
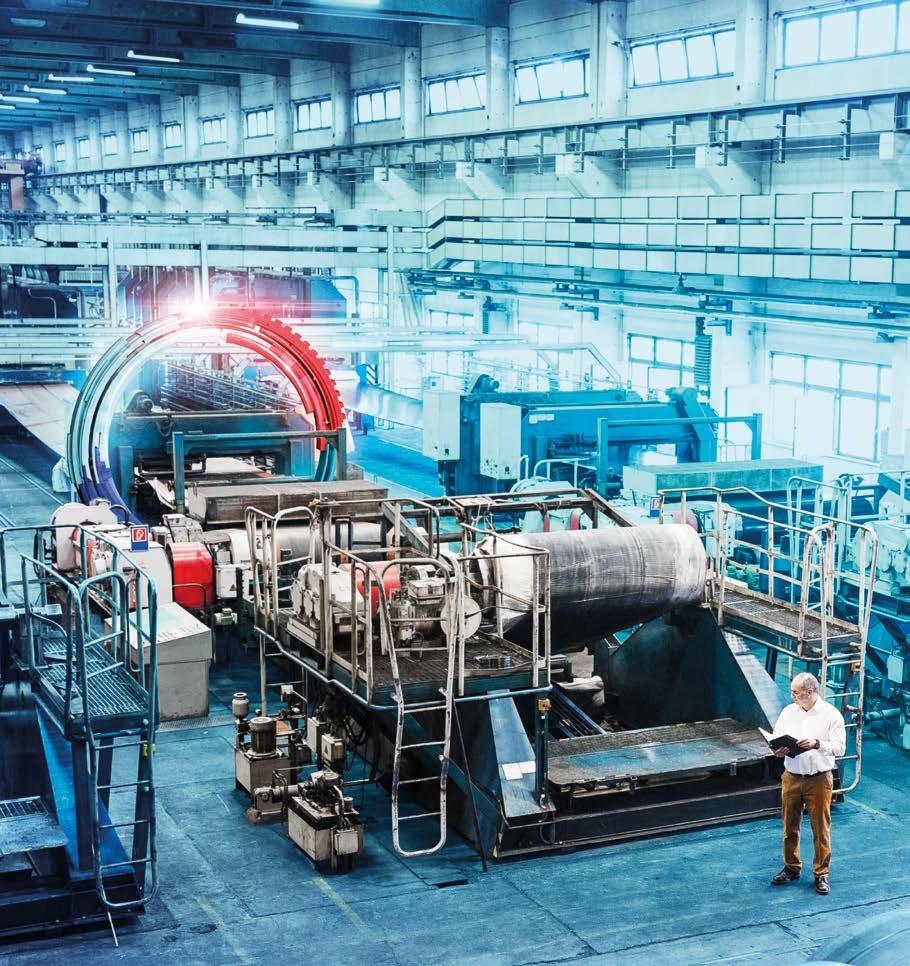
SPECIALE MATERIALI E SOLUZIONI DI TRATTAMENTI POST-PROCESSING #1 gennaio febbraio 2023 mensile www.meccanica-automazione.com ISSN: 1126-4284 MACCHINE UTENSILI | PROGETTAZIONE | AUTOMAZIONE | ATTUALITÀ DOSSIER PRODUZIONE ADDITIVA UN MERCATO MATURO E CONSOLIDATO
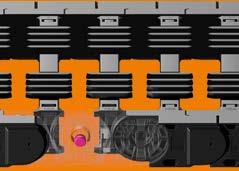
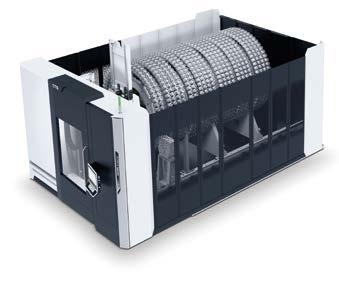
Saltare da un lotto all’altro senza cambiare utensile, dato che a bordo macchina puoi averne fino a 168.




















































































































































































Cambiare a velocemente le ganasce del fissaggio a 5 assi e ripartire con un altro lotto.



















































Ampliare la gamma dei pezzi lavorabili, di tornitura o fresatura 5 assi.





















































































































































































































MultiX C: il transfer più flessibile di un centro di lavoro Mikron Switzerland AG, Agno Division Machining Headquarter Via Ginnasio 17 6982 Agno Switzerland Tel. +41 91 610 61 11 Fax +41 91 610 66 80 mag@mikron.com www.youtube.com/mikrongroup www.mikron.com PASSARE DA UN LOTTO ALL’ALTRO BASTA UN COMMANDO CNC. VIDEO SU YOUTUBE MULTIX C È ANCHE L’UNICO TRANSFER CON 6 O PIÙ STAZIONI CHE TI PERMETTE DI AFFRONTARE QUALSIASI SFIDA ATTUALE E FUTURA, DATO CHE POTRAI:
5“ 5“ 5“









































































QUEL DETTAGLIO CHE FA LA DIFFERENZA
LLe tecnologie additive, hanno un valore in tutta Europa che attualmente sfiora i 10 miliardi di euro. Ci si attende che entro il 2030 il mercato globale arrivi a quota 94 miliardi di dollari con un tasso di crescita annuale del 22%. Ottime notizie quindi! Merito della dinamicità di questo rivoluzionario processo di produzione che continua a macinare progressi costanti e che sta diventando una tecnologia industriale a tutti gli effetti in alcune sua applicazione. Continua quindi ad esserci un margine esponenziale di miglioramento e implementazioni. E allora parliamo di costruire il futuro. Perché per vivere e governare il presente occorre avere consapevolezza delle proprie capacità ma anche continuare a sviluppare idee percorsi e soluzioni da utilizzare nel domani. La conoscenza, l’approfondimento, la problematizzazione da sempre ci aiutano a depotenziare i nostri timori e a vivere gli sviluppi tecnologici con più consapevolezza. Per non farsi travolgere dal panico da rapidità del cambiamento o atipicità di eventi imprevedibili, voglio soffermarmi sulla stabilità delle certezze e parlarvi di un dettaglio che fa la differenza nella costruzione del futuro, in particolare se parliamo di evoluzione delle tecnologie e loro uso industriale. Voglio portare per un attimo la vostra l’attenzione sul foresight tecnologico.
Se cimentarsi con la velocità del cambiamento è un’indole, dal mio punto di vista il foresight tecnologico è lo strumento metodologico, alla portata di tutti, per la rilevazione di informazioni e la creazione di visioni sul futuro a medio e lungo termine. Non una mera previsione ma, una riflessione
su sfide prospettiche a partire da dati certi, elaborata dai diversi attori di quell’ ecosistema della conoscenza che lavora costantemente per generare innovazione e renderla un valore spendibile dalle imprese. Come definito in una guida pratica della Commissione Europea il foresight tecnologico …”E’ un processo sistematico partecipativo destinato a orientare le decisioni del presente e a mobilitare i mezzi necessari per le azioni di Ricerca & Sviluppo…rappresenta un punto di incontro tra i principali protagonisti del cambiamento e altre fonti di conoscenza, al fine di elaborare visioni e analisi delle informazioni che consentano di anticipare il futuro”; Questi studi rappresentano la base condivisa con cui poi si costruiscono piani di azioni (roadmap) da condividere ad esempio, livello dei decisori politici.
La costruzione di parte di questi dati come anche quella dei piani di azione è tutt’altro che chiusa in stanze accademiche o di piccole elite. Proviene da gruppi di lavoro e filiere partecipative tra imprese, università enti di ricerca e associazioni di categoria, come accade, ad esempio, per la strategic community sulla manifattura additiva in Lombardia. Muoversi verso il futuro desiderato passa anche attraverso la conoscenza dell’esistenza di questi processi e soprattutto la voglia e la proattività di partecipare al cambiamento. Le keyword ve le ho fornito lascio a voi trasformare il pensiero in azione.
chiara.tagliaferri@cnr.it

M &A | GENNAIO/FEBBRAIO 2023 5
EDITORIALE
di Chiara Tagliaferri
18 Come diventare un’industria sostenibile?




20 Le nuove sfide della meccatronica in Italia
24 Tecnologie innovative per una produzione sostenibile

28 Innovazione digitale per un futuro sostenibile

32 Sempre più sostenibile
34 20 anni di flessibilità e sicurezza
M &A | GENNAIO/FEBBRAIO 2023 6 SPECIALE MATERIALI E SOLUZIONI DI TRATTAMENTI POST-PROCESSING #1 gennaio febbraio 2023 mensile ISSN: 1126-4284 MACCHINE UTENSILI PROGETTAZIONE AUTOMAZIONE ATTUALITÀ DOSSIER PRODUZIONE ADDITIVA UN MERCATO MATURO E CONSOLIDATO SOMMARIO GENNAIO/FEBBRAIO #1 EDITORIALE 5 Quel dettaglio che fa la differenza CALEIDOSCOPIO 8 News e novità PANORAMA 12 Previsioni positive per il 2023 14 Poggi Trasmissioni Meccaniche compie 65 anni 16 Configuratore Ramklima di DKC
8 12 28 60 39
DOSSIER MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA
40 Produzione additiva: un mercato consolidato e maturo che risponde alle esigenze globali del settore
42 Robotstudio il software di stampa 3D per velocizzare il digital manufacturing
44 Haron AM una nuova soluzione robotica LFAM completamente integrata
46 Un portfolio sempre più ampio per la stampa 3D grazie alle nuove tecnologie FDR di EOS
48 Nulla è impossibile per le macchine
Lasertec DED Hybrid
50 Stampe SLS estremamente veloci grazie alla nuova stampante 3D SLS
Fuse 1 + 30W
52 Soluzioni uniche per portare la produzione additiva a livello industriale

54 I robot KUKA e la stampa 3D donano nuova vita ai rifiuti ospedalieri
56 IANUS la nuova cella robotizzata multiprocesso
58 Sistemi Renishaw Renam 500 per la stampa 3D metallo

SPECIALE MATERIALI, TRATTAMENTI E FINITURE PER LA STAMPA3D
60 Materiali e soluzioni postprocessing per l’ottimizzazione della qualità delle superfici per la stampa 3D
IN FABBRICA
72 R. Cestaro sceglie l’efficienza delle soluzioni Leister

74 Igus semplifica l’Internet of Thing
76 Sicurezza totale dei magazzini compattabili
78 Cognex e Schneider Electric insieme per l’ottimizzazione

NEWS AZIENDE
80 I molteplici aspetti del progresso
82 Trasmissioni smart per produzioni efficienti 84 Fasthink e Siemens insieme al Made

M &A | GENNAIO/FEBBRAIO 2023 7
PRISMA 88 Prodotti 76 72 80 84 88
Competence Center I 4.0
CHINA AWARDS
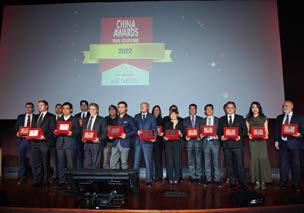
I 28 VINCITORI DELL’EDIZIONE 2022
Venti aziende italiane e quattro cinesi, tre campioni dello sport e uno della moda: sono i 28 vincitori della XVII edizione dei China Awards, i riconoscimenti che Italy China Council Foundation e Class Editori dal 2005 assegnano a imprese e personalità che meglio hanno saputo cogliere le opportunità offerte dall’interscambio tra Italia e Cina. La consegna dei premi è avvenuta questa sera nella tradizionale cornice del Museo della Scienza e della Tecnologia “Leonardo da Vinci” di Milano ed è stata seguita da un charity dinner per il finanziamento di borse di studio a studenti del Politecnico coinvolti in attività che possano rappresentare un ponte tra i due Paesi. La serata ha visto la partecipazione di circa 300 rappresentanti del mondo imprenditoriale e industriale italiano. A fare gli onori di casa Mario Boselli, Presidente Italy China Council Foundation, e Paolo Panerai, Vice Presidente e Ad di Class Editori che hanno accolto ospiti istituzionali, esperti, soci e professionisti ntervenuti alla cena. Sei sono le categorie che hanno visto premiate aziende italiane: Capital Elite (China Power Under 40 Award; Chinesebox Under 40 Award; Distilleria Artigianale Milano Under 40 Award; D’Andrea & Partners Social Responsibility Award; EssilorLuxottica Social Responsibility Award; Ferretti Group Hong Kong SAR Special Award), Creatori di Valore (MCM Machining Centers Manufacturing; Metech STG; Motion; Nadella Group), Eccellenza Italia (Cantine Polvanera; GCDS; illycaffè; Pininfarina; Sanpellegrino), Top Investors in China (Comau; Senfter Holding; Tecniplast), Top Investors in Italy (CMC Europe Italy; Haier Europe; Sinica Management) e Via della Seta (EY Tax & Law; Lu-ve Group; Salmoiraghi Automatic Handling).

L’ultima categoria di premiati è stata quella del Leone d’Oro, il riconoscimento assegnato a personalità del mondo della cultura, dello sport e dello spettacolo che si sono distinti per il loro ruolo di ponti tra Italia e Cina. I Leoni d’Oro sono stati consegnati nelle mani di Fabio Cannavaro, pluricampione di calcio e allenatore con una lunga esperienza in Cina, e dello stilista Angelo Cruciani con il suo brand Yezael. Hanno partecipato in video, perché impegnati in competizioni all’estero, il pilota di Formula 1 della scuderia Alfa Romeo Zhou Guanyu, e la giocatrice di pallavolo Zhu Ting, in forza nella Savino del Bene Volley.
ELIO LUPICA ASSUME LA DIREZIONE DI DIVISIONE DI MIKRON

SWITZERLAND AG, DIVISION TOOL
Alla fine dello scorso anno, Markus Schnyder, capo divisione dell’affermato specialista di utensili svizzero, ha ceduto la direzione dell’azienda al suo compagno di lunga data, Elio Lupica. Dopo 24 anni alla guida di Mikron Tool, Markus Schnyder va in pensione, ma resterà comunque a disposizione dell’azienda come consulente. Elio Lupica ha studiato economia aziendale all’Università di Lugano. È entrato in Mikron Tool nel 2005 come direttore delle finanze e del controlling. Grazie alla sua ottima conoscenza dei processi e al suo talento organizzativo, nel 2016 ha assunto la gestione delle sedi di Agno, Rottweil e Shanghai. Per tutti questi anni è stato inoltre vicedirettore della Divisione al fianco di Markus Schnyder. Insieme, hanno costruito la realtà di Mikron Tool che conosciamo oggi. Fondata nel 1998, Mikron Tool SA si è sviluppata sotto la loro dirigenza fino a diventare una divisione di Mikron Switzerland AG con quattro sedi in tutto il mondo. In 24 anni, Mikron Tool è passata da 30 a 245 dipendenti. Un centro tecnologico e di competenza per la microlavorazione ad alte prestazioni è il cuore dell’azienda. Nel 2022, Markus Schnyder ed Elio Lupica hanno inaugurato presso la sede centrale di Agno il nuovo sito di produzione con una superficie di 1000 m2, per ampliare la capacità produttiva per gli utensili “crazy”. In futuro, sotto la direzione di Elio Lupica l’azienda continuerà ad rafforzare il proprio posizionamento sul mercato con una visione strategica e una grande volontà di innovazione. A tal fine, Mikron Tool investirà continuamente nelle più avanzate tecnologie per garantire i suoi elevati standard di qualità. Sia Markus Schnyder che Elio Lupica sono convinti che il posizionamento odierno di Mikron Tool sia anche merito del costante impegno dei suoi dipendenti, che promuovono attivamente questo sviluppo con un alto livello di motivazione. Grazie a questa Manpower, l’azienda rimane un partner affidabile per soluzioni di lavorazione all’avanguardia.
M &A | GENNAIO/FEBBRAIO 2023 8 CALEIDOSCOPIO NEWS E NOVITÀ PER LEGGERE GLI ARTICOLI COMPLETI VISITATE IL SITO WWW.MECCANICA-AUTOMAZIONE.COM
NOMINE
50 ANNI DI SUCCESSI
All’Unipol Arena di Casalecchio di Reno si è da poco conclusa la celebrazione del 50° Anniversario di Datalogic, leader tecnologico globale nei mercati dell’acquisizione automatica dei dati e dell’automazione di fabbrica. Nata nel 1972, Datalogic è l’esempio perfetto di una visione lungimirante che diventa realtà: un’azienda di sensori fotoelettrici fondata nella canonica di una piccola parrocchia a Quarto Inferiore che ha presto esteso la propria attività di progettazione e produzione al settore dei lettori di codici a barre e oggi vanta un fatturato di oltre 600 milioni di euro. Il segreto del successo di Datalogic risiede nell’innovazione tecnologica costante, grazie agli investimenti in Ricerca e Sviluppo che rappresentano il 10% del fatturato. “Abbiamo sempre tenuto il passo con l’evoluzione tecnologica più avanzata, molto spesso anticipandola, perché l’innovazione è nel nostro DNA,” ha commentato soddisfatto l’Ingegner Romano Volta, Fondatore e Presidente del gruppo. L’azienda impiega più di 3.000 dipendenti distribuiti in 29 paesi, di cui 450 sono ingegneri. Conta 11 siti produttivi, 8 centri di ricerca e sviluppo, 3 Datalogic Labs per lo sviluppo delle tecnologie emergenti

come il machine learning e l’intelligenza artificiale, più di 1.200 brevetti registrati. Al fianco del Fondatore c’è oggi la Dott.ssa Valentina Volta, Amministratore Delegato del gruppo: “grazie alla qualità dei nostri prodotti e delle nostre soluzioni, abbiamo oggi più di 10.000 clienti nel mondo, molti dei quali fanno parte delle 500 aziende segnalate dalla rivista Fortune”. Una vera eccellenza italiana nel mondo, quotata dal 2001 nel segmento Euronext STAR Milan di Borsa Italiana. Cena, spettacolo, video commemorativi e la brillante conduzione del “maestro di cerimonia” Piero Chiambretti hanno scandito la splendida serata. Il clou dell’evento è stata la presentazione del libro “Romano Volta – fondatore di Datalogic”, in
cui il fondatore dell’azienda racconta in prima persona quali sono state le tante sfide vinte nel corso di questi cinquant’anni. “Credo in ciò che faccio e faccio ciò in cui credo, con lo stesso entusiasmo che avevo all’inizio”, ha concluso con orgoglio l’Ingegnere (come è normalmente chiamato in azienda il Presidente). “Fondare un’azienda è già di per sé un’avventura coraggiosa, ma assicurarne la crescita costante è un’impresa ancora più difficile” ha spiegato la Dottoressa Volta. “Richiede un impegno senza sosta, una fede incrollabile nelle proprie risorse e un forte orientamento ai risultati. Insieme continueremo a crescere e a innovare, e contribuiremo a creare un futuro sempre più sostenibile e tecnologico”.
SLOGAN “AUTOMATING THE WORLD”
Mitsubishi Electric Corporation ha annunciato oggi il lancio a livello globale dello slogan “Automating the World” per la divisione Factory Automation, dedicata ai sistemi di automazione industriale. Lo slogan sarà associato a tutte le attività commerciali internazionali a partire dall’8 novembre.

Il nuovo slogan riassume la missione di Mitsubishi Electric: sfruttare l’automazione per migliorare la società. L’idea è nata dopo aver ascoltato il parere di diversi stakeholder internazionali di Mitsubishi Electric, tra cui i clienti nel settore dell’automazione industriale e i dipendenti della divisione Factory Automation. Per favorire la comprensione dello slogan, in Cina sarà aggiunto anche un claim secondario: zizai linghuo, “libero e flessibile”, un’espressione unica modellata su una locuzione locale.
Mitsubishi Electric sta ampliando il business dei sistemi di automazione industriali con soluzioni di produzione intelligenti e altre innovazioni tecnologiche, che permetteranno ai clienti di reagire ai cambiamenti trasformando la propria realtà commerciale. Mitsubishi Electric sta inoltre sviluppando tecnologie di automazione all’avanguardia in molteplici settori per assecondare la continua esigenza di cambiamento della società.
In futuro, Mitsubishi Electric promuoverà attivamente lo slogan “Automating the World” per favorire la crescita delle attività della divisione Factory Automation.
M &A | GENNAIO/FEBBRAIO 2023 9
ANNIVERSARI
FESTO ELEGGE I VINCITORI DEL 1° GLOBAL FESTO SUSTAINABILITY AWARD
Il giorno 17 novembre le sei squadre vincitrici hanno ricevuto i trofei dalla quarta generazione della famiglia Stoll, proprietaria del gruppo Festo, e da diversi membri del consiglio di amministrazione, durante i festeggiamenti presso il Festo Training Center di Esslingen/Berkheim.
Il concorso sulla sostenibilità ha avuto luogo per la prima volta, ed è stato avviato dai giovani rappresentanti della famiglia Stoll, insieme alla formazione didattica Festo.
“Il tema della sostenibilità sta diventando sempre più importante per le giovani generazioni. Desideriamo che i dipendenti Festo in tutto il mondo possano sviluppare la loro creatività e il pieno potenziale, sul tema della sostenibilità, e che Festo possa trarre vantaggio dalle loro idee e soluzioni”, afferma il dott. Oliver Niese, membro del consiglio di amministrazione di Festo Didactic. Il clima e il mondo stanno cambiando. Più che mai, sono necessari modelli per guidare il cambiamento e trasformare la crisi in un’opportunità. I centri di formazione Festo, possono contribuire a dare forma a questo cambiamento, perseguendo i propri progetti e obiettivi sulla base dei 17 obiettivi di sviluppo sostenibile delle Nazioni Unite. Con grande successo, le squadre vincitrici dei sei centri di formazione Berkheim, Rohrbach, Budapest, Jinan, Sofia e Bangalore hanno convinto la giuria con le loro soluzioni innovative. La questione era: che ruolo gioca la sostenibilità nell’agricoltura e come la si può rendere sostenibile con i prodotti Festo? Per sei mesi, un totale di 28 team, provenienti da tutti e sei i centri di formazione Festo in Germania e all’estero, hanno lavorato a progetti entusiasmanti.
Il team vincitore di Esslingen ha sviluppato un impollinatore cooperativo per le aree povere di api mentre quello vincitore di Budapest ha sviluppato l’idea dell’ “Egg grinder”, la lavorazione sostenibile dei gusci d’uovo in polvere. I gusci d’uovo sono una delle forme più comuni di spreco alimentare. Il carbonato di calcio è essenziale per ossa e denti sani in quanto e in questo modo può essere utilizzato per l’alimentazione animale, come sostituto di alcuni fertilizzanti o anche nell’industria farmaceutica come integratore alimentare.
Il team di Rohrbach invece ha avuto l’idea di una fattoria verticale utilizzando la luce naturale. Il team di Bangalore ha adottato un approccio simile con il progetto di fattoria verticale sostenibile, utilizzando la piezoelettronica e un pannello solare, così come il team vincitore di Jinan, che ha sviluppato una fattoria verticale controllata da app. Il team di Sofia, infine, ha sviluppato la semina automatizzata, con la tecnologia Festo. Alcuni dei primi prototipi sono già stati implementati nei centri di formazione. L’anno prossimo, il successo del concorso di quest’anno sarà seguito da altri progetti.

M &A | GENNAIO/FEBBRAIO 2023 10
PREMIAZIONI
CALEIDOSCOPIO
MARCO PETRILLO
NOMINATO
NUOVO HEAD OF HUMAN RESOURCES DI SAMSUNG ELECTRONICS ITALIA

Samsung Electronics Italia annuncia oggi la nomina di Marco Petrillo a Head of Human Resources di Samsung Electronics Italia. In questo nuovo ruolo, Marco Petrillo guiderà il team Risorse Umane nella definizione e nello sviluppo dell’organizzazione aziendale, evolvendo il percorso già intrapreso dall’azienda verso nuove modalità di lavoro sempre più digitali e flessibili, valorizzando i talenti attraverso la formazione continua e promuovendo un ambiente di lavoro inclusivo e stimolante, con l’obiettivo ultimo di supportare la forza e la crescita del brand nel nostro Paese. Samsung, infatti, si è distinta all’interno della classifica World’s Best Employers 2022, stilata da Forbes, eccellendo in termini di impatto e immagine aziendale, sviluppo dei talenti, parità di genere e responsabilità sociale.
Petrillo continua il percorso professionale in Samsung Electronics Italia iniziato nel 2014, dove ha ricoperto il ruolo di Senior HR Manager per le divisioni Sales & Marketing e Corporate Operations. Precedentemente, ha consolidato la sua esperienza nell’ambito Human Resources in realtà di primaria importanza come Antal International, società di head hunting, e successivamente in BMW Italia.
Marco Petrillo è laureato in Economia & Commercio presso l’Università di Genova.
TECNOLOGIE
NUOVE FUNZIONALITÀ PER LA APP TOOL
FINDER DI YAMAWA
Da oggi la app Tool Finder di Yamawa Europe diventa ancora più smart!

EUROPE
Sono state aggiunte nuove funzionalità per facilitare l’utilizzo quotidiano da parte degli operatori che sempre più sfruttano la app, in officina e in ufficio tecnico, alla ricerca della migliore soluzione per filettatura o foratura tra le numerose proposte dall’azienda giapponese.
Il pulsante “Ricerca per codice” in home page e l’inserimento di alcuni filtri aggiuntivi quali la ricerca per simbolo prodotto facilitano ulteriormente l’individuazione degli utensili. Per quanti sono familiari con l’offerta Yamawa, un tastierino all’interno dei menu a tendina più corposi consente di digitare i dati cercati evitando di scorrere tutto il menu per impostare il filtro. Nella tabella riassuntiva della ricerca prodotto è inoltre presente la colonna Stock che riporta la disponibilità di un dato codice e il numero di pezzi, dati costantemente aggiornati.
In più, al termine della selezione, giunti alla scheda prodotto che riporta anche il prezzo di listino dell’utensile, è sufficiente premere un pulsante per stampare un file *.pdf che riassume tutte le informazioni per poterle comodamente condividere. Siccome c’è sempre spazio per il miglioramento, anticipiamo che Yamawa Europe sta lavorando all’implementazione di nuove e pratiche funzionalità che verranno rilasciate all’inizio del prossimo anno. Quanti hanno installato Tool Finder riceveranno direttamente sulla app una notifica push con le novità. Link per scaricare la app: https://bit.ly/3BKESXc
M &A | GENNAIO/FEBBRAIO 2023 11 NOMINE
PREVISIONI POSITIVE PER IL 2023
SECONDO I DATI PRESENTATI DA UCIMU DURANTE LA CONFERENZA STAMPA DI FINE ANNO, IL 2022 HA DATO OTTIMI RISULTATI PER L’INDUSTRIA ITALIANA DELLA MACCHINA UTENSILE, ROBOTICA E AUTOMAZIONE E IL 2023 PREANNUNCIA DI PROSEGUIRE QUESTO TREND POSITIVO di C.G.

Come emerge dai dati di preconsuntivo elaborati dal Centro Studi & Cultura di Impresa di UCIMU-SISTEMI PER PRODURRE, nel 2022, la produzione si è attestata a 7.255 milioni di euro, segnando un incremento del 14,6% rispetto all’anno precedente. Questo, in sintesi, quanto
illustrato da Barbara Colombo, presidente UCIMU-SISTEMI PER PRODURRE, l’associazione dei costruttori italiani di macchine utensili, robot e automazione, nel corso della consueta conferenza stampa di fine anno.
Il risultato è stato determinato dall’ottimo andamento delle consegne dei costruttori italiani sul mercato interno cresciute, del
27%, a 3.980 milioni di euro, e dal positivo riscontro delle esportazioni che si sono attestate a 3.275 milioni di euro, il 2,5% in più rispetto all’anno precedente. La domanda italiana di macchine utensili, robot e automazione è risultata - anche nel 2022, così come era accaduto l’anno precedente - decisamente vivace. Con un incremento del 31,3%, il consumo
M &A | GENNAIO/FEBBRAIO 2023 12
PANORAMA INFORMAZIONE DAL MONDO TECNOLOGICO
domestico è cresciuto a 6.575 milioni di euro, trainando non solo le consegne dei costruttori italiani ma anche l’import (2.595 milioni di euro, +38,5%).
Il dato di import/consumo cresce di un circa 2 punti percentuali a 39,5%, restando comunque sotto la “soglia di attenzione” del 40%.
Sul fronte estero, secondo l’elaborazione UCIMU sui dati ISTAT, nel periodo gennaio-agosto 2022 (ultimo dato disponibile), principali mercati di sbocco dell’offerta italiana di settore sono risultati: Stati Uniti (281 milioni di euro, +24,7%), Germania (199 milioni, -15,6%); Cina (122 milioni, -3,5%), Polonia (111 milioni +4,7%), Francia (105 milioni, +9,1%). Il dato di export/produzione si riduce di circa 5 punti percentuali attestandosi a 45,1%. Nonostante i fattori di incertezza che agitano il contesto, il trend positivo proseguirà anche per il 2023.
In particolare, secondo le previsioni elaborate dal Centro Studi UCIMU, nel 2023, la produzione crescerà a 7.565 milioni (+4,3% rispetto al 2022), in virtù dell’incremento registrato dalle esportazioni, che si attesteranno a 3.375 milioni di euro (+3,1%), e dalle consegne dei costruttori sul mercato interno, che sono attese in crescita del 5,3% a 4.190 milioni di euro.
Anche il consumo continuerà a crescere attestandosi a 6.820 milioni di euro, pari al 3,7% in più rispetto al 2022. Sebbene in misura minore rispetto alle consegne dei costruttori, anche le importazioni beneficeranno della vivacità della domanda interna segnando un incremento dell’1,3% che ne porterà il valore a 2.630 milioni di euro. Il dato di export/produzione scenderà ancora fermandosi al 44,6%.
La conferma che nel 2023 proseguirà la crescita registrata nel 2022, così come evidenziato dalle previsioni, arriva anche dall’analisi del carnet ordini dei costruttori italiani che nei primi nove mesi dell’anno (ultimo dato disponibile) risulta pari a 8,1 mesi di produzione assicurata, il valore più alto registrato negli ultimi 30 anni.
Barbara Colombo, presidente UCIMUSISTEMI PER PRODURRE, ha così commentato: “nonostante i problemi di contesto, quali difficoltà di reperimento di materie prime, componenti elettriche
e elettroniche e caro energia, il 2022 ha segnato nuovi record per i costruttori italiani di macchine utensili, robot e automazione che hanno raggiunto risultati mai toccati prima per quasi tutti gli indicatori economici”.
“In particolare - ha continuato Barbara Colombo - emerge chiaramente la vivacità della domanda interna sostenuta dagli incentivi 4.0 che, nel 2022, presentano ancora aliquote decisamente elevate (credito di imposta pari al 40% del valore dell’investimento) per poi, se non si interverrà con correttivi, ridursi al 20% già a partire dal 2023”.
“La grande mole di investimenti in sistemi di produzione di ultima generazione che è stata attivata in questi anni, e in particolare in questo biennio post-2020, dimostra la validità dei provvedimenti messi in atto dalle nostre autorità di governo. Per questo - ha affermato la presidente di UCIMU-SISTEMI PER PRODURRE - chiediamo che le misure di incentivo alla sostituzione di macchinari obsoleti e alla digitalizzazione degli impianti produttivi divengano strutturali perché l’innovazione, digitale e non, è un processo continuo”.
“Con riferimento all’immediato, ribadiamo poi, per il 2023, la necessità che siano confermate le aliquote attualmente esistenti per il credito di imposta per investimenti in nuove tecnologie di produzione e che siano incrementate le risorse previste per la Legge Sabatini”.
“Siamo consapevoli che di fronte a problemi particolarmente complessi e di impatto generale sulla collettività, quale la crisi energetica, vadano privilegiate misure di ampio respiro ma l’industria manifatturiera è asse portante dell’economia del nostro paese e per questo va sostenuta attraverso provvedimenti in grado di spingere sul miglioramento della competitività delle stesse, presupposto fondamentale per assicurare futuro alle aziende e occupazione stabile”.
“Non essendoci spazi di manovra per l’inserimento di risorse ad hoc in Legge di Bilancio, accogliamo con favore l’idea avanzata dalle nostre autorità di governo di proporre in Europa, la richiesta di utilizzare parte delle risorse non spese (pari a 3,8 miliardi di euro) stanziate per Transizione 4.0 nel PNRR, per finanziare la misura
del credito di imposta con le aliquote attualmente in vigore”.
“Non si tratterebbe di sforare i termini fissati al 2026, ma di poter utilizzare queste risorse per interventi immediati legati al 2023, anno in cui il mercato italiano appare ancora particolarmente ricettivo, a conferma del momento clou di trasformazione che sta vivendo la nostra industria”.
“In materia di internazionalizzazione
- ha poi aggiunto Barbara Colombo
- i nostri dati ci dicono che le imprese italiane riescono a operare in modo soddisfacente su alcuni mercati, primo fra tutti quello degli Stati Uniti così come in alcuni paesi europei, quali Francia e Polonia. Meno positivi sono i riscontri raccolti in Germania e in Cina, mercati comunque importantissimi. Al di là delle problematiche legate ai singoli paesi, occorre comunque potenziare l’attività delle nostre imprese oltreconfine perché è all’estero che troviamo le opportunità di business più interessanti e perché il mercato italiano non può reggere ancora a lungo i tassi di crescita a cui ci ha abituato negli ultimi anni”.
“Alla luce di ciò chiediamo siano potenziati i fondi a supporto delle attività per l’internazionalizzazione delle nostre aziende. In particolare, penso alle risorse per garantire l’incoming di operatori esteri alle fiere internazionali di settore che si svolgono in Italia, e che riguardano le iniziative organizzate con ICEAgenzia e Ministero degli Affari Esteri e della Cooperazione Internazionale; così come penso agli incentivi previsti da SIMEST per la partecipazione delle aziende italiane alle manifestazioni di caratura internazionale, che si svolgono in Italia e all’estero. E, in generale - ha concluso Barbara Colombo - sempre nell’ambito della riapertura del Fondo 394, che auspichiamo avvenga già a inizio anno, chiediamo siano previste risorse, non solo per le PMI ma anche per le Mid Cap che agiscono da traino della filiera, per finanziamento, a fondo perduto e a tasso agevolato, delle attività di internazionalizzazione quali, per esempio, l’apertura di sedi e filiali e la creazione di reti di imprese all’estero così come i progetti di sviluppo in materia di transizione ecologica e digitale”.

M &A | GENNAIO/FEBBRAIO 2023 13
CONTROLLO
POGGI TRASMISSIONI MECCANICHE COMPIE
65 ANNI
E PUNTA SU ESPERIENZA E INNOVAZIONE
DEI PROCESSI PRODUTTIVI, TECNOLOGIA, EFFICIENZA E SUPPORTO TECNICO PERSONALIZZATO SONO I TRATTI DISTINTIVI DI UN’AZIENDA DINAMICA E PROATTIVA
CHE GIUNTA A SPEGNERE 65 CANDELINE, CONTINUA A DIMOSTRARSI UN’ECCELLENZA DEL MADE IN ITALY
Esperienza e innovazione si fondono in risultati in cui qualità, efficienza e personalizzazione sono i fattori accomunanti nell’azienda bolognese che si distingue per l’adozione delle più moderne tecnologie, l’organizzazione produttiva flessibile, la progettazione e la realizzazione incentrate sulle diverse esigenze della clientela internazionale.
Poggi Trasmissioni Meccaniche punta sempre di più su prodotti in grado di migliorare la produttività, l’efficienza e la riduzione degli sprechi dei propri clienti, confermandosi un partner d’impresa attento a rispettare requisiti sempre più stringenti nella tutela della sicurezza, dell’ambiente, dell’ottimizzazione dei processi e delle risorse impiegate, continuando ad accrescere le prestazioni e le personalizzazioni di prodotto.
Un made in Italy reale e ad alto valore aggiunto che rende Poggi Trasmissioni Meccaniche protagonista in tutti i paesi UE e in quelli più industrializzati del mondo, grazie a un’organizzazione capillare che garantisce il massimo supporto tecnico-commerciale al cliente, mediante personale altamente qualificato.

L’impresa bolognese fondata nel 1958 trova nell’esperienza solide basi su cui impostare un approccio innovativo, focalizzato sulla fornitura di soluzioni ad alto tasso tecnologico, individuando qualsiasi tipo di criticità per poi risolverla attraverso analisi e progettazioni tailor made, con una non comune flessibilità produttiva anche nella realizzazione di prodotti speciali “custom”.
A confermare il proprio ruolo di punto di riferimento in ambito manifatturiero a livello internazionale è la scelta di Poggi
Trasmissioni Meccaniche di implementare il proprio sistema produttivo e renderlo sempre più smart e flessibile, investendo nelle migliori tecnologie disponibili sul mercato. Dopo l’adozione del software Top Solid’Cam, soluzione di ultima generazione che consente di pilotare da remoto un centro di lavoro, l’azienda ha recentemente ampliato il proprio parco macchine con un secondo e aggiornatissimo centro di tornitura CNC (Mazak). Un investimento che ha già dimostrato il suo valore strategico attraverso prestazioni e performance di valore, accrescendo il notevole livello di affidabilità e concorrenzialità.

Il duplice centro di tornitura dotato di utensili rotanti, secondo mandrino con asse Y e motore integrato ad alta prestazione ha già fortemente ridotto i tempi per la consegna anche di commesse complesse, con la consegna dei particolari a disegni specifici richiesti con grandissima tempestività.
I macchinari, molto versatili, presentano tempi di attrezzaggio molto ridotti che consentono una libertà di azione senza precedenti. Durante la lavorazione di un ciclo di produzione avviato c’è la possibilità di effettuare la programmazione di un ciclo successivo ma non solo. Nel caso di un ordine improvviso è urgente è anche possibile interrompere il ciclo in corso per dare precedenza alla nuova commessa. Un’opportunità, fino a qualche anno fa impensabile che mette Poggi Trasmissioni
Meccaniche S.p.A. nelle condizioni di cogliere nuove occasioni di business e di rispondere con maggiore celerità alle sfide di un mercato complesso, esigente e in continua evoluzione.

Un ulteriore slancio arriva dall’adozione di un Tornio verticale Puma 8300m-r che amplia notevolmente l’offerta dell’azienda bolognese operante on oltre 40 Paesi nel mondo. Questa nuova acquisizione consente, infatti, di operare anche a livello verticale su grandi diametri, grazie alla conformazione stessa che prevede di appoggiare il pezzo e attuare lavorazioni non soltanto standard, ma anche tailor made e fuori centro, con un’operatività che spazia fino a un diametro di 850 millimetri e un’altezza di 450 millimetri. La torretta motorizzata permette un rapido cambio di utensili, mentre la gestione di grandi diametri e pesi amplia gli interventi con un grado di estrema personalizzazione di commesse complesse, rendendo l’azienda un referente privilegiato su un mercato internazionale sempre più orientato a forniture custom. “Uno dei punti di forza che da sempre caratterizza il tessuto produttivo italiano è proprio l’elevato valore fornito da lavorazioni personalizzate – spiega Andrea Poggi, Presidente di Poggi Trasmissioni Meccaniche S.p.A. – come abbiamo constatato nei 65 anni di esperienza maturata sul mercato internazionale.
Un’azienda che voglia essere competitiva sul mercato deve essere sempre più in grado di rispondere in modo efficace e con tempestivo a specifiche esigenze anche tailor made. Per questo continuiamo a investire in moderne tecnologie e strumentazioni innovative, nella convinzione che saper fornire garanzie di qualità e rapidità sia un modo per essere sempre più competitivi e difendere quel Made in Italy che ci viene riconosciuto come valore aggiunto in tutto il mondo”.
M &A | GENNAIO/FEBBRAIO 2023 14
PANORAMA
Il centro di tonitura Mazak

23-25 MAGGIO 2023 PARMA
CONFIGURATORE RAMKLIMA DI DKC:
L’ALLEATO PERFETTO PER LA CLIMATIZZAZIONE DEI QUADRI ELETTRICI
IL NUOVO CONFIGURATORE PER CONDIZIONATORI GUIDA L’OPERATORE NELLA SCELTA DELLA MACCHINA PIÙ ADATTA ALLE PROPRIE ESIGENZE INSTALLATIVE di Sofia Rossi
Lo scorso dicembre, DKC, azienda affermata a livello internazionale nel segmento della protezione di cavi, distribuzione e accumulo di energia, ha presentato il nuovo Configuratore RamKlima, una web app di ultima generazione che non necessita di download e aiuta l’operatore nella scelta del condizionatore tramite una procedura guidata.
Nel corso del webinar, l’ing. Michele Santagostino, Product Manager della linea RamKlima, ha illustrato tutti i plus e le funzionalità del nuovo Configuratore, utile a
scegliere la migliore macchina da impiegare nelle differenti esigenze installative.
La linea RamKlima di DKC si compone di una gamma ampia e versatile di condizionatori per soluzioni INDOOR, in versione parete tradizionale, parete SLIM IN e OUT, Semi Incasso e SMART COOL e di una gamma di condizionatori da parete OUTDOOR, scambiatori aria/acqua, raffreddatori a effetto Peltier, ventilatori (di recente ampliati con il sistema di ventilatori filtro EMC), riscaldatori anticondensa, completati da una serie di pratici adattatori e accessori, che garantiscono un elevato valore aggiunto grazie alla tecnologia Made in Italy.

Oggi, alla gamma RamKlima, si aggiunge il nuovo Configuratore, un sistema che consente a DKC di essere al fianco di clienti e partner con un’offerta sempre più completa, attenta e competitiva. Una guida semplice e veloce nella scelta del prodotto, l’aggiornamento in tempo reale dei contenuti e la possibilità di visualizzare video utili all’installazione, sono solo alcune delle caratteristiche principali del sistema.
La linea RamKlima
La linea RamKlima è legata al mondo della ventilazione e del condizionamento per quadro elettrico. Grazie alla vasta
M &A | GENNAIO/FEBBRAIO 2023 16
PANORAMA
gamma, l’operatore dispone di un ventaglio di prodotti per soddisfare qualsiasi esigenza in termini di regolazione di temperatura, sia per la ventilazione, di tipo naturale o forzata, che per il condizionamento, nel caso di installazioni da parete e da tetto.
Il condizionatore è la soluzione ideale per proteggere i componenti all’interno dei quadri elettrici da condizioni ambientali avverse, che possono essere legate:
• alla temperatura, nel caso in cui quella dell’ambiente di installazione sia superiore alla temperatura “target” che si vuole ottenere nell’armadio;
• alla presenza nell’ambiente di installazione di un elevato grado di inquinamento, ovvero di sostanze che possono danneggiare gli equipaggiamenti interni.
In entrambi i casi, è indispensabile l’uso di un condizionatore.
Oltre alla vasta gamma di prodotti della linea RamKlima, DKC offre anche una serie di strumenti che aiutano l’operatore nella scelta del corretto modello di condizionatore e della migliore macchina in funzione delle differenti esigenze installative.
L’attuale evoluzione del mercato presenta infatti un contesto estremamente dinamico, nel quale il cliente e l’attenzione al servizio assumono un ruolo primario. Elemento, questo, che sta alla base della filosofia aziendale di DKC e che ha dettato l’evoluzione del customer care verso strumenti sempre più all’avanguardia.
A supporto dei propri clienti esistono alcuni video tutorial, pubblicati sul canale ufficiale di YouTube https:// www.youtube.com/c/ DKCEurope-video e sui principali canali social, che favoriscono l’apprendimento dei meccanismi di installazione, resi di per sé sempre più semplici dai continui miglioramenti
tecnologici, ed esprimono in modo chiaro e intuitivo la facilità di montaggio dei condizionatori da parete e da tetto in combinazione con gli armadi componibili. Oggi, alle consuete
attività, si è aggiunta la presentazione del nuovo Configuratore.
Il software Configuratore RamKlima
Il software Configuratore RamKlima è stato pensato e progettato per guidare l’utilizzatore all’interno di un percorso che, attraverso l’inserimento di tutti i parametri necessari, gli consentirà di scegliere la propria soluzione ideale di climatizzazione.
Alla fine del percorso guidato, l’operatore ottiene il codice prodotto che identifica la macchina, da utilizzare nel caso in cui decida di ordinare il condizionatore, e la possibilità di scaricare e stampare la scheda tecnica della macchina selezionata, nella quale sono riportate le caratteristiche legate alla sua potenza frigorifera e i parametri elettrici e dimensionali.
All’interno del tool è anche possibile effettuare il salvataggio della ricerca e della configurazione realizzata per una consultazione futura. Viene inoltre consentito l’accesso online in qualsiasi momento e in totale autonomia senza necessità di installare localmente il software. Qualora i parametri di installazione siano nel frattempo cambiati, nel successivo accesso sarà possibile effettuare le opportune verifiche, modificare i parametri inseriti ed eventualmente ottenere un nuovo
Come funziona il Configuratore
Dotato di una logica di calcolo evoluta, il Configuratore tiene conto delle caratteristiche dell’ambiente di installazione e aiuta l’operatore nel calcolo della potenza dissipata degli equipaggiamenti, fornendo in ingresso il numero, la tipologia e il coefficiente di utilizzo dei componenti stessi. Questi dati permetteranno di effettuare una configurazione corretta. Buoni dati, infatti, portano ad un buon risultato. In tal senso i dati inseriti in ingresso dovranno essere il più possibile vicini a quelli della realtà installativa per la quale si sta effettuando la configurazione al fine di ottenere una macchina che meglio soddisfi le proprie esigenze.

Nel dettaglio, verranno richiesti:
• la temperatura ambiente e la temperatura target all’interno dell’armadio;
• dimensioni e colore dell’involucro e la tipologia dell’installazione;
• l’eventuale presenza di irraggiamento solare e di vento;
• la potenza dissipata totale oppure tipo e numero di equipaggiamenti installati.
Qualora la lista degli equipaggiamenti non fosse nota a priori, permette comunque il dimensionamento del condizionatore, fornendo in ingresso la potenza dissipata
Per ottenere questa informazione si possono consultare delle configurazioni effettuate in passato simili per caratteristiche a quella attuale, dalle quali ricavare il dato relativo alla potenza termica dissipata; oppure ci si può rivolgere al progettista che ha sviluppato la configurazione dell’armadio per recuperare l’informazione. Il Configuratore, disponibile sul sito www. dkceurope.com, è consultabile online ed è aggiornato automaticamente in ogni momento. Un servizio comodo, facile e immediato per dare ai propri partner tutta la professionalità DKC a portata di click.
M &A | GENNAIO/FEBBRAIO 2023 17
COME DIVENTARE UN’INDUSTRIA SOSTENIBILE?

SI PARLA MOLTO DEL TEMA DELLA SOSTENIBILITÀ AMBIENTALE, ORAMAI QUESTO TERMINE È UTILIZZATO QUASI COME UN INTERCALARE QUANDO SI PARLA DI ECONOMIA ED INDUSTRIA di E.S.
Purtroppo, la sostenibilità non può rappresentare un desiderio da soddisfare per seguire la moda del momento, bensì “sostenibilità” racchiude tutta una serie di concetti volti a predisporre diverse misure necessarie. Per cosa? Per porre rimedio a tutte le scelte irresponsabili che l’uomo ha effettuato fin dagli albori dell’industrializzazione. La situazione
attuale restituisce più di un segnale/indizio sul fatto che i paradigmi economicoindustriali stanno mostrando tutti i limiti e tutta la loro inadeguatezza verso i mutati scenari. Siamo oramai giunti ad un punto di non ritorno e servono misure assai urgenti per ridisegnare nuovi ecosistemi e dare al tema sostenibilità la sua priorità per la salvaguardia del nostro caro pianeta. Stefano Massari, Sales Manager Account
di DM Management & Consulting ci spiega quali sono gli step fondamentali per intraprendere il cammino verso un’industria sostenibile.
Facile? Assolutamente no Senz’ombra di dubbio il discorso è assai complesso poiché, una volta messo mano a tutti i meccanismi che regolano ancora oggi gli equilibri economico-industriali,
M &A | GENNAIO/FEBBRAIO 2023 18
PANORAMA
vi saranno innumerevoli implicazioni a cascata. Tuttavia, è possibilissimo iniziare il percorso verso un’economia circolare e ciò è dimostrato dall’esistenza di una parte dell’industria che è sostenibile; sostenibile significa quell’industria che agisce in modo attivo e proattivo per la salvaguardia ambientale e che, come core business, si pone obiettivi green. In tutto ciò il MISE, all’interno del DM del 15/10/2014 offriva già una definizione precisa di cosa si intende per industria sostenibile, ossia “Un modello industriale che è definito a livello europeo, costituito da requisiti essenziali –crescita intelligente, sostenibile e inclusivai quali devono essere contemporaneamente soddisfatti.
Analizziamo i perché di questi requisiti effettuando alcune considerazioni:
1) La crescita intelligente non è cosa nuova, poiché è sempre stata necessaria per il progresso tecnologico. Oggi rappresenta un requisito ancora più importante poiché occorre sviluppare un nuovo tipo di economia che sia basata sulla conoscenza e di conseguenza sull’innovazione.
2) La crescita deve essere anche sostenibile, perché deve promuovere un’economia differente dai vecchi paradigmi poiché verrebbe meno il primo requisito. Deve avere l’approccio di efficienza per quanto riguarda tutte le risorse. L’ottimizzazione e la limitazione di qualsiasi spreco, non solo energetico o di materie prime, ma anche di tempo, tende a rendere l’industria più green/verde e più competitiva.
3) La crescita inclusiva: questo requisito ha una forte connotazione sociale perché va a sostenere un modello di economia ad alto tasso di occupazionale, favorendo la coesione sociale e territoriale. La crescita inclusiva e il nuovo modello economico prefigura un rinnovamento dell’industria cosiddetta “matura” e al contempo la promozione di un’industria “evoluta”. Quest’ultima sarà il risultato di una corretta combinazione di capacità di sviluppo e integrazione con nuove tecnologie e nuova conoscenza. Ciò permetterà di massimizzare la sinergia tra tre dimensioni: sociale, economica e ambientale.
Il primo passo verso l’industria sostenibile
Come è possibile ottimizzare le risorse, limitare qualsiasi spreco, sapere con precisione quali tecnologie integrare e dove? Questi sono solo alcuni degli innumerevoli quesiti a cui i dati e le informazioni rappresentano ciò che serve a fornirci le risposte. Da dove si possono attingere le informazioni e i dati? Il primo passo è quello di trovarne l’origine e ciò è piuttosto semplice di quello che si può immaginare. Possiamo affermare che i dati sono il risultato dell’interazione tra persone e successivamente della tecnologia. Infatti, l’innovazione e il progresso sono identificabili come processi sociali che successivamente coinvolgono la tecnologia. Ricordiamo l’impatto sulla società generato dalla prima rivoluzione industriale? L’obiettivo della prima rivoluzione industriale non era forse quello di soddisfare i bisogni delle generazioni del tempo, senza compromettere quelli delle
maggiori sprechi di materie prime.
generazioni che sarebbero venute in futuro?
È pertanto attraverso le informazioni che è possibile comprendere in modo profondo le azioni e le conseguenze di una logica aziendale, perché ogni azienda ne possiede una. Tuttavia, questo aspetto non è la soluzione finale, poiché non è immediato capire da dove iniziare per innovare ed essere sostenibili, però il punto di partenza è sicuramente un’analisi interna che identifichi le inefficienze e i
Per poter innovare bisogna, come detto, prendere in considerazione quei dati e informazioni che vengono forniti dalle macchine. Il fattore chiave dell’innovazione, di conseguenza, ha come obiettivo la gestione ottimizzata. Per farlo sono necessari i software MES, in grado di acquisire e analizzare i dati, monitorando e sincronizzando in tempo reale l’esecuzione di processi fisici per la trasformazione delle materie prime in prodotti intermedi e finiti. Sono gli indici di performance, meglio conosciuti come KPI che consentono di individuare tutte le inefficienze e stabilire le azioni da intraprendere. A questo punto, una volta ottimizzati i processi si può includere nel proprio business l’economia circolare. Molto spesso, le soluzioni per l’industria sostenibile derivano dalle informazioni provenienti dalle linee produttive. Non sono pertanto informazioni particolarmente difficili da acquisire, anzi, come detto, sono le macchine a parlarci e attraverso l’interpretazione di ciò che si acquisisce si possono prendere decisioni mirate. Questo processo diventerebbe “contagioso”, ossia, quando un’azienda innova in ottica green innesca un circolo virtuoso per cui l’intera filiera produttiva può seguire lo stesso percorso. Occorre effettuare un passo alla volta, prima predisponendo un’acquisizione e analisi dei dati, successivamente individuando tutte gli aspetti che possono essere ottimizzati e una volta eseguite queste azioni, iniziare ad innovare in direzione di un’economia sostenibile. Non bisogna dimenticare che la sostenibilità è uno degli aspetti cui l’Europa sta puntando molto per il futuro poiché è il paradigma alla base delle principali politiche industriali europee. In questo senso sono state varate leggi e incentivi per spingere l’industria ad investire in questa direzione. La transizione verso un sistema ecologico-digitale dei sistemi produttivi deve essere percepita dal settore industriale come un grosso vantaggio per il futuro.


M &A | GENNAIO/FEBBRAIO 2023 19
Stefano Massari, Sales Manager Account di DM Management & Consulting
LE NUOVE SFIDE DELLA MECCATRONICA IN ITALIA
SCEGLIERE DI INNOVARE I PROPRI PROCESSI PRODUTTIVI, INVESTIRE IN NUOVE TECNOLOGIE, FORMARE IL PROPRIO PERSONALE TECNICO, È SUFFICIENTE OGGI PER ESSERE CONSIDERATI INNOVATIVI E POTER COMPETERE IN MODO EFFICACE SUI MERCATI GLOBALI? LA RISPOSTA È NO! DI QUESTO SI È DISCUSSO AGLI “STATI GENERALI DELLA
MECCATRONICA” IL 25 GENNAIO PRESSO IL KILOMETRO ROSSO
A cura della redazione
Non basta più infatti investire in innovazione, oggi i piani di transizione digitale e green impongono alle imprese di disegnare una roadmap ben precisa per poter “personalizzare in modo competitivo” il loro modo di fare innovazione, trainando così il Sistema Paese verso modelli industriali sostenibili e realmente all’avanguardia. La quinta rivoluzione industriale (5.0)
coinvolge ormai moltissimi comparti industriali - dalla robotica, all’automazione industriale, dalla biomeccatronica all’avionica sino all’automotive - che utilizzano soluzioni meccatroniche, ovvero sistemi d’integrazione sinergica tra ingegneria meccanica, elettronica e sistemi di controllo intelligenti. In Italia secondo recenti analisi ci sono oltre 51 mila imprese meccatroniche, localizzate tra Piemonte, Lombardia,
Emilia Romagna, Veneto, Friuli Venezia Giulia e Marche, con quasi 1 milione di addetti impiegati e una forte propensione all’export (60% circa del fatturato è generato dalle esportazioni, soprattutto nei paesi europei - Fonte Unindustria Reggio Emilia in collaborazione con Club Meccatronica e Antares). Per il Centro Studi & Cultura di Impresa di UCIMU-SISTEMI PER PRODURRE, l’industria italiana costruttrice di

M &A | GENNAIO/FEBBRAIO 2023 20
PANORAMA
macchine utensili, robot e automazione, quindi gran parte della meccatronica italiana, nel 2022, ha fatto registrare in termini di produzione un incremento del 14,6% rispetto all’anno precedente e un consolidamento dell’export cresciuto del 2,5% rispetto all’anno precedente. La meccatronica dunque si contraddistingue all’interno dei vari comparti, che siano di produzione o di utilizzazione industriale, per una forte propensione all’innovazione e alla trasformazione digitale. Motivo per cui la Fiera Internazionale A&T in collaborazione con Confindustria Bergamo, il consorzio per la meccatronica Intellimech, il Cluster Fabbrica Intelligente e l’innovation district Kilometro Rosso, hanno voluto organizzare una giornata dedicata alla connessione tecnica e culturale tra distretti industriali e territori nel nome della meccatronica, per consentire di disegnare una nuova roadmap della meccatronica nel nostro Paese. L’appuntamento funge come evento di avvicinamento ad A&T, la manifestazione fieristica dedicata all’innovazione e alle tecnologie d’avanguardia dell’industria
A&T AUTOMATION & TESTING L’ANNO DEL RADDOPPIO

manifatturiera italiana che nel 2023 raddoppia con due edizioni: alla tre giorni di Torino, presso l’Oval Lingotto dal 22 al 24 Febbraio si aggiunge quella del Nord/Est, in programma dal 25 al 27 ottobre, presso il quartiere fieristico di Vicenza. Tutti i relatori coinvolti, espressione di aziende che producono o utilizzano sistemi meccatronici, hanno evidenziato quanto oggi sia fondamentale connettere in ottica 5.0 sia gli asset tangibili delle imprese, in primo luogo soluzioni e tecnologie innovative, sia gli asset intangibili, ovvero le conoscenze e le technicalities. Il tutto validato da percorsi continui di formazione e di upskilling e reskilling del capitale umano, guardando a competenze che sempre di più uniscano conoscenze tecniche e sapere umanistico. La vera crescita industriale dunque passa da una meccatronica avanguardista e competitiva anche dal punto di vista della sostenibilità e della transizione energetica. La giornata ha vissuto due momenti importanti: la mattinata ha visto salire sul
La fiera di riferimento per l’industria 4.0 ques’anno raddippia con due edizioni Dal 22 al 24 febbraio a Torino presso Oval Lingotto Fiere e dal 25 al 27 ottobre presso il quartiere fieristico di Vicenza.
Nata nel 2007 come fiera dedicata a Prove e Misure e, in sinergia con i principali Enti e Associazione di riferimento, ha messo al centro l’obiettivo di contribuire alla diffusione della cultura dell’affidabilità, qualità, sicurezza e innovazione, rivolgendosi in particolar modo a un pubblico industriale e scientifico.
Nel 2015, su indicazione di primari Espositori e del mondo industriale, A&T si è evoluta e ha dato vita ad un progetto più ampio dedicato a 6 focus: Smart Manufacturing, Smart Logistics, Testing & Metrology, Controllo di Processo, Controllo Produzione e Additive Manufacturing.
Nel 2021 la manifestazione ha colto “l’opportunità” di sperimentare nuove modalità on line, a febbraio con la Fiera Digitale e a giugno con gli Eventi Specialistici, mantenendo così il contatto con il mondo industriale e della ricerca per diffondere cultura d’innovazione e creare momenti d’incontro tra fornitori e fruitori di tecnologie e competenze. Il 2023 è l’anno del raddoppio: nasce A&T Vicenza, dal 25 al 27 ottobre, la manifestazione si mette al servizio dell’importante bacino industriale del Veneto, Friuli Venezia Giulia, Trentino Alto Adige e territori limitrofi. A&T Vicenza avrà lo stesso format di A&T Torino, ma varieranno i contenuti espositivi, rispondendo così alle esigenze delle filiere industriali del NordEst.
Inoltre per essere al fianco delle aziende nella sfida dell’evoluzione competitiva la manifestazione mette a disposizione dei Visitatori un programma formativo e di aggiornamento, realizzato e validato dal COMITATO SCIENTIFICO
INDUSTRIALE della manifestazione. Le migliori testimonianze sono premiate con il prestigioso riconoscimento Premio Innovazione 4.0.

M &A | GENNAIO/FEBBRAIO 2023 21
Il CTX 350 alta qualità nella tornitura universale
palco dell’Auditorium di Confindustria Bergamo – Kilometro Rosso, dopo i saluti della Presidente di Confindustria Bergamo, Giovanna Ricuperati e del Chief Public Affairs&Institutional Relations Officer e Membro del CdA di Brembo, Roberto Vavassori, otto autorevoli rappresentanti del mondo industriale italiano che hanno contribuito a tratteggiare il percorso evolutivo della meccatronica nel nostro Paese. Un’analisi e un confronto con il pubblico presente, oltre 250 persone tra imprenditori, manager ed esperti di meccatronica provenienti dal Piemonte, dall’Emilia Romagna, dal Veneto e dalla Lombardia, sia sotto il profilo della competitività globale sia rispetto al rapporto uomo-macchina, ovvero quanto la tecnologia possa essere un vantaggio o un rischio per il lavoratore e per l’impresa, e quanto è fondamentale oggi puntare sul trasferimento delle conoscenze e su una visione industriale sistemica e globalizzata. Nel pomeriggio spazio invece a diversi tavoli di lavoro tecnici finalizzati a connettere esperienze e saperi industriali con indirizzi di sviluppo strategico della meccatronica, con particolare riferimento all’analisi dei dati, alla digitalizzazione per l’interconnessione e alla manutenzione predittiva.
“La meccatronica rappresenta una leva di sviluppo e di competitività molto importante per il nostro Paese. La sua trasversalità applicativa, unitamente alle evoluzioni in atto sotto il profilo della transizione
digitale ed ecologica in ottica 5.0, rendono necessari momenti di confronto, ascolto e riflessione che serviranno per validare nuove scelte di sviluppo da parte delle imprese e nuove misure a supporto dell’industria da parte dei decisori pubblici. La giornata odierna è un primo importante appuntamento attraverso il quale definire un percorso industriale compatto e ambizioso da sviluppare in modo più articolato in step successivi, tra cui rientrano certamente i due appuntamenti di A&T, a Torino e a Vicenza” - ha dichiarato Luciano Malgaroli, CEO di A&T.
“Innovazione tecnologica, fattore umano, grande reattività, forte interconnessione sono alcune delle caratteristiche delle imprese del settore, un’eccellenza del nostro territorio che esprime realtà industriali di primissimo livello e centri di ricerca di respiro nazionale come il Consorzio Intellimech. Grazie anche a questi tratti distintivi, la meccatronica ha avuto la capacità di agganciare trasversalmente diversi settori produttivi e di inserirsi nelle catene di fornitura globali, consolidando anche in tempi difficili le proprie posizioni. Forti di questa positiva evoluzione, le imprese meccatroniche sono oggi il laboratorio ideale dove sperimentare l’ulteriore salto di qualità verso un manifatturiero a elevato valore aggiunto che competa ai più alti livelli nei contesti internazionali” – ha sottolineato Giovanna Ricuperati, presidente di Confindustria Bergamo.
“La continua evoluzione delle tecnolo-

gie e dei processi produttivi richiede un impegno coordinato di tutto il settore industriale del nostro Paese: trovare soluzioni tecniche e processi implementativi adeguati a rispondere alle esigenze del mercato richiede la condivisione di esperienze ed approcci. Con gli odierni “Stati Generali della Meccatronica” stiamo dando una risposta a questa esigenza di innovare, assieme, con un approccio aperto. E il campus di Kilometro Rosso, luogo votato al trasferimento tecnologico e all’open innovation, credo sia l’ambiente adatto a sviluppare questa riflessione sul futuro della meccatronica” – ha commentato l’Ing. Alberto Bombassei, Presidente Emerito Brembo
“La meccatronica rappresenta non una tecnologia, ma un insieme di tecnologie e di competenze che sono imprescindibili per il rafforzamento della competitività aziendale e per rendere la fabbrica più attrattiva. Con questa giornata vogliamo abilitare un confronto tra imprese su queste tecnologie, con l’opportunità di scambiarci best practice e prospettive. Fondamentale in questo scenario il ruolo della ricerca e dell’innovazione per rendere le aziende più competitive. Solo dal confronto e dalla sinergia tra aziende e tra aziende con il mondo della ricerca possiamo rafforzare la competitività del sistema imprese e rendere le aziende attrattive anche alle nuove generazioni” – ha evidenziato Gianluigi Viscardi, Presidente del Consorzio Intellimech.
M &A | GENNAIO/FEBBRAIO 2023 22 PANORAMA


M &A | GENNAIO/FEBBRAIO 2023 24 TECNOLOGIE INNOVATIVE
UNA PRODUZIONE SOSTENIBILE DAL 30 GENNAIO ALL’11 FEBBRAIO 2023 IL PIÙ GRANDE STABILIMENTO TEDESCO DMG MORI DI PFRONTEN SARÀ NUOVAMENTE PALCOSCENICO DELLA TRADIZIONALE OPEN HOUSE. SU UN’AREA ESPOSITIVA DI 3.800 M², IL PRODUTTORE DI MACCHINE UTENSILI PRESENTERÀ SETTE ANTEPRIME MONDIALI AI 5.000 VISITATORI ATTESI di C.G.
PER
PANORAMA
Il portafoglio di DMG MORI comprende 57 soluzioni di automazione, suddivise in 13 linee di prodotto per soluzioni dedicate, universali e scalabili, compresi tutti i componenti hardware e software
Integrazione di processo, automazione, digitalizzazione e sostenibilità: questi sono i focus con cui DMG MORI si prepara a plasmare il futuro nella costruzione delle macchine utensili.
Tra le anteprime mondiali che saranno presentate all’open house di Pfronten ci sarà, per i torni, il CTX 350, che coniuga il meglio delle precedenti serie CLX e CTX alpha. Nel comparto della tornitura universale entrylevel DMG MORI presenterà il T1 e il T2, mentre nella fresatura a 3 assi scopriremo la nuova macchina M2, quale sorella maggiore dell’M1. Passando alla fresatura simultanea a 5 assi, DMG MORI sfoggerà la DMU 40 e la nuova generazione monoBLOCK, oltre alla DMF 300|11. E non è tutto: gli elevati standard di automazione sono testimoniati da 14 soluzioni di produzione autonoma su un totale di 28 macchine CNC esposte in tutti i settori tecnologici. Tra gli highlight, spicca il CTS (Central Tool Storage), un magazzino utensili centrale che consente l’approvvigionamento automatico degli utensili con trasporto mediante shuttle.
Tornitura universale con tecnologie all’avanguardia
DMG MORI propone il nuovo tornio universale CTX 350 quale successore sia del CLX 350 che del CTX alpha 500. Questa anteprima mondiale coniuga perfettamente il meglio di entrambe le macchine: la fascia di prezzo della serie CLX con le prestazioni e l’ampia dotazione della serie CTX. Ed ecco le novità della dotazione di serie: un mandrino principale con un motore sincrono ad alta efficienza energetica, dotato di comportamento termico ottimizzato, che raggiunge velocità di rotazione di 5.500 giri/ min, oltre ad un asse C di elevata dinamica e precisione, dotato di posizionamento migliorato, e una torretta VDI-30 con lubrificazione aria-olio. Tra le varianti disponibili in opzione figurano un asse Y con la corsa più ampia sul mercato pari a +/- 50 mm, un contromandrino con velocità di rotazione di 6.000 giri/min e un evacuatore trucioli posteriore in alternativa a quello di serie. Per quanto riguarda il controllo, DMG MORI propone SIEMENS o FANUC. Completano, infine, l’offerta modulare del CTX 350 le soluzioni di automazione intelligenti per il carico e lo scarico autonomo
dei pezzi e per lo scarico degli alberi mediante sistema di contromandrini.
Tornitura universale d’alta produttività a prezzi competitivi Analogamente ai successi già riscossi con il centro di lavoro verticale M1, DMG MORI si afferma ora anche nel comparto entry-level della tornitura universale con i nuovi modelli T1 e T2. Entrambi i modelli sono dotati di componenti all’avanguardia tecnologica: un potente mandrino principale, righe ottiche lineari nell’asse X e un moderno sistema di controllo SIEMENS, nonché IoTconnector per l’integrazione nella produzione digitalizzata. Il robusto basamento della macchina e le guide lineari presenti in tutti gli assi garantiscono l’elevata dinamica e precisione di tornitura. Il T1 e il T2 sono offerti in tre varianti di dotazione macchina: COMPLETE, PLUS e PRO, che coprono le diverse esigenze di produzione della clientela. Inoltre, entrambi i torni universali sono parte dell’offerta di abbonamento PAYZR di DMG MORI. In qualità di modelli entry-level nella tornitura universale, il T1 e il T2 dettano gli standard in termini di qualità e affidabilità. Il cuore di entrambe le


macchine è costituito dai mandrini principali di alta qualità: il mandrino principale del T1 raggiunge una velocità di rotazione di 4.500 giri/min e una coppia di 140 Nm, mentre quello del T2 offre una velocità di 3.500 giri/ min e una coppia di 319 Nm. Il passaggio barra di serie è di ø 65 mm per il modello T1 e di ø 80 mm per il modello più grande. La torretta può alloggiare fino a dodici utensili (T1: VDI 30 / T2: VDI 40). Il basamento della macchina vanta un’elevata stabilità e la sua inclinazione di 45° garantisce una caduta ottimale dei trucioli. Grazie alla ricca dotazione, il T1 e il T2 raggiungono valori di eccellenza nella loro categoria. Ad esempio, il T1 consente una profondità di taglio di 4 mm nell’acciaio al carbonio a una velocità di taglio di 240 m/min.
Lavorazione economica a 3 assi di componenti di grandi dimensioni Dopo il successo della macchina M1 come modello entry-level per la lavorazione verticale, DMG MORI presenta ora la nuova M2 quale espansione coerente in questo segmento di macchine. Come la sorella più piccola, anche questa fresatrice a 3 assi rappresenterà il giusto completamento -
Il CTX 350 alta qualità nella tornitura universale
Il T1 e il T2 sono i nuovi torni universali entry-level
economico - del parco macchine. La M2 è la soluzione perfetta per assorbire i picchi di produzione. Con una superficie di serraggio di 1.400 x 600 mm e una corsa di 1.100 x 550 x 510 mm, la M2 offre spazio sufficiente in questo segmento di macchine anche per la lavorazione di pezzi più grandi. Il design monolitico del basamento conferisce alla M2 un’elevata rigidità ed eccezionali proprietà ammortizzanti. I clienti beneficiano anche dell’elevata capacità di carico termico di questo centro di lavoro e dei suoi componenti di alto pregio. Nella dotazione di serie spiccano i potenti mandrini da 10.000 giri/ min o 12.000 giri/min e il magazzino utensili rapido da 24 posti. Nel complesso, la M2 consente una lavorazione ad elevata dinamica e stabilità con un’ottima qualità delle superfici e una lunga vita utile degli utensili.
Lavorazione completa e versatile in poco spazio
Le oltre 10.000 macchine vendute della DMU 50 di terza generazione dimostrano che le macchine universali compatte ed economiche per la lavorazione simultanea a 5 assi godono di un’alta priorità in numerosi settori industriali. Con la nuova DMU 40, DMG MORI risponde esplicitamente a questa necessità del settore entry-level di soluzioni produttive versatili per la lavorazione completa. Questa macchina si basa sul concetto della DMU 50 di terza generazione e presenta i migliori componenti della sua categoria, dai mandrini agli azionamenti diretti, passando per i componenti Best-in-Class, oltre alla predisposizione per la produzione automatizzata con PH 150 o Robo2Go. Le tre macchine base, ossia DMU 40, DMU 40 PLUS e DMU 40 PRO, soddisfano le
Con le sue corse di 1.100 x 550 x 510 mm, la M2 è in grado di lavorare anche pezzi di grandi dimensioni
esigenze individuali della clientela, garantendo anche la massima precisione nella gamma dei µm. In breve: la DMU 40 offre tutti i vantaggi della DMU 50 di terza generazione al prezzo entry-level più vantaggioso nel segmento di mercato della lavorazione simultanea a 5 assi.
Evoluzione del comprovato concetto monoBLOCK
Sull’onda del successo di oltre 6.000 centri di lavoro installati della serie monoBLOCK, DMG MORI presenta ora la seconda generazione del comprovato concetto di macchina. La nuova DMU 65 monoBLOCK di seconda generazione e la macchina a pacchetto DMU 75 monoBLOCK di seconda generazione sono caratterizzate da un ergonomico Stealth Design e convincono per una precisione completamente ottimizzata. La precisione della monoBLOCK 2nd Generation è stata, infatti, migliorata del 20%. La dotazione di serie garantisce una precisione di posizionamento di 4 µm. E non solo: sono di serie anche la connettività di 4° livello con sensori IO-Link e la predisposizione per l’interfaccia del sistema di automazione.
Nell’evoluzione del concetto monoBLOCK, DMG MORI è rimasta fedele ai punti di forza delle precedenti macchine: ergonomia, versatilità e precisione caratterizzano anche la nuova DMU 65/75 monoBLOCK di seconda generazione. L’ottimizzazione del concetto monoBLOCK risiede principalmente nei componenti, che sono determinanti per garantire una lavorazione di alta precisione. Le viti a ricircolo di sfere degli assi X e Y sono ad azionamento diretto e vantano un sistema di raffreddamento completo, mentre il treno di ingranaggi elicoidali della tavola rotobasculante CN ad elevata rigidità garantisce superfici ottimali anche in funzionamento continuo. Inoltre, il raffreddamento termosimmetrico dello slittone riduce ulteriormente le imprecisioni. Ed, infine, la stabilità termica è stata aumentata del 20% grazie alle migliorie apportate.


Innovativo concetto di montante mobile per la massima versatilità nella lavorazione
Le nuove DMF 200|8 e DMF 300|8 hanno portato il segmento delle macchine a montante mobile di DMG MORI ad un nuovo livello. Forte di un costante sviluppo, il produttore di macchine utensili presenta ora anche la versione più grande DMF 300|11. La rigidità di questa macchina è stata aumentata del 20% rispetto alla serie precedente, mentre la precisione di posizionamento di 5 µm è garantita dall’elevata stabilità del basamento, dalle tre guide lineari nell’asse X e dal sistema di raffreddamento completo. E non solo: grazie alle corse di traslazione di 3.000 x 1.100 x 1.050 mm, DMG MORI è riuscita
PANORAMA
Tre varianti: DMU 40, DMU 40 PLUS e DMU 40 PRO
ad ingrandire l’area di lavoro del 40%.
Un’ulteriore eredità dei modelli più piccoli è anche il cambio utensile, caratterizzato da un’estrema sicurezza di processo e posizionato dietro la tavola di lavoro. Nella versione di serie il magazzino utensili offre spazio per 40 utensili di lunghezza fino a 400 mm, mentre l’aggetto sempre uguale di questa macchina garantisce prestazioni di fresatura costanti.
Infine, l’ergonomico Stealth Design assicura alla DMF 300|11 il massimo comfort operativo e vanta già la predisposizione per il collegamento di soluzioni di automazione ad alta produttività.
Competitività grazie a soluzioni di automazione innovative
L’automazione flessibile dei processi produttivi si colloca tra le massime priorità di un numero sempre maggiore di aziende. Questo trend è alimentato dalla continua ricerca di produttività ed efficienza, al fine di rimanere competitivi sul mercato globale. Dopo tutto, migliore è l’utilizzo di un impianto di produzione e migliore è il suo bilancio economico ed ecologico.
DMG MORI guida questo sviluppo verso processi sempre più autonomi ormai da parecchi anni, offrendo soluzioni di automazione innovative. Il suo portafoglio comprende ad oggi 57 soluzioni di automazione in 13 linee di prodotto per la gestione di pezzi o pallet, compresi hardware e software completi, a cui si aggiungono i veicoli a guida automatica PH-AGV e WH-AMR. DMG MORI è, così, in grado di equipaggiare e in molti casi anche retrofittare 150 diversi modelli di macchine. Saranno 14 le soluzioni di automazione che
entreranno in scena all’open house di Pfronten per dare un assaggio dell’ampia gamma disponibile. Tra i protagonisti spiccano, in particolare, i sistemi di gestione pallet come il PH 150, la serie PH Cell e i magazzini pallet circolari RPS 3 e RPS 9, il sistema di gestione pezzi WH 3 Cell e i sistemi di automazione robotizzata MATRIS light e la famiglia Robo2Go.
Magazzino utensili flessibile per max. 1.440 utensili
Il magazzino utensili a ruota, sviluppato internamente da DMG MORI e di cui sono state già vendute oltre 1.600 unità, offre tempi rapidi di predisposizione dell’utensile, oltre a un design compatto e alla massima affidabilità di funzionamento. Forte di questa tecnologia, il produttore di macchine utensili ha sviluppato il magazzino utensili centrale CTS (Central Tool Storage). Grazie a un ingombro di soli 29 m², questo magazzino salvaspazio può essere installato in qualsiasi area del reparto di produzione. Il magazzino
centrale CTS può alloggiare fino a 1.440 utensili (ISO 40) o 960 utensili (ISO 50), fungendo da base per un sistema di fornitura utensili automatizzato, che DMG MORI dimostrerà a Pfronten mediante shuttle di trasporto. Questo magazzino utensili modulare vanta un design compatto e può essere gradualmente ampliato per alloggiare ulteriori 360 utensili (ISO 40) o 240 utensili (ISO 50). Nella sua capacità massima, il CTS misura 6.500 x 4.450 mm.
Highspeed cutting ad alta efficienza a 30.000 giri/min

I componenti
DMG MORI Components, come l’ampia gamma di mandrini del produttore di macchine utensili, contribuiscono in modo significativo alla qualità e all’affidabilità della lavorazione. La pluriennale esperienza e il know-how tecnico confluiscono nei prodotti sviluppati e realizzati internamente da DMG MORI, come nel caso del mandrino speedMASTER 30k. Il nuovo mandrino highspeed raggiunge velocità di rotazione di 30.000 giri/ min. I mandrini speedMASTER sono progettati per applicazioni di fresatura ad alta velocità e vengono impiegati in centri di lavoro orizzontali e verticali come l’NHX 4000/5000 di terza generazione e l’NVX 5000 di seconda generazione, nonché della serie monoBLOCK. Il portafoglio di mandrini finora disponibili raggiungeva già velocità di rotazione fino a 15.000 giri/min o 20.000 giri/ min. Con il nuovo speedMASTER 30k, DMG MORI consente una fresatura ancora più rapida e tempi di lavorazione più brevi.

M &A | GENNAIO/FEBBRAIO 2023 27
La serie monoBLOCK di DMG MORI
La DMF 300|11 permette lavorazioni di alta precisione su corse di traslazione di 3.000 x 1.100 x 1.050 mm
CTS – Central Tool Storage: Magazzino utensili flessibile per max. 1.440 utensili
INNOVAZIONE DIGITALE PER UN FUTURO SOSTENIBILE
IL 43% DELLE IMPRESE AUMENTERÀ I BUDGET PER LE TECNOLOGIE DIGITALI IL PROSSIMO ANNO. LE PRINCIPALI AREE DI INVESTIMENTO ICT NEL 2023 SARANNO INFORMATION
SECURITY, BUSINESS INTELLIGENCE, BIG DATA E ANALYTICS, CLOUD. IL 60% DELLE GRANDI IMPRESE HA GIÀ DEFINITO APPROCCI STRUTTURATI PER LA SOSTENIBILITÀ, IL 65% INVESTE
NEL DIGITALE PER RAGGIUNGERE OBIETTIVI IN QUESTO AMBITO di C. G.
Nonostante la difficile situazione macroeconomica, continua la crescita degli investimenti digitali. Dopo il forte aumento del 2022 (+4%), per il 2023 si stima un rialzo del 2,1% dei budget ICT delle imprese italiane, con il contributo delle aziende di tutte le dimensioni, comprese le PMI che segnano un aumento del 2,4%. Gli investimenti, per le grandi imprese, si concentreranno
in particolare su Sistemi di Information Security (50% delle preferenze), Business Intelligence, Big Data e Analytics (46%) e Cloud (30%), seguiti da Software di profilazione e gestione dei contatti (CRM) e Software Gestionali (ERP). Gran parte delle imprese di grande dimensione ha già inserito i temi della sostenibilità nei piani strategici, meno le PMI che scontano la necessità di concentrare l’attenzione sull’operatività quotidiana. E
il digitale è lo strumento per supportare i processi di transizione sostenibile: ben il 60% delle grandi imprese (e il 29% tra le PMI) ha definito approcci strutturati o ruoli per rispondere a obiettivi di sostenibilità. Tra le grandi imprese già impegnate nella sostenibilità il 65% ha deciso di investire nel digitale per raggiungere obiettivi in questo ambito (il 29% tra le PMI), in particolare con sistemi di Big Data e Analytics, soluzioni di Industria 4.0 e tec-

M &A | GENNAIO/FEBBRAIO 2023 28
PANORAMA
nologie per lo Smart Working. Solo il 3% delle grandi imprese e il 23% tra le PMI non persegue ancora in modo specifico obiettivi di sostenibilità.
Cresce in modo costante l’adozione di approcci collaborativi: 8 grandi imprese su 10 hanno già realizzato azioni di Open Innovation. E in questo campo le startup si affermano sempre più fonte di innovazione aperta: oltre 7 grandi imprese su 10 collaborano con startup o hanno in programma di farlo.
Sono i risultati della ricerca degli Osservatori Startup Intelligence e Digital Transformation Academy della School of Management del Politecnico di Milano*, presentati al convegno “Imprese e startup nella transizione: innovazione digitale per un futuro sostenibile”. L’indagine - attraverso survey, interviste dirette e workshop - ha coinvolto oltre 1800 tra Chief Innovation Officer e Chief Information Officer, Amministratori Delegati e C-level di PMI, fondatori di startup italiane, Innovation Manager e responsabili R&D.
“In un quadro macroeconomico di sempre maggiore incertezza e complessità, il digi-
tale si conferma un asset imprescindibile per le imprese italiane, che prevedono di incrementare gli investimenti in ICT per il 2023 - afferma Alessandra Luksch, Direttore degli Osservatori Digital Transformation Academy e Startup Intelligence del Politecnico di Milano –. Imprese e startup sono al centro di importanti processi di transizione per definire la strada verso un futuro più sostenibile, sfruttando l’innovazione digitale come leva abilitatrice di nuove opportunità. Cresce in modo costante l’adozione di approcci collaborativi e di innovazione da parte di grandi imprese e PMI. Le startup si confermano protagoniste anche nella sfida per uno sviluppo sostenibile”.
Budget ICT – Nel 2023 il 43% delle grandi o grandissime imprese e sempre il 43% delle PMI aumenteranno i budget per le tecnologie digitali, un incremento trainato dalle imprese di taglia media. Si conferma la propensione a dedicare budget per l’innovazione digitale anche in altre Funzioni esterne alla Direzione ICT, come fa già il 61% delle grandi imprese.

Nel 2022, solo il 13% delle aziende ha
dovuto rallentare o fermare i progetti di digitalizzazione, il 28% ha colto lo stimolo per accelerarli e la maggioranza (57%) ha portato avanti i progetti senza particolari impatti. Nel corso dell’anno sono entrate nel vivo anche le prime azioni concrete di attuazione del PNRR, che al suo interno prevede importanti investimenti nell’area della Digitalizzazione. Dalla ricerca emerge come il 69% delle grandi imprese e il 60% delle PMI ritengano che il PNRR contenga provvedimenti utili per supportare il Paese.
I ruoli per l’innovazione
Il 41% delle imprese ha già definito una “Direzione Innovazione” o un singolo ruolo dedicato alla gestione dell’innovazione, sempre più spesso posizionata in stretto rapporto con il vertice aziendale, mentre il 31% utilizza team di progetto dedicati ad ogni specifico progetto di innovazione e il 9% possiede un comitato di innovazione interfunzionale. Ma è centrale anche integrare gli spunti di innovazione con i

M &A | GENNAIO/FEBBRAIO 2023 29
Il
CTX 350 alta qualità nella tornitura universale
bisogni delle aree di Business: più del 50% delle grandi imprese ha già definito ruoli di Innovation Champion. Nelle PMI sono ancora rari ruoli dedicati all’Innovazione Digitale (8% dei casi) e si predilige una gestione occasionale (60%) o il ricorso a consulenti esterni (13%).
“All’interno delle grandi imprese l’innovazione assume sempre maggiore riconoscimento, anche a livello organizzativo – spiega Mariano Corso, Responsabile Scientifico dell’Osservatorio Digital Transformation Academy -. Al contrario di quanto avveniva in passato, e ancora adesso accade nelle Piccole e Medie imprese, sono ormai rari i casi in cui le attività di innovazione sono destrutturate e gestite in base alle occorrenze, mentre aumentano le imprese che decidono di definire una Direzione Innovazione o un ruolo di coordinamento dedicato alla gestione dell’innovazione. Sempre più spesso inoltre tale funzione è posta a diretto riporto del Vertice Aziendale, a testimonianza della volontà di mantenere uno stretto legame tra la direzione strategica dell’impresa e le attività di innovazione”.
È sempre più diffusa la Corporate Entrepreneurship, attività volta a creare stimoli imprenditoriali nella popolazione aziendale, presente nel 70% delle grandi imprese. Nella maggioranza dei casi si traduce in azioni sul management per l’adozione di stili di leadership indirizzati all’imprenditorialità (45%) e attività di formazione
(44%). Le grandi imprese identificano tra le principali sfide future la necessità di comprendere come misurare in modo efficace gli impatti portati dall’innovazione in azienda. Solo l’8% delle grandi imprese ha però già definito modelli strutturati di misurazione. Tra le dimensioni misurate spiccano i risultati di business e il consumo di risorse impiegate nei processi di innovazione, elementi di più facile e immediata quantificazione
Open Innovation
Grandi imprese e PMI si dedicano in maniera sempre più diffusa all’adozione di meccanismi per stimolare l’ecosistema esterno di innovazione e oggi l’83% delle grandi imprese adotta pratiche di Open Innovation. A riprova di questa diffusione, ben il 45% delle grandi imprese già possiede un budget dedicato all’Open Innovation. Tra le azioni inbound più adottate, le collaborazioni con Università e Centri di Ricerca (67%), le attività di scouting e intelligence di startup (52%), il Partner scouting su imprese consolidate (46%), le Call4ideas o Call4startup (37%) e gli Hackathon (36%). Poco diffusi, seppur in crescita, i fondi di Corporate Venture Capital per investire nell’equity di startup (8%). Anche tra le PMI l’adozione di Open Innovation è in crescita costante, seppur interessi ancora solo il 44% delle PMI.
Il 52% delle grandi imprese collabora già

attivamente con startup, mentre il 24% ha in programma di farlo in futuro. Tra le PMI i dati sono inferiori, ma in crescita: l’11% già collabora e 24% ha in programma di farlo
“L’innovazione digitale rappresenta una leva fondamentale per affrontare con successo l’attuale periodo che richiede l’attuazione di importanti trasformazioni in uno scenario di possibile contrazione economica. Proprio in questo senso va letta la crescente diffusione e rilevanza economica delle iniziative di Open Innovation che possono oggi contare su un sempre più rapido sviluppo dell’ecosistema startup nazionale – afferma Stefano Mainetti, Responsabile Scientifico dell’Osservatorio Startup Intelligence -. Le startup hanno dimostrato nel corso degli ultimi anni, e in particolare nel periodo di pandemia, una forte capacità di resilienza e di risposta immediata al cambiamento. Le evidenze empiriche che emergono dalle nostre ricerche dimostrano come gran parte delle imprese di grandi dimensioni siano oggi capaci di avviare collaborazioni virtuose con le startup e che anche le PMI più lungimiranti si stanno pian piano avvicinando a questi attori”.
* L’edizione 2022-2023 dell’Osservatorio Startup Intelligence è realizzata in collaborazione con PoliHub e con il supporto di Acea, ACI, Agos , Amadori, Angelini Industries, Banca Mediolanum, BNP Paribas Leasing Solutions, BPER Banca, Bticino, Campari, Cassa Depositi e Prestiti, Credem Banca, Edison, Enel, Eni, Etra, Ferrovie dello Stato Italiane, Gi Group, Google Cloud-TIM, Gruppo Cimbali, Gruppo Enercom, Gruppo Erg, Gruppo Hera, Gruppo Iren, Gruppo Tea, Inail, Istituto Poligrafico e Zecca dello Stato, Janssen, Leonardo, Mooney, Movyon, Parmalat, Pelliconi, Pirelli, Poste Italiane, Prysmian Group, Q8, Randstad Italia, Roche, Silea, Simonelli Group, Siram Veolia, SmartPaper, Snam, Sogei, Sparkasse, Terna, Unicoop Firenze, UnipolSai.
L’edizione 2022 dell’Osservatorio Digital Transformation Academy è realizzata in collaborazione con la POLIMI Graduate School of Management, con il supporto di ADL Consulting e con il patrocinio di ASSI, Assintel, Aused, CDTI, CIO AICA Forum, ClubTi, ForumPA.
M &A | GENNAIO/FEBBRAIO 2023 30 PANORAMA
SPEEDMAT VMT


CENTRI DI LAVORO
dimensioni pallet fino a 2000 x 2000 mm
produzione in multitasking di tornitura e fresatura in set up ridotti


testa universale ad orientamento orizzontale e verticale, con asse A in continuo per lavorazioni a 5 assi
avanzamento rapido fino a 50000 mm/min
dimensione tavola fino a Ø 2200 mm














capacità di carico fino a 12 t
diametro massimo di volteggio fino a 3000 mm

PAMA SPA ITALIA sales@pama.it www.pama.it
SEMPRE PIÙ SOSTENIBILE
CON UN APPROCCIO GLOBALE, IL FORNITORE TEDESCO DI SERVIZI TESSILI MEWA STA PROGRESSIVAMENTE ORIENTANDO LE SUE ATTIVITÀ LOGISTICHE AD UN USO PIÙ
EFFICIENTE DELLE RISORSE E AD UNA MAGGIOR TUTELA DELL’AMBIENTE a cura della redazione
L’attenzione alla sostenibilità coinvolge tutti gli ambiti della catena distributiva: dalla pianificazione dei percorsi per le consegne, all’utilizzo di un mix di mezzi di trasporto con l’introduzione di camion a idrogeno, all’uso di imballaggi riutilizzabili.
La logistica e i trasporti svolgono un ruolo fondamentale nel determinare l’impronta di carbonio di un’azienda. Mewa ha perciò esteso la sua strategia di sostenibilità includendo anche questi comparti: tutte le attività logistiche correlate al servizio di consegna dei prodotti tessili, sono confluite in un ufficio “Gestione

& strategia della mobilità”. L’obiettivo dell’azienda è arrivare ad ottenere un sistema di consegne completamente neutrale dal punto di vista climatico.
Una nuova soluzione per le consegne nelle grandi città
Mewa ha studiato infatti un nuovo concept, da applicare nei centri delle grandi città, basato su un sistema di consegne a impatto zero. Qui, per coprire “l’ultimo miglio”, vengono utilizzati veicoli elettrici di piccole dimensioni. Invece di effettuare la consegna direttamente al cliente, il camion porta il carico di abiti a noleggio lavati nella sede Mewa
in un City Hub situato in una zona centrale della città. Da lì il trasporto degli indumenti prosegue poi su biciclette e furgoni elettrici, alimentati con energia pulita e quindi a zero emissioni. Questo sistema di consegna in due fasi è già stato sperimentato con successo a Berlino e ad Amburgo e si prevede di estenderlo a breve anche ad altre grandi città europee.
Muoversi con energia verde
Nei limiti consentiti dalle attuali infrastrutture, vengono utilizzati mezzi di trasporto non alimentati con combustibili fossili anche per le consegne su percorsi più lunghi. Il fornitore di
M &A | GENNAIO/FEBBRAIO 2023 32
PANORAMA
servizi tessili Mewa è stato per esempio la prima azienda tedesca a introdurre nella propria flotta camion a idrogeno. In questo caso Mewa collabora con la Hyundai: attualmente due autocarri Hyundai XCIENT Fuel Cell sono in uso per le consegne in Svizzera e nel Baden-Württemberg. Un altro veicolo - un camion 4x2 a idrogeno - circolerà nel nord della Germania a partire dalla fine del 2022. A gennaio 2023 alcuni camion elettrici a batteria sostituiranno gli automezzi da 7,5 tonnellate ad alimentazione diesel. Grazie a una ripartizione strategica delle sedi in cui vengono lavati gli indumenti, Mewa riesce ad abbreviare i percorsi, ottimizzando i tour. Kay Simon, responsabile dei progetti di mobilità in Mewa, sottolinea: “Ci sono diverse leve che possiamo utilizzare per raggiungere la neutralità climatica. La più efficace è sicuramente la scelta dei veicoli. Tuttavia, la situazione varia da paese a paese. Tra i mezzi di trasporto alternativi noi prendiamo in considerazione solo quelli totalmente a zero emissioni. Questo significa che anche l’idrogeno utilizzato deve essere ottenuto al cento per cento in assenza di emissioni di CO2”.

Dalla pianificazione degli itinerari agli imballaggi riutilizzabili
Nel processo di transizione verso una logistica verde, l’azienda considera tutti i fattori e gli elementi della catena

distributiva. A partire dall’ottimizzazione della flotta di camion, che attualmente conta più di 700 mezzi, fino alla gestione dei percorsi per le consegne. Qui un’efficiente pianificazione dei tragitti, gestita da un software dedicato, e una costante formazione agli autisti perché adottino tecniche di guida attente al risparmio di carburante, garantiscono il miglior impiego dell’energia. Per il trasporto e lo stoccaggio dei prodotti tessili, Mewa adotta materiali riutilizzabili, come i sacchi in tessuto per contenere gli indumenti e i contenitori riutilizzabili
e durevoli. Kay Simon continua: “ Per gestire in modo sostenibile l’intera catena logistica è necessario avere una visione globale e a lungo termine del nostro servizio clienti. Perciò valutiamo ciò che è sensato ed efficace dal punto di vista della neutralità climatica e del risparmio delle risorse, considerando anche la situazione a livello locale. Nello stesso tempo il cliente non deve essere penalizzato nella qualità del servizio».
La sostenibilità come business case
“La sostenibilità è per Mewa un principio aziendale fondamentale, a partire dal Textilsharing, il nostro modello di business basato sul concetto del riutilizzo”, spiega Simon. Tuttavia, per potenziare il nostro parco veicoli, al momento non sarà ancora possibile rinunciare del tutto ai camion diesel convenzionali. “Per noi sono fattori decisivi il bilancio delle emissioni di CO2 e i costi totali di gestione. Per questo ci basiamo sulle curve di consumo del nostro sistema di servizi e non su informazioni contenute nelle brochure”. Nella ricerca di soluzioni sostenibili per le consegne, Mewa non intende creare uno show case, ma sviluppare un business case resiliente e funzionale, sottolinea Kay Simon. “Il nostro obiettivo è ottenere un sistema logistico completamente neutrale per il clima a parità di costi”.
M &A | GENNAIO/FEBBRAIO 2023 33
20 ANNI DI FLESSIBILITÀ E SICUREZZA
JOHNSON FLUITEN COMPIE VENT’ANNI. DAL 2003 L’AZIENDA MILANESE OFFRE AI SUOI
CLIENTI UN SAPIENTE MIX DI AFFIDABILITÀ E INNOVAZIONE CHE LA RENDONO UNA DELLE
PIÙ APPREZZATE FORNITRICI DI GIUNTI ROTANTI NEL PANORAMA ITALIANO E NON SOLO di Eleonora Segafredo
Nata nel 2003 come joint venture fra KadantJohnson (allora “The Johnson Corporation”)

e Fluiten Spa per la progettazione e produzione di soluzioni per applicazioni con acqua, vapore, olio e fluidi refrigeranti, unisce gli
aspetti migliori delle due costituenti: una multinazionale americana con novant’anni di storia alle spalle e un’azienda italiana apprezzata per la sua creatività e flessibilità. Abbiamo parlato di questa realtà e delle sue prospettive con Victor Caronni, Responsabile Marketing, e Marco Golla, Direttore Vendite.
Potrebbe fornirci una breve descrizione della società?
Victor Caronni: L’azienda nasce dall’unione delle competenze di The Johnson Corporation (ora Kadant Johnson), l’azienda che nel 1933 ha inventato il giunto rotante per il vapore, e l’italiana Fluiten, realtà conosciuta e apprezzata per la sua gamma
M &A | GENNAIO/FEBBRAIO 2023 34
PANORAMA
di tenute meccaniche, standard e personalizzate.
In particolare Fluiten si è sempre distinta per l’attenzione alla ricerca e sviluppo: investimenti importanti negli anni hanno portato l’azienda a disporre di un reparto con sala prove dinamiche più all’avanguardia in Europa. Johnson-Fluiten è un connubio delle due società che trae e apporta vantaggi derivanti dagli aspetti migliori delle realtà in esse confluite, la solidità della multinazionale nordamericana e la versatilità dell’azienda lombarda.
Le soluzioni Johnson-Fluiten presentano tutte le caratteristiche che i clienti si possono aspettare dall’offerta di un grande gruppo: sicurezza, stabilità e una qualità che è garantita da sistemi di controllo accurati e certificati.
Non solo: il know-how maturato nei decenni dall’azienda, la profonda conoscenza dei diversi settori applicativi e delle loro particolari esigenze sono messi a frutto dai tecnici di JohnsonFluiten per offrire soluzioni customizzate, dimostrando una flessibilità e una rapidità nel time to market difficili da eguagliare. Anche chi non dovesse trovare il prodotto ottimale nell’ampia gamma già disponibile a catalogo potrà vedere realizzata una soluzione ad hoc in tempi compatibili con le esigenze del proprio processo produttivo.
Quali sono le caratteristiche principali della vostra produzione?
Victor Caronni: Johnson-Fluiten progetta e produce giunti rotanti per applicazioni che impiegano acqua, olio, mix di olio e acqua, gas e altri fluidi.


La produzione comprende giunti a un passaggio e a più passaggi: questi ultimi sono in grado di gestire più fluidi contemporaneamente. La gamma è decisamente ampia, con giunti a catalogo di misure variabili dal quarto di pollice agli otto pollici e la possibilità di crearne di misure diverse in base alle specifiche del cliente.
Il cuore del nostro prodotto è la qualità della tenuta meccanica: la leadership di
Fluiten in questo settore si è trasferita all’offerta di Johnson-Fluiten, che è unica fra le aziende di produzione di giunti rotanti a utilizzare anelli di tenuta fabbricati in azienda anziché ricorrere a subfornitori. Le aziende che realizzano direttamente le tenute, per contro, non producono giunti: il pieno controllo su tutti i componenti, giunto e tenuta, è quindi un’esclusiva Johnson-Fluiten che si riflette sulla qualità del prodotto finito.
Il know-how di Fluiten in realtà non è limitato ai segmenti dei giunti rotanti ma si estende ad altri componenti, come le pompe centrifughe, permettendo quindi a Johnson-Fluiten di utilizzarne l’esperienza relativa a una grande varietà di tenute e applicazioni.
Quali settori industriali sono maggiormente interessati alla vostra offerta?
Marco Golla: I giunti rotanti trovano impiego praticamente in tutti i segmenti dell’industria meccanica. JohnsonFluiten ha clienti nella quasi totalità di questi segmenti, ma alcuni sono per noi particolarmente interessanti. A partire dalle macchine utensili. Queste ultime infatti necessitano frequentemente di lubrificazione dell’utensile per consentire una lavorazione costante evitando il surriscaldamento. Il passaggio del fluido lubrificante dalla parte fissa al mandrino rotante richiede un giunto rotante, con resistenza e tenuta tali da assicurare un costante e corretto apporto di lubrificante all’utensile in tutte le condizioni di utilizzo senza che finisca dove non deve.
Un segmento dove i giunti rotanti rivestono un ruolo essenziale sono gli impianti di processo materie plastiche; questi giunti trovano applicazione anche nella realizzazione di pellicole, mentre per lo stampaggio sono utilizzati solo in casi particolari, come per gli stampi rotazionali.
L’industria del Food & Beverage è un altro interessante mercato di sbocco per i giunti Johnson-Fluiten: dalla cottura di marmellate alla produzione dello zucchero, alla preparazione dello yogurt, fino alla
lavorazione degli scarti delle carni (rendering), sono numerosi i segmenti dove i giunti rotanti trovano impiego. Per questi utilizzi sono adatti i giunti in acciaio inox, materiale ideale per il contatto con gli alimenti in quanto può essere pulito con sostanze detergenti aggressive senza che queste ne alterino le qualità, rispettando così gli stringenti standard igienici comprensibilmente vigenti nel settore.
I giunti rotanti sono essenziali anche nell’industria della gomma, in particolare nell’automotive, dove sono impiegati sia dai grandi produttori OEM nella produzione di pneumatici, sia dai costruttori di macchine destinate ai produttori di ricambistica.
Anche i principali operatori del settore metallurgico conoscono bene i giunti rotanti Johnson-Fluiten utilizzati nei più importanti stabilimenti di produzione dell’acciaio, alluminio e leghe; in particolare trovano impego per distribuire il fluido di raffreddamento delle colate continue. Nel settore chimico-farmaceutico sono spesso richiesti giunti con certificazioni rilasciate da vari enti, da ATEX alla FDA: per questo i nostri giunti, debitamente certificati, sono apprezzati anche in questo segmento.
Non mancano poi occasioni di utilizzo dei giunti rotanti in altri settori, dal tessile alla fabbricazione del cartone ondulato.
In tutti i settori, Johnson-Fluiten dispone delle competenze necessarie a rivolgersi direttamente ai produttori dei macchinari, ma è a disposizione anche degli utilizzatori degli impianti per ogni esigenza di miglioramento o sostituzione della componentistica esistente.
Cosa distingue i prodotti Johnson-Fluiten dalla concorrenza?
Marco Golla: Partiamo dicendo che il marchio Made in Italy, anche nella meccanica, ha decisamente un suo fascino: i nostri prodotti, realizzati come abbiamo visto interamente in Italia negli stabilimenti di proprietà dell’azienda, senza utilizzare subfornitori esteri per le tenute, sono apprezzati per la maggior affidabilità insita
M &A | GENNAIO/FEBBRAIO 2023 35
Il CTX 350 alta qualità nella tornitura universale
Marco Golla direttore vendite Johnson-Fluiten
Victor Caronni responsabile marketing JohnsonFluiten
in questo controllo totale della qualità e per la garanzia di una tenuta meccanica ineguagliabile, con tolleranza prossima allo zero nei confronti delle perdite, anche in caso di applicazioni critiche con elevata velocità, temperatura e pressione. Per la loro sicurezza, sono particolarmente apprezzati dalla fascia medio-alta dei costruttori di macchine e soprattutto da chi vende i propri impianti all’estero, dove un investimento iniziale in componenti a zero manutenzione si traduce in una notevole semplificazione dei successivi interventi di servicing.
Ci sono infine dei prodotti che non sono equiparabili a soluzioni della concorrenza semplicemente perché li realizziamo solo noi: è il caso dei giunti rotanti che incorporano il nostro esclusivo Quick Replacement Design (QRD), una tecnologia che permette di ridurre gli eventuali interventi
di manutenzione a una questione di pochi minuti.
Che vantaggi hanno i clienti nel rivolgersi a Johnson-Fluiten?
Marco Golla: Utilizzare giunti Johnson-Fluiten significa poter semplificare diversi aspetti del processo produttivo e gestionale grazie alla versatilità dei nostri prodotti: mentre la maggior parte dei giunti della concorrenza si adatta a un particolare tipo di condizione operativa (velocità, pressione, temperatura e tipologia del fluido) dove a ogni condizione corrisponde uno specifico giunto, le nostre soluzioni sono invece utilizzabili in tutte le condizioni, grazie alla speciale te-
nuta meccanica: questo riduce fortemente il numero di referenze che è necessario tenere a magazzino, con evidenti vantaggi per la logistica e la produttività. Un altro vantaggio che riscontrano i nostri clienti è la preparazione dei tecnici che si traduce in un servizio di consulenza prestato senza alcun impegno sin dal primo contatto: siamo in grado di interloquire con i clienti più preparati così come con chi ha competenze più essenziali, ottenendo le informazioni giuste per identificare la soluzione più adatta e guidarli nella scelta. La nostra gamma è talmente ampia che nella maggior parte dei casi siamo in grado di trovare una soluzione standard disponibile in tempi molto brevi.
Ma è nei casi in cui il processo richiede soluzioni ad hoc che la competenza dei nostri tecnici si fa maggiormente apprez-

M &A | GENNAIO/FEBBRAIO 2023 36 PANORAMA
La sede
zare: dall’analisi del processo e del tipo di prodotto che il cliente vuole realizzare riescono già a farsi una chiara idea del giunto necessario, che poi viene affinata nel corso di successivi confronti con il nostro ufficio tecnico in Italia per portare in breve tempo alla proposta del giunto ideale.
Un buon 30% dei nostri clienti si avvale di questo servizio e perviene a soluzioni ad hoc; se si tratta di soluzioni che ricalcano prodotti già presenti a catalogo e dove non sono richiesti che piccoli adattamenti, andiamo direttamente in produzione con i quantitativi richiesti.
Per modifiche più rilevanti – ad esempio, per variare la portata di un mandrino da 30 a 200 litri al minuto – si passa per una fase di prototipazione e collaudo: a seconda della complessità, il progetto preliminare può richiedere un paio di settimane (e nel 90% dei casi si rivela adeguato senza necessità di ulteriori ritocchi).
Entro 6-8 settimane il prototipo è pronto per il collaudo: i test attuati all’interno dell’azienda prima della consegna sono accurati, con i componenti come i rotori testati prima dell’assemblaggio e tolleranze inferiori ai 2 micron. I giunti assemblati sono poi sottoposti a ulteriori test dinamici (generalmente, cicli di 60-90 secondi a 15.000 rpm e liquido in pressione) e infine collaudati post-vendita, sul campo, con la nostra piena disponibilità a intervenire per eventuali aggiustamenti. Qualora si volessero ottenere prestazioni migliori, non ci limitiamo a sostituire il giunto con uno nuovo ma studiamo attentamente la situazione e provvediamo a realizzare modifiche personalizzate, con una cura apparentemente artigianale, ma che in realtà è legata a sofisticati sistemi industriali di controllo, schedatura e memorizzazione dei dati.
Le problematiche ambientali sono centrali in molti dei vostri mercati di sbocco: come affrontate questi temi all’interno dell’azienda?
Victor Caronni: Dal punto di vista del rispetto dell’ambiente, Johnson-Fluiten ha pienamente interiorizzato la filosofia
di Kadant, che nel 2021 è stata insignita del prestigioso SEAL Business Sustainability Award e nominata per il secondo anno consecutivo da Business Week come azienda fra le più sostenibili al mondo; tutte le aziende del gruppo incentrano le strategie sull’offerta al cliente di soluzioni che rendano la produzione più sostenibile. Johnson-Fluiten ha un effetto positivo sulla compatibilità ambientale delle aziende clienti proprio grazie alla massima tenuta dei suoi giunti che garantisce la minima dispersione e conseguentemente un uso ottimale delle risorse, ma è particolarmente attenta all’ecosistema anche al proprio interno: l’azienda è infatti completamente plastic free e utilizza imballi perfettamente riciclabili. Come tutte le aziende del gruppo Kadant, utilizza energia proveniente al 100% da fonti rinnovabili; l’80% dei fornitori è sottoposto ad audit dal punto di vista della compliance rispetto alle normative a salvaguardia dell’ambiente.
Nel corso del 2022 quali strategie avete messo in campo per superare le difficoltà incontrate in quasi tutti i settori industriali, come gli ostacoli negli approvvigionamenti e il dilatarsi dei tempi di consegna?
Victor Caronni: Quello che ci contraddistingue è una costante attenzione alle esigenze del cliente; non potevamo trascurare l’aspetto dei tempi di consegna, che sappiamo avere un’influenza notevole per la competitività dei nostri clienti. Il tempo è una componente della qualità: rispettare le consegne è essenziale perché le esigenze del cliente possano dirsi pienamente soddisfatte.
Grazie alla creazione e al mantenimento di una rete di partner di fiducia e agli investimenti nei reparti produttivi e nel magazzino, siamo riusciti a completare più del 90% delle consegne in anticipo o nei tempi concordati: una prestazione decisamente superiore rispetto alla media di mercato e del tutto comparabile ai risultati raggiunti in epoca pre-pandemica. Da questo punto di vista l’appartenenza ad un grande gruppo come Kadant è sicuramente fondamentale: abbiamo lavorato per migliorare l’integrazione verticale e far sì che la nostra catena di
approvvigionamento fosse compresa interamente all’interno del gruppo, ottenendo così tempi di consegna particolarmente ridotti.
Marco Golla: A questo si aggiunge l’efficienza del nostro nuovo magazzino completamente automatizzato e rispondente ai criteri della smart factory. Ora siamo in grado di evadere una notevole percentuale degli ordini in 24 ore, ma non è solo l’automazione a renderci efficienti: in casi particolari abbiamo portato personalmente i giunti a destinazione, fornendo un servizio su misura che nessun livello di automazione avrebbe reso possibile. È uno degli aspetti vincenti della nostra realtà, un’azienda dalla flessibilità e creatività artigianale supportata da un grande gruppo industriale.
Un aspetto tecnico che ci permette di velocizzare ulteriormente le consegne è il fatto che per la maggior parte i nostri giunti si trovano a magazzino già montati, azzerando i tempi richiesti per l’assemblaggio: si tratta di un investimento in termini di spazio disponibile e tempi di lavorazione che va a tutto vantaggio dei nostri clienti.
Per il 2023, quali obiettivi vi ponete e come intendete perseguirli?
Victor Caronni: Può sembrare ambizioso parlare di obiettivi di crescita a doppia cifra in questo periodo, ma ormai ci siamo abituati bene: da diversi anni il nostro fatturato ha tassi di crescita intorno al 10% annuo e siamo fermamente intenzionati a continuare su questa strada. Abbiamo quindi investito in risorse umane, con l’assunzione di un nuovo tecnico commerciale, e intendiamo esplorare con maggior attenzione anche i settori dove tradizionalmente siamo stati meno presenti.
Per mantenere saldo e far screscere il nostro rapporto con i clienti investiremo soprattutto nel servizio, assicurandoci di poter essere presenti sul campo in tempi rapidi quando occorre; non perderemo di vista però gli eventi internazionali, investendo in attività di comunicazione online e offline legati alle principali manifestazioni perché i clienti sappiano sempre che siamo al loro fianco.
M &A | GENNAIO/FEBBRAIO 2023 37
STRUMENTI DI MISURA DIGITALI SERIE DMG
DISPLAY LCD WIDESCREEN A COLORI
ANALISI FINO ALLA 63° ARMONICA DI TENSIONI E CORRENTI
ELEVATA ACCURATEZZA DELLE MISURE
DIAGRAMMA POLARE
COMUNICAZIONE INTEGRATA
LOGICA PLC
CONFIGURAZIONE NFC
ESPANDIBILITA’ PER INTEGRAZIONE CON SEGNALI DI CAMPO
WEB SERVER
STATISTICHE SECONDO EN 50160
MEMORIA INTEGRATA
10 LINGUE
www.LovatoElectric.com
DOSSIER
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA
A CURA DI PATRIZIA RICCI

M &A | GENNAIO/FEBBRAIO 2023 39
PRODUZIONE
ADDITIVA: UN MERCATO MATURO E

CONSOLIDATO CHE RISPONDE ALLE
ESIGENZE GLOBALI DEL SETTORE
DOSSIER MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA
@Prima Additive Ianus M &A | GENNAIO/FEBBRAIO 2023 40
IIl mercato dell’additive manufacturing è sempre più maturo. Negli ultimi anni, con l’emergere di nuove tendenze e sviluppi, ha mostrato tutto il suo potenziale; il settore è tornato a crescere nel 2022 ed è possibile individuare nuove direzioni, passi in avanti e opportunità. Per quanto riguarda l’Italia, in particolare, l’indagine condotta all’inizio dello scorso anno da AITA –Associazione Italiana Tecnologie Additive sulle aziende associate, ci aveva presentato il settore della tecnologia additiva variegato nella composizione, dotato di un forte know how interno e con larghi margini di sviluppo. Un mercato ancora nella posizione di “mercato emergente” e di “mercato di nicchia” con larghi margini di sviluppo e miglioramento. Da questa analisi era infatti emerso che una notevole accelerazione alla crescita del settore sarebbe potuta arrivare, per le grandi aziende, dal considerare l’additivo come un fattore chiave della propria attività produttiva e non solamente un “ramo ausiliario” e, per piccole/medie imprese, dalla promozione della “filiera” dell’additivo, con le multinazionali nel ruolo di promotrici di questa tecnologia. A conferma di tutto ciò, più recentemente, Formnext 2022, la fiera internazionale dedicata alla produzione additiva tenutasi lo scorso novembre, ha mostrato un mercato evoluto e consolidato, teso verso l’industrializzazione che per raggiungere il pieno potenziale in questo senso si sta muovendo anche attraverso numerose partnership strategiche e collaborazioni lungo tutta la sua catena del valore: ad esempio, quelle tra produttori di stampanti 3D e gli sviluppatori di macchine per la post-elaborazione, mentre per quanto riguarda i materiali, le collaborazioni tra gli operatori del mercato sono all’insegna dello sviluppo di soluzioni sempre più sostenibili e più rispettose del nostro pianeta. Emerge sempre più forte il desiderio di industrializzazione e automazione dei processi, verso un’Industria 4.0, con l’obiettivo è di raggiungere livelli di produttività ancora più elevati, riducendo al contempo l’intervento umano. In tal senso, le tendenze del mercato sono orientate verso parti di grande formato, automatizzazione, robotica, nuovi processi di produzione sostenibili fondati sul concetto di economia circolare.
Significativa è la presenza sul mercato di un numero sempre più elevato di bracci robotici, soluzioni che consentono di accedere a volumi di stampa più imponenti e all’uso di svariati materiali. Si tratta di soluzioni che estrudono sia metalli che polimeri, consentono una grande flessibilità di stampa, in quanto possono stampare facilmente geometrie molto complesse e dettagli precisi, sono spesso compatibili con diverse teste di stampa e possono essere modificate in

modo semplice e rapido. Una tecnologia che nel caso di pezzi di grandi dimensioni che richiedono grandi quantità di materiale, permette di ottimizzarne la quantità, consentendo una varietà abbastanza ampia di materiali e la scelta di quello più adatto alle proprie esigenze. Ciò significa anche sperimentare nuove formule, come nel caso dell’uso dei pellet come materiale di stampa con i quali si promuove un’economia circolare in quanto possono essere ottenuti triturando gli scarti e i rifiuti dei clienti, oppure acquistando materiali da fonti riciclate. Quindi c’è un vantaggio in termini di geometria, forma e dimensioni, ma anche un vantaggio significativo sul lato dei materiali, per i quali si conferma la tendenza in atto per la sostenibilità e il rispetto dell’ambiente. Sempre in ambito sostenibilità ci sono anche nuovi materiali in grado di ridurre le emissioni di CO2 generate durante il processo di produzione. Per quanto riguarda la stampa 3D di grande formato, sono presenti sul mercato diverse soluzioni: dalle stampanti 3D che consentono agli utenti di creare sia pezzi unici di grandi dimensioni che numerosi pezzi più piccoli in un’unica macchina e attraverso un unico flusso di lavoro, a quelle per la prototipazione con dimensioni tali da essere le più grandi al mondo, in versioni “Pure Additive” oppure ibride, cioè con la possibilità, ad esempio, di aggiungere il processo di fresatura, con capacità di lavorare notevoli volumi di stampa ed estrudere anche ad alte temperature, alle piattaforme robotiche multiasse LFAM (Large Format Additive Manufacturing), con hardware e software integrati ed estrusori capaci di lavorare materiali fino a 450° C, riducendo i tempi di stampa e ottimizzando la produzione di pezzi di grandi dimensioni. Il 2023 confermerà quindi la tendenza delle aziende all’integrazione della produzione additiva nella propria attività di produzione per mitigare i rischi della catena di fornitura, migliorare la flessibilità di progettazione dei prodotti e ridurre i costi di produzione, avendo questa tecnologia ampiamente dimostrato il proprio valore nel consentire il consolidamento delle parti e nella fornitura di parti con geometrie altamente complesse in un’ampia gamma di applicazioni. Flessibilità di progettazione, iterazione rapida, riduzione dei costi, miglioramento della produttività e la continuità della catena di approvvigionamento sono infatti vantaggi ormai irrinunciabili per rimanere competitivi sul mercato. Oltre a ciò, un’ulteriore tendenza è rappresentata dal passaggio dalla produzione additiva utilizzata principalmente per la produzione di piccoli volumi a una tecnologia che dimostra costantemente di essere pronta per essere adottata per applicazioni ad alto volume e su larga scala.
Il dossier che segue mostra alcune delle novità del settore in linea con le ultime tendenze del mercato. Buona lettura!

M &A | GENNAIO/FEBBRAIO 2023 41
@Caracol
ROBOTSTUDIO®, IL SOFTWARE DI STAMPA 3D PER VELOCIZZARE IL DIGITAL MANUFACTURING

IL SOFTWARE DI PROGRAMMAZIONE ROBOTICA DI ABB ELIMINA LA PROGRAMMAZIONE MANUALE, CONSENTENDO ALLE AZIENDE DI STAMPARE PRODOTTI IN 3D IN POCHI MINUTI
IIl settore della stampa 3D si avvia verso un periodo di forte crescita, con un giro d’affari che si prevede raggiungerà i 34,8 miliardi di dollari nel 2024, in parte grazie allo sviluppo di nuovi materiali per l’additive manufacturing industriale, secondo la società di ricerche di mercato Markets and Markets.
Per aiutare le aziende a essere sempre più competitive anche in questo settore, ABB Robotics, la divisione robotica della società multinazionale svizzera-svedese ABB, ha arricchito il software di simulazione e programmazione offline RobotStudio con funzionalità di stampa 3D, che consentono agli utenti di programmare i robot della multinazionale svizzero-svedese per attività di produzione additiva in soli 30 minuti.
Parte del pacchetto PowerPac di RobotStudio, la nuova funzionalità 3D Printing elimina la programmazione manuale al fine
di consentire una produzione più rapida di prototipi. 3D Printing PowerPac supporta svariati processi, fra cui saldatura e stampa con granuli o cemento ed è ideale per produzione additiva a basso volume e alta varietà.
I metodi tradizionali di stampa 3D utilizzano macchine che comportano tempi molto lunghi, poiché la programmazione dei percorsi di stampa richiede il plottaggio di milione di punti e traiettorie. Con il nuovo 3D Printing PowerPac di ABB, qualsiasi progetto realizzato con software slicer può essere “tradotto” nel codice dell’ambiente di simulazione e dei robot ABB. L’operatore può così passare dalla fase di progettazione CAD alla modellazione finale del prodotto in mezz’ora soltanto.
“Con il nostro nuovo software per la stampa 3D offriamo ai clienti un processo di produzione additiva più veloce e snello.
M &A | GENNAIO/FEBBRAIO 2023 42
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER ABB
3D Printing PowerPac
Unendo il software alle prestazioni elevate dei nostri robot, le aziende manifatturiere potranno produrre in modo più efficiente oggetti stampati in 3D di alta qualità per svariate applicazioni industriali,” afferma Steven Wyatt, Head of Portfolio and Discrete Automation, ABB Robotics and Discrete Automation.
ABB RobotStudio va in Cloud
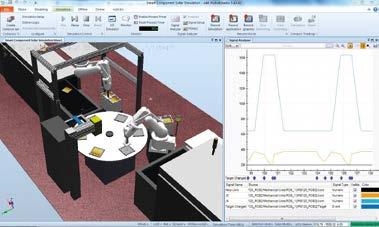
Una delle ultime novità di ABB è il potenziamento del software di programmazione e simulazione robotica RobotStudio con una funzionalità abilitata al Cloud. Il nuovo RobotStudio Cloud consente a singoli e team di collaborare in tempo reale alla progettazione di celle robotiche da qualsiasi parte del mondo e su qualsiasi dispositivo.
Il nuovo e migliorato software RobotStudio basato su Cloud può aiutare le aziende a programmare i robot in modo più collaborativo, riducendo al contempo i tempi, i costi e le interruzioni associate ai test fisici e alla messa in servizio. Ora gli integratori e i team di ingegneri possono collaborare in tempo reale per progettare, sviluppare e migliorare le soluzioni di automazione robotizzata.
Le nuove funzionalità di RobotStudio Cloud includono il controllo delle revisioni, che consente agli utenti di tenere traccia delle modifiche e di avere la massima trasparenza su qualsiasi cambiamento. Grazie alla totale visibilità di chi e quando è stato modificato il programma, gli sviluppatori possono ridurre il tempo necessario per risolvere errori e problemi di prestazioni.
Incorporando i controllori virtuali basati su cloud di RobotStudio, gli sviluppatori hanno a disposizione uno strumento di simulazione
robotica rapido e potente per mettere a punto e testare i programmi. Producendo un modello digitale esatto, i controlli virtuali danno agli sviluppatori la certezza che, una volta installato nel mondo reale, il robot si muoverà con la stessa precisione della simulazione. Ciò consente la messa a punto e l’ottimizzazione che possono contribuire a ridurre al minimo gli sprechi o i problemi all’inizio della produzione.
L’interfaccia semplificata del software rende più facile la creazione e la modifica dei programmi, consentendo agli utenti con poca esperienza di progettazione di programmare applicazioni robotiche rapidamente e con il minimo sforzo. Nel frattempo, la protezione a livello aziendale garantisce sicurezza e produttività elevate.
Il Robotics Technology Center
I robot garantiscono flessibilità, produttività, qualità e affidabilità. Per sviluppare le proprie soluzioni ABB si appoggia a una struttura opportunamente equipaggiata: il suo Robotics Technology Center. Il centro con sede a Vittuone, in provincia di Milano, è uno spazio showroom e laboratorio che nasce per rispondere a diverse finalità. La più importante è quella di rendere protagonisti i clienti, che possono toccare con mano le potenzialità della robotica e le più recenti novità del mondo ABB, testarle sulla base delle proprie specifiche necessità e aggiornarsi sulle migliori soluzioni per l’automazione, dai robot industriali a quelli collaborativi. Presso il Technology Center di Vittuone, l’azienda si dedica anche ad attività di codesign con i clienti, mettendo a disposizione la propria tecnologia, per creare e sviluppare applicazioni che soddisfino le loro esigenze applicative. All’interno del Robotics Technology Center, ABB si è recentemente dotata di una cella robotizzata completa di testa Meltio per la stampa 3D di metalli con l’innovativa tecnologia laser a filo. Già diversi clienti sono venuti a visitare e a vedere anche questa nuova soluzione robotizzata, che ben si completa con le sopramenzionate nuove funzionalità di RobotStudio e che risulta potenzialmente molto interessante per svariate applicazioni (produzioni di parti con specifici requisiti su forma e materiali, prototipazione rapida, rivestimenti superficiali, etc.).
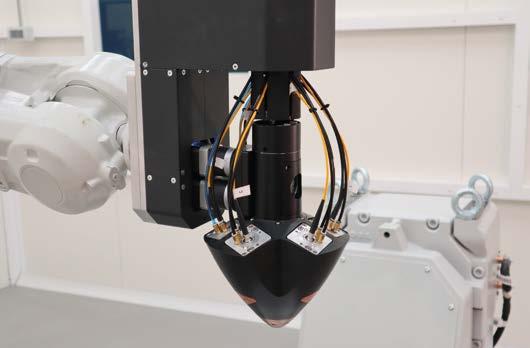
M &A | GENNAIO/FEBBRAIO 2023 43
Testa Meltio per la stampa 3D
HERON AMTM, UNA NUOVA SOLUZIONE ROBOTICA LFAM
COMPLETAMENTE INTEGRATA
HERON AM È LA PIATTAFORMA INTEGRATA HARDWARE E SOFTWARE DI LARGE-FORMAT ADDITIVE MANUFACTURING, SVILUPPATA AL 100% IN-HOUSE DA CARACOL

LLe soluzioni di stampa additiva si stanno sviluppando su diverse direttive, diventando sempre più chiave in processi di manifattura industriali. In particolare, il mondo del Large Format Additive Manufacturing (LFAM) – sistemi produttivi capaci di produrre componenti di grandi dimensioni con materiali polimerici e compositi avanzati – sta dimostrando ad un numero crescente di attori quali benefici può portare nei loro processi produttivi.
Caracol, azienda pioniere in questo ambito, ha sviluppato una piattaforma tecnologica: Heron AM.
Il sistema Heron AM integra hardware e software, per offrire una soluzione chiavi-in-mano che coniughi i benefici di efficienza e performance della stampa 3D con la flessibilità della robotica, integrando anche controllo di processo, performance, e sostenibilità.
La LFAM di Caracol
La soluzione di Caracol è stata sviluppata in seguito ad anni di
lavoro di ricerca e sviluppo, insieme al lavoro come service provider (produttore di parti e componenti per clienti) che ha permesso all’azienda di comprendere appieno quali fossero le necessità dei clienti e in che modo questa tecnologia potesse fornirgli una soluzione.
Rispetto ad altre società di hardware LFAM, la strategia AM di Caracol parte sempre dall’identificazione di un’applicazione per sviluppare il sistema hardware e software integrato in grado di produrla. Inoltre, l’azienda è in grado di offrire una soluzione LFAM completamente integrata, che copre ogni aspetto del processo di produzione additiva. Ciò è reso possibile dall’abilità e dall’esperienza unica dell’azienda nell’offrire servizi di produzione LFAM.
Questo approccio application-first ha permesso di offrire un sistema risolutivo per le sfide produttive che le aziende industriali affrontano quotidianamente nella produzione di componenti di grandi dimensioni con geometrie complesse.
Nel tempo questo ha portato Caracol a produrre alcune
M &A | GENNAIO/FEBBRAIO 2023 44
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER
CARACOL
applicazioni rivoluzionarie, come ad esempio dime in composito per la manifattura di componenti di aerei, parti funzionali per il settore marino, strutture architettoniche e di design, e molto altro. Oggi, infatti, Heron AM è un sistema ideale per la produzione di componenti quali: elementi strutturali, tooling, dime e maschere, prototipazione, metal-replacement, sostituzione di componenti temporaneamente o in maniera permanente, e molto altro ancora –in settori come Aerospace, Marine, Energy, Design & Architecture, Automotive e molto altro ancora.
Oltre ad aspetti legati a performance ed efficienza, questa tecnologia permette di perseguire anche gli obiettivi di sostenibilità che le aziende vogliono raggiungere. Infatti, lavorando con materiali in formato pellet è possibile anche introdurre materiali da fonti di riciclo, attivando virtuosi flussi di circular economy.
La piattaforma Heron AM
Fin dall’inizio l’azienda si è prefissata di superare i limiti della stampa 3D in termini di scalabilità, iniziando a sperimentare con la robotica LFAM nel 2015 e continuando a sviluppare il sistema hardware e software integrato per stampare pellet per pezzi di grandi dimensioni, fino a soddisfare le nuove esigenze del mercato, di anno in anno più maturo, con una piattaforma completamente integrata: non solo un estrusore o una piattaforma software, non solo un pannello di controllo o un piano di costruzione, ma una soluzione completamente integrata, sinergica e connessa. Con tutti i vantaggi del robot multiasse e una piattaforma di affettatura flessibile e di facile utilizzo per geometrie non planari. Questi sforzi di sviluppo sono culminati con CARACOL che ha ottenuto la certificazione ISO 9100, la prima per qualsiasi azienda di produzione LFAM. L’obiettivo del team CARACOL è costruire una rete di produzione distribuita a livello globale basata sulla nuova piattaforma o cluster Heron AM.


Heron AM prende il nome dall’airone, l’elegante uccello dal lungo collo, ed è una soluzione integrata per le aziende che desiderano internalizzare il processo di produzione di stampa 3D, pur continuando a sfruttare l’esperienza e il supporto unici che gli ingegneri CARACOL possono fornire.
La piattaforma è quindi composta da una testa di estrusione, un
supporto robotico per la movimentazione, un sistema di alimentazione diretta e continua per materiali compositi e polimerici in formato pellets, una soluzione software per la creazione di toolpath complessi, ed altre features per integrare tutti gli elementi necessari e.g., piano di stampa, sistema di controllo, protezioni perimetrali o celle a temperatura e umidità controllata, e molto altro. Grazie al software e ai sistemi di controllo sviluppati, queste macchine possono lavorare su file Gcode di componenti di grandi dimensioni con geometrie complesse che richiedono diversi giorni e persino settimane di stampa continua, processando diverse centinaia di chilogrammi di materiali senza interruzioni.
L’intero sistema è stato pensato per essere flessibile e quindi configurabile in base alle esigenze produttive del cliente. Ad esempio, il braccio robotico può essere installato su un settimo asse per estendere il l’asse X standard fino a 15 metri, vi sono diverse varianti sul sistema di estrusione per andare incontro ad esigenze tra accuratezza oppure di velocità di stampa, fino alla possibilità di utilizzare piani di stampa automatizzati.
L’obiettivo ultimo che CARACOL persegue attraverso i suoi sviluppi tecnologici e la piattaforma HERON AMTM rimane sempre quello di guidare il mondo manifatturiero industriale verso un paradigma in cui le aziende possano lavorare in maniera più efficiente, produttiva, e sostenibile.
M &A | GENNAIO/FEBBRAIO 2023 45
Caracol HQ - Barlassina ITALY
RF CELADA, BUSINESS PARTNER DI EOS E DI ROBOZE, PORTA SUL MERCATO LA NUOVA TECNOLOGIA FDR PER LA SERIE P110 FORMIGA E AGGIUNGE ALLA GIÀ AMPIA
SCELTA DI MATERIALI NUOVI
TECNOPOLIMERI FINALIZZATI ALLA BIO-SOSTENIBILITÀ ED ALLE PRESTAZIONI SULLA SERIE PRO PLUS ED ARGO
UN PORTFOLIO SEMPRE PIÙ AMPIO PER LA STAMPA 3D GRAZIE ALLA
NUOVA TECNOLOGIA FDR DI EOS E AI NUOVI TECNOPOLIMERI DI ROBOZE
AAmpliare le soluzioni di stampa 3D: questo l’obiettivo delle partnership che CELADA ha istituito con EOS, ai vertici globali nella fornitura di tecnologie nel campo della stampa industriale 3D di metalli e polimeri e ROBOZE, eccellenza nel campo dell’additive manufacturing, specializzata nella produzione di stampanti 3D ad alte performance per tecno polimeri. La mission del Gruppo CELADA è infatti la ricerca quotidiana della tecnologia più adatta al cliente, in grado di assicurare alte performance e vantaggi competitivi. Clienti, innovazione e attitudine ad intuire nuovi scenari, sono i valori fondanti della cultura aziendale del Gruppo.

Grazie all’accordo con EOS, CELADA Group completa la sua già vasta offerta di macchinari per la produzione industriale con le soluzioni EOS nel campo della stampa 3D, considerate strategiche non soltanto per i prodotti all’avanguardia ma anche per l’utilizzo di materiali metallici e polimerici avanzati, in grado di fornire nuovo impulso alla crescita dell’intero settore del manufacturing nel nostro
Paese. In particolare, CELADA porta sul mercato la nuova tecnologia FDR per la serie P110 FORMIGA, prodotto già noto ed apprezzato per le sue caratteristiche di qualità nella gestione del processo SLS, che ora si evolve nella versione Fine Detail Resolution.
Convinta che la produzione additiva sia di fondamentale importanza soprattutto per il comparto manifatturiero italiano ad alto valore aggiunto, grazie all’ampliamento del proprio portfolio con le soluzioni di stampa 3D ROBOZE specializzate nella manifattura additiva con super polimeri e materiali compositi, CELADA aggiunge alla già ampia scelta di materiali nuovi tecnopolimeri finalizzati alla bio-sostenibilità ed alle prestazioni. In questo modo il Gruppo completa l’offerta aumentando i campi di applicazione per i propri clienti con una resa industriale, precisa, ripetibile e ad alte performance.
fini e pareti sottili
M &A | GENNAIO/FEBBRAIO 2023 46
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER
RF CELADA
La nuova tecnologia FDR Laddove strutture delicate con superfici molto
sono fondamentali, FDR è la soluzione ideale. A differenza delle altre opzioni del portafoglio EOS, utilizza un laser CO2 con una potenza di 55 watt. Il laser produce un fascio molto sottile con un diametro di messa a fuoco due volte più piccolo rispetto alle tecnologie SLS esistenti.
La tecnologia consente di ottenere superfici estremamente sottili, nonché parti delicate ma stabili con una elevata qualità superficiale. Ciò apre nuovi campi di applicazione per la produzione in serie ed incrementa le possibilità di utilizzo per l’industria della stampa 3D per le materie plastiche nelle applicazioni in cui “sia necessaria la precisione”.
La capacità del processo FDR di processare pareti con spessori fino a 0,22 mm determina che la nuova tecnologia combina il meglio di due mondi: l’alta risoluzione dei dettagli della stereolitografia (SLA) e la durata e la qualità della stampa 3D industriale a base di polvere (SLS).
L’unità P110 FORMIGA sarà inizialmente disponibile per processare il materiale PA 11 (successivamente lo saranno anche gli altri materiali più comuni per la tecnologia SLS) anche nella nuova versione PA 1101 ClimateNeutral, un materiale a base biologica che offre un’impronta carbonica inferiore rispetto ai polimeri a base di petrolio. Il materiale è stato sviluppato per supportare gli obiettivi di sostenibilità dei clienti EOS: gli utenti ricevono infatti un certificato che dimostra il calcolo e la compensazione corretti per le applicazioni.

La caratteristica FDR per P110 FORMIGA è anche l’occasione per completare l’aggiornamento del prodotto in ottica I4.0, con l’estensione all’uso di EOSPRINT 2 per la programmazione del job di stampa e la possibilità di includere l’unità in contesti di interconnessione mediante la piattaforma EOSCONNECT.
I nuovi polimeri per la stampa 3D FFF
I nuovi tecnopolimeri recentemente introdotti nel mercato da ROBOZE, a conferma del trend tecnologico intrapreso dalla creazione del laboratorio d’avanguardia dedicato alla ricerca e sviluppo di super materiali, sono processabili sulle stampanti della serie PRO ed ARGO. Si tratta di BIO-BASED PA, CARBON PA PRO e CARBON PEEK, super materiali in grado di sostituire i metalli, finalizzati alla bio-sostenibilità ed alle prestazioni.
BIO-BASED PA. È questo il nome del primo materiale biobased ad alte performance per la stampa 3D; già protagonista nel recente Formnext 2022, offre ottime prestazioni in termini di bassa igroscopicità, ottima ritenzione delle proprietà meccaniche dopo l’assorbimento dell’acqua ed eccellente stabilità dimensionale. Inoltre, le parti stampate esibiscono un eccellente aspetto superficiale di colore nero lucido.

Con le stesse specifiche e prestazioni, ma con un’emissione di CO2 inferiore del 60% rispetto a una PA a base petrolio rinforzata con fibra di carbonio, questa nuova PA consentirà alle aziende manifatturiere di migliorare i propri obiettivi di sostenibilità nel pieno rispetto dell’ambiente.
CARBON PA PRO. Il materiale composito più resistente che ROBOZE abbia mai prodotto ha una maggiore concentrazione di fibre di carbonio che determina un aumento del 50% delle proprietà rispetto alla soluzione precedente.
Complessivamente, combinato con il processo di stampa 3D ROBOZE, Carbon PA PRO è 1,6 volte più resistente del suo predecessore ed è rigido più del doppio, quindi, può sopportare carichi meccanici molto più pesanti, rendendolo il materiale composito più resistente che ROBOZE abbia mai prodotto finora. Basti pensare che la sua resistenza a trazione (171 MPa) si attesta sullo stesso ordine di grandezza di leghe leggere di alluminio ma con una densità dimezzata.
CARBON PEEK. Il PEEK caricato con fibre di carbonio per parti con elevate caratteristiche strutturali presenta una maggiore concentrazione della stessa rispetto alla soluzione precedente, influendo positivamente su diverse proprietà. Tra queste si sottolinea una maggiore resistenza interstrato del 50% (la resistenza a trazione ZX è di 55 MPa), una maggiore elasticità e facilitazione di lavorazione, e una migliore finitura superficiale. Il risultato è che le parti sono più resistenti, esteticamente più gradevoli, si usurano più lentamente e possono essere consegnate più rapidamente all’utente finale. È utilizzato in un›ampia gamma di settori: dall’aerospazio e difesa all’automotive, dall’energy alla produzione industriale, al motorsport. La sua notevole durabilità lo rende una scelta comune per ambienti estremi. Grazie alle sue eccellenti proprietà, tra cui alta tenacità, temperatura di esercizio continuo e temperatura di transizione vetrosa molto elevate e alto punto di fusione, è il candidato perfetto per applicazioni di sostituzione dei metalli. Il tutto si traduce in notevoli risparmi in termini di peso, un fatto particolarmente rilevante nelle industrie quali l’aerospazio e la difesa.
M &A | GENNAIO/FEBBRAIO 2023 47
EOS FORMIGA P110 FDR
ROBOZE
e PLUS PRO
ARGO 500
NULLA È IMPOSSIBILE PER LE MACCHINE LASERTEC DED HYBRID A
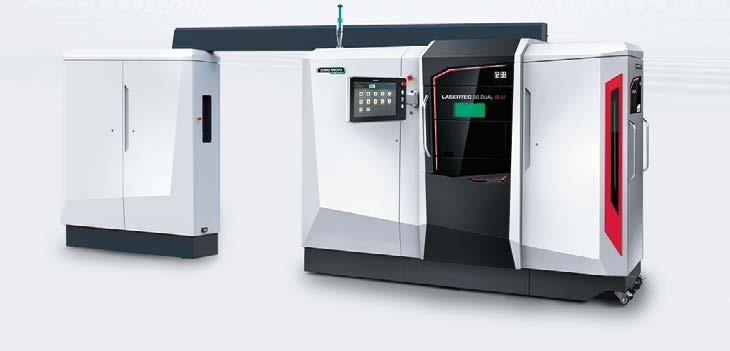
CON UN LASER BLU DI NUOVA CONCEZIONE E FUNZIONALITÀ MIGLIORATE PER AM ASSISTANT, LE MACCHINE IBRIDE DI DMG MORI OTTIMIZZANO I PROCESSI NELL’AM, CONSENTENDO AGLI UTENTI DI SFRUTTARE APPIENO IL POTENZIALE DELLA STAMPA METALLICA 3D
A formnext, la fiera internazionale per le tecnologie di produzione additiva e i processi a monte e a valle, che si è tenuta a Francoforte lo scorso novembre, DMG MORI ha presentato i suoi ultimi sviluppi in questo settore orientato al futuro: una LASERTEC 30 DUAL SLM nella catena di processo con una DMP 35 per la post-elaborazione e una LASERTEC 65 DED hybrid, che combina additive manufacturing e fresatura in un’unica macchina.
Dal 2013, DMG MORI, leader dell’innovazione nella produzione di macchine utensili, ha continuamente integrato le tecnologie additive nel suo ampio portafoglio di metodi di produzione convenzionali. I modelli LASERTEC DED hybrid e LASERTEC SLM consentono così catene di processo olistiche dalla polvere di metallo alla lavorazione di finitura ad alta precisione. L’ampio spettro di applicazioni spazia dalla produzione di prototipi complessi e componenti di piccole serie, alla costruzione di utensili e alla riparazione di parti soggette a usura. Nell’unità di consulenza ADDITIVE INTELLIGENCE, DMG MORI supporta sia i principianti e gli utenti esperti nello sfruttare appieno il potenziale della stampa metallica 3D.
Le ultime novità di DMG MORI includono un laser blu di nuova
concezione per la macchina ibrida, che offre un comportamento di assorbimento significativamente migliore, consentendo ad esempio la lavorazione del rame puro. Inoltre, ci sono nuove funzionalità nell’AM Assistant che, controllando le variabili di processo decisive, grazie alla combinazione di hardware e software, garantisce un processo di produzione stabile.
Con i suoi prodotti per il processo del letto di polvere e la sinterizzazione laser con riporto di materiale, DMG MORI è considerata fornitore completo full-line nella produzione additiva di componenti metallici.
LASERTEC DED hybrid: laser blu con tasso di assorbimento ottimale
Il laser blu recentemente sviluppato da DMG MORI per i modelli LASERTEC DED hybrid ha una lunghezza d’onda di 450 nm ed è caratterizzato da un comportamento di assorbimento ottimale. Questo è un vantaggio soprattutto con materiali riflettenti come il rame. Il tasso di assorbimento in questo caso è del 44 percento, rispetto al due percento della luce infrarossa. Il laser blu consente quindi in primo
M &A | GENNAIO/FEBBRAIO 2023 48
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER DMG MORI
LASERTEC 30 Dual SLM
luogo di lavorare il rame. Grazie alla sua buona conduttività termica, il metallo conferisce migliori proprietà di raffreddamento agli stampi a iniezione e agli strumenti di formatura, ad esempio. Nella tecnologia aerospaziale, viene utilizzato - come bimetallo con superleghe a base di nichel - negli scudi termici degli ugelli dei razzi. Le buone proprietà di scorrimento dei metalli non ferrosi aprono anche nuove applicazioni, ad esempio i cuscinetti a strisciamento rivestiti in rame nelle turbine eoliche.
Nuova produzione e riparazione di stampi per utensili Nella produzione di stampi per utensili, le applicazioni multimateriale svolgono un ruolo importante, che può essere realizzato solo in questa forma mediante l’additive manufacturing. Ad esempio, gli stampi per pressofusione possono essere dotati di un’anima in lega di bronzo. Una LASERTEC 65 DED hybrid costruisce questo nucleo e fresa canali di raffreddamento altamente funzionali nello stesso processo, che garantisce una dissipazione del calore ottimale. Questo nucleo è poi dotato di uno strato di acciaio per utensili per lavorazione a caldo. Grazie alla LASERTEC 65 DED hybrid è possibile effettuare una lavorazione ibrida completa, combinando Additive Manufacturing e fresatura in un’unica macchina.
Con le macchine della serie LASERTEC DED hybrid è possibile anche la riparazione di stampi per utensili. Il materiale viene prima applicato su un’area danneggiata. Nel successivo processo di fresatura, la lavorazione di finitura viene eseguita nella qualità originale.
A seconda delle dimensioni dei componenti, per tali applicazioni è adatta
anche LASERTEC 125 DED hybrid con una zona di lavoro notevolmente maggiore. Questo processo è molto più economico e preciso della saldatura manuale e della successiva lavorazione. Inoltre, la vita utile dello stampo riparato viene triplicata grazie al nuovo processo. La macchina ibrida LASERTEC 125 DED hybrid, che è basata sul concetto di macchina monoBLOCK, presenta anche un ulteriore vantaggio: l’elevata versatilità. Può essere infatti utilizzata anche nelle lavorazioni delle grandi piastre base, con effetti positivi soprattutto sulla superficie produttiva richiesta.

AM Assistant: processo di produzione trasparente e stabile
Per una qualità del pezzo ottimale e, soprattutto, verificabile, nella produzione additiva è fondamentale monitorare e controllare continuamente le importanti variabili di processo. L’AM Assistant, una combinazione di hardware e software per macchine LASERTEC DED e LASERTEC DED hybrid, monitora variabili di processo come potenza laser, flusso di massa della polvere, gas di protezione e temperatura del bagno di fusione. In questo modo si ottiene un processo di produzione stabile e trasparente, che da un lato alleggerisce l’operatore della macchina e allo stesso tempo semplifica notevolmente lo sviluppo del processo.
LASERTEC SLM: due catene di processo per la tecnologia a letto di polvere
Mentre la LASERTEC 65 DED è orientata esclusivamente verso la deposizione laser come complemento ai centri di lavoro presenti in officina, la serie LASERTEC SLM espande il portafoglio per includere il metodo del letto in polvere utilizzando la fusione laser selettiva.
Con la serie LASERTEC SLM di DMG MORI è possibile realizzare due catene di processo: da un lato, gli utenti possono rilavorare pezzi prodotti in modo additivo su una fresatrice come la DMP 35 a 5 assi, con la qualità superficiale richiesta. I modelli della serie LASERTEC SLM, invece, possono rifinire piastre di base o scocche precedentemente fresate nel letto di polvere completamente senza strutture di supporto. Mentre un sistema di bloccaggio a punto zero crea un’interfaccia uniforme per il trasferimento del componente tra il letto di polvere e la macchina CNC, l’interfaccia di controllo CELOS basata su app garantisce il flusso di lavoro digitale continuo. Grazie all’efficiente flusso di informazioni e al funzionamento intuitivo, CELOS garantisce processi ottimali nel pre e post-processing di componenti prodotti in modo additivo.

LASERTEC 65 DED hybrid
DMP 35
CON LA FUSE 1+ 30W E LA
NYLON 11 CF POWDER, UN MATERIALE RESISTENTE
RINFORZATO CON FIBRA
DI CARBONIO, FORMLABS
AMPLIA LE POSSIBILITÀ
DI APPLICAZIONE DELLA
STAMPA SLS PER I
PRODUTTORI
FORMLABS
STAMPE SLS ESTREMAMENTE VELOCI GRAZIE ALLA NUOVA STAMPANTE 3D SLS FUSE 1+ 30W

FFormlabs, azienda leader nella stampa 3D, ha recentemente lanciato sul mercato la Fuse 1+ 30W, la sua stampante 3D a sinterizzazione laser selettiva (SLS) industriale più potente fino a oggi. Basata sul successo della stampante 3D SLS Fuse 1, la Fuse 1+ 30W integra componenti aggiornati, incluso un laser molto più potente, per rendere possibile l’utilizzo di nuovi materiali ad alte prestazioni e fornire una produttività superiore in modo che i clienti possano produrre parti fino a 2 volte più velocemente. Con un sistema di galvanometro aggiornato, Fuse 1+ 30W vanta velocità di stampa leader del settore rese possibili da un potente laser e una velocità di scansione rapida fino a 12,5 metri al secondo. Oltre alla Fuse 1+ 30W, l’azienda ha rilasciato la Nylon 11 CF Powder, l’aggiunta più recente alla libreria di materiali SLS di Formlabs, progettata per la Fuse 1+ 30W per applicazioni destinate all’uso finale. Questa polvere a base di nylon rinforzata con fibra di carbonio consentirà agli utenti di produrre internamente parti robuste ma leggere.
Potenza industriale ad un prezzo accessibile
Rispondendo alle esigenze di settori diversi, dall’ingegneria e
produzione all’odontoiatria e all’ambito sanitario, le soluzioni Formlabs sono le stampanti 3D professionali scelte da ingegneri, designer e operatori sanitari di tutto il mondo. La Fuse 1+ 30W racchiude una potenza industriale a un prezzo accessibile. Progettata per l’affidabilità e un flusso di lavoro end-to-end efficiente, integra nuovi componenti per migliorare la produttività e le prestazioni dei materiali, operando come un ecosistema compatto e contenuto. Dall’impostazione della stampa al recupero della polvere e alla miscelazione, l’hardware della serie Fuse e il software Formlabs massimizzano l’efficienza in ogni fase del processo. Il risultato è una stampante SLS veramente rapida che produce parti ad alte prestazioni in poche ore, non giorni.
“Dal lancio della Fuse 1 nel gennaio 2021, Formlabs ha ampliato da sola il mercato SLS, rappresentando oltre il 50% delle vendite di stampanti SLS in quel periodo”, ha affermato Max Lobovsky, CEO e co-fondatore di Formlabs. “Con Fuse 1+ 30W, stiamo spingendo la stampa 3D SLS a nuovi livelli, offrendo una stampa SLS estremamente rapida e ad alta produttività a un prezzo che le aziende possono permettersi. In totale, Formlabs ha venduto oltre 100.000 stampanti SLA professionali, più di qualsiasi altro produttore di
M &A | GENNAIO/FEBBRAIO 2023 50
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER
Giunto per l’airbox - Indastria
stampanti 3D, e Fuse 1+ 30W ci mette nelle condizioni di dominare allo stesso modo il mercato SLS”.
Le caratteristiche della Fuse 1+ 30W includono:
• elevata produttività e tempi di consegna rapidi con stampa laser da 30W a velocità di scansione fino a 12,5 metri al secondo, con parti pronte in-house in 24 ore;
• nuovi materiali di livello industriale il cui uso è reso possibile dal sistema di movimentazione delle polveri attive;
• proprietà dei materiali stampati competitive con i leader del settore grazie a un’opzione di stampa con spurgo dell’azoto;
• stampa a basso spreco grazie alle elevate densità di stampa e riciclabilità della polvere, che consente un basso costo per parte e un rapido ROI.
La Fuse 1+ 30W è disponibile per l’ordine, con un prezzo di partenza di $27.499 USD.
Nylon 11 CF Powder, un nuovo materiale rinforzato con fibra di carbonio
Per supportare le capacità di stampa della Fuse 1+ 30W, il materiale più recente di Formlabs, la Nylon 11 CF Powder, è in grado di produrre parti rigide leggere in grado di resistere a impatti ripetuti, il che lo rende ideale per la sostituzione e le alternative di ricambio a parti metalliche, apparecchiature ad alto impatto e prototipi compositi funzionali. Con la Nylon 11 CF Powder, i clienti di Formlabs otterranno il meglio del nylon e della fibra di carbonio con un materiale altamente stabile e ad alte prestazioni, perfetto per le applicazioni finali che richiedono sia un’elevata rigidità che una resistenza superiore.

Le caratteristiche della Nylon 11 CF Powder includono:
• riempimento in fibra di carbonio;
• elevata rigidità e stabilità dimensionale;
• elevato grado di resistenza agli urti e vibrazioni con un elevato rapporto resistenza/peso;
• termicamente stabile.
Le vittorie dei campioni di Moto2 passano anche dalla stampa 3D
A inizio 2021, Formlabs ha lanciato sul mercato il sistema Fuse con l’obiettivo di rendere la tecnologia SLS accessibile anche per aziende più piccole, offrendo a ingegneri, progettisti e produttori la possibilità di sperimentare e produrre in-house prototipi e pezzi destinati all’uso finale con costi e tempi ridotti. Una di queste è Indastria, un
service di stampa 3D in provincia di Monza, che per soddisfare al meglio le esigenze in continua evoluzione dei propri clienti, grazie al supporto di 3DiTALY, distributore ufficiale Formlabs e centro di assistenza autorizzato Formlabs per l’Italia, nel 2021, ha aggiunto alle macchine con tecnologia SLA, FDM e CNC anche la stampa con tecnologia SLS, scegliendo la stampante Formlabs Fuse 1, che permette loro di realizzare parti sinterizzate in Nylon PA12 pronte per l’uso finale.
Il service di stampa 3D Indastria, sponsor tecnico del team per il mondiale 2022, utilizza la stampante Fuse 1 con tecnologia SLS di Formlabs per produrre velocemente componenti destinati all’uso finale per le moto del team di Moto2 SpeedUpBoscoscuro, realizzando componenti della moto in sinterizzato che possano poi essere usati e stressati in gara.
Il team di SpeedUp aveva la necessità di realizzare particolari in materiale plastico con proprietà meccaniche idonee all’utilizzo. La scelta è ricaduta su Indastria e sul sistema Fuse per l’accuratezza dimensionale che è in grado di garantire e la compattezza del materiale. Indastria ha prodotto, fra gli altri, un giunto che compone l’airbox della moto in cui viene frontalmente calzato il condotto di aspirazione dell’aria, realizzato in carbonio. Questo giunto ha permesso di risolvere alcuni problemi come la portanza dell’aria, permettendo di non avere alcun tipo di fuoriuscita e quindi di perdita di flusso. Sempre con la Fuse 1 sono stati inoltre stampati dei deflettori aerodinamici che vengono montati sulle forcelle anteriori della moto e durante la gara aiutano a far meglio correre l’aria, favorendo l’aerodinamica.
Grazie alla stampante Fuse 1, Indastria ha potuto risolvere diverse criticità, prima fra tutte il tempo richiesto per la produzione: prima di Fuse 1 la produzione delle parti che dovevano essere realizzate in SLS e avere determinate caratteristiche tecniche, veniva esternalizzata. Ciò richiedeva tempi di realizzazioni di diversi giorni, se non settimane, mentre la soluzione Formlabs permette di consegnare il prodotto al cliente nell’arco di 24 ore. La stampante 3D Formlabs Fuse 1 consente infatti di avere una produzione 24 ore su 24 che può essere monitorata da remoto. Fuse 1 ha inoltre aiutato Indastria a produrre prodotti di uso finale non soggetti a vincoli di forme e dimensioni, durevoli nel tempo, con una finitura molto precisa.
Maggiori informazioni su Formlabs sono disponibili su formlabs.com/it.

M &A | GENNAIO/FEBBRAIO 2023 51
Deflettori aerodinamici – Indastria
Formlabs FUSE 1+ 30W
SOLUZIONI UNICHE PER PORTARE LA PRODUZIONE
ADDITIVA A LIVELLO INDUSTRIALE
AL PROPRIO PORTAFOGLIO DI SOLUZIONI, GF MACHINING SOLUTIONS HA AGGIUNTO UN PROTOTIPO DI UN DISPOSITIVO DI CONTROLLO IN SITU E DUE NUOVI MATERIALI PER LE SUE SOLUZIONI DI STAMPA 3D IN METALLO
AA Formnext 2022, il salone internazionale di tecnologie additive e stampa 3D di prossima generazione per la produzione industriale intelligente, GF Machining Solutions, uno dei principali fornitori al mondo di soluzioni complete per i produttori di componenti e strumenti di precisione e per l’industria degli stampi, ha presentato un’offerta completa di applicazioni AM comprendente una stampante 3D in metallo, le soluzioni software DMP Flex 350 Dual, 3DXpertTM, la macchina per elettroerosione a filo CUT AM 500, la fresatrice a 5 assi MILL S 200 U con automazione, nonché il System 3R Tooling per soluzioni AM, che consente l’automazione delle fasi di post-processo. L’ecosistema AM di GF Machining Solutions consente di portare la stampa 3D in metallo a livello industriale e si avvale anche dell’esperienza degli ingegneri GF per consigliare le aziende sulla progettazione per la produzione: una metodologia di Produzione Additiva (PA) realmente end-to-end che consente ai produttori di risparmiare tempo e denaro, rivoluzionando i loro cicli di produzione. Questo sistema chiavi in mano si basa su software, tooling, produzione additiva e sottrattiva, tutti sviluppati da o con GF Machining Solutions.
Prototipo di dispositivo di controllo in-situ con tecnologia a correnti parassite
Insieme alla DMP Flex 350, GF Machining Solutions ha messo a punto un prototipo di un dispositivo di controllo in situ che utilizza l’imaging elettromagnetico. Questa tecnologia, conforme agli standard NDT ampiamente utilizzati nell’industria metallurgica, è stata sviluppata dalla società svizzera AMiquam SA ed è stata

integrata nella DMP Flex 350 nell’ambito di una partnership, sostenuta dall’ETH Zurich inspire AG. L’esclusivo sistema elettromagnetico plug-and-play stand-alone consente alle aziende, in mercati regolamentati come quello aerospaziale o del medicale, di raccogliere informazioni sulla stabilità del processo AM con valutazione della qualità su porosità o difetti, in conformità con gli standard internazionali e gli organismi di regolamentazione.
Gli strumenti 3DXpert semplificano la programmazione dei pezzi per le applicazioni Produzione Additiva (PA) di metallo, applicando automaticamente strutture, geometrie e strategie di stampa specifiche per le applicazioni di Produzione Additiva (PA). La simulazione software aiuta a identificare ed escludere potenziali problemi, tra cui l’accumulo di sollecitazione o lo spostamento elevato. La suite di software DMP utilizza immagini e dati del meltpool per identificare difetti quali deformazione, scarsa fusione, superfici ruvide o errori di ricopertura, monitorarne le cause principali e correggerle con 3DXpert. Ciò consente alle officine di ridurre al minimo i costi di elaborazione post-costruzione e di convalida delle parti mentre preparano i dati per la generazione del percorso utensile.
In collaborazione con 3D Systems, GF Machining Solutions ha recentemente aggiunto al proprio portafoglio di parametri due nuovi materiali: Certified HX e Certified CuCr2.4. Entrambi i materiali sono certificati per l’uso con le stampanti 3D DMP Flex 350 e DMP Factory 350 dell’azienda, e HX è anche certificata per DMP Factory 500 per affrontare una vasta gamma di applicazioni che richiedono elevata resistenza e resistenza alla corrosione in settori quali energia,
M &A | GENNAIO/FEBBRAIO 2023 52
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER GF MACHINING SOLUTIONS
DMP Flex 350 Dual
turbine a gas industriali (IGT), alta tecnologia, beni di consumo, aerospaziale e difesa, e automotive.
Certified HX e certified CuCr2.4
Certified HX è una lega di nichel ad alte prestazioni che contiene una percentuale più elevata di molibdeno (fino al 9,5%) rispetto ad altre leghe di nichel, che ne aumenta la resistenza e la resistenza alla corrosione, alla deformazione da scorrimento, alla fessurazione e all’ossidazione in ambienti caldi. Questo materiale è ideale per applicazioni con una temperatura di servizio fino a 1200°C. Con una qualità superiore delle parti stampate e una densità delle parti (in genere 99,9%), Certified HX è ideale per la produzione di parti alte e di grandi dimensioni con canali di raffreddamento e flusso integrati con orientamento ottimale per l’energia, le turbine a gas industriali (IGT), petrolchimiche, nonché l’industria aerospaziale e della difesa. Le applicazioni tipiche sono le pale dello statore della zona calda e gli statori integrati, le giranti, le palette delle turbine, gli utensili di perforazione e i componenti di combustione che beneficiano dell’elevata temperatura di servizio del materiale HX.
“La DMP Factory 500, insieme ai nuovi parametri di stampa per la lega di nichel HX, ci consente di scalare i nostri servizi di produzione additiva fornendo parti di grandi dimensioni come involucri della camera di combustione, statori e giranti”, afferma Marco Salvisberg, Business Development Manager, Additive Manufacturing, GF Casting Solutions. “L’elevata temperatura di deflessione del calore del materiale HX, combinata con la levigatezza della superficie, la precisione del pezzo, le tolleranze strette e l’elevata ripetibilità del processo di stampa DMP Factory 500, soddisfa i requisiti prestazionali essenziali di queste parti e le caratteristiche critiche come i canali di raffreddamento. I nostri clienti valutano la qualità dei componenti DMP come la migliore del settore oggi”.
L’altro materiale aggiunto al portafoglio di GF Machining Solutions, Certified CuCr2.4, è una lega di rame ad alta resistenza e resistente alla corrosione che è significativamente più forte del rame
puro e più facile da lavorare per le applicazioni di produzione additiva. La sua densità di parti superiore (tipicamente 99,9%) e l’elevata conduttività dopo il trattamento termico rendono CuCr2.4 ideale per la gestione del calore e i sistemi di raffreddamento nei settori dell’alta tecnologia, dei beni di consumo, automobilistico, aerospaziale e della difesa, specialmente quando è richiesta anche la resistenza.
Nuove applicazioni AM
Con la soluzione di stampa di grandi dimensioni DMP Factory 500 è possibile stampare pezzi unici di grandi dimensioni. In occasione della manifestazione tenutasi lo scorso novembre, GF Machining Solutions ha esposto una serie di applicazioni, tra le quali, un componente ottimizzato della turbina a gas industriale (IGT) costruito con nuovi parametri HX certificati, una camera di combustione di motore a razzo costruita in LaserformTM Inconel 718, sviluppata in collaborazione con GF Casting Solutions, e una girante del compressore costruita in LaserformTM Inconel 718 e co-sviluppata con il partner di GF Machining Solutions Oerlikon AM.
Sono stati inoltre presentati un impressionante pannello di impianti specifici per il paziente, costruito in LaserformTM Titanium Grade 23 dal nostro cliente Koln3D con DMP Flex 350, e un collettore idraulico utilizzato nell’industria dei semiconduttori e costruito in acciaio inossidabile LaserformTM 316L, nonché un utensile da taglio ibrido ottimizzato, stampato in Boehler M789 e sviluppato con Kuhn, cliente di GF Machining Solutions.

Infine, GF Machining Solutions ha mostrato una nuova applicazione, distributore di pressione per il lavaggio della testa inferiore, stampato in acciaio inossidabile LaserformTM 316L. Queste teste di lavaggio sono già oggi utilizzate per le soluzioni convenzionali di elettroerosione a filo della serie CUT X, e hanno migliorato drasticamente le prestazioni di taglio di queste macchine grazie a rivoluzionarie prestazioni di lavaggio.
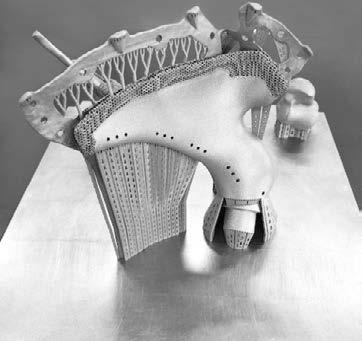
M &A | GENNAIO/FEBBRAIO 2023 53
Scapola
Camera di combustione
I ROBOT KUKAE LA STAMPA 3D DONANO NUOVA VITA AI RIFIUTI OSPEDALIERI
I MODULI TWINE PER SEDUTE E PANCHE IN 3D AGGIUNGONO QUALCOSA DI COMPLETAMENTE NUOVO AL MONDO DELL’ARREDAMENTO, DELL’INGEGNERIA E DEL RICICLO
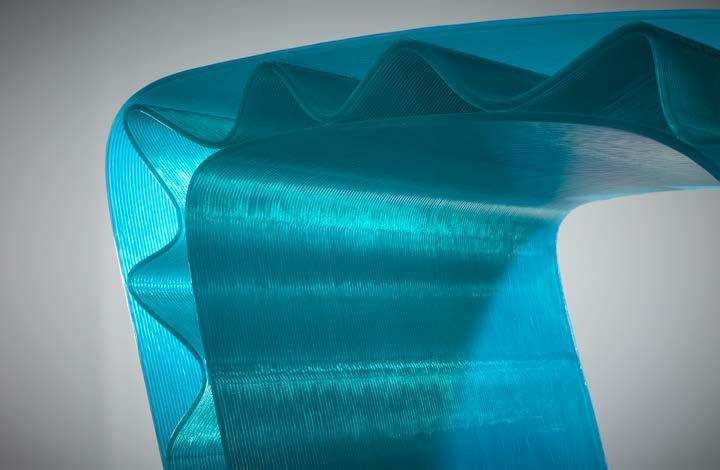
TTWINE è il nome degli innovativi moduli per sedute e panche in 3D progettati e realizzati dallo studio di design HagenHinderdael, fondato a Londra nel 2020 da Sofia Hagen e Lisa Hinderdael, e costituito da architetti e designer. L’idea per TWINE nasce quando Rossana Orlandi, famosa gallerista milanese che invita regolarmente artisti e designer a mostrare i loro progetti per il decluttering del pianeta ha lanciato la sua terza campagna Guiltless Plastic. L’obiettivo dello studio londinese era quello di creare dei mobili che fossero giocosi, comodi, durevoli utilizzando i filamenti realizzati da Reflow.
Reflow è una premiata impresa sociale con sede ad Amsterdam, che produce materiale per la stampa 3D sostenibile e di alta qualità, i cosiddetti filamenti, da rifiuti di plastica riciclata. La materia prima di TWINE, il filamento rPETG, proviene quindi da vecchi vassoi ospedalieri.
Per la realizzazione di TWINE, HagenHinderdael ha coinvolto Ai Build a Londra, che aveva lavorato con i filamenti Reflow in varie occasioni, come produttore. Ai Build è un’azienda di Software-asa-Service fondata nel 2015 che attualmente impiega 20 persone e 5
M &A | GENNAIO/FEBBRAIO 2023 54
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER KUKA
robot KUKA. L’azienda lavora principalmente per aziende tier-1 che operano nei settori aerospaziale, automobilistico, edile, marittimo ed energetico. Tuttavia, vi è un crescente interesse anche tra architetti e designer.

L’idea in 3D, durata e estetica garantite senza intervento umano
Ciascun modulo TWINE è lungo 1,06 metri e alto 50 centimetri, con larghezze variabili di 30 o 45 centimetri. Così ci si può sedere da soli o con la propria famiglia e i propri amici.
Per Ai Build, la creazione di pezzi per una mostra a Milano ha rappresentato una novità emozionante. La sfida più grande per questo particolare progetto è stata la geometria delle parti e la finitura estetica desiderata. Ciò significava che non era consentito alcun supporto. La stampa 3D deve fornire moduli perfetti, tali da consentire all’uomo di non interferire. Ai Build ha deciso di affidare il lavoro a un KR30 L16 (Serie KR IONTEC) e un KR90 R2700 (Serie KR QUANTEC), “perché questi robot – secondo quanto dichiarato dal Direttore operativo di Ai Build, Michail Desyllasdispongono della portata necessaria per consentire la produzione di questi pezzi. Inoltre, sono completamente integrati con il nostro software, che ci consente di eseguire il monitoraggio in tempo reale della qualità e ricevere notifiche sui difetti”.
Due robot KUKA per la personalizzazione in 3D

Dall’ordine ai mobili finiti sono passate meno di due settimane. Poiché TWINE doveva sembrare naturale come le onde del mare, Ai Build ha costruito uno stampo a forma di letto a doppia curvatura per consentire il raffreddamento e l’indurimento del mix stampato in 3D.
Gli elementi più piccoli sono stati creati dal KR30 L16, quelli più larghi dal KR90 R2700, entrambi dotati di un sistema di estrusione di filamenti. Tale sistema può trasportare fino a quattro flussi di filamenti variabili in diversi colori, consentendo una sfumatura di
trasparenze.
La parte più complicata è stato il posizionamento del filamento rPETG riscaldato sullo stampo, strato dopo strato: “Ciascuno strato deve essere posato entro un certo lasso di tempo. Non troppo velocemente dopo il precedente, per evitare cedimenti, e non troppo lentamente, per evitare problemi di adesione”, ha dichiarato Desyllas. Ma, grazie alla buona preparazione e alla diligenza dei robot, è stato possibile creare mobili esteticamente piacevoli, durevoli, comodi su cui sedersi. Quindi ciascun elemento TWINE ha superato i controlli qualità che, secondo Desyllas, sono stati eseguiti “dal software e dall’occhio sempre attento del sistema di telecamere presente sui nostri robot”. Soddisfatte del risultato, Sofia Hagen e Lisa Hinderdael hanno inviato TWINE a Milano. L’idea per questo progetto era piaciuta a Rossana Orlandi quando era ancora una bozza, e TWINE è diventata una finalista per il RO PlasticPrize 2021, un prestigioso premio per oggetti realizzati in plastica riciclata.
Creati per girare il mondo
Sebbene TWINE non abbia vinto il RO PlasticPrize, alla fine di settembre 2021 è diventato parte della mostra di design “Planted” tenutasi presso l’edizione di quest’anno del London Design Festival. Nel marzo 2022, TWINE è stato esposto al Vorarlberger Architektur Institut in Austria. Data l’affidabilità dimostrata da Ai Build e dai suoi robot KUKA, lo studio HagenHinderdael è ora pronto a personalizzare e produrre progetti TWINE per gli amanti dell’arte e per i clienti aziendali in tutto il mondo. I nuovi elementi TWINE possono essere personalizzati e saranno stampati dal partner KUKA italiano Caracol-AM. “L’azienda produrrà i mobili con il nostro software, ed Ai Build testerà ciascun nuovo prodotto in collaborazione con essa”, afferma Michail Desyllas. E alla base di tutto ciò vi è l’idea di Lisa Hinderdael e Sofia Hagen di dare nuova vita ai rifiuti ospedalieri e mostrare la plastica nel modo migliore possibile.
M &A | GENNAIO/FEBBRAIO 2023 55
IANUS , LA NUOVA CELLA ROBOTIZZATA MULTIPROCESSO
UN SISTEMA MULTIPROCESSO BASATO SU UN BRACCIO ROBOTICO PER LA MASSIMA FLESSIBILITÀ
IIl mercato dell’additive manufacturing del metallo è sempre più maturo ed è tornato a crescere nel 2022. Prima Additive si conferma tra le poche aziende italiane attive nella produzione di sistemi industriali dotati di questa tecnologia. Tra le principali novità presentate nell’arco dello scorso anno dall’azienda torinese spicca la cella robotizzata IANUS. Si tratta di una soluzione basata su un braccio robotico e una sorgente laser, inseriti all’interno di una cella che vanta un volume di lavoro di 1600 x 1200 x 700 mm.

La particolarità di questa cella è la possibilità di essere configurata per diversi processi laser, a scelta tra Direct Energy Deposition, basata sull’utilizzo di polvere metallica, o sull’utilizzo di filo di metallo come
materiale di partenza, per la costruzione di componenti da zero, ma anche per la riparazione, il rivestimento e l’aggiunta di parti custom su pezzi in metallo. Grazie alla flessibilità di questa macchina, è però possibile optare anche per processi laser diversi, non necessariamente nello spettro dell’additive manufacturing, come la saldatura laser (di prossimità o remota) e la tempra laser.
Il nome di questa soluzione viene dal dio latino Ianus, anche noto con l’italiano Giano, iconica divinità dai due volti. Così come il dio Giano presenta due facce, la cella robotizzata IANUS di Prima
M &A | GENNAIO/FEBBRAIO 2023 56
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER PRIMA ADDITIVE
La cella robotizzata IANUS
Additive può essere configurata anche per eseguire due processi diversi (ad esempio additive e tempra laser) nella stessa macchina, utilizzando la stessa sorgente laser o sorgenti laser diverse sullo stesso braccio robotico. Grazie alla possibilità di installare due magazzini dedicati, si può passare da un’applicazione all’altra semplicemente cambiando la testa installata sul braccio robotico all’interno della macchina stessa. Il cambio testa diventa quindi assimilabile ad un cambio di utensile, aumentando la flessibilità del sistema.
Al fine di rendere l’additive sempre più accessibile, questa soluzione è stata realizzata in collaborazione con Siemens: in questo modo il controllo e la programmazione della stessa sono esattamente gli stessi di una macchina utensile tradizionale basata su Sinumerik One. Allo stesso modo, anche il robot è programmato con lo stesso linguaggio dei controlli Siemens, rendendo quindi l’adozione di questa macchina semplicissima per chi ha già dimestichezza con altri sistemi industriali basati su questo ecosistema.

La flessibilità di questa soluzione è anche dettata dal fatto che non si tratta soltanto di un sistema per la manifattura additiva, ma anche di un sistema pensato per eseguire efficacemente applicazioni di saldatura remota, sempre più in voga negli ultimi anni visto il crescente trend dell’elettrificazione dei veicoli e le crescenti applicazioni di questo processo nella saldatura dei pacchi batterie.
Laser multipli in additivo
Un’altra tendenza importante nel mondo dell’additive manufacturing del metallo, sempre collegata alla rivoluzione della mobilità in chiave elettrica, è la crescente richiesta di applicazioni in rame puro. Per via del suo essere particolarmente riflettente, il rame si è spesso rivelato difficile da lavorare utilizzando la tecnologia Powder Bed Fusion. La scelta di Prima Additive per la lavorazione del rame puro è ricaduta sul laser verde, che grazie alla sua lunghezza d’onda consente di lavorare questo materiale in maniera molto più efficace, con migliori risultati in termini di assorbimento del materiale e, soprattutto, con migliore qualità e ripetibilità sul pezzo finito. Questo anche grazie allo spot laser di 30µm, che garantisce risultati senza eguali in termini di qualità del componente.
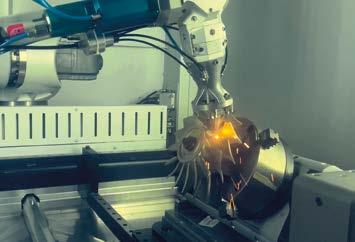
Due sono le soluzioni di Prima Additive equipaggiate con laser verde, entrambe basate sulla piattaforma 150, che vanta un’area di lavoro di Ø 150 x 160 mm: la Print Green 150, dotata di un singolo laser verde, e la Print Genius 150 Double Wavelength, equipaggiata con un laser infrarosso e un laser verde, per offrire la massima flessibilità e la massima qualità nella lavorazione di tutti i materiali, consentendo di scegliere il laser migliore a seconda del materiale da processare.
Ma il laser verde non consente di lavorare con qualità solo il rame puro: infatti, sono sempre maggiori le richieste provenienti dal settore della gioielleria, alla ricerca di una soluzione per processare efficacemente oro e altri materiali preziosi. Anche su questi materiali il laser verde si dimostra particolarmente efficace, fornendo ottimi risultati in termini di proprietà del componente finito e di qualità, offrendo tutte le potenzialità in termini di complessità delle geometrie che solo l’additive manufacturing può offrire.
Una tecnologia sempre più accessibile
All’orizzonte per Prima Additive c’è il proseguimento della sua
sfida: rendere l’additive manufacturing del metallo una tecnologia sempre più accessibile. La strada passa da due capisaldi: da un lato c’è lo sviluppo di soluzioni che consentano di abbassare il costo operativo della tecnologia, realizzando sempre di più sistemi multilaser e con sorgenti laser innovative per stare al passo con le tendenze applicative del mercato. Dall’altro c’è la fornitura di servizi per chi si avvicina a questa tecnologia per la prima volta, come testimonia la recente creazione del Prima Additive Marketplace. Questa piattaforma è disponibile all’indirizzo https://marketplace.primaadditive.com, e consente a chiunque voglia realizzare dei componenti in additive di caricare il proprio file 3D direttamente sulla stessa, ricevere un preventivo e stampare i propri componenti, ricevendoli poi a domicilio. Le macchine utilizzate per la produzione on demand dei componenti sono quelle dei clienti di Prima Additive e della rete di centri di ricerca e competence center dei Prima Open Additive Labs. In questo modo, Prima Additive consente ai propri clienti di fornire un servizio a chi non ha la possibilità o la necessità di possedere un sistema per l’additive, e allo stesso tempo fornisce un nuovo canale di crescita ai propri clienti che possono così saturare la propria capacità produttiva in un rapporto win-win guidato da Prima Additive. Infine, nel caso la necessità non fosse quella di realizzare dei componenti ma di valutare la fattibilità di un’applicazione, tramite il Marketplace è anche possibile richiedere uno studio applicativo, al fine di analizzare la sua sostenibilità tecnica ed economica.
M &A | GENNAIO/FEBBRAIO 2023 57
GRAZIE ALLA SERIE FLEX, LE NUOVE MACCHINE PER LA STAMPA 3D DI METALLI CONSENTONO MAGGIORE
FLESSIBILITÀ NELLE
PRODUZIONI ADDITIVE
SISTEMI RENISHAW RENAM 500 PER LA STAMPA 3D METALLO
RRenishaw, leader mondiale nelle tecnologie di misura e smart manufacturing, è lieta di offrire ai propri clienti una nuova serie di macchine per la stampa 3D di metalli in grado di aumentare la flessibilità dei sistemi di produzione additiva.
Le nuove macchine RenAM 500S Flex a laser singolo e RenAM 500Q Flex a quattro laser sono modelli di macchine sviluppate sulla consolidata piattaforma di RenAM 500.

Le due macchine includono un sistema semplificato per la gestione delle polveri, particolarmente indicato per chi ha la necessità di cambiare spesso materiale durante la produzione, come ad esempio i reparti di ricerca e sviluppo e di preproduzione.
I vantaggi della serie Flex
La serie Flex sfrutta le stesse ottiche, la stessa camera di lavorazione e lo stesso sistema di flusso del gas che hanno reso popolare la serie RenAM 500, ma a differenza di quest’ultima include un sistema che garantisce maggiore flessibilità durante la sostituzione delle polveri.
Si tratta di un sistema semplificato e senza ricircolo delle polveri metalliche che aiuta a cambiare agevolmente i materiali, contenendo i costi e senza compromettere prestazioni e qualità dei pezzi prodotti.
Durante la sostituzione delle polveri, il sistema viene pulito per evitare contaminazioni e i componenti più difficili da pulire
possono essere facilmente sostituiti. In questo modo non è necessario acquistare nuove macchine per effettuare test con materiali diversi.
Successivamente, i componenti potranno essere reinstallati per riutilizzare il materiale originale.
Chi utilizza RenAM 500S Flex e RenAM 500Q Flex può sostituire velocemente le polveri direttamente in officina e ottenere la flessibilità necessaria per soddisfare qualsiasi richiesta dei clienti.
La presenza di un ambiente di costruzione comune consente di trasferire i parametri al termine della fase di pre-produzione per inviarli direttamente a un sistema RenAM 500Q con ricircolo della polvere, senza bisogno di testare nuovamente il flusso di gas, la camera e le ottiche.
Gli utenti hanno inoltre la possibilità di costruire pezzi completi, ma in piccola scala, prima di avviare la produzione di massa.
Nel caso in cui l’utente non dovesse più avere bisogno di un sistema AM flessibile, i modelli Flex possono essere convertiti in macchine a ricircolo automatico delle polveri. Con la conversione, l’utente avrà a disposizione un sistema AM dalle prestazioni elevatissime, ideale per le produzioni in serie.
Per maggiori informazioni sui vantaggi offerti dalle macchine RenAM 500S Flex e RenAM 500Q Flex e per conoscere tutti i sistemi Renishaw per produzioni additive, visita www.renishaw.it

M &A | GENNAIO/FEBBRAIO 2023 58
MACCHINE E SISTEMI PER LA PRODUZIONE ADDITIVA DOSSIER
RENISHAW
Camera di lavorazione di RenAM 500
L’EVENTO CULTURALE DI RIFERIMENTO NEL MONDO DELLA FABBRICAZIONE DEI PRODOTTI SALDATI

WORKSHOP TECNICO SCIENTIFICI CORSI DI FORMAZIONE AGGIORNAMENTI
FAQ | ESPOSIZIONE

www.gns.iis.it


Le GNS - Giornate Nazionali di Saldatura da oltre 24 anni offrono un significativo momento di aggiornamento professionale per progettisti, coordinatori e ispettori di saldatura, tecnici e utilizzatori di impianti e strutture saldate, responsabili di produzione, ricercatori e per tutte le figure professionali che operano nel settore della fabbricazione dei prodotti saldati.
CALL FOR PAPERS
Per partecipare al Call for Papers invia la proposta di memoria online utilizzando il template disponibile sul sito www.gns.iis.it. Gli abstract dovranno essere inviati entro il prossimo 27 Gennaio 2023.
(*) Aggiornamento a dicembre 2022
IIS - ISTITUTO ITALIANO DELLA SALDATURA | Lungobisagno Istria, 15A | 16141 GENOVA | Tel. +39 010 8341.1 | iis@iis.it
MATERIALI E SOLUZIONI DI
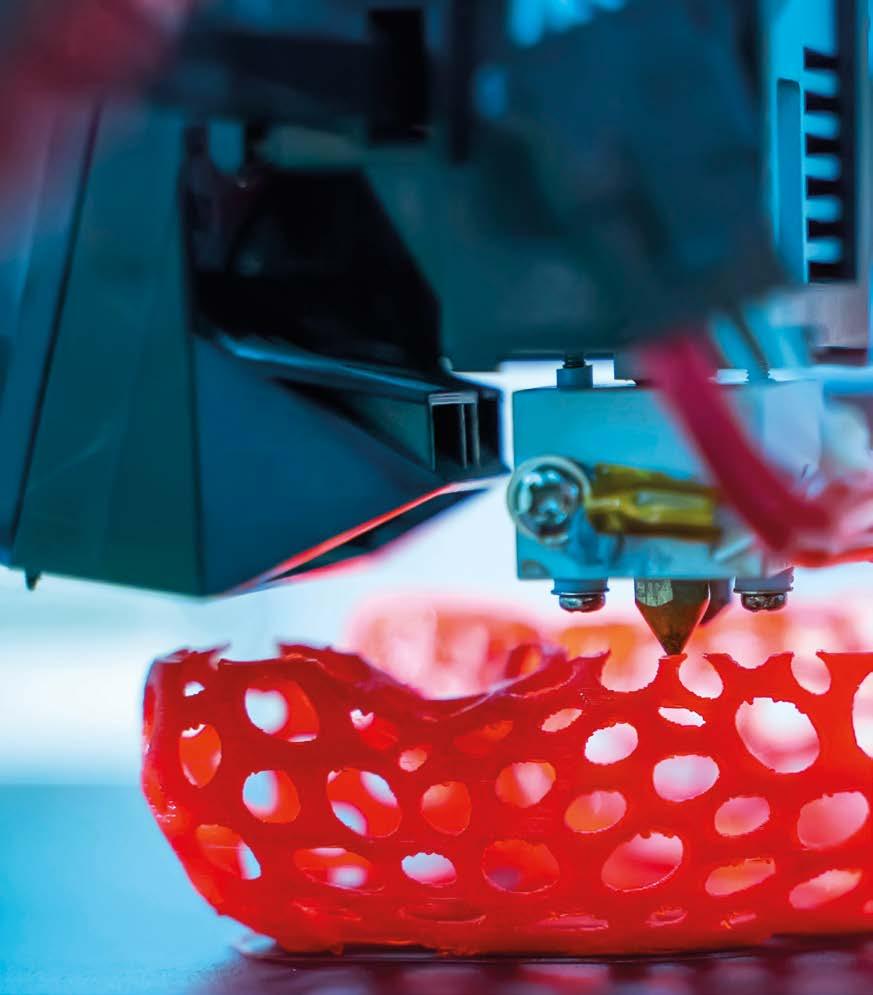
post-
SPECIALE
MATERIALI, TRATTAMENTI E FINITURE PER LA STAMPA 3D
G processing
PER L’OTTIMIZZAZIONE DELLA QUALITÀ DELLE SUPERFICI PER LA STAMPA 3D
I MATERIALI PIÙ INNOVATIVI PER PROGETTARE PEZZI 3D PIÙ RESISTENTI, LEGGERI, FLESSIBILI O DUREVOLI E I TRATTAMENTI E LE FINITURE PER SODDISFARE I VINCOLI E I REQUISITI DI SETTORI PARTICOLARMENTE ESIGENTI di Patrizia Ricci
Grazie alla stampa 3D è possibile realizzare prototipi e produrre parti per un’ampia gamma di applicazioni in modo rapido ed economico. Tuttavia, per ottenere parti che abbiano l’aspetto desiderato o proprietà meccaniche, chimiche e caratteristiche funzionali specifiche, non basta scegliere il giusto processo di stampa 3D perché il risultato finale dipenderà in gran parte anche dai materiali scelti.
I recenti progressi tecnologici ottenuti per i materiali e i processi produttivi hanno permesso all’industria della produzione additiva una continua crescita, sotto ogni punto di vista. Attualmente, la stampa 3D sta riscuotendo un successo sempre maggiore, venendo incorporata e consolidata da diversi settori applicativi. Infatti, anche se il mercato della produzione additiva è stato indebolito dalla crisi sanitaria, è riuscito a resistere, dimostrando i suoi punti di forza e rivelandosi in crescita nell’anno appena concluso con buone prospettive per il 2023. Come già anticipato, i materiali, insieme ai trattamenti e alle finiture, sono una componente chiave del mercato della stampa 3D. Sulla base dell’andamento del 2022, per il nuovo anno si prospettano importanti novità per ognuna delle quattro famiglie di materiali - polimeri, metalli, ceramiche e compositi – destinati alla produzione additiva che contribuiranno

M &A | GENNAIO/FEBBRAIO 2023 61
alla crescita del settore dell’AM. Nel caso dei polimeri, ad esempio, la sostenibilità e reperibilità stanno diventando sempre più importanti e i produttori spingono sempre di più verso filamenti, resine o polveri provenienti da risorse naturali e rinnovabili. D’altra parte, anche gli utenti sono indirizzati verso la produzione di parti riciclabili o almeno riutilizzabili, con un impatto sempre minore sull’ambiente.
Infatti sia nel mercato dei filamenti, sempre più spesso realizzati a partire da risorse naturali, materiali riciclati o scarti di produzione tecnica delle aziende, che nel segmento delle polveri, i cui produttori cercano di migliorarne continuamento il tasso di riutilizzo e di sviluppare plastiche che possano essere riciclate, la sostenibilità sta assumendo un ruolo centrale.
Parlando di filamenti e quindi di processi di stampa a estrusione, viene spontaneo pensare alla tecnologia FDM. La FDM, o modellazione a deposizione fusa, è spesso considerata la tecnologia di stampa 3D più semplice in quanto consta essenzialmente di tre elementi fondamentali: un piatto di stampa sul quale viene stampato il pezzo; una bobina di filamento che funge da materiale di stampa e una testina di estrusione, anche chiamata estrusore. Il processo consiste nella fusione del filamento dall’estrusore della stampante, che deposita il materiale strato per strato sul piatto.

In questa tecnologia, tuttavia, i filamenti non sono l’unico materiale utilizzabile. Sono sempre più presenti sul mercato stampanti 3D alimentate con pellet. I pellet sono dei granuli utilizzati per lo stampaggio a iniezione che stanno diventando sempre più popolari nella stampa 3D perché consentono un risparmio sui costi e offrono anche una gamma più ampia di materiali rispetto ai filamenti.
I metalli sono tra i materiai più utilizzati nella stampa 3D industriale, soprattutto nei settori aeronautico, automobilistico e bio-medico. Le tecnologie additive a metallo più importanti sono sicuramente la Laser Powder Bed Fusion (LPBF) e l’Electron Beam Melting (EBM, fusione a fascio di elettroni) o Directed Energy Deposition (DED).
Tuttavia, anche per quanto riguarda i metalli, occorre sottolineare la crescita della tecnologia FDM nota anche come fabbricazione a fusione di filamento (FFF), ispirata allo stampaggio a iniezione dei metalli (MIM). Il vantaggio principale di questo processo, che permette di fabbricare una parte metallica con le sole tre fasi di stampa, sformatura e sinterizzazione, è il suo basso costo rispetto alle soluzioni di fusione laser a letto di polvere dotate di uno o più laser, o anche di un fascio di elettroni. Per questo motivo i suoi produttori sono in continuo aumento sul mercato.
Il mercato offre anche composti di rame, caratterizzati dalla presenza di particelle fini e medie che offrono un’elevata conducibilità termica ed elettrica, consentendo un migliore trasferimento di calore e una migliore corrispondenza del coefficiente di espansione termica; polveri di origine biologica e neutrali dal punto di vista climatico o a basso contenuto di carbonio; filamenti che offrono una diversa permittività elettrica e che sono caratterizzati da basse perdite dielettriche con i quali progettare forme più complesse e variare la permittività del pezzo; polveri di titanio a basso contenuto di ossigeno che consentono
agli utenti di progettare parti di migliore qualità e durata, poiché è necessario meno ossigeno per produrre la polvere.
Le innovazioni sui materiali per la stampa 3D non si limitano ai polimeri e ai metalli, ma riguardano anche soluzioni più rare come il silicone o la ceramica. Grazie a queste novità, gli utenti della manifattura additiva sono in grado di progettare pezzi più resistenti, più leggeri, talvolta flessibili o addirittura più durevoli. Il silicone, ad esempio, è un materiale sempre più popolare nel mercato della produzione additiva, con proprietà interessanti per molti settori. Sul mercato sono presenti siliconi per i processi basati sul Liquid Deposition Modeling (LDM) e nuovi materiali di supporto idrosolubile che consentiranno agli utenti di immaginare geometrie ancora più complesse, così come stampanti 3D con le quali stampare pezzi con diversi siliconi contemporaneamente.
Perché migliorare la qualità delle superfici delle parti stampate in 3D
Il mondo della stampa 3D è in continua evoluzione, nonostante la sua “giovane” età, anche a seguito delle necessità che con il progredire delle tecniche si delineano tra gli utilizzatori di questa tecnologia, ossia ingegneri, produttori e industrie, ognuno dei quali si trova ad affrontare difficoltà più o meno specifiche in relazione al proprio ambito di attività.
I manufatti ottenibili mediante tecnologie additive hanno raggiunto ormai una qualità molto elevata, basti pensare a quella del-
M &A | GENNAIO/FEBBRAIO 2023 62 PULIZIA INDUSTRIALE SPECIALE
MATERIALI, TRATTAMENTI E FINITURE PER LA STAMPA 3D
le microfusioni ottenute mediante fusione a letti di polvere; anche i polimeri lavorabili presentano caratteristiche sempre più elevate, come la resistenza al calore e alle sollecitazioni meccaniche e chimiche. Tuttavia una delle caratteristiche dei processi additivi, in particolare con tecnologie LPBF (Laser Powder Bed Fusion), è proprio la non ottimale qualità superficiale dei componenti dopo la fase di stampa. Questo è dovuto all’utilizzo di polveri come materia prima, alla realizzazione del componente strato su strato (staircase effect) e alla presenza di supporti necessari alla produzione del componente stesso. Anche se la risoluzione ottenibile ha raggiunto livelli molto alti, si va dai decimi di millimetro della tecnologia FFF ai centesimi della stereolitografia ai micron della fusione a letti di polvere dettata delle dimensioni del granello di polvere metallica, tali tecnologie additive non presentano ancora la possibilità di produrre particolari estetici senza alcun trattamento successivo e quindi non si può prescindere dal ricorso a trattamenti estetici e funzionali. A seconda delle specifiche esigenze di ogni singolo componente vengono applicate tecnologie e soluzioni differenti.
Uno dei temi più attuali , quindi, riguarda la continua ricerca della finitura perfetta. Anche perché molto spesso determinate industrie o settori industriali hanno una serie di standard obbligatori da soddisfare per garantire il corretto funzionamento di determinate parti, sistemi o servizi. Il che costringe, nel caso di
pezzi o parti prodotti con stampa 3D, al controllo delle proprietà delle parti stampate in 3D, sia in termini di prestazioni che di biocompatibilità, per il soddisfacimento di questi requisiti. In tal senso, è fondamentale la post-produzione delle parti grezze realizzate con produzione additiva. Si tratta di passaggi successivi alla fase di produzione in cui vengono eliminate le imperfezioni inevitabilmente presenti sul pezzo stampato mediante i quali gli utenti riescono a conseguire la finitura desiderata o richiesta dagli standard. Accade spesso, infatti, soprattutto quando si utilizza la tecnologia di stampa FFF, che l’oggetto che esce dalla stampante 3D necessiti di ulteriori trattamenti superficiali.

Per questo motivo sono nate diverse soluzioni di postproduzione per le parti stampate in 3D atte al conseguimento delle certificazioni necessarie per le diverse applicazioni, che consentono di competere direttamente con i processi tradizionali, come lo stampaggio a iniezione. Come naturale conseguenza, i principali attori dell’Additive Manufacturing stanno mostrando un crescente interesse per il post-processing grazie al quale ottenere l’alta qualità delle superfici finali, le ottime performance e una buona estetica.
Le più attuali tecniche di post- processing della stampa 3D
Le soluzioni di post-lavorazione disponibili sul mercato vanno dalla pulizia del pezzo, intesa sia in termini di rimozione del materiale in eccesso e/o dei supporti, alla finitura superficiale, e infine alla colorazione. Per quanto riguarda la pulizia della parte, occorre precisare che una volta stampato il componente, raramente è utilizzabile così com’è. Il più delle volte, è necessario un passaggio per rimuovere il materiale in eccesso. Nel caso delle tecnologie a letto di polvere – metallo o plastica – il processo viene chiamato de-powdering, mentre nel caso delle tecnologie a resina, pulizia. Qualora sia necessario rimuovere anche i supporti di stampa, in alcuni casi si interviene a mano, in altri, come nel caso dei processi metallici, occorre una macchina specifica in quanto i metodi di rifinitura a mano sono costosi, irregolari e non riescono a stare al passo di una produzione di massa.
Una delle sfide più attuali della post-elaborazione è la riduzione del tempo necessario per completarla, che mediamente richiede tra l’11-25% del tempo totale di produzione. Indipendentemente dal processo utilizzato, infatti, la richiesta dei produttori è quella di ottenere soluzioni più rapide, accessibili e automatizzate. Per questo motivo, oggi, l’evoluzione della tecnologia e in particolare delle tecniche di post-processing sta portando sempre di più all’utilizzo di metodi automatizzati per la finitura dei componenti. Il processo di rifinitura delle superfici per la produzione additiva può essere automatizzato, ad esempio, con soluzioni tecnologiche, in alcuni casi ancora in fase di brevetto, che integrano hardware e software proprietari con la chimica, garantendo che ogni componente stampato abbia la Ruvidezza Media (Ra) e la consistenza dimensionale desiderata, e conservi intatta la rifinitura dei dettagli delle stampe in 3D. Queste tecnologie innovative, che assicurano la rimozione coerente e totale dei supporti da ogni componente senza rotture e garantiscono la sicurezza che ogni componente
M &A | GENNAIO/FEBBRAIO 2023 63
MATERIALI, TRATTAMENTI E FINITURE PER LA STAMPA 3D
risulti identico, ogni volta, eliminano i “rallentamenti” del postprinting manuale, combinando combustibili eco-sostenibili con l’uso di software e hardware proprietari, per portare a termine una rimozione dei supporti automatizzata e intelligente.
La rimozione dei supporti non è l’unica esigenza alla quale provvedere. Infatti, per alcuni settori particolarmente esigenti in termini di qualità dei componenti, sicurezza e prestazioni, come ad esempio quello sanitario, più tipicamente quelli medico e dentale, il problema maggiore risiede nella difficoltà di ottenere finiture lisce nei canali interni del pezzo, che rimangono quindi esposti alla possibilità di intrappolare potenzialmente batteri e contaminare il processo produttivo. Lo stesso dicasi per il settore automobilistico che richiede il raggiungimento di standard molto elevati per le parti stampate in 3D.
Come già detto, quindi, le caratteristiche delle superfici prodotte, in determinate condizioni, possono influenzare le proprietà finali dei manufatti. Questo vale anche nel settore degli stampi, per i quali le opportunità di creare canali di raffreddamento con geometria complessa (conformal cooling) fornita dalla stampa 3D rappresenta un valore molto importante e innovativo per un miglioramento delle loro performance, e le finiture sono determinanti. Le ricerche attualmente in corso hanno come scopo proprio il conseguimento di una soluzione al problema del trattamento superficiale di configurazioni complesse e il condizionamento delle superfici interne di tali canali. La libertà nel design del pezzo ed in particolare la facilità di creare camere, cavità e canali interni non altrimenti ottenibili, resa possibile dalle tecnologie additive, rappresenta indubbiamente uno degli aspetti più interessanti ed apporta numerosi vantaggi alla produzione, ma l’elevata rugosità dei componenti prodotti, che per alcuni di essi costituisce di per sé un requisito voluto, rimane, nella maggior parte dei casi, ancora uno dei limiti principali e un elemento penalizzante, specialmente all’interno dei canali e delle camere. L’industria della manifattura additiva è quindi alla ricerca di tecniche e processi di levigatura delle superfici che permettano di raggiungere livelli di rugosità ottimali.
Una possibile soluzione viene fornita dal sistema di postproduzione automatizzato di AMT chiamato Vapor Smoothing, che fornisce una finitura superficiale liscia e sigillata per le parti stampate in 3D. Questo metodo di post-produzione, di cui si fa cenno in una delle soluzioni di seguito presentate, permette alle parti di superare diversi test che dimostrano che esse soddisfano gli standard e le normative per le applicazioni industriali in numerosi campi. Il metodo di Vapor Smoothing consiste nell’introduzione in sospensione di una serie di lotti di parti in una camera di lavorazione sigillata, e nella successiva immissione sotto forma di vapore in un sistema a circuito chiuso di una miscela di solventi proprietaria. Il vapore, entrando in contatto con le parti, le sigilla eliminandone le irregolarità superficiali. Sigillando completamente la superficie ed eliminando le possibili crepe, il processo di Vapor Smoothing comporta un aumento dell’allungamento a rottura del pezzo senza perdita di resistenza
nella trazione finale.
Questo processo può essere utilizzato per ottenere la rugosità superficiale desiderata nelle parti create utilizzando tecnologie di produzione additiva come SLS, Multi Jet Fusion (MJF), Selective Absorption Fusion (SAF) e Fused Deposition Modeling (FDM). In termini di materiali, le soluzioni di AMT sono compatibili con un’ampia gamma di polimeri, tra cui poliammidi (PA12, PA11 e PA6), materiali flessibili come TPU e materiali più standard come l’ABS, tra gli altri.
La peculiarità di questo processo consiste nella possibilità di levigare geometrie complesse senza influire sulle proprietà meccaniche del pezzo e nella controllabilità e ripetibilità. Nel settore del medicale, i vantaggi del Vapor Smoothing risiedono soprattutto nell’impedimento dell’accumulo di batteri e nella maggiore sterilizzazione del pezzo oltre che nell’importanza che la levigatura della superficie assume per le parti soggette a contatto con la pelle, come protesi, tamponi nasali, applicazioni dentali, ecc. il metodo consente anche di sigillare le superfici contro l’ingresso di liquidi e gas.
Tornando tecniche di post-processing, quindi, per finitura superficiale si intende un processo che assicura che ogni parte soddisfi le sue specifiche, come la rugosità media desiderata e la coerenza dimensionale, mantenendo intatti i dettagli fini della parte stampata in 3D, mentre con la colorazione, detta anche tintura, si fa riferimento al terzo passo della post-elaborazione delle parti stampate. Le parti bianche sono quelle più adatte alla colorazione.
Per molti versi, il post-trattamento rappresenta ancora una sfida. La finitura di componenti ottenuti da Additive Manufacturing richiede tuttavia un’analisi dell’intero flusso di processo per poter garantire la qualità superficiale desiderata, sia che avvenga tramite operazioni di rimozione delle strutture di supporto, che di rottura degli spigoli, di lucidatura ad alto gloss, di levigatura, raggiatura o di preparazione alla verniciatura. Già da diversi anni, alcune aziende del settore hanno messo a punto numerosi processi di levigatura, lucidatura e granigliatura sviluppati specificatamente per questo scopo: in questo modo, è possibile trattare praticamente qualunque materiale, dalla plastica al metallo, e pezzi ottenuti con le più svariate tecnologie. Il ventaglio delle opzioni disponibili spazia dall’omogeneizzazione delle superfici alla lucidatura con bassi valori di rugosità e persino ad alto gloss. I fattori da prendere in considerazione sono la tecnologia di produzione additiva impiegata, la granulometria, le tolleranze degli strati di materiale applicati e la posizione del pezzo nella camera di produzione. La finitura di massa, ad esempio, è la tecnologia di riferimento per i pezzi in plastica o metallo. A seconda della forma e dimensione dei componenti e delle loro specifiche tecniche, è possibile ottenere le finiture desiderate con un trattamento in batch o individuale. Anche se, in ogni caso, sarebbe importante prendere in considerazione il grado di finitura richiesto già a partire dalla fase di progettazione.
M &A | GENNAIO/FEBBRAIO 2023 64
SPECIALE
PULIZIA INDUSTRIALE
SOLUZIONI DALLE AZIENDE
ALFATESTLAB
POLVERI METALLICHE: CONTROLLO QUALITÀ PER LA STAMPA ADDITIVA
Le polveri metalliche per la stampa additiva devono rispettare alcune caratteristiche per garantire la qualità e le specifiche del pezzo stampato, particolarmente quando utilizzate in processi che prevedono la fusione in letto di polvere (Powder Bed Fusion) sia mediante sinterizzazione selettiva al laser (Selective Laser Sintering o Selective Laser Melting) o con fascio di elettroni (Electron Beam Melting).
Le caratteristiche essenziali di una polvere metallica per stampa additiva sono le seguenti, e andrebbero verificate per ogni lotto in modo da garantire una qualità costante dei prodotti stampati:
• La composizione chimica con un basso livello di ossidazione, in particolare per leghe di titanio o a base di nichel
• La distribuzione granulometrica adattata sia al processo che alle esigenze operative e di finitura
• La morfologia delle polveri, ovvero particelle di polvere il più possibile sferiche, senza aggregati o satelliti
Le polveri metalliche possono risultare costose, pertanto nei processi di Powder Bed Fusion, vengono di solito riciclate più volte, effettuando diversi cicli produttivi con lo stesso lotto o aggiungendo una porzione di polvere vergine. Il riutilizzo continuo della polvere modifica le sue caratteristiche e può influire sulla qualità costruttiva, con conseguenti potenziali difetti nella parte prodotta ed eventuali fragilità, introducendo un grave rischio per la sicurezza a seconda dell’uso finale della parte stessa. In termini pratici, la densità di impaccamento della polvere deve risultare sufficientemente elevata per evitare la formazione di spazi vuoti, mentre per garantire un componente uniforme, la polvere metallica deve scorrere migliaia di volte in maniera consistente e coerente sulla piattaforma di costruzione. Queste due proprietà, densità di impaccamento e scorrimento della polvere, sono controllate dalla dimensione e dalla forma delle particelle
In Alfatestlab usiamo una tecnologia dedicata che fornisce la granulometria in volume e in numero della polvere, oltre a numerosi parametri morfologici come la circolarità, l’elongazione, la convessità, ideali per quantificare l’irregolarità della forma delle particelle. Rispetto alla classica microscopia elettronica a scansione il numero di particelle misurate automaticamente è estremamente elevato (fino a
100.000), rendendo l’analisi statisticamente rappresentativa. A titolo di esempio riportiamo in figura 1 la percentuale in numero e in volume di particelle sferiche e aggregati misurati su 10 lotti di polvere di una lega di AlSi10Mg prodotte con lo stesso processo di atomizzazione a gas. Il nostro cliente ha fissato i limiti di accettabilità in termini di sfericità delle particelle e presenza di satelliti. Con una singola misura della polvere possiamo fornire la percentuale per ogni lotto di particelle altamente sferiche, che secondo specifiche indicate non deve scendere al di sotto del 50% per un lotto vergine, e la percentuale di particelle con satelliti che non deve superare il 40% in numero di particelle (i limiti sono fissati rispettivamente a 30% e 50% in volume).
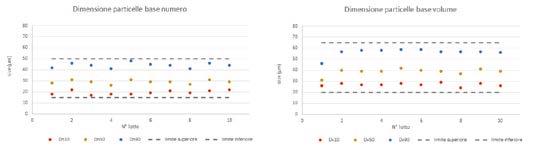
Nell’esempio fornito abbiamo introdotto n.1 lotto processato più volte, il lotto n.5, per valutare la capacità della tecnica di rilevare le differenze rispetto ai lotti di polvere vergine. Le percentuali di particelle altamente sferiche e di particelle con satelliti appaiono immediatamente fuori specifiche quando valutate in numero (figura 1 - sinistra).
L’analisi effettuata su ciascun lotto permette di rivelare qualsiasi deviazione o alterazione della qualità della materia prima. L’analisi in volume di particelle, equivalente a quella fornita dalla granulometria laser, consente di controllare le caratteristiche della polvere ma è meno sensibile alle variazioni tra lotti. In conclusione, controllando la morfologia oltre alla granulometria delle particelle, è possibile garantire una qualità costante tra i lotti di polvere, e controllare la variazione dei parametri di controllo ciclo dopo ciclo in modo da aggiungere solo la quantità richiesta di polvere vergine per rientrare in specifica.
Alfatestlab fornisce un servizio di analisi express con consegna dei risultati entro 24 o 48 ore dalla consegna della polvere presso il nostro laboratorio di Cernusco sul Naviglio (MI). Per maggiori informazioni contattateci scrivendoci a info@alfatestlab.com
M &A | GENNAIO/FEBBRAIO 2023 65
Figura1. Grafico trend dei parametri morfologici in base numero (a sinistra) e in base volume (a destra).
ELMEC 3D HA SELEZIONATO TECNOLOGIE E MATERIALI PER ABILITARE LE IMPRESE ALLA MANIFATTURA ADDITIVA.
L’additive manufacturing sta rivoluzionando il mondo della manifattura, con una disponibilità di tecnologie e materiali utili a rispondere a molteplici esigenze, ma soprattutto con un significativo cambio di paradigma: dal design per rispettare i canoni di produzione alla libertà di design e alla progettazione in funzione delle performance da ottenere, dalla standardizzazione alla customizzazione di massa. Per quessglio le opportunità offerte da queste nuove tecnologie, abbassandone le barriere di fruizione e trasferendo cultura additiva e competenze.

Diverse tecnologie, un solo obiettivo
Nonostante l’ampiezza del portfolio di tecnologie additive e, di conseguenza, del ventaglio di materiali, l’obiettivo resta unico: sfruttare la stampa 3D per progettare componenti capaci di rispondere a un bisogno o risolvere un problema specifico, senza i limiti dei sistemi produttivi tradizionali. Realizzare, per esempio, parti con geometrie prima impensabili; produrre solo se, quando e dove è necessario grazie al paracadute offerto dal sistema del digital inventory; risparmiare sfruttando la natura stessa dell’additive che crea aggiungendo materiale e non sottraendone dal pieno.
Le tecnologie selezionate da Elmec3D
Ciò che contraddistingue l’offerta di Elmec3D è una selezione di tecnologie sviluppate per l’industria. Si parla quindi di stampa 3D industriale: macchinari, materiali e produttività non paragonabili con le FDM che si trovano online.
Nello specifico, l’azienda Varesina ha scelto come suoi Partner HP 3D Printing per la stampa di polimeri ed elastomeri, Desktop Metal per la stampa a metallo e 3D Systems per quella a resine termoindurenti.
HP 3D Printing. La tecnologia Multi Jet Fusion di HP dà forma a polveri polimeriche: termoplastici ed elastomeri. In estrema sintesi, su un letto di polvere vengono rilasciati degli agenti proprietari che disegnano e definiscono la parte da realizzare strato per strato; a ogni gettata questi vengono riscaldati e fusi con la polvere. A fine processo si ottengono dei componenti isotropi e altamente definiti, stampati in PP, PA 11, PA12, nonché TPU o TPA. Si tratta di una tecnologia con una automazione e una produttività rivoluzionarie nel mondo dell’additive, capace di realizzare vere e proprie produzioni di livello industriale. Post processi sviluppati ad-hoc, ma funzionali
M &A | GENNAIO/FEBBRAIO 2023 66 ELMEC 3D
PULIZIA INDUSTRIALE SPECIALE MATERIALI, TRATTAMENTI E FINITURE PER LA STAMPA 3D
Laboratorio di Elmec 3D con la stampante HP Jet Fusion
indipendentemente dal metodo produttivo del pezzo, hanno notevolmente contribuito alla diffusione di questo sistema: il trattamento Vapour Smoothing di AMT, per esempio, attraverso la levigatura chimica, conferisce finiture superficiali paragonabili a quelle tradizionali ma dal costo decisamente più contenuto.
Desktop Metal. La mission dell’azienda americana è quella di rendere accessibile la stampa 3d a metallo, fino a poco tempo fa esclusiva di settori industriali di nicchia quali l’aerospaziale o il medicale, attraverso l’abbattimento dei costi di produzione, la semplificazione dei processi e la possibilità di accedere alla customizzazione di massa. Nello specifico, Elmec 3D, ha scelto di internalizzare i sistemi Studio, tecnologia Bound Metal Deposition che depone materiale estruso, e Shop, un binder jetting che stampa le cosiddette parti verdi legando tra loro polveri metalliche con un binder, parti che vengono poi sinterizzate nella fornace proprietaria e parte del sistema, divenendo funzionali. Si tratta di tecnologie che possono accelerare l’evoluzione delle imprese verso una produzione 4.0 e che dispongono di una ricca gamma di materiali, tra cui diversi tipi di acciai come il 17-4 PH, il 316L, legati come il cromo cobalto, il titanio o il rame. Naturalmente, le parti in metallo così prodotte possono essere sottoposte ai più diffusi processi di trattamento superficiale e termico per ottenere un elevato livello qualitativo e di resistenza meccanica. Lo stesso brand ha recentemente lanciato Forust, una macchina che stampa il legno e che promette di dare una

scossa al mondo dell’architettura e del design.
3D Systems. Si tratta di un player storico e non poteva mancare nell’offerta di Elmec 3D che propone al mercato le soluzioni Figure 4, complementari rispetto alle altre tecnologie. In particolare, è stata selezionata per la varietà di materiali disponibili e la velocità con cui il produttore ne sviluppa di nuovi restando in ascolto del mercato. La stampante, una DLP, permette infatti di lavorare con una vasta gamma di fotopolimeri dalle caratteristiche più varie – autoestinguenza, biocompatibilità, alte temperature e molte altre – e garantisce un’ottima finitura superficiale.
Non solo tecnologia, soprattutto competenze.
Recitava un famoso spot “La potenza è nulla senza controllo”. Ed è esattamente per questo motivo che Elmec 3D ha sviluppato delle linee di business che puntano a educare il mercato, con l’obiettivo di padroneggiare le tecnologie additive, massimizzandone i benefici. Formazione cucita addosso alle esigenze dei clienti e calata in un contesto industriale ben preciso e una metodologia di apprendimento che passa attraverso il fare. Il Training Progettuale è un sistema di apprendimento ibrido che alterna momenti di formazione a momenti di progettazione: i progettisti del cliente imparano il Design for AM sul campo e, alla fine del percorso, hanno ingegnerizzato od ottimizzato un proprio componente, internalizzando le competenze necessarie per replicare in autonomia.
M &A | GENNAIO/FEBBRAIO 2023 67
La stampante a metallo Desktop Metal Studio
NUOVI PRODOTTI PER LA PRODUZIONE ADDITIVA CON POLIMERI RESISTENTI ALL’USURA

Resina iglidur i3000 per la stampa 3D di parti e ingranaggi soggetti a usura . iglidur i3000 è la prima resina igus sviluppata specificamente per la stampa 3D DLP di parti e ingranaggi soggetti a usura. Le parti in resina sintetica polimerizzata realizzate strato per strato con luce UV presentano dettagli molto fini e una durata d’esercizio estremamente lunga. Dai test di laboratorio è emerso che la durata d’esercizio di iglidur i3000 è almeno 30 volte superiore rispetto ad altre 10 tradizionali resine per la stampa 3D. In alcune applicazioni, si evidenzia addirittura una durata d’esercizio 60 volte maggiore. Inoltre, non richiedendo lubrificazione, non serve manutenzione. Infatti, nel materiale sono incorporati lubrificanti solidi microscopici, che vengono rilasciati man mano durante il movimento. Oltre alla resina stessa, i clienti possono ordinare componenti realizzati con questo materiale direttamente da igus. L’azienda sta infatti ampliando il suo servizio di stampa 3D. Mentre prima i clienti potevano scegliere tra la stampa 3D tramite sinterizzazione laser selettiva (SLS) e la
modellazione a deposizione fusa (FDM), in futuro potranno scegliere anche parti prodotte tramite fotopolimerizzazione con stampanti DLP 3D per per realizzare componenti con dettagli molto fini e persino con scanalature interne.
iglidur® i6-BLUE, compatibile al contatto con alimenti grazie alla sinterizzazione laser. La polvere per sinterizzazione laser iglidur i6-BLUE è una plastica per stampa 3D resistente all’usura, testata e conforme al contatto alimentare secondo i requisiti FDA e EU 10/2011. Il colore blu rende i componenti rilevabili otticamente. Parti speciali, prototipi e componenti per applicazioni nel settore alimentare e delle bevande possono essere realizzati in soli tre giorni, in quantità che possono variare da 1 a 10.000 pezzi. I produttori di macchine che non dispongono di una propria stampante 3D possono utilizzare il servizio di stampa 3D di igus, senza un minimo d’ordine. Tutto ciò che devono fare è inviare un modello 3D del proprio componente. La stampante a sinterizzazione laser lo produce quindi in strati con il nuovo materiale in polvere i6-BLUE iglidur - un processo decisamente più veloce rispetto ai più classici metodi di produzione, come la tornitura o la fresatura. Grazie ai lubrificanti solidi incorporati, i componenti non richiederanno alcun intervento di lubrificazione e la speciale composizione

M &A | GENNAIO/FEBBRAIO 2023 68 PULIZIA INDUSTRIALE SPECIALE MATERIALI, TRATTAMENTI E FINITURE PER LA STAMPA 3D IGUS
La nuova resina iglidur i3000 per la stampa 3D igus permette la produzione additiva di parti molto piccole, soggette a usura, con una durata fino a 60 volte superiore (Fonte: igus GmbH)
Il materiale per la sinterizzazione laser iglidur i6, che è sicuro per gli alimenti secondo le normative FDA e EU 10/2011, ora disponibile anche in blu (Fonte: igus GmbH)
del materiale permetterà di ridurre il livello di abrasione fino a 50 volte. Le eccellenti proprietà di scorrimento lo rendono particolarmente adatto alla stampa di viti senza fine e ingranaggi in 3D destinati a macchine dell’industria alimentare e delle bevande. Il materiale è resistente a temperature comprese tra -40°C e +80°C. I test condotti nel laboratorio interno di igus hanno dimostrato che gli ingranaggi stampati in 3D con iglidur i6-BLUE hanno una durata d’esercizio molto più lunga rispetto alle ruote fresate in resine acetaliche (POM) e sono almeno nove volte più resistenti all’abrasione rispetto al PA12 (SLS). Grazie all’elevato allungamento a rottura, il materiale di stampa a sinterizzazione laser è adatto anche alla produzione additiva di elementi di collegamento a scatto.
igumid P190 per la stampa 3D: con ottime proprietà di rigidità e resistenza. Il nuovo filamento per stampa 3D rinforzato con fibre igumid P190 è stato sviluppato appositamente come materiale da associare a iglidur i190. Grazie ai lubrificanti solidi incorporati nel

materiale, iglidur i190 si distingue per l’elevata resistenza all’usura e l’eccellente durata d’esercizio. La sua resistenza all’usura è fino a 50 volte superiore a quella dei normali filamenti per la stampa 3D. Il nuovo igumid P190, rinforzato con fibre, offre invece una resistenza doppia e una rigidità cinque volte superiore rispetto al materiale iglidur.
La combinazione dei due materiali garantisce la produzione di componenti particolarmente resistenti e a basso attrito, realizzati tramite processo di stampa multimateriale . La grande resistenza e rigidità di igumid P190 lo rendono adatto alla stampa di parti strutturali molto resistenti, ma anche di strutture leggere con l’impiego di meno materiale.
I test condotti secondo lo standard DIN EN ISO 178 nel laboratorio igus di 3.800 metri quadrati hanno dimostrato che, grazie alle fibre di rinforzo, il filamento vanta una resistenza alla flessione altissima che arriva fino a 237MPa e un modulo di flessione di 11,5GPa (stampato in piano, linee di stampa allineate in base alla resistenza ottimale, direzione di riempimento ottimizzata).
M &A | GENNAIO/FEBBRAIO 2023 69
Il filamento di stampa 3D igumid P190, estremamente resistente e rigido (Fonte: igus GmbH)
PULIZIA INDUSTRIALE SPECIALE
MATERIALI, TRATTAMENTI E FINITURE PER LA STAMPA 3D
WEERG E HP ESPLORANO INSIEME NUOVE POSSIBILITÀ DI
MERCATO: NASCE IL NYLON PA 12 BIANCO
Un materiale nuovo, completamente bianco, caratterizzato da ottime proprietà meccaniche e una grande versatilità nelle applicazioni. Adatto all’utilizzo nella stampa 3D HP MJF in applicazioni prima limitate all’uso dello stampaggio a iniezione o della lavorazione CNC: parliamo del Nylon PA 12 Bianco (HP 3D High Reusability PA 12 W) da poco presente sulla piattaforma di Weerg, il primo service italiano di manifattura nell’ambito delle lavorazioni CNC e stampa 3D online.
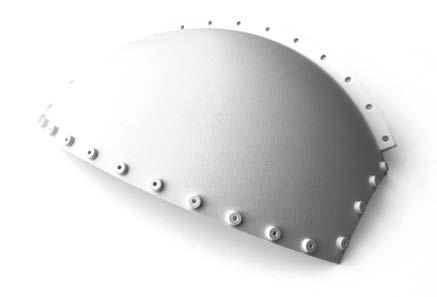
L’innovativo materiale è stato presentato in versione beta, in collaborazione con HP, al Formnext 2022 di Francoforte, insieme alla stampante 3D HP Jet Fusion 5420W, nata con lo scopo di accelerare la produzione di applicazioni con polimeri e consentire la produzione costante, e di alta qualità, di parti bianche ideali per il mercato dei beni di consumo sanitari, industriali e automobilistici, oltre che in architettura e nel fai da te. Lavorato mediante Stampa 3D, il Nylon PA 12 Bianco permette totale libertà al progettista in fase di design aprendo a nuove possibilità di mercato, come ad esempio il mondo del medicale, e alla colorazione per poter soddisfare ogni fantasia di design.
Il Nylon PA 12 nasce in grigio e ora si evolve anche in bianco conferendo al materiale un aspetto premium in grado di assorbire tinture di differenti pigmenti. Dal prototipo alla produzione di massa, questo materiale ha tutte le caratteristiche per garantire al progettista piena libertà. Con proprietà meccaniche molto buone, ottima resistenza agli agenti chimici come oli e grassi, e una buona resistenza agli agenti atmosferici e all’umidità, il materiale è ideale per nuovi mercati come quello ortopedico e sanitario che per regolamentazione richiede che le componenti siano tutte di colore bianco.
Così come la versione originale, il Nylon PA 12 Bianco è realizzato tramite tecnologia HP Multi Jet Fusion che permette di stampare anche parti complesse senza necessitare di supporti e garantendo, allo stesso tempo, proprietà meccaniche di buon livello su tutti e tre gli assi. La sua versatilità e il costo di produzione contenuto lo hanno reso uno dei materiali più adoperati nell’industria manifatturiera.
“In qualità di uno dei principali Online Service della tecnologia HP Jet Fusion, siamo entusiasti di collaborare con HP nel lancio sul mercato della nuova soluzione Jet Fusion 5420W
- commenta Matteo Rigamonti, Fondatore e Presidente di Weerg - Siamo inoltre orgogliosi di essere stati scelti per le nostre potenzialità e per l’alto numero di macchine a nostra disposizione, che abbiamo ulteriormente ampliato per poter sfruttare al massimo le qualità di Nylon PA 12 Bianco. Crediamo molto nelle potenzialità di questo materiale e ci aspettiamo che molte linee produttive si accorgano della sua versatilità di utilizzo, accelerando l’adozione della stampa 3D per i propri progetti.”
Una novità, ancora in versione beta, ma che promette di essere rivoluzionaria per molti settori industriali. Nel Nylon PA 12 Bianco i progettisti, oltre alla piena libertà di esprimere la propria inventiva progettuale, possono ritrovare le seguenti caratteristiche: densità di 1,01 g/cm3, carico di rottura a 44 MPa, allungamento a rottura del 12%, modulo elastico a 1.600 MPa, resistenza alla flessione di 70 MPa, modulo di flessione a 1.800 MPa e resistenza all’impatto di 45 kJ/m2
Weerg, grazie alla propria potenza produttiva, è stata scelta da HP per testare la messa in commercio del prodotto e le proprie potenzialità progettuali. L’headquarter di Scorzè (VE) conta infatti una superficie di 6.000 m 2 e un parco di oltre 45 macchine che lavorano su turni 24/7. La capacità produttiva in costante crescita permette all’azienda di poter dedicare un macchinario esclusivamente al Nylon PA 12 Bianco per poterne esaltare le proprietà cromatiche senza correre il rischio di contaminarne il colore. Inoltre, il servizio clienti in 5 lingue e sempre disponibile permette ai progettisti di approcciarsi a questa novità con maggior consapevolezza e attenzione ed essere guidati per poterne sfruttare al meglio le potenzialità.
M &A | GENNAIO/FEBBRAIO 2023 70
WEERG


















R. CESTARO SCEGLIE L’EFFICIENZA DELLE SOLUZIONI LEISTER
Da oltre 25 anni R. Cestaro, azienda piemontese ma presente in tutto il mondo con le proprie installazioni, realizza progetti di automazione in ambito manipolazione e pallettizzazione, offre soluzioni per il dosaggio e la miscelazione di liquidi, in particolare per la lubrificazione di stampi. Molto apprezzata per l’elevato grado di automazione delle sue applicazioni, l’azienda è specializzata nella realizzazione di prototipi su specifiche del cliente che facilitano il percorso verso processi produttivi pienamente integrati.

Recentemente R. Cestaro ha realizzato
un’applicazione per un cliente che opera nel settore della componentistica aeronautica. Il processo produttivo richiedeva un riscaldamento molto rapido dei pezzi, per consentire il rispetto dei tempi del ciclo di stampaggio.
Quando si è trattato di identificare la soluzione più adatta per ottenere questo risultato, Enrico Turinetto, responsabile del progetto, ha contattato diversi fornitori. Fra questi, Leister, multinazionale svizzera leader nella fornitura di soluzioni per il calore di processo.
Leister è un nome familiare per R.Cestaro: la collaborazione con l’azienda svizzera esiste da diversi anni. Già in passato R.Cestaro aveva utilizzato soluzioni Leister, apprezzando la
facilità con la quale si erano integrate nel progetto e la qualità dell’assistenza fornita in ogni fase della realizzazione.
Anche in questa occasione la proposta
Leister si è rivelata la più adeguata: tecnologie quali utilizzo di gas, oppure riscaldamento con resistenze corazzate o tramite lampade a infrarosso sono state escluse per diversi motivi tra cui:
• Efficienza energetica
• Necessità di regolare la temperatura con elevata precisione
• Sicurezza dell’installazione
• Possibilità di presenza di polveri
• Forme complesse dei pezzi da riscaldare Turinetto non ha quindi esitato a farsi affiancare dai tecnici Leister per la
M &A | GENNAIO/FEBBRAIO 2023 72 IN FABBRICA
L’APPLICAZIONE IDEALE PER UN CLIENTE CHE OPERA NEL SETTORE DELLA COMPONENTISTICA AERONAUTICA A cura della redazione
realizzazione di questo progetto.
La necessità di riscaldare in tempi molto brevi pezzi in titanio fino a 11 kg di peso, portandoli a temperature oscillanti fra i 140°C e i 200°C, ha reso subito evidente l’opportunità di dotarsi di una soluzione a ricircolo.
a maggior ragione se consideriamo il costo dell’energia oggigiorno.
Con [X]M matrice modale ottenuta raccogliendo gli n autovettori, ovvero i modi di vibrare corrispondenti alle pulsazioni
I vantaggi del ricircolo
Si possono disaccoppiare le varie matrici che, diventando diagonali, rendono i calcoli molto più agevoli, trasformando il sistema sotto riportato in una serie di equazioni risolvibili singolarmente.
Partendo dall’aria calda è infatti possibile risparmiare tempo: l’elevata temperatura all’interno del forno fa evaporare dai pezzi il lubrificante utilizzato per facilitare il distacco dallo stampo, permettendo di rispettare i tempi dettati dal ciclo di stampaggio. Questa imprescindibile esigenza di rapidità si accompagna a un notevole risparmio energetico che, pur non essendo indispensabile per il corretto svolgimento del processo, non può che far piacere al cliente: la maggior efficienza si traduce infatti in un’aumentata competitività sul fronte dei costi.
In generale, le vibrazioni vengono distinte in deterministiche, descrivibili mediante opportune relazioni matematiche, e casuali, il cui andamento non è prevedibile, motivo per cui vengono considerate come disturbi o rumore.
Ai due riscaldatori è stata abbinata la soffiante RBR, anch’essa progettata per ricircolare aria fino a 350°C, contribuendo come si è visto a generare considerevoli risparmi energetici e contenendo tempi e costi di produzione. Con una rispettabile stazza di 19 kg, RBR permette di erogare un flusso d’aria fino a 20.000 litri al minuto. In questa particolare applicazione la soffiante RBR è stata apprezzata per la sua capacità di abbinare elevata portata e bassa pressione, importante per non sollevare povere e limitare i rischi di contaminazione dei pezzi in lavorazione.
Perché vogliamo migliorare proprio le vi brazioni?
Una progettazione meticolosa
Questo fenomeno, insieme agli urti, concorre al catti vo funzi onamento ed al precoce deterioramento delle macchine e delle strutture, nonché all’inquinamento acustico dell’ambiente circostante. Anche la salute dell’uomo ne è influenzata negativamente, con conseguenze sempre più oggetto di attenzione da parte dei responsabili preposti alla sicurezza.
Chiarita questa esigenza, i tecnici Leister hanno operato una selezione fra le numerose soluzioni presenti a catalogo e proposto l’inserimento nel forno di asciugatura di due riscaldatori LE 10000 DF-R da 11 KW e di una soffiante RBR per il ricircolo dell’aria. Il riscaldatore a doppia flangia LE10000 DF-R è progettato per lavorare con aria in ingresso a temperature fino a 350 C; riportare alla temperatura richiesta aria proveniente dal forno, quindi già calda, richiede naturalmente molto meno tempo rispetto


allo stesso processo svolto partendo da aria a temperatura ambiente.
Come già spiegato nell’articolo Lo smorzamento delle vibrazioni nelle macchine utensili | Blog RWItalia le vibrazioni nelle macchine utensili sono dovute principalmente a tre fattori :
Il contributo dei tecnici Leister non si è esaurito con l’identificazione delle soluzioni più adatte: trattandosi di un forno destinato a rispettare specifiche molto stringenti, è stato necessario un accurato lavoro preparatorio prima di consegnare al cliente il prototipo perfettamente funzionante.
- squi l i bri degl i al beri rotanti, come quello di trasmissione che collega il motore al mandrino, passando dai giunti e dalle ruote di trasmissione;
- difetti dimensioonali di alcuni componenti che costituiscono gli azionamenti;
- un ingaggio intermittente fra l’utensile ed il pezzo da lavorare.
Il ricircolo dell’aria calda consente inoltre risparmi di energia che a seconda delle temperature in gioco possono arrivare fino al 50%. L’aria calda non viene dispersa al camino ma “ricircolata”, consentendo quindi di lavorare con un sistema “chiuso” dove le perdite energetiche sono limitate alle dispersioni dalle pareti del forno e dalle tubazioni dell’aria.
Le vibrazioni autoindotte e rigenerative
Una soluzione a ricircolo richiede l’impiego di componenti più costosi rispetto ad una soluzione tradizionale, di un 25-30% indicativamente, ma il ritorno dell’investimento è decisamente interessante,
In particolare il posizionamento ottimale dei riscaldatori all’interno del forno è stato raggiunto dopo aver percorso una curva di apprendimento: suggerimenti dei tecnici Leister, feedback da parte di R. Cestaro e successivi aggiustamenti hanno portato alla configurazione ottimale.
Tutti questi eventi generano delle forze periodiche che vengono convertite in vibrazioni forzate , che raramente causano problemi, e vibrazioni autoindotte , note anche come chatter, che sono uno dei limiti più importanti alla produttività dei processi di lavorazione. Già nel 1907 Taylor definì il chatter come “il problema più oscuro e delicato che si affronta nella lavorazione meccanica”. , parametro molto importante per incrementare il rendimento delle macchine o durante il processo di finitura dei componenti; la diretta conseguenza è la generazione di asperità molto evidenti di geometria particolare sulla superficie del componente, causandone spesso lo scarto. I modelli matematici di Arnold o di tipo B italia.it/smorzamento-vibrazioni-macchineo dipenda dalla lunghezza e dalla profondità del taglio,
Una partnership affiatata L’attenzione di Leister per il progetto si è resa evidente anche in occasione di piccoli inconvenienti in fase di messa in opera: un posizionamento non ideale di una termocoppia in concomitanza con una problematica sull’alimentazione della ventola necessaria a evitare il surriscaldamento hanno portato alla prematura dipartita di due riscaldatori. Per consentire al processo di prototipazione di ripartire immediatamente, un tecnico Leister si è premurato di consegnare personalmente i riscaldatori sostitutivi presso lo stabilimento di R. Cestaro.
Leister si è dimostrata anche in questo caso un partner affidabile, confermando l’ottima impressione che Enrico Turinetto aveva avuto lavorando in passato con questa azienda. Per futuri progetti sarà sicuramente uno dei primi fornitori che R. Cestaro prenderà in considerazione.
M &A | GENNAIO/FEBBRAIO 2023 73
[5 , }
Enrico Turinetto - R Cestaro
IGUS SEMPLIFICA L’INTERNET OF THINGS
L’INTERNET OF THINGS HA UN POTENZIALE DI CRESCITA ENORME CHE SI CALCOLA IN MILIARDI DI MILIARDI DI EURO. EPPURE SONO ANCORA MOLTE LE AZIENDE INDUSTRIALI CHE
INCONTRANO DIFFICOLTÀ NELLA DIGITALIZZAZIONE DEI PROPRI PROCESSI. ENTRATA A FAR
PARTE DEL NETWORK “IOT USE CASE”, IGUS SPIEGA COME AVVICINARSI A QUESTO MONDO

A cura della redazione
Un lunedì mattina in un panificio industriale: l’impianto di confezionamento si guasta all’improvviso. Un piccolo componente si è rotto, provocando un fermo macchina potenzialmente lungo e costi di riparazione elevati. La cosa più fastidiosa è che sarebbe
bastato un piccolo investimento nella digitalizzazione per introdurre misure in grado di avvisare l’operatore per tempo. Il monitoraggio intelligente delle condizioni è una soluzione che, nonostante presenti costi contenuti, poche aziende in Germania (e nel resto del mondo) stanno implementando. Questa inerzia è confermata da
un’indagine di International Data Corporation (IDC), una società di ricerche di mercato statunitense. Su 250 aziende con più di 100 dipendenti intervistate, solo il 29% sta lavorando a progetti IoT. “Per accelerare il ritmo della digitalizzazione, nell’ottobre 2022 siamo entrati a far parte della rete di esperti “IoT Use Case” con sede a
M &A | GENNAIO/FEBBRAIO 2023 74 IN FABBRICA
Berlino”, spiega Richard Habering, responsabile della Business Unit smart plastics presso igus. “Questo network - che svolge un lavoro educativo con esempi di best practice, condividendo le competenze e generando effetti sinergici - vuole semplificare l’ingresso nell’Internet of Things per le aziende che intendono migliorare la propria competitività.”
{!}$ = [4]%! {x}
Con [X]M matrice modale ottenuta raccogliendo gli n autovettori, ovvero i modi di vibrare corrispondenti alle pulsazioni ωni trovate.
Si possono disaccoppiare le varie matrici che, diventando diagonali, rendono i calcoli molto più agevoli, trasformando il sistema sotto riportato in una serie di equazioni risolvibili singolarmente.
Oltre 80 partner industriali provenienti da più di 15 Paesi, tra cui Microsoft, Siemens e Schaeffler, si sono uniti alla comunità di esperti tecnologici e di settore. “Riusciremo nel nostro intento solo se condivideremo le best practice dei nostri progetti e se sapremo descrivere concretamente il valore aggiunto dell’IoT: non servono stravaganti presentazioni in PowerPoint!”, afferma Madeleine
[5] { } + [& ] { } + [*] { } [4]' {, } , le vibrazioni vengono distinte in deterministiche, descrivibili mediante opportune relazioni matematiche, e casuali, il cui andamento non è prevedibile, motivo per cui vengono nzi onamento ed al precoce , nonché all’inquinamento acustico dell’ambiente circostante. Anche la salute dell’uomo ne è influenzata negativamente, con conseguenze sempre più oggetto di attenzione da parte dei responsabili preposti alla sicurezza.
Mickeleit, fondatrice del network “IoT Use Case”. Gli esperti condividono le proprie conoscenze in materia e discutono su come migliorare la qualità, la sicurezza e la diffusione della tecnologia IoT. Le aziende interessate possono consultare online oltre 350 casi d’uso e progetti, seguire i podcast degli esperti e scambiare idee e suggerimenti. L’Internet of Things ha un enorme potenziale per l’economia. Secondo McKinsey, il potenziale negli ambienti di fabbrica salirà a 3,3 trilioni di dollari entro il 2030. “È quindi importante che le aziende definiscano subito il giusto percorso verso la digitalizzazione, in modo da non rimanere indietro nello scenario di competitività globale”, aggiunge Habering.
igus mette a disposizione la propria esperienza nelle smart plastics
Come già spiegato nell’articolo Lo smorzamento delle vibrazioni nelle macchine utensili | Blog RWvute principalmente a tre fattori :
, come quello di trasmissione che collega il motore al mandrino, di alcuni componenti che costituiscono gli azionamenti; fra l’utensile ed il pezzo da lavorare.
Le smart plastics sono prodotti e sistemi dotati di sensori che monitorano lo stato delle catene portacavi e dei cavi, consentendo ai tecnici di pianificare gli interventi di manutenzione in modo mirato e di reagire tempestivamente ai guasti imminenti dei componenti. Tra i casi d’uso pratici disponibili online sulla piattaforma del Network, c’è quello della GHD Georg Hartmann Maschinenbau. Questa azienda ha installato il sistema igus i.Sense CF.Q. su una macchina per il confezionamento del pane. Il sistema di sensori controlla in tempo reale i cavi che si muovono ad alta velocità all’interno delle catene portacavi.
Tutti questi eventi generano delle forze periodiche che vengono convertite in vibrazioni forzate , , note anche come chatter, che sono uno dei limiti più importanti alla produttività dei processi di lavorazione. Già nel 1907 Taylor definì il chatter come “il problema più oscuro e delicato che si affronta nella lavorazione meccanica”. , parametro molto importante per incrementare il rendimento delle macchine o durante il processo di finitura dei componenti; la diretta conseguenza è la generazione di asperità molto evidenti di geometria particolare sulla superficie del componente, causandone spesso lo scarto. I modelli matematici di Arnold o di tipo B italia.it/smorzamento-vibrazioni-macchineo dipenda dalla lunghezza e dalla profondità del taglio,
“La tecnologia avanzata di i.Sense CF.Q rileva le rotture imminenti dei cavi prima che si verifichino” spiega Habering. Alla fiera SPS dello scorso novembre, igus ha partecipato alla riunione della comunità “IoT Use
Case” e ha presentato le ultime novità smart plastics – tra cui i.Sense TR.B, un sistema di monitoraggio intelligente delle condizioni delle catene portacavi per robot industriali, il sensore di durata d’esercizio a basso costo i.Sense EC.W e l’ultimo prototipo i.Sense
CF.D per il monitoraggio dei cavi dati sottoposti a un uso intensivo.
M &A | GENNAIO/FEBBRAIO 2023 75
SICUREZZA TOTALE DEI
MAGAZZINI COMPATTABILI
COMPATT, TRA I LEADER DEL COMPARTO MAGAZZINI COMPATTABILI, HA SCELTO LA TECNOLOGIA SENSORISTICA DI LEUZE PER GARANTIRE LA SICUREZZA DI ACCESSO ALLA CORSIA, AI VANI PIEDI E ALLE ZONE ANTISTANTI ALLA CORSIA
A cura della redazione
Leuze, tra i principali produttori di sensori di commutazione e di misura, sistemi di identificazione, soluzioni per la trasmissione dati e l’elaborazione di immagini, formazione, servizi e soluzioni di sicurezza in ambito produttivo, è stata selezionata da Compatt per la fornitura di soluzioni
di sicurezza e di commutazione per i magazzini compattabili, settore nel quale Compatt è riconosciuto leader.
Fabio Galimberti e Stefano Guerretta, sales area manager di Leuze Italia, hanno costruito un solido rapporto con Compatt, grazie alla loro disponibilità e competenza nel campo della sicurezza industriale e anche grazie alla qualità ed affidabilità
delle soluzioni che hanno proposto al cliente.
“Il magazzino compattabile offerto da Compatt abbraccia praticamente tutta la gamma di unità di carico. Dai portapallet alle scaffalature cantilever, dai portacestoni ai portabobine e porta laminati. Ma l’applicazione più comune di questa tecnologia logistica è nel campo

M &A | GENNAIO/FEBBRAIO 2023 76 IN FABBRICA
La soluzione Leuze per Compatt è integrata dalle barriere fotoelettriche multiraggio di sicurezza Leuze MLD
del freddo dove, a parità di dimensioni del magazzino, è possibile stoccare più merce e quindi ottimizzare il consumo di energia per mantenere la cella in temperatura (da 5° a -25°
C). Queste particolari esigenze hanno indirizzato l’azienda verso la proposta Leuze. Le nostre soluzioni, sono oltre che affidabili e perfettamente adeguate alle necessità del cliente, anche particolarmente convenienti e stabili” affermano all’unisono i sales area manager di Leuze.
Compatt realizza soluzioni logistiche che, a differenza del magazzino statico, necessitano solamente di un solo corridoio di accesso consentendo quindi di ampliare la capacità di stoccaggio quasi del doppio.
Il funzionamento di un magazzino compattabile è semplice. Il sistema è formato da basi mobili su cui vengono installati gli scaffali permettendo la traslazione orizzontale. In questo modo non è più necessario avere tutte le corsie di passaggio, è sufficiente averne una che si apre dove deve essere prelevata o stoccata l’unità di carico. La struttura deve essere ovviamente dotata di soluzioni di sicurezza affidabili e tecnologicamente all’altezza nonché scalabili, data il continuo sviluppo delle normative di sicurezza, alle quali ovviamente Compatt si attiene con rigore. La soluzione Leuze di sicurezza complessiva è composta da una serie integrata di sensori.
Per la protezione della corsia, il cui ingresso è previsto sia con muletti o transpallet ovvero con veicoli mobili, AGV o LGV, e il monitoraggio e la protezione del vano piedi, Leuze ha predisposto una serie di sensori a barriera inserita nella zona bassa raso suolo della corsia mobile che, nel caso di ingressi imprevisti, ne arresta il movimento.

Per Compatt, Leuze ha puntato sulle barriere fotoelettriche monoraggio di sicurezza tipo 2 della serie 46C. Queste barriere dialogano con un’unità di sicurezza esterna. Insieme a questa,
esse costituiscono un dispositivo di protezione senza contatto in Performance Level C, rappresentano un’alternativa molto conveniente quando vengono richieste portate anche fino a 70 metri e sono facilmente integrabili grazie alle dimensioni compatte dell’alloggiamento. Tutte queste prerogative combinano perfettamente con le esigenze di sicurezza di Compatt.
I vantaggi dati da questa compatta soluzione di Leuze si misurano dalla portata di lavoro fino a 70m di profondità e dall’estrema facilità di montaggio e manutenzione grazie al potenziamento a bordo con spot e luci LED ben visibili. Inoltre la soluzione scelta da Compatt opera perfettamente anche a temperature fino a -40°C.
La soluzione è integrata dalle barriere fotoelettriche multiraggio di sicurezza Leuze MLD.
Queste barriere fotoelettriche multiraggio di sicurezza, integrate nelle colonne di fissaggio a pavimento, provvedono alla protezione permanente delle persone
(protezione di accesso) pur non ostacolando il trasporto del materiale.
Questa serie di barriere in PL e, tipo 4, può essere impiegata sia come protezione di accesso sia in caso di applicazioni con muting. Con questa affidabile e solida soluzione non è necessaria alcuna parametrizzazione via software ma solo tramite cablaggio. Le barriere vengono montate a pavimento e hanno una portata fino a 70 m con puntatore laser integrato per facilitare l’allineamento in caso di pavimentazioni irregolari. Completa l’architettura della soluzione il sensore integrato Leuze serie 25, ottimizzato per un impiego universale in campo industriale, in quanto abbina elevate portate a un alloggiamento particolarmente robusto in classe IP69K.
Questa linea di convenienti sensori offre tutti i principi di funzionamento standard integrati con soluzioni specifiche per l’intralogistica. L’utilizzo avviene in maniera intuitiva tramite il potenziometro e ne completano il quadro gli indicatori LED ben visibili da qualsiasi angolazione e molteplici disponibilità di connessione a connettore pig tail o cavo .
I titolari di Compatt, Roberto Montrone e Cristian Sottocornola, commentano la scelta di Leuze in quanto partner per la sensoristica di sicurezza, “Leuze ci rassicura per la solidità tecnologica delle soluzioni proposte. Abbiamo sperimentato il rapporto e la validità dei componenti che costituiscono la sicurezza dei nostri magazzini. Siamo certi di avere scelto il partner giusto per poter proseguire sulla strada della crescita in Italia e nel mondo.” “Siamo particolarmente orgogliosi di poter collaborare con un leader nel suo settore come Compatt e puntiamo ad accrescere la nostra cooperazione affiancando il nostro cliente per tutte le necessità di aggiornamento per contribuire al suo successo sul mercato” ha commentato la partnership Antonio Belletti, amministratore delegato di Leuze Italia.
M &A | GENNAIO/FEBBRAIO 2023 77
Completa l’architettura della soluzione per Compatt il sensore integrato Leuze serie 25
COGNEX E SCHNEIDER ELECTRIC INSIEME PER L’OTTIMIZZAZIONE
NEL SITO PRODUTTIVO DI SCHNEIDER ELECTRIC A PLOVDIV IN BULGARIA, COGNEX HA SVILUPPATO UNA SOLUZIONE DI AUTOMAZIONE DELL’ISPEZIONE DELLA PRODUZIONE CON LE PROPRIE TELECAMERE INTELLIGENTI IN-SIGHT D900 DOTATE DI TECNOLOGIA DEEP LEARNING A cura della redazione
Cognex Corporation vanta da molto tempo strettissimi rapporti con il colosso dell’elettronica
Schneider Electric. Cognex è infatti parte integrante di Schneider Exchange, un particolare programma di collaborazione tra Schneider
Electric e un ecosistema di fornitori di soluzioni con competenze trasversali ed è diventata, cinque anni fa, partner certificata Schneider TTP (Technology Partner Program). Con queste basi di collaborazione il leader mondiale della visione artificiale è stato coinvolto nell’analisi delle possibili soluzioni per l’ottimizzazione della produzione di componenti elettronici nella fabbrica
Schneider Electric di Plovdiv in Bulgaria. Nella Smart Factory di Plovdiv, Schneider Electric produce oltre 40 milioni di
commutatori all’anno, per clienti di quasi 30 Paesi. Lo sviluppo tecnologico della produzione porta a prodotti sempre più piccoli, ma la miniaturizzazione dei componenti elettrici comporta diverse sfide che impattano la produzione.
Ad esempio, la saldatura diventa un processo molto più complesso data la continua riduzione dei componenti anche in considerazione di condizioni quali la temperatura o l’imprecisione del posizionamento sulle linee produttive.
Tutto ciò può influire sulla qualità finale di un giunto di saldatura in un dispositivo elettronico e causare, oltre a rischi e pericoli nell’utilizzo anche l’insoddisfazione del cliente finale.
Martin Yordanov, responsabile dei sistemi e della manutenzione dello stabilimento di Plovdiv, si rende conto che le soluzioni di ispezione a visione tradizionale utilizzate
non erano più affidabili e si rivolge dunque al partner Exchange e certificato TTP Cognex per sviluppare una soluzione adeguata e che reggesse futuri sviluppi incrementali della produzione dello stabilimento.
Yordanov specifica l’importanza dello sviluppo di una soluzione centralizzata che si armonizzasse efficacemente con le automazioni produttive dello stabilimento di Plovdiv.
Il progetto è stato affidato a Christophe Denis, Global Account Manager di Cognex, che insieme al suo team e in armonia con il team dei sistemi e di manutenzione dello stabilimento di Schneider Electric di Plovdiv, propone una soluzione di telecamere intelligenti Cognex ben integrabili in un’ampia gamma di protocolli industriali e in grado di comunicare con qualsiasi tipo
M &A | GENNAIO/FEBBRAIO 2023 78 IN FABBRICA
di PLC o sistema esterno. Denis afferma che la soluzione è molto versatile e può essere integrata in qualsiasi ambiente di automazione.
“Insieme a Cognex siamo riusciti a sviluppare soluzioni inglobate nei nostri processi, che ci hanno aiutato a incrementare la qualità della nostra produzione”, afferma Yordanov.

Con [X]M matrice modale ottenuta raccogliendo gli n autovettori, ovvero i modi di vibrare corrispondenti alle pulsazioni
Si possono disaccoppiare le varie matrici che, diventando diagonali, rendono i calcoli molto più agevoli, trasformando il sistema sotto riportato in una serie di equazioni risolvibili singolarmente.
A titolo di esempio, cita la telecamera intelligente In-Sight D900 di Cognex con tecnologia Deep Learning integrata, che ha aiutato il miglioramento della gestione del processo di saldatura.
In generale, le vibrazioni vengono distinte in deterministiche, descrivibili mediante opportune relazioni matematiche, e casuali, il cui andamento non è prevedibile, motivo per cui vengono considerate come disturbi o rumore.
“Tutta l’intelligenza è incorporata nella telecamera, il che significa che non c’è bisogno di computer o controller esterni per il funzionamento”, spiega Denis. “Con la tecnologia Deep Learning incorporata, si abbina l’IA ad una gamma completa di algoritmi convenzionali di visione artificiale”.
Perché vogliamo migliorare pro
Questo fenomeno, insieme agli urti, concorre al catti vo funzi onamento ed al precoce deterioramento delle macchine e delle strutture, nonché all’inquinamento acustico dell’ambiente circostante. Anche la salute dell’uomo ne è influenzata negativamente, con conseguenze sempre più oggetto di attenzione da parte dei responsabili preposti alla sicurezza.
L’innovativa soluzione In-Sight D900 di Cognex è una telecamera intelligente dotata di tutta la potenza del software
Yordanov. “Il sistema di identificazione dei codici a barre fornito da Cognex insieme a In-Sight D900 ha permesso di ottenere la massima efficacia nel nostro processo.”
miglioramento della produttività. Secondo i calcoli di Yordanov di Schneider Electric, i risparmi ammonteranno a oltre 40mila Euro l’anno con l’abbattimento degli scarti a livelli insignificanti. Il ROI della collaborazione tra Cognex e Schneider Electric sarà inferiore a 2 anni. Anche per lo sviluppo di questo importante progetto Cognex si è affidata ad una consolidata metodologia. “Lavoriamo direttamente con i nostri clienti nello sviluppo e nella definizione delle soluzioni appropriate che saranno poi integrate nelle linee produttive dai nostri partner certificati locali. Questa è la consuetudine operativa di Cognex, ed è anche uno dei nostri punti di forza. Abbiamo più di 400 partner certificati in tutto il mondo, che integrano le nostre soluzioni e forniscono servizi locali ai nostri clienti “, spiega Denis.
Come già spiegato nell’articolo Lo smorzamento delle vibrazioni nelle macchine utensili | Blog RWItalia le vibrazioni nelle macchine utensili sono dovute principalmente a tre fattori :
In-Sight ViDi concepito specificamente per eseguire applicazioni di deep learning. Questa soluzione integrata risolve facilmente applicazioni complesse di OCR, di verifica di assemblaggi e di rilevamento di difetti casuali spesso non realizzabili con strumenti di visione industriale tradizionali, basati su regole. Le applicazioni In-Sight ViDi sono utilizzate sulla telecamera intelligente
- squi l i bri degl i al beri rotanti, come quello di trasmissione che collega il motore al mandrino, passando dai giunti e dalle ruote di trasmissione;
L’utilizzo delle soluzioni Cognex nello stabilimento di Plovdiv, come in numerosi altri stabilimenti Schneider Electric in tutto il mondo, dimostra l’alto livello di fiducia tra Schneider Electric e i suoi partner tecnologici.
- difetti dimensioonali di alcuni componenti che costituiscono gli azionamenti;
- un ingaggio intermittente fra l’utensile ed il pezzo da lavorare.
La soluzione sviluppata da Cognex è in grado di rilevare i difetti in modo molto più accurato su tutte le linee di produzione, contribuendo alla riduzione degli scarti e abbattendo, grazie all’automazione, le attività ripetitive durante il ciclo delle operazioni.
Le vibrazioni autoindotte e rigenerative
La conseguenza è un risparmio di energia, di consumo di materie prime e di
Fiducia acclarata anche dal fatto che Schneider Electric e Cognex stanno già pensando allo sviluppo di nuove soluzioni tecnologiche basate sulle telecamere intelligenti di Cognex In Sight 2800.
Tutti questi eventi generano delle forze periodiche che vengono convertite in vibrazioni forzate che raramente causano problemi, e uno dei limiti più importanti alla produttività dei processi di lavorazione. Già nel 1907 Taylor definì il chatter come “il problema più oscuro e delicato che si affronta nella lavorazione meccanica”. Esse si manifestano con l ’ aumen incrementare il rendimento delle macchine o durante il processo di finitura dei componenti; la diretta conseguenza è la generazione di asperità molto evidenti di geome superficie del componente, causandone spesso lo scarto. I modelli matematici di Arnold o di tipo B (ampiamente analizzati nell’articolo https://blog.rw utensili) constatano che questo fenomen dallo smorzamento dell’utensile e da un fattore relativo alla forza.
In-Sight D900 senza necessità di disporre di un PC, fatto che rende la tecnologia di deep learning accessibile anche ai non programmatori. Utilizza la piattaforma con spreadsheet, nota e facile da usare. In-Sight D900 semplifica lo sviluppo di applicazioni e l’integrazione nello stabilimento.
“La rete neurale del Deep Learning si allena fornendo alcune immagini o esempi di parti buone e cattive. In base all’esperienza acquisita, il sistema è in grado di separare automaticamente i pezzi buoni da quelli cattivi”, spiega Denis.
“Lo sviluppo delle soluzioni di ispezione deep learning applicate nello stabilimento di Plovdiv ci fanno raggiungere risultati davvero importanti e ci consentono una consegna più tempestiva, accurata e qualitativamente migliore” afferma Martin
M &A | GENNAIO/FEBBRAIO 2023 79
[5 , }
LA RICERCA DELL’ECCELLENZA È UN TRATTO DISTINTIVO DI ISTECH, AZIENDA LOMBARDA CHE DA OLTRE

25 ANNI FORNISCE SOLUZIONI
AUTOMATIZZATE PER IL TAGLIO DEI METALLI; QUESTO DESIDERIO DI RAGGIUNGERE IL MAGGIOR
LIVELLO QUALITATIVO POSSIBILE SI APPLICA NATURALMENTE ALLA
PROGETTAZIONE E PRODUZIONE, PORTANDO ALLA CREAZIONE DI SEGATRICI E IMPIANTI DI TAGLIO SEMPRE PIÙ RISPONDENTI ALLE
ESIGENZE DEI CLIENTI, MA NON
SOLO. L’AZIENDA HA INFATTI
ATTUATO DIVERSE INIZIATIVE VOLTE A RENDERE COMPLESSIVAMENTE


ANCORA PIÙ POSITIVO IL RAPPORTO
CON I SUOI INTERLOCUTORI a cura della redazione
I MOLTEPLICI ASPETTI DEL PROGRESSO
Da sempre ISTech si distingue per la qualità del servizio di assistenza post-vendita. Perfettamente consapevole dell’esigenza di continuità nei processi produttivi dei suoi clienti, ISTech si premura di garantire che qualsiasi imprevisto si possa affrontare in tempi brevi e in modo risolutivo.
Per questo l’aspetto di servizio inizia già prima della vendita: consulenze personalizzate e senza impegno assicurano che il macchinario o l’impianto scelto dal cliente sia il più adatto alle effettive esigenze del processo produttivo, minimizzando così già in fase progettuale i rischi di imprevisti durante la lavorazione.
Riguardo al servizio post-vendita, il personale tecnico e commerciale di ISTech è innanzitutto raggiungibile telefonicamente
M &A | GENNAIO/FEBBRAIO 2023 80
NEWS AZIENDE
e con questa modalità riesce a chiarire la maggior parte dei piccoli dubbi che una nuova macchina può generare al primo utilizzo. La competenza e disponibilità degli specialisti ISTech è infatti apprezzata dal 99% dei clienti, come rivela una recente customer survey.
Sugli impianti ISTech a controllo numerico, ulteriori interventi possono essere eseguiti dai tecnici sempre da remoto, con costi ridotti e tempi rapidissimi.
Nel caso occorra invece la sostituzione di un pezzo, l’accurata gestione della logistica di ISTECH massimizza le probabilità che il ricambio richiesto si trovi già nell’ampio magazzino dell’azienda, riducendo al minimo i tempi per il ripristino della funzionalità dell’impianto.
Per migliorare ulteriormente il rapporto di collaborazione con i clienti è stato recentemente ampliato l’organico, destinando maggiori risorse al monitoraggio del grado di soddisfazione e delle esigenze espresse dai clienti che hanno installato un impianto di taglio o una segatrice ISTech. A seguito della riorganizzazione, sarà ancora più semplice far arrivare ai reparti di progettazione e produzione di ISTech la voce e le esigenze dei clienti e fornire loro tutto il supporto e l’attenzione di cui possono aver bisogno.
Soluzioni e processi sostenibili
Un aspetto sempre più centrale nella gestione delle aziende è la compatibilità ambientale; l’attenzione per il pianeta si è estesa a tutti i settori, compresa la meccanica pesante, che pur non avendo un’immagine tradizionalmente “green” è sempre più consapevole del proprio impatto sull’ecosistema e dell’importanza delle proprie scelte al
riguardo.
Per ISTech, l’attenzione all’ambiente è in un certo senso iscritta nel contesto: la sede dell’azienda si trova al limitare di un’importante riserva naturale e faunistica, che fa da promemoria per la necessità di un’equilibrata interazione con l’ecosistema.

Le politiche aziendali sono da sempre finalizzate a un utilizzo razionale dell’energia, non solo motivata dalla maggior competitività che questo arreca al processo produttivo, ma da una sensibilità nei confronti dell’ambiente che è ampiamente interiorizzata da dipendenti e management. Nell’ottica di ridurre costantemente l’impatto ambientale dell’azienda, sono state introdotte significative novità: in autunno sarà operativo un impianto fotovoltaico da 75 Kw, installato sul tetto dello stabilimento e degli uffici. Una volta a regime questi pannelli porteranno l’azienda ad autoprodurre la quasi totalità dell’energia elettrica che utilizza, per i macchinari ma anche per il riscaldamento degli uffici che verrà rinnovato con l’installazione di pompe di calore al posto delle tradizionali caldaie a gas. Per la restante parte l’energia viene acquistata da un nuovo fornitore che certifica la provenienza da fonti rinnovabili.
Le fonti luminose sono inoltre state sostituite con lampade a LED per minimizzare i consumi. Già da qualche anno inoltre è stato installato in azienda un erogatore d’acqua collegato alla rete idrica per fornire acqua sempre fresca al personale che è stato fornito di borracce termiche. In questo modo si è azzerato l’utilizzo di bottigliette di plastica. Plastica che è stata eliminata anche dalla macchina del caffè che lo eroga in tazze di ceramica o carta. Particolare attenzione è stata posta anche ai materiali da imballo, per rendere facilmente riciclabili le confezioni di lame e ricambi. Scatole di cartone sono sigillate

con nastri adesivi in carta riciclabile e dotate di buste portadocumenti sempre riciclabili nella carta, in modo da poter smaltire tutto comodamente senza dover separare i materiali. Dove invece è necessario ricorrere alla pellicola estendibile, la si utilizza in materiale riciclato e riciclabile e viene fissata con nastri in plastica ugualmente riciclabili. Questi accorgimenti, uniti naturalmente ad un accurato monitoraggio dei processi produttivi per identificare e ridurre immediatamente eventuali sprechi, costituiscono per ISTech l’inizio di uno strutturato percorso finalizzato a migliorare la propria sostenibilità e ridurre l’impatto ambientale, che una volta intrapreso verrà perseguito con sempre maggiore determinazione.
Un ambiente di lavoro più accogliente
Le linee di produzione sono centrali in un’azienda manifatturiera, ma la qualità della vita lavorativa del personale è chiaramente un aspetto altrettanto importante. Per questo il recente ampliamento della sede di ISTech è stato progettato e realizzato tenendo conto, oltre che della necessità di migliorare l’efficienza dei processi produttivi, anche dei vantaggi che i nuovi spazi possono offrire a tutti i dipendenti. L’acquisizione di un nuovo capannone ha permesso agli spazi fruibili dedicati all’attività aziendale di aumentare del 50%, passando da 1600 a 2400 metri quadri coperti. L’ampliamento, necessario per far fronte alle aumentate esigenze della produzione e mettere in grado ISTech di rispondere celermente alle richieste del mercato, ha permesso di destinare aree più ampie alle esigenze del personale: postazioni di lavoro più confortevoli, più agio nei locali di servizio come gli spogliatoi, una maggior razionalizzazione degli spazi dedicati ai momenti di pausa come l’area mensa, sono aspetti che consentono di apportare piccoli ma significativi miglioramenti alla qualità della vita lavorativa.
M &A | GENNAIO/FEBBRAIO 2023 81
L’impianto fotovoltaico da 75 Kw installato sul tetto dello stabilimento e degli uffici
Distributore di acqua potabile
TRASMISSIONI SMART PER PRODUZIONI EFFICIENTI
UN MODULO PER MONITORARE I FRENI SENZA SENSORI. UN GIUNTO INTEGRABILE
CON I SENSORI ADATTI A MISURARE LE VARIABILI CHE SERVONO. LE SOLUZIONI INTELLIGENTI FACILITANO LA MANUTENZIONE PREDITTIVA RENDENDO LA PRODUZIONE E PROTOTIPAZIONE SEMPRE PIÙ EFFICIENTI a cura della redazione
Icomponenti smart sono sempre più richiesti dalle aziende: giunti e freni in grado di fornire informazioni sulla loro condizione contribuiscono a prevenire gli errori e i tempi di inattività. Consentono una manutenzione altrettanto smart: basata sulle esigenze, adattata ai carichi, automatizzata e remotabile. E facilitano la costruzione e validazione di sistemi evoluti come i gemelli digitali. Per effettuare il monitoraggio dei freni
di sicurezza, Mayr® ha sviluppato il modulo ROBA®-brake-checker, installabile a posteriori e collegato all’alimentaz ione del freno. Il modulo analizza corrente e tensione per determinare lo stato di commutazione e condizioni del freno, ma non solo: esegue anche un monitoraggio preventivo delle funzioni per verificare l’usura, la riserva funzionale e i guasti. Questo modulo è disponibile con una scheda aggiuntiva dotata di interfaccia specifica per il cliente (ad esempio, ottica, W-Lan, IO Link, Pro -

fibus e altri). Tramite questa interfaccia, pu ò fornire dati su tempo di commutazione, corrente, tensione, resistenza, potenza e relativa corrente di spunto. In questo modo è possibile analizzare i dati, riconoscere rapidamente le anomalie del processo e trarre conclusioni per eventuali interventi di manutenzione, riducendo così i costi, i guasti e i tempi di inattività.
I giunti intelligenti
Non solo trasmissione della coppia e
M &A | GENNAIO/FEBBRAIO 2023 82
NEWS
AZIENDE
compensazione dei disallineamenti: i giunti Mayr® sono in grado di svolgere altre funzioni interessanti. La loro collocazione al centro dell’azione li predispone a contribuire al monitoraggio intelligente: le informazioni che sono in grado di fornire possono portare van taggi decisivi al processo produttivo. Ma come riescono i giunti Mayr® a ottenere queste informazioni?
Anziché integrare la trasmissione con strumenti di misura complessi, Mayr® ha dotato i giunti di sensori integrati, risparmian do spazio. Il giunto ROBA®-DSM si basa sul giunto lamellare ROBA®DS ed è quindi integrabile in molte applicazioni esistenti.

Questi componenti non si pongono come alternative alle tecnologie di mi sura di alta qualità: si tratta di soluzioni
che offrono prestazioni e perseguono obiettivi differenti, in particolare un monitoraggio dei processi sufficientemente accurato, decisamente economico e conseguibile senza l’utilizzo di componenti aggiuntivi.
Il motivo per cui è vantaggioso che il valore di coppia presente nel processo sia rilevato direttamente nella trasmissione diventa particolarmente chiaro, ad esempio, negli impianti di miscelazione. Qui i solidi e/o i liquidi vengono mescolati nei fusti o nei contenitori di miscelazione. Utilizzando un giunto come Roba-DSM, grazie alle informazioni provenienti dalla catena cinematica è possibile rilevare tempestivamente un sovraccarico, causato, ad esempio, da un dosaggio dei diversi materiali non corretto.
I giunti intelligenti contribuiscono quindi a ridurre o addirittura a evitare errori e tempi di inattività, perché il monitoraggio nella trasmissione offre l’opportunità di agire con lungimiranza. Oltre alla durata della macchina, aumenta anche la produzione. E anche la qualità del prodotto finale pu ò essere migliorata, poiché è possibile regolare direttamente la consistenza dell’impasto.
Esistono diverse opzioni per integrare i sensori nell’accoppiamento
Roba-DSM. Si va dall’acquisizione di misure tramite estensimetri in manicotti o flange ai sistemi ottici o magnetoresistivi.

L’implementazione varia da caso a caso e dipende essenzialmente dall’applicazione del cliente e dal budget. Anche l’acquisizione e l’archiviazione dei dati per la valutazione vengono effettuate con diversi sistemi. In generale, Mayr seleziona i sensori in modo che non influenzino le proprietà meccaniche del giunto, ad esempio la rigidità, le coppie massime e i disallineamenti, assicurandosi che il tipo di sensore scelto svolga un ruolo coerente con la specifica applicazione.
Per questo motivo, l’azienda non si concentra su un solo sistema di misura o su un solo tipo di sensore. Le applicazioni sono troppo diverse per poterlo fare. Non tutte le applicazioni richiedono gli stessi dati e la stessa tecnologia dei sensori. Naturalmente occorre tenere sempre presente anche i costi: nel settore del monitoraggio o dell’analisi dei processi, il prezzo aggiuntivo è spesso un criterio decisionale per valutare se monitorare o meno determinati processi. Qui il coordinamento con i clienti gioca un ruolo importante: oltre ad offrire diversi sistemi, Mayr ha l’esperienza necessaria per poter offrire una consulenza super partes.
Per una produzione sempre più smart
I componenti intelligenti giocano un ruolo importante anche nella costruzione dei digital twin, modelli complessi che permettono di simulare processi, analizzare scenari e facilitare lavoro e manutenzione a distanza, che costituiscono una tendenza importante nel segmento dell’automazione e della trasmissione di potenza. Costruire e validare questi modelli richiede una notevole mole di dati di processo, ricavati dai vari componenti. Finora questi dati sono stati raccolti tramite sensori e poi inseriti nel modello. L’utilizzo di componenti intelligenti, in grado di comunicare senza sensori aggiuntivi e fornire direttamente al sistema, facilita decisamente i compiti.
M &A | GENNAIO/FEBBRAIO 2023 83
Vista di insieme del magazzino e dell’apparecchiatura di incisione delle etichette
FASTHINK
E SIEMENS AL MADE COMPETENCE CENTER I 4.0
FASTHINK E SIEMENS HANNO MESSO A PUNTO UN SISTEMA PER L’AUTOMAZIONE DEI PROCESSI PRODUTTIVI COMBINANDO DIVERSE TECNOLOGIE E SISTEMI GESTIONALI, CHE SI PUÒ VEDERE ALL’OPERA PRESSO MADE COMPETENCE CENTER
a cura della redazione

M &A | GENNAIO/FEBBRAIO 2023 84
NEWS AZIENDE
FasThink, da oltre dieci anni, progetta e realizza sistemi e componenti dedicati alle aziende che intendono digitalizzare la supply chain attraverso l’automazione del tracking, l’identificazione e la gestione inbound/ outbound delle merci e molto altro. FasThink è al fianco delle aziende con un ampio portfolio di servizi di analisi, consulenza progettuale e integrazione di soluzioni che utilizzano tecnologie e sistemi RFID, Pick To Light, Robot mobili, Voice picking e Localizzazione.
Siemens ha messo a disposizione il proprio know-how attraverso strumenti digitali come Industrial IoT, Cloud, Data Analytics, Robotica Collaborativa, Digital Twin, Intelligenza Artificiale e molto altro ancora, per sviluppare, a fianco di FasThink, un sistema di automazione di processo produttivo declinabile in svariate applicazioni. Questo sistema è a disposizione delle aziende presso gli spazi di MADE a Milano. MADE è una fabbrica digitale sostenibile che offre il proprio supporto alle imprese manifatturiere nel percorso di trasformazione digitale verso l’Industria 4.0. È l’interlocutore tecnico a cui rivolgersi per innovare, trasferire la tecnologia 4.0 e implementarla.
L’obiettivo del MADE è quello di ristrutturare i modelli organizzativi, di business e strategia delle imprese.
Automazione e controllo del processo
L’idea che sta dietro alla soluzione implementata è la dimostrazione pratica di come sia possibile coordinare tecnologie di robotica
collaborativa e autonoma, software di orchestrazione e controllo assieme a sistemi di visione e automazione delle macchine. Il progetto portato a termine dalle due aziende ha lo scopo di mostrare a tutto il comparto industriale come digitalizzare e migliorare i propri processi produttivi. L’obiettivo della soluzione è quello di ottimizzare tutto il processo produttivo, fin dalle prime fasi di gestione logistica della materia prima, arrivando alle fasi finali di collaudo e stoccaggio.

L’esempio applicativo coinvolge un’intera linea produttiva di una valvola pneumatica; dalla gestione dei semilavorati che costituiscono il corpo valvola e la minuteria necessaria per l’assemblaggio stoccati in magazzino e gestiti da un sistema controllato da un sw orchestrator, la targhetta ri-
portante il numero seriale, gli attrezzi necessari al montaggio fino ad arrivare al sistema che coordina il flusso intralogistico assolto da un AMR, un AGV e bracci antropomorfi incaricati di preparare e posizionare i semilavorati, portare il prodotto nell’area collaudo e posizionarlo sul banco prova.
Una grande opportunità, un corposo trasferimento tecnologico
MADE Competence Center, struttura da oltre 2500 mq situata nel campus Bovisa del Politecnico di Milano, ha sviluppato diversi progetti che sono il frutto di collaborazione di know how proveniente dalle migliori eccellenze del mondo digitale industriale. A questo proposito l’Ing. Augusto De Castro, Direttore Generale di MADE-Competence Center Industria
4.0 ha affermato: “MADE Competence Center Industria 4.0 è una struttura creata per affiancare le imprese manifatturiere e offrire loro supporto relativamente alle tematiche inerenti alla digitalizzazione. MADE 4.0 è un consorzio di 51 partner, aziende tra le più competenti nell’offrire soluzioni tecnologiche sulle tematiche industria 4.0. MADE grazie al contributo dei partner propone un approccio pratico alle tecnologie abilitanti verso la transizione digitale. Nel Competence Center sono infatti disponibili oltre 20 dimostratori che permettono di toccare con mano soluzioni digitali, che senza il supporto questi supporti rimarrebbero concetti astratti. FasThink e Siemens, due aziende del parternariato di MADE, hanno unito le loro competenze per realizzare uno dei dimostratori, un esempio di gestione produttiva. L’obiettivo di MADE è anticipare i problemi di digitalizzazione delle imprese, con focus sulle PMI e offrire supporto per migliorare processi produttivi e prodotti.”

M &A | GENNAIO/FEBBRAIO 2023 85
Il CTX 350 alta qualità nella tornitura universale
Da sx, Emanuele Barina di Siemens, Augusto De Castro di MADE e Marco Marella di FasThink
Il dashboard eKanban e il sistema P2Light wireless
Come funziona?
L’applicazione è la sommatoria ottenuta attraverso l’interoperabilità di vari sistemi automatizzati suddivisi principalmente in 5 aree: area di stoccaggio dei semilavorati, area di produzione delle targhette, area di assemblaggio, area di collaudo e area di stoccaggio del prodotto finito.
L’intero processo si svolge in più fasi:
Fase 1 - La linea produttiva della targhetta è composta da una fresa CNC e da una macchina per incisione laser automatizzate.
L’operatore si occupa di prelevare le targhette prodotte dal CNC e inserirle nel caricatore della macchina per l’incisione. Una volta incisi il numero seriale e i codici identificativi la macchina consegna in modo automatico il lavorato presso il magazzino.
Fase 2 – Il magazzino è costituito da una scaffalatura munita di Pick2Light e di e-Kanban. Viene effettuato il Picking dei semilavorati e della minuteria necessari all’assemblaggio della valvola sotto stretto controllo del Connect Orchestrator FasThink, un software di orchestrazione.
Fase 3 – Il materiale prelevato viene caricato su un robot mobile (AMR) che lo trasporta verso l’area di assemblaggio.
Fase 4 – L’area di assemblaggio attrezzata con un sistema di visione e un display guida l’operatore, attraverso la comunicazione visiva e interattiva step-by-step, verso il completamento dell’assemblaggio di tutti i particolari. Al termine dell’operazione un braccio antropomorfo preleva e carica su un AMR (che nel frattempo si è diretto alla zona di assemblaggio) tutti i pezzi finiti.
Fase 5 – L’AMR si dirige autonomamente verso l’area di collaudo, dove un altro braccio antropomorfo in coordinazione con il banco prova, posiziona la valvola e compie le operazioni di verifica, come ad esempio il controllo di tenuta. Una volta terminata questa operazione il braccio riposiziona i pezzi verificati sull’AMR che questa volta si dirige verso l’area di stoccaggio del prodotto finito completando la propria missione.
L’intero processo richiede la presenza di soli due operatori: uno addetto alle operazioni di picking e dropping, l’altro addetto alle operazioni di assemblaggio. L’intero flusso è monitorato dal sistema Connect Orchestrator di FasThink, il quale verifica le giacenze attraverso i dispositivi e-Kanban e i prelievi tramite P2Light. La comunicazione fra robot mobile AMR e bracci antropomorfi avviene attraverso la tecnologia Siemens.
Anche per le aziende che attraverso MADE partecipano in qualità di partner, ogni applicazione innovativa rappresenta una grande opportunità come confermato da Marco Marella, General Manager di FasThink: “Per FasThink partecipare al MADE è una grande opportunità perché ci consente di dimostrare alle aziende ciò che è possibile fare a livello di integrazione di Industria 4.0. Non solo parole, dimostrazioni o presentazioni, ma risultati reali in grado di spiegare esattamente come un processo può essere migliorato grazie all’Industria 4.0 e grazie alle tecnologie integrate con i sistemi gestionali in essere.” FasThink ha inserito nell’applicazione le tecnologie
di ultima generazione come il Connect Orchestrator che è stato integrato per gestire prodotti come il Pick2Light e l’e-Kanban e combinarsi con la tecnologia di gestione Siemens. Marella pone il focus sui molteplici significati di queste applicazioni: “ Oggi le aziende hanno una grande opportunità di sfruttare la trasformazione digitale per migliorare i propri processi. Aziende come FasThink mettono a disposizione il proprio know-how per le realtà italiane, dandogli la possibilità di migliorare i propri processi, introducendo automazione e integrazione di tecnologie. Ad esempio, l’introduzione di robot mobili consente una movimentazione delle merci
dalla produzione alla logistica e viceversa che porta efficienza e permette di fare un passaggio evolutivo al personale che lavora nell’azienda per compiti di maggior valore.”
Emanuele Barina, Digital Enterprise Team Siemens Business Developer Manager, prosegue il discorso di Marella aggiungendo: “ Abbiamo creato diverse aree tecnologiche che sono state allestite con i contributi di numerosi partner industriali sotto la guida tecnico-scientifica del Politecnico di Milano, proprio per dimostrare al fruitore i vantaggi derivanti dall’impiego di strumenti digitali come Industrial IoT, Cloud, Data Analytics, Robotica Collaborativa, Digital Twin, Intelligenza Artificiale e molto altro ancora. Di conseguenza, l’esempio applicativo che abbiamo implementato assieme a FasThink vuole essere un esempio concreto di come, attraverso un booster tecnologico come il MADE, è possibile trasferire l’innovazione alle aziende con una soluzione “chiavi in mano”. “
La digitalizzazione e fabbrica 4.0 è uno degli aspetti più importanti per l’attuale scenario industriale. Luoghi come il MADE sono fondamentali per diffondere le tecnologie di ultima generazione, capirne a fondo il potenziale e trarre beneficio dai vantaggi conseguenti. Il ruolo degli Incubatori tecnologici come MADE è quello di rappresentare un punto di incontro fra aziende che innovano attraverso il loro know-how e tecnologia, e fruitori.

M &A | GENNAIO/FEBBRAIO 2023 86
NEWS AZIENDE
Il robot consegna nell’area di assemblaggio i particolari provenienti dal magazzino
XP-504 UNA NUOVA GAMMA DI PANNELLI DI CONTROLLO TOUCH
Eaton presenta XP-504, una gamma di pannelli di controllo (PC) touch di nuova generazione parte della famiglia di prodotti XP500, che comprende potenti PC industriali dal design moderno e sottile, in grado di offrire un’implementazione ottimale anche per le attività di visualizzazione e controllo più impegnative.

Dotati di 1,6 GHz e 8 GB di RAM ed efficienti dal punto di vista energetico, i PC touch panel possono essere utilizzati per diverse attività di controllo grazie al potente processore quad-core Intel® Atom x7-E3950. Basati sul sistema operativo IoT Windows 10, offrono una piattaforma aperta per un’ampia gamma di applicazioni software e strumenti specifici del Cliente. I pacchetti software preinstallati – Galileo Open per la realizzazione di visualizzazioni sofisticate o Visual Designer come soluzione SCADA – riducono i tempi di realizzazione del progetto e semplificano la messa in servizio. Inoltre, gli utenti beneficiano di un elevato grado di flessibilità di progettazione del sistema, poiché i PC industriali XP-504 sono disponibili come Panel o Box PC con terminale separato. A seconda della versione selezionata, il display può essere installato fino a 100 metri di distanza dal box PC. Dotati di tutte le omologazioni necessarie, i dispositivi sono adatti ad essere utilizzati sia nell’industria e nell’automazione degli edifici, sia per le applicazioni più esigenti nell’industria di processo o nel settore marittimo.
I dispositivi della serie XP-504 sono disponibili con display widescreen da 10,1, 15,6 e 21,5 pollici e, attraverso il pannello in vetro anti-sfondamento liscio e antiriflesso, offrono un’immagine cristallina, anche da un angolo di visione acuto. Inoltre, l’elevato grado di protezione (IP65
sul lato anteriore e IP20 sul lato posteriore) consente l’utilizzo dei dispositivi in ambienti industriali difficili e in applicazioni pericolose nell’industria di processo.
Grazie alla tecnologia Projected Capacitive Touch (PCT), la gamma XP-504 consente un funzionamento multi-touch intuitivo e all’avanguardia, simile a quello di smartphone o tablet. Gli utenti possono utilizzare i tasti funzione sullo schermo utilizzando più dita o entrambe le mani: le funzioni critiche, ad esempio, possono essere attivate solo premendo più tasti contemporaneamente, il che offre maggiore sicurezza del sistema.
Con la sua vasta gamma di opzioni, la serie XP-504 offre un elevato grado di flessibilità di progettazione del sistema: nella soluzione allin-one, l’unità di elaborazione del Panel PC è integrata nel display per risparmiare spazio. Nel caso della versione box PC con terminale separato, l’unità di elaborazione è alloggiata in modo sicuro all’interno del quadro elettrico, mentre il display può essere installato fino a una distanza di cinque metri. Il segnale video viene trasmesso tramite una porta display o un cavo HDMI e i segnali touch tramite USB. Per coprire distanze ancora maggiori, la serie XP-504 offre un extender per la versione box PC e uno speciale terminale con extender integrato che consente di installare il display fino a una distanza di 100 metri. I segnali video e touch Full HD vengono trasmessi congiuntamente tramite un unico cavo di rete, riducendo notevolmente la quantità di cablaggio richiesta. “Grazie al suo funzionamento multi-touch innovativo e semplice da utilizzare, la nuova serie XP-504 offre un’implementazione ottimale per tutti i tipi di attività di visualizzazione e controllo, anche per quelle più complesse, andando ad espandere una gamma completa di dispositivi HMI ad alte prestazioni. Il pannello touch offre ai produttori di macchine e agli integratori di sistema la massima versatilità e un elevato grado di flessibilità, trasferendo la facilità di utilizzo tipica di smartphone e tablet al settore industriale”, ha dichiarato Luca Vismara, Product Manager Drives di Eaton Italia. Con la serie XP-504, i design delle macchine esistenti possono essere facilmente aggiornati poiché i dispositivi hanno le stesse dimensioni di montaggio della precedente serie XP-503. Le approvazioni CE, UL, DNV e ATEX consentono l’uso globale dei Panel PC in un’ampia gamma di applicazioni di macchine e sistemi, per un investimento a prova di futuro.
M &A | GENNAIO/FEBBRAIO 2023 88 PRISMA EATON
MECA
GAMMA COMPLETA DI SPAZZOLE
CT Meca propone una vasta gamma di spazzole ad uso industriale. Tale gamma si differenzia per le caratteristiche tecniche e i materiali per rispondere alle molteplici esigenze di tutti i settori di attività. Le spazzole proposte si suddividono in 3 famiglie: spazzole lineari continue, flessibili e modulari cilindriche.
Le spazzole lineari continue serie STRIP Ct Meca hanno filamenti in polipropilene nero e sono montate su profilato in alluminio anodizzato che blocca le setole e funge da supporto. I filamenti sono bloccati in una canalina dotata di un lembo di fissaggio dritto o a 90°. Queste spazzole si prestano ad innumerevoli usi e hanno una grande facilità di montaggio.
Sono tipicamente utilizzate come elementi di contenimento per limitare il passaggio del rumore, della polvere, del fumo, delle intemprerie o per limitare variazioni di temperatura. Possono essere anche impiegate nello scorrimento di prodotti fragili in modo da evitare danneggiamenti.
Disponibili in lunghezze da un metro, su richiesta proponiamo altre dimensioni qualora i quantitativi richiesti lo consentano. Per le applicazioni su superfici non rettilinee, Ct Meca propone le spazzole lineari flessibili serie FBL, con fibre in polipropilene PP e supporto in gomma termoplastica, vendute in rotoli da 5 o 25 metri con lunghezza delle setole da 30 a 70mm. Queste spazzole non assorbono acqua, hanno una buona resistenza ai prodotti chimici,
possono essere tagliate alla lunghezza desiderata ed essere piegate adattandosi perfettamente a qualunque profilo.
Le spazzole antistatiche serie ABL con supporto in alluminio e setole con lunghezza 15mm in carbonio o in acciaio speciale intrecciato sono spazzole che offrono una protezione sicura evitando l’apparizione di forti tensioni o assicurando un aiuto efficace provocando delle scariche mirate e controllate.
La gamma di spazzole cilindriche a rullo modulari CT MECA è anch’essa di semplice utilizzo, estremamente versatile ed adatta ad un gran numero di applicazioni come il lavaggio, il convogliamento, la rimozione delle polveri e il trasporto. La lunghezza standard della spazzole è 100mm ma, trattandosi di prodotti componibili in lunghezze multiple, si possono ottenere rulli di qualsiasi dimensione semplicemente allineando le spazzole su un asse. Questo montaggio rapido ed efficace si ottiene grazie ai denti disposti sui lati delle spazzole. Un anello di bloccaggio è montato alle estremità in modo da ottenere il bloccaggio delle spazzole nei movimenti di traslazione e il trascinamento in rotazione. Vari tipi di filamenti sono disponibili: in poliestere PBT di due lunghezze diverse per applicazioni nei settori del trasporto o del lavaggio e in crine di cavallo o tampico per la rimozione delle polveri in ambienti secchi o umidi. Per ogni spazzola esistono diverse densità di filamenti: bassa, media, alta.

M &A | GENNAIO/FEBBRAIO 2023 89
CT
FLEXLOCK L’INNOVATIVO DISPOSITIVO DI SCRITTURA E LETTURA RFID
ferma.
Il nuovo interblocco di sicurezza flexLock si distingue per un design ergonomico e funzionale, adatto anche per porte ad apertura ridotta. SICK, fornitore leader di soluzioni basate su sensori, ha lanciato un innovativo interblocco di sicurezza che, attraverso l’identificazione a radiofrequenza (RFID) e un raggio di attuazione continuo di 180o, offre un’elevata flessibilità nell›installazione sicura di porte, sportelli e cancelli, anche con apertura ridotta. Il sistema di montaggio del dispositivo è stato progettato ricercando semplicità e facilità di integrazione nelle macchine, anche in caso porte scorrevoli. Pertanto, il punto di ingresso dell›attuatore nella testa di bloccaggio è flessibile, offrendo un›installazione ottimizzata grazie alla tolleranza nell’inserimento. Il sensore flexLock offre un elevato grado di sicurezza grazie al perfomance level e per il monitoraggio di porte e serrature, con una scelta di grado di codifica basso o alto. L’elevata forza di tenuta fino a 3.150 N assicura che la porta rimanga bloccata in modo sicuro e affidabile fino a quando non vi è alcun pericolo per le persone o il processo di produzione. Questo sistema include anche lo sblocco di emergenza opzionale, che ne consente l’utilizzo in zone pericolose senza visibilità completa, poiché è possibile annullare il blocco di tale zona verso l›esterno. Se una persona si trova accidentalmente nella zona di pericolo di una macchina in movimento, può bypassare il blocco dall›interno e la macchina si
Conformemente alla norma EN ISO 14119, flexLock offre un’elevata protezione contro le manomissioni grazie al suo elevato livello di crittografia. Il sensore ha un grado di protezione IP67 e IP69K. FlexLock è sinonimo di risparmio di tempo e redditività: meno guasti, meno fermi macchina e cicli di manutenzione più brevi, anche in condizioni ambientali con elevati requisiti igienici. Questo, insieme al suo design innovativo con la testa di bloccaggio aperta e l›alloggiamento arrotondato, consente una pulizia facile e ottimale del dispositivo. Questo design include anche luci a LED, grazie alle quali è possibile conoscere lo stato del dispositivo in modo continuo e da tutti gli angoli di visuale. La rapida integrazione della macchina è inoltre facilitata dalla possibilità di montare più dispositivi flexLock a brevi distanze l’uno dall’altro senza interferenze reciproche. Possono essere collegati in cascata in sicurezza utilizzando semplici connettori a T o utilizzati in combinazione con un controller SICK usando la connessione di sicurezza Flexi Loop, che fornisce anche una diagnostica completa. Grazie a Flexi Loop si possono collegare in sicurezza fino a 30 sensori in cascata con costi di cablaggio e connessione minimi. Con questa novità, SICK continua a scommettere sullo sviluppo di prodotti per il controllo sicuro ed efficace dei processi, per la protezione delle persone e per la prevenzione di incidenti e danni ambientali.

M &A | GENNAIO/FEBBRAIO 2023 90 PRISMA SICK






















M &A | APRILE 2021 22 TARIFFE PUBBLICITARIE GUIDA MULTILINGUE VERSIONE CARTACEA Versione cartacea Versione web EDIZIONE L20E 18SPECILESIAN A SAI Distribuito agli studenti delle scuole professionali salesiane Argomenti trattati • Formato QUINE BUSINESS PUBLISHER I LSWR GROUP Via G.Spadolini 7 - 20141 Milano - Tel 02.86.41.05 - Fax 02.70.05.71.90 eMail: dircom@quine.it Termini della Meccatronica Ora anche online Cerca tra 2411 termini della meccatronica Il più completo dizionario multilingua di termini tecnici della meccatronica, contiene le traduzioni dei termini in Inglese, Francese, Tedesco, Spagnolo, Russo, Turco www.terminidellameccatronica.com per richiedere la tua copia info@quine.it AUTOMAZIONE Dizionario multilingue Dizionario internazionale di Meccatronica Mechatronics international dictionary Internationales Wörterbuch der Mechatronik Dictionnaire international de mécatronique Diccionario internacionale de procesamiento de mecatrónica Международный словарь мехатроники Termini della Meccatronica
MOOG
LA NUOVA SERIE DI SERVOVALVOLE
A CARTUCCIA A DUE VIE X700
Le nuove Servovalvole a Cartuccia Moog della serie X700 sono impiegate, come le robuste valvole a farfalla nei sistemi elettroidraulici di controllo del flusso, quando sono necessarie risposte dinamiche rapide e portate di flusso elevate. Le applicazioni tipiche comprendono la pressofusione, la formatura di lamiere e le presse, così come diversi ambiti dell’industria pesante.
Le Servovalvole a Cartuccia della serie X700 offrono numerosi vantaggi rispetto alle valvole a farfalla, tra cui spicca un design ottimizzato del flusso, garanzia di una qualità superiore delle prestazioni rispetto ai prodotti alternativi e una struttura robusta, che consente una pressione massima di esercizio dello stadio principale di 420 bar (6.000 psi). In aggiunta, in un’ottica di massima flessibilità, i Clienti possono scegliere tre diverse opzioni di interfaccia: analogica, fieldbus, o entrambe combinate nella stessa valvola, predisposta per l’Internet of Things (IoT).
In conformità alla norma ISO 7368, sono disponibili tre taglie: 32 (X702), 40 (X703) e 50 (X704). Tutte le valvole sono dotate di elettronica integrata e controllo di posizione, ad anello chiuso, per l’otturatore dello stadio principale della cartuccia.


“Il significativo aumento delle prestazioni di flusso della nostra nuova famiglia di prodotti consente ai clienti di ridurre le dimensioni delle valvole e di razionalizzare sia lo spazio che i costi, per una progettazione più efficiente della macchina”, dichiara il responsabile del Team di sviluppo Joerg Wagner. “Queste soluzioni, abbinate a valvole di dimensioni più ridotte ad elevata dinamica, consentono di ottenere prestazioni superiori”. Per lo stadio pilota viene utilizzata una valvola ad azionamento diretto Moog D636, che offre una dinamica superiore e un’elevata efficienza energetica, grazie ad una perdita interna minima. L’innovativo design dello stadio principale non rende necessario l’allineamento del manicotto nel collettore, garantendo così massima flessibilità nella sua progettazione. Per applicazioni che richiedono particolari requisiti di sicurezza, sono disponibili opzioni fail-safe che assicurano un posizionamento preciso e sicuro dello stadio principale, evitando movimenti incontrollati della macchina.
ARGOS ST
RIVESTIMENTI ANTIADERENTI
Grazie al lavoro di sviluppo dei materiali di rivestimento, lo stabilimento di Origgio (VA) del Gruppo Argos ST ha studiato e realizzato una linea di rivestimenti pensata per fornire una soluzione al diffuso problema dell’aderenza dei residui di sporco depositati negli stampi per la vulcanizzazione della gomma, che costringe gli operatori ad effettuare un lungo processo di pulizia e a sostituire frequentemente gli stampi, con un conseguente accumulo di rifiuti e materiali di scarto. I rivestimenti proposti da Argos ST sono caratterizzati da proprietà anti-aderenti in grado di mantenersi inalterate per oltre mille cicli di vulcanizzazione e di ridurre sensibilmente le forze necessarie all’estrazione dallo stampo dei prodotti in gomma vulcanizzata e l’impiego di agenti distaccanti, diminuendo sensibilmente anche i tempi dedicati alla pulizia degli impianti.Il processo di vulcanizzazione della gomma prevede il versamento della mescola di gomma in uno stampo sotto pressione per alcuni minuti ad una temperatura massima di 200°C. Questa tecnica permette di ottenere un composto elastico, resistente alle abrasioni e alle forze di trazione e per questo viene utilizzata per realizzare una grande varietà di prodotti e beni di consumo, come gli pneumatici, gli utensili e i giocattoli per bambini.
“Scegliere il miglior coating superficiale per gli stampi è fondamentale e soprattutto non può non tenere conto del fatto che le mescole di gomma subiscono continuamente dei cambiamenti - afferma Luca Garone, Managing Director dello stabilimento Argos ST di Origgio (VA) - Per questo motivo diventa ancora più importante una stretta collaborazione tra noi e i produttori di gomma. Come Argos ST lavoriamo da oltre 30 anni per proporre rivestimenti a base di polimeri speciali in grado di rendere le superfici idrofobiche e antiaderenti. Nei settori industriali in cui le superfici sono costantemente sottoposte a temperature molto alte sono poi molto apprezzati perché conferiscono al materiale ottime doti, oltre che di anti-aderenza, anche di distacco e di inerzia chimica”.
M &A | GENNAIO/FEBBRAIO 2023 92 PRISMA












































































































www.quine.it who’s who] w il Chi è chi della produzione Non puoi mancare who’s who] Il volto delle imprese wwho della meccanica e dell’automazione
WOLTERS KLUWER
NUOVO MODULO INDUSTRY 4.0 DI ARCA EVOLUTION
Wolters Kluwer Tax & Accounting Italia amplia la dotazione del suo ERP Arca EVOLUTION con un nuovo modulo che consente il dialogo automatizzato a due vie tra il gestionale e le macchine o gli impianti di produzione e logistici.
L’azienda ha sviluppato il nuovo modulo del suo principale gestionale Arca EVOLUTION, partendo dalla necessità per le PMI italiane di poter contare su strumenti digitali dall’acclarata semplicità d’uso e universalità di adozione proprio per poter contare su uno strumento ideale anche nell’alveo di Industry 4.0.
Il 93% delle PMI italiane ha adottato almeno un software gestionale. Questo ha fatto crescere il settore del 16% a raggiungere i 20 miliardi di Euro di fatturato.
Lo afferma la ricerca “Il software gestionale in Italia: il percorso di trasformazione di PMI e PA” a cura degli Osservatori Digital Innovation della School of Management del Politecnico di Milano in collaborazione con AssoSoftware.
Il dato è ampiamente positivo perché certifica come le PMI nostrane abbiano compreso l’importanza dell’adozione di strumenti digitali a supporto dei processi industriali e organizzativi, oggi sempre più integrati nell’ottica dell’interconnessione dei dati.

Molti però sono ancora i freni culturali alla completa maturazione delle competenze digitali sia in ambito PMI, come anche nella PA.
L’automatizzazione del dialogo tra macchinari di produzione o impianti di movimentazione e stoccaggio con il gestionale è un passo avanti nell’ottimizzazione dell’industria manifatturiera e della logistica. Velocità, precisione e completezza sono le prerogative che la nuova soluzione
apporta al processo di dialogo tra l’ERP Arca EVOLUTION e la produzione generalmente intesa.
Industry 4.0 basa i suoi principi sulla propensione dell’automazione industriale ad inserire nuove tecnologie produttive per migliorare le condizioni di lavoro, creare nuovi modelli di business, aumentare la produttività degli impianti e migliorare la qualità dei prodotti. L’innovativo modulo di Arca EVOLUTION, grazie alla automatizzazione del dialogo da e verso il gestionale, si inserisce nell’architettura produttiva 4.0 e contribuisce all’approvvigionamento dei dati che, una volta analizzati ed elaborati, rendono possibile il miglioramento e la velocizzazione dei processi.
Pierfrancesco Angeleri, Managing Director di Wolters Kluwer Tax & Accounting Italia, commenta la presentazione di questa innovazione tecnologica sottolineando l’attenzione dell’azienda al mondo della produzione industriale: “La trasformazione digitale è un processo continuo ed inarrestabile nelle strutture produttive e logistiche del nostro Paese. Industry 4.0 riflette le logiche e le necessità di digitalizzazione dei processi e Wolters Kluwer Tax & Accounting Italia, già ben presente con il suo ERP Arca EVOLUTION, fa compiere un ulteriore passo in avanti alla logica del dialogo digitale e alla necessità di automatizzare scambi che solo poco tempo fa erano manuali. L’efficienza operativa si ottiene anche attraverso l’acquisizione automatizzata dei dati che emergono dall’interconnessione di macchine e impianti di produzione e il sistema gestionale. Il mondo dei dati, che Arca EVOLUTION contribuisce a gestire, segna sempre più il progresso valoriale del mondo produttivo.”
M &A | GENNAIO/FEBBRAIO 2023 94 PRISMA
COGNEX
NUOVO LETTORE DI CODICI A BARRE DATAMAN 580
Cognex Corporation ha introdotto sul mercato il nuovo lettore di codici a barre DataMan® 580 a montaggio fisso. Progettato per il tunnel di visione modulare Cognex, DataMan 580 ottimizza i processi logistici rendendo possibili operazioni a velocità elevate e migliorando la tracciabilità. Gli algoritmi brevettati decodificano simultaneamente più codici 1D e 2D alla massima velocità, mentre l’area scan imager da nove megapixel garantisce un campo visivo maggiore.

“DataMan 580 offre notevoli vantaggi in termini di prestazioni per i tunnel logistici ad alta velocità”, afferma Matt Moschner, vicepresidente ID Products and Platforms. “L’algoritmo del sistema decodifica le etichette multi-simbolo fino a tre volte più velocemente rispetto ai metodi convenzionali. Inoltre, poiché il sistema DataMan 580 traccia dinamicamente i colli nell’intero suo campo visivo, gli utenti possono ridurre lo spazio tra le scatole e gestire così un maggior numero di oggetti”.
A differenza dei sistemi a scansione lineare, DataMan 580 garantisce una lettura dei codici più solida, decifrando anche etichette con angolature altamente prospettiche su oggetti irregolari. L’innovativo algoritmo di imaging HDR+ del sistema riduce significativamente i tempi di esposizione necessari per ottenere immagini ad alta risoluzione, offrendo risultati nitidi e chiari anche in ambienti a ridotto contrasto.
Per monitorare le prestazioni del sistema in tempo reale e ottimizzare le operazioni a valle, DataMan 580 può essere potenziato con Edge Intelligence, lo strumento di gestione dei dispositivi e delle prestazioni di Cognex. L’abbinamento dei tunnel di visione modulari DataMan 580 con i sistemi di visione 3D di Cognex consente alle operazioni logistiche di identificare in tempo reale il posizionamento e le dimensioni delle etichette, contribuendo a convalidarne la conformità.
DataMan 580 si integra facilmente nei tunnel di visione modulari Cognex per una rapida implementazione delle soluzioni di lettura dei codici a barre su cinque e sei lati.
Il nuovo DataMan 580 sarà protagonista, insieme ad altre innovative soluzioni per la logistica, allo stand di Cognex (1J11, Padiglione 1) della prossima LogiMat, che si terrà a Stoccarda in Germania dal 25 al 27 aprile.
M &A | GENNAIO/FEBBRAIO 2023 95
CUSCINETTI PER MACCHINE PER LA PRODUZIONE DI PAVIMENTI
I frequenti cedimenti dei cuscinetti installati su una macchina per la produzione di pavimenti in calcestruzzo provocavano lunghi fermi, costose perdite di produzione e costi di manutenzione elevati. Per risolvere il problema, il cliente si è affidato alla competenza di NSK, che ha riprogettato il gruppo del mozzo ruota e del fusello (con cuscinetti con specifiche adeguate).

L’industria delle costruzioni fa molto affidamento sulla disponibilità e affidabilità dei macchinari, per rispettare le rigide tempistiche dei progetti edili. Poiché il tempo è denaro, qualsiasi ritardo imprevisto dovuto ad apparecchiature difettose può risultare estremamente costoso, in termini sia finanziari sia di soddisfazione del cliente.
I ripetuti guasti della macchina per la produzione di pavimenti in calcestruzzo erano fonte di seria preoccupazione per i dirigenti dell’azienda cliente, che dovevano trovare una soluzione con la massima urgenza. L’analisi della macchina e dei cuscinetti guasti condotta dal team di tecnici specializzati di NSK ha rilevato come il problema principale riguardasse gli schermi, a causa della progettazione inadeguata della ruota e della conseguente infiltrazione di sostanze contaminanti (dovuta all’utilizzo di cuscinetti con specifiche non idonee). Questo processo ad alto valore è normalmente soggetto a condizioni operative gravose. La soluzione è stata tutt’altro che semplice: NSK ha dovuto riprogettare completamente il gruppo del mozzo ruota e del fusello, selezionando un supporto a rulli sigillati specifico per i carichi di lavoro della macchina. Installando i cuscinetti schermati a pieno riempimento di NSK, fissati da seeger sull’anello esterno, è stato possibile aumentare il coefficiente di carico. Inoltre, le tenute integrate garantiscono una maggiore protezione per i cuscinetti.
Il cliente ha accettato la proposta e prodotto un nuovo albero e alloggiamento per installare il gruppo del mozzo riprogettato da NSK.I cuscinetti a pieno riempimento di rulli cilindrici di NSK sono dotati di tenute striscianti migliorate che prevengono l’ingresso di particelle estranee e acqua, di un coefficiente di carico elevato (in direzione radiale e assiale) e di un rivestimento in fosfato resistente alla corrosione che garantisce l’idoneità agli ambienti esterni. I cuscinetti sono prelubrificati con grasso al litio e possono essere ringrassati facilmente attraverso fori di rilubrificazione negli anelli interno ed esterno. Se necessario, all’anello esterno può essere applicato un anello di ancoraggio (DIN 471). Riducendo i guasti da 20 all’anno a zero, il cliente ha ottenuto risparmi per 68.607 Euro all’anno, grazie all’eliminazione di tempi morti e ricambi, oltre alla riduzione dei costi di manutenzione. Da notare, infine, che NSK ha fornito consulenza in loco illustrando nel dettaglio le migliori pratiche di lubrificazione e montaggio.
M &A | GENNAIO/FEBBRAIO 2023 96 PRISMA NSK
n.8 Novembre/Dicembre 2022
www.meccanica-automazione.com
Redazione Direttore Responsabile
Giorgio Albonetti
Coordinamento Editoriale Area Industry
Marco Tenaglia –marco.tenaglia@quine.it – cel. 3298490024
Direttore tecnico
di Redazione
Cristina Gualdoni
cristina.gualdoni@quine.it – cel. 3477623887
Hanno collaborato a questo numero
Patrizia Ricci, Eleonora Segafredo, Sofia Rossi
Pubblicità Costantino Cialfi | Direttore Commerciale c.cialfi@lswr.it - tel. +39 3466705086
Elena Genitoni | Ufficio Traffico e.genitoni@lswr.it – tel. 0289293962
Servizio abbonamenti abbonamenti.quine@lswr.it
Abbonamento annuale € 49,99
Costo copia singola € 7,07 (presso l’editore)
Produzione Antonio Iovene | Procurement Specialist a.iovene@lswr.it | Cell. 349.1811231
Grafica e Fotolito: Fabio Castiglioni
Stampa: Aziende Grafiche Printing Srl

Peschiera Borromeo (MI)
Registrazione del Tribunale di Milano n. 653 del 21.09.2005.
Iscrizione al R.O.C. n. 12191 del 29/10/2005 Tutti gli articoli pubblicati su m&a meccanica &automazione sono redatti sotto la responsabilità degli Autori. La pubblicazione o la ristampa degli articoli deve essere autorizzata per iscritto dall’Editore. Ai sensi dell’art. 13 del D.Lgs. 196/03, dati di tutti i lettori saranno trattati sia manualmente sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dall’art. 11 D.Lgs. 196/03. I dati potrebbero essere comunicati a soggetti con i quali Quine S.r.l. intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Quine S.r.l. - via Spadolini, 7 - 20141 Milano Tel +39 02 864105 Fax +39 02 72016740, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui all’art. 7 D.Lgs. 196/03.
Ai sensi dell’art. 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dagli art. 5-6-7 del GDPR. I dati potranno essere comunicati a soggetti con i quali Edra S.p.A. intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Edra S.p.A., Via G. Spadolini 7 - 20141 Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui agli articoli 15-21 del GDPR.
Testata associata
ABBIAMO PARLATO DI...
M &A | GENNAIO/FEBBRAIO 2023 98 A&T 20 ABB 42 Alfatestlab 65 Argos 92 Caracol 44 Cognex 78 Cognex 95 Ct Meca 89 Datalogic 9 DKC 16 DMG MORI 24, 48 Eaton 88 Elmec 3D 66 Festo 10 Formlabs 50 GF Machining Solutions 52 igus 68, 74 ISTech 80 KUKA 54 Leister 72 Leuze 76 Mayr 82 Mewa 32 Mikron Tool 8 Mitsubishi Electric 9 Moog 92 NSK 96 Poggi Trasmissioni Meccaniche 14 Prima Additive 56 renishaw 58 RF Celada 46 Samsung Electronics 11 Schneider 78 Sick 90 Siemens 84 UCIMU 13 Weerg 70 Wolters Kluwer 94 Yamawa 11 AMC III cop Bosch Rexroth 23 Hermle 7 igus 4 Lovato 38 Mikron II cop One team 71 Pama 31 Rettificatrici Ghiringhelli IV cop Soraluce 3 SPS 15
INSERZIONISTI
Segreteria
Chiara Tagliaferri

I dettagli fanno la perfezione e la perfezione non è un dettaglio
(Leonardo da Vinci)

È un principio che applichiamo in tutte le nostre creazioni da oltre 100 anni. Progettiamo soluzioni personalizzate di rettificatura senza centri che si distinguono per forte identità e grande attenzione ai dettagli. Garantiamo sempre processi di rettificatura perfetti “al micron”, e la perfezione non è un dettaglio.








Seguiteci su: Via Asmara, 19 - 21016 Luino (VA) - Italia Tel. +39 0332 543 411 - Fax +39 0332 537 468 e-mail: info@ghiringhelli.it - http://www.ghiringhelli.it Rettificatrici Ghiringhelli S.p.A.
Vi aspettiamo! 7 - 10 Marzo Berna - Svizzera T a c c h e l l a C l a u d i o w w w t a c c h e l l a a l t e r v i s t a o r g “ “
