilizzante o stabilizzazione a freddo, per avere una stabilità microbiologica. In questo modo i prodotti sono protetti da rifermentazioni indesiderate e depositi, causati da microrganismi patogeni o alterativi, con conseguenze negative sulle caratteristiche organolettiche. Lo scopo della filtrazione sterilizzante è infatti la drastica riduzione dei microrganismi. Per questo, questi filtri devono avere un elevato grado di ritenzione microbiologica, data dai pori stretti del filtro. Essi vengono utilizzati per l’imbottigliamento sterile a freddo, per esempio di vini, birra e succhi. Un altro utilizzo di questi strati filtranti è la prefiltrazione a monte della filtrazione a
olio. Sono la soluzione filtrante più semplice e alle piastre con cartoni possono essere abbinati telai per farina fossile.
I filtri rotativi sottovuoto, detti anche a tamburo, permettono filtrazioni a ciclo continuo e sono molto efficienti. Un raschiatore
membrana. La riduzione di microrganismi associata alla microfiltrazione consente il massimo grado di chiarifica.
I coadiuvanti di filtrazione possono migliorare la qualità e l’efficienza della filtrazione. Si tratta di miscele di perliti e cellulosa, oppure di siliti a diversi gradi di permeabilità, che permettono di ottenere vini e birre limpidi e stabili.
Alla resistenza e la maggiore durata degli strati filtranti concorrono anche i dischi di sostegno in polipropilene, caratterizzati da elevata rigidità e resistenza.
CORREZIONE COLORE ED ELIMINAZIONE DEGLI OFF-FLAVOUR
La filtrazione può essere utilizzata nell’industria alimentare e delle bevande anche per correggere il colore e per eliminare gli off-flavour. Per le sue capacità di adsorbi-

a lama elimina le sostanze di scarto a ogni giro del tamburo, mentre il liquido filtrato viene estratto limitando la formazione di schiuma e l’ossidazione del prodotto. È inoltre possibile l’ispezione del tamburo per la massima pulizia e sterilizzazione.
mento, può essere utilizzato il carbone attivo in polvere - PAC (Powdered Activated Carbon), che però presenta alcuni inconvenienti come la pulizia delle attrezzature di processo o lunghi tempi e gli elevati costi dovuti alla rimozione del carbone stesso. L’assorbimento maggiore, la riduzione del tempo di lavorazione e l’aumento della resa possono essere migliorati grazie a strati filtranti con carbone attivo all’interno di una matrice di fibre di cellulosa. Essi assicurano anche una maggiore rimozione del colore. Questi strati filtranti possono essere utilizzati per la declorazione dell’acqua, la correzione del colore, del sapore e degli odori in liquori e distillati, la decolorazione di dolcificanti e sciroppi di zucchero, la correzione del colore nelle applicazioni per succhi di frutta e birra, la decolorazione e la deodorazione della gelatina.
Per le cole e le bevande analcoliche aromatizzate si effettua la filtrazione del
succo di frutta concentrato e degli sciroppi di zucchero utilizzati
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 57
FONTANAFREDDA ANIMA GREEN
LA STORICA
AZIENDA PIEMONTESE

PUNTA SULLA QUALITÀ, LA SOSTENIBILITÀ E L’OSPITALITÀ, CON IL RISPETTO PER LA TERRA AL CENTRO DEL PROGETTO. SONO MOLTE LE SOLUZIONI DI EFFICIENTAMENTO ENERGETICO E ALTRE FINALIZZATE ALL’USO RAZIONALE DELL’ENERGIA. INTERESSANTI LE MISURE ADOTTATE PER DIMINUIRE L’INQUINAMENTO E LO SPRECO DI RISORSE
L’industria alimentare è molto energivora. È stato stimato un consumo del 30% dell’energia mondiale e una generazione del 20% delle emissioni di gas serra. Con l’aumento della popolazione mondiale, la domanda di cibo è destinata ad aumentare. L’importanza di ridurre le emissioni e i consumi energetici delle aziende alimentari è sempre più stringente anche in funzione della lotta al cambiamento climatico e all’aumento dei prezzi dell’energia, a cui stiamo assistendo in questo periodo. Sempre più aziende del settore food & beverage si stanno adoperando per trovare soluzioni di efficientamento energetico, ammodernando o migliorando le apparecchiature e i processi produttivi per ridurre il consumo di energia.
Il primo passo è una corretta valutazione energetica che consente di ottenere le informazioni per individuare le fasi o le procedure, le apparecchiature su agire per ottenere un risparmio energetico. Una volta individuate le inefficienze, si può adottare la soluzione o l’insieme di soluzioni più efficaci. Impianti di vapore, pompe e compressori, impianti di riscaldamento, raffreddamento e refrigerazione sono sistemi fortemente energivori su cui è possibile intervenire. È possibile, ad esempio, aggiungere drive per migliorare l’efficienza di applicazioni esistenti o aggiornare motori con modelli più efficienti, recuperare energia dai processi grazie ad azionamenti rigenerativi, adottare impianti di cogenerazione o trigenerazione, etc. Le aziende del food & beverage pos-
sono altresì affidarsi a tecnologie e processi in grado di effettuare un efficiente recupero di calore negli impianti industriali, ma anche integrare tali tecnologie con sistemi di generazione di energia esistenti o con elettricità generata dal recupero di calore in eccesso.
L’esperienza di Fontanafredda
Tra le aziende del settore vitivinicolo che si stanno adoperando per un uso razionale dell’energia, volto non solo al risparmio energetico, ma anche all’efficientamento energetico, c’è Fontanafredda importante produttore di Barolo di Serralunga d’Alba e delle più importanti DOC e DOCG del basso Piemonte. Oltre al Barolo, infatti, Fontanafredda produce Barbaresco, Nebbiolo, Barbera, Dolcetto e altri rossi tipici
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 58 58
Stefania Milanello Esperta in tecnologie alimentari e divulgatrice scientifica
FOCUS BEVERAGE PROTAGONISTI
per il 44%, Arneis, Gavi, Chardonnay, Moscato e altri bianchi tipici per il 26%, Alta Langa Metodo Classico e Asti spumante per il 30%.


A Fontanafredda abbiamo chiesto di raccontarci la sua storia, le iniziative adottate per l’efficientamento energetico e più in generale le soluzioni a favore dell’ambiente.
Fontanafredda è un’azienda con oltre 160 anni di storia.
Esatto. Fontanafredda nasce da una storia d’amore, quella tra il primo Re d’Italia, Vittorio Emanuele II, e Rosa Vercellana, alla quale, nel 1858, il futuro Sovrano donò come pegno d’amore il terreno dove oggi sorge la cantina. Rosa, conosciuta come “La Bela Rusin”, era una donna di umili origini, figlia del tamburo maggiore dell’esercito Sabaudo, e nonostante le reticenze della società, Vittorio non si diede per vinto e la prese comunque in sposa, nominandola Contessa di Mirafiore e Fontanafredda. Dalla loro
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 59 59
Villaggio e Vigna La Rosa
Per Fontanafredda di essere e di pensare il rispetto per la terra è un modo
relazione nacquero due figli: Maria Vittoria ed Emanuele Alberto, colui che fondò l’azienda vitivinicola, contribuendo a rendere grande il nome del Barolo nel mondo. Nel 1886, Fontanafredda spedisce il primo Barolo oltreoceano e, solo un anno dopo, vengono costruite nelle cantine le prime vasche in cemento d’Europa. Nel 1964 nasce il Barolo Vigna La Rosa, primo Barolo con indicazione della vigna in etichetta, e nel 1988 viene prodotto il primo Barolo a menzione comunale, vinificando separatamente le uve del comune di Serralunga d’Alba. Nel 2006, Fontanafredda diventa vino Olimpico in occasione dei XX Giochi Olimpici di Torino e proprio in quegli anni inizierà il percorso di sensibilizzazione verso la sostenibilità. Il grande cambiamento arriva

però nel 2008 quando Oscar Farinetti e Luca Baffigo acquistano Fontanafredda, che dopo 77 anni torna piemontese.
La nuova proprietà ha portato nuovi obiettivi?
Sì, i nuovi obiettivi riguardano la qualità, la sostenibilità e l’ospitalità. Nel 2009, infatti, comincia la ristrutturazione del Villaggio Fontanafredda che oggi ospita una Fondazione culturale, tre hotel e due ristoranti. Parallelamente arrivano i primi attestati di riconoscimento sulla qualità: nel 2012 il Barolo la Rosa 2008 entra nella Top 100 di Wine Spectator, come uno dei vini più buoni al mondo e, dopo 160 anni, nel 2017, la rivista americana Wine Enthusiast nomina Fontanafredda “Cantina Europea dell’anno”.
Nel 2020 nasce una nuova Fontanafredda, più rispettosa del nostro pianeta. Dopo aver riflettuto a lungo su come creare nuove opportunità, è emersa la necessità di dover cambiare prospettiva: 500 anni dopo il primo Rinascimento Italiano, ecco il Rinascimento Verde. Cambia lo scenario e mutano i valori, per ottenere il medesimo risultato: rinascere per diventare nuovi. Il “nuovo” per Fontanafredda è rimettere la terra al centro. Un obiettivo che dà vita a una grande comunità mondiale costruita sulla fiducia negli altri, e lo strumento per farlo è proprio il vino, quello verde. Verde dentro, perché sostenibile, ma anche fuori, nel vestito, perché per Fontanafredda il rispetto per la terra è un modo di essere e di pensare.
Quali sono le soluzioni di efficientamento energetico adottate da Fontanafredda? Nel Villaggio Fontanafredda sono state realizzate una serie di attività finalizzate all’uso razionale dell’energia, ed entro il 2022 verrà concluso un impianto di cogenerazione e teleriscaldamento a metano riducendo così l’impatto ambientale dell’attività. L’essere verde si rispecchia in tutte le scelte quotidiane: l’acqua che utilizziamo viene fitodepurata, recuperando così le acque reflue per usi tecnici. Il lago del Villaggio funge da bacino di raccolta, nonché rifugio per alcune specie ittiche.
Anche la mobilità è sostenibile, grazie all’utilizzo di muletti elettrici, ai quali, dalla Vendemmia 2021, si è aggiunto in vigna il primo trattore a biometano, riducendo così le emissioni di CO2. Inoltre, all’interno del Villaggio sono presenti le colonnine per la ricarica elettrica delle auto e negli edifici aziendali si è intrapreso un percorso di relamping, così da ottimizzare il risparmio energetico e lo spreco di risorse. Infine, tutti gli elementi che compongono i packaging dei vini sono rispettosi e gentili con l’ambiente, in una parola, verdi e
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 60 60
Il rilevamento dei consumi elettrici, di acqua, gas e rifiuti durante il processo produttivo è in costante monitoraggio
FOCUS
BEVERAGE PROTAGONISTI
il rilevamento dei consumi elettrici, di acqua, gas e rifiuti durante il processo produttivo è in costante monitoraggio.
Ci sono soluzioni non ancora adottate a cui state pensando per il futuro?
In programma vi è la ristrutturazione di una parte dell’impianto di imbottigliamento ed efficientamento della cantina, nonché l’aggiunta di nuovi vasi vinari. Questo ci permette di lavorare meglio, con attrezzature più moderne, di lasciare tempo al vino di raggiungere il pieno equilibrio prima di essere immesso in commercio. Non solo, vi è anche la volontà di rinnovare parte delle attrezzature nel laboratorio, come, ad esempio, l’analizzatore multiparametrico, che ci permetterà di eseguire sempre più analisi di controllo sulle nostre uve e sui nostri vini, per garantire la salubrità e la qualità del vino che produciamo.
Quali sono i vantaggi dell’efficientamento energetico secondo Fontanafredda?
Le misure adottate ci permettono di diminuire l’inquinamento e lo spreco di risorse. Inoltre, la filosofia del Rinascimento Verde interno all’azienda ha dei vantaggi umani, in quanto il nostro “essere verde” si rispecchia in tutte le scelte quotidiane concrete, nonché in nuovi valori quali: fiducia, comunità, umiltà, saperi, verità, storia, coraggio e verde. Il risparmio delle risorse idriche ed energetiche fa parte della nostra filosofia dell’essere verde e gentili verso la Terra e l’incredibile territorio che ci ospita, amandolo e rispettandolo. Il nostro impegno va esattamente in questa direzione, riducendo l’utilizzo dell’energia per preservare il futuro delle prossime generazioni.
Oltre all’efficientamento energetico, ci sono altre soluzioni che Fontanafredda mette in campo a favore dell’ambiente?
Tutta l’energia elettrica prodotta dal nostro impianto fotovoltaico è immessa
in rete. All’interno dell’azienda ricicliamo quasi l’80% dei rifiuti e gli elementi che compongono i nostri vini sono green. Grazie ai nostri “partner del verde”, infatti, negli ultimi anni abbiamo focalizzato la scelta dei materiali del nostro packaging su linee guida precise, ovvero materiali che siano gentili con l’ambiente e favoriscano la diminuzione dell’impatto ambientale. Per le nostre chiusure utilizziamo sughero e plastica riciclata e il 70% delle nostre etichette deriva da una gestione responsabile delle foreste e sono riciclabili, così come i nostri cartoni, gentili con l’ambiente. Incentiviamo sia economicamente sia a livello tecnico, tramite assistenza di agronomi specializzati, i produttori di uva a coltivare le loro vigne secondo il metodo biologico, che non utilizza pesticidi e fertilizzanti di sintesi. Tra i filari delle nostre vigne, lasciamo un inerbimento naturale per favorire la biodiversità e nel 2021 abbiamo eseguito più di 1000 rilievi per definire la crescita delle piante, per studiare lo sviluppo dei patogeni e verificare l’efficacia della difesa fitosanitaria. Cerchiamo di valorizzare il nostro territorio anche con iniziative volte alla cooperazione tra produttori, come il “Serralunga Day”, la giornata mondiale dedicata a questa menzione, nell’intento di creare sinergie a difesa della splendida terra che ci ospita. Infine, all’interno del “Bosco dei Pensieri” del Villaggio di Fontanafredda organizziamo attività per le famiglie all’insegna del verde, come quella di piantare degli alberi o partecipare a lezioni di yoga a contatto con la natura.

PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 61 61
Elaborazione dati Cerved Marketing Intelligence a cura di DilettaGaggia

GLI ITALIANI
PREFERISCONO BERE ACQUA
NEL 2021 IL SETTORE DELLE ACQUE MINERALI E BEVANDE ANALCOLICHE HA SVILUPPATO
UN FATTURATO DI CIRCA 5,66 MILIARDI, IN CRESCITA DEL 5,5%
Il settore delle acque minerali e bevande analcoliche ha mostrato nel 2021 un buon recupero del fatturato, registrando un incremento pari al 5,5% a valore, più contenuto a volume. Uno studio realizzato a gennaio 2022 da Cerved Marketing Intelligence aveva previsto una crescita del fatturato settoriale dell’1,9% con volumi venduti di poco superiori al 2019 per il 2022. Il settore ha visto ridurre la propria marginalità di profitto a causa dell’incremento dei costi energetici, delle materie prime per gli imballaggi, in particolare il costo del Pet, delle difficoltà nell’approvvigionamento di vetro, alluminio e plastiche, e degli elevati costi di trasporto. Anche con il nuovo Governo, il settore delle acque minerali e bevande analcoliche è minacciato dall’introduzione della Plastic Tax e della Sugar tax, la cui entrati in vigore è attualmente prevista per il primo gennaio 2024.
UN PO’ DI NUMERI
Nel 2021 il settore delle acque minerali e bevande analcoliche ha sviluppato un fatturato di circa 5,66 miliardi, in crescita del 5,5% rispetto all’anno precedente. La produzione ha beneficiato del buon andamento delle esportazioni, +2,4% (Tabella 1). Ha registrato una leggera crescita anche il mercato interno, +7,3%, non raggiungendo tuttavia i livelli pre-Covid a causa delle difficoltà del comparto fuori casa.
L’export complessivo ha inciso sulla produzione per quasi il 22%, mentre l’import ha riscontrato un’incidenza inferiore al 6%. Il 40% (in valore) dell’export settoriale è commercializzato verso i Paesi UE, dove i mercati principali sono Francia e Germania. Ma gli Stati Uniti rimangono il primo mercato di destinazione dei prodotti italiani in assoluto, con una quota che supera il 23% delle esportazioni nazionali complessive a valore, grazie soprattutto all’export di Sanpellegrino. I mercati di
Cerved Market Intelligence: la piattaforma per conoscere i Mercati, davvero. Scrivici a info.marketingsolutions@cerved.com

destinazione extra UE sono Svizzera (7,8%), Regno Unito (4,8%) e Canada (3,2%). I principali paesi da cui importiamo, soprattutto bevande analcoliche, sono l’Austria, l’Olanda e la Germania.
CHI OPERA NEL SETTORE?
Nel settore delle acque minerali in Italiano operano attualmente circa 140 imprese di imbottigliamento e commercializzazione che gestiscono circa 190 fonti e 150 impianti di imbottigliamento dislocati soprattutto al Nord e al Centro (lungo la dorsale appenninica) e operano con circa 300 marchi. Il settore assorbe direttamente 3.000 dipendenti e, indirettamente oltre 30.000, per un indotto complessivo di circa 40.000 persone. Gli stabilimenti devono essere localizzati in prossimità delle fonti a causa del vincolo di imbottigliamento alla fonte.
Nel mercato europeo delle bevande i maggiori produttori sono imprese multinazionali
FOCUS BEVERAGE MERCATI E TRENDS PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 62
MA QUANTO BEVI?
I consumi medi pro capite nelle acque minerali sono tra i più alti del mondo e la penetrazione in famiglia è elevatissima (99%). Ma sul settore pesano le problematiche di carattere ambientale (smaltimento delle bottiglie in PET e inquinamento generato dal trasporto) e le campagne per rilanciare il consumo dell’acqua di rubinetto. I consumatori apprezzano anche le Case dell’Acqua, piccoli chioschi, spes-
so costruiti dalle amministrazioni locali, che distribuiscono acqua potabile filtrata.

La particolarità sta nel fatto che l’acqua distribuita è refrigerata e può essere naturale o frizzante, e nella maggior parte dei casi il servizio è gratuito. Buone per l’utente e anche per l’ambiente.
In italia il consumo medio annuo pro capite delle bevande analcoliche è di poco superiore a 50 litri, valore sensibilmen-
te inferiore alla media europea. In Gran Bretagna, per esempio, il consumo medio annuo pro capite è di circa 100 litri. Nonostante questo, il settore non prevede un’ulteriore crescita nel mercato italiano, perché il consumatore è sempre più orientato verso un’alimentazione salutistica, che sta causando una progressiva diminuzione dei consumi di bevande contenenti zuccheri.
Previsioni Var. % Var. % Var. % Var. % 2019 2020 2021 2022 2023 20/19 21/20 22/21 23/22 Produzione 5.689,4 5.367,6 5.665,1 5.774,8 5.872,5 -5,7 5,5 1,9 1,7 Export 1.173,6 1.192,6 1.222,0 1.265,0 1.310,0 1,6 2,4 3,5 3,6 Import 231,4 216,3 266,9 268,2 272,5 -6,5 23,4 0,5 1,6 Saldo commerciale 942,2 976,6 955,1 996,8 1.037,5 Mercato interno 4.747,2 4.391,0 4.710,0 4.778,0 4.835,0 -7,5 7,3 1,4 1,2 Export/Produzione (%) 20,6 22,2 21,6 21,9 22,3 Import/Mercato (%) 4,9 4,9 5,7 5,6 5,6
Tabella 1. Il settore delle acque minerali e bevande analcoliche. Dati in milioni di euro, variazioni percentuali (Fonte: Analisi e stime Cerved su dati per il commercio con l’estero ISTAT e fonti qualificate)
Nel settore delle acque minerali in Italiano operano attualmente circa 140 imprese di imbottigliamento e commercializzazione
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 63
Tabella 2. Principali operatori nazionali. Dati in migliaia di euro, dati consolidati dove disponibili (Fonte: Cerved)
Aziende Gruppo di controllo Marchi Attività Anno Fatturato Var. % rispetto all’anno precedente Coca-Cola HBC Italia srl Coca Cola Co (USA) Coca Cola, Fanta, Sprite, Liliam Nestea
Bevande analcoliche e acque minerali 2020 824.926 -15,08
Fonti del Vulture srl Coca Cola Co (USA) Lilia, Solaria, Viven, Toka, Sveva Imbottigliamento e commercializzazione di acque minerali
Sanpellegrino Spa Nestlè (CH) Sanpellegrino, Chinò, Acqua Brillante, Sanbitter, Levissima, Panna
Acqua minerale San Benedetto Spa(1) Zoppas San Benedetto, Guizza, Acqua di Nepi, Oasis, Schweppes
2020 23.189 -21,85
Acque minerali e bevande analcoliche 2020 813.899 -24,24
Acque minerali e bevande analcoliche
Gran Guizzi Spa Zoppas Guizza Imbottigliamento di acqua minerale naturale, lievemente frizzante e frizzante. Produzione di bibite piatte e gasate
691.115 -0,57
Acque minerali d’Italia spa(1) Pessina Sangemini, Gaudianello, Norda Produzione e imbottigliamento di acque minerali naturali e bibite analcoliche
Società generale delle acque minerali Spa Sviluppo Uno Lete, Prata Imbottigliamento e commercializzazione di acque minerali
2020 119.822 12,26
Nel settore è presente anche la Davide Campari Milano Spa (marchi Campari, Crodino) che tuttavia opera prevalentemente nel settore Liquori
(1)Acqua minerale San Benedetto Spa, Acque Minerali d’Italia Spa: ultimo bilancio disponibile sul 2018;
(2)Acqua e terme di Uliveto Spa: la società fa parte del gruppo ma non viene considerata da Rocchetta Spa;
(3)Il fatturato di Ferrero commerciale Italia (stima Cerved) è riferito alla sola divisione bevande analcoliche.
2018
2020 65.277 -1,50
Sant’Anna
Fonti
Vinadio Sant’Anna Imbottigliamento e commercializzazione di acque minerali 2020 276.214 8,55 Ferrarelle Spa L.G.R.
Ferrarelle,
Imbottigliamento e commercializzazione di acque minerali 2020 204.057 -0,35 Spumador Spa Sunshine
Sant’Antonio, ValVerde, San Carlo Spinone, Spumador Produzione e commercializzazione di bibite analcoliche e acqua minerale 2020 187.054 -9,93 Rocchetta Spa di cui Rocchetta Rocchetta, Brio Blu, Elisir di Rocchetta Produzione di acqua minerale e bevande analcolche 2020 183.718 8,79 Cogedi International Spa Rocchetta Rocchetta, Uliveto, Brio Blu, Elisir di Rocchetta Commercializzazione delle acque del gruppo 2020 183.270 8,83 Acqua e terme di Uliveto Spa(2) Rocchetta Uliveto Produzione di acqua minerale 2020 42.677 8,19 Acies aziende commerciali industriali e servizi srl di cui Acles Coca Cola, Fanta, Sprite, Powerade Imbottigliamento e distribuzione dei prodotti Coca Cola in Sicilia 2020 160.917 -0,09 Sibeg srl Acles Coca Cola, Fanta, Sprite, Powerade Imbottigliamento
2020 111.536 -3,75
2020 130.000 n.d.
2018 121.249 n.s.
Acqua
Spa
Di
Holding
Boario, Vitasnella
Mid (Refresco) (NL)
e distribuzione dei prodotti Coca Cola in Sicilia
Ferrero commerciale Italia(3) Ferrero Estathè Bevande analcoliche
FOCUS BEVERAGE MERCATI E TRENDS PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 64
distribuite in numerose filiali di produzione e di distribuzione collocate nei vari Paesi europei. La struttura del settore in Italia vede convivere realtà imprenditoriali che vanno dalla grande multinazionale alla piccola azienda locale, spesso specializzata nella produzione a marchio commerciale per le aziende della distribuzione moderna o per conto terzi. Il settore è presidiato da circa cento aziende produttrici e distributrici, con un’occupazione specifica di circa 5.000 addetti. Sono, inoltre, presenti molte aziende che operano nel settore delle acque minerali e che sfruttano le economie di scala legate soprattutto alla logistica per operare nel settore, anche se spesso con piccole quote. Operano nel settore anche alcune aziende provenienti dal largo consumo, ma di norma con un solo prodotto (per esempio Estathè di Ferrero).
LA NORMATIVA NAZIONALE E COMUNITARIA
In Italia l’acqua minerale è considerata un bene di proprietà demaniale e il suo utilizzo per l’imbottigliamento e la commercializzazione è sottoposto al rilascio di una concessione pubblica. Tale normativa è applicata solo nel mercato italiano, nel resto d’Europa, infatti, lo sfruttamento delle acque minerali non è sottoposto al rilascio di alcuna autorizzazione/concessione.
Nel nostro Paese l’acqua minerale naturale, per essere considerata tale, deve ricevere il riconoscimento del Ministero della Sanità che lo rilascia dopo aver valutato gli studi geologici, le analisi batteriologiche, le analisi chimico-fisiche, nonché le sperimentazioni clinico-farmacologiche, in base al Decreto Legislativo n. 105 del 1992, che ha recepito la legislazione comunitaria (direttiva CEE n. 777/1980). L’imbottigliamento e la commercializzazione devono essere invece autorizzate dalle regioni (che in relazione alla
materia delle acque minerali e termali hanno competenza legislativa esclusiva) dopo una serie di sopralluoghi e accertamenti sull’idoneità delle captazioni, degli impianti e degli stabilimenti industriali. Tale concessione è ottenuta in comodato a fronte di un versamento di un canone fissato per legge e con l’obbligo di aggiornamento delle analisi delle acque almeno ogni 5 anni. Alcune regioni spingono per una revisione dei canoni, attualmente molto bassi.
La Conferenza delle Regioni, il 16 novembre 2006, aveva redatto un documento di indirizzo delle regioni italiane in materia di acque minerali naturali e di sorgente in cui venivano stabiliti gli indirizzi generali da rispettare in tema di canoni da applicare rispetto all’effettiva utilizzazione dell’acqua minerale naturale e di sorgente.
Secondo questo documento i canoni per le concessioni per le acque minerali devono rientrare nei seguenti intervalli:
§ da 1 a 2,5 € ogni mille litri o frazione di imbottigliato;
§ da 0,50 a 2,00 € ogni mille litri o frazione di utilizzato o emunto;
§ almeno 30 € per ettaro o frazione di superficie concessa.
Attualmente, però, le tariffe e le modalità per definire il canone continuano a essere molto diverse tra regione e regione.
L’acqua deve essere imbottigliata direttamente in prossimità della sorgente e i recipienti non possono eccedere la capacità massima di 2 litri. È vietato il trasporto dell’acqua in recipienti che non siano quelli destinati al consumo finale.
Ogni forma di comunicazione al consumatore finale è fortemente regolamentata per evitare la diffusione di informazioni non corrette, a cominciare dall’etichetta che deve rispettare
una codificazione stabilita per legge, uguale per tutte le confezioni. I produttori devono obbligatoriamente riportare una serie di informazioni, quali le caratteristiche della fonte e della società di imbottigliamento, le caratteristiche organolettiche, microbiologiche, fisiche e chimiche dell’acqua, nonché le sue eventuali proprietà curative.
Anche la pubblicità delle acque minerali naturali è sottoposta alla preventiva approvazione del Ministero della Sanità limitatamente alle menzioni relative alle proprietà favorevoli alla salute, alle relative indicazioni e alle eventuali controindicazioni (D.L. 25.1.1992, art. 17 comma 2).
Per le acque potabili non minerali invece, è vietato l’uso sia sulle confezioni o sulle etichette, sia nella pubblicità sotto qualsiasi forma, di indicazioni, denominazioni, marchi di fabbrica o di commercio, immagini o altri segni, figurativi o meno, che possono ingenerare confusione con le acque minerali naturali. In particolare è vietata per tali acque la dicitura “acqua minerale” (D.L. 25.1.1992, art. 16).
Il Decreto Legislativo n. 339 del 1999, che ha recepito la Direttiva europea n. 96/70, ha introdotto la categoria delle acque di sorgente. Queste ultime appartengono alla categoria delle acque naturali, batteriologicamente pure all’origine, ma non possono vantare effetti salutari e, a differenza delle acque minerali naturali, al momento possono essere imbottigliate in contenitori anche superiori ai 2 litri, rispettando le prescrizioni e i controlli tipici delle acque potabili (un esempio sono le acque in boccioni per il dispensing negli uffici).
Relativamente alla normativa sugli imballaggi, la Legge di Bilancio 2021 ha definitivamente dato il via libera all’utilizzo del R-Pet (il Pet 100% riciclato) nella produzione di bottiglie e vaschette per alimenti, con l’obbligo che il materiale provenga da altre bottiglie utilizzate per scopi alimentari. È stato dunque superato il divieto assoluto di utilizzare la plastica riciclata, imposto nel 1973, e l’obbligo di utilizzare almeno il 50% di plastica vergine, introdotto nel 2010.
La Legge di Bilancio 2021 ha superato la plastica riciclata nelle bottiglie il divieto assoluto di utilizzare
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 65
LE ATTIVITÀ DI PEST MANAGEMENT e

la gestione documentale
Le evidenze dello svolgimento di alcune attività sono normalmente disponibili attraverso la consultazione di registrazioni che attestano l’attuazione di quanto pianificato, in maniera conforme a quanto determinato dai requisiti legali, dai requisiti degli standard adottati nonché dai requisiti dei clienti.
In particolar modo, questi ultimi requisiti possono impattare in maniera significativa sulla mole e sulla qualità della documentazione necessaria/richiesta.
Infatti, clienti che siano dotati di specifiche tecniche e/o “code of practice” (COP) particolarmente elevati per quanto riguarda il contenuto tecnico-normativo, possono richiedere documenti e registrazioni aggiuntivi rispetto alla normativa cogente.
Francesco Fiorente
in Pest Management
Gli standard, le linee guida, i codici di buona pratica sono molteplici e quindi è necessario prendere in considerazione, chiaramente in prima battuta, i requisiti adottati dal sito e secondariamente i possibili eventuali sviluppi anche in ottica di implementazione/integrazione di altri standard e/o di miglioramento continuo.

PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 66 66 PEST MANAGEMENT
Tra gli standard a cui il presente contributo fa riferimento, si citano le rispettive edizioni correnti di BRCGS, IFS, ISO 22000:2018, TESCO, M&S.
È possibile affermare che alcuni requisiti siano comuni a tutti i siti, in considerazione sia della normativa cogente ma anche dei più diffusi standard di sicurezza alimentare.
REQUISITI COMUNI A TUTTI I SITI
Senza alcuna pretesa di esaustività, tra questi documenti si citano:
1. Informazioni dettagliate sul fornitore dei servizi di pest management (qualora l’attività sia affidata all’estero) e informazioni dettagliate sul sito oggetto di tale attività, includendo anche i riferimenti per eventuali emergenze e la lista del personale operativo presso il sito in termini di attività di Pest Management. Se l’attività è affidata all’esterno, è necessario avere a disposizione la visura camerale del fornitore esterno, nonché gli estremi della polizza di assicurazione civile e professionale dello stesso. Qualora il fornitore di servizi abbia adottato e certificato standard volontari (ISO

ADOTTANDO LO STANDARD
UNI EN 16636:2015, I
FORNITORI DI SERVIZI DI PEST MANAGEMENT SI
DOTANO DI UNO STRUMENTO
IMPORTANTE PER LA GESTIONE DOCUMENTALE
9001, UNI EN 16636, UNI 11381, ecc.), è fortemente consigliabile mettere a disposizione i rispettivi certificati.
2. Analisi dei pericoli e valutazioni dei rischi, con specifico riferimento alle attività degli infestanti. Tale documento rappresenta l’output di molteplici attività, tra cui un’ispezione iniziale/ periodica del sito (soprattutto in caso di prima valutazione) e/o un riesame di tutte le evidenze e risultanze derivanti dalle attività svolte nell’immediato passato (per es. nell’anno precedente). La valutazione dei rischi deve essere oggetto di riesame ed eventuale revisione con cadenza almeno annuale, a seguito di modifiche sostanziali ai processi e/o alla struttura del sito e/o a seguito di gravi infestazioni. L’analisi dei pericoli e valutazioni dei rischi costituisce di fatto l’input più significativo per il piano di gestione e controllo delle infestazioni propriamente detto. Sebbene rimarcato anche negli standard di Food Safety più diffusi, tutt’oggi si assiste an-
cora a un mancata applicazione (totale o parziale) di tale richiesta. Sono, tuttavia, disponibili esempi di analisi dei pericoli e valutazioni dei rischi, facilmente fruibili e replicabili dalle Parti: per es., si faccia riferimento al contenuto della PdR 86:2020 e alla recente linea guida IFS relativa al pest control (versione 2 del 2022). Nell’ambito della valutazione dei rischi potrebbero essere inseriti i riferimenti necessari per consolidare alcune scelte tecnico-operative, quale l’uso permanente dei rodenticidi in alcune aree del sito, in accordo con quanto riportato nell’etichetta dei biocidi selezionati.
3. Piano di gestione e controllo delle infestazioni / specifiche tecniche del servizio. Assieme all’analisi dei pericoli e alla valutazione dei rischi, rappresenta una delle componenti più importanti del sistema documentale che supporta il sistema di gestione degli infestanti. Nel piano di gestione e controllo delle infestazioni (e nelle relative specifiche) deve essere ben chiaro l’approccio secondo i principi del IPM (Integrated
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 67
L’elenco dei prodotti biocidi e/o fitosanitari e dei dispositivi in uso presso il sito dovrà essere affiancato dalle schede tecniche nella versione più aggiornata e conforme alla rispettiva normativa
Pest Management) e l’orientamento alla sostenibilità (con particolare riferimento agli aspetti ambientali), indicando gli infestanti di interesse, le tecniche adottate, il numero di visite annuali, il numero dei dispositivi dislocati, nonché le modalità di gestione di eventuali deviazioni/infestazioni. Il piano di gestione e controllo delle infestazioni e le specifiche tecniche del servizio sono parte integranti del contratto (che comprende anche le relative condizioni economiche e di fornitura generali del servizio). Nell’ambito del piano di gestione e controllo delle infestazioni e/o del contratto di servizio devono inoltre essere definite chiaramente le responsabilità delle parti coinvolte, la documentazione da produrre e quant’altro necessario per dettagliare precisamente il servizio/attività da svolgere. Le specifiche tecniche, infine, dovrebbero anche comprendere eventuali istruzioni per la gestione delle emergenze (per es. sversamento di pesticidi, dispersione di esche rodenticide, etc.).
4. Limiti critici e lista degli interventi per gestire le infestazioni (azioni correttive): a seguito di un’adeguata valutazione dei rischi, i limiti critici di accettabilità (o soglie di intervento) relativi alla presenza di infestanti rilevati con il sistema di monitoraggio in essere, discriminano la conformità dalla non conformità. I limiti critici, i cui valori per infestante e tipo-
logia di azienda, non sono disponibili in linee guida/disposizioni cogenti, dovrebbero essere più realistici possibile, al fine di garantire un adeguato livello di protezione dei prodotti e del sito nei confronti degli infestanti. Soglie di intervento troppo elevate potrebbero esporre il sito a reclami dal mercato, rilievi da parte degli organismi di controllo, con relative conseguenze di carattere legale, economico e ripercussioni sulla reputazione. Anche i limiti critici, come la valutazione dei rischi, possono essere oggetto di revisione periodica.
5. Calendario delle attività di routine (visite volte alla verifica delle catture degli infestanti attraverso le trappole dislocate e alla verifica di funzionalità dei dispositivi stessi), comprendente anche le frequenze di sostituzione di attrattivi/feromoni e tubi UV-A per i dispositivi destinati al monitoraggio degli insetti volanti. L’effettiva erogazione dei servizi/svolgimento delle attività non dovrebbe discostarsi molto da quanto pianificato, in funzione della valutazione del rischio effettuata.
6. Registrazioni dei servizi, attraverso rapporti di servizio, schede di monitoraggio e tutte le registrazioni necessarie per tracciare le attività, comprese le eventuali infestazioni. Nell’indicare la presenza di infestanti e/o le loro tracce è consigliabile essere più precisi possibili nell’indicare la specie rilevata. Allo
stesso tempo, qualora si faccia uso di prodotti biocidi e/o prodotti fitosanitari sarà necessario indicare la data e l’ora del trattamento, l’infestante trattato, il luogo di applicazione, il nome commerciale del prodotto impiegato, le sostanze attive contenute nel pesticida, le quantità utilizzate e il metodo di applicazione. È consigliabile inoltre indicare anche il lotto di appartenenza del prodotto impiegato. È necessaria la disponibilità delle schede tecniche, delle etichette e delle MSDS dei prodotti impiegati. L’impiego di biocidi e/o fitosanitari in un sito deve essere sempre formalmente approvato dall’impresa alimentare, su eventuale proposta del fornitore professionale di servizi di pest control. Le registrazioni di servizio/attività possono comprendere anche le check-list relative ai controlli periodici svolti internamente dal personale dell’impresa alimentare, al fine di verificare eventuali problematiche, anche legate al rilevamento di tracce degli infestanti, posizionamento delle trappole, etc.
Tali registrazioni, che potremmo definire genericamente come rapporti di visita, dovrebbero, inoltre, riportare:
a. una numerazione consecutiva;
b. indicazione precisa della tipologia di attività svolta;
c. indicazioni relative a raccomandazioni e consigli per la gestione delle criticità ambientali e gestionali;
d. indicazioni sulla tipologia e sull’estensione dell’infestazione (se rilevata);
e. commenti utili per la successiva visita di routine;
f. indicazioni relative all’eventuale apertura di NC ed eventuali follow-up necessari;
g. indicazioni, in caso di trattamenti con pesticidi, dei tempi di rientro e delle misure necessarie per evitare la contaminazione dei prodotti e al ripristino degli ambienti trattati (tali aspetti
68 PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 68 PEST MANAGEMENT
Tutta la documentazione può essere disponibile sia in formato cartaceo, sebbene si stiano diffondendo modalità di uso e distribuzione dei documenti di tipo elettronico
dovrebbero già essere specificati preventivamente in fase di pianificazione dell’intervento e indicato nelle specifiche tecniche).
7. Registri delle NC e delle azioni correttive/preventive, al fine di tracciare accuratamente ogni attività svolta a seguito di rilievi (derivanti anche da ispezioni e audit), l’apertura, la chiusura e la verifica dell’efficacia di quanto attuato, compresa l’analisi delle cause.
8. Planimetria delle aree oggetto dell’attività di Pest Management (eventualmente indicando i diversi gradi di rischio) e dei dispositivi ubicati nel sito. Anche gli stessi cartelli segnalatori installati per indicare i dispositivi collocati nel sito rappresentano dei moduli e quindi delle registrazioni da tenere sotto controllo. In particolare, è necessario porre maggiore attenzione ai cartelli segnalatori e alle etichette degli erogatori di esca rodenticida che forniscono informazioni di sicurezza relativamente alle sostanze attive in uso e alle misure di soccorso/ emergenze necessarie. Le planimetrie devono tenere conto anche dei dispositivi installati in maniera temporanea, anche attraverso emissioni/revisioni straordinarie.
9. Elenco dei prodotti biocidi e/o fitosanitari e dei dispositivi (trappole, attrattivi, erogatori di esca, ecc.) in uso presso il sito (o che potranno essere impiegati in caso di trattamenti). L’elenco dovrà essere affiancato dalle schede tecniche, dalle etichette e dalle MSDS dei prodotti/dispositivi, nella versione più aggiornata e conforme alla rispettiva normativa.
Ulteriori informazioni documentate aggiuntive possono essere costituite da:
1. Report dell’ispezione/valutazione approfondita periodica, svolta dal “field biologist” (“pest control expert”). A tal proposito, è necessario ricordare che la persona che svolge tali attività può
essere un agronomo, un biologo, un tecnologo alimentare o altra figura professionale che dimostri qualifiche e conoscenze approfondite in materia di Pest Management, qualifiche relative alla sicurezza alimentare/conoscenza degli standard di riferimento e adesione a un piano di formazione professionale continua (tipica di alcune categorie professionali nell’ordinamento italiano: Dottori Agronomi e Forestali, Tecnologi Alimentari, Biologi, Periti Agrari, etc.). Tale attività può essere svolta sia da una persona interna o esterna al fornitore del servizio e/o all’impresa alimentare. D’altro canto, il ruolo di “pest control expert” non può essere assegnato a chi progetta e/o verifica periodicamente (anche tramite servizi regolari e periodici: monitoraggio di routine) il sistema di pest management in essere. L’attività di ispezione/valutazione approfondita deve essere condotta almeno annualmente e comunque con una frequenza stabilita in base al rischio.
2. Riesame periodico del servizio, delle infestazioni e dei trend (almeno annuale), con commenti relativi all’andamento rilevato ed eventuale conferma dell’efficacia del servizio. Tali documenti costituiscono un input utile per la revisione della valutazione dei rischi e del piano di gestione e controllo delle infestazioni. L’elaborazione di tali documenti non deve essere confusa con il report della valutazione approfondita svolta dal pest control expert, che, d’altro canto, può rappresentare assieme ai rapporti di audit interno, di seconde e terze parti un input importante per il riesame periodico.
3. Formazione di tutto il personale operante presso il sito alimentare, relativamente al pest management. Naturalmente, il grado di formazione e competenza delle persone può essere differente a seconda che si tratti del personale afferente all’impresa fornitrice dei servizi, con
un grado di formazione e competenza maggiore rispetto agli operatori dell’impresa alimentare che dovrebbero invece sviluppare consapevolezza e conoscenza dei segni legati alle infestazioni. Un grado di formazione e competenza elevato è tuttavia richiesto alla persona che, nell’ambito dell’impresa alimentare, è stata designata quale referente per le attività di Pest Management.
GESTIONE DOCUMENTALE
In considerazione della veloce evoluzione normativa, sia cogente che volontaria, sarà necessario verificare di volta in volta l’adeguatezza e la conformità della documentazione e della modulistica predisposta, ricordando che in ogni caso, tutte le richieste e i requisiti documentali di cui sopra dovrebbero essere chiaramente definiti nel contratto di servizio. Ciò premesso, è consigliabile predisporre documenti e moduli per le registrazioni che possano accogliere le richieste di più standard (quantomeno dei più diffusi), in modo da ottimizzare anche la gestione documentale e considerando che ogni revisione necessita di un momento di formazione e addestramento a riguardo.
I fornitori di servizi di Pest Management, adottando lo standard UNI EN 16636:2015, si dotano di uno strumento importante anche per la gestione documentale di tali attività.
Tutta la documentazione può essere disponibile sia in formato cartaceo sebbene, sempre più frequentemente, si stiano diffondendo modalità di uso e distribuzione dei documenti di tipo elettronico, anche attraverso piattaforme online. In questo caso, è necessario garantire la funzionalità e l’accesso alle piattaforme in maniera costante, soprattutto per la gestione di emergenze, verifiche e ispezioni non annunciate e quant’altro richieda un riscontro immediato delle attività svolte. Pertanto, anche la qualifica del fornitore dei supporti digitali è, quindi, un passaggio fondamentale.
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 69
L’M-ERP DI CSB-SYSTEM per supportare la mobilità interna ed esterna

Essere accompagnati dall’ERP aziendale ovunque si vada e rilevare ed elaborare i dati di qualsiasi processo dove questi si generano: con l’M-ERP del CSB-System, che funziona sia con applicativi windows che android, questo è possibile.
CSB M-ERP per il ricevimento merci
Con le proposte di acquisto predisposte centralmente nell’ERP CSB-System viene supportato l’intero processo dall’articolo per fornitore fino al controllo dell’arrivo della merce. Alla Fish’s King, storica realtà specializzata nell’importazione e distribuzione di prodotti surgelati nel settore Ho.Re.Ca. e retail dicono: “noi riordiniamo gli articoli dei nostri punti vendita campani direttamente tra le corsie, e riceviamo le forniture in completa mobilità, ottimizzando tempi e controlli”.
cedure flessibili e facili da usare. Per noi è essenziale,” spiegano all’Unicoop Firenze Centro Freschi di Pontedera.

CSB M-ERP per picking e vendita
Da Eurochef Italia, azienda specializzata nella produzione e vendita di piatti pronti di gastronomia riferiscono che: “l’implementazione dell’M-ERP di CSB-System ci ha fornito la soluzione ad alto valore aggiunto che cercavamo. Con una sola azione abbiamo inciso positivamente su mobilità, controllo e produttività”

CSB M-ERP per la produzione
La completa ottimizzazione dell’operatività in produzione può essere riassunta in tre parole: flessibilità, velocità e controllo. Da Agricola Lusia, azienda specializzata nell’approvvigionamento, confezionamento e distribuzione di agrumi, sono convinti che: “La presenza di dati sempre aggiornati in tempo reale e sempre corretti ci consente di avere performance migliori anche nelle vendite”.
 A.Muehlberger
A.Muehlberger
CSB M-ERP per il magazzino
L’esempio più celebre dell’impiego di M-ERP è sicuramente la gestione automatizzata, rapida e attendibile dell’intera movimentazione di magazzino. “Informazioni chiare, sempre disponibili, sempre aggiornate. Pro-
PRODOTTI E SOLUZIONI
Uno dei punti vendita di Fish’s King
Fase di lavorazione da Agricola Lusia
www.csb.com
CSB-SYSTEM
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 70 70
Eurochef Italia S.p.A a Sommacampagna (VR)
FACCIAMO UN PO’ DI CHIAREZZA sui test rapidi di screening
Oggi sul mercato ci sono tantissimi test rapidi per il rilevamento delle diverse famiglie antibiotici nel latte, proposti a un prezzo di lancio molto accattivante. Tuttavia solo pochi di essi riescono in modo affidabile a determinare e rilevare le diverse famiglie di antibiotici al di sotto dei limiti MRL EU.
A tal proposito è molto importante provvedere a sistemi di autocontrollo affidabili con verifiche quotidiane in allevamento o in caseificio, che si aggiungono a quelli del sistema di pagamento del latte in base alla qualità e, ancora, agli interventi dei controlli ufficiali per le differenti finalità.

Le esigenze aziendali oggi richiedono test rapidi, semplici da utilizzare e affidabili.
§ Rapidi: non sempre si possono attendere 3 ore, occorre lavorare il latte prima, per questo motivo sono nati i test rapidi.
§ Semplici: tutti gli operatori possono usarli, più passaggi ci sono più è alto il rischio di errore.
§ Affidabili: per affidabilità si intende la capacità di un test di garantire il risultato.
Capiamo bene che l’affidabilità è legata alla capacità del test di rilevare il maggior numero di farmaci, alle sensibilità di rilevamento e alla ripetibilità dei risultati; tutte qualità che si possono ottenere solo utilizzando test con incubazione a T° controllata, non soggetti quindi alle forti variazioni della T° ambientale.

Proprio per questi punti fondamentali che i Test Charm sono test rapidissimi (a partire da un solo minuto di attesa), a singolo passaggio (basta pipettare il latte) e riconosciuti
in tutto il mondo per la loro estrema qualità. Il problema non è quante sensibilità rileva, ma come vengono rilevate. Se non rispettano i limiti MRL EU, non c’è garanzia del prodotto finito, scegliere un test sicuro e di qualità garantisce certezza e tranquillità. Oggi Charm propone dei nuovi test combinati, in questo modo si evitano di eseguire più test a costi improponibili, si pensi al Charm MRL QUAD1, test combinato che rileva 4 famiglie (Betalattamici, Tetracicline, Sulfamifdici e Chinoloni), con un solo Strip, la garanzia di un controllo unico del suo genere.
Da affiancare al Quad1, il leader di mercato di Alitest rimane il Test MRL Aflatossina M1- 50ppt, test rapido che in soli 15 minuti restituisce un risultato quantitativo. Test ormai comparabile al metodo HPLC. Combattere la disinformazione scientifica non è mai una battaglia semplice, ma è una delle missioni che Alitest persegue da oltre 24 anni, offrendo servizi di assistenza e consulenza tecnica ai suoi clienti.

La qualità è una scelta seria e consapevole. Chi investe nella qualità vince sempre!

PRODOTTI E SOLUZIONI
ALITEST www.alitest.it PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 71 71
VINCENZO BOZZETTI
QUANTI SONO I SAPORI?
Durante i primi Anni 2000, a quanti si avvicinavano alla valutazione sensoriali degli alimenti i docenti insegnavano che i sapori base erano quattro: il dolce, l’acido, il salato e l’amaro. Dopo vent’anni, coloro che la sanno più lunga insegnano che sono sei: “umami” (gusto) al quinto posto e “fat” (oleogusto o grasso) come sesto. Insomma, i sapori sono quattro o sei?
Partiamo dal 1907, quando un docente di chimica presso l’Università Imperiale di Tokio, il professor Kikunae Ikeda, scoprì che l’aggiunta dell’alga “kombu” al brodo “dashi” lo migliora. Quindi, dalle alghe il prof. Ikeda isolò prima i cristalli di acido glutammico e poi, fermentando il frumento, estrasse il glutammato monosodico (MSG), che chiamò “umami”, il primo esaltatore di sapidità industriale.
Nel 1908, fu creata la società Aji-no-moto (essenza del gusto) e nel 1909 le vendite di MSG decollarono: condimenti, dadi per brodi, semilavorati e prodotti alimentari. L’eclatante successo internazionale fu talmente diffuso che dopo le due Guerre Mondiali l’uso divenne abuso, tanto che negli Stati Uniti, nel 1968, al MSG venne attribuita la CRS (Sindrome da Ristorante Cinese).
Mille sapori dati tra gli ingredienti dalle interazioni
L’abile lobby di Ajinomoto fu rapida ed efficace: “umami” non è solo gusto è anche sapore, anzi è il quinto sapore. Oggi, il mercato mondiale di MSG è stimato in circa 4 milioni di ton. per un valore globale di circa 4 miliardi di dollari. Ajinomoto è leader di mercato con una quota intorno al 33%. Nel frattempo , varie industrie hanno affiancato al primo “umami” nuovi esaltatori di sapidità, quali gli inusitati, i guanilati, i ribonucleotidi e le proteine vegetali idrolizzate.

Noi torniamo, però, agli assaggi amatoriali o professionali, considerandoli nella loro complessità, essendo immersi nel vasto patrimonio socio-culturale, oltre che nell’unicità del singolo assaggiatore orientato – si spera – alla ricerca del giusto equilibrio tra la verifica sensoriale soggettiva e la valutazione sensoriale oggettiva. In altre parole, chi assaggia è impegnato con umiltà e professionalità ad “ascoltare e descrivere”, più che i singoli sapori, le emozioni e percezioni sensoriali emergenti dalle interazioni-alterazioni degli ingredienti dei prodotti in valutazione.
Allora in definitiva quanti sono i sapori?
Probabilmente, ogni buon assaggiatore sente i suoi mille.
PRODUZIONE & IGIENE ALIMENTI / FEBBRAIO 2023 72
INNOVAZIONI E BIOTECNOLOGIE AGROALIMENTARI
CULTURE MICROBICHE “MADE IN ITALY” PER LA VALORIZZAZIONE DELLA BIODIVERSITÀ
Bioagro offre una vasta gamma di starter per lavorazioni artigianali ed industriali di salumi, formaggi, prodotti da forno, vegetali fermentati e per la conservazione dei prodotti ittici. Lieviti enologici e muffe

UNA GAMMA DI FERMENTI CHE PUÒ SODDISFARE LE DIVERSE ESIGENZE DEL CLIENTE IN TERMINI DI QUALITÀ ORGANOLETTICA, DI VELOCITÀ DI ACIDIFICAZIONE
E DI SICUREZZA SANITARIA
Collaborazioni con molte tra le più importanti aziende agroalimentari italiane

Forte attenzione alle piccole produzioni locali
Colture “confezionate su misura” in esclusiva per i propri clienti
COLTURE STARTER PER PRODOTTI DI ALTA QUALITÀ
BIOAGRO S.r.l.

INNOVAZIONI E BIOTECNOLOGIE AGROALIMENTARI
Thiene - Tel. 0445.380793 - bioagro@bioagro.it
Consulenza tecnica nella scelta delle soluzioni produttive migliori
WWW.BIOAGRO.IT 2 5 ANNI DI I NNOVAZION I E BIOTECNOLOGIE AGROALIMENTAR I
PRECISIONE, SEMPLICITÀ, COMPATIBILITÀ.

IN ALTRI TERMINI: THE 6X ®. ORA DISPONIBILE!
Il nuovo sensore di livello radar VEGAPULS 6X è così facile da usare che è un vero piacere. Ciò che ci guida è una tecnologia perfetta e l’obiettivo di rendere la misura a dabile e semplice. Non saremmo VEGA se la tecnologia di misura fosse il nostro unico valore.




VEGA. HOME OF VALUES.
www.vega.com/radar
